













































































































































































































































































































































































































































































































































































































































































































Похожие




Текст
МАШИНОСТРОЕНИЕ
ЭНЦИКЛОПЕДИЧЕСКИЙ СПРАВОЧНИК
РЕДАКЦИОННЫЙ СОВЕТ
Председатель Совета и главный редактор
акад. Е. А. ЧУДАКОВ
С. А. АКОПОВ, И. И. АРТОБОЛЕВСКИЙ, Н. С. АЧЕРКАН, И. М. БЕСПРОЗВАННЫЙ,
Н. Т. ГУДЦОВ, В. И. ДИКУШИН, А. И. ЕФРЕМОВ, В. К. ЗАПОРОЖЕЦ, А. И. ЗИМИН,
Н. С. КАЗАКОВ, М. В. КИРПИЧЕВ, В. М. КОВАН, Ю. П. КОНЮШАЯ, А. А. ЛИПГАРТ,
В. А. МАЛЫШЕВ, I Л. К. МАРТЕНС I , Л. М. МАРИЕНБАХ, Г. А. НИКОЛАЕВ, И. А. ОДИНГ
(зам. председателя Редсовета), Е. О. ПАТОН, Л. К. РАМЗИН , Н. Н. РУБЦОВ, М. А. САВЕРИН
(зам. председателя Редсовета), И. И. СЕМЕНЧЕНКО, С. В. СЕРЕНСЕН, К. К. ХРЕНОВ,
М. М. ХРУЩОВ, Н. А. ШАМИН, А. Н. ШЕЛЕСТ, Л. Я- ШУХГАЛЬТЕР (зам. главного редактора),
А. С. ЯКОВЛЕВ
РАЗДЕЛ ПЯТЫЙ
ОРГАНИЗАЦИЯ И ЭКОНОМИКА
МАШИНОСТРОИТЕЛЬНОГО
ПРОИЗВОДСТВА
том 15
Ответственный редактор
канд. техн. наук Л. Я. ШУХГАЛЬТЕР
ГОСУДАРСТВЕННОЕ НАУЧНО-ТЕХНИЧЕСКОЕ ИЗДАТЕЛЬСТВО
МАШИНОСТРОИТЕЛЬНОЙ ЛИТЕРАТУРЫ
москва —195 0
ПРОИЗВОДСТВЕННАЯ ЧАСТЬ
Зам. начальника издательства Д. М. Польский. Начальник производствен-
ного отдела Машгиза С. А- Соловьев. Зав. производством „Справочника"»
Б. С. Раецкий. Техн. редактор Т. Ф. Соколова. Зав. корректорской
А. Н. Шеманова. Корректор О. И. Семенова. Переплёт работы худож-
ника А. Л. Вельского. Руководитель графического бюро А. А. Силаев.
Графики А. М. Тетерин, А. Ф. Иваницкая, Н. И. Корытцев, Т. И. Ко-
рытцева, Е. Г. Курочкин, Н. М. Владимирова, 3. И. Погудкина.
Ксилограф Е. Е. Кирсанов.
Полиграфические работы выполнены в 1-й типографии Машгиза. Директор
типографии Н. И. Панин. Гл. инженер О. Я. Басин. Зав. производством
типографии Н. С. Кондрат. Набор и вёрстка произведены под руковод-
ством К. Е. Селищ и технолога Э. Я. Потапенко. Печатью руководили
М- П. Седов и технолог С. М. Сундаков. Брошировочно-переплётные ра-
боты выполнялись под руководством М. Ф- Семёнова. Тиснением руково-
дила Д. Г. Белова. Матрицы и стереотипы изготовлены под руководством
В. Н. Иванова. Типографская корректура проведена под руководством
Е. А. Беляпкина,
Бумага фабрики им. Володарского. Ледерин Щёлковской фабрики. Картон
Калининской фабрики. Шрифт изготовлен на 1-м и 2-м шрифтолитейных
заводах.
15-й том сдан в производство 19/П 1949 г. — 7/IX 1949 г. Подписан к печати
14/111 1950 г. Т 02309. Заказ № 219. Бумага 70 X 1087,„. Уч.-изд. листов 124.
Печатных листов 51 + 3 вклейки. Тираж 50 000. A-й завод 1 — 15 000).
Адрес типографии: Ленинград, ул. Моисеенко, д. Ю.
АВТОРЫ ТОМА
Н. А. БОРОДАЧЕВ, чл.-корр. Ак. Арт. Наук; |н. И. БЕЗСОНОВ, экон.); Л. А. ГЛЕЙ-
ЗЕР, доц., канд. техн. наук; И. Е. ГОРОДЕЦКИЙ, проф., д-р техн. наук; В. И. ГО-
СТЕВ, инж.; И. Л. ДЕГТЯРЕВ, доц., канд. техн. наук; С А. ДУМЛЕР, инж.;
A. Н. ЖУРАВЛЕВ, доц., канд. техн. наук; М. Р. ЖУРАВЛЕВ, инж.; Н. Н. ЗАХА-
РОВ, доц., канд. техн. наук; П. С. ИВАНОВ, доц., канд. экон. наук; А. Г. ИВАНОВ,
доц., канд. техн. наук; Б. Я. КАЦЕНБОГЕН, доц., канд. техн. наук; В. В. КЕРЕ-
КЕШ, инж.; А. Е. КОРОЛЕВ, инж.; Н. Г. ЛЕВИНСОН, канд. техн. наук; Е. Г. ЛИ-
БЕРМАН, доц., канд. экон. наук; Ю. О. ЛЮБОВИЧ, доц., канд. экон. наук;
B. Ф. НОВИКОВ, инж.; Р. А. НОСКИН, инж.; Г. И. ОБРАЗЦОВ, доц., канд. техн.
наук; Г. А. ОСТРОУМОВ, инж.; М. А. ПРЕОБРАЖЕНСКИЙ, ст. научн. сотр.,
канд. техн. наук; А. Е. ПРОКОПОВИЧ, инж.; Г. А. ПРУДЕНСКИЙ, доц., канд.
экон. наук; А. Ф. РУМЯНЦЕВ; Д. В. САБИНСКИЙ, д-р экон. наук; В. Г. СИЗОВ;
C. Е. СИНАДСКИЙ, инж.; С. К. ТАТУР, проф., д-р экон. наук; С. Д. ТИШИН.доц.,'
канд. техн. наук; С. А. ТИЛЛЕС, канд. техн. наук; Д. А. ТОБИАС, доц., канд.
техн. наук; Г. Р. ТРУБИЦКИЙ, инж.; К. А. ФЕДОСЕЕВ, доц., канд. экон. наук;
Л. М. ХЕЙФЕЦ, доц., канд. техн. наук; Н. Э. ХЕЛМИНСКИЙ, инж, ; Р. И. ХИ-
СИН, инж.; Б. В. ЦЕТЛИН, доц., канд. техн. наук; А. Ф. ЧЕРНЫШЕВ, инж.;
Б. В. ШАСКОЛЬСКИЙ, доц., канд. техн. наук; Л. Я. ШУХГАЛЬТЕР, канд. техн,
наук; Т. А. ЮДИН, доц., канд. экон. наук.
НАУЧНЫЕ РЕДАКТОРЫ
С. В. АВРУТИН, доц. (гл. IX); БРОДСКИЙ Г. С, инж. (гл. VI, VII, VIII, X, XI, XII); ГЛИНЕР Б. М.,
инж.; ЛЮБОВИЧ Ю. О., доц.,канд. экон. наук (гл. I, II, III, IV, V, VII).
Научные редакторы графических работ инж. В. Г. КАРГАНОВ и инж. П. М. ИОНОВ
Зав. редакцией В. Н. КУТЫРИНА
Адрес редакции: Москва* 12, у л, Куйбышева* 4* по». 12.
Главная редакция энциклопедического справочника „Машиностроение*
СОДЕРЖАНИЕ
ОРГАНИЗАЦИЯ ПРЕДПРИЯТИЯ
И УПРАВЛЕНИЕ ПРОИЗВОДСТВОМ
Глава I. ОСНОВЫ СОЦИАЛИСТИЧЕСКОЙ
ОРГАНИЗАЦИИ ПРЕДПРИЯТИЯ И
УПРАВЛЕНИЯ ПРОИЗВОДСТВОМ .... 1
Основы н задачи социалистиче-
ской организации предприя-
тия (канд. техн. наук Л. Я- Шух-
галътер) 1
Введение •'.... 1
Основы организации социалистического пред-
приятия 4
Задачи социалистической организации пред-
приятия 8
Организация управления со-
циалистической промышлен-
ное т ью (А. Ф. Румянцев) 19
Ленинско-сталинские принципы организации
управления социалистической промышлен-
ностью 19
Управление государственной и кооператив-
ной промышленностью СССР 25
Управление государственными промышлен-
ными предприятиями 30
ПЛАНИРОВАНИЕ, УЧЁТ
И АНАЛИЗ РАБОТЫ
ПРЕДПРИЯТИЯ
Глава П. ПЛАНИРОВАНИЕ, ФИНАНСЫ И
ХОЗЯЙСТВЕННЫЙ РАСЧЁТ МАШИНО-
СТРОИТЕЛЬНОГО ЗАВОДА 37
Основы социалистического
планирования производства
(доц., канд. экон. наук Ю. О. Любович). . 37
Планирование — закон развития социалисти-
ческой экономики 37
Основные задачи социалистического планиро-
вания 38
Партийность социалистического планирова-
ния; его научный характер 40
Директивный характер социалистического
планирования и его действенная сила ... 43
Прогрессивный характер социалистического
планирования 45
Стахановский техпромфинплан предприятия . 48
Организационное руководство выполнением
планов 49
Социалистическая плановая дисциплина и хо-
зяйственный расчёт предприятия 51
Технико-экономическое плани-
рование пр оизво детва (доц. канд*
техн. наук Д. А. Тобиас) 53
Задачи технико-экономического планирования
и порядок разработки заводского техпром-
финплана 53
План технического развития и организации
производства 55
План производства и выпуска продукции . . 61
Планирование труда и заработной платы . . 69
План материально-технического снабжения . . 76
Планирование затрат на производство и себе-
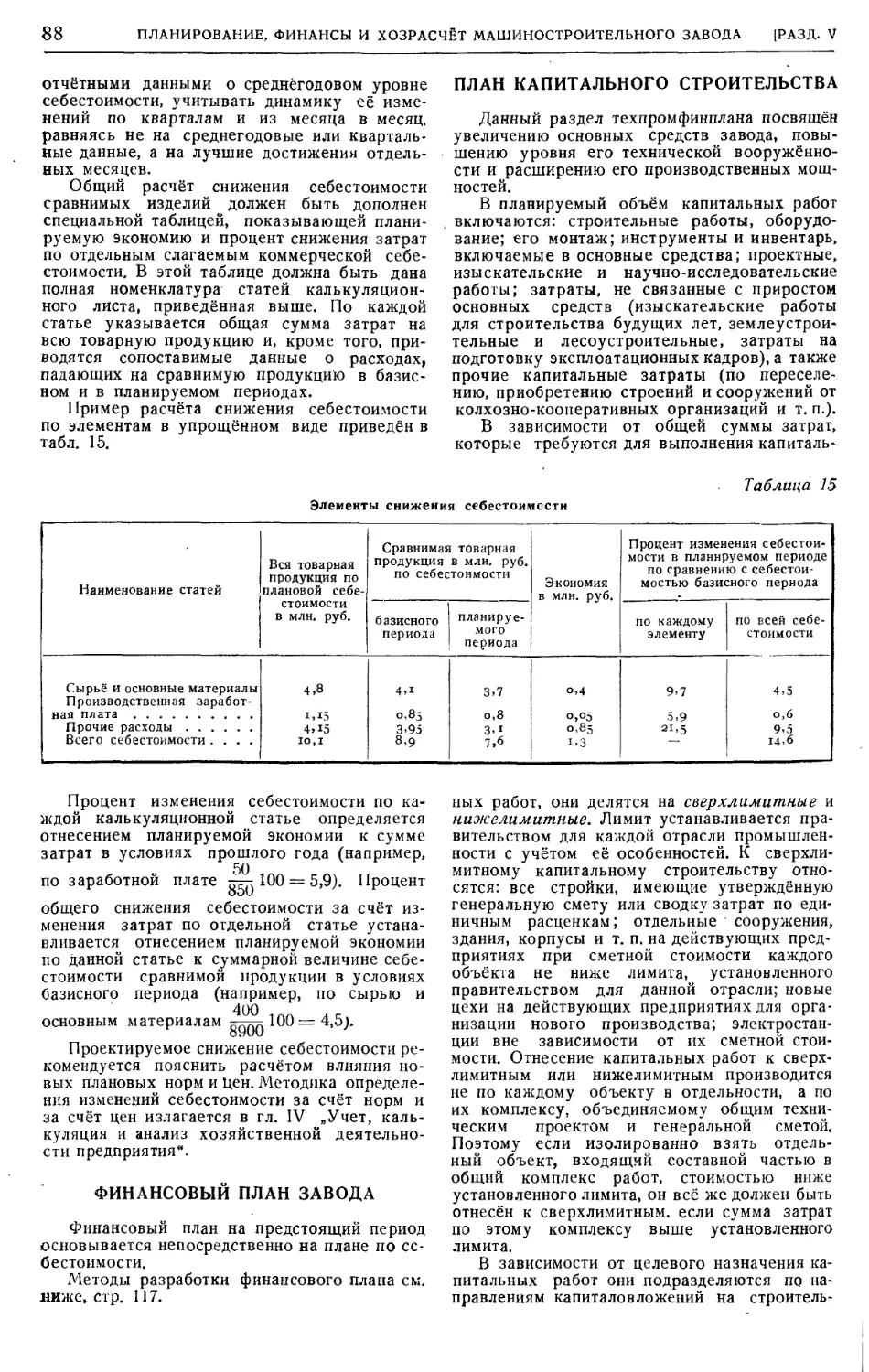
стоимости продукции 78
Финансовый план завода 88
План капитального строительства 88
Порядок выполнения и контроля техпромфин-
плана 90
Основные фонды и их исполь-
зование (доц. канд. экон.' наук П. С.
Иванов) 91
Структура основных фондов машиностроения 91
Расширение и методы оценки основных фон-
дов 92
Амортизация основных фондов 93
Капитальный ремонт основных фондов .... 94
Производственная мощность предприятия и
методы её определения 95
Показатели использования производственной
мощности и прогрессивные технико-эконо-
мические нормы 96
Резервы роста производственных мощностей
и их использование 98
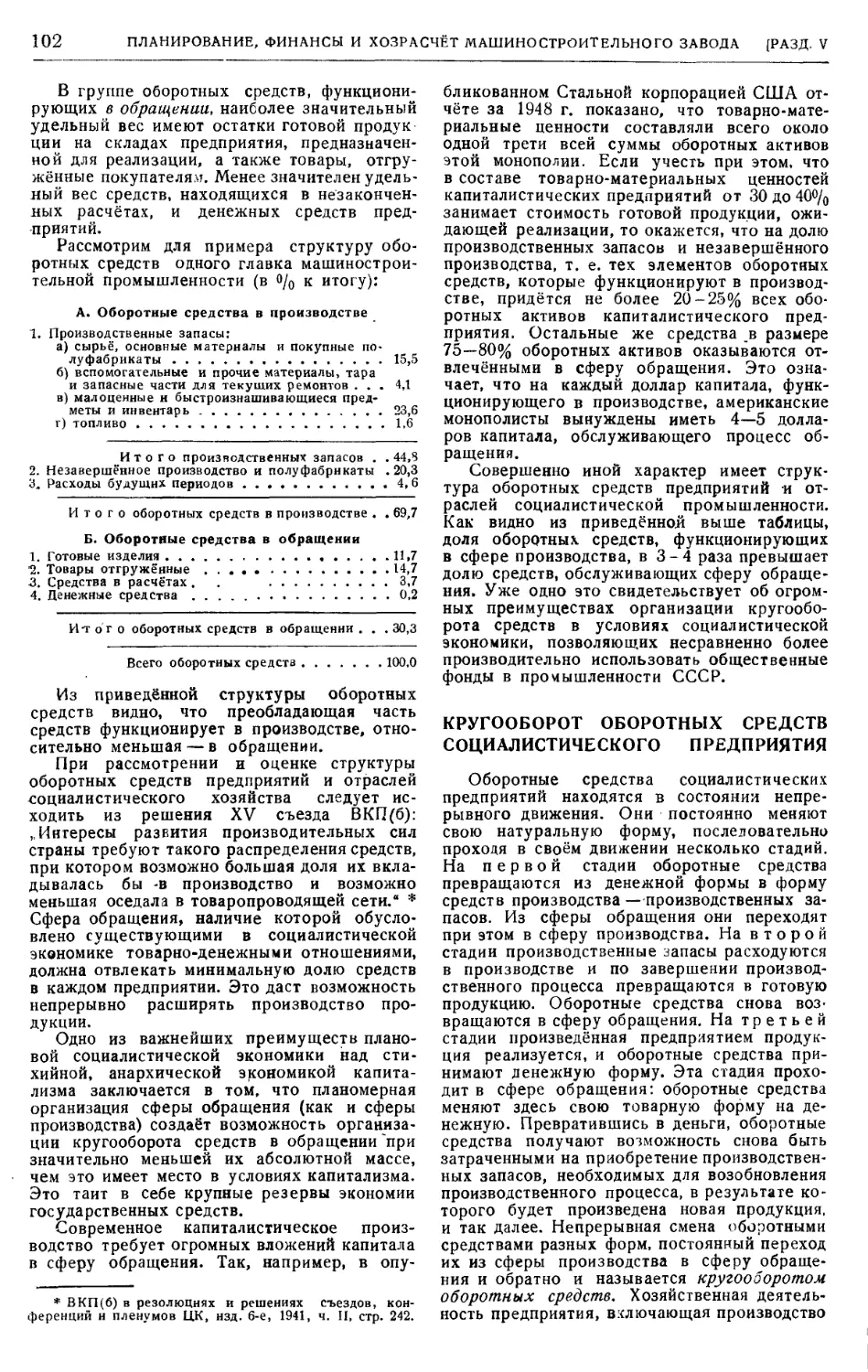
Оборотные средства и пути
ускорения их оборачиваемо-
сти (доц. канд. экон. наук К. А- Федосеев) 100
Оборотные средства социалистической про-
мышленности и их структура 100
Кругооборот оборотных средств социалисти-
ческого предприятия 102
Источники формирования оборотных средств
социалистической промышленности .... 104
Экономическое значение скорости оборота
средств 107
Пути ускорения оборачиваемости средств . . 109
Ускорение оборачиваемости средств в произ-
водстве 111
Ускорение оборачиваемости средств в обра-
щении 113
Использование оборотных средств и борьба за
экономию и рентабельность 114
Финансы машиностроитель-
ного завода (доц- канд. экон. наук
Е. Г. Лаберман) 117
Основы финансового хозяйства предприятия . 117
Баланс доходов и расходов 117
Финансирование капиталовложений и капи-
тального ремонта . 119
СОДЕРЖАНИЕ
V
Финансирование собственных оборотных
средств . 121
Кредитование и расчёты 123
Взаимоотношение предприятия с бюджетом . 125
Оценка исполнения финансового плана . ... 126
Хозяйственны я расчёт завода,
цеха, участка . . .'. . . 128
Хозяйственный расчёт завода 128
Основы организации внутризаводского хозяй-
ственного расчёта 131
Хозяйственный расчёт цеха 131
Хозяйственный расчёт участков, бригад и
отдельных рабочих • 138
Глапа III. ОПЕРАТИВНОЕ ПЛАНИРОВА-
НИЕ ПРОИЗВОДСТВА (ОРГАНИЗАЦИЯ
РАБОТЫ ПО ГРАФИКУ) 141
Содержание и задачи опера-
тивного планирования произ-
водства (лауреат Сталинской премии
доц. канд. техн- наук Б. JJ. Каценбоген) 141
Календарное планирование
производства (Б. Я. Каценбоген) . . 146
Система межцехового календарного планиро-
вания 146
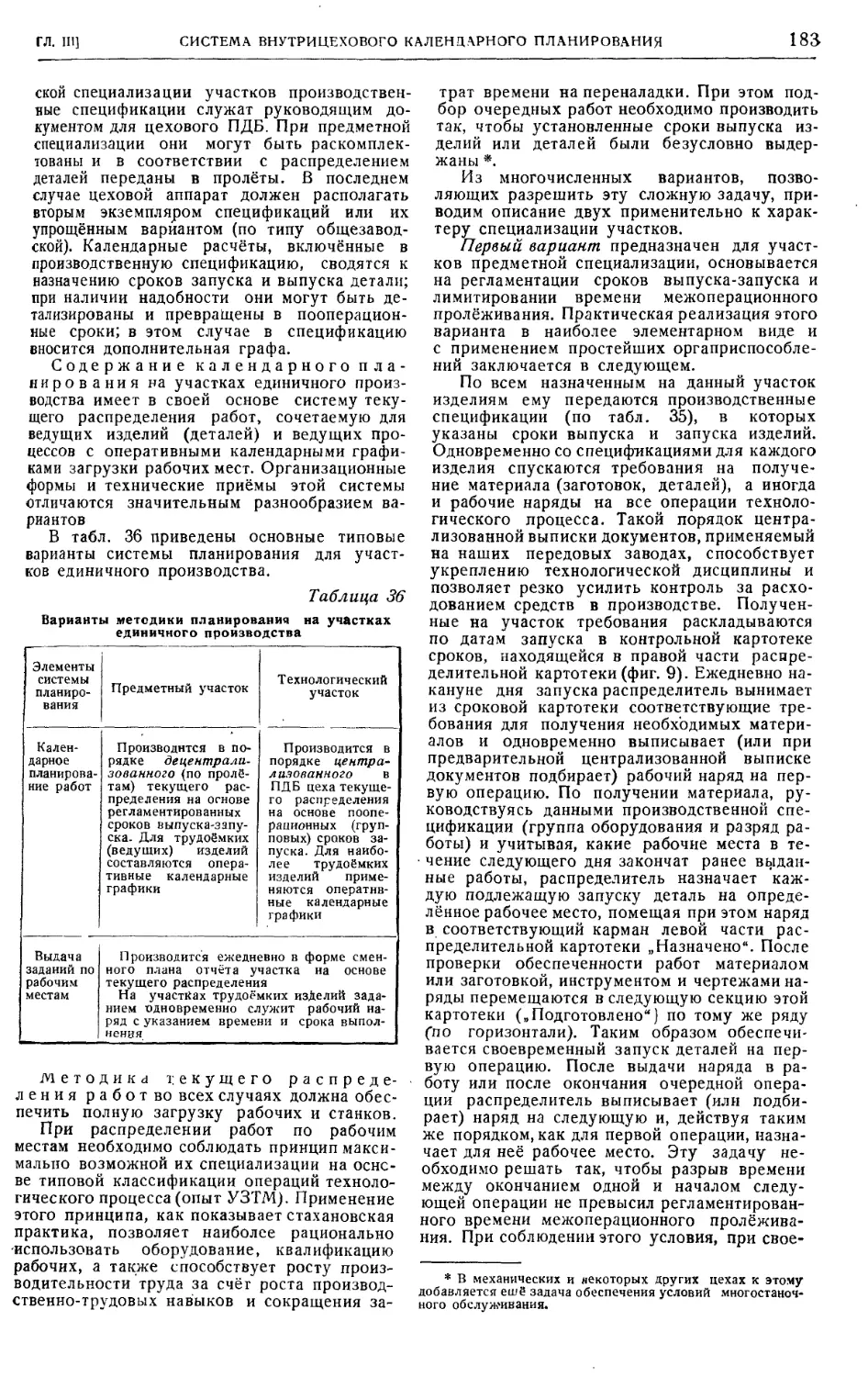
Система внутрицехового календарного пла-
нирования 172
Нормативно-календарные расчёты в массовом
производстве 186
Нормативно-календарные расчёты в серийном
производстве 195
Нормативно-календарные расчёты в единич-
ном производстве 207
Диспетчирование (инж. С- А. Дум-
лер) 210
Организация диспетчирования 210
Методы диспетчирования 211
Диспетчерский контроль производства .... 211
Оперативное распорядительство в производ-
стве 222
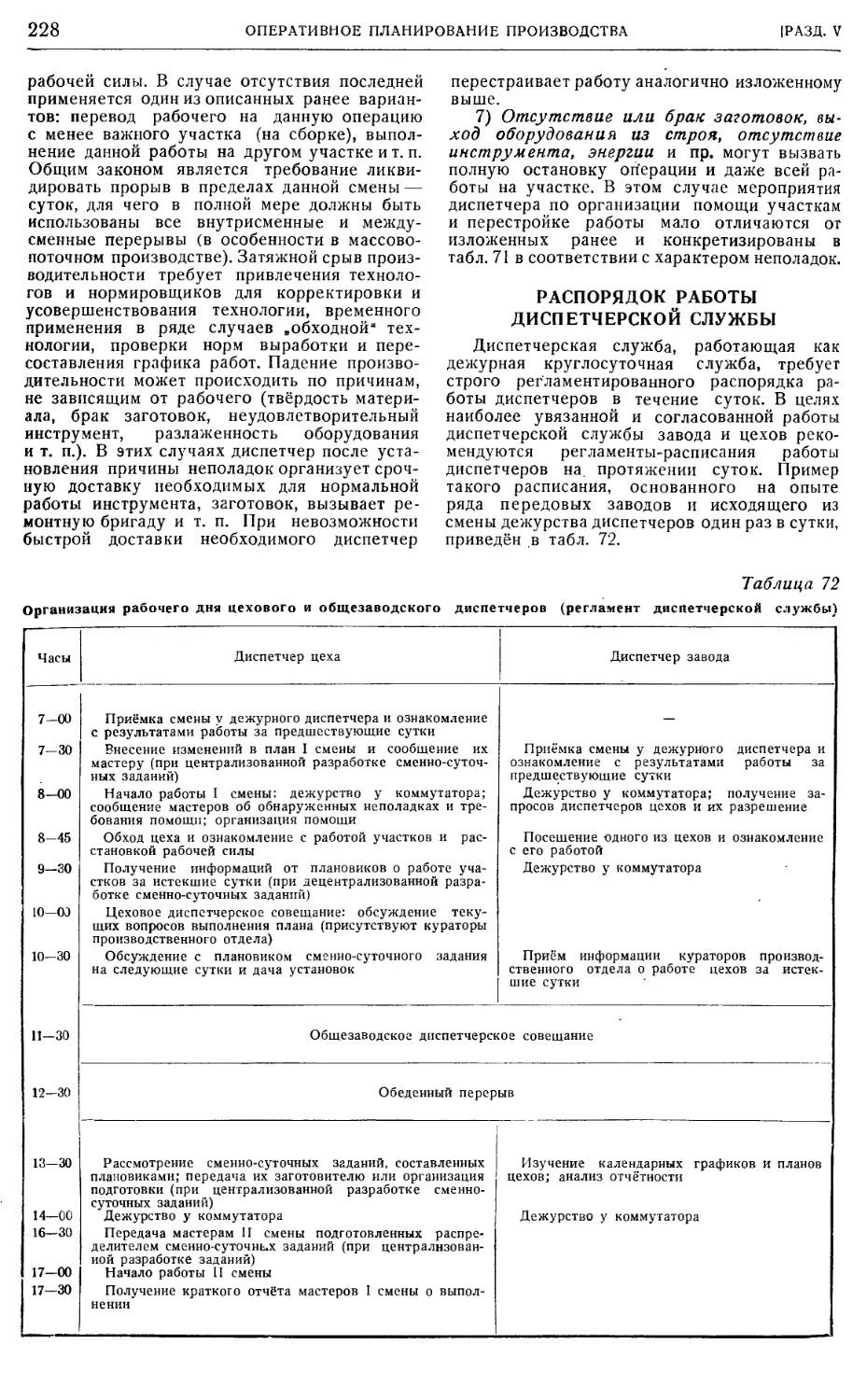
Распорядок работы диспетчерской службы . . 228
Оргатехника в оперативн о-к а-
лендарном планировании
(С. А. Думлер) 229
Глава IV. УЧЁТ, КАЛЬКУЛЯЦИЯ И АНА-
ЛИЗ ХОЗЯЙСТВЕННОЙ ДЕЯТЕЛЬНО-
СТИ МАШИНОСТРОИТЕЛЬНОГО ЗА-
ВОДА 234
Виды хозяйственного учёта {д-р. экон. наук
проф. С. К- Татур и д-р экон. наук
проф. Д. В. Савинский) 234
Основы бухгалтерского учёта (С. К. Татур) 235
Основы статистического учёта (Д. В. Савин-
ский.) . 245
Основы анализа хозяйственной деятельности
(С. К. Татур) 248
Учёт основных средств и анализ их исполь-
зования (С. К- Татур) 250
Учёт материалов и анализ их использования
(С. К. Татур) 257
Учёт и анализ труда и заработной платы
(Д. В. Савинский) . . . . ; 262
Учёт производства (экон. Н. И Безсонов) 270
Калькуляция себестоимости продукции (Н. И.
Безсонов) • 277
Анализ себестоимости (С. К. Татур) .... 281
Учёт и анализ выполнения плана выпуска
продукции (С. К. Татур) 285
Учёт денежных средств, расчётных и кредит-
ных отношений (С- К. Татур) 287
Анализ финансового состояния предприятия
(С. К. Татур) 290
Организация хозяйственного контроля
(С. К. Татур) 292
ОРГАНИЗАЦИЯ ТРУДА
И ТЕХНИЧЕСКОЕ НОРМИРОВАНИЕ
Глава V. ОРГАНИЗАЦИЯ ТРУДА И ЗАРА-
БОТНОЙ ПЛАТЫ 294
Основы социалистической ор-
ганизации труда на пред-
по и я т и и (дои,- канд. экон. наук
Ю. О. Любович) 294
Принципиальные особенности и преимуще-
ства социалистической организации труда . 294
Основные принципы социалистической орга-
низации труда 295
Социалистическая дисциплина труда 2Э7
Социалистическое соревнование и стаханов-
ское движение 299
Задачи организации труда на предприятии . 302
Роль кадров и большевистские методы руко-
водства 304
Расстановка рабочих и уплот-
нение рабочего дня (/О. О. Лю-
бович) 307
Разделение работ по признаку технической
однородности 308
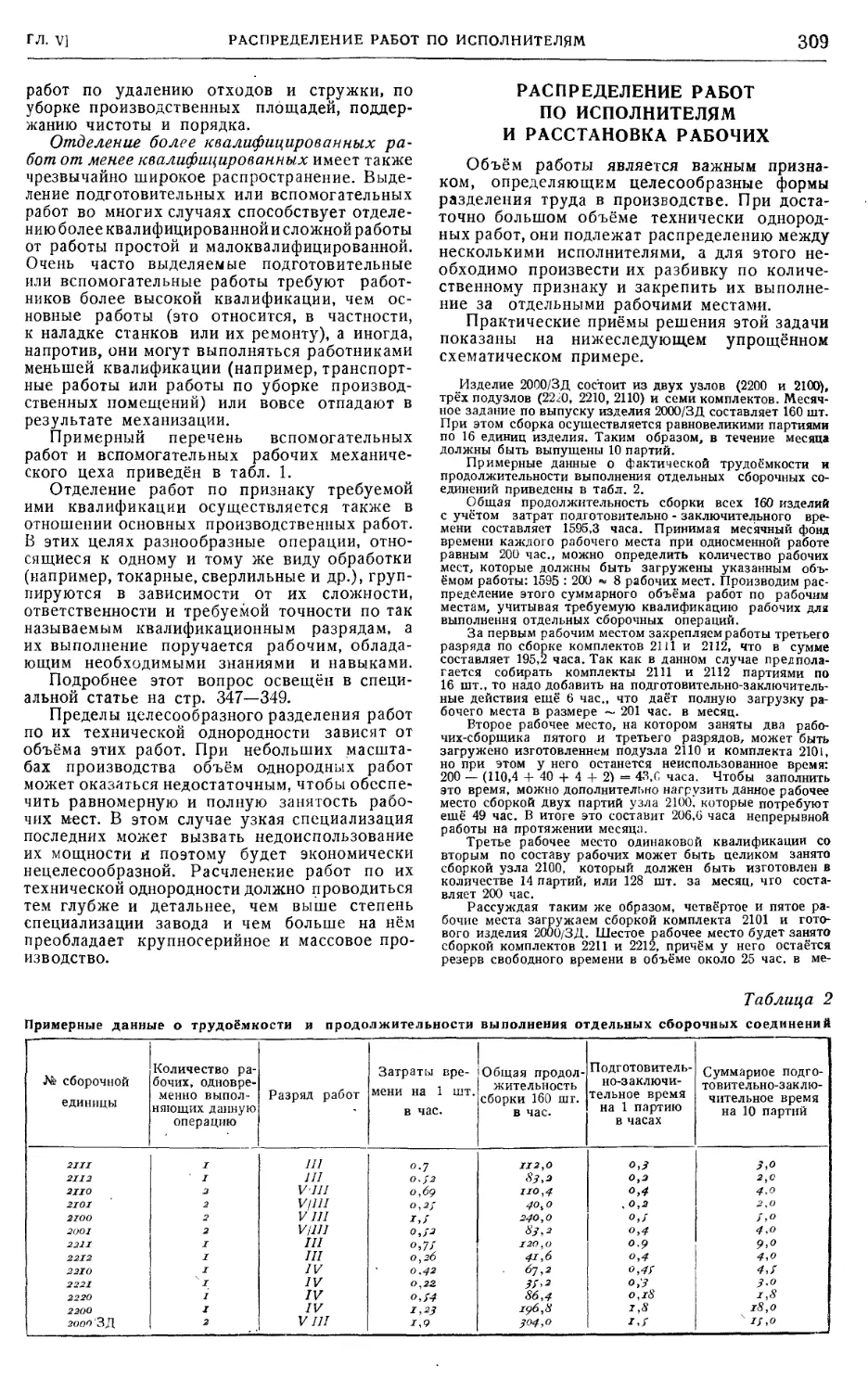
Распределение работ по исполнителям и рас-
становка рабочих 309
Организация бригад 310
Формирование смен и распорядок их работы 311
Уплотнение рабочего дня и укрепление тру-
довой дисциплины 311
Организация и оснащение ра-
бочего места (инж. М. Р. Жура-
влёв) • 315
Стахановские методы организации рабочего
места 316
Специализация рабочих мест 318
Оснащение рабочего места 320
Планировка рабочих мест 322
Примеры оснащения и планировки рабочих
мест при индивидуальной работе 325
Порядок и чистота на рабочем месте .... 326
Обслуживание рабочего места . 332
Многостаночная работа и сов-
мещение профессий (доц. канд.
экон. наук Г. А- Пруденский) 334
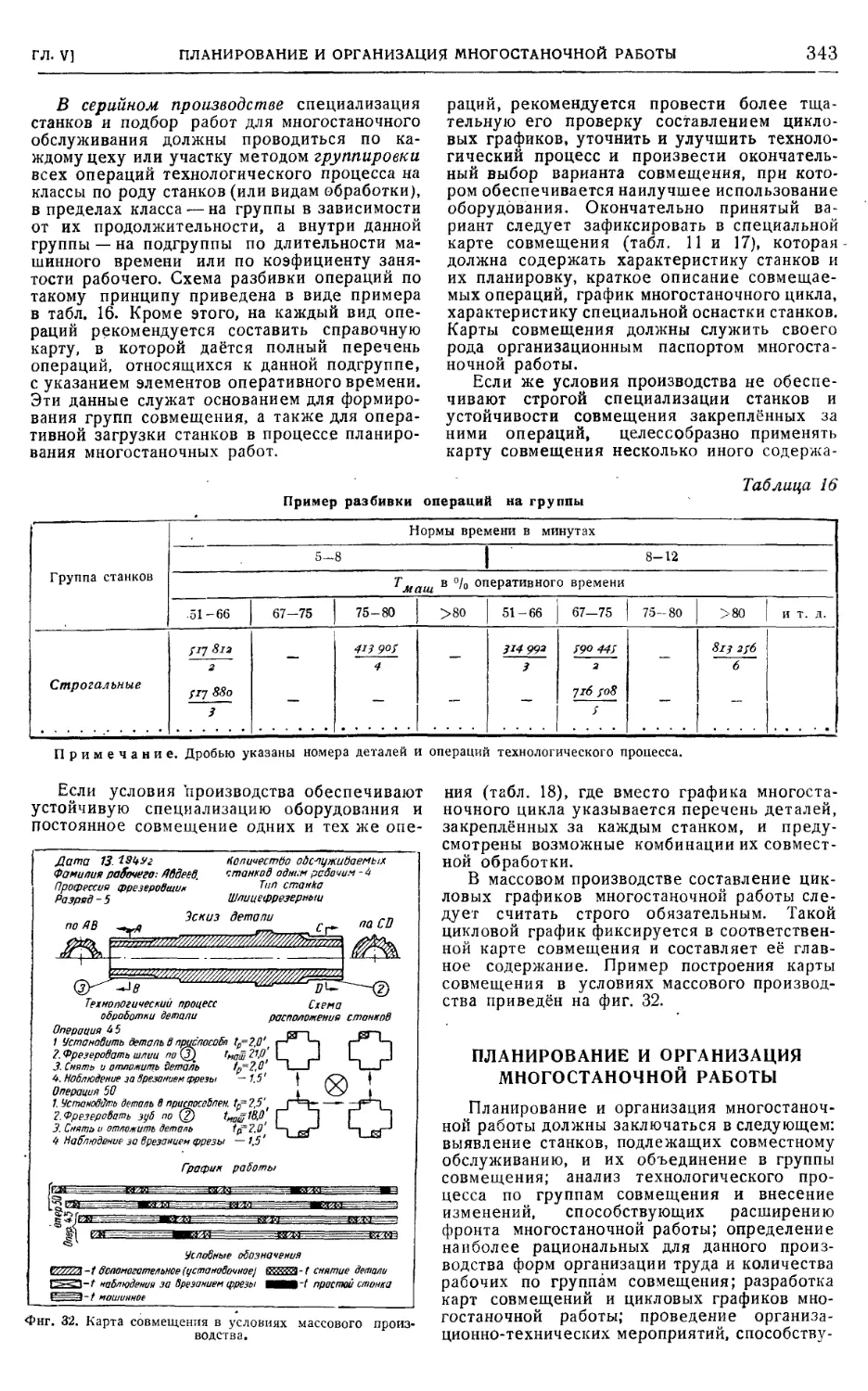
Условия и формы совмещения операций . . . 335
Расчёт цикла многостаночной работы .... 335
Организационные формы и технические пред-
посылки многостаночной работы ...... 337
Подбор работ для многостаночного обслужи-
вания 341
Планирование и организация многостаночной
работы 343
Совмещение профессий 316
Квалификация работ и рабо-
чих (инж. В. Ф. Новиков) 347
Значение квалификации работ и рабочих . . 347
Признаки квалификации работ и рабочих . . 348
Тарифно-квалификационные справочники . . . 348
Установление квалификации работ и рабочих 349
Формы и методы производствен-
ного обучения рабочих (В. Г.
Сизов) 350
Подготовка новых рабочих 350
Повышение квалификации рабочих ...... 351
VI
СОДЕРЖАНИЕ
Обучение мастеров 352
Учебно-материальная база 352
Планирование комплектования
и подготовки рабоч их кадров
{инж. Г. Р. Трх'бицкий и инок. А. Ф. Чер-
нышёв) ....'. 353
Организация заработной пла-
т ы (инж. Н. Э. Хелминский) 358
Основы регулирования заработной платы . . 35й
Фонды заработной платы и контроль за их
расходованием 360
Тарифная система 361
Сдельная оплата труда 363
Сдельно-прогрессивная оплата труда 364
Повременная и повременно-премиальная оп-
лата труда 366
Оплата труда инженерно-технических работ-
ников и служащих 367
Премирование коллективов предприятия . . . 368
Оплата сверхурочных и ночных работ, сокра-
щенного рабочего дня, простоев и брака 369
Оплата по среднему заработку 370
Роль мастера на производстве
(Ю. О. Любович) 371
Права и обязанности мастера 371
Организация труда и заработной платы на
участке мастера 371
Техническое руководство и производствен-
ный инструктаж 372
Сменно-суточное планирование и оперативная
подготовка производства . . • 372
Организация соревнования и стахановской ра-
боты 373
Организационные условия работы мастера . . 374
Социалистические формы тру-
да и массовой рационализа-
ции производства (Ю- О. Любо-
нич) 374
Повышение индивидуальной производитель-
ности труда . 374
Выполнение производственных заданий при
меньшем числе работников . . • 376
Передача передового опыта и развитие мас-
совой рационализаторской инициативы . . . 376
Комплексная перестройка производственных
участков 377
Освоение новой техники и коренное усовер-
шенствование производственной работы . . 378
Улучшение экономических показателей про-
изводства и увеличение сверхплановых на-
коплений 379
Организация коллективной стахановской ра-
боты участков, цехов и заводов 381
Глава VI. ТЕХНИЧЕСКОЕ НОРМИРОВА-
НИЕ 384
Общие основы технического
нормирования {инж. Р. И. Хисин) 384
Задачи технического нормирования 384
Техническая норма и её составные части . . 386
Методы установления технических норм в
производствах разных типов 388
Особенности нормирования отдельных состав-
ных частей технической нормы 389
Нормирование многостаночных (многоагрегат-
ных) работ 391
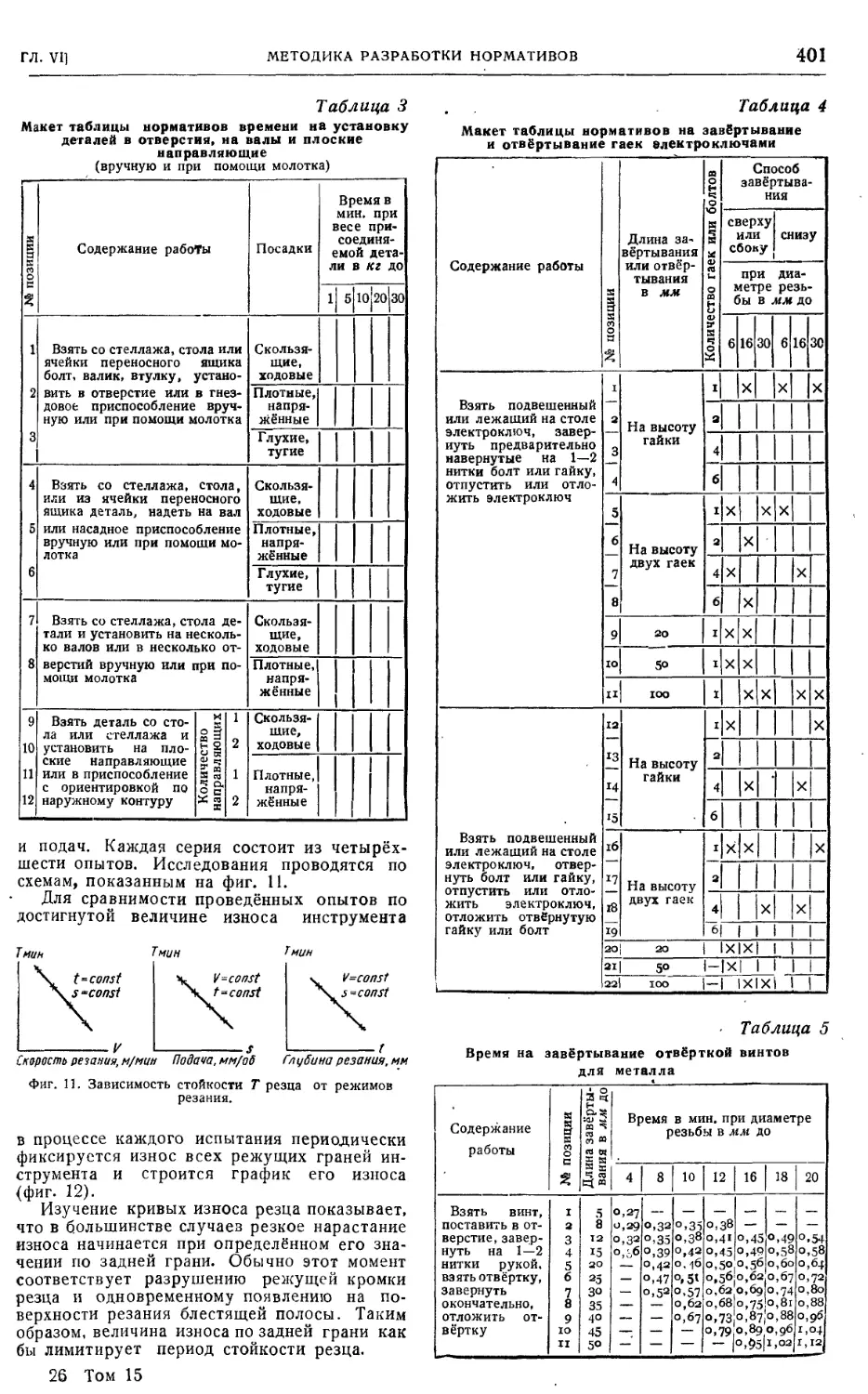
Методика разработки нормативов ...... 394
Методика изучения рабочего
времени наблюдением (инж.
Г, Р. Трубицкий) 403
Хронометраж 403
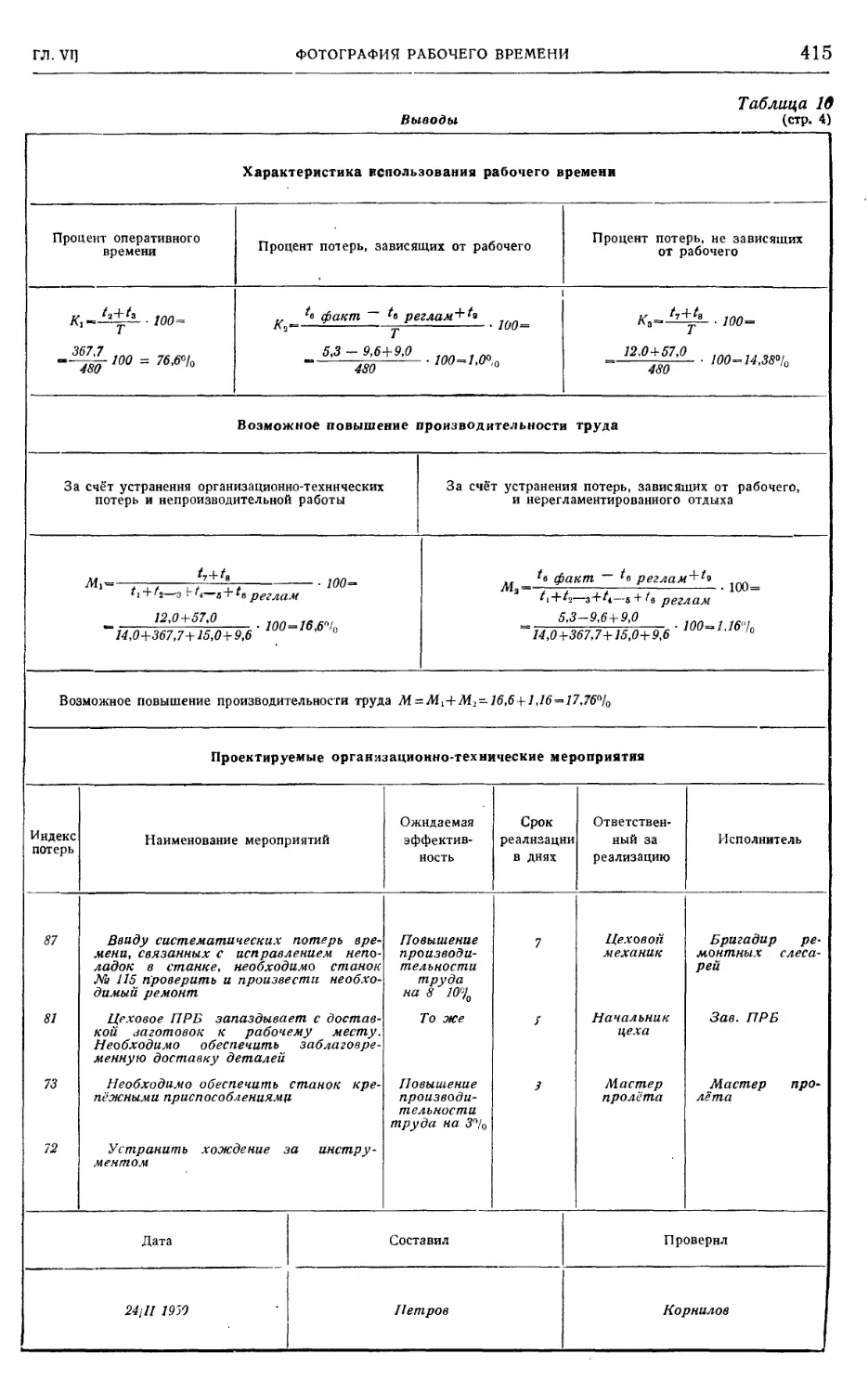
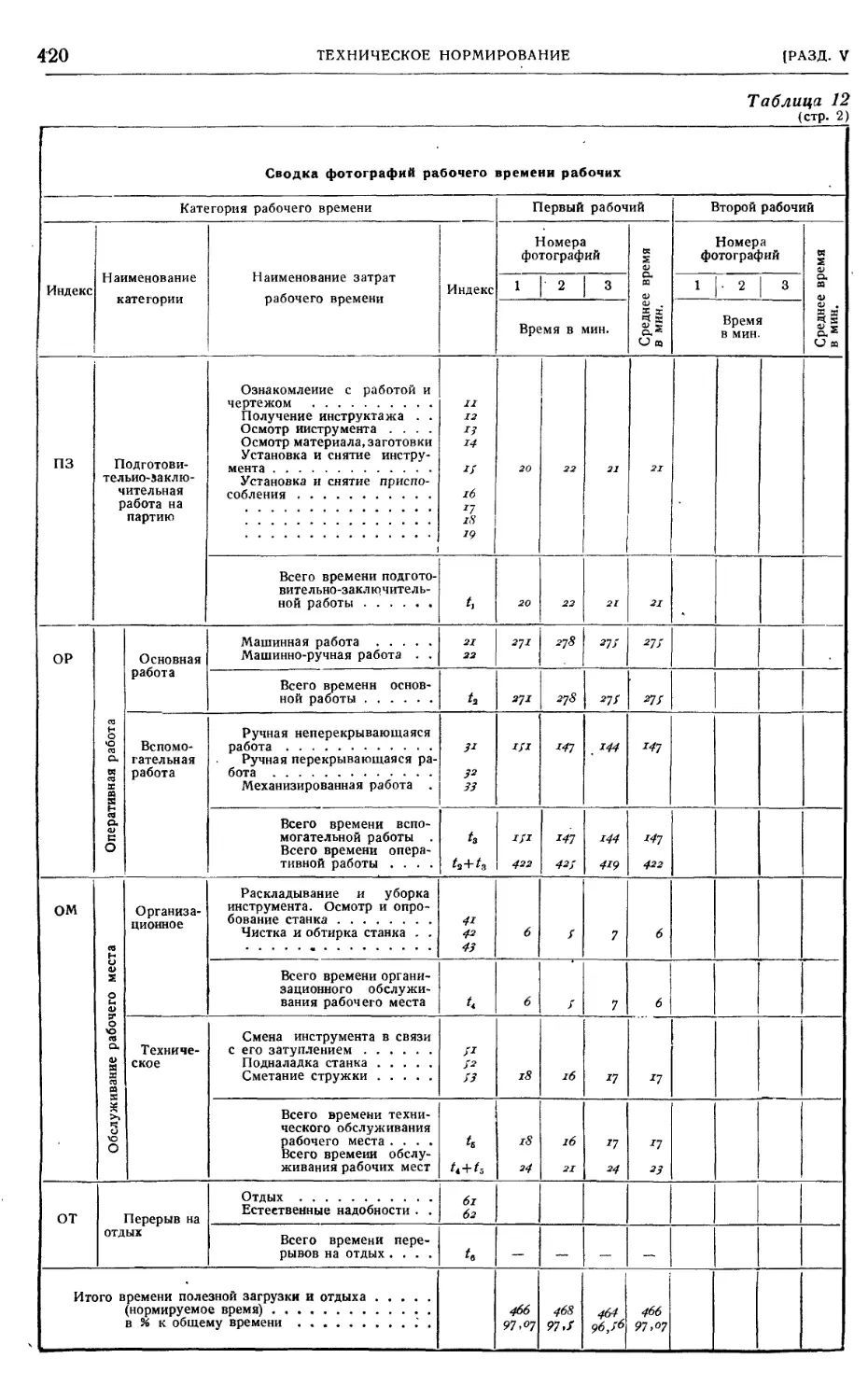
Фотография рабочего времени 407
Приборы для измерения рабочего времени . 425
Методика паспортизации ме-
таллорежущего оборудования
(доц. канд. техн. наук Б. В. Шасколь-
ский) 425
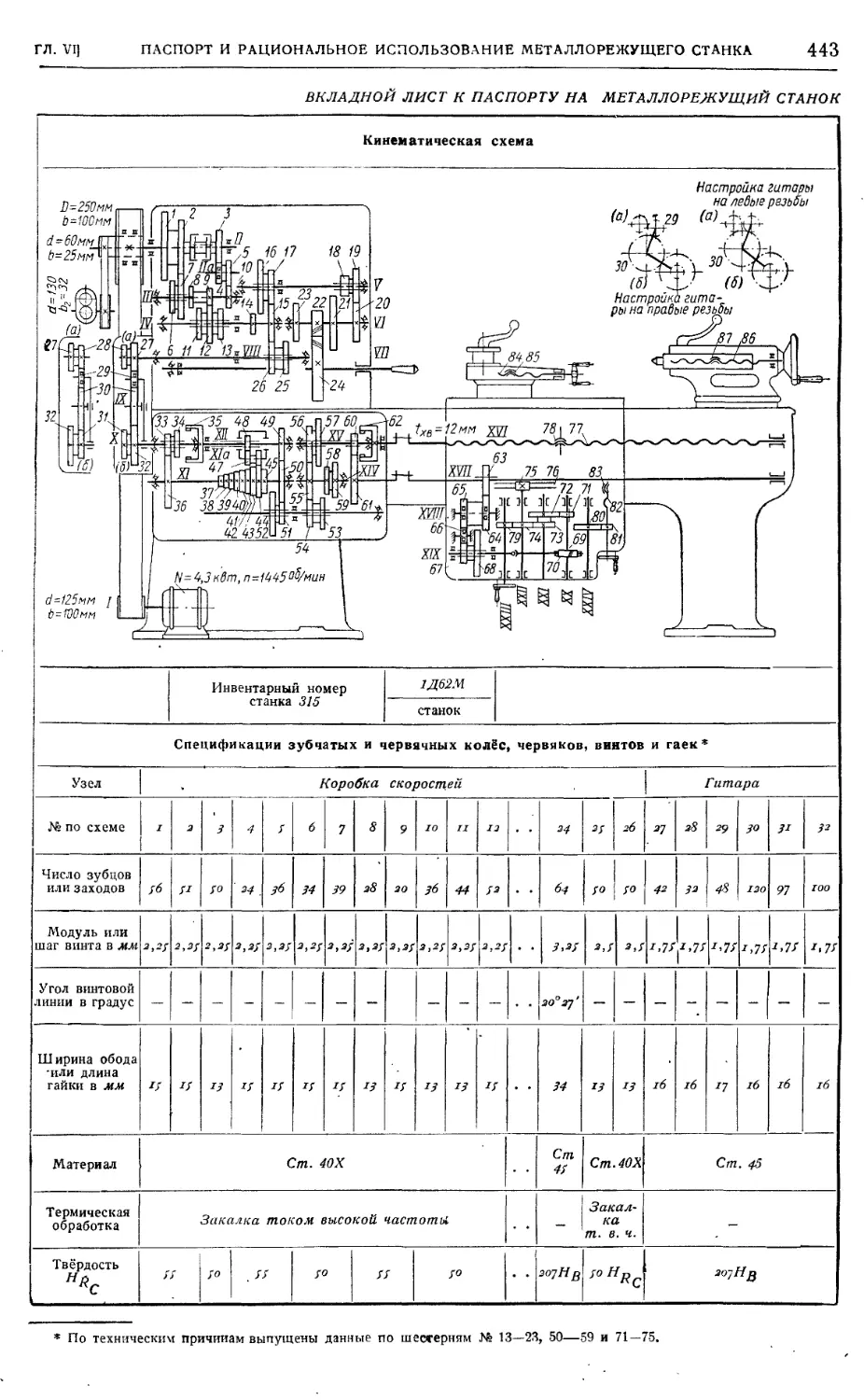
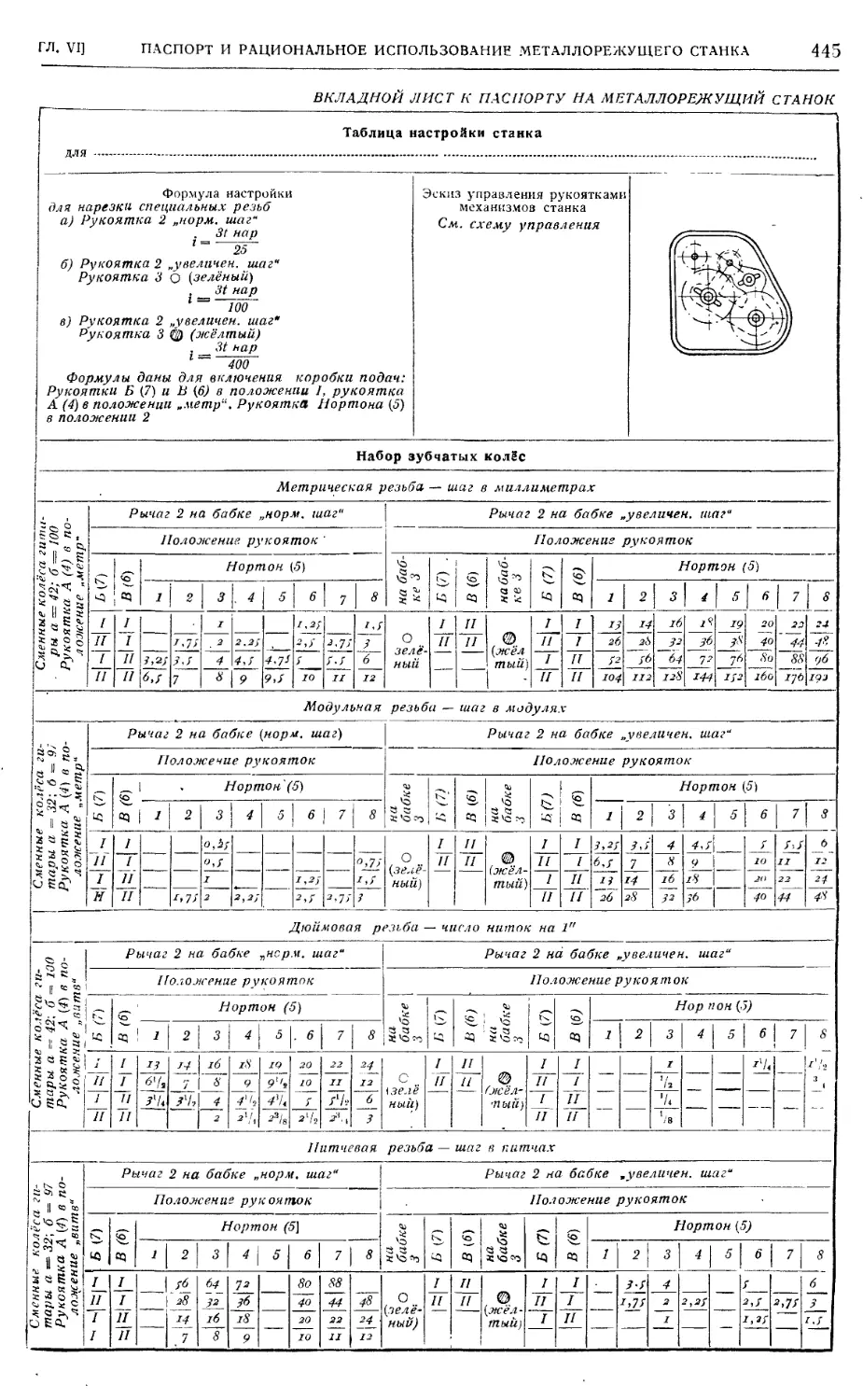
Содержание и форма паспорта металлорежу-
щего станка 425
Основные данные 426
Кинематическая схема и спецификация к ней 427
Методика кинематических расчётов механизма
главного движения 428
Методика кинематических расчетов механизма
подач 429
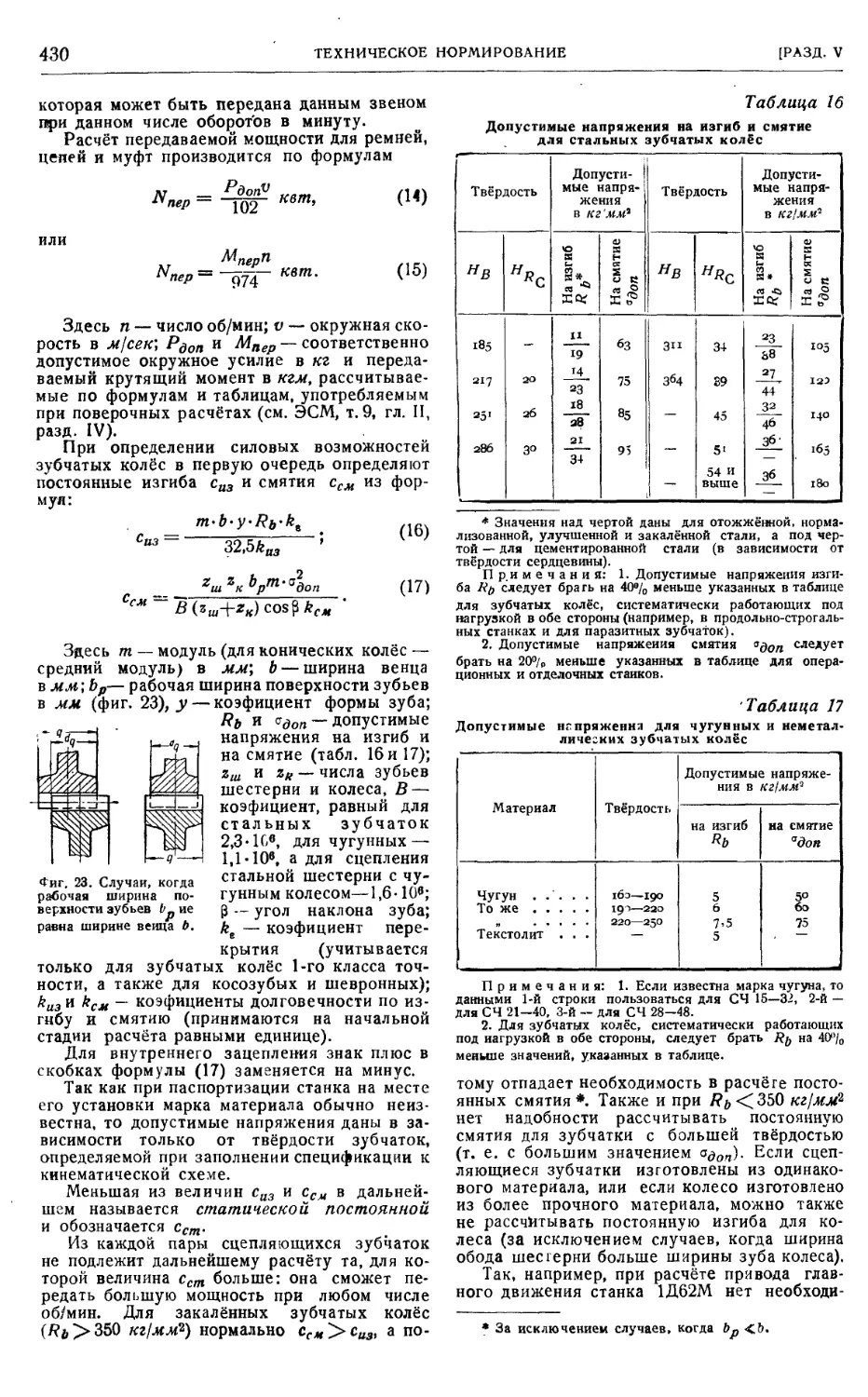
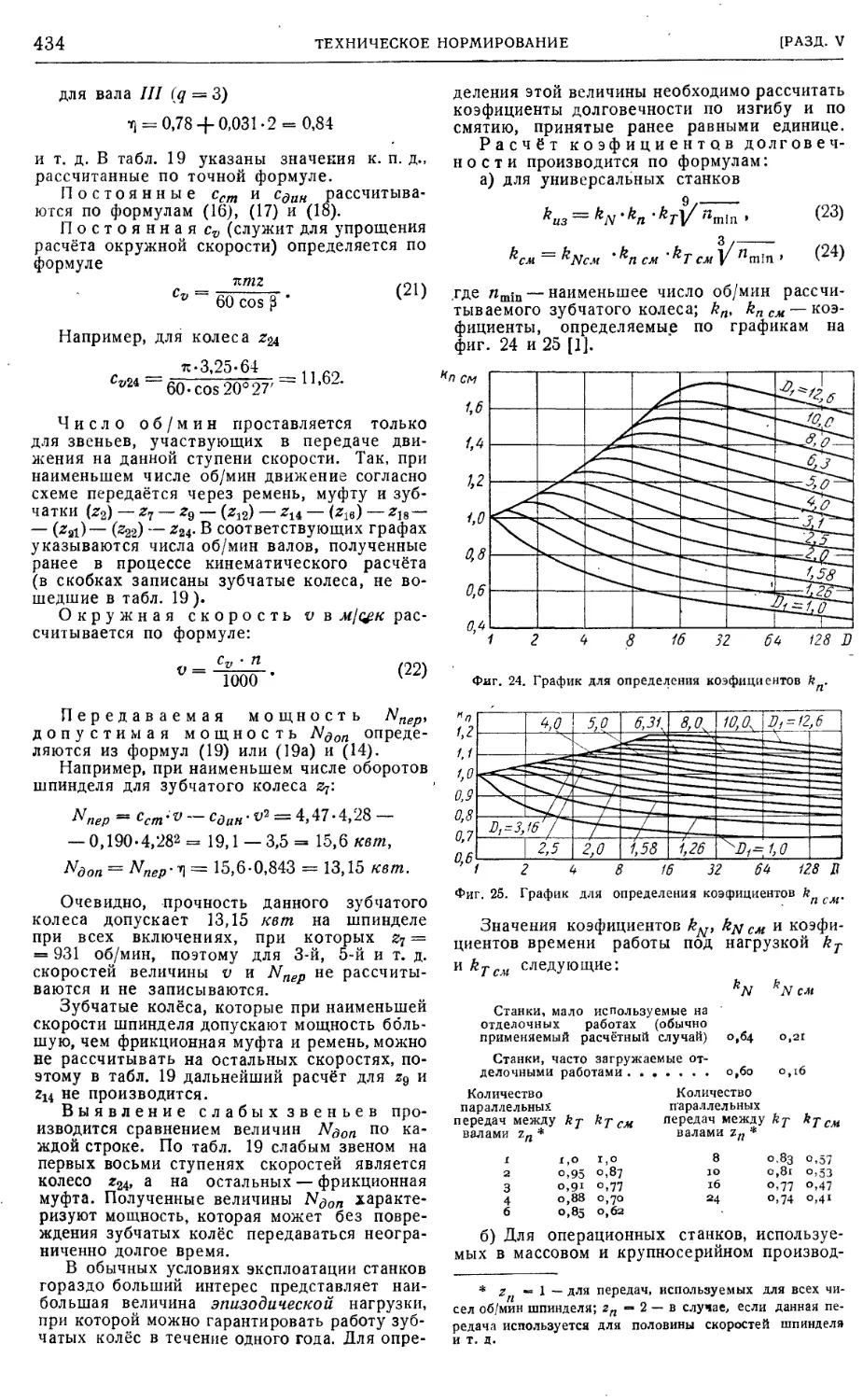
Методика расчёта силовых возможностей ме-
ханизма главного движения 429
Методика расчёта наибольшего усилия, до-
пускаемого механизмом подач 435
Методика опытной проверки данных расчёта 436
Использование паспорта при нормировании
станочных работ 437
Паспорт и рациональное использование ме-
таллорежущего станка 439
Нормирование литейных работ
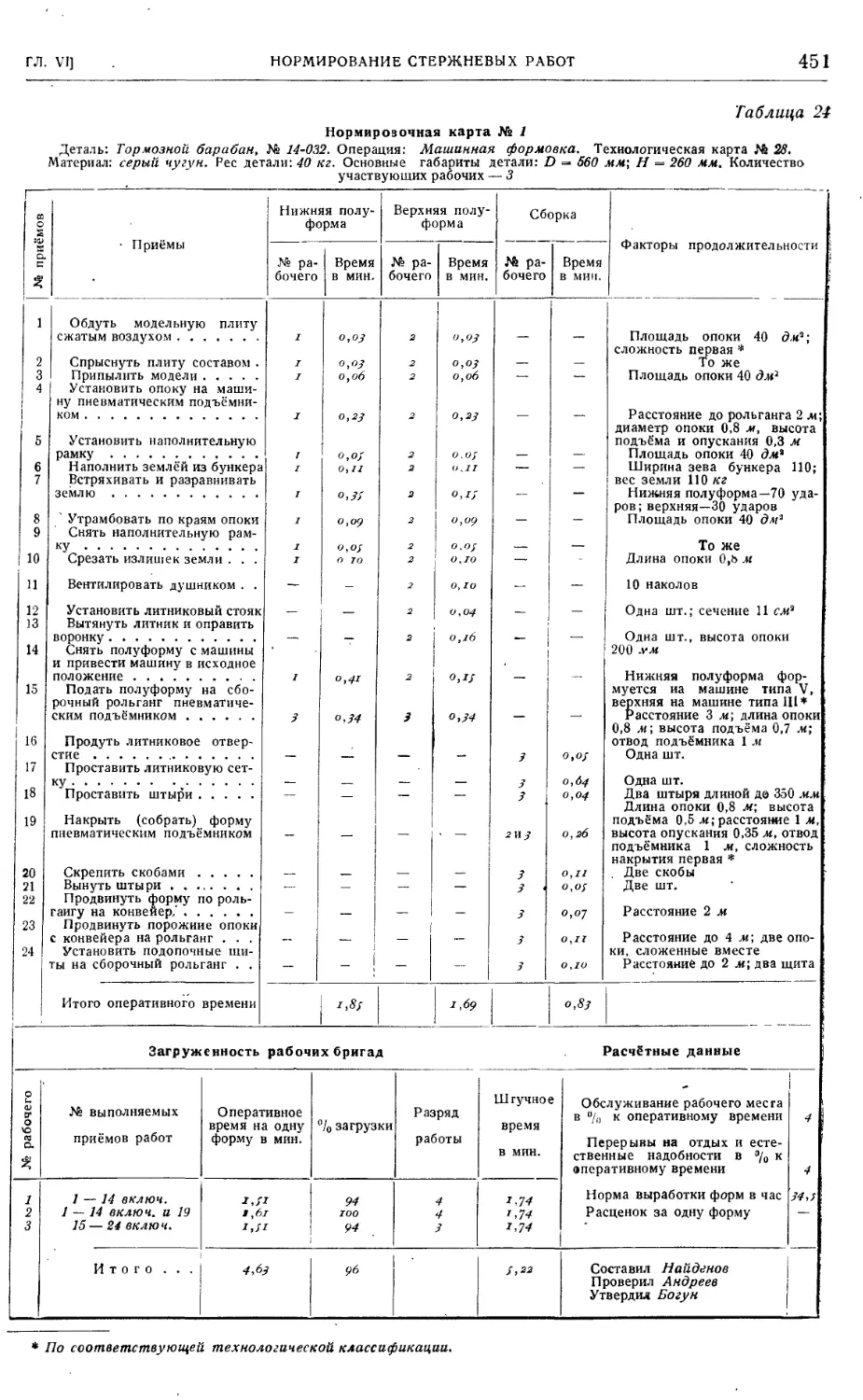
(доц. канд. техн. наук Г. И._ Образцов) . 448
Особенности технического нормирования ли-
тейных работ 448
Нормирование формовочных работ 448
Нормирование стержневых работ 450
Нормирование обрубочных и отделочных ра-
бот 452
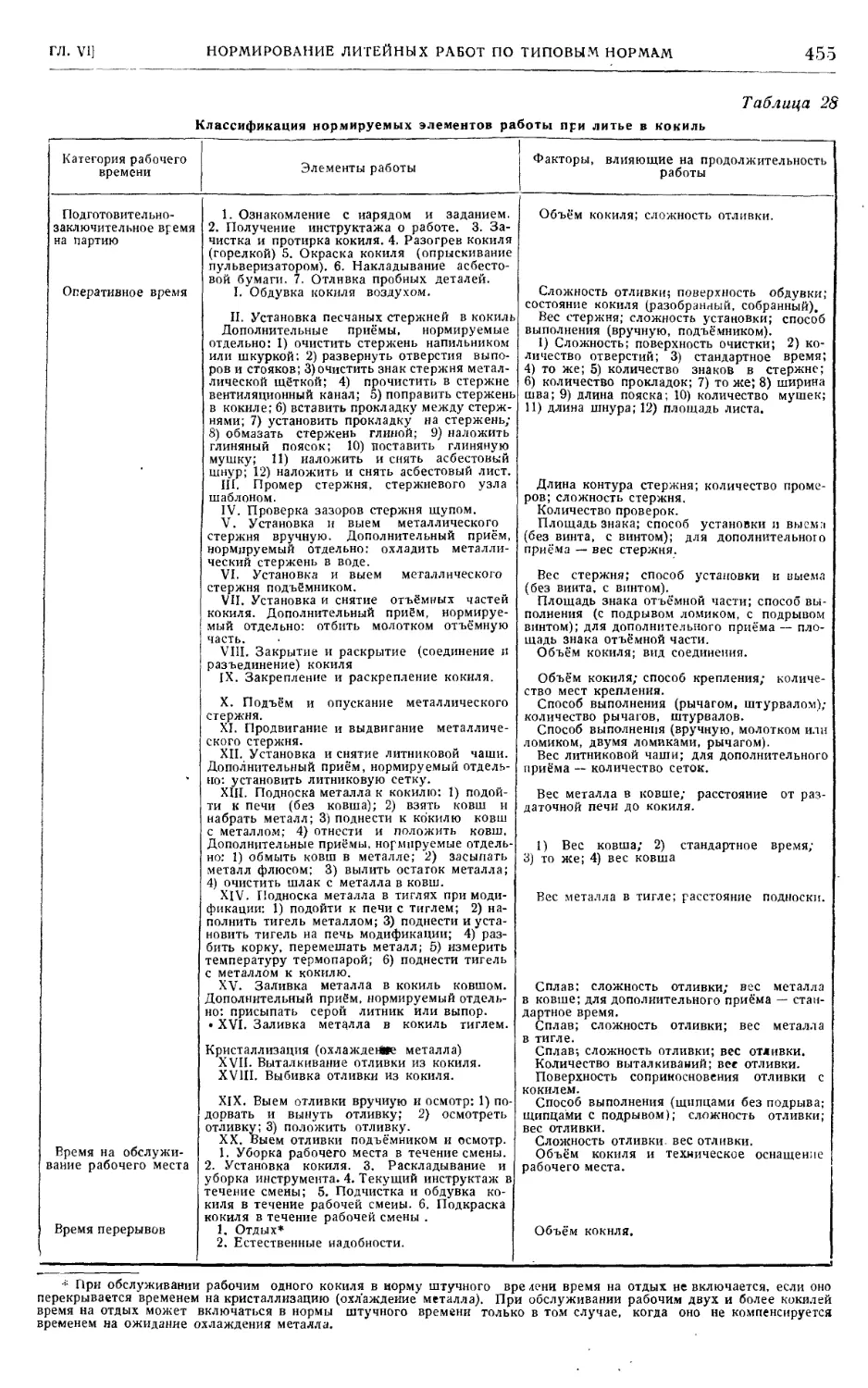
Нормирование литейных работ по типовым
нормам 452
Нормирование работ по литью в кокиль 457 .
Нормирование кузнечн о-ш там-
повочных работ (инж:. В. В. Кере-
кеш) 457
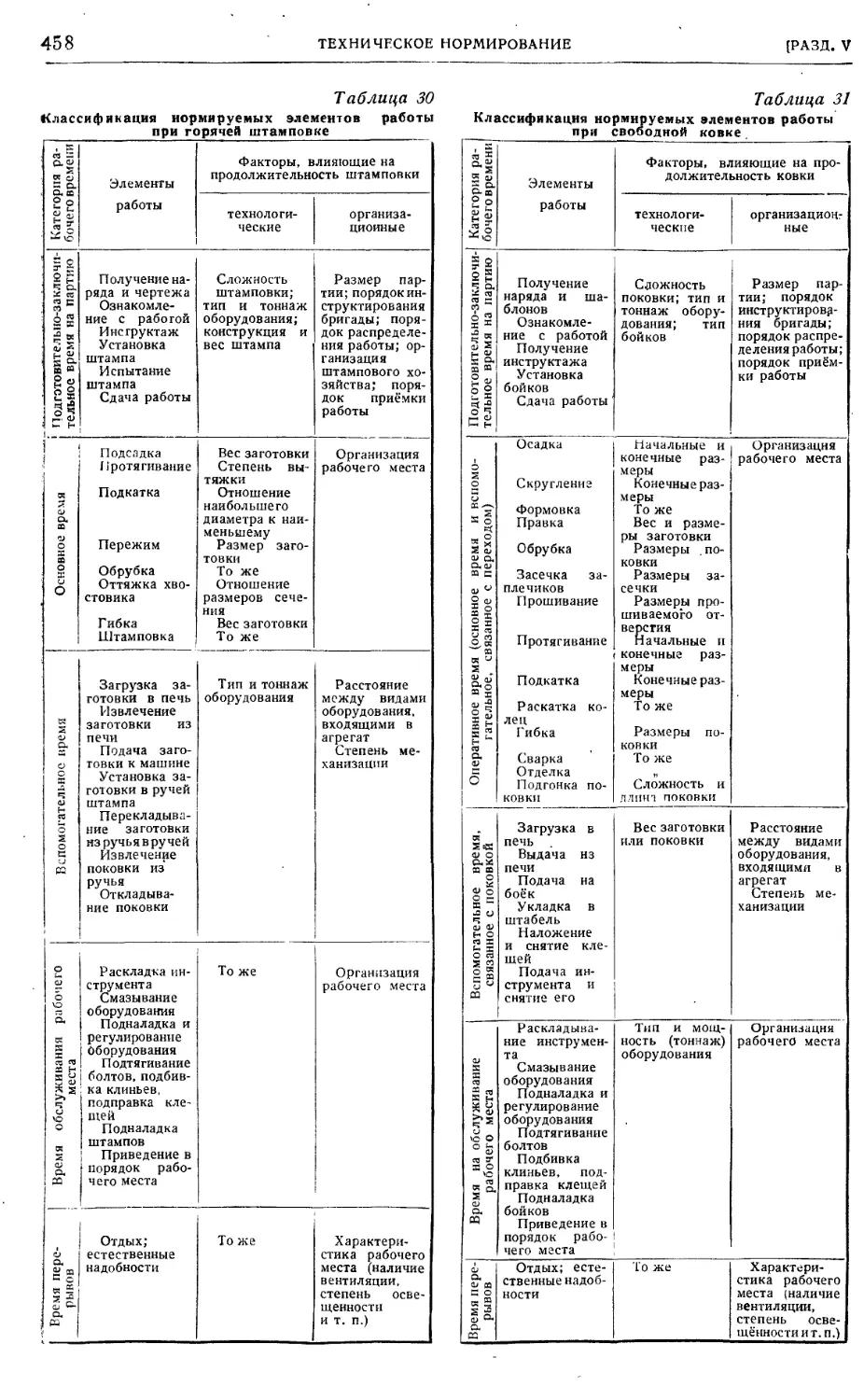
Общая часть и классификация нормируемых
элементов 457
Нормирование работ по горячей штамповке . 459
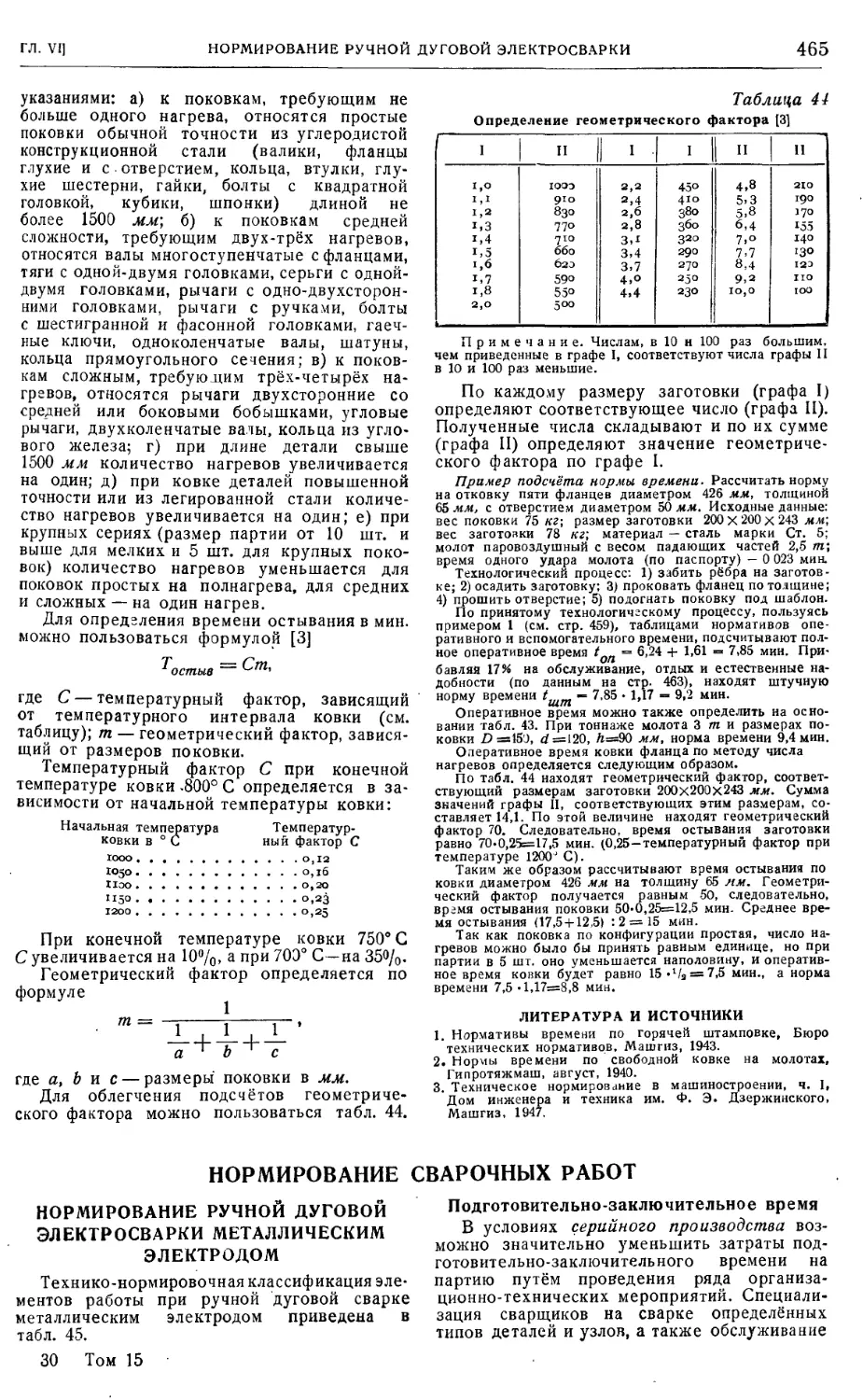
Нормирование работ по свободной ковке . . 463
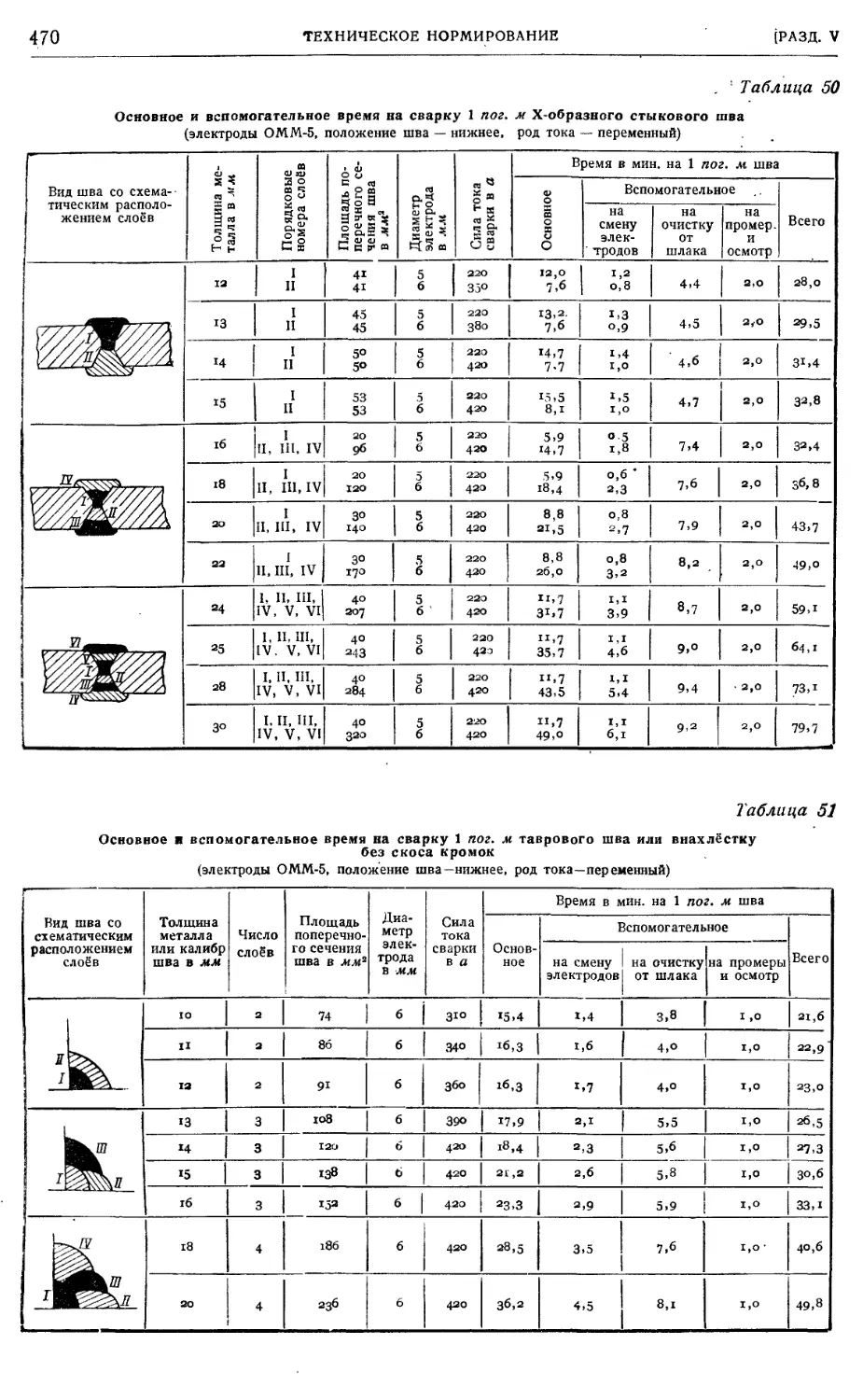
Нормирование сварочных ра-
бот ¦ 465
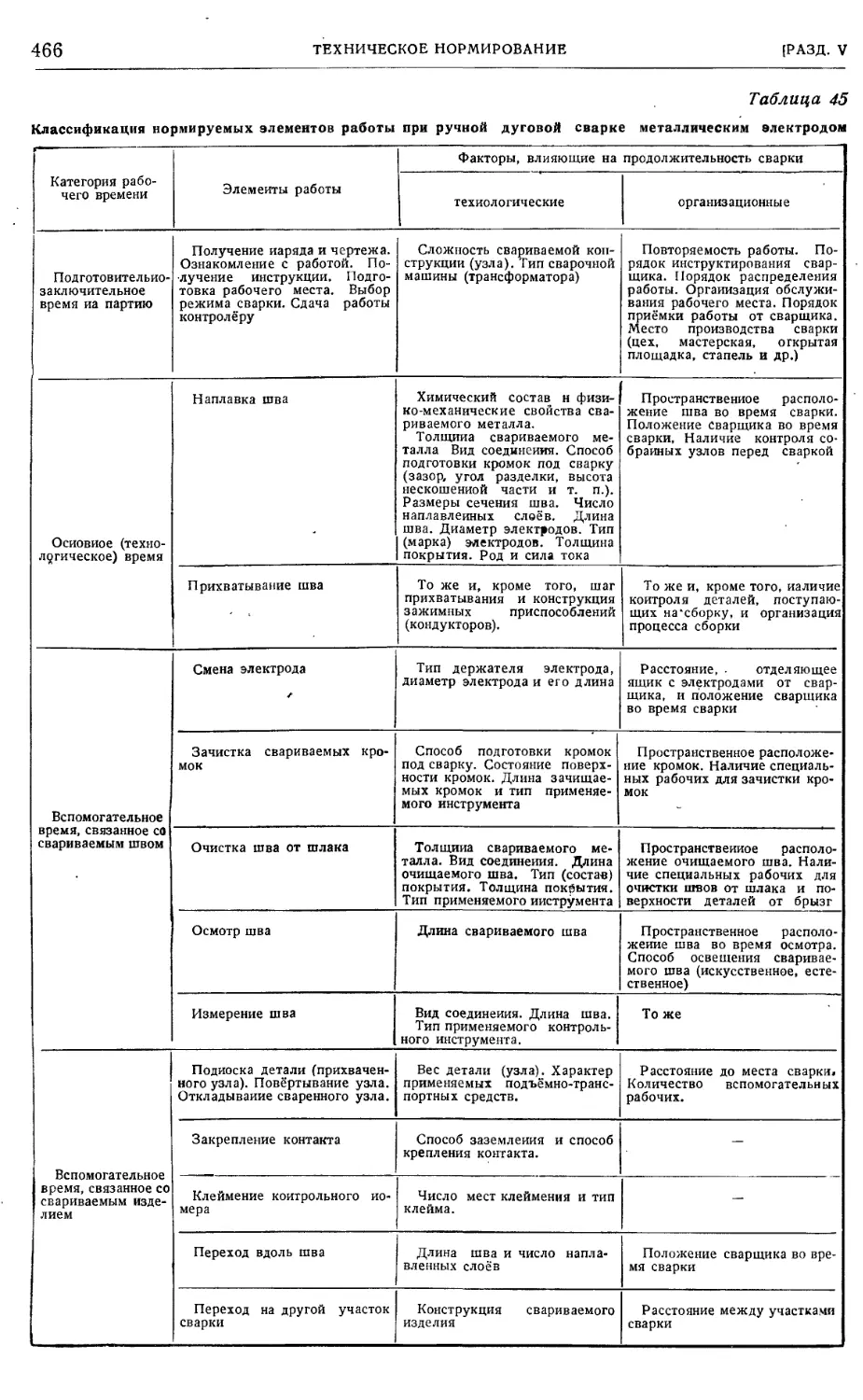
Нормирование ручной дуговой электросварки
металлическим электродом (Р. И. Хисин) . 465
Нормирование автоматической электросварки
металлическим электродом под слоем
флюса 472
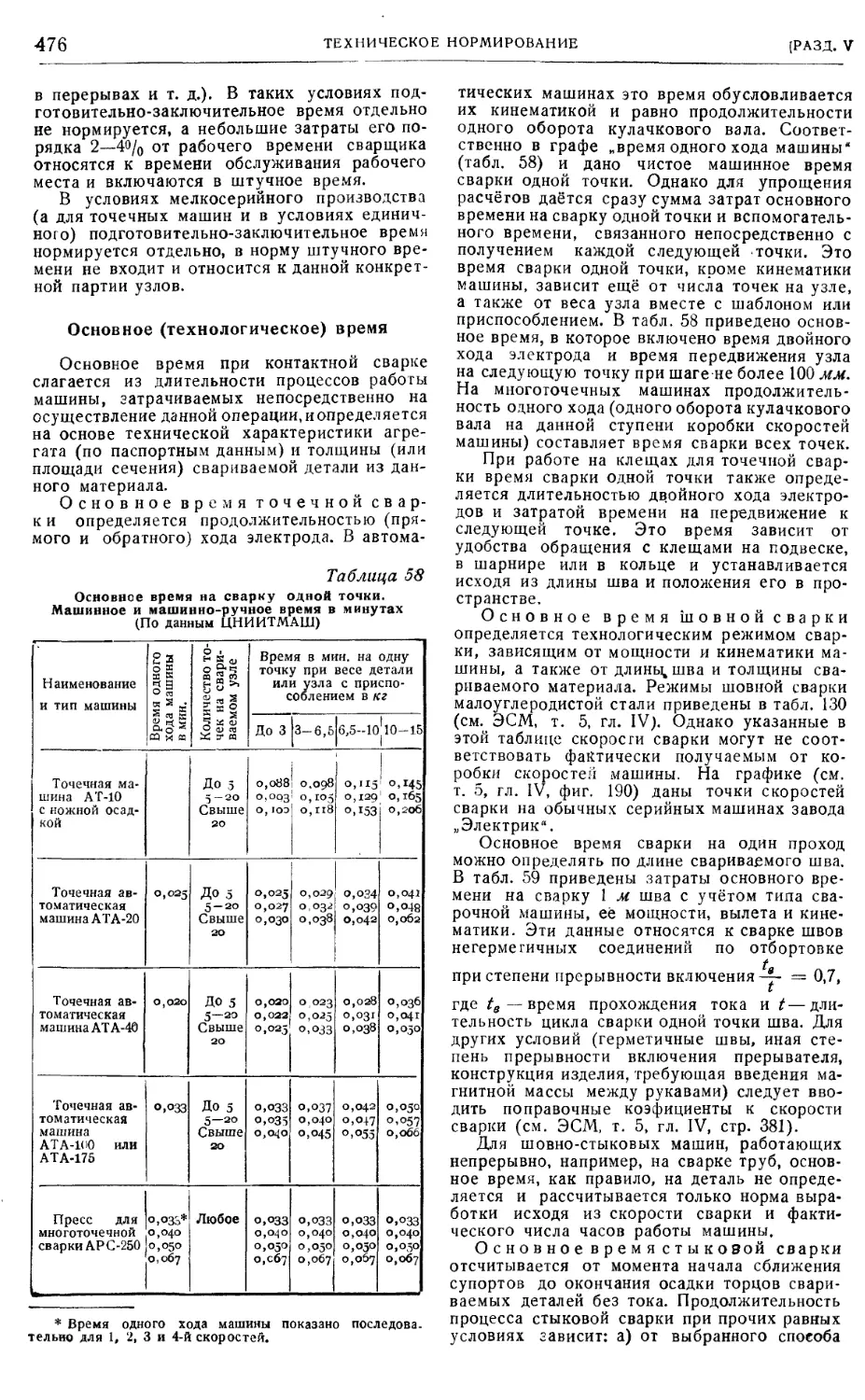
Нормирование работ контактной электро-
сварки (инж. С. Е. Синадский) 473
Нормирование станочных ра-
бот (доц. канд. техн. наук С. Д. Тишин) 480
Нормирование слесарно-сбо-
рочных работ (доц. канд. техн. наук
Н. Н. Захаров) 501
Нормирование слесарных работ 501
Нормирование сборочных работ 506
Применение нормативных материалов .... 510
Учёт и контроль выполнения
норм выработки (Г. Р. Трубицкий) 510
СОДЕРЖАНИЕ
VII
ОРГАНИЗАЦИЯ
ТЕХНИЧЕСКОЙ ПОДГОТОВКИ,
КОНТРОЛЯ И
ОБСЛУЖИВАНИЯ ПРОИЗВОДСТВА
Глава VII. ОРГАНИЗАЦИЯ ТЕХНИЧЕСКОЙ
ПОДГОТОВКИ МАШИНОСТРОИТЕЛЬ-
НОГО ПРОИЗВОДСТВА 514
Содержание и задачи техниче-
ской подготовки производства
(канд. техн. наук. Л. Я. Шухгалътер) . . 514
Содержание технической подготовки произ-
водства . , . . ¦ 514
Задачи технической подготовки производства 515
Организация чертёжного хо-
зяйства завода {Л. Я- Шухгалъ-
тер) 516
Задачи организации чертёжного хозяйства . . 516
Классификация, индексация и комплектность
чертежей и других технических документов 517
Хранение, учёт, изменение чертежей и других
технических документов 529
Организация технологической
подготовки производства (доц.
канд. техн. наук И. Л. Дегтярёв) .... 532
Задачи технологической подготовки произ-
водства 532
Содержание и последовательность технологи-
ческой подготовки производства 532
Обеспечение технологичности конструкций . 536
Технологическая нормализация 536
Технологический анализ и контроль чертежей 538
Изготовление опытного образца и пробной
серии (партии) машин 539
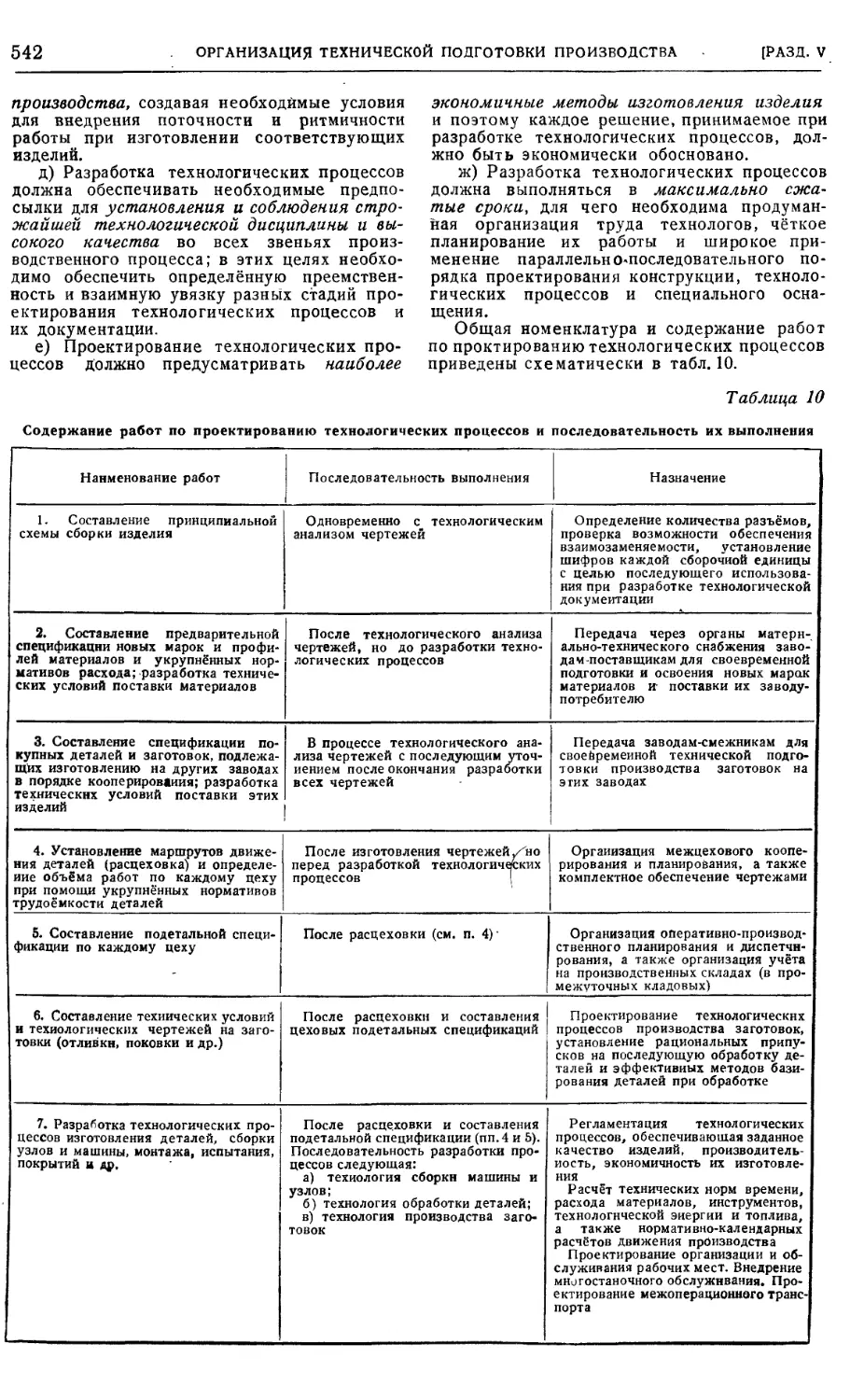
Проектирование технологических процессов . 541
Исходные данные и документальное офор-
мление технологических разработок .... 544
Организация проектирования технологиче-
ского оснащения 544
Наладка технологического оснащения .... 549
Технологическая дисциплина и порядок изме-
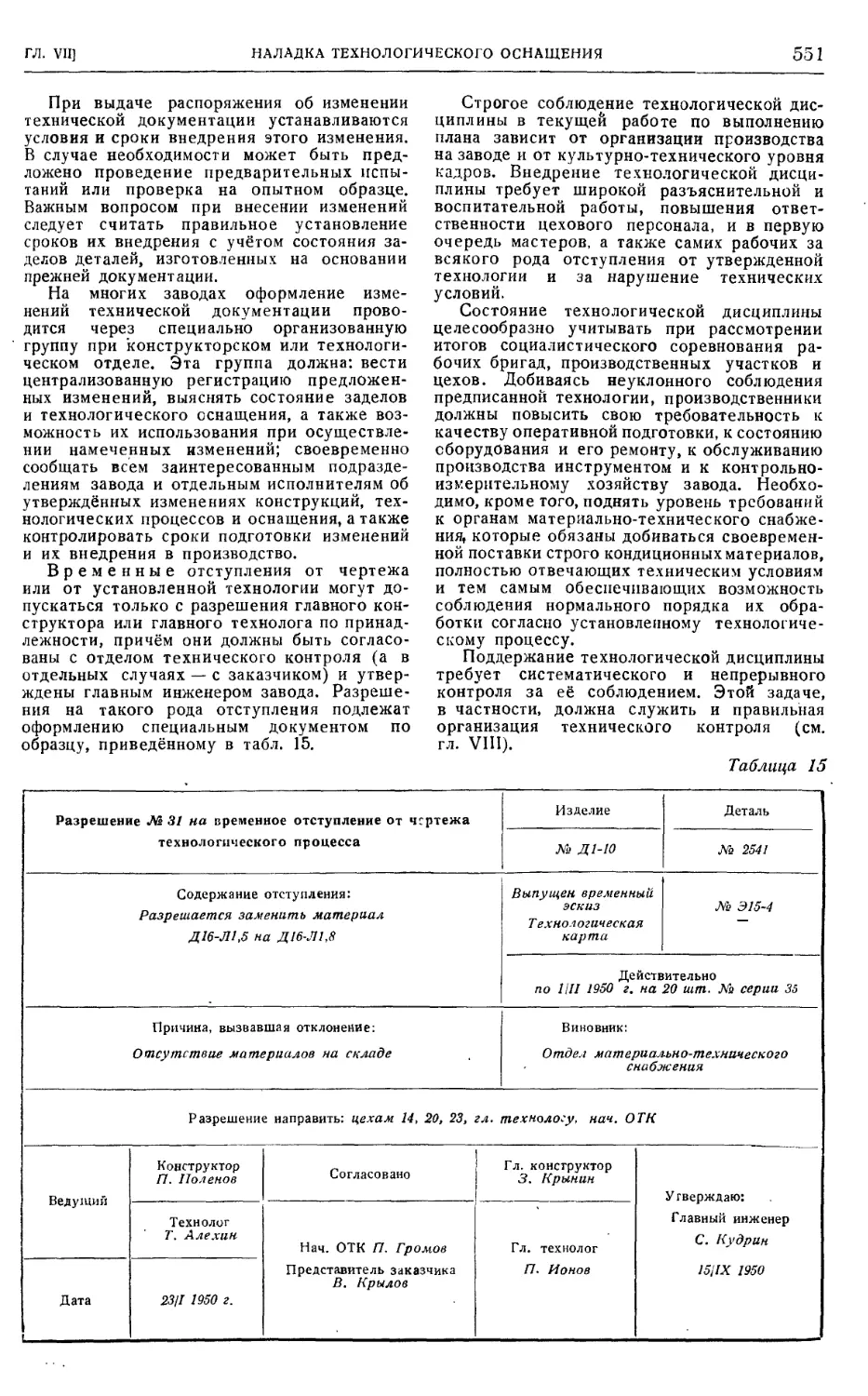
нения технической документации 549
Нормализация технологическо-
го оснащения (Л. Я- Шухгальтер). 552
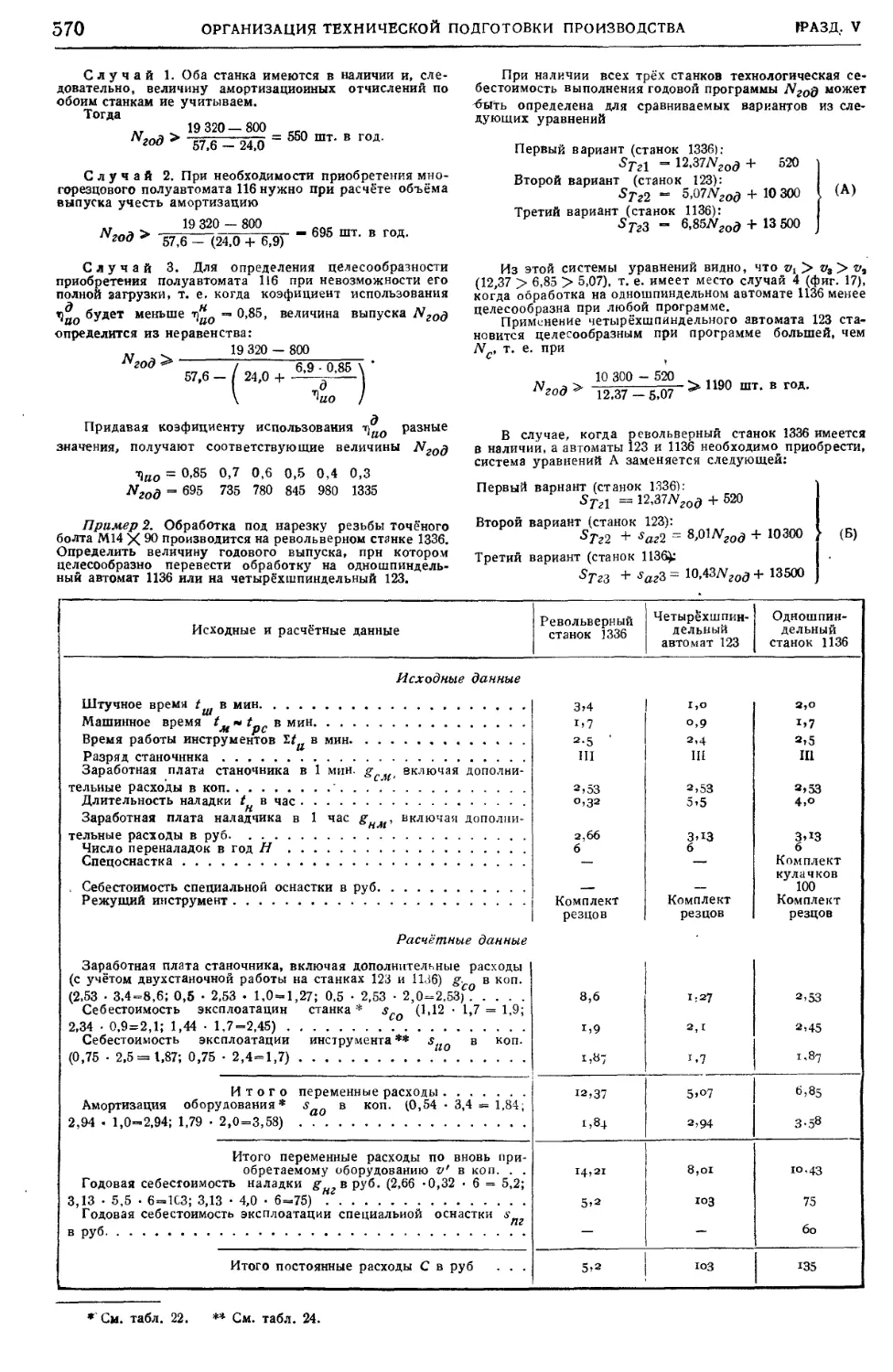
Методы экономической оценки
технологических вариантов
(канд. техн. наук С А. Тиллес) 558
Методы сравнения вариантов • 559
Элементы технологической себестоимости ме-
ханической обработки 560
Технологическая себестоимость операций хо-
лодной штамповки и сварки 566
Выбор варианта технологической оснастки . . 566
Выбор вариантов заготовок ... • 568
Точность и область применения экономиче-
ского анализа • • ... 569
Примеры выбора оптимальных вариантов . . 569
Планирование и контроль тех-
нической подготовки произ-
водства (инж. А. Е. Прокопович) . . 572
Основные положения 572
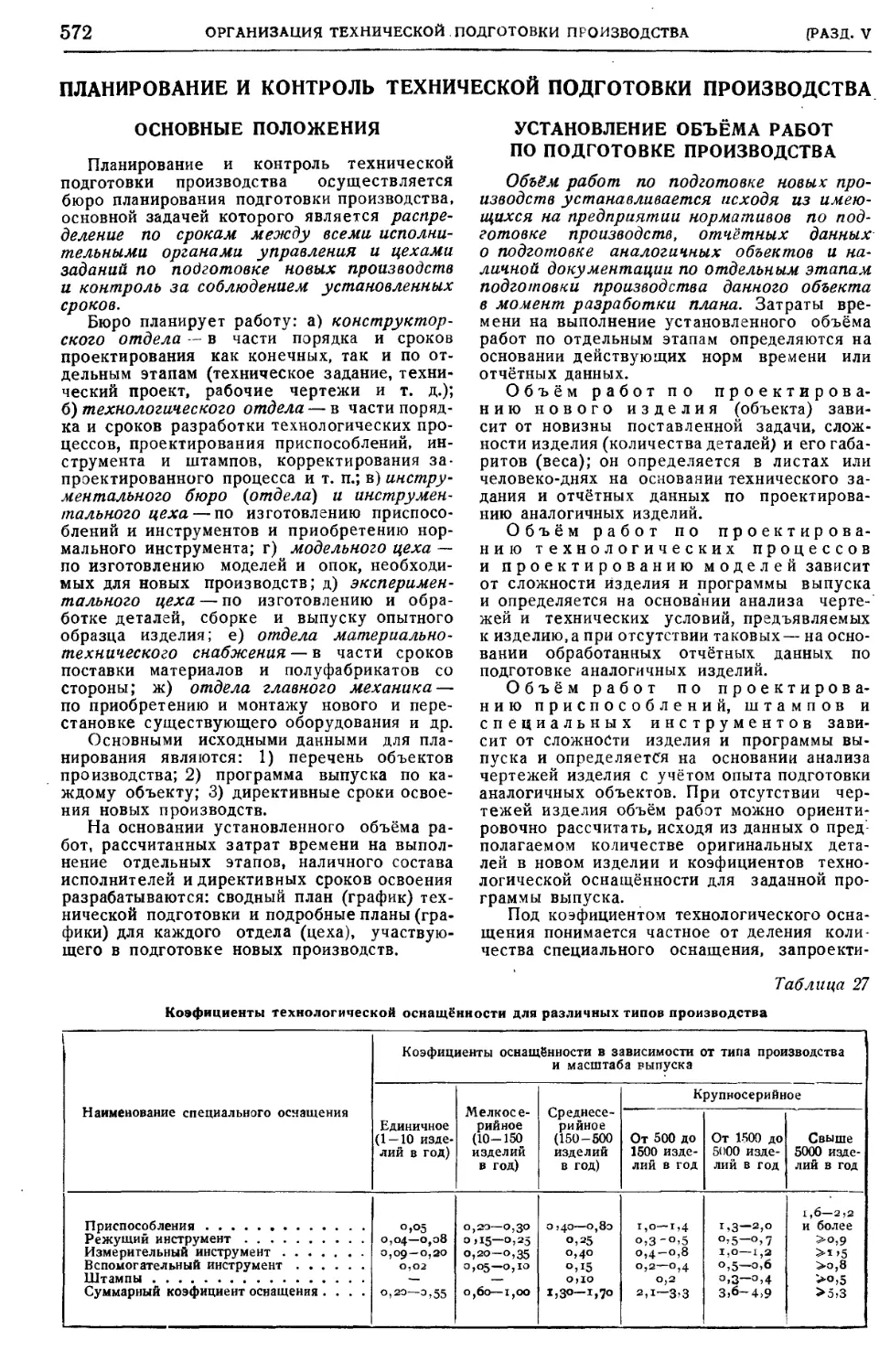
Установление объёма работ по подготовке
производства • 572
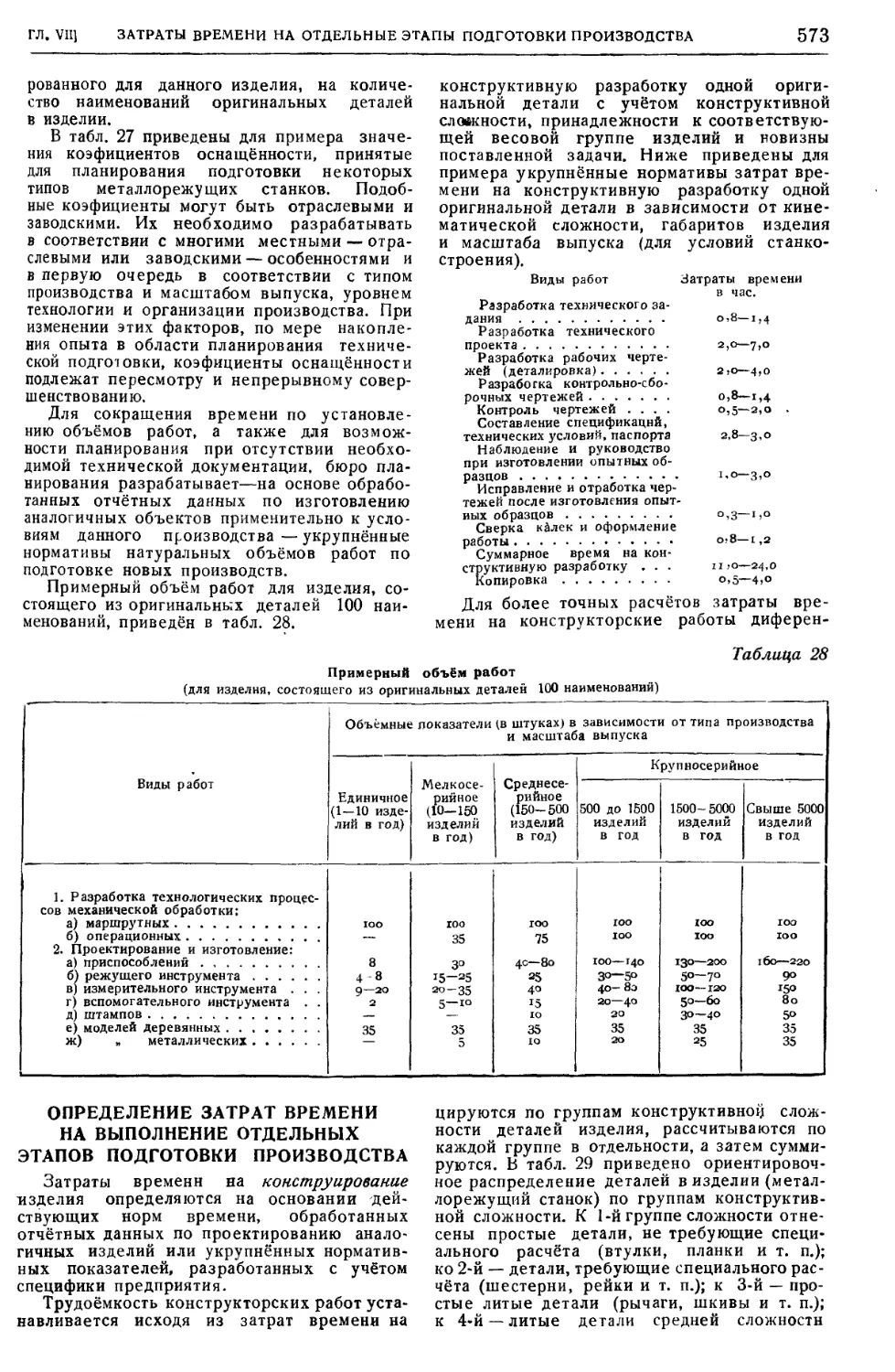
Определение затрат времени на выполнение
отдельных этапов подготовки производства 573
Календарное планирование и учёт . . . • . .'576
Особенности планирования подготовки поточ-
ного (серийного и массового) производства 578
Глава VIII. ОРГАНИЗАЦИЯ ТЕХНИЧЕ-
СКОГО КОНТРОЛЯ 580
Задачи, формы и методы техни-
ческого контроля на машино-
строительных заводах (инж.
В. И. Гостев) 580
Качество продукции в социалистическом ма-
шиностроении • . 580
Задачи технического контроля 583
Организационные формы контроля 584
Технология и оснащение контроля 586
Автоматизация контрольных процессов . , . . 589
Учёт брака и показатели работы техниче-
ского контроля . • 591
Права и обязанности работников технического
контроля • • . . . 594
Статистические методы анализа
и контроля качества продук-
ции, хода технологического
процесса и состояния произ-
водственного оборудования
(чл.-корр. Ак. Арт. Наук Н. А. Бородачев
и доц. канд. техн. наук А. Н. Журав-
лёв) . • 597
Основные положения 597
Применяемые статистические понятия, терми-
ны и обозначения 598
Обеспечение соответствия между заданными
допусками и технологическими возможно-
стями изготовления деталей • 599
Установление целей назначения допусков и
проверка расчётного их обоснования .... 607
Установление фактической точности произ-
водственного оборудования и точностных
характеристик производственного процесса 609
Установление точностных возможностей изме-
рительных средств 614
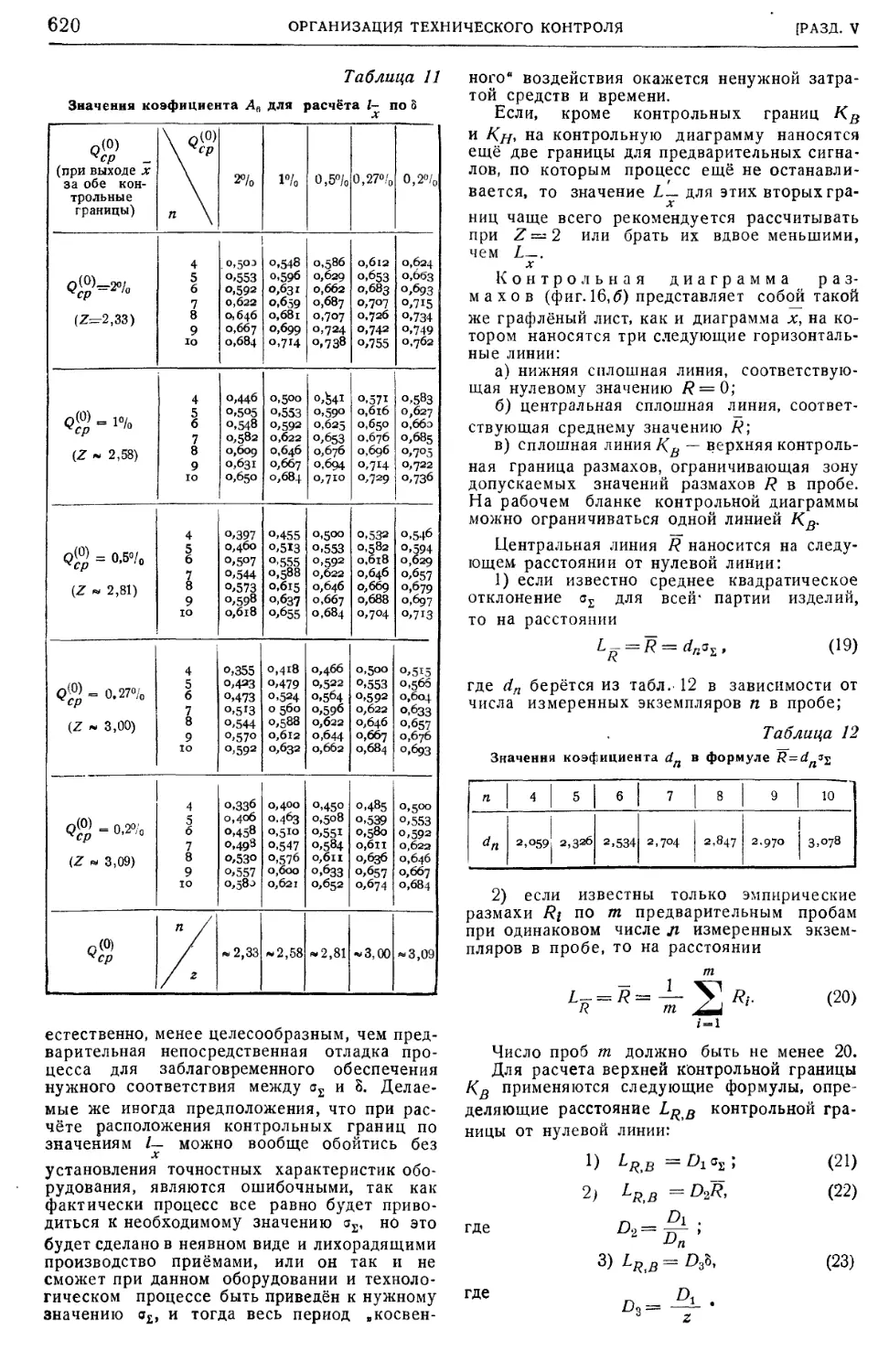
Статистические методы текущего контроля
качества продукции и хода производствен-
ного процесса . . • . • ; . . . 615
Статистические методы последующего контро-
ля качества (контроль готовой продукции). 632
Анализ контрольных документов и специаль-
ные приёмы исследования точностных диа-
грамм ¦ • . . 636
Порядок внедрения статистических методов
контроля качества 642
Организация заводских орга-
нов контроля измерительных
средств (проф. д-р. техн. наук
И. Е. Городецкий и доц. канд. техн.
наук А. Г. Иванов) 647
Установление системы передачи правильных
размеров (заводские поверочные схемы) . . 649
Размещение оборудования и условия хране-
ния измерительных средств 665
Глава IX. ОРГАНИЗАЦИЯ ИНСТРУМЕН-
ТАЛЬНОГО ХОЗЯЙСТВА ЗАВОДА {доц.
канд. техн. наук Л. М. Хейфец) .... 668
Задачи и основы организации инструменталь-
ного хозяйства 668
Планирование инструментоснабжения .... 670
Обеспечение рабочих мест 678
Оперативное планирование и регулирование
производства в инструментальном цехе . • 681
Глава X. ОРГАНИЗАЦИЯ ЭКСПЛОАТА-
ЦИИ ОБОРУДОВАНИЯ 684
Организация ремонтного хо-
зяйства (инж. Р. А. Носкин) 684
Система планово-предупредительного ре-
монта оборудования 684
VIII
СОДЕРЖАНИЕ
Социалистическое соревнование за отличный
уход за оборудованием 687
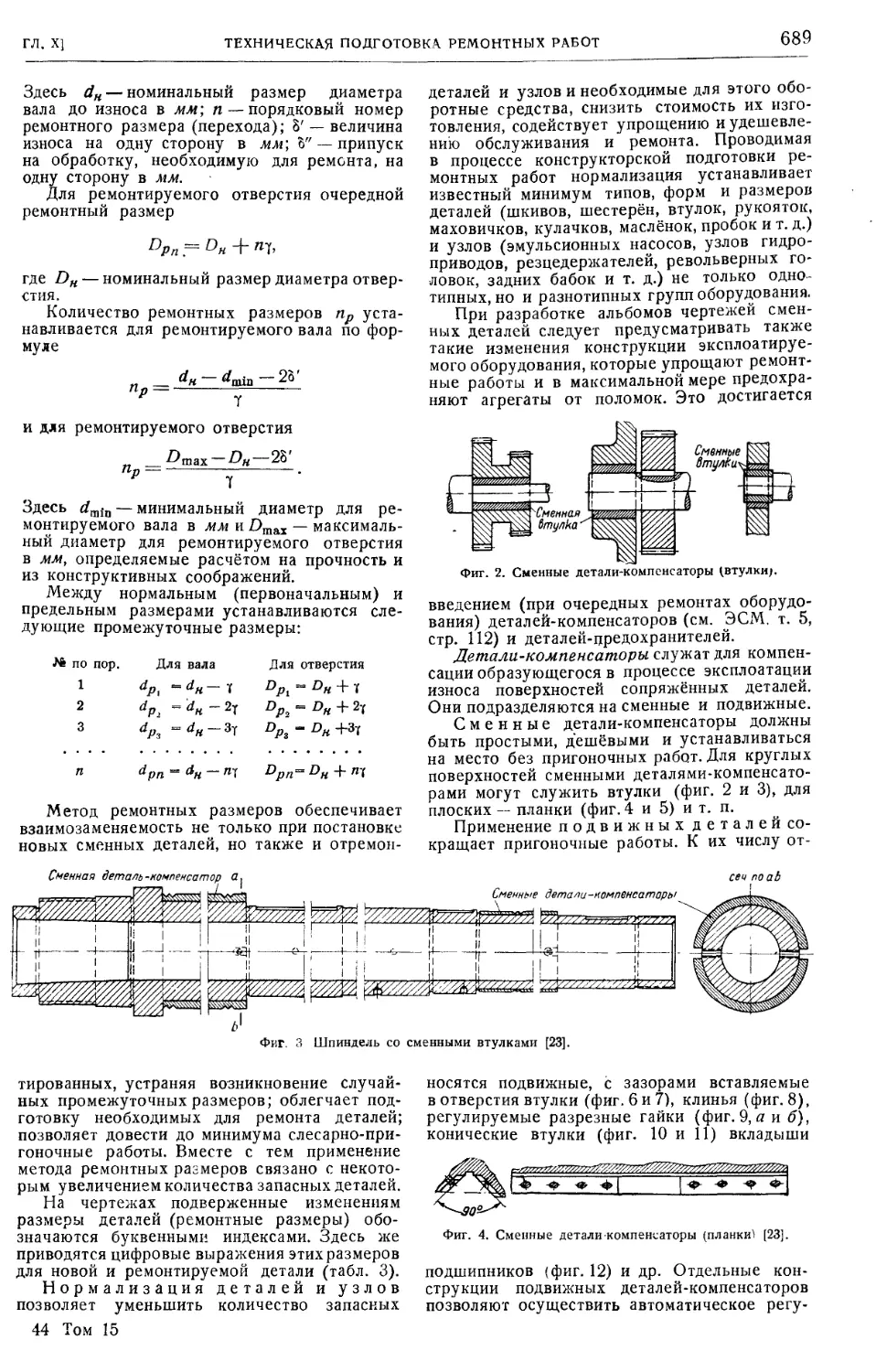
Техническая подготовка ремонтных работ . . 688
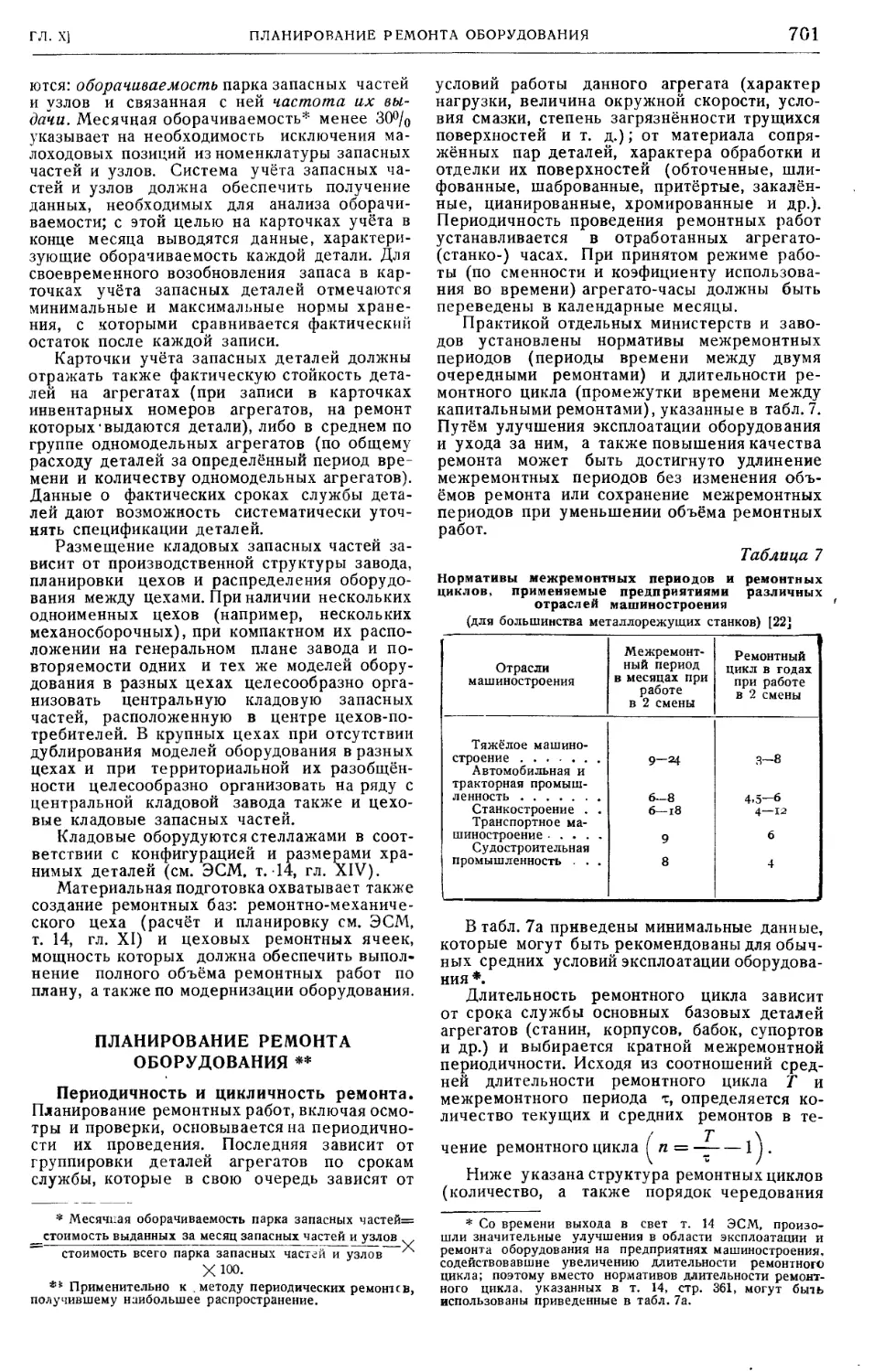
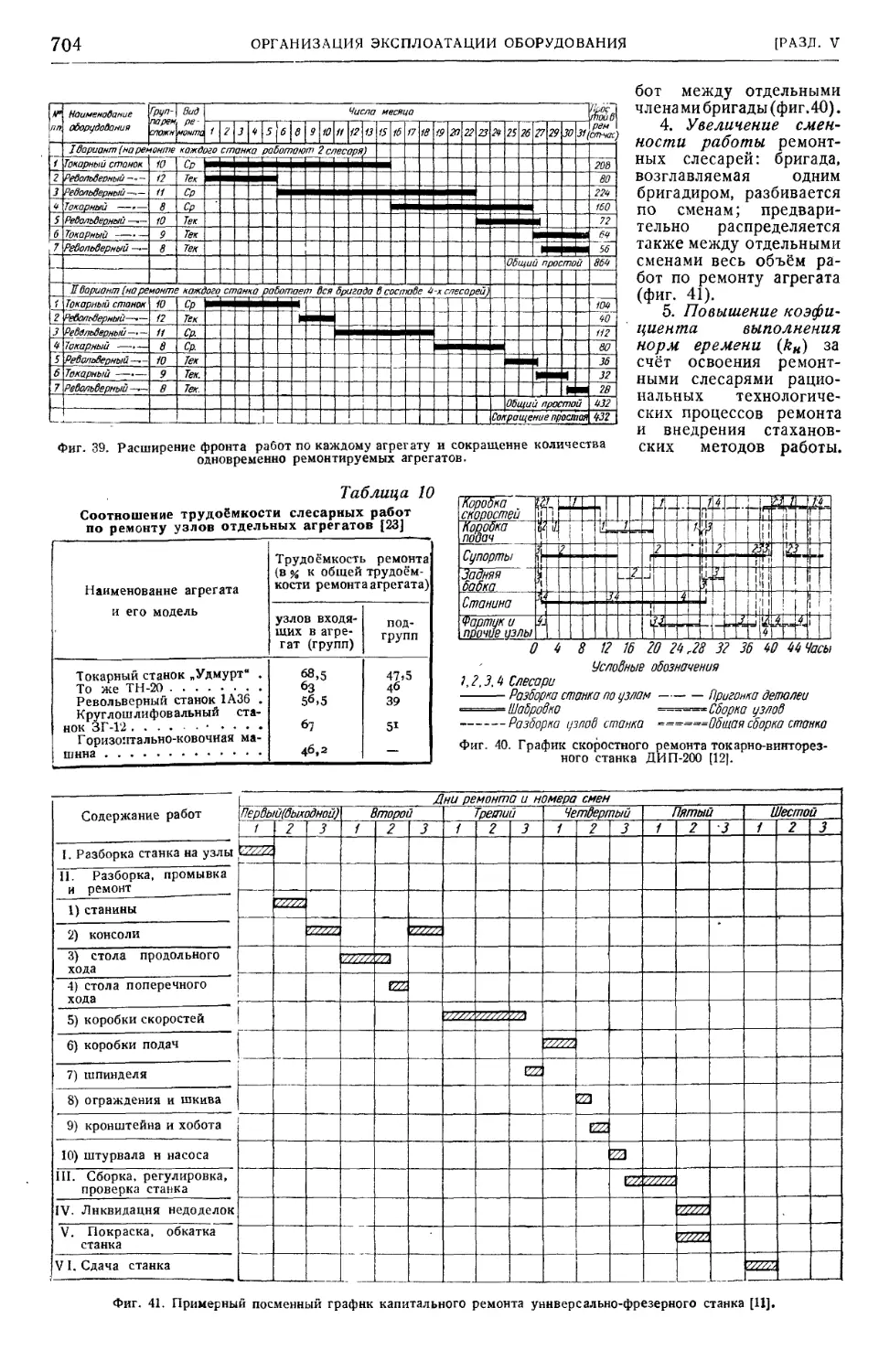
Планирование ремонта оборудования 701
Организация ремонтной службы . 707
Организация контроля качества ремонта . . . 709
Система оплаты труда ремонтных рабочих . . 709
Технико-экономические показатели . 709
Модернизация металлорежу-
щих станков (доц. канд. техн. наук
Л. А. Глейзер) 713
Назначение, виды и объекты модернизации . 713
Проверочные расчёты при модернизации. . 713
Повышение быстроходности и мощности . . . 714
Автоматизация ручного управления 715
Расширение области технологического при-
менения 717
Изменение основного назначения 718
Повышение износоустойчивости и усиление
слабых звеньев 719
Организация смазочного хо-
зяйства (анж. Г. А. Остроумов) . . 720
Учёт оборудования • 720
Определение ассортимента и расхода смазоч-
ных материалов 720
Нормирование расхода смазочных материалов 722
Режим смазывания 724
Смазывание оборудования 724
Смена масел в ёмкостных системах 725
Рабочее место смазчика 725
Специальная аппаратура лабораторий для
анализа смазочных материалов 726
Регенерация отработанных смазочных масел . 726
Сбор отработанных масел 729
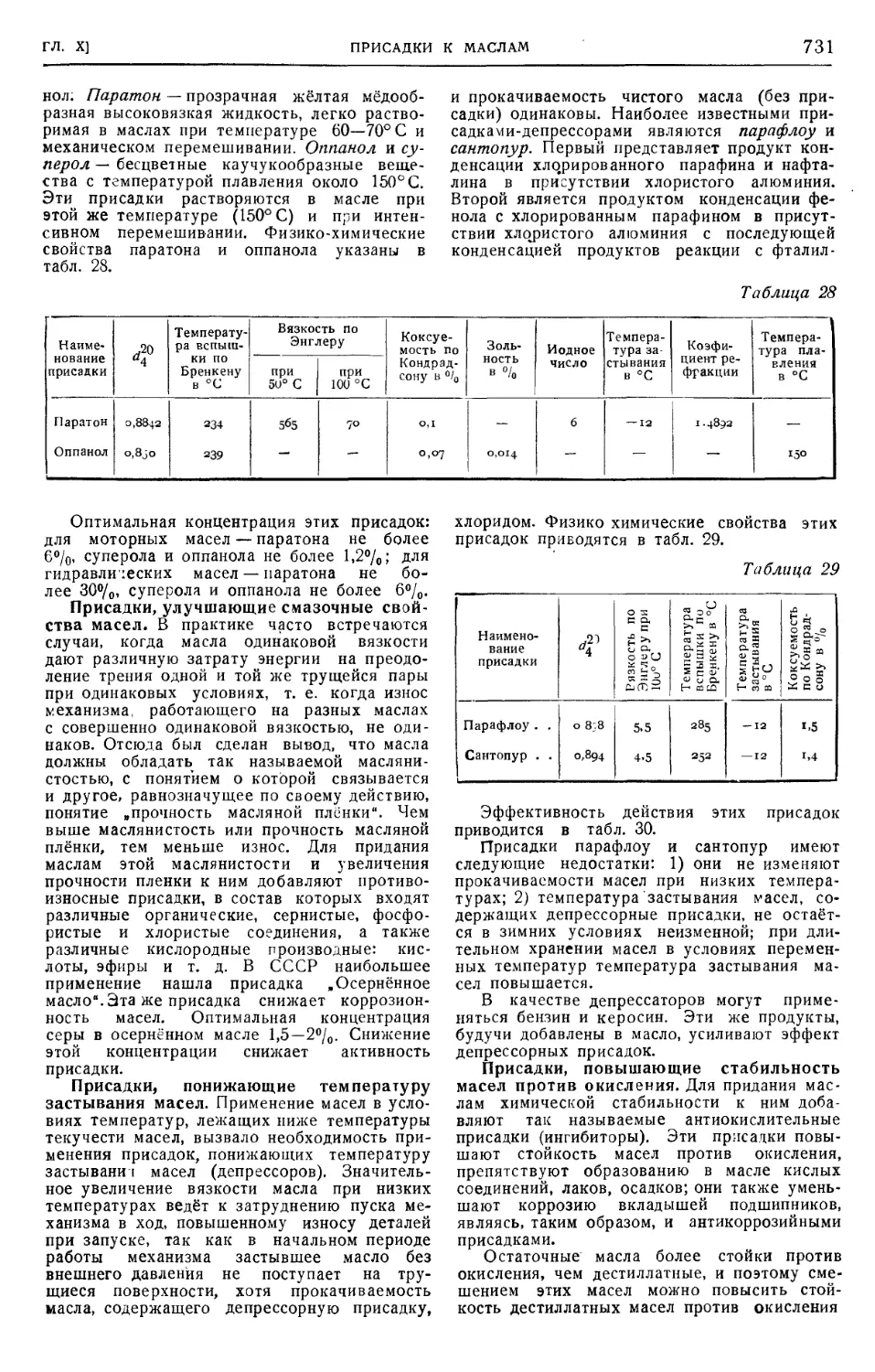
Присадки к маслам . . • 730
Глава XI. ОРГАНИЗАЦИЯ МАТЕРИАЛЬНО-
ТЕХНИЧЕСКОГО СНАБЖЕНИЯ ' И
ТРАНСПОРТНОГО ХОЗЯЙСТВА МАШИ-
НОСТРОИТЕЛЬНЫХ ЗАВОДОВ 733
Организация материально-тех-
нического снабжения итранс-
портного хозяйства машино-
строительных заводов (доц.
канд. экон. наук Т. А. Юдин) 733
Задачи материально-технического снабжения . 733
Нормативы материально-технического снабже-
ния 734
Планирование потребности в материалах ... 740
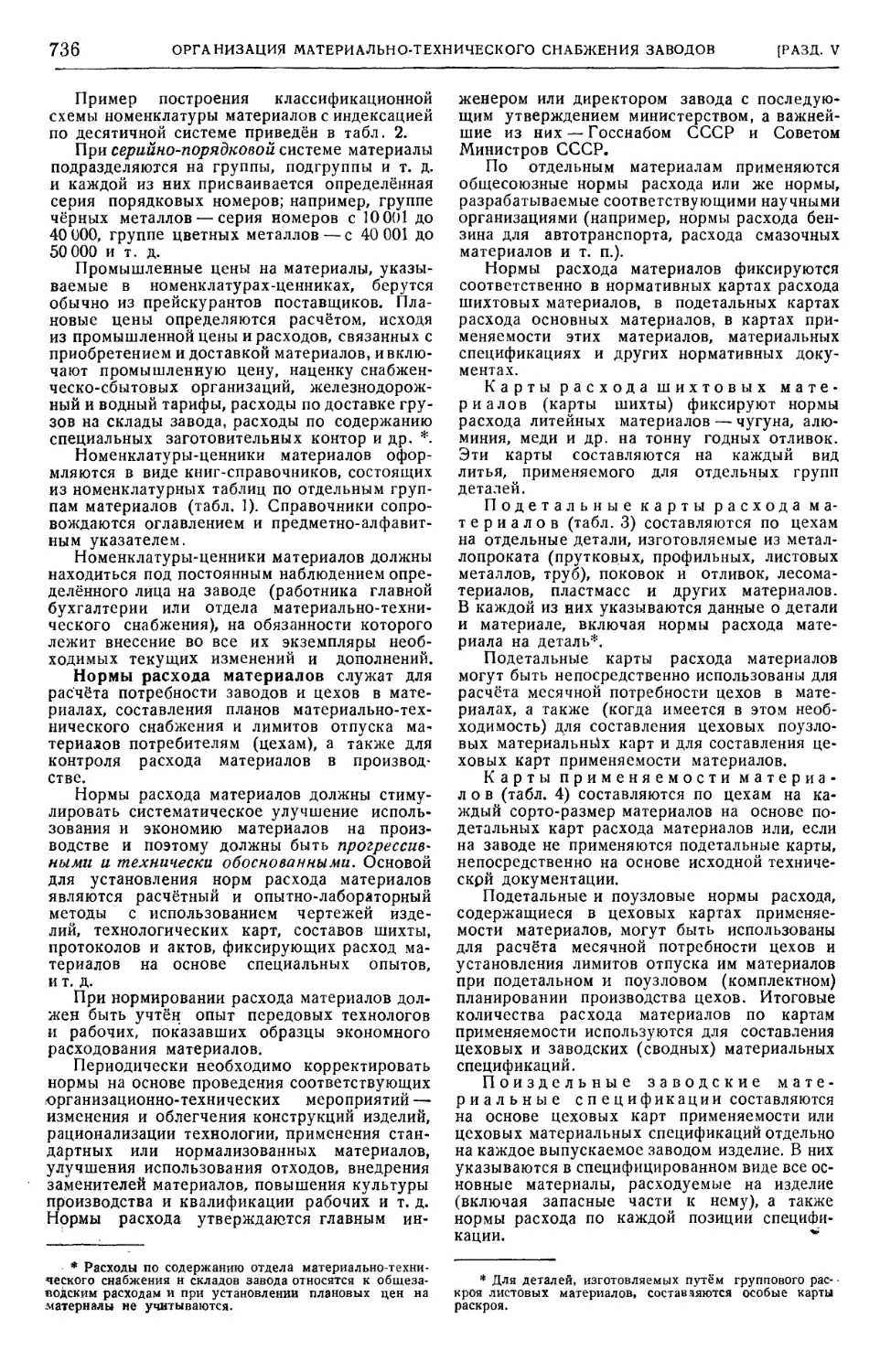
Заготовка материалов 742
Доставка, приёмка и хранение материалов. . 744
Снабжение (питание) цехов материалами . . . 745
Хозяйственный расчёт и анализ работы по
материально-техническому снабжению ... 747
Организация транспортного
хозяйства завода (канд- техн.
наук М. А. Преображенский) 748
Структура и функции транспортного хозяй-
ства 748
Организация перевозок • . . . 748
Планирование и диспетчирование перевозок
и оперативный учёт 749
Погрузочно-разгрузочные, экспедиционные,
маневровые и другие работы . 754
Техническое обслуживание транспортных
средств и путей сообщения и организация
труда 755
Расчёты с клиентурой 755
Глава XII. ОРГАТЕХНИКА И ЕЁ ПРИМЕ-
НЕНИЕ (доц. канд. техн. наук Н. Г. Ле-
вине он) . • .755
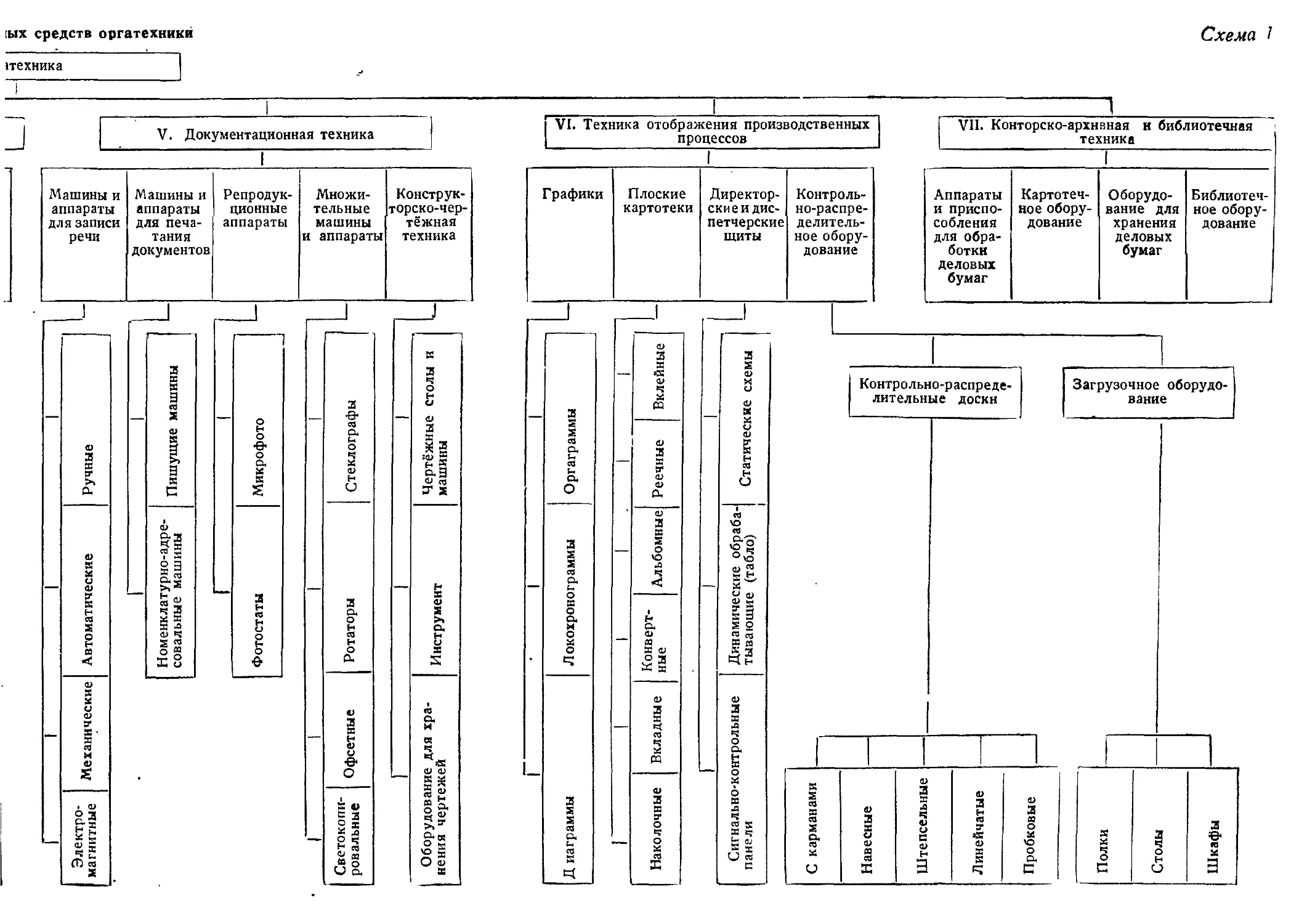
Классификация средств оргатехники 756
Административно-производственная связь. . . 756
Административно-производственная сигнали-
зация 761
Средства службы времени 764
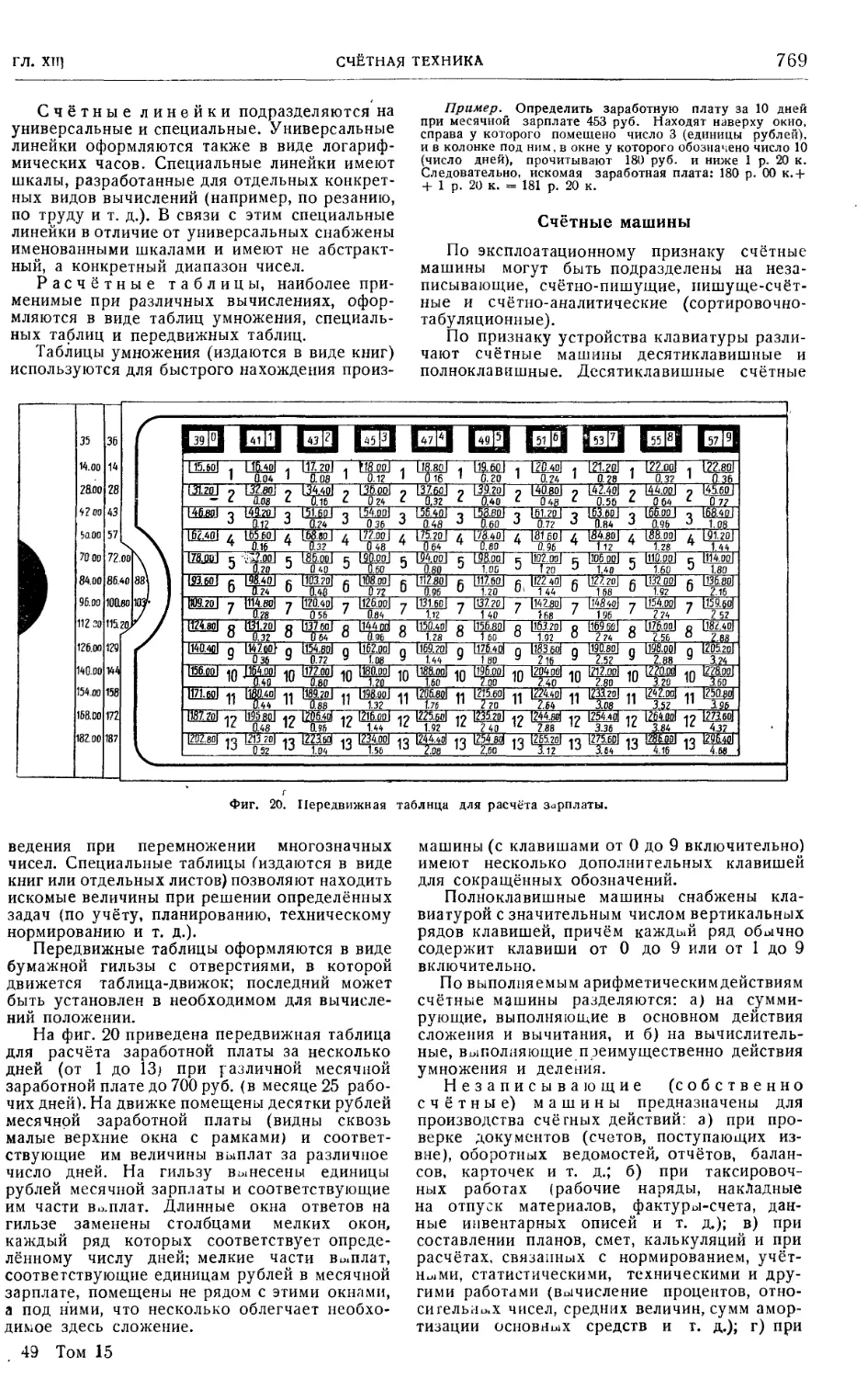
Счётная техника 764
Документационная техника 775
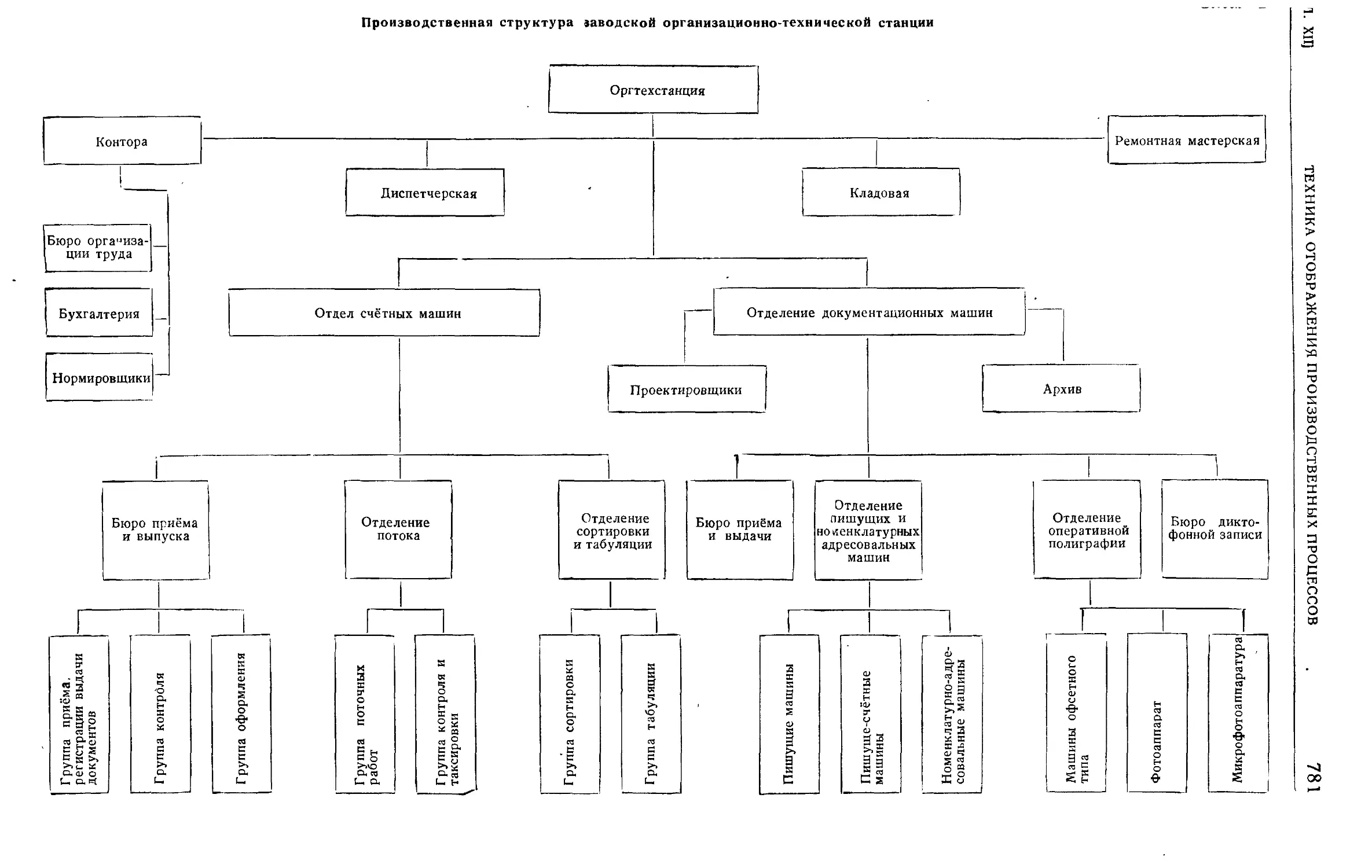
Техника отображения производственных про-
цессов 778
Эффективность применения средств орга-
техники 782
Организационные формы использования
средств оргатехники на заводе 782
Глава XIII. ОХРАНА ТРУДА И ПРОТИВО-
ПОЖАРНАЯ ТЕХНИКА 783
Охрана труда на машинострои-
тельном заводе (доц- канд. техн.
наук Б. В Цетлин) 783
Общие сведения - 783
Условия труда в дореволюционной России и
за границей 784
Понятие об охране труда 785
Организация охраны труда в СССР 785
Социальное страхование 788
Организация охраны на заводах 788
Государственный надзор за безопасностью
работ 790
Противопожарная техника ил
машиностроительном заводе
(инж. А. Е. Королев) 793
Характеристика производственных предприя-
тий в пожарном отношении 793
Противопожарные мероприятия . 793
Профилактические мероприятия , 793
Репрессивные противопожарные мероприятия 802
ОТ РЕДАКТОРА
Настоящий — пятнадцатый — том энциклопедического справочника „Машино-
строение" посвящен вопросам организации и экономики машиностроительного
производства. Он должен помочь нашим машиностроителям-производственникам,
студентам высших технических учебных заведений и научным работникам изучить
вопросы, относящиеся к тематике данного тома и имеющие сейчас, как известно,
первостепенное значение. Чтобы в наши дни успешно руководить работой социа-
листического предприятия, одних технических знаний недостаточно: необходимо
настойчиво и глубоко изучать экономику и организацию производства, полностью
овладеть большевистскими принципами и методами руководства социалистическим
хозяйством, разработанными великими создателями и вождями первого в мире
социалистического государства — В. И. Лениным и И. В. Сталиным.
Входящие в этот том главы (не считая первой, рассматривающей основы социа-
листической организации предприятия и управления производством, и. заключи-
тельной, посвященной технике безопасности и противопожарной технике) сгруп-
пированы в следующие три раздела.
Раздел „Планирование, учёт и анализ работы предприятия"
включает гл. II, III и IV и посвящен коренным вопросам экономики предприятия.
Раздел „Организация труда и техническое нормирование"
содержит гл. V и VI.
Раздел „Организация технической подготовки, контроля и
обслуживания производства" состоит из гл. VII, VIII, IX, X, XI и XII.
По поводу содержания некоторых из этих глав необходимо заметить следую-
щее.
В главе VIII, посвященной организационным вопросам технического контроля,
наибольшее место ввиду новизны и важности вопроса уделено статистическому
контролю и анализу качества продукции, хода технологического процесса и
состояния производственного оборудования. Следует отметить, что многие отно-
сящиеся сюда сведения в сводном виде публикуются здесь впервые.
С целью изучения передового практического опыта в данной области Главная
редакция энциклопедического справочника „Машиностроение" совместно с Все-
союзным научным инженерно-техническим обществом машиностроителей (ВНИТО-
МАШ) провела в 1949 г. расширенное совещание по вопросам статистического кон-
троля и анализа с участием специалистов Москвы, Ленинграда, Ташкента, Горького
и Львова. На совещании были обсуждены принципиальные установки для напи-
сания данной работы и выявлены наиболее распространённые в советском ма-
шиностроении методы статконтроля и анализа. Следует ожидать, что опублико-
ванные здесь материалы послужат основой для дальнейшего обобщения передо-
вого отечественного опыта, а также результатов научных работ.
Включение в состав настоящей главы справочных данных по проектированию
и оснащению заводских органов контроля измерительных средств вызвано по-
желаниями многих читателей, указывавших на необходимость восполнить таким
образом отсутствие упомянутых данных в т. 14 ЭСМ, посвященном, как известно,
проектированию машиностроительных заводов.
Что касается задач, форм и методов технического контроля, то они изложены
в основном применительно к массовому производству автотракторного типа.
X ОТ РЕДАКТОРА
Глава IX посвящена организации инструментального хозяйства. Её мате-
риалы в сжатой форме отражают организационный опыт наших передовых заво-
дов в области планирования инструментоснабжения цехов и рабочих мест, нор-
мирования расхода и запасов инструментального оснащения, организации инстру-
ментального хозяйства в цехах и т. д.
Разрабатываемая Гостехникой СССР единая система классификации инстру-
ментального оснащения ещё не была утверждена к моменту сдачи тома в печать и
поэтому не отражена в данной главе.
Глава X содержит необходимые указания и справочные сведения по службе
оборудования. Читатель найдёт здесь изложение разработанной в СССР системы
организации ремонта оборудования, дополненной указаниями по модернизации
металлорежущих станков и по организации смазочного хозяйства.
Наряду с организационными и экономическими вопросами в данной главе
нашли место некоторые относящиеся к её тематике технические сведения, кото-
рые по тем или иным причинам не могли быть помещены в ранее вышедших
томах ЭСМ, например, чертежи различных приспособлений для ремонта, краткие
указания по проведению поверочных расчётов при модернизации, указания по
регенерации отработанных смазочных масел и т. д. Включение в состав главы
подобных сведений рационализаторского характера должно содействовать вне-
дрению передового опыта в области ремонта, модернизации и смазки заводского
оборудования.
Глава XII содержит описание и характеристики некоторых современных
средств оргатехники применительно к решению различных организационно-про-
изводственных задач, в том числе к оснащению диспетчерской службы, контролю
хода производства и механизации учёта. Сведения об оргатехнике, применяемой
при оперативном планировании, изложены в специальной статье, • включённой
в состав гл. III, в непосредственной связи с изложением вопросов оперативного
планирования.
3-целом, пятнадцатый том должен явиться комплексным пособием по эконо-
мике и организации производства. Это не означает, конечно, что он может заме-
нить собой все справочники и пособия по отдельным организационно-экономи-
ческим вопросам,—таких требований к этому тому не следует предъявлять.
Между тем уже в процессе предварительного рецензирования рукописей некото-
рые рецензенты были склонны рассматривать, например, гл. VI, посвященную
техническому нормированию, как детальный справочник в данной области. Ясно,
что для такого справочника потребовался бы объём вряд ли не больший, нежели
объём всего пятнадцатого тома, что в рамках данного издания может стоять
задача освещения общих принципов и методики технического нормирования на
примере отдельных отраслей технологии машиностроения — литейной, кузнечной,
сварочной и др. Этим и только этим объясняется то, например, что в статье,
посвященной техническому нормированию станочных работ, в центре рассмотре-
ния находятся токарные работы, а в отношении прочих (фрезерных, строгальных,
протяжных и др.) приведены лишь краткие указания, развивающие и уточняющие
данную на примере токарных работ общую методику.
Из сравнения структур тома с программами одноименного курса, читаемого
в высших технических учебных заведениях, следует, что в отличие от некоторых
из этих программ на первое место вынесены узловые, важнейшие вопросы социа-
листической организации предприятия — планирование и организация труда. Опу-
щена классификация типов производства, как имеющая чисто учебно-познаватель-
ное значение. Вопросы производственной структуры здесь вовсе не рассматри-
ваются, ибо они излагаются в т. 14 ЭСМ.
Пятнадцатый том (как и все прочие тома энциклопедического справочника
„Машиностроение") является коллективным трудом. Сорок три автора этого тома
стремились отразить на его страницах свои знания и опыт, приобретённые долго-
летней работой в машиностроительной промышленности — на заводах, в институтах
и министерствах, в высших учебных заведениях. Сила коллектива несомненно
помогла квалифицированному освещению ряда сложных или специальных органи-
зационно-производственных вопросов и сказалась также на широком тематическом
охвате материалов тома.
ОТ РЕДАКТОРА XI
Очевидно, только коллективу по плечу создание крупных и комплексных тру-
дов, достойных нашей великой Сталинской эпохи. Вспомним указания това-
рища А. А. Жданова, касающиеся подготовки учебника политической экономии:
„Метод привлечения большого круга авторов к составлению учебника ныне пол-
ностью применяется при редактировании учебника политической экономии...,
к работам по редактированию которого привлечены широкие круги не только
экономистов, но и историков и философов. Такой способ творчества является
наиболее надёжным. В нём заложена и другая идея — объединить усилия различ-
ных отрядов идеологических работников, недостаточно связанных ныне между
собой, для разрешения крупных задач, имеющих общее научное значение, с тем,
чтобы таким образом организовать взаимодействие между работниками различных
отраслей идеологии, чтобы двигаться вперёд не кто в лес, кто по дрова, бить не
растопыренными пальцами, а организованно и сплочённо, а, следовательно, с наи-
большей гарантией успеха". *
Именно таким путём в пятнадцатом томе были объединены усилия специали-
стов различных профилей. Наряду с авторами, специализировавшимися в вопро-
сах планирования, в томе участвуют лица, сведущие в методике технического
нормирования. Наряду со специалистами, посвятившими себя учёту и анализу
хозяйственной деятельности, в томе принимают участие научные работники, по-
стоянно работающие в сфере технического контроля производства. Даже к этой
одной последней теме понадобилось привлечь ряд авторов, представляющих сле-
дующие специальные направления: 1) организацию технического контроля в це-
лом, 2) статистические методы анализа и контроля качества продукции и хода
технологического процесса и, наконец, 3) организацию контроля измерительных
средств.
Попутно следует указать, что коллективный характер труда обязывал редакцию
провести унификацию стиля и метода изложения материалов. Это и было выпол-
нено с возможной тщательностью. Сохранившиеся различия отнюдь не являются
случайными: они обусловлены крайним разнообразием авторских манер или спе-
цификой содержания отдельных глав и статей, либо тем и другим вместе.
Далее, в интересах комплексного изложения некоторых вопросов заводской
экономики допущено частичное — в меру необходимости—дублирование содержа-
ния отдельных статей. Так, например, оборачиваемости оборотных средств и
основным фондам социалистического машиностроения посвящены специальные
обзорные статьи в гл. II при наличии дополнительных кратких указаний по пла-
нированию и,учёту основных фондов, а также по планированию оборотных средств
в других статьях гл. II и в гл. IV. Ещё пример. Вопросы хозяйственного расчёта
излагаются не только в специальной статье (гл. II), посвященной хозрасчёту
завода, цехов, участков и бригад; по необходимости они рассматриваются также
в вводной части той же главы, где идёт речь о хозрасчёте как рычаге укрепле-
ния социалистической плановой дисциплины, и в гл. I, где хозрасчёт трактуется
как орудие управления производством.
При подготовке материалов тома значительная помощь была оказана авторам
и редакции со стороны рецензентов, давших свои развёрнутые отзывы и указания
по содержанию отдельных статей или целых глав. За оказанную помощь по кол-
лективному рецензированию гл. I, II, III, IV, V, X, XI и XII выражаем глубокую
признательность коллективу кафедры советской экономики Высшей партийной
школы при ЦК ВКП(б) во главе с проф., д-ром экон. наук К. Н. Плотниковым
и А. Ф. Румянцевым, а также по рецензированию гл. V и VI — Правлению и Ко-
митету организации производства Московского отделения Всесоюзного научного
инженерно-технического общества машиностроителей (МОНИТОМАШ) во главе
с В. Г. Люльченко и А. И. Марочкиним.
По отдельным главам отмечаем с благодарностью ценные критические замеча-
ния либо указания и советы по рукописям, которые нам дали следующие товарищи:
По гл. II — инж. М. Н. Богинский; янж. Д. П. Воробьев, проф.. д-р экон. наук
Г. А. Козлов; доц., канд. экон. наук В. А. Летенко; А. А. Лапшин; доц., канд.
экон. наук К. А. Федосеев.
* А. А. Жданов, Выступление на дискуссии по книге «История западно-европейской философии*
J4 июня 1947 г., Госполитиздат, 1947, стр. 38.
XII ОТ РЕДАКТОРА
По гл. III — А. А. Лапшин', доц., канд. экон. наук В. А. Летенко, С. С.
нов-Гейдыш, инж. Я- М. Пистрак, инж. В. П. Федотьев.
По гл. IV — X. Г. Кастанаев; доц., канд. экон. наук В. И. Переслегин; доц., канд.
экон. наук К. А. Федосеев.
По гл. V — доц. канд. экон. наук Л. Я. Берри; инж. А. Д. Гальцов; М. И. Ден-
ченко; Д. М. Конаков; П. А. Матюхин', чл.-корр. АН СССР К. В. Островитянов;
канд. экон. наук Г. А. Пруденский; инж. Т. В. Толчёное; инж. М. М. Шахназаров;
И. М. Юнович.
По гл. VII — проф., д-р техн. наук В. М. Кован; канд. техн. наук Д. В. Чарнко.
По гл. VIII (вопросы статконтроля и анализа) — акад. А. Н. Колмогоров;
действ, чл. АН Уз. ССР В. И. Романовский; проф. Н. В. Смирнов; канд. техн.
наук Н. С. Райбман и инж. Л. Н. Панфилов (помощь в подборе материалов).
По гл. IX -- инж. В. М. Михеев.
По гл. X — инж. Ю. С. Борисов; инж. М. И. Казак.
По гл. XI — М. Н. Демченко; инж. Т. Д. Саксаганский.
Выпуская настоящий том в свет, мы далеки от мысли, что он свободен от
недостатков. Наоборот, уже и сейчас, когда после многолетней подготовительной
работы начинается печатание тома, нам абсолютно ясна необходимость дальней-
шего совершенствования его материалов, улучшения отдельных формулировок, а
главное — непрерывного обогащения тем новым организационным опытом, который
повседневно рождается в нашей передовой производственной практике как ре-
зультат коммунистического отношения советских людей к своему труду, как след-
ствие непрестанного и всестороннего прогресса социалистического машиностроения.
Мы ждём суждений наших читателей с оценкой содержания тома. Всякие по-
желания и указания будут с признательностью приняты и изучены, а также
использованы в случае возможного переиздания.
Л. Шухгальтер
ОРГАНИЗАЦИЯ ПРЕДПРИЯТИЯ
И УПРАВЛЕНИЕ ПРОИЗВОДСТВОМ
Глава I
ОСНОВЫ СОЦИАЛИСТИЧЕСКОЙ ОРГАНИЗАЦИИ
ПРЕДПРИЯТИЯ И УПРАВЛЕНИЯ ПРОИЗВОДСТВОМ
ОСНОВЫ И ЗАДАЧИ СОЦИАЛИСТИЧЕСКОЙ ОРГАНИЗАЦИИ
ПРЕДПРИЯТИЯ
ВВЕДЕНИЕ
Учение об организационных принципах
управления социалистическим народным хозяй-
ством создано основателями и организаторами
первого в мире социалистического государства
рабочих и крестьян, великими вождями совет-
ского народа В. И. Лениным и И. В. Сталиным.
Положения Ленина об основах социалистиче-
ской организации производства, разработан-
ные им в период подготовки Великой Октябрь-
ской социалистической революции, в годы
гражданской войны и вначале восстановитель-
ного периода, получили в трудах товарища
Сталина своё дальнейшее развитие примени-
тельно к условиям победоносного строительства
социалистического общества и постепенного
перехода к высшей фазе коммунизма.
Основное и решающее значение для науч-
ной разработки вопросов организации социали-
стических предприятий имеет учение товарища
Сталина о социалистической государствен-
ной собственности на средства производства
как всенародном достоянии, создающей связь
и единство предприятий вместо их разобщен-
ности, обеспечивающей полное соответствие
между производительными силами и произ-
водственными отношениями людей в социали-
стическом обществе.
Товарищ Сталин углубил и всесторонне
развил учение Ленина о социалистическом
планировании производства;он показал объек-
тивную необходимость планирования как важ-
нейшего закона нашей экономики, вооружил
советский народ большевистской теорией и
методами планирования как в масштабе всего
народного хозяйства, так и в отношении от-
дельных социалистических предприятий.
Товарищ Сталин раскрыл громадные пре-
имущества социалистической концентрации
производства на крупнейших предприятиях.
определил пути их специализации и разумного
кооперирования и вместе с тем указал на
необходимость борьбы с гигантоманией и с
чрезмерно узкой специализацией путем пла-
нового сочетания крупных, средних и неболь-
ших предприятий с учетом рационального
размещения производительных сил.
1 Том 15
Товарищ Сталин исчерпывающе разрабо-
тал весь обширный комплекс вопросов орга-
низации труда как в социалистической про-
мышленности, так и в сельском хозяйстве,
включая проблему организации заработной
платы, технического нормирования, воспроиз-
водства рабочих кадров и планового обеспе-
чения предприятий квалифицированными ра-
бочими и командирами производства, укре-
пления и развития социалистической трудовой
дисциплины. Товарищ Сталин поднял на недо-
сягаемую высоту учение Ленина о социали-
стическом соревновании. Он вскрыл значе-
ние соревнования как коммунистического ме-
тода строительства социализма, вдохновил
советских людей пафосом строительства но-
вых предприятий, пафосом освоения новой
техники и революционного новаторства. Ве-
ликое учение товарища Сталина о социали-
стическом труде как деле чести, славы, до-
блести и геройства, стало могучей движущей
силой нашего развития, источником беспри-
мерных подвигов советского народа в борьбе
за выполнение заданий партии и правительства
в годы сталинских пятилеток, во время Великой
Отечественной войны и в период послевоен-
ного восстановления и мощного подъема
всего народного хозяйства.
Ценнейший вклад в учение о социалисти-
ческой организации промышленных предприя-
тий представляют собой работы товарища
Сталина, посвященные вопросам управления,
единоначалия, большевистских методов ру-
ководства, подбора и расстановки кадров,
проверки исполнения. Товарищ Сталин неиз-
меримо углубил и расширил ленинскую тео-
рию управления, последовательно развивая
ее применительно к условиям борьбы за со-
циалистическую индустриализацию, за завер-
шение строительства социалистического об-
щества и за постепенный переход к высшей
фазе коммунизма. В органической связи с уче-
нием товарища Сталина об управлении нахо-
дятся его гениальные указания о роли кадров,
об их воспитании, выращивании и продвиже-
нии» об овладении большевизмом и об орга-
ническом единстве хозяйственного и.полити-
ческого руководства.
ОСНОВЫ СОЦИАЛИСТИЧЕСКОЙ ОРГАНИЗАЦИИ ПРЕДПРИЯТИЯ
[РАЗД. V
Товарищ Сталин вскрыл источники и дви-
жущие силы расширенного социалистического
воспроизводства. Он создал теорию социали-
стической индустриализации, определил
основные факторы неограниченного роста
производительности труда в социалистической
промышленности, указал пути социалистиче-
ской рационализации производства, неуклонно-
го прогресса техники, механизации и автомати-
зации производственных процессов в социа-
листической промышленности. Товарищ Сталин
разработал проблему внутрипромышленных
накоплений, систематического снижения се-
бестоимости и повышения рентабельности со-
циалистических предприятий. Он открыл дей-
ствие закона стоимости в его преобразован-
ном виде в условиях социалистического пла-
нового хозяйства, теоретически обосновал роль
денег в СССР и советской торговли.
Товарищ Сталин развил теорию социали-
стического хозяйственного расчета как ме-
тода планового руководства экономикой со-
циалистических предприятий, как рычага со-
циалистического накопления.
Теоретическая глубина и многогранность
учения великого Сталина о социалистической
организации производства и, в частности, об
организации социалистических промышленных
предприятий поистине неисчерпаемы.
Ленинско-сталинское учение о социалисти-
ческой организации производства отражено
в важнейших партийных документах—в ре-
шениях съездов, конференций и Центрального
Комитета ВКП(б), а также в законах социа-
листического государства и в постановлениях
Советского правительства. На основе ленинско-
сталинского учения, партийных и правитель-
ственных директив, практического опыта пере-
довых отечественных предприятий, его систе-
матизации и обобщения научно-исследователь-
скими, проектными и другими организациями,
в ходе социалистического строительства со-
здана наука об организации социалистических
промышленных предприятий, базирующаяся на
закономерностях политической экономии со-
циализма.
Наука об организации машиностроитель-
ного предприятия изучает конкретные про-
явления и особенности практического осуще-
ствления законов социалистической эконо-
мики на машиностроительных предприятиях,
а также условия слаженной, высокопроизво-
дительной и экономичной их работы на ос-
нове государственного хозяйственного плана,
коммунистического отношения работников
предприятия к своему труду и освоения пе-
редовой техники социалистического машино-
строения.
В соответствии с экономической полити-
кой Коммунистической партии и Советского
правительства наука об организации машино-
строительного предприятия выявляет источ-
ники роста производства, условия и методы
улучшения качества продукции, наиболее
полного и целесообразного использования
основных фондов, экономии материалов,
инструментов, энергии и топлива, повышения
производительности труда, снижения себе-
стоимости, увеличения рентабельности и уско-
рения оборачиваемости оборотных средств
предприятия, обеспечения систематического
технического прогресса, неуклонного роста по-
литического и культурно-технического уровня
кадров, развертывания социалистического со-
ревнования и подъема творческой инициативы
всего коллектива трудящихся.
Наука об организации предприятия систе-
матизирует и обобщает практику передовых
заводов, цехов, рабочих бригад и стахановцев
в области социалистической организации труда,
планирования,технической подготовки, учёта,
контроля и обслуживания производства, его
финансирования и т. д.
Созданию науки об организации социали-
стических предприятий, её непрерывному раз-
витию и систематическому обогащению её
содержания в самом процессе социалистиче-
ского строительства способствовали исключи-
тельно благоприятные условия, вытекающие
из свойственного социалистическому способу
производства полного соответствия между про-
изводительными силами и производственными
отношениями, которые открывают неограни-
ченные возможности роста народного хозяй-
ства, широчайшего использования науки во
всех отраслях общественного производства.
Необходимость научно обоснованного ре-
шения организационно-производственных за-
дач социалистических предприятий прежде
всего обусловлена общественной собствен-
ностью на орудия и средства производства,
непрерывным увеличением масштабов пред-
приятий, усложнением внутрипроизводствен-
ных связей, неуклонным техническим прогрес-
сом, количественным и культурно-техническим
ростом кадров. Развитие науки об организации
социалистических предприятий осуществля-
лось под руководством и при активном содей-
ствии Коммунистической партии и Советского
правительства. Крупнейшее значение имела
также присущая плановому хозяйству возмож-
ность ничем не ограниченного обмена опытом
между разными отраслями промышленности,
специализированными подразделениями маши-
ностроения и отдельными предприятиями.
Именно на этой основе осуществляется си-
стематическое научное обобщение передовой
организационной практики социалистических
предприятий с целью её последующего широ-
кого распространения. Так, например, опыт
организации поточных производств, сперва на-
копленный заводами автомобильной и трактор-
ной промышленности, был в дальнейшем обоб-
щён и применён на предприятиях других от-
раслей массового производства, а вслед за
этим также и на заводах серийного машино-
строения. Методы организации серийно-поточ-
ного (переменно-поточного) производства были
впервые освоены на станкостроительных за-
водах, а в результате последующего их изу-
чения и обобщения успешно перенесены на
предприятия энергетического, сельскохозяй-
ственного, дорожностроительного и ряда дру-
гих отраслей серийного машиностроения,
В творческом процессе формирования науки
об организации социалистических предприятий
участвовала вся система органов технического
руководства промышленностью. Весьма важная
роль в этом деле принадлежала научно-иссле-
довательским и проектным институтам, орга-
низациям технической помощи, а также спе-
циальным кафедрам высших учебных заведе-
ний, которые опирались в своей работе на
передовые предприятия, на прогрессирующий
ГЛ. I]
ВВЕДЕНИЕ
организационный опыт заводов. Именно этим
путём в борьбе за досрочное выполнение
первой Сталинской пятилетки были заложены
основы технико-экономического планирования
социалистических предприятий, получившие
своё выражение в техпромфинплане. Опыт
разработки техпромфинплана, зародившегося
в 1931 г. на ленинградских заводах „Свет-
лана" и „Севкабель", показал конкретные пути
и возможности значительного улучшения со-
циалистического заводского планирования.
Этот опыт получил положительную оценку
руководящих партийных органов; он подвергся
тщательному изучению и обобщению со сто-
роны научных работников, инженеров и эконо-
мистов, после чего был перенесён на все пред-
приятия социалистической промышленности.
Аналогично этому была создана при взаи-
модействии научно-технических учреждений и
предприятий система планово-предупредитель-
ного ремонта заводского оборудования, полу-
чившая ныне широкое распространение во
всех отраслях промышленности. В настоящее
время каждое советское предприятие, стремя-
щееся внедрить плановый профилактический
ремонт своих основных фондов, имеет воз-
можность применить организационную систему,
в которой аккумулирован длительный практи-
ческий опыт заводов, обобщённый при актив-
ном содействии проектных и научно-исследо-
вательских учреждений.
Обмену организационным опытом между
социалистическими предприятиями в очень
значительной мере способствует мощный ком-
плекс средств научно-технической пропаганды,
которые социалистическое государство предо-
ставляет и использует для этих целей. Боль-
шую роль играет, в частности, издание спе-
циальных книг и журналов, посвященных во-
просам организации производства и рассчи-
танных на самые широкие круги читателей.
Но пропаганда передового опыта организации
производства в нашей стране отнюдь не огра-
ничивается специальными изданиями. Цен-
тральная и местная печать повседневно осве-
щает практику передовых заводов, цехов, ра-
бочих бригад и стахановцев в области орга-
низации труда и производства, широко попу-
ляризует достижения новаторов социалисти-
ческого производства, критикует недостатки
в работе отдельных предприятий. Печать
является исключительно действенным сред-
ством пропаганды передового организацион-
ного опыта, мобилизующим массы вокруг
передовиков социалистического соревнования.
Большую роль в деле обмена передовым
производственным опытом сыграли также
многочисленные научно-технические конферен-
ции и совещания по самым разнообразным
вопросам организации социалистических пред-
приятий (по заводскому планированию, техни-
ческому нормированию, организации техниче-
ского контроля, организации ремонтного хозяй-
ства, инструментального хозяйства, типизации
технологических процессов и организации ско-
ростной технической подготовки производства,
освоению поточных методов работы, стандар-
тизации и нормализации, внедрению хозяй-
ственного расчёта и т. д.). Так, например,
каждая из трёх всесоюзных конференций по
внутризаводскому планированию в машино-
строении, проведённых последовательно в 1931,
1938 и 1948 гг., подводила итоги практического
опыта и научных достижений в области завод-
ского планирования за предыдущий период и,
руководствуясь директивами партии и прави-
тельства, определяющими хозяйственно-поли-
тические задачи промышленности, намечала
пути дальнейшего совершенствования мето-
дики и практики заводской плановой работы
во всех её отраслях и разновидностях (пла-
нирование основного и вспомогательного про-
изводстч, технико-экономическое и оператив-
ное планирование, планирование технической
подготовки производства и т. д.).
Наиболее значительные достижения в науч-
ной разработке вопросов социалистической
организации предприятия принадлежат совет-
скому машиностроению, организационный опыт
которого широко используется другими от-
раслями промышленности СССР.
Рассмотренные вкратце пути формирования
науки об организации социалистических пред-
приятий определяются коренными преимуще-
ствами социалистической организации про-
изводства перед капиталистической. По своей
высокой иаейной целеустремлённости на слу-
жение интересам народа, по глубокой научной
обоснованности и широкой принципиальности
применяемых ею практических форм и методов,
социалистическая организация предприятия
неизмеримо превосходит капиталистическую
со свойственными ей звериными, эксплоататор-
скими целями, корыстными интересами, фир-
менной ограниченностью, узостью и бесприн-
ципностью применяемых организационных ре-
шений и методов. Если капиталистическая
организация предприятия преследует цель же-
сточайшей эксплоатации рабочей силы ради
извлечения прибавочной стоимости в частно-
собственнических, низменных и шкурных ин-
тересах капиталиста, то социалистическая
организация предприятия направлена на уве-
личение общественного богатства в интересах
самих трудящихся, всего советского народа.
Если капиталистическая организация произ-
водства на предприятии уживается с расточи-
тельством и анархией, вытекающими из самого
существа капиталистического способа произ-
водства, то социалистическая организация
производства, покоящаяся на гранитном фун-
даменте государственной социалистической
собственности и плановой экономики, целиком
проникнута принципом социалистической бе-
режливости, обеспечивающей всемерную эко-
номию живого и овеществлённого труда
в масштабе всего народного хозяйства на базе
действительно рационального использования
прогрессивно возрастающих производительных
сил страны. Если капиталистическая органи-
зация производства превращает рабочую силу
в товар, в объект купли — продажи и низво-
дит рабочего к роли простого придатка ма-
шины, то социалистическая организация про-
изводства в полном соответствии с марксист-
ско-ленинским учением видит в трудящемся
человеке решающую силу социалистического
общества и создает все необходимые предпо-
сылки для непрерывного укрепления его ма-
териального благополучия, для его культур-
ного роста и всестороннего развития его твор-
ческих возможностей.
Полярная противоположность целей, а также
средств и методов, составляющих содержание
ОСНОВЫ СОЦИАЛИСТИЧЕСКОЙ ОРГАНИЗАЦИИ ПРЕДПРИЯТИЯ
(РАЗД. V
социалистической и капиталистической орга-
низации производства, предопределяет бес-
спорный приоритет нашей Родины в созда-
нии подлинной науки об организации пред-
приятия, которая могла возникнуть только
¦в условиях социалистической системы хо-
зяйства. В вопросах научной организации
предприятия (как и во многих других обла-
стях науки и техники) социалистической инду-
стрии приходилось прокладывать совершенно
новые пути. Так, например, в СССР впервые
разработаны и получили широкое распростра-
нение организационные методы скоростной
технической подготовки производства, осно-
ванные на системе нормативов и календарных
графиков, которые предусматривают широкое
использование конструктивной нормализации,
стандартизации, типизации технологических
процессов и многих иных мероприятий, спо-
собствующих ускорению технического про-
гресса и повышению рентабельности производ-
ства. В СССР впервые были созданы и внедрены
на подавляющем большинстве заводов науч-
ные методы технического нормирования, сти-
мулирующие непрерывный рост производитель-
ности труда на базе выявления и использова-
ния внутрипроизводственных резервов с учё-
том передового стахановского опыта. Исклю-
чительно велики также достижения нашей
промышленности в деле социалистической
организации труда. Научная разработка во-
просов организации труда на предприятии
представляет собой обобщение многогранной
практики социалистического машиностроения
в организации рабочих мест, подготовки и по-
вышения квалификации кадров, в организации
заработной платы, в рациональной расстановке
рабочих кадров, в развёртывании социалисти-
ческого соревнования и стахановских методов
работы. Далее, вся наша стройная система за-
водского планирования, представляющего собой
низовое звено единого общегосударственного
планирования народного хозяйства, могла сло-
житься и окрепнуть исключительно в условиях
социалистической экономики СССР, где пла-
новое руководство народным хозяйством
является одной из важнейших хозяйственно-
организаторских функций Советского государ-
ства. Технико-экономическое планирование,
опирающееся на анализ и выявление внутри-
производственных резервов, на прогрессивные
технико-экономические нормы, чёткая и сла-
женная система плановых заданий-графиков,
охватывающих все производственные участки
и подразделения предприятия; сменно-суточ-
ное планирование, сопровождаемое исчерпы-
вающей оперативной подготовкой производ-
ства, доведение пятилетних, годовых, месяч-
ных и текущих заданий до каждого исполни-
теля; массовое социалистическое соревнова-
ние всего коллектива предприятия за выпол-
нение и перевыполнение государственных пла-
нов; непрерывный контроль и диспетчерское
руководство производственными участками,
цехами и подразделениями предприятия, —- та-
ковы отдельные элементы социалистического
заводского планирования, характеризующие
организацию отечественных машиностроитель-
ных предприятий.
Ничего подобного нет и не может быть
в практике капиталистического машинострое-
ния. Потуги „планирования" производства
даже на самых передовых капиталистических
предприятиях не идут дальше элементарных
технических расчётов и построения календар-
ных графиков на весьма ограниченные от-
резки времени, причём эти графики посто-
янно взрываются анархией капиталистического
хозяйства, неустойчивостью рыночной конъ-
юнктуры, конкурентной борьбой, кризисами
перепроизводства, острыми социальными кон-
фликтами. Глубочайшие антагонистические
противоречия, присущие капиталистическому
способу производства, полностью исключают
возможность действительно научной организа-
ции общественного производства как в мас-
штабе всего народного хозяйства, так и в рам-
ках отдельного предприятия.
ОСНОВЫ ОРГАНИЗАЦИИ
СОЦИАЛИСТИЧЕСКОГО ПРЕДПРИЯТИЯ
Историческим первоисточником возникно-
вения социалистических предприятий является
происшедшее в результате Великой Октябрь-
ской социалистической революции завоевание
политического господства рабочим классом
нашей страны и установление советской вла-
сти, отменившей частную собственность на
землю, заводы и фабрики, на шахты и рудники,
на транспортные, энергетические и иные пред-
приятия и передавшей нх в общенародную
социалистическую собственность.
„Экономическую основу СССР составляют
социалистическая система хозяйства и социа-
листическая собственность на орудия и сред-
ства производства, утвердившиеся в резуль-
тате ликвидации капиталистической системы
хозяйства, отмены частной собственности на
орудия и средства производства и уничтоже-
ния эксплоатации человека человеком." *
Советские государственные предприятия
являются, как указывал В. И. Ленин, „пред-
приятиями последовательно-социалистического
типа (и средства производства принадлежат
государству, и земля, на которой стоит пред-
приятие, и всё предприятие в целом),..." **.
Социалистическое промышленное предприя-
тие характеризуется тремя основными взаимно-
связанными признаками. Оно представляет
собой, во-первых, определенное производ-
ственно-техническое единство, т. е. систему
орудий и средств производства, составляющих
собственность социалистического государства
и обеспечивающих производство материальных
благ, соответствующих специализации данного
предприятия. Оно является, во-вторых, орга-
низационно-административной единицей, т. е.
коллективом трудящихся, который организо-
ван социалистическим государством и возгла-
вляется назначенными им руководителями,
несущими полную ответственность за всю
производственно-хозяйственную деятельность
предприятия и за выполнение государствен-
ных плановых заданий по всем показателям.
Каждое предприятие, в-третьих, представляет
собой также и экономическое единство, т. е.
является самостоятельной хозяйственной еди-
ницей, не только осуществляющей производ-
ство определённых изделий, но выступающей
* Конституция (основной закон) Союза Советских
Социалистических Республик — ст. 4-я.
¦* В. И. Л е н и н, Соч., изд. 3-е, т. XXVII, стр. 395.
ГЛ. I]
ОСНОВЫ ОРГАНИЗАЦИИ СОЦИАЛИСТИЧЕСКОГО ПРЕДПРИЯТИЯ
также в сфере обращения, участвующей со-
гласно установленному государственному плану
в социалистическом товарообороте, производя-
щей расчёты со своими рабочими и служа-
щими, с поставщиками и покупателями, с фи-
нансовой системой и кредитными учрежде-
ниями социалистического государства.
Постановление ЦКВКП(б) от 5 декабря
1929 г. „О реорганизации управления промыш-
ленностью" дало следующее определение со-
циалистического промышленного предприятия
и основных принципов его организации:
,1- Предприятие является основным звеном
управления промышленностью. Поэтому тех-
ническое обслуживание предприятия, правиль-
ная организация снабжения, наиболее совер-
шенная организация труда внутри предприя-
тия, полное проведение единоначалия на про-
изводстве, создание наиболее благоприятных
условий для максимальной активности рабо-
чего коллектива и технического персонала
предприятия, подбор квалифицированной адми-
нистрации, необходимая степень самостоятель-
ности предприятия, — являются основой даль-
нейшего улучшения системы управления со-
циалистической промышленностью.
2. Перевод предприятий на хозяйственный
расчёт вполне себя оправдал. Хозрасчёт вы-
являет лицо предприятия, способствует рацио-
нализации производства, правильной органи-
зации сбыта и снабжения и вызывает вместе
с тем противодействие элементам бюрокра-
тизма и волокиты.
Одновременно перевод предприятий на
хозяйственный расчёт способствует рацио-
нальной постановке учёта производственной
деятельности предприятия и ознакомлению
масс с этой деятельностью...
3. При строжайшем соблюдении производ-
ственно-финансовой, плановой дисциплины
в рамках заданных лимитов предприятие
должно быть самостоятельным. Его админи-
страция несёт полную ответственность за вы-
полнение программы.
В распоряжение предприятия предоста-
вляется определённая сумма средств, размер
которой определяется ежегодно промфинпла-
ном. ..
5. Предприятие имеет самостоятельный
баланс. Основой месячного баланса предприя-
тия должны быть данные о себестоимости
продукции. Разница между заданной и факти-
ческой себестоимостью при непременном усло-
вии выполнения требований о качестве выра-
ботанной продукции является основным пока-
зателем успешности работы предприятия.
Часть этой разницы в размере, предусмо-
тренном законом, остаётся в распоряжении
предприятия и по утверждении баланса рас-
ходуется по усмотрению последнего на произ-
водственно-бытовые нужды..." '¦¦
Социалистическое государство руководит
всей деятельностью предприятия. Оно уста-
навливает для него плановые задания, орга-
низует коллектив работников предприятия,
выделяет материальные и денежные средства,
необходимые для его производственной дея-
тельности, материально и морально стимули-
*М. Савельев и А. Поскребышев, Ди-
рективы ВКП(б) по хозяйственным вопросам, Соцэкгиз,
1931, стр. 642-643.
рует успешную работу заводского коллектива
и каждого из его членов. Социалистическое
государство, далее, регулирует правовое поло-
жение предприятия и его взаимоотношения
с другими предприятиями и иными организа-
циями, контролирует и учитывает результаты
работы предприятия, соизмеряя их с произве-
дёнными трудовыми, материальными и денеж-
ными затратами. Наконец, социалистическое
государство устанавливает порядок распреде-
ления продукции предприятия и его прибылей
в интересах всего общества.
Государственная социалистическая соб-
ственность на орудия и средства производства
предопределяет три главнейшие особенности
организации социалистического предприятия:
плановость всей его производственной и хозяй-
ственной деятельности, коммунистическое от-
ношение работников предприятия к своему
труду и государственный характер управле-
ния предприятием.
Плановость работы предприятий. Госу-
дарственное планирование — важнейший закон
развития социалистической системы хозяйства
в целом и каждого отдельного предприятия.
Статья 11 Сталинской конституции гласит:
„Хозяйственная жизнь СССР определяется и
направляется государственным народнохозяй-
ственным планом в интересах увеличения об-
щественного богатства, неуклонного подъёма
материального и культурного уровня трудя-
щихся, укрепления независимости СССР и
усиления его обороноспособности". Каждое про-
мышленное предприятие ведёт свою работу
на основе заданий государственного плана,
которые оно обязано не только выполнить,
но и перевыполнить, мобилизуя для этого все
свои внутренние ресурсы. Плановость работы
социалистического предприятия составляет
одно из важнейших проявлений неизмеримого
превосходства социалистической системы хо-
зяйства над капиталистической. Характеризуя
вызываемое анархией производства расточи-
тельство живого и овеществлённого труда
при капитализме, Ленин писал: „Какая бездна
труда пропадает даром в настоящее время от
безалаберности, хаотичности всего капитали-
стического производства! Сколько теряется
времени на переход сырого материала к фаб-
риканту через сотни скупщиков и перекуп-
щиков при неизвестности требований рынка!
Не только время, но и самые продукты те-
ряются и портятся. А потеря времени и труда
на доставку готового продукта потребителям
через бездну мелких посредников, которые
тоже не могут знать требований покупщиков
и делают массу не только лишних движений,
но лишних закупок, поездок и так далее и
тому подобное!
Капитал организует и упорядочивает труд
внутри фабрики для дальнейшего угнетения
рабочего, для увеличения своей прибыли.
А во всём общественном производстве остаёт-
ся и растёт хаос, приводящий к кризисам,
когда накопленные богатства не находят по-
купателей, а миллионы рабочих гибнут и
голодают, не находя работы." *
Анархия и бесплановость капиталистиче-
ского производства неизбежно сказываются
на работе предприятия и создают непреодо-
* В. И. Л е н и н, Соч.. изд. 4-е, т. 20. стр. 135.
ОСНОВЫ СОЦИАЛИСТИЧЕСКОЙ ОРГАНИЗАЦИИ ПРЕДПРИЯТИЯ'
[РАЗД. V
лимые препятствия для „организаторской"
деятельности капитала, о которой говорил
В. И. Ленин. Развитие капиталистического
предприятия не может иметь планомерного
характера:, оно целиком определяется колеба-
ниями рыночной конъюнктуры, стихийными
силами капиталистической анархии производ-
ства. Приспособляясь к изменчивым требова-
ниям рынка, капиталистическое предприятие
не способно осуществить гармоническую
увязку всех отраслей и элементов производ-
ства: оно находится во власти внутренних
противоречий, порождаемых общественным
характером производства и частной формой
присвоения, свойственными капиталистиче-
скому хозяйственному строю. Эти противоре-
чия находят своё наиболее яркое выражение
в классовом антагонизме между рабочими и
капиталистами-предпринимателями, все орга-
низационные усилия которых сводятся к ма-
ксимальной эксплоатации трудящихся, к их уг-
нетению в интересах увеличения прибыли.
В противоположность этому на социалисти-
ческом предприятии плановое начало предопре-
деляет организацию производства на любом
его участке. Вся производственная деятель-
ность завода, его отдельных цехов, мастер-
ских, участков и рабочих мест осуществляется
на основе утверждённого техпромфинплана
и непосредственно вытекающих из него ка-
лендарно-плановых заданий-графиков, выпол-
нение которых составляет важнейшую задачу
оперативного руководства производством.
Решения XVIII Всесоюзной партконферен-
ции, принятые по докладу тов. Г. М. Мален-
кова „О задачах партийных организаций про-
мышленности и транспорта", вооружили наши
предприятия большевистскими методами
борьбы за выполнение плана. В резолюции
Конференции сказано: ,В нашей промышлен-
ности и на транспорте не должно быть отстаю-
щих предприятий. Все заводы, фабрики, шахты,
железные дороги обязаны выполнять план.
Бороться за выполнение плана, обеспечить
выполнение плана, работать по плану — это
значит:
а) выполнять годовой, квартальный и ме-
сячный планы по выработке продукции не
в среднем, как это было до сих пор, а равно-
мерно по плану, по заранее разработанному
графику производства готовой продукции;
б) выполнять план не только в среднем по
отрасли промышленности, как это было до
сих пор, а выполнять его по каждому пред-
приятию в отдельности;
в) выполнять план не только в среднем по
предприятию, как это было до сих пор, но
выполнять план ежедневно в каждом цехе,
в каждой бригаде, на каждом станке и в ка-
ждой смене;
г) выполнять план не только по количе-
ственным показателям, но обязательно и ка-
чественно, комплектно, по ассортименту, с со-
блюдением установленных стандартов и по
установленной планом себестоимости." *
Плану основного производства на социали-
стическом предприятии всецело подчинено
планирование подготовки и обслуживания
производства. На советских машиностроитель-
* Резолюции XVHI Всесоюзной конференции ВКП(б),
Госполитиздат, 1941, стр. 15.
ных заводах техническая подготовка производ-
ства (конструирование новых изделий, разра-
ботка и внедрение технологических процессов,
изготовление инструментального оснащения
и пр.) неизменно основывается на стройной
системе плановых нормативов и календарных
графиков, которые в свою очередь опреде-
ляются государственным планом освоения
новых машин и развития соответствующих
отраслей народного хозяйства СССР. Так,
например, план технической подготовки про-
изводства турбин на паротурбостроительном
заводе вытекает в конечном счете из госу-
дарственного плана создания новых энергети-
ческих мощностей.
Организация материально-технического
снабжения, ремонтного, инструментального,
транспортного и энергетического обслужива-
ния основного производства на машинострои-
тельном заводе обязательно основывается на
плане-графике соответствующих вспомога-
тельных хозяйств, который непосредственно
связан с планом выпуска основной продукции
и должен быть строго согласован с планом
работы основных производственных цехов за-
вода. Так, например, вся организация ремонт-
ного хозяйства на машиностроительном заводе
должна основываться на календарном графике
профилактических ремонтов и обслуживания
оборудования, а последний должен быть стро-
жайшим образом увязан с планом загрузки обо-
рудования основной производственной работой.
Организация контроля и учёта, а также
оперативного руководства предприятием точно
так же базируются на плане основного про-
изводства и всецело ему подчинены.
Коммунистическое отношение к труду.
Ликвидация эксплоататорских классов, замена
частной собственности на средства производ-
ства государственной социалистической соб-
ственностью, завоевание рабочим классом
политической власти коренным образом из-
менили положение человека в обществе.
В битвах за социализм, за преодоление труд-
ностей социалистического строительства,
в беспощадной борьбе с врагами народа всех
мастей Коммунистическая партия воспитывала
и воспитывает советский народ вдухе ленинско-
сталинской социалистической идеологии. Ныне
ленинско-сталинская социалистическая идео-
логия — всенародная идеология. Она сложи-
лась и окрепла в процессе развития и укре-
пления социалистических производственных
отношений, характеризуемых товарищеским
сотрудничеством свободных от эксплоатации
людей и новым, коммунистическим отноше-
нием миллионных масс рабочих и интелли-
генции к своему труду.
Если рабский и крепостнический труд дер-
жался на голом принуждении и насилии, если
труд при капитализме держался и держится
на страхе перед голодной смертью, то при
социализме появились новые, неизвестные
в прежней истории общества, стимулы к труду.
В беседе с первой американской рабочей деле-
гацией A927 г.) товарищ Сталин определил эти
органически присущие советскому строю дви-
жущие мотивы и побудители прогресса: „Со-
знание того, что рабочие работают не на капи-
талиста, а на своё собственное государство,
на свой собственный класс, — это сознание
является громадной двигательной силой в деле
ГЛ. I]
ОСНОВЫ ОРГАНИЗАЦИИ СОЦИАЛИСТИЧЕСКОГО ПРЕДПРИЯТИЯ
развития и усовершенствования нашей про-
мышленности." *
На социалистическом предприятии трудя-
щиеся не противостоят средствам производ-
ства, а сообща владеют ими, будучи кровно
заинтересованы в результатах своего труда.
Этому способствует последовательное приме-
нение социалистического принципа оплаты
труда по его количеству и качеству, система
премирования за достижение и превышение
плановых показателей, за результаты рацио-
нализаторской деятельности. Трудящиеся на
социалистическом предприятии являются твор-
цами, планомерно и сознательно осуществляю-
щими производственный процесс и добиваю-
щимися всё более высоких экономических
показателей своей работы. С каждым годом
творческая деятельность и инициатива совет-
ских людей на производстве всё возрастает
и ширится, знаменуя собой неуклонный куль-
турно-технический рост рабочего класса и
постепенное стирание граней между физиче-
ским и умственным трудом.
Свойственные социалистической организа-
ции производства тенденции неуклонного си-
стематического прогресса во многом опреде-
ляются революционным духом, которым про-
никнуто социалистическое сознание советских
людей. Это сознание враждебно косности,
застою, рутине. Оно неизменно обращено
вперёд, к новым целям, ко всё повышающимся
заданиям, а не назад, к уже пройденным эта-
пам, к освоенным рубежам.
Чувство нового — эта драгоценная черта
советских людей, воспитанных партией Ленина—
Сталина, — находит всестороннее проявление
в социалистической организации производства.
Так, например, в основе социалистической
системы и практики технического нормирова-
ния и заводского -планирования лежат про-
грессивные нормативы, неизменно отражаю-
щие новую технику, рост квалификации
кадров, повышение производительности тру-
да, улучшение использования материальных
ресурсов, увеличение полезной отдачи основ-
ных фондов. Организация технической под-
готовки производства на социалистическом
машиностроительном заводе целиком подчи-
нена идее непрерывного совершенствования
конструкции машин и технологии производ-
ства. Слаженная, высокопроизводительная
работа заводских коллективов вдохновляет-
ся, как правило, задачей всемерного сокра-
щения производственного цикла и, стало
быть, высвобождения оборотных средств
предприятия. Организация инструментального
хозяйства ориентирована на систематическое
увеличение производительности и повышение
стойкости инструмента, на снижение склад-
ских запасов до необходимого минимума и
т. д. и т. п. Всё это свидетельствует о глу-
бочайшей прогрессивности социалистической
организации производства, непосредственно
связанной с творческой рационализаторской
инициативой работников социалистическо-
го предприятия, с их коммунистическим
отношением к своему труду.
Новое отношение к труду при социализме
наиболее полно раскрывается в массовом со-
циалистическом соревновании, глубочайшее
* И. В. Ст а л и н, Соч., т. 10, стр. 119.
значение которого для строительства комму-
нистического общества гениально показано
в произведениях Ленина и Сталина.
В предисловии к книжке „Соревнование
масс" A927 г.) товарищ Сталин дал глубоко на-
учное определение социалистического соревно-
вания и вскрыл его коренное, принципиальное
отличие от капиталистической конкуренции.
„На самом деле соревнование есть коммуни-
стический метод строительства социализма
на основе максимальной активности миллион-
ных масс трудящихся. На самом деле сорев-
нование есть тот рычаг, при помощи которого
рабочий класс призван перевернуть всю хо-
зяйственную и культурную жизнь страны на
базе социализма." * В докладе на XVI съезде
ВКП(б) товарищ Сталин назвал социалистиче-
ское соревнование „одним из самых важных
фактов, если не самым важным фактом, наше-
го строительства" и указал: „Самое замеча-
тельное в соревновании состоит в том, что
оно производит коренной переворот во взгля-
дах людей на труд, ибо оно превращает труд
из зазорного и тяжелого бремени, каким он
считался раньше, в дело чести, в дело славы,
в дело доблести и геройства." **
Практика социалистического строительства
воочию подтвердила силу, жизненность и не-
победимость великих идей Ленина и Сталина.
Социалистическое соревнование, направляе-
мое и организуемое Коммунистической пар-
тией, стало важнейшим фактором успешного
выполнения и перевыполнения наших хозяй-
ственных планов. Задачи, которые ставят перед
собой социалистическое соревнование и стаха-
новское движение, как его высшая форма,
могут быть условно сгруппированы по сле-
дующим направлениям: 1) перевыполнение
установленных норм и производственных за-
даний путём повышения индивидуальной про-
изводительности труда работников; 2) выпол-
нение и перевыполнение производственного
плана при меньшем числе работников; 3) пере-
дача передового производственного опыта и
развитие массовой рационализаторской ини-
циативы работников; 4) комплексная пере-
стройка производственных звеньев и коренное
усовершенствование методов производствен-
ной работы; 5) освоение новой техники и
планомерное повышение культуры предприя-
тия; 6) улучшение экономических показателей
производства, увеличение сверхплановых на-
коплений и ускорение оборачиваемости обо-
ротных средств. Подробнее эти задачи рас-
сматриваются в гл. V настоящего тома.
Государственный характер управления
предприятием. Яркой отличительной особен-
ностью социалистической организации произ-
водства является прогрессивный государ-
ственный характер управления предприятием.
В условиях социалистической государствен-
ной собственности на орудия и средства про-
изводства управление производством соста-
вляет прямую функцию государства, выражаю-
щего коренные жизненные интересы всего
советского народа. Советский руководитель
как организатор свободного от эксплоатации
общественного труда является, независимо от
масштаба его деятельности (будь то весь за-
* И. В. Сталин, Соч., т. 12, стр. 109.
** И. В. Сталин, Вопросы ленинизма, изд. 10-е,
стр. 393.
ОСНОВЫ СОЦИАЛИСТИЧЕСКОЙ ОРГАНИЗАЦИИ ПРЕДПРИЯТИЯ
[РАЗД. V
вод, цех, пролёт, участок производства), пред-
ставителем социалистического государства и
обязан строго блюсти государственные инте-
ресы.
Отсутствие эксплоататорских классов в на-
шей стране, морально-политическое единство
советского народа и глубочайший демократизм
советского государственного строя обеспечи-
вают полное совпадение коренных запросов
и нужд трудящихся социалистического обще-
ства с общегосударственными интересами
СССР. В этом отношении управление произ-
водством в СССР диаметрально противопо-
ложно управлению в капиталистической про-
мышленности, где оно основывается на капи-
талистической, частной собственности и потому
носит противоречивый, антагонистический ха-
рактер. Капиталистическое управление произ-
водством целиком подчинено интересам капи-
талиста — собственника средств производства.
Оно классово враждебно трудящимся, работаю-
щим на предприятии, и направлено к последо-
вательной хищнической их эксплоатации.
Государственный характер управления со-
циалистическим предприятием обязывает со-
ветского руководителя заботиться не только
об ограниченных заводских и цеховых инте-
ресах, но систематически подчинять их инте-
ресам социалистического государства в целом.
Отсюда -решающее значение твёрдой государ-
ственной плановой дисциплины как неотъем-
лемой особенности социалистической органи-
зации производства; отсюда, в частности,
необходимость неуклонного соблюдения стан-
дартов, определяющих качество продукции
социалистических предприятий, или забота
передовых заводских коллективов об ускоре-
нии оборачиваемости оборотных средств с пе-
редачей высвобождающихся сумм в распоря-
жение государства и т. п. Чем шире государ-
ственный кругозор советского руководителя,
тем выше он стоит как организатор произ-
водства и как строитель коммунистического
общества. В этом отношении ответственность
и достоинство советского хозяйственного
руководителя не идут ни в какое сравнение
с ролью администратора капиталистического
предприятия. Во имя увеличения прибылей
предприятия капиталистический администратор
идёт на любые антиобщественные и антина-
родные преступления, попирая право и мораль
ради голой наживы. Крикливая реклама, по-
могающая сбыту фальсифицированных изделий,
искусственное торможение технического про-
гресса, уничтожение огромных товарных масс
с единственной целью взвинчивания рыночных
цен, международные сговоры об ограблении ма-
лых стран, антипатриотические соглашения,
направленные против интересов своего госу-
дарства, лишь бы это гарантировало прибыль,—
таков далеко не полный перечень преступных
методов капиталистического управления про-
изводством.
ЗАДАЧИ СОЦИАЛИСТИЧЕСКОЙ
ОРГАНИЗАЦИИ ПРЕДПРИЯТИЯ
В условиях социалистической системы пла-
нового хозяйства, обеспечивающей гармони-
ческое взаимодействие каждого отдельного
предприятия со всем общественно-хозяйствен-
ным организмом страны, результаты работы
предприятия, а стало быть и методы орга-
низации производства, определяющие эти ре-
зультаты, приобретают непосредственно об-
щественное значение. В отличие от буржуаз-
ных экономистов, разрабатывающих „учение
об единичном предприятии" в полном отрыве
от экономического строя жизни общества и
таким образом сознательно затушёвывающих
коренные противоречия и пороки капитали-
стического способа производства, необходимо
рассматривать и оценивать любые формы и
методы организации производства на социали-
стическом предприятии в свете основных
хозяйственно-политических задач промышлен-
ности с учётом текущих требований и пер-
спектив развития всего социалистического
народного хозяйства.
Основной общей задачей социалистиче-
ской организации производства на предприя-
тии является безусловное выполнение и
перевыполнение плана предприятия с не-
уклонным прогрессирующим улучшением ка-
чественных показателей производства при
одновременном улучшении условий труда,
повышении идейно-политического и куль-
турно-технического уровня кадров. Из этой
общей задачи вытекает ряд конкретных тре-
бований, которым должна удовлетворять ор-
ганизация производства на социалистическом
машиностроительном предприятии: ^неуклон-
ное увеличение объёма выпуска продукции;
2) систематическое обновление выпускаемых
изделий, непрерывное совершенствование и
улучшение их качества; 3) всемерное повы-
шение производительности труда; 4) строгая
экономия и бережливость в расходовании ма-
териальных ресурсов; 5) максимальное исполь-
зование основных фондов производства; 6) не-
уклонное снижение себестоимости продукции
и повышение рентабельности производства;
7) рациональное использование оборотных
средств и ускорение их оборачиваемости;
8) улучшение условий труда, повышение
идейно-политического и культурно-техниче-
ского уровня кадров.
В практике машиностроительных заводов
каждая из перечисленных восьми задач со-
циалистической организации производства раз-
решается не изолированно, а, как правило,
в комплексе со всеми прочими. Так, повыше-
ние производительности труда, экономия ма-
териалов и улучшение использования основных
фондов имеют своим следствием снижение
себестоимости и повышение рентабельности
производства; увеличение выпуска продукции
зачастую сопровождается ускорением обора-
чиваемости оборотных средств и т. д.
Неуклонное увеличение объёма выпуска
продукции. Социалистическое расширенное
воспроизводство характеризуется высокими
темпами развития всех отраслей народного
хозяйства СССР при ведущей роли тяжёлой
промышленности, особенно машиностроитель-
ной. Высокие темпы развития, устойчивость
и непрерывность роста общественного про-
дукта являются закономерностью советской
хозяйственной системы. За годы первой и вто-
рой пятилеток СССР вышел с пятого места
в мире и четвёртого места в Европе по объёму
промышленного производства на второе место
в мире и на первое в Европе, причём наиболь-
шее развитие получило машиностроение: его
ГЛ. I]
ЗАДАЧИ СОЦИАЛИСТИЧЕСКОЙ ОРГАНИЗАЦИИ ПРЕДПРИЯТИЯ
продукция за этот период увеличилась
в 30,6 раза. Ежегодный прирост продукции
машиностроения составлял в среднем 32,6%.
За первые три года третьей пятилетки A938—
1940 гг.) продукция машиностроения уве-
личилась на 75%. В предвоенном 1940 г.
продукция машиностроения и металлообра-
ботки в 50 раз превышала объём производ-
ства 1913 г.
В годы Великой Отечественной войны уве-
личение выпуска продукции машиностроения
и металлообработки, несмотря на трудности,
вызванные перебазированием ряда предприя-
тий и военной обстановкой, было стремитель-
ным. В результате героических усилий рабо-
чего класса, руководимого Коммунистической
партией и Советским правительством и лично
товарищем Сталиным, в кратчайшие сроки
была налажена организация военных произ-
водств и обеспечен невиданно быстрый рост
выпуска боевой техники
Увеличение выпуска предметов снаряже-
ния было связано с организацией массового
производства, с широким внедрением поточ-
ных методов, с освоением новой техники в
заготовительных, обрабатывающих и сбороч-
ных цехах, с последовательной механизацией
производственных процессов.
Весьма высокие темпы характеризуют раз-
витие машиностроения также в послевоенной
Сталинской пятилетке: по Закону о пятилет-
нем плане восстановления и развития народ-
ного хозяйства СССР на 1946 —1950 гг. выпуск
различных машин в 1950 г. должен быть удвоен
по сравнению с довоенным. Столь значитель-
ный рост продукции машиностроения дости-
гается не только за счёт сооружения и пуска
новых предприятий либо коренной рекон-
струкции действующих, но в первую очередь
за счёт лучшего использования действующих
заводов и цехов, их технического оснащения,
более полного освоения современной техно-
логии и организации производства.
Программы целых отраслей машинострое-
ния и каждого отдельного машиностроитель-
ного завода предусматривают поэтому систе-
матически возрастающие из года в год и из
квартала в квартал задания по выпуску
продукции на основе более полного исполь-
зования наличных производственных мощ-
ностей.
Реализуя задания послевоенного пятилет-
него плана, многие машиностроительные за-
воды добились значительного увеличения вы-
пуска продукции, продемонстрировав при этом
умение выявлять и мобилизовать резервы для
дальнейшего расширения производства. Так,
Уральский завод тяжёлого машиностроения
им. С. Орджоникидзе в 1949 г. добился значи-
тельного увеличения выпуска различного
оборудования (металлургического, нефтебуро-
вого, экскаваторного и иного) по сравнению
с 1940 г. Станкостроительный завод „Красный
пролетарий" из года в год увеличивает постав-
ку металлорежущих станков для различных
отраслей машиностроения; ежегодный прирост
товарной продукции этого предприятия дости-
гает 15—180/0.
Достижения названных, а также многих
других заводов создают возможность досроч-
ного выполнения послевоенного пятилетнего
плана.
Социалистическая организация производ-
ства создаёт все необходимые предпосылки
для неуклонного увеличения выпуска продук-
ции. Каждое предприятие должно вести систе-
матическую работу над выявлением своих
резервов и планомерно подготовлять все
условия дальнейшего роста объёма производ-
ства. Наука об организации социалисти-
ческих предприятий неизменно исходит
из динамической оценки производственных
мощностей. Она категорически отрицает и
осуждает равнение на „узкие места", тре-
буя преодоления трудностей, создающихся
на предприятиях в процессе роста произ-
водства и выдвигая задачу своевременного
выявления и быстрейшей ликвидации дис-
пропорций между отдельными звеньями
производственного процесса, участками,
цехами и другими подразделениями за-
вода.
Для обеспечения высоких темпов увеличе-
ния выпуска продукции социалистическая
организация производства располагает обшир-
ным арсеналом средств, из которых каждое
применяется не изолированно, а в комплексе
с другими. К подобным средствам можно,
в частности, отнести: наиболее экономичную
и гибкую организацию технической подготовки
производства как необходимое условие уско-
ренного развёртывания выпуска вновь осваи-
ваемых изделий и сокращения сроков пере-
хода с одной модели на другую; планомерное
внедрение передовой технологии, способствую-
щей резкому сокращению трудоёмкости про-
изводства, увеличению производственных
мощностей при неизменном парке оборудо-
вания и рабочем составе предприятия; не-
уклонное повышение культуры производства
и освоение высокопроизводительных форм
организации производственных процессов по
принципу крупносерийного и поточно-массо-
вого ритмичного выпуска продукции; широкое
развёртывание конструктивной нормализации
и унификации, а также нормализации и типи-
зации технологических процессов и оснаще-
ния; планирование производства, обеспечиваю-
щее комплектную, слаженную работу основ-
ных и вспомогательных цехов; рациональную
организацию „тыла производства" и в пер-
вую очередь инструментального, ремонтного,
энергетического и складского хозяйств; раз-
витие массового социалистического соревно-
вания и стахановского движения с комплекс-
ным охватом целых производственных участков,
цехов и всего предприятия, что обеспечивает
не только увеличение индивидуальной произ-
водительности труда работников, но значи-
тельное перевыполнение плана производства
и выпуска продукции.
Систематическое обновление выпускае-
мых изделий, непрерывное совершенство-
вание и улучшение их качества. Одной из
важнейших и наиболее ярких особенностей
социалистического строительства является
непрерывный и всесторонний технический
прогресс, который характеризует развитие
народного хозяйства СССР. Исключительно
велика роль технического прогресса в стро-
ительстве коммунистического общества. Уже
на первой фазе коммунизма — при социализме
Советский Союз по уровню техники вышел
на первое место в мире.
10
ОСНОВЫ СОЦИАЛИСТИЧЕСКОЙ ОРГАНИЗАЦИИ ПРЕДПРИЯТИЯ
[РАЗД. V
Развитие техники в условиях плановой
социалистической экономики, свободное от пут,
порождаемых капиталистическим способом
производства, осуществлялось неуклонно,
во всё возрастающих темпах. Движущим сти-
мулом к развитию техники в СССР является
стремление к максимальному облегчению чело-
веческого труда, к росту его производитель-
ности, к всемерному повышению экономиче-
ского могущества и независимости Советского
государства, к укреплению его обороноспо-
собности, к непрерывному увеличению коли-
чества материальных благ, росту обществен-
ного богатства и благосостояния советского
народа. Советскому машиностроению принад-
лежит выдающаяся роль в техническом пере-
вооружении народного хозяйства СССР в пред-
военные годы, во время Великой Отечествен-
ной войны и в послевоенный период. За годы
сталинских хятилеток коренным образом ре-
конструированы на основе новой машинной
техники и значительно расширены все отрасли
тяжёлой, лёгкой, пищевой промышленности,
транспорта и связи, сельского хозяйства,
строительной индустрии, коммунальных пред-
приятий. Механизация производственных про-
цессов в этих отраслях в сочетании с.электри-
фикацией создала новую материальную основу
общественного производства, отвечающую
требованиям и условиям страны социа-
лизма.
Решающее влияние машиностроения на тех-
нический прогресс народного хозяйства мо-
жет быть показано на примере любой его
отрасли и, в частности, на примере металлур-
гической промышленности.
СССР унаследовал от царской России, как
известно, слабо развитую металлургическую
промышленность с годовым выпуском всего
около 4 млн. т чугуна и 4 млн. т стали. За-
воды юга России значительно отставали по
техническому уровню от современной им ино-
странной металлургии, а уральские заводы
в подавляющем большинстве сохранили мно-
гие черты примитивной техники прошлого
столетия. Наряду с планомерной реконструк-
цией старых заводов, направленной на всесто-
роннюю интенсификацию технологических про-
цессов и на механизацию всех основных
и вспомогательных работ, за годы сталинских
пятилеток были созданы новые металлургиче-
ские заводы и цехи — Кузнецкий завод
им. Сталина, Магнитогорский завод им. Сталина,
Ново-Тагильский, Азовсталь, Запорожсталь
и др. Характерной особенностью новых метал-
лургических предприятий является крупней-
ший масштаб производства, обусловленный
применением наиболее мощных, полностью
механизированных металлургических агрега-
тов, а также комплексная механизация всех
процессов. Чтобы дать представление об объ-
ёме требований, которым должно было удо-
влетворить советское машиностроение для тех-
нического перевооружения чёрной металлур-
гии, достаточно сказать, что для увеличения
производства на каждый миллион тонн чугуна
с дальнейшим переделом его на сталь и про-
кат необходимо было изготовить и ввести
в эксплоатацию более 40 000 т доменного,
сталеплавильного, коксохимического, прокат-
ного и иного вполне современного оборудо-
вания. При этом надо подчеркнуть, что каче-
ственные требования к этому оборудованию
в отношении его производительности, авто-
матизма и удобства управления, эксплоатаци-
онной надёжности и стойкости, экономичности
и т. д. непрерывно прогрессировали, а это обя-
зывало машиностроительные заводы система-
тически обновлять и модернизировать выпу-
скаемые ими конструкции.
Совершенно аналогичное положение имеет
место и на других предприятиях машино-
строительной промышленности, создающих
и выпускающих орудия производства для
иных отраслей социалистического народного
хозяйства. Каждый советский машинострои-
тельный завод обязан неустанно работать
над созданием новых конструкций, над об-
новлением и совершенствованием своей про-
дукции, так как это вызывается высокими
темпами технического прогресса, свойствен-
ными народному хозяйству СССР. На XVIII
съезде ВКП(б) товарищ В. М. Молотов сле-
дующим образом сформулировал задачи тех-
нической политики советского машинострое-
ния: „Нам нужно не всякое машиностроение,
нам нужно развитие передового машинострое-
ния, стоящего в полной мере на уровне глав-
ных достижений мировой техники ... Мы не
должны допускать отставания нашей машино-
строительной промышленности от уровня со-
временной техники, от современных техниче-
ских достижений, к чему неизбежно ведёт
самоуспокоенность и зазнайство в этом
деле." *
В резолюции XVIII Всесоюзной конферен-
ции ВКП(б) по докладу товарища Г. М. Ма-
ленкова задача систематического совершен-
ствования изделий, выпускаемых социалисти-
ческими предприятиями, быстрейшего освое-
ния передовой техники поставлена как важ-
нейшая, неотложная задача всех работни-
ков промышленности и транспорта. „Необхо-
димо, далее, особое внимание уделять вопро-
сам новой техники, непрестанно работать
над усовершенствованием техники, над освое-
нием производства новых машин, материа-
лов и изделий.
Парторганизации, работники промышлен-
ности и транспорта должны полностью исполь-
зовать огромные возможности социалистиче-
ского строя для расцвета технической мысли
и для скорейшего внедрения новых достиже-
ний техники в производство." **
Социалистическая организация машино-
строительного производства должна полно-
стью обеспечить выполнение этих требова-
ний, введя в систему повседневной работы
завода непрерывное совершенствование и по-
вышение качества выпускаемой им продукции,
планомерное создание и освоение новых объек-
тов производства, отвечающих самым пере-
довым достижениям науки и техники. Для
достижения этой цели в практике передовых
заводов широко используются методы скоро-
стной технической подготовки и освоения
новых конструкций, основанные на наиболее
эффективной организации конструкторских и
технологических работ.
* В. М. Молотов, .Третий пятилетний план раз-
вития народного хозяйства СССР", Госполитиздат, 1939.
стр. 24.
** Резолюции XVIII Всесоюзной конференции ВКП (б),
Госполитиздат, 1941. стр. 10.
ГЛ. I]
ЗАДАЧИ СОЦИАЛИСТИЧЕСКОЙ ОРГАНИЗАЦИИ ПРЕДПРИЯТИЯ
11
Особое внимание уделяется тщательному
изучению технологических процессов в обслу-
живаемых заводом отраслях народного хо-
зяйства, что необходимо для создания новых
конструкций, полностью отвечающих тенден-
циям технического прогресса в этих отраслях.
Кроме того, организуется систематическое
изучение выпускаемых заводом машин в
эксплоатации с накоплением опытных данных
для непрерывного совершенствования про-
дукции.
Широкое развитие получают эксперимен-
тальные работы, выполняемые непосредствен-
но на заводе, или же в специальных научно-
исследовательских институтах, обслуживаю-
щих в этом отношении соответственные
машиностроительные предприятия. Исклю-
чительно важную роль приобретает планиро-
вание технической подготовки и освоения
новых изделий, способствующее параллельно-
последовательному выполнению отдельных
стадий конструкторской и технологической
подготовки производства, правильному исполь-
зованию всех наличных технических сил и
слаженной, уплотненной работе разнообраз-
ных заводских органов, участвующих в со-
здании новой машины и в освоении её произ-
водства.
Задаче поддержания высокого и строго
однородного качества продукции в рамках
утверждённых чертежей, технических условий
и стандартов служат надлежащая организа-
ция технического контроля и внедрение стро-
жайшей технологической дисциплины во
всех звеньях машиностроительного произ-
водства.
Товарищ Г. М. Маленков уделил особое
внимание вопросам технологической дисци-
плины в своем докладе на XVIII Всесоюзной
конференции ВКП(б). Он сказал: „Суть дис-
циплины в технологии должна заключаться
в том, чтобы наши рабочие, мастера и инже-
неры научились в точности, без отступления
повторять технологическую операцию и вы-
пускать, согласно требованиям технических
условий и стандартов, продукцию, в точности
похожую одна на другую.
Каждое наше промышленное предприятие
должно выпускать продукцию хорошего ка-
чества и высоко держать честь своей фабрич-
ной, заводской марки.
Необходимо, товарищи, добиться на наших
предприятиях соблюдения строжайшей дис-
циплины в технологическом процессе, ввести
на всех предприятиях точные инструкции тех-
нологических процессов, установить контроль
за их соблюдением и обеспечить, таким обра-
зом,, выпуск доброкачественной и комплект-
ной продукции, полностью отвечающей уста-
новленным стандартам." *
Всемерное повышение производитель-
ности труда. Партия Ленина — Сталина и Со-
ветское правительство всегда уделяли исклю-
чительное внимание повышению производи-
тельности труда в социалистическом народ-
ном хозяйстве. Непрерывный рост произво-
дительности труда --- закон развития социали-
стического хозяйства. .Производительность
труда, —писал В. И. Ленин в 1919 г. в своей
работе „Великий почин*, — это, в последнем
счёте, самое важное, самое главное для по-
беды нового общественного строя. Капита-
лизм создал производительность труда, неви-
данную при крепостничестве. Капитализм мо-
жет быть окончательно побеждён и будет
окончательно побеждён тем, что социализм
создаёт новую, гораздо более высокую произ-
водительность труда." * Развивая это положе-
ние Ленина, товарищ Сталин говорил на Пер-
вом Всесоюзном совещании стахановцев: .По-
чему может, должен и обязательно победит
социализм капиталистическую систему хозяй-
ства? Потому, что он может дать более вы-
сокие образцы труда, более высокую произ-
водительность труда, чем капиталистическая
система хозяйства. Потому, что он может
дать обществу больше продуктов и может
сделать общество более богатым, чем капита-
листическая система хозяйства." ** Тогда как
при капиталистическом способе производства
рост производительности труда усиливает
эксплоатацию рабочего класса, увеличивает
безработицу и неминуемо ведёт к обнища-
нию трудящихся, в условиях социалистиче-
ского хозяйства повышение производитель-
ности способствует созданию изобилия про-
дуктов, необходимого для укрепления эконо-
мической и оборонной мощи нашей страны,
для зажиточной и культурной жизни всех
членов социалистического общества и для
перехода к высшей фазе коммунизма. Рост
производительности труда имеет первостепен-
ное значение для разрешения основной эко-
номической задачи СССР, поставленной
товарищем Сталиным на XVIII съезде ВКП(б):
„И чем выше будет у нас производитель-
ность труда, чем более совершенствоваться
будет у нас техника производства, тем ско-
рее можно будет выполнить эту важнейшую
экономическую задачу, тем больше можно
будет сократить сроки выполнения этой за-
дачи." ***
Созидательная деятельность советского на-
рода, руководимого Коммунистической пар-
тией и Советским правительством, обеспечи-
вает непрерывный рост производительности
труда в таких темпах, которые немыслимы
для капиталистических стран. Так, в первую
пятилетку уровень производительности труда
в социалистической промышленности повы-
сился на 41%, во вторую пятилетку он вырос
на 820/0, а всего за первые две пятилетки
в 2,5 раза, тогда как во всём капиталистиче-
ском мире за этот же период производитель-
ность труда увеличилась на 4%. Рост произ-
водительности труда явился одним из важ-
нейших источников развёртывания военных
производств в годы Великой Отечественной
войны. Например, с мая 1942 г. по май 1944 г.
производительность труда в среднем по всей
промышленности СССР выросла на 40%.
План послевоенной Сталинской пятилетки
предусматривает увеличение производитель-
ности труда по сравнению с довоенным уров-
• Г. М. Маленков, О задачах партийных орга-
низаций в области промышленности и транспорта, Гос-
политиздат, 1941, стр. 26.
* В. И. Ленин, Соч., изд. 3-е, т. XXIV, стр. 342.
** И. В. Сталин, Вопросы ленинизма, изд. 11-е,
стр. 494.
*** И. В. Сталин, Вопросы ленинизма, изд. 11-е,
стр. 579—580.
12
ОСНОВЫ СОЦИАЛИСТИЧЕСКОЙ ОРГАНИЗАЦИИ ПРЕДПРИЯТИЯ
[РАЗД. V
нем на Зб°/0, причём около 70°/0 общего при-
роста промышленной продукции должно быть
получено за счёт повышения производитель-
ности труда.
Реализуя указания Закона о послевоен-
ном пятилетнем плане, многие машинострои-
тельные заводы добились крупнейших ре-
зультатов в увеличении производительности
труда. Так, на заводе „Калибр" производи-
тельность труда выросла в 1949 г. на 28%
по сравнению с 1948 г., и в 2,7 раза превы-
сила довоенный уровень.
Рост производительности труда в социали-
стическом машиностроении, как и во всём
народном хозяйстве СССР, происходит в ре-
зультате всестороннего и непрерывного тех-
нического прогресса и творческого освоения
техники кадрами рабочих и производственно-
технической интеллигенции на основе широ-
кого развития социалистических форм труда
(подробно см. гл. V настоящего тома). Исклю-
чительно важное значение для поднятия произ-
водительности труда имеет механизация и
автоматизация производства, интенсификация
технологических режимов, применение элек-
тротермии и других передовых технологиче-
ских процессов. В литейных цехах наиболее
распространёнными высокопроизводительными
процессами являются машинная формовка,
литьё в постоянные формы, центробежное
литьё, гидроочистка и т. д. В кузнечном произ-
водстве всё более широкое применение по-
лучает горячая и холодная штамповки; зна-
чительный эффект даёт внедрение электро-
нагрева заготовок для ковки и штамповки.
В сварочных цехах значительное увеличение
производительности по сравнению с руч-
ной дуговой сваркой достигается автома-
тической электросваркой под слоем флюса,
здесь же широко применяется высокопроиз-
водительная контактная сварка и т. п. В тер-
мических цехах существенные результаты
дают механизация и автоматизация основных
термических процессов, в частности, приме-
нение индукционной закалки токами высокой
частоты. В механических цехах исключительно
важную роль приобретают внедрение ско-
ростного резания металлов, автоматизация
отдельных операций и целых станочных
линий.
Во всех цехах и на всех участках машино-
строительных заводов проводится планомер-
ная механизация вспомогательных процессов,
особенно — подъёмно-транспортных и кон-
трольных.
Крупнейшие достижения наших заводов
в деле освоения новой высокопроизводитель-
ной технологии основаны на развитии тех
отраслей машиностроения, которые выпу-
скают соответствующие орудия производства,
и в первую очередь на развитии станкострое-
ния, кузнечно-прессового, литейного, свароч-
ного и подъёмно-транспортного машино-
строения.
Внедрение новой техники в социалистиче-
ском хозяйстве сопровождается планомерным
повышением культурно-технического уровня
кадров. „Чтобы привести технику в движение
и использовать её до дна, нужны люди, овла-
девшие техникой, нужны кадры, способ-
ные освоить и использовать эту технику по
всем правилам искусства" — указывал това-
рищ Сталин *. В процессе социалистического
строительства партия и правительство уде-
ляли исключительное внимание подготовке
новых кадров рабочих, повышению квалифи-
кации наличных кадров, обучению рабочих
новым профессиям и распространению пере-
дового стахановского опыта. План послевоен-
ной пятилетки предусматривает организацию
технического обучения 7 700 000 новых рабо-
чих и повышение квалификации 13 900 000
человек.
Социалистическая организация производ-
ства всемерно способствует культурно-тех-
ническому росту работников и освоению пе-
редовой техники. Этой задаче подчинены, в
частности, специализация работников, раз-
деление труда и расстановка людей на
предприятии, научно обоснованное техниче-
ское нормирование, сопровождающееся вскры-
тием резервов производительности, организа-
ция труда на рабочем месте, система произ-
водственного инструктажа и повышение
квалификации кадров, социалистическая ор-
ганизация заработной платы, массовое со-
циалистическое соревнование и широкое
распространение стахановских методов ра-
боты.
Особенно ярким проявлением громадных
преимуществ социалистической организации
производства и неисчерпаемых резервов роста
производительности труда на социалистиче-
ских предприятиях является непрестанное
возникновение новых форм социалистиче-
ского труда и массовой рационализаторской
инициативы рабочих, инженеров и техников,
не только осваивающих передовую технику,
но смело двигающих её вперёд и обога-
щающих науку своей революционной, новатор-
ской практикой.
Максимальное использование основных
фондов производства. Достигнутый социали-
стической промышленностью огромный рост
масштабов производства при улучшении всех
качественных показателей и особенно произ-
водительности труда, является результатом
мудрой Сталинской политики социалистиче-
ской индустриализации и, в частности, созда-
ния мощного, оснащённого самой передовой
техникой производственного аппарата. Основ-
ные фонды отечественной индустрии неизме-
римо возросли и коренным образом обнови-
лись. Если в 1917 г. в производственном аппа-
рате русской промышленности преобладало
оборудование старше 20 лет, то уже к
1937 г. в итоге технической реконструкции,
проведенной на протяжении первых двух
Сталинских пятилеток, решающее преобла-
дание получили вновь созданные за этот пе-
риод основные фонды. „За вторую пяти-
летку, — указывал товарищ В. М. Мол.отов
на XVIII съезде ВКП(б), — коренным обра-
зом обновился производственно-технический
аппарат промышленности и сельского хозяй-
ства. В 1937 году с новых предприятий, по-
строенных или целиком реконструированных
за первую и вторую пятилетки, получено
свыше 80 процентов всей продукции промы-
шленности... Из наличного парка станков на
1 января 1938 года больше 50 процентов произ-
* И. В. Сталин, Вопросы ленинизма, изд. 11-е,
стр. 490.
ГЛ.
ЗАДАЧИ СОЦИАЛИСТИЧЕСКОЙ ОРГАНИЗАЦИИ ПРЕДПРИЯТИЯ
13
ведено за годы второй пятилетки." * В третьей
пятилетке сохранялись столь же высоки
темпы обновления основных фондов. К началу
Отечественной войны фонды, созданные за
одно предвоенное десятилетие, составляли бо-
лее 92% всех производственных фондов. По-
добных темпов обновления производственного
аппарата не знает ни одна капиталистиче-
ская страна. Даже США, обладающие наибо-
лее высоким индустриальным уровнем по
сравнению с другими странами капиталисти-
ческого мира, не располагают столь молодым
оборудованием, как наша Родина: по данным,
опубликованным в американской печати, 72°/0
всех металлорежущих станков США в 1940 г.
имели возраст свыше 10 лет.
Характерной особенностью основных фондов
социалистического машиностроения является
их непрерывно растущее техническое совер-
шенство, обусловленное, в частности, глубо-
кой и последовательной специализацией пред-
приятий. Одним из показателей технического
уровня машиностроительного производства
является, как известно, структура станочного
парка и место, занимаемое в нём специаль-
ными металлорежущими станками. Количество
специальных станков, выпускаемых станко-
строительными заводами СССР, резко возра-
стает из года в год. В послевоенной пяти-
летке этот процесс ещё более усилился: при
увеличении объёма выпуска станков в 1950 г.
в полтора раза по сравнению с 1940 г. вы-
пуск специальных станков за тот же период
должен вырасти в 9,5 раза.
Таким образом, благодаря мудрой
Сталинской политике социалистической инду-
стриализации, проводившейся Коммунистиче-
ской партией и Советским правительством,
наша Родина располагает ныне не только са-
мым молодым, но самым совершенным и при-
том непрерывно прогрессирующим производ-
ственным аппаратом. По уровню техники Со-
ветский Союз прочно занимает первое место
в мире: „Это факт, что с точки зрения техники
производства, с точки зрения объёма насы-
щенности промышленного производства но-
вой техникой, наша промышленность стоит
на первом месте в мире." **
Забота о наиболее полном и рациональ-
ном использовании основных фондов должна
постоянно быть в центре внимания каждого
машиностроительного завода. Решению этой
задачи служат: правильная организация тех-
нико-экономического и оперативно-календар-
ного планирования, обеспечивающая ком-
плектную и равномерную загрузку оборудо-
вания в соответствии с его технико-эксплоа-
тационными данными; рациональная поста-
новка тыловых служб завода, имеющих своим
назначением поддерживать оборудование в
исправном, работоспособном состоянии, пи-
тать его необходимой двигательной энергией,
снабжать приспособлениями и инструментами.
Особенно важное значение для рационального
использования оборудования имеет тщатель-
ный уход и надзор за его эксплоатацией, а
также проведение планово-предупредитель-
* В. М. М о л о т о в, Третий пятилетний план разви-
тия народного хозяйства СССР, Госполитиздат, 1939,
стр. 7.
** И. В. Сталин, Вопросы ленинизма, изд. 11-е,
ерр. 577.
ных ремонтов, исключающих аварии и по-
вреждения механизмов вследствие чрезмер-
ного износа.
Организация планово-профилактического
обслуживания оборудования должна быть не-
преложным законом для каждого советского
предприятия, ибо только при этом условии
достигается необходимая сохранность основ-
ных фондов, которые ему доверены социали-
стическим государством.
Наряду с комплектной и равномерной за-
грузкой оборудования, а также правильной
организацией его ремонта и обслуживания в
процессе эксплоатации важная прогрессив-
ная роль в деле рационального использова-
ния основных фондов принадлежит планомер-
ной модернизации оборудования, способствую-
щей повышению его производительности,
освоению передовой технологии, систематиче-
скому улучшению его эксплоатационных дан-
ных и, в частности, всё большей автоматиза-
ции производства. Передовые заводы ведут
систематическую работу над модернизацией
своего станочного парка, добиваясь таким
путём увеличения его полезной отдачи, лик-
видируя диспропорции и „узкие места", под-
нимая на более высокий уровень культуру
производства и добиваясь наилучших резуль-
татов в выполнении прогрессивных технико-
экономических норм использования машин и
механизмов.
Соревнуясь за досрочное выполнение после-
военного пятилетнего плана, 88 передовых
предприятий г. Москвы в ноябре 1949 г. обра-
тились с письмом к товарищу Сталину, в ко-
тором взяли на себя дополнительное обяза-
тельство добиться значительного улучшения
использования основных средств — зданий,
сооружений, станков, машин, транспортных
и других устройств, высвободить более
130 тыс м2 площади, что позволит государству
сэкономить на строительстве новых предприя-
тий сотни миллионов рублей, большое
количество металла, цемента, кирпича и дру-
гих строительных и монтажных материалов.
Инициатива московских предприятий получила
широкий отклик во всей промышленности
СССР. На подавляющем большинстве заводов
развернулась настойчивая рационализаторская
работа по уплотнённому использованию про-
изводственных площадей, по увеличению
съёма продукции с 1 -и2 площади, с одного
производственного агрегата, с каждой тысячи
рублей основных средств. Наряду с рациональ-
ным размещением и улучшением планировки
производственных участков и цехов решение
этой задачи достигается путём дальнейшего
внедрения поточных методов производства,
конвейеризации и механизации производ-
ственных процессов, внедрения скоростных
методов обработки и передовой технологии.
Строгая экономия и бережливость в рас-
ходовании материальных ресурсов. Забо-
та о наиболее бережливом и экономном рас-
ходовании металла и других материалов, то-
плива и электроэнергии всегда стояла в центре
внимания Коммунистической партии и Совет-
ского правительства. Подчеркивая великое
историческое значение первых коммунисти-
ческих субботников, В. И. Ленин писал в своей
работе „Великий почин": „Коммунизм начи-
нается там, где появляется самоотверженная.
14
ОСНОВЫ СОЦИАЛИСТИЧЕСКОЙ ОРГАНИЗАЦИИ ПРЕДПРИЯТИЯ
[РАЗД V.
преодолевающая тяжёлый труд, забота рядо-
вых рабочих об увеличении производитель-
ности труда, об охране каждого пуда хлеба,
угля, железа и других продуктов, достаю-
щихся не работающим лично и не их „ближ-
ним", а „дальним", т. е. всему обществу
в целом, десяткам и сотням миллионов лю-
дей,... «*.
В условиях социалистической системы хо-
зяйства снижение затрат сырья, материалов,
топлива и электроэнергии на единицу про-
дукции является одной из важнейших пред-
посылок для удовлетворения растущих потреб-
ностей народного хозяйства в материальных
ресурсах производства, для соблюдения необ-
ходимых пропорций в материальном балансе
страны.
В резолюции XVIII Всесоюзной конферен-
ции ВКП(б) по докладу товарища Маленкова
„О задачах партийных организаций промыш-
ленности и транспорта" сказано: „Необходимо,
далее, чтобы на наших промышленных пред-
приятиях ... полностью и правильно исполь-
зовалось оборудование и хозяйственно расхо-
довались инструмент, сырье, материалы, топ-
ливо, электроэнергия..."
»... чтобы на промышленных предприятиях
и на транспорте все материальные ценности
содержались в сохранности и в хорошем со-
стоянии, чтобы руководители предприятий
берегли доверенное им государственное иму-
щество: .. ."**
При огромных масштабах промышленного
производства в СССР даже незначитель-
ное снижение удельного расхода материалов
на единицу продукции даёт крупнейший на-
роднохозяйственный эффект. Так, за годы
довоенных пятилеток снижение нормы за-
траты металла на одно изделие в ряде от-
раслей машиностроения на 25-—35% привело
к сбережению многих миллионов тонн про-
ката поковок, чёрного и цветного литья. За
время Великой Отечественной войны была
достигнута крупная экономия алюминиевого
листа в производстве самолётов в результате
изготовления некоторых деталей из авиафа-
неры. Каждый процент экономии чёрных и
цветных металлов создаёт значительные допол-
нительные ресурсы для ежегодного увеличе-
ния выпуска автомобилей и тракторов, паро-
возов и вагонов, двигателей, металлорежущих
станков и многих других машин. В частности,
один процент годовой экономии качественного
проката в автотракторном машиностроении
позволяет выпустить дополнительно несколь-
ко тысяч грузовых автомобилей, а один про-
цент годовой экономии холоднокатанного листа
достаточен для производства нескольких тысяч
тракторов СТЗ-НАТИ. Намеченная послевоен-
ной пятилеткой экономия металла, угля и
электроэнергии превышает весь объём вы-
плавки металла, добычи угля и производства
электроэнергии в царской России в 1913 г.
Следует подчеркнуть, что с народнохозяй-
ственной точки зрения экономия материалов
на отдельном предприятии представляется
экономией общественного рабочего времени,
* В. И. Ленин, Соч., изд. 3-е. т. XXIV,
стр. 342.
** Резолюции XVIII Всесоюзной конференции ВКН(б),
Госполитиздат, 1941, стр. 8—9.
сбережением прошлого труда, овеществлён-
ного в материальных ресурсах и затраченного
обществом на предыдущих стадиях производ-
ства. Необходимость экономии материальных
ресурсов всё более возрастает по мере не-
уклонного технического прогресса социалисти-
ческого хозяйства, который сопровождается,
как правило, постепенным уменьшением
доли живого труда и увеличением доли прош-
лого овеществлённого труда в совокупных
издержках производства. Об этом косвенно
свидетельствует, например, тот факт, что за
годы предвоенных пятилеток доля материаль-
ных затрат в себестоимости промышленной
продукции возросла с 59,5<у0 (в 1928 г.) до 75"/о
(в 1940 г.).
В условиях социалистического планового
хозяйства любой перерасход материальных
ресурсов нарушает установленные планом со-
отношения в распределении материальных
фондов, снижает размеры социалистических
накоплений и в конечном счёте отрицательно
влияет на темпы расширенного социалистиче-
ского воспроизводства. Соответственно этому
одной из важнейших задач социалистиче-
ской организации производства на машино-
строительном заводе является строжайшее
соблюдение плановых лимитов и норм рас-
хода материалов, инструмента, топлива,
электроэнергии.
Для успешного решения этой задачи необ-
ходимы следующие организационные меро-
приятия: установление прогрессивных рас-
чётно-технических норм и коэфициентов
использования материальных ресурсов в произ-
водстве; строгое лимитирование отпуска ма-
териалов и энергии, инструментов, технологи-
ческого топлива цехам и участкам производ-
ства, внедрение минимально необходимых норм
заводских материальных запасов; системати-
ческая борьба со всякого рода потерями пу-
тём тщательного сбора, сортировки, перера-
ботки и вторичного использования отхо-
дов производства; рациональная организация
складского хозяйства; правильная постановка
учёта и контроля за использованием мате-
риальных ценностей и стимулирование их
экономии при помощи соответственной си-
стемы премирования. Опыт передовых заво-
дов машиностроения свидетельствует о том,
что при мобилизации творческой инициативы
всего коллектива создаётся возможность до-
стигнуть очень больших результатов в деле
экономии материалов и значительно перевы-
полнить план производства и выпуска про-
дукции без выделения дополнительных фон-
дов материального снабжения со стороны
планирующих организаций.
Неуклонное снижение себестоимости
продукции и повышение рентабельности
производства. Себестоимость представляет
собой денежное выражение совокупных затрат
предприятия на производство продукции и
является одним из важнейших качественных
показателей его работы. Достигнутый уро-
вень себестоимости отражает степень исполь-
зования предприятием предоставленных ему
государством для выполнения плана ресурсов
живого и овеществлённого труда. В этом от-
ношении себестоимость играет роль синтети-
ческого показателя, на котором сказывается
любое изменение остальных качественных по-
ГЛ. I]
ЗАДАЧИ СОЦИАЛИСТИЧЕСКОЙ ОРГАНИЗАЦИИ ПРЕДПРИЯТИЯ
15
казателей производства, в первую очередь —
производительности труда, степени использо-
вания основных фондов, величины удельных
затрат материалов, топлива, электроэнергии
и т. д. Вследствие этого задачу снижения
себестоимости надлежит рассматривать в тес-
ной связи со всем комплексом мероприятий,
составляющих содержание социалистической
организации производства и кратко очерчен-
ных в настоящей главе.
Снижение себестоимости — важнейший
источник рентабельности производства. Ещё на
заре социалистической индустриализации, в
1927 г. товарищ Сталин указывал: „Основная
линия, по которой должна пойти наша ин-
дустрия, основная линия, которая должна
определять все её дальнейшие шаги, — это
есть линия систематического снижения себе-
стоимости промышленной продукции, линия
систематического снижения отпускных цен на
промышленные товары." *
Систематическое снижение себестоимости*
на всех этапах социалистического строитель-
ства являлось важнейшим источником внутри-
промышленных накоплений. В руках совет-
ского государства накопления служат мощным
средством расширенного социалистического
воспроизводства и распределения обществен-
ного продукта. В отличие от капиталистических
стран, развивавших свою промышленность за
счёт колониального грабежа, захвата чужих
территорий и богатств, кабальных концессий и
займов и прочих грязных методов капиталисти-
ческого угнетения и эксплоатации, Советский
Союз решил задачу индустриального перево-
оружения страны, создания новой техниче-
ской базы, отвечающей нуждам социалисти-
ческого общества, за счёт внутренних нако-
плений, за счёт средств, созданных самоот-
верженным трудом советских людей. В своей
работе „Год великого перелома" A929 г.)
товарищ Сталин указывал: „... несмотря на яв-
ную и тайную финансовую блокаду СССР, мы
в кабалу к капиталистам не пошли и с успе-
хом разрешили своими собственными силами
проблему накопления, заложив основы тяжё-
лой индустрии." ** Мобилизация внутренних
ресурсов, создание накоплений для социали-
стической индустриализации страны сыграли
огромную роль в обеспечении самостоятель-
ности и независимости нашей Родины от капи-
талистического окружения, в росте материаль-
ного благосостояния и в повышении культур-
ного уровня советского народа.
Лишь в результате систематического роста
накоплений оказалось возможным за тринад-
цать лет, предшествовавших Великой Отече-
ственной войне (с 1928 по 1940 г.), израсходо-
вать более 300 млрд. руб. капиталовложений,
обеспечив увеличение производства промыш-
ленной продукции с 21,4 млрд. руб. до
138,5 млрд. руб., т. е. в 6,5 раза. За после-
военное пятилетие (с 1946 по 1950 гг.) капи-
таловложения в народное хозяйство достигают
250,3 млрд. руб.
Легко видеть принципиальное отличие
социалистической рентабельности от капита-
листической. В капиталистических странах
извлечение прибыли является основной целью
производства. В погоне за прибылью капитал
направляется в те отрасли, которые ему обес-
печивают наиболее выгодное применение
с точки зрения капиталиста. В погоне за при-
былью капиталист легко идёт на обман по-
требителя, фальсифицирование и суррогати-
рование продукции, ухудшающие её качество.
Он стремится снизить свои издержки произ-
водства, но это снижение достигается в усло-
виях капитализма путём усиленной эксплоата-
ции рабочих, чему служит вся современная
капиталистическая техника, приводящая в
конце концов к их физической и материаль-
ной деградации, к обнищанию масс.
Снижению издержек производства при ка-
питализме препятствуют анархия и стихийность
хозяйственного развития. Неизбежные в усло-
виях капитализма экономические кризисы
усиливают хроническую недогрузку производ-
ственного аппарата. Так, машиностроитель-
ная промышленность США даже в лучшие
годы капиталистического „процветания" не
была загружена свыше 55—56% своей произ-
водственной мощности; загрузка же амери-
канской автомобильной промышленности в
период кризиса 1932 г. снизилась до 14%.
Социалистической экономике СССР совер-
шенно чужда погоня за прибылью как само-
цель. Направление капиталовложений в ту или
иную отрасль общественного роизводства
определяется отнюдь не её прибыльностью,
а народнохозяйственной целесообразностью,
общенародными интересами развития произ-
водительных сил в целях строительства со-
циализма и перехода к высшей фазе — комму-
низму. Извлечение же прибыли путём обмана
потребителя или снижения качества продук-
ции против установленных стандартов является
в СССР уголовным, строго наказуемым пре-
ступлением.
В борьбе против врагов народа, толкавших
партию на свёртывание тяжёлой индустрии,
на ослабление и ликвидацию колхозного стро-
ительства, товарищ Сталин следующим обра-
зом сформулировал понятие о социалистиче-
ской рентабельности: „На рентабельность
нельзя смотреть торгашески, с точки зрения
данной минуты. Рентабельность надо брать
с точки зрения общенародного хозяйства
в разрезе нескольких лет " * Руководствуясь
этой принципиальной сталинской установкой,
Советское государство развивает обществен-
но важные отрасли промышленности, органи-
зует новые производства и новые предприя-
тия, субсидирует их до тех пор, пока в ре-
зультате освоения новой техники, роста про-
изводительности труда и снижения себестои-
мости эти отрасли и предприятия не станут
рентабельными и не начнут приносить при-
быль.
При огромных масштабах промышленного
производства в СССР даже небольшое отно-
сительное снижение себестоимости даёт в ре-
зультате значительную сумму накоплений.
Так, перед Великой Отечественной войной
снижение себестоимости на 1% составляло
около 2 млрд. руб. годовой экономии. К концу
послевоенной пятилетки снижение себестои-
* И. В. С т а л и н, Соч., т. 9, стр. 193-194.
** И. В. Ст а л ин, Вопросы ленинизма, изд. 11-е,
стр. 266.
* И. В. С т а л и н, Вопросы ленинизма, изд. 11-е,
стр. 383.
16
ОСНОВЫ СОЦИАЛИСТИЧЕСКОЙ ОРГАНИЗАЦИИ ПРЕДПРИЯТИЯ
[РАЗД. V
мости на 1% эквивалентно получению допол-
нительных накоплений в 3 млрд. руб. Закон
о пятилетнем плане предусматривает в каче-
стве важнейшего источника накоплений сни-
жение себестоимости в промышленности в сред-
нем на 17% и в строительстве — на 12%.
Особенно ответственные задачи стоят перед
машиностроением, которое должно дать почти
половину общей суммы экономии от снижения
себестоимости всей промышленной продукции.
Включившись во всенародное патриотическое
движение за сверхплановые накопления, воз-
никшее по почину передовых московских пред-
приятий, многие машиностроительные заводы
добились в этой области значительных успехов.
Систематическое снижение себестоимости
продукции основывается на последовательном
и неуклонном проведении режима экономии.
Приступая к выполнению грандиозной про-
граммы социалистической индустриализации
страны, партия выдвинула режим экономии
как метод социалистического хозяйствования.
„Нужно было только по-хозяйски подойти к
делу и навести строжайшую экономию в деле
расходования денег, рационализировать произ-
водство, снизить себестоимость производства,
ликвидировать непроизводительные расходы
и т. п.
Советская власть так именно и поступила.
Благодаря режиму экономии с каждым
годом стали собираться всё более значитель-
ные средства на капитальное строительство." *
Режим экономии, сыгравший столь крупную
роль в мобилизации ресурсов для социалисти-
ческой индустриализации, с каждым годом
приобретает всё большее значение соответ-
ственно росту масштабов и темпов произ-
водства, усложнению хозяйственных задач, уве-
личению находящихся в обороте материаль-
ных ценностей. Режим экономии должен стать
законом хозяйственного руководства. „Некото-
рые наши хозяйственники до сих пор не пони-
мают, что режим экономии, о котором неод-
нократно говорили Ленин и Сталин, не кратко-
временная кампания, а свойственный социа-
лизму метод хозяйствования. Советские люди
обязаны постоянно помнить эти указания
и неуклонно руководствоваться ими в своей
работе." ** Каждый хозяйственный руководи-
тель, независимо от его положения на произ-
водстве, должен воспитывать в подчинённых
ему работниках непримиримость к расточи-
тельству, к бесхозяйственности, к непроизво-
дительным затратам, ко всяким — даже самым
малым — потерям.
Социалистическое хозяйство, в отличие от
капиталистического, бережливо по своему
существу. Возможность повсеместного и по-
следовательного проведения режима экономии
определяется самой природой социалистиче-
ского труда, развёртыванием социалистиче-
ского соревнования и стахановского движения,
а также неуклонным техническим прогрессом,
рационализацией производства, развитием мас-
сового изобретательства, возможностями са-
мого широкого обмена передовым опытом.
Крупнейшее значение имеет планирование
себестоимости продукции, которое стимули-
рует и направляет работу заводских коллек-
тивов по пути систематического снижения
затрат производства из года в год, из квар-
тала в квартал.
Очень большую роль играет также пра-
вильная постановка бухгалтерского учёта про-
изводства, калькуляции и анализа хозяйствен-
ной деятельности, при помощи которых вы-
являются резервы дополнительной экономии
средств, вскрываются потери и непроизводи-
тельные затраты и осуществляется строгий
контроль за соблюдением сметной дисциплины
на предприятии.
В докладе на XVIII Всесоюзной конферен-
ции ВКП(б) товарищ Г. М. Маленков под-
черкнул огромное значение правильной поста-
новки учёта и анализа себестоимости, „Себе-
стоимость продукции — основной показатель,
характеризующий качество всей работы пред-
приятия. Чтобы правильно руководить работой
предприятий, надо знать фактические рясходы
на единицу изделия по основным элементам
себестоимости —заработная плата, стоимость
сырья, топлива и электроэнергии, амортизаци-
онные начисления, административно-управлен-
ческие расходы — и направлять экономиче-
скую сторону деятельности предприятия так,
чтобы планы по себестоимости и по при-
былям безусловно выполнялась." *
В соответствии с отмеченным выше синте-
тическим значением себестоимости организа-
ционные методы, применяемые для её сниже-
ния, весьма разнообразны. Чтобы придать
борьбе за снижение себестоимости действи-
тельно широкий и повседневный характер,
испытанным средством является организация ,
„контроля рублём" всей производственной
и хозяйственной деятельности предприятия
и каждого из его подразделений. Такая система
контроля „рублём" требует внедрения внутри-
заводского хозяйственного расчета, охваты-
вающего не только основные производствен-
ные цехи предприятия, но также его вспомо-
гательные хозяйства, отдельные производ-
ственные и обслуживающие участки, рабочие
бригады и даже некоторые рабочие места.
Подробнее о хозяйственном расчёте будет
сказано дальше и, кроме того, в гл. II— „Пла-
нирование, финансы и хозяйственный расчёт
машиностроительного завода".
Рациональное использование оборотных
средств и ускорение их оборачиваемости.
Среди многосторонних преимуществ социа-
листической системы хозяйства необходимо
особо отметить возможность наиболее рацио-
нального использования оборотных средств
промышленных предприятий. Централизован-
ная система снабжения и сбыта промышлен-
ной продукции позволяет нашим заводам
ограничиваться минимальными запасами мате-
риалов, топлива, а также минимальными
складскими остатками готовых изделий. Рацио-
нальное размещение предприятий, органи-
чески связанное с научно обоснованной систе-
мой плановой их специализации и межзавод-
ского кооперирования, обеспечивает сокраще-
ние дальности, а стало быть, и длительности
* История Всесоюзной Коммунистической партии
(большевиков). Краткий курс, стр. 269.
** А. А. Ждано в, 29-я годовщина Великой Октябрь-
ской социалистической революции, Госполнтиздат, 1946,
стр. 11.
¦ Г. М. М а л е н к о в, О задачах партийных орга-
низаций в области промышленности и транспорта, Гос-
пОлитиздат, 1941, стр. 28-
ГЛ. lj
ЗАДАЧИ СОЦИАЛИСТИЧЕСКОЙ ОРГАНИЗАЦИИ ПРЕДПРИЯТИЯ
17
перевозок. Социалистическое планирование
производства содействует ограничению ассор-
тимента продукции минимальным количеством
безусловно необходимых марок, сортов, типов
и размеров изделий. Всё это способствует
улучшению использования оборотных средств
предприятий и ускорению их оборачиваемости.
В противоположность этому оборот капи-
тала на капиталистических предприятиях про-
текает в условиях острейших противоречий,
свойственных капиталистической системе хо-
зяйствами осложнён анархией производства,
ожесточённой конкурентной борьбой между
капиталистическими монополиями. Огромные
количества товаров бесполезно растрачи-
ваются, на предприятиях образуются избыточ-
ные запасы сырья, полуфабрикатов и готовой
продукции. Аналогичные последствия харак-
теризуют свойственный капитализму терри-
ториальный отрыв районов добычи сырья от
мест его переработки и потребления, С наи-
большей силой все эти противоречия про-
являются во время кризисов, когда на скла-
дах накапливаются и лежат без движения
огромные массы товарных ценностей, а мил-
лионы трудящихся лишаются работы и голо-
дают.
Ускорение оборачиваемости оборотных
средств является для социалистического пла-
нового хозяйства серьёзным фактором, спо-
собствующим повышению темпов расширен-
ного воспроизводства, в частности, позволя-
ющим расширить капитальное строительство
и добиться дальнейшего роста масштабов
производства, а также облегчающим финан-
сирование культурно-бытовых и многих дру-
гих мероприятий.
Размер оборотных средств, потребных для
нормальной хозяйственной деятельности пред-
приятий, включая нужды расширенного социа-
листического воспроизводства, увеличивается
вместе с ростом народного хозяйства СССР.
Перед Великой Отечественной войной обо-
ротные средства в народном хозяйстве СССР
превышали 100 млрд. руб. В дальнейшем они
ежегодно возрастали на значительную сумму.
В послевоенный период в связи с бурным
ростом социалистического народного хозяй-
ства потребность хозяйственных организа-
ций в оборотных средствах резко возросла.
Задача всемерного улучшения использо-
вания оборотных средств и ускорения их обо-
рачиваемости стояла перед народным хозяй-
ством СССР и, в частности, перед советской
промышленностью на всех этапах социали-
стического строительства. По мере развития
и улучшения работы промышленности, по
мере совершенствования техники и органи-
зации производства оборачиваемость оборот-
ных средств неизменно увеличивалась. Так, по
предприятиям союзной промышленности обо-
рачиваемость оборотных средств составляла
в 1927/1928 г. —1,25, в 1928/1929 г.—1,35, в
1940 г. — 2,8 оборота в год. В системе б. Нар-
комата тяжёлой промышленности в 1933 г.
оборотные средства оборачивались за 108 дней,
в 1934 г. — за 101,4 дня. Происшедшее уско-
рение оборачиваемости позволило высво-
бодить из оборота 342 000 000 руб. В по-
следующий период и особенно в послевоен-
ные годы имел место дальнейший неуклонный
рост оборачиваемости оборотных средств.
2 Том 15
Эффективность этого процесса весьма велика:
при нынешних масштабах производства уско-
рение оборачиваемости оборотных средств
- промышленности только на 1 день даёт воз-
можность высвободить из оборота более
1 млрд. руб.
В борьбе за досрочное выполнение после-
военной пятилетки, особенно в 1948 и 1949 гг.,
многие машиностроительные предприятия, ис-
пользуя преимущества социалистической эко-
номики, достигли значительных успехов в уско-
рении оборачиваемости своих оборотных
средств. Так, в 1948 г. 1-й Государственный
подшипниковый завод им. Л. М. Кагановича
ускорил оборачиваемость оборотных средств
против установленного норматива, а в 1949 г.
дополнительно сократил период оборота
средств и высвободил для народного хозяй-
ства 10 млн. руб. На автозаводе им. Сталина
в 1949 г. оборачиваемость должна быть уско-
рена с высвобождением 30 000 000 руб. Коло-
менский паровозостроительной заводим. Куй-
бышева обязался в 1949 г. ускорить оборачи-
ваемость своих оборотных средств и высво-
бодить благодаря этому 15 000 000 руб. Весьма
показателен пример завода „Калибр", где за
8 лет— с 1940 г. по 1948 г. — оборачиваемость
оборотных средств ускорилась в 2 раза. В 1948г.
объём продукции вырос на 4б°/0 при увеличе-
нии оборотных средств всего лишь на 15%,
а в 1949 г. завод добился дальнейшего ускоре-
ния оборачиваемости, высвободив 7200000руб.
оборотных средств.
Систематическое ускорение оборачивае-
мости оборотных средств является одной
из основных задач социалистической органи-
зации производства на любом машиностро-
ительном заводе СССР. В 1949 г. по почину
передовых московских предприятий в про-
мышленности развернулось всесоюзное сорев-
нование за ускорение оборачиваемости обо-
ротных средств. Многие предприятия досрочно
выполняют взятые на себя обязательства и
возвращают в государственный бюджет вы-
свобожденные ими из оборота суммы со значи-
тельным превышением против первоначально
запроектированных.
В соответствии с установленной структу-
рой оборотных средств промышленного пред-
приятия ускорение их оборачиваемости до-
стигается преимущественно: а) сокращением
заводских запасов сырья, материалов и то-
плива до некоторого целесообразного мини-
мума, а также всемерной экономией в их рас-
ходовании; б) уменьшением незавершённого
производства, в) ускорением реализации гото-
вой продукции, снижением запасов послед-
ней на складах и времени её нахождения
в пути.
Сокращение заводских запасов сырья,
материалов и топлива предполагает, в свою
очередь, жёсткое нормирование этих запасов,
стандартизацию и нормализацию сортов, марок
и типо-размеров материалов, рациональную
организацию складского хозяйства (подробнее
см. гл. XI. „Организация материально-техни-
ческого снабжения и транспортного хозяйства
машиностроительных заводов".
Уменьшение незавершённого производ-
ства, имеющего, как правило, наибольший
удельный вес в составе оборотных средств
машиностроительного предприятия, дости-
18
ОСНОВЫ СОЦИАЛИСТИЧЕСКОЙ ОРГАНИЗАЦИИ ПРЕДПРИЯТИЯ
[РАЗД. V
гается обычно повышением его комплектности
и особенно сокращением длительности произ-
водственного цикла. То и другое обеспечи-
вается внедрением поточных методов произ-
водства, сокращением трудоёмкости изделий,
повышением производительности труда, освое-
нием новой технологии и т. д.
Наконец, ускорение реализации готовых
изделий и соответственное уменьшение остат-
ков готовой продукции на складах и в пути
может быть достигнуто прежде всего пу-
тём повышения оперативности сбытовой и
транспортно-экспедиционной работы пред-
приятия.
Улучшение условий труда, повышение
ядейно-политического и культурно-техни-
ческого уровня кадров. Победа социализма
в СССР, социалистическая индустриализация
страны и коллективизация сельского хозяйства
создали все необходимые предпосылки для
коренного улучшения условий труда и мате-
риально-бытового положения трудящихся. По
мере развития производительных сил социали-
стического общества, по мере роста произво-
дительности труда не только увеличивается
производственный аппарат, но неуклонно по-
вышается материальное благосостояние совет-
ского народа, неизмеримо возрастает его
идейно-политическая сознательность, его куль-
турные запросы и его научно-технический
уровень. В этом сказывается громадное прин-
ципиальное превосходство социалистического
способа производства над капитализмом.
Социалистический принцип распределения
общественного продукта диаметрально проти-
воположен капиталистическому. При капита-
лизме, где созданный рабочим прибавочный
продукт поступает в распоряжение эксплоата-
торских классов, непрерывно растёт парази-
тическое потребление эксплоататоров вместе
с прогрессирующим обнищанием трудящихся.
Наоборот, в социалистическом обществе, где
полностью уничтожена эксплоатация человека
человеком и где средства производства пред-
ставляют собой всенародное достояние — госу-
дарственную собственность, прибавочный про-
дукт находится в распоряжении всего народа
в лице социалистического государства; он ис-
пользуется не для обогащения тунеядцев, а
для расширения общественного производства,
для укрепления обороноспособности страны,
для удовлетворения культурно-бытовых нужд
трудящихся, для увеличения общественного
богатства и благосостояния народа.
Таким образом, неуклонное улучшение
материального благосостояния трудящихся
является одним из экономических законов раз-
вития социалистического общества. Действие
этого закона находит своё наглядное выраже-
ние прежде всего в систематическом увели-
чении фондов заработной платы и повышении
её уровня, составляющем характернейшую
черту развития народного хозяйства на всём
протяжении сталинских пятилеток. Так,
в послевоенном пятилетии средняя заработ-
ная плата возрастает более чей на 48%,
а общий фона, заработной платы увеличи-
вается на 56% по сравнению с 1940 г. Не-
уклонное увеличение потребления трудящихся
обусловлено не только ростом заработной
платы в её денежном выражении; осуществляя
последовательную политику снижения цен на
предметы широкого потребления, социалисти-
ческое государство обеспечивает повышение
реальной заработной платы, усиливая тем
самым заинтересованность трудящихся в росте
их выработки и в повышении квалифика-
ции.
Рост потребления трудящихся в годы ста-
линских пятилеток сопровождался значитель-
ным развитием культуры советского народа.
По сравнению с 1940 г. расходы социалисти-
ческого государства на культурно-бытовые
нужды (просвещение, здравоохранение, фи-
зическая культура, пособия многодетным
матерям, социальное обеспечение и пр.)
в послевоенной пятилетке увеличиваются
в 2—6 раз.
В этом сказывается сталинская забота
о человеке, которой проникнута вся политика
Коммунистической партии и Советского пра-
вительства; в этом проявляются громадные
преимущества социалистического обществен-
ного и государственного строя, создающего
невиданные в истории предпосылки для рас-
цвета культуры и для роста благосостояния
масс. Товарищ Сталин учит, что „Социализм
может быть построен лишь на базе бурного
роста производительных сил общества, на базе
обилия продуктов и товаров, на базе зажиточ-
ной жизни трудящихся, на базе бурного
роста культурности. Ибо социализм, марк-
систский социализм, означает не сокращение
личных потребностей, а всемерное их рас-
ширение и расцвет, не ограничение или от-
каз от удовлетворения этих потребностей,
а всестороннее и полное удовлетворение всех
потребностей культурно'-развитых трудящихся
людей." * Систематическое повышение куль-
турно-технического уровня рабочего класса
в нашей стране имеет громадное обществен-
но-политическое значение, ибо оно подгото-
вляет условия для постепенного перехода от
социализма к коммунизму.
Товарищ Сталин говорил об этом на Первом
Всесоюзном совещании стахановцев следую-
щее: «Принцип коммунизма состоит в том,
что в коммунистическом обществе каждый
работает по своим способностям и получает
предметы потребления не по той работе, ко-
торую он произвёл, а по тем потребностям
культурно-развитого человека, которые у него
имеются. Это значит, что культурно-техниче-
ский уровень рабочего класса стал достаточно
высок для того, чтобы подорвать основы про-
тивоположности между трудом умственными
трудом физическим, противоположность между
трудом умственным и трудом физическим уже
исчезла, а производительность труда подня-
лась на такую высокую ступень, что может
обеспечить полное изобилие предметов потре-
бления, ввиду чего общество имеет возмож-
ность распределять эти предметы соответ-
ственно потребностям его членов.***
Повышение материального и культурно-
технического уровня трудящихся в нашей
стране достигается не только мерами обще-
государственного и народнохозяйственного
масштаба, но и путем соответственной орга-
низации производства на социалистических
* И. В. Сталин, Еопросы ленинизма, изд. 11-е,
стр. 473.
** Там же, стр. 495.
ГЛ.1]
ЛЕНИНСКО-СТАЛИНСКИЕ ПРИНЦИПЫ ОРГАНИЗАЦИИ УПРАВЛЕНИЯ
19
предприятиях. В частности, этой цели служит
систематическое оздоровление условий труда,
механизация трудоёмких и тяжёлых работ,
широкая комплексная автоматизация произ-
водственных процессов, улучшение материаль-
но-бытового обслуживания трудящихся (раз-
вёртывание жилищного строительства, органи-
зация общественного питания, культурного
отдыха, яслей, поликлиник, клубов и т, п.),
планомерная работа над производственным
обучением и повышением квалификации ка-
дров, а также над повышением их идейно-
политического уровня, организация массового
соревнования работников за овладение техни-
кой и всемерное развитие их творческой ини-
циативы.
ОРГАНИЗАЦИЯ УПРАВЛЕНИЯ СОЦИАЛИСТИЧЕСКОЙ ПРОМЫШЛЕННОСТЬЮ
ЛЕНИНСКО-СТАЛИНСКИЕ ПРИНЦИПЫ
ОРГАНИЗАЦИИ УПРАВЛЕНИЯ
СОЦИАЛИСТИЧЕСКОЙ
ПРОМЫШЛЕННОСТЬЮ
Экономическую основу СССР составляют
социалистическая система хозяйства и социа-
листическая собственность на орудия и сред-
ства производства. На этой основе и строится
государственное плановое руководство со-
циалистическим хозяйством.
В условиях господства капиталистической
частной собственности на средства производ-
ства ни о каком государственном плановом
руководстве экономикой не может быть и
речи. Капиталистическое государство является
послушным слугой крупнейших монополий,
использующих государственный аппарат для
подавления трудящихся и усиления их эксплоа-
тации. В беседе с английским писателем Уэлл-
сом товарищ Сталин указывал, что хозяйство
„... мало касается капиталистического государ-
ства, оно не в его руках. Наоборот, государ-
ство находится в руках капиталистического
хозяйства." *
В СССР навсегда ликвидированы эксплоа-
тация человека человеком, анархия производ-
ства, кризисы, безработица, обнищание масс
и покончено с капиталистическими про-
изводственными отношениями, обрекающими
трудящихся на положение наемных рабов ка-
питала. В СССР безраздельно господствуют
социалистические производственные отноше-
ния, основанные на общественной собствен-
ности на средства производства. Советский
народ является полновластным хозяином своей
страны. Развитие производства в СССР исхо-
дит из коренных интересов народа. Советское
государство имеет в своем распоряжении все
основные средства производства иосуществляет
плановое руководство развитием социалисти-
ческого общества, строительством коммунизма.
Характер управления социалистическим
хозяйством определяется советским обществен-
ным и государственным строем. Впервые
в истории человечества трудящиеся взяли
в свои руки и политическую власть и руко-
водство экономикой. На основе ленинско-
сталинских организационных принципов вы-
ковывалась советская система управления на-
родным хозяйством, его отраслями и отдель-
ньши социалистическими предприятиями.
Система управления социалистическим
предприятием выражает социалистические от-
ношения людей в процессе производства —
отношение товарищеского сотрудничества и
социалистической взаимопомощи свободных
от эксплоатации работников. Эта система ко-
ренным образом отличается от системы упра-
вления капиталистическим предприятием,
в которой находят свое воплощение деспоти-
ческая власть капитала над трудящимися,
капиталистический гнёт и эксплоатация трудя-
щихся. Маркс писал: „Управление капитали-
ста есть не только особая функция, возникаю-
щая из самой природы общественного про-
цесса труда и входящая в состав этого по-
следнего, оно есть в то же время функция
эксплуатации этого общественного процесса
труда..."*.
Организация управления капиталистиче-
скими предприятиями подчинена задаче усиле-
ния эксплоатации рабочих для увеличения при-
былей капиталистов. Всякая .научная" органи-
зация труда при капитализме означает, по
меткому определению В. И. Ленина, „науч-
ную" систему выжимания пота из рабочих.
„Капитал организует и упорядочивает труд
внутри фабрики для дальнейшего угнетения
рабочего, для увеличения своей прибыли* —
указывал Ленин**.
Только в условиях господства социалисти-
ческой собственности на средства производ-
ства, в условиях планового ведения хозяйства
стала возможной подлинно научная система
руководства производством.
Марксистско-ленинская теория позволяет
познать законы развития советской экономики,
овладеть ими и планомерно использовать э/ги
законы для быстрейшего продвижения вперед.
Рациональная, научная организация управле-
ния социалистической промышленностью и
отдельными социалистическими предприятия-
ми должна решать следующие задачи:
во-первых, обеспечить претворение в жизнь
политической линии партии, воплощенной
в народнохозяйственных планах;
во-вторых, обеспечить бесперебойность
производственного процесса, непрерывное на-
растание темпов производства, повышение
производительности труда и рентабельности
производства;
в-третьих, обеспечить подъём всенародной
творческой инициативы и привлечение трудя-
щихся масс к управлению производством.
Совершенно ясно, что эти задачи управле-
ния могут быть поставлены и успешно раз-
решены только в социалистической промыш-
ленности.
* И. В. Сталин, Вопросы ленинизма, изд. 10-е,
стр. 602.
* К Маркс, Капитал, т. I, стр. 337, изд. 1949 г.
** В. И. Л е н и н, Соч., т. 20, стр. 135.
20
ОСНОВЫ СОЦИАЛИСТИЧЕСКОЙ ОРГАНИЗАЦИИ ПРЕДПРИЯТИЯ
[РАЗД. V
Правильная организация управления хозяй-
ством приобретает в наших условиях исклю-
чительно важное значение. В политическом
отчете ЦК на XIV съезде партии товарищ
Сталин указывал на особенности нашего руко-
водства народным хозяйством. Если в капита-
листических странах господствует частный
капитал, и ошибки отдельных капиталистиче-
ских трестов, синдикатов или иных групп
капиталистов исправляются стихией рынка,
через кризисы, то у нас все стороны хозяй-
ственной деятельности направляются единым
^народнохозяйственным планом.
„Поэтому,—говорил товарищ Сталин,—
мы здесь должны руководить хозяйством
в плановом порядке так, чтобы просчётов
было меньше, чтобы наше руководство хо-
зяйством было архипрозорливым, архипре-
дусмотрительным, архибезошибочным." *
Большую роль в решении этих задач играет
выбор правильных организационных форм и
методов руководства.
Коммунистическая партия всегда уделяла
и уделяет большое внимание вопросам орга-
низации управления народным хозяйством и
особенно социалистической промышленностью,
занимающей ведущее место в народном хо-..
зяйстве СССР. После Октябрьской социали-
стической революции не было ни одного
съезда или конференции нашей партии, где
в той или иной форме не обсуждались бы
организационные вопросы, формы и методы
руководства социалистическим хозяйством.
Но организационный вопрос не является
самоцелью — он всегда подчинен политике
Коммунистической партии. Это — важнейший
инструмент, с помощью которого партия ре-
шает стоящие перед ней задачи. От того,
насколько этот инструмент совершенен, как он
отточен и как им владеют кадры, зависит успех
осуществления политической линии партии.
Товарищ Сталин учит, что „... после того,
как дана правильная политическая линия,
организационная работа решает все, в том
числе и судьбу самой политической линии,—
ее выполнение, или ее провал." **
В зависимости от конкретных хозяйственно-
политических задач, решаемых Советским го-
сударством на разных этапах развития, пере-
страивались организационные формы и методы
управления. Нет и не может быть вечных,
неизменных форм управления социалистиче-
ским хозяйством. В ходе социалистического
строительства может возникнуть необходи-
мость в новых организационных формах, в но-
вых органах управления. Но те или иные орга-
низационные формы возникают не случайно —
они вызываются потребностями развития со-
циалистической экономики и основываются
на ленинско-сталинских принципах организа-
ционного руководства хозяйством. Коммуни-
стическая партия и Советское правительство
выбирают наиболее рациональные, наиболее
действенные организационные формы упра-
вления социалистической промышленностью,
обеспечивающие успешное выполнение хозяй-
ственно-политических задач.
В период Великой Отечественной войны
система управления социалистической про-
* И. В. Сталин, Соч., т. 7, стр. 301.
** И. В. Сталин, Бопросы ленинизма, изд. 11-е,
стр. 477.
мышленностью в полной мере доказала свою
прочность и гибкость. В труднейших условиях
были успешно произведены перестройка про-
мышленности на военный лад, перебазирова-
ние огромного числа крупных промышленных
предприятий из прифронтовых районов на
Восток, обеспечен гигантский размах восста-
новительных работ и строительства новых
предприятий. Всё это свидетельствует о ве-
личайших преимуществах советского обще-
ственного и государственного строя, о вели-
кой жизненной силе организационных прин-
ципов и методов большевистского руковод-
ства хозяйством, открытых и разработанных
основоположниками и вождями нашей партии
и Советского государства — В. И. Лениным и
И. В. Сталиным.
Хозяйственные руководители должны в со-
вершенстве владеть этими методами и умело
использовать их в деле строительства ком-
мунистической экономики.
Система управления социалистической
промышленностью, сложившаяся и окрепшая
в ходе социалистического строительства,
строится на основе следующих основных ле-
нинско-сталинских принципов руководства
социалистическим хозяйством:
1. Единство политического и хозяйствен-
ного руководства, политический подход к ре-
шению хозяйственных вопросов, подчинение
всей хозяйственной деятельности политике
партии.
2. Демократический централизм, сочетаю-
щий централизованное руководство промыш-
ленностью на основе единого народнохозяй-
ственного плана с учётом местных и нацио-
нальных особенностей республик, областей и
районов и использованием инициативы мест-
ных органов государственной власти.
3. Единоначалие в управлении социали-
стической промышленностью, широкое во-
влечение трудящихся масс в управление про-
изводством и развертывание большевистской
критики и самокритики.
4. Производственно-территориальная си-
стема управления, означающая построение
всего аппарата управления промышленностью
по производственному признаку, с учётом
территориального размещения предприятий и
обеспечивающая соблюдение принципа едино-
началия, оперативность и конкретность руко-
водства.
5. Хозяйственный расчёт, являющийся
важнейшим рычагом управления социалисти-
ческими предприятиями, на основе предоста-
вления им административно-хозяйственной
самостоятельности в пределах государствен-
ного плана и советского законодательства.
Рассмотрим более подробно содержание
этих основных принципов, лежащих в основе
организации управления социалистической
промышленностью.
Единство политического и хозяйствен-
ного руководства, политический подход
к решению хозяйственных вопросов. На-
правляющей силой Советского государства
является Коммунистическая партия. Политика
партии, основанная на знании и использовании
экономических законов социализма, обеспе-
ГЛ. I]
ЛЕНИНСКО-СТАЛИНСКИЕ ПРИНЦИПЫ ОРГАНИЗАЦИИ УПРАВЛЕНИЯ
21
чивает непрерывное развитие советской эко-
номики. Политика и хозяйство у нас не про-
тивостоят друг другу, а едины.
Управление социалистическим хозяйством
строится на основе единства политического и
хозяйственного руководства при ведущей, на-
правляющей роли политики. Вся хозяйствен-
ная деятельность должна быть подчинена по-
литике партии, исходить из поставленных
партией задач и обеспечивать их быстрейшее
выполнение. Товарищ Сталин учит: „Нельзя
отделять политику от хозяйства... И тот,
кто думает в нашей практической работе от-
делить хозяйство от политики, усилить хозяй-
ственную работу ценой умаления политиче-
ской работы или, наоборот, усилить полити-
ческую работу ценой умаления хозяйственной
работы,- тот обязательно попадает в тупик." *
Политический подход к решению любой
хозяйственной задачи означает необходимость
решительной борьбы с местническими на-
строениями и узковедомственными интересами
отдельных хозяйственников, политического
воспитания кадров хозяйственных руководи-
телей. Большую роль в решении этой задачи
призваны сыграть партийные организации про-
мышленных предприятий, получившие по ре-
шению XVIII съезда партии право контроля над
деятельностью администрации предприятий.
Товарищ Сталин учит, что руководитель
должен хорошо знать направление и конкрет-
ные пути нашего движения вперёд, должен
смотреть вперёд, а не назад, не успокаиваться
на достигнутом. Чтобы руководить социали-
стическим хозяйством, нужно уметь научно
предвидеть, а для этого надо хорошо владеть
марксистско-ленинской наукой.
„Нужно признать, как аксиому, — говорил
товарищ Сталин в отчётном докладе на
XV11I съезде партии, — что чем выше поли-
тический уровень и марксистско-ленинская
сознательность работников любой отрасли
государственной и партийной работы, тем
выше и плодотворнее сама работа, тем эффек-
тивнее результаты работы, и наоборот, — чем
ниже политический уровень и марксистско-
ленинская сознательность работников, тем
вероятнее срывы и провалы в работе, тем
вероятнее измельчание и вырождение самих
работников в деляг-крохоборов, тем вероят-
нее их перерождение." **
Политика партии находит свое воплощение
в народнохозяйственных планах, через кото-
рые и осуществляется государственное руко-
водство хозяйством. Поэтому борьба за без-
условное выполнение и перевыполнение госу-
дарственных планов по всем показателям
является первейшей обязанностью каждого
хозяйственного руководителя, каждого грудя-
щегося СССР.
Демократический централизм. Управле-
ние социалистическим хозяйством строится
на основе испытанного организационного
принципа большевизма — демократического
централизма. „Наша задача теперь, — писал
В. И. Ленин после Октябрьской социалисти-
ческой революции,—провести именно демокра-
* И. В. Сталин, О недостатках партийной ра-
боты и мерах ликвидации троцкистских и иных двуруш-
ников, Плртиздат, 1937, стр. 32.
** И. В. Сталин, Вопросы ленинизма, изд. 11-е,
стр. 598.
тический централизм в области хозяйства, ..."*
В применении к организации управления социа-
листической промышленностью демократиче-
ский централизм означает прежде всего цен-
трализованное руководство промышленностью,
которое обеспечивается наличием социалисти-
ческой собственности на заводы, фабрики, шах-
ты и все другие промышленные предприятия.
В. И. Ленин и И. В. Сталин неоднократно
указывали, что построение социализма есть по-
строение централизованного планового хозяй-
ства. В итоге победы в нашей стране социа-
лизма промышленность СССР стала самой
централизованной промышленностью в мире,
управляемой Советским правительством на
основе единого народнохозяйственного плана.
Но централизм в условиях социализма корен-
ным, принципиальным образом отличается от
буржуазного централизма, означающего пол-
ное подавление местной инициативы. Социа-
листический централизм решительно отвергает
шаблонизирование и установление единообра-
зия сверху. Он исходит из того, что единство
в основном, в коренном, существенном должно
обеспечиваться многообразием в подробностях,
в приёмах подхода к делу и в способах его
осуществления.
„...централизм, понятый в действительно де-
мократическом смысле,—писал В. И. Ленин,—
предполагает в первый раз историей создан-
ную возможность полного и беспрепятствен-
ного развития не только местных особенно-
стей, но и местного почина, местной инициа-
тивы, разнообразия путей, приёмов и средств
движения к общей цели." **
Управление социалистической промышлен-
ностью по своей природе является самым де-
мократичным. Демократизм в управлении
социалистической промышленностью состоит
прежде всего в том, что промышленные пред-
приятия являются собственностью народа, и
управление ими осуществляют ставленники
народа.
Демократизм в управлении социалистиче-
ской промышленностью находит яркое выра-
жение в самом широком участии трудящихся
масс в управлении производством, в предоста-
влении местным органам государственной
власти — Советам депутатов трудящихся —
права руководства местной промышленностью,
в наличии трёх типов промышленных мини-
стерств, — общесоюзных, союзно-республикан-
ских и республиканских, являющихся выра-
жением ленинско-сталинской национальной
политики, в учёте при построении аппарата
управления промышленностью местных и на-
циональных особенностей республик, областей
и районов.
Особенностью демократического центра-
лизма в управлении промышленностью является
то, что руководители государственных про-
мышленных предприятий и ведомств не вы-
бираются, а назначаются органами государ-
ственного управления и осуществляют руко-
водство промышленностью от имени народа
и в интересах народа на основе единоначалия.
Единоначалие в управлении социали-
стической промышленностью. Одним из важ-
нейших принципов организации управления
* В. И. Л е н и н, Соч., т. 27, стр. 181.
•• В. И. Л е н и н. Соч., т. 27, стр. 181.
22
ОСНОВЫ СОЦИАЛИСТИЧЕСКОЙ ОРГАНИЗАЦИИ ПРЕДПРИЯТИЯ
[РАЗД. V
социалистической промышленностью является
единоначалие.
Единоначалие означает подчинение кол-
лектива работников единой воле руководителя,
который наделён полнотой власти в области
управления доверенным ему участком работы
и несёт за работу этого участка ответствен-
ность перед вышестоящими органами. Едино-
началие исключает обезличку и безответ-
ственность. Каждый работник отвечает за по-
рученный ему участок работы и подчинён
одному определённому лицу.
Чем вызвана необходимость строгого еди-
ноначалия в управлении социалистической
промышленностью? Прежде всего самим про-
цессом производства всякая крупная
машинная индустрия — т. е. именно материаль-
ный, производственный источник и фундамент
социализма — требует безусловного и стро-
жайшего единства воли, направляющей со-
вместную работу сотен, тысяч и десятков
тысяч людей. И технически, и экономически,
и исторически необходимость эта очевидна,
всеми думавшими о социализме всегда при-
знавалась как его условие. Но как может
быть обеспечено строжайшее единство воли? —
Подчинением воли тысяч воле одного.
Это подчинение может, при идеальной со-
знательности и дисциплинированности участ-
ников общей работы, напоминать больше
мягкое руководство дирижера. Оно может
принимать резкие формы диктаторства, — если
нет идеальной дисциплинированности и созна-
тельности. Но, так или иначе, беспрекословное
подчинение единой воле для успеха процес-
сов работы, организованной по типу крупной
машинной индустрии, безусловно необхо-
димо." *
Единоначалие в социалистической про-
мышленности, подчинённое интересам социа-
листического строительства, интересам на-
рода, коренным образом отличается от дес-
потического единовластия хозяина на капи-
талистическом предприятии. Там капиталист
или его ставленник, руководящий предприя-
тием, осуществляет диктаторское управление
производством в целях выколачивания боль-
шей прибыли за счёт ограбления рабочих.
Наёмные рабочие на капиталистических пред-
приятиях лишены возможности участвовать
в управлении производством.
Иное дело у нас. Рабочий класс вместе со
всем советским народом является полновласт-
ным хозяином социалистических предприя-
тий. Руководители предприятий являются до-
веренными лицами Советского государства.
Товарищ Сталин учит, что быть руководите-
лем хозяйства в наших условиях, это значит
удостоиться великой чести и великого почёта,
удостоиться великого доверия со стороны ра-
бочего класса, со стороны народа. Советский
хозяйственник должен поддерживать тесней-
шую связь с массами, не ставить себя над
массами, а итти впереди масс, вести их за
собой, учить массы и самому учиться у масс,
завоевать их доверие и поддержку. Без этого
немыслимо никакое социалистическое строи-
тельство
Рабочий класс в нашей стране активно
участвует в управлении промышленностью,
* В. И. Ле нин, Соч., т. 27, стр. 238-239.
что создаёт невиданные ранее стимулы роста
производительности труда, „...ибо рабочий
класс, чувствующий себя не только классом
работающим, ной классом управляющим,—
такой класс способен на чудеса." *
Советское государство создаёт руководи-
телям производства все необходимые условия
для осуществления единоначалия на предприя-
тиях, но для того, чтобы на деле осуществить
единоначалие, недостаточно иметь объектив-
ные возможности, нужно уметь правильно их
использовать. Что необходимо для претворе-
ния этой объективной возможности в жизнь?
1. Обеспечить правильный подбор, рас-
становку кадров и проверку исполнения.
Товарищ Сталин учит, что главное в органи-
зационной работе— подбор людей и проверка
исполнения, что успех дела решают люди,
кадры, что наши руководители должны про-
являть самое заботливое отношение к „малым*
и „большим" работникам, заботливо выра-
щивать их и помогать им, когда они нужда-
ются в поддержке.
Понятно, что такое отношение к кадрам
возможно только в советских условиях, ибо
наши советские кадры вырастают из народа
и верно служат своему народу. Глубокий на-
учный анализ сущности большевистского под-
бора кадров товарищ Сталин дал в отчётном
докладе на XVIII съезде партии.
Но мало подобрать и правильно расставить
кадры, нужно обеспечить повседневный кон-
троль за их работой, систематическую про-
верку исполнения принятых решений, причём
во главе дела проверки исполнения должны
стоять сами руководители организации.
Проверка исполнения позволяет не только
вскрыть недостатки, но и своевременно пре-
дупредить их.
„Хорошо поставленная проверка исполне-
ния,— указывает товарищ Сталин, — это тот
прожектор, который помогает освещать со-
стояние работы аппарата в любое время и
выводить на свет божий бюрократов и кан-
целяристов. Можно с уверенностью сказать,
что девять десятых наших прорех и проры-
вов объясняется отсутствием правильно по-
ставленной проверки исполнения. Не может
быть сомнения, что при наличии такой про-
верки исполнения прорехи и прорывы были
бы наверняка предупреждены." **
2. Точно определить место каждого ра-
ботника в процессе производства, права и
обязанности функциональных отделов аппарата
управления, правильно сочетать работу адми-
нистрации, партийной и профсоюзной органи-
заций. Без выполнения этого условия неиз-
бежны обезличка и безответственность, нару-
шение принципа единоначалия.
3. Поддерживать тесную связь руково*
дителей с массами, вовлекать массы в упра-
вление производством, повышать производ-
ственную активность рабочих, инженерно-тех-
нических работников и служащих, привле-
кать их к обсуждению важнейших вопросов
работы предприятия на производственных со-
вещаниях, производственно-технических акти-
вах и общих собраниях и к разработке орга-
* И. В. Сталин, Соч., т. 7, стр. 214.
** И. В. Сталин, Вопросы ленинизма, изд. 11-е,
стр. 481.
ГЛ. Ц
ЛЕНИНСКО-СТАЛИНСКИЕ ПРИНЦИПЫ ОРГАНИЗАЦИИ УПРАВЛЕНИЯ
23
низационно-технических мероприятий, обеспе-
чивающих выполнение и перевыполнение
производственных планов.
Товарищ Сталин еще в 1926 году, говоря о
путях социалистического строительства, под-
чёркивал огромное значение производствен-
ных совещаний. „На производственных сове-
щаниях надо ставить основные вопросы строи-
тельства промышленности. Только таким
путём можно будет поднять активность милли-
онных масс рабочего класса и сделать их со-
знательными участниками строительства про-
мышленности." *
4. Укреплять авторитет хозяйственных
руководителей, оказывать им повседневную
помощь в решении поставленных задач путём
развёртывания критики и самокритики недо-
статков руководства и мобилизации масс на
быстрейшее устранение выявленных недостат-
ков. Большевистская критика и самокри-
тика являются законом, движущей силой
развития социалистического общества. Пар-
тия не раз решительно осуждала всякие по-
пытки замазывания недостатков и зажима
самокритики, требуя от кадров смелого и от-
крытого признания своих ошибок. Авторитет
советского руководителя, честно выполняю-
щего свой долг перед народом, опирающегося
во всей своей работе на поддержку масс, от
критики не только не пострадает, а наоборот,
еще более возрастёт, если руководитель пра-
вильно реагирует на критику, открыто при-
знаёт свои ошибки, быстро исправляет их и
не допускает в дальнейшей работе.
Огромную роль в этом отношении играет
социалистическое соревнование. Товарищ
Сталин в предисловии к книжке „Соревнова-
ние масс" писал, что „Социалистическое со-
ревнование есть выражение деловой револю-
ционной самокритики масс, опирающейся на
творческую инициативу миллионов трудя-
щихся"**. В ходе социалистического сорев-
нования изыскиваются внутренние резервы,
корректируются хозяйственные планы, вскры-
ваются недостатки руководства.
5. И, наконец, важнейшим условием обес-
печения единоначалия является овладение ру-
ководящими партийными и хозяйственными
кадрами техникой и экономикой произ-
водства.
„Спрашивают часто, почему у нас нет
единоначалия? Его нет и не будет, пока мы
не овладеем техникой. Пока среди нас, среди
большевиков, не будет достаточного коли-
чества людей, хорошо знакомых с вопросами
техники, экономики и финансов, у нас не
будет действительного единоначалия. Пишите
сколько угодно резолюций, клянитесь какими
угодно словами, но если не овладеете техни-
кой, экономикой, финансами завода, фабрики,
шахты — толку не будет, единоначалия не
будет.
Задача, стало быть, состоит в том, чтобы
нам самим овладеть техникой, самим стать
хозяевами дела. Только в этом гарантия того,
что наши планы будут полностью выполнены,
а единоначалие будет проведено."***
* И. В. С т а л и н, Соч., т. 8, стр. 141.
** И. В.Сталин, Соч., т. 12, стр. 109-110.
*** И. В. Сталин, Вопросы ленинизма, изд. 11-е,
стр. 327.
За годы Советской власти партия вырастила
из народа тысячи замечательных руководите-
лей производства, в совершенстве владеющих
техникой своего дела и большевистскими ме-
тодами руководства хозяйством. Но гигант-
ский размах социалистического строительства,
внедрение в производство новейшей техники,
всенародная борьба за улучшение финансово-
экономических показателей требуют от партий-
ных и хозяйственных организаций неустан-
ного внимания к вопросу выращивания и по-
вышения квалификации кадров хозяйственных
руководителей, решительной борьбы за укре-
пление единоначалия в управлении социали-
стической промышленностью.
Производственно-территориальная си-
стема управления. Огромное значение для
улучшения организации управления промыш-
ленностью имели решения XVII съезда партии
(январь — февраль 1934 г.) по организацион-
ным вопросам. Съезд отметил отставание орга-
низационно-практической работы от требова-
ний политической линии партии, вскрыл суще-
ственные недостатки в организационной работе
и наметил пути их исправления. XVII съезд
партии решительно осудил канцелярско-бюро-
кратические методы руководства путём дачи
„общих", отвлечённых директив и многочислен-
ных приказов вместо конкретного руковод-
ства и детального изучения работы низовых
звеньев (завод, цех и т. д.).
Съезд партии осудил также перекладыва-
ние обязанности проверки исполнения и под-
бора кадров на второстепенных работников.
Исходя из указаний В. И. Ленина и И. В. Сталина
о решающем значении в организационной ра-
боте подбора кадров и проверки исполнения,
съезд принял решение о ликвидации существо-
вавших тогда особых секторов проверки ис-
полнения и предложил руководителям всех
органов управления сверху донизу лично про-
верять исполнение решений и распоряжений
соответствующих органов.
Съезд партии признал ненормальным раз-
бухание штатов центральных и средних звеньев
хозяйственного аппарата, отвлекающее с про-
изводства значительное количество инженер-
но-технических работников, и обязал руково-
дителей хозяйственных органов обеспечить
сокращение аппарата управления и пере-
движку инженерно-технических кадров из кан-
целярий на производство
Как серьёзные недостатки съезд партии
отметил функциональное построение аппарата
управления, рассредоточение дела управления
в десятках отделов и секторов, отсутствие
оперативного руководства, слабость единона-
чалия, отсутствие личной ответственности и
наличие обезлички под прикрытием „колле-
гиальности" руководства.
Съезд партии обязал руководителей хозяй-
ственных органов обеспечить конкретное ру-
ководство каждым нижестоящим органом или
предприятием в отдельности, исправляя их не-
достатки оперативными мерами в процессе
работы, и дал указание о сокращении проме-
жуточных звеньев в управлении промышлен-
ностью (объединений, трестов и т. п.). Круп-
ные предприятия были подчинены непосред-
ственно промышленным наркоматам.
При функциональной системе управления,
существовавшей до XVII съезда, многочислен-
24
ОСНОВЫ СОЦИАЛИСТИЧЕСКОЙ ОРГАНИЗАЦИИ ПРЕДПРИЯТИЯ
(РАЗД. V
ные функциональные отделы аппарата вмеши-
вались в оперативное руководство производ-
ством и давали указания непосредственно
исполнителям. Это приводило к тому, что
исполнители часто получали от разных отде-
лов противоречивые распоряжения по одному
и тому же вопросу. Большое количество функ-
циональных отделов приводило к излишней
бумажной переписке, к обезличке и канце-
лярско-бюрократическим методам руководства.
Руководители, передоверив всё аппарату,
устранились от непосредственного руководства
производством, стали руководить „вообще".
По указанию съезда количество функцио-
нальных отделов было сокращено до минималь-
но потребного, вызываемого необходимостью
рационального разделения труда по управле-
нию производством. Задачей оставшихся функ-
циональных отделов заводоуправлений, тре-
стов, министерств является изучение соответ-
ствующих вопросов, разработка и подготовка
материалов для руководителя. Функциональ-
ным отделам было запрещено действовать
через голову непосредственных руководителей
производства. Распоряжения нижестоящим
хозяйственным органам мог отныне давать
только сам руководитель, осуществляющий
руководство на основе полного единоначалия.
В наркоматах для руководства предприятиями
были созданы главные производственные
управления.
По решению XVII съезда партии была произ-
ведена перестройка всех советско-хозяйствен-
ных аппаратов по производственно-террито-
риальному признаку, начиная от низших
производственных звеньев и кончая наркома-
тами.
Что означает производственно-территори-
альная система управления промышленностью?
1. Построение органов управления про-
мышленностью сверху донизу по производ-
ственному признаку. Министерства ведают
определённой отраслью промышленности —
станкостроением, тяжёлым машиностроением
и т. д. Главные управления в системе мини-
стерств объединяют предприятия, специализи-
рующиеся на выпуске определённых видов
изделий. Например, в Министерстве станко-
строения СССР созданы главные управления
инструментальной промышленности, абразив-
ной промышленности, по производству станков
и др. Комбинаты, тресты и предприятия ещё
более специализированы. Такая специализация
в условиях планового ведения хозяйства со-
вершенно необходима и позволяет руководи-
телю того или иного ведомства хорошо изу-
чить производство, вникнуть в детали дела,
организовать обмен опытом.
2. Построение органов управления про-
мышленностью с учётом территориального
размещения предприятий. Главные упра-
вления министерств образуются либо по
производственному признаку (объединение
родственных предприятий на всей территории
страны), либо по производственно-террито-
риальному признаку (объединение родствен-
ных предприятий только на определённой
территории). Например, в Министерстве метал-
лургической промышленности наряду с произ-
водственными главными управлениями—Глав-
спецсталь, Главтрубосталь.Главкокс, Главруда,
Главнеруд, Главметиз и другими имеются про-
изводственно-территориальные главные упра-
вления — металлургической промышленности
Юга и Центра и металлургической про-
мышленности Урала. В Министерстве мест-
ной промышленности РСФСР созданы терри-
ториальные управления по руководству
промышленностью районного и областного
подчинения — Управление промышленностью
центральных районов, Управление промышлен-
ностью районов Урала, Управление промыш-
ленностью районов Сибири и Дальнего Во-
стока и другие. В машиностроительных мини-
стерствах образованы преимущественно глав-
ные производственные управления.
Комбинаты, объединения и тресты объеди-
няют однородные или связанные между собой
в производственном отношении предприятия,
расположенные поблизости друг от друга.
Райпромкомбинаты — основные администра-
тивно-хозяйственные единицы местной про-
мышленности — объединяют самые разнород-
ные производства, расположенные на террито-
рии административных районов. В промкоопе-
рации имеется значительное число специализи-
рованных промысловых союзов, объединяющих
однородные предприятия в пределах области
или района. Таким образом, территориальное
размещение предприятий в той или иной форме
учитывается при построении органов управле-
ния всех звеньев социалистической промыш-
ленности.
3. Ликвидация „функционалки", обес-
печение единоначалия, оперативности и
конкретности руководства. Организация
управления промышленностью по производ-
ственно территориальному признаку прибли-
жает руководителей к производству и тем
самым обеспечивает возможность осуществле-
ния конкретного и оперативного руковод-
ства, обеспечения единоначалия во всех
звеньях управления промышленностью. По-
этому производственно-территориальная си-
стема построения органов управления социа-
листической промышленностью является наи-
более эффективной, обеспечивающей рацио-
нальное планирование и развитие нашей
промышленности.
Решения XVII съезда партии по организа-
ционным вопросам вооружили работников со-
циалистической промышленности новым мощ-
ным оружием, которое позволило успешно ре-
шить грандиозные зааачи технической рекон-
струкции промышленности и построения ма-
териальной базы социализма — первоклассной
индустрии. Эти решения служат руководящей
основой в деле руководства социалистической
промышленностью и в настоящее время, когда
наша страна уверенно идёт по пути к комму-
низму.
Хозяйственный расчёт. Хозяйственный
расчёт является основным методом управления
социалистическими промышленными предприя-
тиями, цехами и производственными участ-
ками. Основной принцип хозрасчёта — дать
значительно больше, чем затратил, работать
рентабельно. Повышая заинтересованность и
ответственность каждого предприятия и его
звеньев за выполнение плана по всем показа-
телям, хозрасчёт служит важнейшим рычагом
в борьбе за снижение себестоимости продук-
ции и обеспечение рентабельной работы пред-
приятий.
ГЛ. I]
УПРАВЛЕНИЕ ГОСУДАРСТВЕННОЙ И КООПЕРАТИВНОЙ ПРОМЫШЛЕННОСТЬЮ СССР
25
В. И. Ленин писал в 1922 году: „...тресты и
предприятия на хозяйственном расчёте осно-
ваны именно для того, чтобы они сами отве-
чали и притом всецело отвечали за безубы-
точность своих предприятий." *
В резолюции XI партийной конференции
(декабрь 1921 г.) задача перевода государствен-
ных предприятий на хозяйственный расчёт
была поставлена как одна из мер быстрейшего
восстановления и укрепления крупной про-
мышленности.
„Руководство крупной государственной
промышленностью на вышеуказанных началах
требует строжайшего соблюдения общегосу-
дарственного плана промышленности, основан-
ного на точном учёте ресурсов производства
и бюджета каждого государственного пред-
приятия в отдельности и всех их вместе. Хо-
зяйственный расчёт должен лежать в основе
ведения всей государственной промышленно-
сти." **
В 1931 году товарищ Сталин поставил за-
дачу внедрения хозрасчёта как одну из шести
важнейших задач в области руководства про-
мышленным строительством.
Партия неоднократно указывала на необхо-
димость внедрения хозяйственного расчёта в ра-
боту цехов, доведения его до каждой бригады.
Последовательное внедрение хозяйствен-
ного расчёта во все звенья социалистической
промышленности способствует успешному
выполнению государственных планов, оздоро-
вляет хозяйственный организм предприятий,
ведёт к сокращению административно-упра-
вленческого персонала, обеспечивает соблю-
дение строжайшего режима экономии. Внедре-
ние хозяйственного расчёта способствует ра-
циональной постановке учёта производствен-
ной деятельности предприятий и ознакомлению
масс с этой деятельностью, позволяет при-
влечь широкие массы к активному обсуждению
вопросов работы своего цеха и предприятия,
к участию в устранении выявленных недостат-
ков, повышает заинтересованность всего кол-
лектива предприятия в результатах работы.
Опыт передовых предприятий машинострое-
ния показывает, что внедрение хозяйственного
расчёта в работу цехов, участков и бригад со-
здаёт могучие стимулы улучшения всей рабо-
ты предприятия. На автозаводе им. Сталина
все основные цехи переведены на хозяйствен-
ный расчёт, что обеспечило в 1949 г. экономию
в 42 млн. руб. за счёт сверхпланового сниже-
ния себестоимости и высвобождение путём
ускорения оборачиваемости 40 млн. руб. обо-
ротных средств. На заводе „Калибр", где хо-
зяйственный расчёт доведён до участков и
бригад, также успешно выполнено обязатель-
ство по ускорению оборачиваемости оборот-
ных- средств, за счёт чего высвобождено
в 1949 г. для народного хозяйства 7,2 млн. руб.
Хозяйственный расчёт является социали-
стическим методом хозяйствования. Поэтому
борьба за внедрение и укрепление хозяйствен-
ного расчёта, одного из основных ленинско-
сталинских принципов управления социалисти-
ческой промышленностью, является важнейшей
задачей промышленных предприятий.
* В. И. Л е н и н, Соч., изд. 3-е. т. XXIX, стр. 420.
** ВКЩб) в резолюциях и решениях съездов, кон-
ференций и пленумов ЦК, изд. 6-е. 1941, ч. 1, стр. 409.
УПРАВЛЕНИЕ ГОСУДАРСТВЕННОЙ
И КООПЕРАТИВНОЙ
ПРОМЫШЛЕННОСТЬЮ СССР
За годы сталинских пятилеток наша страна
превратилась в могучую индустриальную дер-
жаву. Социалистическая промышленность по-
своему техническому оснащению стала самой
передовой в мире. Нет таких машин, аппара-
тов и изделий, которые не могли бы быть
произведены на советских заводах и фабри-
ках. Советская промышленность развивалась
невиданно быстрыми темпами. Если в 1913 г.
валовая продукция всей промышленности
России в ценах 1926/1927 гг. составляла
16,2 млрд. руб., то в 1940 г. валовая продук-
ция промышленности СССР выросла до 138,5
млрд. руб., а в 1950 г. по первому послевоен-
ному пятилетнему плану она должна достиг-
нуть 205 млрд. руб.
Могучий подъем творческой инициативы
советского народа, величайший размах со-
циалистического соревнования обеспечили до-
срочное выполнение заданий послевоенного
пятилетнего плана.
К концу 1949 г. выпуск валовой продукции
промышленностью превзошел уровень, уста-
новленный пятилетним планом на 1950 г.
Пятилетним планом было предусмотрено, что
объём продукции всей промышленности СССР
в 1950 г. должен на 48 процентов превысить
производство 1940 года. В IV квартале 1949 г.
среднемесячный выпуск валовой продук-
ции промышленности превзошёл уровень
1940 года на 53 процента.
Социалистическая собственность в СССР
имеет две формы: государственная собствен-
ность (всенародное достояние) и коопера-
тивно-колхозная собственность(собственность
отдельных колхозов и кооперативных объеди-
нений). В соответствии с этим промышлен-
ность СССР делится на государственную про-
мышленность и кооперативную промышлен-
ность.
Государственная промышленность занимает
ведущее положение в промышленном произ-
водстве СССР. Уже в 1936 г. производствен-
ные фонды государственной промышленности
составляли 97,35% всех производственных
фондов советской промышленности, производ-
ственные фонды кооперативно-колхозной про-
мышленности всего 2,6% и только 0,05% про-
изводственных фондов приходилось на долю
некооперированных кустарей.
Государственная промышленность СССР
по подчиненности разделяется на промышлен-
ность союзного подчинения, республикан-
ского подчинения и местного (областного, го-
родского, районного) подчинения.
Государственная промышленность союз-
ного и республиканского подчинения. По
Конституции СССР управление промышлен-
ными учреждениями и предприятиями обще-
союзного значения подлежит ведению СССР
в лице его высших органов государственной
власти и органов государственного управле-
ния. В соответствии с этим непосредственное
управление промышленностью общесоюзного
значения осуществляет Совет Министров
СССР через систему общесоюзных и союзно-
республиканских промышленных министерств,
26
ОСНОВЫ СОЦИАЛИСТИЧЕСКОЙ ОРГАНИЗАЦИИ ПРЕДПРИЯТИЯ
[РАЗД. V
объединяющих предприятия соответствующих
отраслей промышленности.
Общесоюзные промышленные министерства
руководят порученными им отраслями про-
мышленности (уголь, нефть, металлургия,
химия, электростанции, машиностроение,
строительная промышленность, оборонная
промышленность) на всей территории СССР.
Эти отрасли промышленности являются ста-
новым хребтом социалистического строитель-
ства, поэтому управление ими наиболее цен-
трализовано. В настоящее время имеется 19
общесоюзных промышленных министерств —
авиационной промышленности, автомобильной
и тракторной промышленности, вооружения,
машиностроения и приборостроения, металлур-
гической промышленности, нефтяной промыш-
ленности, промышленности средств связи,
сельскохозяйственного машиностроения, стан-
костроения, строительного и дорожного маши-
ностроения, строительства предприятий маши-
ностроения, строительства предприятий тяже-
лой индустрии, судостроительной промыш-
ленности, транспортного машиностроения,
тяжелого машиностроения, угольной промыш-
ленности, химической промышленности, элек-
тропромышленности, электростанций.
Союзно-республиканские промышленные
министерства руководят порученными им от-
раслями промышленности через одноименные
министерства союзных республик и управляют
непосредственно лишь определенным ограни-
ченным числом предприятий. Создание
союзно-республиканских министерств обеспе-
чивает сочетание централизованного руко-
водства данной отраслью с наилучшим учё-
том особенностей, более полным использова-
нием местных ресурсов и удовлетворением
потребностей союзных республик. В настоя-
щее время имеется шесть союзно-республикан-
ских промышленных министерств — легкой
промышленности, лесной и бумажной промыш-
ленности, мясной и молочной промышленности,
пищевой промышленности, промышленности
строительных материалов и рыбной промыш-
ленности.
Для руководства промышленностью рес-
публиканского подчинения созданы республи-
канские промышленные министерства (мест-
ной промышленности, местной топливной
промышленности и др.), подчиняющиеся не-
посредственно советам министров союзных
республик.
Кроме того, значительное количество про-
мышленных предприятий имеется в системе
ряда непромышленных министерств. Напри-
мер, Министерству здравоохранения СССР
передано руководство медицинской промыш-
ленностью, разветвленную сеть промышлен-
ных предприятий имеют министерства путей
сообщения, сельского хозяйства, заготовок и
др. Управление этими предприятиями строится
на основе тех же принципов, что и управление
предприятиями в системе промышленных
министерств.
Промышленные министерства. Во главе
министерств стоят министры, назначаемые
Верховным Советом СССР по представлению
Председателя Совета Министров СССР. Ми-
нистры руководят в порядке единоначалия
подчиненной министерству отраслью хозяй-
ства, издают в пределах компетенции соот-
ветствующих- министерств приказы и инструк-
ции на основании и во исполнение действую-
щих законов, а также постановлений и рас-
поряжений Совета Министров СССР и про-
веряют их исполнение.
Единоначалие в руководстве министер-
ством не исключает, а предполагает привлече-
ние к обсуждению основных вопросов работы
министерства широкого круга низовых работ-
ников в целях наилучшего использования пе-
редового опыта. В практике работы советских
промышленных министерств большое распро-
странение получили хозяйственные активы и
совещания руководящих работников мини-
стерства с директорами заводов, начальниками
цехов, мастерами и лучшими стахановцами,
на которых заслушиваются и обсуждаются
доклады о важнейших решениях партии и
правительства, а также на основе развёрты-
вания критики и самокритики обсуждаются
вопросы производственно-хозяйственной дея-
тельности министерств.
Проведение таких активов и совещаний
является одним из проявлений советского
демократизма, участия трудящихся масс
в управлении социалистическим хозяйством.
В министерствах образуются коллегии
в составе министра (председатель), его заме-
стителей и руководящих работников мини-
стерства.
Коллегии на своих регулярно проводимых
заседаниях рассматривают вопросы практи-
ческого руководства, проверки исполнения,
подбора кадров, важнейшие приказы и ин-
струкции министерства, заслушивают отчеты
руководящих работников министерства и под-
чиненных ему. организаций и предприятий.
На коллегиях часто заслушиваются доклады
новаторов производства, опыт которых пере-
носится на все предприятия министерства.
Коллегиальное обсуждение важнейших во-
просов работы министерства позволяет более
полно и глубоко изучить эти вопросы, разви-
вает творческую инициативу работников, обес-
печивает высокое качество принимаемых ре-
шений. Решения коллегии проводятся в жизнь
приказами министра. В промышленных мини-
стерствах при министрах образуются научно-
технические советы для обсуждения и ре-
шения важнейших технических вопросов.
Главные производственные управления
министерств. В резолюции XVII съезда
партии по организационным вопросам гово-
рится:
„Основными органами наркоматов считать
главные производственные или производ-
ственно-территориальные управления, отве-
чающие за данный участок работы в целом,
имеющие права и обязанности по всем без
исключения вопросам руководства подчинен-
ными им организациями, ограничив в правах
остающиеся функциональные секторы и за-
претив им руководить низовыми звеньями
через головы главных управлений." *
Для осуществления руководства всеми
сторонами хозяйственной деятельности хоз-
расчётных предприятий главным производ-
ственным управлениям предоставлен ряд хоз-
расчетных прав: организация материально-
* ВКП (б) в резолюциях и решениях съездов, кон-
ференций и пленумов ЦК, ч. II, изд. 6-е, 1941, стр. 586.
ГЛ. I] УПРАВЛЕНИЕ ГОСУДАРСТВЕННОЙ И КООПЕРАТИВНОЙ ПРОМЫШЛЕННОСТЬЮ СССР
27
технического снабжения предприятий и сбыта
готовой продукции на основе хозяйственного
расчета, право перераспределять оборотные
средства подведомственных предприятий и
размер отчислений от прибылей в соответ-
ствии с установленной производственной про-
граммой и результатами их хозяйственной
деятельности. Основными отделами главков
являются производственно-распорядительные
отделы со штатом высококвалифицированных
инженеров-диспетчеров, осуществляющих опе-
ративное руководство и повседневный кон-
троль за работой подчиненных главку пред-
приятий.
Помимо главных производственных упра-
влений в составе промышленных министерств
образуются функциональные отделы (или
управления), занимающиеся разработкой и
подготовкой вопросов по заданиям министра
и его заместителей, проверкой исполнения и
контролем за работой предприятий. Важней-
шие из этих отделов (управлений): плано-
вый, технический, руководящих кадров, ра-
бочих кадров, труда и зарплаты, учебных за-
ведений, оборудования, транспортный, глав-
ного механика, финансовый, главная бухгал-
терия и т. д. Функциональные отделы и
управления министерств не могут давать пред-
приятиям непосредственных распоряжений
помимо главных производственных управле-
ний. Организационная структура различных
промышленных министерств имеет свои спе-
цифические особенности.
Особое место в министерствах занимают
главные управления капитального строитель-
ства, материально-технического снабжения,
сбыта, энергетики, рабочего снабжения.
С одной стороны, это функциональные органы
министерства (по отношению к предприятиям,
подчиненным главным производственным
управлениям или непосредственно министру),
а с другой • стороны — распорядительные ор-
ганы (по отношению к предприятиям и орга-
низациям, находящимся в непосредственном
подчинении этих управлений). Например,
главное управление капитального строитель-
ства не может давать непосредственных ука-
заний и распоряжений предприятиям основной
деятельности министерства, по отношению
к которым оно является функциональным
органом; но в то же время в подчинении
главного управления капитального строитель-
ства находится ряд строительных организаций
и предприятий, которыми оно руководит на
основе тех же прав, которыми располагают
главные производственные управления по от-
ношению к подчиненным им предприятиям.
Министерство, как высшее звено управле-
ния социалистической промышленностью, осу-
ществляет руководство промышленными пред-
приятиями или непосредственно, или через
промежуточные звенья — тресты, комбинаты,
объединения.
На XVII съезде партии задача сокращения
звеньев в управлении промышленностью
была поставлена особенно остро. В резолю-
ции, принятой съездом по организационным
вопросам, говорится:
„Обязать руководителей советско-хозяй-
ственных органов обеспечить на деле кон-
кретное руководство каждым нижестоящим
органом или предприятием в отдельности,
исправляя их недостатки оперативными ме-
рами в процессе работы, и сократить сеть
промежуточных звеньев (объединений, тре-
стов и т. п.), расширив непосредственную
связь наркоматов с крупнейшими предприя-
тиями." *
После XVII съезда партии была проде-
лана огромная работа по перестройке и со-
кращению аппарата управления. Вместо ранее
существовавшей четырёхзвенной системы
управления, (наркомат—объединение—трест—
предприятие) в настоящее время в совет-
ской промышленности вообще, а в машино-
строении особенно, преобладает двухзвенная
система управления — предприятие подчинено
непосредственно министерству. Этим дости-
гается оперативность руководства, приближе-
ние руководителей министерств к предприя-
тиям.
Но в ряде отраслей промышленности по
технико-экономическим соображениям (объ-
единение электростанций в энергосистему,
комбинирование предприятий с целью луч-
шего использования сырья или отходов про-
изводства) или по соображениям удобства
управления, обеспечения конкретности руко-
водства (в отраслях с большим количеством
предприятий) сохранены промежуточные
звенья. Например, союзно-республиканское
Министерство пищевой промышленности на-
считывает несколькотысяч предприятий. Упра-
вление таким числом предприятий непосред-
ственно министерством привело бы к воз»
рождению формально-бюрократических мето-
дов руководства „вообще". Руководитель
должен знать состояние дел на каждом пред-
приятии, хорошо знать людей и их работу,
помогать им устранять недостатки и выявлять
неиспользованные резервы. Опыт показывает,
что эта задача выполнима лишь тогда, когда
в подчинении у руководителя не больше 10—
20 производственных единиц. Поэтому в пи-
щевой промышленности между министерством
и предприятием созданы промежуточные
звенья в виде трестов, которые объединяют
однородные предприятия, расположенные
в одном территориальном районе.
В металлургической и текстильной про-
мышленности созданы комбинаты, объеди-
няющие предприятия на базе единства техноло-
гического процесса, общности основного
сырья или использования отходов произ-
водства (металлургические комбинаты, мелан-
жевые комбинаты). В угольной промышлен-
ности существует по два промежуточных
звена — шахты объединяются трестами,
тресты — комбинатами, а комбинаты подчи-
нены непосредственно министру.
По два промежуточных звена существует
в нефтедобывающей промышленности (пред-
приятие — трест —объединение — министер-
ство).
Партия и правительство, выполняя указа-
ние великого Ленина о неустанной борьбе за
чистоту и большевистскую партийность совет-
ского государственного аппарата, провели
огромную работу по улучшению и удешевле-
нию аппарата управления промышленностью,
сокращению административно-управленческих
* ВКП (б) в резолюциях и решениях съездов, конфе-
ренций и пленумов ЦК, ч. II, изд. 6-е, 1941, стр. 586.
28
ОСНОВЫ СОЦИАЛИСТИЧЕСКОЙ ОРГАНИЗАЦИИ ПРЕДПРИЯТИЯ
[РАЗД. V
расходов, приближению руководства к пред-
приятиям, ликвидации ненужных звеньев
управления, порождающих бумажно-бюрокра-
тические методы руководства. Но задачи
улучшения и удешевления аппарата, сокра-
щения административно-управленческих рас-
ходов, приближения руководства к предприя-
тиям, ликвидации ненужных звеньев упра-
вления, порождающих бумажно-бюрократи-
ческие методы руководства, — эти задачи
являются актуальными и в настоящее время.
Местная государственная промышлен-
ность. Продукция местной государственной
промышленности в общем объёме промыш-
ленной продукции СССР составляет сравни-
тельно небольшой процент, но она имеет
весьма большое значение для обеспечения
населения предметами массового потребления
и строительными материалами на базе ис-
пользования местных сырьевых и топливных
ресурсов. Партия всегда уделяла и уделяет
большое внимание развитию местной про-
мышленности. На XVII съезде партии
товарищ Сталин поставил задачу „Развязать
местную советскую промышленность, дать ей
возможность проявить инициативу в деле
производства товаров ширпотреба и оказать
ей возможную помощь сырьём и средствами."*
Такая помощь местной промышленности
была оказана. В 1934 г. были созданы ре-
спубликанские наркоматы местной про-
мышленности, а в 1939 г. -- местной.топлив-
ной промышленности, объединившие все
предприятия местного значения. В целях
быстрейшего развёртывания местной про-
мышленности, всемерного увеличения произ-
водства товаров массового потребления и
улучшения обслуживания населения ремонт-
ными работами, местной государственной
промышленности был предоставлен ряд льгот.
Так, согласно постановлению СНК СССР и
ЦК ВКП(б) от 7 января 1941 г. прибыли мест-
ной, районной и городской промышленности
остаются в распоряжении исполкомов мест-
ных Советов депутатов трудящихся и напра-
вляются на дальнейшее развитие местной
промышленности; разрешена выдача кре-
дита предприятиям местной промышленности
и т. д. Для ликвидации нерациональных пере-
возок и стимулирования развития местной
промышленности местным Советам депутатов
трудящихся предоставлено право по собствен-
ному усмотрению устанавливать планы про-
изводства и распределения значительной
части изделий, вырабатываемых из местного
сырья.
XVIII съезд партии поставил задачу уве-
личить выпуск продукции местной промышлен-
ности за третью Сталинскую пятилетку не
менее чем в два раза. Несмотря на огромный
ущерб, нанесённый местной промышленности
в годы Великой Отечественной войны во
временно оккупированных врагом районах,
в послевоенный период благодаря огромному
вниманию к этому вопросу Коммунистической
партии и Советского правительства местная
промышленность была быстро восстановлена.
Послевоенный пятилетний план предусматри-
вал увеличение объёма выпускаемой местной
* И. В. С т а л и н, Вопросы ленинизма, изд. 11-е,
стр. 445.
промышленностью продукции на 80% по
сравнению с уровнем 1940 г. Успешное выпол-
нение послевоенного пятилетнего плана госу-
дарственной местной промышленностью харак-
теризуется следующими данными: план на
1946 г. министерствами местной и местной
топливной промышленности союзных респуб-
лик был выполнен на 102%, план 1947 г.— на
111%, план 1948 г. —на 105%, план 1949г.—
на 1€б°/0. Уже в 1948 г. валовая продукция
местной промышленности намного превысила
довоенный уровень.
Руководство местной государственной
промышленностью осуществляют республи-
канские министерства местной и местной
топливной промышленности и исполнитель-
ные комитеты Советов депутатов трудящихся.
Управление местной промышленностью осно-
вано на сочетании централизованного госу-
дарственного руководства со стороны респу-
бликанских министерств местной промышлен-
ности и широкой творческой инициативы со
стороны местных органов государственной
власти.
Министерства местной промышленности
союзных республик объединяют промышлен-
ные предприятия республиканского подчине-
ния, областного подчинения и- районного
подчинения. Наибольший удельный вес в мест-
ной промышленности имеют предприятия
районного подчинения: в 1948 г. из общего
объёма валовой продукции Министерства
местной промышленности РСФСР 6О°/о про-
дукции давали предприятия районного под-
чинения, 30% —предприятия областного под-
чинения и только 10% —предприятия респу-
бликанского подчинения.
Руководство предприятиями республи-
канского подчинения министерства местной
промышленности осуществляют непосред-
ственно или через республиканские тресты.
Например, в Министерстве местной про-
мышленности РСФСР созданы республикан-
ские тресты: школьных письменных принад^
лежностей, весоизмерительной промышлен-
ности, „Русские самоцветы" и др. Для опе-
ративного руководства предприятиями
районного и областного подчинения в Мини-
стерстве местной промышленности РСФСР
созданы в последнее время территориальные
управления, которые разрабатывают перспек-
тивные годовые и квартальные планы, в со-
ответствии с утвержденными планами уста-
навливают подведомственным министерствам
местной промышленности автономных респу-
блик и областным (краевым, городским) отде-
лам местной промышленности лимиты по
производству, труду, снижению себестои-
мости, капитальному строительству, снабже-
нию и сбыту, руководят рабэтой по органи-
зации новых производств, внедрению новой
техники и механизации труда, осуществляют
контроль за использованием производствен-
ных мощностей и внедрением прогрессивных
норм расходования сырья, материалов, то-
плива и электроэнергии, организуют обмен
опытом между предприятиями, выявляют по-
требность в фондируемых и планируемых
материалах и осуществляют контроль за пра-
вильностью их расходования, за выполнением
производственной программы, организацией
труда и т. д.
ГЛ. I]
УПРАВЛЕНИЕ ГОСУДАРСТВЕННОЙ И КООПЕРАТИВНОЙ ПРОМЫШЛЕННОСТЬЮ СССР
29
Областной (краевой) отдел местной про-
мышленности управляет непосредственно
предприятиями областного подчинения и че-
рез райпромкомбинаты руководит районной
промышленностью. Отдел подчиняется как ис-
полкому областного (краевого) Совета депута-
тов трудящихся, так и республиканскому
министерству местной промышленности. За-
ведующий отделом назначается исполкомом
областного (краевого) Совета депутатов тру-
дящихся, утверждается министром местной
промышленности и осуществляет руковод-
ство местной промышленностью области
(края) на основе единоначалия.
Основной организационной формой упра-
вления промышленностью районного подчи-
нения является райпромкомбинат, объединяю-
щий всю промышленность, подчинённую
районному Совету депутатов трудящихся —
производство товаров ширпотреба, ремонтные
мастерские, производство местных стройма-
териалов, переработка рыбы, фруктов и т. п.
Райпромкомбинат действует на началах хо-
зяйственного расчёта. С утверждения испол-
кома районного Совета депутатов трудящихся
могут быть переведены на хозяйственный
расчёт и отдельные производственные еди-
ницы, вхоцящие в состав промкомбината.
Райпромкомбинат подчиняется как исполкому
районного Совета депутатов трудящихся, так
и областному отделу местной промышлен-
ности. По типовым штатам численность упра-
вленческого аппарата райпромкомбинатов
устанавливается в пределах от 4 до 13 работ-
ников в зависимости от масштабов производ-
ственной деятельности комбината. За первую
послевоенную пятилетку количество рай-
промкомбинатов значительно увеличилось —
только по Министерству местной промыш-
ленности РСФСР учисло их возросло с 1500
(на 1 января 1941 г.) до 2500 (на 1 января
1950 г.).
В Москве и некоторых других крупных
городах республиканского подчинения, имею-
щих развитую и разнообразную местную про-
мышленность, вместо райпромкомбинатов со-
зданы районные тресты местной промышлен-
ности.
Наиболее крупные предприятия объединены
в городских трестах (Мосгорместпром, Мос-
гордревпром, Мосгортекстильпром, Мосгор-
кожобувпром и др.). Помимо городских и
районных трестов местной промышленности
в Москве с целью лучшего обслуживания
бытовых н^жд многомиллионного населения
столицы созданы районные комбинаты быто-
вого обслуживания; районные тресты местной
промышленности и районные комбинаты быто-
вого обслуживания подчинены исполнительным
комитетам районных Советов депутатов тру-
дящихся и отделу местной промышленности
исполкома Московского городского совета —
райпромтресты непосредственно, а районные
комбинаты бытового обслуживания — через
городское Управление предприятиями быто-
вого обслуживания.
Перед местной промышленностью стоят
большие задачи. Она должна обеспечить вы-
пуск товаров массового потребления отлич-
ного качества, добиваясь, чтобы себестоимость
их была не выше, чем на предприятиях
союзно-республиканского подчинения.
Кооперативная промышленность. Коопе-
ративная промышленность даёт значительный
процент общего объема производства това-
ров массового потребления и продовольствия.
В 1937 году, например, валовая продукция
кооперативной промышленности (в ценах
1932 г.) составила более 13 млрд. руб.
Предприятия кооперативной промышлен-
ности представляют собой кооперативно-кол-
хозную форму социалистической собствен-
ности, что определяет и организационные
формы управления ею. Если в государствен-
ной промышленности директор предприятия
назначается органами государственного упра-
вления, то в кооперативной промышленности
руководители избираются и подотчётны перед
членами артелей и союзов.
Управление кооперативной промышлен-
ности имеет некоторые специфические осо-
бенности в разных видах кооперации.
Промысловая кооперация. Первое место
по промышленной продукции принадлежит про-
мысловой кооперации, дающей более 3/4 всей
продукции кооперативной промышленности.
В настоящее время существует смешанная
форма управления промысловой кооперацией.
Промысловые артели и союзы управляются
выборными правлениями, а вышестоящие
звенья — управления промкооперации при со-
ветах министров союзных республик и испол-
комах областных и краевых Советов депута-
тов трудящихся — создаются государствен-
ными органами.
До 1941 г. существовали выборные республи-
канские промсоветы, объединяемые Всеко-
промсоветом СССР и РСФСР, и выборные
республиканские специализированные союзы
лесопромысловой кооперации, объединяе-
мые Всекопромлессоюзом СССР и РСФСР.
В 1941 г. руководство промысловой коопе-
рацией было полностью возложено на Советы
Наролных Комиссаров союзных и автономных
республик и исполкомы областных (краевых)
Советов депутатов трудящихся. В последую-
щем для руководства и контроля за деятель-
ностью промысловой кооперации на терри-
тории РСФСР были созданы Управления про-
мысловой кооперации при Совете министров
РСФСР и Управления промкооперации при
областных (краевых) исполкомах Советов де-
путатов трудящихся и Советах Министров
автономных республик. Руководство лесопро-
мысловой кооперацией РСФСР осуществляет
Управление лесной, лесохимической и дере-
вообрабатывающей промышленности при Со-
вете Министров РСФСР. Руководство про-
мысловой кооперацией в других союзных рес-
публиках осуществляется управлениями пром-
кооперации при Советах Министров союзных
республик, за исключением Украинской- ССР,
где руководство промысловой и лесопромы-
словой кооперацией осуществляется выбор-
ными органами: Украинским советом промы-
словой кооперации и Украинским советом
лесопромысловой кооперации.
Управления промысловой кооперации при
Советах Министров союзных республик руко-
водят работой управлений промкооперации
при облисполкомах и исполкомах городов
республиканского подчинения и непосред-
ственно наиболее крупными промысловыми
союзами и артелями.
30
ОСНОВЫ СОЦИАЛИСТИЧЕСКОЙ ОРГАНИЗАЦИИ ПРЕДПРИЯТИЯ
[РАЗД. V
Основной производственной единицей про-
мысловой кооперации является кооператив-
ная производственная артель, имеющая свой
устав. Высшим органом управления артели
является общее собрание ее членов, которое
выбирает закрытым (тайным) голосованием
сроком на 2 года правление артели и реви-
зионную комиссию, утверждает сметы, отчёты
и планы деятельности артели, нормы выра-
ботки и т. д. Правление является исполнитель-
ным органом, оно заведует всеми делами артели
и ведёт оперативную производственную работу.
Артели объединяются в промысловые коопе-
ративные союзы. Высшим органом управления
промысловым союзом является собрание упол-
номоченных, избирающее для руководства те-
кущей хозяйственной деятельностью правле-
ние и ревизионную комиссию. Промысловые
союзы подчинены управлениям промысловой
кооперации при Советах Министров АССР и
областных (краевых) исполкомах или непо-
средственно управлениям промысловой коопе-
рации при Советах Министров союзных рес-
публик.
Кооперация инвалидов наряду с производ-
ством товаров массового потребления решает
еще одну важную государственную задачу —
трудовое устройство инвалидов и повышение
их материального и культурного уровня. Орга-
низационная структура кооперации инвали-
дов: артели инвалидов — областные (краевые)
коопинсоюзы—республиканские коопинсоюзы.
8 отличие от промысловой кооперации, все
органы управления в системе кооперации
инвалидов выборные.
Несколько тысяч мелких промышленных
предприятий, выпускающих продукцию мас-
сового потребления, имеется в системе по-
требительской кооперации.
Большое значение для дальнейшего раз-
вития кооперативной промышленности имело
постановление Совета Министров СССР от
9 ноября 1946 г. „О развертывании коопера-
тивной торговли в городах и поселках про-
довольствием и промышленными товарами и
об увеличении производства продовольствия
и товаров широкого потребления кооператив-
ными предприятиями". Этим постановлением
Совет Министров СССР обязывал все коопе-
ративные и местные советские органы повсе-
местно восстановить выборность правлений
и ревизионных комиссий потребительских
обществ, артелей промысловой кооперации,
кооперации инвалидов и их союзов. В целях
содействия дальнейшему развитию торговли
и производству товаров широкого потребле-
ния кооперативными организациями, а также
усиления государственного контроля за рабо-
той кооперативных организаций и строгого
соблюдения уставов потребительских обществ,
артелей и союзов промысловой кооперации и
кооперации инвалидов, этим же постановле-
нием создано Главное управление по делам
промысловой и потребительской кооперации
при Совете Министров СССР.
Партия и правительство оказывают повсе-
дневную помощь развитию кооперативной
промышленности. Только благодаря этой по-
мощи стало возможным такое быстрое разви-
тие кооперативной промышленности СССР.
Дальнейшее организационно-хозяйственное
укрепление кооперативной промышленности,
строгое соблюдение устава артелей и союзов,
решительная борьба с разбазариванием ко-
оперативной социалистической собственности
позволит значительно увеличить выпуск това-
ров массового потребления и улучшить об-
служивание трудящихся.
УПРАВЛЕНИЕ ГОСУДАРСТВЕННЫМИ
ПРОМЫШЛЕННЫМИ ПРЕДПРИЯТИЯМИ
Социалистическим промышленным пред-
приятием называется производственно-хозяй-
ственная единица социалистической промыш-
ленности, действующая на основе заданий
народнохозяйственного плана и характери-
зующаяся производственно-техническим един-
ством и административно-хозяйственной са-
мостоятельностью. Производственно-техни-
ческое единство обеспечивается наличием на
предприятии законченного производственного
процесса по производству определённого вида
продукции. Административно-хозяйственная
самостоятельность обеспечивается наделением
предприятия собственными основными и обо-
ротными средствами и предоставлением пред-
приятию права самостоятельно распоряжаться
вверенным ему имуществом в пределах плана
и советского законодательства.
Важнейшую роль в деле организационного
укрепления социалистических предприятий
сыграло постановление ЦК ВКП (б) от 5 де-
кабря 1929 г. ,0 реорганизации управления
промышленностью", которым установлено,
что „Предприятие является основным звеном
управления промышленностью. Поэтому тех-
ническое обслуживание предприятия, правиль-
ная организация снабжения, наиболее совер-
шенная организация труда внутри предприя-
тия, полное проведение единоначалия на про-
изводстве, создание наиболее благоприятных
условий для максимальной активности рабо-
чего коллектива и технического персонала
предприятия, подбор квалифицированной адми-
нистрации, необходимая степень самостоя-
тельности предприятия,—являются основой
дальнейшего улучшения системы управления
социалистической промышленностью".
В этом постановлении ЦК ВКП (б) указы-
вается,что перевод предприятий на хозяйствен-
ный расчёт вполне себя оправдал, так как хо-
зяйственный расчёт выявляет лицо предприя-
тия, способствует рационализации производ-
ства, правильной организации сбыта и снаб-
жения, рациональной постановке учёта дея-
тельности предприятия и ознакомлению масс
с этой деятельностью.
ЦК ВКП(б) признал необходимым в крат-
чайший срок перевести на хозяйственный
расчёт все без исключения предприятия го-
сударственной промышленности. Права про-
изводственных предприятий были значительно
расширены. В распоряжение предприятий
предоставляется определённая сумма средств,
которыми предприятие может распоряжаться
самостоятельно, при строжайшем соблюдении
производственной, финансовой и плановой
дисциплины и полной ответственности за вы-
полнение программы. Хозрасчетное предприя-
тие имеет свой устав, утверждаемый министер-
ством, расчётный счёт в соответствующем от-
делении Госбанка и самостоятельный баланс
ГЛ.1]
УПРАВЛЕНИЕ ГОСУДАРСТВЕННЫМИ ПРОМЫШЛЕННЫМИ ПРЕДПРИЯТИЯМИ
31
Директор предприятия. Полновластным
руководителем предприятия является дирек-
тор, назначаемый министром и осуществляю-
щий на основе единоначалия все права и
обязанности, вытекающие из задач предприя-
тия. Директор распоряжается всеми сред-
ствами и имуществом предприятия (в преде-
лах государственного плана и советского за-
конодательства), проводит повседневный кон-
троль и проверку исполнения, руководит под-
бором кадров и несёт ответственность за вы-
полнение плана, соблюдение финансо.вой,
договорной и трудовой дисциплины, охрану
социалистической собственности и хозяй-
ственное ведение дела.
Для обеспечения конкретного и опера-
тивного руководства предприятием и беспе-
ребойного обслуживания производственного
процесса в распоряжении директора имеется
несколько заместителей и специальный аппа-
рат — заводоуправление. Организационная
структура заводоуправления зависит от ха-
рактера и размеров производства и подчинена
основной задаче — обеспечить выполнение
'л перевыполнение государственного плана
по всем количественным и качественным по-
казателям.
Не существует (да и не может существо-
вать) единой типовой схемы управления всеми
предприятиями. Специфические условия про-
изводства вызывают необходимость устано-
вления в каждом отдельном случае такой орга-
низационной структуры, которая наиболее
целесообразна с учётом особенностей деятель-
ности данного предприятия; поэтому среди
целого ряда задач, возлагаемых на директора
предприятия, в уставе предприятия записана и
задача установления рациональной системы
управления производством. Тем не менее
принципы построения аппарата и основные
органы управления на большинстве пред-
приятий одинаковы.
В настоящее время промышленные пред-
приятия имеют сложившуюся организацион-
ную структуру, проверенную на многолетнем
опыте социалистического строительства.
Рассмотрим для примера организацию
управления на машиностроительном заводе.
Руководителями производства на промыш-
ленном предприятии являются: мастер — пол-
новластный руководитель участка, начальник
цеха — полновластный руководитель цеха и
директор предприятия — полновластный руко-
водитель предприятия. Они обладают всеми
правами, необходимыми для осуществления
руководства на основе единоначалия своим
участком работы, и несут за него личную от-
ветственность.
Непосредственно директору подчинены
следующие основные отделы заводоупра-
вления.
1. Плановый отдел — разрабатывает пер-
спективные и текущие техпромфинпланы по
цехам и по заводу, осуществляет контроль за
их выполнением, организует внутризаводский
хозрасчёт, производит анализ производ-
ственно-хозяйственной деятельности цехов и
завода в целом.
2. Отдел труда и зарплаты — разрабаты-
вает мероприятия по повышению произво-
дительности труда, организует работу по тех-
ническому нормированию и внедрению пере-
довых систем зарплаты, производит анализ
выполнения плана по труду, занимается во-
просами тарификации, организации труда и
социалистического соревнования.
3. Отдел технического контроля — осу-
ществляет постоянный контроль за выпуском
доброкачественной и комплектной продукции,
выявляет причины брака и разрабатывает
мероприятия по их устранению и предупре-
ждению.
4. Отдел капитального строительства —
организует производство капитальных ра-
бот хозяйственным способом, выступает как
заказчик и обеспечивает контроль за выпол-
нением строительных работ подрядным спо-
собом.
5. Главная бухгалтерия — ведёт бухгалтер-
ский учёт и осуществляет контроль за рас-
ходованием средств и соблюдением финан-
совой дисциплины, составляет отчёты и ба-
лансы.
На многих предприятиях, учитывая огром-
ное значение финансовой работы, непосред-
ственно директору подчинены и финансовые
отделы.
Директор является доверенным лицом Со-
ветского государства, организатором коллек-
тива рабочих, инженерно-технических работ-
ников и служащих предприятия на борьбу за
выполнение и перевыполнение государствен-
ных заданий; поэтому он должен обеспечить
государственный подход при решении всех
хозяйственных задач, обеспечить соблюдение
строжайшего режима экономии.
В целях усиления инициативы и ответ-
ственности директора за выполнение произ-
водственной программы, снижение себестоимо-
сти и выполнение плана прибылей в государ-
ственных промышленных предприятиях обра-
зуется фонд директора.
Средства из этого фонда расходуются ди-
ректором на расширение производства, строи-
тельство и ремонт жилищного фонда предприя-
тий E0%) и на улучшение культурно-бытового
обслуживания и премирование работников
предприятий E0%).
С 1948 г. отчисления в директорский фонд
производятся в следующих размерах: а) в боль-
шинстве отраслей тяжёлой промышленности
и в текстильной промышленности—-2% от
плановой прибыли или экономии ог снижения
себестоимости и 30% от сверхплановой при-
были или экономии от сверхпланового сниже-
ния себестоимости;
в) в большинстве отраслей лёгкой про-
мышленности, в местной промышленности
и большинстве промышленных предприятий
непромышленных министерств — 1% от пла-
новых и 15% от сверхплановых прибылей или
экономии от сверхпланового снижения себе-
стоимости;
г) в металлургической, угольной, нефтяной,
торфяной, горнорудной, горнохимической,
азотно-туковой, суперфосфатной, цементной,
асбестовой и слюдяной промышленности в виде
исключения разрешено отчислять в фонд ди-
ректора 5Э/О от плановых и 45% от сверхпла-.
новых прибылей или экономии от сверхплано-
вого снижения себестоимости.
Общая годовая сумма отчислений в фонд
директора не должна превышать 5% годового
фонда заработной платы промышленного
32
ОСНОВЫ СОЦИАЛИСТИЧЕСКОЙ ОРГАНИЗАЦИИ ПРЕДПРИЯТИЯ
(РАЗД. V
производственного персонала с пересчётом на
фактический объём выпуска товарной про-
дукции.
Главный инженер предприятия. Первым
заместитетем директора является главный
инженер, также назначаемый министром и от-
вечающий за работу предприятия наравне с
директором. Главный инженер руководит про-
изводственяо-технической стороной работы
предприятия, для чего ему непосредственно
подчинён ряд отделов и бюро. Важнейшие
из них:
1. Конструкторский отдел — разрабаты-
вает конструкции новых изделий, занимается
усовершенствованием выпускаемой продукции,
осуществляет контроль за освоением новых
производств.
2. Технологический отдел — руководит
разработкой технологических процессов по
основному производству на основе последних
научных достижений, внедрением поточных
методов производства и осуществляет кон-
троль за соблюдением технологической дисци-
плины в цехах.
3. Инструментальный отдел — отвечает
за своевременное обеспечение цехоз комплект-
ным и доброкачественным инструментом, осу-
ществляет контроль за правильной эксплоа-
тацией инструментов.
4. Отдел главного механика — обеспечи-
вает бесперебойную работу всего оборудова-
ния, производит капитальный и текущий ре-
монт оборудования и монтаж вновь поступа-
ющего оборудования.
5. Отдел главного энергетика — обеспе-
чивает бесперебойное снабжение предприятия
всеми видами энергии, руководит эксплоата-
цией электрических устройств.
На крупных предприятиях главный инженер
имеет заместителя по производству — началь-
ника производства, в ведении которого
находится производственно-диспетчерский
отдел (разрабатывает оперативно-календар-
ные производственные планы и осуще-
ствляет диспетчерское регулирование произ-
водства).
Заместители и помощники директора.
Кроме главного инженера директор имеет ещё
нескольких заместителей, ведающих обслу-
живанием основного производства и подсоб-
ными предприятиями. На всех предприятиях
есть заместители директора по мате-
риально-хозяйственным вопросам. В их ве-
дении находятся отделы снабжения, сбыта,
транспортный, административно-хозяйствен-
ный и др.
На тех предприятиях, где существуют от-
делы рабочего снабжения, есть заместители
директора по рабочему снабжению, ведаю-
щие подсобным хозяйством, торговой сетью
предприятия и сетью общественного питания.
ОРСы имеют самостоятельный баланс и свой
расчётный счёт в Госбанке.
На предприятиях с большим объёмом ка-
питальных работ есть заместители дирек-
тора по капитальному строительству, ко-
торым подчинены отделы капитального строи-
тельства.
Заместители директора являются едино-
начальниками по осуществлению руководства
-своей отраслью хозяйства и административно
подчинены директору предприятия.
Кроме указанныs заместителей директора
на многих предприятиях имеются помощники
директора по кадрами быту, работающие под
непосредственным руководством директора.
Работа по подбору, выращиванию и материаль-
ному обеспечению кадров предприятия имеет
исключительную важность, и директор дол-
жен решать эти вопросы лично, не передове-
ряя их своим заместителям.
Управление цехом промышленного пред-
приятия. Основным производственным звеном
внутри промышленного предприятия является
цех — самостоятельная внутризаводская еди-
ница, действующая на началах хозяйственного
расчёта.
Начальник цеха как полновластный руко-
водитель цеха отвечает за все стороны его
работы и подчинён директору завода (через
главного инженера). Отделы заводоуправле-
ния не могут давать непосредственных распо-
ряжений начальнику цеха.
В распоряжении начальника цеха имеется
несколько бюрэ, важнейшими из которых
являются технологическое и планово-диспет-
черское.
Цеховые бюро технического контроля в це-
лях усиления ответственности за качество
выпускаемой продукции подчинены не началь-
нику цеха, а отделу технического контроля
завода, который в свою * очередь подчинён
директору завода.
Цех разбивается на участки, возглавляе-
мые старшими мастерами. Раньше участки
на машиностроительных заводах обычно орга-
низовывались по принципу объединения одно-
типного оборудования, — например, участок
токарных станков, участок фрезерных станков,
участок шлифовальных станков и т. д. Орга-
низация участков по такому принципу, хотя
и имеет свои достоинства, значительно увели-
чивает длительность производственного цикла,
затрудняет перевод производства на поток,
сдерживает творческую инициативу рабочих
и мастеров.
Стахановское движение, овладение рабо-
чими несколькими профессиями, внедрение
поточных методов производства потребовала
перестройки участков. На многих предприя-
тиях, особенно там, где внедряется поточное
производство, сейчас участки организуют по
принципу специализации по выпуску какой-
либо продукции. Например, на участке знат-
ного мастера завода „Калибр" Николая Рос-
сийского изготовляются микрометры, начиная
от первичной обработки заготовок до упаковки
проверенных и принятых ОТК готовых микро-
метров.
Участок полностью перешёл на поточное
производство; оборудование размещено по
ходу технологического процесса. Это даёт
огромный экономический эффект — во много
раз сократилась длительность производствен-
ного цикла, повысилась производительность
труда, все рабочие участка овладели несколь-
кими профессиями.
При такой организации производства зна-
чительно повышается ответственность мастера
за выпуск готовой продукции, имеется воз-
можность сократить количество участков за
счёт их укрупнения.
За последние годы по указанию партии и
правительства проведена огромная работа по
ГЛ. Т]
УПРАВЛЕНИЕ ГОСУДАРСТВЕННЫМИ ПРОМЫШЛЕННЫМИ ПРЕДПРИЯТИЯМИ
33
упорядочению и удешевлению аппарата упра-
вления промышленностью. Но на многих пред-
приятиях всё ещё имеются ненужные струк-
турные подразделения и раздутые штаты.
Это особенно относится к цеховому аппарату.
Если учесть, что на многих машиностроитель-
ных заводах штат административно-техниче-
ского персонала цехов составляет 15—25%
к численности производственных рабочих, то
станет ясным, насколько важно упростить
аппарат управления цехами. Большую роль
в решении этой задачи призван сыграть вну-
тризаводский хозяйственный расчёт, заста-
вляющий руководителей предприятий и цехов
вплотную заниматься вопросами удешевле-
ния содержания административно-управленче-
ского аппарата.
Товарищ Сталин учит, что для снижения
себестоимости промышленной продукции на-
ряду с коренным улучшением техники произ-
водства необходимы „... коренное улучше-
ние организации труда на предприятиях,
коренное улучшение и упрощение всего
хозяйственного аппарата, решительная
борьба с бюрократизмом хозяйственного аппа-
рата."*
До сих пор на некоторых машинострои-
тельных заводах структура управления цехом
очень сложна — от начальника цеха до ма-
стера существует три-четыре промежуточные
ступени (начальник смены, начальник отде-
ления, начальник пролёта и т. п). В некоторых
цехах созданы десятки всевозможных бюро.
Всё это приводит к чрезмерному разбуханию
административно-управленческого аппарата
цехов, ослабляет роль мастера на производстве,
затрудняет установление тесной связи руко-
водителей цеха непосредственно с рабочими
и мастерами.
На некоторых заводах создано большое ко-
личество . карликовых цехов с числом рабо-
чих всего в несколько десятков человек,
хотя это не вызывается технологическими
особенностями производства, причём струк-
тура управления мелкими цехами обычно ко-
пирует структуру крупных цехов
Всенародная борьба за снижение себестои-
мости и сверхплановые накопления в настоя-
щее время со всей силой .ставит задачу со-
кращения административно-управленческого
аппарата цехов за счёт укрупнения цехов и
участков, ликвидации лишних звеньев в упра-
влении и упрощения структуры цехового
аппарата. Опыт передовых предприятий по-
казывает, что в этом направлении можно до-
биться значительной экономии без ущерба
для производства. Вопросы удешевления и
улучшения организационной структуры упра-
вления производством всегда должны быть
в поле зрения хозяйственных руководи-
телей.
Цех — основное производственное .звено
предприятия. Здесь обеспечивается успех вы-
полнения производственного плана; поэтому
партийные и хозяйственные руководители
предприятий обычно оказывают руководству
цехов систематическую помощь в мобилиза-
ции коллектива цехов на борьбу за выполне-
ние плана. Цеховые партийные организации
находятся в авангарде этой борьбы.
Роль мастера на производстве. Непо-
средственным организатором производства
является мастер. Партия и правительство не-
однократно указывали на необходимость по-
вышения роли мастера на производстве.
СНК СССР и ЦК ВКП(б) в постановле-
нии от 27 мая 1940 г. „О повышении роли
мастера на заводах тяжёлого машинострое-
ния" признали неправильной недооценку важ-
ности роли мастера со стороны многих хозяй-
ственных руководителей и указали, что при-
нижение роли мастера идёт во вред интересам
социалистической промышленности и госу-
дарства. „Задачи правильного руководства
предприятиями социалистической промышлен-
ности, — говорится в этом постановлении, —
требуют решительного укрепления роли ма-
стера на производстве. Мастер должен обла-
дать всеми необходимыми правами для того,
чтобы успешно осуществлять свои обязан-
ности как непосредственный организатор
производства".*
По этому постановлению мастер как пол-
ноправный руководитель порученного ему
участка производства получил право распо-
ряжаться расстановкой рабочих и установлен-
ным для выполнения производственного зада-
ния фондом зарплаты, устанавливать тариф-
ные разряды рабочим в соответствии со
сданными пробами, поощрять передовых ра-
бочих и налагать дисциплинарные взыскания
на нарушителей трудовой дисциплины и дез-
организаторов производства, с утверждения
начальника цеха принимать и увольнять ра-
бочих.
Для поощрения рабочих за высокие произ-
водственные показатели в распоряжение ма-
стера выделяется премиальный фонд в раз-
мере до 2°/о от общего фонда зарплаты под-
чинённого ему штата (если нет перерасхода
фонда зарплаты).
В постановлении было также установлено,
что мастер подчиняется начальнику цеха или
старшему мастеру. Все распоряжения рабочим
должны передаваться только через мастера.
Назначение, перемещение и увольнение ма-
стеров должно производиться директорами
предприятий.
Одновременно с предоставлением широ-
ких прав мастерам на них были возложены и
большие обязанности. Мастер несёт ответ-
ственность за выполнение заданий по всем
показателям и за состояние трудовой дисци-
плины на своём участке, он должен обеспечить
правильную расстановку рабочих, своевре-
менно выдавать им наряды и оказывать не-
обходимую помощь, следить за обеспечением
рабочих инструментом, сырьем и материалами,
своевременно производить пересмотр норм
выработки и расценок, проверять соблюдение
рабочими технологической дисциплины и пра-
вил техники безопасности, предупреждать брак
и обеспечивать высокое качество выпускаемой
продукции, наблюдать за технически правиль-
ной эксплоатацией оборудования.
Постановление СНК СССР и ЦК ВКП(б)
сыграло огромную роль в деле улучшения упра-
вления производством. Оно развязало творче-
скую инициативу мастеров,способствовало вы-
движению из числа передовых высококвалифи-
* И. В. С т а л и н, Соч., т. 9, стр. 196.
3 Том 15
* Газета „Правда" от 28 мая 1940 г.
34
ОСНОВЫ СОЦИАЛИСТИЧЕСКОЙ ОРГАНИЗАЦИЙ ПРЕДПРИЯТИЯ
[РАЗД. V
цированных рабочих талантливых организато-
ров производства, являющихся подлинными
хозяевами на своём участке. Из числа лучших
мастеров выросла плеяда новаторов произ-
водства — лауреатов Сталинских премий.
Например, старший мастер завода „Ка-
либр" Николай Российский, полностью исполь-
зовав права мастера, добился увеличения вы-
пуска продукции в несколько раз при меньшем
числе рабочих. Н. Российский организовал
на участке чёткую работу по графику, свое-
временно доводил до каждого рабочего смен-
ное задание и проверял его выполнение,
организовал техническую учёбу рабочих, по-
могая им овладеть несколькими профессиями,
поддерживал творческую инициативу рабо-
чих, развернул на участке социалистическое
соревнование за досрочное выполнение плана.
В результате все рабочие на участке знат-
ного мастера стали изобретателями и рацио-
нализаторами, многие овладели двумя-тремя
профессиями. Участку Н. Российского пер-
вому на заводе было присвоено звание ста-
хановского.
Помощник мастера Краснохолмского ком-
бината Александр Чутких добился в своей
бригаде выпуска продукции только отличного
качества и явился инициатором всесоюзного
соревнования за отличное качество продук-
ции. Помощник мастера Трехгорной мануфак-
туры Владимир Ворошин первый развернул
социалистическое соревнование за высокую
культуру производства.
Больших успехов добился участок мастера
т. Гречишникова на заводе „Красный проле-
тарий". Встав на стахановскую вахту в честь
70-летия И. В. Сталина, коллектив участка
добился перевода на скоростные режимы ра-
боты всего оборудования. Вслед за участком
мастера т. Гречишникова на скоростные ме-
тоды обработки перешёл ряд других участков
завода.
С каждым днём ширится размах социали-
стического соревнования. Впереди этого дви-
жения идут мастера — непосредственные орга-
низаторы производства и вожаки коллективов
рабочих.
К сожалению, многие мастера ещё не
используют всех предоставленных им прав.
Борьба за неуклонное повышение роли ма-
стера на производстве является важнейшим
условием успешной работы предприятия. Сей-
час по примеру завода „Калибр" развёрты-
вается широкое движение за коллективные
стахановские предприятия. Например, кол-
лектив Второго подшипникового завода, вклю-
чившись в борьбу за коллективную стаханов-
скую работу, к концу 1949 года добился зна-
чительных успехов: из 22 производственных
участков 17 стали стахановскими. Чтобы до-
биться коллективной стахановской работы
всего завода, нужно добиться, чтобы все уча-
стки стали стахановскими. Успех дела ре-
шается в цехах, на производственных уча-
стках, в бригадах.
Партийные и профсоюзные организации
на промышленных предприятиях. Партий-
ные организации на предприятиях — вожаки и
воспитатели коллектива рабочих, инженерно-
технических работников и служащих. Они
сплачивают коллектив в единое целое и мо-
билизуют его на выполнение директив партии
и правительства. Партийные организации
являются душой всех проводимых на пред-
приятиях массово-политических мероприя-
тий.
XVIII съезд партии предоставил первичным
партийным организациям предприятий право
контроля над деятельностью администрации.
Осуществление этого права ещё выше под-
няло значение партийных организаций, укре-
пило их связь с массами и вместе с тем спо-
собствовало значительному улучшению всей
работы предприятий. Партийные организации
должны зорко стоять на страже государствен-
ных интересов, решительно выкорчёвывать
остатки местничества и бюрократизма, бо-
роться за укрепление авторитета руководите-
лей предприятия, оказывать им помощь в деле
выполнения поставленных перед ними задач, не
вмешиваясь в оперативное руководство пред-
приятиями, не подменяя администрацию.
Товарищ Сталин учит, что метод большевист-
ского руководства хозяйственными органами
состоит в том, чтобы „систематически помогать
этим органам, систематически укреплять их
и руководить хозяйством не помимо этих ор-
ганов, а через них."*
На многих предприятиях по инициативе
партийных организаций проводятся производ-
ственно-технические конференции, обществен-
ные смотры качества продукции и другие
мероприятия, способствующие поднятию по-
литической и производственной активности
коллектива предприятия.
Партийные организации заводов зорко
следят за всем новым, своевременно помогая
новаторам производства и организуя пере-
дачу их опыта всему коллективу. Так, пар-
тийные организации „Красного пролетария",
„Калибра" и др. умело сочетают партийно-
массовую работу с осуществлением действен-
ного контроля над деятельностью админи-
страции, чем обеспечили успехи своих пред-
приятий. Кропотливой и упорной работой они
вырастили на своих предприятиях известных
всему Союзу новаторов производства — ини-
циаторов новых форм социалистического со-
ревнования. Как правило, где хорошо по-
ставлена партийно-массовая работа, там
достигнуты и значительные хозяйственные
успехи.
Верными помощниками партийных органи-
заций на предприятиях являются комсомоль-
ские организации. На многих предприятиях
молодёжь составляет почти половину коллек-
тива, поэтому работа среди молодёжи, воспи-
тание из молодых рабочих высококвалифици-
рованных мастеров своего дела, активно уча-
ствующих в общественной и производствен-
ной жизни своего предприятия, является важ-
нейшей задачей партийных и комсомольских
организаций на предприятиях. Комсомольцы
были инициаторами многих мероприятий,
повышающих производительность труда. По
инициативе челябинского комсомольца — бри-
гадира комсомольско-молодёжной бригады
Агаркова развернулось широкое движение за
слияние бригад, высвободившее большое число
рабочих. Московская комсомолка, бригадир
* И. В. Сталин, О недостатках партийной работы
и мерах ликвидации троцкистских и иных двурушников»
Партиздат, 1937, стр. 32,
ГЛ I]
УПРАВЛЕНИЕ ГОСУДАРСТВЕННЫМИ ПРОМЫШЛЕННЫМИ ПРЕДПРИЯТИЯМИ
35
электролампового завода Хрисанова внесла
ряд усовершенствований в организацию труда
и явилась инициатором работы по часовому
графику.
Большую роль в жизни промышленных
предприятий играют профсоюзные организа-
ции. Советские профсоюзы являются школой
коммунизма, поэтому их основной задачей
является воспитательная работа в массах, мо-
билизация всех рабочих, инженерно-техниче-
ских работников и служащих предприятий
и учреждений на выполнение и перевыпол-
нение производственного плана и укрепление
трудовой дисциплины.
Устав профессиональных союзов СССР,
утвержденный X съездом профсоюзов A949 г.),
возлагает на профсоюзные организации сле-
дующие задачи:
1) организацию социалистического соревно-
вания рабочих и служащих за выполнение и
перевыполнение государственных планов по
всем показателям;
2) участие в планировании и регулирова-
нии заработной платы рабочих и служащих;
3) помощь рабочим и служащим в повы-
шении их производственной и деловой квали-
фикации, распространение опыта новаторов
производства и науки;
4) осуществление контроля над состоя-
нием охраны труда и техники безопасности
на предприятиях и в учреждениях;
5) управление делом государственного со-
циального страхования (выдача пособий ра-
бочим и служащим по временной нетрудо-
способности, организация медицинской по-
мощи, санаториев и домов отдыха, массовый
контроль над выполнением планов жилищного
и культурно-бытового строительства, за рабо-
той столовых, магазинов, коммунально-быто-
вых предприятий и городского транспорта);
6) помощь членам профсоюза в повышении
своего идейно-политического и общеобразо-
вательного уровня.
Профсоюзные организации от лица коллек-
тива рабочих и служащих заключают с ад-
министрацией предприятий коллективные до-
говоры, в которых указываются обязатель-
ства администрации и обязательства коллек-
тива рабочих и служащих. Возобновление
практики ежегодного заключения и проверки
коллективных договоров оказало большое
влияние на улучшение всей профсоюзной ра-
боты и значительно повысило роль профсоюз-
ных организаций в жизни промышленных
предприятий. Профсоюзные организации ра-
ботают под руководством партийных органи-
заций. Только правильное сочетание работы
администрации, партийной и профсоюзной
организаций обеспечит успешное выполнение
предприятиями поставленных перед ними
задач.
*
* *
В одной из своих последних работ —
в статье „Лучше меньше, да лучше', посвя-
щенной вопросам организации советского
государственного аппарата, В. И. Ленин писал:
„Мы должны свести наш госаппарат до
максимальной экономии. Мы должны изгнать
из него все следы излишеств,..." *
Задача улучшения и удешевления управлен-
ческого аппарата, поставленная В. И. Лениным,
всё время была и остаётся в центре внима-
ния Коммунистической партии и Советского
правительства. Партия и правительство тре-
буют от хозяйственных руководителей по-
вседневной борьбы за экономию и ликвида-
ции лишних звеньев в управлении, обеспечения
конкретного и оперативного руководства
предприятиями, беспощадной борьбы с остат-
ками бюрократизма и канцелярско-бюрокра-
тических методов руководства, укрепления
единоначалия, внедрения хозяйственного рас-
чёта в работу цехов, участков и бригад, укреп-
ления роли мастера на производстве, широкого
привлечения трудящихся масс к участию
в управление производством, поддержки цен-
ной инициативы и распространения передо-
вого опыта новаторов производства.
Чтобы руководить работой социалистиче-
ских промышленных предприятий со знанием
дела, нужно глубоко изучать экономику и ор-
ганизацию предприятия, в совершенстве вла-
деть большевистскими принципами и мето-
дами руководства социалистическим хозяй-
ством, разработанными гениальными создате-
лями и вождями первого в мире социалисти-
ческого государства — В. И. Лениным и
И. В. Сталиным.
В этом — важнейшее условие дальнейшего
подъёма социалистической промышлен-
ности.
* В. И. Л е н ин, Соч., т. 27, стр. 417.
ЛИТЕРАТУРА И ИСТОЧНИКИ
1. В. И. Л е н и н, «Научная" система выжимания пота,
Соч., изд. 4-е, т. 18.
2. В. И. Ленин, Система Тэйлора — порабощение
человека мащиной, Соч., изд. 4-е, т. 20.
3. В. И. Ленин, Государство и революция, Соч.,
изд. 4-е, т. 25.
4. В. И. Л е н и н, Как организовать соревнование, Соч.,
изд. 4-е, т. 26.
5. В. И. Ленин, Седьмой съезд РКП(б). Доклад
о войне и мире, Соч., изд. 4-е, т. 27.
6. В. И. Ленин, Первоначальный набросок стдтьи
.Очередные задачи советской власти", Соч., изд. 4-е,
т. 27.
7. В. И.Ленин, Набросок плана научно-технических
работ, Соч., изд. 4-е, т. 27.
S. В. И. Лени н, Очередные задачи советской власти,
изд. 4-е, т. 27.
9. В. И. Ленин, Великий почин (О героизме рабочих
в тылу. По поводу .коммунистических субботников"),
Соч. изд. 3-е, T.TtXlV.
10. В. И. Л е н и н, О государстве. Лекция в Свердлов-
ском университете, 11 июля 1919 г. Соч., изд. 3-е,
т. XXIV.
11. В. И. Л е н ин, Доклад о субботниках на Московской
общегородской конференции РКП(б) 20 декабря 1919 г.,
Соч., изд. 3-е, т. XXIV.
12. В. И Ленин, От разрушения векового уклада
к творчеству нового, Соч., изд. 3-е, т. XXV.
13. В. И. Ленин, От первого субботника на Московско-
Казанской железной дороге ко Всероссийскому суббот-
нику-маёвке, Соч., изд. 3-е, т. XXV.
14. В. И, Ленин, VIII Всероссийский съезд Советов,
Доклад о деятельности Совета Народных Комиссаров.
Соч., изд. 3-е, т. XXVI.
15. В.И.Ленин, Об едином хозяйственном плане.
Соч., изд. 3-е, т. XXVI.
16. В.И.Лени н, Лучше меньше, да лучше, Соч., изд.
3-е, т. XXVII.
17. И. В. С т а л и н, Письмо В. И. Ленину, Соч., т. у.
18. И. В. Сталин, XIII Съезд РКП(б). Организацион-
ный отчёт Центрального комитета. Соч., т. VI.
19. И. В. С т а л и н, К итогам работы XIV конференции
ВКП(б), Соч., т. 7.
20. И. В. С т а л и н, Вопросы и ответы, Речь в Сверд-
ловском университете 9 июня 1925 г., Соч., т. 7.
36
ОСНОВЫ И ЗАДАЧИ СОЦИАЛИСТИЧЕСКОЙ ОРГАНИЗАЦИИ ПРЕДПРИЯТИЯ
[РАЗД. V
21. И. В. Сталин, Октябрь, Ленин и перспективы
нашего развития, Соч., т. 7.
22. И. В. С т а л и н, Политический отчёт Центрального
Комитета XIV съезду ВКП(б), Соч., т. 7.
23. И. В. С т а л и н, О хозяйственном положении Совет-
ского Союза и политике партии, Соч., т. 8.
24. И. В. Сталин, Речь на XV Московской губпарт-
конференции, Соч., т. 9.
25. И. В. Сталин, Речь на собрании рабочих Сталин-
ских ж-д. мастерских Октябрьской дороги, Соч., т. 9.
26. И. В. Стали н, Речь на V Всесоюзной конференции
ВЛКСМ, Соч., т. 9.
27. И. В. Стали н, Беседа с первой американской ра-
бочей делегацией, Соч., т. 10.
28. И. В. С т а л и н, Беседа с иностранными рабочими
делегациями, Соч., т. 10.
29. И. В. С т а л и н, Политический отчёт Центрального
Комитета XV съезду ВКП(б), Соч., т. 10.
30. И. В. С т а л и н, О работах апрельского объединен-
ного пленума ЦК и ЦКК, Соч. т. 11.
31. И. В. Сталин, Речь на VIII съезде ВЛКСМ, Соч.,
т. 11.
32. И. В. Сталин, На хлебном фронте. Соч., т. 11.
33. И. В. Стали н, Против опошления лозунга само-
критики, Соч., т. 11.
34. И. В. Стали н, Об индустриализации страны и
о правом уклоне в ВКП(б), Соч., т. 11.
35. И. В. С т а л и н, О правом уклоне в ВКП(б). Соч.,
т. 12.
36. И. В. Сталин, Соревнование и трудовой подъём
масс, Соч., т. 12.
37. И. В. Сталин, Год великого перелома, Соч.. т. 12.
38. И. В. Сталин, К вопросам аграрной политики
в СССР, Соч., т. 12.
39- И. В. Сталин, Первому выпуску Промакадемии,
Соч., т. 12.
40 И. В. Сталин, Ростов, Сельмаш, Соч., т. 12.
41. И. В. Сталин, Сталинград, Тракторострой, Соч.,
т. 12.
42. И. В. Сталин, Политический отчёт Центрального
Комитета XVI съезду ВКП(б), Соч., т. 12.
43. И. В. Сталин, О задачах хозяйственников, „Во-
просы ленинизма", изд. 11-е.
44. И. В. Сталин, Новая обстановка — новые задачи
хозяйственного строительства, „Вопросы ленинизма",
изд. 11-е.
45. И. В. Сталин, Итоги первой пятилетки, „Вопросы
ленинизма", изд. 11-е.
46. И. В. Сталин, О работе в деревне, „Вопросы
ленинизма", изд. 11-е.
47. И. В. С т а л и н, Отчётный доклад XVII съезду пар-
тии о работе ЦК ВКШб), .Вопросы ленинизма",
изд. Не.
48. И. В. Стали н. Беседа с английским писателем
Г. Д. Уэллсом, «Вопросы ленинизма", изд. 10-е.
49. И. В. Сталин, Речь на приёме делегации метал-
лургов. „Ленин и Сталин о труде". Профиздат, 1940.
БО. И. В. С т а л и н, Речь в Кремлевском дворце на вы-
пуске академиков Красной Армии. «Вопросы ленинизма",
изд. 11-е.
51. И. В. Сталин, Речь на Первом всесоюзном сове-
щании стахановцев, „Вопросы ленинизма", изд. 11-е.
52. И. В. Сталин, О проекте Конституции Союза ССР,
„Вопросы ленинизма", изд. 11-е.
53. И. В. С т а л и н, О недостатках партийной работы и
мерах ликвидации троцкистских а иных двурушников,
Партиздат, 1937.
54. И. В. С т а л и н. Речь на приёме руководящих ра-
ботников и стахановцев металлургической и угольной
промышленности руководителями партии и правитель-
ства в Кремле, „Ленин и Сталин о труде", Профиздат,
1940.
55. И. В. Сталин, Отчётный доклад на XVIII съезде
партии о работе ЦК ВКП(б), „Вопросы ленинизма",
изд. , 11-е.
56. И. В. Стали н, Речь на приёме в Кремле работ-
ников высшей школы, „Ленин-и Сталин о труде",
Профиздат, 1940.
57. И. В. С т а ли н, О диалектическом и историческом
материализме, „Вопросы ленинизма', изд. 11-е.
54. И. В. С т а л и н, О Великой Отечественной война
Советского Союза, Госполитиздат, 19*7.
59. Й. В. Стали н, Речь на предвыборном собрании
избирателей Сталинского избирательного округа города
Москвы, Госполитиздат, 1946.
60. История Всесоюзной коммунистической партии (боль-
шевиков), Краткий курс. Госполитиздат, 1938.
61. Конституция (основной закон) Союза Советских Со-
циалистических Республик, изд. Верховного Совета
СССР, 1947.
62. Резолюция IX съезда Всесоюзной коммунистической
партии (большевиков) об очередных задачах хозяй-
ственного строительства, ВКП(б) в резолюциях и реше-
ниях съездов, конференций и пленумов ЦК, ч. 1-я,
изд. 6-е, Госполитиздат, 1940.
63. Постановление Пленума ЦК ВКП(б) 19 августа 1924 г,
„О политике заработной платы", „ВКП(б) в резолю-
циях и решениях съездов конференции и пленумов ЦК",
ч. 1, изд. 6-е, Госполитиздат, 1940.
64. Постановление ЦК ВКП(б) 5 декабря 1929 г. „О реор-
ганизации управления промышленностью", М. С а-
вельевиА. Поскребышев, ДирективыВКП(б^
по хозяйственным вопросам, Соцэкгиз, 1931.
65. Резолюции XVII съезда ВКП(б), „ВКП(б) в резолю-
циях, решениях съездов, конференций и пленумов ЦК",
ч. 2-я, изд. 6-е, Госполитиздат. 1940.
66. Резолюция Пленума ЦК ВКП(б) 25/XII 1935 г., „Во-
просы промышленности и транспорта в связи со стаха-
новским движением", „ВКП(б) в резолюциях и реше-
ниях съездов, конференций и пленумов ЦК", ч. 2-я,
изд. 6-е, Госполитиздат, 1940.
67. Резолюции XVIII Всесоюзной конференции ВКП(б),
Госполитиздат, 1941.
68. Закон о пятилетнем плане восстановления и развития
народного хозяйства на 1946—1950 гг., Госполитиздат,
1946.
69. В Совете Министров СССР .О государственном плане
восстановления и развития народного хозяйства СССР
на 1947 г.", Госполитиздат, 1947.
70. В. М. Молотов, Третий пятилетний план разви-
тия народного хозяйства СССР, Госполитиздат, 1938.
71. В. М. Молотов, Тридцатилетие Великой Октябрь-
ской социалистической революции. Госполитиздат,
1948.
72. В. М. М о л о т о в, 31-я годовщина Великой Октябрь-
ской социалистической революции, Госполитиздат,
1948.
73. Г. М. М а л е н ко в, О задачах партийных органи-
заций в области промышленности и транспорта, Гос-
политиздат, 1941.
74. Г. М. М а л е нко в, 32-я годовщина Великой Октябрь-
ской социалистической революции, Госполитиздат,
1949.
ПЛАНИРОВАНИЕ, УЧЁТ И АНАЛИЗ РАБОТЫ
ПРЕДПРИЯТИЯ
Глава И
ПЛАНИРОВАНИЕ, ФИНАНСЫ И ХОЗЯЙСТВЕННЫЙ РАСЧЁТ
МАШИНОСТРОИТЕЛЬНОГО ЗАВОДА
ОСНОВЫ СОЦИАЛИСТИЧЕСКОГО ПЛАНИРОВАНИЯ ПРОИЗВОДСТВА
Внутризаводское планирование в промыш-
ленности СССР представляет собой низовое
звено единой системы социалистического пла-
нирования народного хозяйства. Оно основы-
вается на учении о сущности, задачах и мето-
дах социалистического планирования произ-
водства, разработанном В. И. Лениным и по-
лучившем своё дальнейшее развитие в работах
товарища И. В. Сталина.
ПЛАНИРОВАНИЕ —ЗАКОН РАЗВИТИЯ
СОЦИАЛИСТИЧЕСКОЙ ЭКОНОМИКИ
Планирование производства и распределе-
ния продуктов в условиях социалистического
хозяйства является объективной необходи-
мостью, вытекающей из общественной соб-
ственности на средства производства, которая
требует единства и полной согласованности
в работе всех государственных предприятий и
хозяйственных органов. „Социализм немыс-
лим, — писал Ленин, —... без планомерной
государственной организации, подчиняющей
десятки миллионов людей строжайшему со-
блюдению единой нормы в деле производства
и распределения продуктов."* Организацию
учёта, контроля и планирования всего народ-
ного хозяйства СССР Ленин считал важней-
шей организационной задачей советской вла-
сти. .Организация учета, контроль над круп-
нейшими предприятиями, превращение всего
государственного экономического механизма
в единую крупную машину, в хозяйственный
организм, работающий так, чтобы сотни мил-
лионов людей руководились одним планом, —
вот та гигантская организационная задача,
которая легла на наши плечи." **
Сопоставляя социалистическую систему хо-
зяйства с капиталистической, товарищ Сталин
дал теоретическое обоснование необходи-
мости планирования в СССР: „Там, в капи-
талистических странах, господствует частный
капитал, там ошибки отдельных капиталисти-
ческих трестов, синдикатов, тех или других
групп капиталистов исправляются стихией
рынка. Слишком много произведено,—¦ будет
кризис, но потом, после кризиса, хозяйство
придёт в норму ... Но мы так жить не можем.
Там мы видим кризисы хозяйственные, торго-
вые, финансовые, задевающие отдельные
группы капиталистов. У нас —другое дело.
Каждая серьёзная заминка в торговле, в про-
изводстве, каждый серьёзный просчёт в нашем
хозяйстве кончается не тем или иным отдель-
ным кризисом, а бьёт по всему народному
хозяйству... Поэтому от нас требуется осо-
бая осмотрительность и прозорливость при
строительстве. Поэтому мы здесь должны
руководить хозяйством в плановом порядке
так, чтобы просчётов было меньше, чтобы
наше руководство хозяйством было архипро-
зорливым, архипредусмотрительным, архи-
безошибочным." *
Необходимость планирования сказывается
не только в масштабе всего народного хозяй-
ства СССР, но и в работе каждого социалисти-
ческого предприятия. „Крупное хозяйство
в земледелии, охватывающее сотни, а иногда и
тысячи дворов,—указывает товарищ Сталин,—
может вестись лишь в порядке планового
руководства. Без этого оно должно погибнуть
и развалиться." **
Являясь объективной необходимостью для
существования и развития социалистической
системы хозяйства, государственное планиро-
вание производства и распределения продук-
тов неосуществимо в условиях капитализма.
В. И. Ленин писал: „Капитал организует и упо-
рядочивает труд внутри фабрики для дальней-
шего угнетения рабочего, для увеличения
своей прибыли. А во всем общественном произ-
водстве остаётся и растёт хаос, приводящий
к кризисам, когда накопленные богатства не
находят покупателей, а миллионы рабочих
гибнут и голодают, не находя работы. *** Пла-
новое руководство общественным производ-
ством возможно только при социалистической
системе хозяйства. „Чтобы руководить в пла-
новом порядке, надо иметь другую, социали-
стическую, а не капиталистическую систему
промышленности, надо иметь, по крайней мере,
национализированную промышленность, на-
ционализированную кредитную систему, на-
* В. И. Л ении, Соч., изд. 4-е, т. 27,стр. 306-307.
•* Та м же, стр. 68.
* И. В. Сталин. Соч., т. 7. стр. 300-301.
** И. В. Стадии, Вопросы ленинизма, изд. 11-е,
стр. 403.
*** В. И. Л е н и н, Соч., изд. 4-е, т. 20, стр. 135. .
38
ПЛАНИРОВАНИЕ, ФИНАНСЫ И ХОЗРАСЧЕТ МАШИНОСТРОИТЕЛЬНОГО ЗАВОДА [РАЗД. V
ционализированную землю, социалистическую
смычку с деревней, власть рабочего класса
в стране и т. п." *
Товарищ Сталин исчерпывающим образом
доказал невозможность планирования капита-
листического производства. „Ведь что такое
плановое хозяйство, каковы некоторые его
признаки? Плановое хозяйство стремится унич-
тожить безработицу. Допустим, что удастся,
сохраняя капиталистический строй, довести
безработицу до некоторого минимума. Но ведь
ни один капиталист никогда и ни за что не
согласится на полную ликвидацию безрабо-
тицы, на уничтожение резервной армии без-
работных, назначение которой — давить на ры-
нок труда, обеспечивать дешевле оплачиваемые
рабочие руки. Вот Вам уже одна прореха в
„плановом хозяйстве" буржуазного общества.
Плановое хозяйство предполагает, далее, что
усиливается производство в тех отраслях про-
мышленности, продукты которых особенно
нужны народным массам. А Вы знаете, что
расширение производства при капитализме
происходит по совершенно иным мотивам,
что капитал устремляется в те отрасли хо-
зяйства, где более значительна норма при-
были. Никогда Вы не заставите капиталиста
наносить самому себе ущерб и согласиться на
меньшую норму прибыли, во имя удовлетво-
рения народных нужд. Не освободившись от
капиталистов, не разделавшись с принципом
частной собственности на средства производ-
ства, Вы не создадите планового хозяйства." **
Историческими предпосылками построения
и развития социалистического планового хо-
зяйства в нашей стране явились: свержение
власти помещиков и капиталистов, создание
государства нового типа — социалистического
государства рабочих и крестьян, отмена част-
ной собственности на орудия и средства про-
изводства, ликвидация капиталистической си-
стемы хозяйства и уничтожение эксплоатации
человека человеком. В результате всех этих
коренных преобразований политического и
экономического строя общественной жизни
государственный народнохозяйственный план
приобрёл значение основного руководящего
начала и закона экономического развития
СССР. „Хозяйственная жизнь СССР опреде-
ляется и направляется государственным на-
роднохозяйственным планом в интересах уве-
личения общественного богатства, неуклон-
ного подъема материального и культурного
уровня трудящихся, укрепления независимости
СССР и усиления его обороноспособности." ***
Производственно-хозяйственная деятель-
ность социалистического промышленного пред-
приятия полностью подчинена заданиям госу-
дарственного народнохозяйственного плана.
Государственный план, устанавливаемый пред-
приятию, определяет номенклатуру продукции,
объём выпуска и темпы роста производства
в очередном периоде, а также задачи пред-
приятия в области создания новых конструк-
ций, подготовки и освоения новых производств
и новой техники. Государственное плановое
* И. В. Сталин, Соч., т. 10, стр. 326.
** И. В. Сталин. Вопросы ленинизма, изд. 10-е,
стр. 600—601.
*** Конституция (основной закон) Союза Советских
Социалистических республик, ст. 11-я.
задание устанавливает лимиты трудовых, ма-
териальных и денежных ресурсов, предоста-
вляемых предприятию для обеспечения наме-
ченного выпуска продукции и для покрытия
его текущих затрат в очередном периоде.
Оно предусматривает также качественные по-
казатели работы предприятия и основные тех-
нико-экономические нормы использования
важнейших производственных ресурсов. Оно
определяет, наконец, финансовые результаты
деятельности предприятия в виде объёма реа-
лизации его продукции по установленным це-
нам, суммы плановой прибыли и взносов
в государственный бюджет. Руководствуясь
заданиями государственного плана, внутриза-
водское планирование выявляет внутренние
ресурсы предприятия и мобилизует весь его
производственный коллектив на безусловное
выполнение и перевыполнение количествен-
ных и качеетвенных показателей плана, орга-
низуя целеустремленную, слаженную и высо-
копроизводительную работу всех его подраз-
делений и производственных звеньев.
ОСНОВНЫЕ ЗАДАЧИ
СОЦИАЛИСТИЧЕСКОГО ПЛАНИРОВАНИЯ
Государственное планирование народного
хозяйства СССР подчинено задачам всемер-
ного укрепления социалистической экономики
и её развития, обеспечивающего постепенный
переход к высшей фазе коммунизма. Товарищ
Сталин указал три основные задачи социали-
стического планирования.
Первая задача социалистического планиро-
вания заключается в обеспечении самостоя-
тельности и независимости народного хозяй-
ства СССР от капиталистического окруже-
ния. Осуществление этой задачи означает
всемерное увеличение экономического могу-
щества и обороноспособности страны социа-
лизма. На XIV съезде партии товарищ Сталин
говорил: „Мы работаем и строим в обстановке
капиталистического окружения. Это значит,
что наше хозяйство и наше строительство
будут развиваться в противоречии, в стол-
кновениях между системой нашего хозяй-
ства и системой хозяйства капиталистиче-
ского ...
Отсюда вывод: мы должны строить наше
хозяйство так, чтобы наша страна не превра-
тилась в придаток мировой капиталистической
системы, чтобы она не была включена в общую
систему капиталистического развития как её
подсобное предприятие, чтобы наше хозяйство
развивалось не как подсобное предприятие
мирового капитализма, а как самостоятельная
экономическая единица, опирающаяся, глав-
ным образом, на внутренний рынок, опираю-
щаяся на смычку нашей индустрии с крестьян-
ским хозяйством нашей страны." *-
Укрепление независимости и военной мощи
страны составляло важнейшую задачу сталин-
ских пятилетних планов. Руководствуясь ука-
заниями товарища Сталина, XV съезд партии
обязал при составлении первого пятилетнего
плана .... уделить максимальное внимание бы-
стрейшему развитию тех отраслей народного
хозяйства вообще и промышленности в част-
* И. В. С т а л и н, Соч., т. 7, стр. 297-298,
ГЛ. II]
ОСНОВНЫЕ ЗАДАЧИ СОЦИАЛИСТИЧЕСКОГО ПЛАНИРОВАНИЯ
39
яости, на которые выпадает главная роль в деле
обеспечения обороны и хозяйственной устой-
чивости страны в военное время.
В ре-
зультате выполнения этой директивы „...Со-
ветский Союз превратился в страну могучую
в смысле обороноспособности, в страну, гото-
вую ко всяким случайностям, в страну, спо-
собную производить в массовом масштабе все
современные орудия обороны и снабдить ими
свою армию в случае нападения извне. "**
Успешное осуществление сталинских пяти-
леток создало те материальные возможности,
которые позволили Советскому Союзу нанести
сокрушительное поражение немецкому фа-
шизму и японскому империализму, одержав
полную победу в Великой Отечественной
войне.
.Подобно тому, как Красная Армия в дли-
тельной и тяжёлой борьбе один на один
одержала военную победу над фашистскими
войсками, труженики советского тыла в своём
единоборстве с гитлеровской Германией и её
сообщниками одержали экономическую победу
«ад врагом." ***
Говоря о перспективных планах послевоен-
ного развития народного хозяйства СССР,
товарищ Сталин поставил перед советским
народом грандиозные задачи увеличения про-
изводства чугуна до 50 млн. т, стали — до
60 млн. т, угля — до 500 млн. т и нефти —
до 60 млн. т. „Только при этом условии можно
считать, что наша Родина будет гарантирована
от всяких случайностей", — сказал товарищ
Сталин. ****
Вторая задача социалистического плани-
рования состоит в том, чтобы закрепить без-
раздельное господство социалистической си-
стемы хозяйства, закрыть все источники,
порождающие капиталистические элементы,
и все каналы, способствующие их проникно-
вению и распространению в СССР, обеспе-
чить постепенный переход от социализма к
коммунизму. Коммунистическая партия си-
стематически направляла плановое развитие
социалистической промышленности и сель-
ского хозяйства на всемерное укрепление со-
циалистических форм производства и рас-
пределения в ущерб капиталистическим эле-
ментам. Говоря о политике социалистической
индустриализации, товарищ Сталин указывал:
„Но нам нужна не всякая индустриализация.
Нам нужна такая индустриализация, которая
обеспечивает растущий перевес социалисти-
ческих форм промышленности над формами
мелко-товарными и тем более капиталистиче-
скими. Характерная черта нашей индустриали-
зации состоит в том, что она есть индустриали-
зация социалистическая, индустриализация,
обеспечивающая победу обобществленного
сектора промышленности над сектором ча-
стно-хозяйственным, над сектором мелко
товарным и капиталистическим.".*****
* ВКП(б) в резолюциях и решениях съездов, кон-
ференций и пленумом ЦК, изд. б-t, ч. 2, Госполитиздат,
1940. стр. 235.
** И. В. Сталин, Вопросы ленинизма, изд. 11-е,
стр. 375.
*** И. В. Сталин, О Великой Отечественной войне
Советского Союза. Изд. 5-е, Госполитиздат, 1947, стр. 159.
**¦¦ И. В. Сталин, Речь на предвыборном собра-
нии избирателей Сталинского избирательного округа
г. Москвы, Госиолитиздат, 19*6, стр. 29.
***** И. В. С т а л и н. Соч., т. 12, стр. 267.
Успешное выполнение первых двух сталин-
ских пятилеток обеспечило безраздельное
господство социалистической системы хозяй-
ства в нашей стране. Были полностью ликви-
дированы все эксплоататорские классы и на-
всегда уничтожены причины, порождающие
эксплоатацию человека человеком. Историче-
ские завоевания социалистического общества
и государства получили законодательное за-
крепление в Сталинской конституции. Вели-
кая страна социализма вступила в новую фазу
своего развития. В докладе на XVlif съезде
партии товарищ Сталин сформулировал основ-
ную экономическую задачу СССР, решение
которой должно создать возможность перехода
к высшей фазе коммунизма: „Мы перегнали
главные капиталистические страны в смысле
техники производства и темпов развития про-
мышленности. Это очень хорошо. Но этого
мало. Нужно перегнать их также в экономи-
ческом отношении. Мы это можем сделать, и
мы это должны сделать. Только в том случае,
если перегоним экономически главные капита-
листические страны, мы можем рассчитывать,
что наша страна будет полностью насыщена
предметами потребления, у нас будет изобилие
продуктов, и мы получим возможность сделать
переход от первой фазы коммунизма ко вто-
рой его фазе." * Выполнение этих указаний
товарища Сталина составляет руководящий
принцип и важнейшую задачу социалистиче-
ского планирования в новых условиях разви-
тия народного хозяйства СССР на основе за-
вершения строительства социалистического
общества.
В области внутризаводского планирования
осуществление этой задачи требует система-
тического выявления всех внутренних резер-
вов, способствующих неуклонному увеличению
выпуска продукции и повышению производи-
тельности труда. Необходимо планомерно
расширять номенклатуру изделий и осваивать
новые, более совершенные конструкции, вне-
дрять передовую технологию и прогрессив-
ные нормы использования оборудования и
производственных площадей, широко распро-
странять стахановские методы работы, развер-
тывать социалистическое соревнование, при-
менять высокопроизводительные формы поточ-
ной организации пролзводства, механизировать
и автоматизировать производственные про-
цессы, проводить строжайший режим эконо-
мии, неуклонно снижать себестоимость, повы-
шать рентабельность предприятий и ускорять
оборачиваемость оборотных средств.
Третья основная задача социалистического
планирования заключается в создании действи-
тельно единого и слаженного хозяйства в мас-
штабе всей страны, не допуская диспропор-
ций между отдельными отраслями обществен-
ного производства. По определению товарища
Сталина: „Социалистическое общество есть
производственно-потребительское товарище-
ство работников индустрии и сельского хо-
зяйства. Если з этом товариществе промыш-
ленность не увязана с сельским хозяйством,
дающим сырьё и продовольствие и поглощаю-
щим изделия промышленности, если промыш-
ленность и сельское хозяйство не составляют.
* И. В. Сталин, Вопросы ленинизма, изд. П-е,
стр. 578—579.
40
ПЛАНИРОВАНИЕ, ФИНАНСЫ И ХОЗРАСЧЁТ МАШИНОСТРОИТЕЛЬНОГО ЗАВОДА [РАЗД. V
таким образом, единого народнохозяйствен-
ного целого, — то никакого социализма из
этого не получится.* * Необходимость строгой
согласованности и единства плайа различных
отраслей социалистического производства была
также сформулирована В. И. Лениным: „Все
планы отдельных отраслей производства
должны быть строго координированы, связаны
и вместе составлять тот единый хозяйственный
план,в котором мы так нуждаемся".** Такое
единство и согласованность государственного
хозяйственного плана в масштабе всей страны
обеспечивает бескризисное развитие эконо-
мики СССР по законам расширенного социа-
листического воспроизводства в противопо-
ложность бесплановому, стихийному движе-
нию капиталистического хозяйства, раздирае-
мого внутренними противоречиями, конкурен-
цией и периодическими кризисами, усиливаю-
щими обнищание трудящихся масс, с одной
стороны, и порождающими империалистиче-
скую агрессию правящей верхушки капитали-
стических стран, — с другой.
Необходимость разработки действительно
единого хозяйственного плана, предусматри-
вающего правильную увязку отраслей социа-
листического производства и правильное соот-
ношение между производственными заданиями
и ресурсами, которыми обеспечивается их вы-
полнение, требует широкого использования
балансового метода в социалистическом пла-
нировании.
В. И. Ленин с удовлетворением подчёрки-
вал, что при разработке государственного
плана электрификации был впервые соста-
влен „... и материальный и финансовый (в зо-
лотых рублях) баланс электрификации (около
370 миллионов рабочих дней, столько-то бо-
чек цемента, штук кирпича, пудов железа,
меди и проч., такая-то мощность турбогенера-
торов и т. д.)." ***
Задача правильного построения баланса
народного хозяйства была поставлена това-
рищем Сталиным на конференции аграрников-
марксистов как важнейшая проблема эконо-
мики социализма: „Надо разработать вопрос
о схеме построения баланса нашего народного
хозяйства... Схему баланса народного хозяй-
ства СССР должны выработать революцион-
ные марксисты, если они вообще хотят зани-
маться разработкой вопросов экономики пере-
ходного периода." ****
Баланс социалистического народного хо-
зяйства должен отражать процесс расширен-
ного социалистического воспроизводства.
В частности, он должен включать: производ-
ство и распределение общественного продукта
и народного дохода; производство и распреде-
ление основных фондов; баланс и распределе-
ние рабочей силы; баланс денежных доходов
и расходов населения; баланс производства
и распределения материальных фондов.
Балансовый метод широко применяется
также в практике внутризаводского планиро-
вания. Балансовый метод используется при раз-
работке производственных программ для опре-
* И. В Сталин, Соч., т. 7, стр. 200.
** В. И. Ленин. Соч., изд. 3-е, т. XXVI,
стр. 43.
*** В. И. Л е н ин, Соч., изд. 3-е, т. XXVI, стр. 170.
**** И. В. Сталин, Вопросы ленинизма, изд. 11-е,
стр. 294.
деления пропускной способности и загрузки
оборудования, при составлении плана по
труду — для выявления потребности предприя-
тия в рабочих кадрах, при планировании ма-
териально-технического снабжения — для уста-
новления заготовительных контингентов, при
планировании себестоимости — для отнесения
затрат вспомогательных цехов по их целевому
назначению на товарную продукцию, на вало-
вую продукцию и на цеховые расходы основ-
ных производственных цехов завода, наконец,
при разработке финансового плана —для со-
ставления баланса доходов и расходов пред-
приятия. Балансовый метод способствует при-
ведению ресурсов предприятия в соответ-
ствие с установленными производственными
заданиями, созданию правильных пропорций
между различными звеньями производства,
согласованию и правильной взаимной увязке
различных отраслей производственно-хозяй-
ственной деятельности предприятия.
Товарищ Сталин учит, что для предотвра-
щения диспропорций в социалистическом про-
изводстве, для быстрой ликвидации отдельных
прорывов и неувязок, которые могут возни-
кать в процессе выполнения плана, необхо-
димо систематическое накопление и умелое
использование резервов: .... мы должны
строить с резервами, нам необходимы ре-
зервы, которые могли бы покрывать наши
прорехи." *
По инициативе товарища Сталина и по ert>
непосредственным указаниям была выработана
программа накопления государственных мате-
риальных и продовольственных резервов, ко-
торые оказали значительную помощь снабже-
нию фронта и важнейших участков народного
хозяйства в период Великой Отечественной
войны.
По предложению товарища Сталина была
также организована государственная система
трудовых резервов, обеспечивающая плано-
мерное пополнение рабочих кадров промыш-
ленности и транспорта
Наряду с общегосударственными резервами
социалистический народнохозяйственный план
предусматривает систематическое образование
необходимых резервов на предприятиях в виде
запасов металла, топлива, полуфабрикатов,
и т. п., способствующих правильному использо-
ванию производственных мощностей и повы-
шению темпов выпуска продукции без вре-
менных заминок или сезонных спадов произ-
водства.
ПАРТИЙНОСТЬ СОЦИАЛИСТИЧЕСКОГО
ПЛАНИРОВАНИЯ;ЕГО НАУЧНЫЙ
ХАРАКТЕР
Руководящей и направляющей силой со-
циалистического планирования народного хо-
зяйства является Всесоюзная Коммунистиче-
ская партия (большевиков), представляющая
собой передовой отряд трудящихся СССР в
их борьбе за укрепление и развитие социали-
стического строя, „руководящее ядро всех
организаций трудящихся, как общественных,
так и государственных" **. На всех стадиях
* И. В. Сталин, Соч., т. 7, стр. 301.
•• Конституция (основной закон) Союза Советских
Социалистических республик, ст. 126-я.
ГЛ. И] ПАРТИЙНОСТЬ СОЦИАЛИСТИЧЕСКОГО ПЛАНИРОВАНИЯ; ЕГО НАУЧНЫЙ ХАРАКТЕР
41
борьбы за коммунизм планирование являлось
и остается мощным орудием Коммунистиче-
ской партии, при помощи которого было до-
стигнуто безраздельное господство социали-
стического способа производства во всём на-
родном хозяйстве, была обеспечена экономи-
ческая победа над врагом в период Великой
Отечественной войны и в настоящее время
осуществляется быстрое восстановление и
развитие народного хозяйства СССР на путях
постепенного перехода к высшей фазе ком-
мунизма.
В социалистическом планировании вопло-
щается большевистский принцип единства хо-
зяйственного и политического руководства.
В. И. Ленин указывал, что программа пар-
тии,,. .. есть программа политическая, это есть
перечень наших заданий, это есть разъяснение
отношений между классами и массами... Наша
программа партии не может оставаться только
программой партии. Она должна превратиться
в программу нашего хозяйственного строи-
тельства, иначе она негодна и как программа
партии. Она должна дополниться второй про-
граммой партии, планом работ по воссозданию
всего народного хозяйства и доведению его
до современной техники." * Центральным, ре-
шающим моментом при выработке государ-
ственного хозяйственного плана является пра-
вильное установление основных хозяйственно-
политических задач, которые должны быть
разрешены в очередном периоде социалисти-
ческого строительства в строгом соответствии
с генеральной линией партии в вопросах эко-
номической политики.
Определяя основные хозяйственно-полити-
ческие задачи плана на очередной период,
Коммунистическая партия исходит не из про-
извольных решений, а из марксистско-ленин-
ской теории, которая является самой пере-
довой теорией, раскрывающей экономиче-
ские законы развития общества. „Значит,
чтобы не ошибиться в политике, — учит това-
рищ Сталин, — партия пролетариата должна
исходить как в построении своей программы,
так и в своей практической деятельности,
прежде всего, из законов развития производ-
ства, из законов экономического развития об-
щества." **
Социалистическое планирование народ-
ного хозяйства является подлинно на-
учным, потому что оно воплощает политику
партии, которая основывается на самой передо-
вой экономической теории марксизма—лени-
низма, на всепобеждающей теории строитель-
ства коммунизма, созданной великим Сталиным.
Товарищ Сталин дал высокую оценку плана
Гоэлро, разработанного по инициативе и под
руководством В. И. Ленина, отметив его
марксистский, подлинно научный характер,
его политическую принципиальность, соче-
тающуюся со строгой обоснованностью и реаль-
ностью проектировок. Товарищ Сталин опре-
делил план Гоэлро как „Мастерский набро-
сок действительно единого и действительно
государственного хозяйственного плана без
кавычек. Единственная в наше время
марксистская попытка подведения под совет-
скую надстройку хозяйственно - отсталой Рос-
сии действительно реальной и единственно воз»
можной при нынешних условиях технически-
производственной базы." *
Товарищ Сталин дал гениальнейшие об-
разцы подлинно научного планового руко-
водства хозяйственным развитием нашей»
страны. Он является творцом действительно-
научного социалистического планирования
народного хозяйства. Открытый и научно-
обоснованный товарищем Сталиным совет-
ский метод индустриализации и органически
связанная с ней социалистическая коллекти-
визация сельского хозяйства определили кон-
кретные хозяйственно-политические задачи*
первой Сталинской пятилетки, направление ра-
сширенного социалистического воспроизвод-
ства и новые пропорции в экономике СССР-
Великие идеи Сталина о социалистическом
преобразовании страны овладели массами*
и приобрели значение могучей движущей»
силы, неизмеримо ускорившей выполнение
пятилетнего плана. .Заложив основы тяжелой
индустрии, партия мобилизует рабочий класс
и крестьянство на выполнение первого пяти-
летнего плана социалистического переустрой-
ства СССР. В стране развертывается социа-
листическое соревнование миллионов трудя-
щихся, рождается мощный трудовой подъём,
вырабатывается новая дисциплина труда." **-"
Непосредственно руководя выполнением
пятилетнего плана, товарищ Сталин теорети-
чески разработал и претворил в жизнь учение
о темпах и уровне хозяйственного развития,,
доказав объективную необходимость макси-
мального ускорения темпов социалистической!
реконструкции, ибо „Без реконструкции не-
возможно было довести до конца наступление
социализма по всему фронту, ибо капитали-
стические элементы города и села нужна
было бить и доконать не только новой орга-
низацией труда и собственности, но и новой»
техникой, превосходством своей техники." ***"
Благодаря глубочайшему научному ана-
лизу хозяйственной обстановки, складывав-
шейся в процессе успешного осуществлениям
пятилетнего плана, товарищ Сталин определил
новые требования, которым должно отвечать»
хозяйственное руководство, и вооружил наш»
хозяйственные кадры своими историческими
„шестью условиями" победы. Огромным на-
учным вкладом товарища Сталина в дело»*
борьбы за социалистическое переустройство
деревни явилась разработанная им теория
колхозного строительства, положенная в ос-
нову Устава сельскохозяйственной артели,,
который сыграл решающую роль в проведе-
нии коллективизации и в коренном социали-
стическом преобразовании земледелия.
Сталинские пятилетки представляют собой*
практическое воплощение созданной и во»
всех деталях разработанной товарищем
Сталиным глубоко научной теории расширен-
ного социалистического воспроизводства. Со-
здание и успешное выполнение сталинских пяти-
летних планов, преобразивших нашу страну»
• В. И. Ленин, Соч., изд. 3-е, т. XXVI, стр. 45.
** И» В. Сталин, .Вопросы ленинизма" изд. 11-е,
стр. 552. .
* И. В. С т а л и н, Соч., т. 5, стр. 50.
*• История Всесоюзной Коммунистической партии'
(большевиков), Краткий курс, Госполитиздат, 1938»
стр. 286.
*•* Там же, стр, 299.
42
ПЛАНИРОВАНИЕ, ФИНАНСЫ И ХОЗРАСЧЁТ МАШИНОСТРОИТЕЛЬНОГО ЗАВОДА [РАЗД. V
¦обеспечило полную победу социализма, ве-
ликое торжество политики Коммунистической
партии, основывающейся на всепобеждающей
теории марксизма — ленинизма.
Величайшие достижения социалистиче-
ского планирования производства были за-
воеваны в ожесточённой борьбе с остатками
¦капиталистических классов и их агентуры
внутри страны, опиравшейся на те резервы,
которые ей поставляло капиталистическое
окружение. „Не только отсталые люди, всегда
«отмахивающиеся от всего нового, но и мно-
гие видные члены партии систематически
тянули партию назад и старались всяческими
¦способами стащить ее на „обычный" капита-
листический путь развития. Все антипартий-
ные махинации троцкистов и правых, вся их
, работа" по части саботажа мероприятий
лашего правительства преследовали одну
цель: сорвать политику партии и затормозить
дело индустриализации и коллективизации.
Но партия не поддавалась ни угрозам одних,
яи воплям других и уверенно шла вперёд,
несмотря ни на что. Заслуга партии состоит
« том, что она не приспосабливалась к отста-
лым, не боялась итти против течения и всё вре-
мя сохраняла за собой позицию ведущей силы." *
Социалистическое планирование народного
хозяйства требует высокой идейности и не-
примиримости ко всякого рода реакционным,
уклонистским, антиленинским установкам в
вопросах социалистического строительства.
„Понятно, —указывает товарищ Сталин,—
что, не разгромив троцкистско-правоуклони-
стской теории „потухающей кривой", мы не
.-могли бы развернуть ни действительного пла-
яирования, ни повышения темпов и сокраще-
ния сроков строительства. Чтобы руководить
проведением в жизнь генеральной линии пар-
тии, чтобы исправлять и улучшать пятилетний
план строительства, чтобы повышать темпы
и предупреждать ошибки строительства, надо
было, прежде всего, разбить и ликвидировать
реакционную теорию «потухающей кривой."**
Разъясняя хозяйственно-политическое зна-
чение первого пятилетнего плана, товарищ
¦Сталин сказал: „Конечно, мы могли бы
¦3 миллиарда рублей валюты, добытых путем
жесточайшей экономии и истраченных на со-
здание нашей индустрии, — мы могли бы их
•обратить на импорт сырья и усиление произ-
водства предметов широкого потребления. Это
тоже своего рода „план". Но при таком
„плане" мы не имели бы ни металлургии, ни
машиностроения, ни тракторов и автомоби-
лей, ни авиации и танков. Мы оказались бы
«безоружными перед внешними врагами. Мы
агодорвали бы основы социализма в нашей
стране. Мы оказались бы в плену у буржуа-
зии, внутренней и внешней.
Очевидно, надо было выбирать между двумя
нтланами: между планом отступления, который
вел и не мог не вести к поражению социа-
лизма, и планом наступления, который вел и,
как знаете, уже привел к победе социализма
щ нашей стране." ***
* И. В. С т а л и н, Речь на предвыборном собрании
избирателей Сталинского избирательного хжруга
«г. Москвы, Госполитиздат, 1946, стр. 26.
** И. В. Сталин, Соч., т. 12, стр. 352,
¦стр. 416.
*** И. В. Сталин, Вопросы ленинизма, изд. 11-е,
сгр. 488—489.
Социалистическое планирование несовме-
стимо с безответственным прожектёрством,
не учитывающим реальных ресурсов и воз-
можностей народного хозяйства.
Товарищ Сталин указывал на необходи-
мость правильного планирования темпов хозяй-
ственного строительства без забегания вперёд,
но и без отставания от реальных ресурсов
и возможностей социалистической эконо-
мики.
„Необходимо, во-первых, чтобы наши про-
мышленные планы строились не в порядке
бюрократических измышлений, а в тесной
связи с состоянием нашего народного хозяй-
ства, с учётом ресурсов, резервов нашей
страны. Нельзя отставать в планировании про-
мышленного строительства от развития про-
мышленности. Но нельзя также забегать впе-
рёд, отрываясь от сельского хозяйства и
отвлекаясь от темпа накопления в нашей
стране." *
Трезвый учёт действительных условий и
хозяйственных возможностей при разработке
плана не имеет ничего общего с обыватель-
ским „реализмом" тех, кто, по словам това-
рища Сталина, по уши погряз в рутине **,
кто равняется на „узкие места" в производстве
и вместо преодоления трудностей социалисти-
ческого строительства капитулирует перед
этими трудностями, недооценивая громадные
ресурсы социалистической системы хозяйства.
Правильное определение ресурсов роста
производства особенно важно при разработке
пятилетних планов. „Строить пятилетний план
без принятия, как необходимой предпосылки,
систематического повышения технического и
культурного уровня, степени, уменья хозяй-
ствовать, более полного учёта всех тех ре-
сурсов и всех тех преимуществ, которыми
располагает наша система хозяйства и т. д.
и т. п., значит заниматься пустяковым делом,
праздным и никому не нужным времяпрепро-
вождением. Ибо на завтра же жизнь оставит
далеко за собой все эти „хорошие" и „реаль-
ные" проектировки." ***
При определении ресурсов и перспектив
хозяйственного развития социалистическое
планирование производства привлекает и
широко использует данные передовой науки
во всех областях знания, оно основывается
на тщательном учёте и разработке новейших
научно-технических достижений. Ещё в ап-
реле 1918 г., когда советская власть впервые
приступала к развёртыванию социалистиче-
ского строительства, Ленин выдвинул задачу
„возможно более быстрого составления плана
реорганизации промышленности и экономи-
ческого подъёма России"**** и считал необхо-
димым привлечь к её разрешению все научно-
технические силы страны, в первую очередь —
Российскую Академию Наук, образовав ряд
комиссий из специалистов науки и техники.
Ленинский план электрификации России был
разработан впоследствии на базе широчай-
шего использования научных данных. В его
составлении участвовали виднейшие учёные,
инженеры, агрономы, статистики.
* И. В. Сталин, Соч., т. 8, стр. 130—131.
** И. В. Сталин, Соч., т. 5, стр. 51.
*** В. Куйбышев, К работам над пятилетним
планом, .Плановое хозяйство* J* 1, 1936, стр. 38.
*¦** в. И. Ленин, Соч., изд. 4-е, т. 27, Стр. 288..
ГЛ. II)
ДИРЕКТИВНЫЙ ХАРАКТЕР СОЦИАЛИСТИЧЕСКОГО ПЛАНИРОВАНИЯ И ЕГО СИЛА
43
Над перспективными планами народного
хозяйства СССР работали и работают сотни
научно-исследовательских институтов. Каждая
проектировка социалистического народнохо-
зяйственного плана тщательно обосновывается
данными передовой науки и техники. Отправ-
ные нормативы, на которых строятся плано-
вые расчёты, учитывают не только достигну-
тый уровень технического прогресса и пере-
довой производственный опыт, но также
новейшие научные данные, которыми опре-
деляются дальнейшие тенденции развития
техники социалистического производства.
Яркое проявление научного характера
социалистического планирования предста-
вляет собой разработанный под непосред-
ственным руководством товарища Сталина
план полезащитных лесонасаждений, внедре-
ния травопольных севооборотов, строи-
тельства прудов и водоёмов, по справедли-
вости названный Сталинским планом преоб-
разования природы. Этот план целиком осно-
вывается на замечательных достижениях
передовой советской агрономической науки
и ставит своей целью практическое приме-
нение научных достижений для борьбы с за-
сухой и подъёма урожайности социалистиче-
ского земледелия.
Планы развития отдельных отраслей со-
циалистического машиностроения, утвер-
ждаемые советским правительством, неизменно
базируются на данных передовой науки
в области металловедения, технологии, авто-
матики, электротехники и т. п.
Научный характер социалистического
планирования народного хозяйства проявляется
не только в разработке планов, но и в руко-
водстве их выполнением. „Товарищ Сталин
учит тому, чтобы, занимаясь повседневной
работой, мы не застывали на месте, не жили
только старыми формулами, а изучали повсе-
дневный опыт, смело исправляли ошибки,
чтобы руководство строительством новой
жизни осуществлялось творчески. Творческое
руководство состоит в том, что мы, следуя
марксистско-ленинскому учению, должны изу-
чать современный опыт строительства и
борьбы, научно обобщать этот опыт и от-
ражать его в практике повседневного руко-
водства." *
Научный характер социалистического пла-
нирования обусловлен глубоким познанием
экономических законов развития социалисти-
ческого общества, овладением этими законами
и сознательным их использованием в инте-
ресах строительства коммунизма. Примером
этого является сознательное использование .
закона стоимости, действие которого в пре-
образованном виде в условиях социалистиче-
ской экономики открыто товарищем Сталиным.
Говоря о тех, кто болтает о прямом про-
дуктообмене и об отмирании денег при социа-
лизме, товарищ Сталин назвал их Дон-Кихо-
тами, лишёнными элементарного чутья жизни.
„Эти люди, которые так же далеки от мар-
ксизма, как небо от земли, очевидно, не пони-
мают, что деньги останутся у нас еще долго,
вплоть до завершения первой стадии комму-
низма, — социалистической стадии развития.
Они не понимают, что деньги являются тем
инструментом буржуазной экономики, который
взяла в свои руки Советская власть и приспо-
собила к интересам социализма. .." *
Товарно-денежные отношения вытекают из
социалистического способа производства, ру-
ководящим принципом которого является рас-
пределение общественного продукта по коли-
честву и качеству труда. Поскольку на данной
стадии развития производительных сил рабочее
время само по себе ещё не может быть всеоб-
щей единицей измерения затрат труда, учиты-
вающей его качество и количество, обществен-
ный труд становится универсальным измери-
телем социалистических издержек производ-
ства и самого продукта лишь в виде стоимо-
сти. В соответствии с этим показатели
всех разделов народнохозяйственного плана
имеют не только натуральное, но и стоимо-
стное, денежное выражение. Применение стои-
мостных показателей обеспечивает соизмере-
ние затрат общественного труда и результатов
производства.
Сознательное использование закона стои-
мости в социалистическом планировании произ-
водства способствует установлению правиль-
ных соотношений между ростом производи-
тельности труда и заработной платой трудя-
щихся. При планировании качественных по-
казателей производства сознательное исполь-
зование закона стоимости находит своё вы-
ражение в систематическом снижении обще-
ственно-необходимых затрат труда на единицу
продукции, в снижении себестоимости продук-
ции и повышении рентабельности работы пред-
приятий. Правильное применение закона стои-
мости в социалистическом планировании
способствует ускорению оборачиваемости
средств, непрерывности производственных про-
цессов, высоким темпам социалистического
расширенного воспроизводства.
В условиях капитализма закон стоимости
действует как слепая, стихийная сила, обре-
кающая капиталистические страны на перио-
дически повторяющиеся потрясения и кри-
зисы, углубляющая внутренние противоречия
и анархию общественного производства, уси-
ливающая эксплоатацию трудящихся масс и
приводящая ко всё большему их обнищанию.
При социализме же закон стоимости подчи-
нён государственному хозяйственному плану,
он не имеет стихийного характера и служит
задачам бескризисного развития производи-
тельных сил, укреплению социалистической
системы хозяйства, умножелию народного бо-
гатства, повышению материального благосо-
стояния трудящихся, увеличению экономиче-
ского могущества, независимости и обороно-
способности СССР.
ДИРЕКТИВНЫЙ ХАРАКТЕР
СОЦИАЛИСТИЧЕСКОГО ПЛАНИРОВАНИЯ
И ЕГО ДЕЙСТВЕННАЯ СИЛА
Существенной особенностью социалисти-
ческого планирования производства является
его директивный характер. „Наши планы есть
не планы-прогнозы, не планы-догадки, а
планы-директивы, которые обязательны для
* Г. М. М а л е я к о в, Товарищ Сталин— вождь про-
грессивного человечества, Госполитиздат, 1949, стр. 15.
* И. В, Сталин, Вопросы ленинизма, изд. 11-е,
стр. 462.
44
ПЛАНИРОВАНИЕ, ФИНАНСЫ И ХОЗРАСЧЁТ МАШИНОСТРОИТЕЛЬНОГО ЗАВОДА [РАЗД.у
руководящих органов и которые определяют
направление нашего хозяйственного разви-
тия в будущем в масштабе всей страны." * Го-
сударственные плановые задания имеют силу
закона и должны выполняться каждым пред-
приятием, каждым хозяйственным органом без
всякого исключения и в полном соответствии
с установленными показателями. Государствен-
ные хозяйственные планы выражают жизнен-
ные потребности социалистического общества
и его развития; они создают „... единство воли
и единство цели во всем народном труде ." **
Социалистические государственные планы
представляют собой великую организующую
силу, важнейшее орудие Коммунистической
партии и советского правительства в деле
преобразования и развития экономики СССР,
подъёма культуры и благосостояния народа,
укрепления хозяйственной независимости и
военного могущества страны.
Действенная сила социалистического плана
обусловлена прежде всего тем, что он объеди-
няет и направляет творческую энергию много-
миллионных масс трудящихся на решение хо-
зяйственно-политических задач, поставленных
Коммунистической партией и отвечающих ко-
ренным жизненным интересам народов СССР.
„ Было бы глупо думать, что производственный
план сводится к перечню цифр и заданий. На
самом деле производственный план есть живая
и практическая деятельность миллионов лю-
дей. Реальность нашего производственного
плана — это миллионы трудящихся, творящие
новую жизнь. Реальность нашей программы —
это' живые люди, это мы с вами, наша воля
к труду, наша готовность работать по-
новому, наша решимость выполнить
план." ***
Источником действенной силы социалисти-
ческого государственного плана как закона
хозяйственного развития являются активность
и инициатива всего советского народа, орга-
низованного в государство. Подводя итоги
первой пятилетки, товарищ Сталин поставил
вопрос о том, каковы основные силы, обес-
печившие успешное выполнение программы
строительства экономического фундамента со-
циализма. Отвечая на этот вопрос, товарищ
Сталин сказал: „Это, прежде всего, актив-
ность и самоотверженность, энтузиазм и ини-
циатива миллионных масс рабочих и колхоз-
ников, развивших вместе с инженерно-техни-
ческими силами колоссальную энергию по
разворачиванию социалистического соревно-
вания и ударничества. Не может быть со-
мнения, что без этого обстоятельства мы не
могли бы добиться цели, не могли бы дви-
нуться вперёд ни на шаг,
Это, во-вторых, твердое руководство пар-
тии и правительства, звавших массы вперёд
и преодолевавших все и всякие трудности на
пути к цели.
Это, наконец, особые достоинства и пре-
имущества советской системы хозяйства, тая-
щей в себе колоссальные возможности, не-
обходимые для. преодоления всех и всяких
трудностей". *
Социалистическое планирование в СССР
неотделимо от всенародного соревнования за
выполнение и перевыполнение государствен-
ных плановых заданий. „Успех планового со-
циалистического хозяйства, это—не только в
даже не столько успех непосредственно на-
ших хозяйственно-плановых органов. Наше
планирование и учёт не ограничиваются этим»
сравнительно узкими рамками. Настоящая хо-
зяйственная работа, организация народнохо-
зяйственного учёта и выработка плана, может
вестись и на деле ведётся с активным уча-
стием рабочих масс, иногда, в ходе прора-
ботки на местах, порядочно меняющих пер-
воначальные намётки. Опираясь на эту актив-
ность рабочего класса и трудящихся в социа-
листическом строительстве, вырабатываются
под руководством партии наши хозяйствен-
ные планы." **
В ходе развёртывания всенародной борьбы
за план инициатива трудящихся создаёт но-
вые формы социалистического планирования
на предприятиях. Так, в процессе борьбы за
досрочное выполнение первой сталинской пя-
тилетки передовые ударники ленинградских
заводов впервые разработали техпромфин-
план, ставший с 1933 г. одним из важнейших
элементов системы планирования промышлен-
ного производства. Техпромфшшлан предста-
вляет собой тщательно продуманную и все-
сторонне обоснованную программу деятель-
ности предприятия, направленную ка перевы-
полнение заданий государственного хозяй-
ственного плана за счёт наилучшего исполь-
зования всех внутренних ресурсов производ-
ства путём комплексного решения вопросов
техники, экономики и финансов завода. Осо-
бенностью техпромфинплана является то, что-
все его показатели и проектировки обосно-
вываются конкретными организационно-техни-
ческими мероприятиями, намеченными в про-
цессе массовой проработки плана всем кол-
лективом рабочих, инженерно-технических
работников и служащих предприятия. Изучив
опыт разработки техпромфинпланов, това-
рищ Молотов дал им высокую оценку: „Пре-
красным, достойным подражания примером
является опыт выработки и осуществлений
техпромфинпланов на ряде предприятий Ле-
нинграда. Техпромфинплан, в выработке кото-
рого участвуют не только хозяйственные и
технические руководители, но и все заводские
рабочие, проверяющие производственно-тех-
нические возможности цеха, агрегатов и от-
дельных машин и тем самым активно уча-
ствующие в выявлении всех производствен-
ных ресурсов предприятия, — техпромфинплав
одна из лучших социалистических форм
борьбы за наши темпы." ***
В современных условиях всенародной
борьбы за досрочное выполнение послевоен-
ных планов восстановления и развития на-
родного хозяйства новые формы коллектив-
* И. В. Сталин, Соч„т. 10, стр. 327.
** В. М. Молотов, Третий пятилетний план раз-
вития народного хозяйства СССР, Госполитиздат, 1939,
стр- 49.
*** И. В. Сталин, Вопросы ленинизма, изд. 11-е,
стр. 349.
* И. В. Сталин, Вопросы ленинизма, изд. 11-е,
стр. 396.
*¦ В. М. Молотов, В борьбе за социализм,
Партиздат, 1935, стр. 281.
**¦ В. М. Молото в, В борьбе за социализм, Парт»
издат, Л935, стр. 520.
ГЛ. II]
ПРОГРЕССИВНЫЙ ХАРАКТЕР СОЦИАЛИСТИЧЕСКОГО ПЛАНИРОВАНИЯ
45
ной стахановской работы нашли своё выра-
жение в создании стахановских техпромфин-
планов (см. ниже).
Важнейшим источником действенной силы
социалистического планирования является
высокий авторитет советского правительства
и Коммунистической партии, пользующихся
безграничным доверием, любовью и предан-
ностью народа. Отвечая на вопрос о том, ка-
кие условия нужны для успешного выполне-
ния плана хозяйственного развития СССР,
товарищ Сталин указал: „Требуется наличие
партии, достаточно сплоченной и единой для
того, чтобы направить усилия всех лучших лю-
дей рабочего класса в одну точку, и достаточно
опытной для того, чтобы не сдрейфить перед
трудностями и систематически проводить в
жизнь правильную, революционную, больше-
вистскую политику." * Социалистическое го-
сударство является собственником всех основ-
ных средств производства в нашей стране;
оно держит в своих руках управление про-
мышленностью, транспортом, крупным социа-
листическим сельским хозяйством, торговой
сетью, кредитом, денежным обращением; оно
располагает огромными материальными, про-
довольственными, трудовыми и финансовыми
резервами. Социалистическое государство
использует весь аппарат управления и эконо-
мические ресурсы страны для решения хо-
зяйственно-политических задач, поставленных
Коммунистической партией для обеспечения
безусловного выполнения народнохозяйствен-
ного плана и укрепления его руководящей,
организующей роли в процессе социалистиче-
ского производства и распределения.
Источником действенной силы государ-
ственного планирования народного хозяйства
являются социалистический способ производ-
ства и весь общественный строй СССР,
„...утвердившиеся в результате ликвидации
капиталистической системы хозяйства, отмены
частной собственности на орудия и средства
производства и уничтожения эксплоатации че-
ловека человеком." ** Экономическая жизнь
нашей страны не подчинена стихийным за-
конам развития, которые господствуют при ка-
питализме. „Кризис, безработица, расточи-
тельство, нищета широких масс — вот неизле-
чимые болезни капитализма. Наш строй не стра-
дает этими болезнями, потому что власть в на-
ших руках, в руках рабочего класса, потому что
мы ведем плановое хозяйство, планомерно на-
копляем ресурсы и правильно распределяем их
по отраслям народного хозяйства."*** Общест-
венный^строй СССР не знает классовых проти-
воречий, раздирающих капиталистическое об-
щество и порождающих его внутреннюю не-
устойчивость.
В противоположность капиталистическим
странам советское общество свободно от
классовых столкновений и представляет кар-
тину дружественного сотрудничества рабо-
чих, крестьян, интеллигенции. „На основе
этой общности и развернулись такие движу-
щие силы, как морально-политическое един-
ство советского общества, дружба народов
СССР, советский патриотизм." *
ПРОГРЕССИВНЫЙ ХАРАКТЕР
СОЦИАЛИСТИЧЕСКОГО ПЛАНИРОВАНИЯ
Важнейшей особенностью государствен-
ного планирования народного хозяйства СССР
является его направленность на великие про-
грессивные цели социалистического строи-
тельства и постепенного перехода к высшей
фазе коммунизма. В. И. Ленин ставил задачу
„... увлечь массу рабочих и сознательных кре-
стьян великой программой на 10—20 лет." **
Этот замысел был осуществлён под непосред-
ственным руководством его гениального про-
должателя — товарища Сталина.
Знаменитые сталинские пятилетки пред-
ставляют собой грандиозные планы корен-
ного преобразования страны, обеспечившие
не только бурный рост производительных
сил, но и глубочайшую революционную пере-
стройку общественно-производственных от-
ношений СССР. В январе 1934 г. на XVII
съезде партии товарищ Сталин следующими
словами определил результаты победоносного
строительства социализма и выполнения пяти-
летнего плана за истекший период: „СССР
за этот период преобразился в корне, сбросив
с себя обличив отсталости и средневековья.
Из страны аграрной он стал страной инду-
стриальной. Из страны мелкого единоличного
сельского хозяйства он стал страной кол-
лективного крупного механизированного сель-
ского хозяйства. Из страны темной, негра-
мотной и некультурной он стал — вернее,
становится — страной грамотной и культур-
ной, покрытой громадной сетью высших, сред-
них и низших школ, действующих на языках
национальностей СССР." ***
XVII съезд партии утвердил второй пяти-
летний план народного хозяйства, основные
задачи которого были еще более грандиозны,
чем задачи первой пятилетки: промышленная
продукция по второму пятилетнему плану
должна была возрасти в восемь раз по срав-
нению с 1913 г.; объём капитальных работ на-
мечался вдвое больший, чем в первой пяти-
летке, и должен был обеспечить полное тех-
ническое перевооружение всех отраслей на-
родного хозяйства; предусматривалось, в
частности, завершение в основном механиза-
ции сельского хозяйства и поднятие его про-
дуктивности. Вторая пятилетка представляла
собой грандиозную программу завершения
строительства первой фазы коммунистиче-
ского общества. Подводя итоги выполнению
этой программы на XVIII съезде партии,
товарищ Сталин указал, что „В области обще-
ственно-политического развития страны наи-
более важным завоеванием за отчётный период
нужно признать окончательную ликвидацию
остатков эксплоататорских классов, сплочение
рабочих, крестьян и интеллигенции в один
общий трудовой фронт, укрепление "морально-"
* И. В. Сталин, Вопросы ленинизма, изд. 11-ё,
** Конституция (основной закон) Союза Советски*
Ь1МалйШ<Йй8ЙХ^«№*«ЩЯр9:т,4*1
*** И. В. Сталин. Вопросы ленинизма.
стр. 324*
*• В. И. Л е н.
стр. 438—439.
:, лед. гТ-е,
ЕЯ, .WJK-.4M.
" ft-e
46
ПЛАНИРОВАНИЕ, ФИНАНСЫ И ХОЗРАСЧЁТ МАШИНОСТРОИТЕЛЬНОГО ЗАВОДА [РАЗД. V
политического единства советского общества,
укрепление дружбы народов нашей страны и,
как результат всего этого, — полную демо-
кратизацию политической жизни страны, со-
здание новой Конституции." *
Третий пятилетний план, принятый XVIII
съездом партии, предусматривал дальнейший
подъём промышленного производства, земле-
делия и животноводства, а также дальнейшее
улучшение материального и культурного
уровня рабочих, крестьян, интеллигенции. За-
дания пятилетнего плана были подчинены
основной экономической задаче СССР, вы-
двинутой и сформулированной товарищем
Сталиным: перегнать главные капиталистиче-
ские страны в экономическом отношении, т. е.
по размерам промышленного производства
на душу населения, в течение ближайших
10—15 лет. Успешное выполнение третьей пя-
тилетки было прервано вероломным нападе-
нием гитлеровской Германии. Но немедленно
вслед за победоносным окончанием Великой
Отечественной войны партия и правительство
вооружили советский народ пятилетним
планом, задачи которого заключаются не
только в том, чтобы в кратчайшие сроки вос-
становить пострадавшие районы страны, но
быстро восстановить довоенный уровень про-
мышленности и сельского хозяйства и затем
превзойти этот уровень в более или менее
значительных размерах. „Что касается планов
на более длительный период, то партия на-
мерена организовать новый мощный подъём
народного хозяйства, который дал бы нам
возможность поднять уровень нашей про-
мышленности, например, втрое по сравнению
с довоенным уровнем." **
Послевоенная сталинская пятилетка вы-
звала всенародный трудовой подъём, огромное
патриотическое движение среди рабочих, кол-
хозников, интеллигенции нашей страны. В этом
ещё раз сказалась огромная мобилизующая
сила социалистического планирования, обусло-
вленная глубоко прогрессивным характе-
ром наших планов. „Рабочие, крестьяне и
интеллигенция Советского Союза видят, что
сегодня они живут лучше, чем вчера, и хо-
рошо знают, что завтра они будут жить лучше,
чем сегодня. Они уверены в своем завтрашнем
дне, видя своими глазами, как из года в год
растёт и крепнет СССР." ***
Социалистическая экономика развивается,
растёт и крепнет в борьбе за выполнение и
перевыполнение сталинских пятилетних пла-
нов, представляющих собой испытанную форму,
обеспечивающую наилучшее сочетание по-
вседневной хозяйственной работы советского
народа с революционной перспективой в его
труде и творчестве. Товарищ Сталин учит,
что правильное решение хозяйственных вопро-
сов может быть дано только с у чётом перспектив
развития социалистической экономики. „На
рентабельность нельзя смотреть торгашески,
с точки зрения данной минуты. Рентабель-
ность надо брать с точки зрения общенарод-
* И. В. Сталин, Вопросы ленинизма, изд. 11-е.
стр. 57.5.
¦* И. В. Сталин, Речь на предвыборном собра-
нии избирателей Сталинского избирательного округа
г. Мосхвы, Госполитиздат, 1946, стр. 29.
•¦* В. JV\. Молотов, Сталин и сталинское руко-
водство, Госполитиздат, 1949, стр. 8.
ного хозяйства в разрезе нескольких лет.
Только такая точка зрения может быть на-
звана действительно ленинской, действительно
марксистской." *
Товарищ Сталин учит, что при разработке
перспективного плана хозяйственного разви-
тия необходимо руководствоваться не только
конечной целью, которая должна быть до-
стигнута в результате его выполнения, но
также правильным определением ведущих
звеньев плана. Это обусловлено тем, что
„... осуществление такого грандиозного плана
нельзя начинать вразброс, с чего попало.
Чтобы осуществить такой план, нужно прежде
всего найти основное звено плана, ибо только
найдя основное звено и ухватившись за него, —
можно было вытянуть все остальные звенья
плана." **
Товарищ Сталин учит, что важнейшей
задачей социалистического планирования
является систематическое преодоление труд-
ностей и обеспечение неуклонного подъёма
нашего народного хозяйства, неуклонное дви-
жение вперёд по пути расширенного социа-
листического воспроизводства за счёт моби-
лизации всех сил и неисчерпаемых ресурсов,
которыми располагает советский обществен-
ный и государственный строй. В своём отчёт-
ном докладе XVI съезду ВКП(б) товарищ
Сталин раскрыл особый характер наших труд-
ностей: „Речь идёт о том, что наши трудно-
сти являются не трудностями упадка или
трудностями застоя, а трудностями роста,
трудностями подъёма, трудностями продви-
жения вперёд. Это значит, что наши труд-
ности коренным образом отличаются от труд-
ностей капиталистических стран. Когда в САСШ
говорят о трудностях, имеют в виду трудно-
сти упадка, ибо Америка переживает ныне
кризис, т. е. упадок хозяйства. Когда в Англии,
говорят о трудностях, имеют в виду трудно-
сти застоя, ибо Англия переживает вот уже
несколько лет застой, т. е. приостановку дви-
жения вперёд. Когда же мы говорим о наших
трудностях, то имеем в виду не упадок и не
застой в развитии, а рост наших сил, подъём
наших сил, продвижение нашей экономики
вперёд. На сколько пунктов продвинуться
вперёд к такому-то сроку, на сколько про-
центов выработать больше продуктов, на
сколько миллионов гектаров засеять больше,
на сколько месяцев раньше построить завод,
фабрику, железную дорогу, — вот какие во-
просы имеют у нас в виду, когда говорят
о трудностях...
А что это значит? Это значит, что наши
трудности являются такими трудностями, ко-
торые сами содержат в себе возможность
их преодоления. Это значит, что отличи-
тельная черта наших трудностей состоит в
том, что они сами дают нам базу для их
преодоления." ***
Социалистические хозяйственные планы
являются планами неуклонного прогресса
промышленности, сельского хозяйства, транс-
порта, экономики, техники, науки и куль-
туры СССР. Социалистические планы опре-
* И. В. Сталин, Вопросы ленинизма, изд. 11-е.
стр. 383.
** И. В. Сталин, Вопросы ленинизма, изд. 11-е,
стр. 371.
¦«И.В.Сталин, Соч., т. 12. стр. 303-304.
ГЛ. II]
ПРОГРЕССИВНЫЙ ХАРАКТЕР СОЦИАЛИСТИЧЕСКОГО ПЛАНИРОВАНИЯ
47
деляют не только количественный рост про-
мышленности, но и всестороннее улучшение
качественных показателей . работы предприя-
тий, систематическое снижение себестоимо-
сти промышленной продукции.
Задача снижения себестоимости на основе
прогрессирующего улучшения работы пред-
приятий была поставлена товарищем Сталиным
перед социалистической промышленностью
ещё в 1927 г.: „Только промышленность, си-
стематически снижающая цены на товары,
только промышленность, базирующаяся на
систематическом снижении себестоимости про-
дукции, только промышленность, систематиче-
ски улучшающая, стало быть, своё производ-
ство, технику и организацию труда, методы и
формы управления хозяйством, — только такая
промышленность нужна нам, ибо только она
может развиваться вперёд и только она может
дать пролетариату полную победу."*
Прогрессивный характер социалистиче-
ского планирования сказывается как на систе-
матическом улучшении объёмных и качествен-
ных показателей, так и на решении вопросов
техники производства и её развития. „В связи с
задачами дальнейшего развития машинострое-
ния,— говорил товарищ Молотов на XVIII
съезде партии, — надо подчеркнуть исключи-
тельную важность вопросов технической поли-
тики. Нам нужно не всякое машиностроение,
нам нужно развитие передового машинострое-
ния, стоящего в полной мере на уровне главных
достижений мировой техники. Нам, например,
нужно не просто увеличивать производство
станков, нам необходимо обеспечить в станко-
строении решительное повышение удельного
веса высокопроизводительных и специальных
станков, особенно автоматов и полуавтома-
тов. Это относится и ко всем остальным ви-
дам машиностроения, Мы не должны допу-
скать отставания нашей машиностроительной
промышленности от уровня современной тех-
ники, от современных технических достиже-
ний, к чему неизбежно ведёт самоуспокоен-
ность и зазнайство в этом деле. Надо, чтобы
техническая политика в советском машино-
строении была в полной мере на уровне со-
временной мировой техники."**
После победоносного завершения Великой
Отечественной войны товарищ Сталин поста^
вил перед советскими учёными задачу,,... не
только догнать, но и превзойти в ближайшее
время достижения науки за пределами нашей
страны." *** Эта директива получила своё вы-
ражение и в Законе о пятилетнем плане вос-
становления и развития народного хозяйства
СССР на 1946—1950 гг., где сказано: „Обеспе-
чить дальнейший технический про-
гресс во всех отраслях народного
хозяйства СССР, как условие мощного
подъёма производства и повышения произ-
водительности труда, для чего необходимо
не только догнать, но и превзойти в ближай-
шее время достижения науки за пределами
СССР".
Государственные плановые задания должны
рассматриваться как минимальные задания,
которые надо систематически перевыполнять
путём выявления и правильного использова-
ния дополнительных возможностей роста про-
изводства и улучшения качественных показа-
телей. Однако это не значит, что государ-
ственные плановые задания могут быть зани-
женными. „Государственные планы, устана-
вливаемые для предприятий, должны органи-
зовать рабочих и интеллигенцию и мобили-
зовать их на борьбу за план, за движение впе-
рёд по пути преодоления трудностей и обеспе-
чения нового подъёма народного хозяйства.
Необходимо решительно разоблачить и по-
кончить с практикой установления занижен-
ных планов, которые никого не мобилизуют
и заставляют людей волочиться за „узкими"
местами и достигнутыми нормами в производ-
стве." *
Мобилизующая и организующая роль со-
циалистического планирования производства
предъявляет определённые требования к каче-
ству технических норм, которые ложатся в ос-
нову разработки плана. В своей исторической
речи на Первом всесоюзном совещании ста-
хановцев товарищ Сталин сказал: „Без техни-
ческих норм невозможно плановое хозяйство.
Технические нормы нужны, кроме того, для
того, чтобы отстающие массы подтягивать
к передовым. Технические нормы — это боль-
шая регулирующая сила, организующая на
производстве широкие массы рабочих вокруг
передовых элементов рабочего класса. Следо-
вательно, нам нужны технические нормы, но
не те, какие существуют теперь, а более
высокие." **
Постановление Совета Министров Союза
ССР о государственном плане восстановления
и развития народного хозяйства СССР на
1947 г. потребовало коренного улучшения
дела руководства предприятиями и планирова-
ния производства и, в частности, определило
характер и уровень норм, которые должны
быть положены в основу государственных
плановых заданий предприятиям. „Государ-
ственные планы должны быть большевистскими;
они должны быть рассчитаны не на среднеариф-
метические нормы, достигнутые в производ-
стве, а на среднепрогрессивные нормы, т. е
равняться в сторону передовых.
Успех выполнения и перевыполнения го-
сударственных планов решают люди; план
должен ориентироваться на передовых рабо-
чих, инженеров и техников, показывающих
огромные возможности в деле достижения
прогрессивных норм использования машин и
механизмов, и, таким образом, обеспечиваю-
щих перевыполнение государственных пла-
нов." ***
Совет Министров Союза ССР обязал мини-
стерства и ведомства принять меры к вне-
дрению на предприятиях передовых технико-
экономических норм использования машин,
механизмов и агрегатов, а также норм рас-
* И. В. Сталин, Соч., т. 9, стр. 194.
** В. М. Молотов, Третий пятилетний план раз-
вития народного хозяйства СССР, Госполитиздат, 1939
стр. 24.
*** И. В. Сталин, Речь на предвыборном собрании
избирателей Сталинского избирательного округа г. Мо-
сквы, Госполитиздат 1946, стр. 29.
* В Совете Министров СССР, О государственном
плане восстановления и развития народного хозяйства
СССР на 1947 год, Госполитиздат, 1947, стр. 7.
** И. В. Сталин, Вопросы ленинизма, изд. 11-е,
стр. 502.
*** В Совете Министров СССР, О государственном
плане восстановления и развития народного хозяйства
СССР на 1947 год, Госполитиздат, 1947, стр. 7.
48
ПЛАНИРОВАНИЕ, ФИНАНСЫ И ХОЗРАСЧЁТ МАШИНОСТРОИТЕЛЬНОГО ЗАВОДА [РАЗД. V
хода энергии, топлива, материалов и сырья,
для чего:
„а) выявить и учесть на предприятиях пе-
редовые технико-экономические нормы, до-
стигнутые отдельными цехами, участками, аг-
регатами или рабочими бригадами;
б) установить на основе указанных передо-
вых технико-экономических норм среднепро-
грессивные нормы для каждого предприятия
в области использования машин и расхода
материалов, обеспечивающие выполнение и
перевыполнение государственного плана." *
Кроме того, начиная с 1949 г., правитель-
ство утверждает по отдельным отраслям ма-
шиностроения прогрессивные нормы трудо-
ёмкости важнейших изделий. На основе сред-
аих технико-экономических норм по отраслям
министерства должны устанавливать дифе-
ренцированные нормы для отдельных пред-
приятий с тем, однако, чтобы они были не
ниже утверждённых правительством отрасле-
вых норм.
СТАХАНОВСКИЙ ТЕХПРОМФИНПЛАН
ПРЕДПРИЯТИЯ
Ярким воплощением прогрессивных начал
социалистического планирования производ-
ства является практика разработки и осуще-
ствления стахановских техпромфинпланов на
передовых машиностроительных заводах. Ста-
хановский техпромфинплан представляет со-
бой новую ступень в развитии социалистиче-
ского заводского планирования, обусловлен-
ную всенародным соревнованием и подъёмом
стахановского движения в борьбе за досроч-
ное выполнение послевоенной сталинской
пятилетки.
Характерной особенностью послевоенного
развития социалистических форм труда яв-
¦ляется широкое распространение коллектив-
ной стахановской работы, охватывающей не
только отдельные бригады или производствен-
ные участки, но также целые цехи и даже
заводы. Новые формы коллективной стаханов-
ской работы основываются на планомерном
внедрении передовой технологии, стаханов-
ских методов организации труда, высокой
организационно-технической культуры произ-
водства. При их осуществлении очень боль-
шая роль принадлежит разработке тщательно
продуманных планов и непосредственная това-
рищеская взаимопомощь передовых рабочих,
инженеров, техников, мастеров и всех участни-
ков коллектива при реализации этих планов.
Вторая характерная особенность после-
военного развития социалистического сорев-
нования в промышленности состоит в со-
четании коллективных форм труда с укрепле-
нием и расширением личных обязательств
каждого работника в деле выполнения и пере-
выполнения государственных планов и после-
военной сталинской пятилетки в целом.
„Теперь широко распространилось новое дви-
жение, заключающееся в том, что отдельные
рабочие берут на себя личные обязательства
досрочного выполнения годовых планов и
* В Совете Министров СССР, О государственном
плане восстановления и развития народного хозяйства
СССР на 1947 год, Госполитиздат, 1947, стр. 17.
пятилетки в целом, чего не было в довоен-
ное время." *
Третьей важнейшей чертой социалистиче-
ского соревнования в послевоенный период
является стремление производственных кол-
лективов и отдельных рабочих не только до-
биться максимального увеличения выпуска
комплектной продукции на основе роста про-
изводительности труда, его механизации и
усовершенствования техники, но, кроме того,
дать сверхплановое снижение себестоимости,
повысить рентабельность работы предприя-
тия и ускорить оборачиваемость его оборот-
ных средств.
Практическое осуществление перечислен-
ных выше главных особенностей современ-
ного этапа социалистического соревнования
требует создания инициативных программ и
планов, охватывающих все стороны техники,
организации- и экономики производства и
рассчитанных на сравнительно большие пе-
риоды времени: на год или, как минимум, на
квартал. Такой целостной программой разви-
тия завода, идущего по пути коллективного
стахановского труда, добивающегося за счёт
мобилизации своих внутренних ресурсов до-
срочного выполнения и перевыполнения
пятилетнего плана и. обязующегося дать
стране высококачественную и дешёвую про-
дукцию, резко повысив . рентабельность про-
изводства и высвободив дополнительно обо-
ротные средства,— именно и является стаха-
новский техпромфинплан.
Стахановский техпромфинплан предста-
вляет собой резвёрнутое обоснование и кон-
кретизацию социалистических обязательств
всего коллектива предприятия по досрочному
выполнению и перевыполнению количествен-
ных и качественных заданий государствен-
ного плана Стахановский техпромфинплан
включает:
во-первых, комплексную
нического развития завода,
всемерном использовании
ских достижений, на внедрении передовой
технологии, механизации трудоёмких работ и
освоении передовых форм поточной органи-
зации производства;
во-вторых, широкий и тщательно проду-
манный план развития социалистических форм
труда и применения стахановских методов ра-
боты на базе роста квалификации кадров,
развёртывания массового соревнования, пра-
вильной постановки технического нормирова-
ния, организации труда и заработной платы;
в-третьих, систему взаимно увязанных
технико-экономических расчётов, обосновы-
вающих прогрессивный уровень количествен-
ных и качественных показателей в предстоя-
щем периоде с учётом намеченных организа-
ционно-технических мероприятий;
в-четвёртых, совокупность диференциро-
ванных и взаимно согласованных заданий,
лимитов и плановых норм, уточняющих круг
обязательств каждого из подразделений за-
вода вплоть до отдельных бригад и рабочих
мест, а также долю их участия в обеспече-
нии безусловного выполнения и перевыпол-
программу тех-
основанную на
научно-техниче-
й
* В. М. М о л о т о в, Тридцатилетие Великой Ок-
тябрьской социалистической революции, Госполитиздат,
194/, стр. 27.
ГЛ. II]
ОРГАНИЗАЦИОННОЕ РУКОВОДСТВО ВЫПОЛНЕНИЕМ ПЛАНОВ
49
нения плана и в преодолении трудностей и „уз-
ких мест" производства, лимитирующих его
прогрессивное техническое и экономическое
развитие.
Методика построения и разработки стаха-
новского техпромфинплана во многом зави-
сит от конкретных условий организации и
деятельности данного предприятия: от пре-
обладающего типа производства, от состояния
нормативов, от цеховой структуры завода,
а также от ряда других обстоятельств, опре-
деляющих порядок выполнения плановых рас-
чётов. Тем не менее можно установить три
основных методических принципа, на которых
должна строиться разработка стахановского
техпромфинплана машиностроительного за-
вода.
В процессе составления плана на всех его
этапах и решительно по всем его разделам
должны активно участвовать непосредствен-
ные исполнители — рабочие, инженеры, тех-
ники, служащие цехов и завода. При этом их
роль не должна ограничиваться выдвижением
практических предложений или обсуждением
запроектированных показателей. Коллектив
каждого производственного подразделения и
каждого функционального органа завода обяза-
тельно должен самостоятельно проработать,
подсчитать, обосновать и ответственно зафи-
ксировать тот уровень количественных и каче-
ственных показателей, за достижение кото-
рого он принимает на себя обязательство бо-
роться в очередном периоде.
Уровень показателей и норм стахановского
техпромфинплана должен иметь прогрессив-
ный характер. Анализируя результаты, до-
стигнутые передовыми стахановцами, лучшими
бригадами, производственными участками и
цехами, составители плана должны стремиться
закрепить эти результаты, распространить их
возможно шире и сделать коллективным до-
стоянием всего завода, а на этой базе дви-
гаться вперёд к ещё более высокому уровню
за счёт более глубокого овладения техникой,
дальнейшего искоренения всяческих потерь и
неполадок, более полной и эффективной мо-
билизации внутренних ресурсов производства.
Мерилом осуществления этой задачи должны
служить передовые достижения лучших пред-
приятий и цехов той же отрасли промышлен-
ности или родственных отраслей.
Стахановский техпромфинплан. должен
быть рассчитан на превращение данного
завода по всем важнейшим показателям
его работы в передовое стахановское пред-
приятие соответствующей отрасли промыш-
ленности.
Разработка стахановского техпромфин-
плана должна обеспечить органическое соче-
тание экономики, организации и техники про-
изводства как важнейшую предпосылку дей-
ствительно научного обоснования плановых
проектирозок. Каждая из запроектированных
норм, каждое намеченное мероприятие должно
быть подробно рассмотрено и оценено со сто-
роны своей экономической эффективности,
со стороны организационных условий и по-
следствий его внедрения, а также со стороны
его технической прогрессивности в свете со-
временных достижений передовой науки и
практики. Важной особенностью такого орга-
нического сочетания экономики, техники и
4 Том 15
организации производства в процессе раз-
работки стахановского техпромфинплана
является ведущая роль экономики в решении
любого производственного вопроса. Совре-
менная техника машиностроения в руках но-
ваторов социалистического производства даёт
возможность решения любой задачи; именно
поэтому техника принципиально не может рас-
сматриваться как лимитирующий фактор при
разработке плана, а должна являться практи-
ческим средством решения экономических
задач и требований, предъявляемых социа-
листическим государством либо возникающих
перед данным заводом в процессе его разви-
тия, в борьбе за завоевание передовых пози-
ций во Всесоюзном социалистическом соревно-
вании.
ОРГАНИЗАЦИОННОЕ РУКОВОДСТВО
ВЫПОЛНЕНИЕМ ПЛАНОВ
Прогрессивный характер социалистиче-
ского планирования сказывается как при раз-
работке перспективных планов хозяйствен-
ного развития, так и в руководстве их осу-
ществлением. „Только бюрократы могут ду-
мать, что плановая работа заканчивается со-
ставлением плана. Составление плана есть
лишь начало планирования. Настоящее пла-
новое руководство развертывается лишь после
составления плана, после проверки на местах,
в ходе осуществления, исправления и уточне-
ния плана." *
Задача планового руководства заключается
не только в обеспечении безусловного выпол-
нения проектировок плана, но и в том, чтобы
ускорить его осуществление, добиться пере-
выполнения установленных заданий. „Для нас,
для большевиков, пятилетний план не пред-
ставляет нечто законченное и раз навсегда дан-
ное. Для нас пятилетний план, как и всякий
план, есть лишь план, принятый в порядке пер-
вого приближения, который надо уточнять,
изменять и совершенствовать на основании
опыта мест, на основании опыта исполнения
плана. Никакой пятилетний план не может
учесть всех тех возможностей, которые таят-
ся в недрах нашего строя и которые откры-
ваются лишь в ходе работы, в ходе осуще-
ствления плана на фабрике, на заводе, в кол-
хозе, в совхозе, в районе и т, д." **
Важнейшим элементом социалистического
планирования является организационное руко-
водство выполнением планов. Выполнение
плана в условиях социалистической системы
хозяйства не может быть предоставлено само-
тёку. „Теория ,самотека" в социалистическом
строительстве есть теория антимарксист-
ская",— говорит товарищ Сталин.*** Выпол-
нение плана надо организовать, основываясь
в этом деле на учении Ленина — Сталина об
организационном руководстве.
„После того, как дана правильная линия,
после того, как дано правильное решение
вопроса, успех дела зависит от организацион-
ной работы, от организации борьбы за про-
ведение в жизнь линии партии, от правиль-
* И. В. Сталин, Соч., т. 12, стр. 347.
** И. В. С tai л и н, Там же, стр. 347.
*** И. В. Сталин, Вопросы ленинизма, изд. 11-е,
стр. 280.
50
ПЛАНИРОВАНИЕ, ФИНАНСЫ И ХОЗРАСЧЁТ МАШИНОСТРОИТЕЛЬНОГО ЗАВОДА [РАЗД. V
ного подбора людей, от проверки исполнения
решений руководящих органов."*
По мере укрепления и развития социалисти-
ческой системы хозяйства успешное выпол-
нение государственных планов всё в большей
мере определяется качеством организацион-
ного руководства и всё меньше зависит от
объективных условий. „Нужно понять, — гово-
рит товарищ Сталин, — что сила и автори-
тет наших партийно-советских, хозяйствен-
ных и всяких иных организаций и их руко-
водителей выросли до небывалой степени.
И именно потому, что их сила и авторитет вы-
росли до небывалой степени, — от их работы
зависит теперь всё или почти всё. Ссылка на
так называемые объективные условия не
имеет оправдания".**
Отправным моментом организационного
руководства является правильный подбор и
расстановка кадров (подробнее см. гл. V).
Говоря об организации выполнения плана
Гоэлро в своём письме В. И. Ленину, това-
рищ Сталин писал:
„Моё мнение:
1) не терять больше ни одной минуты на
болтовню о плане;
2) начать немедленный практиче-
с к и й приступ к делу;
3) интересам этого приступа подчинить
по крайней мере Уз нашей работы B/3 уйдёт
на „текущие" нужды) по ввозу материалов
и людей, восстановлению предприятий, рас-
пределению рабочей силы, доставке продо-
вольствия, организации баз снабжения и са-
мого снабжения и пр.
4) Так как у работников Гоэлро, при всех
хороших качествах, всё же нехватает здоро-
вого практицизма (чувствуется в статьях про-
фессорская импотентность), то обязательно
влить в плановую комиссию к ним людей
живой практики, действующих по принципу
„исполнение донести", „выполнить к сроку"
и пр." ***
Важнейшим элементом организационного
руководства выполнением плана является рас-
пределение конкретных оперативных заданий,
вытекающих из плана, по срокам и исполни-
телям. Ленин рассматривал утверждение плана
как „вынесение конкретных заданий". Говоря
об утверждении плана Гоэлро VIII съездом
Советов, Ленин разъяснял, что „...под утвер-
ждением надо понимать ряд заказов и при-
казов: то-то, тогда-то и там-то купить, то-то
начать строить, такие-то материалы собрать
и подвезти и т.п." **** Государственные хо-
зяйственные планы не только устанавливают
определённую программу действий, но точно
определяют, какое министерство или отрасль,
какая республика, край или область должны
выполнить отдельные части этой программы.
В планах министерств устанавливаются кон-
кретные задания подведомственным пред-
приятиям. Техпромфинплан завода в свою
очередь должен предусмотреть программу
деятельности каждого производственного цеха.
Цеховые планы, наконец, должны быть дове-
дены в виде конкретных показателей и про-
изводственных заданий до каждого участка,
бригады и рабочего.
Организационное руководство выполне-
нием плана состоит, кроме того, в система-
тическом контроле и проверке фактических
результатов работы. „Планы нам нужны для
того, — говорит товарищ Молотов, — чтобы
иметь правильную линию в хозяйственной
работе. Планы нам нужны по отраслям и по
районам, по годам и по более коротким пе-
риодам, с правильной увязкой отдельных
частей и сроков выполнения плана. В соот-
ветствии с результатами фактического выпол-
нения плана необходимо вносить коррективы
по отдельным отраслям, районам и срокам
выполнения плана. Планы нам нужны для
того, чтобы проверять, как ведется наша хо-
зяйственная работа. Если же план не связан
с проверкой исполнения, то он превращается
в бумажку, в пустышку." *
В решениях XVIII съезда Всесоюзной
Коммунистической партии (большевиков) ука-
заны основные задачи проверки выполнения
планов: „Центральной задачей перестройки
плановой работы является организация про-
верки выполнения планов с тем, чтобы пре-
дупреждать возникновение диспропорций в
хозяйстве, вскрывать новые резервы для вы-
полнения планов и в соответствии с резуль-
татами фактического выполнения планов
вносить коррективы по отдельным отраслям
и районам." **
Контроль выполнения государственного
хозяйственного плана в целом осуществляется
Госпланом СССР, который обязан:
„а)систематически проверять выполнение
министерствами и ведомствами государствен-
ного плана..., выявлять диспропорции в ходе
выполнения плана и развитии отдельных от-
раслей хозяйства, ставить перед министер-
ствами и ведомствами вопрос о предупре-
ждении и ликвидации этих диспропорций и о
результатах проверки докладывать Совету
Министров Союза ССР;
б) организовать ежемесячную проверку...
соответствия месячных планов, устанавливае-
мых министерствами и ведомствами своим
предприятиям, с государственным планом на
соответствующий квартал ... и в необходимых
случаях давать указания министерствам и ве-
домствам по лриведению в соответствие ве-
домственных месячных заданий с государ-
ственным планом;
в) представлять в Совет Министров СССР
ежемесячные отчёты о ходе выполнения на-
роднохозяйственного плана, ... а также еже-
квартально представлять доклады о выполне-
нии технико-экономических норм по отдель-
ным отраслям народного хозяйства..." ***.
Каждое министерство и главное управле-
ние обязано осуществлять систематическую
проверку выполнения планов подведомствен-
ными предприятиями по всему кругу показате-
лей техпромфинплана. В системе внутризавод-
* И. В. Сталин, Вопросы ленинизма, изд. 11-е,
стр. 476-477.
¦* Там же, стр. 477.
*** И. В. С т а л и н, Соч., т. 5., стр. 51.
*»•* В. И. Ленин, Соч., изд 3-е, т. XXVI, стр. 172.
* В. М. Молотов, Третий пятилетний план раг-
вития народного хозяйства СССР, Госполитиздат, 1939,
стр. ?0-21.
** ВКП(б) в резолюциях и решениях съездов, кон-
ференций и пленумов ЦК, изд. 6-е, Госполитиздат, 1940,
ч. II, стр. 744.
*** В Совете Министров СССР, О государственной
плане восстановления и развития народного хозяйства
СССР на 1947 г., Госполитиздат, 1947, стр. 30,
ГЛ. II]
СОЦИАЛИСТИЧЕСКАЯ ПЛАНОВАЯ ДИСЦИПЛИНА И ХОЗРАСЧЁТ ПРЕДПРИЯТИЯ
51
ского планирования проверка хода выполне-
ния планоз осуществляется поквартально, по-
месячно, а также в текущем порядке: ежесу-
точно и ежесменно. В дополнение к системе
бухгалтерского учёта и отчётности (см. гл. IV)
контроль выполнения планов ведётся при по-
мощи внесистемного оперативного учёта,
а также в виде непрерывного наблюдения за
ходом производства, которое возлагается на
специальные органы диспетчерской службы
в составе аппарата управления заводом и це-
хами (см. гл. III).
СОЦИАЛИСТИЧЕСКАЯ ПЛАНОВАЯ
ДИСЦИПЛИНА И ХОЗЯЙСТВЕННЫЙ
РАСЧЁТ ПРЕДПРИЯТИЯ
Организация выполнения государственных
хозяйственных планоз требует полной сла-
женности, бесперебойности работы во всех
звеньях социалистического производства. В ре-
золюции XVIII Всесоюзной партийной конфе-
ренции „О задачах партийных организаций
в области промышленности и транспорта"
сказано следующее:
„Бороться за выполнение плана, обеспечить
выполнение плана, работать по плану — это
значит:
а) выполнять годовой, квартальный и ме-
сячный планы по выработке продукции не
в среднем, как это было до сих пор, а равно-
мерно по плану, по заранее разработанному
графику производства готовой продукции;
б) выполнять план не только в среднем
по отрасли промышленности, как это было до
сих пор, а выполнять его по каждому пред-
приятию в отдельности;
в) выполнять план не только в среднем
по предприятию, как это было до сих пор,
но выполнять план ежедневно в каждом цехе,
в каждой бригаде, на каждом станке и в
каждой смене;
г) выполнять план не только по количе-
ственным показателям, но обязательно и ка-
чественно, комплектно, по ассортименту,
с соблюдением установленных стандартов
и по установленной планом себестоимости." *
Разработка графика производства и вы-
пуска продукции на машиностроительном
заводе составляет задачу так называемого
оперативно-производственного планирования,
которое должно обеспечить строго комплект-
ное изготовление всей номенклатуры изделий
согласно государственному плану, установить
календарные планы запуска и выпуска полу-
фабрикатов, деталей и узлов по всем после-
довательным стадиям производственного про-
цесса и распределить оперативное задание
между отдельными цехами, участками, брига-
дами и рабочими местами, организовав ис-
черпыЕающую подготовку всего необходи-
мого для бесперебойного выполнения плана
на очередные сутки и смену (подробнее см.
гл. III). Правильная постановка оперативно-
производственного планирования способствует
укреплению плановой дисциплины и помогает
ликвидировать штурмовщину, неравномерный
* Резолюции XVIII Всесоюзной конференции ВКП (б),
Госполитиздат, 1941, стр. 15.
выпуск продукции, неправильный режим ра-
боты предприятия, вызывающий простои обо-
рудования и рабочих, недоиспользование про-
изводственных мощностей, увеличение брака
и непроизводительные переплаты за сверх-
урочные работы.
Как показывает опыт передовых предприя-
тий, успешная работа по графику требует
насыщения всех стадий производственного
цикла достаточными заделами полуфабрикатов
и деталей различной степени готовности;
календарного опережения в работе заготови-
тельных цехов по отношению к обрабаты-
вающим и сборочным; наличия достаточно
мощных и правильно организованных вспо-
могательных цехов, обеспечивающих безот-
казное обслуживание производства инструмен-
том, приспособлениями, ремонтом оборудова-
ния, различными видами энергии и транспорта;
создания и регулярного пополнения складских
запасов металла, полуфабрикатов, топлива
и покупных изделий.
Организация равномерной работы завода
по графику выявляет дополнительные возмож-
ности роста производства, систематического
повышения производительности труда, сни-
жения себестоимости продукции и ускорения
оборачиваемости оборотных средств.
Строжайший режим экономии в исполь-
зовании труда, материальных и денежных
средств — важнейшее требование социалисти-
ческой плановой дисциплины.
Основным рычагом укрепления социали-
стической плановой дисциплины и последо-
вательного проведения режима экономии во
всех звеньях социалистического производства
и распределения является хозяйственный рас-
чёт. Хозяйственный расчёт представляет со-
бой систему планового руководства социали-
стическими предприятиями, основанную на
сознательном использовании закона стои-
мости в деле организации выполнения госу-
дарственного хозяйственного плана. Хозяй-
ственный расчёт в социалистической промыш-
ленности обеспечивает соизмерение затрат и
результатов, а также текущий контроль всей
производственно-хозяйственной деятельности
предприятий советским рублём. Он основы-
вается на сохранения товарной формы про-
дукта социалистических предприятий и на
плановой организации их сбытовой деятельно-
сти; на политике цен, устанавливаемых социа-
листическим государством; на системе дого-
воров, заключаемых социалистическими пред-
приятиями и хозорганами в развитие государ-
ственных плановых заданий; на советской
финансовой системе, денежном обращении,
порядке расчётов хозяйственных органов и
предприятий и на организации кредита; на
социалистической организации оплаты труда
и премирования за достигнутые результаты
работы; на социалистической системе учёта
и контроля хозяйственной деятельности пред-
приятий по выполнению плана, их финансового
состояния и выполнения ими своих хозяй-
ственных обязательств.
В своей исторической речи на совещании
хозяйственников 23 июня 1931 г. товарищ
Сталин поставил задачу увеличения внутри-
промышленных накоплений во всех без исклю-
чения отраслях промышленности и потребовал
укрепления хозяйственного расчёта пред-
52
ПЛАНИРОВАНИЕ, ФИНАНСЫ И ХОЗРАСЧЁТ МАШИНОСТРОИТЕЛЬНОГО ЗАВОДА [РАЗД. V
приятии как важнейшего средства для ликви-
дации бесхозяйственности, мобилизации вну-
тренних ресурсов и систематического сниже-
ния себестоимости. „Выходит, наконец, — го-
ворил товарищ Сталин. — что нельзя по-ста-
рому оборачиваться на старых источниках
накопления. Чтобы обеспечить дальнейшее
развёртывание промышленности и сельского
хозяйства, нужно добиться того, чтобы пу-
стить в дело новые источники накопления,
ликвидировать бесхозяйственность, внедрить
хозрасчёт, снизить себестоимость и поднять
внутрипромышленное накопление." *'
Хозяйственный расчёт в социалистической
промышленности не имеет ничего общего
с коммерческим расчётом капиталистического
предприятия. Капиталистический коммерче-
ский расчёт состоит в подчинении всей дея-
тельности предприятия задачам извлечения
максимальной прибыли путём ожесточённой
конкуренции с другими предприятиями в усло-
виях анархии капиталистического рынка
и путём жесточайшей эксплоатации рабочих.
Социалистический хозяйственный расчёт, на-
против, целиком подчинён задачам наилучшего
выполнения государственного плана путём
выявления и правильного использования вну-
тренних ресурсов предприятия, последователь-
ного проведения режима экономии и строжай-
шего соблюдения финансово-плановой дис-
циплины. Социалистический хозяйственный
расчёт увеличивает оперативную самостоя-
тельность предприятия в рамках плана, по-
вышает инициативу и ответственность хозяй-
ственных руководителей и создаёт матери-
альную заинтересованность всего коллектива
предприятия в наилучшем выполнении госу-
дарственного плана по всем показателям, в уве-
личении сверхплановых накоплений и в уско-
рении оборачиваемости предоставленных пред-
*И.В. Сталин, Вопросы ленинизма, изд. 11-е,
сто. 348.
приятию оборотных средств (подробнее см.
ниже на стр. 100).
Методы хозяйственного расчёта должны
применяться также во внутризаводском пла-
нировании. В постановлении Центрального
Комитета Всесоюзной Коммунистической пар-
тии (большевиков) от 5 декабря 1929 г. по
этому поводу сказано: „Последовательное
проведение хозрасчёта предприятий требует
принятия мер к выявлению успехов и недо-
чётов отдельных цехов и отделов предприя-
тий. С этой целью предприятие должно уста-
навливать плановые задания для отдельных
частей его (цеха, отдела). По цехам, отделам
предприятия должен вестись учёт произведён-
ных за месяц расходов (в том числе и па-
дающих на их долю части амортизации и на-
кладных расходов). Расходы отдельных ча-
стей предприятия должны сопоставляться
с результатами их производственной деятель-
ности" *.
Социалистическая система хозяйственного
расчёта несовместима с канцелярско-бюро-
кратическими методами руководства, с узко-
деляческой, антигосударственной практикой
хозяйственной работы. „У нас бывает, — го-
ворил товарищ Молотов, — что хозрасчёт пре-
вращается на практике в формальную отписку
со ссылкой на установленные планы и догово-
ра со стороны хозяйстаенных организаций,
на деле скатывающихся к методам канцеляр-
ской работы. А, с другой стороны, у нас по-
нимают иногда хозрасчёт слишком „свобод-
но"... Между тем и план, и договора, и хоз-
расчёт, все это — элементы единой больше-
вистской хозяйственной политики, проведение
которой требует, разумеется, большевистского
к себе отношения" **.
*М. Савельев и А. Поскребышев, Ди-
рективы ВКП(б) по хозяйственным вопросам, Соцэкгиз,
1931, стр. 642.
** В. М. М о л о т о в, В борьбе за социализм, Парт-
из дат, 1935, стр. 380.
ЛИТЕРАТУРА И ИСТОЧНИКИ
1. В. И. Ленин, Как организовать соревнование,
Соч., изд. 4-е, т. 26.
2. В. И. Лен и н, Седьмой съезд РКЩб), Доклад
о войне и мире, Соч., изд. 4-е, т-27.
3. В. И. Ленин, Первоначальный набросок статьи
«Очередные задачи Советской власти", Соч., изд. 4-е
т. 27.
4. В. И. Ленин, Набросок плана научно-технических
работ, Соч., изд. 4-е, т. 27.
5. В. И, Ленин, Очередные задачи Советской власти,
Соч., изд. 4-е, т. 27.
6. В. И. Ленин, Vlll Всероссийский съезд Советов,
Доклад о деятельности Совета Народных Комиссаров,
Соч., изд. 3-е, т. XXVI.
7. В. И. Ленин, Письмо Г. М. Кржижановскому,
Соч., изд. 3-е, т. XXVI.
8. В. И. Ленин, Письмо Г. М. Кржижановскому
в Президиум Госплана, Соч., изд. 3-е, т. XXVi.
9. В. И. Ленин, Об едином хозяйственном плане,
Соч., изд. 3-е, т. XXVI.
10. В. И. Ленин, Г. М. Кржижановскому, Соч.,
изд. 3-е, т. XXIX.
1L. И. В. Сталин, Письмо В. И.Ленину, Соч., т. 5.
12. И. В. Сталин, Политический отчёт Центрального
Комитета XIV съезду ВКП(б), Соч., т. 7.
13. И. В. Сталин, О хозяйственном положении Совет-
ского Союза и политике партии, Соч., т, 8.
14. И. В. С т а л и н. Речь на V Всесоюзной конференции
ВЛКСМ, Соч., т. 9.
16. И. В. Сталин, Политический отчёт Центрального
Комитета XV съезду ВКП(б), Соч., т. 10.
16. И. В. С т а л и н, О правом уклоне в ВКП(б), .Во-
просы ленинизма", изд. 11-е.
17. И. В. Стали н, Год великого перелома, „Вопросы
ленинизма", изд. 11-е.
18. И. В. Сталин, К вопросам аграрной политики
в СССР, „Вопросы ленинизма", изд. 11-е.
19. И. В. Сталин, Политический отчёт Центрального
Комитета XVI съезду ВКЩб), Соч., т. 12.
20. И. В. Сталин, О задачах хозяйственников, «Во-
просы ленинизма", изд. Г1-е.
21. И. В. С т а л и н, Новая обстановка — новые задачи
хозяйственного строительства, „Вопросы ленинизма",
изд. 11-е.
22. И. В. Сталин, Итоги первой пятилетки, „Вопросы
ленинизма", изд. 11-е.
23. И. В. Сталин, О работе в деревне, .Вопросы
ленинизма", изд. 11-е.
25. И. В. Сталин, Отчетный доклад XVII съезду
партии о работе ЦК ВКЩб,), „Вопросы ленинизма",
изд. 11-е.
26. И. В. Сталин, Беседа с английским писателем
Г. Д. Уэллсом, „Вопросы ленинизма", изд. 10-е.
27. И. В. Стали н, Речь в Кремлёвском дворце на
выпуске академиков Красной Армии, .Вопросы лени-
низма", изд. 11-е
28. И. В Сталин, Речь на Первом Всесоюзном совеща-
нии стахановцев, „Вопросы ленинизма", изд. 11-е.
29. И. В. Сталин, О недостатках партийной работы и
мерах ликвидации троцкистских и иных двурушников,
Партиздат, 1937.
ГЛ. И]
ЗАДАЧИ ТЕХ.-ЭКОН. ПЛАНИРОВ. И РАЗРАБОТКА ЗАВОДСК. ТЕХПРОМФИНПЛАНА
53
30. И. В. С т а л и н, О диалектическом и историческом
материализме, „Вопросы ленинизма", изд. 11-е.
31. И. В. Стали н, Отчётный доклад на XVIII съезде
партии о работе ЦК ВКЩб). „Вопросы ленинизма",
изд. 11-е.
32. И. В. С т а л и н, О Великой Отечественной войне
Советского Союза. Госполитиздат, 1947.
33. И. В. Сталин, Речь на предвыборном собрании
избирателей Сталинского избирательного округа
г. Москвы, Госполитиздат, 1946.
34. История Всесоюзной Коммунистической партии
(большевиков), Краткий курс, Госполитиздат, 1938.
35. Конституция (основной закон) Союза Советских
Социалистических Республик, изд. Верховного Совета
СССР, 1947.
36. Резолюции XVIII Всесоюзной конференции ВКП(б),
Госполитиздат, 1941.
37. В Совете Министров СССР, О государственном плане
восстановления и развития народного хозяйства СССР
на 1947 г., Госполитиздат, 1947.
38. Закон о пятилетнем плане восстановления и развития
народного хозяйства СССР на 1946—1950 гг. Госполит-
издат, 1946.
39. Г. М. М а л е н к о в, О задачах партийных органи-
заций в области промышленности и транспорта, Гос-
политиздат, 1941.
40. Г. М. Ма л е н к о в. 32-я годовщина Великой Октябрь-
ской социалистической революции, Госполитиздат,
1949.
41. Г. М. Маленков, Товарищ Сталин — вождь про-
грессивного человечества, Госполитиздат, 1949.
42. В. М. Молотов, О народнохозяйственной плане
на 1931 г., „В борьбе за социализм", Парт-
издат, 1935.
43. В. М. М о л о т о в, Основные предпосылки и выпол-
нение хозяйственного плана, „В борьбе за социализм*
Партиздат, 1935.
44. В. М. М о л о т о в, О второй пятилетке, „В борьбе
зд социализм", Партиздат, 1935.
45. В. М. М о л о т о в, Задачи второй пятилетки,
„В борьбе за социализм", Партиздат, 1935
46. В. М. Молотов, Третий пятилетний план развития
народного хозяйства СССР, Госполитиздат, 193а.
47. В. М. М о л от о в, Тридцатилетие Великой Октябрь-
ской социалистической революции, Госполитиздат,
1947.
43. В. М. Молотов, 31-я годовщина Великой Октябрь-
ской социалистической революции, Госполитиздат,
1947.
49. В. М. Молотов, Сталин и сталинское руководство,
Госполитиздат, 1949.
50- В. В. Куйбышев, Ленин и Сталин о социалисти-
ческом планировании, „Большевик" № 1, 1934.
51. В. В< К у й б ы ш е в, К работам над пятилетним
планом, «Плановое хозяйство" № 1, 1936.
52. ВКП(б) в резолюциях и решениях съездов, конфе-
ренций и пленумов ЦК, ч. II, изд. 6-е, Госполитиздат,
1940.
53. М. Савельев и А. Поскрёбышев, Дирек-
тивы ВКП(б) по хозяйственным вопросам, Соцэкгиз,
1931.
ТЕХНИКО-ЭКОНОМИЧЕСКОЕ ПЛАНИРОВАНИЕ ПРОИЗВОДСТВА
ЗАДАЧИ ТЕХНИКО-ЭКОНОМИЧЕСКОГО
ПЛАНИРОВАНИЯ И ПОРЯДОК
РАЗРАБОТКИ ЗАВОДСКОГО
ТЕХПРОМФИНПЛАНА
Хозяйственный план каждого предприятия
составляет неразрывную часть государствен-
ного народнохозяйственного плана и является
основой всей производственно-хозяйственной
деятельности предприятия. Работал по уста-
новленному плану/ предприятие тем самым
выполняет свои обязательства перед госу-
дарством, перед всем социалистическим хо-
зяйством.
Технико-экономическое планирование на
машиностроительном заводе осуществляет в
рамках предприятия те же принципы социа-
листического планирования производства, ко-
торые лежат в основе государственного пла-
нового руководства экономикой СССР и кото-
рые вкратце изложены выше.
Задача заводского технико-экономического
планирования—обеспечить безусловное вы-
полнение и перевыполнение количественных
и качественных заданий государственного
плана. Главные его элементы состоят в сле-
дующем: конкретизация и развитие этих зада-
ний в номенклатурном и календарном отноше-
ниях, а также по отдельным отраслям деятель-
ности и подразделениям завода; выявление
всех производственных возможностей завода и
принятие необходимых мер для приведения их
в соответствие с задачами выполнения и пере-
выполнения государственного плана; устано-
вление и систематическое обновление про-
грессивных технико-экономических норм как
важнейшей предпосылки действительно обо-
снованного расчёта заводского плана; мобили-
зация массовой инициативы и творческой
активности всего коллектива завода на борьбу
за освоение прогрессивных норм и за пере-
выполнение государственного плана по всем
показателям; доведение количественных и ка-
чественных заданий заводского плана, соста-
вленного с учётом дополнительных возможно-
стей роста выпуска.повышения производитель-
ности труда, снижения себестоимости, уско-
рения оборачиваемости оборотных средств
и увеличения накоплений, до цехов и отдельных
исполнителей; систематический контроль и
анализ хода выполнения плана с подтягиванием
отстающих звеньев и с внесением необходимых
коррективов, учитывающих имеющиеся дости-
жения в работе отдельных цехов, вспомога-
тельных хозяйств и функциональных органов
завода; организация внутризаводского хозяй-
ственного расчёта, стимулирующего выполне-
ние и перевыполнение плана по всем показа-
телям.
Технико-экономическое планирование дол-
жно охватывать всю производственную, хо-
зяйственную и финансовую деятельность за-
вода, а потому расчленяется на следующие
основные разделы: планирование технического
развития и организации производства; плани-
рование основного производства и выпуска
продукции; планирование вспомогательных хо-
зяйств завода; планирование труда и заработ-
ной платы; планирование материально-техни-
ческого снабжения; планирование затрат на
производство и себестоимости продукции;
планирование финансов, реализации продук-
ции и накоплений; планирование капитальных
работ и затрат.
Техпромфинплан представляет собой раз-
вёрнутый план производственно-технической
и хозяйственно-финансовой деятельности за-
вода, составленный в развитие заданий социа-
листического государства на очередной пла-
новый период и предусматривающий наряду
с ресурсами для выполнения и перевыполне-
ния этих заданий также организационно-техни-
ческие мероприятия по выявлению и использо-
ванию внутренних резервов завода, цехов,
участков и рабочих мест.
54
ПЛАНИРОВАНИЕ, ФИНАНСЫ И ХОЗРАСЧЁТ МАШИНОСТРОИТЕЛЬНОГО ЗАВОДА [РАЗД. V
По продолжительности планового периода
различают техпромфинпланы перспективные,
в частности — пятилетние, и текущие —
годовые и квартальные. Основной формой
заводского технико-экономического планиро-
вания является годовой техпромфинплан.
Правительство утверждает единый народно-
хозяйственный государственный план на
очередной год с разбивкой основных показа-
телей по кварталам. Заводы участвуют в со-
ставлении годового народнохозяйственного
плана, разрабатывая по директивным указа-
ниям и лимитам (контрольным цифрам) соот-
ветственного главного управления или мини-
стерства свои инициативные предложения в
виде проекта техпромфинплана. При этом пред-
приятия выявляют дополнительные возмож-
ности увеличения выпуска продукции, роста
производительности труда и снижения себе-
стоимости. Вместе с этим разрабатываются ор-
ганизационно-технические мероприятия, обес-
печивающие выполнение запроектированных
показателей. Плановые отделы предприятий
при разработке техпромфинпланов привле-
кают весь производственный коллектив и в
первую очередь стахановцев, инженеров и
техников — новаторов производства.
При разработке проекта годового техпром-
финплана следует руководствоваться перспек-
тивными планами развития завода и данными
об их фактическом выполнении, имеющимся
на заводе портфелем заказов, заявками потре-
бителей или выявленной потребностью народ-
ного хозяйства в выпускаемой продукции, фак-
чическими достижениями в использовании
мощностей на основе передовой технологии
и организации производства, овладением по-
точными методами, прогрессивными нормами
использования оборудования, материалов, топ-
лива, электроэнергии и т. д. Эти предвари-
тельные заводские проектировки используются
министерством для разработки отраслевого
плана, представляемого в Совет Мини-
стров СССР.
На основе представленного Госпланом и
утверждённого правительством народнохозяй-
ственного государственного плана министер-
ства устанавливают годовые планы подведом-
ственным предприятиям с разбивкой по квар-
талам; Предприятия получают от министерства
следующие важнейшие показатели и лимиты
государственного плана: задание по выпуску
продукции, определяющее номенклатуру,
объём и сроки освоения новых изделий и
темпы развертывания производства; задания
по внедрению новой техники: новых высоко-
производительных технологических процес-
сов, механизации трудоёмких и тяжёлых ра-
бот и автоматизации производства; нормы
трудоёмкости и расхода сырья, материалов и
полуфабрикатов на единицу продукции; каче-
ственные показатели в виде задания по повы-
шению производительности труда, снижению
себестоимости, рентабельности предприятия,
оборачиваемости оборотных средств; лимиты:
численность штата завода, фонд заработной
платы, фонды материально-технического снаб-
жения, смета затрат на производство, смета
накладных и административно-хозяйственных
расходов, сумма оборотных средств, сумма ка-
питаловложений. Годовой государственный
план в составе указанных показателей кладётся
в основу всей деятельности предприятия и яв-
ляется отправным директивным заданием.враз-
витие которого заводы разрабатывают свои
техпромфинпланы. Техпромфинплан по всем
своим показателям должен точно соответство-
вать заданиям утвержденного государствен-
ного плана.
Кроме годовых планов, министры дол-
жны устанавливать по подведомственным
предприятиям ежеквартальные месячные пла-
ны, при составлении которых учитываются
результаты работы предприятия за предыду-
щий квартал. Объём выпуска в квартальном
плане определяется принимая во внимание
наилучший фактически достигнутый результат
выполнения месячных планов в предыдущем
квартале при непременном увеличении выпу-
ска продукции из месяца в месяц. Руководству-
ясь ежеквартальным месячным планом мини-
стерства (главного управления), предприятия
вносят необходимые коррективы в свой тех-
промфинплан, принимая меры для закрепле-
ния достигнутого уровня производства и для
его дальнейшего повышения в предстоящий
период.
Основные проектировки и расчёты годового
техпромфинплана должны быть разработаны не
только по заводу в целом, но и по отдельным
цехам. К их числу относятся: план организа-
ционно-технических мероприятий; программа
выпуска продукции с расчётом запуска и
незавершённого производства; объёмные рас-
чёты загрузки оборудования и производствен-
ных площадей; расчёты потребности в рабочих
кадрах и штатов цехового персонала; планы
производственного обучения и повышения
квалификации рабочих; планы по росту произ-
водительности труда; фонд заработной платы
рабочих и других категорий работников цехов;
потребность в материалах, технологической
энергии, топливе, инструменте; сметы цеховых
расходов; планы по снижению себестоимости
продукции.
Все разделы техпромфинплана должны быть
органически увязаны между собой и пред-
ставлять единый комплекс плановых показа-
телей и расчётов. Последовательность и при-
мерные сроки разработки техпромфинплана по,
заводу в целом и по цехам указаны в табл. 1.
Заключительный этап работы в виде уточне-
ния цеховых планов и окончательной разра-
ботки общезаводского техпромфинплана сле-
дует выполнять немедленно после получения
утверждённого государственного плана от
министерства или главного управления.
В разработке техпромфинплана должны уча-
ствовать широкие круги рабочих, инженерно-
технических работников и служащих. На
период составления техпромфинплана при
директоре завода организуется специальная
общезаводская комиссия, а при начальниках
цехов и важнейших отделов — комиссии по
цехам и отделам. В комиссии следует включать,
кроме руководящих и плановых работников,
представителей общественных организаций,
стахановцев, инженеров и техников-новаторов
производства. В задачи комиссий входит кри-
тический анализ накопленного производствен-
но-технического опыта, выявление отстающих
звеньев и путей их поднятия на более высо-
кий уровень; оценка производственных воз-
можностей и внутренних ресурсов предприятия;
ГЛ. II]
ПЛАН ТЕХНИЧЕСКОГО РАЗВИТИЯ И ОРГАНИЗАЦИИ ПРОИЗВОДСТВА
55
Таблица 1
Примерный график разработки
Этапы
1. Получение от главного управления
министерства указаний к составлению
проекта техпромфинплана
2. Анализ работы за истекший период .
3. Контрольное определение плановым
отделом основных показателей плана по
цехам и отделам
4. Разработка отделами заводоуправле-
ния организационно-технических меро-
приятий, объединение их плановым отде-
лом в единый документ по заводу. . .
5. Доведение плановым отделом кон-
трольных цифр до цехов вместе с планом
организационно-технических мероприятий
6. Разработка плана организационно-
технических мероприятий в цехах . . .
7. Составление планов цехами и пред-
ставление их в плановый отдел завода . .
8. Проверка и уточнение цеховых пла-
нов в заводоуправлении, составление
общезаводского плана
9. Утверждение проекта плана дирек-
цией завода и представление его главно-
му управлению министерства
10. Получение от главного управления
показателей государственного плана и
уточнение проекта плана, составле-
ние окончательного заводского и цеховых
техпромфинпланов
техпромфинплана по
1-й месяц
1-10
11—20
21—30
этапам
2-й месяц
1-10
11-20
21—30
Немедленно после по-
лучения утвержденного
государственного плана
1-10
11-20
21-30
* Сроки представления проекта техпромфинплана устанавливаются министерством по указанию правительства.
определение технических сдвигов и экономи-
ческих результатов, которые могут быть до-
стигнуты в предстоящем периоде; содействие
в массовой работе по вовлечению всего кол-
лектива в работу над планом и по развёрты-
ванию широкого социалистического соревно-
вания за его выполнение и перевыполнение
и за освоение прогрессивных технико-эконо-
мических норм на основе передовых методов
коллективной стахановской работы; разработка
и рассмотрение рационализаторских предложе-
ний и организационно-технических меропри-
ятий для их включения в план на очередной
период.
Высшей формой массовой проработки
заводского плана, обеспечивающей наиболее
полное использование передового стаханов-
ского опыта всего коллектива, является стаха-
новский техпромфинплан (см. выше, стр. 48),
который определяет и точно фиксирует социа-
листические обязательства каждого производ-
ственного звена и отдельных исполнителей
в области выполнения и перевыполнения коли-
чественных и качественных заданий государ-
ственного плана.
При оформлении техпромфинплана заводы
должны руководствоваться официальными
инструкциями и формами, которые периоди-
чески издаются соответствующими мини-
стерствами.
ПЛАН ТЕХНИЧЕСКОГО РАЗВИТИЯ
И ОРГАНИЗАЦИИ ПРОИЗВОДСТВА
Этот раздел техпромфинплана состоит из
следующих основных частей: плана техниче-
ской подготовки и освоения новых объектов
производства; плана организационно-техниче-
ских мероприятий, определяющих прогрес-
сивные технико-экономические нормы произ-
водства; плана научно-исследовательских
работ и работ по стандартизации и норма-
лизации.
План технического развития и организации
производства разрабатывается в соответствии
с технической политикой партии, определяю-
щей пути развития данной отрасли производ-
ства, а также очередные задачи её техни-
ческого прогресса. Он должен быть органи-
чески связан с отраслевым техническим пла-
ном и должен обеспечивать систематическое
повышение технической и организационной
культуры предприятия, сопровождаемое
улучшением его экономических показателей.
Разработка оргтехплана должна произво-
диться на основе технико-экономического
анализа работы каждого цеха и участка пред-
приятия и на основе широкой критики недо-
чётов существующей техники и органи-
зации производства, для выявления допол-
нительных резервов роста производства,
56
ПЛАНИРОВАНИЕ, ФИНАНСЫ И ХОЗРАСЧЁТ МАШИНОСТРОИТЕЛЬНОГО ЗАВОДА [РАЗД. V
экономии труда, материалов, энергии, де-
нежных средств, снижения себестоимости и
роста накоплений.
План технической подготовки и освоения
новых объектов производства. Этот раз-
дел плана включает календарные графики
последовательных этапов технической под-
готовки и освоения серийного или массового
выпуска новых изделий; объёмные расчёты
загрузки конструкторских и технологических
органов, а также инструментальных и модель-
ных цехов завода, изготовляющих технологи-
ческую оснастку; смету расходов, связанных
с подготовкой и освоением новых изделий.
Графики подготовки производства строятся
исходя из установленных руководящим орга-
ном директивных сроков освоения новых
типов изделий и предусматривают следующие
этапы: проектирование конструкций; разра-
ботку технологических процессов и проектиро-
вание технологического оснащения (приспо-
соблений, инструментов, штампов); изготовле-
ние технологического оснащения; производство
заготовок, обработку деталей, сборку и выпуск
первого образца или пробной партии изделий;
испытание изделия, корректирование чертежей
и технологических процессов; отладку нор-
мального серийного или массового выпуска.
Продолжительность каждого этапа подго-
товки следует определять расчётом объёма
работ по каждому из них. Календарные сроки
выполнения отдельных этапов должны назна-
чаться с расчётом на максимально возможное
параллельное выполнение работ.
Объёмные расчёты работ по подготовке
производства рекомендуется проводить на
основе специально разработанных и проверен-
ных нормативов (см. гл. VII).
При планировании подготовки нового изде-
лия, конструкция которого ещё не разрабо-
тана или которое предназначается к выпуску
в порядке мелкосерийного производства,
можно пользоваться укрупнёнными нормати-
вами (например, на единицу веса изделия).
В крупносерийном и массовом производ-
ствах следует проводить диференцированные
подсчёты исходя из количества оригиналь-
ных деталей в новом изделии и из нормативной
средней трудоёмкости конструкторских и тех-
нологических работ, отнесённых к одной
оригинальной детали. При планировании под-
готовки и изготовления технологического осна-
щения обычно пользуются коэфициентом
оснащённости, характеризующим отношение
числа штампов, специальных приспособлений,
режущих и измерительных инструментов к ко-
личеству наименований оригинальных деталей
в изделии. Величина этого коэфициента уста-
навливается в зависимости от типа и масшта-
ба производства, а также от характера изде-
лия по каждому виду технологического осна-
щения в отдельности, учитывая конкретные
условия производства на данном заводе и на-
копленный им практический опыт. По приня-
тым коэфициентам и числу оригинальных де-
талей в изделии можно подсчитать количество
приспособлений и специальных инструментов,
подлежащих изготовлению. Расчётные вели-
чины трудоёмкости отдельных этапов под-
готовки производства позволяют определить
также и календарную их продолжительность,
для чего нужно учесть количество работни-
ков, которые могут быть заняты одновремен-
ным выполнением работ по каждому этапу.
Полученные данные используются при постро-
ении графика подготовки производства.
Смета расходов на освоение новых объек-
тов производства должна предусмотреть: зара-
ботную плату всего персонала, осуществляю-
щего подготовку производства, включая рабо-
чих, занятых изготовлением технологического
оснащения, производством опытного образца
или пробной партии изделия, его испытанием,
перестановкой оборудования и т. п.; расход
материалов, технологической энергии и то-
плива, а также инструмента и других средств
производства в связи с подготовкой новых
изделий к нормальному серийному или массо-
вому выпуску; денежные затраты по оплате
услуг сторонних научно-технических или про-
ектных организаций, принимающих участие в
работах завода по освоению новых произ-
водств. При составлении сметы расходов на
освоение используются расчётные данные о
трудоёмкости отдельных этапов подготовки
производства, а также практические данные
прежнего опыта завода по аналогичным объ-
ектам.
Расходы на освоение новых изделий не
могут быть полностью отнесены на себестои-
мость выпуска этих изделий в том же пла-
новом периоде. Они поэт.ому резервируются
на особом счёте „Расходы будущих периодов"
и списываются на себестоимость выпуска по-
степенно в течение периода, не превышающего
двух лет после освоения серийного производ-
ства соответственных изделий (см. гл. IV).
План организационно-технических меро-
приятий. Разработка плана организационно-
технических мероприятий должна быть на-
правлена на преодоление „узких мест" произ-
водства, и на установление прогрессивных
технико-экономических норм, которые пол-
ностью обеспечивают достижение заданных
государственным планом количественных
и качественных показателей, а также зада-
ний по внедрению новой техники (см. выше).
При составлении плана организационно-тех-
нических мероприятий необходимо органи-
зовать широкое движение рабочих, инже-
неров, техников за массовую разработку
рационализаторских предложений, техни-
ческих усовершенствований и изобрете-
ний, направив их инициативу на наиболее
актуальные вопросы и наиболее важные
участки производства. В этих целях рекомен-
дуется заранее устанавливать и распростра-
нять среди коллектива работников завода тща-
тельно продуманные темники для рабочих
предложений и изобретательства.
Участие коллектива трудящихся в разра-
ботке организационно-технических мероприя-
тий является проявлением активности широ-
ких масс рабочих и инженерно-технических
работников, направленной на выполнение и
перевыполнение планов производства.
Одновременно с этим технические органы
завода и производственный персонал должны
вести планомерную и комплексную разработку
вопросов улучшения технологии и организа-
ции производства, используя достижения науки
и передовой опыт лучших цехов, участков,
бригад и отдельных стахановцев. Для прида-
ния надлежащей целеустремлённости этой
ГЛ. II]
ПЛАН ТЕХНИЧЕСКОГО РАЗВИТИЯ И ОРГАНИЗАЦИИ ПРОИЗВОДСТВА
57
работе плановый орган завода должен предва-
рительно установить для каждого отдела
и подразделения предприятия определённые
задания по части улучшения технико-эконо-
мических норм и снижения себестоимости
производства в очередном периоде.
Составление плана организационно-техни-
ческих мероприятий должно сопровождаться
подробным технико-экономическим анализом
работы отдельных участков и цехов за про-
шедший период, а в нужных случаях также
специальными выборочными обследованиями,
фотографиями рабочего дня, хронометражными
и другими наблюдениями.
Источниками для разработки организацион-
но-технических мероприятий могут также слу-
жить отчёты научно-исследовательских инсти-
тутов и заводских исследовательских лабора-
торий; научно-техническая литература и пе-
риодическая печать; опыт передовых пред-
приятий и цехов.
Организационно-технические мероприятия,
выдвинутые и разработанные цехами и отде-
лами завода, а также поступившие в порядке
инициативных предложений от рабочих, инже-
нерно-технических работников и служащих,
подвергаются систематической сводке и вклю-
чаются в так называемый отправной вариант
плана, причём по каждому мероприятию про-
водится расчёт его экономической эффектив-
ности и затрат на его осуществление. Отправ-
ной вариант подлежит обсуждению на произ-
водственных участках, в цехах и на обще-
заводских совещаниях. В результате такой
проработки оформляются цеховые планы
организационно-технических мероприятий.
Плановый отдел составляет сводный обще-
заводский план, куда включаются организа-
ционно-технические мероприятия, имеющие
межцеховое значение, а также мероприятия,
дающие большой 'эффект или нуждающиеся
для своего осуществления в особом контроле
и помощи со стороны заводоуправления.
При составлении цеховых и общезавод-
ского планов организационно-технические
мероприятия должны группироваться по пред-
метному их содержанию. Примерной класси-
фикацией мероприятий по этому признаку
может служить следующая:
/. Конструкция изделий. Модернизация конструкций
и улучшение их эксплоатационных качеств; улучшение
технологичности конструкций; унификация, конструктив-
ная нормализация и типизация деталей, узлов и машин.
2. Технологические процессы. Внедрение передовой
технологии; интенсификация технологических процессов
и внедрение скоростных режимов обработки; рационали-
зация раскроя и уменьшение припусков на заготовках;
создание и применение высокопроизводительных при-
способлений и инструментов; типизация технологи-
ческих процессов и нормализация технологического
оснащения.
3. Механизация и автоматизация производства.
Механизация трудоёмких процессов и операций ручного
труда; малая механизация и автоматизация вспомога-
тельных приёмов работы на станках и других производ-
ственных агрегатах; частичная и комплексная механиза-
ция производства; внедрение нового оборудования, авто-
матизирующего выполнение отдельных операций техно-
логического процесса; создание автоматических поточных
линий и комплексная автоматизация производства.
4. Организация производственных процессов. Созда-
ние предметных участков производства и цехов с замкну-
тым технологическим циклом; внедрение поточных мето-
дов работы; насыщение всех стадий производственного
цикла заделами; организация производства заготовок
и обработки деталей укрупнёнными партиями; органи-
зация промежуточных и комплектовочных складов и кла-
довых.
5. Организация труда. Внедрение и распространение
стахановских методов работы и организация рабочего
места; организация многостаночной работы и совмеще-
ния профессий; ликвидация обезлички, повышение тру-
довой дисциплины и уплотнение рабочего дня; разработка
и применение прогрессивных технических норм времени
и стимулирующих форм заработной платы; организация
социалистического соревнования и распространение кол-
лективных методов стахановской работы; производствен-
ное обучение и повышение квалификации работников;
оздоровление условий труда и осуществление мероприя-
тий по технике безопасности; улучшение культурно-бы-
тового обслуживания рабочих.
6. Технический контроль и борьба с браком. Органи-
зация технического контроля во всех звеньях производ-
ства; повышение качества измерительного инструмента
и технологии контроля; организация лабораторий и си-
стемы проверки рабочего и контрольно-измерительного
инструмента; профилактика брака и улучшение методов
его учёта и анализа; организация исправления дефек-
тов и стимулирование борьбы с браком; осуществление
мероприятий по укреплению технологической дисци-
плины.
7. Инструментальное хозяйство. Организация об-
служивания рабочих мест инструментом, его заточки,
контроля, текущего ремонта и хранения в инструмен-
тально-раздаточных кладовых; установление норм износа
и расхода инструментов; рациональная эксплоатация
инструментов, организация работы наладчиков и техни-
ческого надзора за инструментом; создание эксплоатаци-
онного фонда и неснижаемых запасов инструмента, упо-
рядочение его обращения в производстве; улучшение
технологии производства инструмента и его качества;
типизация технологических процессов и рациональная
организация производства в инструментальном цехе;
организация восстановления инструментов.
8. Эксплоатация оборудования и энергетическое
хозяйство. Организация планово-предупредительного ре-
монта оборудования и ухода за ним; повышение качества
и применение скоростных методов выполнения ремонтных
работ; рациональная эксплоатация оборудования; органи-
зация смазочного хозяйства и рационализация смазки;
улучшение эксплоатации моторов и других энергетических
установок; ликвидация потерь энергии и улучшение cos <p;
рационализация энергохозяйства завода и цехов.
9. Материально-складское и транспортное хозяй-
ство. Организация питания производства материалами,
их ра'скроя, хранения; установление технических норм
расхода материалов и топлива; борьба с потерями
в материальном хозяйстве, организация сбора отходов и
их использование; рационализация устройства, оборудо-
вания и работы складов; организация транспортного
обслуживания, производственного грузооборота и рацио-
нальной эксплоатации транспортных средств.
10. Управление производством и хозяйственный рас-
чёт. Рационализация аппарата управления во всех его
звеньях; сокращение штатов служащих и администра-
тивно-хозяйственных расходов; улучшение порядка и тех-
ники планирования, учёта и отчетности; перевод цехов
и участков на хозяйственный расчёт; укрепление диспет-
черской системы оперативного руководства; организация
работы по суточному и часовому графику; применение
мерной тары, счётчиков выработки, счётных машин и
других средств организационной техники.
Для удобства группировки мероприятий по
установленной номенклатуре каждому её раз-
делу и подразделу рекомендуется присвоить
соответствующее цифровое или буквенно-
цифровое обозначение.
По целевому назначению организационно-
технические мероприятия могут быть разбиты
по следующим главным направлениям: улучше-
ние эксплоатационных качеств продукции и
расширение номенклатуры изделий; увеличе-
ние выпуска продукции и обеспечение ком-
плектного и ритмичного выполнения плана;
снижение трудоёмкости изделий и повышение
производительности труда; экономия сырья,
материалов, энергии, топлива и инструментов;
сокращение административно-хозяйственных
расходов и ликвидация непроизводительных
затрат; снижение себестоимости продукции
и увеличение рентабельности производства;
ускорение оборачиваемости оборотных средств
предприятия и улучшения использования его
основных средств; повышение технического,
культурного и ндейно-политического уровня
58
ПЛАНИРОВАНИЕ, ФИНАНСЫ И ХОЗРАСЧЁТ МАШИНОСТРОИТЕЛЬНОГО ЗАВОДА [РАЗД. V
кадров; оздоровление условий труда и быта
работников; замена дефицитных и дальнепри-
возных средств производства; освобождение
от импорта.
Многие мероприятия могут давать значи-
тельный эффект по нескольким перечислен-
ным выше направлениям. В частности, меро-
приятия, способствующие увеличению выпуска,
росту производительности труда, экономии
материальных и денежных затрат, обязательно
сказываются также на снижении себестоимости
и повышении рентабельности производства,
а иногда и на ускорении оборачиваемости
средств. Мероприятия по повышению куль-
турно-технического уровня работников, оздо-
ровлению условий их труда и быта, замене
дефицитных материалов и освобождению от
импорта имеют самостоятельное общегосудар-
ственное значение и в отдельных случаях мо-
гут не сказываться непосредственно на эконо-
мических показателях работы завода.
Расчёт эффективности организационно-
технических мероприятий имеет целью: опре-
делить экономию, которая может быть полу-
чена при их осуществлении; установить но-
вый уровень технико-экономических норм на
предстоящий плановый период; обеспечить
надлежащее отражение организационно-тех-
нических мероприятий на соответствующих
показателях техпромфинплана.
При расчёте эффективности надо прежде
всего выяснить, на чём именно и в каком
объёме будет непосредственно сказываться
влияние данного мероприятия. Это влияние
следует выразить натуральными величинами,
характеризующими затраты рабочего времени,
материалов, топлива, энергии и инструмента
до и после проведения мероприятия. Новый
уровень затрат, получаемый в результате про-
ведения мероприятия, принимается за плано-
вую норму, которая будет действовать от
момента его реализации до конца планируе-
мого периода либо до осуществления других
мероприятий, способствующих дальнейшему
улучшению соответственных показателей.
Вслед за тем надлежит выразить натуральные
показатели в денежном исчислении. Все рас-
чёты прямых затрат должны производиться
применительно к конкретным деталям или из-
делиям, а косвенных — на условную единицу
расчётной базы (например, на 1 м2 площади,
на 1 м3 объема здания на один станко-час,
на одного рабочего и т. п.) либо суммарно на
Примерный расчёт вффективности мероприятий по
изготовления шестерни при
весь плановый период. Выявленная экономия
по прямым и косвенным расходам обязательно
должна быть расчленена на простые эле-
менты затрат по номенклатуре сметы про-
изводства (см. ниже).
Суммарная экономия по каждому меро-
приятию подсчитывается в виде двух показа-
телей: условно-годовой экономии и экономии
до конца года.
Условно-годовая экономия представляет
собой экономию, которая могла бы быть по-
лучена при осуществлении мероприятия с на-
чала планируемого года, т. е. в пересчёте на
весь годовой объём выпуска продукции. Этот
показатель характеризует общую эффектив-
ность мероприятия. Он используется для
оценки значения мероприятия, для определе-
ния срока окупаемости затрат на его внедре-
ние и для подсчёта размера премии работни-
кам, предложившим и разработавшим данное
мероприятие.
Экономия до конца планируемого года
представляет собой ту экономию, которая
будет фактически получена с момента внедре-
ния мероприятия до конца планируемого года.
Эта действительная экономия должна быть
отражена в смете затрат на производство и
в расчёте плановой себестоимости соответ-
ственных изделий.
Наряду с подсчётом экономии по каждому
мероприятию, включаемому в план, должна
быть составлена смета расходов на его под-
готовку и внедрение с расчленением указан-
ных расходов по простым элементам затрат.
В зависимости от суммы этих расходов и от
подсчитанной условно-годовой экономии по
данному мероприятию можно определить срок
его окупаемости. Для этого сумма расходов
по внедрению мероприятия делится на средне-
месячную экономию.
Выполнение указанных расчётов иллюстрируется слет
дующим примером. Объект рационализации — техноло-
гический процесс производства шестерни, изготовляемой
из стали марки 1045. Черновой вес одной заготовки 12 кг;
время на обработку одной штуки 142 мин.; годовой вы-
пуск 2000 шт. На планируемый год намечается: 1) заме-
на свободной ковки заготовки ковкой в штампах; 2) об-
дирка заготовки не на токарном станке, а на многорез-
цовом полуавтомате; 3) чистовое обтачивание не на то-
карном станке, а на многорезцовэм токарном полуавто-
мате с помощью специальной разжимной справки;
4) остальные операции (нарезка зуба шестерни, сверление
и др.) остаются без изменений. Срок внедрения всех
мероприятий 1 марта-
Примерный расчёт эффективности по указанным меро-
приятиям приведён в табл. 2.
Таблица 2
усовершенствованию технологического процесса
годовом задании 2000 шт.
№ мероприятия
i
2
3
4
Номенклатура
затрат
Материал
Трудоёмкость и зарплата
Трудоёмкость и зарплата
Трудоёмкость и зарплата
Трудоёмкость и зарплата
Всего по детали . .
До проведения
мероприятий
Действую-
щие нор-
мативы
12 кг
6о мин.
4°
12 „
3° »
12 кг
142 мин.
Затраты
на 1 шт.
в руб.
9,бо
3>5°
i,6o
О, 32
1,4°
16,42
После проведения
мероприятий
Плановые
нормативы
9 кг
so мин.
8 „
4 «
3° »
9 кг
62 МИН.
Затраты
на 1 шт.
в руб.
7,2О
1,ОО
о,3°
о. 15
1,4°
ю,°5
Экономия
На 1 шт.
в натураль-
ном выра-
жении
Зкг
4° мин.
31 :
3 кг
8о мин.
в руб.
s, 4°
2.5°
i.3°
о,17
6.37
На годовую
программу
2000 шт.
в руб.
4 8оо
5ооо
2 боЭ
340
12 74°
ГЛ. II]
ПЛАН ТЕХНИЧЕСКОГО РАЗВИТИЯ И .ОРГАНИЗАЦИИ ПРОИЗВОДСТВА
59
При проведении их с 1 марта выпуск до конца года
составит —— =• 1650 шт. Так как экономия на 1 шт.
составляет 2 р. 40 к. + 3 р. 97 к. = 6 р. 37 к., то суммар-
ная экономия до конца года выразится в сумме 1660 х
X 6 р. 37 к — 10 574 р. 20 к. При затратах на проведение
мероприятий в 2800 руб. срок их окупаемости будет ра-
2.64 «ее.
Покрытие затратна проведение органи-
зационно-технических мероприятий может
производиться за счёт четырёх источников
финансирования: сметы производства на пла-
нируемый период, расходов будущих перио-
дов, директорского фонда и капитальных вло-
жений. Затраты, полностью погашаемые и
списываемые на себестоимость выпуска в те-
чение очередного планового периода, могут
быть отнесены к эксплоатационным текущим
расходам и включены в смету производства.
Затраты на специальные приспособления,
штампы или иной инвентарь, которые не под-
лежат амортизации в очередном плановом
периоде и списываются на себестоимость
в течение более длительного срока, но не
больше двух лет, следует производить за
счёт расходов будущих периодов по аналогии
с расходами на освоение новых производств.
Расходы, связанные с увеличением основных
фондов предприятия (приобретение и уста-
новка нового станка, подъёмно-транспортного
или иного механизма, возведение какого-либо
сооружения), подлежат отнесению к капи-
тальным затратам с последующей амортиза-
цией возросшей стоимости основных фондов
предприятия в общем порядке. Капитальные
затраты, связанные с рационализацией произ-
водства, если срок окупаемости мероприятий
не превышает одного года, могут финансиро-
ваться Государственным банком.
Мероприятия, подготовка и внедрение ко-
торых связаны с затратами всех перечислен-
ных видов, могут финансироваться одновре-
менно за счёт указанных четырёх источников.
Результаты расчётов экономии и затрат
по каждому мероприятию, а также проектиру-
емый уровень норм, обусловленный его вне-
дрением, целесообразно фиксировать на спе-
циальной карточке приведённого ниже образца
(табл. 3), которая может служить при соста-
влении соответственных разделов техпромфин-
плана, а также в работе по контролю за под-
готовкой и внедрением мероприятий.
Прогрессивные технико-экономические
нормы. Совет Министров Союза ССР в своём
постановлении „О государственном плане
восстановления и развития народного хозяй-
ства СССР на 1947 г." обязывает: „а) выявить
и учесть на предприятиях передовые технико-
экономические нормы, достигнутые отдель-
ными цехами, участками, агрегатами или ра-
бочими бригадами; б) установить на основе
указанных передовых технико-экономических
норм среднгпрогрессивные нормы для каждого
предприятия в области использования машин и
расхода материалов, обеспечивающие выполне-
ние и перевыполнение государственного плана".
Таким образом, нормы плана не могут быть
среднестатистическими, они должны быть
среднепрогрессивными.
Важнейшей задачей разработки плана тех-
нического развития и организации производ-
ства должно быть выявление передовых тех-
нико-экономических норм и установление на
их основе среднепрогрессивных норм на пред-
стоящий плановый период.
Основными технико-экономическими нор-
мами, характеризующими уровень техники
производства и её использование на машино-
строительном заводе, являются: нормы трудо-
ёмкости изделий; удельные нормы, расхода
материалов и коэфициенты их использова-
ния; нормы производственных мощностей
оборудования по отдельным агрегатам, груп-
пам станков, поточным линиям и производ-
ственным участкам.
При разработке технико-экономических
норм ка предстоящий плановый период
должны быть полностью учтены все за-
проектированные организационно - техниче-
ские мероприятия и, кроме того, тщательно
изучены достижения передового производ-
ственного опыта, как это указано в приведён-
ном выше постановлении правительства. Уро-
вень норм на предстоящий период следует
устанавливать исходя не только из намечен-
ных сроков реализации плана организационно-
технических мероприятий, но и из дальней-
шего распространения передового стаханов-
ского опыта, роста квалификации кадров, раз-
вития социалистических форм труда и стаха-
новского движения.
Разработанные прогрессивные нормы
трудоёмкости и удельного расхода материалов
на планируемый период целесообразно фи-
ксировать в комплексном виде, сгруппировав
их в определённом порядке применительно
к каждому объекту производства. Сводным
документом, оформляющим технико-экономи-
ческие нормы, сгруппированные по указан-
ному принципу, может служить технико-эко-
номический паспорт изделия.
Технико-экономический паспорт изделия
содержит: 1) характеристику изделия, его
производительности, мощности, веса; 2) основ-
ные виды материалов и полуфабрикатов, не-
обходимых для изготовления изделия, их
чёрный и чистый вес; 3) основные виды за-
готовок, полуфабрикатов и готовых узлов и
механизмов, получаемых в порядке ко-
оперирования; 4) спецификацию и вес метал-
лов, расходуемых на заводе для заготовок
(металл для шихты, поковок, раскроя); 5) тру-
доёмкость изготовления изделия по основным
цехам, видам работ и группам оборудования
и по ведущим деталям (в нормо-часах);
6) продолжительность производственного
цикла изготовления изделия; 7) себестоимость
изделия; 8) оптовую цену изделия.
Наличие подобного сводного документа
облегчает применение прогрессивных техни-
ко-экономических норм при разработке основ-
ных разделов техпромфинплана завода и,
кроме того, позволяет сопоставлять уровень
норм в смежных плановых периодах.
Паспорт изделия позволяет также опре-
делить производственную мощность оборудо-
вания при данном численном составе парка и
в условиях принятого календарного режима
работы (подробнее о расчёте производствен-
ных мощностей см. ниже).
План научно-исследовательских работ
и работ по стандартизации и нормализа-
ции. В основу построения этого раздела
должен быть положен правильный выбор тема-
60
ПЛАНИРОВАНИЕ, ФИНАНСЫ И ХОЗРАСЧЁТ МАШИНОСТРОИТЕЛЬНОГО ЗАВОДА [РАЗД. V
Таблица 3
Завод
Карточка организационно-технического мероприятия
№146 ,
Цех механический
Дата
15/ХП 1949
Содержание
мероприятия
Направление
эффективности
Этапы исполнения
Исполнители
Сроки и от-
метки 0 вы-
полнении этап
Деталь № 121604.
Годовое задание
4000 шт., сдача по
1000 шт. в квартал.
Диск изготовлять
на многорезцовом
полуавтомате,
спроектировать
оснастку, пересмо-
треть припуски
1. Экономия мате-
рила
2. Сокращение трудо-
ёмкости
3. Переход рабочего
на многостаночную ра-
боту
1. Проектирование
технологического про-
цесса
2. Проектирование
технологического осна-
щения
3. Изготовление осна-
щения
4. Внедрение процесса
Отдел главного
технолога
Конструкторское
бюро ОГТ
Инстру ментал ъ-
ный цех
Механический цех
251X11 1949
15Ц 1950
ЩП 1950
Март 1950
Эффективность мероприятия
В натуральном
выражении
В ценностном
выражении
Экономия легированной ста-
ли за счёт уменьшения припу-
сков 1,5 кг на 1 шт.; годовая
экономия 4000x1,5 - 6000 кг
Экономия на 1 шт. при цене
1,5 руб. за 1 кг.
1,5x1,5-2 р. 25 к.
Годовая экономия 6000x1,5=
— 9000 руб.
В натуральном
выражении
В ценностном
выражении
В натуральном
выражении
Экономия времени на 1 шт.
20 мин.
Годовая экономия 4000x20'
« 1330 час.
Зарплата вспомо-
гательных рабочих
Накладные расходы
(прочие)
При 20(Р]„ накладных расхо-
дов экономия на 4800 руб. зар-
платы составит
4800X2,0=9600 руб.
В ценностном
выражении
Экономия на зарплате на
1 шт.: рабочий 3-го разряда
(взамен 4-го разряда при
токарной обработке) при ус-
ловии обслуживания двух
станков — 1р. 10 ...
Годовая экономия: 4000X1,20=
4800 руб.
Условно-годовая
экономия
9000+4800+9600-23 400 руб.
На 1 шт. "Щ~" 5 р. 85
Вспомогательные
материалы в руб.
Экономия в плани-
руемом году
С 1IIV по ЗЦXII выпуск
составит 3000 шт. Экономия:
300)Х5,85 -= 17 550 руб.
Затраты на проведение мероприятия
Материалы
Энергия
и то-
пливо
Зарплата
Накладные
расходы
Всего
затрат
Эффектив-
ность за
вычетом
затрат
Источники финансирования
Капитало-
вложения
Директор-
ский фонд
Смета про-
изводства
Расходы
будущих
периодов
руб.
зоо руб.
руб.
136 руб.
17НО—7з6=
16814 руб.
7^ руб.
Нормативы
Отметки о выполнении мероприятия
Наимено-
вание
Норматив до
введения ме-
роприятий
Норматив пос-
ле проведения
мероприятия
Расход
материала
Сталь ле-
гированная
9 кг
7,5 кг
Штучное
время
45 мин.
25 мин.
Разряд
работы
4-й
3-й
Расценка
1р. 60 к.
4о коп. при
работе на
двух станках
ГЛ. Ill
ПЛАН ПРОИЗВОДСТВА И ВЫПУСКА ПРОДУКЦИИ
61
тики научно-исследовательских работ и объ-
ектов стандартизации. Работы по стандарти-
зации охватывают разработку и внедрение
государственных общесоюзных и ведомствен-
ных стандартов, а также ведомственных и
заводских нормалей.
Включение научно-исследовательских работ
и работ по стандартизации в годовой план за-
вода должно быть обосновано ссылкой на со-
ответствующие указания министерства или
главного управления, а также кратким пояс-
нением их актуальности, практического на-
значения и ожидаемых результатов. По неза-
конченным работам, переходящим с предыду-
щего периода, следует кратко указать состоя-
ние их выполнения (процент готовности).
В плане должны быть предусмотрены ос-
новные этапы или стадии выполнения каждой
намеченной работы (включая этапы внедре-
ния в производство), а также сроки начала и
окончания каждого этапа. Темы в плане груп-
пируются по научным проблемам или по объ-
ектам производства. Важным элементом пла-
на стандартизации и научно-исследовательских
работ является определение их объёма и за-
трат на их выполнение. Для этого по каждой
работе должны быть составлены предвари-
тельная рабочая программа и смета, основан-
ные на опыте выполнения аналогичных работ
и предусматривающие необходимые затраты
времени работников разной специальности и
квалификации, расход материалов, приобре-
тение оборудования, изготовление опытных
образцов, а также оплату технической по-
мощи сторонних организаций. Итоги этих смет
включаются в план и определяют общую сум-
му намечаемых ассигнований по каждой теме
или объекту на очередной год с подразделе-
нием по кварталам и с указанием источников
финансирования (ассигнования по госбюджету,
за счёт коммерческой себестоимости и т. п.).
ПЛАН ПРОИЗВОДСТВА И ВЫПУСКА
ПРОДУКЦИИ
Благодаря преимуществам социалистиче-
ской системы хозяйства промышленность
СССР развивается бурными темпами. Расши-
ренное социалистическое воспроизводство
является законом развития всего народного
хозяйства СССР и каждого отдельного социа-
листического предприятия. Правильно соста-
вленный техпромфинплан должен обеспечи-
вать неуклонный рост объёма производства,
предусматривая систематическое увеличение
выпуска продукции на протяжении всего года.
План производства и выпуска продукции
является одним из основных разделов тех-
промфинплана; его структурой и содержанием
связаны важнейшие качественные показатели
работы предприятия, как-то: производитель-
ность труда, себестоимость продукции, плано-
вая прибыль и др.
Разработка этого раздела техпромфинплана
состоит в развитии установленных государ-
ственным планом заданий по номенклатуре и
объёму выпуска и в распределении соответ-
ственных заданий между отдельными цехами
и календарными периодами года; в определе-
нии прироста или убыли незавершённого про-
изводства в плановом периоде; в объёмных
расчётах загрузки оборудования и производ-
ственных площадей по каждому цеху и в опре-
делении производственной мощности цехов и
завода в целом; в установлении плана коопери-
рования завода с другими предприятиями.
Разработка плана выпуска товарной и
валовой продукции. Отправными данными
для составления плана производства и вы-
пуска продукции являются: задания министер-
ства по выпуску товарной и валовой продук-
ции на планируемый период, вытекающие из
народнохозяйственного плана по данной от-
расли промышленности; портфель заказов,
принятых к исполнению заводом, и обусло-
вленные по договорам сроки сдачи продукции
заказчикам; отчётные данные о выполнении
плана за предыдущий плановый период и об
остатках незавершённого производства на ко-
нец этого периода; намеченные на планируе-
мый период нормы трудоёмкости изделий
с расчленением по цехам, по видам работ и
применяемого оборудования; расчётные вели-
чины длительности производственного цикла
по важнейшим изделиям, узлам и деталям.
Выпуск задаётся предприятию в виде пока-
зателей товарной и валовой продукции. Пред-
приятие отчитывается и несёт ответственность
прежде всего за выполнение плана выпуска
товарной продукции в заданной номенклатуре,
количестве, комплектности и сортности. Что
же касается валовой продукции, то она опре-
деляет объём работ, выполненных заводом
за данный отрезок времени. Валовой выпуск
имеет значение для планирования и контроля
ряда качественных показателей и лимитов
предприятия: количественного состава рабо-
чих, производительности труда, материальных
фондов, себестоимости продукции и др. Пред-
приятие считается выполнившим план, если
выполнены задания как по товарному, так и
по валовому выпуску.
К товарной продукции завода относятся
законченная комплектная продукция, подле-
жащая отправке потребителю; запасные части
и полуфабрикаты, реализуемые вне завода;
работы и услуги капитальному строительству,
выполненные рабочими основных или вспо-
могательных производственных цехов завода,
в том числе изготовленные для этой цели
изделия, запасные части, полуфабрикаты; те
же виды работ для непроизводственных нужд
своего предприятия (жилищного хозяйства,
ОРС и др.); продукция и услуги вспомога-
тельных цехов (электроэнергия, пар, вода,
инструмент и др.), реализуемые вне завода;
тара, не учтённая в стоимости изделий либо
изготовленная по специальному заказу; все
виды изделий широкого потребления, изго-
товленные из сырья или отходов; монтажные
работы по установке изготовленного обору-
дования, производимые штатом завода, стои-
мость которых не вошла в цену поставляе-
мого оборудования.
В товарную продукцию не должны вклю-
чаться некомплектные изделия * и продукция,
* В отдельных случаях министерство может допу-
стить в отношении изделий с длительным производствен-
ным циклом (если они по договору с заказчиком могут
отпускаться отдельными узлами или частями и если рас-
чёт с заказчиком производится в соответствии с коли-
чеством сданных узлов и частей) включение в товарный
выпуск завода узлов и частей изделия по мере их сдачи
заказчику.
6.2
ПЛАНИРОВАНИЕ, ФИНАНСЫ И ХОЗРАСЧЁТ МАШИНОСТРОИТЕЛЬНОГО ЗАВОДА [РАЗД. V
не отвечающая стандартам и техническим
условиям; брак всех видов, в том числе
реализуемый как лом; реализуемые отходы,
представляющие собой остатки материа-
лов (обрезки, стружка и пр.); выполнен-
ные предприятием проектные и научно-ис-
следовательские работы, а также работы и
услуги непроизводственного характера, в том
числе услуги на сторону всех видов завод-
ского транспорта; продукция, отпущенная на
производственные нужды своего предприятия;
стоимость работ по капитальному строитель-
ству или восстановлению предприятия, капи-
тальный ремонт и другие работы, выполняе-
мые специальным штатом рабочих, не входя-
щих в основной списочный состав завода.
Валовая продукция представляет собой
алгебраическую сумму товарной продукции
завода за данный период и изменения остатков
незавершённого производства, а также инстру-
ментов, штампов, моделей, запасных частей
для ремонта оборудования, изготовленных си-
лами завода.
В валовую продукцию не должны вклю-
чаться, кроме ранее перечисленных в отно-
шении товарной продукции, следующие еиды
работ и затрат: производство опытов, которые
не дали результатов; удержания за брак; раз-
личного рода убытки и списания на непроиз-
водственные счета; энергия, полученная со
стороны и отпущенная сторонним потребителям;
продукция пошивочных, сапожных и других
мастерских и побочных производств, обслу-
живающих персонал предприятия.
Суммарный объём производства как по
товарной, так и по валовой продукции задаётся
заводу и определяется в натуральном выраже-
нии, а также по плановой заводской себе-
стоимости и по оптовым ценам предприятия.
Услуги своему капитальному строительству
оцениваются по сметным ценам. Для учёта
и анализа динамики выпуска и объёма про-
изводства в смежных плановых периодах то-
варная и валовая продукция исчисляется так-
же в неизменных ценах (см. гл. IV).
Разработка заводского плана выпуска то-
варной продукции заключается прежде, всего
в составлении номенклатурно-количественной
программы производства готовых изделий,
запасных частей и полуфабрикатов, отпускае-
мых на сторону. Эта программа должна пол-
ностью соответствовать заданию министерства
или главного управления и одновременно
учитывать имеющийся портфель заказов и
договорные обязательства завода.
Порядок построения номенклатурно-коли-
чественной программы зависит от характера
и типа производства, преобладающего на дан-
ном заводе. Методические указания по этому
вопросу см. в главе III об оперативно-произ-
водственном планировании.
Уточнение задания по валовой продукции
состоит в определении проектируемых изме-
нений незавершённого производства на про-
тяжении предстоящего периода.
Под незавершённым производством пони-
маются незаконченные изготовлением детали
и изделия, находящиеся в процессе произ-
водства и в запасе. Объём незавершённого
производства должен быть минимальным и до-
статочным для бесперебойного выполнения пла-
на выпуска продукции. Состав незавершённого
производства и его размещение должны спо-
собствовать слаженной работе всех звеньев
производственного процесса и комплектному
выпуску изделий в соответствии с устано-
вленной номенклатурой по плану. Правиль-
ное планирование незавершённого производ-
ства исключает чрезмерное накопление одних
деталей или полуфабрикатов при отсутствии
или недостатке других.
Определение нормального состава и уровня
незавершённого производства в количествен-
ных показателях, а также его контроль и ре-
гулирование составляют задачу оперативного
планирования производства (см. ниже, гл. III).
Планирование незавершённого производства
в стоимостных показателях необходимо при
исчислении валовой продукции и при расчёте
оборотных средств предприятия. Общая вели-
чина незавершённого производства в стои-
мостном выражении не должна превышать
норматив оборотных средств, установленный
для завода министерством.
Так как техпромфинплан завода должен
разрабатываться за несколько месяцев до на-
ступления планируемого года, определение
остатков незавершённого производства на на-
чало года осуществляется по необходимости
в ориентировочном порядке: в основу расчёта
кладутся имеющиеся сведения о фактических
остатках незавершённого производства по ре-
зультатам последней инвентаризации и к ним
присоединяется разность планируемого за-
пуска и выпуска изделий на предстоящие ме-
сяцы до конца текущего года. Этот расчёт
рекомендуется проводить по каждому цеху в
отдельности.
Остатки незавершённого производства на
начало планируемого года оцениваются по
себестоимости согласно бухгалтерским данным
о результатах проведённой инвентаризации
(см. гл. IV). Кроме того, остатки незавер-
шённого производства подлежат оценке в оп-
товых ценах, для чего применяется пере-
водный коэфициент, характеризующий отно-
шение выпуска готовых изделий по опто-
вым ценам в последнем квартале текущего
года к себестоимости выпуска за тот же пе-
риод. Аналогичный порядок расчёта при по-
мощи переводного коэфициента применяется
для оценки остатков незавершённого произ-
водства в неизменных ценах.
На заводах крупносерийного и массового
производства уровень незавершенного про-
изводства на конец планируемого года может
быть ориентировочно запроектирован исходя
из следующего простого соотношения:
Унач Vkoh
NnA ~ Ыслед '
где Унач — остаток незавершённого произ-
водства на начало планируемого года; Vkoh—
то же на конец планируемого года; Ыпл —
объём выпуска в первом квартале планируе-
мого года; Ыслед — выпуск в первом квартале
следующего года за планируемым. Отсюда
,7 ,г Ыслед
V кон = Унач —АТ—— •
Полученную величину незавершенного про-
изводства необходимо скорректировать в сто-
рону уменьшения с учётом запроектирован-
ГЛ. II)
ПЛАН ПРОИЗВОДСТВА И ВЫПУСКА ПРОДУКЦИИ
ного по плану организационно-технических
мероприятий сокращения производственного
цикла важнейших изделий. Если скорректиро-
ванная величина незавершённого производства
на конец года больше остатков незавершён-
ного производства на начало года, надо пре-
дусмотреть соответственный его прирост,
а в противном случае — убыль незавершён-
ного производства в планируемом периоде.
Изменение остатков инструментов, моде-
лей, штампов собственного производства,
а также запасных частей для ремонта обору-
дования определяется аналогичным путём
с учётом требований рациональной организа-
ции соответственных вспомогательных хо-
зяйств завода.
На заводах мелкосерийного и единичного
производства, выпускающих изделия большой
трудоёмкости с длительным производствен-
ным циклом, рекомендуется определять
остатки незавершённого производства по ка-
ждой партии изделий с учётом нарастания
затрат по этапам производственного цикла.
определить постепенное нарастание затрат
в процессе изготовления отдельных изделий
(см. разд. II, табл. 4).
Наряду с тем используется также кален-
дарный план-график запуска и выпуска из-
делий (см. разд. III, табл. 4), с помощью
которого можно установить себестоимость
незавершённого производства на любую ка-
лендарную дату. В примере дано определение
незавершённого производства на конец пер-
вого квартала (см. разд. IV, табл. 4). Сопо-
ставляя эту величину с фактическим нали-
чием незавершённого производства на начало
года, можно установить его прирост или
убыль по квартальному и годовому планам.
Расчёты загрузки оборудования и про-
изводственных площадей. Эти расчёты
имеют целью выявление и правильное ис-
пользование производственных возможностей
для увеличения выпуска продукции, а также
ликвидацию диспропорций и „узких мест",
которые могут тормозить выполнение плана
производства в предстоящем периоде. Они
Таблица 4
1 Определение! незавершенного праизвоОстОа по этапам цикла
{в рублях )
Ш График запуска изделий О производство
Наименование затрат
Стоимости материалов
Зарплата
по питейному иеху
по кузнечному цеху
по механическому иеху
Накладные расходы
на зарплату
по литейному иеху
100% от зарплаты
по кузнечному цеху
150% от зарплаты
по механическому цеху
200% от зарплаты
Итого затрат
Затраты нарастающим ито-
гом к концу каждого этапа
1-й
то
1365
256
810
1365
384
1620
8800
8800
1
Этапы
2-й
3500
826
472
1150
826
708
8300
18782
27582
1
цикла
3-й
2600
154
54ч
5400
154
816
10800
20468
48050
¦
4-й
3800
294
144
8940
294
216
17880
31568
79618
I
Изделие 5парт.ЛП
— « №2
— » №3
— » ;f>2
Изделиеi'парт.ffli
№
I
-3
А
Ail
I l
-2
l5_
Ш
I '
III
ПЦГ.
11 I
-I
11
m
j'i : им i
I «_
И Гоафик нарастания затрат по изделиям Й.6,в.Г '
iZLT
i I
1
Наименование изделий
Изделие в
W Определение незавершенного производства на 1/Ш1950г I, I
3000
1-й этап 2-й этап 3-й зтап 4-й этап 5-й этап
цикла цикла цикла цикла цикла
11-имесяф B-ймес) C-ймес)D-ймес) E-ймесяи)
партии жя этапа и.
о производства на 1/Ш1950г11
Шакоичивше^СуммазатрагЬ^ I j I
наЗЦЩШОг.
Итого затрат (цикловой задел)
48050 ~—
20000 - -
54000 ~-
25000 ^-
231432
1 I
Пример определения незавершённого про-
изводства по этому способу приведён в табл. 4.
В основу расчётов должен быть положен ци-
кловой план выполнения соответственного за-
каза или изготовления партии изделий. Мето-
дика построения цикловых планов изложена
в главе об оперативном планировании произ-
водства (гл. III).
По данным циклового плана составляется
сводка затрат с их распределением по эта-
пам выполнения заказа, т. е. по месяцам
(см. разд. I, табл. 4). Эта сводка позволяет
включают: расчёт полезного фонда времени,
которым располагает каждая однородная
группа оборудования или производственный
участок в планируемом периоде; определе-
ние объёма потребного времени для выпол-
нения производственного задания с расчле-
нением по видам работ соответственно груп-
пировке оборудования и специализации про-
изводственных участков; выявление степени
загрузки оборудования и производственных
площадей в планируемом периоде; разработку
организационных и технических мероприятий
64
ПЛАНИРОВАНИЕ, ФИНАНСЫ И ХОЗРАСЧЁТ МАШИНОСТРОИТЕЛЬНОГО ЗАВОДА [РАЗД. V
по наиболее полному использованию обору-
дования и площадей и ликвидации „узких
мест" и диспропорций в их загрузке.
В механических цехах единич-
ного и серийного производства
расчёт полезного фонда времени ведётся по
каждому производственному участку и по
каждой группе однородного оборудования
(токарного, строгального, сверлильного и т.п.).
Полезный фонд времени каждой группы
станков может быть подсчитан по формуле:
Р'= sqdc A—0,01 А) станко-час,
где Р—полезный фонд времени данной
группы оборудования; 5 — количество станков
в группе; q — принятая сменность работы;
d — продолжительность одной смены в часах;
с — число рабочих дней в планируемом пе-
риоде; А—время нахождения оборудования
в капитальном и среднем ремонте в процен-
тах.
Потребное количество станко-часов N по
каждой группе оборудования для выполнения
плана может быть подсчитано по формуле
Д/= zJit
станко-час,
где п—количество деталей или изделий,
подлежащих обработке; t — штучная норма
времени в часах; k — коэфициент выполнения
норм (Af>l); В — время на наладку оборудо-
вания в процентах (если оно не включено
в норму времени).
Примерные значения этого показателя при-
ведены в главе об оперативно-производствен-
ном планировании (гл. III).
Величина п принимается с учётом не
только выпуска, но и запуска деталей в про-
изводство, т. е. исходя из намеченного при-
роста или уменьшения незавершённого про-
изводства. Величины t и k должны соответ-
ствовать запланированному уровню на пред-
стоящий период с учётом намеченных орга-
низационно-технических мероприятий.
При большой номенклатуре производства
для упрощения подсчётов рекомендуется опре-
делять потребное время на выполнение плана
не подетально, а в целом по изделию, осно-
вываясь на нормах трудоёмкости.
Если план предусматривает выпуск новых
изделий, по которым ещё не разработан тех-
нологический процесс и нет установленных
норм, их трудоёмкость определяется ориенти-
ровочно по аналогии с другими изделиями.
Кроме того, в плане выпуска предусматри-
ваются так называемые .разные заказы",
объём которых устанавливается в суммарных
показателях: в денежном или весовом выра-
жении. Исчисленная трудоёмкость основных
изделий по группам оборудования увеличи-
вается на соответственный процент, учиты-
вающий дополнительные работы и заказы,
которые не поддаются расшифровке при со-
ставлении техпромфинплана.
В результате подсчёта располагаемого
фонда и потребного количества станко-часов
для выполнения производственного задания
устанавливается загрузка оборудования, При-
мер расчёта загрузки приведён в табл. 5.
Коэфициент загрузки каждой группы стан-
ков
N
При полной загрузке оборудования р = 1,
при недогрузке р < 1 („широкое место"), а при
перегрузкер> 1 (.узкое место").
Таблица 5
Пример расчёта загрузки оборудования
Наименование
изделия
Изделие А
Изделие Б
и т. д.
Загрузка с учётом
коэфициента выполне-
ния норм (АО
Количество станков .
Полезный фонд вре-
мени (Р)
Коэфициент загруз-
ки (р)
Излишек часов („ши-
рокое место") ....
Недостача часов
(„узкое место")....
Корректировка за-
грузки по плану орга-
низационно-техниче-
ских мероприятий . . .
Загрузка с учётом
мероприятий
Уточнённый коэфи-
циент загрузки . . .
Количество штук по
программе
IOO
IOO
Группа оборудования
Токарная
Крупные
Норма на
1 изделие
65
'5,5
На про-
грамму
6500
155°
94°
2
9354
о,99
и4
9240
о, 99
Средние
Норма на
1 изделие
86,5
52
На про-
грамму
8 65о
5 2ОО
12323
3
14 ooi
о, 88
1678
+ *645
13 968
1,О
Мелкие
Норма на
1 изделие
44,3
64
На про-
грамму
4 43°
б 400
27246
5
23 336
3 91°
—3 9ю
23 336
1,О
Револьверная
Норма на
1 изделие
28
12
На про-
грамму
280О
I2OO
6582
а
9354
o,7i
2772
+1965
8547
о,92
Фрезерная
Норма на
1 изделие
2б,8
38,1
На про-
грамму
2б8о
З8ю
i8 6oo
. 4
18668
i,°
68
18600
1,0
ГЛ. Ill
ПЛАН ПРОИЗВОДСТВА И ВЫПУСКА ПРОДУКЦИИ
65
Загрузка оборудования, а также „узкие"
и „широкие места" могут быть наглядно про-
иллюстрированы графиком (фиг. 1).
Для обеспечения выполнения программы
и полного использования оборудования необ-
ходимо запроектировать и провести в жизнь
ряд мероприятий по ликвидации „узких мест".
К числу таких мероприятий относятся пере-
броска части работ с перегруженных участ-
ков на участки менее загруженные, пере-
смотр технологических процессов с целью по-
вышения производительности перегруженных
станков, улучшение обслуживания рабочих
мест, введение прогрессивно-сдельной или дру-
В сборочных цехах единичного
и серийного производств сборка
машин производится непосредственно на пло-
щади цеха. Пропускная способность площади
(Рпл) определяется по формуле
РЯл = Рц с A-0,01 Апл) м* смен,
где F — площадь цеха в м?; с — количество
I0KQDH
коипн.
Токарнь\е
5
рабочих смен в плановом периоде; Апл — пло-
щадь, не используемая для производственных
работ (проезды, вспомогательные помещения,
контора и т. п.), выраженная в процентах
ко всей площади цеха.
Потребная площадь и время на выполне-
ние установленного плана сборки и выпуска
изделий (NnA) могут быть подсчитаны по
2смет» формуле
Фрезерные
Условные обозначения
ушш увеличение загрузки после корректирования,
\\\\\\\\\щ\\ уменьшение загрузки после корректирования
Фяг. 1. График загрузки оборудования при работе в две
смены.
гих стимулирующих форм оплаты труда, повы-
шение квалификации рабочих, применение
стахановских методов работы и другие меры,
способствующие резкому перевыполнению
норм на перегруженном оборудовании. В край-
них случаях, если перечисленные меры недо-
статочны, необходимо увеличить сменность
работы перегруженной группы оборудования.
При наличии „широких мест" в произ-
водстве, располагающих избыточной пропуск-
ной способностью, должны быть намечены
мероприятия по её использованию, главным
образом путём увеличения выпуска продук-
ции или кооперирования с другими цехами
или заводами (см. ниже, стр. 68); при невоз-
можности использования свободное оборудо-
вание изымается из цеха или завода.
В механических цехах поточно-
массового производства расчёт за-
грузки оборудования по каждой отдельной
операции производится по формуле
A+0,01 Вал) м* смен,
где п — количество собираемых по плану из-
делий каждого наименования; Т — цикл
имена- сборки в рабочих сменах; Ризд— габарит изде-
лия в м2; Впл — дополнительная площадь,
занимаемая рабочими, сборочными приспосо-
блениями и деталями.(в процентах от габа-
рита изделия).
Загрузка производственной площади
цеха по плану характеризуется коэфициен-
Л/„.
том рял
Основными мероприятиями по ликвидации
„узких мест" в сборочном цехе являются со-
кращение производственных циклов сборки
изделий, в частности путём увеличения
количества одновременно выполняемых ра-
бот.
При поточной сборке расчёт за-
грузки цеха состоит в определении потребного
количества рабочих мест и в сопоставлении с
фактически имеющимся их числом.
Количество рабочих мест на поточной
сборке определяется по формуле
где гп — такт потока; ton - штучная норма
времени на данной операции; eg — количе-
ство станков-дублёров, установленных на
данной операции.
Этот способ расчёта определяет непосред-
ственно коэфициент загрузки оборудования
по каждой операции. Улучшение этого коэ-
фициента достигается методами синхрониза-
ции поточных линий.
5 Том 15
rnk
где ton — штучная норма по каждой операции
сборки; гп — такт потока; k — коэфициент
выполнения норм (k > 1).
В литейных цехах расчёт загрузки
оборудования и производственных площадей
проводятся различными методами по разным
отделениям цеха. Объём работ плавильного
отделения определяется количеством металла,
который должен быть расплавлен для выпол-
нения планового задания. Для этого вес год-
ных отливок должен быть пересчитан на вес
металла к завалке (Nn) с учётом устано-
вленных по плану процентов веса на литники,
прибыли, скрап, брак, угар по формуле
где п — количество деталей по программе;
Q — вес детали в т\ К3 — коэфициент веса
завалки шихты к весу годных отливок.
Пропускная способность плавильного отде-
ления (Рп) определяется количеством имею-
66
ПЛАНИРОВАНИЕ, ФИНАНСЫ И ХОЗРАСЧЁТ МАШИНОСТРОИТЕЛЬНОГО ЗАВОДА [РАЗД. V
щихся в цехе вагранок и часовой производи-
тельностью каждой из них:
Рп =
где Se — количество вагранок одинаковой
производительности; I— производительность
одной вагранки в т\час, d—число часов ра-
боты вагранки в сутки; с — число суток в
планируемом периоде.
Отношение Nn к Рп характеризует соот-
ветствие загрузки плавильного отделения с
его пропускной способностью.
Расчёт фонда времени формовочных отде-
лений при машинной формовке производится
так же, как в механических цехах, но резуль-
тат вычисления делится на 2, поскольку фор-
мовочные машины работают обычно попарно
для формовки верхней и нижней частей формы.
Потребное время на выполнение плана
определяется по каждой группе формовочных
машин следующим расчётом:
N =
nt
ktln
A+0,01 В) маш.-час,
где п — количество форм по каждой детали
согласно программе; t — штучная норма на
изготовление каждой формы; k — коэфициент
выполнения норм (&>1); щ — количество
деталей в одной форме; В — время на уста-
новку подмодельных плит в о/о.
Сравнение потребного времени по плану
с располагаемым фондом времени оборудо-
вания производится так же, как и в механи-
ческих цехах.
Расчёт загрузки отделений ручной фор-
мовки, ведётся в квадратных метро-часах ана-
логично расчёту площади для сборочных це-
хов единичного и серийного производства.
При этом в формуле (см. стр. 65) вместо ве-
личины Т (производственный цикл) следует
брать величину 1ф (продолжительность фор-
мовки), а вместо FU3q (габарит изделия) Fon—
габарит опоки в м%.
В кузнечно-прессовых цехах для
расчёта загрузки оборудования можно вос-
пользоваться приведёнными выше формулами
по механическим цехам.
В условиях мелкосерийного и единичного
производства плановое задание кузнечному
цеху устанавливается в весовом выражении.
В этом случае необходимо располагать укруп-
нённой нормой часовой производительности
в тоннах для каждой группы оборудова-
ния.
Производственная мощность агрегата,
цеха, завода. Кроме расчётов загрузки обо-
рудования по установленному производствен-
ному заданию, при разработке техпромфин-
плана возникает необходимость определить
производственные мощности завода исходя из
возможно более полното использования име-
ющихся резервов, роста производительности
труда и максимальной отдачи оборудова-
ния.
Производственная мощность агрегата, цеха,
завода выражается количеством продукции,
которое может быть выпущено данной произ-
водственной единицей за определённый период
времени. Расчёт производственной мощности
должен основываться на прогрессивных нор-
мах трудоёмкости соответственных изделий
и на максимально уплотнённом режиме ра-
боты оборудования, исключающем какие бы
то ни было потери, кроме минимально необ-
ходимого времени на проведение планово-
предупредительных ремонтов.
Прогрессивный уровень норм, равно как
и уплотнённый режим использования обору-
дования, должны быть обеспечены соответ-
ствующими организационно-техническими ме-
роприятиями и обоснованы передовой практи-
кой лучших рабочих, бригад, участков и це-
хов. Производственная мощность — величина
динамическая и прогрессивно увеличиваю-
щаяся по мере освоения новой техники, роста
производительности труда, квалификации ка-
дров, развития стахановских методов труда,
социалистического соревнования и улучше-
ния организации производства, что полностью
соответствует расширенному социалистиче-
скому воспроизводству, являющемуся зако-
ном развития социалистической экономики.
Расчёты производственной мощности должны
поэтому систематически пересматриваться
и обновляться в начале каждого планового
периода.
На социалистических предприятиях сред-
ства труда — станки и механизмы — служат
не для эксплоатации рабочего, а для всемер-
ного облегчения труда и ловышения произ-
водительности, а в результате также для не-
уклонного подъёма материального уровня
трудящихся; поэтому в увеличении производ-
ственных мощностей заинтересованы сами
трудящиеся. Это находит сво§ яркое про-
явление в различных формах стахановской
работы, и в частности, — во всенародном со-
ревновании за лучшее использование основ-
ных средств, начавшееся по почину передо-
вых московских предприятий (ноябрь 1949 г.).
Вскрываемые при составлении техпром-
финпланов резервы должны быть полностью
учтены при определении производственных
мощностей.
Декабрьский пленум ЦК ВКП(б) 1935 г.
указал: „В основу пересмотра проектных
мощностей положить новые, повышенные тех-
нические нормы. Эти технические нормы,
определяющие мощности отдельных агрега-
тов оборудования, составлять на основе про-
веренного опыта лучших стахановцев." *
Производственная мощность
станка или группы однородных
станков (Ncm), занятых выполнением одной
какой-либо операции в условиях массового
производства, может быть исчислена непо-
средственно в конкретных деталях по фор-
муле
. _ао*я шт„
где ttum — штучная норма, а остальные обо-
значения те же, что и в формуле на стр. 64.
Производственная мощность станка или
группы однородных станков, занятых обра-
боткой различных деталей в устойчивом се-
рийном производстве, выражается в комплек-
тах деталей, закреплённых за станком.
* ВКП(б) в резолюциях и решениях съездов, конфе-
ренций и пленумов ЦК, изд. 6-е, 1941 г., ч. II, стр. 630.
ГЛ. И]
ПЛАН ПРОИЗВОДСТВА И ВЫПУСКА ПРОДУКЦИИ
67
Измерители мощностей цехов и завода в зависимости от типа производства
Таблица 6
Наименование
цеха
Литейный
Кузнечный
Кузнечно-штам-
повочный
Механический
Сборочный
По заводу
Тип производства
Массовый
В деталях и
комплектах отли-
вок
В деталях и ком-
плектах штамповок
В деталях
В изделиях
(штуках)
Серийный с устано-
вившейся специа-
лизацией выпуска
В комплектах
отливок
В комплектах
поковок
В комплектах
штамповок
В комплектах
деталей
В изделиях
(штуках)
В изделиях с учётом комплектов
запасных частей в эквивалентах
готовой продукции
Серийный без установившейся
специализации выпуска
Единичный
а) В приведённых комплек-
тах отливок
б) В тоннах с распределением на группы по весу, слож-
ности, размерам отливок
а) В приведённых комплек- I —
тах поковок |
б) В тоннах с распределением на группы по весу, слож-
ности, размерам поковок
В приведённых комплектах
штамповок
В приведённых деталях и
комплектах деталей
В приведённых изделиях
В приведённых изделиях
а) В т по типам изделий
б) В измерителях, харак-
теризующих вид продук-
ции (л. с, ква и т. п.)
а) В т по видам изделий
б) В измерителях, харак-
теризующих вид продук-
ции
Так, если комплект, изготовляемый станком,
состоит из деталей № 1, 2, 3, 4, нормальное
соотношение деталей в комплекте соответ-
ственно р\, р2, Рз> Pi'> штучные нормы вре-
мени tv t2, t3, t4, то производственная мощ-
ность станка будет
. г 60 dacs
NK = „н комплектов,
а производственная мощность станка по ка-
ждой детали (№ 1, 2, 3...) составит N\ = NKpt',
N2 = NKp2; Nm = NKpm.
В мелкосерийном производстве при отсут-
ствии строго определённых количественных
пропорций между отдельными деталями произ-
водственную мощность можно исчислять в
приведённых деталях или в типичных деталях,
характерных для загрузки данного станка.
Измерители производственных мощностей
разных цехов при различных типах произ-
водства приведены в табл. 6.
Производственная мощность по-
точной линии, участка и цеха опреде-
ляется в результате надлежащей синхрониза-
ции всех операций в потоке, а также пол-
ной увязки различных поточных линий соот-
ветственно единому ритму выпуска готовых
изделий.
Производственная мощность предметных
участков и цехов серийного производства
определяется в результате сопоставления про-
изводственных мощностей отдельных станков
или групп оборудования, анализа имеющихся
диспропорций между ними и разработки не-
обходимых мер по подтягиванию отстающих
звеньев и по выравниванию их производитель-
ности на среднепрогрессивном уровне. При
этом целесообразно применять графический
анализ.
Мощность отдельных групп оборудования
производственного участка представлена на
графике (см. фиг. 2).
Штук
то
3500
3000
2500
2000
1500
W00
S00
тдоа
Токорно-редольЬ Сверпипьн
Чсподные обозначения
произдодственная мощность групп оборудования.
производственная мощность участка,
корректированная производственная мощность
групп оборудования
Фиг. 2. График производственной мощности участка цеха.
Группы оборудования: среднетокарная, горизонтально-
фрезерная и вертикально-фрезерная, обеспечивают выпуск
от 2500 до 2800 комплектов (заштриховано на графике). Но
мелкотокарные станки являются при этом .узким местом",
а токарно-револьверные и сверлильные не догружаются.
Учитывая, что токарно-револьверные станки могут выпол-
нять многие работы, производимые на токарных мелких
станках, целесообразно передать соответственную част*
работ с перегруженной группы на недогруженную. В этом
случае производственная мощность участка по всем груп-
пам оборудования достигнет 2800 комплектов. Если, кроме
того, несколько повысить производительность средне-
токарной, а также фрезерных групп, мощность участка
возможно поднять до 3200—3500 комплектов.
В серийном производстве с неустановив-
шейся специализацией производственная мощ-
ность цеха или участка определяется такими
же методами, но весь расчёт выпуска ведётся
ПЛАНИРОВАНИЕ, ФИНАНСЫ И ХОЗРАСЧЁТ МАШИНОСТРОИТЕЛЬНОГО ЗАВОДА [РАЗД. V
в условных комплектах изделии, трудоемкость
которых характерна для продукции данного
завода.
Производственная мощность завода опре-
деляется на основе установленных мощностей
ведущих цехов основного производства, в част-
ности, механических цехов.
Если производственные цехи построены по
предметному признаку и выпускают закончен-
ную продукцию, производственная мощность
завода представляет собой сумму производ-
ственных мощностей каждого из таких цехов.
При работе цехов по принципу взаимной
кооперации с выпуском готовых изделий через
сборочный цех производственная мощность
завода устанавливается в результате выравни-
вания производственных мощностей сбороч-
ного, обрабатывающих, заготовительных и
вспомогательных цехов по мощности ведущего
механического цеха. Важнейшим мероприя-
тием, способствующим решению этой задачи,
является кооперирование (как межцеховое,
так и межзаводское).
План кооперирования. Этот раздел плана
производства разрабатывается на основе рас-
чётов производственной мощности завода, в
частности — производственных возможностей
заготовительных цехов. План кооперирования
должен устанавливаться путём составления
балансов фасонного литья (чугунного, сталь-
ного, цветного), поковок и штамповок, про-
катной заготовки, металлических конструкций
и т. д. В балансах должны указываться по-
требность в соответствующих полуфабрика-
тах на программу выпуска и на увеличение
задела, а также источники покрытия этой по-
требности.
В отношении полуфабрикатов, деталей и
изделий, которые должны быть получены за-
водом со стороны, план кооперирования пре-
дусматривает номера соответственных чер-
тежей и марку материала, вес единицы, тре-
буемое количество на планируемый год, сроки
поставки, наименование завода-поставщика,
его подчинённость и местонахождение.
Производственные задания вспомога-
тельных цехов. Производственные задания
вспомогательных цехов разрабатываются при
составлении годового техпромфинплана пред-
приятия на основании следующих исходных
данных: планового задания по товарной про-
дукции в части производственных услуг за-
вода, отпускаемых на сторону, своему капи-
тальному строительству и подсобным хозяй-
ствам; расчёта объёма работ и загрузки це-
хов основного производства; плана техниче-
ского развития и организации производства.
Производственное задание ремонтно-ме-
ханинеского цеха должно предусматривать:
капитальный ремонт оборудования; изгото-
вление запасных частей и сменных деталей
оборудования для его ремонта; установку,
монтаж и переустановки оборудования; раз-
личные работы, выполняемые в порядке ока-
зания услуг другим цехам (модернизация обо-
рудования, изготовление ограждений и других
устройств по технике безопасности, произ-
водство мерной тары, подъёмно-транспортных
приспособлений и т. п.); выполнение производ-
ственных услуг на сторону. Первый и послед-
ний пункты этого перечня относятся к выпуску
товарной продукции завода.
Объём работы ремонтного цеха по капи-
тальным ремонтам определяется на основе
годового плана-графика ремонтов оборудо-
вания, который строится в соответствии с дей-
ствующей на заводе системой планово-пре-
дупредительного ремонта.
Задание на изготовление запасных ремонт-
ных частей и сменных деталей оборудования
разрабатывается также по нормативным дан-
ным действующей системы планово-предупре-
дительного ремонта и по заявкам цехов, ну-
ждающихся в запасных частях для текущего
ремонта своего оборудования (см. гл. X).
Годовой объём работ ремонтного цеха по
монтажу, перестановкам оборудования, а
также по выполнению различных услуг дру-
гим производственным подразделениям завода
определяется на основании плана техниче-
ского развития и организации производства и
по заявкам заинтересованных цехов.
Услуги на сторону планируются по указа-
ниям заводоуправления в соответствии с име-
ющимися запросами и заказами других пред-
приятий, включая подсобные хозяйства завода.
Суммарный объём заданий подсчитывается
по их нормативной трудоёмкости и по смет-
ной себестоимости, причём трудоёмкость но-
вых объектов и заказов определяется в ори-
ентировочном порядке по данным практиче-
ского опыта прошлого периода или по пред-
варительным подсчётам.
Производственное задание инструмен-
тального цеха должно предусматривать: из-
готовление технологической оснастки по но-
вым объектам производства соответственно
плану-графику их освоения; производство спе-
циальных инструментов, приспособлений и
штампов в связи с планом внедрения пере-
довой технологии и стахановских методов
работы; изготовление инструментов для об-
служивания текущих нужд производства, для
пополнения имеющегося эксплоатационного
фонда в цехах и централизованных запасов
завода; выполнение ремонта сложных приспо-
соблений, штампов и инструментов, а также
отдельных заказов производственных цехов;
выполнение заказов на инструмент со стороны
в порядке технической помощи или произ-
водственной кооперации.
Порядок планирования работы инструмен-
тального цеха обусловлен организацией всего
инструментального хозяйства на заводе, ко-
торая освещена в специальной — IX — главе
данного тома.
Рекомендуется загружать инструменталь-
ный цех преимущественно изготовлением спе-
циальных инструментов и приспособлений.
Включение заказов на нормальный режущий
и измерительный инструмент в программу
инструментального цеха должно быть обосно-
вано предварительной разработкой баланса
потребности завода в названном инстру-
менте и её покрытия за счёт продукции со-
ответственных инструментальных заводов.
Часть потребности, которая не может быть
удовлетворена указанным способом, должна
покрываться собственным инструментальным
цехом завода и подлежит включению в его
производственную программу на планируемый
период.
Подсчёт проектируемого объёма производ-
ства инструментального цеха осуществляется
ГЛ. И]
ПЛАНИРОВАНИЕ ТРУДА И ЗАРАБОТНОЙ ПЛАТЫ
69
при помощи типовых плановых норм, кото-
рые разрабатываются по отдельным группам
инструмента, однородного по сложности и
трудоёмкости.
Производственное задание энергетическим
цехам завода (котельной, компрессорной,
электростанции) устанавливается на основе
расчётов загрузки производственных и вспо-
могательных •цехов по техническим нормам
расхода пара, сжатого воздуха, электроэнер-
гии на технологические цели, на движение
станков и другого оборудования, а также на
общехозяйственные и бытовые нужды.
Объём производства энергетических цехов
по годовому плану выражается в натуральных
измерителях и сопоставляется с наличной
мощностью этих цехов. В результате должен
быть запроектирован определённый режим их
работы, обеспечивающий необходимые резер-
вы мощности с учётом неравномерности энер-
гопотребления в течение планируемого пе-
риода.
Производственное задание транспортному
цеху (или транспортным цехам) завода раз-
рабатывается с различной степенью подроб-
ности в зависимости от масштабов предприя-
тия и его грузооборота. На заводах неболь-
ших и средних размеров при незначительном
парке транспортных средств объём работы
заводского транспорта проектируется на осно-
ве отчётных данных прошлого периода с по-
мощью поправочных коэфициентов, учиты-
вающих рост производства и изменение орга-
низационно-технических условий грузообо-
рота в планируемом периоде.
На крупных заводах, имеющих обширный
парк транспортных средств и специализиро-
ванные транспортные цехи, обслуживающие
внешний и межцеховой производственный
грузооборот, планируемый объём работ транс-
портных цехов определяется диференциро-
ванно по каждому из них в тонно-километрах
перевозок.
Проектирование плана перевозок исходя
из намеченного объёма основного производ-
ства в целом по заводу и по отдельным це-
хам, расчеты потребных транспортных
средств, их загрузки и режима работы осве-
щены в особой главе данного тома.
ПЛАНИРОВАНИЕ ТРУДА И ЗАРАБОТНОЙ
ПЛАТЫ
План по труду должен быть направлен на
максимальный рост производительности труда.
При разработке плана по труду необходимо
руководствоваться основными принципами
социалистической организации труда,, выте-
кающими из нового положения и роли трудя-
щегося в социалистическом обществе. К чис-
лу этих важнейших принципов относятся:
оплата по труду в зависимости от его коли-
чества и качества, систематическое повыше-
ние жизненного уровня трудящихся СССР на
основе роста производительности труда, не-
уклонный подъём культурно-технического
уровня трудящихся, механизация труда, все-
народное социалистическое соревнование.
План по труду составляет наряду с пла-
ном производства и выпуска продукции важ-
нейший раздел техпромфинплана завода. Он
определяет: потребность завода в кадрах на
планируемый период; планируемое повыше-
ние производительности труда; уровень
оплаты труда работников и фонд заработной
платы предприятия; источники покрытия по-
требности завода в кадрах; мероприятия по
их производственному обучению и повыше-
нию их квалификации.
Планирование труда и зарплаты основы-
вается на рациональном разделении труда и
расстановке рабочих, на ликвидации обез-
лички и уравниловки, на развитии социали-
стических форм труда и социалистического
соревнования, на использовании лучших до-
стижений передовых рабочих-стахановцев и
организации здоровой и культурной обста-
новки и условий труда на социалистическом
предприятии. Эти вопросы подробно осве-
щены в гл. V.
Различают следующие основные категории
работников предприятия: рабочие, инженерно-
технические работники (ИТР), служащие (или
счётно-конторский персонал), младший обслу-
живающий персонал (МОП), ученики, пожар-
ная и вахтерская охрана.
Рабочие делятся на производственных и
вспомогательных. К производственным отно-
сятся рабочие, которые непосредственно из-
готовляют основную продукцию данного заво-
да; остальные рабочие, занятые обслуживанием
производственного процесса, относятся к вспо-
могательным рабочим. В число вспомогатель-
ных рабочих входят все рабочие вспомога-
тельных цехов, а также вспомогательные ра-
бочие основных производственных цехов, как-
то: ремонтные и транспортные рабочие, смаз-
чики, шорники, раздатчики инструмента, на-
ладчики, браковщики и др.
К младшему обслуживающему персоналу
относятся работники, занятые не производ-
ственными, а только обслуживающими функ-
циями: уборщицы, курьеры, гардеробщики
и т. п.
Определение потребности в кадрах.
Численность рабочих и других работников
планируется по заводу и по каждому цеху в
отдельности, для чего должны быть предвари-
тельно разработаны производственные задания
по всем основным и вспомогательным цехам
на планируемый период. Потребное количе-
ство рабочих, инженерно-технических работ-
ников, служащих и младшего обслуживающего
персонала должно устанавливаться в объёме
так называемого списочного состава, который
следует отличать от явочного состава рабо-
Т2ЮЩИХ.
Явочным составом считается то количество
работников, которое фактически находится на
производстве. В списочный же состав вклю'
чаются согласно действующей инструкции ЦСУ
все категории постоянных, сезонных и вре-
менных работников, на которых администра-
ция предприятия обязана вести трудовые
книжки в соответствии с постановлением
СНК СССР от 20 декабря 1938 г. Кроме того,
к списочному составу относятся работники,
принятые на временную работу на срок свыше
одного дня для выполнения работ, относящихся
к основной деятельности завода. Таким обра-
зом, в списочном составе должны быть учтены
не только работники, фактически являющиеся
на завод для выполнения своих производ-
70
ПЛАНИРОВАНИЕ, ФИНАНСЫ И ХОЗРАСЧЁТ МАШИНОСТРОИТЕЛЬНОГО ЗАВОДА [РАЗД. V
ственных функций, но также находящиеся в
служебных командировках, пользующиеся
очередным или дополнительным отпуском,
отпуском по болезни или по беременности
либо отпуском без сохранения содержания,
не выходящие на работу вследствие болезни,
в связи с выполнением гражданских обязан-
ностей и по другим причинам, работающие
вне данного предприятия, но получающие за-
работную плату на предприятии.
Все показатели плана по труду проекти-
руются применительно к списочному составу
работающих.
Планируемая численность ра-
бочих/?, занятых на нормирован-
ных работах, определяется как частное
от деления потребного рабочего времени на
выполнение производственного задания по
каждому виду работ (профессии) на плановый
бюджет времени одного рабочего:
s
п — количество изделий (деталей), подлежащих
изготовлению по плану; т—число наимено-
ваний изделий (деталей); /—плановая про-
грессивная норма рабочего времени в часах
на одно изделие (деталь); k — планируемый
коэфициент выполнения норм (?>1); Fq—
плановый бюджет времени одного рабочего
в часах.
Норма времени, применяемая в этом рас-
чёте, должна полностью учитывать запроекти-
рованные по плану организационно-техниче-
ские мероприятия на очередной период и
иметь среднепрогрессивный характер. Уро-
вень плановых норм должен обеспечивать до-
стижение заданных заводу по государствен-
ному плану показателей по росту производи-
тельности труда и снижению себестоимости.
В условиях многостаночной работы нормы вре-
мени должны учитывать число станков, обслу-
живаемых одним рабочим. В кузнечных и дру-
гих цехах, где применяется бригадная ра-
бота по обслуживанию крупных производ-
ственных агрегатов, норма времени на еди-
ницу продукции должна включать затраты
времени всех участников бригады с разделе-
нием по квалификационным разрядам.
Коэфициент планируемого вы-
полнения норм должен отражать даль-
нейший рост производительности труда в ре-
зультате развёртывания социалистического
соревнования, повышения квалификации рабо-
чих и применения стимулирующих форм
оплаты труда. Если при составлении техпром-
финплана по некоторым новым изделиям ещё
нет установленных норм времени, они могут
определяться экспертным путем по аналогии
с другими изделиями.
Плановый бюджет времена устанавливает
количество часов, которое должно быть от-
работано одним рабочим в планируемом пе-
риоде. В основу расчёта кладётся количество
рабочих дней в планируемом периоде и про-
должительность рабочего дня в часах. Про-
изведение этих двух величин называется но-
минальным фондом времени одного рабочего.
При установлении номинального фонда вре-
мени следует учитывать, что рабочие, занятые
на вредных производствах, а также подростки
на всех работах пользуются сокращённым
шестичасовым рабочим днем.
Действительный фонд времени одного
рабочего (F^) получается путём корректиро-
вания номинального фонда с учётом невыхо-
дов на работу по уважительным причинам
(отпуск, болезнь, беременность, выполнение
государственных или общественных обязан-
ностей).
Очередной отпуск планируется в размере
12 рабочих дней в году на каждого рабочего,
а дополнительный отпуск предусматривается
в размере от 6 до 12 дней только для рабо-
чих, занятых тяжёлыми и вредными работами.
Кроме того, трудовое законодательство
устанавливает дополнительный 12-дневный от-
пуск для подростков до 18 лет, 10-дневный
отпуск для обучающихся без отрыва от про-
изводства и дополнительный трёхдневный от-
пуск для рабочих со стажем непрерывной ра-
боты на данном предприятии в два года и
больше.
Выполнение общественных и государствен-
ных обязанностей включает прохождение
военных сборов, участие в сессиях Верховного
Совета СССР и республик, а также в пар-
тийных и профсоюзных съездах и т. п. Не-
выходы по этим причинам составляют в сред-
нем от 0,01 до 0,10/0 к общему фонду рабоче-
во времени всех работающих на предприятии.
Отпуска по беременности определяются
исходя из отчётных данных за прошлый период,
числа женщин в рабочем составе завода,
с учётом роста рождаемости в СССР. Анало-
гично проектируются и перерывы для кормя-
щих матерей.
Невыходы по болезни предусматриваются
путём анализа отчётных данных за один-два го-
да с учётом запроектированных мероприятий
по охране труда, по оздоровлению условий
работы и т. п. Для экспертизы привлекаются
врачебный пункт и лечебные учреждения за-
вода. Никакие другие невыходы и потери ра-
бочего времени в плановом бюджете времени
рабочего не учитываются.
Выразив перечисленные невыходы в про-
центах от общего фонда рабочего времени и
обозначив их сумму через Сн, получим для
коэфициента использования номинального
100 -Сн
фонда времени формулу riH = -^—щ—, а для
действительного фонда времени одного рабо-
чего
?д = FHr\H = cd riH,
где с — количество дней в плановом периоде;
d — продолжительность рабочего дня.
Пример. При семидневной неделе и 8-часовом рабо-
чем дне годовой номинальный фонд времени взрослого
рабочего механического цеха равен
Гн = [365 - E2 + 7)] 8 = 2448 час.
Здесь учтены 52 выходных дня и 7 праздничных и памят-
ных дней в году.
Допустим, что заданы следующие невыходы в % от
номинального фонда времени: отпуск 4,1; выполнение об-
щественных и государственных обязанностей 0,1; болезни,
otiiJ4:k по беременности и перерывы на кормление груд-
ных детей 3,5, а всего 7,7%.
ГЛ. II]
ПЛАНИРОВАНИЕ ТРУДА И ЗАРАБОТНОЙ ПЛАТЫ
71
В таком случае коэфициент использования номиналь-
ного фонда времени будет
100 — С
1об~
н
100-7,7
100
¦ = 0,923,
а действительный фонд времени одного рабочего со-
ставит
Fd =
= 2448 • 0,923 т 2260 час.
Расчёт действительного фонда времени
одного рабочего .рекомендуется вести дифе-
ренцированно по каждому цеху, а если рабо-
чие в пределах цеха работают в условиях
различного режима, то и по каждой группе
рабочих в отдельности.
При ориентировочных и укрупнённых рас-
чётах, выполняемых в предварительном по-
рядке по заводу в целом, можно определять
потребность в рабочих не по каждой детали
с помощью штучных норм времени, а по сум-
марным нормам трудоёмкости изделий, преду-
смотренных планом товарного выпуска. Из-
менения остатков незавершённого производ-
ства, а также дополнительные работы в виде
услуг капитальному ремонту и разных зака-
зов следует учитывать суммарно, внося соот-
ветственные поправки в процентах к подсчи-
танной трудоёмкости товарного выпуска основ-
ных изделий.
Потребность во вспомогательных рабочих
рекомендуется по возможности определять
расчётным способом, используя имеющиеся
нормативы. В частности, штат контролёров
можно определить по формуле
где N — количество деталей, подлежащих
контролю в планируемом периоде; п — число
промеров на одну деталь; k — коэфициент
выборочности контроля; tK—норма времени
на контроль одной детали; а — процент допол-
нительного времени на профилактический
обход рабочих мест, на получение инстру-
мента, на оформление браковочной докумен-
тации и т. п. A5—18%); Fy — действительный
фонд времени одного контролёра в планируе-
мом периоде.
Потребность в рабочих, занятых на ненор-
мированных работах, может быть определена
двумя способами: по рабочим местам или по
нормам обслуживания.
Расчёт потребного штата рабочих по ра-
бочим местам рекомендуется применять в тех
случаях, когда соответственные рабочие за-
крепляются за определёнными рабочими ме-
стами на всю смену независимо от объёма
выполняемой работы.
Расчёт штата вспомогательных рабочих по
нормам обслуживания рекомендуется приме-
нять во всех случаях, когда имеется возмож-
ность установить такого рода нормы.
В качестве примера ниже приводятся спра-
вочные данные о нормах обслуживания обору-
дования по заводам Министерства станко-
строения.
Количество единиц ремонтосложности на одного ра-
бочего в смену: смазчика — 2000; шорника — 3000; элек-
тромонтёра по обслуживанию металлорежущих стан-
ков—1600; подъёмно-транспортных механизмов — 1200;
литейного, кузнечного, прессового оборудования — 1000;
прочих агрегатов — 1600.
Разумеется, гти нормы, как и все прочие, подлежат
систематическому пересмотру по мере роста производи-
тельности труда и улучшения организации производства.
Расчёт ведётся по формуле
R - О-
т
где Q — расчётная база обслуживания, или
суммарный объём работ в данном цехе в одну
смену; т — норма обслуживания на одного
рабочего в смену; q — сменность работы
участка или цеха.
Результаты подсчёта по рабочим местам и
по нормам обслуживания определяют так на-
зываемое явочное число рабочих и не учиты-
вают невыходов по уважительным причинам.
Чтобы установить списочное количество ра-
бочих, надо умножить явочное количество на
коэфициент, учитывающий эти невыходы. Так,
если невыходы составляют 7,7% от номиналь-
ного фонда времени, то поправочный коэфи-
циент будет 1,077.
При планировании штата вспомогательных
рабочих надо проектировать мероприятия по
сокращению их количества. В частности, не-
обходимо проводить механизацию трудоём-
ких транспортных и других работ, автома-
тизацию технического контроля, а также
добиваться рационального использования ра-
бочего времени и уплотнения рабочего дня
вспомогательных рабочих путём совмещения
профессий.
Потребность в инженерно-технических и
счётно-конторских работниках определяется
на основе утверждённой схемы управления
пролётом, цехом, отделом и т. п. в соответ-
ствии с имеющимися положениями и должност-
ными инструкциями о функциях и объёме
работ каждого работника.
По схеме управления устанавливается но-
менклатура штатных должностей. Количество
штатных единиц по каждой должности опре-
деляется исходя из объёма работы, который
может быть выполнен одним работником.
В частности, при разработке штатов цеховых
органов управления учитывается количество
структурных подразделений цеха (отделений,
пролётов, мастерских), численность рабочих,
сменность работы цеха, системы технической
и оперативной подготовки, планирования,
учёта и отчётности в данном цехе, а также
его территориальное размещение. При уста-
новлении штатов инженерно-технических ра-
ботников и служащих надо ориентироваться
на укрупнение производственных участков и
структурных звеньев в аппарате управления,
на рационализацию управленческих работ,
широко применяя средства оргатехники, в
частности —механизацию счётно-вычислитель-
ных работ, автоматизацию учёта и др.,
добиваясь сокращения численности работни-
ков, которые заняты в аппарате управления.
Количество работников некоторых групп, как-
то: мастеров, табельщиков, расчётчиков, можно
определять по нормам обслуживания, характе-
ризующим их соотношение с числом рабочих.
Некоторые виды инженерно-технических
работ расчётно-проектировочного характера.
72
ПЛАНИРОВАНИЕ, ФИНАНСЫ И ХОЗРАСЧЁТ МАШИНОСТРОИТЕЛЬНОГО ЗАВОДА [РАЗД. V
связанные преимущественно с технической
подготовкой производства, а также отдель-
ные участки счётно-конторской работы (ма-
шинопись, таксировка и др.) могут подверг-
нуться нормированию. Определение штата
соответственных категорий работников реко-
мендуется устанавливать путём расчёта, ана-
логичного расчёту потребности в рабочих,
занятых на нормируемых работах.
Штаты вахтерской охраны устанавливаются
по количеству постов.
Численность учеников определяется исходя
из потребности в увеличении числа рабочих
с учётом сроков обучения (см. гл. V).
План повышения производительности
труда. На XVI съезде ВКП(б) товарищ Сталин
говорил: „Без систематического роста про-
изводительности труда как в области про-
мышленности, так и в области сельского хо-
зяйства мы не можем разрешить задач рекон-
струкции, не можем не только догнать и
перегнать передовые капиталистические стра-
ны, но даже отстоять своё самостоятельное
существование.* *
Производительность труда на предприя-
тиях растёт в основном за счёт следующих
факторов: а) новая техника, механизация тру-
да и автоматизация производства; б) повы-
шение жизненного уровня трудящихся; в) рост
квалификации рабочих кадров; г) улучшение
организации труда и производства; д) раз-
вёртывание социалистического соревнова-
ния и др. Производительность труда является
одним из важнейших качественных показате-
лей работы завода, основным источником
роста производства, снижения себестоимости'
и улучшения материального положения тру-
дящихся. Планируемый уровень производи-
тельности труда выражается объёмом продук-
ции, вырабатываемой одним рабочим в еди-
ницу рабочего времени. Различают показатели
часовой, дневной (сменной) и месячной или
годовой выработки рабочих.
Часовая выработка (или показатель часо-
вой производительности труда) непосред-
ственно зависит от установленных норм вре-
мени и от степени их фактического выполнения
рабочими. Сменная выработка (или показа-
тель дневной производительности труда) вклю-
чает часовую выработку и отражает, кроме
того, степень уплотнения рабочего дня. По-
казатель годовой или месячной производи-
тельности труда основывается на дневной
выработке и учитывает степень использова-
ния номинального фонда времени рабочего
за год или за месяц и количество имевших
место невыходов. Директивное задание госу-
дарственного плана предусматривает уровень
годовой производительности труда в виде
объёма валовой продукции на одного списоч-
ного рабочего завода в предстоящем плано-
вом периоде. Наряду с этим устанавливается
задание по росту производительности труда,
выражаемое в виде процента повышения
уровня производительности в планируемом
периоде по отношению к предыдущему пе-
риоду работы завода.
Директивное задание по производитель-
ности труда кладётся в основу разработки
плана организационно-технических мероприя-
тий и должно быть обеспечено улучшением
технологичности конструкций, внедрением
передовой технологии, высокопроизводитель-
ным оснащением технологических процессов,
механизацией и автоматизацией производства,
модернизацией оборудования, распростране-
нием стахановских методов работы, органи-
зацией труда и рабочего места, уплотнением
рабочего дня, а также комплексным улучше-
нием организации производства в основных
цехах и вспомогательных. службах завода.
Разработка плана организационно-технических
мероприятий сопровождается пересмотром
технико-экономических норм трудоёмкости
изделий, а также установлением новых техни-
ческих норм времени на планируемый период,
которые кладутся в основу всех расчётов
плана по труду.
Соответственно показателям годовой, днев-
ной и часовой производительности целесооб-
разно различать мероприятия по уменьшению
затрат времени на единицу продукции, по
улучшению использования рабочего дня и по
сокращению невыходов вследствие болезни и
других причин на протяжении планируемого
периода.
При планировании производительности
труда на год или по периодам года необхо-
димо принимать во внимание не только до-
стигнутую среднегодовую или среднемесяч-
ную выработку на одного рабочего, но и фак-
тически достигнутую за последний месяц, если
она превышает среднюю выработку.
Рост часовой производительности труда,
достигаемый за счёт мероприятий первой
группы, может быть подсчитан по формуле
%
Т100
- 10Э,
где Т— трудоёмкость заданного плана вы-
пуска по прежним нормам времени; Тг — по-
требное количество часов на выполнение
плана выпуска с учётом экономии от умень-
шения норм времени или с учётом фактиче-
ского перевыполнения норм.
Рост дневной производительности труда,
учитывающий уплотнение рабочего дня, можно
подсчитать по формуле в °/0:
ттуоо
— 100,
где F — прежнее количество действительно
используемых часов в течение рабочего дня;
Fi — планируемое количество часов за смену
в условиях уплотнённого использования рабо-
чего дня.
Рост годовой производительности труда,
учитывающий увеличение числа используемых
рабочих дней за год, подсчитывается следую-
щим образом в %:
77W00 00
юо
* И. В. С т а л и н, Соч., т. 12, стр. 329.
где /— количество рабочих дней в год в прош-
лом периоде; fx — планируемое количество
рабочих дней при сокращении невыходов.
При разработке плана повышения произво-
дительности труда должны быть учтены, кроме
того, важнейшие источники экономии ра-
ГЛ. II)
ПЛАНИРОВАНИЕ ТРУДА И ЗАРАБОТНОЙ ПЛАТЫ
73
бочего времени и увеличения выработки,
как-то: рост квалификации кадров, развитие
социалистического соревнования, стимулирую-
щие формы заработной платы, а также влия-
ние изменений в номенклатуре выпуска, объём
производства и другие факторы, сказываю-
щиеся на показателе производительности труда
в плане предприятия.
Ценностное измерение производительности
труда не всегда достаточно правильно и точно
отражает действительное изменение выработки
рабочих. Поэтому при проектировании пла-
нового показателя производительности труда
необходимо тщательно проанализировать те
факторы, которыми он определяется в плани-
руемом периоде, и сопоставить их с усло-
виями отчётного периода.
Методы анализа производительности труда
см. в гл. IV „Учёт, калькуляция и анализ
деятельности завода".
Особенное внимание при анализе следует
уделить изменению номенклатуры изделий или
их соотношения в программе выпуска завода,
так как изделия разной трудоёмкости могут
оцениваться по одинаковым оптовым ценам,
и наоборот.
Для уточнения проектируемого роста про-
изводительности труда рекомендуется исчис-
лять показатель производительности не только
по валовой продукции в ценностном выраже-
нии, но и в стабильных нормо-часах, затра-
чиваемых на её производство. Частное от
деления трудоёмкости валовой продукции
в нормо-часах, на списочное количество всех
рабочих в планируемом периоде будет ха-
рактеризовать показатель годовой произво-
дительности труда. Показателем дневной или
часовой производительности труда будет слу-
жить частное от деления валового объёма про-
дукции в нормо-часах на количество дней или
часов, подлежащих - отработке в очередном
периоде запроектированным составом рабо-
чих по плану.
Необходимо сравнить динамику роста про-
изводительности труда, исчисленной в цен-
ностном выражении и в нормо-часах, и проана-
лизировать изменение каждого из них, уста-
новив факторы и причины имеющегося между
ними разрыва.
Установленный по заводскому плану пока-
затель производительности труда не должен
быть ниже заданного государственным планом
на данный период. Если в результате раз-
работки плана по труду это условие оказы-
вается невыполненным, необходимо ещё раз
пересмотреть плановые нормы времени, раз-
работать дополнительные организационно-тех-
нические мероприятия, вскрывая и исполь-
зуя имеющиеся резервы и сократить запроек-
тированные штаты рабочих по плану. При
этом надо обратить особенное внимание на
уменьшение количества вспомогательных ра-
бочих, имея в виду, что увеличение их чис-
ленности, не компенсированное соответствен-
ным ростом выработки производственных
рабочих, вызывает ухудшение показателя про-
изводительности труда, так как он исчисляется
делением валовой продукции на весь списоч-
ный состав рабочих. Сокращение штата вспо-
могательных рабочих может быть достигнуто
путём перевода возможно большего их числа
с повременной на сдельную работу (см.
гл. V), путём охвата вспомогательных работ
техническим нормированием (см. гл. VI), а так
же широким применением совмещения про-
фессий, механизацией транспортных и прочих
работ, и других методов.
План комплектования и производствен-
ного обучения кадров. Потребность в рабо-
чих и в других категориях работников на
планируемый период необходимо сопоставить
с наличным составом кадров и определить
таким путём дополнительный контингент, ко-
торый нужно привлечь для обеспечения уста-
новленного плана производства и выпуска
продукции. Расчёт этого контингента, опреде-
ление источников его комплектования, а также
форм и порядка 'производственного обучения
изложены в гл. V.
Расчёт планового фонда заработной
платы. Общий состав фонда заработной платы
регламентирован инструкцией Центрального
статистического управления и приведён в
гл. V. При планировании следует различать
часовой, дневной и месячный или годовой
фонды заработной платы. К часовому фонду
относятся: оплата фактически выполняемых
работ или проработанного времени по тариф-
ным ставкам, окладам, сдельным расценкам
или по среднему заработку; доплаты за труд-
ные условия работы; доплата сдельщикам за
отступление от нормальных условий работы;
премиальные выплаты, исключая премии из
фонда директора, а также премии за изобре-
тения и технические усовершенствования;
надбавки бригадирам за руководство брига-
дой; доплаты за работу в ночное время; до-
платы квалифицированным рабочим за обу-
чение учеников.
Дневной фонд планируемой заработной
платы включает все виды оплаты, относя-
щиеся к часовому фонду; оплату перерывов
кормящим матерям; доплаты в связи с сокра-
щённым рабочим днём подросткам.
Месячный или годовой фонд планируемой
заработной платы состоит из всех видов
оплаты, относящихся к дневному фонду зара-
ботной платы; надбавок за выслугу лет; до-
плат за работу в отдалённых местностях;
оплаты отпусков; оплаты выполнения обще-
ственных и государственных обязанностей в
рабочее время; выходных пособий работникам,
призываемым в ряды Советской Армии; ком-
мунальных надбавок, оплаты квартиры и стои-
мости бесплатных коммунальных услуг.
Все виды оплаты, включаемые в часо-
вой фонд, образуют так называемую ос-
новную заработную плату. Все прочие виды
оплаты относятся к дополнительной заработ-
ной плате.
Расчёт планового фонда заработной платы
должен основываться на применяемых систе-
мах заработной платы, тарифных условиях,
шкалах и нормах премирования; на должност-
ных окладах и месячных ставках, а также
на нормах оплаты, предусмотренных действую-
щим законодательством, ведомственными при-
казами и инструкциями. Фонд заработной
платы следует проектировать исходя из пла-
нируемого объёма производства, численности
работающих на заводе и уровня их выработки,
не допуская превышения лимитов, устано-
вленных предприятию государственным пла-
ном на данный период.
74
ПЛАНИРОВАНИЕ, ФИНАНСЫ И ХОЗРАСЧЁТ МАШИНОСТРОИТЕЛЬНОГО ЗАВОДА [РАЗД. V
В плановый фонд заработной платы не
должны включаться подъёмные и команди-
ровочные суммы; начисления на заработную
плату; стипендии учащимся; пособия по вре-
менной нетрудоспособности, выплачиваемые
из фонда соцстраха, хотя бы выплата произ-
водилась заводом; компенсация за невыданную
спецодежду; оплата учащихся, проходящих
производственную практику (суточные, квар-
тирные); оплата простоев и сверхурочных
работ; оплата выходных пособий и компен-
саций за неиспользованный отпуск.
Фонд заработной платы производствен-
ных рабочих-сдельщиков определяется двоя-
ким способом: непосредственно по- сдельным
расценкам, которые будут применяться в пла-
нируемом периоде, либо по среднему тариф-
ному коэфициенту и тарифной ставке первого
разряда. Первый способ применим в тех слу-
чаях, когда на заводе имеется сводка сдель-
ных расценок по каждому изделию, преду-
смотренному программой выпуска, и когда
эти расценки заблаговременно подверглись
корректировке с учётом намеченного пере-
смотра норм в очередном плановом периоде.
Фонд тарифной оплаты сдельщиков в этом
случае определяется путём умножения сумми-
рованных плановых расценок на планируемый
объём выпуска каждого изделия в штуках и
сложения полупенных произведений.
При отсутствии на заводе заранее про-
работанных плановых расценок рекомен-
дуется вести подсчёт заработной платы сдель-
щиков по второму способу, основываясь на
потребном фонде времени для выполнения
производственной программы в нормо-часах.
Необходимые для расчёта средневзвешенные
тарифные коэфициенты подсчитываются по
формуле
где Т—количество нормо-часов каждого раз-
ряда по обработке изделия; G — тарифный
коэфициент данного разряда.
Зная средневзвешенный тарифный коэфи-
циент, можно определить среднюю часовую
тарифную ставку, а умножив последнюю на
потребное количество нормо-часов для выпол-
нения плана выпуска, можно установить сум-
марную величину тарифной заработной платы
производственных рабочих-сдельщиков.
При этом следует учесть, что на некоторых
заводах, где наряду с расчётно-техническими
нормами имеются работы, охваченные только
опытно-статистическими нормами, применяются
различные тарифные ставки для оплаты тех
и других. Это создаёт необходимость устано-
вления средневзвешенной часовой тарифной
ставки, которая подсчитывается по формуле
Роп'иоп
100
i
~Т~
Jтар'Ртех ' итех
100
где Gmap — тарифный коэфициент; роп — часо-
вая ставка первого разрядапри опытно-статисти-
ческих нормах; ртех — то же при расчётно-тех-
нических нормах; иоп — удельный вес опыт-
но-статистических норм; итех — удельный вес
технических расчётных норм.
Тарифная заработная плата производ-
ственных рабочих, оплачиваемых повременно
в зависимости от фактически проработанного
количества часов, определяется исходя из
запланированного явочного состава рабочих
этой категории и из планового бюджета вре-
мени одного рабочего в часах.
Произведение указанных двух величин
умножается на часовую тарифную ставку по-
временщиков первого разряда и на средний
тарифный разряд picp, который подсчиты-
вается по формуле
Р\ср =
где R — количество рабочих данного разряда;
р — тарифный разряд.
Планирование доплат и дополнительной
заработной платы осуществляется двумя
способами: прямым подсчётом на основании
проектировок плана по труду, либо путём
корректирования отчётных данных за преды-
дущий период и установления соответствен-
ных процентных надбавок к тарифной зара-
ботной плате рабочих. Применение того или
иного из этих двух способов зависит от ха-
рактера планируемых доплат и их удельного
значения в общем фонде заработной платы.
Методом прямого подсчёта следует плани-
ровать доплаты по сдельно-прогрессивной си-
стеме, доплаты за работу в ночное время,
доплаты неосвобожденным бригадирам, до-
платы рабочим за обучение учеников, оплату
отпусков.
Фонд премиальных доплат по сдельно-про-
грессивной системе определяется исходя из
намеченного охвата рабочих сдельно-прогрес-
сивной оплатой труда и их тарифной заработ-
ной платы, а также из проектируемого по
плану размера перевыполнения норм и уста-
новленной шкалы повышения расценок (см.
гл. V). ' •
Расчёт премиального фонда Dnpoip может
быть выполнен по формуле
^сдельн \У Ч*
где LCQejlbH — сумма сдельной заработной платы
рабочих, переводимых на прогрессивную
оплату; у— степень повышения сдельных рас-
ценок по шкале премирования (коэфициент
увеличения расценок) при намеченном пере-
выполнении норм.
Применяя эту формулу> надо иметь в виду,
что доплаты носят прогрессивный характер, и
поэтому нельзя принимать значение у равным
проценту премий по шкале соответственно
ожидаемому среднему проценту перевыполне-
ния норм, так как отдельные рабочие, превы-
шающие этот средний уровень, получают зна-
чительно более высокую оплату. Рекомен-
дуется поэтому брать в расчёт такой уровень
премирования, который соответствует пере-
выполнению норм несколько более высокому,
чем ожидаемый средний процент.
Доплаты за работу в ночное время реко-
мендуется планировать, основываясь на за-
проектированном режиме сменности по ка-
ждому цеху и на распределении штата произ-
водственных рабочих по сменам.
ГЛ. II]
ПЛАНИРОВАНИЕ ТРУДА И ЗАРАБОТНОЙ ПЛАТЫ
75
Доплаты неосвобожденным бригадирам и
за обучение учеников должны проектиро-
ваться соответственно намеченному составу
бригад и количеству учеников в планируемом
периоде.
Оплату отпусков необходимо планировать,
основываясь на расчёте их средней длитель-
ности, который производится при разработке
планового бюджета времени одного рабочего,
и на запроектированном штате производ-
ственных рабочих.
Определение суммы прочих планируемых
доплат и дополнительной заработной платы
следует вести, основываясь на анализе отчёт-
ных данных, показывающих процентное отно-
шение этих видов оплаты к тарифной зара-
ботной плате рабочих в прошлом периоде.
Учтя конкретные условия работы в пред-
стоящем периоде, намеченные организационно-
технические мероприятия и запроектирован-
ный плановый бюджет времени рабочего, не-
обходимо соответственно скорректировать
процентное отношение разных доплат и до-
полнительных видов заработной платы к та-
рифному фонду в планируемом периоде, а на
этой основе подсчитать сумму каждого вида
доплат.
Расчёт фонда заработной платы вспомо-
гательных рабочих осуществляется теми же
методами, что и планирование заработной
платы производственных рабочих.
При этом следует иметь в виду, что зара-
ботная плата вспомогательных рабочих вхо-
дит в состав так называемых косвенных рас-
ходов: цеховых и общезаводских (см. ниже).
Для облегчения последующей разработки плана
по себестоимости рекомендуется проектиро-
вать заработную плату вспомогательных ра-
бочих, произведя их группировку по профес-
сиям и видам работ соответственно номен-
клатуре цеховых расходов.
Расчёт фонда заработной платы инже-
нерно-технических работников и служащих
производится по установленным штатным рас-
писаниям и должностным окладам. Из общей
суммы годовой заработной платы исключается
оплата невыходов по болезни и отпусков по
беременности как оплачиваемых из фондов
социального страхования, оплата очередных и
дополнительных отпусков, а также невыходов,
связанных с выполнением государственных и
общественных обязанностей, как подлежащих
выделению в фонд дополнительной заработной
платы.
Кроме того, к фонду доплат инженерно-тех-
нического и счётно-конторского персонала от-
носятся премиальные вознаграждения и оплата
за ночное время. Для определения размера
премий рекомендуется произвести группировку
должностей в соответствии с действующей
шкалой премирования за выполнение плана.
При расчёте планового премиального фонда
следует учитывать премии лишь в том раз-
мере, который предусмотрен за 100% выпол-
нения плана.
В отношении профессий инженерно-техни-
ческого и счётно-конторского персонала, опла-
чиваемых сдельно, необходимо при расчёте
фонда заработной платы предусматривать при-
работок сверх должностных окладов соответ-
ственно планируемому перевыполнению уста-
новленных норм.
Планирование средней заработной платы
составляет заключительный этап расчётов
фонда заработной платы. Среднемесячная или
среднегодовая заработная плата различных ка-
тегорий работников определяется путём деления
соответствующего фонда заработной платы на
списочное количество работников данной
группы в планируемом периоде. Среднедневная
и среднечасовая заработная плата проекти-
руется только для рабочих. Она определяется
делением соответствующего дневного или
часового фонда заработной платы на плани-
руемый к отработке фонд времени в человеко-
днях или человеко-часах. Отношение плани-
руемой среднемесячной или годовой, дневной
и часовой заработной платы рабочих к одно-
именному показателю за предшествующий
(базисный) период характеризует запроекти-
рованный рост заработной платы, который дол-
жен находиться в определённом соответствии
с ростом производительности труда в виде
годовой, дневной и часовой выработки про-
дукции на одного рабочего (см. по этому во-
просу гл. V).
Уровень средней заработной платы в про-
мышленности СССР неуклонно растёт. Не-
пременным условием роста заработной платы
является ещё больший рост производительно-
сти труда. Только при этом условии рост зара-
ботной платы будет одновременно сопрово-
ждаться снижением себестоимости продукции,
а следовательно, снижением цен на товары и
улучшением материального благосостояния
трудящихся.
В техпромфинплане необходимо установить
такие показатели по труду и заработной плате,
при которых темп роста производительности
труда опережал бы темп роста заработной
платы. Необходимость этого определяется тем,
что социалистическое общество, чтобы разви-
вать свои производительные силы, должно
производить больше того, что оно потреб-
ляет в течение планируемого периода.
Соотношение роста средней заработной
платы и повышения производительности
труда устанавливается директивным заданием
государственного плана завода на данный
период. Превышение установленного лимита
роста средней заработной платы допускается
только при опережающем превышении дирек-
тивного задания по производительности труда
согласно установленным соотношениям. Если
это условие не выполнено, то надо пересмо-
треть заводский план по труду в сторону
сокращения списочного состава рабочих, со-
ответствующего уменьшения затрат по зара-
ботной плате и в сторону повышения выра-
ботки рабочих.
План по труду непромышленной группы.
Этот план охватывает всех работников различ-
ного рода подсобных организаций, состоящих
при заводе, а именно: побочных производств,
занятых изготовлением или добычей мате-
риалов и топлива, необходимых заводу, но не
включаемых в состав его валовой продукции
(торфоразработки, угольные шахты, карьеры
и т. п.); жилищно-коммунального хозяйства
завода; заготовительных контор завода, внеш-
него заводского транспорта, если он по согласо-
ванию с министерством выделен в особую
учётную единицу; санаториев, амбулаторий,
детских садов и детских домов; клубов, бань
76
ПЛАНИРОВАНИЕ, ФИНАНСЫ И ХОЗРАСЧЁТ МАШИНОСТРОИТЕЛЬНОГО ЗАВОДА [РАЗД. V
и прачечных. К непромышленной группе от-
носится также персонал, занятый разработкой
научно-исследовательских вопросов в соответ-
ствии с тематикой и объёмом финансиро-
вания, утверждёнными министерством. Работ-
ники отделов рабочего снабжения и подсоб-
ных сельскохозяйственных предприятий не
включаются в непромышленную группу, а учи-
тываются особо. Рабочие бань и душей,
обслуживающих работников завода непосред-
ственно после работы, а также прачки и швеи,
занятые стиркой и починкой спецодежды, от-
носятся к вспомогательным рабочим по ос-
новной деятельности и потому не вклю-
чаются в состав работников непромышленной
группы.
К персоналу, занятому в клубах и во вра-
чебно-санитарных учреждениях, относятся
только те работники, которые составляют по-
стоянный штат данного учреждения и не-
посредственно заняты его обслуживанием.
План по труду непромышленной группы
основывается на определении предстоящего
объёма работы каждой подсобной организа-
ции завода в планируемом периоде. Потреб-
ность в кадрах и фонды заработной платы
персонала непромышленной группы проекти-
руются теми же методами, как и одноимен-
ные показатели плана основной деятельности.
ПЛАН МАТЕРИАЛЬНО-ТЕХНИЧЕСКОГО
СНАБЖЕНИЯ
Разработка этого раздела техпромфинплана
включает: определение потребности завода
в материалах и топливе для выполнения плана
производства и выпуска продукции; проекти-
рование материальных запасов на планируе-
мый период; составление баланса мате-
риально-технического снабжения и заготови-
тельного плана; расчёт плановых цен на пред-
меты материально-технического снабжения.
Заводский план материального снабжения дол-
жен строиться в полном соответствии с уста-
новленными лимитами и фондами снабжения
на предстоящий период по государственному
плану, с утверждёнными вышестоящим орга-
ном удельными нормами расхода материалов
и с нормами обеспеченности производства
материальными запасами по групповой номен-
клатуре в днях. Разработка плана материаль-
ного снабжения должна основываться на плане
производства и выпуска продукции, на про-
грессивных нормах расходования материалов
и на организационно-технических мероприя-
тиях, запроектированных на предстоящий
период, по экономии материалов, замене до-
рогостоящих и дефицитных материалов, осво-
бождению от импорта, утилизации отходов,
ликвидации потерь в использовании матери-
алов, сокращению запасов материалов.
Определение потребности в материалах.
Расчёт потребности в основных материалах
осуществляется непосредственно по плановым
среднепрогрессивным нормам расхода мате-
риалов на единицу продукции путём умно-
жения этих норм на выпуск соответственных
изделий по плану и корректировки получен-
ного результата с учётом изменения остатков
незавершённого производства, а также объёма
дополнительных работ и заказов, предусмо-
тренных при расчёте валовой продукции на
предстоящий период.
Расчёт потребности в материалах следует
вести по каждому их виду, марке и сорту,
придерживаясь установленной номенклатуры
(см. гл. XI). Для облегчения подсчётов целе-
сообразно заранее подготовить нормативные
карты применяемости материалов по каждой
номенклатурной позиции.
Потребность в материалах на производ-
ство отливок устанавливается не непосред-
ственно по весу последних, а с учётом ба-
ланса шихты по каждому виду и сорту литья.
При этом принимается во внимание так на-
зываемый внутренний оборот металла, т. е.
отходы своего производства, возвращаемые
в переплав. Нормы удельного расхода мате-
риалов, по которым определяется их потреб-
ность на предстоящий период, включают все
виды производственных отходов, обусловлен-
ных технологическим процессом заготовитель-
ных и обрабатывающих цехов. Основанием
для подсчёта суммарного расхода этих мате-
риалов в планируемом периоде служит объём
выпуска годного литья каждого вида в тоннах.
Потребность во вспомогательных мате-
риалах производственного назначения опре-
деляется непосредственно исходя из заплани-
рованного объёма продукции и установлен-
ных норм расхода. В зависимости от харак-
тера материалов и применяемых норм не-
обходимо исчислять объём продукции в шту-
ках, в весовых единицах или в денежном
выражении.
Потребность во вспомогательных мате-
риалах на эксплоатационные нужды опре-
деляется при помощи норм расхода, устана-
вливаемых на условную расчётную единицу,
которая зависит от назначения данного вида
материала. Например, нормы расхода смазоч-
ных материалов и охлаждающих жидкостей
устанавливаются диференцированно по видам
и нормам станков на одну смену; расход рем-
ней на заводах Министерства станкостроения
нормируется по продолжительности службы
ремней в месяцах соответственно условиям
их работы; нормы расхода горючего и вспо-
могательных материалов для обслуживания,
внутризаводского транспорта устанавливаются
для каждого вида транспортных средств на
100 км пробега; расход спецодежды норми-
руется на одного рабочего в год. Справоч-
ные данные по расходу ряда вспомогательных
материалов см. ЭСМ, тт. 5 — 7 и 14.
Суммарная потребность в каждом виде
вспомогательных материалов на предстоящий
период определяется на основе планируемого
объёма работы, сменности, загрузки оборудо-
вания и численности работников отдельных
цехов и отделов завода путём умножения
количества единиц соответствующей расчёт-
ной базы на норму расхода данного мате-
риала. Пример расчёта приведен в табл. 7.
При отсутствии проверенных норм расхода
вспомогательных материалов может приме-
няться упрощённый метод определения по-
требности в очередном периоде при помощи
так называемых динамических коэфициентов.
Сущность этого метода состоит в предвари-
тельном уточнении фактического расхода ма-
териалов в истекшем периоде и в корректи-
ровке установленного расходного контингента
ГЛ. II]
ПЛАН МАТЕРИАЛЬНО-ТЕХНИЧЕСКОГО СНАБЖЕНИЯ
77
Таблица 7
Расчёт потребности во вспомогательных материалах на эксплоатационные нужды на I квартал 1950 г.
Номенклатур-
ный номер
I
Наименование
материала
Масло ма-
шинное
Сорт, марка
Л
Размер в мм
—
Единица изме-
рения
кг
Расход за
прошлый пе-
риод
i6ooo
Потребность на планируемый период
На что
расходуется
Смазка то-
карных
станков
Измеритель
расхода
Станко-
смена
Количество
измерите-
лей
5оооо
Норма на
измеритель
0,25
Коли чество
материала
12 50о
с учётом планируемых изменений объёма
производства в предстоящем периоде и усло-
вий, улучшающих использование данного ма-
териала (например, введение регенерации от-
работанного масла).
Потребность во вспомогательных мате-
риалах для работ по технической под-
готовке и освоению новых изделий, для осу-
ществления плана организационно-техниче-
ских мероприятий, для проведения текущей
рационализаторской работы, опытов, исследо-
ваний и испытаний, а также для разных меро-
приятий по технике безопасности и оздоровле-
нию условий труда определяется на основе
специальных заявок, представляемых цехами
и отделами завода по принадлежности.
Потребность в топливе на технологиче-
ские нужды подсчитывается исходя из за-
планированного объёма производства, пре-
имущественно в весовом выражении, двояким
способом: непосредственно по удельным нор-
мам расхода топлива на единицу продукции
либо по нормам часового потребления топлива
соответствующими установками в условиях
принятого режима их работы. Справочные
данные о часовом расходе топлива термиче-
скими, нагревательными плавильными печами,
вагранками и т. п. см. в соответствующих
разделах ЭСМ. ¦
Потребность в топливе для выработки
электроэнергии, пара, сжатого воздуха
подсчитывается на основе плановых проекти-
ровок по каждому виду энергии исходя из
норм расхода условного 7000-калорийного
топлива на единицу выработанной энергии:
на 1000 квт-ч, на 1 т нормального пара,
на 1 м* сжатого воздуха.
Потребность в топливе для отопления
устанавливается по кубатуре отапливаемых
помещений, сменности работы в них, продол-
жительности отопительного сезона и разности
наружной и внутренней температур.
Потребность в топливе для бытовых нужд
подсчитывается по явочному числу рабочих и
служащих завода и по нормам расхода топли-
ва на одного работающего.
Расчёт потребности в топливе следует про-
изводить по видам и маркам и в так называ-
емом условном топливе.
Планирование материальных запасов и
составление баланса материально-техниче-
ского снабжения. Материальные запасы на
конец года должны проектироваться для того,
чтобы определить изменение запасов в тече-
ние планируемого периода и соответственно
прокорректировать исчисленную ранее потреб-
ность в материалах: уменьшить её при сокра-
щении запасов на конец года по сравнению
с уровнем на начало года, либо увеличить
при необходимости возрастания запасов по
сравнению с начальным уровнем.
Установление фактической величины мате-
риальных запасов на начало планового пе-
риода следует вести при помощи инвентари-
зации теми же методами, какие указаны
выше для определения начальных остатков
незавершённого производства, или по бухгал-
терским данным. Выявленные таким путём раз-
меры материальных запасов на начало плани-
руемого периода следует сравнить с нормами
запасов, действующими на заводе. Порядок
нормирования материальных запасов см. гл. XI.
При этом надо учитывать, что запасы на
начало года должны обеспечивать беспере-
бойное выполнение плана производства, на-
меченного на первый квартал планируемого
периода.
Материальные запасы на конец года сле-
дует проектировать применительно к условиям
работы в первом квартале следующего года
за планируемым, руководствуясь при этом
нормативом обеспечения производства в днях,
который установлен заводу на предстоящий
период главным управлением или министер-
ством. Нормирование запасов материалов и
средств, вложенных в них, во всех случаях
должно предусматривать минимально необхо-
димую их величину в целях увеличения ско-
рости оборота оборотных средств.
Составление баланса материально-техни-
ческого снабжения имеет целью определить
в сводном виде потребность завода в мате-
риалах на планируемый период и порядок
покрытия этой потребности. Построение ба-
ланса материального снабжения и методы ис-
числения заготовительного контингента по
каждой номенклатурной позиции показаны на
примере в табл. 8.
Расчёт плановых цен на материалы. Рас-
чёт плановых цен на предметы снабжения
имеет целью определить суммарные затраты
на их заготовку в планируемом периоде.
Плановые цены устанавливаются исходя
из оптовых цен с добавлением расходов
по доставке соответственных предметов ма-
териально-технического снабжения на склад
завода-потребителя, как-то: оплаты тарифа за
провоз по железной дороге или водным путём,
оплаты погрузо-разгрузочных работ, сорти-
ровки и т. п. Пример расчёта плановой цены
приведён в табл. 9.
Плановые цены используются для подсчёта
денежных затрат на выполнение плана мате-
риального снабжения, которые получают своё
отражение в плане по себестоимости ив фи-
нансовом плане завода.
78
ПЛАНИРОВАНИЕ, ФИНАНСЫ И ХОЗРАСЧЁТ МАШИНОСТРОИТЕЛЬНОГО ЗАВОДА [РАЗД. V
Баланс материально-технического снабжения
Таблица 8
Наименова-
ние
материала
1
Стальной
прокат
То же
Единица измерения
2
т
Марка
3
O45
°45
Профиль и размер
4
015°
0i8o
Потребность в мате-
риалах в год
Основное про-
изводство
5
249,6
Зб
Опытное про-
изводство
6
3,4
2
1 Отдел главно-
""* 1 го механика
6,о
Прочие нужды
8
2,О
Ширпотреб
9
-
Всего
10
аб1
4°
Предполагаемый оста-
ток материалов на
начало года '
11
58
85
Норма складских пе-
реходящих запасов
на конец года
12
25
б
со К подаче за год
228
Покрытие
потребности
^1 Собственное
*¦ 1 производство
-
Со стороны
В централизо-
ванном
порядке
15
228
В нецентрали-
зованном
порядке
16
-
Цена в руб.
17
IOOO
Сумма в руб.
18
228 ООО
Излиши
реализг
5 Количество
39
8 | Цена в руб,
IOCO
и к
ции
Сумма в руб.
21
39 оо°
Примечание. Графы 13-16 разбиваются по кварталам.
Расчёт планово Я цены
Таблица 9
Наименование
материала
1
А
Стоимость остатка
материала в руб.
Количе-
ство в т
1
/о
Плановая
цена пред-
шествовав-
шего пе-
риода
3
20
Сумма
в руб.
4
1000
Стоимость заготовки
по изменённым ценам
в плановом периоде
в руб.
Количе-
ство в т
5
8о
Цена
6
н
Сумма
в руб.
7
igao
Плановая цена в планируемом периоде
Стоимость всего
материала в руб.
(гр. 4 + 7)
8
2<J0
Количество в т
(гр. 2+5)
9
хзо
Установленная
плановая цена
в руб. (гр.
8:9)
10
22,46
В том числе
Отпускная
цена по-
ставщика
11
21,00
Транспорт-
ный тариф
12
о,94
Накладные
расходы по
доставке
и т. п.
13
о,;з
ПЛАНИРОВАНИЕ ЗАТРАТ
НА ПРОИЗВОДСТВО И СЕБЕСТОИМОСТИ
ПРОДУКЦИИ
Себестоимость продукции является важней-
шим показателем техпромфинплана, характе-
ризующим качество всей производственной и
хозяйственной деятельности предприятия.
Себестоимость как результирующий показа-
тель отражает уровень технического разви-
тия предприятия, организации труда и произ-
водства, производительности труда, исполь-
зования основных и оборотных средств. Партия
и правительство требуют от предприятий си-
стематического снижения себестоимости, что
обеспечивает рост социалистических нако-
плений, являющихся источником усиления эко-
номической мощи СССР.
Непрерывный рост накоплений в народ-
ном хозяйстве СССР выражает коренную
особенность и огромное преимущество со-
циалистической системы хозяйства по сравне-
нию с капиталистической.
Все предприятия промышленности СССР
должны неуклонно выполнять директиву
XVII конференции ВКП(б). „при данных ма-
териальных средствах, на основе большей
экономии, лучшего использования производ-
ственных возможностей, лучшей мобилиза-
ции сил и лучшего практического руководства
дать стране больше продукции и лучшего
качества". *
Себестоимость включает все затраты пред-
приятия, обусловленные его работой по вы-
полнению плана производства и выраженные
в денежной форме. В зависимости от практи-
ческих целей, которым служит исчисление
себестоимости на заводе, можно говорить
о себестоимости всей валовой и товарной про-
дукции, о себестоимости той или иной доли
выполненного объёма производства (напри-
мер, сравнимой продукции или незавершённого
производства), о себестоимости определённых
работ или услуг, о себестоимости единицы про-
дукции, конкретного заказа, изделия, детали,
изготовленной тонны полуфабрикатов и т. п.
При подсчёте себестоимости в неё не
включаются затраты на приобретение мате-
риалов в целях укомплектования складских
запасов завода; на приобретение оборудова-
ния и инвентаря, а также на оплату услуг и
работ сторонних организаций по капитальному
строительству, расширению и реконструкции
основных фондов предприятия; на выполнение
научно-исследовательских работ по особым
заданиям руководящих органов, если эти ра-
боты финансируются специальными ассигно-
• ВКП(б) в резолюциях и решениях съездов, конфе-
ренций и пленумов ЦК, изд. 6-е, 1941, ч. II, стр.488.
ГЛ. II]
ПЛАНИРОВАНИЕ ЗАТРАТ НА ПРОИЗВОДСТВО И СЕБЕСТОИМОСТИ ПРОДУКЦИИ
79
ваниями. Кроме того, к себестоимости не от-
носятся убытки и потери завода, вызванные
стихийными бедствиями; затраты на проведе-
ние опытов, не давших результатов; превыше-
ние расходов по жилищному хозяйству заво-
да над поступлениями квартирной платы и
другие убытки аналогичного порядка.
Среди расходов, образующих себестои-
мость продукции, следует различать затраты,
обусловленные выполнением заданного объёма
производства, и торгово-сбытовые затраты по
реализации товарной продукции. Совокупность
затрат первой группы называется заводской
себестоимостью. Присоединением затрат вто-
рой группы, обусловленных сбытом товарной
продукции, образуется так называемая ком-
мерческая себестоимость. Коммерческая се-
бестоимость исчисляется только по отношению
к изделиям, полуфабрикатам или услугам, реа-
лизуемым на сторону. Кроме торгово-сбытовых
расходов в собственном смысле слова к ком-
мерческой себестоимостиотносятся отчисления
на проведение научно-исследовательских ра-
бот, расходы по стандартизации, затраты на
подготовку кадров и некоторые другие рас-
ходы, включаемые в себестоимость продук-
ции по указанию соответствующего мини-
стерства.
Себестоимость продукции является важней-
шим качественным показателем работы заво-
да, характеризующим степень использования
предоставленных ему ресурсов при выполнении
заданий социалистического планирующего го-
сударства. В этом отношении себестоимость
продукции обобщает другие качественные
показатели техпромфинплана: производитель-
ность труда, степень использования оборудо-
вания и производственных мощностей, .эко-
номию материалов,энергии и топлива, целесо-
образное и бережливре расходование денеж-
ных средств.
Улучшение работы завода должно приво-
дить к систематическому снижению себестои-
мости его продукции. Снижение себестоимости
позволяет промышленности выпускать всё
большее количество изделий при относитель-
но меньших затратах на их производство.
Снижение себестоимости является одним из
важнейших источников расширенного социа-
листического воспроизводства, источником
внутрипромышленных накоплений и одновре-
менно действенным фактором улучшения ма-
териального положения трудящихся и повы-
шения их благосостояния.
При утверждении государственных народно-
хозяйственных планов правительство устана-
вливает определённые задания промышлен-
ности по снижению себестоимости и соответ-
ственные лимиты затрат на производство.
При составлении техпромфинплана каждый
завод обязан обеспечить не только намечен-
ное снижение себестоимости по государствен-
ному плану, но и дальнейшее сокращение
затрат в предстоящем периоде по сравнению
с достигнутым их уровнем в базисном периоде.
В ходе работы по выполнению плана необходи-
мо добиваться ещё большей экономии средств,
чтобы перевыполнить запроектированное сни-
жение себестоимости. Осуществляя сокраще-
ние суммарной величины затрат на единицу
продукции, надо соблюдать при этом устано-
вленные по государственному плану соотноше-
ния между разными категориями или видами
затрат, образующих себестоимость.
Плановый отдел завода на основе получен-
ного задания устанавливает отделам и цехам
процент и сумму снижения себестоимости,
которые должны быть ими достигнуты. В за-
водах крупносерийного и массового произ-
водства с небольшой номенклатурой выпуска
задания по снижению себестоимости устана-
вливаются на единицу каждого вида продук-
ции. Отделы и цехи, получившие указанное
задание, разрабатывают организационно-тех-
нические мероприятия, обеспечивающие его
выполнение. Отделами завода, получающими
задание по снижению себестоимости, явля-
ются следующие: главного конструктора, глав-
ного технолога, главного металлурга, инстру-
ментальный, технического контроля, главного
механика, главного энергетика, транспортный,
снабжения, смежных производств, сбыта, фи-
нансовый, производственный и др.
Номенклатура слагаемых себестоимости.
Применяемая при планировании себестоимости
номенклатура затрат строится по двоякому
принципу: бюджетному и калькуляционному.
Бюджетная классификация затрат предста-
вляет собой перечень основных ресурсов,
расходуемых при выполнении производствен-
ного плана и получаемых заводом от социа-
листического государства; калькуляционная
классификация группирует все затраты по их
производственному назначению и по способу
отнесения на единицу продукции. Формальное
отличие этих двух способов классификации
состоит в том, что каждая статья в бюджет-
ной номенклатуре охватывает вполне одно-
родные затраты, а калькуляционная номенкла-
тура предусматривает наряду со статьями
однородного содержания также комплексные
статьи, объединяющие расходование различ-
ных ресурсов, как-то: материалов, энергии,
заработной платы, амортизации основных фон-
дов, денежных средств. Сопоставление слагае-
мых себестоимости по этим двум разрезам
представляется в следующем виде:
Номенклатура затрат на производство
По статья « калькуляции
(примерный перечень)
I. Прямые расходы
1. Основные материалы
По простым элементам
бюджетной классифика-
ции
I. Материальные за-
траты
1. Основные материалы,
в том числе покупные
полуфабрикаты и из-
делия
2. Вспомогательные ма-
териалы
3. Топливо
4. Энергия, получаемая
. со стороны
II. Заработная плата
основная и дополнительная
1. Рабочих
2. Полуфабрикаты и из-
делия покупные
3. Топливо технологи-
ческое
4. Энергия на техноло-
гические нужды
5. Заработная плата про-
изводственных рабо-
чих основная и допол-
нительная
6. Начисления на зара-
ботную плату произ-
водственных рабочих
7. Расходы по освое-
нию новых изделий
8. Износ специальных
инструментов и при-
способлений
II. Косвенные расходы
1. Цеховые расходы, свя-
занные с работой
оборудования
80
ПЛАНИРОВАНИЕ, ФИНАНСЫ И ХОЗРАСЧЁТ МАШИНОСТРОИТЕЛЬНОГО ЗАВОДА [РАЗД. V
III. Потери от брака
2. Инженерно - техниче- 2. Общецеховые рас-
ских работников ходы
3. Служащих 3. Общезаводские рас-
ходы
4. Младшего обслужи-
вающего персонала
5. Военизированной и
пожарной охраны
6. Учеников
III. Начисления на за-
работную плату
IV. Амортизация зла- IV. Внепроизводствен-
ний, сооружений, оборудо- ные (коммерческие) рас-
вания и других основных ходы
фондов
V. Разные денежные
расходы
Разделение расходов по калькуляционной
номенклатуре затрат на прямые и косвенные
отражает различный порядок их включения
в себестоимость отдельных изделий.
Прямые расходы имеют строго целевое на-
значение и непосредственно включаются в се-
бестоимость того изделия или заказа, выпол-
нением которого они обусловлены; косвенные
расходы не могут быть при данном состоянии
учёта производства приурочены к изготовле-
нию определённых видов продукции и потому
распределяются на выпуск пропорционально
тому или другому условному измерителю,
чаще всего пропорционально заработной
плате производственных рабочих.
Во многих отраслях машиностроения с пре-
обладающим серийным и мелкосерийным про-
изводством калькуляция себестоимости отдель-
ных изделий предусматривает среди прямых
затрат специальную статью .Полуфабрикаты
своего производства", которая объединяет
в комплексном видев се расходы заготовитель-
ных цехов. Выделение такой статьи позво-
ляет сравнивать себестоимость заготовок на
разных заводах, подведомственных одному и
тому же министерству. При её введении от-
падают две другие статьи в номенклатуре пря-
мых расходов: „Технологическое топливо" и
„Энергия", так как в состав этих статей отно-
сятся лишь те затраты энергии и топлива,
которые произведены в горячих заготовитель-
ных цехах завода. Потребление же топлива и
энергии для технологических нужд обрабаты-
вающих цехов включается в состав расходов,
связанных с работой оборудования.
Подробные разъяснения по отдельным
статьям бюджетной и калькуляционной номен-
клатуры расходов даны ниже, при изложении
методов их планирования.
Разработка плана по себестоимости вклю-
чает составление сметы затрат на производ-
ство, исчисление смет цеховых и общезавод-
ских расходов, разработку плановых кальку-
ляций по основным изделиям завода, проекти-
рование снижения себестоимости сравнимой
товарной продукции.
Смета затрат на производство. Смета
производства строится по бюджетной номен-
клатуре затрат и определяет общий их объём
на всю валовую и товарную продукцию заво-
да в планируемом периоде. В практике пла-
нирования применяются три основных способа
составления сметы производства: на основании
других разделов техпромфинплана и расчёта
затрат в масштабе всего завода; путём пред-
варительной разработки цеховых смет и их
сводки с одновременным исключением вну-
тренних оборотов; на основании плановых
калькуляций по всей номенклатуре изделий и
услуг, проектируемых к выпуску в очередном
периоде, с разложением комплексных статей
на простые элементы затрат.
Первый способ составления общезаводской
сметы производства отличается наибольшей
простотой и может быть рекомендован к при-
менению как весьма важный контрольный
приём, обеспечивающий органическую увязку
всех разделов техпромфинплана и дающий
надёжную отправную базу для исчисления
расходов по отдельным цехам и для кальку-
лирования себестоимости различных изделий.
Расчёт затрат на сырьё и основные ма-
териалы следует производить на основе пла-
новых норм расхода и плановых цен с вклю-
чением издержек заготовления, как указано
выше (см. „План материально-технического
снабжения"). Указанный расчёт целесообразно
вести отдельно на товарную продукцию и на
проектируемый прирост незавершённого про-
изводства. Кроме того, желательно проводить
подсчёт экономии основных материалов,
проектируемый по плану в результате изме-
нения норм по сравнению с прошлым пе-
риодом, и отдельно определять экономию
от изменения цен. Приёмы таких аналити-
ческих расчётов указаны в особой главе об
учёте и анализе работы завода (гл. IV).
В сумму затрат на основные материалы
должна быть включена стоимость материалов,
идущих не только на изготовление основных
изделий, но и на выпуск изделий широкого
потребления, на выполнение плана капиталь-
ного ремонта, а также других услуг капи-
тальному строительству, и на прочие слагае-
мые товарной продукции. Расходы на основ-
ные материалы уменьшаются на стоимость
отходов, намечаемых к реализации на сто-
рону.
Затраты на вспомогательные материалы,
топливо и энергию принимаются в полном
объёме намеченного расхода на технологиче-
ские, общепроизводственные и хозяйственные
нужды завода, но только в той их части,
которая покрывается получением указанных
ресурсов со стороны. Энергия, выработанная
собственными вспомогательными цехами за-
вода, в данную статью сметы производства
не включается, а отражается на всех статьях
сметы в виде затраченных материалов, то-
плиза, заработной платы и других элементов
себестоимости энергии.
Расход покупного инструмента относится
условно к статье „Вспомогательные мате-
риалы". Расход инструмента собственного из-
готовления включается в эту статью только
в сумме затрат на инструментальные стали и
на другие материалы, потребляемые инстру-
ментальным цехом завода. Прочие слагаемые
себестоимости инструмента своего производ-
ства проходят по другим статьям сметы.
Затраты на заработную плату опреде-
ляются соответственно запроектированному
фонду заработной платы в плане по труду
отдельно для каждой категории работающих
на заводе.
Начисления на заработную плату, пред-
назначаемые для образования фондов социаль-
ного страхования в распоряжении профес-
сионального союза, проектируются на основе
установленного процента от общего фонда
ГЛ. II]
ПЛАНИРОВАНИЕ ЗАТРАТ НА ПРОИЗВОДСТВО И СЕБЕСТОИМОСТИ ПРОДУКЦИИ
81
заработной платы согласно существующим по-
ложениям.
Амортизация определяется путём спе-
циальных расчётов. Амортизацией называется
возмещение износа зданий, сооружений, обо-
рудования и устройств, используемых в про-
цессе работы завода, за счёт себестоимости
выпускаемой продукции. Амортизация зависит
от сроков службы соответственных основных
фондов и определяется в процентах от их
первоначальной стоимости. Так, если срок
службы данного сооружения 20 лет, то еже-
годная норма амортизации составит 5% от
его стоимости.
Постановлением СНК СССР от 8 января
1938 г. установлен средний процент аморти-
зации для машиностроительной промышлен-
ности в размере 5,5% от первоначальной
стоимости действующих машин, оборудова-
ния, строений и сооружений. По отдельным
заводам этот процент колеблется в зависимо-
сти от состава и состояния их основных фон-
дов. Приказом ВСНХ СССР № 1601 от 23 июня
1930 г. были установлены следующие дифе-
ренцированные нормы амортизации по ви-
дам основных фондов в зависимости от их
загрузки по времени:
Виды основных фондов Загрузка по времени
Одна Две Три
смена смены смены
Здания производственные
каменные, бетонные, железо-
бетонные 2,25 2>б 2,7
Здания производственные
деревянные 4.5 5.2 5.4
Здания непроизводствен-
ные (каменные, бетонные, же-
лезобетонные) 2,О 2,о 2,О
Здания непроизводствен-
ные деревянные 4.° 4.° 4.°
Оборудование 7.4 8.4 8.9
Расчёт амортизационных отчислений свя-
зан с установлением стоимости среднедей-
ствующих в планируемом периоде основных
фондов.
Пример. Стоимость основных фондов на начало пла-
нируемого года составляет 1 100 000 руб., средняя годо-
вая стоимость основных фондов, которые будут введены
в эксплоатацию в планируемом периоде, — 150 000 руб.;
за тот же период средняя стоимость выбывающих фон-
дов — 50 000 руб.; отсюда — стоимость среднедействую-
щих основных фондов — 1200 000 руб. Принимая, сред-
нюю по заводу норму амортизации в 6%, проектируем
сумму амортизационных отчислений на планируемый
период в 72 000 руб.
При наличии диференцированных норм
расчёт суммы амортизации должен произво-
диться по отдельным видам основных фондов
с учётом условий их эксплоатации.
Прочие денежные расходы охватывают
разнообразные виды затрат, а именно: оплату
услуг со стороны, командировочные расходы,
оплату коммунальных услуг, почтово-теле-
графные расходы, выписку газет, журналов
и технической литературы, расходы по позы-
шению квалификации и подготовке кадров за.
счёт себестоимости, налоги и сборы и т. п.
По каждому из перечисленных видов расхо-
дов должна быть составлена подробная и
обоснованная смета с соответственной объ-
яснительной запиской. Такие сметы разраба-
тываются различными органами завода по
принадлежности. Сумма затрат по всем этим
6 Том 15
сметам включается в общезаводскую смету
производства.
Совокупность перечисленных статей опре-
деляет общий размер денежных затрат завода
в планируемом периоде. Однако эти затраты
не могут быть целиком отнесены на себе-
стоимость валовой продукции, потому что не-
которая их часть связана с выполнением ра-
бот и услуг непроизводственного характера,
финансируемых за счёт особых источников.
Таковы, например, транспортные услуги сто-
ронним организациям, выполнение проектных
и научно-технических работ, техническая раз-
работка и подготовка новых изделий, произ-
водство которых должно быть освоено заво-
дом в последующие периоды, и т. п.
Затраты, не входящие в валовую про-
дукцию завода, должны быть исключены из
общей суммы заводских расходов, исчислен-
ных по статьям сметы производства.
Расходы на освоение новых изделий имеют
на большинстве заводов более или менее
постоянный характер, причём в каждый дан-
ный период некоторая их часть, произведён-
ная в предыдущем периоде, должна быть
списана на себестоимость текущего выпуска,
а другая часть, напротив, зарезервирована
для отнесения на изделия, подлежащие освое-
нию в последующем периоде. Соответственно
этому для определения суммы таких расхо-
дов, приходящихся на выпуск продукции в
планируемом периоде, надо учесть изменение
остатков затрат на подготовку и освоение
новых изделий на начало и на конец года.
Пример. Остаток расходов по подготовке и освое-
нию новых изделий на начало планируемого года —
1000 000 руб.; намечено израсходовать на подготовку но-
Таблица 10
Элементы затрат
1. Основные материалы (за
вычетом стоимости реализуе-
2. Вспомогательные матери-
алы
3. Топливо со стороны . • .
4. Электроэнергия со стороны
5. Заработная плата основ-
ная и дополнительная всего со-
става работающих ......
В том числе рабочих . . .
6. Начисления на зарплату .
7. Амортизация
8. Прочие денежные расходы
Всего заводских затрат . .
9- Разница остатков расходов
по подготовке и освоению но-
вых изделий на начало и ко-
нец года
10. Остатки незавершённого
производства и полуфабрика-
тов собственного производства
На конец года
11. Заводские затраты на то-
варную продукцию
Затраты за
предшеству-
ющий ГОД
в тыс. руб.
I4OO
9S
}ОО
8о
ЗЗбо
}о;о
гб;
70
30
/боо
—ISO
6fO
ISO
S3S<>
Затраты в
планируемом
году
i66o,o
ios,S
332,S
9S,o
40 so,о
38sо,о
ЗЗО,о
84,o
3S,o
66^2,0
Л-ioo
8oo
ISO
6842
Процент к
предшеству-
ющему году
n8,s
111,0
no,s
н8,7
120,6
126,0
14,1
120,0
ii6,7
Н9>!
I2J
IOO
128
82
ПЛАНИРОВАНИЕ, ФИНАНСЫ И ХОЗРАСЧЁТ МАШИНОСТРОИТЕЛЬНОГО ЗАВОДА [РАЗД. V
вых производств в планируемом периоде 500 000 руб.,
проектируется списать на себестоимость выпускаемых
изделий в планируемом периоде 700 000 руб.; остаток
расходов на освоение новых изделий к концу планируе-
мого периода — 800 000 руб. Таким образом, суммарные
расходы, исчисленные по отдельным статьям сметы произ-
водства, надо уменьшить на 1 000 000—800000=200 000 руб.,
что даёт в окончательном виде себестоимость валовой
продукции.
Учтя изменение остатков незавершённого
производства, можно определить также себе-
стоимость товарной продукции, как
это показано в табл. 10.
В приведённом примере по каждому эле-
менту затрат указано его относительное изме-
нение в процентах по сравнению с предыду-
щим периодом. Такое построение сметы произ-
водства удобно в том отношении, что оно
позволяет сопоставлять проектируемые за-
траты с ростом объёма производства в пла-
нируемом периоде.
Составление сметы производства по от-
дельным цехам с последующей постатейной
сводкой затрат в масштабе всего завода тре-
бует гораздо большего объёма работы, но
способствует полноценному планированию
себестоимости в цеховом разрезе и служит
базой для перевода цехов на хозяйственный
расчёт.
Планирование затрат рекомендуется'начи-
нать со вспомогательных и заготовительных
цехов, получающих наименьший объём услуг
от других цехоз и служб завода. Особенность
построения цеховых смет производства со-
стоит в том, что наряду с простыми статьями
однородного содержания, отражающими рас-
ходы цеха по заработной плате и по отдель-
ным видам материальных ресурсов, каждый
цех указывает также стоимость полуфабрика-
тов, инструментов и разных услуг, получае-
мых им от других цехов завода, в виде ком-
плексных статей, т. е. без расчленения на со-
ставляющие их простые элементы.
Состав статей цеховой сметы производ-
ства представлен следующим примерным
перечнем: 1) основные материалы; 2) покуп-
ные полуфабрикаты и изделия; 3) полуфабри-
каты других цехов (с указанием, каких именно);
4) вспомогательные материалы; 5) покупной
инструмент; 6) инструмент, изготовленный дру-
гими цехами завода; 7) топливо покупное;
8) энергия со стороны; 9) заработная плата
рабочих;10) заработная плата других кате-
горий работающих в цехе; 11) начисления на
заработную плату; 12) амортизация; 13) услуги
других цехов (с указанием, каких именно);
14) прочие денежные затраты.
Смета производства завода
Таблица 11
Схема образования сметы производства
Основные
цехи
Смета производства
литейного '
цеха
Смета производства
механического
цеха
Смета производства
-¦-I сЬорочного
цеха
Вспомогательные
цехи
Стоимость
со6раннь!х
изделий
Запасные
части
Литьё на
сторону
Стоимость всей
продукции завода
Смета производства
ремонтного
цеха
-СЯета производства
инструментального
цеха
Наименование статей
Смета производства
Затраты цехов
(в тыс. руб.)
H U ш <U И
Scnno
Наименование
статей
о*
Раздел I
Затраты
1. Материалы основные. . .
2. Материалы вспомогатель-
ные •
3. Полуфабрикаты своего про
изводства
4. Инструменты своего про-
изводства
5. Топливо покупное ....
6. Энергия со стороны . . .
7. Зарплата основная . . • .
8. Зарплата дополнительная
9. Начисления на зарплату .
10. Амортизация
11. Ремонт текущий
12. Прочие денежные затраты
боо
7°
4°
боо
гост
9°
13°
I2O
5°
5°
145°
25°
355°
17°
9о
95
920
175
140
з85
245
Н5
355°
170
245
145°
250
95
92Э
140
285
Раздел II
Выпуск
I. Товарная про-
дукция
1. Изделие А .
2. Изделие Б .
3. Изделие В.
4. Изделие Д .
5. Литьё на сто
рону . . . .
6. Запасные ча-
сти
II. Капитальные
работы
III. Увеличение
незанершённого
производства . ¦. .
б,о
14,0
7-5
5.°
2оо ззо5
но
135
Итого. . . 130028003000 245|
Итого всех затрат 3 550 000 руб.
Итого плановая себестоимость
всего выпуска 3 550 000 руб.
ХЛ. И]
ПЛАНИРОВАНИЕ ЗАТРАТ НА ПРОИЗВОДСТВО И СЕБЕСТОИМОСТИ ПРОДУКЦИИ
83
Чтобы получить действительную величину
затрат на производство по заводу в целом,
необходимо исключить из подсчёта все эти
комплексные статьи и просуммировать рас-
ходы цехов, расчленённые на однородные
элементы в соответствии с бюджетной номен-
клатурой затрат. Для облегчения взаимной
увязки цеховых смет и выключения ком-
плексных статей целесообразно указывать
в смете каждого цеха не только получаемые
им услуги, но и распределение суммарной ве-
личины его затрат по нижеследующим целе-
вым направлениям: на выпуск готовой товар-
ной продукции; на производство полуфабрика-
тов для других цехов завода; на услуги другим
цехам; на услуги сторонним организациям;
на прирост незавершённого производства.
Схематический пример составления свод-
ной общезаводской сметы производства, осно-
ванной на предварительной разработке цехо-
вых смет, представлен в табл. 11.
Составление сметы производства на основе
плановых калькуляций готовых изделий пояс-
нено ниже (см. стр. 86).
Разработка смет цеховых и общезавод-
ских расходов. Сметы косвенных расходов
необходимы для определения плановой себе-
стоимости отдельных видов продукции в пред-
стоящем периоде. Смета цеховых расходов
строится по развёрнутой номенклатуре, при-
меняемой в системе бухгалтерского учёта
производства; укрупнённая номенклатура це-
ховых расходов приведена в табл. 12.
В зависимости от связи цеховых расхо-
дов с объёмом выпуска принято различать
условно-постоянные и пропорциональные рас-
ходы. К числу условно-постоянных расходов
относятся все те затраты цеха, которые не
испытывают существенных изменений при
увеличении или сокращении выпуска, если
режим работы цеха и состав действующего
оборудования остаются неизменными. Пропор-
циональные расходы, напротив, непосред-
ственно связаны с объёмом выпуска и под-
вержены изменениям, более или менее про-
порциональным его увеличению или сокраще-
нию при том же режиме работы цеха.
К основной и дополнительной заработ-
ной плате рабочих, занятых обслужива-
нием оборудования, относится заработная
плата смазчиков, шорников, печников, дежур-
ных слесарей, электромонтёров, наладчиков,
рабочих, занятых уходом за оборудованием,
приготовлением эмульсии и т. п.
В состав материалов для содержания
оборудования входят смазочные и обтироч-
ные материалы (масло, тавот, мыло, сало, мази,
керосин, бензин, пакля, концы, тряпки), а
также предохранители, металлические щётки
и прочие материалы для обслуживания элек-
трооборудования.
Материалами для технологических и
производственных целей считаются материалы
для смазки и обтирки деталей в процессе
их обработки и сборки, а также для цеховой
упаковки изделий и деталей (шпагат, про-
волока, клей). Кроме того, сюда же относятся
мел для разметки, краска для маркировки,
формовочные материалы, масло для крепи-
телей, химикаты и другие материалы, при-
меняемые для закалки и металлопокрытий,
аноды и электроды при сварке и т. д.
Таблица 12
Наименование статей
Характер расходов
По их свя-
зи с объ-
ёмом вы-
пуска
По состав;
затрат
/. Расходы, связанные
с работой оборудования
Основная и дополнительная
заработная плата рабочих, за-
нятых обслуживанием обору-
дования
Начисления на заработную
плату указанной группы ра-
бочих
Материалы для содержания
производственного оборудо-
вания
Материалы для технологи-
ческих и производственных
целей
Топливо для технологиче-
ских целей
Энергия, пар, вода, газ для
производственных нужд . . .
Амортизация оборудования
Износ и ремонт малоценного
инструмента и приспособлений
универсального применения .
Текущий ремонт оборудо-
вания •
//. Общецеховые расходы
Основная и дополнительная
заработная плата вспомога-
тельных рабочих
Основная и дополнительная
заработная плата цехового
персонала
Начисления на заработную
плату предыдущих групп . . .
Материалы для общепроиз-
водственных и хозяйственных
нужд
Топливо для транспорта . .
Отопление, освещение цеха
вода для хозяйственных
нужд
Амортизация зданий и со-
оружений цеха
Текущий ремонт основных
средсти
Износ и ремонт малоценно-
го инвентаря
Расходы по охране труда .
Транспортные услуги дру-
гих цехов
Оплата услуг по проведению
опытов и испытаний, анализов
и исследований
Содействие изобретатель-
ству и рационализации про-
изводства
Прочие услуги и денежные
затраты
Заработная
плата
Начислени
Вспомога-
тельны е
материалы
То же
Топливо
Комплекс
Аморти-
зация
Комплекс
То же
Заработная
плата
То же
Начисления
Материалы
Топливо
Комплекс
Амортиза-
ция
Комплекс
То же
Затраты на топливо для технологических
нужд включают расход топлива, идущего на
отжиг, прогрев, сушку. В эту статью не вхо-
дит топливо, потребляемое при плавке ме-
талла в литейных цехах или при нагреве за-
готовок в кузнечно-прессовых цехах.
84
ПЛАНИРОВАНИЕ, ФИНАНСЫ И ХОЗРАСЧЁТ МАШИНОСТРОИТЕЛЬНОГО ЗАВОДА [РАЗД. V
Расходы на энергию, пар, газ и воду для
производственных нужд охватывают стоимость
электроэнергии, потребляемой при сварке,
противокоррозийных покрытиях, на движение
производственного оборудования, а также для
сушки, питания котлов, гидравлических прес-
сов, пневматического инструмента и т. п.
Износ и ремонт малоценного инстру-
мента и приспособлений включает затраты
на режущий, измерительный, слесарно-монтаж-
яый и вспомогательный инструмент, на штампы
и приспособления, на шлифовальные круги,
томильные горшки и т. п. Сюда же относятся
расходы по заработной плате, по вспомога-
тельным материалам и другим элементам, ко-
торые применяются для заточки, текущих
ремонтов и периодической правки перечислен-
ных орудий производства.
Затраты на текущий ремонт оборудо-
вания состоят из заработной платы ремонт-
ных рабочих, стоимости сменных частей к
оборудованию, а также вспомогательных ма-
териалов и инструмента, применяемых в те-
кущем ремонте.
Основная и дополнительная заработная
плата вспомогательных рабочих цеха охва-
тывает оплату рабочих, занятых на погрузке,
подвозке и выгрузке материалов, деталей и
топлива в цехе, на работе в цеховых кладо-
вых, на обслуживании и уборке производ-
ственных помещений, на ремонте малоценного
инвентаря.
Затраты материалов для общепроизвод-
ственных и хозяйственных нужд включают
стоимость материалов на содержание и уборку
помещений цеха, на содержание электроосве-
тительной сети (лампы, провод), на произ-
водство лабораторных анализов и опытов, а
также на содержание цеховой конторы и её
работу (канцелярские принадлежности, бланки
и пр.).
Расходы по охране труда состоят из
стоимости спецодежды, спецмыла, спецмо-
лока, жиров, газированной воды, защитных
приспособлений и устройств, затрат на дезин-
фекцию, на проведение мероприятий по тех-
нике безопасности и на обучение рабочих
безопасным приёмам работы.
К расходам на проведение опытов, иссле-
дований и анализов относится оплата услуг
заводских лабораторий и сторонних органи-
заций. Кроме того, сюда включаются затраты
на проведение научно-исследовательских ра-
бот, дающих производственный эффект в ра-
боте цеха на протяжении текущего планового
периода.
В расходы по содействию изобретатель-
ству и рационализации входит поощритель-
ная оплата изобретателей и рационализаторов,
затраты на разработку их предложений, на
содержание экспериментальных баз, на про-
ведение экспертиз и консультаций и т. п.
К разным денежным расходам цеха от-
носятся выписка литературы, почтово-теле-
графные расходы, оплата командировок и
другие затраты того же рода.
При планировании расходных статей, вклю-
чающих только затраты по заработной плате,
необходимо основываться на соответствующих
расчётах цехового плана по труду. Планиро-
вание материальных затрат следует вести
теми же методами, которые были указаны
выше применительно к разработке плана ма-
териально-технического снабжения, т. е. на
основе норм расхода соответствующих мате-
риалов с последующей оценкой их стоимости
по плановым ценам.
Комплексные статьи расходов могут пла-
нироваться двояким способом. Если данная
статья представляет собой в полном объёме
услуги каких-либо вспомогательных цехов за-
вода, то задача сводится к определению по-
требности цеха в соответственных услугах на
планируемый период, стоимость же этих ус-
луг устанавливается по смете вспомогательного
цеха, который их оказывает. Таков порядок
планирования затрат на энергию, на отопле-
ние, на транспортные услуги.
Если же данная комплексная статья вклю-
чает наряду с услугами других цехов соб-
ственные затраты планируемого цеха, состоя-
щие из заработной платы и стоимости различ-
ных материальных ресурсов, то расчёт таких
комплексных расходов рекомендуется произ-
водить путём составления специальных це-
левых смет. Это относится, в частности,
к планированию расходов по текущему ре-
монту, по износу и ремонту малоценных ин-
струментов и инвентаря, по охране труда,
изобретательству и рационализации. В целе-
вых сметах по перечисленным статьям все
расходы должны быть -обязательно разбиты
на простые элементы затрат (по бюджетной
номенклатуре).
После разработки цеховых смет косвенных
расходов должна быть составлена сводная
смета цеховых расходов по всему заводу.
При этом необходимо выключить из подсчёта
так называемые внутренние обороты в виде
услуг вспомогательных и производственных
цехов другим производственным цехам за-
вода. Решение этой задачи предполагает
расчленение комплексных статей на простые
элементы затрат.
Смета общезаводских расходов преду-
сматривает их разбивку на три основные
группы, которые должны совпадать с класси-
фикацией, существующей в бухгалтерском
учёте (см. гл. IV), так же, как и класси-
фикация цеховых расходов: административно-
хозяйственные расходы, общепроизводствен-
ные и прочие эксплоатационные расхо-
ды, сборы и отчисления. ПерЕая группа
включает: 1) заработную плату персонала
заводоуправления; 2) начисления на заработ-
ную плату; 3) оплату командировок; 4) подъ-
ёмные при перемещениях; 5) разъезды и со-
держание легкового транспорта; 6) канцеляр-
ские и почтово-телеграфные расходы; 7) со-
держание и амортизацию зданий и инвентаря
административно-хозяйственного назначения;
8) прочие расходы административно-хозяй-
ственного характера.
Вторая группа охватывает: 9) содержание
и амортизацию зданий и инвентаря матери-
альных складов и складов готовой продукции;
10) содержание заводских лабораторий и рас-
ходы по научно-исследовательским работам;
11) содержание конструкторского бюро; 12) со-
держание и амортизацию прочих зданий и
инвентаря общепроизводственного характера;
13) содержание и амортизацию зданий и инвен-
таря культурно-бытового, просветительного и
здравоохранительного назначения; 14) расходы
ГЛ. II]
ПЛАНИРОВАНИЕ ЗАТРАТ НА ПРОИЗВОДСТВО И СЕБЕСТОИМОСТИ ПРОДУКЦИИ
85
по охране труда (не проходящие по цеховым
сметам); 15) расходы на производственную
практику студентов; 16) расходы на подго-
товку кадров за счёт себестоимости; 17) рас-
ходы по организованному набору рабочей
силы; 18) проценты, уплачиваемые кредитным
учреждениям; 19) содержание сторожевой,
пожарной и иной охраны (не включая за-
работной платы); 20) расходы по рационали-
зации, изобретательству и техническим усо-
вершенствованиям (не включённые в цеховые
сметы); 21) премии за экономию электроэнер-
гии и топлива.
Третья группа состоит из: 22) нало-
гов и сборов; 23) специальных расходов;
24) специальных расходов, производимых по
распоряжению министра; 25) прочих обязатель-
ных расходов и отчислений.
Административно-хозяйственные расходы
подлежат утверждению соответствующим глав-
ным управлением и особой регистрации в ор-
ганах Министерства финансов, которые обя-
заны осуществлять строжайший контроль за
этой категорией затрат. В статью первую
должна быть отнесена только заработная
плата персонала, утверждаемого Государствен-
ной штатной комиссией и регистрируемого
в финансовых органах.
При расчёте затрат по статье третьей сле-
дует руководствоваться соответствующими
указаниями и распоряжениями Правительства,
а также приказами министров, изданными в
их развитие.
Планирование наиболее важных статей
общезаводских расходов рекомендуется вести
путём составления целевых смет с расчлене-
нием всех затрат на простые элементы по
бюджетной номенклатуре. Расходы на содер-
жание и амортизацию зданий и инвентаря
должны предусматривать затраты на освеще-
ние, отопление, водоснабжение, канализацию,
уборку помещений, погашение и ремонт мало-
ценного инвентаря, текущий ремонт основных
средств и их амортизацию.
По статьям, имеющим незначительный
удельный вес в общей сумме расходов соот-
ветственной группы, допускается определять
планируемые затраты на основе анализа от-
чётных сведений за предыдущий период и их
корректировки применительно к ожидаемым
изменениям условий работы в планируемом
году.
Разработка плановых калькуляций. Каль-
куляции имеют целью установление средне-
годовой себестоимости разных видов про-
дукции или отдельных изделий в планируемом
периоде. Плановая калькуляция строится по
номенклатуре расходов, приведённой выше, на
стр. 79-80. Удельные затраты основных мате-
риалов, полуфабрикатов, технологической
энергии и топлива, -а также износа специаль-
ных инструментов и приспособлений рассчи-
тываются непосредственно на основе устано-
вленных плановых норм и цен с учётом на-
меченных организационно-технических меро-
приятий, их эффективности и сроков внедре-
ния. Расход заработной платы на единицу
продукции определяется в два приёма: сна-
чала суммируются проектируемые по плану
сдельные расценки с учётом намеченного пе-
ресмотра норм в предстоящем периоде; затем
к суммарной величине сдельной тарифной
заработной платы присоздиняется процентная
надбавка, учитывающая все запланированные
доплаты и дополнительную заработную плату
производственных рабочих. Процентное отно-
шение доплат и дополнительной заработной
платы к сдельной заработной плате производ-
ственных рабочих устанавливается в соответ-
ствии с расчётами планового фонда заработ-
ной платы этой категории работников (см.
выше, стр. 73).
Расходы на освоение включаются в себе-
стоимость единицы продукции путём деления
той их суммы, которая намечена к погашению
в очередном периоде, на запланированный вы-
пуск соответственных изделий в штуках.
Если калькуляционный лист включает в
виде особой статьи полуфабрикаты своего
производства, то перед составлением плано-
вой калькуляции изделия надо разработать
плановые калькуляции себестоимости 1 т
отливок и поковок с их разбивкой по видам
и группам. Основываясь на плановой себе-
стоимости весовой единицы заготовок и зная
вес заготовок разных групп, идущих на про-
изводство одной машины по спецификации,
определяют суммарные затраты на полуфа-
брикаты своего производства в плановой каль-
куляции единицы продукции. Расчёт себестои-
мости условной учётно-весовой единицы про-
дукции в заготовительных цехах производится
по так называемому передельному методу
калькулирования (см. гл. IV).
Цеховые и общезаводские расходы вклю-
чаются обычно в плановую калькуляцию путём
распределения их на выпускаемую продукцию
пропорционально заработной плате производ-
ственных рабочих. Для этого расходы, связан-
ные с работой оборудования, общецеховые
расходы и общезаводские расходы, заплани-
рованные по соответственным сметам, сопо-
ставляются с фондом заработной платы про-
изводственных рабочих, в результате чего
устанавливается плановый размер их начисле-
ния в процентах на 1 руб. производствен-
ной заработной платы. При наличии таких
коэфициентов включение косвенных затрат
в плановую калькуляцию единицы продукции
является простой арифметической операцией.
Особенностью калькулирования изделий
широкого потребления из отходов своего про-
изводства является то, что в себестоимость
этих изделий не включается часть общеза-
водских расходов, связанных с содержанием
и деятельностью отделов, которые не обслу-
живают производство таких изделий.
На производство услуг капитальному
строительству общезаводские расходы на-
числяются лишь в размерах, установленных
утверждёнными строительными сметами.
Указанный метод начисления косвенных
расходов пропорционально производственной
заработной плате носит совершенно условный
характер и часто не отражает действитель-
ной зависимости этих расходов от отдельных
производственных факторов. В частности,
расходы, связанные с работой оборудования,
ни в какой мере не зависят от производствен-
ной заработной платы, а во многих случаях
обратно пропорциональны её размерам.
На многих передовых заводах машино-
строения были предприняты меры для рас-
пределения расходов, связанных с работой
86
ПЛАНИРОВАНИЕ, ФИНАНСЫ И ХОЗРАСЧЁТ МАШИНОСТРОИТЕЛЬНОГО ЗАВОДА [РАЗД. V
оборудования, по методу коэфициенто-
часов. Сущность этого метода состоит в том,
что каждому виду однотипного оборудования
присваивается определённый коэфициент, ха-
рактеризующий относительную величину за-
трат, связанных с одним часом работы данного
оборудования, по сравнению с часовыми за-
тратами какой-либо условной базовой группы
оборудования. Располагая сметой расходов,
связанных с работой оборудования на пред-
стоящий период, и зная планируемый объём
загрузки разных групп оборудования, можно
определить плановые затраты на один коэфи-
циенто-час. В зависимости от числа коэфи-
циенто-часов, требующихся на производство
изделий данного вида, определяется удельная
величина расходов по оборудованию, которая
должна быть включена в плановую калькуля-
цию этого изделия.
Несмотря на достоинства этого метода, он
ещё не получил широкого распространения на
практике вследствие отсутствия обоснованных
нормативов, позволяющих установить коэфи-
циенты для разных групп оборудования,
а также вследствие сравнительной трудоём-
кости вычислений при его применении.
Плановая калькуляция коммерческой
себестоимости включает в дополнение к за-
водской себестоимости так называемые вне-
производственные расходы, определяемые
путём разработки специальной сметы на пред-
стоящий период.
В этой смете должны быть предусмотрены
транспортные расходы по сбыту товарной
продукции. Указанные расходы планируются
исходя из расстояния, на которое должны быть
доставлены изделия завода, транспортных та-
рифов и затрат на погрузочно-разгрузочные
работы.
Кроме того, в смете внепроизводственных
расходов предусматриваются затраты на
стандартизацию и на проведение научно-
исследовательских работ по тематике, вы-
полняемой как самим заводом, так и сторон-
ними организациями по договорам. В эту же
группу затрат относятся отчисления завода
главному управлению (министерству) на ис-
следовательские работы отраслевых научно-
технических организаций. В статью расходов
на научно-исследовательские работы не дол-
жна включаться стоимость работ, финансиру-
емых из государственного бюджета.
В ряде отраслей машиностроения смета
внепроизводственных расходов предусматри-
вает также затраты на техническую про-
паганду и на массовую подготовку кадров
(техминимум).
Смета внепроизводственных расходов под-
лежит специальному утверждению главным
управлением (министерством). Сумма этих
расходов распределяется между разными из-
делиями пропорционально их заводской себе-
стоимости. Внепроизводственные расходы не
начисляются на услуги производства капи-
тальному строительству, на услуги собствен-
ным непроизводственным организациям завода,
а также на услуги непромышленных цехов.
Расчёт сметы производства на основе
плановых калькуляций себестоимости пред-
полагает полный охват калькуляциями не
только основных изделий, но всех без исклю-
чения работ и услуг, образующих товарную
продукцию завода в предстоящем периоде.
Для упрощения расчётов калькуляция себе-
стоимости разных работ и услуг ведётся
обычно на условную учётную единицу, чаще
всего на 1000 руб. выпуска.
При этом все калькуляции должны быть
расчленены на простые элементы затрат по
бюджетной номенклатуре. В этих целях надо
использовать первичные расчёты цеховых и
общезаводских расходов, а также всех прочих
комплексных статей калькуляционного листа
(полуфабрикаты своего производства, износ
специального инструмента и приспособлений,
технологическая энергия, расходы по освоению
новых изделий).
В итоге такой проработки плановых каль-
куляций и подробной расшифровки всех
комплексных расходов должна быть построена
смета затрат на производство по примеру,
изображённому в табл. 13,
Планирование снижения себестоимости.
Постановлением правительства о народнохо-
зяйственном плане на 1947 г. установлены сле-
дующие директивные показатели плана сни-
жения себестоимости: снижение коммерче-
ской себестоимости сравнимой товарной про-
дукции в процентах к себестоимости пред-
шествующего года; абсолютный размер эко-
номии от снижения коммерческой себестои-
мости сравнимой товарной продукции; удель-
ный вес сравнимой товарной продукции во
всей товарной продукции по коммерческой
себестоимости; полная коммерческая себе-
стоимость всей товарной продукции; смета
затрат на производство валовой и товар-
ной продукции; себестоимость главнейших
изделий.
При планировании снижения себестоимо-
сти к сравнимой продукции следует от-
носить 'все освоенные в предыдущем году
виды продукции, производившиеся в мас-
совом или серийном порядке в пределах от-
дельных главков, а по предприятиям, непо-
средственно подчинённым министру, — в пре-
делах министерства. Продукция, изготовляв-
шаяся в предыдущем году в опытном по-
рядке, относится к несравнимой продукции.
Если продукция производилась в предыдущем
году в небольших количествах при чрезмерно
высоком уровне себестоимости в первый пе-
риод производства, отнесение этой продукции
к сравнимой или несравнимой решается в ка-
ждом отдельном случае по согласованию
с Госпланом СССР. Индивидуальные изделия
с длительным циклом производства считаются
сравнимыми и в случае выпуска этих изде-
лий в предыдущем году в единичных экзем-
плярах (турбины и т. п.).
Кроме того, следует руководствоваться
указаниями наркоматов тяжёлого, среднего
и общего машиностроения, которые были
даны заводам в 1940 г. и сводились к тому,
что изменения в конструкциях, если они не
связаны с изменением утверждённого стан-
дарта и не меняют изделия в основном (за-
мена частей, облегчение конструкции, замена
отдельных видов сырья и материалов, в
частности, замена импортного сырья и
полуфабрикатов отечественными, изменение
технологического процесса при сохранении
или улучшении качества данного вида про-
дукции), не являются основанием для отнесе-
ГЛ. II]
ПЛАНИРОВАНИЕ ЗАТРАТ НА ПРОИЗВОДСТВО И СЕБЕСТОИМОСТИ ПРОДУКЦИИ
87
Таблица 13
Смета затрат
Элементы затрат
1. Сырьё и основные материалы ....
2. Вспомогательные материалы ....
3. Топливо покупное
4. Электроэнергия со стороны
5. Заработная плата основная и допол-
нительная
6. Начисления на заработную плату . .
7. Амортизация
8. Прочие денежные расходы
Всего затрат на производство . .
9. Затраты, не относящиеся к валовой
10. Затраты на валовую продукцию . . .
11. Изменение остатка незавершенного
производства
12. Затраты на товарную продукцию . .
иалы
о.
мате
основные
1 Сырьё и
137.°
—
-
—
137,°
,
137-°
J.- Q
132,0
на производство
6
о
техн
и энергия
Топливо :
гические
—
2,0
2,5
—
4,5
4,5
+ О,2
4,3
В ТЫС.
руб.)
Калькуляционные статьи
о.
я
опер]
рикаты ко
дприятий
Полуфаб
емых пре
ю,о
2,0
—
12,0
12,0
12,0
X
S
S
горон
работа ci
1ИЙ
Услуги и
организа!
—
—
2,0
з,о
2,О
2,0
со m
Ъсно]
прои:
ая плата (
ительная)
рабочих
Заработн
и дополн:
ственных
—
-1
—
25,о
_
25,0
+ 1,О
24,0
2
X
о
о.
со
S
к
Начислен
плату
—
1.5
-
1,5
1.5
+O.I
1.4
2
к
по освоен
Расходы
2.О
о,3
О,2
о,5
2,0
О,2
0,2
О,8
6,2
6,2
+о,5
5.7
расходы
Цеховые
8,о
1,5
2,5
бз,о
4,5
7,о
6,о
89,5
I ^
88|о
+ 2,2
85,8
ходы
одские рас
Общезав!
i,5
о,а
о,5
12,0
о,7
4,о
19,6
о,5
~j-1 о
iB.'i
я
л
о.
VO
н
Потери о
i.o
о,з
О, I
I О
o'l
О I
0,2
2.7
2,7
__
2.7
из-
о
о.
в
л
)естоимост
Всего себ
водства
150,0
12,О
4,о
6,о
1ОО,О
7.о
8,о
3°°.°
а,о
298
+ ю,о
288,о
ния продукции данного вида к несравнимой.
Но в случае изменения основных узлов и
значительной замены деталей (от 20% и выше),
изменения кинематики механизмов и т. п. ¦
продукция по согласованию с главком (мини-
стерством) может быть отнесена к несрав-
нимой.
Расчёт снижения коммерческой себестои-
мости в предстоящем периоде должен осно-
вываться на плановых калькуляциях и на от-
чётных калькуляциях сравнимых изделий за
предыдущий (базисный) период. Упрощённый
пример расчёта приведен в табл. 14.
Обязательным условием для правильного
проектирования плана снижения. себестои-
мости является тщательный анализ отчётных
данных о себестоимости сравнимых изделий
в предыдущем периоде. Методику этого ана-
лиза см. ниже, в гл. IV. Следует иметь в виду,
что при заблаговременном составлении тех-
промфинплана расчёты снижения себестои-
мости в предстоящем периоде строятся на
базе ожидаемых результатов выполнения
плана за предыдущий год. Надо поэтому все-
мерно стремиться к правильной оценке этой
ожидаемой себестоимости и, не довольствуясь
Расчёт снижения коммерческой себестоимости
Таблица 14
Виды продукции
Единица
измерения
Выпуск
по пла-
ну
Коммерческая себе-
стоимость одного
изделия в руб.
оазисный
период
Планируе-
мый период
Коммерческая себе-
стоимость выпуска
в тыс. руб.
Базисный
период
Планируе-
мый период
Эконо-
мия
в тыс.
руб.
Сниже-
ние се-
бестои-
мости
в %
/. Сравнимая продукция
Изделие А . . . . • . . . .
Изделие Б
Всего по сравнимой про-
дукции
II. Несравнимая продукция
Услуги на сторону
Изделие В
Всего несравнимой продук-
ции
Итого товарной продукции .
Процент сравнимой продук-
ции
440о
4 оэо
3 боо
4<х>
тыс. руб.
тыс. шт.
2ЭО
5°
8900
7 боо
73,8
1300
9,1
2О,1
14,6
88
ПЛАНИРОВАНИЕ, ФИНАНСЫ И ХОЗРАСЧЁТ МАШИНОСТРОИТЕЛЬНОГО ЗАВОДА [РАЗД. V
отчётными данными о среднегодовом уровне
себестоимости, учитывать динамику её изме-
нений по кварталам и из месяца в месяц,
равняясь не на среднегодовые или кварталь-
ные данные, а на лучшие достижения отдель-
ных месяцев.
Общий расчёт снижения себестоимости
сравнимых изделий должен быть дополнен
специальной таблицей, показывающей плани-
руемую экономию и процент снижения затрат
по отдельным слагаемым коммерческой себе-
стоимости. В этой таблице должна быть дана
полная номенклатура статей калькуляцион-
ного листа, приведённая выше. По каждой
статье указывается общая сумма затрат на
всю товарную продукцию и, кроме того, при-
водятся сопоставимые данные о расходах,
падающих на сравнимую продукцию в базис-
ном и в планируемом периодах.
Пример расчёта снижения себестоимости
по элементам в упрощённом виде приведён в
табл. 15.
ПЛАН КАПИТАЛЬНОГО СТРОИТЕЛЬСТВА
Данный раздел техпромфинплана посвящен
увеличению основных средств завода, повы-
шению уровня его технической вооружённо-
сти и расширению его производственных мощ-
ностей.
В планируемый объём капитальных работ
включаются: строительные работы, оборудо-
вание; его монтаж; инструменты и инвентарь,
включаемые в основные средства; проектные,
изыскательские и научно-исследовательские
работы; затраты, не связанные с приростом
основных средств (изыскательские работы
для строительства будущих лет, землеустрои-
тельные и лесоустроительные, затраты на
подготовку эксплоатационных кадров), а также
прочие капитальные затраты (по переселе-
нию, приобретению строений и сооружений от
колхозно-кооперативных организаций и т. п.).
В зависимости от общей суммы затрат,
которые требуются для выполнения капиталь-
Таблица 15
Элементы снижения себестоимости
Наименование статей
Сырьё и основные материалы
Производственная заработ-
ная плата
Прочие расходы
Всего себестоимости ....
Вся товарная
продукция по
плановой себе-
стоимости
в млн. руб.
4,8
i,i5
4.15
Ю,1
Сравнимая товарная
продукция в млн. руб.
по себестоимости
базисного
периода
4.1
o,8j
3,95
8,9
планируе-
мого
периода
3.7
о,8
3,г
7,6
Экономия
в млн. руб.
о,4
°,°5
о,85
1,3
Процент изменения себестои-
мости в планируемом периоде
по сравнению с себестои-
мостью базисного периода
по каждому
элементу
9,7
5,9
21,5
по всей себе-
стоимости
4,5
о,6
9,5
14,6
Процент изменения себестоимости по ка-
ждой калькуляционной статье определяется
отнесением планируемой экономии к сумме
затрат в условиях прошлого года (например,
50
по заработной плате ^-. Ю0 = 5,9). Процент
оои
общего снижения себестоимости за счёт из-
менения затрат по отдельной статье устана-
вливается отнесением планируемой экономии
по данной статье к суммарной величине себе-
стоимости сравнимой продукции в условиях
базисного периода (например, по сырью и
400
основным материалам
100=4,5).
8900
Проектируемое снижение себестоимости ре-
комендуется пояснить расчётом влияния но-
вых плановых норм и Цен. Методика определе-
ния изменений себестоимости за счёт норм и
за счёт цен излагается в гл. IV „Учет, каль-
куляция и анализ хозяйственной деятельно-
сти предприятия".
ФИНАНСОВЫЙ ПЛАН ЗАВОДА
Финансовый план на предстоящий период
основывается непосредственно на плане по се-
бестоимости.
Методы разработки финансового плана см.
«иже, стр. 1J 7.
ных работ, они делятся на сверхлимитные и
нижелимитные. Лимит устанавливается пра-
вительством для каждой отрасли промышлен-
ности с учётом её особенностей. К сверхли-
митному капитальному строительству отно-
сятся: все стройки, имеющие утверждённую
генеральную смету или сводку затрат по еди-
ничным расценкам; отдельные сооружения,
здания, корпусы и т. п. на действующих пред-
приятиях при сметной стоимости каждого
объекта не ниже лимита, установленного
правительством для данной отрасли; новые
цехи на действующих предприятиях для орга-
низации нового производства; электростан-
ции вне зависимости от их сметной стои-
мости. Отнесение капитальных работ к сверх-
лимитным или нижелимитным производится
не по каждому объекту в отдельности, а по
их комплексу, объединяемому общим техни-
ческим проектом и генеральной сметой.
Поэтому если изолированно взять отдель-
ный объект, входящий составной частью в
общий комплекс работ, стоимостью ниже
установленного лимита, он всё же должен быть
отнесён к сверхлимитным, если сумма затрат
по этому комплексу выше установленного
лимита.
В зависимости от целевого назначения ка-
питальных работ они подразделяются по на-
правлениям капиталовложений на строитель-
ГЛ. II]
ПЛАН КАПИТАЛЬНОГО СТРОИТЕЛЬСТВА
ство: промышленное, жилищное, коммуналь-
ное (бани, прачечные, водопровод и т. п.),
культурно-бытовое (клубы, столовые, библио-
теки), здравоохранения и др.
По источникам финансирования и порядку
планирования капитальных работ принято
различать плановые (централизованные) и
внеплановые (децентрализованные) работы.
Плановыми считаются работы, предусмотрен-
ные государственным планом капитального
строительства, а внеплановыми — те работы,
которые проводятся согласно действующим
постановлениям и инструкциям за счёт фонда
директора завода и премиальных сумм, полу-
ченных по результатам Всесоюзного социали-
стического соревнования.
Обязательной предпосылкой для планиро-
вания, финансирования и проведения капи-
тальных работ должно быть наличие утвер-
ждённых проектов и смет в полном соответ-
ствии с постановлением СНК СССР от 26 фев-
раля 1938 г. Технические проекты и сметы
по сверхлимитным объектам утверждаются
министром, а по ниже лимитным—начальниками
главных управлений и директорами заводов.
Составление годового плана капиталь-
ного строительства на заводе осуществляется
в соответствии с заданиями государственного
плана, определяющими направление и струк-
туру капитальных работ, сроки ввода новых
объектов в эксплоатацию, а также размеры
капиталовложений в предстоящем периоде.
На основе этих заданий составляются так
называемые титульные списки капитальных
работ отдельно для сверхлимитного и ниже-
лимитного капитального строительства.
В титульном списке должен быть дан пол-
ный перечень объектов строительства, т. е.
отдельных зданий или сооружений, которые
по окончании работ, предусмотренных соот-
ветственным проектом и сметой, будут вклю-
чены в состав основных средств завода. По
каждому объекту в титульном списке указы-
вается: время начала и срок окончания строи-
тельства; мощность или площадь объекта по
техническому проекту; полная сметная стои-
мость работ; объём затрат на планируемый
год с подразделением на стоимость строи-
тельства, оборудования, монтажных и прочих
работ; сведения о площади и мощностях, уже
введённых в эксплоата'цию, а также о плани-
руемом вводе в эксплоатацию в предстоящем
периоде. После их утверждения в устано-
вленном порядке титульные списки предста-
вляются в Промбанк для финансирования
капитальных работ.
Осуществление капитальных работ может
проводиться либо хозяйственным способом, т. е.
собственными силами завода, либо подрядным
способом, т. е. специализированной строи-
тельной организацией по договору с заво-
дом.
При выполнении капитальных работ хо-
зяйственным способом план капитального
строительства должен включать полный расчёт
объёмов и сроков проведения строительно-
монтажных работ и механизациистроитгльства,
план по труду в капитальном строительстве,
план материально-технического снабжения,
расчёт себестоимости капитальных работ и
план их финансирования. Кроме того, при
значительных масштабах строительства дол-
жны быть разработаны планы вспомогатель-
ных производств и подсобных предприятий,
обслуживающих капитальное строительство.
Физический объём строительных и мон-
тажных работ, которые должны выполняться
в планируемом периоде, подсчитывается по
каждому объекту с подразделением на строи-
тельные работы, монтаж металлоконструкций
и монтаж оборудования. Каждый из назван-
ных основных видов работ расчленяется по
технологическому признаку. Например, при
расчёте строительных работ выделяются зем-
ляные работы и в том числе копка ручная и
механизированная, перевозка земли и т. п.;
каменные работы и в том числе бутовая, кир-
пичная кладка, кладка искусственных камней
и пр.
Наряду с физическим объёмом в нату-
ральных единицах измерения в расчёте должны
быть указаны соответственные расценки и
стоимость работ с подразделением на основ-
ную заработную плату рабочих, стоимость
материалов, расходы по эксплоатации меха-
низмов, транспортные и прочие услуги, на-
кладные расходы.
Исходя из запланированного объёма ра-
бот производится подсчёт потребности в ма-
териалах. Нормы расхода каждого вида ма-
териалов на единицу физического объёма ра-
бот принимаются согласно действующему
справочнику укрупнённых сметных норм, либо
по единичным расценкам, утверждённым для
данной стройки. При этом в сметные нормы
следует вносить коррективы на экономию ма-
териалов, а также на применение местных ма-
териалов и заменителей.
В результате расчётов составляется план
покрытия потребности в материалах и их
завоза.
План строительно-монтажных работ
должен быть тесно увязан с планом покрытия
потребности в оборудовании и его поступле-
ния в предстоящем периоде. При разработке
плана механизации строительно-монтажных
работ необходимо руководствоваться зада-
ниями Правительства об удельном весе меха-
низированных работ на всех стройках СССР,
а также нормами выработки строительных ме-
ханизмов, ежегодно устанавливаемых Прави-
тельством.
Важным разделом годового плана капиталь-
ного строительства является план ввода в
эксплоатацию готовых объектов капиталь-
ных работ. Посредством этого раздела уста-
навливается согласование плана капитальных
работ с производственным планом основного
производства данного завода. В плане ввода
в эксплоатацию готовых объектов указываются
новые производственные мощности, сроки их
введения и порядок освоения. Этот прирост
мощностей получает соответствующее отраже-
ние в производственных программах цехов
и завода в целом. Поэтому в план ввода
включаются прежде всего те объекты, ко-
торые являются необходимыми для выполне-
ния производственной программы предприятия.
Плану ввода в эксплоатацию готовых
объектов капитальных работ должно соответ-
ствовать плановое увеличение основных фон-
дов, учитываемое при исчислении годовых
сумм амортизации и отражаемое в финансо
вом плане завода.
90
ПЛАНИРОВАНИЕ, ФИНАНСЫ И ХОЗРАСЧЁТ МАШИНОСТРОИТЕЛЬНОГО ЗАВОДА [РАЗД. V
Планирование труда на капитальном
строительстве осуществляется теми же ме-
тодами, которые применяются при планиро-
вании основной деятельности завода, с учётом
некоторых особенностей. Показателем произ-
водительности труда на строительно-монтаж-
ных работах служит средний процент выпол-
нения установленных единых норм. Расчёт
планового фонда заработной платы рабочих
основывается на единых расценках, утверждён-
ных Правительством. Численность и фонды
заработной платы инженерно-технических ра-
ботников, служащих и младшего обслуживаю-
щего персонала определяются по единым нор-
мативам административно-хозяйственных рас-
ходов в процентном отношении к прямым за-
тратам на производство строительно-монтаж-
ных работ.
Планирование себестоимости капиталь-
ных работ базируется на генеральных сметах,
утверждаемых вместе с техническими проек-
тами по каждому объекту капитального строи-
тельства. Для определения себестоимости от-
дельных работ в планируемом периоде соста-
вляются специальные сметные расчёты. Пря-
мые затраты исчисляются в действующих нор-
мах и ценах.
Накладные расходы по строительным ра-
ботам принимаются согласно постановлениям
Правительства и основанным на них приказам
министерств. Так, для заводов станкостроения
нормы накладных расходов установлены в раз-
мере 17,5% к сумме прямых затрат. Админи-
стративно-хозяйственные расходы должны со-
ставлять при этом не более 5,5% от пря-
мых затрат. Накладные расходы по монтажу
металлоконструкций принимаются в 7,5%
от суммы прямых затрат, включая стоимость
металлоконструкций и расходы по их доставке
на площадку. Накладные расходы по монтажу
оборудования, по износу временных сооруже-
ний и по подготовке кадров определяются по
нормативам, преподанным заводу соответ-
ственным главным управлением (министер-
ством).
Для подсчёта расходов по остальным
статьям составляются специальные сметы.
Общие результаты всех плановых расчётов
себестоимости капитальных работ в предстоя-
щем году включаются в сводную смету строи-
тельно-монтажных работ, где все затраты
сгруппированы на прямые и накладные рас-
ходы и подразделяются по статьям. Общая
сумма затрат по плану капитального строи-
тельства должна соответствовать лимиту
средств на капиталовложения, выделенных
заводу на планируемый период.
ПОРЯДОК ВЫПОЛНЕНИЯ И КОНТРОЛЯ
ТЕХПРОМФИНПЛАНА
После разработки и утверждения техпром-
финплана предусмотренные в нём показатели
по выпуску продукции, труду, заработной
плате и себестоимости должны быть доведены
до цехов, производственных участков и отдель-
ных рабочих. Одновременно с этим всем от-
делам и цехам завода по принадлежности дол-
жны выдаваться задания по осуществлению
плана технического развития и организации
производства. \
Организация выполнения номенклатурно-
количественных заданий по выпуску продук-
ции на основе слаженной и равномерной ра-
боты всех звеньев производства составляет
задачу оперативно-производственного пла-
нирования (см. гл. III). Наилучшей формой
комплексного осуществления объёмных и ка-
чественных показателей' техпромфинплана, а
также среднепрогрессивных норм, которыми
обеспечивается их выполнение и перевыпол-
нение, следует считать организацию хозяй-
ственного расчета цехов, производственных
участков и отдельных рабочих бригад (см.
ниже, стр. 128).
Важнейшим рычагом выполнения и пере-
выполнения плана является массовое соревно-
вание работников предприятия за рост выпуска
продукции, за прогрессивные нормы исполь-
зования оборудования, материалов, энергии,
инструмента, за передовую технику и высо-
кие экономические показатели.
В СССР развернулось мощное всенарод-
ное движение за снижение себестоимости,
сверхплановые накопления, увеличение рента-
бельности и лучшее использование основных
и оборотных средств предприятий.
В результате всесоюзного социалистиче-
ского соревнования за повышение рентабель-
ности созданы многомиллиардные сверхплано-
вые накопления в промышленности СССР.
В ходе выполнения техпромфинплана дол-
жны производиться систематический контроль
и анализ фактических результатов и показа-
телей работы отдельных цехов, вспомогатель-
ных хозяйств и всего завода на основе бух-
галтерского, статистического и оперативного
учёта их деятельности за каждый месяц,
квартал и в целом за год (см. гл. IV).
Контроль и анализ производственно-хозяй-
ственной деятельности должен быть исполь-
зован для корректировки и уточнения плана
при выдаче заданий подразделениям завода
на очередной период, а также для подготовки
материалов к составлению техпромфинплана
на следующий год.
ЛИТЕРАТУРА И ИСТОЧНИКИ
(в дополнение к списку основных источников на стр. 52)
1. Бурмистров Н. С, Затраты производства и сни-
жение себестоимости в машиностроении, Машгиз,
1948.
2. Инструкции и ведомственные материалы Госплана
СССР, ЦСУ и министерств.
3. Решения Третьей всесоюзной конференции по внутри-
заводскому планированию в машиностроении, Машгиз,
1948.
4. Руководство по разработке техпромфинплана на за-
вода); Министерства тяжёлого машиностроения, Маш-
гиз, 1946.
5. Технико-экономическое планирование, Сборник ма-
териалов Третьей всесоюзной конференции по внутри-
заводскому планированию в машиностроении, Машгиз,
1949.
6. Технико-экономическое планирование и анализ на за-
водах авиационной промышленности, Оборонгиз, 1948.
7. Типовые'формы техпромфинплана на 1950 г. и инструк?
ции по их заполнению, изд. Министерства станкострое-
ния СССР, 1950.
8. Федосеев К. А., Техпромфинплан предприятия,
Госфиниздат, 1948. • . . .
ГЛ. II]
СТРУКТУРА ОСНОВНЫХ ФОНДОВ МАШИНОСТРОЕНИЯ
91
ОСНОВНЫЕ ФОНДЫ И ИХ ИСПОЛЬЗОВАНИЕ
СТРУКТУРА ОСНОВНЫХ ФОНДОВ
МАШИНОСТРОЕНИЯ
Основные фонды или средства труда яв-
ляются однсй из составных частей средств
производства. Другую часть средств произ-
водства образуют оборотные фонды, или пред-
меты труда. В процессе производства человек
при помощи средств труда воздействует на
предмет труда. В результате этого воздей-
ствия образуется продукт труда.
Различие между основными и оборотными
фондами вытекает из особенностей их уча-
стия в процессе производства. Основные
фонды (средства труда) потребляются в про-
цессе производства постепенно частями; обо-
ротные же фонды (предметы труда) потреб-
ляются при изготовлении продукта полностью.
Средства труда в процессе производства со-
храняют свою натуральную форму и лишь
частями, по мере снашивания, передают свою
стоимость на продукт труда. Предмет труда
участвует в процессе производства в течение
одного рабочего периода, полностью потреб-
ляется в течение этого периода и переходит
из сферы производства в сферу обращения
в форме готового продукта.
Деление средств производства на средства
труда и предметы труда свойственно всем
способам общественного производства, по-
скольку оно вытекает из самого процесса
труда, из материальных условий производства.
В условиях капиталистического хозяйства
средства производства приобретают форму
капитала, так как они применяются как сред-
ства эксплоатации рабочего класса. Различие
между средствами труда и предметами труда
выступает здесь как различие между основ-
ным и оборотным капиталом, являющимся со-
ставными частями производительного капи-
тала.
Экономическая природа средств производ-
ства в условиях социалистического хозяйства
принципиально иная, чем при капитализме.
В социалистическом хозяйстве средства про-
изводства уже не выступают как средства
эксплоатации одного класса другим, так как
они являются общественной собственностью
и служат делу развития социалистического
общества, подъёма материального благосо-
стояния трудящихся масс. Различие между
средствами труда и предметом труда в социа-
листическом хозяйстве выступает как разли-
чие между основными и оборотными фондами.
Основные фонды народного хозяйства
СССР представляют собой орудия и средства
обобществлённого труда, способствующие
укреплению социалистической экономики и ро-
сту общественного богатства страны.
Основные фонды делятся на производ-
ственные', и непроизводственные.
Производственные основные фонды непо-
средственно участвуют в процессе изготовле-
ния материальных благ или способствуют ему
(производственные здания, машины-орудия,
подъёмно-транспортные и контрольно-измери-
тельные механизмы и др.). К непроизводствен-
ным основным фондам относятся жилой фонд,
клубы, ясли и т. д.
Предметы, которые могут быть использо-
ваны как орудия труда, выступают в качестве
основных фондов лишь тогда, когда они во-
влечены в производственный процесс и вы-
полняют соответственную функцию. Вне про-
изводственного процесса они являются лишь
продуктами труда. Например, машина, изго-
товленная на машиностроительном заводе и
предназначенная для реализации, является
продуктом труда; та же машина, переданная
для установки и находящаяся в монтаже,
является предметом труда; с момента оконча-
ния монтажа и вступления в сферу производ-
ства она становится орудием труда и вклю-
чается в состав основных фондов соответству-
ющего предприятия.
К основным фондам относятся не только
машины и другие орудия труда, непосред-
ственно участвующие в процессе производ-
ства, но и орудия труда, находящиеся в ре-
зерве, поскольку они способствуют нормаль-
ному осуществлению процесса производства.
Например, резервная турбина на электростан-
ции играет важную роль в обеспечении нор-
мальной работы электростанции; поэтому она
вместе с действующими турбинами и прочими
орудиями труда входит в состав основных
фондов электростанции.
В промышленной статистике принята сле-
дующая классификация основных фондов:
здания, сооружения, силовые установки, пе-
редаточные устройства, рабочие машины и
аппараты, инструмент и приспособления, хо-
зяйственный инвентарь, транспортные сред-
ства.
В основу этой классификации положены
особенности производственного назначения
отдельных элементов основных фондов.
Следует иметь в виду, что в практике
учёта к основным фондам принято относить
не весь инструмент, приспособления и хозяй-
ственный инвентарь, а лишь тот, который
служит дольше одного года или стоит дороже
200 руб. за единицу. Весь прочий инструмент
и инвентарь относятся условно к оборотным
фондам предприятия.
Удельный вес отдельных элементов основ-
ных фондов определяется главным образом
технологическими особенностями соответ-
ствующих отраслей промышленности.
Однако общей тенденцией для всех отра-
слей промышленности является повышение
из года в год удельного веса сооружений и
рабочих машин и сокращение удельного веса
зданий в общей стоимости основных фондов.
За 13 предвоенных лет (с 1927 по 1940 г.) удель-
ный вес сооружений, рабочих машин и переда-
точных устройств в стоимости основных произ-
водственных фондов крупной промышлен-
ности повысился с 46 до 52%, а удельный
вес производственных зданий снизился с 31
до 290/0.
Эти изменения в структуре основных фон-
дов промышленности обусловлены техниче-
ским прогрессом промышленности. Техниче-
ское перевооружение предприятий, механиза-
ция, автоматизация и электрификация произ-
водственных процессов, внедрение технически
более совершенных машин и механизмов,—
92
ПЛАНИРОВАНИЕ, ФИНАНСЫ И ХОЗРАСЧЁТ МАШИНОСТРОИТЕЛЬНОГО ЗАВОДА [РАЗД. V
всё это вызывает неуклонное возрастание
удельного веса сооружений, рабочих машин
и передаточных устройств в стоимости основ-
ных фондов промышленности.
Снижение стоимости строительства и ли-
квидации излишеств в оформлении зданий,
дальнейшее техническое оснащение промыш-
ленности современными машинами и прочими
орудиями производства, а также борьба за
высвобождение и лучшее использование про-
изводственных площадей будут изменять струк-
туру основных фондов в сторону дальней-
шего повышения удельного веса машин, меха-
низмов и производственных агрегатов и сни-
жения удельного веса зданий.
РАСШИРЕНИЕ И МЕТОДЫ ОЦЕНКИ
ОСНОВНЫХ ФОНДОВ
В результате осуществления за годы ста-
линских пятилеток огромной программы но-
вого строительства стоимость основных про-
изводственных фондов крупной промышлен-
ности по сравнению с 1928 г. выросла к на-
чалу 1941 г. в 9 раз. Одновременно произо-
шли существенные изменения в отраслевой
структуре основных фондов промышленности.
В результате осуществления политики инду-
стриализации страны основные производствен-
ные фонды отраслей тяжёлой промышленно-
сти возросли за годы сталинских пятилеток
более чем в 12 раз, а отраслей лёгкой про-
мышленности в 4,5 раза.
Удельный вес отраслей, производящих
средства производства, в стоимости основных
производственных фондов крупной промыш-
ленности повысился в результате более бы-
строго роста этих отраслей с 58% в 1928 г.
до 80% в 1940 г.
Быстрые темпы социалистического нако-
пления и огромные вложения в промышлен-
ность привели к коренному обновлению про-
изводственного аппарата промышленности.
К началу Великой Отечественной войны удель-
ный вес новых и полностью реконструирован-
ных за годы пятилеток промышленных пред-
приятий составлял по стоимости основных
производственных фондов около 90% всех
предприятий крупной промышленности. В наи-
большей мере были обновлены основные
фонды в отраслях, производящих средства
производства.
За период войны произошли существен-
ные изменения в производственном аппарате
промышленности. Во временно оккупирован-
ных районах страны значительная часть ос-
новных фондов промышленности была разру-
шена. Несмотря на серьёзные потери и тяжё-
лые условия военного времени, военное хозяй-
ство СССР в период Великой Отечественной
войны успешно развивалось. За четыре года
войны промышленное производство увеличи-
лось на Урале в 3,6 раза, в Сибири — в 2,8
раза, в Поволжье — в 3,4 раза.
Основой этого роста явилось наличие в
восточных районах страны крупной современ-
ной промышленности, созданной за годы ста-
линских пятилеток, а также быстрое восста-
новление свыше 1300 предприятий, в неви-
данно короткий срок переброшенных из при-
фронтовых в тыловые районы.
Замечательным показателем неисчерпае-
мых сил нашей страны является то, что
в годы войны у нас не прекратилось, а, на-
оборот, из года в год возрастало строитель-
ство новых фабрик и заводов в разных отра-
слях промышленности.
Создавались и вводились в действие новые
производственные фонды в машиностроении,
в чёрной и цветной металлургии, на электро-
станциях, в угольной, нефтяной и других от-
раслях промышленности.
В районах, подвергшихся временной окку-
пации, восстановительные работы развёрты-
вались сразу же после их освобождения.
В результате крупных вложений в на-
родное хозяйство освобождённых районов
основные фонды этих районов уже к концу
войны были восстановлены примерно на одну
треть.
С окончанием войны масштабы восстано-
вления и нового строительства возросли во
много раз.
Пятилетний план восстановления и разви-
тия народного хозяйства СССР на 1946—1950 гг.
предусматривает огромную строительную про-
грамму. В соответствии с этой программой за
пять лет должно быть восстановлено, по-
строено и введено в действие около 5900
государственных предприятий, в том числе 3200
предприятий в районах, подвергшихся окку-
пации.
За 1946—1949 гг. построено, восстановлено'
и введено в действие 5200 государственных
промышленных предприятий, не считая мел-
ких государственных и кооперативных пред-
приятий.
Насколько велик масштаб строительных
работ в послевоенной пятилетке, можно су-
дить по тому, что за первую пятилетку было
построено и введено в действие 1500 пред-
приятий, а за три года третьей пятилетки
A938—1940 гг.)—2900 предприятий. Основные
фонды в народном хозяйстве СССР в резуль-
тате выполнения плана капитальных работ
возрастут в 1950 г. до 1130 млрд. руб. (в го-
сударственных ценах) и превысят довоенный
уровень на .8%.
Восстановление и создание новых основ-
ных фондов промышленности сопровождается
существенным изменением их технического
уровня. Восстанавливаемые и вновь строя-
щиеся предприятия оснащаются новой техни-
кой, технически более совершенными орудия-
ми труда — машинами, механизмами и агрега-
тами. В результате этого эффективность
использования орудий труда значительно воз-
растает.
Основные фонды промышленности плани-
руются в натуральной форме и по стоимости.
Планирование и учёт основных производ-
ственных фондов в натуральной форме не-
обходимы для определения их мощности, тех-
нического состава и степени изношенности.
Исходный материал для этого дают ежегод-
ные инвентаризации основных фондов, а
также периодически проводимая в отдельных
отраслях паспортизация предприятий.
Наиболее полный и ценный материал, все-
сторонне характеризующий все элементы ос-
новных производственных фондов, содержится
в паспорте предприятия, где указываются год
ввода в действие, производственная мощность,
ГЛ. II]
АМОРТИЗАЦИЯ ОСНОВНЫХ ФОНДОВ
93
подробная техническая характеристика, сте-
пень изношенности основных фондов и т. д.
Учёт основных фондов по стоимости слу-
жит основой для разработки баланса основ-
ных фондов, характеризующего процесс их вос-
производства, для определения динамики ос-
новных фондов и для исчисления норм и раз-
меров их амортизации.
Известны три вида оценки основных фон-
дов: а) по первоначальной стоимости; б) по
восстановительной стоимости; в) по стоимости
с учётом износа.
Учёт основных фондов по первоначальной
стоимости, т. е. по стоимости в момент их
создания или приобретения, необходим для
определения общего объёма затрат по их
строительству и вводу в действие. Первона-
чальная стоимость основных фондов, перено-
симая на стоимость продукта по мере их сна-
шивания, является отправным показателем для
определения размера амортизационных отчис-
лений.
Под восстановительной стоимостью основ-
ных фондов понимается стоимость их воспро-
изводства в новых условиях. Известно, что
себестоимость продукции и затраты на строи-
тельство изменяются по мере развития тех-
ники, повышения производительности труда,
усовершенствования технологических процес-
сов и организации производства. Размер сни-
жения себестоимости производства машин,
механизмов и агрегатов, а также стоимости
строительства зданий или сооружений и мон-
тажа оборудования будет определять разницу
между первоначальной и восстановительной
стоимостью этих орудий и средств труда.
Учёт основных фондов по восстановитель-
ной стоимости вносит единообразие в оценку
одних и тех же элементов основных фондов,
созданных в разное время, и более правильно
отражает состав * и характер этих фондов.
Однако практически такой учёт чрезвычайно
сложен, так как он требует квалифицирован-
ной переоценки фондов по стоимости их вос-
становления.
Проводить часто такую переоценку невоз-
можно, да и нецелесообразно ввиду того,
что за один год больших изменений в стои-
мости производства и строительства не про-
исходит.
В нашей промышленности переоценка ос-
новных фондов по. восстановительной стои-
мости была проведена в прошлом один раз —
в 1925 г.
Основные фонды промышленности, создан-
ные до 1923 г., были оценены по восста-
новительной стоимости, установленной на
1 октября 1925 г. Основные фонды, созданные
после этой переоценки, учитываются по перво-
начальной стоимости, т. е. по стоимости их
создания или приобретения в ценах соответ-
ствующих лет.
Предстоящее проведение переоценки всех
основных . фондов народного хозяйства будет
иметь большое значение для улучшения пла-
нирования и учёта основных фондов.
В балансе основных фондов должна отра.-
жаться не только стоимость их создания, но
и степень изношенности. Оценка основных
фондов по стоимости с учётом износа даёт
материал для правильного понимания процес-
сов их воспроизводства.
АМОРТИЗАЦИЯ ОСНОВНЫХ ФОНДОВ
Под амортизацией основных фондов при-
нято понимать постепенное уменьшение их
стоимости вследствие снашивания. В процессе
использования основных фондов снашивание
их происходит постепенно, в течение более
или менее длительного периода. Вместе с тем
процесс восстановления основных фондов пред-
полагает систематическое накопление средств
для производства капитального ремонта и
строительства новых основных фондов вза-
мен изношенных и выбывших из процесса про-
изводства. Это накопление обеспечивается
ежегодными амортизационными отчислениями
средств, включаемых в себестоимость изгото-
вляемой продукции.
Суммы амортизационных отчислений че-
рез финансовую систему передаются хозяй-
ственным организациям для производства ка-
питального ремонта и на капитальное строи-
тельство по определённому целевому назна-
чению.
При определении размера ежегодных амор-
тизационных отчислений задача заключается
в том, чтобы они правильно отражали про-
цесс снашивания основных фондов. Если амор-
тизационные отчисления будут точно соот-
ветствовать стоимости износившейся части
основных фондов, то к периоду окончатель-
ного износа последних их стоимость будет
полностью реализована в стоимости продукта
и тем самым будет обеспечено нормальное
воспроизводство основных фондов. Если же
амортизационные отчисления окажутся меньше
стоимости изношенной части основных фон-
дов, то для их восстановления потребуются
дополнительные средства. Наконец, если амор-
тизационные отчисления будут превышать
стоимость износа, это вызовет необоснован-
ное увеличение себестоимости продукта.
Размер ежегодного снашивания основных
фондов находится в зависимости от характера
основных фондов, от интенсивности их исполь-
зования, от качества ухода за ними, своевре-
менности и доброкачественности их ремонта
и т. д. Вместе с тем снашивание основных
фондов происходит под влиянием стихийных
сил природы. Снашиваются не только дей-
ствующие, но и бездействующие фонды. .Ма-
териальное снашивание машины, — писал
Маркс, — бывает двоякого рода. Одно возни-
кает из её употребления — как монеты сна-
шиваются от обращения, —другое из неупот-
ребления, как меч от бездействия ржавеет
в ножнах. В последнем случае она делается до-
бычей стихий. Снашивание первого рода в боль-
шей или меньшей мере прямо пропорционально
употреблению машины, снашивание второго
рода — обратно пропорционально употребле-
нию" *. Все эти моменты должны быть учтены
при определении срока службы основных
фондов.
После того как установлен срок службы
основных фондов, исчисляются ежегодный
размер амортизационных отчислений и норма
амортизации. При этом учитывается не
только первоначальная стоимость основных
фондов, но и остаточная стоимость фондов
в момент выхода их из употребления.
* К. М а р к с, Капитал, т. I, Соцэкгиз, 1931, стр. 307.
94
ПЛАНИРОВАНИЕ, ФИНАНСЫ И ХОЗРАСЧЁТ МАШИНОСТРОИТЕЛЬНОГО ЗАВОДА [РАЗД. V
В практике машиностроительной промыш-
ленности амортизация исчисляется в процен-
тах, от первоначальной стоимости основных
фондов за вычетом их остаточной стоимости
к моменту окончательного выхода из употре-
бления. Процентная норма амортизации по
каждому вижу основных фондов определяется,
исходя из нормального срока их службы, при-
нимаемого за 100%, путём его деления на
число лет использования данных основных
фондов.
Таким образом, размер среднегодовой
амортизации основных фондов будет опре-
деляться отношением суммы затрат на созда-
ние основных фондов за вычетом их остаточ-
ной стоимости к числу лет их использования.
Средняя норма амортизационных отчислений
в машиностроительной промышленности для
восстановления основных фондов после пол-
ного их износа составляет 5,5% в год от пер-
воначальной стоимости.
В социалистическом хозяйстве процессы
воспроизводства основных фондов плани-
руются в общегосударственном масштабе, и
нормы амортизации устанавливаются в плано-
вом порядке, исходя из нормальных сроков
физического износа средств труда. В капита-
листическом же хозяйстве норма амортизации
складывается стихийно, под влиянием нормы
прибыли. В капиталистической промышлен-
ности средства труда, как правило, выбывают
из употребления раньше срока их физического
износа, что означает расточение труда.
В связи с этим складывающаяся там норма
амортизации средств труда практически выше
нормы их физического износа. Так называе-
мый „моральный износ" основного капитала
в капиталистической промышленности иска-
жает действительную норму амортизации и
вызывает резкие её колебания под влиянием
рыночной стихии и конкуренции.
В отличие от капиталистической промыш-
ленности, где процесс обновления основного
капитала и внедрения новых конструкций
машин происходит стихийно, под влиянием
циклов капиталистического воспроизводства,
в нашей промышленности внедрение но-
вой техники, усовершенствование действую-
щих орудий труда осуществляются плано-
мерно.
В условиях планового социалистического
хозяйства основные фонды используются наи-
более полно и рационально.
Бурный рост основных фондов в нашей
промышленности сопровождается быстрым
возрастанием фонда амортизационных отчи-
слений, который планомерно используется для
поддержания действующих основных фондов
и для замены износившейся их части новыми.
Быстрое развитие техники и систематическое
усовершенствование орудий труда приводят
к тому, что накопленный амортизационный
фонд, как правило, обеспечивает создание
более совершенных и производительных
средств труда, чем выбывшие в результате
износа. Это практически приводит к тому,
что амортизационный фонд является источни-
ком не только простого, но в известной части
также и расширенного воспроизводства основ-
ных фондов социалистической промышлен-
ности, систематически повышающего произ-
водственные мощности наших предприятий.
КАПИТАЛЬНЫЙ РЕМОНТ ОСНОВНЫХ
ФОНДОВ
С возрастанием массы основных фондов
в нашей промышленности все большее раз-
витие приобретала организация их периоди-
ческого ремонта. Известно, что интенсивность
и длительность использования основных фон-
дов во многом зависят от качества ухода за
ними. Своевременное и доброкачественное
проведение ремонта оборудования, является
необходимым условием эффективного исполь-
зования основных фондов. Причины, вызы-
вающие необходимость ремонта основных
фондов, различны, поэтому характер ремонт-
ных работ неоднороден.
Капитальный ремонт вызывается разной
степенью изнашивания отдельных составных
частей основных фондов в связи с различной
интенсивностью их использования. Посред-
ством капитального ремонта осуществляется
восстановление по частям основных фондов
в их первоначальной натуральной форме.
Капитальный ремонт оборудования преду-
сматривает смену всех износившихся деталей
и частей машин с разборкой машин, полной
их чисткой, проверкой и регулированием.
После капитального ремонта машина должна
соответствовать техническим требованиям,
предъявляемым к новому оборудованию. Ка-
питальный ремонт является формой воспро-
изводства основных фондов и финансируется
за счёт амортизационных отчислений.
Поддержание основных фондов в нормаль-
ном состоянии требует также более мелких,
текущих ремонтов. Текущий ремонт финан-
сируется из оборотных средств и, следова-
тельно, увеличивает затраты производства.
Правительство приняло решительные меры
по улучшению организации и финансирования
капитального ремонта и установило средние
нормы ежегодных ассигнований специально
на капитальный ремонт. По машиностроитель-
ной промышленности эта норма составляет
2,2% от первоначальной стоимости основных
фондов.
В соответствии с этим постановлением
ассигнования на капитальный ремонт выде-
ляются предприятиями сверх устанавливаемых
для них кредитов по капиталовложениям.
Предназначенная на капитальный ремонт часть
амортизационных отчислений не может быть
использована ни на какие другие цели. Ди-
ректор несёт ответственность за использова-
ние этих средств по назначению.
Установление твёрдого материально-фи-
нансового обеспечения капитального ремонта
и запрещение использовать предназначенные
для ремонта средства на другие нужды сы-
грало исключительно большую роль в деле
ликвидации запущенности капитального ре-
монта и оздоровления состояния основных
фондов. Начиная с 1938 г., организация капи-
тального ремонта в промышленности резко
улучшалась. В результате больших затрат на
ремонт и коренного улучшения организации
и качества ремонта состояние основных фон-
дов в большинстве отраслей промышлен-
ности за 1938 —1940i г. было значительно
оздоровлено. Это позволило в период войны
использовать основные фонды промышлен-
ности с повышенной нагрузкой.
ГЛ. II]
ОПРЕДЕЛЕНИЕ ПРОИЗВОДСТВЕННОЙ МОЩНОСТИ ПРЕДПРИЯТИЙ
95
Наряду с огромной программой нового
строительства в послевоенной пятилетке осу-
ществляются большие работы по капиталь-
ному ремонту действующих основных фондов.
Задача состоит в том, чтобы наряду с неук-
лонным увеличением основных фондов про-
мышленности, являющихся важнейшей частью
народного богатства страны, обеспечить со-
хранность и производительное использование
уже созданных фондов (подробнее см. гл. X).
ПРОИЗВОДСТВЕННАЯ МОЩНОСТЬ
ПРЕДПРИЯТИЯ И МЕТОДЫ
ЕЁ ОПРЕДЕЛЕНИЯ
Основные производственные фонды про-
мышленности являются материальным усло-
вием процесса производства, от которого за-
висят его характер и масштабы. В соедине-
нии с рабочей силой основные фонды опре-
деляют производственную мощность предпри-
ятия, или, иначе говоря, максимально возмож-
ный выпуск продукции.
Производственная мощность предприятия
определяется с учётом: а) максимально воз-
можной нагрузки на одну действующую на
предприятии машину, механизм, агрегат в еди-
ницу времени его работы; б) количества дей-
ствующих на предприятии машин, механизмов
и агрегатов; в) режима (числа часов) работы
предприятия.
Для правильного определения нормы
нагрузки машины, механизма или агрегата
нужно учитывать не только производствен-
но-техническую характеристику этой ма-
шины, но, что ещё важнее, квалификацию и
производительность труда рабочего, обслу-
жавающего машину. Существовавшая до воз-
никновения стахановского движения практика
определения технических норм и проектных
мощностей оборудования страдала серьёз-
ными недостатками, поскольку она игнориро-
вала определяющее влияние рабочего на
уровень использования машин, механизмов
и агрегатов. Техническая норма устанавли-
валась как величина, раз навсегда данная и
неизменная, исходя из отвлеченной техни-
ческой характеристики машины без учёта из-
меняющихся условий её использования. Часто
при определении технических норм и проект-
ных мощностей за основу принимались без
необходимой критической переработки нормы,
действующие за границей.
Это вело к тому, что технические нормы
не учитывали возможностей наших пред-
приятий, преуменьшали их производственные
мощности. Технический рост наших кадров,
систематическое повышение производствен-,
ной квалификации, Широкий размах социали-
стического соревнования показали несостоя-
тельность и порочность т-акой методики и
практики определения технических норм и
проектных мощностей.
В своей речи на Первом всесоюзном сове-
щании стахановцев в 1935 г. товарищ Сталин
указал на отсталость старых технических
норм и подчеркнул необходимость установ-
ления новых норм. я ... нынешние техниче-
ские нормы, — говорил товарищ Сталин,—
уже не соответствуют действительности, они
отстали и превратились в тормоз для нашей
промышленности, а для того, чтобы не тор-
мозить нашу промышленность, необходимо их
заменить новыми, более высокими техниче-
скими нормами." *
Исходя из указаний товарища Сталина и
опыта стахановского движения, декабрьский
Пленум ЦК ВКП(б) 1935 г. дал директиву
о пересмотре технических норм использования
оборудования и производственных мощностей
предприятий в сторону их повышения. В этой
директиве, установившей новый принцип
определения технической нормы и производ-
ственной мощности, со всей силой подчёрки-
вается ориентация на передового рабочего,
овладевшего современной техникой. При рас-
чёте технических норм и производственных
мощностей декабрьский Пленум ЦК ВКП(б)
предложил исходить из опыта лучших стаха-
новцев, а не из средних показателей. При
этом имелись в виду не единичные, т. е. слу-
чайные рекорды, а проверенные опытом
устойчивые показатели передовой работы.
Установленные на основе передового опыта
технические нормы, естественно, не могут
быть неизменными. Развитие передового опыта
в результате социалистического соревнования,
прогресса техники производства, усовершен-
ствования технологических процессов, улуч-
шения организации производства и труда со-
здаёт необходимые условия и определяет не-
избежность систематического пересмотра
технических норм в сторону их повышения.
Период действия установленных технических
норм определяется конкретными условиями,
среди которых решающую роль играют темпы
распространения передового опыта и усовер-
шенствований, вносимых в технику и техно-
логию производства.
Технические нормы должны играть про-
грессивную роль в планировании, давать пер-
спективу развития, показывать внутренние
резервы предприятий для увеличения выпуска
продукции. А этому своему назначению они
могут отвечать лишь при условии, если они
опираются на передовой опыт.
На промышленных предприятиях в резуль-
тате внедрения новой техники и усовершен-
ствования организации и технологии произ-
водства систематически совершается процесс
улучшения использования наличных произ-
водственных мощностей и, следовательно,
на действующих предприятиях увеличивается
выпуск продукции, изыскиваются и исполь-
зуются новые резервы, растут производствен-
ные возможности. Это фактически означает
непрерывное увеличение производственных
мощностей действующих предприятий.
В целях наиболее полного учёта возмож-
ностей предприятий планирующие органы
составляют балансы производственных мощ-
ностей промышленности. В этих балансах,
составляемых ежегодно одновременно с раз-
работкой народнохозяйственного плана,
должны полностью учитываться: а) наличные
производственные мощности на начало пла-
нируемого периода; б) ввод в действие новых
производственных мощностей за счёт капи-
тального строительства; в) расширение про-
изводственных мощностей действующих пред-
* И. В. Сталин, Вопросы ленинизма, изд. 11-е,
стр. 503.
96
ПЛАНИРОВАНИЕ, ФИНАНСЫ И ХОЗРАСЧЁТ МАШИНОСТРОИТЕЛЬНОГО ЗАВОДА [РАЗД. V
приятии в результате усовершенствования
технологических процессов; г) выбытие про-
изводственных мощностей по разным причи-
нам. Такие расчёты по предприятиям и от-
раслям промышленности способствуют пра-
вильному составлению плана производства,
предупреждению „узких мест" и частичных
несоответствий в развитии отдельных отрас-
лей промышленности.
Существенное значение при расчёте про-
изводственных мощностей предприятия имеет
определение режима его работы. При его
установлении учитываются характер произ-
водства, технологические особенности обору-
дования, порядок и длительность капитального
ремонта. По характеру производства машино-
строительные заводы относятся к работающим
на прерывном графике в одну, в две,
а иногда и в три смены. Число часов работы
оборудования в течение года здесь склады-
вается из количества рабочих дней в году,
коэфициента сменности и длительности смены.
В большинстве машиностроительных заводов
оптимальным режимом работы считается двух-
сменная работа при 8-часовом рабочем дне
в течение 306 дней в году. Остальное время
рассматривается как резерв и используется
для проведения различных работ, связанных
с подготовкой и обслуживанием производства.
В практике планирования и учёта произ-
водственную мощность машиностроительных
предприятий принято выражать годовым
объёмом выпуска продукции. При отсутствии
пропорциональности цехов и производствен-
ных участков между собой, производственная
мощность ни в коем случае не должна опре-
деляться по „узкому месту" предприятия. Та-
кая порочная и вредная практика равнения на
„узкие места" преуменьшает возможности на-
шей промышленности и обрекает предприятия
на серьёзное недоиспользование своих про-
изводственных мощностей.
„Узкие места" могут возникать на пред-
приятиях по различным причинам. В условиях
сложной кооперации разнообразных машин,
работающих на современных предприятиях,
характер внутрипроизводственных связей,
пропорциональность отдельных цехов и участ-
ков производства не могут быть раз навсегда
данными и неизменными. Усовершенствование
техники и технологии производства, улучше-
ние организации труда, изменение характера
производства на одном участке неизбежно
вызывают необходимость соответствующих
изменений на других участках, которые с ним
связаны. Если эти изменения запаздывают или
вовсе не реализуются, то эффективность
происшедших изменений на первом участке
может быть серьёзно снижена.
С учётом природы „узких мест" и несоот-
ветствий в производстве должны разраба-
тываться и меры по их устранению путём
улучшения организации производства и труда,
максимальной интенсификации использования
оборудования, увеличения сменности работы,
сокращения и ликвидации брака продукции
в отстающих цехах и участках производства.
Если эти меры не устраняют „узких мест*,
то требуется проведение модернизации дей-
ствующего или — в самом крайнем случае —
установка нового оборудования на отстающих
участках.
В условиях плановой организации всей
социалистической промышленности „узкие
места" внутри отдельных предприятий
могут быть устранены и устраняются при
помощи отраслевой и межотраслевой коопе-
рации предприятий. Кооперирование пред-
приятий по отдельным видам продукции, полу-
фабрикатам, уэлам и деталям машины обес-
печивает не только развитие их специали-
зации, но и наиболее эффективное использо-
вание их производственных мощностей. Пред-
приятия, которые имеют относительные
излишки производственных мощностей по
отдельным полуфабрикатам, узлам и деталям,
при развитом кооперировании могут пол-
ностью загружать эти мощности для поставки
необходимой продукции другим предприятиям,
нуждающимся в ней.
Следовательно, единственно правильным
методом расчёта производственной мощности
предприятия является расчёт по максималь-
ной мощности основных цехов и агрегатов.
Если при этом будут обнаружены „узкие
места", то одновременно с установлением
производственной мощности предприятия
нужно предусмотреть конкретные меры по
устранению этих „узких мест".
Производственные мощности машин, ме-
ханизмов и агрегатов в существенной мере
зависят от качества и степени подготовлен-
ности сырья.
Значительное влияние на производственные
возможности предприятий оказывают ассорти-
мент и качество выпускаемой продукции.
Частые изменения ассортимента выпускаемой
продукции вызывают увеличение простоев
оборудования в связи с перестройкой техно-
логического процесса. Для сокращения про-
стоев оборудования, связанных с перестрой-
кой технологии производства, необходима
разумная специализация предприятий по вы-
пуску определённых марок и видов машин.
При расчёте производственной мощности
предприятия нужно знать, на выпуске какой
номенклатуры специализировано это предприя-
тие, и учитывать возможности изменения этой
номенклатуры. Передовые советские пред-
приятия успешно осуществляют переход на
новые виды продукции без временной оста-
новки производства и без снижения объёма
выпуска.
ПОКАЗАТЕЛИ ИСПОЛЬЗОВАНИЯ
ПРОИЗВОДСТВЕННОЙ МОЩНОСТИ
И ПРОГРЕССИВНЫЕ ТЕХНИКО-
ЭКОНОМИЧЕСКИЕ НОРМЫ
Уровень использования производственной
мощности определяется: а) размером выра-
ботки продукции на одну машину, механизм
или агрегат в единицу времени его работы
(интенсивное использование оборудования);
б) числом часов работы действующего обору-
дования (экстенсивное использование обору-
дования); в) удельным весом действующего
оборудования во всём наличном парке обору-
дования на предприятии.
Интенсивное использование оборудова-
ния. Интенсивность использования оборудо-
вания, или степень нагрузки на одну действую-
щую машину в единицу времени её работы.
ГЛ. II]
ПОКАЗАТЕЛИ ИСПОЛЬЗОВАНИЯ ПРОИЗВОДСТВЕННОЙ МОЩНОСТИ
97
определяется двумя основными факторами:
во-первых, техническим состоянием самой ма-
шины; во-вторых, квалификацией и произво-
дительностью труда рабочего, который её
обслуживает.
С развитием техники производства и усо-
вершенствованием технологических процессов
непрерывно повышаются технико-производ-
ственные показатели работы машин, растут
скорости обработки, становится возможным
применение повышенных режимов в процессе
производства. Это ускоряет производственный
процесс, увеличивает интенсивность исполь-
зования машин и даёт возможность получать
с одной машины больше продукции в единицу
времени работы. Но возможность эта исполь-
зуется в большей или меньшей степени в за-
висимости от человека, обслуживающего ма-
шину, управляющего процессом производства.
Квалификация рабочего, производительность
его труда являются решающими факторами
эффективности использования средств произ-
водства и орудий труда.
Перспективы интенсификации использова-
ния оборудования безграничны. Они разви-
ваются вместе с развитием техники про-
изводства, квалификации и производитель-
ности труда рабочего. Опыт передовых пред-
приятий, цехов, участков и отдельных рабочих-
стахановцев свидетельствует о неисчерпаемых
возможностях улучшения использования обо-
рудования. Достижения передовиков произ-
водства во всех отраслях промышленности
превосходят средние показатели использова-
ния оборудования по крайней мере в полтора-
два раза.
Экстенсивное использование оборудо-
вания. Резервы улучшения экстенсивного ис-
пользования оборудования заключены в уве-
личении времени его работы. Чем больше
число часов работы оборудования в году, тем
выше экстенсивные показатели его использо-
вания. В сокращении непроизводительных
потерь рабочего времени заключён важнейший
резерв повышения эффективности использо-
вания оборудования.
Укрепление социалистической дисциплины
труда, борьба с простоями оборудования и
создание всех условий для обеспечения бес-
перебойной работы составляют важнейшую
задачу социалистической организации пред-
приятий.
Наличное и действующее оборудование.
Резервы улучшения использования оборудо-
вания заключены не только в сокращении
простоев действующего оборудования, но и
в загрузке максимальной части всего налич-
ного парка оборудования полезной работой.
При нормальных условиях всё наличное обо-
рудование, за исключением машин, механиз-
мов и агрегатов, находящихся в ремонте или
в резерве, должно работать. Однако на
ряде предприятий некоторая часть оборудо-
вания бездействует также и по другим при-
чинам, среди которых основными являются
частичные несоответствия между отдельными
участками или стадиями производства, неудо-
влетворительное состояние известной части
оборудования вследствие несвоевременного
ремонта и недостаточного ухода за ним, несо-
гласованность в сроках поступления всего ком-
плекта оборудования, подлежащего монтажу.
7 Том 15
Показатели использования оборудования и
производственных мощностей предприятий
характеризуют эффективность использования
орудий труда и внутренних резервов произ-
водства. Применяемая классификация этих
показателей разнообразна в разных отраслях
промышленности. В машиностроении основ-
ными показателями являются использование
станочного времени в процентах, коэфициент
использования производственных мощностей
предприятий по выпуску важнейших видов
продукции в процентах. Планирование техни-
ко-экономических показателей использования
производственных мощностей призвано спо-
собствовать систематическому ускорению тем-
пов роста производства и повышению произ-
водительности общественного труда. Этой же
цели служат прогрессивные технико-эконо-
мические нормы использования оборудо-
вания.
Под технико-экономической нормой ис-
пользования оборудования принято понимать
предусмотренную планом норму выпуска про-
дукции на единицу оборудования в единицу
времени. Технико-экономическая норма ис-
пользования оборудования нужна для опреде-
ления плана выпуска продукции. Технико-эко-
номическая норма реализуется вместе с пла-
ном и определяет уровень использования про-
изводственной мощности предприятия. Техни-
ко-экономическая норма ложится в основу
расчёта~производственной программы завода.
От правильности установления норм зависит
качество "плана производства предприятия.
Заниженная технико-экономическая норма
играет консервативную роль, не способствует
улучшению работы предприятия, тормозит
повышение производительности труда и улуч-
шение использования внутренних резервов
производства.
Производственный план должен строить-
ся на напряженных, но реально осуществи-
мых технико-экономических нормах. Основ-
ное требование, которое должно быть предъ-
явлено к технико-экономическим нормам, уста-
навливаемым в плане, состоит в том, чтобы
эти нормы были безусловно выше средних
технико-экономических показателей, факти-
чески достигнутых предприятиями, и ориен-
тировали предприятия в сторону передо-
вых.
Выполнение этого требования должно быть
обязательным для всех предприятий, для всех
хозяйственных организаций, ибо только при
этом условии наши планы будут стимулиро-
вать мобилизацию внутренних резервов про-
изводства и ускорение подъёма народного
хозяйства. Те нормы, которые устанавливаются
в соответствии с этим основным требованием,
являются передовыми нормами, а планы, в
основу которых закладываются такие нормы,
будут напряжёнными, большевистскими плана-
ми. Нормы, устанавливаемые без учёта опыта
передовых предириятий, цехов, производствен-
ных участков и отдельных рабочих, и только
фиксирующие средние показатели, фактически
достигнутые предприятиями, будут тормозить
дальнейшее развитие производства.
Из этого следует, что разработка технико-
экономических норм требует систематического
и всестороннего изучения и обобщения пере-
дового опыта на предприятиях.
98
ПЛАНИРОВАНИЕ, ФИНАНСЫ И ХОЗРАСЧЁТ МАШИНОСТРОИТЕЛЬНОГО ЗАВОДА ГРАЗД. V
Понятие среднепрогрессивной .нормы было
впервые сформулировано в постановлении пра-
вительства ,0 государственном плане восста-
новления и развития народного хозяйства
СССР на 1947 год*. В целях мобилизации
предприятий на борьбу за улучшение исполь-
зования внутренних резервов производства,
за выполнение и перевыполнение государствен-
ных планов правительство в постановлении
о народнохозяйственном плане на 1947 г.
обязало министерства и ведомства организо-
вать работу по внедрению на предприятиях
передовых технико-экономических норм ис-
пользования машин, механизмов и агрегатов,
а также норм расхода топлива, энергии, ма-
териалов и сырья.
Указание правительства о внедрении сред-
непрогрессивных норм на предприятиях тре-
бует от хозяйственников и инженерно-техни-
ческих работников промышленности, от
партийных организаций глубокого изучения
внутренних резервов предприятий и мобили-
зации этих резервов для выполнения и пере-
выполнения государственных планов.
Суть среднепрогрессивной нормы заклю-
чается в том, что она в отличие от нормы
среднеарифметической основывается на пере-
довом опыте и ориентирует предприятия на
движение вперёд от средних, уже достигнутых
технико-экономических показателей работы.
Чем успешнее внедряются в производство
передовые технико-экономические нормы, тем
полнее используется производственная мощ-
ность. Опыт показывает, что при хорошей
организации производства и труда на пред-
приятиях технико-экономические показатели
использования производственных мощностей
систематически улучшаются. Это сказывается
на увеличении выпуска продукции, на уско-
рении темпов подъёма народного хозяйства.
Важнейшую роль в улучшении использо-
вания производственных мощностей предприя-
тия играет повышение производительности
труда рабочих. Высокопроизводительный труд
рабочего является решающим условием эф-
фективного использования орудий и средств
производства — машин, механизмов и агрега-
тов на предприятиях. Конечной целью улучше-
ния использования орудий труда является рост
выпуска продукции. В этом смысле технико-
экономическая норма использования оборудо-
вания органически связана с нормой выработки
рабочего, — они дополняют друг друга. Когда
рабочий обслуживает одну машину или один
станок, то производительность его труда будет
определяться уровнем использования этого
станка. Но рост квалификации рабочего и
развитие автоматизации производства позво-
ляют рабочему постепенно подчинить одно-
временному контролю все большее количество
машин и станков. При этом производитель-
ность его труда будет уже определяться не
только уровнем использования каждого станка,
но и количеством обслуживаемых станков.
Правильное сочетание этих двух элементов
производительности труда должно обеспечи-
ваться соответствующей организацией техни-
ческого нормирования. Норма выработки
дслжна способствовать развитию многостаноч-
ного обслуживания, но она одновременно
должна стимулировать и улучшение исполь-
зования оборудования, так как это обеспечи-
вает рост выпуска и снижение себестоимости
продукции. Иначе говоря, когда рабочий пере-
ходит на обслуживание большего количества
машин или станков, то объём продукции,
снимаемой с каждого станка, не должен сни-
жаться.
Усовершенствование практики техническо-
го нормирования и построение правильных,
технически обоснованных норм выработки
способствуютуспешному внедрению передовых
технико-экономических норм использования
оборудования и мобилизации внутренних ре-
зервов предприятия.
РЕЗЕРВЫ РОСТА ПРОИЗВОДСТВЕННЫХ
МОЩНОСТЕЙ И ИХ ИСПОЛЬЗОВАНИЕ
Органическая связь между нормой выра-
ботки рабочего и технико-экономической нор-
мой использования оборудования, устанавли-
ваемой для предприятия, подчёркивает перво-
степенное значение квалификации и произво-
дительности труда рабочего в деле улучшения
использования машин, механизмов и агрегатов
на предприятиях.
Высокопроизводительный труд отдельного
рабочего на предприятии обеспечивается
чёткой организацией процесса труда всех ра-
бочих. В сложной кооперации машин на со-
временном предприятии индивидуальные про-
цессы труда слиты воедино в общий органи-
чески связанный процесс производства. Ко-
нечный продукт труда, выпускаемый пред-
приятием, не является простой суммой выра-
ботки отдельных рабочих, а есть прежде всего
продукт коллективного труда. Если какое-либо
звено в общей цепи производственного про-
цесса выпадает или ослабляется, немедленно
расстраивается и весь процесс, причём выпуск
конечного продукта задерживается или пол-
ностью исключается. Иначе говоря, высокая
производительность индивидуального труда
может быть полностью реализована только
при хорошей организации слаженного кол-
лективного труда. Степень использования от-
дельных машин, механизмов и агрегатов точно
так же находится в зависимости от уровня
организации всего производственного процес-
са в целом.
Внедрение новой, более совершенной тех-
ники, а также модернизации действующих
машин, механизмов и агрегатов составляет
чрезвычайно важный фактор роста производ-
ства и повышения производительности обще-
ственного труда.
С развитием техники производства, с вне-
дрением на предприятиях новых технически
более совершенных орудий труда развивается
и совершенствуется технология производства.
Усовершенствование технологических про-
цессов в свою очередь повышает эффектив-
ность использования средств труда и способ-
ствует расширению производственных возмож-
ностей предприятий.
Быстрое развитие современного машино-
строения в огромной степени определяется
широкими возможностями внедрения новой
техники и технологии производства. Освоение
и развитие поточных методов производства,
интенсификация технологических процессов
за счёт повышения скоростей, давлений и
ГЛ. 11]
РЕЗЕРВЫ РОСТА ПРОИЗВОДСТВЕННЫХ МОЩНОСТЕЙ И ИХ ИСПОЛЬЗОВАНИЕ
99
внедрения автоматики, телемеханики и цен-
трализованного управления процессами, замена
обработки резанием — литьём, ковкой, штам-
повкой, сваркой, химической и электрохими-
ческой обработкой, применение более доступ-
ных в обработке материалов — открывают
широкие перспективы ускорения темпов роста
производства и обнаруживают большие вну-
тренние резервы на предприятиях.
Даже небольшие и простейшие усовершен-
ствования технологии производства часто да-
ют крупный производственный эффект. Пере-
довые рабочие, инженеры и техники достигают
серьёзного повышения производительности
труда путём усовгршенствования технологи-
ческих процессов, рационализации труда, вне-
дрения простейших приспособлений к маши-
нам и станкам. Известны многочисленные
примеры, когда даже небольшие затраты
средств на устройство приспособлений при-
водят к серьёзным изменениям в уровне про-
изводительности труда, повышая эффектив-
ность использования орудий труда.
Большое значение для лучшего использо-
вания производственных мощностей имеет
правильная организация снабжения предприя-
тий топливом, электроэнергией, сырьём и
материалами и использования этих ресурсов
на предприятиях. Хорошо налаженная, рит-
мичная работа предприятий предполагает бес-
перебойное снабжение их необходимыми ма-
териальными и топливно-энергетическими
ресурсами и наличие необходимых запасов
топлива, сырья и материалов. Особенно велико
значение таких резервов в зимний период
работы, когда, как правило, затрудняются
условия работы транспорта, возрастает по-
требность в топливе и электроэнергии, а не-
которые районы становятся труднодоступны-
ми для подвоза топлива и сырья.
Резервы топлива и сырья должны созда-
ваться не только за счёт централизованных
поступлений, но и путём строжайшей эконо-
мии в расходовании имеющихся топливно-
сырьевых ресурсов на предприятиях.
Значительное улучшение использования
производственных возможностей нашей про-1
мышленности явилось следствием глубоких
преобразований в организации и технике про-
изводства, роста технической зрелости и
пооизводственной квалификации рабочих.
Новая техника производства, созданная в годы
довоенных сталинских пятилеток, к началу
Великой Отечественной войны была полностью
освоена и давала огромный производственный
эффект.
В послевоенные годы наша страна быстро
восстанавливает и развивает все отрасли на-
родного хозяйства, успешно осуществляя
Сталинский пятилетний план.
В промышленности не только восстановлен,
но и превзойдён довоенный уровень произ-
водства. Валовая продукция всей промышлен-
ности СССР в 1949 г. выросла по сравнению
с 1940 г. на 410/0. Успешно разрешены основ-
ные задачи послевоенной пятилетки — вос-
становление хозяйства в пострадавших от
войны и вражеской оккупации районах и пре-
вышение в значительных размерах в 1950 г.
довоенного уровня промышленного производ-
ства. За годы послевоенной пятилетки зна-
чительно повысились технико-экономические
показатели работы машиностроительных пред-
приятий.
Социалистическое соревнование работни-
ков промышленности, особенно широко раз-
вернувшееся в последние годы, вскрывает
всё новые и новые резервы роста производ-
ства, повышения производительности труда,,
ускорения подъёма всех отраслей промышлен-
ности. Из года в год социалистическое сорев-
нование масс обогащается новыми формами,
С новой замечательной инициативой вы-
ступили в ноябре 1949 г. коллективы 88 круп-
нейших московских предприятий, которые
обязались обеспечить дальнейший рост про-
изводства главным образом за счёт улучше-
ния использования наличных производствен-
ных площадей и оборудования.
«Внимательно изучив производственные
возможности,— пишут москвичи товарищу
Сталину, — мы считаем, что основные сред-
ства наших предприятий — здания, сооруже-
ния, станки, машины, транспортные устрой-
ства — используются не полностью и что здесь
заложены большие резервы для дальнейшего
роста выпуска продукции и снижения себе-
стоимости.
Путём более рациональной планировки
оборудования и сокращения площади на
каждый станок или машину, путём устрой-
ства подвесных транспортных средств, путём
вывода вспомогательных служб из основных
цехов мы сможем высвободить только по
нашим 88 предприятиям более 130 тыс. л2
площади. Это позволит государству сэконо-
мить на строительстве новых предприятий
сотни миллионов рублей, а также большое
количество металла, цемента, кирпича и дру-
гих материалов". Лучшее использование ос-
новных средств по нашим предприятиям по-
зволит выпустить дополнительно продукции
на сумму свыше одного миллиарда рублей.
Рациональное размещение оборудования,
сокращение излишней ширины проходов и
проездов, широкое применение подвесного
транспорта, уменьшение площади под склада-
ми, инструментальными клановыми, цеховыми
конторами, устройство в цехах дополнитель-
ных этажей для перевода на них вспомогатель-
ных служб, разгрузка цехов от излишних запа-
сов деталей, материалов, инструмента, — тако-
вы конкретные мероприятия, которые осуще-
ствляют многие машиностроительные пред-
приятия в целях улучшения использовании
производственной площади, в интересах уве-
личения выпуска продукции и снижения её
себестоимости.
Проектные организации должны система-
тически изучать накопленный промышлен-
ностью опыт рационального использования
производственных площадей; конструкторы
должны ещё энергичнее работать над созда-
нием станков и машин высокой производи-
тельности, занимающих минимальную произ-
водственную площадь. Вскрытые стаханов-
цами возможности увеличения скоростей ра-
боты оборудования, выплавки металла и т. п.
должны изучаться научно-исследовательскими
учреждениями и плановыми органами с чем,
чтобы стахановский опыт стач основой пе-
редовых технических норм использования
оборудования.
Передовые коллективы московских пред-
100
ПЛАНИРОВАНИЕ, ФИНАНСЫ И ХОЗРАСЧЁТ МАШИНОСТРОИТЕЛЬНОГО ЗАВОДА [РАЗД. V
приятии подсчитали, что при выявлении и
правильном использовании внутренних резер-
вов заводов и фабрик Москвы и Московской
области можно высвободить не менее 300—
400 тыс. м* производственной площади. По-
чин москвичей является началом большой,
имеющей важное народнохозяйственное зна-
чение работы по дальнейшему улучшению
использования основных фондов нашей про-
мышленности.
Опыт передовых предприятий показывает,
какими неисчерпаемыми внутренними возмож-
ностями располагает наша промышленность
в деле дальнейшего подъёма производства.
Важнейшая задача всех промышленных пред-
приятий состоит в том, чтобы систематически
улучшать использование производственных
площадей и оборудования, и тем самым спо-
собствовать ускорению темпов подъёма всего
народного хозяйства.
ОБОРОТНЫЕ СРЕДСТВА И УСКОРЕНИЕ ИХ ОБОРАЧИВАЕМОСТИ
ОБОРОТНЫЕ СРЕДСТВА СОЦИАЛИСТИ-
ЧЕСКОЙ ПРОМЫШЛЕННОСТИ
И ИХ СТРУКТУРА
Великие цели, поставленные партией и
правительством перед советским народом,
рождают огромную энергию, вызывают к жизни
всё новые и новые формы творческой актив-
ности трудящихся,
Работники промышленности Москвы и
Московской области в своем письме товарищу
Сталину (март 1949 г.) обязались высвободить
для государства в результате ускорения обо-
рачиваемости оборотных средств 1 млрд.
300 млн. руб.
Почин москвичей подхвачен всеми про-
мышленными центрами нашей страны. В итоге
этого могучего движения, являющегося новой
формой социалистического соревнования,
страна получает миллиарды рублей, которые
направляются на дальнейшее развитие социа-
листической экономики.
При определении оборотных средств не-
обходимо основываться на марксистско-ленин-
ской теории воспроизводства. Маркс указы-
вал, что средства производства во всяком
процессе труда, при каких бы общественных
условиях он ни совершался, всегда разде-
ляются на средства труда и предметы труда.
Средства труда и предметы труда различаются
тем, что они по-разному функционируют
в производственном процессе и по-разному
переносят свою стоимость на изготовленный
в процессе труда продукт.
Средства труда сохраняют в производ-
ственном процессе свою натуральную форму,
при этом их стоимость переносится на изго-
товленный с их помощью продукт постепенно,
по частям, в меру их снашивания. В отличие
от средств труда предметы труда целиком
потребляются в каждом производственном
процессе, причём их стоимость переносится
полностью на изготовленный продукт.
Но это различие в условиях социалисти-
ческой экономики приобретает принципиально
.иную социальную форму.
В капиталистическом обществе средства
производства, чтобы функционировать в про-
изводственном процессе, обязательно должны
превратиться в капитал. Энгельс по этому
поводу писал: „Как призрак стоит между ра-
бочими, с одной стороны, и средствами про-
изводства и жизненными средствами, с дру-
гой, — необходимость превращения этих
средств в капитал. Она одна препятствует со-
единению вещественных и личных рычагов
производства; она одна мешает средствам про-
изводства действовать, а рабочим — трудиться
и жить" *.
Различие между средствами труда и пред-
метами труда, вытекающее из самой природы
процесса труда, отражается здесь в новой
форме — в форме различия между основным
и оборотным капиталом.
Социалистическому общественному строю,
как известно, чужда самая категория капитала.
У нас закрыты все каналы, которые рождают
капитал. В социалистической экономике, осно-
ванной на общественной собственности на
средства производства, средства труда обра-
зуют вещественное содержание основных
фондов социалистического хозяйства, а пред-
меты труда — оборотных фондов.
Наличие товарно-денежных отношений
в социалистической экономике предполагает,
что социалистическим предприятиям наряду
с выделенными государством в их распоря-
жение основными и оборотными производ-
ственными фондами необходимы дополнитель-
ные средства в виде произведённых и ожи-
дающих реализации, но еще не проданных
товаров, а также денег, вырученных от про-
дажи товаров и ещё не израсходованных на
приобретение новых предметов, труда.
Находящиеся в обращении товары и деньги
в отличие от производственных оборотных
фондов называются фондами обращения. Обо-
рот этих фондов по своему характеру ничем
не отличается от оборота производственных
оборотных фондов. Различие заключается
лишь в том, что производственные оборотные
фонды находятся в сфере производства, фонды
же обращения находятся в сфере обращения.
Это сходство в характере оборота производ-
ственных оборотных фондов и фондов обра-
щения объединяет их в особую часть средств
социалистического предприятия, постоянно
переходящую из сферы производства в сферу
обращения и обратно — из сферы обращения
в сферу производства. Эта часть средств и
называется оборотными средствами пред-
приятия.
Следовательно, оборотные средства социа-
листического предприятия представляют
ту часть выделенных в его распоряжение
государственных средств, которая соответ-
ствует по своей величине стоимости про-
изводственных оборотных фондов и фондов
обращения, непрерывно совершает кругообо-
рот в производстве и обращении и постоянно
меняет свою натуральную форму, последо-
* Ф. Энгельс, Анти-Дюринг,
1948, стр. 260.
Госполятиздат
ГЛ. II]
ОБОРОТНЫЕ СРЕДСТВА И УСКОРЕНИЕ ИХ ОБОРАЧИВАЕМОСТИ
101
еательно превращаясь в производственную
товарную и денежную формы.
К оборотным средствам предприятия от-
носятся производственные запасы сырья, ма-
териалов и топлива, незавершённое производ-
ство, полуфабрикаты собственной выработки,
расходы по освоению новой продукции, за-
пасы готовых изделий, товары, отгружённые
покупателям, денежные средства и средства,
находящиеся в незаконченных расчётах с по-
ставщиками и покупателями.
Состав оборотных средств промышленного
предприятия показан на схеме (см. фиг. 3).
Фиг. 3.
Оборотные средства предприятия состоят,
как мы выяснили, из целого ряда элементов,
одна часть которых функционирует в сфере
производства, а другая — в обращении. Вели-
чина каждого из этих элементов и его удель-
ный вес в общей массе оборотных средств
предприятия оказываются различными для
различных отраслей народного хозяйства.
Эти различия определяются специфически-
ми особенностями в технике и экономике дан-
ной отрасли хозяйства, а внутри этой отра-
сли— особенностями отдельных предприятий.
Так, например, размер запасов сырья, ма-
териалов и топлива на различных предприя-
тиях зависит прежде всего от размеров и
характера их потребления в производствен-
ном процессе и от условий поставки этих
запасов предприятию.
Если, например, предприятие ежедневно
потребляет два вагона каменного угля, а по
договору с поставщиком предусмотрена по-
ставка угля один раз в декаду, то после
очередной поставки предприятие должно иметь
такой запас угля, который обеспечивал бы
его потребность до новой поставки, т. е.
в нашем примере декадную потребность, со-
ставляющую двадцать вагонов. Если же по-
ставка угля производится не раз в декаду,
а раз в пять дней, то постоянный запас угля
может быть уменьшен до пятидневной по-
требности, т. е. до десяти вагонов.
В большинстве отраслей нашей промыш-
ленности оборотные средства, вложенные
предприятиями в производственные запасы
сырья, материалов и топлива, находящиеся
на складах и в пути, занимают наибольшее
место в массе всех оборотных средств, функ-
ционирующих в производстве и обращении.
Так, в 1948 г. удельный вес производственных
запасов во всех оборотных средствах достигал
в машиностроении 39,1%.
Рассматривая эту группу оборотных средств
предприятий, необходимо иметь в виду,
что на практике в её состав включается
стоимость не только предметов труда, нахо-
дящихся на складах и в пути. Наряду с за-
пасами сырья, основных и вспомогательных
материалов, топлива, тары и других предме-
тов труда в эту группу оборотных средств
включаются также малоценные и быстроизна-
шивающиеся инструменты, приспособления,
хозяйственный инвентарь, спецодежда и дру-
гие предметы со сроком службы менее года
или со стоимостью до 200 руб. за единицу.
Эти предметы по своей экономической при-
роде должны, относиться к средствам труда,
так как их стоимость наравне со стоимостью
машин и оборудования входит в стоимость
продукта труда не полностью, а частями,
в меру их износа. Поэтому, строго говоря, они
должны учитываться в составе основных, а не
оборотных средств предприятий. Однако в инте-
ресах упрощения планирования и учёта этих
предметов по действующему порядку преду-
смотрено стоимость их относить к производ:
ственным запасам как составному элементу
оборотных средств. Удельный вес малоценных
и быстроизнашивающихся предметов в обо-
ротных средствах предприятий достаточно
значителен; так, в предприятиях некоторых
отраслей машиностроения, имеющих наиболее
высокую степень технического оснащения
производства, остатки инструментов и всякого
рода приспособлений — общих и особенно
специальных — достигают 18% и более к
общей сумме всех оборотных средств пред-
приятий.
Затраты на незаконченную продукцию,
складывающиеся из стоимости незавершённого
производства, полуфабрикатов собственной
выработки и расходов за счёт будущих от-
чётных периодов, являются для большинства
отраслей промышленности второй по величине
группой оборотных средств, функционирующих
в сфере производства. Удельный вес этой
группы в общей массе оборотных средств раз-
личных отраслей и предприятий также разли-
чен. Это различие вытекает из особенностей
организации и технологии производства в раз-
ных отраслях хозяйства, а также в разных пред-
приятиях внутри одной отрасли. Различия же
в организации и технологии производства
с точки зрения их влияния на уровень затрат
на незаконченную продукцию находят своё
выражение в разной длительности производ-
ственного цикла, необходимого для изготовле-
ния изделия. В отраслях с наиболее сложной
технологией производства или связанных
с сезонными условиями производственный
цикл оказывается более длительным, чем
в отраслях с более простой технологией. Это
в свою очередь повышает удельный вес этой
группы оборотных средств. Так, например,
в 1948 г. удельный вес затрат на незакончен-
ную продукцию в общей массе оборотных
средств составлял в предприятиях машино-
строения 25,2%.
102
ПЛАНИРОВАНИЕ, ФИНАНСЫ И ХОЗРАСЧЁТ МАШИНОСТРОИТЕЛЬНОГО ЗАВОДА [РАЗД. V
В группе оборотных средств, функциони-
рующих в обращении, наиболее значительный
удельный вес имеют остатки готовой продук
ции на складах предприятия, предназначен-
ной для реализации, а также товары, отгру-
жённые покупателям. Менее значителен удель-
ный вес средств, находящихся в незакончен-
ных расчётах, и денежных средств пред-
приятий.
Рассмотрим для примера структуру обо-
ротных средств одного главка машинострои-
тельной промышленности (в о/о к итогу):
А. Оборотные средства в производстве
1. Производственные запасы:
а) сырьё, основные материалы и покупные по-
луфабрикаты 15,5
б) вспомогательные и прочие материалы, тара
и запасные части для текущих ремонтов . . . 4,1
в) малоценные и быстроизнашивающиеся пред-
меты и инвентарь 23,6
г) топливо 1,6
Итого производственных запасов . . 44,8
2. Незавершённое производство и полуфабрикаты . 20,3
3. Расходы будущих периодов 4,6
Итого оборотных средств в производстве . . 69,7
Б. Оборотные средства в обращении
1. Готовые изделия 11,7
*2. Товары отгружённые 14,7
3. Средства в расчётах. . 3,7
4. Денежные средства 0,2
Ит ого оборотных средств в обращении . . . 30,3
Всего оборотных средств 100,0
Из приведённой структуры оборотных
средств видно, что преобладающая часть
средств функционирует в производстве, отно-
сительно меньшая — в обращении.
При рассмотрении и оценке структуры
оборотных средств предприятий и отраслей
социалистического хозяйства следует ис-
ходить из решения XV съезда В КГ? (б):
„Интересы развития производительных сил
страны требуют такого распределения средств,
при котором возможно большая доля их вкла-
дывалась бы -в производство и возможно
меньшая оседала в товаропроводящей сети." *
Сфера обращения, наличие которой обусло-
влено существующими в социалистической
экономике товарно-денежными отношениями,
должна отвлекать минимальную долю средств
в каждом предприятии. Это даст возможность
непрерывно расширять производство про-
дукции.
Одно из важнейших преимуществ плано-
вой социалистической экономики над сти-
хийной, анархической экономикой капита-
лизма заключается в том, что планомерная
организация сферы обращения (как и сферы
производства) создаёт возможность организа-
ции кругооборота средств в обращении Ъри
значительно меньшей их абсолютной массе,
чем это имеет место в условиях капитализма.
Это таит в себе крупные резервы экономии
государственных средств.
Современное капиталистическое произ-
водство требует огромных вложений капитала
в сферу обращения. Так, например, в опу-
* ВКП(б) в резолюциях и решениях съездов, кон-
ференций и пленумов ЦК, изд. 6-е, 1941, ч. II, стр. 242.
бликованном Стальной корпорацией США от-
чёте за 1948 г. показано, что товарно-мате-
риальные ценности составляли всего около
одной трети всей суммы оборотных активов
этой монополии. Если учесть при этом, что
в составе товарно-материальных ценностей
капиталистических предприятий от 30 до 40%
занимает стоимость готовой продукции, ожи-
дающей реализации, то окажется, что на долю
производственных запасов и незавершённого
производства, т. е. тех элементов оборотных
средств, которые функционируют в производ-
стве, придётся не более 20-25% всех обо-
ротных активов капиталистического пред-
приятия. Остальные же средства в размере
75—80% оборотных активов оказываются от-
влечёнными в сферу обращения. Это озна-
чает, что на каждый доллар капитала, функ-
ционирующего в производстве, американские
монополисты вынуждены иметь 4—5 долла-
ров капитала, обслуживающего процесс об-
ращения.
Совершенно иной характер имеет струк-
тура оборотных средств предприятий и от-
раслей социалистической промышленности.
Как видно из приведённой выше таблицы,
доля оборотных средств, функционирующих
в сфере производства, в 3-4 раза превышает
долю средств, обслуживающих сферу обраще-
ния. Уже одно это свидетельствует об огром-
ных преимуществах организации кругообо-
рота средств в условиях социалистической
экономики, позволяющих несравненно более
производительно использовать общественные
фонды в промышленности СССР.
КРУГООБОРОТ ОБОРОТНЫХ СРЕДСТВ
СОЦИАЛИСТИЧЕСКОГО ПРЕДПРИЯТИЯ
Оборотные средства социалистических
предприятий находятся в состоянии непре-
рывного движения. Они постоянно меняют
свою натуральную форму, последовательно
проходя в своём движении несколько стадий.
На первой стадии оборотные средства
превращаются из денежной формы в форму
средств производства —производственных за-
пасов. Из сферы обращения они переходят
при этом в сферу производства. На второй
стадии производственные запасы расходуются
в производстве и по завершении производ-
ственного процесса превращаются в готовую
продукцию. Оборотные средства снова воз-
вращаются в сферу обращения. На третьей
стадии произведённая предприятием продук-
ция реализуется, и оборотные средства при-
нимают денежную форму. Эта стадия прохо-
дит в сфере обращения: оборотные средства
меняют здесь свою товарную форму на де-
нежную. Превратившись в деньги, оборотные
средства получают возможность снова быть
затраченными на приобретение производствен-
ных запасов, необходимых для возобновления
производственного процесса, в результате ко-
торого будет произведена новая продукция,
и так далее. Непрерывная смена оборотными
средствами разных форм, постоянный переход
их из сферы производства в сферу обраще-
ния и обратно и называется кругооборотом
оборотных средств. Хозяйственная деятель-
ность предприятия, включающая производство
ГЛ. II]
КРУГООБОРОТ ОБОРОТНЫХ СРЕДСТВ СОЦИАЛИСТИЧЕСКОГО ПРЕДПРИЯТИЯ
103
и реализацию продукции, сопровождается,
таким образом, непрерывным кругооборотом
находящихся в его распоряжении оборотных
средств. „Процесс, взятый в целом, — говорит
Маркс, — изображается как единство процесса
производства и процесса обращения; процесс
производства становится посредствующим
звеном в процессе обращения и наоборот",
,... весь кругооборот представляет действи-
тельное единство трёх его форм.'*
Важно отметить при этом, что оборотные
средства предприятия находятся одновременно
в каждой из названных форм. В то время как
одна часть оборотных средств вступает
в производство в виде производственных за-
пасов, другая часть средств выходит в это же
время из производства в виде готовой про-
дукции, а третья реализуется покупателям и
превращается в денежную форму. Только та-
кая одновременность пребывания оборотных
средств во всех этих формах обеспечивает
непрерывную и бесперебойную работу пред-
приятия. Отсюда следует, что чем быстрее
будут переходить оборотные средства из
одной формы в другую, чем скорее будет
происходить их кругооборот, тем меньшей
может быть общая сумма оборотных средств,
необходимых предприятию для выпуска и
реализации заданной ему по государственному
плану продукции.
Кругооборот оборотных средств социали-
стического предприятия представлен на схеме
(см. фиг. 4).
В первой фазе кругооборота, как видно
из схемы, деньги превращаются в товар Д — Т,
они затрачиваются на приобретение предме-
Фиг. 4.
тов труда, т. е производственных запасов.
Производственные запасы, приобретённые
предприятием, вступили в сферу производства,
хотя ещё и не участвуют в производственном
процессе. Превратившись из денежной формы
в форму производственных запасов, оборот-
ные средства прервали процесс своего обра-
щения, вступив в сферу производства. Пере-
ход производственных запасов в форму за-
трат на производство продукции означает
вступление оборотных средств непосред-
ственно в производственный процесс. Превра-
щение же их в готовую продукцию означает,
что оборотные средства покинули сферу про-
изводства, снова вступив в обращение, и при-
няли товарную форму Т\. Однако эта их
форма коренным образом отличается от Т
в первой фазе кругооборота. В первой фазе
Т представляет собой предметы труда, пред-
назначенные для производства и прервавшие
процесс своего обращения. Во второй же фазе
кругооборота 7*1 есть результат производ-
ственного процесса, вновь созданный про-
дукт, вышедший из производства и предна-
значенный для реализации. Тг отличается от Т
и по своей величине, поскольку Тг включает
в себя вновь созданный в производстве при-
бавочный продукт, представляющий источник
социалистического накопления. В третьей
фазе кругооборота созданная в процессе про-
изводства стоимость превращается из товар-
ной формы в денежную Тх — Д\> Таким обра-
зом, кругооборот оборотных средств завер-
шился превращением их в исходную денежную
форму. Этим завершением создана возмож-
ность возобновления кругооборота, т. е. но-
вого превращения денежных средств в про-
изводственные запасы, производственных
запасов — в новую готовую продукцию
и т. д.
Если первая и третья фазы кругооборота,
как это видно из схемы, относятся к сфере
обращения, то вторая фаза относится к
сфере производства. Общий же кругооборот
оборотных средств представлен как непре-
рывный переход их из производства в об-
ращение и обратно — из обращения в произ-
водство.
Важнейшей отличительной особенностью
кругооборота оборотных средств социалисти-
ческих предприятий является то, что он пла-'
номерно организован государством, подчинён
задачам выполнения социалистического на-
роднохозяйственного плана и протекает
в рамках этого плана. Это является круп-
нейшим преимуществом советской экономики,
вытекающим из прэвосходства социалисти-
ческого общественного строя над капитали-
стическим.
Кругооборот всего общественного капи-
тала в условиях капиталистической системы
хозяйства складывается из большой массы
кругооборотов капиталов, принадлежащих от-
дельным капиталистическим предпринимателям.
При этом, как говорит Маркс, „... кругообо-
роты индивидуальных капиталов перепле-
таются друг с другом, предполагают и обус-
ловливают друг друга и как раз благодаря
этому-то сплетению и образуют движение
всего общественного капитала.**
Как кругооборот каждого из индивидуаль-
ных капиталов, так и складывающийся из них
кругооборот всего общественного капитала
происходят в условиях анархии капитачисти-
ческого производства, периодически повто-
ряющихся кризисов и депрессий. Стихийно
организованный капиталистический рынок
диктует капиталисту условия производства и
обращения и определяет характер кругообо-
рота его капитала.
* К. Маркс, Капитал, т. II, Соцэкгиз, 1936, стр.
* К. Маркс, Капитал, т, II, Соцэкгиз, 1936, стр. 305
104
ПЛАНИРОВАНИЕ, ФИНАНСЫ И ХОЗРАСЧЁТ МАШИНОСТРОИТЕЛЬНОГО ЗАВОДА [РАЗД. V
Цикличность всего капиталистического
воспроизводства неизбежно определяет и
цикличный характер кругооборота как инди-
видуальных капиталов, так и всего обще-
ственного капитала. В период промышленного
подъёма наблюдается значительный рост
основного и оборотного капитала, сменяю-
щийся огромным обесценением и прямым
уничтожением его в период кризиса и де-
прессии.
„Капиталистическое производство, —писал
В. И. Ленин, — не может развиваться иначе,
как скачками, два шага вперёд и шаг (а иногда
и целых два) назад"*. Необходимая пропор-
циональность между отраслями производства,
без которой развитие капитализма было бы
вообще невозможным, достигается не плано-
мерно, а путём постоянного нарушения всех
и всяких пропорций.
Решающим преимуществом социалисти-
ческого общественного строя, как строя са-
мого прогрессивного, дающего неограничен-
ный простор развитию всех производительных
сил общества и не знающего свойственных
капиталистическому строю кризисов, является
плановое ведение народного хозяйства. Го-
сударственный народнохозяйственный план,
имеющий силу закона, охватывает все сто-
роны жизни социалистического общества.
Этим планом определяются, в частности,
как воспроизводство, так и кругооборот
оборотных средств социалистических пред-
приятий.
В отличие от капиталистической эконо-
мики, где кругооборот всего общественного
капитала стихийно складывается из круго-
оборотов массы индивидуальных капиталов,
а все они обращаются в условиях анархии
производства, движение оборотных средств
социалистических предприятий предопреде-
ляется заданиями единого народнохозяйствен-
ного плана. В этом плане социалистическое
государство заранее определяет необходимое
увеличение общего размера оборотных средств
во всех отраслях народного хозяйства, выте-
кающее из планируемого роста объёма про-
изводства и товарооборота. Так, например,
в Законе о государственном бюджете на 1949 г.,
принятом V сессией Верховного Совета СССР,
общая сумма планового прироста оборотных
средств в отраслях социалистического хо-
зяйства установлена на 1949 г. в 23,6 млрд.
руб.
Государственным народнохозяйственным
планом определяются также характер и темпы
кругооборота оборотных средств социалисти-
ческих предприятий. В плане на 1949 г. преду-
сматривается, в частности, задание по уско-
рению кругооборота оборотных средств про-
тив норм, действовавших в 1948 г., на 3%.
Благодаря этому ускорению из оборота пред-
приятий должны быть высвобождены в 1949 г.
3 млрд. руб., которые будут направлены на
другие нужды народного хозяйства. В этом
сказываются преимущества социалистической
экономики, открывающие огромные возмож-
ности наиболее эффективного направления и
использования оборотных средств в пред-
приятиях и отраслях народного хозяйства
СССР.
¦ В. И. Ленин, Соч., изд. 4-е, т. 5, стр. 74.
ИСТОЧНИКИ ФОРМИРОВАНИЯ ОБОРОТ
НЫХ СРЕДСТВ СОЦИАЛИСТИЧЕСКОЙ
ПРОМЫШЛЕННОСТИ
Оборотные средства нашей промышлен-
ности, представляющие общественную социа-
листическую собственность, выделяются
в распоряжение предприятий Советским го-
сударством; при этом выделение оборотных
средств предприятиям производится в различ-
ных формах. Дело в том, что потребность
предприятий в оборотных средствах в раз-
ные периоды года бывает различной: так, на-
пример, для предприятий, заготовляющих
материалы и топливо водным путём, в период
навигации нужны оборотные средства в макси-
мальном размере, покрывающем всю их по-
требность в заготовляемых материалах и
топливе до начала новой навигации.
В ходе дальнейшей работы предприятия
максимальные запасы материалов и топлива
будут постепенно снижаться, а вместе с этим
будет уменьшаться и потребность в оборот-
ных средствах. С началом новых заготовок
потребность в средствах снова возрастег до
размеров, обеспечивающих накопление запа-
сов, предусмотренных планом.
Таким образом, общую потребность пред-
приятия в оборотных средствах можно разде-
лить на две части: а) потребность, обеспечи-
вающую минимальные материальные запасы
и постоянные неснижающиеся остатки неза-
вершённого производства и готовых изделий;
б) дополнительную потребность, возникающую
в периоды сезонных заготовок, когда мате-
риальные запасы доводятся до максимальных
размеров. Если первый вид потребности
в оборотных средствах носит постоянный ха-
рактер, то второй является временным, хотя
и повторяется ежегодно.
Существующая система формирования
оборотных средств промышленности построена
на строгом разграничении этих двух видов
потребности в оборотных средствах. Разли-
чием этих видов определяются и конкретные
формы обеспечения предприятий оборотными
средствами.
Постановлением Совета Труда и Обороны
от 23 июля 1931 г. установлено, что оборот-
ные средства предприятий в размерах, обес-
печивающих минимальные запасы сырья,
основных и вспомогательных материалов, топ-
лива, полуфабрикатов, незавершённого произ-
водства, готовых изделий, а также вложения
в расходы будущих лет, необходимые для вы-
полнения производственной программы, выде-
ляются предприятиям в постоянное пользова-
ние и закрепляются за ними как их собствен-
ные оборотные средства. Размеры собственных
оборотных средств предприятия определяются
техпромфинпланом.
Дополнительная потребность в оборотных
средствах, связанная с сезонными заготовками
материальных запасов и сезонными затратами
в производстве, покрывается средствами Госу-
дарственного банка СССР, являющегося кредит-
ным и расчётным центром социалистического
хозяйства.
Средства Государственного банка предо-
ставляются предприятиям не в постоян-
ное, а во временное пользование в форме
ГЛ. 11]
ИСТОЧНИКИ ФОРМИРОВАНИЯ ОБОРОТНЫХ СРЕДСТВ
105
возвратных ссуд, выдаваемых на твёрдо уста-
новленный срок и имеющих строго целевой
характер. В названном выше постановлении
содержится исчерпывающий перечень нужд
предприятий в оборотных средствах, которые
покрываются банковским кредитом: .Государ-
ственный банк предоставляет краткосрочный
кредит государственным предприятиям лишь
на потребности,связанные с финансированием
ценностей в пути, с авансированием сезонных
процессов производства, с накоплением сезон-
ных запасов сырья, топлива, производственных
и вспомогательных материалов, с временным
повышением вложений в незавершённое про-
изводство, с сезонным накоплением готовых
изделий и товаров, а также на другие времен-
ные нужды, вытекающие из хода производства
и обращения товаров".
Таким образом, государство предоставляет
социалистическим предприятиям необходимые
им оборотные средства в двух различных
формах: в форме закрепления за предприя-
тиями собственных оборотных средств и
в форме выдачи им заёмных средств, т. е.
целевых краткосрочных кредитов Государ-
ственного банка СССР. Этим разграничением
оборотных средств на собственные и заёмные
был положен конец существовавшей до того
времени обезличке оборотных средств пред-
приятий, при которой стиралось различие
между собственными и заёмными средствами.
Разграничение оборотных средств способство-
вало укреплению хозрасчёта в предприятиях
и ускорению оборота средств как в производ-
стве, так и в обращении. Вместе с тем это
увеличило маневренные способности предприя-
тий в использовании ими оборотных средств
и усилило их заинтересованность в финансо-
вых результатах своей работы.
Собственные оборотные средства предприя-
тий формируются из нескольких источников.
Вновь построенным предприятиям собственные
оборотные средства полностью выделяются
из ассигнований по государственному бюджету.
Что же касается пополнения собственных обо-
ротных средств действующих предприятий, то
первым и главным источником такого попол-
нения являются прибыли, получаемые пред-
приятиями в результате их хозяйственной дея-
тельности. Направление получаемых предприя-
тиями прибылей на пополнение их потребно-
сти *в собственных оборотных средствах со-
здаёт прямую заинтересованность предприятий
в выполнении и перевыполнении производ-
ственных планов и планов по прибылям.
В обращении ЦК ВКП(б) и СНК СССР от 21
октября 1931 г '„О новых мероприятиях по
внедрению хозрасчёта* указано, что „с про-
ведением закона о собственных оборотных
средствах на хозорганы ложится прямая ответ-
ственность за максимально эффективное ис-
пользование переданных им оборотных средств,
их сохранение и пополнение. Это повышает
заинтересованность хозорганов в расширении
внутренних накоплений и тем самым усили-
вает позиции партии в борьбе за большеви-
стские темпы социалистического строитель-
ства".
Вторым внутренним источником формиро-
вания оборотных средств предприятий служит
постоянная минимальная их задолженность
по заработной плате рабочим и служащим
и по взносам на социальное страхование. Эта
задолженность образуется в результате су-
ществующего у предприятий разрыва в сро-
ках начисления заработной платы рабочим и
служащим и её выплаты. Начисление зара-
ботной платы производится на проработанное
время обычно за половину месяца, т. е. за
1—15 и 16—30 C1) числа. Выплата же зара-
ботной платы производится в соответствии
с условиями коллективных договоров, заклю-
чаемых администрацией предприятий с проф-
союзными организациями, обычно 5 и 20-го
числа, 6 и 21, 7 и 22-го числа и т. д., т. е.
через несколько дней после начисления зара-
ботной платы. Суммы, образуемые вследствие
этого разрыва во времени начисления и вы-
платы заработной платы, и зачитываются
в покрытие потребности предприятий в соб-
ственных оборотных средствах. Величина этих
сумм практически определяется исходя из
фонда заработной платы и принятых по кол-
лективному договору сроков выплаты зара-
ботной платы.
Третьим источником форсирования оборот-
ных средств предприятий является финанси-
рование из государственного бюджета. Асси-
гнования из государственного бюджета на
пополнение собственных оборотных средств
предприятий предусматриваются только в тех
случаях, когда внутренних источников пред-
приятий — прибыли и минимальной задолжен-
ности по заработной плате — оказывается не-
достаточно для покрытия потребности в соб-
ственных оборотных средствах. В постановле-
нии Совета Труда и Обороны от 13 октября
1932 г. по этому поводу сказано: «Покрытие
запланированного прироста собственных обо-
ротных средств государственных хозяйствен-
ных организаций и предприятий за счёт бюд-
жетных ассигнований может иметь место лишь
в случае недостаточности предусмотренной
финансовым планом суммы прибыли и других
внутрихозяйственных ресурсов, обращаемых
на пополнение собственных оборотных
средств".
Пополнение оборотных средств отдельных
предприятий может производиться также за
счёт перераспределения средств министер-
ствами внутри данной отрасли промышлен-
ности.
Соотношение различных источников в об-
щей сумме прироста собственных оборотных
средств для разных предприятий и'отраслей
народного хозяйства складывается различно
в зависимости от уровня рентабельности дан-
ного предприятия или отрасли. Рост прибылей
промышленности за последние годы позволяет
увеличить долю внутрихозяйственных ресур-
сов в общем приросте собственных оборотных
средств. Достаточно сказать, что в государ-
ственном бюджете на 1949 г., принятом V
сессией Верховного Совета СССР, из общего
прироста собственных оборотных средств со-
циалистических предприятий и хозяйственных
организаций, установленного в 23,6 млрд. руб.,
13,5 млрд. руб., или 57,2%, предусмотрено
покрыть за счёт собственных ресурсов и лишь
10,1 млрд, руб., или 42,8%. — за счёт ассигно-
ваний из бюджета.
Чтобы представить себе размеры участия
краткосрочных кредитов Государственного
банка СССР в формировании оборотных средств
106
ПЛАНИРОВАНИЕ, ФИНАНСЫ И ХОЗРАСЧЁТ МАШИНОСТРОИТЕЛЬНОГО ЗАВОДА [РАЗД. V
социалистических предприятий и организаций,
достаточно указать, что в 1948 г. только за
счёт полученного при исполнении государ-
ственного бюджета превышения доходов над
расходами на увеличение кредитных вложений
в народное хозяйство было направлено
39,6 млрд. руб. Такого роста банковского кре-
дита, вызванного неуклонным ростом производ-
ства и товарооборота, не знает ни одна ка-
питалистическая страна. Он свидетельствует
о продолжающемся и всё растущем расцвете
социалистической экономики.
Закрепление за социалистическими пред-
приятиями собственных оборотных средств и
формирование их в первую очередь за счёт
внутренних ресурсов предприятий предста-
вляют собой материальную основу хозрасчёта,
являющегося особым, свойственным социа-
лизму методом планового ведения хозяйства,
социалистическим методом хозяйствования.
Оборотные средства предприятий, как мы
видели, делятся на собственные и заёмные.
В соответствии с этим делением установлены
принципы и методы планирования этих средств.
Определение плановой потребности пред-
приятий в собственных оборотных средствах,
покрывающих минимальные запасы сырья, ма-
териалов и топлива, а также постоянные
остатки незавершённого производства, полу-
фабрикатов и готовых изделий, производится
на основе предварительно разрабатываемых
нормативов собственных оборотных средств.
Эти нормативы показывают, какой минимум
запасов необходим предприятию, чтобы обес-
печить бесперебойное выполнение заданной
¦ему производственной программы.
Нормативы собственных оборотных средств
обычно выражаются в днях запаса по данному
виду материальных ценностей. При разработке
нормативов учитываются объём и характер
производства данного предприятия, степень
его технической вооружённости, достигнутый
уровень производительности труда и заданное
пи плану его повышение, опыт стахановской
работы и задачи наиболее рациональной орга-
низации материального снабжения и сбыта
продукции. Большое значение для определе-
ния нормативов имеет также степень внедре-
ния на предприятии среднепрогрессивных норм
расходования сырья, материалов и топлива
в производстве.
Нормированию подвергаются следующие
элементы оборотных средств предприятия:
а) запасы сырья, основных и вспомогатель-
ных материалов; б) запасы топлива всех видов;
в) остатки незавершённого производства и
полуфабрикатов собственной выработки;
г) остатки готовых изделий на складах; д) рас-
ходы, производимые предприятием за счёт
будущих отчётных периодов, в том числе рас-
ходы по освоению новой продукции.
Нормативы собственных оборотных средств
на покрытие товаров, отгруженных предприя-
тием покупателям и заказчикам, не устанавли-
ваются, так как эти товары покрываются кратко-
срочным кредитом Государственного банка на
ценности в пути. Не устанавливаются также
нормативы по остаткам денежных средств и
средств, находящихся в незаконченных ра-
счётах с покупателями и поставщиками. Источ-
ником покрытия переходящих остатков денеж-
ных средств предприятия могут служить
имеющиеся у него специальные фонды, в част-
ности, фонд директора, образуемый в целях
создания хозрасчётной заинтересованности
коллектива предприятия в результатах своей
работы. Что же касается дебиторской задол-
женности по расчетам предприятия с покупате-
лями, то она обычно покрывается кредиторской
его задолженностью по расчётам споставщи-
ками.
Рассмотрим кратко существующие методы
расчёта нормативов по основным элементам
собственных оборотных средств предприятия.
Нормативы запасов сырья, основных и
вспомогательных материалов и топлива раз-
рабатываются, исходя из ежедневной потреб-
ности в данном виде материалов.в производ-
стве, которая определяется на основе внедряе-
мых в промышленности среднепрогрессивных
норм расхода материалов на единицу продук-
ции или на другой расходный измеритель
(станко-часы и т. п.), а также на основе уста-
новленных для предприятия условий возоб-
новления данного вида запасов. К таким усло-
виям относятся вытекающие из договоров
с поставщиками сроки и объём периодиче-
ских поставок материалов.
Нормативы по незавершённому производ-
ству рассчитываются исходя из установленной
технологическим планом длительности произ-
водственного цикла, плановой себестоимости
изделий и последовательности затрат на про-
изводство отдельных изделий во времени.
Нормативы по готовым изделиям устана-
вливаются исходя из условий реализации и
сроков отгрузки продукции покупателям. Раз-
мер этих нормативов должен обеспечить
предприятие средствами на время сортировки,
упаковки, отгрузки продукции, а также на
время оформления отгрузочных документов и
предъявления счетов покупателю.
Нормативы по расходам будущих периодов
рассчитываются исходя из плановых затрат
по этой статье как средний остаток по данной
группе расходов в целом (расходы по освое-
нию новой продукции, уплаченная вперёд
арендная плата, оплата отпусков, абонемент-
ная плата за телефон и т. д.).
Определив общую сумму нормативов пред-
приятия на планируемый период, мы тем самым
определим и потребность его в собственных
оборотных средствах. Покрытие этой потреб-
ности в финансовом плане определяется как
разница между наличием собственных оборот-
ных средств к началу планируемого периода
и установленной суммой нормативов. При
этом исчисленный таким образом прирост соб-
ственных оборотных средств обязательно рас-
членяется в плане на две части: а) сумма пла-
нового прироста самих нормативов, связанного
с планируемым увеличением объёма производ-
ства и другими факторами; б) сумма отклоне-
ний наличия собственных оборотных средств
предприятия на начало года от нормативов,
установленных в прошлом году. Тако^ расчле-
нение позволяет особо выделить как нормаль-
ную потребность предприятия в собственных
оборотных средствах, так и внеплановую по-
требность в них, которая может быть вызвана
невыполнением производственной, программы,
допущенным ростом себестоимост;> и т. д.
После того как выявлена потребность пред-
приятия в собственных оборотных средствах,
ГЛ. II]
ЭКОНОМИЧЕСКОЕ ЗНАЧЕНИЕ СКОРОСТИ ОБОРОТА СРЕДСТВ
107
устанавливаются источники покрытия этой
потребности (прибыль предприятия, минималь-
ная задолженность по заработной плате и
социальному страхованию, ассигнования из
государственного бюджета, поступления в по-
рядке перераспределения средств министер-
ством).
За счёт этих источников обеспечиваются
лишь минимальные товаро-материальные за-
пасы предприятия в пределах установленных
нормативов. Сверхнормативные же запасы
покрываются краткосрочными кредитами Го-
сударственного банка.
Государственный банк покрывает своим
кредитом лишь потребности предприятий, свя-
занные с финансированием ценностей в пути,
с авансированием сезонных процессов произ-
водства, с накоплением сезонных запасов
сырья, топлива, производственных и вспомо-
гательных материалов, с временным повыше-
нием вложений в незавершённое производ-
ство, с сезонным накоплением готовых изде-
лий и товаров, а также с финансированием
других временных нужд, вытекающих из хода
производства.
ЭКОНОМИЧЕСКОЕ ЗНАЧЕНИЕ
СКОРОСТИ ОБОРОТА СРЕДСТВ
Оборотные средства социалистических пред-
приятий находятся в состоянии постоянного
движения, непрерывно превращаясь в процессе
своего кругооборота из одной формы в другую.
При этом бесперебойность процесса воспроиз-
водства требует, чтобы оборотные средства
одновременно находились во всех стадиях
кругооборота. Отсюда следует, что чем бы-
стрее будут оборотные средства переходить
из одной стадии кругооборота в другую, чем
меньше времени они будут находиться в ка-
ждой из своих форм и чем скорее будет про-
ходить превращение их из одной формы
в другую, тем меньшая сумма оборотных
средств окажется необходимой предприятию.
Ускорение оборота средств является, таким
образом, важнейшим источником их экономии.
Эффективность использования оборотных
средств измеряется отношением произведён-
ной и реализованной предприятием продукции
в оптовых ценах предприятия к сумме обо-
ротных средств, функционирующих в произ-
водстве и обращении.
Экономическое значение скорости оборота
средств можно проиллюстрировать на следую-
щем упрощённом примере. Допустим, что
объём продукции, реализованной предприя-
тием, составил 60 млн. руб., среднегодовая
сумма оборотных средств— 15 млн. руб. Это
означает, что оборотные средства предприя-
тия совершили в течение данного года четыре
полных оборота, или обернулись четыре раза
F0:15). Отсюда следует, что продолжитель-
ность однократного оборота средств, или время
их оборота, в нашем примере составляет 90
дней <36'J :4)*.
Допустим далее, что в результате приня-
тых мер предприятию удалось ускорить обо-
* В расчётах скорости оборота средств продолжи-
тельность года на практике принято считать в 360 дней,
продолжительность квартала — 90 дней, продолжитель-
ность месяца — 30 дней.
рот средств с четырёх до пяти оборотов в год,
т. е. сократить время их оборота с 90 до 72
дней C60:5). Очевидно, что для производства
того же объёма продукции предприятию в этих
условиях потребуется уже не 15 млн. руб.
оборотных средств, а всего 12 млн. руб.
F0 : 5), — следовательно, сокращение продол-
жительности оборота средств с 90 до 72 дней
будет в этом случае сопровождаться умень-
шением потребности в оборотных средствах
на 3 млн. руб. Сокращению времени оборота
на 2С% соответствует уменьшение потребно-
сти в оборотных средствах также на 200/0.
Высвобожденные благодаря этому из оборота
средства могут быть направлены на другие
нужды народного хозяйства. С другой сто-
роны, оставление высвобожденных из оборота
средств в распоряжении предприятия позво-
лит ему увеличить выпуск продукции без
дополнительных ассигнований на пополнение
оборотных средств.
Продолжим наш пример и допустим, что
оборотные средства предприятия составляют
те же 15 млн. руб. при достигнутой скорости
их оборота в пять раз в год. В этом случае
предприятие сможет увеличить объём произ-
водства с 60 до 75 млн. руб. A5x5).
Ускорение оборота средств обеспечивает,
как мы видим, увеличение объёма продукции,
приходящейся на один рубль оборотных
средств. Если в первом случае, когда время
оборота оборотных средств составляло 90 дней,
объём продукции предприятия на один рубль
оборотных средств составлял 4 рубля F0 :15),
то при сокращении времени оборота до 72 дней
эта сумма увеличивается до 5 руб. G5 : 15).
Экономическое значение ускорения обо-
рота средств заключается, таким образом,
в том, что благодаря этому ускорению пред-
приятие получает возможность при данном
объёме оборотных средств дать народному
хозяйству больше продукции.
Преимущества социалистического обще-
ственного строя как строя самого прогрес-
сивного, свободного от неизлечимых болез-
ней капитализма, создают все объективные
условия для всемерного ускорения оборота
средств как в производстве, так и в обра-
щении.
Одним из противоречий капиталистиче-
ского общественного строя, основанного на
эксплоатации трудящихся масс горсткой моно-
полистов, является систематическое отстава-
ние покупательной способности масс от уровня
производства. Это противоречие вытекает из
главного противоречия капитализма — проти-
воречия между общественным характером
производства и частнокапиталистическим спо-
собом присвоения. Именно в этом противоре-
чии заложена неизбежность экономических
кризисов и обнищания рабочего класса.
В социалистической экономике это проти-
воречие уничтожено.
„У нас, в СССР, — говорит товарищ
Сталин, — рост потребления (покупательной
способности) масс всё время обгоняет рост
производства, толкая его вперёд ..." * Это
одна из основных закономерностей развития
социалистической экономики; систематический
рост производства сопровождается в СССР
* И. В. Сталин, Соч., т. 12, стр.322.
108
ПЛАНИРОВАНИЕ, ФИНАНСЫ И ХОЗРАСЧЁТ МАШИНОСТРОИТЕЛЬНОГО ЗАВОДА [РАЗД..У
неуклонным повышением материального бла-
госостояния трудящихся.
Планомерный характер всего социалисти-
ческого воспроизводства определяет и плано-
мерный характер кругооборота оборотных
средств социалистических предприятий. В этом
состоит огромное преимущество социалисти-
ческих предприятий по сравнению с пред-
приятиями капиталистическими. В самой си-
стеме социалистического хозяйства, свобод-
ной от кризисов, нищеты, безработицы и упра-
вляемой по единому государственному плану,
содержатся огромные возможности ускорения
оборота средств. Но эти возможности не реа-
лизуются самотёком; усилиями миллионов
советских людей они должны быть превра-
щены в действительность. Именно этим объ-
ясняется то внимание, которое уделялось и
уделяется Коммунистической партией и Совет-
ским государством задаче ускорения круго-
оборота оборотных средств в производстве и
обращении.
Еще XIV съезд ВКП(б), взявший курс на
социалистическую индустриализацию нашей
страны, указывал на необходимость „исполь-
зовать все ресурсы, соблюдать строжайшую
экономию в расходовании государственных
средств, увеличивать скорость оборота гос-
промышленности, торговли и кооперации для
повышения темпа социалистического нако-
пления." * Борьба за ускорение кругообо-
рота средств связывается нашей партией
с борьбой за большевистские темпы социа-
листического строительства.
В решениях XV конференции ВКП(б) вновь
подчеркивается, что „Главнейшими условиями
в деле увеличения размеров внутрипромыш-
ленного накопления являются: решительное
сокращение накладных расходов, ускорение
оборачиваемости капиталов, всемерная рацио-
нализация промышленности ..."**.
Устанавливая действующую в настоящее
время систему формирования оборотных
средств государственных объединений, трестов
и других хозяйственных организаций, Совет
Труда и Обороны в постановлении от 23 июля
1931 г. указал, что эта система должна обес-
печить укрепление хозрасчёта, ускорение
оборота средств, увеличение маневренной
способности хозяйственных организаций и
предприятий и усиление их заинтересованности
в финансовых результатах своей работы.
Вопросы ускорения кругооборота средств
и, в частности, ликвидации имеющихся сверх-
нормативных запасов в промышленности об-
суждались и на XVIII Всесоюзной конферен-
ции ВКП(б) в феврале 1941 г.
Выполняя эти директивы партии и прави-
тельства, социалистическая промышленность
в довоенные годы добилась крупных успехов
в деле ускорения кругооборота средств
и повышения эффективности их использо-
вания.
Условия военного времени оказали двоякое
влияние на скорость оборота средств в про-
мышленности: с одной стороны, переход на
массовое производство продукции для нужд
фронта способствовал значительному ускоре-
* ВКП(б) в резолюциях и решениях съездов, кон-
ференций и пленумов ЦК, изд. 6-е, ч. II, Госполит-
издат, 1940, стр. 50.
** Там же, стр. 126.
нию оборота средств в предприятиях; с дру-
гой стороны, такие факторы, как перебази-
рование промышленности на Восток, разрыв
сложившихся в предвоенные годы хозяйствен-'
ных связей между предприятиями, изменения
в географии снабжения и сбыта продукции,
транспортные затруднения, вызванные воен-
ной перестройкой хозяйства, неизбежно за-
медляли скорость оборота средств в пред-
приятиях.
В послевоенный период многие предприя-
тия накопили крупные сверхплановые запасы
сырья, материалов и готовых изделий.
Замедление оборачиваемости оборотных
средств в результате недостатков в организации
их кругооборота на предприятиях и финан-
сово-экономические результаты этого замедле-
ния можно иллюстрировать данными о ско-
рости оборота средств в промышленности
г. Москвы.
Оборачиваемость средств по промышлен-
ным предприятиям Москвы в третьем квар-
тале 1948 г. составляла в среднем 55,9 дня
против установленных по плану 50,3 дня. Это
означает, что оборачиваемость средств была
замедлена против плана на 5,6 дня.
По подсчётам московской городской кон-
торы Государственного банка ускорение обо-
рачиваемости средств в предприятиях про-
мышленности г. Москвы, в 1948 г. на один
день означало высвобождение оборотных
средств на 150 млн. руб. Отсюда следует, что
ускорение оборачиваемости до размеров, преду-
смотренных планом, т. е. на 5,6 дня, даёт
экономию в оборотных средствах московской
промышленности в размере 840 млн. руб.
A50X5,6).
В письме к товарищу Сталину коллективы
103 передовых московских предприятий 26 ян-
варя 1949 г. взяли обязательство высвобо-
дить для государства путём ускорения обора-
чиваемости 400 млн. руб. оборотных средств.
Подведя первые итоги своей борьбы за уско-
рение оборачиваемости средств, работники
промышленности Москвы и Московской обла-
сти в письме к товарищу Сталину, принятом
5 марта 1949 г., сообщали Великому вождю
советского народа: „С огромным воодушевле-
нием и творческим подъёмом рабочие, инже-
нерно-технические работники и служащие
предприятий Москвы и Московской области
начали работу в четвертом году послевоен-
ной сталинской пятилетки, стремясь с первых
же недель и месяцев обеспечить не только
выполнение, но и значительное перевыполне-
ние годового .плана.
Памятуя о том, что советские люди ни-
когда не успокаиваются на достигнутом, мы
считаем своим непременным долгом добиться
в нынешнем году дальнейшего улучшения
всей экономической деятельности предприятий.
Мы с новой энергией ведём борьбу за не-
уклонное снижение себестоимости продукции,
за получение новых сверхплановых социали-
стических накоплений.
Чтобы лучше использовать резервы заво-
дов и фабрик, мы ставим своей целью ускорить
оборачиваемость оборотных средств. В этом
показателе работы предприятий наглядно от-
ражаются рост культуры производства, уро-
вень техники, технологии, качество органи-
зации и управления производством, состояние
ГЛ. 11]
ПУТИ УСКОРЕНИЯ ОБОРАЧИВАЕМОСТИ СРЕДСТВ
109
плановой и финансово-экономической деятель-
ности заводов и фабрик." *
Тщательно взвесив и подсчитав свои воз-
можности и резервы, работники московской
промышленности приняли обязательство вы-
свободить из оборота в 1949 г. 1 300 млн. руб.
путём ускорения оборачиваемости средств.
Приняв это обязательство, они вызвали на
социалистическое соревнование работников
промышленности Украины, Ленинграда, Урала,
Центрального промышленного района, По-
волжья и Сибири. Почин москвичей широко
подхвачен всей страной. Он положил начало
новому патриотическому движению, новому
трудовому подъёму в борьбе за досрочное
выполнение послевоенного пятилетнего плана.
Ускорение оборачиваемости средств против
плановых норм представляет собой важную
задачу, которая в 1949 г. стоит перед всей
социалистической промышленностью. В при-
нятом Верховным Советом СССР государ-
ственном бюджете на 1949 г. предусмотрено
ускорение оборачиваемости средств против
нормативов, действовавших в 1948 г., не менее
чем на 3%. Выполнение этого задания позво-
лит высвободить из оборота более 3 млрд. руб.
Широко развернувшееся всенародное дви-
жение за ускорение оборачиваемости показы-
вает, что задача эта будет в 1949 г. успешно
разрешена. Уже ь первые месяцы года мно-
гие предприятия, пересмотрев принятые обя-
зательства в сторону значительного их повы-
шения, высвобождают из оборота за счёт
ускорения оборачиваемости многие миллионы
рублей. Высвобожденные средства перечис-
ляются в кассу государства. Так, например,
московский автозавод им. Сталина, 1-й Госу-
дарственный подшипниковый завод им. Кага-
новича, Коломенский паровозостроительный
завод им. Куйбышева и многие другие пред-
приятия уже перечислили, в бюджет значи-
тельные суммы оборотных средств, высво-
божденные из оборота за счёт ускорения
оборачиваемости. В письме на имя товарища
Сталина коллектив Московского электролампо-
вого завода обязался ускорить оборачивае-
мость оборотных средств и за счёт этого
высвободить в 1949 г. 7 млн. руб. 21 апреля
в подарок X съезду профсоюзов завод пе-
речислил в кассу государства первые
3300 тыс. руб., высвобожденных из обо-
рота. Таких примеров немало. Они показы-
вают, что взятые предприятиями обязатель-
ства по ускорению оборачиваемости оборот-
ных средств могут быть не только выпол-
нены, но и значительно перевыполнены бла-
годаря творческой инициативе трудящихся и
большой работе партийных организаций, воз-
главивших всенародное движение за ускоре-
ние оборачиваемости.
ПУТИ УСКОРЕНИЯ
ОБОРАЧИВАЕМОСТИ СРЕДСТВ
Борьба за ускорение оборачиваемости обо-
ротных средств, широко развернувшаяся в на-
шей стране, является новой формой трудовой
активности советских людей, успешно выпол-
няющих план послевоенной сталинской пяти-
летки.
¦ Газета „Правда" от 9 марта 1949 г.
Каковы пути ускорения оборачиваемости
средств социалистических предприятий?
Выше указывалось, что общее время обо-
рота оборотных средств состоит из времени
производства и времени обращения. Различие
экономического значения времени производ-
ства и времени обращения и образующих
это время факторов означает, что и пути
ускорения оборота средств в производстве и
в обращении также различны.
Время производства, как указывает Маркс,
состоит из трех составных частей.
Во-первых, так называемый рабочий пе-
риод, в течение которого предмет труда на-
ходится в процессе труда, — это один сплош-
ной акт производства, рабочий день, образо-
ванный из ряда последовательных и связан-
ных между собой рабочих дней, необходимых
в определённой отрасли производства для
получения вполне готового продукта.
Во-вторых, время перерывов в процессе
труда, в течение которых предмет труда под-
вергается более или менее продолжительным
естественным процессам, должен проделать
физические, химические, физиологические из-
менения. Процесс труда в это время совершен-
но или отчасти приостанавливается.
В-третьих, время, в течение которого
предметы труда, предназначенные для произ-
водства, должны в большей или меньшей
массе находиться в запасе и лишь мало-по-
малу входить в процесс производства.
Продолжительность первых двух элемен-
тов времени производства — рабочего периода
и времени перерывов в процессе труда, —
вместе взятая, характеризует собой длитель-
ность прои?водственного цикла. Сокращение
длительности производственного Цикла пред-
ставляет один из главных факторов ускоре-
ния оборачиваемости средств в процессе про-
изводства.
Уменьшение материальных запасов, пред-
назначенных для производства выпускаемой
продукции, является другим важным факто-
ром ускорения оборачиваемости средств в про-
изводстве. Задача состоит в том, чтобы
с меньшей суммой производственных запасов
выпускать больше продукции.
Что касается времени обращения, то оно
состоит в свою очередь из двух составных
частей: во-первых, времени реализации про-
изведённой предприятием готовой продукции
и превращения её в денежную форму; во-вто-
рых, времени обратного превращения обо-
ротных средств из денежной формы в товар-
ную, т. е. времени, необходимого на заго-
товку нового сырья, материалов и топлива
для возобновления нового производственного
цикла. "Если на первую часть времени обра-
щения оказывает влияние величина имею-
щихся у предприятия остатков нереализован-
ной продукции (товары на складах и товары,
отгруженные покупателям, но ещё не оплачен-
ные), а также незаконченные расчёты с поку-
пателями и заказчиками, то вторая часть
времени обращения зависит от величины пере-
ходящих материальных запасов, находящихся
в пути от поставщиков к предприятию.
И именно по линии сокращения длительности
производственного цикла и уменьшения запа-
сов сырья, материалов, топлива и готовой
продукции направлены усилия передовых
по
ПЛАНИРОВАНИЕ, ФИНАНСЫ И ХОЗРАСЧЁТ МАШИНОСТРОИТЕЛЬНОГО ЗАВОДА [РАЗД. V
предприятий в их борьбе за ускорение обора-
чиваемости средств в производстве и обра-
щении. Так, в данном товарищу Сталину обя-
зательстве о высвобождении 1300 млн. руб.
оборотных средств работники промышлен-
ности Москвы и Московской области указы-
вают конкретные пути, по которым они ре-
шили добиваться ускорения оборачиваемости
средств:
.Ускорить оборачиваемость обо-
ротных средств в процессе про-
изводства. Лля этого мы будем ещё на-
стойчивее добиваться сокращения производ-
ственного цикла путём внедрения поточных
методов, улучшения технологии. Будем смело
внедрять скоростные режимы работы обору-
дования, бороться за дальнейшую механиза-
цию трудоёмких работ. Это позволит ускорить
процесс изготовления продукции и сократить
оборотные средства в незавершённом произ-
водстве.
Мы будем упорно бороться за соблюдение
установленных нормативов запасов сырья,
материалов, топлива. Наведём образцовый
порядок в материально-техническом снабже-
нии предприятий, упорядочим складское хо-
зяйство. Таким путём мы добьёмся ликвида-
ции сверхнормативных запасов и высвободим
занятую в них часть оборотных средств пред
приятии...
Ускорить оборачиваемость обо-
ротных средств в процессе реали-
зации готовой продукции. Для этого
мы будем добиваться быстрой и чёткой от-
грузки потребителям изготовленных изделий
и товаров, чтобы они ни одного лишнего дня
не залеживались на складах предприятий. Тем
самым мы избежим замораживания оборотных
средств в готовой продукции и улучшим ра-
боту смежных предприятий, а также ускорим
товарооборот." *
Взятые предприятиями обязательства по
ускорению оборачиваемости и высвобождению
из оборота средств опираются на разрабаты-
ваемые ими организационные, технические
и другие мероприятия, проведение которых
позволяет успешно выполнить эти обязатель-
ства. Так, например, московский автозавод
им. Сталина, обязавшийся ускорить оборачи-
ваемость средств и высвободить за этот
счёт из оборота 30 млн. руб. оборотных
средств, в принятом плане наметил высвобо-
дить 14 млн. руб. оборотных средств в резуль-
тате проведения ряда технических мер по
сокращению производственного цикла и умень-
шению переходящих заделов в незавершён-
ном производстве, 13 млн. руб.—путём со-
кращения производственных запасов сырья,
материалов и топлива и 3 млн. руб. — путём
ускорения реализации продукции.
1-й Государственный подшипниковый за-
вод им. Л. М. Кагановича из общей суммы
высвобождаемых из оборота средств в
10 млн. руб. наметил высвободить 1700 тыс. руб.
за счёт сокращения производственного цикла,
6400 тыс. руб.—за счёт реализации излиш-
них сверхнормативных материальных запасов
и 1900 тыс. руб.—за счёт ускорения реали-
зации и сокращения остатков готовой про-
дукции.
* Газета „Празда" от 9 марта 1949 г.
Коломенский паровозостроительный завод
им. Куйбышева из 15 млн. руб. высвобождае-
мых из оборота средств планирует получить
4 млн. руб. за счёт организационно-техни-
ческих мероприятий по сокращению произ-
водственного цикла, 7490 тыс. руб. — пу-
тём снижения материальных запасов и
3600 тыс. руб. — путём ускорения реализации
продукции.
Каков характер разрабатываемых пред-
приятиями организационно-технических ме-
роприятий по ускорению оборачиваемости
средств и насколько высока их эффектив-
ность?
Рассмотрим основные из этих мероприя-
тий на опыте передовых фабрик и заво-
дов, успешно выполняющих принятые ими обя-
зательства по ускорению оборачиваемости
средств.
Борьба . за ускорение оборачиваемости
средств неразрывно связана с систематиче-
ским выполнением и перевыполнением про-
изводственных планов по выпуску продукции.
Нельзя серьёзно говорить об ускорении обо-
рачиваемости, если предприятие не выполняет
заданного ему плана. В этом случае неизбежно
растут запасы предназначенного для произ-
водства сырья, материалов и топлива, увели-
чиваются остатки оборотных средств и одно-
временно уменьшаются пдотив плана выпуск
и реализация продукции. В итоге предприятие
имеет замедление оборачиваемости средств
как вследствие роста запасов, так и в ре-
зультате уменьшения выпуска и реализации
продукции.
Однако одного суммарного выполнения
плана по выпуску продукции ещё недоста-
точно. Необходимо выполнять план по номен-
клатуре в строго установленном ассортименте.
План сбыта продукции тесно связан с планом
её выпуска, поэтому выпуск продукции, не
предусмотренной установленным ассортимен-
том и не обеспеченной договорами на её
поставку, приводит к более или менее дли-
тельной задержке её на складах, т. е. к об-
разованию сверхнормативных запасов гото-
вых изделий, замедляющих оборачиваемость
средств предприятия.
Большое значение для ускорения обора-
чиваемости средств имеет также соблюдение
предусмотренного планом качества продукции.
Невыполнение планового задания по качеству
продукции может привести к отказу покупа-
телей и заказчиков от приёма этой продукции
как негодной или не отвечающей установлен-
ным договорным условиям. Это также повле-
чёт за собою образование сверхплановых
остатков нереализованной продукции, наличие
которых отрицательно скажется на оборачи-
ваемости средств предприятия.
В докладе на V сессии Верховного Совета
СССР о государственном бюджете на 1949 г.
сказано: „В соответствии с указаниями това-
рища Сталина в настоящее время по-новому
должны быть поставлены вопросы борьбы за
выполнение и перевыполнение плана, за по-
вышение качества продукции. Улучшению
качества и ассортимента продукции руково-
дители многих предприятий все ещё не уде-
ляют должного внимания. Нередко хозяй-
ственники нарушают государственный план
по качеству и ассортименту продукции, пере-
ГЛ. II]
УСКОРЕНИЕ ОБОРАЧИВАЕМОСТИ СРЕДСТВ В ПРОИЗВОДСТВЕ
111
выполняя производственное задание за счёт
второстепенных изделий и не выполняя плана
по ряду важнейших изделий... Такая практика
работы наносит государству серьёзный ущерб,
так как ведёт к замедлению оборачиваемости
материальных ценностей и затовариванию
продукцией, не нужной потребителю... Поэтому
сейчас следует по-иному подходить к пере-
выполнению плана нашими предприятиями
и организациями. Необходимо, чтобы пере-
выполнение плана шло за счёт увеличе-
ния выпуска первоклассной в техническом
отношении и высококачественной продук-
ции".
И, наконец, в интересах ускорения оборачи-
ваемости средств важно не только выполнять
и перевыполнять план по объёму продукции,
её ассортименту и качеству; важно выпол-
нять план ритмично, работать равномерно, по
установленному графику выпуска продукции.
Работа рывками, замедленный выпуск про-
дукции в первой половине месяца и штур-
мовщина в последней декаде всегда приводят
к образованию в конце месяца сверхплановых
остатков нереализованной продукции, кото-
рые также будут замедлять оборачиваемость
средств предприятия. При этом у предприя-
тий, работающих неритмично, структура
их оборотных средств обычно деформи-
руется в сравнении с плановыми их нор-
мативами: остатки незавершённого произ-
водства и полуфабрикатов к концу ме-
сяца значительно снижаются против плана,
а остатки готовой продукции сильно воз-
растают.
Так, например, на складах Уралмашза-
вода в течение некоторого времени храни-
лись большие запасы готовой продукции,
стоимость которых превышала установлен-
ный норматив на 10—15 млн. руб. Эти запасы
образовались именно в результате неравномер-
ной работы завода: в течение месяца сред-
ства вкладываются в создание задела неза-
вершённого производства, а в конце месяца
за счёт уменьшения этого задела образуются
большие остатки готовой продукции, быстро
отгрузить которую завод оказывается не
в состоянии, так как нехватает ни грузчиков,
ни вагонов для погрузки.
Помимо возникающих вследствие этого
финансовых затруднений, отрицательное зна-
чение такой деформации структуры оборот-
ных средств состоит ещё и в том, что не-
нормально сниженные против плана перехо-
дящие запасы незавершённого производства
и полуфабрикатов не дают возможности
предприятию работать равномерно и ритмично
выпускать продукцию в следующем месяце:
первая половина месяца уходит на то, чтобы
создать нормальные заделы в незавершён-
ном производстве, поскольку без таких
заделов невозможно выпускать продукцию
в предусмотренных планом размерах. Тем
самым предприятие оказывается обречён-
ным в своей работе на постоянную штур-
мовщину.
Таким образом, в свете задач ускорения
оборачиваемости средств особое значение
приобретают директивы XVIII конференции
ВКП(б) о равномерной, ритмичной работе
предприятий и о выпуске продукции по за-
ранее разработанному графику.
УСКОРЕНИЕ ОБОРАЧИВАЕМОСТИ
СРЕДСТВ В ПРОИЗВОДСТВЕ
Соблюдение нормального режима работы
предприятия, систематическое выполнение и
перевыполнение планов выпуска продукции,
ставшее традицией многих предприятий, уже
само по себе способствует ускорению обора-
чиваемости средств и высвобождению их из
оборота, но этого мало. Смысл борьбы за
ускорение оборачиваемости средств заклю-
чается в том, чтобы разработкой специаль-
ных мероприятий в области организации и
технологии производства, улучшением си-
стемы снабжения и сбыта продукции в зна-
чительно большей степени ускорить круго-
оборот средств. Необходимо тщательно-
выявить имеющиеся у предприятий внутрен-
ние резервы ускорения оборота средств и
ввести эти резервы в действие, использовать их
с тем, чтобы обеспечить досрочное выпол-
нение плана послевоенной пятилетки.
Новые грандиозные задачи, поставленные
Коммунистической партией и Советским пра-
вительством перед нашей страной, требуют
дополнительных источников средств для их
осуществления. Ускорение оборачиваемости
средств представляет один из таких крупных,
источников. Вот почему необходимы спе-
циальные меры, направленные к всемерному
ускорению оборачиваемости, к высвобожде-
нию из оборота предприятий сотен миллио-
нов и миллиардов рублей, которые могут быть
использованы для дальнейшего роста эконо-
мического могущества нашей социалистиче-
ской Родины.
Важнейшим мероприятием, способствую-
щим увеличению выпуска продукции, сокра-
щению длительности производственного
цикла, а значит и ускорению оборачиваемости
оборотных средств в производстве, является
внедрение поточных методов работы, введе-
ние новых и усовершенствование имеющихся
поточных линий, а там, где это возможно,
переход на конвейер с принудительным рит-
мом. Не меньшее значение имеют внедрение
передовой технологии производства, всемер-
ная механизация трудоёмких и тяжёлых
работ.
К. Маркс писал, что главнейшим средством
сокращения времени производства является
повышение производительности труда. Опыт
передовых предприятий показывает, какое
влияние на рост производительности труда
и на скорость оборота средств оказывают
переход на поток, перестройка технологиче-
ского процесса и механизация трудоёмких
работ.
Широкое применение поточных методов,
совершенствование техники и технологии
производства, проведённые за последние
годы на московском инструментальном заводе
„Калибр", позволили сократить производ-
ственный цикл и тем самым значительно
ускорить оборачиваемость средств по цеху
микрометров и по цеху штангенциркулей.
В 1948 г. завод получил свыше б млн. руб.
сверплановых накоплений. За три послевоен-
ных года им было высвобождено из оборота по
сравнению с довоенным уровнем 21 млн. руб.
оборотных средств. Продолжая работу по
ускорению оборачиваемости средств, завод
112
ПЛАНИРОВАНИЕ, ФИНАНСЫ И ХОЗРАСЧЁТ МАШИНОСТРОИТЕЛЬНОГО ЗАВОДА [РАЗД. V
„Калибр" обязался ускорить оборот против
достигнутого в 1948 г. и высвободить в 1949 г.
дополнительно около 5 млн. руб. оборотных
средств,
Московский завод „Фрезер" в результате
перехода на поток и введения конвейера
с принудительным ритмом добился сокраще-
ния длительности цикла производства метчи-
ков в три раза; себестоимость продукции по
отдельным группоразмерам снизилась на 30—
40%, а также снизилась оборачиваемость
средств в незавершенном производстве.
На ленинградском Кировском заводе про-
веденное в 1949 гТ завершение конвейериза-
ции в тракторном цехе и усовершенствова-
ние технологии производства тракторных
деталей обеспечивают возможность сокраще-
ния длительности производственного цикла
изготовления тракторов на 25% по сравнению
с 1948 г.
Коломенский паровозостроительный завод,
борясь за выполнение своих обязательств по
высвождению из оборота 15 млн. руб., сокра-
щает длительность производственного цикла
изготовления паровоза на 30%.
Переход на поток, в несколько раз уве-
личивая выпуск продукции, освобождает
вместе с тем предприятие от необходимости
иметь крупные заделы в незавершённом про-
изводстве, сокращает время транспортировки
деталей и поэтому устраняет их пролёжива-
ние. Всё это в конечном счёте даёт значи-
тельное ускорение оборачиваемости средств
в процессе производства.
Сокращению производственного цикла
способствует также переход на скоростные
режимы обработки, в частности, скоростное
резание металла, закалку деталей токами
высокой частоты. Достаточно сказать, что
введение скоростного резания металла со-
кращает время обработки деталей на стан-
ках в 3—4 раза и более.
Весьма важным источником ускорения
оборачиваемости средств в производстве
является сокращение до необходимого мини-
мума запасов сырья, материалов и топлива
на предприятиях. На многих предприятиях
запасы эти всё ещё значительно превышают
установленные плановые нормативы.
На Днепропетровском заводе им. Ленина
созданные общественностью комиссии в ко-
роткий срок выявили на складах ненужные
заводу материалы и запасные части на сумму
свыше 1, 5 млн. руб.
Некоторые заводы, имея непомерно боль-
шие запасы сырья, материалов и топлива, зна-
чительно превышающие плановые нормы, ис-
пытывают из-за этого недостаток оборотных
средств и связанные с ним финансовые за-
труднения.
Сокращение материальных запасов до
уровня установленных планом нормативов
является, таким образом, не только средством
ускорения оборачиваемости средств; оно по-
зволяет вместе с тем снижать себестоимость
продукции, не допускать непроизводительных
расходов в виде оплаты штрафов и пени,
а также сокращать издержки по хранению
излишних запасов.
Огромное значение в упорядочении мате-
риального хозяйства на предприятиях имеют
правильная огранизация материально-техни-
ческого снабжения, внедрение среднепрогрес-
сивных норм расходования материалов и по-
вседневный контроль за соблюдением этих
норм.
В своем докладе о 31-й годовщине Великой
Октябрьской социалистической революции
В. М. Молотов говорил: „От правильной
организации дела материального снабжения,
создания нужных материальных резервов
и экономного использования государственных
ресурсов во многом зависят темпы подъёма
нашего хозяйства. При теперешнем огромном
размахе производства и строительства чёткая
организация снабжения и контроль за соблю-
дением установленных норм расходования
материальных ресурсов имеют для государ-
ства важнейшее значение." *
Материально-техническое снабжение пред-
приятий должно быть организовано исходя
из необходимости максимального приближе-
ния сырьевых баз к предприятиям. Москов-
ский автозавод им. Сталина, например, полу-
чает сейчас необходимую ему калиброванную
сталь с предприятий Урала. Пробег груза]
составляет в среднем 25—30 дней. Достаточно
было бы получать сталь с московских баз,
и переходящий запас стали можно было бы
значительно сократить. Это способствовало
бы высвобождению из оборота завода крупной
суммы оборотных средств.
В связи с движением за* ускорение обора-
чиваемости средств многим предприятиям
нужно пересмотреть размеры и сроки по-
ставок материалов, предусматриваемые в хо-
зяйственных договорах.
Договорные условия должны быть также
подчинены задаче высвобождения оборотных
средств. Например, одному из московских
заводов, потребляющему ежедневно по два
вагона каменного угля на топливо, уголь
поставляется не повагонно, а маршрутом по
60 вагонов один раз в месяц.
Такая форма снабжении, не говоря уже
об огромном замедлении оборачиваемости
средств, неизбежно приводит к ежемесячным
„авралам" на разгрузку сразу 60 вагонов во
избежание их простоя и вызывает излишние
расходы.
С точки зрения борьбы за ускорение обо-
рачиваемости средств большое значение имеет
выбор наиболее экономных способов отгрузки
сырья и материалов. Применение отгрузки
контейнерами, например, вместо повагонных
отправок, позволяет сэкономить значительные
суммы оборотных средств.
Опыт работы предприятий показывает,
что в деле ускорения оборачиваемости средств,
вложенных в материальные запасы, крупную
роль играет внутризаводский хозрасчёт,
жёсткое лимитирование запасов сырья, мате-
риалов, топлива и полуфабрикатов не только
на заводских складах, но и в каждой цехо-
вой кладовой, перевод на хозрасчёт отделов
снабжения предприятий. При этом хозрасчёт
должен 15ыть организован так, чтобы предот-
вращать накопление излишних и ненужных
запасов, а не просто фиксировать факт их
образования.
* В. М. Молотов, 31-я годовщина Великой
Октябрьской социалистической революции, Госполитиз-
дат, 1948, стр. 14.
ГЛ. II]
УСКОРЕНИЕ ОБОРАЧИВАЕМОСТИ СРЕДСТВ В ОБРАЩЕНИИ
113
Изыскивая возможности ускорения обора-
чиваемости средств, многие предприятия
тщательно проверяют имеющиеся у них за-
пасы сырья, материалов и топлива, выявляют
и реализуют излишние и ненужные им за-
пасы, высвобождают тем самым миллионы
рублей оборотных средств. Ряд предприятий
не только освобождается от излишних и не-
нужных материальных запасов, но решительно
пересматривает данные ранее органам снабже-
ния заявки на материальные фонды. Миас-
ский напилочный завод, например, отказался
от выделенного ему фонда на мазут, а заявку
на уголь на первый квартал сократил в два
раза.
Эти примеры показывают, каких резуль-
тов можно достичь, если по-хозяйски, по-го-
сударственному относиться к делу снабжения
¦и не допускать накопления ненужных мате-
риалов, заготовляемых некоторыми не в меру
запасливыми хозяйственниками „на всякий
случай".
На московском автозаводе им. Сталина
53 цеха переведены на хозрасчёт, причём
подавляющее число хозрасчётных цехов ра-
ботает рентабельно и успешно борется за
ускорение кругооборота средств.
В кузнечном цехе завода „Красное Сор-
мово" им. А. А. Жданова на 1 января 1949 г.
оборотные средства в два с лишним раза пре-
вышали плановый норматив. Проведённые по
инициативе партийной организации цеха орга-
низационно-технические мероприятия по уско-
рению оборачиваемости оборотных средств,
разработка карт раскроя листовой стали, орга-
низация специальной бригады резчиков, уста-
новка прессножей и других механизмов, — все
это позволило в 1949 г. высвободить из оборота
свыше 5 млн. руб. оборотных средств.
Перевод цехов на хозрасчёт должен со-
провождаться внедрением хозрасчёта в ра-
боту производственных участков и рабочих
бригад. Хозрасчётные методы организации
хозяйства и управления производством ока-
зываются эффективными тогда, когда хозрас-.
чёт пронизывает работу всех звеньев пред-
приятия. Так, на Коломенском паровозострои-
тельном заводе им. Куйбышева, успешно
выполняющем взятое им обязательство по вы-
свобждению из оборота 15 млн. руб. оборот-
ных средств, 280 производственных участков
переведены на хозрасчёт. На этом же заводе
успешно развивается движение за индиви-
дуальный хозрасчёт: 1100 рабочих приняли
здесь индивидуальные обязательства по эко-
номии материалов и топлива. Только за
январь 1949 г. полученная этими рабочими
экономия в расходовании материалов и топлива
составила свыше 100 тыс. руб.
Все эти мероприятия дают замечательные
результаты в улучшении экономических по-
казателей производства, в снижении себестои-
мости продукции и ускорении оборачивае-
мости средств.
Ускорение оборачиваемости средств в
промышленности во многом зависит также
от работы транспорта. Ускорение погрузочно-
разгрузочных работ, сокращение длительно-
сти доставки грузов, умелое использование
различных видов транспорта — железнодорож-
ного, водного и автомобильного, правильное
размещение снабженческих баз и складов
8 Том 15
оказывают большое влияние на скорость обо-
рота средств в промышленности. Вместе с
тем все эти меры улучшают и работу самого
транспорта, делая её более эффективной.
Между тем до сих пор длительность транс-
портировки грузов в зимнее время в ряде
случаев вдвое больше, чем в летние месяцы.
Одно это уже отвлекает из оборота пред-
приятий десятки миллионов рублей оборотных
средств.
УСКОРЕНИЕ ОБОРАЧИВАЕМОСТИ
СРЕДСТВ В ОБРАЩЕНИИ
Другим крупным источником ускорения
кругооборота средств является, как уже ука-
зывалось, сокращение времени их пребывания
в сфере обращения.
Плановая организация сферы обращения
в условиях социалистической экономики со-
здаёт огромные преимущества для промыш-
ленных предприятий в ускорении оборота
средств в сфере обращения. Этих преиму-
ществ не знают капиталистические предприя-
тия. Именно поэтому длительность времени
обращения в капиталистической промышлен-
ности намного превышает длительность вре-
мени производства. Так, например, в Соеди-
ненных Штатах Америки время обращения
превышает время производства в угольной
и нефтяной промышленности в 7 раз, в авто-
мобильной промышленности — в 6 раз, в от-
раслях легкой промышленности — в 8—10 и
более раз. Периоды движения промышленного
капитала сменяются длительными периодами
праздного его лежания на складах, вызван-
ными наличием постоянных трудностей в реа-
лизации продукции и периодическими кризи-
сами перепроизводства.
В социалистической экономике нет прису-
щего капитализму антагонистического проти-
воречия между производством и потребле-
нием. Кругооборот оборотных средств социа-
листических предприятий происходит плано-
мерно. Это позволяет во много раз сократить
время пребывания оборотных средств пред-
приятий в сфере обращения. В результате
время обращения оказывается у нас значи-
тельно меньше времени производства, однако
и время обращения содержит крупные резервы
ускорения оборота средств.
Невыполнение некоторыми предприятиями
производственных и финансовых планов, не-
своевременная поставка продукции, задержки
в документообороте, связанном с расчётами за
поставляемую продукцию, задержки в оплате
счетов поставщиков, — все это приводило к
значительному замедлению оборота средств
не только у самих этих предприятий, но и
у предприятий-смежников.
Несвоевременные расчёты покупателей за
поставленную им продукцию вызывали неиз-
бежные финансовые затруднения у поставщи-
ков, ухудшали использование ими оборотных
средств, замедляли кругооборот. Возникала
целая цепь неплатежей, в которую оказы-
вались вовлечёнными многие предприятия и
хозорганы. Результатом таких неплатежей
являлось удлинение времени обращения. Так,
например, к началу 1949 г. у ряда предприятий
Омска дебиторская задолженность за покупа-
114
ПЛАНИРОВАНИЕ, ФИНАНСЫ И ХОЗРАСЧЁТ МАШИНОСТРОИТЕЛЬНОГО ЗАВО1А [РАЗД. V
телями достигла 70 млн. руб. Промышлен-
ные предприятия Одессы имели задолжен-
ность за дебиторами до 40 млн. руб.
Одной из важнейших причин образования
непомерно высокой дебиторской задолженно-
сти являлось то, что многие предприятия сжи-
лись с неплатежами, не вели оперативного
контроля за состоянием своего финансового
хозяйства, не принимали необходимых мер
к высвобождению выделенных им оборотных
средств из расчётов с дебиторами. В ряде
случаев такие предприятия, не заботясь о по-
лучении платежей с покупателей, в свою оче-
редь сами перестали платить своим постав-
щикам, тем самым грубо нарушая принципы
хозрасчёта и требования государственной фи-
нансовой дисциплины.
Следствием этих нарушений являлась чрез-
мерная длительность обращения этой состав-
ной части времени кругооборота оборотных
средств.
На увеличение длительности времени обо-
рота средств оказывает влияние также неупо-
рядоченность документооборота между по-
ставщиками и покупателями. Задержки в от-
грузке продукции и оформлении счетов-фак-
тур на неё — сравнительно частое явление.
Устранение этих задержек есть серьёзный
источник "ускорения оборачиваемости средств
в сфере обращения.
На заводе им. Чкалова в Орске подсчи-
тали, что время оформления документов вполне
может быть сокращено, причём это высвобо-
дит более 1 млн. руб. оборотных средств.
В ускорении документооборота и упорядо-
чении расчётов между предприятиями круп-
ная роль принадлежит учреждениям Государ-
ственного банка СССР. Опыт показывает,
что там, где конторы и отделения Государ-
ственного банка повседневно занимаются улуч-
шением практики взаимных расчётов между
предприятиями и хозорганами, достигается
высокий экономический эффект. Применение
специализированных форм расчётов между
поставщиками и покупателями продукции
(встречные расчёты, расчёты в порядке пла-
новых платежей и т. п.), организация местных
бюро взаимных расчётов намного сокращают
документооборот и высвобождают из расчётов
крупные суммы оборотных средств. При этом
важное значение имеет организация как вну-
триотраслевых, так и в особенности межот-
раслевых бюро взаимных расчётов с участием
в них предприятий различных министерств и
ведомств.
Московская городская контора Государ-
ственного банка в 1948 г. организовала в
Москве 10 межотраслевых бюро взаимных
расчётов, к участию в которых было привле-
чено 1305 предприятий и хозяйственных
органов. Через эти бюро в 1948 г. было за-
чтено встречных платежей предприятий друг
другу на сумму около 19 млрд. руб.
Наряду с ускорением документооборота и
упорядочением расчётов между предприя-
тиями важным средством повышения скоро-
сти оборота является своевременная, без за-
держки, отгрузка продукции поставщиками
своим покупателям. Между тем значительная
сумма оборотных средств у многих предприя-
тий подолгу задерживается в готовой продук-
ции, ожидающей реализации.
Ускорение оборота средстз за счёт ликви-
дации сверхплановых запасов готовой про-
дукции имеет поэтому серьёзное значение. Тем
не менее в прошлом до сих пор немало пред-
приятий забывало об этом, ограничивая свою
задачу выполнением планов по выпуску про-
дукции из производства. Достаточно сказать,
что к концу 19-18 г. на складах о-цшх только
заводов с.-х. машиностроения скопилось не-
отгруженных машин на сумму в 100 млн. руб.
Наличие столь высоких остатков нереализо-
ванной продукции значительно замедляло
оборачиваемость средств, поскольку реализа-
ция продукции и превращение её из товарной
формы в денежную являются заключитель-
ной стадией кругооборота оборотных средств
предприятий.
Здесь рассмотрено влияние основных эле-
ментов техники, экономики и финансов пред-
приятий на ускорение оборачиваемости
средств. Ясно, что этим не исчерпываются
все конкретные пути ускорения оборачивле-
мости. Эти пути должны изыскиваться на за-
водах с вовлечением в эту работу широких
кругов хозяйственного и партийного актива,
рабочих, инженеров, техников и служащих.
Изыскание конкретных путей ускорения обо-
рачиваемости средств на данном предприятии
должно основываться на глубоком знании всех
особенностей его работы,, на овладении пар-
тийными и хозяйственными руководителями
техникой, экономикой и финансами своего
предприятия. Только при этом условии борьба
за ускорение оборачиваемости оборотных
средств будет достаточно эффективной, а взя-
тые на себя предприятиями обязательства по
высвобоисцению средств — успешно выполнены.
ИСПОЛЬЗОВАНИЕ ОБОРОТНЫХ СРЕДСТВ
И БОРЬБА ЗА ЭКОНОМИЮ
И РЕНТАБЕЛЬНОСТЬ
Борьба за ускорение оборачиваемости
средств, широко развернувшаяся в нашей про-
мышленности, представляет собой новую
форму всенародного социалистического сорев-
нования за изыскание дополнительных источ-
ников средств, необходимых для досрочного
завершения плана послевоенной сталинской
пятилетки.
Стремясь увеличить выпуск продукции на
один рубль оборотных средств, социалистиче-
ские предприятия достигают, таким образом,
огромной экономии в средствах, высвобождая
сотни миллионов рублей на дальнейшее рас-
ширение производства, на дальнейшее укре-
пление экономического могущества Советского
государства. Вместе с этим ускорение обо-
рота средств тесно переплетается с эконо-
мией средств внутри каждого предприятия:
во-первых, ускорение оборота средств имеет
одним из важных источников сокращение дли-
тельности производственного цикла, а это
означает прямое снижение себестоимости
единицы продукции — в одну и ту же единицу
времени выпускается больше продукции, при-
чём на увеличивающуюся массу продукции
падает та же сумма постоянных издержек
производства; во-вторых, экономное расходо-
вание сырья, материалов и топлива является
немаловажным фактором высвобождения обо-
ГЛ. II]
ИСПОЛЬЗОВАНИЕ ОБОРОТНЫХ СРЕДСТВ И БОРЬБА ЗА РЕНТАБЕЛЬНОСТЬ
115
ротных средств. При снижении норм расхода
материальных элементов на производство про-
дукции, естественно, уменьшается и общая
потребность предприятия в этих элементах,
а следовательно, и потребность в нормальных
переходящих запасах, покрываемых оборот-
ными средствами.
Более того, за счёт экономии в сырье, ма-
териалах и топливе предприятие имеет воз-
можность дать стране дополнительную про-
дукцию, выпуск которой в свою очередь
будет способствовать ускорению оборачивав-
мости средств. Именно поэтому передовые
предприятия, явившиеся инициаторами движе-
ния за ускорение оборачиваемости средств,
начали борьбу за всемерную экономию в рас-
ходовании сырья, материалов и топлива на
единицу выпускаемой продукции.
В письме к товарищу Сталину работники
промышленности Москвы и Московской области
наряду с обязательствами по сокращению про-
изводственного цикла и ликвидации сверхнор-
мативных запасов обязались также: „настой-
чиво добиваться строжайшей экономии сырья,
топлива, материалов, инструмента. С ещё
большей энергией внедрять хозрасчёт в цехах
и на участках, воспитывать всех рабочих и
служащих в духе социалистической бережли-
вости."*
Борьба за ускорение оборачиваемости
средств является, таким образом, продолже-
нием начавшегося в 1948 г. массового, все-
народного движения са сверхплановые нако-
пления за счёт снижения себестоимости.
И действительно, нельзя добиться выпуска
продукции с наименьшими затратами, не за-
• ботясь об ускорении оборота средств. Борьба
за экономию, за сверхплановое снижение
себестоимости продукции может быть пол-
ностью эффективной только при органиче-
ском слиянии её с борьбой за ускорение
оборачиваемости средств.
Следовательно, можно отметить две линии
связи между этими важными народнохозяй-
ственными задачами: с одной стороны,эконо-
мия в расходовании материальных элементов
производства способствует сокращению про-
изводственных запасов и высвобождению
оборотных средств за счёт ускорения их
оборачиваемости; с другой, — успех в уско-
рении оборачиваемости средств помогает сни-
жать себестоимость продукции, производимой
предприятиями.
Ускорение оборачиваемости оборотных
средств, способствуя их высвобождению,
имеет наряду с этим крупнейшее значение
в деле снижения себестоимости и повышения
рентабельности в промышленности, поэтому
задачи повышения производительности труда,
систематического улучшения качества про-
дукции, ускорения оборачиваемости обо-
ротных средств и снижения себестоимости
продукции должны быть в центре внима-
ния партийных и хозяйственных руководи-
телей.
Борьба за ускорение оборачиваемости
средств представляет собой одно из звеньев
в общей цепи мероприятий, направленных на
всемерное улучшение качественных показа-
• Газете .Правда" от 9 марта 1949 г.
телей работы наших предприятий, на мобили-
зацию их внутренних ресурсов, на увеличение
социалистических накоплений.
Выполняя взятые обязательства по уско-
рению оборачиваемости средств, предприятия
должны вместе с тем с ещё большей энергией
продолжать борьбу за сверхплановую эконо-
мию, за систематическое снижение издержек
производства и обращения.
Нельзя считать успешно выполненным обя*
зательство по ускорению оборачиваемости
средств, если это ускорение не сопровожда-
лось повышением производительности труда,
улучшением качества выпущенной продукции
и снижением её себестоимости.
В 1948 г. социалистическая промышлен-
ность добилась крупных успехов в улучшении
качественных показателей своей работы. Про-
изводительность труда рабочих возросла за
год на 15% и превысила довоенный уровень.
Себестоимость сравнимой товарной продук-
ции была снижена на 8,8%, В результате
значительного перевыполнения планового за-
дания по снижению себестоимости сверх-
плановая экономия достигла в 1948 г.
6 млрд. руб.
Таковы первые итоги начатого по инициа-
тиве московских большевиков всенародного
патриотического движения за высокорента-
бельную работу промышленности. Эти итоги
в дальнейшем были закреплены и умножены.
Успешное разрешение этих задач обеспе-
чивается огромными ресурсами, таящимися
в недрах социалистического строя. Социалк*
стическая экономика тем и отличается от ка-
питалистической, что в ней содержатся все
возможности для постоянной экономии в за-
тратах общественного труда, возможности
непрерывного роста накоплений в народном
хозяйстве, сопровождающегося неуклонным
повышением материального благосостояния
трудящихся.
Это одно из решающих преимуществ социа-
листического общественного строя перед
капиталистическим строем.
Значение бережного использования оборот-
ных средств предприятий возрастает также
в связи с тем, что экономное расходование
сырья, материалов и топлива на производство
способствует выпуску дополнительной про-
дукции и экономии материалов; сверхплано-
вый же выпуск продукции, оказывая влияние
на снижение себестоимости, является вместе
с тем важнейшим фактором улучшения
использования оборэтных средств предприя-
тий и ускорения их оборачиваемости.
Коллективы Коломенского паровозострои-
тельного завода им. Куйбышева и Горьков-
ского завода .Красное Сормово* им. Жданова,
включившись во всенародное движение за
экономию и рентабельность производства,
добились в 1948 г. 52 млн. руб. сверхплано-
вой экономии от снижения себестоимости.
Они обязались в 1949 г. сэкономить не менее
5000 т топлива, 4,5 млн. квт-ч электроэнер-
гии, 3800 т металла и ряд других материалов.
За счёт этой экономии коллективы этих за-
водов взяли на себя обязательство выпустить
сверх годового плана 17 паровозов и 3
теплохода. Это начинание нашло широ-
кую поддержку многих предприятий нашей
страны-
116
ПЛАНИРОВАНИЕ. ФИНАНСЫ И ХОЗРАСЧЁТ МАШИНОСТРОИТЕЛЬНОГО ЗАВОДА [РАЗД. V
Челябинский тракторный завод также обя-
зался выпустить сверх годового плана за счёт
экономии металла и других материалов
300 тракторов, снизить брак по сравнению с
1948 г. на 45°/о, сократить оборачиваемость
средств и высвободить для государства
36 млн. руб.
Лианозовский вагоностроительный завод
взял обязательство выпустить в 1949 г. сверх
Государственного плана за счёт сберегаемых
в производстве материалов целый состав пас-
сажирских вагонов.
Все эти примеры показывают, какой ши-
рокий размах получило движение за выпуск
дополнительной продукции, изготовляемой из
сберегаемого сырья, материалов и топлива.
Вместе с этим они свидетельствуют о том,
какие крупные резервы экономии имеются на
социалистических предприятиях.
Наряду с этим есть немало фактов неэко-
номного, а подчас просто расточительного
расхода ценнейших материалов на ряде пред-
приятий.
Из-за устаревших норм расхода на мно-
гих, даже передовых, машиностроительных
заводах коэфициент использования металла
иногда составляет всего 40—50%.
На Свердловском заводе Уралхиммаш,
например, для изготовления бандажа сушиль-
ного барабана служил стальной слиток весом
в 5 т; из него ковали заготовку весом в 3 т,
а после обработки на станках бандаж в
готовом виде получался чистым весом всего
в 995 кг.
На ленинградском заводе им. Карла Маркса
вследствие использования в производстве
стали несоответствующего сечения при меха-
нической обработке отпущенного в цех металла
отходы достигали 3G%. Даже на таком заводе
очень высокой точности, как 1-й Государствен-
ный подшипниковый завод им. Л. М. Кага-
новича, в подсобных цехах металл расходо-
вался расточительно. Так, например, в инстру-
ментальном цехе этого завода при изготовле-
нии матриц для ковочной машины более 300 кг
высококачественной стали пускалось в
стружку, причём на излишнюю её обработку
затрачивалось 50 чел.-час.
Ряд заводов—Люберецкий им. Ухтомского,
.Динамо" им. Кирова, Подольский им. Орджо-
никидзе, Коломенский им. Куйбышева и мно-
гие другие предприятия, — Сорясь за эконо-
мию металла, резко сократили его потери и
непроизводительные, затраты.
Но борьба с явными потерями металла и
превышением установленных норм его рас-
хода — не единственный способ экономии.
Полностью уложиться в действующие нормы
расходования металла — это ещё не значит
обеспечить настоящую его экономию. Самые
нормы расхода, как показывают многочислен-
ные факты, зачастую оказываются устарев-
шими, установленными без точного техноло-
гического расчёта.
Задача состоит в том, чтобы внедрять
ш производство прогрессивные нормы, пред-
усматривающие облегчение конструкций,
улучшение технологии производства и сни-
жение количества отходов металла.
Поставив эту задачу, Пресненский маши-
ностроительный завод пересмотрел во второй
половине 1948 г. все действующие нормы
расхода металла, теоретически проверив за-
пасы прочности, а затем заново рассчитал
размеры всех деталей машин. Было обнару-
жено, что все металлические детали могут
быть облегчены на 7—10, а некоторые даже
на 25% и более.
Установление расчётных припусков на все
модели в литейном цехе, пересмотр размеров
заготовляемых деталей, установление техни-
ческого контроля и проведение ряда других
мероприятий позволили этому заводу умень-
шить вес выпускаемых им машин от 10 до
22°/0. За счёт этого только по трем типам ма-
шин завод сэкономил в первом квартале 1949 г.
31 т чугуна, из которых можно выпустить
дополнительно сверх плана 12 трепальных
машин.
Поучителен также опыт борьбы за эко-
номию металла на московских заводах „Борец",
„Компрессор", Инструментальном, Трансфор-
маторном, Коломенском паровозостроительном
им. Куйбышева, Подольском им. Орджоникидзе
и других передовых предприятиях страны.
Путем совершенствования технологии произ-
водства, внесения конструктивных изменений
в отдельные детали, упорядочения раскроя
коллективы этих заводов снизили расход ме-
талла на 12 — 1 Зо/о -
Выпуск дополнительной продукции без по-
лучения предприятиями новых материальных
фондов за счёт имеющихся внутрипроизвод-
ственных ресурсов — показатель высокой эко-
номической эффективности широко развер-
нувшегося патриотического движения за эко-.
номию и за ускорение оборачиваемости
средств.
Успехи этого движения зависят от того,
насколько глубоко партийные и хозяйствен-
ные руководители изучают экономику произ-
водства, насколько тщательно и по-хозяйскн
изыскивают они резервы роста производства,
снижения себестоимости продукции и улуч-
шен! я использования оборотных средств, на-
сколько широко вовлечены в эту работу мас-
сы рабочих, стахановцев, инженерно-техниче-
ских, плановых и учётных работников пред-
приятий.
Партийным и хозяйственным руководите-
лям пром шленных предприятий сейчас, как
никогла, нужно помнить указание, данное
товарищем Сталиным в его исторической речи
на совещании хозяйственников в 1931 г:
„Но мы могли бы сделать еще больше,
если бы постарались за это время по-настоя-
щему овладеть производством, его техникой,
его финансово-экономической стороной."*
Повседневное осуществление этого сталин-
ского указания есть главное средство успеш-
ного выполнения взятых предприятиями обя-
зательств в области достижения сверхплано-
вой экономии и ускорения оборачиваемости
оборотных средств.
*И. В. Сталин, Еопросы ленинизма, изд. П-е,
стр. 329.
ГЛ. II]
БАЛАНС ДОХОДОВ И РАСХОДОВ
117
ФИНАНСЫ МАШИНОСТРОИТЕЛЬНОГО ЗАВОДА
ОСНОВЫ ФИНАНСОВОГО ХОЗЯЙСТВА Баланс доходов и расходов предприятия (в тыс. руб.)
ПРЕДПРИЯТИЯ Доходы
Выручка от реализации продукции 34 З60
Финансы предприятия включают все исполь- в том числе: прибыль
зуемые ИМ ресурсы, выраженные в денежной Доходы жвт^1Тоыиу1?лшоГо\о1яйстьа . . яоа
форме. Вместе С тем ПОД финансами ПОНИ- Реализация выбывшего имущества iao
мается совокупность методов применения Мобилизация внутренних ресурсов в строитель-
денег как планового орудия государствен- ствеп'Рирост" устойчивых'пассивов* (минимального ^
НОГО воздействия и контроля за СОХран- переходящего остатка задолженности по заработной
ностью общественной собственности и за наи- плате, соцстраху и пр.) 4<>
более целесообразным её использованием ^Г^А "°^Упающие от родителей на содер-
* жание детского сада •» оо
на каждом предприятии в интересах увели-
чения народного дохода, оборонной и эконо- Всего доходов 35 оэ°
мической мощи социалистического государства. превышение расходов над доходами —
Финансовые ресурсы и финансовое хозяй-
ство социалистического предприятия в корне Расходы
отличны от финансов капиталистических пред- ^™,^^^fM]^E™c?B.0\ '. \ \ \felfo
приятии. вспомогательные материалы .... а 7-*>
Финансы капиталистического предприятия топливо 1400
являются орудием безудержного накопления ^бртизация '.'.'.' ' хбго
капиталистических прибылей за счёт всемер- зарплата основная и дополнитель-
ного увеличения эксплоатации трудящихся. ная 4 34°
Финансы социалистического предприятия п^чие^ежны'^ааады *. ". ". '. '. ioJ
ЯВЛЯЮТСЯ Орудием планового распределения Из общей суммы затрат на производство отно-
той части народного дохода, которая создана сится на реализуемую продукцию 29 4°°
на данном предприятии, обеспечивая при этом: стои3ма0тсртаьты пРедпРиятия> не включаемые в себе-
в области потребления — социалистический
принцип оплаты по Труду, непрестанное ПОВЫ- Итого затрат на реализуемую продукцию . . 29 45«>
шение жизненного урОВНЯ Трудящихся И УДО- Прирост собственных оборотных средств.... З5а
влетворение общественных потребностей на капитальный рем°онт аб4°
основе непрерывного роста производитель- внелимитные затраты'. '. '. . '. '. . ...... '. iao
НОСТИ Труда, а в Области Накопления — рас- Отчисления в фонд директора 9е
ширенное ВОСПРОИЗВОДСТВО в масштабах и. Затраты жнлио^онн^адьнэго хозяйства.. з|о
темпах, не ДОСТИЖИМЫХ ДЛЯ капиталистиче- Расходы на содержание детского сада'. '.'.'.'. аз»
ского хозяйства. —
Финансовое хозяйство предприятия должно Вс ег0 Расх°Д°в- • • 33 578
строиться на началах хозяйственного расчёта ^^«„S^^gb^SS^
как метода Планового руководства деятель- г Капитальные работы за счёт амортизации. . фо
НОСТЬЮ предприятия. Социалистическое ГОСТ- Капитальный ремонт за счёт амортизации. . б4в
дарство предоставляет каждому машиностро- Убытки жилищно-коммунального хозяйства ¦ so
ительному заводу финансовые ресурсы в и т о г о. . . . i бд»
таком размере, какой необходим и достаточен Всего расходов за вычетом покрываемых пере-
ДЛЯ выполнения установленного проИЗВОД- распределяемыми внутри предприятия доходами . . 31 938
ственного плана. В процессе своей производ- „^Р^вГ6" доходов над Расходами C5 030~ оа
ственной деятельности машиностроительный '
завод расходует денежные средства на Взаимоотношения предприятия
выплату заработной платы, на приобретение с бюджетом
сырья, топлива, Инструментов и т. П. Эти рас- Ассигнования аз бюджета
ходы возмещаются путём продажи изготовлен- На подготовку кадров 190
ной продукции по установленным ценам. На содержание детских садов 170
Выручка от реализации продукции должна, Иа капитальные работы юю
как правило, не ТОЛЬКО покрывать ПрОИЗВе- Итого ассигнований из бюджета ... 1400
денные затраты (т. е. себестоимость продук- платежи в бюджет
ции), но сверх того давать известное накопле- „ ,
' г л Налог с оборота —
НИе, ИЛИ прибыль. Отчисления от прибылей 4 5°а
Эти накопления удовлетворяют плановые Излишки оборотных средств —
нужды завода, а в остальной части перерас- "итого платежей в бюджет 450а
пределяются через государственный бюджет ревышение платежей в бюджет над ассигнова-
на нуЖДЫ финансирования нарОДНОГО ХОЗЯИ- НРИЯМН из бюджета D 502-1400) 310*
ства, обороны, культуры и управления стра-
ной. Таким образом, каждое промышленное Баланс доходов и расходов составляется
предприятие использует в своей работе, фи- На год с разбивкой по кварталам. Кварталь-
нансовые ресурсы, соизмеряя произведённые Ный баланс, утверждаемый главным управле-
затраты и достигнутые результаты в деньгах. нием (министерством) на основе годового
баланса и производственного плана, играет
БАЛАНС ДОХОДОВ И РАСХОДОВ. Роль исполнительного финансового плана,
так как согласно такому квартальному балансу
Финансовый план машиностроительного непосредственно производятся платежи пред-
завода должен составляться в форме баланса приятия в бюджет и осуществляется финанся-
доходов и расходов по следующему образцу. рование из бюджета.
118
ПЛАНИРОВАНИЕ, ФИНАНСЫ И ХОЗРАСЧЁТ МАШИНОСТРОИТЕЛЬНОГО ЗАВОДА [РАЗД. V
Доходы и расходы, предусматриваемые ба-
лансом, можно условно распределить на сле-
дующие взаимосвязанные группы:
1) доходы и расходы, связанные главным
образом с основной деятельностью предприя-
тия по выпуску и реализации товарной про-
дукции; эти доходы и расходы определяются
при исчислении результатов от реализации;
2) доводы и расходы, связанные с изме-
нением основных средств предприятия, ка-
ковы: капитальные затраты, капитальный ре-
монт, амортизация, мобилизация внутренних
ресурсов в строительстве и т. д.; эти доходы
и расходы определяются при составлении
плана финансирования капитальных вложений
(см. ниже);
3) доходы и расходы, относящиеся
к изменению собственных оборотных средств:
их прирост или пополнение, а также источ-
ники их увеличения;
4) прочие доходы и расходы, относящиеся
к непромышленным хозяйствам или к социаль-
но-культурным мероприятиям (подготовка кад-
ров, содержание детских садов); эти доходы
и расходы должны определяться по приходно-
расходным сметам соответствующих хозяйств,
составленным на основе бюджетных норм и
лимитов и утверждённым вышестоящим орга-
ном.
Для правильного построения баланса дохо-
дов и расходов надо иметь в виду, что среди
расходов имеются некоторые затраты, повто-
ряющиеся под разными наименованиями. К их
числу относится амортизация, которая указы-
вается в расходной части баланса однажды в
качестве слагаемого затрат на производство,
а второй раз — в виде расходов на проведение
капитальных работ и капитального ремонта за
счёт амортизации. Точно такое же положение
занимают и убытки от жилищно-коммунального
хозяйства, поскольку они включены в состав
затрат на жилищно-коммунальное хозяйство и
показаны вторично как расходы, не относимые
на себестоимость реализуемой продукции.
После очищения расходов от повторных сумм
производится сопоставление доходов и расхо-
Прямой счёт результатов от реализации в тыс. руб.
дов, дающее превышение доходов над расхо-
дами (либо, наоборот, превышение расходов
над доходами). Этим результатом определяются
и взаимоотношения предприятия с бюджетом.
Как правило, хозрасчётное предприятие по-
крывает все расходы за счёт своих доходов,
а разность, т. е. избыток доходов над расхо-
дами, вносится в доход бюджета (или посту-
пает в главк для перераспределения на нужды
других предприятий). Поэтому превышение
доходов над расходами равняется превыше-
нию платежей в бюджет над ассигнованиями
из бюджета (либо наоборот).
Определение результатов от реализации
продукции является важнейшим разделом
финансового плана предприятия, так как оно
устанавливает размер планируемых накопле-
ний и степень рентабельности работы завода
в очередном периоде. В основе планового
расчёта накоплений лежит смета затрат на
производство. Она включается в баланс дохо-
дов и расходов и создаёт необходимую связь
между планированием производственных и фи-
нансовых показателей предприятия. Однако
смета производства определяет затраты на
валовую и товарную продукцию, между тем
как реализуемая продукция отличается от
товарной продукции предприятия на величину
изменения остатков готовых изделий и това-
ров, отгруженных покупателям. Отсюда —
необходимость исчисления* затрат, падающих
на реализуемую продукцию в отличие от
суммы затрат по смете производства. В при-
ведённом примере затраты на производство
показаны в сумме 29 750 000 руб., а затраты
на реализуемую продукцию — в размере
29 400 000 руб.; разность в 350 000 руб. пред-
ставляет собой прирост остатков готовых из-
делий.
Определение себестоимости реализуемой
продукции и выручки от её реализации может
быть выполнено двумя способами, которые
носят названия метода прямого счёта и ме-
тода аналитической проверки результатов
реализации. Метод прямого счёта иллю-
стрируется следующим примером (табл. 18).
Таблица 18
Номенклатура изделий *
Сравнимая прдукция
Станки К-34
Станки 2Т-41
Столы к станкам „М"
Станки 7А-56
Итого по сравнимой продукции
Снижение себестоимости B%). .
Несравнимая продукция
Станки ИН (настольные)
Всего ...
Реализация
в шт.
2ОО
боо
IOO
ЗЗО
IOOO
-
Себестоимость
единицы
в отчётном
году
19,6
24.3
о, 7
13,4
Плановая себе-
стоимость
единицы
5,25
—
Издержки
производства
по себестоимо-
сти отчётного
года
3 92O
14580
зо
607а
24 642
-492
Издержки
по плану
5 25O
29 4°°
Оптовая или
расчётная це-
на за единицу
2а
23
о,б
24 -5
-
5 О15
-
Выручка за
реализован-
ную продук-
цию
4 4°°
1б 8оо
6о
8 085
29 345
5°i5
34 3бо
Налог
с оборота
Ставка
или %
ММ
-
-
-
Сумма
-
-
-
-
Результаты:
прибыль (+),
убыток (—)
+48о
+ 322O
—IO
+2OI3
+47°3
+492
—235
+ 49б°
¦ Марки станков условные.
ГЛ. II]
ФИНАНСИРОВАНИЕ КАПИТАЛОВЛОЖЕНИЙ И КАПИТАЛЬНОГО РЕМОНТА
119
Сущность этого расчёта заключается в том,
что всё количество реализуемой продукции
по каждой номенклатурной позиции умно-
жается на себестоимость соответственной
единицы и на её отпускную цену. Разность
сумм этих произведений представит собой
стоимостное выражение прибавочного про-
дукта, исчисленное в двоякой форме налога
с оборота и прибыли. Налог с оборота
уплачивается только теми предприятиями, ко-
торые реализуют свою продукцию не через
сбытовые конторы, а непосредственно пере-
дают её торговой сети или потребителям. При
реализации же продукции через сбытовые
конторы последние уплачивают в бюджет
налог с оборота, а предприятие-изготови-
тель передаёт им свою продукцию по уста-
новленным оптовым ценам предприятия, куда
не входит налог с оборота.
При определении результатов от реализа-
ции сравнимой продукции себестоимость про-
дукции подсчитывается по отчётным данным,
причём её итог корректируется на плани-
руемое снижение себестоимости. По несрав-
нимой продукции себестоимость каждой еди-
ницы устанавливается на основе плановых
калькуляций.
Результаты прямого счёта не дают воз-
можности судить, за счёт каких именно причин
изменяются финансовые результаты предприя-
тия по сравнению с прошлым годом. Поэтому
наряду с прямым счётом применяется метод
аналитической проверки результатов от реа-
лизации, иллюстрируемый следующим при-
мером.
Аналитическая проверка результатов
от реализации (в тыс. руб.)
Базисная прибыль отчётного года 4io°
Реализация в отчётном году по коммерче-
ской себестоимости 23400
, ' 4100-100
Базисная рентабельность —~vo~3~in— * ¦ • • l8>3 /о
Рост сравнимой товарной продукции в %
к отчётному году но
Реализация сравнимой товарной про-
22 400 ¦ НО
дукции в планируемом году .... 24640
Прибыль планируемого года по базисной
14 640- 18,3
рентабельности — 4 5°9
/ ™,ч 24 64Э • 2
Снижение себестоимости (— 2%) -гт +-49а
Итого прибыль по сравнимой продукции 499*
Влияние изменений в ассортименте (раз-
ность между результатами прямого счёта и
данным расчётом 4703—4500) + аоз
Прибыль от реализации несравнимой про-
дукции (по прямому счёту) — 235
Всего прибыли в планируемом году D500 +
+494+293—235) 49°°
Этот способ аналитически разлагает ре-
зультаты расчёта, показывая, что рост объёма
сравнимой продукции даёт 200 000 руб. уве-
личения накоплений D500—4300), снижение
себестоимости —492000 руб., изменение ас-
сортимента — 203 000 руб., а несравнимая
продукция даёт уменьшение накоплений на
235 000 руб.
Расчёт накоплений предприятия необхо-
димо производить обоими указанными мето-
дами, для чего нужно располагать: заданием
по росту валовой и товарной продукции, в
том числе сравнимой; утверждённой номен-
клатурой выпуска; заданием по снижению
себестоимости; прейскурантом оптовых или
расчётных цен; сметой производства; плано-
выми и отчётными калькуляциями по каждому
изделию. При отсутствии подробных данных
о номенклатуре продукции к моменту со-
ставления финансового плана можно выпол-
нить предварительный расчёт результатов по
способу аналитической проверки, исходя из
базисной прибыли прошлого года.
Под базисной прибылью понимается при-
быль отчётного года, очищенная от неплани-
руемых доходов и потерь (внереализационные
прибыли и убытки), а также от влияния таких
условий, которые действовали в отчётном году,
но не будут действовать в планируемом году,
например, изменение оптовых цен или ставок
налога с оборота и т. п.
Предварительный расчёт результатов впо-
следствии подлежит уточнению на основе
утверждённой номенклатуры выпуска и под-
робно рассчитанной сметы производства. При
расчёте результатов от реализации как основ-
ного показателя финансового плана необхо-
димо тщательно выявить и учесть все пути и
возможности повышения рентабельности ра-
боты предприятия и увеличения его доходов
в том числе — снижение себестоимости, умень-
шение переходящих остатков готовых изде-
лий, устранение бесхозяйственных расхо-
дов, не относимых к себестоимости, и т. п.
Социалистическое соревнование за рост
рентабельности, развернувшееся в стране,
вскрывает новые мощные резервы в произ-
водстве, которые должны быть учтены при
планировании финансовых результатов.
ФИНАНСИРОВАНИЕ
КАПИТАЛОВЛОЖЕНИЙ
И КАПИТАЛЬНОГО РЕМОНТА
Предоставляемые предприятию средства
для капитального строительства должны быть
обособлены от средств основной экспло-
атационной деятельности. Это необходимо
в целях борьбы против самочинного бес-
планового строительства, а также против
повышения плановой себестоимости строи-
тельно-монтажных работ. Для этого все сред-
ства, предназначаемые для нужд капитального
строительства, сосредоточиваются в особом
банке финансирования капиталовложений в
промышленность (Промбанк), куда поступают;
амортизация в доле, предназначаемой на капи-
тальное строительство; собственные средства
промышленности в виде прибыли, направляе-
мой по финансовому плану на капитальное
строительство, и соответственные бюджетные
ассигнования.
Сосредоточивая у себя средства, предназна-
ченные для капитального строительства, Пром-
банк осуществляет контроль за ходом строи-
тельства. Прежде всего Промбанк проверяет
наличие так называемого титула, т. е. выписки
из государственного плана капитальных ра-
бот, где указывается разрешённый объём ра-
бот по сметной стоимости, установленный на
данный год для строительства, а также нали-
чие титульного списка, где этот объём рас-
пределён по отдельным видам работ и объектам.
Промбанк, кроме того, проверяет смету
к техническому проекту. Сметы составляются
120
ПЛАНИРОВАНИЕ, ФИНАНСЫ И ХОЗРАСЧЁТ МАШИНОСТРОИТЕЛЬНОГО ЗАВОДА [РАЗД. V
по правилам, утверждённым правительством
26 февраля 1938 г., и по сметным нормам.
В отдельных случаях правительство специаль-
ным постановлением даёт разрешение при-
ступить к финансированию строительства до
полной готовности смет на основе предвари-
тельных сметно-финансовых расчётов.
Основным документом, на основе кото-
рого Промбанк открывает кредиты строи-
тельству, является план (лимит) финансирова-
ния. На основе титула и финансового плана
министерство в лице соответственного глав-
ного управления представляет в Промбанк
план финансирования подведомственных заво-
дов и строек с визой соответствующего фи-
нансового органа с указанием ассигнова-
ний по каждому объекту.
В приведённом выше примере финансового
плана (баланса доходов и расходов предприя-
тия) предусмотрен лимит финансирования ка-
питального строительства в виде общей суммы
затрат по сметной стоимости в 2 250 000 руб.;
кроме того, здесь же указаны следующие
источники финансирования этих затрат: амор-
тизация „на месте" (т. е. вносимая самим
заводом, осуществляющим строительство) в
размере 960000 руб.; амортизация централи-
зованная (т. е. перераспределяемая главным
управлением или министерством с других
предприятий); собственная прибыль завода,
производящего строительные работы (в нашем
примере отсутствуют); бюджетные ассигно-
вания в сумме 1040 000 руб.; мобилизация
внутренних ресурсов в виде переходящих
остатков материалов, оборудования к уста-
новке, дебиторской задолженности за вычетом
кредиторской задолженности и нормального
остатка запасов на стройплощадке, — всего
на сумму 250 000 руб.; экономия от сниже-
ния себестоимости строительства в соответ-
ствии с заданием плана.
На сумму мобилизации внутренних ресур-
сов и планируемого снижения себестоимости
объём финансирования должен быть уменьшен.
В соответствии с лимитами годового плана
составляются квартальные лимиты финанси-
рования капитальных затрат. По этим квар-
тальным лимитам Промбанк открывает строи-
тельству кредиты.
Порядок финансирования зависит от того,
каковы масштабы строительства и каким спо-
собом оно осуществляется.
По своему масштабу капиталовложения
могут быть плановые (централизованные) и
внелимитные (децентрализованные).
Внелимитные затраты разрешены для
незначительных по сумме и быстро окупаю-
щихся вложений, осуществляемых за счёт
собственных накоплений промышленности с
применением местных строительных материа-
лов. При этом затраты, не превышающие
50 000 руб. на каждый объект, могут произво-
диться без взноса средств в Промбанк, а не-
посредственно с расчётного счёта завода
в Госбанке.
Плановые капиталовложения в свою
очередь подразделяются на сверхлимитные
и нижелимитные. Для каждого министерства
установлен свой размер лимита. Всякая
сумма затрат на тот или иной объект,
не превышающая этого лимита, утверждается
непосредственно министерством. Такого рода
стройки и называются нижелимитными. Всякое
же строительство объекта, по которому за-
траты превышают установленную предельную
сумму, подлежит утверждению правительства
как сверхлимитное строительство.
Плановые капиталовложения могут осуще-
ствляться подрядным и хозяйственным спосо-
бами. При подрядном способе кредит в Пром-
банке открывается заказчику. При подписании
подрядного договора Промбанк по распоря-
жению заказчика перечисляет подрядчику
аванс в размере до 15% договорной суммы.
Дальнейшие расчёты производятся на основа-
нии актов частичной готовности работ. Акты
составляются по результатам обмера в натуре
выполненных работ, подписываются заказчи-
ком и подрядчиком и оплачиваются Промбан-
ком подрядчику согласно сметной стоимости
(например, земляные работы — по единичным
расценкам за кубометр, части зданий в виде
фундамента, перекрытий и др. — по сметной
стоимости за каждый конструктивный элемент
здания и т. п.). При этом с подрядчика удер-
живается соответственная доля выданного
ему аванса.
При хозяйственном способе ведения ра-
бот всякое строительство стоимостью выше
100 000 руб. учитывается на особом балансе.
В составе заводоуправления организуется осо-
бый отдел капитального стррительства (ОКС).
Нижелимитные незначительные по объёму
стройки могут финансироваться непосред-
ственно путём выдачи денег заводу на вы-
плату зарплаты, на покупку материалов и т.п.,
причём Промбанк контролирует соответствие
затрат сметной стоимости выполняемых
работ. Как правило, все стройки, осущест-
вляемые хозяйственным способом, должны
финансироваться аналогично финансирова-
нию при подрядном способе. По распо-
ряжению директора завода Промбанк пере-
числяет отделу капитального строительства
аванс по особому расчёту в качестве оборот-
ных средств. Размер аванса должен обеспе-
чить: образование запаса строительных мате-
риалов на складах и в пути (до 60-дневной
потребности); покрытие затрат в незавершён-
ном производстве, поскольку оплата закон-
ченных работ производится один раз в месяц;
приобретение запасов строительных деталей,
инвентаря в рабочих бараках; устройство вре-
менных приспособлений, для которых не пре-
дусмотрены сметные ассигнования (внети-
тульные работы), и покрытие незавершённого
производства подсобных предприятий до 15%
от объёма годовой программы.
По истечении каждого месяца дирекция
завода и отдел капитального строительства
составляют акты частичной готовности строи-
тельно-монтажных работ, которые и оплачи-
ваются Промбанком согласно сметной стои-
мости. Таким образом, работа отдела капи-
тального строительства находится на хоз-
расчёте, и всякого рода перерасход или эко-
номия против сметных цен сказываются на
финансовом состоянии отдела капитального
строительства как самостоятельного пред-
приятия.
Средства капитального строительства и
основной деятельности хранятся раздельно.
ОКС имеет свой расчётный счёт в Промбанке,
куда и перечисляются средства с контокор-
ГЛ. II]
ФИНАНСИРОВАНИЕ СОБСТВЕННЫХ ОБОРОТНЫХ СРЕДСТВ
121
рентного счёта предприятия (заказчика) в ви-
де первоначального аванса и последующей
оплаты по актам частичной готовности стро-
ительно-монтажных работ.
Всякого рода позаимствования средств
основной деятельности для ОКС (как и наобо-
рот) могут иметь кратковременный характер
и должны немедленно погашаться. Длительное
позаимствование средств основной деятель-
ности должно рассматриваться как незаконное
вложение оборотных средств в капитальное
строительство, имеющее целью избежать кон-
троля Промбанка, или как проведение нети-
тульных (самочинных) работ.
Финансирование капитального ремонта
производится за счёт доли амортизационных
отчислений, установленной для этого прави-
тельством. По постановлению СНК СССР от
8 января 1938 г. амортизационные отчисления
в машиностроении составляют в среднем 5,5%
в год от балансовой стоимости основных
средств в эксплоатации, в том числе на капи-
тальный ремонт предназначается 2,2%. Эти
средства образуют фонд на нужды капиталь-
ного ремонта, находящийся в распоряжении
директора завода. Свободные средства этого
фонда хранятся на особом счёте в Госбанке.
Осуществляя необходимые затраты на прове-
дение капитального ремонта, завод обязан
предъявлять счета на произведённые расходы
в Госбанк, который проверяет эти счета и
перечисляет затраченные суммы с особого
счёта на расчётный счёт предприятия.
Для проведения капитального ремонта зда-
ний и сооружений в летний сезон завод мо-
жет получить в Госбанке сезонную ссуду, по-
гашаемую до конца года последующими амор-
тизационными отчислениями.
Неосвоенные кредиты на капитальное стро-
ительство в конце года закрываются, а суммы
внесённые, но неизрасходованные заводом и
главным управлением, поступают в доход
бюджета. Средства же на капитальный ремонт
в конце года не закрываются и остаются
в распоряжении завода на следующий год как
источник финансирования капитального ре-
монта.
ФИНАНСИРОВАНИЕ СОБСТВЕННЫХ
ОБОРОТНЫХ СРЕДСТВ
Под оборотными средствами понимаются
финансовые ресурсы, позволяющие предприя-
тию образовать необходимые для его произ-
водственной и сбытовой деятельности за-
пасы средств производства и обращения.
Оборотные средства могут быть собствен-
ные и заемные. Собственными средствами
называются денежные ресурсы, закреплённые
государством за предприятием в целях
образования минимальных (неснижаемых)
остатков следующих запасов и средств: сырья
и основных материалов, вспомогательных ма-
териалов, топлива, тары, малоценного инвен-
таря и инструмента в эксплоатации, запасных
частей для ремонта, незавершённого произ-
водства и полуфабрикатов, готовых изделий,
а также расходов будущих периодов.
Заёмные средства рассматриваются в по-
следующем разделе данной статьи.
Для определения потребности завода в соб-
ственных оборотных средствах надо рассчи-
тать плановый уровень остатков нормируемых
запасов. В практике финансирования и креди-
тования предприятий этот уровень получил
условное название норматива. Размер норма-
тива зависит от масштабов производства
(иными словами, от величины оборота), а так-
же от того, на сколько дней должны минималь-
ные запасы обеспечивать работу завода (т. е.
от скорости оборота).
Если, например, в течение квартала пред-
приятие затрачивает сырья на 450 000 руб.,
то данная величина зависит от масштаба
производства и является суммой оборота по
сырью за квартал. Если установлено, кроме
того, что для нормальной бесперебойной ра-
боты предприятия оно должно располагать
запасами сырья на 60 дней, это определяет
скорость оборота средств в сырье: полу-
чается один оборот за два месяца, или шесть
оборотов за год.
Пользуясь этими двумя показателями,
можно определить норматив оборотных средств
по сырью. Для этого сначала подсчитывается
450000 руб.
средний расход сырья в день:—щ "— =
= 5000 руб., а затем устанавливается стои-
мость минимального запаса: 5000 руб. X
X 60 дней = 300 000 руб.
Произведя аналогичный расчёт по всем
основным видам нормируемых запасов, полу-
чают общую стоимость запасов, которая долж-
на быть покрыта собственными оборотными
средствами предприятия.
Для выполнения указанного расчёта необ-
ходимо располагать сметой производства,
где указаны планируемые затраты по их важ-
нейшим элементам, а также нормами запасов
в днях.
Нормы запаса в днях рекомендуется уста-
навливать расчётным путём. В частности, при
расчёте нормального уровня запасов сырья и
других предметов материально-технического
снабжения надо различать два основных сла-
гаемых: оборотный запас и гарантийный или
страховой запас.
Оборотный запас должен обеспечить пред-
приятие сырьём в период между очередными
поставками. Если, например, по договорам
с поставщиками основные виды сырья посту-
пают через каждые полтора месяца, то пред-
приятию необходимо иметь средства, равные
полуторамесячной его потребности в соответ-
ственных материалах. Поскольку при этом
фактический уровень запасов будет испыты-
вать непрерывные колебания от максимальной
величины в 45 дней до нуля, и максимальные
величины запаса по разным материалам во
времени не будут совпадать, можно принять
среднюю величину материальных запасов рав-
45
ной -~- ?Ы 23 дням. К этому рекомендуется до-
бавить время на пробег груза от момента
оплаты счёта поставщика до прибытия груза
на склад („Материалы в пути").
Гарантийный запас должен обеспечить
предприятие от внезапных задержек и пере-
боев в поступлении материалов, которые мо-
гут возникнуть даже в условиях планомерно
организованного снабжения. Если по отчёт-
ным данным за предыдущие годы обнаружи-
вается устойчивое отклонение от договорной
122
ПЛАНИРОВАНИЕ, ФИНАНСЫ И ХОЗРАСЧЁТ МАШИНОСТРОИТЕЛЬНОГО ЗАВОДА [РАЗД. V
частоты поставок, то надо принять соответ-
ствующие организационные меры для его
ликвидации в дальнейшем, но во избежание
перебоев в ходе производства предусмотреть
гарантийный запас материалов, компенсирую-
щий это отклонение от договорных сроков.
В тех случаях, когда расчёт договорной
периодичности поставок представляется за-
труднительным, можно ограничиться коррек-
тированием норматива прошлого года исходя
из ряда'соображений, указанных ниже.
Рекомендуется учитывать изменения, про-
исшедшие в географическом размещении по-
ставщиков. Если средневзвешенное расстоя-
ние завода от его поставщиков сократилось,
то соответственно можно уменьшить норму
материальных запасов в днях, и наоборот.
Необходимо проанализировать фактиче-
скую оборачиваемость запасов. Если в отчёт-
ном году средние остатки не превышали, на-
пример, 40-дневного запаса, а производствен-
ная программа была успешно выполнена, то
можно принять 40-дневную потребность произ-
водства в качестве верхней точки запаса.
Надо, кроме того, руководствоваться наи-
более передовыми нормами, сложившимися
на практике. Так, если в данном районе и
в данной отрасли промышленности многолет-
няя практика подсказывает возможность и
целесообразность работы при определённых
показателях обеспеченности производства
сырьем, вспомогательными материалами, то-
пливом дальнепривозным и топливом местным,
то совершенно недопустимо для отдельного
завода принимать завышенные показатели,
а надо, напротив, добиваться более быстрой
оборачиваемости запасов.
Расчёт оборотных средств в незавершён-
ном производстве связан с определением
средневзвешенной длительности производ-
ственного цикла в днях, характерной для дан-
ного завода.
При этом нельзя непосредственно прини-
мать длительность производственного цикла
в качестве нормы запаса в днях. Надо учи-
тывать, что себестоимость незавершённого
производства всегда ниже себестоимости со-
ответственного количества готовых изделий,
так как затраты, обусловленные процессом
производства, постепенно как бы наслаи-
ваются на изделие по мере его продви-
жения от первой операции обработки до
окончательного выпуска с последней опе-
рации.
Для большинства отраслей машинострое-
ния можно считать, что наслоение затрат по
обработке происходит равномерно в течение
всего процесса производства. Основываясь
на этом, себестоимость незавершённого про-
изводства обычно принимают равной стои-
мости сырья плюс половина всех остальных
затрат на обработку (включая косвенные рас-
ходы). Так, если на данном заводе затраты
на материалы образуют 50°/0 от себестоимости
готовых изделий, то себестоимость незавер-
50
шённого производства составит 50 -j ^- =
= 75% от конечной себестоимости выпуска.
Пользуясь таким подсчётом, можно соответ-
ственно прокорректировать данные о длитель-
ности производственного цикла, а затоаты
по смете производства принять, напротив,
в полной сумме.
Так, если по смете производства сумма за-
трат за квартал достигает 900 000 руб., а
длительность производственного цикла равна
20 дням, то норматив оборотных средств
в незавершённом производстве определится
из следующих подсчётов.
Среднедневной расход по себестоимости
900 000 руб. 1ЛЛлл * D
равен —ргтг Ц— = 10 000 руб. Вводим по-
90 дней *J
правку на постепенное наслаивание затрат
в незавершённом производстве: 20 дней X
100
=15 дней. Следовательно, норматив
оборотных сведете будет 10 000 руб. X
X 15 дней = 150000 руб.
При отсутствии расчётных данных о дли-
тельности производственного цикла норматив
оборотных средств в незавершённом произ-
водстве устанавливается путём корректиро-
вания прошлогоднего норматива с учётом из-
менения объёма производства.
Но такой способ недостаточно надёжен и
не стимулирует ускорения оборачиваемости,
к которому должно стремиться каждое пред-
приятие для увеличения объёма своей про-
дукции на каждый рубль, предоставленных
ему оборотных средств. Чтобы ускорить обо-
рачиваемость средств, руководители завода
должны добиваться более строгой регуляр-
ности поставок, сокращать периодичность
снабжения и систематически ликвидировать
ненужные запасы (в частности, запасы дета-
лей по аннулированным заказам), настойчиво
внедрять поточные методы организации про-
изводства и ритмичную работу по графику
с заранее рассчитанными и жёстко контроли-
руемыми заделами.
Нормирование некоторых видов запасов
по длительности обеспечения производства
в днях затруднительно. Это относится, в
частности, к запасам инвентаря, к парку за-
пасных частей для ремонта оборудования,
к расходам предстоящего периода. В подоб-
ных случаях составляются специальные рас-
чёты и сметы.
Расчёт норматива собственных оборотных
средств на предстоящий год ведётся по уровню
производства IV квартала. Для этого устана-
вливается удельный вес выпуска IV квартала
в годовой программе.
Примерный расчёт годового норматива
приведен ниже, где все суммы указаны в тыс.
руб. (табл. 19).
Помимо определения норматива, необхо-
димо установить общий показатель оборачи-
ваемости оборотных средств. Показатель
оборачиваемости нормируемых оборотных
средств равен отношению среднего раз-
мера оборотных средств (активов) к одноднев-
ному обороту по реализации в оптовых це-
нах предприятия. Средний остаток оборот-
ных средств за год равен среднему из четы-
рёх среднеквартальных остатков. Среднеквар-
тальный остаток есть среднее из остатков на
начало и на конец квартала. При среднего-
довом остатке оборотных активов по плану
6 300 000 руб. и объёме годовой реализации
(см. выше баланс доходов и расходов, стр. 117)
ГЛ. II)
КРЕДИТОВАНИЕ И РАСЧЁТЫ
123
Таблица 19
Статьи
Сырьё и основные
материалы
Вспомогательные
материалы
Топливо
Незавершённое про-
изводство
Готовые изделия . .
Малоценный инвен-
тарь и инструмент . .
Запасные части для
ремонта
Расходы будущих
периодов
Всего
16550
i 4°°
29 640*
29 75°*
а
v
X «
«о
go.
SI
4965 55
8ю
4-7
8892 98,8
892399
5°
45
По особому расчёту
То же
о о.
275°
ю8о
212
6640
* Все затраты производства.
** 75% от 20-дневного цикла.
*** Себестоимость товарной продукции.
в 34 360 000 руб. планируемая оборачиваемость
в днях будет
6 300 :
34 360
360
;66 дней.
Расчёт норматива показывает, какова сумма
собственных оборотных средств, необходимая
заводу для образования минимальных запасов.
Но если речь идёт о действующем заводе, то
вводить всю эту сумму в финансовый план
нет необходимости, так как завод уже распо-
лагает определёнными оборотными средствами.
Задача заключается лишь в том, чтобы отре-
гулировать их размеры, т. е. довести сумму
собственных оборотных средств до рассчитан-
ного норматива.
Если норматив на предстоящий год увели-
чивается по сравнению с прошедшим годом, это
увеличение называется приростом собствен-
ных оборотных средств; уменьшение же
норматива рассматривается как прирост с отри-
цательным знаком.
В тех случаях, когда фактические размеры
собственных оборотных средств завода на
начало года меньше норматива, установлен-
ного по плану предыдущего года, то завод
нуждается не только в приросте, но и в по-
полнении недостатка оборотных средств. Так,
например, если норматив на 1949 г. был уста-
новлен в 6 290 000 руб., а на 1950 г.—
в 6640 000 руб., то заводу потребуется при-
рост собственных оборотных средств в сумме
6 640 000-6 290 000 = 350 000 руб.
Если же завод располагает на 1 января
1950 г. собственными оборотными средствами
в размере 6110 000 руб., то помимо указан-
ного выше прироста ему нужно покрыть не-
достаток оборотных средств в размере
6 290 000—6110 000= 180 000 руб. Во многих слу-
чаях такого рода недостаток собственных обо-
ротных средств свидетельствует о бесхозяй-
ственном ведении дела и, в частности, о превы-
шении плановой себестоимости. Решение о по-
полнении недостатка оборотных средств выно-
сится главным управлением или министерством
только в результате заслушания годового от-
чёта предприятия и принятия организацион-
ных мер против дальнейшего нецелесо-
образного расходования государственных
средств.
Источником финансирования недостатка
оборотных средств могу г быть только при-
быль и излишки оборотных средств предпри-
ятий данного главка или министерства.
Источником финансирования прироста
собственных оборотных средств служат: соб-
ственная прибыль предприятия; излишки обо-
ротных средств на начало года; средства, пг-
рераспределяемые главным управлением (ми-
нистерством); прирост постоянно переходя-
щей задолженности предприятия (см. гл. И);
бюджетные ассигнования.
В приведённом выше балансе доходов
и расходов показано, что прирост собственных
оборотных средств в сумме 350000 руб. по-
крывается на 40000 руб. приростом устойчи-
вых пассивов, а в остальной части — собствен-
ными накоплениями предприятия.
КРЕДИТОВАНИЕ И РАСЧЕТЫ
Помимо собственных оборотных средств
предприятие использует в обороте также и
заёмные средства. Эти средства привлекаются
на известное время, когда возникает необхо-
димость повысить в отдельные периоды нор-
мируемые запасы сверх установленного нор-
матива. Такое вполне целесообразное и неиз-
бежное временное увеличение оборотных
средств предприятия покрывается кратко-
срочными кредитами Госбанка.
Наряду с этим организация расчётов и пла-
тежей предприятия приводит к тому, что в
составе оборотных средств предприятия осе-
дают на некоторый период средства постав-
щиков, задолженность рабочим и служащим,
и т. д.
Правительством установлено, что всякая
потребность предприятия во временном уве-
личении оборотных средств может покры-
ваться только за счёт кредитов Госбанка.
Кредитование у поставщиков путём приобре-
тения материалов в кредит, равно как и у по-
купателей — путём получения авансов, воспре-
щено. Банк выдает ссуды на определённые
цели с условием возврата в установленный
срок, под обеспечение реальных ценностей
и с уплатой определённых процентов по
ссудам.
Основным видом кредитов Госбанка
являются краткосрочные ссуды под норми-
руемые ценности.
Госбанк кредитует сверхнормативные за-
пасы по сырью и топливу в тех случаях,
когда эти запасы вызваны сезонными заготов-
ками или иными условиями снабжения.
Кроме того, Госбанк может выдавать вне-
плановые ссуды на временные нужды в связи
с образованием сверхнормативных запасов по
124
ПЛАНИРОВАНИЕ, ФИНАНСЫ И ХОЗРАСЧЁТ МАШИНОСТРОИТЕЛЬНОГО ЗАВОДА 1РАЗД. V
незавершённому производству или по готовым
изделиям, если такие запасы обусловлены при-
чинами, не зависящими от данного завода
(транспортные затруднения, неукомплектован-
ность продукции по вине смежников и т. п.).
Начиная с 1939 г., для машиностроительных
заводов установлен особый вид плановых кре-
дитов по обороту. В целях более близкого
участия Госбанка в контроле за оборачивае-
мостью средств часть средств, потребных для
образования нормальных запасов незавершён-
ного производства B0°/0), а также готовых из-
делий (до 50%), покрывается не собственными
средствами предприятия, а кредитами Госбанка.
Эти виды ссуд распространены после волны
на все виды запасов путём предоставления
кредитов на оплату сырья и топлива (до 6OV0
их стоимости). Ссуды под нормируемые цен-
ности выдаются на срок плановой оборачивае-
мости. Погашение и возобновление этих ссуд
в плановые сроки и в соответствии с пла-
новым объёмом реализации продукции за-
ставляют завод держать свои запасы в рамках
плана, а также ускорять оборачиваемость
средств и форсировать реализацию продукции,
чтобы не создавать для себя финансовых труд-
ностей.
Дополнительными видами банковских кре-
дитов являются, как уже было указано, сезон-
ные ссуды на капитальный ремонт, покры-
ваемые из амортизационных отчислений в те-
чение данного года. Госбанк выдаёт также
ссуды на проведение быстро окупающихся
мероприятий по малой механизации и рацио-
нализации производства. Источником пога-
шения этих ссуд является дополнительная
экономия от проведения указанных меро-
приятий.
Важнейшим видом банковского кредитова-
ния является путевой кредит, который будет
рассмотрен ниже в связи с организацией рас-
чётов.
Госбанк является не только единым источ-
ником краткосрочного кредитования, но и
кассовым и расчётным центром народного
хозяйства. Каждое предприятие, состоящее на
хозяйственном расчёте, имеет свой расчётный
счёт в конторе Госбанка по месту нахождения
предприятия. На этом счёте предприятие хра-
нит все денежные средства. На расчётный счёт
зачисляется вся выручка от реализованной
продукции, и с этого же счёта производятся
все платежи предприятия поставщикам, рабо-
чим и служащим, в бюджет, в Промбанк и т. д.
Такое единство кассы и система безналич-
ных расчётов, заключающаяся в перечислении
средств с расчётных счетов плательщиков на
расчётные счета получателей, приводят
к огромной экономии в денежном обращении
и к укреплению советского рубля.
Являясь единым расчётным центром в
стране, Госбанк организует и контролирует
проведение всех расчётов в различных отрас-
лях хозяйства.
В машиностроении мелкие платежи (до
1000 руб.) осуществляются не через Госбанк,
а наличными деньгами, почтовыми переводами
или наложенными платежами. Разовые платежи
отдельным лицам, выписка наличных денег
в кассу для выплаты зарплаты, на командиро-
вочные и на хозяйственные расходы осуще-
ствляются путём выписки чеков.
Чеки могут применяться также для расчётов
с одногородними поставщиками, но эта форма
неудобна для получателя, поскольку чек дей-
ствителен только в течение 10 дней и, кроме
того, не принимается Госбанком как документ
к оплате в порядке очерёдности, если на рас-
чётном счёте плательщика в данный момент
нет достаточных средств. Более удобной
формой являются платёжные поручения, вы-
писываемые покупателем против счёта-фак-
туры поставщика.
При отгрузке товаров иногороднему поку-
пателю применяется в качестве основной
формы, расчётов акцепт с инкассацией через
Госбанк. Грузоотправитель представляет в
свою контору Госбанка платёжные требова-
ния и счета-фактуры на отправленные товары.
Госбанк пересылает счета филиалу Госбанка
по местонахождению покупателя. Последний
может акцептовать счёт в течение трёх суток
со дня его прибытия. Акцепт производится в
„отрицательной- форме". Это значит, что если
в течение 72 час. покупатель не заявит отказа
от полной или частичной оплаты счёта, то он
считается акцептованным. Госбанк списывает
соответственную сумму с расчётного счёта
покупателя и сообщает об этом в филиал
банка по местонахождению поставщика. По-
следний зачисляет инкассированную сумму на
расчётный счёт поставщика. Покупатель поль-
зуется льготным сроком для оплаты счёта
в количестве 7 дней после акцепта. При от-
сутствии денег на расчётном счёте к этому
сроку платёжное требование поставщика счи-
тается просроченным, переносится в карто-
теку № 2 и погашается в порядке очерёдности
поступления платёжных требований. В первую
очередь погашаются платёжные требования
на выплату заработной платы, затем — на про-
изводство платежей в бюджет, потом — на
покрытие ссуд Госбанка, далее — на платежи
в Промбанк и вслед затем — на оплату счетов
поставщиков и прочих претензий.
При отказе от акцепта товар поступает на
ответственное хранение покупателя и нахо-
дится в распоряжении поставщика. Закон-
ность отказа от акцепта контролируется Гос-
банком.
Отгрузив товары и предъявив счета на
инкассацию в Госбанк, поставщик отвлекает
ценности из своего оборота, не располагая для
их покрытия специальным нормативом соб-
ственных средств. Поэтому поставщик вправе
получить в Госбанке кредит в виде ссуды
под расчётные документы в пути. Эти ссуды
выдаются Госбанком в размере плановой се-
бестоимости отгруженных товаров и на срок
почтового пробега документов до филиала
банка по местонахождению поставщика и
обратно плюс 12—14 дней на производство
акцепта, оплату счёта и оформление доку-
ментов.
Система расчёта по акцепту не гарантирует
поставщика от неплатежа со стороны покупа-
теля. Кроме того, эта система неудобна в тех
случаях, когда поставки осуществляются в те-
чение длительного периода мелкими партиями
одному и тому же покупателю. Поэтому в виде
санкции по отношению к неаккуратным пла-
тельщикам, а также для укрупнения расчётов
может применяться система аккредитива. По-
купатель выставляет аккредитив путём пере-
ГЛ. II]
ВЗАИМООТНОШЕНИЯ ПРЕДПРИЯТИЯ С БЮДЖЕТОМ
125
вода денег в тот филиал банка, где открыт
расчётный счёт его постоянного поставщика.
Отгрузив товары, поставщик немедленно (без
акцепта) получает оплату по счетам с ак-
кредитива покупателя (гарантированный пла-
тёж).
Такое же значение имеет открытие особого
счёта покупателя в филиале банка по место-
нахождению поставщика для оплаты его сче-
тов-фактур без акцепта. Основное отличие от
аккредитива заключается в том, что с особого
счёта можно производить оплату различным
поставщикам.
Для укрупнения мелких расчётов между
поставщиком и покупателем при наличии
постоянных плановых поставок мелкими пар-
тиями может также применяться система пла-
новых расчётов. Она состоит в том, что поку-
патель перечисляет поставщику известную
сумму соответственно плану поставок на 10—
15 дней, и в счёт этой суммы производит забор
товаров. Каждые 10—15 дней проводится регу-
лирование расчётов, в результате чего поку-
патель либо доплачивает недовнесённые суммы,
либо получает обратно излишне внесённые.
На заводах единичного производства с дли-
тельным циклом изготовления заказов приме-
няется оплата выполненной работы заказчиком
по частичной готовности изделий. Такие пла-
тежи должны быть предусмотрены в финан-
совом плане заказчика, а также и поставщика.
Соответственные суммы в финансовом плане
заказчика покрываются нормативом собствен-
ных оборотных средств, а в финансовом плане
поставщика рассматриваются как приравнен-
ные к собственным оборотным средствам
(устойчивые пассивы).
В тех случаях, когда несколько хозяйствен-
ных организаций постоянно связаны между
собой периодическими поставками и расчё-
тами (например, 'база Металлоснаба, машино-
строительный завод и сбытовая контора), допу-
скается упрощённый порядок организации
расчётов в форме зачёта взаимных плате-
жей. Систематическое применение этой формы
расчётов осуществляется через специальное
Бюро взаимных расчётов (БВР) при отделе-
нии Госбанка. Это бюро открывает каждой
хозяйственной организации отдельный лицевой
счёт, на приход которого заносятся в тече-
ние месяца все платежи, поступающие данной
организации от других участников БВР, а в
расход—все суммы, которые данная орга-
низация должна уплатить прочим участникам
БВР. По истечении месяца лицевой счёт за-
крывается; если данной организации причи-
тается от других участников БВР известная
сумма, то она и зачисляется на её расчётный
счёт; если, напротив, эта организация должна
уплатить прочим участникам некоторую сумму,
соответственные средства списываются с её
расчётного счёта в их пользу. Таким обра-
зом, записи на расчётном счёте в Госбанке
производятся только один раз при регулиро-
вании счетов, а все текущие взаимные рас-
чёты в значительной доле взаимно погаша-
ются на счетах БВР. Приказы БВР о списании
средств с расчётных счетов соответственных
хозяйственных органов имеют силу первооче-
рёдности перед другими платежами, что
создаёт для участников БВР высокую степень
обеспеченности платежей.
В состав участников БВР допускаются
только предприятия с устойчивым финансовым
положением и проверенной платёжеспособ-
ностью. Устойчивое финансовое положение
предприятия характеризуется следующими
главными чертами. Завод, выполняющий планы
по выпуску, по реализации и по снижению
себестоимости продукции, не создающий
излишних запасов и нормально кредитующий
все неизбежные временные запасы ценностей
сверх норматива, всегда должен располагать
на своем расчётном счёте свободными денеж-
ными средствами. Эти средства служат для
погашения очередных обязательств по выплате
заработной платы, взносов в бюджет и в
Промбанк, по погашению ссуд Госбанка и по
оплате счетов поставщиков. Такое наличие
свободных средств на расчётном счёте объ-
ясняется тем, что завод непрерывно реали-
зует свою продукцию и тем обеспечивает
более или менее равномерный приток денеж-
ных средств на расчётный счёт. Между тем
завод обычно производит свои платежи в опре-
делённые периоды времени; например, выдача
заработной платы производится два раза
в месяц, а взносы амортизационных отчисле-
ний производятся раз в 10 дней и т. д. Ввиду
этого на расчётном счёте должны постепенно
накапливаться необходимые средства для пога-
шения обязательств к очередным срокам. Кроме
того, нормируемые запасы не всегда должны
находиться на уровне норматива, а всякое
высвобождение денежных средств, обусло-
вленное уменьшением запасов, неизбежно
создаёт свободные денежные средства на рас-
чётном счёте.
Следовательно, если завод правильно осу-
ществляет свою производственно-хозяйствен-
ную деятельность, он тем самым создаёт себе
устойчивое финансовое положение.
ВЗАИМООТНОШЕНИЯ ПРЕДПРИЯТИЯ
С БЮДЖЕТОМ
Финансовый план предприятия соста-
вляет органическое слагаемое единого госу-
дарственного бюджета СССР. Однако валовые
доходы и расходы предприятия, состоящего
на хозяйственном расчёте, не включаются в
бюджет, так как предприятие производит рас-
ходы за счёт своих доходов. Только конеч-
ные финансовые результаты работы предпри-
ятия получают отражение в бюджете в виде
платежей в бюджет и ассигнований из бюджета.
Платежи в бюджет бывают следующих
видов: налог с оборота, отчисления от
прибылей, излишек собственных оборотных
средств и свободные амортизационные суммы.
Налог с оборота составляет стоимость
части прибавочного продукта, включаемую
в оптовую цену промышленности на данный
вид изделий и уплачиваемую при их реализа-
ции. Если предприятие реализует продукцию
через сбытовые конторы, то плательщиком
налога с оборота является сбытовая система.
Предприятия рассчитываются со сбытовым
органом по оптовым ценам, не включающим
налога с оборота. Изделия, предназна-
ченные для производственного использова-
ния, как правило, налогом с оборота не
облагаются.
126
ПЛАНИРОВАНИЕ, ФИНАНСЫ И ХОЗРАСЧЁТ МАШИНОСТРОИТЕЛЬНОГО ЗАВОДА [РАЗД. V
Отчисления от прибылей. Прибыль есть
также стоимость части прибавочного про-
дукта, представляющая собой разность между
оптовой ценой предприятия (не включающей
налог с оборота) и себестоимостью. При нали-
чии установленных оптовых цен увеличение
прибыли зависит от снижения себестоимости.
Часть прибылей направляется на покрытие
расходов по финансовому плану предприятия
(прирост оборотных средств, внелимитные
затраты, капиталовложения, отчисления в
фонд директора, а также премирование по
результатам Всесоюзного социалистического
соревнования). Свободная прибыль вносится
предприятием в бюджет (или главному упра-
влению для перераспределения на нужды
финансирования других предприятий). Рента-
бельное предприятие должно вносить в
бюджет не менее 10% прибылей, даже если
у него так называемой свободной прибыли нет,
и часть расходов покрывается по финансовому
плану за счёт ассигнований из бюджета.
Излишек собственных оборотных средств
вносится в бюджет, если он не направляется
по финансовому плану на нужды прироста
оборотных средств или для перераспределения
через главное управление между другими
предприятиями.
Свободные амортизационные суммы по-
ступают в бюджет в том случае, если ни дан-
ный завод, ни другие предприятия данного
главного управления и министерства не ис-
пользуют их для целей финансирования капи-
тального строительства.
В машиностроении особое значение имеют
платежи в бюджет по отчислениям от прибы-
лей. Эти платежи производятся на основе
квартальных финансовых планов в следующем
порядке: 30% квартальной суммы в первый
месяц квартала и по 35% той же суммы во
второй и третий месяцы. Уплата производится
15-го и 27-го числа каждого месяца равными
долями. В дальнейшем производятся ежеме-
сячные, по-квартальные и в целом за год
перерасчёты с бюджетом, причём на основа-
нии бухгалтерских отчётов о фактической
прибыли завод либо получает из бюджета
излишне внесённые отчисления, либо допол-
нительно вносит в бюджет сверхплановую
прибыль. При этом 25% сверхплановых при-
былей остаётся до конца года в качестве сво-
бодного остатка оборотных средств завода,
повышающих его маневренность и устойчи-
вость его финансового положения.
Ассигнования из бюджета имеют строго
целевое назначение и в отличие от кредито-
вания носят безвозвратный характер. Асси-
гнования из бюджета направляются: на капи-
тальные вложения; на финансирование соб-
ственных оборотных средств; на покрытие
плановых убытков (государственная дотация)
и на другие целевые мероприятия (содержа-
ние детских садов, подготовка кадров и пр.).
Ассигнования из бюджета выдаются по
квартальным финансовым планам. Однако
включение тех или иных ассигнований в план
ещё не означает их автоматической выдачи
в пределах плановых назначений. Финанси-
рование производится не „под план", а в меру
действительной потребности. Так, ассигнова-
ния на капитальные вложения выдаются через
Промбанк в меру производства действитель-
ных затрат. Государственная дотация выдаётся
по фактическому объёму планово-убыточной
продукции. Прирост оборотных средств финан-
сируется соответственно фактическому росту
объёма производства.
Расходы на детские сады и на подготовку
кадров оплачиваются в зависимости от дей-
ствительных контингентов детей или уча-
щихся.
В связи с указанным органы финансового
ведомства должны осуществлять постоянный
контроль за деятельностью завода по данным
отчётности и специальных проверок. Каждое
вновь организуемое предприятие проходит
в финансовых органах государственную и на-
логовую регистрацию, без чего не может
быть открыт расчётный счёт предприятия
в Госбанке. Каждое предприятие ежегодно
регистрирует в местном финансовом органе
свои штаты и смету административно-хозяй-
ственных расходов. Штаты регистрируются
на основе утверждённых соответствующим
главным управлением штатных расписаний,
где указаны перечень регистрируемых
должностей, количество штатных единиц,
должностные оклады и фонд заработной платы.
Такая регистрация является необходимым
условием для получения средств на выплату
заработной платы из Госбанка. Госбанк вы-
дает средства на выплату .заработной платы
в соответствии с предъявленной справкой
о регистрации штатов и с учётом факти-
ческого процента выполнения плана по
выпуску продукции.
ОЦЕНКА ИСПОЛНЕНИЯ ФИНАНСОВОГО
ПЛАНА
Исполнение финансового плана зависит
от выполнения производственных планов по
объёму выпуска и по себестоимости продукции,
а также по реализации продукции и по ско-
рости оборота средств. Огромную роль в деле
успешного выполнения финансового плана
предприятия и его обязательств перед госу-
дарственным бюджетом играет всенародное
социалистическое соревнование за сверхпла-
новые накопления и за ускорение оборачива-
емости оборотных средств, развернувшееся в
1949 г. по почину передовых московских
предприятий. Оценка исполнения финансового
плана должна проводиться на основе развёр-
нутого анализа баланса и отчётности завода
(см. гл. IV).
Прежде всего оценивается выполнение
обязательств перед бюджетом. По данным
баланса можно установить, в какой степени
выполнен план взносов в бюджет из прибы-
лей. При оценке этого показателя необходимо
рассмотреть выполнение плана по накопле-
ниям в целом. Для этого надо обратиться
к счёту прибылей и убытков (форма № 20
годового отчёта) и выяснить с его помощью,
в какой степени повлияли на размер накопле-
ний внереализационные (непланируемые) при-
были и убытки. Особое внимание надо обра-
тить на выявление всякого рода бесхозяйствен-
ных расходов (убытков прошлых лет, выявлен-
ных в текущем году, списания безнадёжных
долгов и долгов за пропуском сроков исковой
давности и т. п.) и определить их влияние на
ГЛ. И]
ОЦЕНКА ИСПОЛНЕНИЯ ФИНАНСОВОГО ПЛАНА
127
размер накоплений предприятия. Затем следует
обратиться к анализу прибыли от реализации
продукции как основного источника накопле-
ний. По специальному отчёту о реализации
определяют, в какой мере на финансовые ре-
зультаты предприятия повлияли объём реали-
зации и рентабельность на единицу объёма.
Объём реализации зависит от выпуска то-
варной продукции, а также от того, насколько
в течение года изменились остатки готовых
изделий и отгруженных товаров. Рентабель-
ность же зависит от себестоимости продукции
и её номенклатуры. При неизменных опто-
вых ценах и при соблюдении планового ассор-
тимента прибыль целиком определяется вы-
полнением плана по себестоимости. Поэтому
всякое сверхплановое снижение себестоимости
реализованной продукции соответственно уве-
личивает накопления предприятия. Но нару-
шение планового ассортимента может оказы-
вать большое влияние на размер накоплений,
поскольку различные изделия могут давать
разную рентабельность на единицу. При про-
ведении анализа нужно выяснить влияние каж-
дого фактора, определяющего накопления
предприятия: себестоимости продукции, ассор-
тимента, отпускных цен, внеплановой реализа-
ции (услуг, полуфабрикатов, материалов), а так-
же внереализационных убытков и прибылей.
Вторым важнейшим показателем финан-
сового плана является использование оборот-
ных средств. Для его оценки надо определить
по данным баланса фактическое наличие соб-
ственных оборотных средств, а также степень
выполнения плана по приросту оборотных
средств. Кроме того, необходимо подсчитать
на основе отчёта о реализации (форма № 2
годового отчёта) и средних балансовых остат-
ков нормируемых ценностей фактическую
скорость оборота средств (т. е. фактические
средние запасы в днях) и сравнить их с нор-
мативными.
Этот расчёт необходимо произвести сле-
дующим образом (в тыс. руб.):
Аналогичным путём можно исчислить уско-
рение оборачиваемости по сравнению с прош-
лым годом, однако при этом сравниваются все
оборотные активы, включая и ненормирован-
ные, как-то: денежные средства, кроме остат-
ков на расчётном счёте в Госбанке; товары от-
гружённые; товары, не оплаченные в срок;
товары на ответственном хранении; все виды
дебиторской задолженности, все виды иммо-
билизации оборотных средств и внеплановые
убытки.
Наконец, третьим важнейшим показателем
финансового плана являются капитальные
вложения. По данным специальной отчётно-
сти по капитальному строительству надо опре-
делить фактически освоенный объём строи-
тельства и сравнить произведённые затраты
со сметной себестоимостью выполненного
объёма работ. Кроме того, необходимо про-
верить по балансу основной деятельности,
насколько предприятие выполнило свои обя-
зательства по взносу средств на капитальное
строительство, в частности взносы из прибы-
лей, а также взносы амортизации в Пром-
банк.
По целевым мероприятиям, финансируемым
из бюджета (детские сады, подготовка ка-
дров), применяется специальная отчётность
о движении целевого финансирования.
Рассматривая баланс завода, можно устано-
вить наличие перерасходов или, наоборот,
неиспользованных остатков по этим видам
финансирования.
На основе всех перечисленных материалов
рекомендуется составить исполнительный ба-
ланс доходов и расходов предприятия для
сравнения с финансовым планом. Такой
исполнительный баланс не является обяза-
тельной формой отчётности, но вводится
обычно в состав объяснительной записки
к годовому отчёту предприятия. Тем самым
вся его производственная и сбытовая дея-
тельность ставится в надлежащую связь с ис-
полнением финансового плана.
План Отчёт
1. Годовой оборот по реализации (в оптовых ценах предприятия).... 34 360 36 720
2. Средние остатки нормируемых активов за год 6300 * 6100
о г,х 630°' 360 сй 6100 • 360
3. Оборачиваемость в днях . ¦ —зТЗбО— 6 720 ~.
4. Ускорение оборачиваемости против плана 66 — 60 = 6 днеЧ
5. Потребность в оборотных средствах при фактической реализации,
*. * 36 720 • 66 „„,,„
но исходя из плановой оборачиваемости —г— = 6732
оЬ\)
6. Сумма высвободившихся средств, соответствующая ускорению обора-
чиваемости на 6 дней 6732 — 6100= 632
* В эту сумму включается средний размер прокредитованных Госбанком в плановом порядке сезонных запасов.
ЛИТЕРАТУРА И ИСТОЧНИКИ
(В дополнение к списку основных источников на стр. 52)
1. Кондратов Д. Д., Баланс доходов и расхо-
д в предприятия и объединения промышленности, Гос-
финиздат, 1948.
2. Кравчук М. И., Организация расчётов в про-
мышленности, Госфиниздат, 1919.
3. Ф е д о с е е в К. А.. Оборотные средства про-
мышленных предприятий, Госполитиздат, 1949.
4. Шведский А. Е.| Отчисления от прибылей
государственных хозяйственных организаций и предприя-
тий, Госфиниздат, 1948.
128
ПЛАНИРОВАНИЕ, ФИНАНСЫ И ХОЗРАСЧЁТ МАШИНОСТРОИТЕЛЬНОГО ЗАВОДА [РАЗД. V
ХОЗЯЙСТВЕННЫЙ РАСЧЁТ ЗАВОДА, ЦЕХА, УЧАСТКА
ХОЗЯЙСТВЕННЫЙ РАСЧЁТ ЗАВОДА
Сущность и задачи хозяйственного рас-
чёта социалистического предприятия. Хо-
зяйственный расчёт социалистического пред-
приятия представляет собой метод планового
управления социалистическими предприя-
тиями. В основе хозяйственного расчёта лежит
плановое соизмерение затрат и результатов
производства. При социалистическом способе
производства затраты предприятия и резуль-
таты его производственно-хозяйственной дея-
тельности соизмеряются в деньгах, функциони-
рующих в данном случае в качестве меры
стоимости. Таким образом, хозрасчёт пред-
ставляет собой способ хозяйствования, осно-
ванный на сознательном использовании закона
стоимости, действие которого в преобразован-
ном виде в условиях социалистической эко-
номики открыто товарищем Сталиным. Комму-
нистическая партия и советское правительство
всегда придавали исключительно большое зна-
чение внедрению хозяйственного расчёта в ра-
боту социалистической промышленности (по-
дробнее см. выше „Основы социалистического
планирования производства").
Задача хозяйственного расчёта предприя-
тия состоит в обеспечении наилучшего вы-
полнения и перевыполнения установленного
плана по всем показателям и в особенности
по снижению себестоимости и увеличению
накоплений. Это достигается путём устано-
вления строжайшего контроля за соответ-
ствием затрат предприятия общественно-не-
обходимым (плановым) нормам, за соответ-
ствием размера накоплений плановым зада-
ниям, а также путём стимулирования даль-
нейшего снижения себестоимости и роста
накоплений.
Практическое осуществление хозяйствен-
ного расчёта выражается в том, что пред-
приятие наделяется социалистическим го-
сударством собственными основными и обо-
ротными средствами, рассчитанными в плано-
вом порядке так, чтобы предприятие, исполь-
зуя эти средства продуктивно и по плановым
нормам, могло обеспечить выполнение плана
и воспроизводство средств в расширенном
масштабе, т. е. покрыть все свои затраты и
дать прибыль. Таким образом, механизм со-
измерения затрат и результатов, включён в
имущественную организацию предприятия, в
его повседневную деятельность, так как его
расходы не только сравниваются с доходами,
но источником расходов являются в основном
собственные доходы предприятия.
Финансовое состояние предприятия ста-
вится в зависимость от выполнения планов
по объёму выпуска, себестоимости, скорости
оборота средств и реализации продукции.
Таким образом, вся производственно-хозяй-
ственная деятельность преаприятия постав-
лена под „контроль рублём". Всякое нару-
шение плана по объёму выпуска и по уста-
новленным нормам затрат, скорости оборота
средств, себестоимости и размеру накоплений
немедленно отражается на возмещении расхо-
дов, фактически произведённых предприя-
тием, вызывая серьёзные финансовые за-
труднения в его работе. Успешное выполне-
ние и перевыполнение плана, бережное рас-
ходование средств, улучшение качественных
показателей, снижение себестоимости, уско-
рение оборачиваемости средств и повышение
рентабельности производства приводят, напро-
тив, к финансовому благополучию предприя-
тия и улучшают условия его работы.
Устав предприятия и его регистрация.
Для осуществления хозяйственного расчёта
предприятия ему присваиваются права юри-
дического лица, самостоятельно участвую-
щего в хозяйственном обороте. Для приобре-
тения правоспособности юридического лица
предприятие должно пройти государственную
регистрацию в органах Министерства финан-
сов по местонахождению и подчинённости.
При регистрации должны быть предъявлены:
постановление Совета Министров (или при-
казы других органов, законно на то уполно-
моченных) о создании данного предприятия,
утверждённый министерством устав пред-
приятия и справка финансового органа о раз-
мере присвоенного предприятию уставного
фонда.
Согласно постановлению ЦИК и СНК СССР
от 29 июня 1927 г. устав предприятия опре-
деляет его подчинённость и права директора,
а именно: распоряжение всеми материаль-
ными и финансовыми ресурсами завода, со-
вершение от имени завода всех операций,
заключение договоров, представительство от
имени завода во всех инстанциях, приём и
увольнение рабочих и служащих, выдача и
приём к платежу различных обязательств,
совершение кредитных операций, открытие
расчётных, текущих, особых и ссудных сче-
тов и распоряжение ими, подпись чеков, пла-
тёжных требований и поручений, подпись и
акцепт счетов-фактур.
Наряду с этим устав определяет обязан-
ности директора по управлению и оперативно-
техническому руководству заводом, по со-
блюдению технологической, плановой и фи-
нансовой дисциплины, по внедрению техни-
ческих усовершенствований, выполнению пла-
нов производства, реализации капитального
строительства и капитального ремонта, по
правильной организации труда и заработной
платы.
Директор (и его заместитель) действуют
на основе устава без особых доверенностей.
Устав определяет также размер средств,
закрепляемых за предприятием государством
и носящих название уставного фонда.
Наделение предприятия собственными
средствами. Согласно постановлению СТО
от 23 июля 1931 г. уставный фонд образует
главную часть необходимых заводу средств.
В частности, уставный фонд покрывает всю
балансовую стоимость основных средств,
а также необходимые заводу собственные
оборотные средства, пополняемые, кроме того,
нераспределённой прибылью, текущими ассиг-
нованиями на увеличение оборотных средств
из бюджета, поступлениями от главка и устой-
чивыми пассивами (см. выше „Финансы маши-
ностроительного завода"). Собственные обо-
ротные средства предоставляются заводу в раз-
мере, соответствующем величине и скорости
оборота по отдельным видам неснижаемых за-
ГЛ. II]
ХОЗЯЙСТВЕННЫЙ РАСЧЁТ ЗАВОДА
129
пасов. При замедлении оборота вследствие
нарушения планов выпуска и реализации
продукции или вследствие чрезмерного уве-
личения запасов завод испытывает недо-
статок свободных оборотных средств, а
для устранения своих финансовых затруд-
нений должен добиваться безусловного выпол-
нения планов выпуска и реализации про-
дукции или ликвидации излишних товарных
запасов. Недостаток собственных оборотных
средств может также возникнуть при невы-
полнении планов по себестоимости или при
наличии внеплановых убытков, так как в этих
случаях поступления от реализованной про-
дукции не смогут возместить затрату аван-
сированных на производство оборотных
средств.
Для ликвидации этого разрыва завод должен
добиваться безусловного выполнения зада-
ний плана по себестоимости или ликвидации
непроизводительных расходов и убытков.
Краткосрочное кредитование в Гос-
банке. Размер собственных оборотных
средств завода определяется по минималь-
ному неснижаемому уровню производствен-
ных запасов (для данного квартала). Всякого
рода сезонное и временное накопление запа-
сов должно покрываться заёмными, а не соб-
ственными средствами. В этих целях пред-
приятиям предоставлено право получения
краткосрочного кредита в Госбанке (см.
выше „Финансы машиностроительного за-
вода").
Открытие расчётного счёта и осуще-
ствление расчётов через Госбанк. Каждое
предприятие, состоящее на хозяйственном
расчёте, имеет расчётный счёт в местной
конторе (филиале) Госбанка. На этот счёт
поступает вся выручка от реализации про-
дукции, а также другие денежные доходы и
поступления. С этого же счёта оплачиваются
заработная плата, платежи в бюджет по
налогу с оборота и по отчислениям от при-
былей, взносы в Промбанк, погашаемые ссуды
Госбанка, счета поставщиков и т. п.
Правильно работающий завод всегда рав-
номерно накапливает на расчётном счёте
необходимые суммы для очередных платежей.
Недостаток средств на расчётном счёте сви-
детельствует о ненормальном финансовом по-
ложении предприятия. При недостатке
средств для покрытия очередных платёжных
требований или ссуд Госбанка наступает
просрочка платежа. Просроченные платёжные
требования переставляются Госбанком из
картотеки № 1 (непросроченных счетов и
требований) в картотеку J* 2, где находятся
просроченные счета и платёжные требо-
вания.
Неплатежи предприятий являются боль-
шим злом, нарушающим правильный хозяй-
ственный оборот и создающим внеплановое
перераспределение оборотных средств между
предприятиями. Первым обязательством за-
вода, состоящего на хозяйственном расчёте,
а также главным признаком действительного
внедрения хозяйственного расчёта является
строжайшее соблюдение платёжной и рас-
чётной дисциплины. В целях её укрепления
применяются специальный порядок расчётов
и финансовые санкции за нарушение этого
порядка.
9 Том 15
Договорные отношения завода с по-
ставщиками и потребителями. Все хозяй-
ственные связи завода по приобретению
сырья, топлива, энергии, материалов и полу-
фабрикатов, равно как и по сбыту готовой
продукции, производятся в форме актов
купли или продажи. Но так как эти акты не но-
сят случайного, стихийно-рыночного харак-
тера, а вытекают из установленных государ-
ственным народнохозяйственным планом ба-
лансов производства и распределения сырья,
материалов, топлива, энергии и оборудова-
ния, то взаимоотношения предприятия со
своими поставщиками и покупателями орга-
низуются путём заключения договоров снаб-
жения и сбыта. При этом применяются дого-
воры двух видов: генеральные и локаль-
ные. Генеральные договоры заключаются меж-
ду центральными органами поставщиков и по-
требителей— главками, сбытовыми и снаб-
женческими организациями. Согласно поста-
новлению Правительства генеральный договор
имеет целью установить плановые основания
снабжения, а именно: количество и груп-
повой ассортимент поставляемой продукции,
распределение её между поставщиками и по-
требителями, порядок и сроки представления
спецификаций и выдачи разнарядок, структуру
договорных связей с указанием, какие заво-
ды и организации заключают между собой
локальные договоры, и имущественную ответ-
ственность сторон за невыполнение обяза-
тельств по генеральному договору и за не-
своевременное заключение локальных дого-
воров. В развитие генеральных договоров
заводы должны заключать друг с другом ло-
кальные договоры. В этих договорах уточня-
ются конкретные условия поставок, относя-
щиеся к их объёму и номенклатуре (сорта-
менту), техническим условиям, срокам, ценам,
порядку расчётов, а также предусматриваются
санкции за нарушение договорных условий.
Договорные оптовые цены на промышлен-
ную продукцию в СССР являются плано-
выми. На каждый вид изделий государство
устанавливает единую оптовую цену. Со-
гласно действующему законодательству по-
ставка изделий, имеющих единые прейскурант-
ные цены или же цены, особо установленные
правительством для заводов, ранее освоивших
выпуск данных изделий, оплачивается по этим
ценам всем заводам-изготовителям независимо
от фактической себестоимости, сложившейся
на том или другом предприятии.
Возможные временные убытки для заводов,
вновь осваивающих эти изделия, покрываются
за счёт прибылей по другим изделиям и
предприятиям либо за счёт финансирования из
бюджета.
Цены на изделия, впервые осваиваемые
в СССР, определяются по согласованию
между министерствами, которым подведом-
ственны заводы — заказчик и поставщик. На
изделия массового или крупносерийного вы-
пуска допускается установление временных
расчётных цен с последующим их пе-
реводом в постоянные не позже чем че-
рез 6 мес. со дня сдачи первой партии
изделий.
Во всех указанных случаях в основу опре-
деления цен должна быть положена плановая
себестоимость изделий, установленная по
130
ПЛАНИРОВАНИЕ, ФИНАНСЫ И ХОЗРАСЧЁТ МАШИНОСТРОИТЕЛЬНОГО ЗАВОДА [РАЗД. V
сметным калькуляциям с добавлением пла-
нируемого процента прибыли. В оптовую цену
изделий, не идущих в промышленное исполь-
зование, включается, кроме того, налог с
оборота, устанавливаемый по особым налого-
вым ставкам Министерства финансов СССР.
Санкции за нарушение условий, преду-
смотренных договором, выражаются обычно
в виде пени за просрочку платежей или по-
ставок, либо неустоек за невыполнение всего
договора или его части. Уплата пени и не-
устоек не лишает потерпевшую сторону права
требовать сверх того с виновной стороны
возмещения убытков, а также не освобо-
ждает виновную сторону от выполнения дого-
вора.
При поставке товаров с нарушением дого-
ворных условий потребитель в праве отка-
заться от акцепта счетов и от оплаты их
полностью или же частично.
Установление самостоятельного бухгал-
терского баланса и законченной системы
учёта. Для осуществления систематического
соизмерения затрат и результатов работы завода
в денежной форме необходимо, чтобы каждое
предприятие, состоящее на хозяйственном
расчёте, имело самостоятельный баланс и
счёт прибылей и убытков, а также закончен-
ную систему учёта и отчётности, позволяю-
щую контролировать сохранность государ-
ственных средств и анализировать целесо-
образность их использования. При этом на-
ряду с учётом деятельности завода в денеж-
ном выражении необходимо вести учёт нату-
ральных, трудовых и технических показате-
лей, без которых нельзя проверить и проана-
лизировать работу производства.
В соответствии с этим отчётность завода
включает не только бухгалтерские, но также
статистические и оперативные данные (см.
гл. IV). Установленные формы отчётности
представляются в определённые сроки орга-
нам ЦСУ, вышестоящей организации (глав-
ному управлению, министерству), Госбанку,
а некоторыми предприятиями — также Ми-
нистерству государственного контроля. Тре-
бовать от заводов представления отчётно-
сти сверх установленных форм и в более ча-
стые сроки запрещено каким бы то ни было
органам.
Материальное поощрение коллективов
предприятий. Увеличение выпуска продук-
ции, снижение себестоимости и увеличение
накоплений стимулируется в условиях хозяй-
ственного расчёта тем, что часть прибыли
(или экономии от снижения затрат) напра-
вляется на премирование руководящего и
административно-технического персонала за-
вода.
В этих целях согласно постановлениям
Правительства в фонд директора завода
отчисляется 2% от плановой прибыли и 300/0
от сверхплановой прибыли, а на планово-убы-
точных предприятиях — соответственно 2%
от плановой экономии и 30% от сверхплановой
экономии по снижению себестоимости.
Отчисления производятся при условии вы-
полнения плана выпуска продукции в номен-
клатуре, плана по себестоимости и по при-
были. 50% образуемого таким путём фонда
используются для улучшения культурно-быто-
вого обслуживания коллектива и для индиви-
дуального премирования отличившихся работ-
ников, а остальные 50% фонда расходуются
на жилищное строительство и на расширение
производства сверх ассигнованных для этого
средств по плану. Смета расходов за счёт
фонда директора согласовывается с заводским
комитетом профессионального союза. В конце
каждого квартала в фонд директора отчис-
ляется аванс в размере 50% причитающихся
сумм по результатам деятельности завода за
истекший квартал. Окончательный же расчёт
отчислений в фонд директора производится
на основе годового отчёта. При расчёте от-
числений в фонд директора размер балансовой
прибыли корректируется в сторону увеличе-
ния или снижения на величину, обусловлен-
ную действием причнн, не зависящих от ра-
боты предприятия, а именно: изменением от-
пускных цен, тарифов; плановой заменой
сырья и топлива; изменением ставок заработ-
ной платы и начислений; изменением банков-
ских процентов, коммунальных тарифов, норм
амортизации; списанием кредиторской задол-
женности на прибыль.
По установленному порядку машинострои-
тельные заводы, занявшие первое, второе и
третье места во Всесоюзном социалистическом
соревновании, получают независимо от образо-
вания фонда директора * право на премии,
размер которых определяется в соответствии
с масштабом завода по числу работающих.
Итоги соревнования подводятся раз в квартал.
Размер премий увеличивается на 50%, если
заводу присуждено переходящее знамя Совета
Министров СССР. Премии выплачиваются за
счёт сверхплановой прибыли или сверхплано-
вой экономии от снижения себестоимости.
При недостатке указанных средств на том
заводе, которому присуждена премия, мини-
стерство может использовать в порядке пере-
распределения средств сверхплановую при-
быль или экономию, имеющуюся на других
заводах. При этом перераспределяемые суммы
не должны превышать 50% общего размера
прибыли или экономии по данному пред-
приятию.
Из общей суммы премии 60—70% исполь-
зуются для индивидуального премирования
рабочих, инженерно-технических работников
и служащих, а 30—40%—для улучшения куль-
турно-бытового обслуживания и на жилищ-
ные нужды. Из сумм, идущих на индиви-
дуальное премирование, не менее поло-
вины должно быть обращено на премирова-
ние рабочих.
Индивидуальные премии из фонда дирек-
тора завода и по результатам Всесоюзного
социалистического соревнования не входят
в фонд заработной платы.
Начиная с 1946 г., установлена система
прогрессивно-премиальной оплаты руководя-
щего состава и инженерно-технических ра-
ботников заводов за выполнение и перевы-
полнение производственных планов. Премии
выплачиваются за счёт экономии по фонду
заработной платы в зависимостиотвыполнения
плана по выпуску товарной продукции
при условии выполнения государственного
плана по снижению себестоимости (подроб-
нее см. гл. V).
ГЛ. И]
ХОЗЯЙСТВЕННЫЙ РАСЧЁТ ЦЕХА
13!
ОСНОВЫ ОРГАНИЗАЦИИ
ВНУТРИЗАВО ДСК ОГО
ХОЗЯЙСТВЕННОГО РАСЧЁТА
Внутризаводский хозяйственный расчёт
представляет собой систему управления
цехами и другими подразделениями завода,
обеспечивающую наилучшее выполнение и
перевыполнение техпромфинплана путём до-
ведения до каждого производственного под-
разделения не только заданий по выпуску
продукции, но также по производитель-
ности труда, себестоимости и другим ка-
чественным показателям, путём соответ-
ствующей постановки учёта и контроля
выполнения этих показателей и путём систе-
матического материального поощрения за
лучшие достижения в зависимости от получен-
ной экономии.
Внутризаводский хозяйственный расчёт
нельзя строить по образцу хозяйственного
расчёта завода в целом, так как отдельные
цехи и другие подразделения предприятия не
являются юридическими лицами, не высту-
пают в качестве самостоятельных единиц
в хозяйственном обороте, не реализуют само-
стоятельно своей продукции и,следовательно,
не получают прибыли. Ввиду этого при пере-
воде цехов на хозяйственный расчёт не нужно
наделять их собственными основными сред-
ствами, создавать в цехах законченный учёт
с самостоятельным балансом, вводить до-
говорные взаимоотношения между цехами
или производственными участками и созда-
вать искусственную систему денежных
или условно-денежных расчётов внутри пред-
приятия.
Внедрение внутризаводского хозяйствен-
ного расчёта должно проводиться без всяких
организационных усложнений, без излишнего
расширения числа плановых показателей и
без насаждения добавочных видов и форм
учёта, требующих увеличения штатов счётного
персонала.
При организации хозяйственного расчёта
цехов необходимо обеспечить доведение до
каждого цеха плановых заданий по себестои-
мости продукции, контроль работы цехов
путём бесспорного и достоверного учёта и
анализа выполнения этих заданий, правиль-
ную систему материального поощрения пер-
сонала цеха в зависимости от достигнутой
экономии.
Кроме того, внедрение хозяйственного рас-
чёта требует правильной организации упра-
вления производством, для чего необходимо
уточнить административно-производственную
структуру цехов, отделений и участков про-
изводства, с тем чтобы усилить ответствен-
ность руководителя каждого подразделе-
ния за выполнение плана по всем показа-
телям.
В условиях хозяйственного расчёта на-
чальники цехов и мастера должны уделять
особенно большое внимание постановке пла-
нирования и учёта производства, тщательно
проверять цены и калькуляции на полуфа-
брикаты и услуги, получаемые от других
цехов и отделов, строго следить за качеством
материалов, заготовок, инструментов.
Подлинный хозрасчёт требует действенной
борьбы за снижение себестоимости путём вне-
дрения передовой технологии и организации
производства, всемерного использования ре-
зервов и устранения потерь. Руководители
цехов совместно с партийными, комсомольскими
и профсоюзными организациями должны орга-
низовать социалистическое соревнование за
рентабельную работу, используя для этого
систему цехового планирования и учёта как
орудие мобилизации масс и организации сла-
женной, целеустремлённой работы производ-
ственного коллектива.
В основу планирования и учёта работы
цехов и других подразделений, переводимых
на хозяйственный расчёт, должны быть по-
ложены заранее подготовленные технико-
экономические нормативы.
ХОЗЯЙСТВЕННЫЙ РАСЧЁТ ЦЕХА
Технико-экономические нормативы для
хозяйственного расчёта основных цехов.
Технико-экономические нормативы, необхо-
димые для проведения хозяйственного расчёта
основных производственных цехов, основы-
ваются на технологических картах произ-
водства заготовок, обработки деталей, узловой
сборки и окончательного монтажа готовых
изделий; на материальных спецификациях,
определяющих расход основных материалов
по каждой детали, узлу и в целом по изделию;
на нормах расхода основных материалов и
топлива в заготовительных цехах, а также
кислорода, электродов и флюса в заготови-
тельных и сварочных цехах.
На заводах массового и крупносерийного
производства должны быть составлены по
перечисленным выше данным нормативные
калькуляции себестоимости в подетальном и
цеховом разрезе. В результате составления
таких нормативных калькуляций на каждую
заготовку, полуфабрикат, деталь, узел или
изделие, выходящие из того или иного
цеха в любой стадии готовности, можно
составить подробный ценник на продукцию
данного цеха.
При установлении нормативной себесто-
имости деталей иногда целесообразно огра-
ничиться подсчётом прямых затрат, т. е.
заработной платы производственных рабочих
и расхода основных материалов, относимых
непосредственно на данное изделие или на
данный производственный заказ.
При помощи таких подетальных ценников
необходимо далее установить норматив-
ную себестоимость одного машино-комплекта
по каждому цеху, т. е. подсчитать норма-
тивную сумму затрат цеха по всем дета-
лям, идущим на изготовление одного гото-
вого изделия. На большинстве заводов нор-
мативная себестоимость деталей условно счи-
тается неизменной в течение всего периода
до очередного пересмотра норм (чаще всего
в течение года). В этих случаях итоги нор-
мативных подетальных калькуляций офор-
мляются в виде ценника или прейскуранта
нормативно-расчётных цен на детали. В про-
тивоположность этому нормативная себестои-
мость цехового машино-комплекта (набор
цеховых затрат на одйу машину-изделие)
может корректироваться гораздо чаще: один
раз в квартал или даже ежемесячно. Однако
132
ПЛАНИРОВАНИЕ, ФИНАНСЫ И ХОЗРАСЧЁТ МАШИНОСТРОИТЕЛЬНОГО ЗАВОДА [РАЗД. V
шсую корректировку тех или иных слагае-
мых себестоимости машино-комплекта реко-
мендуется показывать отдельно от исходной
кормативной себестоимости его.
На заводах единичного и мелкосерийного
вроизводства вместо составления подетальных
нормативных калькуляций рекомендуется под-
считать на основе маршрутных технологиче-
ских карт количество нормо-часов на выпол-
нение заказа по каждому цеху, а также рас-
юд основных материалов по деталям. В от-
ношении заготовительных цехов должна быть
установлена тщательно продуманная группи-
ровка отливок и поковок по их весу и слож-
ности, а на этой основе подсчитана сред-
няя нормативная себестоимость 1 т литья
или поковок по каждой группе веса и слож-
ности.
Помимо нормативов по прямым затратам
каждый цех должен иметь подробно разрабо-
танную смету цеховых расходов, обоснован-
ную постатейным расчётом с максимальным
использованием соответственных технических
норм, как-то:норм износа инструментов,норм
расхода энергии на движение станков, норм
ремоятосложности оборудования, норм рас-
хода смазочных материалов и т. п.
При включении затрат на материалы
в нормативные калькуляции и в смету цеховых
расходов необходимо располагать заранее со-
ставленными ценниками плановых цен на все
виды применяемых на заводе материалов.
В плановую цену весовой единицы материала
включается, кроме прейскурантной (договор-
ной) цены поставщика, также запланирован-
ная сумма расходов на оплату железнодорож-
ного тарифа или водного фрахта плюс рас-
ходы по выгрузке материалов и их доставке
на склад завода-получателя.
Ценники должны строиться в соответствии
с применяемой на заводе номенклатурой
материалов.
Таким образом, при проведении хозяй-
ственного расчёта основных производственных
цехов необходимо располагать нижеследую-
щими технико-экономическими нормативами.
В условиях массового и серийного производства
Нормативные калькуляции себестоимости деталей
в разрезе каждого цеха.
Нормативные калькуляции себестоимости одного ма-
шиио-комплекта в разрезе каждого цеха.
Смета цеховых расходов с выделением условно-постоян-
яых и переменных статей.
В условиях единичного и мелкосерийного
производства
Материальные спецификации, определяющие расход
основных материалов на деталь и на заказ.
Сводка нормо-часов на заказ или на изготовление де-
тали по каждому цеху.
Смета цеховых расходов в постатейной номенклатуре.
Нормативные калькуляции 1 т литья и поковок по
группам веса и сложности.
Необходимость подготовки технико-эконо-
мических нормативов не может служить осно-
ванием для отсрочки перевода цехов на хо-
зяйственный расчёт впредь до достижения
идеальной точности всех норм. Нужно прово-
дить хозяйственный расчёт на базе упорядо-
чения уже имеющихся норм и постоянно со-
вершенствовать и уточнять эти нормы по мере
успешного освоения новых методов работы
в самом процессе внедрения и углубления
хозяйственного расчёта.
В^результате планомерного осуществления
хозяйственного расчёта должно быть достиг-
нуто решительное улучшение всего норма-
тивного хозяйства и широко освоена прак-
тика работы на уровне прогрессивных тех-
нико-экономических норм, обеспечивающих
не только выполнение, но и значительное
перевыполнение государственных плановых
заданий.
Планирование и учёт цеховой себестои-
мости по методу машино-комплектов. Пла-
нирование и учёт цеховой себестоимости по
методу машино-комплектов рекомендуется
применять в условиях массового и крупносе-
рийного производства.
Нормативная себестоимость машино-ком-
плекта складывается из прямых затрат на
изготовление соответствующих полуфабрика-
тов и деталей по действующим нормам и из
цеховых и общезаводских расходов, начи-
сляемых в размере запроектированного по
плану процентного их отношения к производ-
ственной заработной плате.
Нормативную себестоимость машино-ком-
плекта не следует смешивать с плановой себе-
стоимостью, устанавливаемой в виде средне-
квартального или среднегодового задания.
Плановая себестоимость может отклоняться
от нормативной, поскольку степень освоения
норм в различные периоды года разная.
Допустим, например, что нормативная се-
бестоимость машино-комплекта в цехе рам
велозавода после проведённого пересмотра
норм составила 62 р. 70 к. и что эта сумма
получена из следующих слагаемых: основные
материалы 20 р. 60 к. полуфабрикаты б р. 40 к.;
прямая производственная зарплата 10 р. 20 к.;
цеховые расходы 20 р. 40 к., т. е. 200% к
производственной заработной плате; общеза-
водские расходы 5 р. 10 к., или 50% от зара-
ботной платы.
Допустим далее, что, руководствуясь зада-
нием главного управления, плановый отдел
установил на 2-й квартал себестоимость ма-
шино-комплекта по рамному Цеху в размере
63 р. 84 к., в том числе: основные материалы
21 р. 63 к.; полуфабрикаты 6 р. 40 к.; прямая
производственная зарплата 10 р. 31 к.; цехо-
вые расходы 20 р. 40 к.; общезаводские рас-
ходы 5 р. 10 к.
Себестоимость машино-комплекта 63 р. 84к.
является плановым заданием, которое до-
водится до цеха путём включения в наряд-
заказ на очередной период. Длительность этого
периода может быть различной. При внедре-
нии цехового хозяйственного расчёта рекомен-
дуется устанавливать плановые задания цехам
по себестоимости ежеквартально.
Учёт выполнения такого задания обычно
ведётся посредством так называемого норма-
тивного метода учёта производства и кальку-
лирования себестоимости (см. гл. IV). Но
при определении результатов работы цеха
нужно иметь в виду, что подсчёт выполнения
плана выпуска в машино-комплектах неиз-
бежно имеет несколько условный характер.
Это связано с тем, что даже цехи массово-
поточного производства часто изготовляют
продукцию, отклоняясь от строгой комплект-
ности, поскольку, кроме сборки и монтажа
готовых машин, плановое задание предусма-
тривает выпуск запасных частей, полуфабри-
ГЛ. II]
ХОЗЯЙСТВЕННЫЙ РАСЧЁТ ЦЕХА
133
Оборотная ведомость по рамному цеху
за ноябрь месяц в руб.
Таблица 20
Содержание записи
1
Дебет
1. Остаток по нормам , .
2. Затраты по нормам . .
3. Отклонения
(+ перерасход, — эконо-
мия)
4. Итого затрат B + 3)
5. Всего по дебету A44)
Кредит
6. Списано на брак . . .
7. Выпуск по нормам . .
8. Отклонения
9. И т о г о на выпуск
G + 8)
10. Всего по кредиту
F+9)
Остаток по нормам
E-Ю)
Основные
материалы
2
208681
+ 6436
22; 107
238 263
I 031
206 S09
+6436
212 93S
213 ysb
ЧЗ07
Полуфаб-
рикаты соб-
ственного
производ-
ства
3
6 i$z
66 013
66 012
12l63
/29
6; 312
6s 31*
6s 841
6 322
Прямая
производ-
ственная
зарплата
4
и о; 4
104 233
+3 i6f
106 398
117 4S*
621
10} 979
+ 3 16 f
106 144
106 76)
10687
Цехо-
вые
расхо-
ды
5
22 IO8
2O8 466
—2 278
2Об l88
228 296
I 242
207 9/8
—з 278
2OS 680
206 922
21 314
Общезавод-
ские рас-
ходы
6
S S37
S2 116
—1106
Si 010
&S37
311
Si 988
—1106
SO 88a
Si 193
! 344
Потери
от брака
7
+ 3 ИЗ
2 112
2 112
+ 3 113
з из
2 112
-
....
8
Итого
9
67996
6?9 fo8
+7 З19
646 837
714 823
37м
63s 746
+7 З19
64306s
646789
68034
катов и деталей для пополнения межцеховых
и производственных заделов, для возмещения
брака и т. п. Ввиду этого плановый и фак-
тический выпуск цеха неизбежно приходится
определять в условных комплектах, как это
разъяснено ниже на конкретном примере.
Учёт фактических затрат цеха и себе-
стоимости его продукции основывается на
бухгалтерских данн-ых, которые в окончатель-
ном виде оформляются оборотной ведомостью
по типу приведенной выше табл. 20. В усло-
виях применения нормативного учёта произ-
водства оборотная ведомость показывает
текущие затраты цеха, выделяя из них
затраты по установленным нормам и откло-
нения от норм.
Приведённый пример оборотной ведомости
построен в предположении, что все выявлен-
ные в данном месяце отклонения включаются
в себестоимость выпущенной продукции и не
отражаются на незавершённом производстве,
которое оценивается по нормативной себе-
стоимости.
Разница, между затратами, списанными на
брак, в размере 3724 руб. (строка 6-я) и по-
терями от брака в 2112 руб. (графа 7-я) обу-
словлена удержаниями с виновников брака
и стоимостью сданного цехом лома, цо эти
суммы в оборотной ведомости не показаны.
Нормативная себестоимость выпуска опреде-
лена путём оценки всех сданных цехом дета-
лей по нормативным подетальным калькуля-
циям.
Оборотная ведомость выявляет как нор-
мативную (строка 7-я), так и фактическую
(строка 9-я) себестоимость цехового выпуска.
Но было бы неправильно ограничиваться
сопоставлением этих показателей для оценки
результатов, достигнутых цехом, поскольку
плановое задание по себестоимости может
не совпадать с нормативной себестоимостью.
Необходимо предварительно определить в виде
процентного индекса разрыв между норматив-
ной и плановой себестоимостью машино-ком-
плекта, запроектированной на данный квар-
тал. Если исходить из приведённых выше
цифр, этот разрыв по комплекту в целом
63,84
составит ~5<pjx 100= 101,80/о, в том числе по
21,63
стоимости основных материалов оп 60 ~
= 105%, по производственно-заработной плате
10,81
ЮО = 101,080/0, а по остальным эле-
ментам 100%.
Основываясь на этих индексах, надо про-
извести пересчёт нормативной себестоимости
выпуска на плановую себестоимость, как это
сделано в табл. 21.
В результате выяснилось, что цех дал за
истекший квартал 4129 руб. экономии,
или 0,64% сверхпланового снижения себе-
стоимости.
Определение плановой величины затрат
при помощи заранее подсчитанных индексов
лучше производить по каждому элементу
себестоимости отдельно (строки 2 и 3-я), а
не по машино-комплекту в целом (хотя на
практике часто делают расчёт исходя из
машино-комплекта в целом). Если взять сум-
марный индекс всего машино-комплекта, то
результат окажется несколько иной, а
именно: плановая себестоимость выпуска бу-
101,8
дет равна 635 746 руб. —щ~ = 617 199 руб.,
достигнутая же цехом экономия составит:
647 199-643065 = 4134руб. вместо подсчитан-
ной выше экономии 4129 руб.
134
ПЛАНИРОВАНИЕ, ФИНАНСЫ И ХОЗРАСЧЁТ МАШИНОСТРОИТЕЛЬНОГО ЗАВОДА [РАЗД. V
Расчёт результатов работы рамного цеха за второй квартал 1949 г. в тыс. руб.
Таблица 21
' Показатели
1
1. Нормативная себестои-
мость выпуска
2. Индекс соотношения пла-
новой себестоимости и норма-
тивной в % .
8. Плановая себестоимость
A-2)
выпуска ¦ 1(Ю
4. Фактическая себестои-
мость выпуска
5. Результат (¦+• перерасход,
— экономия) ....".....
Основные
материалы
2
206 /О<?
10/
2l6 8}4
212 93!
-l899
Полуфа-
брикаты
собствен-
ного про-
изводства
3
6s 312
100
6f ji 2
6s 312
Прямая
зарплата
4
юз 979
joi 08
ios 102
106144
+1 042
Цеховые
расходы
5
2Oj 9S8
100
207 9fS
20s 680
—2 278
Общезавод-
ские
расходы
6
Si 988
100
S19SS
/о 882
~i 106
Потери
от брака
7
2 112
+ 2 112
Итого
8
63s 74b
647 194
643 06;
-4129
Эта разность характеризует колебания
результатов учёта в связи с некомплектностью
выпуска; в данном случае она незначительна,
но при строгой комплектности эта разность
должна быть равна нулю.
Поскольку задание цеху выдаётся в виде
себестоимости одного машино-комплекта,
окончательные итоги выполнения плана
должны быть также определены путём расчёта
фактической себестоимости условного маши-
но-комплекта, как это показано в табл. 22.
себестоимости является более верным, чем
исчисление в целом по, всем затратам, так
как рекомендуемым здесь способом значи-
тельно ослабляется искажающее влияние
сдвига в ассортименте (из-за некомплект-
ности) на себестоимость. При практическом
выявлении результатов работы цеха можно
уменьшить количество применяемых докумен-
тов, объединив табл. 21 и- 22, так как они
основаны на одних и тех же данных оборот-
ной ведомости.
Таблица 22
Расчёт фактической себестоимости условного машино-комплекта
Показатели
1
1. Нормативная себестои-
мость выпуска в руб
2. Нормативная себестои-
мость одного комплекта в руб.
и коп
3. Число условных комплек-
тов в шт. A:2)
4. Фактическая себестои-
мость выпуска в руб
5. Фактическая себестои-
мость одного условного ком-
плекта D :3) в руб. и коп. . .
6. Плановая себестоимость
одного комплекта в руб.
и коп
7. Перерасход (+), эконо-
Основные
материалы
2
2о6 SO9
20,6о
10 20S
212 93S
21,24
21,63
~о,39
Полуфа-
брикаты
собствен-
ного про-
изводства
3
6; JI2
6.40
10 12}
6/ 312
6,40
6,40
Прямая
производ-
ственная
зарплата
4
юз 979
10,20
ю 194
юб 144
ю,41
ю,31
+ о,ю
Цеховые,
расходы
20J 9/8
20,40
ю 194
2OS 68о
20, Г8
20,40
—0,22
Общезавод-
ские
расходы
6
Si988
Syio
10 194
So 882
4,99
S,io
—0,11
Потери
от брака
7
2 112
0,21
+ 0,21
Итого
8
63S 746
б2,уо
ю 139
643 o6s
63,43
63,84
-1-0,41
В результате расчёта можно установить,
что плановое задание по себестоимости одного
машино-комплекта в размере 63 р. 84 к.
выполнено, и фактическая себестоимость со-
ставила 63 р. 43 к., что даёт 0,64% экономии
против плана.
Различное число комплектов, указанное
в строке 3-й в графах 2—С-й и в итоговой
графе 8-й таблицы, вызвано некомплектностью
выпуска* как это уже отмечалось выше.
Приведённый выше метод исчисления числа
комплектов отдельно по каждому элементу
Разновидность способа машино-комплектов
в виде метода подетальной оценки товар-
ного выпуска цеха рекомендуется применять
в условиях крупносерийного и серийного про-
изводства с устойчивой номенклатурой вы-
пуска в 5—20 наименований.
Планирование и учёт себестоимости цехо-
вой продукции в этом случае осуществляется
на основе ценника нормативных или планово-
расчётных цен на все детали, изготовляемые
или обрабатываемые в каждом цехе (см. выше,
стр. 131 — 132).
ГЛ. II]
ХОЗЯЙСТВЕННЫЙ РАСЧЁТ ЦЕХА
135
Плановое задание по себестоимости уста-
навливается путём расчёта проектируемых
отклонений от этих нормативных цен по от-
дельным слагаемым. Такой расчёт проводится
по каждой отдельной машине в разрезе
каждого цеха. Допустим, например, что в ме-
ханическом цехе изготовляются детали стан-
ков шести типов и, кроме того, нормали. Нор-
мативная себестоимость всех деталей, исполь-
зуемых при выпуске первого типа станков
(заказ № 1), составляет 4212 руб., в том числе
заработная плата 1620 руб., полуфабрикаты
своего производства 2160 руб., основные ма-
териалы 432 руб. Исходя из заданного средне-
квартального снижения себестоимости, пред-
положим, что заработная плата на один станок
по этому заказу во втором квартале составит
104
1040/0 к нормам, или 1620 ¦ 1Q0 = 1685 руб.,
101
основные материалы — 101%, или 432 ttjq =
= 436 руб., а полуфабрикаты своего произ-
водства останутся без изменений (поскольку
они передаются из цеха в цех по стабильной
нормативной оценке). Аналогичным порядком
определяется плановый уровень прямых затрат
по всем остальным заказам.
Кроме того, цеху утверждается смета це-
ховых расходов с указанием проектируемой
суммы по каждой статье и процентного отно-
шения итога цеховых расходов к производ-
ственной заработной плате цеха в планиру-
емом периоде. В заключение указывается
доля общезаводских расходов, падающих на
данный цех, исходя из фиксированного про-
цента к его производственной заработной плате.
Учёт цеховой себестоимости оформляется
в виде оборотных ведомостей по каждому
заказу обычно без выделения нормативных
затрат и отклонений, как это показано в
табл. 23.
Себестоимость выпуска (графа 8-я) должна
устанавливаться путём инвентаризации остат-
ков незавершённого производства по правилу:
начальный остаток плюс производственные
затраты минус брак, отходы, конечный остаток
составляют себестоимость выпуска. При инвен-
таризации незавершённое производство оцени-
вается по ценнику нормативных (планово-
расчётных) цен с учётом степени готовности
деталей. Для упрощения ежемесячных инвен-
таризаций многие заводы условно принимают,
что все детали в незавершённом производстве
механических цехов имеют 50% готовности,
независимо от того, на какой операции эти
детали фактически находятся в момент ин-
вентаризации. Такое упрощение допустимо
при условии, если в целях корректировки
возможных ошибок и неточностей проводится
хотя бы один раз в квартал подробная поопе-
рационная оценка незавершённого производ-
ства. Кроме того, рекомендуется даже при
ежемесячных инвентаризациях проводить по-
операционную оценку наиболее трудоёмких
деталей.
Основываясь на оборотной ведомости
(табл. 23), необходимо произвести сопоставле-
ние фактической себестоимости с плановой,
В этих целях выпуск цеха в деталях,
узлах или комплектах оценивается по ценнику
нормативных (планово-расчётных) цен, после
чего с помощью ранее установленных индексов
подсчитывается плановая себестоимость то-
варной продукции цеха, как это сделано
в приведённой ниже табл. 24 применительно
к одному из заказов, выполнявшихся механи-
ческим цехом. Произведя аналогичные расчёты
по всем заказам, можно определить сумму
экономии или перерасхода за отчётный месяц
по всему объёму товарной продукции цеха.
Поскольку расчётные цены на детали покры-
вают только прямые затраты и не включают
цеховых и общезаводских расходов, то для
упрощения можно начислять плановый про-
цент названных расходов не по отдельным
заказам, как это сделано в табл. 24, а в це-
лом на всю товарную продукцию цеха.
Для правильного определения экономии
или перерасхода по общезаводским расходам
рекомендуется при подсчёте плановой себе-
стоимости начислять эти расходы в размере
планового процента на плановую зарплату
применительно к действительному выпуску
цеха, а при установлении фактической себе-
стоимости принимать абсолютную фиксиро-
Таблица 23
Оборотная ведомость по заказу № 1 в механическом цехе в руб.
Статьи
1
1. Основные материалы.
2. Полуфабрикаты свое-
го производства
3. Прямая производ-
ственная зарплата ....
4. Цеховые расходы . .
5. Специальные расходы
6. Потери от брака . . .
7. Общезаводские рас-
ходы
8. Итого
Дебет
Остаток
на начало
месяца
2
з 413
4 Jii
3 079 *
6i;8
1/90
17 9Si
Расход
за месяц
3
33
79 292 ,
;6 8о;
и; огб
II 6ОО
3 8з9
23 02$
322 694
Итого по
дебету
B+3)
4
35 1'30
84 ооз
59 884
121 184
II 6ОО
3829
24615
340645
Кредит
Списа-
но на
брак
5
493
914
692
1384
346
3829
Возвра-
ты и
отходы
6
344
69
82/
12з8
Остаток по
инвентари-
зации на
конец
месяца
7
3 217
3989
3891
S7&2
1446
i6 325
Списывает-
ся на вы-
пуск
D-5-6-7)
8
32 476
79031
56301
И4 oi8
11 600
3 004
32823
319 253
Итого
по кредиту
(баланс)
9
35 5JO
84 ооз
59 884
131184
11 600
3829
24 615
340645
136
ПЛАНИРОВАНИЕ, ФИНАНСЫ И ХОЗРАСЧЁТ МАШИНОСТРОИТЕЛЬНОГО ЗАВОДА [РАЗД. V
Расчёт себестоимости выпуска по заказу № 1
Таблица 24
Показатели
1
1. Нормативная (расчёт-
ная) оценка выпуска (про-
изведение количества сдан-
ных цехом деталей на рас-
чётные цены по ценнику).
2. Индексы перевода
расчётных цен в плановую
себестоимость в °/0. . . .
3. Плановая себестои-
мость выпуска Bx1) . . .
4. Фактическая себестои-
мость выпуска
5. Результаты D—3) . .
Статьи себестоимости
Основ-
ные ма-
териа-
лы
2
32 922
101
33 2SI
33476
-77?
Полу-
фабри-
каты
3
79 031
100
79 031
79031
Прямая
производ-
ственная
зарплата
4
S3 288
104
ff 420
/6 301
-+881
Цеховые
расходы
5
200 *
но 840
114 018
+3178
Специаль-
ные рас-
ход*!
6
и боо
и боо
Потери
от брака
7
3 004
+3 оо4
Общезавод-
ские рас-
ходы
8
5о*
27710
2S ООО **
— 2 710
Итого
9
317 8s з
321430
+3 /7*'
* В процентах к производственной заработной плате.
** Фиксированная сумма, начисляемая на продукцию данного цеха и падающая на данный заказ.
ванную сумму общезаводских расходов, на-
числяемую на продукцию данного цеха. Этот
расчёт можно, конечно, вынести за пределы
таблицы в особый раздел анализа цеховых
результатов.
Метод калькулирования работы цеха ре-
комендуется применять в условиях многоно-
менклатурного производства, когда составле-
ние ценников практически нецелесообразно
ввиду изменчивости программы или по иным
причинам.
В этих случаях план по себестоимости
устанавливается для цеха в виде норм расхо-
дования основных материалов, фонда произ-
водственной заработной платы основных ра-
бочих, сметы цеховых расходов и фиксиро-
ванной доли общезаводских расходов, падаю-
щих на данный цех.
Сущность метода калькулирования работы
цеха заключается в корректировании плановых
показателей соответственно выполненному
объёму работ и в сопоставлении этих кор-
ректированных плановых данных с фактически-
ми затратами цеха. При этом объём цехового
товарного выпуска обычно измеряется в нормо-
часах (или в стабильных ценах). Схема рас-
чёта по этому методу приведена в табл. 25, где
в целях упрощения все цифры округлены до це-
лых тысяч рублей. План выпуска продукции вы-
полнен на 120% (графа 2-я). В связи с этим все
затраты по обработке, т. е. заработная плата,
цеховые и общезаводские расходы, соответ-
ственно увеличены тоже на 20%- Но такой
способ пересчёта в большинстве случаев не-
пригоден для корректировки материальных
затрат, поскольку они далеко не пропорцио-
нальны объёму товарного выпуска в нормо-
часах. Ввиду этого рекомендуется определять
плановый расход материалов путём умножения
фактического количества заготовленных дета-
лей на установленные нормы, а фактический
расход — путём ежемесячных инвентаризаций
нераскроенных остатков материалов по про-
филям.
Цеховые расходы подразделяются на
условно-постоянные и переменные, так как
это способствует выявлению влияния объёма
выпуска на себестоимость (см. строку 5-ю
в графах 5-й и 8-й).
Преимущества этого метода заключаются
в его простоте, а также в том, что себестои-
мость товарного выпуска цеха за отчётный
период определяется по затратам того же
периода и не испытывает на себе влияния
переходящих остатков незавершённого про-
изводства предыдущего месяца, которые при-
Таблица 25
Определение результатов хозрасчёта цеха
по методу калькулирования работы цеха
за август месяц по механическому
цеху в тыс. руб.
Показатели
1
1. План
2. План в пере-
счёте на фактиче-
ский выпуск . . .
3. Отчёт ....
4. Результат
перерасход (+)•
экономия (—)C—2)
5. В том числе
из-за объёма A—2)
Товарный выпуск в нормо-ча-
сах или в неизменных ценах
2
100
130
Затраты цеха
Основные материалы
3
/9*
66**
+7
1 Прямая производственная
*¦ 1 зарплата
40
48
43
—S
Цехо-
вые
' расхо-
ды
i
ц
§1
le
5
6о
бз
-9
—12
Переменные
6
30
?6
3S
-1
Потери от брака
7
3
+3
Общезаводские расходы
8
30
Н
30
—4
—4
Итого
9
зз9
330
-9
—ib
* По нормам расхода материалов брутто на всё коли-
чество заготовленных деталей (по первым операциям).
** Исчислено в результате инвентаризации цеховых
остатков по профилям на начало и конец месяца, по пра-
вилу: остаток + поступление — остаток = расход.
ГЛ.
ХОЗЯЙСТВЕННЫЙ РАСЧЁТ ЦЕХА
137
ходится учитывать при исчислении цеховой
себестоимости по методу машино-комплектов
и при подетальной оценке товарной продукции.
Недостаток метода калькулирования ра-
боты цеха состоит в том, что пересчёт пла-
нового фонда заработной платы в соответ-
ствии с объёмом выпуска в нормо-часах может
привести к существенным неточностям при
больших различиях в трудоёмкости разных
изделий и при значительных отклонениях в
номенклатуре фактического выпуска от пла-
нового задания. Чтобы избегать таких неточ-
ностей, иногда приходится пересчитывать за-
работную плату не в целом по проценту выпол-
нения плана выпуска, а по единичным расцен-
кам за изготовленные детали, что осложняет
весь расчёт.
При наличии хорошо поставленного норма-
тивного учёта производства цеховый объём
производства рекомендуется определять не
в нормо-часах, а в рублях по нормативной
заработной плате, что упрощает и уточняет
расчёт по табл. 25. Применение нормо-часов
или нормо-рублей заработной платы как еди-
н.ицизмерения объёмапроизводства допустимо
лишь тогда, когда эти нормо-часы заранее, до
начала работ, установлены при проектирова-
нии технологических процессов. Не предусмо-
тренные утверждённым технологическим про-
цессом операции, хотя бы они и были при
изготовлении заказа в последующем пронор-
мированы, в объём выпуска не вклю-
чаются.
Особенности хозяйственного расчёта
заготовительных и вспомогательных це-
хов. Планирование и учёт себестоимости за-
готовительных цехов в массово-м и крупносе-
рийном производстве рекомендуется осуще-
ствлять по методу машино-комплектов или
путём подетальной оценки товарного выпуска.
В тех случаях, когда предварительное
калькулирование заготовок затруднительно,
необходимо оценивать выпуск по средним
плановым калькуляциям, составляемым на
1 от заготовок по группам веса и сложности.
Инвентаризацию в литейных и кузнечных це-
хах следует проводить только по тем отделе-
ниям, где могут накапливаться заделы, пре-
вышающие суточный выпуск, например, в об-
рубных и очистных отделениях литейных це-
хов, в термических отделениях кузнечных
цехов.
С точки зрения планирования и учёта це-
ховой себестоимости следует различать:
а) вспомогательные цехи, производящие одно-
родную продукцию или услуги, измеряемые
единой учётно-калькуляционной единицей;
б) вспомогательные цехи с разноименной
номенклатурой выпуска, не имеющей единой
учётно-калькуляционной единицы измерения,
и в) вспомогательные цехи, производство
которых может измеряться с помощью услов-
ной учётно-калькуляционной единицы.
К цехам группы „а" относятся энергети-
ческие цехи завода, производящие пар, сжа-
тый воздух, газ, электроэнергию, осуществляю-
щие подачу воды и т. п. Для этих цехов
необходимо ежеквартально определять плано-
вую себестоимость единицы продукции или
услуг, отпускаемых заводским потребителям.
Плановая себестоимость отпущенных услуг
сопоставляется с фактическими затратами
цеха, в результате чего устанавливается до-
стигнутая соответственным цехом экономия
или допущенный перерасход против плановой
с%бестоимости отпущенных услуг.
К цехам группы „б" относятся инструмен-
тальный, ремонтно-механический, ремонтно-
строительный, модельный, штамповый и др.
При переводе этих цехов на хозяйственный
расчёт рекомендуется разрабатывать прейску-
ранты или ценники на все виды нормальных
инструментов, повторяющихся моделей, штам-
пов и т. п., на запасные части для ремонта
оборудования и на стандартные виды ремонтов,
приведённые к одной единице ремонтослож-
ности (см. гл. X). В целях сокращения объёма
ценника следует устанавливать цены не для
каждого типо-размера инструментов, а в целом
на одноименную группу с определёнными ин-
тервалами размеров, например, для свёрл диа-
метром от 5 до 14 мм, от 15 до 24 мм и т. д.
Для инструментов специальных видов необ-
ходимо составлять предварительные кальку-
ляции при помощи укрупнённых методов
оценки их себестоимости (исходя из размеров
и веса, сложности, многодетальности и т. п.).
Наличие прейскурантных цен и сметных
калькуляций позволяет оценить всю месячную
продукцию соответственного цеха в норматив-
но-плановых ценах и сопоставить её с факти-
ческими затратами за тот же период. В прак-
тике многих заводов, где объём выпуска вспо-
могательных цехов достаточно устойчив, такое
сопоставление проводится без учёта изменения
остатков незавершённого производства на на-
чало и на конец месяца. Если же объём произ-
водства вспомогательных цехов непостоянен,
то для периодического уточнения фактических
затрат цеха рекомендуется проводить ежеквар-
тальные контрольные инвентаризации остатков
незавершённого производства.
К цехам группы „в" относятся транспорт-
ные цехи и службы завода, объём работы ко-
торых может быть измерен в условных еди-
ницах, например в тонно-километрах перево-
зок. При переводе этих цехов на хозяйствен-
ный расчёт обычно разрабатывается плановая
калькуляция себестоимости одного тонно-кило-
метра по каждому виду транспортных услуг.
Сопоставление плановой себестоимости предо-
ставленных цехам транспортных услуг с факти-
ческими его. затратами определяет экономи-
ческие результаты работы цеха. Рекомендуется
также при расчётах с цехами-потребителями
количество тонно-километров определять по
фактическим километрам и по норматив-
ной грузоподъёмности (тоннажу) транспорт-
ной единицы. При таком способе расчёта
цех-потребитель транспортных услуг заинте-
ресован в том, чтобы полностью использовать
грузоподъёмность подаваемого ему транспорт-
ного средства, тогда как при расчёте за факти-
ческий тонно-километр перевозок транспорт-
ный цех нередко терпит убытки из-за неполно-
грузности рейсов по вине потребителей.
Организационные мероприятия по вне-
дрению цехового хозяйственного расчёта.
Успешное внедрение внутризаводского хо-
зяйственного расчёта требует ряда подго-
товительных мероприятий, а также систе-
матического руководства. В этих целях обычно
образуется постоянно действующая комиссия
в составе начальника планового отдела, глав-
138
ПЛАНИРОВАНИЕ, ФИНАНСЫ И ХОЗРАСЧЁТ МАШИНОСТРОИТЕЛЬНОГО ЗАВОДА [РАЗД. V
ного бухгалтера и главного технолога завода,
а иногда также начальника производства или
главного диспетчера. Эта комиссия устанавли-
вает план перевода цехов на хозяйственный
расчёт, определяет методы планирования и
учёта цеховой себестоимости, уточняет адми-
нистративно-производственную структуру под-
разделений, переводимых на хозяйственный
расчёт, руководит всей подготовительной ра-
ботой, а также рассматривает отчёты о ре-
зультатах работы цехов на основе хозяйствен-
ного расчёта, даёт по ним свои заключения
и докладывает о них на специальных сове-
щаниях при директоре завода.
Такая комиссия не должна, как правило,
принимать к рассмотрению взаимные претензии
цехов и становиться органом своего рода ар-
битража между ними, так как это побуждает
цехи к перекладыванию ответственности за
допущенные неполадки на других, ослабляет
строгость межцеховой приёмки полуфабрика-
тов и услуг и не способствует борьбе за дей-
ствительное снижение себестоимости.
При оценке результатов хозяйственной
деятельности цехов по данным месячных от-
чётов комиссия должна принимать во внима-
ние ущерб, испытанный тем или иным цехом
в результате вынужденных простоев, брака и
других потерь, вызванных плохой работой
цехов-поставщиков, и может в соответствую-
щих случаях корректировать затраты взаимо-
связанных цехов путём отнесения убытков
за счёт виновника. Комиссия должна доби-
ваться систематического улучшения поста-
новки первичного учёта как одного из важ-
нейших условий углубления хозяйственного
расчёта. В частности, необходимо озаботиться
установкой в каждом цехе счётчиков моторной
и осветительной энергии, водомеров, газоме-
ров, паромеров и счётчиков сжатого воздуха,
обеспечивающих правильное определение дей-
ствительного объёма потреблённой энергии.
Перевод цехов и участков на хозяйствен-
ный расчёт должен сопровождаться широкой
разъяснительной работой, проведением лекций
и семинаров по экономике производства с раз-
бором конкретных нормативных, плановых и
отчётных материалов.
В результате проведения таких семинаров
производственный персонал должен усвоить
зависимость экономических результатов цеха
от выполнения программы, от уровня произ-
водительности труда и выполнения норм, от
внедрения стахановских методов работы, от
реализации организационно-технических и ра-
ционализаторских мероприятий.
Отчёты цехов, переведённых на хозяй-
ственный расчёт, должны систематически за-
слушиваться на производственных совеща-
ниях рабочих и на технических совещаниях
у начальника цеха и у директора завода.
Премиальное поощрение цехового персо-
нала основывается на действующей системе
прогрессивно-премиальной оплаты руководя-
щих и инженерно-технических работников за
выполнение и перевыполнение планов выпуска
продукции при условии выполнения заданий
по себестоимости. При этом для повышения
стимулирующего значения этой системы мно-
гие заводы видоизменяют её с соответствую-
щего разрешения министерства путём выделе-
ния доли цеховой экономии в распоряжение
начальника цеха либо путём установления до-
полнительной шкалы, ставящей размеры пре:
мирования в зависимость от выполнения плана
не только по выпуску, но и по себестоимости
продукции.
На некоторых заводах автотракторной и
станкостроительной промышленности в распо-
ряжение начальника цеха отчисляется от 30
до 40% экономии, полученной цехом при вы-
полнении заказов основного производства, а
также от 20 до 30% экономии по прочим за-
казам. Из этих сумм 5 — 6% предназначаются
лично начальнику цеха, а остальная часть рас-
пределяется по его решению между отдель-
ными работниками цеха соответственно их
активности в борьбе за рентабельность произ-
водства. Часть ежемесячной премии в раз-
мере от 25 до 50% резервируется для покры-
тия возможных убытков, т. е. превышения
плановой себестоимости в последующей ра-
боте цеха. По опыту заводов общий размер
премий, выплачиваемых в этом порядке цехо-
вому персоналу, составляет от 1 до 2% об-
щего фонда заработной платы по заводу.
При применении дополнительных шкал
прогрессивно-премиальной оплаты построение
этих шкал таково, что максимальный размер
премии не превышает установленного . прави-
тельством уровня, но этот максимум выплачи-
вается при условии снижения плановой себе-
стоимости на 4—5%; если "же цех лишь уло-
жился в заданную себестоимость и не дал
сверхплановой экономии, то размер премии за
выпуск продукции составляет, например, поло-
вину от максимального уровня.
ХОЗЯЙСТВЕННЫЙ РАСЧЁТ УЧАСТКОВ,
БРИГАД И ОТДЕЛЬНЫХ РАБОЧИХ
Во избежание усложнения системы внутри-
заводского хозяйственного расчёта рекомен-
дуется переводить отдельные участки на хо-
зяйственный расчёт только в тех случаях,
когда они представляют собой относительно
крупные призводственные подразделения с не-
сколькими десятками единиц оборудования и
с самостоятельными учётно-плановыми ячей-
ками; либо когда цех разбит на участки по
предметному признаку, так что каждый из них
выпускает законченную продукцию; либо, на-
конец, когда цех подразделяется на отделения,
имеющие специфические технологические осо-
бенности, каковы, например, плавильные отде-
ления в литейных цехах и т. п.
Порядок планирования и учёта работы
участков в условиях хозяйственного расчёта
строится по тому же принципу, как и плани-
рование цеха, с той особенностью, что задание
по себестоимости включает обычно лишь лря-
мые затраты, и только те цеховые расходы,
которые непосредственно связаны с работой
данного участка и зависят от него (например,
износ инструмента, расход вспомогательных
материалов производственного назначения
и т. п.).
Хозяйственный расчёт бригад представляет
собой одну из социалистических форм труда,
порождённых соревнованием передовых рабо-
чих за режим экономии и за повышение рен-
табельности производства. Бригады перехо-
дят на хозяйственный расчёт по инициативе
ГЛ. II!
ХОЗЯЙСТВЕННЫЙ РАСЧЁТ УЧАСТКОВ И БРИГАД
139
самих рабочих при активной помощи масте-
ров и руководства цеха, которое должно
обеспечить правильную постановку планиро-
вания и учёта основных качественных показа-
телей работы каждой бригады и оценку дости-
гнутых ею экономических результатов. При
этом не следует стремиться к исчерпывающему
охвату всех показателей работы бригады и
к выявлению полной её себестоимости, так
как это ведёт к усложнению планирования и
к созданию громоздких форм учёта. Рекомен-
дуется выбрать два-три показателя, наиболее
характерных для работы данной бригады и це-
ликом зависящих от её успешности. Для бригад,
обрабатывающих цветные и высоколегиро-
ванные металлы, таким показателем может
служить экономия и сбор отходов металла; для
бригад, работающих с дорогостоящим инстру-
ментом из твёрдых сплавов, — экономия ин-
струмента против установленных норм его
износа; для бригад литейщиков — сокращение
брака; для сварщиков — экономия электродов
и энергии при наличии индивидуальных счёт-
чиков потребляемой энергии на агрегатах.
При переводе на хозяйственный расчёт
каждая бригада должна получать месячные
задания, предусматривающие выпуск продук-
ции в натуральных или условных единицах
измерения, установленный фонд заработной
платы, нормы расхода важнейших материалов,
топлива, энергии или инструмента, а также до-
пустимый процент брака, отходов, угара и т. п.
При подсчёте результатов работы бригады
фонд заработной платы и остальные показа-
тели пересчитываются в соответствии с факти-
ческой выработкой комплектной годной про-
дукции и сравниваются с фактическими затра-
тами бригады за учётный период. При наличии
экономии бригаду следует поощрять выплатой
премии. Источником премирования может слу-
жить часть премиа-льного фонда, который вы-
деляется в распоряжение начальника цеха за
счёт экономии по себестоимости, либо фонд
директора, либо часть премии, присуждённой
заводу по Всесоюзному социалистическому
соревнованию. Премии обычно устанавли-
ваются в размере 20—30% от полученной
экономии. До 50% ежемесячной премии ре-
зервируется для покрытия возможного пере-
расхода в последующем месяце. Если пере-
расхода в очередном месяце нет, то зарезер-
вированная сумма выдаётся бригаде как пре-
мия, но из премии текущего месяца снова
образуется новый резерв. Перевод бригады
на хозрасчёт осуществляется на основе за-
явления рабочих, принимающих на себя опре-
делённые обязательства по борьбе за сниже-
ние себестоимости и повышение рентабель-
ности производства, и оформляется приказом
начальника цеха. Порядок премирования бри-
гады утверждается директором завода. Учёт
результатов хозяйственного расчёта бригад
возлагается на цеховый плановый орган, поль-
зующийся для этих целей данными цеховой
бухгалтерии.
Одной из передовых форм борьбы за эко-
номию в производстве, введенной по инициа-
тиве рабочих, следует считать открытие инди-
видуальных и бригадных счётов экономии. На
этих счетах ведётся учёт обязательств и их
выполнения. Такие счета на передовых пред-
приятиях Союза дали колоссальный эффект.
В частности, они явились практическим
средством для широкого развертывания инди-
видуального хозрасчёта рабочих как нового
метода социалистического соревнования масс
за комплексное улучшение экономических по-
казателей производства. Большую роль в про-
ведении индивидуального хозрасчёта рабочих
играют заводская и цеховые партийные орга-
низации. Индивидуальный хозрасчёт позволяет
каждому рабочему активно участвовать
в борьбе за снижение себестоимости.
Как показывает практика московского ав-
тозавода имени Сталина и других передовых
предприятий, индивидуальный хозрасчёт спо-
собствует дальнейшему росту производитель-
ности труда, улучшению качества продукции,
экономии материалов, энергии, топлива и
инструментов, улучшению эксплоатации обо-
рудования, сокращению аварий и удлинению
межремонтных периодов его работы, а тем
самым — уменьшению затрат на ремонт и по-
терь от вынужденных простоев оборудования.
В основу индивидуального хозрасчёта
должна быть положена разработка конкрет-
ных экономических показателей по каждому
рабочему месту. При их переводе на хозрас-
чёт бухгалтерия цеха должна организовать
тщательную инвентаризацию всех остатков
материалов, полуфабрикатов и инструмента
по соответствующим производственным участ-
кам. Всё оборудование должно быть приве-
дено в исправное состояние и сдано по актам
под персональную ответственность рабочих,
заявивших о своем желании перейти на инди-
видуальный хозрасчёт. Результаты работы
рабочих, перешедших на хозяйственный рас-
чёт, отражаются на лицевых счетах, по кото-
рым подсчитывается экономия, достигнутая
каждым рабочим, и выявляется его участие
в снижении себестоимости продукции.
В табл. 26 приводится пример лицевого
счёта кузнечной бригады, применяемого
в практике работы Сталинградского трактор-
ного завода.
Такой лицевой счёт составляется на основе
данных первичного учёта работы бригады за
каждый день и смену. При этом в практике
Сталинградского тракторного завода экономия
материалов, топлива, энергии и инструмента,
а также сокращение брака выявляются не
только в целом за месяц, но и в текущем по-
рядке по каждой бригаде за истекший день.
Это достигается при помощи ежедневных
учётных листов, где фиксируется выработка
бригады в штуках и по весу, количество от-
работанных ею часов, степень выполнения
планового задания и, кроме того, все приве-
дённые в лицевом счёте показатели экономии.
Как правило, лицевые счета должны вклю-
чать данные только о тех затратах, кото-
рые непосредственно зависят от соответ-
ствующей бригады или рабочего. Полезно
наряду с этим указывать рационализаторские
мероприятия, в результате которых была до-
стигнута экономия, а также причины перерас-
хода, зафиксированного в лицевом счёте.
Указываемая в лицевом счёте экономия
определяется как разность между норматив-
ным и фактическим расходом в пересчёте на
фактическую выработку продукции. При изме-
нении технологических процессов, оборудова-
ния, инструментов и приспособлений, которое
140
ПЛАНИРОВАНИЕ, ФИНАНСЫ И ХОЗРАСЧЁТ МАШИНОСТРОИТЕЛЬНОГО ЗАВОДА [РАЗД. V
Лицевой счёт бригады А. Я- Белоусова (СТЗ)
Таблица 26
Месяцы
Январь
Февраль
Март
И т о г о за
квартал
Экономия
мазута
в кг
4б2Э
.2169
2ЦО
934*
в руб.
и коп.
1397-68
6ff-?8
771—42
2824—48
Экономия
пара
в кг
S4I&7
26 146
30878
III 2II
в руб.
И КОП.
l62f—6l
784-38
926—34
3336—33
Экономия
электроэнергии
в квт-ч
244
io8
127
479
в руб.
и коп.
34—I!
ZS-12
i7 So
67-07
Экономия на
сокращении
брака
в руб. и коп.
3319—3^
Перер асход
7719 - 6о
2827-44
Перерасход
1S72—84
Экономия
инструмента
в руб. и коп.
Перерасход
269—68
29S— 20
Перерасход
1829—52
Перерасход
1804—00
Всего
экономии
в руб. и коп.
6107—09
Перерасход
S969—S2
2713-48
2SSI—0S
проводится заводскими органами или цеховой
администрацией, соответствующие нормативы
должны быть обязательно пересмотрены, дабы
лицевой счёт отражал действительную эконо-
мию, достигнутую самими рабочими.
Введение лицевых счетов требует реши-
тельного улучшения практики планирования
затрат не только в масштабе завода, но и по
отдельным цехам. Необходимо, в частности,
расчленять цеховые расходы с тем, чтобы
соответствующие показатели и нормативы
могли быть доведены до каждого рабочего
места. Не менее важно обеспечить строгий
учёт и контроль расходов по каждому рабо-
чему месту. Для этого необходимо упорядочить
материально-складское хозяйство цехов, обслу-
живание рабочих мест инструментом и теку-
щим ремонтом оборудования. Крайне важно
оснастить производственные участки соответ-
ствующей контрольно-измерительной аппара-
турой: весами, электросчётчиками, паро-водо-
и газомерами и т. п. Особое внимание следует
обратить на организацию технического кон-
троля качества продукции и средств произ-
водства, на правильную постановку учёта и
анализа брака по причинам и виновникам.
Результаты индивидуального хозрасчёта
бригад и рабочих должны становиться достоя-
нием широкой гласности. Итоговые показа-
тели лицевых счетов надо обязательно дово-
дить до сведения всех рабочих цеха и завода,
выделяя передовиков индивидуального хоз-
расчёта и побуждая остальных рабочих пере-
нимать их опыт и достижения. Желательно
проводить периодическое обсуждение резуль-
татов индивидуального хозрасчёта, разверты-
вая при этом широкую критику недостатков
работы отдельных звеньев предприятия, спо-
собствуя тем самым её улучшению.
Опыт, заводов показывает, что индиви-
дуальный хозрасчёт даёт особенно крупные
результаты в тех случаях, когда наряду с мас-
совой политико-воспитательной работой его
внедрение сопровождается материальным сти-
мулированием рабочих за достигнутую ими
экономию затрат, а также мерами обществен-
ного поощрения. На некоторых предприятиях
практикуют, например, присуждение перехо-
дящих красных вымпелов особо отличившимся
рабочим и бригадам и наряду с тем премиро-
вание их соответствующими денежными сум-
мами.
Система и нормы премирования рабочих
по индивидуальному хозрасчёту должны раз-
рабатываться с учётом конкретных условий
каждого цеха и производственного участка.
Применение той или иной системы не мо-
жеть иметь произвольного характера и должно
быть утверждено по представлению завода
соответствующим министерством.
ЛИТЕРАТУРА И ИСТОЧНИКИ
1. Б у р м и с т р о в Н. С, Цеховой и бригадный хоз-
расчёт, Госфиниздат, 1948.
2. Внутризаводский хозрасчёт, Материалы Третьей Все-
союзной конференции по внутризаводскому планиро-
ванию, Машгиз, 1949.
3. Процеров С. А., Хозяйственный расчёт на Мо-
сковском автозаводе имени Сталина, Машгиз, 1949.
4. Т а т у р С. К., Личные счета экономии — новая форма
социалистического соревнования и хозяйственного рас-
чёта, „Вопросы экономики" № 10, 1949.
Глава III
ОПЕРАТИВНОЕ ПЛАНИРОВАНИЕ ПРОИЗВОДСТВА
(ОРГАНИЗАЦИЯ РАБОТЫ ПО ГРАФИКУ)
СОДЕРЖАНИЕ И ЗАДАЧИ ОПЕРАТИВНОГО ПЛАНИРОВАНИЯ ПРОИЗВОДСТВА
В условиях социалистической организации
производства деятельность каждого пред-
приятия полностью определяется и напра-
вляется государственным планом, предста-
вляющим собой закон, выполнение которого
строго обязательно для всех звеньев хозяй-
ства.
На выполнение и перевыполнение госу-
дарственных планов мобилизуется творческая
активность многомиллионных масс трудящихся,
что придаёт социалистическому планированию
огромную действенную силу.
Все стороны деятельности социалистиче-
ского предприятия, вся текущая работа его
производственных подразделений и функцио-
нальных органов должны быть подчинены за-
даче перевыполнения государственного плана.
Отсюда — необходимость всесторонне разви-
той и научно обоснованной системы социали-
стического заводского планирования.
Будучи органической составной частью
соответственной отрасли социалистической
промышленности, предприятие не вправе
допускать какой бы то ни было самотёк в
своей работе, ибо он противоречит самой
сущности социалистической организации про-
изводства.
Необходимость строжайшей плановости
в работе каждого предприятия непосред-
ственно вытекает из экономических законов
социалистической системы хозяйства. Невы-
полнение государственных плановых заданий
отдельным предприятием наносит ущерб дея-
тельности смежных предприятий и отраслей
социалистического производства. Развитое и
научно поставленное заводское планирование,
как и социалистическое планирование в целом,
является таким образом экономической необ-
ходимостью, вытекающей из сущности социа-
листической системы хозяйства и одним из
проявлений её громадных принципиальных
преимуществ.
Составление техпромфинплана предста-
вляет собой важнейшее, но лишь начальное
звено заводского планирования. Товарищ
Сталин учит, что плановая работа не закан-
чивается составлением плана. „Составление
плана есть лишь начало планирования. Насто-
ящее плановое руководство развёртывается
лишь после составления плана, после проверки
на местах, в ходе осуществления, исправле-
ния и уточнения плана." *
Эти указания товарища Сталина в полной
мере относятся и к заводскому планированию,
Организация выполнения техпромфинплана
требует систематического и повседневного
планового руководства, которое осущест-
вляется в форме так называемого оператив-
ного планирования. Оперативному планиро-
ванию на социалистическом предприятии
принадлежит весьма ответственная роль, ибо
оно является исполнительным звеном всей
системы планового руководства социалисти-
ческим производством. Оно охватывает все
стороны деятельности предприятия: техниче-
скую подготовку и обслуживание производ-
ства, снабжение и сбыт, подготовку кадров,
финансы и т. п. Центральным его элементом
является оперативное планирование произ-
водства и выпуска основной продукции за-
вода, составляющее содержание настоящей
главы.
Оперативное планирование производства
заключается в разработке плана-графика и
организации на его основе комплектного и рав-
номерного выполнения и перевыполнения го-
сударственного плана по выпуску товарной
продукции. При решении этой задачи опера-
тивное планирование должно основываться
на прогрессивных нормах использования обо-
рудования ,п нормах времени, на широком
развитии социалистического соревнования по
их выполнению и перевыполнению; оно должно
способствовать организации высокопроизво-
дительного коллективного стахановского
труда, создавая необходимую слаженность,
согласованность работы во всех звеньях про-
изводственного процесса в строгом соответ-
ствии с планом выпуска готовых изделий. Тем
самым оперативное планирование производ-
ства является важнейшим рычагом в деле
организации равномерной, ритмичной работы
социалистического предприятия и серьёзным
фактором улучшения всех экономических по-
казателей его деятельности. Его хорошая
постановка способствует укреплению внутри-
заводского хозрасчёта, росту производитель-
ности труда, более эффективному использо-
* И. В. С т а л и н. Соч., т. 12, стр. 347.
142
ОПЕРАТИВНОЕ ПЛАНИРОВАНИЕ ПРОИЗВОДСТВА
[РАЗД. V
ванию основных и оборотных средств завода,
снижению себестоимости и повышению рен-
табельности производства.
Поскольку оперативное планирование пред-
ставляет собой органическую составную часть
целостной системы планового руководства
социалистической экономикой, его развитие-
и совершенствование являются необходимым
результатом исторических достижений
СССР, всестороннего укрепления и развития
плановой организации всего народного хо-
зяйства.
Основы социалистического заводского пла-
нирования начали складываться сразу после
победы Великой Октябрьской социалисти-
ческой революции. Но во всём своём объёме
проблема заводского планирования была по-
ставлена и разрешена под руководством Все-
союзной Коммунистической партии (больше-
виков) в годы сталинских пятилеток, в соот-
ветствии с ростом и укреплением системы
государственного планового руководства хо-
зяйством, с развитием социалистического со-
ревнования и стахановского движения. После-
дующие успехи в постановке заводского опе-
ративного планирования, основанные на реа-
лизации решений XVIII Всесоюзной конфе-
ренции ВКП(б), нашли своё яркое проявление
в годы Великой Отечественной войны и
в послевоенной работе социалистической про-
мышленности.
Определяющая роль в создании и развитии
системы социалистического планирования во
всех звеньях управления производством при-
надлежит Всесоюзной Коммунистической
партии. Ленинско-сталинская теория социали-
стического планирования и основанные на
ней директивы партии предопределили про-
грессивное развитие и крупнейшие достиже-
ния в организации плановой работы, в том
числе и заводского оперативного планирова-
ния. Огромную роль в укреплении этого
участка руководства производством сыграли
решения XVIII Всесоюзной партийной конфе-
ренции, вооружившей наши кадры больше-
вистскими методами борьбы за план, потребо-
вавшими внедрения строго ритмичной орга-
низации процесса производства и соответ-
ственной перестройки оперативно-плановой
работы на предприятиях. Исключительно
ценный вклад в дело развития и укрепления
заводского оперативного планирования был
также внесён самоотверженной борьбой мил-
лионов трудящихся за выполнение и перевы-
полнение государственных планов, за обес-
печение высокопроизводительной работы в
каждой смене, на каждом рабочем месте.
Реализуя огромные преимущества социа-
листической системы хозяйства, практика пе-
редовых социалистических предприятий вы-
работала образцы организации оперативно-
плановой работы; эти достижения сделались
достоянием всей социалистической промыш-
ленности. В повседневную жизнь предприятий
прочно вошли такие элементы системы опе-
ративного планирования, как регулярная
разработка плановых заданий и доведение их
до каждого цеха, участка, бригады, рабочего
места; организация планомерной, ритмичной
работы на основе заранее разработанного
календарного графика производства; повсе-
дневный контроль выполнения плановых за-
даний и оперативное руководство текущим
ходом производства; суточно-сменное плани-
рование и организация на этой основе системы
текущей подготовки и обслуживания произ-
водства; организация социалистического со-
ревнования и развитие новых форм социали-
стического труда в неразрывной связи с си-
стемой разработки и проверки выполнения
оперативных планов производства. Практи-
ческие достижения оперативного заводского
планирования, а также научная разработка
соответствующих методических вопросов со-
ставляют ценнейшее достояние, накопленное
нашей социалистической промышленностью.
Это означает, что в СССР созданы проч-
ные основы действительно научной орга-
низации оперативного планирования произ-
водства.
На капиталистических предприятиях ничего
подобного нет и быть не может. Анархия, гос-
подствующая в буржуазном обществе, исклю-
чает возможность подлинного планирования
и на отдельных предприятиях. Те прими-
тивные попытки управлять текущим ходом
производства, которые применяются на капи-
талистических предприятиях, по существу не
имеют ничего общего с подлинной системой
оперативного планирования производства.
Оперативное планирование на отдельном пред-
приятии не может существовать само по себе,
вне плановой системы общественного произ-
водства в целом. Там, где отсутствует пла-
новая система во всём народном хозяйстве,
нет и не может быть настоящего внутризавод-
ского планирования, в том числе и оператив-
ного планирования производства. Вот почему
только в социалистической промышленности
могла быть создана система оперативного
планирования производства; вот почему
именно Советскому Союзу принадлежит бес-
спорный приоритет в теоретической разра-
ботке и практическом разрешении этой про-
блемы.
Оперативное планирование производства
является завершающим этапом внутризавод-
ского планирования производственной про-
граммы. Оно представляет дальнейшую кон-
кретизацию и реализацию плана производ-
ства, являющегося важнейшим разделом
техпромфинплана. Последний в этой своей
части определяет плановые задания по вы-
пуску продукции для завода в целом и его
основных подразделений (цехов, мастерских)
в укрупнённых измерителях и на относи-
тельно большие отрезки времени (год, квар-
тал). Оперативное планирование на основе
техпромфинплана определяет соответствую-
щим образом детализированные плановые за.-
дания по выработке продукции для каждого
производственного подразделения (цеха, уча-
стка, бригады, рабочего места) на короткие
периоды времени (месяц, декаду, сутки, смену)
и создаёт предпосылки организации плано-
мерного выполнения этих заданий.
Оперативное планирование производства
не ограничивается, однако, конкретизацией и
распределением плановых заданий по изгото-
влению продукции. Оно включает также
текущее руководство выполнением производ-
ственной программы, повседневный контроль
выполнения планов каждым звеном и участ-
ком производства. „Нельзя считать планиро-
ГЛ. Ш]
СОДЕРЖАНИЕ И ЗАДАЧА ОПЕРАТИВНОГО ПЛАНИРОВАНИЯ ПРОИЗВОДСТВА
143
вание хорошим,—указывает товарищ Моло-
тов, — если оно не считается с ходом выпол-
нения плана. . . Планы нам нужны для того,
чтобы проверять, как ведется наша хозяй-
ственная работа. Если же план не связан с про-
веркой исполнения, то он превращается в бу-
мажку, в пустышку." *
В основе оперативного планирования ле-
жит производственная программа, установлен-
ная годовым государственным планом, а также
квартальные задания министерства, кото-
рые могут эту программу в некоторой сте-
пени увеличивать в соответствии с текущими
потребностями народного хозяйства и вскры-
тыми в процессе борьбы за план резервами
предприятий. Текущая деятельность по опера-
тивному планированию должна обеспечить при
этом организацию перевыполнения или досроч-
ного выполнения государственного плана в со-
ответствии с социалистическими обязатель-
ствами, принятыми на себя заводом и цехами.
Оперативное планирование осуществляется
в два этапа: а) календарное планирование,
которое охватывает функции расчёта, офор-
мления и доведения до исполнителей плано-
вых заданий, последовательно конкретизируе-
мых по содержанию, количеству и срокам;
б) диспетчирование (оперативное регулирова-
ние), которое охватывает функции ' системати-
ческого контроля и руководства выполне-
нием этих заданий, текущую координацию
всех взаимно связанных процессов и предупре-
ждение или ликвидацию отклонений от плана.
В условиях социалистической организации
производства календарное планирование и
диспетчирование представляют собой нераз-
рывные части единой системы оперативно-
планового руководства производством. Ве-
дущим элементом этой системы является план.
Диспетчирование представляет собой органи-
зованное руководство выполнением календар-
ных планов, обеспечивающее строгое соблю-
дение сроков в текущем ходе производства.
В свою очередь при составлении календарных
планов должен учитываться фактический ход
выполнения планов за предыдущий период по
данным диспетчерской службы.
Календарное планирование и диспетчиро-
вание на наших предприятиях осуществляются
как в общезаводском масштабе "{межцеховое
планирование), так и в пределах цехов и их
подразделений (внутрицеховое планирование).
Функции оперативного планирования пред-
ставлены в табл. 1.
Выполнение этих функций возлагается на
основных руководителей производства — ди-
ректора и главного инженера завода, началь-
ника производства, начальников цехов, масте-
ров и на подчинённый им соответствующий
аппарат: производственно-плановый или произ-
водственно-диспетчерский отдел заводоупра-
вления, производственно-диспетчерские бюро
цехов, мастеров-распределителей в пролётах
или отделениях и т. п. Оперативное планирова-
ние органически связано с исполнением плана.
Поэтому, как показывает опыт передовых
предприятий, его правильная постановка тре-
бует, чтобы мастера, начальники цехов и
вообще все основные руководители непосред-
Таблица 7
Функции оперативного планирования производства
Сфера
дей-
ствия
Межцеховое планирование
Внутрицеховое планирование
Календарное
планирование
Определение исход-
ных календарно-норма-
тивных данных для рас-
чёта заданий
Составление опера-
тивных месячных (как
правило) производст-
венных программ и
календарных планов
производства для заво-
да в целом и для це-
хов
Составление (при
необходимости) соответ-
ствующих внутриме-
сячных заданий
Составление месяч-
ных производственных
программ и календар-
ных планов производ-
ства для участков, ли-
ний и бригад
Составление заданий
и календарных планов
работы участков, линий
и бригад на короткие
отрезки времени (дека-
ды, недели и т. п.)
Составление суточно-
сменных заданий для
участков, линий, бригад
и рабочих мест
Диспетчирование
Учёт и контроль
выполнения цехами
калекдарно-плановых
заданий по заводу и
цехам
Контроль за обес-
печением цехов
всем необходимым
для выполнения про-
граммы
Ликвидация откло-
нений от календар-
ных планов межце-
ховых подач
Учёт и контроль вы-
полнения календарно-
плановых задании по
цеху, участкам и ра-
бочим местам
Оперативное обеспе-
чение участков и ра-
бочих мест материа-
лами, инструментом
и т. п. (оперативная
подготовка производ-
ства)
Текущее регулиро-
вание хода производ-
ства в цехе: ликвида-
ция отклонений от
графика и производ-
ственных неполадок
1
* В. М. Молотов, Третий пятилетний план развития на-
родного хозяйства СССР. Госполитиздат, 1939, стр. 20-21.
ственно участвовали в выполнении перечислен-
ных функций и повседневно р> ководили этим
делом.
Выполнение функций оперативного плани-
рования непосредственно связано с органи-
зацией социалистического соревнования. При
разработке календарно-плановых нормативов
необходимо учитывать передовую стаханов-
скую практику. В оперативных заданиях и
календарных планах производства должны
находить своё отражение социалистические
обязательства, принятые отдельными рабо-
чими, бригадами, участками, цехами и за-
водом в целом. Данные учёта и контроля
выполнения плановых заданий необходимо
широко использовать для показа достиже-
ний передовых людей и подразделений пред-
приятия, для популяризации результатов
выполнения социалистических обязательств
по досрочному выполнению государственного
плана, по ускорению оборачиваемости обо-
ротных средств и т. п. Оперативное обслу-
живание и руководство производством должны
быть направлены на предупреждение и ли-
квидацию всякого рода потерь и на обеспече-
ние высокопроизводительной коллективной
стахановской работы. Всё это требует актив-
ного участия рабочих, в первую очередь
стахановцев, в разработке планов, в их кор-
ректировке, в организации борьбы за их вы-
полнение. Для наиболее успешного решения
всех этих задач организация оперативного
планирования должна быть тесно координи-
рована с руководством социалистическим со-
ревнованием со стороны партийных, а также
144
ОПЕРАТИВНОЕ ПЛАНИРОВАНИЕ ПРОИЗВОДСТВА
[РАЗД. V
профсоюзных и комсомольских организаций
предприятия и его отдельных звеньев.
Система оперативного планирования,^охва-
тывающая методику и технику плановой ра-
боты, плановую и учётную документацию, су-
щественно зависит от типа и других характери-
стик производства на социалистическом пред-
приятии. В одних случаях целесообразна
большая, в других — меньшая централизация
функций; в одних случаях возможна более,
в других — менее развитая специализация
функций (т. е. выполнение их особым аппара-
том, а не непосредственно руководителями
производства); в одних случаях центр тяжести
системы может в большей степени смещаться
в область календарного планирования, в дру-
гих — оперативного регулирования. Конкрет-
ные формы решения перечисленных вопросов
и характеризуют особенности той или иной
системы оперативного планирования. Вместе
с тем к любой из них должен быть предъ-
явлен ряд общих требований. Важнейшим из
этих требований является соответствие си-
стемы руководящим принципам социалисти-
ческого планирования безусловное выполнение
государственного плана; активное вовлечение
в борьбу за выполнение заданий всего кол-
лектива каждого участка, цеха и завода в це-
лом; направленность плановых заданий на
вскрытие резервов и перевыполнение дирек-
тив социалистического государства и т. п. Од-
ним из серьёзных общих требований является
тесная увязка оперативного планирования с
технико-экономическим, а также органиче-
ская связь календарного планирования и дис-
петчирования.
Исходя из изложенного, система оператив-
ного планирования должна: а) обеспечивать
проведение принципов социалистического пла-
нирования во всех звеньях производственного
аппарата; б) разрабатываться в непосредствен-
ной зависимости от типа и форм организации
производства; в) комплексно охватывать все
вопросы оперативно-планового руководства —
составление заданий и графиков производства,
их обеспечение и доведение до непосредствен-
ных исполнителей, оперативный учёт, кон-
троль и регулирование производства; г) быть
всесторонне увязанной с практическими фор-
мами организации соцсоревнования.
Задачи оперативного планирования на
социалистическом предприятии определяются
системой социалистического хозяйства СССР
и экономическими требованиями производ-
ства. В соответствии с решениями XVIII
конференции ВКП(б) и последующими дирек-
тивами партии и правительства оно должно
обеспечить: а) выполнение и перевыполнение
государственного планового задания по вы-
пуску готовой продукции в целом и по •
ассортименту; б) максимально равномерный
(ритмичныГ.) выпуск готовой продукции на
основе равномерного и комплектного хода
производства на каждом производственном
участке: в) планомерную и уплотнённую за-
грузку оборудования и рабочих, ликвидацию
простоев; г) достижение минимальной дли-
тельности производственного цикла и соот-
ветственно сокращение размеров незавершён-
ного производства. На наших предприятиях
имеются все условия для вовлечения в актив-
ную борьбу за выполнение этих задач всего
коллектива работников, поэтому система опе-
ративного планирования должна быть по-
строена так, чтобы обеспечить наиболее бла-
гоприятные условия для развития социалисти-
ческого соревнования как отдельных рабочих,
так и целых бригад, участков и цехов в пол-
ном соответствии с принятыми обязательствами
по досрочному выполнению годового и пяти-
летнего плана. Иначе говоря, на оперативное
планирование возлагаются весьма ответствен-
ные задачи по организации коллективной
стахановской работы.
Полноценное решение всех перечисленных
выше задач имеет существенное народнохо-
зяйственное значение и обеспечивает улучше-
ние важнейших экономических показателей.
Напротив, неудовлетворительное их разреше-
ние влечёт за собой многообразные и серьёз-
ные потери и неполадки.
Таблица 2
Производственно-экономическое значение
оперативного планирования
Основные
задачи опера-
тивного пла-
нирования
Выполнение
заданий по вы-
пуску готовой
продукции
Экономические результаты, достигае-
мые за счёт рационального разреше-
ния этих задач
Полное обеспечение плана произ-
водства предприятий-потребителей.
Сокращение межзаводских запасов
полуфабрикатов и машин — ускорение
оборачиваемости средств в народном
хозяйстве (в сфере обращения).
Снижение себестоимости продукции
за счёт условно-постоянных расходов
Организация
ритмичного и
комплектного
хода производ-
ства
Обеспечение
уплотнённой
загрузки обо-
рудования и
рабочей силы
Достижение
минимальной
длительности
производствен-
ного цикла
Сокращение размеров незавершён-
ного производства в связи с комплект-
ным ходом процесса.
Снижение уровня необходимых
межзаводских запасов продукции. Ли-
квидация простоев оборудования, свя-
занных с колебаниями нагрузки, и по-
вышенное использование производ-
ственных мощностей. Ликвидация про-
стоев рабочей силы в одни периоды
времени и сверхурочной работы в
другие.
Сокращение всех непроизводитель-
ных расходов, связанных с неправиль-
ным общим режимом производства
Повышенное использование произ-
водственных мощностей и рост эффек-
тивности использования основных
фондов.
Ликвидация простоев рабочих, вы-
зываемых календарной несогласован-
ностью процессов производства или
их плохой подготовкой.
Снижение себестоимости продукции
за счёт условно-постоянных расходов
и оплаты простоев
Ускорение оборота средств, вложен-
ных в незавершённое производство.
Ускорение внедрения рационализа-
торских усовершенствований (по-
скольку в незавершённом производстве
находится минимальный запас „ста-
рых" полуфабрикатов) и увеличение
за этот счёт их эффективности.
Сокращение брака в производстве
Из табл. 2 видно,- что качественное вы-
полнение основных задач оперативного пла-
нирования улучшает почти все основные
показатели производства: выполнение про-
граммы, производительность труда, себестои-
гл. нп
СОДЕРЖАНИЕ И ЗАДАЧИ ОПЕРАТИВНОГО ПЛАНИРОВАНИЯ ПРОИЗВОДСТВА
145
мость продукции, использование основных и
оборотных фондов.
В условиях хозрасчёта 'всё это имеет
первостепенное значение. Необходимо также
подчеркнуть, что помимо улучшения эконо-
мических показателей данного предприятия
хорошая постановка оперативного планиро-
вания производства создаёт условия для ми-
нимального связывания оборотных средств
социалистической промышленности в сфере
обращения. Это достигается прежде всего
путём организации равномерного выпуска
продукции по заранее разработанному гра-
фику, что способствует правильному согла-
сованию работы смежных предприятий и,
следовательно, значительному сокращению
уровня необходимых межзаводских запасов.
Указанное обстоятельство наряду с макси-
мальным сокращением незавершённого про-
изводства, которое также в сильнейшей сте-
пени зависит от постановки оперативного
планирования производства, приводит к об-
щему ускорению оборачиваемости оборотных
средств и стало быть высвобождению их
для дополнительного ускорения темпов социа-
листического воспроизводства.
Для оценки качества организации опера-
тивного планирования следует подвергнуть
анализу целый комплекс показателей в обще-
заводском и цеховом разрезе. Примерный пе-
речень таких показателей приводится в табл. 3.
При анализе эффективности оперативного
планирования, а также при организации со-
ревнования между плановыми органами цехов
и заводов необходимо в каждом отдельном
случае выделить из всего комплекса показа-
телей тот минимальный, их состав, который
отвечает данным конкретным условиям.
Улучшение показателей, приведённых в
табл. 3, непосредственным образом зависит от
организации оперативного планирования. Для
повышения уровня этих показателей необхо-
димо, чтобы: а) система межцехового и внутри-
цехового календарного планирования соответ-
ствовала производственным условиям; б) раз-
работка производственных заданий цехов и
производственных участков основывалась на
календарно-плановых расчётах, имеющих тех-
нико-экономическое обоснование, и в) диспет-
черская служба работала чётко и оперативно;
г) организация массового социалистического
соревнования была нацелена как на перевы-
полнение количественных заданий, так и на
всемерное улучшение экономических показа-
телей производства. Существенный интерес
представляет, в частности, организация со-
ревнования между отдельными плановыми
органами (например, ПДБ цехов) и между пла-
новыми работниками на основе тех же
принципов, которые используются при соревно-
вании рабочих по профессиям.
Важнейшим фактором, обеспечивающим
наиболее правильное использование всех ре-
сурсов предприятия, ,является организация
равномерной, ритмичной его работы. „Пар-
тийные организации должны понять,—го-
ворится в решениях XVIII Всесоюзной кон-
ференции ВКП(б), — что неравномерный вы-
пуск готовой продукции создает неправильный
режим работы предприятия, приводит к про-
стоям оборудования, простоям рабочей силы,
к недоиспользованию производственных мощ-
10 Том 15
ностей, к увеличению брака, к непроизводи-
тельным переплатам за сверхурочные работы.
Такой неправильный режим держит предприя-
тие в лихорадочном состоянии и ставит под
постоянную угрозу срыва выполнение им го-
сударственного плана." *
Ведущая экономическая задача системы
оперативного планирования должна поэтому
состоять в создании и укреплении режима
ритмичной работы предприятия как важней-
шей предпосылки улучшения всех показа-
телей его производственно-хозяйственной
деятельности.
Таблица 3
Основные показатели, характеризующие
качество оперативного планирования
Показатели
общезаводские
(.ОЗ) и цехо-
вые (Ц)
Выполнение
суммарного за-
дания по товар-
ной продук-
ции @3 и Ц)
Выполнение
задания по
ассортименту
и номенкла-
туре (ОЗ и Ц)
Коэфициент
ритмичности
выпуска (ОЗ
и Ц)
Коэфициент
ритмичности
производства
(Ц)
Использова-
ние мощности
(ОЗ и Ц)
Коэфициент
загрузки обо-
рудования (по-
казатель, при-
меняемый при
отсутствии
данных о про-
изводственной
мощности (Ц)
Структура показателей
Процентное отношение сум-
марной стоимости (по плано-
вым ценам) фактического вы-
пуска к плановому
Средняя взвешенная из про-
центов выполнения задания
по каждому наименованию
программы, причём суммы по
позициям с перевыполнением
плана принимаются в пределах
плана (т. е. в размере ШР',а)
Средняя из отношений объ-
ёма выпуска (измеренного в
нормо-часах или неизменных
ценах) за отдельные отрезки
планового периода (дни, не-
дели, декады) к объёму вы-
пуска за наиболее успешный
отрезок того же периода (при
растущей и переменной про-
грамме целесообразно заме-
нить абсолютные показатели
процентами выполнения зада-
ния, падающего на каждый
отрезок времени)
Аналогичный показатель с
заменой объёма выпуска ко-
личеством нормо-часов, выпол-
ненных цехом за отдельные
отрезки планового периода
Процентное отношение сум-
марного фактического выпуска
продукции к производственной
мощности, выраженной в
тех же единицах
Отношение фактического ко-
личества отработанных станко-
часов к располагаемому фон-
ду (пропускной способности)
оборудования
Наиболее
желательное
значение
Макси-
мально
воз-
можное
100%
1
1
100%
1
* Резолюции XVIII Всесоюзной конференции ВКП(б),
Госполитиздат, 1941, стр. 10.
146
ОПЕРАТИВНОЕ ПЛАНИРОВАНИЕ ПРОИЗВОДСТВА
[РАЗД. V
Продолжение табл.3
Продолжение табл.
Показатели
общезаводские
(ОЗ) и цехо-
вые (Ц)
Темп роста
коэфициента
отдачи основ-
ных фондов
@3)
Простои ра-
бочей силы
(Ц)
Потери вре-
мени на пере-
наладки (Ц)
Структура показателей
Отношение выпуска продук-
ции на 1000 руб. основных
фондов к аналогичному пока-
зателю за предшествующий
год, квартал и т. п.
Процентное отношение вре-
мени простоев к фактическо-
му табельному времени (по
категориям рабочих—суммарно
по всем учитываемым про-
стоям и в группировке по
причинам) по статистическим
данным или по фотографиям
рабочего дня.
Процентное отношение за-
трат времени на переналадки
оборудования к суммарному
времени загрузки
Наиболее
желательное
значение
Макси-
мально
воз-
мож-
ный
0
Мини-
мально
воз-
можное
Показатели
общезаводские
@3) и цехо-
вые (Ц)
Коэфициент
непрерывности
процесса (Ц)
Коэфициент
уплотнения
цикла (Ц)
Коэфициент
оборачиваемо-
сти средств,
вложенных в
незавершённое
производство
(ОЗ)
Структура показателей
Отношение фактической дли-
тельности- цикла к суммарному
времени технологического про-
цесса (сумма штучных времён)
обработки детали
Отношение фактической дли-
тельности цикла к расчётной
при принятом регламенте дви-
жения (без учёта межопера-
ционных времён)
Отношение себестоимости
месячного выпуска к средней
себестоимости незавершённого
производства
Наиболее
желательное
значение
1
1
Макси-
мально
воз-
можное
Виды плановых работ
Сводное календарное пла-
нирование производства и ве-
дение портфеля заказов за-
вода
Разработка исходных кален-
дарных нормативов производ-
ства
Разработка и выдача цехам
оперативных (главным обра-
зом месячных) производствен-
ных программ и календарных
планов производства
Итоговый (сводный) кон-
троль выполнения цехами опе-
ративных программных зада-
ний
Исполнители
ПЭО и ПДО
ПДО при уча-
стии технологи-
ческих органов
ПЭО и ПДО
ПЭО и ПДО
КАЛЕНДАРНОЕ ПЛАНИРОВАНИЕ ПРОИЗВОДСТВА
СИСТЕМА МЕЖЦЕХОВОГО
КАЛЕНДАРНОГО ПЛАНИРОВАНИЯ
Межцеховое календарное планирование
является первым звеном внутризаводского
оперативного планирования. Оно должно быть
нацелено на максимальное использование
резервов социалистического предприятия,
способствовать наиболее рациональной спе-
циализации его цехов, гармоничному разви-
тию их производственных мощностей, чёт-
кому согласованию их работы между собой
и планомерному ходу производства. Правиль-
ная постановка межцехового планирования
имеет важнейшее значение для создания ста-
хановских цехов и превращения завода в це-
лом в стахановское предприятие на основе
наиболее полного воплощения в жизнь прин-
ципов коллективной стахановской работы.
Межцеховое календарное планирование
имеет своей непосредственной задачей раз-
работку оперативных программных зада-
ний цехам и самостоятельным производ-
ственным мастерским. Эти программы основы-
ваются на годовом и квартальных директивных
заданиях по выпуску продукции, включённых в
техпромфинплан, и должны быть рассчитаны на
их безусловное выполнение и перевыполнение
в соответствии с принятыми социалистиче-
скими обязательствами по досрочному выпол-
нению государственного плана. В зависимости
от типа производства, производственно-техни-
ческой структуры предприятия (формы спе-
циализации цехов) и других производственно-
организационных условий конкретные методы
и формы межцехового календарного планиро-
вания должны видоизменяться, но во всех
случаях система планирования складывается
примерно из следующих элементов или работ:
К перечисленным в таблице элементам не-
посредственно примыкают оперативная подго-
товка выполнения заданий, текущий контроль
за их выполнением и устранение производ-
ственных неполадок, относящиеся по преиму-
ществу к системе межцехового диспетчирова-
ния производства, но выполняемые частично
инженерами-планировщиками. В частности, ряд
функций по обеспечению выполнения плана на
более длительные отрезки планового периода
(пятидневка, декада и т. п.) возлагается не-
редко на аппарат календарного планирования.
Порядок оформления производственных
заказов. Одновременно с выдачей программ-
ных заданий машиностроительным заводам
вышестоящие плановые органы выделяют
фонды на машиностроительную продукцию со-
ответствующим " потребителям. На основании
этого от последних поступают заказы, офор-
мляемые согласно существующим законополо-
жениям хозяйственными договорами, имею-
щими большое значение для укрепления си-
ГЛ. III]
СИСТЕМА МЕЖЦЕХОВОГО КАЛЕНДАРНОГО ПЛАНИРОВАНИЯ
147
стемы хозяйственного расчёта, „Система дого-
ворных отношений, — говорил товарищ Моло-
тов ещё в 1931 г., — является лучшим сред-
ством сочетания хозяйственного плана и прин-
ципов хозрасчета, и потому этому делу должно
быть уделено особое внимание всеми хозяй-
ственными организациями." *
Наряду с этим на заводы поступают за-
казы на основе специальных приказов и по-
становлений вышестоящих органов. Выдача
таких заказов должна, как правило, сопро-
вождаться внесением дополнений или измене-
ний в программу завода. Кроме того, заказы вне
фондов могут приниматься непосредственно за-
водом в целях догрузки свободных производ-
ственных мощностей. Все эти заказы также
оформляются соответствующими договорами.
Совокупность действующих на данный мо-
мент времени обязательств завода по всем
хозяйственным договорам представляет со-
бой текущий портфель заказов завода. Оче-
видно, портфель заказов в условиях нашего
планового хозяйства должен соответствовать
остатку годовой производственной программы
социалистического предприятия на данный
срок со всеми относящимися к ней изменениями
и дополнениями, включая сверх этого заказы,
переходящие на следующий год.
По мере оформления договоров на прини-
маемые заказы плановые органы и бухгалтерия
завода открывают производственные заказы
на изготовление изделий, выполнение работ
или услуг, включаемых в товарную продукцию
завода. Помимо этих внешних заказов имеются
внутренние заказы на изготовление инстру-
мента, инвентаря, специальной оснастки, вы-
полнение ремонтных работ и др., выполняемые,
как правило, не в основных производственных
цехах. Каждому открываемому заказу как
внешнему, так и внутреннему, присваивается
номер, который фиксируется в последующем
на всех технических, плановых и учётных
документах, относящихся к данному заказу. На
эти номера относятся, в частности, все расхо-
дуемые материальные и денежные средства,
что обеспечивает возможность аналитического
учёта и калькуляции затрат, связанных с вы-
полнением каждого отдельного заказа. Для
упорядочения всего документооборота (техни-
ческого, планового, учётного) целесообразно
иметь единую классификацию заказов на за-
воде. Пример такой классификации, построен-
ной по десятичной системе и оформленной в
виде схемы, приведён на фиг. 1. Соответственно
этой схеме номер заказа должен состоять из
двухзначного группового индекса (слева от
тире) и порядкового номера в пределах груп-
пы, назначаемого при открытии заказа (в нашем
примере для этого отведена по каждой группе
серия в 1000 номеров).
В зависимости от типа производства поря-
док оформления производственных заказов су-
щественно видоизменяется.
В массовом и серийном произ-
водстве изготовление продукции и сдача
её на склад готовых изделий производятся на
основании программы обезличенно, т. е. не-
зависимо от того, для кого она предназна-
чается. В силу этого технико-производствен-
• В. М. М о л о т о в. В борьбе за социализм, Речи и
статьи, Партиздат, 1935, стр. 258.
ные органы завода имеют в качестве порт-
феля заказов, подлежащих изготовлению, не-
посредственно производственную программу.
Последняя представляет как бы единый свод-
ный заказ вышестоящих органов на производ-
ство стандартной продукции. Однако для удоб-
ства планирования и главным образом учёта
производства этот единый заказ подвергается
расчленению, а именно: а) в массовом и крупно-
серийном производстве открываются годовые
производственные заказы на каждый вид изде-
лия, а в пределах изделия — на детали; в этом
случае индекс изделия-детали служит как бы
номером заказа; б) в средне- и мелкосерийном
производстве годовая программа расчленяется
на серии, и на каждую серию каждого вида
изделий открываются отдельные заказы.
В единичном производстве изго-
товление продукции и сдача её на склад гото-
вых изделий производятся по индивидуальным
заказам для определённых заказчиков. Более
того, вся техническая подготовка производства
также должна производиться раздельно для
каждого заказа, ибо даже при изготовлении
типизированных конструкций последние под-
вергаются обычно более или менее значи-
тельной модификации в соответствии со спе-
цифическими требованиями заказчика. По-
этому в единичном производстве заказ от-
крывается обычно на каждый вид изделий,
включённых в хозяйственный договор с дан-
ным заказчиком.
Сводный календарный план выпуска
изделии. Рациональная организация опера-
тивного планирования производства требует
наличия продуманного перспективного кален-
дарного плана выпуска продукции. Такая пер-
спектива необходима: а) для своевременной
технической, инструментальной и материаль-
ной подготовки производства; б) для своевре-
менного запуска в производство тех или иных
заказов и изделий, а также для регулирова-
ния заделов; в) для проведения определённой
линии в специализации цехов и производ-
ственных участков в процессе их подготовки
к выполнению предстоящих работ; г) для обес-
печения равномерной загрузки производствен-
ных мощностей и организации ритмичной ра-
боты завода. Разработка этого плана произ-
водится совместно органами технико-экономи-
ческого и оперативного планирования.
Разумеется, реальный перспективный план
выпуска продукции возможен только вусловиях
планового хозяйства, где он обеспечивается
наличием заблаговременно утверждённой годо-
вой производственной программы (плана про-
изводства) как составной части техпромфин-
плана. В возможности построения такого плана
реализуется одно из важнейших преимуществ
социалистического планового хозяйства, созда-
ющего предпосылки для всемерного использо-
вания и полноценной загрузки наличных произ-
водственных мощностей. Капиталистическая
промышленность никогда не могла и не может
даже ставить перед собой такой задачи, будучи
вынужденной ориентироваться в своей работе
на изменчивые условия сбыта продукции, обу-
словленные хаосом и стихией анархической
организации общественного производства.
При построении перспективного, например,
годового календарного плана выпуска продук-
ции должен быть установлен не только
148
ОПЕРАТИВНОЕ ПЛАНИРОВАНИЕ ПРОИЗВОДСТВА
[РАЗД. V
общий объём задания по каждому виду из-
делий, но также динамика их выпуска по
месяцам планируемого года. Календарное рас-
пределение годовой программы прежде всего
определяется директивными указаниями выше-
стоящих органов социалистического государ-
ства. С учётом этих указаний оно должно
быть подчинено двум главным требованиям:
а) обеспечению равномерной загрузки произ-
водственной мощности (в частности, на пред-
метно специализированных участках и цехах)
и б) созданию максимально бла-
гоприятных предпосылок для орга-
низации ритмичной работы. По-
скольку производственная мощ-
ность каждого социалистического
Заводские
заказы
предприятия является величиной, систематиче-
ски возрастающей в связи с технико-организа-
ционным прогрессом производства и развитием
стахановского движения, равномерная загрузка
обеспечивается именно при непрерывном на-
растании общего размера выпуска. Действие
закона расширенного социалистического вос-
производства проявляется в том, что ритмич-
ная работа достигается не при равномерном,
а при нарастающем объёме выполняемых
предприятием работ. В соответствии с этим
в плане должно быть предусмо-
трено увеличение среднесуточ-
ного суммарного выпуска вало-
вой продукции из квартала в квар-
тал, из месяца в месяц.
Внешние
Внутренние
Изделия и попу -
фабрикаты
на сторону
1
Простые у ни -
версальныв
станки
И-000
Высокопроизво-
дительные
станки
12-000
Специальные
станки
1J-000
14 -000
Изделия
ширпотреба
15-000
Запасные
части
16-000
Узлы и детали
по коопериров.
17-000
Литье
и поковки
18-000
Прочие изделия
на сторону
19-000
Прочие виды
товарной
продукции
Заказы для капи-
тального
строительств
21-000
Заказы на капи-
тальный
ремонт
22-000
Работы и услу-
ги на
сторону
23-000
Работы и услу-
ги непромышл.
хозяйствам
24-000
Внешний
монтаж
25-000
26-000
27-00Q
28-000
. 29-000
Продукция за счет
увеличения
оборотных средсп
3
Пополнение фон
да режущего
инструмента
31-000
Тоже
мерительного
инструмента
32-000
То же, приспо - |
соблений и принад-
лежностей к стан
кам 33-000 I
То же
прочего
инструмента
34-000
То те, запчастей
для ремонта I
оборудования I
35-000
Изготовление
малоценного
и
быстроизна -
шибающегося
инвентаря
36-000
37-000
38-000
39-000
Работы и продук-
ция за счет спец-
расходов и других
спец. ассигнований
4
Работы потех-
нич подготов-
ке пр-Ьа
41-000
Изготовление
спец режущего
инструмента
42-000
Изготовление
спец. мерит
инструмента
43-000
Изготовление
специальных
штампов
44-000
Изготовление
моделей и
опок
45-000
Изготовление
спецлриспособп.
и проч. инструм
46-000 .
Работы по ра-
ционализации и
изобретат.
47-000
Научно-исследо-
вательские
работы
48-000
49-000
Заказы за счет
косвенных
расходов и пр.
' 5
Работа! за
счет цеховых
расходов
51-000
Работыза счет
общезаводских
расходов
52-000 |
Возмещение
окончательно-
го брака
53-000
55-000
56-000
57-000
58-000
59-000
Фиг. 1. Классификация заводских заказов.
ГЛ. III]
СИСТЕМА. МЕЖЦЕХОВОГО КАЛЕНДАРНОГО ПЛАНИРОВАНИЯ
149
В массовом и крупносерийном
производстве при общем росте выпуска
встречаются следующие три основных варианта
(фиг. 2) распределения годового задания по
отдельным наименованиям изделий:
Варианты внутригодового
распределения выпуска
Равномерный выпуск,
пропорциональный числу
рабочих дней в планируе-
мых периодах (месяцах)
Равномерно нарастающий
выпуск, пропорциональный
числу рабочих дней и росту
производительности труда
планируемых периодах
(месяцах)
Выпуск, нарастающий „по
параболе", с переходом на
равномерно нарастающий
Условия применения
При стабильной потреб-
ности народного хозяйства
в данных изделиях и нали-
чии соответствующей ди-
рективы
При растущей потреб-
ности народного хозяйства
в данных изделиях, выра-
жаемой систематическим
увеличением заданий
При тех же условиях, но
для вновь осваиваемых из-
делий
В практике массового и крупносерийного
производства помимо этих возможны и не-
которые другие варианты распределения
годового задания. В частности, особую
- 1ПШШШШШШШ ПШШШШШ1ЛШ НШШ7ШШПШШ
о) В) 6)
Фиг. 2. Варианты распределения годового задания по ме-
сяцам: а — равномерный выпуск; б — равномерно нара-
стающий выпуск; в — выпуск, нарастающий по параболе.
задачу представляет случай, когда взамен
одного вида изделий, снимаемых с производ-
ства, в программу включается другой вид но-
вых изделий. Такой переход должен произво-
диться на ходу при минимальном по продол-
жительности и величине снижении общего
объёма производства. Яркий пример, реше-
ния этой задачи показан московским
автозаводом имени Сталина. При переходе
в 1948 г. с выпуска трёхтонных грузо-
виков (ЗИС-5) на четырёхтонные (ЗИС-150)
работа по выпуску не прекращалась ни на
один день. Такой- переход на
массовое производство новой
модели автомашины без пре-
кращения выпуска продукции
был осуществлён впервые в
истории автомобилестроения.
Темпы развёртывания произ-
водства новой машины были
при этом весьма высокими. Не-
обходимо отметить, что коллек-
тив завода им. Сталина явился
пионером безостановочного пе-
ревода массово-поточного про-
изводства на новый тип про-
дукции. Решая аналогичную
задачу, завод Форда в США
примерно в это же время пол-
ностью прекратил выпуск на
месяц и на значительный срок
снизил объём производства.
В мелкосерийном и
единичном производ-
стве распределение выпуска
по месяцам года по существу
сводится к компоновке годовой программы
выпуска в календарном разрезе. Пример подоб-
ного распределения приведён в табл. 4.
При данном типе производства с характер-
ным для него наличием многономенклатурной
программы, состоящей из небольших по раз-
меру заданий, влутригодичное распределение
выпуска должно определяться следующими
целями: а) разбить годовую номенклатуру из-
делий на несколько комбинаций или наборов,
более или менее равномерно загружающих
оборудование, закрепив каждый из этих набо-
ров за определённым периодом или отрезком
года; б) предельно сократить номенклатуру
одновременно выпускаемых изделий. В примере,
представленном в табл. 4, вся годовая номен-
клатура, состоящая из 14 наименований, раз-
бита на три набора, закреплённые за отдель-
ными периодами года, причём ежемесячно
выпускаются только три-четыре позиции. При
распределении годового выпуска строго учтены
директивные сроки выпуска отдельных изде-
лий (см., например, изделие И, по которому
небольшое задание пришлось в силу этого
разделить на две партии), предусмотрено
постепенное увеличение общего объёма про-
изводства и обеспечена планомерная загрузка
цехов. Для решения последней задачи це-
лесообразно разбить всю номенклатуру из-
делий на группы, более или менее однород-
ные по характеру технологических процессов,
проектируя, по возможности, смену выпуска
одних изделий другими в пределах одной
группы (см., например, распределение вы-
пуска изделий группы Б и В в табл. 4).
Годовая программа и предусматривае-
мый ею календарный план выпуска продук-
ции составляют основу оперативного пла-
нирования производства. При этом на про-
тяжении оперативного года потребности
народного хозяйства в данных изделиях
могут уточняться или изменяться. С дру-
гой стороны, могут выявиться новые произ-
водственные возможности предприятия,
например, в результате достижений сорев-
нования за досрочное выполнение годового
задания. Вследствие этих обстоятельств
планы выпуска продукции заводом также
Таблица 4
Внутригодовое распределение
d
С
О
*
I
2
3
4
S
6
7
8
9
Ю
И
1 j
I)
14
а
S
(U
>=?
м
S
¦А
Б,
- Б,
Б3
В
в.
Г
Д
Е
Ж
3
И
К,
К,
выпуска
продукции
и единичном производстве (пример)
о а
В х
И
270
i8
20
2S
ю
14
3
4
2
3
: ¦
' f
2
3
Периоды
I
6
—
—
—
—
—
—
2
—
—
—
—
II
б
—
—
—
—
2
—
—
—
—
—
III
6
—
—
—
—
I
—
—
—
—
2
— —
Первый
IV
—
/
2
—
—
2
—
—
—
—
—
V
—
/
2
—
—
2
-.—
I
—
—
--
VI
—
б
2
—
—
—
—
2
—
—
Второй
VII
6
2
—
—
—
—
—
2
—
—
VIII
—¦
б
2
—
—
--
—
3
—
—
в мелкосерийном
IX
'1
S
—
3
—
—
¦—
—
—
3
X
XI
S
—
—
—
—
—
—
2
2>
S
—
-
—
—
—
—
—
I
Третий
XII
з>
—
—
4
—
—
—
—
—
—
—
2
150
ОПЕРАТИВНОЕ ПЛАНИРОВАНИЕ ПРОИЗВОДСТВА
[РАЗД. V
могут подвергаться некоторым уточнениям
или изменениям. В этой связи постановле-
нием Правительства предоставлено министрам
право вносить изменения в заводские про-
граммы при утверждении ими кварталь-
ных планов в пределах до 10%-ного уве-
личения заданий по сравнению с первона-
чальным заданием на соответствующий квар-
тал в годовом плане. При всех таких измене-
ниях годовая производственная программа
обычно не изменяется и продолжает служить
плановым показателем, относительно которого
оценивается фактическое выполнение годового
плана. Однако для оперативного планирова-
ния производства даже небольшие изменения
годовой программы, направленные на её пе-
ревыполнение, могут иметь весьма суще-
ственное значение на тот или иной отрезок
времени. Поэтому в основу оперативного ка-
лендарного планирования должен быть поло-
жен сводный календарный план выпуска
продукции, отражающий не только первона-
чальное календарное распределение годового
выпуска, но и все последующие его уточне-
ния и изменения. Вместе с тем для правиль-
ного планирования цехов, работающих со зна-
чительным опережением по отношению к вы-
пуску готовых изделий, существенным является
распределить весь объём загрузки по заказам
по отдельным календарным периодам в соот-
ветствии со структурой и длительностью про-
изводственного цикла заказа. Только этот ме-
тод позволяет правильно определить кален-
дарную загрузку отдельных участков налич-
ным портфелем заказов и, исходя из неё, пра-
вильно назначать сроки на вновь принимае-
мые заказы или корректировать сроки в связи
с получением дополнительных заданий.
Техническая документация, используе-
мая при календарном планировании. Из-
вестно, что технологическая диспиплина
является одним из законов производства на
социалистическом предприятии. Установлен-
ные технические условия, требования к пол-
ной комплектности продукции и утверждённый
технологический процесс должны получить
своё обязательное отражение и в планирова-
нии. Поэтому календарное планирование для
выполнения детализированных расчётов про-
изводственных заданий и планов должно рас-
полагать техническими данными, характеризую-
щими, с одной стороны, подлежащие изготовле-
нию изделия, а с другой, — технологию их изго-
товления (маршрут прохождения изделия, нормы
и т. д.). Все эти исходные и справочные данные
содержатся главным образом в технических
Сводный календарный план производства на 1950 г.
Таблица 5
f
^ С
/
Наимено-
вание
изделий
Опера-
ционный
токарный
станок
ТО-7
Показатели
По годово-
му плану . .
Корректи-
ровка ....
I
40
-
II
40
III
40
IV
40
4!
V
4^
4S
VI
42
4S
VII
42
-
VIII
42
IX
4S
X
4!
XI •
4!
XII
4S
I
48
II
4S
III
48
отражение в плане заданий (заказов), выходя-
щих за пределы текущего года. Учитывая эти
моменты, форму сводного годового плана це-
лесообразно строить более чем на годовой
отрезок времени и таким образом, чтобы еже-
квартально, а также при получении дополни-
тельных заданий и новых заказов в него могли
вноситься соответствующие коррективы. При-
мер такого построения годового квартального
плана дан в табл. 5.
Все коррективы, вносимые в план, должны
надлежащим образом обеспечиваться в отно-
шении подготовки производства и материаль-
но-технического снабжения. Кроме того, вне-
сение сколько-нибудь существенных измене-
ний в план должно сопровождаться провероч-
ным объёмным расчётом загрузки производ-
ственных мощностей. При устойчивом харак-
тере выпуска этот расчёт производится сопо-
ставлением загрузки оборудования и площадей
с их пропускной способностью за определённый
период. Это сопоставление производится по
методике объёмного расчёта загрузки, описан-
ной в главе о техиромфинплане. При неустой-
чивом характере выпуска (в условиях единич-
ного и мелкосерийного производства) приме-
няют также метод объёмно-календарного рас-
чёта (см. ниже фиг. 31 и 32), позволяющий
документах, создаваемых в процессе конструк-
торской и технологической подготовки про-
изводства и систематически корректируемых в
процессе освоения и развития производства
в связи с усовершенствованием технологи-
ческих процессов и внедрением новых стаха-
новских методов работы.
К важнейшим техническим документам,
составляемым на каждый вид изделий и совер-
шенно необходимым органам оперативного
планирования при любой его системе, отно-
сятся следующие.
1. Детальные и сборочные рабочие чер-
тежи на изделие.
2. Техническая спецификация, предста-
вляющая систематический и полный перечень
всех сборочных соединений и деталей изделия
(включая нормальный крепёж, стандартные
покупные части и т. п.) и содержащая обозна-
чения и основные справочные данные по
каждому соединению и детали.
3. Сборочная схема (см. ниже фиг. 20
и 21), дающая представление о конструктив-
ной структуре изделия.
4. Общезаводская производственная спе-
цификация, представляющая полный перечень
всех изготовляемых на заводе сборочных соеди-
нений и деталей изделия и содержащая данные
ГЛ. III]
СИСТЕМА МЕЖЦЕХОВОГО КАЛЕНДАРНОГО ПЛАНИРОВАНИЯ
151
о цеховом маршруте последних (расцеховка).
Непосредственным дополнением этого доку-
мента является спецификация покупных дета-
лей и сборочных соединений.
5. Цеховые производственные специфика-
ции, каждая из которых представляет пере-
чень закреплённых за данным цехом "объектов
(деталей, сборочных соединений) с указанием,
откуда каждый из них поступает и куда дол-
жен быть сдан. В единичном производстве
цеховая спецификация может включать внутри-
цеховой пооперационный маршрут деталей.
6. Маршрутно-технологические карты
на каждую деталь и сборочное соединение,
содержащие ряд справочных данных, норму
расхода материалов, пооперационный техноло-
гический маршрут, нормы трудоёмкости и не-
которые другие данные.
7. Материальные спецификации, предста-
вляющие систематизированный перечень всех
потребляемых на данное изделие материалов,
с указанием применяемости последних и норм
расхода на единицу продукции.
8. Спецификации инструментария (техно-
логического оснащения) или комплектовочные
инструментальные карты, используемые для
оперативной подготовки производства.
9. Нормы обслуживания рабочих мест или
карты подбора и совмещения операций для
многостаночников.
10. Справочные таблицы ила классифи-
кационные схемы по группировке деталей и
операций, применяемые для закрепления ра-
бот за участками и рабочими местами в со-
ответствии с их специализацией.
Первые три документа составляются кон-
структорскими органами (третий — при уча-
стии технологического аппарата), все осталь-
ные — технологическими органами (частично —
при участии производственно-плановых). В за-.
висимости от типа производства и его техно-
логических особенностей форма и содержание
всех этих документов видоизменяются; изме-
няется также и характер их использования
при оперативном планировании производства,
но в основном состав и назначение техниче-
ской документации остаются неизменными.
Прежде всего они используются для устано-
вления календарно-плановых нормативов, на
которых основываются все последующие те-
кущие оперативно-плановые расчёты. Вместе
с тем техническая документация используется
в текущей плановой работе. Так, например,
на производственных спецификациях основы-
вается разработка номенклатуры плановых
заданий цехам; технологические карты служат
основой объёмно-календарных расчётов за-
грузки; комплектовочные инструментальные
карты используются в текущей оперативно-
плановой подготовке выполнения заданий
и т. п.
Техническая документация, используемая
для целей планирования, поступает в органы
оперативного планирования через соответ-
ствующие технические архивы, выпускающие
эту документацию. Она должна выдаваться
в виде так называемого „учтённого экзем-
пляра", в который выпустивший их техниче-
ский орган обязан вносить все текущие изме-
нения. В самих органах оперативного плани-
рования должно быть организовано тщатель-
ное наблюдение за тем, чтобы эти изменения
своевременно отражались в плановых расчё-
тах и документах.
Нормативно-календарные расчёты произ-
водства. Календарное планирование свя-
зано с системой предварительных расчётов,
имеющих целью обеспечить: а) взаимно увя-
занную по количествам, очерёдности и сро-
кам работу сопряжённых цехов, участков
и рабочих мест, б) экономически целесооб-
разный режим производства, обеспечивающий
наилучшее использование всех ресурсов со-
циалистического предприятия. Продуманное
и обоснованное выполнение этих расчётов
должно играть роль активного фактора в луч-
шем использовании резервов социалистиче-
ского предприятия. В составе этой системы
особое место занимают расчёты, устанавли-
вающие так называемые календарные норма-
тивы движения предмета труда в производ-
стве. К таким нормативам относятся:
в массовом производстве: а) ритм
и регламент (нормальный план-график) ра-
боты линий; б) размер межлинейных и внутри-
линейных заделов по всем фазам производства;
в серийном производстве: а) раз
мер серий изделий и партий деталей и узлов;
б) периодичность (ритм) их выпуска; в) дли-
тельность производственного цикла изгото-
вления деталей и сборки узлов и изделий по
отдельным переделам производственного про-
цесса; г) размер межцеховых и внутрицеховых
заделов на начало месяца или соответствую-
щие величины опережений; д) стандартные
сроки выпуска и запуска партий (межцеховых
передач) и выполнения отдельных операций;
в единичном производстве: а)гра-
фики производственного цикла выполнении
заказа; б) календарно-объёмные графики
загрузки цехов и производственных участков
по видам работ.
Все эти нормативы необходимы, в част-
ности, для правильного расчёта опережений
в работе сопряжённых цехов и участков,
предусматривающего достаточное насыщение
полуфабрикатами всех фаз производства и в
то же время минимальное связывание обо-
ротных средств.
Перечисленные нормативы имеют значение
не только в качестве основы для календарно-
плановых расчётов производства. Регламен-
тация и чёткое соблюдение большинства при-
ведённых нормативов играют весьма важную
роль в организации планомерной и ритмичной
работы участков, цехов и завода в целом.
Особенно крупное общеорганизующее значе-
ние принадлежит таким нормативам, как ритм,
периодичность, размер задела и регламен-
тированная длительность цикла производства.
Отличительной особенностью нормативно-
календарных расчётов является относительно
устойчивый характер получаемых параметров
(величин, сроков, графиков и т. п.), которые по-
этому и приобретают значение своеобразных
нормативов, используемых при разработке ка-
лендарных программ и заданий в течение дли-
тельного периода времени (до года).
Нормативы, используемые при календарном
планировании, имеют существенное экономи-
ческое значение. Так, например, размер серии
изделий или партии деталей оказывает большое
влияние на многие экономические показатели
производства. От величины партии зависит
152
ОПЕРАТИВНОЕ ПЛАНИРОВАНИЕ ПРОИЗВОДСТВА
[РАЗД. V
удельная затрата времени на переналадку
оборудования и, следовательно, степень про-
изводительного его использования; она ока-
зывает влияние на производительность труда
станочников и наладчиков, на себестоимость
обработки и т. д. Не меньшее экономическое
значение имеют нормативы длительности про-
изводственного цикла и величины заделов; они
определяют такой важнейший экономический
показатель, как оборачиваемость средств,
связанных непосредственно в производстве.
Точно так же и все другие календарно-пла-
новые нормативы оказывают определённое
влияние на соответствующие показатели. В этой
связи следует указать на необходимость серь-
ёзного экономического обоснования устана-
вливаемых нормативов календарного хода про-
изводства. Продуманный расчёт этих норма-
тивов позволяет создать надёжные предпо-
сылки взаимно согласованной ритмичной
работы во всех звеньях производства и одно-
временно обеспечить лучшее использование
основных и оборотных средств социалисти-
ческого предприятия, способствовать росту
производительности труда и т. п. Иначе
говоря, в соответствии с принципами социа-
листического планирования календарно-пла-
новые нормативы должны быть прогрессив-
ными, отражать опыт передовых рабочих, це-
хов, предприятий, ориентироваться на широкое
внедрение передовых методов технологии и
организации производства. Вследствие этого
разработка календарных нормативов производ-
ства должна рассматриваться как обязательная,
функция органов оперативного планирования
играющая роль отправного момента во всей их
расчётно-плановой работе. Обычно расчёт или
пересмотр нормативов производится ежегодно,
а также каждый раз при появлении новых
видов продукции в заводской программе. При
изменении технических и организационных
условий производства соответствующие ка-
лендарные нормативы необходимо корректи-
ровать.
Нормативы календарного движения произ-
водства разрабатываются органами опера-
тивно-календарного планирования. Однако,
поскольку они могут оказать существенное
влияние на экономические показатели произ-
водства, они должны согласовываться с ПЭО и
утверждаться руководством предприятия и
лишь после этого являются обязательными
к исполнению. В таком же порядке оформля-
ются и изменения этих нормативов. Нормативы
календарного движения производства система-
тизируются органами оперативного планирова-
ния и составляют соответствующую часть за-
водского нормативного хозяйства.
Методика основных календарно-норматив-
ных расчётов приводится ниже, в специальных
разделах, применительно к разным типам произ-
водства (см. стр. 186—209).
Общий порядок разработки и выдачи
цехам оперативных производственных
программ. Текущие или оперативные произ-
водственные программы для цехов завода
представляют конкретизированное на оче-
редной плановый период директивное задание,
непосредственно вытекающее из государствен-
ного плана, с учётом обязательств завод-
ского коллектива по его перевыполнению.
Являясь первой ступенью доведения плана
до непосредственных его исполнителей, они
составляют основу межцехового планирования
в практике почти всех социалистических пред-
приятий. В условиях хозрасчёта цехов они
играют также роль отправного документа при
определении всех остальных показателей цехо-
вых планов. Поэтому они должны составляться
органами технико-экономического и оператив-
ного планирования совместно.
Периодичность выдачи оператив-
ных программ цехам зависит прежде всего от
периодичности получения заводом директивных
заданий по выпуску товарной продукции и не
может, конечно, превышать последнюю.
Кроме того, периодичность выдачи оператив-
ных программ цехам обусловливается степенью
освоения и налаженности производства внутри
завода. Теоретически возможны три решения,
показанные в табл. 6. Из них практически
Таблица б
Варианты периодичности выдачи производственных
программ цехам
Перио-
дичность
Кварталь-
ная
Месячная
Декадная
#шухне-
дельная)
Условия применения в зависимости
от директивных
заданий
Директивные за-
дания спускаются
заводу ежеквар-
тально
Директивные за-
дания спускаются
заводу ежеквар-
тально или ежеме-
сячно
То же
от устойчивости
производства
Изготовление про-
дукции освоено пол-
ностью с качествен-
ной и количественной
стороны; выпуск всех
цехов вполне ритми-
чен
Процесс производ-
ства недостаточно на-
лажен или характери-
зуется существенными
изменениями произ-
водственной програм-
мы по месяцам
• Процесс производ-
ства неустойчив; по-
требность в данной
продукции может су-
щественно изменяться
на подавляющем большинстве наших заводов
применяются месячные производственные
программы. Однако в условиях массового про-
изводства с устойчивым характером выпуска
допускается квартальная периодичность вы-
дачи программ. В единичном производстве
иногда (например, в инструментальном произ-
водстве) можно применять сроки выдачи про-
грамм меньшие, чем месяц, — декадные, двух-
недельные.
Показатели оперативных про-
грамм. В практике социалистических пред-
приятий месячные или квартальные оператив-
ные программы включают обычно четыре по-
казателя или вида заданий, приведённые
в табл. 7. Каждый из этих показателей может
быть разработан более или менее детально,
с большим или меньшим уточнением. При этом
наиболее подробно и уточнённо разрабаты-
ваются программы в массовом и наиболее
укрупнённо в единичном производстве. Но лю-
бая заводская или цеховая оперативная произ-
водственная программа должна включать в том
или ином виде все четыре показателя. Лишь в
отдельных случаях при отсутствии возмож-
ГЛ. Ill]
СИСТЕМА МЕЖЦЕХОВОГО КАЛЕНДАРНОГО ПЛАНИРОВАНИЯ
153
также имеет известные преимущества: окон-
чательные программы оформляются гораздо»
скорее, более точно могут быть учтены все
обстоятельства фактической обстановки произ-
водства внутри цеха и т. п. Поэтому при не-
которых методах планирования производствен-
Таблица 7
Состав показателей оперативной производственной программы
ности заранее установить номенклатурные
задания (например, для мастерских, обслужи-
вающих экспериментальные лаборатории), до-
пустимо ограничить состав программных за-
даний первыми двумя показателями. Одновре-
менно с программой разрабатываются и пере-
Показатели
Объём выпуска— суммарное (объём-
ное) задание на весь планируемый
период
Календарный график выпуска—сум-
марное задание, распределённое по
срокам внутри планируемого периода
Номенклатурная программа—де-
тализированное задание (по деталям,
узлам, комплектам) на весь планируе-
мый период
Номенклатурно-календарный гра-
фик—легализированное задание, рас-
пределённое по срокам внутри пла-
нируемого периода
Измерители
Отпускные цены.
Плановая себестоимость изделия
Плановая себестоимость (или норма-
тивная трудоёмкость) передела
Тонны натуральные или приведён-
ные
То же
Штуки, комплекты или другие на-
туральные измерители (в том числе
приведённые)
То же
1
Применение
Заводская программа
Заводская программа. Цеховые
программы выпускающих цехов
Цеховые программы
Цеховые программы заготови-
тельных и тому подобных це-
хов
То же
Заводская программа
Цеховые программы
То же
даются цехам основные технико-экономические
показатели по труду, себестоимости продук-
ции и т. д., составляющие обычно необходи-
мый элемент организации внутризаводского
хозрасчёта.
Предварительные и окончатель-
ные программы. Для проведения необхо-
димой подготовки очередные программные
задания передаются цехам до окончания преды-
дущего планируемого периода. В связи с этим
в.практике предприятий нередко производится
корректирование этих заданий по окончатель-
ным результатам выполнения предшествующих
плановых заданий. При таком порядке пред-
варительные оперативные программы соста-
вляются и передаются цехам за несколько дней
до начала планируемого периода. При насту-
плении планируемого периода в программу
вносятся коррективы, и она превращается
в окончательное задание. Содержание и харак-
тер корректирования существенно зависят от
содержания и метода построения оперативных
программ. Чем более точно и подробно соста-
влены последние, тем большее значение имеет
корректирование и наоборот.
В отношении порядка корректирования
может быть принято два решения: а) уточ-
нение предварительных программ'производится
централизованным порядком — в заводоупра-
влении; б) уточнение предварительных про-
грамм производится децентрализованно, т. е.
возлагается на плановые органы соответствую-
щих цехов. Первое решение в большинстве
случаев является наиболее целесообразным,
ибо исключает межцеховую несогласованность
в отношении количеств и сроков взаимных
поставок полуфабрикатов, деталей и т. п.
Однако децентрализованное корректирование
ных программ, о которых будет речь ниже,
допустимо возлагать оформление окончатель-
ных заданий на цеховой аппарат.
Организационные вопросы. В за-
висимости от построения аппарата заводо-
управления, разделения функций между его
отдельными органами решаются вопросы о
том, кто должен составлять, оформлять, утвер-
ждать и передавать цехам оперативные произ-
водственные программы. Применяемые в прак-
тике передовых заводов решения этих во-
просов в том случае, когда в аппарате заводо-
управления имеются планово-экономический,
и производственно-диспетчерский отделы, при-
ведены в табл. 8. При этом все разработки
ПДО производятся на основании руководящих
указаний ПЭО.
Сроки составления и выдачи це-
хам оперативных программ. При
обычной, т. е. ежемесячной, периодичности,
программные задания разрабатываются на
основании фактических данных о ходе произ-
водства за первые две декады текущего месяца.
Расчёты, оформление и утверждение про-
грамм на ближайший месяц производятся при-
мерно между 20 и 25-м числом. Таким образом»
цехам программы передаются 25—26-го числа
месяца, предшествующего планируемому, что-
даёт возможность провести оперативную под-
готовку к их выполнению и соответствую-
щие мероприятия по линии партийных и.
общественных организаций. Корректирова-
ние программ производится после выяснения
окончательных результатов выполнения за-
даний за предыдущий месяц, в период с 1-п>
по 3-е число планируемого месяца. При квар-
тальной периодичности программные задания
составляются с несколько большим опережс-
154
ОПЕРАТИВНОЕ ПЛАНИРОВАНИЕ ПРОИЗВОДСТВА
[РАЗД. V
Таблица 8
Распределение функций между руководящими органами заводоуправления в процессе составления
оперативных производственных программ
Этапы прохождения программ
Разработка и оформление общезаводской
программы
! Утверждение общезаводской программы
: Разработка и оформление цеховых программ
Утверждение цеховых программ
Выдача заданий исполнителям (цехам)
\ Корректирование предварительных заданий
Суммарное задание
Объём
выпуска
ПЭО
График
выпуска
ПЭО (при
участии ПДО)
Директор завода
ПЭО
ПЭО или ПДО
Директор завода
ПЭО
ПЭО или ПДО
ПЭО ПДО
Детализированное задание
Номенклатурная
программа
ПЭО
Номенклатурно-
календарный
график
ПЭО (при
участии ПДО)
Директор завода
ПДО i ПДО
Главный инженер завода
ПДО
ПДО или
ПДБ цехов
ПДО
ПДО или
ПДБ цехов
Обозначения: ПЭО — планово-экономический отдел, ПДО — производственно-диспетчерский отдел,
ПДБ—планово-диспетчерское бюро.
иием и корректируются с некоторым (на 1—2
дня) опозданием против указанных сроков.
Желательно выдавать цехам одновременно
номенклатурную программу и номенклатурно-
календарный график; для установившегося
производства такой порядок обязателен. На
практике нередко график выдаётся цехам
позднее, чем общее месячное задание. Этот
порядок можно считать приемлемым для усло-
вий недостаточно установившегося производ-
ства при обязательном соблюдении единства
общемесячного плана и графика.
Номенклатура оперативных производ*
ственных программ. Номенклатура производ-
ственных программ цехов, т. е. перечень на-
именований изделий, деталей и работ, подлежа-
щих выполнению ими в планируемый период,
определяется на основании директивного за-
дания заводу по товарному выпуску, а также
из перспективного календарного плана вы-
пуска продукции и некоторых справочных
производственных данных и расчётов. Схема
последовательных этапов определения номен-
клатуры производственных программ цехов
приведена на фиг. 3.
Как это видно из схемы, проще всего опре-
деляется номенклатура продукции, подлежащая
включению в программные задания сборочных
цехов (а равно и механосборочных цехов,
выпускающих готовые изделия). Здесь задача
сводится к простой выборке из уточнённого
директивного задания по товарному выпуску
на текущий планируемый период тех изделий,
которые подлежат выпуску сборочными цехами.
В некоторых случаях, например, когда цикл
испытания и приёмки готовых изделий заказ-
чиком является весьма длительным, вводят
различие между выпуском сборочных цехов и
выпуском завода. Однако, чтобы стимулиро-
вать сокращение длительности цикла, пра-
вильнее не делать этого и всю готовую, но
не принятую окончательно продукцию числить
в незавершённом производстве соответствую-
щего сборочного цеха. Разумеется, при этом
в расчётных циклах сборочных работ должно
быть полностью учтено время, потребное на
испытание, приёмку и оформление сдачи гото-
вой продукции в экспедицию или на склад.
Номенклатура программных заданий обра-
батывающих цехов в общем случае склады-
вается из трёх элементов: а) плана подачи
соответствующих узлов, комплектов или де-
талей на сборку изделий, выпускаемых по-
стоянно; при этом номенклатура, подлежащая
включению в программу на планируемый
период, определяется на основе анализа со-
стояния заделов по соответствующим пози-
циям на сборке и в комплектовочном складе;
б) плана выпуска товарной продукции, изго-
товляемой обрабатывающими цехами (напри-
мер, запасных частей и т. п.) и включённой
в заводскую программу товарного выпуска на
планируемый период; в) плана выпуска узлов,
комплектов или деталей, предназначаемых для
изделий, выпускаемых заводом нерегулярно,
или новых изделий, подлежащих выпуску
в ближайшие месяцы, по которым может по-
требоваться в планируемом периоде запуск
тех или иных деталей в производство; эта
часть номенклатуры выявляется на основе
анализа опережений по цикловым графикам
изделий (см. ниже фиг. 22 и 23).
Номенклатура программных заданий заго-
товительных цехов в общем случае склады-
вается также из трёх аналогичных элементов:
а) плана подачи соответствующих комплектов
заготовок в обрабатывающие (иногда в сбо-
рочные) цехи для постоянно выпускаемых
изделий; аналогично программе по готовым
деталям эта часть номенклатуры полуфабри-
катов определяется на основе анализа со-
стояния заделов в производстве по всей номен-
клатуре заготовок; б) плана выпуска загото-
вок (полуфабрикатов) как товарной продукции
на сторону, включённой в заводскую про
грамму планируемого периода; в) плана вы-
пуска полуфабрикатов (литья, поковок и т. п.),
предназначенных для изделий, выпускаемых
ГЛ. III]
СИСТЕМА МЕЖЦЕХОВОГО КАЛЕНДАРНОГО ПЛАНИРОВАНИЯ
155
нерегулярно, и для новых изделии; эта часть
номенклатуры определяется аналогично тому,
как это указано выше для готовых деталей.
При массовом и серийном произ-
водстве основу программной номенклатуры
как для обрабатывающих, так и для заготови-
тельных цехов составляют обычно первые два
элемента, выявляемые на основе программы
делу выявляется номенклатура позиции, под-
лежащих выпуску (сдаче) из цеха и подлежа-
щих получению (подаче) с предшествующих
переделов в соответствии с состоянием заде-
лов в данном цехе или нормальным опере-
жением подач по циклу обработки или сборки.
Такое тщательное обоснование номенклатуры
подач облегчает формирование номенклатуры
Директивные зада-
ния по товарному
выпуски на план
месяц
Директивные
задания по товар-
ному выпуску
Перспективный ка-
лендарный план
выпуска(портфель
заказов)
Номенклатура посто -
янно выпускаемых заво-
дом изделий
±
Номенклатура новых
изделий, выпускаемых
периодически или
эпизодически
±
Выборка сборных
изделий
навыпуск
Выборка обраба-
тываемых изде-
лий на выпуск
Разложение изде-
лий накомплек -
ты или детали,
изготовляемые
в обрабатываю-
щих цехах
Выявление пози-
ций, подлежащих
включению в про-
грамму на основе
анализа за-
делов
Выборка полуфаа
рикатов.выпус- \
каемых на сторону
Разложение обра
батываемых ком-
плектов на полу-
фабрикаты, изго
товляемые в за-
готовительных
цехах
Выявление пози-
ций, подлежащих
включению в про-
грамму на основе
анализа за-
делов
I
Разложение изде-
лий на полусраб-
рикаты, изгота
ляемые в загото-
вительных
цехах
Разложение изде-
лий на комплек-
ты или детали,
изготовляемые
в обрабатываю-
щих цехах
Выявление пози-
ций, подлежащих
включению в про-
грамму на основе
расчета опере-
Выявление пози-
ций, подлежи щих
включению в про-
грамму на основе
расчета опере-
Номенклатура
изделий сбороч-
ных цехов
Номенклатура
» изделий обраба-
тывающих цехов
Номенклатура
изделий загото-
вительных цехов
Фиг. 3. Схема этапов установления номенклатуры изделий, подлежащих включению в опера-
тивные программы цехов,
выпуска готовой продукции и анализа состоя-
ния заделов в производстве. ¦
При единичном и неустойчивом
серийном производстве основу про-
граммной номенклатуры составляет главным
образом третий элемент, определяемый на
основе перспективного календарного плана
выпуска продукции; в этих условиях только
отдельные изделия могут повторяться в про-
грамме из месяца в месяц; кроме того, по со-
стоянию заделов может устанавливаться но-
менклатура изготовления нормалей и норма-
лизованных деталей.
Характерным моментом в выявлении номен-
клатуры производственных программ цехов
является выполнение этой работы цепным
методом в порядке, обратном ходу технологи-
ческого процесса изготовления изделий, т. е.
от сборки к заготовительным цехам. Это
характерно в ряде случаев также для коли-
чественных и календарных расчётов программы
(см. ниже фиг. 4). При этом по каждому пере-
сдачи по цехам предшествующих переде-
лов.
При наличии на заводе нескольких парал-
лельных цехов (механических, литейных или
кузнечных и т. п.) по одному и тому же пере-
делу возникает вопрос о распределении между
ними номенклатуры изделий или деталей, под-
лежащих изготовлению, имеющий существен-
ное значение для максимального использо-
вания производственных мощностей (устра-
нения диспропорций). В массовом и устой-
чивом серийном производстве этот вопрос
решается на основе технологического марш-
рута (производственных спецификаций),
разрабатываемого в порядке проектирования
или подготовки производства технологическими
органами завода. Этот маршрут твёрдо закре-
пляет определённую номенклатуру деталей и
работ за цехами, а мощность последних при-
водится в соответствие с установленным про-
граммным заданием. При мелкосерийном и еди-
ничном производстве такое закрепление не
156
ОПЕРАТИВНОЕ ПЛАНИРОВАНИЕ ПРОИЗВОДСТВА
[РАЗД. V
всегда возможно, так как здесь довольно боль-
шую роль играют соображения о загрузке того
или иного цеха на ближайший планируемый
период. Поэтому в данных условиях вопрос о
распределении номенклатурного задания между
цехами решается совместно органами техноло-
гической подготовки и оперативного планиро-
вания в два приёма:
а) предварительно распределяется но-
менклатура по данному переделу исходя из
установленной специализации цехов. При пред-
метной специализации за каждым цехом за-
крепляются соответствующие изделия, агре-
гаты, виды деталей или заготовок (например,
моторы, зубчатки, кольца). При технологиче-
ской специализации за каждым цехом закре-
пляются все те объекты производства, которые
имеют в составе своего технологического про-
цесса соответствующие операции или работы
(например, холодная штамповка, сварка, пайка
и т. п.);
б) окончательное закрепление номенкла-
туры за каждым цехом производится после
определения количественного размера про-
граммы и расчёта использования производ-
ственных мощностей. Если, например, вы-
явятся „узкие места", которые нельзя ликви-
дировать увеличением мощности данного цеха,
то нередко возникает вопрос о передаче не-
которой части предварительно намеченной
номенклатуры в другой цех, располагающий
необходимыми для этого свободными мощно-
стями. Такого рода перераспределение заданий
имеет серьёзное экономическое значение, по-
зволяя увеличить общую мощность завода без
дополнительных капиталовложений, за счёт
ликвидации внутренних диспропорций.
Оформление программной но-
менклатуры может быть дано с различной
степенью конкретизации или детализации.
Обычно практикуются следующие решения
этого вопроса.
По сборочным цехам, а также агрегатным,
механосборочным. котельным, металлокон-
струкций и тому подобным цехам, изготовляю-
щим законченные узлы или агрегаты, про-
грамма даётся по названиям изделий
(машин или законченных агрегатов), выпу-
скаемых данным цехом. Исключение соста-
вляют монтажно-сборочные цехи, выпускаю-
щие весьма крупные изделия при длительном
(многомесячном) цикле сборки. В этих слу-
чаях программа может быть дана более де-
тально, например, по отдельным фазам сбороч-
ного процесса: сборка механизмов, узлов, об-
щая сборка, испытание изделия и т. п.
По механическим, деревообделочным,
хрлодноштамповочным и тому подобным
цехам, за которыми закреплена обычно боль-
шая номенклатура изделий, программа даётся
либо в подетальном, либо в комплектном
выражении. Возможные варианты оформления
номенклатуры и общие указания об области их
применения приводятся в табл. 9.
Наиболее конкретным выражением номен-
клатуры программы является перечень выпу-
скаемых деталей, т. е.. детальный вариант
оформления программы. Однако для более
компактного оформления программы, осо-
бенно для цехов, имеющих весьма обширную
номенклатуру деталей (сотни наименований),
применяется комплектное выражение номен-
клатуры. В практике наиболее распространены
два метода: а) комплектно-узловой, при кото-
ром каждая позиция номенклатуры охватывает
все детали данного изделия, входящие в одно
и то же сборочное соединение (узел); б) ком-
плекты о-группоеой, при котором каждая по-
зиция номенклатуры охватывает все детали
данного изделия, имеющие одинаковые (округ-
лённо) сроки выпуска и запуска. Предпочтение
следует отдавать второму методу, при котором
в общие комплекты объединяются детали
с одинаковыми календари©-плановыми пара-
метрами, что может способствовать сокраще-
нию связывания оборотных средств в неза-
вершённом производстве. Комплектно-узловой
метод построения номенклатуры применим
главным образом для обрабатывающих цехов,
построенных для выпуска деталей по сбороч-
ным комплектам (но без сборки последних)
и для некоторых технологических цехов в
условиях единичного производства. При ком-
плектных методах планирования как органы
заводоуправления, так и органы соответству-
ющих цехов должны располагать точными
спецификациями всех комплектов. Образец
такой спецификации дан в табл. 10.
Совершенно очевидно, что в цехе в ко-
нечном итоге программа должна получить по-
детальное выражение, поэтому применение
комплектных методов может быть целесооб-
разно только там, где они дают резкое со-
кращение плановой номенклатуры и, кроме
того, используются как средство стимулиро-
вания строго комплектной сдачи цехами своей
продукции. Именно поэтому в табл. 9 наряду
с комплектными вариантами оформления про-
Таблица 9
Варианты оформления программной номенклатуры и их применяемость
Тип
производства
Массовое
производство
Серийное
производство
Единичное
производство
Характер цехов (производственная структура)
Механо-
сборочные
цехи
Узловой и
детальный
Узловой и
детальный
Узловой
Предметные
цехи по
сборочным
комплектам
деталей
Детальный
Комплектно-
узловой и де-
тальный
Комплектно-
узловой
Предметные цехи
по технологи-
ческим типам
деталей
Детальный
Комплектно-груп-
повой и деталь-
ный
Комплектно-груп-
повой
Технологические
цехи широкой специа-
лизации (например,
механический и т. п.)
Детальный
Комплектно-группо-
вой и детальный
Комплектно-группо-
вой и детальный
Технологические
цехи узкой специали-
зации (например, авто-
матный, хромировоч-
ный и т. п.)
Детальный
Детальный
Комплектно-узловой
и детальный
ГЛ. Ill]
СИСТЕМА МЕЖЦЕХОВОГО КАЛЕНДАРНОГО ПЛАНИРОВАНИЯ
157
Таблица 10
Спецификация комплекта деталей станка
для группы 1—2—5
о.
о
с
О
%
1
2
3
Индекс детали
С1-017
( 1-061
С2-123
Наименование
детали
Валик — рычаг . ¦
Кулачок
Валик шлицевой .
Количество
на 1 машину
4
I
на запасные
части
i,S
0,3
X
—
Ф-38
Всего на 1 ком-
плект
i
/,/
граммы почти всегда предусматривается по-
детальный вариант. Следует отметить, что
совершенствование техники плановых расчё-
тов и, в частности, применение механизации
плановых расчётов позволяет шире внедрять
подетальное планирование с отказом от
укрупнённых-, комплектных расчётов. Разу-
меется, комплектное выполнение программы
должно стимулироваться своими методами и
при подетальном выражении заданий.
По заготовительным цехам при относи-
тельно небольшой номенклатуре рекомен-
дуется выдавать детальную программу, при
обширной номенклатуре — комплектно - груп-
повую.
Определение размера заданий в опера-
тивных программах. В полном соответствии
с государственным директивным заданием за-
воду и с учётом принятых соцобязательств
по каждому наименованию установленной
цеху номенклатуры должен быть рассчитан
количественный размер задания.
Разработка оперативных (месячных) про-
грамм с расчётом на перевыполнение госу-
дарственного плана в соответствии с приня-
тыми заводским коллективом социалистиче-
скими обязательствами стала общим правилом
в практике планирования наших социалисти-
ческих предприятий. Без этого нельзя обес-
печить организованную борьбу за перевыпол-
нение или досрочное выполнение директивных
заданий в соответствии с вскрытыми в ходе
выполнения плана внутренними резервами.
Замечательный пример такой организованной
борьбы показан в 1949 т. старейшими паро-
возостроительными заводами СССР (Коломен-
ским и Сормовским), положившими начало
соревнованию за выпуск сверхплановой про-
дукции, изготовляемой за счёт экономии ме-
талла, топлива и энергии. Это значит, что
перевыполнение государственного плана обес-
печивается целиком путём мобилизации вну-
тренних резервов предприятия. Для решения
подобных задач необходимо, чтобы органы
заводского планирования выполняли функ-
ции организаторов перевыполнения государ-
ственной директивной программы в соответ:
ствии с принятыми предприятием коллектив-
ными социалистическими обязательствами.
Опыт наших передовых предприятий убе-
дительно доказывает, что наряду с заданием по*
выпуску деталей (узлов, заготовок) должны
устанавливаться, как правило, и задания по
запуску, имеющие важнейшее значение для
организации планомерного ритмичного выпу-
ска готовой продукции. В зависимости от типа
производства и некоторых других факторов
размер заданий определяется одним из следу-
ющих выработанных в советском машинострое-
нии методов:
Метод определения
задании
Расчётом по
нормам задела
Расчётом по нор-
мам опережений
или по комплекто-
вочным номерам
Подбором по порт-
фелю заказов
Область применения
Установившееся массовое
и серийное производство при
подетальном выражении прог-
раммы и относительно неболь-
шой номенклатуре последней
(особенно при большом удель-
ном весе выпуска запасных
частей, а также производства
частей на сторону)
Массовое производство в пе-
риод развёртывания. Серийное
производство при комплектном
планировании в условиях мно-
гономенклатурной программы.
Единичное производство
Метод расчёта программного
задания по нормам задела. Этот ме-
тод применяется на многих наших за-
водах при массовом производстве и со-
ответствует подетальному оформлению про-
граммы [2, 7, 8, 12, 15, 18 и 19J. Сущ-
ность этого метода заключается в том, что
программное задание цеху по выпуску деталей
каждого наименования принимается равным
сумме: запланированной сдачи данной де-
тали на сторону, т. е. за пределы завода
в качестве его товарной продукции, и по-
требности в этой детали в последующем по
технологическому маршруту цехе для запуска
её в дальнейшую обработку. При наличии
межцеховых складов деталей к указанному
расчёту должна быть сделана поправка на
укомплектование межцехового задела. В свою
очередь потребность каждого цеха в деталях
для запуска исчисляется исходя из выпуска их
данным цехом с учётом неизбежного внутри-
цехового отсева (пробные наладки, испытание
и пр.) и необходимого укомплектования вну-
трицехового задела. Применение этого метода
расчёта количественных заданий связано с
наличием по каждой детали нормативов по
заделам как межцеховым (складским), так и
внутрицеховым (цикловым) В массовом произ-
водстве эти нормативы определяются как
величины постоянные (см. стр. 190). В серий-
ном производстве, где нормальный задел являет-
ся величиной переменной, применение данного
метода расчёта программы возможно лишь
при наличии норматива переходящих заделов
на начало месяца, каковые должны быть над-
лежащим образом рассчитаны (см. стр. 204).
Методика расчёта программного задания
по каждому наименованию продукции сво-
дится к следующим трём правилам:
а) расчёт производится цепным методом в
порядке, обратном ходу производственного
процесса. Это правило заключается в том,
что сначала определяется программа выпуска
сборочного цеха, потом программа запуска.
этого же цеха, затем программа выпуска пред-
158
ОПЕРАТИВНОЕ ПЛАНИРОВАНИЕ ПРОИЗВОДСТВА
[РАЗД. V
Ведомость расчёта выпуска и запуска деталей по машине АТ-32
(при программе
i
№ детали
1
А1-017
А1-020
Наименование
детали
-•
2
Вал
Кулачок
Количество на
1 машину
3
1
4
Расчёт подачи деталей на сборку
Требуется на
выпускаемые
машины
4
10 000
4о ооо
Нормальный
линейный
задел цеха
5
IOOO
fooo
Фактический
начальный
задел цеха
6
боо
3$оо
Требуется на
изменение
задела в цехе
гр. 5-6 (±)
7
+ 4оо
+ I/0O
Отсев деталей
в цехе
8
-
Требуется на
запуск в
сборку
гр. 4+7+8
9
то 4оо
41 /оо
Расчёт выпуска и запуска
Нормальный
задел склада
деталей
10
Soo
. бооо
Фактический
начальный
задгл склада
деталей
11
IOOO
fOOO
Требуется на
изменение
задела склада
гр. 10-11 (±)
12
—200
4-1000
На запасные
части
13
-
4ооо
Выпуск меха-
нического
цеха
гр. 94-12+13
14
10 200
46 ;оо
* Аналогично рассчитываются задания и по другим заготовительным цехам.
шествующих ему цехов механической обра-
ботки и т.д. вплоть до запуска заготовитель
ных цехов. Совершенно очевидно, что это
правило вытекает из строгой обязательности
выполнения директивного задания по выпуску
готовой продукции. Схема цепного расчёта
иллюстрируется фиг. 4.
Условные обозначении
товарный выпуск завода
\—1/поварнып"выпцск цеха-поставщика
для покрытия потребности цеха
^^^ потребителя
НН 'разность между нормальным и сракти -
ческим размером Внутрицехового за-
SSS разность между нормальным и waxmu'
_ ческим размером межцехового задела
г i компенсации отс$§&.лродцкции в иехе
Вертикальные жирные стрелки показывают
последовательность расчетов
Фиг. 4. Схема цепного расчёта программных заданий
цехам: А - основная схема расчёта (выпуск механиче-
ского цеха ниже запуска сборочного цеха ввиду избы-
точности межцехового задела: ^(*>2Н} Б — случай,
когда обрабатывающий цех выпускает также продукцию
на сторону. Буквенные обозначения—см.формулы в тексте.
6} Программа выпуска в общем виде опре-
деляется по формуле
"в = «я» + N3 + (^«- Z^6 ^жчлг,
где ы\ — программа выпуска по какому-либо
цеху на расчётный период (например, месяц):
jV^ — программа товарного выпуска данного
цеха (сдача складу сбыта) на тот же период;
N3 — программа запуска последующего по
технологическому маршруту (т. е. предше-
ствующего по расчёту) цеха на тот же пе-
риод; ZH — нормальный размер задела (неза-
вершённого прбизводства) к концу расчётного
периода; Z^ — фактический размер задела к
началу расчётного периода; межцех — индекс,
означающий, что имеется в виду задел между
планируемым и последующим цехами.
Каждое из трёх слагаемых программы вы-
пуска в тех или иных случаях может быть
равно нулю. В частности, для механической
обработки и заготовительных цехов первое
слагаемое будет равно нулю (Nm = 0), если
цехи не выпускают продукции на сторону
(например, запасных частей), а лишь питают
последующие участки производства. Для ли-
ний общей сборки и испытания машин про-
грамма выпуска всегда равна заводской про-
грамме товарного выпуска, и, следовательно,
остальные слагаемые имеют нулевое значение.
в) Программа запуска в общем виде опре-
деляется по формуле
где Nl3 — программа запуска цеха на расчёт-
ный период; А/] — программа выпуска этого
же цеха на тот же период; Nomc—компенса-
ция неизбежного отсева продукции в цехе*;
цех — индекс, означающий, что имеется в виду
внутрицеховой задел в данном цехе.
Компенсация отсева должна предусматри-
ваться только в тех случаях, когда по усло-
виям производства он является неизбежным
и когда определённый процент потерь санкцио-
нирован директивными заданиями. Программа
* На практике абсолютную величину отсева заменяют
часто процентом по отношению запуска (х). В этом слу-
чае формула принимает вид:
юо
2
/цех
ГЛ. III]
СИСТЕМА МЕЖЦЕХОВОГО КАЛЕНДАРНОГО ПЛАНИРОВАНИЯ
159
аа июнь 1950 г. по деталям, изготовляемым из поковок
выпуска 10 000 машин)
деталей
Нормальный
линейный
задел цеха
15
iSoo
4ioo
по механическому цеху
Фактический
начальный
задел цеха
16
боо
ЗООО
Требуется на
изменение
задела в цехе
гр. 15-16 (±)
17
+ 1200
-\-lJOO
Отсев деталей
в цехе
18
11H
1000
Запуск в
механическую
обработку
гр. 14+17 + 18
11 ;оо
49 ооо
Расчёт
Нормальный
задел склада
заготовок
20
2 ООО
10 ООО
Фактический
начальный
задел склада
заготовок
21
_? ооо
10 ООО
выпуска и
Требуется на
изменение
задела склада
гр. 20-21 (±)
22
—1000
-
запуска заготовок
Выпуск поко-
вок на сторону
23
-
2000
Выпуск куз-
нечного цеха
гр. 19+22+23
24
ю ;оо
;i ооо
Нормальный
задел цеха
'25
4оо
2f00
по кузнечному
Фактический
начальный
задел цеха
26
400
Требуется на
изменение
задела в цехе
гр. 25-26 (±)
27
-
+ 1000
Таблица 11
цеху *
Отсев деталей
в цехе
/О
-
-
Запуск в
штамповку
гр. 24+27 + 28
29
10 )О<)
$2 ООО
запуска служит исходной величиной при рас-
чёте выпуска по предшествующему переделу.
Для цехов и участков, выполняющих пер-
вые заготовительные операции, программа за-
пуска определяет план подачи покупных ма-
териалов, полуфабрикатов и т. п *.
Форма расчёта программного задания для
последовательно сопряжённых цехов, приме-
няемая при этом методе, показана в табл. 11.
Если число последовательных цехов больше
трёх, то число звеньев расчёта в табл. 11
соответственно увеличится.
Форма программы, выдаваемой цеху на
основании этой расчётной ведомости, показана
в табл. 12. Данные для составления этой
программы берутся из расчётной ведомости
(табл. 11), причем графы 3—.5 как имеющие
для цеха лишь справочное значение ' должны
приводиться только при децентрализованной
системе планирования.
Метод расчёта программного
задания по нормам^ опережений
или по комплектовочным номе-
рам. Этот метод типичен для серийного
машиностроения, но применяется при извест-
ных условиях и в массовом производстве
[8, 15, 18 и 19].
Применение метода комплектовочных но-
меров возможно как при подетальной, так и
при комплектной номенклатуре задания, но он
наиболее целесообразен в последнем случае.
Особенность метода состоит в том, что рас-
чётные программные задания всем цехам выра-
жаются не количествами деталей или сбороч-
ных соединений, подлежащих сдаче за плани-
руемый период, а очередными номерами изделий
(или серий), подлежащих укомплектованию по
данному переделу к концу планируемого пе-
риода. Исходными расчётными нормативами в
этом случае служат нормальные величины опе-
режений (в днях) для отдельных узлов, комплек-
* Наиболее правильный вариант изложенных методов
расчёта выпуска и запуска основан на принципе сквоз-
ного задела, при котором как нормы, так и фактические
величины заделов принимаются суммарно по всем звеньям
производства, начиная от сборки готовых изделий'и кон-
чая планируемым производственным подразделением. На
практике этот вариант применяется реже, чем описанный.
тов, деталей и т. п. по каждому планируе-
мому переделу. Сущность этого метода
заключается в том, что задание по каждому пе-
ределу или цеху определяется, исходя из послед-
него номера готового изделия, подлежащего вы-
пуску из сборочного цеха в планируемый пе-
риод, согласно заданию заводу. Этот номер
увеличивается по переделам в направлении ог
сборки к заготовительным цехам на величину,
равную норме опережения (в днях) по данному
переделу, умноженной на среднесуточный вы-
пуск готовых машин по плану соответствую-
щего периода. Номера устанавливаются
отдельно по выпуску и по запуску, исходя из-
соответствующих норм опережения. Опреде-
ление последних для серийного производства
приводится ниже (см. стр. 203); для массового
производства эти нормы могут быть получены
из табл. 46.
Форма программы, выдаваемой цеху при
этом методе планирования, представлена в
табл. 13.
Главное достоинство планирования по ком-
плектовочным номерам в том, что оно отчёт-
ливо соответствует принципу плановой дисцип-
лины, ибо всякое недовыполнение плана за один
месяц обязательно и автоматически войдётвсо-
став задания на следующий месяц. В силу этого
основное задание цеху (графа 5) не требует
корректировки в зависимости от фактического-
выполнения плана за предыдущий период.
Благодаря этому определение окончательной
величины заданий по графам б—9 может быть
децентрализовано и возложено на цеховые
органы планирования. При централизованном
корректировании программ данные граф 6—9
заполняются после 1-го числа. При децентра-
лизованном корректировании графы 6 и 7 ду-
блируются: первоначальные данные (ожидае-
мое выполнение и предварительный план вы-
пуска) вносятся заводоуправлением при выдаче
программы, корректированные —записываются
цехом в начале планируемого месяца. В обоих
случаях исходный пункт расчёта — графа 5 —
остаётся без изменения/Вторым достоинством
этого метода является то, что отпадает необ-
ходимость в цепном методе расчёта программы
и открывается возможность рассчитывать за-
160
ОПЕРАТИВНОЕ ПЛАНИРОВАНИЕ ПРОИЗВОДСТВА
[РАЗД. V
Таблица 12
Программа выпуска и запуска деталей по механическому цеху на июнь 1950 г.
I
1 Индекс
деталей
1
' А1-017
А1-020
Наименование
деталей
2
Вал
Кулачок ....
Состав задания на выпуск в шт.
Запуск
в сборку
3
ю 4оо
41 foo
Укомплек-
тование
складского
задела
4
— 200
+ 1000
Еыпуск на
сторону
(запасные
части)
5
4ооо
План
выпуска
в шт.
6
10 200
4& /оо
Цена за
единицу
в руб.
7
1>
2
Сумма
по плану
выпуска
в руб.
8
i;i ооо
93 ооо
План
запуска
в шт.
9
II /00
49 ооо
Примечание. Графы 3, 6
мости—табл. 11.
и 9 настоящей формы соответствуют графам 9, 14 и 19 расчётной ведо-
Таблица 13
Программа выпуска и запуска по механическому цеху на март 1950 г.
Индекс
комплектов
(деталей,
узлов)
1
Д2-2350
Д25916
Д2-5416
Наименование
комплектов
(деталей, узлов)
2
Червяк
Палеи,
Винт
Количество
штук на
1 комплект
3
1,0
2,1
1,О
Задание
по выпуску
готовых
изделий
по №
4
i?6o
1}6о
ij6o
Задание
на выпуск
механиче-
скому цеху
по №
5
14/о
14/о
1460
Фактиче-
ски выпол-
нено за
отчётный
месяц
по №
6
I2-J0
J2&0
12бо
План
выпуска
в комплек-
тах
7
iSo
170
200
Цена
ком-
плекта
в руб.
8
20
2/
SO
Сумма
в руб.
9
3600
42/0
бооо
Зада-
ние на
запуск
механи-
ческому
цеху
по №
10
I//O
I//O
i/6o
дания всем цехам одновременно и независимо
друг от друга, что особенно важно при
многодетальной номенклатуре. При наличии
в программе завода заданий по сдаче на сто-
рону отдельных узлов или деталей (запасные
части, кооперирование), а также при необхо-
димости учесть в программе неизбежный отсев
деталей в процессе производства соответству-
ющие надбавки должны быть отражены в гра-
фе 3 (см. деталь Д2-5916 в табл. 13). Это
юбстоятельство делает данный метод не вполне
удобным для предприятий, где эти надбавки
имеют большое значение.
В массовом производстве при
установившейся номенклатуре программы наи-
более распространённым является метод рас-
чёта заданий по нормам задела (см. выше).
Однако в период перехода на выпуск новых
изделий, а также в период первоначального раз-
вёртывания производства вполне рационально
применение метода комплектовочных номеров.
В данном случае целесообразно использовать
графический метод определения комплектовоч-
ных номеров по переделам. Для этого на основе
нарастающей кривой планового выпуска гото-
вых изделий строятся, исходя из нормального
опережения, соответствующие кривые для вы-
луска и запуска деталей по переделам, как это
показано на фиг. 5. Наиболее правильное реше-
ние задачи этим методом требует разработки
отдельных графиков для разных групп деталей.
На основе подобного графика размеры месяч-
ных заданий определяются весьма просто. На-
пример, задание цеху механической обработки
на февраль (фиг. 5): укомплектовать по вы-
пуску 220 изделий, т. е. изготовить в течение
данного месяца 220 — 70 = 150 комплектов де-
талей. Аналогично заготовительный цех дол-
жен в феврале укомплектовать 520 изделий,
5 10
Йпрепь
Фиг. 5. График для расчёта месячных заданий цехам по
методу комплектовочных номерор (для массового произ-
водства на период развёртывания): 1— выпуск сборочного
цеха; 2 — запуск сборочного цеха; 3 — выпуск механи-
ческого цеха; 4 — запуск механического цеха; 5 — вы-
пуск заготовительного цеха.
изготовив для этого за месяц 520 — 340 = 180
комплектов заготовок.
Из рассмотренного примера нетрудно сде-
лать вывод, что, начиная с марта, когда ве-
личины нормальных заделов стабилизуются,
можно пользоваться методом расчёта заданий
по заделам.
ГЛ. Ill]
СИСТЕМА МЕЖЦЕХОВОГО КАЛЕНДАРНОГО ПЛАНИРОВАНИЯ
161
В серийном производстве метод
комплектовочных номеров применяют для
расчёта заданий как в период развёртывания
выпуска новых изделий, так и при установив-
шемся (ритмичном) ходе производства. На
период развёртывания и здесь целесообразно
использовать графический способ расчёта ком-
плектовочных номеров. График для условий
серийного производства деталей будет иметь
вид, показанный на фиг. 6. При установив-
ши»
W0
1300
%1200
§1100
1
"t
5 Ю 15 20
Январь
т
4Г-Н
I
+
~н—
т
/
Г
J
/
' /
I
ч—
I
5 10 15 20
Февраль
fj
-Р
j
Р
I
Р-.
/
' /
I
/
/
1—
1
-F
/
/
J
i
5 10 15 20
Март
Фиг. 6. График для расчёта заданий цехам по методу ком-
плектовочных номеров (для серийного производства):
/ — выпуск сборочного цеха; 2 — запуск сборочного цеха;
3 — выпуск механического цеха; 4 — запуск механиче-
ского цеха; 5 — выпуск заготовительного цеха.
шемся серийном производстве наряду с гра-
фическим может быть применён аналитиче-
ский способ расчёта. Для этого можно исполь-
зовать следующие формулы:
Характер задания
На выпуск из об-
рабатывающего
цеха
На выпуск из за-
готовительного
цеха
На запуск в об-
рабатывающем
цехе
На запуск в заго-
товительном цехе
Формула расчёта задания
«о - КС6+ boNdH
К3-Ксб + »з"дн
* о = Ксб + Ъ'оМдн
Здесь KQ — номер готового изделия, до которого
должен быть укомплектован выпуск деталей из обраба-
тывающего цеха; К3 — то же для заготовительного цеха;
К —номер готового изделия, до которого должен быть
укомплектован запуск деталей в обрабатывающем цехе;
А"'—тоже в заготовительном цехе; K?g — итоговый
план выпуска готовых изделий из сборочного цеха; 9—со-
ответствующие нормы опережений в днях; N^H — средне-
суточный план выпуска готовых изделий (з комплектах).
Полученные по этим формулам значения К,
если они приводят к величине задания, не со-
ответствующей целому числу партий, необхо-
димо округлять до ближайшего меньшего
числа, приводящего абсолютный размер зада-
ния к величине, кратной размеру партии.
Пример. Задание сборочному цеху на февраль: выпу-
стить станков ТО-7 по № 180 включительно ( А" - = 180).
Опережение выпуска по литейному цеху по деталям дан-
11 Том 15
ной группы Ьз — 16 дн.; среднесуточный выпуск N= -5
изделий; размер партии данных деталей л0 — 30 ком-
плектов. Следовательно, по расчёту К3 = ISO -f-16 • 6 —
= 276. Вводим поправку на кратность задания величине
партии. Устанавливаем, что на начало месяца укомплекто-
ван по литью М 200; следовательно, надо изготовить
276—200 = 76. Уменьшаем эту величину до ближайшего
меньшего числа, кратного 30 комплектам, т. е. до 60
комплектов. Отсюда устанавливаем корректированный раз-
мер задания К3 = 200 + 60 = 260.
Метод у становления программ-
ного задания подбором по порт-
фелю заказов. Этот метод типичен для
единичного производства и основан на исполь-
зовании календарных графиков выполнения
заказов (см. стр. 208). Как правило, в этом
случае задания обрабатывающим цехам
строятся по комплектам деталей, идущих на
один узел (агрегат), а задания заготовитель-
ным цехам — по комплектам заготовок, объ-
единяемых общим сроком подачи на механо-
обработку. Особо трудоёмкие, ведущие де-
тали, как правило, выделяют в задании особо.
Сущность метода подбора задания по
портфелю заказов заключается в том, что пу-
тём выборки из позаказных календарных гра-
фиков подбирается для каждого цеха такой
состав плана на предстоящий период (месяц),
который обеспечивает: а) своевременное ком-
плектование каждого заказа в соответствии с
директивной программой и графиком и б) нор-
мальную загрузку цехов. В связи с послед-
ним обстоятельством объёмные расчёты за-
грузки оборудования и производственных пло-
щадей превращаются в данном случае в ме-
тод расчётного обоснования программного за-
дания. В производственных программах цехов
указываются обычно лишь задания на выпуск
комплектов. Задания на запуск либо выдаются
отдельно, либо планируются в производствен-,
ных спецификациях (ведомостях, картах) за-
казов, обязательно выдаваемых цехам, неза-
висимо от ежемесячных производственных
программ.
Форма программы, выдаваемой цеху при
данном методе, представлена в табл. 14.
Таблица 14
Программа выпуска по механическому цеху
на март 1950 г.
№ заказа
13-176
Заказчик
А
№ производ-
ственной спе-
цификации
°9
13
Наименование
или индекс
комплекта
Рама-ста-
нина
Редуктор
Количество
комплектов
з
а
Цена ком-
плекта в руб.
боэо
13 5°°
Сумма в руб.
I2O0O
27000
Срок сдачи
IO/III
15/Ш
Другие методы установления за-
даний в оперативных программах.
По С}*ществу три описанных метода исчерпы-
вают основные варианты количественного опре-
деления программных заданий. Однако в прак-
тике применяются некоторые другие способы
расчёта оперативных программ. Среди них пред-
ставляют некоторый интерес методы, позво-
ляющие децентрализовать корректирование
заданий по данным фактического выполнения
162
ОПЕРАТИВНОЕ ПЛАНИРОВАНИЕ ПРОИЗВОДСТВА
[РАЗД. V
плана за предыдущий период. Такими мето-
дами являются:
Расчёт с перекрытием плановых перио-
дов. При этом методе, применяемом на неко-
торых, в частности, станкостроительных за-
водах, задания цехам выдаются не на кален-
дарный месяц, а на период примерно с 20-го
числа текущего месяца до конца следующего
планируемого месяца, т. е. на 4 декады. В на-
чале месяца цеховые плановые органы опре-
деляют окончательное задание на планируе-
мый месяц, вычитая фактическое выполнение
плана за последнюю декаду истекшего месяца
из суммарного задания, включающего 4 де-
кады. Такое решение позволяет точно учесть
при составлении задания фактическое выпол-
нение плана текущего месяца на 20-е число, а
по окончании месяца быстро в децентрализо-
ванном порядке определить задания цехам,
автоматически включающие недодел истек-
шего месяца.
Расчёт по отклонениям (по недоделу).
При этом методе выданные цехам номенкла-
турные задания корректируются в начале пла-
нируемого месяца цеховыми плановыми орга-
нами суммированием этих заданий с разностью
(положительной или отрицательной) между
планом и фактическим выполнением по соот-
ветствующим деталям за истекший месяц.
При обоих методах расчёт основного зада-
ния на планируемый период должен произ-
водиться либо по нормам задела, либо по
нормам опережений, поэтому указанные ме-
тоды, как не имеющие самостоятельного зна-
чения, подробному рассмотрению не подвер-
гаются.
Календарное распределение оператив-
ных заданий. В соответствии с решениями
XVIII Всесоюзной конференции ВКП (б) от
системы планирования на социалистических
предприятиях требуется не только установле-
ние общих заданий, но и разработка чётко
построенного графика выпуска готовой про-
дукции, а отсюда графика производства. Прак-
тически это означает, что оперативные месяч-
ные программы, выдаваемые цехам, должны
обязательно содержать конкретные сроки вы-
полнения установленных заданий,т.е. календар-
ное распределение последних внутри планируе-
мого месяца. Эти сроки либо указываются в са-
мой программе, либо устанавливаются в отдель-
ных календарных графиках, выдаваемых в до-
полнение к программам (как правило, в начале
месяца одновременное выдачейуточнённого за-
дания). Основными факторами, определяющими
различия календарного распределения заданий,
являются тип производства и степень дина-
мичности объёма производства. Зависимость
видов календарного распределения от типа
производства следующая:
Тип производства
Массовое
ство
Серийное
ство
Единичное
водство
произвол-
производ-
произ-
Вариант календарного
распределения оператив-
ных заданий
Ежедневные задания
по выпуску и запуску
(суточный график)
Календарные сроки
выпуска и запуска пар-
тий
Календарные сроки
компл ектов ания зак азов
-В массовом производстве кален-
дарное распределение оперативной программы
цеха на планируемый месяц сводится к уста-
новлению ежедневного задания по вы-
пуску и запуску каждого наименований изделий
(узлов, деталей), включённого в эту программу,
т. е. к разработке суточного графика запуска
и выпуска. Практически применяются два ос-
новных варианта такого распределения: с рав-
номерным или ступенчато нарастающим вы-
пуском. Распределение с равномерным выпу-
ском должно применяться при стабильной или
медленно растущей (например, до 3% в месяц)
заводской программе по выпуску данного
изделия.
Распределение со ступенчато нарастаю-
щим выпуском должно применяться при резко
выраженной динамике общезаводской про-
граммы, что при характерных для наших со-
циалистических предприятий высоких темпах
роста выпуска имеет место особенно часто.
В этом случае месяц разбивается на не-
сколько периодов, и для каждого из них уста-
навливается своё суточное задание, увеличи-
вающееся от одного периода к другому. Про-
должительность этих периодов составляет
обычно от 5 до 15 дней.
Примерные указания по этому поводу при-
ведены в табл. 15.
Таблица 15
Характеристика внутримесячного распределения
выпуска при разных темпах роста производства
Ежемесяч-
ный при-
рост про-
программы
в %
До 3
3-6
6—ю
IO— 2О
Свыше го
Характери-
стика внутри-
месячного рас-
пределения
Равномерный
выпуск
Ступенчато
нарастающий
выпуск
То же
Непрерывно
нарастающий
выпуск
Число внутри-
месячных пе-
риодов с устой-
чивым уровнем
выпуска
i
а
3
5
Ежедневно
изменяющийся
уровень вы-
пуска
Продолжи-
тельность
каждого
периода в
рабочих
днях
24—аб
ia—13
8-9
5-6
Частота изменения уровня суточного вы-
пуска уменьшается по мере стабилизации мас-
штабов производства (месячной программы).
В отдельных случаях, например, в период
развёртывания производства, применяют более
частое изменение суточного задания чем ука-
зано выше, вплоть до ежедневного, превращая
ступенчато нарастающий выпуск в непрерывно
нарастающий. Так, например, многие наши
заводы ежедневно наращивали выпуск в пе-
риод Великой Отечественной войны.
Величина суточного задания (N^H) при
равномерном выпуске определяется делением
месячного задания на число рабочих дней
в месяце. При нарастающем выпуске для рас-
чёта суточных заданий можно воспользоваться
формулой арифметической прогрессии и рас-
считать уровень выпуска для каждого периода,
исходя из месячного задания, принятого коли-
чества периодов (см. табл. 15) и уровня про-
ГЛ. III]
СИСТЕМА МЕЖЦЕХОВОГО КАЛЕНДАРНОГО ПЛАНИРОВАНИЯ
163
изводства, достигнутого к началу месяца. Для
расчёта применимы следующие формулы:
Характер
внутримесячного
распределения
Равномерный выпуск
Нарастающий выпуск
Формулы для расчёта
суточного задания
N _ NMec
дн а
NdH l=NdHl +
NMec~NdH\ • <l(i-l)
1 x
где x — d3 + 2da+. • .+
+ (П - 1) dn= S (i - 1) d..
1
Здесь Nj)H — ежедневное (суточное) задание по вы-
пуску или запуску; N с — соответствующая месячная
программа линии; d — число рабочих дней в месяце;
NdH i — суточное задание на данный внутренний период
B-я декада, 3-я шестидневка и т. п.); i_— порядковый
номер периода; d. — число рабочих дней в данном пе-
риоде; Мдн\—суточное задание, устанавливаемое на
первый внутримесячный период (принимается исходя из
уровня, достигнутого в конце предыдущего месяца);
п — число периодов в месяц.
В серийном производстве кален-
дарное распределение оперативных (месячных)
заданий может быть более или менее точным
и диференцированным, но во всех случаях оно
должно основываться на установленной пери-
одичности производственных процессов. Вслед-
ствие этого задача календарного распределения
сводится здесь к установлению определённого
графика сроков выпуска и запуска партий.
Для правильного построения подобного гра-
фика необходимо определить зеличину или
периодичность повторения партий, длитель-
ность цикла производства и рассчитать соот-
ветствующие сроки. Основные варианты ре-
шения этой задачи, зависящие от возможно-
стей более или менее жёстко регламентиро-
вать ритм производства, следующие.
Варианты календар-
ного распределения
оперативных заданий
Постоянное задание
по ежедневным межце-
ховым подачам
Стандартные кален-
дарные даты выпуска и
запуска партий и меж-
цеховых подач (суточ-
ный график)
Укрупнённые стан-
дартные сроки выпуска
и запуска партий (пяти-
дневный, декадный гра-
фик)
Оперативные ка-
лендарные графики •
межцеховых подач
Условия применения
Переменно-поточное, а
также установившееся се-
рийное производство при
децентрализации календар-
ного планирования
Установившееся (рит-
мичное) серийное производ-
ство предметов, предназна-
ченных для непрерывного
потребления
То же, но при периоди-
ческом потреблении изго-
товляемых предметов
Мелкосерийное или не-
установившееся (неперио-
дичное) серийное производ-
ство
Первый вариант календарного распределе-
ния оперативных месячных заданий соответ-
ствует скорее переменно-поточному, чем чисто
серийному производству. Однако в заводской
практике этот вариант календарного распреде-
ления задания встречается как форма децен-
трализации календарного планирования серий-
ных участков, питающих линии массового
производства. В этих условиях календарное
распределение предусматривает лишь регла-
ментацию сдачи данным цехом своей про-
дукции, оставляя календарное планирование
выпуска и запуска партий в качестве функции
внутрицехового планирования. Для этого в рас-
поряжении цеха имеется комплектовочный
склад его готовой продукции, куда периоди-
чески сдаются изготовленные партии деталей
и откуда ежедневно производится отправка
суточных комплектов цехам-потребителям.
Такое решение задачи возможно для цеховт
осуществляющих начальные переделы в цикле
производства, а именно для литейных, куз-
нечных, автоматных цехов. Для цехов после-
дующих (промежуточных) переделов проведе-
ние этой системы затрудняется необходимостью
согласования сроков межцеховых подач для ка-
лендарного планирования партионного запуска.
Второй и третий варианты календарного
распределения оперативных заданий основаны
на ежемесячно повторяющихся постоянных
или стандартных сроках выпуска и запуска
партий. Принцип стандартных сроков, выра-
ботанный на наших передовых заводах, имеет
большое значение для укрепления плановой
дисциплины и ритмичного режима производ-
ства. В качестве исходных нормативов при
этом принимают установленную периодичность
выпуска партий из производства и запуска их
в обработку, на основе которой регламенти-
руют стандартные сроки межцеховых передач.
При втором варианте эти сроки устанавлива-
ются с точностью до одного дня. Такое реше-
ние типично для хорошо налаженного крупно-
и среднесерийного производства деталей, по-
требляемых ежедневно, например, идущих
далее на участки массово-поточной сборки.
В целях ускорения оборачиваемости средств,
связанных в незавершённом производстве,
желательно всюду максимально уточнять сроки
запуска и выпуска. Однако при работе на се-
рийную сборку выпуск и запуск партий пла-
нируется часто по укрупнённым срокам, со-
ответствующим периодичности их потребления
(третий вариант). Этот же вариант календарного
распределения целесообразно применять на
заводах, изготовляющих запасные части, ин-
струмент и тому подобные не сборные из-
делия.
Четвёртый вариант характерен для се-
рийного производства с неустановившейся
периодичностью (не по сумме выпуска, а по
отдельным изделиям). Здесь в качестве ис-
ходного норматива принимают относительно
стабильный размер партии. При изменениях
размера выпуска и стабильной величине пар-
тий периодичность их выпуска будет изме-
няться. В этих условиях стандартизация сро-
ков межцеховых подач невозможна, и ка-
лендарное распределение месячных заданий
приобретает форму установления на каждый
месяц оперативных календарных сроков вы-
пуска и запуска партий (как правило, укруп-
нённых, т. е. рассчитанных с точностью до
пятидневки, декады и т. п.). Такое решение
типично для мелкосерийного машиностроения;
при крупносерийном производстве оно может
применяться только в период освоения и на-
лаживания выпуска новых изделий.
164
ОПЕРАТИВНОЕ ПЛАНИРОВАНИЕ ПРОИЗВОДСТВА
(РАЗД. V
В единичном производстве за-
дача календарного распределения месячных
заданий сводится к установлению конкретных
сроков сдачи для всех комплектов или дета-
лей, включённых в номенклатуру оперативной
программы. Решается эта задача одновременно
с определением соответствующих количествен-
ных заданий и на основе тех же исходных
документов — календарных графиков выполне-
ния заказов. Задания по запуску в программе
обычно не приводятся и даются отдельно
в производственных спецификациях заказов.
Оформление календарного рас-
пределения задания должно по возмож-
ности совмещаться в одном документе с
оперативной программой. Для этого к ней
добавляется календарная сетка выполнения
задания.
В массовом производстве эта сетка даётся
по рабочим дням, причём на каждый день
указывается задание по выпуску и запуску
соответствующих изделий, деталей и т. п. Для
удобства последующего контроля помимо еже-
дневных заданий часто приводится нарастаю-
щий их итог от начала месяца. Форма кален-
дарной сетки, называемой обычно графиком,
представлена в табл. 16, которая является
продолжением табл. 12.
ской промышленности). В этих условиях от-
ветственной функцией заводского плани-
рования является систематическая проверка
загрузки производственных мощностей в це-
лях лучшего их использования, в частности,
путём ликвидации имеющихся диспропорций.
В связи с этим выдаваемые цехам оператив-
ные программы, как правило, подвергаются
проверочному объёмному расчёту. Назначение
последнего — проверить степень загрузки про-
изводственного оборудования и площадей,
чтобы выявить так называемые „узкие места"
и наметить оперативные мероприятия по лик-
видации последних. Поскольку объёмные рас-
чёты, выполняемые при составлении техпром-
финплана, имеют аналогичное и даже более
широкое назначение, проверочные расчёты при
оперативном планировании в большинстве слу-
чаев резко упрощаются.
В массовом производстве при
стабильном уровне выпуска цехов надобность
в ежемесячных объёмных расчётах обычно
отпадает; такой расчёт приходится делать
только по тем участкам, по которым объём-
ные расчёты, произведённые при составлении
годового техпромфинплана, обнаружили недо-
статочную пропускную способность оборудо-
вания („узкие места"); при нарастающем
Таблица 16
Календарный график выполнения программы выпуска и запуска деталей по механическому цеху
на июнь 1950 г.
Индекс
детали
А1-О17
Наимено-
вание
детали
Вал
Показатели суточного
графика
Ежедневный вы-
пуск
Нарастающий
выпуск
Ежедневный за-
пуск
Нарастающий
запуск
Календарь рабочих дней
1
390
39°
440
440
2
390
у8о
440
88о
. .
3
39»
XIJO
440
IJ20
5
390
1/6о
440
6
390
ryso
440
2200
7
390
2340
440
2640
•••!¦¦
8
3JO
2730
440
3080
. . .
9
39°
3120
44°
9S3O
10
390
3Sio
440
i960
12
390
39оо
440
4400
и т. д.
В серийном производстве календарная сетка
планируемого периода даётся либо в виде су-
точного графика (аналогично табл. 16), либо
укрупнённо по пятидневкам, декадам и т. п.
в зависимости от принятого характера кален-
дарного распределения заданий.
В единичном производстве обычно огра-
ничиваются добавлением к форме оперативной
программы одной графы, в которой указы-
ваются сроки сдачи соответствующих объектов
(см. выше, табл. 14).
Проверочные объёмные расчёты
и контроль обеспеченности
оперативных программ
Известно, что преимущества социалисти-
ческой системы хозяйства находят своё про-
явление, в частности, в весьма высокой сте-
пени использования производственных мощ-
ностей социалистических предприятий (в про-
тивоположность хронической недогрузке про-
изводственного аппарата в капиталистиче-
внутригодичном выпуске также приходится
сопоставлять размер максимального суточного
задания линий с их расчётной пропускной
способностью.
В серийном производстве с уста-
новившейся номенклатурой и уровнем выпуска
цехов задача решается аналогично массовому
производству. В условиях неустановившегося
производства проверочный объёмный расчёт
загрузки надо делать по всем группам обору-
дования (соответственно —площадям), которые
в ходе составления годового плана определи-
лись как лимитирующие производственную
мощность цеха.
В единичном производстве еже-
месячный проверочный объёмный расчёт про-
изводится во всех случаях.
Проверочный расчёт загрузки оборудования
представляет одну из наиболее трудоёмких
плановых работ. Облегчение её выполнения
имеет очень большое значение. В этом отно-
шении следует обратить внимание на приме-
нение к решению данной задачи средств орга-
техники (см. стр. 229).
ГЛ. III]
СИСТЕМА МЕЖЦЕХОВОГО КАЛЕНДАРНОГО ПЛАНИРОВАНИЯ
165
Органы планирования социалистических
предприятий имеют своей задачей не только
разработку плановых заданий, но и органи-
зацию их выполнения. В частности, на них
возлагаются функции контроля обеспечен-
ности производства всем необходимым для
выполнения плана, поэтому наряду с про-
верочными объёмными расчётами загрузки
плановые органы заводоуправления обязаны
проверить в централизованном порядке обес-
печенность выполнения выдаваемых заданий
в отношении технической и материальной
подготовки производства. Решение этой за-
дачи в значительной мере зависит от типа
производства. Варианты этих решений, обыч-
ные для наших передовых заводов, даны в
табл. 17.
Текущий контроль выполнения це-
хами оперативных программ и установленных
календарных сроков выпуска и запуска
осуществляется ежедневно на протяжении
всего планируемого периода. Главная задача
этого контроля заключается в своевременном
обнаружении отклонений фактического хода
производства от графика с целью немедленного
принятия оперативных мер, обеспечивающих
ликвидацию этих отклонений. Основная роль
в текущем контроле выполнения графика ра-
бот принадлежит диспетчерской службе,
функции которой описываются в соответству-
ющем разделе данной главы. Наряду с таким
каждодневным контролем, оперативно исполь-
зуемым для целей текущего планового руко-
водства производством, необходимы учёт и
Таблица 17
Характеристика содержания проверки технической и материальной подготовки производства
Элементы
подготовки
производства
Чертежи и техниче-
ская документация
Покупные мате-
риалы, метизы н т. п.
Поставки коопери-
рованных предприя-
тий
Заготовки, детали
и т. п., поступающие
из цехов завода
Специальный инстру-
мент и прочая спе-
циальная оснастка
Тип производства
Массовое производство
Крупно- и среднесерийное
производство
Проверка обеспеченности цехов технической документа-
цией *
Проверка выписки планкарт
на подачу материалов со
складов отдела снабжения
Проверка выдачи лимитов
на получение цехами мате-
риалов со складов отдела
снабжения
Сверка и согласование с отделом снабжения или отделом
кооперирования графиков производства и графиков (сроков)
поставки соответствующих объектов от смежников
Единичное и мелкосерийное
производство
Проверка получения от
технических органов комплек-
тов рабочих чертежей и тех-
нической документации, их
подбор, отсылка в соответству-
ющие цехи
Проверка складского нали-
чия, бронирование материа-
лов на заказ, уточнение
оперативных планов снабже-
ния, выявление дефицитных
позиций и передача их на
диспетчерский контроль
Проверка (после корректирования оперативных программ) взаимного согласования сро-
ков межцеховых передач, выявление дефицитных позиций и передача их на диспетчерский
контроль
.. Проверка обеспеченности цехов оснащением *
Проверка выполнения пла-
на подготовки производства,
выявление дефицитных пози-
ций и передача их на диспет-
черский контроль
* В период освоения производства новых изделий. •
Помимо перечисленных элементов подвер-
гается проверке обеспеченность производства
рабочей силой и техническое состояние орудий
труда (оборудования, приспособлений и т. п.),
находящихся в эксплоатации. Однако такая про-
верка обычно возлагается на цеховой аппарат.
Контроль выполнения цехами опера-
тивных программ и графиков работы.
Известно, что контроль, проверка выполне-
ния планов имеет в системе социалистиче-
ского планирования важнейшее значение.
„Поставив серьёзно проверку исполнения
планов, — говорил товарищ Молотов, — мы
улучшим и хозяйственную работу и составле-
ние самих планов" *. Это указание относится
полностью и к оперативному планированию
производства.
* В. М. Молотов, Третий пятилетний план развития
народного хозяйства СССР, Госполитиздат, 1939, стр. 21.
контроль выполнения цеховых программ по
сводным, итоговым показателям. Такой свод-
ный контроль выполнения оперативных про-
грамм имеет своей задачей установить соот-
ветствующие итоговые показатели работы
цехов за весь плановый период, как правило,
за месяц. Обычно он возлагается на тот орган
заводоуправления, который ведает разработкой
оперативных программ, т. е. либо на ППО,
либо на ПДО. Примерный состав основных
показателей итогового контроля характери-
зуется табл. 18. Определение и анализ этих
показателей имеют особое значение в усло-
виях организации внутризаводского хозрас-
чёта
Все исходные данные для определения
итоговых показателей работы цехов по вы-
полнению оперативной программы принима-
ются из двух источников: а) выданных цехам
и надлежащим образом утверждённых опера-
166*
ОПЕРАТИВНОЕ ПЛАНИРОВАНИЕ ПРОИЗВОДСТВА
[РАЗД. V
Таблица 18
Показатели работы цехов по выполнению оперативных производственных программ за месяц
Наименование
показателей
Процент выполнения
цехом месячной про-
граммы
Процент выполнения
плана по отдельным
позициям программы
Процент выполнения
плана по отдельным
заказам
Процент выполнения
плана по ассортименту
Процент комплект-
ности выполнения
плана
Коэфициент ритмич-
ности работы цеха
Исходные данные
Суммарное плановое зада-
ние — Wnjl', суммарный фак-
тический выпуск — W,*
Плановое задание по данной
позиции — VnA; фактическое
выполнение по данной пози-
ции — Уф
Плановое задание по зака-
зу— V>nA\ фактическое вы-
полнение по заказу — Уф
Выпуск продукции по каж-
дой позиции в пределах плана
V ф-п (при этом все значения
V'ф-п, превышающие плано-
вые задания, принимаются в
размерах последнего). Общее
число позиций плана — т
Число позиций плана, по ко-
торым задание выполнено или
перевыполнено, — п; общее
число позиций плана — т
Выполнение суммарного за-
дания за каждый отрезок пла-
нового периода — yt (сутки,
декаду и т. п.); выполнение
плана за наиболее успешный
отрезок планового периода —
У max» общее число отрез-
ков — а
Единица измерения
исходных данных
Рубли
Нормо-часы
Тонны
Штуки
Комплекты
Рубли
Тонны
Нормо-часы
Рубли
Тонны
Нормо-часы
Число позиций
Процент (при ста-
бильном графике —
рубли, нормо-часы,
тонны)
Расчётная формула
v пл
Упл
т
2 у ф-п
1 юо
т
2 у'пл
1
¦ Л-Юо
т
а
«Ушах
Применимость
Во всех слу-
чаях
Для цехов
массового н
серийного про-
изводства
Для цехов
единичного
производства
Для цехов с
небольшой но-
менклатурой
оперативной
программы
Для цехов с
большой но-
менклатурой
оперативной
программы
Во всех слу-
чаях
тивных программ и б) сведений, получаемых
заводоуправлением из цехов в процессе теку-
щего учёта производства. Во избежание не-
точностей данные производственного учёта
должны приниматься только в документальной
форме (письменные рапорты цехов), притом,
как правило, с приложением включённой в си-
стему бухгалтерского учёта первичной доку-
ментации, предназначенной для учёта межце-
ховых передач (сдаточные накладные, приёмно-
сдаточные акты и т. п.). Данные как текущего,
так и итогового контроля должны использо-
ваться для публичной информации о ходе вы-
полнения плана и принятых обязательств и
показа передовиков соцсоревнования.
Порядок подготовки и планирования за-
казов в единичном производстве. Опыт пе-
редовых заводов единичного производства
показывает, что всё оперативное планирова-
ние неразрывно связано здесь с системой про-
хождения производственных заказов, состоя-
щей из трёх основных стадий: а) прохождения
запроса заказчика и оформления заказа;
б) подготовки заказа к запуску в производство;
в) выполнения заказа в производственных
цехах.
На первой стадии задача состоит в том,
чтобы в ответ на поступающий через выше-
стоящий орган запрос заказчика о возможно-
сти и условиях изготовления заводом тех или
иных изделий разработать в случае положи-
тельного ответа (разумеется, при получении
директивных заказов или запросов по фонди-
рованной плановой продукции возможность
отрицательных ответов исключается) проект
договора, определяющий сроки, стоимость и
технические условия выполнения заказа. Веду-
щая роль в проведении этой работы принад-
лежит Бюро заказов ППО или ПДО, которое
организует прохождение запроса в соответ-
ствии с установленным порядком. Схема про-
хождения запроса приводится в табл. 19, в
которой указаны также примерные сроки про-
ведениясоответствующих работ. Для правиль-
ного учёта перспективной загрузки завода все
поступающие запросы заказчиков должны ре-
гистрироваться в особом журнале, служащем
также для контроля за их последующим про-
хождением.
Вторая стадия прохождения заказа на-
ступает после окончательного двухстороннего
оформления договора с заказчиком. Здесь
Бюро заказов играет роль органа, координи-
рующего и планирующего всю работу по под-
готовке производства. Получив копию дого-
вора от отдела сбыта завода, Бюро зака-
зов ППО по согласованию с бухгалтерией
присваивает поступившему заказу очередной
номер в соответствии с установленной клас-
сификационной схемой системой индексации
(см. выше схему на фиг. 1), делает соответ-
ствующую отметку в упомянутом регистраци-
онном журнале и сообщает об открытии за-
каза бухгалтерии завода. После этого раз-
ГЛ. III]
СИСТЕМА МЕЖЦЕХОВОГО КАЛЕНДАРНОГО ПЛАНИРОВАНИЯ
167
Порядок и сроки прохождения запроса по индивидуальному заказу
Таблица 19
Исполнители
Бюро заказов ППО
То же
Конструкторский
отдел
Бюро заказов ППО
Бюро сводного пла-
нирования ППО
Бюро калькуляции
ППО
Бюро заказов ППО
Краткое содержание выполняемой работы
Регистрация запроса, поступившего от за-
казчика /после соответствующей визы дирек-
тора или главного инженера завода)
Составление запросного листа и направле-
ние его в конструкторский отдел
Рассмотрение чертежей и ТУ заказчика,
согласование с ним всех технических данных,
согласование ТУ с технологическими органами,
передача заключения по запросу со всей до-
кументацией в Бюро заказов
Составление проекта договора и передача
его в Бюро сводного планирования
Определение ориентировочной загрузки по
заказу, согласование всех данных по запрссу
с начальником производства и назначение
сроков выполнения заказа
Составление сметной калькуляции и назна-
чение отпускных цен; передача всех доку-
ментов в Бюро заказов
Представление на утверждение всех данных
директору или главному инженеру завода,
окончательное оформление договора, передача
его на подпись зам. директора по коммерче-
ской части и отсылка на подпись заказчику
Итого. . .
Документы
Письмо заказчика с черте-
жами и другими приложе-
ниями
То же и запросный лист
То же с заключением кон-
структорского отдела на за-
просном листе
То же и проект договора
То же с заключением на-
чальника производства на за-
просном листе и с визой на
проекте договора
То же и сметная калькуля-
ция
Договор
Сроки выпол-
нения в днях
1
-
3-8
1
1-2
1
1-2
8—15
вёртываются работы по подготовке заказа В течение всего периода подготовки заказа
к запуску в производство. Примерный порядок к запуску в производство исходным докумен-
подготовки схематически показан в табл. 20. том для назначения соответствующих сроков
Таблица 20
Порядок и сроки подготовки производства по индивидуальному заказу
Исполнители
Бюро заказов ППО
То же
1
Конструкторский
отдел
Бюро маршрутной
технологии технологи-
ческого отдела
Краткое содержание выполняемой работы
Регистрация поступившего заказа-договора
и составление карты-заказа (совместно с Бюро
сводного планирования ППО)
Составление заказа-наряда на проектирова-
ние конструкции
Проектирование конструкции и составление
рабочих чертежей, отправка их в технологи-
ческий отдел и извещение об этом Бюро за-
казов
Расцеховка заказа и составление Произ-
водственных и материальных спецификаций,
отсылка их в Бюро заказов
Документы
¦ Договор, карта заказа
Заказ-наряд, договор с ТУ
и другими техническими при-
ложениями
Чертежи и технические
спецификации
Производственные специфи-
кации (общая и цеховые), ма-
териальная спецификация
Сроки выпол-
нения в днях
1-2
Устанавли-
ваются з зави-
симости от
объёма работы
То же
168
ОПЕРАТИВНОЕ ПЛАНИРОВАНИЕ ПРОИЗВОДСТВА
[РАЗД. V
Продолжение табл. 20
Исполнители
Бюро заказов ППО
Технологические
органы заводоуправле-
ния или цехов (в зави-
симости от степени де-
централизации)
Отдел снабжения
Инструментальный
отдел, модельный цех
и др.
Бюро заказов и Бюро
сводного планирования
ППО
Краткое содержание выполняемой работы
Заготовка необходимого количества ком-
плектов чертежей и отсылка их технологиче-
ским органам с указанием сроков подготовки
заказа; передача отделу снабжения матери-
альных спецификаций с указанием сроков по-
ставки
Разработка технологии; нормирование, про-
ектирование специального оснащения; выдача
заказов инструментальному отделу; передача
карт, спецификаций и сводно-нормировочных
ведомостей Бюро заказов
Заготовка и бронирование материалов на
заказ, оформление договоров на поставку
материалов
Изготовление специальной оснастки на
заказ
Выполнение календарно-плановых расчётов
по заказу и разработка графика выполнения
заказа в целом и по ведущим позициям,
окончательное оформление производственных
спецификаций по заказу и рассылка их по
соответствующим цехам (перед запуском в
производство)
Документы
Чертежи и производствен-
ные спецификации
Маршрутно-технологические
карты, спецификации и чер-
тежи специальной оснастки,
сводные ведомости норм
Материальная спецификация
заказа; договора на поставку
Спецификации, чертежи
Расчётные ведомости, кален-
дарные графики, производи
ственные спецификации
Сроки выпол-
нения в днях
2-Б
Устанавли-
ваются в зави-
симости от
объёма работы
То же
-
2-Ю дней
служит карта заказа (см. табл. 21) или ана-
логичный документ, заполняемый в самом
начале этого периода. В последующем все
календарные сроки регламентируются более
детальными календарно-плановыми расчётами
(см. последний пункт табл. 20).
тивному планированию сводится к включению
в оперативные программы цехов соответству-
ющих заданий по данному заказу (см. выше
схему фиг. 3). Специфика единичного произ-
водства требует, однако, помимо оперативных
программ производственного документа, по
Карта заказа № 13-411 (на 1947 г.) для Гос. завода № 5
Таблица 21
Наименование изделия
Многорезцовый токарный
станок
Габариты
1400 X 700 мм
Сборка и выпуск готовых машин
Обработка деталей
Изготовление отливок а поковок
Заготовка материалов и полу-
фабриката
Инструментальная подготовка
производства
Техническая подготовка произ-
водства
Календарь (год, месяц)
Индекс
ТМ-С4
Вес
1850 кг
XL
Ш
1946
1
Краткая техническая характеристика
изделия
Специальный станок для обработка фигурных валиков
С кулачками диаметром до 100 и длиной до 1000 мм
Цена
96 300 руб
Ш
////
Л
42.
ж
т
ж
а
ш
ш
т
7
Размер заказа
12 шт.
Ж
У/Л
3
ш
ш
'Л
Ж
Особые
условия
X
Л
ш
1947
I
ш
Сроки сдачи
4 шт. —¦ VIII,
8 шт. — IX
Отметки о
фактическом
выполнении
Третья стадия прохождения заказа отно-
сится к области собственно оперативного
планирования производства и находится в ве-
дении Бюро цехового планирования (инжене-
ров-планировщиков по цехам) и диспетчер-
ского аппарата ПДО, а также цеховых пла-
новых органов. Основное содержание этого
этапа применительно к межцеховому опера-
которому можно вести оперативное планиро-
вание и контроль комплектования отдельных
заказов. Роль такого документа играют упоми-
навшиеся выше производственные специфи-
кации общезаводская и цеховые.
Общезаводская производственная специфи-
кация включает полный перечень всех наиме-
нований узлов, комплектов и деталей, подле-
ГЛ. IIIJ
СИСТЕМА МЕЖЦЕХОВОГО КАЛЕНДАРНОГО ПЛАНИРОВАНИЯ
жащих изготовлению по заказу, с указанием
по каждому из них укрупнённого технологи-
ческого маршрута и плановых сроков по каж-
дому этапу этого маршрута. В табл. 22 приве-
дён один из листов такой спецификации. Дан-
ные левой части этого листа до маршрута
включительно записываются технологическим
органом, составляющим маршрутную техноло-
гию. Сроки выполнения проставляются ППО
(ПДО). На заглавных листах этой специфика-
ции целесообразно привести общие сведения
и заказе, сводные нормировочные данные, ка-
лендарный график выполнения заказа в целом
и т. п. В последующем на этой же форме де-
лаются отметки о выполнении цехами соответ-
ствующих работ по заказу и о браке (см. по-
следние две колонки табл. 22). На основе
этих отметок осуществляется контроль ком-
плектования по заказу.
организация межцеховых складов имеет боль-
шое значение для контроля за сохранностью»
материальных ценностей и способствует про-
ведению мероприятий по ускорению их обо-
рачиваемости. Принципиально межцеховые-
передачи деталей могут осуществляться одним,
из четырёх вариантов (фиг. 7, верхняя часть).
Первый вариант (Л) предполагает, что веж
выпускаемая цехом продукция немедленно»
сдаётся им в межцеховой склад, откуда сле-
дующий по технологическому маршруту цех
может её получить тогда, когда она ему нужна,
для запуска. Такого рода межцеховые произ-
водственные склады подчинены заводоупра-
влению (ППО или ПДО). Второй вариант (Б)
предусматривает такой порядок, при котором
на цех-изготовитель возлагается обязанность,
производить плановую подачу полуфабрикатов,
цехам-потребителям установленными партиями
Вкладной лист общезаводской производственной спецификации
Таблица 2?
Деталь, узел
и количество
на заказ
Рама ooi
12 шт.
Чертёж
(индекс)
¦ B-4II-00J
Маршрут
1
2
3
Литейный цех № 2
Механосборочный цех
№ 4
Склад сборочного цеха
Сроки
запуска
11V
af/V
so/VI
выпуска
3o\V
ao\VI
Отметка о
выполне-
нии
Отметка
о браке
Цеховые производственные спецификации
составляются отдельно для каждого цеха. Они
включают перечень лишь тех деталей, которые
должны изготовляться в данном цехе, и вместо
поцехового маршрута дают пооперационный.
В общем же форма "их аналогична приведённой
и служит аналогичным целям (см. ниже
табл. 35).
При комплектной системе планирования
возникает необходимость в особом порядке
оформления спецификаций; однако принци-
пиальная сторона дела не изменяется. В про-
цессе выполнения заказа производственные
спецификации используются при составлении
оперативных заданий, постепенно заполняются
надлежащими отметками и служат вплоть до
момента окончательной сдачи всех изделий
заказчику. После этого ППО (по. согласовании
с бухгалтерией) издаёт распоряжение о закры-
тии соответствующих заказов, запрещая тем
самым производство каких-либо расходов по
данным индексам. Производственные специфи-
кации и другие накопившиеся по заказу доку-
менты сдаются для хранения в архив.
Межцеховые склады в системе опера-
тивного планирования. В межцеховом опе-
ративном планировании весьма существенную
роль играют склады полуфабрикатов (литья,
поковок), сдаваемых из заготовительных це-
хов на механическую обработку, и склады го-
товых деталей, узлов и т. п., сдаваемых из
механических цехов на сборку изделий. Эти
склады служат местом хранения межцеховых
заделов, позволяют чётко оформлять и учиты-
вать межцеховые передачи деталей и играют
роль связующих звеньев между цехами-постав-
щиками и цехами-потребителями. Хорошая
по установленному графику. В этом варианте
вся изготовленная продукция сдаётся в склады,,
находящиеся в распоряжении цехов-изготови-
телей, где и хранится до наступления сроков-
подачи потребителям. Третий вариант (В>
предполагает, что изготовляемая цехами-по-
ставщиками продукция сдаётся немедленно це-
хам-потребителям, которые для её комплекто-
вания располагают соответствующими склад-
скими помещениями. Последний вариант (ГУ
предполагает непосредственную связь цеха-по-
ставщика и цеха-потребителя, минуя склады.
Выбор того или иного варианта организа-
ции межцеховых передач деталей зависит
главным образом от производственной струк-
туры завода и от типа производства в смеж-
ных цехах.
Применяемость различных вариантов меж-
цеховой передачи деталей показана на схеме
фиг. 7 в нижней её части. Из рассмотрения,
этой схемы видно, что экономически наибо-
лее эффективный вариант Г—непосредствен-
ной передачи деталей из цеха в цех, без меж-
цеховых складов — может применяться как длш
черновых заготовок, так и для готовых дета-
лей в условиях массового непрерывно-поточ-
ного производства, так как здесь работа подаю-
щего и получающего цеха протекает в оди-
наковом ритме и, следовательно, межцеховые
заделы должны быть сведены к минимуму.
Вариант В — склад у потребляющего»
цеха — применим при передаче полуфабрика-
тов на промежуточную обработку, а также в
массовом производстве для комплектовки (ш
сборочном цехе) готовых деталей, поступающих
из нескольких механических цехов. Вари-
ант Б — склады у цехов-изготовителей — пр**
170
ОПЕРАТИВНОЕ ПЛАНИРОВАНИЕ ПРОИЗВОДСТВА
[РАЗД. V
меняется обычно для черновых заготовок при В тех цехах, в которых производственные
отсутствии межцехового склада для них. Нако- склады для сдачи или для получения деталей
нец, вариант А — промежуточные склады в не предусмотрены, как правило, организуются
ведении ППО или ПДО завода — применяется небольшие приёмные или погрузочные пло-
Оснобные
формы
сбязи
Цех
постав-
шик
Склад
цеха
поставщика
Ся
I
Межцехо ¦
вый
склад
I
Склад цеха
потреби-
теля
Цех
потреби-
тель
Тип
производства
Цеха
•лостав-
сцика
Цеха
потреби-
теля
Варианты
Единично&Едини ч.чое
и
серийное
и
серийное
Серийное
Массовое
Массово-
прямо-
Массово-
прямоточ-
ное или
непрерыв-
но-поточ-
ное
Массовое
непре рыв
но-поточ
нОе
Массовое
нелрерыв-
но-лоточ
¦*»#-
¦*»•
Условные обозначения:
движение обьектов произведет-
ва по основной схеме
два возможных варианта
движения готовых деталей
движение чернобыл заготовок
движение полуфабрикатов
движение готовых деталей
Фиг. 7. Варианты межцеховых связей.
два возможных варианта
¦движени? черновых заготовок
преимущественно в единичном и серийном щадки для хранения деталей, комплектуемых
производстве, а в массовом производстве— в транспортные партии. Вообще же цех, не
для тех случаев, когда подающий цех имеет имеющий склада своей готовой продукции,
серийный характер производства. ' должен немедленно (после технической при-
ГЛ. Ill]
СИСТЕМА МЕЖЦЕХОВОГО КАЛЕНДАРНОГО ПЛАНИРОВАНИЯ
171
Таблица 23
Основные варианты систем межцехового календарного планирования
Характер
организа-
ции сборки
и выпуска
готовой
продукции
Тип про-
изводства
в планиру-
емых цехах
Динамика
годового
выпуска по
отдельным
изделиям
Элементы
системы
(основные)
Вид про-
изводствен-
ных заказов
Состав
календар-
но-плано-
вых нор-
мативов
Цеховые
кварталь-
ные произ-
водствен-
ные про-
граммы
Перио-
дичность
выдачи
цехам опе-
ративных
программ
Закрепле-
ние номен-
клатуры
за цехами,
Выраже-
ние номен-
клатуры
цеховых
программ
Метод
расчета
количест-
венных за-
даний для
цеховых
программ
Кален-
дарное рас-
ределение
заданий
(график
выпуска
и запуска)
Провероч-
ный объём-
ный расчёт
по месяч-
ной про-
грамме
Массово-поточная сборка
и постоянный установившийся
выпуск
Массовое
Крупно-и
среднесерий-
ное
Равномерный или равномер-
но нарастающий выпуск
Массово-поточная сборка
в период освоения и раз-
вёртывания выпуска
Массовое
Крупно-и
среднесерий-
ное
Выпуск, нарастающий по па-
раболе, с переходом к равно-
мерно нарастающему
Серийная
сборка со стро-
го периодиче-
ским устано-
вившимся
выпуском
Круп-
но- и
средне-
серий-
ное
Мел-
косе-
рийное
Равномерный
или равномерно
нарастающий
выпуск
Серийная
сборка с
перемен-
ным харак-
тером
выпуска
Мелкосе-
рийное
Выпуск
Сборка
и выпуск
по индиви-
дуальным
заказам
Единич-
ное и мел-
косерийное
соответст-
вует комбинационному
распределению про-
граммы
Варианты систем
I
II
III
IV
Заказы открываются, как годовые, на каждый вид изделий с
по номенклатуре цеховых программ (узлы и детали)
I. Ритм вы-
пуска и вели-
чина транс-
портных пар-
тий
2. Нормаль-
ные заделы
I. Ритм (пе-
риодичность)
выпуска или
размер партий
в шт.
2. Нормаль-
ные заделы
на начало ме-
сяца
3. Стандарт-
ные сроки
межцеховых
передач
Составляются в качестве
оперативных программ
Квартальная или месячная
Постоянное, в строгом соот-
ветствии со специализацией
цехов
I. Ритм вы-
пуска и вели-
чина транс-
портных пар-
тий
2. Нормаль-
ные опереже-
ния или заде-
лы
I. Ритм (пе-
риодичность)
выпуска или
размер партий
в днях
2. Нормаль-
ные опереже-
ния или заделы
на начало ме-
сяца
3. Стандарт-
ные сроки меж-
цеховых пере-
дач.
V
VI
расчленением
I. Ритм (пе-
риодичность)..
выпуска или
размер партий
в шт.
2. Нормаль-
ные опереже-
ния
3. Длитель-
ность произ-
водственных
циклов
4. Стандарт-
ные сроки
(укрупнённые)
межцеховых
передач
VII
Заказы
открыва-
ются по
изделиям
с разбив-
кой на от-
дельные
серии
I. Разме-
ры партий
2. Нор-
мальные
опереже-
ния
3. Дли-
тельность
производ-
ственного
цикла
VIII
Заказы
открыва-
ются на
каждый до-
говор с раз-
бивкой по
изделиям
I. Кален-
дарный гра-
фик вы-
полнения
заказа
2. Объём-
но-кален-
дарный
расчёт по
заказу
Не составляются (в этом случае квартальные задания заводу служат
только руководящим материалом для заводоуправления) ил?
составля-
ются и выдаются цехам в качестве перспективной ориентировки
Постоянное, в соответствии
цией цехов, но с наличием вре
Месячная
со специализа-
яенного межце-
хового кооперирования, определяемого на
основе объёмных расчётов
Детальное, т. е. без специального комплектования (для меха-
носборочных цехов —' узловое
По нормам задела
Ежедневное
равномерное
или ступенча-
тое
Стандартные
даты выпуска
и запуска пар-
тий
Сопоставление задания с про-
изводственной мощностью по
„узким местам"
\ т. п.)
По комплектовочным номе-
рам или по нормам' задела
Ступенчатое
по ежедневно-
му календар-
ному графику
Сопоставле-
ние максималь-
ного задания
с производ-
ственной мощ-
Стандартные
даты выпуска
и запуска пар-
тий (увеличи-
вающихся)
Де-
тальное
см.
A—IV)
Ком-
плект-
но-груп-
повое
По комплек-
товочным номе-
рам
Укрупнённые
стандартные
сроки выпуска
и запуска пар-
тий
Переменное, опреде-
ляемое на
циализации
эснове спе-
цехов с
помощью объёмных
расчётов
Комплектно-группо-
вое или комплектно-
узловое
По ком-
плектовочт
ным номе-
рам
Укрупнён-
ные опера-
тивные
сроки вы-
пуска и
запуска
партий
Подбором
по портфе-
лю заказов
Сроки
сдачи (ком-
плектова-
ния по за-
казу)
Сопоставление объёмной загрузки с пропускной спо-
собностью по
".имитирующим производственную мощ-
ность группам оборудования (или площадей
ностью 1
>
172
ОПЕРАТИВНОЕ ПЛАНИРОВАНИЕ ПРОИЗВОДСТВА
[РАЗД. V
ёмки) её отправлять. Точно так же цех-потре-
битель, не имеющий своего склада, должен
все поступающие заготовки направлять непо-
средственно к пунктам их запуска в производ-
ство (рабочие места первых операций). Исклю-
чение составляют сборочные цехи, которые
при всех вариантах могут иметь комплекто-
вочные кладовые, рассчитанные на хранение
одно-двухдневного задела.
При любом из вариантов построения и под-
чинения межцеховых складов работа их дол-
жна находиться под контролем ППО завода,
что необходимо как для получения надёжных
данных о фактическом заделе, так особенно
для оперативного регулирования производства
[7, 15, 18].
Сводные характеристики систем меж-
цехового календарного планирования. Из
предшествующего изложения отчетливо выяс-
нилось, что при всём разнообразии условий и
характеристик производственного процесса
перед межцеховым календарным планирова-
нием на любом машиностроительном заводе
стоят одни и те же задачи: конкретизация
директивных заданий по производству продук-
ции и доведение их до каждого подразделе-
ния предприятия в соответствии с принятыми
коллективом социалистическими обязатель-
ствами; установление экономически рациональ-
ного и взаимно согласованного по объёму,
количеству и срокам порядка выполнения этих
заданий; организационное обеспечение кол-
лективной борьбы за выполнение и перевыпол-
нение плановых заданий. При всём разнообра-
зии отдельных решений содержание (эле-
менты) всех вариантов системы оперативно-
плановой работы остаётся неизменным. Оно
включает обычно разработку прогрессивных
календарно-плановых нормативов, составление
оперативных производственных программ и
календарных графиков производства; проверку
производственных мощностей и материально-
технической обеспеченности производства; кон-
троль и анализ выполненных программных за-
даний. Совершенно очевидно, что отмечаемое
единство задач, принципов и содержания всех
вариантов календарного планирования опре-
деляется сущностью социалистической си-
стемы планирования в целом.
Вместе с тем конкретные формы межце-
хового календарного планирования видоизме-
няются, варьируют в зависимости от харак-
тера организации производственных процес-
сов на заводе. В целом каждая система меж-
цехового планирования, если не учитывать
особенностей, вытекающих из технологических
особенностей цехов, должна прежде всего со-
ответствовать типу производства в каж-
дом из планируемых цехов. Поэтому на боль-
шинстве машиностроительных заводов, где
имеет место комбинация разных типов произ-
водства, приходится создавать и комбинирован-
ную систему планирования.
Однако на заводах с явно выраженным
преобладанием и ведущей ролью одного типа
производства следует стремиться к максималь-
ной унификаций межцехового планирования.
С этой точки зрения решающее значение при-
обретают характер организации сборки и вы-
текающая из этого характеристика организации
выпуска готовой продукции. В табл. 23 харак-
теризуются (по своему техническому содер-
жанию) типовые варианты систем межцехо-
вого, планирования, отражающие это обстоя-
тельство в качестве одного из исходных.
Рекомендуемые в таблице решения следует
рассматривать как типовые, не упуская, однако,
из виду, что в ней учитываются далеко не все
факторы, поэтому в заводской практике
вполне возможно отступление от рекоменда-
ций таблицы по отдельным элементам системы.
При этом можно руководствоваться приведён-
ными выше более подробными указаниями.
СИСТЕМА ВНУТРИЦЕХОВОГО
КАЛЕНДАРНОГО ПЛАНИРОВАНИЯ
Внутрицеховое планирование предста-
вляет собой последнее звено в системе со-
циалистического планирования. Именно
здесь государственный план социалистиче-
ского предприятия преобразуется в конеч-
ном итоге в конкретные задания для каж-
дого рабочего, на основе которых органи-
зуется повседневная борьба за перевыпол-
нение плановых директив.
Календарное планирование в цехе имеет
своей непосредственной задачей дальнейшую
разработку и уточнение оперативных зада-
ний, полученных цехом, и доведение их в ко-
нечном итоге до каждого рабочего места,
обеспечение условий для стахановской ра-
боты и организацию на этой основе плано-
мерного высокопроизводительного коллектив-
ного труда на каждом производственном
участке и в цехе в целом. В зависимости от
типа производства, производственно-техниче-
ской структуры цеха (формы специализации
участков) и некоторых других производствен-
но-организационных условий конкретные ме-
тоды и формы внутрицехового планирования
видоизменяются. При этом объём плановой
работы зависит главным образом от размеров
цеха. В наиболее развитом виде внутрицехо-
вое планирование представлено в крупных це-
хах, имеющих в своём составе несколько само-
стоятельных производственных участков (отде-
лений, пролётов и т. п.). В этом случае си-
стема календарного планирования складывается
из следующих элементов: а) разработки и вы-
дачи участкам месячных (в отдельных случаях
в дополнение к ним также декадных или не-
дельных) оперативных производственных про-
грамм и календарных графиков работы; б) кон-
троля выполнения участками этих планов (ито-
гового за период); в) календарного планиро-
вания, оперативной подготовки и распределе-
ния работ на участке и доведения заданий до
рабочих мест. Первые два элемента предста-
вляют по своему содержанию функции, кото-
рые можно назвать общецеховым планирова-
нием', для небольших цехов, состоящих из
одного производственного участка, они полно-
стью сохраняют своё значение, но совмещаются
с межцеховым планированием и становятся
функцией плановых органов заводоуправления.
Третий элемент системы относится к оператив-
ному планированию на участке.
К перечисленным элементам непосредствен-
но примыкают и составляют с ними единую
систему оперативная подготовка работ, теку-
щий учёт и контроль выполнения заданий и
регулирование хода производства, составляю-
ГЛ. III]
СИСТЕМА ВНУТРИЦЕХОВОГО КАЛЕНДАРНОГО ПЛАНИРОВАНИЯ
173
щие по преимуществу элементы внутрицехо-
вого диспетчирования, но частично выполняе-
мые работниками календарного планирования.
Опыт передовых машиностроительных за-
водов убедительно показывает, что высокое
качество внутрицехового планирования со-
ставляет одну из важнейших предпосылок
организации высокопроизводительной кол-
лективной стахановской работы. Известно,
что важнейшей чертой каждого стахановского
коллектива является высокая производитель-
ность труда, а основными предпосылками её
достижения служат внедрение новаторских
технических и организационных мероприя-
тий, систематическое обучение и рост квали-
фикации кадров, организованный охват социа-
листическим соревнованием всех участников
производства. Среди этих мероприятий боль-
шая роль принадлежит планированию, кото-
рое призвано организовать доведение пре-
дельно конкретных плановых заданий до,
каждого участка, бригады, рабочего места
обеспечить взаимную увязку деятельности всех
участников производства на основе плано-
мерной работы по графику, организовать
учёт и контроль выполнения заданий и т. д.
Передовые руководители стахановских участ-
ков и цехов (Н. Российский, Я. Оснас и др.)
неизменно подчеркивают необходимость по-
вышенного внимания к организации работы
по графику на основе чётко продуманной
системы оперативного планирования и в не-
разрывной связи с организацией социалисти-
ческого соревнования [13].
Планирование выпуска и работы участ-
ков. Исходными данными для плани-
рования работы участков служат оперативная
месячная программа цеха и календарный
план производства, полученные от заводо-
управления, а также соответствующие специ-
фикации, нормативы календарного движения
производства и данные о фактическом выпол-
нении плана за предшествующий период. В тех
случаях, когда плановые органы заводоупра-
вления не планируют запуска, цехи должны
располагать также квартальным планом вы-
пуска продукции.
Месячные программные задания
участкам и соответствующие графики вы-
пуска-запуска должны разрабатываться ПДБ
в полном соответствии с полученным цехом
заданием (вытекающим из государственного
плана и принятых соцобязательств) и выда-
ваться старшим мастерам участков не позднее
27—28-го числа предшествующего месяца; при
переводе участков на хозрасчёт наряду с про-
граммным заданием им должны выдаваться
плановые задания по ряду экономических
показателей. Номенклатура этих программ и
графиков должна быть подетальной (для сбо-
рочных участков — поузловой). При комплект-
ной системе межцехового планирования опе-
ративная программа, полученная от заводо-
управления, должна быть подвергнута детали-
ровке (расшифровке). Основные варианты
внутрицехового планирования программных
заданий и графиков производства иллюстри-
руются табл. 24.
Таблица 24
Основные варианты системы внутрицехового календарного планирования (планирование работы
производственных участков из ПДБ цеха)
Элементы
системы пла-
нирования
Закрепление
номенклатуры
за участком
Метод опре-
деления коли-
чественных за-
даний по ка-
ждой позиции
номенклатуры
Календарное
распределение
заданий
Участки, массового
производства
Предметные
сквозные (пол-
нозамкнутые)
Предметные
передельные
(частичные)
Участки серийного
производства
Предметные
сквозные
(полнозамкну-
тые)
Предметные
передельные
(частичные)
а) Постоянное, в соответствии со специализацией участка
(для установившегося поточного или строго ритмичного
производства)
б) То же, но с отступлениями в виде межучасткового
. кооперирования (в период развёртывания производства,
. освоения или смены номенклатуры и т. п.)
¦ Выписка из
оперативной
программы
цеха
Расчёт по
переделам
„цепным ме-
тодом" на ос-
нове опера-
тивной про-
граммы цеха
Ежедневный (равномерный
или ступенчатый) план вы-
пуска и запуска, определяемый
непосредствен-
но цеховым
календарным
планом
на основе це-
хового кален-
дарного пла-
на с учётом
диференциро-
ванных норм
задела
Выписка из
оперативной
программы
цеха
• Расчёт („цеп-
ным методом"
или по нормам
опережений)
по переделам
на основе опе-
ративной про-
граммы цеха
Стандартные или оператив-
ные сроки выпуска и запуска
партий, определяемые
непосредствен-
но из цехово-
го календар-
ного плана
на основе це-
хового кален-
дарного плана
с учётом меж-
участковых
опережений
Участки единичного
производства
Предметные по
типам деталей
Технологические
(по группам
оборудования)
Переменное, определяемое с
учётом специализации (предметной
или технологической) участков на
основе объёмного расчёта загрузки
Выписка из
оперативной
программы це-
ха с детали-
ровкой (при
комплектных
заданиях)
Оперативные
сроки сдачи
(комплектова-
ния) по заказу,
взятые непо-
средственно или
с уточнением
(пересчётом)
из цеховой
оперативной
программы
а) Выборка (рас-
шифровка) из опе-
ративной програм-
мы цеха с учётом
технологических
маршрутов
б) Объёмное по-
заказное задание
В месячном плане
обычно регламен-
тируется только
по ведущим дета-
лям (и узлам),
в остальном же
устанавливается в
порядке текущего
(внутримесячного)
распределения
174
ОПЕРАТИВНОЕ ПЛАНИРОВАНИЕ ПРОИЗВОДСТВА
[РАЗД. V
Из табл. 24 видно, что на систему цехового
планирования существенное влияние оказывает
производственная структура цеха. Если цех
разделяется на сквозные предметные уча-
стки, которые охватывают полностью весь
процесс изготовления соответствующих пози-
ций номенклатуры цеховой программы, то пла-
нирование месячной программы участков сво-
дится в основном к простой выборке данных
из цеховой программы и выдаче их участкам
в виде задания Если цех разделяется на участ-
ки по переделам, охватывающим лишь от-
дельные фазы цехового технологического про-
цесса, то планирование месячной программы
участков несколько усложняется. Здесь раз-
мер месячного задания и календарный план
его выполнения могут быть получены непосред-
ственно из цехового плана только для выпу-
скающих участков. Для остальных участков
их необходимо рассчитывать или уточнять
примерно теми же методами, которыми поль-
зуются для межцехового планирования. Наи-
более сложной становится задача составления
месячных заданий участкам в единичном про-
изводстве при технологической производствен-
ной структуре цеха. В этих условиях встре-
чается даже практика выдачи участкам не
номенклатурных, а объёмных заданий (напри-
мер, х тонн металлоконструкций, у станко-
часов механообработки) на каждый заказ,
иногда с диференциацией по узлам, группам де-
талей и т. п. Но даже при выдаче участкам
этого типа номенклатурных заданий календар-
ный график обычно ограничивается ведущими
деталями. Календарный распорядок движения
в производстве всех остальных деталей
регулируется в течение месяца в порядке
текущего распределения (см. ниже) на
основе цеховых производственных специфи-
каций.
Во всех случаях, когда изменяются номен-
клатура, количество или трудоёмкость про-
дукции по месячной программе, должны про-
изводиться объёмные расчёты загрузки участ-
ков. При этом расчёт загрузки должен про-
изводиться по всем группам оборудования, ибо
задачи его в данном случае весьма ответствен-
ны. В частности, этот расчёт нужен: а) для
определения режима (сменности) работы ка-
ждого станка и б) для уточнения штатов и
наиболее рациональной расстановки рабочего
состава участков. При выполнении этих рас-
чётов необходимо в нормах трудоёмкости отра-
жать их фактическое перевыполнение и со-
циалистические обязательства по росту про-
изводительности труда, а также принимать
фонд рабочего времени оборудования не по
средним данным, а на основе конкретного плана
ремонта на данный месяц.
Декадные, пятидневные и тому
подобные внутримесячные про-
граммные з а дан и я могут выдаваться в
порядке уточнения месячного плана при вы-
явлении благодаря достижениям передовиков
производства новых резервов на отдельных
участках цеха с тем, чтобы путём некоторого
перераспределения или корректировки перво-
начального плана создать условия для быстрей-
шего использования вскрытых резервов. Кроме
того, внутримесячные задания применяют:
а) при неполностью освоенном характере про-
изводства, когда фактическое выполнение
участком задании за предшествующие отрезки
месяца резко отклоняется от плановых зада-
ний; б) когда вследствие несоблюдения кален-
дарных сроков подачи полуфабрикатов пред-
шествующими цехами или поставок материалов
отделом снабжения одни позиции плана ока-
зываются необеспеченными, а другие обеспе-
ченными сверх плана, и в) при отсутствии
уточнённого плана ремонта оборудования к мо-
менту составления месячной программы уча-
стка, вследствие чего могут потребоваться кор-
рективы к плану, вытекающие из временной
остановки станков на ремонт. Выдача в этих
случаях участкам уточнённых внутримесячных
заданий представляет метод планового регули-
рования производства, имеющий, своей целью,
несмотря на наличие отдельных отклонений,
обеспечить комплектное выполнение и пере-
выполнение месячного плана. Как правило,
в эти задания должны включаться только пол-
ностью обеспеченные работы.
На многих заводах, особенно в условиях
хорошо налаженного и освоенного производ-
ства, никаких внутримесячных программных
заданий для участков не применяют. Отдель-
ные необходимые изменения первоначального
месячного плана производятся при этом в
порядке оперативного (диспетчерского) регу-
лирования. При таком решении вопроса по-
лученные участком месячная программа и
график запуска и выпуска служат и един-
ственным плановым заданием на протяжении
всего месяца. Последующие уточнения этого
задания производятся уже в процессе раз-
работки календарных планов работы участ-
ков, представляющих в той или иной форме
диференцированный пооперационный график
производства. В зависимости от типа и устой-
чивости производства подобный план соста-
вляется на весь месяц или отдельные его от-
резки.
Получаемые участками программные за-
дания и графики производства должны под-
вергаться обсуждению на производственных
совещаниях с целью мобилизации всего кол-
лектива на борьбу за выполнение и пере-
выполнение плана. Задачей этих совещаний
является прежде всего выработка индиви-
дуальных и коллективных социалистических
обязательств и в связи с этим разработка
оперативного плана организационно-техни-
ческих мероприятий по обеспечению их вы-
полнения. На этой основе руководством
участка проводится надлежащая подготовка
к выполнению месячного плана.
Календарное планирование ра-
бот на участке в небольших цехах осу-
ществляется цеховым ПДБ при участии масте-
ров, в крупных цехах — планировщиком (рас-
предмастером) участка под руководством стар-
шего мастера. В обоих случаях методика пла-
нирования существенным образом зависит от
форм организации производства на соответ-
ствующих участках. Наиболее типичны по
своим организационным формам следующие
виды участков: а) массово-поточные; б) пере-
менно- или серийно-поточные; в) ритмично^-
серийные; г) серийные с неустановившейся
периодичностью работы; д) единичного про-
изводства.
Система календарного планирования для
каждого из перечисленных видов участков
ГЛ. Ill]
СИСТЕМА ВНУТРИЦЕХОВОГО КАЛЕНДАРНОГО ПЛАНИРОВАНИЯ
175»
рассматривается ниже. Опыт наших передовых
предприятий показывает, что независимо от
типа производства и формы организации про-
изводственного процесса календарное плани-
рование работ на любом участке складывается
из следующих элементов: а) составления гра-
фика работы или календарного плана загрузки
рабочих мест, б) уточнения или корректирова-
ния этого графика, в) установления суточных
и сменных заданий. Все эти планы должны
быть максимально конкретными и учитывать
индивидуальные соцобязательства и про-
изводительность отдельных рабочих. Кроме
того, они должны быть полностью согласованы
с планом ремонта оборудования.
Сменно-суточные планы должны в
максимальной степени конкретизировать зада-
ние на данные сутки-смену для каждого рабо-
чего места, исходя из задачи комплектного
выполнения плана с учётом принятых соцобя-
зательств. Сменно-суточные задания должны
быть не только предельно уточнёнными, но и
максимально действенными. Последнее должно
быть обеспечено тщательной и заблаговре-
менной оперативной подготовкой производ-
ства, а также упорядочением текущего об-
служивания рабочих мест. В связи с этим
система суточно-смённых заданий должна быть
теснейшим образом связана с системой обес-
печения рабочих мест заготовками, материа-
лами, инструментом, технической документа-
цией и т. д., т. е. всем необходимым для вы-
полнения сменных заданий.
Часовые графики, предусматриваю-
щие задание на каждый час рабочего дня в
условиях устойчивого производства с повто-
ряющейся изо дня в день продукцией, играют
большую организующую роль. Как правило,
часовой график строится по принципу равно-
мерного распределения суточного задания по
сменам и часам. На основе часовых графиков
в цехах с однородной продукцией успешно
осуществляется на многих заводах внутри-
сменное социалистическое соревнование
бригад и отдельных рабочих [3].
Планирование на участках массово-по-
точного производства. Участок данного типа
представляет поточную линию, предназначен-
ную для постоянного выпуска одного изделия
Задание I поточной линии на сентябрь 1950 г.
Месячное задание участку (про-
грамма и график) в практике наших передовых
предприятий обычно оформляется по образцуг
приведённому в табл. 25.
Исходными данными для планиро-
вания работы таких участков являются: ме-
сячная программа и суточный график выпуска
и запуска; маршрутно-технологические карты
с соответствующими нормами трудоемкости
и нормами обслуживания рабочих мест; кален-
дарно-плановые нормативы; учётно-статисти-
ческие данные о выпуске, производитель-
ности отдельных рабочих, производственных
потерях; план ремонта оборудования, а также
индивидуальные и коллективные соцобяза-
тельства всех работников участка.
Календари о-п лановыми норма-
тивами для этих участков служат: ритм вы-
пуска продукции, определяемый месячным
планом и размером транспортной партии; нор-
мальный план-график работы линии; нормы вну-
трилинейных заделов (см. стр. 186 и дальше)..
Содержание календарного пла-
нирования на участке определяется фор-
мой потока и степенью динамичности произ-
водства.
Влияние этих моментов характеризуете»
указаниями, приведёнными в табл. 26.
Методика расчёта ритма и раз-
работки нормального плана-графика ра-
боты линии подробно описывается ниже, в
разделе о нормативно-плановых расчётах в
массовом производстве.
Особенность расчётов, производимых еже-
месячно в условиях развёртывания работы ли-
нии, заключается в том, что распорядок работы
и задания по операциям приходится рассчиты-
вать отдельно для каждого внутримесячного>
периода, имеющего своё суточное задание па
выпуску продукции с линии. При этом в це-
лях укрепления дисциплины труда в потоке и
освоения рабочими определённого порядка их
работы целесообразно на весь месяц принять
единый регламент (продолжительность перио-
дичности — ритма обслуживания) линии. С этой
целью план линии сначала разрабатывают для
периода, имеющего максимальное суточное за-
дание, а затем — без изменения регламента —
устанавливают количественные характеристики
Таблица 25
Индекс дета-
лей (узлов)
С2-126
.....
Наименование
Рычаг
....
График выпуска и запуска (нарастающим итогом)
1
20
30
2
40
40
4 | 5 | 6 j 7
6о
6о
¦ 8о
8о
IOO
IOO
•120
120
....
•
28
48о
/00
29
foo
S22
30
f20
S4S
Примечание. Первая строка (над чертой) — выпуск, вторая — запуск.
(детали), или несколько таких линий, находя-
щихся в подчинении одного старшего мастера.
Методика планирования таких линий опреде-
ляется постоянством объекта производства ли-
нии в целом и каждого рабочего места, чётко
установленным ритмом работы и выпуска про-
дукции, непрерывным или параллельным дви-
жением изделия по операциям потока.
плана линии на все остальные периоды. При-
мер подобного плана применительно к прямо-
точной линии представлен в табл. 27 (см. также
табл. 39 на стр. 189). Для непрерывно-по-
точных, особенно конвейерных, линий и для ус-
ловий стабильного производства форма плана-
графика работы линии значительно упрощается
и может быть представлена в виде списка
176
ОПЕРАТИВНОЕ ПЛАНИРОВАНИЕ ПРОИЗВОДСТВА
1РАЗД. V
Таблица 26
Варианты методики планирования на участках массово-поточного производства
i Элементы
системы
планирования
Расчёт ритма и раз-
работка плана-графика
работы линии
Корректирование
(внутримесячное) пла-
на работы линии
Выдача сменных за-
даний по рабочим
местам
i
Стабильное производство
Непрерывно-поточное
Прямоточное *
Не производится; используется стандарт-
ный (нормальный) план-график, в случае не-
обходимости скорректированный
Как правило, не производится; временные
отклонения выравниваются в порядке опера-
тивного регулирования
Производится на весь месяц в виде ста-
бильного ежесменного задания **
учитывающего много-
станочное обслужива-
ние
учитывающего много-
станочное обслужива-
ние и комбинирован-
ную (многоопёр ацион-
ную) нагрузку рабо-
чих
Производство в период развёртывания
Непрерывно-поточное
Прямоточное *
Производится ежемесячно с расчлене-
нием по отдельным периодам, исходя из
максимального суточного задания (по послед-
нему периоду месяца) '
При существенных отклонениях от плана
работы последний может быть полностью
переработан (на весь период, оставшийся до
конца месяца)
Производится на весь месяц в виде воз-
растающего (по периодам) ежесменного
задания **
учитывающего много-
станочное обслужива-
ние
учитывающего много-
станочное обслужива-
ние и комбинирован-
ную (многооперацион-
ную) нагрузку рабочих
* В прямоточном производстве отдельные операции не синхронизированы, вследствие чего на части рабочих
¦мест (операций) рабочие загружены не полностью; в этом случае часть рабочих получает комбинированную (много-
•операционную) нагрузку, периодически переходя с одной операции на другую—см. нормальный план-график работы
¦линии, табл. 27, рабочий с табельным номером 733.
** При внесении коррективов в нормальный план работы линии в течение месяца сменные задания на остав-
шееся время соответственно корректируются и заменяются.
Форма нормального плана-графика работы поточной линии
(в период развёртывания производства)
Таблица 27
г
j
1
!'
jl
s
О.
one
; %
\
3
j
•
План-график работы линии обработки картеров на февраль 1950 г. для
мер
X
i
a
3 :
Рабочие места
Наименование
оборудования
Фрезерный ста-
нок
Сверлильный
станок
Сверлильный
станок
ра-
ера
ые ном
3g
\О -г
га о
Ню
3*6
301
733
Регламент оаботы
(ритм)
шания
^ и ^
Com
2
3
2
3
2 я о
емя
one
пер
часа
2
2
1
рехо-
рабо-
ста)
^ OI ^
—
—
Мб
Задание на
1-ю декаду
ритм
оди
часа
Зе.
27
8
X
сме
га
100
6S
?2
смены мастера
Задание на
2-ю декаду-
ритм
5 Ь .
Э я
О д.
Ss
8,f
га
X
ю8
14
34
Петрова
Задание на
3-ю декаду
ритм
х *—*
11
30
20
10
... | ...
и
я
X
120
8о
40
рабочих по операциям и рабочим местам с ука-
занием часовых и сменных заданий для ка-
ждого из них.
Сменные задания по рабочим
¦м е с т а м устанавливаются с учётом фактиче-
ской выработки и индивидуальных обяза-
тельств и выдаются обычно один раз на весь
^есяц, а в период развёртывания производ-
ства — на отдельные периоды месяца, соответ-
ствующие ступенчатому графику выпуска. Из
плана работы линии эти задания могут быть
лолучены весьма просто и оформлены в виде
жарты, вывешиваемой около рабочих мест.
41 тоги выполнения заданий должны подводиться
ежедневно и в целом за месяц. Наряду с ис-
пользованием этих данных для целей опера-
тивного руководства они должны вывеши-
ваться на видном месте, чтобы ход выпол-
нения плана, достижения лучших рабочих,
виновники отставания были известны всей
общественности участка.
Оперативная подготовка работ,
заключающаяся в обеспечении линии мате-
риалами или полуфабрикатами, в текущем
обслуживании рабочих мест инструментом, в
ремонтном обслуживании и т. п., организуется
по твёрдому графику и контролируется
диспетчерским аппаратом цеха.
ГЛ. III]
СИСТЕМА ВНУТРИЦЕХОВОГО КАЛЕНДАРНОГО ПЛАНИРОВАНИЯ
177
Планирование на участках серийно-по-
точного производства. Участок данного типа
представляет поточную линию, предназначен-
ную для попеременного изготовления несколь-
ких подобных изделий (деталей), или не-
сколько таких линий, находящихся в подчи-
нении одного старшего мастера. Методика пла-
нирования таких линий определяется: твёрдым
закреплением за ними небольшого числа
однородных объектов производства; регламен-
тированной периодичностью прохождения их
в линии; регламентированным порядком пере-
наладок рабочих мест с одного изделия на
другое; установленным ритмом работы и вы-
пуска для каждого изделия и непрерывным
или параллельным движением запущенных в
линию изделий по операциям потока. В связи
со всё большим внедрением принципов по-
тока на многих наших заводах серийного
машиностроения участки этого типа полу-
чают значительное распространение.
Месячное задание участку (про-
грамма и график) может быть оформлено по
образцу, приведённому в табл. 28.
и для участков массово-поточного произ-
водства (см. выше), но по всему набору
изделий.
Календари о-п лановыми норма-
тивами для серийно-поточных линий служат:
периодичность (ритм) запуска и выпуска из-
делий с линии или размеры партий их; ритм
выпуска для каждого вида продукции в пе-
риод его прохождения по потоку; стандарт-
ный план работы линии, устанавливающий
порядок чередования различных изделий по
запуску их в поток и сроки переналадок по
всем операциям потока.
Содержание календарного пла-
нирования на серийно-поточном участке
зависит в первую очередь от степени дина-
мичности производства, т. е. стабильности но-
менклатуры и объёма заданий. Эта зависи-
мость отражена в табл. 29.
Методика расчётов плана-графика
работы серийно-поточной линии и оформление
этого плана в общем сходны с описанными
выше для массово-поточных линий. Отличием
здесь является введение в план календарного
Таблица 28
План-график серийно-поточной линии сборки манометров на август 1950 г.
Индекс
изде-
лий
МВ-11
МВ-03
МО-07
ММ-06
1 План
выпу-
ска
боо
48о
бэо
I2OO
Цена
в руб.
5°
ЮО
4°
4°
Сумма
в руб.
Зо ооо
48 ооо
24 ооо
48 ооо
План
запуска
боо
480
боо
I2OO
00
2
sj
ZZZ
ЮО
3
во
80
ЕЗ
План -график выпуска {rzzzm) и запуска (cssssaj/ro рабочим дням
5
355
150
7
S5S
150
8
150
9
ь
150
10
pss
100
И
S3
ЮО
12
80
*
80
15
120
16
1
120
/7
120
18
120
19
/20
21
100
22
51
100
в
80
80
25
¦"*
120
26
[****
120
28
120
29
120
30
а
120
Нормальный
размер
партии*
200
150
ЮО
500
* Размеры партий по оперативному плану могут несколько отклоняться от нормальных партий в соответствии
с величиной месячных заданий, как это имеет место и в данном примере по деталям МВ-03, МВ-07 и ММ-06.
Для линий с установившимся характе-
ром производства план выпуска и запуска
партий по дням может быть стандартным, дей-
ствующим на длительный период времени.
Этот план фиксирует постоянную очерёд-
ность смены объектов в линии и периодич-
ность этой смены, а также распределение
между ними всего фонда времени. В отличие
от этого план-график работы на линиях с из-
меняющимся заданием каждый месяц проекти-
руется заново. Так, например, может обстоять
дело на переменно-поточных линиях инстру-
ментальных заводов и вообще на линиях, вы-
пускающих изделия, потребность в которых
может колебаться.
Независимо от постоянства плана и порядка
чередования целесообразно смещение (опере-
жение) запуска по отношению к выпуску
принимать одинаковым для всех изделий,
основываясь на стандартном графике пере-
наладок данной линии.
Исходные данные для планирования
работы серийно-поточных участков те же, что
12 Том 15
графика переналадок линии. Последний в за-
висимости от степени устойчивости месячных
заданий может быть стандартным или опера-
тивным. Основные понятия о построении
стандартного календарного плана-графика се-
рийно-поточной линии приводятся ниже (см.
стр. 206).
Сменные задания по рабочим
местам выдаются либо на весь месяц
(при уровне планируемой производитель-
ности труда), либо — во избежание кор-
ректировки этих заданий — при каждой пере-
наладке линии. Итоги выполнения заданий
должны подводиться ежедневно и в целом за
месяц. Как всегда, эти данные должны слу-
жить для обеспечения гласности результатов
соцсоревнования.
Оперативная подготовка работ
по сравнению с массово-поточным производ-
ством несколько усложняется, ибо появляется
новая задача,: проверка и подготовка всего
необходимого для очередных переналадок ли-
ний. В первую очередь сюда относится забла-
178
ОПЕРАТИВНОЕ ПЛАНИРОВАНИЕ ПРОИЗВОДСТВА
[РАЗД. V
Таблица 29
Варианты методики планирования на серийно-
поточных участках
Элементы
системы
планирования
Расчёт рит-
ма и разработ-
ка плана-гра-
фика работы
линии по каж-
дому изделию
и плана пере-
наладок линии
Корректиро-
вание (внутри-
месячное) пла-
на выпуска и
плана работы
линии
Выдача смен-
ных заданий
по рабочим
местам
Стабильное
производство
Не произво-
дится; исполь-
зуется нормаль-
ный план-гра-
фик (стандарт-
план), в случае
необходимости
скорректиро-
ванный
Как правило,
не производит-
ся; временные
отклонения вы-
равниваются в
порядке опера-
тивного регули-
рования
Производится
на весь месяц
в виде ста-
бильных еже-
сменных зада-
ний по каждо-
му виду про-
дукции
Производство с изме-
няющейся программой
При стабильных су-
точных заданиях (т. е.
при увеличении ме-
сячного выпуска од-
них видов изделий за
счёт других) не произ-
водится. При нара-
стающих суточных
заданиях производит-
ся. В обоих случаях
составляется планпе-.
реналадок на месяц
При существенных
отклонениях от плана
выпуска последний
может быть перерас-
пределён ;соответствен-
но корректируются и
планы работы линии
на весь период,
оставшийся до конца
месяца
Производится на
весь месяц (при ста-
бильной производи-
тельности) или при
каждой переналадке
линии
В необходимых случаях в сменные
задания вносятся коррективы
говременная проверка обеспеченности запуска
соответствующими материалами, заготовками,
полуфабрикатами или деталями, а также про-
верка наличия и эксплоатационной исправно-
сти всей технологической оснастки. Такая
проверка производится на основе календар-
ного плана выпуска-запуска и возлагается на
старшего мастера линии и соответствующие
органы обслуживания. Контроль за проведе-
нием подготовки переналадок, наряду с кон-
тролем текущего обслуживания линии, а также
оперативные указания об изменении сроков
переналадок возлагаются на диспетчерский
аппарат цеха.
Планирование на участках ритмичного
серийного производства. Участок данного
типа представляет предметно специализиро-
ванный пролёт с прямоточным или прибли-
жающимся к нему расположением рабочих
мест, предназначенный для изготовления
твёрдо закреплённой за ним номенклатуры
заготовок, деталей и т.'п., находящийся в под-.
чинении одного старшего мастера. Подобный
пролёт может иметь более или менее обшир-
ную номенклатуру продукции (от двух-трёх
до нескольких десятков наименований) и мо-
жет быть более или менее узко специализи-
рован. Он может охватывать большее или
меньшее число фаз технологического процесса.
Основные методы планирования на подоб-
ных участках определяются следующими их
особенностями: твёрдое закрепление за ними
объектов производства и относительно устой-
чивый размер заданий по выпуску; регламен-
тированная периодичность запуска изделий
в производство (устойчивый размер партий),
возможность на этой основе закрепить де-
тали-операции за рабочими местами и до-
статочно жёстко регламентировать очерёд-
ность, и сроки прохождения изготовляемых
изделий по рабочим местам. Чаще всего уча-
стки такого типа встречаются на заводах с
массово-поточным выпуском продукции, а сами
эти участки относятся к средне- или крупно-
серийному типу.
Месячное задание участку (про-
грамма и график) обычно оформляется при-
мерно так, как показано в табл. 30.
Задания по запуску можно включать в эту
же форму, но чаще эти • задания выдаются
отдельно в виде планкарт на получение за-
готовок или деталей. При наличии стандарт-
ных сроков межцеховых передач правая часть
плана (суточный график) может быть заменена
указанием размера партии и установленных
стандартных сроков их выпуска и запуска
данным участком.
Исходными данными для планиро-
вания участков ритмично-серийного про-
изводства являются: месячная программа и
график выпуска; маршрутно-технологические
карты и соответствующие нормы времени и
нормы обслуживания рабочих мест, учётно-
статистические данные о выпуске, производи-
тельности отдельных рабочих и производствен-
ных потерях; план ремонта оборудования; ка-
лендарно-плановые нормативы, а также инди-
видуальные и коллективные соцобязательства
по участку.
Календари о-п лановыми норма-
тивами для этих участков служат перио-
дичность (ритм) выпуска партий, определяю-
щая при заданной программе размер послед-
них; стандартные сроки выпуска и запуска.
Для узкоспециализированных и малономен-
клатурных участков могут"составляться стан-
дартпланы календарной загрузки рабочих мест,
которые также используются как календарно-
тановые нормативы (см. стр.206).
Таблица 301
План-график выпуска 3-го участка механического цеха на апрель 1950 г.
Индексы
изделий
(деталей)
C0-12S
C0-I26
Задание на
месяц
1000
4оо
Цена в
руб.
и—
6-
Сумма
в руб.
II 000
2 400
План выпуска партий по дням (штук)
1
-
3
200
4
8о
5
-
6
-
7
-
8
-
10
So
И
-
12
-
13
14
15
8о
17
-
18
-
19
-
20
200
ГЛ. Ill]
СИСТЕМА ВНУТРИЦЕХОВОГО КАЛЕНДАРНОГО ПЛАНИРОВАНИЯ
179
Содержание календарного пла-
нирования на участках ритмично-серий-
ного производства зависит главным образом
от степени специализации участка, т. е. от
характера закреплённой за ним номенклатуры
деталей или изделий. В этом отношении можно
наметить три наиболее типичных вида ритмично-
серийных участков: а) узкоспециализирован-
ные (полупоточные) участки, предназначенные
для производства сходных изделий, имеющих
примерно одинаковый технологический марш-
рут, но без синхронизации норм времени, что
исключает экономически эффективное примене-
ние поточного метода производства в наибо-
лее полном виде *; б) малономенклатурные
участки с малооперационным (до 10 операций)
технологическим маршрутом изготовляемых из-
делий; в) многономенклатурные участки, от-
вечающие общей характеристике ритмично-
серийных участков, т. е. с твёрдо закреплён-
ной номенклатурой и прямоточной расстановкой
рабочих мест. В соответствии с этой класси-
фикацией построена табл. 31, в которой отра-
жены основные элементы системы планирова-
ния на участках ритмично-серийного произ-
водства для различных разновидностей этих
участков.
делению в составе пролётов полупоточных ли-
ний и замкнутых малономенклатурных участ-
ков должны рассматриваться как одна из серь-
ёзных задач производственно-технических орга-
нов предприятия. Разумеется, эта задача должна
решаться таким образом, чтобы было обес-
печено эффективное использование наличных
производственных ресурсов, полноценная за-
грузка оборудования и полное использование
рабочего дня.
Методика разработки календар-
ных планов загрузки рабоч их мест
в виде стандартплана изложена в разделе о
нормативно-календарных расчётах серийного
производства, где дан ряд вариантов построе-
ния таких планов (см., в частности, фиг. 29).
Методика разработки оперативных графи-
ков (на текущий месяц), которые необходимо
составлять на тех многономенклатурных участ-
ках, где условия производства не позволяют ра-
ботать по стандартплану, действующему на дли-
тельный срок, в общем аналогична методике
построения стандартплана. Отличительные осо-
бенности оперативных графиков (фиг. 8) за-
ключаются в том, что при их построении:
а) допускается известное отступление от стро-
гой ритмичности производства"; б) допускается
Таблица 31
Варианты методики планирования на ритмично-серийных участках
Элементы
системы
планирования
Разработка опе-
ративных кален-
дарных планов за-
грузки рабочих
мест
Корректиров ание
(внутримесячное)
календарных пла-
нов работы уча-
стка
Выдача сменных
заданий по рабо-
чим местам
Полупоточные участки
Малономенклатурные
участки
Не производится; используется стандартплан,
охватывающий: а) все- операции (рабочие места) или
б) ведущие операции (рабочие места)—в зависимости
от характера технологического процесса
Как правило, не произ-
водится; временные от-
клонения выравниваются
в порядке оперативного
регулирования
Производится в виде
корректировки стандарт-
планов в ходе выполне-
ния месячного задания
Многономенклатурные участки
Производится в виде оперативных
календарных графиков на периоды,
соответствующие периодичности стан-
дартных сроков выпуска партий. При
хорошо налаженном производстве воз-
можно использование принципа стан-
дартплана
Производится в виде составления опе-
ративных календарных графиков на ко-
роткие отрезки времени при нарушениях
месячного календарного графика
Производится ежедневно на каждую смену в отдельности на основе соответствующих
календарных планов загрузки рабочих мест, учётных сведений о фактическом выполнении
этих планов и оперативных указаний диспетчерского аппарата
Практика передовых предприятий совет-
ского машиностроения свидетельствует об ис-
ключительной эффективности ритмичной орга-
низации серийного производства В этом отно-
шении весьма показательным примером мо-
жет служить завод „Линотип" или завод с.-х.
машиностроения им. Ухтомского. Перевод на
систему серийно-ритмичной (или цикличной)
работы всех участков позволил последнему
заводу выйти из длительного прорыва, резко
увеличить выпуск продукции, создать органи-
зационно-производственные предпосылки для
дальнейшего развёртывания соцсоревнования.
Следует также заметить, что при ритмич-
ной работе можно использовать наиболее про-
стые и совершенные формы планирования.
Вследствие этого мероприятия по органи-
зации ритмичных участков и особенно по вы-
* В некоторых отраслях советского 1машиностроения
такие участки называют серийно-поточными, групповыми-
поточными и т. п.
возможность некоторых отклонении от перзо
начальной технологии при закреплении дета-
лей-операций за рабочими местами; в) исполь-
зуются данные о фактическом выполнении
плана, на основе которых в первую очередь
в графики включаются отставшие и дефи-
цитные позиции программы.
Для облегчения техники составления опе-
ративных календарных графиков применяются
оргаприспособления в виде планировочных
досок.
При корректировке стандартных календар-
ных планов, а также при составлении опера-
тивных графиков необходимо стремиться к
сохранению установленной ритмичности ра-
боты участка, выравнивая отклонения за счёт
изменения размеров партий обработки, по
возможности не ломая периодичности выпуска
изделий. Оперативные графики или скоррек-
тированные стандартпланы служат сменным
мастерам в качестве перспективной ориенти-
ровки, на основе которой должна проводиться
180
ОПЕРАТИВНОЕ ПЛАНИРОВАНИЕ ПРОИЗВОДСТВА
[РАЗД. V
оперативная подготовка работ. В последующем
ежедневно сменным мастерам выдаются ра-
бочие задания, составляемые в разрезе рабо-
выражать задание не только в штуках, но и
в нормированном времени. Такой подсчёт не-
обходим также для подведения месячных ито-
чих мест. В эти задания включаются только гов по рабочим местам, что связано с провер-
полностью обеспеченные работы, причём в кой соцобязательств и служит одновременно
Вертикально-фре-
зерный,Вернер
Т Плановая продолжительность работы
^Х1 Плановый недогруз (резерв для текущего распределения)
Фиг. 8. Оперативный график загрузки оборудования.
объёме, учитывающем индивидуальную выра-
ботку и обязательства. Пример рабочего зада-
ния, носящего обычно название сменного пла-
на-отчёта, представлен в табл. 32.
для получения индивидуализированных попра-
вочных коэфициентов к нормам времени.
Оперативная подготовка произ-
водства на ритмично-серийных участках
Форма сменного задания участку
Таблица 32
о
рабочег
ста
% 2
ГЦ
IS
Сменный п
бельный
рабочег
?*
7"
7"
¦J12
лан-отчёт
маете
10 марта 1950
р а на вт
г.
о р у ю см
ену
Цех механический
Пролет пятый
Мастер Петров
Задание
детали
Я
СО-Х26
Ci-зб}
СО-хгб
опера-
и
1
X
2
личест-
деталей
партии
¦3 °
X п ш
8о
200
8о
дано на
ену шт.
cog
8о
хоо
40
тучная
эма
емени
мин.
а оа
Z3 х т в
4
2,6
Итого . .
9./
дано на
ену нор-
рован-
х мин.
я g S 2
320
2бО
jSu
380
Выполнение
, н
|о
-С cj
h
а
...
Простой
о.
W
D3
Доведение сменных заданий до
рабочихместможет производиться выве-
шиванием сменного плана-отчёта на участке,
куда по окончании смены записываются дан-
ные о фактической выработке. Ещё лучше
сочетать это с таким общественным меро-
приятием, как ежедневные пяти-десятиминут-
лые (побригадные или общие) производствен-
ные совещания работников участка. Итоги
выполнения задания каждым рабочим местом
должны подводиться ежедневно. Для этих це-
лей весьма важно для участков данного типа
заключается главным образом в обеспечении
очередных переналадок. Наиболее важными
элементами этой подготовки являются: а) за-
благовременная проверка и комплектование
всего технологического оснащения, б) получе-
ние необходимых заготовок или полуфабрика-
тов, в) доставка их к рабочим местам. При этом
обеспечение полуфабрикатами запуска соот-
ветствующих партий на первую операцию воз-
лагается на цеховое ПДБ. В остальном вся
подготовка ложится главным образом на рас-
пределителей участков и соответствующие
ГЛ. Ill]
СИСТЕМА ВНУТРИЦЕХОВОГО КАЛЕНДАРНОГО ПЛАНИРОВАНИЯ
181
ИРК. Только в случае задержек, вызываемых
внешними причинами, по сигналам этих орга-
нов принимает надлежащие меры диспетчер-
ский аппарат цеха.
Планирование на участках непериодич-
ного серийного производства *. Участки дан-
ного типа представляют обычно предметно
специализированный пролёт без выдержанной
прямоточности в расстановке рабочих мест,
предназначенный для изготовления опреде-
лённого вида деталей, заготовок и т. п., нахо-
дящийся в подчинении одного старшего ма-
стера. Подобные участки имеют обычно до-
вольно обширную номенклатуру продукции
и относятся чаще всего к мелкосерийному
производству. Однако в период освоения новых
объектов отсутствие периодического повто-
рения производственного процесса характерно
и для участков крупносерийного производства.
Методика планирования на таких участках
определяется следующими их особенностями:
переменная (или существенно меняющаяся)
номенклатура объектов производства; изменя-
ющиеся количественные задания; вытекающее
отсюда отсутствие твёрдо регламентированной
периодичности производства и постоянного
закрепления деталей-операций за рабочими
местами. . .
Отсутствие периодического повторения
одних и тех ,же работ на участках данного
типа вытекает из характера потребности на-
родного хозяйства в соответствующих видах
продукции. Однако и для этих участков со-
храняет свою силу требование ритмичного
выпуска продукции в объёмном измерении.
Форма месячного задания для
участков данного типа может полностью со-
впадать с предыдущим вариантом (табл. 30).
Отличие проявляется в содержании задания и
характеризуется отсутствием чётко выдержан-
ной периодичности. Кроме того, календарное
распределение выпуска даётся иногда не по
дням, а по более укрупнённым периодам, на-
пример, по пятидневкам. В этом случае месяч-
ное задание участку даётся по табл. 33. По-
добно предыдущему варианту в задание может
быть включён и план запуска партий, но не-
редко последний составляется отдельно и слу-
жит в качестве лимитно-плановой ведомости
на получение материала или заготовок из со-
ответствующего склада.
Отличен только состав календарйо-плановых
нормативов. .
Календари о-п л а н о в ы м и норма-
тивами для этих участков служат размеры
партий . и длительность производственного
цикла.
Содержание календарного пла-
нирования на участках непериодичного се-
рийного производства зависит главным обра-
зом от типа производства, с которым совпа-
дает обычно величина номенклатуры изгото-
вляемых изделий (табл. 34).
Таблица 34
Варианты методики планирования на участках
непериодичного серийного производства
Элементы
системы
планиро-
вания
Разработ-
ка кален-
дарного
плана за-
грузки ра-
бочихмесг
Выдача
сменных
заданий по
рабочим
местам
Крупно- и средне-
серийные (мало-
номенклатурные)
участки
Производится в
виде оперативных
календарных гра-
фиков на практи-
чески удобные пе-
риоды времени: де-
каду, неделю, две
недели, месяц. Ча-
сто охватываются
только ведущие из-
делия (детали)
Производится
ежедневно на каж-
дую 'смену в от-
дельности на осно-
ве календарных
планов загрузки,
учётных сведений
о фактическом вы-
полнении этих пла-
нов и оперативных
указаний диспетче-
ров
Мелкосерийные
(многономенклатурные)
участки
Производится в ви-
де оперативных ка-
лендарных графиков
по ведущим изде-
лиям (деталям),; в
остальном заменяется
текущим распределе-
нием работ
Производится анало-
гично крупносерийно-
му производству, но
на основе текущего
распределения
Методика разработки кален-
дарных планов загрузки рабочих
м е с т в виде оперативных графиков в общем
аналогична решению этой же задачи на рит-
мичном участке (см. выше фиг. 8). Отличи-
тельные особенности её в данном случае сво-
дятся к следующему: а) одновременно с по-
План-график выпуска 1-го участка цеха № 3 на апрель 1950 г.
Таблица 3,9
Индекс
изделий
(деталей)
BK-I3S
BK-J7Z
Задание на
месяц в шт.
8о
¦ 8о
Цена
в руб.
/6
31
Сумма
в руб.
448о
2480
План выпуска по пятидневкам в шт.
1-6.
3°
7—12
8о
13-18
/о
19-23
-
24-30
—
Исходные данные для планирования
участков непериодичного серийного производ-
ства те же, что для других видов участков.
* Термин непериодичное (или, как иногда говорят —
„неритмичное") производство понимается в том смысле,
что отсутствует периодичность в выпуске-запуске отдель-
ных изделий. Однако объёмное выполнение плана и здесь
должно строго подчиняться принципу ритмичной работы.
строением графика производится распределе-
ние деталей-операций по рабочим местам с
учётом технологических требований, квали-
фикации рабочих, а также индивидуальных
обязательств и условий многостаночного обслу-
живания; б) в силу отсутствия периодичности
производства каждая деталь, вносимая в гра-
фик, должна быть запланирована по всем опера-
182
ОПЕРАТИВНОЕ ПЛАНИРОВАНИЕ ПРОИЗВОДСТВА
[РАЗД. V
циям (независимо от периода, на который раз-
рабатывается график); в) в первую очередь
в график заносятся изделия, переходящие с
предыдущего периода (в их числе прежде
всего отстающие и дефицитные позиции), при-
чём ранее намеченные сроки корректируются
в соответствии с данными о фактическом ходе
производства. Разработка таких графиков,
особенно для многономенклатурных участков,
представляет довольно сложную комбина-
ционную задачу. Для её облегчения норма-
тивная длительность циклов и опережений
должна содержать сравнительно большие .ре-
зервы. Поэтому для лучшего использования
оборотных средств нужно одновременно вне-
дрять мероприятия по сокращению длитель-
ности цикла. Как и в предыдущем варианте, су-
щественное упрощение техники планирования
обеспечивается с помощью оргаприспособле-
ний в виде планировочных досок, картотек
и т. п. При неустойчивом и недостаточно нала-
женном производстве попытки охватить кален-
дарным графиком все объекты производства
нередко оказываются безуспешными. Поэтому,
особенно в период внедрения таких графиков,
целесообразно включать в них только наи-
более трудоёмкие и многооперационные (ве-
дущие) детали. Все остальные объекты при
этом планируются по методу текущего рас-
пределения, описываемому ниже, примени-
тельно к единичному производству. При на-
личии календарных графиков загрузки послед-
ние выдаются мастерам в качестве внутри-
месячных планов. В иных случаях сменные
мастера для перспективной ориентировки
должны руководствоваться непосредственно
месячным заданием участку и проводимым
на его основе текущим распределением
работ *.
Ежедневные задания мастерам выдаются
в виде сменных планов-отчётов по табл. 32.
Доведение сменных заданий
до рабочих мест, равно и опе-
ративная подготовка производства в
своих основных чертах также сходны с пре-
дыдущим типом участков. Характерна тенден-
ция к дальнейшей децентрализации этих функ-
ций. В частности при мелкосерийном произ-
водстве забота о заблаговременной подготовке
оснащения возлагается по преимуществу на
сменных мастеров участка.
Планирование на участках единичного
производства. Участки данного типа пред-
ставляют либо предметно специализированный
пролёт без выдержанной прямоточности в рас-
становке рабочих мест, предназначенный для
изготовления определённого класса деталей,
заготовок и т. п., либо технологически спе-
циализированное отделение, включающее
группу однородного оборудования и подчинён-
ное старшему мастеру. Методика планирования
для таких участков определяется прежде всего
единичным типом производства со свойствен-
ной последнему обширной, постоянно изменяю-
щейся номенклатурой продукции. При этом
у пролётов предметно специализированных,
особенно при изготовлении трудоёмких объек-
тов, номенклатура изделий значительно меньше,
чем у технологически специализированных
отделений.
Месячное задание для участков дан-
ного типа при предметной специализации
представляет собой выборку из цеховой про-
граммы (см. табл. 14), но комплектное выра-
жение номенклатуры заменяется детальным.
При технологической специализации детали-
ровка и распределение цеховой лрограммы
настолько усложняются, что нередко задание
участку даётся не в детально-количественном,
а в комплектно-объёмном выражении, причём
заданный объём работы служит одновременно
и суммарным измерителем плана.
Исходными данными для планиро-
вания участков единичного производства явля-
ются: месячное задание; чертежи и цеховые
производственные спецификации заказов; дан-
ные о рабочих местах, обслуживаемых мно-
гостаночниками; учётно-статистические дан-
ные о выпуске, производительности и произ-
водственных потерях; коллективные и индиви-
дуальные обязательства рабочих; план ремонта
оборудования. Важное значение имеют также
цеховые производственные спецификации или
заменяющие их комплекты карт движения
деталей, включающие необходимые техноло-
гические данные и календарные расчёты. Фор-
ма цеховой производственной спецификации
(табл. 35) представляет собой деталировку
общезаводской (табл. 22). При технологиче-
Таблща 35
Производственная спецификация
по заказу 13-176 по механическому цеху № 2
(вкладной лист по детали 411-101)
* Следует указать, что в некоторых случаях на
многономенклатурных участках номенклатура месячной
программы распределяется между сменными мастерами,
и каждая смена при этом работает независимо от другой.
Подобное мероприятие, сокращая номенклатуру каждого
мастера и строго разделяя между ними ответственность,
имеет свои преимущества. Но нельзя забывать, что при
этом в кратное число раз увеличивается длительность
производственного цикла и существенно уменьшаются
возможности регулирования производства, поэтому такая
система работы должна применяться лишь в весьма огра-
ниченном числе случаев.
Заказ
№ 13-176
Поступает из
ЛЧ№ 2
я
41
с
о
;
2
3
4
5
6
7
...
Наимено-
вание
операции
Размет-
ка ....
Строж-
ка основ-
ная . . .
Размет-
ка ....
Строж-
ка ....
Расточ-
ка ...
Размет-
ка ....
Сверле-
ние ....
Специ-
фика-
ция
Ли 109
Сдать в
Сб.
№9
о.
о
VO
о
§3
со
р
nc-iv
Р
nc-iv
TP-IV
р
PC II
Редуктор
(наименование
комплекта)
Срок
запуска
51V
а
Л S
ч я
щэ
—
—
—
Б-15
—
Срок
Корпус
411-101
(наименова-
ние и номер
детали)
:дачи
20/VI
ме-
&«
л а*
Норм;
ни в '
6
14,!
х8
31
23
4
ОТЬ
ю
о.
ее
Разря
<5
<5
у
у
4
3
са
о
а |
ii X
Отме-
полне
Коли-
че-
ство
2шт.
о
<я
Отмеп
браке
ГЛ. Ill]
СИСТЕМА ВНУТРИЦЕХОВОГО КАЛЕНДАРНОГО ПЛАНИРОВАНИЯ
183
ской специализации участков производствен-
ные спецификации служат руководящим до-
кументом для цехового ПДБ. При предметной
специализации они могут быть раскомплек-
тованы и в соответствии с распределением
деталей переданы в пролёты. В последнем
случае цеховой аппарат должен располагать
вторым экземпляром спецификаций или их
упрощённым вариантом (по типу общезавод-
ской). Календарные расчёты, включённые в
производственную спецификацию, сводятся к
назначению сроков запуска и выпуска детали;
при наличии надобности они могут быть де-
тализированы и превращены в пооперацион-
ные сроки; в этом случае в спецификацию
вносится дополнительная графа.
Содержание календарного пла-
нирования на участках единичного произ-
водства имеет в своей основе систему теку-
щего распределения работ, сочетаемую для
ведущих изделий (деталей) и ведущих про-
цессов с оперативными календарными графи-
ками загрузки рабочих мест. Организационные
формы и технические приёмы этой системы
отличаются значительным разнообразием ва-
риантов
В табл. 36 приведены основные типовые
варианты системы планирования для участ-
ков единичного производства.
Таблица 36
Варианты методики планирования на участках
единичного производства
Элементы
системы
планиро-
вания
Кален-
дарное
планирова-
ние работ
Выдача
заданий по
рабочим
местам
Предметный участок
Производится в по-
рядке децентрали-
зованного {по пролё-
там) текущего рас-
пределения на основе
регламентированных
сроков выпуска-запу-
ска. Для трудоёмких
(ведущих) изделий
составляются опера-
тивные календарные
графики
Технологический
участок
Производится в
порядке центра-
лизованного в
ПДБ цеха текуще-
го распределения
на основе поопе-
рационных (груп-
повых) сроков за-
пуска. Для наибо-
лее трудоёмких
изделий приме-
няются оператив-
ные календарные
графики
Производится ежедневно в форме смен-
ного плана отчёта участка на основе
текущего распределения
На участках трудоёмких изделий зада-
нием одновременно служит рабочий на-
ряд с указанием времени и срока выпол-
нения
методика текущего распреде-
ления работ во всех случаях должна обес-
печить полную загрузку рабочих и станков.
При распределении работ по рабочим
местам необходимо соблюдать принцип макси-
мально возможной их специализации на осно-
ве типовой классификации операций техноло-
гического процесса (опыт УЗТМ). Применение
этого принципа, как показывает стахановская
практика, позволяет наиболее рационально
-использовать оборудование, квалификацию
рабочих, а также способствует росту произ-
водительности труда за счёт роста производ-
ственно-трудовых навыков и сокращения за-
трат времени на переналадки. При этом под-
бор очередных работ необходимо производить
так, чтобы установленные сроки выпуска из-
делий или деталей были безусловно выдер-
жаны *.
Из многочисленных вариантов, позво-
ляющих разрешить эту сложную задачу, при-
водим описание двух применительно к харак-
теру специализации участков.
Первый вариант предназначен для участ-
ков предметной специализации, основывается
на регламентации сроков выпуска-запуска и
лимитировании времени межоперационного
пролёживания. Практическая реализация этого
варианта в наиболее элементарном виде и
с применением простейших оргаприспособле-
ний заключается в следующем.
По всем назначенным на данный участок
изделиям ему передаются производственные
спецификации (по табл. 35), в которых
указаны сроки выпуска и запуска изделий.
Одновременно со спецификациями для каждого
изделия спускаются требования на получе-
ние материала (заготовок, деталей), а иногда
и рабочие наряды на все операции техноло-
гического процесса. Такой порядок центра-
лизованной выписки документов, применяемый
на наших передовых заводах, способствует
укреплению технологической дисциплины и
позволяет резко усилить контроль за расхо-
дованием средств в производстве. Получен-
ные на участок требования раскладываются
по датам запуска в контрольной картотеке
сроков, находящейся в правой части распре-
делительной картотеки (фиг. 9). Ежедневно на-
кануне дня запуска распределитель вынимает
из сроковой картотеки соответствующие тре-
бования для получения необходимых матери-
алов и одновременно выписывает (или при
предварительной централизованной выписке
документов подбирает) рабочий наряд на пер-
вую операцию. По получении материала, ру-
ководствуясь данными производственной спе-
цификации (группа оборудования и разряд ра-
боты) и учитывая, какие рабочие места в те-
¦ чение следующего дня закончат ранее выдан-
ные работы, распределитель назначает каж-
дую подлежащую запуску деталь на опреде-
лённое рабочее место, помещая при этом наряд
в соответствующий карман левой части рас-
пределительной картотеки „Назначено". После
проверки обеспеченности работ материалом
или заготовкой, инструментом и чертежами на-
ряды перемещаются в следующую секцию этой
картотеки („Подготовлено") по тому же ряду
("по горизонтали). Таким образом обеспечи-
вается своевременный запуск деталей на пер-
вую операцию. После выдачи наряда в ра-
боту или после окончания очередной опера-
ции распределитель выписывает (или подби-
рает) наряд на следующую и, действуя таким
же порядком,как для первой операции, назна-
чает для неё рабочее место. Эту задачу не-
обходимо решать так, чтобы разрыв времени
между окончанием одной и началом следу-
ющей операции не превысил регламентирован-
ного времени межоперационного пролёжива-
ния. При соблюдении этого условия, при свое-
* В механических и некоторых других цехах к этому
добавляется ешё задача обеспечения условий многостаноч-
ного обслуживания.
184
ОПЕРАТИВНОЕ ПЛАНИРОВАНИЕ ПРОИЗВОДСТВА
{РАЗД. V
временном запуске и при удовлетворитель-
ном совпадении фактической длительности опе-
рационных циклов с расчётной обеспечивается
соблюдение планового срока выпуска. Во всех
случаях, когда занятость рабочего места пре-
дыдущей работой вызывает задержку запуска
или пооперационного движения данного из-
делия, необходимо продви-
гать его по дальнейшим
датам запуска. За несколько дней до наступле-
ния срока запуска планировщик ПДБ вынимает
из картотеки требования и наряды на детали,
подлежащие запуску, проверяет наличие ма,-,
териала или заготовок, раскомплектовывает
наряды и рассылает их по участкам согласно
их специализации. При этом желательно, что-
бы требование на материал реализовалось
цеховым аппаратом и соответствующие за-
Назначение ообот ц
выписка первичных
документов
Фиг. 9. Распределительная картотека: / — загрузочный карман; 2 — пруток; 3 — двухцветный шнур;
4 — движок; 5—контрольная картотека сроков; 6 — чёрные кружки — жетоны, навешиваемые для обо-
значения загрузки станков по выданным нарядам.
операциям так, чтобы ликвидировать отста-
вание.
Второй вариант методики текущего рас-
пределения предназначается для участков тех-
нологической специализации. Предопределя-
емое этим тесное кооперирование участков
требует либо полной централизации распре-
делительной работы в цехе, т. е. сосредото-
чения её в цеховом ПДБ, либо регламента-
ции сроков движения изделий по каждому
участку (т. е. практически пооперационных
сроков). Первое решение позволяет и при тех-
нологической структуре цеха применять в
централизованном порядке описанный выше
вариант распределения. Но в заводской прак-
тике такая система применяется лишь в не-
больших цехах (примерно до 100 рабочих
мест). В крупных цехах целесообразнее при-
менять другую систему, характеризующуюся
частичной децентрализацией распределитель-
ной работы и при технологической специали-
зации участков. В качестве примера можно
привести следующую относительно простую
форму такого решения вопроса. По всем на-
значенным данному цеху деталям ПДБ по-
мимо производственных спецификаций полу-
чает или заготовляет требования и наряды на
каждую операцию. Руководствуясь данными
спецификации, планировщик цеха проставляет
на нарядах предельные сроки выдачи их в ра-
боту и раскладывает эти документы комплек-
тами в простой картотеке сроков (фиг. 10) по
готовки были предварительно доставлены в
цеховую оборотную кладовую. Туда же до-
ставляются все полуфабрикаты после выпол-
нения операции каждым участком. При таком
Фиг. 10. Картотека сроков для ПДБ цеха: / — от-
деление для хранения документов, подлежащих
раскладке; 2 — календарная'шкала.
порядке каждый участок располагает еже-
дневно поступающими нарядами, которые обес-
печивают его работой на сравнительно огра-
ниченный срок. Получив очередной набор на-
рядов, участковый распределитель размещает
их в контрольной картотеке сроков (фиг. 9,5)
своей распределительной картотеки по да-
там, назначенным для выдачи их в работу'
гл. ни
СИСТЕМА ВНУТРИЦЕХОВОГО КАЛЕНДАРНОГО ПЛАНИРОВАНИЯ
185
Ежедневно накануне срока выдачи наряда в
работу распределитель производит проверку
наличия материалов или полуфабрикатов в
цеховой кладовой и все обеспеченные на-
ряды назначает к выдаче на соответствующие
рабочие места, перекладывая эти наряды в
ячейку „Назначено" распределительной карто-
теки. После проверки обеспеченности работы
инструментом и техническими документами
наряд перекладывается в ячейку „Подгото-
влено". Для обеспечения сроков комплектова-
ния заказа необходимо, чтобы ни один наряд
не был назначен к работе позднее указанных
в нарядах предельных сроков, поэтому необ-
ходимы постоянный контроль за правым отделе-
нием распределительного ящика и, в случае
задержек в доставке материала или при заня-
тости рабочего места, принятие немедленных
мер по предупреждению отставания.
Оперативная подготовка работ
и выдача заданий рабочим на уча-
стках единичного производства составляет
существенную неразрывную часть системы
текущего распределения. Специальные смен-
ные задания составляются всё же и здесь,
особенно при выполнении малотрудоёмких ра-
бот, когда за смену каждое рабочее место долж-
но выполнять несколько нарядов. При этом по-
добно предыдущему типу участков иногда прак-
тикуют разделение номенклатуры между
сменами.
Применительно к описанным выше вари-
антам текущего распределения порядок подго-
товки и выдачи работ может быть намечен в
следующем виде. Назначаются к предстоящей
выдаче в работу -и помещаются в первое отде-
ление распределительной картотеки только те
наряды, которые обеспечены полуфабрика-
тами. Вслед за этим производится проверка и
подбор специнструмента и технической доку-
ментации; обеспеченные всем этим наряды
перекладываются в следующее отделение
картотеки.
Учитывая задачу обеспечения непрерывной
загрузки рабочих мест, необходимо проводить
подготовительную работу так, чтобы очеред- •
ные наряды были подготовлены полностью за-
благовременно, т. е. безусловно до окончания
на рабочих местах работы по ранее выданным
нарядам. Это правило стало обычным элемен-
том стахановской организации труда. Для
ориентировки в этом отношении можно ис-
пользовать загрузочную доску, смонтирован-
ную вместе с распределительной карто-
текой (см. фиг. 9). Эта доска представляет
собой календарную сетку, на которой при по-
мощи движков или шнуров указывается по
каждому станку срок, до которого обеспечена
загрузка по подготовленным полностью на-
рядам. На производствах с длительными опе-
рационными циклами целесообразно давать на
загрузочной доске и второй знак — время
предполагаемого окончания работы, выданной
на рабочее место. Эти знаки также указаны на
фиг. 9.
Перед окончанием работы по выданным
нарядам рабочий должен заблаговременно (на-
пример, за 1 час) известить об этом распре-
делителя или сменного мастера, который даёт
указание о доставке к рабочему месту всего
необходимого для выполнения работы по оче-
редному наряду. После окончания работы ра-
бочий возвращает наряд (для передачи ОТК>
и получает взамен новый на очередную уже
подготовленную работу из распределительной
картотеки. При этом отрывной талон от на-
ряда помещается в распределительной карто-
теке в отделение „Выдано".
Сводная характеристика систем внутри-
цехового календарного планирования. За-
дачи, принципы и основное содержание си-
стемы внутрицехового календарного планиро-
вания, так же как и межцехового, характери-
зуются полным единством, определяемым
сущностью социалистической системы плани-
рования в целом. При этом, как было видно из
вышеизложенного, конкретные формы плано-
вой работы видоизменяются главным образом
в зависимости от типа производства. Крат-
кая характеристика вариантов внутрицехового»
планирования представлена в своих основных
чертах в сводной табл. 37.
Особенности планирования по видай
цехов. Основные черты внутрицехового пла-
нирования, его содержание и методика в
основном остаются неизменными при опре-
делённой организационной форме произ-
водства для всех цехов машиностроительного-
завода. Однако известное влияние на систему
планирования оказывают те или иные особен-
ности цехов, в частности: а) место данного»
цеха в производственном процессе (фаза про-
изводства); б) длительность производственного»
цикла в данном цехе и в) особенности орга-
низации производственного процесса, опреде-
ляемые технологией производства.
Первый фактор проявляет своё влияние
в том, что чем ближе данный цех к выпуску
готовой продукции, тем более развитым и.
точным должно быть календарное планирова-
ние. Это обусловлено, с одной стороны, тем,,
что обычно тип производства в выпускающих,
цехах выше, чем в обрабатывающих, а в по-
следних выше, чем в заготовительных. С дру-
гой стороны, ошибки в планах конечных фаз-
производственного процесса труднее попра-
вимы и, кроме того, они отражаются на всей
цепочке предшествующих фаз. В связи с этим
планирование должно иметь наиболее строгие
формы в сборочных цехах и может быть менее
жёстким в заготовительных. В частности, при
непрерывном потреблении продукции загото-
вительных цехов серийного производства (на-
пример, автоматных или прессовых цехов)„
работающих на питание поточной сборки,,
планирование их может строиться исходя и»
состояния складских заделов (аналогично
планированию работы инструментальных
цехов по точкам заказа на основе системы
максимум — минимум, см. гл. IX), а не на
основе жёсткого календарного графика-рас-
писания.
Второй фактор проявляется в том, что
календарное планирование деталей с длитель-
ными циклами значительно сложнее и ответ-
ственнее, чем деталей с коротким циклом.
Именно поэтому даже в единичном производ-
стве ведущие детали должны планироваться
по графику. Напротив, мелкие детали частэ
не включаются в графики даже при крупно-
серийном производстве. В связи с этим наи-
более элементарные формы планирования дол-
жны иметь место в таких цехах, как металло-
заготовительные, кокильные литейные, термо-
186
ОПЕРАТИВНОЕ ПЛАНИРОВАНИЕ ПРОИЗВОДСТВА
[РАЗД. V
Таблица 37
Основные варианты системы календарного планирования на производственных участках
Характер
организации
производства
на участке
Элементы
системы
(основные)
Месячная
программа
участков
Календарное
распределение
программных
заданий
Закрепление
деталей-опе-
раций или ра-
бот за рабо-
чими местами
Календарное
планирование
работ на уча-
стке
Суточно-
сменное пла-
нирование
Массово-поточное
производство
Серийно-поточное
производство
Серийно-ритмичное
производство
Серийное
непериодичное
производство
Единичное
производство
Варианты системы
j
11
III
Постоянная (с частичными отклонениями) номенкла-
тура при постоянном или нарастающем по месяцам раз-
мере заданий
Равномерный
или ступенчато
¦ увеличивающийся
ежедневный вы-
пуск и запуск
Стандартные сроки выпуска-запуска
партий, периодически повторяющиеся
Твёрдое закрепление работ за ка-
ждым рабочим местом
В форме нормального плана-графика
работы линий, составляемого (в за-
висимости от стабильности производ-
ства) на более или менее длительное
время
В виде стабиль-
ных или нарастаю-
щих сменных за-
даний, выдавае-
мых на весь месяц
В виде стабиль-
ных сменных за-
даний на весь ме-
сяц или оператив-
ных сменных за-
даний, выдавае-
мых при каждой
переналадке ли-
нии
Закрепление ра-
бот за каждым ра-
бочим местом или
группой однотип-
ных рабочих мест
В форме стан-
дарт-плана или
оперативного ме-
сячного календар-
ного графика за-
грузки рабочих
мест
IV
Более или менее
изменяющаяся но-
менклатура и раз-
мер заданий
V
Переменная но-
менклатура и раз-
мер заданий
Оперативно назначаемые сроки вы-
пуска-запуска партий или комплектов
Частичное за-
крепление работ
(повторяющихся)
за рабочими ме-
стами
В форме опера-
тивных календар-
ных графиков за-
грузки рабочих
мест, а при не-
благоприятных ус.
ловиях—в порядке
текущего распре-
деления
Закрепление от-
сутствует (заме-
няется типовой
специализацией
рабочих мест)
В порядке теку-
щего распределе-
ния с использова-
нием оперативных
календарных гра-
фиков загрузки
для ведущих изде-
лий
В виде сменных заданий, ежедневно выдаваемых в форме
плана-отчёта сменным мастерам
химические, отделочные и тому подобные
цехи с малооперационным процессом. Для
этой группы цехов характерно использование
метода текущего распределения почти при
всех типах производства. При расчёте пла-
новых сроков для этих цехов исходят из
определённой длительности цикла (по типовым
технологическим процессам), которая не
должна быть превышена.
Третий фактор проявляет своё влияние
в различных направлениях и отражается на
различных элементах системы планирования.
В сборочных цехах резко усложняются задачи
оперативной подготовки производства в связи
с комплектованием деталей и других элемен-
тов, необходимых для монтажа машин. В ме-
ханических цехах особую задачу составляет
обеспечение условий многостаночного обслу-
живания, которое в серийном и единичном
производстве в значительной мере ложится
на плановый аппарат. Кроме того, в механи-
ческих цехах процессы отличаются обычно
многооперационностью и многономенклатур-
ностью оснащения, что усложняет оперативную
подготовку. В литейных цехах характерно
наличие ведущей операции — формовки — при
параллельном выполнении ряда связанных с
ней процессов. Это обстоятельство позволяет
в развитом виде планировать только формо-
вочные работы, осуществляя планирование
всех остальных процессов по принципу теку-
щего распределения с ориентировкой на план
формовки. В кузнечно-штамповочных цехах
аналогично литейным в основу планирования
может быть положен принцип ведущей опе-
рации (ковка, штамповка). При ковке в штам-
пах экономические соображения делают целе-
сообразным фактический размер партий варь-
ировать в зависимости от действительной
стойкости штампов.
НОРМАТИВНО-КАЛЕНДАРНЫЕ РАСЧЁТЫ
В МАССОВОМ ПРОИЗВОДСТВЕ
Нормативно-плановые расчёты в массовом
производстве направлены на создание эконо-
мичной организации работы каждой поточной
линии, на взаимную сопряжённость их работы
исходя из планового задания по выпуску го-
товой продукции. К этим расчетам относятся:
а) определение расчётного такта и ритма
производства для каждой линии; б) разработка
нормальных планов-графиков работы линий
(на основе предварительного расчёта за-
грузки рабочих мест и штата); в) уста-
новление нормальных величин внутрилиней-
ных и межлинейных заделов. Эти расчёты по
ГЛ. III]
НОРМАТИВНО-КАЛЕНДАРНЫЕ РАСЧЁТЫ В МАССОВОМ ПРОИЗВОДСТВЕ
187
существу совпадают с проектными расчётами
поточных линий. Однако в ходе освоения про-
ектных мощностей эти расчёты должны уточ-
няться, а в последующем корректироваться
в связи с изменениями планового задания,
технологических процессов и достижениями
стахановцев в повышении производительности
труда. Вследствие этих изменений необходим
периодический пересмотр нормативов. В ус-
ловиях установившегося производства та-
кой пересмотр может производиться через
относительно большие периоды времени (но
не реже чем раз в год), внутри которых устано-
вленные нормативы многократно используются
для межцехового и внутрицехового планиро-
вания.
Определение расчётного такта и ритма
производства. Величина такта производства
определяется на основании полученного пла-
нового задания общеизвестным методом по
формуле
N
где г — такт потока в мин.; Тсм—фонд ра-
бочего времени за одну смену в мин.; 5 —
сменность; N — суточное программное задание.
При расчёте такта для непрерывно-поточ-
ных линий с регламентированным (принуди-
передаче же изделий транспортными пар-
тиями ритм равен произведению такта на
величину транспортной партии. Следователь-
но, ритм является характеристикой режима
движения изделий в потоке и может быть
выражен следующим образом:
где Rn — ритм производства, или период вре-
мени между двумя последовательными пере-
дачами изделий; р — размер транспортной
партии (или партии передачи).
Величина транспортной партии р влияет
на экономические показатели и должна уста-
навливаться с учётом того, что увеличение
транспортной партии, с одной стороны, вле-
чёт за собой примерно пропорциональное уве-
личение заделов, а с другой стороны, умень-
шает затраты времени на приёмы „взять де-
таль с транспортного устройства на рабочее
место" и .положить её обратно", упрощает
счёт деталей, иногда и самую транспорти-
ровку их. Первый фактор приобретает наи-
большее значение для дорогих деталей, имею-
щих большой вес и трудоёмкость. Второй
фактор, напротив, приобретает наибольшее
значение для мелких и малотрудоёмких дета-
лей. Ориентировочно можно выбирать вели-
Характеристика nomov
но-конвейерных
пиний
Сборка простых
изделий
Сборка или отбелка
сложных изделий.
Механическая обработка
инструментом высо-
кой стойкости
Механическая обработка
малостойким инструмен -
том при напряженном темп
Сварка и другие процессы
горячей обработки
Часы смены
1
2
1
.
1
1
Г
1
ч
Обеден-
ный .
перерыв
WM
WM
\
ШУ//Ж
1
\
WW///s
'1 1
1
¦ у/ш
Г. 1
5
6
1
1
¦
¦
8
1
¦
Г
Итого за смени
Число
нем-,
рыоов
2
3
4
6
6
Ж
20
30
W
60
60
Время
работ
460
450
440
420
120
| | работа VZV/ZA обеденный перерыв \ регламентированный перерыв
Фиг. 11. Примерный график чередования регламентированных перерывов на протяжении смены.
тельным) ритмом работы необходимо учиты-
вать устанавливаемые обычно для таких линий
регламентированные перерывы в работе для
отдыха и организационно-технического обслу-
живания. Суммарное время таких перерывов
за смену и их распорядок должны быть уста-
новлены исходя из степени напряжённости
работы и трудоёмкости обслуживания. При-
мерные графики перерывов для типичных
конвейеризованных линий при восьмичасовом
рабочем дне приводятся на фиг. 11.
Такт составляет основу для расчёта рит-
мичной работы поточных линий, т. е. равно-
мерного выполнения задания на каждой опе-
рации. При поштучной передаче изготовляе-
мых на линии изделий с одной операции на
другую ритм производства равен такту; при
чину транспортной партии, руководствуясь
табл. 38 и корректируя её в зависимости от
указанных экономических моментов. При
Таблица 38
Примерные размеры транспортных партий
в поточной линии в зависимости от веса
и средней трудоемкости детали (штуки)
Средняя трудо-
ёмкость обра-
ботки детали
на одной опе-
рации в мину-
тах
До 1,0
1,0—2,0
2,0—5
. 5—10
,_
о
о
IOO
5°
2О
IO
О
5°
2О
2О
IO
Вес 1
ю
О
2О
2О
IO
5
детали в кг
о
ю
IO
5
2
О
IM
5
5
2
2
О
2
2
2
I
О
о"
I
I
I
I
188
ОПЕРАТИВНОЕ ПЛАНИРОВАНИЕ ПРОИЗВОДСТВА
[РАЗД. V;
указанных в этой таблице размерах транс-
портной партии вес её на превышает 10 кг,
а продолжительность её обработки на ра-
бочем месте составляет в среднем 0,5 часа.
Расчёт загрузки рабочих мест и штата
линии. Расчёт загрузки рабочих мест, произ-
водимый в процессе планирования, имеет
двоякую задачу: во-первых, он служит про-
веркой соответствия пропускной способности
оборудования его программной загрузке; во-
вторых, он составляет основу расчёта штата
и построения графика работы на всех опе-
рациях поточной линии. Метод расчёта ана-
логичен практикуемому при проектировании
потоков и сводится к следующему:
а) для каждой операции определяется
расчётное количество рабочих мест Ср по
формуле
гДе *шт — норма штучного времени, принятая
по действительно возможной производитель-
ности труда; г — такт работы линии;
б) по каждой операции вычисляется коэ-
фициент загрузки рабочих мест ч\:
где Сф — количество фактически установлен-
ных пригодных к эксплоатации рабочих мест
на операции;
в) по линии в целом вычисляется средний
коэфициент загрузки рабочих мест ч\с:
Коэфициенты загрузки рабочих мест (по
операциям и средние) характеризуют сте-
пень использования оборудования и других
орудий труда. Для наиболее эффективного ис-
пользования основных фондов нужно, чтобы
эти коэфициенты максимально приближались
к единице. Поэтому в процессе расчёта за-
грузки прежде всего необходимо наметить ме-
роприятия по синхронизации технологических
процессов, добиваясь полного соответствия
между пропускной способностью и загрузкой
линии. Кроме того, эти расчёты позволяют
установить плановый регламент работы: пол-
ностью незагруженные рабочие места за-
числяются в резерв; для частично недо-
груженных определяется число рабочих смен
и часов работы за смену. Следует иметь
в виду, что на непрерывно-поточных линиях
Ср должны быть равны или близки целым
числам. Подобные линии всегда так и проек-
тируются. Если по тем или иным причинам
это условие нарушено, поточная линия должна
быть пересчитана, что является обязательной
текущей функцией технологического аппа-
рата. В прямоточных (несинхронизированных)
линиях расчётное количество рабочих мест
может быть на отдельных операциях дроб-
ным при условии, что в данном случае такое
решение является экономически наивыгодней-
шим. Регламентация использования таких
рабочих мест является функцией плановых
органов и выражается в построении нормаль-
ных планов-графиков работы линии (см. ниже).
На основании пооперационного расчёта
загрузки производится подбор штата операто-
ров и расстановка их по рабочим местам.
Расчёт загрузки и подбор штата оказывают
решающее влияние на показатель произво-
дительности труда. В частности, важнейшую
роль в этом расчёте играет правильный учёт
нормы обслуживания рабочих мест (многоста-
ночное обслуживание). В простейшем случае
количество операторов на смену по каждой
операции Кр определяется из формулы
Ср
где п — норма обслуживания, т. е. количество
станков, обслуживаемых параллельно одним
рабочим; она определяется на основании техни-
ческих документов по подбору многостаноч-
ных работ (см. главу V).
Расчётное количество операторов, подсчи-
танное по приведённой выше формуле, в ред-
ких случаях будет составлять целое число,
поэтому задача должна решаться не фор-
мально-расчётным методом, а при помощи
анализа и подбора загрузки операторов, обес-
печивающих достаточно высокий уровень
уплотнения рабочего дня. При этом нужно
руководствоваться достижениями стаханов-
цев, учитывать принятые индивидуальные
соцобязательства и т. п. "В ходе расчёта для
недогруженных рабочих подбирается допол-
нительная загрузка на других операциях, и штат
линии в конечном счёте определяется с учё-
том этой загрузки. Наиболее часто загрузку
рабочего различными операциями приходится
применять в прямоточных линиях. Приме-
няются три метода подбора такой загрузки.
Первый метод — это догрузка рабочего
смежными операциями по принципу парал-
лельного многостаночного обслуживания.
Цикл многостаночной работы должен подби-
50 6/) 7,0 9,0 Юр 11.0 110 ПО 15/}
Условные обозначения
УШ бремя обслуживания станка (ручное)
СИ время обработки (машинное)
СЭ регламентированный простои
г-такт
Фиг. 12. Варианты организации многостаночного обслужи-
вания и совмещения операций на потоке.
раться при этом как величина, равная или
кратная такту потока. Сущность метода иллю-
стрируется графиком А (фиг. 12).
Второй метод — это догрузка смежными
или несмежными операциями по принципу
последовательного обслуживания несколь-
ГЛ. III]
НОРМАТИВНО-КАЛЕНДАРНЫЕ РАСЧЁТЫ В МАССОВОМ ПРОИЗВОДСТВЕ
189
ких станков, при котором рабочий-совместитель
через определённые периоды обходит об-
служиваемые станки и выполняет соответ-
ствующий объём работы. Минимальная перио-
дичность такого обслуживания равна ритму
потока; практически допустимый верхний
предел — одна смена. Сущность этого метода
иллюстрируется графиком Б (фиг. 12).
Третий метод представляет комбинацию
первого и второго, т. е. комбинирование мно-
гостаночного обслуживания и совмещения
операций. Из различных возможных его
вариантов один иллюстрируется графиком В
(фиг. 12).
Разработка нормального плана-графика
работы линии. В результате подбора загрузки
определяется закрепление работ (операций)
и рабочих мест за каждым оператором. Это
даёт возможность установить нормальный ка-
лендарный режим выполнения всех операций
и одновременно порядок работы всех опера-
торов. В сводном виде по всем операциям
итоги этих проектировок представляют нор-
мальный календарный план-график работы
линии.
План-график служит основой организации
ритмичной работы данкой линии; он оконча-
тельно фиксирует ранее намеченные норма-
тивы (Rn, p и т. д.) и определяет одновре-
менно важнейшие экономические показатели
линии: уровень производительности труда,
эффективность (степень) использования обо-
рудования, скорость оборота незавершён-
ного производства. Поэтому при построении
такого плана-графика необходимо тщательно
взвешивать экономическую сторону дела.
Наиболее простое решение представляет
такой график для непрерывно-поточной ли-
нии.
В табл. 39 представлен более сложный
пример построения графика для прямоточной
линии.
При установлении календарного регламен-
та работы линии следует, как правило, при-
Таблица 39
Наименование линии
Обработка среднего
вала
№ операции
/
2
3
4
S
6
7
8
9
Расчётное
сменное зада-
ние в шт.
8о
8о
8о
8о
So
So
So
So
So
Норма време-
ни в мин.
12 ,0
4,о
S,o
8,о
Х,6
3
3
6
№ рабочего
места
01
02
оз
04
о/
об
07
оЗ
09
10
и
Нормальный план-график работы
Число
смен
2
©"*
69
Я
СО
>,
Си
и
я
СП
IOO
IOO
67
87
8?
33
100
94
SO
SO
IOO
Суточный
выпуск в шт.
155
№ рабочих
i
i
2
3
3
2
4
S
S
s
6
прямоточной ливни
Суточный
запуск в шт.
160
Куда перехо-
дит (№ рабо-
чего места)
параллель-
но
• об
параллель
но
04 и of
-
оз
1
параллел
„ но
о8 и о? илг
ю
J
ь-
i
Графи
о
о
СМ
к ра
о
та
Такт
6 мин.
Транспортная
партия в шт.
/
Ритм
производ-
ства
6 мин.
боты за один период обслуживания
9
S
8
g
8
001
о
§¦
минут
Период
обслужи-
вания
2 часа
Производи-
тельность за
один период
обслуживания
в шт.
10
го
го
20
20
S
IS
20
20
20
20
190
ОПЕРАТИВНОЕ ПЛАНИРОВАНИЕ ПРОИЗВОДСТВА
1РАЗД. V
менять единую периодичность обслужива-
ния для всех операций, что обеспечивает
более чёткий и легче согласуемый порядок
работы и движения изготовляемых предметов
по всему потоку. Дли непрерывно-поточных
линий эта периодичность Rq равна ритму
производства Rn. Для прямоточных линий она
обычно принимается в пределах от Rn до одной
смены. Учитывая, что увеличение периодич-
ности обслуживания влечёт за собой соответ-
ствующее увеличение оборотных заделов, сле-
дует устанавливать по возможности меньшие
значения /?0, особенно при изготовлении до-
рогостоящих и трудоёмких деталей. Вместе
с тем чрезмерно частые переходы рабочих
могут .снизить производительность труда, что
особенно существенно при высокой загрузке
рабочих и больших расстояниях между об-
служиваемыми станками. Ориентировку в этом
отношении даёт таблица примерных значе-
ний Ro (табл. 40).
Таблица 40
Примерные значения периодичности обслуживания
рабочих мест в прямоточной линии Ro в часах
в зависимости от загрузки рабочих и расстояния
между обслуживаемыми станками
Классификация заделов произво-
дится по двум признакам: а) по назначению
и б) по местоположению (табл. 41).
Таблица 41
Классификация заделов в поточном производстве
Средний процент
загрузки рабочих
До 95
До 100
Св. 100
Расстояние в м между станками,
обслуживаемыми одним
оператором
До 10 м
Rn
1
2
До 20 м
i
4
До 50 м
2
4
8
Нормальный план-график работы линии
служит выражениям всего, комплекса основных
нормативов, нужных при календарном плани-
ровании массового производства, поэтому он
должен быть надлежащим образом оформлен
для каждой линии в отдельности.
Примерами такого оформления могут слу-
жить табл. 27 и 39.
Расчёт заделов. Заделами называются
находящиеся в производстве заготовки, по-
луфабрикаты, детали, узлы и изделия —
вообще, предметы труда, не законченные
изготовлением. Иначе говоря, заделы — это
натуральное выражение незавершённого про-
изводства.
Наличие необходимого уровня заделов яв-
ляется важной предпосылкой стахановской
работы и имеет существенное экономическое
значение.
Без достаточного насыщения заделами
всех фаз производственного процесса нельзя
обеспечить планомерного и бесперебойного
выполнения программы. Вместе с тем излиш-
ние заделы нисколько не способствуют нор-
мальному ходу производства, ухудшая эконо-
мические показатели производства, в первую
очередь использование оборотных средств.
Особое значение это приобретает в усло-
виях поточно-массового производства [6], по-
этому необходимо для каждой фазы произ-
водства установить нормальный уровень за-
делов и руководствоваться этим как при
расчёте программы, так и в процессе теку-
щего руководства хсдом производства.
Наименование заделов
По место-
положе-
нию
Внутрилинейные или цикловые
Межлинейные (межцеховые)
или складские
По
назначению
Технологиче-
ские (на рабо-
чих местах)
Траспорт-
ные
Оборотные
Резервные
или страховые
Оборотные
Транспорт-
ные
Резервные
или страховые
Характеристика
Предметы труда (детали,
изделия), находящиеся непо-
средственно в обработке или
на контроле: на рабочих ме-
стах, технологических агрега-
тах, контрольных пунктах
Предметы труда, движу-
щиеся между операциями (на
транспортных устройствах)
Предметы труда, находя-
щиеся между операциями,
запас которых служит для
выравнивания производитель-
ности (необходимы только в
прямоточном производстве)
Предметы труда, находя-
щиеся между операциями
(в том числе на контрольных
пунктах), запас которых слу-
жит для локализации пере-
боев или отклонений от рит-
ма в пределах зоны опреде-
лённых операций
Предметы труда, образую-
щие складской запас (пере-
менной величины) при перио-
дическом поступлении (или
расходовании) их или при не-
синхронной работе сопряжён-
ных линий
Предметы труда, движу-
щиеся (транспортируемые) с
одной линии на следующую
Предметы труда, находя-
щиеся между линиями или
цехами, запас которых слу-
жит для локализации пере-
боев в пределах данной ли-
нии
Заделы подсчитываются по каждому виду,
а затем должны быть определены суммарные
их величины, на которых основываются рас-
чёты программных заданий.
Расчёт цикловых (внутрилинейных)
заделов производится по формулам, при-
веденным в табл. 42. При использовании
расчётных формул должны быть учтены сле-
дующие пояснения.
Оборотные межоперационные
заделы на непрерывно-поточных линиях
отсутствуют и рассчитываются только для ли-
ний прямоточного производства. При деталь-
ном их расчёте по первой формуле для 1%
необходимо предварительно вычислить вели-
чины этих заделов между всеми несинхрон-
ными смежными операциями данного потока
на начало периода обслуживания Ro. Эта за-
дача решается обычно графическим методом.
ГЛ. Ill]
НОРМАТИВНО-КАЛЕНДАРНЫЕ РАСЧЁТЫ В МАССОВОМ ПРОИЗВОДСТВЕ
191
Формулы для расчёта цикловых заделов в поточных линиях
Таблица 42
Вид
задела
Технологический
(на рабочих местах)
Транспортный
Оборотный
Расчётная формула
m
1
1
1
Rmp
Z2 — r m
Z3 = ^ Z°61
no
линии
r
Условия приме-
нения
При поштучной
передаче деталей
(изделий)
При передаче де-
талей транспорт-
ными партиями
При использова-
нии непрерывного
транспорта
При периодиче-
ской транспорти-
ровке
На прямоточных
линиях при нали-
чии плана-графика
работы линии
Там же при не-
обходимости огра-
ничиться укруп-
нённым расчётом
Вид
задела
Резервный (страховой)
Расчётная формула
ZA=t» ?в Ур-
4 юо ¦" '
7E^cpTe^Ci_
-.2.
Условия приме-
нения
На всех поточ-
ных линиях при
использовании
опытных данных
о перерывах и по-
терях (сверхплано-
вых)
Там же при ис-
пользовании дан-
ных производст-
венной статистики
На точно отла- ;
женных непрерыв-
но-поточных ли-
ниях механической
обработки, осоЗен-
но на распредели- |
тельных конвейе-
рах при наличии
исчерпывающих
исходных данных
Там же при не- i
обходимости огра- '
ничиться грубым )
расчётом \
Обозначения: Zj — суммарная норма данного вида задела (/—индекс вида задела) по всей линии или на отдель- j
ном её участке; т — число операций на линии (включая контрольные) или на её отдельном участке; С; — количе- |
ство рабочих мест на операции (предназначенных к использованию); д— количество одновременно обрабатываемых ;
или проверяемых деталей на рабочем месте в шт.; р — размер транспортной партии в шт.; L — длина транспорт-
ного устройства (рольганга, конвейера) в м; /—расстояние между изделиями (транспортными партиями) на транспорт- j
ном устройстве в м; R —периодичность транспортировки в мин.; т — такт данной линии в мин.; zog; — вели- '<
чина оборотного задела между двумя (любыми) смежными операциями на начало периода обслуживания в шт.; j
f\c —коэфициент загрузки рабочих мест на линии (исключая резервные); i?j — период обслуживания в мин.; ;
ш — коэфициент увеличения резервного задела (со > 1); U'. — потери (не планируемые) на каждой операции, ;
приведённые к потерям времени в мин., за период между очередными восстановлениями задела; \
Тв — фонд рабочего времени линии за тот же период в мйн. P-t — потери на каждой операции, выраженные в % ¦
к фонду времени; »• — временные задержки на каждой операции в мин., вызываемые колебаниями производи- \
тельности за период между очередными восстановлениями задела; тс(- — те же задержки, выраженные в % к фонду
времени; т.ср — те же задержки, взятые в среднем (для всех операций) их значений; k — величина временного ;
снижения производительности рабочего места в линии за период между очередными восстановлениями задела |
(см. табл. 44).
Один из вариантов графического метода изла-
гается в ряде литературных источников [2,17].
Другой вариант графического метода расчёта
оборотных заделов иллюстрируется примером
на фиг. 13 в правой её части. Величина задела
по этим графикам определяется по каждой
операции как разность между подачей полу-
фабрикатов на данную операцию и выпуском
их после обработки на следующую операцию.
Построение графиков движения задела цели-
ком базируется на нормальном плане-графике
работы линии. Определив графическим мето-
дом величину оборотного задела по каждой
операции к н?.чалу периода обслуживания,
остаётся только сложить эти величины по всей
линии (см. первую из формул- Z3 в табл. 42).
При отсутствии нормального плана-графика
и необходимости ограничиться укрупнённым
расчётом последний может быть сделан по
второму варианту формулы Zs, приведённому
в табл. 42. Эта формула может давать несколько
завышенное значение оборотного задела, ж>
практически это лишь повлечёт за собой как:
бы увеличение резервного (страхового) задела
линии, который может быть впоследствии скор-
ректирован уменьшением нормы последнего.
Резервные (страховые) заделы
создаются после каждого относительно само-
стоятельного участка линии, а иногда также
после отдельных операций. При времен-
ном перерыве или нарушении ритмичной ра-
боты на каком-либо участке линии они служат
для бесперебойного питания последующих,
участков этой же линии, предотвращая её об-
щий простой [6, 19]. Следует различать
два вида резервных заделов. Первый вид за-
делов (Z^) создаётся на всех поточных ли-
ниях. Обычно его концентрируют в конце
каждого участка (группы операций, замыкае-
мых контрольным пунктом), так как это об-
легчает контроль за его состоянием. Второй
192
ОПЕРАТИВНОЕ ПЛАНИРОВАНИЕ ПРОИЗВОДСТВА
[РАЗД. V
жид внутрилинейных резервных заделов (Zf) —
это специальные запасы на рабочих местах,
создаваемые только на распределительных
конвейерах или на строго отлаженных не-
прерывно-поточных линиях обработки де-
талей. Эти заделы следует хранить на каждом
рабочем месте как строго неснижаемый запас
График работы и дВиже-
ние задела в течение пе-
рипда обслуживания
R
-Фиг. 13. График работы и движения оборотных заделов
«а прямоточной линии. Такт линии (г) — 4 мин., период
обслуживания (Rq) — 2 часа»
обработанных по данной операции деталей.
Они предназначаются для компенсации за-
держек в оперативной работе (например,
ша смену инструмента и другие виды обслу-
живания) и колебаний величины штучного
времени, если последние имеют место. Напри-
мер, на распределительном конвейере всякий
раз, когда рабочий не успел в отведённое
время обработать очередную деталь, он должен
«осуществить очередную подачу изданного за-
дела. Накопившиеся вследствие таких задер-
жек необработанные детали рабочий обязан
доделать за счёт уплотнения своего труда или
во время очередного перерыва. Следует учи-
тывать, что: а) наличие данного задела позво-
ляет существенно уменьшить норму по пер.
вому виду (Zf); б) наличие значительного
транспортного задела (Z2) позволяет заменить
им (полностью или частично) данный задел
(Zf), особенно при движении деталей транс-
портными партиями.
Резервный задел после своего израсходо-
вания обязательно должен быть восстановлен
ж заданном нормой количестве и на надлежа-
щих местах. Очевидно, что величина резерв-
ного задела находится в прямой зависимости
от порядка его восстановления: чем короче
будет период между двумя очередными вос-
становлениями, тем меньше должен быть за-
дел. Восстановление внутрилинейных заделов
должно производиться, как правило, за счёт
дополнительной работы на линии в свободные
часы, смены и дни *. Резервные заделы первого
вида (Zf) следует восстанавливать ежеднев-
но в свободную (подготовительную) смену,
в крайнем случае еженедельно (в воскресные
дни). Резервные заделы второго вида (zf) сле-
дует восстанавливать в ближайший перерыв
(примерно через 2 часа), в крайнем случае
ежесменно.
Расчёт резервных заделов по существу
сводится к определению того количества де-
талей, которое эквивалентно возможным по-
терям данного участка линии в течение пе-
риода времени между двумя очередными
восстановлениями. Отсюда основа расчётных
формул имеет вид ¦—- или — (см. обозна-
чения в табл. 42). Величины U и v должны
перекрывать лишь обычные, практически
неустранимые простои и потери. Совершенно
неправильно назначать их с расчётом компен-
сировать любые возможные перебои в работе**.
Величина (//, фигурирующая в формуле Zf,
эбычно подбирается на основе практических
прикидок. Более объективно она может быть
получена на основе анализа статистических
данных, фотографий рабочего дня и т. п. Если
из этих данных можно получить величины
непланируемых потерь, падающих на принятый
период между восстановлениями (сутки, не-
деля), то можно принять, что
где. а; — простой рабочих мест в мин. вслед-
ствие неполадок; b-t— продолжительность пони-
женной выработки по тем же причинам в мин.;
<р — коэфициент понижения выработки; tt —
норма времени данной (/) операции; 1{— сверх-
лимитный брак в шт.
Отсюда можно определить для каждой опе-
рации типичное процентное отношение:
_ UjlOO _
i T С
T8Ci TeCt
Приведённые в правой части этой формулы
слагаемые представляют обычные статистиче-
ские проценты потерь (простоев, недовыпол-
нения норм, сверхлимитного брака). Это позво-
ляет применить второй вариант формулы Z%,
основываясь на данных текущей статистики
производства.
Коэфициент о как величину, ббльшую еди-
ницы (примерно 1,1 —1,2), следует вводить в
* О доугой системе восстановления — через план -
см. стр. 194,
** Такой подход не только недопустимо увеличивает
оборотные средства, но и не даёт желаемых результатов.
Ненормально большие заделы „размагничивают" персонал
и способствуют расстройству порядка и дисциплины в по-
токе. Вместе с тем восстановление таких заделов является
чрезвычайно трудней задачей, и поэтому они скапли-
ваются обычно не в нужных местах.
ГЛ. III]
НОРМАТИВНО-КАЛЕНДАРНЫЕ РАСЧЁТЫ В МАССОВОМ ПРОИЗВОДСТВЕ
193
расчёт, если принять установку, что страхо-
вой задел нормально не должен опускаться до
нуля.
Величина vi для формулы Zf также обычно
подбирается на основе практических прики-
док. Более объективно она может быть полу-
чена из анализа фотографии рабочего дня и
хронометража, позволяющего выявить вариа-
тивность t шт., т. е. колебания затрат времени
на отдельные экземпляры обрабатываемых из-
делий. Расчёт может быть произведён по
формуле
где to6c — сверхрегламентные затраты вре-
мени на обслуживание рабочего места в те-
чение периода, соответствующего Тв; х — чи-
сло возможных повторных отклонений в факти-
ческих t шт. в большую сторону от нормы;
а — коэфициент отклонения (а — tmax : ^m).
Последующие преобразования позволяют
получить упрощённую формулу - страхового
задела для распределительных конвейеров:
Накопленный опыт ряда заводов позволяет
установить с достаточной для практики
точностью значения коэфициентов (множи-
телей) а) ^ Ui и *• входящих в формулы
заделов zf и Z\, в зависимости от техноло-
гической характеристики линии и величины
производственного задания. Такие ориентиро-
вочные данные приведены в табл. 43 и 44.
Таблица 43
Примерные значения коэфициента w SU;
в минутах для расчёта страховых заделов в поточ-
ной линии на 15—20 рабочих мест при суточной
периодичности 'восстановления заделов
Характер технологи-
ческого процесса
Преимущественно
ручная или простая
механическая обработ-
ка
Сложная и ответ-
ственная механиче-
ская обработка....
При суточной программе
линии в шт.
100
120
240
200
9О
i8o
500
60
120
2000
45
од
Таблица 44
Примерные значения коэфициента k для расчёта стра-
ховых заделов на распределительных конвейерах
лри двухчасовой периодичности восстановления
заделов
Характер технологи-
ческого процесса
Преимущественно
ручная или простая
механическ. обработ-
ка
Сложная механиче-
ская обработка. . . •
При суточной программе
линии в шт.
100
2
3
200
3
5
500
5
IO
2000
IO
3°
13 Том 15
Общая норма циклового задел а
(Zhauh) определяется путём суммирования
всех его составляющих с учётом возможного
перекрытия норм транспортного и резервного
задела:
%н лик = Zj -f Z2 + Z3 -f Z4.
При этом Z3 на непрерывно-поточных ли-
ниях принимается равным нулю, a Z4 — это
норма резервного задела, уменьшенная с учё-
том того, что частично функции последнего
может выполнить транспортный задел. Сум-
марная норма циклового задела, получен-
ная указанным способом, служит впослед-
ствии при расчёте месячных программ по
приведённой выше табл. 11 в течение всего
периода действия норматива по заделам.
При пересмотре и корректировке норма-
тивов по заделам в условиях незначительного
изменения программы, не приводящего к
серьёзной перестройке работы линии, норма
задела может быть скорректирована умноже-
нием её на коэфициент роста задания. Для
этого удобно самую норму задела выразить
не в штуках, а в днях (единица — дневной
выпуск). При резких изменениях программы
выпуска необходимо произвести полный пере-
расчёт нормативов по заделам, руководствуясь
данными технического проекта реконструкции
соответствующих линий.
В целях более эффективного использова-
ния оборотных средств необходимо система-
тически добиваться снижения нормально не-
обходимых заделов. Эта задача должна быть
постоянно в центре внимания технического
руководства и плановых работников наших
предприятий. Основными путями её решения
служит переход к более совершенным фор-
мам поточной работы, всемерная синхрониза-
ция технологических процессов, ликвидация
всякого рода потерь на основе повышения
организационного и технического уровня про-
изводства. Большое значение имеет также
повышение квалификации рабочих кадров и
их активное участие в решении этой задачи.
Методы расчёта складских (меж-
линейных) з адел о в [6, 19] в некоторой степе-
ни аналогичны изложенным выше. Расчётные
формулы для них приводятся в табл. 45. При
пользовании этими формулами должны быть
учтены следующие пояснения.
Оборотные складские заделы
возникают в трёх случаях: а) при различ-
ной сменности работы смежных линий; б) при
различном графике работы смежных линий,
т. е. при работе в разные часы последней
операции питающей и первой операции пи-
таемой линии (в прямоточном производстве);
в) при условии, что питаемая линия имеет
массовый характер производства, а подача
полуфабриката на неё производится с серий-
ного участка.
Формула, приведённая в табл. 45, учитывает
только первый из этих случаев. Задел, воз-
никающий во втором случае, можно практиче-
ски не принимать во внимание, полагая, что
он перекрывается резервным заделом. Третий
случай рассматривается в расчётах серийного
производства.
Складской резервный, или стра-
ховой, задел создаётся между всеми со-
пряжёнными линиями и служит для обеспече-
194
ОПЕРАТИВНОЕ ПЛАНИРОВАНИЕ ПРОИЗВОДСТВА
[РАЗД. V
ния нормальной работы питаемой линии при
увеличении ее производительности или при
задержках подачи изделий с питающей линии
или участка. Исходная величина его должна
Таблица 45
Формулы для расчёта складских заделов в поточном
производстве
Вид
задела
Оборот-
ный
Транс-
портный
Резерв-
ный (стра-
ховой)
Расчётная формула
Z*=-rpT>m
Условия приме-
нения
В случаях, когда
сопряжённые ли-
нии работают раз-
ное число смен
При связи сопря-
жённых линий при
помощи непрерыв-
ного транспорта
При связи сопря-
жённых линий при
помощи периоди-
ческого транспорта
На всех поточ-
ных линиях
Обозначения: Z. — норма данного вида задела
между двумя сопряжёнными линиями (/ — индекс вида
задела); Nmia — сменная программа линии, работа-
ющей большее число смен (менее производительной);
Sg — сменность этой же линии; SM — сменность более
производительной линии; ц — коэфициент использо-
вания транспортёра (по загрузке); R — периодичность
транспортных рейсов между линиями; rt — такт пода-
ющей линии; Qm — грузоподъёмность в шт. транс-
портирующего устройства; U — резервное время на
отклонения от плана и ритма в мин.
Остальные обозначения см. в табл. 42.
быть выбрана в соответствии с временем воз-
можных перерывов или перебоев в работе
питающей линии, а расчёт аналогичен расчёту
соответствующих внутрилинейных заделов.
При определении нормы складского резервного
задела необходимо учитывать, что: а) он играет
роль резервного задела последнего участка
питающей линии, а на линиях, не расчленён-
ных на участки, — резервного задела всей
линии; б) сверх этого он должен обеспечить
покрытие потребности питаемой линии в до-
полнительном (сверхплановом) запуске, кото-
рая может возникнуть в результате перевы-
полнения последней планового задания на
основе стахановской работы, а также при
наличии безвозвратных потерь деталей
в ней; в) в большинстве случаев он является
буфером' между самостоятельными подразде-
лениями цеха или между самостоятельными
цехами, т. е. включает резерв на случай
возможных более или менее длительных за-
держек с подачей деталей с питающего
участка.
Восстановление нарушенного складского
задела трудно, организовать за счёт регламен-
тированных календарных перерывов. Обычно
оно производится путём увеличения планового
задания линии на очередной плановый период.
Длительность возможной задержки в подаче
деталей на склад (величина Uc для формулы
табл. 45), от которой зависит норма резерв-
ного складского задела, должна определяться
в каждом случае на основе тщательного ана-
лиза работы сопряжённых линий и реальных
условий производства. Для межцеховых заде-
лов эта величина принимается в несколько
раз выше, чем для линейных страховых за-
делов.
По опыту ряда заводов могут быть при-
ведены следующие примерные значения
для величины Uc: а) для задела между линиями
Цеховая карта нормальных заделов
Таблица 46
Цех Ml.
Map
Деталь
АВ-1024
Суточный выпуск 100
Суточный запуск 110
шрут движения детали
Склад заготовок
№ операции
—
Черновая обработка . . j i—s
Контрольный пункт .
Отправка в термический цех
Чистовая обработка
Отправка в химическую обработку
Отделка ±
Контрольный пункт
Склад готовых деталей
i-S
6—8
9—14
IS
16—19
16—19
-
Транспортная
партия 5 шт.
Количество
рабочих мест
технологи-
ческого
_ | '_
8
i
-
6
4
j
-
40
S
30
20
S
Карта действительна с 1 января 1950 г. до особого распоряжения
Норма
i
0
с
Is
•2/
4S
3S
¦ -
20
—
¦2/
Поступает из
К-1
задела в
оборотногс
so
—
—
—
-
—
—
So
штуках
резерв-
ного
200
20
20
-
10
—
—
/
ISO
1 Сдаётся
j вС-1
Итого
=7/
1
j 130
—
7/
-
40
10
32/
Норма задела
в днях
2,8
1,3
',Г
0,8
1,0
о,4
0,1
з,3
ГЛ. III]
НОРМАТИВНО-КАЛЕНДАРНЫЕ РАСЧЁТЫ В СЕРИЙНОМ ПРОИЗВОДСТВЕ
195
в одном цехе 1—4 часа; б) для задела гото-
вых деталей между обрабатывающим и сбо-
рочным цехами 1—4 смены; в) для задела за-
готовок 2—10 смен. Чем выше уровень орга-
низации поточных линий, тем меньше могут
быть нормы задела.
Размеры нормального межлинейного за-
дела устанавливают в указанных пределах
в большей или меньшей величине в зависи-
мости от ряда условий: наличия внутрилиней-
ного задела на последующем переделе, степени
налаженности производства, стоимости дета-
лей и т. п.
Общая норма складского за-
де л а (зя межлин) определяется суммированием
всех его составляющих:
%н межлин — -^5 4" %Ъ ~Ь ^7-
Норма складского задела используется при
составлении производственных программ по
табл. 11. При незначительных изменени-
ях программы эти заделы корректируются
аналогично внутрилинейным. При резких из-
менениях программы необходимо нормативы
складских заделов устанавливать заново. Ана-
логично с линейными заделами стоит постоянно
задача прогрессивного сокращения норм и
для складских заделов.
Оформление нормативных дан-
ных по линейным и межлинейным заделам
должно производиться подетально в разрезе
отдельных цехов. Для этой цели может быть
использована карточка, представленная в
табл. 46, или аналогичная ведомость.
НОРМАТИВНО-КАЛЕНДАРНЫЕ РАСЧЁТЫ
В СЕРИЙНОМ ПРОИЗВОДСТВЕ
Нормативно-календарные расчёты в серий-
ном производстве охватывают: а) определение
величины партий обработки деталей и серий
выпуска изделий или периодичности их по-
вторения в производстве; б) установление
длительности производственных циклов и ка-
лендарных опережений; в) определение стан-
дартных календарных сроков выпуска и за-
пуска партий; г) определение величины заде-
лов; д) разработку стандартных планов ра-
боты производственных участков.
Расчёт серий выпуска изделий и партий
изготовления деталей. Серией называется
количество единовременно (или беспрерывно)
выпускаемых или запускаемых на сборку
готовых машин. Партией называется коли-
чество единовременно выпускаемых или за-
пускаемых в производство деталей или ча-
стей машин.
По самой сущности серийного производства
изготовление данных деталей или изделий на
любом из рабочих мест происходит не по-
стоянно, а в порядке чередования с другими
деталями, изготовляемыми на том же рабочем
месте. Это относится и к рабочим местам,
выполняющим последние операции, и, следо-
вательно, выпуск и запуск каждого вида де-
талей (изделий) также производится не непре-
рывно, а через некоторые интервалы вре-
мени. Совершенно очевидно, что изготовле-
ние партии деталей на каждом рабочем месте
связано с переналадкой его на данную ра-
боту. Отсюда следует, что чем больше раз-
меры запускаемых в производство партий,
тем большими становятся периоды между пе-
реналадками рабочего места, а также периоды
между запусками очередных партий данных
деталей. Этим определяется чрезвычайно су-
щественное влияние размера партий на эко-
номические показатели производства. Не-
трудно установить, что« увеличение партии
вызывает ряд положительных последствий,
к которым относятся: а) сокращение затрат на
переналадки (зарплата наладчиков и рабочих);
б) увеличение фонда времени оперативной
работы оборудования (сокращение потерь вре-
мени на переналадки);, в) увеличение произ-
водительности труда рабочих (за счёт умень-
шения потерь времени и роста навыка); г) упро-
щение планирования и сокращение учётных
операций.
Одновременно увеличение размера партии
влечёт за собой и отрицательные последствия:
а) увеличение запасов деталей (заготовок, из-
делий) на складах; б) увеличение потребных
размеров складских площадей; в) увеличение
длительности производственного цикла в це-
хах; г) увеличение потребных производствен-
ных площадей; д) увеличение потребных обо-
ротных средств.
Уменьшение размера партии вызывает про-
тивоположные результаты.
Помимо экономических факторов, нашед-
ших отражение в приведённом перечне, на-
значение размера партий должно производиться
с учётом ряда практически важных производ-
ственных условий. Многообразие этих тре-
бований и условий, предъявляемых к размеру
партии, практически исключает возможность
определения её величины чисто расчётными
методами и заставляет: а) предварительно при
помощи расчёта, учитывающего некоторые
основные факторы, определить примерные
размеры партий и б) путём корректирования
расчётных величин на основе учёта ряда до-
полнительных факторов установить нормаль-
ные размеры партии.
Предварительный расчёт партий может
учитывать большее или меньшее число фак-
торов по преимуществу экономического ха-
рактера. Наиболее часто [2, 7, 8, 10, 12, 15—19)
применяются три формулы, приведённые в
табл. 47: а) расчёт так называемого оптималь-
ного размера партии, учитывающий, что уве-
личение партии приводит к сокращению теку-
щих затрат и росту производительности, с одной
стороны, и к росту потерь на связывании обо-
ротных средств — с другой; б) расчёт
минимального размера партии, учиты-
вающий реально значимый предел сокраще-
ния размера партии с точки зрения эконо-
мически рационального использования обо-
рудования; в) расчёт ориентировочного
размера партии, учитывающий допусти-
мые размеры связывания оборотных средств.
Каждый из этих методов может применяться
как для расчёта размеров партий отдельных
деталей, так и для комплектного расчёта для
групп (комплектов) деталей, относящихся
к одному узлу или изделию или определён-
ному производственному участку.
Первый из методов расчёта, иллюстрируе-
мый фиг. 14, будучи наиболее общим, является
теоретически сугубо спорным, а с практиче-
ской стороны чрезмерно сложным. Третий метод.
Оперативное планирование производства
(РАЗД. V
Формулы для расчёта размеров партий
Таблица 47
Метод
Для отдельных деталей
Оптимальной партии
Минимальной пар-
Ориентировочной
партии
/ F ¦ Н
a-t.
"год
Для групп (комплектов) деталей
л = 10
Е k ¦ G [tc (I + а) + г]
Обозначения: п — размер партии в шт.; F— месячный фонд времени работы оборудования в мин.; Е — суммарная
стоимость переналадок по всем операциям данной детали; G — себестоимость данной детали в руб.; t — суммар-
ная трудоёмкость одной детали (по всем операциям) в мин.; г — календарный такт данной детали в мин.;
а — отношение стоимости материала, идущего на одну деталь, к её полной себестоимости; t — время на пере-
наладку по ведущей операции в мин. (практически нужно брать по операции с самой сложной переналадкой);
t — штучное время по ведущей операции в мин.; а — коэфициент допускаемых потерь времени на перена-
ладку; N s — годовая программа по данным деталям в шт.; <р — коэфициент, определяющий максимальное отно-
шение размера партий к годовой программе (может приниматься от 0,05 для мелкосерийного производства до 0,02
для крупносерийного производства); k — число данных деталей в одном комплекте.
весьма груб и пригоден только для самых пред-
варительных прикидок. В основу определения
величин партий должен быть принят поэтому
второй метод, созданный и получивший широ-
кое распростране-
ние на наших заво-
цах, тем более что
фактор связывания
оборотных средств
может быть учтён
путём подбора со-
ответствующего
коэфициента а в
формуле для рас-
чёта минимальной
партии. Этот под-
бор должен быть
сделан таким обра-
зом, чтобы обеспе-
чить практически
предельное сниже-
ние затрат на пе-
реналадки и повы-
шение коэфициен-
та производитель-
ного использова-
ния оборудования
(фиг. 15). Обшир-
ная практика при-
менения этого ме-
тода в советском
машиностроении
Величина партии
Фиг, 14. Зависимость от вели-
чины партии затрат по пере-
наладке C) и потерь от связы-
вания оборотных средств B);
/ — сумма затрат и потерь;
л„ наивыгоднейшая величин ;i
партии, при которой сумма
затрат по переналадке и по-
терь является наименьшей.
Величина партии
Фиг. 15. Зависимость между
величиной партии, коэфы-
циентом затрат времени на
переналадку а и коэфициен-
том использования оборудова-
ния A — а).
показала, что це-
лесообразные зна-
чения коэфициен-
та а лежат в пре-
делах 0,03—0,1. В большинстве случаев
пользуются средним значением а = 0,05. При
необходимости более точно учесть экономич-
ность использования оборотных средств можно
варьировать эту величину, в пределах, указан-
ных в табл. 48. Расчёт партий рекомендуется
производить по ведущим операциям: в литей-
ных цехах — по формовке, в кузнечно-прессо-
вых цехах — по ковке или штамповке, в ме-
ханических и других обрабатывающих цехах —
по операциям с наиболее трудоёмкой наладкой,
в сборочных цехах — по опе.рациям> оснащён-
ным наиболее сложными приспособлениями.
Полученный размер партии, как правило, рас-
пространяется на все операции изготовления
данных изделий в пределах цеха. При этом
в отдельных случаях допускается заранее рег-
ламентированное раздробление принятой ве-
личины партии на второстепенных операциях
с простой наладкой (параллельный вид дви-
жения, см. фиг. 18).
Таблица 48
Примерные значения коэфициента а
для расчёта партий обработки деталей
Стоимость дета-
лей за 1 шт.
в руб.
До 2 ......
2-50
Более 50 ....
Тип производства
Крупно-
серийное
О,О2
°,°3
О,О j
Средне-
серийное
°,°3
о,о,5
о.о8
Мелко-
серийное
о.о5
о,о8
О,12
Переходя к рассмотрению производствен-
ных условий, по которым надлежит корректи-
ровать полученную расчётом величину партий,
следует прежде всего произвести проверку
с точки зрения производительности труда.
Как об этом убедительно свидетельствует
опыт многих стахановцев, штучное время
с ростом партии уменьшается, особенно на
ручных и маломеханизированных работах.
Поэтому следует рекомендовать, чтобы в этих
условиях рабочие места были загружены одной
партией деталей не менее 1 смены, в крайнем
случае 0,5 смены (в мелкосерийном произ-
водстве). В соответствии с этим установлен-
ные размеры партии должны быть скорректи-
рованы в сторону увеличения, если расчётный
размер партии не отвечает указанному тре-
бованию.
ГЛ.' Ill]
НОРМАТИВНО-КАЛЕНДАРНЫЕ РАСЧЁТЫ В СЕРИЙНОМ ПРОИЗВОДСТВЕ
197
V
л
f....
\
ч
^-—
-^-
и. —
и—--
**¦—
Величины партий для одной и той owe де-
тали, полученные самостоятельным расчётом
для каждого цеха, должны быть координиро-
ваны между собой. Для решения этой задачи
рекомендуется вести расчёт от сборки к за-
готовительным цехам, корректируя расчётные
размеры партий таким образом, чтобы пар-
тии в предшествующих (по технологическому
маршруту) цехах были либо равны, либо
в кратном отношении больше, чем в после-
дующих *.
Третьим фактором для корректировки
является стойкость инструмента. В этом
отношении можно установить ;два правила:
1) если смена инструмента (подналадка) по
трудоёмкости приближается к времени пере-
наладки, то не имеет никакого смысла делать
подналадку, так как это приводит только
к увеличению задела, не снижая расходов
10
Ъп8
%0,6
§0.4
%0,2
О 1 2 ;3 ¦ Ч
Отношение величины партии к стойкости штампа,
Фиг. 16. Зависимость между величиной
партии, коэфициентом затрат времени на
переналадку и использованием оборудова-
ния на участках штамповки: 1 - коэфи-
циент потерь на переналадке; 2 — коэ-
фициент полезной загрузки оборудования.
по наладке и не повышая использования обо-
рудования; поэтому в таких случаях размер
партии должен приниматься равным стойкости
инструмента (без подналадки), выраженной
в количестве изделий; 2) если трудоёмкости!
наладки инструмента более или менее велика,
то величину партии надо устанавливать крат-
ной общей стойкости инструмента, так как
иначе неминуемо повышение процента потерь
на наладку из-за того, что одна (последняя)
наладка не будет оправдана достаточно дли-
тельной работой инструмента. Эти обстоятель-
ства хорошо иллюстрируются графиком фиг. 16,
из которого видно, что при учёте стой-
кости инструмента плавная закономерность
изменения коэфициента использования обору-
дования, отражённая на фиг. 15, утрачивает
свой непрерывный характер и кривая потерь
на наладку приобретает ступенчатую фор-
му, причём наименьшие потери соответ-
ствуют тем случаям, когда величина партии
является кратной стойкости инструмента. При-
ведённые выше правила учёта стойкости ин-
струмента при определении величины партии
имеют практическое значение в цехах горячей
и холодной штамповки, где оба отмеченных
* Справедливость этой рекомендации подтверждается
элементарным анализом экономических и организацион-
ных факторов: отношение (tn3'ttum) обычно для сборки
меньше, чем для обработки, а для последней ниже, чем
в литейных и кузнечных цехах; соответственно в том же
порядке стоимость единицы продукции понижается, а
время связывания оборотных средств сокращается вслед
ствие применения в заготовительных цехах параллельного
вида движения.
момента (высокая трудоёмкость как наладки,
так и подналадки) имеют место.
В некоторых случаях цри обработке круп-
ных изделий намеченные размеры, партий
должны быть дополнительно проверены с точки
зрения наличных площадей у рабочих мест
и на складах. Это указание имеет практиче-
ское значение только тогда, когда фактически
существующие площади действующего завода
отведены без учёта накопления деталей при
работе нормальными партиями.
Важнейшее организационное и экономиче-
ское значение величины партии заключается
в том, что последняя определяет периодич-
ность производства. Между величиной пар-
тии п и периодичностью или ритмом её по-
вторения Rc существует прямая зависимость:
Rc =
дней = п ' г мин.,
где NgH — среднесуточная программа данных
деталей (изделий); г — средний! календарный
такт.
Ряд соображений определяет целесообраз-
ность установления таких партий обработки,
которым на замкнутом производственном
участке соответствовало бы небольшое коли-
чество кратных между собой периодичностей.
Этим, в частности, обеспечивается планомер-
ное чередование партий на каждом рабочем
месте (фиг. 17) и периодическое комплекто-
вание продукции. Это обстоятельство приво-
дит к важнейшей корректировке расчётный
размеров партий, к их унификации или нор-
мализации. Для того чтобы в пределах ка-
ждого замкнутого участка все детали укладыва-
лись в небольшое количество кратных пе-
риодичностей, по каждой детали вычисляются
ритмы расчётных партий (по формуле для Rc),
затем на основе анализа полученных величин
Фиг. 17. Схема чередования партий на рабочих местах"
при наличии одной или нескольких периодичностей:
на рабочем месте А две детали повторяются с периодич-
ностью 20 дней; на рабочем месте Б три детали по-
вторяются с периодичностью 20 дней и одна — с перио-
дичностью 10 дней; на рабочем месте В три детали
повторяются с периодичностью 20 дней, д^е детали —
с периодичностью 10 дней и одна деталь — с периодич-
ностью 5 дней; Rc — общая (максимальная) периодич-
ность для участка.
устанавливаются принимаемые периодичности
и по ним выравниваются (округляются) рас-
чётные размеры партий. Для крупносерий-
198
ОПЕРАТИВНОЕ ПЛАНИРОВАНИЕ ПРОИЗВОДСТВА
{РАЗД. V
яых участков следует принимать одну, макси-
мум две периодичности. Для средне- и мелко-
серийных это число может быть доведено до
трёх. Данное указание вытекает из условий
периодического чередования партий на рабо-
чих местах (фиг. 17), так как уже при трёх
разных периодичностях (рабочее место В)
построение графика вызывает затруднения.
Для практического пользования могут быть
предложены типовые варианты подбора пе-
риодичностей для различных производственных
условий, представленные в табл. 49. При этом
приведённые периодичности согласованы с
месячной периодичностью составления произ-
водственных программ.
Таблица 49
Типовые варианты подбора периодичностей
для серийных участков *
Таблица 50
Нормальная периодичность повторения партий
обработки на участке серийного производства
Вариант
А
Б
В
Г
д
Е
Максимальная
периодичность
(в рабочих
днях)
2
5
12,5
«5
5°
75
Допускаемая перио-
дичность повторения
отдельных партий
(в рабочих днях)
i и а
а,5 и 5
2,5 - F,25) — 12,5
5 - ".б — 25
12,5 — as — 5°
12,5 — 25 — 75
* Крупносерийное производство — варианты А, Б, В,
среднесерийное производство — варианты В, Г, Д, мелко-
серийное производство — варианты Г, Д, Е.
Ориентировка на выравнивание размеров
партий, на небольшое число унифицированных
периодичностей позволяет значительно упро-
стить технику расчёта партий. Это может
быть достигнуто путём прямого подбора пе-
риодичностей для каждой детали на основе
простейших параметров, характеризующих
условия изготовления каждой детали. Осно-
вания для такого подбора сводятся к следую-
щему. Простое алгебраическое преобразова-
ние формулы расчёта партии позволяет опре-
делить нормальную периодичность в зависи-
мости от времени наладки и числа деталей,
прикреплённых к станку ведущей операции.
Это преобразование основано на том, что
г
— представляет среднее количество наиме-
новации деталей, закрепленных за станком.
Обозначая это соотношение через kcep, по-
лучаем
D пз пз ксер
Пг~ п • г — -—: = •
Принимая то или иное значение а, полу-
чаем возможность определять периодичность
для заданных tn3 и kcep. На таком принципе
построена табл. 50, в основе которой лежит
коэфициент а = 0,05.
Подобрав по табл. 50 периодичности Rc,
мы можем легко определить соответствующие
им размеры партий по каждой детали, исходя
из того, что п = Rc\r.
Тип производства
Крупно-
серий-
ное . .
Сред-
не серий-
ное . . .
Мелко-
серийно е
Среднее количество дета-
лей на рабочее место— kcep
5
IO
2О
4О
Ведущее оборудование участка
со ю
v T ,
|-
§¦;;¦
ч я с
Универсальное
оборудование с
простой наладкой
*пз = 15 -г Зи мин.
Револьверные
станки и полуав-
томаты, универ-
сальные станки со
сложной наладкой
*„3=:30 -f- 60МИН.
Автоматы, круп-
ное или сложное
кузнечно-прессо-
вое оборудование
tn3 = 2—4 часа
Периодичность партий в днях /?„
До i,5
¦- 3
. 6
я Х2
1.5—3
3-6
6—12
12—25
З-о
б—12
12—25
25—5°
12—25
25—5°
5о—ioo
-
Результативные нормативы устанавли-
ваются либо как размеры партий в шту-
ках, либо как периодичность их изгото-
вления в днях. Первое выражение следует
рекомендовать только для условий неустано-
вившегося серийного производства. Как пра-
вило, необходимо стремиться к организации
серийного производства на основе выдвинутого
XVIII Всесоюзной партконференцией ведущего
принципа, добиваясь внедрения наиболее со-
вершенных форм обеспечения ритмичной ра-
боты. Этому содействует и соответствует вне-
дрение нормативной периодичности запуска
и выпуска партий.
Техника расчёта партий и периодичности
при пользовании рекомендованными выше про-
стыми формулами несложна. Она может быть
ещё упрощена применением некоторых орга-
низационных приспособлений (передвижных
линеек, номограмм), описанных в гл. XII.
Расчёт длительности производственного
цикла. Длительностью производственного
цикла называется календарный период времени
от начала до завершения какого-либо процесса.
Известно, что при данном темпе выпуска
продукции длительность производственного
цикла определяет величину незавершённого
производства, составляющего на машинострои-
тельных заводах наиболее крупную часть
связанных оборотных средств. Поэтому в
условиях развёрнутой борьбы за лучшее ис-
пользование оборотных средств социалисти-
ческих предприятий правильный расчёт дли-
тельности цикла, связанный с обоснованием
всех путей к его сокращению, имеет серьёзное
значение. В условиях серийного производства
различают: а) длительность цикла операции,ялп
операционный цикл,— период времени обработ-
ки партии на данной операции; б) длительность
цикла простого процесса — период времени
обработки партии деталей или сборки партии
узлов в пределах данного цеха или в целом;
в) длительность цикла сложного процесса —
период времени сборки сложных изделий, или
ГЛ. Ill]
НОРМАТИВНО-КАЛЕНДАРНЫЕ РАСЧЁТЫ В СЕРИЙНОМ ПРОИЗВОДСТВЕ
199
изготовления изделий в целом. Во всех трёх
случаях от длительности цикла всей изгото-
вляемой партии следует отличать длительность
цикла одной штуки или одной транспортной
партии изготовляемых предметов.
Нормальную длительность производствен-
ных циклов необходимо устанавливать для
расчёта сроков запуска и опережений. Сроком
запуска называют календарную дату начала
первой операции какого-либо процесса. Опе-
режением называют величину календарного
периода от запланированной даты выпуска
серии готовых изделий до даты запуска или
выпуска партий деталей на каком-либо пере-
деле.
Операционный цикл партии опре-
деляется по одной из следующих формул:
Формулы
_. п*шт гпз
Т°~ cTKS + TKS ДН6И
То - -f s Дней
и к о
Условия применения
Во всех случаях,
требующих точного
расчёта цикла; осо-
бенно при большом
удельном весе tn3 _
При грубых расчё-
тах. В большинстве
случаев (когда tn3 <
< 0,05 • Шшт) этот
метод даёт вполне
удовлетворительный
результат-
Здесь То — операционный цикл партии в днях; с —
количество рабочих мест, выполняющих параллельно дан-
ную операцию (фронт работы); Тк — календарный фонд
времени одной смены в мин.; S — сменность; tK — каль-
куляционное время в мин., вычисленное для нормальной
партии \tK - tmm
*na\
«Г
Как правило, число рабочих мест на опе-
рации или фронт работ с определяется отно-
шением tMm: г: Если это отношение меньше
единицы, то предусматривается одно рабочее
место. Если это отношение больше единицы,
то за величину с принимается ближайшее
большее целое число. В отдельных случаях,
когда сокращение цикла становится домини-
рующим фактором, например, когда это дик-
туется директивным сроком выпуска изделий
или когда экономически целесообразно уве-
личить затраты на дополнительные ком-
плекты оснащения фронт работы может быть
принят более широким.
Длительность производствен-
ного цикла простого процесса
в существенной мере зависит от избранного
вида движения партии по операциям [9]. Эта
зависимость отчётливо показана на графике
фиг. 18, где приведены и необходимые объяс-
нения . Выбор вида движения определяется
следующими основными факторами.
Фактор
Длительность опе-
рационных ЦИКЛОВ ¦"
Производственная
структура цеха и.уча-
стка
Вид движения
По мере увеличения опе-
рационного цикла переход от
последовательного движения
к параллельно-последователь-
ному
По мере приближения к по-
точной расстановке рабочих
мест переход к параллельно-
последовательному и парал-
лельному движению
Фактор
Степень синхрони-
зации процесса
Трудоёмкость на-
ладки
Специальные тех-
нико-производственные
условия
Вид движения
При резко несинхорнных
процессах — последовательное
движение. По мере повышения
степени синхронизации — пе-
реход к параллельно-последова-
тельному или параллельному
При отсутствии перенала-
док (специальное оборудование)
или незначительной трудоём'-
кости наладки на „коротких"
операциях —параллельное дви-
жение
При строгой регламента-
ции температурных интервалов
процесса (нагрев — штамповка,
нагрев — закалка) — параллель-
ное движение
При выполнении несколь-
ких операций на одном рабо-
чем месте —последовательное
движение
В серийном производстве выбор вида дви-
жения представляет сложную задачу, решение
которой требует комплексного учёта ряда
условий. Суть дела заключается в том, чтобы
Опео 1
длительность операционных
циклов (Т0.Яр)
Фиг. 18. Структура и длительность производственного
цикла при различных видах движения партии деталей по
операциям: а — последовательное движение; б — парал-
лельно-последовательное движение; в — параллельное
движение. Графики построены для одного и того же про-
цесса при одной и той же величине партии. При парал-
лельно-последовательном и параллельном виде движения
производства изделия передаются с одной операции на
другую транспортными партиями, равными в данном слу-
чае (на всех операциях) одной четвертой части партии
ур — -г-] ; Г —длительность производственного цикла;
Тс — сокращение длительности производственного цикла
при переходе от одного вида движения производства к
другому.
200
ОПЕРАТИВНОЕ ПЛАНИРОВАНИЕ ПРОИЗВОДСТВА
[РАЗД. V
экономический эффект от внедрения более
совершенного вида движения превышал свя-
занные с этим затраты.
Для ориентировки можно привести следую-
щие примерные указания: а) при коротких
операционных циклах (до 0,5 дня), как пра-
вило, следует применять последовательное дви-
жение; б) при То <! 2 дней и групповой рас-
становке рабочих мест рекомендуется последо-
вательное движение; в) при 7'0^ 2 дней, пред-
метной расстановке рабочих мест и несин-
хронном процессе рекомендуется параллельно-
последовательное движение с переходом на
„коротких" операциях с несложной наладкой
на параллельное движение; г) при Г0^2 дней,
поточно-линейной расстановке рабочих мест
и относительно синхронном процессе реко-
мендуется параллельное движение.
При применении всех видов движения,
кроме последовательного, должна быть уста-
новлена величина транспортной партии р.
Экономически рациональную величину
последней устанавливают обычно на основе
практических соображений, добиваясь её
предельного сокращения (что способствует
уменьшению незавершённого производства)
при минимальных расходах на самую транс-
портировку.
Длительность производственного цикла про-
стого процесса рассчитывается по следующим
формулам в зависимости от вида движения
партии [5, 9, 12, 14, 16]:
Вид
движения
Последова-
тельный
Параллель-
но-последова-
тельный
Параллель-
ный
Расчётные формулы
ш
1ц(посл) n 2j cTkS l 5 •
г/,
Тц (пар-пося) n 2j cTkS
1
\Ч % *к mtMo
2j С р) cTkS k°p + s '
1
tK
тц (пар) ~ (л - Р) "Г7уГ ШаХ + '
m
, VI *к т(мо
1
Здесь Тц — длительность цикла простого процесса
(индексы в скобках обозначают вид движения) в днях;
т — число операций процесса; tK — калькуляционное
штучное время операции в минутах; tм0 — среднее меж-
операционное время в сменах; Тк — календарный фонд
времени одной смены (в минутах); с — количество парал-
лельных рабочих мест на операции; 5 — сменность; р —
размер одной транспортной (передаточной) партии.
tK
Примечание, Выражение - _ подсчитывается
cl КЪ
для каждой операции. В качестве ( -=-jr кор ] прини-
мается меньшая из соответствующих величин для каждой
нимается максимальное (из всех операций) значение соот-
ветствующей величины. Кроме указанных в формуле
элементов, в расчёт цикла в отдельных случаях включается
время на естественные процессы. Если принять ею
равным t мин., то к формулам надо будет добавить
в качестве дополнительного члена . величину — .
Одним из элементов длительности цикла
является межоперационное время, т. е. время
перерыва в обработке партии (или транспорт-
ной партии) между операциями. Оно опре-
деляется тремя факторами (фиг. 19): а) нали-
чием ненормированных вспомогательных
операций (контроль качества, транспорти-
ровка, учёт и оформление документов и т. п.),
которые должны выполняться во время этих
Рабочее ^неи1-и операции_
место) *ШвЩ Технический
mcuiiui [; тнтоОПЬ
Рабочее место!
MO.IIKII | , «онтрОп
Транспортировка
Резердный
Рабочее место ИI
Начало 2-й
- деталь Я
Лролежибаниедетопи
Рабо
мест
и пеаераб
Проле/киваниеоетапиб
1. ^к?2~яопероии.!!
I
в)
пары смежных операции. В качестве — — max
сТкЪ
при-
Фиг. 19. Элементы межоперационных перерывов.
перерывов; б) необходимостью планировать
резервный перерыв между сроком выхода де-
талей с одной операции и началом их обра-
ботки на следующей для создания запаса ра-
боты, особенно нужного в условиях стаха-
новского движения; в) отсутствием син-
хронизации операционных циклов, вызываю-
щим процеживание партий очередных деталей
в ожидании, пока рабочее место освободится
от предыдущей работы. Воздействуя на все
эти факторы, необходимо добиваться всемер-
ного сокращения величины tM0. При комплекс-
ном проектировании производственных цик-
лов, т.е.при составлении календарных графиков
загрузки рабочих мест и пооперационного дви-
жения изделий (см. ниже), заранее учитываются
только первые два фактора. Третий фактор
проявляется в процессе самого проектирования,
определяя необходимость дополнительного
удлинения циклов. При расчёте длительности
производственных циклов отдельно взятой де-
тали на линиях переменного потока также учи-
тываются только два первых фактора, так как
синхронизация процессов исключает влияние
третьего. В этих случаях, исходя из практиче-
ских условий и учитывая организацию выпол-
нения вспомогательных операций, величину
межоперационного времени после каждой опе-
рации </ло) принимают в пределах от 0,2
до 1—2 час. На остальных серийных участ-
ках в основу расчёта нормального меж-
операционцого времени (tM0) принимают
третий фактор, так как время ожидания прак-
тически всегда перекрывает резервный пере-
рыв и продолжительность вспомогательных
операций. В этом случае, исходя из практи-
ческих производственных условий, среднее
значение tM0 для данного участка (цеха) сле-
дует принимать как функцию средней продол-
ГЛ. III]
НОРМАТИВНО-КАЛЕНДАРНЫЕ РАСЧЁТЫ В СЕРИЙНОМ ПРОИЗВОДСТВЕ
201
жительности операционных циклов (ТОср),
типичных для данного участка, учитывая, что
нижним его пределом в обычных условиях
является половина Го ср. При этом чем меньше
отклонение среднего значения То от конкрет-
ных его значений (вариант) и чем меньше
коэфициент загрузки оборудования, тем
ближе tM0 к указанному пределу.
Как правило, межоперационное время сле-
дует планировать на основании практических
данных, ужесточая их с целью сокращения
длительности цикла. В качестве ориентировки
можно принять значения tM0, приведённые
в табл. 51. Данные, указанные в этой
таблице, представляют собой некоторую пере-
работку статистических данных, выведенных
Таблица 51
. Ориентировочные значения межоперационного
времени(в сменах) при двухсменной работе
Тип производства
Крупносерийное производ-
ство
Среднесерийное производ-
ство . . •
Мелкосерийное производство
При периодичности
в днях
о,з
о,55
15 30 60
2,75
2,6
на основании специального исследования, вы-
полненного в заводских условиях [1]. Для
укрупнённых расчётов длительности цикла
можно составить нормативные таблицы, даю-
щие готовые данные при наличии основных
характеристик соответствующих
процессов. Примером такого ре-
шения вопроса, может служить
табл. 52, построенная (с некото-
рыми переделками) по данным
руководящих материалов ВНИТО-
МАШ [2], в которой при-
водится нормативная дли-
тельность цикла в зависи-
мости от трудоёмкости и
количества операций про-
цесса.
Другое решение дано
в уже упомянутой рабо-
те [1], в которой на осно-
вании специальных наблю-
дений установлены
средние нормы ка- J.
лендарной про-
должительности
одной операции(по
участкам однородной работы), включая меж-
операционное время. Расчётная длительность-
цикла для каждого вида деталей определяется
при этом как произведение указанного нор-
матива на число операций технологического
процесса.
Длительность производствен-
ного цикла сложного процесса
определяется на основе маршрутно-сборочной
схемы изделия. На фиг. '20 и 21 приведены
два рекомендуемых варианта графического--
оформления этиз схем. Каждому простому
процессу (изготовление детали, сборка узла)
соответствует прямоугольник (фиг. 20) или
отрезок (фиг. 21) При проектировании опера-
тивного календарного плана сборочных работ
на основе подобных схем учитывается загрузка
каждого рабочего места и в соответствии
с ней определяется действительная длитель-
ность цикла. Она обычно больше предвари-
тельно вычисляемой (на основе одних только
технологических соображений) на время неиз-
бежного межоперационного пролёживания де-
талей и узлов (см. ниже фиг. 22).
Простые процессы, входящие в данный
сложный процесс, могут сочетаться друг с дру-
гом во времени последовательно или с частич-
ным перекрытием. При последовательном
сочетании простых процессов длительность
цикла сложного процесса может быть вычис-
лена непосредственно по сборочной схеме или
определена из календарного графика произ-
водства изделия (фиг. 22), представляющего
маршрутно-сборочную схему процесса, изобра-
жённую в масштабе времени. Между сбор-
кой и механической обработкой и между по-
следней и заготовительными процессами обычна
предусматривают некоторые разрывы
_ во времени (на фиг. 22 показаны
пунктиром), которые служат резерв-
ным межцеховым опережением ж
играют роль, аналогичную резервному
СП-2
43Н
С6-1
1
11111111111111
СБ-2
СБ-3
1TT1IT
Фиг. 20 Схема сборки машины СП-2.
'202
ОПЕРАТИВНОЕ ПЛАНИРОВАНИЕ ПРОИЗВОДСТВА
[РАЗД. V
Спецификация
Колото правая
Колднна левая
Кожах
Винт
Подшипник нижний
Подшипник верхний
болт
Пап
Та
'рукоятки
^кладка
Группа 1(сб-1)
Плита фундаментная
Узел1
Рычаг
Сектор
Шестерня
Вал
Группа 2 №-2)
Узел 1-1
тко
Плита поворотная
ГруппоЗ(сЬ~3)
Ролик
Стойка для ролика
Стол подвижной
Группа 4{с& -1)
Стойка правая и левая
Машина в сборе
Схема
С6-!
С5.-2
УзелМ
СЬ.-Ч
Фиг. 21. Схема сборки машины СП-2-
складскому заделу .в массовом производстве,
Сокращение длительности цикла слолшого про-
цесса в большинстве случаев достигается за
счёт уменьшения циклов простых процессов,
составляющих ведущие „цепочки" сложного
процесса. С другой стороны, сокращение дли-
тельности сложного процесса, возможно за
счёт повышения удельного веса параллельно
выполняемых простых процессов (уплотнение
сложного процесса). На фиг. 23 показан один
из возможных вариантов уплотнения сложного
процесса, достигаемого за счёт диференциа-
ции сроков подачи деталей и сборочных со-
единений на сборку соединений высшего по-
рядка. Такая организация процесса приме-
няется в тех случаях, когда общая или агре-
гатная сборка отличается длительным циклом
(не менее 5—10 дней). Как видно из фиг. 23,
сборка агрегата начинается, как только готовы
детали 1,2, 3 и узел А, необходимые для пер-
вой сборочной операции; остальные узлы и де-
тали подаются на последующие сборочные
операции. Таким образом общая или агрегат-
ная сборка выполняется при этой системе
параллельно с узловой и параллельно с изго-
товлением деталей. Возможны и другие спо-
собы повышения степени параллельности вы-
полнения отдельных элементов сложного про-
цесса. Все они отражаются в сводном кален-
дарном графике производства серии. Из кален-
дарного графика сложного процесса длитель-
ность его цикла определяется непосредственно
по масштабу времени (горизонтальная шкала).
Специсрикация
Irdem. Наименование
Коли-
че-
ст6Ъ60\58\5б\5*\52\50\мЩ1#\УШ38\Зб\34\32\30\28\26\24\22\20\18\1б\п\12\Ю\в\б
Рабочие дни
ОН
01-2
01-3
ОН
01-5
01-6
01-7
01-е
он
оно
01-»
Of-Q
ОИЗ
Колонна левая
Колонна правая
Кожуь
Винт
Подшипник нижний
Подшипник верхний
болт
Патрубок
Труба
Рукоятка
Головки рукоятки
Болт
Подкладка
Сборка группы 1-й
1-1 I Плита фундаментная
Сборка узла J
02-1
02-2
02-3
ОН
Вал
Шестерня
Сектор
Рычаг
Сборка группы 2-й
Сборка узла Л
Плита поворотная
Шпилька
Рукоятки
Прижим
Сборка гриппы 3-й
Стол подвижной
Стойка для ролика
04-1
04-2
04-3
Сборка группы Ч-й
5171 Стойка правая и левая
Общая сборка и испытание
Мех!
. ПЦЗИ.
Заг 'Мех.2
3 Св.>~%
Условные обозначения
¦¦¦ общая сборка
у//////,™ узловая сборка
I I механическая обработка
i | заготовительные цехи
_ межцеховое резервное
пролеживание
Фиг. 22 Календарный график: цикла изготовления 30 машин СП-2 (без уплотнения;.
ГЛ. Ш] НОРМАТИВНО-КАЛЕНДАРНЫЕ РАСЧЁТЫ В СЕРИЙНОМ ПРОИЗВОДСТВЕ
203
Таблица 52
Укрупнённые нормативы длительности производственного цикла обработки партии деталей (в сменах1)
Общая
трудоём-
кость
обрабаты-
ваемой пар-
тии (п T,tK)
в нормоча-
сах
До i6
16-32
32-64'
64—128
is8—256
•¦256—51»
2
2
3
4
8
3
3
3
5
10
4
3
•
6
и
8
5
4
«
7
12
2О
Количество технологических операций
6
5
6
8
13
22
7
7
ю
Ч
24
8
ю
12
16
26
8
9
13
24
2З
32
10
14
26
30
36
12
28
32
42
14
32
48
48
16
52
54
18
70
56
20
6о
64
Примечание. Вниз от жирной линии — область параллельно-последовательного движения партии.
Расчёт опережений. Расчёт опережений
необходим для организации своевременного за-
пуска материалов, заготовок, полуфабрикатов
на всех стадиях производственного процесса,
что составляет важнейшее условие равномер-
ного по графику выпуска готовой продукции.
Нормальные опережения по переделам изгото-
вления деталей и по сборке узлов относительно
срока выпуска готовых изделий могут быть
определены при помощи уже известных ка-
лендарных графиков. Например, из фиг. 22
легко определить, что опережение запуска де-
тали № 01-2 на механическую обработку со-
ставляет 46 рабочих дней, а опережение вы-
пуска детали № 03-5 из кузнечного цеха рав-
няется 27 дням и т. д. При установившемся
ритмичном серийном производстве нормальные
опережения могут быть рассчитаны по следу-
ющим формулам:
На основе этих норм рассчитываются еже-
месячные оперативные календарные планы
цехам по запуску и выпуску деталей и узлов.
Деталь 1 -
Деталь 2 -
Узел Я -
Летапь 3 •
Узел В -
Деталь Ч-
Деталь 5-
Деталь 6-
Узел В -
Деталь 7-
Деталь 8 -
Деталь 9-
Сборка агрегата
1опер. ¦ 2оп Запер. -.'Чал:
Вид опережения
Расчётные формулы
По выпуску из об-
рабатывающего цеха
По запуску в об-
рабатывающий цех
По выпуску из за-
готовительного цеха
По запуску в за-
готовительный цех
+ е
о. рез
+ тц 0 +
+ %. рез
Ц. о
R3~ ro+
- 3
Здесь в0 — нормальное опережение выпуска партии
готовых деталей (из обработки); в3 — нормальное опере-
жение выпуска партии заготовок (отливок, поковок);
0 — нормальное опережение запуска партии деталей в
г
обработку; ©3 — нормальное опережение запуска партии
заготовок; Тц cg — длительность цикла сборки; Тц0 —
длительность цикла обработки; Тц 3 — длительность
цикла в заготовительном цехе; Rcq — периодичность
сборки (нри непрерывно-поточной сборке принимается
равной одному дню); Ro — периодичность выпуска партий
из обработки; R3— периодичность выпуска партий из заго-
товительного цеха; ®о. рез~ резервное опережение
между обработкой и сборкой; в3 рез — резервное опе-
режение между заготовительным и обрабатывающими
цехами
Примечание. Все величины указаны в днях.
Фиг. 23. Схема уплотнения сложного процесса.
Установление стандартных сроков вы-
пуска и запуска партий. В условиях устано-
вившегося (ритмичного) серийного производ-
ства стандартные сроки выпуска-запуска пар-
тий принадлежат к числу основных кален-
дарно-плановых нормативов. Опыт наших
передовых заводов свидетельствует о большом
организующем значении стандартных сроков.
Исходными данными для устано-
вления стандартных сроков являются: а) пла-
новый график выпуска готовой продукции
и принятый режим сборки; б) установлен-
ная периодичность изготовления партий со-
ответствующих деталей (заготовок, узлов);
в) установленная длительность циклов и опе-
режений.
Расчёт производится на основе этих данных
последовательно, начиная с цехов, непосред-
ственно питающих сборку, и кончая цехами,
выполняющими самые начальные фазы техно-
логического процесса.
Сущность методики установления поде-
тальных стандартных сроков выпуска и за-
пуска партий по одному переделу иллюстри-
204
ОПЕРАТИВНОЕ ПЛАНИРОВАНИЕ ПРОИЗВОДСТВА
[РАЗД. V
руется табл. 53. Расчёт выполняется в три
приёма: . а) определяется дата начала по-
требления первой партии, подлежащей сдаче
в планируемом году (или другом периоде при
более частой разработке нормативов); эта дата
определяется как первый стандартный срок
запуска в последующем цехе; б) определяются
стандартные сроки выпуска партий: сначала
первой в планируемом году вычитанием из
даты начала потребления установленной вели-
чины межцехового резервного опережения;
затем всех остальных партий - на основе
установленной периодичности их производ-
ства (Rc); в) определяются стандартные сроки
запуска партий вычитанием длительности цикла
из стандартных сроков выпуска. Длительность
цикла при этом определяется либо специаль-
ным расчётом (см. выше), либо на основе
стандартплана (см. фиг. 29, нижняя часть).
(см. табл. 11). Наличие стандартных сроков
выпуска-запуска партий позволяет установить
нормативные величины переходящих заделов
сравнительно просто.
Расчёт нормы • циклового задела произво-
дится следующим образом. Обозначим стан-
дартную дату первого в месяце запуска а,
стандартную дату первого выпуска Ь. Тогда
переходящий цикловой (внутрицеховой) за-
дел [Z.'^ будет равен
Z = —|-~ч п шт.,
где Тц и Rc выражены в календарных днях.
Например, для детали А (см. табл. 53) задел
в цехе на 1-е число составит
'Ч. А =
10+10—5
15
= п шт.,
Таблица 53
Расчёт стандартных сроков запуска и выпуска деталей по механическому цеху JV& / на 1950 г.
Индекс
деталей
А
Б
В
Цехи-потребители
Индекс
цеха
С-1
С-1
С-2
Начало
потребле-
ния (дата)
9Ц
4/1
12/1
Резервное
опережение
4
2
6
Периодичность
потребления
Непрерывно
(ежедневно)
То же
15
Цех-изготовитель
Периодич-
ность изго-
товления
партий
//
6
15
Длитель-
ность
цикла
10
9
4
Стандартные сроки
выпуска
/, 20
з, 8, 14,
20, 26
6,21
запуска
IO, 2>
/, и, IT,
2J, 29
3.JJ
Примечание. Все расчёты сделаны в календарных (не в рабочих) днях.
В некоторых случаях (главным образом при
мелкосерийном производстве) стандартные
сроки выпуска-запуска устанавливаютсяукруп-
нённо по пятидневкам, декадам. Это обычно
совпадает с применением комплектных мето-
дов планирования. В этом случае нормативные
сроки показываются не датами, а номерами
укрупнённых периодов A-я пятидневка, 2-я де-
када и т. п.).
Если склад готовой продукции цеха-изго-
товителя находится в подчинении последнего,
то помимо стандартных сроков выпуска-за-
пуска партий целесообразно регламентировать
также стандартные сроки подачи его продук-
ции (заготовок, деталей, узлов) цеху-потреби-
телю. Эта задача решается на основании дан-
ных о режиме потребления деталей или узлов
и исходя из соображений о рациональной
организации межцехового транспорта.
Расчёт нормы переходящих заделов. Для
целей технико-экономического планирования
нормы заделов в серийном производстве даются
в виде средних величин. Эти нормативы не
могут, однако, служить целям календарного
планирования. В качестве нормативов для
календарных расчётов необходимо располагать
подетальными нормами так называемых пере-
ходящих заделов, т. е. заделов на 1-е число
месяца. Эти нормативы используют на заво^
дах с преобладающим массовым характером
производства для расчёта количественных за-
даний цехам серийного производства, так как
межцеховое планирование на таких заводах
обычно организуется по принципу расчёта
оперативных программ по нормам задела
а для деталей Б и В— соответственно
1Ц. Б - 6
5+9-2 .
Z,, с = —Ч п = 2л шт.,
. в
2+4-6
J5
л —и.
Нужные результаты могут быть также полу-
чены из графического изображения стандарт-
Индекс
детали
C0-I52
С0-153
Рабочае дни месяца \
W
Ж
т
t
т
Р
з\ь
т
3
5
i>-
6
т
&
7
k
т
8
т
9
Ю
ТЧ
11
ш
12
ш
13
ш
п
15
16
Ш
17
18
Ш
19
Ш
21
М
Ш
Р
ш
й
Р
1
ш
2
ш
3
ш
4
5
Фиг. 24. Движение циклового задела на серийном участке:
А — график запуска-выпуска партий; Б — движение
циклового задела.
ных сроков запуска и выпуска, как они пока-
заны на фиг. 24.
Расчёт нормы складского задела в тех слу-
чаях, когда он расположен между серийным
подающим и массовым потребляющим уча-
стками (динамика складского задела имеет
ГЛ. III}
НОРМАТИВНО-КАЛЕНДАРНЫЕ РАСЧЁТЫ В СЕРИЙНОМ ПРОИЗВОДСТВЕ
205
при этом вид, показанный на фиг. 25), произ-
водится по формуле
U .ГУ
= "^ П + Z
рез
ШТ.,
задела устанавливается путём сопоставления
сроков выпуска партий подающим и запуска их
потребляющим участком. Приведённые на
фиг. 26 и 27 графики динамики складского
где ZCK — переходящий складской задел и
1рез — межцеховой страховой задел. Напри-
^рез
мер, для детали А (табл. 53) задел межцехо-
вого склада должен составить
_5
15" ' ~рез
^¦ск. А ••¦ }
— - 4-7
рез
Величина страхового складского задела
в этом' случае исчисляется по принципам ана-
1-е число
2 345 W8 9 ЮШВПбШшЩЩУ
2374251 2 3)
Фиг. 25. Движение складского задела между серийным и
массовым (потребляющим) участком: R — периодичность
выпуска; п — величина партии; ZCK— уровень складского
задела на 1-е число месяца; Zpe3 — страховой задел.
логичного расчёта в массовом производстве
(см. выше), но принимается в несколько
большем размере.
1-ечиспо 1-е число 1-е исло
5 7 9111311
1971237)
Фиг. 26. Движение складского ¦ задела
между двумя серийными участками, ра-
ботающими с одинаковым ритмом (услов-
ные обозначения см. фиг. 25).
В тех случаях, когда складской задел рас-
положен между двумя серийными участками,
работающими с одинаковыми или разными
ритмами, нормативная величина переходящего
1734 5 6 78 910111213П1516171819 W2I2№%8 I2345
п1
Фиг. 27. Движение складского задела между двумя серий-
ными участками, работающими с различным ритмом: Rc —
периодичность выпуска; Rc — периодичность потребления
деталей; п^ — размер партии изготовления деталей; /za —
размер партии потребления деталей; ? — постоянный
уровень складского задела на 1-е число месяца.
задела позволяют легко уяснить сущность ре-
шения задачи для обоих случаев.
Оформление нормативов для межцехо-
вого планирования. Рассмотренный комплекс
расчётов исчерпывает разработку календарных
нормативов, необходимых для межцехового
планирования в серийном производстве. Ре-
зультаты этих расчётов целесообразно сгруп-
пировать вместе и оформить в виде ведо-
мостей, построенных по цехам. Пример такой
ведомости, охватывающей все виды нормативов
серийного производства, представлен в табл.
54. В ней приведён исчерпывающий комплекс
нормативов. В реальных условиях подобные
сводки должны охватывать лишь необходимые
нормативы. В частности, при применении для
расчёта программных заданий метода комплек-
товочных номеров отпадает необходимость
нормирования переходящих заделов, при пла-
нировании по нормам заделов — нормативов
опережения. Регламент подачи устанавливается
только на заводах с преобладающим массовым
типом производства, при котором межцехо-
вые склады часто находятся в ведении цеха-
поставщика. Для условий непериодичного се-
рийного производства нормативы охватывают
Таблица 54
Нормативы календарного движения изделий в производстве по механическому цеху № 1
Индекс изделий
А
В
н
3
S3
Годовой выпуск
6 000
12 OOOI
ина
Нормальная вел
партии в шт.
2S0
/00
Нормальная nej
дичность в меся
о,/
о,/
Вид движения
Параллель-
ныи-после-
дователь-
ный.
Последова-
тельный
о
Размер транспо
партии в шт.
So
—
•* 5
н ™ «
Нормальная дли
ность произволе
ного цикла в дн
10
4
Стандарт-
ные
гыпуска пар-
тий
у,го
6,21
сроки
запуска пар-
тий
ю, 2;
2,1?
Переходя-
щий
внутрицеховой
(цикловой)
в шт.
2fO
—
задел
склада гото-
вых изделий
(межцеховой)
в шт.
12$
340
Нормаль-
ные опере-
жения
выпуска пар-
тий в днях
s
запуска пар-
тий в днях
is
П
Регламент подачи готовой
Куда (индекс
цеха)
С-1
С-2
продукции
Периодичность
в днях
Ежедневно
2 раза в
месяц
Стандартные
сроки подач
Через
4 часа
7-го и 22-го
числа
206
ОПЕРАТИВНОЕ ПЛАНИРОВАНИЕ ПРОИЗВОДСТВА
[РАЗД. V
лишь размер партий, вид движения, длитель-
ность производственного цикла и величину
опережений.
Станцартплан серийно-поточной линии.
В условиях серийно-поточного производства
должен быть строго регламентирован стан-
дартный календарный план работы каждой
поточной линии. Такой стандартный план даёт
уточнённые данные, необходимые для меж-
цехового планирования (сроки запуска партий,
длительность цикла производства и т. п.),
а также служит своеобразным основным нор-
мативом для внутрицехового планирования.
Исходными данными для его построения
служат проектный расчёт линии, установлен-
должна быть одинаковой и притом не меньшей,
чем максимальный ритм из всех изделий. С дру-
гой стороны, величина смещения операций на-
ходится в зависимости от организации перена-
ладки линии. Если переналадка всей линии про-
изводится одним наладчиком последовательно
по операциям, то начало выполнения каждой
последующей операции по отношению к пре-
дыдущей смещается по меньшей мере на про-
должительность переналадки по этой опера-
ции. В тех случаях, когда переналадка произ-
водится самими операторами или имеется не-
сколько наладчиков, переналадка может вы-
полняться параллельно-последовательно (см.
фиг. 28), и её продолжительность на величину
Станки
Сверлиль-
ный
4-шпинд
Сверлиль-
ный
4-шпинд
Пресс
Верстак
Токарный
Копировал
но-срре-
зерный
Зуборезный
дуборезнЬ/й
Верстак
МО
дета-
лей
9
27
6ч
9
14
16
9
14
16
9
16
9- 9
27
64
9,14,
16
9,14,
16
9,27,
64
Операции
Сверление отверстия
Сверление отверстия
Сверление изыкование
Развертывание и
зенкование
Вырубка контура
\Проши6ка срасонногс
J отверстия
Зачистка заусенцев
Обточка
Фрезерование контур,
1 Фрезерование
1 шлица
Нарезание зубьев
Нарезание зубьев
Зачистка заусенцев
Время на
партию
б часах
48 i
26
26
2%
26
48
26
26
48
26
26
7 t
26
48,26,26
43,26,26
48,26,26
**—
1
7
\
т
\
2
1
2
3
ш~Гт
Re
1 — ^
X А
I 4 I It
Т'
Tl
и
0
7
ч
t
5
2 *
3-
2
4
4
3
6
1
1
2
I
1
\
— —Rc -
7
i
Нг
L
L
~п
в
9
1
i
3
\4.
ЯШ
4 I L
! ^^
5
6~*
7
10
' V
TL
//
/
2
3
"И
12
*ч
V
Л
\
Им
\ 3
—%¦
13
1
2
3
2
ч
4
3
¦
п
Г"
-
{
1
Условные обозначения,
деталь №9 »' ' Деталь №27
деталь №64 ШШ деталь №Й
11 ' деталь №16 Ш&Я переналадка ¦
V срок запуска Т срок Выпуска-
Фиг. 28. Стандартный календарный план работы серийно-поточной линии. Цифры над линиями обозна-
чают номер операций. Нормативы: периодичность R —6,5 суток; партия — 2900 комплектов; дли-
тельность производственного цикла: дет. 9—3,6 суток, дет. Ы и 27—2,3 суток, дет. 16—2,2 суток,
дет. 64—2,0 суток.
ная периодичность выпуска и размеры
партий; стандартные сроки их выпуска. В ре-
зультате расчёта стандартплан устанавли-
вает строгий регламент прохождения закре-
плённых за линией изделий по всем операциям.
Кроме того, на основе стандартплана может
быть определена длительность цикла для ка-
ждого изделия и установлены сроки запуска.
Стандартплан серийно (переменно)-поточной
линии можно разрабатывать графически на ос-
нове методики, применяемой при проектирова-
нии этихлиний. Пример такого графика, предста-
вляющего несколько усложнённый случай пере-
менного потока, приводится на фиг. 28. Из гра-
фика видно, что при составлении подобного
плана наиболее существенным вопросом яв-
ляется проектирование порядка переналадки
линии и определяемое в связи с этим смещение
операций во времени. Во избежание простоев
при переходе от изготовления изделий с боль-
шим ритмом поточной работы Rn на изготовле-
ние изделий с меньшим ритмом (и наоборот) ве-
личина смещения операций для всех изделий
смещения влияния не оказывает. Продолжи-
тельность перерывов на переналадку на всех
операциях линии в силу их взаимной связан-
ности принимается одинаковой и определяется
соответствующей максимальной величиной.
Поэтому для сокращения потерь времени на
переналадку на линиях переменного потока
необходимо особо продуманно проектировать
технические методы скоростной настройки
станков. График переналадок строится с учё-
том всех этих соображений, причём как сам
график, так и величины межоперационных сме-
щений приобретают стандартный характер.
Стандартплан участков ритмично-серий-
ного производства. В тех случаях, когда рит-
мичность серийного производства находит своё
выражение не только в строгой периодичности
сроков запуска и выпуска партий, но в столь же
строгом соблюдении этой периодичности Rc и
порядка чередования изделий на рабочих ме-
стах, планирование работы соответствующих
участков может основываться на стандартном
календарном графике загрузки рабочих мест
ГЛ. ill!
НОРМАТИВНО-КАЛЕНДДРНЫЕ РАСЧЁТЫ В ЕДИНИЧНОМ ПРОИЗВОДСТВЕ
207
(стандартплане). При наиболее рациональном
подборе изделий для участка (однотипность и
общность технологических маршрутов) стан-
дартплан ритмично-серийного производства
приближается к аналогичному графику серий-,
ного потока. Исходными данными для разра-
ботки стандартплана служат установленная
производственная программа, принятая пе-
риодичность изготовления (размеры) партий,
стандартные сроки их выпуска, технологиче-
ские карты с уточнёнными нормами времени,
план закрепления деталей-операций за рабо-
чими местами и регламентированный вид-дви-
жения. Длительность цикла и сроки запуска
/ Нормативный график загрузки рабочих мест
черны
Радиалйно -свер-
лильный 815
Вертикально-
сберлильный
Протяжной7024™
Разметочная
плита р
"лесарный верстак
Условные
обозначения
ея операции об
работки де
тали05-1
mm операции об
работки де-
тали 3-12
^з операции об-
работки де ¦
ma/tu2-25
zOb переналадка'
Вертикальные по
шые линии от-
..ляютодна пар-
тию от другой
Цисрры над линия-
ми означают №№
операций
R -периодичность
записка -'выписка
(ритм)
Тц.Ти-длитель-
ность произведен
денного цикла из
гртоопения от-
дельных партий
12,3 4 -порядковые
номера изготов-
ляемы* партий
деталей
J заде//
1-отЗдо<*
партий,
дет)-12 -от2доЗ.
партий;
дет 2-25 -от 1до 2.
партий
Фиг. 29. Стандартплан участка ритмично-серийного произ-
водства.
партий определяются в результате разработки
стандартплана. В развёрнутом виде стандарт-
план охватывает движение всех изготовляемых
на участке изделий (пооперационно) и все
рабочие места. Примером такого плана может
служить календарный график загрузки рабо-
чих мест и сопряжённый с ним график запуска
и выпуска деталей, показанный на фиг. 29.
Идея стандартплана была выдвинута на пе-
редовых машиностроительных заводах как
форма плана, наиболее полно соответствую-
щая принципу организации ритмичной работы
в серийном производстве. Внедрение стандарт-
плана требует строгого соблюдения плановой
дисциплины всеми звеньями предприятия. Он
способствует укреплению чёткого режима*ра-
боты и, как следствие, улучшению всех ос-
новных экономических показателей. При пра-
ктическом применении стандартпланы должны
корректироваться в соответствии с прогрессом
техники и успехами коллективной стаханов-
ской работы. Использование новых резервов
лучше всего обеспечивается комплектным
увеличением задания (или уменьшением пери-
одичности при том же задании); другой путь-
включение дополнительной нагрузки.
Отправным моментом для построения стан-
дартплана является закрепление деталей-опе-
раций за рабочими местами. Оно должно произ-
водиться: а) в полном соответствии с тех-
нологическим процессом; б) с учётом квали-
фикации рабочих; в) с учётом условий много-
станочного обслуживания (или рациональной
загрузки бригады); г) с таким расчётом, чтобы
суммарная загрузка каждого рабочего места
балансировалась с его пропускной способ-
ностью. В процессе выполнения этой подго-
товительной работы для всех изделий-опера-
ций вычисляются длительности всех опера-
ционных циклов. Дальнейшая работа по со-
ставлению стандартплана сводится к размеще-
нию этих циклов на календарной сетке гра-
фика в соответствии с заданными сроками
выпуска партий и с максимально возможным
соблюдением регламентированного вида дви-
жения. Двоякая связанность операционных
циклов — по изделиям и рабочим местам — за-
ставляет отступать от последнего требования,
и вообще обращает построение стандартплана
в решение довольно трудной комбинационной
задачи.
Чтобы облегчить проектирование гра-
фика и не нарушить заданных сроков, при-
меняется ряд правил: а) на график прежде
всего нужно на'носить операционные циклы
наиболее трудоёмких и многооперационных-
изделий; б) построение графика по каждому
изделию следует вести начиная с заданного-
срока выпуска; в) при совпадении по времени:
операционных циклов разных изделий смеще-
ние нужно производить, не нарушая сроков^
сдачи, но с таким расчётом, чтобы удлинение
цикла падало на самые дешёвые изделия. Су-
щественное облегчение техники построения
стандартплана обеспечивают различные орга-
приспособления (см. гл. XII).
Следует указать, что при процессах с явно»
выраженными ведущими операциями стандарт-
план может охватывать только последние.
При этом стандартные сроки выпуска-запуска
партий определяются по такому стандартплану
с соответствующими дополнительными расчё-
тами. Точно так же при значительной номен-
клатуре изделий стандартпланом могут быть
охвачены только важнейшие из них. Осталь-
ные планируются в оперативном порядке за
счёт свободного (не занятого по графику)
времени рабочих мест [2,10,15 — 19].
НОРМАТИВНО-КАЛЕНДАРНЫЕ РАСЧЁТЫ
В ЕДИНИЧНОМ ПРОИЗВОДСТВЕ
Календарные расчёты в единичном произ-
водстве имеют своей задачей так разместить
все процессы во времени, чтобы обеспечить
своевременное комплектование по каждому
заказу и в то же время добиться максимально
планомерной загрузки всех участков произ-
водства и отдельных рабочих мест. Тем самым,
достигается лучшее использование основных
и оборотных средств и рост производитель-
ности труда. Эти расчёты охватывают: а) объ-
208
ОПЕРАТИВНОЕ ПЛАНИРОВАНИЕ ПРОИЗВОДСТВА
[РАЗД. V
¦ёмный расчёт загрузки в двух разрезах: для
определения обычного показателя загрузки
производственных мощностей заданной про-
граммой и для определения срока загрузки за-
вода наличным портфелем заказов; б) постро-
ение календарного плана или циклового гра-
фика выполнения заказа; в) составление ка-
лендарно-объёмных расчётов по отдельным
заказам и заводу в целом.
Ни один из этих расчётов не может быть
отнесён к нормативным в ранее принятом
смысле, т. е. таким расчётам, результативные
данные которых многократно используются
в процессе оперативного планирования. Тем
не менее цикловой график выполнения заказа,
устанавливая очерёдность и сроки выполне-
ния отдельных производственных процессов,
сроки запуска и выпуска деталей, играет роль,
совершенно аналогичную нормативным расчё-
там. Календарно-объёмные расчёты создают
основу для правильного проектирования цикло-
вых графиков отдельных заказов и, следова-
тельно, также примыкают к нормативным рас-
чётам.
Цикловой график выполнения заказа.
Цикловой график выполнения заказа пред-
7
2
3
4
5
б
\
Рабочая кпеть
Разработка рабочих чертежей
Станина весом 62т 12шт.)
Нзготодление модели
Отливка отжиг, обрубка
Механообработка
Рабочие балки 0ЮООBшт)
Поковка
Механообработка
Общая сборка клети
Шестеренная клеть
Разработка рабочих чертежей
Разработка технич докименташх
Корпус клети 50,4 т
Изготовление модели
Отливка
Механообработка
Шевронные шестерни Bшт)
Поковка
Механообработка
Шпиндельное устройство
Разработка рабочих чертежей
Разработка технич докиментаци
Стойка
Изготовление модели
Отливка
Механообработка
Общая сборка узла
Универсальный шпиндель
Разработка рабочих чертежей
Разработка технич докиментаци
Шпиндель Bшт)
Поковка
Механообработка
Общая сборка
Коренная шпиндельная муфта
Разработка рабочих чертежей
Разработка технич. документац.
Полимуфто
Изготовление модели
ОтлиЪка
Механообработка
Общая сварка
Устройство для перевода валков
Разработка рабочих чертежей
Разработка технич документации
Станина
Изготовление моделей
Отливка
Механообработка
Общая сборка
Ц=3
и
—1
с
п
с
hi
ID
^3
с.
t—,
р
CZ
с
с
,_,
С
С
ГЗ
С
С
3
С
П
1 _j_
=±
1
СП ?
Фиг. 30. График изготовления узлов блюминга (изготов-
ление остальных узлов и деталей идёт параллельно).
ставляет собой уточнение основных сроков, на-
мечаемых при оформлении заказа (см. табл. 2.1)
и предусматривающих исходное согласова-
ние подготовки и изготовления соответствую-
щих изделий. Степень уточнения сроков вы-
полнения отдельных работ по цикловому гра-
фику может быть различной, но в силу усло-
вий единичного производства они всегда носят
более или менее укрупнённый характер. Разра-
ботка, подобных планов в подетально-поопера-
ционном разрезе целесообразна лишь для ве-
дущих деталей. Обычно цикловые графики
сложного процесса строятся в комплектно-
узловом выражении. В этом графике указы-
ваются не только сроки сборки, но и сроки
изготовления заготовок и обработки деталей.
Одна ко последние даются не диференцированно,
а в целом на весь комплект, ориентируясь на
длительность цикла ведущей детали. По своей
структуре такой график аналогичен графику
сложного процесса в серийном производстве,
приведённому на фиг. 22. Разработка циклового
графика производится на основе сборочной
схемы и технолого-нормировочных данных по
сборке и изготовлению ведущих деталей. На-
меченные календарным планом сроки комплек-
тования узлов и изделия в целом, а также
сроки запуска в производство соответствую-
щих комплектов могут быть уточнены при
объёмно-календарном расчёте и подвергаются
дальнейшей деталировке уже в процессе те-
кущего оперативного планирования. Пример
подобного графика приведён на фиг. 30.
Календарно-объёмные расчёты произ-
водства. Цель этих расчётов — взаимная ком-
поновка календарных планов выполнения
отдельных заказов и согласование последних
с производственной мощностью соответствую-
щих участков производства. Кроме того, они
служат для обоснованного назначения сроков
по вновь поступающим заказам. Календар-
ный план выполнения отдельного заказа (цикло-
вой график) строится без учёта загрузки
оборудования и поэтому для согласования со
сроками выполнения других заказов не даёт
достаточно данных. Эта задача решается с по-
мощью особого календарно-объё много расчёта
загрузки по заказу. Для выполнения послед-
него необходимо знать обычную длительность
цикла выполнения заказа (даёт предыдущий
расчёт), объём загрузки в нормо-часах по
отдельным группам оборудования (получается
как сводка нормировочных данных), взаимную
последовательность и циклы выполнения ра-
бот по отдельным группам оборудования. Наи-
большую сложность представляет выявление
последних данных. В условиях единичного
производства опережения и длительности ци-
клов по группам оборудования приходится
принимать ориентировочно, основываясь на
опыте изготовления аналогичных изделий и
анализе циклового графика и нормативной тру-
доёмкости данного заказа.
После подготовки всех необходимых данных
по каждой группе оборудования намечается
количество рабочих мест, которое необхо-
димо выделить для выполнения данного заказа,
или так называемый фронт работ (С3). При
ориентировочных расчётах можно принять, что
где Qs — объём работ на заказ по данной группе
рабочих мест в нормо-часах; Т^ —длитель-
ГЛ. III]
НОРМАТИВНО-КАЛЕНДАРНЫЕ РАСЧЁТЫ В ЕДИНИЧНОМ ПРОИЗВОДСТВЕ
209
flum.2
Mexl
Hex.2
МехЗ
Мех.5
1200
1760
1540
тендарное распределение
чего объема загрузки
жаз№1657
у///////////.
У///////У//Л
УУУ/УУУУУУу.
У///У///////////////Л
УУ/УУУУУУУУЛУУ;
Март Йпрепь Май
'/////////77.У/
У/УУУУУУУУУ/А
УУУУУУУУУАУ/yZoy/,
У//////////////////.
УУУУУУУУУУУ/
Фиг. 31. Объёмно-календарный график выполнения заказа
(для единичного производства)
ность цикла выполнения заказа по данной
группе рабочих мест в месяцах; FM — месяч-
ный фонд времени работы одного рабочего
места.
Итоговые результаты объёмно-календар-
ного расчёта могут быть сведены в таблицы
заключается во взаимном сочетании объёмов
работ по отдельным заказам по всем группам
рабочих мест в соответствии с пропускной
способностью последних и позаказными сро-
ками.
Пример такого плана показан на фиг. 32,
в которой выделен (залито черным) заказ, отра-
жённый на графике фиг. 31. Построение такого
сводного календарно-объёмного плана произ-
водится путём последовательного (в хроноло-
гическом порядке) нанесения на график соот-
ветствующих загрузок (прямоугольников) по
отдельным заказам. При выявлении в процессе
составления плана недогрузки рабочих мест
в отдельные периоды времени или совпадения
времени выполнения одинаковых работ по не-
скольким заказам необходимо внести кор-
рективы в соответствующие позаказные ци-
кловые графики (изменение сроков и фронта
работы). Кроме того, необходимо наметить
меры по ликвидации .узких" и догрузки .широ-
ких" звеньев производства.
По мере поступления новых заказов кален-
дарно-объёмный план должен наращиваться,
а по мере выполнения заказов это должно
отмечаться в плане (например, путём заливки
тушью соответствующих прямоугольников).
Для того чтобы при этом не накоплялось оши-
бок, рекомендуется периодически (примерно
раз в квартал или полугодие) оформлять план
заново. При таком его ведении календарно-
объёмный план производства позволяет: а) обес-
печить развитие производственных мощ-
ностей в соответствии с директивными зада-
ниями и принимать меры к ликвидации от-
Фиг. 32. Общий календарный план выполнения заказов. Чёрным показан заказ № 1657 (см. фиг. 31).
или оформлены графически. Примером графи-
ческого оформления может служить фиг. 31,
в которой приведены также сводные норма-
тивные данные по заказу.
На основании календарно-объёмных графи-
ков по отдельным заказам может быть построен
общий объёмно-календарный план по всему
портфелю заказов. Задача его построения
14 Том 15
дельных диспропорций;б) правильно рассчиты-
вать сроки на вновь поступающие заказы и
более обоснованно строить цикловые графики
заказов; в) использовать объёмно-загрузочные
данные при составлении оперативных (месячных)
программ цехов и участков, обеспечивая свое-
временный запуск и планомерную загрузку
завода.
210
ОПЕРАТИВНОЕ ПЛАНИРОВАНИЕ ПРОИЗВОДСТВА
1РАЗД. V
ЛИТЕРАТУРА И ИСТОЧНИКИ *
1. Баньковский В. Г., Нормирование незавершён-
ного производства на серийных машиностроительных
заводах со сложным производственным процессом (ру-
копись), 1947.
2. ВНИТОМАШ, „Планирование, учёт и диспетчирова-
ние на заводаУ массового и крупносерийного произ-
водства, руководящие материалы, часть I и II (стекло-
графия), 1947.
3. Журавлев М., Часовой график производства, .Мо-
сковский большевик", 1948.
4. Киселев А. А., Вопросы оперативного планирова-
ния производства, Лениздат, 1940.
5. Крепиш П. В., Структура и расчёт производствен-
ного цикла, ОНТИ, 1935.
6. КорницкийК. Я.иТемкинА. В., Расчёт и ре-
гулирование заделов в поточном производстве, ЦИО
НКТП, 1934.
7. Материалы конференции по планированию на авто-
тракторных заводах, Дом техники НКСМ. 1940.
8. Материалы конференции по организации и планирова-
нию на предприятиях Главтрансмаша (стеклография),
1940.
У. Непорент О. И., Технические основы календарного
движения производства, изд. „Стандартизация и рацио-
нализация", 1933.
* Приводимые в настоящем перечне специальные лите-
ратурные источники даются в дополнение к основной
литературе, указанной на стр. 52.
10. О р г а м е т а л л, Методические основы расчётов дви-
жения производства на машиностроительном заводе
сост. инж. В. Г. Баньковский (стеклография)
1938.
И. Планирование производства в машиностроении (Труды
конференции по освоению новой технологии, плани-
рованию и диспетчированию, вып. III), ВНИТОМАШ,
1940.
12. Планово-оперативные расчёты в машиностроении,
ч. I — Планирование основного производства, сост.
Д. А. Тобиас и П. В. Крепиш, Машгиз, 1939.
13. Слово начальников цехов. Профиздат, 1948. Слов»
мастеров, Профиздат, 1948.
14. Т а т е в о с о в К. Г., Производственный цикл
в механических цехах серийного машиностроения,
ВНИТОМАШ, 1940.
15. Тезисы докладов, решения. Труды III Всесоюзной кон-
ференции по внутризаводскому планированию в машино»
строении, Машгиз, 1948.
16. Теплое Г. В.. Оперативно-производственное плани-
рование на машиностроительных заводах, Машгиз,
1946.
17. ЦНИИТМАШ, Основы расчётов движения произ-
водства в машиностроении. 1940.
18. Проекты организации внутризаводского планиоованиа
на машиностроительных заводах, 1933--1950.
19. Практические материалы по организации планирова-
ния на машиностроительных заводах, 1940—1950.
ДИСПЕТЧИРОВАНИЕ
Диспетчирование на социалистических
предприятиях является методом централизо-
ванного оперативного руководства выполне-
нием плана.
Как составная часть оперативного планиро-
вания производства диспетчирование имеет
своей первоочередной задачей организацию
ритмичного и комплектного выпуска продук-
ции согласно установленному государствен-
ным планом директивному заданию и при-
нятым коллективом предприятия социалисти-
ческим обязательствам по его перевыполнению.
Диспетчирование должно служить одним из
рычагов организации выполнения планов в со-
ответствии с решениями XVIII Всесоюзной
конференции ВКП(б): выполнять плановые
задания равномерно „по заранее разработан-
ному графику производства готовой продук-
ции" и притом выполнять их не только в сред-
нем по предприятию, а „ежедневно в
каждом цехе, в каждой бригаде, на каждом
станке и в каждой смене". Поэтому диспетчи-
рование на социалистических предприятиях
опирается на систему календарных планов-
графиков и имеет своей важнейшей функцией
оперативный контроль выполнения этих пла-
нов. Диспетчирование обнаруживает, преду-
преждает и ликвидирует производственные не-
поладки и отклонения от плана, а также на-
правляет движение производственного про-
цесса в рамки установленного организационно-
технологического режима, обеспечивая условия
для выполнения и перевыполнения производ-
ственных заданий.
Тем самым диспетчирование играет важную
роль в организации коллективной стахановской
работы, обеспечивая взаимно согласованную и
планомерную бесперебойную работу всех
бригад, участков и цехов, несмотря на возник-
новение тех или иных отклонений от плана-
графика производства. Диспетчирование вме-
сте с тем служит развитию соревнования за
улучшение количественных и качественных
показателей.
Для большей оперативности диспетчиро-
вание осуществляется при помощи спе-
циальных технических средств связи и сигна-
лизации.
ОРГАНИЗАЦИЯ ДИСПЕТЧИРОВАНИЯ
Основными принципами диспетчирования,
выработанными и сложившимися на наших пе-
редовых заводах, являются оперативность,
централизованность, плановость и профилак-
тика.
Оперативность основывается на ши-
рокой осведомлённости о ходе производства,
которая обеспечивается: а) информацией о со-
стоянии производства, получаемой через за-
креплённых за цехами и участками плановых
работников (ведущих инженеров, планировщи-
ков, кураторов и т. п.), и б) текущей инфор-
мацией, поступающей через аппарат дежурной
диспетчерской службы. Оба источника инфор-
мации должны быть тесно между собой свя-
заны.
Наличие специальной диспетчерской теле-
фонной связи, позволяющей одновременно вы-
слушивать несколько абонентов и произво-
дить при необходимости перекрестный их
опрос, обеспечивает быстрое получение со-
общений -и гарантирует точность информации.
Важнейшим средством текущей информа-
ции о ходе.производства являются ежеднев-
ные диспетчерские совещания, которые про-
водятся в определённые часы главным инже-
нером или начальником производства по за-
воду и начальником цеха или диспетчером
в цехах. При наличии специальной диспетчер-
ской телефонной сети участники совещания
остаются на своих рабочих местах у диспет-
черских ' телефонов.
На диспетчерском совещании разрешаются
текущие вопросы производства, взаимные
претензии цехов, производственных участков
и вспомогательных служб и отдаются опера-
тивные распоряжения.
гл. ни
ДИСПЕТЧЕРСКИЙ КОНТРОЛЬ ПРОИЗВОДСТВА
211
Для обеспечения непрерывности диспетчи-
рования работа диспетчерского аппарата орга-
низуется как дежурная круглосуточная служба.
Диспетчеры несут дежурство посменно или
по суткам (последний вариант предпочтитель-
нее). Диспетчеру подчинён технический помощ-
ник—оператор, который составляет диспетчер-
ские графики и ведёт учёт производства. Во
время дежурства диспетчер должен находиться
у пульта диспетчерской установки связи. При
кратковременных отлучках диспетчера у пульта
остаётся оператор, записывающий поступаю-
щие донесения и запросы и в случае необхо-
димости вызывающий диспетчера к пульту при
помощи диспетчерской связи или сигнализа-
ции. Диспетчерская служба функционирует не-
прерывно. При передаче дежурства одним дис-
петчером другому должна строго соблюдаться
преемственность.
Централиз о.в а н н о с т ь диспетчиро-
вания позволяет координировать текущую дея-
тельность сложного, разветвлённого заводского
аппарата. Общезаводское диспетчиро.вание осу-
ществляет диспетчерское бюро, подчинённое
начальнику производства завода. В цехах име-
ются диспетчеры, подчинённые начальнику цеха
или его помощнику по производству. В от-
делах заводоуправления диспетчирование осу-
ществляется начальниками отделов или спе-
циально назначенными ими лицами. На
крупных заводах такие отделы, как инстру-
ментальный, снабжения, главного механика,
главного энергетика, имеют свою диспетчер-
скую службу, связанную с основными пунк-
тами своего хозяйства. Используя посты во
всех звеньях производства, диспетчерская
служба держит под своим наблюдением все
виды заводской деятельности и при помощи
диспетчерской телефонной сети ведёт непре-
рывный обмен распоряжениями-указаниями
(сверху вниз) и информациями-донесениями
(снизу вверх).
Все оперативные распоряжения, касаю-
щиеся текущей работы по выполнению плана,
отдаются только через диспетчерский аппарат.
При этом условии может быть достигнуто еди-
ное распорядительство на производстве.
Плановость и проф и л а к т и к а в дис-
петчировании обеспечиваются тем, что дис-
петчер в своих действиях исходит из
задачи выполнить и перевыполнить план.
Ближайшая задача диспетчера — обес-
печить выполнение плана на смену-
сутки во время своего дежурства. Однако
реализация суточного задания должна
рассматриваться в перспективе выпол-
нения общего календарного плана произ-
водства, и действия диспетчера ни в коем
случае не должны вызывать в последу-
ющем движении производства отклоне-
ний от намеченного календарного гра-
фика.
Принцип профилактики в диспетчировании
проявляется также в проводимом им контроле.
Этот контроль должен быть опережающим и
определять за несколько дней до срока обес-
печенность выпуска изделий, запуска деталей и
изделий на первые операции, состояние заде-
лов в производстве и состояние самого про-
изводства (выполнение норм выработки, про-
стои, брак и т. д.) на наиболее узких его
участках.
МЕТОДЫ ДИСПЕТЧИРОВАНИЯ
Сущность диспетчирования сводится к не-
прерывному контролю за ходом выполнения*
плана по производству продукции и к теку-
щему распорядительству, направленному
на выполнение и перевыполнение плановых
заданий и принятых соцобязательств.
Методы контроля и распорядительства за-
висят от типа производства, масштаба завода
или цеха, характера изделий и т. п. В массо-
вом и вообще ритмичном производстве, орга-
низованном на основе стандартных планов, опе-
ративное регулирование сводится к непрерыв-
ному контролю за соблюдением установлен-
ного организационно-технического режима и
к быстрейшему восстановлению нарушенного
хода производства. В мелкосерийном и еди-
ничном производстве, при котором работы
выполняются по текущим оперативно соста-
вляемым планам, оперативное регулирование
сводится к организации календарного движе-
ния производства применительно к заданной
последовательности и срокам выполнения ра-
бот, т. е. к ведению самого процесса. Помимо,
этого методы контроля и оперативного регу-
лирования различны для общезаводского, це-
хового и участкового масштаба. В табл.
55—56 систематизированы методы диспет-
черского контроля и основные приёмы теку-
щего распорядительства в зависимости or
типа производства.
ДИСПЕТЧЕРСКИЙ КОНТРОЛЬ
ПРОИЗВОДСТВА
Контроль выполнения плана (табл. 55
и 56, разд. I). Непрерывный систематический
контроль выполнения плана является одним
из принципов социалистического планирова-
ния и потому составляет важнейшую функцию
диспетчерской службы. Учёт выполнения но-
менклатурного плана выпуска готовой про-
дукции по заводу в целом ведётся в таблич-
ной форме или графически.
При непрерывном выпуске одних
и тех же изделий учёт выполняется посменно
или по часам нарастающим итогом с начала
месяца в абсолютных цифрах и в процентах
Наименование
изделий
1 Мотор 4,5 квт
2 Мотор 6,5 квт
ъКомандо-ап-
J параты
Выпуск
Дни ;
Смены
За смену
За смену
С нач мес
За смену
С нач мес
1
1
-
Л
-
—
2
I
—
—
Л
3
I
-
Ь-
—
Л
—
/
-
h-
л
=-
-
5
I
Л
6
I
Л
Фиг. 33. Учёт выполнения плана выпуска (линейный
график).
(табл. 57 и 58). Весьма нагляден учёт при по-
мощи линейного графика. Выполнение на ли-
нейном графике (фиг. 33) отмечается по ка-
ждой позиции двумя линиями: выпуск за ка-
ждую смену и суммарный с начала месяца.
Ширина графы принимается за ЮДОД, смен-
ного плана. Перевыполнение отмечается в клет-
ках выпуска за смену дополнительной линией,
длина которой соответствует проценту пере-
212
ОПЕРАТИВНОЕ ПЛАНИРОВАНИЕ ПРОИЗВОДСТВА
[РАЗД. V
Таблица 55
Методы общезаводского диспетчерского контроля в зависимости от типа производства
Виды контроля
Контроль выпол-
нения номенклатур-
ного плана завода
III
IV
Контроль межце-
ховых передач
узлов, деталей, по-
луфабрикатов заго-
товок и состояния
заделов в производ-
стве
Массовое произ-
водство с преиму-
щественно поточ-
ными и прямоточ-
ными участками
Крупносерийное (ритмичное)
производство
при непрерыв-
ном выпуске
при серийном
выпуске
Серийное
(непериодичное)
производство
Мелкосерийное и
единичное произ-
водство
Контроль выпуска изделий из сборки и после испытаний:
посменно и по часам суток
в соответствии с установленным
ритмом
в соответствии с календарным
графиком
' Контроль выполнения
заказов в соответствии
с календарным графи-
ком
Контроль в сопоставлении
со стандартными сроками подач
с месячным календарным графиком подач
на небольщих и средних заводах подетально по
всей номенклатуре, на крупных — по важнейшим
и отстающим позициям
по готовым
деталям - в ком-
плектах по
узлам; по за-
готовкам — в
комплектах по
группам опере-
жения
по ведущим деталям
с длительным циклом—
подетально; по осталь
ным — в комплектах
по группам опереже-
ний
Контроль опера-
тивной подготовки
производства
Наблюдение за
работой отстаю-
щих участков в
цехах
Наблюдение за
наличием заделов
перед сборкой и на
складах подающих
цехов, подеталь-
но
Наблюдение за наличием заделов деталей заготовок и полуфа-
брикатов на межцеховых складах:
подетально
в комплектах:" детали — по узлам;
заготовки — по группам опережений
Вмешательство и помощь при задержках и срывах, по сигналам цеховых диспетчеров.
Контроль за подготовкой по особо важным позициям (изготовление инструментария, при-
способлений, аварийный ремонт оборудования и т. п.)
Почасовой контроль изготовле-
ния отстающих деталей
Ежедневный контроль за
работой отстающих участков
Поэтапный (в отдель-
ных случаях поопера-
ционный) контроль
изготовления важней-
ших деталей с дли-
тельным циклом
Контроль состояния заделов, выполнения норм,
наличия простоев, брака и других неполадок
Контроль состояния незавершённого
производства (в нормо-часах или руб-
лях), выполнения норм, наличия про-
стоев, брака и других неполадок
Опережающий (профилактический) контроль готовности деталей за 2—3 дня до насту-
пления срока их подачи согласно
стандартному расписанию подач
(выполняется с помощью инже-
неров-кураторов)
месячному ка-
лендарному
графику подачи
деталей
календарному графику подачи узлов
и групп деталей
Таблица 56
Методы цехового диспетчерского контроля в зависимости от типа производства
Раздел
I
Виды контроля
Контроль выполнения
номенклатурного плана
цеха
Массовое
производство
Серийное производство
поточное.
Контроль выпуска изделия и
узлов со сборочных конвейе-
ров и стендов посменно и
по часам.
Контроль выпуска деталей
с обрабатывающих линий
посменно, а по важнейшим и
отстающим деталям —по часам
в соответствии с установлен-
ным ритмом
ритмичное
непериодичное
Контроль выпуска изделий и
узлов в соответствии с кален-
дарным планом сборки.
Контроль выпуска из обра-
ботки готовых деталей или
комплектов их в соответствии
с календарным планом и смен-
ным заданием
Единичное и мелко-
серийное производство
Контроль выполне-
ния заказов
Контроль выпуска
деталей из обработки
комплектами на заказ
и подетально по веду-
щим деталям в соот-
ветствии с календар-
ным графиком
ГЛ. III]
ДИСПЕТЧЕРСКИЙ КОНТРОЛЬ ПРОИЗВОДСТВА
213
Продолжение табл. 56
Раздел
II
III
IV
Виды контроля
Контроль подачи в
цех заготовок, полу-
фабрикатов, материа-
лов, готовых деталей
и узлов
Контроль оператив-
ной подготовки произ-
водства и обеспечения
рабочих мест всем не-
обходимым
Наблюдение за рабо-
той на линиях или на
участках
Массовое
производство
Серийное производство
поточное
ритмичное
Контроль подачи в соответствии со стан-
дартными сроками посменно, а по ведущим
деталям почасно по всей получаемой цехом
номенклатуре
Контроль обеспеченности сборки готовыми
узлами и деталями подетально
непериодичное
Контроль по-
дачи в соответ-
ствии с кален-
дарными гра-
фиками в ком-
плектах по уз-
лам или груп-
пам опереже-
СИЯ
Контроль
обеспеченности
сборки в ком-
плектах по уз-
лам и группам
опережения
Единичное и мелко-
серийно з производство
Контроль подачи в
соответствии с кален-
дарными графиками в
комплектах на заказ,
а по ведущим деталям
с длительным циклом—
подетально
Контроль обеспечен-
ности сборки в ком-
плектах по заказам
Периодический контроль организации питания рабочих мест и вмешательство и помощь
при задержках и срывах по сигналам планировщиков и мастеров
Контроль за-
пуска на пер-
вые операции
по объёму
Контроль запуска на первые операции по
объёму и срокам
Контроль состояния заделов, наличия про-
стоев, наличия брака, невыполнения норм
и прочих неполадок
Контроль запуска
заказа по участкам
Контроль состояния незавершённого
производства (в нормо-часах или ру-
блях), наличия простоев и брака, невы-
полнения норм и прочих неполадок
Профилактический контроль выпуска деталей и их готов-
ности за 2—3 дня до срока подачи
Выявление
отстающих
операций и
контроль их
Профилактический
контроль по этапам
для заказа в целом и
поолерационно для ае-
дущих деталей
Выявление отстающих деталей и пооперационный контроль их изго-
товления
выполнения плана. Выпуск с начала месяца
показывается длиной второй линии, равной
сумме отрезков выполнения по сменам. Этой
линией устанавливается, по какое число вы-
полнено планозое задание и имеется ли на
данный день опережение или отставание в вы-
полнении плана. Применяются также графики
с кривыми нарастающего ежедневного выпуска
(фиг. 34) и графики почасового выполнения
плана (фиг. 35). Чтобы установить по графику
ежедневного выпуска (фиг. 34), по какое число
выполнен на данный момент план, достаточно
провести из крайней точки кривой горизонталь
до пересечения с линией планового выпуска
и опустить перпендикуляр на абсциссу (пока-
зано пунктиром). При сборке и испытании
машин в несколько стадий (сборка на кон-
вейере или стендах, испытание, исправление
дефектов, обкатка, отделка, упаковка и от-
правка) можно рекомендовать применение
графиков, отражающих последовательно ход
выполнения и состояние заделов по каждой
стадии изготовления и сдачи машин. На
фиг. 36 приведён пример графика выпуска из-
делий и состояния заделов по стадиям изго-
товления. В начале месяца на вертикали гра-
фика слева откладываются количества изделий,
находящихся в заделе, по стадиям изготовле-
100
90
70
60
5U
W
30
20
10
I 2 34 5 бвТТО 13.15 f? W22 2Ь 2129Дни
900
950
800
700
600
500
?Ю
300
200
100
о
с
/
/
/
/
/
/
У
(
/
/
/
/
/
/
/
/
2
/
/
-
\
7\
/
/
/
-
-
-
/
/
?
Фиг. 34. График с кривой ежедневно нарастающего вы-
пуска: / — плановый выпуск; 2 — фактический выпуск;
3 — месячный план.
214
ОПЕРАТИВНОЕ ПЛАНИРОВАНИЕ ПРОИЗВОДСТВА
[РАЗД. V
/
\
ния (снизу вверх в порядке, обратном ходу
технологического процесса). Из соответствую-
щих точек ведутся линии нарастающих вы-
пусков по стадиям; расстояния между линиями
Ло/iui
100
75
'"в 9 Ю1112 14151617181920212324 1 ? 910111214 №17 Часы
Фиг. 35. График движения почасового выпуска: / — пла-
новый выпуск; 2 — фактический выпуск.
по вертикали показывают наличие изделий
в заделе.
При серийном и единичном вы-
пуске изделий учёт рекомендуется вести
непосредственно на календарном плане-графике
сборки (фиг. 37), на котором цифрами пока-
зан план сборки по сменам, а жирной гори-
зонтальной линией—его выполнение нарастаю-
щим итогом. При длительном цикле сборки
контроль ведётся по узлам, причём ежедневно
отмечается затраченное количество нормо-ча-
сов, что позволяет видеть степень готовности
и отставания или опережения сборки узла
против установленных сроков.
В учётно-графической документации отра-
жаются также и поправки к суточному
плану, вносимые диспетчером при составлении
сменно-суточных заданий. Для этого в табли-
цах предусматриваются свободные места, в ко-
торые диспетчер записывает суточные или
Of 2 34 5 68910
2022 24 2?29Дни
Фиг. 36. График выпуска изделий и состояния заделов по
стадиям изготовления: / — подача основных узлов; 2 — за-
кладка в сборку; 3 — выпуск из сборки; 4 — выпуск из
испытательной станции плюс передача в дефектное от-
деление мину? выдача из него;, 5 — выпуск из испыта-
тельной в отделку; 6 — выпуск из отделки; 7 — отправка;
8 — план отправки.
сменные задания,, установленные на данный
день (табл.57). При графическом учёте испра-
вленные сменно-суточные задания отмечаются
на графике линиями другого цвета (см., на-
пример, способ отметки корректива на
Наименование
изделий
Насосы 2'
Компресеор5
Вентиляторы
Насосы 4'
№
эакал
52-34
52-35
52-36
Ло/шч
W
5
7
Дни и смены
1
I
и
2
I
п
3
I
6
1
л
6
5
I
10
П
10
2
6
I
1
л
3 -
г /
7
7
л
8
I
1 -
л
з -
р Начало по плану "^ Конец по плану
Фиг. 37. Календарный график* серийной сборки (отметки сделаны на 7-е число).
Ведомость учёта сменного выпуска на май 1950 г.
Таблица 57
Наименование изделий и намеченный
выпуск
Мотор
Выпуск:
месячный — 1000 шт.
среднесменный — 20 шт.
Дни
Смены
Корректированное
задание
Фактический
выпуск
за смену
с начала ме-
сяца
в %
3
I
21
21
2,1
II
20
41
4,1
4
I
-
18
S9
Г,9
П,
21
19
78
7,8
5
I
21
99
9,9
II
21
120
12,0
б
I
20
140
J4,o
II
z8
U,8
8
I
20
178
i7,8
II
20
if>8
19,8
9
I
21
219
21,9
11
22
241
24,1
ГЛ. III]
ДИСПЕТЧЕРСКИЙ КОНТРОЛЬ ПРОИЗВОДСТВА
215
графике—фиг. 38). При серийном и единичном
выпусках изменения плана также заносятся
в график (фиг. 37), ко в случае значительных
отклонений необходимы перепланировка и со-
ставление графиков на короткие отрезки вре-
мени. Выполнение надо отмечать в обоих гра-
фиках для сопоставления фактического хода
работ как с первоначаль-
ным планом в разрезе
всего планового перио-
да, так и с исправлен-
ным.
Учёт выполнения но-
менклатурного плана в
цехах ведётся аналогич-
но учёту по заводу в
целом. В обрабатываю-
щих и заготовительных
цехах он строится по-
детально или по груп-
пам, деталей— по узлам.
Этот учёт рекомендуется
вести в виде графи-
ка выпуска деталей.
Данные диспетчерского учёта и контроля
выполнения плана должны служить не только
целям текущего распорядительства. На всех
наших передовых предприятиях они исполь-
зуются для информации о ходе социалисти-
ческого соревнования. Для этого основные
показатели о выполнении норм, заданий и
принятых обязательств отдельными рабо-
Ведомость учёта почасового
Дни
Фиг. 38. Отметка изме-
нений плана на графике
нарастающего выпуска:
1 — линия первоначаль-
ного плана, 2 — линия
корректированного
плана (наносится дру-
гим цветом), 3 — фак-
тический выпуск.
подач; фактическая дата подачи отмечается
внизу соответствующей клетки полоской
другого цвета (на графике — пунктирная
полоска). Кроме того, в клетках показывается
поданное количество: над чертой — за день и
под чертой — с начала месяца. В общезавод-
ской диспетчерской службе учёт ведётся
Ноименов
uN'dem
Рычаг5-21
ВтулкаЖШ) W
500
Клапан 523 550 ЮО //
7
6олт6-01ШтУ///7///////\///
Дни месяца
Фиг. 39. Стандартное расписание — календарь подач
с отметками о выполнении.
на небольших заводах обычно по всей номен-
клатуре деталей, на остальных—по „ведущим" и
„дефицитным" деталям. В цехах учёт охватывает
все детали, полуфабрикаты и заготовки, по-
ступающие из других цехов. По массовым
деталям и узлам, поступающим ежесменно,
контролируется почасовая подача (фиг. 40 и
табл. 58), по остальным — сменная (табл. 59).
Форма стандартного графика почасовой по-
дачи заготовляется заранее, а в текущем по-
рядке диспетчером отмечается фактическая
подача графической и цифровой записью на
основании накладных, получаемых ежечасно
Таблица 58
выпуска узлов на Май 1950 г.
Наименование изделий и намеченный выпуск
Мотор
Выпуск: .
месячный 1000 шт.
среднесменный 20 шт.
среднечасовой 2,5 шт.
Дни
Смены
туск
часам
8-9
9—ю
10—11
16—17
Итого за
смену . . .
Итого с на-
чала месяца .
I
2
3
2
3
3
21
21
3
II
2
2
3
3
3
20
41
1
2
2
*
3
1
г8
59
4
II
3
2
3
3
3
19
78
I
2
3
3
3
3
21
99
5
II
. 3
3
2
2
3
21
120
I
г
2
2
3
3
20
140
5
II
2
2
3
2
2
18
158
I
3
2
2
3
3
20
8
II
2
3
3
3
20
198
1
I
2
3
3
3
3
21
219
1
II
3
3
3
3
3
22
241
чими, бригадами, участками, цехами ежед-
невно публикуются на специальных щитах и
витринах. Особо отмечается при этом ра-
бота передовиков: лучших стахановцев, бри-
гадиров, мастеров, начальников цехов.
Контроль межцеховых передач и со-
стояния заделов в производстве (табл.
55 и 56, разд. II). Данный вид контроля
является текущим контролем выполнения це-
ховых планов выпуска продукции, а также
проверкой комплектности хода производства
и обеспеченности цехов подачей полуфабри-
катов и деталей с предшествующих переделов.
В массовом производстве с устой-
чивой программой контрольными вехами явля-
ются сроки подачи деталей согласно стандарт-
ному расписанию—календарю подач (фиг. 39).
В этом графике горизонтальными чёрными
полосками вверху клеток обозначены дни
Таблица 59
Контрольно-учётная ведомость подачи деталей
за 6 февраля 1949 г. (II смена)
В
ч
ее
Й
%
S-зо
5~25
6-OI
6-O2
8-J5
8-з6
Партия
1 подачи
Soo
4оо
1000
1000
200
ISO
;0Н
<у ее
н с
li
Soo
420
950
1ООО
—
s
ч
я
S
10-12
10-11
12-30
12-31
12-32
1S-20
Партия
подачи
300
200
4оо
4оо
200
боо
о
¦ Я!
CJ СО
Фактич
ски под
20S
200
—
400
200
боз
Примечание
Детали
8-35, 8-36 бу-
дут поданы
не ранее 8-го
февраля (со-
общение цеха
изготови-
теля), деталь
12-30— утром
7 февраля
216
ОПЕРАТИВНОЕ ПЛАНИРОВАНИЕ ПРОИЗВОДСТВА
[РАЗД. V
от транспортного рабочего или экспедитора.
В контрольно-учётную ведомость сменной по-
дачи заранее записываются количества, под-
лежащие подаче на основании стандартного
расписания подач, а в конце смены отме-
чается фактическая подача. В примечании
5-21
8-37
11-12
11-13
Сменная
потреб.
20
100
80
30
Партия
подачи
10
25
10
8-9
9-Ю
JOJ
10-11
Часы
1-2
2-3
10
3-4
А.
4-5
Итого
за смену
го
100
80
—
Фиг. 40. Стандартный почасовой
массовых деталей.
график подачи
даются пояснения о причинах неподачи и ука-
зываются ближайшие перспективы.
По окончании смены график почасовых
подач и контрольно-учётная ведомость отсы-
лаются диспетчеру завода. Наряду с отметкой
№
детали
Ко/шч
дет
на 1
машину
101
102
103
105
106
107
108
Заданы
на
1
520
1040
520
520
1560
520
1040
2080
1011
13 1516
17\18\19Щ222324 25 26 27 29 Ю
Фиг. 41- Комплектовочный график обеспеченности сборки деталями и узлами (отметки
сделаны на 8-е,число).
в календаре подач в период дежурства ито-
говые данные о поступлении полуфабрикатов
и деталей за сутки-
смену заносятся в учёт-
ные карты детали (см.
ниже табл. 64).
Исходя из посту-
пления деталей и нали-
Фиг. 42. Картотека учёта деталей с отметкой обеспечен-
ности при помощи „наездников".
чия задела, ведётся контроль обеспеченности
участка заделом полуфабрикатов. Особенно
необходим такой учёт на сборке, где для этого
заводится комплектовочный график (фиг. 41).
На этом графике под числами дней указы-
вается количество машин, которое должно
быть выпущено на каждое данное число с на-
чала месяца нарастающим итогом. Длина от-
резка против каждой детали показывает обес-
печенность сборки (остаток деталей на сборке
к началу месяца плюс подача на данное число).
Весьма удобно объединить комплектовочный
график с учётной картой детали, используя
для этого карточки с „наездниками" (фиг. 42).
Для этого по краю карточек помещают шкалу
обеспеченности в комплектах машин, и „наезд-
ники" насаживаются на каждой карточке про-
тив соответствующего числа комплектов. По
мере подачи деталей „наездники" переставля-
ются вправо, отмечая таким образом текущую
обеспеченность по каждой детали.' Картотека
с .наездниками" представляет собой, следо-
вательно, как бы гра-
фик обеспеченности,
и по ней легко можно
выделить детали, от-
стающие по подаче.
Весьма удобно веде-
ние графика обеспе-
ченности также и на
плоских картотеках
(см. гл. XII).
Комплектовочный
график обеспеченно-
сти сборки деталями
и узлами помимо ме-
ханосборочных цехов
ведётся и в общеза-
водской . диспетчер-
ской службе. Такой график может также
применяться в заготовительных цехах (литей-
ном, кузнечном, прес-
совом) и в цехах
нормалей, но в этих
случаях в графике ве-
дётся учёт не посту-
пления деталей с
предшествующей ста-
дии производства, а
подачи их в. после-
дующий цех (фиг. 43).
Не давая заделам в
последующих цехах
опускаться ниже уста-
новленной нормы и
следя за обеспечен-
ностью сборки дета-
лями, цех-изготови-
тель получает возмож-
ность планировать свою
работу на некоторый срок
вперёд и устанавливать оче-
рёдность выпуска деталей,
исходя из текущего состоя-
ния обеспеченности.
В серийном про-
изводстве при ежеме-
установлении сроков подачи дета-
лей контроль подач ведётся по календар-
ному плану запуска-выпуска (фиг. 44). При
большой номенклатуре деталей, особенно в се-
рийном неустойчивом производстве, детали
сячном
ГЛ. HI)
ДИСПЕТЧЕРСКИЙ КОНТРОЛЬ ПРОИЗВОДСТВА
217
группируются по срокам подач. Кладовая по-
луфабрикатов (в механическом цехе) и склад
готовых деталей (в сборочном цехе) еже-
дневно дают диспетчерам сводки о количестве
укомплектованных групп и об отсутствующих
Нацменов и №
детали
Корпус пересЬ .„,
бабки т
Корпус коробки.
подач J
Фартук 402
Маходичок 405
Задняя бабка 501
Люнет
603
Каретка 604
Патрон
702
Количество машин (компл.)
10 2030 W 50 60 70 80 90100110 120130 М150160170180190
1
Д
Фиг. 43. График обеспеченности -с учётом нормального опережения: лома-
ная линия А — Б — план подачи с учётом опережения; В — Г — то же за
вычетом фактического задела в последующих цехах к началу месяца;
Д — Е — план выпуска готовых изделий; М.~ Н — текущие отметки фак-
тической обеспеченности.
до величины всего заказа. Кладовая деталей
снабжает каждый заказ ярлыком (табл. 61)
с перечислением всех входящих в изделие
деталей и закрепляет за заказом одну или
несколько полок стеллажа. Поступление дета-
'лей отмечается в ярлыке, а
при большой номенклатуре
деталей — в спецификации за-
каза. Ежесменно кладовая со-
общает диспетчеру об уком-
плектованных заказах, на осно-
вании чего диспетчер делает
соответствующие отметки в
графике выполнения заказов
(фиг. 4G). В левой части этого
графика отмечаются даты на-
чала и окончания работы по
этапам выполнения заказа
(плановые и фактические).
В правой части ведётся гра-
фический учёт выполнения за-
каза по тем же этапам. Плано-
вые сроки показываются поло-
сками условных цветов или
штриховок для каждого цеха,
а фактические сроки выполне-
ния отмечаются сплошными
линиями под этими полосками.
Наименов. и №
детали
Крибошип 52
Маховик 53
Шкворень 54
Разм.
мес.
задан.
100
100
W0
Разм.
парта
50
50
400
Перио-
дич-
ность
'запуске
в мес.
1/2
1/2
1
Опереж.
подачи,
протею
запуска
2
2
3
Дни
месяца
План
Фактич
Цлан
Фактич
План
1
Фактич.
2
X
3
шю
I
ую
|
|
3
X
5
6
3
8
9
10
11
В
12
13
X
15
у
16
ж
17
3
X
3
50
18
100
19
3
20
в
22
23
24
В
В
25
26
27
29
30
В
Фиг. 44. Контроль подачи по графику запуска-выпуска: 3—запуск; В — выпуск; х — день подачи заготовок
по плану; L — знак начала фактической подачи; _i —знак окончания подачи; цифрами показывается количе-
ство поданных заготовок.
деталях (табл. 60). Диспетчер цеха-получа-
теля по сводкам кладовой ведёт графический
или табличный учёт поступления деталей
в комплектах по группам или узлам и сле-
дит за ходом комплектования (фиг. 45). Здесь
горизонтальные линии показывают количество
деталей или узлов (в комплектах), поступив-
ших на сборку; число над линией — дата по-
дачи, под линией — нарастающий итог подачи.
Аналогичный учёт ведёт диспетчер завода.
В мелкосерийном и единичном
производствах при коротких циклах изгото-
вления изделий учётная единица укрупняется
Таблица 60
Сводка кладовой об укомплектовании
25 50 75 100 125 150 175 200225250 275
Ъзеп №t-05
Втулка 24
Цилиндр 30
Клапан 31
Узел №5-01
Шкив 1
Фиг. 45. Контрольный график комплектования узлов де-
талями: пунктирные линии — укомплектование дета-
лями, сплошные — укомплектование узлами.
Укомплектовано
СО
%%.
z-os
z-os
Z-GS
2-01
С
Си
s-s
6-2
2-ZO
2 § о
«о*
iel
•2/
2S
10
Неукомплектовано
S
%
i-os
2-01
2-01
О.
S—3
2—12
2—14
'К
ч ¦
дета
%
104
22
ZO
«а
Йн.
«С Н
IS
3
10
Отметка
диспетчера
об уком-
плектова-
нии
Комплектовочный ярлык
Таблица 61
Заказ № 205
№ де-
тали
z
2
3
Коли-
чество
2
Z
4
Отметка
Выполнено
Выполнено
Стеллаж № 3
№ де-
тали
4
/
6
Коли-
чество
Z
I
3
Отметка
Выполнено
218
ОПЕРАТИВНОЕ ПЛАНИРОВАНИЕ ПРОИЗВОДСТВА
[РАЗД. V
Графический учёт (правая часть) ведётся
только по заказам с длительным циклом вы-
яюлнения. При длительных циклах изготовле-
ния готовые детали планируются и учитыва-
ются группами по узлам и по срокам подачи
4их на сборку, а заготовки — также по группам
т зависимости от продолжительности циклов
комплектования ведётся аналогично контролю
при серийном производстве — через кладовые
и склады с отметками в графиках.
Контроль оперативной подготовки произ-
водства (табл. 55и56, разд. III). Как показывает
опыт передовых цехов и участков, этот вид кон-
троля имеет большое значение для организа-
Литейный цех
Механический цех
Фактическое выполнение
Л Конечный цех
Сборочный цех
Фиг. 46. Контрольный график выполнения заказов: числа над чертой —даты начала работ, под чертой
работ. ..
окончания
их механической обработки. Отдельные де-
тали с особо длительными циклами изготовле-
яия выделяются на отдельный график и кон-
тролируются по всем этапам обработки и пе-
редачи из цеха в цех (фиг. 47). Контроль
ции коллективной стахановской работы. Опера-
тивная подготовка, заключающаяся в обеспече-
нии цехов и рабочих мест материалами, заготов-
ками, инструментом, технической и учётной до-
кументацией, не во всём объёме является
заказа
250
272
2BQ
А/*
детали
32-26
10-51
(-47
Колич.
2
1
10
Ноябрь
п
15
)
16
1ип
18
19
20
J
1
21
22
1.
23
-
25
hi
26
т
-
27
н_
-
28
-
-
-
29
-
-
Ю
ДекаЬрь
Где
L
_ Фрез.^
Г Г,
3
рл
Ч
\\Токдрн.
-гггт
5
At
-
_
6-
ш
-
8
9
10
11
12
i'f\
"acm
А-
13
-
15
16
17
_й
-
18
19
Тли$-
ЦП
".торг
гг
23
2Ь
Н
Пл
\
25\р>рр
шлиф.
4WfrHI
-
С-
<Фиг. 47. Контрольный график изготовления деталей с длительным циклом: пунктирные линии — плановые сроки
выполнения отдельных операций; сплошные линии —фактические сроки.
Диспетчерский журнал
Таблица 62
о
. о
с ¦
: ;
2
'¦
1
Г*
Время
ЗЦ
t(fiO
ЗЦ
jjOO
Участок
Волов
Шесте-
рён
Кто
подал
сигнал
Токарь
Иванов
Плано-
вик
Характер
неполадок
Поломка
шестерни
станка
ДИП-200
Отсутству-
ют червячные
фрезы М-10
Предпринято
Ремонтная
бригада Авде-
енко, присту-
пила к разбор-
ке станка
в 10^0
Через дис-
петчера за-
вода уточнён
срок изгото-
вления в ин-
струменталь-
ном цехе -- 6/1
Результат
Наварен
зуб. Шестер-
ня обработа-
на и устано-
влена
Доставлено
три червяч-
ные фрезы
М-10
. • • •
[КВИ-
:по-
Время т>,
дации не
ладок
311
2230
611
гость
Длите лы
простоя
12,5
часа
—
Последующие
мероприятия
(изменён
график)
Деталь
1-20 перебро-
шена на дру.
гой станок и
изготовлена
в срок
_
ГЛ. III]
ДИСПЕТЧЕРСКИЙ КОНТРОЛЬ ПРОИЗВОДСТВА
219
непосредственно функцией диспетчерской служ-
бы. Оперативная подготовка планируется и
обеспечивается специальными органами завода
и цехов (материального планирования, инстру-
ментального хозяйства, планирования техни-
ческой подготовки производства и т. д.). Пол-
ная проверка оперативной подготовки выпол-
няется планировщиком цеха, закреплённым за
пролётом или группой изделий. При составле-
нии месячных и недельных планов работ пла-
нировщики проверяют наличие всего необхо-
димого (технической документации, заказов
на инструмент и материалы и т. п.) и уточ-
няют сроки поступления недостающего. При
надобности включить в график работ необес-
печенные позиции планировщик ставит об
этом в известность диспетчера и принимает
меры к получению недостающих материалов,
инструментов и т. п. При сжатых сроках и
необходимости непрерывного наблюдения за
ходом подготовки контроль передаётся диспет-
черу цеха, который в нужных случаях полу-
чает содействие диспетчера завода. Недостаю-
щие элементы подготовки, взятые диспетчером
под наблюдение, заносятся им в диспетчерский
журнал (табл. 62) или на ярлыки картотеки
сроков (табл. 63).
Таблица 63
Ярлык картотеки сроков
Время исполнения
Исполнитель
Задание
Исполнение
311 — 24°°
Бригадир слесарь Авдеенко
Ликвидация поломки стан-
ка ДИП-200 № 5
ЗЦ - 2230
Последний этап оперативной подготовки —
доставка к рабочему месту всего необходи-
мого—осуществляется распределителем участка
(в небольших цехах диспетчером) с помощью
транспортных рабочих, кладовщиков и учёт-
чиков.
В сменное задание включаются только
полностью обеспеченные позиции. На основа-
нии сменного задания распределитель даёт
распоряжения: учётчику — выписать наряды;
кладовщикам — подготовить и выдать мате-
риалы, инструмент и приспособления; транс-
портным рабочим — подвезти всё необходимое
к рабочим местам. Детали, идущие с операции
на операцию, после приёмки их контролёром
перебрасываются распределителем к следую-
щему рабочему месту заблаговременно до мо-
мента начала работы. На участках массового
производства оперативная подготовка не тре-
бует обычно участия распределителя, она вы-
полняется по заранее установленному распо-
рядку соответствующими ячейками и органами
цеха.
За диспетчером цеха во всех случаях
остаётся периодический контроль организации
питания рабочих мест всем необходимым, ко-
торый осуществляется им при обходе участ-
ков в начале смены и от случая к случаю в
течение рабочего дня.
Наблюдение за работой участков
табл. 55 и 56, разд. IV). Диспетчер цеха кон-
тролирует выпуск продукции с участка. За
внутриучастковым движением деталей по опе-
рациям следит мастер (непосредственно или
через распределителя). Однако для предупре-
ждения производственных неполадок и срывов
выполнения плана диспетчер цеха обязан
хорошо знать общее состояние работ на участ-
ках и контролировать своевременность запуска
деталей в производство, состояние заделов,
выполнение норм, а также производить анализ
простоев и брака и осуществлять опережаю-
щий контроль выпуска и пооперационный учёт
по ведущим и лимитирующим деталям.
Контроль запуска имеет существен-
ное профилактическое значение. В массовом
производстве он заключается в проверке ко-
личества запущенного в работу полуфабриката
и количества деталей, выработанных на пер-
вой операции, в серийном добавляется про-
верка даты запуска детали на первую опера-
цию в сопоставлении с плановым сроком на-
чала работы. Отметка даты запуска произво-
дится на графике стандартных сроков подачи
или на графике запуска-выпуска. В единич-
ном производстве диспетчер отмечает на гра-
фике поэтапного прохождения заказа даты
начала запуска и полного разворота изгото-
вления заказа, когда запущена в обработку
последняя деталь заказа. Эти данные диспет-
чер получает от распределителей участков
или планировщиков цеха на основании веду-
щихся ими отметок в спецификациях заказов.
Контроль состояния заделов за-
ключается в наблюдении диспетчером цеха за
общей величиной задела на линиях и участ-
ках, для чего служит учётная карта (табл. 64
и 65) или график выпуска и заделов (фиг. 48).
Фета-
дет
на1
110
112
юоа-
ние
на
мес.
250
250
750
Ю11
121315 16171819 Ю 2223
Остаток деталей б обработке на начало
месяца О комплектах
Поступление заготовок в комплектах
Сдача готовых деталей в комплектам
Фиг. 48. График выпуска и заделов в механическом цехе
(на 6-е число).
Учётные карты заводятся на каждую деталь.
Карты отражают полный баланс движения
детали в процессе обработки. В верхней части
карт приводятся общие данные по детали^
а ниже ведутся текущие записи. На графике
выпуска и заделов сверху приводится кален-
дарная шкала, совмещённая со шкалой вы-
пуска изделий нарастающим итогом. Графи-
чески по каждой детали отмечается двумл
полосками обеспеченность заготовками (оста-
ток на начало месяца и поступление) и
сдача готовых деталей в комплектах. Линей-
ная разность между соответствующими отрез»-
ками обозначает остаток деталей в заделе.
Таблица 64
to
о
Наименование и номер детали
Шатун 20-51
Показатели
7
я
3
4
S
6
7
Поступило за- за день
готовок с начала месяца
Принято заго- за день
^овок с Начала месяца
за день
"*""" с начала месяца
Сдано на сбор- за день
КУ с начала месяца
Сдано запасных за день
аеталеи с начала месяца
,. , за день
с начала месяца
Л на линии
готовых
Учётная карточка детали
Количество
на 1 изделие
1 шт.
1
SO
SO
SS
SS
._.
40
40
-
40
40
220
180
2
6o
no
4S
100
S
S
40
So
S
S
45
8S
215
195
3
55
I6S
40
140
3
8
40
120
s
10 '
45
130
22s
195
массовое и крупносерийное производство)
Задание по программе:
на запуск 1300 шт.
на выпуск 1200 шт.
4
5о
215
45
zSs
8
40
160
5
IS
45
45
237
ТОО
6
So
26S
38
223
5
13
d2
202
10
25
52
227
242
190
7
3iS
42
26s
1
20
40
242
5
1°.
45
212
249
I76
8 | 9
40
355
40
30 s
20
4i
283
30
41
31?
2S0
J73
4S
400
43
348
2
22
40
323
10
40
50
.363
2S0
172
Среднедневное задание:
на запуск 50 шт.
на выпуск 46 шт.
10
So
4SO
4S
393
3
25
40
Збз
5
45
45
408
2S0
16s
И
40
490
48
441
40
403
S
SO
45
453
2S2
16s
13 | 14
45
535
JO
481
5
30
42
445
5
55
41
Soo
244
168
55
590
42
S23
5
35
40
48s
5
60
45
Г 45
244
161
15
4!
635
48
571
35
40
525
5
6s
45
590
2S2
158
Норма задела:
на линии 260 шт.
готовых 150 шт.
16
4i
680
47
618
2
Л
42
S67
5
70
41
631
249
l6i
17 j 18
SO
130
40
6sS
3
40
40
607
5
IS
4!
682
245
161
-
-
-
-
2S2
20
-
-
-
Партия подачи заготовок 25 шт.
Стандартные сроки подачи
Ежесменно
21
-
-
-
-
-¦
-
22
-
-
-
-
-
-
23
I
24
-
25 | 26 j 27 j 28
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
29
-
-
-
-
-
-
-
30
-
-
-
-
Пр имечание. Запись сделана по 17-е число включительно.
ГЛ. III]
ДИСПЕТЧЕРСКИЙ КОНТРОЛЬ ПРОИЗВОДСТВА
221
Таблица 65
Учётная карта детали (серийное производство)
Наименование и №
детали
Крышка подшипника — 2072
Дата
На
ill
2A
311
zoll
12/1
20/1
32/f
№ доку-
мента
(no инвен-
тариза-
ции)
35 (на-
кладная)
36 (на-
кладная)
102
4 (требо-
вание)
45 (на-
кладная)
47 (на-
кладная)
Поступи-
ло загото-
вок
70
Запуск
в обра-
ботку
100
Коли-
чество
изделий
1
Остаток
, заготовок
/о
/о
;о
120
20
20
20
Месячный
план
200
Выпущено
годных
деталей
4о
42
20
4S
Брак
2
I
/
Раз-
мер
пар-
тии
100
Остаток
в обработ-
ке
8}
43
zoo
8о
SO
При отклонении заделов от нормы диспетчер
принимает меры к их, выравниванию.
Контроль выполнения норм про-
водится путём изучения и анализа совместно
с мастерами и технологами цеха получаемых
регулярно от нормировщиков сводок выпол-
нения норм по участкам и профессиям. При
необходимости вносятся изменения в планы
работ и расстановки рабочих.
Анализ простоев и брака на осно-
вании сводок простоев оборудования и рабо-
чей силы и извещений о браке необходим для
вскрытия неполадок и сигнализации об угрозах
срыва плана. Наряду с немедленным приня-
тием оперативных мер диспетчер предъявляет
мастерам участков, механику цеха, инструмен-
тальной кладовой и прочим виновникам про-
стоев конкретные требования по изжитию
неполадок и предотвращению их в дальнейшем.
Одновременно эти данные служат для орга-
низации массовой борьбы с потерями в про-
изводстве, что особенно успешно достигается
при переводе участков и бригад на хозяй-
ственный расчёт.
Опережающий контроль вы-
пуска производится для своевременного и
полного обеспечения календарного выпуска
и составляет поэтому важное средство в ор-
ганизации борьбы за перевыполнение приня-
того плана. Для этого диспетчер за несколько
дней до наступления планового срока выпуска
определённых деталей проверяет состояние их
выполнения (через мастера, лично на участке
или через планировщиков цеха) и, обнаружив
отставание против сроков пооперационного
графика или расчётного цикла, контролирует
изготовление отстающих деталей, требуя от
мастера ежесменного отчёта о продвижении
этих деталей по операциям (табл. 66).
Пооперационный учёт по ведущим
и лимитирующим деталям ведётся диспетчером
цеха в массовом и крупносерийном производ-
ствах путём организации почасового контроля
за работой важнейших операций, лимитирую-
щих выполнение плана (по табл. 58);
в серийном производстве — путём выявления
отстающих деталей и групп деталей, устана-
вливая по ним особое наблюдение; в единич-
ном и мелкосерийном — пооперационным на-
блюдением за деталями с длительным циклом
обработки, определяющими сроки исполнения
заказа, по форме, приведённой на фиг. 47.
Изложенный круг вопросов должен быть
также в поле внимания диспетчера завода.
Однако основной задачей диспетчера за-
вода является контроль наиболее важных
с точки зрения выполнения плана уча-
стков или находящихся в прорыве и тре-
бующих помощи. В этой работе диспетчер
завода опирается на плановиков (инжене-
ров-кураторов) производственного отдела,
от которых он получает ежедневно
информацию. Инженер-куратор информирует
дежурного диспетчера завода и передаёт ему
необходимые данные, которые тот использует
при проведении диспетчерского совещания по
заводу. Особое внимание инженер-куратор
обращает на опережающий контроль выпуска
и подачи деталей.
Учёт на производственном участке. Та-
кой учёт ведётся распределителем участка.
Приёмы учёта зависят от условий производ-
ства, его типа, масштаба цеха и участка и
характера изделий. Самостоятельного поопера-
ционного учёта распределитель не ведёт.
В массовом производстве этот учёт заме-
няет сменный рапорт, составляемый контро-
лёром или бригадиром линии, и периодические
инвентаризации; в крупносерийном производ-
стве — отметки выполнения в сменно-суточном
задании и на календарном графике работ;
в серийном непериодичном — отметки в марш-
Таблица 66
Контроль выполнения по отстающим деталям
Дата
№
детали
202
изделия
S-4i
Срок
изготовления
по плану
5/Я
Расчётное
время
изготовления
6 дней
Опоз-
дание
3 дня
Оставшиеся операции и даты
их выполнения
Фрезерование—6Щ,
Строгание 7Ц1
Термообработка 9111,
Шлифование 10/Н
Окон-
чено
ю1П
222
ОПЕРАТИВНОЕ ПЛАНИРОВАНИЕ ПРОИЗВОДСТВА
[РАЗД. V
рутной карте и в сменно-суточном задании;
в мелкосерийном и единичном производ-
ствах — отметки выполненных операций на
чертеже детали и в карте заказа. Последний
случай представляет собой разновидность опера-
ционного учёта. При крупных масштабах произ-
водства и большой номенклатуре деталей,
входящих в изделие, карта заказа разрастается
в производственную спецификацию заказа,
содержащую перечень всех деталей и техно-
логические маршруты их изготовления. По
мере выполнения тех или иных операций де-
лаются соответствующие отметки в специфи-
кации. Эта работа обычно ведётся не распре-
делителем, а плановиком цеха. Методы пер-
вичного учёта, используемые в диспетчирова-
нии, приведены в табл. 67.
цеха при непосредственном участии и руко-
водстве со стороны диспетчера цеха; в) в круп-
ных пролётах серийного производства с боль-
шой номенклатурой деталей, а также в мелко-
серийном и единичном производствах — рас-
пределителями участков при участии плани-
ровщиков и по указаниям диспетчера цеха,
Сменно-суточные задания рекомендуется
составлять сразу на полные сутки с разбивкой
по сменам. Наиболее удобно разработку за-
дания вести в дневной смене, охватывая
в сменно-суточном плане период времени от
начала второй смены данного дня до конца
первой смены следующего дня.
В цеховой практике применяются два ва-
рианта составления сменно-суточных заданий:
централизованный, когда составление осу-
Таблица 67
Элементы учёта
Учёт выработки ра-
бочих
Техника счёта дета-
лей
Учёт деталей в про-
изводстве
Учёт поступления
заготовок и сдачи го-
товой продукции
Учёт брака
Учёт простоев
Первичный
Массовое производство
а) Рапорт, составляемый бри-
гадиром, с указанием выра-
ботки каждого члена бригады,
б) Ежесменная пооперацион-
ная инвентаризация с последу-
ющим выводом выработки по
каждой операции,
в) Жетонная система (прикре-
пление к детали или мерной
таре жетона, который сни-
мается на контрольном пункте)
учет производства
Серийное производство
ритмичное
непериодичное
Отметка выработки каждого
рабочего в сменно-суточном
задании или в специальном ра-
порте ОТК
Мерная тара, счётные весы, механические
и электрические счётчики на станках, рольган-
гах и конвейерах
4 Периодические инвентаризации
Сопроводительные талоны (выписываются
цехом-поставщиком)
Счётные весы
Счёт в натуре
Отметки про-
хождения опе-
рации и коли-
чества обрабо-
танных деталей
в маршрутной
карте
Мелкосерийное и единичное
производство
Рабочие наряды на каждую
отдельную работу (заказ — де-
таль — операция).
На участке мелких работ мо-
жет практиковаться отметка
в сменном задании
Счёт в натуре
Отметки выполнения опера-
ций на чертеже детали (штамп
с перечнем технологического
маршрута) или в производ-
ственной спецификации
Сдаточные накладные
Извещение о браке
Простойные листки
ОПЕРАТИВНОЕ РАСПОРЯДИТЕЛЬСТВО
В ПРОИЗВОДСТВЕ
Сменно-суточные задания. Эта форма
планирования работы производственных участ-
ков, прочно укоренившаяся на наших заво-
дах, тесно соприкасается с диспетчированием.
Через систему сменно-суточных заданий дис-
петчер цеха оформляет указания и рас-
поряжения, вытекающие из фактического со-
стояния производства.
Сменно-суточные задания разрабатываются:
а) в небольших цехах — непосредственно дис-
петчером цеха; б) в цехах с предметной
специализацией участков в условиях крупно-
серийного и прямоточного производства с не-
большой номенклатурой деталей, закреплён-
ных за каждым участком, — планировщиком
ществляется планово-диспетчерским аппаратом
цеха, и децентрализованный, когда эта ра-
бота выполняется распределителем участка.
Рекомендуется при наличии возможности пер-
вый вариант. Порядок составления сменно-
суточных заданий для каждого варианта изло-
жен в табл. 68 и 69. При составлении сменно-
суточных заданий необходимо учитывать
фактическую выработку и индивидуальные
обязательства рабочих по перевыполнению
норм и планов.
Распределительная работа на участке.
На производственных участках, работающих
ритмично, например, на непрерывно-поточных
и серийно-поточных, плановые функции обычно
централизованы. Расчёты рабочего такта, рас-
становка рабочих, составление графиков пере-
наладки станков и режима обслуживания ра-
гл. пи
ОПЕРАТИВНОЕ РАСПОРЯДИТЕЛЬСТВО В ПРОИЗВОДСТВЕ
22$
Таблица 68
Схема составления и корректирования сменно-
суточных заданий при централизованной разработке
Время
По окончании
II смены
До начала
1 смены
G ч. 30 м)
Первая поло-
вина I смены
A0-11 час.)
Вторая поло-
вина I смены
12—14 час.)
Исполнитель
Мастер
II смены
Диспетчер
цеха (или отде-
ления)
Мастер I сме-
Диспетчер
цеха (или отде-
ления)
Плановик
Диспетчер
цеха (или отде-
ления)
Тоже
15—16 час.)
Перед нача-
лом И смены
16 ч. 30 м.)
После окон-
>ания I смены
17 ч. 30 м.)
Заготовитель
Содержание работы
Отмечает выполненш
в сменно-суточном за-
дании и передаёт его
диспетчеру цеха (отде-
ления)
Вносит коррективы
в план I смены и пере-
даёт его мастеру I сме-
Доводит задание до
рабочих мест
Намечает задание на
следующие сутки и пе-
редаёт его плановику
Составляет сменно-
суточное задание
Рассматривает смен-
но-суточное задание на
следующие сутки и пе-
редаёт его заготови-
телю
Ведёт подготовку
сменно-суточного зада-
ния, отмечает его под-
готовленность и пере-
даёт его диспетчеру
Диспетчер
цеха (или отде-
ления)
Мастер
II смены
Мастер I сме-
Диспетчер
цеха (или отде-
ления)
Передаёт сменно-су-
точное задание мастеру
II смены
Знакомится с сменно-
суточным заданием и
доводит его до рабочих
мест
Отмечает выполнение
в сменном задании и
передаёт его диспетче-
ру цеха
Рассмотрев резуль-
таты . выполнения за
I смену, даёт при не-
обходимости дополни-
тельные задания ма-
стеру II смены в нача-
ле II смены
бочих мест выполняются планово-диспетчер-
ским бюро цеха с привлечением технологов
и мастеров. Также централизованно ведётся
оперативный учёт производства. В этих усло-
виях планово-распределительная работа на
участках отсутствует. Лишь в крупных пролё-
тах с большим количеством станков и рабочих
появляется надобность в специальном работ-
нике— распределителе, выполняющем планово-
учётные функции и обеспечивающем оператив-
ную подготовку выполнения сменных заданий.
На производственных участках с непериодич-
ной работой распределитель на участке играет
весьма важную роль, поскольку здесь функции
планирования и регулирования хода произ-
водства в значительной степени децентрали-
зованы, т. е. переданы участкам. Функции и
содержание работы распределителя на уча-
стках этого типа производства приведены
в табл. 70.
Ликвидация неполадок и отклонений от
плана. Этот круг деятельности диспетчерской
службы имеет большое значение не только
для борьбы за план выпуска продукции, но
и для улучшения экономических показателей
Таблица 69>
Схема составления и корректирования сменно-
суточных заданий при децентрализованной
разработке
Время
По окончании
II смены
До начала
смены
G ч. 30 м.)
В начале
I смены
(9 ч. 30 м.)
I смена
A0 ч. 30 м.)
Перед нача-
лом II смены
A6 Ч..30 м).
По окончании
I смены
Исполнитель
Мастер II сме-
ны
Мастер I сме-
ны
Плановик
Диспетчер
цеха (или отде-
ления)
Мастер I сме-
ны
Распредели-
тель
Плановик
Диспетчер
цеха (или отде-
ления
Мастер
II смены
Мастер 1 сме-
ны
" Диспетчер
цеха (или отде-
ления)
Содержание работы
Отмечает выполне-
ние в сменно-суточном
задании и передаёт еп
мастеру I смены
Вносит в сменно-су-
точное задание кор-
рективы с учётом вы-
полнения предшествую-
щей смены и доводит
задание до рабочих мест
Информирует диспет
чера цеха (или отделе-
ния) о выполнении зада-
ния за истекшую смену
Даёт необходимые
оперативные указания
мастеру I смены
Выполняет оператив-
ные задания
Составляет сменно-
суточное задание и про
водит подготовку
Получив соответ-
ствующие установки,
участвует в составле-
нии сменно-суточных
заданий, просматривает
и корректирует их
Намечает ведущие
работы на следующие
сутки
Знакомится со смен-
но суточным заданием
и доводит его до рабо-
чих мест
Отмечает выполнени
в сменно-суточном за-
дании и докладывает
диспетчеру цеха
По результатам рабс-
ты I смены даёт (если
необходимо) дополни-
тельные задания ма-
стеру II смены (в нача-
ле II смены)
производства, для борьбы за рост произво-
дительности труда, рентабельности произ-
водства, ускорения оборачиваемости средств.
Действия, предпринимаемые диспетчером
для ликвидации неполадок и предотвра-
щения прорывов, могут быть выражены в за-
даниях сменно-суточного плана, а при необ-
ходимости принятия неотложных мер могут но-
сить характер и непосредственной команды ди-
спетчера исполнителям. В каждом конкретном
случае диспетчер решает, может ли быть зада-
ние включено в очередной сменный план (что»
предпочтительнее) либо ввиду его срочности
должно быть выполнено немедленно за счёт
имеющихся резервов или выданного сменно-
суточного плана. Обращение диспетчера цеха
к технологу, нормировщику, механику или.
ремонтной бригаде либо к общезаводскому
диспетчеру для оказания помощи и дачи,
команды другим цехам и хозяйствам завода
также выходит за рамки сменного планирова-
ния и представляет собой область непосред-
ственных действий диспетчера.
При любом прорыве, если диспетчер не
может немедленно или в короткий срок вое-!
224
ОПЕРАТИВНОЕ ПЛАНИРОВАНИЕ ПРОИЗВОДСТВА
[РАЗД, V
Функции и содержание работы распределителя участка (пролёта)
Таблица 70
Функции
Расчёты за-
грузки обору-
дования и со-
ставление ка-
лендарных гра-
фиков работы
на месяц
Сменное пла-
нирование
Оперативная
подготовка
Оперативный
учёт
Крупные пролёты
прямоточного типа
Ежемесячный расчёт загруз-
ки оборудования и распреде-
ления рабочих (совместно с
мастером) по рабочим местам
Периодическое составление
сменных заданий для всех ра-
бочих мест.
Корректирование сменного
задания с учётом работы пред-
шествующих смен и указаний
диспетчера цеха
Составление (совместно с
мастером) графика обслужи-
вания рабочих мест. Наблю-
дение за нормальным пита-
нием рабочих мест инструмен-
том, заготовками и т. п.
Наблюдение за правильным
оформлением бригадиром ра-
порта о выработке. Производ-
ство систематических инвен-
таризаций заделов на линии
(пооперационно)
Крупные серий-
ные участки,
работающие
по стандартным
планам
Составление
месячных ка-
лендарных гра-
фиков работы
станков на
основе стан-
дартплана или
плана шаблона
(по дням)
Серийные участки,
работающие
непериодично
Ежемесячное соста-
вление по дням -кален-
дарного графика рабо-
ты станков на основе
календарного графика
запуска-выпуска (при
большой номенклатуре
деталей по укрупнён-
ным периодам — трёх-
дневкам, неделям или
декадам)
Ежедневное составление сменных
заданий для всех рабочих мест, исхо-
дя из месячного календарного графика,
с учётом работы предшествующих
смен и указаний диспетчера цеха,
даваемых им непосредственно или
через планировщика
Участки мелкосерийной
и единичной работы
Ежемесячный рас.чёт загруз-
ки оборудования и распреде-
ление изготовления деталей по
укрупнённым периодам (пяти-
дневкам или декадам). Соста-
вление календарного графика
прохождения по операциям
ведущих деталей большой
трудоёмкости
Ежедневное составление
сменных заданий для всех ра-
бочих мест, исходя из укруп-
нённого распределения зака-
зов по срокам, наличия работ
по операциям и указаний дис-
петчера цеха
Ежедневная проверка по сменно-суточному заданию наличия всего
необходимого и организация подачи к рабочим местам заготовок,
деталей, инструмента, технической документации и пр.
Наблюдение за правильным офор-
млением ОТК учётных данных в смен-
но-суточном задании. Составление
сдаточных накладных и требований,
ведение подетального учёта движения
деталей
Составление (иногда с по-
мощью учётчика) рабочих на-
рядов и наблюдение за их
оформлением. Составление
сдаточных накладных и тре-
бований. Ведение поопераци-
онного учёта движения дета-
лей
становить нарушенное положение, перед ним
возникают две задачи: 1) обеспечить изгото-
вление данного предмета (детали) к сроку для
поддержания комплектного хода производства
и 2) загрузить оборудование и рабочих, ко-
торые в связи с прорывом могут оказаться
не обеспеченными работой. При каждом про-
рыве диспетчер должен организовать подачу
детали и использование средств производства
(станков) и рабочих за счёт резерва, а при его
«отсутствии путём переброски ресурсов с дру-
гого участка.
Резервы, находящиеся в распоряжении дис-
петчера, могут быть разделены на две
группы: 1) резервы в заделах и страховое
опережение запуска по отношению к жёстко
рассчитанной длительности производственного
цикла и 2) резервы средств производ-
ства или производственной мощности. Ре-
зервы в заделах позволяют диспетчеру лока-
лизовать прорыв, обеспечив временное пита-
ние последующих операций за счёт этого
резерва. При этом выигранное время диспет-
чер использует для мобилизации ресурсов
и ликвидации причины прорыва. Резервы
в средствах производства позволяют быстро
восстанавливать положение, когда причинами
прорыва являются отсутствие рабочей силы,
выход оборудования из строя, снижение
лроизводительности и т. п. Однако невозмож-
ность дублировать оборудование, а также
иметь сколько-нибудь значительные резервы
рабочей силы на случай прорыва при-
дают этим резервам ограниченное значе-
ние.
При отсутствии специальных резервов
перед диспетчером возникает задача привле-
чения ресурсов соседнего участка — линии,
а в некоторых случаях и другого цеха. При
этом диспетчер должен учесть, какие работы
идут с опережением против плана и могут
быть безболезненно приостановлены либо вре-
менно сняты с изготовления, имея в виду воз-
можность в дальнейшем форсированного их
исполнения. Всё это предполагает глубокую
осведомлённость диспетчера о ходе производ-
ства и наличии производственных мощностей,
а также способность его к быстрым комби-
нированным решениям.
Значительная часть вопросов по ликвида-
ции неполадок разрешается на участке непо-
средственно мастером или бригадиром в пре-
делах ресурсов участка. При невозможности
ликвидации прорыва собственными силами при-
влекается диспетчер цеха, а в случае необхо-
димости и диспетчер завода.
В табл. 71 перечислены основные виды не-
поладок, вызывающих отклонения хода произ-
водства от плана, и указываются типовые
решения, которые могут быть приняты в тех
или иных случаях диспетчером цеха.
К изложенному в табл. 71 можно доба-
вить следующее:
1) Невыход рабочего влечёт за собой не-
выполнение намеченной для него по плану
операции, а через некоторое время прекра-
ГЛ. III]
ОПЕРАТИВНОЕ РАСПОРЯДИТЕЛЬСТВО В ПРОИЗВОДСТВЕ
225
щение работы на последующих операциях,
а иногда и срыв сроков сборки. Последнее
обстоятельство зависит от степени сопряжён-
ности операций и наличия заделов и резервов
в цикле. В массовом производстве остановка
последующих операций происходит немедлен-
но или через небольшой промежуток вре-
мени. В серийном производстве дальнейшее
изготовление детали приостанавливается, од-
нако остановка других станков необязатель-
на, так как возможна перепланировка зада-
ния, в результате которой могут быть за-
пущены другие работы и станки будут за-
гружены.
2) Наличие заделов позволяет осуще-
ствлять временное питание последующих опе-
раций. Однако эту роль могут играть только
добавочные, страховые заделы. Нормальные
межоперационные и транспортные заделы не
рассчитаны на выбытие рабочего, и при оста-
новке линии необходимо их сохранить, чтобы
после устранения причины прорыва поток мог
немедленно начать нормальную работу. В не-
которых случаях перед особо важными опе-
рациями или на контрольных пунктах внутри
потока организуются внутрилинейные страхо-
вые заделы, рассчитанные на питание линии
в течение нескольких часов. Эти заделы по-
зволяют при невыходе рабочего бесперебойно
работать той части линии, перед которой
имеется внутрилинейный страховой задел.
Аналогичное значение имеет межлинейный
страховой задел, находящийся в распоряжении
диспетчера, позволяющий временно работать
последующему участку. В серийном произ-
водстве ту же роль играют страховые меж-
цеховые заделы готовых деталей и полуфабри-
катов.
3) Сходные, но несколько иные возможно-
сти предоставляют диспетчеру резервы сроков,
включенные в план-график. Сущность этих
резервов состоит в том, что при назначении
календарных сроков изготовления деталей и
установлении нормальных межоперационных
опережений вводятся разрывы в сроках между
окончаниями работ на предшествующих и на-
чалом работ на последующих операциях. При
наличии такого резерва срыв срока окончания
какой-либо операции не влечёт за собой не-
медленного срыва выполнения последующих
операций, так как мастер и диспетчер полу-
чают возможность путём' принятия срочных
мер восстановить положение и выдержать по-
следующие сроки изготовления.
4) Помимо использования резервов угроза
прорыва от невыхода рабочего может быть ли-
квидирована в массово-поточном и крупносе-
рийном производствах переводом или пере-
становкой рабочих. На поточных линиях для
этой цели существуют специальные резерв-
ные рабочие высокой квалификации, способ-
ные замещать рабочих на ряде операций.
В других случаях приходится перераспреде-
лять рабочих на линии между отдельными
операциями. При этом наиболее целесообразно
переводить рабочих в первую очередь с
тех операций, которые предшествуют страхо-
вому внутрилинейному заделу, а при его от-
сутствии с последних операций линии (фиг. 49).
Важной предпосылкой успешного проведе-
ния этих мероприятий является распростра-
нённое на наших предприятиях движение
15 Том 15
рабочих за овладение многими операциями,
смежными профессиям и т. п.
В прямоточном производстве с грубосинхро-
низированными операциями переводятся ра-
бочие с наиболее производительных опера-
ций, что позволяет затем быстро подогнать
работы и восстановить положение. При невоз-
можности перестановки рабочих внутри линии
можно переводить рабочих (перевыпол-
няющих задание) с другой линии или с дру-
гого участка. В серийном и единичном произ-
водствах чаще всего прибегают к пере-
броске приостановленной работы на ана-
логичный или сходный станок. Однако в от-
дельных случаях (крупногабаритное изделие,
трудность транспортировки, уникальность обо-
рудования, сделанная настройка станка, нача-
тая обработка и т. д.) целесообразнее пере-
водить рабочего с какой-либо другой работы.
iaden
заготовок
Фиг. 49. Схема перестановки рабочих на поточной линии
при невыходе рабочего: а — замещение невышедшего
рабочего; б — подгонка работы в междусменный перерыв.
Перевод рабочего внутри линии произво-
дится бригадиром, а внутри участка — масте-
ром. При невозможности для участка или
линии справиться своими силами вызывается
диспетчер, который изыскивает возможно-
сти перевода рабочего с других участков
цеха. То же самое относится к переброске
работ.
5) В некоторых случаях отсутствие рабо-
чего может вызвать применение временной
„обходной" технологии. Например, операция,
не создающая баз для последующей обработки,
может быть пропущена и выполнена в после-
дующем порядке или, как исключение, заме-
нена другой (на другом станке) и т. д. При-
менение „обходной" технологии в условиях
массового производства должно быть огово-
рено в технологической карте, во всех осталь-
ных случаях она применяется с ведома техно-
лога цеха.
6) Снижение производительности вслед-
ствие невыполнения рабочим запланированной
нормы выработки может иметь различную
величину и продолжительность. Небольшие
колебания, вызываемые неоднородностью каче-
ства заготовок, инструмента и пр., не являются
объектами диспетчирования. Они ликвидиру-
ются наличием межоперационных заделов
(в массовом производстве) или резервами в сро-
ках (в серийном и единичном производстве).
Более длительные и резкие срывы требуют
в первую очередь инструктажа и помощи от-
стающему рабочему со стороны наладчика
и мастера. При небольшом отставании ра-
бочий обязан наверстать упущенное. При
невозможности такого урегулирования должна
быть организована параллельно работа на
резервном оборудовании с помощью резервной
Таблица 71
Виды неполадок и их последствия
Виды
Невыход рабочего
Невыполнение рабо-
чим запланированной
выработки:
А. Небольшие не-
избежные колеба-
ния
Б. Резкий срыв
из-за неопытности
рабочего, недоста-
точной интенсив-
ности работы или
неправильной нор-
мы
В. Затяжной срыв
по указанным вы-
ше причинам
Невыполнение запла-
нированной выработки
по причинам, не зави-
сящим от рабочего:
твёрдость материала
заготовки, брак загото-
вок, неудовлетвори-
тельный инструмент,
разлаженность обору-
дования
Наподача заготовок,
материала, готовых де-
талей (для сборки) или
массовый их брак
Последствия
Невыполнение опе-
рации; остановка по-
следующих операций
Снижение произво-
дительности на данной
операции, перебои и
запоздания в выполне-
нии последующих опе-
раций (против устано-
вленного графиком сро-
ка)
Те же с угрозой
срыва сборки или на-
рушения сроков сдачи
заказа
Те же, что и по пре-
дыдущему пункту
В массовом произ-
водстве — остановка
всей линии; в серийном
и единичном производ-
ствах — срыв срока за-
пуска данной детали.
Основные приёмы
Ликвидация наруше-
ния за счёт резервов
рабочих и оборудо-
вания
Использование за-
пасных рабочих на
данном рабочем месте
(главным образом на
сборке)
Выполнение данной
операции:
а) за счёт • дополни-
тельных часов на данном
рабочем месте во вне-
урочное время;
б) на резервном обо-
рудовании резервной
рабочей силой (парал-
лельно)
ликвидации неполадок и отклонений от плана
Ликвидация нарушений
при отсутствии резервов
а) В массовом и крупносе-
рийном производствах—пере-
вод рабочих с другой опе-
рации данной линии; в серий-
ном и единичном производ-
ствах—переброска работы на
сходные станки
б) То же в пределах участка
в) То же с другого участка
цеха
а) Помощь отстающему ра-
бочему инструктажем
б) Переброска рабочего на
данную операцию с менее
важного участка
в) Выполнение данной рабо-
ты на другом участке
Перестройка работы
и последующие мероприятия
а) Остановка менее важных
операций в линии для пере-
вода рабочих; в последую-
щем — усиленная работа для
восстановления задела и под-
гонка работ
б) То же в пределах участка
в) То же в пределах цеха
а) Перестройка работы уча-
стка, пришедшего на помощь
б) Перепланировка после-
дующих операций и подгон-
ка работ
•
Привлечение технолога и нормировщика для:
а) изменения и усовершенствования технологии;
б) изменения норм выработки;
в) пересоставления графика работ
Выяснение возможностей
срочного получения инстру-
мента, заготовок, ремонтной
помощи и организация срочной
доставки всего необходимого '
Выяснение возможности сроч-
ного изготовления заготовок
или деталей, а также замены
отсутствующего материала и
организация получения
При невозможности быстро-
го получения:
а) остановка линии и исполь-
зование рабочих на других ра-
ботах (массовое производство)
Исполнители
Бригадир
Мастер
Диспетчер и
начальник цеха
Бригадир и
мастер
Мастер и
диспетчер
Распредели-
тель, диспет-
чер и плановик
Диспетчер,
мастер, техно-
лог, нормиров-
щик и плано-
вик
Диспетчер
цеха (при необ-
ходимости че-
рез диспетчера
завода)
*
Диспетчер
цеха, диспет-
чер завода, ма-
стер, плановик
или распреде-
литель
Способ уведомления
диспетчера
В начале смены при
обходе участков по ин-
формации мастера.
Контрольный момент-
сводка о невыходах,
подаваемая табельщи-
ком, и сводка простоев
оборудования
а) Обращение ма-
стера за помощью при
срыве
б) От мастера на дис-
петчерском совещании
в) По данным поча-
сового учёта
То же и путём ана-
лиза выполнения суточ-
ных графиков, данных
о заделах, о выпуске
линий и выполнении
норм
а) Обращение ма-
стера
б) От мастера на
диспетчерском совеща-
нии
а) Обращение ма-
стера
б) По данным учёта
подачи заготовок
ю
СП
Массовый брак изго-
товленных деталей на
одной из промежуточ-
ных операций
Выход оборудования
из строя
Отсутствие инстру-
мента (массовая по-
ломка, неподача из
инструментального це-
ха или из заточки)
Отсутствие электро-
энергии, пара, возду-
ха, воды
Задержка при вну-
трицеховом транспорти-
ровании деталей, на
техническом контроле
и пр.
Ошибки и неясности
в чертежах, техноло-
гической документа-
ции, нарядах или их
несвоевременная вы-
дача
Все виды неполадок,
изложенные выше, но
в нерезко выраженной
форме или невскрытые
в течение длительного
времени
Остановка последую-
щих операций
Невыполнение опе-
рации, остановка по-
следующих операций
То же. что и по пре-
дыдущему пункту
Остановка участка
или ряда операций
Остановка последую-
щих операций
Невыполнение опе-
рации; остановка по-
следующих операций
Снижение заделов (в
результате их „проеда-
ния"); снижение вы-
пуска; отставание хода
работ от графика
Изготовление деталей
взамен забракованных
на резервном оборудо-
вании или за счёт до-
полнительных смен
Выполнение данной
работы на резервном
оборудовании
а) Подгонка отстаю-
щих работ во внеуроч-
ное время
б) Подгонка отстаю-
щих работ с использо-
ванием резервного обо-
рудования и введением
дополнительных смен
б) запуск другой детали в
работу, пересоставление смен-
но-суточного графика (в серий-
ном и единичном производ-
ствах)
Усиленная работа участка
после получения заготовок
Изготовление деталей взамен забракованных на другом
оборудовании
а) Вызов ремонтников, выяв-
ление сроков ремонта, органи-
зация скоростного ремонта
б) Выполнение работ в пе-
риод ремонта
а) Выяснение возможности
срочного изготовления инстру-
мента и организация его полу;
чения
б) Выяснение возможности
замены инструмента
Выяснение причин прорыва и
сроков восстановления нор-
мального положения. Пере-
дача работы в другие цехи,
заводы
Выяснение причин. Опера-
тивное вмешательство и орга-
низация нормальной работы
Срочный вызов на участок
технолога, конструктора, нор-
мировщика и т. д.
Остановка другой раооты,
перепланировка сменно-суточ-
ного задания
По окончании аварии уси-
ленная работа
В отдельных случаях пуск в
работу других деталей
То же
а) Помощь отстающему участку техническим руководством
б) Переброска части работ на другие участки
в) Разработка графика „ввода" отстающих работ в нор-
мальный календарный график и необходимых мероприятий
Диспетчер,
технолог и ма-
стер
Мастер, дис-
петчер и меха-
ник
Мастер, дис-
'петчер и тех-
нолог
Диспетчер
цеха и диспет-
чер завода
Мастер и
технолог
Диспетчер
цеха, технолог
Диспетчер
завода
Главный
энергетик за-
вода
Диспетчер
Мастер
Мастер (при
необходимости
через диспет-
чера)
Диспетчер
(через началь-
ника цеха), ма-
стер, плановик
и технолог
а) От контролёра це-
ха, диспетчера потреб-
ляющего цеха или об-
щезаводского диспет-
чера
б) Из сводок о браке
а) Обращение ма-
стера
б) Из сводки простоев
оборудования
а) Обращение ма-
стера
То же
а) Обращение ма-
стера
б) От мастера на
диспетчерском сове-
щании
в) Лично при обходе
цеха
То же
Анализ учётных дан-
ных и личное ознако-
мление с работой уча-
стка
Примечание. Наряду с ликвидацией неполадок диспетчер принимает меры к локализации (задержке распространения) прорыва за счёт задела — временное питание
последующих операций (участка) из задела; за счёт сроков — временное сохранение графика работы последующих операций за счёт использования страхового опережения в графике
выполнения работ.
228
ОПЕРАТИВНОЕ ПЛАНИРОВАНИЕ ПРОИЗВОДСТВА
[РАЗД. V
рабочей силы. В случае отсутствия последней
применяется один из описанных ранее вариан-
тов: перевод рабочего на данную операцию
с менее важного участка (на сборке), выпол-
нение данной работы на другом участке и т. п.
Общим законом является требование ликви-
дировать прорыв в пределах данной смены —
суток, для чего в полной мере должны быть
использованы все внутрисменные и между-
сменные перерывы (в особенности в массово-
поточном производстве). Затяжной срыв произ-
водительности требует привлечения техноло-
гов и нормировщиков для корректировки и
усовершенствования технологии, временного
применения в ряде случаев „обходной" тех-
нологии, проверки норм выработки и пере-
составления графика работ. Падение произво-
дительности может происходить по причинам,
не зависящим от рабочего (твёрдость матери-
ала, брак заготовок, неудовлетворительный
инструмент, разлаженность оборудования
и т. п.). В этих случаях диспетчер после уста-
новления причины неполадок организует сроч-
ную доставку необходимых для нормальной
работы инструмента, заготовок, вызывает ре-
монтную бригаду и т. п. При невозможности
быстрой доставки необходимого диспетчер
перестраивает работу аналогично изложенному
выше.
7) Отсутствие или брак заготовок, вы-
ход оборудования из строя, отсутствие
инструмента, энергии и пр. могут вызвать
полную остановку оп'ерации и даже всей ра-
боты на участке. В этом случае мероприятия
диспетчера по организации помощи участкам
и перестройке работы мало отличаются от
изложенных ранее и конкретизированы в
табл.71 в соответствии с характером неполадок.
РАСПОРЯДОК РАБОТЫ
ДИСПЕТЧЕРСКОЙ СЛУЖБЫ
Диспетчерская служба, работающая как
дежурная круглосуточная служба, требует
строго регламентированного распорядка ра-
боты диспетчеров в течение суток. В целях
наиболее увязанной и согласованной работы
диспетчерской службы завода и цехов реко-
мендуются регламенты-расписания работы
диспетчеров на протяжении суток. Пример
такого расписания, основанного на опыте
ряда передовых заводов и исходящего из
смены дежурства диспетчеров один раз в сутки,
приведён в табл. 72.
Таблица 72
Организация рабочего дня цехового и общезаводского диспетчеров (регламент диспетчерской службы)
Часы
7-00
7-30
8-00
8-45
9—30
10-ОЭ
10—30
11-30
12-30
13-30
14—00
16—30
17-00
17—30
Диспетчер цеха
Приёмка смены у дежурного диспетчера и ознакомление
с результатами работы за предшествующие сутки
Внесение изменений в план I смены и сообщение их
мастеру (при централизованной разработке сменно-суточ-
ных заданий)
Начало работы I смены: дежурство у коммутатора;
сообщение мастеров об обнаруженных неполадках и тре-
бования помощи; организация помощи
Обход цеха и ознакомление с работой участков и рас-
становкой рабочей силы
Получение информации от плановиков о работе уча-
стков за истекшие сутки (при децентрализованной разра-
ботке сменно-суточных заданий)
Цеховое диспетчерское совещание: обсуждение теку-
щих вопросов выполнения плана (присутствуют кураторы
производственного отдела)
Обсуждение с плановиком сменно-суточного задания
на следующие сутки и дача установок
Диспетчер завода
Приёмка смены у дежурного диспетчера и
ознакомление с результатами работы за
предшествующие сутки
Дежурство у коммутатора; получение за-
просов диспетчеров цехов и их разрешение
Посещение одного из цехов и ознакомление
с его работой
Дежурство у коммутатора
Приём информации кураторов производ-
ственного отдела о работе цехов за истек-
шие сутки
Общезаводское диспетчерское совещание
Обеденный перерыв
Рассмотрение сменно-суточных заданий, составленных
плановиками; передача их заготовителю или организация
подготовки (при централизованной разработке сменно-
суточных заданий)
Дежурство у коммутатора
Передача мастерам II смены подготовленных распре-
делителем сменно-суточнь.х заданий (при централизован-
ной разработке заданий)
Начала работы II смены
Получение краткого отчёта мастеров I смены о выпол-
нении
Изучение календарных графиков и планов
цехов; анализ отчётности
Дежурство у коммутатора
ГЛ. IP]
ОРГАТЕХНИКА В ОПЕРАТИВНО-КАЛЕНДАРНОМ ПЛАНИРОВАНИИ
229
Продолжение табл. 72
Часы
18-00
18-30
19—СО
20-00
23-00
2-30
3-00
7-00
7-30
Диспетчер цеха
Сообщение мастерам II смены изменений к выданным
сменным заданиям с учётом выполнения в I смене
Передача информации диспетчеру завода о ходе работ
в 1 смене
Обход цеха
Дежурство у коммутатора, изучение отчётности, гра-
фиков, анализ материалов о работе цеха
Обход цеха
Заслушание краткого отчёта мастеров II смены о вы-
полнении
Передача информации диспетчеру завода о работе за
II смену-сутки
Сдача смены дежурному диспетчеру и информация его
о работе за сутки
— ¦
Диспетчер завода
Получение информации от цеховых диспет-
черов
Дежурство у коммутатора
Обход цехов
Получение информации цеховых диспетче-
ров
Сдача смены дежурному диспетчеру и ин-
формация его о работе за сутки
Примечание. В отсутствии диспетчера у коммутатора дежурит оператор.
ОРГАТЕХНИКА В ОПЕРАТИВНО-КАЛЕНДАРНОМ ПЛАНИРОВАНИИ
В оперативно-календарном планировании
оргатехника является источником экономии
времени и сокращения сроков составления
планов. В табл. 73 приведены расчётно-плано-
вые работы, которые могут быть облегчены
применением различных средств оргато с-
ники.
Таблица 73
Средства оргатехники в расчётно-плановых работах
Наименование работ
Нормативно-плано-
вые расчёты (разме-
ры партии, циклов,
заделов)
Составление произ-
водственных программ
по цехам
Расчёты загрузки
оборудования (сум-
марные)
Объёмно-календар-
ные расчёты
Составление спе-
цификаций на мате-
риалы, инструмент
и т. п.
Средства оргатехники
Номограммы
Передвижные таблицы
Расчётные приборы
Пишуще-счётные машины
Счётно-аналитические ма-
шины
Номограммы
Расчётные диаграммы с
передвижными шкалами
Фактурные машины
Пишуще-счётные машины
Счётно-аналитические ма-
шины
Пишуще-счётные машины
с навесными счётчиками
Счётно-аналитические ма-
шины
Загрузочные ведомости со
счетами
Номенклатурно-адресоваль-
ные машины
Фактурные машины
(определение размеров партий и периодич-
ности их запуска и выпуска и др.). На фиг. 50
показана передвижная таблица-линейка, по-
строенная на основе распространённой фор-
мулы расчета партии п
ki.
Пользование
Передвижные таблицы служат для
облегчения нормативно-плановых расчётов
передвижной таблицей-линейкой (см. фиг. 50).
Имеются также передвижные таблицы для
определения периодичности (или величины
партии в днях), для расчёта длительности
производственного цикла, размеров заделов,
потребности в инструменте и др.
Номограммы могут служить тем же
целям, что и передвижные таблицы. Наиболее
удобны для плановых расчётов номограммы
с параллельными шкалами (из выравненных
точек) и сдвоенными шкалами (см. гл. XII).
Такие номограммы возможно построить: для
расчёта загрузки оборудования в часах
при заданных объёме программы в штуках
и норме времени в минутах; для определе-
ния периода обслуживания (и выравнива-
ния задела) в несинхронизированном потоке
и т. д.
При необходимости выполнения расчётов
по сложным формулам могут найти примене-
ние в планировании сетчатые номограммы
(см. гл. XII).
Расчётные и вспомогательные
приборы представляют собой простейшие
приспособления, построенные на номографи-
ческой основе.
На фиг. 51 показан прибор для расчёта за-
грузки оборудования, представляющий собой
лучевую диаграмму, у которой на оси абсцисс
дана шкала количества деталей по программе.
Лучи, проведённые из нулевой точки, соот-
ветствуют нормам времени на выполнение
различных работ. Вертикальная шкала, указы-
вающая процент загрузки станка при данном
количественном задании и данной норме вре-
мени, сделана подвижной. При закреплении
за станком нескольких позиций общий итог
230
ОПЕРАТИВНОЕ ПЛАНИРОВАНИЕ ПРОИЗВОДСТВА
[РАЗД. V
ТаВтцр. для определения
коэфициента к
впв \
Свыше 0J_
0,5-0.8
0,4-0,5
0,2-0.4
0.1-0,2
Менее 0,1
До
'/4
часа
0.03
0.03
0.04
ОМ
0.05
0.06
От
«*№
часа
0.03
ОМ
ОМ
0.05
0.06
0.08
От
1/2 to!
часа
0.04
ОМ
0.05
0.06
0.08
0.10
От
Htot'/l
час.
ОМ
0.05
0.06
0.08
0.10
0.12
От
v/гдог
vac.
0.05
0.06
0.08
ОМ
0.12
0.15
Свыше
2 час.
0.06
0.08
0.10
0.12
0.15
0.15
ItШ1Г1- сумма технологического времени по
всем операциям техпроцесса;
Одет - темп потребления детали сборкой,
0Пр - производительность участка по вы-
пуску данной детали (по вед. операц.)
ГЖ\15мик
I 430 \30мин
I 650 \45мин
ГШП/час
ГШ]/ч.30м.
\ПЖ\2часа
ШШЗчаса
I 3440 \4жа
Расчетная
таблица - линейка
для
определения
партии
обработки
Составил
инж Герчук Я. П.
30 декабря ISiOi.
16.0
38
IZ.0
75
9.50
110
7.90
150
6.80
180
6.00
225
4.75
300
4.00
450
3.15
600
35
70
Ю5
140
175
210
280
420
560
33
65
100
130
165
200
260
400
520
31
60
95
125
160
190
Z50
380
500
Фиг. 50. Передвижная расчётная таблица-линейка для расчёта партий обработки деталей.
Объяснение. Для определения величины партии необходимо установить по табличке, помещённой слева, коэ-
фициент допустимой потери времени на наладку — k, затем ставят движок таким образом, чтобы величина штучно-
го времени обработки данной детали на ведущей операции показалась в том окне (в левой колонке), которое соот-
ветствует установленному нами коэфициенту k. Тогда величину партии деталей в штуках можно прочитать в том
окне правой колонки, возле которого стоит соответствующая данной операции длительность наладки её в часах
и минутах.
загрузки определяется следующим образом:
устанавливают подвижную шкалу нулевой
точкой на уровне оси абсцисс и, отыскав про-
цент загрузки по первой позиции (по схеме,
указанной на фиг. 51 пунктиром), передвигают
Нормь/ времени
Фиг. 51. Прибор для расчёта загрузки
оборудования (конструкция автора).
шкалу вниз, чтобы найденная величина • за-
грузки переместилась до уровня оси абсцисс;
также поступают по каждой следующей де-
тали. Итог загрузки для всех позиций находят
на вертикальной шкале после прохождения
всех деталей.
На фиг. 52 показан прибор для вычер-
чивания графиков пооперационного вы-
пуска деталей и выравнивания заделов (рас-
чёт движения прямоточного производства).
Аналогичная задача ставится при рас
чёте плана работы серийно-поточного уча-
стка с широким и переменным фронтом ра-
боты (много станков на каждой операции),
так как такой план легче всего разрабаты-
вать графически. Прибор (фиг. 52) состоит
Фиг. 52. Прибор для расчёта на прямоточных линиях с
переменным фронтом работ для несинхронизированных
операций (конструкция автора).
из полудиска и вращающейся линейки с ука-
зателем. На дуге полудиска нанесена шкала
производительности в единицу времени или
темпа выпуска деталей. Шкала рассчитана в
Токарные
станки
Eедин.)
5-02-604.
10-27-ЮОч.
-02- 8Оч.
Фрезерные
станки
(Sedan.)
Сверлильные
станки
1-3
4-6
5-02-9Чч.
Ч-О7-50ч.
ИтогоШч.
6-10
Фиг- 53. Загрузочная ведомость с загрузочными счётами
для подсчёта станко-часов.
соответствии с принятым масштабом вычер-
чиваемого графика по горизонтали и верти-
кали таким образом, что определённому на-
клону линейки соответствует определённый
темп выпуска, показанный на шкале. Прибор
ГЛ. III]
ОРГАТЕХНИКА В ОПЕРАТИВНО-КАЛЕНДАРНОМ ПЛАНИРОВАНИИ
231
Пример расчёта загрузки оборудования по цеху № 1 на май 1949 г.
Таблица 74
№ по
пор.
Количество
по програм-
ме в шт.
Норма
времени
в час.
Наименование и номер детали
Всего
станко-
часов
Коэфициент
загрузки
оборудова-
ния
k
Сменность
работы
оборудова-
ния
230
1200
fOO
;8о
0,13
о,4о
0,2?
0,6
1. Токарная группа (с высотой центров до 200 мм)
Втулка 25-032 68,2
Шайба 25-121 44.4
Крышка подшипника 28-002 480.0
Кольцо 30-001 i4S,o
Итого. . . .
2. Токарная группа, (с высотой центров 230—303 мм)
Вал 25—002 348,0
°,97:
i,94
* При наличии двух станков, работающих в две смены по 400 час. в месяц с потерями времени на ремонт—5%
737,6
800 ¦ 0,95
= 0,97.
значительно упрощает и облегчает вычерчи-
вание графиков указанного выше типа.
К вспомогательным приборам относятся
загрузочные счёты (фиг. 53), которые могут
быть использованы при составлении за-
грузочной ведомости с календарной груп-
пировкой работ. Счёты имеют для каждой
группы оборудования по две линии косточек.
На нижней — 8 косточек (число часов в смену),
а на верхней столько косточек, сколько станко-
смен без одной могут дать станки данной груп-
пы за календарный период (например, пять стан-
ков токарной группы в течение трёх дней при ра-
боте в две смены" 5X2X3—1 = 29 станко-смен).
Восемь нижних косточек соответствуют одной
верхней косточке. Записывая загрузку в ве-
домость, одновременно откладывают её на
счётах. Использование всех косточек в верх-
ней линии показывает исчерпание пропускной
способности по данной группе оборудования
за данный планируемый период и необходи-
мость перехода к загрузке следующего пе-
риода.
Счётно-вычислительные маши-
ны по своим эксплоатационным свойствам
могут получить многообразное использование
в планировании. В частности можно привести
следующие основные направления их приме-
нения.
Фактурная машина (см. гл. XII)
используется для расчётов загрузки обо-
рудования. Эта машина может производить
умножение количества деталей по програм-
ме на нормы времени (по горизонтальной
строке), суммирование загрузки оборудо-
вания по деталям-операциям, закреплённым за
данным станком или за группой оборудования
(по вертикали), деление загрузки оборудования
на календарный фонд времени с учётом потерь
времени на ремонт и вывод в итоге процента
или коэфициента загрузки оборудования, а
также сменности работы оборудования. Все эти
расчёты выполняются автоматически в про-
цессе печатания ведомости прикрепления де-
талей. Пример такого расчёта дан в табл. 74.
Большим достоинством фактурной машины
является возможность печатания текста наря-
ду с цифровыми расчётами. Помимо расчётов
загрузки оборудования фактурная машина мо-
жет быть использована для составления (печа-
тания) сменно-суточных заданий по станкам
с одновременным подсчётом баланса станко-ча-
сов. На машине возможно также составлять
всевозможного рода спецификации — мате-
риальные, инструментальные, производствен-
ные и т. п.
Таблица 75
Пример расчёта запуска и выпуска деталей (в шт.)
по машине АМ-13 на IV квартал 1949 г.
К
X
35 S
S ч
* Я
Найме
деТ
Колен-
чатый
вал
Цех
Сборочный
Механиче-
ский
Кузнечный
Еыпус
4@
620
7х
Задел
в цехе
h
ч
норма
ный
/о
200
100
В"
факти
ский
8о
хбо
7/
Брак
20
асти
в*
2
а
На за
«о
SO
Задел
на
складе
А
ч
норма
ный
120
iso
,;
и
70
i6/
Запус
бго
76;
Пишущие счётные машины ее
счетными механизмами (гл. XII) могут бьш
использованы для плановых расчётов в еле
дующих двух направлениях:
1) Расчёты цепного порядка, например
сквозные расчёты цеховых подетальных про-
грамм, начиная от сборочного цеха и до за-
готовительных цехов с суммированием зада-
ний по запасным частям, на пополнение заде-
лов до нормы и с вычитанием фактических
величин заделов по всем стадиям обработки.
Пример расчёта приведён в табл. 75. Анало-
232
ОПЕРАТИВНОЕ ПЛАНИРОВАНИЕ ПРОИЗВОДСТВА
[РАЗД. V
Пример объёмно-календарного расчёта загрузки оборудования на май 1950 г.
Таблица 76
Наименование
и № детали
Шестерня 20-51 ....
Подшапн к 20-62 ....
Рычаг 20-53
Втулка 20-54
об-
о О
С о.
20
40
2S
100
В!
арна
Ток
zoo
140
S60
1-я декада
зер-
—
-а
огал
н 5
U s
—
Э я
—
2-я декада
ся
арна
Ток
—
6S
я
зерь
Фре
i6o
So
240
jj
0
Л я
О х
—
#1
—
3-я декада
арна
Ток
—
о.
со
S.S
©ж
—
irejo
S-w
—
0 5
¦gi
II
4S
20
91
гичные расчёты выполняются при определе-
нии потребности в материалах, в инструмен-
те и т. д.
2) Объёмно-календарные расчёты плана
(фиг. 54). Эти расчёты
на бухгалтерской
счётно-пишущей ма-
шине выполняются
следующим образом
(см. табл. 76). Разде-
„ 9 т лив месяц, например,
Перфокарты
[(подетальные позаксзц)
№\№ри<рр
дет. on. обор.
Вре-
мя
Опе-
реж.
1*аясортировка-по опережениям
2-ая сортировка-по группам оборудо-
вания (по каждому опережению)
Календарный
график выпуска
изделий -заказов
Табуляграмма
загрузки
оборудования
по данному
заказу
• Перфокарты *
(позаказные по периодам)
1-ая сортировка-по календарным
периодам
2-ая сортировка-по группам оборудо -
бания (по каждому периоду)
Табуляграмма
загрузки
оборудования
всеми
заказами
Пересортировки (с перебивкой пераюкарт)
для достижения равномерной загрузки
Фиг. 54. Схема объёмно-календарного расчёта
при помощи счётно-аналитических машин.
на три декады и взяв в каждой четыре группы
оборудования, приступают к планированию дви-
жения деталей по операциям и периодам вре-
мени. Печатая в соответствующих графах по-
требное количество станко-часов на обрабаты-
ваемую партию, наблюдают по счётчикам ма-
шины за нарастающими итогами загрузки.
После того как счётчик показывает цифру,
равную фонду часов в данном периоде, все
последующие детали заносятся в колонку сле-
дующего периода (по той же группе оборудова-
ния). В итоге распределяют изготовление всех
деталей по периодам и определяют конечные
сроки выпуска их из обработки.
С ч ё т н о-а налит ические машины
(гл. XII) могут найти применение в расчётно-
плановой работе лишь в условиях весьма
большой номенклатуры деталей-операций,
исчисляемой тысячами позиций. При помощи
этих машин можно выполнять следующие ра-
боты.
1) Расчёты программ (опыт Горьковского
автозавода им. В. М. Молотова). При помощи
счётно-аналитических машин составляются це-
ховые подетальные программы путём сумми-
рования заданий для сборки, на запасные ча-
сти и на прирост заделов. Использование счёт-
но-аналитических машин в данном случае обу-
словливается изготовлением эталонного ком-
плекта подетальных перфокарт с нанесением
на них индекса детали и того узла и изделия,
в которые деталь входит. По получении про-
граммы отбираются карты на детали, попа-
дающие в задание как непосредственно (на-
пример, в запасные части), так и в сборке
(в узлы и изделия). С них снимаются на ма-
шине копии и на последние переносится (также
на машине путём пробивки отверстий) вели-
чина планового задания. При этом задания на
выпуск, на сборку, в задел и т. д. наносятся
на отдельные копии эталонных перфокарт. Это
позволяет: а) рассортировать карты по номе-
Таблица 77
Табуляграмма расчёта программы
Тип
маши-
ны
3
3
3
3
2
67
67
67
67
67
деталей
1 S8o
3 S80
4192
4 193
4 192
6 sos
6 sos
6 sos
6 SOS
12 001
12 001
Цех-
изгото-
витель
20
20
10
10
10
10
10
10
10
10
10
Назна-
чение
деталей
4S
79
40
19
9°
13
20
2Z
79
79
90
Программа
сдачи по
получате-
лям
I 000
27 400
So 100
I fOO
2 2SO
9 000
ISO
9 000
Sso
2 000
2 000
Всего
по
детали
г8 4оо
SS Sso
iq 600
4000
ГЛ. III]
ОРГАТЕХНИКА В ОПЕРАТИВНО-КАЛЕНДАРНОМ ПЛАНИРОВАНИИ
233
рам деталей, по цехам-изготовителям и по
назначению деталей и б) напечатать на табу-
ляторе подетальную программу каждому цеху
в виде табуляграммы (табл. 77) с указанием
задания по каждому назначению и в сумме
по детали.
2) Объёмно-календарные расчёты. В се-
рийном и единичном производствах примене-
ние счётно-аналитических машин для объём-
но-календарных расчётов позволяет: а) про-
извести группировку деталей и операций по
каждому заказу или серии по опережениям
и группам оборудования; б) просуммировать
внутри каждой группы опережений загрузку
оборудования (в станко-часах); в) подсчитать
общую загрузку каждой группы оборудования
по всем изделиям с разбивкой по отдельным
календарным периодам, исходя из календар-
ной наметки выпуска изделий из сборки, давая
опережениям календарные даты; г) уточнить
календарные сроки запуска и выпуска изде-
лий, комплектов и групп деталей, добиваясь
равномерной загрузки оборудования. Схема
расчёта изображена на фиг. 54.
Номенклатурно-адресовальные
машины, печатающие оттиски с трафаретов,
изготовляемых на металлических пластинках,
могут быть использованы для составления и
печатания спецификаций: производственных,
материальных, на заказ и т. д.
ЛИТЕРАТУРА И ИСТОЧНИКИ
1. ВНИТОМАШ, Руководящие инструктивные мате-
риалы по производственному планированию, оператив-
ному учёту и диспетчированию на заводах крупносерий-
ного и массового производства (стеклогр.) ч. I, 1947.
2. Диспетчирование, Труды Конференции московских и
ленинградских заводов, вып. Ill, ВНИТОМАШ, 1939.
3. Ж у х о в и ц к и й А. Ф., Организация диспетчер-
ской службы машиностроительного завода, Машгиз,
1948.
4. Оперативное планирование производства, ч. I и II,
Машгиз, 1949.
Глава IV
УЧЁТ, КАЛЬКУЛЯЦИЯ
И АНАЛИЗ ХОЗЯЙСТВЕННОЙ ДЕЯТЕЛЬНОСТИ
МАШИНОСТРОИТЕЛЬНОГО ЗАВОДА
ВИДЫ ХОЗЯЙСТВЕННОГО УЧЁТА
Государственные промышленные предприя-
тия ведут свою работу по плану и на основе
хозяйственного расчёта.
Хозрасчётные предприятия имеют закон-
ченную систему учёта осуществляемой ими
работы и принадлежащих им средств.
Учёт средств предприятия и их источников,
хозяйственно-правовых связей (финансовых,
кредитных, расчётных) и производственно-
хозяйственной деятельности осуществляется
тремя видами учёта: бухгалтерским, стати-
стическим и оперативно-техническим. Эти
три вида учёта используются в их взаимосвязи,
что исключает дублирование показателей, от-
ражаемых разными видами учёта. Бухгалтер-
ский, статистический и оперативно-техниче-
ский учёт образуют в совокупности систему
социалистического учёта.
Организация единой системы народнохозяй-
ственного учёта подлежит ведению высших
органов государственной власти Союза ССР. *
Правильная постановка учёта имеет исклю-
чительно важное значение для управления ра-
ботой предприятия. В резолюции XVIII Всесо-
юзной конференции ВКП(б) указано: „...без
правильного учёта нельзя управлять предприя-
тием и железной дорогой. Работа предприя-
тий, где отсутствует сколько-нибудь нормаль-
ный учёт, чревата неожиданностями. На таких
предприятиях неизбежны срывы производства
вследствие неожиданной для руководителя
нехватки материалов, полуфабрикатов, инстру-
ментов, оборудования. Запущенность в учёте
оборудования и материалов лишает директора
возможности правильно и полностью исполь-
зовать ресурсы предприятия и обеспечить
бесперебойный ход производства".**
На исключительно важную роль, учёта в по-
строении социалистического общества указал
В. И. Ленин: „... Ни одно изделие, ни один
фунт хлеба не должен находиться вне учёта,
ибо социализм — это прежде Есего учёт". ***
Бухгалтерский учёт как учёт
стоимостной характеризуется прежде всего
* Конституция (основной закон) Союза Советских
Социалистических республик, ст. 14, п. у.
** Резолюции XVIII Всесоюзной конференции ВКП(б),
Господитиздат, 1941, стр. 8.
*** В. И. Ленин, Соч., т. XXII, изд. 3-е, стр. 45.
тем, что он пользуется денежной единицей
для измерения средств предприятия, хозяй-
ственных процессов, совершаемых предприя-
тием, и его хозяйственно-правовых связей.
Деньги как единица измерения используются
в бухгалтерском учёте для получения частных
(аналитических) и обобщённых (синтетиче-
ских) показателей. Фиксируя движение мате-
риальных ценностей, бухгалтерский учёт поль-
зуется наряду с стоимостными показателя-
ми также и натуральными единицами изме-
рения.
Метод бухгалтерского учёта заключается
в том, что средства предприятия и их источ-
ники отражаются в балансе, текущее наблю-
дение за совершаемыми хозяйственными опе-
рациями производится при помощи соста-
вления документов, классификация наблюдае-
мых хозяйственных явлений осуществляется
при помощи системы счетов, а текущий учёт
хозяйственных операций — при помощи осо-
бого способа записей по счетам, называемого
двойной записью.
Баланс, документы, система счетов а
двойная запись хозяйственных операций
обеспечивают возможность проведения стро-
гого контроля за правильностью учётных
данных. Благодаря этому бухгалтерский учёт
обеспечивает контроль за сохранностью госу-
дарственной собственности, за правильностью
и законностью расходования средств, соблю-
дением планово-финансовой дисциплины, за
выполнением финансовых и хозяйственных
обязательств, соблюдением режима эко-
номии.
В бухгалтерском учёте отражаются круго-
оборот хозяйственных фондов предприятия,
его средства, их источники и все хозяй-
ственные операции предприятия. В этом от-
ношении он является сплошным, а по времени
отражения хозяйственных операций — после-
дующим учётом.
Разработкой методологических вопросов
бухгалтерского учёта руководит Управление
бухгалтерского учёта и отчётности Министер-
ства финансов Союза ССР.
Большое значение в системе единого со-
циалистического у.чёта имеет статистика.
Отличительной особенностью статистики
является прежде всего то, что она не ограни-
чивается чисто учётными операциями (кон-
ГЛ. IV]
ОСНОВЫ БУХГАЛТЕРСКОГО УЧЁТА
235
статацией фактов, записью, итоговым подчсё-
том), но и подвергает материал как специ-
ально организованного статистического учёта,
так и бухгалтерского и оперативного учёта
специальной обработке с целью получения
ряда обобщающих выводов, выявления законо-
мерностей и взаимосвязей в наблюдаемых
явлениях и процессах. Важной особенностью
статистики является то, что её выводы носят
обобщающий характер. Эти выводы всегда
основываются на данных массового наблюде-
ния. Предметом статистического изучения мо-
гут быть самые разнообразные явления и
факты.
Руководство статистическими работами,
разработка методов исчисления статистиче-
ских показателей и утверждение форм ста-
тистической отчётности осуществляется Цен-
тральным статистическим управлением, при
Совете Министров СССР и его местными
органами.
Оперативно-технический учёт
есть учёт единичных фактов, имеющих место
в пределах- предприятия, с целью непосред-
ственного оперативного' воздействия (в слу-
чае надобности) на эти факты. Задачей опе-
ративного учёта является текущая информа-
ция руководящих работников о состоянии в
данный момент того или иного участка пред-
приятия. Примером оперативного учёта мо-
жет служить текущий учёт хода производ-
ственных процессов и определяющих эти про-
цессы условий, осуществляемый диспетчер-
скими органами, — учёт состояния оборудо-
вания, наличия материалов на рабочих ме-
стах и т. п.
Как и бухгалтерский учёт, оперативный
учёт имеет в центре своего внимания еди-
ничные факты, причём в отличие от бухгал-
терского учёта объектом его являются фак-
ты, как правило, не учитываемые в денежном
выражении.
ОСНОВЫ БУХГАЛТЕРСКОГО УЧЁТА
Назначение и содержание бухгалтер-
ского баланса. Бухгалтерский баланс пред-
ставляет собой способ отражения средств
предприятия в двух группировках (разрезах):
а) по их составу и размещению (актив) и
б) по их источникам (пассив).
Средства предприятия и их источники от-
ражаются в балансе в денежной оценке.
В СССР правила составления баланса,
содержание баланса и оценка его статей
строго регламентированы „Положением о бух-
галтерских отчётах и балансах государствен-
ных и кооперативных хозяйственных орга-
нов и предприятий" (Постановление СНК
СССР от 29 июля 1936 г. № 1372).
Балансы, как и другие отчётные данные,
должны быть правдивыми и ясными. Вуалиро-
вание или фальсификация отчётных сведений
абсолютно недопустимы, „... ибо попытка подо-
гнать цифру под то или другое предвзятое
мнение есть преступление уголовного харак-
тера".*
В капиталистическом хозяйстве балансы и
отчёты вуалируют и фальсифицируют с целью
скрытия действительных размеров прибылей.
• И. В. Сталин, Соч., т. 7, стр. 329-330.
Крупные социалистические предприятия и,
в частности, все государственные предприятия
союзного подчинения учитывают производимые
ими капитальные вложения, а также работу
отдела рабочего снабжения отдельно от основ-
ной деятельности, и поэтому имеют три баланса:
основной деятельности, капитального строи-
тельства и ОРС.
Выделение учёта капитального строитель-
ства на особый баланс в основном вызвано
наличием особенностей в финансировании
капитальных вложений, организационными и
технологическими особенностями капитального
строительства по сравнению с основной про-
изводственной работой промышленных пред-
приятий, необходимостью особенно тщатель-
ного и строгого контроля за расходованием
средств, предоставляемых на капитальное
строительство и для других капитальных вло-
жений.
Если сумма капитальных вложений не пре-
вышает 100 000 руб. в год, то в целях упро-
щения учёта средства, предназначенные для
таких капитальных вложений, а также их"
источники отражаются непосредственно в ба-
лансе основной деятельности.
Выделение на особый баланс отделов ра-
бочего снабжения вызвано отличием их хозяй-
ственной деятельности от основного промыш-
ленного производства, осуществляемого пред-
приятием. ОРС осуществляют торговлю и
имеют в большинстве случаев подсобные сель-
скохозяйственные предприятия.
Балансы основной деятельности государ-
ственных промышленных предприятий строятся
так, чтобы по ним было легко анализировать
финансовое состояние предприятия.
Все средства предприятия и их источники
объединены в балансе в ряд групп, каждая
из которых расчленяется на разделы, а раз-
делы — на отдельные статьи. В балансе основ-
ной деятельности имеются четыре группы,
обозначаемые буквами А, Б, В, Г. Некоторые
из групп имеют в балансе особое название,
отражающее их содержание, другие же такого
названия не имеют.
В приведённой ниже схеме баланса каждая
из них названа сообразно своему содержанию
(см. схему 1).
Соотношение итогов по группам А и Б
актива и пассива баланса может быть различ-
ным в зависимости от финансового состояния
предприятия, от результатов его производ-
ственной работы и достигнутого снижения
себестоимости. Эти различные соотношения
показаны на схеме в виде варианта I,
варианта II, варианта III. Значение этих соот-
ношений пояснено ниже (см. схему 1).
Часть сведений о средствах предприятия
указывается за итогом баланса в виде ряда
статей, называемых забалансовыми. За ито-
гом баланса показываются ценности, не при-
надлежащие предприятию: арендованное иму-
щество; материалы, принятые на ответственное
хранение или в переработку; условные цен-
ности (различные абонементные книжки,
бланки строгой отчётности). Сведения о зе-
мельных участках, занятых предприятием, и
о запасах полезных ископаемых приводятся
только в натуральных единицах, так как земля
и недра не имеют стоимости. Затраты же по
обработке земли или по подготовке добычи
236
УЧЁТ, КАЛЬКУЛЯЦИЯ И АНАЛИЗ ХОЗЯЙСТВЕННОЙ ДЕЯТЕЛЬНОСТИ ЗАВОДА
[РАЗД. V
Схема 1
Схема баланса промышленного предприятия
(по основной деятельности)
АКТИВ ПАССИВ
(размещение (источники
средств) средств)
А ¦ Основные и отвле-
чённые средства
(неподвижные и изъ-
ятые средства)
Б. Нормируемые
активы
(собственные и прокре-
дитованные)
Вари-
ант II
1гВари-""
ант III
Вари-
ант I
В. Средства в расчё-
тах и прочих
активах
Г. Средства в капи-
таловложениях
А. Собственные средства
и условно к ним
пр иравниваемые
Б. Банковские кредиты
под нормируемые активы
В. Прочие пассивы
Г. Источники затрат на
капитальные вложения
Забалансовые статьи
полезных ископаемых отражаются в балансе
предприятия.
В группе А актива баланса показы-
вается стоимость основных средств, имею-
щихся у предприятия, и отвлечённых средств.
Под основными средствами понимаются
все имеющиеся у предприятия здания, соору-
жения, оборудование, транспорт и инвентарь
производственного, обслуживающего и непро-
изводственного назначения (подробнее стр. 91).
В бухгалтерском балансе основные сред-
ства показываются по их остаточной стои-
мости, равной первоначальной стоимости за
вычетом суммы износа. Сумма износа основ-
ных средств показывается за итогом баланса.
Пример отражения стоимости основных
средств в балансе:
Баланс завода (в тыс. руб,)
АКТИВ ПАССИВ
(размещение средств) (источники средств)
1. Основные
средства . . .
2. Прочие
активы . . .
Баланс . 32 ооо
ю ооо
22 ООО
1. Разные пас-
сивы
Баланс
32 ООО
Забалансовые статьи:
Износ основных
средств 3 000
Это значит, что первоначальная стоимость
основных средств равна 13 000 000 руб. Затраты
на капитальный ремонт уменьшают сумму из-
носа основных средств и увеличивают их оста-
точную стоимость.
Машиностроительные зазоды используют
в процессе своей работы много инструментов
и мелкого хозяйственного инвентаря. Для
упрощения приобретения и учёта таких пред-
метов установлен порядок, при котором эти
предметы, стоящие меньше 200 руб. за еди-
ницу или служащие менее года, относятся
к числу оборотных, а не основных средств
предприятия (см. стр. 91).
К отвлечённым средствам относятся от-
числения от прибылей, внесённые в государ-
ственный бюджет, а также суммы прибыли и
оборотных средств предприятия, изъятые со-
ответственным главным управлением". Эти
суммы показываются в балансах предприятий
для того, чтобы можно было судить, как пред-
приятие выполняет в течение года свои фи-
нансовые обязательства. После утверждения
годового отчёта предприятия эти суммы сни-
маются с его баланса.
Основные и отвлечённые средства отно-
сятся в балансе к одной группе, поскольку
те и другие являются для предприятия сред-
ствами вне оборота.
К группе Б — Нормируемые акти-
в ы (собственные и прокредитованные) —
относятся складские запасы сырья, материа-
лов, полуфабрикатов, остатки этих же средств,
находящиеся в пути, остатки малоценных к
быстроизнашиваемых инструментов и инвен-
таря (в пути, на складе и в эксплоатации);
остатки незавершённого производства, готовая
продукция на складе и расходы по подготовке
производства на будущее время (расходы буду-
щего времени). Эти средства называются нор-
мируемыми, потому что при составлении фи-
нансового плана устанавливаются нормативы
запасов по этим статьям, обеспечивающие
бесперебойность производства (см. гл. II).
Сумма норматива указывается в балансе в от-
дельной колонке.
В группе В — Средства в расчётах
и прочих активах — показываются остатки
отгружённой готовой продукции, не оплачен-
ной покупателями, свободные остатки денеж-
ных средств предприятия и суммы различной
дебиторской задолженности.
В группе Г актива баланса— Средства
в капиталовложениях показываются за-
траты по капиталовложениям, если они учи-
тываются на балансе основной деятельности.
В пассиве баланса показываются источники
и целевое назначение средств.
В группе А пассива показывается сумма
собственных средств завода
общего назначения и средств, к ним прирав
ценных. К собственным средствам завода
относится его уставной фонд и его прибыль
(до распределения). Кроме того, у завода есть
и другие виды собственных средств, называе-
мые специальными фондами. К таким фондам
относятся фонд директора, фонд прибыли от
производства предметов широкого потребле-
ния из отходов, амортизационный фонд в рас-
поряжении директора на капитальный ремонт.
Так как средства, имеющиеся у предприятия
за счёт этих фондов, предназначаются для
расходов, отвечающих назначению каждого
такого фонда, то свободные остатки этих фон-
дов показываются не в группе А пассива
баланса, а в группе В.
Свободные средства фонда директора и
фонда прибыли от производства ширпотреба
из отходов хранятся на расчётном счёте в
Госбанке.
ГЛ. IV]
ОСНОВЫ БУХГАЛТЕРСКОГО УЧЁТА
237
Отдельные виды средств и источники их
покрытия размещены в балансе так, что имеется
возможность, сопоставив наличие тех или
иных средств с источниками, за счёт которых
онипредоставляются,судить отом, правильноли
размещены средства предприятия и использу-
ются ли они по назначению. Свободные сред-
ства по фонду амортизации в распоряжении
директора на капитальный ремонт показыва-
ются в группе В пассива, а остаток средств,
числящихся на особом счёте Госбанка, —
в группе В актива баланса.
Часть постоянно переходящей задолжен-
ности предприятия при расчёте собственных
средств завода условно приравнивается к ним.
К таким суммам относят минимальную задол-
женность по заработной плате и некоторые
другие суммы, аналогичные по своему значе-
нию. Под минимальной задолженностью по
заработной плате понимают размер задолжен-
ности от конца платёжного периода до даты
выплаты заработной платы, установленной по
коллективному договору. Для машинострои-
тельных заводов она обычно равна задолжен-
ности за 7—10 дней. В балансе не отделяют
эту минимальную задолженность от нормаль-
ной и показывают всю сумму задолженности
по заработной плате в группе А пассива ба-
ланса, сумма же минимальной задолженности,
приравниваемой в финансовых расчётах и при
анализе хозяйственной деятельности к соб-
ственным средствам, показывается в особой
справке, помещаемой в группе А пассива
баланса.
В группе Б пассива баланса показывается
сумма задолженности предприя-
тия Госбанку по ссудам, получен-
ным под нормированные активы.
В группе В показывается задолжен-
ность по ссудам, полученным под
расчётные документы в пути, под
аккредитивы и особые счета, задолженность
по просроченным ссудам, суммы, поступив-
шие в порядке целевого назначения, специаль-
ные фонды, суммы, полученные на содержа-
ние детских садов, на подготовку кадров
и т. п., задолженность поставщикам от момента
акцепта платёжных требований до момента их
оплаты, просроченная задолженность постав-
щикам, задолженность предприятия по разным
другим расчётам, в том числе и текущая за-
долженность своему ОРС и капитальному
строительству.
В группе Г пассива показываются источ-
ники средств для капитальных1
вложений: финансирование капитальных вло-
жений через спецбанки, финансирование вне-
плановых капитальных вложений, задолжен-
ность поставщикам по акцептованным пла-
тёжным требованиям на оборудование и стро-
ительные материалы, задолженность подряд-
чикам за выполненные работы.
В забалансовых статьях указываются суммы
износа основных средств, малоценных и
быстроизнашивающихся предметов, числя-
щихся в эксплоагации, и др.
Форма баланса машиностроительного за-
вода содержит до 180 позиций; бланки балан-
сов заготовляются типографским спосо-
бом.
Сжатый пример баланса машиностроитель-
ного завода приведён в табл. 1.
Система бухгалтерских счетов. Бухгал-
терские счета представляют собой метод
классификации (группировки) сведений о сред-
ствах предприятия, их источниках и об осу-
ществлённых предприятием хозяйственных
процессах.
В зависимости от степени обобщения фи-
ксируемых ими сведений, т. е. от укрупнения
их группировки, принято различать счета раз-
ных порядков. На машиностроительных за-
водах обычно применяются счета четырёх по-
рядков.
Счетами первого порядка назы-
вают такие счета, которые используются для
учёта данных о движении средств или об из-
менениях хозяйственно-правовых связей по
однородным группам имущественных масс.
Счета первого порядка называются также
синтетическими. Записи по этим счетам
обычно ведутся в бухгалтерии заводоупра-
вления или в бухгалтерии отдельных хозрас-
чётных частей предприятий, если их учёт
выделен на самостоятельный баланс.
Счета второго, третьего и чет-
вёртого порядков образуют собой
аналитический учёт. Схема деления бухгал-
терских счетов на отдельные порядки при-
ведена в схеме 2. Аналитические счета вто-
рого порядка называются субсчетами,
а третьего и четвёртого порядков— лицевыми
счетами.
Лицевые счета ведутся обычно на карточ-
ках, которые монтируются таким образом,
чтобы на каждой карточке можно было осу-
ществлять вспомогательную группировку дан-
ных. Это достигается колончатым строением
аналитических карточек. Так, например, для
учёта цеховых расходов по каждому цеху
может быть открыто несколько карточек
с колонками. В каждой колонке будут отра-
жены затраты, относящиеся к определённой
статье цеховых расходов.
Деление счетов на субсчета имеет по пре-
имуществу организационное значение, так
как в этом случае получается возможность
создать определённую систему учётных кар-
точек, обобщающих те сведения, которые за-
фиксированы в лицевых счетах. Итоги по
субсчетам получаются путём подсчёта ито-
гов по оборотным ведомостям, которые со-
ставляются на основании записей в лицевых
счетах.
Оборотные ведомости строятся развёр-
нуто, т. е. в них отражается начальный оста-
ток, сведения о движении по данной статье
и остаток к концу месяца. В ряде случаев
оборотные ведомости заменяются ведомостями,
где показываются лишь остатки соответствую-
щих ценностей (например, материалов). Обо-
ротные ведомости составляются ежемесячно
только по таким счетам, на которых учиты-
ваются систематически совершаемые опера-
ции (нет, например, практической необходи-
мости составлять ежемесячные оборотные
ведомости по счёту основных средств).
Строение отдельных бухгалтер-
ских счетов. Бухгалтерские счета обычно
строятся в форме двухсторонних таблиц.
В зависимости от того, отражается ли на
счетах размещение средств или их источники,
счета делятся на активные и пассивные. Схе-
матические иллюстрации содержания счетов
238
УЧЁТ, КАЛЬКУЛЯЦИЯ И АНАЛИЗ ХОЗЯЙСТВЕННОЙ ДЕЯТЕЛЬНОСТИ ЗАВОДА
[РАЗД. V
Таблица 1
Сокращённый баланс машиностроительного завода
на 1 января отчётного года (в тыс. руб.)
АКТИВ (размещение средств)
Наименование групп
А. Основные а отвлечённые средства
1. Основные средства
2. Отвлечённые средства:
1. Взносы от. прибыли в Мини-
стерство финансов
2. Взносы в Промбанк от при-
былей
3. Внутренние расчёты по выде-
ленным средствам .
4. Убыток
Итого по гр. А . . .
Б. Нормируемые средства
(собственные и прокредитованные)
1. Материалы, сырьё и топливо:
1. Сырьё, основные материалы и
покупные полуфабрикаты . . .
2. Вспомогательные материалы . .
3. Топливо
4. Малоценные и быстроизнаши-
вающиеся предметы
2. Производство:
1. Незавершённое производство
промышленное
2. Полуфабрикаты собственного
изготовления
3. Готовая продукция—товары и вы-
полненные работы
4. Расходы будущих отчётных пе-
риодов
Итого по гр. Б . . .
В. Средства в расчётах и прочих
активах:
ные работы
2. Товары, не оплаченные в срок по-
купателями
3. Товары на ответственном хране-
нии у покупателей ввиду отказа
от акцепта
4. Денежные средства:
1. Касса
2. Расчётный счёт
3. Аккредитивы и особые счета . .
5. Расчёты:
1. Дебиторы
2. Подотчётные лица
6. Внутренние расчёты подлежа-
щие возмещению:
1. Со строительством
2. С ОРС
7. Особый счёт в Госбанке по амор-
тизационным отчислениям на
капитальный ремонт
Итого по гр. В . . .
Г. Средства в капиталовложениях
1. Законченные капитальные ра-
боты и приобретения ....
Итого по гр. Г. . .
Баланс
/. Износ основных средств
2. Износ малоценных и быстроизна-
Сумма
/0 000
3 000
300
I J0O
S4 ооо
2 000
Soo
100
I 200
8оо
4оо
боо
Зоо
S9°°
goo
zoo
100
So
ISO
20
100
i 44 S
50
SO
6t 39S
Забалансо
6 000
Soo \
(источники и целевое назначение средств) ПАССИВ
Наименование групп
А. Собственные и условно прирав-
ниваемые к ним средства:
1. Уставной фонд
2. Прибыль
3. Рабочие и служащие
4. Соцстрах по отчислениям ¦ ¦ .
5. Предстоящие платежи
¦ Итого по гр: А . . .
Б- Краткосрочные банковские
кредиты под нормируемые активы
1. Ссуды при кредитовании по обо-
роту
Итого по гр. Б . . .
В. Прочие пассивы:
1. Ссуды под расчётные документы
2. Амортизационный фонд, подле-
жащий взносу в Промбанк ....
3. Расчёты:
1. Поставщики по акцептованным
платёжным требованиям . . .
2. Поставщики по неотфактуро-
ванным поставкам
3- Министерство финансов по
расчётам за налог С оборота .
4. Прочие кредиторы
4. Внутренние расчёты, подлежащие
возмещению:
1. Со строительством
2 С ОРС
5. Амортизационный фонд в распо-
ряжении директора на капи-
тальный ремонт
Итого по гр. В . . .
Г. Источники средств для капитало-
вложений (до 100 000 руб.)
1. Финансирование капитальных
вложений через спецбанки . . .
Итого по гр. Г...
Баланс
вые статьи
3. Материалы, принятые ни от-
ветственное хранение
Сумма
S4 ооо
$ 000
I 000
So
zoo
SS iso
Soo
Soo
SO
Six
zoo
100
SSO
So
I}0
269 s
5)
SO
61 39 S
200
Схема строения системы бухгалтерских счетов
Схема 2
СП
Субсчет
еа
н
сче
2
Лицев
Основные
средства
Здания
Актив баланса
Сырье и
материалы
Рабочие
машины и
оборудование
В кузнечном
цехе
Передаточные
устройства
В механиче-
ском цехе
Станки
фрезерные
В сборочном
цехе
Станки
токарные
Малоценные
и быстроизна-
шивающиеся
предметы
На складе
Расчётный
счет
В эксплоата-
ции
В кузнечном
цехе
Станки
сверлильные
В ремонте
В механиче-
ском цехе
Свёрла
цилиндриче-
ские
В сборочном
цехе
Свёрла
конические
Метчики
Тиски
i учёт
К
о
си
К
S
Анал
Синтетические счета
Счета первого порядка
Счета второго порядка
Счета третьего порядка
Счета четвёртого порядка
Карточки-паспорты каждого отдельного станка.
240, УЧЁТ, КАЛЬКУЛЯЦИЯ И АНАЛИЗ ХОЗЯЙСТВЕННОЙ ДЕЯТЕЛЬНОСТИ ЗАВОДА
[РАЗД. V
и порядка использования их в текущем учёте
приводятся в табл. 2 и 3.
Таблица 2
Схема активного счёта
Счёт материалов
ДЕБЕТ КРЕДИТ
Содержание
операции
1. Начальный
остаток (началь-
ное сальдо)
2. Все операции,
увеличивающие
количество мате-
риалов
Сумма
Содержание
операции
/. Все операции,
уменьшающие ко-
личество мате-
риалов
Сумма
Таблица 3
Схема пассивного счёта
Счёт ссуд
ДЕБЕТ КРЕДИТ
Содержание
операции
/. Уменьшение
задолженности
Сумма
Содержание
операции
1. Начальный
остаток (на -
чалъное сальдо)
2. Увеличение
задолженности
Сумма
Левая сторона всех счетов называется де-
бетом, правая — кредитом. Наличие двух
сторон у счетов позволяет сгруппировать на
одной стороне счёта все увеличения, а на
другой — все уменьшения соответствующих
средств или их источников и таким образом
систематизировать текущие записи операций.
Дебет и кредит в активных и пассивных
счетах служат не только для обозначения
сторон счёта, но и для характеристики опе-
раций. В активных счетах все увеличения
отражаются на дебете счёта, куда вносится
и первоначальный остаток, а уменьшения
записываются на кредит. Соотношение итогов
по дебету и кредиту в активных счетах всегда
должно быть Д>./С. Содержание дебета и
кредита пассивных счетов противоположно:
отношение итогов дебета и кредита по пас-
сивным счетам всегда должно быть Д</С.
Указывая, на какую сторону счёта надо
записать ту или иную операцию, говорят:
„дебитуйте счёт", „кредитуйте счёт".
Разность сумм, записанных на дебет и
на кредит счёта, образует остаток, или
сальдо. По активным счетам сальдо может
быть только дебитовым, по пассивным — кре-
дитовым. Дебет, кредит и сальдо образуют
собой элементы счёта. Характеристика же
экономического содержания записей на дебет
и кредит счёта и значения остатка по счёту
определяет его познавательный смысл. На
каждом счёте должен отражаться только один
определённый вид средств и их источников,
либо результаты одного определённого вида
операций (например, заготовок, производства,
реализации). Применение таких счетов, на
которых отражаются разнородные элементы
и которые называются смешанными счетами
(например, остаток товаров и результат от
реализации товаров), в советской практике
запрещено, так как такие счета не дают
правильного представления о действитель-
ности.
Для промышленных предприятий каждой
отрасли промышленности устанавливается
единый перечень счетов первого и второго
порядков. Этот перечень называется планом
счетов текущего учёта. Для обеспечения
единообразия в пользовании отдельными сче-
тами Министерство финансов СССР и глав-
ные бухгалтерии соответствующих промыш-
ленных министерств издают особые руко-
водства, в которых указывается, какие именно
операции должны отражаться на каждом
счёте.
В планах счетов текущего учёта указы-
ваются наименования синтетических счетов
(счетов первого порядка) и субсчетов (счетов
второго порядка). Дальнейшая детализация
перечня счетов делается непосредственно на
заводе применительно к особенностям его
работы. Кроме наименований счетов, в пла-
нах счетов текущего учёта приводятся но-
мера счетов.
Номер счёта по счётному плану назы-
вают шифром счёта.
Метод двойной записи. Метод
двойной записи заключается в том, что ка-
ждая хозяйственная операция отражается
в равных суммах по дебету и кредиту раз-
ных счетов; В результате создаётся возмож-
ность контроля правильности записей. Так
как каждая отдельная операция отражена
в дебете и кредите разных счетов, то и
суммы всех записей, произведённых по де-
бету и кредиту всех счетов, должны быть
равны друг другу. Говоря о равенстве сумм,
записанных на дебет и кредит бухгалтерских
счетов, следует подразумевать только синте-
тические счета первого порядка. Записи по
аналитическим счетам представляют собой
детализацию сведений, фиксируемых синтети-
ческими счетами, поэтому порядок записей
по счетам аналитического учёта подчинён
другому правилу.
Синтетические счета, взаимосвязанные
между собой при записи каких-либо опреде-
лённых операций, называются корреспонди-
рующими. Так, например, если завод полу-
чает по чеку деньги со своего расчётного
счёта в Госбанке в кассу, то эта операция
записывается на дебет счёта кассы и на кре-
дит расчётного счёта. Корреспондирующими
счетами в данном случае будут счёт кассы
и счёт расчётного счёта в Госбанке. Если бы
мы отразили эту операцию на схемах бух-
галтерских счетов, считая, что в кассу полу-
чено 5000 руб., то записи выглядели бы так:
Д. Расчётный счёт
в Госбанке.
К.
Д. Счёт кассы К.
Остаток
1) f ооо Остаток
1) / ооо
ГЛ. IVI
ОСНОВЫ БУХГАЛТЕРСКОГО УЧЁТА
241
Зная: а) экономическое содержание ка-
ждого счёта, б) значение дебета и кредита
в активных и пассивных счетах и в) содер-
жание метода двойной записи, можно понять
смысл каждой записи по наименованию кор-
респондирующих счетов.
Корреспонденция счетов обозначается либо
особым счётно-техническим текстом, называе-
мым счётной формулой, либо заполнением
оттиска специального штемпеля, называемого
контировочным. Текст, помещённый в от-
тиске этого штампа, называется контиров-
кой, или бухгалтерской проводкой. Тем же
термином (контировкой) называется и работа
по заполнению такого штемпеля.
Счётная формула по приведённой выше
операции будет выглядеть так:
Д. Счета кассы
К. Счета расчётного счёта в Госбанке 5 000руб.
Для ускорения контировки вместо назва-
ния корреспондирующих счетов обычно указы-
ваются их шифры.
Документация хозяйственных операций
Все хозяйственные операции, отражаемые
в бухгалтерском учёте, должны быть оформ-
лены документами. Составление документов
является в бухгалтерском учёте средством
для наблюдения за хозяйственной работой и
для фиксации совершаемых хозяйственных
операций. Требование документальной обос-
нованности бухгалтерских записей вытекает
из задач, стоящих перед бухгалтерским учё-
том, и из осуществляемых им функций. Являясь
одним из средств борьбы за сохранность со-
циалистической собственности, отражая дви-
жение средств социалистических предприятий,
бухгалтерский учёт должен быть организован
так, чтобы по каждой хозяйственной опера-
ции всегда можно было установить, кто рас-
порядился произвести данную операцию,
в чём она заключалась, кто принял на свою
ответственность те или иные материальные
ценности или денежные средства.
Бухгалтерские документы по своей форме
и содержанию должны удовлетворять опре-
делённым требованиям, выполнение которых
придаёт документам их доказательную силу.
Бухгалтерские записи могут производиться
только на основании правильно составленных
и тщательно проверенных документов. Рас-
поряжения главного (старшего) бухгалтера,
относящиеся к порядку оформления хозяй-
ственных операций и представления бухгалте
рии требуемых ею документов и сведений,
строго обязательны для всех работников
предприятия.
По каждому виду документов устанавли-
ваются признаки, наличие которых придаёт
документу законную силу. Эти признаки на-
зываются реквизитами документа. Типо-
выми реквизитами документов являются ука-
зание места и даты составления документа;
его название, номер документа, действие,
которое надо выполнить на основе документа
(принять или выдать ценности, выполнить
работу и т. п.); количественные и качествен-
ные признаки совершаемой операции (назва-
ние сорта, количества и цены отпускаемого
материала, количество изготовленных дета-
лей, характер работы, норма выработки и
расценки, по которым должна быть выпол-
16 Том 15
нена и оплачена работа, и т. п.); подсчёт
сумм, представляющих итог документа; под-
писи лиц, выполнивших распоряжение, с ука-
занием их служебного положения. Текст до-
кументов должен быть написан чернилами
или химическим карандашом. Исправления
должны быть оговорены и скреплены под-
писями лиц, ответственных за содержание до-
кумента. В некоторых документах (например,
в чеках) исправления не допускаются.
По характеру, назначению и объёму све-
дений, содержащихся в документах, разли-
чают распорядительные и исполнительные
(или оправдательные) документы. Так, напри-
мер, чек является приказом банку выдать
деньги и, следовательно, является докумен-
том распорядительным, расписка же в полу-
чении денег является документом оправда-
тельным. Иногда в документе содержится рас-
поряжение выполнить операцию вместе с дан-
ными об её выполнении. Примером таких до-
кументов могут служить кассовые ордера.
Такие документы одновременно являются
оправдательными и распорядительными.
По числу операций, фиксируемых в доку-
менте, различают документы первичные и
сводные. В первичных документах фикси-
руется самая хозяйственная операция, а в свод-
ных производится группировка данных об
однородных операциях, объединяемых каким-
либо общим признаком. В зависимости от ха-
рактера сводного документа его называют
отчётом или документом счётно-техниче-
ского назначения. В качестве примера отчёт-
ного документа можно привести отчёт подот-
чётного лица в израсходовании аванса или
отчёт заведующего материальным складом
о движении материалов и т. п. Все отчётные
сводные документы должны быть обоснованы
первичными оправдательными документами,
которые прилагаются к отчёту в доказа-
тельство совершения всех операций, указан-
ных в отчёте.
Примером сводных документов счётно-
технического назначения могут служить раз-
личные накопительные ведомости, широко
используемые для получения итогов по данной
группе однородных операций (например, рас-
чётные листы отдельных рабочих, куда впи-
сываются сведения о выработке из отдельных
нарядов, а также суммы, причитающиеся
данному рабочему по доплатным листкам).
Главный бухгалтер завода устанавливает
график сроков сдачи всех отчётных доку-
ментов в бухгалтерию и разрабатывает схему
документоборота, т. е. порядок движения до-
кументов от момента их составления или
поступления на предприятие вплоть до пере-
дачи их в архив после обработки и регистра-
ции всех необходимых сведений в бухгал-
терских счетах.
Такие графики существенно улучшают по-
становку учёта и способствуют равномерности
выполнения счётной работы. Соблюдение гра-
фика позволяет ускорить составление отчёт-
ных сведений, так как работа по графику
предупреждает накапливание счётных работ
к концу месяца.
Порядок обработки документов в бух-
галтерии. Все документы, на основании кото-
рых производятся бухгалтерские записи, про-
ходят в бухгалтерии следующие этапы обра-
242
УЧЁТ, КАЛЬКУЛЯЦИЯ И АНАЛИЗ ХОЗЯЙСТВЕННОЙ ДЕЯТЕЛЬНОСТИ ЗАВОДА
[РАЗД. V
ботки: а) проверяется правильность оформле-
ния документа; б) выясняется законность и
хозяйственная целесообразность совершённой
операции; в) проводится счётная обработка
(контировка) документа; г) документ реги-
стрируется в контрольном журнале; д) про-
изводится разноска сведений, содержащихся
в документе, на бухгалтерские счета; е) до-
кумент поступает для хранения в текущий
архив.
Проверка правильности оформления до-
кумента заключается в проверке подсчётов,
наличия необходимых подписей и других све-
дений, требуемых формой документа. При
проверке правильности оформления отчёта,
представленного материально ответственным
или подотчётным лицом, устанавливают, при-
ложены ли все первичные оправдательные
документы, соответствует ли их содержание
данным, приведённым в отчёте.
Проверка законности и хозяйственной це-
лесообразности операции, зафиксированной
в документе, выполняется наиболее квалифи-
цированными работниками бухгалтерии, обычно
старшими бухгалтерами, начальниками отде-
лов или подотделов бухгалтерии. Данные,
приведенные в документе, сопоставляются
имеют специальную графовку, применение
которой позволяет детализировать сведения,
отражаемые в регистрационном журнале.
Разработка таких регистрационных журналов
со специальной графовкой привела к созда-
нию советской многожурнальной формы бух-
галтерского учёта, получившей распростране-
ние на заводах Министерства электропро-
мышленности СССР и на ряде других машино-
строительных заводов.
Министерство финансов Союза ССР раз-1
работало общие положения по ведению жур-
налов и ордеров, их формы и рекомендовало
эту форму бухгалтерского учёта для промыш-
ленных предприятий.
Записи в контрольных журналах называ-
ются хронологическими, а записи по счетам —
систематическими.
Записи в контрольных журналах часто
используются для выборки итогов операций
по корреспондирующим счетам. Так как ка-
ждый тип операций обусловливает определён-
ную корреспонденцию счетов, то такие вы-
борки повышают аналитическое значение
учётных записей. Предположим, например,
что по счёту „Брак в производстве" имеются
следующие записи за месяц (табл. 4).
Таблица 4
Счёт брака в
производстве
ДЕБЕТ • КРЕДИТ
1. Со счёта основного производства
2. „ „ заработной платы . .
3. „ „ полуфабрикатов свое-
го производства ....
4. „ „ цеховых расходов . . .
5. „ „ общепроизводственных
расходов
Итого . .
8о ооо
S ооо
4оо
IS ооо
5 ооо
jo; 400
1. На счёт рабочих и служащих . .
2. На счёт основных материалов . .
3. На счёт дебиторов по претен-
зиям
4. На счёт производства
Итого . .
S4oo
40 ооо
S ооо
ff ооо
zof 400
с содержанием договоров, с соответствую-
щими нормативами, с данными об ассигно-
ванных суммах или о специальных фондах,
имеющихся для покрытия того или иного
расхода. Обо всех обнаруженных неправиль-
ностях главный бухгалтер обязан доклады-
вать директору завода, указывая, за чей счёт
надо отнести бесхозяйственные расходы и
какие меры необходимо принять для предот-
вращения таких расходов на будущее время.
Главный бухгалтер не является распоря-
дителем кредита и не имеет права санк-
ционировать тот или иной расход денеж-
ных или материальных средств. Выполняя
свои обязанности руководителя учётного аппа-
рата и организатора учёта, главный бухгалтер
в то же время обязан осуществлять контроль-
ные функции, оценивая каждую хозяйствен-
ную операцию, отражаемую в учё^е, с точки
зрения её законности.
После счётной обработки (контировки)
документа он регистрируется в контрольном
журнале. Целью регистрации является полу-
чение контрольного итога всех сумм, подле-
жащих записи на счета. Наличие такого итога
позволяет проверить полноту записей по
счетам и установить, все ли суммы по обра-
ботанным документам полностью разнесены.
В ряде случаев такие контрольные журналы
Зная экономическую характеристику сче-
тов, на основании приведённых данных можем
установить общую сумму себестоимости брака,
из чего эта сумма сложилась, какая сумма
удерживается с бракоделов E400 руб.), сколько
стоит тот брак, который будет использован
в качестве материалов D0 000 руб.), какая
сумма потерь относится за счёт поставщи*
ков E000 руб.) и была несвоевременно выявлена
лишь при обработке материалов (тогда как
эту сумму надо было выявить при их приём-
ке), а также общий размер потерь от брака
(или расходов по его исправлению), вклю-
чаемых в себестоимость годной продукции
E5000 руб.).
Умение самостоятельно пользоваться дан-
ными, зарегистрированными на бухгалтерских
счетах, необходимо для изучения экономики
предприятия.
После регистрации документов в контроль-
ном журнале они передаются для разноски
операций по счетам. По мере разноски на
документах делается отметка номера карточки
аналитического счёта, на которую записана
операция. В карточке же указывается номер
контировки. Таким образом по документу
можно установить, на какую карточку он за-
писан, а по карточке—найти документы, по-
служившие основанием для записей.
ГЛ. IV]
ОСНОВЫ БУХГАЛТЕРСКОГО УЧЁТА
243
После разноски документы передаются в
архив, где их обычно переплетают в папки
по месяцам. Если документов много, то от-
дельно переплетают кассовые документы,
документы по приходу и расходу материалов,
отчеты цехов и т. п.
При выполнении счётной работы широко
применяются различные приспособления и ма-
шины. Машинизация учёта позволяет резко
увеличить производительность труда счётных
работников и ускорить выполнение учётных
работ. На крупных машиностроительных за-
водах организованы машино-счётные станции,
на средних по величине предприятиях обычно
организуются счётные бюро, выполняющие
отдельные работы по бухгалтерскому учёту
(см. гл. XII).
Завершение месячного цикла учёта.
В бухгалтерском уч2,те различают следующие
работы: а) текущий учёт, б) работы, выпол-
няемые при окончании отчётного месяца, и
в) выполняемые при окончании отчётного года.
В текущем порядке производятся все работы,
связанные с составлением первичных доку-
ментов, обрабатываются суточные, недельные
и подекадные отчёты заведующих складами
и других лиц о поступлении и расходовании
материальных ценностей, осуществляются рас-
чёты с поставщиками, покупателями и дру-
гими учреждениями, предприятиями и лицами,
делаются все необходимые-записи по счетам
аналитического учёта.
По окончании месяца составляются расчёты
заработной платы, причитающейся за месяц
каждому рабочему и служащему, начисляется
амортизация и списывается износ малоценных
и быстроизнашивающихся инструментов и
инвентаря, находящихся в эксплоатации; на-
числяются арендная плата и другие суммы
такого же типа, определяемые по договорам;
калькулируется себестоимость услуг и про-
Сведения, отражаемые в отчётности, ха-
рактеризуют работу предприятия, являются
основой для оценки её успешности. Подчёр-
кивая значение отчётности для дальнейшего
улучшения хозяйственной работы, товарищ
Сталин указывает: „Никакая хозяйственная
работа без отчётности двигаться не может/*
Отчётность социалистических предприятий
должна быть правдивой и ясной. Всякое иска-
жение отчётных цифр в социалистическом
обществе является уголовным преступлением.
Формы отчётности утверждаются в центра-
лизованном порядке Министерством финансов
Союза ССР и ЦСУ при Совете Министров
Союза ССР. Ряд сведений технико-экономи-
ческого характера приводится в специальных
таблицах технико-производственных показа-
телей. Эти формы являются отраслевыми; их
содержание разрабатывается с учётом особен-
ностей технологии и организации производ-
ства и отдельных отраслей промышленности.
Объём отчётности за год, за квартал, ме-
сяц различен. Наиболее полные сведения о
работе предприятия включаются в годовой
отчёт. Месячная отчётность состоит из ба-
ланса, приложений к нему, детализирующих
сведения о реализации продукции и о полу-
ченной прибыли, и статистических отчётов
о выпущенной продукции, о её себестоимости,
составе и движении рабочей силы и других
показателей по труду и заработной плате.
Для того чтобы составить отчётный месяч-
ный баланс, надо вывести остатки (сальдо) по
всем счетам и проверить правильность всех
бухгалтерских записей, сделанных за месяц.
Для определения суммы оборотов за месяц
и остатков, числящихся на конец месяца, со-
ставляется оборотный баланс, т. е. оборот-
ная ведомость по синтетическим счетам. Обо-
ротный баланс содержит шесть колонок и
составляется по следующей форме (табл. 5).
Оборотный баланс за февраль 1949 г. (в руб.)
Таблица 5
1 Наименование
счетов
Счёт сырья и
материалов основ-
ных
Счёт топлива .
И гого . . .
Сальдо на начало месяца
Актив
4SO ооо
100 ООО
IS 430 ооо
Пассив
-
IS 43° ооо
Обороты за месяц
Дебет
4&о ооо
8о ооо
/о 480 ооо
Кредит
4bo ооо
90 ооо
Сальдо к концу месяца
Актив
47° ооо
до ооо
So 480 000 | 16 /00 000
Пассив
-
i6 ;oo ооо
дукции вспомогательных производств; себе-
стоимость этих услуг и продукции распреде-
ляется между цехами основного производства,
которым они были оказаны; составляются
калькуляции фактической себестоимости из-
делий; определяются суммы экономии или пе-
рерасходов, полученные по производству,
результаты работы каждого хозрасчётного
цеха, участка, бригады, а также прибыль или
убыток, полученные предприятием при реали-
зации готовой продукции и по прочим отрас-
лям его хозяйства за отчётный месяц. После
этого составляются месячный баланс и другая
отчётность, установленная для предприятия.
В оборотном балансе итоги образуют три
пары равенств: а) начальных остатков по
активу и пассиву, б) оборотов по дебету и
кредиту, в) конечных остатков по активу и
пассиву. Равенство итогов оборотов по дебету
и кредиту обусловлено применением двойной
записи; наличие неравенства этих итогов сви-
детельствует об имеющихся ошибках в соблю-
дении метода двойной записи.
Полнота записей, т. е. факт разноски всех
сумм из обработанных документов, устанавли-
вается путём сопоставления итога оборотов
* И. В. Сталин, Соч., т. 6, стр. 215.
244
УЧЁТ, КАЛЬКУЛЯЦИЯ И АНАЛИЗ ХОЗЯЙСТВЕННОЙ ДЕЯТЕЛЬНОСТИ ЗАВОДА [РАЗД. V
по оборотному балансу с итогами оборотов
по регистрационным журналам. Если какие-
либо документы записаны в два регистра-
ционных журнала, то итог записей по реги-
страционным журналам должен быть предва-
рительно очищен от таких встречных сумм.
Правильность записей на отдельные бух -
галтерские счета проверяется сопоставлением
итога оборотов и сумм остатков по соответ-
ствующему синтетическому счёту с итогом
оборотной ведомости по аналитическим сче-
там, открытым в развитие данного синтетиче-
ского счёта.
Соответствие фактических остатков мате-
риальных и денежных средств их остаткам,
показанным на бухгалтерских счетах, прове-
ряется путём инвентаризации. В частности,
для обеспечения правильности калькуляции,
для контроля за суммами затрат на изгото-
вление продукции и за расходованием фонда
заработной платы необходимо проводить еже-
месячную инвентаризацию остатков незавер-
шённого производства.
Ошибки, обнаруженные в бухгалтерских
документах и записях, исправляются при их
обнаружении немедленно. Если ошибка обна-
ружена в течение месяца, то её исправляют
чаще всего методом корректуры (зачёрки-
вается неправильная сумма, надписывается
правильная, делается оговорка об исправлении
за подписью лиц, составивших документ или
ответственных за правильность учёта). Под-
чистка бухгалтерских документов или записей
или применение других приёмов для испра-
вления ошибок, кроме указанных, запре-
щаются.
Если ошибка обнаружена при представле-
нии отчётности за истекший месяц или в сле-
дующем месяце, её исправляют при помощи
особых записей, называемых сторнировоч-
ными. Наиболее распространённый способ
сторнирования заключается в том, что де-
1 лаются две записи: первая, погашающая обна-
руженную ошибку, вторая, правильно отра-
жающая совершённую операцию. Запись, по-
гашающая сделанную ошибку, делается цвет-
ными чернилами; цифры, записанные цвет-
ными чернилами, при подсчёте вычитаются.
Этот метод исправления ошибочных записей
называют также методом цветного сторно.
Оборотные ведомости, составляемые по
аналитическим счетам, как и оборотный ба-
ланс, имеют большое хозяйственное значение.
Хозяйственное значение оборотного баланса
заключается в том, что он показывает не
только абсолютный размер остатков тех или
иных средств, но и характеризует их подвиж-
ность. О подвижности тех или иных средств
можно судить, сравнивая обороты и остатки.
Так, например, если начальный остаток то-
плива был 200 0С0 руб., поступило топлива за
месяц на 300 000 руб., израсходовано на
36(?000 руб. и в остатке имеется на 140 000
руб., то средняя скорость оборота топлива
была равна
170 000
= 14,2 дня,
среднему остатку
дневной расход 12 000
а обеспеченность на конец месяца равна
140 000
12 000
= 12 дням.
Такого рода данные позволяют судить о ско-
рости оборота средств предприятия (см. гл. II).
Ещё больше возможностей для изучения
экономики предприятия даёт оборотный ба-
ланс, составленный в шахматной форме, или
иначе шахматный баланс. В шахматном ба-
лансе сведения об оборотах детализированы
по отдельным корреспондирующим счетам.
Оборотный баланс обычной формы, а также
шахматный баланс используются, как правило,
для нужд хозяйственного руководства на са-
мом заводе. Они не входят в состав обяза-
тельной отчётности, представляемой предприя-
тием вышестоящим организациям. Месяч-
ная отчётность предприятия ограничивается
бухгалтерским балансом, рядом справок
к балансу и статистическими отчётами по
выпуску продукции, по труду и по себестои-
мости.
Завершение годового цикла учёта. За-
кон требует, чтобы содержание годового ба-
ланса было подтверждено сплошной инвен-
таризацией всех ценностей, принадлежащих
предприятию, чтобы все расчётные суммы
были подтверждены; чтобы расходы и доходы
предприятия . были правильно распределены
между смежными отчётными периодами. Пра-
вила составления отчётов и балансов опреде-
лены Положением о бухгалтерских отчётах и
балансах государственных и кооперативных
хозяйственных органов и 'предприятий и ин-
струкцией НКФ СССР о его применении [16].
Общие указания о заполнении отчётных форм
издаются ежегодно Министерством финансов
СССР и ЦСУ при Совете Министров СССР и
доводятся до предприятий соответствующими
министерствами.
Основные положения по инвентаризации
хозяйственных средств утверждены Министер-
ством финансов СССР. . .
Инвентаризация всех средств завода пред-
ставляет собой сложную и большую работу,
поэтому начинать инвентаризацию разре-
шается до 31 декабря, но не ранее 1 октября
отчётного года. Особенно тщательно должна
проводиться инвентаризация незавершённого
производства и остатка инструментов и при-
способлений в эксплоатации. Инвентаризация
должна создать полную уверенность в том,
что в незавершённом производстве нет скры-
тых убытков и потерь в виде наличия дета-
лей по аннулированным заказам, несписанного
брака, недостач и т. п.
Годовой отчёт предприятия служит основой
для оценки успешности выполнения плана за
истекший хозяйственный год. В результате
проверки, анализа и обсуждения показателей
работы завода в главном управлении или ми-
нистерстве издаётся приказ, подводящий
итоги деятельности завода в отчётном периоде,
указывающий причины его успехов или неудач,
определяющий основные мероприятия для
устранения обнаруженных дефектов и для
дальнейшего улучшения работы на будущее
время. В этом же приказе фиксируется сумма
прибыли, полученной заводом, и устанавли-
вается её распределение, т. е. доля прибыли,
подлежащая отчислению в фонд директора
завода и в фонд прибыли от производства
ширпотреба из отходов, доля прибыли,
которая направляется на увеличение собствен-
ных оборотных средств завода, и, наконец,
ГЛ. IV]
ОСНОВЫ СТАТИСТИЧЕСКОГО УЧЁТА
245
взносы прибыли в доход государства. Сумма
таких взносов предусматривается финансовым
планом завода, но при утверждении отчёта
она может быть изменена в связи с отклоне-
нием фактической прибыли от плановой, на-
пример, за счёт сверхпланового снижения се-
бестоимости.
Права, обязанности и ответственность
главных (старших) бухгалтеров. Права и
обязанности главных (старших) бухгалтеров
определены специальным положением о них.
В этом постановлении указано, что „все
документы денежного, материального, имуще-
ственного расчётного и кредитного характера,
служащие основанием для приема и выдачи
денег, товаро-материальных, имущественных и
других ценностей, а также изменяющие кре-
дитные и расчётные обязательства с другими
учреждениями, организациями и предприя-
тиями, подписываются руководителем и глав-
ным (старшим) бухгалтером учреждения, орга-
низации, предприятия или лицами, ими на то
уполномоченными.
Перечисленные выше документы без под-
писи главного (старшего) бухгалтера или лица,
им на то уполномоченного, считаются недей-
ствительными и не должны приниматься к
исполнению ни материально ответственными
лицами, ни органами бухгалтерского учёта
данного учреждения, организации или пред-
приятия.
Должностные лица, уполномоченные на под-
писание вышеуказанных документов, должны
быть оформлены приказом по учреждению,
организации или предприятию".
Главные (старшие) бухгалтеры не должны
принимать к исполнению и оформлению опе-
рации, нарушающие законы, постановления
и распоряжения правительства, а также уста-
новленный порядок приёма, оприходования,
хранения и расходования денежных средств,
оборудования, инвентаря, товаро-материаль-
ных и других ценностей.
„В случае получения распоряжения, про-
тиворечащего закону, постановлениям прави-
тельства или установленному порядку бухгал-
терского учета и отчетности, главный (стар-
ший) бухгалтер обязан до приведения его в
исполнение письменно обратить внимание ру-
ководителя, давшего распоряжение, на неза-
конность последнего. •
При получении от руководителя письмен-
ного подтверждения данного им распоряжения
главный (старший) бухгалтер исполняет его
и немедленно сообщает об этом руководителю
вышестоящей организации и Министерству
государственного контроля СССР или Мини-
стерству государственного контроля соответ-
ствующей союзной республики (в том случае,
если данное учреждение, предприятие или ор-
ганизация — республиканского или местного
подчинения).
В тех случаях, когда главный (старший)
бухгалтер получает распоряжение совершить
действие, наказуемое в уголовном порядке,
он обязан, не приводя этого распоряжения в
исполнение, немедленно сообщить об этом
руководителю вышестоящей организации и
Министерству государственного контроля
СССРилиМинистерству государственного кон-
троля соответствующей союзной республики и
в необходимых случаях финансовым органам.
Вышестоящая организация, получившая
сообщение главного бухгалтера о нарушении
законности, обязана в недельный срок рас-
смотреть это сообщение и принять меры в
соответствии с действующим законодатель-
ством с последующей информацией лица, при-
славшего сообщение.
В случаях, когда руководители и другие
должностные лица одних организаций, учре-
ждений и предприятий совершают позаимство-
вание и иные незаконные получения денеж-
ных средств, товаро-материальных и других
ценностей в других организациях, учрежде-
ниях и предприятиях, главный (старший) бух-
галтер обязан по оприходовании полученных
таким порядком денежных средств, товаро-
материальных и других ценностей, оборудо-
вания, инвентаря и т. п. немедленно сообщить
об этом руководителю вышестоящей органи-
зации и Министерству государственного кон-
троля СССР или Министерству государствен-
ного контроля соответствующей союзной рес-
публики.
Главный (старший) бухгалтер, не сообщив-
ший Министерству государственного контроля
и руководителю вышестоящей организации
о незаконных распоряжениях руководителя,
несёт ответственность за их выполнение на-
равне с руководителем, давшим незаконное
распоряжение.
Руководители и главные бухгалтеры выше-
стоящих учреждений и организаций, получив-
ших от главных бухгалтеров подчинённых им
учреждений, предприятий и организаций со-
общения о незаконных распоряжениях и иных
незаконных действиях и не принявшие по ним
соответствующих мер, несут ответственность
наравне с руководителем учреждения, пред-
приятия или организации, давшим незаконное
распоряжение".
Главные или старшие бухгалтеры админи-
стративно подчинены непосредственно руко-
водителю данного предприятия или учрежде-
ния.
По вопросам же организации и метода
ведения текущего учёта они подчиняются
вышестоящим органам. Назначение и уволь-
нение главных и старших бухгалтеров
производится вышестоящей инстанцией по
представлению руководителя предприя-
тия.
Аналогичный порядок осуществляется и
внутри предприятия. Бухгалтеры цехов, ма-
стерских, складов и т. п. административно
подчинены соответствующим начальникам (на-
чальнику цеха, заведующему мастерской, скла-
дом и т. п.), а в отношении ведения учёта,
оформления учётных документов, составления
отчётности они подчинены непосредственно
главному бухгалтеру предприятия.
Разногласия, возникающие между главным
или старшим бухгалтером и руководителем
предприятия, разрешаются вышестоящей ор-
ганизацией.
ОСНОВЫ СТАТИСТИЧЕСКОГО УЧЁТА
Предмет и задачи статистического учёта.
В своём докладе на XIII съезде РКП(б)
товарищ Сталин отметил необходимость пра-
вильного учёта для социалистического плано-
вого хозяйства и указал, что „учёт немыслим
246
УЧЁТ, КАЛЬКУЛЯЦИЯ И АНАЛИЗ ХОЗЯЙСТВЕННОЙ ДЕЯТЕЛЬНОСТИ ЗАВОДА [РАЗД.У
без статистики. Учёт без статистики ни на
шаг не двинется вперёд." *
Роль статистики в системе социалистиче-
ского учёта определяется её особенностями,
отличающими её от других видов учёта.
Предмет статистического исследования —
массовые явления и процессы, или, иначе го-
воря, группы качественно однородных объек-
тов. В статистике такие массовые явления
называются совокупностями. Изучая совокуп-
ность качественно однородных объектов, ста-
тистика устанавливает признаки данной сово-
купности, отличающие её от других подобных
совокупностей (например, отличие данной
группы рабочих от другой). В задачи стати-
стики входит, кроме того, выявление законо-
мерностей изменения или развития данной
совокупности (например, роста производи-
тельности труда рабочих или степени исполь-
зования оборудования). Наконец, к задачам
статистики относится обнаружение и измерение
характерных связей между явлениями, неза-
метных при единичных наблюдениях, но с
полной чёткостью выступающих в массе слу-
чаев. „Массовые явления, их изменения
и взаимосвязи — продукт сложного сочетания
разнообразных причин. Наиболее широкая
сфера проявления такого сочетания разнооб-
разных причин — социально-экономические
явления, что придаёт статистике особо важ-
ное значение в исследовании именно этой
области явлений. В. И. Ленин называл со-
циально-экономическую статистику одним из
самых могущественных орудий социального
познания
Основными задачами советской экономи-
ческой статистики являются: подготовка ма-
териалов для составления народнохозяй-
ственных планов, контроль выполнения пла-
нов, выявление причин, обусловивших тот
или иной уровень выполнения плана, выявле-
ние передовых и отстающих участков хозяй-
ственной работы, выявление резервов даль-
нейшего улучшения работы.
В отличие от бухгалтерского учёта
статистика пользуется при изучении интере-
сующих её явлений разнообразными едини-
цами измерения — денежными, натуральными
и условными. В связи с этим область при-
менения статистики значительно шире,
чем область применения бухгалтерского
учёта.
Тогда как бухгалтерский учёт должен дер-
жать в поле своего внимания каждый единич-
ный факт, так или иначе изменяющий взаимо-
отношения предприятия с его контрагентами,
статистику интересуют не единичные факты,
а совокупности однородных фактов. Так, на-
пример, для бухгалтерского учёта предста-
вляет интерес каждый факт выплаты заработ-
ной платы каждому отдельному рабочему
(Иванову, Петрову и т. д.); статистика же ин-
тересуется средней заработной платой, полу-
ченной однородными группами рабочих пред-
приятия за данный месяц. Статистический
вывод является обобщающим; а единичные
факты служат материалом для обобщения и
показываются на фоне обобщающих выводов,
иллюстрируя размеры отклонений индивиду-
альных явлений от средних величин.
* И. В. С т а ли н, Соч., т. 6, стр. 214.
Обобщающий характер выводов отличает
статистику и от оперативно-технического
учёта. Так, например, оперативно-технический
учёт фиксирует каждый факт неявки или опоз-
дания на работу каждого рабочего в целях
оперативного воздействия на' прогульщиков
и нарушителей трудрвой дисциплины. Стати-
стика же на основе этих данных оперативного
учёта делает вывод о средней частоте прогу-
лов или опозданий, об их причинах, а в по-
следующем делает вывод о причинах разных
видов нарушения трудовой дисциплины.
В качестве материала для своих работ ста-
тистика использует данные бухгалтерского и
оперативно-технического учёта, а при отсут-
ствии необходимых сведений в готовом виде
организует самостоятельную регистрацию ин-
тересующих её явлений.
Приёмы наблюдения и обработки ста-
тистических данных. Характерной особен-
ностью статистического учёта является то, что
он может базироваться на данных сплошного
наблюдения всех объектов изучаемой массы
или же на данных выборочных наблюдений,
охватывающих лишь часть объектов данной
массы.
Возможность использования материалов
выборочного наблюдения всецело обусловли-
вается характером статистических выводов.
Если группа, объектов взятая из всей их массы,
является типичным представителем этой массы,
то нет необходимости производить сплошное
наблюдение всех объектов. Вывод, сделанный
на основе выборочного наблюдения, в каждом
отдельном случае имеет различную степень
достоверности. Эта достоверность зависит
от степени однородности изучаемой массы,
от полноты наблюдения, от способа отбора
объектов, охватываемых выборочным наблю-
дением.
Теория статистики разработала наиболее
рациональные приёмы организации выбороч-
ного наблюдения. Пользуясь указаниями тео-
рии статистики, можно заранее сказать, какое
количество объектов должно быть охвачено
выборочным наблюдением в каждом конкрет-
ном случае, чтобы возможная погрешность
вывода не превышала определённых границ
возможной ошибки..
Примером применения выборочного наблю-
дения при изучении отдельных явлений на
машиностроительном заводе является опреде-
ление качества продукции, сырья и- материа-
лов путём отбора и проверки нескольких проб
из всей партии.
Для получения правильных результатов
выборочного наблюдения должны соблюдаться
все указания теории статистики.
Группировка. Первичные сведения, собран-
ные путём статистического наблюдения, под-
лежат соответствующей счётной обработке.
Так как обобщающие статистические выводы
относятся к качественно однородным группам
объектов, то перед получением таких выводов
необходимо произвести разбивку объектов,
охваченных наблюдением, на качественно од-
нородные группы. В статистике эта работа
называется группировкой данных.
В процессе группировки объекты, охвачен-
ные статистическим наблюдением, объединя-
ются в группы, однородные по тому или иному
признаку. Такова, например, группировка ра-
ГЛ. IV]
ОСНОВЫ СТАТИСТИЧЕСКОГО УЧЁТА
247
бочих по профессиям. Иногда группы, объеди-
ненные по тому или иному признаку, раз-
биваются на дальнейшие подгруппы по ка-
кому-либо другому признаку. Например, ка-
ждая профессиональная группа рабочих раз-
бивается на подгруппы по продолжительности
производственного стажа, возрасту, полу и т. п.
Результаты группировки отражаются в
групповых таблицах. Таблицы, оформляющие
две последовательные группировки (или боль-
шее их число), называются комбинацион-
ными.
Некоторые статистические таблицы могут
и не отражать группировки. Примером такой
таблицы может быть простой перечень заво-
дов по их подчинённости, по территории
и т. д. Такие таблицы называются перечневыми
или простыми таблицами.
Статистическая таблица состоит из не-
скольких строк, каждая из которых делится
по вертикали на несколько граф. В горизон-
тальных строках статистической таблицы
обычно даётся перечень отдельных объектов,
либо отдельных групп объектов. Этот пере-
чень, характеризующий содержание горизон-
тальных строк в статистических таблицах,
называют подлежащим таблицы. В верти-
кальных графах каждая из строк статистиче-
ского подлежащего характеризуется теми или
иными признаками. Например, заводы харак-
теризуются числом рабочих, выпуском про-
дукции, процентом перевыполнения плана
и т. д. Признаки, указанные в вертикальных
графах и обозначенные заголовком этих граф,
называются сказуемым статистической та
блицы.
Статистические таблицы являются не ме-
ханическим набором цифр, а логически строй-
ным целым, характеризующим изучаемое явле-
ние или изменение его структуры. Группиро-
вочная таблица должна обнаружить различные
величины того или иного признака по отдель-
ным группам объектов. Она должна показать
наличие или отсутствие зависимости между
качественным различием объектов по одному
признаку (подлежащему) и качественным раз-
личием по другим признакам, указанным в
сказуемом таблицы. Комбинационные таблицы
позволяют обнаружить зависимость между
определённым сочетанием признаков, поло-
женных в основу группировки, и признаков,
образующих сказуемое таблицы.
Средние и относительные величины.
Вслед за группировкой и табличной сводкой
материалов должно быть произведено исчисле-
ние показателей, характеризующих изучаемую
массу объектов, закономерности её изменений.
Для характеристики изучаемой массы объ-
ектов статистика пользуется средними и
относительными величинами.
Основная задача средних и относительных
величин заключается в установлении общих
признаков данной совокупности объектов.
Познавательное значение статистических
средних и относительных величин может быть
пояснено на такой статистической совокуп-
ности, как коллектив рабочих завода. Отдель-
ные рабочие, входящие в состав этого кол-
лектива, различаются друг от друга по воз-
расту, продолжительности общего производ-
ственного стажа, продолжительности работы
на данном предприятии, иолу, профессии и т. п.
Некоторые из этих признаков (продолжитель-
ность стажа и др.) поддаются измерению, дру-
гие (например, профессии) измерению не под-
даются. Статистика обобщает характеристику
изучаемой совокупности по признакам, под-
дающимся количественному измерению, при
помощи средних величин (средний возраст
рабочего данного предприятия, средний про-
изводственный стаж). Обобщённая характе-
ристика совокупности в отношении признаков,
не поддающихся измерению, выражается от-
носительными» величинами: женщины в данном
коллективе составляют столько-то процентов,
мужчины — столько-то, на долю каждой отдель-
ной профессии приходится столько-то процен-
тов и т. д. Как средние, так и относительные
величины, исчисляемые статистикой, показы-
вают, чем данная совокупность отличается от
других, чем состояние данной совокупности
в настоящий момент отличается от её состоя-
ния в другое время (как изменился состав
рабочих данного завода, как изменилась про-
изводительность их труда, заработная плата
и т. д.).
Пользуясь статистической средней, необхо-
димо иметь в виду, что величина признака
у отдельных объектов изучаемой массы опре-
деляется как общими причинами, присущими
всем объектам, так и специфическими при-
чинами, проявляющимися только в отдельных
случаях и вызывающими колебания величины
признака у отдельных объектов. Средняя не
показывает отдельно влияния последней кате-
гории причин и выявляет лишь общую тенден-
цию, присущую всем объектам данной массы.
Статистическую среднюю надо рассматри-
вать не как простой механический результат
счётных операций, а как показатель, который
имеет ответственное познавательное значение.
В связи с этим она должна удовлетворять из-
вестным условиям, обеспечивающим правиль-
ность получаемой характеристики. Первое из
этих условий - качественная однородность
массы, характеризуемой одной средней вели-
чиной. „Соединение крупных и средних заве-
дений вместе,— говорит В. И. Ленин о случаях
нарушения этого условия,— дает совершенно
фиктивные „средние" цифры, не дающие ни-
какого понятия о действительности"*. Второе
условие — исчисление наряду с общей средней
частных средних для отдельных групп
объектов. Примером такого рода средней мо-
жет служить среднепрогресснвная норма, пред-
ставляющая собой среднюю из лучших пока-
зателей. Третье условие правильного исполь-
зования средней — выявление не только сред-
ней величины, но также крайних отклонений
от неё, т. е. лучших и худших показателей,
что необходимо для оперативного руководства
данным участком работы.
Относительные величины используются в
статистике не только в качестве признака
совокупности, но для оценки степени выпол-
нения плана, а также для выявления динамики
тех процессов, которые в ней протекают. Та-
ковы показатели роста продукции, роста про-
изводительности труда, снижения себестоимо-
сти, изменения величины простоев, брака и т. д.
Особенно важным показателем, используе-
мым статистикой для характеристики динамики
* В. И. Л ен ин, Соч., т. II, изд. 3-е, стр. 239.
248
УЧЁТ, КАЛЬКУЛЯЦИЯ И АНАЛИЗ ХОЗЯЙСТВЕННОЙ ДЕЯТЕЛЬНОСТИ ЗАВОДА [РАЗД. V
явлении, протекающих в пределах той или
иной массы, являются индексы. Индексами
в статистике называются относительные вели-
чины, характеризующие изменения величины
какого-нибудь сложного явления, отдельные
элементы которого непосредственно несоиз-
меримы. Примером такого сложного явления
может служить продукция промышленности,
состоящая из разнообразных изделий, имею-
щих ,$азтчше .назначение, свойства л раз-
личные единицы измерения (чугун, электро-
энергия, руда, автомобили и т. п.). Объём вы-
пуска отдельных продуктов изменяется и мо-
жет быть измерен относительными величинами
(увеличение на столько-то процентов, сниже-
ние на столько-то и т. д.). Общую же меру
изменения величины всей продукции (в цен-
ностном или ином выражении) дают индексы.
Изучая динамику явлений, статистика стре-
митея выявить закономерность их развития.
Удобным средством наглядного выявления за-
кономерностей изменения, присущих данной
массе явлений, являются графические изобра-
жения, широко используемые в статистиче-
ских работах. В более сложных статистиче-
ских работах закономерности изменения изу-
чаемых явлений характеризуются определён-
ной математической формулой, отражающей
конфигурацию кривой, которая выражает из-
менение явления.
Статистические методы выявления вза-
имосвязей. Изучая явления и процессы, ста-
тистика не ограничивается выявлением их
динамики, но производит сопоставление раз-
личных явлений или признаков, устанавливая
таким путем их взаимную связь и зависи-
мость друг от друга. Статистическое сопо-
ставление различных явлений или признаков
не может иметь случайного или произволь-
ного характера, а определяется экономической
сущностью изучаемых явлений и основы-
вается на марксистско-ленинской экономиче-
ской теории.
Выявляя взаимосвязи между явлениями,
статистика вскрывает роль Отдельных факто-
ров, определяющих результат хозяйственных
процессов, даёт хозяйственнику материал для
руководства этими процессами и для достиже-
ния заданных показателей по плану. В про-
тивоположность функциональным связям, про-
являющимся в каждом единичном случае
в тождественном виде (связь между темпе-
ратурой и кипением жидкости), статистика
изучает связи, называемые корреляционными
и проявляющиеся только в массе явлений
(связь между продолжительностью производ-
ственного стажа и производительностью труда,
связь между равномерностью выпуска и
уровнем себестоимости и т. п.).
Статистика использует разнообразные спо-
собы выявления массовых (корреляционных)
связей между явлениями. В статистике раз-
работаны также приёмы цифрового выраже-
ния корреляционных связей и методы изме-
рения степени тесноты этих связей. Это даёт
возможность оценить влияние отдельных
факторов на результаты изучаемых процессов.
Всякая законченная статистическая работа
должна завершаться аналитическим выводом,
характеризующим причины, обусловившие то
или иное развитие или изменение исследуемых
явлений, а также зависимость достигнутых
результатов от ряда факторов и степень влия-
ния каждого из них.
Организация статистического учёта.
Основная задача статистики заключается
в освещении хода выполнения плана и в опре-
делении факторов, обусловивших тот или иной
уровень достигнутых показателей. Исчисляя
показатели выполнения плана на различных
участках работы предприятия, статистика
вместе с тем собирает необходимый материал
для разработки планов на последующие пе-
риоды времени. Плановая работа неразрывно
связана со статистикой. Заводская статистика
находится в составе плановых органов за-
водоуправлений.
Заводские статистические ячейки выпол-
няют двоякого рода функции: а) составление
статистической отчётности для вышестоящих
органов, в том числе для нужд общегосудар-
ственной статистики; б) собирание и разра-
ботку статистических материалов для нужд
различных отделов заводоуправления и адми-
нистрации завода. Программа действующей
статистической отчётности предусматри-
вает следующие вопросы: выработка продук-
ции в натуральном' и ценностном выражении,
количество и состав персонала, фонд начис-
ленной заработной платы и его состав,- дви-
жение рабочей силы и использование рабочего
времени, выполнение рабочими норм выра-
ботки, поступление и расход сырья, производ-
ство и расход электроэнергии, использование
топлива, использование оборудования, себе-
стоимость продукции. Все данные, предусма-
триваемые статистической отчётностью, ука-
зываются общим итогом по заводу. Этих
итоговых данных достаточно для того, чтобы
судить о работе промышленности в целом. Но
для руководства предприятия нужны более по-
дробные сведения, характеризующие работу
отдельных участков производства, отдельных
цехбв и пролётов.
Практика не выработала какой-нибудь еди-
нообразной программы работ заводской ста-
тистики. Конкретное содержание этой про-
граммы в значительной мере определяется
инициативой руководителя общезаводского
планового органа, его уменьем использовать
статистику для изучения экономики предприя-
тия, а также наличными кадрами работников,
владеющих приёмами статистического анализа.
ОСНОВЫ АНАЛИЗА ХОЗЯЙСТВЕННОЙ
ДЕЯТЕЛЬНОСТИ
Задачи и общий порядок анализа хозяй-
ственной деятельности. Анализ хозяйствен-
ной деятельности состоит в изучении показа-
телей, позволяющих судить об успешности
работы завода по выполнению плана. Так как
государственный план является обязательной
директивой для завода, то при анализе хо-
зяйственной деятельности прежде всего должна
быть выявлена степень выполнения и пере-
выполнения плана.
Анализ хозяйственной деятельности на-
правлен также на выяснение достижений за-
вода и его подразделений для закрепления и
распространения передового опыта, а также
на выявление дефектов работы для их устра-
нения и предотвращения на будущее время.
В частности, анализ хозяйственной деятель-
ГЛ. IV]
ОСНОВЫ АНАЛИЗА ХОЗЯЙСТВЕННОЙ ДЕЯТЕЛЬНОСТИ
249
ности является одним из важных средств
борьбы со всякого рода непроизводительными
и бесхозяйственными расходами и потерями.
Он должен способствовать укреплению фи-
нансовой, расчётной и кредитной дисциплины,
повышению рентабельности работы предприя-
тия, выявлению трудовых и материальных
резервов, а также источников дальнейшего
снижения себестоимости, имеющихся у пред-
приятия, должен способствовать укреплению
хозяйственного расчёта, обеспечивать общее
улучшение работы предприятия. Системати-
ческий текущий анализ хозяйственной дея-
тельности, осуществляемый повседневно, слу-
жит надёжным средством оперативного руко-
водства работой предприятия, способствуя
выполнению и перевыполнению плана по всем
показателям.
Анализ хозяйственной деятельности пред-
приятия обычно осуществляется в такой по-
следовательности: а) устанавливают полноту
и правильность отчётных данных о выпол-
нении плана; б) выявляют показатели, необ-
ходимые для оценки работы предприятия
по выпуску валовой и товарной продук-
ции; в) изучают использование основных
средств и выясняют влияние фактического
уровня их использования на выполнение плана
по выпуску продукции; г) изучают выполне-
ние плана материального снабжения и обеспе-
ченность предприятия материалами; д) анали-
зируют показатели по труду и заработной
плате; е) на основе полученных данных изу
чают себестоимость продукции и выполнение
задания по её снижению; ж) выясняют пока-
затели, характеризующие рентабельность ра-
боты предприятия и выполнение плана нако-
плений; з) анализируют финансовое состояние
предприятия, оценивают оборачиваемость обо-
ротных средств, соблюдение финансовой,
расчётной и кредитной дисциплины и, наконец,
платёжную готовность предприятия.
По.такому же плану можно анализировать
и работу отдельных частей предприятия, пол-
ностью переведённых на.хозрасчёт. При этом
необходимо особенно тщательно изучить во-
прос о внедрении среднепрогрессивных норм,
о мероприятиях по применению передовой
технологии и организации производства, по
развитию стахановского движения, по борьбе
с потерями на производстве, выявить, как
предприятие выполняет задание по снижению
себестоимости, какие мероприятия были им
осуществлены для ускорения по оборачивае-
мости средств, какие результаты достигнуты
предприятием в борьбе за дальнейшее улуч-
шение использования оборудования и про-
изводственных площадей.
Поскольку анализ хозяйственной деятель-
ности сопровождается оценкой успешности ра-
боты предприятия и выводы из анализа слу-
жат основанием для поощрения за достигну-
тые успехи или для взысканий за допущен-
ные недостатки, эти выводы должны быть
всегда документально подтверждены и до-
казаны.
Анализ хозяйственной деятельности про-
мышленных предприятий осуществляется раз-
личными организациями. Работу предприятия
анализируют в соответствующем главном
управлении или министерстве. Здесь источ-
ником для анализа является текущая и годо-
вая отчётность предприятия. В случае не-
обходимости у предприятия запрашиваются
объяснения, относящиеся к содержанию тех
или иных цифр отчёта. Запрещено требовать
представления дополнительной отчётности
сверх форм, утверждённых в законном по-
рядке. Это запрещение направлено на борьбу
с разбуханием отчётности.
Филиал Госбанка, кредитующий данное
предприятие, анализирует данные о выполне-
нии производственной программы, финансовое
состояние предприятия и его платёжеспособ-
ность. При анализе финансового состояния
Госбанк обращает особое внимание на вы-
полнение плана накоплений, на состояние нор-
мируемых оборотных средств предприятия,
скорость их оборота, на состояние его расчё-
тов, на выполнение обязательств перед госу-
дарственным бюджетом, на наличие объектов,
послуживших основанием для предоставления
предприятию кредитов. Источником для ана-
лиза являются отчёты и балансы предприятия.
Госбанк контролирует сроки оплаты пред-
приятием его задолженности по ссудам и
сроки оплаты платёжных требований постав-
щиков, сданных ими на инкассо в Госбанк.
В филиалах Государственного банка, обслу-
живающих предприятие, ведётся паспорт фи-
нансовых и хозяйственных показателей
предприятия. В паспорте фиксируются важ-
нейшие показатели, вытекающие из отчётности
предприятия; регистрируются данные о про-
срочках платежей и об отказе от акцепта
платёжных требований данного предприятия;
сведения о кредитных санкциях, применённых
к предприятию, и об их эффективности, а
также основные выводы, полученные при
анализе отчётов предприятия.
Министерство финансов СССР анализирует
сводные отчёты главных отраслевых управле-
ний и отчёты предприятий, подчинённых не-
посредственно министрам. При анализе осо-
бое внимание обращается на показатели
рентабельности предприятия; тщательно вы-
являются все причины, повлиявшие на рен-
табельность, изучается выполнение предприя-
тиями финансовых планов. При анализе
проверяется, кроме того, соблюдение пред-
приятием финансовой дисциплины, пол-
нота и своевременность выполнения его
обязательств перед бюджетом, выясняются
возможности мобилизации внутрипромышлен-
ных ресурсов и дальнейшего повышения рен-
табельности.
Работа предприятия анализируется осо-
бенно подробно непосредственно на месте,
причём анализ производственных показателей
выполняется обычно плановым органом за-
водоуправления, а анализ финансовых показа-
телей — главной бухгалтерией завода. Источ-
ником этого анализа являются не только
отчётные таблицы, но и записи в учётных
регистрах, а также непосредственно первич-
ные документы. Результаты анализа система-
тически докладываются директору завода и
обсуждаются на собраниях производственного
актива. На ряде предприятий ведутся спе-
циальные справочные записные книжки, куда
систематически записываются все основные
показатели, характеризующие работу пред-
приятия. Важнейшие из них (выполнение
плана по основным видам продукции, внедре-
250 УЧЁТ, КАЛЬКУЛЯЦИЯ И АНАЛИЗ ХОЗЯЙСТВЕННОЙ ДЕЯТЕЛЬНОСТИ ЗАВОДА
[РАЗД. V
ние среднепрогрессивных норм, рост произ-
водительности труда, снижение себестоимости
и др.) наносятся на графики, периодически
пополняемые текущими сведениями.
Для анализа работы хозрасчётных цехов
на крупных машиностроительных заводах раз-
рабатываются специальные формы отчётов
цехов. В этих отчётах приводятся сведения
об итогах работы цеха и даются объяснения
причин, обусловивших полученные резуль-
таты.
Методы анализа хозяйственной деятель-
ности. При анализе хозяйственной работы
прежде всего необходимо правильно выбрать
способ измерения отдельных её показателей:
объёма продукции, производительности труда,
снижения себестоимости и т. п. Для характе-
ристики работы предприятия в целом объём
продукции выражают обычно в отпускных
ценах (промышленности и предприятия), а
по важнейшим видам изделий, кроме того,
в натуральных или условных единицах.
Выбор единицы измерения объёма про-
дукции или работ, выполненных отдельными
цехами завода, должен основываться на спе-
цифических особенностях технологии каждого
цеха и характере его изделий. Так, при ана-
лизе работы литейного цеха надо выбрать
такую единицу измерения его продукции,
которая наиболее правильно выражала бы
трудоёмкость выработки изделий в этом цехе.
Вес отливок в данном случае не будет пока-
зательным, так как литьё может быть разного
развеса и разной сложности, а относительная
трудоёмкость крупных и простых отливок
много меньше, чем мелких и сложных. Денеж-
ная оценка выпущенных отливок также не
всегда будет показательной. В частности, если
литьё изготовляется из разных сплавов, резко
отличающихся по стоимости, то денежная
оценка выпуска будет зависеть от удельного
веса отливок из более дорогих металлов или их
сплавов в общем объёме продукции цеха.
В этом случае для оценки работы цеха лучше
выразить всю продукцию в условных единицах,
построенных на основе учёта трудоёмкости из-
готовления разных видов литья. Точно так же
при анализе работы механических или ремонт-
ных цехов общий объём выполненных работ
удобнее всего выражать количеством нормо-
часов.
Важным прлёмом анализа является выясне-
ние внутренних связей между отдельными
показателями (например, между ростом про-
изводительности труда и развитием стаха-
новского движения, повышением квалифика-
ции рабочих, увеличением технической воору-
жённости их труда, улучшением технологии
и организации производства и т. д).
Путём анализа показателей в их взаимной
связи можно выявить успешность отдельных
отраслей работы предприятия, вскрыть источ-
ники дополнительной экономии или причины
неудовлетворительного выполнения плана.
Предположим, например, что на заводе хорошо
организована работа по повышению квалифи-
кации рабочих массовых профессий. Это
должно обеспечить рост производительности
труда, уменьшение брака, простоев, удлинение
сроков службы инструментов; должен повы-
ситься средний тарифный разряд рабочих,
увеличиться число рабочих, перевыполняющих
нормы, повыситься средняя заработная плата
рабочих. Если такого сочетания показателей
нет (например, число рабочих, перевыполняю-
щих норму, не увеличивается), то необходимо
выяснить причины выявленной диспропорции,
нарушающие нормальную связь показателей
между собой, и разработать мероприятия по
устранению обнаруженных при этом дефектов.
Для правильной постановки текущего ана-
лиза производства должна быть разработана
определённая система показателей, позволяю-
щая выявить и оценить успешность каждой
бригады, пролёта и цеха, за каждую смену, за
день, неделю или декаду, за месяц и за квартал.
Круг таких показателей будет различным
для отдельных цехов, так как состав показа-
телей должен отражать особенности их орга-
низации и технологии производства. Важней-
шими показателями для характеристики ра-
боты бригад являются показатели, отражаю-
щие выполнение плана или заданных работ,
данные производительности труда членов бри-
гады, данные о достигнутой ими экономии
в расходовании материалов и инструментов.
В состав показателей цеха, кроме этих пока-
зателей, войдут данные о расходовании фонда
заработной платы, о себестоимости изгото-
вленной продукции, об использовании обо-
рудования, о мероприятиях по борьбе с поте-
рями и браком и т. п.
Текущий анализ производства должен пре-
следовать оперативные цели, содействуя хо-
зяйственному и техническому руководству
в деле выполнения плана.
УЧЁТ ОСНОВНЫХ СРЕДСТВ
И АНАЛИЗ ИХ ИСПОЛЬЗОВАНИЯ*
Классификация основных средств. Общее
определение понятия основных средств дано
выше.
Особенность функционирования основных
средств, отличающая их от оборотных средств
завода, заключается в том, что они изнаши-
ваются постепенно, сохраняя свои рабочие
свойства в течение ряда лет. В соответствии
с этим возмещение износа основных средств
осуществляется путём включения определён-
ной доли их стоимости в состав затрат по
тому виду деятельности предприятия, который
обеспечивается данными основными сред-
ствами. Эта доля стоимости основных средств
называется амортизацией. Амортизация основ-
ных средств производственного назначения
включается в себестоимость готовой продук-
ции завода, амортизация основных средств,
представляющих собой материально-техниче-
скую базу торговли, входит в состав издержек
обращения, а основных средств жилищного хо-
зяйства — в расходы по эксплоатации жилищ-
ного фонда и т. д. Так как порядок воспро-
изводства основных средств отличается от
воспроизводства оборотных средств, то финан-
сирование новых капитальных вложений и
приобретения основных средств подчинено
особому режиму.
Основные средства в бухгалтерском учёте
разбиваются на ряд однородных групп, с тем
* См. также „Основные фонды и их использование"
стр. 91.
гл. ivj
УЧЁТ ОСНОВНЫХ СРЕДСТВ И АНАЛИЗ ИХ ИСПОЛЬЗОВАНИЯ
251
чтобы, изучая экономику предприятия, можно
было достаточно полно судить о наличии
основных средств различного назначения и
об их использовании.
Прежде всего основные средства разби-
ваются по признаку их принадлежности на
собственные и арендованные. В балансе пред-
приятия показываются только собственные
основные средства, а арендованные указыва-
ются за балансом. Собственные основные сред-
ства разбиваются по их назначению на промыш-
ленно-производственные и основные средства
непромышленного ц культурно-бытового на-
значения.
Промышленно-производственные основ-
ные средства делятся на находящиеся в экс-
плоатации и в запасе (консервированные).
Основные средства, находящиеся в эксплоата-
ции, делятся на здания, сооружения, сило-
вые установки, передаточные устройства, ра-
бочие машины и аппараты, инструменты
и приспособления, транспортные средства,
хозяйственный инвентарь, капитальные вло-
жения в лесные, водные и земельные угодья,
капитальные вложения в арендованные основ-
ные средства.
Основные средства непромышленного и
культурно-бытового назначения делятся на
основные средства жилищного назначения,
культурно-бытового назначения^ основные
средства здравоохранения, основные средства
подсобных сельскохозяйственных предприятий,
основные средства торговой сети ОРС.
Оценка основных средств. В текущем
бухгалтерском учёте основные средства чис-
лятся по их первоначальной стоимости, т. е.
по стоимости их постройки или приобретенля,
включая расходы по доставке и установке.
Основные средства, поступившие в собствен-
ность социалистического государства в по-
рядке национализации, были оценены по их
полной восстановительной стоимости, опре-
делённой на 1 октября 1925 г. Переоценка
основных средств производится лишь на осно-
вании особых постановлений правительства.
Износ основных средств учитывается обо-
собленно на отдельном счёте того же наиме-
нования. Износ определяется по нормам амор-
тизации, установленным исходя из возможного
срока службы основных средств. В среднем
для предприятий машиностроительной про-
мышленности установлена норма амортизации
5,5% в год от первоначальной стоимости
основных средств. В балансе предприятия по-
казывается остаточная стоимость основных
средств (разность между их первоначальной
стоимостью и суммой износа). Сумма износа
основных средств уменьшается при восста-
новлении стоимости основных средств путём
их капитального ремонта.
Учёт основных средств. Синтетиче-
ский учёт основных средств ведётся на
счёте ' основных средств. Сумма основных
средств показывается в балансе без дальней-
шей детализации. Сведения об остатках основ-
ных средств по отдельным их видам вклю-
чаются только в состав годовых отчётов.
Пример отчёта о движении основных
средств приведён (с некоторыми сокраще-
ниями) в табл. 6.
Аналитический учёт основных
средств ведётся с их подразделением на уста-
новленные группы. Например, рабочие машины
на машиностроительном заводе учитываются
в такой группировке: а) металлорежущие (то-
карные, фрезерные, строгальные, зуборезные
и другие станки и пилы для распиловки ме-
талла); б) металлодавящие (гидравлические
паро-гидравлическиеи другие прессы, паровые
и пневматические молоты, гвоздильные станки
и т. п.); в) деревообрабатывающее (лесопиль-
ные рамы, циркульные, ленточные и другие
пилы, фуговальные, фрезерные и тому подоб-
ные станки, прочее оборудование для обра-
ботки дерева); г) металлургическое (доменные
и мартеновские печи, конвертеры, прокатные
станы); д) литейное (вагранки, формовочные
машины, машины для литья под давлением,
смесители и т. п.); е) транспортно-подъёмное
оборудование (транспортёры, конвейеры, эле-
ваторы, домкраты приводные и гидравличе-
ские, краны мостовые, а также подъёмники,
не составляющие неотъемлемой части строе-
ния как такового и т. п.); ж) прочие (аппараты
и печи для термической и химической обра-
ботки, сварочные аппараты и т. д.).
Подробный перечень рабочих машин и
аппаратов см. в номенклатуре промышленного
оборудования, изданной ЦСУ при Совете Ми-
нистров СССР.
Для каждого инвентарного объекта, вхо-
дящего^ в ту или иную группу, открывается
отдельная учётная карточка. Для учёта не-
скольких однородных объектов может откры-
ваться одна групповая карточка. Инвентарным
объектом считается главная вещь, имеющая
самостоятельное назначение, со всеми при-
способлениями и принадлежностями, которые
к ней относятся.
Инвентарным объектом по группе рабочих
машин и аппаратов является отдельная машина,
станок или другой вид оборудования вместе
с фундаментом, а также неразрывно связан-
ными с ним приборами и приспособле-
ниями, трансмиссионными установками, трубо-
проводами от вентилей и силовой электросетью
от пусковых приспособлений. К составу ме-
таллообрабатывающего станка должны быть
отнесены наборы люнетов, контрпривод,
ограждение станка и т. п. В состав инвен-
тарного объекта рабочих машин и аппа-
ратов включаются также и относящиеся к ним
(вмонтированные) электромоторы и гидравли-
ческие устройства.
Формы карточек, открываемых для учёта
отдельных инвентарных объектов, строятся
так, чтобы в карточке были отражены все
существенные признаки данного инвентарного
объекта (в том числе" производственная мощ-
ность рабочих машин и аппаратов).
Карточка для учёта здания строится иначе,
чем карточка для учёта рабочей машины или
какого-либо предмета хозяйственного инвен-
таря. Число карточек, открываемых для учёта
того или иного объекта, зависит от количе-
ства инвентарных объектов, находящихся
в том или ином места (цехе, складе и т. п.),
от их характера. Для учёта зданий доста-
точно иметь одну карточку. Для учёта ра-
бочих машин лучше открывать две карточки:
одну из них следует хранить в бухгалтерии^
в картотеке для учёта основных средств, а
другую — в конторе цеха, где находится ма-
шина. Если инвентарных объектов в данном
252
УЧЁТ, КАЛЬКУЛЯЦИЯ И АНАЛИЗ ХОЗЯЙСТВЕННОЙ ДЕЯТЕЛЬНОСТИ ЗАВОДА [РАЗД. V
Таблица 6
Движение основных средств (в тыс. руб.)
Вид основных средств
Нали-
чие на
начало
года
Поступило в отчётном году
Всего
В том числе
Прочие
поступления
Выбыло в
отчётном году
Ю о
Наличие на
начало буду-
щего года
si
«s
Кроме того
наличие на
начало года
частично
повреждён
ных основ-
ных средств
10
Промышленно-производ-
ственные основные средства
Здания
Сооружения
Оборудование силовое . .
Оборудование производ-
ственное . . .
Передаточное устрой-
ство
Транспортные основные
средства
Инвентарь, инструмент
и прочие основные сред-
ства
Запасное оборудование .
IJ ООО
2 /00
2 ООО
iS ООО
1/ОО
I ООО
I }ОО
SOO
4 300
гбо
/ ооо
2J0
iSo
370
30
I/OO
200
400
4600
270
3SO
I/
JOO
Итого . . . .
Сельскохоз. основные сред-
ства
Торгово-снабженческие
основные средства
Основные средства жи-
лищного хозяйства
Основные средства комму-
нального хозяйства . . . .
Основные средства куль-
турно-бытового обслужи-
вания
Основные средства здраво-
охранения
Капиталовложения в арен-
дованные основные средства
43 8оо
70
6 дюо
fOO
7 00
2/
160
10 870
180
7
82
748;
7SO
18
160
7
82
700
900
220
20
200
2100
60
90
260
200
20
160
700
60
21 zoo
2740
2 260
20 900
1 7IO
I 090
I 410
/20
21 IOO
2 74O
2 260
20 900
I 710
I O9O
I 410
9оо 2940
2/0
12/
7°
13H
Всего основных
средств . . . .
и 939
8432
9оо
13/8
/i 730
46
7 400
393
810
32
242
/1 730
7 400
393
810
32
242
60 6/3
60 6/з
помещении немного, то по месту их нахожде-
ния может быть заведена отдельная инвен-
тарная книга или составлена инвентарная
опись.
При поступлении каждого инвентар-
ного объекта ему присваивается порядко-
вый номер, под которым объект регистрируется
в учёте. Инвентарный номер наносится на
объект краской, клеймением, путём прикре-
пления пронумерованного жетона или каким-
либо другим путём. Система нумерации инвен-
тарных объектов должна быть построена так,
чтобы присвоенными инвентарными номе-
рами можно было пользоваться несколько
лет.
Ежегодно производится инвентаризация
основных средств (в период от 1 октября до
31 декабря). Цель инвентаризации — проверка
наличия основных средств, их сохранности и
состояния. Кроме годичной инвентаризации
основных средств, производится проверка их
наличия и состояния при смене лиц, отвечаю-
щих за их сохранность. Результаты такой
проверки оформляются путём составления
приёмно-сдаточного акта
Учёт поступления основных средств. На
машиностроительных заводах основные сред-
ства поступают главным образом в результате
новых капитальных вложений. Если вступает
в эксплоатацию новый завод или отдельный
цех основного производства, построенный на
действующем заводе, то. поступление в экспло-
атацию таких основных средств должно быть
оформлено актом, составленным правитель-
ственной комиссией или комиссией, образо-
ванной по приказу министра.
Порядок приёма в эксплоатацию новых
капительных вложений определён постано-
влением Правительства.
Приёмная комиссия должна проверить ка-
чество и объём выполненных работ и устано-
вить возможность пуска законченного объекта
в эксплоатацию.
Акт, составленный комиссией, служит осно-
вой для издания приказа по министерству о
введении в действие вновь построенного за-
вода или цеха.
Приёмка законченных работ меньшего
объёма и значения (например, жилого дома,
вновь установленного оборудования в дей-
ГЛ. IV]
УЧЁТ ОСНОВНЫХ СРЕДСТВ И АНАЛИЗ ИХ ИСПОЛЬЗОВАНИЯ
253
ствующем цехе, отдельных предметов хозяй-
ственного инвентаря, приобретённых заводом
и т. п.) осуществляется комиссией, органи-
зуемой по приказу директора завода. Основа-
нием для зачисления поступивших основных
средств в число действующих служит акт,
составленный комиссией и утверждённый ди-
ректором завода. Отдельными приёмными ак-
тами должно быть оформлено поступление
основных средств, переданных заводу безвоз-
мездно, принятие в пользование арендуемых
основных средств, принятие законченных работ
по капитальному ремонту.
Основные средства, передаваемые в соб-
ственность завода, и основные средства, по-
ступающие в результате законченного строи-
тельства, зачисляются на соответствующие
субсчета основных средств и в кредит счёта
„Уставный фонд".
Все машиностроительные заводы имеют
особый баланс капитального строительства;
операции, связанные с постройкой или приоб-
ретением новых основных средств, отражаются
непосредственно в этом балансе, не затрагивая
баланса основной деятельности.
Основные средства, уже бывшие ранее
в эксплоатации, а также поступающие на завод
в порядке безвозмездной передачи, прини-
маются на учёт по их первоначальной стои-
мости. Сумма же износа таких основных средств
должна отразиться в кредите счёта „Износ
основных средств", увеличивая сальдо по этому
счёту. Порядок передачи таких основных
средств определён соответствующими поста-
новлениями Правительства.
Учёт износа основных средств и амор-
тизационных отчислений. Износ основных
средств определяется по установленным нормам
их амортизации и учитывается обособленно
от основных средств на отдельном счёте.
Средняя норма амортизации основных средств
в настоящее время устанавливается для ка-
ждого завода министром, а для каждого глав-
ного управления утверждается по предста-
влению министра Советом Министров Союза
ССР.
Суммы, отчисляемые на покрытие износа
основных средств производственного назна-
чения (суммы амортизационных отчислений),
включаются в себестоимость продукции через
цеховые и общезаводские расходы. Предпри-
ятие получает реальное возмещение начис-
ленных амортизационных сумм при реализации
готовой продукции. Амортизационные отчис-
ления предназначаются для восстановления
полностью износившихся основных средств
и для капитального ремонта действующих
основных средств. Доля амортизационных
отчислений, предназначенная для восстано-
вления основных средств после полного их
износа, сосредоточивается в Промбанке.
В среднем эта часть амортизационных отчис-
лений в настоящее время составляет для ма-
шиностроительных министерств в год 3,3%
первоначальной,стоимости основных средств
Промбанк использует суммы поступившихвгно-
сов в качестве одного из источников фи-
нансирования капитальных вложений соот-
ветствующего министерства. Вторая часть
амортизационных отчислений, равная на ма-
шиностроительных заводах в среднем 2,2°/0
в год от первоначальной стоимости основных
средств, остаётся в распоряжении директора
предприятия и предназначается для финансиро-
вания затрат на капитальные ремонты. Сво-
бодный остаток этих сумм числится в пассиве
баланса по счёту амортизационного фонда
в распоряжении директора на капитальный
ремонт.
Денежные средства за счёт амортизацион-
ного фонда, оставленного в распоряжении ди-
ректора, должны быть перечислены с рас-
чётного счёта завода на особый счёт, откры-
ваемый в Госбанке для хранения этих средств.
Перечисление денежных средств, предназна-
ченных для финансирования капитальных ре-
монтов, на особый счёт в Госбанке осуще-
ствляется для предупреждения возможности
использования этих средств не по назначению
и для обеспечения постоянного контроля за
их использованием, осуществляемого Госбан-
ком. За использование средств, предназначен-
ных для капитального ремонта, не по назна-
чению лица, виновные в этом, несут уголовную
ответственность.
Начисленная амортизация, износ основных
средств и затраты на капитальный ремонт
отражаются в балансе завода следующим об-
разом.
Предположим, что в момент передачи но-
вого завода в эксплоатацию его баланс вы-
глядел так:
Баланс (в тыс. руб.)
АКТИВ
ПАССИВ
Основные сред-
ства
Оборотные
средства
Баланс .
100 ООО
jo ооо
1JO ООО
Уставный фонд
IJO ООО
1}О ООО
Будем считать, что завод проработал год
и что сумма амортизационных отчислений за
это время должна была быть начислена из
расчёта 5,5% в год. В том числе необходимо
внести в Промбанк 3,3%, а остальные 2,2%
остаются в распоряжении директора для за-
трат на капитальные ремонты. Будем считать,
что по другим статьям баланса изменений нет
и что завод дал за этот период 1 млн. руб.
прибыли. Тогда баланс завода на конец года
будет выглядеть так:
Баланс (в тыс. руб.)
АКТИВ
Основные сред-
ства
Оборотные
средства
Баланс .
хоо ооо
?6 ;оо
ij6 foo
ПАССИВ
Уставный фонд
Прибыль ....
Амортизацион-
ный фонд, подле-
жащий взносу в
Промбанк . . .
Амортизацион-
ный фонд в распо-
ряжении дирек-
тора на капи-
тальный ремонт
Баланс .
IJO ООО
1000
3 зоо
3 200
i?6 хоо
После того как завод внесёт 3300 000 руб.
в Промбанк, а 2 200 000 руб. перечислит на
254
УЧЁТ, КАЛЬКУЛЯЦИЯ И АНАЛИЗ ХОЗЯЙСТВЕННОЙ ДЕЯТЕЛЬНОСТИ ЗАВОДА
[РАЗД. V
особый счёт в Госбанке, его баланс примет
следующий вид:
Баланс (в тыс. руб.)
АКТИВ ПАССИВ
Основные сред-
ства
Оборотные
средства
Особый счёт
в Госбанке по
средствам амор-
тизационного
фонда
Баланс .
IOO 000
31 ооо
з 2оо
133 200
Уставный фонд
Прибыль ....
Амортизацион-
ный фонд в распо-
ряжении дирек-
тора на капи-
тальный ремонт
Баланс .
130 ооо
I 000
з зоо
133 3°о
Основные средства числятся в балансе по
их остаточной стоимости, а сумма износа ука-
зывается отдельно, за балансом. На сумму
износа основных средств одновременно умень-
шается уставный фонд завода. После внесе-
ния изменений баланс завода примет следую-
щий вид:
Баланс (в тыс. руб.)
АКТИВ ПАССИВ
Основные сред-
Оборотные
средства
Особый счёт
в Госбанке по
средствам амор-
тизационного
фонда
Баланс .
94 /оо
31 ооо
2 200
I2J JOO
Уставный фонд
Прибыль
Амортизацион-
ный фонд в распо-
ряжении дирек-
тора на капи-
тальный ремонт
Баланс .
Износ основных
средств
124 /00
I ООО
2 200
I2-] JOO
; ;оо
При сдаче оборудования, подвергшегося
капитальному ремонту, в эксплоатацию стои-
мость капитального ремонта относится на
уменьшение амортизационного фонда. Такая же
сумма снимается со счёта износа основных
средств и присоединяется к сумме уставного
фонда.
Предположим, что завод осуществил ряд
капитальных ремонтов, общая стоимость ко-
торых составляет 1500000 руб. В .балансе
произойдут следующие изменения:
Баланс (в тыс. руб.)
АКТИВ ПАССИВ
Основные сред-
ства
Оборотные
средства .....
Особый счёт
в Госбанке по
средствам амор-
тизационного
фонда
Баланс . 127 yoo
Амортизация начисляется ежемесячно. По
основным средствам, вступившим в экспло-
атацию в течение месяца, амортизация начис-
Уставный фонд
Прибыль ....
Амортизацион-
ный фонд в распо-
ряжении дирек-
тора на капи-
тальный ремонт
Баланс .
Изнсс основных
средств
Х2б ООО
I ООО
Too
I2J JOO
4 ооо
ляется 1-го числа следующего месяца. На-
числение амортизации делается от стоимости
всех основных средств, находящихся в экспло-
атации. Амортизация не начисляется на кон-
сервированное имущество и на оборудование,
хранящееся на складах предприятия. По арен-
дованному имуществу амортизацию начисляет
арендодатель, а у арендатора этот расход от-
ражается в форме арендной платы.
Если новые капитальные вложения факти-
чески эксплоатируются, а передача их
в эксплоатацию ещё не оформлена, аморти-
зация начисляется со счёта предстоящих пла-
тежей. После оформления передачи записи,
сделанные по этому счёту, погашаются (стор-
нируются), и вся начисленная амортизация
показывается, как указано выше.
Учёт выбытия основных средств Основ-
ные средства выбывают из предприятия в по-
рядке безвозмездной их передачи другим госу-
дарственным предприятиям или в порядке
ликвидации. Основанием для учёта выбытия
основных средств явля1отся акты их передачи
или ликвидации. Акты должны быть утвер-
ждены директором завода
При передаче основных средств одним го-
сударственным предприятием другому в ба-
лансах этих предприятий происходят следую-
щие изменения: а) с баланса завода, передаю-
щего основные средства, снимается остаточная
стоимость переданных основных средств и
одновременно уменьшается сумма уставного
фонда, а из суммы износа основных средств,
числящейся за итогом баланса, исключается
износ переданных основных средств; б) в ба-
лансе завода, принявшего основные средства,
увеличивается сумма основных средств и
уставного фонда на остаточную стоимость при-
нятых основных средств, а за итогом баланса
увеличивается сумма износа основных средств
(на величину износа поступивших основных
средств).
Безвозмездное поступление основных
средств нельзя рассматривать как капитальные
вложения, потому что в этом случае проис-
ходит лишь перераспределение уже имев-
шихся основных средств, а новые основные
средства не создаются.
Ликвидация основных средств, . как пра-
вило, сопряжена с некоторыми расходами.
Вместе с. тем при ликвидации предприятие
получает ряд ценностей, которые могут быть
использованы в качестве материалов, топлива,
запасных частей и т. п. Таким образом в ре-
зультате ликвидации основных средств пред-
приятие получает доход или убыток. Ликви-
дация основных средств отражается на отдель-
ном счёте того же наименования. Этот счёт
имеет следующее содержание: а) на дебет за-
писызаются первоначальная стоимость ликви-
дируемых основных средств и все расходы,
связанные с ликвидацией; б) на кредит запи-
сываются сумма износа ликвидируемых основ-
ных средств и стоимость всех материальных
ценностей, полученных при ликвидации, причём
они оцениваются по ценам их возможного
использования; в) сальдо по счёту ликвидации
основных средств обозначает сумму дохода
или убытка, полученную от ликвидации соот-
ветствующего объекта; эта сумма относится
на счёт уставного фонда предприятия и не
включается в состав его прибылей и убытков,
ГЛ. IV]
УЧЁТ ОСНОВНЫХ СРЕДСТВ И АНАЛИЗ ИХ ИСПОЛЬЗОВАНИЯ
255
полученных в процессе текущей работы. При
анализе работы предприятия надо помнить об
этой особенности учёта финансовых резуль-
татов, полученных от ликвидации основных
средств. Для народного хозяйства убыток от
ликвидации основных средств представляет
собой потерю.
При анализе использования основных
средств производственного назначения выяс-
няют следующие основные данные: а) какова
вооружённость рабочих средствами труда;
б) как используются производственные мощ-
ности завода и каковы неиспользуемые ре-
зервы мощности; в) в каком состоянии на-
ходятся основные средства, как организован
уход за ними и их ремонт; г) каково напра-
вление новых капитальных вложений и их
эффективность. Кроме этих основных вопро-
сов, при детальном анализе работы предприятия
изучается его обеспеченность запасным обо-
рудованием, степень использования его про-
изводственных площадей и ряд других пока-
зателей.
При анализе использования основных
средств непромышленного назначения приме-
няются особые показатели, которые вытекают
из назначения этих основных средств. На-
пример, при анализе использования жилищ-
ного фонда надо установить: сколько кв. ме-
тров жилой площади приходится на одного
живущего в доме; сколько площади приходится
в среднем на одного работника завода; каков
охват жилищным обслуживанием работников
завода и т. п.
Анализ вооружённости труда. Для су-
ждения о вооружённости труда используются
показатели капиталовооружённости, энерго-
вооружённости, а также коэфициенты (или
нормы) обслуживания. В отдельных случаях
для характеристики вооружённости труда
могут применяться; кроме того, коэфициенты
механизации работ.
Под показателем капиталовооружённости
труда понимают стоимость основных средств
производственного назначения в их первона-
чальной оценке *, падающую на одного произ-
водственного рабочего в наибольшей смене.
Этот показатель зависит от стоимости обору-
дования, используемого на заводе, поэтому
сравнивать такие показатели можно только по
машиностроительным заводам одинакового на-
значения. Сопоставив уровень капиталовоору-
жённости по одному заводу за,несколько лет,
можно получить характеристику темпа роста
капиталовооружённости. При правильном ис-
пользовании оборудования и при правильном
направлении новых "капитальных вложений
темп роста производительности труда должен
обгонять темп роста капиталовооружённости.
Показатели энерговооружённости труда
позволяют судить о потенциальной и факти-
ческой энерговооружённости. Под показателем
потенциальной энерговооружённости труда по-
нимают отношение мощности (в киловаттах)
первичных двигателей, . обслуживающих ра-
бочие машины, к числу производственных-
рабочих в наибольшей смене. Под показателем
фактической энерговооружённости понимают
* После проведения предполагаемой переоценки стои-
мости основных средств необходимо будет принимать при
расчёте этого показателя полную восстановительную их
стоимость.
число киловатт-часов двигательной энергии,
израсходованных в среднем на один человеко-
час (смену, месяц, год). При этом в расчёт
принимается вся энергия, израсходованная
в качестве двигательной силы, безотносительно
к степени целесообразности её потребления.
Поэтому при анализе энерговооружённости
необходимо проверить, нет ли у предприятия
бесхозяйственных расходов энергии (на мощ-
ном станке выполняются работы, требующие
меньшего усилия, не выключаются электродви-
гатели во время остановок станка и т. п.).
На машиностроительных заводах вместо
показателя энерговооружённости труда пери-
одически пользуются показателем электро-
вооружённости, поскольку в состав утверждён-
ной отчётности (годовой) входит не энергобаланс,,
а электробаланс. При оценке успешности хо-
зяйственной работы разных заводов в глав-
ном отраслевом управлении показатели энерго-
вооружённости (или электровооружённости)
рассматриваются в связи с достигнутой произ-
водительностью труда и с учётом трудоёмкости
изготовления отдельных изделий.
Под коэфициентами или нормами обслу-
живания понимается отношение числа рабо-
тающих станков к числу производственных
рабочих в наибольшую смену или обратное
отношение. Этот показатель целесообразно
использовать для анализа работы механиче-
ских цехов массового производства. Изме-
нение показателя выявляет развитие много-
станочного и многоагрегатного обслуживания.
В ряде случаев о вооружённости труда позво-
ляет также судить коэфициент оснащения. Коэ-
фициент оснащения представляет собой отно-
шение числа специальных приспособлений и
специальных инструментов к числу оригиналь-
ных деталей в изТотовляемом изделии Так,
например, если при изготовлении станка
ДИП-300 надо сделать 500 оригинальных де-
талей, а для их производства применяются 1500
приспособлений и специальных инструментов,
то коэфициент оснащения при производстве
станка ДИП-300 на данном заводе будет
1500 ол _
равен _ л = 3,0. Сравнение таких коэфици-
500
ентов на разных заводах позволит судить
о культуре производства, о степени его осна-
щённости.
Коэфициенты механизации работ пред-
ставляют собой отношение объёма работ, вы-
полняемых с помощью различных механизмов,
к общему числу работ данного типа. На ма-
шиностроительных заводах эти коэфициенты
используются для характеристики погрузочно-
разгрузочных работ, работ по внутризавод-
скому транспортированию грузоз и других
трудоёмких процессов.
Анализ использования оборудования.
При анализе использования оборудования
выясняют его загрузку по времени работы
(коэфициент экстенсивной нагрузки» данные
о простоях оборудования), его производи-
тельность за отработанное время (коэфициент
интенсивной нагрузки, коэфициент полезного
действия), итоговые показатели использования
оборудования, (коэфициент интегральной на-
грузки).
Система показателей, при помощи которой
можно судить об использовании оборудования,
256 УЧЁТ, КАЛЬКУЛЯЦИЯ И АНАЛИЗ ХОЗЯЙСТВЕННОЙ ДЕЯТЕЛЬНОСТИ ЗАВОДА [РАЗД. V
зависит от изготовляемой продукции и от ха-
рактера технологических процессов. Как пра-
вило, продукция заготовительных цехов доста-
точно однородна, чтобы можно было измерить
объём работы, выполненной на данном обо-
рудовании, в натуральных единицах. Это
позволяет систематически следить не только
за экстенсивной, но и за интенсивной на-
грузкой оборудования заготовительных цехов.
В механических цехах, где металлорежущие
станки заняты обработкой чрезвычайно разно-
характерных деталей и где ни вес их, ни
стоимость не дают достаточно надёжного пред-
ставления об объёме полезной работы, выпол-
ненной оборудованием, приходится следить
лишь за экстенсивной его нагрузкой, а в допол-
нение к этому проводить непосредственные
наблюдения за полезной работой станка в про-
цессе производства и, в частности, организовать
специальные выборочные исследования в виде
фотографий рабочего времени.
Показатель экстенсивной нагрузка К9
представляет собой отношение фактически
отработанного времени {Тф) ко времени ра-
боты, предусмотренному по плану (Тп), или
к календарному времени за отчётный пе-
риод (Тк). Коэфициент экстенсивной нагрузки
равен
К -
*Э~
или Кэ = ~^ ¦
При исчислении коэфициента экстенсивной
нагрузки по второму способу необходимо от-
дельно выявить время, затраченное на ремонт
оборудования и на его наладку, т. е. затраты
времени на вспомогательные нужды,
т
Разность 1 -Ф- характеризует величину
* п
простоев оборудования. Простои оборудо-
вания, имевшие место в течение рабочего дня,
учитываются по причинам. Для этого надо
тически возможной за то же время (Рт)- Ве-
личина теоретически возможной работы за
отработанное время исчисляется по техниче-
ским нормам часовой производительности
соответствующего агрегата или станка. Как
правило, лучшие стахановцы систематически
перекрывают расчётно-технические нормы про-
изводительности оборудования за счёт внедре-
ния скоростных режимов, применения много-
местных приспособлений и других мероприятий.
Поэтому технические нормы производитель-
ности оборудования должны периодически
корректироваться с учётом передового опыта
лучших участков, рабочих бригад и отдельных
стахановцев.
Коэфициент интенсивной нагрузки равен
Интегральный показатель использования
оборудования (Кинт) равен произведению
предыдущих показателей и даёт итоговую
характеристику использования оборудования
К-инт = К Э-Ки.
При определении резервов мощности, имею-
щихся у предприятия, надо учитывать не
только величину недоиспользования имею-
щегося оборудований, но .и те возможности,
которые может дать применение передовой
техники и наиболее совершенной организации
производства, распространение стахановских
методов работы и рост квалификации кадров.
При анализе резервов мощности механиче-
ских цехов, где по данным учёта можно систе-
матически выявлять показатели экстенсивной
нагрузки оборудования, использование станоч-
ного парка обычно определяется по числу
станко-смен или станко-часов работы. Эти
данные оформляются в виде следующей при-
мерной таблицы (табл. 7).
г
Наименование оборудования
А
Токарные станки ....
Сверлильные
Фрезерные „ ....
Винторезные „ , . . .
Число
установлен-
ных
станков
1
юэ
6о
8о
ю
Число работавших
станков по сменам
I
2
100
6о
8о
10
II
3
IOO
40
8о
III
4
40
8о
Всего отра-
ботано ма-
шино-смен
5
240
100
240
10
Максималь-
но возмож-
ное количе-
ство маши-
но-смен
6
Зоо
i8o
240
30
Коэфициент
сменности
5 :1
7
з,4
1,6?
S,o
1,0
Таблица 7
Коэфициеш
использова-
ния станоч-
ного време-
ни
5 :6
8
о,8
о,f!
1,0
о,S3
заранее установить перечень возможных при-
чин простоя применительно к особенностям
работы данного цеха. Каждая причина обо-
значается в простойных листках соответствую-
щим шифром. Систематический анализ причин
простоев должен служить основанием для раз-
работки организационно-технических меро-
приятий по их сокращению и ликвидации.
Показатель интенсивной нагрузки (Ки)
равен отношению фактически выполненной
работы за отработанное время (Рф) к теоре-
Коэфициент сменности определяется деле-
нием количества отработанных машино-смен
на число установленных станков. Из такой
таблицы видно, по какому оборудованию име-
ются неиспользованные резервы, а по какому —
„узкие места". В данном случае узким местом
является группа фрезерных станков, а то-
карно-винторезные станки имеются в избытке.
Иногда использование оборудования в ме-
ханических цехах определяют по съёму вало-
вой продукции, в денежной оценке с одного
ГЛ. IV]
УЧЁТ МАТЕРИАЛОВ И АНАЛИЗ ИХ ИСПОЛЬЗОВАНИЯ
257
станка за месяц или за год. причём стои-
мость продукции выражается в сравнимой
оценке. Однако этим показателем надо поль-
зоваться с большой осторожностью, так как
съём продукции с одного станка может коле-
баться не только вследствие улучшения ис-
пользования оборудования, но и под влиянием
изменения номенклатуры изготовляемых де-
талей.
Чтобы установить степень использования
основных средств в цехах с преобладающей
ручной работой, применяется показатель
съёма продукции с 1 мг производственной
площади или общей площади цеха.
Для определения использования основных
средств по заводу в целом выявляют отно-
шение стоимости всей изготовленной продук-
ции за определённый плановый период к
первоначальной стоимости основных средств.
При этом продукция должна оцениваться в
сравнимых ценах. Сравнение этого показателя
за ряд лет позволяет судить об улучшении
использования оборудования.
Анализ состояния основных средств и
ухода за ними. Состояние основных средств
может быть выявлено на основании учётных
данных путём исчисления коэфициента изно-
шенности.
Коэфициент изношенности ос-
новных средств (Киз) представляет собой от-
ношение суммы износа основных средств (и),
показанной за итогом баланса, к первоначаль-
ной стоимости основных средств. Поскольку
в балансе указывается остаточная стоимость
основных средств (с), первоначальную стои-
мость надо подсчитать путём сложения оста-
точной стоимости и суммы износа:
к и
Этот показатель выявляет среднюю изношен-
ность всех основных средств. Между тем на
заводе часть оборудования может быть очень
мало изношена, а отдельные агрегаты или
станки почти полностью амортизированы.
Кроме того, действительная величина износа
может в отдельных случаях отклоняться от
величины, показанной в балансе. Сумма
износа основных средств, показанная в бух-
галтерском учёте, представляет собой раз-
ность между суммой произведённых аморти-
зационных отчислений и фактической стои-
мостью законченных капитальных ремонтов.
Величина износа основных средств, опреде-
ляемая экспертным путём, иногда указывается
в актах инвентаризации основных средств.
Однако корректировка величины износа, по-
казанной в бухгалтерском учёте, как и уточ-
нение оценки основных средств без особых
постановлений правительства, воспрещены.
Косвенным показателем, позволяющим судить
о степени изношенности и о состоянии обо-
рудования, могут служить учётные данные о
причинах простоев и аварий, если таковые
имели место.
Об уходе за оборудованием на основании
учётных данных можно судить по кос-
венным показателям: по сумме расходов, вы-
званных обслуживанием оборудования, по за-
тратам на ремонт и, наконец, по вы-
полнению графика планово-предупредитель-
ных рзмонтов.
17 Том 15
Анализ затрат на ремонт должен выяснить
выполненный объём капитальных ремонтов
и степень использования предусмотренных
для этих целей средств амортизационного
фонда.
Анализ эффективности новых капиталь-
ных вложении. Новые капитальные вложе-
ния на действующих предприятиях обычно
осуществляются для улучшения организации
производства (например, при переходе на по-
ток) или для увеличения производственной
моТцности оборудования, которое лимитирует
полное использование мощностей других це-
хов завода. Такие капитальные вложения
должны обеспечивать значительный рост вы-
пуска продукции, обгоняющий увеличение
стоимости основных средств завода.
При анализе выполнения производственной
программы по выпуску продукции следует
особо выявить прирост продукции, обусло-
вленный вводом в действие новых основных
средств. Эффективность новых капитальных
вложений определяется также суммой сниже-
ния себестоимости, полученной в результате
увеличения валовой продукции за счёт более
полного использования имевшихся ранее про-
изводственных мощностей.
УЧЁТ МАТЕРИАЛОВ
И АНАЛИЗ ИХ ИСПОЛЬЗОВАНИЯ
Материалы классифицируются по их на-
значению в производстве. Отдельные счета
первого порядка ведутся для учёта сырья и
основных материалов, вспомогательных ма-
териалов, топлива, покупных полуфабрикатов,
тары, разных материалов непромышленного
назначения (продукты питания и т. п.). К этой
же группе материальных ценностей в учёте
относят малоценные и быстроизнашиваю-
щиеся инструменты, приспособления и инвен-
тарь. На отдельном счёте первого порядка
учитываются материалы в пути.
К сырью и основным материалам отно-
сятся такие, которые непосредственно входят
в состав основной продукции предприятия.
На машиностроительных заводах основными
материалами являются чёрные и цветные
металлы в слитках и изделиях, древесина раз-
ных видов (лес круглый, доски, бруски, фа-
нера и т. п.), краски, лаки, прочие химиче-
ские материалы и т. п. К вспомогательным
относятся материалы, используемые для ухода
за оборудованием, потребляемые при обра-
ботке основных материалов, применяемые
для различных хозяйственных нужд. К то-
пливу относятся все его виды, используе-
мые на технологические нужды, для энер-
гетических целей и на хозяйственные нуж-
ды. Покупными полуфабрикатами являются
главным образом детали и изделия других
заводов (по преимуществу машинострои-
тельных), используемые при изготовлении
продукции на данном предприятии (например,
чугунное, цветное и стальное литьё, поковки,
нормали, электрооборудование, измерительные
приборы, устанавливаемые на изделия и т.п.).
Полуфабрикаты собственного производства,
предназначенные для дальнейшей обработки и
сборки, учитываются в том же порядке, как
и прочие остатки незавершённого производ-
258
УЧЁТ, КАЛЬКУЛЯЦИЯ И АНАЛИЗ ХОЗЯЙСТВЕННОЙ ДЕЯТЕЛЬНОСТИ ЗАВОДА [РАЗД. V
ства, а предназначенные для реализации —
как готовая продукция.
Малоценные и быстроизнашивающиеся ин-
струменты, приспособления и инвентарь учи-
тываются особо на складе и в эксплоата-
ции. Удельный вес остатков средств, числя-
щихся по этой группе, обычно довольно ве-
лик, так как сюда входят штампы, приспосо-
бления, инструменты, измерительные приборы
и устройства, если срок их службы не пре-
вышает одного года или если их стоимость
меньше 200 руб. за единицу (независимо'от
срока службы), а также весь мелкий хозяй-
ственный инвентарь.
Тара учитывается на особом счёте первого
порядка в случае, если её стоимость имеет
достаточно большой удельный вес в себестои-
мости продукции. Если же номенклатура
тары невелика, а число различных материа-
лов, используемых для её изготовления (и учи-
тываемых также на счёте тары), ограничено,
то тару учитывают на счёте вспомогательных
материалов.
К материалам непромышленного назначе-
ния относятся обычно материалы, потребляе-
мые в подсобном сельском хозяйстве, про-
дукты питания, фураж.
Учёт материалов в пути ведётся на отдель-
ном счёте первого порядка, но в балансе
остатки материалов, числящихся в пути, при-
бавляются к остаткам по тем счетам, к ко-
торым данные материалы относятся по своему
назначению. Материалы числятся на счёте
материалов в пути, начиная от момента ак-
цепта платёжного требования поставщика.
Материалы, предназначенные дпя капиталь-
ных ремонтов, могут учитываться особо. Од-
нако на машиностроительных заводах эти ма-
териалы обычно не отделяются от основных
и вспомогательных, так как в большинстве
случаев для капитального ремонта исполь-
зуются такие же материалы, что и для нужд
основного производства. Порядок учёта ма-
териалов на предприятиях определён инструк-
цией НКФ СССР. К этой инструкции прило-
жены и все типовые формы документов, ис-
пользуемые для ведения материального учёта.
Для правильной организации материального
хозяйства на каждом заводе необходимо раз-
работать номенклатуру и плановый ценник
материалов. Плановые цены на материалы
складываются из покупных цен и из расходов
по доставке материалов на склад завода (вклю-
чая расходы по разгрузке, если она произво-
дится специально привлечёнными грузчиками
или транспортной организацией). Расходы по
хранению материалов на заводских складах
входят в общезаводские расходы, а расходы
по транспортировке материалов с заводского
склада в цехи— в цеховые.
Построение номенклатуры материалов -—
см. в гл. XI.
Учёт поступления материалов. Мате-
риалы принимаются на учёт с момента акцепта
платёжного требования поставщика. Их стои-
мость, указанная в счёте поставщика, должна
быть проверена и подтверждена отделом снаб-
жения завода, после чего она записывается ,
на дебет счёта „Материалы в пути" и на кре-
дит счёта .Поставщики по акцептованным
платёжным требованиям". Если расчёты за
приобретённые материалы производятся пу-
тём аккредитивов или при помощи расчётного
чека, то кредитоваться будет счёт „Аккреди-
тивов" или „Расчётного счёта*. Оперативный
учёт материалов и контроль за своевремен-
ностью их поступления осуществляются завод-
ским отделом снабжения.
Особое внимание должно обращаться при
этом на своевременную и правильную при-
ёмку поступивших материалов, на проверку
их количества и качества и на правильное
оформление этих операций документами. Не-
своевременная или недостаточная проверка
количества и качества поступивших материа*
лов лишает предприятие Возможности взыскать
возмещение каких-либо потерь, происшедших
по вине поставщиков или транспортных орга-
низаций. Кроме того, нечёткость оформления
приёмки материалов понижает ответствен-
ность лиц, которым вручаются материалы для
хранения.
При поступлении материалов определяется
их фактическая стоимость и её отклонение от
плановой цены, предусмотренной заводским
ценником. Это отклонение определяется в ре-
зультате бухгалтерских записей на особый
калькуляционный счёт . „Заготовление и при-
обретение материалов". На дебет этого счёта
записывается фактическая стоимость мате-
риалов со счёта „Материалы в пути", а также
расходы по их доставке. .На кредит счёта
„Заготовление материалов" записывается при
оприходовании материалов их плановая стои-
мость.
После этих записей определяется величина
отклонений фактической себестоимости мате-
риалов от плановой.
Учёт операций, отражаемых на счёте „За-
готовление и приобретение материалов", часто
ведётся в особом журнале, форма которого
строится так, что в нём отражаются и мате-
риалы, числящиеся в пути. Это достигается
такой графовкой журнала, при которой для
каждого поступления отводится одна строка.
На дебет первоначально записывается стои-
мость материалов по счёту поставщика. При
получении материалов записываются расходы
по их доставке и определяется их пэл::ая се-
бестоимость. После оприходования материа-
лов на склад (по плановой себестоимости ма-
териалов) в этом журнале выводится разность
между плановой и фактической себестоимо-
стью. Остатки, числящиеся по строкам, где
нет записей по кредиту, обозначают стоимость
материалов в пути.
Если материалы находятся в пути дольше,
чем это должно быть при нормальной скоро-
сти перевозки грузов, предприятие принимает
меры для устранения причин задержки их по-
ступления.
Разность между плановой и фактической
себестоимостью материалов учитывается на
особом субсчёте внутри счёта материалов.
Этот субсчёт называется „Отклонения от пла-
новых цен на материалы". Отклонения учи-
тываются отдельно по каждой однородной
группе материалов. В балансе завода сумма
этих отклонений отдельно не показывается, а
присоединяется (г. е. прибавляется при нали-
чии перерасхода, либо вычитается при нали-
чии экономии) к сумме, числящейся по соот-
ветствующему счёту материалов (где материа-
лы оценены по их плановой стоимости). На-
ГЛ. IV]
УЧЁТ МАТЕРИАЛОВ И АНАЛИЗ ИХ ИСПОЛЬЗОВАНИЯ
259
личие обособленного учёта отклонений от пла-
новых цен на материалы создаёт возможность
пользоваться ценником при таксировке теку-
щих документов и, кроме того, способствует
выявлению успешности работы заводских ор-
ганов снабжения, от которых во многих слу-
чаях зависит величина заготовительных рас-
ходов.
При отпуске материалов производственным
цехам они списываются на производство по
плановой себестоимости, а доля отклонений
определяется в конце месяца и сносится об-
щей суммой за весь месяц на тот же счёт,
куда была списана плановая себестоимость
материалов.
Если материалы поступили на завод от по-
ставщиков без документов, то составляется
особый приёмный акт, в котором указывается
их стоимость по действующим ценам. Такие
материалы приходуются на счёт материалов
со счёта „Поставщики по неотфактурованным
поставкам". Предприятие, получившее мате-
риалы без счёта, немедленно извещает об этом
поставщика и требует у него присылки счёта
для оплаты.
Если предприятие получило от поставщика
счёт-фактуру и платёжное требование на ма-
териалы, поставка которых не была преду-
смотрена договором, или обнаружило ошибки
в счёте, то предприятие-покупатель имеет
право отказаться от оплаты такого платёж-
ного требования, заявив об этом в банк.
В случае отказа от акцепта платёжного требо-
вания поставщика поступившие материалы
учитываются за балансом как чужое имуще-
ство. Лица, ответственные за их сохран-
ность, несут уголовную ответственность за их
расходование. По получении указаний от по-
ставщика о том, куда следует отправить эти
материалы, они должны быть отправлены по
новому назначению; расходы по отправке и
другие издержки относятся на счёт постав-
щика и взыскиваются с него.
Учёт материалов на складах. Основанием
для учёта материалов на складе являются
приёмные акты и накладные на поступающие
материалы и требования, по которым мате-
риалы и отпускаются со склада.
Способы оформления расходных требова-
ний на материалы, отпускаемые в цехи, раз-
личны и зависят от величины отпускаемых
партий материалов и частоты отпуска. По
основным материалам, которые отпускаются
для выполнения конкретного заказа или для
изготовления определённых деталей, выписы-
ваются отдельные требования на каждый вид
отпускаемого материала (так называемые од-
нострочные требования). Эти требования вы-
писываются в трёх или четырёх экземплярах,
с тем чтобы склад и цех имели по экзем-
пляру этого документа для представления его
при отчёте в бухгалтерию завода. Наличие
нескольких экземпляров требования на мате-
риалы позволяет упростить составление от-,
чётности о движении материалов. Такие тре-
бования легко подобрать и разложить по сор-
там материалов, подсчитав итог прихода и
расхода по каждой группе требований.
Отпуск хозяйственных материалов обычно
учитывается при помощи лимитной карты или
заборной книжки. В книжке должно быть
указано, сколько материалов каждого вида
может получить цех в течение месяца. Склад
не вправе отпускать такие материалы в ко-
личестве, превышающем лимит, без особого
разрешения заводоуправления. На весь мате-
риал, полученный цехом за месяц, выписы-
вается одно требование. Эта система норми-
рования и оформления расхода хозяйственных
материалов способствует борьбе за эконом-
ное их использование и создаёт возможность
упростить документацию по учёту расходо-
вания материалов.
Порядок документации отпуска материа-
лов со склада непосредственно связан с орга-
низацией внутризаводского хозяйственного
расчёта.
При постановке учёта материалов на скла-
дах необходимо обеспечить повседневный
контроль за движением остатков материалов.
На карточках для учёта материалов необхо-
димо указывать максимум и минимум запасов
по данному виду материалов. Наличие этих
сведений позволит работникам складов сле-
дить за скоростью оборотов материалов и при-
нимать необходимые меры для ускорения их
оборачиваемости.
Складский учёт материалов должен быть
организован так, чтобы у работников склада
была полная возможность контролировать
требования на материалы, поступающие от
хозрасчётных цехов, и содействовать внедре-
нию режима экономии и борьбе за ускоре-
ние оборачиваемости оборотных средств.
Для учёта материалов, хранящихся на
складе, открываются отдельные карточки по
каждому виду, наименованию и сорту (типо-
размеру) материала. В небольших складах
вместо карточек могут вестись книги. Записи
в карточках делаются чаще всего лишь с ука-
занием количества материалов. В качестве
отчёта склады представляют в бухгалтерию
оборотную ведомость движения материалов
по сортам с приложением первичных оправда-
тельных документов. Расход материалов
детализируется в отчёте склада по отдельным
цехам.
При обработке отчёта склада в бухгалте-
рии стоимость материалов, поступивших на
склад и отпущенных со склада, указы-
вается по ценнику, т. е. по плановым
ценам.
Для обработки документов, отражающих
движение материалов, широко используются
счётные машины.
Кроме записей на карточки, рекомендуется
прикреплять непосредственно к месту хране-
ния материалов ярлык с указанием остатка
материалов данного вида и сорта после ка-
ждого поступления или отпуска его.
На складах периодически проводятся ин-
вентарные проверки наличия материалов.
Обязательна ежегодная инвентаризация и ин-
вентаризация при передаче остатков мате-
риалов одним материально ответственным ли-
цом другому (при смене заведующего скла-
дом или кладовой). С каждым материально
ответственным лицом должен быть заключён
особый договор, в котором оговорена его
материальная ответственность за сохранность
ценностей, переданных ему для хранения.
Учет материалов в цеховых' кладовых
и в производстве. Для хранения материалов,
полученных из общезаводских складов, в боль-
260
УЧЁТ, КАЛЬКУЛЯЦИЯ И АНАЛИЗ ХОЗЯЙСТВЕННОЙ ДЕЯТЕЛЬНОСТИ ЗАВОДА
[РАЗД. V
шинстве случаев в цехах организуются кла-
довые. Выдача материалов из кладовой в об-
работку осуществляется обычно по требова-
ниям, которые выписываются на основании
действующих норм расхода материалов.
При применении нормативного метода учёта
производства (см. стр 278) выдача материалов
сверх установленных норм или с отступлением
от установленных технических условий (на-
пример, при отпуске материала другого про-
филя или типо-размера) она оформляется осо-
бым требованием на отклонение. Перед от-
пуском таких материалов устанавливается
причина отклонения, принимаются меры для
устранения причин, вызвавших перерасход..
Если после выполнения заказа часть материа-
лов осталась неиспользованной, то она при-
ходуется в цеховой кладовой по особым на-
кладным. Необходимо следить за тем, чтобы
случаи перерасхода не засчитывались в умень-
шение экономии. Экономия и перерасход
имеют противоположный экономический смысл,
достижения одних рабочих нельзя уменьшать
в учёте на сумму потерь, вызванных другими.
Развёрнутый учёт экономии н перерасходов
способствует укреплению хозяйственного
учёта, позволяет углубить борьбу за экономию
материалов.
В сборочных цехах полуфабрикаты и ма-
териалы, необходимые для сборки, выдаются
в производство на основании комплектовоч-
ных ведомостей. Расход материалов за истек-
ший день оформляется требованиями, соста-
вленными на основании сведений о числе со-
бранных узлов, комплектов, изделий.
Учёт материалов в цеховых кладовых
ведётся с помощью сортовых приходо-рас-
ходных карточек. В эту карточку записывается
поступление и расход материалов отдельно
по каждому приходному и расходному доку-
менту.
Такой порядок обеспечивает возможность
проверки правильности записей.
Если при использовании тех или иных ма-
териалов в производстве получаются отходы,
они обязательно должны быть оприходованы.
Если отходы могут быть использованы по
тому же назначению, что и свежий материал
(например, крупные обрезки листовых мате-
риалов), они учитываются по тому же номен-
клатурному подразделению, в противном слу-
чае они должны быть показаны в накладной,
при которой сдаются на склад, соответственно
их дальнейшему использованию. Такие отходы
оцениваются по плановой себестоимости тех
материалов, в качестве которых они подлежат
дальнейшему использованию.
При отпуске некоторых материалов бри-
гадиру или рабочему нецелесообразно дробить
его мерную или весовую единицу, и прихо-
дится отпускать такой материал в несколько
большем количестве, чем требуется по нор-
мам на заданный объём работ (отпуск прово-
локи в бунтах, краски в банках и т. п). Для
контроля за расходованием такого материала
в производстве следует рассматривать эту
выдачу как выдачу под отчёт.
Выдачу таких материалов из цеховой кла-
довой в производство рекомендуется записы-
вать на особую карточку выдачи материалов
под отчёт. По окончании заданной работы
необходимо принять остаток материала в кла-
довую и окончательно оформить израсходо-
ванное количество по сортовой картотеке.
Документы, отражающие поступление ма-
териалов в цеховую кладовую и их выдачу
в,производство, сдаются по окончании рабо-
чего дня (или в другие сроки, устанавливае-
мые главным бухгалтером завода и утвер-
ждаемые директором) в подотдел, материаль-
ного учёта заводской бухгалтерии.
Остатки материалов, находящиеся в цехо-
вых кладовых, должны ежемесячно инвента-
ризироваться. В бухгалтерских балансах эти
остатки следует показывать по статье „Сырьё
и основные материалы".
Вспомогательные материалы и материалы
для общехозяйственных нужд (смазочные, об-
тирочные и г. п.) хранятся в цеховой кладо-
вой отдельно от основных материалов. Расход
этих материалов обычно оформляется один
раз в месяц.
Учёт материалов в бухгалтерии. Учёт
материалов в бухгалтерии заводоуправления
ведётся обычно в подотделе материального
учёта, возглавляемом старшим бухгалтером.
Техника учёта материалов в бухгалтерии обу-
словлена организацией учёта на складе, а
также системой работы машиносчётной стан-
ции завода. Если на складе ведутся карточки
аналитического учёта с указанием количества
и стоимости отдельных видов материалов, то
в бухгалтерии можно вести учёт по укрупнён-
ным подразделениям, т. е. по группам мате-
риалов. Если же склад ограничивается чисто
количественным учётом, то бухгалтерия дол-
жна вести сортовые аналитические кар-
точки.
Основанием для записи операций по сче-
там материалов являются отчёты склада и це-
хов. Эти отчёты должны тщательно прове-
ряться и сличаться с первичными оправда-
тельными документами. Кроме того, должны
быть сопоставлены встречные позиции отчё-
тов, как-то: данные об отпуске материа-
лов со склада в цех и данные о получении
этих материалов цехом. После проверки от-
чётов они подвергаются контировке, на осно-
вании которой производится разноска соот-
ветствующих сумм по карточкам. Одновре-
менно составляются расчёты отклонений, ко-
торые подлежат отнесению на счёт того или
иного цеха, о чём и делаются соответствую-
щие записи.
На заводе должен быть организован тща-
тельный контроль за возвратом на склад ос-
татков материалов, не использованных в про-
изводстве, а также за возвратом отходов.
Своевременный и полный возврат неисполь-
зованных материалов, а равно наиболее пол-
ная и целесообразная утилизация отходов
способствуют снижению себестоимости про-
дукции завода.
Особенности учёта малоценных и бы-
строизнашивающихся инструментов и ин-
вентаря. Учёт малоценных и быстроизнаши-
вающихся инструментов и инвентаря должен
быть поставлен так, чтобы была исключена
возможность хищения или пропажи таких
предметов. Особенность учёта инструментов,
измерительных приборов и приспособлений
прежде всего заключается в том, что необхо-
димо отдельно отразить наличие этих ценно-
стей в запасе (на общезаводских складах) и
ГЛ. IV]
УЧЁТ МАТЕРИАЛОВ И АНАЛИЗ ИХ ИСПОЛЬЗОВАНИЯ
261
в эксплоатации (на руках у рабочих, в цехо-
вых кладовых, в лабораториях и т. д.).
Учёт инструментов, приспособлений и ма-
лоценного инвентаря ведётся на отдельном
субсчёте. Учёт организуется так же, как и
учёт материалов на складе. Учёт инструмен-
тов, приспособлений и инвентаря, находя-
щихся в эксплоатации, организуется в цехах
различно.
В механических цехах наиболее распро-
странённым способом учёта инструмента по-
стоянного пользования является запись вы-
данного инструмента в специальную инстру-
ментальную книжку, находящуюся у рабочего,
а параллельно с этим в лицевую карточку по
учёту данного типо-размера инструментов.
Лицевые карточки ведутся в цеховой инстру-
ментальной кладовой. Учёт выдачи инстру-
мента временного пользования ведётся обычно
с помощью особых инструментальных марок
(подробнее см. гл. IX).
В случае поломки инструмента составляется
особый акт, в котором указываются причина
и виновник поломки. С виновника должна
быть взыскана стоимость поломанного инстру-
мента. Выдачу нового инструмента следует
производить лишь при обязательной сдаче
всех частей поломанного. Части поломанных
инструментов, принятые инструментальной
кладовой, рекомендуется хранить отдельно от
годных инструментов впредь до их ликвида-
ции или восстановления.
Малоценные и быстроизнашивающиеся ин-
струменты, приспособления и инвентарь, на-
ходящиеся в эксплоатации, учитываются на
отдельном субсчёте. Порядок записей по этому
субсчёту зависит от принятых методов учёта
износа инструментов. Существуют три вари-
анта учёта износа инструментов.
Первый вариант основывается на
разработке нормативных сроков службы по
всей применяемой номенклатуре инструмен-
тов. Установленные сроки службы инстру-
ментов объявляются приказом по заводу. Бух-
галтерия ведёт особую расчётную ведомость,
по которой определяются суммы износа, па-
дающие на каждый месяц. При выдаче ин-
струмента в эксплоатацию его стоимость за-
писывается в эту ведомость и распределяется
по разным колонкам, обозначающим кален-
дарные месяцы эксплоатации инструмента.
Месячная сумма износа списывается на дебет
цеховых расходов с субсчёта малоценных и
быстроизнашивающихся инструментов в экс-
плоатации. Для учёта износа инструментов в
эксплоатации открывается отдельный анали-
тический счёт. При списании стоимости ин-
струментов, пришедших в негодность (по ак-
там), эта сумма перечисляется с лицевых
счетов, где учитываются отдельные инстру-
менты (или их группы), на лицевой счёт, от-
крытый для учёта износа.
Второй вариант состоит в том, что
50% стоимости инструментов, выдаваемых в
эксплоатацию, списываются на цеховые рас-
ходы немедленно при выдаче инструмента, а
остальные 5С°;'о — при окончательном его вы-
ходе из строя.
Третий вариант заключается в том,
что стоимость инструментов, выдаваемых в
эксплоатацию, полностью списывается в рас-
ход, а инструменты, числящиеся в эксплоата-
ции, учитываются лишь в низовом цеховом
учёте.
Первый вариант следует применять для
учёта дорогостоящих инструментов, так как
правильное распределение их износа по меся-
цам существенно сказывается на себестоимо-
сти продукции. Этот же вариант обычно при-
меняется для учёта инвентаря с длительными
сроками службы. Второй вариант .рекомен-
дуется для учёта инструментов с коротким
сроком службы, используемых в массовом
производстве. Третий вариант применяется для
учёта инструментов и приспособлений вспо-
могательного назначения, а также мелкого
хозяйственного инвентаря (лопаты, вёдра,
ломы, колуны и т. п.).
На заводах используются в ряде случаев
инструменты и приспособления, изготовленные
для выполнения специальных заказов (штампы,
модели, специальные приспособления и т. п.),
Стоимость таких инструментов относится пол-
ностью на те детали, которые обрабатываются
с их помощью. Учёт износа таких инструмен-
тов ведётся обособленно и отражается в каль-
куляции по статье «Специальные расходы".
В балансе завода приводится остаточная
стоимость инструментов в эксплоатации, а их
износ указывается за балансом в отдельной
статье. Остаток инструментов, показываемый
в годовом балансе, должен быть подтверждён
инвентаризацией. На основании инвентарных
данных корректируется также сумма износа
инструментов, приводимая в годовом балансе.
Основы анализа материального снабже-
ния и использования материалов. Важней-
шие направления анализа материального снаб-
жения и использования материалов заклю-
чаются в изучении выполнения плана снабже-
ния, обеспеченности предприятия материалами,
хозяйственной целесообразности использова-
ния материальных ресурсов.
При этом чрезвычайно важно установить,
соблюдаются ли на данном предприятии про-
грессивные нормы расходования материалов
и сырья, каков удельный вес числа этих норм
по отношению к числу всех норм, какова
обоснованность этих норм.
При анализе выполнения плана снабжения
необходимо установить, соответствовали ли
материальные заявки предприятия и предо-
ставленные ему фонды установленной произ-
водственной программе; своевременно ли были
заключены *договоры с поставщиками мате-
риалов и достаточно ли конкретно оговорены
в договорах сроки поставок, количество, каче-
ство и типо-размеры требуемых материалов;
насколько полно, своевременно и качественно
выполнялись договоры поставщиками и какие
меры были приняты заводом для обеспечения
производства материалами при нарушениях
плана снабжения. При детальном анализе
работы предприятия следует воспользоваться
сведениями о замене недостающих сортов ма-
териалов другими их видами, проанализировать
доплатные листки, обусловленные несоответ-
ствием материалов техническим условиям.
В ряде случаев полезно проанализировать дан-
ные об отходах, так как отходы часто возни-
кают из-за несоответствия поставленных за-
воду материалов требованиям производства.
Существенно также изучить учётные сведения
о простоях из-за отсутствия материалов. При
262 УЧЁТ, КАЛЬКУЛЯЦИЯ И АНАЛИЗ ХОЗЯЙСТВЕННОЙ ДЕЯТЕЛЬНОСТИ ЗАВОДА 1РАЗД. V
анализе плана снабжения и его выполнения
необходимо выявить, приняты ли заводом все
нужные меры для замены дефицитного сырья
менее дефицитным, а дорогостоящего более
дешевым без ущерба для качества продукции.
Необходимо также изучить мероприятия, на-
правленные на усиление использования мест-
ных сырьевых ресурсов.
Обеспеченность предприятия материалами
обычно выражается числом дней, в течение
которых оно может работать с использованием
имеющихся запасов. Этот показатель опреде-
ляется на основании данных о средней вели-
чине начального и конечного остатков C),
сведений о расходе материалов за анализи-
руемый период (/7) и продолжительности от-
чётного периода в днях (Г). Средняя обеспе-
ЗТ
ченность в днях (Д) равна Д = . Если
надо выявить обеспеченность предприятия
материалами на будущий период, то вместо
среднего запаса достаточно взять запас на
конец отчётного периода (Зк), а вместо фак-
тического расхода за отчётный период — пла-
новый расход на будущее время (Рпл). Эти
показатели рекомендуется определять не
только в суммарном виде, но и по важней-
шим видам материалов. Надо иметь в виду,
что часто недостаток одних материалов пере-
крывается избытком других, и в этих случаях
средний показатель обеспеченности скроет
оба этих дефекта.
При анализе расходования материалов не-
обходимо установить основные направления
их использования: отпущено основному про-
изводству, вспомогательному, реализовано на
сторону, списано недостач и т. п. Эти данные
выявляются по корреспонденции счетов мате-
риалов. Во всех случаях, где это возможно,
рекомендуется составлять отчётный матери-
альный баланс, в активе которого указывается
поступление материалов, а в пассиве — их
расход. Данные о расходе непременно должны
содержать сведения о количестве материала,
вошедшего в состав выпущенной продукции
(по чистому весу деталей), о возвратных от-
ходах и о безвозвратных потерях и угарах.
Такого рода материальный баланс позволяет
судить не только о величине потерь, но и
о коэфициенте использования материалов.
В ряде случаев целесообразно разработать
такой баланс по отдельным цехам,».частности
по тем из них, где особенно велики потери
и отходы материалов.
При анализе расходования материалов на
производство необходимо рассчитать фактиче-
ские удельные нормы затраты материалов
на единицу продукции, например, расход ме-
таллической части шихты на 1 m жидкого
металла, количество условного топлива на
выплавку 1 m металла, объём жидкого ме-
талла на 1 m годных отливок, отношение
чёрного веса металла, переданного для обра-
ботки в механические цехи, к чистому весу
изготовленных изделий и т. п.
Особенно детально надо изучить отклоне-
ния от норм расходования материалов и их
причины. Прежде всего надо установить, не
засчитывается ли сумма экономии, получен-
ная одними рабочими, в уменьшение потерь,
полученных в результате плохой работы дру-
гих. Изучая отклонения, отражающие перерас-
ход материалов, необходимо выяснить при-
чины этих отклонений и принять меры для
предупреждения их в дальнейшем.
Определяя экономию, надо особо выделить
результаты, полученные передовыми рабочими,
и принять все меры для передачи их опыта
остальным. Величина экономии, достигнутой
передовыми рабочими, покажет также степень
напряжённости норм расходования материалов.
Должен быть проанализирован также поря-
док хранения материалов. Необходимо убе-
диться в том, проверяются ли вес и количество
материалов при- их приёмке, обеспечены ли
нужные лабораторные исследования качества
поступивших материалов, принимает ли пред-
приятие меры для предъявления претензий
к поставщикам во всех случаях, когда такие
претензии имеют основание. При изучении
этого вопроса необходимо обратиться к сведе-
ниям о случаях брака, обусловленных дефект-
ностью материалов. Особое внимание должно
быть обращено на изучение недостач мате-
риалов на складах, на установление причин
этих недостач и разработку мероприятий для
ликвидации таких потерь (недостачи материалов
в производстве изучаются при анализе произ-
водства и себестоимости продукции).
Анализ расхода материалов по отдельным
видам продукции предприятия осуществляется
обычно при анализе калькуляций и отчётной
себестоимости продукции.
УЧЁТ И АНАЛИЗ ТРУДА И ЗАРАБОТНОЙ
ПЛАТЫ
Учёт и анализ труда и заработной платы
включает учёт численности и состава работ-
ников различных категорий в сопоставлении
с планом; учёт движения рабочей силы и исчи-
сление показателей, характеризующих её те-
кучесть; учёт рабочего времени и его исполь-
зования; учёт производительности труда и
выполнения норм выработки; учёт выплачен-
ной заработной платы в сопоставлении с пла-
ном; учёт состава (структуры) фонда заработ-
ной платы; характеристику применения раз-
личных форм оплаты, труда и выявление
их эффективности; составление отчётности по
заработной плате.
Классификация рабочей силы. Весь пер-
сонал предприятия подразделяется в учёте на
две группы: промышленно-производственный
и непромышленный персонал.
К промышленно-производственному пер-
соналу относятся работники всех производ-
ственных цехов предприятия, включая лиц,
выполняющих монтаж изготовленного заводом
оборудования у заказчиков., рабочие по двору,
персонал охраны (пожарной, а также вах-
терской), работники всех отделов заводо-
управления и заводских лабораторий, обслу-
живающих производство, работники заводских
душевых, бань, обслуживающих рабочих в
связи с их работой, работники прачечных по
стирке спецодежды.
К непромышленному персоналу относятся
работники хозяйств, состоящих при промыш-
ленном предприятии, но не имеющих характера
промышленного производства: работники транс-
порта, жилищного хозяйства, врачебно-сани-
ГЛ.IV]
УЧЁТ И АНАЛИЗ ТРУДА И ЗАРАБОТНОЙ ПЛАТЫ
263
тарных учреждений, учебных заведений, куль-
турно-бытовых учреждений, а также работники,
занятые на опытных, научно-исследовательских
работах и на изыскательско-разведочных ра-
ботах, если для них установлен особый, отдель-
ный от производства, план по труду.
В состав персонала промышленного пред-
приятия не включаются работники, занятые
на капитальном строительстве и капитальном
ремонте, ученики школ ФЗО и ремесленных
училищ Управления трудовых резервов, заня-
тые на предприятии в порядке производствен-
ной практики.
При планировании и учёте численного
состава работников предприятия они делятся
на следующие категории: рабочие, ученики,
инженерно-технические работники, служащие,
младший обслуживающий персонал и работ-
ники охраны.
В инструкции ЦСУ по заполнению форм
заводской отчётности содержатся подробные
указания о том, какие должности должны быть
отнесены к каждой из этих категорий.
Разбивка персонала предприятия на эти
категории делается только по группе промыш-
ленно-производственного персонала.
Значение подразделения промышленно-про-
изводственного персонала на категории за-
ключается в том, что каждая категория от-
личается от остальных характером выполняе-
мой работы.
Сведения о числе рабочих предприятия
обычно детализируются по месту их работы,
профессиям, продолжительности рабочего
стажа, полу, возрасту. Особенно важное зна-
чение имеет учёт наличной рабочей силы по
профессиям. Для учёта работников предприятия
отдел найма и увольнения заводит личную
карточку на каждого вновь принимаемого ра-
ботника, где и фиксируются все сведения,
позволяющие учесть наличный состав рабочих
по любому из перечисленных выше признаков.
Показатели качественного состава рабо-
чих. Показателем квалификации рабочего слу-
жит присвоенный ему тарифный разряд. Свод-
ным показателем квалификации той или иной
группы рабочих (т. е. рабочих данного цеха
или же всего предприятия) является их сред-
ний тарифный разряд, который исчисляется
как средняя арифметическая из тарифных раз-
рядов, имеющихся в пределах данного коллек-
тива рабочих, взвешенная по числу рабочих
каждого разряда.
Подробнее о квалификации работ и рабо-
чих и о построении тарифных сеток см. в
гл. V.
Пример исчисления среднего тарифного раз-
ряда:
Тарифный Число Сумма тариф,
разряд рабочих ных разрядов
2
3
4
5
б
7
Итого
IOO
150
2ОО
250
i8o
I2O
IOO
ноо
IOO
300
600
IOOO
900
720
700
4.Ч2Э
Средний тарифный разряд —^ = 3,93.
11LHJ
Если за предыдущий месяц средний тариф-
ный разряд составлял 3,45, то в данном слу-
чае при наличии одинаковых тарифных харак-
теристик за сравниваемые периоды это обо-
значает повышение квалификации рабочих.
Для правильной оценки уровня квалифи-
кации рабочих необходимо учитывать, кроме
среднего тарифного разряда, количество ста-
хановцев, ударников, многостаночников и дру-
гих передовых рабочих в составе коллектива
данного предприятия.
Учёт численности персонала
предназначен для выявления ресурсов рабочей
силы, имеющейся в распоряжении предприя-
тия. Учёту подлежат все работники, числя-
щиеся в списочном составе предприятия, не-
зависимо от того, используются ли они в дан-
ное время в работе предприятия или не ис-
пользуются.
В списочный состав рабочей силы
включаются все работники, принятые на по-
стоянную или временную работу, если она
связана с основной деятельностью предприя-
тия. Не включаются в списочный состав ра-
ботники, привлечённые для выполнения слу-
чайных работ, не связанных с основной дея-
тельностью предприятия, а также лица,
откомандированные с данного предприятия,
если за ними не сохраняется, хотя бы ча-
стично, заработная плата по данному пред-
приятию.
Руководителю предприятия и цеха важно
знать численность работников различных ка-
тегорий по спискам на каждый данный момент.
Государственная же статистика подсчитывает
списочное количество работников по всей
промышленности на последний день каждого
месяца. Поскольку численность работников, а
в особенности рабочих, может значительно
колебаться по отдельным дням, то для харак-
теристики ресурсов рабочей силы, которыми
располагало предприятие за тот или иной пе-
риод, определяется среднее списочное число
рабочих.
Для исчисления среднего списочного числа
работников за отчётный период суммируется
списочное число рабочих за все дни периода,
и полученная сумма делится на календарное
число рабочих дней.
Среднее списочное число работников, кото-
рым располагало предприятие за отчётный пе-
риод, сопоставляется с планом, что даёт пред-
ставление о его обеспеченности кадрами, по-
зволяет судить о том, какое число работни-
ков завод.смог освободить от работы в связи
с улучшением организации производства или
какое число работников он имеет сверх плана.
Данные о списочном числе работников исполь-
зуются для исчисления средней месячной за-
работной платы и для характеристики произ-
водительности труда.
Движение рабочей силы; оборот и те-
кучесть. Устойчивость состава рабочих пред-
приятий положительно отражается на выпуске
продукции и на качественных показателях
его работы.
Для суждения об устойчивости рабочего
состава применяются два показателя: оборота
и текучести рабочей силы. Оборот рабочей
силы обычно исчисляется в двояком измере-
нии: по приёму рабочих и по увольнению.
Характеристикой интенсивности оборота слу-
жит процентное отношение числа принятых
рабочих к среднему списочному числу рабо-
264
УЧЁТ, КАЛЬКУЛЯЦИЯ И АНАЛИЗ ХОЗЯЙСТВЕННОЙ ДЕЯТЕЛЬНОСТИ ЗАВОДА
[РАЗД. V
чих за данный период. Показателем интен-
сивности оборота по убыли является отноше-
ние количества уволенных рабочих к сред-
нему списочному их числу. »
Сопоставление данных, характеризующих
оборот по приёму и убыли, даёт некоторое
представление об устойчивости рабочих кад-
ров предприятия, а также о характере дина-
мики рабочей силы (рост, убыль). Однако для
правильной и точной характеристики теку-
чести рабочей силы этих данных недоста-
точно. Причины увольнения могут быть раз-
личными; при приёме и увольнении может
происходить изменение профессионального или
квалификационного состава. Поэтому при
изучении движения числа рабочих необхо-
димо выявить, какое количество рабочих
принято взамен уволенных (по однородным
профессиям).
В практике статистического учёта труда
показателем числа заменённых рабочих счи-
тается меньшее из чисел, характеризующих
оборот по приёму и увольнению.
Для уточнения показателя текучести рабо-
чей силы следует исчислять его по отдельным
участкам предприятия, по цехам, по отдель-
ным профессиям.
Показатели использования рабочего вре-
мени. Для успешной работы предприятия
необходимо правильно использовать наличные
трудовые ресурсы.
Мерой рабочего времени является чело-
.веко-день или человеко-час.
Отработанным человеко-днем в учёте счи-
тается всякая явка рабочего на работу,
использованная на работе хотя бы частично.
Рабочий день, удлинённый за счёт сверхуроч-
ной работы, также считается за один отрабо-
танный человеко-день. Первичный (низовой)
учёт явочных человеко-дней и числа чело-
веко-дней неявок на работу осуществляется
табельщиками.
Для уточнения величины отработанного
времени пользуются сведениями о числе отра-
ботанных человеко-часов; в человеко-часах
учитывается фактически отработанное время,
виутрисменные (текущие) простои и время,
отработанное сверхурочно.
На основе материалов об отработанном и
иеотработанном времени исчисляют ряд по-
казателей, характеризующих использование
рабочего времени, в частности среднюю
фактическую продолжительность рабочего
месяца и рабочего дня. Первый показатель
получается путём деления количества чело-
веко-дней, отработанных за месяц всеми
рабочими, на среднемесячное списочное число
рабочих. Если за месяц отработано 24 000
человеко-дней, а среднесписочное число
рабочих составляет 1000 чел., то средняя
продолжительность рабочего месяца равна
24 000 _
ТосТ - zq дням>
Показатель средней фактической продол-
жительности рабочего месяца применяется
для характеристики степени использования
фонда времени. Для этого находят проце т-
ное отношение средней фактической про-
должительности рабочего месяца к числу
дней работы завода . за данный месяц. Если
завод работал 25 дней, а фактическая про-
должительность рабочего месяца составляла
24 дня, то фонд времени за месяц исполь-
24
зован на 25 100 = 96%.
Отмечая невыход отдельных рабочих на
работу, табельщик указывает причины их
неявки (болезни, отпуска в связи с родами,
выполнение государственных обязанностей,
прогулы и т. д.). На основе этих данных
можно выявить причины, обусловившие не-
полное использование фонда времени за месяц.
Если причины невыхода отдельных рабочих
табельщику в момент регистрации неявки не-
известны, он обязан дополнительно выяснить
их и не позже следующего дня представить
соответствующие сведения администрации
в установленном порядке.
Вторым показателем использования рабо-
чего времени является средняя фактическая
продолжительность рабочего дня в часах.
Этот показатель исчисляется путём деления
количества отработанных всеми рабочими
человеко-часов на число отработанных ими
человеко-дней.
Нормальная длительность рабочего дня
для большинства рабочих в СССР устано-
влена в 8 часов. Если средняя фактическая
продолжительность рабочего дня составляет
большую величину, это говорит о наличии
на предприятии сверхурочных работ. Наряду
с этим необходимо принимать во внимание
возможность внутрисменных простоев и их
понижающее влияние на среднюю фактиче-
скую продолжительность рабочего дня.
Простои и сверхурочные работы сопря-
жены с излишней затратой денежных средств.
Задача анализа — выявить влияние того и
другого фактора на выполнение плана пред-
приятием и способствовать сокращению и
ликвидации такого рода потерь времени и
его непроизводительных расходов.
При учёте сверхурочных работ к ним
относятся часы, отработанные сверх нор-
мальной продолжительности рабочего дня,
а также часы, отработанные в те дни, кото-
рые по нормальному графику должны быть
выходными (если эта работа не компенсиро-
вана последующим отгулом).
Удельный вес сверхурочных работ или
простоев определяется как процентное отно-
шение числа человеко-часов, отработанных
сверхурочно (или часов простоя), к общему
количеству отработанных человеко-часов.
В целях активной борьбы с простоями
необходимо организовать учёт простоев по
отдельным причинам. Типовая классифика-
ция простоев предусматривает следующие
причины: отсутствие материала, отсутствие
энергии, отсутствие рабочих чертежей, от-
сутствие инструмента, поломка станка. Этот
перечень пополняется другими причинами
применительно к особенностям работы от-
дельных цехов предприятия.
Ниже приводится пример заполнения до-
кумента для учёта и оплаты простоев — про-
стойного листка, заимствованный из прак-
тики одного станкостроительного завода
(табл. 8).
Для сокращения документации отметки о
простоях нередко делаются непосредственно на
бланках сменных заданий без выписки спе-
циальных простойных листков. В случае про-
ГЛ. IV]
УЧЁТ И АНАЛИЗ ТРУДА И ЗАРАБОТНОЙ ПЛАТЫ
265
Таблица 8
Месяц
октябрь
Число
26
Простойный листок № 17
Причина простоя
Отсутствие электроэнергии
Виновник простоя j
Фамилия
Васильева
Табель-
ный №
29
Разряд
Шифр
профессии
№ цеха
04
№ станка
Мастер
участок
12
Шифр заказа
об
Начало простоя
if»
Вид
оплаты
Время
простоя
Конец простоя
Сумма к
оплате
Z-f2
1
Мастер
!¦
Табельщик
Шифр
причин
о/
Нарядчик
стоя всего цеха из-за отсутствия энергии
обычно составляется общий список сдельщи-
ков, которые испытывали вынужденный пере-
рыв в работе.
Чтобы определить количество невырабо-
танной продукции из-за простоев и невыходов
рабочих, необходимо выяснить плановый объём
выработки в единицу рабочего времени (т. е.
за человеко-день или человеко-час), а затем
умножить эту величину на число единиц по-
терянного времени.-
Потери предприятия в связи со сверхуроч-
ными работами выражаются суммой доплат
за сверхурочность работы. Эти доплаты по-
казываются отдельно при расчёте заработной
платы (расчётная ведомость или расчётный
листок), а также в действующей отчётности
о расходовании фонда заработной платы.
Учёт выработки и производительности
труда. Одним из важнейших показателей
качества работы промышленного предприятия
является достигнутый уровень производи-
тельности труда. Уровень производитель-
ности труда характеризуется количеством
продукции, выработанной в единицу времени,
или количеством труда,затраченного на про-
изводство единицы продукции. В том и дру-
гом случае необходимым условием исчисле-
ния показателя производительности труда
является учёт количества продукции, выра-
ботанной рабочими, а также и времени, затра-
ченного на её изготовление.
В зависимости от характера производства
(массовое, серийное, единичное) применяются
различные системы учёта выработки: рапорт
о выработке за смену одним рабочим или
целой бригадой; рабочий наряд, оформляю-
щий задание на обработку определённого
изделия и его выполнение; маршрутный
лист, сопровождающий изделие от первой
до последней операции и содержащий от-
метки об операциях, выполненных отдель-
ными рабочими, а также о количестве затра-
ченного ими времени.
Ниже приводятся примеры заполнения
учётных документов: индивидуального рабо-
чего наряда (табл. 9) и маршрутного ли-
ста на механическую обработку детали
(табл. 10).
Первичный учёт выработки позволяет
определить степень выполнения установлен-
ных норм как отдельными рабочими, так и
в среднем целой группой рабочих. Показа-
телем выполнения нормы служит отношение
количества изделий, которое подлежало изго-
товлению по существующим нормам за из-
вестный промежуток времени, к фактически
изготовленному количеству. Тот же показатель
может быть исчислен и как отношение вре-
мени, которое следовало бы затратить по
нормам на данный объём продукции, к фак-
тически затраченному времени.
Порядок исчисления степени выполнения
норм несколько видоизменяется в зависи-
мости от того, определяется ли показатель
выполнения часовой или сменной нормы. По-
казатель выполнения часовой нормы отве-
чает на вопрос о том, в каком размере вы-
полнялась бы норма, если бы работа рабо-
чего не нарушалась не зависящими от него
перерывами (браком не по его вине, про-
стоями не по его вине, отвлечением на дру-
гие работы и т. п.).
Этот показатель подсчитывается как про-
центное отношение количества человеко-ча-
сов, необходимого по нормам на выполнен-
ный объём годной продукции и на брак не
по вине рабочего, к количеству человеко-ча-
сов, фактически отработанных рабочим, и
часов простоя, происшедшего »е по его вине.
Показатель выполнения сменной нормы
характеризует фактическое выполнение норм
в данных конкретных условиях с учётом не-
благоприятных обстоятельств, снижающих
266
УЧЁТ, КАЛЬКУЛЯЦИЯ И АНАЛИЗ ХОЗЯЙСТВЕННОЙ ДЕЯТЕЛЬНОСТИ ЗАВОДА [РАЗД. V
Таблица 9
Цех
CEi
Участок
Дата
зо! VII
Рабочий наряд
№ 1218
Фамилия
Прохоров В. И.
Наименование операции или работ
Пайка прдводов на электродвигателях
Выдано
в работу
№ операции
П-об
Станок
Заказ
319>
Деталь
Табель №
Разряд
рабочего
Разряд
работы
Штучные
Время
Расценок
-98
Подг:-закл.
Время
Расценок
Нормировщик
Предъявле
но к-сдаче
Нормир. время
На годные] На брак
z,S
Принято
Годных
Брак опла-
чиваемый
Брак не-
оплачи-
ваемый
Расчёт зарплаты
За годные За брак
Расчётчик (подпись)
Ма доплати,
листа
№ акта на
брак
Подпись ОТК
Подпись мастера
Талон рабочему
Рабочий наряд
№ 1218
Дата jo/VH
Ф., и., о.
Прохоров В. И.
Табельный № 43
Заказ 21—is
Деталь
Операция П-об
Расц. штучн. — $8
„ подг.-зак.
Принято з
Годных з
Брак —
Оплата брака —
ОТК (подпись)
производительность труда рабочего на про-
тяжении рабочего дня. Он подсчитывается
как процентное отношение количества чело-
веко-часов, необходимых по нормам на фак-
тический объём годной продукции, к коли-
честву человеко-часов, затраченных на вы-
пуск этой продукции.
Учёт выполнения и перевыполнения норм
выработки позволяет выявить достижения
передовых рабочих и обнаружить отстающие
участки производства. Тем самым он спо-
собствует развитию социалистического со-
ревнования среди рабочих, росту производи-
тельности труда и распространению стаха-
новских методов работы.
Изменение производительности труда вы-
ражается индексом производительности
труда. Различают индексы часовой, дневной,
месячной или годовой производительности
труда.
Индексы производительности можно исчи-
слять в натуральном, ценностном и трудовом
выражении. Каждый из них имеет свой эко-
номический смысл, чем и оправдывается це-
лесообразность их одновременного исчисле-
ния.
Индекс часовой производительности труда
характеризует изменение производительности
труда за чистое рабочее время. Индекс
дневной производительности труда отражает
сверх того изменение степени использования
рабочего дня, его фактической продолжи-
тельности: при одной и той же часовой про-
изводительности рабочего его дневная выра-
ботка будет тем больше, чем меньше было
простоев в течение рабочего дня.
Индекс производительности труда за месяц
отражает в дополнение к этому степень
использования количества рабочих дней за
месяц при одном и том же объёме дневной
выработки рабочего. Месячная производи-
тельность его труда будет тем выше, чем
больше человеко-дней им отработано в тече-
ние месяца.
Плановое задание по росту производи-
тельности труда даётся предприятию в форме
индекса, характеризующего изменение сред-
ней месячной выработки одного списочного
рабочего. Тем самым в плане предусматри-
вается тот конечный эффект, который дол-
жен быть достигнут в результате всех меро-
приятий, направленных на повышение про-
изводительности труда за время чистой ра-
боты и на улучшение использования рабочего
времени.
При исчислении индексов производитель-
ности труда могут быть использованы раз-
личные измерители продукции: натуральные,
ценностные, трудовые.
Индекс производительности труда, исчис-
ленный на основании данных о величине
продукции в натуральных единицах, приме-
няется в тех случаях, когда можно уста-
новить единую натуральную единицу изме-
рения для всей изготовляемой продукции.
В машиностроительных предприятиях это
ГЛ. IV]
УЧЁТ И АНАЛИЗ ТРУДА И ЗАРАБОТНОЙ ПЛАТЫ
267
1
Завод
Цех
МХ2
[Маршрутный
лист №
178
Выписан
Месяц Число
2
заказа
377
детали
ПД-101
Наименование
и шифр
изделия
Наименование
детали
Таблица
Количество j Материал или заготовки
По
месячн.
плану
В пар- I
тии
Количество
на ком-
плект
1
в пар-
тии
47
-1оменклат.
№
<
Наименование
и марка
Лугунное литьё
Забронирован
Дата
311
Подпись
Андрия-
нова
Количество
на де-
таль
на пар-
тию
Выдан в цех
Дата
511
Подпись
Пискун
с
в
п>
/
С
nj
10
рок
ы-
'ска
2Ц
рок
за-
гска
511
Технологический маршрут
J* операции
4-OI
4-02
4-03
4-04
Вид
обработки
Токарная
Разметка
Сверловка
Слесарная
Планировщик
Разряд работы
4
Норма времени
штучная
13
|
t
20
подготов.-
заключит.
4\ 41 \
4
16
Расценка за
1 шт.
.|
Артюхова
Задание
Дата
6Ц
74
8Ц
9/1
Смена
а
IE
и
Табл. № рабо-
чего
S9
2
I
2
Фамилия
рабочего
Силаев
8i
102
147
Галкин
Семенова
Каменева
Сдано готовых
деталей на склад
43 шт.
Выдано в ра-
боту
47
47
47
43
Выполнение
Годного
47
47
4!
43
1
~
Дата
Брак
оплачива-
емый
юн
неоплачи-
ваемый
2
Не обрабо-
тано
подпись кон-
тролера
1
Примечание |
\ 1
I
1
1
1
1 1
1
1
Кладовщик
Филиппов
осуществимо лишь на отдельных участках
производства или, в лучшем случае, — в не-
которых цехах. Поэтому для характеристики
производительности труда по заводу в целом
обычно применяется индекс производительно-
сти, исчисленный на основании объёма про-
дукции, представленного в денежной оценке
(в ценностном выражении).
До 1948 г. включительно учёт и планиро-
вание производительности труда основыва-
лись на оценке валовой продукции предприя-
тия в отпускных ценах 1926/27 г., которые
принимались в качестве неизменных цен.
В связи с отказом от исчисления валовой
продукции в ценах 1926/27 г. планы по про-
изводительности труда должны составляться
исходя из оценки валовой продукции по дей-
ствующим оптовым ценам с поправкой на
изменение этих цен в те периоды, когда это
изменение будет иметь место (подробнее об
этом см. ниже, стр. 285).
На индекс производительности труда,
исчисленный по объёму продукции в денеж-
ной оценке, влияет стоимость сырья, из ко-
торого изготовляется продукция. Выработка
рабочего в ценностном выражении будет тем
выше, чем дороже сырьё, из которого изго-
товляется продукция, и чем меньше её тру-
доёмкость. Ввиду этого всякое изменение
номенклатуры выпуска может в большей или
меньшей степени исказить действительную
динамику производительности труда.
Чтобы устранить влияние изменений
в ассортименте продукции на индекс произ-
268
УЧЁТ, КАЛЬКУЛЯЦИЯ И АНАЛИЗ ХОЗЯЙСТВЕННОЙ ДЕЯТЕЛЬНОСТИ ЗАВОДА
[РАЗД. V
водительности труда, целесообразно наряду
с индексом производительности труда, исчи-
сленным по объёму продукции в денежной
оценке, пользоваться так называемым трудо-
вым индексом производительности.
Чтобы подсчитать этот трудовой индекс,
вся продукция, выпущенная предприятием
(или его отдельным участком) за данный
период, выражается в человеко-часах исходя
из затраты рабочего времени на единицу
продукции в предыдущем (или базисном)
периоде. Отношение этого количества чело-
веко-часов к фактическому количеству чело-
веко-часов, затраченному в отчётном пе-
риоде на производство данной продукции, и
является трудовым индексом производитель-
ности труда.
Пример исчисления индекса производи-
тельности труда по этому методу представлен
в табл. 11.
Таблица 11
Изделия
А
В
С
Выработано за отчёт-
ный период в шт.
IOOO
2000
fOO
Затрачивалось чело-
веко-часов на единицу
изделий в прошлом
году v
16
ю
20
На продукцию отчёт-
ного периода необхо-
димо было человеко-
часов (по величине
затрат труда в про-
шлом году)
l6 000
20 000
10 000
46 000
Фактически затрачено
человеко-часов в от-
чётном периоде
1} 000
iS 000
д ооо
40 ооо
46 001)
Индекс производительности труда X
X 100 = 115%, т. е. производительность труда
повысилась на 15%.
При анализе производительности труда
надо сочетать применение ценностного и
трудового индексов производительности. Если,
например, ценностный индекс производитель-
ности труда свидетельствует об её повышении,
а трудовой — о снижении производительности
труда, это означает, что рост выработки
в ценностном выражении достигнут за счёг
изготовления продукции из более дорогого
сырья. Наоборот, повышение производитель-
ности труда по трудовому индексу при её
снижении по ценностному индексу свидетель-
ствовало бы о переходе к обработке менее
дорогого сырья. Различие в темпах роста
производительности труда, выражаемое этими
индексами, мокет быть также следствием
изменений в специализации и коопериро-
вании предприятий, изменяющих трудоёмкость
обработки изделий на данном заводе.
Анализ показателей по труду. При ана-
лизе показателей по труду надо прежде всего
изучить данные о росте производительности
труда и выявить её факторы для наиболее
быстрой передачи опыта передовых рабочих
всему коллективу и также для устранения
неполадок, тормозящих рост производитель-
ности.
Показатели производительности труда, по-
лученные предприятием, надо сопоставить
с данными, характеризующими развитие соци-
алистических форм труда, изменение воору-
жённости труда и т. п. Если при сопоставле-
нии окажется, например, что стахановским
движением охвачена большая часть коллек-
тива рабочих, а рост производительности по-
лучился относительно небольшой, то это сви-
детельствует обычно о потерях производи-
тельности труда внутри предприятия. На ма-
шиностроительном заводе, например, могут
быть получены хорошие показатели произво-
дительности труда в инструментальном цехе,
а износ инструментов в механических цехах
может быть повышенным. В этом случае вы-
сокая производительность труда, достигнутая
стахановцами инструментального цеха, поте-
ряна в механическом цехе за счёт повышения
износа инструмента в результате плохой ра-
боты отдельных рабочих этого цеха. Такие же
случаи могут иметь место, если брак, полу-
ченный в одном цехе (например, в литейном),
выявлен в другом.
При анализе производительности труда не-
обходимо выяснить, как внедряются на заводе
среднепрогрессивные нормы и какое влияние
они оказывают на рост производительности
труда. .
Особое внимание следует уделить измене-
ниям квалификации рабочих и оценить влия-
ние повышения квалификации на рост произ-
водительности труда.
После этого необходимо изучить материалы
об использовании фонда рабочего времени,
о внутрисмейных простоях, об их причинах.
Результаты анализа производительности труда
непосредственно связываются с анализом рас-
ходования фонда заработной платы и дина-
мики зарплаты отдельных групп рабочих.
Учёт заработной платы работников
предприятия должен обеспечить возможность
получения ответов на следующие вопросы:
а) какова общая сумма расходов предприятия
на заработную плату и степень её соответ-
ствия установленному плановому лимиту;
б) каков состав выплаченной заработной
платы; в) какие формы оплаты труда исполь-
зуются на предприятии; г) каков уровень
оплаты отдельных работников и степень его
соответствия количеству и качеству их груда
(их квалификации); д) как изменяются раз-
меры заработной платы работников и как эти
изменения связаны с ростом производитель-
ности труда и снижением себестоимости про-
дукции.
Состав заработной платы. Бухгалтерия
предприятия ежемесячно производит необхо-
димые расчёты по заработной плате и опре-
деляет сумму, причитающуюся каждому ра-
ботнику предприятия.
Основанием для расчётов заработной платы
рабочих служат: присвоенный данному рабо-
чему тарифный разряд и соответствующая
этому разряду повременная ставка оплаты;
данные о количестве изделий, выработанных
сдельщиками, и установленный расценок за
единицу изделия; сведения о доплатах и пре-
миях, причитающихся рабочему; данные о
числе человеко-часов простоя, подлежащих
оплате; данные об удержаниях за брак и т. д.
Документами, оформляющими выплату зара-
ботной платы, являются платёжно-расчётные
ведомости или индивидуальные платёжно рас-
ГЛ.IV]
УЧЁТ И АНАЛИЗ ТРУДА И ЗАРАБОТНОЙ ПЛАТЫ
269
чётные листки. Те и другие составляются по
форме, утверждённой ЦСУ и соответствую-
щим министерством. При подсчётах суммы
заработной платы, причитающейся отдель-
ным работникам^ широко используются счёт-
ные машины.
Для учёта суммы заработной платы, начис-
ленной каждому отдельному работнику, а так-
же удержаний из заработной платы в бухгал-
терии ведётся счёт „Рабочие и служащие".
В аналитическом бухгалтерском учёте для
учёта расчётов с каждым работником откры-
вается отдельный лицевой счёт. Эти счета
открываются в порядке расчленения счёта
„Рабочие и служащие". Для учёта же расхо-
дования фонда заработной платы с подразде-
лением её по видам в бухгалтерии ведётся
специальный синтетический счёт „Основная и
дополнительная заработная плата".
Аналитический учёт по счёту заработной
платы ведётся путём открытия отдельных сче-
тов по каждому виду или форме заработной
платы (повременной, сдельной, премиальной
и т. п.). При начислении заработной платы
счёт „Рабочие и служащие" кредитуется,
а счёт „Заработная плата" дебитуется.
Со счёта „Заработная плата" начисленные
суммы переносятся на счета, на которых со-
бираются затраты определённого вида или
назначения: заработная плата производствен-
ных рабочих основных цехов относится на
счёт „Производство", оплата цехового персо-
нала—на счёт „Цеховые расходы", обще-
заводского— на счёт „Общезаводские расхо-
ды" и т. д. Суммы, подлежащие удержанию,
записываются на дебет счёта „Рабочие и слу-
жащие" и на кредит счетов, учитывающих
задолженность по удержанным суммам до
момента её погашения. Сальдо по счёту '„Ра-
бочие и служащие? отражает задолженность
по заработной плате, не погашенную пред-
приятием. Заработная плата на машиностро-
ительных заводах выдается обычно 7—10-го
числа каждого месяца, а 22—25-го числа вы-
даётся аванс. Поэтому в балансе завода
обычно числится сумма двухнедельной задол-
женности по заработной плате. Если заработная
плата не получена работником в срок, то она
снимается со счёта „Рабочие и служащие" и
перечисляется на счёт „Кредиторы", внутри
которого открывается особый субсчёт депо-
нентов. При явке работника за получением
заработной платы ему выдаётся депонент-
ский листок, по которому уплачивается сле-
дуемая ему сумма.
Анализ данных о заработной плате.
Предприятие имеет право израсходовать всю
сумму заработной платы, установленную по
плану, лишь при условии выполнения плана
по валовой продукции; вследствие этого необ-
ходимо предварительно найти плановую сумму
фонда заработной платы, соответствующую
объёму изготовленной • валовой продукции,
а затем сопоставить с этой суммой фактиче-
ский расход фонда заработной платы. При
анализе расхода фонда заработной платы раз-
личают показатели абсолютной и относи-
тельной экономии (или перерасхода) фонда
заработной платы (не смешивать эти понятия
с абсолютными и относительными числами).
Допустим, например, что плановый фонд
заработной плаш был установлен в сумме
400 000 руб., а, фактически израсходовано
380 000 руб. при выполнении задания по ва-
ловой продукции на 110%. При таком объёме
валовой продукции предприятие могло израс-
ходовать 440 000 руб. Расход в сумме
380 0С0 руб. означает наличие экономии по
сравнению с планом в сумме 20 000 руб. Эта
сумма определяет абсолютную экономию.
Сумма относительной экономии будет равна
440 000—380 000 = 60 000 руб.
Относительный, перерасход заработной платы
может быть разрешён предприятию лишь рас-
поряжением министерства и должен быть по-
крыт путём перераспределения фонда заработ-
ной платы внутри системы министерства. При-
чинами перерасхода фонда заработной платы
являются обычно различного рода выплаты,
обусловленные плохой организацией труда и
производства (оплата простоев, оплата брака
не по вине рабочих, доплаты за сверхурочные
работы, доплаты за отступления от нормаль-
ных условий производства и т. п.). Данные
о таких выплатах содержатся в расчётно-
платёжных документах и отражаются в от-
чётности о составе фонда заработной платы.
Наряду с анализом отчётного фонда зара-
ботной платы необходимо изучить данные
о динамике средней заработной платы. Ста-
тистика пользуется показателями средней за-
работной платы часовой, дневной и месячной.
В основу исчисления этих показателей кла-
дутся данные о часовом, дневном и месячном
фондах заработной платы. Средняя часовая
заработная плата исчисляется путём деления
часового фонда на число отработанных чело-
веко-часов, средняя дневная заработная пла-
та — делением дневного фонда на число отра-
ботанных человеко-дней, а месячная — деле-
нием месячного фонда на среднее списочное
число рабочих.
Сопоставляя среднюю заработную плату
за отчётный период с соответствующими дан-
ными за тот или иной предыдущий период,
определяют динамику средней заработной
платы.
Как известно, наши народнохозяйственные
планы намечают постоянное повышение сред-
ней заработной платы, причём темп роста
производительности труда должен обгонять
темп роста заработной платы. Ввиду этого
динамику срецней заработной платы необхо-
димо сравнить с динамикой производитель-
ности труда и выяснить, насколько темпы роста
производительности опережают темп повыше-
ния заработной платы. Анализируя динамику
средней заработной платы, надо подробно
изучить не только общий индекс её роста по
заводу, но обязательно разобрать динамику
заработков рабочих по отдельным цехам, про-
фессиям и квалификациям.
Отчётность по труду и заработной
плате. Основным документом месячной от-
чётности предприятия по вопросам труда
и заработной платы является „Срочный еже-
месячный отчёт по труду", а в годовом от-
чёте предприятия — отчёт о выполнении плана
по труду.
Срочный ежемесячный отчёт должен вы-
сылаться предприятиями своему министерству,
а также райинспектору ЦСУ, в сектор учёта
промышленности статуправления области, края,
автономной республики.
270
УЧЁТ, КАЛЬКУЛЯЦИЯ И АНАЛИЗ ХОЗЯЙСТВЕННОЙ ДЕЯТЕЛЬНОСТИ ЗАВОДА [РАЗД. V
Отчётный бланк предусматривает следую-
щие сведения: среднесписочный состав и фонд
заработной платы персонала; численность,
приём и увольнение рабочих за отчётный ме-
сяц и использование времени рабочих за от-
чётный месяц. Кроме того, в отдельном раз-
деле бланка даются сведения о численности
и фонде заработной платы персонала, занятого
на капитальном ремонте. Сведения о числен-
ности персонала и заработной плате даются
отдельно по промышленно-производственному
и непромышленному персоналу. По первой
из этих групп сведения приводятся с дифе-
ренциацией по отдельным категориям работ-
ников (рабочие, ученики, ' ИТР, служащие,
младший обслуживающий персонал), а по не-
промышленному персоналу — без подразделе-
ния на категории работников, но с подразде-
лением по месту работы (транспорт, жилищно-
хозяйственные и культурно-бытовые учре-
ждения, учебные заведения и организации по
подготовке кадров, подсобные с.-х. предприя-
тия и т. д).
По численности персонала и по фонду за-
работной платы отчёт включает как плано-
вые, так и отчётные данные.
Наряду с итоговыми цифрами по всему
предприятию отчёт предусматривает сведения
о среднесписочном числе рабочих и фонде за-
работной платы по отдельным ведущим цехам
предприятия.
Раздел об использовании времени рабочих
предусматривает сведения о количестве отра-
ботанных за месяц человеко-дней, о числе
человеко-дней целодневных простоев, о числе
человеко-дней неявок на работу с подразде-
лением по причинам, о числе отработанных
человеко-часов с выделением сверхурочных
и о количестве человеко-часов текущих
(внутрисменных) простоев.
Дополнением к этому отчёту является еже-
месячный отчёт о выполнении рабочими корм
выработки. В этом отчёте все рабочие сдель-
щики распределяются на группы по степени
выполнения норм выработки с указанием числа
рабочих в каждой группе. Ежеквартально за-
полняется особая таблица о составе фонда
заработной платы рабочих, дающая сведения
о том, из каких элементов сложилась общая
сумма заработной платы, выплаченная рабо-
чим. Необходимые для этого данные имеются
в документах по расчёту заработной платы.
В бланке годового отчёта предусматри-
ваются сведения о численности и фондах за-
работной платы промышленно-производствен-
ного и непромышленного персонала, о средней
годовой производительности труда рабочего
по валовой продукции, о средней годовой за-
работной плате отдельных категорий промыш-
ленно-производственного персонала и о со-
ставе фонда заработной платы рабочих, ИТР
и служащих.
Как и в месячной отчётности, данные
о численности и фондах заработной платы
в бланке годового отчёта даются в сопоста-
влении с планом.
Текущий контроль за расходованием фонда
заработной платы возложен на систему Гос-
банка, а контроль за соблюдением штатов и
ставок заработной платы осуществляется
органами Министерства финансов СССР и
Союзных республик (подробнее см. гл. V).
УЧЁТ ПРОИЗВОДСТВА
Учёт производства- имеет целью выявление
количества и качества выпущенной про-
дукции и выполненных работ, определение
фактической • себестоимости производства в
целом и себестоимости отдельных изделий;
определение результатов производственной
деятельности завода и каждого из его под-
разделений, находящихся на хозяйственном
расчёте; обеспечение систематического кон-
троля за соблюдением сметной дисциплины
и за выпоинением плана снижения себестои-
мости.
Производственный учёт строится по мето-
дам и основным показателям плана производ-
ства: применяется единая методика составле-
ния плановой и отчётной калькуляции, общая
номенклатура и содержание статей цеховых
и общезаводских расходов; одинаковые методы
исчисления доли накладных расходов, падаю-
щих на данное изделие, и т. п.
В основу построения, учёта производства
на машиностроительном заводе должна быть
положена определённая классификация произ-
водственных цехов и затрат.
Классификация производственных це-
хов. Цехи машиностроительного завода под-
разделяются на основные, вспомогательные
(обслуживающие), подсобные, побочные и не-
промышленные.
К цехам основного производства отно-
сятся цехи, изготовляющие основную продук-
цию предприятия. Они подразделяются на три
группы: заготовительные, обрабатывающие и
сборочные. К заготовительным цехам отно-
сятся литейные, кузнечно-штамповочные,
прессовые и т. п., к обрабатывающим — ме-
ханические, термические и др.
Вспомогательными цехами, считаются та-
кие, деятельность которых заключается в об-
служивании основного производства энергией,
инструментом, ремонтом оборудования и транс-
портом. Согласно действующим инструк-
циям по учёту производства к вспомогатель-
ным цехам приравниваются учебные мастер-
ские, проектно-конструкторские бюро, а также
лаборатории для химических, механических
или металлографических анализов, испытаний
и исследований, если они являются самостоя-
тельными структурными подразделениями за-
вода и обслуживают несколько цехов. Если же
лаборатория обслуживает только один цех, то
затраты на её содержание вкл-очаются непо-
средственно в состав цеховых расходов этого
цеха.
К подсобным производствам относятся
такие, которые производят материалы, необ-
ходимые для предприятия (производство огне-
упоров, разработка леса, торфа, карьеров и т. п.).
Цехи, занимающиеся переработкой отходов
основного производства предприятия или по-
бочных продуктов, называются цехами побоч-
ного производства.
К непромышленным производствам отно-
сятся такие, деятельность которых в основ-
ном направлена на обслуживание работников,
занятых на предприятии (бани, прачечные,
жилищное хозяйство, подсобное сельское или
животноводческое хозяйство, транспортное
хозяйство, если оно планируется отдельно от
основного производства и т. п.).
ГЛ. IV]
УЧЁТ ПРОИЗВОДСТВА
272
Классификация затрат предприятия.
Затраты предприятия классифицируются по
разным признакам в зависимости от назначе-
ния классификации. Для составления сметы
производства и отчёта об её исполнении
затраты классифицируются по элементам.
Для составления калькуляции затраты
классифицируются по способу их отнесения
на единицу продукции, по месту и характеру
затрат и подразделяются на следующие статьи:
материалы основные, полуфабрикаты своего
производства, полуфабрикаты кооперирован-
ных предприятий, топливо и энергия техноло-
гические, зарплата производственных рабочих,
начисления на зарплату, услуги и работы сто-
ронних организаций, износ инструментов и
приспособлений целевого назначения, расходы
по освоению производства новых изделий, рас-
ходы, связанные с работой оборудования, це-
ховые расходы, общезаводские расходы, по-
тери от брака, непроизводительные расходы.
Такой номенклатурой затрат пользуются на
станкостроительных заводах. В других отрас-
лях машиностроительной промышленности
применяют более сжатый перечень статей, счи-
тая, что не следует разбивать отдельные рас-
ходы, если они распределяются по одинаковому
принципу, как это имеет место с цеховыми
расходами, связанными с работой оборудова-
ния, или если удельный вес отдельных статей
(например, непроизводительных расходов)
ничтожен.
При переводе цехов на хозяйственный
расчёт желательно применять достаточно де-
тализирэванную номенклатуру расходов, обес-
печивающую выявление результатов работы
цеха по снижению себестоимости.
При этом необходимо выделять в отдель-
ные статьи расходы, зависящие от цеха и не
зависящие от него, .что способствует более
точному определению результатов работы хоз-
расчётных цехов.
Сумма расходов по перечисленным статьям
образует себестоимость производства дан-
ного изделия. Прибавление сюда внепроизвод-
ственных расходов (расходов по сбыту, обя-
зательных отчислений) образует полную ком-
мерческую себестоимость.
В зависимости от их значения в процессе
изготовления изделия все расходы предприя-
тия делятся, кроме того, на основные и на-
кладные.
К основным относятся расходы, непосред-
ственно связанные с изготовлением каждой
данной единицы продукции (материалы основ-
ные, зарплата производственных рабочих и др.)
или обусловленные основным технологическим
процессом предприятия (топливо технологи-
ческое, электроэнергия для производственных
нужд, амортизация технологического обору-
дования и т. п.). К накладным относятся рас-
ходы, связанные с управлением, планирова-
нием, учётом, хозяйственным обслуживанием
производственной деятельности предприятия
или цеха (например, содержание конторы за-
водоуправления, цеховых контор, общезавод-
ских складов и т. п.).
Все расходы, которые поддаются учёту
непосредственно по отдельным видам продук»
ции, называются прямыми) такими расходами
являются стоимость материала, из которого,
изготовлено данное изделие, зарплата произ-
водственных рабочих, обрабатывающих, этот
материал, и др. Остальные расходы называются
косвенными, так как их включение в себестои-
мость отдельных видов продукции осуще-
ствляется путём распределения на выпуск
пропорционально тому или другому калькуля-
ционному признаку. Таковы, например, рас-
ходы, связанные с работой оборудования, износ
малоценных инструментов универсального при-
менения, расходы на отопление, освещение и
содержание производственных помещений, за-
работная плата обслуживающего персонала,
стоимость электроэнергии и т. п. При анализе
изменений себестоимости под влиянием объёма
производства различают расходы пропорцио-
нальные (переменные) и условно-постоянные.
Пропорциональными расходами считаются те,
размер которых в их общей сумме почти прямо
пропорционален объёму производства (напри-
мер, расход основных материалов). Условно-
постоянными расходами называются такие,
абсолютный уровень которых слабо связан
с изменением объёма производства (например,
содержание заводоуправления).
Построение учёта производства
определяется технологическими и организаци-
онными особенностями каждой фазы произ-
водственного процесса.
Прямые затраты, включающие расход
сырья и основых материалов, полуфабрикатов,
технологического топлива и заработной платы
производственных рабочих, относятся непо-
средственно на дебет калькуляционного счёта
„Основное (или вспомогательное) производ-
ство" по их прямому назначению.
Что же касается косвенных расходов, то
они предварительно накапливаются в течение
месяца на особых собирательно-распредели-
тельных счетах общезаводских и цеховых
расходов, а по окончании месяца их общая
сумма распределяется на продукцию.
Затраты вспомогательных цехов вклю-
чаются в себестоимость основной продукции
завода путём их включения в общую сумму
цеховых расходов. Для этого сначала должна
быть составлена калькуляция себестоимости
продукции (или услуг) вспомогательных цехов,
после чего соответственная доля этой про-
дукции по её фактической себестоимости
списывается на счета основных производ-
ственных цехов, которым она была предоста-
влена.
Фактическая себестоимость готовых из-
делий определяется по истечении месяца, а на
протяжении месяца их движение учитывается
по плановой себестоимости. Для выявления
результатов производственной работы (эко-
номии или перерасхода) готовую продукцию
в текущем учёте приходуют по плановой себе-
стоимости с кредита счёта „Результаты вы-
полнения плана себестоимости продукции".
По истечении месяца фактическая себестои-
мость готовой продукции списывается со счёта
„Производство" и относится в дебет этого
счёта, по которому и выводится экономия или
перерасход, полученные в процессе произ-
водства.
Затраты, связанные со сбытом (внепро-
изводственные расходы), отражаются в учёте
особо и не включаются в производственную
(фабрично-заводскую) себестоимость продук-
ции. Эти затраты, как и налог с оборота, от-
272
УЧЁТ, КАЛЬКУЛЯЦИЯ И АНАЛИЗ ХОЗЯЙСТВЕННОЙ ДЕЯТЕЛЬНОСТИ ЗАВОДА [РАЗД. V
носятся на дебет счёта .Реализация про-
дукции*.
Методы учёта п р о и з в од с тв а за-
висят от организационного типа производства,
преобладающего на данном заводе.
В мелкосерийном и единичном производ-
стве применяется позаказный, а в крупно-
серийном и массовом производстве — поде-
тальный или подетально-операционный ме-
тод учёта.
В заготовительных горячих цехах единич-
ного и серийного производства учёт осуще-
ствляется по передельному методу.
При высокой культуре организации произ-
водства широкое распространение имеет со-
ветский нормативный метод учёта. Перечи-
сленные методы учёта отличаются между собой
главным образом объектом калькулирования
и способом определения себестоимости про-
дукции.
Подробная их характеристика и порядок
применения изложены на стр. 278.
Методы включения прямых и косвенных
затрат в себестоимость продукции основ-
ных цехов. Все затраты производства соби-
раются в конце месяца на счёте „Производ-
ство", отражающем фактические расходы на
изготовление продукции (включая и незавер-
шённое производство).
Бухгалтерские записи, отражающие за-
траты на производство, делаются на основании
документов, содержащих сведения о существе
расхода, его размерах и объекте, к которому
должен быть ..отнесён данный расход. Для
контроля качества работы отдельных участков
производства необходимо располагать сведе-
ниями не только об общем объёме затрат и
их составе по элементам, но и о расходах
отдельных цехов, а также о себестоимости
различных изделий. Такой учёт позволяет
установить, какая доля затрат относится к за-
конченной продукции и какая часть — к не-
завершённому производству, выявить итоги
работы хозрасчётных цехов, определить сумму
экономии или перерасхода, полученные в ре-
зультате их работы.
В развитие счёта „Производство" ведутся
счета второго порядка, при помощи которых
учитываются расходы отдельных цехов и про-
изводств. Отнесение какого-либо расхода на
счёт „Производство" означает также отнесе-
ние его на счёт определённого цеха или из-
делия (заказа) или на определённый вид про-
дукции.
В документах, оформляющих прямые рас-
ходы, указывается, для изготовления какого
изделия (заказа) производится данный расход.
Указание наименования изделия, номера за-
каза, или другого признака, позволяющего
отнести затраты сырья и заработной платы
на себестоимость определённого изделия,
является одним из основных принципов пра-
вильной организации учёта производства.
Так, например, в материальном требовании,
передаваемом на склад (а затем в бухгалте-
рию), обязательно указывается, для какого
изделия (заказа) затребован данный материал.
В рабочем наряде, по которому исчисляется
заработная плата производственного рабочего,
отмечается шифр изделия или заказ, за вы-
полнение которою должна быть начислена
заработная плата.
При этом расход основных материалов
проводится по дебету счета „Производство"
и по кредиту счета .Основные материалы",
заработная плата производственных рабочих
по кредиту счета „Основная и дополнитель-
ная заработная плата".
Что касается косвенных расходов, то они
включаются в себестоимость отдельных видов
продукции (заказов) путём распределения их
суммы, накопленной в течение месяца на со-
бирательно-распределительных счетах „Цехо-
вые расходы", „Расходы, связанные с рабо-
той оборудования", „Общезаводские расхо-
ды" и др.
Для контроля расходования средств по от-
дельным участкам работы и для сопоставления
фактических затрат с планом цеховые и обще-
заводские расходы учитываются по отдельным
статьям (а цеховые, кроме того, по отдельным
цехам), для чего открываются специальные
счета второго и третьего порядка.
Номенклатура статей расходов, связанных
с работой оборудования, цеховых и общеза-
водских расходов, должна соответствовать но-
менклатуре сметы по этим расходам. Это
необходимо для сопоставления плановых и
отчётных показателей и для определения
экономии или перерасхода по отдельным
статьям.
Номенклатура цеховых расходов на ма-
шиностроительных заводах обычно включает
следующие статьи: основная и дополнительная
заработная плата цехового персонала и вспо-
могательных рабочих, занятых на общепроиз-
водственных и хозяйственных работах; на-
числения на их заработную плату (на нужды
социального страхования); материалы,топливо,
энергия и вода для хозяйственных нужд цеха;
амортизация и текущий ремонт зданий; из-
нос и ремонт малоценного хозяйственного
инвентаря; транспортные расходы; расходы по
производству опытов, испытаний, исследова-
ний и анализов, а также по перестановке
оборудования внутри цеха;расходы по охране
труда и технике безопасности и некоторые
другие.
В состав расходов, связанных с работой
оборудования, включаются материалы для
содержания производственного оборудования,
топливо для технологических целей, энергия
и вода для производственных нужд, заработ-
ная плата (основная и дополнительная) вспо-
могательных рабочих, обслуживающих обору-
дование, начисления на их заработную плату,
амортизация производственного оборудования
и инструментов, его текущий ремонт, износ
и ремонт малоценных инструментов и приспо-
соблений.
К общезаводским расходам отнссятся
содержание аппарата заводоуправления и
общезаводских лабораторий, содержание обще-
заводских основных средств (здания, соору-
жения, инвентарь), их текущий ремонт и амор-
тизация, общезаводской транспорт, расходы
по рационализации и нормализации, содержа-
ние противопожарной и вахтерской охраны,
налоги, сборы и др.
Из состава общезаводских расходов в учёте
особо выделяют непроизводительные расходы
и потери: штрафы, пени и неустойки за не-
выполнение договоров по снабжению и сбыту;
штрафы за простой вагонов и барж, за хра-
ГЛ. IV]
УЧЁТ ПРОИЗВОДСТВА
273
нение грузов на станции железных дорог и
на пристанях; недостачи, брак и порча мате-
риальных ценностей и готовых изделий на
общезаводских складах; потери по заказам,
аннулированным по вине предприятия; судеб-
ные издержки за ведение дел в суде и арби-
траже и т. п. На некоторых предприятиях учёт
этих расходов ведётся на отдельном счёте
первого порядка. Из суммы таких расходов
вычитают сумму полученных доходов того же
характера (излишки материалов на складе,
штрафы и пени, полученные данным заводом
от других организаций, проценты полученные
и т. д.). В отчётности предприятия суммы
непроизводительных расходов и доходов по-
казываются отдельно, а в калькуляциях себе-
стоимости товарной продукции отражается
разность таких расходов и доходов. По ха-
рактеру непроизводительных расходов видно,
что они представляют собой по преимуще-
ству потери из-за плохого ведения дела. Эти
издержки планом не предусматриваются; хо-
рошо работающие предприятия не имеют
потерь такого рода.
По счетам косвенных расходов ежемесячно
составляются отчёты, используемые для рас-
пределения этих расходов по отдельным видам
изделий и для анализа причин, обусловивших
отклонения фактических затрат от плана.
Методика распределения кос-
венных расходов должна способствовать
правильному выявлению действительной себе-
стоимости продукции и вместе с тем быть
достаточно простой, ибо чем проще метод
распределения, тем менее громоздка учётная
работа. В большей части отраслей машино-
строительной промышленности цеховые и
общезаводские расходы распределяются ме-
жду отдельными изделиями (заказами; пропор-
ционально заработной плате производствен-
ных рабочих, которая соответствует коли-
честву и качеству затраченного труда на
изготовление данной продукции, причём до-
платы по премиально-прогрессивной системе
исключаются, так как они не характеризуют
трудоёмкости выполненной работы.
В состав цеховых расходов входят статьи,
имеющие различный характер. В ряде слу-
чаев сумма расходов по специальным статьям
в большей мере зависит от других признаков,
чем от суммы заработной платы производ-
ственных рабочих. Поэтому при распределе-
нии расходов, связанных с работой оборудо-
ния, пропорционально заработной плате про-
изводственных рабочих можно притти к ре-
зультату, который окажется во многих слу-
чаях недостаточно обоснованным, а иногда
и недостаточно правильным.
В частности, если оборудование цеха очень
разнообразно и если расходы по обслужива-
нию различных станков колеблются в очень
больших пределах (например, при наличии
крупных карусельных и настольных сверлиль-
ных стааков), то распределение затрат, свя-
занных с работой оборудования, пропорцио-
нально производственной зарплате может
привести к неверному представлению о дей-
ствительной себестоимости различных видов
продукции (заказов). Во избежание этого
можно распределять расходы, связанные с ра-
ботой оборудования, пропорционально времени
работы отдельных видов оборудования при
18 Том 15
изготовлении той или иной продукции. Для
упрощения этой задачи применяется метод
так называемых коэфиценто-часов, заключаю-
щийся в следующем. По каждой группе обо-
рудования составляется смета расходов E) на
очередной плановый период и устанавливается
загрузка оборудования в нормо-часах. Деле-
нием сметной суммы расходов на количество
нормо-часов работы данной группы оборудо-
вания определяется сметная себестоимость
одного часа её работы [С= -~г). Сметная
часовая ставка расходов по одной из групп
оборудования принимается за единицу, а смет-
ная себестоимость станко-часа по другим
группам выражается в виде коэфициента.
Фактическая сумма расходов по об-
служиванию оборудования распределяется
между разными видами продукции пропор-
ционально числу коэфициенто-часов, затра-
ченных на изготовление каждого вида изде-
лий (или каждого заказа).
Общезаводские расходы распределяются
между изделиями пропорционально сумме за-
работной платы производственных рабочих
или пропорционально себестоимости обра-
ботки деталей в данном цехе. Порядок рас-
пределения косвенных расходов регламенти-
рован отраслевыми инструкциями по учёту
производства и калькулированию продукции,
в которых учтены особенности технологии и
организации производства на разных заводах
и в разных цехах одного и того же завода.
Непроизводительные расходы за исключе-
нием недостач незавершённого производства
относятся на себестоимость изделий в том же
порядке, что и общезаводские расходы; недо-
стачи незавершённого производства вклю-
чаются в себестоимость продукции как цехо-
вые расходы.
Особое место в машиностроении принад-
лежит расходам, связанным с подготовкой и
освоением производства новых видов про-
дукции.
Согласно действующим инструкциям уста-
новлен следующий перечень расходов по
освоению: проектирование и конструиро-
вание изделия и разработка технологи-
ческого процесса его изготовления; про-
ектирование, конструирование и разра-
ботка технологического процесса изгото-
вления специальных инструментов и специ-
альных приспособлений; разработка и доку-
ментальное оформление нормативов по труду,
норм расхода материалов и нормативной каль-
куляции; испытание материалов и полуфабри-
катов; приобретение изделий, используемых
в качестве образцов, за вычетом выручки от
реализации их после использования; испыта-
ние нового опытного изделия; корректирова-
ние технической документации при переходе
на серийный или массовый выпуск изделия;
перепланировка, перестановка и наладка обо-
рудования за исключением работ, носящих
капитальный характер; разность фактической
и плановой себестоимости первого опытного
экземпляра (или первой партии) изделия.
Все эти расходы зачастую достигают зна-
чительных размеров и не могут быть полностью
включены в себестоимость .новых изделий
в первый же год освоения их производства.
274
УЧЁТ, КАЛЬКУЛЯЦИЯ И АНАЛИЗ ХОЗЯЙСТВЕННОЙ ДЕЯТЕЛЬНОСТИ ЗАВОДА [РАЗД. V
Часть таких расходов должна быть оставлена
для погашения в течение будущих отчётных
периодов. В этих целях расходы по освоению
собираются на дебет счёта „Расходы будущих
периодов" и ежемесячно списываются с этого
счёта на производство по мере выпуска новой
продукции, с тем чтобы все затраты по её
освоению были равномерно распределены на
себестоимость за период исполнения заказа.
Счёт „Расходы будущих периодов" исполь-
зуется также в тех случаях, когда необходимо
распределить значительные единовременные
затраты (например, по текущему ремонту,
имеющему сезонный характер) между несколь-
кими смежными отчётными периодами.
Учёт брака и отходов. К браку относятся
те детали и изделия, которые по качеству не
соответствуют установленным техническим
условиям или стандартам. Брак называется
исправимым в том случае, когда технически
возможно и экономически целесообразно пу-
тём дополнительных операций устранить де-
фекты детали или изделия и когда после
исправления эти детали или изделия могут
быть использованы по прямому назначению.
Брак считается окончательным, если дефекты
не могут быть устранены, и забракованные
детали или изделия не могут быть использо-
ваны по их прямому назначению.
По месту обнаружения брак делится на вну-
тренний (внутризаводский), если он выявлен
в самом процессе производства, и внешний,
если он установлен потребителем или заказ-
чиком при монтаже или при использовании
изделий. В условиях цехового хозрасчёта,
кроме того, выделяется брак внутрицеховой,
обнаруженный в данном цехе, в отличие от
брака, выявленного на последующих стадиях
обработки или сборки и ранее учтённого по
данному цеху как годная продукция.
Первичная документация брака (акг, изве-
щение или запись в рабочем наряде) осуще-
ствляется браковщиком отдела технического
контроля или мастером, принимающим про-
дукцию. В документах о браке содержатся
сведения о причине, характере и виновнике
брака и о количестве забракованных изделий.
Окончательный брак калькулируется по тем
же статьям, что и годная продукция (за исклю-
чением статьи „Потери от брака").
Затраты, связанные с исправлением брака,
учитываются в составе цеховых расходов
либо выделяются особо; это зависит от орга-
низации работ по исправлению брака.
В последнем случае к ним относятся ма-
териалы и полуфабрикаты, использованные
при исправлении, основная и дополнительная
заработная плата рабочих, производивших
исправление, начисления на зарплату, расходы,
связанные с работой оборудования, цеховые
и общезаводские расходы (последние по норме
предшествующего месяца).
Для учёта себестоимости брака и 'опреде-
ления чистой суммы потерь от брака за вы-
четом всех компенсаций (удержаний с винов-
ников, компенсаций, полученных от поставщи-
ков, от реализации бракованных изделий, стои-
мость забракованных деталей по цене их
возможного использования) ведётся особый
счёт „Потери от брака". На дебет этого счёта
списывается со счёта „Производство" полная
заводская себестоимость бракованных изделий
(деталей), включая общезаводские расходы.
На кредите отражаются все компенсации,
а также чистые потери от брака, относимые
на годную продукцию через счёт „Производ-
ство". На счёт „Потери от брака" относятся
также затраты по исправлению брака в том
случае, если они выделяются особо из це-
ховых расходов.
На себестоимость годной продукции спи-
сывается только чистая сумма потерь от брака,
причём она распределяется равномерно на всё
количество годных изделий (деталей).
Потери по внешнему браку, состоящие из
себестоимости изделий, забракованных заказ-
чиками-потребителями, расходов по их ре-
монту, замене и транспортировке, включаются
в себестоимость текущего выпуска даже в том
случае, если забракованная продукция была
выпущена в предыдущем году. Эти потери
включаются в себестоимость годной продук-
ции в том месяце, когда поступила и принята
соответствующая претензия поставщика или
когда произведены расходы по замене деталей
или изделий, забракованных поставщиком, либо
по исправлению обнаруженных им дефек-
тов.
В машиностроительном производстве по-
лучается большое количество отходов в виде
стружки, обрезков металла, опилок, отрабо-
танных растворов и т. п. Насть этих отходов
может быть использована самим предприятием,
в частности для производства изделий ширпо-
треба. Отходы оцениваются в бухгалтерском
учёте по цене их возможного использования,
представляющей собой часть стоимости свежих
материалов. Они списываются со счёта „Про-
изводство" на счёт „Материалы" или на счёт
„Отходы" (по характеру их дальнейшего ис-
пользования).
Особое внимание должно быть обращено
на сбор и сортировку ценных отходов, полу-
чаемых при обработке заготовок из цветных
металлов, на регенерацию тех вспомогательных
материалов, которые могут быть повторно
использованы в производстве (например, сбор
и регенерирование отработанных масел), на
получение из использованных растворов доста-
точно ценных материалов (например, желез-
ного колчедана из использованных растворов
при травлении стали). Приходовать с денежной
оценкой можно только такие отходы, полезное
применение которых не вызывает сомнений.
Если же используется только часть отходов,
то стоимость использованной их части следует
исключить из затрат на основное производство
в том месяце, когда эта часть отходов факти-
чески использована.
Для контроля отходов и их использования
они учитываются на специальном счёте „От-
ходы". В зависимости от характера использо-
вания отходов (реализация на сторону или
использование на производство) этот счёт
может быть счётом первого порядка или суб-
счётом счёта „Материалы". Как на всяком
материальном счёте, по дебету счёта „Отходы"
показывается их поступление на склад (по
цене возможного использования), по кредиту —
расход на производственные и другие цели.
Сальдо по счету „Отходы" показывает остаток
материалов, полученных в качестве отходов
на складе предприятия, по цене их возмож-
ного использования.
ГЛ. IV]
УЧЁТ ПРОИЗВОДСТВА
275
От отходов отличают отбросы производ-
ства, которые в дальнейшем не используются
и подлежат удалению с территории предприя-
тия. Издержки по их вывозке относятся на
счёт цеховых или общезаводских расходов.
Кроме отходов и отбросов, количество
которых может быть измерено, в производстве
могут быть в отдельных цехах безвозвратные
угоры. В калькуляциях себестоимости изделий
по таким производствам, где могут иметь место
угары, следует показывать затраты сырья,
количество отходов и угаров в натуральных
единицах, а для контроля за целесообразным
использованием материалов составлять ба-
лансы движения материалов в натуральных
единицах измерения.
Учёт затрат по вспомогательным и под-
собным производствам. Затраты производства
и выпуск продукции вспомогательных цехов
учитываются на счёте „Вспомогательные про-
изводства", субсчетами которого являются
счета, открытые для учёта работы отдельных
вспомогательных цехов. Себестоимость про-
дукции вспомогательных цехов или услуг, ока-
зываемых ими основному производству, вклю-
чается, как правило, в затрату основного
производства путём распределения через
счета „Цеховые расходы", «Расходы, связан-
ные с работой оборудования" или „Общезавод-
ские расходы". Поскольку продукция вспомо-
гательных производств используется главным
образом внутри завода, обычно на эту про-
дукцию общезаводские расходы не начис-
ляются.
Если же продукция вспомогательных цехов
отпускается внешнему потребителю, своему
капитальному строительству или жилищному
хозяйству, то на эту её часть общезаводские
расходы начисляются пропорционально зара-
ботной плате производственных рабочих вспо-
могательного цеха или же в размерах, пре-
дусмотренных планом.
Все затраты вспомогательных цехов, имею-
щих однородную продукцию (например, вода,
воздух, пар, электроток), непосредственно
относятся на себестоимость этой продукции.
Для вспомогательных цехов, имеющих разно-
родную продукцию (инструмент, приспособле-
ния, ремонтные работы) открываются отдель-
ные субсчета в счёте „Вспомогательные про-
изводства" для учёта прямых затрат и затрат,
подлежащих распределению.
Некоторые заводы имеют подсобные про-
изводства, существование которых обусловлено
наличием местных сырьевых ресурсов, нали-
чием оборудования, сохранившегося от капи-
тального строительства, или иными причинами
(например, лесопильное производство, торфо-
разработки, кирпичное производство и т. п.).
Большая часть продукции подсобных произ-
водств потребляется обычно самим предприя-
тием для нужд основного производства или
капитального строительства. Остальная часть
реализуется на сторону. Учёт затрат произ-
водства и выпуска продукции по каждому
подсобному предприятию ведётся на отдельном
субсчёте „Вспомогательные и подсобные про-
изводства". На дебете этого субсчёта соби-
раются затраты, связанные с производством
продукции подсобного производства, ¦ а по
кредиту списывается себестоимость выпущен-
ной продукции.
Из отходов основного производства многие
предприятия машиностроительной промышлен-
ности изготовляют изделия широкого потреб-
ления. С точки зрения интересов народного
хозяйства производство изделий широкого по-
требления из отходов является весьма важной
задачей. Производство предметов широкого
потребления на машиностроительном заводе
не только позволяет увеличить массу товарных
фондов, предназначенных для удовлетворения
личных потребностей трудящихся, но и сни-
зить себестоимость продукции основного про-
изводства, что достигается, во-первых, за
счёт использования отходов на предприятии
и, во-вторых, за счёт включения доли обще-
заводских расходов в себестоимость изделий
широкого потребления.
Показатели выпуска продукции широкого
потребления из отходов производства пред-
ставляют значительный интерес для характе-
ристики хозяйственного отношения руково-
дителей предприятия к использованию отходов.
Вследствие этого учёт издержек производства
и выпуска изделий широкого потребления выде-
лен на отдельный субсчёт счёта „Вспомога-
тельные и подсобные производства", именуе-
мый „Производство широкого потребления".
По дебету этого субсчёта учитываются затраты,
связанные с изготовлением продукции широ-
кого потребления, а по кредиту списывается
себестоимость изготовленной продукцил ши-
рокого потребления.
Учёт полуфабрикатов своего производ-
ства. Для обеспечения бесперебойной работы
обрабатывающих и сборочных цехов на ма-
шиностроительных заводах обычно суще-
ствуют промежуточные склады полуфабрика-
тов: литья, поковок, раскроенных заготовок,
обработанных деталей.
Движение полуфабрикатов своего произ-
водства отражается на отдельном счете „По-
луфабрикаты своего производства". На складе
движение полуфабрикатов учитывается анало-
гично складскому учёту материалов и полу-
фабрикатов кооперированных предприятий.
В бухгалтерском учёте разграничивают учёт
полуфабрикатов своего производства и покуп-
ных. В отчётности предприятия среди других
сведений о его работе должны быть приве-
дены данные о затратах на производство по
элементам. Покупные полуфабрикаты для
предприятия являются одним из элементов
затрат, не поддающимся дальнейшему разло-
жению на материалы, заработную плату и дру-
гие расходы. Себестоимость же полуфабри-
катов собственного производства (литьё,
поковки и др.) для данного предприятия
представляет собой комплексную статью.
Составляя отчёт о затратах на производство
по элементам, необходимо расчленить себе-
стоимость полуфабрикатов собственного про-
изводства на затраты сырья, топлива, энергии,
расходы по оплате труда, амортизацию и дру-
гие элементы.
При поступлении полуфабрикатов из цехов
основного производства на склад себестоимость
их списывается со счета „Основное производ-
ство". Сдача полуфабрикатов для последующей
обработки в других цехах отражается на дебете
счёта „Основное производство" и на кредите
счёта „Полуфабрикаты своего производства"-
Себестоимость полуфабрикатов, переданных
276
УЧЁТ, КАЛЬКУЛЯЦИЯ И АНАЛИЗ ХОЗЯЙСТВЕННОЙ ДЕЯТЕЛЬНОСТИ ЗАВОДА [РАЗД. V
для последующей обработки или для сборки
цехам основного производства, рассматри-
вается как внутризаводский оборот полу-
фабрикатов. Этот оборот не включается
яи в валовую, ни в товарную продукцию
завода.
При отпуске полуфабрикатов в цехи основ-
ного производства для дальнейшей обработки
их себестоимость списывается со счёта „По-
луфабрикаты своего производства" на счёт
„Основное производство" по субсчёту меха-
нических или сборочных цехов (в зависимости
от того, какому цеху эти полуфабрикаты
были отпущены).
Полуфабрикаты же, отпускаемые на сто-
рону как готовые изделия (запасные части
машин, тракторные детали и т. п.), вклю-
чаются в выпуск товарной продукции завода
и учитываются как готовая продукция.
Учёт выпуска готовой продукции и не-
завершённого производства. Готовая про-
дукция, принятая ОТК завода, передаётся
выпускающим цехом на склад при накладной.
Бухгалтерия списывает выпущенную продук-
цию по плановой себестоимости со счёта
.Результаты выполнения плана себестоимо-
сти продукции" * на счёт „Готовая про-
дукция".
После составления отчётной калькуляции
продукции, выпущенной в течение месяца из
производства и заприходованной на склад,
фактическая себестоимость этой продукции
списывается со счёта „Производство" и отно-
сится на дебет счёта „Результаты выполнения
плана себестоимости". Разность дебета и кре-
дита по этому счёту показывает сумму эко-
номии (сальдо кредита) или перерасхода
(сальдо дебета), полученных по продукции,
выпущенной из производства и оприходован-
ной на склад.
Разность между затратами производства
за отчётный период (плюс остаток затрат,
перешедших с предыдущего периода) и фак-
тической себестоимостью готовой продукции,
выпущенной в отчётном периоде, определяет
себестоимость остатка незавершённого про-
изводства. В учёте эта разность отражается
как сальдо по дебету счёта „Основное про-
изводство".
Точное определение остатков незавершён-
ного производства необходимо для правильной
калькуляции себестоимости, для анализа раз-
мещения средств завода, а также для правиль-
ного определения объёма валовой продукции.
Если в незавершённом производстве скрыты
несписанный брак, недостачи или другие по-
тери, то себестоимость готовой продукции
будет тем самым искусственно понижена, пред-
приятие будет иметь скрытые потери, кото-
рые повлекут удорожание продукции в буду-
щем периоде. Если в незавершённом производ-
стве будут числиться материалы, ещё не пу-
щенные в обработку, это создаёт неверное
представление об обеспеченности производ-
ства материалами и преувеличиваются дей-
ствительные размеры незавершённого произ-
водства.
В остатках незавершённого производства
могут, кроме того, числиться затраты по
• На заводах этот счёт часто называют счётом „Вы-
пуск продукции".
аннулированным заказам. В случае аннулиро-
вания заказа по вине завода это исказит сумму
прибыли предприятия, так как убытки,, полу-
ченные по таким заказам, не будут исключены
из прибыли. Если же виновником аннулирова-
ния заказа является заказчик, то затраты по
такому заказу должны числиться как деби-
торская задолженность, так как сумму этих
затрат обязан возместить заказчик.
Согласно действующим инструкциям ре-
комендуется производить выявление при-
остановленных заказов не реже одного
раза в месяц, а сплошную инвентариза-
цию незавершённого производства произ-
водить не реже одного раза в квартал.
В квартальном балансе предприятия остат-
ки незавершённого производства должны
быть подтверждены инвентаризационными дан-
ными; это обеспечивает правильность исчисле-
ния себестоимости продукции и финансовых
результатов работы завода.
Затраты по заказам, аннулированным по
вине самого предприятия, за вычетом стоимо-
сти деталей по цене их возможного исполь-
зования относятся как убыток на счёт „При-
были и убытки" предприятия по статье „По-
тери по аннулированным заказам", по этой же
статье показываются убытки по заказам, анну-
лированным распоряжением главного отрасле-
вого - управления или министерства. Затраты
по приостановленным заказам могут превра-
титься в убыток, если приостановленный заказ
будет впоследствии аннулирован. Эти затраты
должны быть выделены из общей суммы остат-
ков незавершённого производства в отчёте
завода и показаны отдельной статьёй. Если
в дальнейшем выполнение работ по приоста-
новленным заказам не предполагается, то
необходимо отнести такие затраты к катего-
рии аннулированных со всеми вытекающими
отсюда последствиями. Затраты по изделиям,
которые не укомплектованы из-за отсутствия
деталей, поставляемых кооперированными
предприятиями, выделяются в остатке неза-
вершённого производства отдельной статьёй.
Наличие таких изделий замедляет оборачи-
ваемость средств завода.
Инвентаризации остатков незавершённого
производства должна предшествовать тщатель-
ная подготовительная работа в цехах и бух-
галтерии завода. Подготовка в цехах заклю-
чается в выявлении брака, в сдаче на склад
всех остатков неиспользованных материалов
и отходов, в правильной укладке обработан-
ных деталей и полуфабрикатов, облегчающей
их подсчёт. Подготовка к инвентаризации,
осуществляемая в бухгалтерии, состоит в про-
верке действующих заказов и в выявлении за-
казов,' почему-либо задержанных выполне-
нием.
Ответственными лицами за проведение ин-
вентаризации должны назначаться начальники
цехов, мастерских, пролётов. Счётные ра-
ботники, участвующие в проведении инвен-
таризации, обязаны сличить инвентариза-
ционный материал с данными учёта и потому
должны обеспечить полноту, ясность и пра-
вильную группировку инвентаризационных
сведений.
Инвентаризация незавершённого производ-
ства состоит в выявлении и фиксации количе-
ства и веса материалов и полуфабрикатов,
ГЛ. IV]
КАЛЬКУЛЯЦИЯ СЕБЕСТОИМОСТИ ПРОДУКЦИИ
277
числящихся в незавершённом производстве,
а также в их оценке. Остатки незавершённого
производства оцениваются исходя из стои-
мости материалов, заработной платы производ-
ственных рабочих, причитающейся за выпол-
ненные операции, цеховых и общезаводских
расходов, начисляемых в плановом проценте.
Данные инвентаризации сличают с остатками,
числящимися на счёте „Производство". При
недостачах дебитуется счёт «Цеховые рас-
ходы" и кредитуется счёт „Производство";
при наличии излишков делаются обратные
записи. При обнаружении недостач, являю-
щихся результатом бесхозяйственности или
хищений, необходимо определить виновников
и привлечь их к ответственности, возбудив
иск о возмещении ущерба, причинённого за-
воду. Сумма недостач зачисляется в этом слу-
чае на счёт „Дебиторы" по статье „Дебиторы
по взысканию за недостачи и хищения".
Порядок учета работы хозрасчётных цехов
освещен в гл. II.
КАЛЬКУЛЯЦИЯ СЕБЕСТОИМОСТИ
ПРОДУКЦИИ
Себестоимость продукции — важнейший по-
казатель, обобщающий результаты деятельно-
сти предприятия. Себестоимость продукции
является основой для установления отпуск-
ных цен.
Снижение себестоимости увеличивает при-
быль предприятия, повышает накопления со-
циалистической промышленности и создаёт
основные предпосылки для дальнейшего роста
и развития промышленности, транспорта и
всего народного хозяйства.
Себестоимость продукции определяется как
сумма издержек производства по изготовле-
нию продукции на , данном предприятии (аа-
траты сырья, материалов, энергетические
затраты, заработная плата, амортизация и дру-
гие производственные расходы).
В фактическую себестоимость продукции
включаются также потери и непроизводитель-
ные расходы. В полную заводскую себестои-
мость продукции включаются ' также расходы
по сбыту и обязательные отчисления, уста-
новленные в данной отрасли промышленности
(например, отчисления в фонд премирования
по всесоюзному социалистическому соревно-
ванию).
В борьбе за снижение себестоимости уча-
ствуют все работники завода. Обязательства
по сверхплановому снижению себестоимости
включаются в число показателей всесоюзного
социалистического соревнования заводов.
Успешное руководство деятельностью пред-
приятия, улучшение экономических показате-
лей его работы могут быть осуществлены
только на основе систематического изучения
и контроля элементов себестоимости заработ-
ной платы, стоимости сырья, материалов,
топлива, энергии и всех косвенных расходов
производства.
Этим задачам и служит калькуляция себе-
стоимости единицы продукции. Объектами
калькуляции на машиностроительном заводе
являются полуфабрикаты своего производства,
продукция и услуги вспомогательных цехов,
детали, комплекты или узлы, готовые изде-
лия.
Методы калькуляции. В зависимости от
технологических и организационных особен-
ностей производства применяются следующие
методы составления отчётной калькуляции
себестоимости изделия: позаказный, подеталь-
ный, подетально-операционный, нормативный,
передельный.
Позаказная калькуляция характе-
ризуется следующим: на изготовление каждого
изделия или партии однородных изделий от-
крывается заказ, которому присваивается опре-
делённый номер; все прямые затраты, относя-
щиеся к выполнению данного заказа, офор-
мляются по документам, имеющим номер за-
каза, и заносятся в специальную ведомость,
предназначенную для учёта этих затрат; кос-
венные расходы подсчитываются и распреде-
ляются по заказам ежемесячно; себестоимость
единицы изделия определяется по окончании
выполнения заказа путём деления общей
суммы прямых и косвенных расходов по за-
казу на количество изготовленных изде-
лий.
Особенностью позаказной калькуляции
является невозможность точно определить се-
бестоимость единицы изделия до окончания
всего заказа.. В связи с этим нельзя снять со
счёта „Производство" затраты, относящиеся
к уже выполненной части заказа, что приво-
дит к преувеличению остатков незавершённого
производства и к недоучёту фактического
объёма товарной продукции в течение отдель-
ных месяцев. Для устранения этих неудобств
на заводах судостроительной, котлотурбинной
промышленности, а также в тяжёлом машино-
строении крупные заказы разбиваются на от-
дельные части (конструктивные узлы, меха-
низмы, комплекты) исходя из возможности
изготовления "этих частей в течение календар-
ного месяца; каждой такой части заказа при-
сваивается особый номер. Благодаря этому
получается возможность списывать плановую
себестоимость отдельных изделий до оконча-
ния всего заказа со счёта результатов выпол-
нения плана снижения себестоимости на счёт
готовой продукции.
Метод позаказной калькуляции широко при-
меняется в единичном и мелкосерийном про-
изводстве.
При подета льной к алькул яции
объектом распределения затрат (т. е. учётной
единицей) является не заказ, а деталь. Каждой
детали присваивается особый шифр, который
указывается на документах, оформляющих пря-
мые затраты на производство данной детали
(расход основных материалов, полуфабрикатов,
заработная плата производственных рабочих
и т. п.). Путём деления общей суммы прямых
затрат за месяц на количество изготовленных
деталей соответствующего вида устанавли-
вается фактическая себестоимость детали
каждого наименования. Косвенные расходы
включаются в себестоимость при помощи
обычных методов их распределения. Факти-
ческая себестоимость изделия определяется
путём суммирования себестоимости всех дета-
лей, которые в него входят, и присоединения
затрат, связанных с выполнением сборочных
операций. Для этого применяются ведомости
комплектации, содержащие полный перечень
всех деталей, необходимых для сборки гото-
вого изделия. Для составления сводной каль-
278
УЧЁТ, КАЛЬКУЛЯЦИЯ И АНАЛИЗ ХОЗЯЙСТВЕННОЙ ДЕЯТЕЛЬНОСТИ ЗАВОДА
[РАЗД. V
куляции изделия все затраты по изгото-
влению деталей и сборке предварительно
группируются по статьям калькуляционного
листа.
Основываясь на сведениях оперативно-
технического учёта (сменных рапортах, рабо-
чих нарядах, маршрутных картах) о количестве
деталей, находящихся в различных стадиях
обработки, бухгалтерия может определить не
только себестоимость деталей, вошедших в го-
товую продукцию, но и оставшихся в незавер-
шённом производстве.
Составление подетальных калькуляций бо-
лее трудоёмко, чем позаказных калькуляций.
Если партия деталей не закончена полностью
изготовлением в отчётном месяце, то опреде-
лить себестоимость единичной детали обычным
путём невозможно, так как часть учтённых
затрат относится к незаконченным деталям.
В таких случаях практикуется списание дета-
лей на выпуск по себестоимости прошлого
месяца или по иной условной оценке. Поде-
тальная калькуляция применяется преимуще-
ственно в крупносерийном и массовом про-
изводствах. '
При подетально-операционном
методе калькулирования себестоимости учёт-
ной единицей является каждая отдельная опе-
рация по изготовлению деталей и сборке из-
делия. В документах, оформляющих прямые
материальные затраты на данную деталь, ука-
зывается номер детали, для изготовления ко-
торой производятся эти затраты, а в документах
по учёту производственной-зарплаты указы-
вается номер или название соответствующей
операции. Путём деления месячной суммы
производственной зарплаты по каждой опера-
ции на количество обработанных деталей за
отчётный месяц определяется доля заработной
платы в себестоимости каждой детали по дан-
ной операции. Затраты, относящиеся к детали
в целом (например, основные материалы),
делятся на количество деталей, выпущенных
из производства в отчётном периоде.
Для определения себестоимости незавер-
шённого производства необходимо подсчитать
по данным оперативно-технического учёта ко-
личество деталей, законченных обработкой по
всем операциям; учесть фактические затраты
заработной платы, связанные с обработкой
всех деталей по каждой операции; просумми-
ровать эти затраты и тем самым установить
полную себестоимость обработки законченных
деталей; подсчитать сумму прочих прямых
затрат (материалов, полуфабрикатов и т. п.)
путём перемножения расходов на единицу на
количество законченных деталей; вычесть из
общей суммы прямых затрат ту часть затрат,
которая относится к деталям, законченным
обработкой. Полученная разность составит
сумму прямых затрат в незавершённом про-
изводстве.
Распределение косвенных расходов между
законченными деталями и незавершённым про-
изводством производится в большинстве слу-
чаев пропорционально заработной плате про-
изводственных рабочих (без премий, вы-
даваемых при сдельно-прогрессивной оплате
труда).
Полная заводская себестоимость готовой
продукции устанавливается так же, как при
подетальной калькуляции.
Существенной особенностью подетально-
операционного метода является сложность
учётной работы, вызывающая иногда задержку
составления калькуляций, что снижает их опе-
ративное значение в деле контроля выполне-
ния плана по себестоимости.
Подетально-операционная калькуляция при-
меняется только в массовом производстве
и в виде исключения также в крупносерийном
производстве при значительных размерах за-
трат на заработную плату производствен-
ных рабочих, выполняющих отдельные опе-
рации.
Нормативный метод учёта про-
изводства и калькуляции себестоимости имеет
целью не только установить фактическую се-
бестоимость изделий, но также выявить откло-
нение фактических затрат от плановых нор-
мативов и отразить причины этих отклонений.
Советский нормативный метод учёта издер-
жек производства даёт большие возможности
для усиления оперативного воздействия на
ход производственных процессов. Этот метод
широко распространен в серийном и массовом
машиностроении. Его применение усиливает
роль учёта в борьбе за дальнейшее улучше-
ние хозяйственной работы, позволяет быстро
выявлять в текущем порядке отдельные де-
фекты и немедленно принимать меры, исклю-
чающие возможность их повторения в даль-
нейшем.
Применение нормативного метода учёта
вполне обеспечивается уровнем внутризавод-
ского планирования на наших предприятиях.
По своему практическому смыслу этот метод
далеко выходит за рамки организации учёта
и оказывает серьёзное влияние на все сто-
роны организации производства.
Применение нормативного метода учёта
требует следующих организационно-техниче-
ских мероприятий: исчерпывающей разработки
спецификаций узлов и деталей по всем изде-
лиям;, установления подробных планов опера-
ций с закреплением каждой операции за опре-
делённым рабочим местом; технически обосно-
ванного расчёта норм расхода материалов,
норм времени и расценков; систематизации
действующих норм и организации учёта их
текущих изменений; перестройки первичной
документации в целях своевременной и точной
фиксации отклонений от норм в текущем ходе
производства, а также причин, вызвавших
эти отклонения; подробной и обоснованной
разработки смет цеховых расходов.
Учёт отклонений может дать положитель-
ные результаты только в том случае, если
организация производства способствует устра-
нению отрицательных отклонений на будущее
время и если положительный опыт, обеспе-
чивший получение экономии, будет переда-
ваться всем работникам максимально быстро.
Если производство плохо организовано и от-
клонения возникают в большом количестве,
то их документация усложнит учёт и не помо-
жет преодолеть причин, которые их вызывают.
Применение нормативного учёта предпо-
лагает соблюдение твёрдой технологической
дисциплины, хорошую организацию материаль-
ного снабжения и складского хозяйства, ре-
гламентированный порядок отпуска материалов
и выдачи нарядов на производство работ,
своевременную сигнализацию о всех возника-
ГЛ. IV]
КАЛЬКУЛЯЦИЯ СЕБЕСТОИМОСТИ ПРОДУКЦИИ
279
ющих неполадках и нарушениях нормального
протекания производственного процесса. Нор-
мативный учёт органически связан со всей
организацией производства в целом.
Отчётная калькуляция, построенная по нор-
мативному методу, показывает затраты мате-
риалов и заработной платы на единицу про-
дукции по действующим нормам, величину
отклонений от норм, отклонения из-за изме-
нения норм и общий итог затрат (фактическую
себестоимость). В калькуляцию включаются
дополнительные расшифровки, в которых
общая сумма затрат по материалам детализи-
руется по их отдельным видам, а заработная
плата производственных рабочих — по цехам.
В калькуляционном листе приводятся только
общие итоги отклонений от норм по каждой
статье без указания причин, вызвавших эти
отклонения. Причины отклонений изучаются
обычно не по калькуляциям отдельных изде-
лий, а путём анализа общей суммы отклоне-
ний за отчётный период по каждой группе
материалов, а в отношении заработной платы —
по каждому цеху.
По основным материалам «аиболее часто
встречаются следующие причины отклонений:
экономия материалов вследствие более рацио-
нального их использования; здесь отклонения
также обычно отражают экономию, хотя в
отдельных случаях возможен и перерасход; не-
мерность материала (повышенные отходы);
замена материала; неправильная обработка
материала (по вине администрации, мастера
или рабочего); пересмотр технологического
процесса (изменение способа обработки).
Отклонения по заработной плате произ-
водственных рабочих классифицируются сле-
дующим образом: а) доплаты, вызванные из-
менением нормальных организационно-техни-
ческих условий производства, а именно несо-
ответствием оборудования или инструментов;
перерывами подачи электроэнергии, сжатого
воздуха, газа и пр.; некондиционностью мате-
риалов и полуфабрикатов; отступлениями от
нормального размера партий; сверхурочными
работами; неправильностью установленных
норм и расценков; б) оплата дополнительных
операций, вызываемых использованием отхо-
дов взамен полноценного материала; отсут-
ствием запроектированных приспособлений и
инструментов; необходимостью добавочной
обработки, не предусмотренной технологиче-
ским процессом; в) доплаты по прогрессивной
сдельной системе или премии за отличное
качество работы (т. е. доплаты, не являю-
щиеся перерасходом).
Кроме того, необходимо особо учитывать
все изменения затрат вследствие изменений
норм, произведённых в течение года.
Нормативный метод учёта производства
повышает роль первичного учёта в деле те-
кущего оперативного контроля затрат. При
этом основная аналитическая работа сосредо-
точивается на изучении причин отклонений
от нормальных условий работы в самый мо-
мент их возникновения, а отчётная калькуля-
ция становится преимущественно обобщающим
документом, суммирующим отклонения от норм
и показывающим их влияние на конечную
себестоимость изделий.
Нормативный учёт обеспечивает возмож-
ность глубокого анализа себестоимости про-
дукции и причин, повлиявших на её изме-
нения.
Передельный метод применяется
преимущественно для калькуляции продукции
заготовительных и вспомогательных цехов.
Его особенность состоит в том, что затраты
производства учитываются либо в целом по
цеху (однофазная калькуляция), либо по от-
дельным стадиям или фазам обработки (мно-
гофазная калькуляция). Деление технологиче-
ского процесса на переделы должно обеспечи-
вать правильное определение объёма изгото-
вленной продукции или полуфабрикатов, а
также остатков незавершённого производства
по каждому переделу. Объектом калькулиро-
вания является единица обезличенной про-
дукции.
Например, в литейных цехах кальку-
лируется себестоимость 1 т жидкого ме-
талла и 1 т годных отливок (что соответ-
ствует делению технологического процесса на
две фазы: получение жидкого металла и про-
изводство готовых отливок). Себестоимость
жидкого металла определяется путём деления
общей суммы затрат за месяц по каждой
статье (шихтовые материалы, заработная плата,
косвенные расходы) на количество тонн
жидкого металла, выплавленных в отчётном
периоде. Калькуляция годного литья вклю-
чает себестоимость жидкого металла с при-
соединением заработной платы по каждой опе-
рации производства отливок (формовке, вы-
бивке, обрубке и т. п.).
Поскольку отливки отличаются разной сте-
пенью сложности и трудоёмкости, а также
технологическими особенностями изготовле-
ния, они предварительно разбиваются на каль-
куляционные группы, а соотношение трудо-
ёмкости и сложности отдельных групп выра-
жается определёнными коэфициентами. Объём
выпуска литейного цеха подсчитывается пу-
тём перемножения фактического веса изгото-
вленного годного литья каждой группы на
коэфициенты и последующего суммирования
полученных произведений, в результате чего
весь выпуск цеха выражается в приведённых
(условных) тоннах годного литья.
Себестоимость единицы продукции опре-
деляется делением общей суммы затрат на
количество условных тонн годного литья, вы-
пущенного цехом за отчётный период.
По многим вспомогательным и заготови-
тельным цехам, продукция которых калькули-
руется по передельному методу, остатков не-
завершённого производства не бывает. Там
же, где эти остатки имеются, они устана-
вливаются инвентаризационным путём с рас-
пределением суммы затрат между выпущенной
продукцией и незавершённым производством
пропорционально прямым расходам, падающим
на выпущенную продукцию и на незавершён-
ное производство.
Особенности калькуляции в кузнечно-прес-
совых цехах заключаются в том, что техноло-
гическое топливо и специальный инструмент
(штампы) выделяются в себестоимости поковок
отдельными статьями; расходы, связанные с
содержанием оборудования, имеют весьма
значительный удельный вес, и потому целесо-
образно распределять их по методу коэфи-
циенто-часов. Калькуляция поковок строится
обычно по позаказному методу.
280 УЧЁТ, КАЛЬКУЛЯЦИЯ И АНАЛИЗ ХОЗЯЙСТВЕННОЙ ДЕЯТЕЛЬНОСТИ ЗАВОДА [РАЗД. V
Таблица 12
Отчётная калькуляция за октябрь 1949 г.
Заказ начат
Заказ окончен
Количество
гто заказу
Калькуляционная
Вес изделия
Отпускная цена
Станок
4900 кг I 28 ооо руб.
Выпуск изделий в шт.
По плану
за отчётный
период
с начала года
420
Фактически
за отчётный
период
12/
с начала года
424
Раздел первый
Наименование изделий
По отчётности
за прошлый
год в руб.
По плановым
нормам и ценам
в руб.
По фактиче-
ским нормам
и ценам в руб
Материалы
1. Полуфабрикаты кооперированных предприятий
2. Топливо технологическое
3. Полуфабрикаты своего предприятия
Итого.
4. Энергия технологическая
5. Зарплата основная
6. Зарплата дополнительная
7. Начисление на зарплату ...•...¦ .,. .
8. Услуги и работы сторонних организаций
9. Расходы, связанные с работой оборудования
10. Износ инструмента и приспособлений целевого назначения .
11. Расход по освоению новых видов изделий . .
12. Цеховые расходы - .
13. Общезаводские расходы
14. Потери от брака
15. Непроизводительные расходы
Итого заводская себестоимость . . . .
16. Расходы, включаемые в коммерческую себестоимость . . .
Всего коммерческая (полная) себестоимость . . . .
i8 249,76
17 200, $о
17 }2
i8 249,76
1 937,40
118
1x4
31,36
2997,96
617,76
/82,16
2 372,8s
2 469,23
304,12
282,11
17 200,/о
i 66s
102
я 478
960
SSO
192 s
1 810
17 328,88
1 S90,io
98
96
23,67
1 732,94
808,10
г /o8,2i
1 709,32
211
191,09
30 067ill
/67,30
26 778,so
480
2S 297,31
46O
30 634,41
27 2/8, s0
*S 7S7.3*
Раздел второй
Наименование статей и полуфабрикатов,
отходов и зарплаты
Единица
измерения
По нормам плана
Коли-
чество
Сумма
в руб.
Отклонение от норм
Коли-
чество
Сумма
в руб.
Итого
Коли-
чество
Сумма
в руб.
Материалы
Чугунное литьё
Поковка
Сталь
Бронза
Алюминий
Электродвигатель . . . ,
Гидронасос
Электронасос
Нормали . • •
Прочие материалы ...
Гидравлика
/200
8ю
ю /90
366
27,/
380
1 7оо
224
2/О
2 810
— 14,30
—131
—а
+6о
+84
—126
+ 769
ю 087,68
366
/66,70
141
Z7.S-
Зб9
1 760
308
2/0
2 684
769
Итого,
17 200,/
Раздел третий
Зарплата
Механический цех ....
Сборочный цех
Термический цех ....
Заготовительный цех. .
Инструментальный цех
Итого
I 010
/40
13
92
—/2,10
— 10,69
—2,31
—1,02
Л-1,22
-64,90
9S7.9O
/29,31
10,69
8
1,22
i /90,ю
ГЛ. IV]
АНАЛИЗ СЕБЕСТОИМОСТИ
281
Особенности калькуляции продукции и
услуг вспомогательных цехов. В цехах, вы-
пускающих однородную продукцию (электро-
станция, компрессорная и кислородные стан-
ции, цех водоснабжения, паро-силовой цех
и т. п.), применяется метод передельной одно-
фазной калькуляции. Объектом калькулиро-
ровання является натуральная единица изме-
рения физического объёма или массы продук-
ции — тонна или килограмм пара, кубометр
воды, воздуха, кислорода. Себестоимость еди-
ницы продукции определяется путём деления
общей суммы затрат цеха за отчётный период
на количество выпущенной продукции; цехо-
вые расходы в этом случае необязательно
показывать отдельно. В ремонтно-механиче-
ских цехах машиностроительных заводов
обычно применяется позаказный метод учёта
производства и калькулирования.
Общезаводские расходы начисляются лишь
на ту часть продукции или услуг вспомогатель-
ных цехов, которая отпускается на сто-
рону.
Построение калькуляционного
листа. Различают развёрнутое и сводное
построение калькуляций. В развёрнутой каль-
куляции все затраты показываются враз-
бивке по переделам или цехам. Развёрнутые
калькуляции составляются в сборочных цехах.
В сводной калькуляции все затраты сгруп-
пированы по статьям независимо от того, к
каким цехам они относятся.
Пример сводной калькуляции представлен
в табл. 12.
Калькуляционный лист в машиностроении
обычно состоит из трёх разделов. Первый из
них представляет собой сводную калькуляцию
себестоимости изделия по установленной но-
менклатуре статей. Второй раздел даёт рас-
шифровку материальных затрат в виде номен-
клатурного перечня основных материалов,
покупных полуфабрикатов, деталей и изделий
кооперированных заводов, а также полуфабри-
катов своего производства, калькулируемых
по передельному методу. Все виды матери-
альных затрат указываются в этом разделе
не только по их стоимости, но и в натураль-
ном выражении. Общая сумма расходов по
данному разделу показывается за вычетом
реализационной стоимости отходов, полученных
при обработке (стружка стальная, чугунная,
бронзовая), и с добавлением расхода материа-
лов на исправление брака.
В третьем разделе калькуляционного листа
приводится расшифровка затрат по производ-
ственной заработной плате и по цеховым рас-
ходам с их подразделением по отдельным
цехам. Тут же указываются затраты рабочего
времени производственных рабочих в нормо-
часах и процент косвенных расходов к сумме
производственной заработной платы по каж-
дому цеху.
АНАЛИЗ СЕБЕСТОИМОСТИ
Для облегчения анализа себестоимости в
отчётной калькуляции даются сведения о фак-
тической себестоимости единицы продукции
за два смежных периода, а также о плановой
себестоимости, установленной на отчётный
период. Кроме того, во втором и третьем раз-
делах калькуляционного листа приводятся со-
ответствующие нормативы и указываются от-
клонения от норм (при применении норма-
тивного-метода учёта).
Основные задачи анализа себестоимости
продукции заключаются в следующем: опре-
деление достигнутого снижения себестоимости
продукции по сравнению с её себестоимостью
в предыдущем периоде и с величиной затрат,
предусмотренной по плану; выявление причин,
обеспечивших выполнение и перевыполнение
задания по снижению себестоимости (резуль-
татов социалистического соревнования, вне-
дрения передовой техники, рациональной орга-
низации труда и производства и т. п.); выяс-
нение величины перерасхода^ допущенного по
отдельным слагаемым себестоимости; устано-
вление причин, повлекших за собой перерас-
ход, и разработка мероприятий по ликвидации
потерь и непроизводительных расходов, по
улучшению использования рабочего времени,
материальных и денежных средств; изучение
изменений себестоимости, возникших под влия-
нием изменения цен и тарифов
Анализ выполнения задания по сниже-
нию себестоимости товарной продукции.
Задание по снижению себестоимости даётся
предприятию по отдельным важнейшим видам
продукции и по всей сравнимой продукции
в целом (см. гл. II).
Объём сравнимой продукции может быть
различен в зависимости от того, с какой точки
зрения рассматривается сравнимость: в пре-
делах завода (заводский метод) или же глав-
ного управления (главковский метод). Для
определения объёма сравнимой продукции по
главковскому методу завод должен получить
от главного управления, которому он подве-
домствен, сведения об изделиях, относимых
главком к сравнимой продукции, и об их се-
бестоимости за предыдущий отчётный период.
Отчётные данные о снижении себестоимо-
сти сравнимой продукции представляются
предприятием в виде ежемесячного отчёта
о выполнении плана по себестоимости, а также
в годовом отчёте. В ежемесячном отчёте при-
водятся итоговые результаты снижения себе-
стоимости сравнимой продукции по главков-
скому методу. В отчёте содержатся также
данные об изменении коммерческой себестои-
мости всей товарной продукции в сравнении
с её себестоимостью, установленной по квар-
тальному плану. Эти изменения (перерасход
или экономия) указываются по отдельным
статьям калькуляционной номенклатуры
затрат. Кроме того, в отчёте приводится ряд
дополнительных сведений, характеризующих
изменение себестоимости под влиянием изме-
нения цен на материалы, полуфабрикаты, то-
пливо, электроэнергию, а также транспортных
тарифов; изменение комплектации продукции;
размеры потерь от брака, непроизводитель-
ные расходы, потери от отходов.
В особой таблице годового отчёта приво-
дятся сведения о себестоимости товарной про-
дукции, причём себестоимость сравнимой про-
дукции в том же отчёте расчленяется на основ-
ные статьи, а себестоимость несравнимой
продукции указывается в суммарном виде.
Поэтому для расчленения общей суммы себе-
стоимости несравнимой продукции необходимо
проделать ряд дополнительных расчётов, ис-
пользовав для этого калькуляции отдельных
282
УЧЁТ, КАЛЬКУЛЯЦИЯ И АНАЛИЗ ХОЗЯЙСТВЕННОЙ ДЕЯТЕЛЬНОСТИ ЗАВОДА
[РАЗД. V
изделий и сведения об общей сумме затрат
на производство по элементам. Сведения
о себестоимости товарной продукции даются
по среднегодовой "себестоимости предше-
ствующего года (в отношении сравнимой про-
дукции), по,плановой себестоимости отчётного
года и по отчётной себестоимости того же
года. Расчёт показателя снижения себестои-
мости сравнимой товарной продукции делается
так: фактически выпущенное количество про-
дукции оценивается по затратам отчётного
года, по затратам предыдущего года и по пла-
новым калькуляциям. Сравнивая полученные
суммы, судят о том, как выполнено задание
по снижению себестоимости и какие резуль-
таты получены по каждой статье затрат. Для
сравнения пользуются аналитической таблицей
(табл. 13).
Таблица 13
Таблица снижения себестоимости по ассортименту
выпущенной продукции в тыс. руб.
Наимено-
вание
изделий
А
Б
Итого
по сравни-
мой про-
дукции
Себестоимость
фактически
выпущенной
продукции за
отчётный год
в руб.
сти
§§
К о
\О О
о ч
_ о
О U,
с с
3 ооо
12 ООО
IS ооо
%
03
т
ану
iro.
с 3
н
С 91
2 ТОО
10 000
12 ТОО
« со
о
1 У О
К О -0
я н я
vo'tP
О щ Н
с о о
2 SSO
9 91°
12 S00
Экономия
no отноше-
нию
к прошлому
году
о.
m
4S0
20S0
2S00
-2
m
iS,°
IT,2
i6,7
к плану
Ю
a.
ю
ISO
SO
200
о
ca
S,6
o,S
1,6
Для выяснения причин экономии или пере-
расхода по каждой статье необходим подроб-
ный анализ данных, раскрывающих затраты
по отдельным статьям. Сведения годового
отчёта позволяют подробно изучить лишь
изменения цеховых и общезаводских расхо-
дов, а также потерь от брака. Что же касается
других затрат, то для их анализа надо при-
влечь дополнительные учётные данные: отчёт
ность о расходе материалов, записи на бух-
галтерских счетах, первичные документы, от-
чётные калькуляции, отчёты хозрасчётных
цехов и т. д.
Размер достигнутого снижения себестои-
мости продукции по отношению к плану
определяется при помощи, сопоставления общей
суммы фактических расходов с плановой
суммой затрат, пересчитанной на объём фак-
тически выпущенной продукции (по затра-
там, зависящим от объёма выпущенной про-
дукции).
Изменение затрат по отдельным статьям
может быть обусловлено отклонением факти-
ческих расходов от установленных нормати-
вов, а также изменением состава и количе-
ства изготовленной продукции.
При анализе затрат по сырью, материалам
и электроэнергии необходимо иметь в виду,
что изменение отпускных цен, а также же-
лезнодорожных и водных тарифов отражено
в специальной справке, прилагаемой к годо-
вому отчёту, где эти изменения исчислены
в абсолютных суммах по отношению к плано-
вой себестоимости всей товарной продукции
и, кроме того, сравнимой продукции.
При анализе косвенных расходов следует
учитывать, что значительная их доля имеет
условно-постоянный характер.
Перевыполнение плана по выпуску валовой
продукции приводит к снижению доли косвен-
ных расходов в себестоимости, а недовыпол-
нение плана, напротив, сопровождается повы-
шением удельного веса этих расходов.
Экономия цеховых расходов не во всех
случаях может рассматриваться как положи-
тельное явление. Например, экономия, полу-
ченная вследствие невыполнения плана ре-
монта оборудования или зданий, либо меропри-
ятий по охране труда и технике безопасности,
может отрицательно сказаться на сохранности
основных средств или на состоянии здоровья
трудящихся, а в отдельных случаях может даже
вызвать аварии или несчастные случаи на
производстве.
Общезаводские расходы устанавливаются
предприятию как жесткий лимит, не подле-
жащий превышению. Анализ общезаводских
расходов имеет целью установить, соблю-
дался ли на предприятии режим экономии по
этой статье затрат, нет ли нарушений сметной
дисциплины. Среди общезаводских расходов
отдельной группой показываются непроиз-
водительные расходы (потери от простоев,
недостачи и порча материальных ценно-
стей," уплаченные штрафы, пени, неустойки
и др.). ¦
Потери от брака показываются в особом
разделе отчётной таблицы о себестоимости
товарной продукции. В этом разделе даются све-
дения о полной себестоимости окончательно за-
бракованных изделий, полуфабрикатов и дета-
лей, о расходах по исправлению брака, о стоимо-
сти брака по цене возможного использования,
о суммах удержаний с виновников брака и
потерях от брака по причинам.. Потери от
брака должны быть сопоставлены с предше-
ствующим отчётным периодом. Необходимо
тщательно изучить причины брака и меро-
приятия, принятые заводом для предупре-
ждения брака в дальнейшем. Помимо абсолют-
ного и относительного изменения потерь от
брака по данным отчётности следует выяснить
качество работы по контролю выпуска про-
дукции (число претензий и рекламаций заказ-
чиков), меры борьбы с бракоделами (сопоста-
влением удержаний с виновников брака и
суммы убытков, причинённых ими), постановку
материально-технического снабжения пред-
приятия (в частности, сумму потерь из-за
некондиционности материалов и её удельный
вес в числе всех потерь).
Годовая отчётность о потерях от брака
обычно даёт возможность только общей оценки
работы предприятия в этой области; для раз-
работки конкретных мероприятий по умень-
шению потерь от брака необходимо обратиться
к данным бухгалтерского и оперативно-техни-
ческого учёта, к анализу брака по отдельным
ГЛ. IV]
АНАЛИЗ СЕБЕСТОИМОСТИ
283
цехам и участкам, а иногда и к первичным
документам технического контроля.
Анализ изменения себестоимости в связи
с номенклатурой выпуска. Структура затрат
и себестоимость всей товарной продукции
испытывают существенные изменения в зави-
симости от состава (ассортимента) выпущенной
продукции.
Анализируя себестоимость, необходимо вы-
яснить, как на неё повлияли изменения номен-
клатуры заданной и фактически выпущенной
продукции. Для этого надо подсчитать срав-
нимую продукцию, выпущенную в отчётном
периоде, по фактической себестоимости пред-
шествующего периода и по плановой себе-
стоимости. Сравнение полученных сумм по-
кажет снижение себестоимости по отдельным
видам продукции. Пример такого расчёта при-
ведён в табл. 14.
Таблица 14
Статьи
расхода
1. Мате-
риалы ....
2. Полуфа-
брикаты ко-
оперированных
предприятий
и т. д
Отклонения по отношению
к предыдуще-
му году
к
Н
5
Эконо
980,0
о
Перер
ход
—
120,0
О
Л
—10,0
+ 12. 7
К
плану
отчётный
се
Я
Эконо
44о,о
о
Я
Перер
ход
—
72,0
за
год
§
°/0 отк
нения
-4,6
+8,о
Для выяснения элементов, за счёт которых
получена экономия (или перерасход), следует
обратиться к калькуляциям себестоимости
соответствующих изделий. При этом необхо-
димо выяснить, не связано ли снижение себе-
стоимости отдельных видов изделий с пони-
жением их качества, так как если качество
ухудшилось, то снижение себестоимости яв-
ляется мнимым.
Для оценки влияния номенклатурных сдви-
гов на выполнение плана по себестоимости
необходимо, кроме того, подсчитать, каким
было бы снижение себестоимости, если бы
завод строго соблюдал номенклатурные соот-
ношения разных изделий, принятые в плане.
В этих целях надо оценить по плановой и
фактической себестоимости весь ассортимент
изделий, заданный по плану.
Допустим, например,что планом предусмо-
трены следующие показатели:
Наименование Количество Себестоимость Сумма в
изделий в шт. единицы в руб. тыс. руб.
А
Б
Б
Фактически
казатели:
ю ооо
9 соо
8 ооо
были
15о
2ОО
Зоо
i 500,0
1 800,0
2 400,0
5 7ЭО>°
получены следующие по-
Наименование Количество Себестоимость
изделий
А
Б
В
в шт.
9 ооо
ю ооэ
9 ооо
единицы в руб.
i6o
180
270
Сумма в
тыс. руб.
I 44°>°
I 8оо,о
2 43°.о ¦
567°.°
влияло на снижение себестоимости отклонение
от заданных соотношений разных изделий
в общем объёме выпуска.
Определим сначала плановуюсебестоимость
фактически выпущенной продукции:
Наименование Количество Себестоимость
изделий в шт. (фак- единицы в руб.
тическое) (по плану)
А 9 ооэ 150
Б IO ООО 2ОЭ
В g ооо з°о
Сумма в
тыс. руб.
1 35о,о
2 ООО.О
2 7оо,о
6 050,0
Отсюда показатель снижения себестои-
мости составит 100 — |^J 100 = 6,2о/о .
6 050
Теперь подсчитаем фактическую себестои
мость продукции, заданной по плану:
Наименование Количество Себестоимость Сумма в
изделий в шт. (по единицы в руб. тыс. руб.
плану) (фактически)
А ю ооо 1бэ i боо,о
9 ооо
8 ооо
i8o
270
1 620,0
a i6o,o
Значит, при сохранении структуры вы-
пуска, заданной по плану, завод обеспечил
бы следующее снижение себестоимости:
Выясним теперь, на сколько процентов
снижена себестоимость продукции и как по-
Отклонение установленного ассортимента
от предусмотренного по плану привело к тому,
что показатель снижения себестоимости со-
ставил 6,2 вместо 5,5<>/0.
Давая окончательную оценку достигнутым
результатам по снижению себестоимости, надо
помнить, что выполнение плана по всему
заданному ассортименту (с соблюдением
требований, предъявляемых к качеству про-
дукции) является предпосылкой для поло-
жительной оценки работы завода.
Схема анализа себестоимости единицы
продукции. Анализ себестоимости единицы
продукции начинают с сопоставления факти-
ческих затрат по отчётной калькуляции с за-
тратами за предыдущий период и с нормами
затрат, предусмотренными в плановой кальку-
ляции. Форма отчётной калькуляции построена
так, что это сопоставление не представляет
трудностей. Для наглядности сопоставления
рекомендуется составить аналитическую та-
блицу, показывающую абсолютную сумму
экономии или перерасхода по статьям за-
трат в сравнении с отчётными и плановыми
данными, а также процентное отношение
сумм экономии или перерасхода к базисным
данным.
При анализе расхода материалов на еди-
ницу продукции надо прежде всего выяснить
размеры и причины отклонений от плановых
норм и установить влияние происшедших из-
менений в ценах на материалы. Влияние изме-
нения цен может быть установлено путём
сравнения произведений фактических коли-
честв израсходованных материалов на базисные
и фактические цены.
Часто считают, что перерасход ' или эко-
номия материала за счёт норм зависит главным
образом от рационального его использования
в производстве, а удорожание или удеше-
вление материала свидетельствует о резуль-
татах работы органов материально-техниче-
284
УЧЁТ, КАЛЬКУЛЯЦИЯ И АНАЛИЗ ХОЗЯЙСТВЕННОЙ ДЕЯТЕЛЬНОСТИ ЗАВОДА |РАЗД. V
ского снабжения. Однако окончательным вы-
водам по этому вопросу должен предше-
ствовать детальный анализ причин экономии
или перерасхода как в натуральном, так и
в ценностном выражении. Экономия за счёт
цен может быть получена вследствие замены
дорогого материала более дешёвым при неко-
тором изменении технологии его обработки и
без ущерба для качества продукции. Такая
экономия представляет собой результат ини-
циативы работников производства, а не снаб-
жения. С другой стороны, увеличение коли-
чества расходуемого материала может быть
вызвано дефектами материально-технического
снабжения, что иллюстрируется случаями за-
готовки некондиционных материалов, в част-
ности прутков чрезмерно большого диа-
метра.
Для правильного установления причин,
вызвавших перерасход материалов за счёт
норм, надо изучить соответствующие первич-
ные документы, а в отдельных случаях про-
извести специальный опрос инженерно-техни-
ческого персонала. Для выяснения причин
экономии или перерасхода за счёт цен на ма-
териалы нужно подробно изучить калькуляцию
себестоимости заготовленных материалов и
проверить, не было ли в производстве замены
одного сорта материалов другим.
Расход полуфабрикатов анализируется ана-
логично затратам основных материалов. Анализ
затрат на покупные полуфабрикаты надо
связать с изучением выполнения обязательств
кооперированными заводами. Бывают случаи,
когда полуфабрикаты, подлежащие поставке
со стороны, заводу пришлось изготовлять
своими силами. Возможны также и обратные
явления, когда завод передаёт другим пред-
приятиям некоторые работы, которые выпол-
нялись ранее им самим.
Подобные изменения в кооперировании
предприятий приводят к более или менее
существенным изменениям удельного веса
отдельных затрат, даже если они не сказы-
ваются на объёме товарной продукции и на
её конечной себестоимости.
Затраты на технологическое топливо и
энергию во многих случаях представляют
собой услуги соответственных вспомогатель-
ных цехов. Если распределение этих услуг
сделано не по показаниям измерительной
аппаратуры, а путём теоретических подсчётов,
необходимо тщательно проверить правильность
таких расчётов.
Для*анализа изменений по заработной плате
необходимо обратиться к соответствующей
первичной документации. Отклонения факти-
ческих затрат от сумм, предусмотренных пла-
ном, могу г быть вызваны весьма разнообраз-
ными причинами: изменениями конструкции
изделия, его модернизацией, применением
новых технологических процессов, приспособ-
лений, оборудования, внедрением специальных
инструментов, развитием социалистического
соревнования, распространением стахановских
методов работы, пересмотром норм выработки
и расценков, перестройкой организации труда
и производства, использованием покупных
полуфабрикатов и деталей вместо их изгото-
вления на заводе и т. п. Сумма затрат по
заработной плате производственных рабочих
может возрасти также и за счёт применения
прогрессивно-сдельной системы или премиро-
вания за качество работы. Кроме того, доля
заработной платы в себестоимости продукции
зависит от разнообразных доплат за отклоне-
ния фактической работы от нормальных усло-
вий производства.
Анализ затрат на заработную плату в себе-
стоимости продукции необходимо связывать
с анализом использования фонда заработной
платы в целом и с изучением его струк-
туры.
Начисления на зарплату анализируются по
их процентному отношению к суммам основной
и дополнительной зарплаты. Это отношение
должно соответствовать проценту платежей
на нужды социального страхования, устано-
вленному для данного профессионального
союза.
При анализе расходов по освоению новых
видов продукции необходимо выяснить, пра-
вильно ли определён период, в течение кото-
рого эти расходы должны быть полностью по-
гашены, и не включены ли в эти расходы
некоторые затраты, которые следовало бы от-
нести к общезаводским расходам. Такое не-
правильное включение части текущих обще-
заводских расходов в затраты по освоению
новой продукции искусственно понизит себе-
стоимость продукции текущего произ-
водства.
Анализируя цеховые и общезаводские рас-
ходы, необходимо иметь в виду, что абсо-
лютная сумма тех и других (без расходов,
связанных с работой оборудования) мало
меняется при изменении объёма производства;
некоторое влияние на абсолютную сумму це-
ховых и общезаводских расходов оказывают
лишь премии, выдаваемые руководящему со-
ставу завода за перевыполнение производ-
ственной программы.
При анализе калькуляции изучают сумму
цеховых и общезаводских расходов, отнесён-
ных на единицу продукции. Анализ должен
установить, в какой мере изменения доли це-
ховых и общезаводских расходов, показанной
в калькуляции, обусловлено изменением абсо-
лютной величины этих затрат, и в какой оно
вызвано объёмом выпущенной продукции. Для
этого абсолютные суммы цеховых и обще-
заводских расходов делят на процент выпол-
нения плана по валовой продукции и умно-
жают на 100.
Полученные таким способом абсолютные
суммы сравнивают с фактическими цеховыми
и общезаводскими расходами, показанными
в калькуляции, в результате чего выявляется
экономия или перерасход по этим статьям на
единицу продукции.
Анализируя расходы, связанные с работой
оборудования, необходимо, кроме того, озна-
комиться с учётными данными о простоях
оборудования, в особенности о простоях, вы-
званных авариями, ремонтом или плохой орга-
низацией производства.
Анализ потерь от брака или простоев по
внешним причинам должен установить при-
чины этих потерь. Кроме того, необходимо
проверить правильность определения той доли
этих потерь, которая падает на единицу про-
дукции. Потери от брака иногда распределя-
ются равномерно между всеми изделиями,
тогда как на самом деле они не относятся к
ГЛ. IV]
УЧЁТ И АНАЛИЗ ВЫПОЛНЕНИЯ ПЛАНА ВЫПУСКА ПРОДУКЦИИ
285
отдельным видам продукции. В подобных слу-
чаях вместо анализа доли потерь от брака,
падающей на единицу продукции, рекомен-
дуется тщательно проанализировать их общую
сумму.
Сказанное относится также к непро-
изводительным расходам и прочим потерям,
которые включают суммы, уплаченные за
простой вагонов идругихтранспортныхсредств,
а также за хранение грузов на станционных
складах и пристанях дольше установленных
сроков, штрафы, пени, неустойки, порчу и
недостачи материалов и готовых изделий на
складах завода, недостачи незавершённого про-
изводства, судебные издержки и тому подоб-
ные расходы. Из общей суммы таких расходов
вычитают сумму доходов, полученных пред-
приятием по аналогичным причинам. Если до-
ходы по этой статье превышают расходы, это
соответственно сказывается на снижении себе-
стоимости. Сумму снижения себестоимости,
обусловленную такими причинами, показывают
в калькуляции цветными чернилами.
При анализе доли коммерческих или вне-
производственных расходов, включённой в се-
бестоимость единицы продукции, необходимо
выяснить, какие именно расходы отнесены на
эту статью затрат, как они распределены между
отдельными видами продукции основного
производства и продукцией цехов, изгото-
вляющих изделия широкого потребления из
отходов.
Анализ себестоимости единицы продукции
заканчивают составлением сводной таблицы,
в которой все суммы экономии или перерас-
хода группируются по причинам, которыми
они обусловлены. Результаты анализа исполь-
зуются для разработки мероприятий, напра-
вленных на дальнейшее снижение .себестои-
мости и для установления планового задания
по себестоимости на очередной период.
УЧЁТ И АНАЛИЗ ВЫПОЛНЕНИЯ ПЛАНА
ВЫПУСКА ПРОДУКЦИИ
Выпуск продукции является одним из важ-
нейших показателей работы предприятия. Для
оценки успешности хозяйственной работы ма-
шиностроительных заводов применяются по-
казатели валовой и товарной продукции. Со-
держание этих показателей см. в гл. II.
В валовую продукцию не включа-
ются затраты на опыты, стоимость заказов,
аннулированных по постановлению прави-
тельства, стоимость отходов, продукция не-
промышленных подсобных хозяйств, доходы
по культурному, жилищному и коммунальному
обслуживанию, стоимость работ, выполненных
проектными и конструкторскими бюро завода,
стоимость услуг транспорта. Не включается в
валовую продукцию брак всех видов (в том
числе и реализуемый).
Валовая продукция характеризует резуль-
тат производственной работы промыш-
ленного предприятия за тот или иной период,
включая как готовые изделия, так и продук-
цию, не законченную производством и подле-
жащую доделке в последующем периоде (полу-
фабрикаты, незавершённое производство).
Показатель валовой продукции исполь-
зуется для характеристики динамики объёма
продукции и производительности труда. Для
этой цели валовая продукция оценивается в
сопоставимых ценах, которые позволяют срав-
нивать физический объём производства за
ряд лет, устранив из подсчёта влияние изме-
нения цен.
До 1948 г. включительно в статистическом
учёте применялись отпускные цены 1926/27 г.,
причём по изделиям, не выпускавшимся в
1926/27 г., эти цены устанавливались исходя
из соотношения фактической себестоимости и
неизменных цен 1926/27 г. по аналогичным из-
делиям. Крупные технические и организацион-
ные сдвиги, происшедшие в промышленности
с 1926/27 г., а также большое количество но-
вых видов продукции, освоенных за эти годы,
привели к тому, что неизменные цены 1926/27 г.
перестали отражать действительные затраты
живого и овеществлённого труда на производ-
ство разных изделий, и их применение в ряде
случаев недостаточно точно отражало дина-
мику физического объёма продукции. Ввиду
этого правительство отменило исчисление
валовой Продукции по неизменным ценам и
предложило перейти с 1949 г. на оценку то-
варной и валовой продукции по действующим
оптовым ценам.
Чтобы обеспечить сопоставимость учётных
сведений об объёме выпуска в условиях отказа
от неизменных цен, предусматривается при-
менение индексного метода, требующего ниже-
следующих дополнительных расчётов:
а) сопоставлением стоимости валовой про-
дукции 'за два сравниваемых периода по дей-
ствующим оптовым ценам соответствующих
периодов устанавливается индекс стоимости
продукции; б) сопоставлением стоимости од-
ного и того же количества продукции по це-
нам сравниваемых периодов определяется
индекс цен; в) делением первого индекса на
второй вычисляется индекс объёма продукции.
Например, если стоимость выработанной про-
дукции выросла в 1,2 раза, а уровень цен за
тот же период составил 0,8 от предыдущего,
то индекс объёма продукции будет равен
1,2:0,8=1,5.
Товарная продукция представляет
собой стоимость законченной комплектной
готовой к отпуску продукции, принятой ОТК
завода или представителями заказчика, если
это обусловлено порядком сдачи готовой про-
дукции заказчику. При изготовлении изделий,
требующих длительного времени для их про-
изводства (судостроение, котлостроение, тур-
бостроение и т. п.), в договорах с заказчиками
может предусматриваться расчёт за выполнен-
ную работу по отдельным узлам или частям
конструкций. В этом случае законченные узлы
или части конструкций могут включаться в
товарную продукцию; их спецификация должна
быть утверждена министерством (главком).
Товарная продукция учитывается в действую-
щих оптовых ценах.
В статистических работах, обобщающих
данные о продукции в народнохозяйственном
масштабе, исчисляется, кроме того, показатель
чистой продукции. Чистая продукция в той ее
части, которая создана в промышленности,
получается путём вычета из валовой продук-
ции стоимости средств производства, израс-
ходованных на её изготовление (сырья, вспо-
могательных материалов, топлива, электро-
286
УЧЁТ, КАЛЬКУЛЯЦИЯ И АНАЛИЗ ХОЗЯЙСТВЕННОЙ ДЕЯТЕЛЬНОСТИ ЗАВОДА [РАЗД. V
энергии, амортизации основных средств).
Чистая продукция определяется Центральным
статистическим управлением при Совете Ми-
нистров СССР. по данным годовых отчётов
только по промышленности в целом.
Текущий учёт продукции. Фактическая
себестоимость продукции определяется по
окончании месяца. Готовая продукция, посту-
пающая в течение месяца на склад завода,
приходуется по плановой себестоимости. В бух-
галтерском учёте она записывается на счёт
„Готовая продукция и выполненные работы" со
счёта „Результаты выполнения плана себестои-
мости продукции". Отгрузка продукции офор-
мляется путём составления комплектовочных
ведомостей, т. е. перечня запасных частей и
инструментов, прилагаемых к изделию, вы-
писки счёта-фактуры, где указывается стои-
мость изделия, и платёжного требования, явля-
ющегося расчётным документом. Эти доку-
менты отсылаются заказчику и передаются в
банк для перечисления сумм, следуемых за
отгружённую продукцию, на расчётный счёт
поставщика с расчётного счёта покупателя
(безналичные расчёты). Отгружённая продук-
ция списывается со счёта „Готовая продукция
и выполненные работы" на счёт „Товары от-
гружённые и выполненные работы по плановой
себестоимости". На этот же счёт записываются
транспортные расходы, производимые за счёт
покупателя.
По получении платежа за продукцию её
себестоимость вместе с указанными транспорт-
ными расходами списывается на счёт „Реали-
зация продукции", поступившие же суммы за-
числяются на счёт „Расчётный счёт" завода
со счёта „Реализация продукции"; в дебет
счёта .Реализация продукции" записывается
сумма налога с оборота, взыскиваемая с по-
купателя при продаже продукции. Если поку-
патель отказывается от оплаты продукции
(отказ от акцепта платёжного требования), то
стоимость отгружённых товаров перечисляется
на счёт „Товары на ответственном хранении
у покупателя ввиду отказа от акцепта", где
они числятся до их переотправки по указанию
поставщика. Если отгружённые товары не
оплачены покупателем в срок из-зо отсутствия
у него денег для оплаты, то стоимость таких
товаров перечисляется на счёт: „Товары
и работы, не оплаченные в срок покупателями".
По окончании месяца (после составления
отчётной калькуляции) на основании записей
по счёту „Результаты выполнения плана себе-
стоимости продукции" определяется сумма
экономии или перерасхода, полученная в про-
цессе производства. Эта сумма разбивается
путём пропорционального деления на части,
относящиеся к выпущенной из производства,
но ещё не отгружённой продукции, к отгру-
жённой продукции и к продукции, оплаченной
покупателями. Доля экономии или перерасхода,
падающая на остатки продукции на складах
и на отгруженные товары, относится на особые
субсчета, открываемые внутри соответствен-
ных счетов, а в балансе присоединяется к
сумме соответствующих остатков по плановой
себестоимости. Доля экономии, падающая на
реализованные и оплаченные товары, предста-
вляет собой дополнительную прибыль, а пере-
расход — убыток. Сумма экономии или пере-
расхода в этой части относится на счёт „Реа-
лизация продукции", который в конечном итоге
выявляет общую прибыль или убыток, полу-
ченные заводом при реализации его продукции.
Стоимость валовой продукции в текущих
оптовых ценах определяется путём особого
расчёта, составляемого по окончании отчёт-
ного месяца. Эта сумма в бухгалтерских за-
писях не отражается, а учитывается статисти-
ческим методом. Аналогично ведётся учёт
товарной продукции в действующих оптовых
ценах.
Анализ выполнения плана по выпуску
продукции. Предприятие считается выполнив-
шим план выпуска продукции при условии
выполнения задания не только по общему
итогу, но и по номенклатуре, качеству, а также
по срокам изготовления изделий. Выполнение
плана выпуска продукции по общему итогу
характеризуется отношением объёма выпу-
щенной продукции к объёму, заданному пла-
ном. Числитель и знаменатель этого отноше-
ния должны быть подсчитаны по одинаковым
ценам. Делается это для исключения влияния
изменения цен на показатель физического
обгёма выпущенной продукции Отношение
фактического выпуска продукции к заданному
по плану называется индексом выполнения
плана по физическому объёму выпущенной
продукции.
Выполнение плана по номенклатуре может
быть выявлено путём разбивки общего индекса
выполнения плана на частные индексы, как
это сделано в табл. 15.
Таблица 15
Таблица выполнения плана по ассортименту
Наимено
вание
сортов
А
Б
В
Г
Всего
в 7о
шт.
п
те
Е
О
Количество п
1ООО
1200
2000
-
3
X
О)
3
X
S
Фактически в
14оо
доо
iSoo
fOO
Р
к
ч
се
m
Плановая цен
в руб.
jOO
боо
1000
8оо
Стои-
мость все-
го коли-
чества в
тыс.
планового
;оо
J20
2000
-
3220
100
руб.
фактического
JOO
S4O
iSoo
400
3440
106,8
В том числе
фактически
выпущено
в тыс. руб.
X
в пределах п
fOO
S40
1800
-
2$'10
88,2
перевыполнен
плана
200
-
-
-
200
6,2
- X
s a.
выпуск издел
не предусмот
ных по плану
-
-
-
4оо
4оо
12,4
Общий индекс разбит на индексы: а) вы-
пуска продукции в пределах плана; б) пере-
выполнения плана по плановой номенклатуре;
в) выпуска изделий, не предусмотренных
планом.
Частные индексы в этой таблице получены
путём нижеследующих вычислений:
общий индекс выполнения плана
3440-100
3220
= Ю6,80/о;
ГЛ. 1VJ
УЧЁТ ДЕНЕЖНЫХ СРЕДСТВ
2S7
индекс выпуска продукции в пределах плана:
2840-100
3220
= 88,2«/0;
индекс перевыполнения по плановой но-
менклатуре
3220 ~ ' /о>
индекс выпуска изделий, не предусмотрен-
ных планом
400 • 100
3220
= 12,40/
Общий индекс выполнения плана равен
сумме частных индексов
A06,80/0 = 88,2% + 6,20/0 + 12,40/0).
Выполнение плана по срокам и ритмич-
ность выпуска определяется на основании
сведений о сдаче готовой продукции на склад
по дням месяца. При анализе выполнения
плана отдельными цехами широко применя-
ются натуральные, условные и трудовые еди-
ницы измерения продукции. Так, выпуск литья
выражают количеством условных тонн, выпуск
деталей механическим цехом часто выражают
числом нормо-часов (по нормам, установлен-
ным на начало года) и т. п.
Анализ выполнения плана выпуска продук-
ции заканчивается выяснением причин, обу-
словивших достигнутые показатели, и их срав-
нением с учётными сведениями об исполь-
зовании оборудования, обеспеченности произ-
водства материалами, рабочей силой, о раз-
витии социалистических форм труда, исполь-
зовании рабочего времени и достигнутом
уровне производительности труда.
Отчётность о выпуске продукции. Све-
дения о выполнении плана выпуска продукции
представляются предприятием в виде ежеме-
сячного отчёта, где приводятся данные о ва--
ловой продукции в действующих отпускных
ценах и о выпуске изделий широкого потреб-
ления. Отчётная таблица построена так, чтобы
легко можно было судить о росте объёма вы-
пущенной продукции в сравнении с планом и
с фактическим выпуском за соответствующий
месяц прошлого года. Для суждения о выпол-
нении плана по ассортименту в месячном от-
чёте приводятся данные о выпуске главней-
ших изделий и полуфабрикатов по номенкла-
туре, установленной министерством. Эти све-
дения приводятся в натуральных единицах.
В годовом отчёте предприятия сведения о
товарной и валовой продукции представлены
отдельными таблицами.
УЧЁТ ДЕНЕЖНЫХ СРЕДСТВ, РАСЧЁТНЫХ
И КРЕДИТНЫХ ОТНОШЕНИЙ
Учёт денежных средств. Денежные сред-
ства, принадлежащие предприятию, хранятся
на расчётном счёте, открываемом в филиале
Госбанка. Расчёты с поставщиками материа-
лов и с покупателями продукции, а также
разные расчёты с учреждениями и организа-
циями производятся путём безналичных пере-
числений через расчётный счёт (за исключе-
нием мелких платежей). Расчёты по заработ-
ной плате, оплата мелких хозяйственных рас-
ходов, выдача подотчётных сумм производятся
через кассу предприятия.
Получение денег из банка в кассу пред-
приятия производится по чекам. Чек является
приказом банку выдать определённую сумму
денег и потому может быть выдан лишь при
наличии необходимой суммы на расчётном
счёте. Чек, не обеспеченный наличностью на
расчётном счёте, называется безвалютным.
Лица, виновные в выдаче безвалютного чека,
привлекаются к ответственности. Для обеспе-
чения необходимого количества наличных де-
нег (в счёт сумм, принадлежащих предприятию
и числящихся на его расчётном счёте) пред-
приятие представляет в банк кассовый план.
Различают именные и предъявительские чеки.
По чекам на предъявителя деньги выдаются
банком без проверки личности получателя,
вследствие чего предприятия ими обычно не
пользуются.
Деньги, полученные в кассу, учитываются
по счёту кассы. Все кассовые операции реги-
стрируются кассиром в его кассовой книге.
Советом Министров Союза ССР 15 января
1949 г. утверждены положения о ведении кассо-
вых операций предприятиями, учреждениями и
организациями. Приход и расход денег в кассу
должен быть оформлен путём составления при-
ходных и расходных ордеров. На приходных
ордерах должна быть расписка кассира в по-
лучении денег, а на расходных — расписка по-
лучателя. По таким операциям, как выдача
заработной платы, расписка получателя де-
лается в платёжном документе, прилагаемом
к ордеру. Все документы на расход денежных
средств должны быть подписаны двумя лицами:
директором или лицом, им уполномоченным (эта
подпись является распоряжением выдать
деньги), и главным бухгалтером или его за
местителем (эта подпись обозначает факт
проверки операции с точки зрения её закон-
ности).
Бухгалтерские записи по расчётному счёту
делаются на основании выписок, присылаемых
отделением банка, с приложенными к ним до-
кументами. Бухгалтерские записи по счёту
кассы делаются на основании кассовых
ордеров и документов, к ним приложенных.
Предприятие строит свои записи по расчёт-
ному счёту так, чтобы они были тождественны
с записями банка. Даже в случае, если Гос-
банк допустил ошибку, предприятие повто-
ряет у себя эту запись впредь до исправле-
ния ошибки банком, снося такую сумму на
особый субсчёт, открываемый внутри счёта
разных дебиторов или кредиторов. Такой по-
рядок обеспечивает согласованность сальдо
по расчётному счёту, а эта согласованность
нужна для того, чтобы предприятие могло
знать, какая сумма средств у него числится
в банке и, следовательно, какой суммой оно
может распоряжаться.
Касса предприятия периодически реви-
зуется. Рекомендуется осуществлять ревизии
не реже одного раза в месяц и производить
их не только как плановые проверки остатка
в кассе на первое число месяца, но и вне-
запно.
Учёт расчётов с поставщиками и поку-
пателями и полученных кредитов. Основ-
288
УЧЁТ, КАЛЬКУЛЯЦИЯ И АНАЛИЗ ХОЗЯЙСТВЕННОЙ ДЕЯТЕЛЬНОСТИ ЗАВОДА
[РАЗД. V
ной формой расчётов между предприятиями
за материалы, товары и оказанные услуги
является расчёт путём инкассо платёжных
требований (акцептно-инкассовая форма рас-
чётов). Кроме того, расчёты производятся
при помощи аккредитивов, через особые счета,
при помощи платёжных поручений, расчётных
и лимитированных чеков. Иногда расчёты
осуществляются путём зачёта встречных тре-
бований или через специально организуе-
мые бюро взаимных расчётов. В отдельных
случаях применяются наложенные платежи
или переводы по почте. Мелкие суммы до
100 руб. (а в некоторых конторах Госбанка,
обслуживающих наиболее крупные города, до
500 руб.) уплачиваются наличными деньгами.
Организация расчётов изложена в гл. II.
В схемах 3, 4 и 5 показаны в схематиче-
ском изображении система расчётов в со-
циалистической промышленности, порядок
акцептно-инкассовой формы иногородных рас-
чётов и аккредитивной формы расчётов.
Схема 3
Система расчётов в социалистической
промышленности
По месту
нахождения
покупателя
1 По месту
нахождения
поставщика
Свыше
1000
руб.
До 1000
руб.
/ Свыше I ¦
{ 1000 \
{ РУб. ^ 2-
Свыше I з
1О0О \
РУб- I 4.
5,
6.
1
До 1000
руб.
До 100
РУб
«•{к
Акцептно-инкассовая
форма
Платёжные поруче-
ния
Расчёты по сальдо
Зачёт встречных
требований
Наложенные пла-
тежи
Переводы по почте
или телеграфу
Аккредитивы
Особые счета
Инкассо платёжных
требований
Расчётные, акцепто-
ванные и лимитиро-
ванные чеки
Платёжные поруче-
ния
Плановые платежи
Расчёты по сальдо,
зачёты
Расчёты через БВР
Расчётные акцепто-
ванные и лимитиро-
ванные чеки
Платёжные поруче-
ния
Наличные деньги
Наличные деньги
Лимитированные че-
ки (свыше 50 руб.)
* Конторам Госбанка предоставлено право повышать
эту сумму до 500 руб.
Задолженность завода поставщикам по
платёжным требованиям, принятым к оплате,
отражается по счёту „ Поставщики по акцеп-
тованным платёжным требованиям". Просро-
ченная задолженность отражается по счёту
„Поставщики по неоплаченным в срок счетам-
фактурам". Наличие в балансе сумм по этому
счёту свидетельствует о плохом финансовом
состоянии завода. Если груз прибыл, а счёт
не получен, то задолженность отражается по
счёту „Поставщики по не отфактурованным
поставкам". Предприятие должно принять
срочные меры к истребованию счёта и к его
оплате, так как задержка платежа нарушает
интересы поставщика и отрицательно сказы-
вается на его финансовом состоянии. Задол-
женность поставщикам отражается только по
акцептованным счетам-фактурам. Если завод
отказался от акцепта, то у него нет обяза-
тельства платежа. Груз, поступивший по
такому документу, учитывается за итогом ба-
ланса, считается принятым на ответственное
хранение и расходоваться не мг.жет. Постав-
щик должен распорядиться этим грузом (ука-
зать, куда и кому он должен быть переот-
правлен).
Расчётные чеки по существу близки к пла-
тежным поручениям и отличаются от них
в основном тем, что, являясь приказом (а не
поручением) банку, они могут выдаваться
лишь при наличии соответствующей суммы
на расчётном счёте. Лимитированные транс-
портные чеки отличаются от расчётных тем,
что сумма средств в пределах лимита сни-
мается с расчётного счёта при выдаче книжки
Схема 4
Схема акцептно-инкассовой формы
иногородных расчётов
Лостабшик
Ф
—©——"
0Л
\
\ (
\
\
\
Покупатель
I
1
)
Ф
i
(k)
Картотека Шцменлщ
ожидающих оплаты
I Контроль работь!
филиала 5)
Картотека NI
Шихтованные и о/ки-
дающие а щеп та пла-
тежные требования)
1. Поставщик посылает покупателю счёт-фактуру
(товарный документ), спецификации, транспортные доку-
менты.
2. Платёжное требование при реестре сдаётся на
инкассо.
3. Филиал банка А отсылает поручение филиалу Б.
4. Извещение банка о получении платёжного требо-
вания.
5. Авизо банка об оплате платёжного требования с
приложением оплаченных документов.
6. Извещение о перечислении денег.
7. Извещение о поступлении платежа.
8. Полный или частичный отказ от акцепта.
9. Мотивированное сообщение об отказе от акцепта.
10. Телеграмма поставщику об отказе от акцепта.
11. Филиал Б сообщает филиалу А об отказе от акцеп-
та. Филиал А прекращает кредитование под расчётные
документы в пути.
12. Поставщик посылает покупателю указание, как
поступить с изделиями, в отношении которых покупатель
отказался от акцепта.
13. Просрочка платежа по платёжному требованию.
14. Извещение об отсутствии денег у покупателя.
15. Извещение об отсутствии денег у покупателя.
16. Извещение об установлении режима ответственного
хранения (кроме того, отсылается за пять дней вышестоя-
щей организации покупателя, вышестоящей конторе
Госбанка и основным поставщикам).
ГЛ. IV]
УЧЁТ ДЕНЕЖНЫХ СРЕДСТВ
289
Схема 5
Схема аккредитивной формы расчётов
Роставшш!
Филиал банка,
общживаюший
покупателя
Филиал 6
1. Договор, в котором предусмотрен расчёт путём
аккредитива.
2. Сообщение о готовности груза к отправке.
3. Заявление об открытии аккредитива.
4. Отсылка аккредитивного поручения филиалу А.
5. Поставщик получает извещение об открытии ак-
кредитива и об условиях оплаты счетов.
6. Извещение об открытии аккредитива.
7. Отгрузка товара, отсылка товарных документов.
8. Счета-фактуры С другими документами, требую-
щимися по условию аккредитива, представляются к
оплате.
9. Извещение о зачислении платежа на расчётный
счёт поставщика.
10. Оплаченные документы отсылаются в филиал банка,
обслуживающий покупателя.
11. Оплаченные документы пересылаются покупателю.
12. Претензии к банку в связи с несоблюдением фи-
лиалом А условий оплаты счетов, предусмотренных при
открытии аккредитива.
13. Зачисление на расчётный счёт покупателя остав-
шихся сумм, не использованных до истечения срока
B5 дней, а в особых случаях 45 дней), и остатков, мень-
ших по сравнению с установленным минимальным лими-
том A000 руб., а в особых случаях 250 руб.).
таких чеков. Эти чеки используются только
для расчётов с транспортными организа-
циями.
Сумма выставленных заводом аккредитивов
и особых счетов показывается в особой статье
баланса того же наименования. Сумма лимита
по книжкам лимитированных чеков отра-
жается в статье „Денежные документы и ли-
митированные транспортные чековые книжки".
Сумма аккредитивов, открытых в распоряже-
ние данного предприятия, в его балансе не
указывается.
Все расчётные суммы, следуемые пред-
приятию от разных учреждений и лиц, отра-
жаются на счетах „Покупатели", „Дебиторы*,
и на некоторых других счетах. На счетах
„Дебиторы по претензиям" указываются
суммы, по которым разногласие уже возникло,
но дело ещё не передано к взысканию. На
счёте „Спорные долги" учитываются суммы
долгов, дела о взыскании которых переданы
в арбитраж или в суд.
Задолженность предприятия по разным
расчётам, кроме задолженности поставщикам,
отражается на счёте „Кредиторы", на счёте
„Расчёты с органами Министерства финансов
по налогу с оборота1', „По отчислениям от
прибылей", „По прочим расчётам" и на некото-
19 Том 15
рых других счетах. Особо указываются суммы,
уплаченные или полученные в порядке рас-
чётов по частичной готовности заказа.
Задолженность по краткосрочным ссудам,
полученным от Госбанка, указывается в пас-
сиве баланса по счетам, заголовок которых
обозначает характер и назначение ссуды. При
просрочке в погашении ссуды сумма задол-
женности по такой ссуде перечисляется на
счёт „Ссуды, не оплаченные в срок". Наличие
таких сумм в балансе завода свидетельствует
о его плохом финансовом состоянии.
Учёт внутренних расчётов. Под внутрен-
ними расчётами понимаются расчёты между
главным управлением (трестом) и предприя-
тиями, а также расчёты между предприятием
и его хозяйственными подразделениями (жи-
лищно-коммунальное хозяйство и др.). От
внутренних расчётов отличают междубалансо-
вые расчёты, к которым относятся расчёты
между балансом по основной деятельности
предприятия и балансом по капитальному
строительству. Внутренние расчёты могут быть
двух типов: а) расчётами по средствам, пере-
данным для длительного пользования или
изъятым на длительный срок, и б) текущими
расчётами.
Расчёты первого типа отражаются в раз-
деле А баланса под названием „Внутренние
расчёты по выделенным средствам". Текущие
расчёты, задолженность по которым должна
покрываться как обычная дебиторская или
кредиторская задолженность, показываются
в разделе В баланса под названием „Вну-
тренние расчёты, подлежащие возмещению."
В сводных балансах, включающих баланс
самого предприятия и балансы его хозрасчёт-
ных подразделений, встречные суммы сальдо
по взаимным расчётам, показанные в активе
баланса предприятия и в пассиве баланса хоз-
расчётного подразделения (или наоборот),
должны быть равны друг другу.
Учёт источников собственных средств.
Стоимость основных средств. Основные сред-
ства предприятия и суммы нормируемых
оборотных средств, переданных из обще-
государственных ресурсов в распоряжение
предприятия и закрепленных за ним, отра-
жаются в пассиве баланса по статье „Устав-
ный фонд". В течение года уставный
фонд увеличивается за счёт присоединения
или безвозмездной передачи данному заводу
имущества других государственных предприя-
тий; за счёт ввода в эксплоатацию вновь соору-
жённых или приобретённых основных средств;
за счёт стоимости законченных капитальных
ремонтов; в результате уточнения оценки
основных средств или переоценки товаро-мате-
риальных ценностей, произведённой по поста-
новлению правительства; за счёт прибыли от
ликвидации основных средств и части при-
были, оставленной для увеличения соб-
ственных средств предприятия. Уставный фонд
уменьшается при безвозмездной передаче
части средств завода другим предприятиям
или организациям по указанию министерства,
за счёт списания износа основных средств;
при изъятии части оборотных средств в по-
рядке их перераспределения, в порядке спи-
сания потерь от ликвидации основных средств;
за счёт списания за предыдущий год, если
такое списание утверждено вышестоящей
290
УЧЁТ, КАЛЬКУЛЯЦИЯ И АНАЛИЗ ХОЗЯЙСТВЕННОЙ ДЕЯТЕЛЬНОСТИ ЗАВОДА
[РАЗД. V
инстанцией. В годовом отчёте предприятия
имеется особая таблица, в которой отража-
ются все изменения уставного фонда.
Учёт сумм, полученных в порядке целе-
вого финансирования и целевых поступле-
ний. Предприятию . предоставляется целевое
финансирование на подготовку кадров; на
расходы по рабочему изобретательству по
работам, имеющим общеотраслевое значение;
на содержание детских садов; на производство
опытов и испытаний, не связанных с текущей
производственной работой предприятия, и в
некоторых других случаях. На расходы по
содержанию детских садов часть средств по-
ступает от родителей; часть этих расходов
осуществляется за счёт фонда директора. Зна-
чительная часть затрат на подготовку кадров
и на повышение квалификации работников
предприятия включается в себестоимость про-
дукции.
Все суммы, полученные в порядке целе-
вого финансирования и целевых поступлений,
отражаются в пассиве баланса на счетах
„Финансирование из бюджета" и „Целевые
поступления на содержание детских садов".
В балансе предприятия по этим счетам может
значиться лишь сальдо в пассиве, обозначаю-
щее остатки имеющихся у предприятия сумм
на указанные выше цели. Если бы предприя-
тие произвело перерасход, это явилось бы
нарушением финансовой дисциплины, причём
сумму перерасхода следовало бы показать от-
дельно в разделе В актива баланса.
Анализ денежных средств, расчётных
и кредитных отношений предприятия осу-
ществляется непосредственно по данным бух-
галтерского баланса. Анализ денежных средств
должен установить, достаточны ли остатки
этих средств для обеспечения платежей, пред-
стоящих в течение ближайших дней. Если
предприятие кредитуется по обороту, то ана-
лиз остатков денежных средств связывается
с выявлением суммы свободного лимита по
этому кредиту. Остаток свободного лимита
кредита по обороту рассматривается как ре-
зерв денежных средств. Суммы дебиторской
задолженности указывают на отвлечение части
средств предприятия от их прямого назначе-
ния. По движению сумм дебиторской задол-
женности (как и по состоянию запасов мате-
риальных ценностей) судят о том, насколько
успешно предприятие борется за мобилизацию
принадлежащих ему средств.
Задолженность по ссудам, полученным от
банка, анализируется в связи с показателями,
характеризующими финансовое состояние пред-
приятия. Выясняют, как предприятие исполь-
зует свои кредитные возможности, получает
ли оно полностью возможные суммы креди-
тов или не имеет в этом надобности. Банк
взыскивает с предприятия за пользование ссу-
дами проценты. Проценты, уплаченные пред-
приятием, увеличивают сумму его общезавод-
ских расходов, поэтому пользоваться банков-
ским кредитом предприятия должны лишь в
тех случаях, когда в этом имеется действи-
тельная необходимость. Задолженность кре-
диторам представляет собой такую же не-
нормальность, как и дебиторская задолжен-
ность. Задерживая средства, принадлежащие
другим организациям, предприятие тем самым
нарушает правильное функционирование этих
средств. Расчётная дисциплина социалисти-
ческих предприятий заключается в том, чтобы
не отвлекать от прямого назначения ни своих
средств, ни средств, принадлежащих другим
организациям.
Учёт прибылей и убытков. Результаты от
реализации продукции собственного произ-
водства, включая изделия широкого потребле-
ния из отходов, работы и услуги, оказанные
на сторону, капитальному ремонту основных
средств, своему капитальному строительству
или жилищно-коммунальному хозяйству, а
также результаты от реализации материалов,
тары и прочих материальных ценностей отра-
жаются на отдельных бухгалтерских счетах
первого порядка. На дебет такого счёта „Ре-
ализация" записывается себестоимость реали-
зуемых ценностей, налог с оборота и расходы
по сбыту, на кредит — стоимость соответ-
ственной продукции или работ по отпускным
ценам. Сальдо по такому счёту обозначает
чистый финансовый результат, т. е. прибыль
или убыток от реализации данного вида цен-
ностей или услуг. Расходы и доходы по
эксплоатации жилищно-коммунального хозяй-
ства отражаются в текущем счёте на счёте
того же наименования. Прочие расходы и до-
ходы учитываются также в большинстве слу-
чаев на отдельных счетах. В конце месяца все
суммы прибылей и убытков (доходов и рас-
ходов) переносятся на общий счёт „Прибыли
и убытки* предприятия.
На дебет этого счёта записываются сле-
дующие расходы, убытки и потери: убытки
от реализации (включая убытки от реализации
тары), расходы по опытам, не давшим резуль-
татов, не предусмотренные планом потери от
производственного риска, убытки от стихий-
ных бедствий, расходы по содержанию кон-
сервированных предприятий, убытки от спи-
сания долгов за истечением исковой давности,
убытки от списания безнадёжных долгов,
убытки от эксплоатации жилищно-коммуналь-
ного хозяйства и некоторые другие суммы.
На кредит счёта „Прибыли и убытки" отно-
сятся следующие доходы: прибыль от реали-
зации (включая прибыль по операциям с та-
рой), прибыль от эксплоатации жилищно-ком-
мунального хозяйства, поступления по спи-
санным ранее в убыток безнадёжным долгам,
перечисление в доходы кредиторской задол-
женности, доходы от арендных статей и не-
которые другие суммы. На этот же счёт от-
носятся прибыли и убытки, относящиеся к
предыдущему отчётному году, но выявленные
в текущем году. Сальдо счёта „Прибыли и
убытки" определяет конечный финансовый ре-
зультат, полученный предприятием. В сумму
этого результата не включаются расходы,
производимые за счёт целевого финансиро-
вания и целевых поступлений, а также при-
были и убытки, полученные в результате ли-
квидации основных средств.
АНАЛИЗ ФИНАНСОВОГО СОСТОЯНИЯ
ПРЕДПРИЯТИЯ
Финансовое состояние предприятия обусло-
вливается выполнением плана по всем основ-
ным показателям. Анализ выполнения финан-
сового плана должен выяснить, уложилось ли
предприятие в установленные лимиты расхо-
ГЛ. IV]
АНАЛИЗ ФИНАНСОВОГО СОСТОЯНИЯ ПРЕДПРИЯТИЯ
291
дов, за счёт каких доходов и расходов факти-
ческая сумма прибыли отклоняется от суммы,
предусмотренной по плану, нет ли перерас-
ходов по затратам за счёт целевого финанси-
рования; полностью ли выполнило предпри-
ятие задания по взносам части прибыли в
бюджет; соблюдает ли оно финансовую и
сметную дисциплину, достаточно ли быстро со-
вершается кругооборот его оборотных средств,
не допускается ли их иммобилизация.
При анализе финансового состояния за-
вода необходимо прежде всего выяснить
общую сумму собственных средств, предоста-
вленных предприятию государством, а также
средств, приравниваемых к собственным. При
этом надо установить, какая часть получен-
ной суммы покрывает стоимость имеющихся
у предприятия основных средств и какая часть
полностью отвлечена от предприятия. Вычитая
из общей суммы собственных и приравненных
к ним средств стоимость основных средств
предприятия и средств отвлечённых, опреде-
ляют величину собственных и приравненных
к ним средств, находящихся в обороте. Эта
сумма показывается в балансе предприятия
в особой справке.
После этого надо выяснить, какое коли-
чество нормируемых оборотных средств имеет
предприятие, как их величина относится
к сумме нормируемых активов, установленной
по плану (к нормативу оборотных средств),
в какой мере нормируемые оборотные сред-
ства покрываются собственными средствами
и какая их часть покрыта краткосрочными
кредитами Госбанка. Разность между суммой
собственных и приравненных к ним средств,
находящихся в обороте (с учётом кредитов,
полученных под нормируемые активы), и сто-
имостью запасов (нормируемых активов) пред-
ставляет собой очень существенный пока-
затель для оценки финансового состояния
предприятия. В процессе дальнейшего анализа
надо установить, чем именно покрывается не-
достаток собственных оборотных средств, если
он имеется, или как используются излишние
оборотные средства, если они есть у предпри-
ятия. Необходимо также проанализировать
остатки средств, предназначенных для капи-
тального ремонта, и правильность их исполь-
зования по назначению. Затем надо рассмо-
треть остатки отгружённых товаров, денежных
средств дебиторской задолженности, задолжен-
ности предприятия банку по ссудам на суммы
в пути, а также различную кредиторскую за-
долженность.
При анализе финансового состояния госу-
дарственного промышленного предприятия
должны быть выяснены следующие основные
вопросы: а) соответствует ли размещение
средств, имеющихся у предприятия, их назна-
чению; б) достаточное ли количество собствен-
ных оборотных средств имеет предприятие и
правильно ли оно воспроизводит эти средства,
работает ли оно рентабельно; не имеет ли оно
ненужных ему запасов материальных ценно-
стей; в) при недостаточности собственных
оборотных средств, за счёт каких именно
источников восполняется этот недостаток;
г) какова оборачиваемость средств предприя-
тия; сколько оборотных средств мобилизовало
предприятие за счёт ускорения их оборачи-
ваемости.
Показатель оборачиваемости средств ре-
комендуется исчислять путём деления суммы
стоимости реализованной продукции (по от-
пускным ценам без налога с оборота) на сум-
му оборотных средств предприятия. Частное
от этого деления показывает число оборотов
оборотных средств за отчётный период.
Официальная методология расчётов скорости
кругооборота оборотных средств требует
исчисления показателя оборачиваемости всех
оборотных средств и отдельно нормируемых
оборотных средств. В состав нормируемых
оборотных средств входят: производственные
запасы, незавершённое производство и полу-
фабрикаты своего производства, расходы бу-
дущих отчётных периодов, готовая продукция
и товары на складе (остатки по всем этим
статьям). При определении общей величины
всех оборотных средств предприятия к этой
сумме прибавляют: денежные средства (кроме
расчётного счёта в банке); стоимость остатка
товаров отгруженных и сданных работ; сум-
му дебиторской задолженности, включая това-
ры, неоплаченные и находящиеся на ответствен-
ном хранении у покупателей, прочие ненорми-
руемые средства. Разделив продолжительность
отчётного периода (в месяцах или днях) на чи-
сло оборотов, можно определить длительность
оборота средств. Показатель оборачиваемости
средств позволяет сравнивать успешность ра-
боты однотипных предприятий по части со-
кращения производственного цикла реализа-
ции неликвидов, уменьшения складских запа-
сов материальных ценностей, своевременной
отгрузки готовых изделий и строгого соблю-
дения расчётно-финансовой дисциплины. Кроме
этого показателя, для суждения об эффектив-
ности использования оборотных средств нахо-
дят, сколько рублей товарной продукции вы-
пускает предприятие на один рубль имеющихся
у него оборотных средств.
Наряду с тем необходимо исчислить сумму
средств, высвобожденных предприятием из
оборота в истекшем периоде. Расчёт этот
делается так:
1-й квартал 2-й квартал
1. Оборот по реали-
зации 600 тыс. руб. 900 тыс. руб.
2. Общая сумма обо-
ротных средств .... 100 тыс. руб. 120 тыс. руб.
3. Оборачиваемость
в днях 15 12
4. Потребность в
средствах на 2-й квар-
тал, исходя из обора-
чиваемости в 1-м квар- доз . 15
тале —90— "
-150 тыс. руб.
5. Сумма высвобо-
жденных средств, кото-
рая соответствует уско-
рению оборачиваемости
на три дня 150 т. р.—120 т. р. =30 тыс. руб.
Балансы промышленных предприятий по
основной их деятельности строятся так, чтобы
можно былд оценить финансовое состояние
завода без предварительной пбдготовки ба-
ланса к анализу. Но для выявления причин,
обусловивших то или иное финансовое со-
стояние, необходимо привлечь дополнительные
данные,- характеризующие выполнение произ-
водственной программы по • выпуску продук-
;292 учёт, калькуляция и анализ хозяйственной деятельности завода [разд. v
ции, выполнение задания по снижению себе-
стоимости и по росту производительности
труда, выполнение плана реализации продук-
ции и ряд других сведений, характеризующих
работу предприятия.
ОРГАНИЗАЦИЯ ХОЗЯЙСТВЕННОГО
КОНТРОЛЯ
Материальные ценности и денежные сред-
ства, расходуемые государственными промыш-
ленными предприятиями, являются социали-
стической собственностью. Каждый хозяйствен-
ный руководитель обязан соблюдать стро-
жайший режим экономии в использовании
этих средств, а самое расходование их про-
изводить лишь на те цели, для которых со-
ответствующие средства предназначены, не
допуская непроизводительных и бесхозяйствен-
ных расходов и потерь.
Контроль за хозяйственной работой пред-
приятия осуществляется непосредственно тем
министерством, которому предприятие под-
чинено, а также Министерством государствен-
ного контроля СССР и союзных республик,
Государственным банком, Промышленным бан-
ком и органами Министерства финансов.
Текущий внутриведомственный
контроль осуществляется при помощи си-
стематического анализа отчётности, предста-
вляемой предприятием, и периодических до-
кументальных ревизий. Он охватывает все
стороны работы предприятия.
Документальная ревизия должна произво-
диться не реже одного раза в год и своими
задачами имеет проверку законности совер-
шённых операций, соблюдение финансовой и
сметной дисциплины, борьбу с расхищением
социалистической собственности и выявление
случаев незаконного расходования денежных
средств и материальных ценностей, проверку
правильности постановки бухгалтерского учёта,
доброкачественности документов и правиль-
ности бухгалтерских записей, проверку пра-
вильности ведения учёта складского хозяй-
ства. Эту ревизию осуществляют бухгалтеры-
ревизоры соответственного главного упра-
вления.
При обнаружении каких-либо дефектов в
хозяйственной работе, случаев неправильного
и незаконного расходования денежных средств
и материальных ценностей на виновных лиц
накладываются дисциплинарные взыскания, а
при наличии преступлений дело о привлече-
нии виновных лиц к ответственности пере-
даётся судебно-следственным органам.
Контроль, осуществляемый Министер-
ством государственного контроля. Задачами
Министерства государственного контроля яв-
ляются повседневный как предварительный,
так и последующий контроль над учётом, хра-
нением и расходованием денежных средств и
материальных ценностей, производство госу-
дарственных ревизий, проверка исполнения
постановлений и распоряжений правительства,
дача заключений правительству по исполнению
государственного бюджета. Предвари-
тельный контроль осуществляется пу-
тём проверки смет, нарядов и других доку-
ментов. Он проводится на предприятиях, име-
ющих важное государственное значение,
и осуществляется через специальных кон-
тролёров, направляемых на заводы для этой
цели. Последующий контроль осуще-
ствляется в форме государственных ревизий
путём проверки бухгалтерских записей и отчёт-
ных данных.
Результаты, выявленные при ревизии, фик-
сируются в особом акте.
Министерству государственного контроля
поручено проверять заявления и жалобы глав-
ных (старших) бухгалтеров о необоснованном
наложении на них взысканий или о снятии
их с работы в связи с выполнением возло-
женных на них обязанностей, а также при-
влекать к ответственности руководителей
учреждений, организаций и предприятий, ви-
новных в нарушении прав главных (старших)
бухгалтеров.
Государственный банк контролирует
сроки оплаты предприятием его задолжен-
ности по документам, переданным для по-
лучения платежа на инкассо в банк, и по ссу-
дам, полученным от Государственного банка.
Кроме того, Госбанк контролирует сохран-
ность грузов, переданных предприятию на
ответственное хранение (т. е. на хранение без
права пользования грузом), осуществляет кон-
троль расходования фондов заработной платы
и расходования средств, предоставленных
предприятию на капитальный ремонт, прове-
ряет наличие объектов банковских креди-
тов.
Контроль за сохранностью грузов, пере-
данных предприятию на ответственное хра-
нение, осуществляется путём проверки на-
личия этих грузов, производимой инспекторами
Государственного банка. Контроль расходо-
вания фондов заработной платы осуществляется
Госбанком при выдаче денежных средств на
заработную плату работников предприятия,
а также путём проверки платёжных ведомо-
стей и записей в кассовой книге. Такая про-
верка производится непосредственно на пред-
приятии инспектором Госбанка.
Контроль за правильностью расходования
средств, предоставленных предприятию на ка-
питальный ремонт, осуществляется при вы-
даче средств с особого счёта путём проверки
финансовых расчётов и планов по капиталь-
ному ремонту, проверки цен на материалы и
других нормативов, а также путём обследо-
вания работ по капитальному ремонту на месте
их производства.
Кроме того, Госбанк проверяет мотивы
отказа предприятия от акцепта платёжных
требований, регистрирует случаи отказа от
оплаты платёжных требований, уменьшения
сумм по ним или отзыва платёжных требова-
ний. В отдельных случаях Госбанк проводит
на месте проверку правильности платёжных
требований (если эта проверка обосновывается
наличием отказов в их акцепте или другими
нарушениями правил, определяющих порядок
расчётов). Санкции, применяемые Госбанком
за нарушение расчётной дисциплины, преду-
сматривают взыскание штрафа в 5% от сто-
имости растраченного товара, сданного пред-
приятию на ответственное хранение (штраф
взыскивается в пользу поставщика); привле-
чение виновных к уголовной ответственности;
прекращение кредитования при обнаружении
бестоварных счетов или при систематической
отгрузке незаказанных товаров; приостановку
ГЛ. IV]
ОРГАНИЗАЦИЯ ХОЗЯЙСТВЕННОГО КОНТРОЛЯ
293
финансирования капитального ремонта при на-
личии бесхозяйственных расходов; привлече-
ние к уголовной ответственности виновных
в представлении неверных справок о выполне-
нии производственной программы и в выдаче
заработной платы сверх отпущенных сумм.
За нарушение правил документооборота взы-
скиваются штрафы, а за просрочку плате-
жей — пени.
Промышленный банк контролирует фак-
тическое наличие утверждённых проектов и
смет, соответствие отдельных смет суммам,
предусмотренным генеральной сметой; про-
веряет цены и тарифы по счетам за матери-
алы и услуги; следит за соблюдением проектно-
сметной и финансовой дисциплины и прове-
ряет в случае необходимости объём выпол-
ненных работ.
Промбанк осуществляет контроль счетов
при их оплате, проверяет суммы, выписыва-
емые на выдачу заработной платы, в смысле
их соответствия сметным ассигнованиям; ана-
лизирует отчётность о ходе строительства и,
наконец, направляет своих инспекторов для
осмотра и обмера выполненных работ непо-
средственно на месте.
При обнаружении бесхозяйственности Пром-
банк прекращает финансирование и привле-
кает виновных к уголовной ответственности.
Обнаружив дефекты в титульных списках, от-
сутствие отдельных смет или сметно-финан-
совых расчётов, Промбанк устанавливает
предприятию определённый срок для устра-
нения таких дефектов.
Большую роль играет Промбанк в деле
мобилизации внутренних ресурсов промыш-
ленности и транспорта, которые могут быть
использованы на капитальное строительство
(часть амортизационных сумм, часть прибыли,
подлежащая взносу в Промбанк).
Органы Министерства финансов осу-
ществляют контроль за выполнением обяза-
тельств предприятия перед государственным
бюджетом, следят за соблюдением штатов,
ставок административно-управленческого пер-
сонала и смет административно-управлен-
ческих расходов, проверяют постановку внутри-
ведомственного финансового контроля и на-
блюдают за осуществлением прав и обязан-
ностей главных и старших бухгалтеров пред-
приятий. Контроль за выполнением обяза-
тельств предприятия перед государствен-
ным бюджетом проводится путём анализа ба-
лансов. Контроль штатов и ставок администра-
тивно-управленческого персонала, а также
административно-управленческих расходов
предприятия осуществляется путём проверки
соответствующих платёжных документов и
бухгалтерских записей инспекторами местных
финансовых органов.
Министерство финансов Союза ССР осу-
ществляет также предварительный финан-
совый контроль работы промышленности пу-
тём рассмотрения смет ведомств, финансовых
планов главков и предприятий. Министерство
финансов Союза ССР по указаниям прави-
тельства систематически даёт заключения
о работе министерств и предприятий.
ЛИТЕРАТУРА И ИСТОЧНИКИ
1. В. И. Ленин, Грозящая катастрофа и как с
ней бороться, Соч., т. 25.
2. В.. И. Ленин, Ответ на запрос левых эсеров.
Соч., т. 26.
3. В. И.Лен я н, Как организовать соревнование,
Соч., т. 26.
4. В. И.Лени н, Очередные задачи Советской вла-
сти, Соч., т. 27.
5. И. В. Сталин, Речь при открытии Первого Все-
российского совещания ответственных работников РКИ,
Соч., т. IV.
6. И. В. Сталин, XIII съезд РКП(б). Организаци-
онный отчёт Центрального Комитета, Соч., т. 6.
7. И. В. Сталин, О хозяйственном положении
Советского Союза и политике партии, Соч., т. 8.
8. И. В. Сталин, Новая обстановка—новые задачи
хозяйственного строительства, „Вопросы ленинизма",
изд. 11-е.
9. И. В. Сталин, О Великой Отечественной войне
Советского Союза, изд. 5-е» Госполитиздат, 1947.
10. Резолюции XVIII съезда ВКП(б), Госполитиздат
1Р39.
П. Резолюции XVIII Всесоюзной конференции ВКП(б),
Госполитиздат, 1941.
12. В. М. Молотов, Третий пттилетний план раз-
вития народного хозяйства СССР, Госполитиздат, 1939.
13. Г. М. Маленков, О задачах партийных орга-
низаций в области промышленности и транспорта, Гос-
политиздат 1941.
14. Руководство к плану счетов текущего учёта основ-
ной деятельности промышленных предприятий, Министер-
ство финансов СССР, Управление бухгалтерского учёта
и отчётности, 1946.
15. Инструктивные ведомственные материалы Мини-
стерства финансов, ЦСУ и машиностроительных мини-
стерств.
16. Бухгалтерский учёт, Сборник, Госпланиздат, 1948
ОРГАНИЗАЦИЯ ТРУДА
И ТЕХНИЧЕСКОЕ НОРМИРОВАНИЕ
Глава V
ОРГАНИЗАЦИЯ ТРУДА И ЗАРАБОТНОЙ ПЛАТЫ
ОСНОВЫ СОЦИАЛИСТИЧЕСКОЙ ОРГАНИЗАЦИИ ТРУДА НА ПРЕДПРИЯТИИ
Основы социалистической организации
труда разработаны В. И. Лениным и получили
своё дальнейшее развитие, углубление и обос-
нование в трудах товарища И. В. Сталина.
В первоначальном наброске статьи „Оче-
редные задачи Советской власти" Ленин писал:
„... для Советской власти именно организация
труда в отдельных крупнейших предприятиях
я в отдельных деревенских общинах является
самым главным, коренным и злободневным
вопросом всей общественной жизни." *
Организация труда на социалистическом
предприятии определяется принципиальными
особенностями и громадным превосходством
социалистического способа производства над
капиталистическим.
ПРИНЦИПИАЛЬНЫЕ ОСОБЕННОСТИ
И ПРЕИМУЩЕСТВА
СОЦИАЛИСТИЧЕСКОЙ ОРГАНИЗАЦИИ
ТРУДА
В Советском Союзе ликвидирована капи-
талистическая система хозяйства и отменена
частная собственность на орудия и средства
производства. Орудия и средства производства
в СССР являются социалистической собствен-
ностью в форме государственной собствен-
ности (всенародное достояние) либо в форме
кооперативно-колхозной собственности (соб-
ственность отдельных колхозов, собственность
кооперативных объединений).
Социализм полностью ликвидировал суще-
ствовавший при капитализме разрыв между
рабочим и условиями его труда: трудящиеся
нашей страны не отделены от средств произ-
водства, а сообща владеют ими. Докладывая
о проекте Конституции СССР, товарищ Сталин
сказал: .... наш рабочий класс не только не
лишен орудий и средств производства, а на-
оборот, он ими владеет совместно со всем
народом. А раз он ими владеет, а класс капи-
талистов ликвидирован, — исключена всякая
возможность эксплуатации рабочего класса." **
Уничтожение эксплуатации человека чело-
веком придаёт труду в социалистическом
обществе совершенно новый характер. „Впер-
вые после столетий труда на чужих, под-
невольной работы на эксплуататоров является
возможность работы на себя, и притом
работы, опирающейся на все завоевания новей-
шей техники и культуры." * Труд в нашей
стране уже не является источником обогаще-
ния эксплоататоров, а направлен на великие
прогрессивные цели, отвечающие жизненным
интересам всего народа, на укрепление и раз-
витие первого в мировой истории социалисти-
ческого государства трудящихся.
Товарищ Сталин следующим образом опре-
делил взаимоотношения людей в условиях со-
циалистического производства: „Взаимные
отношения людей в процессе производства ха-
рактеризуются здесь, как отношения товари-
щеского сотрудничества и социалистической
взаимопомощи свободных от эксплоатации ра-
ботников." **
Рабочая сила при социализме уже не
является товаром. Вместо купли-продажи ра-
бочей силы в форме найма рабочих частным
предпринимателем-капиталистом труд в на-
шей стране распределяется между разными
отраслями общественного производства по еди-
ному государственному хозяйственному плану,
полностью исключающему действие стихийных
законов капиталистического хозяйства.
Советское государство планомерно исполь-
зует работников, планомерно распределяет
их между отраслями народного хозяйства и
проводит планомерную подготовку и воспроиз-
водство рабочих кадров.
При капитализме всякий труд имеет частный,
личный характер. В противоположность этому
при социализме труд приобрёл непосредствен-
но-общественный характер. „Люди работают
у нас не на эксплуататоров, не для обогащения
тунеядцев, а на себя, на свой класс, на свое,
советское общество, где у власти стоят луч-
шие люди рабочего класса. Поэтому-то труд
имеет у нас общественное значение, он является
делом чести и славы." ***
В СССР каждый работник чувствует себя
„. .. свободным гражданином своей страны,
своего рода общественным деятелем. И если он
* В. И.Ленин, Соч., изд. 4-е, т. 27, стр. 177.
** И. В. Сталин, Вопросы ленинизма, нзд. 11-е,
стр. 511.
* В. И.Ленин, Соч., изд. 4-е. т. 26, стр. 368.
** И. В.Сталин, Вопросы ленинизма, изд. 11-е,
стр. 558.
*** И. В. Сталин, Там же, стр. 499.
ГЛ. V]
ОСНОВНЫЕ ПРИНЦИПЫ СОЦИАЛИСТИЧЕСКОЙ ОРГАНИЗАЦИИ ТРУДА
295
работает хорошо и даёт обществу то, что может
дать, — он герой труда, он овеян славой." *
Имея непосредственно-общественное зна-
чение, труд в нашей стране стал первейшей
обязанностью всех работоспособных граждан.
„Социализм и труд неотделимы друг от друга...
... Социализм требует не лодырничанья, а того,
чтобы все люди трудились честно, трудились
не на других, не на богатеев и эксплуатато-
ров, а на себя, на общество." ** Ещё Ленин
сформулировал закон социализма: „Кто не рабо-
тает, тот не ест", зафиксированный впослед-
ствии 12-й статьёй Сталинской Конституции
СССР: „Труд в СССР является обязанностью
и делом чести каждого способного к труду
гражданина по принципу: „кто не работает, тот
не ест".
Всеобщая обязательность труда для всех
граждан СССР теснейшим образом связана
с их правом на труд, т. е. правом на полу-
чение гарантированной работы с оплатой их
труда в соответствии с его количеством и ка-
чеством. Это право закреплено Сталинской
Конституцией и обеспечивается социалистиче-
ской организацией народного хозяйства,'исклю-
чающей возможность кризисов и безрабо-
тицы .
Превосходство социалистического способа
производства проявляется в неограниченном
и постоянно прогрессирующем росте произ-
водительности труда, который обусловлен
громадными преимуществами советского хо-
зяйственного и общественного строя, творче-
ским развитием дарований и способностей на-
рода, широчайшим использованием завоева-
ний новейшей техники и культуры. Ленин
учил:„Производительность труда, это, в послед-
нем счете, самое важное, самое главное для
победы нового общественного строя. Капи-
тализм создал производительность труда, не-
виданную при крепостничестве. Капитализм
может быть окончательно побежден и будет
окончательно побежден тем, что социализм
создает новую, гораздо более высокую произ-
водительность труда"***. Товарищ Сталин на
Первом всесоюзном совещании стахановцев
в 1935 г. указывал: „Почему может, должен и
обязательно победит социализм капиталисти-
ческую систему хозяйства? Потому, что он
может дать более высокие образцы труда,
более высокую производительность труда, чем
капиталистическая система хозяйства. Потому,
что он может дать обществу больше продук-
тов и может сделать общество более бога-
тым, чем капиталистическая система хозяй-
ства" ****.
Повышение производительности труда
всегда стояло в центре внимания Коммуни-
стической партии и Советского правительства.
Товарищ Сталин следующим образом сформу-
лировал политику партци в данном вопросе:
„Мероприятия партии по части разрешения
этой проблемы идут по трём линиям: по линии
систематического улучшения материального
положения трудящихся, по линии насаждения
товарищеской трудовой дисциплины в пред-
* И. В. Сталин, Вопросы ленинизма, изд. 11-е.
стр.500.
** И. В. Сталин, там же, стр. 418.
*** В. И. Лени н, Соч., изд. 3-е, т. XXIV, стр. 342.
**** И. В. Сталин, Вопросы ленинизма, изд. 11-е,
стр. 494.
приятиях промышленности и сельского хо-
зяйства, наконец, по линии организации со-
циалистического соревнования и ударни-
чества. Всё это — на базе улучшенной тех-
ники и рациональной организации труда" *.
ОСНОВНЫЕ ПРИНЦИПЫ
СОЦИАЛИСТИЧЕСКОЙ ОРГАНИЗАЦИИ
ТРУДА
Важнейшим принципом социалистической
организации труда является распределение
продуктов по труду, т. е. в зависимости от
количества и качества работы, выполненной
непосредственными участниками обществен-
ного процесса производства.
„Принцип социализма состоит в том, что
в социалистическом обществе каждый рабо-
тает по своим способностям и получает пред-
меты потребления не по своим потребностям,
а по той работе, которую он произвел для
общества." **
Распределение продуктов по труду осуще-
ствляется в форме денежной заработной платы.
Однако экономическое содержание зара-
ботной платы в СССР коренным образом от-
личается от заработной платы при капитализме,
где она выражает непримиримые классовые
противоречия между рабочими и капита-
листами.
В капиталистических странах рабочий ли-
шён средств производства, составляющих соб-
ственность капиталистов, и потому он вы-
нужден под угрозой голода и нищеты про-
давать им свою рабочую силу. Заработная
плата представляет собой ту цену, по которой
капиталист покупает рабочую силу, приобре-
тая тем самым право на её безграничную
эксплоатацию в процессе производства. Капи-
талисты ведут непрерывную борьбу за сниже-
ние заработной платы и за увеличение коли-
чества труда, остающегося неоплаченным и
образующего, таким образом, источник ка-
питалистической наживы.
В противоположность этому в СССР за-
работная плата представляет собой денеж-
ное выражение той доли общественного про-
дукта, которую социалистическое государ-
ство выделяет в плановом порядке для её
распределения между трудящимися сораз-
мерно количеству и качеству работы, вы-
полненной каждым из них. Среди важней-
ших преимуществ советской системы хозяй-
ства товарищ Сталин указал, что в СССР
„... распределение народного дохода проис-
ходит не в интересах обогащения эксплуата-
торских классов и их многочисленной пара-
зитической челяди, а в интересах системати-
ческого повышения материального положе-
ния рабочих и крестьян и расширения со-
циалистического производства в городе и в
деревне;..." ***
Социалистический принцип распределения
по труду создаёт материальную заинтересо-
ванность каждого работника в результатах
его труда, обеспечивая тем самым правильное
*И. В. Сталин, Соч. т. 12, стр. 329.
** И. В. Сталин, Вопросы ленинизма, изд. 11-е,
стр. 495.
*** И. В. С т а л и н, Соч., т. 12, стр. 321.
296
ОРГАНИЗАЦИЯ ТРУДА И ЗАРАБОТНОЙ ПЛАТЫ
[РАЗД. V
сочетание личных и общественных интересов,
стимулируя рост производительности труда
на социалистических предприятиях.
Систематическое повышение жизненного
уровня трудящихся СССР на основе роста
производительности труда является одним из
основных принципов социалистической орга-
низации труда. В то время как при капита-
лизме увеличение производительности труда
влечёт за собой рост безработицы и вызывает
относительное и абсолютное обнищание рабо-
чего класса, в СССР полностью исключены ни-
щета и безработица. Рост производительности
труда в СССР сопровождается повышением за-
работной платы работников социалистических
предприятий, улучшением материального, быто-
вого и культурного уровня их жизни. При этом
„,.. рост производительности труда должен
обгонять рост зарплаты. Только при этом усло-
вии будет создана материальная база и будут
накоплены средства и для обеспечения роста
зарплаты, и для расширения производства,
требующего увеличения оборотных средств, и
для восстановления изношенного и устарев-
шего оборудования, и для удовлетворения
все возрастающих культурных потребностей,
и для воспитания и образования подрастаю-
щего поколения, и для управления и обороны
государства" *.
Товарищ Сталин показал, что систематиче-
ское повышение жизненного уровня трудя-
щихся в СССР является объективной необхо-
димостью, составляющей одно из условий
расширенного социалистического воспроиз-
водства и способствующей бескризисному,
планомерному развитию нашей экономики;
.... систематическое улучшение материаль-
ного положения трудящихся и непрерывный
рост их потребностей (покупательной способ-
ности), будучи постоянно растущим источни-
ком расширения производства, гарантирует
трудящихся от кризисов перепроизводства,
роста безработицы и нищеты;..."**
Улучшение материального уровня жизни
трудящихся по мере роста производитель-
ности труда достигается не только путём по-
вышения денежной заработной платы, но также
путём систематического снижения цен на
продовбльственные и промышленные товары.
Успешное выполнение послевоенного пятилет-
него плана сопровождалось трехкратным круп-
ным снижением цен на предметы массового
потребления. Первый этап снижения цен был
проведён в декабре 1947 г. в связи с( денеж-
ной реформой и с отменой карточной системы.
В результате отмены высоких цен коммер-
ческой торговли и введения . единых снижен-
ных розничных цен государственной торговли
население выиграло по меньшей мере 57 млрд.
руб., а если принять во внимание вызванное
мероприятиями правительства снижение цен
на колхозном и кооперативном рынке, то об-
щий выигрыш населения за счёт удешевления
товаров массового потребления составил за
год около 86 млрд. руб. Дальнейшее увеличе-
ние объёма производства и снижение себе-
стоимости товаров в 1948 г. дали возможность
* ВКП(б) в резолюциях и решениях съездов, конфе-
ренций и пленумов ЦК, ч. I, изд. 6-е, Госполитиздат, 19*0,
стр. 627.
•¦И.В.Сталин, Соч., т, 12, стр. 321.
Коммунистической партии и Советскому'пра-
вительству подготовить и провести в начале
1949 г. новой этап снижения цен, благодаря
которому трудящиеся выиграли дополни-
тельно за год около 71 млрд. руб.
Постановление .Совета Министров Союза ССР
и LJK ВКП(б) о новом снижении розничных
цен с 1 марта 1950 г. представляет собой яркое
проявление непрестанной Сталинской заботы
о широких массах трудящихся нашей страны.
Вместе с тем снижение цен значительно
укрепляет советский рубль, повышает его
покупательную способность, укрепляет курс
рубля по сравнению с курсом иностранных
валют.
Основываясь на неуклонном росте произ-
водительности труда, политика снижения цен,
осуществляемая социалистическим, государ-
ством, укрепляет стимулирующее значение за-
работной платы и тем самым активно содей-
ствует дальнейшему повышению производи-
тельности труда во всех отраслях народного
хозяйства СССР.
Рост производительности труда в СССР
тесно связан с повышением его технической
вооружённости, в частности — с прогресси-
рующей механизацией и электрификацией
труда в производстве: „... механизация про-
цессов труда является той новой для нас и
решающей силой, без которой невозможно
выдержать ни наших темпов,-ни новых масшта-
бов производства." *
При капитализме механизация труда про-
водится лишь постольку, поскольку это выгодно
с точки зрения частного предпринимателя.
Если капиталист имеет возможность исполь-
зовать дешёвую рабочую силу, он отказывается
от механизации; поэтому наиболее тяжёлые
и трудоёмкие процессы, не требующие никакой
квалификации от рабочего, выполняются в ка-
питалистических условиях во многих слу-
чаях вручную. Механизация труда в СССР
не ограничена подобными рамками и плано-
мерно осуществляется социалистическим го-
сударством в самых широких масштабах в ка-
честве безусловного принципа социалисти-
ческой организации труда.
Механизация труда и её дальнейшее раз-
витие в виде автоматизации производства не
только приводит к резкому увеличению произ-
водительности, но вносит коренные изменения
в самый характер трудовых процессов, ликви-
дирует тяжёлые, вредные виды работы, устра-
няет необходимость напряжённого физиче-
ского труда, повышает культуру производ-
ства, способствует оздоровлению условий
труда и в конечном счёте ликвидирует про-
тивоположность между умственным и физи-
ческим трудом.
Оздоровление условий труда является ха-
рактерной особенностью и важным принципом
социалистической организации труда. Оно
охватывает обширный комплекс разнообраз-
ных мероприятий, включая технику безопас-
ности, применение различных вспомогатель-
ных устройств, облегчающих труд и умень-
шающих утомляемость в процессе работы,
обеспечение чистым воздухом, достаточным
светом, нормальной температурой и гигиениче-
* И. В. Сталин, Вопросы ленинизма, изд. 11-е,
стр. 333.
ГЛ. V]
СОЦИАЛИСТИЧЕСКАЯ ДИСЦИПЛИНА ТРУДА
297
сними условиями на производстве, организацию
систематического отдыха, медицинское об-
служивание и борьбу с профессиональными
заболеваниями трудящихся.
Право на отдых гарантировано всем тру-
дящимся статьёй 119 Конституции: „Право на
отдых обеспечивается установлением для ра-
бочих и служащих восьмичасового рабочего
дня и сокращением рабочего дня до семи
и шести часов для ряда профессий с тяжё-
лыми условиями работы и до четырёх часов —
в цехах с особо тяжёлыми условиями работы;
установлением ежегодных отпусков рабочим
и служащим с сохранением заработной платы;
предоставлением для обслуживания трудя-
щихся широкой сети санаториев, домов от-
дыха, клубов".
Систематическая забота об оздоровлении
условий труда, проявляемая социалистическим
государством рабочих и крестьян, предста-
вляет собой яркий контраст хищническому ра-
сточительству сил, здоровья и самой жизни
трудящихся, свойственному капиталистиче-
ской организации производства.
Способствуя коренному улучшению усло-
вий труда, механизация и автоматизация
производства создают новые требования к ква-
лификации работников, к уровню их техниче-
ских знаний и общекультурной подготовке.
Для успешного применения новых высоко-
производительных механизмов и автоматов,
для умелого управления ими и их обслужива-
ния в процессе работы нужны кадры, доста-
точно овладевшие техникой.
Систематическое повышение культурно-
технического уровня работников является
одним из основных принципов социалистической
организации труда. Оно подготовляет условия
для устранения противоположности между
трудом умственным и трудом физическим на базе
подъёма культурно-технического уровня рабо-
чих до уровня работников инженерно-техни-
ческого труда.
Товарищ Сталин говорил об этом на Пер-
вом всесоюзном совещании стахановцев сле-
дующее: „Нет никаких оснований сомне-
ваться в том, что только такой культурно-
технический подъём рабочего класса может
подорвать основы противоположности между
трудом умственным и трудом физическим, что
только он может.обеспечить ту высокую произ-
водительность труда и то изобилие предметов
потребления, которые необходимы для того,
чтобы начать переход от социализма к ком-
мунизму" *.
Неуклонное повышение культурно-техни-
ческого уровня работников представляет со-
бой чрезвычайно яркое проявление вели-
чайших преимуществ социалистической орга-
низации труда. Капиталистические предпри-
ниматели и рационализаторы всеми мерами
добиваются систематического снижения квали-
фикации и общекультурного уровня работни-
ков, используя это не только для дальнейшего
удешевления рабочей силы и сокращения за-
работной платы, но и дтя того, чтобы сломить
сопротивление рабочего класса гнёту капи-
талистической бесчеловечной эксплоатации,
превратить рабочих в послушный придаток
машины, полностью подчинить их деспоти
ческой власти капитала. „Прогресс техники
и науки означает в капиталистическом об-
ществе прогресс в искусстве выжимать пот",
писал В. И. Ленин*.
По мере повышения жизненного уровня
трудящихся СССР, по мере овладения новой
техникой и культурно-технического роста ра-
ботников всё шире развёртывается социали-
стическое соревнование, представляющее со-
бой выражение нового коммунистического от-
ношения работников социалистических пред-
приятий к своему труду.
Соревнование является одним из важней-
ших принципов социалистической организации
труда. „На самом деле,— учит товарищ
Сталин, — соревнование есть коммунисти-
ческий метод строительства социализма на
основе максимальной активности миллионных
масс трудящихся. На самом деле соревнова-
ние есть тот рычаг, при помощи которого
рабочий класс призван перевернуть всю хо-
зяйственную и культурную жизнь страны на
базе социализма." **
Социалистическое соревнование, развер-
нувшееся во всех отраслях народного хо-
зяйства СССР, является ныне подлинно все-
народным движением, открывающим широкое
поприще для творческой энергии и новатор-
ской инициативы трудящихся масс, выявляю-
щим колоссальные резервы, таящиеся в не-
драх нашего строя, и сознательно использую-
щим эти резервы в интересах укрепления
и развития экономики СССР. „Социалистиче-
ское соревнование есть выражение деловой
революционной самокритики масс, опираю-
щейся на творческую инициативу миллионов
трудящихся." ***
Развитие социалистического соревнования
представляет собой результат неуклонного
роста коммунистического сознания, являюще-
гося могучей движущей силой советского
общества. Оно обусловлено коренными пре-
имуществами нашего общественного и госу-
дарственного строя. „В то время как капита-
листическое общество раздирается неприми-
римыми противоречиями между рабочими и
капиталистами, между крестьянами и поме-
щиками, что ведёт к неустойчивости его вну-
треннего положения, советское общество,
освобождённое от ига эксплуатации, не знает
таких противоречий, свободно от классовых
столкновений и представляет картину друже-
ственного сотрудничества рабочих, крестьян,
интеллигенции. На основе этой общности
и развернулись такие движущие силы, как
морально-политическое единство советского
общества, дружба народов СССР, советский
патриотизм" ****.
СОЦИАЛИСТИЧЕСКАЯ ДИСЦИПЛИНА
ТРУДА
Важнейшей особенностью организации
труда в СССР является социалистическая
дисциплина труда, коренным образом отли-
чающаяся от дисциплины труда при капита-
* И.'В. Сталин, Вопросы ленинизма, изд. 11-е,
стр. 493
* В. И. Ленин, Соч., изд. 3-е, т. XVI, стр. 340.
** И. В. Сталин Соч., т. 12, стр. 109.
*** И. В. Сталин, Там же, стр. 109—ПО.
**** и. В. Стал и н. Вопросы ленинизма, изд. 11-е,
стр. 58Р.
298
ОРГАНИЗАЦИЯ ТРУДА И ЗАРАБОТНОЙ ПЛАТЫ
[РАЗД. V
лизме. Противопоставляя социалистическую
дисциплину труда крепостнической палочной
дисциплине и капиталистической дисциплине
голода, Ленин учил: „Коммунистическая орга-
низация общественного труда, к которой пер-
вым шагом является социализм, держится
и чем дальше, тем больше будет держаться
на свободной и сознательной дисциплине самих
трудящихся, свергнувших иго как помещиков,
так и капиталистов" *. Социалистическая дис-
циплина выражает новый тип общественно-
трудовых связей людей в процессе производ-
ства и новое отношение работников к своему
труду.
Социалистическая дисциплина труда состоит
прежде всего в работе с военной твёрдостью,
решительностью, самопожертвованием; она
не мирится с дезорганизаторскими поступками
работников и предполагает суровую борьбу
с летунами, рвачами, с текучестью рабочей
силы и с другими отрицательными явлениями,
которые обусловлены противопоставлением
личных интересов интересам социалистиче-
ского производства в целом.
Социалистическая дисциплина заключается
далее в строгом соблюдении установленного
режима работы, на производстве и в реши-
тельной борьбе с его нарушениями в виде
прогулов, опозданий, преждевременного ухода
с работы, бездельничанья в течение рабочего
дня и с другими нарушениями правил вну-
треннего распорядка.
Социалистическая дисциплина труда тре-
бует беспрекословного подчинения работников
руководителю, точности и аккуратного
выполнения всех предписаний и указаний
администрации в ходе производства. Укре-
пление дисциплины тесно связано поэтому
с последовательным проведением единонача-
лия; оно предполагает ликвидацию канце-
лярско-бюрократических методов руководства
и всемерное повышение его конкретности
и оперативности.
Важным элементом социалистической
дисциплины труда является строжайшее соблю-
дение качественных требований к выполняемой
работе, технических условий, стандартов, а
также установленных технологических процес-
сов и производственных инструкций; техно-
логическая дисциплина и систематическое
поддержание высокого уровня культуры про-
изводства составляют, таким образом, неотъ-
емлемую часть социалистической дисциплины
труда.
Обязательным элементом социалистической
дисциплины труда является далее плановая
дисциплина, т. е. полное и точное выполнение
государственных заданий и планов производ-
ства, а также установленных норм. Внедрение
социалистической дисциплины труда требует
решительной борьбы с практикой установления
заниженных планов, с некомплектным и не-
равномерным выпуском продукции, с пре-
уменьшением производственных возможностей
предприятия, с обманом социалистического
государства.
Социалистическая дисциплина труда озна-
чает внедрение режима экономии на производ-
стве, бережливость в расходовании мате-
риальных ценностей и денежных средств,
строжайшую охрану социалистической соб-
ственности и соблюдение сметно-финансовой
дисциплины, т. е. недопущение незаконных
выплат, непроизводительных затрат, потерь,
приписок, сокрытия брака, хищений, недо-
стач и т. п.
В. И. Ленин ещё в 1918 г. призывал рабочих
к строжайшей экономии и к дисциплине в труде:
„Веди аккуратно и добросовестно счет денег,
хозяйничай экономно, не лодырничай, не воруй,
соблюдай строжайшую дисциплину в труде, —
именно такие лозунги .. . становятся теперь,
после свержения буржуазии, очередными
и главными лозунгами момента" *.
Социалистическая дисциплина труда со-
здаётся и укрепляется методами убеждения
и воспитания, принуждения и поощрения.
Большую воспитательную работу по укрепле-
нию социалистической дисциплины. проводит
Всесоюзная коммунистическая партия (боль-
шевиков); она ведёт настойчивую борьбу с
пережитками капитализма в сознании людей,
поднимает уровень идейно-политической со-
знательности трудящихся, прививает им навыки
организованности, высокого патриотизма и без-
заветного служения общественным интересам.
Воспитание социалистической дисциплины
труда составляет прямую задачу профессио-
нальных и комсомольских организаций на про-
изводстве, которые выполняют эту работу под
руководством партии.
Воспитание и укрепление социалистической
дисциплины труда является почётной обязан-
ностью каждого члена партии и всех передовых
работников на производстве, в частности, инже-
нерно-технического персонала предприятия.
В. И. Ленин особенно подчёркивал необходи-
мость воспитания социалистической дисци-
плины труда силой примера и указывал, что
в условиях социалистического производства
сила примера неизмеримо возрастает потому,
„... что лучший пример организации произ-
водства будет сопровождаться неизбежным
облегчением труда и увеличением суммы по-
требления для тех, кто эту лучшую организацию
провел" **.
Важная роль в деле укрепления и развития
социалистической дисциплины труда принад-
лежит регулярному проведению производ-
ственных совещаний в цехах и отделах, обще-
заводских партийно-технических конференций,
общественных смотров организации труда и
производства, а также периодических совеща-
ний производственно-хозяйственного актива
предприятия. Осуществление этих мероприятий
должно способствовать широкой большевист-
ской самокритике, направленной против от-
стающих звеньев производства, против нару-
шителей слаженной высокопроизводительной
работы цеха и всего завода.
Ленин и Сталин учат, что в деле создания
и укрепления социалистической дисциплины
труда нельзя ограничиваться одними только
методами убеждения и воспитания. Среди ра-
ботников ещё имеются отсталые, недобросо-
вестные элементы, отлынивающие от труда и
стремящиеся дать государству поменьше и сор-
вать с него побольше. К таким элементам, укло-
няющимся от честного труда, надо применять
* В. И. Л е н и н, Соч., изд. 3-е, т. XXIV, стр. 336.
* В. И. Л е н и н, Соч., изд. 3-е, т. XXII, стр. 443.
** В. И. Л е н и н, Там же, стр 415.
ГЛ. V]
СОЦИАЛИСТИЧЕСКОЕ СОРЕВНОВАНИЕ И СТАХАНОВСКОЕ ДВИЖЕНИЕ
299
методы, принуждения. Ленин считал необхо-
димым привлекать к суду и строго карать вся-
кого, кто нарушает трудовую дисциплину.
Указом Президиума Верховного Совета
СССР от 26 июня 1940 г. установлена судебная
ответственность рабочих и служащих за прогул
и самовольный уход с предприятий. Этот же
указ предписывает наладить на предприятиях
табельный учёт и контроль за своевременной
явкой рабочих и служащих на работу, не до-
пускать самовольных отлучек или преждевре-
менного ухода с работы.
Важным методом укрепления дисциплины
труда является поощрение работников, пока-
зывающих лучшие образцы высокодисципли-
нированного социалистического отношения
к своему труду. Такое поощрение обеспечи-
вается социалистическим принципом распре-
деления по труду и соответствующей органи-
зацией заработной платы (см. ниже, стр. 358).
Правильная постановка оплаты труда тре-
бует строжайшего учёта и контроля коли-
чества и качества выполненной работы; учёта
и контроля рабочего времени; учёта выполне-
ния установленных норм выработки, производ-
ственных заданий и сменно-суточных планов;
учёта брака, простоев, поломок и порчи
материалов, инструментов и оборудования
с раскрытием причин и виновников; учёта эко-
номических результатов, достигнутых каждой
бригадой и отдельными рабочими, в виде со-
кращения отходов, расхода энергии, материа-
лов и инструмента.
В. И. Ленин считал учёт и контроль одним
из важнейших условий социалистической дис-
циплины труда.
Поощрение дисциплины труда должно про-
водиться также путём предоставления специ-
альных льгот и преимуществ лучшим работ-
никам в области жилищного и материально-
бытового обслуживания, организации отдыха
и т. п.
Развитие и укрепление социалистической
дисциплины труда стимулируется, кроме того,
разнообразными мерами морального поощре-
ния, начиная от присвоения лучшим работни-
кам званий ударника или стахановца и вплоть
до высоких правительственных наград меда-
лями, орденами Советского Союза.
СОЦИАЛИСТИЧЕСКОЕ СОРЕВНОВАНИЕ
И СТАХАНОВСКОЕ ДВИЖЕНИЕ
Наиболее ярким и полным выражением
социалистической организации труда является
социалистическое соревнование трудящихся.
„Прихвостни и прихлебатели буржуазии рисо-
вали социализм, как однообразную, казенную,
монотонную, серую казарму". „.. .Социализм
не только не угашает соревнования, а напро-
тив, впервые создает возможность применить'
его действительно широко, действительно
в массовом размере, втянуть действительно
большинство трудящихся на арену такой ра-
боты, где они могут проявить себя, развернуть
свои способности, обнаружить таланты, кото-
рых в народе — непочатый родник и которые
капитализм мял, давил, душил тысячами и мил-
лионами" *.
„Самое замечательное в соревновании со-
стоит в том, что оно производит коренной
переворот во взглядах людей на труд, ибо оно
превращает труд из зазорного и тяжёлого бре-
мени, каким он считался раньше, в дело чести,
в дело славы, в дело доблести и геройства" *.
Социалистическое соревнование коренным
образом отличается от капиталистической
конкуренции.
„ Принцип конкуренции: поражение и смерть
одних, победа и господство других.
Принцип социалистического соревнования:
товарищеская помощь отставшим со стороны
передовых, с тем, чтобы добиться общего
подъёма.
Конкуренция говорит: добивай отставших
чтобы утвердить своё господство.
Социалистическое соревнование говорит:
одни работают плохо, другие хорошо, третьи
лучше, — догоняй лучших и добейся общего
подъёма." **
Организацию соревнования масс Ленин и
Сталин выдвинули в качестве неотложной и
важнейшей задачи социалистического строи-
тельства в первые же месяцы после Великой
Октябрьской социалистической революции.
Ленин сформулировал три основных условия
организации соревнования: гласность,
сравнимость результатов и воз-
можность передачи опыта.
Учение Ленина и Сталина о социалисти-
ческом соревновании легло в основу поста-
новления IX съезда Партии: „Перед советским
строем в полном своем объёме стоит зада-
ча развить свои собственные методы воздей-
ствия, с целью повышения интенсивности и
целесообразности труда на основе обоб-
ществленного хозяйства в интересах всего
народа.
Наряду с агитационно-идейным воздействием
на трудящиеся массы и репрессиями по отно-
шению к заведомым бездельникам, паразитам,
дезорганизаторам могущественной силой
подъёма производительности труда является
соревнование.
... Соревнование между заводами, рай-
онами, цехами, мастерскими и отдельными
рабочими должно стать предметом тщательной
организации и внимательного изучения со сто-
роны профессиональных союзов и хозяйствен-
ных органов." ***
Основным содержанием соревнования в
промышленности должна быть борьба за си-
стематическое выполнение и перевыполнение
государственных заданий по выпуску продук-
ции с соблюдением технических условий и
установленной номенклатуры; за освоение но-
вых объектов производства, непрерывное улуч-
шение качества изделий и внедрение передо-
вой техники; за неуклонный подъём произво-
дительности труда, снижение себестоимости
продукции, увеличение накоплений и ускоре-
ние оборачиваемости оборотных средств; за
рост квалификации кадров и за выполне-
ние планов жилищного и культурного строи-
тельства.
1 В. И. Ленин, Соч., изд. 3-е, т. XXII, стр. 158.
* И. В. С т а л и н, Соч., т. 12, стр. 315.
** И. В. Стали н, Там же, стр. 110.
*** ВКП (б) в резолюциях и решениях съездов, конфе-
ренций и пленумов ЦК, ч. 1, изд 6-е, Госполитиздат,
1940, стр. 330—331.
300
ОРГАНИЗАЦИЯ ТРУДА И ЗАРАБОТНОЙ ПЛАТЫ
[РАЗД. V
Социалистическое соревнование в промыш-
ленности приобрело характер массового дви-
жения трудящихся в условиях развёртывания
социалистической индустриализации и рекон-
струкции народного хозяйства. Его вдохнови-
телем и организатором был товарищ Сталин.
На XIV партийном съезде в декабре 1925 г.
товарищ Сталин поставил во весь рост перед
советским народом историческую задачу со-
циалистической индустриализации страны, он
дал партии перспективу победы и вооружил
рабочий класс несокрушимой верой в тор-
жество социалистического строительства.
В этот период особенно широкое развитие
получают производственные совещания, впер-
вые заключаются индивидуальные договоры
социалистического соревнования и возникает
движение ударничества среди рабочих про-
мышленности и транспорта. XVI Всесоюзная
конференция ВКП(б), утвердившая в апреле
1929 г. первый Сталинский пятилетний план,
обратилась с призывом ко всем рабочим и
трудящимся крестьянам о дальнейшем раз-
вёртывании социалистического соревнования.
„Социалистическое соревнование и пятилетка
неразрывно связаны между собой", говорилось
в этом обращении. Оно вызвало могучий тру-
довой подъём • многомиллионных масс ра-
бочих, инженеров и техников, включившихся
в борьбу за досрочное выполнение пятилет-
него, плана.
Товарищ Сталин в 1929 г. определил сущ-
ность социалистического соревнования, по-
казал его громадное принципиальное значение,
как коммунистического метода строительства
социализма, как деловой революционной само-
критики миллионных масс трудящихся, при-
звал к решительной борьбе против бюрокра-
тизма, мешавшего свободному проявлению
творческой инициативы масс, и дал высокую
оценку достижениям социалистического со-
ревнования. В своей исторической статье „Год
великого перелома" товарищ Сталин писал:
.Едва ли можно сомневаться, что одним из
самых важных фактов нашего строительства
за последний год является тот факт, что нам
удалось добиться решительного перелома в
области производительности труда. Перелом
этот выразился в развёртывании творческой
инициативы и могучего трудового подъёма
миллионных масс рабочего класса на фронте
социалистического строительства. В этом наше
первое и основное достижение за истекший
год" *.
Подводя итоги выполнения первого пяти-
летнего плана развития народного хозяйства,
товарищ Сталин говорил: „Где те основные
силы, которые обеспечили нам эту историче-
скую победу, несмотря ни на что?
Это, прежде всего, активность и самоот-
верженность, энтузиазм и инициатива мил-
лионных масс рабочих и колхозников, раз-
вивших вместе с инженерно-техническими
силами колоссальную энергию по разворачи-
ванию социалистического соревнования и удар-
ничества" **.
В этом же своём историческом выступлении
товарищ Сталин указал и дальнейшие задачи
развития соревнования в промышленности:
„В период первой пятилетки мы сумели орга-
низовать энтузиазм, пафос нового строитель-
ства и добились решающих успехов. Это
очень хорошо. Но теперь этого недостаточно,
Теперь это дело должны мы дополнить энту-
зиазмом, пафосом освоения новых заводов и
новой техники, серьёзным поднятием произ-
водительности труда, серьёзным сокращением
себестоимости. ¦
В этом теперь главное" *.
Решение этой задачи в борьбе за выполне-
ние второй Сталинской пятилетки было свя-
зано с развитием стахановского дви-
жения, явившегося новым, высшим этапом
развития социалистического соревнования. На
Первом всесоюзном совещании стахановцев
17 ноября 1935 г. товарищ Сталин дал исчер-
пывающий анализ источников стахановского
движения и вскрыл его принципиальные осо-
бенности. Он назвал стахановское движение
самым жизненным и непреодолимым движе-
нием современности.
Товарищ Сталин указал четыре основные
причины возникновения и развития стаханов-
ского движения. „Основой стахановского дви-
жения послужило прежде всего коренное
улучшение материального положения рабочих.
Жить стало лучше, товарищи. Жить стало
веселее. А когда весело живётся, работа
спорится. Отсюда высокие нормы выработки.
Отсюда герои и героини труда" **.. Такое
коренное улучшение материальных условий
жизни трудящихся обусловлено громадным
превосходством политического и обществен-
ного строя нашей страны над капиталистиче-
ским строем. „Характерная особенность нашей
революции состоит в том, что она дала народу
не только свободу, но и материальные блага,
но и возможность зажиточной и культурной
жизни. Вот почему жить стало у нас весело
и вот на какой почве выросло стахановское
движение."*** Вторым источником стаханов-
ского движения является отсутствие эксплоа-
тации в нашей стране. Стахановское движе-
ние органически вытекает из принципиаль-
ных особенностей социалистического труда
как почётной общественной деятельности, как
дела чести и славы, дела доблести и герой-
ства. Третьим источником стахановского дви-
жения является наличие новой, передовой
техники, которой оснащены наши социали-
стические предприятия. „Стахановское дви-
жение органически связано с новой техни-
кой... Если стахановцы подняли технические
нормы в пять и в шесть раз, то это значит,
что они опираются целиком и полностью на
новую технику. "****Наконец, четвёртым источ-
ником возникновения и развития стахановского
движения являются новые кадры рабочих и
работниц социалистических предприятий.
„Чтобы новая техника могла дать свои ре-
зультаты, надо иметь ещё людей, кадры ра-
бочих и работниц, способные стать во главе
техники и двинуть её вперёд. Зарождение и
рост стахановского движения означают, что
* И. В. Сталин, Вопросы ленинизма, изя. 11-е,
«И.В.Сталин, Соч., т. 12, стр. 119.
** И. В. Сталин, Вопросы ленинизма, изд. 11-е,
стр. 396.
стр. 378.
** И. В. Стали н, Там же, стр. 499.
*** И. В. Сталин, Там же.
**** И. В. Сталин, Там же, стр. 500.
ГЛ. V]
ОСНОВНЫЕ ПРИНЦИПЫ СОЦИАЛИСТИЧЕСКОЙ ОРГАНИЗАЦИИ ТРУДА
301
у нас уже народились такие кадры среди ра-
бочих и работниц."*
Таким образом, первая особенность стаха-
новского движения как высшего этапа социа-
листического соревнования, заключается в том,
что оно связано с новым, более высоким уров-
нем техники и является движением новаторов
производства, „... которые полностью овла-
дели техникой своего дела, оседлали её и по-
гнали вперёд" **.
Другая особенность стахановского движе-
ния—его глубокая революционность. „Это
движение ломает старые взгляды на технику,
ломает старые технические нормы, старые
проектные мощности, старые производствен-
ные планы и требует создания новых, более
высоких технических норм, проектных мощно-
стей, производственных планов. Оно призвано
произвести в нашей промышленности револю-
цию" ***.
Третья главная особенность стахановского
движения состоит в том, что оно содержит в
себе основы культурно-технического подъёма
рабочего класса нашей страны и откры-
вает тот путь, на котором только и можно
добиться высших показателей производитель-
ности труда, необходимых для перехода от со-
циализма к коммунизму и для уничтожения
противоположности между трудом умственным
и трудом физическим.
Развитие стахановского движения обога-
тило машиностроительную промышленность
многочисленными новыми формами социали-
стического труда и массовой рационализации
производства. Этому вопросу посвящена спе-
циальная статья (см. стр. 374).
Великая Отечественная война 1941 —1945 гг.
вызвала невиданный в истории патриотический
подъём всего советского народа. В годы войны
развернулось Всесоюзное социалистическое
соревнование, возникшее в 1942 г. по инициа-
тиве рабочих металлургической, авиационной
и танковой промышленности в ответ на перво-
майский приказ товарища Сталина. Участни-
ками Всесоюзного социалистического соревно-
вания являются коллективы предприятий, при-
нимающие на себя конкретные обязательства
по перевыполнению количественных и каче-
ственных показателей, установленных по го-
сударственному хозяйственному плану. Про-
верка выполнения этих обязательств произво-
дится ежеквартально соответствующим мини-
стерством и ВЦСПС. Победителям вручаются
переходящие красные , знамёна и денежные
премии, которые диференцируются в зависи-
мости от места, занятого данным предприятием
в соревновании по уровню достигнутых пока-
зателей.
Победоносное окончание войны и величе-
ственные задачи, поставленные Коммунистиче-
ской партией и Советским правительством
в послевоенной пятилетке, воодушевили
весь советский народ на борьбу за дальнейший
технический прогресс и экономический расцвет
нашей Родины. Во всей стране развернулось
Всесоюзное социалистическое соревнование за
досрочное выполнение пятилетнего плана
восстановления и развития народного хо-
зяйства на 1946 — 1950 гг.
Соревнование в промышленности осуще-
ствляется в разнообразных масштабах и фор-
мах: индивидуального соревнования, соревно-
вания по сменам, соревнования по профессиям,
соревнования бригад, соревнования участков,
цехов и заводов. „Теперь широко распростра-
нилось новое движение, заключающееся в том,
что отдельные рабочие берут на себя личные
обязательства досрочного выполнения годо-
вых планов и пятилетки в целом, чего не
было в довоенное время" *.
Характерной особенностью развития сорев-
нования в послевоенных условиях является
широкое вовлечение инженерно-технических
работников в борьбу за передовые методы
организации труда и производства (соревно-
вание технологов, мастеров), а также расши-
рение обязательств, принимаемых на себя
соревнующимися как по линии научно-техни-
ческих мероприятий (скоростное создание и
освоение новых машин, внедрение передовой
технологии), так и решения экономических
задач (отказ от государственных дотаций,
увеличение рентабельности работы пред-
приятий, ускорение оборачиваемости оборот-
ных средств и улучшение использования
основных средств предприятий).
По инициативе ВЦСПС в 1947 г. возобно-
влена практика заключения коллективных
договоров между администрацией и проф-
союзными организациями предприятий. Кол-
лективные договоры способствуют более ши-
рокому вовлечению рабочих, инженеров, тех-
ников и служащих в производственную жизнь
завода, повышают их ответственность за успеш-
ное выполнение и перевыполнение производ-
ственных планов, за рост производительности
труда, повышение культуры производства, сни-
жение себестоимости и лучшее использование
всех ресурсов предприятия.
Могучий патриотический подъём, охватив-
ший весь советский народ в борьбе за пере-
выполнение послевоенного пятилетнего плана,
получил выражение в коллективных письмах
и рапортах трудящихся товарищу Сталину.
В этих коллективных письмах трудящиеся
нашей страны принимают перед лицом своего
великого вождя, учителя и друга новые, по-
вышенные обязательства досрочного выпол-
нения государственного плана, значительного
увеличения выпуска продукции, коренного
улучшения экономических показателей своей
работы, освоения передовой техники, йовых
объектов производства и новых технологиче-
ских процессов. Обязательства, принятые тру-
дящимися в их обращении к вождю советского
народа, не только ложатся в основу всей
их дальнейшей работы, но становятся достоя-
нием широкой гласности и вызывают новый
подъём социалистического соревнования
среди многомиллионных масс работников
промышленности, транспорта, сельского хо-
зяйства, приумножая их творческую инициа-
тиву и вдохновляя на новые трудовые под-
виги. Письма и рапорты трудящихся товарищу
Сталину составляют яркую своеобразную черту
* И. В. Сталин, Вопросы ленинизма, изд, 11-е,
стр. 5С0.
** И. В. Сталин, там же, стр. 493.
*** И. В. Сталин, там же, стр. 494.
* В. М. Молотов, Тридцатилетие Великой Октябрь-
ской социалистической революции, Госполитиздат, 1947,
стр. 27.
302
ОРГАНИЗАЦИЯ ТРУДА И ЗАРАБОТНОЙ ПЛАТЫ
{РАЗД. V
всенародного социалистического соревнования
в послевоенный период. Они свидетельствуют
о том, что„... наше государство преврати-
лось в дружную семью народов, показавшую
свою несокрушимую сплоченность и непобе-
димость в годы Отечественной войны, и те-
перь каждым днём своего участия на трудо-
вом фронте демонстрирующую растущую силу
морально-политического единства советского
народа и его социалистической сознатель-
ности " *.
Характерной особенностью нового уровня
социалистического соревнования является
установление постоянного содружества между
коллективами заводов и научными институ-
тами при решении комплексных задач техники,
организации и экономики производства. Ини-
циатором такого содружества является Мо-
сковский инженерно-экономический институт
им. Серго Орджоникидзе, который включился
в работу московского инструментального за-
вода „Калибр" по созданию стахановского
техпромфинплана на 1948 г., обеспечивающего
выполнение заводом пятилетки в 3 г. 8 мес,
значительное увеличение рентабельности про-
изводства и рост сверхплановых накоплений,
развитие коллективных форм стахановского
труда в масштабе всего завода и его превра-
щение в 1949 г. в передовое стахановское пред-
приятие инструментальной промышленности.
В начале 1949 г. передовые коллективы ленин-
градских высших учебных заведений — Поли-
технического института им. М. И. Калинина,
Технологического института им. Ленсовета,
Инженерно-экономического института им.
В. М. Молотова и других организаций — по-
ложили начало новому патриотическому дви-
жению за крепкую творческую связь науки
и производства. Этот благородный почин по-
лучил горячую поддержку среди работников
промышленности и научных учреждений Ле-
нинграда. На призыв ленинградцев, обратив-
шихся с письмом к товарищу Сталину, отклик-
нулась вся страна. Коллективы высших учеб-
ных заведений, научно-исследовательских ин-
ститутов, проектных организаций обязались
изучать передовой опыт предприятий, повы-
шать квалификацию инженеров, техников и
стахановцев заводов и фабрик, проводить
встречи и конференции по обмену опытом,
оказывать постоянную помощь лабораториям,
экспериментальным цехам и участкам заводов.
Работники промышленности, со своей стороны,
принимают на себя обязательства быстрейшего
внедрения достижений науки и техники, на-
стойчивой борьбы за технический прогресс,
за повышение культуры и организации произ-
водства, за неуклонное улучшение экономи-
ческих показателей своей работы.
ЗАДАЧИ ОРГАНИЗАЦИИ
ТРУДА НА ПРЕДПРИЯТИИ
В своей исторической речи на совещании хо-
зяйственников 23 июня 1931 г. товарищ Сталин
указывал на необходимость „. ... поставить
рабочих в такие условия труда, которые бы
давали им возможность работать с толком,
поднимать производительность, улучшать ка-
чество продукции. Нужно, стало быть, органи-
зовать труд на предприятиях таким образом,
чтобы производительность подымалась из ме-
сяца в месяц, из квартала в квартал" *.
Товарищ Сталин определил принципиальные
основы практической организационной работы,
обеспечивающей решение этой задачи.
„Речь идет прежде всего об обеспечении
предприятий рабочей силой." ** В условиях
ликвидации безработицы нельзя рассчитывать
на самотёк рабочей силы. Комплектование
рабочих кадров должно осуществляться в по-
рядке организованного набора ра-
бочих для промышленности. Учитывая воз-
растающую потребность промышленности
в квалифицированных кадрах, товарищ Сталин
выдвинул идею организации трудовых резер-
вов в общегосударственном масштабе. По его
инициативе Президиум Верховного Совета
СССР издал 2 октября ШОг. указ „О госу-
дарственных трудовых резервах СССР ".В целях
подготовки квалифицированных рабочих была
учреждена сеть ремесленных училищ, а для
подготовки рабочих массовых профессий со-
зданы школы фабрично-заводского обучения
(ФЗО) с шестимесячным сроком обучения (см.
ниже, стр. 353).
Набор учащихся производится в порядке
призыва городской и сельской молодёжи в воз-
расте 14—17 лет. Обучение в ремесленных
училищах и школах государственных трудовых
резервов бесплатное. Учащиеся находятся на
полном иждивении государства. Окончившие
ремесленные училища и школы ФЗО счита-
ются мобилизованными и обязаны прорабо-
тать в течение четырёх лет на государствен-
ных предприятиях.
Подготовкой и распределением государ-
ственных трудовых резервов ведает Министер-
ство трудовых резервов СССР. С 1 июля 1947 г.
в составе Министерства образовано особое
Главное управление по организованному на-
бору рабочих с постоянным аппаратом уполно-
моченных в административных районах страны.
При помощи этого аппарата Министерство
трудовых резервов проводит по договорам
с промышленными министерствами (преиму-
щественно — добывающей и строительной
индустрии, а также чёрной и цветной метал-
лургии) организованный набор рабочей силы.
Создание государственных трудовых резер-
вов не снимает с руководителей предприятий
ответственности за комплектование необходи-
мых рабочих кадров, за их производственное
обучение и систематическое повышение их ква-
лификации. Руководители машиностроитель-
ных заводов обязаны заботиться о планомер-
ном пополнении рабочего состава и широко
внедрять механизацию наиболее трудоёмких
процессов. Наряду'с этим нужно ликвидиро-
вать всякого рода излишества в штатах
вспомогательных и подсобных рабочих, млад-
шего обслуживающего персонала и служащих,
используя избыточный персонал и недоста-
точно загруженных работников для работы
непосредственно на производстве.
¦ В. М. М о л о т о в, 31-я годовщина Великой Октябрь-
ской социалистической революции, Госполитиздат, 1948,
стр. 18. ,
* И. В. Сталин, Вопросы ленинизма, изд. П-е,
стр. 337.
** И. В. Сталин, Таи же, стр. 332.
ГЛ. V]
ЗАДАЧИ ОРГАНИЗАЦИИ ТРУДА НА ПРЕДПРИЯТИИ
303
Для обеспечения социалистического произ-
водства рабочей силой необходимо, чтобы
состав рабочих на предприятии был более или
менее постоянным.
„Едва ли нужно доказывать, что без по-
стоянного состава рабочих, более или менее
усвоивших технику производства и при-
выкших к новым механизмам, — невозможно
двигаться вперёд, невозможно выполнить
производственные планы. В противном случае
пришлось бы каждый раз заново обучать рабо-
чих и тратить половину времени на их обуче-
ние, вместо того, чтобы использовать его для
производства." *
Стабилизация рабочего состава требует ре-
шительной борьбы с так называемой теку-
честью рабочей силы и с теми причинами, ко-
торые её вызывают.
Товарищ Сталин учит, что главной причи-
ной текучести рабочей силы является непра-
вильная организация заработной платы, поро-
ждающая уравниловку в оплате труда квали-
фицированного и неквалифицированного, труда
тяжёлого и лёгкого. Уравниловка не создаёт
у малоквалифицированных рабочих заинтере-
сованности перейти в число квалифицирован-
ных, лишает их перспективы продвижения
вперёд. Уравниловка побуждает квалифици-
рованного рабочего „.. .переходить из пред-
приятия в предприятие для того, чтобы найти,
наконец, такое предприятие, где могут оце-
нить квалифицированный труд должным обра-
зом." **
Для закрепления рабочих за предприятием,
указывает товарищ Сталин, нужно ликвидиро-
вать уравниловку в оплате труда и организо-
вать заработную плату рабочих в полном соот-
ветствии с квалификацией, тяжестью работы
и производительностью каждого из них (по-
дробнее об организации заработной платы см.
стр. 358). Особое внимание должно быть обра-
щено на организацию заработной платы ве-
дущих групп рабочих, от которых непосред-
ственно зависит успешное выполнение плана
производства. Нужно создать у всех остальных
рабочих стимул к овладению ведущими про-
фессиями, перспективу роста и продвижения
вверх, на более квалифицированную и выше
оплачиваемую работу.
Наряду с ликвидацией уравниловки в оплате
труда товарищ Сталин подчёркивает необхо-
димость дальнейшего улучшения снабжения,
жилищных условий и материально-быто-
вого обслуживания рабочих. Постановление
ЦК ВКП(б), СНК СССР и ВЦСПС от 28 де-
кабря 1938 г. предусматривает создание мате-
риально-бытовых условий, способствующих
укреплению рабочего состава предприятий и
стимулирующих непрерывную многолетнюю
работу на одном и том же заводе. Постановле-
ние предоставляет право на первоочерёдное
получение жилищ рабочим, имеющим длитель-
ный стаж непрерывной работы на предприя-
тии. Преимущественное право на получение
путёвок в дома отдыха предоставляется тем
рабочим и служащим, которые проработали
на данном предприятии в течение более двух
лет. В случае временной нетрудоспособности,
не считая беременности и родов, рабочие и
служащие получают пособия в размерах,
зависящих от стажа их непрерывной ра-
боты на заводе. Для инвалидов труда уста-
новлены специальные надбавки за стаж непре-
рывной работы в одном предприятии.
Важнейшим условием правильной органи-
зации труда является ликвидация обезлички
на производстве и установление личной ответ-
ственности каждого работника за порученную
работу, за состояние механизмов, за исполь-
зование станка, инструментов и приспособле-
ний. „Понятно, что при обезличке не может
быть и речи о сколько-нибудь серьёзном
подъёме производительности труда, об улуч-
шении качества продукции, о бережном
отношении к механизмам, станкам, инстру-
ментам." *
Для ликвидации обезлички должна быть
проведена большая организационная работа:
необходимо точно определить содержание и
объём ответственности каждого работника,
правильно распределить между ними работу,
расставить их по рабочим местам, закрепить
за ними определённые механизмы, станки,
инструменты, организовать рабочие смены, не
уступающие друг другу по квалификации, и
обеспечить преемственную связь в их работе
(подробнее см. стр. 307). Борьбу против обез-
лички товарищ Сталин считает „... борьбой
за правильную, большевистскую организацию
труда, борьбой за правильную расстановку
сил на предприятии" **.
Кроме правильной расстановки людей и
укрепления ответственности каждого работ-
ника за порученное ему дело, социалистическая
организация труда требует создания конкрет-
ной целеустремлённости и слаженности в
работе.
Решение этой задачи достигается устано-
влением технических норм и доведением
плановых заданий до каждого исполнителя.
„Технические нормы — это большая регули-
рующая сила, организующая на производстве
широкие массы рабочих вокруг передовых
элементов рабочего класса." ***
Для того чтобы технические нормы отве-
чали своему назначению, они должны иметь
прогрессивный характер и равняться на пере-
довые достижения лучших рабочих, а не на
отсталые методы работы. Давая оценку состоя-
ния технических норм на Первом всесоюзном
совещании стахановцев, товарищ Сталин гово-
рил: „...нынешние технические нормы уже
не соответствуют действительности, они отстали
и превратились в тормоз для нашей промыш-
ленности, а для того, чтобы не тормозить нашу
промышленность, необходимо их заменить но-
выми, более высокими техническими нормами.
Новые люди, новые времена, — новые техни-
ческие нормы." ****
В этой же речи товарищ Сталин дал
принципиальные указания об уровне техниче-
ских норм: „Нам нужны такие технические
нормы, которые проходили бы где-нибудь
посредине между нынешними техническими
нормами и теми нормами, которых добились
*И. В. Сталин, Вопросы ленинизма, изд. 11-е,
стр. 333—334.
** И. В. С т а л и н, Там же, стр. 334.
* И. В. Сталин, Вопросы ленинизма, кзд. 11-е,
стр. 347. /„
** И. В. Сталин, Там Же, стр. 339.
*** И. В. Сталин, Там же, стр. 502.
•**• И. В. Сталин, Там же, стр. 503.
304
ОРГАНИЗАЦИЯ ТРУДА И ЗАРАБОТНОЙ ПЛАТЫ
[РАЗД. V
Стахановы и Бусыгины." * Будучи вполне
реальными и доступными для всех рабочих
при условии добросовестной и умелой работы,
технические нормы должны способствовать
дальнейшему росту производительности труда
по сравнению с уже достигнутым уровнем за
счёт распространения и широкого использова-
ния передового опыта стахановцев (подробнее
об организации и методах технического нор-
мирования см. гл. VI).
Учение товарища Сталина о мобилизующей
роли технических норм и производственных
планов отражено в постановлении Совета Ми-
нистров СССР о плане восстановления и раз-
вития народного хозяйства на 1947 г. „Госу-
дарственные планы, устанавливаемые для пред-
приятий, должны организовать рабочих и ин-
теллигенцию и мобилизовать их на борьбу за
план, за движение вперёд по пути преодоле-
ния трудностей и обеспечения нового подъёма
народного хозяйства..."
„.. .Успех выполнения и перевыполнения
государственных планов решают люди; план
должен ориентироваться на передовых рабо-
чих, инженеров и техников, показывающих
огромные возможности в деле достижения про-
грессивных норм использования машин и
механизмов и, таким образом, обеспечиваю-
щих перевыполнение государственных пла-
нов" **. Подробнее о мобилизующей роли
социалистического планирования производства
и об его органической связи с социалистиче-
скими формами труда см. гл. II и III.
РОЛЬ КАДРОВ И БОЛЬШЕВИСТСКИЕ
МЕТОДЫ РУКОВОДСТВА
Вопросы социалистической организации
труда в учении товарища Сталина органически
связаны с учением о роли кадров и о боль-
шевистских методах руководства. В своём исто-
рическом выступлении на выпуске академиков
Красной Армии 5 февраля 1935 г. товарищ
Сталин говорил: „Надо, наконец, понять, что
из всех ценных капиталов, имеющихся в мире,
самым ценным и самым решающим капиталом
являются люди, кадры."*** „Техника без лю-
дей, овладевших техникой, — мертва. Техника
во главе с людьми, овладевшими техникой,
может и должна дать чудеса." ****
Важнейшей задачей организационного руко-
водства является подбор и расстановка лю-
дей. Сталинский подбор кадров требует оценки
людей по их способностям, квалификации, пре-
данности делу рабочего класса и своей Родине.
Ещё. в 1924 г. в статье „О Я. М. Сверд-
лове* товарищ Сталин указывал на необхо-
димость для руководителя-организатора хо-
рошо знать работников, правильно определять
их достоинства и недостатки, умело расста-
влять их и правильно использовать их личные
качества, добиваясь единства, согласованности
и общего подъёма в работе. В докладе на
XVIII съезде партии товарищ Сталин дал
* И. В. Сталин, Вопросы ленинизма, изд. 11-е,
стр. 503;
** В; Совете Министров Союза ССР, О Государствен-
ном плане восстановления и развития народного хозяйства
СССР на 1947 г., Госполитиздат, 1947, стр. 7.
*¦* И. В. Сталин, Вопросы ленинизма, изд. 11-е,
стр. 491.
;*** И. В. Стали м, Тим же, стр. 490.
следующее развёрнутое определение больше-
вистского подбора кадров:
„Правильно подбирать кадры это значит:
Во-первых, ценить кадры, как золотой
фонд партии и государства, дорожить ими,
иметь к ним уважение.
Во-вторых, знать кадры, тщательно изучать
достоинства и недостатки каждого кадрового
работника, знать на каком посту могут легче
всего развернуться способности работника.
В-третьих, заботливо выращивать кадры,
помогать каждому растущему работнику под-
няться вверх, не жалеть времени для того,
чтобы терпеливо „повозиться" с такими ра-
ботниками и ускорить их рост.
В-четвёртых, во-время и смело выдвигать
новые, молодые кадры, не давая им пере-
стояться на старом месте, не давая им за-
киснуть.
В-пятых, расставить работников по постам
талим образом, чтобы каждый работник чув-
ствовал себя на месте, чтобы каждый- работ-
ник мог дать нашему общему делу максимум
того, что вообще способен он дать по своим
личным качествам, чтобы общее направление
работы по расстановке кадров вполне соот-
ветствовало требованиям той политической
линии, во имя проведения которой произво-
дится эта расстановка." *
Товарищ Сталин требует от руководителей
заботливого отношения к работникам, внима-
тельной помощи, поддержки и поощрения ра-
ботников, успешно овладевающих техникой,
приносящих действительную пользу социали-
стическому производству. „Людей надо забот-
ливо и внимательно выращивать, как садов-
ник выращивает облюбованное плодовое де-
рево. Воспитывать, помогать расти, дать пер-
спективу, во-время выдвигать, во-время пере-
водить на другую работу, ежели человек не
справляется со своим делом..." **
Систематическое выращивание и воспита-
ние работников требуют живой оперативности
руководства и несовместимы с канцелярско-
бюрократическими методами работы. Руководи-
тели социалистического предприятия должны
быть лично знакомы с работой, хорошо знать
технику и экономику производства.
От руководителя требуется не только хо-
рошая ориентировка в состоянии производства
в каждый данный момент, но и умение пред-
видеть возможные его изменения. Товарищ
Сталин учит, что для правильного руковод-
ства необходимо предвидение. „Сидеть у руля
и глядеть, чтобы ничего не видеть, пока
обстоятельства не уткнут нас носом в какое-
либо бедствие, — это ещё не значит руково-
дить. Большевизм не так понимает руко-
водство. Чтобы руководить, надо предви-
деть." *** Предвидение означает умение ру-
ководителя замечать и анализировать теку-
щие даже незначительные изменения в обла-
сти техники, организации и экономики про-
изводства, разбираться в тенденциях и воз-
можных последствиях дальнейшего развития
этих изменений, чтобы принимать своевре-
менные меры для наилучшего их использова-
* И. В. Сталин, Вопросы ленинизма, изд. 11-е,
стр. 595-596.
** „Ленин и Сталин о труде", Сб., Профиздат, 1940,
стр. 574.
*** И. В. С т а л и н, Соч., т. 11, стр. 35.
ГЛ. VI
РОЛЬ КАДРОВ И БОЛЬШЕВИСТСКИЕ МЕТОДЫ РУКОВОДСТВА
305
ния в интересах расширенного социалисти-
ческого воспроизводства. Предвидение пред-
полагает глубокое понимание и усвоение по-
литики партии и творческое её осуществление
в повседневной организационно-практической
работе.
Чем выше становится уровень техники и
организации социалистического производства,
тем большие требования предъявляются
к идейно-политическому и культурно-техниче-
скому уровню хозяйственных руководителей.
Современный советский руководитель должен
не только знать технику производства, он дол-
жен глубоко овладеть техникой и, проявляя
драгоценное чувство нового, свойственное
большевикам, внимательно следить за рост-
ками новой передовой техники, поддерживать
новаторов социалистического производства,
создавая необходимые условия для развития
и распространения прогрессивных начи-
наний.
При этом для правильного, подлинно боль-
шевистского решения выдвигаемых жизнью
вопросов советский руководитель должен
обладать не только специальными техниче-
скими и экономическими знаниями, но также
и глубокими политическими знаниями; он
должен владеть самой передовой в мире
марксистско-ленинской теорией. Чем выше
идейно-политический уровень хозяйственника,
тем бдительней он ко всяким вражеским
проискам, тем более непримирим к отклоне-
ниям от генеральной линии партии, к пере-
житкам капитализма в сознании и в быту
людей; и, наоборот, чем слабее марксистско-
ленинская закалка хозяйственника, тем вероят-
нее деградация этого работника и его превра-
щение в ограниченного делягу. Марксистско-
ленинская закалка кадров — противоядие про-
тив превращения деловитости в делячество,
когда руководитель утрачивает революцион-
ную перспективу, заражается духом самодо-
вольства и самоуспокоенности.
„Нужно признать, как аксиому, — говорил
товарищ Сталин на XVIII съезде партии, —
что чем выше политический уровень и
марксистско-ленинская сознательность работ-
ников любой отрасли государственной и пар-
тийной работы, тем выше и плодотворнее
сама работа, тем эффективнее результаты
работы, и наоборот, — чем ниже политиче-
ский уровень и марксистско-ленинская созна-
тельность работников, тем вероятнее срывы
и провалы в работе, тем вероятнее измель-
чание и вырождение самих работников в де-
ляг-крохоборов,, тем вероятнее их перерожде-
ние." *
Важнейшим условием для поднятия орга-
низационного руководства до уровня хозяй-
ственно-политических задач социалистической
промышленности является строжайший кон-
троль и проверка исполнения. „Проверять
исполнение заданий, это значит проверять их
не только в канцелярии и не только по фор-
мальным отчетам, но прежде всего проверять
их на месте работы по фактическим резуль-
татам исполнения." ** Такая проверка не
только способствует правильной оценке ра-
ботников и организационных условий вы-
полнения заданий, но, кроме того, позволяет
определить достоинства и недостатки самих
заданий.
Товарищ Сталин учит, что действенная
проверка исполнения должна удовлетворять
двум основным требованиям: она должна но-
сить систематический, регулярный, а не эпи-
зодический характер, и, кроме того, она
должна проводиться вполне авторитетными
людьми — самими руководителями данной
организации. Систематическая проверка
исполнения, проводимая непосредственно са-
мим руководителем, представляет собой один
из важнейших методов изучения, проверки и
воспитания людей. Она играет исключитель-
ную роль в борьбе за выполнение хозяйствен-
ных планов, за укрепление государственной
дисциплины, за претворение в жизнь решений
партии и правительства. По мере роста мас-
штабов социалистического производства, его
технической оснащённости и темпов выпуска
продукции значение проверки исполнения все
более возрастает.
Осуществляя живое оперативное руковод-
ство работниками, повышая их квалификацию,
проверяя их работу, руководитель должен
вместе с тем широко использовать их практи-
ческий опыт. „Ленин учил, что настоящими
руководителями-большевиками могут быть
только такие руководители, которые умеют не
только учить рабочих и крестьян, но и учиться
у них." * Систематическое использование
опыта масс и их вовлечение в-практическую
организационную работу — важнейшие черты
большевистских методов руководства.
В заключительной речи на пленуме ЦК
партии в марте 1937 г. товарищ Сталин дал
следующее определение правильного больше-
вистского руководства:
„Правильно руководить — это значит:
во-первых, найти правильное решение во-
проса, а правильное решение невозможно
найти без учёта опыта масс.. .;
во-вторых, организовать исполнение пра-
вильного решения, чего, однако, нельзя сде-
лать без прямой помощи со стороны масс;
в-третьих, организовать проверку испол-
нения этого решения, чего, опять-таки, невоз-
можно сделать без прямой помощи масс." ***
Вовлечение масс в управление неизмеримо
повышает их творческую активность, способ-
ствуя развитию коммунистического отношения
работников к своему труду, укреплению тру-
довой дисциплины и развёртыванию социали-
стического соревнования.
Практика передовых предприятий социа-
листической промышленности выработала раз
личные формы участия рабочих, инженерно-
технических работников и служащих в упра-
влении производством. Наиболее эффектив-
ными из них являются: массовая разработка
техпромфинплана с привлечением всего за-
водского коллектива к выявлению внутри-
производственных резервов, к составлению
* И. В. Сталин, Вопросы ленинизма, изд. 11-е,
стр. 598.
*' И. В. Сталин, О недостатках партийной работы
и мерах ликвидации троцкистских и иных двурушников,
Партиздат, 1937, стр. 111—112.
20 Том 15
* И. В. Сталин, Вопросы ленинизма., изд. 11-е
стр. 481. /
** И. В. Сталин, Там же, стр. 505.
*** И. В. С т а л и и, О недостатках партийной работы
и мерах ликвидации троцкистских и иных двурушников,
Партиздат, 1937, стр. 126.
306
ОРГАНИЗАЦИЯ ТРУДА И ЗАРАБОТНОЙ ПЛАТЫ
[РАЗД. V
плана организационно-технических мероприя-
тий, к установлению прогрессивных Технико-
экономических норм и к обсуждению перспек-
тив развития предприятия, его техники, эко-
номики и организации производства; прове-
дение отраслевых конференций' по пересмотру
производственных мощностей и установлению
новых технических норм; регулярные произ-
водственные совещания для обсуждения ито-
гов выполнения плана и очередных задач на
предстоящий период; хозяйственные активы
заводов и министерств; партийно-технические
конференции, посвященные обычно обсужде-
нию путей технического прогресса завода
в связи с перспективами его хозяйственного
развития; организация комплексных рациона-
лизаторских бригад; общественные смотры
инструмента, ремонта оборудования, органи-
зации труда, качества продукции и техниче-
ского контроля; разработка стахановских пла-
нов борьбы с потерями и внедрения передовых
производственных достижений; комсомольские
посты и рейды и т. п.
Организация трудового подъёма всего за-
водского коллектива и его активного участия
в управлении производством — важнейшая
задача партийной и профсоюзной организаций
предприятия. Уставом ВКП(б) среди задач
первичной партийной организации предприя-
тия предусматривается: „Мобилизация масс ...
для выполнения производственного плана,
укрепления трудовой дисциплины и развития
соцсоревнования... Борьба с расхлябанностью
и бесхозяйственным ведением дела". Согласно
решению XVIII съезда ВКП(б) важной зада-
чей первичной партийной организации является
контроль деятельности администрации пред-
приятия. Партийный контроль не только не
умаляет единоначалия, а наоборот, оказывает
руководителю прямую и повседневную помощь
в своевременном выявлении недостатков, по-
зволяет теснее связать хозяйственную работу
с линией партии, помогает сочетать хозяй-
ственное и политическое руководство.
Велика также роль профсоюзов в управле-
нии хозяйством. „Будучи школой коммунизма
вообще, профсоюзы должны быть, в частности,
школой управления социалистической промыш-
ленности (а затем постепенно земледелием)
для всей массы рабочих, а затем и для всех
трудящихся." *
Важнейшими формами участия профсоюзов
в руководстве предприятием являются за-
ключение и организация выполнения коллек-
тивных договоров; непрерывный контроль за
соблюдением законодательства об охране труда
и правил техники безопасности; руководство
государственным социальным страхованием на
предприятии, привлечение масс к обсуждению
очередных производственно-хозяйственных за-
дач на производственных совещаниях; орга-
низация массового социалистического сорев-
нования и широкое распространение опыта
передовиков и новаторов социалистического
производства.
Участие масс в управлении производством
непосредственно связано с широким развёр-
тыь-анием проверки руководящих кадров снизу.
„Некоторые товарищи думают, — говорит
товарищ Сталин, — что проверять людей можно
только сверху, когда руководители проверяют
руководимых по результатам их работы. Это
неверно. Проверка сверху, конечно, нужна,
как одна из действительных мер проверки
людей и проверки исполнения заданий. Но
проверка сверху далеко ещё не исчерпывает
всего дела проверки. Существует ещё другого
рода проверка, проверка снизу, когда массы,
когда руководимые проверяют руководителей,
отмечают их ошибки и указывают пути их
исправления. Этого рода проверка является
одним из самых действительных способов
проверки людей" *.
Такая массовая проверка снизу требует
широчайшего развития большевистской кри-
тики и самокритики. В условиях социализма,
когда вместе с эксплоататорскими классами
исчезли и антагонистические противоречия
внутри страны, когда развитие советского
общества осуществляется в порядке творче-
ского преодоления трудностей и недостатков
работы на основе сознательного участия всего
советского народа в строительстве комму-
низма,— большевистская критика и самокри-
тика становится закономерностью нашего раз-
вития, необходимым оружием в борьбе со ста-
рым и отживающим, за укрепление нарождаю-
щегося нового и прогрессивного. Носителями
старого в советской среде являются люди, не
порвавшие до сих пор с буржуазной идеоло-
гией, с пережитками капитализма, склонные
к консерватизму, застою, рутинёрству, лишён-
ные чувства нового.
Критика и самокритика помогают мобили-
зовать творческую инициативу масс для
преодоления недостатков и общего повыше-
ния уровня работы. В этом отношении социа-
листическое соревнование и стахановское дви-
жение представляют собой яркий пример боль-
шевистской критики и самокритики действием,
не ограничивающейся осуждением старых
методов, навыков и норм, но одновременно
утверждающей и внедряющей новые приёмы
и прогрессивные методы работы, преодоле-
вающей консерватизм и застой духом револю-
ционного новаторства. Опрокидывая практи-
ческой работой устаревшие нормы, передовые
труженики социализма отбрасывают тем самым
то, что отжило своё время, устарело и должно
уступить место новому.
Всемерное развитие критики и самокри-
тики в целях ликвидации имеющихся недо-
статков, скорейшего улучшения ¦ работы и
быстрого движения вперёд является важней-
шей задачей большевика-руководителя. Кри-
тика и самокритика представляют собой также
могучее средство большевистского воспита-
ния кадров в духе принципиальности и не-
примиримости ко всякого рода неполадкам,
ошибкам и недостаткам.
„Кто думает щадить самолюбие наших ка-
дров, — учит товарищ Сталин, — путём зама-
зывания их ошибок, тот губит и кадры, и
самолюбие кадров, ибо он замазыванием их
ошибок облегчает повторение новых, может
быть более серьёзных ошибок, которые, надо
* ВКГТ(б) в резолюциях и решениях съездов, конфе-
ренций и пленумов ЦК, ч. I, изд. 6-е, Госполитиздат,
1940, стр. 421. .
* И. В. С т а л и н, О недостатках партийной работы
и мерах ликвидации троцкистских и иных двурушников,
Паргиздат, 1937, стр. 112—113.
ГЛ. V]
РАССТАНОВКА РАБОЧИХ И УПЛОТНЕНИЕ РАБОЧЕГО ДНЯ
307
полагать, приведут к полному провалу кадров
в ущерб их „самолюбию" и „спокойствию".*
Критика и самокритика неизмеримо повы-
шают большевистскую принципиальность на-
ших кадров, создавая нетерпимое отношение
к хвастовству и благодушию. Как указывает
тов. Г. М. Маленков, „ ... партийный руко-
водитель не смеет приукрашивать действи-
тельность, скрывать от партии фактическое
* И. В. С т а л и н, О недостатках партийной работы
и мерах ликвидации троцкистских и иных двурушников,
Партиздат, 1937, стр. 124.
положение дел. Если большевик твёрдо убе-
ждён в своей правоте, он должен, не подла-
живаясь к чьему-либо мнению, действовать
так, как ему подсказывает • его разум и его
совесть. Если большевик прав, если его вы-
сказывания и поступки соответствуют идеям,
призывам, решениям, указаниям партии, никто
и ничто не может столкнуть его с правильной
дороги" *.
* Г. М. Маленков, Товарищ Сталин — вождь
прогрессивного человечества, Госполитиздат, 1949,
стр. 14 — 15.
ЛИТЕРАТУРА И ИСТОЧНИКИ
1. В. И. Ленин, Как организовать соревнование, Соч.,
т. 26.
2. В. И.Ленин, Первоначальный набросок статьи „Оче-
редные задачи 'Советской власти", Стенографическая
запись, Соч., т. 27.
3. В. И. Л е н и н, „Очередные задачи Советской власти",
Соч., т. 27.
4. В. И. Ленин, Великий почин. Соч., 3-е изд.,
т. XXIV.
5. И. В. Сталин, О Я. М. Свердлове, Соч., т. 6.
6. И. В. С т а л и н, Соревнование и трудовой подъём
масс, Предисловие к книжке Е. Микулиной „Соревнова-
ние масс", Соч., т. 12.
7. И. В. С т а л ин, Политический отчёт ЦК ВКП(б)
XVI Съезду Партии, Соч., т. 12.
8. И. В. Сталин, Новая обстановка—новые задачи хо-
зяйственного строительства. Речь на совещании хозяй-
ственников 23 июня 1931 г. Вопросы ленинизма, изд. 11-е.
9. И. В. Сталин, Итоги первой пятилетки. Доклад на
объединённом пленуме ЦК и ЦКК ВКП(б) 7 января
1933 г. Вопросы ленинизма, изд. 11-е.
10. И. В. Сталин, Речь на Первом всесоюзном съезде
колхозников-ударников. Вопросы ленинизма, изд. 11-е.
11. И. В. Сталин, Отчётный доклад XVII Съезду Пар-
тии о работе ЦК ВКП(б) 26 января 1934 г., Вопросы
ленинизма, изд. 11-е.
12. И. В. Сталин, Речь на приёме делегации метал-
лургов 26 декабря 1934 г.. Сб. „Ленин и Сталин о
труде", Профиздат, 1940.
13. И. В. Сталин, Речь в Кремлёвском дворце на вы-
пуске академиков Красной Армии 4 мая 1935 г., Вопросы
ленинизма, изд. 11-е.
14. И. В. Стали н, Речь на Первом всесоюзном сове-
щании стахановцев 17 ноября Ш5 г., Вопросы лени-
низма, изд. 11-е.
15. И. В. С т а л и н, О проекте Конституции Союза ССР.
Доклад на Чрезвычайном VIII Всесоюзном съезде Сове-
тов 25 ноября 1936 г., Вопросы ленинизма,
изд. 11-е.
16. И. В. С т а лин, О недостатках партийной работы и
мерах ликвидации троцкистских и иных двурушников,
Партиздат, 1937.
17. И. В. С т а л и н, О диалектическом и историческом
материализме, Вопросы ленинизма, изд. 11-е.
18. И. В. Стали н, Отчётный доклад на XVIII Съезде
Партии о работе ЦК ВКП(б) 10 марта 1939 г., Вопросы
ленинизма, изд. 11-е.
19. И. В. Сталин, О Великой Отечественной войне
Советского Союза, Госполитиздат, 1946.
20. Конституция (основной закон) Союза Советских Социа-
листических Республик, изд. Верховного Совета СССР,
1947.
21. Резолюция IX Съезда Всесоюзной Коммунистической
партии (большевиков) об очередных задачах хозяй-
ственного строительства, Сб. „ВКП(б) в резолюциях
и решениях съездов, конференций и пленумов ЦК", ч. 1.
изд. 6-е, Госполитиздат, 1940.
22. Постановление Пленума ЦК ВКП(б) 19 августа 1924 г.
„О политике заработной платы". Сб. „ВКЩб) в ре-
золюциях и решениях съездов, конференций и пленумов
ЦК", ч. I, изд. 6-е, Госполитиздат, 1940.
23. Резолюция Пленума ЦК ВКЩб) 25/ХП 1935 г. „Во-
просы промышленности и транспорта в связи со стаха-
новским движением", Сб. „ВКП(б) в резолюциях,
решениях съездов, конференции и пленумов ЦК", ч. II,
изд. 6-е, Госполитиздат, 1940.
24. Резолюция XVIII Всесоюзной конференции ВКЩб)
„О задачах партийных организаций в области промыш-
ленности и транспорта", Госполитиздат, 1941.
25. Закон о пятилетнем плане восстановления и развития
народного хозяйства СССР на' 1946—1930 гг., Госполит-
издат, 1946.
26. В Совете Министров Союза ССР, О государственном
плане восстановления и развития народного хозяйства
СССР на 1947 г., Госполитиздат, 1947.
27. Г. М Маленков, О задачах партийных организа-
ций в области промышленности и транспорта, Госпо-
литиздат. 1у41.
28. Г. М. Мал е н к о в, 32-я годовщина Великой Октябрь-
ской социалистической революции, Госполитиздат,
1949.
29. Г. М. М а л е н к о в, Товарищ Сталин — вождь про-
грессивного человечества, Госполитиздат, 1949.
30. В. М. М о л о т о в, Тридцатилетие Великой Октябрь-
ской социалистической революции, Госполитиздат,
1947.
31. В. М. Молотов, 31-я годовщина Великой Октябрь-
ской социалистической революции, Госполитиздат, 1948.
РАССТАНОВКА РАБОЧИХ И УПЛОТНЕНИЕ РАБОЧЕГО ДНЯ
Товарищ Сталин учит, что правильная рас-
становка людей должна обеспечить:
„1) чтобы каждый работник чувствовал
себя на месте;
2) чтобы каждый работник мог дать рево-
люции максимум того, что вообще способен
он дать по своим личным качествам;
3) чтобы такого, рода расстановка работ-
ников дала в своём результате не перебои,
а согласованность, единство, общий подъем
работы в целом;
4) чтобы общее направление организован-
ной таким образом работы служило выраже-
нием и осуществлением, той политической
идеи, во имя которой производится расста-
новка работников по постам" *.
Правильная расстановка рабочих требует
прежде всего тщательно продуманного разде-
* И. В. Сталин, Соч., т. 6, стр. 277—278.
ления труда, способствующего росту индиви-
дуальной производительности каждого работ-
ника и согласованной, слаженной работе всего
производственного коллектива. Разделение
труда состоит в расчленении производствен-
ных работ и в их распределении между испол-
нителями соответственно трём главным при-
знакам: технической однородности работ по
их содержанию, объёму этих работ и возмож-
ности обособленного их выполнения. Расста-
новка рабочих должна способствовать все-
мерному укреплению ответственности каждого
из них за порученное ему дело на основе
ликвидации обезлички (см. выше, стр. 303).
Тем самым она должна создавать условия для
проявления индивидуальной инциативы ка-
ждого работника, для уплотнённой, равномер-
ной и качественной его работы и для нако-
пления необходимого опыта и навыков в про-
цессе труда.
308
ОРГАНИЗАЦИЯ ТРУДА И ЗАРАБОТНОЙ ПЛАТЫ
[РАЗД. V
Проводя расстановку рабочих на основе
разделения труда между ними, необходимо ру-
ководствоваться указаниями товарища Сталина
в его исторической речи на совещании хозяй-
ственников 23 июня 1931 г. „Выходит,
дальше, — говорил товарищ Сталин, — что
нельзя больше терпеть обезличку в произ-
водстве. Чтобы избавиться от этого зла, надо
по-новому организовать труд, надо расставить
силы таким образом, чтобы каждая группа
рабочих отвечала за работу, за механизмы,
за станки, за качество работы" *.
РАЗДЕЛЕНИЕ РАБОТ ПО ПРИЗНАКУ
ТЕХНИЧЕСКОЙ ОДНОРОДНОСТИ
Выделение работ с однородным техниче-
ским содержанием имеет целью правильное
их распределение между исполнителями, ко-
торое обеспечило бы наиболее целесообразное
использование специальных знаний и навыков
каждого работника; сокращение затрат вре-
мени и сил, вызываемых переключениями ра-
ботника с работ одного рода на другие; воз-
можность систематического роста квалифика-
ции кадров и всё более полного и глубокого
овладения техникой. Выделение работ по
признаку их технической однородности осу-
•И.В.Сталин, Вопросы ленинизма, изд. 11-е,
стр. 347.
ществляется в следующих основных направле-
ниях: отделение подготовки работ от их ис-
полнения; отделение' вспомогательных работ
от основных; отделение более сложных и
квалифицированных работ от простых ра-
бот, не требующих столь высокой квалифи-
кации.
Примерами отделения подготовки от ис-
полнения, широко распространёнными в ма-
шиностроении, могут быть: в сборочных про-
цессах — выделение работ по подготовке и
комплектованию деталей перед их передачей
на сборку узлов; в процессах механической
обработки — отделение наладки станков при
запуске новой партии с выполнением наладки
по возможности в нерабочее время (или в
подготовительной смене); в кузнечном произ-
водстве — отделение нагрева заготовок от их
ковки или штамповки; приручной формовке ~
отделение работ по подготовке формовочной
площади и земель от изготовления форм
и т. п.
Отделение вспомогательных работ от
основных имеет ещё большее, распростране-
ние и может быть представлено выделением
разного рода функций по обслуживанию обо-
рудования регулярной смазкой и ремонтом;
выделением подбора режущих инструментов,
их заточки, проверки и регулярной подачи
на рабочее место; выделением транспортных
работ по доставке материалов и полуфабри-
катов к рабочим местам и по удалению обра-
ботанных деталей или изделий; выделением
Таблица 1
Вспомогательные работы и вспомогательные рабочие механического цеха
Виды подготовительных
и вспомогательных работ
Содержание подготовительных и вспомогательных работ
Специальности и
профессии вспомога-
тельных рабочих
Организационные и подго-
товительные работы
Питание производства ма-
териалами, заготовками, по-
луфабрикатами и деталями
Обслуживание инструмен-
том
Технический контроль ка-
чества продукции и средств
производства
Содержание производствен-
ного оборудования в работо-
способном состоянии
Надзор и уход за энергети-
ческим оборудованием
Транспортное обслужива-
ние производства
Ремонт инвентаря
Обеспечение чистоты рабо-
чих помещений
Экспедиция готовой про-
дукции
Распределение работ среди основных рабочих, подготовка
технической документации, производственный инструктаж,
наладка оборудования
Получение и хранение материалов и деталей (в кладовых),
их подбор, комплектовка и выдача в обработку
Получение и хранение инструментов и приспособлений, вы-
дача их и доставка к рабочему месту, заточка и ремонт ин-
струментов и приспособлений
Техническая приёмка материалов и полуфабрикатов; кон-
троль обработанных деталей и изделий; контроль инструмен-
тов и оборудования
Периодические осмотры оборудования, его текущий пла-
ново-предупредительный ремонт, смазка, уход и наблюдение
за ремённым хозяйством, сшивка и замена ремней
Наблюдение за работой двигателей и прочего электрообору-
дования, проверка его состояния, текущий ремонт электро-
оборудования, электропроводов и сети, а также арматуры
Подвозка в цех и вывозка из цеха материалов, полуфа-
брикатов, готовых деталей и изделий, перемещение полуфа-
брикатов и деталей по ходу их обработки, подача их к рабо-
чим местам
Ремонт или переделка рабочих шкафчиков, подставок,
стульев, специальной тары и т. п.
Уборка помещений и рабочих мест^ вывозка стружки
и отходов, мойка полов и окон
Комплектование, упаковка, подготовка к отправке и от-
правка изготовленных деталей и изделий
Распределители, бри-
гадиры, наладчики
3 аготовители, кла-
довщики, комплектов-
щики, подносчики
Кладовщики, раздат-
чики, заточники, сле-
сари
Приёмщики, браков-
щики, контролёры
Ремонтные слесари
станочники по ремон-
ту, смазчики, шорники
Монтёры, обмотчики
Крановщики, штро-
палыцики, электр.о- и
автокарщики, грузчи-
ки, такелажники
Столяры, плотники,
маляры
Уборщики, рабочие
по вывозу стружки
Экспедиторы,
ковщики
упа-
ГЛ. V]
РАСПРЕДЕЛЕНИЕ РАБОТ ПО ИСПОЛНИТЕЛЯМ
309
работ по удалению отходов и стружки, по
уборке производственных площадей, поддер-
жанию чистоты и порядка.
Отделение более квалифицированных ра-
бот от менее квалифицированных имеет также
чрезвычайно широкое распространение. Выде-
ление подготовительных или вспомогательных
работ во многих случаях способствует отделе-
нию более квалифицированной и сложной работы
от работы простой и малоквалифицированной.
Очень часто выделяемые подготовительные
или вспомогательные работы требуют работ-
ников более высокой квалификации, чем ос-
новные работы (это относится, в частности,
к наладке станков или их ремонту), а иногда,
напротив, они могут выполняться работниками
меньшей квалификации (например, транспорт-
ные работы или работы по уборке производ-
ственных помещений) или вовсе отпадают в
результате механизации.
Примерный перечень вспомогательных
работ и вспомогательных рабочих механиче-
ского цеха приведён в табл. 1.
Отделение работ по признаку требуемой
ими квалификации осуществляется также в
отношении основных производственных работ.
В этих целях разнообразные операции, отно-
сящиеся к одному и тому же виду обработки
(например, токарные, сверлильные и др.), груп-
пируются в зависимости от их сложности,
ответственности и требуемой точности по так
называемым квалификационным разрядам, а
их выполнение поручается рабочим, облада-
ющим необходимыми знаниями и навыками.
Подробнее этот вопрос освещен в специ-
альной статье на стр. 347—349.
Пределы целесообразного разделения работ
по их технической однородности зависят от
объёма этих работ. При небольших масшта-
бах производства объём однородных работ
может оказаться недостаточным, чтобы обеспе-
чить равномерную и полную занятость рабо-
чих мест. В этом случае узкая специализация
последних может вызвать недоиспользование
их мощности и поэтому будет экономически
нецелесообразной. Расчленение работ по их
технической однородности должно проводиться
тем глубже и детальнее, чем выше степень
специализации завода и чем больше на нём
преобладает крупносерийное и массовое про-
изводство.
РАСПРЕДЕЛЕНИЕ РАБОТ
ПО ИСПОЛНИТЕЛЯМ
И РАССТАНОВКА РАБОЧИХ
Объём работы является важным призна-
ком, определяющим целесообразные формы
разделения труда в производстве. При доста-
точно большом объёме технически однород-
ных работ, они подлежат распределению между
несколькими исполнителями, а для этого не-
обходимо произвести их разбивку по количе-
ственному признаку и закрепить их выполне-
ние за отдельными рабочими местами.
Практические приёмы решения этой задачи
показаны на нижеследующем упрощённом
схематическом примере.
Изделие 2000/ЗД состоит из двух узлов B200 и 2100),
трёх подузлов B220, 2210, 2110) и семи комплектов. Месяч-
ное задание по выпуску изделия 2000/ЗД составляет 160 шт.
При этом сборка осуществляется равновеликими партиями
по 16 единиц изделия. Таким образом, в течение месяца
должны быть выпущены 10 партий.
Примерные данные о фактической трудоёмкости и
продолжительности выполнения отдельных сборочных со-
единений приведены в табл. 2.
Общая продолжительность сборки всех 160 изделий
с учётом затрат подготовительно - заключительного вре-
мени составляет 1595,3 часа. Принимая месячный фонд
времени каждого рабочего места при односменной работе
равным 200 час, можно определить количество рабочих
мест, которые должны быть загружены указанным объ-
ёмом работы: 1595 : 200 »» 8 рабочих мест. Производим рас-
пределение этого суммарного объёма работ по рабочим
местам, учитывая требуемую квалификацию рабочих для
выполнения отдельных сборочных операций.
За первым рабочим местом закрепляем работы третьего
разряда по сборке комплектов 2111 и 2112, что в сумме
составляет 195,2 часа. Так как в данном случае предпола-
гается собирать комплекты 2111 и 2112 партиями по
16 шт., то надо добавить на подготовительно-заключитель-
ные действия ещё 6 час., что даёт полную загрузку ра-
бочего места в размере ~ 201 час. в месяц.
Второе рабочее место, на котором заняты два рабо-
чих-сборщика пятого и третьего разрядов, может быть
загружено изготовлением подузла 2110 и комплекта 2101,
но при этом у него останется неиспользованное время:
200 — A10,4 + 40 + 4 + 2} = 43.fi часа. Чтобы заполнить
это время, можно дополнительно нагрузить данное рабочее
место сборкой двух партий узла 2100, которые потребуют
ещё 49 час. В итоге это составит 206,6 часа непрерывной
работы на протяжении месяца.
Третье рабочее место одинаковой квалификации со
вторым по составу рабочих может быть целиком занято
сборкой узла 2100, который должен быть изготовлен в
количестве 14 партий, или 128 шт. за месяц, что соста-
вляет 200 час.
Рассуждая таким же образом, четвёртое и пятое ра-
бочие места загружаем сборкой комплекта 2101 и гото-
вого изделия 2000/ЗД. Шестое рабочее место будет занято
сборкой комплектов 2211 и 2212, причём у него остаётся
резерв свободного времени в объёме около 25 час. в ме-
Таблица 2
Примерные данные о трудоёмкости и продолжительности выполнения отдельных сборочных соединений
№ сборочной
единицы
2JII
2112
2ZI0
2IOI
2100
2001
2211
2212
2210
2221
2220
2200
3000 3 Д
Количество ра-
бочих, одновре-
менно выпол-
няющих данную
операцию
Разряд работ
III
III
VIII
VJ1II
ViIII
vim
III
III
IV
IV
IV
IV
V III
Затраты вре-
мени на 1 шт.
в час.
о,7
О,/2
о,6д
о,г;
i,S
о, S3
о,7У
0,26
0,42
0,22
o,S4
1,3)
1,9
Общая продол-
жительность
сборки 160 шг.
в час.
112,0
8з,з
ио,4
40,0
240,0
8), 2
120,О
41,6
¦ 6Т,2
35<2
86,4
196,8
304,0
Подготовитель-
но-заключи-
тельное время
на 1 партию
в часах
о,3
0,2
о,4
. 0,2
°,S
о,4
о,9
о,4
0,4!
о,3
о,х8
1,8
i,f
Суммарное подго-
товительно-заклю-
чительное время
на 10 партий
3,о
2,С
4,0
2,0
!,о
4,о
9,°
4,0
4,!
3-°
1,8
i8,o
310
ОРГАНИЗАЦИЯ ТРУДА И ЗАРАБОТНОЙ ПЛАТЫ
[РАЗД. V
сяц. Это время должно быть 'использовано для отвозки
собранных приборов к испытательным стендам и для воз-
врата приборов, требующих исправления, к соответствую-
щим рабочим местам.
Седьмое рабочее место должно быть занято сборкой
подузла 2210, комплекта 2221 и подузла 2220i Наконец,
восьмое рабочее место целиком загружается непрерывной
сборкой узла 2200 без расчленения этой работы на отдель-
ные партии и потому без затраты подготовительно-заклю-
чительного времени.
Из приведённого схематического примера
можно видеть, каким образом объём работы
влияет на разделение труда между отдель-
ными исполнителями, побуждая в одних
случаях расчленять однородные операции,
а в других случаях, напротив, соединять их
выполнение на одном и том же рабочем
месте.
Этот же пример позволяет пояснить третье
главное условие правильного разделения
труда: возможность обособленного выполне-
ния работ. Разделение работ между исполни-
телями должно осуществляться таким образом,
чтобы оно ни в коем случае не порождало
безответственности или обезлички. Это пред-
полагает возможность точного и объективного
определения количества и качества результа-
тов работы каждого исполнителя. В частности,
каждая операция обязательно должна быть
закончена в пределах данного рабочего места,
чтобы можно было установить объём выра-
ботки каждого рабочего и её соответствие
техническим условиям. Некоторые операции
по своей сложности и трудоёмкости требуют
совместной работы двух или большего числа
рабочих, но не поддаются расчленению в ука-
занном смысле. В нашем примере такими опе-
рациями являются работы над сборочными
единицами 2110, 2101, 2100, 2001, 2000/ЗД. Во
всех этих случаях применяется нераздельная
спаренная работа двух сборщиков, совместно
закрепляемых за одним и тем же рабочим
местом.
Разделение труда в механизированных
процессах отличается тем, что оно основы-
вается на характере применяемых машин-ору-
дий, предопределяющих специализацию отдель-
ных рабочих мест. В этих условиях расста-
новка рабочих сводится к закреплению за
ними соответствующих рабочих мест в зави-
симости от степени загрузки и от сменности
работы оборудования.
Разделение труда между вспомогатель-
ными рабочими, занятыми обслуживанием
основного производства (смазчиками, шорни-
ками, электромонтёрами, слесарями - ремонт-
никами, наладчиками, транспортными рабочи-
ми и т. п.), осуществляется путём закрепления
за каждым из них определённого фронта ра-
бот, т. е. определённого количества производ-
ственных рабочих мест, подлежащих обслу-
живанию данным работником.
Разделение труда между вспомогательными
рабочими, не занятыми непосредственно обслу-
живанием рабочих мест основного производ-
ства, а выполняющими различного рода вспо-
могательные производственные работы (за-
точка инструментов, изготовление сменных
деталей для ремонта оборудования, изготовле-
ние приспособлений и прочих видов техноло-
гического оснащения и т. п.), рекомендуется
проводить теми же методами, что и разде-
ление основных производственных работ.
Разделение труда отнюдь не исключает
целесообразности совмещения профессий во
всех случаях, когда в результате реализации
этого мероприятия может быть обеспечено
улучшение использования рабочего времени
и, как следствие, повышение производительно-
сти труда. Сказанное относится, в частности,
к совмещению профессий при многостаночной
работе, среди обслуживающих и вспомогатель-
ных рабочих и т. д. (см. стр. 334).
ОРГАНИЗАЦИЯ БРИГАД
Важным моментом расстановки основных
и вспомогательных рабочих на производстве
является образование рабочих бригад. Рабочая
бригада представляет собой такую форму
организации труда, при которой все рабочие,
объединённые в бригаду, осуществляют тесную
кооперацию друг с другом в процессе работы
и несут совместную ответственность за её ре-
зультаты. При этом один из рабочих, являю-
щийся бригадиром, руководит совместной ра-
ботой бригады и организацией труда всех её
участников.
Рабочие бригады могут образовываться в
следующих основных случаях: а) для выпол-
нения комплексных производственных заданий,
требующих совместной работы нескольких
рабочих, но не подлежащих расчленению ме-
жду отдельными исполнителями; б) для обслу-
живания крупных и сложных производствен-
ных агрегатов, работа которых тесно связана
в технологическом отношении; в) для обеспе-
чения теснейшей кооперации и соблюдения
установленного темпа и преемственности работ
на поточных линиях; г) для создания необхо-
димой взаимосвязи между подготовительными,
вспомогательными и основными работами в
рамках данного производственного участка;
д) для облегчения текущего распределения и
перераспределения оперативных заданий ме-
жду работниками при отсутствии постоянно
закреплённых рабочих мест или определён-
ного круга работ за каждым исполнителем;
е) для обеспечения взаимопомощи, взаимного
контроля и согласованности действий работни-
ков, берущих на себя определённые обяза-
тельства в области рационализации производ-
ства, перевыполнения плана и улучшения ка-
чественных показателей своей работы.
Примером бригады типа „а" являются сбо-
рочные бригады, осуществляющие общий мон-
таж изделия или сборку отдельных узлов при
отсутствии пооперационного расчленения
сборочных процессов в условиях серийного и
единичного производства, либо ремонтные
бригады, выполняющие ремонт оборудования,
производственных зданий и сооружений.
В этих случаях бригада получает комплексное
нераздельное задание, которое она и обязана
выполнить, неся ответственность за сроки и
качество своей работы в целом.
Примером бригад типа „б" я~вляются рабочие
бригады в плавильном отделении литейного
цеха или в кузнечно-прессовых цехах, где са-
мый характер производственного оборудова-
ния предопределяет необходимость совместной
работы нескольких рабочих.
Примерами бригад типа „в" являются, с
одной стороны, бригады сборщиков на кон-
вейерных линиях автомобильных и тракторных
ГЛ. V]
ФОРМИРОВАНИЕ СМЕН И РАСПОРЯДОК ИХ РАБОТЫ
311
заводов, а с другой, — бригады станочников на
поточных линиях механической обработки.
Объединение сборщиков на конвейере в одну
бригаду вызывается тем, что результаты их
работы определяются по выпуску с последней
операции (сборочной станции) и, кроме того,
также тем, что в состав бригады должны быть
включены квалифицированные рабочие, под-
меняющие временно отсутствующих сборщи-
ков' и потому периодически переходящие с
одного рабочего места на другое. В отличие от
этого при объединении станочников в одну
бригаду выработка каждого из них должна
определяться индивидуально. Но поскольку
приёмка деталей органами технического кон-
троля производится лишь после наиболее от-
ветственных операций,^ поддержание необхо-
димого качества обработки на промежуточ-
ных операциях, а равно строгое соблюдение
установленного ритма поточной работы со-
здают необходимость тесной кооперации ра-
бочих в поточной линии. В указанных усло-
виях роль бригадира часто возлагается на
наладчика, обслуживающего соответственные
рабочие места в потоке.
В отдельных случаях может оказаться це-
лесообразным включить в рабочую бригаду
также и других вспомогательных рабочих:
смазчика, слесаря по текущему ремонту и
надзору за оборудованием, транспортного ра-
бочего и др. Тогда образуется бригада ти-
па „г", способствующая более тесной связи
обслуживающих работ с основным производ-
ственным процессом.
Примером бригады типа „д" являются
обычно транспортные бригады в крупных це-
хах серийного и единичного производства,
где нельзя установить строго постоянных
маршрутов и рейсов внутризаводского транс-
порта и где поэтому транспортные рабочие
работают по разовым заданиям или опера-
тивным распоряжениям диспетчера цеха.
Бригады типа „е" имеют совершенно осо-_
бый характер, так как они организуются, как
правило, в порядке развёртывания социали-
стического соревнования и представляют со-
бой определённую форму социалистического
труда.
Примером таких бригад являются комсо-
мольско-молодёжные бригады, хозрасчётные
бригады и т. п. (см. стр. 374).
При организации бригад всех типов за
исключением типа „д" каждой из них должно
выдаваться самостоятельное плановое за-
дание, методы разработки и содержание
которого зависят от организационного типа
производства и от технологических особенно-
стей соответствующего производственного
участка.
Образование рабочих бригад должно осно-
вываться на тщательном анализе производ-
ственных условий и ни в коем случае не может
определяться случайными или формальными
соображениями. Главная цель образования
бригады должна состоять в том, чтобы повы-
сить производительность и качество работы
объединяемых рабочих путём укрепления ко-
операции между ними. Недопустимо объеди-
нять рабочих в бригаду при отсутствии дей-
ствительной постоянной взаимосвязи в их
труде, руководствуясь только формальным
сходством выполняемых ими оабот. Нельзя
также сохранять бригадные формы организа-
ции труда, обусловленные отсутствием дифе-
ренциации технологических процессов, если
по масштабам выпуска и по характеру про-
изводства представляется возможным и целе-
сообразным внедрить более прогрессивные
методы работы с пооперационным расчлене-
нием процесса и с закреплением отдельных
операций за специализированными рабочими
местами.
Образование бригады не должно приво-
дить к обезличке в распределении работ и
ответственности между её участниками.
В виде примера ниже приводится распре-
деление обязанностей в бригаде, обслуживаю-
щей горизонтально-ковочную машину на под-
шипниковом заводе (табл. 3).
Из опыта стахановских бригад следует, что
для наиболее успешной работы необходимо
осуществлять разделение труда между чле-
нами бригады с учётом индивидуальных осо-
бенностей каждого работника.
В результате этого стахановцы достигают
такой слаженности, согласованности дей-
ствий всех членов бригады, которая обеспе-
чивает строгую ритмичность их совместной
работы.
Высокая культура стахановской организа-
ции труда в бригаде получает своё наиболее
яркое выражение в систематической работе
до часовому графику, инициатором которой
является лауреат Сталинской премии мастер-
бригадир Московского электролампового
завода Валентина Хрисанова. Строго ритмич-
ная работа на основе часового графика не
только обеспечивает действительно уплотнен-
ный режим использования рабочего дня, но
сопровождается строжайшим соблюдением
технологической дисциплины и обеспечивает
выпуск продукции отличного качества при
сокращении всякого рода потерь и при зна-
чительной экономии в расходовании материа-
лов, энергии и инструментов.
ФОРМИРОВАНИЕ СМЕН
И РАСПОРЯДОК ИХ РАБОТЫ
При многосменной работе чрезвычайно
важно правильно распределить рабочих по
сменам и создать условия для полноценной
работы каждой смены. Состав каждой смены
должен быть строго постоянным. В целях ре-
гулярного чередования ночной и дневной ра-
боты каждая смена в полном своём составе
должна переходить с ночной работы на днев-
ную и обратно. Работа каждой смены должна
основываться, как правило, на соответствую-
щем сменном задании, построение которого
определяется применяемой в данном цехе си-
стемой оперативно-производственного плани-
рования (см. гл. III).
При формировании смен рекомендуется по
возможности избегать резкого несоответствия
численного состава работников в разных сме-
нах в рамках одного и того же производ-
ственного участка (пролёта, отделения). Не-
обходимо добиваться создания равноценных
условий работы и организации труда з разных
сменах, обеспечивая каждую из них соответ-
ствующим техническим руководством, опера-
тивной подготовкой производства и обслужи-
312
ОРГАНИЗАЦИЯ ТРУДА И ЗАРАБОТНОЙ ПЛАТЫ
[РАЗД. V
Состав бригады и распре
№ (услов-
ное обозначе-
ние) и долж-
ность
Наладка ковочной машины
Загрузка и нагрев прутков
Штамповка колец
I. Бригадир
1. Производит чеканку инстру-
мента и установку блоков и ма-
триц
2. Устанавливает и регулирует
упор
3. Регулирует установку блока
в центральном ползуне проклад-
ками
4. Регулирует установку блоков
матриц прокладками
5. Контролирует механизмы ма-
шины от попадания в них посторон-
них предметов
6. Участвует в провёртывании
машины вручную при опробова-
нии после наладки
1. Контролирует членов бригады
в правильности рабочих приёмов
и соблюдении правил безопасно-
сти при нагрузке и выемке го-
рячих прутков и руководит их
работой
1. Очищает окалину, управляет
подъёмником и машиной и регу-
лирует упор
2. Выдерживает норму съёма
колец за один нагрев, температу-
ру прутков при штамповке и
длину отхода по установленной
норме.
3. Вынимает скребком застряв-
шие кольца в прошивной рако-
вине
4. Инструктирует и контроли-
рует членов бригады
II. Нагреваль-
щик
1. Производит управление талью
при съёме и установке блоков
2. Прекращает или замедляет
нагрев материала, смотря по
ходу наладки
3. Участвует в провёртывании
маховика при наладке и опробо-
вании машины вручную
1. Производит загрузку прутков
в печь и выемку нагретых —
готовых для штамповки
2. Соблюдает порядок располо-
жения прутков и их количество
в печи, регулирует и определяет
нагрев согласно технологической
инструкции
3. Следит за пламенем печи
1. Управляет транспортёром при
подноске прутков к машине
и относке в печь
2. Поддерживает пруток при
штамповке
3. Регулирует охлаждение штам-
па водой
4. При отсутствии подъёмника
управляет рычагом при штам-
повке, меняясь со штамповщи-
ком
III. Штампов-
щик
1. Производит под руковод-
ством бригадира съём я установку
блоков, прокладывает прокладки,
открепляет и крепит блоки, вы-
дёргивает и вставляет клинья
2. Протирает и смазывает штам-
пы при установке их на место
й. Участвует в провёртывании
маховика при опробовании ма-
шины
4. Убирает инструмент в шкаф
1. Следит за исправностью кле-
щей, предохранительного конца
оправки
1. Участвует в подноске и от-
носке прутков
2. Поддерживает пруток при
штамповке
3. При отсутствии подъёмника,
меняясь с нагревальщиком, упра-
вляет рычагом
4. Относит и складывает отходы
в установленном месте при уча-
стии нагревальщика
IV- Подсобный
рабочий
Помогает бригаде, если пруток превышает длину, установленную нормой
ванием всем необходимым для бесперебойной
работы (материалами, полуфабрикатами, ин-
струментом, приспособлениями, наладкой обо-
рудования, смазкой и т. п.). Руководство ра-
ботой смены в рамках каждого производ-
ственного участка осуществляется сменным
мастером.
Определение численного состава производ-
ственных рабочих в каждой смене должно
основываться на подсчёте плановой загрузки
соответствующих рабочих мест установлен-
ным производственным заданием данному
цеху и участку (методы объёмных расчётов
плана и загрузки оборудования — см. гл. II
и III). Если загрузка рабочих мест неравно-
мерна, так что некоторые из них остаются
в течение смены недогруженными, надо пре-
дусмотреть и заранее регламентировать по-
рядок перехода рабочих на протяжении смены
с одного рабочего места на другое. В этих
целях рекомендуется применять графики по-
следовательной работы рабочих на разных ра-
бочих местах по типу, приведённому в табл. 4.
Установление такого рода графиков способ-
ствует ликвидации простоев и случайных пе-
ребросок рабочих, помогает заранее проду-
мать распорядок их работы в течение смены
и содействует уплотнённому использованию
их рабочего дня.
Необходимо регламентировать также и ра-
боту вспомогательных рабочих, занятых об-
служиванием производственных рабочих мест,
и установить для них соответствующие гра-
фики. Так, например, для смазки-станков сле-
дует предусмотреть периодичность заполне-
ния маслёнок и резервуаров разных станков
в зависимости от особенностей их конструк-
ции (ежесменно, ежесуточно, один раз в де-
сять дней, один раз в месяц и один раз в квар-
тал). Если возложить простейшие виды смазки,
ГЛ. V]
ФОРМИРОВАНИЕ СМЕН И РАСПОРЯДОК ИХ РАБОТЫ
313
Таблица 3
деление обязанностей
Смена запасных частей
1. Производит смену кон-
трольных шпилек бокового
хода шатуна маховика и тор-
моза
2. Производит с ремонтным
слесарем смену упора, сто-
порных болтов и других смен-
ных частей при мелком ре-
монте
3. Следит, чтобы в меха-
низмы машины не попадали
посторонние предметы
/
1. Производит прекращение
или замедление нагрева ма-
териала, смотря по ходу ре-
монта
2. Управляет талью при вы-
вешивании поводка во время
смены шпильки бокового хо-
да и других тяжёлых частей
машины
3. Участвует в провёртыва-
нии маховика при смене за-
пасных частей
1. Участвует в провёрты-
вании маховика и поддержке
тяжёлых частей машины при
их смене
2. Протирает и смазывает
детали механизмов при их
смене
3. Подаёт и убирает ин-
струмент
4. Вызывает слесаря и ма-
стера при авариях и неполад-
ках машины
Уход за рабочим местом
до работы
1. Проводит наружный
осмотр состояния машины,
штампов, подъёмника транс-
портёра, тали, консоли и во-
допровода
2. Принимает машину от
сменщика по акту
3. Принимает в чистоте и
порядке рабочее место
1. Проверяет состояние
печей, нефтепровода и воз-
духопровода
2. Принимает печь от смен-
щика
3. Проверяет наличие запаса
прутков и достаточность их
количества в печи
1. Принимает крепёжный
инструмент и приспособления
от сменщика
2. Прочищает смазочные от-
верстия
3. Подвёртывает маслёнки
Штауфера и смазывает части
машины
4. Подтягивает болты
во время работы
1. Наблюдает за состоянием
машины, подъёмника, штам-
пов, водопровода и смазки.
2. Пускает и останавливает
машину при перерывах в ра-
боте.
3. Наблюдает за чистотой и
порядком на рабочем месте
(укладкой отходов, колец и
пр.)
1, Наблюдает за состоянием
печи, нефтепровода и возду-
хопровода
2. Распределяет прутки в
печи
3. Регулирует температуру
нагрева прутков, поддержи-
вает нагрев печи и не допу-
скает копоти
1. Поддерживает чистоту и
порядок на рабочем месте
2. Сообщает диспетчеру о
пуске и остановке машины
при ремонте и наладке
после работы
1. Проверяет состояние
машины, штампов, подъём-
ника, транспортёра, тали,
консоли и водопровода
2. Контролирует уход и
уборку машины и рабо-
чего места
3. Сдаёт машину смен-
щику по акту
1. Проверяет состояние
печи, футеровки, нефте-
провода и воздухопрово-
да
2. Убирает всё лишнее
с рабочих мест.
3. Сдаёт печи сменщику
1. Вычищает окалину.
2. Вытирает грязь и ко-
поть с машины
3. Сдаёт инструмент
сменщику
выполняемые ежесменно, непосредственно на
станочников, то смазчик сможет обслужить
весь парк оборудования, работая в одну лишь
смену. Для этого он должен производить ре-
гулярный обход всех станков в течение смены
по определённому маршруту, который зависит
от территориального расположения оборудо-
вания в цехе.
При многосменной работе необходимо про-
водить строгое разграничение ответственности
за выполненную работу, за состояние обору-
дования и инструмента между рабочими-смен-
щиками, работающими на одном и том же
рабочем месте. Для этого вся выработка ка-
ждой смены обязательно должна подвергаться
раздельной качественной приёмке и количе-
ственному учёту. В тех случаях, когда опера-
ция над обработкой данного изделия или над
сборкой узла длится дольше смены, надо фи-
ксировать объём выполненной частичной ра-
боты (процент готовности) и её качество за
каждую смену порознь. Некоторая сложность
контроля и учёта, возникающая в этом случае,
иногда побуждает объединять рабочих смен-
щиков, занятых на одном и том же рабочем
месте, в бригаду.
Однако такое решение может быть допу-
щено только при крайней необходимости,
поскольку оно не устраняет полностью обез-
лички.
В целях разграничения и укрепления от-
ветственности за выполненную работу и за
состояние производства в каждой смене ре-
комендуется практиковать систему ответствен-
ной приёмки — сдачи смен. При вступлении
очередной смены на работу должно быть
тщательно проверено состояние оборудования,
инструментов и приспособлений, наличие не-
обходимых материалов, полуфабрикатов и
производственных заделов в соответствии
314
ОРГАНИЗАЦИЯ ТРУДА И ЗАРАБОТНОЙ ПЛАТЫ
[РАЗД. V
Таблица 4
График последовательного выполнения операций рабочими второй смены на разных рабочих местах
№
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
Наименование операции
Фрезерование ребра и торца
рамки
Фрезерование фасонного
ребра
Фрезерование нижнего
ребра
Фрезерование насечки
Фрезерование угла острой
губки
Протягивание паза под
штангу
Фрезерование боковых пло-
скостей длинной губки
Фрезерование боковых пло-
скостей острой губки
Фрезерование паза под> глу-
биномер
Шлифование плоскостей
рамки
Шлифование плоскостей
длинной губки
Шлифование плоскостей
острой губки
Шлифование рамки
Шлифование нижнего ребра
Сверление отверстия и на-
резание резбы
Протягивание уголков в па-
зу под штангу
Клеймение рамки
Разряд
работы
IV
IV
IV
IV
IV
IV
IV
V
IV
IV
IV
IV
IV
IV
IV
IV
IV
Количе-
ство
станков
i
i
i
1
i
1
2
I
I
I
2
1
I
I
I
I
I
Название станка
Продольно-фрезерный А662
То же
Горизонтально-фрезерный
680 м
Горизонтально-фрезерный
То же
Наружнопротяжный
Горизонтально-фрезерный
680 м
Горизонтально-фрезерный
201-М
Горизонтально-фрезерный
Вертикально-шлифовальный
Плоско шлифовальный
М С 3-371
Плоскошлифовальный
Плоскошлифовальный МСЗ
То же
Токарный
Протяжной !
Ручной пресс
i Работа станкоо и раОочих I
1 смена
1
2
3
I
4
I
5
—•
6
Ц
8
Л смена
/
2
3
4
I
!
i
5
6
I
-
7
6\
!
|
!
с установленными нормами, а также состояние
незаконченных работ и степень их готовности.
Всякого рода неисправности, нарушения нор-
мальной насыщенности производства заделами
и другие отступления от установленного рас-
порядка работ, допущенные предыдущей сме-
ной, следует фиксировать в кратком рапорте,
который и служит своего рода приёмочным
актом при вступлении очередной смены в ра-
боту.
УПЛОТНЕНИЕ РАБОЧЕГО ДНЯ
И УКРЕПЛЕНИЕ
ТРУДОВОЙ ДИСЦИПЛИНЫ
Важнейшей организационно-технической
предпосылкой для устранения всякого рода
потерь рабочего времени в течение смены и
для уплотнённого использования рабочего дня
является тщательная оперативная подготовка
работы каждой смены. Практика передовых
заводов свидетельствует, что при полноценной
«перативной подготовке нередко обнаружи-
вается возможность выполнения и перевыпол-
нения плана выпуска продукции при меньшем
количестве смен и, следовательно, при мень-
шем численном составе рабочих. В этих це-
лях необходимо организовать работу преем-
ственных производственных смен таким обра-
зом, чтобы каждая из них не только выпол-
няла установленное для неё сменное задание,
но, кроме того, была обязана провести необ-
ходимые подготовительные работы по обеспе-
чению бесперебойной работы следующей оче-
редной смены.
В отдельных случаях, когда объём таких
подготовительных работ весьма значителен,
целесообразно организовать особые подгото-
вительные смены, состоящие из специально
подобранного штата вспомогательных рабочих,
для исчерпывающей материально-технической
подготовки производства на предстоящие
сутки или на очередную производственную
смену.
Примерный перечень работ, выполняе-
мых подготовительной сменой на одном из
тракторных заводов, включает: полную уборку
рабочих мест и всего цеха в целом; вывозку
брака; проверку, осмотр и текущий ремонт
оборудования, приспособлений, штампов и
моделей, а также электрооборудования; на-
стройку и переналадку станков и другого про-
изводственного оборудования; проверку нали-
чия инструментов и их состояния, пополнение
имеющегося оборотного фонда и выполнение
мелкого ремонта и исправлений повреждён-
ного инструмента; проверку состояния заде-
лов, в особенности страховых, их пополнение
из текущей выработки предыдущих смен и
укомплектование заделов. Как правило, к обя-
занностям подготовительной смены надо отно-
сить все те вспомогательные и подготови-
тельные работы, осуществление которых в те-
кущем ходе производства может вызывать
простои или задерживать выполнение смен-
ного задания.
Вместо специальных подготовительных смен
в ряде случаев можно ограничиться выделе-
нием подготовительных бригад, которые ра-
ботают в промежутках между производствен-
ными сменами, а частично также и парал-
лельно одной из них.
Для уплотнённой работы в течение•рабо-
чего дня необходимо практиковать диферещи-
ГЛ. V]
ОРГАНИЗАЦИЯ И ОСНАЩЕНИЕ РАБОЧЕГО МЕСТА
315
рованный порядок выхода на работу для рабо-
чих преемственно связанных специальностей.
Целесообразно также устанавливать дифе-
ренцированный график обеденных перерывов
для разных рабочих, с тем чтобы в течение
этих перерывов можно было проводить под-
наладку станков, осмотры, смазку оборудова-
ния, уборку стружки, осмотр и подтяжку ре-
менных приводов и т. п.
Основной обязанностью всех работников
на производстве является соблюдение стро-
жайшей дисциплины в использовании рабо-
чего времени, исключающей прогулы, опозда-
ния, простои и другие потери на протяже-
нии рабочего дня. Для регламентации рабо-
чего времени на каждом предприятии должна
быть установлена определённая система си-
гналов посредством сирены, гудка или звонка
о начале или конце смены, а также о начале
и окончании обеденных перерывов. Руководи-
тели завода, цехов и производственных участ-
ков обязаны организовать строгий контроль
за своевременной явкой рабочих на работу и
не допускать самовольных отлучек или пре-
ждевременного ухода с работы. Этим целям
служит чёткое распределение рабочих по
сменам и установление определённого порядка
табельного учёта, обеспечивающего контроль
своевременности прихода и ухода в каждой
смене и строгое наблюдение за явкой рабочих,
сопровождающееся активной борьбой с опо-
зданиями, прогулами и другими нарушениями
трудового режима на заводе. Начальники цехов
и мастера обязаны систематически проверять
нахождение работников на своих местах в тече-
ние рабочего дня и следить за правильным
использованием рабочего времени, не допуская
хождения работников без дела по участкам, це-
хам, коридорам.
Общий режим рабочего дня и произ-
водственное поведение работников на пред-
приятии должны быть подчинены правилам
внутреннего трудового распорядка, а нару-
шители этих правил должны подвергаться
административным и судебным взысканиям
согласно существующим законоположениям.
Типовые правила внутреннего распорядка
обязывают администрацию: правильно органи-
зовать труд рабочих и служащих, чтобы ка-
ждый работал по своей специальности и ква-
лификации; во-время выдавать наряды на ра-
боту и снабжать работников инструментами,
материалами; закрепить за каждым работни-
ком его рабочее место; обеспечивать исправ-
ное состояние оборудования; внедрять рацио-
нализаторские предложения и стахановские
методы; соблюдать законы и правила техники
безопасности и охраны труда. Рабочие и слу-
жащие обязаны работать честно и добросо-
вестно, быстро и точно выполнять распоря-
жения администрации и поддерживать техно-
логическую дисциплину. Они обязаны: строго
соблюдать установленную продолжительность
рабочего дня, используя всё рабочее время
исключительно для производственной работы;
своевременно и тщательно выполнять полу-
чаемые наряды и задания; выполнять нормы
выработки и добиваться их перевыполнения;
не допускать простоев, брака и потерь в ра-
боте. Как зеницу ока, рабочие и служащие
должны беречь социалистическую собствен-
ность: машины, станки, инструменты, мате-
риалы; соблюдать правила санитарии и гигиены,
техники безопасности, противопожарные пра-
вила и т. п.
Подробно о содержании социалистической
дисциплины труда и мерах её обеспечения
см. предыдущую статью данной главы.
Развёртывание всенародного социалистиче-
ского соревнования за досрочное выполнение
послевоенных планов восстановления и раз-
вития народного хозяйства СССР неизмеримо
повышает уровень социалистической дисци-
плины труда и порождает новые формы ста-
хановского движения в промышленности. Пе-
редовые стахановцы принимают от админи-
страции предприятия на социалистическую
сохранность станки, инвентарь и принадлеж-
ности к ним, беря на себя обязательство вы-
сококультурного ухода за оборудованием и
обеспечения его бесперебойной работы без
вывод.! в капитальный и средний ремонт. По
инициативе наладчика 1-го ГПЗ им. Л. М Ка-
гановича т. А. В. Бурова среди наладчиков
распространилось новое движение за „сквоз-
ное обслуживание" станков, которое сводится
к тому, чтобы все станки передавались из
смены в смену на-ходу, в полной исправности
и вполне подготовленными к очередной ра-
боте. Благодаря этому резко сокращаются по-
тери времени в начале каждой смены, что не
только способствует росту производитель-
ности труда станочников, но позволяет налад-
чику обслуживать вместо четырёх станков по
норме вдвое большее количество станков.
Рост коммунистической сознательности
трудящихся вскрывает неисчерпаемые резервы
повышения производительности труда, более
рационального и уплотнённого использования
рабочего времени, систематического сокра-
щения и ликвидации непроизводительных
затрат времени, потерь и мелких простоев,
препятствующих полноценному использованию
рабочего дня.
1. «Резервы повышения производительности труда",
Сборник, Машгиз, 1947.
2. .Слово начальников цехов", Сборник, Профиздат,1948.
ЛИТЕРАТУРА И ИСТОЧНИКИ
3. „Слово мастеров", Сборник, Профиздат, 1946.
4. Справочник профработника, Профиздат, 1948.
ОРГАНИЗАЦИЯ И ОСНАЩЕНИЕ РАБОЧЕГО МЕСТА
Организация рабочего места составляет
первичное звено организации труда на пред-
приятии и заключается в обеспечении необ-
ходимых условий для высокопроизводитель-
ного труда на рабочем месте с наименьшей
затратой сил и времени, без лишних или не-
удобных движений, без вынужденных переры-
вов или снижения качества обработки. Рабо-
чее место состоит из определённого участка
производственной площади, закреплённого за
316
ОРГАНИЗАЦИЯ ТРУДА И ЗАРАБОТНОЙ ПЛАТЫ
[РАЗД. V
данным рабочим (или бригадой рабочих) и
оснащённого орудиями и другими средствами
труда, в том числе вспомогательными устрой-
ствами, приспособлениями, инструментом
и т. д., соответственно характеру работ, вы-
полняемых на рабочем месте.
Рациональная организация рабочего места
основывается на закреплении определённых
работ за каждым рабочим местом (его специа-
лизации) и предусматривает: наиболее удобные
для высокопроизводительной работы плани-
ровку и размещение различных средств труда;
обеспечение безопасности работы; установле-
ние и поддержание чистоты, порядка и нор-
мальных внешних условий труда на рабочем
месте; организацию бесперебойного обслужи-
вания последнего всем необходимым.
Организация каждого рабочего места тесно
связана с общим состоянием организации труда
и производства в цехе и особенно в данном
пролёте или отделении; поэтому необходимо
осуществлять рациональную организацию ра-
бочих мест комплексно, предусматривая
соответственную перестройку и упорядочение
работы всех взаимосвязанных звеньев произ-
водства.
Такая комплексная организация и упоря-
дочение рабочих мест способствуют устране-
нию различного рода непроизводительных за-
трат рабочего времени и создают необходимые
условия для систематического повышения
производительности труда.
СТАХАНОВСКИЕ МЕТОДЫ
ОРГАНИЗАЦИИ РАБОЧЕГО МЕСТА
Рациональная организация рабочего места-
постоянное совершенствование и поддержание
его в образцовом порядке составляют харак-
терную особенность стахановских методов
работы^ Огромное внимание, которое пере-
довые стахановцы посвящают рациональной
организации своего рабочего места, обусло-
влено самой сущностью стахановского дви-
жения, новым стилем работы, свойственным
стахановцам-новаторам социалистического
производства.
Характеризуя стахановцев, товарищ Сталин
говорил, что это „...люди культурные и
технически подкованные, дающие образцы
точности и аккуратности в работе, умеющие
ценить фактор времени в работе и научив-
шиеся считать время не только минутами, но
и секундами."*
Высокопроизводительная стахановская ра-
бота возможна только в условиях рациональ-
ной организации рабочего места и его обслу-
живания, полностью исключающих потери ра-
бочего времени. В резолюции декабрьского
пленума ЦК ВКП(б) 1935 г. прямо указы-
вается, что „Стахановское движение означает
организацию труда по-новому, рационализа-
цию технологических процессов, правильное
разделение труда в производстве, освобожде-
ние квалифицированных рабочих от второсте-
пенной подготовительной работы, лучшую
организацию рабочего места, обеспечение бы-
строго роста производительности труда, обес-
печение значительного роста заработной платы
рабочих и служащих."*
По мере развития стахановского движения
оно предъявляет всё возрастающие требова-
ния к командирам производства, инженерам
и мастерам в смысле улучшения существую-
щей организации рабочих мест, их рацио-
нального оснащения и систематического обслу-
живания всем необходимым для бесперебой-
ной высокопроизводительной работы в тече-
ние всей смены.
Успехи знатных стахановцев-скоростников
послевоенной сталинской пятилетки обусло-
влены не только применением передовой тех-
нологии обработки металлов резанием, но в
значительной мере также высококультурной
организацией рабочего места, обеспечивающей
максимальную экономию трудовых движений
рабочего и скоростные темпы его работы.
Один из инициаторов скоростной обработки
металлов резанием, токарь Московского завода
шлифовальных станков П. Б. Быков, выпол-
нивший за 1946 — 1949 гг. 23 годовые нормы
и применяющий при обработке некоторых де-
талей скорости резания, превосходящие ты-
сячу метров в минуту, постоянно заботится об
образцовой организации рабочего места для
экономии труда и времени.**
При перепланировке цеха в связи с пере-
ходом на изготовление 'новой продукции
т. Быков добился, чтобы его станок был уста-
новлен на фундамент на определенной удобной
для работы высоте. Кроме того, станок был
несколько повернут, с тем чтобы стружка про-
тивостоящего станка не задевала рабочего.
Тов. Быков постоянно заботится о наличии
на рабочем местевсегокомплектанеобходимого
ему оснащения (режущего и измерительного
инструмента, приспособлений, вспомогатель-
ного инвентаря). Он содержит своё рабочее
место в образцовом порядке: в верхних отде-
лениях инструментального шкафчика хранятся
измерительный инструмент, техническая доку-
ментация и наиболее часто употребляемые
резцы; несколько ниже расположены прочие
резцы, тщательно разгруппированные по типам
и размерам, подними — свёрла, зенкеры, раз-
вёртки, далее размещаются оправки, державки,
втулки, а ещё ниже — ключи, кулачки и бо-
лее тяжёлые принадлежности. Патроны, лю-
неты, угольники и планшайбы аккуратно сло-
жены сбоку станка.
Каждая вещь лежит на своём строго опре-
делённом месте, что обеспечивает сохранность
инструмента и приспособлений и устраняет
потери времени на их розыски.' Крючок для
стружки, гаечные ключи и ключ от резцедер-
жателя располагаются на специальной доске
перед задней бабкой. Ключ от патрона лежит
на крышке коробки скоростей. Измерительные
инструменты со своими футлярами разложены
на передней бабке. Детали размещаются на
тумбочке стопками: необработанные — слева,
обработанные — справа.
Во время работы т. Быков старается эко-
номить время на каждом движении. Всегда
* И. В. Сталин, Вопросы ленинизма, изд. 11-е.
стр. 496.
* ВКП(б) в резолюциях и решениях съездов, конфе-
ренций и пленумов ЦК, изд. б-е, ч. II, Госполитиздат,
1940, стр. 628.
** Павел Быков, Наш вклад в пятилетку, Проф-
издат, 19V7, стр, 11.
ГЛ. V]
СТАХАНОВСКИЕ МЕТОДЫ ОРГАНИЗАЦИИ РАБОЧЕГО МЕСТА
317
используя две оправки, он надевает деталь
на одну из них, в то время когда покамест
другая деталь обрабатывается. Такой порядок
работы даёт экономию около одной минуты
на каждую деталь. Аналогичные результаты
даёт применение запасной втулки для кон-
сольных оправок.
Тов. Быков правильно учёл значение хоро-
шего освещения рабочего места для обеспе-
чения производительной и точной работы.
Когда стойка арматуры местного освещения
была прикреплена к станине, то место обра-
ботки в ряде случаев освещалось недоста-
точно хорошо. Тов. Быков перенёс стойку
на подвижную каретку станка. При таком рас-
положении стойки лампочка движется вслед
за резцом, что обеспечивает хорошее осве-
щение места резания во время обработки.
Тов. Быков поддерживает образцовую чи-
стоту на своём рабочем месте, никогда не
даёт стружке накапливаться на станке, а по
окончании работы вытирает станок до блеска.
Токарь-стахановец Ленинградского завода
им. Свердлова Г. С. Борткевич, добившийся
выдающихся результатов в области скоростной
обработки металлов резанием, говорит: „Вы-
сокие скорости — не самоцель. Они ценны
тем, что выявляют могучие резервы для уве-
личения производительности труда. И для того,
чтобы эти недавно ещё скрытые возможности
были использованы полностью, уже недоста-
точно одной только новой геометрии резцов
и подготовки оборудования. Нужна также
ещё тщательно продуманная организация ра-
боты у станка." *
С первых дней своей работы по-новому
т\ Борткевич попросил мастера выделить ему
вторую тумбочку для складывания обработан-
ных деталей отдельно от заготовок. Это ме-
роприятие избавило т. Борткевича от необхо-
димости тратить время на поиски заготовки
перед тем, как ставить её на станок.
Тов. Борткевич применяет инструменталь
ный шкаф собственной конструкции. В этом
шкафу хранятся не только резцы и измери-
тельный инструмент, но и все оправки.
Каждая оправка помещается в специальной
ячейке шкафа с ярлычком, указывающим её
диаметр. При частой смене оправок, когца
они лежат в беспорядке, токарь вынужден
был тратить много времени на поиски оправки
нужного ему размера, или же протачивать
новую оправку. Устройство шкафа со спе-
циальными ячейками ликвидировало эти не-
производительные затраты времени.
Тов. Борткевич изменил обычный порядок
хранения инструмента. Вместо того чтобы
укладывать резцы в шкаф по типам, что не
всегда рационально, если токарь имеет дело
с определённой группой деталей, он стал рас-
полагать специальные резцы, необходимые
для обработки каждой из этих деталей, зара-
нее подобранными комплектами. Каждый та-
кой комплект резцов получил свою отдельную
ячейку в шкафу с указанием номера детали.
Это даёт большую экономию времени при
смене инструментов.
Тов. Борткевич изменил также порядок
хранения патронов, планшайб, люнетов, кото-
рыми оснащён станок. Раньше они лежали
возле станка, мешая работе, загромождая про-
ход. Теперь они размещены на отдельном
стеллаже.
Наряду с применением скоростных режи-
мов резания, влияющих на длительность ма-
шинного времени, т. Борткевич использует
все возможности для сокращения вспомога-
тельного времени путём максимального вне-
дрения обработки по лимбам, установления ра-
циональной последовательности обработки от-
дельных поверхностей, улучшения приёмов
установки и съёма деталей и т. д.
„Путем улучшения организации рабочего
места, —говорит т. Борткевич, — мне удалось
добиться значительного уменьшения времени,
расходуемого на такие приемы, как установка
и снятие детали. Настойчивая тренировка
в этих и других вспомогательных движениях
привела к тому, что, работая без „рывков",
спокойно, не отходя от станка весь свой ра-
бочий день, я не утомляюсь, как это следо-
вало бы, как будто, ожидать." *
Рациональная организация рабочего места,
наиболее компактное размещение деталей и
инструмента, упразднение лишних движений,
тормозящих производительную работу, при-
менение рациональных трудовых приёмов,
уплотнение трудовых движений — все эти
методы высококультурной работы передовых
стахановцев составляют неотъемлемую при-
надлежность новой, социалистической органи-
зации труда, основанной на огромных пре-
имуществах социалистической системы хо-
зяйства, на росте коммунистической созна-
тельности и технического уровня работников
социалистических предприятий.
В своей речи на Первом всесоюзном со-
вещании стахановцев товарищ Молотоз сказал:
„ ... дело здесь не в суетливой торопливости
и не в перенапряжении сил, а в чем-то другом.
Считать минуты и секунды своей работы, вно-
сить ритм, соблюдать маршрут, устанавливать
порядок во всех процессах труда — значит по-
кончить с беспечностью к позорным простоям
и растрате времени, значит вносить культур-
ность в свою работу. Дело, следовательно, не
в перенапряжении рабочего, а в культурности
его отношения к своему труду." **
Стахановцы всех отраслей машинострое-
ния демонстрируют эту высокую культуру
труда в своём производственном поведении
на рабочем месте.
Методы стахановцев воплощающие новый
стиль работы, различаются в зависимости от
конкретных особенностей того или иного ра-
бочего места, в частности, от степени его спе-
циализации, от уровня механизации производ-
ства, от применяемых технологических про-
цессов и т. п.
Нашим производственным командирам —
от директора до мастера — необходимо по-
стоянно заботиться не только о создании, но и
особенно — о поддержании высокой производ-
ственной культуры, всячески содействовать
стахановцам в их стремлении обеспечить ра-
циональную организацию рабочих мест.
* „На высоких скоростях", Сборник, Профиздат, 1949,
стр. 21-22.
"* ЛОНИТОМАШ, Скоростные методы обработки ме-
таллов, кн. 3-я, Машгиз, 1948, стр. 26.
** Первое всесоюзное совещание рабочих и работ-
ниц-стахановцев, Партиздат, 1936, стр. 278.
318
ОРГАНИЗАЦИЯ ТРУДА И ЗАРАБОТНОЙ ПЛАТЫ
[РАЗД. V
СПЕЦИАЛИЗАЦИЯ РАБОЧИХ МЕСТ
Закрепление определённых работ за ра-
бочим местом зависит от типа производства.
В этом отношении принято различать рабочие
места массового производства, специализи-
рованные на выполнении одной операции по
обработке определённого объекта (заготовки,
детали, изделия); серийного производства,
на которых в определённой последователь-
ности выполняются одни и те же или раз-
личные операции по обработке устойчи-
вой номенклатуры изделий; единичного про-
изводства, за которыми нет строго за-
креплённых операций или объектов обра-
ботки, а на которых выполняются разно-
образные работы по изготовлению изделий
весьма широкой и часто меняющейся номен-
клатуры.
При прочих равных условиях степень спе-
циализации рабочих мест предопределяет ха-
рактер и разнообразие применяемых орудий
труда, однородность и повторяемость приёмов
работы и трудовых движений, рабочего, по-
рядок обслуживания рабочего места в ходе
производства, а отсюда — состав вспомога-
тельных приспособлений и устройств, кото-
рыми оно должно быть оснащено.
Необходимо добиваться возможно боль-
шей специализации рабочих мест даже в усло-
виях мелкосерийного и единичного произ-
водства. Для этой цели следует расклассифици-
ровать различные операции, которые могут
выполняться на одноименных рабочих местах,
выделив однородные группы операций и за-
крепив каждую из них за определённым ра-
бочим местом. Признаками такой группировки
могут быть: сходство обрабатываемых дета-
лей, технологические особенности самих
операций, характер применяемых инструмен-
тов и т. п.
На практике (Уральский завод тяжёлого ма-
шиностроения) подобного рода классифика-
ция производилась, например, .в отношении
токарных работ по двум основным признакам:
по способу установки и крепления деталей и
по степени сложности обработки. Исходя из
соотношения разных групп токарных опера-
ций по их трудоёмкости и из соответственной
загрузки станков по годовой программе, ока-
залось возможным закрепить за отдельными
токарными станками более или менее одно-
родные операции, как это показано в
табл. 5.
Этим самым была достигнута значительно
более высокая степень специализации рабочих
мест, несмотря на мелкосерийный и даже еди-
ничный характер производства.
Проведение такой специализации рабочих
мест в условиях устойчивого серийного произ-
водства не требует кропотливой подготови-
тельной работы и потому рекомендуется как
обязательная мера по упорядочению органи-
зации труда и рабочего места. Для её осу-
ществления достаточно подсчитать объём
нормо-часов по каждой операции на годовую
или месячную программу (с учётом коэфи-
циента выполнения норм выра&отки) и, сопо-
ставив полученные результаты с фондом вре-
мени станка соответственного типа, определить
состав операций, которые могут быть за ним
закреплены.
а
«S
<Lt О
,? о
и я ?¦•&
я g-g К
К н о 3
±« к
и X а "
х o.s я
S?3
я
а« к
И Я щ •
O
А* Я
S 3 о,
оэ я щ ¦
я o
5?
II
«1 41
'О О,
I!"
<ч A a
<u fc &
2 a «a •
О 5 о а а
Q.B
^э
s
11
L<500\ диаметр
101-200 мм; L=
=300 мм; в люне-
те до диаметра
120 мм
Среднето-
карный
Высота
центров
250-350 мм,
Расстояние
между цен-
трами до
4300 мм
Патронные
работы
До диаметра
250—400 D50) мм
Центровые
работы
До диаметра
400 D50) мм, до
1=4000 мм при
аесе до 1 т; в лю-
нете до диаме-
тра 350 мм
Примечание. При большой
загрузке станков № 102, 103 допу-
скается временный перевод станка
№ 101 на патронные работы
116
122
126
127
Детали с
большим про-
центом ма-
шинного вре-
мени
117
Обдирка де-
талей до диа-
метра 400 мм
110
115
118
Обдирка
валков, ко-
торые чисто-
вую обточку
будут про-
ходить на
спаренном
станке № 125
Патронно-центровые
Обдирка Обточка в размер
Обдирка
123
128
Спа-
рен-
ный с
№ 130
129
Тоже
111
Чугунное
литьё (срезь-
бой и без
резьбы)
Патронно-центровые
Детали с
большим про-
центом ма-
шинного вре-
мени
119
Валки хо-
лодной про-
катки
Трансмисси-
онные валы
Предпочти-
тельно дета-
ли с боль-
шим процен-
том машин-
ного времени
Патронно-центровые
215
120
ИЗ
114
Чугунное и
стальное
литьё
Цветные
металлы
Патронно-центровые
Червяки, шкивы, блока. Детали
из нержавеющей стали
Валки хо-
лодной про-
катки (чи-
стовая об-
точка и за-
правка гал-
телей)
125
130
Особо длин-
ные валы,
червяки, вин-
ты (поли-
ровка)
121
124
Цветные ме-
таллы, вкла-
дыши, втул-
ки и тонко-
стенные чу-
гунные дета-
ли
Чугунное
литьё
Патронно-центровые
Сферические вкла-
дыши
Корпусные детали
Валки холодной прокатки
Примечания: 1. Заправку галтелей после шлифования назначать на станке № 131.
2. Номера станков, обведённые жирной рамкой, обозначают спаренные станки.
3. По каждой группе выделено 25% резервных станков.
320
ОРГАНИЗАЦИЯ ТРУДА И ЗАРАБОТНОЙ ПЛАТЫ
[РАЗД. V
ОСНАЩЕНИЕ РАБОЧЕГО МЕСТА
Оснащение рабочего места определяется
технологическим назначением рабочего ме-
ста, степенью специализации, а также уров-
нем механизации выполняемых на нём
работ.
Следует различать рабочие места: ручной
работы; частично механизированной работы
с применением инструментов пневматических,
электрических и т. п.; станочной работы
с разной степенью автоматизации и, наконец,
рабочие места комплексного многоагрегат-
ного типа с применением двух или большего
количества технологически взаимосвязанных
производственных агрегатов (например, на
автоматических станочных линиях, в куз-
нечно-прессовом производстве и др.).
Для правильного оснащения рабочего ме-
ста необходимо установить точный перечень,
а также количество средств и предметов труда,
применяемых на нём в процессе работы, и за-
проектировать необходимые вспомогательные
устройства, способствующие наиболее целесо-
образному их размещению, хранению и ис-
пользованию.
Устанавливая номенклатуру предметов
оснащения, рекомендуется разделить их на
постоянные, которые должны находиться
на рабочем месте независимо от выполняемой
работы, и временные, надобность в которых
связана с выполняемой операцией. Так, на
рабочем месте станочника в серийном произ-
водстве к числу постоянных предметов осна-
щения относятся: самый станок (или группа
станков), оборудованный необходимыми кон-
трольными, загрузочными, сигнальными и пре-
дохранительными устройствами; вспомогатель-
ный инструмент, приспособления и принад-
лежности к станку для его наладки, подна-
ладки и обслуживания; вспомогательные ма-
териалы и принадлежности для смазки станка,
ухода за ним, его чистки, удаления стружки
и пр.; инструктивная и справочная докумен-
тация в виде таблиц, инструкционных карт
по уходу за станком и т. п.; подъёмно-транс-
портное устройство для установки и снятия
изделия со станка, а в известных случаях и
для его межоперационной транспортировки.
Предметами оснащения временного пользова-
ния в этом случае надо считать: материалы,
заготовки или полуфабрикаты, подвергаемые
обработке; инструменты режущие, а также
специальные измерительные инструменты и
приспособления, применяемые в оперативной
работе; техническую и оперативную докумен-
тацию в виде чертежа детали, технологиче-
ской или операционной карты, наряда или
сменного задания и т. п.
Предметы оснащения постоянного поль-
зования закрепляются за данным рабочим ме-
стом, причём инструменты, вспомогательные
принадлежности, материалы и справочная до-
кументация должны иметь специальные места
для их хранения. Количество предметов осна-
щения временного пользования, длительность
их пребывания на рабочем месте, а также
порядок их подачи на рабочее место и удале-
ния после использования илиобработки должны
определяться в зависимости от организации
обслуживания рабочего места транспортом,
инструментом, наладкой оборудования и т. п.
Вспомогательные устройства, которыми
должно быть оснащено рабочее место, пред-
назначаются: для наиболее удобного размеще-
ния предметов труда и средств оперативной
работы (заготовок и деталей, чертежей и про-
чей документации, приспособлений, рабочих и
измерительных инструментов); для системати-
ческого хранения в надлежащем порядке по-
стоянно закреплённых за рабочим местом
Расположение инструмента
в среднем ящике
Расположение инструмента
в верхнем ящике
Нижний ящик без отдепений
предназначен для хранения
черте/пей
Фиг. 1. Верстаки: а — без шкафа и ящика, с дополнитель-
ным креплением распорками по диагонали, б — с двумя
расположенными рядом запирающимися ящиками и про-
межуточным дном; в — с запирающимся ящиком слева и
вмонтированным шкафом с запирающимися створчатыми
дверцами справа; г — совершенно закрытый, с двумя рас-
положенными рядом ящиками и двумя находящимися под
ними вмонтированными шкафами с запирающимися створ-
чатыми дверцами; d — с открытой полкой слева (может
служить для хранения табурета) и с тремя расположен-
ными один под другим плоскими ящиками с одним общим
центральным запором и вмонтированным под ним шкафом;
е — многоместный верстак с консолью.
средств и орудий труда; для создания, наибо-
лее удобного положения работника в процессе
труда (сиденья, опоры для ног, подножные ре-
шётки, подлокотники и т. п.), а также для
поддержания чистоты и нормальных внешних
условий работы.
Конструкция и габариты вспомогательных
устройств должны проектироваться на основе
анализа процесса работы на рабочем месте и
изучения трудовых движений рабочего с учё-
том передового опыта стахановцев. Вспомо-
гательное оснащение рабочего места должно
обеспечить компактное размещение всего не-
обходимого для работы на возможно меньшей
площади, в наиболее удобном для рабочего
ГЛ. V]
ОСНАЩЕНИЕ РАБОЧЕГО МЕСТА
321
порядке и по определённой системе соответ-
ственно назначению каждой вещи.
Рекомендуется проводить широкую типи-
зацию вспомогательных устройств, сокращая
излишнее их разнообразие. Кроме того, це-
лесообразно конструировать эти вспомога-
тельные устройства, применяя возможно боль-
Фиг. 2. Шкафы для инструмента с различным внутренним
устройством: а — с двумя деревянными полками, одним
запирающимся деревянным ящиком; б—с двумя одинако-
выми отделениями, каждое с одной полкой; в — с тремя
одинаковыми по величине отделениями; г — нижняя часть
без отделений, верхняя часть с одним запирающимся де-
ревянным ящиком и тремя выдвижными полками из листо-
вой стали, дверцы имеют предохранительный замок;
д— шкаф двойной ширины с одной промежуточной стен-
кой и двумя-тремя деревянными полками; е — шкаф двой-
ной ширины с двумя сплошными деревянными полками и
двумя запирающимися деревянными ящиками. Верхняя
доска из фанеры.
шее количество нормализованных элементов,
что упрощает и удешевляет их изготовление,
облегчает ремонт и переделки.
Вспомогательное оснащение должно быть
вполне безопасным в работе, что дости-
гается устойчивостью его и надёжностью
крепления, отсутствием острых и неров-
ных выступов, чистотой отделки поверхно-
стей и т. п.
Образцы конструкций верстаков для .руч-
ных работ разнообразных видов, основанные на
применении нормализованных элементов, по-
казаны на фиг. 1, а варианты конструкции
инструментального шкафа для станочников
различных специальностей—на фиг. 2. Внутрен-
21 Том 15
Спинка передЬигается на 10° -
Фиг. 3. Табурет.
10°
Фиг. 4. Вращающийся стул: / — ножка; 2— направляю-
щая пластина (сталь); 3 —ось направляющей (сталь);
4 — опора сиденья; 5 — сиденье (клеёная фанера);
¦ 6 — опора спинки (твёрдое дерево); 7 — спинка (передви-
гается на 95.W.W и закрепляется в любом положении).
322
ОРГАНИЗАЦИЯ ТРУДА И ЗАРАБОТНОЙ ПЛАТЫ
[РАЗД. V
нее устройство и размеры шкафа должны
быть выбраны сообразно характеру и количе-
ству инструментов и приспособлений, приме-
няемых на данном рабочем месте.
Кроме того, подлежат типизации и конструк-
тивной нормализации: стеллажи, подставки и
другие устройства для размещения материа-
лов, -полуфабрикатов и обработанных деталей;
специальная тара, применяемая для облегче-
ния учёта выработки или для удобства её пе-
ремещения в ходе производства; подножные
решётки, подлокотники, стулья и другие при-
способления, способствующие удобному поло-
жению работника и уменьшающие его уто-
мление в процессе работы.
На фиг. 3 и 4 приведены образцы рацио-
нальной конструкции табурета и стула, регу-
лируемого по высоте и свободно вращающе-
гося вокруг вертикальной оси. Высота под-
ножной решётки также должна регулиро-
ваться путём поворачивания кубиков или
брусков, на которые опирается решётка.
ПЛАНИРОВКА РАБОЧИХ МЕСТ
Рациональная планировка рабочего места
должна отвечать следующим основным требо-
ваниям: удобству выполнения работы, экономии
движений и сил рабочего, экономии производ-
ственных площадей, удобству обслуживания
рабочего места и строгому соблюдению правил
техники безопасности.
Планировка рабочего места зависит не
только от его специализации, технологиче-
ского назначения и уровня механизации вы-
полняемых на нём работ, но также от коли-
чества рабочих, которые на нём заняты, и
от числа обслуживаемых производственных
агрегатов. В этом отношении следует разли-
чать индивидуальные и бригадные рабочие
места, причём среди тех и других могут
быть одноагрегатные и многоагрегатные (мно-
гостаночные) рабочие места.
Планировка рабочих мест индивидуальной
работы сводится к рациональному размеще-
нию орудий, предметов и средств труда с по-
мощью предназначенных для этого вспомога-
тельных устройств.
При размещении предметов и средств труда
на рабочем месте надо руководствоваться
следующими правилами. Всякая вещь должна
иметь свое точно определённое место. Располо-
жение всех предметов и средств труда должно
соответствовать содержанию работы и после-
довательности приёмов её выполнения рабо-
чим: всё, что берётся левой рукой, должно
быть размещено слева от рабочего, а правой —
справа от него; все наиболее часто приме-
няемые предметы и средства труда должны рас-
полагаться возможно ближе к зоне их исполь-
зования, а применяемые более редко могут
размещаться дальше; материалы или инстру-
менты, которые приходится брать обеими
руками, должны помещаться с той стороны
станка или верстака, где находится во время
работы корпус рабочего; часто используемые
материалы или инструменты должны быть
расположены на таком уровне, который исклю-
чает необходимость нагибаться или вытяги-
ваться, чтобы взять их.
При планировке рабочего места индиви-
дуального труда надо располагать предметы и
средства оперативной работы таким образом,
чтобы свести по возможности рабочие дви-
жения к движениям предплечья, кистей и
пальцев рук, допуская движение плечевого
сустава только в виде исключения; необходи-
мость поворотов и особенно нагибания кор-
пуса должна быть устранена или же сведена к
минимальному числу случаев.
Схемы нормальной и максимальной зон ра-
бочих движений рук в горизонтальной и вер-
тикальной плоскостях показаны на фиг. 5 и 6.
Фиг. 5. Нормальная и максимальная зоны рабочих
движений рук в горизонтальной плоскости.
Руководствуясь этими схемами, наиболее
целесообразно размещать рабочие и измери-
тельные инструменты, употребляемые при об-
работке каждой единицы продукции или часто
сменяемые в процессе оперативной работы,
непосредственно на станке, используя для
Фиг. 6. Зоны рабочих движений рук в вертикальной
плоскости.
этого специальные площадки и устройства,
как показано на фиг. 7 и 8. То же относится и
к объектам обработки (заготовкам, деталям),
если это позволяют их размеры и количество
штук, накапливающихся на рабочем месте.
На токарно-винторезном станке .(фиг. 8)
инструменты и приспособления размещаются
так, что отпадает надобность в специальной
инструментальной тумбочке, занимающей ме-
сто на полу.
Непосредственно на станке располагаются:
трубчатая штанга /, на которой находятся
лампа| сигнализзция для вызова обслуживаю-
щего персонала, полочка для измерительного
инструмента и рамка для документации; ящик 2
под корытом для патронов, хомутиков, запас-
ных резцов, заготовок, маслёнки, обтирочного
материала, щёток; сиденье 3, укреплённое на
ГЛ. V]
ПЛАНИРОВКА РАБОЧИХ МЕСТ
323
трубах к опоре; планшетка 4, на которой
расположены ключи, центры, молоток, на-
пильник, подкладки под резец. Планшетка
укреплена на станине посредством изогнутой
трубы с фланцами
на обоих концах;
она может быть и
съёмной.
При отсутст-
вии специальных
устройств на са-
мом станке наибо-
лее употребитель-
ные инструменты
должны разме-
щаться на верхней
полке (или столешнице) инструментального
шкафа, а объекты обработки — на особых под-
ставках, передвижных этажерках (фиг. 9),
Фиг. 7. Устройства для разме-
щения инструмента: а—на
кронштейне; б — прикреплён-
ное к станине.
Фиг. 8. Устройства для размещения оснащения непосред-
ственно на станке (универсально-учебного типа).
а в условиях поточного производства — на
соответственном участке рольганга, ската или
на отводе конвейера (фиг. 10).
Опыт организации высокопроизводитель-
ных участков на передовых заводах сви-
детельствует о том, что рациональная пла-
нировка рабочего места даёт большую эко-
номию затрат времени и сил рабочего, резко
увеличивая его выработку. Приведённые на
фиг. 11 и 12 схема
перепланировки и
план организации
рабочего места
стерженщика на
Уралмашза воде
подтверждают это
обстоятельство. На
изготовление одно-
го стержня до
переп л анировки
стерженщик затра-
чивал 893 сек. и
делал путь 99,8 м,
а после переплани-
ровки— 265 сек.
и путь — 10,2 м.
Пл а н up о вка
многостаночного
рабочего места в
отличие от плани-
ровки рабочего места при одностаночной ра-
боте определяется маршрутом многостаноч-
ника, т. е. последовательностью его перехо-
Фиг. 9. Передвижная тара —
стеллаж для поршней (с вы-
движными съёмными полками).
Фиг. 10. Расположение заготовок на отводе
от конвейера.
дов от станка к станку. Размещение станков
должно способствовать созданию наиболее
коротких маршрутов, одновременно обеспе-
Фиг. 11. Пример перепланировки рабочего места стер-
женщика (Уралмашзавод): а — схема организации рабо-
чего места и движений стерженщика до перепланировки;
б — то же после перепланировки; 1 — рабочее место;
2 — коробка с составом; 3 — бачок с краской; 4 — сушиль-
ная плита; 5 — укладка готовых стержней; 6 — консоль
с трамбовкой; 7 — тумбочка с запасным ящиком.
чивая для рабочего доступность и обозри-
мость всех обслуживаемых агрегатов. При
расширении фронта многостаночной работы
324
ОРГАНИЗАЦИЯ ТРУДА И ЗАРАБОТНОЙ ПЛАТЫ
[РАЗД. V
обычно требуется перепланировка оборудо-
вания.
На фиг. 13, а и б показана перепланировка
станков, обрабатывающих конические зубья
рехода стахановцев этого участка от обслу-
живания трёх станков к работе на шести
станках с применением замкнутого кольцевого
маршрута. .
Подробнее о способах размещения обо-
рудования в условиях многостаночной ра-
боты см. стр. 340.
Фиг. 12. План организации рабочего места стер-
женщика: 1 — коробка со стержневой смесью;
2 — пневматическая трамбовка; 3 — этажерка для
.. . стержней; 4 — верстак; 5 — бачок.
ведущей шестерни на Московском автозаводе
им. Сталина* произведённая в результате пе-
lJ. _ 1 5
i Пить прохождения
^ -^ заготовок-поковок
Фиг. 14. Схема планировки рабочего места бригады у ги-
дравлических штамповочных прессов (на средних и мел-
ких поковках): / — штабели заготовок; 2 — нагреватель-
ная печь; 3 — протяжной пресс 125 т\ 4 — прошивной
пресс 250 т; 5— управление прессом; 6 — штабель штам-
повок; 7 — стол для очистки от окалины; 8 — фонтан для
замочки дна.
При планировке рабочего места в усло-
виях бригадной работы с применением техно-
логически взаимосвязанных производствен-
ных агрегатов следует добиваться такого их
размещения, при котором обеспечивается
©35
Фиг. 13. Перепланировка станков для обработки "кониче-
ских Шестерён: а — расположение до перепланировки,
-•¦'- г б— то же после перепланировки.
Пцть прохождения заготовок-походок
Фиг. 15. Схема планировки рабочего места бригады у ги-
дравлических штамповочных прессов (на крупных поков-
ках): 1 — штабель заготовок; 2 — нагревательные печи;
3 — протяжной пресс 1000 т; 4 — прошивной пресс 2000 т;
5 — управление прессом; 6 — штабели штамповок; 7 — ка-
тучая балка; 8 — мостовой кран 10 т; 9 — толкатель к печи;
10 — поворотный кран.
кратчайший путь прохождения обрабатывае-
мого изделия или заготовки и максимальное
уплотнение состава бригады. Последнее до-
стигается устранением излишних манипуляций
над изделием при его передаче от одного
агрегата к другрму, применением соответствен-
ных подъёмно-транспортных средств и пово-
ротных устройств, а также рациональным раз-
Г Л, V]
ПРИМЕРЫ ОСНАЩЕНИЯ И ПЛАНИРОВКИ РАБОЧИХ МЕСТ
325
мещением заготовок и обработанных изделий
на рабочем месте.
На фиг. 14 и 15 приведены примеры пла-
нировки рабочего места бригады в кузнечно-
штамповочном производстве, отвечающие
указанным требованиям.
ПРИМЕРЫ ОСНАЩЕНИЯ И ПЛАНИРОВКИ
РАБОЧИХ МЕСТ ПРИ ИНДИВИДУАЛЬНОЙ
РАБОТЕ
На фиг. 16 показано оснащение и плани-
ровка рабочего места сборщика узловой
сборки в условиях массового производства.
стеллаж вне зоны оперативной работы, выпол-
няемой непосредственно на конвейере. Кон-
Фиг. 16. Рабочее место сборщика тормозных колодок:
1 — стеллажи с полуфабрикатами для сборки; 2— ящики
с мелкими деталями для сборки, 3 — стеллаж для собран-
ных колодок; 4 — приспособление для сборки; 5 — табурет
для рабочего.
Основное значение в организации рабочего
места принадлежит в этом случае правильному
размещению комплектного запаса деталей,
используемых при сборке узла. Номенклатура
инструмента и приспособлений сравнительно
невелика, но их размещение и хранение в
Фиг. 17. Общий вид и схема планировки рабочего места
Сборщика на конвейере: 1 — участок конвейера; 2 — ящик
для приёма деталей на сборку; 3 — полка; 4 — планшет-
ящик для мелких деталей; 5— планшет-ящик для инстру-
мента; 6— ящик для хранения инструмента; 7 — рамка
с инструкционной картой.
ряде случаев требуют особых вспомогатель-
ных устройств и специальной планировки.
На фиг. 17 представлена схема планировки
и оснащения рабочего места сборщика при
конвейерной сборке. Для размещения и хра-
нения деталей, инструмента и вспомогательных
принадлежностей предусматривается особый
Фиг. 18. Общий вид рабочего места слесаря-инструмен-
тальщика: 1 — верстак с двумя выдвижными ящиками для
хранения инструментов, приспособлений и материалов;
2 — стойка, на которой устанавливаются полка для изме-
рительного инструмента, рамка для крепления чертежей и
другой рабочей документации (крепится на уровне глаз
работника), световой кронштейн для местного освещения
рабочего места; 3 — планшет с вырезами на бортиках для
размещения во время работы напильников и другого хо-
дового инструмента; 4 — решётка под ноги рабочего
G00 X 1280 мм); 5 — табурет для рабочего.
Фиг. 19. Общей вид и планировка рабочего места токаря-
универсала: 1 — станок; 2 — инструментальный шкаф; 3 —
стеллаж; 4 - планшет (полка) для измерительного инстру-
мента и чертежа; 5 — осветительное устройство; 6— под-
ножная решётка. Назначение ящиков, планшеток и отделе-
ний инструментального шкафа: а — планшетка для изме-
рительного инструмента, чертежей и прочей документа-
ции для первой смены; б — то же для второй смены; в ~
планшетка для режущего инструмента для первой смены;
г — то же для второй смены; д — ящик для бытовых при-
надлежностей первой смены; е — то же для второй смены;
ж — ящик для крепежа (болтов, шайб, подкладок, повод-
ков); з — планшетки для режущего инструмента; и — ящик
для обтирочных материалов; к — отделение для приспо-
соблений (оправок и т. п.); л — отделение для смазочного
инвентаря; м — отделение для вспомогательного инстру-
мента {молоток, отвёртка, шабер и т. п.) и хозинвентаря;
и — отделение для крупных приспособлений (патроны,
угольники и т. п.).
326
ОРГАНИЗАЦИЯ ТРУДА И ЗАРАБОТНОЙ ПЛАТЫ
[РАЗД. V
вейер снабжается вспомогательными устрой-
ствами, позволяющими расположить неболь-
шое число деталей и наиболее важный ра-
бочий и измерительный инструмент непосред-
ственно под рукой сборщика, в зоне его
оперативной работы.
На фиг. 18 изображено рабочее место сле-
саря-инструментальщика в условиях мелко-
серийного и единичного производства. Разно-
образие и количество применяемых инстру-
ментов и приспособлений требуют особо тща-
тельной их планировки и размещения как в
процессе оперативной работы, так и для хра-
нения в нерабочие дни или смены. Обраба-
тываемые изделия занимают гораздо меньше
тивная документация, резцы и державки к
ним, а также свёрла разных типов и разме-
ров, напильники, подкладки для резцов, из-
мерительные инструменты, бруски, оселки
и т. п.
Для хранения инструментов и принад-
лежностей этой группы в инструментальном
шкафу предусматриваются специальные запи-
рающиеся ящики или отделения, закреплён-
ные за каждым сменщиком. •
На фиг. 20 воспроизведена схема оснаще-
ния и планировки рабочего места автомат-
чика на прутковых работах. Важнейшая
особенность работы автоматчика состоит в
том, что наладку и подналадку автоматов вы-
Фкг. 20. Общий вид рабочего места автоматчика: 1 — стойка для прутков; 2 — стеллаж; 3— сборка на 100 деталей;
4 — набор измерителей (в футляре); 5 — решётка под ноги рабочего.
места и не накапливаются в большом ко-
личестве. ¦
На столе верстака предусматриваются со-
ответствующие места и подставки для рас-
положения необходимых во время работы
чертежей, инструмента и приспособлений,
вспомогательных материалов, полуфабрикатов
и готовых изделий. По окончании работы
все эти предметы и средства труда уклады-
ваются в ящики в строго установленном по-
рядке. Притирочная и контрольная плиты
остаются на верстаке и покрываются чех-
лами.
На фиг. 19 приведена планировка рабочего
места токаря-универсала в условиях мелко-
серийного и единичного производства. В дан-
ном случае к числу орудий и средств труда-
длительного пользования относится не только
вспомогательный и слесарно-монтажный ин-
струмент, требующийся для наладки и обслужи-
вания станка, но также универсальный изме-
рительный и режущий инструмент, причём
последний обычно перетачивается по мере на-
добности. Это вызывает необходимость преду-
сматривать особые места для хранения ком-
плектного запаса такого инструмента на ра-
бочем месте под ответственностью рабочего,
которому он выдан. Соответственно орудия и
средства труда, подлежащие размещению на
рабочем месте, подразделяются в условиях
двухсменной работы на две группы: в одну
из них входят принадлежности и инструменты
совместного пользования обоих сменщиков,
а в другую - закреплённые лично за каждым
из них. Ко второй группе относятся обычно
справочные таблицы, техническая и опера-
полняет наладчик, а в связи с этим необхо-
димые режущие инструменты и рабочие при-
способления хранятся не у а1.томатчика, а в
особом инструментальном шкафу наладчика.
В непосредственном пользовании автоматчика
на рабочем месте находятся только набор
калибров и шаблонов, вилка или рычаг для
разжатия кулачков зажимных цанг, ключи и
необходимые принадлежности для смазки, уда-
ления стружки и чистки станка.
ПОРЯДОК И ЧИСТОТА НА РАБОЧЕМ
МЕСТЕ
Наряду с рациональным оснащением и
планировкой необходимо обеспечить поддер-
жание строгого порядка и чистоты на рабочем
месте, установив для этих целей определён-
ные правила производственного поведения ра-
бочего.
В своём докладе на XVIII Всесоюзной
конференции ВКП(б) товарищ Г. М. Маленков
подчеркнул необходимость наведения и
повседневного поддержания чистоты и по-
рядка на производстве. „Задачу поддержания
чистоты и культуры на производстве мы
обязаны решить немедля, как самую простую
и элементарную, но в то же время не терпя-
щую никаких отлагательств, ибо без элемен-
тарней культуры нельзя успешно выполнить
задачу дальнейшего подъёма нашей промыш-
ленности, без элементарной культуры нельзя
разрешать великие стоящие перед нашей
страной задачи, связанные с переходом от
социализма к коммунизму.
ГЛ. V]
ПОРЯДОК И ЧИСТОТА НА РАБОЧЕМ МЕСТЕ
327
Советский завод должен быть рассадни-
ком чистоты и порядка"*. В условиях мас-
сового и крупносерийного производства, а
также во всех других случаях, когда рабочее
* Г. М. Маленков, О задачах партийных орга-
низаций в области промышленности и транспорта, Гос-
политиздат, 1941, стр. 23.
место выполняет узко ограниченный круг ра-
бот, рекомендуется разрабатывать специаль-
ные инструкции, охватывающие весь ком-
плекс вопросов оперативной работы и обслу-
живания рабочего места (табл. б). Такого рода
инструкции могут быть оформлены также в
виде карт организации труда и рабочего места
по примеру приведённой ниже табл. 7.
Таблица 6
Завод
Инструкция прессовщику на операции „свёртка"
Цех механический
Поток изделий № /
1. Производственное задание
Руководствуясь настоящей инструкцией и указаниями мастера потока, наладчика и контролёра, прессовщик
выполняет операцию „свёртки" в соответствии с суточно-часовым графиком потока
II. Организация рабочего места
Уход за рабочим местом
В начале работы
1. Принимая смену, прове-
рить исправность и чистоту
пресса, натяжение и сшивку
ремня на нём. 2. Проверить
наличие, исправность и чи-
стоту инвентаря, приспособ-
лений, инструмента, огра-
ждений на вращающихся ча-
стях пресса. 3. Получить
мыльную эмульсию, обтироч-
ные материалы и всё разло-
жить в порядке на рабочем
месте. 4. Дать сигнал на пункт
загрузки конвейера о готов-
ности к работе
Порядок на рабочем месте
2 5
Во время работы
1. Постоянно следить за чистотой и поддерживать порядок на ра-
бочем месте Не допускать загромождения его изделиями, тарой
и посторонними вещами. 2. Беречь пресс, конвейер и инвентарь ра-
бочего места от повреждений
В конце работы
1. После остановки пресса привести в порядок его рабочую часть,
инструмент и инвентарь рабочего места. 2. Привести в порядок все
вещи на рабочем месте и удалить всё лишнее. 3. Собрать упавшие
во время работы изделия в отдельный ящик. 4. Передать своему
сменщику рабочее место в полной исправности, чистоте и порядке
Организационно-техническое оснащение
Оборудование и инвентарь
/—кривошипный пресс; 2—участок конвейе-
ра; 3 — тумбочка-подставка под ящик;
4—подставка под ноги; 5—рамка с инструк-
цией; 6—местное освещение
Приспособления
Ванночка для эмульсии. Сигнальная кнопка.
Контрольная сигнальная лампа. Запасные
ящики для изделий
Инструмент
Вытяжной пуансон
Матрица
Вспомогательный матери/ л
Мыльная эмульсия
Обтирочные материалы
III. Как работать
Содержание
операции
Производственные указания по выполнению
работы
1. Включить пуско-
вую кнопку пресса
2. Взять изделия из
ванночки с эмульсией
3. Уложить изделия
на направляющую
часть лотка питателя
4. Работа пресса по
„свёртке"
5. По сигналу оста-
новить пресс
1. В процессе работы внимательно следить
за правильной работой пресса и питателя, за
исправностью механизмов, за исправностью
сшивки, натяжением и правильным положе-
нием ремня на шкивах и за правильной
укладкой изделий на направляющую часть
питателя
Предупреждение и ликвидация неполадок
При ненормальностях в работе пресса и пи-
тателя или при внезапной порче механизмов
немедленно остановить пресс и заявить об
этом наладчику и дежурному слесарю. При
неправильном движении или заклинивании
изделий в питателе остановить пресс и уда-
лить застрявшее изделие. Заметив нарушение
сшивки, натяжения или сход ремня со шки-
вов, сообщить об этом шорнику или налад-
чику
328
ОРГАНИЗАЦИЯ ТР"УДА И ЗАРАБОТНОЙ ПЛАТЫ
[РАЗД. V
Продолжение дабл. 6
III. Как работать
Содержание
операции
Производственные указания по выполнению
работы
Предупреждение и ликвидация неполадок
1. Включить пуско-
вую кнопку пресса
2. Взять изделия из
ванночки с эмульсией
3. Уложить изделия
на направляющую
часть лотка питателя
4. Работа пресса по
„свёртке"
5. По сигналу оста-
новить пресс
2. Следить, чтобы вытяжной инструмент
не выкрашивался, был тщательно зачищен
и очищен
Заметив выкрашивание инструмента или
обнаружив на нём грязь и посторонние ве-
щества, остановить пресс и сообщить об
этом наладчику
3. Периодически обращать внимание на ра-
боту конвейера и передачу изделий по его
ручьям
При обнаружении повреждений или заеда-
ния ленты на конвейере, а также ненормаль-
ностей в подаче изделий на лоток сообщить
наладчику
4. Не допускать отсутствия изделий в лотке
конвейера, а также переполнения лотка
При прекращении подачи изделий в лоток
конвейера дать сигнал в пункт загрузки кон-
вейера. При переполнении лотка конвейера
и ванночки с эмульсией изделиями устано-
вить на приёмку запасной ящик. При длитель-
ной остановке пресса или возобновлении ра-
боты подавать сигналы в пункт загрузки кон-
вейера о прекращении подачи изделий или
о -возобновлении работы. В случае длительной
остановки конвейера получить разрешение
мастера потока на пуск в работу страхового
задела
5. В процессе работы не отвлекаться по-
сторонними разговорами и без разрешения
наладчика не отлучаться от своего рабочего
места
6. Не бросать и не забивать изделий. Пе-
риодически проверять их качество по наруж-
ному виду. Изделия не должны иметь трещин,
пузырей, надрывов, резких царапин, расслое-
ний, плен
При необходимости отлучиться от своего
рабочего места заявить об этом наладчику
и ждать'подмены
При обнаружении явного брака отложить
в сторону и сообщить контролёру
Помнить, что категорически воспрещается на ходу пресса и конвейера производить какие-либо исправления
или прикасаться к механизмам движения, а также снимать или надевать ремни и предохранительные ограждения.
Во избежание несчастных случаев во время работы следить, чтобы волосы, рукава и полы одежды, концы за-
вязок и пр. были убраны.
IV. Производственное обслуживание
Кто обслуживает
Характеристика обслуживания
1. Мастер потока
2. Наладчик
3 Рабочий по за-
грузке конвейера
4. Контролёр
5. Шорник
6. Электромонтёр
7. Дежурные слесари
Общее руководство работой потока и принятие мер по ликвидации неполадок на потоке
Установка и смена инструмента, наладка пресса и инструктаж по выполнению операции
Загрузка ручьёв конвейера изделиями для передачи на операцию „свёртка"
Проверка качества обрабатываемых изделий и инструктаж о видах, причинах и спосо-
бах предупреждения брака
Смена, перешивка и натяжение ремней на прессах и ленты на конвейере
Обслуживание электросиловых, электроосветительных и сигнализационных устройств
Регулярный осмотр, текущий ремонт и смазка трущихся частей прессов и конвейера
ГЛ. V]
ПОРЯДОК И ЧИСТОТА НА РАБОЧЕМ МЕСТЕ
329
Таблица 7
Завод
Карта организации труда и рабочего места на операции „грубая
расточка и подрезка открытого торца и центровка дна поршня"
Цех механический
Участок
Деталь поршень
Составляющие производства
Эскиз объекта обработки
Технические
требования
Размеры и до-
пуски обработка
указаны на эскизе
Инструктаж
Как проверять поршень
1. Проходная пробка должна входить
в расточенное отверстие без игры, непро-
ходная не должна входить
2. Верхняя грань движка должна при-
ходиться между дисками на стержне
глубиномера
Эскиз рабочего места
Приёмы
Станок
Токар-
ный
Модель \67-62-21
Инвентар-
ный номер
М-185
Режим и наладка
станка
1. Токарная обра-
ботка
Двигатель,
кет
Обороты
шпинделя в
минуту
Скорость ре-
зания в м/мин
Подана
в мм/об:
при расточке
при подрезке
3,7
186
60
0,17
0,52
2. Центрирование
Двигатель,
кет
Число оборо-
тов сверла в
минуту
0,52
900
Уход за рабочим местом
До работы
Проверить работу станка, пневмати-
ческого зажима, действие рукояток и
маховичков. Смазать станок и закрыть
места смазки. Проверить наличие ин-
струментов и заготовок
Во время работы
Поддерживать чистоту. Не работать
затупившимися инструментами. Не чи-
стить станок на ходу. Добавлять смаз-
ку. Уходя выключать двигатель. Не оста-
влять рабочее место самовольно
После работы
Смести со станка стружку и протереть
масляной тряпкой направляющие. Сдать
рабочее место сменщику а получщгь от
него контрольную марку
Подача {Ручная
Время в мин.
Обра-
ботка
Уста-
новка
Как надо работать
Какой
рукой
Установить поршень
0,11
1. Взять поршень
2. Надеть на патрон до
3. Включить воздух
Правой
отказа То же
Левой
Зацентровать
4. Опустить накидку
5. Зацентровать до упора
6. Поднять накидку
Левой
Правой
Левой
Подвести задний центр
о,оз
7. Подвести задний центр
8. Закрепить задний центр
Правой
Обеими
Расточить и подрезать
о,о4
9. Включить муфту
10. Включить автоматическую
подачу
11. После автоматического
выключения подачи выключить
муфту
Левой
Правой
Левой
Снять поршень
0,10
12. Отвести супорт
13. Открепить задний центр
14. Отвести задний центр
15. Выключить воздух
16. Взять поршень, положить
в жёлоб
Правой
Обеими
Правой
Левой
Правой
Таблица
Завод
Карта организации службы чистоты и порядка
Цех кузнечный
Содержание работы
Поддержание чистоты и порядка на рабочих местах:
1. Поливать водой пол у рабочих мест
2. Подметать площадь вокруг ковочных машин
3. Убирать собранный мусор и металлолом
Поддержание чистоты и порядка в проходах и пролётах цеха:
1. Поливать и подметать в проходах и пролётах
2. Убирать остающиеся после ремонта нагревательных печей и ковочных машин
материалы и мусор
3. Производить периодическую чистку всего цеха
Схематический план кузнечного цеха и маршруты
Молоты
Прессы Ремонтные мастерские
Точила
"и
А в—7
сэ а '<=
Молоты
¦а1 '—к к-
: » i а сз
"-^ „Бешэ
¦-и i . «.1
о о о о б О2" \
Ипролёт
7пропет
ез и_
Условные обозначения к плану.
—¦— направление маршрута
S дща/г Л?л металлолома
OSU шкаф (пост чистоты)
Д место для сбора мусора
rJ""S ковочная машина
[ ковочная машина
D молот бешэ
'—' станок
\ | между пролетные дворы
Ящики для железа
Шкаф для хране-
ния оборудования
Тачки для мусора
Урны для окурков
Наименование
Коли-
чество
Мате-
риал
Перечень оборудования
Шкаф для поста чистоты
¦-1200 -
М
Замки
Простенки
Вязка
Наименование
Коли-
чество
Железо
Факгра
Дерево
Мате-
риал
Спецификация шкафа
Производственное обслуживание и связь в работе
Исполнители уборки
№
Количе- Обязанно-
Должность ств0 сти
Лица, связанные по работе •
№ Должность
Обязанности
№
Долж-
Обязанности
№ Должность Обязанности
Схема связи и подчинения
Уборщица
12
' Смотри по
] графику
Начальник} Общее наблюде- 1. 4
цеха
ние и ответ-
ственность за чи-
стоту и порядок
в цехе
Завхоз
Обеспечивает
уборщиков всем
необходимым ин-
вентарём ¦ для
поддержания чи-
стоты в цехе
Планово-
распреде-
лительное
бюро
Обеспечивает
уборку брако-
ванных колец и
отходов на элек-
трокарах
Подсобный
рабочий
Смотрипо
графику
Начальник
пролёта
Сменный
мастер
Наблюдение и
ответственность
за чистоту и
порядок в пролё-
те, инструктаж
персонала
Отвечает за
чистоту и поря-
док, инструкти-
рует уборщиков
пролёта своей
смены
Даёт уборщи-
кам указания о
снятии ненужных
плакатов и объ
явлений
Организует
подекадную убор-
ку дворов и гене-
ральные очистки
цеха
Санитар-
ный врач
Инспектирует
выполнение пра-
вил чистоты и
порядка
-\Начап
\ЦекаОоаорач\
j о *
Порядок работы
График работ по поддержанию чистоты и порядка в цехе
Наименование работ
Полить пол у рабочих мест
Испол-
нители
Убор-
щица
Время выполнения
Ежедневно в часы
1 см.
2 см.
3 см.
16
24
10
18
11 12
19 20
13 14
21 22
15 16
23 24
В ка-
ждое не-
чётное
число
15-го
числа
каждо-
го меся-
ца
Перед
выход-
ным
днём
В ка-
ждую
декаду
Два ра-
за в год
Приме-
чание
Организация работы
Полить водой пол по пролёту | То же
Подмести пол у рабочих мест
I I
4 | Подмести пол в проходах пролёта |
Мыть баки для питьевой воды
В 1-ю
смену
6 | Подносить воду в баки
I— ! I I I
I I
7 Протереть стёкла в кладовых
пролётов
Протереть стёкла и стены в
служебных помещениях пролётов
Снять ненужные плакаты и объ-
явления
10
Мыть чашки питьевых фонтанов
Собирать и вывозить металло-
12 I Погрузить и вывезти собранный
| мусор
Подсоб
ные ра-
бочие
to site
По мере надобности
Во 2-ю
смену
В 3-ю
смену
В 3-ю
смену
В 1-ю
смену
! Рабо-
| тают
в 1-й
смене
13 \ Убрать всё лишнее с рабочего места]
I ! I-
I I I
14
Убрать и вывезти мусор после
ремонта печей
Очистить дворы между пролё-
тами
Генеральная очистка цеха (фермы,
выступы, кран, стёкла и т. д.)
10, 20 и
29
В апре-
_ ле и
в ок-
тябре
1. Уборщицы и подсобные
рабочие закрепляются за
пролётами и по сменам
согласно схеме связи (см.
схему)
2. Обеденный перерывубор-
щиц переносится на час
позже смены, во время обе-
да смены уборщицы убира-
ют цех (см.. обязанности
и график)
3. Уборка производится
по маршрутам одного про-
лёта (см. маршрут по пла-
ну)
4. Работа по поддержа-
нию чистоты и порядка
производится согласно гра-
фику, а работы, не упомя-
нутые в графике,—по указа-
ниям начальника пролёта
и сменного мастера или
завхоза
332
ОРГАНИЗАЦИЯ ТРУДА И ЗАРАБОТНОЙ ПЛАТЫ
[РАЗД. V
В серийном и единичном производствах,
где каждое рабочее, место загружается разно-
образными работами, можно ограничиться уста-
новлением общеобязательных правил ухода за
рабочим местом, поддержания порядка и
чистоты. Пример таких правил для станоч-
ников приводится ниже.
Краткие правила для станочников
До работы
Проверь исправность станка: работу механизма,
охлаждение, натяжение и сшивку ремня. Если станок
неисправен, немедленно сообщи дежурному слесарю.
Произведи смазку станка: осмотри тавотницы и
маслёнки, заполни маслом и закрой все отверстия для
смазки.
Ознакомься с предстоящей работой; храни чер-
тёж и технологическую карту в удобном для работы по-
ложении; проверь наличие и исправность инструмента и
приспособлений.
Удали с рабочего места всё то, что не нужно для
предстоящей работы; помни, что внешний беспорядок
даже в мелочах дезорганизует её.
Во время работы
Каждую вещь клади только на своё место, а не
бросай её куда попало. Если видишь, что на рабочем
месте всё смешалось в кучу и трудно найти нужную
вещь, прекрати работу на 1—2 мин. и, приведя всё в по-
рядок, снова продолжай работу.
Пользуйся каждой вещью только по её прямому на-
значению.
Береги рабочие поверхности от ударов и грязи: не
клади ключей, резцов, деталей на направляющие станины
или супорта. С каждой царапиной уменьшается точность
станка.
Не правь обрабатываемые детали в центрах и не
ударяй по детали, зажатой в патрон, — это расшатывает
подшипник шпинделя, портит кулачки патрона и умень-
шает точность станка
Работай только острым, хорошо заточенным инстру-
ментом: тупой инструмент сильно увеличивает нагрузку
станка, даёт неточное изделие и ведёт к поломке станка.
Береги станок от вибрации и расшатывания, следи за
плавной работой ремня, за дрожанием инструмента.
Удаляй стружку от станка и береги во время ра-
боты инструмент (особенно измерительный) и приспособле-
ния от загрязнения пылью и опилками, а ремень — от за-
масливания.
Внимательно следи за смазкой станка соответству-
ющим маслом. Помни, что хорошая своевременная смазка
механизма сохраняет точность и удлиняет жизнь станка на
целые годы.
По окончаний работы
Разложи все предметы по своим местам, протри все
инструменты и приспособления промасленной тряпкой.
Сдай обработанные детали.
Произведи уборку станка и рабочего шкафчика.
Смети щёткой стружку и опилки со станка, особенно с
рабочих частей его. Протри станок обтирочным матери-
алом, тщательно удали всю грязь (не употребляй для
этого спецодежды). Смажь промасленной тряпкой все ра-
бочие места станка (промасленные тряпки бросать в отве-
дённые для этого ящики). Установи начальные скорости
и подачи и ослабь ремень.
Такие правила полезно вывешивать непо-
средственно на рабочих местах и периодически
проверять их соблюдение, осуществляя одно-
временно и общую проверку состояния рабо-
чего места. Особенно большой эффект дости-
гается привлечением самих рабочих к делу упо-
рядочения и рационализации рабочих мест. Про-
ведение общественных смотров организации
труда и рабочего места способствует внедре-
нию порядка и чистоты на производстве, даёт
большое количество ценных рационализатор-
ских предложений и содействует широкому
распространению передового стахановского
опыта.
В качестве вспомогательной меры, способ-
ствующей поддержанию порядка и чистоты на
рабочем месте, рекомендуется обозначать
отдельные места хранения инструмента, за-
готовок и материалов при помощи раскраски,
разграфления и надписей. Например, целесо-
образно выкрасить верстак в серый цвет, а
чёрной или красной краской обвести контуры
инструментов, чтобы обозначить их точное
расположение на столешнице верстака. Отдель-
ные ящики и полки инструментального шкафа
полезно снабдить соответственными надписями
или условными обозначениями. Наружная
окраска шкафа должна быть произведена по
шпаклёванной и грунтованной поверхности
серой эмалевой краской, позволяющей регуляр-
но обтирать стенки шкафа влажной тряпкой.
Полки и внутренние части шкафа желательно
покрывать лаком, что облегчает их очистку,
удаление пыли, случайного мусора и т. д.
Каждое рабочее место должно быть снабже-
но необходимыми принадлежностями для под-
держания чистоты: тряпками, щётками соответ-
ственной формы для удаления пыли и стружки
со станка, скребком для очистки корыта станка,
ящиком для стружки и обрезков и т. п.
Организация трудовой' обстановки вклю-
чает такие мероприятия, которые обеспечи-
вают создание гигиенических и культурных
условий работы, в частности устройство ра-
ционального освещения, рациональную окраску
рабочих мест и производственных помещений,
борьбу с производственным шумом, поддер-
жание чистоты и порядка, создание нормаль-
ной температуры, влажности и чистоты воз-
духа, обеспечение безопасности работы.
ОБСЛУЖИВАНИЕ РАБОЧЕГО МЕСТА
Для поддержания установленного порядка
на рабочем месте и для его бесперебойной
работы должно быть организовано система-
тическое обслуживание рабочих мест всем не.
Рабочее
место
Рабочее
место
Рабочее
често
ПНИ
ОВспуживание участка
Мастер
(начальник участка)
1— Заводское обслуживание
Фиг. 21. Схема связей по обслуживанию раоочего места.
обходимым в ходе производства. Основные
виды такого обслуживания применительно к
условиям механического цеха представлены
приведённой на фиг. 21 схемой. Как видно из
ГЛ. V]
ОБСЛУЖИВАНИЕ РАБОЧЕГО МЕСТА
333
Таблица 9
Завод
Инструкция
дежурному слесарю по обслуживанию конвейера
Цех
Поток изделия
I. Производственное задание
Руководствуясь настоящей инструкцией и указаниями мастера по ремонту, дежурный слесарь производит
осмотр, смазку и текущий ремонт конвейера на потоке
II-. Организация рабочего места
Уход за рабочим местом
В начале работы
1. Принимая смену, прове-
рить наличие, исправность
и чистоту инвентаря, инстру-
мента и приспособлений на
своём рабочем месте. 2. Под-
готовить инструментальный
ящик к предстоящей работе.
3. Проверить наличие необхо-
димых материалов, запасных
частей, а недостающее полу-
чить из кладовой. 4. Смазать
червячный винт у тисков.
Расположить всё необходимое
для работы на рабочем месте в
установленном порядке
Во время работы
1. Постоянно следить за чистотой и поддерживать по-
рядок на своём рабочем месте. 2. При уходе на участок
убирать с верстака весь инструмент, материалы и за-
пасные части в шкаф и запереть его
В конце работы
1. Привести в порядок инструментальный ящик, рабо-
чее место и удалить всё лишнее. 2. Передать своему
сменщику инструмент, рабочее место и. закреплённый
участок в полном порядке
Порядок на рабочем месте
Организационно-техническое
оснащение
/ — верстак слесарный;
2 — шкаф для материалов и
запасных частей; 3 — тумбоч-
ка-шкаф для смазочных ма-
териалов; 4 — местное осве-
щение; 5 — рамка с инструк-
цией
Приспособления
Тиски параллельные. Дрель
ручная. Ножовка слесарная.
Бачки для масла. Поддоны
для бачков. Набор маслёнок.
Шприц для масла. Воронка.
Крючки для чистки отвер-
стий. Переносный ящик для
инструмента
Инструмент
Набор гаечных ключей. Молоток слесарный. Молоток
медный. Набор зубил. Крейцмейсели. Ключ для маслё-
нок. Набор напильников. Бородки. Набор отвёрток.
Шаберы. Выколотка. Ножовочные полотна. Набор
спиральных свёрл. Плоскогубцы универсальные. Метр
стальной складной. Штангенциркуль. Кронциркуль
Вспомогательные материалы
Смазочные масла. Вазелин технический. Керосин.
Наждачное полотно. Обтирочные материалы
III. Как надо работать
Содержание операции
Производственные указания по выполнению работы
1\ Периодически смазывать машинным
маслом роликовые подшипники и все тру-
щиеся части конвейера
Прочистить все места смазки, удалить грязь в подшипниках и
смазать машинным маслом подшипники горизонтальных, поддержи-
вающих ленту, и вертикальных, направляющих ленту, роликов, ролики
рольганга, подшипники приводной и натяжной станций
2. Проверять
ленты
натяжение конвейерной
Проверить натяжение конвейерной ленты и в случае обнаружения
проскальзывания ленты на барабанах подтянуть болты натяжной рамы
3. Наблюдать за сохранностью ленты
Проверить исправность предохранительных щитков приводной и на-
тяжной станций и положение ленты в пазах направляющих роликов
4. Производить осмотр и уход за редукто-
ром приводной станции
Проверить нагрев подшипников редуктора, набивку сальников и
по мере надобности произвести доливку масла
5. Наблюдать за правильным положением
разделительных рам
Следить за исправностью рам, за отсутствием отворотов метал-
лической обшивки от деревянных реек, за плавным переходом
ручьёв на стыках отдельных рам. Не допускать выскакивания гвоз-
дей, оседания рам; проверить крепление шурупами реек к поддер-
живающим стойкам
1. До начала работы совместно со сменщиком обойти все участки конвейера и выявить все. неполадки, не
устранённые в предыдущей смене.
2. Регулярно цаблюдать за правильным обращением с конвейером и с отдельными его механизмами.
3. Текущий ремонт, не требующий немедленного проведения, производить в обеденный перерыв.
4. Не производить исправлений и ремонта во время работы конвейера.
б. Не закреплять болтов и гаек зубилом, а употреблять хорошо пригнанный ключ соответствующего размера.
6. После осмотра и ремонта конвейера тщательно собрать весь инструмент и крепёжный материал во избе-
жание попадания его в ходовые части конвейера.
.7. Перед началом работы и регулярно в течение всей смены смазывать машинным маслом роликовые под-
шипники и все трущиеся части конвейера.
й. При смазывании ни в коем случае не допускать попадания масла на ленту конвейера.
9. Своевременно сдавать в кладовую неисправный инструмент и заменять его годным.
10. Предупреждать возможные неполадки в работе конвейера и не допускать установки на его раме ящиков
и посторонних предметов. .с . •
334
ОРГАНИЗАЦИЯ ТРУДА И ЗАРАБОТНОЙ ПЛАТЫ
[РАЗД. V
схемы, рабочее место станочника нуждается
в разног бразных услугах, имеющих целью под-
держание оборудования в работоспособном
состоянии. Таковы услуги смазчика, ремонт-
ного слесаря, электромонтёра, шорника. Орга-
низация ухода за оборудованием, технического
надзора за его эксплоатацией и ремонта отно-
сятся к обязанностям цехового механика. Ра
циональная организация обслуживания обору
дования изложена в гл. X. Организация техни-
ческого контроля, инструментоснабжения рабо-
чих мест и производственного транспорта осве-
щены соответственно в гл. VIII, IXjiXI. Вопросы
оперативного руководства и диспетчирования
см. в гл. III.
Роль мастера рассмотрена ниже, в конце
данной главы.
Наряду со всеми перечисленными видами
оперативного обслуживания рабочих мест в
каждом цехе должна быть организована служба
чистоты и порядка, осуществляющая общий
надзор за содержанием рабочих мест и за
соблюдением установленных по этому пред-
мету правил, выполняющая регулярную уборку
и чистку производственных помещений и уда-
ляющая всё ненужное и лишнее с рабочих
мест и с территории цеха.
Пример организации такой службы чи-
стоты и порядка в кузнечном цехе приве-
дён в табл. 8.
Могут быть разработаны также карты орга-
низации труда смазчиков, шорников, поднос-
чиков инструмента и других вспомогательных
рабочих, занятых обслуживанием рабочих мест
(см. табл. 9).
Правильная организация обслуживания ра-
бочих мест должна иметь профилактический,
предупредительный характер. Так, инструмент
должен быть заранее подобран, скомплектован
и доставлен к станку в начале смены, не ожи-
дая запроса со стороны рабочего; ремонт обо-
рудования должен производиться по заранее
составленному графику, а не в случае аварий-
ного выхода станка из строя вследствие чрез-
мерного износа; питание рабочих мест заго-
товками и материалами, должно полностью
исключать вынужденные простои из-за задер-
жек транспорта или вследствие., неподгото-
вленности материалов; надо избавить рабочего
от хождений за чертежом и прочей докумен-
тацией, а выдавать ему все необходимые чер-
тежи и документы одновременно с заданием
на очередную работу.
В зависимости от типа производства такое
предупредительное обслуживание рабочих
мест организуется различным способом. В еди-
ничном и мелкосерийном производстве обслу-
живание рабочих мест в значительной мере
сохраняет характер дежурного обслуживания.
Оно должно осуществляться на основе сменно-
суточных заданий в порядке подготовки всего
необходимого для их выполнения.
В серийном производстве обслуживание
рабочих мест должно основываться на зара-
нее разработанных календарных планах, опре-
деляющих предстоящие переналадки обору-
дования, запуск в обработку новых партий
деталей и, следовательно, сроки подготовки
специальных инструментов, приспособлений
и т. п. Это позволяет усилить профилакти-
ческое значение обслуживания рабочих мест
и придать ему планово-предупредительный
характер.
В массовом производстве целесообразно
устанавливать жёсткие стандартные расписания
и графики обслуживания рабочих мест. Такие
стандартные расписания не только повышают
чёткость обслуживания, но. оказывают серь-
ёзное дисциплинирующее воздействие на про-
изводственные рабочие места, заставляя их
строго соблюдать определённый режим и рас-
порядок работы. Особенно целесообразно вне-
дрять принудительный режим обслуживания
рабочих мест в условиях поточной органи-
зации производства, осуществляя принудитель-
ную смену инструмента, принудительный
стандартный ремонт оборудования, прину-
дительный ритм в транспортировке обра-
батываемого изделия с операции на операцию
и т. п.
ЛИТЕРАТУРА И ИСТОЧНИКИ
1. Быков Павел, Наш вклад в пятилетку, Проф-
издат, 1947.
2. Г у л я е в Р. И., Организация рабочего места в ма-
шиностроении. Машгиз, 1949.
3. Ж е л т о в а Кл., Владимир Ворошин и его бригада,
„Московский рабочий", 1949.
4. Ж у р а в л е в М. Р., Чистота и порядок на произ-
водстве, „Московский рабочий", 1941.
5. „На высоких скоростях", Сборник, Профиздат, 1949.
6. Труды Уралнитомаш, вып 1, М»шгиз, 1946.
Г. А. И в а н о в, Специализация станков и групповой
запуск деталей в индивидуальном машиностроении.
МНОГОСТАНОЧНАЯ РАБОТА И СОВМЕЩЕНИЕ ПРОФЕССИЙ
Многостаночная работа заключается в
одновременной работе одного рабочего или
бригады рабочих на нескольких станках;
ручные приёмы на каждом из обслуживае-
мых станков производятся в период авто-
матической машинной работы всех осталь-
ных станков.
Возможность одновременной работы на
нескольких станках определилась в резуль-
тате исторического процесса развития тех-
ники. Исходным моментом этого процесса
в машиностроении было изобретение супорта.
Впервые в истории развития техники супорт
был создан в эпоху Петра I русским механи-
ком Андреем Нартовым.
Значение супорта ещё более усилилось,
когда он был соединён с ходовым винтом и
образовалось автоматическое передвижение
инструмента.
Возникновение и развитие многостаноч-
ной работы связано также с процессом спе-
циализации и разделения труда. Расчленение
производственного процесса на операции,
отделение вспомогательных и обслуживающих
работ от основных, машинных от ручных
(что особенно ярко выражено в массозом
ГЛ. V]
РАСЧЁТ ЦИКЛА МНОГОСТАНОЧНОЙ РАБОТЫ
335
производстве) создают возможность самого
широкого применения многостаночной работы
как устойчивой формы организации труда.
Мощный рост технической вооруженности
советской промышленности, подъём куль-
туры рабочего класса, коммунистическое
отношение работников к своему труду поро-
дили массовую инициативу самих рабочих в
переходе на многостаночную работу. Дви-
жение многостаночников явилось одной из
форм стахановского труда в машиностроении
(см. стр. 376).
Современные тенденции развития техники
машиностроения, в частности внедрение авто-
матических поточных линий, создают техни-
ческую базу для дальнейшего распростране-
ния многостаночной работы и для превраще-
ния многостаночника в нового типа работ-
ника, руководящего целым участком автома-
тизированного производства.
Последовательное обслуживание одним
рабочим или бригадой рабочих нескольких
станков в течение рабочего дня, сопровождаю-
щееся простоями оборудования, нельзя считать
многостаночной работой в точном значении
этого слова.
Основное назначение многостаночной ра-
боты— уплотнение рабочего дня путём рацио-
нального использования периодов вынужден-
ного бездействия рабочего во время автома-
тической машинной работы станка. При этом
установленные нормы времени на выполнение
операций по каждому из совместно обслужи-
ваемых станков должны выполняться и пере-
выполняться не в меньшей степени, чем при
одностаночной работе.
УСЛОВИЯ И ФОРМЫ СОВМЕЩЕНИЯ
ОПЕРАЦИЙ
Возможность организации многостаночной
работы определяется наличием соответству-
ющих соотношений машинно-автоматического
и ручного времени совмещаемых операций.
В данном случае к машинно-автоматическому
времени относят не всё машинное время, пре-
дусмотренное технической нормой на данную
операцию, а лишь так называемое неперекры-
ваемое время автоматической работы станка,
когда рабочий остаётся действительно свобод-
ным не только от каких-либо ручных приёмов
работы, но и от необходимости наблюдения
за работой станка.
К ручному времени в условиях многоста-
ночной работы следует относить машинно-
ручное и ручное основное и вспомогательное
время на выполнение данной операции, время
на переходы рабочего от одного станка к дру-
гому, а также время, затрачиваемое рабочим
на Наблюдение за автоматической работой
стзнка. В совокупности все перечисленные
слагаемые образуют время занятости рабочего
в течение данной операции.
Для применения многостаночной работы
должно быть соблюдено соотношение
где tMaem—машинно-автоматическое время
каждого станка; ^J3aH—время занятости
рабочего по всем остальным станкам данной
группы совмещения.
Основные виды совмещения операций при
многостаночной работе представлены в класси-
фикационной табл. 10.
Таблица 10
Основные виды совмещения операций
при многостаночной работе
Классификационный
признак
Технологическая
однородность или
связь операций
Соотношение сов-
мещаемых операций
по их длительности
Концентрация ма-
шинно-автоматическо-
го времени
Степень повторяе-
мости совмещаемых
операций и устойчи-
вости совмещения
Варианты совмещения опера-
ций при многостаночной
работе
Одинаковые операции, вы-
полняемые станками-дублёрами
Последовательные операции
по обработке одной и той же
детали
Различные операции над раз-
ными деталями, но в пре-
делах одного и того же вида
обработки
¦ Различные операции над раз-
ными объектами, выполняемые
на разнотипных станках
Операции равной длитель-
ности
Операции, кратные друг дру-
гу по длительности
Неравные и некратные опе-
рации
Операции с концентрирован-
ным машинным временем, тре-
бующие однократного обраще-
ния рабочего к станку при об-
работке каждой штуки (одно-
переходные операции)
Операции с рассредоточен-
ным машинным временем, тре-
бующие многократного обра-
щения рабочего к станку (мно-
гопереходные операции)
Одинаковые операции, по-
стоянно повторяющиеся, и пол-
ная устойчивость их совмеще-
ния (массовое производство)
Периодически чередующиеся
операции и регулярное повторе-
ние их совмещения через из-
вестные промежутки времени
(устойчивое серийное произ-
водство)
Нерегулярно повторяемые
операции или неповторяемые
операции с неустойчивым ха-
рактером их совмещения (мел-
косерийное и единичное произ-
водство)
РАСЧЁТ ЦИКЛА
МНОГОСТАНОЧНОЙ РАБОТЫ
Цикл многостаночной работы,
т. е. период времени, в течение которого ре-
гулярно повторяется процесс работы по всей
группе совместно обслуживаемых станков,
может иметь различную структуру и длитель-
ность в зависимости от соотношения совме-
щаемых операций, от степени концентрации
машинно-автоматического времени, а также
от устойчивости совмещения.
На фиг. 22-24 приведены графики много-
станочных циклов, соответствующие совмеще-
нию операций равных,кратных и неодинаковых
по своей длительности. Цикл Тц многостаноч-
ной работы при равенстве совмещаемых опе-
раций даёт наиболее полную занятость рабо-
336
ОРГАНИЗАЦИЯ ТРУДА И ЗАРАБОТНОЙ ПЛАТЫ
[РАЗД. V
чего (фиг. 22). Он отличается наибольшей про-
стотой и по длительности равен продолжитель-
ности любой из совмещаемых операций.
, 1 станок
,2стонок
Зстаиок
Рабочий
У///Л
V/////A
У///Л
V/////A
iiiiiifiifiiiiimiiMiiiiiiiiifiiiiiini
'////Л
V////A
i
Ста-
нок
1
2
3
12
12
12
'наш
8
7
д
РЦЧ
4
5
3
Фиг. 22. График цикла многостаночной работы с равной
длительностью операций.
Частным случаем совмещения операций
одинаковой длительности является совместное
обслуживание ряда станков-дублёров, при-
/станок*
2станок
Рабочий
'//////Л
м
А
ы
V
'//////А
п
L'ma-
нок
1
2
'on
21
7
tnm
15
6
'РУЧ
6
1
ЕШ/,,
Фиг. 23. График цикла многостаночной работы с опера-
циями, кратными по длительности.
мер которого представлен в табл. 11. Много-
станочная работа на станках-дублёрах даёт
обычно наилучшие результаты, так как в этом
случае она характеризуется не только равен-
ством операционных времён, но и полным
тождеством их структуры, на всех совмеща-
емых станках.
При кратности операционных времён на
совмещаемых станках (фиг. 23) длительность
цикла многостаночной работы определяется
наиболее продолжительной операцией. В этом
случае не всегда возможно добиться равно-
мерной и уплотнённой занятости рабочего, и
1станок
2станок
3 станок
Рабочий
'///Л
mm
tu -:
ПОПИШИ
^
IHIIIIIIIlf
////А
ШИН
у///,\
. Л
И
IIIIIIIIIIIII
шз-
нок
1
2
3
L
20
17
18
'наш
п
12
11
*РЦЧ
6
5
7
Фиг. 24. График цикла многостаночной работы с опера-
циями, не равными по длительности.
он испытывает некоторые периоды кратко-
временного бездействия на протяжении цикла.
При совмещении операций неодинаковой
и некратной длительности (фиг. 24) цикл
многостаночной работы определяется также
по наиболее продолжительной операции.
Однако в этом случае чрезвычайно трудно обес-
печить непрерывную работу всех совмеща-
емых станков: некоторые из них испытывают
кратковременные простои на протяжении цикла
из-за ожидания рабочего, занятого в данный
момент у другого станка. ¦
При организации многостаночной работы
следует всеми мерами добиваться сокращения
и по возможности полной ликвидации внутри-
Таблица 11
Карта совмещения станков-дублёров
Дата 20//// 1950 г.
Рабочий Андреев Профессия — токарь Разряд 3-й
Наладчик Пудовкина Разряд 7-й
Количество обслуживаемых станков 4
На группу станков М 50330; 50331, 50332 и 50333
Схема расположения станков
N
\5ff3M
50331
1_К\ 50333
W332 N
№ станка
50330
50331
50332
50333
Тип станка
Токарный
полуавтомат
Токарный
полуавтомат
Токарный
полуав-
томат
Токарный
полуав-
томат
График цикла
Ui/кл
Цикл
(-=3
Условные обозначения
t вспомог tt, «=д t перекр 4„
t нашитое tM en время на задержку внимания
t перехода tx i—i рабочий свободен
Техническая характеристика
Мощность 15 л. с.
Число скоростей 9: от 16 до 103 об/мин
Подачи: от 0,2 до 2,54 мм!об
Наибольшее расстояние между центрами 610 мм
Втулка
Деталь М 2127
Последовательность элементов операций
1. 'Установить деталь на станок 13 сек.
2. Включить станок 1 сек.
3. Машинное время 2 мин. 14 сек.
4. Снять деталь 13 сек.
ГЛ. V]
ФОРМЫ И ТЕХНИЧЕСКИЕ ПРЕДПОСЫЛКИ МНОГОСТАНОЧНОЙ РАБОТЫ
337
цикловых простоев оборудования, так как они
могут привести к недовыполнению устано-
вленных норм выработки по отдельным станкам
и потому иметь отрицательные экономические
последствия для производства.
Наибольшую сложность для правильной
организации многостаночной работы предста-
,1 станок
2 станок
^станок
^станок
Рабочий
iiiiiiiiilffiiiin&miiiiliTiiiiiiiil
1'та-
Ш(Р1„
mt3m
tc
3,8
3,5
4.?
0.5
U
1,5
Фиг. 25. График совмещения четырёх станков.
вляют операции, имеющие рассредоточенное
машинное время и требующие многократного
обращения рабочего к станку при обработке
одной и той же детали. Типичны в этом отно-
шении многопереходные операции, которые
особенно характерны для мелкосерийного и
единичного производства. При совмещении
многопереходных операций в условиях мелко-
Наименование
или замеров
Подготовитель
но-зоключит.
ffperw
8спомог:время
Машинное время
УстаноОка и
снятие детали
оослиж. раооч.
Цикл
Время. В
щ
1
f
1
§
X
Л
Работа
i
fUH
ш
"та
ft
/тал
Ш^
HKOt
L
1
L
1
л
1
т
1
> !
L
i
Уело
-одоз
ста
№5
7
Ь9
.383
30
¦ 11
¦480
чачт
чкоб
№6
-
40
401
30
9
480
Фиг. 26. График совмещения двух станков в течение
смены.
серийного производства нельзя установить
строго определённый и устойчивый цикл много-
станочной работы. В этом случае рекомен-
дуется принимать в качестве цикла совмеще-
ния условный отрезок времени, например,
смену. График, отвечающий этим особенностям,
представлен на фиг. 26.
Количество станков, которое мо-
жет быть обслужено одним рабочим или бри-
гадой, может быть определено тремя спосо-
бами:расчётно-аналитическим, графическим
и укрупнённым (по коэфициенту занятости
рабочего).
В условиях массового производства при
сочетании однопереходных операций, выпол-
няемых станками-дублёрами, можно опре-
делять число станков, обслуживаемых одним
рабочим, по формуле
При совмещении неодинаковых операций
в условиях крупносерийного или массового
производства, обеспечивающих достаточную
устойчивость многостаночного цикла, рекомен-
дуется определять число станков, подлежащих
обслуживанию одним рабочим, построением
ряда вариантов циклового графика совмеще-
ния операций и выбором наиболее эффектив-
ного варианта.
22 Том 15
В единичном и серийном производствах це-
лесообразно применение укрупнённого метода
расчёта по коэфициенту занятости рабочего.
Коэффициент занятости определяется по
каждой операции как отношение времени за-
нятости рабочего ко всему операционному
времени:
Коэфициент занятости рабочего может быть
определён также по работе станка в пределах
его фонда времени (например, смены), что
наиболее удобно в условиях единичного про-
изводства. При этом
К, ,„ =
где К3 ст — коэфициент занятости одного
станка; 2 *3ан. см ~~ вРемя занятости рабо-
чего при работе на данном станке в течение
смены в минутах (по средним показателям);
F—фонд времени за смену в минутах D80 мин.).
При определении количества станков, ко-
торые может обслужить один рабочий, надо
руководствоваться следующим соотношением:
Так, например, К3 по станку № 5 (фиг. 26)
составляет 0,2, а по станку № 6 — 0,16, и
2 К3 = 0,36.
Во избежание значительных простоев обо-
рудования рекомендуется в условиях единич-
ного производства доводить коэфициент заня-
тости рабочего при многостаночном обслужи-
вании только до 0,7—ОД оставляя 20—30%
времени рабочего незанятым в качестве ре-
зерва на задержки, возможные в процессе ра-
боты при совпадении ручного времени.
ОРГАНИЗАЦИОННЫЕ ФОРМЫ
И ТЕХНИЧЕСКИЕ ПРЕДПОСЫЛКИ
МНОГОСТАНОЧНОЙ РАБОТЫ
Применяются две основные формы органи-
зации труда при многостаночной работе: инди-
видуальная— когда один рабочий обслуживает
два и большее количество станков; бригад-
ная — когда основной рабочий (бригадир) ра-
ботает с помощью подручного на двух и более
станках. В качестве разновидности бригадной
формы организации труда применяется, кроме
того, групповая работа, когда определённую
группу станков обслуживают рабочие различ-
ных специальностей — наладчики, операторы.
Выбор формы организации труда при много-
станочной работе должен основываться на учё-
те следующих факторов: размера станков и си-
стемы управления ими; степени сложности
технологического процесса; структуры опера-
ционного времени; типа производства; сло-
жившихся в данном цехе форм организации
труда до перехода на многостаночную работу.
Наиболее эффективной в общем случае
следует считать индивидуальную форму мно-
гостаночной работы, которую и рекомендуется
по возможности внедрять взамен бригадных
338
ОРГАНИЗАЦИЯ ТРУДА И ЗАРАБОТНОЙ ПЛАТЫ
[РАЗД. V
форм многостаночного обслуживания. Однако
в условиях тяжёлого машиностроения при ра-
боте на крупных станках (токарных, строгаль-
ных, карусельных) бригадная форма организа-
ции труда диктуется характерными особенно-
стями оборудования и потому должна быть
сохранена и при переходе на многостаночную
работу.
При бригадной форме многостаночной ра-
боты коэфициент занятости основного рабо-
чего в бригаде может быть повышен до 1,3—1,5
за счёт работы подручных, участвующих в об-
служивании совмещённых станков. В то же
время бригадная форма организации труда
способствует росту квалификации подручных
до уровня квалификации основного рабочего.
Технологическая подготовка мно-
гостаночной работы должна создать наиболее
благоприятные условия для совместного вы-
Збуковой сигнал
Сигнальный
светофор
Реле
времени
Магнитя
пуска-
тель
пм
дике с применением обычных технологических
карт. При устойчивом совмещении работы на
двух станках рекомендуется фиксировать тех-
нологический процесс совмещаемых операций
в специальной карте, пример которой приве-
дён в табл. 12.
Малая автоматизация станков служит
важным средством, способствующим многоста-
ночной работе. Малая автоматизация токарных
станков, например, заключается в автоматиза-
ции их питания (загрузки) заготовками и их
крепления; в автоматизации управления меха-
низмом главного движения с выключением про-
дольной и поперечной подачи и автоматиза-
ции останова станка; в механизации установки
резца на заданный размер и отвода его в конце
работы; в механизации отвода супорта в ис-
ходное положение. При организации много-
станочной работы на станках старой конструк-
Сеть
Инструментальная
Контора цеха
Диспетчер
Диспетчерский пост
Проходной
Подрезной
Отрезной
Фасонный
полукруглый
-• Расточной
% Резьбовой
Центровой
Сверло
-ф Фреза
Развертка
I
Мастер
бригадир
Электрик
Механик
Слесарь
Настройщик
Склад деталей
Крановщик
Монтер
Мед. помошь
Фиг. 27. Схема автоподручного.
полнения операций и для построения наиболее
уплотнённого цикла многостаночного обслу-
живания без простоев оборудования и при
возможно более полном использовании рабо-
чего времени. В частности, при проектировании
технологических процессов следует добиваться
максимального сокращения ручного времени
и повышения доли машинно-автоматического
времени в процессе обработки, сокращения
числа переходов в каждой операции и увели-
чения непрерывности машинного времени,
достижения одинаковой или кратной продол-
жительности операций.
В этих целях рекомендуется возможно
шире применять одновременную обработку
ряда деталей при помощи многоместных при-
способлений, оснащать станки быстродейству-
ющими приспособлениями для установки и
закрепления деталей, а также индивидуаль-
ными подъёмно-транспортными устройствами;
широко использовать многоинструментные
. наладки, позволяющие совмещать выполнение
нескольких переходов.
Проектирование технологического процесса
в условиях многостаночного обслуживания
может осуществляться по общепринятой мето-
ции рекомендуется проводить их модернизацию
по указанным направлениям (подробнее см.
гл. X настоящего тома).
Особое внимание в условиях многостаноч-
ного обслуживания должно быть обращено на
применение устройств, автоматизирующих кон-
троль работы станков.
Эти устройства представляют собой си-
стему сигнализации (преимущественно свето-
вой), оповещающей многостаночника об окон»
чании операции на любом станке данной
группы совмещения.
Один из вариантов такой системы, разра-
ботанный группой изобретателей Уральского
дома техники (г. Свердловск), получил название
„автоподручного". Назначение последнего за-
ключается в автоматическом управлении элек-
троприводом, в сигнализации об окончании ра-
боты, в автоматическом контроле состояния
резца, подачи охлаждающей жидкости. Об-
щая схема устройства представлена на
фиг. 27. ' .
Автоматическое управление электроприво-
дом станка (автоматический останов двигателя),
а также предупредительная и конечная сигна-
лизация об окончании операции (прохода)
Завод . . •
Показатели совмещения
1. Структура операции (в ман.):
а) машинное время 3,74
б) вспомогательное время 3,48
в) время обслуживания рабо-
Итого 7,36
2. Время рабочего за цикл:
а) обслуживание станков 3,48
б) переходы 0,4
в) отдых 1,79 .
№ приёма
.1
3
3
4
Ручные приёмы рабочего
Время
в мин.
O,j6
0,»
Наименование
приёма
Снять деталь,уста-
новить 'следующую
и закрепить
Настроить обра-
1
0,47
Наетроить на чи-
стовую обработку
пов. 6 ;
о,37
Настроить на об-
работку пов. 5; 7
/to, 14] Настроить на об-
1 1 работ/су пов. 6
Работа станка во
Наименование
перехода
Точить на-
черно
Точить начи-
сто в размер
Подрезать
торец одно-
временно
Нарезать
резьбу
Повторение цикла
№ поверх-
ности
s
6
7
6
Операционно-технологическая карта
Наш
1
Стан(
Операщ
неновая
1етали
ч«
ж № 8
19: токарнт
с
ие Нижняя
крышка
ртёж № 28191
время обслуживания
Размеры
обработки
а
73,6
66
64,4
64,4
b
66
64,4
3/
/4,4
с
76
Режим
работы
п
10/
76 я8о
14,7
/7
10/
36
V
33
6х
23
10
s
1,3
0,2/
0,6
з/,4
в°
Машинное
время в мр
.А
1,14
о,3/
i,6a
Рабочий у
станка № Ь
11
за-
Рабочий не
нят
ЕЕ
и
1
¦ущ
совмещения двух станков
На
Чер
U5
станка №
==
№ приёма
I
я
Станок № 16
Операция: токарная
"| многорезцовая .
именование Клапан
детали
тёж Mb 2752
Ручные приёмы рабочего
Время
в мин.
°'97
о,//
Наименование
приёма
Установить сле-
дующую деталь, на-
строить на обраб.
пов. 2, 3, 4, 5, 6, 7
Снять деталь
Повторение
Таблице
Цех механический
Условные обозначения
fljjjjfljl Машинное ( 1 Ручные приемы
ШШ Время 1=| и переходы
Работа станка во время обслуживания
Наименование
перехода
Точить на-
черно одно-
временно
цикла
№ поверх-
ности
з; з;
4; /;
6; 7
Размеры
обработки
а
100
Ъ
Q2
С
2/2
Режим
работ
п
6а
V
18
s
1,2
i 12
X
S
Машинное
время в м
3,9*
340
ОРГАНИЗАЦИЯ ТРУДА И ЗАРАБОТНОЙ ПЛАТЫ
[РАЗД. V
осуществляются при помощи так называемого
регистра (фиг. 28). Регистр имеет кон-
такты, управляющие Цепями световых и зву-
ковых (последние менее употребительны) сиг-
налов и электроприводом станка. Он может
быть установлен при работе как продольной,
так и поперечной подачами. При нормальной
машинно-автоматической работе станка свето-
фор не освещен. За 20—30 сек. до конца ра-
боты (перехода, операции) на светофоре заго-
рается зелёная лампочка, предупреждающая
об окончании ра-
боты станка, цифра
которого освеще-
на. Если за это
время рабочий не
успевает подойти
к станку, электро-
привод автомати-
чески выключает-
ся тем же реги-
стром, а номер
станка освещается
красным светом,
указывающим на
то, что станок про-
Фиг. 28. Регистр автоподручного, стаивает.
При необходи-
мости вывода рез-
ца из-под стружки до выключения электро-
привода при работе в упор или с ограничен-
ным выходом резца в схему введено реле вре-
мени, позволяющее выключить электропривод
лишь после того, как закончится проход и
резец выйдет из-под стружки. Это предотвра-
щает поломку резца и брак деталей.
Автоматический контроль состояния резца
осуществляется при помощи прибора „развед-
чик" , который сообщает посредством светового
и звукового сигнала рабочему о затуплении
или поломке резца.
Автоматический контроль подачи охлаж-
дающей смеси осуществляется при помощи
гидрореле. Кроме того, многостаночник имеет
в своём распоряжении специальную диспет-
черскую сигнализацию, которая позволяет
ему, не отлучаясь от станка, вызвать мастера,
слесаря, настройщика, подносчика инстру-
мента и т. п.
На фиг. 29 представлена принципиальная
электрическая схема автоподручного, из ко-
Фпг. 29. Принципиальная электросхема автоподручного.
торой видны взаимосвязь и работа всех при-
боров. Аналогичное устройство, называемое
электродиспетчером многостаночника,разрабо-
тано заводом „Светлана" (Ленинград). Оно со-
стоит из ряда табло, установленных у всех стан-
ков и сигнализирующих об окончании работы,
о неисправности резца, о прекращении подачи
охлаждающей жидкости.
Применение подобных устройств оправды-
вается в тех случаях, когда совместно обслу-
живаемые станки расположены на довольно
значительном расстоянии. При близком распо-
ложении станков, особенно при двухстаночной
работе, применение этих устройств необяза-
тельно.
Пространственная планировка
оборудования при многостаночной ра-
боте может осуществляться различными спо-
собами (фиг. 30). Выбор расположения обору-
дования определяется техническим назначе-
нием и габаритами станков, весом и размером
Кольцевой Асимметричный U Смешанный
Фиг. 30. Способы расположения станков.
обрабатываемых деталей, типом совмещения
и длительностью операций, формой организа-
ции труда.
При размещении станков следует стре-
миться к максимальному сокращению марш-
рутов рабочего и обеспечить наилучшую
обозримость станков, чтобы облегчить рабо-
чему наблюдение за ними.
При наличии рольганга или ската между
станками следует предусмотреть необходимый
разрыв, как это показано на схеме органи-
зации рабочего места многостаночника
(фиг. 31).
Организация многостаночной работы вы-
зывает обычно необходимость более или менее
Фиг. 31. Схема организации рабочего места
многостаночника.
значительного переразмещения оборудования
Всякие изменения в размещении следует про-
водить лишь с полным учётом всех требова
ний, предъявляемых многостаночниками, ш
основе тщательно продуманной организации
их работы.
ГЛ. V]
ПОДБОР РАБОТ ДЛЯ МНОГОСТАНОЧНОГО ОБСЛУЖИВАНИЯ
341
ПОДБОР РАБОТ
ДЛЯ МНОГОСТАНОЧНОГО
ОБСЛУЖИВАНИЯ
Специализация станков и под-
бор работ для многостаночного
обслуживания должны являться отправ-
ным пунктом планирования и организации
При установлении возможностей совмеще-
ния операций рекомендуется пользоваться
коэфициентом занятости рабочего по каждой
из них.
Подобранные для многостаночной работы
детали и операции должны фиксироваться
в карте совмещения. Пример последней при-
менительно к условиям единичного производ-
Таблица 13
Ведомость анализа технологического процесса (для подбора работ и специализации станков)
Наименование
детали
s
к
о.
с
о
?
со
S
ч
н
¦ ч
о
0J
ее
Узел
гежа детали
о,
В4
Количество
X
К
a
я
Е
О
ев
К
Г?
« s
На мес
програ
Норма времени
на одну штуку
ное время
Машин
в мин.
но-ручное
Машин
время
время
Ручное
Всего
работы
Разряд
Показатели
многостаночной
о-автомати-
ремя в мин.
Маш инн
ческое е
работы
занятости
Время
в мин.
обращений
ации
Число
в опер
is
Я о
•е-ц
35
-С со
Токарные работы
Стакан
Кольцо
Стакан
Катушка
Корпус под-
шипника
Шкив
Зажим
Крышка
2
I
I
2
3
2
26
16
120
120
120
3
I
5
5
5
2
8о
7S
zoo
100
100
Ротор
Крюк
Лебёдка
Лебёдка
Редуктор
Лебёдка
15-09
15-Н
15-19
15-19
15-19
84-01
22
22
22
22
22
32
18з
301
398
208
585
84
35
86
54
121
33
10
9!
72
91
53
95
43
313
46;
549
382
113
1Л
5
4
S
S
4
S
115
293
385
201
511
76
138
172
164
183
136
67
4
15
7
14
7
0.44
о,31
0,30
о,41
0,19
0,45
Карусельные работы
19-ог
38-16
45-04
45-05
45-о6
уб-oj
22
44
44
44
44
22
i6o
194
1б7
124
191
III
J
3
8
18
33
15
66
56
22
21
41
29
231
^53
191
169
26!
I5S
/
/
5
/
/
/
162
185
159
120
84
101
18
68
38
49
181
49
/
/
7
/
8
!
0,29
0,27
0,38
0,41
o,39
o,31
Т-30
Т-ЗО
Т-зо
Т-зо
Т-зо
Т
К-бо
К-бо
К-бо
К-бо
К-бо
многостаночной работы. Специализация стан-
ков должна состоять в закреплении за каждым
станком достаточно однородных операций
примерно одинаковой длительности и, что
особенно важно, с приблизительно одинако-
вым соотношением машинно-автоматического
и ручного времени. Специализация станков
встречает наибольшие трудности в единичном
и мелкосерийном производстве, где номенкла-
тура обрабатываемых деталей разнообразна
и весьма неустойчива.
В этих условиях рекомендуется положить
в основу специализации станков способ уста-
новки и крепления деталей (например, для
токарных работ крепление в центрах или
патроне), а также степень сложности обра-
ботки. Прежде всего следует проанализиро-
вать технологический процесс обработки
хотя бы наиболее типичных деталей и уста-
новить по нему некоторые исходные показа-
тели для подбора и совмещения отдельных
операций. Такой анализ рекомендуется вести
с помощью специальной ведомости, составляе-
мой по каждому типу станков (см. табл. 13).
В результате анализа технологического про-
цесса и внесения соответствующих изменений
в методы обработки определяются станки,
работа на которых может быть совмещена,
а также операции, закрепляемые за этими
станками. Установленные таким путём группы
совмещения заносятся в сводку, примером
которой может служить табл. 14.
Таблица 14
Сводка групп совмещения
.
ю
о
U
S
С
Станок
гарный
Инвен
номер
479
1023
2бо
210
Шифр
К-бо
Т-зо
Т-зо
а
S
ч га
н S
79-ол
38-16
76-ох
45-04
45-05
45-о6
75-19
15 19
15-19
84-ох
15-24
75-09
рации
<и
а
о
%
3
I
2
5
Г
I
2
3
2
1
a
Наименование
детали
Корпус подшип-
ника
Шкиз
Крышка
Зажим
•
Стакан
„
Кат ушка
Кольцо
Стакан
Is
Коэфи
занято
о,2д
0,21
о,37
о,3&
o,4i
о,39
о,зо
о,41
о,19
о 45
о,31
о,44
ства представлен в табл. 15. Назначение
карты совмещения — обеспечить правильную
загрузку станков соответственно требованиям
многостаночной работы.
342
ОРГАНИЗАЦИЯ ТРУДА И ЗАРАБОТНОЙ ПЛАТЫ
[РАЗД. V
Таблица 15
Завод
Карта совмещения № /
На группу строгальных станков № 2030; 2031
Цех механический
I. Штат рабочих
Фамилия и
инициалы рабочих
Жвакин А. Ф.
1931
о. С б.
19f 91VI
в « в в-
Фамилия и инициалы подручных
и их разряд
Изменения
в штате
Лобанов М. Л. 3-го разряда
Юрочкин В. И. 4-го п
2 I Золотарев С. И.
1940
Маслов И. И. 3-го разряда
Волонтков Б. И. 3-го „
Агеев А. Н.
19 31 1939IIV
го;
Лукиных В. М. 3-го разряда
Мальцев Я- Д- 3-го
II. Оборудование
№
по пор.
Инвен-
тарный
№
Шифр
Тип станка
Краткая характеристика станка
2030
2ПС-/00
Продольно-стро-
гальный
Площадь стола и т. д.
20I
гПС-боо
Продольно-стро-
гальный
Площадь стола и т. д.
Станок № 2031
III. Специализация станков и работ
Станок № 2030
Наименование детали
и операции
II
S?O«
Наименование детали
и операции
s J
О) се
0.G"
IE-
оа
н я и
Чистовая и точная
работа
Корпус налеты (агло-
машина), 7-я операция
ю—оу
Обдирка и грубая ра-
бота
Корпус палеты (агло-
машина), 4-я операция
То же 5-я операция
6—з6
Рейка (чистовая)
13—43
28
1—00 is
Рейка (обдирка)
го—40
Колонна (мульдо-
шарж. кран)
го—од
Бабы (для молотов)
грубая обдирка
27—30
То же до
U70
IV. Схема расположения
а) Существующая
Эскиз
б) Проектируемая
Остаётся
без изменения
Заданный срок:
Выполнено:
V. Механизация и автоматизация
Название и характери-
стика мероприятий
Механическое откиды-
вание боковых супортов
Назначение мероприятий
Освободить подруч-
ного от работы по от-
тягиванию досок боковых
супортов
Отметка об утверждении
Срок
заданный
выполнено
Замечания главного инженера при утверждении карты
Особые замечания
Корпусы палет обрабатываются по 4 шт. за одну
установку
Бабы обрабатываются поштучно а комплектно,
общее время указано на 1 шт. (а не на партию}
Составил технолог Иванов А.
Принял нач. цеха Степанов Н.
10!III 1950 г.
ГЛ. V]
ПЛАНИРОВАНИЕ И ОРГАНИЗАЦИЯ МНОГОСТАНОЧНОЙ РАБОТЫ
343
В серийном производстве специализация
станков и подбор работ для многостаночного
обслуживания должны проводиться по ка-
ждому цеху или участку методом группировки
всех операций технологического процесса на
классы по роду станков (или видам обработки),
в пределах класса — на группы в зависимости
от их продолжительности, а внутри данной
группы — на подгруппы по длительности ма-
шинного времени или по коэфициенту заня-
тости рабочего. Схема разбивки операций по
такому принципу приведена в виде примера
в табл. 16. Кроме этого, на каждый вид опе-
раций рекомендуется составить справочную
карту, в которой даётся полный перечень
операций, относящихся к данной подгруппе,
с указанием элементов оперативного времени.
Эти данные служат основанием для формиро-
вания групп совмещения, а также для опера-
тивной загрузки станков в процессе планиро-
вания многостаночных работ.
раций, рекомендуется провести более тща-
тельную его проверку составлением цикло-
вых графиков, уточнить и улучшить техноло-
гический процесс и произвести окончатель-
ный выбор варианта совмещения, при кото-
ром обеспечивается наилучшее использование
оборудования. Окончательно принятый ва-
риант следует зафиксировать в специальной
карте совмещения (табл. 11 и 17), которая
должна содержать характеристику станков и
их планировку, краткое описание совмещае-
мых операций, график многостаночного цикла,
характеристику специальной оснастки станков.
Карты совмещения должны служить своего
рода организационным паспортом многоста-
ночной работы.
Если же условия производства не обеспе-
чивают строгой специализации станков и
устойчивости совмещения закреплённых за
ними операций, целесообразно применять
карту совмещения несколько иного содержа-
пример разбивки операций на группы
Таблица 16
Группа станков
Строгальные
51-66
;ij 8ia
г
fiy 880
Нормы времени в минутах
5-8 j
Тмаш в % оперативного времени
67-75
75-80
413 9°S
4
>80
51-66
JI4 992
67—75
590 44!
3
716 fo8
1
.8-12
75-80
>80
8ii 2$6
6
и т. д.
Примечание. Дробью указаны номера деталей и операций технологического процесса.
Если условия производства обеспечивают
устойчивую специализацию оборудования и
постоянное совмещение одних и тех же опе-
Дата 13.19 k у г Ноличестбо
Фамилия рабочего: Авдеев, станков одним рабочим - 4
Профессия фрезеровщиц Т'!П станка
Разряд - 5 Шлииефрезермый
Эскиз детали
Схема
расположения станков
Технологический процесс
обработки детали
Операция 65
1 Установить деталь в пруспособл tp=2,0't
2. Фрезеровать шлиц по E} tMoS №t
3. Снять и отложить деталь tp~2,0
4. Наблюдение за Врезанием фрезы —1.5'
Операция 50 . _ т _
1. Установить деталь Й приспособлен. Лр 2,5' | ^~ —-~
2.Фрезеровать зуб по ф tm&18J)' ^ ^
3. Снять и отложить деталь t/r2,0'
4. Наблюдение за врезанием фрезы — 1,5'
График работы
Условные обозначения
-1 вспомогательное (установочное) ftWfrM-f снятие детали
-t наблюдения за врезанием фрезы ШШШ~1 простой станка
\~t машинное
Фиг. 32. Карта совмещения в условиях массового произ-
водства.
ния (табл. 18), где вместо графика многоста-
ночного цикла указывается перечень деталей,
закреплённых за каждым станком, и преду-
смотрены возможные комбинации их совмест-
ной обработки.
В массовом производстве составление цик-
ловых графиков многостаночной работы сле-
дует считать строго обязательным. Такой
цикловой график фиксируется в соответствен-
ной карте совмещения и составляет её глав-
ное содержание. Пример построения карты
совмещения в условиях массового производ-
ства приведён на фиг. 32.
ПЛАНИРОВАНИЕ И ОРГАНИЗАЦИЯ
МНОГОСТАНОЧНОЙ РАБОТЫ
Планирование и организация многостаноч-
ной работы должны заключаться в следующем:
выявление станков, подлежащих совместному
обслуживанию, и их объединение в группы
совмещения; анализ технологического про-
цесса по группам совмещения и внесение
изменений, способствующих расширению
фронта многостаночной работы; определение
наиболее рациональных для данного произ-
водства форм организации труда и количества
рабочих по группам совмещения; разработка
карт совмещений и цикловых графиков мно-
гостаночной работы; проведение организа-
ционно-технических мероприятий, способству-
344
ОРГАНИЗАЦИЯ ТРУДА И ЗАРАБОТНОЙ ПЛАТЫ
[РАЗД. V
Таблица 17
Карта совмещения
Система сочетания: станки различные
Дата 25/IX 1949 г.
Цех механический
Фамилия рабочего Шумилкин В. И.
Профессия фрезеровщик; разряд 4-й
Наладчик Холотыгин С. И., разряд 6-й
На группу станков фрезерных
№ станков: 42361, 42360, 42056 и 42058
Количество обслуживаемых станков 4
Схема расположения рабочего места
42058
№ станка
42361
42860
42056
4205S
Тип станка
Фрезерные
Горизонтально-фрезерный
Горизонтально-фрезерный
Техническая
характеристика
Мощность — 4 л. с.
Число скоростей—4
Подачи: 6; 10; 15; 241
38; 60; 88 и 150 мм/мин
Ход стола 650 мм
Площадь стола
850x300 мм
Мощность — 7,5 л. с.
Число оборотов в мину-
ту от 40 до 269 (за счёт
сменных шестерён)
Рабочие размеры стола:
длина 1675 мм, ширина
305 мм
Мощность — 6 л. с.
Число оборотов в ми-
нуту от 49 до 430 (за счет
сменных шестерён)
Рабочие размеры, стола:
длина 1250 мм, ширина
320 км
Эскиз детали
Кронштейн балансира
Дет. № 2060
Последовательность элемен-
тов операции
Установить деталь — 24 сек.
Пустить станок — 1 сек.
Фрезеровать — 5 мин.
Снять деталь -- 16 сек.
Установить деталь —
12 сек.
Пустить станок —1 сек.
Фрезеровать—12 мин.
Снять деталь — 6 сек.
'mama
Наименование элементов
или операций
Время в мин.
Ручное время
Машинное время
Снять
Цикл совмещения ¦
Ручное время
Машинное время
Простой станка *
42056
Ручное время
Машинное время
Простой станка. *
42058
Ручное время
Машинное время
Рабочий свободен
Простой только в начале смены
ГЛ. V]
ПЛАНИРОВАНИЕ И ОРГАНИЗАЦИЯ МНОГОСТАНОЧНОЙ РАБОТЫ
345
Таблица 18
Завод
№ станка
415
416
Схема расположения
станков
Карта совмещения на станки № 415 и 413
(группа совмещения № 2)
Тип станка
Вертикально-фрезерный с тремя
матическими подачами
Универсально-фрезерный с тремя
матическими подачами
авто-
авто-
Рабочая
Рабочая
о Г
}
u
Цех механический
Рабочие параметры
поверхность стола 255x905
поверхность стола 255x750
Перечень деталей, закреплённых за каждым станком, и возможные варианты совмещения
операций
;тали
ч
1024
3°39
3040
•J022
3O2S
Станок № 415
Название детали
Корыто
Направляющая правая
Направляющая левая
Тумба
Головка
ИИ
lepau
о
2
1
1
3
2
Время в мин.
ее иг
ацию
Общ
опер
S3
46
46
90
98
че-
О X
X S-
SS
Маш
(авто
ское
40
Н8
38
76
SS
Р, 1> X
и чис
ольш
ерыв
В то
наиб
непр
20
18
38
23
20
О
Ручн
13
8
8
14
J3
Время в мин
о> га
Общ
спер
37
20
18
So
гб
23
3S
28
4S.
S2
че-
О S
X Н
Маш
(авто
ское
32
14
18
24
16
IS
IS
18
32
42
»„|
_, ч о.
S о а)
В то
наиб
непр
16
14
13
12
16
IS
IS
18
16
14
Станок № 416
о
Ручн
1
S
26
10
8
10
10
13
10
7ерации
о
4
t
>
Название
детали
Крышка
Рычаг '
Ключ
Дверка
Рейка
Защёлка
Кожух
Бобышка
Стол
Коробка
н
ч
I02J
1012
7012
10
3020
102С)
югб
1028
юз;
ющих многостаночной работе (упорядочение
рабочих мест, механизация ручных приёмов
работы, перестановка оборудования и т. п.);
установление системы и норм оплаты труда
многостаночников; оперативное планирование
и распределение работ по станкам, обслужи-
ваемым многостаночниками; систематический
инструктаж многостаночников и их оператив-
ное обслуживание всем необходимым для
бесперебойной работы. Предварительный план
организации многостаночной работы рекомен-
дуется оформлять в виде табл. 19.
При, составлении плана надо в первую оче-
редь" особенно тщательно проанализировать
работу станков того участка, который не обес-
печен достаточным количеством рабочей силы.
Следует помнить, что в деле организации
многостаночной работы исключительно боль-
шое значение принадлежит инициативе самих
рабочих-станочников. Поэтому в основу пла-
нирования и организации многостаночной ра-
боты должно быть положено выявление рабо-
чих предложений и рационализаторских ме-
роприятий. Эти предложения должны быть
Предварительный план организации многостаночной работы
Таблица 19
Группа совме-
щения
i
2
Тип й номер
станка
Токарный № 83
Токарный № ?5
Строгальный
№ 3
Строгальный
№ 5
Специализация
станков, вид обра-
ботки или перечень
операций
Обдиркл
Чистовая сложная
обточка
Специальная фасон-
ная строжка
Плоская строжка
Существующая
система
обслуживания
Один основной ра-
бочий 5-го разряда и
один подручный 3-го
разряда
То же
Один рабочий 5-го
разряда
Один рабочий 4-го
разряда
Предполагаемая система обслуживания
Форма организации
труда
Бригадная
Индивидуаль-
ная
Состав рабочих
в смену на группу
совмещения
Один основной ра-
бочий и один подруч-
ный
Один рабочий 5-го
разряда
346
ОРГАНИЗАЦИЯ ТРУДА И ЗАРАБОТНОЙ ПЛАТЫ
[РАЗД. V
использованы как при составлении предвари-
тельного плана организации многостаночной
работы, так и для последующей более глубокой
разработки карт совмещения и циклов много-
станочной работы, в частности при коррек-
тировании технологических процессов, при
проектировании дополнительной оснастки стан-
ков, их модернизации и наиболее удобном
размещении.
Все намеченные для перехода к многоста-
ночной работе подготовительные мероприятия
должны быть включены в календарный план
внедрения многостаночного обслуживания. По
каждому из этих, мероприятий должно быть
указано конкретное лицо, ответственное за его
практическое осуществление, а также срок
последнего.
По мере комплексной подготовки каждой
группы совмещения следует вводить много-
станочную работу на соответственных станках,
начиная её практическое осуществление спе-
циальным инструктажем рабочих, подробным
разъяснением и проработкой всех данных, со-
держащихся в карте совмещения. Одновре-
менно с этим рекомендуется сообщить рабо-
чим условия и нормы оплаты труда при пере-
ходе на многостаночную работу (о порядке
оплаты труда многостаночников см. стр. 363).
Для успешного освоения многостаночной
работы должна быть обеспечена правильная
организация оперативного планирования произ-
водства и текущего обслуживания многоста-
ночников всем необходимым для бесперебой-
ной работы.
В условиях массового производства глав-
ная задача оперативного планирования должна
состоять в создании нормальных заделов полу-
фабрикатов и деталей и в поддержании их на
установленном уровне, обеспечивающем не-
прерывность работы многостаночников без
помех и перебоев.
Оперативное планирование серийного
производства должно строго сообразовываться
станка
1
3
4
j
Дни месяиа
2\3\4
5t
502
7
А
4064
5027
1
5
6
7
Д-1
I
406Z
гп
-28
7|
9
10
4063
-/7
1Щ13
Д-20
406,
"Т1
1
да;
7
А?
17
18
1
Ы
19\20\21
.2?
1 [
40
m
i
54
т
40'63
?«№5
h
4
mm
59
/
06.
162
¦¦
г/Щ
-406L
%
?
40
jfi
1 .
Й7
Г"
Фиг. 33. Календарный график загрузки многостаночного
участка,
с установленной специализацией станков и
способствовать максимальной устойчивости
многостаночной работы построением подроб-
ных календарно-загрузочных графиков для ка-
ждой группы совместно обслуживаемых стан-
ков на весь очередной месяц (фиг. 33). В крупно-
серийном производстве, когда периодичность
обработки разных деталей одинакова, ре-
комендуется разрабатывать календарно-загру-
зочный план работы станков в виде плана-
шаблона, рассчитанного на период повторения
партий. На фиг. 34 приведён пример такого
построения календарно-загрузочного плана,
где принята недельная периодичность обра-
ботки партий.
В мелкосерийном и единичном производстве
задача оперативного планирования многоста-
ночных работ сводится к заблаговременной
подготовке их (не менее чем за 4—5 дней) и
к построению недельных календарных планов
для каждой группы совмещения. При составле-
нии недельных календарных планов в них сле-
дует включать лишь выполнение таких опера-
ций, которые по своей длительности и по вели-
чине машинно-автоматического времени обес-
печивают возможность многостаночной работы,
5\ 6
12 \ 13
19 20
26 27
1024
1027
1012
3039
7012
3025
1028
1035
20-
Фиг. 34. Календарный график загрузки оборудования
при недельной периодичности обработки партий (запол-
нено на одну смену).
как это предусмотрено соответственными кар-
тами совмещения.
Текущее обслуживание многостаночных
рабочих мест инструментом, ремонтом, транс-
портом, технической документацией, уборкой
стружки и т. п. должно во всех случаях иметь
профилактический характер и выполняться
специальным штатом вспомогательных рабо-
чих. Даже в тех случаях, когда в цехе нет
правильно налаженной системы обслуживания
рабочих мест, организация многостаночной ра-
боты обязательно должна сопровождаться со-
зданием профилактического обслуживания
многостаночников и первоочередной опера-
тивной подготовкой всего необходимого для
их работы на каждую очередную смену.
СОВМЕЩЕНИЕ ПРОФЕССИЙ
В тех случаях, когда многостаночная ра-
бота осуществляется на разнотипных станках,
она вызывает необходимость значительного
расширения квалификации рабочего и при-
обретает характер совмещения профессий.
. Совмещение профессий и овладение доба-
вочными профессиями имеют вместе с тем и
самостоятельное значение для более рацио-
нального использования рабочего времени,
уплотнения рабочего дня и, следовательно,
повышения производительности труда. Совме-
щение профессий следует широко внедрять
среди вспомогательных рабочих.
В практике машиностроительных заводов
получили применение следующие виды совме-
щения работ и профессий: выполнение ста-
ночником производственных работ, относя-
щихся к различным специальностям (напри-
ГЛ. V]
ЗНАЧЕНИЕ КВАЛИФИКАЦИИ РАБОТ И РАБОЧИХ
347
мер, строгальщика и фрезеровщика, токаря и
шлифовщика); совмещение ряда вспомогатель-
ных работ по обслуживанию оборудования,
относящихся к различным специальностям (на-
пример, дежурного слесаря и электромонтёра,
смазчика и шорника); совмещение основной
производственной работы со вспомогательными
работами по обслуживанию оборудования (на-
пример, совмещение работы станочника с мел-
ким текущим ремонтом, смазкой и наладкой
оборудования); выполнение основным произ-
водственным рабочим дополнительной квали-
фицированной работы по обслуживанию других
рабочих мест (например, наладки станков, кон-
троля качества продукции и т. д.); совмещение
обязанностей вспомогательного рабочего с пе-
риодическим выполнением производственной
работы (например, работа транспортного ра-
бочего на центровочном станке или гардероб-
щицы — на изолировании проводов) в проме-
жутки свободного времени, не занятого выпол-
нением их основных обязанностей.
Совмещение работ и профессий даёт наи-
лучшие результаты при следующих условиях:
при целевом единстве совмещаемых работ
(шорник, смазчик, дежурный слесарь); при
их организационно-технической взаимосвязи
(наладчик и оператор); при территориальной
близости соответственных рабочих мест и раз-
новременности выполнения совмещаемых ра-
бот (транспортный рабочий и водитель элек-
трокары).
Конкретное решение вопроса о том, какие
профессии и работы могут быть совмещены
в лице одного исполнителя, должно основы-
ваться на подробном анализе практических
условий работы каждого работника, степени
его загруженности выполнением основных обя-
занностей, его квалификации и возможных
улучшений организации труда, которые по-
зволят ему высвободить дополнительные ре-
зервы свободного времени.
Для правильной организации совмещения
профессий рекомендуется детально изучить
объём работ каждого исполнителя и тщательно
проверить баланс его рабочего времени прове-
дением ряда фотографий рабочего дня. Для
каждого исполнителя в условиях совмещения
профессий должна быть составлена подробная
инструкция, определяющая распорядок его
работ, маршруты и график распределения его
рабочего времени. Одновременно должны
быть приняты меры к рационализации условий
труда, к механизации наиболее трудоёмких
приёмов работы и к созданию производствен-
ной обстановки, отвечающей новым требова-
ниям, вытекающим из намеченного совмеще-
ния работ и профессий. Для практического
освоения новых методов работы должно быть
организовано обучение рабочих смежным про-
фессиям.
Наряду с организационно-производствен-
ными условиями, способствующими развитию
совмещения профессий, существеннейшей
чертой этого движения в социалистической
промышленности служит инициатива самих
рабочих, овладевающих новыми профессиями
и за счёт этого повышающих производитель-
ность своего труда.
Важнейшим показателем успешной органи-
зации совмещения профессий следует считать
количество высвобожденных таким путём ра-
бочих и достигнутый рост производительности
труда по цеху в целом.
ЛИТЕРАТУРА И ИСТОЧНИКИ
1. Боровских И. И., Подготовка производства при
многостаночной работе, Машгиз, 1947.
2. Дыскин М. В., Пути развития многостаночного
обслуживания и роль коэфициента машинного времени,
„Станки и инструмент" №4—5, 1940.
3. Ефимов А. Н., Подбор работ для многостаночни-
ков, Машгиз, 1947.
4. Зырянов П. И., Многостаночник Павел Панафи-
дин, Машгиз, 1947.
5. „За многостаночную работу", Сборник под редакцией
УралНИТОМАШ, Свердловск, 1940.
6. И в а н о в Г. Ал Специализация станков и групповой
запуск деталей в индивидуальном производстве. Труды
УралНИТОМАШ, вып. I, Свердловск. 1946.
7. Корсаков С. П., Пути развития многостаночной
работы в машиностроении, „Станки и инструмент"
№ 7, 1940.
8. Лосев А., Р а з а м а т Э., Многостаночная работа
в машиностроении, „Московский рабочий", 1940.
9. „Опыт организации работы многостаночников", Урал-
НИТОМАШ, Свердловскч1940.
10. П р у д е н с к и й Г. А., Многостаночники, Госполит-
издат, 1940.
11. Пруденский Г. А., Экономия времени и формы
совмещений, Труды Уральского индустриального инсти-
тута им. Кирова, сборник XV, 1941.
12. Пруденский Г. А., Организация многостаночной
работы, .Вестник металлопромышленности" № 1.
1940.
13. Р о г о в и н А. Д., Технологические и организацион-
ные предпосылки многостаночного обслуживания,
„Станки и инструмент" № 8—9, 1940.
КВАЛИФИКАЦИЯ РАБОТ И РАБОЧИХ
ЗНАЧЕНИЕ КВАЛИФИКАЦИИ РАБОТ
И РАБОЧИХ
Одной из важнейших задач социалистиче-
ской организации труда является системати-
ческое повышение культурно-технического
уровня кадров- и правильное использование
работников в соответствии со знаниями и на-
выками каждого из них. Для этого необхо-
дима определённая система квалификации
работ и рабочих.
Под квалификацией рабочих подразуме-
вается определение объёма знаний и профес-
сиональных навыков, необходимых для вы-
полнения в определённых организационно-
технических условиях работ, относящихся
к данной группе (разряду).
Под квалификацией работ понимается
определение степени сложности, точности и
ответственности работ, относящихся к дан-
ной группе (разряду).
Квалификация- работ и рабочих служит
основой: правильной расстановки рабочих с
учётом уровня их знаний и навыков, которые
должны соответствовать характеру работ, за-
креплённых за отдельными рабочими местами;
планирования и распределения работ с учётом
квалификации рабочих, которым поручается
348
ОРГАНИЗАЦИЯ ТРУДА И ЗАРАБОТНОЙ ПЛАТЫ
[РАЗД. V
их выполнение; рациональной организации
заработной платы и её регулирования; плани-
рования потребности в рабочих кадрах опре-
делённой квалификации и повышения послед-
ней; производственно-технического обучения
рабочих и мероприятий по повышению их
квалификации.
Квалификация работ и рабочих имеет осо-
бенно большое значение для правильной
организации заработной платы как средство
борьбы с уравниловкой в оплате труда.
„Чтобы уничтожить это зло, надо организо-
вать такую систему тарифов, которая учиты-
вала бы разницу между трудом квалифициро-
ванным и трудом неквалифицированным, ме-
жду трудом тяжёлым и трудом легким ",* —
учит товарищ Сталин.
В машиностроении все работы и рабочие
разбиваются по квалификации на восемь раз-
рядов: первый разряд характеризует наиболее
простые работы, которые могут быть выпол-
нены рабочим, вовсе не имеющимспециальных
знаний и навыков, а восьмой разряд присваи-
вается самым квалифицированным работам,
к выполнению которых должны привлекаться
рабочие высококвалифицированные, обладаю-
щие большими знаниями и навыками до дан-
ной специальности.
ПРИЗНАКИ КВАЛИФИКАЦИИ РАБОТ
И РАБОЧИХ
Квалификация работ определяется сле-
дующими основными признаками: сложностью
работы, обусловленной конфигурацией изде-
лия, видом и расположением обрабатываемых
поверхностей, применяемыми оборудованием,
приспособлениями и инструментами; точ-
ностью работы, определяемой классом точ-
ности обработки: ответственностью работы,
обусловленной себестоимостью изделия и раз-
мером ущерба, который может возникнуть
в случае брака по вине исполнителя, а также
совокупностью других дополнительных тех-
нологических, трудовых и организационно-
технических факторов (включая степень само-
стоятельности работы).
В основу определения квалификации ра-.
бочих принимаются следующие основные
признаки: умение выполнять в определённых
организационно-технических условиях про-
изводственные процессы, относящиеся к дан-
ному квалификационному разряду; производ-
ственный навык, v характеризуемый темпом
выполнения работы; специальные знания,
относящиеся к способам обработки, к устрой-
ству оборудования и управлению им, к поль-
зованию инструментом и приспособлениями
и т. п.
Квалификация рабочего определяет его
подготовленность к выполнению круга работ,
относящихся к тому или иному разряду по
степени их сложности, точности и ответ-
ственности.
Требуемый уровень квалификации рабо-
чего зависит от повторяемости выполняемых
работ, связанной с организационными особен-
ностями различных типов производства.
* И. В. Сталин, Вопросы ленинизма, изд. 11-е,
стр. 334—335.
ТАРИФНО-КВАЛИФИКАЦИОННЫЕ
СПРАВОЧНИКИ
Присвоение того или иного квалифика-
ционного разряда различным работам и рабо-
чим осуществляется при помощи тарифно-
квалификационных справочников. Такие спра-
вочники разрабатываются по отраслям про-
мышленности на основе руководящих указа-
ний министерства.
Тарифно-квалификационный справочник
состоит из квалификационных характеристик
рабочих всех разрядов и профессий, встре-
чающихся в данной отрасли промышленности,
причём эти характеристики располагаются в
пределах каждой профессии в восходящем
порядке квалификационных разрядов. Каждая
квалификационная характеристика определяет
уровень знаний и навыков, которым должен
обладать рабочий данной профессии и раз-
ряда, а также содержит перечень типичных
работ, относящихся к данному разряду.
Примеры построения
квалификационных характеристик
для заводов тяжёлого машиностроения [1]
Токарь третьего разряда
Должен знать: устройство простых токарных и
карусельных станков и правила управления ими; основ-
ные приёмы работы на станке. Назначение и способы при-
менения простого рабочего и измерительного инструмента и
приспособлений; правила затачивания стандартных резцов;
маркировку обрабатываемых металлов; правила выбора
глубины резания, подачи и скорости резания; назначение
допусков и обозначения их на чертежах и калибрах.
Должен уметь: обрабатывать простые детали с
точностью по 4 и 5-му классам; производить обтачивание
и растачивание цилиндрических и конических поверхно-
стей, а также нарезать треугольную резьбу метчиками,
плашками или резцами; разбираться в простых черте-
жах и эскизах; производить установку деталей в патро-
ны, в центры и на планшайбу; подтачивать стандартные
резцы и устанавливать их; пользоваться простейшими,
измерительными инструментами—линейкой, кронциркулем,
нутромером, скобами, кольцами и пробками; устанавли-
вать режим работы по указанию мастера или инструктора.
Примеры работ. 1. Болты, винты и шпильки диа-
метром до 30 мм и длиной до 100 мм — обтачивание по
предельной скобе и нарезание резьбы резцом под плашку
или нарезание плашкой.
2. Втулки гладкие и с буртом диаметром и длиной
свыше 50 до 100 мм — предварительное обтачивание и
растачивание.
3. Кольца стопорные диаметром отверстия до 50 мм —
обтачивание, сверление, растачивание и отрезание.
Токарь пятого разряда
Должен знать: устройство токарных, карусель-
ных и лобовых станков средней сложности и правила упра-
вления ими; технологические свойства и маркировку об-
рабатываемых металлов; назначение и способы примене-
ния различных контрольно-измерительных инструментов и
приспособлений; виды термообработки и правила затачи-
вания резцов и режущие свойства инструмента из инстру-
ментальной стали и сплавов; углы затачивания резцов для
различных обрабатываемых металлов; элементарные пра-
вила определения наивыгоднейших режимов резания; на-
значение паспорта станка и правила пользования им;
назначение допусков и посадок и обозначения их на чер-
тежах и калибрах; причины возникновения брака и меры
его предупреждения.
Должен уметь: выполнять токарные работы сред-
ней сложности с точностью по 3 и 4-му классам; произво-
дить чистовое обтачивание и растачивание цилиндриче-
ских, конических и фигурных поверхностей; обрабатывать
крупные и мелкие ответственные детали с разнообразны-
ми переходами; производить глубокое сверление и наре-
зание резьбы (точной треугольной, однозаходной и двух-
заходной, прямоугольной и однозаходной трапецоидаль-
ной и червячной малых модулей и шага); устанавливать
и производить проверку и крепление деталей средней слож-
ности и величины с применением простого проверочного
инструмента; разбираться в детальных и сборочных чер-
тежах средней сложности, в паспорте своего станка и в
технологических картах; затачивать стандартные и фа-
сонные резцы; самостоятельно устанавливать режимы ре-
ГЛ. V]
УСТАНОВЛЕНИЕ КВАЛИФИКАЦИИ РАБОТ И РАБОЧИХ
349
зания по технологической карте и производить связанную
с этим наладку станка; использовать в работе несколько
супортов одновременно; пользоваться различными кон-
трольно-измерительными инструментами (штангенцирку-
лем, калибрами, микрометром); подбирать сменные ше-
стерни для нарезания резьбы и рассчитывать уклоны для
обтачивания и растачивания конусных поверхностей.
Примеры работ. 1. Болты под развёртку диаметром
свыше 30 мм — обтачивание по микрометру с нарезанием
резьбы резцом по калибру.
2. Втулки гладкие и с буртом диаметром и длиной
свыше 100 до 250 мм — окончательное обтачивание, рас-
тачивание и подрезание.
3. Кольца поршневые диаметром свыше 100 до 500 мм —
окончательное обтачивание, подрезание и растачивание.
4. Шестерни цилиндрические, шкивы гладкие и ободы
наружным диаметром свыше 300 до 1000 мм — обта-
чивание, растачивание и подрезание.
Для разработки тарифно-квалификацион-
ного справочника должна быть организована
специальная бригада из высококвалифициро-
ванных, преимущественно заводских, работ-
ников, хорошо знающих особенности данной
отрасли производства и обладающих большим
опытом практической работы на производ-
стве. В состав бригады следует включить
наиболее опытных технологов-нормировщикс в
и привлечь, кроме того, для консультации
начальников цехов, мастеров и передовых
рабочих-стахановцев. Руководство работой
бригады должно осуществляться министер-
ством в лице органа, ведающего вопросами
организации труда и заработной платы.
Порядок работы по составлению тарифно-
квалификационного справочника рекомен-
дуется следующий. Разрабатывается полный
перечень всех профессий, встречающихся в
данной отрасли производства. Далее по ка-
ждой профессии определяются возможные ми-
нимальный и максимальный разряды квали-
фикации, исходя из степени сложности и точ-
ности работ, выполняемых рабочими данной
профессии. Затем определяются признаки
квалификации для работ минимальнсго и ма-
ксимального разрядов по каждой профессии, а
исходя из этих признаков, намечается объём
требований, предъявляемых к рабочим ка-
ждого разряда, начиная с низшего и вплоть до
высшего разряда, в нарастающем порядке.
На основании полученных таким путём пред-
варительных данных составляются квалифи-
кационные характеристики и подбираются
к ним типичные для каждого разряда примеры
работ.
Проект тарифно-квалификационного спра-
вочника тщательно проверяется с точки зре-
ния правильной градации требований, предъ-
являемых к рабочим разных разрядов, пере-
даётся на заключение наиболее авторитет-
ным специалистам и окончательно редакти-
руется с внесением поправок и уточнений.
Вслед за тем рекомендуется провести проб-
ную перетарификацию работ и рабочих на не-
скольких предприятиях данной отрасли. Про-
ект справочника согласовывается с централь-
ным комитетом соответствующего профес-
сионального союза и утверждается министер-
ством к обязательному применению.
Объём требований, предъявляемых к ра-
бочим одного и того же разряда, должен
устанавливаться с учётом условий их работы,
определяемых организационным типом произ-
водства. В массовом производстве, где за ка-
ждым рабочим местом закреплена определён-
ная операция, где технологический процесс
разрабатывается весьма подробно и где ши-
роко применяются специальные инструменты
и приспособления, рабочий имеет возмож-
ность быстрее и глубже овладеть техникой,
чем в условиях серийного и особенно еди-
ничного производства. Вследствие этого ра-
боты одинаковой сложности, точности и от-
ветственности в условиях единичного произ-
водства должны выполняться рабочими более
высокого разряда, чем в условиях крупносе-
рийного или массового производства. Напри-
мер, токарь шестого разряда в массовом про-
изводстве должен уметь выполнять работу
1 —2-го классов точности, тогда как в единич-
ном производстве от него требуется выполне-
ние работ 2—3-го классов точности.
УСТАНОВЛЕНИЕ КВАЛИФИКАЦИИ
РАБОТ И РАБОЧИХ
Для установления квалификации опреде-
лённой работы с помощью тарифно-квалифи-
кационного справочника следует отыскать
среди помещённых в справочнике типовых
примеров заданную работу или аналогичную
ей и в зависимости от того, к какому разряду
она относится, присвоить этот разряд задан-
ной работе. Таким образом рекомендуется
поступать, если условия, в которых выпол-
няется работа, соответствуют или близки
условиям квалификационной характеристики.
Если условия, в которых выполняется дан-
ная работа, резко отличаются от условий ха-
рактеристики и соответствуют условиям мень-
шего или большего смежного разряда, то ра-
боте должен быть присвоен другой соответ-
ственно меньший или больший разряд.
При отсутствии подходящего типового при-
мера разряд работы устанавливается исходя
из квалификационных характеристик, опре-
деляющих, что именно должен уметь делать
рабочий.
Для установления квалификации новых ра-
бочих рекомендуется применять специальные
испытания (сдачу пробы) на квалификацию.
В этих целях должны быть заранее устано-
влены эталоны работы для каждой профессии
и для каждого разряда. Эталоны работ для
сдачи пробы следует подбирать таким обра-
зом, чтобы они достаточно полно отвечали
квалификационным характеристикам соответ-
ствующей профессии и разряда. При этом ре-
комендуется руководствоваться наиболее ха-
рактерными типовыми примерами работ, ука-
занными в тарифно-квалификационном спра-
вочнике.
Испытуемый рабочий перед сдачей пробы
должен получить от мастера подробное пись-
менное задание с указанием всех требова-
ний, которые предъявляются к работе, а так-
же максимального времени, в течение кото-
рого она должна быть выполнена. Кроме то-
го, рабочий должен быть ознакомлен с ква-
лификационной характеристикой профессии и
разряда, на который он сдаёт пробу. В рас-
поряжение испытуемого должны быть предо-
ставлены исправное оборудование, приспосо-
бления, все необходимые рабочие и измери-
тельные инструменты. Сдающему пробу долж-
ны быть созданы нормальные условия рабо-
ты. Результаты испытания протоколируются и
служат основанием для присвоения рабочему
соответствующего разряда.
350
ОРГАНИЗАЦИЯ ТРУДА И ЗАРАБОТНОЙ ПЛАТЫ
[РАЗД. V
Перевод рабочего из одното разряда в дру-
гой, более высокий, может осуществляться
упрощённым порядком без специального ис-
пытания в виде сдачи пробы. Мастер и на-
чальник цеха должны руководствоваться при
этом квалификационными характеристиками,
предусмотренными действующим тарифно-ква-
лификационным справочником, а также учи-
тывать, какие работы фактически выполня-
лись данным рабочим за последние 5—6 мес,
насколько он выполнял установленные нормы
выработки и каково было качество его ра-
боты.
ЛИТЕРАТУРА И ИСТОЧНИКИ
Тарифно-квалификационные справочники министерств
машиностроительной промышленности A946—1949 гг.).
ФОРМЫ И МЕТОДЫ ПРОИЗВОДСТВЕННОГО ОБУЧЕНИЯ РАБОЧИХ
Обеспечение социалистической промыш-
ленности кадрами квалифицированных рабо-
чих является одним из важнейших условий
расширенного социалистического воспроиз-
водства. Получая квалифицированные кадры,
подготовленные ремесленными училищами и
школами ФЗО, подведомственными Министер-
ству трудовых резервов, каждый завод, кроме
того, должен осуществлять производственно-
техническое обучение новых кадров и повы-
шение квалификации рабочих непосредственно
на производстве. Задания по внутризавод-
скому производственно-техническому обуче-
нию предусматриваются техпромфинпланом,
равно как и средства на его осуществле-
ние.
Коммунистическая партия и Советское пра-
вительство уделяют большое внимание внутри-
заводскому производственному обучению.
Еще в первой сталинской пятилетке техниче-
ское обучение рабочих непосредственно на
заводах получило широкий размах. За после-
дующие годы оно приобрело массовый харак-
тер, непрерывно совершенствовалось вместе
с развитием техники социалистического ма-
шиностроения.
Внутризаводское производственно-техни-
ческое обучение включает следующие основ-
ные виды обучения: подготовку новых рабо-
чих; повышение квалификации рабочих на
курсах технического минимума, в стаханов-
ских школах и на курсах целевого назначе-
ния (в связи с освоением новых технологи-
ческих процессов, новых видов оборудования
и различных организационно-технических усо-
вершенствований, а также путём обучения
дополнительным профессиям); обучение ма-
стеров; повышение квалификации инженеров,
техников и счётных работников на различ-
ного рода краткосрочных курсах.
Для оперативного руководства производ-
ственно-техническим обучением в составе
заводоуправления создаются специальные
органы (отделы или группы технического обу-
чения и подготовки кадров). В задачи этих
органов входит планирование мероприятий по
техническому обучению, разработка конкрет-
ных учебных планов и программ, организация
учебного процесса, включая обеспечение не-
обходимыми пособиями и контроль за ходом
обучения, проверка знаний обучающихся.
ПОДГОТОВКА НОВЫХ РАБОЧИХ
При производственном обучении новых
рабочих рекомендуется вести подготовку их
с таким расчётом, чтобы в результате обу-
чающимся мог быть присвоен 3—4-й разряд
по данной специальности и чтобы уровень
их знаний и навыков был достаточен для даль-
нейшего повышения производительности
труда путём применения стахановских мето-
дов работы.
Учебный процесс должен складываться из
согласованных между собой по содержанию
и в календарном отношении практического и
теоретического обучения.
Практическое обучение является основ-
ным методом подготовки нового рабочего и
осуществляется в двух формах: индивидуаль-
ной и бригадной.
Индивидуальное практическое обучение
проводится непосредственно на рабочем ме-
сте, где впоследствии будет работать обучае-
мый. В качестве обучающего (инструктора)
рекомендуется привлекать квалифицирован-
ного рабочего, бригадира или мастера.
Индивидуальное практическое обучение
может осуществляться тремя методами: ме-
тодом демонстраций, когда обучаемый огра-
ничивается наблюдением за работой инструк-
тора и получает от него необходимые объясне-
ния, но сам не выполняет никаких работ; ме-
тодом тренировочных упражнений, когда
обучаемый под руководством, инструктора
приучается самостоятельно выполнять различ-
ные специальные приёмы работ (установку
изделия, установку инструмента, пользование
инструментом, приёмы измерений, управле-
ние отдельными механизмами и т. п.); мето-
дом самостоятельного выполнения работ,
когда ученик выполняет задания, составляю-
щие комплекс элементарных приёмов, под
наблюдением инструктора.
Применение того или иного способа обу-
чения предусматривается методическими ука-
заниями, основанными на изучении опыта
лучших инструкторов и сопровождающими
учебные программы. В помощь инструкторам
рекомендуется составлять подробные мето-
дики по отдельным разделам программы, ор-
ганизовать инструктивно-методические до-
клады и совещания по обмену методическим
опытом.
Контроль за индивидуальным обучением
и его качеством должен осуществляться по-
вседневно наиболее опытными старшими ин-
структорами.
Бригадное практическое обучение может
проводиться непосредственно на производ-
ственных участках либо на специально вы-
деленных в цехе учебных площадках. Наличие
такой площадки позволяет полнее и строже
соблюдать требования учебной программы и
способствует повышению качества подго-
товки и сокращению её сроков за счёт уплот-
ГЛ„ V]
ПОВЫШЕНИЕ КВАЛИФИКАЦИИ РАБОЧИХ
351
нённого использования учебного времени.
Бригаду учащихся рекомендуется комплек-
товать из рабочих одной специальности, а ру-
ководство практическим обучением бригады
рекомендуется поручать мастеру-инструк-
тору.
Теоретическое обучение организуется
в виде групповых занятий и лишь в исключи-
тельных случаях, когда количество обучае-
мых данной специальности не превышает
2—3 человек, допускаются индивидуальные
занятия. При комплектовании групп рекомен-
дуется строго соблюдать принцип однород-
ности состава учащихся в отношении спе-
циальности и их общеобразовательной под-
готовки. Программа теоретического обучения
должна строиться применительно к особен-
ностям производственных участков, для кото-
рых готовятся новые кадры. Занятия должны
быть обеспечены необходимыми учебными и
наглядными пособиями и составом препода-
вателей, хорошо знакомых с особенностями
данного цеха и производственного участка.
Рекомендуется вести занятия в форме уроков,
которым сопутствует выполнение учащимися
домашних работ. Режим занятий следует уста-
навливать применительно к местным усло-
виям.
Затраты учебного времени по отдельным
темам на практические и теоретические за-
нятия определяются для каждой специаль-
ности соответствующим учебным планом.
При разработке учебных планов рекомен-
дуется учитывать не только особенности под-
готовляемой профессии и квалификационного
разряда, но также организационные условия
производства. В частности, при подготовке
рабочих для поточно-массовых участков произ-
водства, где за каждым рабочим местом за-
крепляется одна определённая операция, при-
обретение начальной квалификации, требую-
щейся для выполнения этой операции, может
быть достигнуто при меньшем объёме пред-
варительного обучения, чем это необходимо
для выполнения аналогичных работ в условиях
мелкосерийного производства.
Содержание каждой темы учебного плана
должно быть раскрыто в учебной программе.
Кроме того, для каждой группы рекомендуется
разрабатывать подробные рабочие программы
применительно к конкретным условиям соот-
ветственного участка производства, а также
к особенностям данной группы учащихся (уро-
вень общеобразовательной подготовки, воз-
раст и т. п.).
При организации индивидуального практи-
ческого обучения рекомендуется составлять
специальный рабочий план для каждого обу-
чающегося. Для подготовки новых рабочих
сроки обучения установлены до.6 мес.
ПОВЫШЕНИЕ КВАЛИФИКАЦИИ
РАБОЧИХ
Данный вид обучения рабочих на заводах
машиностроения охватывает значительно более
широкий контингент и осуществляется более
разнообразными методами, чем подготовка
новых рабочих.
Средствами повышения квалификации
являются:
Переподготовка рабочих на бо-
лее высокие разряды (для перевода
рабочих с 3—4-го в 5—6-й разряды). Срок
обучения — от 2 до 4 мес. в зависимости от спе-
циальности и подготовленности обучаемого.
Обучение ведётся в индивидуальном порядке
на производственном рабочем месте. Мастер-
инструктор поручает обучаемому выполнение
производственных заданий более высокого
разряда, осуществляет инструктаж и наблю-
дает за его работой. Производственные зада-
ния подбираются с постепенно возрастающей
сложностью соответственно требованиям про-
граммы.
При достаточном количестве обучающихся
одной и той же специальности изучение тео-
ретического материала следует проводить
в форме групповых занятий.
Курсы обучения техническому
минимуму. Основное назначение курсов —
дать рабочим, уже обладающим практическими
навыками и умеющим выполнять работы опре-
делённого разряда, теоретические знания, ко-
торые требуются для сдачи экзамена и полу-
чения соответствующего разряда.
Учебный план техминимума должен в точ-
ности совпадать с разделом .Теоретическое
обучение" учебного плана подготовки новых
рабочих по данной специальности. Преиму-
щественной формой обучения являются груп-
повые занятия.
Обучение дополнительным профессиям.
Этот вид обучения имеет различное назна-
чение: освоение ремонтным слесарем по об-
служиванию цехового оборудования про-
фессии электромонтёра по обслуживанию
того же оборудования; освоение электромон-
тёром профессии ремонтного слесаря; освое-
ние станочником или сборщиком-операцион-
ником некоторых или всех операций поточ-
ной линии с целью перехода в „скользящие*
рабочие и т. д.
Овладение дополнительной профессией
требует приобретения соответственных прак-
тических навыков и теоретических знаний.
Практическое обучение рекомендуется про-
водить в индивидуальном порядке в форме
выполнения соответствующих заданий под
руководством мастера-инструктора. Теоре-
тическое обучение следует организовать
в зависимости от количества обучающихся по
данной специальности в форме групповых
или индивидуальных занятий» При обучении
дополнительным профессиям могут . быть
использованы программы подготовки новых
рабочих соответствующей специальности с не-
обходимой корректировкой применительно
к особенностям данной группы учащихся.
Обучение на целевых курсах имеет своим
назначением освоение новых видов продукции,
новых технологических процессов, новых ви-
дов оборудования и различных организационно-
технических нововведений с соответственным
углублением и расширением технических зна-
ний рабочих. Обучение проводится в форме
групповых занятий. Сроки обучения устанавли-
ваются от 1 до 3 мес.
Стахановские школы организуются с
целью передачи опыта передовых стаханов-
цев другим рабочим, стремящимся повысить
свою производительность до уровня, достиг-
нутого стахановцами.
352
ОРГАНИЗАЦИЯ ТРУДА И ЗАРАБОТНОЙ ПЛАТЫ
[РАЗД. V
Обучение в стахановских школах может
производиться как в групповой, так и в инди-
видуальной форме.
Программы стахановских школ должны
содержать материал, отражающий опыт ста-
хановцев данной профессии.
Продолжительность обучения в стаханов-
ских школах устанавливается в зависимости от
характера осваиваемых методов работы в
пределах от 1 до Р/2мес. Количество занятий
и их продолжительность уточняются при соста-
влении рабочего плана.
Обучение станочников приёмам
самостоятельного обслуживания
станков мелким текущим ремон-
том имеет целью высвобождение квалифи-
цированных ремонтных рабочих для их исполь-
зования на других более ответственных рабо-
тах и одновременно уплотнение рабочего
дня самих станочников. В результате обуче-
ния станочник должен уметь производить
простейшие виды слесарных работ; исправлять
дефекты в работе смазочной системы; заме-
нять резцедержатели, зажимные болты, шайбы,
гайки, шпильки, пружины и сухари переклю-
чения (если это не требует сложной разборки
узлов); выполнять мелкий ремонт системы
охлаждения; регулировать работу несложных
узлов и производить мелкий ремонт огра-
ждений.
Обучение станочника соответственным
практическим навыкам должно проводиться
под руководством квалифицированного ре-
монтного рабочего или мастера в индиви-
дуальном порядке на рабочем месте. Про-
должительность обучения 3 мес.
ОБУЧЕНИЕ МАСТЕРОВ
Внутризаводское обучение мастеров-прак-
тиков имеет целью помочь им в овладении
специальными техническими знаниями, необ-
ходимыми для полноценного руководства про-
изводством и для внедрения передовых форм
организации труда и прогрессивной техноло-
гии на производственном участке.
Повышение квалификации мастеров обычно
осуществляется на специальных курсах
без отрыва или с отрывом от производ-
ства.
В зависимости от местных условий, от
уровня общеобразовательной подготовки обу-
чающихся и от конкретных задач, которые
ставятся перед данными курсами, продолжи-
тельность обучения устанавливается от 3 до
10 мес.
Состав слушателей рекомендуется ком-
плектовать из мастеров, нуждающихся
в повышении своей квалификации, и из вы-
сококвалифицированных рабочих, наладчиков
и бригадиров, являющихся кандидатами на вы-
движение в мастера.
УЧЕБНО-МАТЕРИАЛЬНАЯ БАЗА
Для обеспечения учебного процесса соот-
ветствующими пособиями на предприятиях и
в крупных цехах должны быть организованы
специальные библиотеки учебно-технической
литературы, технические кабинеты и базы
учебных пособий.
Библиотеки укомплектовываются учеб-
никами по техминимуму, учебниками для кур-
сов мастеров и для ремесленных училищ,
а также специальной технической литерату-
рой, рассчитанной как на учащихся, так и на
преподавателей. При библиотеке учебно-тех-
нической литературы рекомендуется прово-
дить постоянные консультации по методике
работы с технической книгой.
В технических кабинетах сосре-
доточиваются наглядные учебные пособия: чер-
тежи, схемы, диаграммы,, пространственные
графические изображения деталей машин и
инструментов, образцы материалов, макеты,
модели и т. п. Весь материал технических ка-
бинетов должен быть систематизирован в
соответствии с построением учебных про-
грамм.
Примерная схема систематизации учебных пособий
в цеховом техническом кабинете представляется в следую-
щем виде:
Раздел I. Обрабатываемые и вспомогательные ма-
териалы: классификация, образцы, свойства, состав,
маркировка, способы испытания. ¦
Раздел II. Основные типы оборудования- (данного
цеха>: схемы, пространственные изображения с необходи-
мыми разрезами узлов, механизмов и частей, модели и на-
туральные образцы.
Раздел III. Инструменты и приспособления: нату-
ральные образцы и графические изображения.
Раздел IV. Основные теоретические положения по
данному технологическому процессу: схемы, чертежи,
расчётные формулы, диаграммы, законы, правила.
Раздел V. Приёмы работы: раздел расчленяется по
специальностям данного производства; рекомендуется со-
поставление правильных и неправильных приёмов (чер-
тежи, рисунки, схемы, фото).
Раздел VI. Виды брака, его причины и меры пре-
дупреждения: классификация видов и причин брака,
образцы дефектных изделий, схематические изображения
и рисунки.
Раздел VII. Организация рабочего места: схемы,
фотографии, примеры правильной и неправильной органи-
зации рабочего места.
Раздел VIII. Техника безопасности: плакаты и ин-
струкции.
Раздел IX. Общетехнические вопросы: математика-
формулы для технических вычислении; механика — фор-
мулы для вычислений и графические изображения правил
и законов; черчение — правила построения проекций и
рабочих чертежей.
Учебные занятия рекомендуется проводить
непосредственно в помещении технического
кабинета.
Для обслуживания занятий, проводимых
вне кабинета, организуются специальные
базы учебных пособий. Подбор и си-
стематизация пособий в такого рода базах
строятся по той же схеме, что и в техниче-
ских кабинетах.
ГЛ. V]
ПЛАНИРОВАНИЕ ПОДГОТОВКИ КАДРОВ
353
ПЛАНИРОВАНИЕ КОМПЛЕКТОВАНИЯ И ПОДГОТОВКИ РАБОЧИХ КАДРОВ
Комплектование кадров социалистических
предприятий должно иметь планомерно орга-
низованный характер.
Потребность завода в рабочих кадрах для вы-
полнения производственной программы опре-
деляется при составлении техпромфинплана
(см. гл. II). Задача плана комплектования и под-
готовки рабочих кадров заключается в опре-
делении источников и порядка покрытия этой
потребности. Для этого необходимо уточнить
отправные данные о потребности завода
в кадрах по профессиям или специальностям
и по квалификационным разрядам. Кроме того,
надо учесть необходимость привлечения и
подготовки некоторого дополнительного ко-
личества рабочих для восполнения планируе-
мой убыли кадров, их планового освобожде-
ния и перемещения.
Уточнённый расчёт потребности в рабо-
чих по специальностям и квалификационным
разрядам проводится теми же методами, какие
применяются при исчислении списочного со-
става рабочих в техпромфинплане. Дополни-
тельная численность рабочих для возмеще-
ния убыли рабочих кадров в планируемый
период определяется на основании статисти-
ческих данных предшествующих периодов
по следующим причинам убыли:
1) замена старших возрастов;
2) уход в Советскую Армию, на учёбу и т. п.;
3) для строительных и подсобных пред-
приятий, имеющих сезонную рабочую силу,—
замена ушедших рабочих по окончании срока
договора.
Контингент комплектования рабочих с
учётом убыли кадров в планируемом периоде
подсчитывается по формуле
гнал)
где РКомпл — контингент комплектования;
Anew—максимальное количество рабочих,
запроектированное на конец планируемого
периода; Рнал — наличный состав рабочих на
начало планируемого периода; У — процент
убыли рабочих в планируемом периоде;
Рплан — среднесписочный состав рабочих по
плану.
Пример. Наличие на начало года — 4000 рабочих; сред-
несписочный состав по плану 4500; развёртывание произ-
водства требует, в I квартале 4150, во II — 4350, в III —
4630, а в IV — 4870 человек. Убыль рабочих в плановом
периоде 5%.
- 4000> + П?в1095 человек"
Корректирование контингентов комплекто-
вания рабочих кадров при разработке годо-
вого плана может быть выполнено при по-
мощи следующих поправочных коэфициентов
(приводятся для примера):
_ ' Поправочный
Задержка по- в о/д коэфициент к
ступления раоо- к планируемому контингенту
чей силы в ме- периоду (году) комплектования
сяцах рабочих кадров
i *8>3 ' i,o9
iVa 12,5 1,14
a i6,7 1,20
Важнейшим источником покрытия потреб-
ности в рабочих кадрах являются ремеслен-
23 Том 15
ные училища и школы фабрично-завод-
ского обучения Министерства трудовых ре-
зервов.
Ремесленные училища готовят квалифи-
цированных рабочих-машиностроителей сле-
дующих специальностей: токарей, фрезе-
ровщиков, шлифовщиков, наладчиков металло-
режущих автоматов и полуавтоматов,слесарей
по ремонту и сборке производственного обору-
дования и строительных механизмов, инстру-
ментальщиков, лекальщиков, слесарей по са-
нитарно-техническим работам, слесарей по
ремонту и сборке контрольно-измерительных
приборов и точных механизмов, котельщиков,
термистов, кузнецов свободной ковки, фор-
мовщиков-литейщиков ручной формовки, мед-
ников-жестянщиков, слесарей по ремонту и
сборке электрооборудования, электромонтёров
по ремонту, сборке и эксплоатации промыш-
ленного электрооборудования, а также обору-
дования электростанций, подстанций и сетей
линий передач, электрообмотчиков, помощни-
ков машинистов турбин, электросварщиков
(дипломированных). Кроме того, ремесленные
училища выпускают рабочих металлургиче-
ских специальностей (подручные сталеваров,
плавильщиков цветных металлов, плавильщи-
ков ферросплавов, вальцовщиков), а также
столяров, модельщиков, полировщиков. Окан-
чивающим ремесленные училища присваива-
ются 4—5-й разряды соответствующей спе-
циальности.
Сроки обучения в ремесленных училищах
общего типа — 2 года, специального типа —
4 года. Выпуск окончивших производится
1 раз в год.
Школы фабрично-заводского обучения го-
товят рабочих многих из указанных выше
профессий, а также рабочих металлургических
специальностей: подручных сталеваров, ка-
навщиков, подручных вальцовщиков, прокат-
чиков холодного проката, подручных пла-
вильщиков цветных металлов, подручных гор-
новых, волочильщиков труб и проволоки,
электролитников и др. Кроме того, школы
фабрично-заводского обучения выпускают
плотников, штукатуров, каменщиков, кровель-
щиков, арматурщиков-бетонщиков, столяров,
бондарей, станочников по дереву. Оканчи-
вающим школы фабрично-заводского обуче-
ния присваиваются 3—4-й разряды. Срок обу-
чения 6 мее. Выпуск окончивших произво-
дится 1 или 2 раза в год.
Наряду с покрытием потребности в кадрах
за счёт выпускников ремесленных училищ и
школ фабрично-заводского обучения заводы
должны вести систематическую работу по
привлечению и подготовке новых рабочих,
а также по техническому обучению уже имею-
щихся кадров для их перемещения на более
квалифицированные работы.
План комплектования и подготовки рабо-
чих должен учитывать все перечисленные
источники покрытия потребности завода в ка-
драх и строиться по примеру, приведённому
в табл. 23.
Комплектование групп для подготовки
новых рабочих данной специальности реко-
мендуется производить в первую очередь уже
354
ОРГАНИЗАЦИЯ ТРУДА И ЗАРАБОТНОЙ ПЛАТЫ
(РАЗД. V
Таблица 23
Завод
Профессия
Токари .
*
-
я
я
Разряд
3
4
S
6
7
8
Всего
План комплектования и подготовки рабочих кадров по профессиям
и разрядам
Расчётная потребность
в рабочих
На год
200
IOO
3S
20
s .
-
$6о
По кварталам
I
200
IOO
3S
20
S
—
$6о
II
200
100
3S
20
S
-
Збо
III
200
zoo
3S
20
S
-
360
IV
яоо
ТОО
3S
20
S
-
j6o
Наличие рабочих
на начало года
I/O
6о
20
IS
3
~
248
Контингент ком-
плектования
;о
40
IS
S
2
-
112
Источник
комплектования
РУи
ФЗО
2S
20
S
-
-
-
SO
Извне
10
S
-
-
-
- .
IS
Другие источники
комплектования
is
is
10
s
2
47
Цех
механический
Подготовка внутри завода
Передви-
жение в
высший
разряд '
3 з
17
7
2
-
-
S8
План подготовки
новых
рабочих
47
-
-
-
. -
-
47
повышения1
квалифика-
ции
-
J2 *
J?**
у ***
2 ****
S8
* Из 3-го в 4-й разряд. ** Из 4-го в 5-й разряд. *** Из 5-го в 6-й разряд. **** Из 6-го в 7-й разряд.
имеющимися наиболее способными молодыми
рабочими, занятыми на малоквалифицирован-
ных подсобных работах. Этому способствует
высвобождение рабочей силы при механизации
трудоёмких процессов, в частности при меха-
низации внутризаводского и внутрицехового
транспорта, а также другие организационно-
технические мероприятия по сокращению чис-
ленности вспомогательных рабочих.
Пополнение штата вспомогательных и под-
собных рабочих целесообразнее производить
вновь поступающими рабочими.
Группы повышения квалификации реко-
мендуется комплектовать из рабочих, наи-
более подготовленных к повышению в раз-
ряде. В частности, необходимо обеспечить
скорейший рост квалификации рабочих, окон-
чивших ремесленные училища и школы фаб-
рично-заводского обучения. Повышение ква-
лификации рабочих должно осуществляться,
как правило, в рамках уже освоенной спе-
циальности, на базе ранее полученной под-
готовки в ремесленном училище, в школе ФЗО
или непосредственно на производстве. Пере-
квалификация на другую специальность может
допускаться лишь в тех случаях, когда это
является целесообразным в связи с совме-
щением профессий, с введением многостаноч-
ного обслуживания на технологически различ-
ных станках, с организацией самоналадки
этих станков.
Сводный план подготовки и повышения
квалификации рабочих, предусматривающий
все основные формы их производственного
обучения, рекомендуется оформлять в виде
табл. 24. Таблица содержит лишь укрупнён-
ный расчёт контингентов комплектования и
обучения без детальной разбивки рабочих по
профессиям и разрядам, но определяет план
подготовки и повышения квалификации кад-
ров с расчленением по видам и методам обу-
чения.
В развитие сводного плана должны соста-
вляться планы-графики подготовки и повыше-
ния квалификации рабочих по образцу табл. 25
и 26. Планы-графкки рекомендуется разраба-
тывать по каждому цеху, по каждому
виду подготовки или повышения квалифика-
ции, а в случае надобности — и по отдельным
профессиям. При составлении плана-графика
подготовки рабочих должны быть учтены:
конкретная потребность цеха в соответствую-
щих кадрах по месяцам, сроки поступления
рабочих, оканчивающих ремесленные училища
или школы фабрично-заводского обучения, а
также длительность производственного обу-
чения рабочих требуемой квалификации.
План подготовки и повышения квалифика-
ции кадров представляется на утверждение
министерства. На основе плана составляется
соответствующая смета расходов, предусматри-
Таблица 24
Отрасли и основные
профессии
Всего по заводу ....
В том числе:
Для основного произ-
водства
а) формовщиков и
стерженщиков . .
б) подручных стале-
варов и литейщиков
в) кузнецов и прессов-
щиков •
г) станочников . . .
е) модельщиков- . . .
Для строительства. .
Для транспорта . . .
б) машинистов и по-
мощников машини-
стов паровозов . .
Для энергохозяйства .
а) машинистов и по-
мощников маши-
нистов
б) кочегаров
в) электромонтёров .
. Для прочих отраслей .
Прочих кадров ....
а) мастеров
б) нормировщиков . .
в) инженеров и тех-
ников . .
г) прочих работников
Сводный план подготовки и повышения квалификации рабочих по заводу I Год 1950
Расчёт дополнительной потребности
Прирост
Наличие рабочих на
1 января 1950 г.
буоо
320
6S
320
I IfO
810
200
120
430
120
70
goo
160
4S
JOO
820
2 310
400
80
1200
630
Численность на конец
1950 г. (план)
14 збо
9 20.0
4S0
120
4оо
i боо
I 100
2H
200
S6o
180
100
I 000
180
6S
130
goo
2 fOO
4S0
100
I 300
6;о
Прирост за 1950 г.
3080
.3/00
130
SS
8о
4S0
гдо
So
80
130
бо
30
100
20
20
30
8о
190
So
2S
100
20
Убыль
Замена старших
возрастов
бдо
460
бо
20
8о
So
IS
10
2S
10
S
4S
10
S
s
SO
100
IS
S
So
30
Уход в армию, на
учёбу и т. д.
48о
330
IS
SS
3S
10
s
10
S
s
30
10
S
s
2S
80
10
S
3S
30
Перевод на высшую
должность и переква-
лификация
З8о
2S0
10
S
10
4S
30
ю
10
IS
S
S
2S
S
10
20
бо
10
2S
20
Дополнитель-
ная потреб-
ность
На прирост и возме-
щение убыли
4630
3S4O
2IS
уо
iiS
630
40S
SS
IOS
180
80
4S
200
4S
30
SO
I7S
430
So
40
310
JOO
В том числе квалифи-
цированных рабочих
3320
2470
200
бо
до
бзо
40S
8S
So
ISO
80
4S
ibo
4S
30
40
60
430
80
40
210
100
Источники покрытия
дополнительной
потребности
Из ремесленных учи-
лищ
470
440
бо
200
100
30
-
-
30
30
-
-
Из школ ФЗО
2S0
30
2S
30
до
бо
IS
-
-Ill I
-
Ml II
¦ Извне
7SS
40
10
7S
us
IS
30
бо
Зо
IS
70
IS
30
230
40
ISO
40
Подготовка на произ-
водстве
H3S
70
10
2%
130
40
i;
до
So
30
60
30
20
10
30
200
40
40
бо
бо
Подготовка кадров
Форма подготовки
Бригадное производ-
ственное обучение
200
. 300
30
до
So
30
-
-
•Ill i
1 1 III
Индивидуальное
обучение
S7S
840
40
JO
ITS
80
10
IS
10
10
10
-
—
Специальные курсы
Збо
-
So
SO
30
SO
30
20
30
300
40
40
60
60
В том числе с отры-
вом от производства
ISO
-
So
So
30
So
30
20
—
20
20
Повышение квалификации ,
Всего
2100
ISO
бо
100
370
2}0
бо
4о
120
40
i8o
40
IS
30
до
37S
120
2S
ISO
So
В том числе
на курсах повыше-
ния квалификации
доо
490
30
IS
¦2/
So
SS
14
-
40
2S
бо
40
IS
-
32S
120
'S
100
80
на курсах'целевого
назначения
840
боо
30
IS
30
ios
7°
20
IS
3S
80
IS
10
60
SO
SO
в стахановской
школе
790
•J20
SO
10
30
I2S
8S
2S
IS
IS
30
S
20
II 1 II
Обучение вторым профессиям
I4S
go
10
S
S
IS
10
10
IS
30
10
M III
Технический минимум для ра-
бочих, прошедших одно про-
изводственное обучение
230
200
зо
is
10
4S
30
-
-
•Ill I
—
—
Таблица 25
Завод
Цех механический
Профессия
Всего по плану
В том числе:
Токарей ....
Фрезеровщиков .
Револьверщиков
Сверловщиков .
Слесарей ....
Прочих
План / квартала
/950 г.
Квартальный план-график подготовки кадров; вид обучения — бригадное или индивидуальное
Январь
План подго-
товки
94 \ 30
3S
16
IS
9
13
6
10
4
S
3
8
-
Состояло на
начало месяца
Si
20
8
S
7
6
S
Прибыло
31
S
3
ю
4
4
S
Выбыло
з
-
Окончило обу-
чение
26
7
- 1 з
-
I
4
3
- 1 /
2
4
Февраль
План подго-
товки
зо
ю
4
S
3
S
3
Состояло на
начало месяца
S3
18
8
Прибыло
" \
7
S
4
Выбыло
Окончило обу-
чение
1
Жарт
План подго-
товки
34
IS
8
S
3
3
Состояло на
начало месяца
Прибыло
Выбыло
Окончило обу-
чение
Год 1950
Квартал /
Всего за / кв. 1950 г.
План подго-
товки
94
3S
i6
IS
9
1 13
6
Состояло на
начало квар-
тала
Прибыло за
квартал
Выбыло за
квартал
Окончило обу-
чение за квар-
тал
Процент вы-
полнения пла-
на / квартала
Состоит обу-
чающихся на
конец квартала
Таблица 26
Цех механический
Наименование
профессии
Всего
В том числе:
Токарей
Фрезеровщиков . . .
Сверловщиков ....
Прочих
План-график повышения квалификации
Вид обучения — курсы целевого назначения
План / квар-
тала 1950 г.
32S
8о
3S
IS
95
Январь
План
S7
20
9
S
23
Состояло
на начало
месяца
228
7/
30
18
ю;
Прибыло
SO
40
8
-
Выбыло
I?
2
-
3
Окончило
обучение
S3
i8
7
8
Февраль
План
8о
28
12
10
30
Состояло
на начало
месяца
208
9S
31
7
7S
Прибыло
Выбыло
Окончило
обучение
Март
План
88
32
14
42
Состояло
на начало
месяца
Прибыло
Выбыло
Окончило
обучение
Год 1950
Квартал /
Всего за / квартал 1950 г.
План
22S
8о
3S
IS
9S
Состояло
на начало
квартала
Прибыло
Выбыло
Окончило
обучение
Процент
выполнения
Состоит
на конец
квартала
ГЛ. V)
ПЛАНИРОВАНИЕ ПОДГОТОВКИ КАДРОВ
357
вающая оплату инструкторов производствен-
ного обучения и преподавателей курсов за-
водской сети, а также расходы на обучение
с отрывом от производства по договорам с
другими организациями. Кроме того, в смету
включаются затраты на оборудование техни-
ческих кабинетов, приобретение учебных и
наглядных пособий, литературу и т. п.
Подготовка и повышение квалификации
кадров с отрывом от производства финанси-
руются за счёт средств госбюджета; все
остальные расходы по подготовке кадров от-
носятся за счёт себестоимости продукций за-
вода. В состав этих расходов входит заработ-
ная плата преподавателей, инструкторов и ква-
лифицированных рабочих, осуществляющих
производственное обучение в порядке инди-
видуального или бригадного ученичества, за-
работная плата учащихся, стоимость учебных
пособий, литературы и учебного оборудо-
вания.
При составлении сметы на оплату инструк-
торов и преподавателей теоретического обу-
чения следует исходить из средних норм рас-
хода на одного учащегося за весь срок обу-
чения.
Такие нормы устанавливаются каждым
министерством в начале года.
Смета годовых расходов на подготовку и
повышение квалификации кадров составляется
по образцу табл. 27.
Таблица 27
Смета расходов на подготовку и повышение
квалификации кадров
Форма обучения
он-
st
шовый
ч
С
гент ч
X
ИМОСТ1
и
m
О!
К
5*
я- .
>.ю
о о.
1. Подготовка новых кадров
Бригадное производствен-
ное обучение
Индивидуальное обуче-
ние ¦ .
Спецкурсы (с отрывом от
производства — 150 чел.) . .
Всего. .
200
87S
Збо
380
380
380
I43S
ij6 8oo
490 foo
П. Повышение квалификации
Курсы повышения квали-
фикации
Курсы целевого назначения
Стахановские школы . . .
Обучение вторым профес-
сиям
Курсы техминимума . . .
Курсы мастеров
Курсы нормировщиков . .
Курсы инженеров и тех-
ников (с отрывом от про-
изводства — 50 чел)
Курсы для прочих работ-
ников
Всего . . .
Итого по группам I и II,
S7S
790
790
HS
ззо
120
ISO
8о
290S
4340
200
39
SO
300
So—;о
12$
133
139
US ooo
30 810
29 000
18 SIS
i; 480
302/
19800
10 320
381 4S0
7719S0
* В основу расчёта приняты примерные нормы.
an
См
pi
гг
vd
US
*-. се
5-
О.
« я
о ш
а
о
о
под
&
СЗ
S
о
а
0J
S
X
3"
>>
О
S
а
ю
к
S
о
о
S
о
Э
К чав
о
о
о
s
о
V
я
я
Л
>=с
о
Своди
с
X
ее
fO
«5
>-,
Q.
Ш
X
V, -
СО
О
U
§•
•9-
о.
со
BifBxdBaM
пэноя
вн кэхитп
-огвьХдо
OlfBOXDOD
BHBifu вин
-эни-ошча
XHsnodu
эинэьХ90
OlfHhHOHO
If ВХОБал
ве oifHgHg
oifH9H у
OlfBhBH BH
оичвохэоэ
HBifij
эинэьХдо
OlfHhHOHO
oifp.gwg
ВЙВЭЭИ!
OlfBhBH BH
ошюхэоэ
HBIflJ
эинэьХдо
OFHhHOMO
обидна
oifngndu
ВЙБЭЭИ
OlfBhBH BH
0IfBOXDO3
HBIflJ
0™^ ¦
oifngiqg
обидной
ВПВЭЭИ
OlfEhBH BH
OlfBOXDO^
HEIflJ
BIfBX
—dssM / HBifт т
«
о
ПОДГОТ
Виды
о
о
43
>
^ •
S
з-
о
VO '
«а
а. •
X
S
и
о
X
~ a
I. ПОДГОТОВ!
ригадное обучен
3;
я;
¦л
буче ни
ндивидуальноео
•К
tj
.1
1
1
J5
1
3
0)
1
е
О
S;
00
¦я-
с?
%
14
сего
3U
о
о
5j
о
1
1
О
1
s
s
к
со
П.
s a
"ss •§.
и е к е
а б о ч
квали
II. Повышен
урсы повышения
00
о
a
хзначе
урсы целевого н
<
100
*">
о
<=
s,
001
S
о
тахановские шк
и
ч
>-
1
>
43
Й!
о
N
a
проф
бучение вторым
О
мум
ехнический мини
358
ОРГАНИЗАЦИЯ ТРУДА И ЗАРАБОТНОЙ ПЛАТЫ
[РАЗД. V
По данным первичного учёта выполнения
цеховых планов-графиков подготовки и по-
вышения квалификации рабочих составляются
ежемесячные отчётные сводки о числе окон-
чивших обучение и выбывших рабочих по
каждому цеху (табл. 28).
На основании этих сводок заводский отдел
технического обучения представляет месяч-
ный отчёт о выполнении плана подготовки и
повышения квалификации рабочих кадров по
форме, установленной ЦСУ при Совете Ми-
нистров СССР.
ЛИТЕРАТУРА И ИСТОЧНИКИ
1. Резолюция Пленума ЦК ВКП(б) 25/ХП 1935 г., „ВКП(б)
в резолюциях", ч. II, 1940, стр. 629.
2. Указ Президиума Верховного Совета СССР от 2 ок-
тября 1940 г. „О государственных трудовых резервах
СССР": Постановление СНК СССР от 2 октября 1940 г.
(СП СССР 1940 г., № 25, ст. 603); Приказ № 1 Главного
управления трудовых резервов при СНК СССР, утвер-
ждённый СНК СССР 4 октября 1940 г. (СП СССР 1940 г.,
№ 25, стр. 604); „Государственные трудовые резервы.
Сборник официальных руководящих материалов", изда-
ние Главного управления трудовых резервов при СНК
СССР, 1945 г.
3. Постановление СНК СССР и ЦК ВКП(б) от 21 августа
1943 г., „Известия Советов депутатов трудящихся СССР*
№ 198 от 22 августа 1943 г.
ОРГАНИЗАЦИЯ ЗАРАБОТНОЙ ПЛАТЫ
ОСНОВЫ РЕГУЛИРОВАНИЯ ЗАРАБОТНОЙ
ПЛАТЫ
Заработная плата в СССР представляет со-
бой денежное выражение той части обще-
ственного продукта, которую социалисти-
ческое государство выделяет по плану для
её распределения между трудящимися в соот-
ветствии с количеством и качеством выпол-
ненной ими работы.
Заработная плата трудящихся в СССР не
имеет ничего общего с заработной платой
в условиях капитализма. При капитализме за-
работная плата является ценой рабочей силы,
которую капиталисты-предприниматели упла-
чивают своим наёмным рабочим, присваивая
себе результаты их труда и обогащаясь за
счёт их беспощадной эксплоатации. Таким
образом, заработная плата при капитализме
выражает непримиримые антагонистические
противоречия между классом эксплоатируе-
мых и эксплоататоров — рабочими и капита-
листами.
В стремлении к неограниченному уве-
личению своих прибылей капиталисты все-
мерно усиливают гнёт эксплоатации трудя-
щихся, который становится особенно жесто-
ким в условиях монополистического капита-
лизма; они систематически добиваются сниже-
ния заработной платы и ведут неослабевающую
ожесточённую борьбу, чтобы сломить сопро-
тивление рабочего класса и заставить его тру-
диться за ничтожнейшую оплату, едва доста-
точную, чтобы не умереть с голода. В противо-
положность этому в СССР сами трудящиеся,
организованные в социалистическое государ-
ство рабочих и крестьян, сообща владеют
средствами производства и определяют в плано-
вом порядке ту долю общественного продукта,
которая может быть направлена на индиви-
дуальное потребление работников с учётом
общественных нужд и общегосударственных
потребностей, необходимости дальнейшего
расширения социалистического производства,
укрепления обороны и образования резервных
фондов для предохранения страны от всяких
случайностей.
Оплата труда в СССР осуществляется в со-
ответствии с основным принципом социа-
лизма, зафиксированным в ст. 12-й Сталинской
Конституции: „От каждого по его способности,
каждому по его труду". Конституция СССР
(ст. 118) гарантирует всем гражданам оплату
их труда в соответствии с его количеством
и качеством.
Этим создаётся зависимость между коли-
чеством и качеством затраченного работником
труда и количеством и качеством предметов
потребления, которое он. может купить на
полученную им заработную плату.
Распределение по количеству и качеству
труда создаёт материальную заинтересован-
ность работника социалистического общества
в результатах его труда и в повышении его
квалификации, оно обеспечивает правильное
сочетание личной заинтересованности каждого
работника с интересами всего социалисти-
ческого производства в целом.
Социалистическая организация производ-
ства исключает уравнительность в оплате
труда и ставит уровень заработной платы в
зависимость от производительности труда, его
квалификации, тяжести, общественной важ-
ности.
„Уравниловка не имеет ничего общего с
марксистским социализмом" *,—учит товарищ
Сталин.
В своём докладе на XVIII Всесоюзной
конференции ВКП(б) т. Г. М. Маленков
указывал, что „правильная организация зара-
ботной платы является важнейшим условием
роста производства. Руководящим принципом
во всей нашей политике в области заработной
платы является принцип материальной заин-
тересованности трудящихся в результатах
труда. Этот принцип осуществляется у нас
в виде сдельной системы оплаты для рабо-
чих, премиальной системы для руководящих
работников и в виде поощрения квалифици-
рованного труда сравнительно с неквалифици-
рованным" **.
В резолюции конференции, принятой
по докладу т. Г. М. Маленкова, сказано:
„Необходимо до конца ликвидировать гни-
лую практику уравниловки в области за-
* И. В. Сталин, Беседа с немецким писателем
Эмилем Людвигом, Госполитиздат, 1938, стр. 13.
** Г. М. М а л е н к о в, О задачах партийных орга-
низаций в области промышленности и транспорта, Госпо-
литиздат, 1941, стр. 28.
ГЛ. VI
ОСНОВЫ РЕГУЛИРОВАНИЯ ЗАРАБОТНОЙ ПЛАТЫ
359
работной платы и добиться того, чтобы сдель-
щина и премиальная система в ещё большей
мере стали важнейшими рычагами в деле по-
вышения производительности труда, а следо-
вательно, и развития всего нашего народного
хозяйства" *.
Организация заработной платы в СССР
имеет задачей стимулирование роста произ-
водительности труда, роста квалификации ра-
ботников и на этой основе обеспечение не-
уклонного повышения материального и куль-
турного уровня жизни трудящихся.
Законом экономического развития социа-
листического общества является непрерыв-
ный рост заработной платы по мере повы-
шения производительности труда; при этом
для обеспечения расширенного социалисти-
ческого воспроизводства темпы роста произ-
водительности труда должны опережать темпы
роста заработной платы.
Коммунистическая партия и Советское пра-
вительство осуществляют последовательную
политику повышения реальной заработной
платы трудящихся путём укрепления совет-
ского рубля, его покупательной способности,
путём сидтематического снижения цен на про-
довольственные и промышленные товары ши-
рокого потребления. Этим самым ещё более
усиливается стимулирующая роль правильной
организации заработной платы в борьбе за
дальнейший рост производительности труда
в СССР.
В противоположность этому законом эко-
номического развития капитализма является
неуклонное падение покупательной способно-
сти широких масс трудящихся, систематиче-
ское снижение их номинальной (денежной) и
реальной заработной платы, ведущее ко всё
большему абсолютному и относительному
обнищанию рабочего класса в капиталисти-
ческих странах. .Особенно яркое проявление
растущей нищеты и необеспеченности трудя-
щихся при капиталистической системе хозяй-
ства представляет собой всё увеличивающаяся
безработица, которая не только сказывается
на материальном положении самих безработ-
ных, но резко ухудшает уровень жизни
тех рабочих, которые ещё не лишились
работы.
В СССР навсегда ликвидирована безрабо-
тица, необеспеченность грудящихся, их ни-
щета, неуверенность в завтрашнем дне. В от-
личие от капиталистических стран действитель-
ный доход рабочего класса в СССР гораздо боль-
ше выплачиваемой ему денежной заработной
платы, так как социалистическое государство
полностью берёт на себя заботу об обеспече-
нии трудящихся во время болезни, временной
нетрудоспособности или в старости, предо-
ставляет им бесплатную медицинскую по-
мощь, бесплатное образование и повышение
квалификации, оказывает огромную помощь
многодетным матерям, содержит ясли, детские
дома, обеспечивает необходимые условия для
организованного отдыха трудящихся, забо-
тится об удовлетворении жилищно-бытовых
нужд и культурных запросов населения.
Важнейшей формой регулирования зара-
ботной платы в СССР является планирование
* Резолюции XVIII Всесоюзной конференции ВКП(б),
Госполитиздат, 1941, стр. 11.
фондов заработной платы и её среднего уровня
по категориям и группам работников разных
отраслей и видов производства. При утвер-
ждении государственного народнохозяйствен-
ного плана на очередной период Совет Ми-
нистров СССР устанавливает общие размеры
фонда заработной платы всего народного хозяй-
ства и его распределение между министер-
ствами; министерства в свою очередь опреде-
ляют фонды заработной платы по подведом-
ственным отраслям промышленности, пред-
приятиям и категориям трудящихся. При этом
проводится диференциация среднего уровня
заработной платы в зависимости от значения
отдельных отраслей промышленности в народ-
ном хозяйстве, географического расположения
предприятий, квалификации рабочих, интен-
сивности труда, тяжести, вредности и прочих
особых условий работы.
Так, например, Закон о пятилетнем плане
восстановления и развития народного хозяй-
ства СССР на 1946—1950 гг. предусматривает
увеличить вместе с ростом производительно-
сти труда среднегодовую заработную плату
рабочих и служащих по народному хозяйству
СССР в 1950 г. до 6 тыс. руб.; в целях при-
влечения рабочей силы в решающие отрасли
производства и создания постоянных кадров
рабочих обеспечить более высокий уровень
заработной платы в отраслях тяжёлой про-
мышленности; совершенствовать систему
сдельно-прогрессивной оплаты труда рабочих,
а также систему премирования инженерно-
технических работников за выполнение и пе-
ревыполнение производственных планов, си-
стематически повышая значение премий в за-
работной плате.
Вторая важнейшая форма регулирования
заработной платы заключается в установле-
нии диференцированных норм оплаты для ра-
ботников различных квалификаций и разных
видов труда, что выражается для рабочих в
создании и применении определённой тариф-
ной системы, а для инженерно-технических
работников и служащих — в разработке штат-
ных расписаний и установлении должностных
и персональных окладов.
Третья форма регулирования заработной
платы состоит в определении конкретных
форм и порядка оплаты труда разных групп
работников в зависимости от организационно-
технических условий их работы на данном
предприятии или в данном цехе. Её практи-
ческим выражением является применение по-
временной, сдельной, сдельно-прогрессивной,
а также различных форм повременно-преми-
альной заработной платы.
Для правильной организации заработной
платы на предприятии необходимо учитывать
конкретные условия производства, его техно-
логические и организационные особенности,
требуемый уровень квалификации кадров, си«
стему разделения труда между ними, состоя-'
ние технического нормирования, производ-
ственного планирования, учёта и технического
контроля. .Организовать зарплату, — говорил
товарищ В. М. Молотов, — значит знать своих
рабочих, знать их квалификацию, знать, где
решающие участки производства и кого нужно
стимулировать в первую очередь.
Такая организация зарплаты невозможна
без овладения основами производства, без
360
ОРГАНИЗАЦИЯ ТРУДА И ЗАРАБОТНОЙ ПЛАТЫ
(РАЗД. V
понимания значения производственной техно-
логии. Организовать зарплату — значит на-
править усилия всего рабочего коллектива
в правильное русло, значит удвоить свои
силы" *.
ФОНДЫ ЗАРАБОТНОЙ ПЛАТЫ
И КОНТРОЛЬ ЗА ИХ РАСХОДОВАНИЕМ
В состав фонда заработной платы вклю-
чаются полностью все денежные суммы, вы-
плачиваемые предприятием за выполненную
работу рабочим, служащим, инженерно-техни-
ческим работникам, ученикам, младшему об-
служивающему персоналу, работникам охраны
и другим работникам, как состоящим в спи-
сочном (штатном) составе предприятия, так
и не состоящим в его списочном (штатном)
составе.
К фонду заработной платы относятся
также суммы оплаты работников, направлен-
ных предприятием по специальным договорам
для работы в других предприятиях или орга-
низациях, независимо "от того, выдаются ли
эти суммы непосредственно работникам или
же перечисляются соответственным учрежде-
ниям.
Фонд заработной платы охватывает, в част-
ности, следующие виды оплаты труда: зара-
ботную плату, начисленную за проработанное
время или за выполненные работы по тариф-
ным ставкам, окладам, основным и прогрес-
сивным сдельным расценкам, а также по сред-
нему заработку и аккордно; денежные и на-
туральные премии и надбавки, выплачиваемые
согласно утверждённым постоянно действую-
щим на предприятии системам премирования
за выполнение и перевыполнение плана, за
достижение установленных качественных по-
казателей, за снижение процента брака, за
снижение себестоимости, за сокращение про-
стоев оборудования, за экономию топлива,
электроэнергии, сырья, материалов и полуфа-
брикатов, за безаварийную работу и сохран-
ность оборудования, за освоение новых кон-
струкций и новых производств; доплаты сдель-
щикам в связи с отступлениями от нормальных
условий технологического процесса (несоот-
ветствие материалов, повышенная сложность
обработки, отсутствие специальных приспо-
соблений и инструментов и т. д.), а также
доплаты разницы между тарифной ставкой
сдельщика и ставкой выполняемых им работ,
если таковые ниже разряда, присвоенного
рабочему; надбавки за трудные условия ра-
боты (за вредность, тяжесть работы и пр.),
доплаты за работу в ночное время, за выпол-
нение работ в сверхурочное время и за рабо-
ту или дежурство в праздничные дни; над-
бавки за выслугу лет и за классность (шофе-
рам); надбавки неосвобождённым бригадирам
за организацию работы бригад, оплату квали-
фицированных рабочих, мастеров и других
работников предприятия за обучение учени-
ков на производстве, а также за руководство
работой практикантов; оплату брака и про-
стоев не по вине рабочего, оплату перерывов
в работе кормящих матерей и льготных часов
подростков; доплаты до среднего заработка;
* В. М. Молотов, Статьи и речи 1935—1936 гг
Партиздат, 1937, стр. 55.
доплаты за совмещение профессий в случаях,
предусмотренных постановлениями правитель-
ства; оплату временного заместительства;
оплату рабочего времени, затраченного на вы-
полнение государственных и общественных
обязанностей и на прохождение временных
военных сборов в случаях, предусмотренных
законодательством; оплату работников, от-
командированных для обучения или повышения
квалификации, но продолжающих числиться
в списочном составе предприятия; выходные
пособия и оплату за вынужденный перерыв в
работе согласно действующему законодатель-
ству; оплату за время основных и дополни-
тельных отпусков, компенсации за неисполь-
зованный отпуск, а также времени проезда
до места использования отпуска и обратно в
случаях, предусмотренных законодательством
в отношении предприятий, расположенных в
отдалённых местностях или на Крайнем Севере;
надбавки к заработной плате за работу в
отдалённых местностях и в районах Крайнего
Севера; доплаты до полного оклада во время
болезни в случаях, предусмотренных законом;
оплату предоставляемых бесплатно работни-
кам предприятия квартир, коммунальных
услуг, выдаваемых продуктов и других видов
натурального довольствия на основе действую-
щего законодательства, а равно денежные
компенсации за обусловленные квартиры,
услуги или довольствие, если таковые факти-
чески не были предоставлены работникам;
литературный, лекционный и прочий гонорар,
пожетонное вознаграждение, а также оплату
специальных работ (консультаций, экспертиз,
составления проектов и смет, побелки и
окраски помещений, натирки и мытья полов
и пр.); оплату работ, выполняемых учащимися
школ ФЗО и ремесленных училищ, проходя-
щих производственную практику на пред-
приятии.
Не допускается исключение из фонда за-
работной платы различных удержаний (подо-
ходный налог, удержания по исполнительным
листам, вычеты в порядке материальной от-
ветственности и т. д.).
Не подлежат включению в фонд заработ-
ной платы единовременные денежные премии
рабочим, служащим и другим работникам,
начисление которых не предусмотрено дей-
ствующей системой премирования и произво-
дится только при наличии специальных
ассигнований, утверждённых правительством
или предусмотренных действующим законо-
дательством; премии по социалистическому
соревнованию; премии и вознаграждения за
изобретения и технические усовершенство-
вания и за рационализацию производства;раз-
ные единовременные премии, выплачиваемые
за выполнение отдельных конкретных зада-
ний за счёт специальных ассигнований, фон-
да директора и других фондов, предусмотрен-
ных законом; подъёмные, суточные во время
командировок, стипендии учащимся, выпла-
чиваемые непосредственно предприятиями и
учреждениями; пособия по социальному стра-
хованию и пенсии работающим пенсионерам,
выплачиваемые из фондов социального стра-
хования; стоимость выданной спецодежды,
предохранительных приспособлений и про-
тивоядий (жиры или нейтрализующие веще-
ства) и др.
ГЛ. V]
ТАРИФНАЯ СИСТЕМА
361
Предприятия обязаны вести раздельный
учёт: фонда заработной платы списочного
(штатного) состава своих работников; фонда
заработной платы нештатных работников, не
числящихся в списочном составе; единовре-
менных премий, не подлежащих включению
в фонд заработной платы; прочих денеж-
ных и натуральных выплат рабочим и слу-
жащим; начислений на фонд заработной
платы по государственному социальному стра-
хованию.
Структура фондов заработной платы,
методы их планирования, учёта и анализа
освещены более подробно в гл. II и IV этого
тома.
Перерасход или экономия по фонду зара-
ботной платы определяются сопоставлением
планового фонда заработной платы, пересчи-
танного соответственно выполнению плана
по валовой продукции, с фактически начи-
сленными суммами за соответствующий
период.
Контроль за расходованием фондов зара-
ботной платы осуществляется Государ-
ственным банком, который выдаёт предпри-
ятиям денежные средства с их расчётных
счетов на выплату заработной платы исходя
из утверждённых лимитов по фондам зара-
ботной платы, из степени выполнения произ-
водственной программы, из фактического на-
личия работников и начисленной им заработ-
ной платы.
Для получения средств на выплату зара-
ботной платы из банка предприятие должно
представить справку о выполнении произ-
водственного плана, а также о фактически
начисленной заработной плате за данный
месяц и об утверждённом фонде заработной
платы.
Руководитель предприятия и главный бух-
галтер несут ответственность за правильность
сведений, представляемых банку, в уголовном
порядке.
Если предприятие недовыполнило произ-
водственный план и в связи с этим допустило
перерасход планового фонда заработной платы
и если такое нарушение финансово-плановой
дисциплины произошло впервые, банк может
самостоятельно (т. е. без санкции вышестоя-
щих органов) покрыть этот перерасход в пре-
делах 10% от планового фонда заработной
платы. При этом предприятие обязуется в
ближайшем месяце привести свои затраты по
заработной плате в строгое соответствие с
выполнением производственной программы.
Однако если допущенный предприятием пере-
расход превышает 10% от планового фонда
заработной платы, пересчитанного на факти-
ческое выполнение производственной про-
граммы, то выдача средств на выплату зар-
платы сверх указанных 10% может быть про-
изведена банком только с разрешения мини-
стерства, которому подведомственно пред-
приятие, и при условии выделения министер-
ством дополнительного фонда заработной
платы за счёт других предприятий той же
системы. Б этом случае Госбанк удерживает
с предприятия перерасходованные суммы при
выдаче средств на заработную плату в сле-
дующем месяце.
Такой же порядок применяется банком в
тех случаях, когда предприятие допускает
перерасход фонда заработной платы повторно
на протяжении смежных плановых периодов.
Если предприятие перевыполнило производ-
ственную программу, но при этом совершило
перерасход планового фонда заработной платы,
пересчитанного на фактический объём вало-
вой продукции, Госбанк выдаёт средства
только в строгом соответствии с процентом
выполнения программы, на покрытие же пе-
рерасхода предприятие должно в установлен-
ном порядке исходатайствовать дополнитель-
ный фонд заработной платы от своего мини-
стерства (главного управления) и затем возме-
стить перерасход в очередном месяце за счёт
этого дополнительного фонда.
Во всех указанных случаях предприятие
должно представлять Госбанку и вышестоящим
органам подробные объяснения причин допу-
щенного перерасхода, а также сообщать о
намеченных и осуществляемых им мероприя-
тиях для предупреждения подобных наруше-
ний финансово-плановой дисциплины в его
дальнейшей работе.
Премии работниками предприятий должны
выплачиваться за счёт .утверждённого фонда
заработной платы, поэтому размер премий вме-
сте с начисленной основной и дополнительной
заработной платой не должен превышать пла-
нового фонда, пересчитанного на выполнение
производственной программы по валовой про-
дукции.
Перерасход планового фонда заработ-
ной платы недопустим, так как он вызы-
вает повышение себестоимости продукции,
коренным образом противоречит государствен-
ной финансовой дисциплине и, кроме того, ве-
дёт к нарушению правильных соотношений,
установленных государственным народнохо-
зяйственным планом, между размерами денеж-
ных доходов трудящихся и товарной массой
средств потребления, что отрицательно сказы-
вается на товарообороте, колеблет устойчи-
вость советского рубля и снижает стимули-
рующее значение заработной платы. Админи-
страция предприятия привлекается к уголов-
ной ответственности за выплату заработной
платы сверх сумм, выданных банком для этой
цели.
ТАРИФНАЯ СИСТЕМА
Оплата труда рабочих машиностроитель-
ных заводов основывается на тарифной си-
стеме, практическое применение которой осу-
ществляется посредством тарифных сеток, та-
рифных ставок и тарифно-квалификационных
справочников.
Сущность тарифной системы заключается
в установлении диференцированных норм
оплаты рабочего времени в зависимости от
уровня квалификации труда, его интенсив-
ности тяжести или вредности.
Разработка тарифных условий в социали-
стической промышленности основывается на
указаниях товарища Сталина о необходимо-
сти „...организовать такую систему тарифов,
которая учитывала бы разницу между трудом
квалифицированным и трудом неквалифици-
рованным, между трудом тяжёлым и трудом
лёгким" *.
*И. В. Сталин, Вопросы ленинизма, иад. 11-е.
стр. 335.
362
ОРГАНИЗАЦИЯ ТРУДА И ЗАРАБОТНОЙ ПЛАТЫ
[РАЗД. V
На заводах машиностроения все рабочие
и все виды работ подразделяются по уровню
квалификации на восемь разрядов.
Тарифные сетки определяют нормы
оплаты труда по разрядам и характеризуются
количеством разрядов и тарифными коэфи-
циентами.
Тарифные коэфициенты определяют со-
отношение в оплате труда рабочих разных
разрядов. Каждому разряду присваивается та-
рифный коэфициент, причём коэфициент 1-го
разряда принимается равным единице.
Соотношение тарифных коэфициентов 1-го
и 8-го разрядов называется диапазоном та-
рифной сетки.
При установлении диапазона тарифной
сетки надо руководствоваться указаниями
товарища Сталина, который в своей исто-
рической речи на совещании хозяйствен-
ников 23 июня 1931 г. выдвинул требова-
ние ликвидировать уравниловку в оплате
труда, „...открыть перспективу для неквали-
фицированных рабочих и дать им стимул для
продвижения вверх, для продвижения в раз-
ряд квалифицированных". * Широкий диапа-
зон тарифной сетки стимулирует повышение
квалификации работников, поощряет переход
рабочих из одного разряда в другой, более
высокий разряд квалификации. При этом
очень важно, чтобы повышение оплаты при
переходе от низших к более высоким разря-
дам тарифной сетки происходило более или
менее равномерно и создавало ощутимую раз-
ницу в заработке рабочих разной квалифи-
кации.
Совершенно неприемлемо такое построе-
ние тарифной сетки, когда относительные
лась в машиностроительной промышленности до 16 сен-
тября 1946 г.
Разряды I И III IV V VI- VII VIII
Тарифные
коэфициенты . i,o 1,2 1,45 1;75 2,ю 2,5 3.° 3.6
Абсолютное
возрастание та-
рифных коэфи-
циентов . ... — о,2 о,25 о,з о,35 о,4 о,5 о,б
Относитель-
ное возраста-
ние тарифных
коэфициентов
(В %) 20,0 2О,8 2О,7 20,0 19,0 25,0 20,0
Ввиду некоторого повышения цен на нормируемые
продукты питания, происшедшего 16 сентября 1946 г.,
правительство ввело специальные надбавки к заработной
плате рабочих и служащих, причём более значительные
надбавки были установлены для ниже оплачиваемых ра-
ботников и меньшие — для работников, получающих бо-
лее высокую заработную плату. Этим самым был сохра-
нён прежний жизненный 'уровень трудящихся и создан
дополнительный стимул к повышению производительно-
сти труда. При этом включение указанных надбавок в та-
рифные ставки вызвало некоторое сближение тарифных
коэфициентов смежных квалификационных разрядов и
привело к некоторому уменьшению общего диапазона
тарифных сеток, который в настоящее время на разных
машиностроительных заврдах колеблется от 1 :2,1 до
1 : 2,65.
Тарифные ставки определяют абсо-
лютный размер оплаты труда данного раз-
ряда за единицу рабочего времени (обычно
за час).
Тарифная ставка часовой оплаты лю-
бого разряда, предусмотренного тарифной
сеткой, определяется ставкой 1-го разряда,
умноженной на соответственный тарифный
коэфициент, присвоенный данному разряду.
Тарифные ставки 1-го разряда диференци-
руются по отраслям и предприятиям в зави-
Таблица 29
Часовые тарифные ставки в рублях
Категории и группы рабочих
I
1.346
1.504
1.7*9
2.OO5
I.I97
i>32°
15°9
1,760
II
1.507
1.697
1,94°
2.263
1,328
1,476
1,687
1,968
Разряды по тарифной сетке
III
1,708
1.937
2,214
2,583
1-492
1,670
i 909
2.227
IV
1.950
2,177
2,488
2,9°3
i,68p
1,9°4
2,176
2,539
V
2,182
25Ч
2,873
3.352
1.919
2,Il8
2,432
2,837
VI
2,505
2,О,ЭО-
з.зн
3.867
2,132
2,44°
2,789
3-253
VII
2,907
3-332
3,8о8
4.443
2,460
2,829
3»233
3'772
VIII
3.431
3.85i
4,413
5Д48
2,854
3.247
3,7J2
4.33°
Сдельщики в нормальных условиях работы
при 8-час. рабочем дне
Сдельщики на горячих и тяжёлых работах
при 8-час. рабочем дне
Сдельщики на горячих и тяжёлых работах
при 7-час. рабочем дне
Сдельщики на горячих и тяжёлых работах
при 6-час. рабочем дне
Повременщики при нормальных условиях ра-
боты при 8-час. рабочем дне
Повременщики на горячих и тяжёлых рабо-
тах при 8-час. рабочем дне
Повременщики на горячих и тяжёлых рабо-
тах при 7-чгс. рабочем дне
Повременщики на горячих и тяжёлых рабо-
тах при 6-час. рабочем дне
разрывы между тарифными коэфициентами
понижаются по мере перехода от низших к
высшим разрядам, образуя своего рода «зату-
хающую" кривую.
Правильное построение тарифной сетки, удовлетво-
ряющее задачам ликвидации уравниловки в оплате труда
рабочих разной квалификации, может быть представлено
тарифной сеткой с диапазоном 1 :3,6, которая применя-
* И. В, Сталин, Вопросы ленинизма, изд. 11-е,
стр.'335.
симости от их значения в народном хозяй-
стве, от географического местоположения,
от сложности технологии и других условий.
Внутри предприятия тарифные ставки 1-го
разряда диференцируются, кроме того, в за-
висимости от интенсивности труда или от его
тяжести или вредности.
В качестве примера в табл. 29 приводятся
диференцированные тарифные ставки, уста-
новленные по коллективному договору в 1950 г.
на одном из московских заводов.
ГЛ. V]
СДЕЛЬНАЯ ОПЛАТА ТРУДА
363
Все вопросы, относящиеся к установлению
новых тарифных сеток и ставок, а также к
изменению действующих тарифных сеток и
ставок, разрешаются Советом Министров
Союза ССР совместно со Всесоюзным Цен-
тральным Советом профессиональных союзов.
Тарифно-квалификационный спра-
вочник представляет собой сборник ква-
лификационных характеристик, определяющих
конкретные навыки и знания, а также типич-
ный круг работ рабочих разных разрядов
в рамках каждой профессии. Он служит руко-
водящим материалом для тарификации рабо-
чих при приёме на работу или при переводе
из разряда в разряд, а также для присвоения
определённого разряда каждой операции тех-
нологического процесса и, следовательно, для
установления соответственной тарифной
ставки и сдельного расценка за её выполне-
ние. Подробнее о квалификационных справоч-
никах см. выше особую статью в этой главе.
СДЕЛЬНАЯ ОПЛАТА ТРУДА
Прямая сдельная оплата является основ-
ной формой организации заработной платы
в машиностроении. Она состоит в том, что
рабочие оплачиваются за выполненную ра-
боту по установленным расценкам за еди-
ницу продукции независимо от степени вы-
полнения действующих норм выработки (или
норм времени).
Экономическое значение сдельной оплаты
труда заключается в том, что она создаёт не-
посредственную заинтересованность работни-
ков в систематическом перевыполнении норм
выработки, в рациональном использовании
своего рабочего времени, в овладении техни-
кой и передовыми высокопроизводительными
методами работы, в преодолении и ликвидации
организационных • неполадок, порождающих
непроизводительные потери и тормозящих
рост выработки продукции, и как следствие
всего этого — в неуклонном повышении про-
изводительности труда и перевыполнении пла-
новых заданий.
¦ Сдельные расценки вычисляются по фор-
муле
т / j. _ 1час
^шщ — 1час1шт — д/
JVвир
где Ьшт — расценок; 1час — часовая тарифная
ставка соответствующего разряда работы;
ttum — норма времени в часах или долях часа
на единицу выработки; Neup — часовая вы-
работка в штуках или в других единицах из-
мерения.
Расценки изменяются при пересмотре норм
времени и норм выработки (см. ниже, гл. VI).
В зависимости от организации производ-
ственных процессов применяются индивидуаль-
ная и бригадная формы сдельной оплаты
труда.
Индивидуальная оплата приме-
няется на тех работах, которые выполняются
одним рабочим или где выработка каждого
рабочего может учитываться отдельно.
Заработок рабочих при сдельной оплате
определяется умножением расценка на коли-
чество выработанных единиц продукции.
Согласно постановлению ЦИК и СНК
СССР от 17 марта 1934 г. в случае невыпол-
нения установленной нормы выработки по
вине работника он оплачивается по количе-
ству и качеству выработанной продукции без
обеспечения какого-либо минимального зара-
ботка; если же невыполнение норм произошло
не по вине работника, то он вправе получить
доплату до 2/3 своей тарифной ставки. К числу
причин, вызвавших невыполнение норм не по
вине работника, нельзя, однако, относить вы-
нужденные простои или брак продукции, по-
скольку оплата простоев и брака регулируется
особым постановлением правительства.
Сдельная оплата труда производится по раз-
ряду работы независимо от разряда рабочего,
выполнившего её.
Рабочие-сдельщики, выполняющие работы,
оплачиваемые ниже присвоенного им раз-
ряда, имеют право на доплату разницы между
их тарифной ставкой и тарифной ставкой
выполняемой работы. Эта доплата произво-
дится лишь при выполнении рабочим уста-
новленных норм и при условии, что разрыв
между квалификацией рабочего и квалифика-
цией выполняемой им работы составляет более
одного разряда.
Действующее законодательство не преду-
сматривает особого порядка и норм оплаты
рабочих, переходящих к обслуживанию не-
скольких станков. В практике заводов приме-
няются различные формы оплаты многоста-
ночников. Обычно оплата рабочих, переходя-
щих на многостаночную работу, производится
в течение известного периода времени (при-
мерно до 6 мес.) по ранее установленным
сдельным расценкам, рассчитанным на обслу-
живание одного станка. После окончательного
освоения и закрепления многостаночных ме-
тодов работы эти расценки снижаются на 20—
25%. Сроки изменения расценков и степень их
снижения зависят от количества совмещаемых
станков, а также от конкретных условий, при
которых осуществляется переход на много-
станочную работу, и, в частности, от того,
сопровождается ли он специальными органи-
зационно-техническими мероприятиями, кото-
рые проводятся администрацией для облегче-
ния труда многостаночника, для повышения
удельного веса автоматического машинного
времени в штучной норме, для сокращения
затрат ручного времени и т. п. (подробнее
см. выше особую статью о многостаночной
работе в этой же главе).
Бригадная оплата применяется на
тех участках производства, где требуется со-
вместный, коллективный труд группы рабочих,
обслуживающих определённый агрегат, или где
невозможно раздельно учесть индивидуальную
выработку отдельных рабочих. Сдельный рас-
ценок бригаде определяется исходя из разря-
дов работ, образующих 6pi жадный наряд, и
из норм времени, установленных на эти работы.
Заработок бригады распределяется между её
членами в зависимости от их квалификации и от
количества времени, фактически отработанного
каждым членом бригады. Для этого сначала
подсчитывается тарифный заработок каждого
члена бригады исходя из его ставки за от-
работанное время, суммируется общий тариф-
ный заработок всей бригады, а затем произ-
водится деление фактического заработка
бригады по сдельным расценкам на её тариф-
ный заработок; в результате получается факти*
364
ОРГАНИЗАЦИЯ ТРУДА И ЗАРАБОТНОЙ ПЛАТЫ
[РАЗД. V
ческий средний заработок бригады на рубль
тарифной ставки. В итоге определяется доля
этого заработка, причитающаяся каждому
члену бригады.
Пример расчёта заработной платы членов
бригады при прямой сдельной оплате приведён
ниже, в табл. 30.
Таблица 30
Пример расчёта заработной платы бригады
при прямой сдельной оплате
Фамилия
рабочего
а о,
CU О-
Сидоров . . .
Петров . . .
Семенов . . .
Николаев . .
Александров .
Васильев . . .
III
IV
IV
V
V
VII
1-77,3
1—97,4
i-97,4
2—27
2—2J
2—94,3
200 3f4—6
S
S94—So
z86 367—16
S К ЕГ
6
7-го—1
660—89
4/4—00 | 817—20
I92 43S—84 | 784—/J
200 /88—60 10/9—
Итого . . з/9/—оо 4671—
Фактический заработок на 1 рубль тарифной
4671 руб.
ставки
2595 руб.
- 1 р. 80 к.
Бригадный заработок может распределяться
также путём приведения времени, отработан-
ного рабочими разных квалификаций, к услов-
ному количеству часов 1-го разряда. В этих
целях в графе 3-й таблицы указываются
тарифные коэфициенты, соответствующие раз-
ряду каждого члена бригады, а в графе 5-й —
произведение тарифных коэфициентов на отра-
ботанные часы; итог графы 5-й даёт количе-
ство отработанных бригадой часов, приведён-
ных к 1-му разряду. Делением суммы факти-
ческого заработка бригады на итог графы 5-й
определяется среднечасовой заработок 1-го
разряда. Умножением среднечасового заработка
1-го разряда на количество часов, отработан-
ных каждым членом бригады, в приведённом
исчислении находят причитающуюся каждому
рабочему заработную плату. Действующее за-
конодательство не предусматривает дополни-
тельного вознаграждения неосвобождённых
бригадиров за организацию труда бригады.
Но в практике машиностроительных мини-
стерств и заводов широко применяются до-
платы неосвобождённым бригадирам, компен-
сирующие добавочную затрату их рабочего
времени на руководство бригадой. Размер
этих доплат колеблется от 10 до 25% тариф-
ной ставки сдельщика соответствующего
разряда или сдельного заработка брига-
дира в зависимости от характера работы
бригады и от количества объединяемых ею
рабочих.
Например, на московском заводе .Динамо*
им. С. М. Кирова в соответствии с указаниями
министерства установлены следующие раз-
меры доплат неосвобождённым бригадирам
бригад взрослых рабочих: при составе бригады
в 3 чел. — 15% от сдельной тарифной ставки
бригадира, при составе бригады до 6 чел. —
20%, а при составе бригады свыше 6 чел. —
25%. На том же заводе неосвобождённые
бригадиры комсомольско-молодёжных бригад
получают доплаты в размере от 10 до 15%
от их сдельного заработка в зависимости от
количества рабочих в бригаде.
Косвенная сдельная оплата
труда применяется на некоторых участках
производства для оплаты вспомогательных и
обслуживающих рабочих. Сущность косвенной
сдельной оплаты состоит в том, что размер
заработной платы рабочего ставится в зави-
симость от выработки обслуживаемого участка
или группы рабочих мест. Применение косвен-
ной сдельной оплаты допустимо там, где каче-
ство работы вспомогательного персонала или
обслуживающих рабочих непосредственно ска-
зывается на производительности труда основ-
ных рабочих и в значительной мере определяет
размеры их выработки.
СДЕЛЬНО-ПРОГРЕССИВНАЯ ОПЛАТА
ТРУДА
Для усиления стимулирующей роли зара-
ботной платы в борьбе за увеличение выра-
ботки и за перевыполнение норм применяется
сдельно-прогрессивнаяоплата труда. Она заклю-
чается в том, что выработка сверх нормы (или
же сверх установленного объёма продукции)
оплачивается не по нормальным, а по повы-
шенным расценкам, причём увеличение рас-
ценков тем значительней, чем выше достигну-
тое перевыполнение установленной нормы
выработки (или обусловленного объёма про-
дукции).
Сдельно-прогрессивная оплата труда может
применяться как на индивидуальных, так и на
бригадных работах. Её главное назначение —
ликвидация „узких мест", от которых зависит
выполнение плана участком, цехом или пред-
приятием в целом, а также увеличение вы-
пуска продукции без дополнительной установки
оборудования и без привлечения дополнитель-
ных рабочих.
При необоснованном применении сдельно-
прогрессивная оплата труда может вызвать
перерасход фонда заработной платы, повыше-
ние себестоимости продукции и образование
излишних некомплектных заделов.
Министерства не имеют права издавать при-
казы, определяющие порядок и нормы сдельно-
прогрессивной оплаты, без утверждения со-
ответствующих положений и шкал Советом
Министров СССР. На предприятиях прогрес-
сивная оплата вводится только с разрешения
министерства на участках производства с уста-
новившимся технологическим процессом при
наличии правильно организованного учёта ра-
бочего времени и выработки рабочих.
При введении сдельно-прогрессивной опла-
ты на работах, для которых установлены рас-
чётно-технические нормы времени или нормы
выработки, исходной базой для повышения
расценков обычно принимается выполне-
ние норм на 100%. Если сдельно-прогрессив-
ная оплата вводится на работах, где приме-
няются опытно-статистические нормы, то за
исходную базу для повышения расценка при-
нимается достигнутый уровень выполнения
норм выработки квалифицированными рабо-
чими соответствующего разряда.
ГЛ. V]
СДЕЛЬНО-ПРОГРЕССИВНАЯ ОПЛАТА ТРУДА
365
Ниже приводится пример шкалы повы-
шения основных сдельные расценков при
сдельно-прогрессивной оплате труда, заимство.
ванной из практики завода „Динамо".
Степень перевыполнения
исходной базы в %
Размер увеличения
сдельных расценков
в°/0
До 10
От 11 до 25
. 26 „ 40
» 41 и выше
30
50
75
100
В некоторых отраслях машиностроения при-
меняются разные шкалы повышения расценков
в зависимости от того, вводится ли сдельно-
прогрессивная оплата на базе расчетно-тех-
нических или опытно-статистических норм вре-
мени (норм выработки).
Сдельно-прогрессивная оплата труда должна
вводиться на определённый период времени,
по истечении которого исходные нормы и
шкалы повышения расценков подлежат обяза-
тельному пересмотру.
При внедрении каких-либо организацион-
но-технических мероприятий, способствующих
росту производительности труда, исходные
нормы должны быть пересмотрены досрочно.
Расчёт с рабочими, переведёнными на
сдельно-прогрессивную оплату, производится,
как правило, по результатам их работы за
месяц.
Вся выработка, превышающая исходную
базу, оплачивается по единому повышенному
расценку, соответствующему достигнутому
уровню перевыполнения исходной базы.
Процент перевыполнения исходной базы
рабочими, занятыми в течение всего месяца
на одной и той же работе, может быть уста-
новлен путём прямого подсчёта их выработки
и её сопоставления с заданным месячным
объёмом по действующим нормам. При вы-
полнении рабочим в течение месяца различ-
ных работ, оплачиваемых по сдельно-прогрес-
сивной системе, суммарная выработка под-
считывается в нормо-часах и сопоставляется
с фактически отработанным временем. При
выполнении рабочим различных работ, изве-
стная часть которых оплачивается по простой
статочно надёжный и точный учёт рабо-
чего времени, затрачиваемого на выпол-
нение разных работ в течение расчётного
периода. В частности, надо обеспечить раз-
дельный учёт работ, оплачиваемых повре-
менно, сдельно и по прогрессивно - сдель-
ной системе, а также учёт сверхурочных
часов, простоев и временных отлучек рабо-
чих.
Сдельно-прогрессивная оплата многоста-
ночников производится по суммарным резуль-
татам работы на всех обслуживаемых станках.
Процент перевыполнения исходной базы
определяется отношением суммарной выра-
ботки многостаночника в нормо-часах к фак-
тически отработанному времени по всем об-
служиваемым станкам.
В условиях бригадной работы сдельно-
прогрессивная оплата рабочих, проработавших
по уважительным причинам неполный месяц,
производится по результатам работы бригады
за месяц.
При расчётах сдельно-прогрессивной оп-
латы должен быть строго регламентирован
учитываемый состав фактического и норми-
рованного времени.
В фактически отработанное время вклю-
чается явочное время, учтённое табелем, с до-
бавлением сверхурочной работы. Из табельного
времени исключаются: целосменные простои не
по вине рабочих; целосменные работы сдель-
щиков на повременной оплате; отлучки для
кормления ребёнка на срок, установленный
законом; остановки оборудования на планово-
предупредительный ремонт, на чистку и
смазку не свыше периода, предусмотренного
планом.
В нормированное время не включается
время, затрачиваемое на доделки и переделки
по вине рабочего, а также на дополнительные
работы, не предусмотренные технологическим
процессом.
Работы, выполненные в сверхурочное время,
включаются в подсчёт суммарной выработки.
Пример расчёта причитающейся рабочим
заработной платы по сдельно-прогрессивной
системе, приведен в табл. 32.
Таблица 32
Табельный
№
4122
9522
Фамилия
Заикина
Орлов
Выработка норм
Выработано
нормо-часов
4°9
456
Фактически
Отработано
часов
2O7
249
% выполнения
норм
197.5
183. i
Базисная
норма в % к
ОСНОВНОЙ
155-°
150,0
Выполнение базис-
ной нормы в %
127,4
122,О
Нормативная зар-
плата на прогрес-
сивной сдельщине
8оо,оо
954.о°
Нормативная зар-
плата в пределах
базисной нормы
627,24
781,96
Нормативная зар-
плата сверх
базисной нормы
172,76
172,о4
°/о доплаты по
шкале
75.°
5°,о
Сумма доплаты
129,57
86.O2
сдельной системе, а другая — по прогрессив-
ной, необходимо выделить долю времени,
фактически отработанного им на работах,
подлежащих сдельно-прогрессивной оплате,
и определить суммарную выработку за это
время в нормо-часах.
Для правильного исчисления сдельно-про-
грессивной оплаты следует обеспечить до-
В приведённом примере учтены сверхуроч-
ные часы, а также выработка рабочих в сверх-
урочное время. При подсчёте фактически от-
работанных часов из табельного времени ис-
ключены перерывы, установленные по закону
для кормления ребёнка (у работницы Заики-
ной), а также повременная работа, длившаяся
в течение одной смены (у рабочего Орлова)
366
ОРГАНИЗАЦИЯ ТРУДА И ЗАРАБОТНОЙ ПЛАТЫ
[РАЗД. V
ПОВРЕМЕННАЯ И ПОВРЕМЕННО-
ПРЕМИАЛЬНАЯ ОПЛАТА ТРУДА
При повременной оплате труда работникам
различных квалификаций устанавливаются со-
ответствующие ставки, которыми и опре-
деляется размер их заработка сообразно про-
работанному времени без прямой зависимости
от объёма выполненной работы.
Существенным недостатком повременной
оплаты является то, что она не стимулирует
повышение производительности труда и не
создаёт у работника непосредственно заинте-
ресованности в рациональном использовании
рабочего времени, в уплотнении рабочего дня,
в ликвидации непроизводительных потерь и в
освоении передовых методов работы. Необхо-
димо систематически добиваться сокращения
круга работ и работников, оплачиваемых по-
временно, расширяя применение сдельной оп-
латы труда.
Повременная оплата может применяться
лишь на работах, не поддающихся нормиро-
ванию и точному учёту выполнения, а так-
же в тех ел) чаях, когда увеличение количе-
ства выработки или ускорение темпа работы
может повести к ухудшению её качества.
Повременная оплата труда осуществляется в
двоякой форме: в виде оплаты рабочих за
проработанное время по установленным часо-
вым тарифным ставкам либо в виде оплаты
по твёрдым месячным окладам. Повременная
оплата наиболее распространена на разного
рода вспомогательных работах по обслужи-
ванию основного производства текущим ре-
монтом и наладкой оборудования, транспортом,
инструментом, техническим контролем и т. п.
Для повышения стимулирующего значения
повременной оплаты рекомендуется применять
её в сочетании с премиальной оплатой, по-
ощряющей уплотнение рабочего дня и повы-
шение качества работы повременщиков (на-
ладчиков, крановщиков, рабочих по ремонту
оборудования, смазчиков и т. д.).
Примеры повременно-премиальных систем
приведены в табл. 33.
В приведённых примерах предусматри-
вается премирование вспомогательных рабо-
чих в зависимости от двух факторов, с тем
чтобы показатели по одному фактору не могли
быть перевыполнены за счёт ухудшения дру-
гих качественных показателей.
Наряду с этим в практике заводов приме-
няются премиальные системы оплаты труда
повременщиков, основанные только на одном
показателе. Так, например, наладчики станков
и установщики штампов премируются за пере-
выполнение месячных норм сдельщиками об-
служиваемых ими производственных участ-
ков; дежурные электромонтёры, крановщики,
стропальщики, дежурные водопроводчики, сле-
сари по вентиляции, дежурные компрессор-
щики и др. премируются за отсутствие ава-
, рий и простоев соответствующих агрегатов;
раздатчики инструмента — за отсутствие про-
стоев и брака из-за неудовлетворительного
качества инструмента или его отсутствия.
Существуют также системы премирования от-
дельных категорий вспомогательных рабочих
по трем показателям. Иногда, например, ре-
монтные слесари премируются за сокращение
простоев оборудования в ремонте, за каче-
Таблица 33
Примеры повременно-премиальных систем
Профессия
Рабочие-по-
временщики,
обслуживаю-
щие произ-
водственные
цехи
Ремонтные
слесари по
межремонт-
ному обслу-
живанию обо-
рудования
Фактор
премирования
Перевыполнение
норм обслужива-
ния (количество
обслуживаемых
рабочих и обору-
дования, площадь
обслуживаемого
участка, выпуск
продукции с обслу-
живаемого участ-
ка или цеха)
Повышение про-
изводительности
труда рабочими-
сдельщиками на
обслуживаемом
участке по срав-
нению с предше-
ствующим квар-
талом
Перевыполнение
норм обслужива-
ния
Снижение про-
стоя рабочих на
обслуживаемом
участке из-за не-
исправности и ре-
монта оборудова-
ния сравнительно
С нормами
Шкала
премирования
За каждый про-
цент перевыпол-
нения норм обслу-
живания — 0,5й! с
к тарифной
ставке
За каждый про-
цент роста про-
изводительности
труда — от 0,5
до 2°10 к тариф-
ной ставке
За каждый про-
цент перевыпол-
нения, норм
обслуживания —
0,5% к тарифной
ставке
За каждый про-
цент снижения
норм простоя —
0,4% к тариф-
ной ставке
ство выполнения ремонтов или за хорошее
состояние оборудования и за увеличение ко-
личества единиц оборудования, обслуживае-
мых одной бригадой (т. е. за перевыполнение
норм обслуживания).
Ставки премирования диференцируются
в зависимости от влияния работы повремен-
щиков на показатели работы обслуживаемых
участков.
Премии начисляются по результатам ра-
боты за месяц на обслуживаемом участке
независимо от результатов работы на других
участках. Премии начисляются в процентах к
тарифной ставке премируемых рабочих за
фактически отработанное время без учёта
доплат за сверхурочные работы.
Пример расчёта заработной платы ремонтного
слесаря 6-го разряда по текущему обслуживанию
оборудования.
Отработано в течение месяца 205 час. Норма обслужи-
вания—400 условных ремонтных единиц о.борудования;
фактически обслуживалось 6СЮ условных ремонтных
единиц; норма обслуживания перевыполнена на 50%.
Норма простоя рабочих на обслуживаемом участке из-за
неисправности и ремонта оборудования — 4%; фактически
же простои составили 3,2%, т. е. достигнуто снижение
против нормы на 20%.
В результате подлежат начислению заработная плата
по тарифной ставке за отработанное время 535 р. 48 к.;
премия за перевыполнение нормы обслуживания 536.48Х
Х0,50 • 0,5 = 134 р. 12 к.; премия за снижение простоев
рабочих из-за неисправности и ремонта оборудования
&36.48 • 0,20 • 0,4 = 42 р. 92 к., а/ всего заработной платы
713 р. 52 к.
Для повышения стимулирующего значения
премий рекомендуется устанавливать факторы
и шкалы премирования на длительный срок
ГЛ. V]
ОПЛАТА ТРУДА ИНЖ-ТЕХН. РАБОТНИКОВ И СЛУЖАЩИХ
367
и пересматривать их только при проведении
организационно-технических мероприятий,
оказывающих значите'льное влияние на повы-
шение производительности труда или на
условия обслуживания производственного про-
цесса.
ОПЛАТА ТРУДА ИНЖЕНЕРНО-
ТЕХНИЧЕСКИХ РАБОТНИКОВ
И СЛУЖАЩИХ
Заработная плата инженерно-технических
работников и служащих регулируется штат-
ным расписанием и системой должностных
окладов.
Штатные расписания определяют
номенклатуру должностей каждого организа-
ционного подразделения аппарата управления,
должностные оклады и количество работни-
ков по каждой должности. Штатные распи-
сания заводоуправлений, включая младший об-
служивающий персонал заводоуправления и
водителей легковых автомобилей, представля-
ются вышестоящими организациями (главные
управления, министерства) на утверждение
Государственной штатной комиссии при Совете
Министров СССР, после чего утверждённые
штаты и оклады персонала, заработная плата
которого включается в смету администра-
тивно-хозяйственных расходов завода, реги-
стрируются в местных органах Министерства
финансов, которые и осуществляют контроль
за соблюдением утверждённых штатов и
окладов в текущей деятельности предприя-
тия.
Руководители предприятий не имеют права
вводить в действие штаты, должностные ок-
лады и сметы административно-хозяйственных
расходов до их регистрации в финансовых
органах. Если при регистрации обнаружива-
ются незаконное повышение окладов или учре-
ждение новых должностей без разрешения
Совета Министров СССР или Государственной
штатной комиссии при Совете Министров,
финансовые органы обязаны передать соот-
ветствующие материалы органам прокуратуры
для привлечения виновных лиц к судебной
ответственности. Экономия, получаемая в
результате неполного использования устано-
вленных ставок и штатов, не может быть
обращена на произвольное повышение долж-
ностных окладов, предусмотренных штатным
расписанием.
Штаты цехового персонала не
утверждаются Государственной штатной ко-
миссией. Они устанавливаются руководителями
предприятий в пределах плановых лимитов,
преподанных соответствующим руководящим
органом (министерством, главным управле-
нием), и представляются на утверждение в
общеустановленном порядке вместе с завод-
ским техпромфинпланом.
Штаты и оклады цехового персонала не
подлежат специальной регистрации в финан-
совых органах. При их разработке надлежит
руководствоваться типовой номенклатурой
должностей и схемой должностных окладов,
установленными Государственной штатной
комиссией.
Персональные оклады устанавли-
ваются министрами СССР (по учреждениям
и предприятиям союзного подчинения) или
советами министров союзных республик (по
учреждениям и предприятиям республикан-
ского и местного подчинения) для специа-
листов, выполняющих руководящую работу и
проявивших особую инициативу и знание дела.
Согласно постановлению правительства
персональные оклады не могут быть выше
полуторамесячного должностного оклада.
Правительством установлены предельные раз-
меры окладов в 2200, 2500 и 3000 руб., кото-
рые могут назначаться министрами в зави-
симости от категории подведомственных им
предприятий. Более высокие персональные
оклады подлежат утверждению Совета Мини-
стров СССР по особым ходатайствам соот-
ветствующих министерств или ведомств. Ко-
личество персональных окладов для каждого
министерства и союзной республики лимити-
руется правительством по заключению Госу-
дарственной штатной комиссии. Работники,
получающие персональные оклады, подлежат
специальному учёту соответствующего мини-
стерства, причём если по результатам их
работы они не являются особо ценными для
данного предприятия, то лишаются своих пер-
сональных окладов.
Оплата разницы в окладах при
замещении временно отсутствующих ра-
ботников в период отпуска, болезни, коман-
дировки и т. п. производится только при
длительности замещения, превышающей
12 дней, и при условии, что замещающее
лицо не является по должности заместителем
или помощником отсутствующего. Замести-
тельство должно быть оформлено приказом
до начала фактического замещения.
Премирование руководящего
персонала, инженерн о-т ехниче-
ских работников и служащих пред-
п р и я т и й производится на основании поло-
жений о премировании, утверждённых Сове-
том Министров СССР для каждой отрасли
машиностроения. Персонал заводоуправлений
премируется за выполнение и перевыпол-
нение месячного плана по товарной продук-
ции при условии выполнения плана по вало-
вой продукции, по снижению себестоимости
и по выпуску заданной номенклатуры основ-
ных изделий. Персонал основных и инстру-
ментальных цехов премируется за выполнение
заданий по объёму производства, по сниже-
нию себестоимости, а также за соблюдение
установленных лимитов затрат нормированного
рабочего времени и норм расхода материалов.
Персонал участков и смен премируется по
количественным и качественным показателям
своей работы. Работники основных и инстру-
ментальных цехов и участков премируются за
выполнение и перевыполнение установлен-
ных показателей по своему цеху и участку
независимо от выполнения плана по заводу
в целом. Работники вспомогательных цехов
премируются за выполнение установленных
показателей этих цехов при условии выпол-
нения плана обслуживаемыми цехами.
Шкалы премирования за выполнение и
перевыполнение плана производства преду-
сматривают диференциацию норм премиро-
вания по группам предприятий в зависи-
мости от значения отрасли, масштаба и харак-
тера производства, географического располо-
жения предприятия; а также диференциацию
368
ОРГАНИЗАЦИЯ ТРУДА И ЗАРАБОТНОЙ ПЛАТЫ
(РАЗД. V
Таблица 34
Размеры премий в °/0 к месячному должностному окладу
Наименование должностей
Директор и главный инженер .....
Заместители и помощники директора
и главного инженера, главный конструк-
тор, главный технолог, начальники веду-
щих отделов и цехов, старпще мастера
и мастера ведущих цехов
Начальники прочих отделов и цехов,
начальники бюро, старшие технологи,
старшие диспетчеры и т. п
I группа заводов
За выпол-
нение
плана
До 37
» 3°
» 32
За каждый
процент
перевы-
полнения
плана
До 4
• 3
„ 2
II группа заводов
За выпол-
нение
плана
До з°
» 32
« 15
За каждый
процент
перевы-
полнения
плана
До з
• 3
т 1,5
III группа заводов
За выпол-
нение
плана
ДО 22
п 15
- 15
За каждый
процент
перевы-
полнения
плана
До 2
» 1,5
в 1,5
по должностям — сообразуясь со степенью
влияния должностных лиц на выполнение
показателей плана. Персонал вспомогатель-
ных и подсобных предприятий, а также мон-
тажных участков премируется по понижен-
ным нормам.
Работники металлургических цехов маши-
ностроительных заводов премируются по по-
вышенным шкалам, установленным для метал-
лургической промышленности.
В табл. 34 приводятся нормы премирования
руководящих и инженерно-технических работ-
ников предприятий с.-х. машиностроения за вы-
полнение и перевыполнение плана производ-
ства (при условии выполнения плана сниже-
ния себестоимости продукции).
Инженерно-технические работники и слу-
жащие, занимающие должности, не преду-
смотренные шкалами премирования, преми-
руются за активное содействие выполнению
и перевыполнению плана.
На премирование этой группы работни-
ков может быть израсходовано не более
25% от суммы премий, начисленных по шка-
лам премирования.
Размеры премий директору, главному
инженеру, заместителю директора и главному
бухгалтеру утверждаются начальником глав-
ного управления. Премии остальному персо-
налу утверждаются директором завода.
Выплата премий отдельным работникам
может ограничиваться или вовсе отменяться
директором или начальником цеха за упуще-
ния в работе.
Суммарный размер премий, начисленных
отдельным работникам предприятий, не может
превышать полуторамесячного оклада этих
работников. В этот подсчет не включаются
премии, выплачиваемые по результатам Все-
союзного социалистического соревнования.
Инженерно-технические работники пред-
приятия, не включаемые в круг премируемых
по положению, могут получать премиальную
оплату по одной из действующих систем: за
экономию топлива, за соблюдение норм рас-
хода или экономию электроэнергии, за улуч-
шение коэфициента мощности, за создание
и освоение новых конструкций машин.
ПРЕМИРОВАНИЕ КОЛЛЕКТИВОВ
ПРЕДПРИЯТИЙ
Для поощрения, работы коллективов на
предприятиях устанавливаются премии по
Всесоюзному социалистическому соревнова-
нию и утверждается фонд директора.
По Всесоюзному социалистиче-
скому соревнованию коллективы пред-
приятий премируются за наилучшие показа-
тели выполнения плана по выпуску продук-
ции с соблюдением заданной номенклатуры,
по освоению новых видов продукции, по по-
вышению производительности труда, по сни-
жению себестоимости, по жилищному и куль-
турно-бытовому строительству. Денежные
премии установлены трёх разрядов. Предприя-
тиям, получившим первую премию, вру-
чаются переходящие Красные знамёна Совета
Министров СССР, ВЦСПС и министерств.
Премии по итогам социалистического со-
ревнования присуждаются ежеквартально со-
вместными решениями министерств и ВЦСПС.
30—40% суммы премии расходуются на куль-
турно-бытовые мероприятия, остальные 60—
70% премии используются для премирования
рабочих, инженерно-технических работников
и служащих.
Не менее половины фонда индивидуаль-
ного премирования должно быть обращено
на премирование рабочих.
Премии по Всесоюзному социалистиче-
скому соревнованию предприятий выдаются
последним за счёт сверхплановой прибыли,
образующейся у предприятия в результате
дополнительного снижения себестоимости и
перевыполнения других качественных показа-
телей плана.
Фонд директора образуется для по-
ощрения рентабельной работы предприятия при
условии выполнения и перевыполнения плана
выпуска товарной продукции, соблюдения за-
данной номенклатуры и снижения себестои-
мости.
В фонд директора отчисляются 2% плано-
вой прибыли и 30% сверхплановой прибыли
предприятия. Если утвержденная плановая
себестоимость продукции предприятия превы-
ГЛ. V]
ОПЛАТА СВЕРХУРОЧНЫХ И НОЧНЫХ РАБОТ
369
шает установленные оптовые цены, то фонд
директора образуется путём отчисления 2%
экономии от планового снижения себестои-
мости и 30% экономии от сверхпланового
снижения себестоимости продукции.
Общая годовая сумма отчислений в фонд
директора от плановой и сверхплановой при-
были не должна превышать 5% годового
фонда заработной платы промышленно-произ-
водственного персонала предприятия (с пере-
счётом на фактическое выполнение плана по
валовой продукции)^
Директор имеет право расходовать 50%
фонда на расширение производства, на строи-
тельство и на ремонт жилищного фонда,
а также на сверхплановые капитальные вло-
жения, остальные 50% расходуются на вы-
дачу пособий, на индивидуальное премирова-
ние и т. п. Смета использования фонда
директора согласовывается директором пред-
приятия с заводским комитетом профсоюза.
ОПЛАТА СВЕРХУРОЧНЫХ И НОЧНЫХ
РАБОТ, СОКРАЩЁННОГО РАБОЧЕГО
ДНЯ, ПРОСТОЕВ И БРАКА
Сверхурочными работами считаются рабо-
ты, выполняемые рабочими или служащими
по прямому распоряжению или с ведома
администрации после окончания или перед
началом нормального рабочего дня, устано-
вленного для данного предприятия. Сверхуроч-
ные работы, произведенные работниками без
согласия и ведома администрации, не подле-
жат оплате. По ст. 60 КЗОТ оплата сверх-
урочных работ повременщиков производится
в размере полуторной часовой тарифной
ставки за каждые из двух первых часов
сверхурочной работы и в размере удвоенной
тарифной ставки за последующие часы.
Оплата сверхурочных работ
сдельщиков производится по нормаль-
ным сдельным расценкам с доплатой 50%
часовой тарифной ставки повременщиков
соответствующих разрядов за первые два
часа сверхурочной работы и полной тариф-
ной ставки повременщиков — за последую-
щие часы.
Работа в ночное время (с 22 до
6 час.) оплачивается согласно ст. 96 КЗОТ
в повышенном размере, исходя из того, что
в ночное время длительность смены сокра-
щается на 1 час.
Ввиду этого при повременной оплате ка-
ждый час ночной работы оплачивается при
восьмичасовом рабочем дне как 8/7 дневного
часа; при семичасовом рабочем дне — как 7/б
дневного часа; при шестичасовом—как 6/6
дневного часа. При сдельной оплате работ-
нику сверх сдельного заработка за каждый час
ночной работы соответственно доплачивается
i/7, }/б или Ve почасовой ставки того разряда,
к которому отнесён данный работник.
При сменных работах (в частности, в не-
прерывных производствах) продолжитель-
ность ночной смены уравнивается с дневной.
В этих случаях при повременной оплате
каждый час ночной работы оплачивается при
восьми- и семичасовом рабочем дне как 8/7
дневного часа; при шестичасовом — как б/6
дневного часа. При сдельной оплате работнику
24 Том 15
сверх сдельного заработка за каждый час ноч-
ной работы доплачивается при восьми- и
семичасовом рабочем дне х/7 часовой ставки;
при шестичасовом—7б часовой ставки.
Для подростков от 16 до 18 лет устано-
влен сокращенный 6-часовой рабочий день,
причём оплата их труда производится так же,
как за полный рабочий день соответствую-
щих категорий работников. Подростки, выпол-
няющие повременную работу, получают за
6 час. работы полную дневную тарифную
ставку повременщика соответствующего раз-
ряда, а допущенные к выполнению сдельных
работ оплачиваются по одинаковым со взрос-
лыми сдельным расценкам с доплатой за
2 часа по своей тарифной ставке.
Кормящие матери пользуются правом на
перерывы в работе для кормления детей;
такие перерывы предоставляются не реже
чем через Зу2 часа, причем каждый перерыв
должен быть не меньше получаса. При повре-
менной оплате кормящая мать, несмотря на
указанные перерывы, получает полную днев-
ную ставку, а при сдельной оплате за время
перерывов выплачивается среднечасовой за-
работок данной работницы, исходя из её
заработной платы за предыдущий календар-
ный месяц, делённый на число проработанных
в том же месяце часов.
Работа в ежегодные нерабочие дни B2 янва-
ря, 1 и 2 мая, 7 и 8 ноября и 5 декабря,
а также 1 января) оплачивается повремен-
щикам в размере удвоенной тарифной став-
ки (оклада), а сдельщикам — по двойным сдель-
ным расценкам. В каждом отдельном случае
с согласия работника вместо денежной ком-
пенсации ему может быть предоставлен дру-
гой выходной день.
При работе в день еженедель-
ного отдыха работнику должен быть
предоставлен другой день отдыха. Замена
дня еженедельного отдыха денежной компен-
сацией, отгулом в повышенном размере и
удлинением очередного отпуска воспрещается.
Временные рабочие и служащие могут
привлекаться к работе в дни отдыха и в не-
рабочие дни без оплаты этой работы в повы-
шенном размере при найме на срок не более
6 дней.
Действующий порядок оплаты брака и про-
стоев, установлений законодательством о тру-
де, имеет целью способствовать мобилизации
работников предприятия на скорейшее
устранение причин, вызывающих эти непро-
изводительные потери, и воспитанию береж-
ного отношения к социалистической соб-
ственности. Администрация обязана принимать
все меры к устранению простоев и брака,
а в случае их неизбежности — к использова-
нию освобождающихся работников на другой
работе. При разрешении вопросов оплаты
простоев и брака необходимо в каждом слу-
чае установить, кто из работников является
их виновником. Виной работников следует
считать неисполнение даваемых им указаний,
небрежность в работе, нераспорядительность
и всякое другое нарушение правил внутрен-
него распорядка (ст. 10 постановления НКТ
СССР от 25 февраля 1932 г.),
Простои по вине рабочих не оплачиваются.
К простоям по вине рабочего относятся так-
же те случаи вынужденного простоя, когда
370
ОРГАНИЗАЦИЯ ТРУДА И ЗАРАБОТНОЙ ПЛАТЫ
[РАЗД. V
рабочий не предупредил администрацию о по-
явлении причин, могущих вызвать простой,
или же не сообщил о начавшемся простое.
Если работники, освободившиеся вследствие
простоя, отказываются от перехода на другую
работу по указанию администрации, простой
им не оплачивается, и отказ от работы рас-
сматривается как нарушение трудовой дис-
циплины. Если администрация во время
простоя, происшедшего не по вине рабочих,
не имеет возможности использовать их на
другой работе, то простаивающие рабочие
оплачиваются в размере 50% тарифной став-
ки повременщиков соответствующих разря-
дов. В период освоения новых видов про-
дукции простои не по вине рабочих оплачи-
ваются в размере полной тарифной ставки
повременщиков соответствующих разрядов.
Сроки освоения новых производств в пре-
/елах до 3 мес. устанавливаются по каждому
предприятию вышестоящей организацией по
согласованию с профсоюзом.
При переводе во время простоя
на другую работу труд квалифициро-
ванных рабочих (начиная с 5 го разряда и
выше) оплачивается при условии выполнения
норм работы, на которую они переведены,
по среднему заработку прежней работы. При
невыполнении этих норм, а также при пере-
воде га повременную работу рабочие ука-
занных разрядов оплачиваются по соот-
ветственным тарифным ставкам повремен-
щиков.
При переводе рабочих 4-го разряда и ниже
на другую работу во время простоев, а также
при переводе рабочих всех разрядов на ра-
боту более высокой квалификации рабочие
оплачиваются по ставкам и расценкам вы-
полняемой работы.
Брак по вине рабочего не оплачи-
вается, если выполненная работа забрако-
вана полностью. При частичном браке ра-
бота оплачивается в пониженном размере,
устанавливаемом администрацией, но не
свыше половины тарифной ставки данного
работника за отработанное время.
За порчу материалов при изготовлении
изделия, происшедшую по вике работника,
последний несет имущественную ответствен-
ность: за умышленную порчу — в пятикратном
размере причиненного ущерба; за порчу по
небрежности — в размере причинённого ущер-
ба, но не свыше 2/3 своего среднего месяч-
ного заработка.
Оплата брака не по вине рабо-
чего, если продукция совершенно непри-
годна, производится в размере 2/3 тарифной
ставки повременщика соответствующего раз-
ряда, а при частичном браке — по пониженным
расценкам в зависимости от степени годности
продукции, определяемой администрацией;
при этом оплата брака не может быть ниже
двух третей тарифной ставки повременщика
соответствующего разряда. Если брак возник
вследствие плохого качества обрабатывае-
мого материала, обнаруженного после того,
как на обработку или сборку детали затрачено
не менее одного рабочего дня, оплата вы-
полненной работы производится по нормаль-
ным сдельным расценкам. Работник обязан
немедленно сообщить администрации о всех
случаях, когда он обнаружит, что изго-
товляемая им продукция является браком.
Если же он не сообщил об этом администра-
ции или продолжал работу вопреки распоря-
жению об её приостановке, то дальнейший
брак не оплачивается вовсе, а за испорчен-
ный материал производится вычет.
Если, однако, администрация дала распо-
ряжение продолжать работу, то дальнейший
брак, происходящий не по вине работника,
оплачивается наравне с годными изделиями.
Так же оплачивается брак, обнаруженный
после приёмки работы органами техниче-
ского контроля. Ё период освоения новых
производств (в пределе 3 мес.) оплата брака
производится из расчёта тарифной ставки
повременщика соответствующего разряда.
ОПЛАТА ПО СРЕДНЕМУ ЗАРАБОТКУ
Оплата отпуска, времени выполнения
государственных и общественных обязанно-
стей и ряда других вынужденных или уза-
коненных перерывов основной производствен-
ной работы осуществляется по среднему за-
работку работника. При этом средний зара-
боток исчисляется различно в зависимости
от характера оплачиваемых перерывов работы.
При оплате времени выполнения государ-
ственных или общественных обязанностей
в случаях оплаты работника по среднему за-
работку при его переводе во время про-
стоя на другую работу, а также при оплате
узаконенных перерывов работы кормящим
матерям средний заработок исчисляется
в объёме основной заработной платы и всех
видов регулярно получаемого дополнитель-
ного вознаграждения (например, премии по
действующим системам, поощрительной за-
работной платы, надбавок к окладам и т, п,).
В состав среднего заработка не включаются
виды вознаграждения единовременного харак-
тера, как-то: вознаграждение за работу в дни
революционных праздников, за вынужденные
целодневные простои, за время выполнения
государственных или общественных обязан-
ностей, за сверхурочные работы, если они не
носили систематического характера (сверх-
урочные работы считаются систематиче-
скими, если в продолжение трёх последних
месяцев на каждый месяц приходилось
более 10 час. сверхурочной работы). Кроме
того, в средний заработок не входят пособия,
выплачиваемые за счёт фондов социального
страхования, выплаты при командировках,
компенсация за неиспользованный отпуск.
При оплате 12 и более дней по среднему
заработку принимается в расчёт начисленная
заработная плата за три последних календар-
ных месяца; при оплате менее 12 дней сред-
ний заработок рассчитывается по данным за
последний календарный месяц.
Лицам, освобождённым от работы для
выполнения государственных и общественных
обязанностей, средний заработок выплачи-
вается как за время участия в заседаниях,
сессиях, пленумах, так и за время проезда
к месту отправления государственных и обще-
ственных обязанностей и обратно.
При исчислении среднего заработка для
оплаты отпусков учитываются не только
основная заработная плата и регулярно полу-
ГЛ. V]
ОРГАНИЗАЦИЯ ТРУДА И ЗАРПЛАТЫ НА УЧАСТКЕ МАСТЕРА
371
чаемое дополнительное вознаграждение ра-
ботника, но также все нерегулярно выплачен-
ные суммы, как-то: доплата за ночную и
сверхурочную работу, премии за составление
годового отчёта или за выполнение годового
плана, надбавки за выслугу лет, оплата про-
стоев, оплата за время выполнения государ-
ственных и общественных обязанностей, по-
собия по временной нетрудоспособности. При
подсчёте среднего заработка в этих случаях
не учитываются лишь премии по результатам
Всесоюзного социалистического соревнования,
выплаты из фонда директора, из фонда со-
действия изобретательству, а также другие
выплаты за случайные работы, не входящие
в круг обязанностей работника. Средний за-
работок при оплате отпусков исчисляется по
данным о заработной плате за 12 мес, пред-
шествующих отпуску, а при работе менее
года — из расчёта сумм, полученных со дня по-
ступления на работу.
Средний дневной заработок определяется
делением среднего месячного заработка на
25,5 дня.
Расчёт среднего заработка не следует сме-
шивать с определением показателей сред-
ней часовой, дневной и месячной заработ-
ной платы.
ЛИТЕРАТУРА И ИСТОЧНИКИ
1. Кодекс законов о труде РСФСР.
2. Бухгалтерский учёт", Справочник, Госпланиздат, 1948.
3. Расчёты с рабочими и служащими, Справочник, Гос-
планиздат, 1949.
4. Справочник профсоюзного работника! Профиздат,
5. Ведомственные и заводские материалы по организации
заработной платы.
РОЛЬ МАСТЕРА НА ПРОИЗВОДСТВЕ
ПРАВА И ОБЯЗАННОСТИ МАСТЕРА
Мастер является низовым командиром про-
изводства, отвечающим за правильную орга-
низацию труда, за соблюдение технологиче-
ской дисциплины и за выполнение плана по
всем показателям на вверенном ему произ-
водственном участке. „Необходимо на пред-
приятиях поднять роль мастера, как непо-
средственного организатора производства и
поставить дело таким образом, чтобы мастер
являлся полноправным руководителем на по-
рученном ему участке производства, пол-
ностью отвечающим за соблюдение техноло-
гической дисциплины и за выполнение произ-
водственного задания по всем показателям" *.
Постановление СНК СССР и ЦК ВКП(б)
от 27 мая 1940 г. „О повышении роли ма-
стера на заводах тяжёлого машиностроения"
облекло мастеров большими правами и чётко
определило их основные обязанности.
При многосменной работе производствен-
ного участка во главе каждой смены стоит
обычный сменный мастер, а общее руководство
работой участка в целом осуществляется стар-
шим мастером. В соответствии с постановле-
нием СНК СССР и ЦК ВКП(б) старший мастер
подчинён непосредственно начальнику цеха.
Начальники цехов обязаны своевременно
давать мастерам (или старшим мастерам)
производственные задания на очередной ме-
сяц с соответствующими объёмными и каче-
ственными показателями и устанавливать
фонды заработной платы по участку для вы-
полнения задания.
Мастеру должно быть предоставлено право
распоряжаться установленным фондом зара-
ботной платы. В частности, мастер опреде-
ляет тарифные разряды рабочих в соответ-
ствий с действующим тарифно-квалификацион-
ным справочником и выполненной рабочими
пробой. Руководствуясь установленным на за-
воде порядком пересмотра норм выработки и
* Резолюции XVIII Всесоюзной конференции ВКГНб),
Госполитиздат, 1941, стр. 12.
расценков, мастер обязан своевременно пе-
ресматривать и внедрять новые нормы, осо-
бенно в случаях проведения организационно-
технических мероприятий, повышающих про-
изводительность труда.
Мастер должен иметь возможность по-
ощрять рабочих за высокие производственные
показатели, за образцовую работу и за выпол-
нение в срок порученных им заданий, для
чего в его распоряжение должен быть вы-
делен премиальный фонд в размере до 2°/0
от общего фонда заработной платы подчи-
нённого ему штата. Мастер пользуется пра-
вом расходовать премиальный фонд только
при условии отсутствия перерасхода фонда
заработной платы, установленного за выпол-
нение производственного задания.
Мастер должен пользоваться всеми пра-
вами единоначальника на порученном ему уча-
стке. Распоряжения цеховой администрации
могут передаваться рабочим только через
мастера, который и отвечает за их выполне-
ние. Мастеру должно быть предоставлено
право налагать дисциплинарные взыска-
ния на нарушителей трудовой дисциплины и
на дезорганизаторов производства. Мастер
пользуется правом принимать и увольнять
рабочих с утверждения начальника цеха.
ОРГАНИЗАЦИЯ ТРУДА И ЗАРАБОТНОЙ
ПЛАТЫ НА УЧАСТКЕ МАСТЕРА
Центральной задачей мастера как коман-
дира производства является обеспечение рит-
мичной работы участка с соблюдением задан-
ной комплектности на основе решений XVIII
Всесоюзной конференции ВКП(б).
Основное внимание и время мастера
должно быть посвящено правильной органи-
зации труда и производства на участке, а
также техническому руководству его работой.
Мастер должен прежде всего провести рас-
становку подчинённых ему работников, чтобы
каждый из них в точности знал свои обязан-
ности и отвечал за порученное ему дело.
.372
ОРГАНИЗАЦИЯ ТРУДА И ЗАРАБОТНОЙ ПЛАТЫ
[РАЗД. V
Б этих целях мастер должен специализиро-
вать по возможности каждое рабочее место,
закрепив за ним обработку определённых
деталей или выполнение определённых опе-
раций в соответствии с месячным производ-
ственным заданием участка. Проводя такое
закрепление, мастер должен руководство-
ваться установленным технологическим про-
цессом и необходимостью возможно более
равномерного использования оборудования,
а также установления кратчайших путей про-
хождения изделия в процессе обработки.
На ответственности мастера лежит обес-
печение строжайшей трудовой дисциплины
всех работников участка, соблюдение правил
трудового распорядка, создание уплотнённого
режима изпользования рабочего дня и си-
стематическое поддержание высокого уровня
культуры труда путём правильной организа-
ции рабочих мест, бесперебойного их обслу-
живания всем необходимым, обеспечения
чистоты и порядка на производственном
участке.
Мастер должен следить за состоянием нор-
мирования труда на своём участке, добиваясь
замены опытно-статистических и временных
норм расчётно-техническими нормами. Ма-
стеру необходимо систематически наблюдать
за степенью выполнения норм рабочими и
принимать меры для того, чтобы на участке
не было рабочих, не выполняющих устано-
вленных норм. Мастеру надо помнить, что
при наличии необоснованных норм выра-
ботки наряду с расчётно-техническими нор-
мами может возникнуть уравниловка в оплате
рабочих различной квалификации. Он должен
устранять причины, вызывающие уравни-
ловку в оплате труда, и создавать правиль-
ное соотношение в заработке рабочих соот-
ветственно квалификации и трудности вы-
полняемых работ, а также индивидуальной
производительности каждого рабочего.
ТЕХНИЧЕСКОЕ РУКОВОДСТВО
И ПРОИЗВОДСТВЕННЫЙ ИНСТРУКТАЖ
Важнейшей задачей мастера является обес-
печение высокого качества продукции на
порученном ему участке путём текущего
технического руководства и производствен-
ного инструктажа рабочих.
При внедрении новых технологических
процессов они должны сдаваться мастеру во
вполне налаженном виде. Мастеру надлежит
наблюдать за освоением новых технологиче-
ских процессов и вносить в установленном
порядке свои коррективы, способствующие
повышению качества обработки и росту про-
изводительности труда на участке. Мастер
должен строго следить за соблюдением уста-
новленных' технологических процессов, не
допуская нарушения нормальных условий
производства, произвольных отступлений от
запроектированной последовательности опе-
раций и технологических режимов.
При обнаружении брака мастер должен
немедленно выяснять его причины и винов-
ников для принятия действенных мер по
предотвращению дальнейших дефектов обра-
ботки и по борьбе с бракоделами. Главная
задача мастера заключается в предупрежде-
нии брака, для чего необходимо следить за
техническим состоянием оборудования, при-
способлений и применяемых инструментов,
за правильной наладкой станков, своевремен-
ной переточкой инструментов, за состоянием
и периодической проверкой измерительных
средств.
Важным условием для предупреждения
брака по вине рабочих, а также для освоения
установленных норм и повышения произво-
дительности труда на участке является про-
изводственный инструктаж. Различают два
вида производственного инструктажа: ввод-
ный -и текущий, или оперативный. Вводный
инструктаж имеет целью ознакомить каждого
нового работника с организацией производ-
ственного участка, с особенностями техно-
логического процесса и организацией рабо-
чего места, а также с правилами техники
безопасности и общим распорядком работы
на данном рабочем месте. Кроме того, ввод-
ный инструктаж знакомит работника с тех-
никой работы, которая ему поручается, с
устройством технологического оборудования
и оснасгки, с технической документацией по
деталям и операциям, которые закреплены за
данным рабочим местом, с приёмами пра-
вильного использования механизмов для пре-
дупреждения брака, поломок, аварий. Мастер
должен организовать инструктаж новых ра-
ботников по всем указанным вопросам и
лично проверить, насколько они усвоили
свои обязанности и правильные методы ра-
боты.
Текущий инструктаж: имеет целью си-
стематическое улучшение приёмов и техники
выполнения производственных заданий. Он
заключается в разъяснении рабочим, брига-
дирам и наладчикам технических условий,
которым должна отвечать обработка изделия
на данной операции, в объяснении чертежа,
схемы наладки станка, правильного выбора
режимов, текущей проверки размеров и т. п.
Такие разъяснения часто должны сопрово-
ждаться наглядным показом рациональных
приёмов работы. Существенной задачей опе-
ративного текущего инструктажа является
предупреждение ошибок, в частности, при
освоении новых объектов производства, но-
вых механизмов или приспособлений, при
внедрении передовых технологических ме-
тодов и т. п. Кроме того, мастер дол-
жен проверять работу отстающих рабо-
чих и в нужных случаях лично проводить
их инструктаж.
СМЕННО СУТОЧНОЕ ПЛАНИРОВАНИЕ
И ОПЕРАТИВНАЯ ПОДГОТОВКА
ПРОИЗВОДСТВА
Правильная организация труда и произ-
водства на участке требует равномерной и
слаженной работы в полном соответствии с
установленным производственным заданием
и с календарным графиком запуска и выпу-
ска продукции на участке. Практическим
инструментом, которым должен пользоваться
мастер для решения этой задачи, является
сменно-суточное планирование. Сменные за-
дания, разработанные планировщиком или
ГЛ. V]
ОРГАНИЗАЦИЯ СОРЕВНОВАНИЯ И СТАХАНОВСКОЙ РАБОТЫ
373
распределителем участка, мастер должен про-
верять с точки зрения производственных
условий и перспективы работ в течение оче-
редных суток. При составлении сменного
задания надо правильно распределить работу
не только по группам оборудования, но также
по отдельным рабочим местам и исполните-
лям, сообразуясь с их действительной про-
изводительностью и с преемственной зави-
симостью их работы от выполнения сопря-
жённых операций по технологическому марш-
руту. Для этого надо учитывать расстановку
людей в каждой смене, возможность и допу-
стимость их переброски во избежание про-
стоев или недогрузки, наличие межопера-
ционных заделов, необходимость возмещения
брака и срочного изготовления дефицитных
или отстающих деталей, вывод станков в
планово-предупредительный ремонт и их вы-
ход из ремонта, состояние приспособлений
и специального инструмента.
Сменно-суточное планирование должно
сопровождаться тщательной оперативной
подготовкой всего необходимого для бес-
перебойной и высокопроизводительной ра-
боты каждой очередной смены. Утвердив
сменные задания на очередные сутки, мастер
должен организовать дело таким образом,
чтобы каждая смена могла уверенно присту-
пить к работе, будучи полностью обеспечена
материалами, заготовками и полуфабрикатами,
чтобы она не испытывала непредвиденных
задержек или затруднений из-за отсутствия
необходимых инструментов и приспособлений
или вследствие их неисправности. Для того
чтобы ликвидировать потери времени на по-
лучение нарядов, чертежей, материалов и
инструмента в начале каждой смены и в те-
кущем ходе её работы, распределитель и
соответственные вспомогательные рабочие
должны заблаговременно подготовить и ском-
плектовать всю документацию, материалы
и инструменты и доставить их к рабочим
местам, руководствуясь намеченным распре-
делением работ по сменному заданию.
. Сменный мастер должен до начала своей
смены удостовериться в подготовке всего
необходимого для выполнения производ-
ственного задания своей смены; он дол-
жен заканчивать свой рабочий день провер-
кой фактического объёма запуска и выпуска
деталей за истекшую смену и состояния под-
готовки к следующему дню.
ОРГАНИЗАЦИЯ СОРЕВНОВАНИЯ
И СТАХАНОВСКОЙ РАБОТЫ
Важной задачей мастера является органи-
зация соревнования и внедрение стаханов-
ских методов труда на участке. Для этого
мастер должен внимательно изучать. свои
кадры, хорошо знать индивидуальные особен-
ности рабочих, заботливо помогать их куль-
турно-техническому росту и повышению их
общественно-политической сознательности.
Мастер должен заботиться о переводе работ
чих из разряда в разряд и о продвижении
их на более квалифицированную работу. Он
должен также интересоваться бытовыми усло-
виями рабочих.
Как советский руководитель первичного
производственного подразделения мастер
должен быть не только администратором,
но и воспитателем, способствующим раз-
витию коммунистического отношения работ-
ников к своему труду, укреплению чув-
ства ответственности каждого работника за
выполнение плана не только на участке,
но и в масштабе всего завода, созданию то-
варищеской взаимопомощи в деле подтяги-
вания отстающих и пробуждения их творче-
ской энергии, проявлению новаторской ини-
циативы и неустанного стремления к совер-
шенствованию методов своей производствен-
ной работы на основе полного овладения
техникой и её прогрессивного использо-
вания.
Воспитание рабочих в духе коммунисти-
ческой преданности производству является
непосредственной задачей партийных и обще-
ственных организаций; мастер должен осу-
ществлять эту работу совместно с партор-
гом и профоргом своего участка. Важнейшее
место в этой работе принадлежит развёрты-
ванию социалистического соревнования среди
рабочих. Мастер должен побуждать рабочих,
не участвующих в соревновании, взять на
себя определённые социалистические обяза-
тельства по примеру передовых. Он должен
вызывать их активность, направляя её на
решение наиболее актуальных вопросов про-
изводства, и помогать в решении этих во-
просов. Он должен следить за ходом работы
соревнующихся рабочих, периодически про-
верять результаты соревнования, выяснять
причины невыполнения обязательств и обу-
чать отстающих на опыте передовиков.
Для обеспечения широкой гласности со-
ревнования целесообразно вывешивать на
особой доске показатели каждого рабочего,
обновляя их по результатам работы за истек-
ший день и особо выделяя лучшие достиже-
ния. Необходимо, кроме того, периодически
проводить производственные совещания по
сменам и по всему участку для обсужде-
ния результатов соревнования и для оценки
работы отдельных бригад и рабочих.
Мастер должен подробно знакомиться с
методами работы передовых стахановцев не
только на своём участке, но и в других
цехах, а также на других заводах, чтобы
использовать их достижения и применить
их в практике своего участка. В тесном со-
дружестве с технологами передовые мастера
осуществляют планомерное внедрение новой
техники и высокопроизводительных мето-
дов работы, добиваясь перевода всего уча-
стка на путь коллективного стахановского
труда.
В этих целях необходимо разрабатывать
оперативные планы рационализации произ-
водства и освоения стахановских методов
работы, привлекая к их составлению и прак-
тическому осуществлению передовых рабо-
чих, техников и изобретателей, работающих
на участке. Внимательное отношение к по-
ступающим предложениям, их быстрое офор-
мление через бюро рабочего изобретательства
завода и правильное поощрение инициато-
ров резко повышают рационализаторскую»
активность рабочих и способствуют подъёму
соревнования за овладение методами кол-
лективной стахановской работы на уча-
стке.
374
ОРГАНИЗАЦИЯ ТРУДА И ЗАРАБОТНОЙ ПЛАТЫ
[РАЗД. V
ОРГАНИЗАЦИОННЫЕ УСЛОВИЯ
РАБОТЫ МАСТЕРА
Наиболее благоприятные условия для раз-
вития инициативы мастера и повышения его
ответственности создаются при выделении
производственных участков по предметному
признаку с законченным технологическим
циклом обработки определённых узлов, де-
талей или изделий.
Для полноценного осуществления своих
обязанностей по техническому руководству,
организации труда и производства мастер
должен быть освобождён от несвойственных
ему функций по наладке оборудования, полу-
чению заготовок или материалов, подбору
инструментов и приспособлений и вообще
от подготовки и текущего обслуживания ра-
боты участка. Выполнение этих задач должно
осуществляться соответствующим штатом
вспомогательных рабочих, закреплённых за
участком и работающих под наблюдением и
руководством старшего мастера и сменных
мастеров.
Мастер должен быть также освобождён от
излишней конторской работы по оператив-
ной и учётной документации (оформление
сменных заданий, выписка нарядов, материаль-
ных требований и накладных, составление от-
чётных сводок о выработке, движении заде-
лов, простоях, доплатах и т. п.). Эти функции
должны выполняться планировщиком или кон-
торщиком участка. Задача мастера сводится
к контролю правильности и точности опера-
тивных документов, учётных сведений и от-
чётных сводок, поскольку он несёт ответ-
ственность за сохранность и за правильное
использование доверенных ему материаль-
ных ценностей и за целесообразное расхо-
дование денежных средств.
Чтобы обеспечить необходимые органи-
зационные условия работы мастера и со-
здать возможность выделения соответствен-
ного штата вспомогательных рабочих, надо
избегать образования чрезмерно дробных
производственных участков и проводить
укрупнение технологически связанных или
родственных участков под руководством
одного старшего мастера. Для укрепления
ответственности мастера за экономические
показатели производства и за повышение
его рентабельности необходимо организо-
вать хозяйственный расчёт производствен-
ных участков и стимулировать их успешную
работу в соответствии с реально достигну-
той экономией по затратам, зависящим от
участка (см. гл. II)..
ЛИТЕРАТУРА И ИСТОЧНИКИ
1. Постановление СНК СССР и ЦК ВКП(б) от 27 мая
1940 г. „О повышении роли мастера на заводах тяжё-
лого машиностроения". Собрание постановлений СССР
1940 г. № 15, ст. 361.
2. Г. М. Маленков, О задачах партийных организаций
в области промышленности и транспорта, Госполитиздат,
М. 1941.
3. „Слово мастеров". Сборник статей, Профиздат, 1948.
СОЦИАЛИСТИЧЕСКИЕ ФОРМЫ ТРУДА И МАССОВОЙ РАЦИОНАЛИЗАЦИИ
ПРОИЗВОДСТВА
Социалистические формы труда предста-
вляют собой непосредственное выражение
коммунистического отношения работников к
своему труду, практическое проявление широ-
кой творческой активности масс, обусловлен-
ной преимуществами социалистического хо-
зяйственного и общественного строя. Они воз-
никают по инициативе передовых рабочих,
инженерно-технических работников и служа-
щих в процессе социалистического соревно-
вания за выполнение и перевыполнение госу-
дарственных плановых заданий. Почётной обя-
занностью руководителей производства являет-
ся всемерное содействие развитию социали-
стических форм труда и правильное их ис-
пользование в интересах увеличения выпуска
продукции, роста производительности труда
и квалификации кадров, освоения новой тех-
ники, улучшения качественных показателей
работы предприятия.
В зависимости от масштабов и характера
задач, разрешаемых разнообразными формами
социалистического труда и массовой рацио-
нализации производства, они могут быть (толь-
ко условно, конечно) сгруппированы по сле-
дующим основным направлениям: а) перевы-
полнение норм и производственных заданий
путём повышения производительности труда
работников; б) выполнение и перевыполнение
производственного плана при меньшем числе
работников; в) передача передового произ-
водственного опыта и развитие массовой ра-
ционализаторской инициативы работников;
г) комплексная перестройка производствен-
ных звеньев и планомерное повышение куль-
туры производства; д) освоение новой техники
и коренное усовершенствование методов про-
изводственной работы; е) улучшение эконо-
мических показателей производства, увеличе-
ние сверхплановых накоплений и ускорение
оборачиваемости оборотных средств; ж) орга-
низация коллективной стахановской работы
участков, цехов и заводов.
Само собой разумеется, что даже приве-
дённый широкий перечень отнюдь не исчер-
пывает собою той многогранной и яркой ини-
циативы, которая повседневно проявляется в
деятельности советских людей на производ-
стве.
ПОВЫШЕНИЕ ИНДИВИДУАЛЬНОЙ
ПРОИЗВОДИТЕЛЬНОСТИ ТРУДА
Простейшей формой социалистического
труда, направленной на повышение индиви-
дуальной производительности работников,
является ударничество. Ударниками являются
рабочие, активно соревнующиеся за выполне-
ГЛ. V]
ПОВЫШЕНИЕ ИНДИВИДУАЛЬНОЙ ПРОИЗВОДИТЕЛЬНОСТИ ТРУДА
375
ние установленных норм выработки и произ-
водственных заданий на основе строгого со-
блюдения трудовой дисциплины, точного вы-
полнения технологических предписаний и
производственных инструкций, уплотнения ра-
бочего дня, тщательного ухода за станком,
правильного применения инструментов, под-
держания постоянного порядка и чистоты на
рабочем месте. Ударная бригада отличается
от обычной производственной бригады тем,
что её участники берут на себя повышенные
обязательства по части выполнения норм и
плановых заданий (так называемые встречные
нормы и встречные планы), самостоятельно
осуществляют расстановку людей и координа-
цию работ в бригаде, устанавливают взаимо-
контроль за дисциплиной и качеством работы
бригады, оказывают друг другу товарище-
скую взаимопомощь в процессе труда и в
повышении своего культурно-технического
уровня.
Ударничество приобрело широкий размах
в промышленности в 1929 г. в -связи с развёр-
тыванием всенародного соревнования за до-
срочное выполнение первой Сталинской пяти-
летки. Оно сохраняет свое значение и в на-
стоящее время, будучи безусловно доступным
для всех без исключения работников незави-
симо от степени овладения ими техникой и
от характера выполняемых работ, независимо
от их квалификации.
Более высокой ступенью социалистиче-
ского труда, направленного на преодоление
установленных норм и производственных за-
даний, является стахановское движение. Ста-
хановская работа характеризуется прежде
всего овладением техникой и элементами но-
ваторского творчества в процессе труда, что
значительно повышает его производитель-
ность. ч
По определению декабрьского. Пленума
ЦК ВКП(б) 1935 г. „Стахановское движе-
ние означает организацию труда по-новому,
рационализацию технологических процессов,
правильное разделение труда в производстве,
освобождение квалифицированных рабочих от
второстепенной подготовительной работы, луч-
шую организацию рабочего места, обеспече-
ние быстрого роста производительности труда,
обеспечение значительного роста заработной
платы рабочих и служащих" *.
Существенной особенностью стахановских
методов работы является их комплексный ха-
рактер, основанный на всестороннем учёте
всех элементов и факторов произзодства, на
использовании всех источников повышения
производительности. Стахановские методы
работы отличаются значительным разнооб-
разием.
Общим для всех стахановцев является стиль
их работы, который состоит в высокой произ-
водственной культуре, в исследовательском и
новаторском подходе к выполнению производ-
ственных заданий, в смелой революционной
инициативе и целеустремлённости труда, в
постоянном повышении своего техниче-
ского уровня и совершенствовании методов
работы. -.
* ВКП(б) в резолюциях и решениях съездов, конферен-
ций и пленумов ЦК, ч. II, изд. 6-е, Госполитиздат, 1940,
стр. 628.
В первый же год возникновения стаханов-
ского движения передовые стахановцы ма-
шиностроительных заводов показали высокие
образцы социалистической производительно-
сти труда, заставили пересмотреть традицион-
ные представления о технических возможно-
стях производственного оборудования и обно-
вить соответствующие справочники и норма-
тивные материалы, учебные пособия и техни-
ческую литературу. Инициатор стахановского
движения в машиностроении кузнец Горьков-
ского автозавода т. Бусыгин на штамповке
коленчатых валов в два раза превысил норму
выработки, применявшуюся на заводах Форда.
Слесарь Киевского станкозавода им. Горь-
кого т. Швиненко заменил шабровку протяж-
кой и добился увеличения производительности
при обработке корпуса патрона в 51 раз.
Однако задача организации стахановского дви-
жения заключается не только в создании от-
дельных рекордов высокой производительно-
сти, а в широком распространении передового
опыта и в освоении стахановских методов
труда возможно большим количеством рабо-
чих. По такому пути и шло развитие стаха-
новского движения в машиностроении.
В период Великой Отечественной войны
этому способствовал могучий патриотический
подъём, охвативший весь советский народ.
В годы войны широко развернулось движе-
ние двухсотников и трёхсотников, прини-
мавших на себя обязательства систематически
перевыполнять установленные нормы выра-
ботки в два и три раза. Уральский фрезеров-
щик Дмитрий Босый усовершенствовал техно-
логическую оснастку станка и подбор фрез,
в результате чего добился систематического
ежедневного выполнения десяти норм. Своим
рекордом он положил начало движению ты-
сячников, которое приобрело широкий раз-
мах в оборонной промышленности.
Одной из новых форм стахановской орга-
низации труда в период войны явились фрон-
товые бригады, сочетавшие самоотверженную
работу „по-фронтовому" со смелым новатор-
ством и инициативой в области техники и
организации производства. Приняв на себя
выполнение повышенного сменного задания,
участники этих бригад не уходили с работы
до полного его выполнения.
Всенародное социалистическое соревнова-
ние за досрочное выполнение послевоенной
Сталинской пятилетки сопровождается даль-
нейшим развитием стахановских методов
работы.
Не ограничиваясь перевыполнением смен-
ных норм выработки, стахановцы берут на
себя социалистические обязательства выпол-
нить несколько годовых норм. Токарь Мо-
сковского завода шлифовальных станков
т. Быков, например, выполнил за 1946 г.
шесть годовых норм. Многие стахановцы до-
биваются досрочного освоения прогрессив-
ных проектно-технических норм, намеченных
на 1950 г. Зуборез Уральского завода тяжё-
лого машиностроения т. Пономарев борется
за выполнение 30 годовых норм к концу
пятилетки. Шлифовщик Московского инстру-
ментального завода т. Макаров явился ини-
циатором соревнования за досрочное выпол-
нение личного пятилетнего плана каждым ра-
бочим..
376
ОРГАНИЗАЦИЯ ТРУДА И ЗАРАБОТНОЙ ПЛАТЫ
[РАЗД. V
ВЫПОЛНЕНИЕ ПРОИЗВОДСТВЕННЫХ
ЗАДАНИЙ ПРИ МЕНЬШЕМ ЧИСЛЕ
РАБОТНИКОВ
Повышение индивидуальной производи-
тельности создаёт объективные предпосылки
для перевыполнения производственных пла-
нов или для их выполнения с меньшим коли-
чеством работников. Но в ходе развития со-
циалистического соревнования возникли осо-
бые формы стахановского труда, имеющие
своей непосредственной задачей выполнение
производственных заданий при меньшем со-
ставе рабочих. К числу таких форм стаханов-
ского труда относятся многостаночная и
иного агрегатная работы.
Движение многостаночников приобрело
особое развитие в 1939 г. по инициативе
стахановцев УЗТМ им. Орджоникидзе и
Харьковского станкозавода им. Молотова,
взявших на себя патриотическое обяза-
тельство заменить рабочих, ушедших в
ряды Красной Армии, и обеспечить бес-
перебойное выполнение плана путём одно-
временного обслуживания двух и боль-
шего количества станков. Новаторство ста-
хановцев-многостаночников состояло в том,
что они опровергли прежний взгляд, будто
можно совместить работу на нескольких стан-
ках только в условиях применения автома-
тов и полуавтоматов, и доказали практиче-
скую осуществимость параллельного обслу-
живания одним рабочим универсальных стан-
ков даже в тех случаях, когда они выполняют
разные работы.
Подробнее об организации многостаночной
работы см. выше специальную статью.
Одновременная работа на разнотипных
станках (например, на фрезерном и строгаль-
ном либо на токарном и фрезерном и т. п.)
требует расширения квалификации рабочего
и приводит к совмещению профессий, кото-
рое получило развитие так же, как самостоя-
тельная форма стахановского труда на ручных
работах и в особенности среди вспомогатель-
ных рабочих.
Совмещение профессий позволяет расши-
рить фронт работ вспомогательных рабочих,
уплотнить их рабочий день и таким образом
обеспечить полноценное обслуживание основ-
ного производства при меньшем численном
составе работников.
В годы Отечественной войны возникла
своеобразная форма стахановской работы
среди станочников, принимавших на себя обя-
зательство обслуживать свои станки теку-
щим ремонтом, овладевая для этого допол-
нительной профессией ремонтного слесаря.
Инициатором этого движения был т. Смета-
нин — бригадир одной из стахановских бригад
цеха „Нормаль" Московского автозавода
имени Сталина.
Ещё большее распространение приобрело
движение комсомольско-молодёжных бригад,
развернувшееся по почину московской ком-
сомолки Е. Барышниковой по всему Совет-
скому Союзу. Эти бригады преследовали цель
так организовать свою работу, чтобы при
меньшем количестве рабочих обеспечить
безусловное выполнение и перевыполнение
плана. Для этого участники комсомольско-
молодёжных бригад активно овладевали до-
полнительными профессиями, повышали свою
квалификацию, применяли многостаночные
методы работы, рационализировали техноло-
гические процессы и организацию труда в
бригаде.
ПЕРЕДАЧА ПЕРЕДОВОГО ОПЫТА
И РАЗВИТИЕ МАССОВОЙ
РАЦИОНАЛИЗАТОРСКОЙ ИНИЦИАТИВЫ
Большую роль в распространении передо-
вой практики высокопроизводительной ра-
боты и в развитии массовой рационализатор-
ской инициативы играли и играют производ-
ственные совещания, которые способствуют
организации обмена производственным опы-
том между разными группами рабочих и уста-
новлению тесного товарищеского сотрудни-
чества рабочих с инженерно-техническими
работниками. Подвергая критике недостатки
текущей работы цеха, производственные
совещания выявляют резервы для увеличения
выпуска и улучшения качественных показа-
телей производства, выдвигают соответствую-
щие рационализаторские предложения, на-
мечают практические пути закрепления, раз-
вития и наилучшего использования техниче-
ских и организационных достижений отдель-
ных участков, бригад и рабочих.
В 1930 г. возникла своеобразная форма
передачи передового производственного
опыта, получившая название общественного
буксира и заключающаяся в активной тех-
нической и организационной помощи от-
стающим рабочим, бригадам, участкам и
цехам со стороны лучших ударников произ-
водства.
Задачи широкого распространения стаха-
новских методов работы вызвали к жизни
целый ряд новых социалистических форм
труда.
Для обобщения, технического обоснова-
ния и внедрения стахановских методов со-
здавались специальные комплексные бригады,
куда входили наряду со стахановцами инже-
нерно-технические работники, помогавшие
им в передаче и распространении своих
производственных достижений путём разра-
ботки необходимой технологической доку<
ментации, проектирования приспособлений
и т. п.
В дальнейшем особенно важную роль
стали играть стахановские школы, которые
являются наиболее распространённой фор-
мой обучения рабочих стахановским методам
работы. Преподавание в такой школе осу-
ществляется передовыми стахановцами. Рас-
сказывая о методах своей работы, стаха-
новцы наглядно демонстрируют их непосред-
ственно на рабочем месте и практически
помогают обучающимся овладеть правиль-
ными приёмами высокопроизводительного
труда.
Важнейшим средством развития массовой
рационализаторской инициативы рабочих, а
также других категорий работников является
организация общественнных смотров. В прак-
тике машиностроительных заводов неодно-
кратно проводились общественные смотры
оборудования, организации труда, инструмен-
ГЛ. V]
КОМПЛЕКСНАЯ ПЕРЕСТРОЙКА ПРОИЗВОДСТВЕННЫХ УЧАСТКОВ
377
тов и приспособлений, качества продукции
и контрольно-измерительных средств. Зада-
ча таких смотров — выявление лучших образ-
цов работы, а также имеющихся недостат-
ков организации производства, возбуждение
творческой активности и рационализатор-
ской мысли рабочих и производственно-
технической интеллигенции завода. Перед
проведением смотра должна быть заранее
разработана подробная программа, преду-
сматривающая конкретные вопросы и пока-
затели, которые составляют содержание
смотра, а также порядок организации смо-
тровых комиссий и их работы, формы мобили-
зации широкой массы рабочих и т. п. В про-
цессе смотра поступает, как правило, боль-
шое количество рационализаторских предло-
жений по ряду вопросов, включённых в про-
грамму смотра.
Аналогичный эффект достигается органи-
зацией социалистических конкурсов на луч-
шее изобретение и рационализаторское пред-
ложение.
Конкурс отличается от общественного
смотра более ограниченным и конкретным
целевым назначением. Обычно конкурс по-
свящается преодолению „узких мест* произ-
водства или решению определённых организа-
ционно-технических задач, имеющих особо
актуальное значение для успешного выпол-
нения производственного плана. Конкурс
проводится по заранее разработанной тема-
тике.
Рационализаторские предложения, прини-
маемые к рассмотрению конкурсными ко-
миссиями, должны удовлетворять определён-
ным условиям, публикуемым к всеобщему
сведению вместе с темником.
Важной формой социалистического труда,
активно содействующей развитию массовой
рационализаторской инициативы на производ-
стве и широкому распространению передо-
вого стахановского опыта, являются стаха-
новские советы, организуемые на некоторых
предприятиях при начальниках цехов. На-
пример, стахановский совет цеха № 7 мо-
сковского завода „Компрессор", состоит из
21 члена; в нём участвуют лучшие стаха-
новцы, бригадиры, мастера, технологи цеха,
а также представители партийной и проф-
союзной организаций. Совет подразделяется
на секции: качества продукции,борьбы с по-
терями, технологической дисциплины и со-
циалистического соревнования; каждая из
них работает по заранее установленному
плану, предусматривающему конкретные ор-
ганизационно-технические мероприятия, спо-
собствующие улучшению технологических
процессов и организации труда в цехе, внедре-
нию прогрессивных норм, сокращению брака
и отходов металла, развёртыванию социали-
стического соревнования и планомерному
распространению стахановских методов ра-
боты.
Стахановский совет, организованный при
начальнике цеха микрометров завода „Ка-
либр", оказал большую помощь руководству
цеха в распространении методов т. Н. А. Рос-
сийского ив организации коллективной
стахановской работы других участков цеха
(подробнее см. ниже, в конце дайной
статьи).
КОМПЛЕКСНАЯ ПЕРЕСТРОЙКА
ПРОИЗВОДСТВЕННЫХ УЧАСТКОВ
Первой формой социалистического труда,
имевшей целью создание слаженной и высоко-
производительной работы целых участков и
цехов, явились сквозные ударные бригады,
возникшие в 1930 г. по почину рабочих
Ростовского завода сельскохозяйственного
машиностроения. В такие бригады вхо-
дили все рабочие, связанные друг с дру-
гом последовательностью технологического
процесса по выпуску определённых изде-
лий, а также инженерно-технические ра-
ботники, помогавшие бригаде в организа-
ционно-технических вопросах планирования
производства.
Практика сквозных ударных бригад спо-
собствовала созданию предметных участков
с замкнутым технологическим циклом и
освоению поточных методов организации
производства.
На заводах автотракторной промышлен-
ности в условиях стахановского движения
получили широкое распространение такие
формы социалистического труда, как стаха-
новский конвейер на сборочных участках и
поточные производственные бригады (в обра-
батывающих и заготовительных цехах). Прин-
ципы организации стахановских поточных
бригад совпадают с принципами работы сквоз-
ных ударных бригад, но отличаются гораздо
более высокой технической базой, более
чётким построением и устойчивым характе-
ром. Их основное назначение — обеспечить
слаженную, высокопроизводительную и рит-
мичную работу всей поточной линии или по-
точного участка производства.
В период Великой Отечественной войны
были проведены коренная перестройка и
укрупнение производственных участков по
методам бригадира фронтовой бригады свар-
щиков т. Агаркова, предложившего объеди-
нить бригады сварщиков и монтажников тан-
ковых башен, высвободить трёх мастеров,
двух бригадиров и двух квалифицированных
рабочих и одновременно повысить выпуск
продукции за счёт усовершенствования тех-
нологических процессов и обеспечения высо-
кой слаженности работы укрупнённого произ-
водственного участка.
В борьбе за выполнение послевоенной
сталинской пятилетки широко развернулось
всесоюзное соревнование технологов, ини-
циатором которого был технолог Челябин-
ского завода Александр Иванов. Тов. Ива-
нов усовершенствовал технологический про-
цесс изготовления звеньев гусеницы трактора,
пересмотрел режимы работы оборудования,
спроектировал высокопроизводительные ин-
струменты и приспособления, провёл боль-
шую работу по улучшению организации труда
и рабочего места с учётом опыта передовых
стахановцев, лично обучил молодых рабочих
стахановским приёмам работы и в результате
добился увеличения производственной мощ-
ности участка более чем на 75% и роста
производительности труда более чем в два
раза. Особенностью методов работы т. Ива-
нова является непосредственное творческое
содружество с мастерами и стахановцами
участка, которые активно участвовали в
378
ОРГАНИЗАЦИЯ ТРУДА И ЗАРАБОТНОЙ ПЛАТЫ
[РАЗД. V
перестройке технологии и организации
производства своими рационализаторскими
предложениями 'и непосредственно помо-
гали внедрению намеченных усовершенство-
ваний.
На Уральском заводе тяжёлого машино-
строения зародилось соревнование за высоко-
производительные производственные уча •
стки, предпринятое лауреатом Сталинской
премии инж. Кузиным. Метод т. Кузина
состоит в создании комплексных бригад из
инженеров и стахановцев с целью всесторон-
ней рационализации отдельных производ-
ственных участков. В результате работы та-
кой бригады на одном из участков сталефа-
сонного цеха, который являлся „узким местом"
завода, было проведено коренное усовершен-
ствование производственного процесса, осу-
ществлено разделение труда, освободившее
стерженщиков от подсобных работ, произве-
дены перепланировка и переоборудование
рабочих мест.
В- итоге всех этих мероприятий про-
изводительность труда на участке возросла
в течение первого полугодия после их вне-
дрения на 90%, а к концу года — на
140%.
Широкое распространение получило в
промышленности движение за высокую про-
изводственную культуру участков, возник-
шее по почину помощника мастера ткац-
кого цеха комбината Трёхгорной мануфактуры
В. И. Ворош ина. Тов. Ворошин поставил себе
задачей обеспечить высокую производитель-
ность 1руда на участке, отличное качество
продукции, а также экономию материалов,
энергии и инструментов путём планомерного
упорядочения организационно-технических
условий производства и повышения общей
культуры производственного участка. В пер-
вую очередь он обратил внимание на состоя-
ние оборудования и инструментов и на рацио-
нальную организацию рабочих мест. Для си-
стематического улучшения работы оборудова-
ния, для правильного оснащения рабочих мест
соответствующим вспомогательным инвента-
рём и устройствами, для создания чистоты,
порядка и культурных условий труда на про-
изводственном участке т. Ворошин разра-
ботал план необходимых мероприятий, под-
разделив их на три очереди в зависимости
от условий, требующихся для их выполнения.
К первой группе отнесены мероприятия, ко-
торые могут быть проведены собственными
силами участка без всяких затрат; ко вто-
рой—мероприятия, для реализации которых
нужны небольшие затраты текущего порядка;
к тргтьей — мероприятия, связанные с капи-
тальными затратами.
Звание бригад и участков высокой про-
изводственной культуры, получивших рас-
пространение на многих предприятиях, при-
сваивается только тем бригадам или участ-
кам, которые содержат оборудование и ин-
струменты в отличном техническом состоя-
нии, не допуская их чрезмерного затупления
и преждевременного выхода из строя; соблю-
дают образцовую чистоту и порядок на ра-
бочем месте; имеют опрятную одежду и
обувь; систематически повышают свои про-
изводственно-технические и политические
знания.
На Московском электроламповом заводе
мастер-бригадир Комсомольске молодёжной
бригады лауреат Сталинской премии В. X р и-
с а н о в а выступила инициатором высокопро-
изводительной, слаженной работы участка на
основе часового графика. Внедрению часового
графика предшествовала большая подготови-
тельная работа по освоению сложной техники
производства радиоламп, по выявлению
и устранению дефектов их изготовления, по
технической учёбе всех членов бригады и,
в частности, по овладению рядом смежных
профессий, позволившему работницам выпол-
нять различные опзрации технологического
процесса, быстро ликвидируя „узкие места"
или подменяя' отсутствующих товарищей.
Наряду с этим т. Хрисанова добилась зна-
чительных улучшений в оперативной подго-
товке и обслуживалии работы участка; обес-
печила заблаговременную комплектную по-
дачу материалов и деталей в объёме сменно-
суточного задания; организовала на основе
укрепления товарищеской трудовой дисци-
плины в бригаде слаженную поточную сборку
радиоламп со строгим соблюдением единого
ритма на всех операциях.
В результате всего этого участок т. В. Хри-
сановой успешно справился со взятыми на
себя обязательствами по досрочному выпол-
нению пятилетнего плана по выпуску высо-
кокачественной продукций и по экономии
дорогих материалов, используемых в про-
изводстве радиоламп, добившись снижения
их себестоимости на 15%.
ОСВОЕНИЕ НОВОЙ ТЕХНИКИ
И КОРЕННОЕ УСОВЕРШЕНСТВОВАНИЕ
ПРОИЗВОДСТВЕННОЙ РАБОТЫ
Освоение новой техники составляет неотъ-
емлемую принадлежность всех основных форм
социалистического труда. Оно приобретает
более широкий и планомерный характер при
комплексной перестройке производственных
участков. Но, кроме того, существуют неко-
торые особые формы социалистического труда,
непосредственное назначение которых заклю-
чается в ускорении темпов технического про-
гресса машиностроительного производства,
в быстрейшем внедрении передовой техно-
логии или в планомерном повышении органи-
зационно-технической культуры цехов и за-
водов.
При выполнении третьего пятилетнего пла-
на на станкостроительных заводах получили
широкое распространение скоростная подго-
товка и скоростное освоение производства
новых изделий. Движение за скоростное
освоение новых машин возникло по инициа-
тиве передовых конструкторов и технологов,
стремившихся в наиболее сжатые сроки вы-
полнить правительственные задания и органи-
зовать серийный выпуск новых или модерни-
зированных конструкций для нужд техниче-
ского перевооружения отечественного маши-
ностроения. Благодаря тесному содружеству
конструкторов, технологов, инструментальщи-
ков и производственников проектирование
новых машин, методов их изготовления, кон-
струирование технологической оснастки и её
выполнение в металле проводились по уплот-
ГЛ. VI
УЛУЧШЕНИЕ ЭКОНОМИЧЕСКИХ ПОКАЗАТЕЛЕЙ ПРОИЗВОДСТВА
379
нённому календарному графику с максималь-
ным перекрытием отдельных этапов подго-
товки и с широким использованием передо-
вого опыта конструктивной нормализации и
унификации узлов и деталей, типизации тех-
нологических процессов, применения так на-
зываемой „обратимой" оснастки и т. п. В годы
Отечественной войны скоростная техническая
разработка и освоение оборонных заказов на
производство новых моделей вооружения и
боевой техники стала непреложным законом
в работе всех отраслей машиностроения.
В послевоенных условиях методы скоростной
технической подготовки и освоения произ-
водства новых машин способствуют успешно-
му выполнению новых задач дальнейшего тех-
нического прогресса социалистического хо-
зяйства.
Социалистическое соревнование за досроч-
ное выполнение послевоенной сталинской
пятилетки вызвало могучий подъём техниче-
ского творчества и новаторской инициативы
передовых стахановцев, изобретателей, инже-
неров. Практическая реализация этого техни-
ческого творчества обусловила появление
новой формы социалистического труда в виде
комплексных рационализаторских групп но-
ваторов производства. Обычно такие группы
создаются для разработки и внедрения опре-
делённых технических усовершенствований;
они включают инициатора, выдвинувшего дан-
ное рационализаторское мероприятие или
предложившего своё изобретение, и ряд ра-
ботников разных специальностей, которые
участвуют в разработке, испытании и прак-
тическом внедрении этого изобретения.
По инициативе закройщика фабрики „Па-
рижская коммуна" лауреата Сталинской пре-
мии т. В. Матросова на многих пред-
приятиях стала практиковаться систематиче-
ская разработка планов внедрения стаханов-
ских методов труда. Составление таких пла-
нов основывается на учёте имеющегося пере-
дового опыта и предусматривает обширный
комплекс мероприятий по усовершенствова-
нию технологических процессов, по модерни-
зации оборудования, по применению высоко-
производительных инструментов и приспособ-
лений, по рациональной организации труда и
рабочего места. Сущность этих планов заклю-
чается в том, чтобы повысить профессио-
нальное мастерство всех рабочих до уровня
передовых; распространить практические до-
стижения стахановцев и внедрить их на всех
участках производства; освоить передовую
технику и создать необходимые организаци-
онно-технические условия для высокопроиз-
водительного труда всех рабочих. Периоди-
ческая разработка и практическое осуще-
ствление таких планов обеспечивают система-
тическое повышение организационно-техни-
ческого уровня производства, рост объёма
выпуска и улучшение качественных показа-
телей работы цехов и завода.
В 1947—1948гг. рабочие и инженерно-техни-
ческие работники Сормовского завода пред-
приняли разработку целевых стахановских
планов механизации производственных про-
цессов, которые мобилизуют весь коллектив
на решение одной из важнейших задач тех-
нического прогресса и способствуют значи-,
тельному повышению производительности
труда за счёт сокращения трудоёмких ручных
работ.
Своеобразным направлением в развитии
социалистических форм труда является широ-
кое соревнование передовых рабочих за бы-
стрейшее освоение достижений науки и тех-
ники в производстве.
По почину ленинградского токаря т. Борт-
кевича среди рабочих механических цехов
широко развернулось движение ско-
ростников, осваивающих скоростные и
сверхскоростные режимы обработки металлов
резанием, теоретическое обоснование кото-
рых впервые осуществлено советскими учё-
ными и инженерами. Движение скоростников
направлено на внедрение научно-технических
достижений передовой технологии машино-
строения в целях повышения использования
производственных возможностей станочного
парка, резкого сокращения норм машинного
времени и снижения удельного расхода энер-
гии и инструмента на единицу продукции.
Исключительно важная роль принадлежит
также развёртыванию массового движения за
улучшение качества продукции, возникшему
в начале 1949 г. по инициативе помощника
ткацкого мастера Краснохолмского камволь-
ного комбината А. Чутких, предложившего
организовать социалистическое соревнование
бригад отличного качества. Эта инициатива
была подхвачена передовыми рабочими маши-
ностроительных предприятий, включившимися
в борьбу за всемерное укрепление технологи-
ческой дисциплины, за повышение точности
обработки деталей, за улучшение качества по-
верхности, за выпуск продукции, не только
удовлетворяющей техническим условиям, но
превосходящей эти условия по своим экспло-
атационным данным. Стахановские бригады
сочетают борьбу за отличное качество изделий
с непрерывным повышением культуры произ-
водства, с улучшением организации рабочих
мест, эксплоатации оборудования и инструмен-
тов, с рационализацией технического контроля,
строго ритмичной работой по графику, созда-
нием безупречного порядка и чистоты на про-
изводстве. Новаторская инициатива соревную-
щихся за высокое качество продукции приво-
дит к разработке и освоению новых техноло-
гических процессов и методов производства,
обеспечивающих улучшение выпускаемых из-
делий.
УЛУЧШЕНИЕ ЭКОНОМИЧЕСКИ*
ПОКАЗАТЕЛЕЙ ПРОИЗВОДСТВА
И УВЕЛИЧЕНИЕ СВЕРХПЛАНОВЫХ
НАКОПЛЕНИЙ
Первой формой социалистического труда,
направленной не только на увеличение выра-
ботки или на решение организационно-техниче-
ских задач, но и на улучшение экономических
показателей, явилась ударная хозрасчётная
бригада, возникшая в 1931 г. по почину литей-
щиков Невского машиностроительного завода
им. Ленина. Особенное распространение хоз-
расчётные бригады получили после истори-
ческой речи товарища Сталина на совещании
хозяйственников 23 июня 1931 г. Хозрасчёт-
ные бригады добиваются экономного расхо-
дорания материалов, энергии и инструментов;
380
ОРГАНИЗАЦИЯ ТРУДА И ЗАРАБОТНОЙ ПЛАТЫ
[РАЗД. V
бережно используют оборудование и приспо-
собления, не допуская поломок, аварий и
преждевременного их износа; повышают ка-
чество продукции, ликвидируя брак и дефекты
обработки; сокращают все виды затрат, так
или иначе зависящих от бригады, и снижают
себестоимость продукции. Хозрасчётные
бригады прочно вошли в практику социали-
стической организации труда и являются
одной из основных форм массовой борьбы пе-
редовых рабочих за улучшение качествен-
ных показателей производства.
В годы послевоенной пятилетки наряду
с хозяйственным расчётом бригад возникла
новая форма индивидуального соревнования
передовых рабочих за улучшение экономи-
ческих показателей их работы. Она выражается
в открытии лицевых счетов стаха-
новцев, отражающих достигнутую ими
экономию материалов, энергии, топлива, ин-
струментов и других затрат (см. выше,
гл. И).
Коллективные усилия передовых рабочих,
хозрасчётных бригад и инженерно-техниче-
ских работников по обеспечению режима
экономии на производстве получают своё
организационное выражение в периодической
разработке и осуществлении стахановских
планов борьбы, с потерями в масштабе от-
дельных цехов и завода в целом. В этих
планах вскрываются конкретные пзгти эконо-
мии, намечаются очередные мероприятия по
их использованию, по ликвидации всякого
рода непроизводительных затрат, по более
полному и целесообразному использованию
рабочего времени, материальных и денежных
средств. Для практического осуществления
этих мероприятий устанавливаются опреде-
лённые исполнители и сроки, что позволяет
организовать строгую проверку исполнения
плана.
Трудящиеся ленинградских заводов, вы-
ступившие с патриотическим призывом ко
всему советскому народу о выполнении по-
слевоенной пятилетки в 4 года, положили
начало разработке комплексных стаханов-
ских планов организационно-технических ме-
роприятий по обеспечению практических
условий для решения этой задачи. Особен-
ность этих планов состоит в том, что они
основываются на тщательной проверке и под-
счёте производственных возможностей в мас-
штабе всего предприятия применительно к
досрочному выполнению и перевыполнению
количественных и качественных заданий
государственного пятилетнего плана. Раз-
работка таких планов свидетельствует о
дальнейшем росте политической сознатель-
ности и культурно-технического уровня
кадров.
Высокая политическая сознательность ра-
бочих, инженеров и техников социалистиче-
ской промышленности получила особенно
яркое проявление в патриотическом почине
девяти московских предприятий, взявших на
себя в начале 1948 г. обязательства безубы-
точной, рентабельной работы. Эта инициа-
тива была подхвачена передовыми коллекти-
вами 35 столичных предприятий, обратив-
шихся 29 августа того же года с письмом к
товарищу Сталину и обещавших дать госу-
дарству 172 млн. сверхплановых накоплений.
Почин московских предприятий положил на-
чало всенародному движению за сверхпла-
новые накопления, охватившему все отрасли
промышленности и народного хозяйства.
Борьба за рентабельность знаменует новый
этап в развитии социалистической организа-
ции производства. Она порождает ещё более
высокие формы коллективного стахановского
труда, направленного на комплексное исполь-
зование всех внутренних ресурсов и возмож-
ностей предприятий, на всестороннее улуч-
шение всех показателей работы. Борьба за
рентабельность производства сопровождается
разработкой и освоением прогрессивных
технико-экономических норм использования
оборудования, сырья, материалов, энергии,
топлива и инструмента, норм трудоёмкости
продукции, длительности производственного
цикла и оборачиваемости средств.
Высокий удельный вес материальных затрат
в себестоимости продукции машиностроитель-
ных заводов вызывает необходимость макси-
мальной экономии материалов за счёт сокра-
щения норм расхода, отходов, брака и других
потерь в процессе производства. В феврале
1949 г. коллективы Коломенского паровозо-
строительного завода им. В. Куйбышева и за-
вода „Красное Сормово* им. А. А. Жданова
приняли на себя социалистическое обязатель-
ство дать сверхплановую. продукцию без
дополнительных материальных фондов. Кол-
лектив Кировского завода в Ленинграде
в письме к товарищу Сталину обещал до-
биться такой экономии материалов, которая
обеспечит сверхплановый выпуск ста пятиде-
сяти трелёвочных тракторов и пяти тысяч
тонн мартеновской стали. Смелая новаторская
инициатива соревнующихся коллективов со-
здаёт всё новые' формы социалистического
труда, направленные на улучшение эконо-
мики производства ' путём освоения передо-
вой технологии, дальнейшего распростране-
ния и усовершенствования поточных методов
производства, углубления внутризаводского
хозрасчёта и внедрения подлинного режима
экономии не только в основных цехах, но и
в работе вспомогательных цехов и служб пред-
приятия.
В третьем решающем году послевоенной
пятилетки промышленность дала 6 млрд.
руб. сверхплановых накоплений. Нача-
ло 1949 г. ознаменовалось новым патриоти-
ческим почином 103 передовых москов-
ских предприятий, принявших на себя социа-
листическое обязательство ускорить обора-
чиваемость своих оборотных средств и вы-
свободить из оборота для нужд народного
хозяйства в 1949 г. 400 млн. руб. Призыв
москвичей получил широкий отклик во всей
стране и положил начало всесоюзному со-
ревнованию в промышленности за ускорение
оборачиваемости оборотных средств. Это
движение ставит своей задачей увеличить
объём производства без дополнительного
привлечения государственных средств, со-
действовать дальнейшему укреплению совет-
ского рубля и улучшению экономических
показателей работы предприятий. Оно пред-
ставляет собой органическое.продолжение и
развитие всенародной борьбы за рентабель-
ность производства и за увеличение сверх-
плановых накоплений, за досрочное выпол-
ГЛ. V]
ОРГАНИЗАЦИЯ КОЛЛЕКТИВНОЙ СТАХАНОВСКОЙ РАБОТЫ
381
нение послевоенной пятилетки, за ускорен-
ные темпы социалистического расширенного
воспроизводства на путях к высшей фазе
коммунизма.
В первых числах ноября 1949 г. было опу-
бликовано письмо 88 передовых московских
предприятий к товарищу Сталину, в котором
эти предприятия приняли на себя новые со-
циалистические обязательства по улучшению
использования основных средств и по значи-
тельному увеличению выпуска продукции без
дополнительных капитальных вложений на
существующих производственных площадях
и при наличном оборудовании. Внимательно
изучив свои производственные возможности,
коллективы передовых предприятий устано-
вили, что их основные средства — здания,
сооружения, станки, машины и транспортные
устройства — используются далеко не пол-
ностью и что они располагают крупными ре-
зервами дальнейшего роста выпуска и сниже-
ния себестоимости продукции.
Для использования этих резервов они ре-
шили провести более рациональную плани-
ровку оборудования и сократить размер пло-
щади, занятой каждым станком или машиной,
широко применить подвесные транспортные
средства, вынести вспомогательные службы
из основных цехов, ещё шире внедрить по-
точные методы производства и повысить ин-
тенсивность работы оборудования'путём при-
менения скоростных режимов технологиче-
ского процесса, его механизации и автомати-
зации.
В результате всех этих мероприятий
передовые московские заводы обязались вы-
свободить свыше 130 тысяч м2 площади и
выпустить дополнительную продукцию на
сумму более 1 млрд. руб.
Благородное патриотическое начинание
88 московских предприятий получило горячий
отклик и поддержку во всей промышленности
СССР.
Всенародное социалистическое соревнова-
ние за сверхплановые накопления и за уско-
рение оборачиваемости оборотных средств
дополнилось новым движением за улучше-
ние использования основных средств и зна-
чительное дальнейшее увеличение выпуска
продукции.
ОРГАНИЗАЦИЯ КОЛЛЕКТИВНОЙ
СТАХАНОВСКОЙ РАБОТЫ УЧАСТКОВ,
ЦЕХОВ И ЗАВОДОВ
Характерной чертой, свидетельствующей
о новом подъёме стахановского движения
в условиях борьбы советского народа в после-
военный период за быстрейшее восстановле-
ние и развитие народного хозяйства СССР
является возникновение новых форм коллек-
тивной стахановской работы, охватывающей
целые производственные участки, цехи и за-
воды.
Инициатором новых форм коллективного
стахановского труда явился старший мастер
московского инструментального завода
„Калибр" лауреат Сталинской премии
т. Н. А. Российский, по почину которого воз-
никло всесоюзное социалистическое соревно-
вание мастеров машиностроительных заводов.
Тов. Российский наладил образцовое планиро-
вание на своём участке, обеспечил тщатель-
ную оперативную подготовку производства,
провёл целый ряд технических усовершен-
ствований, полностью использовал свои права
для правильной организации труда и укрепле-
ния трудовой дисциплины на участке, систе-
матически обучал рабочих, помогая им овла-
деть техникой и повысить сво-ю квалификацию,
активно вовлекал весь коллектив участка
в социалистическое соревнование и распро-
странял достижения передовых стахановцев,
делая их достоянием всех рабочих участка.
В результате участок т. Российского, а затем
и весь цех микрометров завода „Калибр" пол-
ностью стали стахановскими.
Систематически перевыполняя свои произ-
водственные задания, он из года в год увели-
чивал выпуск микрометров, одновременно
улучшая их качество и снижая их трудо-
ёмкость, совершенствовал .поточные методы
их производства, достигнув уже в 1947 г.
уровня выпуска, запланированного на конец
пятилетки.
Движение за создание производственных
участков коллективной стахановской работы
приобрело широкое распространение во всей
машиностроительной промышленности. На за-
воде „Калибр" присвоение производственному
участку почётного звания коллективного ста-
хановского участка осуществляется по сле-
дующим основным признакам: систематиче-
ское выполнение и перевыполнение произ-
водственных заданий и своих социалистиче-
ских обязательств по выпуску продукции на
основе высокопроизводительной, слаженной и
ритмичной работы всего коллектива; система-
тическое улучшение качества изготовляемой
продукции и непрерывное повышение эконо-
мических показателей производства, в част-
ности, ликвидация брака, снижение трудо-
ёмкости и себестоимости продукции; стаханов-
ская работа всех участников коллектива и сто-
процентный их охват социалистическим сорев-
нованием, в частности привлечение всех рабо-
тающих к творческому участию в планомерном
повышении культуры производства, усовер-
шенствовании техники и организации труда;
соблюдение строжайшей трудовой и технологи-
ческой дисциплины, бережное расходование
производственных ресурсов на основе после-
довательного режима экономии и борьбы с по-
терями; внедрение и освоение прогрессивных
норм (технических норм времени, норм исполь-
зования оборудования,норм расхода материа-
лов, инструментов, энергии); планомерное вне-
дрение новой техники и высокопроизводитель-
ных методов производства, его механизации
и автоматизации; систематическая техниче-
ская и политическая учёба всех работающих
на участке; правильная организация оплаты
труда, хорошо налаженный учёт и контроль
количества и качества выработки, а также
всех производственных затрат участка; актив-
ное участие в общественно-политической
жизни цеха и завода.
На Московском автозаводе имени Сталина
стахановским считается участок, удовлетво-
ряющий следующим требованиям: системати-
ческое (не менее 6 мес. подряд) перевыпол-
нение производственных заданий по объёму
и по установленной номенклатуре; обеспече-
ние высокого качества изделий при систе-
382
ОРГАНИЗАЦИЯ ТРУДА И ЗАРАБОТНОЙ ПЛАТЫ
{РАЗД. V
магическом сокращении брака в сравнении
с установленным лимитом; применение стаха-
новских методов труда на каждом рабочем
месте и перевыполнение установленных норм
всеми рабочими участка) перевыполнение
плана организационно-технических мероприя-
тий и досрочное внедрение передовой техно-
логии с высокими показателями эффектив-
ности; систематическое снижение себестои-
мости продукции и успешное применение
хозрасчёта, в результате которого достигается
сверхплановая экономия затрат, зависящих
от участка; хорошая организация планирова-
ния и безукоризненная постановка учёта на
участке; систематическое проведение работы
по повышению квалификации и идейно-поли-
тического уровня работников участка и сто-
процентный их охват социалистическим со-
ревнованием.
Дальнейшей ступенью в развитии коллек-
тивных форм высокопроизводительной стаха-
новской работы является переход к стаха-
новским цехам. Первым цехом коллективной
стахановской работы явился цех микрометров
завода „Калибр" (начальник цеха — лауреат
Сталинской премии т. Я; В. Оснас). Его инициа-
тива была подхвачена коллективом шарико-
вого цеха 1-го ГПЗ (начальник т. Банков),
четвёртого цеха завода им. Будённого,
(начальник т. Горбач), а также рядом цехов
передовых ленинградских предприятий.
Стахановским цехом считается такой Цех,
все производственные участки которого охва-
чены коллективной стахановской работой;
который обеспечивает согласованный ход
производства по заранее разработанному гра-
фику, полностью исключает задержки и вы-
нужденные простои отдельных звеньев цеха,
а также штурмовщину, накопление неком-
плектных заделов или их „проедание"; кото-
рый внедряет высокую культуру оперативной
подготовки производства на основе тщатель-
ного календарного планирования и распро-
странения стахановских методов работы на
обслуживающие звенья (ремонтное, инстру-
ментальное, материально-складское и транс-
портное хозяйства цеха); который система-
тически разрабатывает и проводит в жизнь
оперативные планы организационно-техниче-
ских мероприятий и рационализации произ-
водства, мобилизует весь коллектив работни-
ков на борьбу со всякого рода потерями, до-
бивается значительной экономии затрат,
улучшения использования основных средств
и ускорения оборачиваемости оборотных
средств.
Показателем работы стахановского цеха
наряду с систематическим увеличением вы-
пуска при соблюдении заданного ассортимента,
строгой ритмичности производства и освое-
нии передовых технико-экономических норм
должно быть прогрессирующее улучшение всех
экономических показателей работы цеха, не-
уклонное снижение себестоимости продукции,
широкое развитие массового изобретатель-
ства и рационализации. В тех случаях, когда
цех специализирован по предметному прин-
ципу на изготовлении определенных изделий,
как это имеет место на заводе „Калибр",
к нему предъявляется требование, чтобы
уровень трудоёмкости и себестоимости выпу-
скаемых им изделий был более прогрессив-
ным, чем достигнутый уровень других пред-
приятий, выпускающих те же изделия.
Ещё более высокой ступенью развития
коллективных форм стахановской работы
является организация сплошных стахановских
заводов. Первым машиностроительным пред-
приятием, завоевавшим почётное звание за-
вода коллективной стахановской работы,
является московский инструментальный за-
вод „Калибр" (директор т. А. В. Нешто),
выполнивший пятилетний план по объёму
производства в 3 года 7 мес. и 10 дней, до-
бившийся резкого увеличения производитель-
ности труда, роста сверхплановых накопле-
ний и ускорения оборачиваемости оборотных
средств, а также значительного улучшения
использования сзоих основных средств.
Министерство станкостроения СССР и
Центральный комитет профсоюза рабочих
станкоинструментальной промышленности
утвердили основные условия, согласно кото-
рым предприятиям министерства присваи-
вается звание завода коллективной стаха-
новской работы. Эти условия сводятся к сле-
дующему: а) выполнение заданий пятилетнего
плана по объёму производства в четыре года
на основе систематического досрочного выпол-
нения годовых планов и неуклонного пере-
выполнения-месячных производственных про-
грамм при соблюдении установленной номен-
клатуры и равномерном выпуске продукции
только высокого качества; б) создание и
внедрение в производство новых конструкций
изделий, отвечающих требованиям техниче-
ского прогресса; внедрение передовой высо-
копроизводительной технологии(поточных ме-
тодов, скоростных режимов механической
обработки, механизации трудоёмких ручных
работ, автоматизации контроля и т. п.); пе-
ревыполнение планов условно-годовой эконо-
мии от внедрения изобретений и рационали-
заторских предложений, в) систематическое
повышение производительности труда на
основе выполнения и перевыполнения норм
выработки всеми рабочими и широкого пла-
номерного распространения передового ста-
хановского опыта (для вновь пришедших на
завод рабочих допускается недовыполнение
норм в течение первого месяца их работы);
г) организация коллективной стахановской
работы во всех производственных цехах за-
вода (основных и вспомогательных), охват
всех работников завода социалистическим со-
ревнованием и широкое развитие передовых
социалистических форм труда; д) перевыпол-
нение заданий по рентабельности и ускорению
оборачиваемости оборотных средств, причём
себестоимость выпускаемой заводом продук-
ции должна быть не только ниже плановой,
но ниже себестоимости аналогичных изделий
других предприятий той же отрасли промыш-
ленности; е) последовательное внедрение
хозяйственного расчёта цехов, бригад и от-
дельных рабочих, систематическая борьба
с потерями и непроизводительными расходами
на основе правильной организации планиро-
вания, учёта и контроля производства;
ж) систематическое повышение культурно
технического и идейно-политического уровня
кадров на основе широкого развёртывания
учёбы рабочих, инженерно-технических работ-
ников и служащих завода; з) систематическое
ГЛ. V]
ОРГАНИЗАЦИЯ КОЛЛЕКТИВНОЙ СТАХАНОВСКОЙ РАБОТЫ
383
улучшение жилищных и культурно-бытовых
условий работников и оздоровление их труда.
Огромную роль в развитии передовых
форм коллективного стахановского труда
играет массовая политико-воспитательная ра-
бота, проводимая партийными организациями
предприятий. Партийная организация воспи-
тывает трудящихся в духе беззаветной пре-
данности социалистической Родине, в духе
служения интересам народа, делу коммунизма.
Методами социалистического соревнования
партийные организации предприятий мобили-
зуют трудящихся на успешное выполнение
государственных плановых заданий. Они на-
правляют партийно-политическую работу на
пробуждение творческой инициативы работ-
ников, на подъём общественной и производ-
ственной активности масс, на развитие их
коммунистической сознательности. Организа-
ционно-практическим выражением неизмеримо
возросшей коммунистической сознательности
трудящихся являются новые формы социали-
стического труда на предприятиях и в особен-
ности новые формы коллективной стаханов-
ской работы производственных участков, це-
хов и заводов.
ЛИТЕРАТУРА И ИСТОЧНИКИ
1. И. В. Сталин, Соревнование и трудовой подъём
масс. Предисловие к книжке Е. Микулиной „Соревнова-
ние" масс", Соч., т. 12.
2. И. В. С т а л и н, Политический отчёт Центрального
Комитета XVI съезду ВКП(б), Соч., т. 12.
3. И. В. Сталин, Новая обстановка — новые задачи
хозяйственного строительства. Речь на совещании хо-
зяйственников '23 июня 1931 г., Вопросы ленинизма,
изд. 11-е.
4. И. В. Сталин, Итоги первой пятилетки. Доклад на
объединённом пленуме ЦК и ЦКК ВКП(б) 7 января
1933 г., Вопросы ленинизма, изд. 11-е.
5. И. В. С т а л и н, Отчётный доклад XVII Съезду Пар-
тии о работе ЦК ВКП(б) 26 января 1934 г., Вопросы
ленинизма, изд. 11-е.
6. И. В. Сталин, Речь в Кремлёвском дворце на вы-
пуске академиков Красной Армии 4 мая 1935 г., Вопросы
ленинизма, изд. 11-е.
7. И. В. С т а л и н, Речь на Первом всесоюзном сове-
щании стахановцев 17 ноября 1935 г. Вопросы ленинизма,
изд. 11-е.
8. И. В. Сталин, Отчётный доклад на XVIII съезде
Партии о работе ЦК ВКП(б) 10 марта 1939 г., Вопросы
ленинизма, изд. 11-е.
9. И. В. С т а л и н, О Великой Отечественной войне
Советского Союза, Госполитиздат. 1948.
10. Резолюция Пленума ЦК ВКП(б) 25/ХН 1935 г. „Вопро-
сы промышленности и транспорта в связи со стаханов-
ским движением участков", ВКП(б) в резолюциях и
решениях съездов, конференций и пленумов ЦК, ч. II,
изд. 6-е, Госполитиздат, 1940.
11. Резолюция XVIII Всесоюзной конференции ВКП(б)
„О задачах партийных организаций в области промыш-
ленности и транспорта", Госполитиздат, 1941.
12. В Совете Министров СССР. О государственном плане
восстановления и развития народного хозяйства СССР
на 1947 г., Госполитиздат, 1947.
13. Г. М, М а л е н к о в, О задачах партийных организа-
ций в области промышленности и транспорта, Госпо-
литиздат, 1941.
14. Г.М.Маленков, 32-я годовщина Великой Октябрь-
ской социалистической революции, Госполитиздат, 194">-
15. В. М. Молотов, Тридцатилетие Великой Октябрь-
ской социалистической революции, Госполитиздат, 1947.
16. В. М. Молотов, 31-я годовщина Великой Октябрь-
ской социалистической революции, Госполитиздат, 1948.
17. „На высоких скоростях", Сборник, Пгофиздат, 1949.
18. „Слово мастеров", Сборник, Профиздат, 1948.
19. ..Слово начальников цехов", Сборник, Профиздат,
1948.
20. Желтова Клавдия, Владимир Ворошин и его
бригада, „Московский рабочий", 1949.
21. X р и с а н о в а В., По часовому графику, Профиздат,
1949.
22. Ч .англ и И, Организация социалистического сорев-
нования на предприятии, ..Московский рабочий", 1949.
Глава VI
ТЕХНИЧЕСКОЕ НОРМИРОВАНИЕ
ОБЩИЕ ОСНОВЫ ТЕХНИЧЕСКОГО НОРМИРОВАНИЯ
ЗАДАЧИ ТЕХНИЧЕСКОГО
НОРМИРОВАНИЯ
Важнейшей задачей социалистической орга-
низации производства является систематиче-
ское повышение производительности труда.
Высокая производительность труда является
основой экономического могущества социа-
листического государства,
„Производительность труда, это, в послед-
нем счёте, самое важное, самое главное для
победы нового общественного строя. Капита-
лизм создал производительность труда, неви-
данную при крепостничестве. Капитализм
может быть окончательно побежден и будет
окончательно побежден тем, что социализм
создает новую, гораздо более высокую про-
изводительность труда."*
Уровень производительности труда опре-
деляется количеством времени, затрачиваемым
на выполнение заданной работы. Чем меньше
времени затрачено на выполнение работы,
тем выше производительность труда.
К. Маркс писал: „..-.. экономия времени,
равно как и планомерное распределение рабо-
чего времени по различным отраслям произ-
водства остаётся первым экономическим
законом на основе коллективного произ-
водства.***
Если для капиталистического производства,
как указывает К. Маркс «... закон повы-
шающейся производительной силы труда
имеет не безусловное значение"***, то для
социалистической системы хозяйства эконо-
мия времени становится основным законом
социалистического производства.
Экономия затрат труда при высоком
качестве продукции является критерием совер-
шенства технологии и организации произ-
водства.
В условиях социалистического произ-
водства особое значение приобретает норми-
рование затрат рабочего времени.
Основной задачей технического нормиро-
вания является установление для конкретных
организационно-технических условий необхо-
димых затрат времени на выполнение задан-
*В. И. Ленин, Соч., изд. 3-е т. XXIV, стр. 342.
** Архив Маркса и Энгельса, т. IV, стр. 119.
•** К. Маркс, Капитал, т. III, стр. 236.
ной работы, т. е. норм времена, или количе-
ства единиц продукции (штук, тонн, метров
и т. п.), которое должно быть изготовлено
в единицу времени (смену, час), т. е. норм
выработки.
Техническое нормирование в СССР должно
основываться на строгой проверке производ-
ственных возможностей цеха и предприя-
тия, на наиболее производительных режи-
мах работы оборудования, наиболее эф-
фективных для данных условий способах
работы и формах организации труда и на
учёте передового производственного опыта
стахановцев. Установленные на этой основе
нормы обусловливают более высокую произ-
водительность труда, способствуют сниже-
нию себестоимости продукции и повышению
материального благосостояния трудящихся.
Такие нормы определяются методами техни-
ческого нормирования и называются техни-
ческими нормами.
На отдельных машиностроительных пред-
приятиях до сих пор не изжиты из прак-
тики опытно-статистические.нормы. Основой
опытно-статистического нормирования явля-
ются личный опыт нормировщика и учёт-
ные данные о фактических затратах рабочего
времени на выполнение данной или анало-
гичной ей работы.
Нормы, установленные этим способом, не
используют всех производственных возможно-
стей оборудования и не учитывают в необходи-
мой мере стахановских методов работы. Бази-
руясь на суммарном принципе установления
норм, опытно-статистическое нормирование
исключает возможность тщательного анализа
составных частей работы .выявления скрытых
резервов производительности труда, улучше-
ния организации труда и т. п.
Нормирование на основе личного опыта,
равнение на фактические затраты времени за
прошлый период тормозят рост производи-
тельности труда. Отражая в нормах достиг-
нутый ранее уровень производительности
труда, опытно-статистическое нормирование
приводит к установлению отсталых норм, от-
ражающих прошлый опыт, старые методы
работы и узаконивающих имевшие место не-
поладки, простои и потери рабочего времени.
При переходе на поточные методы произ-
водства наличие опытно-статистических норм
ГЛ. VIJ
ЗАДАЧИ ТЕХНИЧЕСКОГО НОРМИРОВАНИЯ
385
тормозит отладку и освоение потока, препят-
ствует его синхронизации и установлению
чёткого ритма.
Применение на предприятиях опытно-ста-
тистического нормирования не стимулирует
роста производительности труда и на прак-
тике приводит к большому перевыполнению
новых норм значительной массой рабочих
сразу после их установления. Опытно-стати-
стическое нормирование осуждено декабрь-
ским Пленумом ЦК ВКП(б) A935 г.), как не
соответствующее достигнутому уровню пере-
довой техники СССР и не отвечающее задаче
дальнейшего подъёма производительности
труда.
.Преобладание в практике нормирования
так называемых опытно-статистических норм,
равнение на выработку слабо владеющего
техникой своего производства рабочего, от-
сутствие при установлении норм выработки
подлинного анализа роста производственных
возможностей предприятия и цеха, роста
энерговооружённости рабочего, роста его
технического и культурного уровня — всё
это делает существующую практику норми-
рования труда тормозом на пути дальнейшего
роста производительности труда и заработка
рабочих."*
Пленум ЦК ВКП(б) указал на необходи-
мость при определении норм выработки ис-
ходить „... из строгой проверки производ-
ственных возможностей цеха и предприятия
и учёта передового производственного опыта
стахановцев".**
Эти руководящие указания Пленума ЦК
ВКП(б) определяют основное отличие техни-
ческого нормирования от опытно-статистиче-
ского и устанавливают исходную базу для
создания технических норм в социалистиче-
ской промышленности.
Оплата по количеству и качеству труда
является законом социалистического общест-
ва. „До тех пор, пока наступит „высшая фаза"
коммунизма, социалисты требуют строжай-
шего контроля со стороны общества и со
стороны государства над мерой труда и мерой
потребления ..." ***
В машиностроительной промышленности
преобладающей формой оплаты труда является
прямая неограниченная сдельная и связанная
с ней прогрессивно-сдельная оплата труда.
Ликвидация разнобоя и мелкобуржуазной
уравнительности в оплате труда и устано-
вление правильной оплаты труда должно
осуществляться на основе правильных, тех-
нически обоснованных норм и в соответ-
ствии с действующими тарифными усло-
виями.
Грубо ошибочным является сложившееся
у отдельных работников представление о
норме времени лишь как о средстве устано-
вления сдельного расценка. В результате этого
допускается искажение технических норм
с целью подгонки их к определенному уровню
заработной платы. В действительности тех-
нические нормы в жизни предприятия имеют
многообразное назначение.
Являясь основой установления правильной
заработной платы, технические нормы спо-
собствуют росту производительности труда
и развитию социалистического соревнования
и стахановского движения. „ Технические
нормы нужны, кроме того, для того, чтобы
отстающие массы подтягивать к передовым.
Технические нормы — это большая регулиру-
ющая сила, организующая на производстве
широкие массы рабочих вокруг передовых
элементов рабочего класса." *
Правильное планирование производства,
рабочей силы, заработной платы, расчёт про-
пускной способности оборудования и произ-
водственных мощностей заводов немыслимы
при отсутствии технических норм. „Без тех-
нических норм невозможно плановое хозяй-
ство." **
Поэтому в основу правильной организа-
ции труда и внутризаводского планирования
должны быть положены технические
нормы
В постановлении Совета Министров СССР
О государственном плане восстановления
и развития народного хозяйства на 1947 г.
Сталинские указания о технических нормах
получили своё дальнейшее развитие и кон-
кретизацию:
„Государственные планы должны быть
большевистскими; они должны быть рассчи-
таны не на среднеарифметические нормы,
достигнутые в производстве, а на среднепро-
грессивные нормы, т. е. равняться в сторону
передовых.
Успех выполнения и перевыполнения госу-
дарственных планов решают люди; план дол-
жен ориентироваться на передовых рабочих,
инженеров и техников, показывающих огром-
ные возможности в деле достижения про-
грессивных норм использования машин и ме-
ханизмов и, таким образом, обеспечиваю-
щих перевыполнение государственных пла-
нов". ***
Из этих указаний вытекает, что техниче-
ские нормы времени или нормы выработки
должны быть прогрессивными и равняться
на передовое использование оборудования,
инструмента, материала и других технических
средств. При этом использование рабочего
.времени должно быть наиболее полным и со-
ответствовать уровню, достигнутому передо-
выми рабочими.
Технические нормы, аккумулируя опыт
и достижения передовиков производства —
стахановцев, в свою очередь способствуют
передаче этого опыта всей массе рабочих.
Таким образом, важнейшими задачами
технического нормирования в условиях соци-
алистического государства являются:
а) установление технически обоснованных
норм времен-и и норм выработки и создание
тем самым основы для правильной организа-
ции труда, заработной платы и внутризавод-
ского планирования;
б) активное участие в развитии социали-
стических форм организации труда и социа-
листического соревнования путём изучения
* ВКП(б) в резолюциях и решениях съездов, конфе-
ренций и пленумов ЦК, ч. II, стр. 640, изд. 5-е, Госпо-
литшдат, 1936.
** Там же.
*** В. И. Ленин, Соч., т. 25, стр. 441.
25 Том 15
* И. В. Сталин, Вопросы ленинизма, изд. 11-е,
стр. 502.
** Там же.
**• Газета .Правда" № 52 UO433) от 1 марта 1947 г.
386
ТЕХНИЧЕСКОЕ НОРМИРОВАНИЕ
РАЗД. V
передового опыта рабочих-стахановцев, отра-
жения его в нормах и распространения среди
широкой массы рабочих;
в) проведение систематической работы по
внедрению мероприятий, направленных к по-
вышению производительности труда и сниже-
нию себестоимости продукции.
В соответствии с этим в содержание работ
по установлению технических норм на социа-
листическом предприятии входят:
а) исследование нормируемых процессов,
анализ факторов, влияющих на продолжитель-
ность их отдельных составных частей и раз-
работка технико-нормировочных норматиьов;
б) анализ запроектированных технологи-
ческих процессов в целях выявления возмож-
ностей их выполнения с наибольшей произво-
дительностью, проектирование рациональной
структуры процесса, режимов работы обору-
дования, организации рабочего места и его
обслуживания;
в) изучение стахановских методов работы
для перенесения их на широкий фронт всех
рабочих цеха (участка);
г) расчёт на этой основе технических норм
времени (норм выработки);
д) определение необходимых квалифика-
ционных требований, предъявляемых к рабо-
чему, тарификация на этой основе нормиру-
емых работ и установление сдельных расцен-
ков;
е) внедрение запроектированных норм
и контроль за проведением организационно-
технических мероприятий, обеспечивающих
выполнение установленных норм всеми рабо-
чими цеха (участка);
ж) контроль за выполнением установлен-
ных норм, изучение причин расхождения
между ними и фактическими затратами вре-
мени, разработка новых организационно-тех-
нических мероприятий, способствующих по-
вышению использования оборудования и даль-
нейшему росту производительности труда.
В условиях социалистического государства
техническое нормирование является одним из-
средств повышения производительности труда
и тем самым богатства общества в целом,
улучшения материального благосостояния
и повышения культурного уровня трудя-
щихся.
В противовес этому в капиталистических
государствах нормирование труда является
орудием эксплоатации рабочего класса и на-
правлено на выжимание из него наибольшей
прибавочной стоимости. В капиталистических
условиях рабочий рассматривается как прида-
ток машины, а нормирование труда превра-
щено в .научную систему" самой жестокой
эксплоатации.
„В чём состоит эта „научная система"?
В том, чтобы выжимать из рабочего втрое
больше труда в течение того же рабочего
дня. Заставляют работать самого сильного
и ловкого рабочего, отмечают по особым
часам — в секундах и долях секунды — коли-
чество времени на каждую операцию, на каж-
дое движение; вырабатывают самые эконом-
ные и самые производительные приёмы
работы; воспроизводят работу лучшего рабо-
чего на кинематографической ленте и т. д.
А в результате я... выжимают из рабочего
втрое больше труда, выматывают безжалостно
все его силы, высасывают с утроенной ско-
ростью каждую каплю нервной и мускульной
энергии наёмного раба ...
Выжимают пот по всем правилам науки..."*.
В случае невыполнения рабочими устано-
вленных норм их с неумолимой жестокостью
выбрасывают за ворота предприятия. Очень
жёсткие требования к рабочим в части выпол-
нения норм позволяют капиталисту удеше-
влять стоимость труда, не доплачивая ра-
бочему за перевыполнение установленных
норм.
Техническое нормирование в СССР бази-
руется на совершенно иной основе и имеет
глубокое принципиальное отличие от норми-
рования труда в любой капиталистической
стране.
Нормирование труда в СССР находится
под контролем государственных и обществен-
ных организаций.
Законом запрещено производить сущест-
венный пересмотр норм без соответствующей
санкции Совета Министров СССР и без согла-
сования с высшим органом профессиональных
союзов — ВЦСПС.
ТЕХНИЧЕСКАЯ НОРМА И ЕЕ СОСТАВНЫЕ
ЧАСТИ
Анализ производственных возможностей,
являющийся исходным этапом установления
технических норм, предусматривает диферен-
цированное изучение отдельных технологиче-
ских операций с разделением их на следующие
составные части:
а) в технологических процессах обра-
ботки— переходы, проходы, приёмы и дви-
жения;
б) в сборочных, монтажно-регулировочных
и тому подобных процессах — приёмы и дви-
жения.
Под операцией следует понимать часть
технологического процесса, осуществляемую
одним или несколькими рабочими на одном
рабочем месте и охватывающую собой все
последовательные действия по обработке дан-
ной детали (группы деталей) до перехода
к обработке следующей детали (группы
деталей).
Переходом называется часть операции,
при которой остаются неизменными: а) обра-
батываемая поверхность (одна или несколько,
одновременно обрабатываемых); б) инстру-
мент (один или несколько, одновременно
работающих); в) режим работы оборудова-
ния.
В ручных процессах обработки переход
характеризуется неизменностью обрабатывае-
мой поверхности и инструмента.
Изменение одного какого-либо из указан-
ных факторов (обрабатываемой поверхности,
инструмента, режима работы оборудования)
определяет собой новый переход.
Проходом называется повторяющаяся
часть перехода, ограниченная снятием одного
слоя с обрабатываемой поверхности (одной
или нескольких одновременно обрабатываемых
поверхностей).
• В. И. Л е н и н, Соч., т. 18, стр. 556—557.
ГЛ. VI]
ТЕХНИЧЕСКАЯ НОРМА И ЕЁ СОСТАВНЫЕ ЧАСТИ
387
Приёмом называется законченное действие
рабочего, которое характеризуется своим
частным целевым назначением.
Движением . называется часть приёма,
заключающаяся в прикосновении рабочего
к предмету либо в перемещении рабочего
(с предметом или без него).
Для изучения затрат рабочего времени
следует придерживаться определённой его
классификации, предусматривающей деление
рабочего времени на составляющие его ка-
тегории (классификацию элементов рабочего
времени, см. табл. 9, стр. 413—414).
Всё рабочее время должно нормироваться.
К нормируемому времени относятся все за-
траты рабочего времени, которые по своему
характеру подлежат включению в состав нор-
мы времени на выполнение определенной ра-
боты. Количественная величина затрат по
каждой категории нормируемого времени под-
лежит изучению в целях выявления излиш-
них затрат времени и установления необходи-
мой их величины, подлежащей включению
в норму времени.
Возникающие на производстве как след-
ствие плохой его организации потери рабочего
времени ни в коем случае не должны вклю-
чаться в состав нормы времени. По мере их
выявления они должны быть немедленно
устранены проведением соответствующих
организационно-технических мероприятий, на-
правленных к максимальному уплотнению ра-
бочего дня.
Технической нормой времени называется
время, устанавливаемое на выполнение дан-
ной операции при определенных органи-
зационно-технических условиях и наиболее
эффективном использовании всех средств
производства с учётом передового производ-
ственного опыта стахановцев.
Технические нормы времени предусматри-
вают:
а) выполнение работы рабочими соответ-
ствующей квалификации, обладающими необ-
ходимыми навыками и овладевшими техникой
производства на данном рабочем месте, про-
изводительность труда которых превышает
средний достигнутый уровень на данном
участке;
б) наиболее рациональный технологический
процесс, разработанный с учётом наличного
оборудования и размеров партий обрабаты-
ваемых деталей;
в) применение наиболее эффективных для
данных условий инструментов и приспособле-
ний, а также наивыгоднейших режимов работы
оборудования;
г) наилучшую в данных условиях органи-
зацию труда с учётом рационального отделе-
ния вспомогательных и подготовительных работ
от основных;
д) организованное обслуживание рабочего
места и снабжение его всем необходимым для
бесперебойной работы;
е) максимальное совмещение во времени
действий рабочего (работа обеими руками),
а также перекрывание автоматической рабо-
той оборудования ручной работы и связанное
с этим одновременное обслуживание рабочим
нескольких агрегатов;
ж) одновременную обработку деталей
несколькими инструментами;
з) максимальное совмещение во времени
работы отдельных рабочих при групповой
и бригадной организации труда и т. д.
Техническая норма времени состоит из
нормы подготовительно-заключительного
времени и нормы штучного времени.
Подготовительно-заключительным време-
нем называется время, затрачиваемое рабо-
чим на ознакомление с заданием и чертежом,
подготовку рабочего места, наладку оборудо-
вания, установку инструмента и приспособле-
ний на обработку заданной партии одинако-
вых деталей, а также на снятие инструмента
и приспособлений по окончании работы.
Отличительной особенностью подготови-
тельно-заключительного времени является то,
что оно затрачивается рабочим один раз для
выполнения данной работы, и его продолжи-
тельность не зависит от размеров обрабаты-
ваемой партии (числа штук).
Составными частями нормы штучного вре-
мени являются:
а) оперативное время (основное -f- вспомо
гательное),
б) время обслуживания рабочего места,
в) время перерывов на отдых и естествен-
ные надобности.
Оперативным временем называется время,
затрачиваемое на работу, непосредственным
результатом которой является выполнение за-
данной операции.
Оперативное время пропорционально объ-
ёму произзодственного задания (размеру за-
данной партии) и отдельные его элементы
повторяются с каждым обрабатываемым изде-
лием или в определённой последовательности
через определённое число их.
При выполнении различных обработочных
процессов оперативное время подразделяется
на основное и вспомогательное время.
Основное {технологическое) время —время,
в течение . которого происходит изменение
обрабатываемого изделия (изменение его фор-
мы и размеров, структуры и свойств мате-
риала, внешнего вида изделия и т. д.), являю-
щееся непосредственной целью заданного тех-
нологического процесса.
Основное время может быть: а) машинным,
если предусмотренные технологическим про-
цессом изменения изделия осуществляются
рабочей частью оборудования без непосред-
ственного участия рабочего; б) машинно-руч-
ным^ если изменение изделия производится
механизмом с непосредственным участием ра-
бочего (работа на станках с ручной подачей,
сверление пневмо- и электродрелями и т. п.);
в) ручным-) если изменение изделия произво-
дится рабочим без участия механизма.
Вспомогательным временем называется
время, затрачиваемое рабочим на действия,
обеспечивающие выполнение основной работы.
Оно повторяется с каждым обрабатываемым
изделием или в определённой последователь-
ности через некоторое число их (время на
установку, закрепление и снятие обрабатывае-
мых деталей, на управление агрегатами, на
перестановку инструмента, на промеры обра-
батываемых поверхностей и т. д.).
Вспомогательное время бывает преимуще-
ственно ручным. В отдельных случаях вспо-
могательное время может быть машинно-руч-
ным и машинным (установка и снятие изде-
388
ТЕХНИЧЕСКОЕ НОРМИРОВАНИЕ
[РАЗД. V
лия при помощи подъёмно-транспортных
механизмов, автоматическое перемещение
супортов и бабок металлорежущих станков
и т. п.).
В связи с развитием скоростных режимов
обработки металлов стахановцы, изобретатели
и другие новаторы социалистического маши-
ностроения стремятся всемерно сократить
вспомогательное время за счёт механизации
и автоматизации соответствующих работ.
Время обслуживания рабочего места—вре-
мя, затрачиваемое рабочим на уход за рабо-
чим местом и поддержание его в рабочем со-
стоянии.
При выполнении обработочных процессов
время обслуживания рабочего места подраз-
деляется на: а) время технического и б) время
организационного обслуживания рабочего
места.
Время технического обслуживания рабо-
чего места затрачивается на уход за рабочим
местом на протяжении данной конкретной
работы (на смену притупившегося инстру-
мента, регулирование инструментов, подна-
ладку оборудования в процессе работы, сме-
тание стружки и т. д.).
Время организационного обслуживания
рабочего места затрачивается на уход за ра-
бочим местом в течение рабочей смены (на
раскладку и уборку инструмента в начале и
конце смены, осмотр и опробование обору-
дования, смазку и чистку оборудования
и т. д.).
Время перерывов на отдых и естествен-
ные надобности зависит от условий выполне-
ния работы и включается в нормируемое
время только при выполнении физически тя-
жёлых, производимых ускоренным темпом
работ, в неудобном положении, при высокой
температуре окружающей среды и т. д.
В остальных случаях затрата времени на от-
дых не учитывается, а в норму включается
лишь время на естественные надобности.
Для целей анализа отдельных категорий
нормируемого времени и при последующем
установлении норм времени весьма важно
выделять из времени ручной работы ту часть,
которая выполняется во время автоматиче-
ской (самоходной) работы оборудования.
В связи с этим ручное время следует делить
на перекрываемое и неперекрываемое машин-
ным временем. Это необходимо также при
решении вопросов об организации многоста-
ночного обслуживания.
При выполнении автоматизированных про-
цессов не включаются в норму затраты вре-
мени на те элементы ручной работы, которые
могут быть выполнены во время автоматиче-
ской работы станка.
Технические нормы времени рассчитыва-
ются исходя из нормированных припусков на
обработку, нормальной крепости и твердости
обрабатываемых материалов и из условий
работы на исправном оборудовании, нормаль-
гого качества инструментом, при уплотнённом
рабочем дне.
Техническая норма времени устанавли-
вается обычно на каждую операцию. В слу-
чаях, когда несколько следующих друг за
лругом операций выполняется на одном рабо-
чем месте одним рабочим или бригадой рабо-
чих (во избежание излишнего дробления норм
и расценков и завышения норм времени) уста-
навливается одна норма на всю группу опе-
раций.
Норма выработки в смену определяется как
частное от деления продолжительности смены
на норму штучного времени.
Техническую норму времени (так же, как
и норму выработки) ни в коем случае нельзя
рассматривать как предел производительности
труда. С увеличением энерговооружённости
рабочего места, с улучшением организационно-
технических условий и с повышением культур-
но-технического уровня кадров растёт произ-
водительность труда, а следовательно, должны
изменяться и технические нормы.
Проведение в жизнь новых организационно-
технических мероприятий должно обязательно
сопровождаться внедрением в производство
новых технических норм.
МЕТОДЫ УСТАНОВЛЕНИЯ ТЕХНИЧЕСКИХ
НОРМ В ПРОИЗВОДСТВАХ РАЗНЫХ
ТИПОВ
При установлении норм времени следует
строго учитывать тип производства и органи-
зационно-технические условия выполнения
работы. В крупносерийном и массовом произ-
водствах технические нормы должны быть осо-
бенно точны, так как даже небольшие отклоне-
ния в нормах могут сильно влиять на определе-
ние пропускной способности (величины заданий)
отдельных агрегатов и целых участков про-
изводства. В мелкосерийном и единичном
производствах допускается применение упро-
щённых методов расчёта норм.
Основой установления технических норм
являются анализ и расчёт отдельных операций
по их составным частям. Степень диференциа-
ции операций зависит от типа производства.
Наибольшее расчленение операций при анализе
следует производить в крупносерийном и мас-
совом производствах, причём в массовом про-
изводстве расчленение доводят до отдельных
приёмов. При наличии кратковременных опе-
раций (холодная штамповка и др.) анализу
подвергают каждое движение, устанавливая
при этом наиболее рациональные способы его
выполнения.
В автоматизированных и механизированных
процессах наряду с изучением отдельных
приёмов рабочего тщательному исследованию
подвергают оборудование и инструменты
с целью внедрить наиболее производительные
режимы работы.
Исследование процессов в массовом про-
изводстве сопровождается проведением про-
верочных расчётов по соответствующим нор-
мативам и измерением фактических затрат
времени непосредственно на рабочих местах.
Установление расчётной продолжительности
работы в крупносерийном и массовом произ-
водствах на основе нормативных материалов
является предварительным этапом технико-
нормировочной работы; техническая норма
в массовом производстве устанавливается
после освоения процесса и приобретения ра-
бочими достаточного навыка.
Особые требования к техническому норми-
рованию выдвигаются поточным методом про-
изводства. Свойственная поточному производ-
ГЛ. VI]
ОСОБЕННОСТИ НОРМИРОВАНИЯ СОСТАВНЫХ ЧАСТЕЙ ТЕХНИЧЕСКОЙ НОРМЫ
389
ству ритмичность процесса предусматривает
необходимость определения для каждого рабо-
чего в потоке нагрузок, продолжительность
которых в максимальной мере приближается
к расчётному такту или кратна ему. Для этого
весь процесс работы разбивают на возможно
мелкие составные части (приёмы).
Отдельные приёмы в процессе находятся
в определённой технологической и организа-
ционной взаимозависимости. Эта взаимозави-
симость может быть последовательной и парал-
лельной. При последовательной зависимости
выполнению одного приёма (или группы при-
ёмов) предшествует окончание выполнения
другого приёма (или группы приёмов). При
параллельной зависимости выполнение при-
ёмов может производиться одновременно на
одном рабочем месте, и в разное время на
одном или разных рабочих местах.
При компоновке из приёмов операций для
отдельных рабочих мест потока необходимо
знать, в какой зависимости находятся приёмы,
выполняемые на смежных рабочих местах. Так
как при построении потока имеется возмож-
ность менять места выполнения отдельных
приёмов, то необходимо знать заранее границы
внутри технологического процесса, в пре-
делах которых может выполняться каждый
приём.
В условиях поточной сборки машин
на непрерывно двигающемся конвейере
без снятия изделия с конвейера, при устано-
влении операционной нагрузки для каждого
рабочего места путём набора приёмов, в боль-
шинстве случаев невозможно добиться пол-
ного соответствия продолжительности опе-
раций ритму потока Расхождение в продол-
жительности операций допускается при этом
в пределах ±10%. Эти расхождения могут
быть сглажены при отладке потока правильной
расстановкой рабочих. На недогруженные ра-
бочие места следует ставить рабочих с мень-
шим опытом и навыком, работающих с замед-
ленным темпом; по мере повышения у них
навыка необходимо продвигать их на более
нагруженные рабочие места.
В условиях поточных методов производства,
а равным образом в массовом и крупносерий-
ном производстве, техническое нормирование,
основанное на расчёте, должно сопровождаться
исследованием отдельных операций на рабочих
местах, которое в сочетании с измерением
времени позволяет наиболее полно исполь-
зовать возможности производства и установить
передовые нормы.
В серийном производстве экспериментиро-
вание может иметь ограниченное применение
и предназначается главным образом для работ,
имеющих наибольшее распространение. По
данным, полученным экспериментальным путём,
устанавливается типовая структура основных
процессов, а на основе проведённого измере-
ния времени определяются нормальные за-
траты на выполнение отдельных приёмов и
разрабатываются исходные материалы для уста-
новления рациональных режимов работы обо-
рудования.
Для установления наивыгоднейших режимов
работы оборудования как в серийном, так и
в массовом производствах целесообразно осу-
ществлять экспериментирование в специальных
лабораториях (обработки металлов резанием,
сварки и т. п.) и полученные данные проверять
в производственных условиях. .
В мелкосерийном и единичном производствах
технические нормы времени устанавливаются
путём изучения и анализа однородных про-
цессов и разработки на этой основе упрощён-
ных и укрупнённых нормативных материалов
для расчёта отдельных составных частей нормы,
а также составления на их основе типовых
норм времени соответственно типовым техно-
логическим процессам изготовления наиболее
характерных изделий.
В мелкосерийном и единичном производ-
ствах можно также устанавливать нормы путём
сравнения трудоёмкости аналогичных опе-
раций. При этом на типовую операцию норма
устанавливается техническим расчётом, а на
однородные операции — по аналогии или ин-
терполированием.
Таким образом, основным методом устано-
вления технических норм является аналити-
чески-расчётный, причём в условиях крупно-
серийного и массового производств при при-
менении поточных методов аналитически-рас-
чётный метод дополняется исследованием на
рабочих местах, в условиях мелкосерийного и
единичного производств — сравнением трудо-
ёмкости аналогичных операций.
Технические нормы, устанавливаемые ана-
литически-расчётным методом, ориентируются
на определённые организационно-технические
условия.
С изменением технологии и организации
труда нормы должны своевременно пересма-
триваться, в противном случае эти устаревшие
нормы будут служить тормозом на производ-
стве.
На период освоения новых производств
могут быть установлены временные нормы
путём введения поправочных коэфициентов к
техническим нормам, диференцированно учи-
тывающих отсутствие специальных инстру-
ментов и приспособлений, недостаточные на-
выки рабочих, наличие подгоночных работ
и т. п.
ОСОБЕННОСТИ НОРМИРОВАНИЯ
ОТДЕЛЬНЫХ СОСТАВНЫХ ЧАСТЕЙ
ТЕХНИЧЕСКОЙ НОРМЫ
Нормирование подготовительно-заключи-
тельного времени ведётся по укрупнённым
группам (комплексам) приёмов наладки и под-
готовки к работе (по данным наблюдений за
работой наладчиков и операторов). Для ка-
ждого комплекса приёмов разрабатываются со-
ответствующие нормативы времени в зависи-
мости от основных организационно-техниче-
ских факторов, определяющих их продолжи-
тельность.
При разработке нормативов следует ис-
ходить из возможности сокращения времени
на подготовку оборудования к работе.
В серийном производстве для большинства
ручных процессов с периодической повторяе-
мостью работ подготовительно-заключительное
время относительно невелико и его принято
включать в норму штучного времени.
Основное и вспомогательное время норми-
руется раздельно только для обработочных
процессов.
390
ТЕХНИЧЕСКОЕ НОРМИРОВАНИЕ
[РАЗД. V
При нормировании основного времени сле-
дует различать три основные разновидности
обработочных процессов: 1) автоматизирован-
ные — с машинным основным временем; 2) ме-
ханизированные — с машинно-ручным основ-
ным временем; 3) ручные—с ручным основ-
ным временем.
Для автоматизированных процессов основ-
ное время на каждый переход определяется
по формуле
'' A)
где L — путь» проходимый инструментом в на-
правлении подачи, в мм или в М; sM — ско-
рость подачи (величина подачи) в мм/мин,
или в м/мин; i — число проходов.
Расчёт машинного времени должен произ-
водиться на основе применения наивыгодней-
шего режима работы оборудования. Под наи-
выгоднейшим режимом работы оборудования
следует понимать такие условия его экспло-
атации, при которой достигается наибольшая
производительность труда в сочетании с наи-
меньшей себестоимостью осуществления дан-
ного процесса (операции).
При механизированных процессах скорость
подачи зависит от квалификации рабочих и их
навыков. В связи с этим для определения
машинно-ручного времени предварительно
устанавливают расчётные значения ручных по-
дач путём систематизации хронометражных
данных.
Нормирование основного времени ручных
обработочных процессов осуществляется с по-
мощью нормативов (определяемых на основе
хронометрирования), учитывающих основные
технологические факторы, влияющие на про-
должительность работы.
Степень детализации нормирования вспо-
могательного времени так же, как и степень
точности рассчитываемой нормы, зависит от
характера организации производства. В нор-
мативах вспомогательного времени должны
быть отражены методы работы стахановцев,
которые могут быть распространены на всю
массу рабочих. Расчётная*продолжительность
отдельных приёмов работы в нормативах вспо-
могательного времени устанавливается с учё-
том возможного сокращения их фактической
длительности за счёт наиболее часто встреча-
ющихся случаев совмещения (например, одно-
временного выполнения работы обеими ру-
ками).
Оперативное время для большинства обра-
боточных процессов определяется раздельным
расчётом основного и вспомогательного вре-
мени. Для части ручных и механизированных
обработочных процессов, а также для сбороч-
ных, монтажно-регулировочных, формовочных
и тому подобных работ оперативное время
определяется суммарно (без разделения на
основное и вспомогательное время) на основе
хронометражных данных, систематизированных
в виде нормативных таблиц и графиков.
Для массового и крупносерийного произ-
водств нормативы оперативного времени раз-
рабатываются на отдельные приёмы с ограни-
ченным объединением их в комплексы; для
серийного — преимущественно на комплексы
приёмов, следующие друг за другом в опре-
делённой технологической последовательности
(технологические комплексы), либо имеющие
одинаковые факторы продолжительности (рас-
чётные комплексы).
Последний способ применяется главным
образом для таких процессов, которые содер-
жат в себе большое число приёмов, находя-
щихся между собой в сложных технологиче-
ских сочетаниях.
Содержание и продолжительность работы
по обслуживанию рабочего места зависят от
степени серийности производства, его органи-
зации, порядка чередования смен, типа обору-
дования и характера выполняемой работы.
При расчёте нормы штучного времени для
всех процессов, кроме обработочных, время
обслуживания рабочего места исчисляется по
формуле
'обе—
B)
где Товс — время обслуживания рабочего места
в мин. на одну штуку; t0QC — время обслужи-
вания рабочего места в процентах оператив-
ного времени; Топ — время оперативной ра-
боты в мин. на одну штуку.
Разделение времени обслуживания рабочего
места на организационное (top2) и техническое
(*тех) Для ручных и механизированных обра-
боточных процессов имеет практическое зна-
чение лишь при анализе процессов и разра-
ботке нормативов. Для расчёта нормы времени
следует для каждого вида обработки опреде-
лить нормальное соотношение между основ-
ным (То) и вспомогательным (Тв) временем и
в соответствии с этим исчислять время об-
служивания рабочего места по формуле
"f*
в) =
100
где topz и tmex — выражены в процентах опе-
ративного времени.
Если рабочий в условиях поточного произ-
водства на протяжении смены работает по-
следовательно на нескольких агрегатах, то для
расчёта времени организационного обслужи-
вания рабочего места Торг для данного агре-
гата применяется формула
Торг—
орг
D)
где topz — время организационного обслужи-
вания рабочего места для данного агрегата
в мин. на смену; Nc — задание рабочему для
данного агрегата на смену в штуках.
При расчёте нормы штучного времени
время на отдых и естественные надобности
{ТСтд) исчисляется по формуле
Тотд — ~1
*отд
100
E)
где tomQ — время на отдых и естественные
надобности в процентах оперативного времени.
Норма времени на обработку данной партии
деталей определяется из равенства:
Тпар = тпз + Тш-п, (б)
где Тпз — норма подготовительно-заключитель-
ГЛ. Vf
НОРМИРОВАНИЕ МНОГОСТАНОЧНЫХ РАБОТ
391
ного времени на партию в мин.; Тш — норма
штучного времени в мин.; п — число штук
(метров, килограммов и т. п.) в партии.
Норма штучного времени в общем случае
рассчитывается по формуле
. G)
орг
отд
J ЛЯ 1 1 "Г 1 /\,\
Если выразить Торг, Tmex и Тотд в процен-
тах оперативного времени и обозначить topz +
+ *тех + *отд через k, формула G) примет
вид:
г 100 V
В тех случаях, когда подготовительно-за-
ключительное время исчисляется в процентах
оперативного времени (tn3) и включается при
этом в состав нормы штучного времени,
Здесь Тш — норма штучного времени с учётом
подготовительно-заключительного времени в
мин. на одну штуку, k' = top2+tmex+tomd+tn3.
При выделении нормы подготовительно-за-
ключительного времени из нормы штучного
времени для подетальной калькуляции норма
штучного калькуляционного времени ТШшК
определится из равенства
Тш.к = Тш+1^г. (Ю)
Норма выработки в штуках на рабочий
день
N=^-, A1)
ВДе Тсм — продолжительность рабочего дня.
Так как между нормой времени и нормой
выработки существует обратно пропорцио-
нальная зависимость, то процент изменения
нормы времени не равен проценту изменения
нормы выработки. Соотношения между их из-
менениями в процентах могут быть устано-
влены из следующего равенства:
или
10Q.fr
100 — 6*
100-д
100 +а1
A2)
A3)
где а— процент увеличения нормы выработки;
b — процент уменьшения нормы штучного
времени.
НОРМИРОВАНИЕ МНОГОСТАНОЧНЫХ
(МНОГОАГРЕГАТНЫХ) РАБОТ
При установлении технических норм для
автоматизированных процессов и проектиро-
вании организации труда, соответствующей
данным нормам, предусматривается макси-
мально возможное (в данных условиях) и це-
лесообразное совмещение обслуживания одним
рабочим нескольких агрегатов.
Целесообразность совмещения возникает
при наличии в данной операции достаточной
длительности автоматизированной работы,
в течение которой рабочий свободен от упра-
вления данным агрегатом и от активного на-
блюдения за его работой.
Варианты многостаночного обслуживания
рассматриваются в статье „Многостаночная
работа и совмещение профессий" (см. гл. V).
Основная особенность нормирования много-
станочных работ заключается в различии
нормы для рабочего и для оборудования.
В связи с этим нормирование каждой отдель-
ной операции, выполняемой на совмещённых
агрегатах, дополняется нормированием труда
многостаночника.
Методика установления технических норм
для многоагрегатных работ зависит от типов
совмещаемого оборудования. С этой точки
зрения следует различать агрегаты: автома-
тические (например, токарно-револьверные
автоматы); с автоматической подачей, выпол-
няющие операции, состоящие из нескольких
переходов; полуавтоматические (в том числе—
обычные металлорежущие станки, выполняю-
щие однопереходные операции с автоматиче-
ской подачей).
Нормирование многоагрегатных работ
должно исходить из правильного подбора
операций для совмещаемых агрегатов, кото-
рый характеризуется максимальной загрузкой
совмещаемого оборудования, наиболее полной
загрузкой многостаночника и ритмичностью
обслуживания им агрегатов в установленной
последовательности через равномерные про-
межутки времени.
Нормирование многостаночных работ, вы-
полняемых на автоматически действующих аг-
регатах, заключается в определении на осно-
вании фотографирования рабочего дня много-
станочника оптимального числа агрегатов,
обслуживаемых одним рабочим (или одним
наладчиком совместно с одним или несколь-
кими операторами) и в расчёте норм выра-
ботки по каждому агрегату в отдельности.
При этом оптимальное число обслуживаемых
агрегатов устанавливается путём определения
соответствия между максимальной загрузкой
рабочего и минимальными простоями станков,
обусловленными неуспеваемостью многоста-
ночника. Согласно этому корректируется норма
выработки для каждого отдельного агрегата
с учётом неизбежных потерь, вызываемых
многостаночным обслуживанием.
При одновременном обслуживании не-
скольких агрегатов, выполняющих многопере-
ходные операции, в большинстве случаев воз-
никают простои станков. Исключение соста-
вляют отдельные случаи, когда на станках
выполняются операции одинаковой продолжи-
тельности, причём периоды ручной работы,
выполняемой рабочим на одном станке, со-
впалают с автоматической работой других
станков.
Правильный подбор многопереходных ра-
бот должен производиться на основе графиче-
ского анализа периодов работы станков и
рабочего-многостаночника.
При работе на полуавтоматических станках
(агрегатах) или на станках с автоматической
подачей, выполняющих однопереходные опе-
рации, могут быть совмещены в один ком-
плект станки, выполняющие: одинаковые опе-
рации с равным оперативным временем (стан-
392
ТЕХНИЧЕСКОЕ НОРМИРОВАНИЕ
{РАЗД. V
ки-дублёры); разные операции с одинаковым
оперативным временем; операции, имеющие
кратное друг другу оперативное время; опе-
рации, имеющие различное оперативное
время.
При работе на станках-дублёрах полное ис-
пользование времени автоматической работы
достигается, когда машинное время на одном
станке Тм* полностью перекрывает все за-
траты времени многостаночника по обслужи-
ванию им других станков. При этом
Тя>(т-\)Тр
A4)
где тп — количество одновременно обслужи-
ваемых станков; Тр — время работы много-
станочника по обслуживанию одного станка,
составляющее сумму времени на всю ручную
и машинно-ручную работу на данном станке,
включая время на переход от одного станка
к другому и задержки у станка после его
пуска.
Из этой формулы можно определить число
станков тп, которое может обслужить один
рабочий, т. е.
или т < -~-
I п
A5)
При одновременном обслуживании станков-
дублёров определение их числа по формуле A5)
гарантирует отсутствие внутрицикловых про-
стоев у совмещаемых станков.
При работе на станках-дублёрах продол-
жительность цикла (период времени, на про-
тяжении которого полностью осуществляются
регулярно повторяющиеся работы на всех
совмещаемых станках):
Тц = Тм + Тр. A6)
При отсутствии у рабочего потерь времени
энутри цикла
Потери времени у рабочего могут возник-
нуть, если
2 ТР < тм + Тр- A8)
Величина потерь времени у рабочего в ка-
ждом цикле при этом равна
7*
в — 1 ц —
A9)
откуда при наличии потерь времени у рабоче-
го внутри цикла продолжительность цикла
Т„ = *У\Т -f Т„. B0)
Простои станков-дублёров могут возник-
нуть при несоблюдении условия, выражен-
ного формулой A5).
* Под машинным временем в данном случае пони-
мается время автоматической работы станка, в тече-
ние которого рабочий остаётся полностью свободным от
выполнения каких-либо вспомогательных приёмов работы
и от необходимости активною наблюдения за работой
данного станка.
Величина простоев каждого станка (Тх)
определяется из формулы
Тх=Тц-(Гм+Тр).
B1)
Пример 1. Работа производится на трёх станках-
дублёрах при Тр — 5 мин. и Тм = 12 мин. (фиг. 1).
г—
— ы
щ г
Фиг. 1.
По формуле A5) количество одновременно обслужи-
ваемых станков
m ¦< — Ь 1, отсюда число станков равно 3.
' Р
Продолжительность цикла
Тц - тм + тр - 12 + 5 - 17 мин-
Потери времени рабочего в каждом цикле
Тп - Г
Тп - Гц
Тр - 17 - 5 • 3 - 2 мин.
Станки будут работать без простоев, так как
Тц = Тм + Тр и, следовательно, Тх — 0.
При работе на станках, выполняющих раз-
личные операции с одинаковым оперативным
временем, станки не будут иметь потерь в
том случае, когда машинное время на каждом
из них будет больше или равно сумме вре-
мени обслуживания всех остальных станков.
Пример 2. Работа производится на трёх станках,
выполняющих различные операции с одинаковым опера-
тивным временем при следующих данных (фиг. 2):
Станок
/
II
III
т
1 м
15
Ч
ТР
6
5
7
Потери каждого станка Тх — 0, так как
тм1 ><6 + 5 + 7) — 6;
тмП > 16 >F •+ Б + 7) - 5;
' ТмШ > 14 >F + 5 + 7) — 7.
Сумма Тм + Тр на каждом станке равна 21 мин.,
следовательно, Тц = 21 мин. Потери времени у рабочего
7д= Тц ~ ^ тр ~ 21 - № + 5 + 7) - 3 мин.
'14
Фиг. 2.
При выполнении на станках операций име-
ющих кратное друг другу (в целое число
раз) оперативное время, простои станков
ГЛ. VI]
НОРМИРОВАНИЕ МНОГОСТАНОЧНЫХ РАБОТ
393
внутри цикла будут отсутствовать при соблю-
дении следующих двух условий:
2) TM_
B2)
B3)
где Тм м и Тм б — машинное время на станке
соответственно с меньшим и большим опера-
тивным временем, Т„ м — время работы на
станке с меньшим оперативным временем,
а — соотношение (кратность) величин опера-
тивного времени.
Потери времени рабочего внутри цикла
при выполнении операций с кратным отно-
шением составляют:
В многостаночный комплект следует под-
бирать операции с одним кратным отноше-
нием (например, а = 2 или а = 3). В против-
ном случае усложняется маршрут многоста-
ночника и неизбежно будут возникать про-
стои станков. Если соотношение величин опе-
ративного времени на станках составляет не
целое число D/3; 6/2 и т. п.), правильный
подбор в многостаночный комплект, исклю-
чающий простои станков внутри цикла, ре-
шается графическим построением.
Пример 3. Работа производится на трёх станках при
кратном отношении оперативного времени (в мин.) (фиг. 3)
Станок Т., Тп Тм + Тп
/
II
III
гр
¦¦
1*5
16
4
4
т
¦EZ
¦
¦
2
2
2
-тч
щ
18
б
б
"
|
Фиг. 3.
Станки не будут иметь гкостоев, так как здесь
Тм. м. - 4 и Тм% б- - 16.
1) ГМшМ>B + 2 + 2) — 2 мин. и
2) Тм. б> 4C-1)+2.3.
Продолжительность цикла при отсутствии простоев
станка внутри цикла равна наибольшему оперативному
времени
тц^(тм+ тр)б =18 мин-
Потери времени рабочего составят
= 18 — [2 + B + 2) • 3] = 4 мин.
Если продолжительность операций, выпол-
няемых на совмещаемых станках, различна
и не кратна друг другу, то на станках с опе-
ративным временем, меньшим цикла (Тм +
4- Тр < Тц), обязательно будут простои внутри
цикла. При этом внутрицикловые потери вре-
мени у рабочего возникают в тех случаях,
когда сумма времени обслуживания всех стан-
ков, входящих в комплект, меньше продол-
жительности наибольшей операции
Пример 4. Работа производится на четырёх станках,
имеющих различное оперативное время (в мин.) (фиг. 4)
Станок Ти Т„ 7
Тр (Тм + Тр)б - {Тм + Тр)
II
111
IV
3
4
2
4
15
14
13
15
Продолжительность цикла 7"ц = (Тм +
ц (Тм + Т s$ = \b мин.
Потери рабочего внутри цикла составят Тп — (Г +
+ Тр)б - ЪТр = 15 — 13 = 2 мин. I и IV станки не
будут иметь внутрицикловых простоев. На // станке про"
стой составят Тх - Г - (Тм + Т ) = 15 — A0 + 4) =
1 мин., на /// станке Г — 2 мин-
— h Vp
)
| [
Тм —
1
Тп'Г'
Щ
Фиг. 4.
При расчёте нормы времени и выработки
для каждого из агрегатов, входящих в много-
станочный комплект, оперативное время на
одну штуку устанавливается делением про-
должительности цикла на количество деталей,
обрабатываемых за один цикл:
Т,
' пп —
B6)
гдепч — количество деталей, обрабатываемых
на данном агрегате в течение одного
цикла.
Время организационного обслуживания ра-
бочего места для каждого агрегата опреде-
ляется по формуле
1орг
орг
100
B7)
Время технического обслуживания рабочего
места для каждого агрегата
LiL. B8)
100
где ^/орг и ^jtmeX — соответственно сумма
времени на организационное и техническое
обслуживание всего комплекта агрегатов в
процентах от оперативного времени.
При определении времени обслуживания
рабочего места по формулам B7) и B8)
в каждом случае следует учитывать возмож-
ность уменьшения Торг за счёт частичного
перекрытия его времени автоматической ра-
боты оборудования, а Ттех — за счёт исполь-
зования свободного времени данного агрегата
(Тх) внутри цикла.
Норма штучного времени для каждог®
агрегата, входящего в многостаночный ком-
плект, рассчитывается по формуле
100
394
ТЕХНИЧЕСКОЕ НОРМИРОВАНИЕ
РАЗД. V
МЕТОДИКА РАЗРАБОТКИ НОРМАТИВОВ
Назначение нормативов,
их разновидности и порядок разработки
Нормативы для технического нормирования
представляют собой исходные величины для
расчёта продолжительности выполнения от-
дельных элементов работы при определён-
ных организационно-технических условиях.
Нормативы предназначаются для установления
технических норм времени аналитически — рас-
чётным методом.
В практике машиностроительных заводов
для расчёта технических норм применяются
два вида нормативных материалов: 1) норма-
тивы времени или нормативы режимов обо-
рудования и 2) типовые нормы.
Нормативы времени определяют затраты
времени на отдельные составные части работы.
Этими нормативами охватываются все ручные
нроцессы, а также вся ручная работа, связан-
ная с управлением и обслуживанием оборудо-
вания, на котором выполняются механизиро-
ванные процессы. Нормативы режимов работы
оборудования являются расчётным материалом
для установления машинного или машинно-
ручного времени работы оборудования. Ти-
повые нормы устанавливаются применительно
к изготовлению конкретных изделий в соот-
ветствии с типовыми технологическими про-
цессами и определёнными организационно-
техническими условиями.
Типовые нормы, как правило, должны быть
расчётными.
Разработка нормативов времени должна
основываться на наилучших методах работы,
наиболее правильных приёмах и движениях,
рациональной организации рабочих мести т. п.
Изучение этих факторов необходимо прово-
дить с привлечением передовых стахановцев,
которые могут оказать помощь в совершен-
ствовании процессов и установлении прогрес-
сивных нормативов.
При разработке нормативных материалов
и особенно при проведении опытов необхо-
димо ориентироваться на определённый тип
производства и учитывать при этом наиболее
целесообразные формы организации труда.
Методика разработки нормативов опреде-
ляется их назначением, масштабом и ти-
пом производства.
Различают нормативы заводские, отрасле-
вые, межотраслевые.
Заводские нормативы имеют мест-
ный характер. Содержание их ограничено в
технологическом отношении процессами, осу-
ществляемыми на данном заводе при сущест-
вующих на нём организационно-технических
условиях.
Отраслевые нормативы предназна-
чаются для группы однородных по производству
заводов (станкостроительных, паровозострои-
тельных, моторных, приборостроительных
и др.). входящих в данную отрасль промыш-
ленности. Эти нормативы предусматривают
специфические отраслевые условия в отно-
шении масштаба производства отдельных
предприятий и свойственной им организации
труда.
Межотраслевые нормативы раз-
рабатываются для нормирования процессов,
осуществляемых в различных отраслях про-
мышленности (например, выполняемых на ме-
таллорежущих станках). Этим нормативам при-
дают унифицированный характер; они должны
разрабатываться для наиболее типичных про-
цессов и предусматривать типовые формы
организации производства.
Для некоторых процессов могут быть уста-
новлены общегосударственные межотраслевые
нормативы, обязательные для всей промыш-
ленности. • •
Первоначальным этапом разработки нор-
мативов является установление объёмного
содержания нормативных материалов, которое
обусловливается наличием различных типов
оборудования, вариантами технологических
процессов и типами производства.
Применительно к обработочным процессам
(обработка резанием, обрубка литья и т. д.)
нормативный материал для серийного произ-
водства должен содержать нормативы под-
готовительно-заключительного времени на
партию, режимы обработки для определения
основного времени, нормативы вспомогатель-
ного времени, времени организационного и
технического обслуживания рабочего места
и времени на отдых и естественные надоб-
ности.
При массовом производстве в нормативных
материалах отсутствуют нормативы подготови-
тельно-заключительного времени; в условиях
единичного и мелкосерийного производства,
при наличии редко повторяющихся работ, нор-
мативы по режимам обработки могут быть
заменены нормативами основного времени на
обработку единицы поверхности. Наряду
с этим нормативы основного и вспомогатель-
ного времени могут быть представлены в виде
типовых норм на выполнение отдельных пере-
ходов и целых операций.
Для нормирования необработочных процес-
сов (формовочные работы, сборка -и т. п.)
в соответствии со структурой нормы времени
нормативный материал не должен содержать
раздельно основного и вспомогательного вре-
мени и время обслуживания рабочего места
не должно разделяться на организационное и
техническое.
Для большинства необработочных процес-
сов подготовительно-заключительное время
может выражаться в процентах оперативного
времени.
Для каждого процесса должна быть уста-
новлена номенклатура всех элементов работы,
встречающихся при его выполнении, и для
каждого из них установлены факторы, влияю-
щие на его продолжительность. Систематизи-
рованный перечень элементов работы и фак-
торов оформляется в виде таблицы, предста-
вляющей собой технико-нормировочную клас-
сификацию данного процесса, на основе ко-
торой разрабатываются макеты, т. е. формы
для нормативных таблиц. Макеты, как пра-
вило, следует составлять на отдельные эле-
менты подготовительно-заключительного и
оперативного времени. При этом для обрабо-
точных процессов выполняются макеты на
каждый переход отдельно для основного вре-
мени и вспомогательного времени.
В процессе технико-нормировочного иссле-
дования выбранные и зафиксированные в ма-
кете факторы продолжительности могут уточ-
гл.
МЕТОДИКА РАЗРАБОТКИ НОРМАТИВОВ
395
няться. При этом факторы, имеющие второ-
степенное влияние на продолжительность ра-
боты, следует в дальнейшем исключать с уточ-
нением градации для оставшихся факторов.
Изучение процессов для разработки нор-
мативов времени должно сопровождаться соот-
ветствующими измерениями времени путём
хронометража, фотографии рабочего времени,
а также применением автоматических прибо-
ров (регистрирующих амперметров, ваттме-
тров и др.).
Когда продолжительность исследуемого
элемента работы изменяется с изменением ко-
личественных значений фактора, для устано-
вления закономерности изменения времени
следует применять графический анализ. Если
фактор продолжительности количественно не
меняется, для определения необходимого вре-
мени достаточно аналитического вывода сред-
них величин.
После установления закономерностей для
отдельных элементов работы следует проана-
лизировать процесс для выявления возмож-
ности объединения отдельных элементов в ком-
плексы. В комплексы объединяются элементы,
обязательно участвующие в процессе. Вклю-
чение в комплексы элементов, встречающихся
лишь в некоторых вариантах выполнения про-
цесса, может допускаться, если такое укруп-
нение нормативов возможно в пределах уста-
новленной погрешности (см. ниж^, стр. 396).
Основой для составления нормативных
материалов должны служить результаты
экспериментов, проведённых как в лабора-
торных, так и в производственных условиях,
а также изучение передового опыта стаханов-
цев и производственных возможностей обо-
рудования. Результаты исследований после
обобщения их (в виде эмпирических законов,
основанных на новейших научных данных) и
проверки непосредственно на производстве
оформляются в нормативы в виде таблиц или
графиков (номограмм).
При установлении нормативной продолжи-
тельности отдельных элементов ручной работы
следует иметь в виду, что техническая норма,
рассчитанная по нормативам, должна соот-
ветствовать выше средней производитель-
ности рабочих на данном производственном
участке, включая стахановцев и исключая ра-
бочих, не выполняющих нормы.
Требования, предъявляемые
к нормативам
В нормативном материале для технического
нормирования должно быть обеспечено:
1) соответствие точности нормативов и сте-
пени их диференциации типу производства,
для которого данные нормативы предназна-
чены;
2) правильный выбор факторов продолжи-
тельности и градаций их значений;
3) ориентация нормативов на конкретные
организационно-технические условия и особен-
ности технологического процесса, свойствен-
ные данному тапу производства;
4) удобство пользования нормативами.
Точность нормативов определяет точность
рассчитанных по ним норм времени, поэто-
му применительно к каждому типу произ-
водства должна быть установлена допустимая
погрешность, в пределах которой нормативы
могут отличаться от необходимых затрат вре-
мени.
Наряду с достижением определённой
точности нормативов следует стремиться к
максимальному упрощению расчёта норм, ко-
торое может быть достигнуто укрупнением
нормативов. Наиболее точные нормы долж-
ны устанавливаться в массовом производстве,
в условиях которого нормативы разрабаты-
ваются в диференцированном виде на отдель-
ные приёмы работы.
Объединение приёмов в группы или ком-
плексы в условиях массового производства
допускается лишь б случаях, когда их соче-
тание обусловлено технологическим процес-
сом, Например, приёмы: 1) ослабить четырёх-
резцовую головку, 2) повернуть головку на
90° и 3) закрепить четырёхрезцовую го-
ловку.
В серийном производстве нормативы
должны составляться укрупнёнными на ком-
плексы приёмов. Для большинства процессов
(кузнечная, станочная, слесарная обработка
и др.) объединение приёмов в комплексы
следует производить по признаку их техно-
логической последовательности. С этой целью
в каждой части технологического процесса
выявляются взаимно связанные приёмы, на
комплекс которых устанавливается общее
время.
Например, для различных вариантов
исполнения продольной обточки на токарном
станке могут быть установлены следующие
комплексы приёмов:
Способ выполнения
работы
В один проход'
а) без промера и
без взятия
пробной струж-
ки
б) с установкой
резца по лим-
бу
в) резцом, уста-
новленным на
размер
г) со взятием од-
ной пробной
стружки
Состав комплекса и последо-
вательность приёмов
1. Подвести резец к детали.
2. Включить подачу. 3. Отвести
резец от детали. 4. Переме-
стить каретку су порта в про-
дольном направлении.
1. Подвести резец к детали
по лимбу. 2. Включить подачу.
3. Отвести резец от детали.
4. Переместить каретку супор-
та в продольном направлении.
1. Подвести резец к детали
продольным перемещением су-
порта. 2. Включить подачу.
3. Шреместить каретку су пор-
та в продольном направлении
1. Подвести резец к детали.
2. Включить подачу. 3. Отвести
резец от детали. 4. Выключить
вращение цпинделя. 5 Про-
мерить. 6. Включить вращение
шпинделя. 7. Подвести резец
к детали по лимбу. 8. Вклю-
чить подачу. 9. Отвести р_>зец
от детали. 10. Переместить ка-
ретку супорта в продольном
направлении и т. д.
В некоторых случаях объединение в ком-
плексы целесообразнее производить путём
группировки приёмов, имеющих одинаковые
факторы продолжительности. Например, при
ручной формовке в опоках в условиях мелко-
серийного производства могут быть устано-
влены три комплекса: 1) подготовка к фор-
мовке, 2) набивка формы и 3) отделка
формы.
В состав первого комплекса включаются
приёмы, продолжительность которых зависит
от площади опоки (подготовка места для
396
ТЕХНИЧЕСКОЕ НОРМИРОВАНИЕ
[РАЗД. V
подмодельной доски, устройство земляной по-
стели, установка подмодельной доски, установка
модели и отъёмных частей, очистка модели и
смачивание её керосином); в состав второго
комплекса — приёмы, продолжительность ко-
торых зависит от общей высоты и площади
опок с разбивкой различных случаев формов-
ки на группы сложности, учитывающие коли-
чество проставляемых крючков, характер лит-
никовой системы, количество отъёмных ча-
стей модели; в состав третьего комплекса —
приёмы, продолжительность которых зависит
от площади опоки, а также от сложности
формовки с учётом конфигурации модели,
количества отъёмных частей, количества крюч-
ков, шпилек и числа разъёмов.
Наибольшую степень укрупнения нормати-
вов следует допускать в мелкосерийном и
единичном производствах. В условиях этих
производств целесообразно применять норма-
тивы, разработанные в виде данных, опреде-
ляющих общее время на выполнение отдель-
ных переходов или в виде типовых норм на тех-
нологические операции, составленных по
форме табл. 1.
чаи, встречающиеся в производстве, для кото-
рого предназначаются данные нормативы, а
градации изменения факторов давали смежные
значения продолжительности работы, близкие
к геометрическому ряду. Знаменатель геоме-
трической прогрессии должен выбираться та-
ким, чтобы можно было пользоваться табли-
цей без дополнительной интерполяции и что-
бы результаты применения таблицы не
выходили за пределы допускаемой погреш-
ности.
Применение укрупнённых нормативов упро-
щает расчёты норм, но уменьшает несколько
точность нормирования. Величину погреш-
ности можно определить сопоставлением рас-
чётов, произведённых по диференцированным
и укрупнённым нормативам.
На основании практических данных, при-
нятых в отдельных отраслях машиностроения,
при укрупнении нормативов можно принимать
погрешность: для крупносерийного производ-
ства 5%, серийного 100 0 и единично-
го 15о/о.
Нормативы для технического нормирова-
ния должны разрабатываться применительно
Таблица 7
Типовые нормы на изготовление токарных проходных отогнутых резцов ? пластинкой из быстрорежущей
ГГ Я 0
ч J.
Марка стали рабочей части — ЭИ-262
То же державки — Ст. 45
опера-
ции
i
2
3
Наименование операции
Отрезание заготовки
Ковка головки державки *
Фрезерование опорной пло-
скости державки и т. д.
Размеры
изделий
в мм
Заготовка
В
Н
1
Размер,
державки
в мм
Вес в кг
Размер партии в шт.
Разряд
работы
3
3
Подгото-
вительно-
заключи-
тельное
время на
партию
в мин.
ю
12
2О
12X20X155
о, 29
IOO
2О
3°
2ОО
20ХЗ°Х2О:
°>97
IOO
ЗО
45
250
30X45X255
5°
4о
6о
5оо
4ОХ6ЭХ505
95
25
Норма времени в мин. на 1 шт.
о, 24
o,i8
о, 44
о,83
1.75
* Нормы времени заносятся на отдельную карту.
Правильный выбор факторов продолжитель-
ности в значительной мере обусловливает
точность нормативных материалов.
Следует различать два рода факторов,
влияющих на продолжительность работы:
1) качественные (изменение способа транс-
портирования деталей, типа приспособлений,
рода тока и т. д.);
2) количественные (изменение расстояния
подноски деталей к рабочему месту, длины
обрабатываемой части, веса деталей и т. д.).
При разработке нормативов границы изме-
нения факторов, принимающих различное ко-
личественное выражение, выбираются так,
чтобы ими были охвачены все основные слу-
к рациональным технологическим- процессам
и по своему содержанию и структуре быть
технологичными, т. е. отражать различные
варианты исполнения операций и степень их
диференциации.
Отсутствие отдельных вариантов исполне-
ния технологических процессов в нормативах
или несоответствие степени их детализации
разработке технологических процессов очень
затрудняет использование нормативного мате-
риала и приводит на практике к неточным
расчётам норм.
Весьма важным требованием к нормативам
является удобство пользования ими. Приме-
нение нормативов не должно быть связяго с
ГЛ. VI]
МЕТОДИКА РАЗРАБОТКИ НОРМАТИВОВ
397
дополнительными вычислениями и громоздки-
ми расчётами, а структура нормативных ма-
териалов должна соответствовать степени ди-
ференциации разработки технологических про-
цессов. При составлении нормативов пред-
почтительнее табличная форма, но при нали-
чии сложных зависимостей и значительного
числа факторов можно применять номограм-
мы. Следует, однако, учитывать, что при
пользовании номограммами возможны ошибки,
вследствие чего требуются проверочные рас-
чёты.
Графоаналитическая обработка
исходных данных
Анализ и обработку результатов исследо-
ваний наиболее целесообразно производить
графическим методом. При этом может быть
использована обычная система координат
с равномерными шкалами или система с ло-
гарифмическими шкалами. Последняя более
целесообразна при наличии сложных законо-
мерностей, не обусловленных линейной зави-
симостью.
При графической обработке результаты
наблюдений наносятся на график, на котором
по оси абсцисс откладываются значения фак-
тора продолжительности, а по оси ординат—
время.
При правильном выборе факторов продол-
жительности изменение времени должно про-
текать в виде непрерывной функции, которая
изображается на графике прямой линией или
плавной кривой. Если рассеивание точек на
графике не даёт возможности установить ха-
рактер изменения времени в зависимости от
величины фактора, то следует либо проверить
результаты наблюдений, либо произвести более
тщательное исследование для выявления пра-
вильности выбранного фактора и устранения
явлений, послуживших причиной чрезмерного
рассеивания точек.
Результаты повторно проведённых иссле-
дований также подвергаются графическому
анализу, на основании которого устанавли-
вается закономерность для данного процесса
или отдельного его элемента.
Закономерность может быть выражена гра-
фически и в фэрме определённой аналити-
ческой зависимости. Графическая закономер-
ность устанавливается путём интерполяции.
С этой целью ломаная линия, соединяющая
нанесённые точки, выравнивается либо в пря-
мую линию (фиг. 5), либо в плавную кривую.
Установленная путём интерполяции линия на
графике, выражающая графическую зависи-
мость изменения времени от данного фактора
продолжительности, носит название норма-
тивной линии (прямой или кривой).
В ряде случаев для нормативной линии мо-
жет быть установлена эмпирическая формула,
которая будет выражать аналитическую зави-
симость изменения времени от величины ис-
следуемого фактора.
Большое значение приобретает графи-
ческий анализ с последующей интерполяцией,
когда продолжительность работы зависит
одновременно от нескольких факторов. Напри-
мер, при шабрении плоских поверхностей
время будет зависеть главным образом от
ширины и длины шабруемой поверхности,
10 15 Z0 25
Фиг. 5. Зависимость про-
должительности установки
детали в отверстие от её веса.
если материал деталей, точность шабровки и
способ выполнения остаются неизменными.
Чтобы установить зависимость времени ша-
брения от ширины и длины шабруемой поверх-
ности, необходимо провести две серии иссле-
дования. В первой
серии исследуется
влияние на время
шабрения ширины
шабруемой поверх-
ности, для чего под-
бираются 4—6 де-
талей, имеющих
различную ширину
шабрения В и по
возможности оди-
наковую длину L
(фиг. 6). Вторая
серия исследова-
ний проводится
при постоянной
ширине шабре-
ния (фиг. 7).
На обоих графи-
ках время изме-
няется пропор-
ционально изме-
нению величины
факторов продол-
жительности. Обе
прямые имеют об-
щую точку пере-
сечения с осью
ординат (при В ==¦ О
и L - 0, t = 5,0),
поэтому уравне-
ние, связывающее
общей зависи-
мостью время ша-
брения и ширину
и длину шабруе-
мой поверхности,
будет t = a-B-L +
~r b, где свобод-
ный член Ь = 5,0.
Для определения
величины а по любой точке, лежащей на од-
ной из прямых, можно составить уравнение и
решить его относительно а. Окончательно
(мин
20
10
0
Г И 1
, 1
I
!
6
&
Фиг. в. Зависимость време-
ни шабрения от ширины ша-
бруемой поверхности.
tMUH
20
10
0
1
I
PI
7 lit) hi
1
1 ЯП 1 ru
Фиг. 7. Зависимость времени
шабрения от длины шабруе-
мой поверхности.
iUH
20
10
m
2.0
^-
4.0
f>
'
. '
6.0
.——•
^^
.—-*
—
ЬУ—¦ '
in .
5.0 Я см
Фиг. 8. Зависимость времени шабрения
от ширины и длины шабруемой поверхности.
уравнение принимает вид t = 0,0332 В•!-f-
-|- 5 мин.
На основе указанных графиков (фиг. 6
и 7) можно построить объединённый график
(фиг. 8). Зависимость времени шабрения от
398
ТЕХНИЧЕСКОЕ НОРМИРОВАНИЕ
[РАЗД. V
ширины и длины шабруемой поверхности
представлена на этом графике в виде расхо-
дящегося пучка прямых линий.
Если влияние факторов проявляется в более
сложной зависимости, выражаемой плавной
t
мин
4.0
30
2.0
1.0
y^
У
t'=0.41S
y^
10 20 ¦ 30 40 50 60Sc»'
a)
6.0
3.0
2M
1,5
1.0
0,8
ем
0,5
ОЛ
0,3
0,2
0,15
0.1
-4
¦ I
y'
-tga-j
—
i
I
-
yS
y^
\
^y
y*
A
1 1,5 2
5 6 78910 15 20 30 4-0 5050Set*'
б)
Фиг. 9. Зависимость продолжительности опиливания от
площади обрабатываемой поверхности: а — график в си-
стеме координат с равномерными шкалами; б — график
в системе координат с логарифмическими шкалами.
кривой линией (фиг. 9, а), целесообразно поль-
зоваться логарифмической системой коорди-
нат, в которой любая зависимость вида у = ахп
изображается прямой линией (фиг. 9, б).
Разработка нормативов времени
на ручные работы
Наиболее распространённой разновидно-
стью ручных процессов в машиностроении
являются слесарно-сборочные работы. Первый
этап разработки нормативов для слесарно-
сборочных работ заключается в составлении
их технико-нормировочной классификации
(табл. 2) [3]. Признаком, по которому работа
относится к той или иной классификационной
группе, служит её технологическое содержа-
ние. Продолжительность выполнения работ,
имеющих однородное технологическое содер-
жание, в большинстве случаев зависит от од-
них и тех же факторов и может изменяться
в зависимости от организационных условий
работы.
В приведённой классификации слесарно-
сборочные работы включают слесарные рабо-
ты, выполняемые вручную или при помощи
механизированного инструмента, и сборочные
работы, состоящие из накладывания деталей
по месту их установки и соединения их между
собой без изменения их формы и размеров.-
Из слесарных работ выделены пригоночные
работы, которые отличаются тем, что во время
пригонки в процессе работы принимает участие
не одна деталь, как при слесарной работе,
а две и более деталей, предназначенных для
соединения между собой.
Следующим этапом работы является разра-
ботка макетов таблиц нормативов.
Примерный макет таблицы нормативов на
установку деталей при сборке приведён в
табл. 3. Затем определяется объём необхо-
димых исследований с использованием разра-
ботанных макетов нормативов.
В табл. 4 крестиками обозначены те слу-
чаи работы, которые должны быть исследо-
ваны в целях получения исходных данных
для разработки нормативов времени.
На фиг. 10 представлен результат графи-
ческого анализа хронометражных наблюдений
Lmm
Фиг. 10. Зависимость времени на
завёртывание отвёрткой винтов
для металла от длины завёртыва-
ния и диаметра резьбы.
за завёртыванием отвёрткой винтов для ме-
талла. Для определения интервалов в значе-
ниях фактора продолжительности (длины за-
вёртывания) в основу следует принимать опре-
делённую величину знаменателя ряда. При
знаменателе 1,1 могут быть установлены сле-
дующие градации длины завёртывания: 5; 8;
12; 15; 20; 25; 3;); 35; 40; 45 и 50 мм (табл. 5).
В таблицу нормативных данных по устано-
вленным градациям длины завёртывания винтов
переносятся средние значения времени, полу-
ченные по отрезкам нормативных кривых. При
знаменателе прогрессии 1,1 применение та-
бличных данных без интерполяции приводит
к максимальной погрешности не свыше 5%.
Разработка нормативов по режимам работы
металлорежущего оборудования
При нормировании работ, выполняемых на
металлорежущих станках, для определения
машинного времени необходимо учитывать
технологически допустимую подачу, усилие
резания и стойкость инструмента. Определе-
ние этих величин осуществляется на основе
экспериментальных данных.
ГЛ. VI]
МЕТОДИКА РАЗРАБОТКИ НОРМАТИВОВ
Таблица 2
Классификация элементов слесарно-сборочных работ и факторов, влияющих на их продолжительность
Характер работ
№ позиции
2
3
4
5
6
7
8
9
10
11
12
13
14
15
Виды работ
3
X
о
о.
ю
и
Сопрягае-
мые
поверхно-
сти
Плоские
Цилиндри-
ческие
или кони-
ческие
Винтовые
Харак-
тер
сопря-
жения
По-
движ-
ное
Не-
по-
движ-
ное
По-
движ-
ное
Не-
по-
движ-
ное
По-
движ-
ное
Способ
выполнения
Накладывание
на плоскость
Накладывание
на две плоскости
под углом
Установка между
двумя параллель-
ными плоскостями
Установка в па-
зы (между тремя
плоскостями)
Установка в ла-
сточкин хвост, в
замкнутый контур
Забивка между
двумя плоскостями
Установка на вал
Установка в от-
верстие
Установка на не-
сколько валов или
в несколько от-
верстий
Забивка на вал
Забивка в отвер-
стие
Запрессовка на
вал
Запрессовка в
отверстие
Завёртывание в
отверстие с мет-
рической или дюй-
мовой резьбой
Навёртывание на
поверхность с
метрической или
дюймовой резьбой
Диаметр
X
X
X
X
X
X
X
X
X
<
Характеристика
сопрягаемых или
обрабатываемых
поверхностей
Длина
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
Ширина
X
X
X
X
X
X
и
3
О)
к
Количество соп
поверхностей
X
X
X
X
X
Посадка
X
х
X
X
X
X
X
X
X
X
X
о
ч
о
о
Точность взаим
ния
X
X
X
X
X
X
X
X
X
X
X
X
Факторы
продолжительности
Характеристика
детали или узла
о
о
Толщина снима
слоя
аем(
а
и
Форма обрабат
поверхности
•
К
н
о
Точность обраб
Вес
X
X
X
X
X
X
X
X
X
X
X
X
X
Габариты
X
X
X
х
X
X
X
X
X
X
X
X
X
Материал
X
X
X
X
X
Род
инстру-
мента
«Г
g
к
Ш
со
*
О
О
О
о
о
о
О
О
о
о
о
о
и
Измерительный
О
О
о
о
О
X
о
0
О
о
О
и
о
о
о
Монтажный
О
О
о
о
О
О
о
X
X
X
X
Характеристика
рабочего
места
X
о
Расстояние под]
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
ния
X
Удобство выпол
X
X
X
X
X
X
X
X
X
X
X
X
X
Приспособления
О
о
о
О
О
О
о
о
о
о
о
Оборудование
X
X
га
ДСТВ
<и
О.
Транспортные с
О
О
О
О
О
О
О
О
О
о
о
и
о
400
ТЕХНИЧЕСКОЕ НОРМИРОВАНИЕ
[РАЗД. V
Характер работ
№ позиции
16
17
18
19
20
21
22
23
24
25
26
27
28
29
30
31
32
33
Виды работ
Слесарные
1 Пригоночные
Сопрягае-.
мые
поверхно-
сти
Харак-
тер
сопря-
жения
Способ
выполнения
Продолжение
табл. 2
Факторы продолжительности
Характеристика
сопрягаемых или
обрабатываемых
поверхностей
Диаметр
Разметка
Правка
Обрубка заусен-
цев
Обрубка поверх-
ностей
Отрезание
Сверление
Развёртывание
Нарезание резь-
бы
Опиливание за-
усенцев
Опиливание по-
верхностей
Шабрение
Развальцовка
Гибка
Развёртывание
Прогонка резьбы
Опиливание
Пришабривание
Притирание
О
О
X
X
X
0
X
X
X
о
X
Длина
X
X
X
Ширина
О
X
х| о
X
X
X
X
X
X
X
X
X
о
X
х|
X
X
х
X
О
Количество сопрягаемых
поверхностей
• Посадка
Точность взаимоположе-
ния
1
|
Характеристика
детали или узла
Толщина снимаемого
слоя
X
X
X
X
X
X
Форма обрабатываемой
поверхности
X
,х
X
X
X
X
X
X
X
Точность обработки
Вес
х'
X
X
X
X
X
X
1
1
X
X
х
Габариты
Материал
X
X
X
X
X
Род
инстру-
мента
Режущий (давящий)
X
X
X
х
х|х
X
X
X
X
X
|х
X
X
X
X
X
X
Измерительный
X
Монтажный
О,
X
О
о|
О
о
X
X
о
О
Характеристика
рабочего
места
Расстояние подноски
Удобство выполнения
Приспособления
|х
|
1
О
О
О
О
о
о
О
о
О
О
о
о
О
О
О
О
О
Оборудование
О
О
О
О
О
О
О
о
Транспортные средства
Примечание. Знаки X — обязательные факторы, знаки О — необязательные.
Ьажным фактором является стойкость ин-
струмента, обусловливающая скорость резания.
Если ограничиться изучением влияния на
стойкость резца Т, скорости резания v, глу-
бины резания t и подачи s, то при постоянном
значении остальных факторов формула для
стойкости будет иметь вид:
где Cj—коэфициент, зависящий от обрабаты-
ваемого материала, марки стали резца, эле-
ментов его геометрии и условий обработки;
п, хт, ут — показатели степени, получаемые
в результате проведения стойкостных испы-
таний.
Стойкостные испытания разбиваются на
три серии опытов, в каждой из которых по-
следовательно определяется влияние на стой-
кость резца: а) различных скоростей резания
при постоянных подаче и глубине резания;
б) различных подач при постоянных скорости
резания и глубине резания; в) различных глу-
бин резания при постоянных скорости резания
ГЛ. VII
МЕТОДИКА РАЗРАБОТКИ НОРМАТИВОВ
401
Таблица 3
Макет таблицы нормативов времени на установку
деталей в отверстия, на валы и плоские
направляющие
(вручную и при помощи молотка)
№ позиции ]
1
2
3
4
5
6
7
8
9
10
11
12
Содержание работы
Взять со стеллажа, стола или
ячейки переносного ящика
болт, валик, втулку, устано-
вить в отверстие или в гнез-
довое приспособление вруч-
ную или при помощи молотка
Взять со стеллажа, стола,
или из ячейки переносного
ящика деталь, надеть на вал
или насадное приспособление
вручную или при помощи мо-
лотка
Взять со стеллажа, стола де-
тали и установить на несколь-
ко валов или в несколько от-
верстий вручную или при по-
мощи молотка
Взять деталь со сто-
ла или стеллажа и
установить на пло-
ские направляющие
или в приспособление
с ориентировкой по
наружному контуру
1 Количество
направляющих
1
2
1
2
Посадки
Скользя-
щие,
ходовые
Плотные,
напря-
жённые
Глухие,
тугие
Скользя-
щие,
ходовые
Плотные,
напря-
жённые
Глухие,
тугие
Скользя-
щие,
ходовые
Плотные,
напря-
жённые
Скользя-
щие,
ходовые
Плотные,
напря-
жённые
Время в
мин. при
весе при-
соединя-
емой дета-
ли в кг до
1
5
10
20
30
и подач. Каждая серия состоит из четырёх-
шести опытов. Исследования проводятся по
схемам, показанным на фиг. 11.
Для сравнимости проведённых опытов по
достигнутой величине износа инструмента
Тмин
Тмин
Тмин
Скорость резания, м/мин Подача, мм/об Глубина резания, мм
Фиг. 11. Зависимость стойкости Т резца от режимов
резания.
в процессе каждого испытания периодически
фиксируется износ всех режущих граней ин-
струмента и строится график его износа
(фиг. 12).
Изучение кривых износа резца показывает,
что в большинстве случаев резкое нарастание
износа начинается при определённом его зна-
чении по задней грани. Обычно этот момент
соответствует разрушению режущей кромки
резца и одновременному появлению на по-
верхности резания блестящей полосы. Таким
образом, величина износа по задней грани как
бы лимитирует период стойкости резца.
26 Том 15
Таблица 4
Макет таблицы нормативов на завёртывание
и отвёртывание гаек електроключами
Содержание работы
Взять подвешенный
или лежащий на столе
электроключ, завер-
нуть предварительно
навернутые на 1—2
нитки болт или гайку,
отпустить или отло-
жить электроключ
Взять подвешенный
или лежащий на столе
электроключ, отвер-
нуть болт или гайку,
отпустить или отло-
жить электроключ,
отложить отвернутую
гайку или болт
¦
№ позиции
i
2
3
4
5
б
7
8
9
ю
и
12
13
ч
15
16
17
18
19
20
21
22
Длина за-
вёртывания
или отвёр-
тывания
в мм
На высоту
гайки
На высоту
двух гаек
2О
5о
IOO
На высоту
гайки
На высоту
двух гаек
Количество гаек или болтов
i
а
4
б
I
2
4
б
I
I
I
I
2
4
б
I
2
4
Способ
завёртыва-
ния
сверху
или
сбоку
снизу
при диа-
метре резь-
бы в мм до
6
X
X
X
X
X
X
б|
16
X
X
X
X
X
X
X
30
X
X
6
X
X
1
1
X
X
2О | IX IX 1
5°
IOO
-|х|
—
ixlxl
16
X
X
X
X
30
X
X
X
X
¦ Таблица 5
Время на завёртывание отвёрткой винтов
Содержание
работы
Взять винт,
поставить в от-
верстие, завер-
нуть на 1—2
нитки рукой.
взять отвёртку,
завернуть
окончательно,
отложить от-
вёртку
щии
со
о
i
I
а
3
4
5
6
7
8
9
ю
II
цля
$авёрты-
в мм до
a w
s я
S та
С( со
5
8
12
15
2О
25
3°
35
45
5°
металла
Время в мин. при диаметре
резьбы в мм до
4
о,27
0,29
°,32
о, О6
—
—
—
—
—¦ ¦
—
о
о
о
о
о
о
8
_.
32
35
39
42
47
52
о
о
о
о
о
о
о
о
10
.35
.38
.42
.16
5*
.57
,62
,67
12
о.З^
о,41
о,45
о, 5°
°.5б
О,б2
о,68
о,73
о.79
—
о
о
О
о
о
о
о
о
о
6
45
49
Ф
62
69
75
87
89
95
о
о
о
о
о
о
о
о
I
18
—
.49
,58
,бо
.67
.74
.8i
,88
96
О2
20
—
°.54
о,58
0,64
о, 72
о,8о
о,88
о,дб
г,о4
1,12
402
ТЕХНИЧЕСКОЕ НОРМИРОВАНИЕ
[РАЗД. V
Существенный интерес представляет уста-
новление такой величины лимитирующего из-
носа (критерия затупления), при которой про-
должительность работы резца окажется макси-
мальной. Для этого необходимо подсчитать
для различной стойкости при соответствующем
износе продолжительность работы резца k-T,
где k — количество переточек, допускаемых
резцом, и Т - стойкость резца при определён-
/(¦Тмин
Время работы резца, мин
Фиг. 12. Зависимость износа
режущих граней резца от вре-
мени его работы.
Фиг. 13. Зави*
симость ' про-
должительно-
сти работы рез-
ца к ¦ Т от из-
носа его задней
грани h3.
ном износе задней грани. На основании этих
данных строится кривая (фиг. 13) k-T =
— / (^s)t по которой устанавливается опти-
мальный износ при &Ттах. Затем определяются
значения стойкости резца, соответствующие
его оптимальному износу, и по этим данным
строится зависимость стойкости резца от ско-
рости резания T = f(v).
Многочисленными исследованиями уста-
новлено, что в определённых пределах между
стойкостью инструмента и скоростью резания
л
существует зависимость Г= —v- , которая в
логарифмической системе координат изобра-
жается прямой линией (фиг. 14). По тангенсу
угла наклона прямой на графике определяется
Тмин
100
so
60
50
4Л
9Л
10
15
10
.7м
м/об
\
\
хт=2,1
V
\
1.0 1,5 1.0 3,0 Ь.О 6.0 Гмм
Фиг. 14. Зависимость стойкости
резца Г от величины скорости ре-
зания v при продольном обтачива-
нии стали 45.
величина показателя степени при скорости
резания.
Из приведенной зависимости имеем
V = — , ИЛИ V =
'pfH '
где — = m (показатель относительной
стойкости) и А" = С'-
Если известны стойкость инструмента Го
при данной скорости резания г/0 и: величина
показателя степени тп, то для определения
скорости резания V\ при новой стойкости Тг
можно воспользоваться следующим соотноше-
нием:
— = ( -7~) м мин.
Приведённые опыты (фиг. 14, 15 и 16) позво-
ляют установить общую зависимость стойко-
сти резца от скорости резания, глубины реза-
ния и подачи:
т —
^8,2,1^,3
Отсюда можно вывести:
мин.
Тмин
Для нормативных таблиц
величину скорости резания еле-
дует устанавливать при средней
SO
Тмин 70
60
50
30
20
15
10
Т=3мм
У=32,0
м/мин
г
п
-
1
\\
15 20 30 W 50 60 V м/мин
Фиг. 15. Зависимость стойкости
резца Т от глубины резания /.
0Л 0,50,6 0.8 s
Подача, мм/об
Фиг. 16. Зависи-
мость стойкости
резца Т от вели-
чины подачи s.
расчетной стойкости. Для проходных токарных
резцов расчётную стойкость можно принять
равной 60 мин. Если обозначить х- р
че-
рез CVrq, а скорость резания, соответствующую
60-минутной стойкости резца, через %>, то
формула скорости г.римет вид
Q
Постоянный коэфициент Cv определяется
из последнего уравнения.
Методы для определения этих данных,
а также аналитические зависимости для уста-
новления скорости резания рассматриваются
в т. 7 ЭСМ. В частности, при стойкости Т — 60
уравнение для определения скорости резания
имеет следующий вид:
33,5
^0,26 ^0,66
MIMUH-
Скорости резания, рассчитанные в зависи-
мости от t и s при наружной продольной об-
ГЛ. VI]
ХРОНОМЕТРАЖ
403
точке углеродистой конструкционной стали
45 резцом* из быстрорежущей стали ЭИ-262
для работы с охлаждением чистой, без корки и
окалины, поверхности, выражаются значе-
ниями, приведёнными в табл. 5а.
Для условий работы, отличающихся от
приведённых в таблице, следует вводить по-
правочные коэфициенты, величина которых
может быть определена экспериментальным
путём.
* Геометрия резца: сечение 20 X 30 мм; <р = 45"
<р, = 10е; г «- 2 мм.
Глубина
резания
в мм t
3°
40
5i°
6,0
8,о
Таблица 5а
Скорость резания vao в м/ман при
подаче s в мм/об
0,3 | 0,4 | 0,5 j 0,6 0,7 | 0,8 | 1,0 | 1,2 | 1,4
43.°
35.8 3'
39.8 35.4 3J.9 29,2 25,2 22,4 2O
,9 29,7 27.1 23.3J2o,7'i8,7
55.646,1
5L7 42,9 37.° 32.. ...
48,640,5 34.831,027,9
46,5 З3,6 33
29,6 26,6 24,4 21
27,424,7*22,6 19
25,6 22,0 19,6
17,3
17.7
i6,9
15,6
ЛИТЕРАТУРА И ИСТОЧНИКИ
1. ВНИТОМАШ, Техническое нормирование в маши-
ностроении. Сборник материалов научно-технической
сессии по техническому нормированию, 1941.
2. Дом инженера и техника, Техническое нормирова-
ние в машиностроении, ч. i и II, Машгиз, 1947.
3. Руководство по техническому нормированию в авиа-
ционной промышленности, вып. 1-й, Оборонгиз, 1946.
4. Оргтяжмаш, Заочное повышениг квалификации
нормировщиков, вып. 1-й, Машгиз, 1946.
5. Хисин Р. И., Руководство по техническому
нормированию в авиационной промышленности, вып. 3-й,
Оборонгиз, 1948.
6. Пуне кий Я- М., Основы технического нормиро-
вания в машиностроении, Машгиз, 1946.
МЕТОДИКА ИЗУЧЕНИЯ РАБОЧЕГО ВРЕМЕНИ НАБЛЮДЕНИЕМ
Основными задачами изучения рабочего
времени являются: а) определение нормальной
продолжительности элементов ручной и ма-
шинно-ручной работы в целях,разработки нор-
мативов времени; б) контрольная проверка
норм, установленных расчётным путём; в) вы-
явление потерь рабочего времени и разра-
ботка организационно-технических меропри-
ятий для их устранения.
Различают два основных способа изучения
рабочего времени наблюдением: 1) хрономе-
траж и 2) фотография рабочего времени
ХРОНОМЕТРАЖ
С помощью хронометража изучают за-
траты времени на выполнение циклически
повторяющихся ручных и машинно-ручных
элементов операции для установления их нор-
мальной продолжительности и разработки на
этой основе нормативов, используемых при
расчёте технических норм времени. В массо-
вом и крупносерийном производствах хроно-
метраж применяется также для проверки норм,
установленных расчётным путём, в частности,
для выявления совмещений и перекрытий, не
учтённых при расчёте норм.
Наряду с этим хронометражем пользуются
при изучении методов работы стахановцев с
целью передачи их опыта.
Процесс хронометража включает: а) раз-
ложение исследуемой работы на составляющие
сё элементы; б) измерение этих элементов
во времени в порядке их последовательности;
в) анализ результатов наблюдений и отбора
элементов для включения^в рациональный со-
став работы; г) определение нормальной
продолжительности выполнения каждого эле-
мента.
Для проведения хронометража следует обес-
печить нормальные условия выполнения ра-
боты, необходимую оснащённость технологи-
ческого процесса инструментом и приспособ-
лениями, должное состояние оборудования, над-
лежащую организацию рабочего места, свое-
временное снабжение рабочего всем необхо-
димым для работы и нормальные размеры
припусков на обработку в соответствии с тех-
ническими условиями. Хронометрировать
следует работы, выполняемые передовыми
рабочими, имеющими соответствующую квали-
фикацию, необходимый стаж и навыки и вы-
полняющими отдельные приёмы работы с
устойчивыми затратами времени.
До производства замеров следует совме-
стно с рабочим и мастером проанализировать
выполнение работы рабочим, устранить вся-
кие лишние и неправильные приемы и дви-
жения, организовать, где это возможно, работу
двумя руками и перекрытие ручных приемов
между собой и с машинной работой, обеспе-
чив, таким образом, рациональное построе-
ние операции.
Хронометраж можно проводить по теку-
щему времени над всеми элементами рабочего
процесса, а также выборочно путём замеров
продолжительности отдельных элементов.
При хронометраже по текущему времени
минимальная длительность отдельных заме-
ров времени во избежание ошибок наблю-
дателя не должна быть менее 3 сек.
В зависимости от продолжительности эле-
ментов операций требуется следующее коли-
чество наблюдений [5]:
Продолжитель-
ность в мин. . .
Количество на-
блюдений ....
-IO II—2О 21—4° >4°
Результаты индивидуального хрономе-
тража по наблюдению за работой одного ра-
бочего в серийном и массовом производствах
заносятся в хронокарту (табл. 6).
До начала хронометража необходимо: ^за-
полнить лицевую сторону хронокарты соот-
ветствующими сведениями и 2) разложить опе-
рацию на элементы, установить их последо-
404
ТЕХНИЧЕСКОЕ НОРМИРОВАНИЕ
[РАЗД. V
Лицевая сторона
Таблица 6
Завод
Цех
Сварочный'
Пролет
Участок
Авто-
сварки
ХРОНОКАРТА
№ 268
Дата
17jV 1950
Смена
Начало Конец
наблюдения
9 ч.
10 м.
11 ч.
21 м.
10 с.
Продол-
житель-
ность
2 ч.
11 м.
10 с.
Наблюдатель
Гитлевин
Изделие и деталь
Рабочий
Механизм (станок)
Изделие
Деталь
Чертеж
Механи-
ческие
свойства
8234
Перегонный
куб
Фамилия
Обечайка
Табельный №
Ива-
нов П. М.
Наименование
Сварочный
трактор
Завод
„ЦНИИТМАШ-
Материал
и марка
Специальность
Вес в кг
Стаж по специ-
альности
i88o
Работа
Стаж по данной
работе
Авто-
сварщик
Модель
6 лет
Размеры
з года
Мощность
УТ-2000
Наименование
Сварить про-
дольный шов
Количество об-
служиваем ых стан-
ков
Тип пускового механизма
Кнопочный
Количество по
наряду
Разряд рабочего
Способ переключения
подачи
Рукояткой и
сменной шестер-
ней
На какой детали
началось наблюде-
ние
Производствен-
ная характери-
стика
Стахано-
вец
Способ переключения
числа оборотов
Форма оплаты
Сдельная
Среднее выпол-
нение норм за
3 мес.
124%
Количество супортов
Существующая
норма времени
2) MUH.
Выполнение нор-
мы за время на-
блюдения
125%
Тип держателя инстру-
ментов
Эскиз
1а*одные планки
Поддарко ранее прошв на автомоте
Инструмент и приспособления
№ элемента
Наименование, форма,
материал
Размеры
JIom.uk
Щётка стальная
9 и 13 Совок, щётка стальная
Организация работы и снабжение рабочего
Организация рабочего места
Порядок распределения ра-
боты
Порядок снабжения мате-
риалами
Порядок снабжения инстру-
ментом и его заточки
Наличие инструкционных
| карт
Производственная обста-
новка
Наряды на работу выдаются че-
рез цеховое ПРБ
Рельсовый пить г)ля перемещении порта по
Электродная проволока и флюс
доставляются рабочими распред-
бюро
Сбор
гцрак-
тор'
-Пор-
тал
\
Роликовые стенды ^
^Свариваемые детали'
Рабочему выдается инструкци-
онная карта
Нормальная
Пояснение. Установка и уборка сваривае-
мых деталей, а также очистка швов от
шлака осуществляются без участия свар-
щика
Дата i8l V i9fo г. Проверил Петров
ГЛ. VI]
ХРОНОМЕТРАЖ
405
Оборотная сторона
Набл юдательный
лист
Элементы
операции
1
2
3
4
5
6
7
8
9
10
11
12
13
14
Накатить
портал
Опустить
рельсовый
путь
с тракто-
ром
Переход
на
портал
Очистить
разделку
шва
Опустить
сварочную
головку
Откоррек-
тировать
головку по
оси раздел-
ки шва
Установить
головку
в начале
разделки
шва
Сварка
шва
Сбор флю-
са и ссыпка
его в бун-
кер во вре-
мя сварки
Сварка
шва
Поднять
головку
и выклю-
чить само-
ход
Отвести
трактор
Сбор флю-
са и ссыпка
его в бун-
кер
Переход
к порталу
Фиксажные
точки
Отложить
ломик
Снять руку
с рукоятки
лебёдки
Момент
касания
щёткой раз-
делки шва
Отложить
щетку
Снять руку
с рукоятки
для подъё-
ма ГОЛОВКИ
Взяться за
маховичок
самохода
Снять руку
с кнопки
„Пуск"
Момент ка-
сания щёт-
кой нерас-
плавивше-
гося при
сварке
флюса
Отложить
совок и
щётку
Снять руку
с кнопки
„Стоп"
Снять руку
с маховичка
самохода
Момент ка-
сания щёт-
кой нерас-
плавивше-
гося при
сварке
флюса
Отложить
щётку и
совок
Момент
касания
ломиком
портала
Номера наблюдений
•
2
3
4
5
•
8
9
10
Время наблюдения в мин.
П
т
п
т
п
т
п
т
п
т
п
т
п
т
п
т
п
т
п
т
п
т
п
т
11
т
п
т
п
т
1,о8
1,о8
о,!о
i,!8
0,11
1,1!
0,82
2,!1
о,4!
3,02
0,92
3,94
о,8о
4,14
8,24
12,98
o,l8
13,16
1,06
Н,94
0,2!
i!,i9
о,о8
0,33
i!,6o
о,1!
i!,l!
\
1
0,83
i6,!8
о,42\
11,00
O,l6
17,16
0,16
i,!O
?2,б7
о,34
33,oi
о,Ц
ro,i9i
о,34\
!0,!3
2,l6l 0,1!
3!,i7
o,9i
!о,68
о,68
0,6]
/.°?!
о,67
!,]6
0,1]
!,93
о,8о
11,92\з6,о8\ц,зб\ 6,13
0,31
18,29
1,о8
19,37
о,!!
19,9^
7,6!
37.S7
о,б4
28,21
3.S9
30,16
О,28
30,44
о,о8
Зо,!2
о,!а
31,04
о,13
31,17
1
0,42
Зб,!О
!,1б
31,66
о,70
38,36
8,12
46,48
о,73
47,21
2,06
48,!4
0,32
48,86
¦ 0,12
48,98
0,29
49,21
0,11
49-44
0,28
!1,б4
1,2!
!з,89
0,48
!3,31
о,40
7.^3
о,84
7.97
0,48
8,4!
8,20 1!,20
о,Ц
2,32
2,02
3,!9
О,2б
3,8!
0,11
3,96
о,34
4,30
0,12
4,42
1
23,6!
0,82
24,47
з,04
*S,69
0,28
2S.97
| о,14
2б,и
0,21
о,14
21,19
0,28\
27,4]
0,1]
27,64
i,o6
i,o8
46,79
о,7о
47,49
o,i!
47,64
о,73
0,92
2,02
о,!о\
2,!2
O,l6
2,68
0,81
32,!з\48,37\ 3,49
о,37
32,90
1,06
33$6
о,6о
34,!б
1,]S
42,31
О,]О
43,oi
2,42
44.13
о,зо
4!,3о
о,О9
4!,12
о,41
26,32 4!,!3
о,13
26,4S
1
o,i8
4!,]i
1
о,3]
48,14
о,84
49,!8
о,!о
!о,о8
8,!о
!8,!8
0,82
!9,4о
i,7S
о,33
\ 0,2!
0,38
3,87
i.fS
!А!
о,4!
!,9О
8,оо
13,90
0,76
14,66
2,19
16,09
0,30
о,!8 16,39
0,10
0,68
0,31
о,99
0,11
1 1,10
1
\ 0,12
i6,!i
0,4!
\i6,96
0,20
17,16
i
1
i
1
1
I
1
I"
1
Общая продолжитель-
ность в мин. и число
наблюдений*
7,!7
8
3,7!
8
1,13
7
6,!7
8
3,04
8
8,73
8
4,!б
8
!б,4б
7
6,00
8
8
2,24
~8~
0,84
~8~
2,86
8
1,10
1
Средняя
продолжитель-
ность в мин.
Машинное
время
1
1
8,0!
2,13
|
Машинно-руч-
ное время
1 1 1
Ручное
время
не пере-
крываемое
о,9!
о,47
0 ,l6
0,82
0,38
1,09
о,!7
0,28
0,11
0,36
0,1)
перекры-
ваемое
о,7!
\
1 I
Таблица 6
Факторы,
влияющие
на продол-
житель-
ность
Длина
накатки
5 м
Высота
опускания
0,5 м, вес
рельсового
пути с
тракто-
ром
~ 100 кг
Длина пе-
рехода
7 м
Длина раз-
делки шва
1800 мм
-
Длина
разделки
шва
1800 мм
-
Длина шва
-1500 мм,
площадь
сечения
шва
100 мм"
Дгина шва
~ 1500 мм,
площадь
сечения
шва
100 мм?
Длина шва
~ 370 мм,
площадь
сечения
шва
100 мм*
-
Длина пе-
ремещения
0,5 м
Длина шва
~ 370 мм
Площадь
сечения
шва 100 мм*
Длина
перехода
7 м
|
!
* Числитель — общая продолжительность, знаменатель — число наблюдений.
Примечание. В рамке отмечены дефектные замеры.
406
ТЕХНИЧЕСКОЕ НОРМИРОВАНИЕ
[РАЗД. V
Продолжение оборотной стороны табл. 6
Перерывы
Режим
Поряд-
ковый
№
элемен-
та
4
Поряд-
ковый
№
элемен-
та
<S' и ю
№
наблю-
дения
6
№
наблю-
дения
1-8
Начало
з8,уо
Конец,
33, S3
Диаметр
элек-
тродной
проволо-
ки
в мм
6
Продол-
житель-
ность
3,83
Сила
тока
в а
IJOO
Причина
Смена электрод-
ной проволоки
Напряже-
ние на
дуге
в в
46
Скорость
сварки
в м\час
it
Дефектные замеры
э
Поряд-
ковый
№
лемен-
та
3
8
Скорость
подачи
проволоки
в м/час
наблю-
дения
3
/
Грануля-
ция флюса
в мм
Причина
отклонения
Осмотр раздел-
ки шва
Обрыв дуги
Марка
элек-
тродной
проволоки
ГОСТ
2246-43
Марка
флюса
ОСЦ 4S
1
\
1
вательность, определить фиксажные точки* и
занести наименования элементов и фиксажных
точек в хронокарту на оборотной её стороне
(табл. 6 — оборотная сторона).
К замерам времени приступают только при
полной уверенности в установившемся темпе
работы и ведут их с точным соблюдением
установленных фиксажных точек. На карте
(наблюдательном листе) делаются заметки о
перекрытиях времени ручной работы машин-
ным временем, отметки о дефектных замерах
и о перерывах в работе во время наблюдения.
Обработка результатов хронометраж-
ных наблюдений включает; а) определение
продолжительности каждого элемента опера-
ции путём вычитания из текущего времени
окончания данного элемента времени оконча-
ния предыдущего элемента; б) анализ ка-
чества хронометра жных рядов ** и исключение
дефектных замерэв; в) определение средней
(арифметической) продолжительности годных
замеров.
Дефектными считаются явно неточные и
ошибочные записи замеров времени (описки)
или замеры, искажающие картину наблюде-
ния в результате возникновения непредвиден-
ных условий в работе, аварий, ненормально-
стей, которые были зафиксированы во время
наблюдения и отмечены на хронокарте.
При большом числе дефектных замеров
необходимо провести повторное наблюдение.
При проведении наблюдений в крупносе-
рийном и массовом производстве целесообраз-
но проверять устойчивость хронорядов, кото-
рая определяется отношением
у 7
*min
где Ку — коэфициент устойчивости; гтах —
* Под фиксажными точками понимаются признаки,
определяющие момент окончания одного элемента опера-
ции и начала следующего '(смежного).
** Несколько повторных замеров продолжительности
данного элемента работы.
наибольшая продолжительность элемента
операции в хроноряде; *mln — наименьшая
продолжительность.
Для станочных операций принимаются
следующие величины нормальных коэфициен-
тов Ку'- для приёмов до 6 сек. — /Сд. = 2, до
18 сек Ку= 1,5 и свыше 18 сек. Ку= 1,3.
На основании обработки и анализа резуль-
татов хронометражных наблюдений опреде-
ляются рациональный состав и последователь-
ность элементов операции, а также нормаль-
ная их продолжительность.
При индивидуальном хрономе-
тр а ж е в единичном и мелкосерийном произ-
водствах элементы операций записываются в
последовательном порядке в процессе наблю-
дений, так как заранее установить их после-
довательность невозможно. Данные заносят в
специальную хронокарту, состоящую из четы-
рёх листов. Лицевая сторона этой хронокарты
аналогична лицевой стороне табл. 6; 2-й и
3-й листы приспособлены для последователь-
ной записи элементов операции во время за-
меров и совпадают с формой наблюдатель-
ного листа индивидуальной фотографии ра-
бочего дня (см. ниже табл. 8), четвёртый
лист предназначен для сводки затрат по по-
вторяющимся элементам операций и запол-
няется данными, выбранными из записи на-
блюдений. Составленные хронометражные ряды
обрабатываются указанным выше способом.
Бригадный хронометраж приме-
няется для изучения процесса работ отдельных
членов бригады. Наблюдения ведутся одним
или несколькими наблюдателями одновременно.
Замеры заносятся в хронокарту (табл. 7).
В хронокарте приводятся характеристика
рабочих, входящих в состав бригады, запись
замеров в последовательном порядке при на-
блюдении над работой рабочих бригады и
сводка одноимённых элементов. Результаты
хронометражных наблюдений обрабатываются
аналогично указанному выше.
ГЛ. VI]
ХРОНОМЕТРАЖ
407
Завод
Цех
Пролёт
Сборочный
Рабочих колёс
ХРОНОКАРТА № 3
БРИГАДНОЙ
РАБОТЫ
Изделие
Наименование
Чертёж №
Материал
Центробежный насос
14125U5
Чугун
Деталь
Вес в кг
Рабочее
колесо
;оо
Работа
Наименование
Количество
по наряду
Насадка рабочего колеса на вал
3
На каком изделии
началось наблюдение
Форма оплаты
Разряд работы
S, 4 и з
Бригадная сдельщина
Существующая норма времени
fOO MUH.
Эскиз
По сборочному чертежу
Дата
18JII 1950 г.
Смена
1
№ рабочих
Фамилия
Табельный №
Специальность
Стаж по специаль-
ности
Стаж по данной ра-
боте
Разряд
Производственная
характеристика
Среднее выполнение
норм за 3 мес.
Рыполнение норм за
время наблюдения
Начало
Таблица
Конец
наблюдения
8 час.
i
Афа-
насьев
129
Слгсарь
i6 лет
г года
S
Стаха-
новец
9 ч. 54 м.
2
Петров
131
Слесарь
4 года
2 года
4
Ударник
Продо;
не
7 (стр. 1)
шитель-
)СТЬ
1 ч. 54 м.
3
Кузин
29!
Слесарь
х год
г мес.
3
Новый
рабочий
х6Ф\0
4
-
-
-
-
-
-
-
Инструмент и приспособления
№ элементов
операций
6, 13
6, 13
7, i6
7, it
ii, is, 2i
io, 18
12, IS, 22
18
20
30
Наименование, форма, тип,
материал
Свёрла спиральные
Электродрель
Метчики слесарные № 1 и 3
Вороток
Зубило
Отвёртка
Напильник драчёвый
Размеры
(вес)
8—ю мм
10 U 12 ММ
i; мм
10 ММ
Зоо мм
Зенкер
Накладка свинцовая
Кувалда
Организация работы и снабжение бригады
Порядок распределения работы
между участниками бригады
Порядок снабжения бригады мате-
риалами и деталями
Порядок снабжения бригады ин-
струментом
Наличие инструкционных карт
Работу распределяет бригадир
Материал доставляется подсоб-
ными рабочими
Рабочие получают и перетачи-
вают инструмент сами
Нет
Производственная обстановка 1 На рабочем месте тесно. Освеще-
\ ние и температура нормальные .
зо кг
Организация рабочего места
Пояснения
Дата
Проверил
-
408
ТЕХНИЧЕСКОЕ НОРМИРОВАНИЕ
[РАЗД. V
Наблюдения
Таблица 7 (стр. 2)
Элементы работы
Текущее время в мин. и сек.
рабочих
Продолжительность в мин. и сек.
рабочих
2
3.45
-
4-15
-
12.2/
-
-
12./0
-
-
S.io
1 III
3
.,,
5-55
-
6.40
-
4.1/*
2.//
-
3-4/
1.2/
1-45
-
a. 1/*
1.40
0.45
т
со s a
Начало работы
Подготовка рабо-
чего места
Зачастка защит-
ного кольца
Обрубка заготовки
для двух шпонок . .
Насадка защитного
кольца на втулку . .
Опиловка и уста-
новка шпонка ....
Сверление в кольце
двух отверстий . . .
Нарезание двух от-
верстий метчиком №1
То же, метчиком МЗ
Опиловка и уста-
новка двух шпонок .
Ввёртывание двух
винтов
Срубка концов вин-
тов
Опиловка концов
винтов
Сверление двух от-
верстий для крепле-
ния шпонки .....
То же, для второй
шпонки .
Зачистка втулки
колеса .
Нарезание двух от-
верстий в шпонке
метчиком № 1. . .
То же, метчиком МЗ
Зенковка отверстий
Ввёртывание двух
винтов
8-оо
0.4/
4IS
8.50
—
I/.30
17.40
20.10
-
»355
35-05
38.10
30.40
33-15
—
35-15
36.45
39.40
3.45
—
— -
19.2/
-
—
32.1/
-
-
—
40.2/
-
-
2.1/
8.10
14./0
-
30.10
33-40
26.35
-
30.20
3145
3330
—
-
37-30
39.10
39-55
42.10
0.4/
3-30
4-35 -
2.20
2.30
3 45
1.IO
З.о/
2.30
3-35
2.00
1.30
O.J/
9-2/
4-if
ii.i/
12.2/
Ю.45
/./о
5-35
12./О
7-30
з-35
4-50
з.зо
3-35
8.Ю
4-15
З.ю
1.20
4-35
Перерывы
Причины
V I
Причины
?•§3:
Ожидание элек-
тродрели . . . .
Ожидание мет-
чика № 1
8-I4.I5
8-33-30
8-15.20
8-35-1/
1.0/
1-45
Ожидание рабо-
чего №2
Простой по ви-
не рабочего . . . .
Ожидание влек-
тродрели ....
г, я,
1
8-39-40
9-21-30
9-/8-/0
8-40.3/
9-з/. оо
9-59-50
0.4/
3-30
1.00
* С учётом перерывов.
Сводка одноимённых элементов работы
Таблица 7а
Элементы операций
наблюдений
Затраты времени
в чел.-мин.
>> о. Hi s
U И V В"
нет
5 « ч
&!*
О ню
к ч> я я
Is**
Mil
Факторы, влияющие
на продолжительность
(расстояние,
вес и пр.)
Зачистить и насадить на колесо
два защитных кольца
Просверлить в каждом кольце
два отверстия электродрелью . . .
Нарезать в четырёх отверстиях
резьбу
Ввернуть четыре винта
Обрубить выступающую часть
винтов и опилить её
Заготовить и пригнать шпонки .
Закрепить шпонки, каждую на
два винта
Забить вал во втулку колеса . .
Вырубить две медные прокладки
Запилить на защитных втулках
фаски
Установить втулки и затянуть
20,68
12,33
11,2/
7,50
7,42
39,50
z8,42
r.251,67
26,67
5,2/
26,2/
22,
11,00
12,2/
7,66
10,0/
32,6о
20,90
145,20
39,22
7,05
8
19,35
13,50
6,45
23,78
142,20
36,11
з,75
20,90
62,1113
34,881з
37,5о1з
2I,6l/3
24,60/3
88,/1з
6з,ю\з
4il,от I з
102,00/3
15,05/3
69,0/3
20,7
11,6
13,5
7,3
8,2
39,5
21,0
139,0
34,0
5,0
23,0
20,7
11,6
13,5
7,з
8,з
39,5
21,0
46,3
34,0
5,о
33,0
0 550/530 мм, L^57 мм
Винты М10х25
36x20X20 мм
Винты М10Х25
Вес колеса 500 кг
Толщина 1 мм
Длина втулки 425 мм
0 резьбы 150 мм
L - 135 мм
ГЛ. VI]
ФОТОГРАФИЯ РАБОЧЕГО ВРЕМЕНИ
409
ФОТОГРАФИЯ РАБОЧЕГО ВРЕМЕНИ
Фотографией рабочего времени называются
наблюдения с последовательными замерами
всех затрат рабочего времени, в том числе и
времени потерь.
Основным назначением фотографии рабо-
чего времени являются: а) определение потерь
рабочего времени; б) установление времени
на подготовительно-заключительную работу,
на обслуживание рабочего места, на отдых и
естественные надобности; в) определение по-
требного количества рабочих для отдельных
агрегатов и установление количества станков
для обслуживания одним рабочим; г) рацио-
нальное распределение труда в бригадах.
Фотография рабочего времени, проводимая
с перечисленными выше целями на протяже-
нии рабочей смены, называется фотографией
рабочего дня.
Различают следующие разновидности фо-
тографии рабочего дня: 1) индивидуальная,
изучающая затраты рабочего времени одного
рабочего на одном рабочем месте; 2) группо-
вая, предусматривающая одновременное изу-
чение одним наблюдателем затрат рабочего
времени группы рабочих, каждый из которых
выполняет самостоятельную работу; 3) марш-
рутная (разновидность групповой), прово-
димая с перемещением наблюдателя по опре-
делённому маршруту, когда рабочие места
расположены в разных пунктах, не видимых с
одного пункта наблюдения;' 4) фотография
рабочего дня бригады, работающей по одному
наряду на одном рабочем месте; 5) фотогра-
фия рабочего дня многостаночника, которая
заключается в изучении затрат рабочего вре-
мени одного или группы рабочих, занятых
одновременно на нескольких станках (агре-
гатах); 6) самофотография рабочего дня.
Индивидуальная фотография
рабочего дня
Для индивидуальной фотографии рабочего
дня применяется наблюдательный лист (табл. 8).
В заглавной части наблюдательного листа при-
водятся основные данные, характеризующие
наблюдаемого рабочего и его работу. Во время
наблюдений заносятся действия рабочего и
перерывы с указанием их причин, текущее
время, перекрываемое время и количество из-
готовленных изделий.
Подготовительно-заключительная работа
записывается отдельно от оперативной работы
и от времени обслуживания рабочего места.
Первый этап обработки данных фотогра-
фии рабочего дня производится на самом
наблюдательном листе: подсчитывается и за-
носится в соответствующую графу продолжи-
тельность каждого замера времени и в графе
„Индекс" указываются условные цифровые
обозначения категорий рабочего времени
(условные обозначения индексов приведены
в табл. 10, стр. 2 и 3).
При проставлении индексов необходимо
правильно и точно относить замеры к соот-
ветствующей категории рабочего времени.
Особо следует выделять: а) разные не-
производительные работы, не относящиеся
к основной работе, б) излишние работы, кото-
рые могут быть устранены, и в) потери ра-
бочего времени.
В конце наблюдательного листа приводится
сводка одноименных затрат и определяются
средние затраты времени по повторяющимся
элементам затрат рабочего времени.
Второй этап обработки данных фотографий
рабочего дня состоит в переносе данных на-
блюдений из наблюдательных листов в свод-
ную карту фотографий рабочего дня и в рас-
чёте среднего баланса рабочего времени.
В одну сводную карту могут быть занесены
результаты до шести последовательных фото-
графий рабочего дня, проведённых на данном
производственном участке.
Сводная карта (табл. 9) построена в точ-
ном соответствии с установленной схемой
классификации затрат рабочего времени. На
лицевой стороне карты (стр. 1-я) приводятся
все основные данные, как и в наблюдатель-
ном листе фотографии (табл. 8). Здесь даётся
также характеристика организации и обслу-
живания рабочих мест, общая для всех сов-
местно обрабатываемых фотографий рабочего
дня. Вторая и третья страницы заполняются
сводными данными затрат времени, суммиро-
ванных из наблюдательных листов по одно-
родным индексам. При этом на второй стра-
нице приводятся только те затраты времени,
которые относятся к категориям нормируе-
мых затрат рабочего времени, а на третьей —
затраты времени на непроизводительные ра-
боты и потери рабочего времени по разным
причинам (ненормируемое время). На тех же
страницах в колонке «Баланс рабочего вре-
мени" выводится: общая сумма времени по
всем фотографиям рабочего дня, среднее
время в чел.-мин. как частное отделения
суммы времени по каждой категории затрат
на число проведенных фотографий рабочего
дня и процент к общему времени наблюдения
для каждой категории затрат.
Для оценки использования рабочего вре-
мени и производительности труда данного
рабочего определяются по формулам, приве-
дённым на четвёртом листе сводной карты,
следующие показатели: 1) средний процент
оперативного времени; 2) процент потерь ра-
бочего времени по вине рабочего; 3) процент
потерь рабочего времени, не зависящих от
рабочего; 4) возможное повышение произво-
дительности труда за счет устранения непро-
изводительной работы и потерь по организа-
ционно-техническим причинам, а также за
счёт устранения потерь, зависящих от рабо-
чего и нерегламентированного отдыха. Все
эти показатели необходимы для выводов и
разработки организационно-технических меро-
приятий. Целесообразно также построение гра-
фиков производительности труда по часам рабо-
чего дня при однородной работе рабочего.
Групповая фотография рабочего дня
При одновременном проведении наблюде-
ний за работой нескольких рабочих записи
производятся через промежутки времени,
равные минуте. Чем больше число рабочих
в группе, являющейся объектом наблюдения,
тем больше следует брать промежутки между
замерами с тем, чтобы наблюдатель успевал
сделать все записи. При этом наблюдатель по-
следовательнофиксирует с помощью условных
обозначений содержание работы, выполняемой
410
ТЕХНИЧЕСКОЕ НОРМИРОВАНИЕ
{РАЗД. V
Таблица 8
Завод
Цех
Механический
Пролёт | IV
Участок
Мастера
Николаева
Дата
Смена
Начало
Конец
наблюдений
щ'Н I9SO
8-оо
IJ-00
НАБЛЮДАТЕЛЬНЫЙ ЛИСТ № 5
ИНДИВИДУАЛЬНОЙ ФОТОГРАФИИ
РАБОЧЕГО ДНЯ
К фотокарте № 5
Продолжи-
тельность
наблюдения
Число страниц
Наблюдатель
8 час.
Петров А. В.
Рабочий
Механизм (станок)
Фамилия
Усатин
И. Ф.
Специальность,
Рабочий №
Разряд рабо-
чего
Наименование
IV
Завод; модель
Вертикально-
фрезерный
Основные I Стол
данные I 22sX7f°
Горьковский завод
фрезерных станков;
тип 610
Состояние
Удовле-
творитель-
ное
Характери-
стика
Работает!
хорошо I
Стаж
3 года
Инв. № и$
Подъёмное устройство
Нет
Работа
п/п
Наименование
Деталь
изделия
Фрезерование плоскости
То же
Крышка
верхняя
Крышка
боковая
№
черте-
жа
наряда
Колич.
по на-
ряду
Материал
Чугун III
Чугун III
Разряд
работы
IV
IV
Инструмент,
приспособление
Торцевая фреза
0 до мм
То же
Наблюдения
Начало наблюдения . .
Установка детали Ля 1
Фрезерование
Снятие и установка
детали № 1
Фрезерование
Снятие и установка
детали № 1 • .
Фрезерование
Снятие и установка
детали № 1
Фрезерование
Ожидание монтёра . .
Исправления неполадок
Фрезерование ....
Снятие и установка
детали № 1
Фрезерование . .
8-оо
OS
28
9-03
об
40
42
10-10
IS
18
36
s
3
18
Что наблюдалось
Простой
Снятие и установка
детали № 1
Фрезерование ....
Преждевременный уход
на обед
Обеденный перерыв .
Фрезерование ....
Снятие и установка
детали № 1
Фрезерование ....
Снятие и установка
детали № 1
Фрезерование ....
Разговор с рабочим .
Снятие и установка
детали № 1
Фрезерование ....
S4
12-00
Ij-OO
.14
17
S4
14-30
32
3S
IS-10
34
3
3S
I 9
Заметки наблюдателя. Обрабатываемые детали (чугунные отливки) имеют различный припуск на обработку,
вследствие этого машинное время значительно колеблется. Первая деталь была частично обработана.
Сводка одноимённых затрат времени
Наименование затрат
времени
Установка и снятие детали
а)
а. я
>=:
чис
Г)
и
са
a
га
S
о
?
га
m
jj
в!
а.
а
П)
о. о
» X
щ
Из
3|
5-й
в минутах
47
Фрезерование
Чистка и обтирка станка
Сметание стружки ....
Уход по естественным на-
добностям
Уход за инструментом,
приспособлениями
Пояснение. Рабочий продолжал работу, 'начатую 'в предыдущей смене, поэтому
9S
Наименование затрат
времени
Поиски подкладок
Ожидание работы . . .
Устранение неполадок в
станке
Преждевременный уход на
обед
Посторонние разговоры .
Простой
S
родол
я
и
=8
О
a
<и я
о a
е сЗ
<u S
*|S
^ ю 03
Н 3 4>
в минутах
вргмя на наладку станка к операции отсутствует.
подготовительное
Наблюдал
Проверил
Дата
Петров
Корнилов
20:11 1950 г.
ГЛ. VI]
ФОТОГРАФИЯ РАБОЧЕГО ВРЕМЕНИ
411
Таблица 9
Лицевая сторона
ФОТОГРАФИЯ МОЕГО РАБОЧЕГО ДНЯ
Цех 33
Отделение: № 2 Дата 3 февраля 1950 г.
Фамилия, и., о.
Андреев И. Н.
Профессия
токарь
Табельный № 311
Стаж 1,5 г.
Станок № 431
Разряд рабочего 5
Время наблюдения 480 минут
М° по пор.
2
3
4
5
6
7
Причины потерь рабочего времени
Отсутствие заготовок
Неисправность оборудования
Отсутствие инструмента
Ожидание крана из-за его неисправ-
ности
Отсутствие электроэнергии
Ожидание мастера для сдачи работы
Личные потерн
Всего потерь
Длитель-
ность
потерь
в мин.
/
и
8
7
10
4
I
46
В К
1,04
2,$0
1,67
1,46
2,10
o,8s
0,21
9,61
Оборотная сторона
Предложения для полного использования
рабочего дня
1. Обеспечить подготовку .заготовок и инстру-
мента мастером предыдущей смены
2. Обеспечить профилактический осмотр обо-
рудования и заблаговременное устранение дефек-
тов и т. п.
Подпись
инструктора М. Кириллов
Подпись
рабочего И. Андреев
каждым рабочим в течение каждой минуты,
и перерывы в работе. Для групповой фото-
графии применяется специальная форма на-
блюдательного листа.
Сводная карта групповой фотографии ра-
бочего дня имеет такое же содержание кате-
горий затрат рабочего времени, как и в карте
индивидуальной фотографии рабочего дня, и
предусматривает возможность составления
сводного баланса рабочего времени на осно-
вании одновременного наблюдения за работой
группы рабочих. Выводы по использованию
рабочего времени и производительности труда
рассчитываются так же, как при индивидуаль-
ной фотографии.
Фотография рабочего дня бригады
Наблюдательный лист для бригадной фо-
тографии рабочего дня должен быть рассчи-
тан на последовательную запись содержания
работы и замеров времени при наблюдении
за работой бригады, состав которой не пре-
вышает 4 чел. Большее число рабочих одному
наблюдателю одновременно охватить затруд-
нительно. Обработка данных в наблюдатель-
ном листе и составление сводки одноимённых
затрат производится так же, как и при инди-
видуальной фотографии. Сводная карта фото-
графии рабочего дня и баланс затрат рабо-
чего времени составляются для каждого члена
бригады отдельно по форме табл. 10.
Фотография рабочего дня
многостаночников
Основное назначение фотографии рабочего
дня многостаночников заключается в устано-
влении оптимального количества станков,
обслуживание которых одним рабочим может
наиболее полно его загрузить и свести к ми-
нимальным затратам потери времени каждым
станком. Особенность такой фотографии —
одновременное наблюдение за работой рабо-
чего и каждого станка в отдельности.
Наблюдательный лист (табл. 11) предусма-
тривает возможность записи наблюдений за ра-
ботой одного-двух рабочих при обслуживании
ими до четырёх станков одновременно. При
большем числе станков необходимо участие
нескольких наблюдателей. Запись текущего
времени ведётся отдельно по работе рабо-
чего и по станкам.
Сводка одноимённых затрат составляется
отдельно по каждому рабочему.
Обработка фотографий работы многоста-
ночников производится на сводной карте
(табл. 12), которая рассчитана на запись до
трёх наблюдений за работой двух рабочих
многостаночников. Эта сводная карта содер-
жит таблицу-сводку времени работы и про-
стоев станков по данным наблюдений. Выводы
составляются так же, как при индивидуаль-
ной фотографии рабочего дня.
Самофотография рабочего дня [1]
Фотография рабочего дня, позволяющая
достаточно полно учитывать все затраты и
потери рабочего времени, может применяться
только периодически и на ограниченных
участках производства. Дополнительным и
достаточно массовым способом выявления
потерь рабочего времени может служить фо-
тография своего рабочего дня, производимая
самими работающими (опыт Уралмашзавода,
Уралвагонзавода и др.).
Целью самофотографии рабочего дня
является определение потерь рабочего вре-
мени в течение рабочей смены и причин, вы-
зывающих эти потери. Для проведения само-
фотографии рабочего дня необходимо: а) уста-
новить участки и количество рабочих, кото-
рое возможно охватить самофотографией и
обеспечить наличие часов на этих участках;
б) выделить по каждому цеху ответственных
лиц за подготовку и проведение самофотогра-
фии; в) выделить инструкторов по одному
на 10—15 рабочих, проводящих самофотогра-
фию, и провести инструктаж последних.
412
ТЕХНИЧЕСКОЕ НОРМИРОВАНИЕ
[РАЗД. V
Таблица 10
(стр. 1)
Завод
Цех
Пролёт
Механический
III
I Мастера
Участок | Андреева
СВОДНАЯ КАРТА № 5
ИНДИВИДУАЛЬНОЙ
ФОТОГРАФИИ
РАБОЧЕГО ДНЯ
Количество
наблюдательных
листов
Наблюдатель
Петров
А. В.
Рабочий
Дата
наблюдения
На-
чало
ко-
нец
наблюдения
8-00
8-оо
8-оо
ху-оо
ZJ-00
iy-oo
х л
8
8
С9
%
О
i
i
i
%
«о
л
а.
1бд
Фамилия
Специаль-
ность
¦ Производственная
характеристика
9
2i\U J9SO
22-11 ip/O
У сатин
И. Ф.
Фрезеров-
щик
IV
года
Стахановец, рабо-
тает хорошо, нормы
выработки система-
тически перевыпол-
няет
Работа
Наименование
Деталь
изделия
черте
я
„,«
3if ю
31 f 03
3i! 29
0
i&
О о
« в
if
if
if
20
Материал
Инстру-
мент
и приспо-
собление
Выработка за смену
фактическая
по норме
Фрезерова-
ние плоско-
сти прилега-
ния
То же
То же
Фрезерова-
ние плоско-
сти
Крышка
верхняя
Крышка
боковая
Крышка
верхняя
Фланец
Чугун III
Чугун III
Чугун III
Чугун III
IV
IV
IV
IV
Торцевая
фреза
Торцевая
фреза
Торцевая
фреза
Торцевая
фреза
6 Ч. 20 М.
I Ч. 40 М.
8 час
8 час
«'/а
j .ч. 48 м.
о ч. fo м.
9 ч. ю м.
7 ч. 20 м.
84,
Механизм (станок)
№
набл.
листа
Наименование
Завод
Модель
Инв.
Основные
данные
Состояние
Подъёмные
устройства
Вертикаль-
но-фрезерный
Горьковский завод
фрезерных станков
6ю
Стол
22fX7fO ММ
Станок требует
текущего ремонта
Нет
Организация и обслуживание рабочего места
Характеристика обстанов-
ки на рабочем месте
Детали сложены в штабель
на расстоянии 0,5 м от
станка
Освещённость рабочего ме-
ста хорошая (подвесная
электролампа)
Организация на-
ладки, подналадки,
смены, заточки ин-
струмента
Наладка станка к опе-
рации выполняется рабо-
чим под наблюдением
мистера или наладчика.
Заточка инструмента -
централизованная
Порядок обслуживания ма-
териалами, инструментом,
приспособлениями и пр.
Материалы доставляют-
ся к станку рабочими цехо-
вого ПРБ, Инструмент
рабочий получает сам из
цеховой раздаточной кла-
довой
Порядок ухода за
станком (смазка, чи-
стка)
Смазка станков осуще-
ствляется цеховыми смаз-
чиками, чистка — самими
рабочими
Порядок обслужи-
вания мелким ремон-
том
Подъёмные транспортные
средства цеха у рабочего
места
Подъёмных средств у
станка нет (обрабатывае-
мые детали весом не более
8—10 кг)
Мелкий ремонт станков
выполняется дежурным
слесарем цехового механика
Порядок инструк-
тажа рабочего
Инструктаж произво-
дится мастером или на-
ладчиком. Инструкцион-
ных карт нет
ГЛ. VIJ
ФОТОГРАФИЯ РАБОЧЕГО ВРЕМЕНИ
413
Сводка фотографий
Таблица 10
(стр.2)
Категории рабочего времени
Индекс
ПЗ
ор
ОМ
ОТ
Наименование
категорий
Подготовительно-за-
ключительная работа
на партию
Оператив-
ная работа
Обслужи-
вание
рабочего
места
Перерывь
Основная
работа
Вспомога-
тельная
работа
Организа-
ционное
Техниче-
ское
Наименование затрат рабочего
.времени
Ознакомление с работой и чертежом
Получение инструктажа
Осмотр инструмента
Осмотр материала, заготовок
Установка и снятие инструмента
Установка и снятие приспособлений
Всего времени на подгот.-заключитель-
ные работы
Машинная работа
Машинно-ручная работа
Всего времени основной работы
Ручная неперекрываемая работа
Ручная перекрываемая работа
Механизированная работа
Всего времени вспомогательной работы
Всего времени оперативной работы
Раскладывание и уборка инструмента
Осмотр и опробование станка
Чистка и обтирка станка
Всего времени организационного об-
служивания рабочего места
Смена инструмента в связи с его
затуплением
Подналадка станка
Сметание стружки
Всего времени технического обслу-
живания рабочего места
Всего времени обслуживания рабочего места
i на отдых
I
Отдых
Естественные надобности
Всего времени перерывов на отдых
Итого времени полезной загрузки и отдыха
(нормируемое время)
% к общему времени
Наблюдения
Индекс
и
13
13
14
IS
16
17
r8
19
и
21
22
и
31
33
33
h
41
42
43
и
S1
S3
S3
и
61
6з
-
Номера
фотографий
1
2
3
Даты
фотографий
20/Н
1950 г.
21/П
1950 г.
22/И
1950 г.
Время в минутах
-
-
-
-
~ 1 -
~ 1 -
-
-
-
-
-
—.
343
12
-
-
13
318
343 1 3i8
S9
S9
4оз
S
S
3
3
8
10
10
4зо
87,So
64
64
3$2
4
8
13
6
• 6
i8
6
6
418
87,1
4
6
-
-
30
-
-
-
-
30
271
271
48
48
319
S
S
ю
7
3
9
19
-
-
368
76>7
Баланс рабо-
чего времени
Сумма времени по на-
блюдению в чел.-мин.
4
6
—
-
33
-
-
—
-
43
933
932
171
171
IIOJ
9
i8
37
7
11
18
4S
16
Среднее время
в чел.-мин.
i,3
3,0
% к общему времени
о,з8
о,4з
- 1 -
-
ю 7
-
-
-
14,о
ЗЮ,7
ЗЮ,7
S7
/7
3*>7,7
3,0
6,0
9,о
з,3
3,7
6,0
If,0
S,3
16 S,3
1206
402
-
3,23
2,93
64,72
64,73
11,87
11,87
7б,Г9
о,6з
*,з;
1,87
о,48
°,77
1,3/
3,12
1,12
1,12
83,7 4
414
ТЕХНИЧЕСКОЕ НОРМИРОВАНИЕ
[РАЗД. V
Сводка фотографий
Таблица 10
(стр. 3)
Категории рабочего времени
ндекс
S
ПН
по
) ПР
Наименование
категорий
Потери на непро-
изводительную ра-
боту
Простои по орга-
низационно-техни-
ческим причинам
Потери, завися-
щие от рабочего
Наименование затрат рабочего
времени
Хождение за нарядом, чертежом
Хождение за инструментом, при-
способлениями
Поиски подкладок, клиньев
Поиски инструмента, приспособле-
ний
Поиски материала, заготовок
Всего времени непроизводительной
работы
Ожидание работы
То же чертежа
„ материала заготовок
крана, транспорта
„ инструмента, приспособлений
» наладки станка
Исправление неполадок в станке
Отсутствие тока
Всего времени простоев по организа-
ционно-техническим причинам
Позднее начало работы
Преждевременное окончание работы
Отлучки от рабочего места
Посторонние разговоры
Простой
' Всего времени потерь, зависящих от
рабочего '
Итого времени потерь
(ненормируемое время)
°/0 к общему времени
Т
Общая продолжительность
Наблюдение
ндекс
S
72
14
77
18
19
t7
81
82
83
84
8/
86
81
88
89
tB
91
93
93
94
9>
97
о8
y\j
99
to
Номера
фотографий
1
2
3
Даты фото-
графий
20/11
1950 г
21/П
. 1950 г
22'П
. 1950г
Время в мин.
7
8
IS
19
8
27
6
8
4
18
60
13, so
480
14
7
21
10
6
16
33
9
9
62
13,9
2S
13
3S
40
из
112
23,3
4&о
Баланс рабочего
времени
лю-
¦ «о
«а
Ж
О
is
Я s
во и
умма
:ниям
о ч
21
IS
36
J4
18
S9
40
171
6
9
8
4
37
334
1,440
•НИ1
V
са
зремя
и
1
8.
и
7.°
12,0
i8,o
6,0
19,1
13,3
Sl,o
2,0
3,о
3,1
i,3
9,0
78,0
4S0 1
s
<и
а.
са
S
I
о
X
S2
i,46
1,04
2,so
3,1!
I,3S
4,ю
з,18
11,88
0,42
о,6з
0 ,fo
0,28
1,88
16,26
00
ГЛ. VI]
ФОТОГРАФИЯ РАБОЧЕГО ВРЕМЕНИ
415
Выводы
Таблица 16
(стр. 4)
Характеристика использования рабочего времени
Процент оперативного
времени
Процент потерь, зависящих от рабочего
Процент потерь, не зависящих
от рабочего
¦(l~JZI!2. . 100=
'« факт ~ *в реглам+*<>
100-
367,7
100 = 76,6%
5,3 - 9,6+9,0
480
100=l,O°io
100=
12,0+57,0
100=*14,38°t0
Возможное повышение производительности труда
За счёт устранения организационно-технических
потерь и непроизводительной работы
За счёт устранения потерь, зависящих от рабочего,
и нерегламентированного отдыха
100'
факт ~
*о реглам
• 100=
реглам
12,0+57,0
14,0+367,7+15,0+9,6
100=1б,6п!0
5,3-9,6+9,0
''14,0+367,7+15,0+9,6
100=1,16%
Возможное повышение производительности труда М = М1 + М2-16,6 +1,16=17,76°10
Проектируемые организационно-технические мероприятия
Индекс
потерь
Наименование мероприятий
Ожидаемая
эффектив-
ность
Срок
реализации
в днях
Ответствен-
ный за
реализацию
Исполнитель
87
81
73
72
Ввиду систематических потерь вре-
мени, связанных с исправлением непо-
ладок в станке, необходимо станок
М 115 проверить и произвести необхо-
димый ремонт
Цеховое ПРБ запаздывает с достав-
кой заготовок к рабочему месту.
Необходимо обеспечить заблаговре-
менную доставку деталей
Необходимо обеспечить станок кре-
пёжными приспособлениями
Устранить хождение за инстру-
ментом
Дата
Повышение
производи-
тельности
труда
на 8 10%
То же
Повышение
производи-
тельности
труда на Зп/0
Цеховой
механик
Начальник
цеха
Мастер
пролёта
Бригадир ре-
монтных слеса-
рей
Зав. ПРБ
Мастер про-
лёта
Составил
Проверил
24jII 1950
Петров
Корнилов
416
ТЕХНИЧЕСКОЕ НОРМИРОВАНИЕ
[РАЗД. V
Таблица 11
(стр. 1)
Завод
Цех
Пролёт
Дата
20Ш 1950 г.
Механический
V
Участок
Смена
1
Мастера
Андреева
Начало
НАБЛЮДАТЕЛЬНЫЙ ЛИСТ № 1
ФОТОГРАФИИ РАБОЧЕГО ДНЯ
РАБОЧИХ, ОБСЛУЖИВАЮЩИХ
НЕСКОЛЬКО СТАНКОВ
Конец
наблюдений
7-00
Рабочие
Фамилия
Разряд
Стаж
Профессия
Характери-
стика
1
Соколов
IV
3 года
Фрезеровщик
Стахановец
2
16-00
Продожитель-
ность
наблюдения
8 час.
Число
страниц
3
К фото
Ml
Наблюда
карте
0
гель
Симонов
Станки
Наименование
Завод-
изготовитель
Размеры
Инв. №
X арактеристика
1 1 2
Резьбофре-
зерныи
Средне-
волжский
станкострои-
тельный
Состояние
удовлетво-
рительное
Шлице-
фрезерный
.Комсомо-
лец*
Расстоя-
ние м. ц.
1190 мм
Состояние
удовлетво-
рительное
3
4
Работа
1
о
в
2
станка
i
3
Наименование
Нарезка резьбы
Фрезерование
шлица
Деталь
изделия
Валик
Валик
много-
шпоночный
Чер-
тёж
№
82III
Материал
Сталь io4S
Сталь 104!
Заметки наблюдателя
№ наблюде-
ния
Замечания по
организации
труда
Дата
zojll xg;o
«О
п
S
•А
i
я
Й "
Режимы обработки
Наблюдал
Петров
Проверил
Иванов
Разряд
работы
IV
IV
Коли-
чество
по
наряду
100
10
Инструмент
и приспособления
Резьбовая фре-
за
Специальная
фреза
Выполнение
норм
Задано
Выпол-
нено
Условные обозначения для станков
Что обозначает
Ма
Xoj
вания
Ост
неп
работ
неп
неп
Прс
пер
чинам
пер
неу
юстой ход из-за несвоевременного обслужи-
анов станков:
ерекрытая подготовительно-заключительная
а
ерекрытая вспомогательная работа
ерекрытое обслуживание рабочего места . .
>стой станков:
ерывы по организационно-техническим при-
Индекс
Р1
XI
01
02
03
П2
ПЗ
П4
ГЛ. VI]
ФОТОГРАФИЯ РАБОЧЕГО ВРЕМЕНИ
417
Таблица 11
(стр. 2)
Исполнители
1-й рабочий
Что
наблюдалось
2-й рабочий
Ста 1КИ
Начало наблюдения
Наладка станка
Наладка станка .
Наблюдение за ра-
ботой ........
Снятие и установ-
ка детали
Наблюдение за ра-
ботой
Смена и установка
детали
То же
Наблюдение за ра-
ботой
Смена и установка
детали
Наблюдение за ра-
ботой ч
Смена и установка
детали
Наблюдение за ра-
ботой
Смена и установка
детали
Наблюдение за ра-
ботой
Наладка станка . .
Ушёл к цеховому
механику
Смена и установка
детали
Наблюдение за ра-
ботой
Смена и установка
детали
Наблюдение за ра-
ботой
Смена и установка
детали
Наблюдение за ра-
ботой • .
Снятие и установка
детали
5 Наблюдение за ра-
ботой
Подналадка станка
Наблюдение за ра-
ботой
Снятие и установка
детали |
27 Том 15
2
I
1—2
I
1- 2
I
2
1
2
1—2
I
1—2
I
I
I
1—2
2
I
X—2
I
1—3
I
I
I
X~3
2
1—2
I '
7-00
7-10
7-20
7-27
7-30
7-Г,
7-39
7-44
7-46
7-;o
7SI
7S3
7-Я
7-/5
8-03
8-06
,8-11
8-x7
8-22
8-24
8-29
S-зх
8-3!
8-36
8-41
8-43
8-44
8-47
8-48
8-49
xo
10
°7
°3
07
02
o;
02
04
or
02
04
01
OS
03
OS
06
OS
02
OS
02
04
ox
OS
03
ox
03
01
ox
H3i;
II3i;
OP21
OP31
OP21
OP31
OP31
OP31
OP31
OP21
OP 31
OP21
OP 31
OP21
OP31
OP21
0MS2
ПН73
ОРзх
OP21
орзх
OP 21
OP31
0P2X
ОРзх
ОР21
0Mf2
ОР21
ОР31
7-оо
7-04
7-ю
7-27
7-30
7-37
7-39
7-44
7-46
7-Я
7-13
7-Я
7-/S
8-оз
8-о6
8-11
8-17
8-23
8-24
8-29
8-31
8-3/
8-з6
8-41
8-43
041 Pi
06/П4
iojOi
7IP1
3;0г
7lPi
2JO2
s;Pi
2IO2
2/O2
4iPi
1 Юз
SlPi
3Ю2
SlPl
ЫП4
2O2
4IP1
1IO2
S\Pi
2/O2
fjPz
х\0з
7-oo
7-ю
7-39
7-44
7-46
8-o6
8-11
8-17
8-44
8-47
iojOi
SIO2
21П4
4102
161P1
SjPi
6Ю1
27IP1
3IO2
418
ТЕХНИЧЕСКОЕ НОРМИРОВАНИЕ
[РАЗД. V
Таблица 11
(стр. 3)
Сводка
Индекс
П315
ОР21
ОР31
ОМ42
ОМ52
ПН 73
ПР94
Наименование
затрат времени
Первый рабочий
Установка и сня-
тие инструмента,
наладка
Наблюдение за ма-
шинной работой . .
Ручная неперекры-
ваемая работа . . .
Чистка и обтирка
станка
Подналадка станка
Хождение за кон-
тролёром
Посторонние раз-
говоры
Общая продолжи-
тельность
Повторяемость
2
6о
п
2
4
з
I
одноимённых затрат времени
1
Общая продолжи-
тельность в мин.
20
2J1
IJJ
6
18
12
2
48о
Средняя продолжи-
тельность в мин.
, и сек.
10
4,;2
1,<?6
¦7 0
4,1
4,о
2,0
Индекс
Наименование
затрат времени
Второй рабочий
Повторяемость
Общая продолжи-
тельность в мин.
Средняя продолжи-
тельность в мин.
и сек.
Сводка времени работы и простоев станков
9
«О
О
V
че
Условт
ния
Индекс
Р1
Р2
01
02
03
П2
ПЗ
П4
Наименование
затрат времени
Время
работы
станков
машинное . .
машинно-руч-
ное
всего ....
Простои и холостой
ход по причинам:
наладка станка к
операции и подналад-
ка во время работы.
непрерывная вспомо-
гательная работа . .
непрерывное обслужи-
вание рабочего места
Перерывы по организа-
ционно-техническим при-
Перерывы, зависящие
от рабочего
Простои из-за неуспе-
ваемости рабочего . . .
Всего общая продол-
жительность
1
яе-
Повтор
мость
6о
6о
2
6о
I
1
6
про- 1
ель-
в мин.
Сумма
должит
j ностей
3'8
3i8
Jl
101
2
12
2
28
48O
Средняяпродол-
жительность
в мин. и сек.
/,*»
8,/о
1,68
2,0
2,0
4,1
2
Повтор
мость
16
16
3
18
1
1
1
про-
ель-
в мин.
Сумма
должит
ностей
4оо
4оо
i8
so
4
6
2
.в
4оо
продол-
ность
и сек.
Средняя
житель
в мин.
2; о
2f,0
6,0
2,78
4,0
6,0
2,0
яе-
Повтор
мость
3
про-
ель-
в мин.
Сумма
должит
ностей
продол-
ность
и сек.
4
а
Повтор
мость
про-
ель-
в мин.
Сумма
должит
ностей
продол-
ность
и сек.
Средняя
житель:
в мин.
1
ГЛ. VI]
ФОТОГРАФИЯ РАБОЧЕГО ВРЕМЕНИ
419
Таблица 12
Завод
Цех
Пролёт
№
набл.
листка
/
2
3
Механический
V
Дата
наблюде-
ния
2О\П jgfo г.
2i!II i$fo г.
22,'Н к)sо г.
Участок
Начало
Мастера
Андреева
Конец
наблюдения
7-ое
7-оо
7-ое
Станки
Наименование
Завод-изготовитель
Размеры или №
Инвентарный №
Характеристика
16-00
16-00
16-00
СВОДНАЯ КАРТА № 10
ФОТОГРАФИИ РАБОЧЕГО ДНЯ
РАБОЧИХ, ОБСЛУЖИВАЮЩИХ
НЕСКОЛЬКО СТАНКОВ
Продолжит,
наблюдения
8 час.
8 час.
8 час.
/
Резьбофрезерный
Средневолжский
станкостроительный
S6S6
3*7
Состояние
удовлетворительное
Смена
i
i
i
Количество
наблюдатель-
ных листов
Н аблюдатель
3
Конев
Рабочие
Фамилия
Разряд
Стаж
Профессия
Характеристика
2
Шлицефрезерный
„Комсомолец"
Расстояние между
центрами 1190 м
34о
Состояние
удовлетворительное
1
Соколов
IV
3 года
Фрезеровщик
Ударник
3
4
Работа
№
набл.
листка
i
Характ
Поряд
мест
Подъё
Поряд
Поряд
Поряд
монта
Инстр
№
станка
i
2
Наименование
Нарезка резьбы
Фрезерование шлица
геристика рабочих мест
ок обслуживания рабочих
мные устройства
ок наладки
ок ухода за станками
ок выполнения мелкого ре-
уктаж
Деталь изделия
Валик
Валик многошпоноч-
ный
Чертёж
№
821ZZ
;6ij
Мате-
риал
Сталь io4S
Сталь 104!
Разряд
работы
i
IV
IV
Освещённость рабочих мест хорошая
(подвесные электролампы)
Детали для обработки доставляются
к станку рабочими цехового ПРБ вместе
с чертежом и нарядом
Нет (детали лёгкого веса)
Наладку станка выполняет рабочий по
картам наладки
Смазка станка производится цеховым
смазчиком
Ремонт станка производится бригадой
цеховых слесарей
Инструктаж осуществляется сменным
наладчиком
Количество
по
наряду
МО
SO
Инструмент
и приспо-
собления
-
Схема расположения станков
и маршрута
многостаночников
Станок
№ зч
1,2 М
ч——*
Станок
Мя но
40
ТЕХНИЧЕСКОЕ НОРМИРОВАНИЕ
[РАЗД. V
Таблица 12
(стр. 2)
Сводка фотографий рабочего времени рабочих
Категория рабочего времени
Индекс
ПЗ
ОР
ом
от
Итс
Наименование
категории
Подготови-
тельно-заклю-
чительная
работа на
партию
Оперативная работа
Обслуживание рабочего места
Основная
работа
Вспомо-
гательная
работа
Организа-
ционное
Техниче-
ское
Перерыв на
отдых
>го времени поле
(нормируемо
в % к обще
Наименование затрат
рабочего времени
Ознакомление с работой и
чертежом
Получение инструктажа . .
Осмотр инструмента ....
Осмотр материала, заготовки
Установка и снятие инстру-
мента
Установка и снятие приспо-
Всего времени подгото-
вительно-заключитель-
ной работы
Машинная работа
Машинно-ручная работа . .
Всего времени основ-
ной работы
Ручная неперекрывающаяся
Ручная перекрывающаяся ра-
бота
Механизированная работа .
Всего времени вспо-
могательной работы .
Всего времени опера-
тивной работы ....
Раскладывание и уборка
инструмента. Осмотр и опро-
бование станка
Чистка и обтирка станка . .
Всего времени органи-
зационного обслужи-
вания рабочего места
Смена инструмента в связи
с его затуплением
Подналадка станка
Сметание стружки
Всего времени техни-
ческого обслуживания
рабочего места ....
Всего времени обслу-
живания рабочих мест
Отдых
Естественные надобности . .
Всего времени пере-
рывов на отдых ....
зной загрузки и отдыха
е время)
Индекс
и
12
13
14
IS
16
iS
19
t,
21
22
U
33
t3
41
42
43
tt
Si
S2
S3
t*
61
62
h
Первый рабочий
Номера
фотографий
1
2
3
Время в мин.
20
20
271
271
ISI
422
6
6
18
i8
24
—
466
97,07
22
22
278
278
147
42s
S
S
16
16
21
—
468
97,f
21
21
27s
27S
144
419
7
7
17
17
24
_
96, S6
Среднее время
в мин.
21
21
27S
27S
147
422
6
6
17
i7
_
466
97,07
Второй рабочий
Номера
фотографий
1 |. 2
3
Время
в мин.
Среднее время
в мин.
ГЛ. VI]
ФОТОГРАФИЯ РАБОЧЕГО ВРЕМЕНИ
421
Таблица 12
(стр. 3)
Сводка фотографий рабочего времени рабочих
Категория рабочего времени
Индекс
ПН
ПО
ПР
Т
Наименование
категорий
Потери на непроизводительную
работу
Простои по организационно-техниче-
ским причинам
Потери, зависящие от рабочего
Общая г
Наименование затрат рабочего
времени
Хождение за нарядом, чертежом ....
„ за инструментом, приспособ-
лением
Хождение за мастером, контролёром . .
Поиски подкладок, клиньев
„ инструмента, приспособлений . .
„ материала, заготовок
Всего времени непроизводительной
работы
Ожидание работы
„ чертежа, инструкций
„ материала, заготовок
„ крана, транспорта
„ инструмента, приспособлений
„ наладки станка
Всего времени простоев по организа-
ционно-техническим причинам ....
Позднее начало работы
Преждевременное окончание работы . .
Отлучки от рабочего места
Посторонние разговоры
Всего времени потерь, зависящих от
рабочего .
Итого времени потерь
(ненормйруемое время)
в % к общему времени
тродолжительность
Индекс
7'
7-2
73
74
Ц
77
78
79
8i
82
83
84
8!
86
87
88
89
t»
9i
92
93
9t
96
97
Первый рабочий
Номера
фотографий
1
2
3
Время в мин.
12
12
2
2
14
з,93
48о
9
9
-
2
1
3
12
2,i
480
6
9
-
1
1
16
3,34
480
Среднее время
в мин.
S
7
12
-
I
I
2
14
2,93
48о
Второй рабочий
Номера
фотографий
1
2
3
Время
в мин.
Среднее время
в мин.
422
ТЕХНИЧЕСКОЕ НОРМИРОВАНИЕ
[РАЗД. V
Сводка времени работы и простоев станков
Таблица 12
(стр. 4)
Наименование затрат времени
Р
Работа
станков
X
Холостой
О
Остановы
станков
П
Простои
Машинная
Машинно-ручная
Всего
Итого по ... наблюдениям:
Среднее по наблю-
дениям
3
в-
о.
С
о
S
3
а
2
<и
С
X
1
Время
01
/о
Несвоевременное обслу-
живание
Короткая заготовка
(пруток)
Всего холостого хода
Итого ... по наблюде-
ниям:
Среднее по наблю-
дениям
Время
'о
Подготовительно-заклю-
чительные
Вспомогательные
Обслуживание рабочего
места
Всего остановов станка
Итого по . . наблюде-
ниям:
Среднее по наблю-
дениям
Время
%
Непроизводительная работа
Перерывы по орг.-техн.
причинам
Перерывы, зависящие
от рабочего
Неуспеваемость рабочего
Всего простоев станка
Итого по ... наблюде-
ниям:
Среднее по наблю-
дениям
Время
Итого
екс
Инд
Pi
'р
X,
х3
tv
X
о,
оа
о3
П1
П2
ПЗ
П4
С
п
Станки
1
№
наблюдения
Л
п8
318
2
из
ЗЗз
97$
3
328
328
336
67,8
101
2
120
12
2
2S
42
i8
100
2
120
нб
и8,
24,
9
—
I
iS
28
юб
?г
7,4
юо°!
i6
о8
3
нб
7
S
IS
—
1
20
г
э
2
№
наблюдения
1 | 2
4оо
400
399
999
1203
3
404
404
401
83,S
i8
ГО
4
72
_
6
—
2
8
i6
47
3
66
зоб
68,7
14,з
10
—
2
3
If
31
10,3
3.IS
46
г
68
S
—
3
8
700°/,,
3
№
наблюдения
1
2
3
4
№
наблюдения
1
2
3
еш
s
О)
а-
§ s
* я
CJ оа
2l8l
-
—
F2
137
—
к
Я
и
g.
О оа
—
збз,х
7f>7f
93,7
19, /
зз,8
4,7 S
1
ГЛ. Vi]
ФОТОГРАФИЯ РАБОЧЕГО ВРЕМЕНИ
423
Рызоды
Таблица 12
(стр. 5)
Использование времени исполнителей
Оперативное время в %
Потери, зависящие от рабочего,
в %
Потери, не зависящие от рабо-
чего, в %
Норма времени
Фактически затраченное время
Выполнение нормы в %
Среднее выполнение норм по
наблюдениям в %
к,
Т
*е факт
К3 =
422
.100-^.100
ич ~~~ *е реглам + 'в
Т
к + к
т
100= — .100
100
Первый рабочий
87,9%
2,5%
Второй рабочий
Выполнение норм выработки
Станки
1 2
1
Штучное время в минутах
Наблюдения
1
8'
2
8'
87,;
3
7'
7./'
эз
89
1
100
2
Зо'
29
3
Зо'
33'
91
1
2
3
1
2
3
Средняя выра-
ботка в %
9*
Возможное увеличение загрузки станков
За счёт устранения потерь на
холостой ход станка
ЛГ, = —5- • 100 =-
ГР
За счёт сокращения остановок
станка
За счёт устранения перерывов
по орг.-техн. причинам и непроиз-
водительной работы
м —. я!.. . . юо
fP
За счёт устранения перерывов,
зависящих от рабочего
Mi =* —— • юо =
За счёт сокращения перерывов
из-за неуспеваемости рабочего
М, - ~ • 100 -
ГР
Всего
М = /И, + Mt + М3 + Mt + Ж5 =
1-й станок
-
100-90 юо
326 т
- 3,07%
-
12 too
326 Ш
™ 3,7%
- 0,4%
= 6,75%
13,924»
2-й станок
-
= 3,0%
- 7,75%
420ГШ~
= 0,5%
*&¦»>-
= 0,68%
3-й станок
4-й станок
Средний %
-
з,.з
2,73
3,7
9.9
424
ТЕХНИЧЕСКОЕ НОРМИРОВАНИЕ
[РАЗД. V
Таблица 13
О^лениТ'форм^вонгое САМОФОТОГРАФИЯ РАБОЧЕГО ДНЯ МАСТЕРА
Фамилия, и. о. мастера Кусков В. П. ^ /ff ^^ mQ ?>
по
пор.
/
2
3
4
6
7
Выполнение функций мастера
Записывал количество опок
под заливку
Проверял получение требу-
ющихся стержней
Ходил в технологическое бю-
ро, рассматривал технологию .
Руководил сборкой форм . . .
Оформлял плавки
Учитывал работу бригад . . .
Писал рапорт за смену . . .
Итого ....
Время
в мин.
10
30
. 10
30
30
if
IS
ISO
В %
3,02
4,04
3,02
6,о6
6,об
3,03
3,0°
S6,2S
№
по
пор.
1
2
3
4
5
6
7
8
9
Выполнение несвойственных
функций
Помогал расчищать место
под формовку
Разливал металл
Загружал сушила
Расчищал место от залитых
Разгружал и загружал суши-
ла формами
Разливал плавку
Расчищал место отопок . . .
Разливал плавку
Загружал сушила формами .
Итого ....
Время
в мин.
20
4о
10
7°
if
Зо
90
So
10
36s
в %
4,04
8,о8
2,02
14,20
3,03
6,об
18,20
l6,20
3,03
73,8S
Предложения
Подпись Кусков
Таблица 14
Цех 33 СВОДКА САМОФОТОГРАФЙЙ РАБОЧЕГО ДНЯ
по
пор.
1
2
3
4
5
6
7
8
9
10
Причины потерь рабочего времени
Необеспеченность работой
Отсутствие материала, заготовок,
деталей
Неисправность оборудования
Необеспеченность инструментом . .
Необеспеченность транспортом . .
Отсутствие электроэнергии, пара,
воздуха
Прочие организационно-технические
причины
Итого потерь по организационно-
техническим причинам
Личные потери
Всего потерь
Общее время наблюдения
Даты
1\11 1950 г.
Длительность
в мин.
/
14
9
7
6
S
2
48
4
/¦»
4So
В % к общему
времени
i,o4
2,92
i,88
х,4б
i,*S
1,04
0,41
ю
о,8
ю,8
zoo
В % к време-
ни потерь
ю,4
29,2
z8,8
14,6
12,S
ю,4
4,i
zoo
-
-
-
2jII 1950 г.
Длительность
в мин.
и
IS
8
S
ю
7
6
63
2
64
48о
В % к общему
времени
2,3
3,1
1,6?
1,04
2,1
1,46
I,2S
12,9
0,4
13,3
zoo
В <у0 к време-
ни потерь
17,8
24,0
13,о
8,1
l6,0
и,4
9,7
zoo
-
-
-
3j tl 195C
Длительность
в мин.
-
/
ZZ
8
17
zb
4
6z
i
62
480
В% к общему
времени
-
1,04
3,3°
i,67
3,SS
3,33
0,83
12,7
0,2
12,9
100
г.
В °/0 к време-
ни потерь
-
8,1
z8,o
13,2
28,0
26,2
6,S
zoo
-
-
-
Итого
Длительность
в мин.
z6
34
28
20
33
28
Z2
171
7
178
1440
>>
0
3 .
0 к
«5
-s|
Ю ш1
1,11
2,36
i,9S
1,39
2,30
I,9S
0,83
ii,9
о,49
12,4
zoo
В <•/„ к време-
ни потерь
9,з
19,8
i6,4
и,7
19,4
16,4
Т,о
100
-
-
-
ГЛ. VI]
СОДЕРЖАНИЕ И ФОРМА ПАСПОРТА МЕТАЛЛОРЕЖУЩЕГО СТАНКА
425
Самофотография проводится рабочим пу-
тём записи длительности и причин перерывов
в течение смены в специальной карточке
„Фотография моего рабочего дня" (табл. 9).
На оборотной стороне карточки рабочий за-
писывает свои предложения по устранению
потерь рабочего времени. По окончании смены
карточка сдаётся инструктору.
Обработка материалов самофотографии
рабочего дня заключается в систематизации
причин, вызывающих потери рабочего вре-
мени, и определении средних показателей по
цеху (участку) величин потерь рабочего
времени по причинам. В результате должны
быть предложены мероприятия для устране-
ния потерь рабочего времени.
Сводка данных самофотографии произво-
дится в особой сводной таблице потерь рабо-
чего времени по отдельным участкам и по
цеху в целом (табл. 14).
Самофотографии проводятся также масте-
рами [1], которые перечисляют все затраты
своего времени на работу (в том числе и на
выполнение несвойственных им функций),
отмечают потери и вносят свои предложения
для их устранения (табл. 13).
Администрация завода и цеха должна
уделить особое внимание обсуждению и реа-
лизации предложений рабочих и мастеров, вы-
текающих из приведенных самофотографий.
ПРИБОРЫ ДЛЯ ИЗМЕРЕНИЯ
РАБОЧЕГО ВРЕМЕНИ
Для измерения затрат рабочего времени
могут применяться следующие приборы:
1) хроноскопы, показывающие текущее время
стрелками по циферблату (часы, часы с секун-
домером, секундомеры нормальные и быстро-
ходные, электрические секундомеры); 2) хро-
нографы, регистрирующие в определенном
масштабе время на ленте или формуляре (при-
боры, дающие хронограммы замеров).
Секундомер для измерения при хроно-
метраже затрат рабочего времени может быть:
а) двухстрелочным или трёхстрелочным для
возможности точных отсчётов по остановлен-
ной стрелке; б) децимальным, с делением
циферблата на 100 долей минуты (для облег-
чения расчётов при обработке замеров вре-
мени).
Для отметки текущего времени обязательно
применение часов (карманных или стенных).
Целесообразно использование часов с двух-
стрелочным секундомером, позволяющим про-
изводить хронометражные замеры и отмечать
текущее время.
Хронографы или регистрирующие хроно-
метражные приборы фиксируют время заме-
ров в определённом масштабе на ленте или
формуляре, что избавляет наблюдателя от
отсчётов и записей текущего времени и по-
зволяет всё внимание сосредоточить на изуче-
нии процесса работы. Замеры регистрируются
наблюдателем цифрами или графически при
помощи механического регистрирующего
устройства (нажимов кнопки, клавиш) или
электрического регистрирующего устройства
(включением и выключением контактов элек-
трической цепи).
Регистрация производится обычно на бу-
мажной ленте, движущейся со скоростью,
устанавливаемой в зависимости от быстроты
изучаемого процесса.
Применение регистрирующих хронометраж-
ных приборов даёт возможность получать
весьма наглядные изображения рабочих про-
цессов по их элементам, значительно облег-
чает анализ и обработку результатов наблю-
дений и позволяет легко выявлять перекры-
тия элементов процесса во времени.
Наряду со специальными хронометраж-
ными приборами целесообразно также приме-
нение контрольных счётчиков и регистрирую-
щих приборов: точных — с записью на ленте
и менее точных — с записью на круговых
формулярах.
При применении регистрирующих ампер-
метров и вольтметров возможно изучать од-
новременно протекание процесса во времени,
а также характер и размеры потребляемой
мощности.
Описание хронометражных и контрольных
приборов см. [3 и 6].
ЛИТЕРАТУРА И ИСТОЧНИКИ
1. Пруденский Г. А., Опыт самофотографии рабо-
чего дня, Уралнитомаш, 1946.
2. Т р у 0 и ц к и й Г. Р., Заочное повышение квалифи-
кации нормировщиков, вып. А, Институт Оргтяжмаш,
Машгиз, 1948.
3. Т р у б и ц к и й Г. Р., Аппаратура для технического
нормирования, ОНТИ, 1934.
4. X и с и н Р. И., Методика технического нормирования
слесарно-сборочных работ, Машгиз, 1946.
5. X и с и н Р. И., ТрубицкийГ. Р., ЮдинН, С,
Инструкция по проведению хронометражных наблюде-
ний и фотографий рабочего времени в механических
цехах, Бюро технических нормативов, НКТМ СССР, 1940.
6. Сборник „Оргатехника» ВНИТОМАШ, М. 1940.
МЕТОДИКА ПАСПОРТИЗАЦИИ МЕТАЛЛОРЕЖУЩЕГО ОБОРУДОВАНИЯ
СОДЕРЖАНИЕ И ФОРМА ПАСПОРТА
МЕТАЛЛОРЕЖУЩЕГО СТАНКА
Паспорт металлорежущего станка содержит
необходимые данные для выбора станка, раз-
работки технологического процесса, устано-
вления режимов обработки (в той степени,
в которой последние зависят от станка), а также
для решения вопросов планировки оборудова-
ния и выбора способов модернизации станка.
В соответствии с этим паспорт станка вклю-
чает: а) основные данные о станке; б) пере-
чень и характеристику принадлежностей и
приспособлений к станку; в) механику станка,
(сведения о скоростях и допустимых нагрузках
органов станка); г) схему управления станка.
В паспорте приводятся также кинемати-
ческая схема станка, спецификация зубчатых
колёс, червяков, винтов и гаек и основные
сведения об электродвигателях, ремнях, муфтах
426
ТЕХНИЧЕСКОЕ НОРМИРОВАНИЕ
[РАЗД. V
и других механизмах станка. Эти данные
являются исходными для расчётов к разделу
„Механика станка" и предназначаются в пер-
вую очередь для цехового или заводского
механика.
Паспорта станков составляются на спе-
циальных бланках формата АА. Существуют
разработанные формы паспортов для следую-
щих металлорежущих станков.
Токарные станки: 1 — токарные центро-
вые; 2 — токарно-лобовые; 3 — карусельные;
4 — затыловочные; 5— токарно-отрезные;
6—бесцентровые токарно-обдирочные; 7—.
револьверные; 8—одношпиндельные полу-
автоматы; 9 — одношпиндельные автоматы;
10—многошпиндельные автоматы и полуавто-
маты;// и 12—для обточки коленчатых валов;
13—для обточки кулачков распределительных
валиков; 14 — колёсно-токарные.
Сверлильные станки: 15 — для глубокого
сверления; 16—сверлильные; /7 —расточные;
18— центровальные.
Фрезерные станки: 19— горизонтально-
фрезерные; 20 — вертикально-фрезерные; 21 —
продольно-фрезерные; 22 — резьбо-фрезерные;
23 — шпоночно-фрезерные.
Шлифовальные станки: 24 — круглошли-
фовальные; 25 — для шлифования шатунных
шеек коленчатых валов; 26—бесцентрово-
шлифовальные; 27 — внутришлифовальные;
28 — плоскошлифовальные; 29— резьбошли-
фовальные; 30 — для шлифования кулачков
распределительных валиков; 31 — зубошлифо-
вальные.
Зуборезные станки: 32 — зубофрезерные
для цилиндрических колёс; 33 — зубострогаль-
ные для цилиндрических колёс; 34 — зубостро-
гальные для конических колёс; 35 — зубофре-
зерные для конических колёс; 36 — зубоза-
кругляющие; 37 — зубопритирочные.
Строгальные, долбёжные и протяжные
станки: 38 — поперечно-строгальные; 39 —
продольно-строгальные; 40 — долбёжные; 41 —
протяжные.
Прочие станки: 42— болторезные; 43 —
гайконарезные; 41 — резьбонакатные; 45 — но-
жовочные; 46— ленточные пилы; 47— круглые
пилы; 48—хонинговальные; 49—делительные
головки.
Каждая форма может быть использована
для паспортизации нескольких близких по типу
станков. Например, бланк паспорта сверлиль-
ного станка (форма 16) может быть применён
для паспортизации вертикальных, радиальных,
многошпиндельных и других разновидностей
сверлильных станков.
Пример заполненного бланка паспорта то-
карного станка приведён на стр. 440. Другие
формы отличаются главным образом по раз-
делам .Основные данные" и „Принадлежности
и приспособления"; для некоторых типов
(автоматы, строгальные и другие станки)
имеются различия и в разделе „Механика
станка". Форма вкладного листа для всех пас-
портов общая.
Вариантом паспортов являются так назы-
ваемые эксшюатационные карты, содержащие
основные данные о станке, необходимые для
расчёта нормы. Паспортные бланки не стан-
дартизованы. Пример одной из наименее
трудоёмких форм, применённэй для быстрой
паспортизации станков на заводах станкострое-
ния, приведён в табл. 15. Следует отметить,
что подобные сокращённые сводки не содер-
жат ряда сведений, необходимых для решения
вопросов о переводе станков на скоростное
резание и многих др.
В настоящее время A950 г.) разрабаты-
ваются единые общесоюзные формы паспор-
тов. В эти формы будут включены разделы
для занесения данных о жёсткости станка, о
возможной точности обработки, а также о
производительности станка при обработке
типовых деталей.
ОСНОВНЫЕ ДАННЫЕ
В разделе „Основные данные" сконцентри-
рованы сведения о предельных размерах
обрабатываемых деталей и размерах приме-
няемых инструментов. В этом же разделе при-
водятся общий вид станка и эскизы некото-
рых узлов и деталей (супортов, столов, кон-
цов шпинделей и т. д.), необходимые для вы-
бора типов приспособлений.
Данные для заполнения раздела получают
непосредственным замером на станке (или из
данных завода-изготовителя).
Основными инструментами паспортизатора
являются: рулетка, стальная масштабная ли-
нейка, угольники, кронциркули, нутромеры,
штангенциркуль с глубомером и нормальные
калибры для инструментальных конусов. Для
экспериментальной проверки паспортных дан-
ных применяются секундомер, счётчик оборо-
тов (или тахометр) и ваттметр.
rtz
_r
Фиг. 17. Пример непосредственного замера (определение
расстояния между центрами).
Подлежащие занесению в паспорт размеры
возможно иногда замерить непосредственно
(фиг. 17), однако чаще приходится применять
косвенные замеры (фиг. 18).
Фиг. 18. Примеры косвенных замеров: а — замер высоты
центров; б — замер межосевого расстояния двух валов;
в — замер диаметра большого шкива; г — замер угла
наклона
ГЛ. Vi]
КИНЕМАТИЧЕСКАЯ СХЕМА И СПЕЦИФИКАЦИЯ К НЕЙ
427
Таблица 15
Завод-изготовитель
„Красный пролетарий", Москва
1 .Красный пролетарий", Москва
Модель
1Д62
ТН2О
Сводка паспортных данных по токарным станкам цеха № 10
Основные
размеры
Наиболь-
ший
диаметр
обточки
над ста-
ниной
4ю
4ю
над су-
портом
210
гбо
Наибольшее расстоя-
ние между центрами
ZOO0
ioso
Инвентарные номера
19, 28,
42, 130,
142, 2/6
84*
20, 32,
40
43, 4S,
/о*
Мощность электродвигателя
в кет и число об/мин
4,3\i44o
3,719бо
3,21960
3-7 1*440
Числа об/мин шпинделя
Правое
вращение
zz; z4; Z9; 24;
*9; 36; 4S; S6;
74; 93; 116;
Z48; z8o; 22s;
39s; 37 s; 46s;
59°
9,S; 12; 16; 20;
¦»/; 31; 38; 48;
63; 79; 99; 12s;
1/2; Z90; 2/0;
320; 39s; soo
13; 19; 28; 42;
62; 93; Z4T,
220; 320
is; 22; 32; 48;
72; 108; i;8;
2>Г, 370
Левое
вращение
i8; 30; 46; jz;
zz8; 18s; 28;;
470; 740
is; 2s; 40; 60;
zoo; z/6; 240;
400; 630
Z3; Z9; 28; 42;
62; 03; 144;
220; 320
zj; 22; 32; 48;
72; 108; i;8;
2/s; 370
Продольные
подачи
в мм,об
о,о8; 0,09; o,zo;
0 zz;o,Z2; o,z3;
o,z4; o,zs; 0,16;
0,18; 0,20; 0,22;
0,24; 0,2s; 0,28;
0,30; 0,32; 0,3s;
0,40; 0,4s; 0,48;
o,so; o,ss; 0,60;
0,6s; o,jo; 0,80;
0,91; 0,96; 1,0;
1,1; z,2; 1,28;
1,46; i,S7
0,20; 0,21; 0,23;
0,26; 0,28; 0,29;
o,}z; 0,3s; 0,40;
0,43; 0,46; o,fz;
o,s6; o,S9; 0,62;
0,70: 0,80; 0,86;
0,93; z,02; 1,12;
i,z8; 1,24; 1,40;
1,60; z,y2; z 86;
2,04; 2,24; 2,36
Переводный коэфициент для
поперечных подач
o,33
о,4
Примечание
Без смены
шестерён на
гитаре наре-
заются резь-
бы: метриче-
ская от 1 до
192 мм, дюй-
мовая от 2 до
24 ниток, мо-
дульная от
0,25к до 48%,
питчееая от 1
до 96 питч
1. Без смены
шестерён та
гитаре наре-
заются резьбы
от 2 до 28 ни-
ток на 1"
2. На станке
.инвентарный
№ 40" нарезка
резьбы и чи-
стовая обра-
ботка не про-
изводятся
? У станков .инвентарные № 84, 43, 45 и 50" заменены электродвигатели, вследствие чего числа оборотов
шпинделя отличаются от других станков той же модели.
Некоторые графы раздела (шаг нарезаемой
резьбы, скорость быстрого перемещения
в mjmuh) заполняются на основании расчё-
тов, производимых после составления кинема-
тической схемы.
КИНЕМАТИЧЕСКАЯ СХЕМА
И СПЕЦИФИКАЦИЯ К НЕЙ
Кинематическая схема в паспорте должна
дать полное представление о механике станка,
начиная с электродвигателя и кончая послед-
ним звеном каждой из имеющихся в станке
кинематических цепей. В соответствии с этим
ка схеме указываются все валы, шкивы, зуб-
чатые колёса и т. п., а также те электриче1
ские, гидравлические и пневматические узлы,
которые являются составными частями меха-
нических цепей станка.
Кинематическая схема наносится на вто-
рую страницу вкладного листа паспорта в кон-
туре одной наиболее показательной проекции
станка. Сложные схемы могут выполняться на
листе ватмана формата Л3. При составлении
схемы пользуются условными обозначениями
по ГОСТ 3462-46.
На схеме проставляются номера валов
(римскими цифрами) и зубчатых колёс (араб-
скими цифрами). Первый номер даётся валу
электродвигателя (или валу приёмного шкива).
далее валы и зубчатки нумеруются в порядке
передачи движения. Кроме того, на схеме
указываются диаметры и ширина шкивов,
данные об электродвигателях, цепях и гидра-
влических цилиндрах.
При наличии сборочных чертежей станка
кинематическая схема и спецификация к ней
составляются на основании чертежей, в про-
тивном случае схема снимается с натуры, для
чего требуется частичная разборка станка.
Спецификация к кинематиче-
ской схеме составляется на основании
чертежей станка или путём непосредственных
428
ТЕХНИЧЕСКОЕ НОРМИРОВАНИЕ
[РАЗД. V
замеров на станке. При отсутствии чертежей
числа зубьев и заходов находятся подсчётом.
Модули т цилиндрических колёс определяются
по формуле:
2Л cos p
т= —, /1Ч
«ш + 'к V1)
гле А—замеренное межосевое расстояние
гш и гк—числа зубьев шестерни и колеса;
^ —угол наклона зуба, измеряемый по отпе-
чатку.
Величина т, рассчитанная по формуле A),
округляется до ближайшего нормального зна-
чения. Округление может потребоваться
вследствие погрешности замера величин А и {J,
а также и потому, что для корригированного
зуба формула A) даёт не вполне точный ре-
зультат.
Модули червяков, червячных и реечных
колёс рассчитываются делением шага червяка
или рейки (замеряемого также по отпечатку
на бумаге) на число -п.
При составлении кинематической схемы
с натуры марка материала обычно не опре-
деляется, и в спецификации указывается лишь
„сталь", „чугун", „бронза", „пластмасса"
и т. д., в графе „термическая обработка" для
стальных деталей указывается „сырая" „зака-
лённая" или „цементированная". „Сырыми"
считаются детали твёрдостью Нв < 350 кг/мм2
(или при HR <С 37), закалёнными — при твёр-
дости HR = 37 -ь 45. При твёрдости HR > 45
следует определить, изготовлена ли деталь
из закалённой или цементированной стали.
Для цементированных деталей твёрдость
измеряется около рабочей поверхности и
в месте, защищенном от цементации. Полу-
ченные значения записываются в виде дроби;
первая величина используется при расчётах
на смятие, вторая — на изгиб (так как твёр-
дость в местах, защищенных от цементации,
равна твёрдости сердцевины). При составлении
паспорта без разборки станка твёрдость опре-
деляется помощью тарированных напильников.
МЕТОДИКА КИНЕМАТИЧЕСКИХ
РАСЧЁТОВ МЕХАНИЗМА ГЛАВНОГО
ДВИЖЕНИЯ
Для силовых расчётов (см. ниже, стр. 429)
необходимо знать числа об/мин всех валов
привода главного движения. Расчёт последних
производится по формуле
ft =: п • i O\
где п8М — число об; мин ведомого вала; пещ —
то же ведущего; / — передаточное отно-
шение.
Для зубчатых, цепных и червячных передач
1 — ~— - C)
где zm — число зубьев ведущей зубчатки или
число заходов червяка; гам — число зубьев
ведомой зубчатки.
Для ремённых и фрикционных передач
где DeUi и DeM — диаметры ведущего и ведо-
мого шкивов или дисков (фиг. 19) и 0,985 —
коэфициент, вводимый для учёта проскальзы-
вания.
При бесступенчатом регулировании двига-
теля или передаточного отношения расчёт
производится для крайних значений пвщ и /.
Пример- Определить число об/мин // и Ш валов (для
прямого хода) по схеме, приведенной на стр.443*:
11
п1 ¦ /,=-1445 • 0,985 • ^- = 712»
я/
п2
п11 • 1й = 712 ¦
л11. и - 712 •
51
39
56
34
= 931;
= 1172.
Числа об/мин, промежуточных валов можно также
рассчитывать графически [3].
Промежуточные расчёты производятся на
логарифмической линейке (с точностью до
б)
Фиг. 19. Расчётные диаметры шкивов и фрикционных пе-
редач: a — плоскоремённые; 6— клиноремённые; в — ре-
гулируемые с коническими шкивами; гид — фрикцион-
ные.
0,001) или на арифмометре (с точностью
до 0,0001). Конечные результаты расчётов
округляются до целых единиц (для чисел от
50 до 200), до окончания на 0 или 5 (для чи-
сел от 200 до 500) и до целых десятков (для
чисел от 500 до 2000).
Для поперечно-строгальных и других стан-
ков с кривошипным приводом главного дви-
жения в паспорт заносится число двойных
ходов в минуту, равное числу об/мин криво-
шипа. Кроме того, для всех станков с глав-
ным прямолинейно-возвратным движением
рассчитывается скорость резания в mjmuh по
следующим формулам:
а) при кривошипно-шатунном механизме
(фиг. 20)
t/ = —• E)
400 '
б) при кривошипно-кулисном механизме
(фиг. 21)
i; = 0,36^: F)
/ = 0,985
D)
* В статье приведены примеры расчёта, относящиеся
к станку 1Д62М, как имеющему значительное распро-
странение на заводах. В настоящее время станок 1Д62М
заменяется станком 1А62, более приспособленным для
скоростного резания. Однако использование станка 1Д62М
для примера паспортизации в рекомендуемой методике
ничего не измеьяет.
ГЛ. VI]
МЕТОДИКА РАСЧЁТА СИЛОВЫХ ВОЗМОЖНОСТЕЙ МЕХАНИЗМА
429
в) при
механизме
винтовом, реечном и червячном
1000'
G)
Фиг. 20. Кривошипно-шатунный механизм.
г) при гидравлическом механизме *
v =
(8)
Здесь L — длина хода в мм, п — число
об/мин последнего вращающегося звена при-
вода (кривошипа, винта, реечной ше-
стерни, червяка), а —
угол рабочего хода
в градусах; Q — про-
изводительность на-
соса в л/мин; rio6 —
Фиг. 21. Кривошип но-кулис-
ный механизм.
Фиг. 22. Червячно-ре-
ечная передача.
объёмный к. п. д. системы (принимается в сред-
нем 0,9); F - рабочее сечение поршня в см2;
Т — величина, равная перемещению стола или
ползуна на один оборот последнего вращаю-
щегося звена (для винта эта величина -равна
его ходу, для реечной шестерни — длине её
начальной окружности, для червячно-реечного
зацепления (фиг. 22) — шагу рейки, умножен-
ному на число заходов червяка).
МЕТОДИКА КИНЕМАТИЧЕСКИХ
РАСЧЁТОВ МЕХАНИЗМА ПОДАЧ
Источником движения цепи подач в боль-
шинстве станков является шпиндель или вал,
связанный со шпинделем постоянным переда-
точным отношением. В паспорт заносятся ве-
личины подач в м и за один оборот шпинделя,
рассчитываемые по формуле
1-Т,
(9)
где / — передаточное отношение от шпинделя
до последнего вращающегося звена цепи по-
дач, Т — как в формуле G) (при круговой по-
* При паспортизации гидрофицированных станков на
месте их установки скорость удобнее определять не рас-
чётом, а непосредственным измерением на станке [б].
даче Г= 2те/?, где R — радиус вращения, т. е.
расстояние от оси вращения головки, стола
и т. д. до места обработки).
Если механизм подач получает привод от
вала, число об/мин которого не зависит от
скорости главного движения (фрезерные и
некоторые другие станки), в паспорт зано-
сятся величины подач в мм/мин, определяе-
мые из формулы
s = nnp-i'T, A0)
где ппр — число об/мин вала привода подачи;
/' — передаточное отношение от этого вала до
последнего вращающегося звена.
На гидрофицированных станках скорость
подачи рассчитывается или замеряется, как
и скорость главного движения, но выражается
в ммjмин.
Величины прерывистых подач, применяе-
мых на строгальных, долбёжных, шлифоваль-
ных и некоторых других станках при приме-
нении храпового механизма, определяются
в мм из формулы
s=~i"-T, A1)
где а — число зубьев храповика, переключае-
мых за один цикл; zxp — полное число зубьев
храповика; I" — передаточное отношение от
храповика до последнего вращающегося звена.
При прерывистой подаче, осуществляемой
подачей порции масла в гидравлический ци-
линдр, величина её не рассчитывается, а опре-
деляется непосредственным замером на станке.
При малых величинах подачи во избежание
ошибки производится замер перемещения
бабки (стола супорта и т. д.) за 100 или 50
циклов подачи.
МЕТОДИКА РАСЧЁТА СИЛОВЫХ
ВОЗМОЖНОСТЕЙ МЕХАНИЗМА
ГЛАВНОГО ДВИЖЕНИЯ
В паспортах станков предусмотрены графы
для записи величин наибольшей мощности,
допустимой на шпинделе станка: а) по приводу
и б) по прочности наиболее слабого звена*.
Наибольшая мощность, допустимая по при-
воду
A2)
гДе Мэл — мощность электродвигателя в кет,
riCrn — к. п. д. станка.
Для определения мощности по слабому
звену для каждого числа об/мин подсчи-
тываются мощности, допустимые по проч-
ности всех основных звеньев (Л^оя1, Л^ешз»
Мдопз и т- Д-)- Наименьшая из этих величин
будет Ncaa6.
Мощность, допустимая на шпинделе по
прочности какого-либо звена, рассчитывается
по формуле
Ndon = Nnep--f\, A3)
где V) —к. п. д. передачи от данного звена до
шпинделя, а /V
пер
наибольшая мощность,
* Для станков с главным прямолинейным движением —
соответственно наибо ль шее усилие резаная, допустима
по приводу и по наиболее слабому звену.
430
ТЕХНИЧЕСКОЕ НОРМИРОВАНИЕ
[РАЗД. V
которая может быть передана данным звеном
при данном числе оборотов в минуту.
Расчёт передаваемой мощности для ремней,
цепей и муфт производится по формулам
N —-
linen —
102
или
Мперп
A5)
Здесь п — число об/мин; v — окружная ско-
рость в м/сек) Р^оп и Мпер — соответственно
допустимое окружное усилие в кг и переда-
ваемый крутящий момент в кгм, рассчитывае-
мые по формулам и таблицам, употребляемым
при поверочных расчётах (см. ЭСМ, т. 9, гл. II,
разд. IV).
При определении силовых возможностей
зубчатых колёс в первую очередь определяют
постоянные изгиба саз и смятия ссм из фор-
муя:
A6)
A7)
ш к Орт' адоп
ш
Г"
, 1 _j
Фиг. 23. Случаи, когда
рабочая ширина по-
верхности зубьев Ь„ не
равна ширине венца Ь.
Здесь т — модуль (для конических колёс —
средний модуль) в мм; Ъ — ширина венца
в мм; Ьр— рабочая ширина поверхности зубьев
в мм (фиг. 23), у— коэфициент формы зуба;
Rb и сдоп ~ допустимые
напряжения на изгиб и
на смятие (табл. 16 и 17);
гш и zK — числа зубьев
шестерни и колеса, В—
коэфициент, равный для
стальных зубчаток
2,3* 10е, для чугунных —
1,1 -10е, а для сцепления
стальной шестерни с чу-
гунным колесом—1,6- 10е;
3 ~ угол наклона зуба;
ks — коэфициент пере-
крытия (учитывается
только для зубчатых колёс 1-го класса точ-
ности, а также для косозубых и шевронных);
ku3 и kCM — коэфициенты долговечности по из-
гибу и смятию (принимаются на начальной
стадии расчёта равными единице).
Для внутреннего зацепления знак плюс в
скобках формулы A7) заменяется на минус.
Так как при паспортизации станка на месте
его установки марка материала обычно неиз-
вестна, то допустимые напряжения даны в за-
висимости только от твёрдости зубчаток,
определяемой при заполнении спецификации к
кинематической схеме.
Меньшая из величин ст и ссм в дальней-
шем называется статической постоянной
и обозначается сст.
Из каждой пары сцепляющихся зубчаток
не подлежит дальнейшему расчёту та, для ко-
торой величина сст больше: она сможет пе-
редать большую мощность при любом числе
об/мин. Для закалённых зубчатых колёс
Таблица 16
Допустимые напряжения на изгиб и смятие
для стальных зубчатых колёс
Твёрдость
"в
185
217
25'
286
//г>
"с
2О
26
3°
Допусти-
мые напря-
жения
в кг 'мм1
XOi
ii
19
14 _
23
18
ma
21
~зТ~
На смятие
адоп
бз
75
85
95
Твёрдость
"в
зи
Зб4
я*с
34
39
45
5>
54 и
выше
Допусти-
мые напря-
жения
в кг/мм*
Ю
к
1,
23
S8
27'
44
32
ф
зб-
36
CD
К
О й
??
i°5
12Э
Х\О
1б5
i3o
* Значения над чертой даны для отожжённой, норма-
лизованной, улучшенной и закалённой стали, а под чер-
той — для цементированной стали (в зависимости от
твёрдости сердцевины).
Примечания: 1. Допустимые напряжения изги-
ба Rf, следует брагь на 40% меньше указанных в таблице
для зубчатых колёс, систематически работающих под
нагрузкой в обе стороны (например, в продольно-строгаль-
ных станках и для паразитных зубчаток).
2. Допустимые напряжения смятия "доп следует
брать на 20°/р меньше указанных в таблице для опера-
ционных и отделочных станков.
Таблица 17
Допустимые напряжения для чугунных и неметал-
лических зубчатых колёс
Материал
Чугун .....
То же .....
Текстолит . . .
Твёрдость
1бэ—190
1<р—23О
22O—25O
Допустимые напряже-
ния в кг/мм2
на изгиб
5
б
7*5
5
на смятие
адоп
5°
6о
75
Примечания: 1. Если известна марка чугуна, то
данными 1-й строки пользоваться для СЧ 15—32, 2-й —
для СЧ 21-40, 3-й — для СЧ 28-48.
2. Для зубчатых колёс, систематически работающих
под нагрузкой в обе стороны, следует брать Щ на 40°/0
меньше значений, указанных в таблице.
тому отпадает необходимость в расчёте посто-
янных смятия *. Также и при R^ < 350 кг/мм2
нет надобности рассчитывать постоянную
смятия для зубчатки с большей твёрдостью
(т. е. с большим значением ^доп)- Если сцеп-
ляющиеся зубчатки изготовлены из одинако-
вого материала, или если колесо изготовлено
из более прочного материала, можно также
не рассчитывать постоянную изгиба для ко-
леса (за исключением случаев, когда ширина
обода шестерни больше ширины зуба колеса).
Так, например, при расчёте привода глав-
ного движения станка 1Д62М нет необходи-
об/мин. Для заклённых зубчатых колёс
(/?$>350 кг/мм) нормально СсМ>Сиз, а ПО- * За исключением случаев, когда Ьр <&.
ГЛ. VI]
МЕТОДИКА РАСЧЁТА СИЛОВЫХ ВОЗМОЖНОСТЕЙ МЕХАНИЗМА
431
мости рассчитывать постоянных изгиба для
2ь гъ г\ь и г19> а постоянная смятия должна
быть рассчитана только для незакалённого
колеса z^.
Кроме того, из двух совершенно одинако-
вых шестерён z10 и z13 постоянные рассчиты-
ваются только для одной. Всего таким обра-
зом для данного станка должно быть рассчи-
тано 15 величин постоянных изгиба и одна
постоянная смятия.
При наличии специальных бланков расчёт
удобно проводить графически [3],а при отсут-
ствии бланков составляется таблица, часть ко-
торой приведена в табл. 18.
Из каждой пары сцепляющихся зубчаток
в дальнейшем в расчёт вводится та, для ко-
торой постоянная сст меньше. Например, для
шпиндельной пары z22 и г24 расчёт ведётся
только по колесу г24; шестерня г22 ни при
При этом
3,25-96
2-cosp
2-cos20°27
- = 166,5.
Передаваемая мощность рассчитывается по
формуле
Nnep = CcmV — СдиНФ> A9)
где v — окружная скорость рассчитываемой
зубчатки в м/сек.
При v <С 1 м/сек можно вести расчёт по
упрощённой формуле
Nnep~ccm-v. A9а)
Расчёт величин Nnep и N^on сводится
в табл. 19, заполнение которой производится
в следующем порядке.
Таблица 18
Расчёт статических постоянных (выявление зубчатых колёс, не подлежащих расчёту)
§
1
6
8
11
14
16
22
н
а
<о
убь
Число з
2
34
28
44
20
8о
33
64
S
Модуль
3
2,2S
2,2S
2,2S
я,so
2,SO
3,3S
¦«a
§
о
<o
о
Ширина
4
is
IS
13
13
17
16
3S
34
i.
¦&
!S м
Коэфиц
мы зуб
5
о, ii8
0,112
0,121
0,102
0,139
0,123
0,138
Дупускаемые
напряжения
•о
Изгиб 1
6
3S
зб
3S
зб
3S
3S
13
О)
о ?
7
-
—
—
i6o
71
рина
к
Рабоча?
обода Ь
8
-
—
—
34
34
оо.
о
и
9
-
—
—
I
о,937
о,937
о,
с
Коэфиц
крытия
10
-
—
—
I
i,4SS
IASS
н
0)
я
Коэфиц
И
-
—
—
2,3 ¦ 10й
2,3 ¦ Ю*
Постоянные
се
О
12
4,оо
4,80
зз,8
8,88
смятия ссм
13
Зубчатые
колёса имеют
На >350 кг\мм?,
а потому
) ссм > сиз
Примечания: 1. Для № 1 по схеме, как более прочного, чем гв, характеристики по графам 5—13 не рассчи-
тываются.
2. Для № 8; И; 14; 16, как закалённых зубчатых колёс, графы 7—11 не заполняются.
каких условиях не будет слабее, а потому из
дальнейшего расчёта исключается.
После расчёта статических постоянных
определяют динамические постоянные по
формуле
сдин
10000
где Ь — ширина венца в мм, А — межосевое
расстояние в мм; гш и zK — числа зубьев ше-
стерни и колеса; Д — расчётная погрешность
изготовления зубчатого колеса в мк (равна
1,4 от допуска на отклонение шага соседних
зубьев), а — коэфициент, равный 3,5, если ше-
стерня (малое колесо) в рассчитываемой паре
входит в состав блока, и 2,5, если шестерня
закреплена на валу отдельно.
Например, для колеса z2j
аЬ
10000
ш
10000
V
2,5-34 ,/166,5-21-32
64
= 0,356.
Номера валов. Записываются в по-
рядке возрастания номера валов привода
главного движения за исключением тех, на
которых нет звеньев, входящих в расчёт.
К. п. д. отданного вала до шпин-
деля. Под первым валом записывается общий
к. п. д. станка г\ст, рассчитываемый обычным
порядком (для станка 1Д62М — г\ст = 0,78).
Для остальных валов расчёт производят с
учётом потерь во всех звеньях, передающих,
движение от данного вала до шпинделя или
по приближённой формуле
Ч = т)сот + A-тст)-?-=—, B0)
где Q — общее число нагружённых валов при-
вода главного движения, a q — порядковый
номер вала.
Например, для станка 1Д62М:
= 0,78+ A—0,78)
q-\ _
для
= 0,78 + 0,031 (? — 1);
вала II (q = 2)
г) == 0,78 + 0,031 =0,81,
Таблица 19
ф
со
ю
а
3
X
ю
я)
I
I
>,
о
2
3
4
S
a.
с
с
о
с
о
ч
П*
«^
14,1
18, S
2f,S
29,0
, .—— -
№ валов
К. п. д. от данного звена до
шпинделя
Зубчатые
колёса
Ремни
Муфты
№ по схеме
Постоянная с
Постоянная с^ н
тс • mz
60 ¦ cos p "v
Материал
Сечение в мм'
Постоянная Nw
Обозначение по схеме
п
V
п
V
Ыпер
Ыдоп
п
V
Nnep
"ton
п
V
„.пер
доп.
п
V
пер
Ndon
о,777
Проре-
зинен-
ный
319
I44S
9,4S
S,8i
4, Si
I44S
—
—
4,Si
I44S
—
—
4, Si
I44S
—
. —
4, Si
144S
— ¦
—
4,Si
II
0,811
9400
3,77
712
2,68
6,3
S,i
712
—
S,i~
7I2
—
—
S,i
712
—
—
S,i
712
—
—
S,I
6
4,39
0,170
1172
4,694
16, S9.
13,81
1172
—
IS,81
7
4,46
0,190
930.6
4,276
IS,60
I3,IS
930,6
—
—
13,1s
930,6
—
—
13,1s
III
0,843
8
3,6s
0,134
930,6
3,069
9,87
8,32
117 2
3,86s
12, os
10,14
9
3,8i
0,121
2 16
930,6
2,193
7,78
6,;6
1172
2,762
9,61
8,1
10
3,78
0,121
930,6
3,948
13,04
10,99
IV
0,874
14
4,80
0,109
2 62
3S7,9
o,937
4,402
3,847
4So,8
1,180
S,SI2
4,817
S92,2
—.
—
>4,82
74S,9
—
>4,82
930,6
—
—
4,82
V
17
: ,60
0,287
6 a
0,90 s
18
8,24
0,269
89,49
0, 2S4
1,914
1,732
112,7
—
2,406
2,177
148,1
o,s88
3-IS7
2,8/7
186,s
0,488
3,9:7
3,s8i
232,7
0,609
4,918
4,4So
19
6,30
o,S23
6 rr
VI
0,968
24
:,S2
o,3ST
11,18
0,130
0,711
@,688)
14,08
0,164
0,89s
@,866)
18,S
0,21s
1,17
A,13)
23,31
0,271
1,469
A,422)
29,08
0,338
1,824
A,76s)
ный расчёт
зубчатки
(^ = Ю,7)
i,S86
1,342
—
1,747
1.691
_.
—
' 2,286
2,213
-•
2,876
2,784
_
—
3J79
• 3,464
Наиболь-
шая МОЩ-
шпинделе
по прочно-
сти слабого
звена,
в кет
i,34
1,69
2,21
2,78
3,46
6
7
н
9
70
JJ
12
13
• ¦ '
i8
36,f
4S,o
S6.o
74,o
93,0
Il6,О .
i47,o
i79,o
/90,6
n
Mnep
Ndon
n
VN
Knep
don
n
V
N
N ^
don
n
V
N'
don
n
V
N
don
n
V
N7on
n
V
N
don
n
V
Nnep
Ndon
n
V
Nnep
Ndcn
i44f
—
—¦
4, SI
I44S
—
— ¦
4, Si
'44/
4, Si
144!
—
—
4, Si
i44S
4,Si
T44S
—
• 4.Si
I44S
—
—
4-Si
'44S
—
—
4. Si
I44S
—-
4, Si
71-2
—
—
712
—
—
712
S-i
712
—
—
S,i
712
S,i
712
—
S.i
71.2
—
—
S,i
712
—
_
712
T172
—
—
13,81
1172 -
13,81
1172
I
13.81
1172
—
—
13,81
1172
930,6
—
—:
930,6
—
—
13 is
930,6
—
13,1!
930,6
—¦
—
I3,IS
930,6
—
—
8,32
1172
10.14
m
TT72
4,071
if ,8
13,32
.930,6
—
—
6,/6
1172
8,1
930,6
—
10,99
117 2
—
—
13,32
1172
—
13,32
1Г7 2
j.068
13,7°
n,974
3O,9
2.342
¦11, SS
10,4/
4/0.8
—
10,4S
/92,2
—
—
10,4S
74S,9
—
io.4S
93o,6
—
10,4S
1172
7,671
26.07
23,S8
3S7,9
—
—
io,4S
1172
23,S9
293,0
/ ,162
4,671
3S7,9
—
>4,67
4/o,S
>4,67
S92,2
—
—
>4,67
74S,9
>4,67
930,6
—
>4,67
1172
3.o68
22,748
20, /8
3S7,9
2.342
12.98
n,74
1172
7,671
29,31
26,/2
36.63
0.426
2,286
B,213)
44,7S
0,SS2
2,937
B,843)
S6.3S
0,6//
3,461
C,3So)
74,02
0,860
4,482
4,438
93,24
>4,S
116,3
—
>4,!
146,/
—
—
>4,!
'79,o
—
—
>4,!
!86,o
6,809
21,06
20,39
—
4.498
4,3/4
.
—
S,9?
>S,72
_
>S,72
_
—
—
>S,72
>S,72
—
>S,72
,
—
—
>f,7'
—
—
—
>S,72
—
20,4
4,3S
4.Si
4,Si
4,Si
4,Si
4, Si
4,Si
4,Si
4,Si
П p. и m e ч а н и я: 1. n — число об/мин; v — окружная скорость в м!сек; N —передаваемая мощность в кет; ^оп
прочности звена. 2. При. расчёте фрикционной муфты принято р • [«. = 0,48 (в соответствии с данными практических испытаний).
~ мощность в кет на шпинделе, допустимая по
со
434
ТЕХНИЧЕСКОЕ НОРМИРОВАНИЕ
[РАЗД. V
для вала /// (д = 3)
4 = 0,78 + 0,031-2
0,84
и т. д. В табл. 19 указаны значения к. п. д.,
рассчитанные по точной формуле.
Постоянные сст и сдан рассчитыва-
ются по формулам A6), A7) и A8).
Постоянная cv (служит для упрощения
расчёта окружной скорости) определяется по
формуле
Например, для колеса i
те.3,25-64
-, = 11,62.
"vd*~ 60- cos 20° 27
Число об/мин проставляется только
для звеньев, участвующих в передаче дви-
жения на данной ступени скорости. Так, при
наименьшем числе об/мин движение согласно
схеме передаётся через ремень, муфту и зуб-
чатки (z2) — z4 — г9 — (zl2) — zl4 — B16) — zn—
— Bai)— fe) — ^24- В соответствующих графах
указываются числа об/мин валов, полученные
ранее в процессе кинематического расчёта
(в скобках записаны зубчатые колеса, не во-
шедшие в табл. 19 )•
Окружная скорость v в м\с#к рас-
считывается по формуле:
v =
1000 '
B2)
Передаваемая мощность Nnep,
допустимая мощность N^on опреде-
ляются из формул A9) или A9а) и A4).
Например, при наименьшем числе оборотов
шпинделя для зубчатого колеса Zjm.
Nnep = Сст; v — сдин ¦ vi = 4,47 • 4,28 —
— 0,190-4,282= 19,1 — 3,5= 15,6 кет,
Ndon = Nnep-r\ = 15,6-0,843 = 13,15 кет.
Очевидно, прочность данного зубчатого
колеса допускает 13,15 кет на шпинделе
при всех включениях, при которых s7 ~
= 931 об/мин, поэтому для 3-й, 5-й и т. д.
скоростей величины v и Nnep не рассчиты-
ваются и не записываются.
Зубчатые колёса, которые при наименьшей
скорости шпинделя допускают мощность боль-
шую, чем фрикционная муфта и ремень, можно
не рассчитывать на остальных скоростях, по-
этому в табл. 19 дальнейший расчёт для zQ и
2i4 не производится.
Выявление слабых звеньев про-
изводится сравнением величин Ngon по ка-
ждой строке. По табл. 19 слабым звеном на
первых восьми ступенях скоростей является
колесо z24, а на остальных — фрикционная
муфта. Полученные величины N^on характе-
ризуют мощность, которая может без повре-
ждения зубчатых колёс передаваться неогра-
ниченно долгое время.
В обычных условиях эксплоатации станков
гораздо больший интерес представляет наи-
большая величина эпизодической нагрузки,
при которой можно гарантировать работу зуб-
чатых колёс в течение одного года. Для опре-
деления этой величины необходимо рассчитать
коэфициенты долговечности по изгибу и по
смятию, принятые ранее равными единице.
Расчёт коэфициентов долговеч-
ности производится по формулам:
а) для универсальных станков
"из == ^N *Лл >йг1/ "min » ^ '
"см — "Ncm
'min
B4)
где nmjn — наименьшее число об/мин рассчи-
тываемого зубчатого колеса; kn, kncM — коэ-
фициенты, определяемые по графикам на
фиг. 24 и 25 [1].
12 4 8 16 31 64 128 В
Фиг. 24. График для определения коэфициентов kn.
"п
и г
*,i
1,0
0,9
0,8
0,7
0,6
1 2 U 8 16 32 6Ь 12.8 Д
Фиг. 25. График для определения коэфициентов kn cM.
Значения коэфициентов kM, йдг см и коэфи-
циентов времени работы под нагрузкой kT
и kTcM следующие:
в,=з,
16 /
2,5
5,0
2,0
6J1^
щ
1,58
8,0,
si
—
1,26
Ю,0s \В, = 12,6
г |
-
^$1=1,0
———¦
— I—
"¦«¦
— т.
—' —
Станки, мало используемые на
отделочных работах (обычно
применяемый расчётный случай)
kN
0,64
Станки, часто загружаемые от-
делочными работами о,бо
kN см
0,21
O,l6
Количество
параллельных
передач между kj kj CM
валами г„ *
о,95 °>87
о,9i о,77
о,88 0,70
о,85 о,б2
Количество
параллельных
передач между kj- kjCM
валами гп *
8 о,8з о,57
ю o,8i о,53
i6 Oi77 °>47
24 о,74 O.41
б) Для операционных станков, используе-
мых в массовом и крупносерийном произвол-
* г — 1 — для передач, используемых для всех чи-
сел об/мин шпинделя; гп = 2 — в случае, если данная пе-
редача используется для половины скоростей шпинделя
и т. д.
ГЛ. VI]
МЕТОДИКА РАСЧЁТА СИЛОВЫХ ВОЗМОЖНОСТЕЙ МЕХАНИЗМА
435
ствах, а также для отделочных станков kU3 = 1,
а коэфидиент kCM рассчитывается по формуле
B4а)
Уточнённое значение постоянной изгиба
42
Коэфициенты долговечности рассчиты-
ваются только для зубчатых колёс, оказав-
шихся слабыми звеньями. Если по расчёту
/гЦз<С0,6 или>>1, то его принимают равным
соответственно 0,6 или 1; если по расчёту
?сж<0,4 или>>1, то его принимают равным
соответственно 0,4 или 1.
Уточнениерасчёта допустимой
мощности. По найденным значениям коэ-
фициентов долговечности находят для слабых
звеньев уточнённые значения статических по-
стоянных, передаваемой и допустимой мощ-
ности и после округления вписывают в пас-
порт.
Например, для слабого звена г24 (станок
1Д62М), для которого прочность по смятию
меньше прочности по изгибу (см. табл. 18),
необходимо в первую очередь рассчитать коэ-
фициент долговечности по смятию. Для опре-
деления по фиг. 25 величины kn CM, входящей
в формулу B4), необходимо знать величины
D и Dj.
Общий диапазон изменения чисел об/мин
рассчитываемого зубчатого колеса 224 равен
отношению её наибольшего числа об/мин (по
табл. 19) к наименьшему:
"max 590 '
D = -J™! = __ я 53.
'mln
11,2
Диапазон изменения чисел об/мин рассчиты-
ваемого зубчатого колеса в области ограни-
чения мощности слабым звеном равен отно-
шению nmax 02р: nrnin, причём «max огр — наи-
большее число обумин, при котором данное
зубчатое колесо допускает на шпинделе мощ-
ность меньшую, чем остальные звенья и
электродвигатель. Так как зубчатое колесо
z24 по предварительному расчёту допускает
меньшую мощность, чем электродвигатель,
вплоть до щ = 45 об/мин (при щ == 56 об/мин
Nnptu = Ndon 24). ТО «max огр = Л7 = 45 об/мин.
Следовательно,
-^ = 4,
max огр
Имея значения D и D\, по -фиг. 25, опре-
деляют kncM— 1,09. Таким образом
з, .
3/-—
= 0,21.1,09-1,0 yi 1,2 = 0.51.
Уточненные значения постоянной смятия
_ ссм 24 __ 5,52 _ 1Л о
Сем. ут ~ —г -
Полученное значение ссм>ут больше
сиз 24' П0ЭТ0МУ необходимо определить также
коэфициент долговечновти по изгибу. Найдя
по фиг. 24, при D — 53 и Dx = 4 коэфи-
циент kn, равный 0,99, рассчитываем по фор-
муле B3)
9
сиз. ут '
'из 24
8,88
0,83
= 10,7.
Так как 10,7 < 10,8, то уточнённое значе-
ние статической постоянной равно 10,7. Эту
величину вписывают в табл. 19 и получают
новые значения мощностей, допускаемых
прочностью колеса 224-
После расчёта Nnep и N^on (числа об/мин
п и окружные скорости v не рассчитываются,
так как они не изменяются по сравнению
с предварительно определёнными) сверяются
уточненные значения Ngon с мощностями, до-
пустимыми прочностью других звеньев. При
этом устанавливается, что при числах об/мин
от щ до п6 слабым звеном является г24, а на
больших числах оборотов — клиновой ремень.
В последнюю колонку табл. 19 записываются
наименьшие значения N^on, которые (с округ-
лением) заносятся в паспорт.
Для станков с главным прямолинейным
движением и реечным, червячным или винто-
вым приводом (продольно-строгальные станки)
дополнительно рассчитывается усилие на столе
станка при обработке детали малого веса и
наибольшего веса. Расчёт производят по фор-
муле
6120//
слаб 'пп
V
B5)
где NCAa6 — наибольшая мощность по проч-
ности слабого звена в кет; %л —к. п. д. по-
следней передачи на стол (реечной, червячной
или винтовой), v — скорость стола в mjmuh,
Ртр — сила трения в кг, рассчитанная соот-
ветственно с учётом только веса стола или с
учётом веса стола и веса детали.
Если наибольший вес детали неизвестен,
расчёт производится для детали, весящей
в три раза больше стола. Если неизвестен и
вес стола, то его определяют по формуле
G = lbhq -7,2 кг,
B6)
= 0,64 • 0,99 • 1,0 |/ТП2 = 0,83.
где /, Ь и h — соответственно длина, ширина
и высота стола в дм; q — коэфициент запол-
нения объёма металлом, определяемый по вы-
черченному поперечному сечению стола.
При гидравлическом приводе допустимое
усилие проверяется дополнительно из условий
достаточного сопротивления поршневого штока
продольному изгибу, а при винтовом, кроме
ТОГО) __ из условий допустимого удельного да-
вления на витки гайки.
Расчёт мощности, допустимой по слабому
звену станка, может производиться графиче-
скими методами [3].
МЕТОДИКА РАСЧЁТА НАИБОЛЬШЕГО
УСИЛИЯ,ДОПУСКАЕМОГО МЕХАНИЗМОМ
ПОДАЧ
При реечном приводе подачи рассчиты-
ваются усилия, допускаемые реечной шестер-
ней, рейкой и элементами цепи, передающей
движение на реечную шестерню. В паспорт
записывается наименьшее из этих усилий.
436
ТЕХНИЧЕСКОЕ НОРМИРОВАНИЕ
[РАЗД. V
Наибольшее усилие подачи, допускаемое
прочностью реечной шестерни, рассчитывается
по формуле
Рпод = Р-Я. B7)
Здесь q — коэфициент (принимается равным
0,55 —для всех станков, производящих обточку
или расточку; 0,7 —для фрезерных станков
и 0,85 —для сверлильных;*) Р—меньшая из
величин Риз и Рст, рассчитываемых по фор-
мулам
5,2Rbmby
6700
B8)
B9)
где все обозначения, как в формулах A6) и A7).
Наибольшее усилие, допускаемое проч-
ностью р е й к и, рассчитывается по тем же
формулам, но величины Rb , b, у и з$оа бе-
рутся для рейки.
Наибольшее усилие по прочности червяч-
ного колеса
Р - 2Mqri C0)
Рпод j J • \6(})
инар*
Здесь dHap — наружный диаметр реечной ше-
стерни; i и Y) — передатбчное отношение и
к. п. д. передачи от червячного колеса до
реечной шестерни (для червячных колёс, за-
креплённых на оси реечной шестерни / = г, = 1);
М—наибольший момент, передаваемый чер-
вячным колесом, равный меньшей из величин
Миз и Мсм, рассчитываемых по формулам
м =
из
Мгм =
черв
черв
Vdon
C1)
C2)
10е
где таг — модуль и число зубьев червяч-
ного колеса, d4epg — диаметр начального ци-
линдра червяка в
мм, 7—угол обхва-
та червячного ко-
леса (фиг. 26) в гра-
дусах, Rb и адоп —
допустимые напря-
. „ _ жения материала
Фиг. 26. Определение угла чепвячногп копргя
охвата червяка. червнчнию колеса
в кг/мм2.
Наибольшее усилие, допустимое по проч-
ности цилиндрических и конических зубча-
тых колёс, рассчитывается по формуле C0),
но величины Миз и Мст определяются по
формулам
Миз =%2m4zyRb кгмм;
16000
кгмм,
C3)
C4)
в которых все обозначения, как в формулах
A6) и A7).
* При этих значениях q учтены потери на трение при
нормальных конструкциях столов и супортов. Если кон-
струкция станка такова, что потери на трение существен-
но отличаются от обычных (например, при перемещении
на опорах качения), коэфициенты q могут быть пересчи-
таны (с учётом трения от всех составляющих усилия ре-
зания)
Практически нет необходимости рассчи-
тывать все зубчатые колёса цепи подач. При
одинаковом материале сцепляющихся зубча-
ток рассчитывают только шестерню и при
этом расчёт начинают с пары, ближайшей
к реечной шестерне. Если усилие подачи,
допустимое по прочности данной шестерни,
превышает усилие, допустимое по прочности
реечной в 1,5—2 раза, то расчёт остальных
пар можно не производить. При запасе проч-
ности менее 1,5 аналогично рассчитывают
следующую шестерню и т. д.
При подаче через винтовую пару в первую
очередь рассчитывают усилие Рпод в кг, до-
пустимое из расчёта удельного давления
в гайке по формуле
Рпод = 0,78-/, L Dар ^ 4л г) Я,' C5)
где р — допустимое удельное давление, рав-
ное 1,1 кг/мм2 для гаек из бронзы или из
антифрикционного чугуна, / -— рабочая длина
гайки в мм, t— шаг винта в мм, dHap — на-
ружный диаметр винта в мм, de42 — вну-
тренний диаметр гайки в мм, q — как в фор-
муле B7).
Длинные винты проверяются также на про-
дольный изгиб.
Наибольшее усилие подачи, допускаемое
прочностью цилиндрических, конических и
черзячных колёс, передающих движение на
ходовой винт, рассчитывается по формуле
'под —
2Mqi\
C6)
где у. — угол подъёма винта, р — угол трения
(в среднем б3), М — наибольший момент, пе-
редаваемый шестерней или колесом.
Для гидравлических механизмов подачи
Рпод = Р-РЯ>
C7)
где р — наибольший перепад давлений в ци-
линдре в кг1см2; F — рабочая площадь пор-
шня в см2.
При паспортизации установленного станка
без разборки гидросистемы величина F обычно
неизвестна. Тогда
где Qmax — производительность насоса в
л/мин; vmax — наибольшая скорость супорта
или стола в м/мин', ri00- яз 0,9.
Длинные поршневые штоки рассчитываются
также на продольный изгиб.
Для кулачковых механизмов подачи рас-
чёт производится из условий достаточной
прочности кулачка на смятие.
МЕТОДИКА ОПЫТНОЙ ПРОВЕРКИ
ДАННЫХ РАСЧЁТА
Рассчитанные числа оборотов, подачи, до-
пустимые мощности и усилия должны быть
экспериментально проверены на станке. Для
реконструированных станков, у которых были
изменены числа оборотов, мощность двигателя,
материал или конструкция деталей, проверка
ГЛ. VI]
ИСПОЛЬЗОВАНИЕ ПАСПОРТА ПРИ НОРМИРОВАНИИ СТАНОЧНЫХ РАБОТ
437
должна быть произведена более полно.
В обычных случаях достаточно проверки
3—4 чисел об/мин, 3—4 подач, наибольшей
мощности, допустимой на одном из малых
чисел об/мин и на наивысшем числе об/мин
и наибольшего допустимого усилия подачи.
Проверка чисел оборотов. Числа
до 100 об/мин проверяются непосредственным
подсчётом, свыше 100 об/мин — замеряются
счётчиком оборотов с секундомером. Замер
нормально производится под нагрузкой, в слу-
чае замера без нагрузки замеренные величины
уменьшают на 3%.
Проверка подач. Проверка подачи
в мм/об производится замером перемещения
супорта (каретки, стола, гильзы и т. д.) на
100 оборотов (подачи, превышающие 1 мм\об—
на 20 или 50 оборотов). Для этого настраи-
вают станок, чтобы получить необходимую
подачу, и включают станок для выбора зазо-
ров. Затем, остановив станок, отмечают ка-
рандашом на направляющих (для токарных
или револьверных станков) или на гильзе
шпинделя (для сверлильных станков) положе-
ние кромки супорта (каретки, гильзы и т. д.).
Вращая шпиндель вручную или от привода
на малой скорости, отсчитывают сто оборо-
тов и проводят таким же образом вторую
линию. При замере расстояния между линиями
помощью линейки с точностью до 0,5 мм
этот метод позволяет замерить величину по-
дачи с точностью до 0,005 мм.
Проверка силовых возможно-
стей станка. Перед испытаниями станок
должен быть осмотрен и отрегулирован ме-
хаником и проверен на точность. В линию
питания станка должен быть включен ваттметр.
Испытания желательно проводить на болван-
ках из стали 35 или 45 или на изделиях. При
этом размеры обрабатываемой поверхности
должны обеспечивать продолжительность
одного прохода не менее 3 мин. (за исключе-
нием станков, специально предназначенных
для кратковременных переходов). При сверле-
нии глубина отверстий должна быть от 2 до
3 диаметров сверла.
Инструмент, применяемый при испытании,
должен быть хорошо термически обработан
и заточен и иметь жёсткое крепление.
Для производства испытаний подбираются
три варианта режима резания, обеспечиваю-
щие работу, при которой: 1) усилие подачи
равно наибольшему допустимому при недо-
грузке привода главного движения; 2) мощ-
ность резания равна допустимой для привода
главного движения, а числю об/мин соответ-
ствует одной из высших скоростей станка;
3) мощность резания также равна допустимой
для привода главного движения, но число
об/мин соответствует одной из наименьших
скоростей станка.
Не рекомендуется стремиться подбирать
режим, при котором используются полностью
силовые возможности одновременно меха-
низма главного движения и механизма подач,
так как при.неудовлетворительной работе стан-
ка трудно при этом выяснить, какой механизм
ограничивает силовые возможности станка.
В процессе этих испытаний допускается
нагрузка электродвигателя до 135°/О от номи-
нальной мощности (при непрерывной работе
не более 10 мин.).
ИСПОЛЬЗОВАНИЕ ПАСПОРТА
ПРИ НОРМИРОВАНИИ
СТАНОЧНЫХ РАБОТ
При выполнении обдирочных работ очень
часто силовые возможности станка не позво-
ляют выбрать наивыгоднейший режим реза-
ния для заданного инструмента и заданного
обрабатываемого материала. Рекомендуется
использовать паспортные данные одновременно
с таблицами режимов резания. Назначение
наивыгоднейшего режима резания, а затем
„уточнение" его по параметрам станка при-
водят обычно к большим затратам времени
на пересчёт.
При назначении режима резания первым
этапом является выбор подач с таким расчё-
том, чтобы не было превышено наибольшее
усилие, допустимое прочностью механизма
подач. Нормировщик обычно пользуется „та-
блицами режимов резания". Выдержки из этих
таблиц приведены
в табл. 20 и 21 (см.
также ЭСМ, т. 7,
гл. II, стр. 82).
В некоторых
справочниках вме-
сто усилия подачи
Фиг. 27. Усилие резания Р
и усилие подачи Р v>
лие резания Р2
(фиг. 27). В этом
случае принимают
в среднем усилие
подачи для токар-
ных работ и для
работы торцевыми
фрезами, равным
0,35 от усилия
резания, а для ра-
боты цилиндриче-
скими фрезами — равным усилию резания.
По выбранному значению подачи по тем
же таблицам выбирается скорость резания,
необходимая для расчёта потребного числа
об/мин шпинделя. Для сверлильных и резьбо-
нарезных станков по таблице может .быть
сразу найдено потребное число об/мин шпин-
деля и скорость резания не определяется.
Далее потребная мощность сверяется с
мощностью допустимой согласно паспорту (для
сверлильных и резьбонарезных станков по-
требный крутящий момент сверяется с допу-
стимым).
При потребной мощности меньше допусти-
мой выбор числа оборотов шпинделя произ-
водится по данным ¦ табл. 25 (ЭСМ, т. 7,
гл. II). При потребной мощности больше до-
пускаемой по мощности любого звена станка,
кроме шпиндельной передачи, найденная по
таблицам скорость резания должна быть
снижена (см. ниже пример 2). При потребной
мощности больше допускаемой по прочности
шпиндельной передачи должно быть рассчи-
тано
q —
*доп
C8)
после чего найденное ранее значение подачи
пересчитывается умножением на коэфициент
438
ТЕХНИЧЕСКОЕ НОРМИРОВАНИЕ
[РАЗД. V
Таблица 29
Режимы резания при обточке углеродистой стали твердостью //^»190ч-210 кг/мм" проходными резцами
Точение резцом из
ли марки ЭИ-262
/• мм
при <р
Режимы резания
ста-
при
Точение резцом с пла-
стинкой твёрдого сплава
Т15К6 при t=2 мм
Скорость резания vm
в м/мин
Усилие подачи Р в кг
Эффективная мощность
резания N в кет
Скорость резания vM
В MJMUH
Эффективная мощность
резания JV в кет
0,4
44,2
223
3,43
153
4,8
0
38
257
3,
142
5,
5
3
53
2
При
0
34-,
290
3,
134
5,
подаче s в
6
•
бо
7
0,8
28,3
35°
3,7°
6,3
мм\ об
1,0
24,2
4°7
3,77
,о9
6,8
1
21
458
3
.2
,5
-83
1,5
.8,5
534
3,89
- '
-
Таблица 21
Поправочные коэфициенты (к данным табл. 20)
Поправочные коэфициенты
На скорость k ....
На усилие подачи Ь„
„ . рхн
На мощность А., . . .
Л«
При твёрдости обра-
батываемого материала
"в
140
1,82
°,58
1,52
160
1,45
o,7i
1,25
180
1,2О
о,85
Г,11
200
1,0
1,0
1,0
220
0,85
1,16
0,92
240
°,73
1,38
0,84
где ур — показатель степени при 5 в формуле
для расчёта усилия резания.
Пример 1. Рассчитать режим резания для обдирки
на станке 1Д62М вала из стали 45 твёрдостью Hg =
=207 кг! мм*, при глубине резания t =5 мм, диаметре заго-
товки 55 мм. Резец нормальный из стали ЭИ-262, <р = 45°.
По табл. 20 находят, что при / — 5 паспортному уси-
лию подачи станка B80 кг) соответствует подача
0,6 мм,об. Согласно гл. II, т. 7, табл. 5 эта подача равна
рекомендуемой. По паспорту устанавливают, что она
осуществима на станке. По той же табл. 20 определяют,
что ей соответствует v — 34 м\мин и Na =3,6 кет.
Потребное число об/мин составит
ЮООг/ 1000-34
1С -rf
55
¦ 197 об/мин.
На станке осуществимы 179 и 225 об/мин, выбирается
ближайшее —179 об, мин. Округлив расчётное число
об/мин, изменяют и потребную мощность
179
197
= 3,3 кет.
Согласно паспорту при 179 об/мин данная мощность
допустима, ибо она меньше мощности по слабому звену
и мощности по приводу.
Таким образом, п — 179 об/мин и s — 0,6 мм\об.
Очевидно, что станок, о котором идёт речь в данном
примере, подлежит модернизации для возможности
рационального использования твердосплавного инстру-
мента с целью повышения производительности.
Пример 2. Рассчитать режим резания при обдирке
стали 20 твёрдостью Нд — 160 кг/мм* резцом с пластин-
кой Т15К6, толщиной 4 .мл при глубине резания t =2 мм,
диаметре заготовки 200 мм, станок — как в примере 1.
По табл. 21 при //g =160 кг/мм2 поправочный коэ-
фициент на усилие подачи равен 0,71. По табл, 20 нахо-
дим усилие подачи Рх, равное 280 : 0,71 = 400 кг. Такое
усилие получается при s = 1 мм. Так как подача, допу-
скаемая прочностью пластинки (ЭСМ.т. 7, гл. II, табл. 6),
равна всего лишь 0,6 ммюб, то подача устанавливается
по прочности пластинки. По табл. 20 для стали с твёр-
достью Hg = 200 кг/мм* скорость резания при s -
= 0,6 мм/об составляет Х>тадл = 134 м/мин. Умножив
эту величину на соответствующий коэфициент
(табл. 16), получают
v = KvH ¦ vma6A =¦ М5 • 134 - 194 м/мин.
Потребное число оборотов
1000 • v 1000 • 194
= 308 об/мин,
а потребная мощность (по тем же таблицам)
N - KNH- ¦ нтабл = !»25 • 5,7 = 7,1 кет.
Так как согласно паспорту мощность на шпинделе по
слабому звену составляет 4,5 tfs/re, то расчётная скорость
резания должна быть снижена или станок должен быть
модернизирован.
Согласно паспорту ближайшее число оборотов со-
ставляет 295 в минуту. По табл. 19 видно, что для пере-
дачи необходимой мощности должны быть усилены
электродвигатель, ремень и фрикционная муфта. Зубча-
тые же передачи являются достаточно прочными.
Фактическая скорость резания при п — 295 об/мин
составит
Ttdn тс • 200 • 295
100Э
1000
' 186 м/мин.
Фактическая эффективная мощность
„ . 295
''факт
308
= 6'8
При невозможности модернизировать станок следует
перенести выполнение работы на станок IA62, более при-
способленный для скоростного резания.
Пример 3. Допустимое усилие подач равно 460 кг
(за счёт переделки механизма подачи), диаметр обточка
350 мм, остальные данные, как в примере 1.
По табл. 20 находят s = 1,2 мм!об, © = 21,5 м мин,
]\'э = 3,83 кет.
Потребное число оборотов составит
1000 -21,5
п = —{г- = 19,4 в минуту.
При низких числах оборотов станка слабым звеном
является шпиндельная зубчатка zH, поэтому необходимо
снизить подачу. Так как согласно паспорту допустимая
ГЛ. VI}
ПАСПОРТ И РАЦИОНАЛЬНОЕ ИСПОЛЬЗОВАНИЕ МЕТАЛЛОРЕЖУЩЕГО СТАНКА
439
мощность составляет 2,2 кет при 18,5 об/мин и 2,8 кет
при 23,5 об/мин, находим интерполированием, что при
19,4 об/мин условная допустимая мощность составит
2,31 кет.
По формуле C8) находят
f
ООП
Далее, учитывая, что по данным табл. 36 гл. II, т. 7
о
1 1
у = у г = О,75, по формуле C9) определяют
Л-У,
0,509.
1,66
_
0,75
Новое значение подачи составит
sKnoa н = s ¦ k = 1,2 • 0,509 = 0,61,
КОрРшН on
по станку принимают s = 0,60.
Для проверки по табл. 20 устанавливают, что при этом
v = 34 м/мин и N = 3,60 кет. Так как при п =
¦= 18,5 об/мин фактическая скорость резания составит
кс!п
ифакт = Шб
тс 350 ¦ 18,5
1000
= 20,3 м/мин,
то фактическая затрата мощности будет
факт табл
1ФЩП ^,60 ^=2,15
5 кет,
табл
что почти совпадает с допустимой B,2 кет).
Таким образом п -= 18,5 об/мин и s — 0,6 мм!об.
Пример 4. Рассчитать режим резания для сверления
под последующую рассверловку отверстия 0 35 в ста-
ли 45 твердостью //g «.200 кг\мм?. Наибольшее допу-
стимое усилие подачи 1200 кг- Числа оборотов и соот-
ветствующие им наибольшие допустимые крутящие мо-
менты следующие:
/г, — 53 в минуту ML = 80 кгм
п% = 84 „ Л1а =. 50
па = 131 „ М3 - 32 „
nt = 200 „ Mt = 21 „
п5 = 320 '. Мь = 13,2 ,
пв = 500 . . Ме - 8,4 ,
Выписка из таблицы режимов резания, составленной
по формулам гл. II, т. 7, приведена в табл. 22. Станок
имеет 8 подач: 0,1; 0,14; 0,2; 0,28; 0,40; 0,58; 0,78 и
1,11 ММ;об.
Таблица 22
Режимы резания при сверлений углеродистой стали
твёрдостью Нв = 190-^-210 кг/мм' спиральными
свёрлами из стали ЭИ-184, отверстие 0 35 мм
Подача
в мм!об
°.i
о,а
°.3
о,4
о,6
о,8
п
об/мин
44°
Зю
25°
22O
178
155
Усилие
подачи
Р в кг
56э
12IO
145°
'95°
2400
Крутящий
момент
М в кгм'
б,з
II,О
J9
2б
33
По табл. 22 находят, что усилию подач
1200 кг соответствует подача s = 0,3 мм/об.
Согласно ЭСМ т. 7 эта подача допустима. При-
няв ближайшую подачу, имеющуюся на станке
(s = 0,28 мм/об), определяют по табл. 22 интер-
полированием соответствующие л = 260об/мин
и М — 14,4 кгм. Потребное число оборотов
оказалось между 200 и 320 в минуту, осуще-
ствимыми на станке; в этом случае, согласно
табл. 25, гл. II, т. 7 принимают ближайшее
меньшее число оборотов, т. е. 200 об/мин.
Так как при этом допустимый крутящий мо-
мент равен 21 кгм, то выбранный режим ре-
зания допустим.
ПАСПОРТ
И РАЦИОНАЛЬНОЕ ИСПОЛЬЗОВАНИЕ
МЕТАЛЛОРЕЖУЩЕГО СТАНКА *
В приведенном выше примере 1 подача,
допустимая по прочности станка, равна подаче
допустимой для инструмента и детали, а мощ-
ность, потребная для оптимального режима
резания, почти совпадает с мощностями, до-
пустимыми по приводу и по слабому звену.
Этот случай редко встречается на практике
и соответствует хорошему использованию
силовых и скоростных возможностей станка:
станок не лимитирует работоспособности ин-
струмента и в то же время электродвигатель
работает на полную мощность.
Для наиболее рационального использования
станка необходимо учитывать следующее:
1. Производительность более всего сни-
жается, когда режим резания ограничивается
прочностью шпиндельной передачи (пример 3).
Если мощность, потребная на резание, пре-
вышает вдвое мощность по прочности шпин-
дельной передачи, то машинное время возра-
стает в среднем втрое по сравнению со стан-
ком, не имеющим такого ограничения.
2. Производительность также сильно сни-
жается, если режим резания ограничивается
прочностью других звеньев привода главного
движения или мощностью электродвигателя
(пример 2). В частности, если мощность, по-
требная на резание, превышает вдвое мощ-
ность по прочности фрикционной муфты или
ремня, машинное время увеличивается также
вдвое.
3. Снижение производительности наимень-
шее, если режим резания ограничивается
только прочностью механизма подач (при-
мер 4). Так, при технологически допустимой
подаче, превышающей подачу, допустимую по
параметрам станка вдвое, машинное время
увеличивается в среднем на 25%.
Рациональное использование станков начи-
нается с рационального подбора электродви-
гателя. В процессе составления паспорта легко
контролируется мощность электродвигателя,
установленного на станке. При этом необхо-
димо учитывать: а) если станок имеет пуско-
вую фрикционную муфту, приводной ремень
или другое устройство, могущее предохранять
от перегрузки, мощность электродвигателя
должна быть на 10—20% меньше наибольшей
мощности, передаваемой этим устройством;
б) если станок не имеет предохранительного
устройства в цепи главного движения, мощ-
ность двигателя должна быть меньше мощ-
ности, могущей быть переданной большин-
ством зубчаток, но больше мощности, пере-
даваемой шпиндельной передачей на самых
малых числах оборотов.
* При малом проценте машинного времени основным
путём улучшения использования станков должны служить
технологические мероприятия, уменьшающие вспомога-
тельное время.
440
ТЕХНИЧЕСКОЕ НОРМИРОВАНИЕ
[РАЗД. V
Министерство
Станкостроения
СССР
ПАСПОРТ
ТОКАРНОГО СТАНКА
Инвентарный
. № 315
Тип
Токарно-винторезный Модель ДИП-200
Шифр станка по
классификации
1Д62М
Завод-изготовитель
и его
местонахождение
Завод
Заводский №
15375
„Красный пролета-
рий"
Москва
Класс
точности
Год выпуска
1946
Н
Цех
Ремонтный
Место установки
2-й пролёт
Станок особо
пригоден или
приспособлен
Универсальный
Время пуска станка
в эксплоатэцию
1946
Вес станка 1700 кг
Габарит: длина 2390 мм
ширина 1315 ми
высота 1220 мм
Основные данные
Основные размгры
Супорт
Высота центров в мм
Число резцов в резцедержателе
Расстояние между центрами в мм
Длина выемки
до. планшайбы в мм
общая в мм
Нет
Нет
Наибольшие размеры
державки резца в мм
Ширина
Высота
Высота от опорной поверхности рез-
ца до линии центров в мм
Размеры обрабатываемых изделий
Наибольшее расстояния от оси цен-
тров до кромки резцедержателя в мм
22,3
Наибольший
диаметр
прутка в мм
над верхней частью супорта в мм
над нижней частью супорта в мм
над станиной в мм
в выемке в мм
Наибольшая длина обточки в мм
Шаг нарезае-
мой резьбы
метрической в мм
дюймовой (число ниток
на 1")
модульной в мм
питчевая в питчах
Число супортов
Передних
Задних
2IO
Нет
Нет
Число резцовых голо-
вок в супорте
Нгт
Нет
Наибольшее
перемещение
в мм
от руки
I Продольное
Поперечное
6/0
по валику
по винту
Выключающие упоры
48 к
Быстрое перемещение
в mjmuh
Цена одного деления
лимба в мм
6/о
6/о
Нет
Есть
Нет
Нет
Нгт
Нет
о,о/
ГЛ. VI]
ПАСПОРТ И РАЦИОНАЛЬНОЕ ИСПОЛЬЗОВАНИЕ МЕТАЛЛОРЕЖУЩЕГО СТАНКА
441
Супорт
Шпиндель
Перемещение на один оборот
лимба в мм
Продольное
28,;
Поперечное
Конус: система Морзе № 5 (в нормальной втул-
ке — Морзе № 4)
Диаметр отверстия шпинделя в мм
Резцовые
Наибольший угол поворота
в градусах'
Цена одного деления шкалы по-
ворота
Эскиз конца
шпинделя
Конус Морзе №5
Наибольшее перемещение в мм
Цена одного деления лимба в мм
i Перемещение на один оборот
( лимба в мм
Резьбоуказатель
Торможение шпинделя
Нет
Блокировка рукояток
Есть
Нет
Есть
Предохранение от перегрузки
Задняя бабка
Конус: система
Морзе № 4
Наименьшее перемещение пиноли в мм
Цена одного деления шкалы
I перемещения пиноли в мм
Линейки
Нониуса
Поперечное смещение в мм
Вперед
Назад
Величина поперечного смещения на
одно деление в мм
Нет
Нет
Нет
Принадлежности и приспособления
Для закрепления изделия
Для настройки и обслуживания станка
Патроны
Поводковый
Кулачковые
4-х
3-х
2-х
Люнеты
Тип
Нормальный
Несамоцен-
трирующий
Самоцентри-
рующий
Вес
в кг
Нет
Нгт
подвижный Открытый
неподвижный Закрытый
Диаметр
зажима
в мм
наим. наиб
Нет
Нет
Зажим-
ные
по наружному
диаметру
по внутреннему
диаметру
Нет
Нет
Для закрепления инструмента
Втулки переходные Морзе
413, 4 2
Патрон самоцентрирующий
Для задней бабки, наибольший диаметр
15 мм
Для настройки и обслуживания станка
Насос для
охлаждающей
жидкости
Тип: шестеренный
Производительность в л,:ман
Ключи
специальные
Есть
Съёмные'
рукоятки
Нет
Сменные зубчатые колёса
Модуль
1,75 мм
Ширина обода
16 мм
Число зубцов:
97 >
Диам.
отверстия
мм
Материал
Ст. 45
2<Ч
Для специальных работ
Длина линейки в мм
Наибольший угол поворота
в градусах
Нет
Цена одного деления
шкалы поворота
Нет
Нет
нониуса
Радиус ролика в мм
Поперечное перемещение супорта
в мм
Шаг винтовой канавки при затыло-
вании в мм
Число затылуемых зубьев
Розможность затылова-
ния по конусу
конусность
Нет
Нет
Нет
Нет
Нгт
Нет
Нет
Подъём эксцентриков в мм
Нет
Перечень материалов (описание, инструкция и т. п.)
к станку "
1. Руководство по обслуживанию станка
2. Протокол расчёта к паспорту
442.
ТЕХНИЧЕСКОЕ НОРМИРОВАНИЕ
[РАЗД. V
ВКЛАДНОЙ ЛИСТ К ПАСПОРТУ НА МЕТАЛЛОРЕЖУЩИЙ СТАНОК
Привод
Род привода
Индивидуальный электродвигатель
Число оборотов
в минуту
Контрпривода
Приёмного шкива
станка
Электродвигатели
Ремни и цепи
Назначение
Число оборотов
в минуту
Мощность
в кет
Главный
привод
Место-
нахождение
Ступени
I44S
4,3
Инвентарный I
№ 1282
Нормальные
размеры рем-
ней, цепей
(№ стандарта'
и завод-изго-
товитель)
Подшипники шпинделя
Тип
Основные
размеры в мм
Материал
Передний
Скольже-
ния
а-105,4197,66
1-117
Заливка
Бр.
ОЦС6-6-3
Задний
Упорный
Качения
Качения
Роликоподш.
коническ.
70X125 Л 33,5
№> 7514
Шарико-
вые
67X110X27
№ 8215
Число рядов
(ремней, про-
кладок, пла-
стин)
Материал
Главный
привод
Привод насоса
шестеренч.
Ремень
85хЗ,75х
Х2126
Тканый
прорезинен.
Ремень
26X2,5
Тканый
прорезинен.
Муфты фрикционные
Местонахождение
ТигГ^
Главный привод
Многодисковая
з " Й
т
наименьший
диаметр
наибольший
диаметр
ширина
Число поверхностей
трения
Материал поверх-
ностей трения
Сталь по стали
Гидравлические механизмы
Общие сведения
Тип
Завод-из-
готовитель
и его место-
нахождение
Нет
Модель
Число
об,мин
Произвол,
в л!мин
Давление
^ в ати
Основные размеры '
Диаметр статора, цилиндра,
окружностей, уплотняющих вы-
ступов в мм
Диаметр роликов или высота
ползушки в мм
Ширина ролика, ползушки в мм, I
двига-
теля
или ци'
линдра
Основные размеры
двига-
теля
или ци-
линдра
Толщина лопастей в мм
Эксцентриситет или модуль в мм
Угол наклона лопасти, • диска
градусах
Ширина лопасти, зубчатых
колёс в мм
Сорт масла и вязкость
Число лопастей, поршеньков,
зубьев
Рабочая температура масла в °С
Изменения в станке
Привод станка
Механизм
главного движения
Механизм подач
Дата капитального ремонта
Ю;Х 1948 Соловьев
ГЛ. VI] ПАСПОРТ И РАЦИОНАЛЬНОЕ ИСПОЛЬЗОВАНИЕ МЕТАЛЛОРЕЖУЩЕГО СТАНКА 443
вкладной лист к паспорту на металлорежущий станок
Кинематическая схема
Настройка гитары
на левые резьбы
с!=12.5мм
Ь=Ю0мм
Инвентарный номер
станка 315
1Д62М
станок
Спецификации зубчатых и червячных колёс, червяков, винтов и гаек*
Узел
Коробка скоростей
Гитара
№ по схеме
27
Число зубцов
или заходов
39
44
fo
48 130
97
Модуль или
шаг винта в мм
2,2/
2,2S
2,2/ 2,2S 2,2S
2,2/
2,2/
3,3/
2,S 1,7S i,7S i,7S
i,7S
Угол винтовой
линии в градус
20 2J
Ширина обода
¦или длина
гайки в мм
34
16
16
z6
16
16
Материал
Ст. 40Х
Ст.
4/
Ст.Ш
Ст. 45
Термическая
обработка
Закалка током высокой частоты.
Закал-
ка
т. в. ч.
Твёрдость
SoH,
* По техническим причинам выпущены данные по шессерням № 13—23, 50—59 и 71—75.
444
ТЕХНИЧЕСКОЕ НОРМИРОВАНИЕ
[РАЗД. V
ВКЛАДНОЙ ЛИСТ К ПАСПОРТУ НА МЕТАЛЛОРЕЖУЩИЙ СТАНОК (прбдолжение)
Узел
№ по схеме
Число зубцов
или заходов
Модуль или
шаг винта в мм
Угол винтовой
¦шнии в градус.
Ширина обода
или длина
гайки в мм
Материал
Термическая
обработка
Твердость
Узел
№ по схеме
Число зубцов
или заходов
Модуль или
наг винта в мм
Угол винтовой
линии в граду-
сах
Ширина обода
или длина
гайки в мм
Материал
Термическая
обработка
Твердость Нв
Дата
33
28
J,5
14
Cm
34
2S
1,5
s
. 45
Закал-
ка
т. в. ч:
50
6s
40
1,5
-
15
Cm
45
-
207
35
28
>,5
8
Cm
40Х
Улучш. ¦
05
40
1,5
-
15
65
33
1,5
-
15
Ст.20Х
Це-
мент
и зак.
6oHRc
зб
56
*.,
14
Cm
45
Зак
т.е.
ч.
50
66
1,5
-
i;
Cm
37
26
i,5
14
Cm
40Х
Улучш.
270
67
33
-
15
. 45
-
207
Составил
Мирошана
15Щ
1950
38
28
1,5
14
Коробка
39
*,5
14
40
Зб
1,5
14
3S
1,5
14
42
40
¦ i,j
14
43
44
1,5
14
Ст. 45
Улучшенная
44
48
1,9
14
подач
45
28
1,5
-
14
250 Нв
Фартук
68
4° ,
1,5
15
*
¦ 4
3
12° 31'
54
Ст. 45
7°
30
3
12-31
24
Афр
чуг
! -
207
-
рей-
ка
3
¦30 \
Cm
45 '
-
207
Проверил
Петров 16J1I 1950
77
1
12
-
Cm
Авт
4о
-
-
i
12
III
Афр
чуг
-
-
46
Зб
1,5
-
13
47
25
1,75
-
14
Ст.20Х
Це-
мент,
и зак.
6о
79
15
2
22
So
65
2
15
Ст. 45
-
207
48
28
i,75
-
14
Cm
40Х
Зак.
т.е.1
ч.
5о
49
2S
1,5
-
iS
Cm
40Х
Улучш.
270
60
28
!,5
-
14
Cm
40Х
Улучш.
нв
С у порт
Si
20
2
18
82
1
лев
5
-
Ст. 45
-
207
Утвердил
Соловьев 18Ц1 1950
8s
1-
лев
5
32 +
+ 32
Афр
чуг
-
84 \
1
5
-
Cm ,
45
207
85
i
5
30
Афр
чуг
-
61
56
1,5
-
15
Cm
45
Зак.
т.е.
ч.
50
6.!
28
1,5
15
Cm
40Х
Улучш.
270
Задняя
бабкй
86
i
лее
6
-
Cm
45
207
87
i
лее
6
5о
Чуг
и
-
Отдел или сектор
Отдел главного
механика
ГЛ. VI]
ПАСПОРТ И РАЦИОНАЛЬНОЕ ИСПОЛЬЗОВАНИЕ МЕТАЛЛОРЕЖУЩЕГО СТАНКА
445
ВКЛАДНОЙ ЛИСТ К ПАСПОРТУ НА МЕТАЛЛОРЕЖУЩИЙ СТАНОК
j Таблица настройки станка
для
Формула настройки
для нарезки специальных резьб
а) Рукоятка 2 „норм, шаг"
3t нар
1 25
б) Рукоятка 2 „увеличен, шаг"
Рукоятка 3 о (зелёный)
i
3t нар
100
в) Рукоятка 2 „увеличен. шаг-
Рукоятка 3 © (жёлтый)
3t нар
1 400
Формулы даны для включения коробки подач:
Рукоятки Б G) и В F) в положении I, рукоятка
А D) в положении „метр". Рукоятка Нортона E)
в положении 2
Эскиз управления рукояткам!
механизмов станка
См. схему управления
\ ^
\
Ь1
=и
V
*///
J/
У
_
Набор зубчатых колёс
Метрическая резьба
*৩
Рычаг 2 на бабке „норм, шаг" j
Положение рукояток '
/
и
Т
п
/
//
//
Нортон (.5)
'1 *
6,;
1,7>
77
7
3
i
2
4
8
. 4
2.2;
4~J
9
5
4~i
9,S
1,2;
10
7
2 7/
~ ¦
8
12
0
зеле-
ный
— шаг в миллиметрах
Рычаг 2 на бабке ,
Положение
. ,
Ч
/
и
//
^^
а »
©
(жёл
тый)
Ч
/
//
~Т
и
ч
/
/
~ТГ
и
1
13
26
S2
Ю4
Модульная резьба — шаг в модулях
Сменны1
тары а
Рукояти
ложен
Рычаг 2 на бабке {норм, шаг)
Положение рукояток
Ч
/
//
Т
И
Нортон'E)
1С
/
7/-
И
1
—
2
А 7/
3
o,i;
i
2
4
2,2;
5
¦6\ 7
1,2)
2,5
3>7/
8
1,;
3
si.
О
{зелё-
ный)
Дюймовая резьба -
Ч с
" II в 1
* и «§
Рычаг 2 на бабке „нсрм. шаг"
Положение рукояток
1С
з a g 5 |- ,
л „ ts ^ '
* 3 о 5
*> в-ь: 2
//
1.
и
^ : Нортон E)
Ч
/
/
//
п
1
и
?и
2
14
7
3
16
8
*7,| 4
1 '
4
18
9
4*1';
2'U
5
IQ
4\
2%
. 6
20
10
s
24,
7
22
11
/7,
8
24
12
6
3
Рычаг 2 на бабке ,
Положение
IV'
/
//
.«5
//
—
1
©
(жёл-
тый)
v-
/
и
1
и
1
i
7Г
11
1
3,2;
13
2Ь
— число ниток на 1"
Рычаг 2 на бабке „
увеличен, шаг"
рукояток
Нортон E
2
14
28
~~~;6
112
3
к
?.
L
12.
4
5 i8
' 36
t 7?
J 144
5
19
is
1J
в
увеличен, шаг"
рукояток
Нортон E
2
3J
7
14
28
з
4
8
~Тб
33
4
5
4,;
9
3t>
20
40
So
160
6
;
10
X)
40
увеличен, шаг"
7
22
44
~88
rjb
7
S:S
II
22
44
s
24
4%
~96
ioj
S
6
12
24
48
Положение рукояток
0 .,
ный)
Ч
/
//
п
и
©
тый)
/
//
/
11
ч
/
/
//
11
Нор п он E)
1
2
з
I
и
'U
/в
4
5
i
lU
7
8
/'¦/.,
3.
Питчевая резьба — шаг в питчах
IV О
а* к^
з « Б *
* т* * &-
S|§3
Рычаг 2 на бабке „норм, шаг"
Положение рукояток
tv~
«3
/
и
Т
1
5Р
oq
/
/
IT
П
Нортон E]
1
2
;6
28
14
. 7
3
64
32
16
s
4
72
~l8~
9
5
6
80
40
20
10
7
88
44
22
11
8
48
24
12
О
[зелё-
ный)
Рычаг 2 на бабке ,
увеличен, шаг"
Положение рукояток
I
II
ч
//
//
©
[жёл-
тый)
ч
.IL
ч
/
1Г
Нортон E)
1
1
2
Ш
3
4
2
I
4
2,2;
5
—
5
r_
7
8
6
3
446
ТЕХНИЧЕСКОЕ НОРМИРОВАНИЕ
[РАЗД. V
Механика
станка
Механизм главного движения
№ ступеней
z
э
3
4
5
б
7
8
9
ю
II
13
13
14
'5
1б
17
18
еней
№ ступ
i
а
3
4
5
б
7
8
9
ю
и
ia
13
14
б~
17
i8
Положение рукояток, ремня
(Обозначение рукояток ремня)
1
О
Жёлтый
О
Зелёный
Ф
Красный
1
3
3
4
!
6
1
2
3
4
!
6
,1
3
3
4
!
6
3
i :i6
®
Жёлтый
I :4
О
Зелёный
i : i
О
Красный
Положение рукояток,
ремня
(Обозначение рукояток
ремня)
Метр.
Метр.
Метр.
Метр.
Метр.
Метр.
Метр.
Метр.
Метр.
Метр.
Метр.
Метр.
Метр.
Метр.
Метр.
Метр.
Метр.
Метр.
Нор-
тон
E)
i
2
3
4
/
6
7
8
i
2
3
4
!
6
7
8
1
2
(Vs
«3
/
/
I
I
I
I
I
I
11
II
II
II
II
11
п
II
1
I
«3
/
/
/
/
/
/
/
/
/
/
/
/
/
/
/
I
II
II
Сменные
зубчатые ко-
лёса гитары
а
б
(с числом
зубьев)
42 1 100
42
42
42
43
43
43
42
43
4з
4з
4з
43
43
43
43
43
43
100
100
100
100
100
100
100
100
100
100
100
100
100
100
100
100
100
Чис.ло оборо-
тов шпинделя
в минуту
Прямое
вращен.
11 ,2
i4,i
18,!
33,!
39
36,!
4!
}6
74
93
иб
147
179
22}
39!
37!
4б!
/9о
Обратн.
вращен.
•
/
(
1
(
(
(
у
f
1
(
\
29,;
46,/
I1
18/
470
740
Механизм
Подача на
1 оборот
шпинделя
в мм
про- .
доль-
ная
о,о8г
о,о88
0,101
о,из
0,120
0,126
o,i38
o,i!i
0,163
0,176
0,20
0,23}
0.24
0,2}
0,27/
о,зо
о,3з/
0,3}
попе-
речная
0,027
0,029
о,озз
о ,038
о,о4о
О, 042
0,046
0,0/0
о,о/4
о,о/8
0,067
о,О7/
0,079
0,083
0,092
0,100
о,ю8
О,И7
еней
№ ступ
19
2О
21
23
23
24
25
2б
27
28
29
3°
31
32
33
34
35
36
Наибольший допу-
стимый крутящий
момент на шпин-
деле в кгм
и6
нб
и6
ti6
112
89
73
}8
44
3}
28
22,}
18,2
14,}
11,0
8,7
7,°
},6
п о д а 1
Мощность
на шпинделе
в кет
по при-
воду
3,3!
3,3!
3,3}
3,3}
3,3}
3,3}
3,3!
3,3}
3,3}
3,3}
3,3}
3,3}
3,3}
3,3}
3-3}
3,3}
3,3}
3,3}
I
по наибо-
лее слабо-
му звену
I,
1,
2,
3,
3,
4,
3!
7
3
8
4!
3!
4,!
4,!
4,}
4,}
4,}
4.}
4,
S
4,}
4,}
4,}
4,}
4,}
ч
с
о,78
0,78
0,78
0,78
о,78
о,78
0,78
0,78
' 0,78
0,7s
0,78
0,78
0,78
0,78 .
0,78
0,78
0,78
0,78
Положение рукояток,
ремня
(Обозначение рукояток
ремня)
Метр.
Метр.
Метр.
Метр.
Метр.
Метр.
Метр.
Метр.
Метр.
Метр.
Метр.
Метр.
Метр.
Метр.
Вите.
Вите.
Вате.
Нор-
тон
E)
3
4
¦!
6
7
8
i
2
3
4
/
6
7
8
з
2
I
Наибольшее усилие, допускаемое .механизмом подач в кг
A) 3
I
I
I
I
I
II
II
II
II
II
II
II
II
II
II
II
и
II
II
II
11
11
II
и
11
II
II
II
II
II
II
и
II
Наиболее слабое
звено •
Зубчат, кол. zat
т - „
т. >
» >
,, ,
„
»
Ремень
„
„
„
>•
„
„
„
Сменные
зубчатые ко-
лёса гитары
а
б
(с числом
зубьев)
42
42
42
42
42
42
43
42
43
43
42
42
43
42
42
43
42
100
100
100
100
100
100
100
zoo
100
100
100
100
100
100
100
100
100
¦я
Подача
на 1 оборот
шпинделя
в мм
про-
доль-
ная
о,4о
о,4!
о,4&
о,!о
о,!!
о,6о
0,6}
0,70
о,8о
0,91
0,96
1,01
1,и
1,21
1,28
х,4б
*,}7
продольное
поперечное
попе-
речная
0,133
0,1}
o,i}8
0,167
0,183
0,20
0,22
0,23}
0,27
о,зо
0,32
0,33
о,37
0,42
0,46
0,/2
0,/6
з8о
270
ГЛ. VI]
ПАСПОРТ И РАЦИОНАЛЬНОЕ ИСПОЛЬЗОВАНИЕ МЕТАЛЛОРЕЖУЩЕГО СТАНКА
447
Схема управления
12 6 3 21 11 17 16 18 Ik 19
it i
10 12 6 13 15
7 11 10 12 13 М 15
Спецификация рукояток управления
№
по пор.
Наименование и назначение
№
по пор.
Наименование и назначение
Рукоятка для установки . числа оборотов
шпинделя
Рукоятка для закрепления резцовой го-
ловки
Рукоятка для увеличения шага резьбы
i8
Рукоятка для подачи резцовых салазок
Рукоятка для установки числа оборотов
шпинделя
Рукоятка для крепления пиноли
Рукоятка для настройки станка на нарез-
ку резьб метрической и дюймовой
Маховичок для перемещения пиноли
Рукоятка конуса Нортона
Кнопочная станция
Рукоятка для настройки шага резьбы
То же
Рукоятка для включения ходового винта
или валика
Рукоятка для включения и реверсирования
станка
Рукоятка трензеля
Маховичок для ручного перемещения
каретки
Рукоятка для переключения продольной
и поперечной подач
Рукоятка для включения подачи и для
включения после автоматического останова
Рукоятка для включения гайки ходового
винта
Рукоятка для включения и реверсирования
станка
Рукоятка для поперечной подачи супорта
вручную
Дата
и подпись
Составил
Лазарев
1711 1Э50
Проверил
Утвердил
Петров
18Ц1 1950
Москвин
20/11 I960
Отдел или сектор
Отдел труда
и зарплаты
448
ТЕХНИЧЕСКОЕ НОРМИРОВАНИЕ
[РАЗД. V
ЛИТЕРАТУРА И ИСТОЧНИКИ
1. Р е ш е т о в Д. Н., Расчёт деталей станков, Маш-
гиз, 1945.
2. Руководство по паспортизации станков НИБТН Мини-
стерства станкострения, 3-е издание. ЦБТИ МСС, 1948.
3. Ч е р н е в и ч В. Я-> Графический метод расчёта
коробок скоростей при паспортизации станков, „Станки
и инструмент" № 10, 1947.
4. Ш а с к о л ь с к и й Б. В., Методика расчётов при
паспортизации станков, М. 1947.
5, ШаскольскийБ. В. и Ярошевский Б. Л.,
Руководство по паспортизации металлорежущих
станков (сокращённые методы, предназначенные для
паспортизации станков на месте установки), Оргтранс-.
маш, 1949.
НОРМИРОВАНИЕ ЛИТЕЙНЫХ РАБОТ
ОСОБЕННОСТИ ТЕХНИЧЕСКОГО
НОРМИРОВАНИЯ ЛИТЕЙНЫХ РАБОТ
Техническая норма времени на литейные
работы обычно включает: подготовительно
заключительное время, оперативное время,
время обслуживания рабочего места и время
перерывов на отдых и естественные надоб-
ности.
При нормировании обработочных операций
литейных работ (обрубка и отделка литья) опе-
ративное время определяется отдельным ра-
счётом основного и вспомогательною времени.
Подготовительно-заключительное время
нормируется в зависимости от сложности и
размера (веса) отливок. Время обслуживания
рабочего места и время перерывов на отдых
и естественные надобности нормируются по
соответствующим нормальным балансам вре-
мени рабочего дня. _
В массовом и крупносерийном производ-
ствах подготовительно-заключительное время
объединяется со временем обслуживания ра-
бочего места и устанавливается в процентах
от оперативного времени.
Затраты времени на обслуживание рабочего
места и на перерывы на отдых устанавли-
ваются с ориентировкой на передовую орга-
низацию работы с учётом тяжести, санитарно-
гигиенических условий труда и опыта орга-
низации рабочих мест передовых стахановцев.
Нормирование оперативного времени по
всем видам литейных работ и во всех типах
производства производится аналитически рас-
чётным методом с применением диференциро-
ванных или укрупнённых нормативов времени.
В массовом и крупносерийном производствах
нормирование оперативного времени произ-
водится по отдельным приёмам работ, а
в среднесерийном — по комплексам приёмов.
В мелкосерийном производстве целесообразно
производить нормирование по типовым нормам.
НОРМИРОВАНИЕ ФОРМОВОЧНЫХ
РАБОТ
Классификация нормируемых элементов ра-
боты по категориям рабочего времени при
машинной формовке в серийном производстве
приведена в табл. 23 [2].
Для нормирования формовочных работ
в массовом и крупносерийном производствах
рекомендуется применять нормативы, обеспе-
чивающие возможность проектирования со-
става операции по отдельным приёмам. Уста-
новление технических норм сопровождается
обычно составлением операционно-инструкци-
онной карты, которая доводится до рабочего
дшста.
Основными материалами для нормиро-
вания в массовом и крупносерийном произ-
водствах служат: а) технологическая карта
с детально разработанным технологическим
процессом; б) паспорт формовочной машины
(при машинной формовке) или характеристика
организации рабочего места и соответствующие
нормативы по его обслуживанию (при ручной
формовке); в) нормативы времени на отдельные
приёмы работы.
В табл. 24 приведена нормировочная
карта, иллюстрирующая пример нормиро-
вания машинной формовки тормозного бара-
бана автомобиля в поточно-массовом произ-
водстве по примерным нормативам на отдель-
ные приёмы операции * [4].
Технология формовки. Формовка.,
по-сырому по металлическим моделям, монти-
рованным на металлических плитах к столам
формовочных машин. Нижняя полуформа на-
бцвается на встряхивающей пневматической'
машине с поворотной плитой и отводным сто-;
лом; полуформа даёт болван, заменяющий'
стержень. Верхняя полуформа набивается на
встряхивающей протяжной пневматической
машине. Наполнение опок землёй из подвес-
ных бункеров, питаемых из центральной земле-
дельной системы по транспортёрам. Транспорт
опок и форм — пневмоподъёмником по моно-
рельсам* Обдувка и пульверизация — сжатым
воздухом один раз на три полуформы. Спры-
скивание плиты составом—один раз на пять
полуформ.
Формовочные машины снабжены пневма-
тическими вибраторами.
Организация работы. Бригада фор-
мовщиков из трех человек—на каждой
машине по одному формовщику и один на
сборке с транспортировкой форм и порожних
опок.
В крупносерийном и среднесерийном про-
изводствах для упрощения расчёта норм целе-
сообразно применять нормативы на комплексы
приёмов, которые достаточно подробно отра-
жают технологию, организацию труда и рабо-
чего места и вместе с тем обеспечивают
точность нормы по сравнению с нормирова-
нием по отдельным приёмам с отклонением
до 50/0 в крупносерийном и до 100/0 в средне-
серийном производстве.
Дальнейшее упрощение нормирования ма-
шинно-формовочных работ достигается разра-
боткой специализированных нормативов для
конкретных типо-размеров формовочных ма-
шин, работающих в определённых условиях.
Для мелкосерийного и единичногр произ-
водств применяются более укрупнённые норма-
* Диференцированиые нормативы разрабатываются,
как отраслевые, отдельными министерствами.
ГЛ. VI]"
НОРМИРОВАНИЕ ФОРМОВОЧНЫХ РАБОТ
449
Таблица 23
Классификация нормируемых элементов работы при машинной формовке в серийном производстве
Категория
рабочего
времени
Элементы работы
Главные факторы, влияющие на
продолжительность работы
Подготови-
тельно-заклю-
чительное вре-
мя на партию
Оперативное
время
1. Смена модельных плит. 2. Протирка модельной плиты
и модели. 3. Получение наряда на работу. 4. Ознакомление
с технологической картой по данной детали и получение
указаний о выполнении работы. 5. Получение (на рабочем
месте) крючков, солдатиков, жеребеек, холодильников и т. п.
I. Подготовка к набивке, трамбование и очистка верха
набитой полуформы:
а) Основные приёмы комплекса: 1) обдуть плиту сжатым
воздухом; 2) установить опоку на машину; 3) припылить
или опрыснуть составом; 4) засеять землёй (облицовка);
5) обжать землю; 6) разравнять землю в опоке; 7) утрамбо-
вать верх; 8) счистить излишек земли линейкой; 9) поло-
жить щиток на приёмный стол; 10) сдвинуть полуформу на
рольганг;
б) Дополнительные отдельно нормируемые приёмы:
1) счистить излишек земли лопатой; 2) передать полуформу
на рольганг для отделки (пневматическим краном по моно-
рельсу)
II. Установка и выем отъёмных частей:
а) Основные приёмы комплекса: 1) установить отъёмную
часть; 2) обжать землёй отъёмную часть; 3) вынуть отъём-
ную часть рукой;
• б) Дополнительные отдельно нормируемые приёмы: 1) очи-
стить отъёмную часть щёткой или тряпкой; 2) откопать ме-
сто для отъёмной части; 3) вынуть отъёмную часть (лан-
цетом или пинцетом)
III. Установка холодильников на модели:
а) Основные приёмы комплекса: 1) установить холодиль-
ники на модель; 2) обжать холодильники землёй;
б) Дополнительные отдельно нормируемые приёмы: 1) от-
копать место для холодильника; 2) заделать отверстие в
холодильнике
IV. Установка и выем литников ивыпоров:
а) Основные приёмы комплекса: 1) установить и вынуть
литник или выпор; 2) обжать составом земли; 3) растолкать
и вынуть литник или выпор; 4) развернуть наружное отвер-
стие; 5) обжать наружное отверстие;
б) Дополнительные отдельно нормируемые приёмы: ^от-
копать "место для литника или выпора; 2) пробить для лит-
ника отверстие трубкой
V. Установка крючков, каркасов и солдатиков для кре -
пления земли: 1) установить крючок, солдатик, каркас;
2) обжать землёй
VI. Насыпка земли из бункера: 1) установить наполни-
тельную рамку; 2) насыпать землю; 3) снять наполнитель-
ную рамку
VII. Уплотнение земли встряхиванием: 1) включить меха-
низм встряхивания; 2) встряхивать; 3) выключить механизм
встряхивания
VIII. Управление машиной за период набивки одного
съёма (повороты плиты стола, протяжка, снятие набитой
полуформы с плиты и т. д. *)
IX. Веатилирование формы—накалывание душником от-
верстий для вывода газов
X. Отделка полуформ:
а) Основные приёмы комплекса: 1) подправить и загла-
дить поверхность формы; 2) зачистить заусенцы у холо-
дильников; 3) обрезать кромки литниковых и выпорных от-
верстий со стороны формы; 4) отделать внутреннюю литни-
ковую систему; 5) обдуть сжатым воздухом; 6) опрыснуть
составом; 7) поставить метку (маркировать);
б) Дополнительные отдельно нормируемые приёмы: 1) при-
гладить отверстия наколов для выхода газов; 2) прошпи-
лить шпильками; 3) припылить форму тальком
XI. Установка холодильников в форму:
а) Основные приёмы комплекса: 1) обмазать белюгой по-
Еерхность соприкосновения холодильника с формой;
2) установить холодильник; 3) обжать землю;
б) Дополнительные отдельно нормируемые приёмы: 1) от-
копать место для холодильника; 2) заделать отверстие в хо-
лодильнике; 3) закрепить холодильник шпильками; 4) сма-
зать маслом наружную поверхность установленного холо-
дильника; 5) припылить холодильник песком
Размер плигы; тип машины; слож-
ность модели; метод формовки
Состав комплекса (полный, без за-
сеивания, без обжатия, без засеива-
ния и обжатия); сложность модельной
плиты; площадь опоки
Площадь опоки
Состав комплекса (полный, без об-
жатия); количество частей по спосо-
бам установки (прямоугольный паз,
ласточкин хвост, на штифтах)
Постоянная норма времени на приём
Количество холодильников по раз-
мерам: малые—площадью соприкосно-
вения до 0,5 дм1, средние—площадью
до 1,0 дм3, крупные—более 1,0 дм1
То же
Состав комплекса (пять вариантов);
количество литников или выпоров по
размерам (мелкие и средние сечением
до 20 см3, большие сечением 20 см
и более)
Количество литников или выпоров
по размерам
Состав комплекса (с обжимом и без
обжима); вид крепления; количество
по размеру (длиной до 250 мм и более
250 мм)
Объём набитой земли; размеры зева
бункера
Тип, размер и модель формовочной
машины, количество встряхиваний,
установленное по технологическому
процессу
Тип и размеры машины; сложность
модельной плиты в отношении съёма
(протяжки)
Количество наколов при постоянной
норме времени на один накол
Состав комплекса (полный, без об-
дувки, без обдувки и опрыскивания);
поверхность формы (суммарная по-
верхность моделей на плите)
1 Количество наколов; количество
шпилек по размерам (длина до 100 мм
и более 100 мм)
Количество холодильников по раз-
мерам: малые площадью соприкосно-
вения с формой до 0,5 дм1, средние-
до 1,0 дм* и крупные—более 1,0 дм*
То же и повторяемость каждого
приёма
* Норму на этот комплекс приёмов устанавливают для каждой машины отдельно по её паспорту; для машин с до-
ярессовкой сложность протяжки определяют по сложности модельной плиты.
29 Том 15
450
ТЕХНИЧЕСКОЕ НОРМИРОВАНИЕ
(РАЗД. V
Продолжение табл. 23
Категория
рабочего
времени
Элементы работы
Факторы, влияющие на
продолжительность работы
Время на об-
служивание
рабочего ме-
ста
Время пере-
рывов
XII. Осмотр и обдувка формы:
а) Основные приёмы комплекса: 1) обдуть полуформу
без стержней; 2) осмотреть полуформу после сборки стерж-
ней (до накрытия); 3) обдуть полуформу со стержнями;
4) проставить метку;
б) Дополнительные отдельно нормируемые приёмы:
1) продуть отверстия литников и выпоров; 2) накрыть от-
верстия литников и выг(оров; 3) просмотреть форму при
перекрытии
ХШ. Установка и проверка сборки стержней:
а) Основные приёмы комплекса: 1) взять и установить
стержень (вручную); 2) осмотреть, зачистить стержень и
проверить газопроводы; 3) проверить стержень шаблоном и
поправить; 4) проверить стержень щупом и поправить;
5) зацепить (крючком) и отцепить; 6) заделать веску; 7) за-
цепить двумя крючками, отцепить и заделать две вески;
б) Дополнительные отдельно нормируемые приёмы: 1) за-
крепить стержень шпильками; 2) обмазать стержень при
спаривании; 3) заделать шов соединения после спаривания;
4) смазать шов соединения; 5) раскатать, поставить и снять
поясок из глины для проверки толщины отливки; 6) поста-
вить и снять мушку для проверки толщины отливки
XIV. Установка фильтрсеток: 1) подрезать землю у краёв
фильтрсеток; 2) установить фильтрсетку; 3) укрепить двумя
шпильками
XV. Установка готовых литниковых и выпорных чаш на
собранную форму:
а) Основные приёмы комплекса: 1) обрезать кромку от-
верстия чаши; 2) обжать землю у чаши; 3) установить чашу;
б) Дополнительные отдельно нормируемые приёмы:
1) промазать спай опок глиной; 2) скрепить опоки
XVI. Установка нижнего съёма для отделки или сборки:
1) положить щиток на рольганг; 2) зацепить, поднять (с вы-
движного стола или тележки), подвести к месту отделки
(сборки), установить на щиток, отцепить, отвести кран в
сторону
XVII. Установка верхнего или среднего съёма для отдел-
ки или сборки:
1) зацепить, поднять, подвести к месту отделки (сборки),
повернуть на 90°, установить, отцепить, отвести кран в
сторону
XVIII. Накрытие и перекрытие формы:
1) зацепить, поднять, повернуть на 90°, подвести к месту
накрытия, отцепить, отвести кран в сторону; 2) установить
два штыря; 3) накрыть первый раз; 4) раскрыть форму;
5) накрыть окончательно; 6) вынуть штыри
XIX. Продвижение полуформ и форм по рольгангу и пе-
редача на конвейер
Отдельно нормируемые приёмы: 1) продвинуть полуформу
(без стержней) по рольгангу на расстоянии до 3 м; 2) про-
двинуть собранную форму по рольгангу на расстоянии до
3 м; 3) продвинуть (передать) собранную форму с рольганга.
XX. Установка нижней полуформы, накрытие и продви-
жение собранной формы с рольганга на конвейер (в комплекс
входят приёмы комплексов XVI, XVIII и XIX—приём 3):
1, Подготовка машины к работе. 2. Уборка рабочего места
в течение смены. 3. Смазка машины в течение смены.
4. Раскладка инструмента и расстановка приспособлений до
начала работы и уборка в конце смены. 5. Получение на
рабочем месте в течение смены вспомогательных мате-
риалов
а) Отдых;
б) Естественные надобности
Состав комплекса (полный, без пер-
вого приёма); поверхность полуформы;
сложность
Количество отверстий; поверхность
полуформы
Состав комплекса *; объём стерж-
ня; сложность установки
Количество шпилек; площадь обмаз-
ки; длина заделки; длина пояса; коли-
чество мушек
Состав комплекса (полный, без пер-
вого приёма); положение установлен-
ной фильтрсетки (горизонтальное, вер-
тикальное)
Разновидность по форме и размерам;
длина периметра; повторяемость приё-
мов
Длина периметра формы по разъёмам:
способ крепления (скобами, болтами,
чеками); количество креплений
Расстояние транспортировки: до ? м,
до 4 м и до б м
То же
Состав комплекса (без перекрытия,
с перекрытием); сложность накрытия;
расстояние транспортировки верхнгго
(среднего) съёма (до 2 м, до 4 м и
до 6 м)
Постоянное время на один приём
Состав комплекса (без перекрытия,
с перекрытием); сложность накрытия
Тип машины; размеры опоки; слож-
ность отливки
Условия труда на рабочем месте
* Состав комплекса по приёмам может иметь до тринадцати вариантов.
тивы. Номенклатура комплексов приёмов в этом
случае может состоять для ручной формовки из
5—7 наименований, а количество расчётных
факторов продолжительности из 6—10 наимено-
ваний. Особое значение для обеспечения точно-
сти нормы имеет правильное установление
категории сложности по каждому комплексу
приёмов. Они должны устанавливаться на
основе тщательно разработанных характе-
ристик и путём сравнения с конкретными
работами, отнесёнными к определённым
категориям (альбомы примеров работ по слож-
ности).
НОРМИРОВАНИЕ СТЕРЖНЕВЫХ РАБОТ
В массовом производстве нормирование
стержневых работ аналогично формовочным
производится по отдельным приёмам.
В серийном производстве нормирование
ведётся по укрупнённым нормативам на ком-
плексы приёмов.
Для ручного изготовления стержней по
ящикам в серийном производстве можно реко-
мендовать схему построения укрупнённых
нормативов времени на комплексы приё-
мов [4] на стр. 452.
ГЛ. VI]
НОРМИРОВАНИЕ СТЕРЖНЕВЫХ РАБОТ
451
Таблица 24
Нормировочная карта № /
Деталь: Тормозной барабан, № 14-032. Операция: Машинная формовка. Технологическая карта № 28.
Материал: серый чугун. Рее детали: 40 кг. Основные габариты детали: D = 560 мм; Н = 260 мм. Количество
участвующих рабочих — 3
Приёмы
Обдуть модельную плиту
сжатым воздухом
Спрыснуть плиту составом .
Припылить модели
Установить опоку на маши-
ну пневматическим подъёмни-
ком
Установить наполнительную
рамку
Наполнить землёй из бункерг
Встряхивать и разравнивать
землю
Нижняя полу-
форма
№ ра-
бочего
Время
в мин.
Верхняя полу-
форма
№ ра-
бочего
Время
в мин.
Сборка
№ ра-
бочего
Утрамбовать по краям опоки
Снять наполнительную рам-
ку
Срезать излишек земли . . .
Вентилировать душником . .
Установить литниковый стояк
Вытянуть литник и оправить
воронку
Снять полуформу с машины
и привести машину в исходное
положение ..........
Подать полуформу на сбо-
рочный рольганг пневматиче-
ским подъёмником
Продуть литниковое отвер-
стие
Проставить литниковую сет-
Проставить штыри ......
Накрыть (собрать) форму
пневматическим подъёмником
Скрепить скобами
Вынуть штыри
Продвинуть форму по роль-
гангу на конвейер/
Продвинуть порожние опоки
с конвейера на рольганг . . .
Установить подопочные щи-
ты на сборочный рольганг . .
Итого оперативного времени
о, об
о,о;
О, II
о,о;
о то
0,0}
о,об
(
О
о
О
О
О
О
о
.11
,1>
,"9
¦ о;
,10
10
,04
,i6
Время
в мин.
Факторы продолжительности
Площадь опоки 40
сложность первая *
То же
Площадь опоки 40 &м
дм*
2U3
3
3
3
3
,6g
о,о;
0,64
О,2б
О,II
о,о;
0,07
0,11
о,ю
о,8з
Расстояние до рольганга 2 м
диаметр опоки 0,8 м, высота
подъёма и опускания 0,3 м
Площадь опоки 40 дм%
Ширина зева бункера ПО;
вес земли 110 кг
Ниишяя полуформа—70 уда-
ров ; верхняя—30 ударов
Площадь опоки 40 длг3
То же
Длина опоки 0,6 м
10 наколов
Одна шт.; сечение 11 см*
Одна шт., высота опоки
200 мм
Нижняя полуформа фор-
муется на машине типа V,
верхняя на машине типа 111*
Расстояние 3 м\ длина опоки
0,8 м; высота подъёма 0,7 м;
отвод подъёмника 1 м
Одна шт.
Одна шт.
Два штыря длиной да 350 мм
Длина опоки 0,8 м\ высота
подъёма 0,5 м; расстояние 1 м
высота опускания 0,35 м, отвод
подъёмника 1 м, сложность
накрытия первая *
Две скобы
Две шт.
Расстояние 2 м
Расстояние до 4 м; две опо-
ки, сложенные вместе
Расстояние до 2 ж; два щита
Загруженность рабочих бригад
Расчётные данные
№ выполняемых
приёмов работ
1 — 14 включ.
1 — 14 включ. и 19
15— 24 включ.
Итого
Оперативное
время на одну
форму в мин.
t,6i
°/0 загрузки
94
100
94
Разряд
работы
Штучное
время
в мин.
1,74
S ,22
Обслуживание рабочего места
в % к оперативному времени
Перерывы на отдых и есте-
ственные надобности в °/0 к
оперативному времени
Норма выработки форм в час
Расценок за одну форму
Составил Найденов
Проверил Андреев
Утвердил Богун
4
34,;
* По соответствующей технологической классификации.
452
ТЕХНИЧЕСКОЕ НОРМИРОВАНИЕ
[РАЗД. V
№ по Комплексы
пор. проёмов
1. Подготовка места и
стержневого
ящика
2. Составление и разъ-
ём ящика (съём
со стержня)
3. Установка и снятие
отъёмных частей
4. Постановка и выем
литников
5. Постановка холо-
дильников
6. Образование "ске-
лета и тела стер-
жня (набивка
ящика землёй)
7. Заделка набивных
отверстий *
8. Перевёртывание
ящика (с по-
стелью)
9. Прошпиловка
стержня
10.
12.
Отделка и окраска:
а) до сушки; •
б) после сушки
Установка специ-
альных креплений
Прорезка усадоч-
ных рёбер:
а) в сыром стер-
жне; б) в сухом
стержне
Факторы продол-
жительности
Площадь ящика
Габаритный объём
ящика и количество
разъёмных частей
Количество и размеры
отъёмных частей,
способы их установки
Размеры и количество
литников
Вид, размеры и коли-
чество
Объём и сложность
конструкции стержня
(четыре категории)
Площадь набивного от-
верстия
Площадь основания и
габариты ящика
Длина гвоздей, шагпро-
шпиловки и площадь
(или погонная длина)
прошпилования
Размеры поверхности
стержня, количество
окрасок и сушек,
сложность
Вид и размеры
Длина ребра на сухом
или на сыром стержне
Литники по размерам разбиваются на мел-
кие диаметром до 30 мм, средние от 30
до 50 мм и крупные — свыше 50 мм.
Отъёмные части по величине разделяются
по объёму на мелкие до 0,1 дмь, средние
по 0,1 до 1 дмв и крупные свыше 1 <Ы3.
В мелкосерийном и единичном производствах
целесообразно применение более укрупнённых
нормативов. Например, при нормировании
мелких стержней (объём до 15 дм%), изгото-
вляемых по ящикам на верстаках, возможно
применять суммарные нормативы оператив-
ного времени на стержень в целом в зависи-
мости от двух факторов продолжительности:
объёма (или веса) стержня и сложности. Нор-
мирование средних и крупных стержневых
работ по ящикам можно производить, рас-
членяя всю работу на комплексы:
1) подгонку рамок и каркасов по ящику;
2) изготовление стержня;
3) спаривание всухую;
4) сборку стержня из частей. Все четыре
комплекса нормируются в зависимости от двух
факторов: объёма стержня и сложности работы;
последняя определяется для каждого комплекса
отдельно по характеристикам и путём срав-
нения с примерами стержнерых работ, отне-
сённых к определённым категориям.
Пример нормирования стержневых работ
по укрупнённым нормативам для мелкосе-
рийного и единичного производств приведён
в карте типовых норм (см. ниже табл. 27).
i
НОРМИРОВАНИЕ ОБРУБОЧНЫХ
И ОТДЕЛОЧНЫХ РАБОТ
Классификационная схема нормируемых
элементов работы по категориям рабочего
* В комплекс „Заделка набивных отверстий" входят
приёмы: утрамбовать, срезать излишек земли, отделать
сгребалкой, загладить, наколоть отверстия (вентилиро-
вание) и смочить.
времени при обрубке и отделке литья в се-
рийном производстве приведена в табл. 25 [4].
В массовом производстве аналогично фор-
мовочным и стержневым работам нормирова-
ние обрубочных работ и отделка литья про-
изводятся по отдельным приёмам операции.
В крупносерийном производстве для упро-
щения расчёта нормы отдельные приёмы
основной работы объединяются с некоторыми
вспомогательными приёмами.
В серийном производстве по сравнению
с построением нормативов для крупносерий-
ного вводятся следующие упрощения: а) нор-
мирование по комплексам приёмов произ-
водится не по каждому переходу отдельно, а
в целом на отливку по группам технологи-
чески однородных переходов; б) вспомога-
тельное время на смену инструмента отдельно
не нормируется, а включается в оперативное
время на соответствующие переходы; в) все
элементы вспомогательной, работы по транс-
портировке, включая повороты и кантовку,
объединяются в один комплекс.
В мелкосерийном и единичном производствах
нормирование ещё более упрощается. Напри-
мер, процесс обрубной работы по чугунному
литью средних и крупных размеров можно
расчленить на четыре комплекса приёмов,
охватывающих весь объём работы: 1) выбивка
стержней и удаление каркасов; 2) очистка по-
верхностей отливки; 3) обрубка элементов
литниковой системы; 4) обрубка заливов. Эле-
менты вспомогательной работы не выделяются
и расчёт нормы производится по перечислен-
ным комплексам на оперативную работу. Все
комплексы приёмов работы по обрубке и от-
делке литья, за исключением обрубки элемен-
тов литниковой- системы, нормируются на от-
ливку в целом. Пример нормирования для этих
условий приводится в карте типовых норм
(см. ниже табл. 27).
НОРМИРОВАНИЕ ЛИТЕЙНЫХ РАБОТ
ПО ТИПОВЫМ НОРМАМ
Применение типовых норм значительно
упрощает нормирование, обеспечивая одновре-
менно достаточную точность. При нормиро-
вании по типовым нормам отливки классифи-
цируются по признакам однородности кон-
струкций и типовых технологических процес-
сов. Для каждой классификационной группы
выделяют как представителя типовую отливку,
на которую устанавливают типовой техноло-
гический процесс (по видам работ) и соответ-
ствующую типовую норму на операцию в це-
лом. При нормировании новой отливки за
основу принимают нормы, установленные для
соответствующей типовой отливки с коррек-
тировкой на отклонение по основным факторам.
В качестве примера в табл. 26 приведены
типовые нормы на формовочные и стержневые
работы при изготовлении чугунных планшайб
в мелкосерийном производстве. Формовка
планшайб по модели в парных опоках всухую.
Литниковая система образуется моделью.
Стержень № 1 изготовляется по ящику и уста-
навливается при сборке в знак [3].
В табл. 27 приведена карта типовых норм
на литейные работы для условий мелкосерий-
ного и единичного производств [4].
ГЛ. VI]
НОРМИРОВАНИЕ ЛИТЕЙНЫХ РАБОТ ПО ТИПОВЫМ НОРМАМ
453
Таблица 25
Классификация нормируемых элементов работы при обрубке и отделке чугунного литья в серийном
производстве
Категория рабочего
времени
Элементы работы
Факторы, влияющие на продолжительность
работы
Подготовительно-за-
ключительное время
Основное (техноло-
гическое) время *
Вспомогательное
время
Время на обслужи-
вание рабочего места
Время перерывов
1. Получение наряда. 2. Ознакомление с
работой. 3. Инструктаж по обрубке и отделке
данной детали. 4.Получение специальных при-
способлений и специального инструмента на
рабочем месте
1. Выбивка стержней, болванов и удаление
скелета стержней (рамки, каркасы)
2. Очистка поверхности отливки от шпилек
и пригара путём обрубки
3. Обрубка и зачистка мест питателей,
литников, выпоров, прибылей после обломки
(при выбивке) или отрезки на пиле
4. Обрубка заливов: а) по шву разъёма;
б) по швам соединения стержней
5. Удаление холодильников и зачистка их
мест
6. Обрубка рёбер
7. Вырубка мест под заварку
8. Зачистка места после заварки
1. Подача и снятие отливки с рабочего
места
2. Повороты и кантовка отливки в процессе
обработки'
1. Осмотр, проверка и уход за инструмен-
том в начале и в течение смены.
2. Уборка рабочего места в течение смены.
2. Расстановка приспособлений и инструмен-
та до начала работ и уборка в конце смены
1) Отдых
2) Естественные надобности
Размер и сложность отливки
Объём комплекта стержней в отливке;
сложность — пять категорий; способ — руч-
ной или пневматический инструмент
Поверхность очистки (суммарная); слож-
ность — пять категорий; способ — ручной или
пневматический инструмент; первичная или
повторная очистка
Количество мест; размеры сечений по
каждому месту; способ — ручной или пнев-
матический инструмент; материал отливки
Длина залива; средняя нормальная тол-
щина заливов; сложность — три категории;
способ — ручной или пневматический инстру-
мент; материал отливки
Количество единиц; размеры каждой еди-
ницы; способ — ручной или пневматический
инструмент
Длина обрубки; толщина срубаемого слоя;
способ выполнения — ручной или пневматиче-
ский инструмент; материал отливки
Длина, ширина и глубина места вырубки;
материал отливки
Длина и ширина места зачистки; материал
отливки
Вес отливки. Способ — вручную или краном.
Расстояние транспортировки. Сложность (по
количеству) поворотов и кантовои
Размер отливок, род применяемых инстру-
ментов и техническое оснащение на рабочем
месте
Условия труда на рабочем месте
* Для упрощения .нормирования в приёмы основной работы внлючены вспомогательные приёмы: „взять и отложить
инструмент".
Таблица 26 Продолжение табл. 26
Типовые нормы на формовочные и стержневые
работы при изготовлении чугунных планшайб
в мелкосерийном производстве
Г
1. Формовка
Стержень VI
« 2
32
Норма времени
в мин. при высоте
обода Н в мм
45°
5oaj
55O
6001
650
700
75O
800
850
900
95°
1000
0
0
i
80
95
no
130
145
160
180
195
215
230
245
280
0
Ю
i
100-
88
105
120
140
155
170
190
208
227
245
262
280
295
95
И5
13°
I5O
165
i8o
200
220
240
260
280
295
315
Примечание. Работа тарифицируется: при
?><500лж—по четвёртому разряду; при ?>>500 мм —
по пятому разряду.
5:
ca
Cur
Й я
Диал
стер
о,8
I,O
1.2
1.4
1,6
1,8
. Изготовление
Норма времени
в мин. при
1,0
5
5
1
8
9
Работа
:тержня
2,0
б
6
7
8
ю
и
3,0
7
8
ю
II
13
Ч
высоте
з дм
4,0
9
10
13
14
15
16
5,0
13
14
15
17
19
21
S
Щ
Диал
стер
2,0
2,25
2,5
2,7
3,°
стержней
Норма времени
в мин.
при
высоте
стержня в дм
1.0
IO
II
12
13
14
2,0
12
13
14
16
17
3,0
15
17
18
20
22
тарифицируется по третьему разряду
4,0
i8
21
22
24
25
5,0
28
25
28
31
33
Таблица 27
Карта типовых норм на литейные работы
Раздел I. Отливка
I. Наименование машины: Металлорежущий ста-
нок М-16. 2. № черт, «/as- 3. Наименование детали:
Станина. 4. № модели А-716. 5. Средняя толщина
стенки отливки 16 мм. 6. Материал отливки: Чугун.
7. Вес отливки (черный): 67 кг. 8. Объём металла
отливки 9,6 дм3. 9. Общая поверхность отливки
125 дма. 10. Поверхность отделки формы 67 дм3.
II. Заливы: длина по разъёмам — 1,2 м; длина по
стержням —2,8 м.\ общая длина — 4 м; средняя тол-
щина — 4 мм.
454
ТЕХНИЧЕСКОЕ НОРМИРОВАНИЕ
[РАЗД. V
Продолжение табл. 27
Продолжение табл. 27
Раздел II. Эскизы, чертежи, фото
Раздел III. Формовка
1. Метод формовки: По разъёмной модели в опоках
всырую. 2. Организация труда: Одна бригада вы-
полняет весь процесс формовки, включая устрой-
ство наростков. 3. Способ набивки: Вручную,
4. Колич. и характер сушки: нет. 5. Литниковая си-
стема и способ заливки: Один литниковый стояк;
два питателя по 50 смг; два выпора по 8 см''; го-
ризонтальная заливка. 6. Количество опок в форме 2.
7. Количество отливок в форме-/. 8. Общее количе-
ство стержней в форме -1. 9. Общий объем стержней
в форме 50 дм*.
10. Основные размгры опок и формы
Наименование
Нижняя опока
Верхняя опока
Средняя опока
Форма ....
Длина
в дм
6,4
6,4
6,4
Ширина
в дм
Высота
в дм
11
1,1
6,6
Пло-
щадь
в дм3
О
з дм*
11. Объём набитой земли 164 дм3. 12. Условия транс-
порта: Мостовой электрокран.
13. Типовая норма времени на формовку (время в мин.
Наименование работы
Факторы
продолжительности
Подготовка к набив-
ке и отделка разъёмов
Наполнение и набив-
Отделка сырой фор-
мы
Установка стержней
Сборка формы и
устройство наростков
Высота формы
6,6 дм; площадь 34 дм
Объём набитой зем-
ли 164 дм3. Набивка
пневм. набойкой
Поверхность фор-
мы 67 дмг; сложность I
Объём стержней —
50 дм3; сложность II
Площадь формы
34 дм1*; сложность II
Итого. . . юо ю8
Примечания: 1. Расчёт нормы времени
на формовку сделан при условии нераздельной фор-
мовки, когда вся работа выполняется одной бри-
гадой. 2. Формовочные работы по 5-му разряду.
Раздел IV. Изготовление стержней
Характеристика
стержня
Количество на мо-
дель
Конструкция ящика
Габаритные размеры
Объём стержня . . .
Материал смеси • .
Спаривание
Сложность изгото-
вления
Сложность подгонки
каркаса и рамок . .
Сложность спарива-
ния
Сложность сборки .
Сложности по уста-
новке в форму . . . .
Сложность по удале-
нию из отливки . . .
Норма оперативного
времени в мин
№ стержней
Разъёмный из
двух половин
3,2x3,2x5 дм
50 дм3
Земляной
состав N
Е сухую
II
II
I
II
I
96
I
Раздел V. Очистка литья
Наименование раб.оты
Выбивка стержней .
Очистка поверхности
Обрубка литников .
Обрубка заливов
Факторы
продолжительности
Объём стержней
50 дм3; сложность I
Поверхность 125 дм*,
сложность I
2 шт. по 5 (м?,
2 шт. по 8 см''
Длина 4 м, толщи-
на 4 мм
Итого. . .
Время
в мин.
опера-
тивное
7
8,2
9,о
29,2
штуч-
ное
—
—
Примечания: 1. Обрубка производится руч-
ным инструментом
разряду
. 2. Работы тарифицируются по 3-му
Раздел VI. Укрупнённые типовые нормы
опера
Наименование
работы
Нераздельная фор-
мовка: подготовка
к набивке и сборка
под заливку
Наполнение и на-
бивка
Установка стерж-
ней
Изготовление
комплекта стерж-'
ней
Выбивка стерж-
ней и очистка по-
верхности отливки
Обрубка литни-
ков и заливов
Заливка одной
детали
Выбивка
тивного времени
Факторы
продолжительности
Площадь формы
34 дм; высота фор-
мы 6,6 дм.; количество
разъёмов 1; слож-
ность I
Объём набивной зем-
ли 164 дм3; способ на-
бивки — пневматиче-
ская
Количество стерж-
ней I; сбъём стерж-
ней 50 дм3
Итого ....
Количество стерж-
ней 1; объём всех
стгржней 50 дм3
Количество стерж-
ней I; объём всех
стержней 50 дм3
Общая длина зали-
вов 4 м; нормальная
толщина 4 мм
Итого ....
Ковш ёмкостью
200 кг; транспорт по
монорельсу на рас-
стояние 25 м.
Два наростка пло-
щадью по 2 дм";
объём формы 224 дм3
Оператив-
ное время
в мин.
ЛИВ}
OJ f4
X О
П
11
12
100
96
12
1?'2
29,3
2,7
6,7
©.«
—
—
—
I)
14
—
4,1
0,4
1,0
я
еди
1КТО]
х-е-
z,6
0,2с,
0,24
~
2,0
0,2-f
4,1
-
ГЛ. VI]
НОРМИРОВАНИЕ ЛИТЕЙНЫХ РАБОТ ПО ТИПОВЫМ НОРМАМ
455
Таблица 2S
Классификация нормируемых элементов работы при литье в кокиль
Категория рабочего
времени
Элементы работы
Факторы, влияющие на продолжительность
работы
Подготовительно-
заключительное время
на партию
Оперативное время
Время на обслужи-
вание рабочего места
Время перерывов
1. Ознакомление с нарядом и заданием.
2. Получение инструктажа о работе. 3. За-
чистка и протирка кокиля. 4. Разогрев кокиля
(горелкой) 5. Окраска кокиля (опрыскивание
пульверизатором). 6. Накладывание асбесто-
вой бумаги. 7. Отливка пробных деталей.
I. Обдувка кокиля воздухом.
II. Установка песчаных стержней в кокиль
Дополнительные приёмы, нормируемые
отдельно: 1) очистить стержень напильником
или шкуркой; 2) развернуть отверстия выпо-
ров и стояков; 3)очистить знак стержня метал-
лической щёткой; 4) прочистить в стержне
вентиляционный канал; 5) поправить стержень
в кокиле; 6) вставить прокладку между стерж-
нями; 7) установить прокладку на стержень;
8) обмазать стержень глиной; 9) наложить
глиняный поясок; 10) поставить глиняную
мушку; 11) наложить и снять асбестовый
шнур; 12) наложить и снять асбестовый лист.
III. Промер стержня, стержневого узла
шаблоном.
IV. Проверка зазоров стержня щупом.
V. Установка и выем металлического
стержня вручную. Дополнительный приём,
нормируемый отдельно: охладить металли-
ческий стержень в воде.
VI. Установка и выем металлического
стержня подъёмником.
VII. Установка и снятие отъёмных частей
кокиля. Дополнительный приём, нормируе-
мый отдельно: отбить молотком отъёмную
часть.
VIII. Закрытие и раскрытие (соединение и
разъединение) кокиля
IX. Закрепление и раскрепление кокиля.
X. Подъём и опускание металлического
стержня.
XI. Продвигание и выдвигание металличе-
ского стержня.
XII. Установка и снятие литниковой чаши.
Дополнительный приём, нормируемый отдель-
но: установить литниковую сетку.
XIII. Подноска металла к кокилю: 1) подой-
ти к печи (без ковша); 2) взять ковш и
набрать металл; 3) поднести к кокилю ковш
с металлом; 4) отнести и положить ковш.
Дополнительные приёмы, нормируемые отдель-
но: 1) обмыть ковш в металле; 2) засыпать
металл флюсом; 3) вылить остаток металла;
4) очистить шлак с металла в ковш.
XIV. Подноска металла в тиглях при моди-
фикации: 1) подойти к печи с тиглем; 2) на-
полнить тигель металлом; 3) поднести и уста-
новить тигель на печь модификации; 4) раз-
бить корку, перемешать металл; 5) измерить
температуру термопарой; 6) поднести тигель
с металлом к кокилю.
XV. Заливка металла в кокиль ковшом.
Дополнительный приём, нормируемый отдель-
но: присыпать серой литник или выпор.
• XVI. Заливка металла в кокиль тиглем.
Кристаллизация (охлаждение металла)
XVII. Выталкивание отливки из кокиля.
XVIII. Выбивка отливки из кокиля.
XIX. Выем отливки вручную и осмотр: 1) по-
дорвать и вынуть отливку; 2) осмотреть
отливку; 3) положить отливку.
XX. Выем отливки подъёмником и осмотр.
1. Уборка рабочего места в течение смены.
2. Установка кокиля. 3. Раскладывание и
уборка инструмента. 4. Текущий инструктаж в
течение смены; 5. Подчистка и обдувка ко-
киля в течение рабочей смены. 6. Подкраска
кокиля в течение рабочей смены .
1. Отдых*
2. Естественные надобности.
Объём кокиля; сложность отливки.
Сложность отливки; поверхность обдувки;
состояние кокиля (разобранный, собранный).
Вес стержня; сложность установки; способ
выполнения (вручную, подъёмником).
1) Сложность; поверхность очистки; 2) ко-
личество отверстий; 3) стандартное время;
4) то же; 5) количество знаков в стержне;
6) количество прокладок; 7) то же; 8) ширина
шва; 9) длина пояска; 10) количество мушек;
11) длина шнура; 12) площадь листа.
Длина контура стержня; количество проме-
ров; сложность стержня.
Количество проверок.
Площадь знака; способ установки и выема
(без винта, с винтом); для дополнительного
приёма — вес стержня.
Вес стержня; способ установки и выема
(без винта, с винтом).
Площадь знака отъёмной части; способ вы-
полнения (с подрывом ломиком, с подрывом
винтом); для дополнительного приёма — пло-
щадь знака отъёмной части.
Объём кокиля; вид соединения.
Объём кокиля; способ крепления; количе-
ство мест крепления.
Способ выполнения (рычагом, штурвалом);
количество рычагов, штурвалов.
Способ выполнения (вручную, молотком или
ломиком, двумя ломиками, рычагом).
Вес литниковой чаши; для дополнительного
приёма — количество сеток.
Вес металла в ковше; расстояние от раз-
даточной печи до кокиля.
1) Вес ковша; 2) стандартное время;
3) то же; 4) вес ковша
Вес металла в тигле; расстояние подноски.
Сплав; сложность отливки; вес металла
в ковше; для дополнительного приёма — стан-
дартное время.
Сплав; сложность отливки; вес металла
в тигле.
Сплав; сложность отливки; вес отливки.
Количество выталкиваний; вес отливки.
Поверхность соприкосновения отливки с
кокилем.
Способ выполнения (щипцами без подрыва;
щипцами с подрывом); сложность отливки;
вес отливки.
Сложность отливки: вес отливки.
Объём кокиля и техническое оснащение
рабочего места.
Объём кокиля.
* При обслуживании рабочим одного кокиля в норму штучного вре лени время на отдых не включается, если оно
перекрывается временем на кристаллизацию (охлаждение металла). При обслуживании рабочим двух и более кокилей
время на отдых может включаться в нормы штучного времени только в том случае, когда оно не компенсируется
временем на ожидание охлаждения металла.
456
ТЕХНИЧЕСКОЕ НОРМИРОВАНИЕ
[РАЗД. V
Нормировочная карта № 2 [1]
Таблица 29
Деталь: Корпус электродвигателя № 110. Операция: Заливка металла в кокиль. Технологическая карта
Материал: Сплав А-9. Вес детали 11,5 кг. Основные габариты детали в мм: D = НО; L — 180.
Количество участвующих рабочих — 1.
74.
№
ком-
плексов
Комплексы приёмов
Способ
выполнения
Время
в мин.
Факторы, влияющие на продолжительность
работы
12
13
14
15
16
17
18
19
20
21
Обдувка кокиля воздухом
Установка песчаных стержней
в кокиль
Промер стержня, стержневого
узла шаблоном
Проверка зазоров стержня щупом
Установка и выем металлического
стержня вручную
Установка и выем металлического
стержня подъёмником
Установка и снятие отъёмных ча-
стей кокиля
Закрытие и раскрытие (соедине-
ние и разъединение) кокиля
Закрепление и раскрепление
кокиля
Подъём и опускание металличе-
ского стержня
Продвигание и выдвигание метал-
лического стержня
Установка и снятие литниковой
чаши
Подноска металла к кокилю
Подноска металла в тиглях при
модификации
Заливка металла в кокиль ковшом
Заливка металла в кокиль тиглем
Кристаллизация (охлаждение ме-
талла)
Выталкивание отливки из кокиля
Выбивка отливки из кокиля
Выем отливки вручную и осмотр
Выем отливки подъёмником и
осмотр
В разобранном
виде
В собранном
виде
Вручную
Подъёмником
Вручную
С винтом
Без винта
С винтом
Без винта
С подрывом
винтом
С подрывом
ЛОМИКОМ
Рычагом
Штурвалом
Вручную
То же
Выталкивате-
лями
С подрывом
Без подрыва
0,28
0,48
0,26
0,62
о,49
o,S9
о,44
0,23
о,S3
4,!9
o,pi
Сложность 2-я *, поверхность обдувки
47 дм*
То же
Количество стержней — /; сложность
2-я *; вес стержня 9 кг
Сложность стержня 2-я *; длина контура
стержней 250 мм; количество промеров
Количество промеров
Количество стержней — 1; площадь знака
2,3 дм*
Количество стержней; площадь анака в дм*
Количество стержней; вес стержня в кг
То же
Количество отъёмных частей — 1; пло-
щадь знака — 1,5 дм'2
Количество отъёмных частей; площадь
знака в дм3
Вид соединения IV; объём кокиля'—
14 дм3
Количество креплений 2; вид крепления
V; объём кокиля — 14 дм3
Количество стержней
То же
Количество стержней; способ выполнения
(вручную, молотком или ломиком, двумя ло-
миками, рычагом)
Вес чаши — 3 кг
Количество ковшей — 1; вес металла
в ковше — 12 кг; расстояние —5м
Вес отливки в кг; расстояние в м
Количество ковшей — 1;; сплав А-9; вес
металла в ковше — 12 кг; сложность 2-я *
Количество тиглей; сплав; сложность от-
ливки; вес металла в яигле в кг
Сплав А-9; сложность 2-я *; вес отлив-
ки — 11,5 кг
Количество выталкивателей; вес отливки
в кг
Поверхность соприкосновения отливки
с кокилем в дм3
Сплав А-9; сложность отливки 2-я *; вес
отливки — 11,5 кг
Сплав; сложность отливки, вес отливки
в кг
Сложность отливки; вес отливки в кг
Дополнительные и непредусмотренныеприёмы
Установка литниковой сетки | o,oj Количество сеток — / шт.
Итого оперативного времени
, 3S
Расчёт нормы времени, нормы выработки и расценка
8-S
Время на обслуживание
рабочего места
в %
к операт.
времени
Отдых и есте-
ственные надоб-
ности
опер,
вре-
мени
S »
Подготовительно-
заключительная
работа
Разряд
работы
Норма
вре-
мени
в мин.
Расцен-
ка
в коп.
10,3s 6,0 0,62 2,0 I o,2i | 11,18 1 / J 34 I /
Примечание. При расчёте нормы времени учтено только время на естественные надобности, так как
время на отдых перекрывается ожиданием кристаллизации (охлаждения металла).
Составил Ерофеев Проверил Анисамов Утвердил Соловьев
* По соответствующей технологической классификации.
ГЛ. VI]
ОБЩАЯ ЧАСТЬ И КЛАССИФИКАЦИЯ НОРМИРУЕМЫХ ЭЛЕМЕНТОВ
457
НОРМИРОВАНИЕ РАБОТ ПО ЛИТЬЮ
В КОКИЛЬ
Классификационная схема нормируемых
элементов работы (комплексов приёмов) при
литье в кокиль приведена в табл. 28.
Расчёт норм времени производится на
основе технологической документации в спе-
циальной нормировочной карте. До расчёта
нормы времени составляется инструкционно-
операционная карта, в которой указываются:
а) приёмы работы; б) технологическая после-
довательность процесса работы; в) принятые
в нормативах по каждому из данных приёмов
факторы продолжительности; г) условия вы-
полнения приёмов.
Оперативное время рассчитывается по
укрупнённым нормативам. При этом время
на ожидание остывания отливки (после за-
ливки) или на подогрев собранного кокиля
(до заливки) в норме оперативного времени
не предусматривают. В каждом конкретном
случае необходимо тщательно проанализи-
ровать процесс работы с точки зрения воз-
можности организации обслуживания двух и
более кокилей одним кокильщиком, особенно
на отливках, для которых требуется значи-
тельное время на ожидание кристаллизации
металла. При невозможности обслуживания
нескольких кокилей время на ожидание должно
засчитываться как перерывы на отдых.
Время на обслуживание рабочего места и
перерывы для отдыха и на естественные надоб-
ности устанавливается в минутах в нормаль-
ном расчётном балансе врем'ени рабочего дня
и учитывается в норме штучного времени
путём процентного начисления к времени опе-
ративной работы.
Подготовительно-заключительная работа
в серийном производстве нормируется само-
стоятельно. В массовом и крупносерийном
производствах, при закреплении рабочих за
определенными кокилями, затраты времени на
элементы подготовительно-заключительной ра-
боты могут быть включены в нормальный
расчётный баланс времени рабочего дня
в средних (на смену) размерах.
Вследствие разнообразия конструкций ко-
килей и индивидуальных особенностей полу-
чения отдельных кокильных отливок рекомен-
дуется в массовом и крупносерийном произ-
водствах уточнять путём хронометража полу-
ченные расчётом нормы оперативного времени.
Особое внимание при этом следует обращать
на правильное установление структуры опе-
рации по приёмам, на устранение лишних
приёмов и движений путём более рациональной
организации рабочего места и процесса
труда.
На основе технологической и инструк-
ционно-операционной карты, а также учёта
условий работы заполняется нормировочная
карта, в которую заносятся необходимые дан-
ные, влияющие на продолжительность соот-
ветствующего комплекса, проставляется время
из таблиц нормативов, определяется штучное
время, норма выработки в смену, разряд ра-
боты и расценка.
В табл. 29 дан пример заполнения нормиро-
вочной карты № 2 с расчётом нормы времени
на заливку металла в кокиль при изгото-
влении корпуса электродвигателя [1].
ЛИТЕРАТУРА И ИСТОЧНИКИ
1. НИ AT, Лаборатория* технических нормативов, Норма-
тивы времени, вып. 5, Литьё в кокиль, М. 1947.
2. НИАТ, Руководство по техническому нормированию
в авиационной промышленности, вып. 4-й, Методика
технического нормирования литейных работ, ч. I, со-
ставил канд. техн. наук Г. И. Образцов, Оборонгиз,
М. 1947.
3. Ч и н я к о в К. Г. и КольцинВ. М., Техническое
нормирование формовочных работ, Машгиз, Сверд-
ловск, 1948.
4. Образцов Г. И., Техническое нормирование в
машиностроении, ч. I, гл. VIII, Машгиз, 1947.
5. Захаров Н. Н. и Образцов Г. И., Техни-
ческое нормирование в машиностроении, Машгиз, 1949.
НОРМИРОВАНИЕ КУЗНЕЧНО-ШТАМПОВОЧНЫХ РАБОТ
ОБЩАЯ ЧАСТЬ И КЛАССИФИКАЦИЯ
НОРМИРУЕМЫХ ЭЛЕМЕНТОВ
Технические нормы на кузнечно-штампо-
вочные работы рассчитываются исходя из
рационального технологического процесса, пра-
вильной организации труда и оптимального
состава бригады.
В табл. 30 и 31 приведена классификация
нормируемых элементов работы при горячей
штамповке и свободной ковке.
При установлении рационального техноло-
гического процесса необходимо исходить из
размеров партии деталей одного наименова-
ния, нормальных припусков, наиболее рацио-
нального размера заготовки для одновремен-
ной отковки одной или нескольких деталей,
нормального размера (тоннажа) оборудования
и наиболее производительных при данной
партии поковок инструментов и приспособле-
ний.
Рабочее место должно быть обеспечено
качественно нагретым до надлежащей темпе-
ратуры металлом (слитками, заготовками), что
достигается подбором производительности печи
в соответствии с производительностью ковоч-
ного оборудования и рациональной организа-
цией нагрева (методичностью загрузки и вы-
грузки заготовок и слитков).
Состав бригады устанавливается оптималь-
ный, при котором достигается лучшее исполь-
зование ковочного оборудования и равномер-
ная загрузка всех участников бригады. Для
этого должно применяться совмещение про-
фессий и соответствующее распределение
труда и отдыха в бригаде.
При расчёте технических норм на кузнечно-
штамповочные работы следует исходить из:
458
ТЕХНИЧЕСКОЕ НОРМИРОВАНИЕ
[РАЗД. V
Таблица 30
Классификация нормируемых элементов работы
при горячей штамповке
3.3
0! с5
gS
Si
§ га"
о g
1 5
я о-
§ в
Йё
е§
i IS
i
о.
о
и
о
<J
S
О)
к
а
с
X
к;
ев
О
О
С
ю
о
SJ
6
VO
Си
к
К
я я
я 5
ч
ю
о
05
?
Си
03
Си
SJ со
с с
«2
Элементы
работы
Получение на-
ряда и чертежа
Ознакомле-
ние с работой
Инструктаж
Установка
штампа
Испытание
штампа
Сдача работы
Подсадка
Протягивание
Подкатка
Пережим
Обрубка
Оттяжка хво-
стовика
Гибка
Штамповка
Загрузка за-
готовки в печь
Извлечение
заготовки из
печи
Подача заго-
товки к машине
Установка за-
готовки в ручей
штампа
Перекладыва-
ние заготовки
из ручья в ручей
Извлечение
поковки из
ручья
Откладыва-
ние поковки
Раскладка ин-
струмента
Смазывание
оборудования
Подналадка и
регулирование
Оборудования
Подтягивание
болтов, подбив-
ка клиньев,
подправка кле-
щей
Подналадка
штампов
Приведение в
порядок рабо-
чего места
Отдых;
естественные
надобности
Факторы, влияющие на
продолжительность штамповки
технологи-
ческие
Сложность
штамповки;
тип и тоннаж
оборудования;
конструкция и
вес штампа
Вес заготовки
Степень вы-
тяжки
Отношение
наибольшего
диаметра к наи-
меньшему
Размер заго-
товки
То же
Отношение
размеров сече-
ния
Вес заготовки
То же
Тип и тоннаж
оборудования
То же
То же
организа-
ционные
Размер пар-
тии; порядок ин-
структирования
бригады; поря-
док распределе-
ния работы; ор-
ганизация
штампового хо-
зяйства; поря-
док приёмки
работы
Организация
рабочего места
Расстояние
между видами
оборудования,
входящими в
агрегат
Степень ме-
ханизации
Организация
рабочего места
Характери-
стика рабочего
места (наличие
вентиляции,
степень осве-
щенности
и т. п.)
Таблица 31
Классификация нормируемых элементов работы
при свободной ковке
я |
Is-
тего
leroi
слючи-
1рТИЮ
.*. eg
А сз
X*
ч R
О) S
s §•
о о
о
о
¦D
S о
я °
s S
Си си
я с
а» °
х ш
о!
og
'в
к J
03 X
о ^
ш "
s и
я
си
4)
Е
О
5
<и о
Си icj
ю ю
о
О) о
х е
н о
Я X
!- X
О я
is
aa
я
я
S я
и о
? су
ч ^
о
о ь>
Я S"
X О
VO
я
S °"
Си
CQ
OJ
Си
Е О
05 ?
В Си
Элементы
работы
Получение
наряда и ша-
блонов
Ознакомле-
ние с работой
Получение
инструктажа
Установка
бойков
Сдача работы
Осадка
Скруглениг
Формовка
Правка
Обрубка
Засечка за-
плечиков
Прошивание
Протягивание
Подкатка
Раскатка ко-
лец
Гибка
Сварка
Отделка
Подгонка по-
ковки
Загрузка в
печь .
Выдача из
печи
Подача на
боёк
Укладка в
штабель
Наложение
и снятие кле-
щей
Подача ин-
струмента и
снятие его
Раскладыва-
ние инструмен-
та
Смазывание
оборудования
Подналадка и
регулирование
оборудования
Подтягивание
болтов
Подбивка
клиньев, под-
правка клещей
Подналадка
бойков
Приведение в
порядок рабо-
чего места
Отдых; есте-
ственные надоб-
ности
Факторы, влияющие на про-
должительность ковки
технологи-
ческие
Сложность
поковки; тип и
тоннаж обору-
дования; тип
бойков
Начальные и
конечные раз-
меры
Конечные раз-
меры
То же
Вес и разме-
ры заготовки
Размеры по-
ковки
Размеры за-
сечки
Размеры про-
шиваемого от-
верстия
Начальные и
конечные раз-
меры
Конечные раз-
меры
То же
Размеры по-
ковки
То же
Сложность и
длина поковки
Вес заготовки
или поковки
Тип и мощ-
ность (тоннаж)
оборудования
То же
организационг
ные
Размер пар-
тии; порядок
инструктирова-
ния бригады;
порядок распре-
деления работы;
порядок приём-
ки работы
Организация
рабочего места
Расстояние
между видами
оборудования,
входящими в
агрегат
Степень ме-
ханизации
Организации
рабочего места
Характери-
стика рабочего
места (наличие
вентиляции,
степень осве-
щённости ит. п.)
ГЛ. VII
НОРМИРОВАНИЕ РАБОТ ПО ГОРЯЧЕЙ ШТАМПОВКЕ
459
а) исправного состояния ковочного и печного
оборудования и наивыгоднейшего технологи-
ческого режима его работы; б) нормального
давления пара, газа, сжатого воздуха и вен-
тиляторного дутья; в) нормального нагрева
заготовок и слитков; г) наличия рабочих со-
ответствующих квалификаций; д) нормальных
санитарно-гигиенических условий работы.
Задача расчёта заключается в определении
нормы времени на осуществление отдельных
этапов технологического процесса и на её
основе —времени на выполнение всей работы.
Для её решения устанавливается объём ра-
боты для каждого участника бригады, а про-
должительность её принимается по возмож-
ности близкой к расчётному такту или крат-
ной ему. Следует также подбирать размер и
производительность отдельных видов обору-
дования таким образом, чтобы каждый вид
его был наиболее эффективно использован.
НОРМИРОВАНИЕ РАБОТ ПО ГОРЯЧЕЙ
ШТАМПОВКЕ
Подготовительно-заключительное время
Ориентировочная продолжительность эле-
ментов подготовительно-заключительной ра-
боты при нормальных организационно-техни-
ческих условиях может быть принята для го-
рячей штамповки следующая:
Элементы работы
Получение наряда и чертеж.1
Ознакомление с работой . .
Инструктаж
Установка штампа при весе штампа в кг
до юо
IOI—200
—4°°
Время
В VIIH.
6о
65
7°
75
8J
Испытание штампа (проверка пробной
штамповки) 2
Сдача работы 3
Для уменьшения потерь рабочего времени
в связи со сменой штампа размер партии от-
ковываемых деталей следует назначать с та-
ким расчётом, чтобы смену штампа можно
было производить в межсменные или обеден-
ные перерывы или же выносить в подгото-
вительную смену.
Основное время
Продолжительность основного времени
зависит от величины работы деформации
металла и от типа и размера оборудования.
Работа деформации металла может быть опре-
делена 'по формуле*
" == "ср * 'П ~7Г~ J
где А — работа деформации металла в кгм;
kcp — среднее удельное давление течения
в кг/мм2) V—деформируемый объём в си3;
Лп и hK — начальная и конечная высоты за-
готовки.
При деформации молотом
энергия удара молота в кгм
эффективная
где G — вес падающих частей молота в кг;
v0— скорость бойка молота в момент удара
в м/сек; g—ускорение силы тяжести.
Основное время штамповки t0 определяется
как произведение числа ударов п, необходи-
мых для штамповки данной детали, на время tM
одного удара
'о = niM ¦
Число потребных ударов *
А
п — - - ,
где 1\у — коэфициент полезного действия
удара.
Время одного удара молота tM в мин. бе-
рётся из паспорта.
Пример. Определить время осадки под молотом за-
готовки из конструкционной углеродистой стали, имею-
щей размеры поперечного сечения 200x200 мм2, на по-
ковку диаметром 405 мм и толщиной 75 мм. Вес падаю-
щих частей молота 2500 кг.
Принимается: среднее удельное давление течения
10 кг/лш3; скорость бойка молота двойного дейстния
в момент удара 6 м'сек\ коэфициент полезного действия
удара 0,75.
Высота исходной заготовки
Л 243 М
Л° = 4 • 200 • 200
Работа деформации металла
А = ю . тс " 40'5" ¦ 7,5 In
—
114 000 кгм.
Эффективная энергия удара молота
2500 • б2 .,_„
Lm ' ТГШ = 457° Кгли
Число потребных ударов
114 000 ..
п = « 34 удаоа.
0,75 ¦ 4570 У V
При продолжительности рабочего удара / «= 0,023 мин.
(взято из паспорта молота) основное время осадки
tQ = 34 • &.023 « 0,78 мин.
При современном уровне механики пла-
стических деформаций аналитическое опреде-
ление работы деформации, а следовательно,
и числа потребных для деформации ударов
возможно только в виде исключения для не-
которых переходов. В связи с этим при опре-
делении основного времени в практике обычно
число ударов устанавливается эксперимен-
тально на базе систематизированных наблю-
дений. При этом факторами продолжитель-
ности выбираются те, которые оказывают ре-
шающее влияние на выполнение соответствую-
щих переходов.
Для отдельных штамповочных переходов
могут быть приняты следующие ориентиро-
вочные данные [1]:
1. При оттяжке хвостовика
Число
Диаметр заготовки в мм ударов
До 5° 3
5°— 6° 4
6о— 8о 5
8о—юо 6
* См. ЭСМ, т. 6, гл. II» Элементы теории пластиче-
ской деформации, стр. 276 и 277.
* См. ЭСМ, т. 6, гл, II, стр. 304.
460
ТЕХНИЧЕСКОЕ НОРМИРОВАНИЕ
(РАЗД. V
2. При протяжке в ручье
Отношение длины заготовки после Число
протяжки к первоначальной удаоов
длине у у
1.3 3
1,4 4
i,6 ... 5
1,8 7
2,О 8
3. При подкатке в ручье поковки типа ша-
тунов число ударов — 2.
4. При штамповке на паровоздушном мо-
лоте в предварительном и окончательном
штамповочных ручьях
Вес Число
поковки в кг ударов
До i а
1-2 4
2 — 3 4
3 — 1° 4
ю — 15 5
Можно пользоваться также следующими
формулами, в которых коэфициенты получены
на основе наблюдений.
1. Число ударов при протяжке в протяж-
ном ручье
л= 11,5 In -J-.
положения заготовок; е) химического состава
металла и его качества *.
В случае применения индукционного элек-
тронагрева время последнего должно быть
принято по данным соответствующих научно-
исследовательских институтов либо по опыту
завода.
Время нагрева под ковку (до 1200°) ин-
дукционным методом цилиндрических
заготовок простой углеродистой стали,
содержащей до 0,5-0,6°/о С .
(по данным ЦНИИТМАШ)
Диаметр Время
заготовки в мм нагрева в сек.
25 i3,o
5° 5°.2
75 11О>°
loo i8o,o
125 270,0
150 42°.°
Рекомендуемая
частота в гц
8ооо
2:оо—8ооо
IOOO—2jOO
IOOO — 2500
500—2500
50—1000
Примечание. Расход электроэнергии
350-500 квт-н на 1000 кг заготовок.
Для синхронизации процессов нагрева и
горячей штамповки должно существовать сле-
дующее соотношение между временем на-
грева tH и временем деформации (штучным
временем штамповки) tmm металла
где L—длина заготовки после протяжки;
/—первоначальная длина заготовки.
2. Число ударов при штамповке в подклад-
ных штампах
где F — площадь проекции штампуемой по-
ковки на плоскость бойка в см2; G — номи-
нальный вес падающих частей молота в кг;
//—рабочий ход бабы в м; k — опытный коэ-
фициент, зависящий от сложности поковки
(для простых поковок типа глухих фланцев
k = 10, для поковок средней сложности, на-
пример, шестерни со втулкой k = 30, для
поковок сложных, например, шестерни со
втулками и выемками или выступами k = 50).
При расчёте основного времени горячей
штамповки обычно принимают продолжитель-
ность удара в заготовительных ручьях рав-
ной 0,8 от продолжительности полного рабо-
чего удара.
Основным временем при штамповке яв-
ляется не только время, в течение которого
происходит изменение формы и размеров из-
делия под давлением бойка молота и пресса,
но и время, в течение которого происходит
изменение свойств и структуры металла в про-
цессе его нагрева. Поэтому определение
технической нормы времени на горячую штам-
повку необходимо вести исходя из синхрони-
зации этих двух процессов, для чего сле-
дует знать время нагрева.
Наиболее распространённым при кузнечно-
штамповочных работах является нагрев в пла-
менных кузнечных печах слитков, а также
заготовок квадратного и круглого сечения.
Время нагрева в этих печах в основном за-
висит: а) от температурного напора или
перепада между температурой рабочего про-
странства и окончательной температурой на-
грева металла; б) начальной и конечной тем-
пературы нагрева металла; в) теплоотдачи
печи; г) формы и размеров заготовок; д) рас-
где .Л/—число одновременно нагреваемых за-
готовок.
Наиболее эффективное использование печи
достигается при расположении заготовок на
расстоянии друг от друга, равном половине
линейного размера их сечения.
При расчёте основного времени учиты-
вается также время, которое обусловлено рабо-
чим ходом оборудования, хотя при этом не
происходит деформации металла. Так, напри-
мер, время на включение эксцентрикового или
кривошипного пресса при определении основ-
ного времени присоединяется к времени его
двойного хода. Тогда время двойного хода
пресса вместе с временем его включения, в
случае если нога рабочего постоянно нахо-
дится на включающей педали, определяется
по формуле:
' t ±4L
где п—число двойных ходов ползуна пресса
в минуту; т — число кулачков зацеплений
муфты включения.
Вспомогательное время
Вспомогательное время при горячей штам-
повке включает время на загрузку заготовки
в печь, извлечение её из печи и подачу на
боёк или штамп, подачу и снятие инструмента,
укладку поковки в штабель и т. п.
При серийных работах вследствие значи-
тельного разнообразия работ рабочие в мень-
шей степени овладевают специализирован-
ными навыками. Поэтому для одних и тех же
ручных приёмов в зависимости от типа про-
изводства (серийное, крупносерийное, массо-
вое) время на выполнение данного приёма
будет различным.
¦ Время нагрева в зависимости от основных фак-
торов см. ЭСМ, том 6, гл. II, „Нагрев стальных загото-
вок и охлаждение поковок*.
ГЛ. VI)
НОРМИРОВАНИЕ РАБОТ ПО ГОРЯЧЕЙ ШТАМПОВКЕ
461
В табл. 32, 33 и 34 приведены в качестве
примера [I] нормативы вспомогательного вре-
мени на горячую штамповку в условиях круп-
носерийного производства.
Таблица 32
Нормативы вспомогательного времени на ручные
приёмы штамповщика при работе на молотах
(крупносерийное производство)
Элементы работы
Взять заготовку кле-
щами со штамподер-
жателя, установить в
ручей штампа и на-
жать педаль молота .
То же со столика . .
Взять заготовку кле-
щами из печи и под-
нести к молоту на рас-
стояние 2,5 м
Переложить заготов-
ку из ручья в ручей
без перевёртывания
заготовки и нажать
педаль молота ....
То же с перевёрты-
ванием заготовки дру-
гим концом
Вынуть поковку из
ручья штампа и поло-
жить на штамподер-
жатель
То же, но положить
на столик
То же, но столкнуть
за молот
Сменить лёгкие кле-
щи для заготовки . . .
Время в мин. при весе заго-
товки или поковки в кг
До 2
О,О28
°.°37
0,065
0,024
0,013
O,Ol6
0,008
о,оао
2 5
о, 034
о,о43
о,о88
0,017
О,О28
O.OIQ
O.O23
о,он
0,020
С О О 10
0—о о—\1
0,041
о, 049
о,пб
0,021
о.озб
0,025
O.O32
о,о17
0,020
0,046
°>О53
о, 13°
°,°25
о, 044
0,03а
о, 040
O,O2J
12—20
0,053
0,059
°>i5°
0,032
0,056
о, 040
O.O52
0,032
Таблица 33
Нормативы вспомогательного времени на ручные
приёмы прессовщика при обрезке горячих штампов
(крупносерийное производство)
Элементы работы
Взять поковку
клещами со столи-
ка, поднести к
прессу, уложить в
матрицу и нажать
педаль
Взять поковку
клеща.ми из-под
матрицы, уложить
в правочный ручей
и нажать педаль .
Вынуть поковку
клещами из-под
матрицы и отнести
её на столик к мо-
лоту
То же, но бро-
сить в тару ....
Время в мин. при весе поковки
в кг
До 2
о,о45
0,030
0,027
О, O22
2-5
о.обб
о,о45
0,038
0,031
5-8
о,о88
о,обо
0,046
о,оз9
8-12
0,102
0,076
о, 053
о,о47
12—20
0,130
O.O59
°,°57
Примечание. К ручным приёмам прессовщика
также относится снятие заусенцев с матрицы или пуан-
сона и сбрасывание их в тару. Затраты времени в зави-
симости от веса заусенца:
Таблица 34
Нормативы вспомогательного времени на ручные
приёмы нагревальщика (крупносерийное
производство)
Элементы работы
Взять заготовку
клещами со стел-
лажа (из ящика),
поднести к печи
и заложить
в печь
Вынуть заготов-
ку из печи кле-
щами
Взять заготовку
клещами и подать
штамповщику на
штамподержатель
Подойти к печи
(таре) на расстоя-
ние 3 м
Время в
мин. при весе
заготовки в кг
До 2 | 2-5
0,036
о,о44
0,045
0,030
0,040
0,056
o,o6i
0,030
5-8 I 8-12
(
о>°43
о.обз
0,076
0,030
0,047
0,070
о,о88
0,030
12-20
0,052
о,оЗг
0,102
0,030
Оперативное время
Нормирование оперативного времени горя-
чей штамповки производится диференциро-
ванно по отдельным элементам основной и
вспомогательной работы. При этом учитыва-
ются возможные совмещения отдельных приё-
мов, а также случаи затраты времени на вы-
полнение некоторых приёмов, повторяющихся
через несколько деталей.
Оперативное время устанавливается по за-
проектированным технологическому процессу
и организации труда для каждого участника
бригады. При неодинаковой загрузке участ-
ников бригады вносятся необходимые изме-
нения в технологический процесс для вырав-
нивания загрузки отдельных рабочих. Опти-
мальный состав бригады определяется по
формуле
п = ~
Вес заусенцев
в кг
Время в мин.
До г 1—2 2—з з—4 4—6
0,035 °iC45 °i°54 0,064 0,073
где п — число участников бригады; S/o/} —
сумма оперативного времени всех участников
бригады в мин. на одну деталь; ton — устано-
вленное оперативное время на одну деталь
наиболее загруженного рабочего в мин.
При этом выбирается такое целое число
членов бригады, чтобы производительность
в штуках на одного члена бригады оказалась
наибольшей. Если агрегат является узким
местом производства и требуется наилучшее
его использование, результаты по указанной
формуле округляют в большую сторону.
Полученную расчётную норму на горячую
штамповку следует рассматривать как пред-
варительный этап нормирования. Окончатель-
ную норму времени устанавливают после
окончательной отладки операции, г
Пример. Определить оперативное время на горячую
штамповку шатуна автомобильного двигателя. Исходные
данные: размеры заготовки 63x63x140 мм; вес заготовок
4,37 кг; вес поковки шатуна 3,34 кг; вес заусенца 1,03 «г;
молот паровоздушный, штамповочный, с весом падающих
частей 1500 кг; время одного полного удара молота (по
паспорту) 0,014 мин.; число двойных ходов эксцентрико-
вого пресса в минуту 24; число кулачков включения 4;
расстояние от штамповочного молота до тары с исход-
ными заготовками 3 м.
462
ТЕХНИЧЕСКОЕ НОРМИРОВАНИЕ
[РАЗД. V
Намечен предварительно технологический процесс:
а) из квадратной заготовки 63x63x140 мм оттягивается
хвостовик; б) в протяжном ручье протягивается стебель
заготовки; в) в подкатном ручье протянутая заготовка
обкатывается; г) полученная заготовка штампуется сна-
чала в предварительном штамповочном ручье, а затем
в окончательном; д) на стоящем рядом эксцентриковом
прессе обрезается заусенец; е) поковка шатуна правится
под молотом в окончательном ручье.
Приведенный в табл. 35 подсчёт показывает, что за-
грузка у нагревальщика 0,187 мин., штамповщика —
0,449 мин. и прессовщика — 0,195 мин.
Поскольку загрузка у членов бригады получилась
различной, необходимо произвести изменение технологи-
ческого процесса, а именно: исключить оттяжку хвосто-
вика и подкатку и перенести правку под эксцентриковый
пресс. Соответственно следует изменить конструкции
штампов.
Тогда у штамповщика отпадают приёмы и переходы
(см. табл. 35): № 2, 3, 4, 6, 7, 12, 13 и 14, что составит
в общей сумме 0,212 мин. оперативного времени и за-
грузка его станет равной 0,449—0,212=0,237 мин.
У прессовщика отпадает приём № 3 и соответственно
0,038 мин., но прибавляются приёмы: уложить поковку
в правочный ручей — 0,045 мин., править — 0,046 мин. и
бросить поковку в тару — 0,031 мин., всею 0,122 мин.
Таким образом, загрузка у прессовщика 0,195—0,038 +
+О,122-=О,279 мин. окажется наибольшей.
Число участников бригады
Продолжение табл. 35
0,187+0,237+0,279 0,703
0,279
0,279
~ 2,5.
Принимая во внимание необходимость повышения об-
щей выработки по агрегату, определяют состав бригады
в три человека.
Время обслуживания рабочего места
и время перерывов
Норма штучного времени включает помимо
оперативного времени также время обслужи-
вания рабочего места и время перерывов на
отдых и естественные надобности.
В состав времени на техническое обслу-
живание рабочего места при горячей штам-
повке входит: подналадка и регулирование
оборудования, смазка оборудования, подтяги-
вание болтов, подбивка клиньев, подналадка
штампов, подправка клещей и очистка пода
печи.
Таблица 35
риёма
с
I
2
3
4
Наименование
приёма
Оперативное
время нагре-
вальщика
Взять заго-
товку кле-
щами из ящи-
ка, поднести
к печи и зало-
жить в печь
Вынуть за-
готовку кле-
щами из печи
Взять заго-
товку клеща-
ми и подать
штамповщику
на штампо-
держатель
Подойти к
таре на рас-
стояние 3 м
Итого
Эскиз перехода
—|?? К- |
1 И |а
1—— 140 ——1 1
8
ю удар
¦-»
к
¦
—
—
—
—
Время в мин.
вное
1
s
X
8
—
—
—
—
-
А»
II
о 2
п ч
CJ CU
а н
0,040
о,о;6
o,o6i
о,о jo
o.iSy
се
S
о.
с
*
2
4
/
6
7
g
9
10
и
12
13
14
1
2
3
4
Наименование
приёма
Оперативное
время штам
повщика
Взять заго-
товку клеща-
ми со штам-
подержателя
установить
в ручей штам
па и нажать
педаль моло-
та
Оттянуть
хвостовик
Переложит
в ручей с пе-
ревёртывани-
ем
Сменить
клещи
Протянут ь
середину
Переложить
в ручей
Подкатать
Переложит
в предвари-
тельныйручеи
Переложить
в окончатель
ный ручей
Штампо-
вать в пред-
варительном
и окончатель-
ном ручьях
Вынуть по-
ковку из ручья
штампа и по-
ложить на
столик
Взять заго-
товку со сто-
ика и устано-
вить в ручей
Править
Столкнуть
поковку со
штампа за
молот
Итого
Оперативное
ремя прессов-
щика
Взять по-
ковку со сто-
лика, уло-
жить в ма-
трицу и на-
жать педаль
Обрезать
заусенец
Вынуть по-
ковку из-под
матрицы и
отнести на
столик
Снять за-
усенец и бро-
сить в тару
Итого
Эскиз перехода
1
.f — L j
\ : 1
|- SOS ——--J
1 1 ) j с
»--^ f "¦-——-^
А , -
/|Р\ . /""by
*~\У\ / "" ч^?/
/ v
/i<t>k ff>Ti
i^J^bj/ —i--' 4
I
j
1
_
g Время в мин.
? 8
I *
о °
ё 1
— —
о, о;6
— —
_ —
o,ogo
— —
0,023
- —
—
0,0/6
—
—
0,014
—
0,239
0 046
о ,с4б
га *
sg
0 л
а ч
и о
ю н
0,034
—
0,028
0,020
-- .
о, о ту
—
O,OIJ
o,oiy
—
0,023
0,043
—
0,011
0,210
0,066
_
0,03s
0,045
0,149
Вспомогательное время взято из табл. 32, 33 и 34*
ГЛ. VI]
НОРМИРОВАНИЕ РАБОТ ПО СВОБОДНОЙ КОВКЕ
463
В состав времени на организационное
обслуживание рабочего места входит: время
на раскладку инструмента в начале работы
и уборку его в конце смены, время на уборку
оборудования и приведение в порядок рабо-
чего места.
За основной фактор, определяющий время
на обслуживание рабочего места и время
перерывов на отдых и естественные надоб-
ности, принимается тоннаж оборудования,
Для упрощения расчётов указанное время
исчисляется в процентах от оперативного
Бремени. При нормальных организационно-тех-
нических и санитарно-гигиенических условиях
это время в зависимости от тоннажа обору-
дования может быть принято в следующих
величинах:
Время на организа-
ционно-техническое
Тоннаж Число обслуживание, отдых
оборудова- участников и естественные надоб-
ния в кг бригады ности (в процентах опе-
ративного времени)
До 5х> 2 14
15°° 3 15
sjoo 3 Х6
2500 3 > 7
Зэоо 4 i8
5000 6 9*
НОРМИРОВАНИЕ РАБОТ ПО СВОБОДНОЙ
КОВКЕ
Для свободной ковки следует использовать
более укрупнённый метод нормирования, при
котором сокращается количество самостоя-
тельно нормируемых элементов операции и
учитываемых факторов продолжительности.
Расчёт нормы времени на свободную ковку
производится исходя из работы под молотом
или прессом одной бригады. Состав бригады
должен быть минимальным, для чего следует
предусматривать совмещение профессий и
соответствующее распределение труда и от-
дыха каждого участника бригады. Одновре-
менно состав бригады должен обеспечить пол-
ное использование оборудования, и состав её
устанавливается в зависимости от тоннажа
молота или пресса.
Подготовительно-заключительное время
Для свободной ковки в нормальных орга-
низационно-технических условиях производ-
ства может быть принята следующая ориен-
тировочная продолжительность элементов
подготовительно-заключительной работы.
Элементы работы Продолжитель-
ность в мин
Получение наряда и шаблонов . . а
Ознакомлен, е с работой 8
Инструктаж 5
Установка бойка в 5°-кг 3°
7° » 35
юо „,.'.. 4°
2ОО „ 5°
3°э „ 55
4<эо „ Со
Сдача работы • • . . . 5
Оперативное время
Нормативы оперативного времени, как при-
меры на отдельные ковочные (технологиче-
ские) переходы, приведены в табл. 36, 37,
38, 39, 40
* Время на отдых у пятитонного молота исключено,
так как увеличенный состав бригады обеспечивает отдых
каждого участйика бригады в процессе работы.
Таблица 36
Забивка рёбер на заготовке
Сторона
квадрата
заготовки
в мм
До з°
Зо—4о
4о—5°
5о—6о
бо—7°
70—80
8о—9°
93—wo
IOO—I2O
I2O—140
J43—i6o
160—180
180 — 200
Оперативное время в мин. при длине
До 100
о,о5
о,об
о,о7
о,о8
°>°9
о,ю
О,II
0,12
о,13
о, 14
о,15
о,17
о, 19
забиваемого ребра в мм
100-200 | 200-300
о,о8
о
о
о
о
о
о
о
о
о
о
о
о
С9
IO
II
12
13
14
15
i6
17
18
19
21
0,11
0
0
0
0
0
О
о
о
о
о
о
о
12
Т3
14
15
16
17
18
19
20
SI
22
24
300-400
о,14
о,15
O,l6
0,17
0,18
0,19
0,20
0,21
0,23
0,2.5
0,27
0,29
о.З1
Таблица 37
Проковка фланцев
BJ
СГ
S
СЧ
•е-
«
X
34
ч !•
о
Н в
4О
6о
8о
юо
Оперативное
100
о,45
°,65
о,85
!>О5
О
-15
©
о
о,95
1,15
1,35
i,55
о
-20
о
ю
1,45
1,65
i,8j
2,05
время
в мин.
при диаметре
фланца в мм
Q
о
о
(N
1-95
2,15
2,35
2,55
о
о
со
о
с*
2,35
2,55
2,75
2,95
О
-35
о
о
со
2,85
3,°5
3,25
3,45
о
-40
о
со
3,35
3,55
3,75
3,95
о .
о
"i
0
0
4,05
¦4,25
4,45
Таблица 38
Прошивка отверстий под молотом 2—5 т
Диаметр
отверстия
в мм
До 6о
€0—70
7О- 8о
80—90
9О— юо
IOO—I2O
Оперативное время в мин. при толщине
прошиваемой части в мм
До 40
о, 19
0,21
0,23
о,25
о,27
о,31
40-50
0,21
0,23
0,2д
0,28
о,3°
°,3+
50-60
0,23
о,25
о, 27
о,3°
о,32
о,37
60-70
о,34
о,27
0,28
0,32
о,35
°,4°
70—80
о,25
о,29
°,33
о,34
о,37
о,43
80—100
о,3°
о,33
о,з6
о,39
О,\2
о,-19
Таблица 39
Промер несложных
поковок по диаметру
Таблица 40
Подгонка под шаблон
несложных поковок
Диаметр
замеряемой
части в мм
До юэ
ЮО—12,
i2j —160
160—200
200—250
250—300
300—400
400—500
500—640
A40—72°
Оператив-
ное
время
в мин.
о
о
о
о
о
о
о
о
о
о
о5
об
°7
о8
°9
и
ГЗ
1б
19
21
Длина
поковки
в мм
ДО 2ОО
2ОО— 28о
28о— з°о
Збо— 45°
45°— 5бо
5^о— /2О
72о— 9°о
90О—II2O
I/2O —I4O0
1400—1800
Оператив-
ное время
в мин.
о,52
о,59
о,6б
о,74
о,83
о,98
I»i3
1,32
1,56
1,9°
464
ТЕХНИЧЕСКОЕ НОРМИРОВАНИЕ
[РАЗД. V
Вспомогательное время
Нормативы неперекрытого вспомогатель-
ного времени на загрузку слитков и заготовок
в печь и выгрузку нагретых из печи, подачу
их на боёк или на поворотный круг, на уда-
ление готовых поковок и укладку их на опре-
делённом месте приведены в табл. 41 и 42.
Таблица 41
Нормативы вспомогательного времени
при свободной ковке [2]
Вес за-
готовки
или по-
ковки
в кг
До i
I— 2
2- 4
4- 8
8-12
12—16
I6—2O
2O-25
25—32
32—4O
4О—50
5O-64
64—8O
Вспомогательное
Загрузка
в печь
°,°5
о,об
°,°7
о,о8
О,II
о^З
О, 16
0,19
0,33
0,27
0,32
0,39
0,48
время в мин. для
элементов работы
Извлечение
из печи
о,об
о,о8
°,°9
о, ю
О,II
О,12
о,13
о, 14
о, 15
о,17
о, ig
0,22
О,2б
Подача
на боёк
о,о8
о,о8
о,о8
о,°9
о,ю
О,II
О, 13
о,13
о, 14
О,1б
0,19
0,22
0,26
Удаление
готовых
поковок и
укладка их
в штабель
о,об
о,об
°,°7
о,о8
°i°9
о, ю
О,II
О,12
о, 14
O,l6
0,18
O,2I
О,2б
Таблица 42
Нормативы вспомогательного времени
при свободной ковке
Вес инструмен-
та в кг
(
До 5
5-'°
IO—16
16—30
20—25
25—32
32—40
40—50
Вспомогательное
время в мин. для
элементов работы
Подача инструмен-
та на боёк
О,о6
о
о
о
о
0
о
о
о8
10
12
14
16
23
Снятие инструмен-
та с бойка
°,°4
°,°5
о,об
°,°7
о,о8
о,ю
0,13
о,14
При расчёте вспомогательного времени
должны быть учтены возможные совмещения
во времени некоторых приёмов отдельными
участниками бригады, а также возможности
перекрытия вспомогательных приёмов вре-
менем работы оборудования и выполнения их
при помощи подъёмно-транспортных средств.
Время на обслуживание рабочего места
и перерывов
Нормативы времени на обслуживание ра-
бочего места при свободной ковке должны
устанавливаться исходя из высокой произво-
дительности агрегата. Нормативы времени на
отдых и естественные надобности устанавли-
ваются исходя из нормальных санитарно-ги-
гиенических условий и нормального состава
бригады. Для определения времени на обслу-
живание рабочего места, отдых и естествен-
ные надобности при свободной ковке можно
пользоваться данными, приведёнными на
стр. 463.
Принимая во внимание бригадный характер
работ при свободной ковке, возможность
совмещения профессий, особенности чередо-
вания работы в течение рабочей смены, меха-
низацию труда и т. д., затраты времени на
отдых у прессов и у молотов мощностью
свыше 3 т не должны включаться в норму
штучного времени.
Типовые нормы
При изготовлении однородных поковок
в мелкосерийном и единичном производствах
следует пользоваться типовыми нормами (на
типовые поковки). Для разработки типовых
норм проводится классификация деталей: по
сходству конструкций и технологии процессов
ковки.
Типовая технология ковки должна быть
наиболее рациональной для данного типа
организации производства и группы деталей.
Типовые нормы определяются расчётом по
имеющимся нормативам или на основе хроно-
метража и заносятся на карту каждой типо-
вой поковки. Примером карты может служить
приведённая в табл. 43.
Норма времени на поковку, отличающаяся
по размерам от указанных в карте, получается
интерполированием типовых норм.
Таблица 43
Типовые нормы на отковку фланца с отверстием
при тоннаже молота 3 т
Размеры
товки в
Сечение
НО
i3o
15°
15°
i8o
180
170
200
225
заго-
м.ч
Длина
2ОЭ
217
22O
224
282
35«
258
375
3«5
Размеры
по-
ковки в мм
Внешний
диаметр D
3°°
375
45°
Диаметр
отверстия
d
5°
70
93
75
90
I2O
9°
I2O
1бО
Высота h
35
5°
70
45
80
но
бо
9°
i3o
Ы
Вес заготовк
19,8
28,3
38,5
4°
71,5
9°,4
64,2
И5,6
149
м
Si
в
Вес поковки
19,о
2б,3
35,4
3°,о
62,4
«1,5
бо,о
i°4,5
142,0
s
S
Норма врем«
ковку в мин
5,3
5,9
6,3
6,9
7,6
8,7
8,2
9,4
•i°,5
Нормирование по числу нагревов
При нормировании поковок единичных,
случайных, ремонтного характера, для кото-
рых не составлены типовые нормы, приме-
няется метод нормирования по числу нагревов,
сущность которого заключается в следующем.
В зависимости от конфигурации, сложности
поковки, её размеров и точности кузнечной
обработки определяют на основе опыта или
соответствующих экспериментальных данных
потребное число нагревов. На основе разме-
ров заготовки и поковки, химического состава
материала (марки стали) и установленного
температурного интервала ковки определяют
время остывания. Умножая число нагревов
на среднее время остывания, получают опе-
ративное время ковки.
При выборе потребного количества нагре-
вов можно руководствоваться следующими
ГЛ. VI]
НОРМИРОВАНИЕ РУЧНОЙ ДУГОВОЙ ЭЛЕКТРОСВАРКИ
465
указаниями: а) к поковкам, требующим не
больше одного нагрева, относятся простые
поковки обычной точности из углеродистой
конструкционной стали (валики, фланцы
глухие и с отверстием, кольца, втулки, глу-
хие шестерни, гайки, болты с квадратной
головкой, кубики, шпонки) длиной не
более 1500 мм; б) к поковкам средней
сложности, требующим двух-трёх нагревов,
относятся валы многоступенчатые с фланцами,
тяги с одной-двумя головками, серьги с одной-
двумя головками, рычаги с одно-двухсторон-
ними головками, рычаги с ручками, болты
с шестигранной и фасонной головками, гаеч-
ные ключи, одноколенчатые валы, шатуны,
кольца прямоугольного сечения; в) к поков-
кам сложным, требующим трёх-четырёх на-
гревов, относятся рычаги двухсторонние со
средней или боковыми бобышками, угловые
рычаги, двухколенчатые валы, кольца из угло-
вого железа; г) при длине детали свыше
1500 мм количество нагревов увеличивается
на один; д) при ковке деталей повышенной
точности или из легированной стали количе-
ство нагревов увеличивается на один; е) при
крупных сериях (размер партии от 10 шт. и
выше для мелких и 5 шт. для крупных поко-
вок) количество нагревов уменьшается для
поковок простых на. полнагрева, для средних
и сложных — на один нагрев.
Для определения времени остывания в мин.
можно пользоваться формулой [3]
остыв — ^т*
где С — температурный фактор, зависящий
от температурного интервала ковки (см.
таблицу); т — геометрический фактор, завися-
щий от размеров поковки.
Температурный фактор С при конечной
температуре ковки .800° С определяется в за-
висимости от начальной температуры ковки:
Таблица 44
Определение геометрического фактора [3]
Начальная температура
ковки в
Т
ооо,
050.
IOO.
Температур-
ный фактор С
... 0,12
. . . o,i6
. . . О,2О
¦ • -°,23
При конечной температуре ковки 750° С
С увеличивается на 10%, а при 700° С —на 35<у0.
Геометрический фактор определяется по
формуле
т = — j р,
|4
где а, Ь и с — размеры" поковки в мм.
Для облегчения подсчётов геометриче-
ского фактора можно пользоваться табл. 44.
1" -
I
1,О
1,1
I,2
i>3
i>4
1,5
'.б
1,7
1,8
2,0
п
1ООЭ
9Ю
83о
77°
7Ю
ббо
62Э
59°
55°
5°°
1 ¦ ¦
3,2
2.4
2,6
2,3
3,1
3,4
3,7
4,о
4,4
¦
45°
4Ю
38о
Збо
32°
290
270
25°
23O
1 "
4,8
5.3
5,8
6,4
7.о
7,7
8,4
9,2
ю,о
II
2IO
I9O
17O
155
14°
13°
12Э
НО
100
Примечание. Числам, в 10 и 100 раз большим,
чем приведенные в графе I, соответствуют числа графы II
в 10 и 100 раз меньшие.
По каждому размеру заготовки (графа I)
определяют соответствующее число (графа II).
Полученные числа складывают и по их сумме
(графа II) определяют значение геометриче-
ского фактора по графе I.
Пример подсчёта нормы времена. Рассчитать норму
на отковку пяти фланцев диаметром 426 мм, толщиной
65 мм, с отверстием диаметром 50 мм. Исходные данные:
вес поковки 75 кг; размер заготовки 200x200x243 мм;
вес заготоаки 78 кг; материал — сталь марки Ст. 5;
молот паровоздушный с весом падающих частей 2,5 т;
время одного удара молота (по паспорту) — 0 023 мин.
Технологический процесс: 1) забить рёбра на заготов-
ке; 2) осадить заготовку; 3) проковать фланец по толщине;
4) прошить отверстие; 5) подогнать поковку под шаблон.
По принятому технологическому процессу, пользуясь
примером 1 (см. стр. 459), таблицами нормативов опе-
ративного и вспомогательного времени, подсчитывают пол-
ное оперативное время t
6,24 + 1,61 = 7,85 мин. При-
бавляя 17% на обслуживание, отдых и естественные на-
добности (по данным на стр. 463), находят штучную
норму времени tmm — 7,85 • 1,17 = 9,2 мин.
Оперативное время можно также определить на осно-
вании табл. 43. При тоннаже молота 3 т и размерах по-
ковки ?>=15'J, d=I20, Л=90 мм, норма времени 9,4 мин.
Оперативное время ковки фланца по методу числа
нагревов определяется следующим образом.
По табл. 44 находят геометрический фактор, соответ-
ствующий размерам заготовки 200x200x243 мм. Сумма
значений графы II, соответствующих этим размерам, со-
ставляет 14,1. По этой величине находят геометрический
фактор 70. Следовательно, время остывания заготовки
равно 70-0,25=17,5 мин. @,25-температурный фактор при
температуре 1200й С).
Таким же образом рассчитывают время остывания по
ковки диаметром 426 мм на толщину 65 мм. Геометри-
ческий фактор получается равным 50, следовательно,
время остывания поковки 50-0,25=12,5 мин. Среднее вре-
мя остывания A7,5 + 12,5) : 2 = 15 мин.
Так как поковка по конфигурации простая, число на-
гревов можно было бы принять равным единице, но при
партии в 5 шт. оно уменьшается наполовину, и оператив-
ное время ковки будет равно 15 •1/а = 7,5 мин., а норма
времени 7,5 '1,17=8,8 мин.
ЛИТЕРАТУРА И ИСТОЧНИКИ
1. Нормативы времени по горячей штамповке, Бюро
технических нормативов. Машгиз, 1943.
2. Нормы времени по свободной ковке на молотах,
Гипротяжмаш, август, 1940.
3. Техническое нормирование в машиностроении, ч. 1,
Дом инженера и техника им. Ф. Э. Дзержинского,
Машгиз, 1947.
НОРМИРОВАНИЕ СВАРОЧНЫХ РАБОТ
НОРМИРОВАНИЕ РУЧНОЙ ДУГОВОЙ
ЭЛЕКТРОСВАРКИ МЕТАЛЛИЧЕСКИМ
ЭЛЕКТРОДОМ
Технико-нормировочная классификация эле-
ментов работы при ручной дуговой сварке
металлическим электродом приведена в
табл. 45.
30 Том 15
Подготовительно-заключительное время
В условиях серийного производства воз-
можно значительно уменьшить затраты под-
готовительно-заключительного времени на
партию путём проведения ряда организа-
ционно-технических мероприятий. Специали-
зация сварщиков на сварке определённых
типов деталей и узлов, а также обслуживание
466
ТЕХНИЧЕСКОЕ НОРМИРОВАНИЕ
[РАЗД. V
Таблица 45
Классификация нормируемых элементов работы при ручной дуговой сварке металлическим электродом
Категория рабо-
чего времени
Подготовительно-
заключительное
время на партию
Основное (техно-
логическое) время
Вспомогательное
время, связанное со
свариваемым швом
Вспомогательное
время, связанное со
свариваемым изде-
лием
Элементы работы
Получение наряда и чертежа.
Ознакомление с работой. По-
лучение инструкции. Подго-
товка рабочего места. Выбор
режима сварки. Сдача работы
контролёру
Наплавка шва
Прихватывание шва
Смена электрода
*
Зачистка свариваемых кро-
мок
Очистка шва от шлака
Осмотр шва
Измерение шва
Подноска детали (прихвачен-
ного узла). Повёртывание узла.
Откладывание сваренного узла.
Закрепление контакта
Клеймение контрольного но-
мера
Переход вдоль шва
Переход на другой участок
сварки
Факторы, влияющие на продолжительность сварки
технологические
Сложность свариваемой кон-
струкции (узла). Тип сварочной
машины (трансформатора)
Химический состав и физи-
ко-механические свойства сва-
риваемого металла.
Толщина свариваемого ме-
талла. Вид соединения. Способ
подготовки кромок под сварку
(зазор, угол разделки, высота
нескошенной части и т. п.).
Размеры сечения шва. Число
наплавленных слоев. Длина
шва. Диаметр электродов. Тип
(марка) электродов. Толщина
покрытия. Род и сила тока
То же и, кроме того, шаг
прихватывания и конструкция
зажимных приспособлений
(кондукторов).
Тип держателя электрода,
диаметр электрода и его длина
Способ подготовки кромок
под сварку. Состояние поверх-
ности кромок. Длина зачищае-
мых кромок и тип применяе-
мого инструмента
Толщина свариваемого ме-
талла. Вид соединения. Длина
очищаемого шва. Тип (состав)
покрытия. Толщина покрытия.
Тип применяемого инструмента
Длина свариваемого шва
Вид соединения. Длина шва.
Тип применяемого контроль-
ного инструмента.
Вес детали (узла). Характер
применяемых подъёмно-транс-
портных средств.
Способ заземления и способ
крепления контакта.
Число мест клеймения и тип
клейма.
Длина шва и число напла-
вленных слоев
Конструкция свариваемого
изделия
организационные
Повторяемость работы. По-
рядок инструктирования свар-
щика. Порядок распределения
работы. Организация обслужи-
вания рабочего места. Порядок
приёмки работы от сварщика.
Место производства сварки
(цех, мастерская, открытая
площадка, стапель и др.)
Пространственное располо-
жение шва во время сварки.
Положение Сварщика во время
сварки. Наличие контроля со-
бранных узлов перед сваркой
То же и, кроме того, наличие
контроля деталей, поступаю-
щих на'сборку, и организация
процесса сборки
Расстояние, • отделяющее
ящик с электродами от свар-
щика, и положение сварщика
во время сварки
Пространственное расположе-
ние кромок. Наличие специаль-
ных рабочих для зачистки кро-
мок
Пространственное располо-
жение очищаемого шва. Нали-
чие специальных рабочих для
очистки швов от шлака и по-
верхности деталей от брызг
Пространственное располо-
жение шва во время осмотра.
Способ освещения сваривае-
мого шва (искусственное, есте-
ственное)
То же
Расстояние до места сварки»
Количество вспомогательных
рабочих.
-
-
Положение сварщика во вре-
мя сварки
Расстояние между участками
сварки
ГЛ. VI]
НОРМИРОВАНИЕ РУЧНОЙ ДУГОВОЙ ЭЛЕКТРОСВАРКИ
467
Продолжение табл. 45
Категория рабо-
чего времени
Время на обслу-
живание рабочего
места
Бремя перерывов
Элементы работы
Установка ограждения. Вклю-
чение и регулирование агре-
гата. Выключение агрегата.
Уборка инструмента. Уборка
рабочего места
а) Отдых
б) Естественные надобности
Факторы, влияющие на продолжительность сварки
технологические
Тип сварочной машины (транс-
форматора) и тип ограждения
организационные
Место производства сварки.
Длина кабеля. Наличие элек-
тромонтёров
Положение рабочего во вре-
мя сварки. Место производства
сварки. Характеристика рабо-
чего места (открытая площад-
ка, цех, наличие вентиляции,
наличие места для сиденья,
степень освещённости и т. д.)
сварщиков вспомогательными рабочими (вклю-
чая получение и сдачу чертежей и приспо-
соблений), позволяет значительно сократить
длительность выполнения отдельных элемен-
тов подготовительно-заключительной работы,
а некоторые из них даже полностью исклю-
чить. При правильной организации труда
сварщик должен своевременно получать
работу и указания мастера, а сдача работы
контролёру должна производиться мастером.
В этих условиях затраты на подготови-
тельно-заключительную работу составляют
2—3% рабочего времени сварщика и при
расчёте нормы могут быть включены в норму
штучного времени.
В условиях единичного и мелкосерийного
производств подготовительно-заключитель-
ное время составляет значительную часть
рабочего времени сварщика, и норма для него
должна устанавливаться наряду с нормой
штучного времени.
Таблица 46
Продолжительность подготовительно-заключитель-
ного времени для разовых (единичных) работ [1, 2]
Элементы работы
Получение производствен-
ного задания
Получение указания, инструк-
ции и т. д
Ознакомление с работой . .
Подготовка приспособления
Оформление сдачи работы .
Время в мин. при
работе
простой
а
3
3
а
средней
а
5
5
3
а
слож-
ной
2
ю
8
5
2
Примечание. К простой работе относится свар-
ка нижним прямолинейным швом неответственных кон-
струкций, имеющих простое очертание с количеством
мест соединений не более 10 при толщине свариваемого
металла не свыше 15 мм. К работе средней сложности:
сварка нижних, вертикальных и кольцевых швов в не-
ответственных и малоответственных конструкциях, имею-
щих простое очертание; приварка фасонных частей с
общим количеством мест соединений не более 20 при
толщине свариваемого металла не более 15 мм. К слож-
ной работе — сварка в любом положении ответственных
конструкций, имеющих сложное очертание с любым ко-
личеством мест соединений при любой толщине сваривае-
мого металла.
Фактическая продолжительность отдельных
элементов подготовительно-заключительной
работы определяется по фотографиям рабо-
чего дня.
В табл. 46 приведены данные ориентиро-
вочной продолжительности элементов под-
готовительно-заключительной работы для еди-
ничных работ различной сложности.
Основное время
Затраты времени на непосредственное на-
плавление металла электрода для образования
шва составляют основное время. Продолжи-
тельность основного времени зависит от ко-
личества электродного металла, которое сле-
дует наплавить для образования шва, и от
скорости наплавки.
Каждому типу электродов в зависимости
от их диаметра соответствует своё макси-
мальное значение силы тока, превышение
которого нарушает нормальный процесс сварки
(см. ЭМС, т. 5, гл. IV).
Выбор диаметра электрода обусловливается
главным образом толщиной свариваемого ме-
талла и видом соединения. В соответствии с
последними и располагаемым электросвароч-
ным оборудованием определяется нормальная
сила тока.
Между количеством наплавляемого метал-
ла Qt в г/час и силой тока I в а существует
зависимость
<?, = «./, A)
где а — коэфициент наплавки в zja-час, зна-
чения которого для ряда типов электродов
и условий сварки приведены в табл. 47.
Время наплавки 1 г электродного металла
1
Qt
час/г.
B)
Время наплавки (Го) требуемого количества
электродного металла (Q в г) определяется
по формуле
7 —
а-/
т
час>11 или То=
а-/
мин. C)
468
ТЕХНИЧЕСКОЕ НОРМИРОВАНИЕ
[РАЗД. V
Таблица 47
Значение коэфициента наплавки а
Тип
электрода
Голый
С меловым
покрытием
ЦМ-7
ЦМ-7с
ОММ-5
ОМА-2
УОНИ-13
МТ
Положение шва
во время сварки
Нижнее, „в лодочку",
вертикальное, кольце-
вое
То же
Горизонтальное, по-
толочное
Нижнее, „в лодочку",
кольцевое
То же
•
•
Нижнее, „в лодочку"
Род тока
Постоянный
Постоянный
Перемен-
ный
Постоянный
Перемен-
ный
Постоянный
и перемен-
ный
То же
•
•
»
Постоянный
Коэфициент
наплавки
в г/д-ч
Ю,О
6,8
8,2
5,6
6,2
И,О
и.5
7.25
9,о-
II,О
8.о
ю,о
Основными факторами, влияющими на вы*
бор величины силы тока, являются качество
и толщина свариваемого металла и вид со-
единения. При сварке больших толщин на-
плавку шва производят в несколько слоев,
причём во избежание пережога основного
металла первый слой наплавляется электро-
дами меньшего диаметра при меньшей силе
тока, чем при наплавлении последующих
слоев. В этом случае для подсчёта основного
времени определяют отдельно количество ме-
талла, наплавляемого электродами разных ди-
аметров при различных силах тока. Основ-
ное время То наплавки шва выражается сум-
мой времени, затрачиваемого на наложение
шва электродами каждого диаметра в отдель-
ности:
— (-г1* + пг- -г • • •
час-
D)
где Qi a Q2 — количества наплавляемого ме-
талла электродами меньшего и большего
диаметров, /lt /2 — соответствующие силы
тока.
Количество наплавленного металла при
сварке зависит от длины шва и площади его
поперечного сечения. Длина шва устанавли-
вается по чертежу. Площадь поперечного се-
чения шва в соответствии с действующими
на заводе нормалями определяется как
сумма площадей элементарных геометри-
ческих фигур, составляющих сечение данного
шва.
В общем случае основное время зависит
от количества наплавляемого металла О, по-
этому для упрощения расчёта нормы Q целе-
сообразно выразить в зависимости от длины
шва:
Q-F.L.-t, E)
где F — площадь поперечного сечения шва
в ммг, численно равная объёму шва, выра-
женному в см2; L — длина шва в м; у — удель-
ный вес наплавленного металла.
Основное время (удельное) на 1 пог. м
шва выразится
¦ F-60-y
/ F)
Основное время на сварку всего шва под-
считывается простым перемножением удель-
ного основного времени на фактическую длину
шва.
Пример 1. Определить основное время на приварку
днища в обечайке двухсторонним тавровым швом при
диаметре обечайки 3200 мм и толщине металла 6 мм.
Сварка ведётся в нижнем положении электродами диа-
метром 5 мм с меловым покрытием. Площадь поперечного
сечения шва F = 28,3 мм2. Коэфициент наплавки а=8,2 г.
Сила тока / — 200 а. Удельный вес наплавленного ме-
талла (при сварке электродами с меловым покрытием)
Т - 7,5.
Длина шва
3200 3,14-2
L ~ юоо Л м-
Основное время сварки 1 пог. м шва
28,3 • 60 • 7,5
*°" —т,2Тш 7>8 мин-
Основное время приварки днища к обечайке
То— 7,8 ¦ 20,1 млн. = 2,51 часа.
Вспомогательное время
При электросварочных работах вспомо-
гательное время подразделяется на время,
связанное со свариваемым швом, и время, свя-
занное со свариваемым изделием.
Вспомогательное время, связанное со сва-
риваемым швом, включает время на смену
электродов/ зачистку кромок, очистку шва
от шлака, на промеры и осмотр шва. Время
на смену электродов для сварки данного шва
равно произведению времени смены одного
электрода на количество электродов, расхо-
дуемых на шов. Время на смену одного
электрода при нормальном электрододержателе
может быть принято для сварки нижних швов
равным 0,18 мин., а для потолочных швов —
0,25 мин.
Количество металла электрода, перехо-
дящее в шов @эл) в г определяется по фор-
муле
0..,-
или
4-1000
¦к (/ — 60)
4-1000
0,85-7,8 =
= 0,0052 (/— 60) d\
G)
Gа)
где / — первоначальная длина электрода в мм,
d—диаметр электрода в мм, lv — 60 мм
(потери на огарок электрода), Кр — угар и
ГЛ. VI]
НОРМИРОВАНИЕ РУЧНОЙ ДУГОВОЙ ЭЛЕКТРОСВАРКИ
469
разбрызгивание (для электродов с меловым
покрытием принимается равным 15% от рас-
плавленной части электрода).
Число электродов, расходуемых на сварку
данного шва,
Q Q
N = =
QaA 0,0052 (I - 60) а2
(8)
где Q — количество наплавляемого металла в г.
Полное время на смену электродов для
сварки данного шва
7*
F-L-f
_
taa мин.,
(9)
где / - время на смену одного электрода.
Время на зачистку свариваемых кромок
и очистку шва от шлака устанавливается в
зависимости от длины шва, типа электрода
и числа наплавленных слоев (т).
Значение времени, связанного со свари-
ваемым швом, приведено в табл. 48.
Пример 2. Определить вспомогательное время, связан-
ное со свариваемым швом, на приварку днища к обе-
чайке по данным, приведённым в примере 1 (см. стр. 463).
Время на смену электродов при наплавлении 1 см3
металла шва 0,028 мин. (см. табл. 48).
Время на смену электродов для сварки 1 пог. м шва
^=0,028 • 28,3=» 0,8 мин.
Время на зачистку свариваемых кромок и очистку
шва от шлака на 1 пог. м шва (см. табл. 48) t оч =
= 0,5 + 0,01 F + 1,3 т = 0,5 + 0,01 ¦ 28,3 + 1,3 « 2,1 мин.
Время на промеры и осмотр шва tnp =¦ 1 мин. на
1 пог. м шва. Вспомогательное время связанное со сва-
риваемым швом, равно (ta,i+t04'+tnp)L = @,8+21 +
+ 1J0,1* 78,4 мин.
Таблица 48
Вспомогательное время, связанное со свариваемым швом
Пространственное располо-
жение шва во время
сварки
Время в мин. на смену электродов
при наплавке 1 см3 металла шва
при диаметре электрода в мм
2,5
Время в мин. на зачистку
свариваемых кромок и очистку
1 пог. м шва от шлака
ручным зубилом и стальной
щеткой при сварке
голым
электродом
покрытым
электродом
(обмазка
ОММ-5)
Время на
промеры
и осмотр
1 пог. м
шва в мин,
Нижнее , ¦. . .
Вертикальное и горизонталь-
ное
Потолочное
о,зЗ
О, 28
о,
o,i8 о,ю
О,О28
°,о19
39°
o,i8 о,ю
аз о, 14
о,°43
о, обо
о,028
0,039! 0,027
0,0141 0,34 0,8 т
о,б + i,о т
8
О,С20
о,
0,5+0,01 F+i,3 m
0,60+0,01/="+1,6 m
о,8+о,о2 /="+2,1 т
г,о
2,0
Время на смену электродов для сварки
1 пог. м шва состаъит:
—
0,0052 (/ - 60)
МИН.
При наличии установленных нормалей
сварных соединений и швов и при определённых
технологических режимах сварки (сила тока,
диаметр электрода, число слоев) целесо-
образно заранее рассчитать основное и вспо-
Таблица 49
Основное и вспомогательное время на сварку 1 пог. м V-образного стыкового шва без подварки
(электроды ОММ-5, положение шва — нижнее, род тока — переменный)
Вид шва со схема-
тическим располо-
жением слоев
mm
Толщи-
на ме-
талла
в мм
ю
и
и
13
15
i6
i8
ЗЭ
Поряд-
ковые
номера
слоев
I
II
I
II
I
II, III
I
II, III
I
II, III
I
11, III
I
II, III, IV
I
II, III, IV
I
II, III, IV
Пло-
щадь
попе-
речного
сечения
шва
в мм1
2О
49
3°
53
66 .
3°
91
3?
4°
4°
134
176
4о
213
Диа-
метр
элек-
трода
в мм
5
6
5
6
5
6
5
6
5
6
5
6
5
6
5
б
5
6
Сила
тока
сварки
в а
22O
3°°
22Э
33°
220
з°°
22Э
29°
22O
22O
42O
22O
42O
23Э
42Э
22O
42O
Время на 1 пог. м шва в мин.
Основное
5,9
ю,б
8,8
8,8
и,8
8,8
'5,1
8,8
Х7.-5
2О,б
11,7
27,о
33^5
Вспомогательное
на
смену
элек-
трода1
О,6
о,9
о,8
о,8
1,2
о,8
i,9
о,8
2,0
1,1
2,2
1,1
2,6
з!з
4,1
на очи-
стку от
шлака
3,8
3,9
5,4
5,6
5,8
5,9
7.4
7,9
8,3
на про-
мер и
осмотр
I.O
..о
х.о
I ,О
х,о
х,о
1,о
«,о
Всего
22,8
25,9
-9,о
33.2
34,5
39.4
44,4
52>°
59,7
470
ТЕХНИЧЕСКОЕ НОРМИРОВАНИЕ
[РАЗД. V
. ' Таблица 50
Основное и вспомогательное время на сварку 1 по г.
(электроды ОММ-5, положение шва — нижнее,
м Х-образного стыкового шва
род тока — переменный)
Вид шва со схема- •
тическим располо-
жением слоев
шт
ттт
у///юш(///А
Толщина ме-
талла в мм
13
13
14
15
16
i8
2О
эз
24
25
з8
Зо
Порядковые
номера слоев
I
II
I
II
I
II
I
II
I
11, III, IV
I
II, III, IV
I
II, III, IV
I
11, III, IV
1, II, III,
IV, V, VI
I, II, III,
IV, V, VI
I, II, III,
IV, V, VI
I, II, III,
IV, V, VI
Площадь по-
перечного се-
чения шва
в мм3
4i
41
45
45
5°
5°
53
53
2О
9б
2О
I2O
30
140
3°
17<э
4о
зо7
4о
243
4°
з84
4О
320
Диаметр
электрода
в мм
5
6
5
б
5
6
5
б
5
6
5
6
5
6
б"
5
6
6
5
6
5
6
Сила тока
сварки в а
22O
35°
22O
38о
22O
42O
Э2О
42O
22O
42O
22O
42O
220
420
22O
42O
22O
42O
220
420
22O
42О
22O
42O
Время в мин. на 1 пог. м шва
Основное
12,0
7,6
I3,2
7,6
14,7
7,7
15,5
8,1
5,9
14,7
5,9
i8,4
8,8
21,5
8,8
2б,О
и>7
31.7
¦"•7
35,7
", 7
43,5
",7
49,о
Вспомогательное
на
смену
элек-
' тродов
1,2
о,8
1,3
о,9
1,4
1,О
1,5
1,О
0,5
1,8
о,б *
2,3
о,8
2,7
о,8
3,2
1,1
3,9
i,i
4,6
i,i
5,4
i,i
6,i
на
очистку
от
шлака
4,4
4,5
4,6
4,7.
7,4
7,6
7,9
8,2
8,7
9,°
9,4
9,2
на
промер
и
осмотр
2,0
2,О
2,0
9,0
2,0
2,0
2,0
2,0
2,0
2,0
• 2,О
2,0
Всего
28,0
29,5
31,4
32,8
32,4
Зб,8
43,7
49,о
59,1
64,1
73,1
79,7
Таблица б]
Основное и вспомогательное время на сварку 1 пог. м таврового шва или внахлёстку
без скоса кромок
(электроды ОММ-5, положение шва—нижнее, род тока—переменный)
Вид шва со
схематическим
расположением
слоев
к.
к.
Толщина
металла
или калибр
шва в мм
IO
II
13
13
14
15
i6
18
зо
Число
слоев
2
2
2
3
3
3
3
4
4
Площадь
поперечно-
го сечения
шва в мм"
74
86
91
io3
120
138
15»
186
236
Диа-
метр
элек-
трода
в мм
6
6
6
6
6
6
6
6
6
Сила
тока
сварки
в а
Зю
34°
Збо
Время в мин. на 1 пог. м шва
Основ-
ное
15,4
i6,3
1б,з
39» j 17,9
420
18,4
42O 21,2
42O
42O
42O
23,3
28,5
36,2
Вспомогательное
на смену
электродов
на очистку
от шлака
1,4 j 3,8
1,6 | 4,о
1.7
4,°
з,1 | 5,5
2,3
2,6
2,9
3,5
4,5
5,6
5,8
5,9
7,6
8,1
на промеры
и осмотр
I ,О
i,o
1,О
1,О
1,О
1,О
1,О
1,О '
1,О
Всего
21,6
22,9
23,0
2б,5
27,3
Зо,6
33,1
4°,6
49,8
гл. vq
НОРМИРОВАНИЕ РУЧНОЙ ДУГОВОЙ ЭЛЕКТРОСВАРКИ
471
Вспомогательное время (в мин.), связанное со свариваемым изделием
Таблица 52
Элементы работ
Установка или от-
носка свариваемых де-
талей и узлов ....
Поворот сваривае-
мых деталей и узлов .
Вручную при весе детали или узла в кг
До 5
0,2
О,1
5-10
о.З
О,2
10-20
°.5
о,3
20-30
°»7
о,4
Механизированным способом с помощью
подъёмно-транспортного оборудования при
весе детали или узла в кг
До 50
=.5
о,6
50-100
З.о
i-5
100—500
3.8
2.5
500-1000
4.6
3.5
могательное время на сварку 1 пог. м шва,
составив таблицы примерно приведённым
табл. 49, 50 и 51, что значительно упростит
расчёт нормы времени.
При использовании таких таблиц следует
иметь в виду целесообразность выполнения
очистки швов от шлака вспомогательными
рабочими. В этих случаях время на 1 пог. ж
шва следует соответственно уменьшать.
Вспомогательное время, связанное со сва-
риваемым изделием, включает группу эле-
ментов работы, продолжительность которых
зависит от ряда факторов, указанных в табл. 45.
Данные для подсчёта вспомогательного вре-
мени, связанного со свариваемым изделием
(время на установку, поворот и транспорти-
рование свариваемых деталей и узлов) при-
ведены в табл.. 52.
Времянаклеймениесварочного узла в одном
месте может быть принято равным 0,3 мин.
Время на обслуживание рабочего места
Время на обслуживание рабочего места
зависит от организационно-технических усло-
вий работы. Для упрощения расчёта нормы
время обслуживания рабочего места исчис-
ляется в процентах от оперативного * вре-
мени [12].
°/0 от оперативного
времени
Место выполнения работы
Цех, мастерская 3
Открытая площадка, стапель 5
Время перерывов на отдых
и естественные надобности
Время перерывов на отдых и естествен-
ные надобности устанавливается в соответ-
ствии с конкретными условиями работы свар-
щика. Для удобства расчета нормы оно также
исчисляется в процентах от оперативного
времени (табл. 53).
г Таблица 53
Время перерывов на отдых и естественные
надобности (в % от оперативного времени)
Место
выполнения
работы
Мастерская, цех
Стапель, откры-
тая площадка . . .
Время на отдых в за-
висимости от положе-
ния сварщика во
время работы
Удоб-
ное
2
3
Стес-
нён-
ное
3
5
Не-
удобное
5
7
Весьма
неудоб-
ное
8
IO
Время на естест-
венные надобности
2
3
Общий расчёт нормы времени
В общем случае формулу
нормы штучного времени Тщ в
представить в следующем виде:
тш = № + ^л+ъч+1яр)ь-
*обс "Ь tOmd
для расчёта
мин. можно
X
X
ш
A2)
ИЛИ
A2а)
где tgui и *изд—вспомогательное время, свя-
занное со свариваемым швом и изделием, в
минутах на 1 шт.; tобс и tQmd — время на об-
служивание рабочего места и отдых в процен-
t -\-t
тах от оперативного времени; К. = с nn°m ¦ ;
К\ — коэфициент, учитывающий конструктив-
ные особенности свариваемых швов {К\ = 1,0—
при сварке непрерывным швом и средней
длине швов свыше 500 мм\ /Ci=l,l — при
сварке обратноступенчатым швом, а также
коротких швов при средней длине от 200 до
500мм; Ki= 1,2—-при сварке коротких швов
и средней длине шва менее 200 мм).
При включении подготовительно-заклю-
чительного времени в состав нормы штучного
времени формула A2а) принимает следующий
вид:
A3)
ХA+ К')Кг мин.,
где К' — коэфициент, учитывающий также
подготовительно-заключительное время. Зна-
чения К к К' приведены в табл. 54.
Таблица 54
Значения К и К'
Положение сварщика
во время работы
Удобное
Стеснённое • . . . .
Неудобное
Очень неудобное . .
К
Мастер-
ская, цех
°>°7
о,о8
о,ю
о, 13
Стапель,
открытая
площадка
О,II
о,13
о.15
o,i8
К'
Мастер-
ская, цех
о,о9
О, IO
О ,12
°.15
Стапель,
открытая
площадка
°»13
о,15
o,i7
О,2О
* Оперативное время составляет основное + вспо-
могательное.
Пример 3. Определить норму времени на сварку
трубы, имеющей наружный диаметр 160 мм, длину
800 мм и толщину стенок 12 мм. Материал трубы —
сталь 40. Вес заготовки 35,4 кг. Шов встык односторонний
с односторонним скосом обеих кромок. Электроды с по-
472
ТЕХНИЧЕСКОЕ НОРМИРОВАНИЕ
[РАЗД. V
крытием ОММ-5. Ток переменный. Работа производится в
цехе, в удобном для сварщика положении. Производство
серийное.
t0 + tetu - 29 мин. (см. табл. 49).
*изд — 2,5 • 2 = 5 мин. (см. табл. 52),
К1 - 0,09 (см. табл. 53); К, = 1,0,
Т = B9,0 • 0,8 + 5) A + 0,09)= 30,7 мин. на 1 шт.
НОРМИРОВАНИЕ АВТОМАТИЧЕСКОЙ
ЭЛЕКТРОСВАРКИ МЕТАЛЛИЧЕСКИМ
ЭЛЕКТРОДОМ ПОД СЛОЕМ ФЛЮСА *
Преимущества автоматической электро-
сварки металлическим электродом под слоем
флюса рассматриваются в т. 5 ЭСМ, гл. IV.
Автоматическая электросварка, упрощая
технику выполнения процесса сварки и повы-
шая его производительность, требует в то же
время повышения общей культуры и лучшей
организации всех подготовительных операций,
предшествующих сварке. В первую очередь
это относится к повышению качества подго-
товки деталей к сварке, сборке свариваемых
узлов и др. Внедрение автоматической сварки
должно сопровождаться максимальной меха-
низацией всех элементов процесса путём обо-
рудования рабочего места индивидуальными
подъёмно-транспортными устройствами, спе-
циальными приспособлениями для установки,
поворота, вращения и т. д. При разработке,
технологического процесса, установлении тех-
нических норм и организации труда на участках
автоматической сварки следует исходить из не-
обходимости наибольшего использования авто-
мата и выполнения элементов вспомогательной
работы во время автоматической сварки. По-
следнее может быть успешно достигнуто в
условиях серийного и массового производства
путём оснащения рабочего места несколькими
приспособлениями-дублёрами для крепления
свариваемых узлов, придав им линейное или
кольцевое расположение.
Подготовительно-заключительное время
Подготовительно-заключительное время
при автоматической сварке зависит от двух
основных факторов: конструкции автомата и
типа применяемого приспособления для сварки
узлов. Применительно к конкретным произ-
водственным условиям определяется путём
фотографий рабочего дня нормальная продол-
жительность отдельных элементов подготови-
тельно-заключительной работы и устанавли-
ваются укрупнённые нормативы времени, вклю-
чающие в комплексном виде все необходимые
элементы подготовки сварщика и наладки
сварочного автомата и приспособлений к за-
данной работе. В условиях серийного произ-
водства автоматической сварки подготови-
тельно-заключительное время выделяется в
самостоятельную часть нормы и нормируется
отдельно от штучного времени.
Основное (технологическое) время
Основное время автоматической сварки
нормируется аналогично ручной сварке. Ре-
* Здесь приводятся основные особенности, отличаю-
щие нормирование автоматической сварки от нормиро-
вания ручной сварки.
жимы сварки и значения коэфициента наплавки
приведены в ЭСМ, т. 5, гл. IV. Особенность
нормирования основного времени автоматиче-
ской сварки заключается в том, что при опре-
делении режима сварки для сварочных авто-
матов со ступенчатым регулированием расчёт-
ная величина силы тока устанавливается с учё-
том скорости перемещения автоматической
головки относительно свариваемого изделия
(или свариваемого изделия относительно авто-
матической головки) и скорости подачи элек-
тродной проволоки.
Количество электродного металла, напла-
вляемого в течение часа
иэ г/час,
A4)
где / — расчётная сила тока в а, а — коэфи-
циент наплавки в г/а-ч, v3 — скорость подачи
электродной проволоки в м/час, -у — удельный
вес металла шва (при автоматической сварке
под слоем флюса у= 7,8); d — диаметр элек-
тродной проволоки в мм.
Скорость подачи электродной проволоки
в м\час\
Щ- A4а)
откуда при заданных диаметрах электродной
проволоки и скорости её подачи сила тока
4ос
а.
A46)
Количество граммов металла, наплавляе-
мого на 1 пог. м шва, равно F-\, где F — пло-
щадь поперечного сечения шва в см2.
Основное время наплавления 1 пог. м шва
* Л — 1
к ¦ d2 - va
час.
A5)
Скорость перемещения автоматической го-
ловки (vz) вдоль шва (или скорость переме-
щения свариваемого изделия относительно
автоматической головки) равна скорости
автоматической сварки, т. е.
v =— —
4а/
A6)
Отсюда можно определить отношение
между скоростью перемещения автоматиче-
ской головки и скоростью подачи электродной
проволоки для данного шва (/•) в зависимости
от диаметра электродной проволоки
^г__7г?2
vэ ~ 4F '
При соблюдении приведённого равенства
отношений фактическое сечение шва соответ-
ствует расчётному сечению, а расход электрод-
ной проволоки и электрической энергии ока-
зывается оптимальным.
Если площадь поперечного сечения F
превышает 130 мм2, сварку следует выполнять
в несколько проходов, ограничивая сечение
каждого слоя указанной выше величиной
(см. ЭСМ, т. 5, гл. IV).
ГЛ. VI]
НОРМИРОВАНИЕ РАБОТ КОНТАКТНОЙ ЭЛЕКТРОСВАРКИ
473
Вспомогательное время
Вспомогательное время при автоматической
сварке нормируется по двум группам элемен-
тов: 1) связанных со свариваемым швом и
2) зависящих от характера свариваемых де-
талей (узлов) и типа применяемых приспосо-
блений.
Элементы первой группы включают за-
чистку свариваемых кромок, установку элек-
тродной проволоки в разделку кромок, за-
сыпку флюса, включение и выключение авто-
мата, возврат автоматической головки в ис-
ходное положение, установку бухты электрод-
ной проволоки, уборку флюса после сварки
и очистку шва от шлака. Элементы
второй группы включают установку сваривае-
мого узла в приспособлении для сварки, воз-
буждение дуги, включение автомата, поворот
или перемещение свариваемого узла, снятие
сваренного узла и клеймение шва.
При нормировании вспомогательного вре-
мени следует обязательно исходить из необ-
ходимости наибольшего использования сва-
рочного автомата. Наибольший коэфициент
использования может быть достигнут при
условии: а) выполнения элементов вспомога-
тельной работы во время автоматической
сварки, т. е. путём перекрытия их (например,
при работе с двумя приспособлениями, во
время сварки узла в первом приспособлении,
во втором из них может производиться уда-
ление сваренного узла, а также установка
и крепление следующего комплекта сваривае-
мых деталей) и б) освобождение сварщика от
выполнения неперекрываемых элементов вспо-
могательной работы путём передачи их вспо-
могательным рабочим (например, зачистка
свариваемых кромок, очистка шва от шла-
ка и др.).
Таким образом, при установлении техниче-
ских норм времени на автоматическую сварку
учитывается только неперекрытая часть вспо-
могательного времени, которая для техноло-
гического процесса сварки данного узла и дан-
ных производственных условий является ми-
нимально необходимой. Продолжительность
отдельных элементов вспомогательной работы
устанавливается по нормативам, разрабатывае-
мым по данным хронометража.
Время обслуживания рабочего места
и время перерывов на отдых
и естественные надобности
Время обслуживания рабочего места
и время перерывов на отдых и естественные
надобности исчисляются в процентах к опе-
ративному времени и устанавливаются по дан-
ным фотографий рабочего дня с учётом следу-
ющих факторов: типа сварочной головки, источ-
ника тока, характера механизации элементов
вспомогательной работы и наличия неисполь-
зуемого для вспомогательной работы времени
автоматической работы сварочной головки.
НОРМИРОВАНИЕ РАБОТ КОНТАКТНОЙ
ЭЛЕКТРОСВАРКИ *
Классификация нормируемых элементов
работы при контактной электросварке приве-
дена в табл. 55.
* Излагаемая методика нормирования составлена по
данным ЦНИИТМАШ.
Таблица 55
Категории
рабочего
времени
Подгото-
вительно-
заключи-
тельное вре-
мя на пар-
тию
Основное
(технологи-
ческое) вре-
мя
Элементы работы
. Точечная сварка
Шовная сварка
Стыковая сварка
Получение наряда и технической документации (чертёж,
операционная карта, инструкция и т. д.). Ознакомление
с работой. Получение указаний и инструктажа. Подготовка
рабочего места. Регулирование машины и установка режима.
Получение деталей перед сваркой. Сдача узлов после сварки.
Установка и наладка приспособлений и инструмента
Сварка одной или
нескольких точек
(время двойных хо-
дов электродов для
одношпиндел ьных
машин). Время про-
хождения тока и
паузы для много-
шпиндельных ма-
шин. Сварка при-
хваточных точек
Сварка шва
Сварка стыка
(время подогрева,
оплавления и осад-
ки)
Факторы, влияющие на продолжи-
тельность сварки
технологические
Сложность свари-
ваемого узла. Тип
контактно-свароч-
ной машины. Слож-
ность сварочных
приспособлений и
инструмента. Нали-
чие сопутствующих
операций (немед-
ленная термообра-
ботка, снятие грата
в горячем состоя-
нии и т. д.)
Толщина свари-
ваемых листов. Ч ис-
ло точек на узел,
Диаметр точек.
Длина шва. Пло-
щадь сечения сва-
риваемых дета-
лей. Способ сварки
встык—сопротивле-
нием или оплавле-
нием, с предвари-
тельным подогре-
вом или без подо-
грева, химический
состав металла.
Конфигурация и
вес свариваемого
узла. Мощность,
расходуемая на
сварку и „ПКР"
операции. Способ
охлаждения маши-
ны
организационные
Размер партии.
Наладка машины
сварщиком или на-
ладчиком. Порядок
выдачи наряда, за-
дания, инструмента,
приспособлений,
материалов и т. д.
Порядок приёмки,
сварных узлов. Ор-
ганизация рабочего
места
Качество зачист-
ки свариваемых и
контактных поверх-
ностей. Качество и
контроль сборки
474
ТЕХНИЧЕСКОЕ НОРМИРОВАНИЕ
[РАЗД. V
Продолжение табл, 55
Категории
рабочего
времени
Вспомога-
тельное
время, свя-
занное со
сварочной
машиной
Вспомога-
тельное
время, за-
висящее от
сваривае-
мых дета-
лей
Время тех-
ниче-
ского об-
служива-
ния рабоче-
ге места
Время
организа-
ционного
вбслужива-
кия рабоче-
го места
Время
нерерывов
Элементы работы
Точечная сварка
Пуск рабочего
хода автоматиче-
ской машины. Осво-
бождение и зажа-
тие деталей в при-
способлении. Уста-
новка на электрод
Шовная сварка
Пуск и остановка
рабочего хода ма-
шины. Направление
шва по оси роли-
ков
Стыковая сварка
Пуск рабочего
хода машины. Цен-
трирование и фи-
ксация деталей в
губках или в при-
способлении. Воз-
врат супорта. Ход
зажимов—прямой и
обратный. Холо-
стые ходы супорта
для контроля цент-
рирования. Подъём
и опускание брыз-
гозлшитного при-
способления
Подача деталей к машине или сборочному приспособле-
нию. Сборка и центрирование деталей. Повёртывание узла
при сварке. Выем узла из машины. Осмотр места сварки.
Откладывание сваренного узла. Осмотр и промер узла до
и после сварки. Обтирка и зачистка детали перед сваркой
Заправка контак-
тов электродов. За-
чистка контактов
электродов. Смена
электродов или дер-
жателей. Зачистка
контакторов, реле,
прерывателя и т. д.
Регулировка при-
способления
Заправка роли-
ков. Зачистка кон-
такторов, реле, пре-
рывателя и т. д.
Регулировка давле-
ния. Регулировка
прерывателя. Смена
роликов. Подрегу-
лировка приспосо-
бления
Заправка губок и
фиксаторов. За-
чистка контактов
губок.Зачистка кон-
тактов контакторов
и реле. Регулиров-
ка упоров, зажимов
и т. д. Очистка от
брызг. Регулировка
давления осадки и
зажатия. Регулиров-
ка выпуска из гу-
бок, длины опла-
вления и длины осад-
ки. Смена губок
Включение и выключение агрегата до и после работы.
Установка и уборка сварочного инструмента. Установка и
уборка сварочного приспособления. Осмотр, смазывание,
обдувка и очистка агрегата от брызг, пыли и нагара.
Уборка рабочего места. Регулирование и настройка на тре-
буемый режим: прерывателя, давления осадки, давления за-
жима и давления на электрод, регулятора длины осадки и
оплавления, ступени трансформации, реле напряжения и
тока и т. д.
Отдых. Естественные надобности
Факторы, влияющие на.продолжи-
тельность сварки
технологические
Характер и тип
фиксирующих эле-
ментов приспосо-
бления (зажимов).
Скорости хода за-
жимов, супорта или
частей приспосо-
блений. Способы
сборки и крепления
деталей до сварки.
Число деталей в
узле. Способ уста-
новки деталей в
машину
Вес деталей узла
и узла с приспо-
соблением. Харак-
тер подъёмно-транс-
портных средств и
приспособлений для
захвата деталей.
Точность геометри-
ческой формы изде-
лия и заготовок.
Характер сборочно-
сварочного приспо-
собления, способ
фиксации узла,
число и характер
зажимов (напри-
мер, струбцин на
узле) и т. д.
Стойкость данно-
го электродного
сплава. Приспособ-
ления для заправки.
Конструкция рука-
вов держателей,
электродов, губок
и пр. Конструкция
брызгозащитных
приспособлений.
Конструкция ин-
струмента для за-
правки и смены
электродов и губок.
Сложность свароч-
ного агрегата
Тип сварочного
агрегата. Степень
автоматизации сва-
рочного агрегата.
Наличие приборов
для регулирования
и настройки
Вес свариваемых
деталей вместе с
приспособлением.
Усилие, затрачивае-
мое на обслужива-
ние машины при
ручных зажимах,
рычажной или
штурвальной осад-
ке и т. д.
организационные
Наличие вспомо-
гательных рабочих.
Точность заготовок.
Наличие фиксирую-
щих отверстий или
выступов на пар-
ных деталях. На-
личие упоров в
стыковых машинах
Расположение за-
дела деталей и уз-
лов относительно
машины. Наличие
вспомогательных
рабочих. Раскладка
деталей по этажер-
кам или ящикам.
Размер партии сва-
риваемых узлов
Профилактиче-
ский осмотр и под-
регулировка в обе-
денный перерыв и
между сменами.
Обеспечение запас-
ными комплектами
сварочного инстру-
мента. Обеспечение
запасными контак-
тами реле, контак-
торов и т. д. На-
личие наладчика и
дежурного электри-
ка. Ведение вахтен-
ного журнала с тре-
бованием необходи-
мого ремонта
Наличие комплек-
тов инструмента
и сменных частей.
Наличие запасных
частей. Наличие на-
ладчика и электри-
ка. Наличие чёткой
технической доку-
ментации (инструк-
ционно-операцион-
ной карты)
Место производ-
ства работы и его
характеристика:
освещенность, вен-
тиляция, темпера-
тура и т. д. Поло-
жение рабочего
(стоя, сидя или пе-
редвигаясь). Распо-
ложение сварочной
машины, деталей и
узлов.
ГЛ. VI]
НОРМИРОВАНИЕ РАБОТ КОНТАКТНОЙ ЭЛЕКТРОСВАРКИ
475
Подготовительно-заключительное время
Затраты времени на подготовительно-заклю-
чительную работу зависят от организационно-
технических условий производства, сложности
сварочного агрегата и технологического про-
цесса.
Продолжительность элементов подготови-
тельно-заключительной работы определяется
методом фотографирования рабочего времени,
В табл. 56 и 57 приведены ориентировочные
данные продолжительности отдельных эле-
Таблица 56
Подготовительно-заключительное время, не связан-
ное с оборудованием (в мин. на партию)
(По данным ЦНИИТМАШ)
Элементы подготови-
тельно-заключитель-
ного времени
Точеч-
ная
сварка
Шовная
сварка
Стыко-
вая
сварка
Категория сложности
работы
Получение наряда
и технической доку-
ментации
Ознакомление с ра-
ботой
Получение инструк-
тажа
Подготовка рабоче-
го места
Получение деталей
под сварку
Оформление сдачи
работы
Получение наряда
и технической доку-
ментации
Ознакомление с ра-
ботой '.
Получение инструк-
тажа
Подготовка рабоче-
го места
Получение деталей
под сварку
Оформление сдачи
работы
Получение наряда
и технической доку-
ментации
Ознакомление с ра-
ботой
Получение инструк-
тажа
Подготовка рабоче-
го места
Получение деталей
под сварку . . ,- . . .
Оформление сдачи
работы ¦
Всего:
33
42. 17,
26
Примечание. Категории сложности работы:
Пр. — простая, выполняемая без приспособлений, тре-
бующая только устного инструктажа и ознакомления с
нростым детальным чертежом; Ср. — средняя, выпол-
няемая при помощи простых шаблонов или приспособле-
ний и требующая ознакомления с технологической или
•перационной картой, с простым узловым чертежом и
техническими условиями; Сл. — сложная, выполняемая с
применением приспособлений или специального инстру-
мента, требующая изучения операционно-инструкционной
карты и ознакомления с детальными и узловыми черте-
жами, техническими условиями и режимами термообра-
ботки
ментов подготовительно-заключительной ра-
боты, определённые указанным методом.
Подготовительно-заключительное время —
Тпз на партию может быть определено также
суммированием длительности соответствующих
элементов работы по данным табл. 56 и 57.
В условиях массового и крупносерий-
ного производств затраты подготовительно-
заключительного времени на партию могут быть
уменьшены или совсем ликвидированы прове-
дением организационно-технических мероприя-
Таблица 57
Подготовительно-заключительное время, связанное
с оборудованием и установкой приспособлений
(По материалам ЦНИИТМАШ)
Сварочное оборудование
В мин. на партию
Одноточечные неавтомати-
ческие стационарные машины
То же автоматические (до
30 ква)
То же (свыше 30 ква) . . .
Точечные клещи без подвес-
ки
То же с подвеской
Прессы для многоточечной
сварки ...
Автоматы для шаговой свар-
ки
Многоточечные машины . .
Шовные машины типа АШ-100
с механическим прерывателем
То же с синхронным меха-
ническим прерывателем . . .
То же с ламповым или мо-
дуляторным прерывателем . .
Шовные машины типа АШ-50
с механическим прерывателем
То же с синхронным меха-
ническим прерывателем . . .
То же с ламповым или мо-
дуляторным прерывателем . .
Шовные машины типа
АШБ-150 с механическим пре-
рывателем
То же АШБ-150, АШТ-60 с
синхронным механическим пре-
рывателем
То же с ламповым или мо-
дуляторным прерывателем . .
3
5
7
5
7
5
7
7
8
ю
15
ю
15
ю
12
—
IO
i8
25
20
25
20
30
—
30
Стыковые рычажные маши-
ны с рычажными зажимами
до 100 ква
То же с пневматическими или
гидравлическими зажимами до
100 ква
Стыковые автоматические с
механическими или гидравли-
ческими зажимами мощностью
до 250 ква
То же до 1000 ква
15
i8
18
15
20
20
17
20
20
20
so
25
23
3°
40
40
35
40
40
40
45
45
35
40
45
45
60
тий (специализация и закрепление отдельных
типов узлов и деталей за данным агрегатом
и сварщиком, назначение обслуживающего
вспомогательного персонала, наладка агрегата
476
ТЕХНИЧЕСКОЕ НОРМИРОВАНИЕ
[РАЗД. V
в перерывах и т. д.). В таких условиях под-
готовительно-заключительное время отдельно
не нормируется, а небольшие затраты его по-
рядка 2—40/0 от рабочего времени сварщика
относятся к времени обслуживания рабочего
места и включаются в штучное время.
В условиях мелкосерийного производства
(а для точечных машин и в условиях единич-
ного) подготовительно-заключительное время
нормируется отдельно, в норму штучного вре-
мени не входит и относится к данной конкрет-
ной партии узлов.
Основное (технологическое) время
Основное время при контактной сварке
слагается из длительности процессов работы
машины, затрачиваемых непосредственно на
осуществление данной операции, и определяется
на основе технической характеристики агре-
гата (по паспортным данным) и толщины (или
площади сечения) свариваемой детали из дан-
ного материала.
Основное время точечной с в а р-
к и определяется продолжительностью (пря-
мого и обратного) хода электрода. В автома-
Та блица 58
Основное время на сварку одной точки.
Машинное и машинно-ручное время в минутах
(По данным ЦНИИТМАШ)
Наименование
и тип машины
Точечная ма-
шина АТ-10
с ножной осад-
кой
Точечная ав-
томатическая
машина АТА-20
Точечная ав-
томатическая
машина AT A-40
Точечная ав-
томатическая
машина
АТА-100 или
АТА-175
Пресс для
многоточечной
сварки АРС-250
IS
О га
к ^ —¦
s - ?
^ IS
CQ X «
0,025
О,02О
о озз
о.озз*
0,040
0,050
0,067
н я а,
н Я >>
ш %
S is °
Кол)
чек
ваел
До з
5-3°
Свыше
2О
До 5
5-2O
Свыше
2О
До 5
5—го
Свыше
20
До 5
5—2°
Свыше
2О
Любое
Время в мин. на
точку при
или узла
одну
весе детали
с приспо-
соблением в кг
До 3
о,о88
о,орз
о, юэ
O.O25
°>О27
0,030
0,030
0,022
O.O25
о.озз
о.озз
О,О-1О
о.озз
O,Oi)O
0,050
0,067
3-6,5
0,098
о, юз
о,и8
оо29
0,032
0,038
О 023
О,О25
O.O37
0,040
O.O45
о, озз
0,040
0,050
0,067
6,5-10
о,из
0,129
о, 153
о,оз4
о,о39
0,042
0,028
0,031
0,038
0,042
°!°47
°.О55
о.озз
0,040
0,050
о,о§7
|10-1Б
О.Г45
0,165
О,2Об
о,041
°,О48
о, оба
0,036
°,О41
0,050
0,050
°>°57
о.обб
о,о33
0,040
0,050
о,об7
* Время одного хода машины показано последова.
тельио для 1, 2, 3 и 4-й скоростей.
тических машинах это время обусловливается
их кинематикой и равно продолжительности
одного оборота кулачкового вала. Соответ-
ственно в графе „время одного хода машины*
(табл. 58) и дано чистое машинное время
сварки одной точки. Однако для упрощения
расчётов даётся сразу сумма затрат основного
времени на сварку одной точки и вспомогатель-
ного времени, связанного непосредственно с
получением каждой следующей точки. Это
время сварки одной точки, кроме кинематики
машины, зависит ещё от числа точек на узле,
а также от веса узла вместе с шаблоном или
приспособлением. В табл. 58 приведено основ-
ное время, в которое включено время двойного
хода электрода и время передвижения узла
на следующую точку при шаге не более 100 мм.
На многоточечных машинах продолжитель-
ность одного хода (одного оборота кулачкового
вала на данной ступени коробки скоростей
машины) составляет время сварки всех точек.
При работе на клещах для точечной свар-
ки время сварки одной точки также опреде-
ляется длительностью двойного хода электро-
дов и затратой времени на передвижение к
следующей точке. Это время зависит от
удобства обращения с клещами на подвеске,
в шарнире или в кольце и устанавливается
исходя из длины шва и положения его в про-
странстве.
Основное время шовной сварки
определяется технологическим режимом свар-
ки, зависящим от мощности и кинематики ма-
шины, а также от длины, шва и толщины сва-
риваемого материала. Режимы шовной сварки
малоуглеродистой стали приведены в табл. 130
(см. ЭСМ, т. 5, гл. IV). Однако указанные в
этой таблице скорости сварки могут не соот-
ветствовать фактически получаемым от ко-
робки скоростей машины. На графике (см.
т. 5, гл. IV, фиг. 190) даны точки скоростей
сварки на обычных серийных машинах завода
„Электрик".
Основное время сварки на один проход
можно определять по длине свариваемого шва.
В табл. 59 приведены затраты основного вре-
мени на сварку 1 м шва с учётом типа сва-
рочной машины, её мощности, вылета и кине-
матики. Эти данные относятся к сварке швов
негерметичных соединений по отбортовке
при степени прерывности включения-^- = 0,7,
где te — время прохождения тока и t—дли-
тельность цикла сварки одной точки шва. Для
других условий (герметичные швы, иная сте-
пень прерывности включения прерывателя,
конструкция изделия, требующая введения ма-
гнитной массы между рукавами) следует вво-
дить поправочные коэфициенты к скорости
сварки (см. ЭСМ, т. 5, гл. IV, стр. 381).
Для шовно-стыковых машин, работающих
непрерывно, например, на сварке труб, основ-
ное время, как правило, на деталь не опреде-
ляется и рассчитывается только норма выра-
ботки исходя из скорости сварки и факти-
ческого числа часов работы машины.
Основное время стыковой сварки
отсчитывается от момента начала сближения
супортов до окончания осадки торцов свари-
ваемых деталей без тока. Продолжительность
процесса стыковой сварки при прочих равных
условиях зависит: а) от выбранного способа
ГЛ. VI]
НОРМИРОВАНИЕ РАБОТ КОНТАКТНОЙ ЭЛЕКТРОСВАРКИ
477
Таблица 59
Основное время шовной сварки на 1 пог. м
малоуглеродистой декапированной стали
по наружной отбортовке для —¦?- => 0,7 [2]
Тип
машины
АШ-20
АШ-50
АШ-100
АЩБ-150
Длина
вылета
в мм
4оо
4оо
75о
35о
Толщина
металла
1,5
1,0
о,6
о,4
2,0
»i7
1.4
i,t
о,8
°.5
2
1.7
1,4
I, i
о,75
о, 55
о, 35
2,0
1,О
Скорость
сварки
в м/мин
°.65
I, 12
1.99
3,4
о,86
1,29
1.75
2,29
3.12
4,7
о,5
о.8
1.35
1.8
2.7
3.7
4.7
1.33
4.9
Основное
время
в мин/м
i,54
о,89
°,5°
о,ад
1,20
о,78
°,57
о.44
0,32
О,21
2,0
о,74
о,55
о,37
о, 27
О, 2 С
о,75
О,2О
сварки (сопротивлением, оплавлением с пред-
варительным подогревом или непрерывным
оплавлением без предварительного подогрева,
см. ЭСМ, т. 5, гл. IV, стр. 357) и б) режима
сварки на машине данной мощности (см. т. 5,
гл. IV, стр. 358—364), назначаемого по роду
свариваемого материала, его площади сечения
и конфигурации.
В табл. 60 приведено основное время на
стыковую сварку мало- и среднеуглеродистой
Таблица 60
Основное технологическое время на стыковую
сварку мало-и среднеуглеродистой стали
(По материалам ЦНИИТМАШ)
Размеры
сваривае-
мого сече-
03
о.
4
6
IO
16
2О
3°
4о
6о
8о
IOO
НИЯ
09
ia квадрата i
Сторо!
1,4
3,6
5
9
14
i8
27
3°
54
71
88
IOO
о
i
о
ч
2
13
28
8о
2ОО
314
7оо
i 250
2 83О
500О
7»оо
IOOOO
Сварка
сопро-
тивле-
нием
ь
о
альная мощн
ы в ква
Но мин
машин
а
5
ю
—
—
—
—
—
—
—
—
О
(вр
ное сечение
на 1 стык)
Сплош
в мин.
о,оЗ
°,°5
о,ю
—
—
—
—
—
—
—
Свавка
•а
о
альная моивд
ы в ква
Но мин
машин
—
ю
IO
Зо
6о
IOO
250
35O
35O
дОО
7оо
оплавлением
без подо-
грева (вре-
мя в
на 1
I
8
§
СПЛОШ]
—
о>°15
0,090
о, 155
O.2IO
о,зю
о,4^з
о,8оо
—
—
мин.
стык)
ой периметр
развит
—
о>°35
0,065
0,096
O,IjO
О,2]О
°. 35°
о,?8о
—
—
с подогре-
вом (время
в мин. на
1 стык)
ное сечение
СПЛОШ]
—
—
0,172
0,200
0,238
O.4&J
0,65"
1,34
2,72
4,35
5,оо
ой периметр
развит
—
—
0,125
о, 147
э, i68
0,328
0,48
1,05
2,10
3,5°
4,оэ
Таблица 61
Вспомогательное время при работе
на контактных машинах в крупносерийном
и массовом производствах (в мин.)
(По данным ЦНИИТМАШ)
Наименование
элементов работы
Взять деталь со
столика или из
фартука
Взять деталь или
собранный узел с
пола
Поднести деталь
или собранный
узел к машине . .
Собрать две де-
тали или выров-
нять по кромкам .
Собрать две де-
тали по упорам
шаблона
Зажать деталь
пассатижами или
щипцами ...
Установить одну
деталь в приспо-
собление
Машины для то-
чечной сварки
Установить узел
на электрод ....
Отвести узел от
электрода
Перевернуть узел
Передвинуть или
повернуть узел . .
Положить узел
на столик или бро-
сить в ящик . . .
Включить маши-
ну ' педалью или
кнопкой
Машины для
шовной сварки
Уложить узел в
приспособление
для продольной
сварки
Уложить узел в
приспособление
для поперечной
сварки
Установить узел
на нижний ролик .
Перекантовать
узел при продоль-
ной сварке ....
Повернуть узел .
Снять узел с
приспособления . .
Положить узел
на пол
Машины для
стыковой сварки
Вложить деталь
в губки машины .
Закрепить деталь
в губках рычагом .
Отцентровать две
детали по шаблону
Зажать деталь в
губках рычагом . .
Отпустить или
поднять брызгоза-
щитное приспособ-
ление
Подвести супорт
рычагом
Разжать губки
рычагом
Отвести супорт
в исходное поло-
жение рычагом или
штурвалом ....
Вынуть сварен-
ный узел из губок
Погрузить сваре№
ный узел в слюду
или песок
Рас-
стояние
в м
До о,8
До 2,о
ДО О.;
ДО 2
Вес узла или деталей
с шаблоном или при-
способлением в кг
До 1 | 1-5
6-10 11—It
0,010
0,018
0,022
0,018
0,050
0,060
0,030
0,015
0,010
0,010
0,010
0,012
0,012
0,025
0,018
0,018
0,030
о,оаЗ
0,070
о,сбо
о,ою
o,oi8
О,О2б
0,038
O.O25
0,065
O.OjO
0,023
0,014
0,022
0,013
0,018
0,012
0,035
0,025
0,022
-
0,035
0,032
0,060
0,040
0,1 to
0,075
о,015
о.оао
0,050
о,015
0.О35
О,об2
0,036
о,о68
о.обо
о.одо
0,090
0,032
o,oi8
0,042
0,019
-
0,012
0,040
0,030
0,032
0,080
oi°j8
0,050
0,090
0,060
0,110
0,093
0,30
0,030
о.обо
0,021
0,065
о,о8о
478
ТЕХНИЧЕСКОЕ НОРМИРОВАНИЕ
[РАЗД. V
стали, соответствующее обычным режимным
условиям сварки (см. т. 5, стр. 360—362). Эти
условия режима предусматривают зачистку до
металлического блеска соприкасающихся с
губками поверхностей свариваемых деталей.
Вспомогательное время
При контактной сварке вспомогательное
время подразделяется на время, зависящее от
типа сварочной машин'ы, и время, зависящее
от свариваемых деталей. Оно, как правило,
определяется на основе данных хронометража.
В табл. 61 приведены некоторые устано-
вленные хронометражем данные вспомогатель-
ного времени на ручные приёмы при работе
на контактных машинах в качестве иллюстра-
ции, поясняющей методику нормирования.
Затраты вспомогательного времени зависят от
веса свариваемых деталей, характера и слож-
ности машины, а также последовательности
приёмов обслуживания машины. Поэтому про-
должительность вспомогательного времени
различна для точечной, шовной и стыковой
сварки, и лишь по некоторым элементам оди-
накова для всех видов сварки. В табл. 61
вначале приведены элементы работы, завися-
щие от свариваемой детали, а далее — отдельно
для точечных, шовных и стыковых машин,
зависящие от типа машины.
Время обслуживания рабочего места
и перерывов
Время обслуживания рабочего места и пе-
рерывов зависит от интенсивности работы
машины, стойкости инструмента и сложности
оборудования, а также от условий труда, спо-
собствующих большей или меньшей утомляе-
мости сварщика.
Время на подналадку контактных машин
может быть уменьшено применением специаль-
ных высокостойких электродных сплавов (см.
ЭСМ, т. 5, гл. IV, табл. 128), рациональной гео-
метрии заправки контактных поверхностей,
а также применением специальных заправников
или шарошек для подналадки и шаблонов для
контроля. Рациональная конструкция креп л ения
сменного инструмента и организация его взаи-
мозаменяемости способствуют снижению затрат
времени на замену губок, электродов и роликов.
Перечисленные затраты времени устана-
вливаются на основе фотографии рабочего
дня и при расчёте нормы определяются в про-
центах от оперативного времени.
В табл. 62 приведены в качестве иллю-
страции перечисленные затраты времени для
условий крупносерийного и массового произ-
водств.
В табл.63 приведен образец расчёта нормы
времени на контактную сварку.
Порядок нормирования
Расчётно-аналитическое нормирование ве-
дётся на основе рабочего чертежа свари-
ваемого узла и разрабатываемого технологи-
ческого процесса. По свариваемому узлу вы-
является площадь свариваемого сечения или
число точек, или длина шва с учётом допол-
нительных точек для прихватки и увеличения
длины шва на „замки". На основе этих дан-
ных определяется основное время То. Далее
перечисляются в технологической последова-
тельности и нормируются приёмы работы по
таблицам норм вспомогательного времени,
причём отдельно указываются перекрываемые
машинным временем затраты вспомогатель-
ного времени. Эти затраты не суммируются
с основным временем и в длительность опе-
рационного времени не входят. Вспомогатель-
ное время суммируется отдельно—по приёмам,
связанным с обслуживанием машины (машинно-
ручное время Тм.р) и отдельно по приёмам,
связанным только со свариваемыми деталями.
(вспомогательное время Тв). Сумма затрат
времени То + Тм.р + Тд является оператив-
ным временем (Топ). К оперативному вре-
Таблица 62
Время обслуживания рабочего места, перерывы
на отдых и естественные надобности, выраженное
в процентах от оперативного времени
(применительно к крупносерийному и массовому
производству. По материалам ЦНИИТМАШ)
Г
Тип и характеристика
контактных машин
Точечная сварка
Точечные стационар-
ные автоматические ма-
шины
Точечные стационарные
машины с ножной осад-
кой ¦ . . .
Точечные переносные
машины (клещи)
Многоточечные прессы .
Многоточечные много-
шпиндельные машины . .
Стыковая сварка
Стыковые машины с
рычажной осадкой и за-
жимами (не автоматиче-
ские)
Стыковые машины с
рычажной осадкой и ме-
ханическими или пнев-
матическими зажимами .
Стыковые машины с
механической осадкой и
механическими зажимами
(машины большой мощ-
ности)
Шовная сварка
Шовные машины с ме-
ханическим прерывателем
Шовные машины с син-
хронно-механическими
прерывателями
Шовные машины с мо-
дуляторными или лампо-
выми прерывателями . .
о
¦г
а.
и
ан
и
5 s
о
г .
О
X
S
о
Охо
а
3
о.
и
а
о. а
о К
емя
ю
служ
ста
о Я
Время переры-
вов на отдых'
и естественные
надобности
При весе узла
в кг
До 7,5
Свыше
7,5
6,5
6*
8*
8**
4,5*
2
1,5
2
2
а
1,5
а
3
1.5
а
2
а
3
4
а
а
2*
4
з*
4
2 **
3
а
2
2
* Над чертой указано время при числе сварок до 40,
под чертой — более 40 в час.
** Над чертой указано время при числе сварок до 20,
под чертой — более 20 в час.
*** Над чертой указано время при автоматической
заправке роликов, под чертой — при ручной.
ГЛ. VI]
НОРМИРОВАНИЕ РАБОТ КОНТАКТНОЙ ЭЛЕКТРОСВАРКИ
479
Таблица 68
Пример нормирования сварочной операции
Наименование операции: Сварка тарелок компенсатора
№
детали
Марка
мате-
риала
Ст. ю
Вес за-
готовки
0,2If
о,43
Выпуск
из за-
жима
При-
пуск
в мм
Подго-
товка к
сварке
Тра-
вить
То оке
Наименование узла или
детали: компенсатор
Цех: прессовый
Отд.: сварочное
Наименование машины
шовная машина АШ-50
№ узла
№ машины
№ операции
Фирма и модель
аГ6;-х
S299
Мощность
Завод
„Электрик"
/о кет
ZT65-0J
8г =г 1,5 мм
83 — 1,5 мм
Электроды и инструмент
№ по
пор.
Ндаптанование или марка
или индекс Стойкость
Электрод верхний
То owe нижний
Рукав нижний
0 22$ тип х ffoo м
0 120 тип 4 I iJ72
Поперечный
Приспособления
№ по пор.
1
Наименование
Вращающееся приспособление
№ или индекс
Режим работы на дуговом и газовом постах
Сила тока
в а
№ наконеч-
ника
Давление
кислорода
в ати
Давление
ацетилена
в ати
Режимы работы на контактных машинах
Секционное
переключение
(ступень)
Время
прохождения тока
в мин.
Положение
рукоятки
коробки
скоростей
Рабочая
поверхность
электрода
Давление
на
электрод
Опла-
вление
в мм
Осадка
без тока под током
¦¦ о,6
1-я скорость,
о,86 м/мин
сцик"
ширина—у мм
Наименование приёмов
Время в мин.
перекры-
ваемое
непере-
крываемое
Время в мин.
Наименование приёмов
перекры-
ваемое
непере-
крываемое
Взять деталь
о,о18
8 Вынуть оправку
Надеть на оправку
9j Вставить оправку
0,02$
Взять вторую деталь
o,oi8
10 Подвести к роликам
O,OIf
А Надеть на оправку
11 Нажать педаль
5 Поднести к машине
12 Сварить (автоматически)
OJS7
Нажать педаль
o,oz8
13 Снять узел с оправки
o,oi8
Отвести оправку
о,охо 14 Отложить узел в ящик
o,oi8
Нормы времени в мин.
Основ-
ное
Вспо-
мога-
тельное
Обслуживание рабочего места,
перерыв на отдых и
естественные надобности
Подготови-
тельно-заклю-
чительное
время
Норма
времени
на 1 шт.
Норма
выработки
в смену
Разряд
рабочего
Количе-
ство
рабочих
0,0^9
о,оу4
от оперативного
времени)
666
IV
480
ТЕХНИЧЕСКОЕ НОРМИРОВАНИЕ
[РАЗД.- V
мени прибавляются части времени, затрачивае-
мого за смену на подналадку машины и ин-
струмента и на прочее организационно-техни-
ческое обслуживание рабочего места — Товс,
а также время на отдых и естественные на-
добности— Тот^, путём отнесения их в долях
или процентах к оперативному времени.
Таким образом, норма штучного времени
при контактной сварке будет равна
1 ш — vio"T" l м.р -г 1 а) ' I1 т 1обс ~г Zomd)>
здесь tofyC и tomd выражены в частях от дли-
тельности смены N мин., т. е.
* Тобс
N
N
Если операция производится в серийном
производстве, то определяется подготови-
тельно-заключительное время Тпз и при пар-
тии в п сварочных операций полная затрата
времени на партию определяется суммой вре-
мени Тш-п -+- Тпз, а штучно-калькуляционное
время на одну сварку Тш + 1ш мин.
п
Нормирование проводится или в отдель-
ных нормировочных картах, или в операцион-
ных картах, пример которой показан в табл. 63.
Расчёт нормы штучного времени в этой
карте выполнен для следующих условий.
Во время сварки ролики машины вращают
деталь вокруг оси цанги, на которую наде-
вается деталь. За время этой автоматической
работы, производимой машиной, рабочим вы-
полняется часть приёмов с 1 по 6 и с 13
по 14 включительно, длительность- которых
в норму штучного времени не входит, так
как перекрывается машинным временем.
Машинное время рассчитано исходя из
сварки суммарной толщины металла (Ст. 10).
1,5+ 1,5=3 мм, т. е. tM-= 0,666 мин/м, или
v = 1,5 м/мин (см. табл. 58).
Так как сварка идёт со степенью прерыв-
ности -т- = 0,6 по наружной отбортовке и
шов герметичный, вводятся коэфяциенты
Кх = 0,85; К2 = 1 и Ks = 0,9 (см. ЭСМ, т. 5,
гл. IV, стр. 381). Скорость сварки должна быть:
v' = v - Кг • К2 ¦ К3 = 1,5 • 0,86 • 1 • 0,9 =
= 1,16 м/мин.
Из табл.59 видно, что машина АШ-50имеет
ближайшие к вычисленной скорости 0,85
и 1,20 м/мин.
Для большей надёжности в герметичности
шва принимается скорость v" — 0,86 м/мин,
для которой машинное время будет
= 0,557 мин.
ЛИТЕРАТУРА И ИСТОЧНИКИ
1. Гельман А. С, Контактная сварка, Машгиз, 1949.
2. Синадский С. Е., Нормативные материалы по
техническому нормированию сварочных операций
(крупносерийное и массовое производства), ЦНИИТ-
МАШ.
3. Техническое нормирование сварочных операций', Мате-
риалы сварочной лаборатории ЗИС, 1947.
НОРМИРОВАНИЕ СТАНОЧНЫХ РАБОТ *
Классификация нормируемых элементов
работы на металлорежущих станках, а также
«факторы, влияющие на продолжительность
отдельных категорий рабочего времени, при-
ведены в табл. 64.
Классификация нормируемых элементов работы на металлорежущих станках
Таблица 64
Категория
рабочего
времени
Подготовительно-заключительное
время (на партию)
Элементы работы
1. Получение наряда, чертежа.
2. Ознакомление с работой.* 3. По-
лучение инструкции. 4. Наладка
станка в соответствии с техноло-
гическим процессом: а) установка
и выверка приспособлений для
крепления деталей; б) установка и
выверка приспособлений для кре-
пления инструмента; в) установка
и выверка инструмента; г) уста-
новка чисел оборотов и подач;
д) наладка станка для сложной
обработки, как, например, уста-
новка сменных шестерён для на-
резки резьбы, смещение задней
бабки для обточки конусов, уста-
новка копира и т. п.; е) выполнение
приёмов с пробной обработкой.
а для станков, работающих по на-
строенному циклу (револьверные,
многорезцовые токарные и т. п.),
обработка пробной детали. 5. Сда-
ча работы контролёру
Факторы, влияющие на продолжительность
технологические
1. Тип станка—токарный, свер-
лильный, фрезерный и т. " д.
2. Конструктивно-габаритные раз-
меры станка. 3. Сложность кон-
струкции станка. 4. Сложность вы-
полняемой работы
•
организационные
1. Порядок инструктирова-
ния наладчика, получения ин-
струмента и приспособлений,
приёмки выполненной рабо-
ты. 2. Наличие предваритель-
но разработанных наладок
В статье приведена методика нормирования одноинструментных работ.
НОРМИРОВАНИЕ РАБОТ КОНТАКТНОЙ ЭЛЕКТРОСВАРКИ
481
Продолжение табл. 64
Категория
рабочего
времени
Факторы, влияющие на продолжительность
Элементы работы
1. Работа на токарных станках:
а) наружное продольное обтачива-
ние; б) растачивание; в) подрезка
торца; г) обтачивание и растачи-
вание конусов; д) нарезание резь-
бы; е) протачивание канавок и др.
2. Работа на сверлильных станках:
а) сверление; б) рассверливание;
в) зенкерование; г) развёртывание;
д) нарезание резьбы и др. 3. Рабо-
та на фрезерных станках: а) фре-
зерование горизонтальных и вер-
тикальных плоскостей; б) фрезе-
рование канавок; нарезание зубьев
шестерён и др.
технологические
организационные
1. Размеры обрабатываемой по-
верхности. 2. Свойства материала
детали с точки зрения обрабаты-
ваемости металла. 3. Элементы ре-
жима резания с учётом режущих
свойств инструмента, жёсткости
детали, мощности станка и проч-
ности механизма подачи станка:
а) глубина резания, б) подача,
в) число оборотов или двойных
ходов в минуту. 4. Требуемая
точность и чистота обработки. Для
работ, выполняемых с ручной по-
дачей, к перечисленным фак-
торам добавляются: а) кинематика
механизма подачи и размеры де-
тали, к которой прикладывается
усилие рабочего; б) усилие, при-
кладываемое рабочим
1. Наличие предварительно
разработанной технологической
документации и паспортов ме-
таллорежущего оборудования.
2. Порядок инструктирования
рабочего
1. Установка,
снятие детали '
перестановка и
1. Конфигурация детали, её раз-
меры и вес. 2. Конструкция приме-
няемых приспособлений и способ
их крепления на станке. 3. Способ
установки' и крепления детали.
4. Тип станка. 5. Состояние уста-
новочных поверхностей детали.
6. Характер выверки детали
1. Наличие дублёров приспо-
соблений, позволяющих пере-
крывать основным временем
полностью или часть установоч-
ного времени. 2. Расположение
подъёмно-транспортных средств
З.Наличие приспособлений для
проверки точности установки
детали. 4. Расположение заго-
товок и деталей
2. Приёмы, связанные с выпол-
нением прохода, перехода и опе-
рации
3. Приёмы, связанные с измене-
нием режима работы станка, сме-
ной инструмента
4. Время промеров
1. Тип станка. 2. Конструктивно-
габаритные размеры станка. 3. Ха-
рактер выполняемой работы на
станке, точность обработки и спо-
соб выполнения работы. 4. Разме-
ры обрабатываемой поверхности.
5. Конструкция измерительного
инструмента
1. Наличие паспортов ме-
таллорежущего оборудования.
2. Порядок настройки измери-
тельных средств
1. Тип станка и его конструк-
тивно-габаритные размеры. 2. Кон-
струкция механизмов рабочего
движения и подачи. 3. Конструк-
ция механизмов и приспособлений
для установки инструментов. 4. Тип
и конструкция режущего инстру-
мента. 5. Способ крепления режу-
щего инструмента
1. Конструкция измерительного
инструмента. 2. Размер и точность
измеряемой поверхности
1. Наличие предварительно
разработанной технологической
документации. 2. Наличие па-
спортов металлорежущего обо-
рудования. 3. Порядок ин-
структирования рабочего
О.!»"-
«5 8*
ю о
1. Техническое обслуживание:
а) смена затупившегося инстру-
мента; б) регулировка инструмен-
тов и подналадка станка в процес-
се работы; в) сметание стружки.
2. Организационное обслуживание:
а) раскладка и уборка инструмен-
та; б) осмотр и опробование стан-
) смазка и чистка станка
1. Тип станка и его конструк-
тивно-габаритные размеры. 2 Ха-
рактер и сложность выполняемой
работы. 3. Характеристика обра-
батываемого материала
а) рас
та; б)
ка; в)
1. Наличие специальных на-
ладчиков и подсобных рабочих
1. Отдых
1. Утомляемость и вредность ра-
боты
2. Естественные надобности
31 Том 15
482
ТЕХНИЧЕСКОЕ НОРМИРОВАНИЕ
•[РАЗД. V
Подготовительно-заключительное время
Подготовительно-заключительное время
затрачивается один раз при обработке пар-
тии одинаковых деталей и длительность
этого времени не зависит от числа штук
в партии.
Как по содержанию, так и по продолжи-
тельности подготовительно-заключительное
время бывает различным в зависимости от
типа производства, организации труда и ха-
рактера нормируемой операции.
При установлении нормы подготовительно-
заключительного времени необходимо исхо-
дить из такой организации труда, при которой
материал, инструмент, приспособления, чер-
тежи и наряды доставляются к рабочему
месту и, следовательно, затраты рабочего
времени на организационную подготовку
к работе сведены к минимуму. Исключение
может быть допущено лишь для условий еди-
ничного производства, где нормой подготови-
тельно-заключительного времени могут быть
предусмотрены частичные затраты рабочего
времени на организационную работу.
Элементы работы, а также факторы (тех-
нологические и организационные), влияющие
на продолжительность подготовительно-заклю-
чительного времени, даны в табл. 64.
В массовом производстве, где на каждом
рабочем месте выполняется только одна по-
стоянно повторяющаяся операция, подготови-
тельно-заключительное время отсутствует.
В условиях серийного производства под-
готовительно-заключительное время подсчи-
тывается по укрупнённым комплексам при-
ёмов. Степень укрупнения приёмов в комплексы
зависит от серийности производства (мелко-
серийное, серийное и т. д). Применением в се-
рийном производстве типовых наладок, норма-
лизованных приспособлений и инструментов,
эталонных деталей и шаблонов возможно зна-
чительно сократить длительность отдельных
элементов подготовительно-заключительной
работы, а некоторые из них даже полностью
исключить. При расчёте нормы учитывается
действительный объём работы по наладке.
Например, при наладке токарного станка для
работы в самоцентрирующем патроне время
на установку патрона не предусматривается,
если предыдущая работа на этом станке вы-
полнялась в том же патроне. Для операций,
требующих сложной наладки, следует преду-
смотреть время на пробную обработку одной
или нескольких деталей.
Сложные наладки станков обычно произво-
дятся специальными наладчиками. В этих слу-
чаях наладку целесообразно производить в
третью смену, между сменами или в обеденный
перерыв. Рабочий, осуществляющий наладку,
должен своевременно получать работу и соот-
ветствующие указания мастера.
Основным источником получения данных
для нормирования подготовительно-заключи-
тельного времени являются специальные из-
мерения времени работы наладчиков и опе-
раторов, укладываемые в соответствующие
нормативные материалы.
Нормативы подготовительно-заключитель-
ного времени при работе на металлорежущих
станках в условиях серийного производ-
ства см. [6].
Основное время
При обработке на металлорежущих станках
основное (технологическое) время предста-
вляет собой то время, в течение которого проис-
ходят изменения формы и размеров обраба-
тываемой детали, а также достигается требу-
емая чистота её поверхности, т. е. осуще-
ствляется непосредственная цель данного тех-
нологического процесса (обтачивание, сверле-
ние, фрезерование, шлифование и т. д.). Ос-
новное время определяется по соответствую-
щим формулам, отображающим кинематику
движений на станке при выполнении процесса
данной обработки (табл. 65). Для всех видов
работ, выполняемых на металлорежущих стан-
ках, основное время может быть выражено
формулой:
—
мин.,
где L — длина пути в мм инструмента или
детали в направлении подачи в зависимости
от кинематики движения на станке; SM - прой-
денный путь инструментом или обрабатывае-
мой деталью в направлении подачи в одну
минуту в мм; I — число проходов.
Величина L определяется по формуле
L — I -f- /j + /2 + /3 мм>
Здесь /—размер поверхности детали в мм,
по которой осуществляется перемещение
инструмента или самой детали в направле-
нии подачи (для различных видов обработки
этот размер определяется по-разному — см.
табл.65); 1г — величина врезания в мм, зави-
сящая от геометрических параметров забор-
ной — режущей части инструмента, отдель-
ных элементов режима резания и размеров
обрабатываемых поверхностей (для работы
различными инструментами определяется по
соответствующим формулам — см. табл.65);
для обеспечения свободного подхода инстру-
мента к обрабатываемой поверхности с рабо-
чей подачей расчётную величину врезания
следует увеличивать на. 0,5-i-2 мм; 1%— пере-
бег инструмента или детали в направлении
подачи в мм; во всех случаях, когда инстру-
мент или обрабатываемая деталь относительно
инструмента имеет возможность свободного
перемещения за плоскость обработки, приба-
вляется небольшая величина перебега в пре-
делах 1 —=— 5 мм в зависимости от размеров
обработки; величина перебега к расчётной
длине не прибавляется, если работа ведётся
в упор, например, подрезка уступа, прореза-
ние каназок, глухое сверление и т. п.; /3 —
дополнительная длина в мм на взятие проб-
ных стружек, имеющая место в условиях еди-
ничного, мелкосерийного и серийного произ-
водств при работе на универсальных станках
(токарных, строгальных, фрезерных и др.) со
взятием пробных стружек. В зависимости от
измерительного инструмента и измеряемого
размера дополнительные длины на взятие
пробных стружек колеблются от 3 до 10 мм.
При взятии двух пробных стружек дополни-
тельная длина удваивается.
На настроенных станках работа со взятием
пробных стружек не производится, и в формуле
ГЛ. VI]
НОРМИРОВАНИЕ РАБОТ КОНТАКТНОЙ ЭЛЕКТРОСВАРКИ
483
Таблица 65
Формулы для расчёта основного времени в зависимости от кинематики рабочего движения
и движения подачи
| видоизменения общего вида формулы Го~ i 1
V sm I
Вид обработки
1. Обтачивание
(а) и растачивание
(б) на проход
2. Обтачивание
до уступа (а), до
хомутика (б), ра-
стачивание до
уступа (в) и одно-
временная обра-
ботка нескольки-
ми резцами (г)
Эскизы
Общая Влина обрабатыбае
Расчётная формула
Qi мин.;
S • IX
/-длина обрабатываемой по-
верхности в мм;
г,=A+5) мм
s • п
мин.;
(—фактическая наибольшая дли-
на в мм, по которой осуще-
ствляется перемещение инстру
мента в направлении подачи;
/х=-т^-+(О,5-г-2) мм;
3. Обтачивание
(а) и растачива-
ние (б) в упор
4. Отрезание (а)
и подрезание (d и
в) торца сплош-
ного сечения
5. Отрезание (а)
i подрезание
б, в, г, д) торца
несплошного се-
чения
/—длина обрабатываемой поверх
ности в мм;
*,=0+@,5-г-2) мм;
мин.;
~2~~ ¦*¦**•
/,-0+@,5-i-2) мм (эск. а и б);
/,—-т |-@,5-г2) мм (эск. в);
?,«.@,5+2) мм
т *
мин.;
б) 6)
s • п
l"—z— мм (эск. а, б, в, г);
l~h (эск. д);
/,-0+@,5-г2) мм (эск. в, о", д);
/.-——-+@,542) мм (эск. в, г);
tg f
/,-@,5-7-2) мм (эск. я, б, в, г);
fa=0 (эск. д)
484
ТЕХНИЧЕСКОЕ НОРМИРОВАНИЕ
[РАЗД. V
Продолжение табл. 65
Вид обработки
Эскизы
Расчётная формула
6. Протачива-
ние канавки (« и б),
фасонное обтачи-
вание (в) и подре-
зание уступа (г ид)
TV
D-d
s • n
мм (эск. а, б, в, г);
l=f + —к— мм (эск. д);
!,-0+@,5+2) мм;
г3=0 (эск. а, б, в, г);
It- (l-i-2) мм (эск. д)
7. Протачивание
фасок
'¦>. Нарезание
резьбы резцом
У. Строгание
горизонтальной
плоскости
10. Строгание па-
за (а) и вертикаль-
ной плоскости (б)
Направление рабочего „ .
движения—^ Направление
Lpd, _( подачи ¦
То"
f—/ лтж (эск. а и б);
l=fig а (эск. виг);
Z,=0+@,l-i-l) мм;
h=0
/ мин.;
о
S ¦ П
I —длина нарезки в мм;
?,=A—3) шага резьбы;
г2=A-г3) . . (эск. а. б, в)
?2=@,5-r2) . . (эск. г, д)
мин<>
u s • n
I = ширина В мм плоскости об-
работки;
t
1 tg<p
г,-B+5) мм
+ @,5+2) мм;
-?- I мин.;
П
S • П
I = // Л1Ж (глубине паза или вы-
соте строгаемой плоскости)
+2) мм (эск. а);
t
-+@,5+2) мм (»<ж. б);
l-i'-O (эск. а);
га=B+5) мм (эск. б)
ГЛ. VI)
НОРМИРОВАНИЕ РАБОТ КОНТАКТНОЙ ЭЛЕКТРОСВАРКИ
485
Продолжение табл, 65
Вид обработки
11. Долбление
плоскости
Эскизы
Расчётная формула
I—длина одолбливаемой поверх-
ности в мм (эск. а, в);
I—фактическая длина одолбли-
ваемого контура в мм {эск. б)
/j=(l-r3) мм (эск. а);
lx=h мм (эск. б);
2,= -+@,5-г2) мм (эск. в);
гз=A-г3) мм (эск. а, в);
2а=0 (эск. б)
12. Долбление
шпоночной канавки
s • n
Z=A мм (глубине канавки);
l,-0+@,5-f2) мм;
13. Центрование
(а), сверление глу-
хое (<У) и сверле-
ние на проход (в)
14. Рассверлива-
ние (а), зенкеро-
вание {б) и развёр-
тывание (в) на про-
ход
15. Рассверлива-
ние (а), зенкерова-
ние (б) и развёр-
тывание (в) — глу-
хое или в упор
16. Зенкерование
[) и развёртыва-
тае (б) конических
тверстий
h. /мин..
s-n
l—длина отверстия в мм;
и
1г—— ctg (р + @,5-г2) мм;
i2=0 (эск. а, б);
Z3=@,5-b3) мм (эск. в)
u s • п
I—длина отверстия в мм;
,5^2) мм;
Zj-=(l-r3) ми (эск. а, б);
*3=@,2-г0,5) калибруемой длины
развёртки в мм (эск. а)
Полобиноугла конуса f равна главному углу р 6 плане
s ¦ п
/—длина.отверстия в мм;
ctg <f+{0,5~ 2) мм (жк. а)
/1=.04-@E^-2) мм (эск. б, в);
Го= —I МИН.
и S ¦ П
г, =0+@,54-2) мм;
486
ТЕХНИЧЕСКОЕ НОРМИРОВАНИЕ
[РАЗД. V
Продолжение табл. 65
Вид обработки
Эскизы
Расчётная формула
17. Зенкование
(а, б) и цекование
(в)
i мин.;
I— длина зенкуемого отверстия
в мм (эск. а и б);
l=-h мм (эск. в);
о,5ч-2) мм;
18. Протягивание
v ¦ looo
pnpd pp
бочая длина протяжки в мм',
Г, — длина протягиваемой по-
верхности детали в мм;
Л-о;
га»E-гЮ) мм
19. Фрезерование
осевыми цилин-
дрическими (а),
хвостовыми (о) и
дисковыми (в) фре-
зами
/—длина фрезеруемой.поверхно-
сти в мм;
U = Yt {D-t) +A-г2) мм;
/а=-Bт5) мм
20. Фрезерование
фасонными фреза-
ми (а) и набором
фрез (о")
+l>+l>
гмин,
/-длина фрезеруемой поверхно-
сти в мм;
1 ^ 2) *-*;
/,=B4-5) мм
ГЛ. VI]
НОРМИРОВАНИЕ РАБОТ КОНТАКТНОЙ ЭЛЕКТРОСВАРКИ
487
Продолжение табл. 65
Рид обработки
Эскизы
Расчётная формула
21. Фрезерование
торцевыми фреза-
ми: лобовое — сим-
метрично е (а ,б, в, д)
и торцевым мето-
дом (г)
22. Фрезерование
по контуру (а) и
по копиру (б)
23. Фрезерование
шпоночных кана-
вок: за один про-
ход (а, б, в), на
станках с маятни-
ковой подачей
(г, д, е) и радиус-
ных (ж)
т -!±Ь±к. i l±h±k. i мин •
i q i == — i мин.,
s ¦ n sm
/—длина фрезеруемой поверхно-
сти в мм (эск. а, б, в, г);
l=*d (диаметру фрезеруемой по-
верхности) (эск. д);
/!=0,5 (D-VD3-B3 RU+2) mm
(эск. а. б);
1,=0+A*3) мм (эск. в, д)
1^УВ{р-В)-\ A-г2) мм (эск. г);
/j=B-r5) mm
Т J
±h±h
; мин ¦
/—фактическая длина фрезеруе-
мого контура в .им;
*i=*+(l-f 2) мм;
/3=0 (эск. я);
'»=A-гЗ) мм (эск. б)
/—длина шпоночной канавки
(эск. а, б, г, д);
l=(l—d)+h мм (эск. в);
l={l-d) (эск. е);
l—h мм (эск. ж)',
/,=0,5 d+@,5-;-l) мм (эск. а, г);
I1=0+@,5-M) ум (эск. б, д)
/1=D+@,5-rl) л-и (эск. в, е, лс);
/2 = A-г2) лл (эск. а, г);
/а=0 (эск. б, в, й, е, лс)
h , ,
t = -^- (эск. г, <?, е>
Для случая фрезерования за один
проход (эск. в)
т Г ft+ @,5-1)
L
SM'tlp
]'
488
ТЕХНИЧЕСКОЕ НОРМИРОВАНИЕ
[РАЗД. V
Продолжение табл. 65
Вид обработки
Эскизы
Расчётная формула
24. Нарезание
резьбы круглой
плашкой (я)ивин-
тонарезной голов-
кой (б)
T0J+h+k i мин.;
s • n
/—длина нарезки в мм;
/,=A+3) шага резьбы (s);
i2=@,5-*-2) „ „ *
Для случая нарезания резьбы
круглой плашкой (эск. а):
_ Г / + A4-3) д+@,5-н2) s ,
/+A-3) *+@,5-1-2) s
]'
мин.
s ¦ п
я, — число оборотов в минуту при
вывертывании детали
25. Нарезание
резьбы метчиками
в сквозном отвер-
стии (а) ив глу-
хом отверстии (о)
T+\.
0 L s • п s • я, J
/—длина нарезки в мм;
/,=A+3) шага резьбы (s);
/2=Bч-3) шага резьбы (s) (эск. а);
i,=0 (эск. б);
п^— число оборотов в минуту при
вывёртывании метчика
26. Нарезание
резьбы дисковой
резьбовой фрезой
S COS a SM
/—длина нарезки в мм',
i ¦ g мин;
/.,=@,5-5-1) 5 мм — для резьбы на
проход;
/2=0 — для резьбы в упор;
g—заходность резьбы
27. Нарезание,
резьбы наружной
(а) и внутренней
(б) групповой резь-
бовой фрезой
28. Шлифование
резьбы однониточ-
ным кругом
r l+h + k ¦ @,2+1) nd
То^ —— i= к мин.;
s ¦ п sm
l=nd мм;
/, + /2-0,2;
i = l
r //i + /2 .
To=-—i—— i мин.;
s ¦ n
/—длина нарезки в мм;
/i=(l-r3) шага резьбы (s);
/Л=A+3) шага резьбы для на-
резки на проход;
/а=0 для резьбы в упор;
/=-§-+A+2)
ГЛ. VI]
НОРМИРОВАНИЕ РАБОТ КОНТАКТНОЙ ЭЛЕКТРОСВАРКИ
489
Продолжение табл. 65
Вид обработки
29. Нарезание
цилиндрических
кочё'с модульной
дисковой фрезой
(а) и шлицевых
валиков фасонной
дисковой фрезой
(tf)
30. Нарезание
цилиндрических
колёс червячной
модульной фрезой
(а) и шлицевых
валиков червячной
шлицевой фрезой
(б)
Эскизы
Расчётная формула
т
/—длина зуба или длина шлица
В ММ;
h - Vh(D-h) +A+2) мм;
13 = B+5);
z~ число зубьев или число
шлицев
т l+h + U .
J • п
/—длина зуба или- шлица в .кил
h = A,2 М,3) Vh(D-h) мм;
k = 2+5 мм;
s — подача в мм на один оборот
заготовки;
Пф—число оборотов фрезы в ми-
нуту;
г—число зубьев или шлицев
31. Нарезание
зубьев круглым
долбяком на на-
ружной цилиндри-
ческой поверхно-
сти {а) и на вну-
тренней (б)
1 к мин,;
+nzM мм;
) мм: 1л—(Уз
z— число зубьев; М -модуль в ли
k - число обкатов
32. Шевингова-
ние дисковым ше-
вером
пше$
(/+10) • гяа, h
МИН.;
Sg no /ход стола
snp ' гшев ' пшев se
Л—припуск на сторону по
профилю зуба в мм
z —число зубьев шевера;
п —число оборотов шевера;
Z —число зубьев шевингуе-
мого колеса
490
ТЕХНИЧЕСКОЕ НОРМИРОВАНИЕ
[РАЗД. V
Продолжение табл. 65
Вид обработки
33. Нарезание
червячных колёс
методом радиаль-
ной подачи
34. Нарезание
червячных колёс
методом тангенци-
альной подачи
Эскизы
Расчётная формула
spnk
s • n
l=h=*2,2M mm;
11 + 1я=0,8М м w;
2—число зубьев;
k—заходность червяка;
М—модуль в мм
s-n
2,94 mVY ¦ г
г-число зубьев;
М — модуль в мм;
к -заходность червяка
35. Нарезание
конических колёс:
а-резцами; б—ди-
сковой фрезой со
вставными зубья-
ми на трбхшпин-
1 дельных автома-
j тах; в — резцовой
I головкой
т Т # Z
0=""бо~мвн*'
т — время обработки одного зуба
в секундах
36. Наружное
круглое шлифова-
ние в центрах ме-
тодом продольной
подачи (а) и вну-
треннее шлифова-
ние (б)
h
-т- Я МИН.
t
(при работе с подачей на каждый
ход стола);
2L
(при работе с подачей на
2-й ход стола);
А = *-@,3-:-0,6) ВК;
5^—продольная подача в долях
ширины камня;
п — число оборотов изделия
и
в мин.
»= — k, где й —поправочный
коэфициент
ГЛ. VI]
НОРМИРОВАНИЕ РАБОТ КОНТАКТНОЙ ЭЛЕКТРОСВАРКИ
491
Продолжение табл. 65
Вид обработки
Эскизы
Расчётная формула
37. Наружное
круглое шлифо-
вание в центрах
методом врезания
t-n.
¦ к мин.;
l=-h мм;
/,=0; /,=0;
пи —число оборотов изделия в мин
ft—поправочный коэфициент
38. Бесцентровое
шлифование на
проход
39. Бесцентровое
шлифование мето»
дом врезания
43. Шлифование
шлицевых валиков
а— полнопрофиль-
ным кругом; б—не-
полнопрофильным
кругом
41. Плоское шли-
фование торцом
круга на станках
с круглым столом
s • п sM •
ч-fl
sin a • г
¦ k мин.;
г — число деталей, обрабатывае-
мых при данной настройке;
k — поправочный коэфициент
ШдифЛ
t-П
к мин.;
du — диаметр изделия в мм;
l=h (припуск на обработку);
^=¦0; 1=0;
к— поправочный коэфициент
1
1, + L, .
I _
v ¦ —скорость поступательно-воз-
вратного движения стола в mimuh;
г- число шлицев
k - поправочный коэфициент
г
0
ft
s
• n
i=ft мм;
тс- D
об/мин.;
ср
г — число одновременно обраба-
тываемых деталей;
k - поправочный коэфициент
492
ТЕХНИЧЕСКОЕ НОРМИРОВАНИЕ
[РАЗД. V
Продолжение табл. 65
Вид обработки
42. Плоское шли-
фование торцом
круга на станках
с прямоугольным
столом
(D«>Bu)
Эскизы
Расчётная формула
• Q
s ¦ п
l+h + U h 1 .
"Wooo-T'T*^
I — длина шлифуемых деталей в мм
мм;
поправочный коэфициент
43. Плоское шли-
фование перифе-
рией круга на стан-
ках с прямоуголь-
ным столом
44. Плоское шли-
фование перифе-
рией круга на стан-
ках с круглым сто-
лом
В h l
(при работе с подачей на каждый
ход стола);
W+h+k) В
h I-
(при работе с подачей на 2-й ход
стола);
/ — длина шлифуемых деталей
в мм;
lt+k*= A0+15) мм,
s у— подача в долях ширины
камня;
2=iLft, где
ft— поправочный коэфициент
При Вк >Ви сомножитель
В +В +10 h I
- - а * -, * мин.
5дВк-пст * z
s= — подача в долях ширины
камня;
г» -1000
-Уст
1стГ п . о
¦ об/мин.;
ср
k — поправочный коэфициент
ГЛ. VI]
НОРМИРОВАНИЕ РАБОТ КОНТАКТНОЙ ЭЛЕКТРОСВАРКИ
493
основного времени величина 13 отсутствует,
так же, как и при работе на универсальных
станках без взятия пробной стружки.
Путь, пройденный инструментом или обра-
батываемой деталью в направлении подачи в
одну минуту, выражается формулой
где s — подача в мм на один оборот или двой-
ной ход; п — число оборотов или двойных хо-
дов в минуту в зависимости от кинематики
рабочего (главного) движения на станке.
Число оборотов или двойных ходов — п
в минуту-инструмента или изделия опреде-
ляется исходя из расчётной (технологической)
скорости резания. Расчётная скорость резания
для конкретных условий работы (точение,
сверление, фрезерование, шлифование и т. д.)
определяется в зависимости от ряда техноло-
гических факторов (свойств обрабатываемого
материала, материала и геометрических пара-
метров инструмента, стойкости инструмента,
глубины резания, подачи, состояния поверх-
ностного слоя обрабатываемого материала,
применяемого охлаждения и т. д.) по соот-
ветствующим формулам, установленным при
изучении процессов резания металлов со сня-
тием стружки (см. ЭСМ, т. 7, гл. II), или по
нормативным материалам, построенным по ана-
логичным формулам.
По установленному таким образом значе-
нию скорости резания и размерам обрабаты-
ваемой поверхности или инструмента опре-
деляется необходимое расчётное число обо-
ротов или двойных ходов п изделия или
инструмента для главного (рабочего) движе-
ния, по следующим формулам:
Вращательное (токарные, сверлильные,
фрезерные и тому подобные станки):
t>-1000
Поступательно-возвратное:
a) vp% х = vXt х (долбёжные, зубодол-
бёжные, зубострогальные и тому подобные
(станки)
21
б) vpx < vXiX (шепинги, продольностро-
гальные и тому подобные станки)
п =
V*'1000
? 1
Здесь v — скорость резания в м/мин;
D — диаметр обрабатываемой поверхности де-
тали или инструмента в мм; vp х — скорость
рабочего хода в м/мин; vXm х — скорость хо-
лостого (обратного) хода в м/мин; L—длина
хода инструмента или детали в направлении
главного (рабочего) движения в мм.
Для рациональных условий резания расчёт-
ное число оборотов или двойных ходов должно
быть осуществлено на станке. Так как расчёт-
ное значение числа оборотов или двойных
ходов часто не совпадает с имеющимися на
станке, то приходится выбирать ближайшее
из имеющихся. Выбор ближайшего к расчёт-
ному числу оборотов производится с учётом
знаменателя прогрессии ряда чисел оборотов
станка — <р и показателя степени т при стой-
кости в формулах скорости резания. Порядок
расчётов по определению ближайшего к рас-
чётному числу оборотов для различных видов
работ (точение, сверление, зенкерование
и т. д.) см. [8 и 9].
Основное (технологическое) время при
работе на металлорежущих станках бывает:
а) автоматизированное — с машинным ос-
новным временем (работа на станке осуще-
ствляется с автоматической подачей) и
б) механизированное — с машинно-ручным
основным временем (работа на станке осу-
ществляется с ручной подачей).
При работе с автоматической подачей по-
дача выбирается технологически допускаемая
с учётом лимитирующих факторов (прочность
механизма подачи станка, мощность станка,
жёсткость всей установки — станок, приспо-
собление, деталь, — прочность и жёсткость
инструмента, требуемая чистота и точность
обработки).
В целях уменьшения основного времени
при работе любым режущим инструментом
всегда выгоднее работать с максимальной
технологически допустимой подачей (см. ЭСМ
т. 7, гл. II),
При работе с ручной подачей (сверление
свёрлами малых диаметров, отдельные пере-
ходы, выполняемые с ручной подачей, на
токарных, фрезерных, шлифовальных и дру-
гих станках) дополнительными факторами для
установления величины подачи являются уси-
лие руки рабочего и кинематика механизма
подачи. Поэтому для определения машинно-
ручного времени необходимо предварительно
выявить расчётные значения ручных подач
путём систематизации практических и экспе-
риментальных данных. Нормативные величины
ручных подач см. [8 и 9].
Из формулы основного времени следует,
что при заданных размерах обработки основное
время уменьшается с повышением режима
работы (режима резания) станка, т. е. с уве-
личением sM. Наивыгоднейшие режимы ре-
зания на станках должны определяться
в соответствии с современными научными
данными, установленными экспериментальным
путём и с учётом достижений стахановцев.
Стахановцы новаторы производства — то-
кари, фрезеровщики тт. Г. Борткевич, П. Бы-
ков, А. Марков, Н. Угольков, К. Тюкин,
Р. Денисов, Н. Симаковский, Я. Чебышев и
многие другие практикой своей работы пока-
зали, Что путём тщательного изучения всех
возможностей станка, повышения жесткости (
станка и приспособления, улучшения геоме-
трии инструмента с пластинками из твердых
сплавов и возобновления её доводкой на месте,
подбора наиболее рациональной последова-
тельности операций и переходов в операции
можно значительно, до 10—-20 раз, повысить
производительность как за счёт уменьшения
основного (машинного) времени, так и за
счёт сокращения вспомогательного времени.
Тов. Г. Борткевич (завод им. Свердлова
в Ленинграде) токарную обработку конической
шестерни из стали марки 45 производит со
494
ТЕХНИЧЕСКОЕ НОРМИРОВАНИЕ
[РАЗД. V
скоростью резания 420 м/мин при глубине
резания t = 2,5 мм и подаче на один оборот
5 = 0,18 мм. Токарную обработку цилин-
дрической шестерни из стали марки 20Х
т. Борткевич производит со скоростью ре-
зания v = 440 м/мин при / = 2,6 мм и
5 = 0,22 мм/об.
Токарь П. Быков (Московский завод шли-
фовальных станков) токарную обработку де-
тали из стали 45 ведёт на скорости резания
v = 450м/мин при t = 0,6мми s = 0,45мм\об
и токарную обработку детали из стали 20Х
ведёт на скорости резания v = 670 м/мин при
*= 1,4 мм и s = 0,8 мм/об.
Токарь т. Шумилин (завод „Красный про-
летарий") обточку диска производит при ско-
рости резания v = 700 м/мин, обрабатывая
80 деталей за период стойкости резца.
Фрезеровщик т. Д. Макеев (Коломенский
завод тяжёлого станкостроения) при фрезеро-
вании деталей (клин и рейка) из стали 45, при-
меняя восьмизубую фрезу с пластинками из
твёрдого сплава Т15К6 и маховик для смяг-
чения ударов при входе в работу зубцов
фрезы, осуществляет скорость резания v =
=291 м/мин и подачу sM — 500 м/мин.
Повышения производительности стаха-
новцы-скоростники добиваются не только за
счёт повышения скоростей резания и минут-
ных подач, но и за счёт уменьшения вспомо-
гательного времени. Для этой цели скорост-
ники-стахановцы усовершенствуют приспо-
собления для установки и снятия детали, до-
биваясь перекрытия установочного времени
машинным, модернизируют отдельные узлы
станков, добиваясь уменьшения времени на
додвод и отвод инструмента, смену инстру-
мента, включения, переключения и выключе-
ния вращения шпинделя и механизмов подачи,
автоматизируют выключение подачи и многие
другие узлы станка, оказывающие влияние на
продолжительность отдельных элементов вспо-
могательного времени.
Вспомогательное время
Признаком, отличающим элементы вспомо-
гательного времени, является их повторяе-
мость с каждой обрабатываемой деталью или
в определённой последовательности через не-
которое количество деталей (см. стр. 387).
Нормативы вспомогательного времени со-
ставляют с учётом главных факторов, влияю-
щих на его продолжительность.
По установленным факторам определяются
диапазоны их изменения, а также градации
внутри принятых диапазонов. Например, время
на продольное перемещение супорта токар-
ного станка даётся в зависимости от двух
факторов: группы станка и длины переме-
щения.
Диапазоном изменения первого фактора
является высота центров от 150 до 400 мм;
градации внутри этого диапазона: станки с вы-
сотой центров от 150 до 200, свыше 200 до
300 и свыше 300 до 4С0 мм.
Диапазоном изменения второго фактора
является длина перемещения супортов от
25 до 1000 мм', градациями этого фактора
будут длины до 50 мм, свыше 50 до 100,
свыше 100 до 250 мм и т. д.
В целях упрощения и ускорения тех-
нико-нормировочной работы часто применяют
так называемые комплексные нормативы, пред-
ставляющие собой укрупнённые нормативы
времени для нескольких элементов.
Для станков определённого типа состав
входящих в комплекс приёмов должет быть
постоянным. Для разных типов металлорежу-
щих станков в зависимости от характера вы-
полняемых на них работ группировка элемен-
тов в комплексы может быть различна. При
работе на универсальных станках обычно со-
ставляют комплексные нормативы вспомога-
тельного времени, связанного с переходом
или проходом, и комплексные нормативы вре
мени на установку и снятие деталей; для спе-
циализированных и специальных станков мож-
но составлять комплексные нормативы вспо
могательного времени на операцию. При нор-
мировании вспомогательного времени степень
его расчленения, так же как и степень точно-
сти рассчитываемой нормы, устанавливается
в зависимости от типа производства. В массо-
вом и крупносерийном производствах поль-
зование комплексными нормативами должно
быть ограничено и комплексы должны состоять
из небольшого числа элементов в целях обес-
печения максимальной точности нормативных
величин. В серийном производстве комплекс-
ные нормативы составляются применительно
к отдельным проходам и переходам, отдель-
ным обрабатываемым поверхностям и даже
целым операциям, при этом точность норма-
тивных величин рекомендуется до 0,01 мин.
В мелкосерийном и индивидуальном произ-
водствах комплексные нормативы могут' быть
укрупнённые и точность допускается невысо-
кая до 0,5 мин. ,В табл. 66 в качестве примера
приведены состав и последовательность приё-
мов (комплексы), связанных с переходом при
продольном грубом обтачивании или растачи-
вании, а также при обтачивании и раста-
чивании по 5-му и 4-му классам точно-
сти, в условиях серийного производства
[6 и 7].
В условиях серийного производства эле-
менты вспомогательного времени можно
объединить в следующие группы: 1) время на
установку, перестановку и снятие деталей;
2) время, связанное с выполнением прохода,
перехода или операции, 3) время на изменение
режима работы оборудования и смену инстру-
ментов и 4) время промеров. При устано-
влении нормы вспомогательного времени на
установку, перестановку и снятие детали необ-
ходимо учитывать перекрытие отдельных при-
ёмов установки временем автоматической ра-
боты станка (например, при работе на фрезер-
ных- станках часто применяют групповые при-
способления, позволяющие устанавливать де-
тали на столе во время работы станка на са-
моходе). При установке заготовки для несколь-
ких деталей в штучном времени надлежит
учитывать долю времени, которая падает на
одну деталь.
Время, связанное с выполнением прохода,
перехода или операции, содержит время на
пуск и остановку станка, включение и выклю-
чение подачи, ручное и автоматическое пе-
ремещение частей станка и т. д. Время на
приёмы управления станком зависит главным
образом от конструктивных особенностей
ГЛ. VI)
НОРМИРОВАНИЕ РАБОТ КОНТАКТНОЙ ЭЛЕКТРОСВАРКИ
495
Таблица 66
Состав и последовательность приёмов (комплексы),
связанных с переходом при продольном обтачивании
или растачивании в условиях серийного
производства
X о
Способ
выполнения
работы
Последовательность приёмов
а) В один про-
ход без промера
и без взятия проб
ной стружки
б) В один про-
ход с предвари-
тельным проме-
ром без взятия
стружки
в) То же в два
прохода
г) То же в три
прохода
1. Подвести резец к детали.
2. Включить подачу. 3. Обто-
чить или расточить (основное
время). 4. Выключить подачу
(перекрывается основным вре-
менем). 5. Отвести резец от
детали. 6. Переместить карет-
ку супорта в продольном на-
правлении
1. Промерить. 2, Подвести
резец к детали по лимбу.
Остальные приёмы 3—7 ана-
логичны составу 2—6 преды-
дущего комплекса
1 —6 те же, что и в комплексе
при выполнении работы, ука-
занной в п. „а". 7. Выклю-
чить вращение шпинделя.
8. Промерить. 9. Включить
вращение шпинделя. 10. Под-
вести резец к детали по лим-
бу. Остальные приёмы 11—15—
повторение приёмов 2—6
1—6 те же, что и в ком-
плексе при выполнении ра-
боты „а". 7—12 повторение
приёмов 1-6. 13. Выключить
вращение шпинделя. 14. Про-
мерить. 15. Включить враще-
ние шпинделя. 16. Подвести
резец к детали по лимбу.
Остальные приё .ы 17—21—по-
вторение приёмов 2—6
а) С установкой
резца по лимбу
б) Резцом, уста-
новленным на раз-
мер
в) Со взятием
одной пробной
стружки
1. Подвести резец к детали
по лимбу. 2. Включить пода-
чу. 3. Обточить или расточить
(основное время). 4. Выключить
подачу (перекрывается основ-
ным временем), б. Отвести
резец от детали. 6. Переме-
стить каретку супорта в про-
дольном направлении
1. Подвести резец к детали
продольным перемещением
супорта. 2. Включить подачу.
3. Обточить или расточить
(основное время). 4. Выклю-
чить подачу (перекрывается
основным временем), о. Пере-
местить каретку супорта в
продольном направлении
1. Подвести резец к детали.
2. Включить подачу. 3. Обто-
чить или расточить (основ-
ное время). 4. Выключить по-
дачу (перекрывается основным
временем). 5. Отвести резец
от детали. 6. Выключить вра-
щение' шпинделя. 7. Проме-
рить. 8. ¦ Включить вращение
шпинделя. 9. Подвести резец
к детали по лимбу. 10. Вклю:
чить подачу. 11. Обточить
или расточить (основное время).
12. Выключить подачу (пере-
крывается основным време-
кем). 13. Отвести резец от де-
тали. 14. Переместить каретку
супорта в продольном напра-
влении
станка. Универсальные металлорежущие стан-
ки в пределах одного типо-размера имеют
весьма схожие механизмы управления, вслед-
ствие чего нормативы времени для приёмов
управления составляют для группы станков с
объединением в одну группу одноименного
оборудования определённых габаритов. Для
уникального и специального металлорежу-
щего оборудования приходится составлять
нормативы индивидуально по моделям стан-
ков.
Время на изменение режима работы обо-
рудования включает приёмы на изменение чи-
сел оборотов или двойных ходов и величин
подач на протяжении времени выполнения
одной операции. Если в течение всей опера-
ции режим работы станка остаётся неизмен-
ным, время на установление режима учиты-
вается один раз при наладке станка и отно-
сится к подготовительно-заключительному
времени.
Время на смену инструментов включает
время, необходимое на замену различных ин-
струментов в процессе выполнения операции
(поворот резцовой головки, поворот револь-
верной головки, смену инструмента, устано-
вленного в шпинделе или в задней бабке), а
также время на установку резцов или держа-
вок с резцами в резцовой головке или сол-
датике, когда в операции применяют разные
резцы, предварительно не установленные.
Установку инструмента и упоров, не сменяе-
мых после обработки каждой детали, учиты-
вают в подготовительно-заключительном вре-
мени.
Время промеров содержит время на пред-
варительные промеры, на промеры, выполняе-
мые при заборе пробной стружки, и на кон-
трольные промеры после обработки. В массо-
вом производстве предварительных промеров
и промеров на взятие пробных стружек обычно
не бывает; в серийном и мелкосерийном они
могут быть и указываются в комплексе вспомо-
гательного времени, связанного с проходом или
переходом. Время на промеры при заборе проб-
ной стружки включается в комплекс вспомо-
гательного времени, связанного с проходом»
Контрольные промеры (количество и перио-
дичность) следует назначать в зависимости
от допуска на изготовление детали и длины
обрабатываемой поверхности.
Нормативы вспомогательного времени при
работе на металлорежущих станках для се-
рийного производства см. [Q и 7].
Установление величины вспомогательного
времени для работ, выполняемых на металло-
режущих станках, требует тщательного проек-
тирования его состава с целью достижения
наиболее высокой производительности труда.
При этом необходимо предусмотреть: а) осво-
бождение станочника от подсобных и непроиз-
водительных действий и работ (ожидание
крана, хождение за получением инструмента
и т. п.); б) одновременное выполнение обеими
руками приёмов вспомогательной работы (сов-
мещение); в) выполнение отдельных приёмов
и комплексов приёмов (например, установка
и снятие детали) во время машинной автома-
тической работы станка (перекрытие). Осуще-
ствление этих и других подсобных мероприя-
тий значительно сокращает вспомогательное
время.
496
ТЕХНИЧЕСКОЕ НОРМИРОВАНИЕ
[РАЗД. V
Время на обслуживание
рабочего места
Эта категория рабочего времени зависит
от степени серийности производства, его орга-
низации, порядка чередования смен, типа обо-
рудования и характера выполняемой работы.
Время на подготовку инструмента в начале
смены и уборку его после окончания смены
зависит от выполняемой работы и количества
инструмента, участвующего в работе.
В массовом и крупносерийном производ-
ствах время технического и организационного
обслуживания рабочего места рассчитывают
раздельно: первое — в процентах от основного
времени, второе — в процентах от оператив-
ного времени. В серийном, мелкосерийном и
единичном производствах время обслужива-
ния рабочего места рассчитывают в процен-
тах от оперативного времени.
При многостаночном обслуживании, чтобы
избежать простоя оборудования, многостаноч-
ник либо совершенно освобождается от под-
наладки' станков и смены притупившегося ин-
струмента (с возложением этой работы на на-
ладчика), либо имеет возможность выполнять
эту работу во время автоматической работы
других станков.
Время перерывов
В норму штучного времени станочной ра-
боты время на отдых, как правило, не вклю-
чается; время на естественные надобности
учитывается в размере 2% от оперативного
времени.
Нормативы времени на обслуживание ра-
бочего места и естественные надобности для
работы в условиях серийного производства
см. [6 и 7].
Порядок расчёта нормы времени
Техническая норма времени для работ, вы-
полняемых на металлорежущих станках, рас-
считывается по предварительно разработанной
технологии в следующем порядке: 1) основ-
ное время по каждому переходу в операции;
2) вспомогательное время; 3) время на обслу-
живание рабочего места и естественные на-
добности; 4) подготовительно-заключительное
время.
Для расчета основного времени по каждому
переходу в операции необходимо установить
основные элементы режима резания: а) глу-
бину резания и число проходов, причем для
грубых и получистовых обработок исходя из
общего припуска на обработку с учётом ли-
митируюших факторов и для чистовых исходя
из технологических соображений; б) техноло-
гически допустимую подачу; выбранная по-
дача уточняется по паспорту станка, а для
грубых и получистовых обработок проверяется
по усилию, допускаемому прочностью меха-
низма подачи станка, жёсткостью инструмента
и изделия; в) период стойкости.
Установленные элементы режима резания
при заданном обрабатываемом материале и
режущем инструменте дают возможность рас-
считать скорость резания и определить затем
при заданных размерах обработки число обо-
ротов или двойных ходов и минутную подачу.
Число оборотов или двойных ходов и подача
уточняются по паспортным данным станка.
Для черновых проходов определяются эф-
фективная мощность и крутящий момент при
принятом режиме резания. Потребная мощ-
ность и крутящий момент резания сопоста-
вляются по паспортным данным с располагае-
мой мощностью и крутящим моментом станка.
По элементам режимов резания и расчёт-
ной длине подсчитывается основное время для
каждого перехода. Сумма основных времён
по переходам составляет время на операцию.
Пример расчёта технической нормы времени
Рассчитать норму времени для грубого обтачивания
поверхностей 5, б, 7,8, 9 и 10 и получистового обтачи-
вания поверхности 4 вала редуктора (фиг. 28) по задан-
43 [ W5/
Фиг. 28. Пооперационный эскиз вала.
ной в операционной нормировочной карте технологии
(табл. 67).
Заготовка детали: штамповка из хромоникелевой стали
марки 18ХНВА с пределом прочноети я. = 80 -=- 90 кг!мм*
и твердостью 232—251 Яд .
В общем технологическом маршруте механической
обработки вала редуктора нормируемая операция — IV.
До этого деталь прошла операции: I — фрезерование
торцов вала редуктора — поверхности / и 11; II — изгото-
вление центровых отверстий; III — грубое обтачивание
поверхностей 2, 3 и 4.
Станок токарно-винторезный (высота центров 200 мм)
с коробкой скоростей и коробкой подач. Необходимые
для расчётов паспортные данные станка следующие:
Порядковое
число оборотов
шпинделя
О
i
2
3
4
5
6
7
t8 "
'9
2О
об/мин
93
иб
147
179
225
295
375
465
59°
75°
95°
Порядковое
число продоль-
ной подачи
б
7
8
9
Ю
II
' 12
13
14
15
i6
17
18
19
20
S
В ЛЛГ/(
1,23
1,10
0,98
0,86
0,76
0,70
0,el
°>55
°,49
°,43
°,38
о,35
о, 31
0,28
°i25
Усилие, допускаемое прочностью механизма подачи,
равно 685 кг. Мощность электродвигателя 15 кет.
Глубина резания при грубой обработке уста-
навливается исходя из общего припуска на обработку
и из того, что для последующих получистовых обра-
боток оставляется припуск 1 — 2 мм, а для обработки
поверхности 4, исходя из оставленного припуска на полу-
чистовую обработку.
Принятые глубины резания:
№ обрабаты-' Переходы по Глубина реза-
ваемой поверх- технологии ния в мм (см.
ности(см.фиг.28) (см. табл. 67) ниже фиг.30и31)
8
6
9
7
5
4
2
3
4
5
6
7
5
0
2
ю8—юо
2
122 -1О8
2
127-125
Операционно-нормировочыая карта механической обработки
Таблица 67
Цех — механический
Уч
№ перехода
А
2
3
4
S
~Т
7
асток или группа —
валов
Составил .... Иванов
Проверил . . . Найденов
Утвердил . . . Ерофеев
Состав нормы времени в мин.
Подготовительно-заключительное . . 6,8
Основное 4,85
Вспомогательное 4,68
Время на обслуживание рабочего
места и перерывы ....'....... 0,49
Штучное время 10,02
Переходы
Установить деталь и снять
Обточить грубо поверхность 10
на 0 90~°<46
Обточить грубо поверхность 8
на 0 100 -0<46
Обточить грубо поверхность в
на 0 108~°>46
Подрезать уступ 9
Подрезать уступ 7
Подрезать уступ 5
Обточить получисто поверх-
ность 4 на 0 120—О'1
Операция № IV
Наименование операции: грубая обработка с
одной стороны, (поверхностей 5, 6, 7, 8, 9 и 10)
и получистовая обработка (поверхности 4)
Приспособление: центры, поводковый патрон,
хомутик
Индекс 10-104-021
Разряд работы — 4
Станок — токарно-центровой Н = 200; L = 1000
Инвентарный № 356
Паспорт М 204
Число станков, обслуживаемых рабочим, — 1
Число одновременно обрабатываемых деталей — 1
Инструмент
Режущий
Наименование
и размеры
Резец проходной
20X30
Резец подрезной
Резец проходной
чистовой 20x30
Марка мате-
риала
Т;Кю
TfKio
TifK6
Вспомогательный
Измери-
тельный
Скоба
Скоба
Скоба
Шаблон
Шаблон
Шаблон
Скоба
Расчётные '
размеры обра-
ботки в мм
Диаметр или длина
хода
юо
но
120
100
ю8
122
122
Длина обработки в
направлении подачи
iS9
140
123
i;
14
14
90
Врезмше, подход и
перебег
6
~6
7
2
2
2
9
Расчётная длина
i9 S
146
130
хб
99
Припуск на сторону в мм
S
S
6
S
4
~7
i
Число проходов
1
I
I
I
I
1
I
Глубина резания в мм
S
X
6
:
4
~~т
I
Изделие .
Наименова(
№ детали
№ чертежа
Вид и разм
Марка и ме
Количестве
делие . . .
Вес чёрный
Размер пар
Режим обработки
1.
о. я
° «
П
1'
С ч
i,i
i,i
0,98
о,3
ручная
о,з
ручная
0,2
ручная
0,2!
Скорость резания v
в м/мин
Sb,3
61,у
Sb,3
60,6
rf,4
144
Число оборотов или
двойных ходов
в мин. —я
179
179
147
179
179
147
37!
я*
се
§
С
197
!97
144
S3.7
S3,7
29,4
93<7S
ше детал
1
;
ер заготовки
ханические ев
деталей на
i
тии ....
Основное время Та в мин.
о,99
о,74
о,9о
0,32
о,зо
o,SS
1,0s
4,8S
установку и снятие
детали
i,4
. . . . 4
ойства м
с
1
одно из
Редуктор
ал редуктс
2-205
723
штамповка
атериала 18Xt
1Ь = 80-90кг1л
Н д = 232-25
1
49 кг
25 шт.
1ВА
Л.М-
1
Вспомогательное время
в мин. на:
смену инструмента
0,10
0,10
—
0,10
Изме-
нение
режима
подачи
0,0?
0,0?
—
0,0-]
оборотов
0,11
0,11
0,11
0,11
О, II
связанное с проходом
o,3i
o,3i
o,3i
0,29
0,29
о,39
0,42
перемещение частей
станка
—
контрольные промеры
___
Всего
i,4
o,S9
0,31
0,49
o~7s~o
0,29
0,40
О,JO
4I68
Примечание. Нормативы вспомогательного времени на установку и снятие детали см. / [6] табл. 2, стр. 39\; на изменение режима и смену инструмента — 1[6]
табл. 11, стр. 57\; связанное с переходом при продольном обтачивании Ш], табл. 11, стр.55} и связанное с переходом при поперечном обтачивании \[б], табл.12,
стр. 60\. r i ' ' '
Расчёт режимов резания по переходам
Таблица 68
Расчёт скорости резания в м/мин
147,7- 0,9 -0,9 -0,75-0,77- 1,2
fv. /v
50,18' . 1дО,45
=59,3
147,7 . 0,9 . 0,9 . 0,75 . 0,77 . 1,2
50,18 . 1дО,45
=59,3
147,7 . 0,9 . 0.9 . 0,75 . 0,77 . 1,2
60.18 . 0>
¦60,8
Расчётное число
оборотов
vnn- 1000
TZD
об/мин
59,3 ¦ 1000
~3,14 • luu"
= 189
59,3 • 1000
3,14 ¦ 110
= 171,5
60,8 • 1000
3,14 • 120
161
179
179
3.14 • 110 • 179
147
Фактическая
скорость резания
к ¦ D
1000
м/мин
3,14 • 100 • 179
1000
= 56,3
1000
61,7
3,14 • 120 • 147
1000
-55,5
Фактическое усилие
резания
3,57 • 5!>0 . 1Д0.76 . 2400.75
- 1155
3,57 • 5'>0 . 1,10,75 . 2400,75
= П55
3,57 • б1-0 • 0,98°•75 .240°>75=
= 1265
Эффективная
мощность
60-75- 1,36
1155 • 56,3
6120
= 10,6
1155
6120
- 11,65
Щ>5 • 55,5
6120
- 11,2
138 • 0,9 ¦ 0,75 . 0,77 • 0.81
5°>18 • 0,3°-2
55,2
55,2 • 1000
3,14 • 100
179
3,14 • 100 • 179
1000
56,3
138 • 0,9 • 0,75 • 0,77 • 0,81
"80
txv . syv
40,18 .
- 57,2
57,2 • 10ОО
3,14 • 108
= 169
179
3,14 • 108 • 179
1000
60,6
138 ¦ 0,9 ¦ 0,75 • 0,77 • 0 81
70,18 . о,2°>2
¦= 56,4
56,4 • 1000
3,14 • 1?2
147
147
3,14 • 122 • 147
1000
56,4
Для переходов — 4, 5, 6 и 7 усилие реза-
ния — Р и эффективная мощность—N3(f, мень-
ше, чем в предшествующих переходах, так как
работа в переходах 4, 5, 6 и 7 ведется со зна-
чительно меньшими сечениями стружки
-*Г.
"90'
tXv .
138 • 0,9 • 0,77 • 1,2
I0-18 • 0,25°.2
- 151,5
151,5 • 1000
3,14 • 122
394
375
3,14 • 122 • 375
1000
144
CVj, — коэфициент, характеризующий условия работы: для Т15К6 без охлаждения при s >¦ 0,75 мм!об A, 2 и 3 переходы) и при s •< 0,3 мм1об {4, 5, 6 я 7 пере-
ходы) (см. ЗСМ, т. 7, гл. 11, табл. 13); kj^ — коэфициент, характеризующий влияние группы металла — для о.бработки хромоникелеванадиевой стали (см. т. 7, гл. И, табл. 18);
hCJli — коэфипиент, характеризующий влияние состояния поверхности заготовки — для обработки штамповки с окалиной (см. т. 7, гл. II, табл. 19); ku — коэфициент, харак-
теризующий материал инструмента — для обработки стали резцами, армированными пластинками из твёрдого сплава марки Т5К10 (см. ЭСМ, т- 7, гл. II, табл. 20). ft//R — коэфи-
циент, характеризующий твёрдость обрабатываемого материала — для обработки легированной стали с //g = 232 -*¦ 251 (см. т. 7, гл. II, табл. 14); kp — коэфициент, характе-
ризующий влияние геометрических параметров резца — для работы резцом с плоской формой передней грани и с отрицательным передним углом т= — 5° (см- т. 7, гл. II, табл. 24);
А<р — коэфициент, характеризующий влияние главного угла в плане — при работе резцом с <р =90° в 4, 5, 6 переходах (см. т. 7, гл. 11, табл. 22);^ и уу — показатели степеней
соответственно при t и s (см. 3CJV\,t. 7, гл. II,табл. 13); С — коэфициент, характеризующий условия работы—для работы проходными резцами с пластинками из твёрдого сплава
при обработке стали с Hg> 170 (см. т. 7, гл. II, табл. 35); х иУп —показатели степеней соответственно при г и s (см. т. 7, гл. II, табл. 36); п —показатель степени
при Hg—яля обработки стали с твердостью > 170 7/g (см- т. 7, гл, II, табл. 37).
ГЛ. VI]
НОРМИРОВАНИЕ РАБОТ КОНТАКТНОЙ ЭЛЕКТРОСВАРКИ
499
Для подрезания уступов (поверхностей 9, 7 и 5) глу-
бина резания переменная (от минимума к максимуму).
Глубина резания (максимальная) устанавливается, при-
нимая во внимание предшествующую работу проходных
резцов с <р — 45° и размеры диаметров рядом располо-
женных уступов.
Число проходов принято равным ], так как мощность
электродвигателя, прочность механизма подачи станка и
жесткость детали не лимитируют работу.
Режущий инструмент: для продольного об-
тачивания — проходные резцы; для подрезания усту-
пов — подрезной резец.
Резцы оснащены пластинками из твёрдого сплава:
для грубой обработки (поверхности 5, 6, 7, 8, 9 и 10) —
Т5К10 и для получистовой (поверхность 4) — Т15К6 (см.
ЭСМ т. 7, гл. II, табл. 20). Сечение тела (державки)
резца В X h = 20 X 30 мм; материал державки— кон-
струкционная- углеродистая сталь 45. Геометрические па-
раметры режущих частей резцов а, г по ГОСТ 2320-43.
Для проходных резцов у «• —5° и tp — 45°, для подрез-
ного резца 9 "= 90°.
Величина подачи для грубой обработки рас-
считывается по лимитирующему усилию, для вычисле-
ния которого определяются:
1) усилие, допускаемое прочностью механизма подачи
станка; в рассматриваемом случае оно равно 685 кг;
2) допускаемое резцом вертикальное усилие Р^рези
для резца В X h = 20 х 30 мм и вылете его I — 1,5ft
это усилие определяется по формуле (фиг. 29)
B-h*
В. Л3
грезц 6 • I
20 • 30а • 20
= 6 • 1,5 • 30
6 ¦ 1,5
1330 кг;
3) вертикальное усилие, допускаемое деталью при
креплении её в центрах; в рассматриваемом случае при
креплении детали в центрах для среднего значения диа-
метра детали, равного 100 мм, длине детали I — 6,5?»
и стреле прогиба / — 0,1 мм, усилие, допускаемое де-
талью, определяется по формуле (см. ЭСМ т. 7, гл. II,
табл. 4)
доп = /з
48 ¦ 22 OOP • O.Op • 100' • 0,1
6503
1930 кг.
Чистотой обрабатываемой поверхности в данном слу-
чае можно пренебречь, так как оставляемая для получи-
/ 1
1
Фиг. 29. Вертикальное усилие, допускаемое резцом.
етовых проходов глубина резания достаточна, чтобы уда-
лить неровности и деформированный слой на поверхности
детали после грубой обработки.
Для 1-го и 2-го переходов подача будет (см. ЭСМ
т. 7, гл. II стр. 89, табл. 35, 36 и 37)
Ига
Y
-1330
3,57 ¦ 51 • 2400'75
-¦ 1,34 мм.
По ГОСТ 2209-45 для резцов В X h — 20 X 30 мм тол-
щина пластинки Т5К10 равна 8 мм. При такой толщине
пластинки и твёрдости обрабатываемого материала
#g ¦» 232 + 251 максимально допустимая подача j —
= 1,1 мм'об (см. т. 7, гл. II, стр. 80, табл.6).
По установленной подаче s = 1,1 мм, соответствую-
щей паспорту станка, определяется усилие подачи
Рх *~ Cx-t х • s х • НВ х
- 0,0212 • 5'»2 • 1,10'65 • 2401'5 - 570 кг.
Полученное усилие подачи не превышает усилия, до-
пускаемого прочностью механизма подачи станка.
Для 3-го перехода подача будет
У 3,57 . б1 • 2400'75
По паспорту станка ближайшая подача равна
0,98 об/мм. Таким образом, усилие подачи будет:
Х„ \'„ П
Рх= Сх • t рх . s рх . нврх —
= 0,0212 • б1'2 • 0,98°<65 . 2401'5 = 660 кг,
которое не превышает усилия, допускаемого прочностью
механизма подачи станка и, следовательно, в 3-м пере-
ходе работу можно вести с подачей s =- 0,98 мм}об.
Подрезание уступов ведётся с ручной подачей. Для
4-го и 5-го переходов принимается л = 0,3 мм'об и для
6-го—л = 0,2 мм!об.
Для получистовой обточки поверхности 4—в 7-м пере-
ходе подача выбирается равной 0,25 мм/об, исходя из
требований чистоты V7 5 при работе нормальными про-
ходными резцами (см. ЭСМ, т. 7, гл. II, табл. 9).
Расчёты скоростей резания и чисел
оборотов для каждого пергхода с корректировкой
расчётных чисел оборотов по паспортным данным станка,
а также расчёты усилий резания и мощности приведены
в табл. 68 (см. также т. 7, гл. II формулы 12, 13, 14 и
табл. 25). В целях облегчения расчётов определение ско-
ростей резания, усилий резания, а также эффективной
мощности, большей частью осуществляются по норма-
тивным материалам (нормативы по режимам резания),
составленным по соответствующим формулам.
Основное время подсчитывается для каждого
перехода, исходя из установленных для отдельных пере-
ходов чисел оборотов, подачи и расчётной длины пере-
мещения инструмента в направлении подачи.
Расчёты основного времени для каждого перехода
приведены в табл. 69.
Для 1,2 а 3-го переходов величина / определялась,
исходя из размера обрабатываемой поверхности по чер-
тежу, работы проходным резцом с главным углом в плане
«р = 45° и учёта размера уступа, расположенного рядом
с обрабатываемой поверхностью (фиг. 30). Резец, как
видно из фиг. 30, не проходит всей длины поверхности на
уступа ~ обработки
величину / — ц—г мм, следова-
тельно, для этих переходов I будет равно длине обраба-
тываемой поверхности по чертежу за вычетом вели-
чины / мм.
Для 4, 5 и 6-го переходов величина / определялась,
исходя из соображений, что работа ведётся подрезными
резцами — сначала продольным перемещением резца на
величину /, чтобы снять с цилиндрической поверхности
остаток металла после проходного резца, а затем пере-
мещением резца к периферии на величину/,— —^- мм
(фиг. 31).
В 7-м переходе работа ведётся на проход, и величина f
равна длине поверхности обработки по чертежу.
Вспомогательное время подсчитывается
для каждого перехода в отдельности. Пример расчёта
вспомогательного времени приведен в табл. 67.
Время на обслуживание рабочего места (техническое
и организационное) и на' перерывы для работы на токар-
ных станках с высотой центров 200 мм составляет в=
условиях серийного производства 5,10/0 от оперативного
времени [6], следовательно;
Тобс. е. н. "
100
,5,1
- D,83 + 4,68) ~ - 0,49 мин.
Штучное время обработки детали составит:
Тш ~* Т° + Т В + тобс. е. н. =
*обс. е. н.
1 +
100
- D,85 + 4,68) A + ^У-Л - 10,02 мин.
500
ТЕХНИЧЕСКОЕ НОРМИРОВАНИЕ
[РАЗД. V
t
— 90
-130
122-108
\:
¦150-
120-100
2tg<p :'0мм
I
M/ 4
.110-90 J.
''I—
Фиг. 30. Определение величины I для I, 2 и 3-го переходов: /, 3 и 5 — исходное положение резца в 1, 2 и 3-м
переходах; 2, 4 и б — конечное положение резца в 1, 2 и 3-м переходах.
Таблица 69
Расчёт основного времени по переходам
Пере-
ходы
1
i
a
3
4*
S*
6*
\
Установленные элемен-
ты режима резания
Число
оборо-
тов
в мин.
п
119
179
147
*79
179
J47
7 ' У]!
Подача на один
оборот 5
ь мм
i,i
i,i
о,98
о,3
{ручная)
о,3
(ручная)
о,a
(ручная)
O,2f
Расчётная длина обработки
Размеры поверх-
ности детали, по
которой осущест-
вляется перемеще-
ние резца в на-
правлении подачи,
1 в мм
2оо — (ю + i) — i8g
Ifl — G0 + 1) = 140
r3i — G + 1) = i*3
10 + s - IS
10 + 4 = 14
7 + 7-14
90
Величина врезания
с учётом подхода
инструмента с рабо-
чей подачей
'' = tr; + A + 2)AMt
tg4f°+J 7
1
1
i-
44f*I~a
Пере-
бег ин-
стру-
мента
/,.
в мм
I
I
I
2
Расчёт-
ная
длина
обра-
ботки
L
в мм
19!
146
130
17
i6
16
99**
Основное время
т L ,
0 ~" 7^~я мин'
I9S
i,i ¦ 179
*46
1,1-179
130
_ 0,00
0,98 -147 У
П
о,з ¦ IJ9
16
о,) ¦ 779
16
0.2-147 °'!;
99
о,з; -37! '"'
* Величина I для проходов 4, 5 и б-го представляет собой сумму величин проходов резца в направлении по-
дачи — сначала в продольном направлении, а затем в поперечном (см. фиг. 31).
** Для 7-го перехода работа ведётся со взятием одной пробной стружки с дополнительной длиной I — 5 мм.
ГЛ. VII
НОРМИРОВАНИЕ СЛЕСАРНЫХ РАБОТ
501
Фиг. 31. Определение величины I для 4, 5 и 6-го переходов: 1,3л 5~ исходное положение резца в 4, 5 и 6-м пе-
реходах; 2,4 v. 6 — конечное положение резца в 4, 5 и 6-м переходах.
Подготовительно-з а к л ю ч ит ельное
время определяется, исходя из фактического объёма
работ, выполняемого при наладке станка для выполнения
заданной обработки. Нормативы этой категории рабочего
времени см. [6].
Принимая во внимание, что предшествующая работа
на станке велась также в центрах с поводковой план-
шайбой, нет необходимости время на наладку (зависящее
от способа установки детали) принимать полностью по
нормативам, равным 3,8 мин.; достаточно учитывать время
на перемещение задней бабки—0,5 мин., на перемещение
шпинделя задней бабки — 0,1 мин., и на переметение
супорта — 0,1 мин- Время на ознакомление с чертежом
и на установку инструмента при работе тремя резцами и
обработки семи поверхностей принимается по нормати-
вам— 6,1 мин. Таким образом, Тп 3 ¦-— 0,7 + 6,1 =6,8 мин.
Норма времени для подетальной калькуляции рассчи-
тывается по формуле:
Т„, „ - Г.. + -^- = 10,02 + ?? = li,3.
25
ЛИТЕРАТУРА И ИСТОЧНИКИ
1. Дом инженера и техника им. Ф. Э. Дзержинского,
Техническое нормирование в машиностроении, ч. 1,
Машгиз, 1947.
2. То же, ч. II, Машгиз, 1948.
3. НИАТ МАП СССР, Руководство по техническому
нормированию в авиационной промышленности, вып.
10-й, Методика технического нормирования работ на
металлорежущих станках, ч. I, Оборонгиз, 1947.
4. То же, ч. II и III, Оборонгиз, 1948.
5. Пунский Я М., проф.. Основы технического нор-
мирования в машиностроении, Машгиз, 1946.
6. Сектор технических нормативов НКМ и НКОП, Норма-
тивы вспомогательного, подготовительно заключитель-
ного времени и времени обслуживания рабочего места
для механических и инструментальных цехов. Серийное
производство (укрупнённый вариант), Машгиз, 1938.
7. То же, Серийное производство (диференцированкый
вариант), Машгиз, 1938.
8. Министерство станкостроения СССР, Научно-иссле-
довательское бюро технических нормативов, Справоч-
ник нормировщика, вып. V, Нормирование работ на
токарных станках, Машгиз, 1949.
9. То же, вып. VI, Нормирование работ на сверлильных
станках, Машгиз, 1949.
НОРМИРОВАНИЕ СЛЕСАРНО-СБОРОЧНЫХ РАБОТ
К слесарно-сборочным работам относятся
собственно слесарные работы и сборочные
работы.
НОРМИРОВАНИЕ СЛЕСАРНЫХ
РАБОТ
Слесарные работы в основном предстя-
вляют холодную обработку металлов резанием,
выполняемую ручным или механизированным
способом для получения необходимых разме-
ров, формы или чистоты поверхности.
Слесарные работы осуществляются преи-
мущественно в единичном и серийном произ-
водствах. Объём этих работ зависит от точ-
ности механической обработки деталей. С по-
вышением качества механической обработки
уменьшается объём слесарных работ, а при
наличии взаимозаменяемости деталей слесар-
ные работы, как правило, отсутствуют.
Сокращение слесарных работ за счёт по-
вышения культуры механической обработки
деталей является одной из прогрессивных
тенденций машиностроения.
В табл. 70 приведена классификация ка-
тегорий рабочего времени и видов слесарных
работ с указанием основных факторов, влия-
ющих на продолжительность отдельных работ.
Подготовительно-заключительное
время
В условиях серийного производства под-
готовительно-заключительное время относи-
тельно мало и для упрощения расчёта нормы
может быть включено в норму штучного вре-
мени без большой погрешности для нормы.
•502
ТЕХНИЧЕСКОЕ НОРМИРОВАНИЕ
[РАЗД. V
Таблица 70
Классификация основных нормируемых элементов слесарных работ
Элементы
работ
Технологические факторы продолжительности
Размеры и форма обрабаты-
ваемой поверхности
Рабочий и контрольный
инструмент
Способ выполнения работ
Обрубка
поверхности
Величина площади и глу-
бина. Плоская и криволиней-
ная поверхности
Зубило, линейка, угольник,
шаблон
Обрубка: без соблюдения
размеров, по разметке под
линейку и угольник
Обрубка фа-
сок, канавок
Длина, ширина и глубина.
Плоская и криволинейная
поверхности
Зубило, крейцмейсель,
линейка, шаблон
Обрубка: без разметки, по
разметке
Отрезание
Ширина и толщина. Пло-
скости, ограниченные квад-
ратом, прямоугольником н
окружностью
Ножовка, линейка
Отрезание: без разметки,
по разметке
Опиливание
поверхностей
Ширина, длина и глубина.
Плоская и фасонная поверх-
ности
Драчевые, личные, бархат-
ные напильники. Линейка,
угольник, шаблон, штансен-
микрометр
Опиливание: без соблюде-
ния размеров, по разметке,
с сопряжением с другими по-
верхностями, под контроль-
ный инструмент
Опиливание
заусенцев и
фасок
Длина, радиус закругления.
Прямолинейная и криволи-
нейная поверхности
Драчевые, личные, бархат-
ные напильники. • Линейка,
шаблон
Опиливание без соблюдения
размеров, по разметке, под
контрольный инструмент
Сверление
Длина, диаметр отверстия
Электродрель, пневмодрель
Сверление по разметке, по
месту
Развёртыва-
ние •
Длина и диаметр отверстия,
припуск
Цилиндрические, кониче-
ские, раздвижные развёртки
Развёртывание по месту,
цилиндрическое, коническое
Нарезание
резьбы
Шабрение
Длина и диаметр отверстия,
болта
Длина, ширина и глубина.
Плоские, призматические и
цилиндрические поверхности
Метчики: 1-й, 2-й, 3-й;
плашки. Одноконечный и
двухконечный воротки
Сквозные глухие отверстия
Шабер, линейка, индика-
тор, щуп
Шабрение поверхностей:
скольжения, вращения, па-
ронепроницаемых
Установка
детали
Длина и ширина, вес, кон-
фигурация детали
Подъёмно-транспорт::ые
средства, тиски, приспособлю
ния, линейка, рейсмус, уро-
вень, индикатор
Действия с
рабочим ин-
струментом
Длина и ширина, форма
обрабатываемой поверхности
Вид, размеры инструмента
Точность, чистота обработки
Действия с
контрольным
инструментом
Длина и ширина, форма
обрабатываемой поверхности
Вид, размеры инструмента
Требуемая точность поверки
ГЛ. VI]
НОРМИРОВАНИЕ СЛЕСАРНЫХ РАБОТ
503
В мелкосерийном производстве продолжи-
тельность подготовительно-заключительного
времени необходимо определять отдельно от
штучного времени.
Продолжительность отдельных элементов
подготовительного времени определяется фо-
тографией рабочего дня. Результаты наблю-
дений систематизируются в виде нормативов.
Оперативное время
Основное (технологическое) время.
Основными этапами при разработке нормати-
вов являются:
1. Определение факторов, влияющих на
продолжительность выполнения данной ра-
боты.
2. Проведение хронометражных наблюде-
ний для определения продолжительности ра-
боты при различных значениях факторов про-
должительности.
3. Нахождение графо-аналитическим мето-
дом закономерностей между необходимыми
затратами времени и изменениями значений
факторов продолжительности.
В качестве примера приводится порядок
разработки нормативов на опиливание, кото-
рое является характерным видом слесарной
обработки.
Для определения влияния ширины, длины
и глубины опиливания были проведены хро-
нометражные исследования , по опиливанию
поверхностей с разными размерами и разными
глубинами для стали а6 = 50-f-60 kzjmm2 и
стали а$ = 70-Т-80 кг)мм2. Результаты наблю-
дений показали, что продолжительность опи-
ливания 1 см2 зависит от ширины поверх-
ности и глубины. Изменения продолжитель-
ности опиливания 1 см2 в зависимости от
указанных факторов были нанесены на двой-
ную логарифмическую сетку (фиг. 32). Опи-
si
0*5
¦n 6,39
ьозз
ш
щ
\Ш
§ 0,065Ь
Аналитическую зависимость времени опи-
ливания 7\ от ширины Н при постоянном
припуске можно выразить формулой
0,033
0J026
¦z
i
=
=
. =
¦ =
¦~ s
-
-
- \
¦I
¦1
=
V
V
¦>^ 1
4.
4
1
N.
N
r ^
"TTT
4QJ
|N
14
4,
ч
4
ч
ч
4
ч
4.
N
\
—
ТШТТТП
/ 2 3 4 3 6789Ю
Ширина опиливания
Фиг. 32.
15 см
ливались плоские поверхности шириной 3, 6
и 10 см и глубиной 0,1—0,2—0,3—0,4 мм.
Точками на фигуре показаны фактические
продолжительности опиливания 1 см?, полу-
ченные на основе хронометражных наблюде-
ний.
мин. на
Время в зависимости от глубины опилива-
ния t при постоянной ширине выражается
формулой
Г2 = С2/0'85 мин. на 1 см0-.
На основании этих частных зависимостей
выводится общая зависимость времени от ши-
рины и глубины
А85
Т = С —гпг мин. на 1 см2.
0,6
Н
Коэфициент С можно определить, если
известна продолжительность для какой-либо
ширины и глубины по графику. Для стали с пре-
делом прочности оь = 50 -г- 60 кг мм2 С — 0,55.
^0,85
В этом случае Т = 0,55 —-77Г мин. на 1 см2,
f
f
В результате дальнейших исследований
можно найти зависимость продолжительности
опиливания от формы поверхности, точности
опиливания, вида применяемого напильника
и качества опиливаемого материала.
Вспомогательное время. Расчёт продол-
жительности вспомогательного времени по
отдельным приёмам требует значительных за-
трат времени и поэтому её определяют по
комплексам приёмов.
В первый комплекс можно объединить все
приёмы, связанные с изделием (взять, устано-
вить, закрепить, повернуть, открепить, отло-
жить изделие). Второй комплекс охватывает
приёмы, связанные с рабочим инструментом
(взять, отложить, смазать инструмент).
Третий комплекс включает все приёмы,
связанные с измерительным инструментом
(взять, установить на размер, примерить, от-
ложить инструмент).
Второй и третий комплексы вспомогатель-
ного времени могут быть объединены с основ-
ным временем на переход. Суммарная про-
должительность основного и технологического
времени может быть отнесена ко всему пере-
ходу (продолжительность нарезки резьбы
в отверстии определённого диаметра и дли-
ны), либо к 1 см2 (при опиливании и ша-
брении), либо к 1 см длины (опиливание
заусенцев).
Вспомогательное время, связанное с изде-
лием, объединяется с остальными комплексами,
если его удельный вес в общем времени не-
значителен.
Вспомогательное время, связанное с изде-
лием, даётся отдельно на всю слесарную обра-
ботку данного изделия.
В качестве примера нормативных материа-
лов на слесарные работы в табл. 71 приво-
дятся данные о продолжительности опилива-
ния плоской поверхности без соблюдения
размеров и в табл. 72 — 0 продолжительности
нарезания резьбы.
504
ТЕХНИЧЕСКОЕ НОРМИРОВАНИЕ
(РАЗД. V
Продолжительность опиливания плоской поверхности без соблюдения размеров
Таблица 71
Вид опиливания
Глубина
опиливания
в мм
Продолжительность опиливания при ширине
опиливания в мм
10
20
30
40
60
10)
Драчевое
Личное .
о,4
До o,i
о, 14
0,21
0,27
°,32
0,i8
0,08
о, 135
o,i6o
О,2О
о,ю
о,об
S
о8
ОО75
о, то
0.125
о,о6
°37
обэ
°33 j
|
045
о,о45
о.обо
о,о75
°.°45
Примечания: 1. Содержание работы: взять напильник, опилить поверхность, отложить напильник.
2. Таблица составлена для стали с пределом прочности о?=50-=-60 кг/мм5. Для других материалов табличные дан-
ные умножаются на следующие коэфициенты:
Материал Коэфициент
Сталь О?=60--*80 кг/мм* i,3
Чугун средний о,7
Бронза машинная 0,7
Медное литьё _. . 0,5
Мягкие металлы о,з
3. Табличные данные умножаются при опиливании: под линейку—на коэфициент 1,7; под линейку и угольник —на
коэфициент 2,0; под линейку и штангенциркуль—на коэфициент 2,5; под линейку и микрометр—на коэфициент 2,5.
4. При опиливании криволинейной поверхности под линейку и простой шаблон или под линейку и сложный шаблон
(сочетание нескольких поверхностей) табличные данные умножаются соответственно на коэфициеьты 1, 7 и 2,5.
5. Когда продолжительность комплекса приёмов, связанных с изделием, превышает 10—15% общего времени опи-
ливания, время на этот комплекс прибавляется к общему времени на опиливание.
Таблица 72
Продолжительность нарезания резьбы
в отверстиях
Диаметр
резьбы
в мм
3
6
10
Продолжительность нарезания резьбы
в мин- при длине резьбы в мм
5
'.5
1,4
1.5
10
2,1
2,0
1.9
15
2,6
2,4
2,2
20
3.°
2.8
2,6
25
З.б
3,3
2,9
30
4,°
3,7
3-3
Примечания: 1. Содержание работы: взять воро-
ток и мегчик; установить метчик в вороток; окунуть
метчик в масло; установить метчик в отверстие; наре-
зать резьбу; вывернуть метчик из отверстия; очистить
метчик от стружки; отложить метчик и вороток.
2. Нарезание производится тремя метчиками.
3. Материал детали сталь j#=5O-b7O кг!мм*.
Для остальных материалов табличные данные умно-
жаются:
для стали u^=70-i-80 кг1ммг на коэфициент i,2
для среднего чугуна и бронзы „ , 0,7
для медного литья „ „ i,o
4. При нарезании глухих отверстий табличные данные
умножаются на коэфициент 1,2; при нарезании одноко-
нечным воротком—на коэфициент 1,4; при прогонке
резьбы третьим метчиком—на 0,25.
Время обслуживания рабочего места
разделяется на время организационного обслу-
живания (раскладывание и уборка рабочего
места) и время технического обслуживания
(подправка, заточка и смена затупившегося
инструмента). Для упрощения расчёта можно
объединить эти затраты и определять время
обслуживания рабочего места в процентах от
оперативного времени.
Время перерывов на отдых и естественные
надобности при слесарных работах зависит
от характера выполняемой работы, типа при-
меняемого инструмента, удобства выполнения
работы и других факторов и также может
устанавливаться в процентах от оперативного
времени.
В табл. 73 приведены ориентировочные
данные о затратах времени на обслуживание
рабочего места и перерывы на отдых.
Таблица 73
Время обслуживания рабочего места и время
перерывов на отдых и естественные надобности
(для слесарных работ в процентах от оперативного
времени)
Наименование
работ
Обрубка поверхностей . . .
Обрубка заусенцев
Опиливание поверхностей и
заусенцев
Отрезка, сверление
Нарезание резьбы, развёр-
тывание, прогонка резьбы . .
Шабрение
Разметка, правка
Обслужи-
вание
рабочего
места
4
3
8
2
6
2
Перерыв
на отдых и
естествен-
ные надоб-
ности
6
5
4
4
4
4
4
ГЛ. VI]
НОРМИРОВАНИЕ СЛЕСАРНЫХ РАБОТ
505
Таблица 74
Завод . .
Цех Инструмен-
тальный
Изделие
Гибочный штамп
Чертёж 1
№ 68753
Наименование
работы
Опиливание
штампа
6.
о
с
о
в
I
2
3
4
Наименова-
ние узла,
комплекта
и детали
Гибочный
штамп
Пуансон
* ?
н
;тал
рхно
:sg
I
11
III
IV
V
Отдел
Бригада
Эскиз
if
Ч
1
о
в
о
О)
С
К
ч
о
I
2
I
2
/
// Ш
Ц Y/
1^40 -—•
И
1
/
Ч
-— 50 —^
Материал
Сталь а. =70-г
-f 80 кг/мм1
Штампован
//у/
//*
//
/
у
Размер обра-
батываемой
поверхности
в мм
60X100
глуб. 0,4 мм
C0X60+
п403ч
+ 4Tl)
глуб. 0,4 мм
зохюо
глуб. 0,4 мм
п ¦ 40
л l\JVl
глуб. 0,4 мм
10X100
Состапил Иванов Н. М.
Утвердил Михайло(
Время подгот.-заключит.
Время оперативное 57мин
Время обслуж. 4 мин.
Норма на 1 изд. 61 мин
Наименование работ
Опиливание после станочной
обработки:
Плоскости под линейку по
ширине 100 мм. Время на
1 см —0,075 . 1,7 = 0,13 мин.
(табл. 71, прим. 3)
Плоскости под линейку и
угольник по ширине 60 мм—
0,1 ¦ 2 = 0,2 мин. (табл. 71,
прим. 4)
То же по ширине 100 мм
0,075- 2,0 = 0,15
Криволинейной поверхности
под линейку и шаблон по
ширине 100 мм — 0,075 • 1,ЗХ
Х2,5=0,19 (табл. 71 прим. 4)
Плоскости под линейку и
штангенциркуль по ширине
100 мм - 0,075 • 2,5 = 0,19
Итого для стали о, •= 50 -ь
-1-60 кг'мм-
Для" стали а^=70-г80 кг/мм?
44X1,3
А.Н.
Нормировочная
карта М 1
На слесарно-сбо-
рочные работы
Разряд работ IV
Расценка штучная
Расценка подгот.-закл.—
Размер партии 3 шт.
Инструмент и
приспособление
Драчевой на-
пильник и
линейка
Драчевой на-
пильник, ли-
нейка и уголь-
ник
То же
Драчевой на-
пильник, линей-
ка и шаблон
Драчевой на-
пильник, линей-
ка и штанген-
циркуль
Продолжи-
тельность
в мин
i 3
о
ю
!
i
7,8
9,6
9,о
13,8
3,8
44
57-2
Норма штучного времени рассчитывается
по формуле
J
где То — основное время на данный объём
слесарных работ; Тв — вспомогательное время;
k — время обслуживания и отдыха в процен-
тах от оперативного времени.
При объединении вспомогательного и
основного времени формула принимает вид
Т — Т ( 1 4-
* 111 * ПП -1 1^ 1 л/ч
Пример определения продолжительности
времени опиливания детали приведён в табл. 74.
Комплексом приёмов, связанным с изделием,
можно пренебречь ввиду его незначительного
удельного веса.
Приняв время на обслуживание рабочего
места равным 6% от оперативного времени
(см. табл. 73), норма штучного времени выра-
зится
МИН.
506
ТЕХНИЧЕСКОЕ НОРМИРОВАНИЕ
|РАЗД. V
НОРМИРОВАНИЕ СБОРОЧНЫХ РАБОТ
Сборка каждого изделия характеризуется
некоторыми особенностями, зависящими в
основном от конфигурации деталей, их назна-
чения, технологического процесса изготовле-
ния, способа соединения деталей друг с дру-
гом и их взаимного расположения. Из разно-
образных сборочных работ могут быть выде-
лены одинаковые элементы сборки. К числу
таких элементов можно отнести: завинчивание
болтов, шпилек, гаек, запрессовку втулок, на-
садку рукояток, зашплинтовку и т. д. На такие
сборочные элементы разрабатываются норма-
тивные материалы для использования при
сборке разнообразных изделий.
Элементарные сборочные работы следует
объединять в группы укрупнённых сборочных
элементов, для которых также можно разра-
ботать нормативные материалы.
Первичное сборочное соединение из двух
деталей можно назвать сборочной парой.
Совокупность элементарных действий рабо-
чего, в результате которых получается сбороч-
ная пара, представляет сборочный приём.
Соединение нескольких деталей, связан-
ных друг с другом одной соединяющей их
деталью, называемой базовой деталью, обра-
зует сборочное соединение второго поряд-
ка—сборочный комплект. Сочетание сбороч-
ных приёмов, необходимых для образования
сборочного комплекта, представляет комплекс
сборочных приёмов. Как комплекты деталей,
так и комплексы приёмов могут быть образо-
Сочетание комплектов и отдельных деталей
представляет сборочное соединение третьего
порядка, которое можно назвать узлом.
Сумма сборочных работ, затрачиваемых
на сборку или разборку узла, образует сбо-
рочный процесс узла.
В результате сборки в определённом со-
четании узлов, комплектов и пар получается
сборочное соединение четвёртого порядка,
название которого можно установить в зави-
симости от той отрасли машиностроения, к ко-
торой оно относится.
Подготовительно-заключительное время
В условиях массовой сборки подготови-
тельно-заготовительное время отсутствует.
В условиях серийного производства оно
имеет незначительный удельный вес и для
упрощения расчёта нормы без большой по-
грешности может быть включено в норму
штучного времени.
В мелкосерийном производстве продолжи-
тельность подготовительно-заключительного
времени необходимо определять отдельно от
штучного времени.
Продолжительность отдельных элементов
подготовительно-заключительного времени
определяется фотографией рабочего дня. Ре-
зультаты наблюдений .систематизируются
в виде нормативов. В табл.75 приведены при-
мерные нормативы подготовительно-заключи-
тельного времени на сборку в условиях мелко-
серийного производства.
Таблица 75
Продолжительность подготовительно-заключительного времени на .слесарно-сборочные работы
Мелкосерийное производство
Характеристика слесарно-сборочных работ
/. Простая работа
2. Диференцированная сборка по отдельным
комплектам и простым узлам .
II. Работа средней сложности
1. Диференцированная сборка по узлам средней
сложности
2. Общая сборка несложных изделий
III. Сложная работа
1. Сборка сложных узлов
2. Монтаж сложных узлов
3. Общая сборка изделий средней сложности
Затраты подготовительно-заключительного времени в мин.
Получение и
сдача наряда,
чертежей,
деталей *
1,О
2,О
} -
1 3.°
Ознакомление
с работой,
чертежом,
получение
инструктажа
1,О
2,0
3,°
5.о
Получение и
сдача специ-
ального
инструмента и
приспособлений
1,О
2,0
3,°
Установка
специальных
приспособле-
ний, инстру-
ментов
5.о
* Получение наряда, чертежей работы и их сдача производятся на рабочем месте.
ваны с различной степенью укрупнения в за-
висимости от конструктивных особенностей
всего изделия. Поэтому можно различать про-
стые и сложные комплекты деталей и ком-
плексы приёмов.
Сборочный комплект может храниться, пе-
ремещаться и подаваться на дальнейшую
сборку как единое целое. Комплекс сбороч-
ных приёмов представляет самостоятельную
расчётную единицу.
Оперативное время
Для нормирования оперативного времени
сборочных работ требуются нормативные ма-
териалы: 1) на простые сборочные приёмы
для образования сборочных пар; 2) на ком-
плексы сборочных приёмов для образования
сборочных комплектов; 3) на укрупнённые
нормы на сборочные процессы для образова-
ния сборочных узлов.
ГЛ. VI]
НОРМИРОВАНИЕ СБОРОЧНЫХ РАБОТ
507
Содержание сборочных приёмов зависит
от способа образования сборочных пар.
Сборочные пары могут быть образованы
следующими методами: 1) установкой одной
детали на другую; 2) насадкой охватывающей
детали на охватываемую или посадкой охва-
тываемой детали в охватывающую; 3) навин-
чиванием деталей друг на друга или соеди-
нением их крепёжными деталями.
Пример построения классификации сбо-
рочных приёмов и факторов, влияющих на
их продолжительность, приведён в табл. 76.
Для разработки нормативных материалов
необходимо: 1) выделить в каждом сборочном
приёме основную работу, характеризующую
данный приём (насадку или посадку деталей,
завинчивание деталей), и отдельно вспомога-
тельные действия — комплекс приёмов, свя-
занных с установкой и креплением детали
(взять деталь; закрепить деталь), — комплекс
приёмов, связанных с рабочим инструментом
(взять инструмент, отложить инструмент), —
комплекс приёмов, связанных с измерительным
инструментом (проверить положение деталей);
2) установить для каждого основного элемента
приёма факторы, влияющие на его продолжи-
тельность; 3) произвести хронсщетражные
наблюдения над выполнением основного эле-
мента работы; 4) результаты хронометражных
наблюдений нанести на логарифмическую
сетку и определить аналитическую зависи-
мость между продолжительностью работы и
размерностью факторов.
В качестве примера можно привести изменение про-
должительности завинчивания в зависимости от измене-
ния диаметра и длины резьбы.
Хрономегражные данные нанесены на логарифмиче-
скую сетку (фиг. 33). При изменении диаметра оставля-
Ш
6 7891012515 20 30 40 50 70 Юг
¦ Диаметр болта б мм
Длина болта в мм
Фиг. 33.
лась постоянной длина, равная 20 мм, а при изменении
длины оставлялся постоянным диаметр, равный 12 мм.
При диаметре завинчивания до 10 мм аналитическое
выражение нормы времени на завинчивание выразится
формулой
Т -ft **
При *=-0,120; х = 0,70 и у
лиза графика фиг. 34), тогда
0,40 (что следует из ана-
При диаметре завинчивания свыше 10 мм время на
завинчивание выразится формулой
При ft, =0,008, Хг-0,7,у,-0,8, -То -=0,00810>7ЕРЯ .
Таблица 76
Классификация нормируемых сборочных приёмов и факторов, влияющих на их продолжительность
Категория
рабочего вре-
мени
Основное
время
. Элементы работы
Сборочные приёмы; установ-
ка на горизонтальную пло-
скость, на плоскость под углом
и вертикальную плоскость:
установка между параллель-
ными плоскостями.
Посадки в отверстие сверху,
сбоку
Посадка на вал
Винтовые соединения
Сборка валиков с деталями
Сборка рычагов
Сборка фрикционов
Технологические факторы продолжительности
Размеры поверхности,
вес
Длина и ширина; вес
детали; конфигурация
детали
Длина и диаметр; вес
детали
Длина и диаметр; вес
детали
Диаметр и длина; вид
резьбы
Диаметр, длина и вес
количество деталей
Диаметр и длина;
конструкция рычага
Диаметр и длина; ко-
личество деталей
Характер посадки
Свободные, подвиж-
ные, переходные,
прессовые
Подвижные, переход-
ные, прессовые
Подвижные, переход-
ные, прессовые
Завинчивание непо-
движно, Завинчивание
с регулированием
Подвижные, переход-
ные. На шпонках, на
винтах
Подвижные, пере-
ходные
Подвижные, переход-
ные, характер сцепле-
ния
Точность и сложность
установки
По рискам, щупу,
рейсмусу, уровню,
индикатору
По щупу, уровню,
индикатору.
По щупу, уровню,
индикатору
Без проверки и ре-
гулирования, с провер-
кой и регулированием
Без проверки и ре-
гулирования, с про-
веркой и регулирова-
нием
С проверкой и регу-
лированием перемеще-
ния и сцепления дета-
лей
508
ТЕХНИЧЕСКОЕ НОРМИРОВАНИЕ
[РАЗД. V
5j Проведением хронометражных наблюде-
ний определяется продолжительность вспомо-
гательных элементов и зависимость их от раз-
мерных факторов.
В рассмотренном примере продолжительность эта бу-
дет меняться незначительно, и её можно считать постоян-
ной и равной в среднем 0,06 мин. при D < 10 и 0,08 мин.
при D > 10,— поэтому вспомогательное время можно
объединить с основным. Окончательно продолжительность
завинчивания для болтов до 10 мм включ. будет равна
/0,7
Гол= 0,120-—7TV- +0,06
?0,4
и для болтов свыше 10 мм
Топ = 0,008/°'7Z)°>8 + 0,08.
В табл. 77 приводится время на завёрты-
вание болтов.
Таблица 77
Продолжительность завёртывания болтов
без регулирования
Диаметр
завёртывания
в мм
4
6
8
ю
12
15
Продолжительность в мин. при длине
завёртывания в мм
10
°,4°
о.З6
о,3°
О,2б
15
о, 53
о,48
°>4°
0,32
о.45
о,55
20
о,58
0,46
°,38
о,53
о,бб
25
о, 52
о,42
о,6а
о,75
30
oj5°
0,70
°,95
Примечания: 1. Содержание работы: взять болт
и навернуть на 1—2 нитки от руки, взять ключ и надеть
на головку болта, завернуть болт, отложить ключ.
2. Завинчивание производится гаечным ключом на Vs
оборота ключа.
3. При 4t оборота ключа табличные данные умно-
жаются на коэфициент 1,3.
На практике часто пользуются для норми-
рования укрупнённым нормативным материа-
лом, охватывающим комплекс приёмов. Со-
держание комплексов зависит в первую оче-
редь от конфигурации и количества деталей,
образующих комплект.
Для целей нормирозания можно выделить
комплексы приёмов с некоторым типовым со-
держанием сборочных работ применительно к
наиболее часто встречающимся комплектам
деталей и характеру их соединений.
Примерная номенклатура комплексов и
факторов, влияющих на их продолжитель-
ность, приведена в табл. 76.
Примером может служить составление нор-
мативного материала для наиболее распро-
странённого комплекса приёмов при сборке
различных видов изделий „Сборка валика с
деталями".
Этот комплекс характерен для сборки ко-
робок скоростей, редукторов, передач и других
аналогичных механизмов.
Продолжительность комплекса зависит от
диаметра и длины валика, конструктивной
сложности коробок и характера посадок со-
бираемых деталей.
Конструктивная сложность коробки ха-
рактеризуется количеством валиков и деталей
в коробке, количеством деталей, сидящих на
валике, и расположением деталей.
Кроме конструктивной сложности коробок,
на продолжительность сборки влияет вид по-
садки отдельных деталей на валике.
Посадки при сборке коробок могут быть
объединены в следующие группы:
1) посадка под ударами молотка (тугая,
напряжённая);
2) посадка под лёгкими ударами молотка,
(плотная, скользящая);
3) посадка от руки (остальные подвижные
посадки).
Для упрощения нормативного материала
можно принять продолжительность одного
вида посадки за единицу, а другие виды по-
садок выразить при помощи соответствующих
переводных коэфициентов. Так, если принять
продолжительность посадки первой группы
за единицу, то для второй группы перевод-
ной коэфициент будет 0,6, а для третьей — 0,3.
В табл. 78 приводится продолжительность
сборки валиков с деталями.
Таблица 78
Продолжительность
Диаметр
валика
в мм
3°
4о
Число
основных
деталей.
сидящих на
валике
i
2
3
4
5
i
2
3
4
5
сборки валиков с деталями
Продолжительность
при длине валика
300
4,о
5,5
7,о
9,о
II,О
5,о
7,о
9,о
12,0
15, о
500
5,о
6,5
8,о
ю,о
12,0
6,0
8,о
1О,О
13,°
17,о
в мин.
в мм
750
б,о
7,о
9.°
II,О
14,о
7,о
9,о
л,о
14,о
2О,О
Примечания: 1. Содержание работы: снять де-
тали с валика, обтереть их и смазать; продеть валик
в отверстие коробки, одновременно надевая на него
последовательно все детали; посадить в гнезда втулки
или шарикоподшипники; посадить шпонки, насадить
на них детали и закрепить их; отрегулировать вращение
валика и проверить расположение и перемещение де-
талей.
2. Таблица составлена для наличия в коробке от
трёх до пяти валиков; при количестве валиков от двух до
трёх табличные данные умножаются на коэфициент 0,9;
при количестве валиков от семи до девяти — на коэфи-
циент 1,2.
Пример. Требуется определить продолжительность
сборки валика, на котором сидят: две детали напряжён-
ной посадкой; две детали скользящей и две детали, си-
дящие вхолостую; диаметр валика 30 мм, длина 500 мм;
число валиков в коробке 7.
Подгоночные работы с деталями выполнены пред-
варительно.
Вместо шести деталей, сидящих с разными посадками,
можно принять следующее приведённое количество де-
талей, сидящих напряжённо: 2X1 + 2X^,6 + 2X0,3 =
:= 4 детали, При ?> = 30 мм, / —500-м.и и собираемых
четырёх основных деталях продолжительность сборки
валика составляет по табл. 78 всего 10 мин.
Так как число валиков в коробке больше 5, то
согласно примечанию 2 найденная продолжительность
умножается на коэфициент 1,2.
ГЛ. VI]
НОРМИРОВАНИЕ СБОРОЧНЫХ РАБОТ
509
Таблица 79
Завод ....
Цех Сборочный
Отдел
Бригада сборки валика
Изделие Станок № 16
Чертеж.№ 366801-2
Наименование работы
Сборка фартука
Ms по пор.
i
2
?
4
;
Наименование
узла, комплектов
и деталей
/. Валик сколь-
зящий с деталя-
ми
Валик
Шпонка
Шестерня
блок
Шестерня
Шестерни
ч
№ деталей и
поверхности
68
441
6(i8
6о4<?
6о49
6/Z8
Количество
7
2
1
I
1
1
Составил Петров
Утвердил Иаанов
Нормировочная карта Je 5
Па слесарно-сборочные
работы
Время подг.-заключ. — 1 Разряд работ V
Время оперативн. 8 час. 20 миш J Расценка штучн. 13 р.
Время обслуживания 30 мин.
Норма на 1 изделие 8 ч. 50 м.
Расценка подг.-закл. -
50 к.
Размер партии 20 шт.
Эскиз узла или комплекта
1
' 6818 ^65Ю
Материал
деталей
Сталь 45
Сталь 45
Сталь 45
Сталь 45
Сталь 45
*
Вес детали,
размер
обработки
в мм
8X6X70
8x6x70
г = 44 + 2Z
т = 2,2/
г — з/
т — 2,2/
2/У(зо
ДН441 6817
km
v/////>
/
Наименование работ
Предварительная подгон-
ка, сборка комплектов
Снять фаски на шпоноч-
ных канавках
Изготовить из калибро-
вого железа и запрессовать
в шпоночную канавку
Зачастить фаски зубьев
Пригнать на шпонку
Зачистить фаски зубьев
Пригнать на шпонку
Насадить на валик
Итого
Инструмент
и приспосо-
бление
Напильник
Ножовка
Напильник
Напильник
Напильник
Напильник
Про-
должи-
тель-
ность
в мин.
под-
гонки
l6,0
7,8
4,8
4,2
4,8
38,8
.
сборки
о,/
o,S
7,0
Сборка низа фартука
Корпус фар-
тука
I. Валик сколь-
зящий с дета-
лями
Втулка валика
То owe
1
Валик с дета- \
лями: ,
1
шестерня
шестерня
втулка
втулка
681-7
68i8
6ц8
Ьо49
Ь817
Ь8х8
X/
1
X
2
Я
I
I
I
Ж
Чугун
Чугун
То же
т
1 ¦= IOOO
10X20
/0X60
2/ХбО
2/ХбО
Уохбо
Зачистить заусенцы свер-
ху и снизу
Пригнать резьбу
Обдуть корпус
Установить в корпус
Запрессовать в корпус
фартука предварительно
Развернуть отверстия
Выпрессовать втулки
Снять детали с валика
протереть и смазать де-
тали
Собрать в корпусе валик
с двумя деталями, сидящими
скользящей посадкой. Отре-
гулировать вращение и сколь-
жение деталей по валику
Напильник
Метчик
Молоток
Развертка
Молоток
1,60
9,8
2,0
/У6
Т,6
!,3
2,0
S,o
510
ТЕХНИЧЕСКОЕ НОРМИРОВАНИЕ
[РАЗД. V
ПРИМЕНЕНИЕ НОРМАТИВНЫХ
МАТЕРИАЛОВ
Наличие нормативного материала на про-
стые сборочные приёмы и их комплексы по-
зволяет нормировать сборочные работы как
в массовом, так и в серийном производстве.
Так как продолжительность работы на ра-
бочих местах в условиях массового производ-
ства равна или кратна темпу и обычно не
превышает нескольких минут, нормативный
материал должен быть отнесён к диференци-
рованным элементам, т. е. к приёмам, а в не-
которых случаях даже к движениям рабочего.
Располагая таким нормативным материалом,
можно разложить всю сборку на составляющие
простые приёмы и суммировать последние в
группы в зависимости от величины ритма.
В дальнейшем, по мере освоения работы, рас-
считанная продолжительность должна уточ-
няться непосредственным наблюдением на ра-
бочем месте.
Следовательно, в условиях массового про-
изводства необходимо:
1) разработать нормативный материал на
ряд сборочных приёмов и простые комплексы;
2) при предварительном проектировании
диференцировать сборку на сборочные при-
ёмы;
3) произвести предварительный расчёт
продолжительности сборочных приёмов по нор-
мативным материалам;
4) объединить сборочные приёмы в допу-
стимые технологическим процессом группы
с тем, чтобы продолжительность каждой
группы была равна или кратна темпу сборки.
5) по мере освоения сборки определить
хронометражем отдельные приёмы;
6) уточнить состав групп сборочных при-
ёмов, выполняемых на отдельных рабочих
местах, с тем, чтобы на основе длительности
получить действительную трудоёмкость ра-
бот на каждом рабочем месте, равную или
кратную ритму.
В условиях серийного производства для
целей нормирования сборочный процесс не-
обходимо диференцировать на узлы, а ка-
ждый узел на комплексы сборочных приёмов,-
соответствующие номенклатуре имеющихся
нормативных материалов на сборочные ком-
плексы.
Так как серийная сборка в отличие от
сборки в массовом производстве обычно ха-
рактеризуется наличием слесарных работ, то
необходимо указывать не только сборочные
работы, но и производимые слесарные работы.
Расчёт продолжительности можно произ-
водить либо в технологических, либо в спе-
циальных нормировочных картах.
Определение продолжительности сборки
производится в нормировочной карте, которая
составляется на узел или на комплект де-
талей.
В качестве примера приводится опреде-
ление продолжительности подгонки и сборки
комплектов узла фартука револьверного
станка (в условиях серийного производства)
(табл. 79).
Если сборка узла диференцирована между
отдельными бригадами или рабочими, то нор-
мировочные карты могут быть составлены на
подгонку и сборку каждого комплекта.
УЧЁТ И КОНТРОЛЬ ВЫПОЛНЕНИЯ НОРМ ВЫРАБОТКИ
Учёт и контроль выполнения норм имеют
важное значение для управления социалисти-
ческими предприятиями, для регулирования
заработной платы при планомерном повыше-
нии производительности труда, а также для
своевременного пересмотра устаревших норм,
тормозящих рост производительности труда.
Учет выполнения норм выработки имеет
целью: а) систематическое определение по-
месячно или посменно показателей выполне-
ния норм выработки для установления уровня
фактической производительности труда сдель-
щиков; б) выявление динамики 'показателей
выполнения норм и на основании этого опре-
деление роста производительности труда
сдельщиков; в) определение исходной базы
при введении прогрессивно-сдельной системы
оплаты рабочих сдельщиков.
Контроль выполнения норм осуществляется
отделами труда и заработной платы заводов,
отделами главного технолога, органами нор-
мирования и мастерами.
В задачи контроля входит: определение
на основе анализа данных учёта показателей
выполнения норм отдельными рабочими и по
отдельным операциям; выявление рабочих, не
выполняющих нормы, и причин невыполнения
норм, а также проведение мероприятий к устра-
нению этих причин; выявление устаревших
норм, тормозящих рост производительности
труда.
Для обеспечения качества нормирования
труда на предприятии организуется учёт:
выполнения норм отдельными рабочими;
охвата рабочих завода сдельщиной и техни-
чески обоснованными расчётными нормами;
выполнения норм по отдельным операциям.
Показателем выполнения норм является
средний процент выполнения, который может
быть выведен из отношений: а) количества
выполненных деталей за месяц или за смену
к существующей норме выработки этих дета-
лей; б) нормы штучного времени к факти-
чески затраченному времени на обработку
одной детали; в) суммарного количества
нормочасов по выполненным за месяц или
смену работам к фактически отработанному
(или календарному) времени за данный период
на сдельной работе.
Учёт выполнения норм по чзаводу ведётся
в месячном разрезе по отработанному и по
календарному времени.
Процент выполнения норм по отработан-
ному и по календарному времени опреде-
ляется по формулам
отр —
Тсд
100,
100,
ГЛ. VIJ
УЧЁТ И КОНТРОЛЬ ВЫПОЛНЕНИЯ НОРМ
511
где Тн — нормочасы, потребные на вырабо-
танную годную продукцию;
Т$ — нормочасы по доплатным нарядам;
Тбр — нормочасы, израсходованные на про-
дукцию, забракованную не по вине ра-
бочих;
Тсд — фактически отработанные часы на
хсдельной работе урочно и сверх-
урочно (без простоев и часов повре-
менной работы);
Тпр — время простоев сдельщиков;
Тп — время повременной работы сдель-
щиков.
Не допускается исчисления процента вы-
полнения норм выработки путём сопоставления
тарифной ставки рабочего с фактическим его
заработком, так как это приводит к искаже-
нию показателей взиду включения в зарабо-
ток доплат за сверхурочную работу, возмож-
ного несоответствия разряда работы разряду
рабочего и т. д.
Порядок составления и направления пред-
приятиями ежемесячных отчётов о выполне
нии норм выработки установлен распоряже-
нием правительства. Типовые формы свод-
ной отчётности установлены ЦУНХУ Гос-
плана СССР.
Первичный учёт выполнения нору, ведётся
в цехах заводов по каждому сдельщику на
основании расчётных документов. Опреде-
ляется выработанное рабочим количество
нормочасов (включая сверхурочную работу)
по основным и доплатным нарядам за отчёт-
ный месяц (смену), табельное время, время
повременной работы и время простоев; все эти
данные заносятся в форму цеховой ведомости
выполнения норм, отдельно по производствен-
ным (для производственных и вспомогатель-
ных рабочих по профессиям) и вспомога-
тельным цехам.
При наличии на заводе механизирован-
ного учёта составляется табуляграмма
(табл. 80) отработанного времени и выработки
нормочасов за месяц (смену) по каждому
рабочему, а также времени простоев и по-
временной работы сдельщиков.
Индексы (условные) видов оплаты, указан-
ные в табл. 80, обозначают: 010 — повремен-
ная работа, 020 — сдельная работа, 030 —ра-
бота по дополнительным нарядам, 040 —про-
стои.
Из табуляграмм сведения заносятся в це-
ховые ведомости выполнения норм, как и при
ручной обработке (табл. 81).
Кроме того, в цехах составляются и еже-
месячно пополняются сведениями карты
динамики выполнения норм по месяцам
(табл. 82).
Из цеховой ведомости выполнения норм
выработки рабочими (табл. 81) сведения пере-
носятся в сводную месячную ведомость учёта
выполнения норм по типам изделий и опера-
циям (табл. 83); при этом сведения группи-
руются по однородным профессиям или груп-
пам станков. Сводная ведомость предста-
вляется в отдел труда и зарплаты завода.
Таблица 80
Цех меха
Цех
i
1
1
1
1
низировэнного
учёта
Месяц
S
S
S
S
S
Табуляграмма отработанного времени
и нормочасов *
Цех механический
Мастер
IO1
IO1
IO1
IO1
IO1
Табельный
номер
рабочего
313
313
313
313
3^3
Индекс
вида
оплаты
010
020 '
о?о
040
Дата 6/1 1950
Подпись Л. Карпов
Время в часах по видам
оплаты
нормирован-
ное
23/8
23S
фактическое
i6o
iyio
210
Общее время
в часах
нормиро-
ванное
*S93
фактиче-
ское
. 2о8о
* В табуляграмме время печатается в виде десятых долей часа, следовательно, при обработке данных необхо-
димо один знак справа отделять запятой.
Таблица 81
Цех кузнечный
Месяц январь 1950 г.
по пор.
1
2
Табель-
ный
номер
313
34!
Фамилия
рабочего
Карпов Л.
Петров С.
Ведомость выполнения норм выработки рабочими
Специаль-
ность
Кузнец
Кузнец
Сумма
нормо-
часов
по на-
рядим
я/9,3
240,!
Отработано чел.-час.
сдельщиками
сдельно
XJ1
200
повре-
менно
i6
3
итого
i87
302
Средний процент
выполнения норм
по отрабо-
танному
времени
1бз
120
по кален-
дарному
времени
и8
io8
Количе-
ство
чел.-час.
простоев
сдельщиков
21
1
512
ТЕХНИЧЕСКОЕ НОРМИРОВАНИЕ
[РАЗД. V
Таблица 82
Цех М 15
Месяц январь 1950 г.
№ по пор.
i
2
Табельный
номер
иб
Фамилия
рабочего
Попов И. К.
Котов С. А.
Специаль-
ность
Токарь
Токарь
Динамика выполнения норм выработки рабочими
Разряд
4
3
Стаж:
в годах
г,/
о,/
Месяцы
I
но
8/
II
hi
90
III
8о
IV
112
92
V
120
ЮЗ
VI
Ю4
VII
124
но
VIII
120
IX
122
II/
X
124
П4
XI
120
120
XII
130
120
Таблица 83
Завод:
Цех: ЛЬ 15
Категории
сдельщиков
3. Токарно-ре-
вольверный уча-
сток .
Токарь 4-го
разряда . . .
Токарь 3-го
разряда . . .
Револьверщик
4-го разряда .
Итого по цеху
В том числе:
По производ-
ственным ра-
бочим ....
По вспомога-
тельным ра-
бочим ....
Отчёт
о выполнении норм
выработки за январь 1950 г.
Распределение сдельщиков по степени
выполнения
хЪ
бз
36
19
2
69
68
i
-^
II
17
—
69
64
S
норм пс
отработанному"
времени
От 120
до 149'
10
2
2
I
88
88
Й'
8
4
—
143
133
ю
2
Две но
и выш<
il
i
—
—
97
J2
з/
Итого
1Л1
.?*/*
/8
42
3
466
43S
41
Средний
процент
выполнения
норм
о
по отр
Танном
времен
г ЗУ
100
10/
92
1/8
1/2
212
5 >>к
по кал
дарном
времен
122
ТОО
104
98
i/i
212
Я
та
1СОВ
ЕГ *
О *
Сумма
по еде.
30814
ю 349
7 90/
//О
131 o/i
114 120
16931
Отработано
сдельщиками
едельш
2> 13/
ю 328
7 431
/6о
8} из
7/ 141
7 972
чел -час.
поврем
но
_
32-
_
139
193
—
Итого
2/ J7I
ю 328
7 463
fbo
83 246
7/ 374
7 972
0 ее
чел.-ча
:лыцикс
Количе
просто!
_
._
—
Сводный отчёт по заводу. На основании
цеховых отчётов отдел труда и зарплаты
завода составляет сводный отчёт по заводу
за месяц по формам, утверждённым ЦУНХУ
Госплана на основании постановления Эко-
номсовета при СНК СССР [4; 3].
Приведённая система отчётности по выпол-
нению норм выработки характеризует выпол-
нение норм рабочими.
Для проверки качества норм по отдельным
объектам и операциям и для корректирования
норм необходимо вести учёт фактического
выполнения норм по операциям.
В условиях массового и крупносерийного
производств, когда рабочий на протяжении
смены выполняет одну и ту же операцию,
определение процента выполнения нормы по
данной операции может быть осуществлено
путём учёта фактической выработки рабочего
в штуках, по весу, по объёму.
Этот учёт может быть механизирован при
помощи автоматических счётчиков, а также
механических и электрических регистрирую-
щих приборов, устанавливаемых непосред-
ственно на станках или у станков (см. „Орга-
техника"). Комбинированные электрические
приборы, позволяющие регистрировать на
одной ленте выработку 12, 25, 50 рабочих
одновременно, устанавливаются в конторе
цеха [1; 2].
В условиях единичного и мелкосерийного
производств, где рабочий выполняет в тече-
ние смены разные работы различной длитель-
ности, учёт норм по операциям не ведётся.
В этих условиях необходимо осуществлять
выборочно учёт выполнения норм путём вы-
борки из рапортов мастеров за смену работ,
выполняемых рабочим в течение полной
смены, и по этим данным определять процент
выполнения норм по данной операции.
В других случаях необходимо либо про-
ведение проверочной отметки на нарядах,
либо хронометрирование работы или проведе-
ние фотографий рабочего дня.
В целях систематизации данных о факти-
ческом выполнении норм по отдельным объ-
ектам или операциям составляется ведомость
выполнения норм по типам изделий и опера-
циям (табл. 84).
Данные учёта выполнения норм выработки
используются с целью:
1) улучшения нормирования —путём ана-
ГЛ. VI]
УЧЕТ И КОНТРОЛЬ ВЫПОЛНЕНИЯ НОРМ
513
Таблица 84
Сводная ведомость учёта выполнения норм по типам изделий и операциям
Завод
Цех механический
№ черте-
жа
I120J1J
1I20J20
1011 jl6
930';
Наименование
детали
Гайка шести-
гранная М-10
Гайка шести-
гранная М-27
Шайба чистая
Д-55
Шпонка
24x14x100
Операция
Точение и
фрезерование
Точение
Точение
Строгание
Норма вы-
работки
в шт.
6о
зо
So
S3
Рабочий
Фамилия
Попов И. К.
Крюков Л. И.
Андреев И. И.
Шанин К. А.
Табель-
ный
номер
33!
216
}12
iSi
Смена
/
//
/
1
Фактическая выработка в шт.
Дата
3/Ш
6;
28
So
4!
4/Ш
. 6S
зх
88
5/1Н
70
зб
90
46
6/Ш
70
3S
9S
4S
7/III
J2
3$
93
44
лиза причин невыполнения норм на отстающих
участках и причин, вызывающих чрезмерное
перевыполнение норм, а также подготовки
материалов к своевременному пересмотру
устаревших, временных, ошибочных норм;
2) планирования роста производительности
труда путём анализа динамики показателей
выполнения норм выработки;
3) планирования повышения квалификации
рабочих для подтягивания их до уровня пере-
довых;
4) разработки организационно-технических
мероприятий, улучшающих условия работы
на отстающих участках производства;
5) улучшения организации труда и рабочих
мест и улучшения инструктажа рабочих.
33 Том 15
ОРГАНИЗАЦИЯ
ТЕХНИЧЕСКОЙ ПОДГОТОВКИ, КОНТРОЛЯ
И ОБСЛУЖИВАНИЯ ПРОИЗВОДСТВА
Глава VII
ОРГАНИЗАЦИЯ ТЕХНИЧЕСКОЙ ПОДГОТОВКИ
МАШИНОСТРОИТЕЛЬНОГО ПРОИЗВОДСТВА
СОДЕРЖАНИЕ И ЗАДАЧИ ТЕХНИЧЕСКОЙ ПОДГОТОВКИ
СОДЕРЖАНИЕ ТЕХНИЧЕСКОЙ
ПОДГОТОВКИ ПРОИЗВОДСТВА
Техническая подготовка машиностроитель-
ного производства представляет собой ком-
плекс проводимых по определённому кален-
дарному плану и в определённой взаимосвязи
мероприятий по разработке новых или усовер-
шенствованию освоенных конструкций машин,
по проектированию и внедрению новой,
а также по усовершенствованию действующей
технологии производства, включая мате-
риально-техническое оснащение технологиче-
ских процессов. Техническая подготовка ма-
шиностроительного производства в общем слу-
чае состоит из следующих пяти элементов,
выполняемых во времени параллельно или
параллельно-последовательно:
1) проектирование и совершенствование
конструкций выпускаемых машин, обеспече-
ние их производства чертежами, техниче-
скими условиями, спецификациями, инструк-
циями и прочей чертёжно-конструкторской
документацией (классификация и назначение
применяемых в машиностроительном произ-
водстве чертежей приведены на стр. 518);
2) разработка и совершенствование тех-
нологических процессов, обеспечение произ-
водства технологической документацией, вклю-
чающей карты технологических процессов
заготовительной, обработочной и сборочной
стадий машиностроительного производства,
схемы сборки, технологические (включая кон-
трольные) инструкции, спецификации техно-
логического оснащения;
3) разработка прогрессивных техниче-
ских нормативов для определения трудоём-
кости изделий, для расчётов потребности про-
изводства в рабочей силе, в основных и вспо-
могательных материалах, в технологическом
топливе и электроэнергии, в оборудовании,
технологическом оснащении и т. д.;
4) проектирование и изготовление тех-
нологического оснащения, состоящего из при-
способлений, штампов, моделей, опок, пресс-
форм, режущего и измерительного инстру-
мента и т. п.;
5) выверка и наладка запроектированных
технологических процессов непосредственно
в цеховых условиях (на рабочих местах)
с целью внедрения предусмотренных этими
процессами и наиболее рациональных опера-
ций, режимов и приёмов, а также оборудова-
ния и оснащения.
Более подробные сведении по содержанию
технической подготовки даны ниже, а также в
гл. III, гл. VIII и гл. IX.
Конкретное содержание технической под-
готовки всецело зависит от типа и мас-
штаба производства, от степени сложности,
новизны и технологической характеристики
конструкции изготовляемого объекта, а так-
же от производственной структуры завода.
На фиг. 22 (стр. 577) представлен пример-
ный график технической подготовки произ-
водства металлорежущих станков; конкретное
содержание технической подготовки здесь по-
казано для среднесерийного производства.
Ниже раскрыто примерное содержание тех-
нической подготовки применительно к крупно-
серийному производству самолётов. Весь пе-
риод технической подготовки разбит на три
этапа: 1) подготовка опытного образца, 2) под-
готовка к серийному производству, 3) наладка
серийного производства. Входящие в отдель;
ные этапы работы приведены с указанием
возможности совмещения их выполнения во
времени (работы, отмеченные одинаковыми
условными знаками, протекают параллельно).
Для отдельных видов подготовки приняты
следующие условные обозначения: К — кон-
структорская подготовка, Т — технологиче-
ская подготовка, КТ — конструкторско-тех-
нологическая подготовка.
Основные этапы технической подготовки
производства
Подготовка опытного образца
1. Разработка технических заданий, схем и эскизов
новой конструкции. Проверка и исправление чертежей,
поступивших от заказчика — Ко-
2. Составление перечня конструктивных изменений
и дополнений по сравнению со старой конструк-
цией — КОО-
3. Составление плана испытаний и анализов, подле-
жащих проведению в связи с новыми схемами, расчё-
тами и применением новых материалов — Ко«
4. Разработка конструктивных чертежей —Ко О О-
5. Технологический и нормализационный анализы и
контроль конструктивных чертежей—То О О.
6. Изготовление образцов и моделей для испытания
и проведение испытаний — КОО-
7. Проектирование упрощённой технологии для из-
готовления опытного образца— Tvv.
8. Проектирование технологического оснащения для
изготовления опытного образца—Tvv.
9. Изготовление технологического оснащения—Tv v.
10. Изготовление опытного образца машины—КТ<? v V
ГЛ. VII]
ЗАДАЧИ ТЕХНИЧЕСКОЙ ПОДГОТОВКИ ПРОИЗВОДСТВА
515
11. Технологический и конструктивный анализы опыт-
ного образца машины — KTv VV.
12. Проведение эксплоатационных испытаний изго-
товленного образца и составление протокола испыта-
ний — К v W V.
13. Разбор и анализ протокольных записей испыта-
ний опытного образца — KvVV.
Подготовка к серийному производству
14. Внесение изменений в чертежи на основе изго-
товления и испытания опытных образцов — КОООО-
15. Разработка и выпуск серийных чертежей ма-
шины — КО О О О.
16. Технологический контроль и анализ серийных
чертежей — То О О О-
17. Нормализационный контроль серийных черте-
жей — ТОООО-
18. Составление предварительной материальной спе-
цификации — ТОООО-
19. Разработка технологических процессов для серий-
ного производства (сводная технология) — ТООООО-
20. Составление сводного плана технологической
подготовки производства и оснащения с разбивкой на
очередность подготовки — TvVVVV.
21. Составление плана наладки, освоения и развёр-
тывания выпуска новой конструкции на полную мощность
завода — Tv.
22. Расчёт потребного оборудования и площадей,
составление технологического плана расстановки обору-
дования, механизмов, приспособлений и других средств
производства и вспомогательных служб — Тдд.
23. Проектирование технологического оснаще-
ния—Тддд.
24. Изготовление технологического оснащения —
Тддд.
Наладка серийного производства
25. Наладка технологического оснащения—Tv.
26. Изготовление эталонного экземпляра и головной
серии — КТ v.
27. Технологическая и конструктивная выверка изде-
лий с точки зрения серийного производства <— Tv.
28. Составление технологических протоколов на
основании изготовления эталонных образцов и головной
серии — TV.
29. Рассмотрение записей технологических протоко-
лов и принятие решений по ним — TKv.
30. Внесение изменений в чертежи, оснащение и тех-
нологию на основании технологических протоколов—KTv.
31. Составление детального графика перестановки
станков, установки нового оборудования, монтаж спе-
циальных механизмов (конвейеров, рольгангов, подъем-
ных устройств, испытательных стендов и др.) — Тдд.
32. Начало запуска и серийный выпуск новой кон-
струкции — Тддд д.
ЗАДАЧИ ТЕХНИЧЕСКОЙ ПОДГОТОВКИ
ПРОИЗВОДСТВА
Техническая подготовка машиностроитель-
ного производства на социалистическом пред-
приятии должна обеспечить: 1) неуклонный
и непрерывный технический прогресс завода;
2) наиболее высокие экономические показа-
тели работы завода при наименьшей себестои-
мости и длительности самой подготовки про-
изводства; 3) работу завода по графику в со-
ответствии с государственным заданием по вы-
пуску продукции и освоению новых изделий.
Неуклонный и непрерывный технический
прогресс завода определяется прогрессив-
ностью технической подготовки, которая
должна быть неизменно направлена на внедре-
ние наиболее передовых конструкций машин и
самой совершенной технологии их изготовле-
ния. Этот прогресс должен быть безостановоч-
ным. Конструктор и технолог должны быть
новаторами по самому существу своей повсе-
дневной деятельности. Необходимо помнить,
что совершенствование социалистической тех-
ники идёт все убыстряющимися -темпами,
что какое бы то ни было отставание завода
в области технического развития является
совершенно недопустимым. „Надо положить
конец хвостистскому, в корне оппортунисти-
ческому отношению к новой технике .. .
Необходимо особое внимание уделять во-
просам новой техники, непрестанно работать
над усовершенствованием техники, над ос-
воением производства новых машин, мате-
риалов и изделий". *
Социалистические предприятия применяют
широкий комплекс организационных меро-
приятий и технических средств, обеспечиваю-
щих высокий научно-технический уровень
конструкторских и технологических разрабо-
ток. В числе этих мероприятий и средств:
повседневная связь завода с центральными
конструкторскими бюро, с научно-исследова-
тельскими институтами и специальными ка-
федрами высших технических учебных заве-
дений; создание собственной научно-экспери-
ментальной базы в виде опытных установок,
стендов и экспериментальных цехов; прово-
димые заводскими лабораториями исследова-
тельские работы, направленные на решение
важных для данного завода текущих или пер-
спективных производственных задач; система-
тическое изучение продукции завода в усло-
виях эксплоатации с целью накопления дан-
ных, необходимых для совершенствования
конструкции машины, а также технологии
её изготовления; развитие инструментальной
базы в виде инструментальных и штамповых
цехов, цехов приспособлений и др., обеспе-
чивающих производство высокопроизводитель-
ным технологическим оснащением.
Многостороннее прогрессивное влияние на
организацию и содержание технической под-
готовки оказывает социалистическое соревно-
вание. Конструктивные и технологические
разработки должны отражать передовой ста-
хановский опыт, повседневно рождающийся
в ходе социалистического соревнования; кон-
структоры и технологи должны всемерно по-
могать стахановцам, изобретателям, рациона-
лизаторам и другим новаторам в их творче-
ской работе по совершенствованию машино-
строительной техники. Содружество передо-
вых научных работников, заводских техно-
логов и стахановцев-скоростников, например,
послужило основой для происходившего
в 1947—1949 гг. научного обобщения передо-
вого стахановского опыта в области скоро-
стного резания металлов, для широкого
распространения этого опыта и перехода от
отдельных рабочих мест к целым участкам,
пролётам и цехам, применяющим скоростные
режимы.
Стахановское движение с первых же дней
своего возникновения оказывало серьёзней-
шее прогрессивное влияние на все без исклю-
чения элементы технической подготовки, осо-
бенно на разработку технических нормативов,
применяемых заводами для организации труда,
планирования, контроля, а также для других
нужд, связанных с управлением производством.
„Стахановское движение это такое движение
рабочих иработниц, которое ставит своей целью
преодоление нынешних технических норм, пре-
одоление существующих проектных мощностей,
преодоление существующих производственных
планов и балансов." ** Как известно, только
' Г. М, М а л е н к о в, О задачах партийных органи-
заций в области промышленности и транспорта, Госполиг-
издат, 1941, стр. 27. • ¦ '
** И. В. Сталин, Вопросы ленинизма, изд. 11-е
стр. 493 — 494.
516
ОРГАНИЗАЦИЯ ТЕХНИЧЕСКОЙ ПОДГОТОВКИ ПРОИЗВОДСТВА
[РАЗД. V
прогрессивные нормативы, отражающие всё
повышающийся уровень техники и организа-
ции производства, могут стимулировать даль-
нейшее развитие завода и непрерывное улуч-
шение его работы. В области разработки и
внедрения прогрессивных нормативов заслу-
живает особого внимания передовой стаха-
новский опыт технолога Александра Иванова
на Кировском заводе в г. Челябинске. По его
инициативе заводские технологи совместно
с рабочими-стахановцами и мастерами разра-
батывают конкретные организационно-техни-
ческие мероприятия по улучшению техноло-
гии, приспособлений, режущего, измеритель-
ного и вспомогательного инструмента, по
пересмотру . режимов резания, по модерниза-
ции станков и т. д., обосновывая этим самым
новые, прогрессивные нормы времени. За
разработкой мероприятий следует их осу-
ществление и, как следствие, рост произво-
дительности труда и улучшение прочих каче-
ственных показателей производства. Таким
образом, прогрессивное нормирование, сопро-
вождаемое разработкой и внедрением ор-
ганизационно - технических мероприятий,
является действенным средством для все-
стороннего улучшения работы завода.
Технический прогресс завода должен со-
провождаться неуклонным улучшением его
экономических показателейЛ ехническая под-
готовка имеет своей задачей обеспечить это
улучшение за счёт применения наиболее эко-
номичных методов производства. На всех эта-
пах технической подготовки поэтому особое
значение приобретают экономическая про-
верка и обоснование. Они распространяются на
проектируемую и подлежащую освоению кон-
струкцию машины, на выбор материала и
рода заготовок, на намечаемые к внедрению
новые технологические прэцессы, новые виды
технологического оснащения и т. д.
В распоряжении органов технической под-
готовки имеется обширный арсенал средств,
позволяющих вести производство с минималь-
ными затратами труда, с наиболее бережли-
вым расходованием материальных ресурсов,
с наилучшим использованием основных фэн-
дов завода. В число этих средств входит:
создание технологичных конструкций, кото-
рые способствуют применению наиболее эконо-
мичных технологических процессов, обеспе-
чивают заданное качество машины и отве-
чают принятому масштабу выпуска; стандар-
тизация и нормализация изделий, узлов, де-
талей и их элементов, а также исходных
материалов, оборудования и технологиче-
ского оснащения; типизация, технологиче-
ских процессов; прогрессивное нормирова-
ние, подкреплённое и обоснованное разра-
боткой и внедрением организационно-техни-
ческих мероприятий и др.
Не менее важной задачей технической под-
готовки производства является обеспечение
предусмотренной решениями XVIII Все-
союзной конференции ВКП (б) равномерной,
ритмичной работы социалистического пред-
приятия по графику. Возможность успеш-
ного решения этой задачи во многом зависит
от организации технической подготовки, от
её плановости и комплектности.
Плановость технической подготовки ма-
шиностроительного производства характери-
зуется проведением последней на основе
планов-графиков, устанавливающих сроки вы-
полнения отдельных этапо.в и ориентированных
на обеспечение выпуска заводом продукции
в соответствии с директивным заданием. Пла-
нирование технической подготовки на социа-
листических предприятиях базируется на си-
стеме технических нормативов трудоёмкости
и длительности отдельных этапов. Подобные
нормативы необходимо подвергать системати-
ческому уточнению на основе новейшего за-
водского опыта и достижений передовых кон-
структоров, технологов, работников инстру-
ментальных и экспериментальных цехов. Так,
например, серьёзнейшее влияние на практику
планирования технической подготовки и на
качество применяемых при этом нормативов
имело развернувшееся ещё до начала Вели-
кой Отечественной войны социалистическое
соревнование передовых конструкторов и тех-
нологов за скоростное освоение новых машин.
Заслуживает тщательного изучения и распро-
странения опыт Московского автозавода
им. Сталина по планированию технической
подготовки при переводе производства со ста-
рой модели автомобиля (ЗИС-5) на новую
модель (ЗИС-150) без перерыва в выпуске
продукции A948 г.).
Планирование технической подготовки
должно способствовать обеспечению её ком-
плектности путём правильной увязки отдель-
ных её этапов и оперативного регулирования
хода их выполнения, в соответствии с кон-
кретными производственными условиями.
ОРГАНИЗАЦИЯ ЧЕРТЁЖНОГО ХОЗЯЙСТВА ЗАВОДА
ЗАДАЧИ ОРГАНИЗАЦИИ ЧЕРТЁЖНОГО
ХОЗЯЙСТВА
Каждый машиностроительный завод дол-
жен иметь чертёжное хозяйство, организован-
ное в соответствии с его производственной
структурой, с объёмом и типом производства,
с конструктивной характеристикой изделий,
а также с другими особенностями. Отсутствие
надлежащей организации на этом участке
обычно приводит к производственному браку
вследствие применения неправильных черте-
жей, к простоям рабочих мест в результате
несвоевременного обеспечения цехов черте-
жами и прочей технической документацией,
к несогласованности в работе различных це-
хов и отделов заводоуправления, а также к
ряду других потерь.
Система чертёжного хозяйства должна быть
наиболее простой и удобной; она должна быть
вместе с тем единой для возможно большего
числа заводов и отраслей машиностроения.
Единство применяемой в машиностроении си-
стемы чертёжного хозяйства значительно об-
легчает взаимоотношения между различными
кооперированными заводами, между головным
заводом и заводами-дублёрами, между ведом-
ствами'-заказчиками и предприятиями-изгото-
ГЛ. VII]
КЛАССИФИКАЦИЯ, ИНДЕКСАЦИЯ И КОМПЛЕКТНОСТЬ ЧЕРТЕЖЕЙ
517
вителями, между заводами и центральными
конструкторскими бюро и исключает необходи-
мость переделки чертежей, поступающих на
заводы извне.
Задачи организации чертёжного хозяйства
завода: обеспечение отчётливого порядка в
хранении и обращении чертежей и других тех-
нических документов, своевременное обеспе-
чение ими цехов и рабочих мест, поддержание
строгой конструкторской и технологической
дисциплины, сокращение затрат на содержа-
ние чертёжного хозяйства завода.
Система чертёжного хозяйства должна
предусматривать: а) определённые принципы
классификации и индексации чертежей и дру-
гих технических документов, б) организацию
их хранения, учёта и дублирования, в) поря-
док внесения в них изменений.
Излагаемая ниже система чертёжного хо-
зяйства соответствует ГОСТ „Система чер-
тёжного хозяйства в машиностроении", раз-
работанному Институтом Министерства транс-
портного машиностроения и утверждённому
Гостехникой СССР (декабрь 1949). Эта система
подлежит использованию во всех отраслях
машиностроения и приборостроения, за исклю-
чением некоторых производств, применяющих
планэБо-шаблонные методы.
ГОСТ „Система чертежного хозяйства в
машиностроении"* предусматривает следую-
щую терминологию, касающуюся составных
частей изделия применительно к составлению
чертёжно-технической документации:
а) Деталь. Элементарная часть изделия,
изготовленная без применения сборочных опе-
раций.
б) Узел. Сборочная единица, образуемая
разъёмным или неразъёмным соединением де-
талей. В узел могут входитв узлы второй,
третьей и т. д. степеней (подузлы).
в) Подгруппа. Узел, входяший непосред-
ственно в группу и оформляемый чертёжно-
технической документацией как группа.
г) Группа. Сборочное соединение дета-
лей и узлов, являющееся одной из составных
частей изделия.
д) Изделие (основного производства).
Объект, включённый в номенклатуру готовой
продукции завода. Изделие может быть про-
стым, если оно состоит из деталей и узлов,
или комплексным, если оно имеет в своём со-
ставе одну или несколько групп.
КЛАССИФИКАЦИЯ, ИНДЕКСАЦИЯ
И КОМПЛЕКТНОСТЬ ЧЕРТЕЖЕЙ
И ДРУГИХ ТЕХНИЧЕСКИХ ДОКУМЕНТОВ
Классификация чертежей. Все обращаю-
щиеся в машиностроении чертежи необходимо
различать по объекту изображения, по ста-
диям конструкторской работы, по целевому
назначению и характеру использования.
По объекту изображения машино-
строительные чертежи подразделяются на сле-
дующие основные виды (наименования):
1) чертежи изделий основного производ-
ства, изображающие изделия основного про-
изводства и их составные части;
* ГОСТ 5290-50 до 5302-50.
2) чертежи изделий вспомогательного
производства, изображающие специальные
инструменты, приспособления, штампы, мо-
дели и иное технологическое оснащение, а
также предметы нестандартного оборудова-
ния, предназначенные для изготовления изде-
лий основного производства;
3) чертежи технологические, изображаю-
щие заготовки, поковки, штамповки, отливки
и другие полуфабрикаты, а также чертежи,
служащие для выполнения и контроля отдель-
ных технологических операций при изготовле-
нии деталей (операционные чертежи);
4) чертежи эксплоатационные — чертежи,
схемы, поясняющие руководства или инструк-
ции по эксплоатации, настройке, регулирова-
нию, обслуживанию изделий и их частей;
5) чертежи заявочные, патентные, чер-
тежи по изобретательству и рационализации.
Чертежи изделий основного и
вспомогательного производстве
свою очередь подразделяются на следующие
виды (наименования):
а) чертежи деталей, изображающие от-
дельные детали и содержащие данные, необ-
ходимые для их изготовления и кон-
троля;
6) сборочные чертежи, изображающие из-
делия, группы, подгруппы или узлы в сборе
и содержащие (в совокупности с техническими
условиями) данные, необходимые для их ком-
плектования, сборки, обработки и контроля,
а также для разработки рабочих чертежей
деталей;
в) чертежи общих видов, изображающие
наружный вид изделия, группы, подгруппы
или узла и содержащие их основные характе-
ристики (в тех случаях, когда на данное из-
делие, группу, подгруппу или узел не разра-
батывается габаритный чертёж, на чертеже
общего ' вида могут проставляться габарит-
ные, установочные и присоединительные раз-
меры);
г) чертежи габаритные, изображающие
контуры изделия или его составных частей
с простановкой габаритных, установочных
и присоединительных размеров, а при не-
обходимости также расстояний от отдельных
выступающих частей изображённого на чер-
теже изделия или его составной части;
д) чертежи монтажные, изображающие
контуры изделия или его составных частей и
содержащие все необходимые данные (размеры,
монтажные детали и материалы) и указания
для установки изделия (группы, подгруппы;
узла) на место его монтажа; разновидностью
монтажного чертежа, в котором изделие или
его составные части, а также детали, при-
меняемые для монтажа, показаны в виде
условных изображений, является монтажная
схема;
е) чертежи табличные— сводные чертежи,
служащие для изготовления либо применения
ряда однотипных деталей, узлов, групп или
изделий; они обычно содержат изображение
детали, узла, группы или изделия, на котором
все переменные размеры обозначены буквами,
а постоянные — цифрами, выражающими их
численные значения, таблицу численных раз-
меров, обозначенных буквами, номера (обо-
значения) каждого типоразмера детали, узла,
группы или изделия.
518
ОРГАНИЗАЦИЯ ТЕХНИЧЕСКОЙ ПОДГОТОВКИ ПРОИЗВОДСТВА
1 [РАЗД. V
В зависимости от стадии конструк-
торской работы чертежи изделий
основного производства подразделяются на
1) проектные чертежи и 2) рабочие чер-
тежи.
Проектные чертежи в свою очередь
подразделяются:
а) на чертежи эскизного проекта, дающие
общее представление об устройстве, размерах
и принципе работы проектируемого изделия;
б) на чертежи технического проекта,
состоящие в основном из общих видов и сбо-
рочных чертежей, оформленных таким обра-
зом, чтобы по ним можно было разработать
рабочие чертежи.
Что касается рабочих чертежей, то
они вместе с техническими условиями должны
содержать все данные, необходимые для из-
готовления, ремонта или контроля изделий.
Рабочие чертежи в зависимости от типа произ-
водства, степени конструктивной и техноло-
гической обработки изделий и стадии освое-
ния производства подразделяются на следую-
щие категории:
а) чертежи опытного производства, пред-
назначенные для изготовления опытного об-
разца или опытной серии, а также чертежи,
откорректированные в процессе опытного
производства и проверенные в результате из-
готовления и испытания опытного образца или
опытной серии;
б) чертежи установочной серии, отрабо-
танные в соответствии с проектом технологии
серийного или массового производства изде-
лия и проверенные в результате изготовле-
ния установочной серии, причем в процессе
изготовления изделия по этим чертежам про-
изводится полная выверка всей технологиче-
ской подготовки производства;
в) чертежи массового или серийного про-
изводства, окончательно отработанные и про-
веренные в результате изготовления изделий
по полностью оснащённому технологическому
процессу;
г) чертежи индивидуального производства
служащие для единичного (не серийного)
изготовления деталей, узлов, групп и
изделий;
д) чертежи ремонтные — рабочие черте-
жи деталей, узлов, групп и изделий с выде-
лением элементов, требующих исправления
либо замены, а также чертежи, предназначен-
ные для изготовления отдельных деталей с
ремонтными размерами.
По целевому назначению и харак-
теру использования машинострои-
тельные чертежи подразделяются на следую-
щие виды (наименования):
а) эскизы — чертежи, выполненные без
определенного масштаба, или рисунки, слу-
жащие, как правило, материалом или основа-
нием для изготовления рабочих чертежей;
б) оригиналы — чертежи, выполненные в
карандаше или тушью на любом материале
(бумаге, картоне, фанере и т. п.) и служащие
для изготовления по ним подлинников;
в) подлинники — чертежи, являющиеся
основными документами, определяющими
формы, размеры и другие параметры дета-
лей, узлов, групп и изделий и изготовляе-
мые на кальке, фотоплёнке, фотопластин-
ке и на других материалах, допускающих
снятие копии посредством светокопиро-
вания;
г) дубликаты — копии подлинников, вы-
полненные на прозрачном материале без внесе-
ния в них каких-либо исправлений, изменений
либо добавлений и действующие на правах
вторых экземпляров подлинников;
д) копии — чертежи, полностью идентич-
ные подлинникам, что обеспечивается самим
методом их изготовления (светокопированием,
фотографированием и т. д.);
е) „немые" бланки типовых чертежей основ-
ного и вспомогательного производства, на ко-
торых в случае необходимости ускоренного
выпуска рабочих чертежей в цехи проста-
вляются соответствующие размеры и другие
данные.
Индексация (нумерация) чертежей из-
делий основного производства. Устанавли-
ваются следующие принципы индексации чер-
тежей: 1) обезличенный и 2) предметный.
Обезличенным называется принцип индек-
сации, при котором чертежи деталей, узлов
и групп нумеруются по предварительно раз-
работанному классификатору независимо от
принадлежности к определённому изделию и,
следовательно, без включения индекса изде-
лия в индекс чертежа.
Обезличенный принцип может быть реко-
мендован для заводов серийного либо массо-
вого производства, имеющих в своей про-
грамме несколько однотипных изделий с боль-
шой номенклатурой общих (одинаковых) де-
талей, узлов или групп. Кроме того, чертежи
стандартных и нормальных деталей, узлов
и групп должны иметь обезличенную индек-
сацию.
Предметным называется принцип индек-
сации, согласно которому чертежи дета-
лей, узлов и групп нумеруются в пределах
конкретного изделия с включением индекса
последнего в индекс чертежей.
Предметный принцип индексации рекомен-
дуется преимущественно для предприятий,
имеющих относительно небольшую номенкла-
туру однотипных изделий, а также для заво-
дов единичного производства.
Индексация чертежей и технических до-
кументов по обезличенному принципу про-
изводится с помощью индекса, состоящего из
двух частей: 1) обозначаемой по десятичной
системе классификационной характеристики
чертежа или технического документа, 2) по-
рядкового номера чертежа или технического
документа в пределах каждой характеристики.
Обе части индекса разделяются точкой.
При построении классификатора все чер-
тежи и технические документы (соответ-
ственно и сами изделия, группы, узлы, детали,
инструмент и принадлежности) классифици-
руются по виду, характеру или содержанию
документов на 10 классов — от 0 до 9 вклю-
чительно; классы по какому-нибудь признаку,
например, по назначению конструкции, раз-
биваются на 10 секторов; последние вновь
классифицируются по определённому признаку,
например, по конструктивным особенностям,
на 10 групп; группы в свою очередь разби-
ваются на подгруппы и т. д. Классификация,
а стало быть и индексация, может быть за-
кончена на третьем, четвергом или пятом
знаке, что зависит от характера производства
ГЛ. VII]
КЛАССИФИКАЦИЯ, ИНДЕКСАЦИЯ И КОМПЛЕКТНОСТЬ ЧЕРТЕЖЕЙ
519
и особенностей классифицируемых конструк-
ций. При построении классификатора для
возможности его дальнейшего расширения
в кажт.ом классе, секторе, группе, подгруппе
и т. д. целесообразно оставлять свободные
места (резервы).
Пример построения классификатора
при обезличенном принципе индексации
4 - Узлы.
5 — Детали.
6 — Резерв.
7 — Инструмент и при-
надлежности.
8 — Резерв.
9 — Резерв.
к классу 5-му „Детали")
53. Детали токопроводя-
щие и магнитопро-
водящие.
54. Резерв.
55. Детали промежуточ-
ные при креплении.
56. Детали крепёжные.
57. Резерв.
58. Резерв.
59. Разные.
1. Классы
0 — Организационно - тех-
нические мероприя-
тия.
1 — Резерв.
2 — Изделия.
3 — Группы.
2. Секторы (применительно
50. Резерв.
51. Детали, составляю-
щие остов изделия,
поддерживающие и
защитные.
52. Детали, передающие,
направляющие и огра-
ничивающие движе-
ние.
3. Группы (применительно к сектору 56 „Детали крепёж-
ные").
560. Резерв. 564. Заклёпки, штифты
561. Ьинты с цилиндриче- гладкие.
ской и полукруглой 565. Резерв,
головками. 566. Штифты резьбовые.
562. Винты с потайной и 567. Шайбы,
полупотайной голов- 568. Гайки.
ками. 569. Разные.
563. Болты.
4. Подгруппы (применительно к группе ?61 „Ринты с по-
лукруглой и цилиндрической головками").
5610. Резерв.
5611. Винты с цилиндрической головкой и метрической
резьбой.
5612. Винты с полукруглой головкой и метрической
резьбой.
5613 Резерв.
5614. Винты с цилиндрической головкой и дюймовой
резьбой.
5615. Винты с полукруглой головкой и дюймовой резь-
бой.
5316. Резерв.
5617. Винты с цилиндрической головкой и специаль-
ными резьбами.
5618. Винты с полукруглой головкой и специальными
резьбами.
5619. Разные.
По изложенной классификации чертёж спе-
циального винта с цилиндрической головкой
и метрической рельПой 2VI3 и длиной 6 мм
обозначается номером 5611.001.
Обозначение чертежей нормальных дета-
лей, узлов или групп аналогично обозначению
специальных со следующими изменениями.
Первый вариант. К индексу чертежа
детали впереди добавляется цифра 0 как обо-
значение категории нормальных деталей. Вто-
рая— порядковая — часть индекса предста-
вляет собой порядковый номер данного типо-
размера по таблице нормальных типоразмеров.
Чертёж нормального винта с цилиндрической
головкой и метрической резьбой в этом слу-
чае получит индекс, например, 05611.21.
Второй вариант. Всё количество по-
рядковых номеров по каждой характеристике
делится на две части, из коих одна часть от-
водится для нумерации специальных деталей,
а вторая — для нормальных. Например, для
специальных винтов с цилиндрической голов-
кой и метрической резьбой отводятся номера
от 01 до Ъ9, а для нормальных винтов той же
конструкции от 100 до 199. В таком случае
нормальный винт с цилиндрической головкой
и метрической резьбой МЗ и длиной 6 мм
может получить индекс: 5611.108.
При предметном принципе нумерации
изделие получает индекс по заранее разрабо-
танной системе. Каждая группа обозначается
индексом изделия с добавлением порядкового
номера группы в пределах данного изделия
В свою очередь чертежи подгрупп имеют
свою нумерацию в рамках данной группы;
отсюда чертёж подгруппы обозначается ин-
дексом изделия, порядковыми номерами группы
и подгруппы.
Чертежи узлов и всех деталей, входящих
в состав группы, нумеруются самостоятельно
в пределах каждой группы. Таким образом,
обозначение чертежа узла или детали соста-
вляется из индекса изделия, порядкового но-
мера группы и порядкового номера узла или
детали.
Присвоение номеров чертежам узлов и всех
деталей, входящих в состав простого изделия,
производится в пределах последнего. Индекс
узла или детали в этом случае образуется из
индекса изделия с добавлением порядкового
номера узла или детали.
Индекс чертежей узлов и деталей, непо-
средственно входящих в комплексное изделие
(в том числе и монтажных), находится в пре-
делах нулевой группы. Отсюда обозначение
чертежа такого узла или детали составляется
из индекса изделия, порядкового номера
группы @, 00 или 0С0) и порядкового номера
узла или детали.
Индексация чертежей монтажных деталей,
а также узлов и деталей, непосредственно
входящих в комплексные группы, произво-
дится в пределах группы.
При использовании в новом объекте ранее
освоенных производством деталей, узлов и
групп (конструктивная преемственность) по-
следние сохраняют свои первоначальные обо-
значения. В случае многократного заимство-
вания отдельных деталей необходимо изме-
нить принцип обозначения и принять обезли-
ченный индекс.
Примеры
А, При делении изделий на простые группы.
1. Индекс изделия: 32. Обозначение чертежа общего
вида: 32 Сб.
2. Обозначение сборочного чертежа левого варианта
23-й группы 32-го изделия: 32. 23 Сб. л, или 32. 23
Сб. 2.
3. Обозначение сборочного чертежа 5-го узла 23-группы
того же изделия: 32. 23.5 Сб.
4. Обозначение 15-й детали, входящей в 23-ю группу
того же изделия (независимо от того, в какой узел
входит деталь): 32. 23. 15.
5. Обозначение 15-й монтажной детали, входящей
в комплексное изделие: 32. 00. 15.
6. Обозначение общей спецификации изделия: 32 Сп.
7. Обозначение спецификации группы того же изделия:
32. 23 Сп; 32. 23 Спл, или 32. 23 Сп 2.
8. Обозначение чертежа заготовки (штамповки) детали
32. 23. 15 будет 32. 23. 15 Шт.
Б. При делении изделий на комплексные группы.
1. Обозначение сборочного чертежа 12-й подгруппы,
23-й группы, 32-го изделия: 32. 23. 12 Сб.
2. Обозначение сборочного чертежа 5-го узла, входя-
щего в эту подгруппу: 32. 23. 12. 5 Сб.
3. Обозначение 15-й детали, входящей в ту же под-
группу (независимо от того, в какой узел входит
деталь) будет: 32. 23. 12. 15.
Индексация (нумерация) чертежей изде-
лий вспомогательного производства. К числу
изделий вспомогательного производства отно-
сятся применяемые в основных произвол-
520
ОРГАНИЗАЦИЯ ТЕХНИЧЕСКОЙ ПОДГОТОВКИ ПРОИЗВОДСТВА
[РАЗД. V
ственных цехах и изготовляемые по черте-
жам данного завода инструменты, различные
приспособления, штампы, кокили, прессформы
и т. д., а также нестандартное оборудова-
ние.
Индексацию чертежей изделий вспомога-
тельного производства надлежит производить
в соответствии с требованиями ГОСТ „Ин-
струменты и приспособления для машино-
строения".
Назначение, обозначение и содержание
ремонтных чертежей изделий основного
производства. Ремонтные чертежи предна-
значаются для ремонта деталей, узлов, под-
групп и групп, а также для изготовления де-
талей заново с ремонтными размерами отдель-
ных элементов {ремонтным называется раз-
мер, отличный от первоначального и устано-
вленный для ремонта детали либо для изго-
товления новой детали взамен изношенной).
Ремонтные чертежи разрабатываются в тех
случаях, когда производимая при ремонте за-
мена изношенной детали новой технически
невозможна либо экономически нецелесооб-
разна. При этом следует стремиться к сохра-
нению взаимозаменяемости путём восстано-
вления деталей до их первоначальных разме-
ров и лишь в отдельных случаях, когда это
диктуется соображениями технического
либо экономического характера, допускать
применение ремонтных — категорийных или
пригоночных—размеров.
Категорийным называется окончательный
ремонтный размер детали, принятый для опре-
делённой категории ремонта.
Пригоночным называется ремонтный раз-
мер, установленный с учётом припуска на
пригонку детали по месту в процессе ре-
монта узла, подгруппы или группы.
Комплект чертежей (подлинников) в общем
случае должен содержать: 1) технические
условия на ремонт изделия и его частей;
2) спецификацию ремонтируемого изделия;
3) ремонтные сборочные чертежи подлежа-
щих ремонту групп, подгрупп и узлов; 4) ре-
монтные чертежи деталей; 5) рабочие чер-
тежи прилагаемых к изделию инструментов
и принадлежностей (если они в процессе ре-
монта подвергаются изменению).
В случае необходимости к комплекту ра-
бочих чертежей должны быть приложены
дополнительные документы, например,анализ
размерных и кинематических цепей, расчёт
на прочность прошедших ремонт деталей и
узлов, инструкция- по ремонту и т. д.
Ремонтные чертежи, предназначенные для
серийного или массового производства ре-
монта либо для изготовления новых деталей
с ремонтными размерами, могут быть разбиты
на следующие группы:
1) чертежи ремонтные опытные либо инди-
видуальные (Р);
2) чертежи ремонтные установочной се-
рии (РА);
3) чертежи серийного или массового ре-
монта (РБ).
Индекс ремонтного чертежа образуется
добавлением букв Р, РА или РБ к индексу
основного чертежа. Так, если индекс послед-
него 126. 03. 028, то ремонтный индивидуаль-
ный чертёж той же детали получит обозна-
чение 126. 03. 028 Р.
Индекс ремонтного чертежа детали с ка-
тегорийными размерами получается включе-
нием в этот индекс порядкового номера ка-
тегорийного размера. Например, для детали
с основным чертежом 126. 02. 125 ремонтный
чертёж со вторым категорийным размером
получит индекс 126. 02. 125 Р2. Для ремонт-
ных чертежей с пригоночными размерами
следует включать в индекс дополнительно
букву П. Таким образом, ремонтный чертёж
детали 126. 02. 125 с пригоночным размером
получит индекс 126. 02. 125 РП.
В случае если при ремонте вводится до-
полнительная деталь (например, компенса-
тор), то в индекс чертежа последней вклю-
чается буква Д; если требуется несколько
подобных деталей, то к указанной букве
прибавляется порядковый номер дополни-
тельной детали. Например, при индексе ре-
монтного чертежа детали 126. 03. 023 Р чер-
тежи дополнительных деталей будут обозна-
чены: 126.03.028РД1, 126.03.028РД2 и т. д.
Для составления ремонтных чертежей
должны быть использованы: утверждённые
рабочие чертежи, предназначенные для изго-
товления изделия с приложением техниче-
ских условий и анализа допусков (для серий-
ного и массового производства); дефектные
ведомости, перечни типовых неисправностей
или сведения о величинах износа отдельных
деталей в зависимости от срока работы, со-
ставленные на основе изучения изделий
в эксплоатационных условиях; технологиче-
ские данные о практически провеоенных
способах ремонта.
Ремонтные чертежи деталей с катего-
рийными и пригоночными размерами следует
оформлять как табличные чертежи, в кото-
рых категорийные или отдельные пригоноч--
ные размеры на чертеже обозначаются бук-
вами с соответствующими им численными
значениями, приведёнными в табл. 1.
Как показано в табл. 1, сопряжения дета-
лей с категорийными размерами в ремонт-
ных чертежах сохраняют класс точности и
посадку, предусмотренные основными черте-
жами.
На ремонтных чертежах следует поме-
щать также технологические данные, по-
скольку они характеризуют способ ремонта
и гарантируют его качество.
Наименование, обозначение и содержа-
ние технических документов изделий ос-
новного производства. В число технических
документов, необходимых для производства
изделий, входят:
Наименование
Обозначение
1. Чертежи чр
2. Схемы . Сх
3. Спецификация Сп
4. Ведомость заимствованных деталей,
узлов, групп Вз
5. Ведомость стандартных или нормаль-
ных деталей, узлов, групп Вн
6. Ведомость покупных-деталей, узлов,
групп Вп
7. Ведомость стандартных или нормаль-
ных элементов деталей Вэ
8. Ведомость комплекта {деталей, узлов) Вк-
9. Список документов Сд
10. Перечень чертежей Пч
11. Технические условия Ту
12. Расчёт размерных цепей Рр
13. Паспорт Пс
ГЛ. VII]
КЛАССИФИКАЦИЯ, ИНДЕКСАЦИЯ И КОМПЛЕКТНОСТЬ ЧЕРТЕЖЕЙ
521
Таблица I
Условные обозначения ремонтных размеров
Категория ремонтного
размера
Индекс (обозначение)
чертежа
Размеры по основному чертежу
Р1
Р2
РЗ
62. 45. 125 Р1
62. 45. 125 Р2
62. 45- 125 РЗ
Ремонтный размер
Д>
024А4+°'14
021.5А/0'14
025А< + °'14
025,5А4 + ОД4
А
_.... +0,027
045А
Z45,5A+0'°27
046А40'027
046,5А + 0'027
06ОА + 0'3
060,5А+0'°3
061А+0'03
061,5А+0'03
Для обозначения технического документа
изделия или его части к обозначению по-
следнего необходимо прибавить условный
индекс документа; например, технические
условия на изготовление и приёмку изделия
¦Й обозначается 32 Ту.
Спецификация имеет своим назначе-
нием определить: а) количество деталей и
других составных частей, входящих в изде-
лие, в группу или узел; б) материал (марку,
размер, сортамент и т. д.), идущий на изго-
товление детали; в) вес изделия и его со-
ставных частей.
Спецификация должна служить исходным
документом для материального планирования
производства. Она составляется на изделие,
на каждую группу, а также насведённые в груп-
пы монтажные детали и узлы, инструменты,
принадлежности, узлы и детали упаковки.
В спецификацию простого изделия
или группы, кроме деталей и узлов, допу-
скается вписывать все документы, включае-
мые в комплект технических документов,
в том числе технические условия, ведомости,
расчёты, инструкции и т. д. (в этом случае
список документов не составляется).
Ведомость является выборочным до-
кументом, составляемым (для изделия в це-
лом, группы и др.) на основе данных специ-
фикаций для определённого назначения, на-
пример, ведомость покупных деталей, ведо-
мость литых деталей из ковкого чугуна и др.
Список документов является свод-
ным документом, объединяющим все разра-
батываемые в конструкторских отделах тех-
нические документы, относящиеся к данному
изделию или к данной группе. В список до-
кументов простого изделия вносятся ком-
плект чертежей со спецификацией и переч-
нем чертежей, технические условия и все
другие технические документы, которые раз-
рабатываются на изделие и его составные
части. В список документов комплексного
изделия вписываются комплекты чертежей
групп или подгрупп со спецификациями и пе-
речнями чертежей, а также все прочие тех-
нические документы, разрабатываемые как
на изделие в целом, так и на его составные
части.
Перечень чертежей имеет назна-
чением облегчить подбор и проверку ком-
плекта рабочих чертежей. В перечень вно-
сятся все чертежи, спецификации, а также
в случае необходимости и ведомости, причём
чертежи записываются по каждому листу
раздельно, а спецификации и ведомости впи-
сываются целиком с указанием количества
листов.
Технические условия должны со-
держать все отсутствующие в чертежах необ-
ходимые технические требования на изгото-
вление, приёмку и испытание изделия и его
составных частей. В общем случае техниче-
ские условия должны состоять из следующих
типовых разделов: 1) предварительные заме-
чания, 2) комплектность изделия, 3) техни-
ческие требования к материалу и заготовкам,
к отдельным деталям и узлам, а также
к окончательно собранному изделию, 4) пра-
вила приёмки и испытания, 5) маркировка и
клеймение, 6) покрытия и окраска, 7) комплект-
ность запасных частей, 8) смазка, укладка, уку-
порка, 9) хранение и транспортировка, 10) пе-
речень приложений к техническим условиям,
включая ведомственные и заводские нормали,
а также другие, не имеющие общесоюзного
значения документы, на которые имеются
ссылки в технических условиях и чертежах,
ведомость заменителей материалов, ведомость
невзаимозаменяемых деталей и узлов и др.
Комплектность технических докумен-
тов изделий основного производства. В за-
висимости от вида (наименования) чертежей
в комплект технических документов вклю-
чаются чертежи и другие технические до-
кументы, необходимые для изготовления,
приёмки, эксплоатации и ремонта изделий
основного производства согласно табл. 2.
522
ОРГАНИЗАЦИЯ ТЕХНИЧЕСКОЙ ПОДГОТОВКИ ПРОИЗВОДСТВА
[РАЗД. V
Комплектность технических документов изделий основного производства
Таблица 2
Наименование
комплекта
Перечень чертежей
и технических документов,
входящих в комплект
Обязательность разработки для чертежей
опытного
производства
установочной
серии
серийного или
массового
производства
индивидуаль-
ного
производства
Комплект
технических
документов
детали
1. Рабочий чертёж
2. Технические условия (Ту)
3. Прочие технические доку-
менты, включая рабочие чер-
тежи упаковки и укладки,
расчёты, таблицы, описания
и др.
Обязателен
Разрабатываются в случаях: 1) необходимости подробных
указаний на определённые приёмы и методы контроля и ис-
пытания готовой детали или её заготовки; 2) наличия боль-
шого количества графически неизображаемых требований
к готовой детали либо нецелесообразности их размещения
на чертеже; 3) наличия особых требований
Разрабатываются по мере надобности
Комплект
технических
документов
узла
1. Чертёж общего вида узла
Разрабатывается по мере надобности
2. Сборочный чертёж узла
Обязателен
3. Вспомогательные чертежи
(мэнтажные, габаритные и др.)
4. Схемы
5. Рабочие чертежи и другие
технические документы дета-
лей, входящих в узел
Разрабатываются по мере надобности
Разрабатываются по мере надобности
Обязательны
6. Рабочие чертежи упаковки
и укладки
7. Технические услоьия
Разрабатывают-
ся по мере на-
добности
Обязательны при необходи-
мости поставки отдельного
узла
Разрабатывают-
ся по мере на-
добности
Обязательны в случаях: 1) изготовления отдельного узла
на другом предприятии в порядке кооперирования; 2) по-
ставки узла отдельно от остальных частей изделия; 3) не-
обходимости подробных указаний на определённые приёмы
и методы контроля и испытания готового узла, 4) наличия
большого количества графически неизображаемых требо-
ваний к готовому узлу и нецелесообразности их размещения
на чертеже; 5) наличия особых требований
Комплект
технических
документов
простой груп-
пы или под-
группы
1. Чертёж общего вида группы
или подгруппы
Разрабатывается по мере надобности
2. Сборочные чертежи груп-
пы или подгруппы
Обязательны
3. Вспомогательные чертежи
(монтажный, габаритный и др.)
Разрабатываются по мере надобности
4. Схемы
Разрабатываются по мере надобности
ГЛ. VII]
КЛАССИФИКАЦИЯ, ИНДЕКСАЦИЯ И КОМПЛЕКТНОСТЬ ЧЕРТЕЖЕЙ
523
Продолжение табл. 2
Наименование
комплекта
Перечень чертежей
и технических документов,
входящих в комплект
Обязательность разработки для чертежей
опытного
производства
установочной
серии
серийного или
массового
производства
единичного
производства
Комплект
технических
документов
простой груп-
пы или под-
группы
5. Комплекты технических
документов узлов, входящих в
группу или подгруппу
Обязательны
6. Рабочие чертежи и другие
технические документы дета-
лей, непосредственно входящих
в группу или подгруппу, в том
числе и монтажных
Обязательны
7. Комплекты технических
документов, инструментов и
принадлежностей
8. Комплект технических до-
кументов упаковки и укладки
9. Комплект ремонтных чер-
тежей
10. Спецификация
11. Список документов
12. Перечень чертежей
13. Технические условия
14. Расчёты размерных це-
пей
Разрабатывают-
ся по мере на-
добности
Обязательны в случаях: а) когда данная груп-
па или подгруппа одновременно является и
номенклатурной единицей готовой продукции
данного предприятия; б) когда данная группа
входит составной частью в другое изделие
Разрабатывает-
ся по мере на-
добности
Обязателен в случаях необхо-
димости поставки данной груп-
пы или подгруппы отдельно от
остальных частей изделия
Не разрабатывается
Обязателен в
случае, когда
данная группа
или подгруппа
одновременно ¦
входит состав-
ной частью в
другое изделие
или имеет само-
стоятельное
применение
Разрабатывает-
ся по мере на-
добности
Разрабатывает-
ся по мере на-
добности
Обязательна
Разрабатывается в случае наличия большого количества
документов, прилагаемых к чертежам группы
Обязателен при наличии в группе или подгруппе более
10 деталей
Обязательны в случаях: 1) изготовления отдельной группы
на другом предприятии в порядке кооперирования: 2) поставки
группы отдельно от остальных частей изделия; 3) необходи-
мости указаний на определённые приёмы и методы контрола
и испытания; 4) наличия особых требований к чертежам
Разрабатывают-
ся по мере на-
добности
Обязательны расчёты размер-
ных цепей, обосновывающие
величины размеров и отклоне-
ний, обеспечивающих зазоры
или предельные положения от-
дельных поверхностей, задш-
ные техническими требования-
ми или условиями
Разрабатывают-
ся по мере на-
добности
52Ф
ОРГАНИЗАЦИЯ ТЕХНИЧЕСКОЙ ПОДГОТОВКИ ПРОИЗВОДСТВА
[РАЗД. V
Продолжение табл. 2
Наименование
комплекта
Перечень чертежей
и технических документов,
входящих в комплект
Обязательность разработки для чертежей
опытного
производства
установочной
серии
серийного или
массового
производства
индивидуаль-
ного
производства
Комплект
технических
документов
простой груп-
пы или под-
группы
15. Паспорт
Обязателен в случае, когда данная группа или подгруппа
одновременно является номенклатурной единицей готовой
продукции предприятиям
Перечень изделий, для которых обязательно составление
паспортов, устанавливается соответствующим министерством
16. Прочие технические до-
кументы, как-то: инструкции,
описания, руководства, расчёты
и др.
Разрабатываются по мере надобности
Комплект
технических
документов-
комплексной
группы
1. Чертеж общего вида группы
Разрабатывается по мере надобности
2. Сборочный чертеж группы
Обязателен
3. Вспомогательные чертежи j
группы (монтажный, габарит
ный и др.)
Разрабатываются по мере надобности
4. Схемы
Разрабатываются по мере надобности
5. Комплекты технических
документов подгрупп
Обязательны
6. Комплекты технических
документов узлов, непосред-
ственно входящих в комплекс-
ную группу
Обязательны
7. Комплекты технических
документов деталей, непосред-
ственно входящих в комплекс-
ную группу, в том числе и
монтажных, если последние не
сведены в самостоятельную
подгруппу
Обязательны
8. Комплекты технических
документов инструментов и
принадлежностей
9. Комплект технических до-
кументов упаковки и укладки
Разрабатывают-
ся по мере на-
добности
Разрабатывает-
ся по мере на-
добности
Обязательны в случаях: а) когда данная груп-
па одновременно является и номенклатурной
единицей готовой продукции данного предприя-
тия; б) когда данная группа входит составной
частью в другое изделие
Обязателен в случае необхо-
димости поставки данной груп-
пы отдельно от остальных ча-
стей изделия
Разрабатывает-
ся по мере на-
добности
ГЛ. VII]
КЛАССИФИКАЦИЯ, ИНДЕКСАЦИЯ И КОМПЛЕКТНОСТЬ ЧЕРТЕЖЕЙ
525
Продолжение табл. 2
Наименование
комплекта
Перечень чертежей
и технических документов,
входящих в комплект
Обязательность разработки для чертежей
опытного
производства
установочной
серии
серийного или
массового
производства
индивидуаль-
ного
производства
Комплект
технических
документов
комплексной
группы
10. Чертежи маркировки
Разрабатываются по мере надобности
11. Комплект
чертежей
ремонтн ых
12. Спецификация
Не разрабатывается
Обязателен в
случае, когда
данная группа
одновременно
входит состав-
ной частью в
другое изделие
или имеет са-
мостоятельное
применение
Разрабатывает-
ся по мере на-
добности
Обязательна
13. Список документов
14. Перечень чертежей
15. Ведомость заимствован-
ных деталей, узлов, подгрупп
16. ' Ведомости стандартных
и нормальных деталей, узлов,
подгрупп
17. Ведомость покупных де-
талей, узлов, подгрупп
18. Технические условия
19. Расчёты размерных це-
пей
Разрабатывается в случае наличия большого количества
документов, прилагаемых к чертежам группы
Обязателен
Обязательна в случае, когда данная группа имеет само-
стоятельное применение и при наличии в группе более 10
заимствованных деталей, узлов, подгрупп.
Обязательны в случае, когда данная группа имеет само-
стоятельное применение и при наличии в группе более 10
нормальных и стандартных деталей, узлов и подгрупп.
Обязательна в случае, когда данная группа имеет само-
стоятельное применение и при наличии в группе более 10
покупных деталей, узлов и подгрупп.
Обязательны в случаях: 1) изготовления отдельной группы
на другом предприятии в порядке кооперироваъия; 2) постав-
ки группы отдельно от остальных частей изделия; 3) необхо-
димости указаний на определённые приёмы и методы кон-
троля и испытания; 4) наличия особых требований
Разрабатывают-
ся по мере на-
добности
Обязательны расчёты размер-
ных цепей, обосновывающие
величины размеров и отклоне-
ний, обеспечивающих зазоры,
или предельные положения от-
дельных поверхностей, задан-
ные техническими условиями
или требованиями
Разрабатыва-
ются по мере
надобности
20. Паспорт
21. Прочие технические до-
кументы, как-то: инструкции,
описания, руководства, расчёты
разные и др.
Перечень изделий, для которых обязательно составление пас-
портов, устанавливается соответствующим министерством
Разрабатываются по мере надобности
526
ОРГАНИЗАЦИЯ ТЕХНИЧЕСКОЙ ПОДГОТОВКИ ПРОИЗВОДСТВА
[РАЗД. V
Продолжение табл. 2
Наименование
комплекта
Перечень чертежей
и технических документов,
входящих в комплект
Обязательность разработки для чертежей
опытного
производства
установочной
серии
серийного или
массового
производства
единич-
ного
производства
Комплект
технических
документов
простого
изделия
1. Чертёж общего вида из-
делия
Разрабатывается по мере надобности
2. Сборочные чертежи изде-
лия
3. Вспомогательные чертежи
(монтажный, габаритный и др.)
4. Схемы
Обязательны
Разрабатываются по мере надобности
Разрабатываются по мере надобности
5. Комплекты технических
документов узлов
6. Комплекты технических
документов деталей, непосред-
ственно входящих в изделие,
в том числе и монтажных
7. Комплекты технических
документов инструментов и
принадлежностей
8. Комплекты технических
документов упаковки и уклад-
ки
9. Чертежи маркировки
10. Комплект ремонтных чер-
тежей
.11. Спецификация
12. Список документов
13. Перечень чертежей
14. Ведомость стандартных
и нормальных элементов дета-
лей
Обязательны
Обязательны
Разрабатывают-
ся по мере на-
добности
Обязательны
Разрабатывают-
ся по мере на-
добности
Обязательны
Разрабатывают-
ся по мере на-
добности
Разрабатываются по мере надобности
Не разрабатывается
Обязателен. Не
разрабатывает-
ся только для
изделий, н; под-
лежащих ре-
монту или ко-
гда ремонт про-
изводится толь-
ко способом за-
мены изношен-
ных деталей но-
выми взаимоза-
меняемыми
Разрабатывает-
ся по мере на-
добности
Обязательна
Разрабатывается в случае наличия большого количества
документов, прилагаемых к чертежам
Обязателен при наличии в изделии более 10 деталей
Разрабатывается по мере надобности
15. Технические условия
Обязательны
ГЛ. VII]
КЛАССИФИКАЦИЯ, ИНДЕКСАЦИЯ И КОМПЛЕКТНОСТЬ ЧЕРТЕЖЕЙ
527
Продолжение табл. 2
Наименование
комплекта
Перечень чертежей
и технических документов,
входящих в комплект
Обязательность разработки для чертежей-
опытного
производства
установочной
серии
серийного или
массового
производства
индивидуаль-
ного
производства
Комплект
технических
документов
простого
изделия
Комплект
технических,
документов
комплексного
изделия
16. Расчёты размерных це-
пей
Разрабатывают-
ся по мере на-
добности
Обязательны расчёты раз-
.мерных цепей, обосновываю-
щие величины размеров и от-
клонений, обеспечивающих за-
зоры или предельные положе-
ния отдельных поверхностей,
заданные техническими требо-
ваниями или условиями
Разрабатывают-
ся по мере на-
добности
17. Паспорт
18. Прочие технические до-
кументы, как-то: инструкции,
описания, руководства, расчёты
разные и др.
1. Чертёж общего вида из-
делия
2. Сборочные чертежи изде-
лия
3. Вспомогательные чертежи
(монтажные, габаритные и др.)
4. Схемы
5. Комплекты технических
документов групп
6. Комплекты технических
документов подгрупп и узлов,
непосредственно входящих в
изделие
7. Комплекты технических
документов деталей, непосред-
ственно входящих в изделие,
в том числе и монтажных, если
последние не сведены в группу
8 Комплекты технических
документов инструментов и
принадлежностей
Перечень изделий, для которых обязательно составление
паспорта, устанавливается соответствующим министерством
Разрабатываются по мере надобности
Разрабатывается по мере надобности
Обязательны
Разрабатываются по мере надобности
Разрабатываются по мере надобности
Обязательны
Обязательны
Обязательны
Разрабатывают-
ся по мере на-
добности
9. Комплекты технических
документов упаковки и уклад-
ки
10. Чертежи маркировки
Разрабатывают-
ся по мере на-
добности
Обязательны
Обязательны
Разрабатывают-
ся по мере на-
добности
Разрабатываются по мере надобности
11. Комплект ремонтных чер-
тежей
Не разрабатывается
Обязателен
Разрабатывает-
ся по мере на-
добности
528
ОРГАНИЗАЦИЯ ТЕХНИЧЕСКОЙ ПОДГОТОВКИ ПРОИЗВОДСТВА
[РАЗД. V
Продолжение табл. 2
Наименование
комплекта
Перечень чертежей
и технических документов,
входящих в комплект
Обязательность разработки для чертежей
опытного
производства
установочной
серии
серийного или
массового
производства
единич-
ного
производства
Комплект
технических
документов
комплексного
изделия
12. Спецификация
Обязательна
13. Список документов
Обязателен
14. Перечень чертежей
Обязателен
15. Ведомость заимствован-
ных деталей, узлов, подгрупп
и групп
Обязательна при наличии в составе изделия заимствован-
ных деталей, узлов, групп
16. Ведомости стандартных
и нормальных деталей, узлов,
подгрупп и групп
Обязательны при наличии в составе изделия стандартных
или нормальных деталей, узлов, подгрупп или групп
Разрабатываются отдельно для стандартных и нормальных
деталей, узлов, групп
17. Ведомость покупных де-
талей, узлов
Обязательна при наличии в составе изделия покупных дета-
лей или узлов
18. Ведомость стандартных
или нормальных элементов де-
талей
Разрабатывается по мере надобности
19. Технические условия (Ту)
Обязательны
20. Расчёты размерных це-
пей
Разрабатывают-
ся по мере на-
добности '
Обязательны расчёты размер-
ных цепей, обосновывающие ве-
личины размеров и отклонений,
обеспечивающих зазоры или
предельные положения отдель-
ных поверхностей, заданные
техническими условиями или
требованиями,
Разрабатыва-
ются по мере
надобности
21. Паспорт
Перечень изделий, для которых обязательно составление
паспорта, устанавливается соответствующим министерством
22. Прочие технические до-
кументы, как-то: инструкции,
описания, руководства, расчё-
ты разные и т. п.
Разрабатываются по мере надобности
ГЛ. VII]
ХРАНЕНИЕ, УЧЁТ, ИЗМЕНЕНИЕ ЧЕРТЕЖЕЙ
529
ХРАНЕНИЕ, УЧЕТ, ИЗМЕНЕНИЕ
ЧЕРТЕЖЕЙ И ДРУГИХ ТЕХНИЧЕСКИХ
ДОКУМЕНТОВ
Технические архивы на заводе и их за-
дачи. Хранение и учёт подлинников черте-
жей, дубликатов, а также оригиналов и ко-
пий, действующих на правах подлинников,
осуществляются центральным техническим
архивом завода. Копии чертежей и других
технических документов подлежат хранению
в центральном техническом архиве и в рабо-
чих технических архивах цехов и отделов.
Центральный технический архив в общем
случае осуществляет:
а) приём, регистрацию, хранение, выдачу
и учёт движения чертежей и других техни-
ческих документов (подлинников и копий);
б) обеспечение цехов, отделов и других
абонентов — подразделений завода необходи-
мым количеством копий чертежей и техни-
ческих документов;
в) изъятие аннулированных или изношен-
ных чертежей и технических документов,
производимое по указанию руководителей
отделов главного конструктора, главного тех-
нолога или планово-производственного от-
дела;
г) наблюдение за правильной организа-
цией хранения и учёта чертежей и техни-
ческих документов в рабочих технических
архивах цехов и отделов.
При сложной структуре завода и терри-
ториальной отдалённости его цехов и отде-
лов могут быть организованы один или не-
сколько филиалов центрального технического
архива.
Рабочий технический архив выполняет
преимущественно приём, регистрацию, хране-
ние, выдачу и учёт копий чертежей и техни-,
ческих документов, обращающихся в данном
цехе или отделе.
Хранение и учёт подлинников в цен-
тральном техническом архиве. Подлинники
чертежей и других технических документов
принимаются центральным техническим архи-
вом на хранение только после надлежащего
оформления их всеми необходимыми подпи-
сями. При приёме подлинников на хранение
сотрудник архива проверяет комплектность,
наличие номера чертежа, наличие установлен-
ных подписей, а также качество подлинников,
обеспечивающее получение отчётливых копий.
Все подлинники, принимаемые централь-
ным техническим архивом на хранение, под-
лежат регистрации в инвентарной книге ар-
хива. Подобные книги заводятся особо для
чертежей и других технических документов
основного и вспомогательного производства,
технологических чертежей и документов,
чертежей и иных технических документов,
получаемых от сторонних организаций.
При регистрации каждый лист чертежа, а
также каждый документ (спецификация, ве-
домость) получает свой инвентарный
номер).
Учёт движения подлинников осущест-
вляется по карточной системе. На каждый
чертёж или другой технический документ
заполняется отдельная учётная карточка; в ней
ведётся учёт выдачи копий цехам и отделам,
на длительное пользование.
34 Том 15
Выдача подлинников чертежей и других
технических документов из центрального тех-
нического архива допускается только для
размножения, внесения изменений либо пере-
издания. Необходимо установить определён-
ный порядок, согласно которому выдача под-
линников для указанных целей производится
по специальным разрешениям или требованиям
с отметкой каждого случая и основания
выдачи в учётной карточке. Разрешения и
требования на выдачу подлинников должны
храниться в специальных плотных конвертах
особо для каждого абонента. Осуществляе-
мый таким образом учёт позволяет не только
быстро устанавливать местонахождение по-
длинников, но определять также их наличие
у отдельных абонентов.
Хранение и учёт копий в центральном
техническом архиве. В центральном техни-
ческом архиве должны храниться следующие
экземпляры копий чертежей и других техни-
ческих документов: архивные, контрольные
и библиотечные.
Архивным называется тот экземпляр копии
чертежа или другого технического документа,
в котором зафиксировано состояние конструк-
ции в момент её утверждения. В архивный
экземпляр изменения не вносятся.
Контрольным называется экземпляр копии
чертежа или другого технического документа,
служащий для сверки чертежей. В контроль-
ный экземпляр должны вноситься все те из-
менения, которые вносятся в подлинник.
Библиотечным называется экземпляр чер-
тежа или другого технического документа,
выдаваемый из архива на определённый срок
и подлежащий возвращению в архив.
Копии чертежей и других технических;
документов могут храниться в центральных
технических архивах в виде отдельных чер-
тежей, документов или альбомов, скомплек-
тованных по изделию или иному при-
знаку.
Центральный технический архив обязан
вести учёт всех экземпляров копий, снимае-
мых с подлинников, хранящихся на данном
предприятии, а также получаемых от других
организаций. Учёт первых необходимо вести
на учётных карточках; учёт вторых — на ана-
логичных карточках после регистрации по-
ступления в отдельной инвентарной книге.
Архивные экземпляры, как правило, из
центрального технического архива не вы-
даются; выдача их может быть произведена
в исключительных случаях только с письмен-
ного разрешения директора или главного
инженера завода. Для выдачи контрольных
экземпляров копий необходимо письменное
распоряжение начальника отдела, выпустив-
шего чертёж или технический документ,
исключительно для внесения в него измене-
ний или для справок. Что касается библио-
течных экземпляров копий, то они могут
быть выданы по требованиям-распискам за
подписью абонентов.
Учёт выдати библиотечных экземпляров
копий осуществляется с помощью учётной
картотеки; на каждый чертёж или техни-
ческий документ заполняется особая карточка.
Требования-расписки хранятся в конвертах
абонентов и погашаются после возврата або-
нентами взятых ими копий.
530
ОРГАНИЗАЦИЯ ТЕХНИЧЕСКОЙ ПОДГОТОВКИ ПРОИЗВОДСТВА
[РАЗД. V
Выдача копий чертежей и технических
документов в архивы цехов и отделов про-
изводится по ведомости рассылки, а также
путём отметки на учётной карточке.
Хранение и учёт копий в рабочих тех-
нических архивах. Копии чертежей и дру-
гих технических документов могут храниться
в архивах цехов и отделов в виде отдельных
листов либо скомплектованных альбомов.
Экземпляры копий чертежей и операционных
карт, выдаваемых на производственные уча-
стки, рекомендуется хранить наклеенными
на фанеру или картон и покрытыми бесцвет-
ным лаком.
В рабочих технических архивах отделов,
а также и тех цехов, в которых чертежи для
раздачи рабочим получают мастера, плановики
или начальники участков, целесообразен сле-
дующий порядок учёта выдачи. На каждый
чертёж заводится карточка движения чер-
тежа, а на каждого абонента — конверт для
хранения выписываемых абонентом требова-
ний-расписок. При выдаче чертежа сотруд-
ник рабочего технического архива делает
соответствующую отметку в карточке движе-
ния чертежа, после чего вкладывает требо-
вание-расписку в конверт абонента. После
возвращения чертежа в карточку вносится
отметка о возврате, а требование-расписка
погашается.
Карточки движения чертежей целесо-
образно хранить в порядке номеров послед-
них, а конверты абонентов — в алфавитном
порядке.
Иной порядок учёта выдачи чертежей
рекомендуется для технических архивов
тех цехов, с которых чертежи для работы
получают рабочие непосредственно из
архива.
На каждый экземпляр чертежа заводится
карточка чертежа и чертёжный ярлык. Ка-
ждому рабочему выдаётся чертёжная марка
с указанием на ней табельного номера рабо-
чего и места его работы. Изготовленная из
толстого картона карточка чертежа в верхней
части имеет гранку для вписывания номера
чертежа и номера экземпляра, а в нижней
части — карман для вкладывания чертёжного
ярлыка либо чертёжной марки. Сотрудник
архива выдает рабочему чертёж в обмен на
чертёжную марку, извлекает из кармана кар-
точки чертежа ярлык и вешает его на табель-
ную доску против табельного номера полу-
чателя, а в карман кладёт чертёжную марку.
При возврате чертежа все действия проис-
ходят в обратном порядке: чертёжная марка
возвращается рабочему, а чертёжный ярлык
снимается с табельной доски и укладывается
в карман карточки.
Порядок внесения изменений в чертежи
и другие технические документы основного
производства. Внесение изменений, произ-
водимое вне принятой системы случайными
лицами в различное время в отдельные
экземпляры чертежей или другой техниче-
ской документации, обычно является при-
чиной брака и других потерь, создаёт много-
численные задержки в освоении новых изде-
лий, вызывает несогласованность в работе
между различными органами заводоуправле-
ния и цехами. Необходимо поэтому устано-
вить и неуклонно поддерживать определён-
ный, излагаемый ниже порядок внесения
изменений.
В случае обнаружения в чертежах или
других технических документах ошибок, на-
рушающих нормальный ход производства,
изменения необходимо вносить без промед-
ления с последующим оформлением. В про-
чих случаях изменения вносятся лишь после
соответствующего согласования и утвержде-
ния.
Предложения о внесении изменений реги-
стрируются в специальной книге. По каждому
предложению следует: а) проверить необхо-
димость и • допустимость изменения, б) опре-
делить возможность проведения изменения
во всех изделиях, где применяется изменяе-
мый объект, в) установить наличие изгото-
вленных до изменения объектов (задел),
а также возможность их использования, г) по-
лучить заключение всех заинтересованных
органов завода.
Окончательное заключение о возможности
изменения даётся главным конструктором
либо начальником конструкторского отдела
(бюро); в случае положительного заключе-
ния в подлинники и в копии чертежа вно-
сится изменение, ему присваивается очеред-
ной литер и выписывается разрешение. Только
последнее является основанием для внесения
изменения.
Разрешение на изменение вместе с при-
ложенным к нему экземпляром изменённых
чертежей передаётся в соответствующие
органы завода для пересмотра технологи-
ческого процесса и подготовки производства.
Внесение изменений в подлинники и в
контрольные экземпляры копий чертежей сле-
дует производить., как правило, только после
окончания подготовки производства.
Изменение копий чертежей и других тех-
нических документов, находящихся в пользо-
вании, производится путём аннулирования и
изъятия имеющихся копий и замены их
новыми, рассылаемыми абонентам вместе
с разрешением на изменение. Одновременно
следует производить замену библиотечных
экземпляров копий, находящихся в архивах.
Перечень абонентов, у которых должно про-
изводится изменение, а также количество
необходимых им изменённых экземпляров
копий устанавливаются на основании учётных
данных центрального технического архива.
Если в результате вносимых в чертежи
изменений нарушается взаимозаменяемость
деталей или узлов с ранее выпущенными,
надлежит выпустить новые чертежи за новыми
номерами.
В тех случаях, когда изменённая деталь
или узел входит в несколько изделий, воз-
можность проведения изменения должна быть
проверена для всех изделий, и если хотя бы
для одного из них изменение является не-
приемлемым, то на изменяемую деталь или
узел должен быть выпущен новый чертёж
за новым номером.
Заводы-дублёры, пользующиеся чертежами
головных заводов, а также заводы, работаю-
щие по копиям чертежей, поступающих от
заказчика или головной организации, напри-
мер, от центрального конструкторского бюро,
могут производить изменения в чертежах на
основе соответствующих разрешений (изве-
ГЛ. VII]
ХРАНЕНИЕ, УЧЁТ, ИЗМЕНЕНИЕ ЧЕРТЕЖЕЙ
531
щений), получаемых от головных заводов или
конструкторских органов, либо от заказчиков.
В отдельных случаях, когда изменение не мо-
жет быть проведено непосредственно по раз-
решению (извещению), последнее должно со-
провождаться копией изменённого чертежа
или другого технического документа.
Порядок внесения изменений в чертежи
технологического оснащения. Изменения
в чертежи приспособлений, инструментов,
штампов, моделей и т. д. вносятся в случаях:
а) издания разрешения на изменение черте-
жей изделий основного производства, б) на-
личия акта о браке в основном производстве
по вине инструмента или иного технологи-
ческого оснащения, в) внесения рационализа-
торского предложения, а также г) усовершен-
ствования технологических процессов или
конструкции оснащения.
Внесение изменений в подлинники, а также
в копии чертежей может быть произведено
только конструкторским отделом или бюро,
выпустившим данные чертежи и хранящим
подлинники их, либо принявшим чертежи от
другой организации.
Основанием для внесения изменений в чер-
тежи технологического оснащения является
извещение об изменении, оформляемое соот-
ветствующим конструкторским органом по
согласованию с технологической службой
завода.
Оформленное извещение об изменении
вместе с копией чертежа передаётся для
оформления заказа на исправление техноло-
гического оснащения или на изготовление
нового.
Изменение чертежей у абонентов произ-
водится путём аннулирования и изъятия
имеющихся копий и замены их новыми либо
исправленными. Одновременно производится
замена или исправление библиотечных экзем-
пляров копий, находящихся в архиве.
Изменения, нарушающие взаимозаменяе-
мость изменяемого инструмента, приспособле-
ния, штампа и т. д. с ранее выпущенными, обяза-
тельно сопровождаются изменением номера
чертежа. В случаях, когда изменяемая деталь
или узел входит в несколько приспособлений,
штампов, инструментов и т. д., возможность
проведения изменений должна быть прове-
рена для всех изделий, и если хотя бы для
одного из них изменение является неприем-
лемым, то на изменяемую деталь (узел) дол-
жен быть выпущен новый чертёж за новым
номером.
Порядок дублирования чертежей основ-
ного производства. Под дублированием черте-
жей понимается изготовление дубликатов
(копий с подлинников), выполненных на про-
зрачном или на специальном светочувстви-
тельном материале (калька, фотопластинка,
фотоплёнка) без внесения каких-либо измене-
ний и дополнений.
Выпускать дубликаты имеют право только
те заводы и организации, которые хра-
нят подлинники. Изготовление дубликатов
допускается в следующих случаях: а) при
невозможности обеспечить заводы-дублёры ко-
пиями чертежей, б) при необходимости пере-
дачи другому предприятию или другой орга-
низации чертежей в кальках или в негативах
с оставлением подлинников у хранящей их
организации.
Дубликаты чертежей-, особенно изготовлен-
ные копированием от руки, подлежат тщатель-
ной сверке с подлинниками и должны точно
соответствовать последним.
Дубликат чертежа сохраняет инвентарный
номер подлинника. После передачи дубликата
другому заводу последний проставляет на нём
своё название, добавочный инвентарный номер
по книге и другие учётные данные.
При участии нескольких заводов в изгото-
влении одного изделия необходимо различать
головные (ведущие) заводы и заводы-дублёры.
Головным называется завод, разработавший
чертежи, либо получивший их от проекти-
рующей или иной организации, освоивший
по этим чертежам изготовление основного
изделия, хранящий подлинники чертежей и
получивший от министерства право вносить
в них изменения. Головной может также на-
зываться организация, например, центральное
конструкторское бюро.
Заводом-дублёром называется завод, рабо-
тающий по чертежам головного завода, либо
по копиям чертежей, получаемым от послед-
него в необходимом количестве, либо по
копиям, снимаемым с дубликатов подлинни-
ков, находящихся с согласия министерства
(или в отдельных случаях заказчика) в распо-
ряжении завода-дублёра.
Выпуск заводом-дублёром нозых вариан-
тов чертежей по дублируемому изделию
может производиться в отдельных обоснован-
ных случаях при условии сохранения взаимо-
заменяемости, при наличии положительного
заключения головного завода (или головной
организации) и согласования с заказчиком.
Подлинники этих чертежей могут храниться
на головном заводе либо на заводе-дублёре.
Однако независимо от места хранения по-
длинников выпущенных заводом-дублёром но-
вых вариантов чертежей они должны полу-
чить утверждение головного завода (или
головной организации) и в необходимых слу-
чаях— заказчика. В таком же порядке подле-
жат оформлению и все изменения этих чер-
тежей.
Заводу-дублёру разрешается самостоя-
тельно вносить изменения в чертежи только
при выявлении явных ошибок в чертежах
или в иных аварийных случаях при обяза-
тельном условии, что изменения не нарушают
взаимозаменяемости деталей и узлов и не
ухудшают качества изделия. В подобных слу-
чаях завод-дублёр вносит изменения только
в находящиеся на производстве копии черте-
жей и сообщает о них головному заводу
(головной организации) и заказчику. В даль-
нейшем изготовление изделия с этими изме-
нениями может продолжаться только при по-
лучении извещения от головного завода (го-
ловной организации) или заказчика об их со-
гласии с изменениями.
ЛИТЕРАТУРА И ИСТОЧНИКИ
1. ГОСТ 5290-50 до 5302-50, .Система чертёжного хо-
зяйства в машиностроении",
2. ЭНИМС, Инструкция по оформлению чертежей,
1947.
532
ОРГАНИЗАЦИЯ ТЕХНИЧЕСКОЙ ПОДГОТОВКИ ПРОИЗВОДСТВА
[РАЗД. V
ОРГАНИЗАЦИЯ ТЕХНОЛОГИЧЕСКОЙ ПОДГОТОВКИ ПРОИЗВОДСТВА
ЗАДАЧИ ТЕХНОЛОГИЧЕСКОЙ
ПОДГОТОВКИ ПРОИЗВОДСТВА
Технологическая подготовка производства
включает: разработку и внедрение технологи-
ческих процессов, обеспечивающих надле-
жащее качество изделий и экономичность их
производства; проектирование, изготовление
и наладку соответствующего технологического
«оснащения; установление прогрессивных норм
использования оборудования и инструментов,
затрат времени, материалов, технологического
топлива и энергии; проектирование и внедре-
ние рациональных методов технического кон-
троля и организации труда, рабочего места,
а также передовых форм организации произ-
водства.
Технологическая подготовка непосред-
ственно примыкает к конструкторской работе
и-составляет вместе с ней важнейший фактор
планомерного освоения новых объектов про-
изводства, модернизации выпускаемых изде-
лий, внедрения передовой техники и совер-
шенствования методов производственной ра-
боты на машиностроительном заводе.
Технологическая подготовка производства
осуществляется в наиболее полном и развёр-
нутом виде при освоении новых машин или
модернизированных конструкций. Наряду
с этим она должна выполняться также в по-
рядке обслуживания текущего производства
уже освоенных изделий: при внесении отдель-
ных конструктивных изменений, при ликви-
дации „узких мест" производства и устране-
нии причин брака, при внедрении рационали-
заторских предложений стахановцев, изобре-
тателей и других новаторов социалистиче-
ского производства или, наконец, в процессе
выполнения намеченного плана организаци-
онно-технических мероприятий на очерёдный
период (см. гл. II).
В объём технологической подготовки
производства входит, кроме того, плановая
работа по систематизации и обобщению на-
копленного производственного опыта и по
созданию руководящих материалов, способ-
ствующих ускорению технологической под-
готовки и освоению новых изделий, повыше-
нию качества работы технологических орга-
нов завода и сокращению затрат на её выпол-
нение.
Эта систематическая плановая работа
состоит в типизации технологических про-
цессов, в разработке технологических норма-
лей и в нормализации специального техно-
логического и контрольного оснащения.
Содержание и методика типизации техно-
логических процессов освещены в т. 7 ЭСМ.
Указания по нормализации оснащения даны
ниже.
Организация технологической подготовки
производства должна предусматривать: а) вы-
сокое качество заготовок и обработки деталей
и их сборки, отвечающее заданным техни-
ческим условиям и обеспечивающее эксплоа-
тационное совершенство изделий; б) полное
использование производственных возможно-
стей оборудования с учётом научно-техни-
ческих достижений и передовой стахановской
практики, способствующих систематическому
увеличению полезной отдачи с единицы основ-
ных фондов производства; в) минимальную
трудоёмкость изготовления изделия по срав-
нению с достигнутыми показателями по ана-
логичным объектам на других предприятиях,
сопровождаемую значительным сокращением
производственного цикла; г) высокий коэфи-
циент использования сырья, основных мате-
риалов, энергии и топлива, предусматриваю-
щий минимальные отходы и потери в техно-
логическом процессе; д) минимальную себе-
стоимость единицы продукции, обеспечиваю-
щую рентабельность производства при задан-
ном масштабе выпуска; е) максимально уско-
ренные темпы технологической подготовки
производства, способствующие скоростному
освоению новых изделий и новых техноло-
гических процессов при минимальных относи-
тельных затратах на их разработку и вне-
дрение.
Достижение перечисленных показателей
является следствием успешной организации
не только технологической подготовки, но
также всей системы технической подготовки
производства на заводе (включая конструиро-
вание новых изделий, работу эксперименталь-
ных цехов, органов инструментального хозяй-
ства и планирования подготовки). Вопросы
организации технологической подготовки
производства надо рассматривать и разре-
шать комплексно, учитывая их тесную связь
с остальными работами по технической под-
готовке, обслуживанию и руководству про-
изводством.
СОДЕРЖАНИЕ И ПОСЛЕДОВАТЕЛЬНОСТЬ
ТЕХНОЛОГИЧЕСКОЙ ПОДГОТОВКИ
ПРОИЗВОДСТВА
При разных типах производства объём и
содержание технологической подготовки раз-
личны. .
Удельная трудоёмкость и продолжитель-
ность технологической подготовки производ-
ства в общем цикле технической подго-
товки новых изделий в единичном и мелко-
серийном производстве составляет до 20—25°/0,
в серийном — до 45—50%, а в крупносерий-
ном и массовом — до 60—70°/0.
Примерный перечень работ, образующих со-
держание технологической подготовки про-
изводства, последовательность их выполнения
и назначение приведены в табл. 3, где ука-
зана, кроме того, применимость работ в зави-
симости от типа производства.
Важнейшим условием успешной органи-
зации технологической подготовки произ-
водства является установление системати-
ческой тесной связи между конструкторами
и технологами, работающими над освоением
одних и тех же объектов производства.
Такая связь не только способствует сокра-
щению цикла технической подготовки
производства за счёт параллельного и со-
гласованного выполнения конструкторских
и технологических работ, но, кроме того,
ГЛ. VII]
ПОСЛЕДОВАТЕЛЬНОСТЬ ТЕХНОЛОГИЧЕСКОЙ ПОДГОТОВКИ ПРОИЗВОДСТВА
533
Содержание технологической подготовки производства новой машины
Таблица 3
Наименование работ
1. Технологический анализ чертежей
опытного образца
2. Разработка технологических процессов
изготовления опытного образца
3. Проектирование технологического осна-
щения для изготовления опытного образца
машины
4. Изготовление, технологического оснаще-
ния для производства опытного образца
5. Составление плана экспериментальных
работ по новым технологическим процессам
6. Проведение экспериментальных работ
и разработка технологических нормалей и ин-
струкций по новым технологическим процес-
сам
7. Технологически^ анализ опытной кон-
струкции в процессе её изготовления
8. Технологический контроль чертежей,
предназначенных, для производства новой
машины
9. Установление маршрута прохождения
деталей по цехам
10. Разработка технических условий и
технологических чертежей на заготовки
(литьё, поковки, штамповки и др.)
11. Проектирование технологических про-
цессов сборки, изготовления деталей и про-
изводства заготовок
12. Разработка методов технического
контроля и испытания готовых изделий, от-
ветственных узлов и деталей
13. Проектирование технологического осна-
щения (штампов, моделей, приспособлений,
специального инструмента)
14. Изготовление технологического осна-
щения
15. Разработка технических норм времени,
расхода материалов, инструментов, техноло-
гического топлива и энергии, использования
оборудования
16. Составление спецификаций инструмен-
тов, материалов, покупных изделий и полу-
фабрикатов, а также дополнительного обо-
рудования, требующихся для производства
новой машины
17. Составление плана размещения обору-
дования и рабочих мест, его осуществление
и техническая организация рабочих мест
18. Проектирование и изготовление спе-
циальных транспортных средств, тары и
иного вспомогательного оборудования
19. Изготовление пробной партии машин,
наладка технологических процессов и осна-
щения
¦¦
Тип производства
единичный и
мелкосерийный
-
-
—
-
X
X
-
X
X
X
X
X
В минимально
необходимом
объёме
То же
X
X
серий-
ный и
массо-
вый
X
X
X
X
X
X
X
X
X
X
X
X
X
х •
X
X
X
X
X
Назначение работы
Обеспечение максимальной технологич-
ности конструкции
Обеспечение заданных технических условий
новой конструкции машины
Обеспечение технических условий, про-
верка технологических качеств конструкции
и разработка мероприятий для повышения
её технологичности
То же
Внедрение новых технологических про-
цессов
Внедрение новых технологических про-
цессов
Обеспечение технологичности конструкции
новой машины
То же
Определение объёма работ по каждому
цеху, рациональных форм межцехового
кооперирования и производственной струк-
туры цехов
Внедрение наиболее рациональных и эко-
номичных методов производства, преду-
преждение брака и обеспечение высокого
качества изделий. Достижение минимальной
трудоемкости и себестоимости продукции, а
также высокой производительности труда
Внедрение рациональных методов организа-
ции производства, способствующих росту
производительности труда, сокращению
производственного цикла и улучшению ка-
чества продукции
То же
Создание технических предпосылок для
правильного планирования и оперативной
подготовки производства, а также для ру-
ководства производством
То же
Рациональная организация труда и произ-
водственных процессов; уменьшение пути
движения изделий в процессе обработки,
сокращение длительности цикла
Уменьшение числа вспомогательных ра-
бочих, механизация вспомогательных опе-
раций, обеспечение сохранности продукции
Ликвидация неувязок в технологии и кон-
струкции; предупреждение и ликвидация
потерь в ходе производства из-за дефектов
технической его подготовки
Факторы и показатели технологичности конструкции машин
Таблица 4
Факторы технологичности
Обеспечение конструктивной
преемственности
Обеспечение конструктивной
повторяемости деталей и узлов
Обеспечение конструктивной
нормализации
То же
Нормирование точности обра-
ботки и качества поверхности
Меры обеспечения технологичности
Применение в новых конструкциях
деталей и узлов, ранее освоенных
в производстве машин
Унификация деталей и узлов
внутри данной конструкции. Приме-
нение одних и тех же деталей в
различных сочетаниях (узлах, груп-
пах, изделиях и т. д.)
Максимальное применение норма-
лизованных деталей при возможном
ограничении количества используе-
мых типо-размеров последних
1. Унификация отдельных кон-
структивных элементов—диаметров
валов и отверстий, типо-размеров
резьб, фасок, галтелей, конусов
и др.
2. Максимальное применение нор-
мализованных размеров
1. Установление параметров точ-
ности и качества поверхности в пол-
ном соответствии с предъявляе-
мыми к машине эксплоатационными
требованиями
Показатели технологичности
Отношение числа старых деталей
к числу всех деталей в машине
(коэфициент преемственности)
Отношение количества типо-раз-
меров деталей к их общему коли-
честву (коэфициент повторяемости)
а) Отношение количества нормали-
зованных деталей к количеству деталей
в машине (коэфициент нормализации)
б) Отношение общего количества
нормалей к количеству наименова-
ний или типо-размеров нормалей
(коэфициент повторяемости норма-
лей)
Отношение количества применяе-
мых размеров диаметров, типо-раз-
меров резьб и т. д. к количеству
наименований деталей в машине,
имеющих данные размеры (коэфи-
циент унификации диаметров, резьб
и т. д.)
а) Средневзвешенный показатель
точности; т. е. сумма произведений
количества деталей разных классов
точности на номер класса, делён-
ная на общее число деталей в ма-
шине.
Эффективность в области:
подготовки производства
Сокращение сроков подготов-
ки и её удешевление путём ис-
пользования имеющихся техноло-
гии, оснащения, оборудования и
уменьшения объёма конструк-
торских работ и технической
подготовки
То же
Сокращение сроков подготов-
ки и её удешевление; примене-
ние нормального режущего и
измерительного инструмента и
типовых технологических про-
цессов
Уменьшение числа типо-разме-
ров применяемого измерительно-
го, режущего и слесарно-мон-
тажного инструмента. Уменьше-
ние объёма работы по проекти-
рованию технологических про-
цессов и специального оснаще-
ния
Уменьшение типо-размеров
применяемого инструмента. Сни-
жение затрат на изготовление
оснащения и наладку технологи-
ческих процессов. Сокращение
сроков подготовки новой ма-
шины.
изготовления машины
Увеличение серийности, сни-
жение трудоёмкости и себестои-
мости, ускорение оборачивае-
мости оборотных средств
То же
Увеличение серийности и мас-
совости. Применение высоко-
производительной технологии.
Уменьшение трудоёмкости, сни-
жение себестоимости. Улучше-
ние условий для производствен-
ного планирования и организации
инструментального хозяйства
Увеличение производительно-
сти труда и лучшее использова-
ние оборудования. Упрощение
организации инструментального
хозяйства и улучшение условий
организации технического кон-
троля;, сокращение брака
Обеспечение взаимозаменяе-
мости и улучшение организации
сборки. Снижение трудоёмкости
и себестоимости обработки и
сборки. Уменьшение брака, со-
кращение разнообразия кон-
трольно-измерительных средств
и упрощение организации техни-
ческого контроля.
Продолжение табл. 4
Факторы технологичности
Нормирование точности обра-
ботки и качества поверхности
Проектирование рациональной
технологии изготовления загото-
вок, обработки деталей и сборки
Обеспечение рационального
сортамента применяемых мате-
риалов
Меры' обеспечения технологичности
2. Применение нормальных (ГОСТ)
классов точности и посадок, а также
классов чистоты поверхности.
3. Сокращение разнообразия и
унификация применяемых классов
точности и посадок
1. Применение заготовок, вовсе
не требующих дальнейшего снятия
стружки или подвергаемых мини-
мальной дополнительной обработке
2.. Максимально возможное приме-
нение деталей простой конфигура-
ции
3. Взаимное расположение поверх-
ностей и размеров, обеспечивающее
применение несложного оснащения,
эффективных методов обработки
и контроля и отсутствие брака.
4. Расположение монтажных разъё-
мов изделия с учётом удобства и
простоты сборки.
5. Расчленение машины на само-
стоятельно собираемые узлы, меха-
низмы и агрегаты
1. Применение минимального ко-
личества марок, профилей и разме-
ров материалов.
2. Минимальное использование
дефицитных и дорогих материалов;
внедрение заменителей.
3. Применение специальных ката-
ных и тянутых профилей и др.
Показатели технологичности
б) Отношение трудоёмкости доде-
лочных и пригоночных работ к об-
щей трудоёмкости сборки машины
а) Отношение чистого веса к весу
черновых заготовок (суммарному и
по видам заготовок),
б) Средний квалификационный
разряд работ по изделию в целом
и по основным фазам технологиче-
ского процесса,
в) Средневзвешенная сложность
технологического оснащения, т. е.
сумма произведений количества тех-
нологического оснащения разных
классов сложности на номер соот-
ветственного класса, делённая на
общее число единиц оснащения,
г) Отношение трудоёмкости от-
дельных видов работ по технологи-
ческому процессу к суммарной тру-
доёмкости изготовления машины
и др.
а) Отношение общего числа ори-
гинальных деталей в машине к ко-
личеству применяемых типо-разме-
ров материалов (коэфициент приме-
няемости материалов),
б) Отношение чистого веса де-
фицитных и дорогих материалов к
весу машины; отношение веса заме-
нителей к весу применяемых дефи-
цитных и дорогих материалов и др.
Эффективность в области:
подготовки производства
Значительное сокращение пе-
риода освоения и наладки при
небольшом удлинении периода
изготовления оснащения для за-
готовительных цехов
Сокращение объёма работ по
технологической подготовке про-
изводства
Ускорение наладки и освоения
технологических процессов по
изготовлению новой машины
изготовления машины
Снижение трудоёмкости и се-
бестоимости изготовления маши-
ны. Уменьшение брака и улуч-
шение качества продукции.
Улучшение использования обо-
рудования и сокращение произ-
водственного цикла сборки
Внедрение передовых форм
организации производства, в
частности — на сборке и обес-
печение ритмичного выполнения
плана
Экономия материала, снижение
общей трудоёмкости и себестои-
мости
Улучшение условий снабжения
и обеспечения производства ма-
териалами. Экономия затрат на
материалы. Упрощение техниче-
ского контроля. Ускорение обо-
рачиваемости оборотных средств
536
ОРГАНИЗАЦИЯ ТЕХНИЧЕСКОЙ ПОДГОТОВКИ ПРОИЗВОДСТВА
[РАЗД. V
содействует созданию технологичных
конструкций с целью высокопроизводитель-
ного и экономичного их изготовления в кон-
кретных условиях данного завода.
ОБЕСПЕЧЕНИЕ ТЕХНОЛОГИЧНОСТИ
КОНСТРУКЦИЙ
Под технологичностью конструкции пони-
мается такое качество деталей, узлов и всей
машины, которое способствует быстрому
освоению её производства при минимальных
более широкое использование перечислен-
ных и многих других прогрессивных методов
получения заготовок, обеспечение взаимо-
заменяемости деталей, диференциацию сбо-
рочных процессов, внедрение поточных ме-
тодов производства.
Технологичность конструкции достигается
в результате ряда мероприятий, которые
должны проводиться на различных этапах
подготовки производства. Перечень этих
мероприятий с указанием исполнителей при-
ведён в табл. 5.
Таблица 5
Перечень мероприятий, обеспечивающих технологичность конструкции
Наименование мероприятия
1. Систематизация чертежей всех ранее из-
готовлявшихся машин и составление альбома
(каталога) применяемости деталей, узлов и
агрегатов
2. Нормализационный контроль чертежей
3. Технологическая нормализация
4. Расчёты размерных цепей
5. Технологический анализ конструкции:
а) при разработке чертежей;
б) при изготовлении и испытании опыт-
ной машины (прибора);
в) при разработке технологических про-
цессов;
г) при проектировании оснащения;
д) при изготовлении пробной партии
(серии) и наладке производства
На какоу этапе подготовки
осуществляется
Конструкторская подготовка
Конструкторская подготовка
Систематическая работа на
всех этапах
Конструкторская подготовка
То же
п
Технологическая подготовка
То же
Исполнители
Конструкторский отдел
Конструкторский отдел и бюро
нормализации
Технологический отдел с участием
бюро нормализации
Конструкторский отдел
Конструкторский отдел при уча-
стии технологического отдела
То же
Технологический отдел
То же
Конструкторский и технологиче-
ский отделы
затратах на техническую подготовку, позво-
ляет применить прогрессивные методы её
изготовления в условиях данного завода,
содействует внедрению рациональных форм
организации производственных процессов и
даёт в результате высокую производитель-
ность труда и минимальную себестоимость
продукции при полном соблюдении заданных
конструктивно-эксплоатационных требований.
Перечень факторов, определяющих техно-
логичность конструкции, а также показатели,
характеризующие уровень технологичности
и её эффективность, приведены в табл. 4.
Эта таблица представляет собой обобщён-
ную сводку основных технологических тре-
бований, которым должна удовлетворять
машина, предназначенная к промышленному
освоению. Конкретизацию этих требований
необходимо производить в соответствии
с назначением машины, производственными
условиями её изготовления на заводе и
заданным объёмом выпуска, предопределяю-
щим экономическую целесообразность тех
или иных методов производства. Как из-
вестно, единичное производство, например,
во многих случаях исключает применение
штамповки, кокильного литья, специального
проката, полной взаимозаменяемости всех
деталей и т. д.
В серийном и массовом производствах,
напротив, технологичная конструкция ма-
шины должна предусматривать возможно
ТЕХНОЛОГИЧЕСКАЯ НОРМАЛИЗАЦИЯ
Технологическая нормализация заклю-
чается в установлении минимально необхо-
димого количества типо-размеров и каче-
ственных параметров отдельных элементов
конструкции деталей, в разработке техно-
логических требований к этим элементам, а
также унифицированных методов их изго-
товления.
Разработка и внедрение технологических
нормалей ускоряет процесс подготовки произ-
водства при одновременном улучшении её
качества, снижении затрат на подготовку и на
изготовление машины. В частности, наличие
таких нормалей значительно удешевляет изго-
товление и наладку технологического оснаще-
ния (штампов, кондукторов, моделей, режущих
и измерительных инструментов и др.), сокра-,
щает номенклатуру применяемых инструмен-
тов и создаёт отправную базу для широкой
нормализации оснащения.
Примерный перечень основных объектов
технологической нормализации приведён в
табл. 6.
Технологические нормали по масшта-
бам своего применения могут быть отрасле-
выми или заводскими.
Технологические нормали разрабатываются
органами технологической подготовки произ-
водства при обязательном участии конструк-
торских органов или по согласованию с ними.
ГЛ. VII]
ТЕХНОЛОГИЧЕСКАЯ НОРМАЛИЗАЦИЯ
537
Классификация основных объектов технологической нормализации
Таблица 6
Наименование
технологиче-
ских процес-
сов
Литейные
Кузнечно-штамповочные
Сварочные
Термические и
химико-терми-
ческие
Механообрабатывающие
Слесарно-сбороч-
ные и монтажные
Основные объекты тех» ологической нормализации
по геометрическим элементам
конструкции
Взаимное расположение и форма сопря-
гаемых поверхностей
Углы внешние и внутренние
Радиусы закруглений (внутренние и на-
ружные)
Габариты и расположение обрабатывае-
мых поверхностей
Конусность, литейные уклоны
Форма и размеры черных отверстий, ка-
навок, пазов в отливках
Сечения сопрягаемых элементов деталей
(рёбра, стенки, спицы и др.)
Литниковая система
Количество и форма разъёмов моделей,
кокилей, прессформ
Допуски и припуски на литые детали
и др.
Взаимное расположение и форма сопря-
гаемых поверхностей
Сечения сопрягаемых элементов поковок
и штамповок (рёбра, спицы, стенки, высту-
пы и др.)
Углы загиба
Габариты и расположение обрабатываемых
поверхностей
Штамповочные уклоны
Формы и размеры просекаемых отверстий,
канавок, пазов
Радиусы закруглений (внутренние и
внешние)
Размеры и форма исходных заготовок
Формы разъёмов штампов
Допуски и припуски на поковки и штам-
повки и др.
Сечение и другие параметры сварочного
шва
Виды сварочных соединений и условия их
применения
Подготовка деталей к сварке для каждого
вида сварки
Соотношение толщин свариваемых дета-
лей для каждого вида сварки и др.
Взаимное расположение и форма сопря-
гаемых элементов деталей
Соотношение отдельных размеров (длина
и ширина), обеспечивающее точность после
термообработки (деформации) и др.
Рациональное расположение и габариты
обрабатываемых поверхностей по типовым
деталям
Припуски на обработку
Форма и расположение отверстий, пазов,
канавок и шлицев, обеспечивающих наибо-
лее экономичные методы обработки
Размеры и форма фасок, радиусов за-
круглений и др.
Типовые разъёмы, обеспечивающие ра-
циональную сборку и взаимозаменяемость
Виды технологических компенсаторов
Типовые соединения и условия их рацио-
нального применения и т. п.
по материалам
Нормализация сплавов и
составов шихты примени-
тельно к различным типам
деталей в зависимости от
их назначения, от восприни-
маемых нагрузок и других
условий
Нормализация физико-ме-
ханических и иных ха-
рактеристик формовочных
и стержневых материалов
и т. д.
Выбор марок материалов
для получения качественных
поковок и штамповок при-
менительно к различным ти-
пам деталей в зависимости
от их назначения в машине
Выбор профиля и размера
материала, обеспечивающих
рациональное его использо-
вание и т. д.
Выбор марок металлов
применительно к различным
типам свариваемых деталей
в зависимости от их назна-
чения и воспринимаемой на-
грузки
Электроды для сварки
и т. д.
Установление и методика
выбора материалов, обеспе-
чивающих заданное качество
термически обработанных
деталей
Методика выбора профиля
и размера исходного прокат-
ного материала, обеспечи-
вающего минимальные отхо-
ды последнего и т. д.
по режимам и методам
обработки
Режимы плавки, заливки,
охлаждения и термообработ-
ки, обеспечивающие задан-
ные физико-химические и
механические свойства де-
талей и т. п.
Режимы нагрева и после-
дующей обработки и др.
Способы выполнения и ре-
жимы сварки применительно
к различным типам деталей
в зависимости от материала,
назначения изделия, харак-
тера воспринимаемой нагруз-
ки и других требований
Методы и режимы терми-
ческой обработки примени-
тельно к каждой марке ме-
таллов и конфигурации дета-
лей и др.
Режимы обработки, обусло-
вленные маркой материа-
ла обрабатываемой детали,
характеристикой станка и
инструмента.
Приемы установки и за-
крепления деталей на стан-
ках, обеспечивающие мини-
мальную затрату времени,
экономию материала и тре-
буемую точность
Методика установления
основных и вспомогательных
сборочных баз
Методика расчленения ма-
шины на агрегаты и узлы с
точки зрения технологиче-
ских требований и т. д.
538
ОРГАНИЗАЦИЯ ТЕХНИЧЕСКОЙ ПОДГОТОВКИ ПРОИЗВОДСТВА
[РАЗД. V
ТЕХНОЛОГИЧЕСКИЙ АНАЛИЗ
И КОНТРОЛЬ ЧЕРТЕЖЕЙ
Технологический анализ чертежей заклю-
чается в предварительной тщательной про-
верке технологичности запроектированной
конструкции исходя из намеченного объёма
выпуска и из производственно-технических
возможностей данного завода.
В процессе технологического анализа чер-
тежей необходимо руководствоваться основ-
ными факторами и показателями технологич-
ности конструкции, приведёнными в табл. 4.
Кроме того, технологический анализ чер-
тежей должен обеспечить полное использова-
ние имеющихся технологических нормалей
и предусмотреть необходимое количество кон-
структивных и технологических разъёмов
(т. е. расчленение машины на узлы и группы),
позволяющих диференцировать сборку в соот-
ветствии с особенностями производства.
Технологический анализ чертежей должен
проводиться в несколько приёмов на после-
довательных этапах технической подготовки
производства. Порядок выполнения техноло-
гического анализа при разных типах произ-
водства указан в табл. 7.
с работой по конструированию машины, при
изготовлении опытного экземпляра и при раз-
работке технологических процессов способ-
ствует улучшению качества продукции, наи-
более полному разрешению вопросов техно-
логичности конструкции с учётом производ-
ственных условий данного завода, сокращению
цикла технической подготовки и освоению
новых объектов производства, а также
уменьшению затрат и потерь, возникающих
при переходе с одной конструкции на дру-
гую.
Для успешного осуществления технологи-
ческого анализа и контроля чертежей необхо-
димо: а) обязательное применение технологи-
ческих нормалей конструкторами при разра-
ботке отдельных деталей и узлов, для чего
эти нормали должны быть отчётливо офор-
млены, систематизированы и доведены до ка-
ждого конструктора; б) "непосредственная
консультация технологических органов завода
.(и цехов) при конструировании машины; в) при-
влечение квалифицированных специалистов-
технологов других заводов и научно-исследо-
вательских учреждений для разрешения
отдельных принципиальных вопросов техноло-
гического анализа новой конструкции.
Таблица 7
Последовательные этапы осуществления технологического анализа чертежей
Наименование этапов
1. Разработка технического проекта
2. Разработка чертежей опытной кон-
струкции
3. Изготовление опытной машины и её
испытание
4. Разработка чертежей для основного
производства
5. Разработка технологических процессов
и конструирование оснащения
6. Изготовление пробной партии и наладка
технологических процессов
Единичное
и мелкосе-
рийное про-
изводство
X
-
-
X
X
Крупносе-
рийное и
массовое
производ-
ство
X
¦ х
*
X
X
X
Характер работы
Решение принципиальных технологических
вопросов: количество и характер разъёмов,
применение новых процессов и материалов,
конструктивная преемственность
Технологический контроль каждого узла
и детали
Выявление дефектов и неувязок в мроцес-
се изготовления и испытания
В единичном производстве см. п. 2, а для
серийного и массового производства—кон-
троль за устранением всех дефектов, вы-
явленных на третьем этапе
Выявление необходимых дополнительных
изменений чертежей с целью удешевления
производства, улучшения качества и ликви-
дации пригоночных и дополнительных работ
Во избежание многочисленных переделок
и исправлений рабочих чертежей целесо-
образно подвергнуть технический проект новой
машины тщательному анализу и заблаговре-
менному обсуждению на техническом совете
завода. В состав технического совета должны
входить руководители технических и произ-
водственных органов завода (главный кон-
структор, главный технолог, начальник произ-
водства, начальник отдела технического кон-
троля, главный металлург), руководители
оснобных цехов, передовые инженеры, мастера
и стахановцы-новаторы производства.
Систематическое осуществление техноло-
ги-ческого анализа чертежей одновременно
Технологический анализ и контроль черте-
жей должны проводиться в строго обязатель-
ном порядке: чертежи могут передаваться в
производство только после их технологиче-
ской проверки и утверждения. Для этой цели
в штампе (трафаретке) чертежа должна быть
предусмотрена специальная графа для подписи
технолога, которая свидетельствует, что дан-
ный чертёж подвергся технологическому кон-
тролю и отвечает требованиям производства.
Технологический контроль чертежей реко-
мендуется осуществлять в периоде вычерчи-
вания деталей на ватмане или после соста-
вления эскизов, т. е. до передачи чертежа для
копирования на кальку.
ГЛ. VII]
ИЗГОТОВЛЕНИЕ ОПЫТНОГО ОБРАЗЦА МАШИН
539
Все предложения, замечания и требова-
ния к просматриваемой конструкции надле-
жит фиксировать в виде специального прото-
кола (табл. 8).
Для выявления и устранения этих недо-
статков при освоении новых машин в усло-
виях серийного и массового производств при-
меняется экспериментальная выверка запроек-
Таблица 8
Технологический протокол просмотра чертежей машины Д-1
Наименование
детали, узла
и № чертежа
Описание недостатков
конструкции
Перечень необходимых
изменений в чертеже
Отметка об исполнении
* серии
и дата
№ листка изме-
нения и подписи
Крышка
Чертеж
№ 8240-16
Конструкция крышка не-
удобна в изготовлении.
Раскрой металла не эконо-
мичен. После штамповки
необходима ручная доводка
петли
Штамповать крышку и
петлю раздельно. Петлю
крепить точечной электро-
сваркой
№ /
5/1 1950
№ Ж 2-719
Технолог С. Пухо,
Конструктор
А. Рожков
Кронштейн
Чертеж
№ 8321-19
\
геудобен для горячей
штамповки. Нужен слож-
ный штамп. После штам-
повки подлежит обработке
на вертикально-фрезерном
станке
по ДО
Перевести на холодную
вытяжку из листовой
стали толщиной 2 мм без
дополнительной механиче-
ской обработки
5Ц 1950
№. Ж 2-720
Технолог
Г. Наумов
Конструктор
П. Мариишевский
Профиль
Чертеж
№ 4821-71
Переменное сечение про-
филя требует изготовле-
ния сложного штампа с до-
полнительной обработкой
вручную
,с
Д
Г
В1
„оДДпоВВ
Л А А
Сделать сечение профиля
одинаковым по всей длине
5/1 1950
Ж 2-721
Технолог
Г. Наумов
Конструктор
П. Марцишевский
Технологические протоколы должны рас-
сматриваться и утверждаться главным кон-
структором завода совместно с главным тех-
нологом или главным металлургом в присут-
ствии технолога, составившего протокол, и
соответствующего конструктора. Возникающие
разногласия при рассмотрении технологиче-
ских протоколов разрешаются главным инже-
нером завода.
На основании принятого решения кон-
структор вносит необходимые изменения в
чертежи, а технолог проверяет их и визирует
исправленный чертёж.
ИЗГОТОВЛЕНИЕ ОПЫТНОГО ОБРАЗЦА
И ПРОБНОЙ СЕРИИ (ПАРТИИ) МАШИН
При любой тщательности разработки черте-
жей и технологического их анализа в про-
цессе изготовления и эксплоатации первых
экземпляров новой машины обычно обнару-
живается всё же значительное количество
конструктивных и технологических недостат-
ков, которые не удалось предусмотреть при
конструировании машины и предварительном
технологическом контроле чертежей.
тированной конструкции и технологических
процессов изготовлением опытного образца,
а затем пробной партии (серии).
Изготовлением опытного образца новой
машины решаются следующие основные за-
дачи: а) проведение всесторонних эксплсата-
ционных. испытаний опытной машины в соот-
ветствии с заданными техническими усло-
виями; б) соответствующие испытания наи-
более ответственных узлов и деталей ма-
шины; в) проверка практическим путём
и уточнение тех элементов конструкции
деталей и узлов, которые не могли быть
точно установлены предварительным расчё-
том; г) выявление и устранение конструктив-
ных дефектов и неувязок, проверка точ-
ности работы отдельных механизмов и ма-
шины в целом, производство полной увязки
всех чертежей; д) определение технологиче-
ских недостатков в конструкции машины и
внесение соответствующих изменений в чер-
тежи для повышения технологичности кон-
струкции; е) экспериментальная проверка и
установление более рациональных методов
изготовления наиболее сложных деталей и
узлов машины.
540
ОРГАНИЗАЦИЯ ТЕХНИЧЕСКОЙ ПОДГОТОВКИ ПРОИЗВОДСТВА
[РАЗД. V
На всех стадиях изготовления и испыта-
ния опытного образца машины необходимо
обеспечить совместную работу конструкторов
и технологов.
Обнаруженные недостатки опытного
образца машины фиксируются в техноло-
гическом протоколе её изготовления и
сборки.
Изготовление оригинальных деталей и
сборка опытного образца машины выполня-
ются на заводах крупносерийного и массо-
вого производства специальным эксперимен-
тальным цехом, находящимся в ведении глав-
ного конструктора.
В отличие от опытного образца, изгото-
вляемого преимущественно методами единич-
ного производства с применением минималь-
ного количества специальных видов техноло-
гического оснащения (штампов, приспособ-
лений и т. п.), опытная партия (серия) ма-
шин должна изготовляться в нормальных
условиях серийного или массового произ-
водства, характерных для данного завода.
Изготовлением опытной партии (серии) машин
решаются следующие задачи: а) обеспечение
надлежащего качества обработки и сборки
изделия в полном соответствии с заданными
техническими условиями; б) выверка и на-
ладка технологического процесса, запроекти-
рованного для развёрнутого серийного или
массового производства новой машины; в) вы-
явление и устранение дефектов запроекти-
рованного и изготовленного технологического
оснащения; г) выявление и устранение допол-
нительных и пригоночных работ, возникаю-
щих при изготовлении деталей, при сборке
и испытании пробной партии (серии). В ре-
зультате должны быть внесены необходимые
коррективы в чертежи и технологические
процессы, позволяющие добиться минималь-
ной фактической трудоёмкости изготовления
и сборки машины- и минимального расхода
материалов на её производство в соответ-
ствии с намеченными прогрессивными тех-
нико-экономическими нормами.
Необходимые изменения чертежей, техно-
логических процессов и оснащения, выявлен-
ные при изготовлении опытной партии (серии)
машин, должны фиксироваться технологиче-
скими протоколами (табл. 9).
Для выявления и устранения недостатков
и неувязок в чертежах и технологических
процессах при изготовлении опытной партии
(серии) машин целесообразно проводить кон-
трольные сборки.
Рекомендуется следующий порядок про-
ведения контрольных сборок. После пригонки
деталей, их сборки и производства необходи-
Таблица 9
Технологический протокол изготовления опытной машины
Наименование
детали или узла
и № чертежа
Описание недостатков
конструкции
Перечень необходимых
изменений в чертежах
Отметка об исполнении
Дата предписаний
Качалка а упор
Чертежи
№ 5201-18
№ 5802-14
При установке качалки
и упора на профиль прихо-
дится срезать лапки упора
и нижний выступ качалки
Выступ качалки умень-
шить по длине на 3—5 мм
Диаметр основания
упора уменьшить: вместо
60 мм принять 55 мм
25/1 1950 г.
№ 152
Выпущен чертёж
№ 5201-27
Валка тяга
Чертежи
№ 1824-62
№ 1824-91
При соединений вилки с
тягой последняя упирается
в основание вилки. Прихо-
дится спиливать основание
на 5—6 мм, на что затра-
чивается 1 ч. 30 м
Радиус тяги уменьшить
на 2 мм. Основание вилки
опустить на 3-4 мм- Обес-
печить зазор между вил-
кой и тягой на 0,5.-1 мм
25A 1950 г.
153
Выпущен чертёж
М 1824 38
Кронштейн
Чертёж
№ 2493-45
Отверстая кронштейнов
не соосны. Валик устана-
вливается с перекосом.
Приходится основание
припиливать по месту.
Затрачивается 2 часа на
опиловку одного крон-
штейна
Расстояние между осью
отверстия и основанием на
правом кронштейне умень-
шить
2611 1950 г.
№ 154
Выпущен чертёж
пун
№
2493-49
ГЛ. VII]
ПРОЕКТИРОВАНИЕ ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ
541
мых испытаний машина или её отдельные
узлы разбираются, причём .производятся точ-
ные обмеры деталей, устанавливаются фак-
тические размеры их сопряжения и коорди-
нации. Эти размеры сравниваются с заданными
в чертежах. При наличии отклонений выяс-
няются их причины. В дальнейшем вносятся
необходимые изменения и исправления в тех-
нологические процессы, в оснащение и чер-
тежи изделия. Затем машина подвергается
повторной контрольной сборке, во время
которой тщательно контролируется качество
соединений и ведётся хронометраж всех сбо-
рочных операций, определяющий затраты вре-
мени на сборку при отсутствии всякого рода
дополнительных и пригоночных работ.
Все дефекты и отклонения, выявленные
в процессе контрольных сборок, необходимо
фиксировать в технологическом протоколе.
Контрольные сборки являются заключи-
тельным этапом технологической выверки
машины перед её запуском в серийное или
массовое производство. В условиях поточного
производства контрольные сборки должны
быть широко использованы для синхрониза-
ции операций и обеспечения ритма^сборки.
Рекомендуется также проводить периодиче-
ские контрольные сборки уже освоенных
машин в целях анализа технологических
процессов и систематической их рационали-
зации.
Для ускорения подготовки и освоения
новой машины целесообразно разделить сово-
купность изменений, которым должны под-
вергнуться чертежи и технологические про-
цессы в результате изготовления опытного
образца и пробной партии (серии) изделий,
на следующие три основные группы.
Первая группа охватывает изменения, име-
ющие целью обеспечить требуемое качество
изделия, и предупредить брак деталей
и узлов, возникновение трещин, поломок
и деформаций при их сборке, испытании
и т. п.
Вторая группа включает изменения, имею-
щие целью повышение производительности
труда и увеличение объёма производства осваи-
ваемых изделий; в частности, к этой группе
относятся разнообразные конструктивные и
технические улучшения, способствующие сни-
жению труёмкости изделия, сокращению произ-
водственного цикла и т. д.
Третья группа изменений имеет в виду даль-
нейшую модификацию осваиваемой конструк-
ции, её эксплоатационно-техническое усовер-
шенствование. Эта группа охватывает прин-
ципиальные изменения конструкции деталей
и узлов машины, а также коренное усовер-
шенствование методов её производства.
Изменения первых двух групп должны
быть внесены в чертежи и в технологические
процессы до запуска машины в серийное или
массовое производство. После внесения изме-
нений первой группы необходимо повторное
изготовление соответствующих деталей или
узлов и их испытание. При внесении измене-
ний второй группы такая проверка не про-
изводится.
Требования третьей группы передаются
конструкторскому органу завода для исполь-
зования в порядке плановой модификации
и усовершенствования выпускаемых машин.
ПРОЕКТИРОВАНИЕ ТЕХНОЛОГИЧЕСКИХ
ПРОЦЕССОВ
Проектирование технологических процес-
сов составляет главное содержание техноло-
гической подготовки производства. Оно вклю-
чает: установление рационального порядка и
методов сборки изделия и его узлов, изгото-
вления и обработки деталей и производства
заготовок; выбор оборудования; разработку
планов операций и технологических режимов
их выполнения; определение необходимого
технологического оснащения; его проектиро-
вание, разработку приёмов наладки обору-
дования; установление технических условий
обработки и сборки по всем звеньям техно-
логического процесса и проектирование соот-
ветственного порядка, методов и техниче-
ских средств контроля за соблюдением каче-
ства в производстве; нормирование техноло-
гических процессов и составление техниче-
ской документации, необходимой для органи-
зации труда и производства, планирования
и калькуляции. Кроме того, в условиях серий-
ного и массового производства проектиро-
вание технологических процессов допол-
няется расчётами загрузки оборудования и
его пространственной планировкой, проекти-
рованием организации труда и рабочих мест,
а также производственного транспорта, мер-
ной тары и других вспомогательных устройств
по обслуживанию технологического про-
цесса.
В соответствии с общими задачами техно-
логической подготовки производства, указан-
ными выше, правильная организация проекти-
рования технологических процессов должна
удовлетворять следующим основным требо-
ваниям.
а) Разработка технологических процес-
сов должна основываться на использова-
нии научно-технических достижений пе-
редовой технологии машиностроения и
должна быть направлена на прогрессивное
повышение технического уровня производ-
ства.
б) Проектирование технологических процес-
сов должно осуществляться с полним учётом
производственных условий, существующих
на данном заводе (его производственной струк-
туры, парка оборудования, квалификации ра-
бочих кадров и т. п.); оно должно способство-
вать наиболее целесообразному использова-
нию всех производственных ресурсов, не
допуская возникновения „узких мест", не-
рациональных маршрутов движения изделия
в процессе его обработки, необоснованного
расширения номенклатуры применяемых мате-
риалов, инструментов, специального оснаще-
ния и т. д.
в) При разработке технологических про-
цессов должна быть широко использована
творческая инициатива стахановцев, изобре-
тателей, новаторов социалистического произ
водства;проектирование технологических про
цессов должно закреплять практические дости-
жения социалистических форм труда и ориен-
тироваться на дальнейшее их распростра-
нение.
г) Проектирование технологических про-
цессов должно быть ориентировано на всемер-
ное освоение передовых форм организации
542
ОРГАНИЗАЦИЯ ТЕХНИЧЕСКОЙ ПОДГОТОВКИ ПРОИЗВОДСТВА
[РАЗД. V
производства, создавая необходимые условия
для внедрения поточности и ритмичности
работы при изготовлении соответствующих
изделий.
д) Разработка технологических процессов
должна обеспечивать необходимые предпо-
сылки для установления и соблюдения стро-
жайшей технологической дисциплины и вы-
сокого качества во всех звеньях произ-
водственного процесса; в этих целях необхо-
димо обеспечить определённую преемствен-
ность и взаимную увязку разных стадий про-
ектирования технологических процессов и
их документации.
е) Проектирование технологических про-
цессов Должно предусматривать наиболее
экономичные методы изготовления изделия
и поэтому каждое решение, принимаемое при
разработке технологических процессов, дол-
жно быть экономически обосновано.
ж) Разработка технологических процессов
должна выполняться в максимально сжа-
тые сроки, для чего необходима продуман-
ная организация труда технологов, чёткое
планирование их работы и широкое при-
менение параллельно*последовательного по-
рядка проектирования конструкции, техноло-
гических процессов и специального осна-
щения.
Общая номенклатура и содержание работ
по проктированию технологических процессов
приведены схематически в табл.10.
Таблица 10
Содержание работ по проектированию технологических процессов и последовательность их выполнения
Наименование работ
1. Составление принципиальной
схемы сборки изделия
2. Составление предварительной
спецификации новых марок и профи-
лей материалов и укрупнённых нор-
мативов расхода; разработка техниче-
ских условий поставки материалов
3. Составление спецификации по-
купных деталей и заготовок, подлежа-
щих изготовлению на других заводах
в порядке кооперирования; разработка
технических условий поставки этих
изделий
4. Установление маршрутов движе-
ния деталей (расцеховка) и определе-
ние объёма работ по каждому цеху
при помощи укрупнённых нормативов
трудоёмкости деталей
5. Составление подетальной специ-
фикации по каждому цеху
6. Составление технических условий
и технологических чертежей на заго-
товки (отливки, поковки и др.)
7. Разработка технологических про-
цессов изготовления деталей, сборки
узлов и машины, монтажа, испытания,
покрытий и др.
Последовательность выполнения
Одновременно с технологическим
анализом чертежей
После технологического анализа
чертежей, но до разработки техно-
логических процессов
В процессе технологического ана-
лиза чертежей с последующим уточ-
нением после окончания разработки
всех чертежей
После изготовления чертежей«/но
перед разработкой технологических
процессов |
После расцеховки (см. п. 4)'
После расцеховки и составления
цеховых подетальных спецификаций
После расцеховки и составления
подетальной спецификации (пп.4 и 5).
Последовательность разработки про-
цессов следующая:
а) технология сборки машины и
узлов;
б) технология обработки деталей;
в) технология производства заго-
товок
Назначение
Определение количества разъёмов,
проверка возможности обеспечения
взаимозаменяемости, установление
шифров каждой сборочной единицы
с целью последующего использова-
ния при разработке технологической
документации
Передача через органы матери-
ально-технического снабжения заво-
дам-поставщикам для своевременной
подготовки и освоения новых марак
материалов и- поставки их заводу-
потребителю
Передача заводам-смежникам для
своевременной технической подго-
товки производства заготовок на
этих заводах
Организация межцехового коопе-
рирования и планирования, а также
комплектное обеспечение чертежами
Организация оперативно-производ-
ственного планирования и диспетчи-
рования, а также организация учёта
на производственных складах (в про-
межуточных кладовых)
Проектирование технологических
процессов производства заготовок,
установление рациональных припу-
сков на последующую обработку де-
талей и эффективных методов бази-
рования деталей при обработке
Регламентация технологических
процессов, обеспечивающая заданное
качество изделий, производитель-
ность, экономичность их изготовле-
ния
Расчёт технических норм времени,
расхода материалов, инструментов,
технологической энергии и топлива,
а также нормативно-календарных
расчётов движения производства
Проектирование организации и об-
служивания рабочих мест. Внедрение
многостаночного обслуживания. Про-
ектирование межоперационного транс-
порта
ГЛ. VII]
ПРОЕКТИРОВАНИЕ ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ
543
Продолжение табл. 10
Наименование работ
Последовательность выполнения
Назначение
8. Разработка методов и оснащения
контроля качества продукции
После разработки технологических
процессов (п. 7)
Обеспечение качества продукции
на всех этапах производственного
процесса и рациональная организация
технического контроля
9. Составление технических заданий
на проектирование технологического
оснащения (штампов, моделей, приспо-
соблений и др.)
Одновременно с разработкой техно-
логических процессов, а на основные,
наиболее трудоёмкие виды оснаще-
ния—при технологическом контроле
чертежей с последующим уточнением
по мере разработки технологических
процессов
Сокращение цикла конструирова-
ния технологического оснащения.
Обеспечение качества оснащения и
уменьшение потерь при наладка
10. Проектирование технологического
оснащения (моделей, штампов, кондук-
торов, кокилей и др.)
По мере получения заданий от тех-
нологов; параллельно с разработкой
технологических процессов
Своевременная подготовка и обес-
печение цехов необходимым техно-
логическим оснащением. Сокраще-
ние сроков подготовки
11. Расчёт технических норм времени
или выработки, расхода материалов на
деталь и машину, технологического
топлива и энергии, инструментов;
составление сводных норм трудо-
ёмкости по цехам и по видам работ
После разработки технологических
процессов (п. 7)
Разработка техпромфинплана и вне-
дрение хозрасчёта в цехах. Органи-
зация оперативно-производственного
планирования и рациональная орга-
низация производственных процес-
сов. Постановка учёта производства
и калькуляции по нормативному ме-
тоду для анализа производственной
деятельности предприятия
12. а) Расчёт загрузки оборудования
и рабочих мест;
б) Составление карт загрузки ка-
ждого станка и рабочего места (пере-
чень деталей, закреплённых за каждым
станком и рабочим местом)
После расчёта технических норм
времени (п. 11)
Равномерная загрузка оборудова-
ния и рабочих. Выявление .узких
мест" в производстве и синхрониза-
ция операций. Определение режима
сменности работы отдельных участков
и агрегатов
13. Составление планов размещения
оборудования, производс'твенных скла-
дов, рабочих мест и поточных линий
После расчёта технических норм
времени и загрузки оборудования и
рабочих мест
Рациональная организация произ-
водственных процессов, проектирова-
ние межоперационного транспорта
14. Составление комплектовочных
карт по каждой сборочной единице
После разработки технологиче-
ского процесса сборки
Оперативное планирование произ-
водства. Организация комплектова-
ния деталей и работы комплектовоч-
ных кладовых. Правильная поста-
новка учёта производства и кальку-
лирования
15. Составление карт применяемости
материалов и спецификации потребных
материалов на одну машину
После расчёта норм расхода мате-
риалов (п. 11)
Планирование снабжения и обеспе-
чение производства материалами.
Установление лимитов отпуска мате-
риалов в производство. Составление
предварительных калькуляций
16. а) Составление спецификации по-
требного инст| умента на одну машину;
б) Составление инструментальных
карт по операциям и деталям
После расчёта норм расхода инстру-
ментов (п. 11)
После разработки технологических
процессов (п. 7)
Планирование и обеспечение произ-
водства инструментом. Установление
лимитов отпуска инструментов в про-
изводство. Организация снабжения
рабочих мест инструментом. Разра-
ботка сметы цеховых расходов по со-
ответствующей статье и организация
бригадного хозрасчёта
17. Составление спецификации по-
требного дополнительного оборудо-
вания
После расчёта загрузки оборудо-
вания (п. 12)
Ликвидация .узких мест" и внедре-
ние более совершенных методов про-
изводства в соответствии с запроек-
тированной технологией
18. Проектирование организации ра-
бочих мест
После разработки технологических
процессов (п. 7) и составления техни-
ческих планировок (п. 13)
Улучшение условий труда и повы-
шение его производительности. Обес-
печение качества продукции. Вне-
дрение и закрепление высокой куль-
туры производства
544
ОРГАНИЗАЦИЯ ТЕХНИЧЕСКОЙ ПОДГОТОВКИ ПРОИЗВОДСТВА
[РАЗД. V
Объём и содержание проектирования
технологических процессов зависят от типа-
производства.
В единичном и мелкосерийном производ-
стве разработка технологических процессов
ведётся применительно к каждому заказу,
а в крупносерийном и массовом производ-
стве — применительно к " определённому
изделию с учётом заданного объёма выпуска.
Как показано в табл. 11, некоторые виды
технологических разработок в единичном
и мелкосерийном производстве могут быть
опущены.
При крупносерийном и массовом произ-
водстве проектирование технологических
процессов приходится зачастую проводить
в два приёма: для изготовления опытного
образца и для опытной партии изделий. Про-
ектирование технологических процессов для
изготовления опытного образца осущест-
вляется в упрощённом виде применительно
к условиям единичного производства, а раз-
работка технологического процесса по вы-
пуску опытной партии изделий ориентируется
на нормальные условия серийного или мас-
сового их производства.
ИСХОДНЫЕ ДАННЫЕ
И ДОКУМЕНТАЛЬНОЕ ОФОРМЛЕНИЕ
ТЕХНОЛОГИЧЕСКИХ РАЗРАБОТОК
Исходные материалы, необходимые для
обеспечения своевременной и качествен-
ной разработки технологических процессов,
можно по характеру их использования под-
разделить на три вида: основные, руково-
дящие и вспомогательные.
К основным материалам относятся
рабочие чертежи, монтажные схемы, техниче-
ские условия, спецификации нормалей, де-
талей и узлов, паспорты оборудования, про-
изводственная программа.
К руководящим материалам относятся
общесоюзные, отраслевые и заводские стан-
дарты и нормали на материалы, инструменты,
приспособления и оборудование, планировки
цехов, технологические нормали, режимы и
нормативы для расчёта технических норм,
типовые и нормализованные технологические
процессы, производственные инструкции.
К вспомогательным относятся раз-
личные материалы справочного характера,
включая отчёты научно-исследовательских
институтов и лабораторий, альбомы приме-
няемого оснащения по другим аналогичным
либо родственным машинам и т. п.
Весь комплекс работ по проектированию
технологических процессов должен быть
оформлен и зафиксирован в определённой
системе технологической документации. Тех-
нологическая документация предусматривает
порядок осуществления технологического
процесса и технические условия, которые
должны соблюдаться в каждом из его звеньев.
В табл. И дан сводный перечень основной
технологической документации и вкратце
указано её содержание и назначение. Выбор
и построение необходимой документации все-
цело зависят от особенностей завода, в пер-
вую очередь — от типа производства. В круп-
носерийном и массовом производстве доку-
ментация разрабатывается весьма подробно
вплоть до каждой отдельной операции. В еди-
ничном и мелкосерийном производстве регла-
ментация менее детальна. Исключение со-
ставляют наиболее ответственные и трудо-
ёмкие детали (например, коренной вал
турбины, станина двигателя и т. п.).
ОРГАНИЗАЦИЯ ПРОЕКТИРОВАНИЯ
ТЕХНОЛОГИЧЕСКОГО ОСНАЩЕНИЯ
Технологическим оснащением принято на-
зывать совокупность всех видов инструмен-
тов — штампов, моделей, прессформ, приспо-
соблений и т. д., требующихся для осуще-
ствления запроектированного технологиче-
ского процесса.
Следует различать нормальное и специаль-
ное технологическое оснащение. К нор-
мальному оснащению относятся все виды
инструментов и приспособлений широкого
применения, используемые при изготовлении
различных объектов производства. К спе-
циальному оснащению относятся те виды
инструментов, которые предназначены исклю-
чительно для изготовления определённого
изделия или для выполнения определённой
операции. При изменении конструкции детали
или при пересмотре технологического про-
цесса соответственно изменяется и конструк-
ция специального оснащения.
При проектировании технологических
процессов необходимо возможно полнее и
шире использовать имеющееся на заводе
нормальное оснащение, если только оно обес-
печивает требуемое качество обработки и
достаточно высокий уровень производитель-
ности труда. Это позволит значительно со-
кратить цикл технологической подготовки
и снизить затраты на освоение нового объекта
производства. Однако в условиях серийного
и массового производства широкое примене-
ние специального технологического оснаще-
ния зачастую диктуется экономическими со-
ображениями, так как дополнительные рас-
ходы на его проектирование и изготовление
в условиях достаточно большого объёма
выпуска быстро окупаются значительным по-
вышением производительности труда, эко-
номией материалов и энергии, которые дости-
гаются при использовании специальных ин-
струментов, приспособлений, штампов и т. п.
Учитывая высокую трудоёмкость проек-
тирования и изготовления специального
технологического оснащения (в условиях се-
рийного и массового производства она соста-
вляет 50—80% от общей трудоёмкости техно-
логической подготовки), одной из важней-
ших задач организации технологической
подготовки производства следует считать
максимальное снижение трудоёмкости и
сокращение продолжительности работ по
проектированию и изготовлению сиециаль-
ного оснащения.
Значительный эффект в этой области может
быть достигнут с помощью нормализации
основных элементов специального техноло-
гического оснащения, а также максимального
использования принципа преемственности
при его конструировании. Вопросы нормали-
зации технологического оснащения освещены
ниже (стр. 552).
Таблица 11
Технологическая документация (содержание и назначение)
Наименование документа
1. Спецификация заготовок,
' деталей и изделий, покупных и
изготовляемых на других заво-
дах (по каждому поставщику
в отдельности)
2. Цеховая подетальная спе-
цификация с указанием марш-
рутов движения деталей по ка-
ждому цеху в отдельности
3. Сборочные схемы
4. Технологические чертежи
заготовок (отливок, поковок и
ДР-)
5. Карты технологических
процессов на все виды работ
(по изготовлению, сборке и ис-
пытанию):
а) маршрутные,
б) операционные,
в) сводные технологические,
г) инструкционные
Содержание
Наименование деталей (из-
делий) и номера чертежей; ко-
личество на одну машину; мар-
ка и размер материала; вес
детали (изделия)
Наименование деталей и но-
мера чертежей; количество на
одну машину; названия или но-
мера цехов; марка и размер
материалов
Схематическое изображение
сборочной единицы с входя-
щими в неё деталями и узлами
и последовательностью их со-
пряжения
Наименование и номер чер-
тежа изделия; контуры заго-
товок, их размеры и допуски
а) Маршрутные карты: наи-
менование и номер детали или
узла; марка, размер и вес за-
готовок (или перечень деталей,
входящих в узел); чистый вес;
перечень операций с указанием
группы применяемого оборудо-
вания, вида приспособления и
инструментов, нормы штучного
времени; количество деталей
(узлов) на изделие (на заказ)
б) Операционные карты: на-
именование и номер детали и
операции с операционным эски-
зом; перечень переходов и
подробное их содержание; вид
и номер станка, стенда или
Основание для составления
Чертежи изделия и данные
о производственной мощности
цехов
Чертежи изделия и производ-
ственная структура цехов
Чертежи изделия
Чертежи изделия, технологи-
ческие нормали, нормали при-
пусков
" Рабочие чертежи; паспорт
оборудования; таблицы стан-
дартов и нормалей; режимы и
нормативы времени; производ-
ственная программа
Получатель документа
Производственно-диспетчер-
ский отдел. Отдел материаль-
но-технического снабжения.
Плановый отдел
Цехи. Производственно-дис-
петчерский отдел. Плановый
отдел. Бухгалтерия
Сборочные цехи
Технологи
Заготовительные цехи. Кон-
структорское бюро по проек-
тированию оснащения загото-
вительных цехов
Рабочее место. Планово-дис-
петчерское бюро цеха
Рабочее место. Наладчик
Применение
в единичном и мелко-
серийном производстве
+
+
Как исключение (по
наиболее ответственным
деталям)
в серийном и массовом
производстве
+
+
+
+
+ +
Продолжение табл. 11
СЛ
Наименование документа
5. Карты технологических
процессов на все виды работ
(по изготовлению, сборке и
испытанию):
а) маршрутные
б) операционные
в) сводные (технологические)
г) инструкционные
б. Сводка трудоёмкости (це-
ховая и общая)
7. Карты технологического
контроля
Содержание
рабочего места; перечень и но-
мера инструментов и приспо-
соблений; режимы работы по
переходам и расчётное время
на каждый переход по элемен-
там; размер и вес заготовки,
р) Сводные технологические
карты: марка, размер и вес за-
готовки (или перечень деталей,
входящих в узел), чистый вес;
перечень операции с указанием
их содержания по переходам,
типов и номеров станков (стен-
дов, рабочих мест), наимено-
ваний и номеров применяемых
инструментов и приспособле-
ний; количество деталей (узлов)
на одно изделие и размер пар-
тии (серии); штучные нормы
времени по отдельным опера-
циям с выделением подготови-
тельно-заключительного вре-
мени
г) Инструкционные карты: то
же, что и в операционных кар-
тах, и сверх того характер
установки, способы крепления
и измерения детали, положение
инструмента, организация ра-
бочего места
Сумма норм времени по ка-
ждому виду работ и итоги по
каждому цеху; сумма норм вре-.
мени на одну машину или на
заказ
Объект контроля и место
его выполнения; метод и сред-
ства контроля; допустимые от-
клонения
Основание для составления
-
Цеховые подетальные спе-
цификации. Технологические
карты (маршрутные или свод-
ные)
Чертежи изделия. Техноло-
гические карты (операционные)
Получатель документа
Рабочее место. Планово-дис-
петчерское бюро цеха
Рабочее место.
Наладчик
Плановый отдел. Производ-
ственно-диспетчерский отдел.
Бухгалтерия. Отдел труда и
заработной платы
Отдел технического контроля
Применение
в единичном и мелко-
серийном производстве
Как исключение
Частично по наиболее
ответственным
деталям
+
Как исключение
в серийном и массовом
производстве
+
+
+
+
Продолжение табл, 11
Наименование документа
8. Карта загрузки оборудо-
вания и рабочих мест
9. Техническое задание на
проектирование и изготовление
оснащения (специальные ин-
струменты, приспособления,
штампы, модели и др.)
10. Чертежи технологиче-
ского оснащения
11. Альбомы общих видов
или эскизов технологического
оснащения
12. Карты применяемости ос-
новных материалов (цеховые и
общезаводские)
Содержание
Типоразмер и номер станка
(или группы одинаковых стан-
ков); номер рабочего места;
номера деталей и узлов, обра-
батываемых на данном рабочем
месте; штучные нормы времени
и объём задания по плану;
суммарная загрузка рабочего
места (или группы рабочих
мест) во времени
Наименование изделия и тех-
нологического оснащения; наи-
менование операции, номер
оборудования или рабочего
места; основные и вспомога-
тельные базы обработки, а для
штамповок и моделей — разъ-
ёмы; количество одновременно
обрабатываемых изделий
Аналогично рабочим черте-
жам основной продукции
Наименование оснащения,
номер чертежа и эскиза (или
фото); наименование и номер
детали или узла; номер опе-
рации
Наименование материала,
его марка и размер, номер и
название деталей, изготовляе-
мых из данного материала;
норма расхода материала на
одну машину по каждой дета-
ли с учётом запасных частей;
суммарная норма расхода ма-
териала на машину; коэфициент
использования материала и
процент отходов
Основание для составления
Технологические карты
Технологические карты. Чер-
тежи изделия
Чертежи изделия^. Техни-
ческое задание на проекти-
рование технологического ос-
нащения
Чертежи технологического
оснащения
Нормы расхода материалов
(по технологической карте)
Получатель документа
Плановый отдел. Производ-
ственно-диспетчерское бюро
цеха
Конструкторское бюро по
проектированию оснащения
Цехи, изготовляющие осна-
щение
Производственные цехи. Кон-
структорский отдел. Технологи
Плановый отдел. Производ-
ственные цехи. Отдел матери-
ально-технического снабжения
Применение
в единичном и мелко-
серийном производстве
+
+
+
+
в серийном и массовом
производстве
+
+
+
+
+
Наименование документа
13. Карты раскроя (только
для листового материала)
14. Спецификация основных
материалов на одну машину
или на заказ (цеховая и свод-
ная)
15. Карта применяемости
нормального инструмента
' 16. Спецификация нормаль-
ного инструмента на одну
машину
17. Инструментальная карта
(или карта оснащения)
18. Комплектовочные карты
(ведомости)
Содержание
Название, марка, размер (га-
бариты) материала; эскиз рас-
кроя с указанием номеров де-
талей и их количества; норма
расхода материала на деталь
и на машину; количество отхо-
дов (размер и вес), порядок их
использования
Наименование, сорт, марка и
размер материала, его шифр;
норма расхода каждого мате-
риала на машину (или заказ)
в соответствующих единицах
(веса, площади, объёма, длины
и пр.)
Наименование и типоразмер
инструмента; номера деталей,
обрабатываемых или измеряе-
мых данным инструментом и
норма его износа; суммарная
норма расхода данного инстру-
мента на одну машину
Наименование и типоразмер
инструмента; суммарный расход
каждого типоразмера на одну
машину
Наименование и номер дета-
ли или операции; перечень при-
меняемого оснащения по ка-
ждой операции;наименование и
номер станка или рабочего ме-
ста по каждой операции
Наименование и номер сбо-
рочной единицы; перечень и
количество деталей (в том чис-
ле нормалей), входящих в сбо-
рочную единицу
Основание для составления
Чертежи изделий. Техноло-
гические нормали на припуски.
Таблицы стандартов листового
материала
Карты применяемости мате-
риалов
Технологические карты. Нор-
мы расхода инструмента
Карты применяемости нор-
мального инструмента
Технологическая карта
Сборочные схемы и техноло-
гические карты сборки
Получатель документа
Отдел материально-техниче-
ского снабжения. Заготови-
тельный цех
Отдел материально-техниче- _
ского снабжения. Плановый от-
дел. Бухгалтерия
Инструментальный отдел.
Инструментально-раздаточные
кладовые цехов
Инструментальный отдел.
Плановый отдел. Бухгалтерия
Инструментальная кладовая
цеха. Планово-распределитель-
ное'бюро цеха
Производственно-диспетчер-
ский отдел. Производственные
цехи. Комплектовочный склад
Продолжение табл. 11
Применение
в единичном и мелко-
серийном производстве
+
+
—
—
в серийном и массовом
производстве
+
+
+
+
+
ГЛ. VII]
НАЛАДКА ТЕХНОЛОГИЧЕСКОГО ОСНАЩЕНИЯ
549-
НАЛАДКА ТЕХНОЛОГИЧЕСКОГО
ОСНАЩЕНИЯ
Наладкой называется испытание и доводка
изготовленного технологического оснащения
в нормальных производственных условиях
с целью достижения заданного качества обра-
ботки и запроектированной производитель-
ности налаживаемых операций.
Наладка технологического оснащения про-
изводится непосредственно на рабочем месте
в производственном цехе, преимущественно
в период изготовления пробной партии (серии)
машин.
Испытание и доводку рекомендуется офор-
млять специальным „актом наладок", в ко-
тором подробно фиксируется необходимый
объём изменений и переделок в конструкции
оснащения (табл. 12). Качество оснащения
определяется по изготовленному изделию.
экономии времени, материалов и энергии г
рациональной организации труда и обеспе-
чения выпуска продукции в полном соответ-
ствии с техническими условиями и с зада-
ниями государственного плана. Товарищ
Г. М. Маленков дал следующее определение
технологической дисциплины: „Суть дисци-
плины в технологии должна заключаться
в том, чтобы наши рабочие, мастера и инже-
неры научились в точности, без отступления
повторять технологическую операцию и вы-
пускать, согласно требованиям технических
условий и стандартов, продукцию, в точности
похожую одна на другую." *
XVIII Всесоюзная конференция ВКП(б)
потребовала внедрения строжайшей техноло-
гической дисциплины на предприятиях: .Необ-
ходимо, далее, добиться на наших предпри-
ятиях соблюдения строжайшей дисциплины
в технологическом процессе, ввести на всех
Таблица 12
Акт наладки № 34
Узел ЛЪ 3910
Наименование-приспособления:
Приспособление для фрезерования корпуса
Деталь
№ 39105-1
Технологическая карта
№ Д-120
Чертёж приспособления
№ 6120- Д
Заказ
№ 1801
Цех № 18
Комплект
¦ № 1
Необходимые изменения
в чертеже детали
Внести для фиксации
дополнительное отверстие
02ОА3 на расстоянии 1 =
¦= 35—О'О^ мм от отверстия
0135А а /1=350±0-08 мм от
основания
Заключение
Конструктор оснаще-
ния
М- Кириллов
н приспособлении
Установить фиксатор
<220С3 и дополнительно два
резьбовых фиксатора\ со-
гласно чертежу и измене-
нию J
в инструменте
в технологии
Ввести дополнитель-
но в операцию № 6 свер-
ление отверстия 0 19,8
и развертывание 0 20А3
по приспособлению
Указанная в акте доработка выполнена, изготовлены пробные детали, которые
соответствуют чертежу. Приспособление сдать в эксплоатацию
Контролёр
В. Наумов
Мастер
. цеха-заказчика
С. Каслин
Технолог
И- Ржаницын
Дата
1511 1950 г. )
Основываясь на „актах наладки", конструк-
торы вносят необходимые изменения в чер-
тежи, а инструментальный цех устраняет
дефекты оснащения.
Наладку специального оснащения целесо-
образно поручать уполномоченным на это дело
бригадам в составе мастера соответственного
участка, технолога, конструктора оснащения и
представителя технического контроля.
Такой порядок внедрения технологического
оснащения позволяет своевременно выявить
и устранить его недостатки, обучить произ-
водственный персонал правильному его при-
менению. Вместе с тем он повышает ответ-
ственность заводских и цеховых органов
технической подготовки производства за ка-
чество запроектированных ими технологиче-
ских процессов и их оснащения.
ТЕХНОЛОГИЧЕСКАЯ ДИСЦИПЛИНА „
И ПОРЯДОК ИЗМЕНЕНИЯ ТЕХНИЧЕСКОЙ
ДОКУМЕНТАЦИИ
Строжайшее соблюдение технологической
дисциплины является важнейшим условием
успешного освоения новой техники, правиль-
ного использования средств производства,
предприятиях точные инструкции технологи-
ческих процессов, установить контроль за их
соблюдением и обеспечить, таким образом,
выпуск доброкачественной и комплектной
продукции, полностью отвечающей устано-
вленным стандартам." **
Принципиальные основы технологической
дисциплины определены Указом Президиума
Верховного Совета СССР от 10 июля 1940 г.
„05 ответственности за выпуск недоброкаче-
ственной или некомплектной продукции и
за несоблюдение обязательных стандартов
промышленными предприятиями" и постано-
влением Совета Народных Комиссаров СССР
от 8 декабря 1940 г. „О соблюдении техно-
логической дисциплины на машиностроитель-
ных заводах".
Важным организационным условием для
внедрения технологической дисциплины
является установление строгого порядка
оформления, утверждения и пересмотра тех-
нической .доку ментации.
* Г. М. Маленков, О задачах партийных орга-
низаций в области промышленности и транспорта, Госпо-
литиздат, 1941, стр. 25—26.
** Резолюции XVIH Всесоюзной конференции ВКП(б).
Госполитиздат, 1941, стр. 10.
550
ОРГАНИЗАЦИЯ ТЕХНИЧЕСКОЙ ПОДГОТОВКИ ПРОИЗВОДСТВА
[РАЗД. V
Рабочие чертежи и прочая техническая
документация, разрабатываемая конструктор-
ским отделом, должны быть подписаны глаз-
ным конструктором завода.
Вся первичная технологическая докумен-
тация, разрабатываемая на заводе, должна
быть утверждена главным технологом, а свод-
ные технологические документы подписаны
главным технологом и подлежат утвержде-
нию главным инженером.
Ни один документ не может быть передан
для исполнения без надлежащих подписей.
Каждый технический документ должен иметь
определённый номер (шифр) соответственно
принятой на заводе системе нумерации.
С того момента, когда техническая до-
кументация оформлена, утверждена и пере-
дана в производство для исполнения и руко-
водства, любое её изменение независимо
от причины, характера и значимости
может быть внесено лишь на основании
специального письменного требования
(табл. 13) и основанного на нём распоряжения
(табл. 14).
Таблица 13
Тр
на
ебование
изменение
конструкции
технологического
процесса
Содержание изменения
Угол наклона восьми отверстий
0 12 мм к оси стакана изме-
нить, вместо 90'- сделать 30°
№ 18
Изделие
КП-4
Узел
3001
Деталь
3015
Цех или отдел
№ 14
Обоснование изменения
Значительный (до 30—400) брак при испытании
Состояние технологического оснащения
Наименование оснащения
1. Кондуктор на восемь
отверстий
2. Специальный шаблон
Заключение
Необходимые изменения
Переделать корпус и валик
Изготовить вновь
Подпись С. Иванов
Конструкторского отдела
Целесообразно изменить чертёж. Необхо-
димо провести испытание на опытном
образце до внедрения в серию
Технологического отдела
Согласен с изменением
Состояние задела
Наличие задела
в цехах
На 20! V 1950 г. во всех
цехах задел 120 шт.
Подпись П. Ростовцев
Подпись и дата
3. Рубин
22; V 1950
Подпись и дата
Е. Грибов
231V 1950
Использование
задела
Полностью использо-
вать задел
Подпись начальника цеха
И. Резников
261V 1950
Послано предписание
ЛЬ 46
габлиц% 14
Предписание
на изменение
№ 46
Кому: Техноло<
це
Конструкт
Чертежа
технол. процесса
ач ее кому бюро
ха № 14
орскому отделу
№ 3015
Изделие
КП-4
Узел
3001
Деталь
3015
Цех или отдел
14
Основание: Заключение гл- конструктора
Требование № 18 Зех"- я» Ц
отдела
Содержание изменения: Угол наклона восьми отверстий к оси стакана вместо 90° делать 30°.
Взамен чертежа 3015 выпустить чертёж 3015-1
Основание: Требование на изменение М 18
Срок или N° машины внедрения
Изменить
чертежи №
3015 на
3015-1
Технологические
карты №
3015 на
3015-1
С 151VI 1950
машина М 50
Использование задела:
Полностью
Состояние оснащения
Наименование
Кондуктор
№ чертежа
63166
Переделать или
изготовить вновь
Переделать
Подпись
гл. инженера
и дата
С. Кудрин
27 V 1950
ГЛ. VII]
НАЛАДКА ТЕХНОЛОГИЧЕСКОГО ОСНАЩЕНИЯ
551
При выдаче распоряжения об изменении
технической документации устанавливаются
условия и сроки внедрения этого изменения.
В случае необходимости может быть пред-
ложено проведение предварительных испы-
таний или проверка на опытном образце.
Важным вопросом при внесении изменений
следует считать правильное установление
сроков их внедрения с учётом состояния за-
делов деталей, изготовленных на основании
прежней документации.
На многих заводах оформление изме-
нений технической документации прово-
дится через специально организованную
группу при конструкторском или технологи-
ческом отделе. Эта группа должна: вести
централизованную регистрацию предложен-
ных изменений, выяснять состояние заделов
и технологического оснащения, а также воз-
можность их использования при осуществле-
нии намеченных изменений; своевременно
сообщать всем заинтересованным подразде-
лениям завода и отдельным исполнителям об
утверждённых изменениях конструкций, тех-
нологических процессов и оснащения, а также
контролировать сроки подготовки изменений
и их внедрения в производство.
Временные отступления от чертежа
или от установленной технологии могут до-
пускаться только с разрешения главного кон-
структора или главного технолога по принад-
лежности, причём они должны быть согласо-
ваны с отделом технического контроля (а в
отдельных случаях — с заказчиком) и утвер-
ждены главным инженером завода. Разреше-
ния на такого рода отступления подлежат
оформлению специальным документом по
образцу, приведённому в табл. 15.
Строгое соблюдение технологической дис-
циплины в текущей работе по выполнению
плана зависит от организации производства
на заводе и от культурно-технического уровня
кадров. Внедрение технологической дисци-
плины требует широкой разъяснительной и
воспитательной работы, повышения ответ-
ственности цехового персонала, и в первую
очередь мастеров, а также самих рабочих за
всякого рода отступления от утвержденной
технологии и за нарушение технических
условий.
Состояние технологической дисциплины
целесообразно учитывать при рассмотрении
итогов социалистического соревнования ра-
бочих бригад, производственных участков и
цехов. Добиваясь неуклонного соблюдения
предписанной технологии, производственники
должны повысить свою требовательность к
качеству оперативной подготовки, к состоянию
оборудования и его ремонту, к обслуживанию
производства инструментом и к контрольно-
измерительному хозяйству завода. Необхо-
димо, кроме того, поднять уровень требований
к органам материально-технического снабже-
ния, которые обязаны добиваться своевремен-
ной поставки строго кондиционных материалов,
полностью отвечающих техническим условиям
и тем самым обеспечивающих возможность
соблюдения нормального порядка их обра-
ботки согласно установленному технологиче-
скому процессу.
Поддержание технологической дисциплины
требует систематического и непрерывного
контроля за её соблюдением. Этой задаче,
в частности, должна служить и правильная
организация технического контроля (см.
гл. VIII).
Таблица 15
Разрешен*
е № 31 на временное отступление от чертежа
технологического процесса
Содержание отступления:
Разрешается заменить материал
Д16-Л1.5 на Д16-Л1.8
Причина, вызвавшая отклонение:
Отсутствие материалов на складе
Изделие
№ Д1-10
Выпущен временный
эскиз
Технологическая
карта
Деталь
№ 2541
№ Э15-4
Действительно
по ЦП 1950 г. на 20 шт. № серии 35
Виновник:
Отдел материально-технического
снабжения
Разрешение направить: цехам 14, 20, 23, гл. технологу, нач. ОТК
Ведущий
Дата
Конструктор
П. Поленов
Технолог
Т. Алехин
23/1 1950 г.
Согласовано
Нач. ОТК П. Громов
Представитель заказчика
В. Крылов
Гл. конструктор
3. Крынин
Гл. технолог
П. Ионов
Утверждаю:
Главный инженер
С. Кудрин
15J1X 1950
552
ОРГАНИЗАЦИЯ ТЕХНИЧЕСКОЙ ПОДГОТОВКИ ПРОИЗВОДСТВА
[РАЗД. V
Необходимо систематически следить по
данным технического контроля за динамикой
брака по причинам, подвергая специальному
анализу все случаи брака, обусловленные
отступлениями от нормального технологиче-
ского процесса, и принимая необходимые меры
для предотвращения таких отступлений в даль-
нейшей работе. Рекомендуется также тща-
тельно анализировать отчётные сведения бух-
галтерского учёта о доплатах, вызванных от-
клонениями от нормальных условий технологи-
ческого процесса, добиваясь сокращения и
ликвидации причин этих отклонений. По-
скольку во многих случаях нарушение
установленной технологии обусловлено не-
удовлетворительным состоянием специального
технологического оснащения, целесообразно
ввести периодическую его проверку, которая
должна выполняться цеховыми технологами,
либо работниками общезаводского техноло-
гического органа по утверждённому кален-
дарному графику.
Укреплению технологической дисциплины
способствуют, кроме того, организация техни-
ческого надзора за эксплоатапией инструмен-
тов и периодические проверки оборудова-
ния на точность (см. гл. IX и X).
НОРМАЛИЗАЦИЯ ТЕХНОЛОГИЧЕСКОГО ОСНАЩЕНИЯ
Проектирование и изготовление техно-
логического оснащения играет весьма важную
роль в технической подготовке производства,
особенно на заводах серийного и массового
машиностроения.
К числу важнейших мероприятий, обеспе-
чивающих значительное снижение затрат
на техническую подготовку вместе с умень-
шением трудоёмкости и сокращением длитель-
ности цикла всех относящихся сюда работ,
следует отнести нормализацию технологиче-
ского оснащения.
Под нормализацией технологическою
оснащения необходимо понимать проводимое
в масштабе завода или отрасли машино-
строения ограничение конструктивных раз-
новидностгй, форм и размеров оснаще-
ния целесообразным минимумом. Следует
различать: а) нормализацию предметов осна-
щения, включая нормализацию режущего,
измерительного, слесарно-монтажного и дру-
гого инструмента; б) нормализацию деталей и
узлов оснащения — приспособлений, штампов,
кокилей, прессформ и др.;. в) нормализацию
заготовок и полуфабрикатов инструменталь-
ного производства.
Нормализация предметов оснащения.
Нормализацию в данной области необходимо
понимать, в частности, как создание универ-
сального и обратимого оснащения, дающего
возможность его многократного использо-
вания при переходе с одной конструкции
машины на другую или при внедрении нэвых
технологических процессов.
Универсализация оснащения таким обра-
зом не только сокращает объём работы
по технической подготовке, но увеличивает,
кроме того, срок его службы.
Основная идея обратимости приспособле-
ния заключается в том. что к основной и наи-
более трудоёмкой в изготовлении части по-
следнего добавляются сменные узлы или де-
тали, зависящие от подлежащей выполнению
конкретной детале-операции. На фиг. 1 пока-
зано универсальное четырёхместное приспо-
ссбление, в котором можно в зависимости от
конфигурации прорези устанавливать детали
различных сечений.
На фиг. 2 изображён универсальный кон-
дуктор со скалочным быстродействующим
зажимом. Меняя верхнюю и подкладочные пли-
ты соответственно размерам детали и разме-
щению подлежащих сверлению отверстий,
возможно настроить кондуктор на заданную
определённую операцию.
В основу нормализации технологического
оснащения должна быть положена её классифи-
Фиг. 1 Универсальнее четырёхместное приспособление.
кация. Подобную классификацию целесо-
образно строить исходя из назначения техноло-
гического оснащения применительно к основ-
ным классам и группам деталей или узлов
Фиг. 2. Универсальный кондуктор со
сменными плитами и скалочным быстро-
действующим зажимом.
машин. Заимствованная из практики завода
им. Ворошилова примерная схема классифи-
кации приспособлений для механической об-
работки [5] приведена в табл. 16.
В развитие схемы табл. 16 заводом был
составлен по каждой группе приспособлений
или инструментов классификатор, иллюстри-
рующий с помощью эскизов те типовые детали,
которые могут обрабатываться каждым видом
оснащения в рамках данной группы.
Общая схема классификации специального оснащения
Таблица 16
Вид работы
96
Механиче-
ская обра-
ботка
97
Контроль раз-
меров и каче-
стна поверхно-
сти
Тип
приспособления
964
Кондукторы
965
Приспособле-
ния для токарной
обработки и круг-
лого шлифования
966
Приспособле-
ния для фрезеро-
вания, строжки и
плоского шлифо-
вания
967
Приспособле-
ния для обработ-
ки зубьев шесте-
рён
971
Механические
приспособления
для измерения
972
Автоматические
приспособления
для измерения
Назначение (для каких изделий)
9640
Для втулок, ди-
сков, шестерён и
поршней
9650
Для валов
9660
Для втулок,
шестерён, дисков
и колец
9670
Для шестерён
с коническим зу-
бом
9710
Для валов и
эксцентриковых
деталей
9720
9641
Для валов и
эксцентриковых
деталей
9651
Для эксцентри-
ковых деталей
9661
Для зубчатых
валов и эксцен-
триковых деталей
9671
Для шестерён
с цилиндрическим
зубом
9711
Для втулок, ше-
стерён и поршней
9721
9642
Для крестовин
и траверс
9652
Для втулок и
колец
9662
Для рычагов,
планок и клиньев
9672
Для зубьев
внутреннего за-
цепления
9712
Для дисков, ко-
лец, обойм, флан-
цев, крышек и
маховиков
9722
9643
Для рычагов,
планок и клиньев
9653
Для дисков
9663
Для крестовин
9673
9713
Для крестовин
и траверс
9723
9344
Для стоек,
кронштейнов и
штоков
9654
Для крестовин
и траверс
9664
Для фасонных
отливок
9674
9714
Для рычагов,
планок и клиньев
9724
9845
Для фасонных
отливок
9655
Для стоек крон-
штейнов и рыча-
гов
9665
Для шпонок
9675
9715
Для стоек крон-
штейнов и што-
ков
9725
9846
Для плоских де-
талей из листо-
вою материала
9656
Для шестерён,
шкивов и махо-
виков
9666
9676
9716
Для деталей
сложной конфи-
гурации
9726
9647
9857
9667
9677
9717
9727
554
ОРГАНИЗАЦИЯ ТЕХНИЧЕСКОЙ ПОДГОТОВКИ ПРОИЗВОДСТВА
[РАЗД. V
Одна из страниц подобного классификатора,
относящаяся к приспособлениям для токарной
обработки и круглого шлифования, приведена
в табл. 17 (см. вклейку).
В табл. 16 и 17 каждому виду оснащения
присвоен определённый шифр, построенный
но десятичной системе.
Для наиболее удобного пользования клас-
сификатором имеющийся у завода архив чер-
тежей специального оснащения рекомендуется
систематизировать, расположив чертежи в
порядке установленных классификатором шиф-
ров. Это облегчает технологу, а также кон-
структору оснащения выбор из числа ранее
изготовленных наиболее подходящего при-
способления для намеченного технологиче-
ского процесса.
При отсутствии необходимого приспособле-
ния конструктор получает возможность исполь-
зовать наличные чертежи и решить поставлен-
ную перед ним задачу внесением отдельных
изменений в старые конструкции вместо проек-
тирования новой.
Отчётливая классификация технологиче-
ского оснащения способствует также лучшей
специализации конструкторов, что является
предпосылкой повышения качества их работы
и ускорения её темпов.
Наиболее благоприятные условия для нор-
мализации технологического оснащения со-
здаются при проведении типизации технологи-
ческих процессов (см. ЭСМ т. 7, стр. 70).
В этих условиях классификатор оснащения
базируется на той же классификаций деталей,
что и типизация технологических процессов.
Другой важной предпосылкой нормализации
предметов оснащения является нормализация
изделий основного производства. В самом деле,
чем больше конструктивное единообразие
в деталях и узлах последних, тем меньше но-
менклатура потребных заводу приспособлений,
моделей, штампов и прочего оснащения. Так,
проведенная Уральским турбинным заводом
нормализация профилей турбинных лопаток
привела к резкому сокращению количества
типоразмеров потребных заводу фасонных
фрез.
На фиг. 3 и 4 изображены заимствованные
из практики Уральского завода тяжёлого
Фкг, 3. Станины шестеренных клетей рельсобалочного
стана 8С0: а — стан дуо; б — стан трио.
машиностроения им. С. Орджоникидзе примеры
конструктивной нормализации в прокатном
оборудовании, как предпосылки для упрощения
модельного хозяйства. На фиг. 3 изображена
нормализация элементов станин шестеренных
клетей рельсобалочного стана 800, позволя-
ющая применить общие модели для формовки
станин станов дуо и трио с одной специальной
вставкой к станине стана трио. На фиг. 4
приведены станины рабочих клетей рельсо-
балочного стана 800. Подобно предыдущему
примеру здесь нижняя часть модели одина-
кова для клетей станов дуо и трио.
Нормализация изделий основного производ-
ства особенно эффективна на основе создания
Фиг. 4. Станины рабочих клетей рельсобалоч-
ного стана 800: а — стан дуо: б — стан трио»
конструктивных рядов. В этих условиях боль-
шое развитие получает также нормализация
технологического оснащения. Номенклатура
последнего может быть значительно сокращена
не только в результате сокращения количества
типоразмеров подлежащих изготовлению дета-
лей, но также вследствие возможности проекти-
рования нормализованных приспособлений,
заранее рассчитанных на несколько техноло-
гически однородных деталей смежных раз-
меров.
Нормализация технологического оснащения
накладывает соответствующие ограничения на
конструктора, поскольку последний должен
учитывать характеристики и размеры нормали-
зованного оснащения, а также наличие его на
заводе. В противном случае вновь создаваемые
конструкции^ нельзя считать в полной мере
технологичными; инструментальные цехи в по-
добных условиях загружаются, как правило,
самыми разнообразными заказами на специаль-
ное оснащение, которое зачастую лишь незна-
чительно (и необоснованно) отличается от
нормализованного. По этой причине необ-
ходимо всемерно ориентировать конструкто-
ров завода на пользование нормалями оснаще-
ния (в частности, режущего инструмента) и,
осуществляя нормализованный контроль рабо-
чих чертежей, попутно проверять степень
использования конструкторами нормалей осна-
щения.
Существенную помощь конструкторам
могут оказать альбомы конструктивных эле-
ментов, основанные на применении нормали-
зованного инструмента. Кроме рабочих разме-
ров последнего, подобные альбомы должны
содержать также некоторые связанные с его
использованием технологические размеры. На
табл. 18 приведены для примера принятые
в практике одного приборостроительного за-
вода конструктивные элементы: а) для цилин-
Классификатор специальных приспособлений
О)
<Ч в
ж
т
о
\о
О
Я
в
с
о.
X
96 5
9650
Приспособления для
токарной обработки, и
круглого шлифования
валов.
Валы характеризуют-
ся отношением общей
длины детали к наи-
большему наружному
диаметру > 3
9651
Приспособления для
токарной обработки и
круглого шлифования
эксцентриковых дета-
лей.
Эксцентриковые де-
тали характеризуются
наличием поверхностей,
оси которых смещены
относительно друг дру-
га и параллельны
9652
Приспособления для
токарной обработки и
круглого шлифования
втулок.
Втулки характери-
зуются наличием цен-
тральш го отверстия
(круглого или много-
гранного) с концен-
тричной ему наружной
поверхностью (круглой
или многограьной) с
отношением
^=0,254-3
9653
Приспособления для
токарной обработки и
круглого шлифования
дисков.
Диски, кольца, -обой-
мы, фланцы, крышки
характеризуются отно-
шением наружного диа-
метра к толщине < 2,5
9654
Приспособления для
токарной обработки и
круглого шлифования
крестовин.
Крестовины, вилки
кардана* обоймы кар-
дана, поршни, наконеч-
ники тяг, серьги и трой-
ники и тому подоб-
ные детали, характери-
зующиеся наличием пе-
рекрещивающихся по
верхностей вращения
(наружных или вну-
тренних)
Типовые детали
Том 15, гл. VII
шособлений
Таблице, 17
Д02002-06
Всего листов I _
5 Лист 3
9654
Приспособления для
токарной обработки и
круглого шлифования
крестовин.
' Крестовины, вилки
кардана» обоймы кар-
дана, поршни, наконеч-
ники тяг, серьги и трой-
ники и тому подоб-
ные детали, характери-
зующиеся наличием пе-
рекрещивающихся по-
верхностей вращения
(наружных или вну-
тренних)
9655
Приспособления для
токарной обработки и
круглого шлифования
стоек-кронштейнов.
Стойки, кронштейны,
опоры, петли, угольни-
ки, швеллеры и тому
подобные детали,харак-
теризующиеся наличи-
ем базовой плоскости
и отверстий, располо-
женных под произволь-
ным углом
9656
Приспособления для
токарной обработки и
круглого шлифования
зубчатых колёс и зуб-
чатых валов. Зубчатые
колёса характеризуют-
ся наличием зубцов на
внутренних или наруж-
ных поверхностях вра-
щения при отношении
Зубчатые валы харак-
теризуются наличием
зубцов на наружной
или внутренней поверх-
ности вращения при
отношении -= > 2.
9657
Приспособления
для токарной об-
работки и кругло-
го шлифования
прочих деталей
9658
9659
иповые детали
Таблица 18
Название инструмента
Эскиз
Размеры в мм
а) Фрезы цилиндрические
7.5
37.5
12,5
45
55
2б
•б) Фрезы полукруглые выпук-
лые
1.5
2,5
¦ 6
16,5
17.5
22,5
в) Фрезы Т-образные
D
4,5
6,5
'7.5
7.5
13
21>5
9.5
15
35
16
16
i8
44
23
55
73
42
3°
46
г) Протяжки
ю—14
12—18
14 2О
д) Развертки машинные
3-5,5
5,5-6
6—и
12—19
1.5
4.5
3.5
5,5
19—22
4,5
22-35
5.5
3.5
35—65
б5-8о
7.5
556
ОРГАНИЗАЦИЯ ТЕХНИЧЕСКОЙ ПОДГОТОВКИ ПРОИЗВОДСТВА
[РАЗД. V
дрических фрез даны радиусы, которые
могут быть получены с их помощью, а также
значения размера х, лимитируемого диаметром
оправки; б) для полукруглых выпуклых фрез
приведены размеры ширины фрезы, радиуса
выбираемой фрезой канавки и величины раз-
мера х\ в) для Т-образных фрез—диаметр фрез,
глубина паза и др.; г) для протяжек —диаметр
протяжек и длина протягиваемого отверстия;
д) для развёрток машинных — диаметр отвер-
стия, размер на выход развёртки и т. д.
Нормализация должна коснуться не только
технологического оснащения, применяемого
для получения заготовок, обработки деталей
и сборки изделий основного производства, но
также и того технологического оснащения,
которое необходимо для производства инстру-
мента, т. е. технологического оснащения вто-
рого порядка. Работы по нормализации в этой
области должны проводиться попутно с типи-
зацией технологических процессов инструмен-
тального производства. Например, на основе
накопленного инструментальными цехами ма-
шиностроительных заводов обширного техно-
логического опыта и вытекающих из этого
опыта типовых технологических процессов
может быть нормализовано всё оснащение
для изготовления резцов, фрез, развёрток,
метчиков, затыловочных и заточных при-
способлений и др. В системе тяжёлого ма-
шиностроения осуществлена A947—1949 гг.)
нормализация оснащения для производства
фрез, в результате которой значительно
сокращена номенклатура потребного для этой
цели оснащения: для обработки шпоночных
канавок у всех типов фрез диаметром до 400 мм
требуется четыре типоразмера приспособле-
ния, из коих три — к долбёжному и один —
к протяжному станку; для фрезерования пазов
в корпусах всех типоразмеров сборных фрез
диаметром до 400 мм требуется всего два
типоразмера приспособлений и т. д. В целом
для обеспечения технологического процесса
изготовления фрез применительно к разным
возможным методам обработки в условиях
инструментального производства заводов тяжё-
лого машиностроения в результате нормали-
зации номенклатура потребных приспособле-
ний сокращена до 29 типоразмеров.
Нормализация деталей и узлов оснаще-
ния. Нормализация в данной области, понимае-
мая как целесообразное и обоснованное огра-
ничение количества конструктивных и размер-
ных разновидностей деталей и узлов оснаще-
ния, обеспечивает укрупнение изготовляемых
партий, содействует организации серийного,
а в ряде случаев и массового производства
оснащения со всеми вытекающими отсюда
преимуществами по сравнению с индивидуа-
лизированным производством по единичным
заказам. К числу этих преимуществ относятся:
возможность применения высокопроизводи-
тельных технологических процессов в произ-
водстве оснащения, повышение производитель-
ности инструментальных цехов, сокращение
сроков изготовления отдельных объектов осна-
щения, снижение себестоимости последнего,
ускорение и упрощение конструкторских
работ и т. д. Все нормализованные детали и
узлы необходимо изготовлять заблаговременно
и хранить на складе, откуда пэ мере необходи-
мости направлять на сборку. При этом себе-
стоимость складских запасов нормализованных
деталей и узлов должна быть меньше себестои-
мости незавершённого производства оснаще-
ния при той большой длительности производ-
ственного цикла, которая имеет место, как
правило, при изготовлении оснащения по еди-
ничным заказам.
Нормализация деталей оснащения осуще-
ствляется разработкой и внедрением заводских
и отраслевых (ведомственных) нормалей, а
также общесоюзных, стандартов на детали
оснащения (например, на втулки постоянные —
ГОСТ 4922, на втулки постоянные с бурти-
ком — ГОСТ 4933, на втулки сменные —
ГОСТ 4924) и др.
Наибольшее развитие получила нормализации
деталей приспособлений к металлорежущим
станкам. Необходимо всемерно расширять
охват нормализацией отдельных видов деталей
приспособлений. Опыт некоторых авиацион-
ных, автомобильных и других передовых пред-
приятий свидетельствует о возможности из-
готовления приспособлений, состоящих на
80—90% из нормализованных деталей, вклю-
чая сюда и такие трудоёмкие детали, ка:<
корпусы
Показателен пример одного завода, где
для создания 10С0 специальных приспособле-
ний потребовалось всего 15 типоразмеров
нормальных корпусов; при- этом достигнута
экономия в 32 U00 нормочасов и 30 т проката.
Нормализация деталей приспособлений на
заводах транспортного машинострэения об-
условила сокращение длительности проектиро-
вания на 50% и примерно удвоение приходя-
щегося на одного конструктора выпуска
чертежей оснащения (вместо 8 до 15—17
приспособлений средней сложности в месяц).
Одновременно на 65—75% возросла производи-
тельность цехов по изготовлению оснащения.
На фиг. 5 приведены нормализованные
элементы станочных приспособлений. На
Фиг. 5. Нормализованные элементы станочных приспособ-
лений: / — кондукторные плиты и призмы; 2 — кондуктор-
ные втулки; 3 — опоры и ш юнки; 4 — штыри центриру-
ющие, штифты; 5 — установочные щупы и фиксаторы.
фиг. 6 показано приспособление для фрезе-
рования паза. В нём нормализованы все де-
тали, за исключением призмы 3 и планки 6.
ГЛ. VII]
НОРМАЛИЗАЦИЯ ТЕХНОЛОГИЧЕСКОГО ОСНАЩЕНИЯ
557
На фиг. 7 изображено приспособление из
нормализованных элементов для обработки
шатуна.
В практике одного завода использованы
заслуживающие широкого применения станоч-
ные приспособления, собранные из нормали-
зованных, относительно простых элементов[1].
Их основное преимущество —возможность
!. 2 3U
\\\\
Примеры сборных станочных приспособле-
ний, скомпонованных из универсальных эле-
ментов, показаны на фиг. 10 и И.
Внедрение подобных сборных станочных
приспособлений дало заводу значительный
Фиг. 6. Приспособление из нормализованных элементов
для обработки паза: 1 — корпус; 2 — винт; 3— призма;
4 — штифт; 5 — болт шарнирный; б и #—планки; 7 — гайка;
9 — штырь; 10— шпонка; 11—винт; 12—штифт.
разборки приспособления после выполнен-
ной с его помощью обработки одной партии
деталей для повторного использования его
Фиг. 7. Приспособление из нормализованных элементов
для обработки шатуна.
элементов в каком-либо новом приспособ-
лении.
На фиг. 8 изображены некоторые универ-
сальные элементы сборных станочных при-
способлений. На фиг. 9 показана вся гамма
зажимных винтов, обслуживающих все разно-
видности применяемых заводом станочных
приспособлений.
Фиг. 8. Универсальные элементы соорных станочныл. при-
способлений: а— плиты прямоугольные; б—плиты круг-
лые; в — высотные элементы; г — прихваты.
экономический эффект, выражающийся в рез-
ком снижении себестоимости оснащения и
в столь же значительном сокращении сроков
его изготовления. Необходимо рекомендовать
Фиг. 9. Гамма зажимных винтов для комплектования
сборных приспособлений.
применение сборного оснащения в первую
очередь в единичном, мелкосерийном, а так-
же в опытном производствах, где создание
постоянного осна-
щения не всегаа
может быть рен-
табельным, а так-
же в цехах се-
рийного производ-
ства в начальный
период освоения
нового изделия
при незначитель-
ном масштабе вы-
пуска.
На ряде пред-
приятий широко
осуществляется
нормализация деталей литейного оснаще-
ния — кокилей, прессформ для литья под
давлением, а таки*е опок, подмодельных
Фиг. 10. Сборное станочное
приспособление.
558
ОРГАНИЗАЦИЯ ТЕХНИЧЕСКОЙ ПОДГОТОВКИ ПРОИЗВОДСТВА
[РАЗД. V
досок и др. Так, количество нормализованных
деталей в кокильном оснащении может быть
доведено до 70—75%, причём к числу спе-
циальных деталей, изготовляемых по
единичному зака-
зу, относятся пре-
имущественно де-
тали, определяю-
щие конфигура-
цию отливаемого
изделия. На фиг.12
изображена со-
стоящая из норма-
лизованных дета-
лей (за исключе-
нием одной спе-
Фиг. 11. Сборное станочное ДИальной) типовая
приспособление. прессформа для
литья под давле-
нием.
Нормализация заготовок или полуфабри-
катов инструментального производства.
Нормализация заготовок или полуфабрикатов
для производства инструмента заключается
заготовка или один общий полуфабрикат, из
которого можно получить инструмент нужнсго
размера снятием большего или меньшего
припуска. Нормализация в этом случае обес-
печивает значительное укрупнение партий
заготовок или полуфабриката со всеми вы-
текающими отсюда преимуществами серий-
ного и (при больших масштабах) массового
производства, включая возможность специ-
ализации оборудования с применением вы-
сокопроизводительной технологии и внедре-
ния поточных методов в инструментальное
производство. В результате может быть до-
стигнуто ускорение технической подготовки
производства, повышение производительности
инструментального цеха, снижение себестои-
мости и сокращение складских запасов гото-
вого инструмента. Успешность внедрения си-
стемы нормализованных заготовок и полу-
фабрикатов существенно зависит от правиль-
ного выбора их конструктивных форм и раз-
меров.
По своим геометрическим параметрам
заготовка или полуфабрикаты должны макси-
по /JBCDEF
Фиг. 12. Прессформа для литья под давлением из нормализованных деталей; % — нор-
мализованные детали; о — специальная деталь.
в образовании групп, куда входит инструмент
обычно одного наименования, но несколь-
ких смежных окончательных размеров, причём
для каждой группы выбирается одна общал
мально приближаться к окончательному виду
и размерам инструмента с наибольшим в дан-
ной группе удельным весом по расходованию
и применимости.
ЛИТЕРАТУРА И ИСТОЧНИКИ
1. Б а р а н о в А. И. н Кузьмин В. В,, Нормализа-
ция технологической оснастки, „Вестник машинострое-
ния" № 1, 1949.
2. Резервы повышения производительности труда, сбор-
ник, Машгиз, 1947.
3. Смирнов А. Си Калинин М. А., Нормализация
элементов конструкции деталей машин в зависимости от
нормального инструмента, „Вестник машиностроения"
№ 1, 1949.
4. Скоростное проектирование и освоение машин, Мащ-
гиз, 1940.
5. Ямпольский СМ., Скоростное освоение новых
производств, Машгиз, 1949.
6. Дегтярев И. Л., Опыт ускорения подготовки и
освоения новых конструкций машин, Каталогиздат, 1910.
МЕТОДЫ ЭКОНОМИЧЕСКОЙ ОЦЕНКИ ТЕХНОЛОГИЧЕСКИХ ВАРИАНТОВ
При проектировании технологических про-
цессов возникает задача анализа вариантов
технологических решений, одинаково удовле-
творяющих качественным требованиям к об-
работке изделия, для выбора наиболее эконо-
мичного варианта. В этих целях рекомендуется
проводить сравнительную оценку технологи-
ческих вариантов с точки зрения их влияния
на себестоимость продукции.
Сравнение технологических вариантов це-
лесообразно вести, не прибегая к анализу
всей номенклатуры затрат, образующих пол-
ную заводскую себестоимость продукции (см.
гл. V), а ограничиваясь только теми затратами,
ГЛ. VII]
МЕТОДЫ СРАВНЕНИЯ ВАРИАНТОВ
559
величина которых непосредственно обусло-
влена технологическим процессом. Сумму
затрат, непосредственно отражающих эконо-
мичность сравниваемых вариантов техноло-
гического процесса или отдельной операции,
можно назвать технологической себестои-
мостью. Затраты, обусловленные технологи-
ческим процессом, но остающиеся неизмен-
ными по своей величине при любом сравни-
ваемом варианте, можно для упрощения рас-
чётов не включать в технологическую себе-
стоимость. Таким образом, номенклатура эле-
ментов технологической себестоимости имеет
условный характер и зависит от анализируемых
вариантов технологического процесса и от
конкретных производственных условий.
Расходы, составляющие технологическую
себестоимость, следует расчленить на две
основные группы: пропорциональные объёму
выпуска или переменные (и) и непропорцио-
нальные выпуску или относительно постоян-
ные (С). Ко второй группе можно отнести
также те расходы, которые относительно
мало зависят от объёма выпуска.
МЕТОДЫ СРАВНЕНИЯ ВАРИАНТОВ
Технологическая себестоимость единицы
продукции или её обработки на одной опера-
ции sTo в зависимости от объёма годового вы-
пуска N;,Od может быть выражена формулой
ъТо
С
год
A)
где v — пропорциональные расходы; С—рас-
ходы условно постоянного характера.
Отсюда технологическая себестоимость го-
дового выпуска
Графически уравнение A) может быть
представлено гиперболой, асимптотически п-ри-
ближающейся при увеличении выпуска к зна-
чению v (фиг. 13), а уравнение B) — прямой
линией в системе координат
STzHNi0d (фиг. 14), отсекаю-
щей на оси ординат вели-
чину С. Тангенс угла накло-
на а этой прямой пропорцио-
нален величине v.
На участке А кривой
(фиг. 13) небольшое изменение
величины выпуска &Nzod резко
На участке В, характерном для условий
крупносерийного или массового производства,
даже значительное изменение выпуска &ЫгОд
почти не оказывает влияния на себестоимость
единицы продукции. В этом случае влияние
величины С на себестоимость единицы про-
дукции невелико. Однако следует иметь
в виду, что изменение суммарных годовых
затрат &Srz (фиг. 14) пропорционально ШгОд
и не зависит от абсолютного значения Ыг0$.
Фиг. 14. Зависимость между себе-
стоимостью годовой продукции и объ-
ёмом производства.
Участок Ъ (фиг. 13) является промежуточ-
ным между А и В и соответствует условиям
среднесерийного производства.
Величина годового выпуска Nc, при кото-
ром достигается равенство себестоимости двух
сравниваемых вариантов, может быть опреде-
лена решением уравнения:
C)
(индексы 1 и 2 обозначают номера сравнивае-
мых вариантов), которое приводит к общеиз-
вестной формуле
Сл Со
АС
1.2
D)
^2,1
Графически величина Nc представляет со-
бой абсциссу точки пересечения кривых SToi
и STo (фиг. 15) или прямых
$Тг1 и 57-га(Фиг- 16)'
Из фиг. 15 видно, что при
NHA <C Nc (Nnjl — заданный вы-
пуск) целесообразно приме-
нить вариант второй, а при
NnJi >> Nc — вариант первый.
Значительно сложнее опре-
деление тех пределов вы-
Фиг. 13. Зависимость между себестоимостью единичной
операции и объёмом производства.
Фиг. 15. Единичные себестоимости двух вариантов
операции.
сказывается на себестоимости единицы про-
дукции Sj0. Этот случай соответствует
условиям единичного или мелкосерийного про-
изводства.
пуска, в которых целесообразно применение
каждого из трёх сравниваемых вариантов.
Если нумеровать варианты по возрастающей
величине годовых расходов С (С<С<С)
560
ОРГАНИЗАЦИЯ ТЕХНИЧЕСКОЙ ПОДГОТОВКИ ПРОИЗВОДСТВА
[РАЗД. V
то могут встретиться восемь случаев, гра-
фически представленных на фиг. 17. В случаях
первом и втором целесообразно применение
первого варианта при любых значениях объёма
выпуска. В случаях третьем и четвертом це-
Фиг. 16. Себестоимость годовой
продукции двух вариантов опе-
рации.
лесообразно применение первого варианта при
выпуске N?od<^Nl2 и второго варианта
при №го$ > N, о, что показано символом
I — N1 2—2 . Соответственно, в случаях пя-
том, шестом и седьмом при Neod<^N13 це-
"год
v,>v2>v}, Na>N1>2
Фиг. 17. Себестоимость годовой продукции тр5х вариан-
тов операции.
лесообразно применение первого варианта,
а при Ыгод > Aflj3 — третьего варианта, т. е.
. В случае восьмом первый вари-
I —Л
1,3
второй—в пределах выпуска между N12 и iV2i3,
а вариант третий—при ЛГго<?>ЛГ2 3.
В практике наиболее часто встречаются
случаи седьмой и восьмой. При этом, когда
v\^>V2^>Va> необходимо сначала определить
величину 7V13 и jV12 по формуле D). Если
iVj 3 < Л^ 2, то имеет место случай седьмой, и
наилучший вариант определяется областью
ант целесообразен при N2od<Nl2, вариант
При сравнении четырёх и большего числа
вариантов вместо определения наивыгод-
нейших пределов выпуска целесообразно по
заданной программе определить сравнением
из числа возможных вариантов наименьшее
значение величины STi.
ЭЛЕМЕНТЫ ТЕХНОЛОГИЧЕСКОЙ
СЕБЕСТОИМОСТИ МЕХАНИЧЕСКОЙ
ОБРАБОТКИ
Процессы механической обработки в боль-
шинстве случаев можно исследовать сравнением
возможных вариантов обработки отдельных
поверхностей данной детали. При этом сравни-
ваются величины технологической себестои-
мости обработки на отдельных операциях или
группах операций, связанных между собой.
Операции, общие для всех -вариантов техноло-
гического процесса, можно не рассматривать.
При выборе наивыгоднейших вариантов
операций или технологических процессов це-
лесообразнее всего сравнивать величины тех-
нологической себестоимости, определяемые по
нормативам, разработанным для соответствую-
щей отрасли машиностроения. Подсчёт эле-
ментов технологической себестоимости по
фактическим данным учёта отдельного пред-
приятия крайне затруднителен и ненадёжен,
так как в заводской отчётной калькуляции
многие расходы (стоимость электроэнергии,
амортизация и ремонт приспособлений и т. п.)
определяются суммарно, а не по отдельным
типам станков, приспособлений и пр. Отрасле-
вые нормативы могут быть использованы
с небольшими изменениями для других род-
ственных отраслей машиностроения. Составле-
ние таких нормативов связано с взедением
некоторой условности, но это мало влияет на
конечные результаты экономического анализа.
Номенклатура элементов технологической
себестоимости механической обработки при-
ведена в табл. 19. Она соответствует случаям,
когда характер заготовки при разных вари-
антах обработки не меняется; поэтому стои-
мость металла в номенклатуре опущена.
Если деталь может быть получена из раз-
ных заготовок (литья, штамповки, поковки
и пр.), необходим совместный экономический
анализ механической обработки и заготови-
тельных процессов (см. ниже). В этих случаях
стоимость металла должна быть включена
в технологическую себестоимость заготовки.
Ниже приводятся методы определения от-
дельных элементов технологической себестои-
мости операций механической обработки,
а также примеры из нормативов, составленных
для одной из отраслей машиностроения.
Заработная плата. Величина заработной
платы станочника зависит от штучного вре-
ГЛ. VII)
ЭЛЕМЕНТЫ СЕБЕСТОИМОСТИ МЕХАНИЧЕСКОЙ ОБРАБОТКИ
561
Элементы технологической себестоимости механической обработки
Таблица 19
Номенклатура элементов
Условные обозначения эксплоатационных
расходов
На 1 мин.
На опера-
цию
В течение
года
Первона-
чальные
затраты
Расходы, зависящие от объёма производства
Заработная плата станочника, включая расходы по соцстраху
и отпускам
Себестоимость эксплоатации инструмента
Себестоимость эксплоатации станка
Амортизация универсального станка
Себестоимость подналадки
SCM
sa.M
иг
5сг
Расходы, не зависящие от объёма производства
Заработная плата наладчика, включая расходы по соцстраху и
отпускам
Себестоимость эксплоатации специальных приспособлений . . .
Амортизация специального станка
прс
scmc
Примечания: 1. Себестоимость эксплоатации станка включает расходы по планово-предупредительному
ремонту, электроэнергии, охлаждающим жидкостям и смазочно-обтирочным материалам.
2. Себестоимость одной операции на универсальном станке может быть выражена в виде
sTo = v
и на специальном станке:
\од
N
sCMfpc
8см '«* + 8им1и + sCM(pc + «пно +
8
угод
+ s
N
где N * — годовая программа выпуска деталей; tш — штучное время; t — время работы инструмента;
t — время работы станка; / — длительность наладки станка; tпн — длительность подналадки станка.
мени и разряда исполнителя. В нормативах
приводится тарифная сетка, принятая либо для
определённого завода, либо средняя для дан-
ной отрасли машиностроения. К заработной
плате прибавляются непосредственно завися-
щие от неё дополнительные расходы — начис-
ления по социальному страхованию и оплата
отпусков, составляющие примерно 12—14%.
Заработная плата вспомогательных рабочих
(электриков, шорников, смазчиков и пр.) почти
не зависит от варианта операции и обычно
не включается в технологическую себестои-
мость .-
Наладка. Величина годовых расходов по
наладке пропорциональна длительности про-
цесса наладки, тарифной ставке наладчика
(включая зависящие от заработной платы до-
полнительные расходы в размере 12—140/0),
а также количеству переналадок за год.
Для сравнительных расчетов количество
переналадок Н можно принять: при производ-
стве мелких деталей — 6 (что соответствует
двухмесячной партии), средних — 12 (что соот-
ветствует месячной партии) и крупных — 24
(при полумесячной партии).
В серийном производстве длительность на-
ладки принимают равной 5—70/0 от длитель-
ности обработки всей партии. В этом случае
можно- включить затраты по наладке в виде
коэфициента к заработной плате станочника.
Этот коэфициент принимается равным 1,07—1,1.
При применении инструментов, дополни-
тельно настраиваемых на размер, учитывают
36 Том 15
время подналадки и её себестоимость. Дли-
тельность подналадки на размер tnH составляет
от 5 до 20 мин. на инструмент в зависимости
от требуемой точности. Затраты по подна-
ладке, падающие на одну операцию, выра-
жаются формулой
§пно —
"_ ' Shm>
E)
где tM — машинное время, %а — стойкость ин-
струмента, gHM—заработная плата наладчика
за 1 мин. работы, включая зависимые допол-
нительные расходы.
При составлении нормативов длительности
и себестоимости наладки нет необходимости
в их тщательной детализации.
Примеры нормативов по наладке приве-
дены в табл. 20 и 21.
Эксплоатация станка. К числу расходов
по эксплоатации станка, зависящих от дли-
тельности его работы, относятся себестоимость
планово-предупредительного ремонта, расход
электроэнергии, смазочных и обтирочных ма-
териалов и охлаждающих жидкостей.
Длительность работы станка tpc прини-
мается за вычетом времени простоя станка
при снятии и установке детали, переключении
скоростей, подач и т. д. В ряде случаев
tpc ~ tM.
Точно определить расход электроэнергии
на операцию трудно, так как он зависит от
ряда факторов, плохо поддающихся учёту.
562
ОРГАНИЗАЦИЯ ТЕХНИЧЕСКОЙ ПОДГОТОВКИ ПРОИЗВОДСТВА
[РАЗД. V
Таблица 20
Нормы времени и себестоимость наладки
одношпиндельных автоматов [4]
Характер наладки станка
Наладка станка с установ-
кой прутка, подач, принад-
лежностей станка, кривой
боковых и револьверных са-
лазок и смена режимов ре-
зания при количестве на-
. страиваемых инструментов до
шести
То же, при количестве на-
страиваемых инструментов
до восьми
То же, при количестве на-
страиваемых инструментов
до десяти
Время в часах (над
чертой) и себестои-
мость в руб. (под
чертой) при диаметре
обрабатываемых
прутков в мм
7_Ю | 12-18
2,8
8,7б
3.9
12, 2О
5.4
i6,go .
3.4
Ю,б2
4,5
14,09
6,3
19,4°
24-36
4,о
12,50
5,о
15.65
7.°
21,90
Таблица 21
Нормы времени и себестоимость наладки
четырёхшпиндельных автоматов [4]
Характер наладки станка
Полная наладка станка
с установкой подач, принад-
лежностей, кривых, шпин-
дельных барабанов и смена
режимов резания при коли-
честве настраиваемых ин-
струментов до восьми
То же, при количестве на-
страиваемых инструментов
от девяти до 16
То же, при количестве на-
страиваемых инструментов
от 17 до 24
Время в часах (над
чертой)и себестои-
мость в руб. (под
чертой) при диаметре
шпинделя станка в мм
20
_5ю_
17,2О
7
2i,go
9
28,2О
25
6,5
20,33
23.O5
12
37.6°
35
7.5
23.5°
IO
31.3°
14
43,8о
С известным приближением можно опре-
делять мощность, потребляемую станком, как
произведение из коэфициента загрузки на
мощность двигателей станка. Средний коэфи-
циент загрузки различен для разных типов
станков (токарных, фрезерных и т. д.}. Умно-
жением величины мощности, потребляемой
станком, на стоимость киловаттминуты и на
время работы станка получают себестоимость
электроэнергии на операцию. Затраты на
электроэнергию являются наиболее крупной
составляющей в себестоимости эксплоатации
большинства типов станков.
Себестоимость планово-предупредительного
ремонта станка находится в прямой зависи-
мости от длительности его работы. Так как ка-
питальный ремонт производится за счёт амор-
тизационных отчислений, то его следовало бы
учесть в нормативах по амортизации станка
(см. ниже). Однако в ряде случаев аморти-
зация не включается в технологическую
себестоимость сравниваемых вариантов,
поэтому целесообразно расходы по капи-
тальному ремонту ввести в себестоимость
плановопредупредительного ремонта, соот-
ветственно уменьшив нормативы по аморти-
зации.
Себестоимость всех видов ремонта, отне-
сённая к 1 мин. работы станка в коп. (или
к 100 мин. — в руб.), выразится приближённой
формулой
1008/?
г. р. с
КОП.,
F)
1 рем
где R2 р с — группа ремонтной сложности;
Трем — длительность ремонтного цикла.
Расход и стоимость смазочно-обтирочных
материалов и охлаждающих жидкостей уста-
навливают в соответствии с нормативами рас-
хода этих материалов для соответствующих
типоразмеров станков. Однако величина этих
расходов настолько незначительна @,02 н-
-—0,06 коп. на 1 мин. машинного времени),
что ими можно пренебречь.
Затраты на ремонт, электроэнергию и,
в случае необходимости, на смазочные и про-
чие материалы приводятся к 100 мин. машин-
ного времени.
Примеры нормативов приведены в табл. 22.
Амортизация оборудования. Средний раз-
мер амортизационных отчислений со стои-
мости оборудования установлен постановле-
нием СНК СССР от 8/1 1938 г. для отдель-
ных отраслей промышленности. Известная
доля амортизации предназначается на покры-
тие расходов по капитальному ремонту. Уста-
новленный средний процент амортизации ди-
ференцируется по каждой отрасли промыш-
ленности в зависимости от характера обору-
дования и его загрузки.
При разработке нормативов (см. табл. 22)
величина амортизации принята для условий
двухсменной работы при 8-часовом рабо-
чем дне.
Некоторые затруднения могут возникнуть
при определении первоначальной стоимости
станков вследствие различных прейскурант-
ных цен на разных заводах. Поэтому при раз-
работке нормативов лучше пользоваться не
прейскурантной, а так называемой приведён-
ной стоимостью, определяемой по зависи-
мости между стоимостью 1 т станка и его
весом.
Пример такой зависимости для токар-
ных станков приведён на фиг. 18.
К стоимости станка необходимо прибавить
10—15% на транспорт, монтаж, электропро-
водку и пр. ¦
Годовые расходы по амортизации могут
рассматриваться как зависящие, или как не
зависящие от объёма выпуска. При обработке
детали на специальном станке годовая его
амортизация не зависит от объёма выпуска
и от длительности анализируемой операции;
при обработке же детали на универсальном
станке надо считать, что амортизационные
отчисления, приходящиеся на одну опера-
цию, пропорциональны длительности послед-
ней.
В первом случае (специальный станок)
годовая сумма амортизационных отчислений
ГЛ. VII]
ЭЛЕМЕНТЫ СЕБЕСТОИМОСТИ МЕХАНИЧЕСКОЙ ОБРАБОТКИ
563
Таблица 22
Нормативы себестоимости эксплоатации станков [4]
Наименование станков
Токарно-винторезный
То же
Револьверный
Револьверный для прутко-
вых работ
Четырёхшпиндельный прут-
ковый автомат
Шестишпиндельный верти-
кальный полуавтомат
Одношниндельный автомат
Горизонтально-фрезерный
Протяжной
Вертикально-сверлильный
Радиально-сверлильный
Марка или
модель станка
1Дб2
1Дбз
133б
iA36
123
23А
A283)
И36
6Г82
751
3135
2157
Основные
размеры
в мм
2ооХ75°
300x1500
038
0бЗ
036
03°°
036
270X^34°
ю т
025
80X3000
Стоимость
станка в руб.
7 45°
9 3°°
i5 ооо
14 ооо
II ООО
II ООО
I5J5OO
i6 500
40 000
49 3°о
134 000
113 000
40 400
27 200
12 ооэ
I3 9OO
20 ООО
2ОО0О
8 ооо
5 7°°
Ю5 ооо
IO2 ООО
Завод-изг отовите л ь
„Красный пролетарий»
То же
Ижевский завод
Им. Орджоникидзе
То же
„Красный пролетарий"
Им. Горького
Завод фрезерных станков
в Горьком
Им. Кирова
Им. Ленина
Им. Молотова
Себестои-
мость
эксплоата-
ции станка
за 1 мин.
рабочего
времени
в коп.
1,2О
1,7°
1,13
1,37
2,34
3.59
1,44
1,ОО
0,84
°,5б
2,57
Амортиза-
ция станка
за 1 мин.
штучного
времени
в коп.
о,37
, 0,46
о,74
0,69
о, 54
°,54
о, 77
о,8з
2,47
2,94
7.69
6,i8
2.45
1.79
0,61
0,67
0,98
0,98
о,39
0,28
5,15
5.00
Примечание. Над чертой указана только примерная стоимость станков и соответствующая ей амортизация;
под чертой — примерное приведённое 'значение стоимости станка и соответствующая ей амортизация.
sacz определяется умножением процента амор-
тизации as на приведённую стоимость станка
Scmn и введением коэфициента 1,10—1,15, учи-
тывающего монтаж и транспорт. Величина 5даг
входит как составляющая в величину С
[см. формулы A) и B)].
Во втором случае (универсальный станок)
амортизационные отчисления на одну опера-
зываемая в нормативах, определяется из
мулы
60/7
годХ
фор-
G)
ill!
1UUUU
9000
7000
5000
WO
3000
2000
\
77f-/|
1614
ЗД'
\TB-2
I
un-200
n-300
1
—Лип
1 -ft-
to-да
—9,
где sa2 — годовые амортизационные отчисле-
ния по станку; Fzod — годовой фонд времени
работы станка, выраженный
в часах, ^ — средний коэфи-
циент использования оборудо-
вания, принимаемый в норма-
тивах равным 0,85.
Если для данной группы
станков действительный коэ-
фициент использования обору-
дования т\?0 не равен 0,85, то
помещённое в нормативах зна-
чение может быть уточнено
по формуле
5„ 6 7
Вес станка
10
11 т
(8)
Фиг. 18. Определение приведённой стоимости t m токарных станков.
цию определяются умножением штучного
времени tm на saM (величину ,аморти-
зации, отнесённую к 1 мин. работы станка)
и включаются в значения v в формулах A)
и B).
Величина амортизационных отчислений,
отнесёьная к 1 мин. штучного времени и ука-
В ряде случаев (например,
в условиях неустойчивого про-
изводства), специальные станки
перестраиваются для обработки других дета-
лей при смене объекта производства. Такие
станки можно рассматривать как состоящие
из двух частей: постоянной и сменной.
Постоянную или „универсальную" часть
при определении амортизации можно рассма-
тривать как универсальный станок и относить
564
ОРГАНИЗАЦИЯ ТЕХНИЧЕСКОЙ ПОДГОТОВКИ ПРОИЗВОДСТВА
{РАЗД. V
амортизационные отчисления от стоимости
этой части к анализируемой операции по
формуле B).
Годовые же амортизационные отчисления
от прейскурантной цены s"cm сменной „спе-
циальной" части можно определить по фор-
муле
1,155,
(9)
где Тип — число лет, в течение которых будет
выпускаться данное изделие.
Для агрегатных станков, частичная модер-
низация которых позволяет переходить на
обработку других деталей, стоимость постоян-
ной части- следует принимать равной 60—75%
полной стоимости станка и соответственно
сменной части — 40—25°/^.
Значения saM для некоторых универсаль-
ных станков см. выше, в табл. 22.
Затраты по эксплоатации приспособле-
ний. Точное определение расходов по эксплоа-
тации приспособлений затруднительно вслед-
ствие отсутствия общепринятого метода пред-
варительной калькуляции при их изготовлении,
70
so
!
I
-
**
!
?¦
'
г
—-
*^
Y
4
•**
~~'
-a
b
5-
<-
«¦
-—
7
-~
¦>•
^>
<—•
i
i
—•
--•
-
20 —
Стоимость годовой эксппоатаиии приспособления врий
О 100 200 300, ,360,400, . , Щ)
600
700
800,
900
1000
то, , ; 1600
,3000 , . ЗЩ,
mo.
2000
42D0
4500
Фиг. 19. График для определения годовой себестоимости
эксплоатации приспособлений.
а также из-за отсутствия надёжных данных
о сроках их службы и величине расходов на
ремонт. Приближённо можно считать, что за-
траты на ремонт приспособлений за год со-
ставляют 25 -27°/о их себестоимости. Величина
амортизации специальных приспособлений
определяется исходя из намеченного объёма
выпуска изделий, для обработки которых
предназначены эти приспособления. В усло-
виях нестабильного производства иногда трудно
заранее определить полный объём выпуска.
В этих случаях можно условно считать, что
специальное приспособление должно быть
списано в расход в течение трёх лет, и вели-
чина годовой амортизации приспособления
равна 33%. Таким образом, годовые затраты
по эксплоатации специальных приспособлений
можно принять равными 60% их первоначаль-
ной стоимости.
Износ большинства типов приспособлений
зависит от числа операций и не зависит от
их длительности. Срок службы обычных уни-
версальных приспособлений: машинных тисков,
патронов (кроме самоцентрирующих трёхку-
лачковых) и др., достаточно велик. Затраты
по их эксплоатации невелики, и при определе-
нии технологической себестоимости ими можно
пренебречь.
Для сравнительных экономических расчётов
можно воспользоваться графиком ежегодных
затрат по эксплоатации специальных приспо-
соблений в зависимости от их сложности
(табл. 23 и фиг. 19). График составлен на ос-
нове себестоимости изготовления приспособ-
лений, которая определялась по методу, пред-
ложенному институтом. Для получения себе-
стоимости приспособления достаточно найден-
ную по графику (фиг. 19) величину эксплоата-
ционных затрат разделить на 0,6.
Трудоёмкость проектирования и изготовле-
ния приспособлений рассчитывалась в зави-
симости от их сложности, обусловливаемой
конструктивной сложностью корпуса, габа-
ритными размерами приспособлений, принци-
пом действия, характером зажимных устройств
и количеством деталей (см. табл. 23).
Затраты по эксплоатации режущего ин-
струмента. Расходы по эксплоатации режу-
щего инструмента, отнесённые к 1 мин. его
работы, можно подсчитать по формуле
КОП.,
A0)
где sUH — прейскуратная- цена инструмента
в коп.; ппа — число переточек, определяемое
по нормам износа; %ир — расчётная стойкость
инструмента; snu— себестоимость одной пере-
точки в копейках.
Себестоимость эксплоатации инструмента,
приходящаяся на одну операцию suo, опреде-
ляется умножением величины sUM на время
работы инструмента tu.
Стоимостью металла, остающегося после
полного износа инструмента, можно в боль-
шинстве случаев пренебречь и учитывать та-
ковую только при определении себестоимости
эксплоатации инструмента крупных размеров.
Если длительность нахождения объекта
в производстве неизвестна, а дорогостоящий
или специальный режущий инструмент при
заданной программе служит больше трёх лет,
необходимо его стоимость амортизировать
в течение трёх лет. Так как расходы по за-
точке пропорциональны длительности работы
инструмента tu; то себестоимость его эксплоа-
тации, отнесённая к одной операции, соста-
вит:
" suh I nnusnu f ,m
В тех случаях, когда расчётная скорость
резания vup отличается от нормативной vHt
необходимо величину расчётной стойкости хир
в формулах A0) и A1) определять из выра-
жения :
A2)
где т — показатель стойкости в общеизвест-
Q
ной формуле теории резания v — у—. Значе-
ГЛ. VII]
ЭЛЕМЕНТЫ СЕБЕСТОИМОСТИ МЕХАНИЧЕСКОЙ ОБРАБОТКИ
565
Классификация приспособлений по группам сложности
Таблица 23
Группа сложности
приспособления
1-я
2-я
3-я
4-я
5-я
6-я
Габариты
приспособления
Мелкие
Мелкие
Средние
Мелкие
То же
Средние
Крупные
Мелкие
Средние
То же
Крупные
Средние
Крупные
То же
Крупные
Характер корпуса
Простой
Средний
Простой
Средний
Сложный
Средний
Простой
Сложный
Средний
Сложный
Средний
Сложный
То же
Средний
Сложный
Принцип действия
Простой и сред-
ней сложности
Простой
То же
Средний или
СЛОЖНЫЙ
Простой
То же
Средний или
сложный
То же
Простой
То же
Сложный
Простой
Сложный
Сложный
Характер зажимов
Простой
Простой или
средней сложности
Простой или
средней сложности
Различные
То лее
Простой или
средней сложности
То же
Различные
То же
Средний или
сложный
Простой и сред-
ней сложности
То же
Средний или
сложный
Количество
наименований
деталей
<5
3-М5
Ю-г-25
20-=-4О
35"*-55
>5О
Примечание. К 6-й группе относятся многошпиндельные головки, а также крупные и средние приспособле-
ния с пневматическими, гидравлическими и электромагнитными устройствами.
Характеристика терминов
Габариты приспособлений: а) мелкие - до 0,2x0,2X0.2 м; б) средние — от 0,2X0,2X0,2 Д° 0,5X0.5X0,5 м;
в) крупные — 0,5X0,5X0,5 м и более.
Характер корпуса: а) простой — корпусы в виде одиночных плит, стержней, цилиндров и т. д.; б) средней слож-
ности—корпусы в виде П-,Т-и Г-образно расположенных основных стенок, а также в виде комбинации двух-трёх
цилиндров, стержней или плоскостей с цилиндрами, стержнями и пр.; в) сложный — корпусы в виде коробок или
иных сложных фигур с количеством стенок более трёх.
Принцип действия: а) простой — неподвижные приспособления, предназначенные только для крепления обраба-
тываемой детали; б) средней сложности — приспособления, перемещаемые или опрокидываемые вместе с закреплённой
деталью; в) сложный — делительные, поворотные и тому подобные приспособления с относительными движениями
основных частей.
Характер зажимов: а) простой — приспособления с фиксацией деталей по обработанным базам и закрепляемые по-
средством одной-двух гаек, рукояток и т. д.; б) средней сложности — приспособления с несколькими отдельными за-
жимами или фиксаторами; в) сложный — приспособления с комбинированными зажимами, приводимыми в действие
одной рукояткой.
Таблица 24
Нормативы себестоимости эксплоатации режущего инструмента [4]
Наименование
инструмента
Резцы токарные,
револьверные,
строгальные, дол-
бёжные с пластин-
ками из быстроре-
жущей стали
То же, с пластин-
ками из твёрдого
сплава
Свёрла спираль-
ные из быстроре-
жущей стали с ко-
ническим хвостом
Резцы
в мм
ioXi6
12X20
16x25
30X45
12X20
l6X25
ЗоХ45
0 10X 7°
0 15Х 85
0 20X110
0 25X120
Стойкость
между пе-
реточками
в час.
1,О
1,о
1,О
Ij°
i,5
i,5
i,5
0,15
0,2
0,3
0,4
Количество
переточек
ю
ю
ю
15
6
9
17
7°
77
91
92
Себестоимость инструмента до
полного износа в руб. *
нового
инструмен-
та
3>°
3,5
4,о
хо,о
6,о
7,о
29,о
4,75
8,оо
",75
20, ОО
всех пере-
точек
инструмен-
та
1,98
i,98
1,98
5,12
1,О2
2,О7
6,62
6,30
8,47
l8,2O
22,10
итого
4,98
5-48
5,98
15.12
7>°2
9,°7
35, °2
и,О5
16,4,7
30,95
42, Ю
Себестоимость экспло-
атации инструмента
за 1 мин. его работы
в коп.
расчётная
о,75
°,8з
о,рЗ
1,58
1,12
1,О1
2,33
1,67
1,72
1,84
i,9o
приведён-
ная
о,75
о,75
о,8
1,45
°,9°
1,ОО
1,8э
1,63
1»75
1,85
i,9o
* Цены только примерные.
566
ОРГАНИЗАЦИЯ ТЕХНИЧЕСКОЙ ПОДГОТОВКИ ПРОИЗВОДСТВА
[РАЗД. V
ния показателя т колеблются для различных
инструментов и условий обработки в значи-
тельных пределах (от i/ie до 112 и выше). Дан-
ные о величине т приводятся в нормативах
по режимам резания.
Некоторые выдержки из нормативов себе-
стоимости эксплоатации нормального режу-
щего инструмента приведены в табл. 24.
ТЕХНОЛОГИЧЕСКАЯ СЕБЕСТОИМОСТЬ
ОПЕРАЦИЙ ХОЛОДНОЙ ШТАМПОВКИ
И СВАРКИ
Номенклатура элементов технологической
себестоимости операций холодной штамповки
и сварки приведена в табл. 25.
Таблица 25
Номенклатура элементов технологической
себестоимости операций холодной штамповки
и сварки
Наименование элементов
Расходы, зависящие от
объёма производства
Заработная плата оператора,
включая дополнительные рас-
ходы
Амортизация универсального
оборудования
Эксплоатация инструмента
(штампов)
Эксплоатация оборудования
В том числе
а) планово-предупредитель-
ный ремонт
б) электроэнергия
в) смазочные материалы
Электроэнергия для сварки
Электроды
Газы (кислород и ацетилен)
Охлаждающая вода и сжа-
тый воздух
Расходы, не зависящие от
объёма производства
Заработная плата наладчика,
включая дополнительные рас-
ходы
Амортизация специального
оборудования
Эксплоатация специальных
приспособлений *
Холод-
ная
штам-
повка
+ 1 + 1 111+++ ++ + +
Сварка
элек-
триче-
ская
+ + 1+ +1+ + + | + ! + +
газовая
i
* В эту статью входят расходы по эксплоатации
(амортизации и ремонту) штампов в мелкосерийном
производстве, когда при заданной программе стойкость
штампов превышает 3 года.
Величина каждого из элементов затрат
может быть получена из соответствующих
отраслевых нормативов.
Расходы по эксплоатации штампов могут
быть отнесены к расходам, зависящим (v)
либо не зависящим (С) от объёма производ-
ства. В серийном производстве срок службы
штампов при заданной программе часто пре-
вышает три года. В этом случае первоначаль-
ная стоимость штампов должна быть погашена
во всяком случае в срок не более трёх лет.
Тогда величина годовых расходов по аморти-
зации штампов составит 33% их стоимости,
и они должны быть отнесены к категории
расходов, не зависящих от объёма произ-
водства (С).
В массовом производстве, когда стойкость
штампов обычно значительно менее трёх лет,
все расходы по эксплоатации штампов (амор-
тизации и ремонту) следует рассматривать,
как зависящие от объёма производства (v),
и относить их к единичной детали.
Расходы по эксплоатации прессового обо-
рудования определяются тем же методом, что
и по металлорежущим станкам. Следует от-
метить, что в технологической себестоимости
холодной штамповки подавляющее значение
(до 90— 95°/0 себестоимости) имеет стоимость
металла заготовки.
При определении себестоимости эксплоа-
тации электросварочного оборудования целе-
сообразно выделить стоимость электроэнергии.
Величина её определяется в зависимости от
параметров сварочного шва. В технологи-
ческой себестоимости сварочных работ боль-
шое значение имеет расход качественных
электродов. Расходами по эксплоатации сва-
рочного инструмента (электрододержателей,
горелок и пр.) можно пренебречь.
ВЫБОР ВАРИАНТА ТЕХНОЛОГИЧЕСКОЙ
ОСНАСТКИ
Применение многоместных и многопози-
ционных приспособлений, специального ком-
бинированного режущего инструмента и т. д.
сокращает длительность операции и при до-
статочно большом выпуске обычно снижает
себестоимость обработки. Целесообразность
ппитепьность цикла операции в мин
Фиг. 20. Диаграмма себестоимости элементов цикла еди-
ничной операции: tut —длительность в мин. уста-
новки и съёма детали, когда станок бездействует (двига-
тель или фрикцион выключены); t и t — длительность
Хг Хч
в мин. подвода инструмента к детали (или наоборот),
когда станок работает вхолостую; t — длительность
в мин. рабочего хода станка, когда протекает процесс
резания; s, — расходы по эксплоатации 1 мин. без-
действующего станка; s
¦ то же холостого хода
станка; s — то же рабочего хода станка.
рм у
применения сложной дорогостоящей техноло-
гической оснастки должна быть экономически
обоснована. При этом необходимо учитывать,
за счёт каких элементов происходит сокра-
щение длительности цикла обработки.
Графически себестоимость цикла обработки
представлена на фиг. 20, где по оси ординат
отложена себестоимость обработки в течение
1 мин. каждого элемента цикла.
ГЛ. VII]
ВЫБОР ВАРИАНТА ТЕХНОЛОГИЧЕСКОЙ ОСНАСТКИ
567
Когда станок не работает и происходит
установка или съём детали (ty и tc), себе-
стоимость 1 мин. его эксплоатации s^M состоит
из заработной платы станочника gCM и амор-
тизации станка saM, т. е.
s6m — 8см Н~ saM •
В период холостого хода станка (tXi и txj к
величине sqm прибавляется себестоимость его
ремонта speM и расходы на электроэнергию, за-
трачиваемую на холостой ход s3XM, отнесённые
к 1 мин., т. е.
== Кем "Н sum 4~ soeM Н~ *элгл •
При рабочем ходе станка tu к величине s^
добавляются расходы на электроэнергию, за-
трачиваемую на резание sapu, а также себе-
стоимость эксплоатации режущего инструмен-
та sUM, отнесённые к 1 мин. рабочего хода,
т. е.
"Т" $им —
— Scm "Т $ам ~г
Т"
Площадь диаграммы на фиг. 20 предста-
вляет собой технологическую себестоимость*
одной операции:
To = (Sc
) tu =
) tM -f
A3)
При анализе целесообразности применения
оснастки на имеющемся станке расходы по его
амортизации можно не учитывать, т. е. при-
нять в формуле A3) saM — 0.
Если при разных вариантах конструкции
приспособлений для одного и того же станка
основные параметры режима резания (подача,
скорость и глубина резания) остаются неиз-
менными, а меняется число одновременно обра-
батываемых деталей, то величина (sapM + sUM) tu
не меняется. В этом случае при сравнении
вариантов величину (sapM -f saM) tu можно не
учитывать, и условие целесообразности при-
менения многоместных приспособлений по
сравнению с одноместными может быть вы-
ражено следующим неравенством:
s6m {My + Atc) + sXM (Atx + Atu) >
где Aty, AtC:> Atx и Ata — сокращение дли-
тельности соответствующих элементов цикла
операций и Asnz — увеличение годовых расхо-
дов по эксплоатации более дорогого приспо-
собления.
При последовательной установке деталей
в приспособлении Aty = Atc = &ta x 0 и не-
равенство A4) может быть представлено в виде
A4а)
Экономичность применения приспособле-
ний такой конструкции будет тем выше, чем
больше сокращается длительность холостых
ходов.
При параллельной установке / деталей
в приспособлении, когда Aty + Atc « 0, нера-
венство A4) может быть представлено в виде
Atu)
Asn
N,
год
A46)
Применение поворотного стола с устано-
вленными на нём одноместными приспособле-
ниями обычно сокращает только время на
установку и снятие деталей. Условие целе-
сообразности применения такого приспособле-
ния определяется неравенством:
A4в)
Величина sXM определяется (без учёта
амортизации) по формуле
Sxm = gcM + SCM — 0.0625 Wde, A5)
где sCM — себестоимость эксплоатации станка
(данные помещены в нормативах [4], некото-
рые из них даны в табл. 29); Wde — мощ-
ность двигателей станка в кет.
Следовательно, при оценке целесообраз-
ности применения приспособления необходимо
учитывать, за счёт каких элементов достигает-
ся сокращение длительности цикла обработки.
Путем экономического анализа элементов
операционного цикла можно установить сле-
дующие условия целесообразности примене-
ния режущего инструмента, оснащённого
твёрдыми сплавами [4].
При обработке на одном и том же станке
и неизменной в обоих случаях величине по-
дачи должно быть соблюдено условие
Уи<пт-
Здесь и далее
Уи
sxm6
где sUM0- — себестоимость 1 мин. эксплоата-
ции инструмента, оснащённого быстрорезом;
sUMm — себестоимость 1 мин. эксплоатации
инструмента, оснащённого твёрдым сплавом;
vq — скорость резания инструментом, оснащён-
ным быстрорезом; vm — скорость резания ин-
струментом, оснащённым твёрдым сплавом;
sxm6~ себестоимость 1 мин. холостого хода
станка при работе инструментом, оснащённым
быстрорезом; sXMm — себестоимость 1 мин. хо-
лостого хода станка при работе инструментом,
оснащённым твёрдым сплавом.
В тех весьма редких случаях, когда уа^>
> пт, применение твёрдых сплавов целесооб-
разно при условии
пт —1
sum6 <С ~ —— sXm6 ¦
У и — пт
При обработке на разных станках в слу-
чаях:
а) У а <С пт Должно быть ус < пт,
6)Уи = пт . , ус<пт,
в)уа>пт , , saMg<-m_ csxm6.
В большинстве случаев выдерживаются
приведённые выше условия, т. е. почти всегда
целесообразно применение твёрдого сплава,
568
ОРГАНИЗАЦИЯ ТЕХНИЧЕСКОЙ ПОДГОТОВКИ ПРОИЗВОДСТВА
[РАЗД. V
если по условиям обработки это технически
осуществимо.
При дефицитности твёрдых сплавов инстру-
ментом из твёрдого сплава оснащаются в пер-
вую очередь те операции, которые дают наи-
больший экономический эффект.
Годовая экономия, получаемая в резуль-
тате перевода такой операции *на обработку
инструментом из твёрдого сплава, опреде-
ляется по формуле
s,am — N —
О-йН
A6)
где 5гэот —годовая экономия; tu0-0— время ра-
боты инструмента' из быстрорежущей стали
или из её заменителей на протяжении цикла
одной операции.
ВЫБОР ВАРИАНТОВ ЗАГОТОВОК
Технологическая себестоимость заготовок
(отливок, штамповок и поковок) может быть
в общем случае выражена формулой t(l). Однако
в заготовительных цехах в отличие от меха-
нических расходы, не зависящие от объёма
производства по сравнению с зависящими,
обычно невелики, поэтому можно ими прене-
бречь при сопоставлении технологической се-
бестоимости единицы продукции.
Технологическая себестоимость заготовки
определяется за вычетом стоимости утилизи-
руемых отходов после механической обра-
ботки. При незначительной стоимости этих
отходов ею можно пренебречь. Стоимость
отходов (облоя, литников и т. д.), образую-
щихся в процессе получения заготовки, учи-
тывается в калькуляции единицы её веса.
Величина технологической себестоимости
заготовок зависит не только от характера
технологического процесса и оборудования,
но также и от уровня технической и органи-
зационной культуры соответствующего пред-
приятия.
Для каждого предприятия целесообразно
определять средние величины технологической
себестоимости единицы веса заготовки из от-
чётной калькуляции суммированием отдельных
элементов затрат по приведённой в табл. 26
номенклатуре.
При выпуске разнообразного ассортимента
продукции целесообразно технологическую
себестоимость 1 кг штамповки или отливки
диференцировать в зависимости от сложности
и развеса заготовок.
При выборе варианта заготовки могут
встретиться два случая: 1) сравниваемые типы
заготовок не требуют расширения существую-
щих или строительства новых цехов; 2) в за-
висимости от выбора типа заготовки может
возникнуть необходимость расширения или
строительства новых цехов. В первом случае
достаточно сравнивать между собой техноло-
гические себестоимости заготовок; во вто-
ром — необходимо учитывать, кроме того,
амортизацию и эксплоатацию расширяемого
или вновь построенного здания и увеличение
административно-хозяйственных расходов.
Таблица 26
Номенклатура элементов технологической
себестоимости основных видов заготовок
Наименование элементов
Расходы, зависящие
от объёма производства
Производственная заработ-
ная плата, включая дополни-
тельные расходы
Амортизация производствен-
ного оборудования
Эксплоатация оснастки
Эксплоатация производствен-
ного оборудования и печей
В том числе:
а) планово-предупредитель-
ный ремонт, включая
стоимость огнеупоров
б) смазочные материалы
Электроэнергия, сжатый воз-
дух и вода
Шихта (с учётом отходов) и
флюсов
Металл (прокат или слитки)
Формовочные материалы
Вспомогательные материалы
Топливо для производствен-
ных целей
Внутрицеховые транспортные
расходы
Расходы, не зависящие
от объёма производства
Заработная плата наладчиков,
включая дополнительные рас-
ходы
Эксплоатация специальной
оснастки *
Литьё
4-
4-
-\-
+
+
+
4-
¦
—
+
+
4-
' +
—
Горячая Свобод-
штам-
повка
+
+
+
4-
+
+
—
+
4-
+
+
ная
ковка
+
+
-)-
+
+•
+
4-
-!-
—
4-
4-
4-
—
* В эту статью входят расходы по амортизации мо-
дельно-опочного инвентаря и штампов в мелкосерийном
производстве, когда при заданной программе стойкость
оснастки превышает 3 года. Затраты на ремонт, пропор-
циональные объёму производства, включаются в себе-
стоимость эксплоатации оснастки по разделу зависимых
расходу.
При выборе варианта заготовки необхо-
димо сопоставить общую (суммарную) техно-
логическую себестоимость заготовки и меха-
нической обработки, так как последняя зави-
сит в значительной мере от характера выбран-
ной заготовки. При сравнении определяется
технологическая себестоимость лишь тех опе-
раций, которые изменяются в зависимости от
вида заготовки (литья, штамповки, поковки
и т. д.)-
Минимальный объём выпуска, при кото-
ром целесообразнее в условиях мелкосерий-
ного производства применение, например, го-
рячей штамповки взамен свободной ковки,
может быть определен из уравнения:
N.
год
N.
год
VK -f 172
Со
А/.
год
A7)
где мш, мк—стоимость металла соответ-
ственно на одну штамповку и одну поковку:
vm> vk — переменные расходы, зависящие от
ГЛ. VII]
ПРИМЕРЫ ВЫБОРА ОПТИМАЛЬНЫХ ВАРИАНТОВ
569
объёма выпуска по штамповке и ковке; vv
f2 — то же по механической обработке;
5мг —годовые расходы по эксплоатации штам-
пов и переналадке штамповочных молотов;
С,, Сг — независящие годовые расходы по
обоим вариантам механической обработки.
Решив уравнение относительно N2Oq, полу-
чим:
5шг + С1 — С2
Mh
— V j
1, 2
'2,1
A8)
ТОЧНОСТЬ И ОБЛАСТИ ПРИМЕНЕНИЯ
ЭКОНОМИЧЕСКОГО АНАЛИЗА
При выборе наилучшего варианта не
предъявляется повышенных требований к точ-
ности расчётов себестоимости, так как для
решения вопроса достаточно установить нали-
чие неравенства себестоимостеи сравниваемых
вариантов. Полученное из формулы D) зна-
чение Nc является ориентировочным, позво-
ляющим судить о границах областей приме-
нения каждого из возможных вариантов.
Местные условия (отсутствие необходимого
оборудования, невозможность его получения
в требуемый срок и т. д.) могут привести
к существенным поправкам полученных ре-
зультатов.
Достоверность получаемых результатов
в первую очередь зависит от точности норми-
рования (определения tm, tpc и tu). Так как
не всегда возможно поэлементное нормиро-
вание, нужно обеспечить надлежащую точ-
ность укрупнённых нормативов, применяемых
при техническом нормировании.
При определении величин отдельных эле-
ментов себестоимости следует обращать вни-
мание на точность расчётов тех элементов,
от которых главным образом зависит значе-
ние Av и ДС (см. формулу 4). В частности,
при многоинструментальной настройке нужно
определить время работы каждого из инстру-
ментов, если себестоимость их эксплоатации
существенно влияет на технологическую себе-
стоимость операции.
Наличие разработанных нормативов по
технологической себестоимости значительно
облегчает экономические расчёты для опре-
деления наилучшего варианта. Особенно ре-
комендуется проведение экономических рас-
чётов, когда возможна неполная загрузка
станка при малом объёме производства, вы-
сокой стоимости приспособления или инстру-
мента и т. д.
Разработка типовых процессов обработки
для наиболее часто встречающихся деталей
на основе экономического анализа даёт воз-
можность обобщения результатов последнего
и позволяет наметить наилучший вариант без
сравнительных расчётов в каждом отдельном
случае.
ПРИМЕРЫ ВЫБОРА ОПТИМАЛЬНЫХ
ВАРИАНТОВ
Пример 1. Обработка многоступенчатого валика про-
изводится на токарном станке типа 161. Определить, при
каком минимальном выпуске целесообразно перевести
обработку валика на многорезцовый полуавтомат типа 116.
Исходные и расчётные данные
Исходные данные
Штучное время / в мин
Время работы станка t в мин
Время работы инструмента t в мин
Отношение расчётной скорости резания к нормативной
Разряд станочника
Длительность наладки t в час
Число переналадок в год Н „
Специальная оснастка
Расчётные данные
Заработная плата станочника, включая дополнительные расходы g
в коп. B,53 • 17.7-44,8; 2,53 • 5,2-13,2)
Себестоимость эксплоатации станка s в коп. @,65 • 13,2 = 8,6;
2,16 ¦ 4,2-9,1)
Себестоимость эксплоатации режущего инструмента s в коп.
@,8 • 13,0 • 0,4*-4,2; 0,8 • 14,5 • 0,15*—1,7)
Итого переиенные расходы v в коп
Амортизация станка 116 sa в коп. 41,33 • 5,2—6,9)
Итого переменные расходы с учётом амортизации v в коп. . .
Годовая стоимость наладки g в руб. @,33 • 24=8; 1,3 • 24—31,2) .
Годовая себестоимость эксплоатации специальной оснастки s в руб.
B70 • 0,6-162) .г
Итого постоянные расходы С в руб
Токарный
станок
17.7
13.а
i3.°
о,9
III
о, 15
44,8
8,6
4,2
57-6
57,6
8,о
8,о
Многорезцовый
полуавтомат
5.2
4.2
14.5
о,8
III
0,50
24
Блок для резцов
стоимостью 270 руб.
13>2
9.*
1G
24,О
6,9
3°>9
31 а
162,0
!93.3
* С учётом коафицяента К , см. формулу A2).
570
ОРГАНИЗАЦИЯ ТЕХНИЧЕСКОЙ ПОДГОТОВКИ ПРОИЗВОДСТВА
ЙРАЗД. V
Случай 1. Оба станка имеются в наличии и, сле-
довательно, величину амортизационных отчислений по
обоим станкам не учитываем.
Тогда
.. 19 320—800 _,.
N«* > 57,6-24,0 = 55° ШТ- В Г0Д"
Случай 2. При необходимости приобретения мно-
горезцового полуавтомата 116 нужно при расчёте объёма
выпуска учесть амортизацию
19 320 - 800
Nzod > 57,6 - B4,0 + 6,9)
При наличии всех трёх станков технологическая се-
бестоимость выполнения годовой программы N2od может
-быть определена для сравниваемых вариантов из сле-
дующих уравнений
Первый вариант (станок 1336):
S 1237^
nl г
Второй вариант (станок 123):
STz2 — 5,07N
Третий вариант (станок 1136):
$ 685ЛГ
— 695 шт. в год.
520
10 300
13 500
(А)
Случай 3, Для определения целесообразности
приобретения полуавтомата 116 при невозможности его
полной загрузки, т. е. когда коэфициент использования
rPQ будет меньше т)*0 = 0,85, величина выпуска N2Oq
¦определится из неравенства:
19 320 - 800
57,6 — / 24,0 +
6,9 - 0,85
Придавая коэфициенту использования тУ0 разные
значения, получают соответствующие величины N2Og
¦quo = 0,85 0,7 0,6 0,5 0,4 0,3
Nzod =695 735 78° 845 980 1335
Пример 2. Обработка под нарезку резьбы точёного
болта М14 X 90 производится на револьверном станке 1336.
Определить величину годового выпуска, при котором
целесообразно перевести обработку на одношпиндель-
ный автомат 1136 или на четырёхшпиндельный 123.
Из этой системы уравнений видно, что », > va> vt
A2,37 > 6,85 > 5,07), т. е. имеет место случай 4 (фиг. 17),
когда обработка на одношпиндельном автомате 1136 менее
целесообразна при любой программе.
Применение четырёхшпиндельного автомата 123 ста-
новится целесообразным при программе большей, чем
N , т. е. при
Nzod
10 300 - 520
12,37 — 5,07
> 1190 шт. в год.
В случае, когда револьверный станок 1336 имеется
в наличии, а автоматы 123 и 1136 необходимо^ приобрести,
система уравнений А заменяется следующей:
Первый вариант (станок 1336):
Snl = 12,37Nzod + 520
Второй вариант (станок 123):
$Гг2 + saz2 ~ ^>^^год "*" Ю300
Третий вариант (станок 1136^:
13500
(Б)
Исходные и расчётные данные
Револьверный Четырехшпин-
станок 1336 дельный
автомат 123
Одношпин-
дельный
станок 1136
Исходные данные
Штучное время t в мин
Машинное время tM м t в мин
Время работы инструментов It в мин
Разряд станочника
Заработная плата станочника в 1 мин. g-w, включая дополни-
тельные расходы в коп "
Длительность наладки t в час
Заработная плата наладчика в 1 час gHMi включая дополни-
тельные расходы в руб
Число переналадок в год Н
Спецоснастка
, Себестоимость специальной оснастки в руб
Режущий инструмент
Расчётные данные
Заработная плата станочника, включая дополнительные расходы
(с учётом двухстаночной работы на станках 123 и 1136) g. в коп.
B,53 • 3,4=8,6; 0,5 • 2,53 . 1,0=1,27; 0,5 • 2,53 • 2,0=2,53)С
Себестоимость эксплоатации станка* j A,12- 1,7 = 1,9;
2,34 • 0,9=2,1; 1,44 • 1,7=2,45)
Себестоимость эксплоатации инструмента ** $„ в коп.
@,75 • 2,5 = 1,87; 0,75 • 2,4=1,7)
Итого переменные расходы
Амортизация оборудования* s в коп. @,54-3,4 = 1,84;
2,94 . 1,0=2,94; 1,79 • 2,0=3,58)
Итого переменные расходы по вновь при-
обретаемому оборудованию v' в коп. . .
Годовая себестоимость наладки ^„.вруб. B,66 -0,32 • 6 = 5,2;
3,13 • 5,5 • 6=1СЗ; 3,13 • 4,0 • 6=75)
Годовая себестоимость эксплоатации специальной оснастки s
в руб
3>4
1,7
2-5 '
III
2,53
0,32
2,66
6
__
Комплект
резцов
1,О
о,9
2,4
III
2,53
5,5
3,13
б
—
Комплект
резцов
а,о
i»7
2,5
III
2,53
4,о
3»13
б
Комплект
кулачков
100
Комплект
резцов
Итого постоянные расходы С в руб
8,6
12,37
14,21
5,2
5,2
1,27
2,1
1.7
5,°7
2,94
8,oi
юз
юз
2,53
2,45
1,87
3-58
75
6о
135
•"См. табл. 22. ** См. табл. 24.
ГЛ. VII]
ПРИМЕРЫ ВЫБОРА ОПТИМАЛЬНЫХ ВАРИАНТОВ
571
И в этом случае также нецелесообразно применение
одношпиндельного автомата 1136, а применение четырёх-
шпиндельного автомата 123 будет целесообразно при
Эта величина программы получена в предположении,
что при загрузке автомата другими операциями его коэ-
фициент использования т]* Q = 0,85. При других значе-
ниях -г)д величина N20g определяется из неравенства:
10 300 — 520
откуда
12,37 - 5,07 +
97S
2,94 • 0,85
¦*1и.о
7,3
2,5
"Чи.о
Давая т|ц 0 различные значения, получают
Nzod = 235° 2630 425° 930° °°
В данных условиях приобретение нового четырёх-
шпиндельного автомата целесообразно, если он будет
в достаточной мере загружен изготовлением других де-
талей.
Пример 3. Расточка четырёх отверстий под резьбу
и клин крупной детали может быть осуществлена на
имеющемся токарном станке ДИП-300 или на вновь при-
обретённом четырёхшпиндельном однопозиционном агре-
гатном станке мощностью 22,2 кет. Определить макси-
мально допустимую стоимость агрегатного станка.
Себестоимость эксплоатации инструмента не учиты-
вается, так как она одинакова для обоих вариантов:
Рассматривая агрегатный станок как специальный,
из уравнения
Smz - 3,38ЛГгод + 1815 - 1Л\Мгод + 0,2Scmc
получают величину максимально допустимой себестои-
мости изготовления, транспорта и монтажа станка
C,38 — 1,41) Nzod + 1815
0,2
+ 9075 руб.
При Nzoq = 3000; 5000; 10 000 шт. в год, будем иметь
соответственно Scmc = 38 625; 58325; 107 575 руб.
Если же считать, что стоимость „универсальной"
части станка составляет 75°/0. а „специальной" — 25%,
полной его стоимости, то в втом случае амортизационные
расходы составят @,1 • 0,75 + 0,2 • 0,25) = O,\25Scmc.
Тогда
C,38 - 1,41) Кгод + 1815
= 15,76/V2od + 14 520 руб.
При NZ0() - 300°; 500°; ЮООО шт. в год. будут соот-
ветственно: Scmc = 61 800; 93 320; 172 120 руб.
Исходные и расчётные данные
ДИП-300
Агрегатный
станок
Исходные данные
Штучное время / в мин
Машинное . t в мин
Время работы станка ( в мин
Разряд станочника
Время наладки tH в час
Число переналадок в год
Спецоснастка
Режущий инструмент
Заработная плата станочника за 1 мин., включая дополнительные
расходы, gCM в коп
Расчётные данные
Заработная плата станочника, включая дополнительные расходы g
в коп. C,05 • 67=204; 2,53 • 24=61) °.
Себестоимость эксплоатации станка s? в коп. A,7-57 = 97*;
(о,5 • 0,25 • 22,2 + ^^Н 19=4,21 - 19=80)
\ 1о о/о /
Амортизация токарного станка s в коп. @,69 ¦ 57=37) *
Итого переменные расходы v в коп
Годовая себестоимость наладки g в руб. E9,2 • 24=15)
Годовая себестоимость эксплоатации специальной оснастки s o в руб.
@,6 ¦ 3000 = 1800) . . .'....
Амортизация специального станка sacz в руб
Итого постоянные расходы
67
35 >5
57
IV
i
24
Специальный патрон
стоимостью 3000 руб-
Одинаковый для обоих вариантов
34
14
III
3»°5
2O4
97
37
338
15
i8oo
1815
2,53
бс
8о
141
о, 25,
"'^стс
* См. табл. 22.
ЛИТЕРАТУРА И ИСТОЧНИКИ
1. Соколовский А. П., Основы технологии машино-
строения, т. 1. Машгиз, 1938.
2. Соколовский А. П., Курс технологии машино-
строения, ч. I, Машгиз, 1947.
3. Красильщиков М. С, Типизация технологи-
ческих процессов на металлообрабатывающих заводах,
Гизместпром, 1939.
4. Т и л л е с С. А., Экономический анализ вариантов
технологических процессов механической обработки,
Машгиз, 1948.
572
ОРГАНИЗАЦИЯ ТЕХНИЧЕСКОЙ ПОДГОТОВКИ ПРОИЗВОДСТВА
[РАЗД. V
ПЛАНИРОВАНИЕ И КОНТРОЛЬ ТЕХНИЧЕСКОЙ ПОДГОТОВКИ ПРОИЗВОДСТВА
ОСНОВНЫЕ ПОЛОЖЕНИЯ
Планирование и контроль технической
подготовки производства осуществляется
бюро планирования подготовки производства,
основной задачей которого является распре-
деление по срокам между всеми исполни-
тельными органами управления и цехами
заданий по подготовке новых производств
и контроль за соблюдением установленных
сроков.
Бюро планирует работу: а) конструктор-
ского отдела — в части порядка и сроков
проектирования как конечных, так и по от-
дельным этапам (техническое задание, техни-
ческий проект, рабочие чертежи и т. д.);
б) технологического отдела — в части поряд-
ка и сроков разработки технологических про-
цессов, проектирования приспособлений, ин-
струмента и штампов, корректирования за-
проектированного процесса и т. п.; в) инстру-
ментального бюро {отдела) и инструмен-
тального цеха — по изготовлению приспосо-
блений и инструментов и приобретению нор-
мального инструмента; г) модельного цеха —
по изготовлению моделей и опок, необходи-
мых для новых производств; д) эксперимен-
тального цеха — по изготовлению и обра-
ботке деталей, сборке и выпуску опытного
образца изделия; е) отдела материально-
технического снабжения — в части сроков
поставки материалов и полуфабрикатов со
стороны; ж) отдела главного механика —
по приобретению и монтажу нового и пере-
становке существующего оборудования и др.
Основными исходными данными для пла-
нирования являются: 1) перечень объектов
производства; 2) программа выпуска по ка-
ждому объекту; 3) директивные сроки освое-
ния новых производств.
На основании установленного объёма ра-
бот, рассчитанных затрат времени на выпол-
нение отдельных этапов, наличного состава
исполнителей и директивных сроков освоения
разрабатываются: сводный план (график) тех-
нической подготовки и подробные планы (гра-
фики) для каждого отдела (цеха), участвую-
щего в подготовке новых производств.
УСТАНОВЛЕНИЕ ОБЪЁМА РАБОТ
ПО ПОДГОТОВКЕ ПРОИЗВОДСТВА
Объём работ по подготовке новых про-
изводств устанавливается исходя из имею-
щихся на предприятии нормативов по под-
готовке производств, отчётных данных
о подготовке аналогичных объектов и на-
личной документации по отдельным этапам
подготовки производства данного объекта
в момент разработки плана. Затраты вре-
мени на выполнение установленного объёма
работ по отдельным этапам определяются на
основании действующих норм времени или
отчётных данных.
Объём работ по проектирова-
нию нового изделия (объекта) зави-
сит от новизны поставленной задачи, слож-
ности изделия (количества деталей) и его габа-
ритов (веса); он определяется в листах или
человеко-днях на основании технического за-
дания и отчётных данных по проектирова-
нию аналогичных изделий.
Объём работ по проектирова-
нию технологических процессов
и проектированию моделей зависит
от сложности изделия и программы выпуска
и определяется на основа'нии анализа черте-
жей и технических условий, предъявляемых
к изделию, а при отсутствии таковых— на осно-
вании обработанных отчётных данных по
подготовке аналогичных изделий.
Объём работ по проектирова-
нию приспособлений, штампов и
специальных инструментов зави-
сит от сложности изделия и программы вы-
пуска и определяется на основании анализа
чертежей изделия с учётом опыта подготовки
аналогичных объектов. При отсутствии чер-
тежей изделия объём работ можно ориенти-
ровочно рассчитать, исходя из данных о пред
полагаемом количестве оригинальных дета-
лей в новом изделии и коэфициентов техно-
логической оснащённости для заданной про-
граммы выпуска.
Под коэфициентом технологического осна-
щения понимается частное от деления коли-
чества специального оснащения, запроекти-
Таблица 27
Коэфициенты технологической оснащённости для различных типов производства
Наименование специального оснащения
Коэфициенты оснащённости в зависимости от типа производства
и масштаба выпуска
Единичное
A-10 изде-
лий в год)
Мелкосе-
рийное
A0-150
изделий
в год)
Среднесе-
рийное
A50-500
изделий
в год)
Крупносерийное
От 500 до
1500 изде-
лий в год
От 1500 до
5000 изде-
лий в год
Свыше
5000 изде-
лий в год
Приспособления
Режущий инструмент
Измерительный инструмент ....
Вспомогательный инструмент . . .
Штампы
Суммарный коэфициент оснащения .
>5
0,04—о,о8
0,09—0,20
0,02
о,2о—э,55
0,23—О,ЗО
0,15—0725
О,2О—0,35
о,о5—о,ю
о,6о—i,oo
О ;4О О,8Э
о, 25
i,o—1,4
о,3-°>5
о,4—о,8
о,2—о,4
о,2
2,1—3>3
1,О—1,2
о,5—о,6
о,з—о,4
3,6-4.9
1,6—2,2
и более
>о,9
>i»5
>о,8
>о,5
>5,3
ГЛ. VII]
ЗАТРАТЫ ВРЕМЕНИ НА ОТДЕЛЬНЫЕ ЭТАПЫ ПОДГОТОВКИ ПРОИЗВОДСТВА
573
рованного для данного изделия, на количе- конструктивную разработку одной ориги-
ство наименований оригинальных деталей нальной детали с учётом конструктивной
в изделии. сложности, принадлежности к соответствую-
В табл. 27 приведены для примера значе- щей весовой группе изделий и новизны
ния коэфициентов оснащённости, принятые поставленной задачи. Ниже приведены для
для планирования подготовки некоторых примера укрупнённые нормативы затрат вре-
типов металлорежущих станков. Подоб- мени на конструктивную разработку одной
ные коэфициенты могут быть отраслевыми и оригинальной детали в зависимости от кине-
заводскими. Их необходимо разрабатывать матической сложности, габаритов изделия
в соответствии с многими местными — отра- и масштаба выпуска (для условий станко-
слевыми или заводскими — особенностями и строения).
В Первую Очередь В Соответствии С ТИПОМ Виды работ Затраты времени
производства и масштабом выпуска, уровнем в час.
технологии И организации производства. При ^Разработка технического за- o,8_j .
изменении Этих факторов, по мере накопле- Д Разработка технического
ния опыта в области планирования техниче- проекта 2,0—7,0
ской подготовки, коэфициенты оснащённости жейа3?деталш>овкаГИХ черте" 2)О_4)О
подлежат пересмотру и непрерывному СОВер- Разработка контрол'ьно-сбо-
ШеНСТВОВанию. рочных чертежей 0,8—1,4
Для сокращения времени по установле- ЙЖениГК'фика^й/ °'5~2'° "
НИЮ объемов работ, а также ДЛЯ ВОЗМОЖ- технических условий, паспорта 2,8—з,о
НОСТИ планирования при ОТСУТСТВИИ НеобхО- Наблюдение и руководство
димой технической документации, бюро пла- при изготовлении опытных об- ^^
нирования разрабатывает—на основе обрабо- ^исправление" и отработка чер-
танных отчётных данных по изготовлению тежей после изготовления опыт-
аналогичных объектов применительно к уело- ных образцов • • • • °,з—'.°
г ./ Сверка калек и оформление
виям данного производства —укрупненные работы Т. .... о,8— i,a
Нормативы натуральных объёмов работ ПО Суммарное время на кон-
ПОДГОТОВКе НОВЫХ производств. структивную разработку . . . 1^0—24,0
Примерный Объём работ ДЛЯ изделия, СО- Копировка о,5 4,о
стоящего из оригинальных деталей 100 наи- Для более точных расчётов затраты вре-
менований, приведён в табл. 28. мени на конструкторские работы диферен-
Таблаца 28
Примерный объём работ
(для изделия, состоящего из оригинальных деталей 100 наименований)
Виды работ
1. Разработка технологических процес-
сов механической обработки:
а) маршрутных
б) операционных
2. Проектирование и изготовление:
а) приспособлений
б) режущего инструмента
в) измерительного инструмента . . .
г) вспомогательного инструмента . .
д) штампов
е) моделей деревянных
ж) » металлических
Объёмные показатели (в штуках) в
Единичное
A—10 изде-
лий в год)
8
4-8
9—20
2
35
Мелкосе-
рийное
A0—150
изделии
в год)
IOO
чо
15-25
ао-35
5—ю
35
5
зависимости от типа производства
и масштаба выпуска
Среднесе-
рийное
A50-500
изделий
в год)
IOO
Т\
4о—8о
25
4°
15
ю
35
ю
Крупносерийное
500 до 1500
изделий
в год
IOO
IOO
гоо—140
3°—5°
4о— 8э
ао—4°
20
35
20
1500- 5000
изделии
в год
IOO
IOO
I3O—2ОО
5O—7O
IOO—I2O
5о—6о
3°—4°
35
25
Свыше 5000
изделий
в год
ЮО
IOO
i6o—220
90
150
80
5°
35
35
ОПРЕДЕЛЕНИЕ ЗАТРАТ ВРЕМЕНИ
НА ВЫПОЛНЕНИЕ ОТДЕЛЬНЫХ
ЭТАПОВ ПОДГОТОВКИ ПРОИЗВОДСТВА
Затраты времени на конструирование
изделия определяются на основании дей-
ствующих норм времени, обработанных
отчётных данных по проектированию анало-
гичных изделий или укрупнённых норматив-
ных показателей, разработанных с учётом
специфики предприятия.
Трудоёмкость конструкторских работ уста-
навливается исходя из затрат времени на
цируются по группам конструктивно*} слож-
ности деталей изделия, рассчитываются по
каждой группе в отдельности, а затем сумми-
руются. В табл. 29 приведено ориентировоч-
ное распределение деталей в изделии (метал-
лорежущий станок) по группам конструктив-
ной сложности. К 1-й группе сложности отне-
сены простые детали, не требующие специ-
ального расчёта (втулки, планки и т. п.);
ко 2-й — детали, требующие специального рас-
чёта (шестерни, рейки и т. п.); к 3-й — про-
стые литые детали (рычаги, шкивы и т. п.);
к 4-й — литые детали средней сложности
574
ОРГАНИЗАЦИЯ ТЕХНИЧЕСКОЙ ПОДГОТОВКИ ПРОИЗВОДСТВА
[РАЗД. V
(кронштейны, подшипники, простые короб-
чатые детали); к 5-й — сложные литые детали
(коробки скоростей, каретки, корпусы редук-
торов и т. п.) и к 6-й — особо сложные
детали (станины, рамы и т. п.).
Таблица 29
Распределение деталей в изделии по группам
конструктивной сложности в °/ц
Характеристика изделий
(металлорежущие станки)
Мелкие и средние ....
Тяжёлые
Особо тяжёлые
Группы конструктив-
ной сложности
1-я
бо
5°
5°
2-я
2О
ЗО
2О
3-Я
15
IO
15
4-я
3>5
б
9
5-я
1.5
3
4
6-я
I
3
В' качестве примера ниже приведены
затраты времени на выполнение наиболее
трудоёмкого этапа конструкторской работы —
разработки рабочих чертежей (деталировка),
в зависимости от сложности деталей:
Группа конструктивной Время в часах
сложности деталей на одну деталь до
1-Я 2
3-Я 4
3-я 8
4-я i6
5"я 3°
6-я Зо
Для отдельных видов производств при
расчёте диференцированных затрат времени
на конструкторские работы рекомендуется,
кроме сложности деталей, учитывать также
степень новизны освоения данного объекта
и предполагаемый масштаб выпуска.
Затраты времени на разработку техно-
логических процессов механической обра-
ботки определяются на основании надлежаще
обработанных отчётных данных или укруп-
нённых нормативных показателей. При этом
детали изделия обычно разбиваются на
несколько, например, пять основных групп
технологической сложности. К 1-й группе
относятся простые валики, втулки, планки
и т. п.; ко 2-й — шестерни, рычаги, клинья
и т. п.; к 3-й — простые корпусные детали,
сложные многовенцовые шесте'рни, ступен-
чатые валы и т. п.; к 4-й — сложные корпус-
ные детали средних габаритов, шпиндели,
длинные валы сложной конфигурации и т. п.
и к 5-й — крупные корпусные детали слож-
ной конфигурации и т. п. В табл. 30 даны
Таблица 30
Затраты времени на разработку технологических
процессов на одну деталь в час.
Виды работ
1. Маршрутная технология .
2. Операционная технология:
а) разработка технологии
и операционных эски-
зов
6) нормирование
в) контроль
г) сверка калек (маши-
нописи)
Группы технологи-
ческой сложности
1-я
1.25
6
2
о,9
О,1
2-я
4
i6
б
2,8
0,2
3-я
IO
4°
12
8
i
4-я
27
до
21
15
2
5-я
40
15о
28
2О
2
укрупнённые нормативы затрат времени на
выполнение отдельных этапов технологиче-
ской разработки для серийного производства
станков.
При отсутствии чертежей изделия распре-
деление деталей по группам сложности
можно производить на основании укрупнён-
ных 1Юрмативных данных. В табл. 31 приве-
дено ориентировочно распределение деталей
металлорежущих станков по группам техно-
логической сложности.
Таблица 31
Распределение деталей металлорежущих станков
по группам технологической сложности в °/0
Группы
станков
Мелкие . .
Средние .
Крупные .
Группы технологической сложности
1-я
35
30
Зо
2-я
42
35
35
3-я
21
З2
27
4-я
2
I
5-я
2
Затраты времени на разработку техноло-
гических процессов термической обработки,
сборки, контроля, а также на составление
ведомостей, планировок и т. п. определяются
на основании опытных или нормативных
данных.
При определении затрат времени на
конструирование приспособлений последние
также разбиваются на несколько групп кон-
структивной сложности, и необходимое время
для проектирования приспособлений рассчи-
тывается по каждой группе.
Распределение приспособлений по груп-
пам конструктивной сложности в некоторых
производствах принято в среднем следующее,
в %: 1-я группа-5; 2-я —30; 3-я — 50;
4-я — 10 и 5-я — 5.
Затраты времени на выполнение отдель-
ных видов конструкторских работ по при-
способлениям приведены в табл. 32.
Таблица 32
Затраты времени на конструирование приспособле-
ний (в часах на одно приспособление)
Виды работ
Проектирование
Деталировка . .
Контроль . . . .
Сверка калек . .
Копировка . . .
Группы сложности
1-я 2-я 3-я 4-я 5-я
ю
6,о
9,о i8,o
35
Разбивка приспособлений по группам
сложности в этом случае произведена по
следующим признакам: к 1-й группе отно-
сятся простые приспособления— оправки,
накладные кондукторы с постоянными втул-
ками и т. п.; ко 2-й — накладные литые или
сварные кондукторы, приспособления для
обработки планок и т. п.; к 3-й — накладные
кондукторы для сверления в нескольких
плоскостях, приспособления для строжки и
фрезеровки, простые расточные приспосо-
бления, к 4-й — приспособления поворотного
ГЛ. VII]
ЗАТРАТЫ ВРЕМЕНИ НА ОТДЕЛЬНЫЕ ЭТАПЫ ПОДГОТОВКИ ПРОИЗВОДСТВА
575
типа для обработки плоскостей, многошпин-
дельные головки, копировальные приспосо-
бления и т. п. и к 5-й — особо сложные при-
способления для расточки, для обработки
плоскостей крупных деталей сложной конфи-
гурации и т. п.
При разработке оперативных планов для
исполнителей затраты времени уточняются
исходя из сложности приспособлений и ко-
личества деталей в приспособлении. Время
на разработку общих видов приспособлений
может быть определено расчётом или непо-
средственно по графику типа, например, при-
веденного на фиг. 21.
95
90
85
во
75
70
1 60
% 55
§50
?j?5
30
25
20
15
10
5
i
h
//
Л
n
I
4
i
1
I
1
j
i
1
1
7_
7
/
z
i
1
i
i
1
/
/
/
z
/
/
/I
О 5 10 15 20 25 30 35 40 45 50 55 60 65 70 75
Часы tK
Фиг. 21. График затрат времени на проектирование
общих видов приспособлений.
Расчёт ведётся по формуле: Т^ — а-\-Ьп,
где п — количество деталей, а и b — коэфи-
циенты, зависящие от сложности приспо-
соблений:
Группа
сложности
1-Я
2-Я
3-Я
4-я
5-я
а
2,7
2,7
3,1
5-5
ю
Ь
О,II
О,21
О'З1
°,44
о,6о
Затраты времени на конструирование
штампов определяются аналогичным обра-
зом. Укрупнённые нормативы приведе-
ны для примера в табл. 33. В данной
таблице к 1-й группе сложности отнесены
одноручьёвые молотовые штампы, двух-
ручьёвые для горизонтально-ковочных машин
и обрезные штампы для деталей простой
конфигурации; ко 2-й группе — трёхручьёвые
штампы для молотов и ковочных машин,
обрезные штампы для деталей сложной
конфигурации с цельными матрицами; к 3-й
группе — трёх- и четырёхручьёвые штампы
с вставными вкладышами, обрезные штампы
с секционными матрицами; к 4-й группе —
штампы, имеющие не менее пяти ручьёв,
обрезные штампы сложной конфигурации
с секционными матрицами со специальной
подушкой и к 5-й — особо сложные штампы.
Таблица 33
Затраты времени на проектирование штампов
(в часах на один штамп)
Виды работ
1. Разработка чертежей
штамповок
2. Конструирование штам-
пов
а) молотовых
б) обрезных и для фрик-
ционных прессов ....
в) для горизонтально-ко-
вочных машин
Группы сложности
штампов
1-я
i»5
5,°
4,о
5,о
2-я
2,5
7,о
б,о
7>°
3-я
3,5
9,о
9,о
10,0
4-я
5,о
13»°
13,°
5-я
7,о
2О,О
i8,o
20,О
Примечания: 1. Затраты времени на контроль
чертежей составляют 40°/„ от времени конструирования.
2. Затраты времени на копирование составляют 50°/о
от времени конструирования.
Затраты времени на конструирование
специальных режущих, вспомогательных и
измерительных инструментов также рассчи-
тываются на основании укрупнённых норма-
тивных данных вроде приведённых для при-
мера в табл. 34. Здесь по сложности к 1-й
группе отнесены простые резцы, свёрла,
развёртки, гладкие калибры и т. п.; ко 2-й —
резьбовые и тангенциальные резцы, развёртки
и зенкеры специальной формы, однорезцовые
державки и оправки, переходные втулки,
конусные калибры, плоские шаблоны и т.п.;
к 3-й — фасонные резцы, регулируемые раз-
вёртки, двухрезцовые державки, однорезцо-
вые борштанги, резьбовые и шлицевые ка-
либры, сборные шаблоны и т. п.; к 4-й —
фасонные резцы для сложных профилей,
свёрла для глубокого сверления, зенкеры и
развёртки со вставными ножами, дисковые
фрезы, двухрезцовые борштанги, калибры
для трапецоидальной резьбы и т. п.; к 5.-й —
расточные блоки оригинальной конструкции,
зенкеры и развёртки с направлением, плашки,
метчики, трёхрезцовые борштанги, поводко-
вые патроны и т. п.; к 6-й — крупные состав-
ные зенкеры и развёртки, сложные фасонные
фрезы, тангенциальные плашки, четырёхрез-
цовые борштанги и т. п. и к 7-й — сложные
бсрштанги, круглые и шпоночные протяжки,
червячные фрезы, долбяки (прямозубые) и т.п.
Таблица 34
Затраты времени на конструирование специального
инструмента (в часах на один инструмент)
Виды работ
Конструирование . . .
Деталировка
1-я
3
2,5
i
°,5
Группа
2-я
4,5
35
i,4
о,6
Зя
б
4,5
i»7
о,8
сложности
4-я
8
5-5
2>3
1,2
5-я
ю
7
3
i,5
6-я
13
9
4
а
7-я
1б
и
5
3
576
ОРГАНИЗАЦИЯ ТЕХНИЧЕСКОЙ ПОДГОТОВКИ ПРОИЗВОДСТВА
[РАЗД. V
Примерное распределение специального
инструмента по группам конструктивной
сложности приведено в табл. 35.
Таблица 35
Распределение специального инструмента
по группам конструктивной сложности в '%
Виды инструмента
Режущий
Вспомогательный . . .
Измерительный ....
Группы сложности
1-я
4°
4°
6о
2-я
3°
2О
2О
3-я
ю
15
ю
4-я|> 5-я
ю
IO
IO
5
5
6-я
3
5
7-я
2
5
Затраты времени на изготовление спе-
циального оснащения определяются на осно-
вании отчётных данных о работе инструмен-
тальных цехов или укрупнённых норм, раз-
работанных бюро инструментов и приспособле-
ний для типовых видов оснащения. Укруп-
нённые нормативы времени на изготовление
оснащения (единичное или мелкосерийное
производство) приведены в табл. 36.
КАЛЕНДАРНОЕ ПЛАНИРОВАНИЕ И УЧЁТ
Календарное планирование подготовки про-
изводства осуществляется на основании свод-
ного и диференцированного графиков.
Сводный график (фиг. 22) соста-
вляется по основным этапам подготовки про-
изводства с указанием отделов и цехов-
исполнителей, сроков начала и окончания
работ.
При освоении нового изделия для серий-
ного производства подготовка разбивается на
два основных этапа: 1) создание конструкции
изделия, технологическая подготовка для
изготовления опытного образца, изготовле-
ние и испытание опытного образца и 2) кор-
ректирование чертежей изделия, технологи-
ческая подготовка серийного производства,
изготовление опытной серии, отладка про-
цесса и оснащения. При запуске в производ-
ство уже выверенного изделия подготовка
начинается непосредственно со второго
этапа.
Проектирование и изготовление специаль-
ного оснащения рекомендуется разбивать на
Таблица 36
Затраты времени на изготовление специального технологического оснащения
(в нормо-часах на одно изделие)
Виды оснащения
Группы сложности
1-я
2-я | 3-я
4-я
5-я
6-я
7-я
Приспособления
Штампы
Режущий инструмент . . . .
Вспомогательный инструмент
Измерительный инструмент .
5
3°
5°
5°
5
5
15
5°
>75
Затраты времени на изготовление моделей
для литья заготовок, механическую обработку
и сборку экспериментального образца изде-
лия и опытной партии устанавливаются на
основании маршрутной технологии и укруп-
нённого нормирования или отчётных данных.
Затраты времени технологов на наладку
технологического процесса зависят от новизны
процесса, сложности объекта и серийности.
В табл. 37 приведены примерные укрупнён-
ные нормативы времени на наладку техноло-
гического процесса в серийном производстве
металлорежущих станков.
Таблица 37
Затраты времени технологов на наладку
технологических процессов
Станки для обработки
Затраты
времени в
часах на
одну опе-
рацию
Количе-
ство опе-
раций, тре
бующих
наладки,
в % от чис
ла всех
операций
Револьверные
Карусельные
Токарно-многорезцовые ....
Фрезерные
Расточные
Шлифовальные
4-8
4-8
8-i6
з-б
8—2О
3-8
несколько очередей в соответствии с графи-
ком освоения и развёртывания производства
нового изделия.
Проектирование специального оснащения в
станкостроении часто разбивается на следую-
щие три очереди: 1-я очередь—оснащение для
обеспечения необходимой точности при изго-
товлении опытного образца изделия; 2-я оче-
редь—оснащение для освоения запроектиро-
ванного технологического процесса; 3-я оче-
редь—оснащение для достижения запроекти-
рованной производительности труда и объёма
выпуска.
Диференцированные графики
разрабатываются бюро планирования подго-
товки совместно с отделами, бюро и цехами
на основе разработанного и согласованного
сводного графика.
Циклы этапов рассчитываются по формуле
N • d • п
где Т—цикл этапа в днях; 2/—суммарная
затрата времени на выполнение работ по дан-
ному этапу в часах; N—количество работни-
ков, одновременно работающих по данному
этапу; d—продолжительность рабочего дня
в часах; п — коэфициент переработки норм
(при наличии сдельных работ); k — коэфи-
циент, учитывающий дополнительные затраты
времени (на согласования, утверждение и т. д.).
ГЛ. VIII
КАЛЕНДАРНОЕ ПЛАНИРОВАНИЕ И УЧЁТ
577
Задод
с;
1
2
з
4
6
7
¦I'
9
10
11
12
и
п
15
16
17
18
19
20
22
23
24
25
26
V
Наименование работы
1
С:
I
|
Конст
1
1
=|
Выпуск опытных (или г
тоОка серийного производства
1
Составление техзадания и
проекта
Чертежи литых деталей
Чертежи остальных деталей
Сборочные чертежи
Технологическая подготовка
'производственная подготовка
Изготовление моделей
составление маршрутной
технологии и выявление
необходимого инструмента
проектирование прислособл.
Проектирование спец
инструмента
Изготовление приспособлений
Изготовление спец.
инструмента
Составление заявок на литьё
поковки и полуфабрикаты
Отливка деталей
Обеспечение поковками и
заготовками
Механическая обработка
Сборка и выпуск изделий
Испытание и сдача станков
Внесение исправлений в черте-
жи нового изделия
Исправление и дублирование
моделей
Составление технологических
процессов
Нормирование технологических
процессов
Проектирование приспособлений
Проектирование спец.
инструмента
Составление альбомов приме-
няемости и норм расхода
нормального инструмента
Изготовление приспособлений
Изготовление инструмента
Отладка технологического про-
цесса и оснащения 1-й серии
Развертывание выпуска
следующих серий
Начальник конструкторского отдела
График подготовки нового изделия
(средне-серийное производство)
Исполнители
Конструктор -
ский отдел
Модельный цех
Вюро технологии
бюро проекти-
рования приспо
соблений и
инструмента
Инструмен -
тальный цех
Планово-произ-
водств. отдел
Литейный цех им
отдел снабжения
Кузнечный и за-
готовит, цех
Эксперим. цех или
цех мелких серий
Тоже
То же
Конструктор-
ский отдел
Модельный цех
бюро технологии
ТНВ
бюро проекти-
рования приспо-
соблений и
инструмента
Инструмен-
тальное бюро
Инструмен-
тальный цех
III
Механич.
цех
Сбороч-
ный цех
Механический
цех
Сборочный цех
Гл. технолог
Объем
работы
175 шт. _
чертежей
325шт
175шт.
моделей
30 приспо-
соблений
80 наиме-
нований
ЗОприспо-
соблений
50 наиме-
нований
3
комплекта
3
комплекта
3
комплекта
2станка
500 карт
500 карт
1очередь
200
2очередь
150
/очередь
250
2 очередь
100
f"o4epedb
200ед.
2очередь
150ед.
1 очередь
250 ед.
Z очередь
100 ед.
ЗОкомпл.
ЗОед.
изделий
ЗОкомпл.
ЗОед.
изделий
Станок Л
Месяцы года и декады месяца
I
1
¦
2
т
¦
3
ш
¦
¦
¦
¦
И
1
ш
Г
¦
¦
¦
¦
2
-
¦
¦
¦
¦
3
•
.
ш
т
ш
ш
ш
¦
т
1
•
ш
ш
ш
¦
¦
¦
¦
¦
¦
¦
г
¦
¦
¦
¦
¦
¦
¦
¦
¦
3
¦
¦
¦
¦
¦
1
¦
¦
¦
2
¦
¦
¦
3
¦
¦
Y
1
¦
¦
2
¦
¦
¦
¦
3
1
¦
¦
¦
¦
¦
ш
1
¦
¦
¦
¦
¦
¦
Начальник планово-производств. отдели
Z
¦
¦
¦
¦
1
¦
¦
3
¦
¦
¦
¦
¦
¦
¦
¦
Ш
1
1
¦
¦
¦
¦
¦
¦
2
¦
¦
¦
¦
¦
¦
3
¦
¦
¦
¦
¦
1
1с
¦
Ш
1 <
т
¦ ¦
¦ 1
¦ 1
ери
73
1
II
II
я
IX
1
¦
¦
1
2
¦
¦
3
1 серия
ТТТ
А
и
? 3
At
1
г
3
ж
1
2
3
-
2серияЗсерия4серия
I I I \2серияУсерия4серия
Главный инженер 1
Фиг. 22. Сводный график календарного плана технической подготовки производства нового изделия.
37 Том 15
578
ОРГАНИЗАЦИЯ ТЕХНИЧЕСКОЙ ПОДГОТОВКИ ПРОИЗВОДСТВА
[РАЗД. V
При затруднительности подсчёта времени
в целом по этапу цикл исчисляется по отдель-
ным элементам этапа с последующим сумми-
рованием.
Графики подготовки необходимо строить
с учётом максимального совмещения времени
выполнения отдельных этапов, для чего: а) раз-
работка рабочих чертежей должна начинаться
по мере окончания технических проектов
узлов; б) проектирование технологических про-
цессов для изготовления опытного образца —
после готовности первых рабочих чертежей
важнейших деталей; в) конструирование спе-
циального оснащения — после разработки пер-
вых технологических процессов; г) изготовле-
ние специального оснащения 1-й очереди, не-
обходимого для изготовления опытного об-
разца, — после готовности первых чертежей
оснащения; д) изготовление моделей — немед-
ленно по выполнении чертежей на литые детали
(каковые разрабатываются в первую оче-
редь); е) изготовление деталей опытного
образца — после готовности рабочих черте-
жей на первые 10 —20 деталей; ж) корректи-
ровка чертежей изделия, технологических
процессов и оснащения — параллельно с из-
готовлением опытного образца; з) заполнение
не вызывающих сомнения отдельных узлов и
деталей промышленного образца (или опытной
серии) одновременно с изготовлением опыт-
ного образца.
Одновременно с утверждением графика
должен быть издан приказ по заводу, преду-
сматривающий все организационно-техниче-
ские мероприятия, обеспечивающие качествен-
ное выполнение работ по подготовке произ-
водства в предусмотренные графиком сроки.
Оперативное планирование осуществляется
планово-диспетчерским отделом завода или
бюро планирования подготовки путём разра-
ботки совместно с главным технологом и
главным конструктором месячных или декад-
ных планов работ с указанием объёма работ,
подлежащих исполнению. Если отдельные
виды работ должны быть завершены до окон-
чания планируемого отрезка времени, в за-
дании указываются сроки их окончания.
На основании плановых заданий руково-
дители бюро, бригад, групп и т. д. разраба-
тывают диференцированные задания исполни-
телям с указанием перечня работ, подлежа-
щих выполнению, и сроков их окончания.
Учёт выполнения работ в отдельных бюро
и бригадах чаще всего ведётся при помощи
контрольных журналов или карточек. Так,
например, бюро проектирования технологиче-
ских процессов для каждого нового изделия
заводит подетальный журнал, в котором отме-
чаются плановые и отчётные сроки выполне-
ния работ по этапам и фамилии исполнителей;
в бюро проектирования приспособлений и
инструмента в аналогичном журнале ведётся
учёт оснащения по каждой детали с указа-
нием наименований и шифров оснащения,
сроков и исполнителей по отдельным этапам.
В установленные регулярные сроки (еже-
дневно, ежедекадно и т. п.) руководители участ-
ков, бюро и бригад дают сведения начальни-
кам отделов и цехов, которые после про-
верки направляют их в планово-диспетчерский
отдел завода. Параллельно группа контроля
планово-производственного отдела или бюро
планирования подготовки осуществляют опе-
ративный контроль за ходом подготовки про-
изводства как по основным этапам, так и по
отдельным решающим участкам и в случае
отклонения работы от графика принимают
меры для её ускорения.
Учёт выполнения работ по технологической
подготовке производства ведётся при помощи
карточек на каждую оригинальную деталь
(в условиях массового или серийного произ-
водства) или ведомости по изделию в целом
(для единичного или мелкосерийного произ-
водства). Карточка или ведомость откры-
ваются при поступлении чертежей из кон-
структорского отдела. После разработки тех-
нологического процесса в карточку или ведо-
мость заносится перечень технологического
оснащения и на основании графика устана
вливаются плановые сроки выполнения работ
по конструированию и изготовлению техно-
логического оснащения. По рапортам руково-
дителей отделов и цехов отмечаются факти-
ческие сроки исполнения.
ОСОБЕННОСТИ ПЛАНИРОВАНИЯ
ПОДГОТОВКИ ПОТОЧНОГО (СЕРИЙНОГО
И МАССОВОГО)ПРОИЗВОДСТВА
Характерной особенностью поточно-серий-
ного производства является наличие пере-
менно-поточных и групповых поточных линий.
Для достижения наибольшей унификации тех-
нологических процессов и технологического
оснащения задание на разработку технологи-
ческих процессов должно охватывать техно-
логически однородные детали. Задание испол-
нителям на проектирование технологического
оснащения должно выдаваться комплектно по
поточным линиям.
Массовое и, частично, крупносерийное про-
изводства отличаются значительным примене-
нием дорогостоящих специальных и специали-
зированных станков, автоматических ста-
ночных линий и сложных транспортных
устройств.
Для предупреждения непроизводительных
затрат и сокращения цикла освоения план
подготовки новых производств должен пре-
дусматривать наряду с экспериментальной
проверкой конструкции изделия, также экспе-
риментальную выверку технологического про-
цесса. Последняя проводится параллельно
с изготовлением опытного образца изделия,
в первую очередь — по операциям, требующим
специальных станков, и предшествует их за-
казу. С увеличением масштабов выпуска зна-
чение экспериментальной проверки техноло-
гического процесса возрастает, и время на её
проведение прогрессивно увеличивается.
В условиях поточно-массового изготовле-
ния сложных машин планирование подготовки
и освоения новых объектов производства и
новых технологических процессов должно обес-
печить переключение работы цехов и всего
завода с прежней модели машины на новую
без приостановки выпуска продукции, с наи-
меньшими потерями производительности и
наименьшими добавочными затратами. Успеш-
ное решение этой задачи достигнуто Москов-
ским автозаводом им. Сталина, который впер-
вые в истории мирового автомобилестроения
ГЛ. VII]
ОСОБЕННОСТИ ПЛАНИРОВАНИЯ ПОТОЧНОГО ПРОИЗВОДСТВА
579
осуществил в 1948 г. переход на производ-
ство новой модели грузовика ЗИС-150, не
прекращая ни на один день текущий выпуск
продукции и создав необходимые условия для
значительного наращивания выпуска новой
автомашины с первых же дней её освоения
производством.
Это достижение оставляет далеко позади
практику самых передовых капиталистиче-
ских предприятий по переходу на новые
объекты производства и ещё раз демонстри-
рует громадное превосходство социалистиче-
ской организации труда и производства. Оно
опровергает сложившийся в капиталистиче-
ских условиях предрассудок, будто поточному
производству свойственен своеобразный кон-
серватизм и закоснелость, препятствующие
безболезненному и быстрому освоению новых
конструкций и коренному усовершенствова-
нию выпускаемых машин и применяемых
технологических процессов.
Успешный переход на новую модель гру-
зовой автомашины был выполнен Московским
автозаводом им. Сталина благодаря тому, что
весь объём работ по подготовке нового про-
изводства и решение всех без исключения
технических вопросов освоения новой ма-
шины были завершены до прекращения вы-
пуска прежней модели. В частности, завод
заблаговременно изготовил и проверил всё
технологическое оснащение, построив своими
силами большое количество специальных
агрегатных станков, литейного и вспомога-
тельного оборудования и подъёмно-транспорт-
ных устройств. Выполнение всех этих работ
велось строго планомерно без всякого ущерба
для текущего выпуска прежней модели ЗИС-5.
Завод прибегнул, кроме того, к оригиналь-
ному и смелому организационному решению,
разработав проекты распланировки поточных
линий, обеспечивающие временное совмеще-
ние поточной обработки деталей прежней и
новой автомашин. На этой основе были со-
ставлены календарные и почасовые планы:
перестановки действующего оборудования,
установки и монтажа специального оборудо-
вания для деталей новой машины, наладки и
опробования нового оборудования и техноло-
гического оснащения, проверки отлаженных
станков на точность и производительность.
Столь же тщательно было запланировано и
проведено обучение всего персонала новым
методам работы.
Всё это позволило осуществить внедрение
новых технологических процессов, их вы-
верку и освоение на производственных участ-
ках, где одновременно продолжалось изго-
товление деталей для текущего выпуска преж-
ней модели грузовика ЗИС-5. К моменту
перепланировки были созданы заделы дета-
лей, чтобы кратковременная остановка поточ-
ных линий не затормозила работу сборочных
участков.
Самый переход на выпуск новой машины
был осуществлён в два этапа: с 27 января
1948 г. завод перешёл на выпуск нового мо-
тора ЗИС-120, который ставился на старую
машину, а с 27 апреля того же года завод
полностью перешёл на выпуск новой машины.
Такой порядок был вызван большим объ-
ёмом работ по устранению различных труд-
ностей и неполадок, а также по производ-
ственному инструктажу и планированию в пе-
риод самого перехода на выпуск нового
объекта.
При планировании перехода на новую
модель необходимо было рассчитать время,
требующееся на все этапы подготовки: на
проектирование оснащения, его изготовление,
перемонтаж действующего и установку но-
вого оборудования, обучение кадров, отладку
технологических процессов, освоение и на-
чало выпуска новых агрегатов и машин. Не-
обходимо было, кроме того, тщательно запла-
нировать своевременное исчерпание заделов
полуфабрикатов и деталей по прежней ма-
шине, а также израсходование оборотного
запаса инструментов, который следовало пол-
ностью использовать на производство старой
машины.
В результате всего этого завод осуще-
ствил переход на новую машину с временным
понижением выпуска в течение этого периода
на 50—60% к ранее достигнутому объёму
производства. Эти потери были полностью
возмещены заводом на протяжении первых
же трёх месяцев выпуска новой машины за
счёт более передовой и экономичной техно-
логии её изготовления, обеспечившей зна-
чительное увеличение объёма производства,
рост производительности труда и сокращение
затрат на единицу продукции.
ЛИТЕРАТУРА И ИСТОЧНИКИ
1. Рыков Н. Н., Типизация оснастки и расчёты нор-
мативов, Машгиз, 1949.
2. С о с к и н Л. М., Планирование опытного производ-
ства, Машгиз, 1949.
3. Станкинпром, Организация технической под-
готовки производства, 1945.
4. Статистические данные и нормативы: ЭНИМС, Станкин-
прома и заводов: „Кр. пролетарий", ЗИС, им. Орджо-
никидзе и др.
5. Ям польский СМ., Скоростное освоение новых
производств, Машгиз, 1949.
Глава VIII
ОРГАНИЗАЦИЯ ТЕХНИЧЕСКОГО КОНТРОЛЯ
ЗАДАЧИ, ФОРМЫ И МЕТОДЫ ТЕХНИЧЕСКОГО КОНТРОЛЯ
НА МАШИНОСТРОИТЕЛЬНЫХ ЗАВОДАХ
КАЧЕСТВО ПРОДУКЦИИ
В СОЦИАЛИСТИЧЕСКОМ МАШИНО-
СТРОЕНИИ
Под качеством продукции в социалистиче-
ской промышленности следует понимать спо-
собность продукций успешно выполнять своё
назначение и её полное соответствие запро-
сам и требованиям, вытекающим из нужд и
интересов всего народного хозяйства СССР.
Эти требования находят своё выражение
в технических условиях или нормах, качестве
(стандартах) устанавливаемых государством и
обязательных как для производителей, так и
для потребителей соответствующих изделий.
Качество выпускаемых изделий является
важнейшим показателем работы социа-
листического предприятия. В то время
как основной целью капиталистического пред-
приятия является извлечение максимальной
прибыли для обогащения капиталиста-соб-
ственника средств производства, социалисти-
ческое предприятие имеет своей задачей
прежде всего производство определённых
материальных благ в интересах роста об-
щественного богатства, подъёма благосо-
стояния трудящихся, укрепления независи-
мости и могущества СССР. По этой причине
качество машин в социалистическом хозяй-
стве имеет важное государственное значе-
ние и всецело определяется единым государ-
ственным планом, и государственными стан-
дартами. Посредством общесоюзных стандар-
тов Советское государство внедряет в про-
мышленность новые технические достижения
и обязывает промышленные предприятия стро-
го придерживаться заданного уровня техниче-
ского развития данной отрасли производства.
Советская машина должна быть лучшей
машиной в мире не только по своим эксплоа-
тационным показателям, по экономичности, по
удобству управления, по надёжности в работе,
но также по тщательности и культуре отделки
и оформления её внешнего вида.
Улучшения конструкции и технологии из-
готовления машин, способствующие повы-
шению их эксплоатационных качеств, пла-
номерно внедряются на советских машино-
строительных заводах даже в тех случаях,
когда это связано с некоторым повышением
затрат на производство. Например, вне-
дрение пористого хромирования поршневых
колец автомобильного двигателя приводит к
некоторому удорожанию комплекта поршне-
вых колец, однако, поскольку это меро-
приятие увеличивает межремонтный пробег
двигателя с 15 000 до 40 000 км, снижает число
ремонтов с 16 до б и сокращает расход
поршневых колец для нужд ремонта с 408 до
170 шт. на каждый двигатель,-хромирование
поршневых колец введено на всех автомобиль-
ных заводах СССР. В тех же целях приме-
няется дробеструйная обработка рессор и пру-
жин клапанов двигателя, повышающая их долго-
вечность в 5—10 раз и соответственно умень-
шающая потребность в запасных частях.
Качество изделий социалистических пред-
приятий надёжно охраняется законами Совет-
ского государства. На XVII съезде ВКП(б)
товарищ Сталин указывал на необходимость
„Улучшить качество выпускаемых товаров,
прекратить выпуск некомплектной продукции
и карать всех тех товарищей, невзирая на
лица, которые нарушают или обходят законы
Советской власти о качестве и комплектности
продукции." * Указ Президиума Верховного
Совета СССР от 10 июля 1940 г. „Об ответ-
ственности за выпуск недоброкачественной
или некомплектной продукции и за несоблю-
дение обязательных стандартов промышлен-
ными предприятиями" гласит: „1. Установить,
что выпуск недоброкачественной или неком-
плектной промышленной продукции и выпуск
продукции с нарушением обязательных стан-
дартов является противогосударственным пре-
ступлением, равносильным вредительству.
2. За выпуск недоброкачественной или не-
комплектной продукции и за выпуск продукции
с нарушением обязательных стандартов — ди-
ректоров, главных инженеров и начальников
отделов технического контроля промышлен-
ных предприятий предавать суду и по приго-
вору суда подвергать тюремному заключению
сроком от 5 до 8 лет. Поручить прокурору
СССР обеспечить неуклонное проведение в
жизнь настоящего указа".
Для обеспечения надлежащего качества
продукции Совет Народных Комиссаров СССР
* И. 6. Сталин, Вопросы ленинизма, изд. 11-е.
стр. 445.
ГЛ. VIII]
КАЧЕСТВО ПРОДУКЦИИ В МАШИНОСТРОЕНИИ
581
вынес 8 декабря 1940 г. специальное постано-
вление „О соблюдении технологической ди-
сциплины на машиностроительных заводах".
Этим постановлением запрещено: а) вносить
изменения в установившиеся технологические
процессы без разрешения в соответственных
случаях народного комиссара, начальника,
главка или директора завода; б) внедрять за-
менители или рационализаторские предложе-
ния и изобретения в машины серийного про-
изводства без предварительных испытаний и
проверки на опытных образцах или партиях
машин и без последующего утверждения в
установленном порядке.
Подробнее о технологической дисциплине на
машиностроительных заводах см. выше гл. VII.
Законы Советского государства о качестве
продукции направлены на охрану промышлен-
ной продукции как священной социалистиче-
ской собственности. Ущерб качеству про-
дукции есть ущерб для социалистической
собственности и должен рассматриваться как
государственное преступление. Вместе с тем
эти законы обладают значительной воспитатель-
ной и организующей силой. Они дают большие
полномочия органам технического контроля
на заводах по обеспечению государственных
интересов в области качества продукции.
Коммунистическая партия и Советское пра-
вительство в ходе индустриализации страны
непрерывно воспитывали в рабочем классе
СССР коммунистическое отношение к тру-
ду и качеству вырабатываемой продукции,
что нашло своё воплощение в широком раз-
махе стахановского движения рабочих, сумев-
ших в совершенстве овладеть первоклассной
техникой.
Социалистическая промышленность в годы
Великой Отечественной войны с честью вы-
полнила возложенные на неё задачи. Каче-
ство боевой техники, производимой в массо-
вых количествах советскими рабочими и спе-
циалистами, было высоко оценено в 1943 г.
товарищем Сталиным: „На всём протя-
жении войны врагу не удалось превзойти
нашу армию по качеству вооружения". *
В послевоенный период борьба за качество
продолжается с новой силой и получила повсе-
местный размах. .
В 1949 г. по почину помощника ткацкого
мастера Александра Чутких развернулось со-
циалистическое соревнование производствен-
ных бригад за изготовление продукции от-
личного качества. Почин Александра Чутких
нашёл широкую поддержку на многих машино-
строительных заводах.
Опыт соревнования бригад отличного ка-
чества показывает, что движущей силой этого
всенародного соревнования является высоко-
сознательное отношение рабочих к труду,
умение подходить к своему делу с точки зре-
ния общегосударственных интересов.
Основные условия для получения продук-
ции отличного качества, как показал опыт
Александра Чутких и многих его последова-
телей, таковы.
1. Улучшение состояния обору-
дования и ухода за ним. Бригады от-
личного качества принимают меры к дикви-
* И. В. Сталин, О Великой Отечественной войне
Советского Союза, изд. 5-е, Госполитиздат, 1947, стр. П5.
дации всех недочётов и неполадок в обо-
рудовании. Для этого необходимо, чтобы
оборудование из смены в смену сдавалось
на ходу в исправном состоянии. При
приёмке оборудования заступающая на ра-
боту смена должна быть осведомлена об имев-
ших место неполадках в предшествующей
смене. Это заставляет внимательно относиться
к перебоям в работе механизмов, быстро
устранять неполадки и проводить необходи-
мую профилактику.
Бригады отличного качества принимают из
планово-предупредительного ремонта только
те станки, которые получили у ремонтников
оценку „отлично", так как брак чаще всего по-
лучается на станках, плохо отремонтированных.
Пользуясь перерывами в процессе работы,
сами бригады производят мелкий профилакти-
ческий ремонт и подналадку. Основная цель
такого ремонта — предупредить возможность
разладки станков. Сюда входит проверка дей-
ствия смазочной системы станка, охладитель-
ной системы, крепления инструмента, про-
верка станка на точность с помощью универ-
сально-измерительных приборов, регулирова-
ние механизмов станка и т. п.
2. Воспитательная работа среди
членов бригады. Необходимо создать
такую обстановку, которая побуждала бы ра-
бочего повышать своё мастерство и дорожить
честью своей заводской марки.
Необходимо широко публиковать каче-
ственные показатели работы каждой бригады
и каждого рабочего, организуя для этой цели
витрины брака и занося на доски почёта тех
рабочих, которые дают продукцию отличного
качества. Бригадиры и мастера должны перио-
дически проводить производственные совеща-
ния, посвященные вопросам овладения мастер-
ством и улучшения качества продукции. Очень
большую роль могут также сыграть периоди-
ческие смотры качества, проводимые в мас-
штабе отдельных цехов и всего завода. Тех-
нологи и другой инженерно-технический персо-
нал должны включиться в борьбу за безуко-
ризненное качество изделий и всемерно уси-
лить производственный инструктаж рабочих,
помогая им в овладении мастерством и в устра-
нении помех, влияющих на качество их работы.
3. Организация социалистиче-
ского соревнов ания бригад. Бригады
отличного качества должны создаваться в пер-
вую очередь на ведущих производственных уча-
стках, от работы которых в значительной мере
зависит качество выпускаемой заводом про-
дукции. Бригады, созданные на сборке, вовле-
кают в соревнование бригады, обрабатываю-
щие детали для сборки, и борьба за отличное
качествопродукции развёртывается комплексно
по всему циклу производства — от заготови-
тельных участков до сборочных.
На Московском автозаводе им. Сталина сбо-
рочный участок передних осей автомобиля
ЗИС-150 втянул в комплексное соревнование
бригады отличного качествакузнецов, штампую-
щих балки передней оси и поворотные кулаки
автомобиля, и станочников, обрабатывающих
эти детали. Бригада на линии механической
обработки передних осей самоконтролирует
свою продукцию и в подтверждение её отлич-
ного качества ставит присвоенное бригаде
клеймо. Бригада сборщиков получает на сбор-
582
ОРГАНИЗАЦИЯ ТЕХНИЧЕСКОГО КОНТРОЛЯ
{РАЗД. V
ку детали отличного качества и производит
сборку агрегата передней оси, регулирование
его на специальном стенде, после чего предъ-
являет его на приёмку отделу технического
контроля. Агрегаты передней оси автомобиля
длительное время получали отличную оценку
отдела технического контроля и не имели
дефектов при эксплоатации автомобилей.
Соревнование бригад отличного качества
выявляет недостатки в производстве и заста-
вляет немедленно их устранять. В марте
1949 г. на Московском автозаводе им. Сталина
в соревнование включилась комсомольско-
молодёжная бригада, обрабатывающая картер
рулевого управления автомобиля. В первые
же дни работы бригада выявила недостатки
одного из кондукторов, который давал по-
вышенный брак. По требованию бригады от-
личного качества технологическое бюро цеха
совместно с механиком цеха в срочном по-
рядке изготовили новый кондуктор, с помощью
которого брак был полностью устранен. Так
вскрываются причины неполадок, приводящие
к браку, намечаются меры к их устранению, ро-
ждается коллективная ответственность за улуч-
шение всех звеньев производственного цик-
ла, за отличное качество продукции.
Одной из эффективных форм соревнования
бригад отличного качества является переход
рабочих на полный самоконтроль, на работу
с персональным клеймом, без сплошной
приемки отделом технического контроля. Пол-
ный самоконтроль рабочих является той фор-
мой проверки качества изделий, которая по-
лучает широкое распространение в бригадах
отличного качества и должна занять преобла-
дающее место в социалистической промыш-
ленности.
Рабочих, переходящих на полный само-
контроль, следует материально поощрять за
выполнение дополнительных контрольных
функций и за выработку продукции отличного
качества. Проверка рабочим качества своей
работы — самоконтроль — является первым
условием для получения доброкачественных
изделий.
Для выполнения самоконтроля необходимо:
1) снабдить рабочего измерительным инстру-
ментом надлежащей точности; 2) клеймить
изделия условной меткой, персонально при-
своенной данному рабочему; 3) неуклонно
соблюдать постановление НКТ СССР о мате-
риальной ответственности за брак и за прине-
сённый в связи с этим ущерб и своевре-
менно и точно начислять удержания с ви-
новников.
В постановлениях НКТ СССР от 25 фев-
раля 1932 г. и от 11 апреля того же года
определена материальная ответственность
работников предприятия за порчу материа-
лов и за брак изделий. Кроме того, согласно
этим постановлениям работник обязан немед-
ленно сообщать администрации о всех случаях,
когда он обнаружит, что изготовляемая им
продукция является браком. Если работник
не сообщил об этом администрации или про-
должал работу вопреки распоряжению адми-
нистрации об её приостановке, дальнейший
брак не оплачивается вовсе, а за испорченный
материал производится вычет.
При наличии распоряжения администрации
продолжать работу дальнейший брак, проис-
ходящий не по вине работника, оплачивается
наравне с годными изделиями, и ответствен-
ность за убытки предприятия, связанные
с изготовлением брака, несёт администрация.
Технические условия, которые определяют
требуемый уровень качества продукции, за-
даются в чертежах или в стандартах с прак-
тически доступными, но достаточно узкими
пределами для того, чтобы выпускаемые изде-
лия одинакового назначения обладали одно-
родными свойствами. Это значит, что в любом
количестве все экземпляры изделия должны
одинаково соответствовать одним и тем же
техническим условиям как в целом, так и в
отдельных своих частях, узлах и деталях.
При серийном и массовом производстве од-
нородность продукции является одним из
основных показателей её качества.
Однородность серийной и массовой про-
дукции обеспечивается совершенством тех-
нологии и устойчивостью процесса производ-
ства, основанного на многократной повторя-
емости одних и тех же элементарных опера-
ций по заранее предписанным технологи-
ческим режимам и нормам точности.
Уровень качества и степень однородности
продукции могут быть представлены графи-
чески в виде кривой распределения отклоне-
ний от заданных номинальных значений для
каждого характерного параметра.
На фиг. 1 представлены три качественные
характеристики веса поковок шатунов авиа-
ционных двигателей, изготовленных тремя раз-
личными методами. Чем ближе размещается
средняя характеристика изделий (средний раз-
мер, средний вес и т. д.) к центру заданного
1-140-120-100-W -60-40-20 0 20 40 60 80 100 120 ПО 160 г
Отклонения
Фиг. 1. Кривые распределения отклонений поковок шату-
нов по весу при различных методах изготовления:
А—при свободной ковке; Б — при горячей штамповке
на молоте; В — при штамповке на быстроходных ковоч-
ных прессах.
допуска и чем меньше среднее квадратиче-
ское отклонение измеренных значений в пар-
тии изделий от этой средней характеристики,
тем выше качество изделий по своему уровню
и по однородности.
Годными изделиями считаются такие, ко-
торые отвечают всем установленным для их
изготовления стандартам или техническим
условиям (см. зону годных на фиг. I), причём
среди годных изделий могут быть изделия
отличного или удовлетворительного качества
(сортность).
Изделие, имеющее отступления от стан-
дартов и технических условий и нуждающееся
для доведения его до годного состояния
в дополнительной обработке или исправлении,
называется дефектным (например, тяжело-
весные шатуны на фиг. 1). Изделие, име-
ющее неисправимые отступления от техни-
ческих условий, исключающие возможность
ГЛ. VIII]
ЗАДАЧИ ТЕХНИЧЕСКОГО КОНТРОЛЯ
583
дальнейшего его применения, считается
браком (например, легковесные шатуны на
той же фиг. 1).
Потери от брака наносят существенный
ущерб экономике предприятия, вызывая пе-
рерасход материалов, снижение производи-
тельности труда, ухудшение использования
оборудования и увеличение себестоимости
продукции. Потери от брака включают:
стоимость материалов, затраченных на
забракованные изделия, за вычетсм реализуе-
мой их части по цене лома или отходов; за-
работную плату, выплаченную за обработку
забракованных изделий на предыдущих ста-
диях производства; цеховые и общезавод-
ские расходы, начисляемые на производствен-
ную заработную плату в том же проценте,
который применяется при калькулировании
годной продукции. К потерям от брака от-
носятся также затраты на исправление дефект-
ных изделий. Из суммы потерь вычитаются
удержания, произведённые с виновников
брака из причитающейся им заработной платы.
ЗАДАЧИ ТЕХНИЧЕСКОГО КОНТРОЛЯ
Основными задачами органов техниче-
ского контроля на машиностроительном заводе
являются предупреждение возникновения брака
и обеспечение установленного стандартами и
техническими условиями уровня качества
продукции.
В соответствии с указанными задачами
органов технического контроля контрольные
операции распространяются на следующие
объекты: 1) материалы основные и вспомо-
гательные; 2) полуфабрикаты, получаемые за-
водом со стороны; 3) заготовки в разных ста-
диях производства; 4) детали в разных ста-
диях обработки; 5) узлы и изделия в разных
стадиях сборки; 6) средства производства —
оборудование и технологическое оснащение,
включая приспособления всех видов, штампы,
модели, режущий и измерительный инстру-
мент; 7) режимы работы.
Особое значение имеет такая органи-
зация технического контроля, которая обес-
печивает стабильность всех производствен-
ны* факторов (в первую очередь качества
вступающих в производство материалов,
состояния средств производства, соответ-
ствия фактически действующих технологи-
ческих процессов установленным в техноло-
гических картах и инструкциях) и как
следствие отсутствие или минимум брака
при высоком качестве и однородности про-
дукции в пределах, установленных стандар-
тами и. техническими условиями.
Выполнение технического кон-
троля на крупных машинострои-
тельных заводах требует значительного
объёма работ, который расчленяется на:
а) контроль главного металлурга, б) контроль
главного механика; в) контроль органов ин-
струментального хозяйства; г) внутрицеховой
производственный контроль и д) контроль от-
дела технического контроля.
Отдел главного металлурга за-
вода контролирует и несёт ответственность:
за качество исходных материалов (металл,
топливо, флюсы, формовочные материалы и
крепители); за процессы плавки металла в
литейных цехах, за тепловые режимы терми-
ческой обработки в кузнечном, термическом
и литейном цехах, а также на агрегатах вы-
сокочастотной закалки в механических и дру-
гих цехах; за химический состав,строение и ме-
ханические свойства основных материалов, за-
готовок и деталей. Руководствуясь инструк-
цией Госарбитража при СНК СССР от 29/VIII
1939 г, отдел главного металлурга составляет
акты на некондиционные материалы и полу-
фабрикаты для предъявления рекламаций по-
ставщикам.
Выполнение перечисленных функций осу-
ществляется при помощи специализированных
лабораторий (литейной, металлографической,
химической, антикоррозийной, смазочных ма-
териалов и топлива, спектральной, рентгенов-
ской, механической и др.), возглавляемых цен-
тральной лабораторией завода.
При отсутствии в составе заводоуправле-
ния отдела главного металлурга контрольные
функции последнего выполняются отделом
технического контроля.
Отдел главного механика за-
вода непосредственно, а также через аппа-
рат механика цеха контролирует и несет от-
ветственность: за качество поступающего на
завод и вновь устанавливаемого оборудования;
за состояние оборудования и производствен-
ных приспособлений в процессе эксплоатации;
за качество ремонта оборудования, а также
весов, разновесов и весоизмерительных при-
боров.
Электроизмерительные, энергетические, га-
зовые приборы и т. п. ремонтируются и кон-
тролируются от дел о м главного энер-
гетика завода.
Инструментальный отдел завода
ведёт технический надзор за состоянием и
эксплоатацией инструментов и технологиче-
ского оснащения. При незначительном парке
приспособлений технический надзор за ними
может осуществляться органами технического
контроля.
Проверка приспособлений и штампов должна
проводиться строго периодически по заранее
составленному графику.
Органы технического контроля должны
следить за соблюдением сроков проверки или
замены приспособлений.
После капитального ремонта все приспо-
собления и штампы подлежат обязательной
приемке органами технического контроля.
Модельный инвентарь, находящийся в
эксплоатации, проверяется и ремонтируется
модельным цехом, штампы — инструментально-
штамповым цехом.
Внутрицеховый производствен-
ный контроль осуществляется наладчи-
ками и рабочими.
Наладчик обязан производить настройку
станка на более узкий допуск, чем задано
чертежом, с учётом величины и направления
износа инструмента и рассеивания размеров.
Для этого при наладке следует пользоваться
возможно более точными универсально-изме-
рительными инструментами и приборами или
специальными предельными калибрами на су-
женный допуск (регулируемые скобы). Брак,
полученный при наладке станка, должен быть
отобран наладчиком и предъявлен техниче-
скому контролю для оформления и изоляции
584
ОРГАНИЗАЦИЯ ТЕХНИЧЕСКОГО КОНТРОЛЯ
[РАЗД. V
от годных изделий до начала обработки
партии.
Смешение брака с годными деталями ка-
тегорически воспрещается.
Каждый рабочий обязан проверять каче-
ство своей работы. Деталь, снимаемая со
станка, должна быть измерена рабочим перед
её укладкой в тару или передачей на следую-
щую операцию. Измерение производится ка-
либрами рабочего. Рабочему разрешается про-
изводить периодическую выборочную проверку
изделий вместо сплошной проверки только
при работе на высокопроизводительных стан-
ках или автоматах со съёмом, превышающим
50—60 шт. в час.
В этом случае при обнаружении брака в
процессе выборочной проверки всё количе-
ство деталей, изготовленное за предыдущий
час работы, подвергается сплошной проверке
рабочим, а сама операция (станок, инстру-
мент) — переналадке.
На приёмку технического контроля должны
подаваться только годные изделия, предвари-
тельно проверенные рабочим и мастером
участка. Выявленный рабочим брак должен
предъявляться техническому контролю от-
дельно от годных деталей. Рабочий, сдавший
техническому контролю партию изделий, за-
сорённую бракованными деталями, обязан
рассортировать её и предъявить отобранный
брак для оформления, а очищенную от брака
партию изделий—на приёмку.
Отдел технического контроля
контролирует: поковки, отливки, штамповки,
детали, узлы и собранные машины; изделия,
поступающие со стороны от внешних постав-
щиков; вновь изготовленное технологическое
оснащение (приспособления, штампы, модели,
режущий и измерительный инструмент), 'а
также инструмент, приобретаемый на сто-
роне: измерительные средства и эталоны, на-
ходящиеся в эксплоатации (калибры, контроль-
ные приспособления, универсально-измери-
тельный инструмент и приборы, эталоны, кон-
цевые меры и т. п.).
Проверка измерительных средств осуще-
ствляется специальными измерительными ла-
бораториями, контрольно-поверочными пунк-
тами (КПП) и опорными пунктами по про-
верке контрольных приспособлений в цехах
согласно правилам 1040 и 1242 Комитета по
делам мер и измерительных приборов при Со-
вете Министров СССР. Подробно о проверке
измерительных средств см. ниже.
Отдел технического контроля проводит
отделение брака от годных изделий, ведёт
технический учёт и анализ брака, следит за
удалением брака из цехов и обеспечивает
выпуск доброкачественной продукции, при-
нимая её от производственного персонала.
Контрольный персонал отдела технического
контроля оформляет первичную документацию
на проверенную им продукцию и совместно
с администрацией цеха определяет причины
и виновников изготовления или пропуска
брака.
Отдел технического контроля имеет право
контроля за деятельностью персонала главного
металлурга и главного механика в вопросах
качества материалов и оснащения.
Отдел технического контроля принимает
претензии потребителей на качество выпу-
щенных изделий и определяет необходимость
выдачи деталей и агрегатов по гарантии (за
счёт завода). Он участвует в испытании опыт-
ных образцов машин, в оформлении резуль-
татов испытаний, а также в исследовании
причин дефектов, обнаруживаемых при изго-
товлении и эксплоатации изделий.
ОРГАНИЗАЦИОННЫЕ ФОРМЫ
КОНТРОЛЯ
Технический контроль на машиностроитель-
ном заводе осуществляется в форме летучего
контроля, промежуточного контроля, окон-
чательного контроля, повторного выборочного
контроля и инспекции качества машин в
эксплоатации.
Летучий контроль представляет со-
бой оперативное наблюдение за соблюдением
установленной технологии и проводится путём
периодических проверок изделий в процессе
их изготовления в целях предупреждения мас-
сового брака. В серийном и особенно в мас-
совом производстве весьма эффективной и
научно обоснованной формой летучего кон-
троля является статистический контроль (см.
ниже).
Летучему контролю подлежат первые де-
тали, обработанные после каждой переналадки
станка, молота, пресса и т. п.
В течение смены летучему контролю перио-
дически подвергаются отдельные операции,
причём результаты проверки деталей фикси-
руются в особых ведомостях, карточках или
на контрольном графике статистического кон-
троля.
При обнаружении в процессе летучего
контроля отступлений от технических усло-
вий контролёр составляет письменное вру-
чаемое мастеру соответствующего участка
предупреждение с указанием характера и
степени замеченных нарушений.
Производственный персонал обязан при-
нимать немедленно меры по ликвидации вы-
явленных летучим контролем отклонений от
технических условий обработки. После испра-
вления дефекта и переналадки операций на-
ладчик предъявляет вновь обработанные год-
ные детали контролёру и только после полу-
чения положительного заключения возобно-
вляет обработку всей партии.
Промежуточный (операционный)
к он т роль состоит в выполнении установлен-
ных контрольных операций на определённой
стадии обработки изделия в целях изъятия
негодных экземпляров продукции. Назначение
такого контроля определяется соображениями
технической, экономической и организацион-
ной целесообразности.
Промежуточный контроль, требующий
сравнительно сложной проверки изделия (кон-
троль шестерён, коленчатых валов и т. п.), вы-
полняется контролёрами отдела технического
контроля.
При значительных масштабах производства
подсчёт и рассортировку мелких деталей на
промежуточных стадиях производства целе-
сообразно возлагать на браковщиков, нахо-
дящихся в штате обрабатывающего цеха (рас-
сортировка болтов после холодной высадки
сортировка лесоматериалов и т. п.).
ГЛ. VIII]
ОРГАНИЗАЦИОННЫЕ ФОРМЫ КОНТРОЛЯ
585
Окончательный контроль состоит
в обязательной проверке. годности изделий,
законченных обработкой, с целью отбора
и изоляции брака.
Окончательный контроль включает внешний
осмотр, проверку механических свойств изде-
лий, проверку геометрических форм и размеров.
В частности, внешний осмотр имеет целью
проверять внешнее соответствие изделия чер-
тежу (полностью законченная обработка, на-
личие всех отверстий, фасок, резьбы, ком-
плектность сборки и т. п.), отсутствие внеш-
них дефектов (трещин, вмятин, раковин, чер-
ноты и др.), качество поверхности (тщатель-
ность отделки соответственно знакам и клас-
сам чистоты обработки, соответствие устано-
вленным образцам и эталонам чистоты по-
верхности), наличие установленного клейма
(номера марки или плавки стали, клейма при-
емщика или правильщика на промежуточных
операциях, клейма рабочего отличника, завод-
ской марки и т. п.).
По степени охвата проверкой окончатель-
ный контроль, как и промежуточный, может
быть сплошным или выборочным. При выборе
между первым и вторым учитывается важ-
ность проверяемых параметров в эксплоа-
тационном отношении, а также степень
их устойчивости при данной технологии
производства.
Сплошная проверка размеров произво-
дится приёмными калибрами или приёмными
контрольными приспособлениями. Погреш-
ность измерения размеров деталей цеховыми
измерительными средствами при сплошной
проверке допустима в пределах, не превы-
шающих 2ДО/е величины допуска на размер.
При выборочной приёмке из каждой пар-
тии отбирается проба соответственно устано-
вленному проценту выморочности. При обна-
ружении хотя бы одного дефектного изделия
отбирается повторная проба в том же коли-
честве. При наличии в обеих пробах менее
1°/о дефектных изделий (или менее 2% — для
заготовок) партия принимается. Если количе-
ство дефектных деталей больше, то вся партия
деталей возвращается сдающему ее мастеру
на рассортировку.
Размер партии, подвергаемой выборочной
проверке, не должен превышать 10 000 шт.
При большем количестве изделий их следует
подразделять на несколько партий.
При обнаружении отступлений от техни-
ческих условий в процессе выборочной приёмки
изделий на действующей поточной линии не-
обходимо немедленно принять меры к ли-
квидации отступлений, а впредь до устранения
их выборочная приёмка на поточной линии за-
меняется сплошной проверкой в течение не
более одной смены, после чего дефект дол-
жен быть ликвидирован в сроки, установлен-
ные совместным решением начальника ОТК
и начальника цеха.
Окончательный контроль деталей, подвер-
гаемых индивидуальной правке и подгонке
по контрольным приспособлениям, произво-
дится самими рабочими (например, правиль-
щиками, балансировщиками и расточниками
на координатно-расточных станках, имеющими
присвоенные им клейма).
Производство испытаний двигателей, обжим
рессор, балансировка и испытание прочности
валов, проверка герметичности сварных сосу-
дов и отливок, испытание твердости поковок
и отливок и другие аналогичные операции про-
изводятся персоналом цеха (рабочими-сдель-
щиками). За ОТК остается наблюдение за
испытаниями и проверка результатов испы-
тания: запись показания приборов, измерение
стрелы прогиба рессор после испытания, осмотр
двигателей после испытания, измерение отпе-
чатков при определении твёрдости по Бринелю
и проверка клейма ответственного оператора.
Для сплошной проверки твёрдости деталей
значительное применение находят тарирован-
ные напильники. В этом случае на приборе
проверяются только те зубья, которые по на-
пильнику обнаруживают недостаточную твёр-
дость.
Межоперационный учёт выработки рабо-
чих и учёт количества деталей на различных
стадиях обработки производятся учётчиками
диспетчерского аппарата цехов. ОТК подсчи-
тывает количество изделий только на кон-
трольных точках, где осуществляется их
сплошная приёмка.
Организация рабочих мест окончательного
контроля должна обеспечивать: достаточную
освещённость проверяемых изделий; рацио-
нальное размещение рабочего инвентаря (вер-
стаков, стеллажей, инструментальных шкафов
и пр.); механизацию тяжёлых и трудоёмких
работ; звуковую или температурную изоляцию
помещения в случае необходимости выполне-
ния специальных испытаний и измерений.
Для изоляции забракованных изделий в
каждом цехе должен быть организован изоля-
тор брака (кладовая или железный сварной
ларь). Весь обнаруженный брак должен хра-
ниться в изоляторе до момента вывоза его из
цеха.
Повторный выборочный кон-
троль имеет целью дополнительную про-
верку качества продукции, а также качества
работы контрольного персонала и техниче-
ского контроля в целом. С этой целью наиболее
ответственные детали, а также отдельные
экземпляры серийных машин должны по осо-
бому графику подвергаться повторной выбо-
рочной проверке с составлением паспорта за-
меров или протокола испытания. Повторный
выборочный контроль на соответствие про-
дукции общесоюзным стандартам и техниче-
ским условиям осуществляется силами специ-
альной поверочной группы отдела техниче-
ского контроля.
Инспекция качества машин в
эксплоатации является одной из важ-
нейших форм технического контроля, способ-
ствующей изготовлению продукции, полностью
отвечающей особенностям эксплоатации и
требованиям потребителей. После отгрузки
готовых машин с завода отдел технического
контроля должен проводить выборочные на-
блюдения за их работой в течение устано-
вленного гарантийного срока.
Эта форма контроля осуществляется спе-
циальным штатом инспекторов отдела техни-
ческого контроля, которые производят обсле-
дования работы выпущенных заводом ма-
шин в крупных хозяйствах; выявляют
износоустойчивость отдельных агрегатов, раз-
бирают претензии потребителей к качеству
машин, ведут статистический учёт дефектов,
586
ОРГАНИЗАЦИЯ ТЕХНИЧЕСКОГО КОНТРОЛЯ
[РАЗД. V
выявляемых при эксплоатации машин, и вы-
двигают перед главным инженером завода на
основании анализа своих данных и рекламаций
потребителей задачи по ликвидации выявлен-
ных недостатков и улучшению качества вы-
пускаемых машин.
По требованию инспекции качества все
подразделения завода обязаны производить
срочные исследования дефектных деталей
и агрегатов, предоставлять запасные части и
детали в счёт гарантии потребителям незави-
симо от потребности на текущее производ-
ство, выполнять срочный ремонт рекламиро-
ванных машин и принимать срочные меры для
устранения выявленных в эксплоатации про-
изводственных, технологических и конструк-
тивных дефектов выпускаемой продукции,
ТЕХНОЛОГИЯ И ОСНАЩЕНИЕ
КОНТРОЛЯ
Под технологией контроля необходимо
понимать точный распорядок контрольных
операций, включающий состав и последователь-
ность их выполнения в определённом сочетании
и взаимодействии с операциями изготовления
изделия; технические условия на точность вы-
полнения каждой производственной операции;
методы и технические приёмы проверки каче-
ства изделий и средств производства на ка-
ждой операции технические средства, применя-
емые для целей контроля, а также способы
пользования ими.
Технология контроля изделий в производ-
стве определяется тремя основными доку-
ментами: чертежом изделия или заготовки,
технологической (операционной) картой, ин-
струкцией к соответствующему измеритель-
ному прибору или контрольному приспособ-
лению.
Первые два документа должны отвечать
всем требованиям стандартов или технических
условий, согласованных с заказчиком, утвер-
ждаться в соответствующих органах заводо-
управления и соответствовать приказам и
инструкциям министерства, разработанным
в развитие постановлений и распоряжений
Правительства.
Инструкции к измерительным приборам и
контрольным приспособлениям составляются
в соответствии с чертежом изделия или заго-
товки, а также с технологической (опера-
ционной) картой.
Все указания для осуществления техниче-
ского контроля необходимо фиксировать в тех-
нологической (операционной) карте, которая
должна определять не только порядок и
средства выполнения соответствующего про-
цесса обработки или сборки изделия, но со-
держать также следующие данные, необхо-
димые для проверки качества:
а) технические условия, режимы и допуски,
которые должны соблюдаться при выполнении
данной производственной операции;
б) измерительные средства, применяемые
для наладки и контроля производственной опе-
рации по указанным техническим условиям,
режимам и допускам, а также для проверки
окончательных размеров обработанного из-
делия;
в) перечень контрольных операций с ука-
занием исполнителей и места их выполнения;
г) максимальный объём проверки изделий
(процент выборочности при проверке каждого
параметра изделия).
Вместо подетальной технологической(опе-
рационной) карты в некоторых случаях допу-
скается применение групповой технологиче-
ской карты. Групповая карта применяется для
однотипных (технологически однородных или
родственных) деталей с коротким технологиче-
ским циклом, например, в термических и галь-
ванических цехах, где детали группируются
по видам термообработки (цементация, циа-
нирование и др.) или по роду покрытий
(цинкование, оксидирование и т. п). Группо-
вая технологическая карта отличается от по-
детальной операционной карты только своим
оформлением.
Технология контроля должна предусма-
тривать такое сочетание производственных
и контрольных операций, которое обеспечи-
вает своевременное выявление дефектов об-
работки или сборки изделий и ликвидацию
возникших отклонений от заданных режи-
мов и норм точности. С этой целью должны
быть указаны твёрдые нормы точности или
технические условия на выполнение каждой
операции обработки или сборки. При этом
операционные (промежуточные) нормы точ-
ности необходимо устанавливать исходя из
норм, заданных для изделия в готовом виде,
с учётом возможного накопления ошибок в
процессе изготовления. Поэтому операционные
нормы задаются более жёсткими, чем ко-
нечные.
Практика передовых машиностроительных
заводов показала, что технология контроля
должна разрабатываться в технологическом от-
деле завода одновременно с проектированием
и подготовкой технологии производства.
При разработке технологии контроля про-
ектируются измерительные средства, позволя-
ющие проверять соблюдение заданных для из-
делия норм точности или размеров и оценивать
величину и направление допущенных откло-
нений.
Такие „показывающие" или отсчётные из-
мерительные средства используются не только
для контроля, но также для подналадки и ре-
гулирования процесса.
Например, для обеспечения правильности
нарезания и отделки зубьев у шестерен при-
нято оснащать производство индикаторными
приборами и контрольными приспособлениями,
проверяющими отклонения в размерах наре-
заемых шестерён путём обката их в паре
с точными измерительными шестернями. При
этом показания индикатора характеризуют
величину и направление отклонений, по ко-
торым и осуществляются регулирование и
подналадка зуборезных операций.
При выполнении окончательных размеров
с точными допусками на шлифовальных стан-
ках применяются индикаторные скобы, кото-
рые измеряют диаметр шлифуемой детали на
ходу и позволяют доводить изделие точно до
заданного размера, не требуя частых оста-
новок станка. Такие устройства ещё более
эффективны, когда их индикаторный измери-
тельный прибор автоматически связан с ме-
ханизмом отвода шлифовального круга и
тотчас прекращает шлифование после дости-
жения требуемого размера детали. Подобные
гл. vni]
ТЕХНОЛОГИЯ И ОСНАЩЕНИЕ КОНТРОЛЯ
587
измерительные средства обеспечивают отлич-
ную однородность размеров изделий, высокую
производительность труда и почти полное
отсутствие брака.
При проектировании методов контроля для
условий серийного и массового производства
изделий особое внимание должно быть обра-
щено на правильный выбор базы измерения
и ее увязку с базами обработки и с мон-
тажными базами. Общие правила выбора баз
при проектировании технологии контроля мо-
гут быть сформулированы следую-
щим образом: 1) при измерении де-
талей на промежуточном контроле
обязательно исходить от техноло-
гической базы, при измерении на оконча-
тельном контроле — от монтажной базы',
2) базой измерения при контроле заготовок
должны быть те точки необработанной её
поверхности, которыми заготовка фикси-
руется в приспособлениях для механической
обработки.
Например, при изготовлении блока цилин-
дров автомобильного двигателя ЗИС-150 тре-
буется обеспечить перпендикулярность осей
цилиндров оси коренных подшипников в пре-
делах 0,05 мм на всей длине дилиндра. Цилин-
дры обрабатываются на операции № 43, а под-
шипники на операции № 79. Между указан-
ными операциями в потоке обычно находится
от 100 до 500 блоков.
Если измерять перпендикулярность цилин-
дров лишь после окончательной расточки под-
шипников (на операции № 79), то весь ука-
занный задел блоков может оказаться браком,
возникшим еще на операции № 43.
В целях своевременного предупреждения
брака на промежуточных операциях измере-
ния производят от той же базы, от которой
скалку, ось которой после установки рамы на
блоке занимает точно то же положение, кото-
рое в дальнейшем займёт ось обработанных
подшипников. По отношению к этой скалке при
помощи специальных индикаторных приспо-
соблений и инструментов измеряются основные
параметры блока цилиндров, что способствует
правильной наладке операций на заданные
размеры и допуски. На фиг. 3 приведено
Фиг. 2. Контрольная рама для операционных измерений
блока цилиндров ЗИС-150:1 — корпус рамы; 2 — 3 — уста-
новочные штыри; 4 — скалка.
ведётся вся обработка блока цилиндров, в том
числе на операциях № 43 и 79. Такой базой
обычно являются нижняя плоскость блока и
два отверстия на ней.
Для промежуточного контроля большинства
элементов блока цилиндров на Московском
автозаводе им. Сталина применяется специаль-
ная алюминиевая рама (фиг. 2), которая накла-
дывается на базовую плоскость блока и помо-
щью штырей фиксируется по двум отверстиям
на этой же плоскости. Рама несёт на себе
Фиг. 3. Контрольное приспособление для измерения пер-
пендикулярности цилиндров в блоке оси коренных под-
шипников (на длине А): /—фиксирующие втулки; 2 —
контрольная скалка; 3 — установочные призмы приспособ-
ления; 4 — корпус приспособления; 5 — жёсткий упор;
б — измерительный наконечник/ 7—угловая передача
к индикатору; 8 — индикатор; 9— фиксатор.
контрольное приспособление, предназначенное
для измерения перпендикулярности цилиндров
оси коренных подшипников. Для промежу-
точных проверок оно устанавливается на
скалку вспомогательной рамы (фиг. 2), а при
окончательной проверке — на специальную
скалку, зафиксированную в крайних подшип-
никах блока помощью двух конических вту-
лок 1, как показано на фиг. 3. Проверка
производится с поворотом приспособления
на 180°. Разность показаний индикатора пред-
ставляет удвоенную величину отклонения от
перпендикулярности оси цилиндра на длине А.
Необходимо помнить, что если обработка,
монтаж и измерение будут проводиться от раз-
личных баз (т. е. при монтаже
деталь устанавливается по по-
верхности, не являющейся
установочной ни при обработке,
ни при контроле), то это не-
избежно поведёт к значитель-
ному браку в производстве.
Шестерня при напрессовке
на вал (фиг. 4) получает на-
правление не столько по отвер-
стию, сколько по опорному тор-
цу 7\. Но брать этот торец за
базу при нарезке зубьев нель-
зя вследствие недостаточной
жёсткости обода и его удалён-
ности от торца Т\, поэтому зу-
борезные операции произво-
дятся при установке шесте-
рён на торец T.
Однако контроль параме-
тров зацепления шестерён обя-
зательно осуществляется при установке на
торец 7\, с тем чтобы воспроизвести условия,
при которых они монтируются. Шестерни,
нарезанные при опоре на торец 72> после на-
прессовки на вал до упора в торец Г,
Фиг. 4. Шестер-
ня, напрессо-
ванная на вал.
588
ОРГАНИЗАЦИЯ ТЕХНИЧЕСКОГО КОНТРОЛЯ
[РАЗД. V
получают значительные перекосы, которые
пропорциональны отношению диаметра обода
к диаметру ступицы шестерни, что и приводит
к сильному шуму, стуку и преждевременному
износу механизма. Подобное явление обусло-
влено исключительно нарушением принципа
единства базы.
Для получения доброкачественных шесте-
рён технологическим процессом автозаводов
предусматривается доводочная операция— ше-
вингование зубьев. Для этой операции ше-
стерня устанавливается на оправке с опорой
на торец 7\. Доводка профиля зубьев от этой
базы обеспечивает правильность всех пара-
метров зуба относительно торца Гц. После
этого напрессовка шестерён на вал до упора
в торец Ti гарантирует правильную установку
шестерни и правильное зацепление её в паре,
а вместе с этим — ликвидацию значительного
брака при контроле шестерён и устранение
шума в собранных механизмах.
В настоящее время, когда техника машино-
строения требует обеспечения высокого ка-
чества и точности обработки деталей, методы
обработки развиваются во взаимной связи
с методами контроля. Так, например, появле-
ние профилометров, измеряющих чистоту от-
делки поверхности деталей в сотых долях
микрона, сочетается с внедрением новых тех-
нологических процессов и режимов чистовой
отделки поверхностей, а также с освоением
производства качественного абразивного ин-
струмента для этих технологических про-
цессов.
Для обеспечения взаимозаменяемости де-
талей и осуществления точных измерений при
надлежащей производительности необходимо
проектировать специальные измерительные
инструменты и контрольные приспособления.
По своему технологическому назначению
контрольные приспособления разделяются на
четыре группы: наладочные, приёмные, при-
ёмно-наладочные и станочные контрольные
приспособления.
Наладочные контрольные при-
способления применяются для выбороч-
ной проверки изделий при наладке операций.
Они снабжены измерительными головками,
обладающими шкалой или циферблатом (инди-
каторы, миниметры). Эти приспособления не
отличаются высокой производительностью, но
дают возможность проводить измерения слож-
ных геометрических параметров и проверять
настройку операций в течение 3—5 мин. При-
меры наладочных контрольных приспособлений
приведены на фиг. 2 и 3.
Приёмные приспособления ис-
пользуются для сплошной проверки изделий.
Они снабжаются „немыми" измерительными
головками (светофорного типа или с предель-
ными глубиномерами), которые фиксируют
попадание размеров изделия в допуск или вы-
ход из него, сопровождая это определёнными
условными сигналами. Пропускная способ-
ность таких приспособлений высока и соот-
ветствует темпу наиболее производительных
процессов обработки (от 300*до 1500 измере-
ний в час).
П р и ё мно-н ал а д о ч ны е контроль-
ные приспособления совмещают кон-
структивные особенности приёмных и нала-
дочных приспособлений. В таких приспособле-
ниях предусматривается применение как
немых, так и показывающих (отсчё'тных), изме-
рительных головок, которые для этих целей
делаются взаимозаменяемыми. Некоторые на-
ладочные приспособления могут обладать до-
статочно высокой производительностью, по-
зволяющей им служить не только для наладки,
но и для приёмки готовых изделий.
Станочные контрольные при-
способления измеряют детали во время
обработки на станках и этим гарантируют
высокую однородность качества изделий. Наи-
более эффективны устройства, обеспечиваю-
щие автоматическое управление рабочим хо-
дом, подачей и отводом инструмента по за-
данным размерам обработки изделия. Такие
приспособления являются важным средством
автоматизации процессов контроля (см. ниже).
При проектировании технологии контроля
необходимо решить вопрос о выборочности
проверки изделий, изготовляемых в большом
количестве. При контроле изделий, параметры
которых имеют необходимую однородность
(болты, гайки, пружины, рессоры, несложная
штамповка из листа и т. п.), можно поль-
зоваться весьма экономичной выборочной
проверкой. Процесс обработки, сообщающий
изделиям неоднородные свойства, может
давать значительный отход изделий в брак,
требует сплошной их проверки, приводит
к увеличению штата контролёров, к повыше-
нию затрат на их содержание.
Устойчивым технологическим процессом
можно считать такой, который обеспечивает
выполнение изделий в пределах заданного
допуска, причём брак не превышает трёх
штук из тысячи проверенных экземпляров.
В тех случаях, .когда брак может быть обу-
словлен неправильной наладкой, показателем
устойчивости процесса может служить сред-
нее квадратическое отклонение из ста изме-
рений, произведённых при неизменной на-
ладке: оно не должно превышать одной шестой
части установленного допуска.
Для повышения однородности и устойчи-
вости качества изделий в массовом и крупно-
серийном производствах необходимо внедрять
передовые высокомеханизированные техноло-
гические процессы и добиваться максималь-
ного совмещения во времени процессов изме-
рения с процессами обработки. Так, например,
следует широко применять протяжку отверстий
вместо развёртывания, протяжку наружных
контуров вместо фрезерования, фрезеровку
зубьев и их шевингование у шестерён вместо
одного зубодолбления, автоматическую закалку
токами высокой частоты или газовую цемен-
тацию вместо цементации с твёрдым карбю-
ризатором; оборудовать шлифовальные станки,
на которых изделия получают окончательные
размеры, автоматическими измерительными
приборами, подналадчиками и т. д.
При невозможности автоматизировать упра-
вление станком в зависимости от получаемых
размеров изделия следует итти по пути со-
знательного сужения допусков на калибрах,
выдаваемых операторам. Проверяемый этими
калибрами допуск должен быть сужен на
30—350/0 вместо обычно применяемого суже-
ния в 15% по отношению к допуску, указан-
ному в чертеже изделия. Это позволит огра-
ничить рассеяние размеров на изделиях и
ГЛ. VIII]
АВТОМАТИЗАЦИЯ КОНТРОЛЬНЫХ ПРОЦЕССОВ
589
обеспечит высокую вероятность их выполне-
ния в пределах заданного допуска, несмотря
на все случайные ошибки, недостаточную
точность наладки и т. д. Применение автома-
тических измерительных приборов, встроен-
ных в станок, а также суженных калибров,
повышая однородность качества изделий, со-
здаёт необходимые условия, позволяющие
отказаться от сплошной проверки обработан-
ной продукции и перейти к выборочным ме-
тодам контроля.
АВТОМАТИЗАЦИЯ КОНТРОЛЬНЫХ
ПРОЦЕССОВ
Прогрессивное развитие современной тех-
ники и организации производства на социа-
листических машиностроительных предпри-
ятиях имеет своим важнейшим элементом ши-
рокую механизацию и автоматизацию кон-
трольных процессов.
Главным направлением автоматизации
контроля следует считать применение
измерительных приборов, встроенных в си-
стему управления станками, обрабатывающими
окончательные посадочные размеры деталей
(например, шлифовальные станки и некоторые
виды калиброзочного оборудования). В частно-
сти, введение автоматических измерителей в
схему управления шлифовальными станками
обеспечивает: однородность выполняемых раз-
меров благодаря своевременному автоматиче-
скому отводу шлифовального круга после до-
стижения заданного размера изделия или благо-
даря автоматической подналадке станка; повы-
шение производительности станка вследствие
ликвидации остановок и перерывов в обра-
ботке для измерения изделия калибром; по-
вышение производительности труда станоч-
ника в результате перехода на одновременное
обслуживание двух или трёх станков, снаб-
жённых приборами автоматического измерения
и управления. На Московском автозаводе
имени Сталина благодаря оборудованию кру-
глошлифовальных станков недорогим автома-
тическим измерителем увеличился съём изделий
со станка на 33<>/0. Автоматизация 30 кругло-
шлифовальных станков (при двухсменной ра-
боте) позволяет высвободить 36 шлифовщиков.
Это повышение производительности сопро-
вождается также значительной экономией
электроэнергии. По опыту Горькбвского авто-
завода им. Молотова годовая экономия электро-
энергии на каждый шлифовальный станок,
оборудованный автоматическим измерителем,
составляет от 5000 до 8000 квт-ч как след-
ствие ликвидации частых остановок станка
для измерения обрабатываемых деталей ка-
либрами.
В поточном производстве, где детали по-
ступают на приёмку непрерывно, требуется
организация непрерывной проверки и рассор-
тировки продукции на контрольном пункте,
причём темп контрольных операций должен
соответствовать общему темпу потока. В боль-
шинстве случаев поточное производство тре-
бует создания и применения не только кон-
трольных приспособлений, но и высокопроиз-
водительных контрольно-сортировочных полу-
автоматов и автоматов. Контрольно-сорти-
ровочные автоматы особенно важны на тех
контрольных операциях, которые включены
в поточную линию автоматизированных стан-
ков с высоким темпом работы, так как приме-
нение обычных приборов и методов контроля
в этих условиях затрудняет осуществление
полной синхронизации контрольных процес-
сов с ритмом обработки.
Современным контрольно-сортировочным
автоматом считается измерительный прибор,
способный без участия человека производить
измерение деталей и распределять их на
однородные качественные группы по тем па-
раметрам, которые подвергаются контролю.
При проектировании контроль-
но-сортировочного автомата дол-
жны быть заранее решены следующие
важнейшие вопросы: способы очистки по-
верхности контролируемых деталей от загряз-
нённости и приведение их к нормальной
температуре перед измерением; способ за-
грузки (питания) автомата деталями; метод
контроля деталей; способы учёта количества
деталей; методы клеймения принятых деталей;
способы укладки деталей, выходящих из
автомата; порядок настройки и регулиро-
вания автомата и способы проверки его
работы.
Грязные и неостывшие после обработки
детали при попадании в сортировочный авто-
мат нарушают его работу и направляются
не в ту группу качества, к какой они дей-
ствительно принадлежат.
Загрузка или питание автомата должны
быть увязаны с организацией потока и подачи
деталей на всей линии обработки.
Метод контроля должен быть достаточно
чувствительным к отклонениям в качествен-
ных свойствах изделия и должен охваты-
вать проверкой все его 'необходимые пара-
метры.
Контроль деталей неотделим от учёта их
количества; поэтому подсчёт деталей должен
быть обязательным элементом в контрольно-
сортировочном автомате.
Ответственные по своему назначению де-
тали должны иметь на себе отметку отдела
технического контроля о том, что они дей-
ствительно проходили проверку и признаны
годными. Это обычно выполняется методом
клеймения или маркировки. Контрольно-сорти-
ровочный автомат должен иметь маркировоч-
ное устройство.
Проверенная деталь не должна выбрасы-
ваться автоматом в случайную тару: она
должна укладываться с соблюдением осторож-
ности и всех положенных требований (ком-
плектование, просушка и т. п. ).
Автомат должен быть удобен и прост для
регулирования. В нём должна быть преду-
смотрена световая или звуковая сигнализа-
ция, извещающая о неисправностях в системе
проводки или в кинематике.
При автомате следует иметь эталоны для
его настройки и набор калибров, по которым
необходимо периодически контролировать при-
нятые и бракуемые автоматом детали.
Для компенсации неизбежных простоев
при наладке и переналадке автомата необ-
ходимо, чтобы его производительность пре-
вышала производительность обрабатывающей
линии.
590
ОРГАНИЗАЦИЯ ТЕХНИЧЕСКОГО КОНТРОЛЯ
[РАЗД. V
При проектировании автоматических ли-
ний для обработки изделий контрольные авто-
маты должны включаться в общую цепь
операций с использованием автоматической
(без участия человека)загрузки и сортировки
деталей.
Привозникновениииповторении отклонений
от заданных параметров качества деталей ав-
томаты должны подавать световые или зву-
ковые сигналы либо автоматически прекра-
щать работу обрабатывающей линии.
При серийном изготовлении и подаче дета-
лей на приёмку крупными партиями наиболее
подходящим средством быстрой качествен-
ной проверки деталей являются контрольные,
приборы со световой сигнализацией о год-
ности и браке изделий или сортировочные
автоматы.
Эффективность автоматов по сравнению
с контрольными приспособлениями тем выше,
чем проще форма и легче вес детали.
Применительно к автопромышленности по
деталям с формой тел вращения (например,
поршневые кольца, толкатели, клапаны) воз-
можно достигнуть в результате автоматизации
сокращения потребности в контролёрах на 70—
80%, а по более сложным и тяжёлым дета-
лям (например, поршни, шатуны) штат кон-
тролёров может быть сокращён на 20—25%.
В большинстве случаев автоматизация кон-
троля даёт значительный эффект.
При приёмке деталей сложной формы сле-
дует максимально расчленять контроль на
ряд простых операций, что способствует более
эффективной их автоматизации. В табл. 1 при-
водится сравнительная производительность
ручного и автоматизированного контроля при
расчленении контрольных операций по приёмке
поршневых колец, поршневых пальцев, толка-
телей, клапанов и клапанных пружин автомо-
бильного двигателя (см. табл. 1).
Стабильность качества изделия по ряду
параметров упрощает задачу контроля, по-
зволяя ограничиться выборочной проверкой
большинства устойчивых параметров качества
и создавать автомат лишь для контроля не-
которых менее устойчивых параметров. На-
пример, при выполнении внутренней расточки
поршневых колец гарантируется стабильность
радиальной толщины; потребность в сортиро-
вочном автомате для контроля этого пара-
метра отпадает.
Таким образом, если стабильность качества
изделия может быть достигнута соответствую-
щими технологическими мероприятиями, осу-
ществление последних должно предшествовать
проектированию контрольно-сортировочного
автомата, ибо в данном случае он может ока-
заться излишним и качество продукции будет
достаточно надёжно гарантировано примене-
нием статистических методов контроля.
Повышение производительно-
сти контроля на проверке твёр-
дости должно проводиться в следующих
направлениях: применение более совершенных
приборов с механическим приводом и с пери-
одом испытания не выше 4—6 сек.; измерение
результатов испытания по проекции на экране
или индикатором вместо применения измери-
тельной лупы; максимальная замена проверки
твёрдости контролем структуры с помощью
магнитных приборов, что не требует зачистки
Таблица 1
Сравнительная производительность ручного
и автоматизированного контроля
Наименование контрольных
операций
/. Поршневые кольца
Магнитная сортировка от-
ливок по отбелу
Сортировка по упругости .
Сортировка по овальности
Сортировка по высоте . . .
Сортировка по радиальной
толщине
//. Поршневые пальцы
Сортировка по диаметру
на 10 размерных групп через
2,5 мк с учётом конусности и
гранёности
Сортировка по трещинам,
по твёрдости, длине и каче-
ству поверхности
III. Толкатели
Сортировка по твёрдости,
перпендикулярности, вы пук-,
лости и качеству поверхно-
сти тарелки
Сортировка по диаметру,
гранёности и конусности
стержня
IV. Клапан
Сортировка по диаметру
стержня, перпендикулярности
головки (биение фаски) и по
длине ¦
V. Клапанные пружины
Сортировка по упругости .
Сортировка по перекосу
торцов
Производительность
в шт. в час
ручных
контроль-
ных при-
способле-
ний
5оо
4оо
20О
40о
4оо
i8o
180
8э
3<"
9о
4оо
3^
контроль-
ных авто-
матов
зооо
15°°
15°э .
1500
15°°
I20O
I20O
I2OO
I2OO
1200
15°о
IOOO
поверхности, не портит поверхности изделия и
в несколько раз производительнее; механиза-
ция клеймения деталей пневматическими клей-
мами.
Экономическая эффективность
автоматизации и механизации
контроля выражается следующими пока-
зателями: улучшением качества продукции и
уменьшением брака; повышением произво-
дительности контролёров и как следствие
сокращением их штата; увеличением произ-
водительности станочного оборудования, осна-
щённого автоматическим и измерительными
устройствами.
Так, например, автоматическая сортировка
шариков, роликов или игл для подшипников
отличается гораздо большей точностью и на-
дёжностью, нежели ручная, обеспечивает по-
лучение требуемых зазоров в сборе и таким
образом содействует увеличению долговеч-
ности подшипников, что равноценно дополни-
тельному их выпуску без увеличения расхода
материала, рабочего времени и прочих затрат.
При ручном контроле поршневых колец
по пяти операциям измерения производитель-
ность одного контролёра составляет в среднем
ГЛ. VIII]
УЧЁТ БРАКА И ПОКАЗАТЕЛИ РАБОТЫ ТЕХНИЧЕСКОГО КОНТРОЛЯ
591
70 шт. в час. При работе на автоматах про-
изводительность одного контролёра на тех же
пяти измерительных операциях возрастает
в среднем до 315 шт. в час, т. е. в 4,5 раза.
При выборе объекта автоматизации необхо-
димо учитывать ожидаемую эффективность
в повышении производительности контроля.
Автоматизация рентабельна, если соблюдается
следующее неравенство:
60
где Q — предполагаемая стоимость автомата
в руб.; R — стоимость одного часа труда кон-
тролёра (в руб./час); т — годовая программа
производства деталей, для которых предна-
значается контрольный автомат в шт. в год;
^ —время, потребное для контроля одной
детали при работе без автомата (в минутах);
t2 — время, потребное для контроля одной
детали ня автомате (в минутах); k—срок
амортизации автомата в годах.
УЧЁТ БРАКА И ПОКАЗАТЕЛИ РАБОТЫ
ТЕХНИЧЕСКОГО КОНТРОЛЯ
Для повседневной действенной борьбы
с браком органы технического контроля и
производственный персонал должны распо-
лагать систематизированными сведениями
о браке с его подразделением по видам, при-
чинам и виновникам.
Этой цели служат учёт и технический
анализ брака.
Под техническим анализом брака следует
понимать подробный учёт количества забра-
кованных деталей или изделий с определе-
нием видов, причин и' виновников их изгото-
вления; оформление его соответствую-
щими браковочными документами (извещение
о браке); определение процента брака
к числу выработанных изделий; определение
удельного веса брака по отдельным причинам
(принимая общее количество брака за 100%).
Проведение учёта и технического анализа
брака имеет следующие цели: своевременное
и полное выявление всех случаев возникнове-
ния брака на производстве; эффективную
борьбу с браком путём выявления дефект-
ных деталей и производственных операций,
на которых характер и размеры брака при-
водят к существенным производственным по-
терям; учёт потерь от брака и выявление его
конкретных виновников для укрепления дис-
циплины среди производственного персонала,
а также для материального возмещения этих
потерь за счёт действительных виновников;
представление необходимых сведений пла-
ново-диспетчерским производственньш орга-
нам цеха для восполнения убыли от брака и
восстановления производственных заделов
в заготовках и полуфабрикатах; получение
информации о систематических недостатках
в работе производственных участков, отдель-
ных станков, агрегатов для принятия
профилактических мер; получение статисти-
ческих материалов для составления месячных,
квартальных и годовых отчётов по качеству
продукции.
Основой анализа брака является клас-
сификация брака по видам, причинам и ви-
новникам, характерная для данной отрасли про-
изводства. В приводимой ниже табл. 2 даётся
классификация брака, характерная для авто-
тракторного производства. Для удобства ис-
пользования классификатора виды, причины
и виновники брака зашифрованы условными
номерами.
Данный классификатор носит универсаль-
ный характер и может быть использован на
многих машиностроительных заводах. Каждый
завод может выбрать из этого классифика-
тора и применять в своей работе только
свойственные для его производства виды
брака. Причины и виновники—общие почти
для всех производств.
При обнаружении брака контролёр обязан
выписать специальное извещение о браке
(табл. 3), указав в нём при помощи условных
шифров вид, причину и виновников брака,
а также количество забракованных изделий.
Извещение подписывается старшим контро-
лёром и производственным мастером. Брак,
обусловленный дефектами материала, должен
быть заверен представителем бюро приёмки
материалов, а брак по вине цехов-поставщи-
ков — контрольными мастерами или контро-
лёрами этих цехов.
Для повышения ответственности контро-
лёров и с целью недопущения дальнейшей
обработки изделий, не принятых контролё-
рами, каждому бюро цехового контроля при-
сваиваются клейма определённой конфигу-
рации, а каждому контролёру выдаются такие
клейма с одним присвоенным только ему но-
мером. Детали клеймятся после того, как они
проверены контролёрами' и рассортированы
на годные и брак. Для клеймения бракован-
ных деталей устанавливается единое клеймо
для всех цехов, в контуре которого содер-
жится слово .брак".
При выборе места клеймения на деталях
и изделиях руководствуются следующими
правилами: а) клеймо должно ставиться на
места, не подвергающиеся дальнейшей обра-
ботке; б) место клеймения на изделии должно
быть постоянным; это место следует указы-
вать в чертеже или в инструкциях; в) клейма
не должны ставиться на рабочих поверхно-
стях, а также на поверхностях, окрашенных
или подлежащих окраске; исключение допу-
скается лишь при клеймении окончательного
брака, которое производится в нескольких
местах на рабочих поверхностях. Мелкие де-
тали, изготовляемые в значительном коли-
честве, не клеймятся. Партия таких деталей
обычно укладывается в особую тару, к ко-
торой прикрепляется металлическая бирка.
Эта бирка проходит с деталями все операции,
и на ней ставятся соответствующие клейма
контролёров и бригадиров.
При оформлении первичной документации
на принятую продукцию контролёры, кроме
подписи, оформляют документы присвоен-
ными им персональными номерными каучуко-
выми штемпелями {грифами). Присвоение
клейм и грифов регистрируется начальником
бюро цехового контроля в специальном жур-
нале, в котором контролёры расписываются
при получении соответствующих клейм и
грифов.
592
ОРГАНИЗАЦИЯ ТЕХНИЧЕСКОГО КОНТРОЛЯ
РАЗД. V
Таблица 2
Примерный классификатор брака
о.
•е-
э
1
2
3
4
5
fi
п
1-е-
Я
0
11
12
13
14
15
16
17
18
19
20
21
22
2с
24
25
26
27
28
29
30
31
32
Шифр 1
0
1
1
4
Виновники брака
Рабочий
Администрация
Наладчик цеховой
Другие цехи
Другие отделения
данного цеха
Заводы-поставщики
Секция наладки
Виды брака
Не выдержаны раз-
меры *
Лом, бой, зарезы
Трещина торцевая
Трещина закалочная
Зажим штамповоч-
ный
Трещина материала
Раковина литейная
Трещина литейная
Вмятины от окалины
Пережог
Плохая промывка и
очистка, коррозия
Забито дробью, пе-
ском, перетравлено
Не выдержаны раз-
меры резьбы
Не выдержана чи-
стота обработки по-
верхности
Кривизна, коробле-
ние
Овальность, конус-
ность, некруглость
Ослаблено рабочее
сечение
Повышенная твёр-
дость
Пониженная твёр-
дость
Плохая обрабаты-
ваемость
Не выдержаны тол-
щина и профиль зуба
Э ксцентричность,
биение
Смещение и пере-
косы
Причина брака
Несоответствие за-
готовки, поковки и от-
ливки
Небрежное и невни-
мательное отношение
к работе
Недостаточные ин-
структаж и наблюдение
Применение несоот-
ветствующего или не-
исправного инструмента
Неправильная кон-
струкция или брак
при эксперименте
1
с
¦&
X
3
8
9
Шифр
33
34
35
36
37
38
39
40
41
42
43
44
45
46
47
48
49
50
51
52
53
54
55
56
57
Шифр
5
6
7
8
9
Виновники брака
Отделы заводоупра-
вления и вспомогатель-
ные производства
Технически неизбеж-
ный брак (расход дета-
лей для лабораторных
испытаний и наладки)
Виды брака
Осталась чернота
Срыв и срез резьбы
Посторонний пред-
мет в детали или ме-
ханизме
Некомплектность
Не выдержаны мон-
тажные размеры и за-
зоры
Задир поверхности,
забоины
Заедание механизма
Шум и стук меха-
низма
Не действует меха-
низм
Течь масла
Течь воды
Пропуск газа
Вибрация
Гниль и червоточина
Суковатость и сви-
леватость
Повышенная влаж-
ность
Дефекты пайки
Дефекты сварки
Дефекты клёпки
Ребровая кривизна
Волнистая поверх-
ность
Дефекты окраски
Дефекты покрытия
Смешаны детали, пе-
репутан материал
Непригодность дета-
ли после разборки
Причина брака
Неправильная тер-
мообработка
Неисправность стан-
ка или приспособления
Несоответствующий
или недоброкачествен-
ный металл
Неправильный метод
обработки
Наладка оборудова-
ния и испытания, свя-
занные с разрушением
деталей
* К шифру 0 дополнительно указывается чертёжный
размер (см. ниже примеры пользования).
Примеры пользования шифрами брака
1—0 E0)—1 — брак по вине рабочего* ослабление раз-
мера вала диаметром 50 мм из-за небрежного и невни-
мательного отношения к работе.
2—33—6 — брак по вине администрации: чернота из-за
неисправного приспособления.
3—30—9 — брак по вине наладчика: не выдержана тол-
щина зуба шестерни при наладке зуборезной операции
4—27—5 — брак по вине цеха-поставщика: повышенная
твёрдость вследствие неправильной термообработки.
5—20—2—брак по вине отделения цеха: коррозия дета-
лей из-за плохой промывки как следствие недостаточ-
ного инструктажа и наблюдения.
6—15—7 — брак по вине завода-поставщика: трещины
материала (недоброкачественный металл).
7—32—6 — брак по вине секции наладки: перекос в из-
делии из-за выпуска в производство неисправного при-
способления.
8—24—8—брак по вине технологического отдела: короб-
ление изделия, вызванное неправильным методом обра-
ботки.
Все извещения о браке за истекшие сутки
должны поступать к учётчику при бюро це-
хового контроля, проверяющему правильность
их оформления, после чего извещение о
браке передается в бухгалтерию для ценно-
стного учёта, а отрывные талоны — один как
контрольный в отдел технического контроля,
другой — в производственно-диспетчерское
бюро цеха для пополнения изделий взамен
брака. Одновременно учётчик должен отме-
тить количество брака и его шифры в учет-
ной карте брака по каждому изделию.
Подобная карта позволяет анализировать
брак по каждой детали за любой период вре-
мени.
Оперативный разбор причин
и анализ брака осуществляются на еже-
дневных оперативных совещаниях цеховой
администрации совместно с бюро цехового
контроля и технологическим бюро цеха —
непосредственно в цеховом изоляторе брака.
Представитель бюро цехового кон-
троля предъявляет суточную сводку брака,
образцы брака и извещения о браке за
истекшие сутки. Администрация цеха вместе
с технологом и виновниками изготовления
брака определяют, какая производственная
неполадка или небрежность кого из испол-
нителей послужила причиной рассматривае-
мого брака. При обсуждении и разборе брака
ведётся протокол, в который заносятся тех-
нические мероприятия по предупреждению
брака, указываются ответственные за прове-
дение этих мероприятий лица. Эти же меро-
приятия записываются на обороте отрывного
талона № 1 извещения о браке, который
остается в отделе технического контроля.
Протокол подписывается начальником цеха
или его заместителем и имеет силу распоря-
жения по цеху.
Подробный технический анализ брака про-
водится за более длительные отрезки вре-
мени: декаду, месяц, квартал, год. При этом
производится сравнение текущих данных
с предшествующими периодами.
Технический анализ брака позволяет на-
ходить источники непроизводительных потерь
материалов, рабочего времени, топлива, ин-
струмента и других средств, связанных с из-
готовлением брака. Технический анализ брака
не может быть подменён бухгалтерским ана-
лизом потерь, в котором часто не находят
отражения многие производственные недо-
статки. Например, брак литья или поковок в
гл. vnq
УЧЁТ БРАКА И ПОКАЗАТЕЛИ РАБОТЫ ТЕХНИЧЕСКОГО КОНТРОЛЯ
593
•8cd
ч «
¦ «Ж
ё I
В Е Э d X О ВИНИ1/
виэ'п
ВНЭГ1
оахээьиь-оя
-охом вн 'HHiTBd3uo
god
-охон вн 'HHhBdauo
nod
внинаония
o-ioHxad*
-HOH 5J\f
.fl
BEadxo ВИНИ1/
\гатель 1
в
<ч
X
*
S
к
дел
е-
О
ИС-150
3
к
сз
и
S
007010
120-li
а
Я!
дет
детали
я ?ч
Я S*
о
S С
1 3
бра-
о
»а
о
а •
ль.
е
брака
>< предвари,
— забоины
s ч 3
ш ^
8 • я
? а|
о
о
S
а
о
ина
Прич
РЗ
oaos
s
•в
[ЗОИ
Щ
заготовительных цехах довольно
часто учитывается в тоннах, что не-
достаточно выявляет удельный вес
брака дорогих, но сравнительно лег-
ковесных изделий.
Ежедневный и подробный .учёт
брака ведётся обычно по наиболее
дорогим и ответственным деталям,
а по остальным деталям —менее по-
дробно. По мере необходимости из
их числа для подробного анализа вы-
деляются лишь детали с наиболь-
шими отклонениями от нормы.
Суммарные потери от брака в
денежном выражении подсчитывают-
ся за каждый месяц бухгалтерией.
Сводный технический анализ
брака по заводу должен выполнять
общезаводской орган технического
контроля за каждый месяц, квартал,
полугодие и в целом за год. Анализ
должен охватывать основную но-
менклатуру изделий, выявлять не-
благополучные места в производстве,
характеризовать соблюдение техно,
логической дисциплины, состояние
оборудования, качество поступаю-
щего металла и т. п.
В табл. 4 приведён при-
мер одной аналитической годовой
сводки брака по литейному цеху се-
рого чугуна автозавода. Данные об
относительной величине брака по
разным причинам в этой сводке под-
считаны исходя из условной оценки
брака в денежном выражении (ко-
личество забракованных деталей по
видам дефектов и причинам умно-
жено на плановые расчётные цены,
в результате чего установлена услов-
ная себестоимость брака по цеху по
каждой причине».
Учёт и анализ брака позволяют
оценить не только уровень техниче-
ской культуры производства, но так-
же качество и организацию работы
технического контроля. Для их харак-
теристики возможно применять ни-
жеследующие показатели: размер и
динамика потерь от брака в процен-
тах от себестоимости валовой про-
дукции; динамика количества брака,
пропускаемого контролёрами из це-
ха в цех, а также потерь в денеж-
ном выражении, возникающих из-за
пропущенного брака; изменение про-
цента отклонений от допуска и тех-
нических условий, обнаруживаемых
при повторном выборочном кон-
троле; динамика количества дефектов,
выявляемых при сборке и испытании
машин, а также затрат на их испра-
вление; количество рекламаций и
размер затрат на их удовлетворение;
отношение количества контролёров
к количеству обслуживаемых ими
производственных рабочих; число
контролёров, приходящихся на одного
инженерно-технического работника
отдела технического контроля; удель-
ный вес автоматизированных и меха-
низированных контрольных операций
38 Том 15
594
ОРГАНИЗАЦИЯ ТЕХНИЧЕСКОГО КОНТРОЛЯ
- [РАЗД. V
Пример сводки брака по литейному цеху серого чугуна
Таблица 4
Виновники, виды и причины брака
1. Земледельная
а) Плохо приготовлена земля
б) Несоответствующий состав земли . .
Всего по земледельному отделению . . .
2. Стержневая
а) Срыв стержня
б) Стержень неправильно спарен,
собран и подогнан
в) Сырой стержень
г) Прочие виды и причины брака по
вине стержневой
Есего по стержневому отделению ....
3. Формовочная
а) Слабая набивка и засор форм ....
б) Отвал и обжим форм
в) Неправильная постановка стержней .
г) Перекос отливок
д) Прочие виды и причины брака по
вине формовки
Всего по формовочному отделению . . .
Процент
от стоимо-
сти всего
литейного
брака
4.9
О, I
5,°
3'°
3,1
i,i
2,3
9,5
17,7
12,9
8,7
з.з
5-1
47,7
Виновники, виды и причины брака
4. Плавильная
а) Заливка холодным металлом и спаи
б) Заливка очень горячим металлом . .
в) Шлак в отливках
г) Пузыри в отливках
д) Прочие виды и причины' брака по
вине плавильной
Всего по плавильному отдзлекию ....
5. Обрубная
а) Поломка и бой отливок
б) Прочие виды и причины брака по
вине обруб.юй
Всего по обрубному отделению
6. Сварочная
а) Трещины после сварки
б) Трещины при кагреве
Есего по сварочному отделению
7. Технологические причин ,i и разные
эксперименты
Всего по литейкой серого чугуна ....
Процент
от стоимо-
сти всего
литейного
брака
6,5
о,7
1,5
о,8
2,6
12,1
8,4
°,3
8.7
4.3
4.о
8,3
8,7
Таблица 5
Соотношение выборочного и сплошного контроля в производстве одной модели грузовой автомашины
Группа цехов
Металлургическая группа цехов ....
Поточная группа механических цехов .
Серийная группа механических цехов .
Итого по всему производству ....
Количество
наименова-
ний дета-
лей
N
433
636
1269
2338
Общее
количество
контроль-
ных опера-
ций
тп
1753
4 239
4 346
ЮЗЗ8
В том числе количе-
ство операций
выбороч-
ного кон-
троля
т
в
бзб
2Обэ
2392
5°58
сплошного
контроля
тс
7
2179
!954
523э
Процент
выбо-
рочного
контроля
т
—?- 10Э
т
34,5
48,5
54,о
49, о
Отношение
тс
N
2,7
3,4
1-5
2,3
Примечание. По отдельным цехам отношения —- 100°/0 и —-~ таковы:
тп Д
Цех __e 100o ^
тп N
Двигателей 32>3 6,з
Нормалей ...... 73,° °>7
Литейный ковкого чугула 17.5 4,8
Изделия со стороны 79,8 i,a
в общей трудоёмкости контроля; средний ющий в цехах, подчиняется в порядке строгой
разряд квалификации контролёров; выпуск централизации начальнику отдела техниче-
продукции на одного контролёра; удельный ского контроля и не зависит от производствен-
вес выборочного контроля. В табл. 5 для при- ного административного персонала,
мера приведено соотношение выборочного и Оперативный аппарат отдела
сплошного контроля в производстве одной мо- технического контроля на многих
дели грузового автомобиля. крупных машиностроительных заводах состоит
из следующих основных подразделений:
FIPARA и прач1ннпгтм DiKnTHUvnR а) бюр0 пРиёшш материалов (при наличии
111 ЛПА Г1 иояолппииш KADuinnivuD Ha заводе отдела главного металлурга это
ТЕХНИЧЕСКОГО КОНТРОЛЯ бюро может подчиняться главному металлургу);
б) бюро приёмки изделий и полуфабрика-
Отдел технического контроля является ор- тов, поступающих со стороны;
ганом заводоуправления, непосредственно под- в) бюро цехового контроля при каждом
чинённым директору завода. Начальник этого цехе основного и вспомогательного произ-.
отдела назначается и освобождается приказом водства;
министра по представлению директора завода. г) техническое бюро анализа брака с ар-
Весь персонал технического контроля, работа- хивом технической документации;
ГЛ. VIIIJ
ПРАВА И ОБЯЗАННОСТИ РАБОТНИКОВ ТЕХНИЧЕСКОГО КОНТРОЛЯ
595
д) центральная измерительная лаборато-
рия (ЦИЛ) с сетью контрольно-проверочных
пунктов (КПП).
е) инспекция качества машин в эксплоа-
тации.
Каждое подразделение возглавляется на-
чальником бюро или группы. Порядок работы
и трудовой режим контрольного персонала
в цехах должен соответствовать режиму ра-
боты обслуживаемых цехов.
Взаимоотношения отдела тех-
нического контроля с другими
органами завода определяются следую-
щими установками.
Осуществляемая органами технического
контроля проверка качества изделий не сни-
мает с цехового и заводского административно-
технического персонала ответственности за
выпуск недоброкачественной или некомплект-
ной продукции или за нарушение обязатель-
ных стандартов.
Конструкторский отдел завода должен
снабжать органы технического контроля всей
необходимой документацией (чертежами, тех-
ническими условиями и т. п.) на выпускаемую
заводом основную продукцию. Он обязан не-
медленно сообщать отделу технического кон-
троля о всех изменениях в чертежах и техни-
ческих условиях, а также о сроках внедре-
ния этих изменений в производство.
Технологический отдел должен снабжать
органы технического контроля полным ком-
плектом технологической документации,
утверждённой в установленном порядке, исвое-
временно сообщать об её изменениях. Техно-
логическая подготовка процессов контроля
должна проводиться технологическим отделом
завода одновременно и комплексно с разра-
боткой технологии производства. Контроль-
ные операции, входящие в технологический
процесс, обязательно согласовываются с отде-
лом технического контроля, визирующим тех-
нологические карты перед их утверждением.
Технологический отдел и органы инстру-
ментального хозяйства завода обязаны обеспе-
чивать технический контроль необходимыми
контрольно-измерительными средствами.
Отдел технического контроля обязан свое-
временно сообщать конструкторскому и тех-
нологическому отделам, а также отделу
главного металлурга о случаях характерного
брака и дефектах изделий по рекламациям
потребителей. Он .должен в установленном
порядке передавать бухгалтерии цехов и завода
первичные документы по учёту брака, а от-
делу материально-технического снабжения —
свои заключения и технические акты о каче-
стве поступивших на завод материалов, полу-
фабрикатов и изделий (если это не включено
в обязанности главного металлурга).
Ниже приводится примерное содержание
должностных инструкций для работников
отдела технического контроля.
Начальник отдела техниче-
ского контроля. Начальник отдела техни-
ческого контроля наравне с директором и глав-
ным инженером завода несёт ответствен-
ность согласно Указу Президиума Верховного
Совета Союза ССР от К) июля 1910 г. за
выпуск недоброкачественной или некомплект-
ной продукции и за нарушение обязательных
стандартов.
Начальник отдела технического контроля
пользуется следующими правами: при мас-
совом браке в производстве, вызванном яв-
ным нарушением технологической дисциплины,
приостанавливать работу отдельных станков,
агрегатов и участков, ставя об этом неме-
дленно в известность главного инженера или
директора завода; прекращать приёмку изде-
лий и узлов при отсутствии установленных
контрольно-измерительных средств; изымать
из производства техническую документацию,
не утверждённую в установленном порядке
или пришедшую в негодность; изымать из
производства режущий, измерительный инстру-
мент и приспособления, не пригодные для ис-
пользования; ставить перед главным инжене-
ром или директором завода вопрос о внесе-
нии необходимых дополнений и изменений в
технические условия; проверять соблюдение
правил Комитета по делам мер и измерительных
приборов при Совете Министров СССР о сохра-
нении единства мер отделами главного меха-
ника, главного энергетика, главного конструк-
тора, главного технолога и главного метал-
лурга; давать указания и распоряжения о про-
изводстве дополнительных анализов и испы-
таний для "определения качества материалов
и полуфабрикатов; не допускать запуска в
производство заменителей материалов и кон-
структивно изменённых деталей, узлов и агре-
гатов без соответствующей проверки и испы-
тания и без оформления в установленном
порядке; представлять директору завода пред-
ложения о наложении дисциплинарных взы-
сканий на административно-технических ра-
ботников цехов и отделов и о привлечении
их к материальной ответственности за непри-
нятие мер к снижению брака и улучшению
качества продукции, а также о предании суду
виновников выпуска недоброкачественной про-
дукции.
При несогласии с распоряжениями дирек-
тора завода по вопросам качества продукции
начальник отдела технического контроля, не
приостанавливая действия таких распоряже-
ний, должен немедленно довести об этом
в письменной форме до сведения главного
управления и министерства.
Начальник бюро цехового кон-
троля. Начальник бюро цехового контроля
несёт ответственность: за качество, ком-
плектность и стандартность продукции, выпу-
скаемой из соответствующего цеха (или группы
цехов); за своевременную приёмку изделий
и предупреждение брака на операциях; за
правильную эксплоатацию контрольного обо-
рудования, приспособлений и инструмента; за
инструктаж подчинённых ему контрольных
мастеров и контролёров и соблюдение уста-
новленной технологии контроля.
Ему предоставляются следующие правя:
запрещать изготовление изделий на неисправ-
ном оборудовании или из недоброкачествен-
ного материала; прекращать приёмку про-
дукции, если она изготовляется с нарушением
установленной технологии и технических усло-
вий или же в производственных условиях,
препятствующих правильной оценке 'каче-
ства изделий; выносить окончательное реше-
ние по определению виновников брака, если
к их числу относится административный пер-
сонал цеха до заместителя начальника цеха
596
ОРГАНИЗАЦИЯ ТЕХНИЧЕСКОГО КОНТРОЛЯ.
.[РАЗД. V
включительно; утверждать запроектирован-
ный технологом контрольный процесс, фикси-
руемый в операционной . карте; принимать
рекламации, составлять, редактировать и под-
писывать двухсторонние акты по оценке каче-
ства продукции; устанавливать оклады и раз-
ряд квалификации контрольных мастеров и
старших контролёров в пределах утверждён-
ного штатного расписания; налагать дисципли-
нарные взыскания на подчинённых ему ра-
ботников или представлять их к поощрениям
по заводу; вести прямую переписку со всеми
должностными лицами внутри завода, кроме
директора и главного инженера и их замести-
телей, к которым он обращается только через
начальника отдела технического контроля.
Начальник бюро обязан: знать и правиль-
но толковать технические условия на изго-
товление продукции, принимать активное уча-
стие в разработке и совершенствовании кон-
трольного процесса, в подготовке контроль-
ного оснащения, знать технологию изготовле-
ния изделий в своём цехе, а также содер-
жать в строгом порядке чертежи, опера-
ционные карты и другую техническую доку-
ментацию бюро; внедрять новую технику
контроля и рациональную организацию труда,
обеспечивающие высококачественную работу
контролёров и повышение производитель-
ности их труда; организовать своевременное
предупреждение брака в цехе и изъятие его
из производства; правильно расставлять кон-
тролёров и контрольных мастеров по уча-
сткам с наилучшим использованием их зна-
ний и способностей; проверять их работу и
проводить их систематический инструктаж;
изучать причины возникновения брака, свое-
временно доводить об этом до сведения ад-
министрации для принятия необходимых мер
по улучшению качества продукции; вести си-
стематический учёт и регулярную отчётность
о работе своего бюро и о качестве контро-
лируемой продукции.
Начальник бюро цехового контроля на-
значается и освобождается распоряжением
директора завода по представлению началь-
ника отдела технического контроля.
Мастер отдела технического
контроля. Мастер отдела технического
контроля несёт ответственность: за свое-
временную и качественную приёмку изделий
на своём участке; за правильный инструктаж
подчинённых ему контролёров; за организа-
цию предупредительного контроля на своём
участке; за точное выполнение контрольной
технологии подчинёнными ему контролёрами;
за правильную эксплоатацию измерительного
инструмента, контрольных приспособлений и
приборов, а также за рациональную организа-
цию контрольных пунктов на сваём участке.
Мастеру предоставляются следующие права:
требовать от мастеров производственных уча-
стков прекращения работы при появлении
брака, обусловленного неисправностью обо-
рудования, недоброкачественностью материала
или инструментов; выяснять обстоятельства,
вызвавшие появление брака; определять винов-
ников брака и относить на них убытки от
брака при составлении или утверждении соот-
ветствующих документов.
Обязанности контрольного мастера состоят
в следующем: знать технологию и техниче-
ские условия на изготовление изделий своего
участка; систематически инструктировать и
повышать квалификацию подчинённых ему
контролёров; регулярно проверять их работу
путём выборочного повторного контроля- при-
нятых ими изделий; производить расстановку
контролёров по рабочим местам, обеспечивая
наиболее рациональное использование их ра-
бочего времени и квалификации; системати-
чески проверять соблюдение установленной
технологии обработки изделий и их контроля;
выявлять причины возникновения дефектов и
брака на участке; следить за осуществлением
мероприятий по повышению качества продук-
ции и снижению потерь от брака на участке.
Контролёр отдела технического
контроля. Контролёр отвечает: за каче-
ство приёмки и за правильный подсчёт и офор-
мление первичной документации на принятую
им продукцию; за своевременное предупре-
ждение или оповещение о возникновении брака;
за пропуск брака на последующие операции;
за точное выполнение инструкций, техниче-
ских условий и распоряжений администрации
отдела технического контроля;за сохранность
вверенного ему инструмента и правильное
пользование им.
Контролёру , предоставляются следующие
права: определять качество изделий в цехах
завода; требовать от рабочих, наладчиков
и производственных мастеров немедленного
прекращения дальнейшего изготовления об-
наруженного брака и ликвидации вызвавших
его причин; оформлять первичные докумен-
ты на принятую и забракованную продукцию
за своей личной подписью и персональной
печатью.
Контролёр обязан: определять качество из-
делий в точном соответствии с техническими
условиями, браковать продукцию, не отвеча-
ющую техническим условиям, и оформлять
соответствующую документацию по учёту
выработки; регулярно осуществлять, кроме
приёмки деталей, летучий контроль качества
их обработки на ответственных операциях.
Работа контролёра оплачивается повре-
менно. В целях стимулирования работы кон-
трольного аппарата применяется премиальная
система в зависимости от оперативности ра-
боты, своевременного предупреждения брака
и отсутствия пропуска бракованных и дефект-
ных изделий в производство.
ЛИТЕРАТУРА И ИСТОЧНИКИ
1. Бородачев Н. А., Анализ качества и точности про-
изводства, Машгиз, 1946.
2. Б.е л о у с о в А. В., Организация технического кон-
троля на заводах, Оборонгиз, 1948.
3. Гостев В: И-., Качество штампованных поковок и
методы предупреждения брака в кузнечных цехах,
Машгиз, 1947.
4. Го сте в В. И., Автоматический контроль массовых
автомобильных деталей, Машгиз, 1947. , . ¦ ...
5. Гостев В. И., Технический контроль и борьба с
браком в машиностроении, Машгиз, 1948.
6. Материалы по организации технического контроля
и должностные инструкции работников ОТК на Мо-
сковском автозаводе им. Сталина, 1948.
7. Трапезников В. А., Городецкий И. Е,
Петров Б. Н„ Фельдбаум А, А., Автомати-
ческий контроль линейных размеров изделий, Оборон-
гиз, 1947.
ГЛ. VlIIJ
ОСНОВНЫЕ ПОЛОЖЕНИЯ
597
СТАТИСТИЧЕСКИЕ МЕТОДЫ АНАЛИЗА И КОНТРОЛЯ КАЧЕСТВА ПРОДУКЦИИ,
ХОДА ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА И СОСТОЯНИЯ ПРОИЗВОДСТВЕННОГО
ОБОРУДОВАНИЯ
ОСНОВНЫЕ ПОЛОЖЕНИЯ
К числу наиболее характерных тенденций
современного социалистического машиностро-
ительного производства относятся широкое
внедрение массовых или крупносерийных
производств, рост производительности, до-
стигаемый на базе последовательной механи-
зации и автоматизации производственных
процессов, неуклонное повышение качества
выпускаемой продукции и точности техноло-
гических процессов, непрерывное улучшение
технико-экономических показателей и как
следствие рост рентабельности производства.
Дальнейшее развитие этих: и других положи-
тельных тенденций советского машинострое-
ния тесно связано с широким внедрением на
производстве новых достижений советской
науки, новых методов работы, новых форм
стахановского движения и с общим повыше-
нием технической культуры производства и
квалификации рабочих, мастеров, техников
и инженеров.
В свете этих обстоятельств на передовых
советских машиностроительных предприятиях
были отчетливо осознаны: 1) недостаточность
прежних методов оценки точностных воз-
можностей оборудования, методов расчёта
и обоснования допусков, методов контроля
качества продукции, который ранее понимался
только как контроль годности и т. д.;
2) необходимость замены этих методов новыми,
построенными на научной основе и, в част-
ности, на использовании современных при-
емов теории вероятностей и математической
статистики*; 3) необходимость направления
новых методов прежде всего на анализ и ре-
гулирование хода производственного процесса
с целью своевременного обнаружения начала
разладки хода процесса и ухудшения показа-
телей качества продукции для принятия необ-
ходимых мер ещё до появления брака.
Практика применения новых методов в
советском машиностроении убедительно пока-
зала, что они помимо непосредственных тех-
нических результатов дают также существен-
ный экономический эффект; в весьма сильной
степени способствуют укреплению техноло-
гической дисциплины и повышают общий
уровень технической культуры производства.
Развитие статистических методов в социа-
листической промышленности характеризуется
следующими особенностями: массовостью,
целеустремленностью на повышение качества
продукции, комплексностью и углублением
в существо производственных процессов.
Массовость заключается: в вовлечении
в коллективное использование новых методов
всей массы рабочих, техников, инженеров,
работников науки для неуклонного повыше-
ния качества продукции, совершенствования
производственных процессов; в установлении
тесной связи с развитием стахановского дви-
* В дальнейшем эти методы называются короче ста-
тистичесшми.
жения и социалистического соревнования и,
в частности, с движением бригад отличного
качества. :
Целеустремлённость заключается в не-
прерывном совершенствовании качества про-
дукции и производственных процессов и в до-
стижении этой цели при высокой производи-
тельности труда, лучшем использовании обо-
рудования и материалов и экономном расходо-
вании материальных ценностей.
Комплексность выражается в совокупном
учёте всех свойств продукции (размеров,
формы, качества поверхности, механических
свойств и т. п.), характеризующих её каче-
ство. Одновременно с этим комплексность вы-
ражается в тесной связи задач, разрешаемых
при конструировании новых .. видов изделий
(выбор схемы, габаритов, весов, материалов,
расчётное обоснование допусков и т. д.) с
условиями эксплоатации машины;-(силовые и
температурные деформации, износ и т. д.),
с технологией (расчётное обоснование точ-
ности процесса, выбор.инструмента, приспо->
собления, метода настройки и т. д.), с харак-
теристиками состояния оборудования¦ и со-
стояния средств контроля и т. д.
Углубление в существо производственных i
процессов при комплексном подходе к их
анализу даёт возможность выявления причин,
вызывающих те или иные, ненормальности
и отклонения от запроектированного хода
процесса и возможно более раннего обнару-
жения признаков этих ненормальносте.й.
Внедрение статистических методов осуще-
ствляется наиболее эффективно, если на про-
изводстве правильно и последовательно раз-
решаются следующие вопросы, составляющие
в своей совокупности советский комплекс-
ный метод статистического анализа и кон-
троля качества продукции, хода технологиче-
ского процесса и состояния производствен-
ного оборудования.
1. Проверка расчётного обоснования и це-
лей назначения допусков и других техни-
ческих требований, указываемых конструкто-
рами на рабочих чертежах деталей и узлов.
2. Установление точностных характеристик
оборудования и технологических процессов
в целом и доведение их до уровня прогрессив-
ных норм точности для данного процесса.
3. Установление точностных характери-
стик измерительных средств.
4. Проверка соответствия назначаемых
допусков на обработку изделий с точност-
ными возможностями производства (точность
оборудования, настройки, измерительных
средств).
5. Организация текущего статистического
анализа и контроля, проводимого во время
выполнения очередной операции обработки
детали и являющегося предупредительным,
заблаговременно сигнализирующим о возмож-
ности появления брака.
6. Организация последующего контроля,
проводимого после выполнения очередной
операции или после окончательного изгото-
598
ОРГАНИЗАЦИЯ ТЕХНИЧЕСКОГО КОНТРОЛЯ
[РАЗД. V
вления детали, служащего для отсева нека-
чественной продукции, могущей просочиться
через текущий контроль.
7. Последующий анализ текущих и специ-
альных колтрольных документов с целью вы-
явления возможных дальнейших путей повы-
шения качества и рентабельности производства.
Вышеуказанные особенности советского
направления развития статистических методов
резко отличают его по главнейшим принци-
пиальным гюложениям от порочных направле-
ний многих зарубежных методов, развиваемых
в целях достижения частно-коммерческих вы-
год капиталистических фирм формалистиче-
скими школами англо-американских статисти-
ков. Для этих школ характерны ложные схо-
ластические идеи, например: универсальность
„нормального" распределения производствен-
ных погрешностей и отнесение всех иных
распределений к „ненормальным", и потому
не подлежащим, якобы, изучению по суще-
ству; разделение факторов, вызывающих по-
грешности, на „управляемые" и „неуправляе-
мые" и объявление последних непознавае-
мыми или незаслуживающими внимания и
изучения; отделение задач контроля от задач
анализа и регулирования хода производствен-
ного процесса, от выбора и назначения допу-
сков, от точностных возможностей оборудо-
вания и измерительных средств; ограничение
целей статистического контроля уменьшением
числа контролёров и стабилизацией некоего
среднего уровня качества, выгодного пред-
принимателю; ограничение областей примене-
ния статистических методов только условиями
так называемого „подконтрольного состояния"
производственного процесса, трактуемого узко
формально, вне связи с фактическими воз-
можностями оборудования и задачами непре-
рывного совершенствования процесса и т. д. *
ПРИМЕНЯЕМЫЕ СТАТИСТИЧЕСКИЕ
ПОНЯТИЯ, ТЕРМИНЫ И ОБОЗНАЧЕНИЯ
Теоретико-вероятностные и статистические
понятия и термины, используемые в дальней-
шем изложении и относящиеся к характери-
стикам случайных величин, соответствуют
в общем приведенным в ЭСМ, т. 1, кн. 1-я
в статьях „Сведения из теории вероятностей"
и „Обработка опытных данных и способ наи-
меньших квадратов', а именно (в скобках
даются страницы указанного тома):
Вероятность (стр. 279).
Частость (стр. 280).
Случайные события (стр. 279).
Случайные величины (стр. 281).
Законы распределения (стр. 281 и 295).
Размах варьирования или широта распре-
деления R (стр. 282).
Среднее значение или математическое
ожидание М(х) (стр. 283) **.
Среднее арифметическое значение из
опыта х (стр. 302).
Дисперсия D{x) (стр. 283).
Среднее квадратическое отклонение q(x)
(стр. 283).
Среднее квадратическое отклонение из
опыта а* (стр. 302).
Кривые распределения (стр. 281 и 295)
Закон распределения Гаусса (стр.291, 297).
Средняя квалратическая ошибка среднего
арифметического а— (стр. 305).
Средняя квадратическая ошибка среднего
квадратического отклонения аа (стр. 305).
Медиана или срединное значение Me
(стр. 284) (эмпирическое ее значение обозна-
чается ниже (л).
Мода или наивероятнейшее значение Мо
(стр. 284).
Практически предельное отклонение ?
(стр. 285).
Доверительные границы для величин, опре-
деляемых из опыта (стр. 302).
Коэфициент доверия или доверительная
вероятность (стр. 302)**.
Критерии согласия эмпирического и теоре-
тического распределений (стр. 307).
Способ наименьших квадратов (стр. 310).
Коэфициенг корреляции (стр. 286).
Корреляционный анализ (стр. 315).
Кроме того, в данной статье используются
ещё следующие основные статистические
и технические понятия и термины.
Допуск Д — разность между наибольшим
и наименьшим допускаемыми значениями при-
знака качества изготовленных изделий, ука-
занными на чертеже или в технических усло-
виях.
Середина поля допуска До — полусумма
наибольшего и наименьшего допускаемого
значений признака качества.
Половина поля допуска Ь = -=— полураз-
ность между наибольшим и наименьшим
допускаемыми значениями признака качества.
Производственный допуск &п — допуск, су-
женный по сравнению с заданным допуском Д
(который в этом случае обозначается через Дг
и называется гарантированным), за пределы
которого не должны выходить результаты
измерений, включающие и действительное
значение признака и ошибки измерений.
Контрольные границы Кв и К л —границы
суженной по сравнению с производственным
допуском полосы, за которые не должны вы-
ходить получаемые на практике значения
принятой характеристики признака качества
(х, [х, /?, о и т. д.) в пробе (см. ниже).
Доля брака (дефектных изделий) q— отно-
шение количества изделий, вышедших за гра-
ницы установленного допуска, к общему коли-
честву проконтролированных изделий (ча-
стость).
Средняя доля брака qcp — среднее значе-
ние доли брака, относящееся ко всей выпу-
щенной продукции.
* Некоторые из указанных неправильных положений,
а также связанные с ними ошибочные формулировки про-
никли и в отдельные работы советских авторов, в том
числе и в некоторые из указанных в списке литературы.
** В настоящей статье мы пользуемся для обозначения
теоретического среднего значения символом М (х), а не
Е(х), принятым в 1 т. ЭСМ. так как первый символ бо-
лее привился в технических расчётах.
* В статистической литературе среднее квадратиче-
ское отклонение из опыта часто обозначается не через
ст, а через s. Ниже, как и в т. 1 ЭСМ, применяется обо-
значение а.
** В статистической литературе коэфициент доверия
называется также надежностью, а доверительные гра-
ницы — точностью определения соответственной стати-
стической характеристики ([13] и др.).
ГЛ. VIII]
СООТВЕТСТВИЕ ДОПУСКОВ И ТЕХНОЛОГИЧЕСКИХ ВОЗМОЖНОСТЕЙ
599
Практически предельная доля брака qnp —
наибольшее значение доли брака, могущее
встретиться в отдельных партиях (при неко-
тором принятом коэфициенте доверия, т. е.
вероятности непревышения значения qnp).
Теоретические значения q — вероятности
выхода значения признака качества за гра-
ницы поля допуска.
Относительное количество ошибочных
предупредительных сигналов Q — отношение
количества выходов принятой характеристики
признака качества {х, fj-, R, а нт. п.) за уста-
новленные для неё контрольные границы при
нормальном ходе процесса к общему количе-
ству наблюдений (частость).
Qcp — среднее значение Q, относящееся ко
всему времени изготовления продукции.
Теоретические значения Q — вероятно-
сти выхода принятой характеристики при-
знака качества за границы поля допуска *.
Производственная партия — совокупность
экземпляров продукции, изготовленной по
одному стандарту или по одним техническим
условиям; в более узкой трактовке под про-
изводственной партией часто подразумевают
часть названной совокупности, изготовленной
на определённом участке или в определённый
период времени.
Подконтрольная партия — часть произ-
водственной партии, изготовленная последо-
вательно, без перерывов, в строго одинако-
вых условиях производства, предъявляемая
на контроль.
Выборка — часть продукции, взятая выбо-
рочным способом из всей предъявляемой пар-
тии, подвергаемая непосредственной проверке.
Представительная (репрезентативная) вы-
борка — представляющая всю предъявленную
партию без преимущественного отображения
какой-либо одной- части.
Проба — часть продукции, взятая из-под-
контрольной партии в порядке изготовления
изделий в определённый короткий промежу-
ток времени и подвергаемая непосредствен-
ной проверке для определения значения при-
нятой характеристики признака качества.
Пробу можно рассматривать как вы-
борку для данного момента времени, но не
как выборку из всей партии; как последнюю
её можно рассматривать только при совер-
шенно стабильном ходе процесса с неизменяю-
щимися во времени средними значениями,
рассеиванием и т. д.
ОБЕСПЕЧЕНИЕ СООТВЕТСТВИЯ
МЕЖДУ ЗАДАННЫМИ ДОПУСКАМИ
И ТЕХНОЛОГИЧЕСКИМИ ВОЗМОЖ-
НОСТЯМИ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ
Качество готовой продукции в машино-
строении в значительной степени зависит от
качества материалов, из которых изготовлены
детали, и от качества изготовления деталей.
То и другое регламентируется допусками,
указываемыми в чертежах и технических усло-
* В статистической литературе теоретическое значе-
ние величины Q часто называют уровнем значимости,
а дополнение к пей до единицы — доверительными ве-
роятностями (иногда последними называют сами вели-
чины Q), или коэфициентами доверия, надёжностью
и т. д.
виях. Чем уже и жёстче поставленные до-
пуски, тем, вообще говоря, выше качество
изделия.
С другой стороны, однако, при жёстких
допусках удорожается изготовление изделия
и делается более трудным подбор достаточно
точного и в то же время высокопроизводи-
тельного и экономичного оборудования и тех-
нологического процесса. Поэтому вопрос об
установлении экономически целесообразного
соответствия между заданными допусками и
имеющимися технологическими возможно-
стями предприятия является одной из основ-
ных задач при разработке конструкции ма-
шины и при разработке технологических про-
цессов её изготовления (ЭСМ, т. 7, гл. I).
Фактическое же соблюдение этого соответ-
ствия производством является основной зада-
чей анализа и контроля качества продукции
и хода технологических процессов.
Для полноценного решения поставленного
вопроса все заданные допуски должны быть
прежде всего расчётно обоснованы и сопо-
ставлены между собой. Среди допусков, влия-
ющих на один и тот же качественный при-
знак готовой машины (например, на непра-
вильность положения или на мёртвый ход
ответственного элемента машины), не должно
быть ни излишне жёстких допусков у разме-
ров, оказывающих слабое влияние на качество
готовой машины, ни излишне широких допу-
сков у размеров, оказывающих сильное влия-
ние на качество готовой машины.
Общий уровень жёсткости допусков (клас-
сов точности) отнюдь не должен быть выше
требующегося по расчёту (см. ниже).
Допуски, имеющие правильное расчётное
обоснование и взаимно откорректированные
по их относительной значимости, должны быть
затем сопоставлены с точностными возмож-
ностями имеющегося оборудования при за-
проектированном технологическом процессе.
При любом технологическом процессе неиз-
бежны большие или меньшие погрешности
изготовления в виде отклонений в размерах
деталей, отклонений от заданных геометри-
ческих форм, отклонений характеристик ка-
чества поверхности и т. д.
При настроенных операциях и автомати-
чески работающем оборудовании существен-
ное значение имеют погрешности настройки
производимой в начале изготовления партии,
и подналадки в процессе дальнейшего изго-
товления.
При пользовании в процессе изготовления
деталей измерительными средствами невысо-
кой точности должны быть учитываемы также
и погрешности измерения. Таким образом,
в общем случае задача сопоставления допу-
сков с имеющимися точностными возможно-
стями должна заключаться в установлении
для каждой детали: обеспечивают ли факти-
ческая точность её изготовления, точность
настройки и точность измерений достаточно
малый выход отклонений размеров (или дру-
гих признаков качества) за заданные границы
ноля допуска.
Погрешности изготовления в партии дета-
лей, например, отклонения размера, вызыва-
ются, как известно, многочисленными причи-
нами. Одни из них приводят к отклонениям,
случайно изменяющимся в каждой последую-
600
ОРГАНИЗАЦИЯ ТЕХНИЧЕСКОГО КОНТРОЛЯ
[РАЗД. V
щей детали партии, другие же (например,
постепенный износ инструмента, нагрев, из-
гиб, происходящий от нарастающего измене-
ния усилия резания и т. п.) — к отклонениям,
систематически изменяющимся при переходе
от предыдущей детали к последующей.
Поэтому наиболее полное представление
о ходе производственного процесса изгото-
вления детали с точки зрения оценки точности
процесса получается из диаграмм, характери-
зующих изменение положения центра груп-
пирования отклонений и изменение рассеива-
ния отклонений во времени.
Примеры такого рода диаграмм, которые
в дальнейшем именуются теоретическими
точностными диаграммами хода производ-
ственного процесса, показаны для некоторых
несколько схематизированных производствен-
ных условий на фиг. 5. На каждой диаграмме
жирная сплошная линия [обозначенная на
диаграмме № 1 фиг. 5 через М^(х)— М({х)\
характеризует теоретические положения цен-
тров группирования отклонений размеров де-
талей в различные моменты времени или, что
то же,- для различных порядковых номеров
деталей в партии. Узкая заштрихованная по-
лоса, ограниченная штрих-точечными пунктир-
ными линиями, и широкая полоса, ограничен-
ная штриховыми пунктирными линиями, ха-
рактеризуют теоретическую величину рассеи-
вания отклонений в различные моменты вре-
мени. Половина узкой полосы, обозначенная
на диаграмме № 1 фиг. 5 через d (x), соот-
ветствует значению среднего квадратического
отклонения для 'распределения отклонений
<рДлг) в момент времени t. Половина широкой
полосы, обозначенная на диаграмме № 1
фиг. 5 через ? (х), соответствует практически
предельному отклонению для распределения
отклонений 4t(x), за пределы которого
[i^-*0] выходит всего 0,27°/0 отклонений
размеров. При подчинении «р^ (х) закону Гаусса
(диаграммы № 1—16 на фиг. 5) ширина ши-
рокой полосы 2?f('je) равна Qaf (x).
Установление вида теоретической точност-
ной диаграммы и расчёт её числовых парамет-
ров (типичных для данных производственных
условий значений 2/а,а<)> aft> ? и т. д., показан-
ных на фиг. 5) должны делаться технологом
при проектировании технологического про-
цесса на основании имеющихся данных о ранее
освоенных и изученных аналогичных процес-
сах, данных-о стойкости инструмента, темпе-
ратурном режиме, паспортных характеристик
погрешностей станка при типичных техноло-
гичесьих процессах и различных режимах
обработки и т. д. При отсутствии таких
данных допустимо в качестве временной меры
вместо расчётной теоретической диаграммы
использовать для дальнейшего сглаженные
эмпирические точностные диаграммы (см.
яиже).
Установление технологом теоретической
точностной диаграммы с типичными значе-
ниями 11и, о0 и т. д. не означает, что в реаль-
ных условиях значения эти будут всегда не-
изменными. Наоборот, в ходе работы обычно
. будут возникать обстоятельства, изменяющие
как значения параметров, так и вид диа-
граммы. Однако такое установление, как вся-
кая плановая регламентация, дает базу для
регулирования и контроля процесса, для обо-
снования расчёта допусков и т. д. В отдель-
ных случаях оно, кроме того, может способ-
ствовать направлению технической мысли на
разработку автоматических устройств, ком-
пенсирующих, например, смещение центра
группирования во времени и т. п.
¦ Условия возникновения производственных
погрешностей в значительном числе практи-
ческих случаев таковы, что в качестве пре-
дельного теоретического закона распределе-
ния ср/ (х) („мгновенного" распределения) им
вполне соответствует, на основании известной
предельной теоремы А. М. Ляпунова, закон
распределения Гаусса. В других практиче-
ских случаях столь же обоснованными могут,
быть и негауссовы законы распределе-
ния срДх). Подробнее об этом см. ЭСМ, т. 1,
кн. 1-я, а также [2] и [4].
Знание теоретической точностной диаграм-,
мы.и принятие определённого закона распреде-
ления 4t(x) Для момента времени t позволяют
определить и теоретический закон распреде*
ления <ps (х) для всей партии. На фиг. 5 кри-
вые этих законов распределения, оказываю-
щиеся для всех диаграмм, кроме №. 1, негэус-
совыми, показаны правее каждой из точност-
ных диаграмм. Кривые распределения <p*(jf):
условно показаны пунктиром в начале и конце
каждой диаграммы. Для диаграмм № 1—16
они гауссовы, для диаграмм № 17 и 20 —кри-
вые Максвелла, для диаграммы № 19 — нисхо-
дящая ветвь кривой Гаусса, для диаграмм
№ 21 вначале — кривая Максвелла, в конце—
промежуточная между кривой Максвелла и
кривой Гаусса (или обе иные негауссовы,
как в № 18).
Если погрешности настройки и погреш-
ности измерения'пренебрежимо малы по срав-
нению с погрешностями изготовления (поряд-
ка !/юили менее по сравнению с последними),
то знания теоретического закона <ps (x) по-
грешностей изготовления совершенно доста-
точно для точной количественной оценки
соответствия или несоответствия заданного
допуска и точностных возможностей выбран-'
ного оборудования и запроектированного тех-
нологического процесса. Для этого вычис-
ляется вероятность q выхода отклонений за
границы заданного поля допуска (соответ-
ствующая доле брака или дефектных изделий
в партии):
До-8 +<*>.'
q= f «Pi (¦*) <*•* + J «Pi {x)dx =
= 1 — J
A)
где До — координата середины'заданного поля
допуска; 8—половина величины" заданного
д ¦;
поля допуска, т. е. -у- ; <р? (х)—теоретиче-
ский закон распределения отклонений во всей
изготовленной партии, определённый в той
же системе координат, что и координата До,
т. е. с надлежащим расположением центра
группирования, отклонений в поле допуска Д
(подробнее о «р? (х) см. [4] гл. I и II).
ГЛ. VHIJ
СООТВЕТСТВИЕ ДОПУСКОВ И ТЕХНОЛОГИЧЕСКИХ ВОЗМОЖНОСТЕЙ
601
Примеры производственных условий,
при которых возможно появление
точностных диаграмм, аналогичных
схематизированной теоретической
диаграмме
Схематизированная теоретическая точностная диаграмма
и соответствующая ей кривая распределения отклонений
для всей партии
Изготовление деталей на станках-автоматах
или при настроенных операциях; в обоих слу-
чаях при отсутствии существенного износа ин-
струмента и колебаний температуры, режима
обработки, механических свойств заготовок,
припусков и т. п.
При тех же условиях, что для № 1, но при
наличии в случае обработки наружных по-
верхностей равномерного износа инструмента*
на величину 11 При обработке внутренних
поверхностей диаграмма зеркально поворачи-
вается вокруг вертикальной оси; кривая рас-
пределения не изменяется
При тех же условиях, что для № 2, но при
более интенсивном равномерном износе ин-
струмента и при двух подналадках во время
изготовления партии (на величину 11 )
При тех же условиях, что для № 2, но при
замедленном износе инструмента в случае об-
работки наружных поверхностей. При тех же
условиях, что для № 1, но при замедленном
нагреве инструмента в случае обработки вну-
тренних поверхностей
При тех же условиях, что для № 2, но при
ускоренном износе инструмента в случае об-
работки наружных поверхностей. При тех же
условиях, что для № 1, но при ускоренном
нагреве инструмента в случае обработки вну-
тренних поверхностей
При тех же условиях, что для № 1, но при
замедленном нагреве инструмента и детали
при обработке наружных поверхностей.
При тех же условиях, что для № 2, но при
замедленном износе инструмента при обра-
ботке внутренних поверхностей
При тех же условиях, что для № 2, но при
наличии в случае обработки наружных поверх-
ностей сначала ускоренного, потом замедлен-
ного износа инструмента
* Здесь и дальше речь идёт о величине износа, а не об изменении размера инструмента,
'противоположный износу знак.
могущем иметь
Фиг. 5. Примеры схематизированных теоретических точностных диаграмм и соответствующих им теоретических
кривых распределения всей партии при смещении центра группирования, при переменном во времени рассеивании
и при существенно положительных величинах.
602
ОРГАНИЗАЦИЯ ТЕХНИЧЕСКОГО КОНТРОЛЯ
[РАЗД. V
Примеры производственных условий,
при которых возможно появление
точностных диаграмм, аналогичных
схематизированной теоретической
диаграмме
Схематизированная теоретическая точностная диаграмма
и соответствующая ей кривая распределения отклонений
для всей партии
При тех же условиях, что для № 1, но при
наличии значительных периодических колеба-
ний размеров, вызванных, например, эксцен-
триситетами вращающихся деталей кинема-
тической цепи станка
При смешении трёх одинаковых по объёму
партий (подпартии) с различными настрой-
ками.
При тех же условиях, что для № 1, но при
резких колебаниях механических свойств или
размеров прутков (трёх), сказывающихся
только на изменении размеров деталей
При тех же условиях, что для № 1, но при
равномерном возрастании рассеивания, вызван-
ного, например, затуплением инструмента (без
износа), возрастанием усилий резания и т. п.
При тех же условиях, что для № 1, но при
периодическом колебании режима обработки,
усилий резания и т. п.; то же при периодиче-
ских резких „выбросах" в обе сторонм при об-
работке на станках-автоматах некоторых типов
(неправильное срабатывание цанги, попадание
стружки в механизм и т. п.)
При тех же условиях, что для № 10, но при
резко возрастающих явлениях затупления ин-
струмента, возрастании усилий резания, при
конусности заготовки (прутка) и т. п.
При совместном возникновении условий, как
в № 2 и 10, для случая обработки наружных
поверхностей
П^и совместном возникновении условий, как
в № 2 и 10, для случая обработки внутренних
поверхностей
Фиг. 5 (продолжение). Примеры схематизированных теоретических точностных диаграмм и соответствующих им теорети-
нии и при существенно
ГЛ. VHIJ
СООТВЕТСТВИЕ ДОПУСКОВ И ТЕХНОЛОГИЧЕСКИХ ВОЗМОЖНОСТЕЙ
603
Примеры производственных условий,
при которых возможно появление
точностных диаграмм, аналогичных
схематизированной теоретической
диаграмме
Схематизированная теоретическая точностная диаграмма
и соответствующая ей кривая распределения отклонений
для всей партии
15
При совместном возникновении условий, как
в № 7 и 12, для случая обработки наружных
поверхностей
16
19
20
При тех же условиях, что для № 9, но
когда различные партии (подпартии) отли-
чяются ещё разным рассеиванием, вызванным,
например, различием механических свойств
заготовок (прутков), изменяющих усилие реза-
ния или режимы обработки
Погрешности, имеющие только положитель-
ные отклонения (эксцентриситеты, модули,
торцевые биения и т. п.). при тех же условиях
изготовления, что для № 1, когда исходное
рассеивание на плоскости является круговым
При тех же условиях, что для № 17, когда
исходное рассеивание на плоскости является
эллиптическим; при изготовлении деталей на
некоторых типах станков-автоматов, имеющих
ненормальные „выбросы" в одну сторону (из-за
неправильного срабатывания цянги, механизма
подачи прутка и т. п.)
При тех же условиях, что для № 17, когда
исходное рассеивание является линейным
При тех же условиях, что для № 17, но когда
исходное круговое рассеивание равномерно
увеличивается за время изготовления пзртии
При смешении двух одинаковых по объёму
партий с погрешностями, имеющими только
положительные отклонения, и с разными цен-
трами и величинами исходного кругового рас-
сеивания; при изготовлении деталей на неко-
торых станках-автоматах, когда число ненор-
мальных „выбросов' (см. № 18) увеличивается
с течением времени
<Ptof*> to
ческих кривых распределения всей партии при смещении центра группирования, при переменном во времени рассеива-
подожительных величинах.
604
ОРГАНИЗАЦИЯ ТЕХНИЧЕСКОГО КОНТРОЛЯ
[РАЗД. V
Для производственных условий, приводя-
щих к точностной диаграмме № 1 фиг. 5,
закон распределения <р2 (х) есть закон Гаусса
с параметрами а2 = Aq и о2 = а0. В этом случае
формула A) заменяется более простой:
B)
где Ф (z) — функция Лапласа, значения её
см. ЭСМ, т. 1, кн. 1-я, стр. 98; а0 — среднее
квадратическое отклонение погрешности изго-
товления; 8 — то же, что в формуле A).
В рассматриваемых условиях несоответ-
ствие между заданным полем допуска и име-
ющимися точностными возможностями может
выразиться в нежелательно больших значе-
ниях q вероятности брака (дефектов) в
изготовляемых партиях, рассчитанной по фор-
мулам A) или B). Это будет указывать на
то, что заданный допуск слишком жёстокхдля
выбранного оборудования и технологического
процесса. Или же, наоборот, значение q мо-
жет сказаться весьма малым, практически
равным нулю, что само по себе, конечно, хо-
рошо, но вместе с тем означает, что за-
данный допуск намного шире всего практи-
ческого поля рассеивания возможных откло-
нений при изготовлении партии. Последнее
указывает, что выбрано излишне точное обо-
рудование и можно, повидимому, перейти на
другие, несколько менее точные, но более
производительные или более экономичные
технологические процессы.
Ориентировочное суждение об излишней
или недостаточной точности принятого техно-
логического процесса для выполнения задан-
ного допуска можно сделать также путём
графического построения диаграмм типа по-
казанных на фиг. 5 или путём простого сопо-
ставления величины поля допуска Д = 25 с
величиной з? — среднего квадратического от-
клонения в партии деталей. Если Д значительно
больше 6as (порядка 9а2 и больше) или, на-
оборот, значительно меньше 6as (порядка 4а2
и меньше), то почти наверняка можно ожидать
наличия существенного фактического несоот-
ветствия между допуском и точностью изго-
товления, каков бы ни был закон распределе-
ния ?ЕС*).
Несколько более сложной является точная
количественная оценка рассматриваемого со-
ответствия или несоответствия при. наличии
существенных погрешностей настройки обо-
рудования. В этом случае центр группирова-
ния Mz распределения yz (х) окажется сме-
щённым от заданного наивыгоднейшего его
положения на величину погрешностей на-
стройки. Обозначим величину общей допусти-
мой зоны разброса значений М^ в отдельных
партиях через &Мг, а закон распределения
этих значений через <рк (z). Оценка величины q
(доли брака или дефектов, т. е. выхода от-
клонений, за границы поля допуска) здесь
может представить интерес в двух видах.
Во-первых, можно определить вероятность^^,
соответствующую средней доле брака (дефек-
тов) во всей выпущенной продукции, вклю-
чающей большое число отдельных партий с
различными встречающимися в действитель-
ности погрешностями настройки. Во-вторых,
можно определить вероятность qnp, соответ-
ствующую практически предельному значению
доли брака в отдельных партиях, у которых
погрешность настройки оказалась на границе
допустимой зоны.
Расчётная формула для вероятности qcp
(соответствующей средней доле брака во всей
продукции) в общем случае имеет следую-
щий вид:
Яср = J
н (z)dz =
До+8—z
, C)
где qz —вероятность брака при погреш-
ности настройки, равной z; Ьн — половина
поля допуска погрешностей настройки, т. е.
Ш
—9— ' ^н (z) — закон распределения погреш-
ностей настройки, ограниченных крайними
значениями ± Ьн; До и 8 — то же, что и в фор-
муле A).
Расчётные формулы для вероятности qnn
(соответствующей практически предельной
доле брака в отдельных партиях) в общем
случае имеют следующий, вид (для практиче-
ски предельных погрешностей настройки
8 '
Япр = Я2^Ьи = ! — Ъ(х) dx D)
(при МИ= + Ън);
Япр
(при \М——Ьн), где обозначения те же, что
в формуле C).
Значения qnp в отдельных партиях могут
быть фактически превышены против формул
D) и D') только в незначительном числе
случаев, определяемом по <рн (z), До«, Ьн и ан
по формуле, аналогичной формуле A), а при
распределении погрешностей настройки по
закону Гаусса — по формуле, аналогичной
формуле B).
Если и погрешности изготовления и по-
грешности настройки подчинены закону Гаусса,
то в условиях диаграммы № 1 фиг. 5 и при
ДОл = 0 формулы C) и D) заменяются более
простыми:
/ й \
15)
где о0 — среднее квадратичное отклонение по-
грешностей изготовления, подчинённых закону
Гаусса, art — то же погрешностей настройки;
Ф (z) — функция Лапласа (ЭСМ, т. 1, кн. 1-я,
стр. 98);
F)
где обозначения те же, что в C) и E).
ГЛ. VIH]
СООТВЕТСТВИЕ ДОПУСКОВ И ТЕХНОЛОГИЧЕСКИХ ВОЗМОЖНОСТЕЙ
605
Фиг. 6 и 7 иллюстрируют влияние погреш-
ностей настройки на увеличение поля допуска
и на изменение вида теоретических точност-
ных диаграмм № 1 и 4 по фиг. 5. Аналогич-
ные графические построения могут быть ис-
пользованы и для ориентировочного суждения
об излишней или недостаточной точности при-
Фиг. 6. Теоретическая точностная диаграмма с зоной
A-Mj; допускаемого разброса настроек: / — / и (/) —
(/) — настройка по верхнему пределу; 2—2 и B) — B) —
настройка по нижнему пределу: До—координата середины
поля допуска; 8 — полбвина поля допуска.
нятого технологического процесса, включаю-
щего и процесс настройки, для выполнения
заданного допуска.
Наиболее сложным является расчёт доли
брака или дефектов (q) в тех случаях, когда
имеются существенные погрешности измере-
ния. Если при наличии погрешностей измере-
ния расчёт выхода отклонений вести по ре-
зультатам измерений, то он не совпадает с
фактическим выходом .отклонений действи-
тельных размеров. Поэтому обычно в этих
случаях принято, кроме величины заданного
допуска, называемого тогда гарантированным
(Дг), назначать еще для контроля при изгото-
влении более узкий допуск, называемый произ-
водственным (Дп)- Границы последнего рассчи-
тываются так, чтобы при отбраковке всех дета-
йп-6
Фиг. 7. Теоретическая точностная диаграмма с
зоной допускаемого разброса настроек при
смещении центра группирования Blf); обозначе-
ния те же, что на фиг. 6.
леи, оказавшихся по результатам измерений
вне границ производственного допуска, среди
остальных деталей, признанных годными (как
оказывающихся по результатам измерений
внутри границ производственного допуска),
на самом деле было бы минимальным число
деталей с фактическими отклонениями, выхо-
дящими за границы гарантированного до-
пуска.
Расчёт должен производиться по правилам
теории вероятностей, так как прежний метод
расчёта (вычитание из гарантированного
допуска удвоенной предельной погрешности
измерения) приводит к излишнему ужесточе-
нию производственного допуска, равносиль-
ному получающемуся при расчёте по методу
„максимума — минимума" трёхзвенной линей-
ной размерной цепи (ЭСМ, т. 5, стр. 221).
Теоретически точное определение величины
поля производственного допуска Дп = 2&п при
заданных: величине поля гарантированного до-
пуска Дг-2о*г (фиг. 8), предельной доли брака q
и законах распределения погрешностей изго-
товления ?ъ(х) и погрешностей измерения
ггм (у) заключается в решении уравнения:
я= J ?e(-«) J ?лО0
—oo
+ 00
+ j4w
+ 8r
м 00 йУ
—8П — х
dx.
G)
Если погрешности изготовления и погреш-
ности измерения подчиняются закону Гаусса
Фиг. 8. Схема влияния погрешностей измерения на рас-
пределение принятых деталей и на установление величин:
28П — производственного допуска и 28Г — гарантиро-
ванного допуска; <ро ~ распределение действительных
размеров до разбраковки; <рг — распределение резуль-
татов измерений; <р — распределение действительных
размеров после разбраковки; о0—параметр рассеивания
погрешностей изготовления; а —-то же погрешностей
измерения. Область, зачернённая — доля брака (q) в дета-
лях, принятых как годные.
с параметрами аъ = а0 и а2 = ст0 для пер-
вых и ам и ам — для вторых, то уравнение
G) полу част следующий вид:
а — Ф' -— Ф !—~— —
— ОС L \ /
х — Вп -f aM
. (х — аЛ 1
~ х
где Ф' (z) — табулированная функция Гаусса,
Ф(z) — табулированная функция Лапласа (зна-
чения см. ЭСМ, т. 1, кн. 1-я, стр. 98).
Решение уравнения (8) можно проводить
попытками, пользуясь таблицами Ф' (z) и Ф (г).
Значения величин оГ, а0, а0, ам и ал принимаются
здесь за постоянные. Задаваясь различными
значениями оп, можно численным интегриро-
ванием (или графически по площади под-
606
ОРГАНИЗАЦИЯ ТЕХНИЧЕСКОГО КОНТРОЛЯ
[РАЗД. V
интегральных кривых в указанных пределах)
находить соответствующие значения q, а затем
необходимое значение Вп для заданного q
определить численным или графическим ин-
терполированием по ранее полученным значе-
ниям 5П =flq).
В приложении I, с гр. 644, даны значения отно-
шении -г1 , подсчитанных для некоторых со-
Дг
отношений ог, ст0 и <зм.
Из формул A) и B) и из описанного порядка
вычислений по последней формуле видно, что
теоретическое соотношение между величиной
гарантированного допуска и величиной про-
изводственного допуска при заданном значе-
нии q зависит не только от соотношения
между погрешностями измерения и величиной
гарантированного допуска, но и от такого же
соотношения для величины погрешности из-
готовления. Практически колебания величи-
ны а0 в ограниченных пределах можно не учи-
тывать и брать типичное значение а0 для кон-
кретного оборудования в условиях конкрет^
ного технологического процесса.
Для устранения явных несообэазностей
старого решения по „максимуму — минимуму"
предложены были до установления точных
формул G) и (8) некоторые упрощённые ре-
шения, основанные на искусственных услов-
ных зависимостях. Так, например, пред-
лагалось определять долю q бракованных
изделий в числе принятых техническим
контролем как годные по величине 2Ф (г),
где Ф (z) берётся из таблиц функций Лапласа,
а величина z определяется по формуле
где oj — среднее квадрагическое отклоне-
ние результатов измерений, о2 — то же погреш-
ностей измерения (ЭСМ, т. 5, гл. II, стр.222).
В наших обозначениях
i:
Теоретической почвы эта формула для z не
имеет, ибо теоретическая трактовка её, что
V Oj -\-. af; является якобы средним квадрати-
ческим отклонением действительных размеров,
совершенно неудовлетворительна. Рассеивание
результатов измерения сг, всегда больше, чем
рассеивание действительных размеров, а не
наоСорот, ибо первое объединяет рассеивание
действительных размеров, вызванных погреш-
ностями изготовления с0, и рассеивание погреш-
ностей измерения чм. Однако величина умень-
шения гарантированного допуска 25Г для по-
лучения производственного 25П , рассчитанная
для задаш ого небольшого значения q посред-
ством- указанного искусственного приёма, бу-
дет получаться меньшей, чем излишне боль-
шая при подсчёте по „максимуму -- минимуму"
и в частных случаях может оказаться близкой
к правильно рассчитанной. Во многих слу-
чаях, однако, она оказывается излишне
малой.
Формулы G) и (8) соответствуют слу-
чаю пренебрежимо малой погрешности на-
стройки оборудования. Если же последние
являются существенными, то от величины q
по формуле G) и (8) должен быть сделан
переход к более сложным формулам для qcp
или qnp подобно тому, как выше это было
сделано (через величину qz) при переходе от
формул A) и B) к формулам C) и D). В этом
последнем наиболее сложном для точного
расчёта случае ориентировочное суждение
о соответствии или несоответствии заданному
допуску имеющейся точности оборудования,
настройки и измерительных средств может
быть сделано, если при графических построе-
ниях, типа показанных на cj иг. 6 и 7, доба-
вить еще по обоим краям диаграммы по по-
лосе шириной, равной величине (Ьг — 8П), рас-
считанной по таблице приложения I.
В результате расчёта величины доли бра-
ка q (или qcp, qnp), а если такового расчёта
нет, то хотя бы в результате ориентировоч-
ного суждения по графическим построениям
либо по сопоставлению 4 с as , может встать
вопрос о необходимости приведения в лучшее
состояние оборудования, а если это уже сде-
лано, то о принятии других мер для достижения
отсутствующего соответствия между заданным
допуском и имеющимися точностными воз-
можностями производства. ¦
В одних случаях экономически целесооб-
разным решением может оказаться технология,
рассчитанная на практическое отсутствие за
время изготовления партии износа и затупле-
ния инструмента. Тогда можно, например, за
счёт применения высокостойкого инструмента
требовать процесса без смещения центра
группирования и без изменения рассеивания,
т. е. осуществления точностной диаграммы
по типу № 1 на фиг. 5. При этом допуск на
изготовление может приниматься равным или
несколько большим суммы величин практи-
чески предельного поля рассеивания погреш-
ностей изготовления и зоны погрешностей на-
стройки. Сумма должна быть простая ариф-
метическая или двойная по правилам теории
вероятностей (алгебраическая и квадратичная),
смотря по тому, какие характеристики погреш-
ностей настройки установлены (величина зоны
или среднее значение и среднее квадратиче-
ское отклонение). Расположение зоны погреш-
ностей настройки может быть в центре поля
допуска.
В других случаях, наоборот, экономически
целесообразным решением будет отказ от
дорогостоящего высокостойкого инструмента
и допущение некоторой величины смещения
центра группирования, вызванного износом,
или некоторого увеличения рассеивания, вы-
званного затуплением инструмента, т. е. осу-
ществление точностной диаграммы по типу
№ 2—7 или № 10, 12, 13, 14 на фиг. 5. При
этом допуск на изготовление должен прини-
маться равным сумме уже трёх или четырёх
факторов: кроме двух, указанных выше, ещё
величины смещения центра и увеличения
практически предельного рассеивания. В рас-
сматриваемом случае могут быть ещё ва-
рианты с более медленным износом (малый на-
клон линии средних значений на точностной
диаграмме) и с редкими поэтому подна-
ГЛ. VIII]
ИЗУЧЕНИЕ ДОПУСКОВ И ИХ ОБОСНОВАНИЙ
607
стройками оборудования для компенсации из-
носа или же с болег частыми поднастрой-
ками при допущении ещё более дешёвого
менее легированного инструмента (диаграммы
типа № 3 на фиг. 5, но с разным числом
повторяющихся участков). Расположение зоны
погрешностей настройки здесь должно быть
ближе к границе поля допуска, противопо-
ложной границе, в сторону которой происхо-
дит смещение центра, например, ближе к ниж-
ней на диаграммах № 2, 3, 4, 5, 7, 13, 15 и
ближе к верхней на диаграммах № 6 и 14
фиг. 5.
В третьих случаях достижение экономи-
чески целесообразного соответствия будет
получаться за счёт сильного сокращения ве-
личины зоны погрешностей настройки путём
перехода на более совершенные и точные, но
и более медленные и дорогостоящие методы
настройки оборудования; при этом может
оказаться возможным переход на менее
точное, но более производительное оборудо-
вание. На точностных диаграммах типа, пока-
занных на фиг. 6 и 7, здесь будет сокращаться
зона 1 — 2 за счёт увеличения зон 1 — (I) и
2- B).
В четвёртых случаях решение может быть
принято противоположное: применить более
точное оборудование или добиться уменьше-
ния рассеивания при существующем, позво-
лив этим принять менее точные методы на-
стройки [большая зона 1 — 2 при малых зо-
нах 1 — A) и 2—B) на фиг. 6 и 7].
Наконец, в некоторых случаях необходи-
мое соответствие может быть достигнуто за
счёт изменения точности измерительных
средств: повышение её для получения меньшей
разности между гарантированными и произ-
водственными допусками или, наоборот, до-
пущение более грубых средств контроля
при сужении производственного допуска,
т. е. при переходе на более точное оборудо-
вание.
Во всех рассмотренных примерах подлежит
экономическому обоснованию и сама вели-
чина q — выхода деталей или изделий за гра-
ницы гарантированного допуска, особенно
в тех случаях, когда этот выход будет не
окончательным браком, а исправимым дефек-
том, требующим только дополнительных опе-
раций (доделок, регулировок и т. п.). Если
стоимость последних ниже разницы стоимости
изготовления деталей или изделий по более
узким допускам, то может оказаться экономи-
чески целесообразным расширение допусков
сверх установленных по расчёту размерной
или кинематической цепи, увеличивающее
в заранее определенных пределах долю дета-
лей или изделий, подвергаемых дополнитель-
ным операциям.
Принятие того или иного варианта реше-
ния оказывает существенное влияние и на сле-
дующие этапы, т. е. на выбор средств и ме-
тодов текущего и последующего контроля.
Так, например, принятие варианта с точностной
диаграммой типа № 1 на фиг. 5 позволяет
установить текущий контроль с более редким
взятием проб, чем при принятии варианта
с точностной диаграммой типа № 3 на фиг. 5
и с частыми поднастройками (большим накло-
ном линии средних значений при быстром из-
носе инструмента).
УСТАНОВЛЕНИЕ ЦЕЛЕЙ НАЗНАЧЕНИЯ
ДОПУСКОВ И ПРОВЕРКА РАСЧЁТНОГО
ИХ ОБОСНОВАНИЯ
Для возможности установления экономи-
чески целесообразного соответствия между
заданными допусками и точностными возмож-
ностями предприятия большое значение имеет
правильное решение вопроса о выборе зна-
чений допусков. Поэтому изучение допусков
как в отношении цели их назначения, так и
в отношении проверки правильности их рас-
чётного обоснования составляет важный этап
комплексного анализа качества продукции и
хода технологического процесса. Следует
иметь в виду, что недостаточное внимание к
этому вопросу может привести к тому, что
большая работа, связанная с организацией
статистического контроля качества продукции,
может оказаться в значительной мере напрас-
ной, если она будет относиться к деталям с
маловажными или необоснованно назначен-
ными допусками.
По цели назначения допуски разделяются
на конструкторские, обеспечивающие ка-
чество окончательно изготовленных дета-
лей и узлов, и технологические, обеспечива-
ющие правильность и экономичность вы-
полнения промежуточных технологических
операций.
Конструкторские допуски в свою очередь
могут быть подразделены на три основные
группы:
а) допуски на посадку двух сопряжённых
деталей;
б) допуски на сопряжённые размеры, вхо-
дящие в размерные цепи;
в) допуски на размеры и геометрическую
форму элементов кинематических цепей.
Допуски на посадку в основном имеют
целью обеспечение: а) правильного сопряже-
ния деталей, необходимого для нормального
функционирования машины; б) взаимозаменяе-
мости там, где это требуется. Характер полу-
чаемых соединений в партии изделий опреде-
ляется не только выбранным типом посадки
(прессовые, подвижные, переходные), кон-
структивными элементами деталей и т. д.
(см. ЭСМ т. 5, гл. I, стр. 7), но и фактиче-
ским распределением отклонений размеров
деталей по полю допуска и качеством сопря-
гаемых поверхностей. В отношении ответ-
ственных допусков этой группы большое зна-
чение имеет обеспечение наибольшей одно-
родности изготовления деталей по всем при-
знакам качества соответственно характеристи-
кам последних, принятым при конструктор-
ском расчёте.
Поэтому здесь основной задачей произ-
водственников является строгое соблю-
дение допусков и других регламентации без
систематических уклонений от них ни в сто-
рону увеличения, ни в сторону уменьшения
погрешностей изготовления, добиваясь ма-
ксимальной экономичности и производитель-
ности работы при заданном уровне точ-
ности. Характерным для этой группы допусков
является то обстоятельство, что здесь умень-
шение погрешностей изготовления (сужение
допусков) может оказаться не только не по-
лезным, но даже и вредным. Если, например,
608
ОРГАНИЗАЦИЯ ТЕХНИЧЕСКОГО КОНТРОЛЯ
[РАЗД. V
оно будет сделано изолированно для какой-
либо одной детали, это может привести к нару-
шению расчёта сочленения сопрягаемых дета-
лей и к появлению на сборке лишних пригонок
и доделок. Если это будет сделано в виде при-
ближения к номиналу обеих сопрягаемых де-
талей, сочленяемых по подвижной посадке,
оно может привести к увеличению числа за-
еданий при сборке и т. д.
Проверка правильности расчётного обосно-
вания допусков этой группы заключается в
проверке соответствия выбранной посадки
требующемуся характеру соединения в усло-
виях эксплоатации, учёта условий смазки
(в подвижных и отчасти переходных посадках),
учёта скручивающих или сдвигающих момен-
тов и прочности деталей (в прессовых посад-
ках), учёта частоты разборки и сборки (в пе-
реходных посадках), соответствия между ха-
рактером соединения по типу посадки и классу
точности и требованием на качество поверх-
ности и механические свойства поверхностного
слоя; расчёта вероятности получения различ-
ных натягов и зазоров в пределах поля по-
садки (о последнем см. ЭСМ, т. 5, гл. I, стр. 20).
Допуски на размеры, входящие в раз-
мерные цепи, в основном имеют целью
обеспечить: а) нормальное проведение сборки
машины без каких-либо пригонок и доделок,
б) взаимозаменяемость там, где это требуется,
в) правильность сопряжения входящих в раз-
мерную цепь отдельных деталей (аналогично
допускам на посадку). В отношении ответ-
ственных допусков этой группы требование
жёсткого соблюдения однородности распреде-
лений по полю допуска может быть несколько
ослаблено, остальные же замечания, сделан-
ные по предыдущей группе, остаются в
силе.
Проверка правильности расчётного обосно-
вания заданных допусков размерной цепи дол-
жна состоять не только в установлении наличия
соответствующих расчётов, но и в ознакомле-
нии с методом, которым произведён расчёт,
и в сопоставлении между собой отдельных
заданных допусков по их влиянию на погреш-
ность замыкающего звена цепи и по эконо-
мической целесообразности их назначения.
Расчёт допусков: старым методом алге-
браического сложения наихудших отклонений
всех допусков (так называемые расчёты на
„максимум — минимум" и „абсолютную взаимо-
заменяемость") всегда приводит к ненужному
ужесточению допусков (в длинных размерных
цепях до 3—4-кратного ужесточения). Прове-
дение расчёта еще сохранившимся кое-где
приемом „квадратичного сложения" всех до-
пусков (корень квадратный из суммы квадра-
тов) также является неправильным, так как
приводит обычно к существенно заниженным,
чрезмерно широким допускам и к браку на
сборке. Проведение расчёта по некоторым
„обобщённым" средним эмпирическим коэфи-
циентам, выведенным для квадратичного или
алгебраического суммирования (применяется,
например, в приборостроении), может дать
удовлетворительное соответствие только в
частных случаях, близких по условиям к тем,
при которых определялись эмпирические коэ-
фициенты, и поэтому тоже рекомендован быть
не может (о недостатках старых методов
расчёта см. [3], ч. III, гл. I).
Правильные методы расчёта допусков
основаны на правилах теории вероятностей,
требующих алгебраического суммирования ве-
личин, характеризующих центры группирова-
ния, и квадратичного суммирования величин,
характеризующих рассеивание относительно
центров. Расчётные коэфициенты должны при-
ниматься теоретически обоснованные и отно-
сящиеся к тем конкретным производственным
условиям, для которых производится расчёт.
Соответственные указания даны, примени-
тельно к линейным размерным цепям, в т. 5,
ЭСМ, гл. I, стр. 105—108. Аналогичные теоре-
тико-вероятностные методы разработаны и
для расчёта плоскостных размерных цепей,
т. е. цепей, образованных непараллельными
размерами, лежащими в одной или в парал-
лельных плоскостях (см. [3], ч. II, гл. II и
[2], ч. III, гл. II).
В расчёте допусков размерных цепей дол-
жны также учитываться: а) температурные и
силовые деформации, б) износ поверхностей
при эксплоатации, в) фактические условия
сборки (в частности, что весьма важно здесь,
частичный подбор деталей, если таковой имеет
место) и г) связи между погрешностями от-
дельных звеньев. Имеющиеся в литературе [4]
рекомендации по этим вопросам позволяют
совершенно снять ошибочное мнение о том,
что применение теоретико-вероятностных
методов расчёта допусков требует якобы
устранения привычки сборщиков к разумному
подбору деталей.'
Допуски на размеры, входящие в кинема-
тические цепи, в основном имеют целью обес-
печить эксплоатационную точность изделия
(машины, прибора) таким образом, чтобы до-
пускаемые погрешности в изготовлении де-
талей не увеличили чрезмерно погрешности
всего изделия. Так как в борьбе за повышение
качества выпускаемых изделий целью является
уменьшение этой последней погрешности,
основной задачей производственников в отно-
шении допусков этой группы является все-
мерное уменьшение погрешностей изгото-
вления.
Проверка правильности расчётного обосно-
вания допусков соответствующих кинемати-
ческих цепей является наиболее сложной. Ос-
новные правила и формулы для проведения та-
ких расчётов применительно к машинам (при-
борам), детали и звенья которых не подвер-
гаются большим силовым и температурным
деформациям, изложены в ЭСМ, т. 2, гл. Ill,
стр. 95—118. В дополнение к ним следует
иметь в виду в общем случае расчёта необ-
ходимость следующего:
1) введения в перечень первичных ошибок
кинематических цепей отклонений в распо-
ложении поверхностей элементов кинематиче-
ских пар и искажений их геометрической
формы, вызванных силовыми и температур-
ными деформациями деталей и износом их
при эксплоатации;
2) учёта влияния регулировочных операций,
производимых при сборке узлов и машин (при-
боров), частичного подбора деталей, если это
имеет место, и т. п.;
3) увязки расчёта ошибок кинематических
цепей с расчётом посадок отдельных кинема-
тических пар и с расчётом ошибок размер-
ных цепей, замыкающие звенья которых опре-
ГЛ. VIII]
ТОЧНОСТЬ ОБОРУДОВАНИЯ И ХАРАКТЕРИСТИКИ ПРОЦЕССА
609
деляют первичные ошибки соответственных
кинематических цепей;
4) увязки расчёта с выбором техноло-
гических и метрологических баз реальных
деталей;
5) применения в надлежащих случаях
более диференцированных формул суммиро-
вания ошибок, учитывающих различные виды
связей между первичными ошибками, явле-
ние трансформации законов распределения
некоторых первичных ошибок при переходе
от распределений производственных погреш-
ностей к ошибкам положения звеньев в ме-
ханизме и т. п. (подробнее см. [4]).
Пример наглядного сопоставления между
собой отдельных заданных допусков кинема-
тической цепи по их влиянию на эксплоатаци-
онную точность изделия показан на диаграмме
фиг. 9. По горизонтальной оси отложены
mil
Порядковые номера допусков
Фиг. 9. Диаграмма сопоставления допусков; Дер. — влия-
ние допуска на общую точность изделия.
порядковые номера / всех допусков на те по-
грешности изготовления деталей, которые
влияют на точность всего изделия. По верти-
кальной оси отложены частные погрешности
Д<Р/ ведомого звена (или другого элемента) из-
делия, вызванные изолированным действием
каждой i-н первичной погрешности Д^/. Между
погрешностями Л#г и Д<р, имеется соотноше-
ние &4i=AiAqi, где коэфициент пропорцио-
нальности Ai определяется передаточным от-
ношением и другими конструктивными пара-
метрами машины, влиянием применяемых
приёмов регулирования при сборке и т. д. Зна-
чения величин Д<?,! сопоставляются с трудно-
стями выполнения каждого допуска, например,
с классом точности. Если оказывается, что
большие значения Дер/ относятся к грубым
допускам, а малые к точным (как это именно
и имеет место в реальном случае, изображён-
ном на фиг. 9), то с рассматриваемой точки
зрения установленные допуски необосно-
ваны *. Еще большую наглядность описанная
диаграмма приобретает, когда рядом с ли-
ниями, обозначающими Дер/, наносятся в сопо-
ставимом масштабе линии, пропорциональные
классам точности или, ещё лучше, пропор-
циональные стоимости обработки детали по
соответственному размеру. Весьма полезно
также отдельно обозначить на диаграмме си-
стематические и случайные части ошибок Дер/.
Неравномерность значений Д<р/ особенно
невыгодна в отношении их случайных частей,
так как это весьма отрицательно сказы-
вается на квадратичном суммировании, где
* Для допусков высоких классов точности могут,
конечно, в отдельных случаях иметься и другие важные
обстоятельства (износостойкость и т. п.), обосновывающие
их назначение.
89 Том 15
квадрат отдельного большего значения ста-
новится доминирующим над суммой всех
остальных квадратов. Поэтому обычно описан-
ное сопоставление между собой отдельных
допусков приводит к возможности их улучше-
ния и с технической, и с экономической точек
зрения.
Описанные три группы не исчерпывают
всех возможных разновидностей конструктор-
ских допусков в современном сложном ма-
шиностроении; в зависимости от обстоя-
тельств они могут быть дополнены или видо-
изменены.
Технологические допуски устанавливаются
технологами при разработке технологического
процесса на выполнение всех операций от
заготовки до получения окончательного раз-
мера по чертежу. Чтобы получить готовую
деталь в соответствии с требованиями чер-
тежа, необходимо выполнить • ряд технологи-
ческих операций, например, обдирку, об-
точку, шлифование и т. д. Следовательно,
только одна конечная операция будет выпол-
няться с допуском по чертежу, установлен-
ным конструктором машины. На все же
остальные операции допуск устанавливает тех-
нолог. К этим допускам относятся и допуски
окончательных операций, когда на выполняе-
мый размер детали допуск по чертежу кон-
структором не установлен (свободный размер).
Допуски данной группы непосредственного
влияния на качество работы изделия не ока-
зывают, они служат только для регламентации
общего качества производственного процесса.
Поэтому в основу их расчёта должны быть
положены точностные возможности техноло-
гического процесса и припуски на обработку.
Основной задачей производственников являет-
ся отыскание всё более производительных и
экономичных технологических процессов, хотя
бы это и сопровождалось пересмотром уста-
новленных технологических допусков и до-
пусков на свободные размеры.
УСТАНОВЛЕНИЕ ФАКТИЧЕСКОЙ
ТОЧНОСТИ ПРОИЗВОДСТВЕННОГО
ОБОРУДОВАНИЯ И ТОЧНОСТНЫХ
ХАРАКТЕРИСТИК ПРОИЗВОДСТВЕННОГО
ПРОЦЕССА
Для установления экономически целесо-
образного соответствия между заданными до-
пусками и точностными возможностями пред-
приятия большое значение имеет правильная
оценка фактической точности имеющегося
оборудования. Наилучшим решением этого
вопроса является, как уже отмечалось, со-
ставление технологом во время проектирова-
ния им технологического процесса, теорети-
ческой точностной диаграммы хода процесса
во времени (фиг. 5), основанной на паспорт-
ных данных оборудования, расчёте стойкости
инструмента, температурного режима, режима
резания и т. д. Но так как уровень техно-
логической подготовки производства ещё не
всегда позволяет своевременно сделать это,
то могут потребоваться и другие пути рас-
чётного или эмпирического установления точ-
ностных характеристик оборудования и хода
610
ОРГАНИЗАЦИЯ ТЕХНИЧЕСКОГО КОНТРОЛЯ
[РАЗД. V
процесса. С точки зрения обеспечения при-
менения современных методов анализа и кон-
троля качества далеко не все применяемые
характеристики точности являются одинаково
ценными.
Наиболее распространёнными характери-
стиками точности оборудования являются
нормы точности оборудования (ГОСТ) и
таблицы так называемой средней экономиче-
ской точности. Первые применяются главным
образом станкостроителями и при ремонте
оборудования во время его эксплоатации,так
как в них фиксируются в основном геометри-
ческие погрешности деталей и узлов станка,
характеризующие правильность изготовления
этих элементов. Вторыми пользуются пре-
имущественно технологи и проектные органи-
зации для ориентировочного выбора состава
и количества оборудования, потребного для
обеспечения выпуска изделий с размерами
тех или иных классов точности.
Нормы точности оборудования регламенти-
руют только часть первичных погрешностей,
влияющих на качество изготовляемых изделий,
причём, как показали современные исследо-
вания (К. В. Вотинова, А. П. Соколовского
и Др.), в значительной мере не тех, которые
в первую очередь сказываются на точности
размеров изготовления изделий. Кроме того,
ими не учитывается в полной мере количе-
ственное влияние каждой первичной погреш-
ности, а тем более их полной совокупности,
на точность изделий при различных вариантах
технологических процессов. В силу этого
нормы точности не могут быть приняты в ка-
честве суммарной характеристики точности
оборудования, работающего в конкретных
производственных условиях.
Таблицы средней экономической точности
обычно составляются (ЭСМ, т. 7, стр. 4—6,
31 и др.) в виде обобщённых средних
данных, не относящихся к определённым мар-
кам и типам оборудования; они не учитывают
подавно состояния, срока службы и т. д.
отдельных экземпляров оборудования (новые,
бывшие в ремонте, сильно изношенные). По-
мимо этого они, как и нормы точности,
в большей своей части не диференцированы
или мало диференцированы для различных
конкретных условий работы оборудования
(различных видов операций и типов изгото-
вляемых деталей, различных режимов работы,
различных свойств инструмента и т. д.). На-
конец, в некоторых из такого рода таблиц не
указывается, какого рода средние величины
в них даны. Все это затрудняет использова-
ние таблиц средней экономической точности
в рассматриваемых здесь целях.
Более приближающимися к требованиям
анализа и контроля качества продукции явля-
ются приводимые в некоторых паспортах стан-
ков предельные значения возможных погреш-
ностей отдельных элементов изделия (чаще
всего конусность и овальность цилиндри-
ческих валиков или отверстий). Но и они даются
большей частью только для условий наиболее
оптимальных в отношении точности изгото-
вления, зачастую совершенно не оправды-
вающих себя с точки зрения производитель-
ности и экономичности. Кроме того, они
обычно не характеризуют хода процесса во
времени.
Установление опытным путём фактической
точности оборудования и точностных харак-
теристик производственного процесса именно
как процесса, т. е. с выявлением их изменчи-
вости или неизменности во времени, следует
вести указанным ниже путём, сравнительно
несложным и осуществимым в заводских
условиях. Он позволяет получить так назы-
ваемую эмпирическую точностную диаграм-
му хода процесса, могущую служить для про-
верки, а в крайнем случае и для замены со-
ответственной теоретической диаграммы *.
При объёме .производственной партии в не-
сколько сот штук (не менее 300) производится
измерение исследуемого признака качества
подряд во всех экземплярах партии в порядке
их изготовления. При значительно большем
объёме (свыше 500 до нескольких тысяч штук)
измерения можно делать также обязательно
в порядке изготовления деталей, но не под-
ряд, а через равные числа неизменяемых де-
талей (например, через одну, через две, че-
рез девять и т. п.) с расчётом, чтобы объём
получившейся таким путём механической вы-
борки, кроме того, был не менее 200—300 шт.
Если же представляется возможность, то и в
этом случае желательно, кроме того, измерить
подряд по 200—300 шт. в начале, в сере-
дине и в конце большой партии.
Результаты измерений фиксируются в по-
рядке изготовления деталей и в том же по-
рядке наносятся на так называемый времен-
ной график: по горизонтальной оси отклады-
ваются номера деталей в порядке их изгото-
вления (или время t), по вертикальной —
результаты измерения (размеры и т. п.).
Получившийся график является первым гру-
бым прототипом точностной диаграммы,
если на нём мысленно представить среднюю
линию и полосу, охватывающие крайние откло-
нения (см. примеры графиков на фиг. 10—12).
Далее все измерения разбиваются на десять
или более одинаковых последовательных групп
(не менее чем по 20, лучше по 30 измерений
в каждой группе). Для каждой группы вычис-
ляется групповое среднее арифметическое
значение хп групповое среднее квадратиче-
ское отклонение ог и групповые предельные
верхнее и нижнее отклонения ;,fis r и % н*.г (раз-
ность ?(б)/.— ^(Н)г есть групповой размах Rr).
Вычисления удобно производить в таблице
по форме, указанной в примере 1.
Пример 1. Вычисление групповых характеристик
х~ , аг, ?(Н) г и &@) г при числе измеренных деталей
пг = 20.
Полученные при измерения результаты в виде зна-
чений х-, отклонений от номинала 20 последовательно
изготовленных деталей заносятся в графу B) таблицы.
Если измеряются диаметры по нескольким направлениям
или в нескольких сечениях или делаются повторные из-
мерения, то предварительно для каждой детали вычис-
ляется среднее арифметическое из k полученных резуль-
татов для каждой детали. Отклонения берутся в сотых
долях мм или в мк.
* Более сложные специальные статистические приёмы,
обычно применяемые в лабораторных условиях, при
научно-исследовательских работах и при исследовании
точности новых образцов оборудования, описаны ниже
в разделе. „Специальные приёмы исследования эмпириче-
ских точностных диаграмм и кривых распределения"
(стр. 638).
ГЛ. VIII]
ТОЧНОСТЬ ОБОРУДОВАНИЯ И ХАРАКТЕРИСТИКИ ПРОЦЕССА
611
В графу C) заносятся вычисленные значения х-г —ква-
дратов Л'.. По обеим графам вычисляются суммы ? B) и
2 C). Групповое среднее арифметическое значение вы-
числяется по формуле A) ЭСМ, т. 1, кн. 1-я, стр. 302:
2B)
20 '
(9)
t=l
Групповое среднее квадрагическое отклонение рас-
считывается по формуле, получаемой из формулы B)
ЭСМ, т. 1, кн. 1-я, стр. 302:
л -1
nr_1
A0)
Групповые предельные нижнее и верхнее отклонения
берутся непосредственно из графы B> таблицы, т. е.—15
и +18.
I 25
%%.2O
%% 15
Ц^-10
II 5
I °
=¦ -5
T
1 ?(
.'¦-
1 31
14/
1 41
1 fit
17/
IS/
\
>.w
no
it
!
1
*
о
¦.•-
.-
—
—
да
Порядковые номера деталей
Фиг. 10. Пример эмпирического временного графика при
износе инструмента; обточка детали на станке „Индекс".
I -20
и
-¦.
i
-
— / пруток -|—\—
20 30 41
I
"''-'¦'Г
•I
•;ч
—¦|—2прутрк-
1 50 60 70 SO 90 100
I
-.<¦'
^Зпру/пок-^
fiff
1
Порядковые номеоа деталей
Фиг. 11. Пример эмпирического временного графика при
смене прутков без поднастроек; обточка детали на станке
«Индекс".
№ по
пор.
A)
i
2
3
4
1
7
8
9
ю
и
xt
B)
+ З.о
—12,5
+i8,o
— II,О
+7,5
-6,5
+6,о
—б,о
—9.о
+i8,o
+ о,5
C)
+9,о
156,25
324,о
121 ,О
56,25
42,25
Зб,о
Зб,о
8i,o
334, °
о,25
№ по
пор.
A)
12
13
'4
\1
17
i8
19
20
Xi
B)
— 4,о
—15,0
f 8,0
+ 8,0
-6,5
0
— 2,5
+ о,5
+ 3,°
2B) 0,5
C)
16,0
225,0
64,0
64,0
42,25
0
6,25
о,-'5
9
?C) = l6i2,75
S B) —0,5
20
19
19
:-0,025; (^)*=0;
„ 1612,75
19
: —15;
-0=8,49;
.... =+ 18-
Все найденные значения наносятся в виде
ломаных линий на график, который и пред-
ставляет собой эмпирическую точностную
диаграмму (см. примеры эмпирических
диаграмм на фиг. 13—15). На этом же графике
желательно наносить заданное значение для
настройки станка хн, середину и границы
поля допуска (До. до — S' ^0 + &» гЛе s ~ поло-
вина поля допуска). После этого полезно
Фиг. 13. Эмпирическая точностная диаграмма
по фиг. 10.
к примеру
Фиг. 14. Эмпирическая точностная диаграмма к примеру
по фиг. 11.
*'
Х-
*
¦.
¦'
• -
I0 20 30 40 50 60 70 SO 90100 " Ш
порядковые номера деталей
200
Фиг 12. Пример эмпирического временного графика при Фиг. 15. Эмпирическая точностная диаграмма к примеру
колебании размеров и увеличении рассеивания; обточка по фиг. 12.
детали на станке „Индекс".
612
ОРГАНИЗАЦИЯ ТЕХНИЧЕСКОГО КОНТРОЛЯ
[РАЗД. V
сдвинуть разбивку на группы на половину
длины участка группы и для новых групп
построить второй вариант эмпирической точ-
яостной диаграммы, который при правильных
вычислениях и плавном ходе процесса должен
•быть близок к первому. Если в ходе процесса
имелись резкие скачки, вызванные, например,
иоднастройкой, сменой прутка и т. п., то гра-
ницы ближайших групп следует совмещать с
местом скачка (фиг. И и 14).
При получении паЗ—5 партиям эмпириче-
ских точностных диаграмм одного характера
(по значениям хп ar, ?г и по изменению их
во времени) по ним может быть установлена
сглаженная (обобщённая) точностная диа-
грамма, заменяющая теоретическую. Для
сглаженной точностной диаграммы устанавли-
вается и соответствующий теоретический за-
кон распределения всей партии <р2 (х).
В случае, если ход производственного
процесса практически неизменен во времени
[Mt (х) = const и Qt (x) — const], т. е. теоре-
тическая точностная диаграмма соответствует
типу № 1 фиг. 5, то при определении точ-
ностных характеристик оборудования и хода
технологического процесса можно ограни-
читься величинами, относящимися к партиям
в целом (или к механическим выборкам
из них), а не к отдельным группам для
разных промежутков времени. Обычно в этом
случае определяются:
1) среднее значение отклонений от номи-
нала в партии изделий, характеризующее центр
группирования отклонений партии [теоретиче-
ское— M(x)z или эмпирическое дг2];
2) среднее квадратическое отклонение от
центра группирования, характеризующее рас-
сеивание признака качества в партии [теоре-
тическое o(x)s или эмпирическое as];
3)зона разброса средних значений, т. е.
отклонений их от заданного значения, харак-
теризующая погрешности настройки оборудо-
вания, обусловленные принятым методом
наладки (настройки) и квалификацией налад-
чика (теоретическое — Д МЕ или эмпириче-
ское—Дл:^).
Перечисленные характеристики можно на-
ходить, как и рассматривавшиеся выше, раз-
личными путями. Наиболее желателен, но
и наиболее труден путь теоретического рас-
чёта М (x)z, a(xJ, Д МЕ, основанного
на анализе первичных ошибок кинемати-
ческих и размерных цепей, составляющих
механизмы станка, пресса и т. д. (ЭСМ, т. 2,
„Основы теории точности механизмов", т. 5,
„Размерные цепи" и т. 7, стр. 6-7). Особое
значение при выполнении этих расчётов имеет
правильный учёт первичных ошибок, вызван-
ных упругими деформациями, динамическими
усилиями и температурными деформациями.
Силовые деформации деталей станка и обра-
батываемого изделия должны рассчитываться
исходя из исследования жёсткости станка,
колебаний размеров заготовок, износа и за-
тупления инструмента и других факторов, вы-
зывающих колебания усилий резания.
Другой путь заключается в определении
лс?, а2, Дх? опытным путём, т. е. путём изго-
товления для каждой типовой детали несколь-
ких партий и последующей статистической об-
работки результатов измерений размеров или
других параметров деталей по формулам (9)
и A0) или по более удобным при большом
числе измерений формулам обработки по ме-
тоду моментов (ЭСМ, т. 1, кн 1-я. „Обра-
ботка опытных данных", стр. 304 и т. 7, стр. 8,9).
При значительных партиях деталей (тысяча,
несколько тысяч штук) и при достаточно
крупных и представительных (правильно пред-
ставляющих особенности всей партии) выбор-
ках характеристики, полученные опытным
путём (х2, а2, Дж?), будут, как правило, до-
статочно близки к соответственным теорети-
ческим [М (х)%, а(х)%, ДМ2], что следует из
закона больших чисел (о законе больших чи-
сел см. ЭСМ, т. 1, гл. I, стр. 290 и указанную
там литературу). Минимально необходимое ко-
личество деталей в партии для приближённого
определения среднего значения может прини-
маться в 20—30 шт., для приближённого опре-
деления среднего квадратического отклонения
около 50 шт. (о получаемых при этом в опреде-
ляемых значениях погрешностях см. ЭСМ,
т. 1, гл. I, стр. 305).
Третий, еще более приближённый, путь
определения значений перечисленных харак-
теристик состоит в' обобщении данных кон-
трольных диаграмм текущего контроля (см.
ниже), на которые наносятся средние значе-
ния и размахи малых проб (в несколько эк-
земпляров деталей), измеренных через неко-
торые промежутки времени. Приближённость
этого приёма обусловливается недостаточной
представительностью (нерепрезентативностью)
таких малых проб, т. е. не совсем правильным
представлением ими особенностей всей партии,
что может иметь существенное значение,
если фактический ход процесса соответствует
не диаграмме № 1 фиг. 5, а какой-либо
иной диаграмме.
Приближённость может обусловливаться
также и недостаточным зачастую общим чис-
лом измерений.
Из последних замечаний следует, что реко-
мендуемый некоторыми авторами, а также
английскими и американскими стандартами
по статистическим методам контроля, порядок
установления точностных характеристик про-
изводственного процесса только с помощью
накопления данных диаграмм текущего кон-
троля не может быть рекомендован ни как
основной, ни тем более как единственный для
всех разновидностей фактического хода про-
изводственного процесса.
Проверка соответствия между практиче-
скими данными и теоретическими (или обоб-
щёнными эмпирическими) заключается в уста-
новлении значимости расхождений для груп-
повых средних значений (хг), групповых дис«
персий Q2r и распределения веей партии
Для приближённого ориентировочного
суждения о значимости отклонений прак-
тических данных от теоретических до-
пустимо ограничиваться следующими про-
верками:
1) не выходят ли отклонения практических
групповых средних значений хг от соответ-
ГЛ. VIII]
ТОЧНОСТЬ ОБОРУДОВАНИЯ И ХАРАКТЕРИСТИКИ ПРОЦЕССА
613
ственных теоретических Mt(x) из пределов
± 3—~ , где пг — число измерений в группе,
У пг
а аг — групповое среднеквадратическое от-
клонение;
2) не выходят ли отклонения практических
групповых средних квадратических аг от со-
ответственных теоретических <*t{x) из преде-
лов ± 3 J— *',
V2nr
3) не отличается ли практическое распре-
деление отклонений всей партии от теоретиче-
ской кривой распределения cps (х) по сопоста-
вимым площадям, выходящим за пределы пло-
щади, ограниченной теоретической кривой,
более чем на 10<>/0 от всей площади. Всего
проще сопоставление вести по отношению
длин выходящих участков ординат полигонов
распределения или середин прямоугольников
гистограмм к сумме длин всех таких ординат
(включая и невыходящие). В последнем слу-
чае можно пользоваться более жёсткой нор-
мой: 5%.
Если групповые средние значения, группо-
вые средние квадратические отклонения или
практические распределения отклонений
партии выходят из указанных ориентировоч-
ных норм, следует проверить и, если нужно,
изменить вывод теоретической точностной
диаграммы и теоретической кривой распреде-
ления для нормального хода, производствен-
ного процесса или же установить фактические
причины нарушения нормального хода про-
цесса. В последнем случае по устранении уста-
новленных причин нарушения нормального
хода процесса опытная проверка производится
заново. В случаях, когда не удаётся выявить
причин обнаруженных отклонений, может ока-
заться необходимым прибегнуть к более стро-
гим и глубоким приемам сопоставления и ана-
лиза, которые изложены ниже, в разделе
„Специальные приёмы исследования эмпири-
ческих точностных диаграмм и кривых распре-
деления". Установление фактической точности
производственного оборудования при типич-
ных видах технологических процессов пред-
ставляет и самостоятельный интерес для со-
поставления между различными предприя-
тиями, участками и отдельными рабочими до-
стигнутого уровня использования точности
оборудования. Это может быть использовано
как один из элементов социалистического со-
ревнования и борьбы за качество и рентабель-
ность производства.
Особенности получения точностных
характеристик при неавтоматическом из-
готовлении деталей и при косвенных сред-
ствах измерения. При изготовлении дета-
лей по способу пробных промеров и допол-
нительных проходов, что имеет место, на-
пример, при токарной и фрезерной обработке,
при некоторых видах шлифования и т. д.,
* Приведённые формулы относятся к случаям, когда
число измерений tif в группах является большим (не
менее 30) и групповая средняя квадратическая аг может
без большой погрешности отождествляться со средней
квадратической о2 всей партии. При пТ — 25 ошибка со-
ставляет здесь всего 3%. Если пг мало, значение <зг надо
разделить на коэфициент Сп (см. табл. 15 на стр. 623).
точностная диаграмма не является харак-
терным выразителем хода производствен-
ного процесса. Объясняется это тем, что
здесь индивидуальное влияние рабочего на
размер (или форму) каждой отдельной детали
и индивидуальные погрешности измерения
при пробном промере затушёвывают или даже
сводят на-нет (в смысле влияния на получае-
мый размер или форму) те технологические,
физические и механические факторы, для
наглядного представления влияния которых в
служат в основном точностные диаграммы.
Действительно, такие существенные факторы,
как износ инструмента, нагрев его и детали
и т. п., компенсируются при работе по способу
пробных промеров самим рабочим при до-
полнительных проходах, поэтому они не будут
вовсе отражены или будут отражены весьма
недостаточно в точностной диаграмме про-
цесса в целом.
Даже и теоретические кривые распределе-
ния здесь будут оправдываться на практике
только при условии, что рабочий, изготовляю-
щий детали, действительно следует той самой
схеме пробных промеров и ввода ступеней
изменения размеров, которые положены
в основу теоретических схем. В противном
случае на практике будут получаться рас-
пределения, представляющие собой произ-
вольные композиции соответственных теоре-
тических схем. )
Основными обстоятельствами, определяю-
щими вид кривых распределения при изгото-
влении деталей по способу пробных промеров
и повторных проходов, являются: а) стремле-
ние рабочего обеспечить себя от неисправи-
мого брака такой наладкой станка, при ко-
торой центр группирования распределения
оказывается вблизи начала поля допуска, т. е.
вблизи .безопасной" границы, выход за кото-
рую позволяет производить еще дополнитель-
ную обработку; б) порядок проведения до-
полнительной обработки: установкой на сред-
нюю величину дополнительного изменения
размера для всех деталей, вышедших за без-
опасную границу поля допуска, или же уста-
новкой на индивидуальное изменение размера
для каждой такой детали; в) большая или та
же точность дополнительной обработки при
последующих проходах, что и при первом
проходе, предназначенном для получения окон-
чательного размера; г) выбор для дополни-
тельных проходов того же центра группиро-
вания, что и для первого прохода, или
же отнесение его в глубь поля допуска;
д) величина погрешности измерительных
средств, используемых при пробных про-
мерах, сравнительно с величиной поля до-
пуска.
В зависимости от перечисленных условий
теоретические кривые распределения размеров
деталей, изготовленных по способу пробных
промеров, получаются с большей или меньшей
симметрией, с большей или меньшей рез-
костью спада кривой у безопасной границы
поля допуска, с большей или меньшей остро-
вершинностью, с наличием или отсутствием
боковых уступов [2], [4]. В соответствии
с этими особенностями распределений разме-
ров деталей в партии и должны устанавли-
ваться приёмы текущего и последующего
контроля.
614
ОРГАНИЗАЦИЯ ТЕХНИЧЕСКОГО КОНТРОЛЯ
[РАЗД. V
При пользовании косвенными методами
измерения вместо измерения заданного при-
знака качества измеряется другая величина,
обычно связанная с первой некоторой за-
висимостью. В случаях, когда зависимость
функциональная, закон распределения одно-
значно определяется по закону распределе-
ния аргумента и по виду функции (ЭСМ,
т. 1, кн. 1-я, стр. 291). При этом видоизменя-
ются как теоретические точностные диа-
граммы, так и теоретические кривые рас-
пределения и их вероятностные характери-
стики М{х) и о(х). В случаях, когда зависи-
мость между заданными и контролируемыми
признаками не функциональная, а коррелятив-
ная, т. е. когда измеренному значению соот-
ветствует не вполне определенное значение
другого заданного признака, а группа или
область таких значений с различными вероят-
ностями получения последних, анализ точ-
ности хода производственного процесса по
точностным диаграммам и кривым распреде-
ления становится недостаточным. В дополне-
ние к ним или взамен их здесь требуется
применять методы корреляционного анализа
(ЭСМ, т. 1, кн. 1-я, стр. 312; [5] и [12]).
Применение этих методов приобретает
большое значение в тех важных случаях,
когда комплексная оценка качества деталей
охватывает большое количество признаков
(размеров, геометрических форм, качества
поверхности, механических свойств и свойств
поверхностного слоя и т. д.) и признаки эти
являются между собой взаимосвязанными.
В этих условиях может оказаться и эконо-
мически и технически оправданным, если со-
средоточить основное внимание на анализе и
контроле нескольких основных признаков
качества, а в отношении остальных — устано
вить характер связи их с основными и на этой
основе так регламентировать требования
к контролю основных признаков, чтобы ими
полностью, с надлежащей степенью надёж-
ности, обеспечивалось качество детали и го
остальным признакам.
УСТАНОВЛЕНИЕ ТОЧНОСТНЫХ
ВОЗМОЖНОСТЕЙ ИЗМЕРИТЕЛЬНЫХ
СРЕДСТВ
Правильный выбор точностных возможно-
стей измерительных средств и методов их ис-
пользования имеет большое значение для ана-
лиза и контроля качества продукции и хода
производственного процесса, так как значи-
тельные погрешности измерения могут, во-пер-
вых, привести к пропуску бракованных деталей
и изделий, если между заданным полем допуска
(гарантированным допуском) и пределами,
установленными для отбраковки (производ-
ственным допуском), не установлено надле-
жащее соответствие, учитывающее наличие
погрешностей измерения (см. выше, стр. 605);
во-вторых, сильно исказить эмпирические
точностные диаграммы и другие точностные
характеристики, получаемые опытным путем,
и, в-третьих, привести к значительному удо-
рожанию и усложнению производства, если
пределы, устанавливаемые для отбраковки,
сильно снижаются по сравнению с заданным
допуском за счёт погрешностей измерения.
Для характеристики точностных возмож-
ностей измерительных средств существенное
значение имеют не только погрешности по-
казаний, но и цена делений отсчётной шкалы,
точность отсчёта, порог чувствительности и
другие факторы, влияющие на общую погреш-
ность метода измерения (ЭСМ, т. 5, гл. II
„Основные понятия"; там же приведены пре-
дельные погрешности наиболее распростра-
нённых измерительных средств).
Соотношение между практически предель-
ными погрешностями измерения и заданным
полем допуска (или практически предельными
погрешностями изготовления) обычно рекомен-
дуется иметь порядка от 1 :10 до 1 :5. Для це-
лей статистического анализа необходимо его
иметь не менее 1:10, а по возможности и меньше
(до 1 :20). С другой стороны, всегда следует
иметь в виду, что выбор излишне точных из-
мерительных средств может привести к сни-
жению производительности контрольных опе-
раций и к их удорожанию, в частности, если
переход на более точные средства сопрово-
ждается передачей работы более квалифициро-
ванным контролёрам. . ¦
В отношении искажения погрешностями
измерения эмпирических точностных характе-
ристик следует иметь в виду, что результат
измерения как объединяющий случайные по-
грешности изготовления и случайные погреш-
ности измерения будет всегда приводить для
партии деталей к увеличенному рассеиванию
по сравнению с рассеиванием одних погреш-
ностей изготовления. Это, конечно, не отно-
сится к единичному измерению единичных
деталей, когда результат измерения может по-
лучиться и меньшим, и большим, чем действи-
тельный размер. Также не относится это к слу-
чаю, когда погрешности измерения не случай-
ные, а систематические (например, всегда
в меньшую сторону); здесь результаты всех
измерений будут меньше действительных раз-
меров, а рассеивание их для партий деталей
будет или одинаковым с рассеиванием погреш-
ностей изготовления (когда погрешность из-
мерения постоянна; ам = 0), или всё же боль-
шим (когда погрешности измерения система-
тически происходят в меньшую сторону, но
имеют разброс).
Если погрешности измерения только слу-
чайны (без систематической части, т. е. сред-
нее значение их для партии ам = 0) и неза-
висимы от погрешностей изготовления, то
эмпирические точностные характеристики
(групповые и для всей партии) могут быть
уточнены путём исключения значения ом из
результатов измерения ах. В указанных слу-
чаях имеют силу формулы
где aj — среднее квадратическое отклонение
соответственных результатов измерений; и2 —
то же для действительных размеров всей пар-
тии; сг — то же для действительных размеров
группы.
Если погрешности измерения только систе-
матические, постоянные {kM = const), случай-
ная часть их равна нулю или пренебрежимо
мала (зм ~ 0) и если они независимы от по-
грешностей изготовления, то эмпирические
ГЛ. VIII]
ТЕКУЩИЙ КОНТРОЛЬ КАЧЕСТВА ПРОДУКЦИИ И ХОДА ПРОЦЕССА
615
точностные характеристики (групповые и для
всей партии) могут быть уточнены путём ис-
ключения значения Ьм из результатов изме-
рения. В этом случае
где хх — средние значения соответственных
результатов измерений; xz — то же для дей-
ствительных размеров всей партии; хт— то
же для действительных размеров группы.
В общем случае, объединяющем оба пре-
дыдущие, уточнение эмпирических точностных
характеристик может быть сделано и в отно-
шении средних квадратических отклонений, и
в отношении средних значений.
На типобой измерительный инструмент и
приборы имеется стандартная аттестация точ-
ности измерения (в виде предельной погреш-
ности ДИш), гарантируемой данным измери-
телем, утверждённая Комитетом мер и из-
мерительных приборов при Совете Министров
СССР *. Следовательно, при выборе измери-
тельных инструментов и приборов нужно учи-
тывать, чтобы точность выбранного измери-
теля была в необходимом соотношении с до-
пуском на изготовление деталей.
Эмпирическое определение точности при-
меняемых измерительных средств и методов
измерения должно производиться в том слу-
чае, если не имеется надёжных паспортных
характеристик используемых, измерительных
средств.
Для приближённого определения предель-
ной погрешности измерительных средств не-
обходимо многократное измерение (не ме-
нее 20) выбранным измерителем одного и
того же объекта (образец, плитка и т. п.) по
одному месту. На основе полученного резуль-
тата измерения определяется среднее арифме-
тическое значение проведенных измерений х
и затем среднее квадратическое отклонение а
(вычисления ведутся, как в примере 1 стр.610).
Величина ±3а= дПт и будет показывать пре-
дельную погрешность данного измерителя,
вероятность превышения которой составляет
только 0,27°/с. Распределение погрешностей
измерения предполагается здесь следующим
закону Гаусса.
СТАТИСТИЧЕСКИЕ МЕТОДЫ ТЕКУЩЕГО
КОНТРОЛЯ КАЧЕСТВА ПРОДУКЦИИ И
ХОДА ПРОИЗВОДСТВЕННОГО ПРОЦЕССА
Текущим контролем качества продукции
в ходе производственного процесса называется
контроль, производимый во время самого из-
готовления партии изделий (операции) и ис-
пользуемый для анализа процесса и управле-
ния им **. Существенное значение текущего
контроля заключается в том, что он, являясь
предупредительным, даёт возможность заме-
чать начало нарушения нормального хода
производственного процесса ещё до того, как
* Сборник инструкций „Контроль средств измерения
в машиностроении", 1948.
** В литературе и в производственной практике встре-
чается много других названий для данного вида контроля:
Предупредительный, скользяший, летучий, оперативный,
статанализ, статконгроль и др.
это нарушение приведёт к значительному си-
стематическому браку.
Весьма эффективными в смысле надёжного
(при правильном расчёте) обеспечения свое-
временности предупреждения ив то же
время экономически выгодными являются
статистические методы текущего контроля,
при которых контрольные пробы берутся
периодически, с большими перерывами, а су-
ждение о качестве продукции по этим про-
бам производится на основе методов мате-
матической статистики (теории выборки). Осо-
бое значение статистические методы имеют
в тех случаях, когда контроль связан с унич-
тожением или порчей контролируемых экзем-
пляров, а также когда высокая производитель-
ность и автоматичность изготовления приводят
при сплошном контроле (текущем или после-
дующем) к непропорционально большому числу
контролёров.
Существует значительное количество ва-
риантов статистических методов текущего
контроля, различающихся:
а) по характеру контролируемого признака
качества — допускает ли последний количе-
ственные измерения (размер, вес, геометри-
ческие формы, механические свойства и т. п.)
или только качественное определение (срав-
нение с эталонами, оценка по баллам и т. п.);
б) по применяемым средствам измерения —
универсальный инструмент, предельные ка-
либры, автоматические устройства;
в) по применяемым формам фиксирования
результатов контроля — диаграммные методы,
табличные методы, смешанные;
г) по применяемым характеристикам про-
бы путём вычисления вероятностных характе-
ристик (среднего арифметического значения,
медианы, среднего квадратического, размаха
и др.), рассмотрения индивидуальных значе-
ний измерений в пробе и т. д.
При выборе варианта статистического ме-
тода текущего контроля следует иметь в виду
принципиальную необходимость параллель-
ного или обобщённого контроля во всяком
случае двух основных параметров точностных
диаграмм хода процесса: одного, характери-
зующего центр группирования; другого—ха-
рактеризующего рассеивание отклонений при-
знака качества; обоих— в их изменении во вре-
мени.
Кроме того, выбранный вариант текущего
контроля должен быть хоть в какой-либо сте-
пени охарактеризован в отношении: 1) ве-
роятности незамеченного просачивания брака,
т. е. выхода отклонений признака качества
за установленные границы поля допуска при
правильном выполнении процедуры текущего
контроля; 2) вероятности появления ошибоч-
ных предупредительных сигналов, происходя-
щих при отсутствии или незначительности на-
рушения хода производственного процесса;
3) чувствительности к существенному нару-
шению хода процесса.
Ниже приводятся некоторые варианты ста-
тистических методов текущего контроля, по-
лучивших применение в отечественной маши-
ностроительной промышленности. Одни из них
более полно разработаны в теоретическом
отношении, .как, например, диаграммные ме-
тоды средних арифметических и размахов и
метод „упорядоченных выборок". Наибольшей
616
ОРГАНИЗАЦИЯ ТЕХНИЧЕСКОГО КОНТРОЛЯ
[РАЗД. V
теоретической точностью обладают диаграммы
средних арифметических и средних квадра-
тических, но они, и особенно последние, наи-
более трудны для использования в цеховых
условиях. Другие методы более ¦ просты
в практическом применении в цеховых усло-
виях, например, методы группировок (калиб-
ров распределения) и индивидуальных значе-
ний, а из диаграммных методов, основанных
на обобщённых характеристиках,— диаграммы
медиан и размахов. Всесторонней объектив-
ной оценки в теоретическом и практическом
отношениях различных методов и их вариан-
тов в настоящее время ещё не существует.
Диаграммные методы текущего контроля
Областью применения данных методов
являются такие количественно измеримые
признаки качества, как: размеры деталей, веса,
значения конусности, овальности, эксцен-
триситетов, значения характеристик механиче-
ских свойств и т. п.
Общий принцип всех диаграммных мето-
дов — установление для принятых характери-
стик проб, периодически берущихся по ходу
производства, контрольных границ (пределов,
лимитов), более узких, чем границы, регла-
ментированные допусками для всей партии.
Последние часто называются техническими
границами (пределами). Контрольные границы
рассчитываются так, чтобы получение значе-
ний соответственных характеристик вне кон-
трольных границ сигнализировало с некоторой
заданной надёжностью, что появились обстоя-
При отсутствии выходов за контрольные
границы изготовленные детали непосред-
ственно направляются на следующую опера-
цию или на склад; при наличии же такого
выхода в очередной пробе все детали, изго-
товленные между этой и предшествующей
пробой, подвергаются сплошному контролю и
отбраковке негодных.
В некоторых вариантах рекомендуются две
пары контрольных границ с различными рас-
стояниями от середины поля допуска; тогда
при выходе значений признака за пределы
внутренних контрольных границ контролёр
делает только предупреждение, при выходе
же за пределы внешних контрольных гра-
ниц — останавливает изготовление деталей.
Контрольные диаграммы с горизонталь-
ными контрольными границами
для обобщённых характеристик
Статистический метод текущего контроля
с горизонтальными контрольными границами
применяется в производственных процессах,
которые характеризуются точностной диаграм-
мой простейшего типа с горизонтальными по-
лосами (№ 1 фиг. 5), т. е. соответствующие
автоматическому получению размеров при
соблюдении следующих условий: износ и за-
тупление инструмента за время изготовления
партии отсутствуют или весьма малы; темпе-
ратура в поле резца и режимы обработки
стабильны; механические свойства материала
заготовок (прутков) однородны; припуски за-
готовок имеют малый разброс и т. д. Обычно
при соблюдении перечисленных условий (ко-
нечно, далеко не всегда имеющих место) по-
X
12,000
11.990
11,980
11,970
11,960
11,950
11,940
11,930
И
U,ObO
0,040
0,030-
0,020
0,010
п
—тв-
- нв-
1
r-tf-
¦'-
—Kg
2
*
1
^
¦
;
L
?
i
10
1
I
Номера проб
12 /4 16
1
Л
•
? C
X) 1
г)
OJ
5
/
18
1
20
1
2
¦22
2
24
3
2
26
5
2
28
7
TB Ag + 8
Л
Ив $
A ^*
-^
... i
Kg
\
R
i
к* S
<o
i
2 b 6 8 10 12 /« 16 18 20 22 2Ь 2В 23
Номера проб
Фиг. 16. Контрольная диаграмма: а — средних арифметических х\ б — размахов R,
тельства, нарушающие нормальный ход про-
цесса, неустранение которых приведёт к браку.
При появлении такого значения на контроль-
ной диаграмме контролёр делает предупрежде-
ние о нарушении хода процесса или приоста-
навливает изготовление деталей до устране-
ния причины, вызвавшей нарушение нормаль-
ного хода.
лучается гауссово распределение, исходя из
которого и рассчитываются контрольные диа-
граммы.
Контрольная диаграмма сред-
них арифметических. Контрольная диа-
грамма средних арифметических значений х
(фиг. 16, а) представляет собой графлёный
лист, где тонкие вертикальные линии соот-
ГЛ. VIII]
ТЕКУЩИЙ КОНТРОЛЬ КАЧЕСТВА ПРОДУКЦИИ И ХОДА ПРОЦЕССА
617
ветствуют порядковым номерам проб, а тон-
кие горизонтальные линии —значениям изме-
ряемого признака. На диаграмму могут быть
нанесены следующие шесть горизонтальных
линий, необходимых для её расчёта:
а) две центральные сплошные линии Нв
и Hfj, ограничивающие зону допускаемых по-
грешностей настройки оборудования (ЬМ^ );
б) две сплошные линии контрольных гра-
ниц Кв и Кн> ограничивающие зону допускае-
мых отклонений средних арифметических зна-
чений размеров в пробе;
в) две пунктирные линии границ поля до-
пуска Тв и 7# (технических пределов).
Центральные линии Нв и Нц наносятся
симметрично относительно середины поля до-
пуска 40« Если погрешности настройки пре-
небрежимо малы по сравнению с рассеиванием
размеров и с полем допуска (Л„ « 0), вместо
двух центральных линий наносится одна.
Линии контрольных границ Кв и Кн нано-
сятся здесь на расстояниях L— от соответ-
ственных линий Ив и Нц и на расстоя-
ниях /— от соответственных линий Тв и Тн-
На рабочих бланках контрольных диаграмм
обязательно наносятся контрольные границы
Кв и Kjj, а остальные линии могут быть
опущены (если на диаграмму не наносятся
в процессе контроля, кроме значения х, и все
измеренные индивидуальные значения в пробе,
см. ниже, при которых необходимы еще ли-
нии Тв и 71//).
Существует значительное количество раз-
личных рекомендаций в отношении правил
расчёта положения контрольных границ в поле
цопуска, т. е. расчёта расстояний L- и /-.
Большинство из них исходит из предположе-
ния, что ход производственного процесса
строго соответствует точностной диаграмме
№ 1 фиг. 5 и что погрешности настройки
и погрешности измерения пренебрежимо малы
по сравнению с погрешностью изготовления
и величиной поля допуска. Для этих в зна-
чительной мере идеализированных условий
величины L— и- /_ могут быть связаны сле-
х х J
дующими простыми отношениями с величи-
нами: а2 — средним квадратическим отклоне-
нием во всей партии изделий, R — средним
эмпирическим размахом и 8 — половиной поля
заданного допуска:
1) /,_ = Л1аЕ, A1)
где
где
где
2) ^- = A2R,
dnyn '
i—l
3) L- = A3b,
Z
4) h =
A2)
A3)
A4)
где
где
где
_ z
5) /_=
6) U=
A5)
A6)
В формулах A1) —A6) обозначено:
а2 — среднее квадратическое отклонение
признака качества во всей партии изделий;
Rt—размахи отклонений признака качества
в от отдельных пробах (т>20), по которым
устанавливается средний эмпирический раз-
мах R; dn — коэфициент, связывающий сред-
ний размах R с средним квадратическим откло-
нением а? (см. табл. 12); о — половина величины
заданного поля допуска; п—число экземпля-
А 8
ров в пробе; z= отношение половины
величины поля допуска к с2 как к характери-
с-
тике точности изготовления; Z = ———от-
X
ношение расстояния контрольной границы
от соответственной центральной линии к ха-
рактеристике рассеивания средних арифмети-
ческих а— = .
* Yn
При введении в расчёт зоны допускаемых
погрешностей настройки Д М% под символом &
в формулах следует понимать величину
5 =
При пользовании формулами A2) и A5)
число экземпляров в пробе рекомендуется
брать от 6 до 10, что по расчётам Г. И. Егу-
дина [8] и других авторов приводит к наи-
более точному определению L- по эмпири-
ческим размахам.
Величины z и 2 позволяют определить при
сделанных выше предположениях: 1) вели-
чину qfp — вероятность брака или дефект-
ных изделий во всей продукции (выхода раз-
мера из поля допуска); 2) величину Q^ —
вероятность ошибочных предупредительных
сигналов при отсутствии на самом деле
нарушения хода производственного процесса.
Верхние индексы @) введены здесь для
обозначения того, что определяемые вели-
чины соответствуют только фактическому
ходу процесса согласно точностной диаграм-
ме № 1 фиг. 5 и остальным перечисленным
выше в значительной мере идеализирован-
ным условиям. При других более реальных
производственных условиях переход от зна-
чений z и Z к q и Q более сложен, чем пе-
реход от них к q^ и Q(°) при перечисленных
618
ОРГАНИЗАЦИЯ ТЕХНИЧЕСКОГО КОНТРОЛЯ
[РАЗД. V
выше условиях; при последних же формулы
,@)
ДО)
для д^р' и Q^p здесь следующие:
A7)
A8) (
где Ф — функция Лапласа (значения её даны
в ЭСМ, т. 1, кн. 1-я, стр. 98). .
Значения коэфициентов Аь А%, Ав, Л4, Аъ
и А6 даны в табл. 7—11 для некоторых ти-
пичных значений q^ и Q^ (или соответ-
ственных значений z и Z) *. Из приведенных
* В зарубежных и в некоторых советских работах
нередко встречаются рекомендации тех или иных значе-
ний L— и /— (или соответственных коэфициентов при а^
R или 8) без указания значений qCp и QCp или каких-
либо других характеристик доли просачивающегося брака
и доли ошибочных предупредительных сигналов. Встре-
чаются также и неточные или неправильно рассчи-
танные значения названных характеристик. Таблицы
7—11 позволяют оценить такие рекомендации в от-
ношении значений qW и Q^? .
Таблица 7
Значения коэфициентов А^ и А3 для расчёта
L- по а , ули по ^в зависимости от числа экземпля-
х ров п в пробе
Вероятность ошибочных пре-
дупредительных сигналов
Qy^ (при выходе х за обе кон-
трольные границы)
@)
^ср ' °
(Z т 2,33)
@)
Р
(Z *> 2 58)
> )
@)
Q^,'=0M%
(Z«2,8l)
Qg-0,27%
(Z*3,00)
Q^= 0,2%
(Z«3,09)
n
4
5
6
7
8
9
Ю
4
5
6
7
8
9
IO
4
5
6
7
8
9
IO
4
5
6
7
8
9
IO
4
5
6
7
8
9
IO
A»
(no a2)
1,163
1,040
0,950
0,879
0,822
o,775
0,736
1,288
1,152
1,052
o,974
0,911
0,859
0,815
1,404
1.255
1,146
1,061
0,992
0,936
0,888
1,500
1,342
1,225
I,I34
1,061
1,000
o,949
1,545
1,382
1,262
1,168
L093
1,030
O.977
(no ~R)
0,565
o,447
0.375
0,325
0,289
0,261
0,239
0,626
o,495
0,415
0,360
0,323
0,289
0,265
0,682
0,540
o,452
o>349
0,315
0,288
0,729
o,577
0,483
0 4?9
°>373
o,337
0,308
0,750
o,594
0,498
0,432
0,384
o,347
0,317
формул и таблиц видно, что, меняя располо-
жение контрольных границ (величину L—),
можно непосредственно воздействовать на
вероятность появления ошибочных сигналов
(величину Qfl), а меняя расположение гра-
ниц поля допуска (величину допуска Д =2Ь),
или величину зоны настройки (значение Д.М2),
можно непосредственно воздействовать на ве-
роятность просачивания брака (величину qfl).
О более полных оценках вариантов контроль-
ных диаграмм говорится ниже (стр. 631).
Во многих и особенно зарубежных источ-
никах значения L— рекомендуется рассчиты-
вать для Z = 3 (так называемые трехсигмовые
контрольные границы), что соответствует
Таблица 8
Значения коэфициента А3 для расчета L— по 8
®cp
(при выходе x
за обе кон-
трольные
границы)
<?й}=2%
ср
(Z » ЛуОО)
Q == 1%
(|Р« 2,58)
qW =* 0,5%
(Z » 2,81)
( Г\\
q@) = 0 2?0/
-ь ср i и
(Z «O,UU^
Q<,0) = 0,2%
(Z « 3,09)
\
\
п \
4
5
6
7
8
9
ю
,4
5
6
7
8
9
10
4
5
6
7
8
9
ю
4
5
6
7
8
9
ю
4
5
6
7
8
9
ю
/г /
А
2%
о,5оо
о,447
о,4о?
о,378
о,354
о.ЗЗЗ
o,3i6
о,554
о,495
о,452
0,418
o,39i
°,369
о,35о
0,603
O.54O
о,493
0,456
0,427
0,402
0,382
о,б45
о,577
0.527
0,487
о,45б
о,43°
0,408
0,664
о,594
о,542
О,5О2
о,47о
°.443
O.42O
~2,33
1%
о,452
0,404
0,369
о,341
0,319
о, 301
О,286
0,500
о,447
о,4оЗ
о,378
°,354
о 333
0,316
о,545
0,487
о,445
O.4I2
0.385
0,363
о,345
0,582
O.52I
0,476
о,44о
0.412
0,388
0,368
о,6оо
°.537
о,49°
о,453
0,424
о,4оо
°.379
«=2,58
" 0,5%
0,414
o,37i
о,338
о,313
о,293
0,276
О,2б2
о,459
о,4ю
о. 375
°,347
о,324
о,зоб
0,290
о,5оэ
о, 447
0,408
о,378
O.354
о.ЗЗЗ
0,316
о,534
0,478
0,436
0,404
0,378
о,356
о,338.
O55O
о,492
о,449
0,416
0,389
0,367
0,348
«2,8!
0,27%
о,388
O-347
о,317
о,293
о,274
0,258
о,245
0,429
0,384
О35о
о,324
о,304
О,28б
0,271
0,468
о, 418
0,382
о,354
о,331
О.ЗТ2
0,296
о,5оо
о,447
0,408
о,378
о,354
о,333
0,316
о,5Г5
0,461
0,420
0,389
0,364
о,343
0,326
,3,00
0,2%
0,376
O.337
0,307
0,285
0,266
0,251
0,238
°,4'7
о,373
о,34о
о,315
о,295
0,278
0,264
о,454
о,4о6
O.37I
о,343
0,321
0,303
0,287
0,485
о,434
о,39°
0,367
о,343
о,324
0,307
о,5оо
о,447
0,408
о,378
о,354
0,333
0,31°
« 3,09
ГЛ. VIII]
ТЕКУЩИЙ КОНТРОЛЬ КАЧЕСТВА ПРОДУКЦИИ И ХОДА ПРОЦЕССА
619
Таблица 9
Значения коэфициента А^ для расчёта I—-по о-?
Таблица 10
WCp
(при выходе х
за обе кон-
трольные
границы)
Чср -* /о
(Z « 2,33)
(Z ~ 2,58)
<?$ = °'5°/0
(Z « 2,81)
<?(°}=0,27%
(Z « 3,00)
<?^=0,2%
(Z « 3,09)
<?(°)
\ ^/>
л \
6
7
8
9
ю
4
5
.. 6
7
8
9
ю
4
1
7
8
9
ю
4
5
6
7
8
9
ю
4
6
7
8
• 9
ю
П /
/ Z
2%
[.!б3
[,286
с-377
г. 447
с.5°4
I.55I
,591
[,038
.174
.275
.353
,4i6
,468
.512
о,923
1,071
1,г8о
1,2б5
1-334
I.39I
1.439
с
с
1,826
1,985
,101
,192
[,266
[,326
.3/8
0,781
O.944
1,065
1.158
1.234
1,296
L349
«2,33
1%
1,413
1.535
1,626
1,697
1.753
1,800
1,840
[,288
[,434
С524
,6О2
с ,665
[.717
[,761
1,172
1,320
1.43°
1.515
1.583
1,640
1,688
,076
,234
.351
.442
.515
•576
,627
.031
,194
.314
,4о8
[,а.8з
.546
.599
*2,58
О,В»/о
1,644
1.7б7
1.857
1,928
1.985
2,032
2,071
1,519
!.655
L755
1.833
1,896
1,948
1,992
.404
-552
,66i
.746
,815
¦871
.9'9
i.3°7
1.465
1,582
1.673
1.746
1,8о7
1,858
,262
.425
.545
г.бз9
[.74
г.777
1.833
«2,81
0,27%
1.837
1,960
2,051
2,12 г
2,178
2,225
2,265
1,712
1,848
1.949
2,027
2,090
2,142
2,186
1.597
1.745
'.854
1.939
2,008
2,065
2,113
1,500
1,659
1.775
1,866
1,940
2,000
2,052
1.455
1,618
1739
1.832
1,908
1,970
2,023
«3,00
0,2%
1,927
2,050
2,140
2,2 [i
2,268
2,315
2,355
1,802
1.938
2,039
2,117
2,180
2,232
2,276
1,687
1.835
1.944
2,029
2,098
2,155
2,203
1.59°
1.748
1,865
1.956
2,029
2,090
2,141
i,545
1,708
1,829
1,922
1,998
2,060
2,113
«3,09
(#) = 0,270/0, или для близких к ним значе-
ний Z и Q<.°> C,09 и 0,2% и т. п.). По
опыту же ряда наших заводов зачастую вы-
годнее брать большие значения Q^J дли по-
вышения чувствительности метода к разлад-
кам процесса.
При расчёте значения L— необходимо кон-
тролировать одновременно значения /—, ибо
иначе последнее фактически может ока-
заться меньшим минимально необходимого по
расчёту qf^, что будет приводить к увеличе-
нию количества просачивающегося брака.
И наоборот, если согласно некоторым ре-
комендациям расчёт расположения контроль-
ных границ вести по значениям /— , т. е. от
Значения коэфициента А^
®ср
(при выходе х
за обе кон-
трольные
границы)
@)
^ср "" '°
QCn = ^%
(Z ~ 2,58)
@1
Q~J = 0,5%
(Z w 2,81)
mv
^со = °'27°/о
(Z » 3,00)
@)
Q^n = 0,2%
(Z « 3,09)
®ср
\ Л(°)
\
\
л \
4
5
6
7
8
9
ш
4
5
6
7
8
9
ю
4
5
6
7
8
9
ю
4
5
6
7
8
9
ю
4
5
6
7
8
9
ю
" /
/ Z
2%
о,5б5
о,553
о,543
о,535
0,528
O.522
°5'7
о,5О4
°,5«5
о,5°3
о,50о
о,497
о,494
о, 491
0,448
0,460
о,4бб
0,468
о,4б8
0,468
0,467
0,401
о,423
о,435
o,44i
о, 444
°,447
0,448
°,379
0,406
0,420
0,428
о,433
0,436
о,438
«2,33
ДЛЯ 1
1-/о
о,68б
o,66j
0,643
0,627
0,616
0,606
0,598
0,626
0,613
0,601
о,593
0,585
0,578
о,57=>
0,569
о,568
°,564
о,5°о
о,55б
о.552
о. 548
0,5 22
o,53i
O.533
о,533
о, 532
o,53t
0,529
0,501
0,513
0,519
0,521
0,521
0,520
0,519
«2,58
засчёта 1- по R
0,5%
0,793
O.759
о,733
O.7I3
о,697
0,684
о,67з
O.738
о,712
о,б93
0,678
о,66б
0,656
0,647
О,682
О,667
о,б55
0,646
о,6з7
0,630
0,624
о,635
0,630
0,624
0,619
0,613
0,608
0,634
0,613
0,613
0,610
0,606
0,602
0,598
о,595
«2,81
0,27%
0,892
0,843
0,809
0,784
0.765
о,749
0,736
0,832
о,795
0,769
0,750
о,734
0,721
0,710
0,776
0,750
0,732
0,717
0,705
0,695
0,686
0,729
0,713
0,701
0,690
0,681
0,673
0,667
0 707
0,696
0,686
0,678
0,670
0,663
0,657
«3,00
0,2%
о,93б
o,83i
0845
0,818
0,796
0,779
0.765
0,875
0,833
0,8L
0,783
О,7б5
О,75Г
о, 739
0,8:9
0,789
0,767
О.750
о,737
0,725
о,71б
0,772
0.752
0,736
0,723
O.713
0,704
0,696
о,75о
ОЛ34
0,722
0,711
0,702
0,694
0,687
~3,09
границ поля допуска (так называемый способ
проектных или допускных лимитов [11] и др.),
то при этом необходимо контролировать полу-
чающееся значение L—, так как иначе
X
последнее фактически может оказаться мень-
ше минимально необходимого по расчёту Q^j-
А это будет приводить к увеличению коли-
чества ошибочных предупредительных сигна-
лов, к излишним вмешательствам в ход
процесса, а в конечном счёте к снижению
производительности и к увеличению коли-
чества просачивающегося брака. Принятие
последнего пути как косвенного способа воздей-
ствия на производство в направлении повы-
шения точности работы (уменьшения <j2 ) или
изменения допусков (увеличения 8) является
620
ОРГАНИЗАЦИЯ ТЕХНИЧЕСКОГО КОНТРОЛЯ
[РАЗД. V
Таблица 11
Значения коэфициента As для расчёта /- по 8
@)
(при выходе х
за обе кон-
трольные
границы)
ср
(Z=r2,33)
q@) «= i«/o
(Z « 2,58)
@)
Q^« — 0,5°/o
(Z « 2,81)
Q{U) = 0.27%
(Z « 3,00)
^/>n = 0,* /о
(Z « 3,09)
\ ^0)
\
\
n \
4
5
6
7
8
9
Ю
4
5
6
7
8
9
IO
4
5
6
7
8
9
IO
4
5
6
7
8
9
IO
4
5
6
2
9
IO
2%
О "ОЭ
o-553
o,592
0,622
0,646
0,667
0,684
0,446
0,505
0,548
0,582
0,609
0,631
0,650
o,397
0,460
0,507
0,544
o,573
0,598
0,618
o,355
0,423
o,473
0,513
o,544
°.57°
0,592
0,336
0,406
0,458
0,498
0,530
o,557
0,580
«2,33
1%
o,548
0,596
0,631
0,659
0,681
0,699
0,714
0,500
o,553
0,592
0,622
0,646
0,667
0,684
o,455
o,5I3
°>555
0,588
0,615
0,637
0,655
0,418
o,479
0,524
0 560
0,588
0,612
0,632
0,400
0,463
0,510
o,547
0,576
0,600
0,621
«2,58
0,5%
0,586
0,629
0,662
0,687
0,707
0,724
0,738
o,54X
0^590
0,625
0,653
0,676
0,694
0,710
0,500
o,553
o,592
0,622
0,646
0,667
0,684
0,466
0,522
0,564
0,596
0,622
0,644
0,662
0,450
0,508
0,551
0,584
0,611
0,633
0,652
«2,81
0,27%
0,612
0,653
0,683
0,707
0,726
0,742
o,755
0.571
0,616
0,650
0,676
0,696
0,714
0,729
0,532
0,582
0,618
0,646
0,669
0,688
0,704
0,500
o,553
0,592
0,622
0,646
0,667
0,684
0,485
o,539
0,580
0,611
0,636
0,657
0,674
«3,00
0,2%
0,624
0,663
0,693
0,715
o,734
o,749
0,762
0,583
0,627
o,66o
0,685
°,7°5
0,722
0,736
0,546
°,594
0,629
0,657
0,679
0,697
0,713
0,515
0,566
0,604
0,633
o,657
0,676
0,693
0,500
o,553
0,592
0,622
0,646
0,667
0,684
«3,09
естественно, менее целесообразным, чем пред-
варительная непосредственная отладка про-
цесса для заблаговременного обеспечения
нужного соответствия между а2 и 8. Делае-
мые же иногда предположения, что при рас-
чёте расположения контрольных границ по
значениям /— можно вообще обойтись без
установления точностных характеристик обо-
рудования, являются ошибочными, так как
фактически процесс все равно будет приво-
диться к необходимому значению с2, но это
будет сделано в неявном виде и лихорадящими
производство приёмами, или он так и не
сможет при данном оборудовании и техноло-
гическом процессе быть приведён к нужному
значению о?, и тогда весь период „косвен-
него" воздействия окажется ненужной затра-
той средств и времени.
Если, кроме контрольных границ К%
и Кн, на контрольную диаграмму наносятся
ещё две границы для предварительных сигна-
лов, по которым процесс ещё не останавли-
вается, то значение L— для этих вторых гра-
ниц чаще всего рекомендуется рассчитывать
при Z — 2 или брать их вдвое меньшими,
чем Z,—.
X
Контрольная диаграмма раз-
махов (фиг. 16,6) представляет собой такой
же графлёный лист, как и диаграмма х, на ко-
тором наносятся три следующие горизонталь-
ные линии:
а) нижняя сплошная линия, соответствую-
щая нулевому значению R = 0;
б) центральная сплошная линия, соответ-
ствующая среднему значению R;
в) сплошная линия Кв — верхняя контроль-
ная граница размахов, ограничивающая зону
допускаемых значений размахов R в пробе.
На рабочем бланке контрольной диаграммы
можно ограничиваться одной линией Кв.
Центральная линия R наносится на следу-
ющем расстоянии от нулевой линии:
1) если известно среднее квадратическое
отклонение аЕ для всей1 партии изделий,
то на расстоянии
L- = R = йпчъ,
A9)
где dn берётся из табл. 12 в зависимости от
числа измеренных экземпляров п в пробе;
Таблица 12
Значения коэфициента dn в формуле R =
п
4
2,059
5
2,326
6
2,534
7
2,704
8
2,847
9
2,970
dn4
10
3,078
2) если известны только эмпирические
размахи Ri no m предварительным пробам
при одинаковом числе л измеренных экзем-
пляров в пробе, то на расстоянии
III.
"R~ да ^J
B0)
Число проб т должно быть не менее 20.
Для расчета верхней контрольной границы
Кв применяются следующие формулы, опре-
деляющие расстояние Z.^ B контрольной гра-
ницы от нулевой линии:
1) L}
2) L
где
где
3) ^R,B — ?*38>
B1)
B2)
B3)
ГЛ. VIII]
ТЕКУЩИЙ КОНТРОЛЬ КАЧЕСТВА ПРОДУКЦИИ И ХОДА ПРОЦЕССА
621
Таблица 13
Значения коэфициентов Dt и Du для расчёта ?„ в
по о или R в зависимости от числа п
экземпляров в пробе
Вероятность ошибочных предупре-
дительных сигналов Q*,.j (при вы-
ходе R за одну верхнюю границу)
@1
Q;,\? 1%
@)
Q;.J=0,5%
@)
QCn =0,25°/0
@)
v?)..; 0,135%
Q^g=0)l%
п
4
5
б
7
8
9
ю
4
5
6
7
8
9
ю
4
5
6
7
8
9
ю
4
5
6
7
8
9
ю
4
5
6
7
8
9
Ю
(ПО OS)
4,4°
4,60
4,76
4,88
4.99
5,о8
4>б9
4,89
5>°3
5,15
5.26
5,34
5,42
4.97
5,15
5.3O
5,41
5.5°
5,59
5,67
5,21
5,38
5.52
5,бз
5.7а
5,8!
5,88
5,31
5,48
5.62
5.73
5.82
5,9°
5,97
Г)
(по R)
2,14
,98
.88
[,8о
?.75
t ,71
[,68
2,28
г,ю
1,98
[,9Э
t,85
i,8o
1,76
2,41
2,21
2,09
2,О0
1,93
1,88
1,84
2,53
2,31
2,18
2,08
2,О1
1,9б
1,91
2,58
2,36
2,22
2,12
2.O4
1.99
1,94
Значения коэфициентов Db D2 и D3 даны
в табл. 13 и 14. Аналогичные формулы и та-
блицы имеются в литературе и для нижней
контрольной границы /С#> но на практике
последнюю обычно не наносят.
Коэфициенты Dx и D2 связаны с величи-
ной Q^, определяющей вероятность появле-
ния ошибочных предупредительных сигналов
при выходе R за верхнюю контрольную гра-
ницу Кв (фиг. 16, б), а коэфициент D3 свя-
зан ещё и с величиной q^ .
Пример 2. Размер детали 12 '
Технологический процесс запроектирован по точ-
ностной диаграмме № 1, фиг. 5 при значении о- =10 мк,
а зона допускаемых погрешностей настройки принята рав-
ной 10 мк> Погрешности измерительных средств малы
по сравнению с допуском. Требуется проверить соот-
ветствие допуска и технологических возможностей и рас-
считать контрольные границы для диаграмм х и R.
А — ДМ
Таблица 14
Значения коэфициентов Da для расчёта ?
И,В
по § в зависимости от числа п экземпляров в пробе
Q@)
(при выходе R за
одну верхнюю
контрольную
границу)
@)
^ср ~ !°
@)
У\„—0,5 /0
<?[,0)-0,25%
@1
Q,;.n = 0,135%
<о)_о 10/
^ср
\ <7<0)
\ 'ср
\
\
п \
4
5
б
7
8
9
19
4
5
6
7
8
9
IO
4
5
9
ю
4
5
6
7
8
9
ю
4
6
7
8
9
ю
п /
/
/ Z
2%
1,89
1,98
2,°5
з,ю
2,14
2.1«
2,32
2,О2
а,ю
2,l6
2,21
2,26
2,ЗО
2,33
2,14
2,21
2,28
2,33
2,36
2,40
2,44
2,24
2,31
2,37
2,42
2,46
2,5°
2,53
2,28
2,36
2 ,42
2 >ф
2,5°
2,54
2,57
«2,33
1%
1^79
1,85
1,89
1,94
1.97
2,0О
1,82
I.9O
1.95
а.оо
2.O4
2,о7
2,Ю
1.93
а,оо
2,об
2,Ю
2,14
3,17
2,20
2,О2
2,О9
2,14
з,19
2,22
2,26
2,28
з,о6
2,13
2,18
2,22
2,2б
2,29
2,32
«2,58
0,5%
г.57
1,64
1,7°
1,74
1,78
1,84
1,67
1,74
1.79
1,83
1,87
1,9°
^ЭЗ
1,77
1,83
1,89
\?ф
1,99
2,О2
1,86
1,92
1,97
2,О1
2,О4
2,О7
2,09
1,89
1,95
2,О0
2,О4
2,О7
2,Ю
2,13
«2,81
0,27%
1.47
1,53
1,59
1,6з
1,66
1,69
1,72
1,56
1,63
1,68
1,73
!,75
1,78
i,8i
1,66
1,72
1,77
1,80
1,83
1,86
1,89
1,74
1,79
1,84
1,88
1,91
1.94
1,96
1.77
1,83
1,87
1,91
1,94
1,97
1,99
* 3,00
0.2%
,42
,49
,54
,58
,6i
,64
.67
.52
t'58
,67
.7°
ч73
i>75
i,6i
[,67
.72
,75
,78
,81
.83
1,69
[,74
i,79
[,82
1,85
[,88
1,90
1,72
г,77
[,82
[,85
,88
[,9i
1,93
«3,09
Отсюда по формуле A7) определяем вероятность
Находим значение г =
при о
получения брака при нормальном ходе процесса: <г J^=
= 1-2 Ф C)=0ДЮ27, т. е. 0,27%. Это указывает на вполне
удовлетворительное соответствие допуска и технологи-
ческих возможностей.
Значение Q^ — вероятность ошибочных сигналов
при нормальном ходе_ процесса — принимаем равным
0,27% для диаграммы х и 0,5% для диаграммы R. Число
экземпляров в пробе принимаем равным шести.
Расстояние 1_ контрольных границ для х от соот-
X
ветственных центральных линий находим по формуле A1)
и табл. 7 (для qW =0,27%; л=6):
А,=1,225;
X
=1,225-10«12 мк.
622
ОРГАНИЗАЦИЯ ТЕХНИЧЕСКОГО КОНТРОЛЯ
[РАЗД. V
или по формуле A3) и табл. 8 (для тех же Q^l и я и
для qfp - 0,27%);
А3 = 0,408; L Л38 = 0,408-30 «12 мк.
Расстояние /_ — контрольных границ для х от гра-
ниц поля допуска — находим или по формуле A4) и
табл. 9 (для Q^°) = 0,27%, q^ = 0,27%, п = 6):
At = 1,775; /_ = Л4а = 1,775-10» 18 мк,
х s
или по формуле A6) и табл. 11 (для тех же входных
данных):
Л = 0,592; I- = Л6« = 0,592-30-18 мк.
Расстояние Lp— центральной линии на диаграмме R
от нулевой линии — находим по формуле A9) и табл. 12
(для п = 6):
йл=2,534; L^dnaz - 2,534.10«=25 ж/с.
Расстояние Z — верхней контрольной линии
Н, В
на диаграмме R от нулевой линии — находим или по фор-
муле B1) и табл. 13 (для о№ =0,5% и л = 6):
=5,03;
R, В
\, =5,03-10*50 мк,
1
или по формуле B3) и табл. 14 (для Q^o)=o,5%; </°) =
ср ср
=0,27%; /г=6):
i?, В
Расчёт соответствует фиг. 16.
Контрольная диаграмма медиан
(срединных значений). Для производственных
условий, аналогичных указанным на стр. 616,
вместо контрольной диаграммы средних ариф-
метических часто применяют контрольные
диаграммы медиан (см. [13]).
Для определения медианы (срединного зна-
чения) число экземпляров в пробе обычно
берется нечётным. Тогда медианой является
центральное значение в пробе, т. е. то, больше
которого и меньше которого имеется одина-
ковое число значений.
Контрольные границы для медианы р. при
одинаковых числах экземпляров в пробе и
одинаковых значениях Q^ — количества оши-
бочных сигналов при выходе ^ за контроль-
ные границы в рассматриваемых условиях,
когда срх(дг) распределено по закону Гаусса
(точностная диаграмма № 1 на фиг. 5), шире
чем для средних арифметических х (в силу
большего рассеивания р.). Ориентировочно
расстояния L от центральных линий можно
принимать соответственно увеличенными на
20—23% по сравнению со значениями L—, рас-
считанными для диаграмм х (ближе к 23% по
мере увеличения числа экземпляров п в пробе).
Приём пользования медианами при сохра-
нении контрольных границ, рассчитанных для
х, не следует рекомендовать, так как при этом
будут иметь место случаи излишних остано-
вок производства при выходе точек за кон-
трольные границы (между L^ и L—).
Необходимость для обеспечения нужного
значения Q^ расширения контрольных границ
для медиан р. по сравнению с контрольными гра-
ницами для средних арифметических х может
быть компенсирована, с другой стороны, тем,
что за счёт уменьшения времени на вычис-
ления будет увеличено число измеряемых
экземпляров в пробе. Поэтому применение
контрольных диаграмм медиан более целе-
сообразно в тех случаях, когда измерение
признака качества тргбует малого времени
(по сравнению со временем на вычисление
среднего арифметического х) и, наоборот, оно
нецелесообразно, где измерения требуют зна-
чительного времени или тем более сопро-
вождаются разрушением испытываемых об-
разцов.
Вычисление значения <7^при контрольных
диаграммах для медиан производится так же,
как и выше по формуле A7).
Вычисление значения QJW при контроль-
ных диаграммах для медиан сложнее, чем по
формуле A8). В частности, в рассматриваемых
условиях (диаграмма № 1 фиг. бит. д.)
для этого может быть использована следую-
щая формула (при п нечётном), полученная
проф. Н. В. Смирновым:
B4)
где
/-1-ФГ
и, обратно
Ф
2 У А* + п + 1 "
B4')
L —расстояние контрольной границы от цен-
тральной линии; aL — среднее квадратическое
отклонение для всей партии; п — число экзем-
пляров в пробе; Ф (z) — функция Лапласа
(см. ЭСМ, т. 1, кн. 1-я, стр. 98); Sn + 2 (г) -
функция распределения Стюдента (см. ЭСМ,
т. 1, кн. 1-я, стр. 319, табл. 27), для которой
входная величина птабл берётся большей на
2 единицы числа экземпляров п в пробе.
Пример 3. Для условий примера 2 рассчитать кон-
трольные границы для диаграммы медиан jj..
Число экземпляров в пробе принимаем равным семи.
По исходному значению Q>^=0,27% и значениям ц® =
= 0,27% и п = 7 находим из табл. 8 значение коэфи-
циента Ав для L_ = АаЬ, а именно Z,_ = 0,378?. По ука-
х х
занному выше ориентировочному соотношению между
L и L_ приближённо определяем:
L «1,2 L 1,2-0,378=0,454 8=0,454.30*14 мк.
[X X
Тот же практический результат получаем по форму-
лам B4) и B4'). Принимая для Q^J=0,27J/0 в пределах
точности имеющейся на стр. 319 ЭСМ, т. 1 кн. 1-я таб-
лицы S{z) значение S9 (Л) большим 0,993 и меньшим 0,999,
можем взять значение А равным 4,3.
Отсюда:
4,3
2/ 4,32+7+1
=0,418.
ГЛ. VIII]
ТЕКУЩИЙ КОНТРОЛЬ КАЧЕСТВА ПРОДУКЦИИ И ХОДА ПРОЦЕССА
623
По таблице Ф(г) на стр. 98, ЭСМ. т. 1, кн. 1-я находим
—— = 1,39 и, следовательно, L = 1,39-10^14 мк.
В. В. Головинский и М. А. Эстеркин, раз-
работавшие и внедрившие на ряде предприя-
тий контрольные диаграммы медиан, приме-
няют в качестве основного варианта для
пробы в пять экземпляров значение 1^ (от
границ поля допуска), равное 0,66 R, или, что
то же, 1,54 о2, а значение ?„ (от централь-
ных линий) не меньшим, чем 0,5/?, или, что
то же, не меньшим чем 1,16 сг2 . При этих
условиях значение q^c°J получается 0,7%, а
значение Q^—около 30/0. Для пробы в 11 эк-
земпляров ими применяются значения I , рав-
ное 0,59 R (или 1,86 о2 ) и L не меньше чем
0,24/? (или 0,76 о2). При этих условиях значе-
ния q^)p получаются 0,9%, a Q^— около 40/0.
Другие применяемые для медиан контрольные
диаграммы с меньшими значениями / (на-
пример, для п — 5, / = 0,5 R, L ;> 0,5 R) при-
водят к увеличению вероятности брака q^
(до 2% для указанных значений) и могут быть
допускаемы только в качестве переходных
при наличии на производстве (до введения
текущего контроля) весьма значительного
брака
Диаграмма полусуммы крайних
значений. Полусумма крайних значений 6
определяется по наибольшему значению хтах
и наименьшему значению xmiTi в пробе:
"Т"
Контрольные границы для полусумм 6
крайних значений при одинаковых числах п
экземпляров в пробе и одинаковых значениях
QfJ (количества ошибочных сигналов при
выходе 6 за контрольные границы) в рассма-
триваемых условиях, когда <р2 (х) распределено
по закону Гаусса (точностная диаграмма № 1
фиг. 5), шире, чем для среднего арифметиче-
ского х (в силу большего рассеивания 6).
Г. И. Егудин, разработавший данный ва-
риант [8], [15], рекомендует расстояния L9
контрольных границ от центральных линий
определять по формуле
для значения Q^, соответствующего „трёх-
сигмовым" пределам для 6. При этом значения
Л61 соответственно числу п экземпляров в
пробе принимаются следующие:
л 61
4
1,64
5
1,53
б
1,46
7
i,4i
О
1,37
9
1,33
1,29
Если известны только эмпирические раз-
махи Rj и по ним найден средний размах R, то
расстояния Z,g могут быть найдены по фор-
муле
т л п О7\
Ап
где A;j2, рассчитанные по формуле Л9, =__L
dn
для того же значения QfL что и для Л91, при-
нимаются следующие:
4 5 6 7 8 9 | ю
°>79
о,66 0,58 о,52 о,47 о,44 0,42
Г. И. Егудин [8], [15] предложил также
вариант, предусматривающий, что определе-
ние того, какие значения в пробе являются
крайними! производится с помощью грубых
измерительных средств, а измерение самих
крайних значений — с помощью более точных
измерительных средств.
Контрольная диаграмма средних
квадратических отклонений.
В литературе встречаются предложения о
замене диаграмм размахов диаграммами сред-
них квадратических отклонений ап в пробах,
исходящие из того соображения, что среднее
квадратическое отклонение, вообще говоря,
является наиболее устойчивой и точной ха-
рактеристикой рассеяния. Из-за сложности вы-
числения значений ап практического приме-
нения такие диаграммы еще не получили, но
они представляют практический интерес в усло-
виях механизированного подсчёта значения стя
и при соответственных автоматических при-
борах.
Центральная линия на диаграмме ап нано-
сится на следующем расстоянии Z,g от нуле-
вой линии:
а) если известно среднее квадратическое
отклонение для всей партии изделий, то на
расстоянии
LQ =C,flz, B8)
где коэфициенг Сп находится из табл. 15
в зависимости от числа п экземпляров
в пробе:
Таблица 15
Значения
формуле я =|
п
Сп
4
5
0,841
6
0,839
7
о,888
8
°,9°3
9
о,914
10
Величина as, как и выше, может быть опре-
делена или теоретически, или эмпирически.
б) если известны только эмпирические
средние квадратические отклонения с„/, полу-
ченные по т предварительным пробам при
одинаковом числе п измеренных экземпляров
в пробе, то на расстоянии
B9)
624
ОРГАНИЗАЦИЯ ТЕХНИЧЕСКОГО КОНТРОЛЯ
[РАЗД. V
где
Верхняя контрольная граница /(в нано-
расстоянии La>B от
сится на следующем
центральной линии:
а) если известно аЕ, то
расстоянии
C0)
б) если известно на основании предвари-
тельных проб только эмпирическое с„ — сред-
нее средних квадратических из т проб, то
на расстоянии
Сп\/2п
где п — число экземпляров в пробе, Z —
отношение расстояния контрольной границы
от центральной линии к характе-
ристике рассеивания значений ап.
В наибольшем количестве
источников значение Z рекомен-
дуется брать равным 3, что соот-
ветствует значениям Q^ (при вы-
ходе только за верхнюю кон-
трольную границу), равному от
€.32 до,26<>/0 (при п от 4 до 10).
Нижняя граница Кн> отстоя-
щая от центральной линии на Ьа< в<
вниз, обычно на контрольную диа-
грамму не наносится.
Контрольная диаграмма для
метода группировки. Областью
применения данного метода, пред-
ложенного и разработанного
В. Н.Гостевым, Г. И. Егудиным и
Г. А. Модель [7], служат процессы
с неизменяющимся во времени
центром группирования и рассеи-
ванием и с распределением по за-
кону Гаусса, т. е. соответствую-
щие условиям диаграммы Х° 1
фиг. 5.
Контроль качества продукции
и хода производственного про-
цесса ведётся по этому методу
путём периодического отбора
проб по 10 экземпляров в каждой и рас-
сортировки их на три группы с помощью
соответственного прибора или двух специ-
альных калибров, так называемых калибров
распределения. В первую группу, обозна-
чаемую п+, относят экземпляры с размерами,
большими Х+; во вторую группу п~ относят
экземпляры с размерами, меньшими Х~\
в третью среднюю группу относят все осталь-
ные экземпляры.
Размеры Х+ *Т~ рассчитываются по форму-
лам:
где 8 — половина поля основного допуска;
Х° — размер, соответствующий середине поля
основного допуска; -^тах— верхней границе;
Xmin— нижней границе.
По результатам рассортировки записывают
числа экземпляров, оказавшихся в группах п+
и п~, и вычисляют их разность и сумму, кото-
рые также записывают, и, кроме того, наносят
на контрольную диаграмму.
Контрольная диаграмма для разности
(п+) — (п~~) представляет собой графлёный
лист с тонкими вертикальными и горизонталь-
ными линиями, соответствующими значениям
от—5 до-f-5, занумерованным через один
(фиг. 17). Толстыми горизонтальными ли-
ниями на диаграмме обозначены контроль-
ные границы, за которые приняты линии —3
и +3.
Если точка на диаграмме вышла за кон-
трольные границы, это указывает, что про-
Карта
Станок №938
/Isma/ia j
наблюдения за качествен Зыпо/тения
(по калибрам распределения 1
Операция.... 1-
Объём выВорки П'1
Производительность
станка 60"шт^6 час
Время
If Выборки
<а. , 0
^ 'U
/Т
я* - р~
Зрвмя
/Гбыдорки
§ «
§,| «
п~
Л*-/7"
9
1
.У
2
/
9
/
10
2
11
3
3
/
2
10
2
3
3
1
2
и
3
/2
5
>
4
12
Ц
—,—
и
13
5
—Н
2
3
-1
13
5
——
1
б
г
3
-1
ik
5
—5—j
/
1
t
¦
15
7
2
2'
U
15
7
—5 ,
h7—'
2
Зскиз дета/i
1
У//////'/////
16
8
^¦- С
2
2
0
16
8
2
г
и
9
3
2
1
11
9
1
3
'/,
30-o.lh
18
10
3
2
1
18
10
1
3
19
11
J
4
2
2
19
11
11
i
размеров
/I
—^
20
12
3
2
1
20
12
v—
>
I2Z
-<
ft
21
13
3
r
1
21
13
0
22
Ш
3 ¦
1
г
22
1й
-у-
0
23
15
3
1
2
23
2k
16
24
или
А" + =
= *тах- 0,55, Х- =
0,55,
Фиг. 17. Контрольная диаграмма для метода группировки
(по В. Н. Гостеву, Г. И. Егудину и Г. А. Модель).
изошло смещение центра группирования (или
изменение рассеивания или, наконец, изме-
нение закона распределения), могущее при-
вести к браку, и процесс должен быть
остановлен для поднастройки оборудования
или для устранения иной причины нарушения
нормального хода.
Для суммы (п+) + (п~) может строиться
аналогичная диаграмма, что и для разности,
но с нумерацией горизонтальных линий от
0 до 8—10. Толстой горизонтальной линией
на диаграмме отмечается значение верхней
границы суммы, равное значению 5. Если
точка на диаграмме вышла за установленную
верхнюю границу, то это указывает, что
произошло увеличение рассеивания, т. е.
понижение точности изготовления деталей
(аналогично диаграммам № 10 и 12 фиг. 5)
или же имело место смещение центра группи-
рования.
C2)
C3)
ГЛ. VHIJ
ТЕКУЩИЙ КОНТРОЛЬ КАЧЕСТВА ПРОДУКЦИИ И ХОДА ПРОЦЕССА
625
Таким образом, эти две диаграммы в из-
вестном смысле аналогичны диаграммам х
(или [л, 6) и R (или ап) в описанных выше
диаграммных методах.
Вместо второй диаграммы применяют также
табличку значений суммы (п+) + (п~) на поле
первой диаграммы.
Расчёт значения q
— средней доли про-
сачивающегося брака" —для данного метода
может быть сделан по тем же формулам, что
и выше.
Вероятность Q^' ошибочных предупреди-
тельных сигналов для диаграммы разности
равна 0,4%, а для диаграммы суммы 0,07%
(при В — 3js) .
Первоначальный вариант метода был ос-
нован на применении специальных „калибров
распределения". В этих калибрах номиналь-
ный размер Х+ определяется по формуле
C2), а номинальный размер Х~ опреде-
ляется по формуле C3). Отрицательные
стороны применения калибров распределения,
как-то: необходимость специального изгото-
вления их, износ в процессе работы и эле-
менты субъективности при рассортировке
на группы, в основном устраняются с пере-
ходом на специальные сортировочные при-
боры.
Контрольные диаграммы с горизон-
тальными контрольными границами для
индивидуальных значений. Для производ-
ственных условий, аналогичных указанным
на стр. 616, вместо двух раздельных кон-
трольных диаграмм с обобщёнными харак-
теристиками проб (х и R; [х и R; 8 и R;
х и ап и т. д.) имеются еще варианты кон-
трольных диаграмм, на которые наносятся
вместо обобщённых характеристик (или
вместе с одной из них) все полученные ин-
дивидуальные значения результатов измере-
ний в пробе.
по х, (а или 6 делается так же, как в описан-
ных выше способах, используя нанесённые
контрольные границы для соответственной
характеристики. Сопоставление с допусти-
мыми значениями колебаний размахов де-
лается или глазомерно или шаблоном, цир-
кулем-измерителем и. т. п., сравнительно с
рассчитанной, как описано выше, величиной
Lr,b> обозначаемой на поле диаграммы. Пре-
дупредительными сигналами служат: а) выход
х (или |л, 0) за свои контрольные границы ;
б) наличие систематического смещения х (р.. 6)
в одну сторону и приближение крайних то-
чек индивидуальных значений к соответствую-
щей границе поля допуска; в) сильное си-
стематическое увеличение размаха, выходящее
за его норму.
Способ „упорядоченных выбо-
рок". В. И. Романовским [15] разработано сле-
дующее применение для целей статистического
анализа и текущего контроля развитой им
теории „упорядоченных выборок". При рас-
положении результатов измерений последо-
вательных проб в порядке возрастания инди-
видуальных значений можно вычислить веро-
ятность Рте(,а) появления в каждой следующей
пробе (л значений, меньших или равных зна-
чению (w-f-l)-ro члена по порядку в пред-
шествующей пробе. Формула для этого, вы-
раженная в биноминальных коэфициентах,
следующая:
/'-•/га С п — *и — 1
Р/ \ /га Ч- и- 2га — тп—1—-и. .г, лч
m М = — ^—Z-n . C4)
где п — число измерений в пробе.
Анализ хода процесса можно производить
здесь следующим способом. На контрольную
диаграмму наносятся значения всех п изме-
рений в пробе, и предупредительным сигналом
служит появление в очередной пробе несколь-
ких точек, расположившихся ниже нижней
Таблица 16
Вероятность числа появлений точек, оказавшихся выше верхней точки (или ниже нижней-точки)
предыдущей пробы (для метода В. И. Романовского)
Число
экземпляров
в пробе п
5
6
7
3
9
IO
0
°,5°°
°,5°°
о,5оо
о,5°°
0,500
о,5оо
1
0,278
о,273
О,2бо
0,267
0,265
0,263
2
о, 139
0,136
0.135
о, 133
0,132
0,132
Число точек
Q
о,обэ
о,обо
o,o6i
0,061
0,062
0,062
4
0,020
0,023
0.025
О,О2б
0,027
O.O27
5
о,оо4
0,007
о,оо8
о,оо9
о,ою
о,он
6
-
0,001
О,ОО2
о,соз
о.ооз
0,004
7
._
-
-
O.OOI
O.OOI
O.OOI
Наиболее простым, ноне обеспечивающим
полного количественного анализа, является
вариант нанесения всех п индивидуальных
значений признака качества (размера и т. п.)
на обычную диаграмму средних арифметиче-
ских х, медиан jj. или полусумм 6. Сопоста-
вление с допустимыми значениями колебаний
40 Том 15
точки предыдущей пробы или выше верхней
точки предыдущей пробы. Вероятность рас-
положения одной, двух и т. д. точек при
нормальном ходе процесса (например, при
диаграмме № 1 фиг. 5) приведена в табл. 16.
Задаваясь определённым малым значением
этой вероятности, можно определить по
626
ОРГАНИЗАЦИЯ ТЕХНИЧЕСКОГО КОНТРОЛЯ
[РАЗД. V
табл. 16 число |л точек, больше которого не
должно допускаться выхода точек за крайнюю
предыдущей пробы *. Если же такой выход
произойдёт, то это укажет на наличие между
смежными пробами внезапной разладки про-
цесса. Постепенная разладка, остающаяся не-
замеченной при сопоставлении по смежным
пробам, может быть обнаружена при сопо-
ставлении с более ранними пробами.
Существенным преимуществом данного ме-
тода является его пригодность не только для
гауссовых распределений, к которым относи-
лись все предшествующие варианты диа-
граммных методов, но и для других распре-
делений, остающихся неизменными во времени
M{x)t = const и <st — const.
Способ „заградительных зон"-
Другой вариант статистического метода те-
кущего контроля с применением диаграмм
индивидуальных значений разработан Л. И. Бра-
гинским. Контрольная диаграмма имеет тот
же вид, что и диаграмма средних арифмети-
ческих значений, но только вместо одной пары
контрольных пределов f(B и Кц на диаграмме
наносятся две пары контрольных пределов,
образующие так называемые заградительные
зоны. Измерив детали очередной пробы и на-
неся все полученные размеры точками на со-
ответствующую вертикаль, контролёр по ха-
рактеру расположения точек на диаграмме
выносит суждение о ходе процесса и качестве
продукции. Предупредительными сигналами о
разладке процесса и возможности появления
брака считаются следующие признаки: а) если
ниже нижней или выше верхней заградитель-
ной зоны оказалось хотя бы по одной или
более точек; б) если внутри хотя бы одной
из заградительных зон оказалось больше чем
по одной точке.
Расчёт положения заградительной зоны
на диаграмме Л. И. Брагинский предлагает
производить в соответствии с объемом пробы
и с соотношением между ценой делений шкалы
измерительного прибора и величиной поля
допуска.
С этой целью все находящиеся в поле до-
пуска значения размеров, соответствующие де-
лениям шкалы измерительного прибора, пере-
нумеровываются, начиная со значения соответ-
ствующего нижней границе поля допуска.
Тогда при цене делений измерительного при-
бора, равной !/ю поля допуска, заградитель-
ные зоны образуются номерами—2 и 3 и 9
и 10; при цене делений V20~~ номерами 3, 4 и
5 и 17, 18 и 19 и т. п. Значения 1г и /2 рас-
стояний границ заградительной зоны от соот-
ветствующей границы поля допуска, входящие
в расчеты величин Q®) и др., должны при
описанном приёме образования заградитель-
ных зон приниматься отстоящими на 0,5 де-
ления шкалы от крайних значений, входящих
в зону.
На практике наиболее часто используются
контрольные диаграммы со значениями 1\ =
= 0.07Д = 0,14о и /2 = 0,21 Д = 0,42В.
Значения qf^ для данного варианта под-
считываются, как выше, по соотношению
Для условий, указанных на стр. 616 и 617,
значения Q^ подсчитываются при данном ва-
рианте по формуле:
-2л 2Ф
¦п(п-\)\2Ф[-
где L^ — й — /•( — расстояние от внешней гра-
ницы заградительной зоны до центральной
линии; Ь2~Ь — /2 — расстояние от внутрен-
ней границы заградительной зоны до цен-
тральной линии; 5 — половина поля допуска Д;
cs—среднее квадратическое отклонение
признака качества для всей партии; Ф (z) —
функция Лапласа (значения ее в ЭСМ т. 1,
кн. 1-я, стр. 98).
При значениях 1Х = 0.07Д, /2=0,21Д и
= 6 вероятность
ошибочных сигналов
при нормальном ходе процесса около 7%.
При некоторых других встречающихся в ли-
тературе рекомендациях значений 1и 1% и
— значения Qf^ по формуле C5) получаются
ещё большими (до 14°/0). Это необходимо
иметь в виду при назначении контрольных
границ для рассматриваемого варианта, дабы
не иметь на практике слишком частых оши-
бочных предупредительных Сигналов, приво-
дящих к ненужным переналадкам оборудова-
ния и остановкам производства. При увели-
чении ноля допуска, т. е. отношения — при
Ч
тех же значениях 1г и /2, значения Q^ умень-
шаются.
С другой стороны, безусловным достоин-
ством данного варианта, как и других ва-
риантов метода индивидуальных значений,
является его большая простота (отсутствие
вычислений) и наглядность — показ на диа-
грамме картины фактического расположения
всех значений в пробе.
Контрольные диаграммы крайних зна-
чений. А. С. Новиковым разработан и вне-
дрён на ряде предприятий вариант контроль-
ной диаграммы для крайних значений в про-
бе: нижнего (наименьшего) Х\ и верхнего
(наибольшего) хп.
Предварительно для уже отлаженного
процесса определяются по m пробам
(>25)
а) средние значения хх и хп:
* Таблицы, рассчитанные по отношению не к крайним
(от=0 или/п = я — 1), а к любым выбранным порядко-
вым номерам точек (тп) в упорядоченной выборке,
даны в приложении II стр. 644.
7/7 2d ¦*"•'¦
I—1
ГЛ. VIII]
ТЕКУЩИЙ КОНТРОЛЬ КАЧЕСТВА ПРОДУКЦИИ И ХОДА ПРОЦЕССА
627
б) полуразности наибольших и наименьших
значений х\ и хп, полученных во всех т
пробах:
Х\,т&\ xl, min
^п, max хп, min
9
Контрольные границы Lh и Lg А. С. Но-
виков рекомендует рассчитывать по формулам:
1в = хп-\-гп.
В литературе встречаются и другие ре-
комендации установления контрольных гра-
ниц дла крайних значений, например, приня-
тием вместо /*] и гп трехсигмовых пределов:
За», и За* , где sx, и ах находятся по в? или по
предварительным т пробам. Наиболее жела-
тельно установление пределов L^ и LB, исходя
из значений В и Cj., связав его с расчётом
а@) и О@).
На некоторых предприятиях на диаграммы
крайних значений наносятся и все остальные
измерения индивидуальных значений в пробе.
Контрольные диаграммы для суще-
ственно положительных величин и при
других негауссовых „мгновенных" распре-
делениях. Особенностью распределений суще-
ственно положительных величин (эксцентри-
ситетов, торцевых биений и т. п.) является их
несимметричность и, следовательно, негауссов
теоретический закон распределения. В силу
этого использование методов, рекомендуемых
в предшествующих разделах, здесь не может
иметь места, так как расчёт контрольных гра-
ниц должен исходить из других зависимостей,
чем при распределениях по закону Гаусса.
Исключение составляет метод „упорядочен-
ных выборок" В. И. Романовского, который,
как указывалось, не связан с типом закона
распределения и поэтому полностью приме-
ним и в данном случае.
Для контроля существенно положитель-
ных погрешностей (эксцентриситетов, торце-
вых биений и т. п.) в случаях, когда они
распределены по закону Максвелла (см. ЭСМ,
т. 1, кн. 1-я, стр. 298), А. К. Кутай [11] ре-
комендует применять одну контрольную диа-
грамму для х с нанесением на ней горизон-
тальных линий: а) нижней сплошной х = 0;
б) контрольной границы /Сив) верхней
границы поля допуска Т.
Расстояние линии К от нулевой можно
рассчитывать по формуле
Таблица 17
Значения коэфициента Л7 для расчёта Lx no д
при Z = 3 и ?(°) = 0,26 (г = 5,25)
C6)
где Д = 23 — величина поля допуска,
Число эк-
земпляров
п
Л
4
5
о,бз
6
о,6о
7
о,53
8
°>57
9 | 10
о-55
о, 54
Z Z\/ П
Значения коэфициента Л7 в зависимости от
числа п экземпляров в пробе приведены в
табл. 17.
Нижний контрольный предел не наносится,
так как для таких величин, как эксцентриси-
тет, торцевое биение и т. п., чем ближе значе-
ние их к нулю, тем лучше качество изделия.
Диаграммы для характеристики рассеива-
ния (R или сл) не всегда применяются, так
как изменение рассеивания в данном случае
неизбежно сказывается и на изменении х*,
но они, однако, полезны для лучшего распо-
знавания причин изменения х.
В тех случаях, когда имеются основания
считать закон распределения погрешностей
изготовления (ft Iх) Для каждого момента вре-
мени негауссовым, хотя погрешность может
и не быть существенно положительной (на-
пример, согласно диаграммам № 18 и 21
фиг. 5), контрольные диаграммы целесообразно
делать с контрольными границами, несимме-
трично расположенными относительно цен-
тральных линий. Для несимметричных законов
распределения вместо одной диаграммы раз-
махов R В. В. Головинским и М. А. Эстерки-
ным предложен вариант двойной контроль-
ной диаграммы: 1) для отклонений верхних
крайних значений в пробе от медианы
(хп —(а) и 2) для отклонений нижних крайних
значений в пробе от медианы (хг — ;j.). Кон-
трольные границы определяются ими исходя
из допустимого значения просачивающегося
брака на основании данных о наблюдаемых
значениях (х„ — \х) и (хх — \х)ьт пред-
варительных пробах (т > 20).
Контрольные диаграммы с негоризон-
тальными контрольными границами
Для случаев наличия смещения центра
группирования, вызываемого износом инстру-
мента, изменением температуры в поле резца,
изгибом детали и т. п. (точностные диаграммы
№ 2 — 7 фиг. 5), контрольные диаграммы для
х, 6, fx, R могут строиться путём нанесения
центральной линии не горизонтально, а со-
ответственно виду функции, характеризу-
ющей теоретическое смещение центра груп-
пирования. При равномерном смещении, кон-
трольная диаграмма средних арифметических
х (или [а, 6) получает вид, показанный на
фиг. 18, а), где сплошные линии Нв Ни и
пунктирные Кв и Кн параллельны друг другу
[и центральной линии М((х) — М;(х) соот-
ветственной точностной диаграммы]. Кроме
этих наклонных линий, на диаграмме наносятся
четыре горизонтальные линии—две сплошные
/<g—Kb и Кн~К'н и две пунктирные Ту- Тв
* Это имеет место и в обшем случае, так как L—
есть функция и и увеличивается при увеличении послед-
ней, но здесь это обстоятельство сказывается сильнее.
628
ОРГАНИЗАЦИЯ ТЕХНИЧЕСКОГО КОНТРОЛЯ
[РАЗД. V
и Tfj—Tff. Первые две указывают границы
опасной зоны (в смысле возможности появ-
ления брака); последние две представляют
собой границы поля допуска. На рабочих
бланках диаграмм можно ограничиваться ли-
/ / ширм
ниями Кв Кв, Кн Ки< Кв Кв и Кн Кн ¦ =_ 0):
где 1а — половина величины смещения центра
группирования за время изготовления партии;
Ф (г) — функция Лапласа.
Расстояние /— определяется здесь [вместо
формулы A4)] по следующей формуле (при Дн—
А '8
V
щ
ч
г~
Ь-б-
' 'в
¦Тг
)
¦—
***
4
—-
я*
ч
,--
/
-
/
— •
/
р|
i
/
/
--
—-
2
—-
if
1 ~^
* 'Ч
/_ = 5 - /д - Z
C8)
tl 13 15 17 19 21 23 25 27
-fCn
-I*
6)
-
Kb
R
tO 12 « 16
Номеоа проб
18 20 22
26 28
Фиг. 18. Контрольная диаграмма при равномерном смещении центра
группирования
где 1а задаётся или находится из
формулы C7) по заданному q^ a Z
определяется по принятому значению
вероятности Q^, т. е. из выраже-
ния 0J5= 1 — 2ФB).
При неравномерном смещении
центра прямолинейные параллельные
контрольные границы Кв — Кв и
Кн Кн заменяются криволинейны-
ми с одинаковыми вертикальными рас-
стояниями одна от другой, а в форму-
лу C7) вводится под интеграл вместо
^— функция ср(а) =
da
где
Номера проб
10 12 /4 16 18
20 22 2* 26 28
6 в
18 20 22 2Ь 26 28
10 12 W 16
Номера проб
Фиг. 19. Контрольная диаграмма при равномерном увеличении
рассеивания.
Расстояния /- между соответственными па-
рами линий могут быть значительно сокра-
щены (по сравнению с указанными в преды-
дущих вариантах), так как полученное по
расчёту теоретическое значение процента
q выхода изготовленных изделий за границы
поля допуска здесь относится не ко всей партии,
а теоретически только к началу и концу из-
готовления партии. Теоретическое значение
q^ в этом случае может быть определено (при
Дн = 0) по следующей формуле.заменяющейA7):
,@)
'ср
C7)
t (а)— функция, обратная a (t), харак-
теризующей смещение центра груп-
пирования.
Задания на настройку целесооб-
разны следующие: при диаграммах
типа показанных на фиг. 5 под № 2,
3, 4, 5, 7 — ближе к нижней границе
допуска (на расстоянии о — 1а от
fr-L J неё); , при диаграмме типа, показан-
"^ ной на фиг. 5 под № 6 — ближе к
верхней границе на таком же рас-
стиянии.
Контрольные диаграммы разма-
Т хов R (или же ая) при наличии
только смещения центра группиро-
вания (без переменяого рассеивания)
^ остаются такими же (фиг. 18, б),
~\ т^ как и при отсутствии смещения
^ I центра (фиг. 16, б).
Для случаев наличия перемен-
ного рассеивания без смещения
центра группирования (точностные
диаграммы типа № 10 — 12 на
фиг. 5) изменяются контрольные
диаграммы и для х (или у., 8) и
для /? (или ал). При равномерном во вре-
мени увеличении параметра рассеивания
[функция b(t), характеризующая ход юме-
нения рассеивания во времени, линейная]
контрольные диаграммы х имеют вид, пока-
занный на фиг. 19, а. Здесь расстояние между
линиями Нв и Кв и между линиями Нн и Кн
увеличивается пропорционально увеличению
b (t). Расстояние L— для начала изготовления
4 хО
партии рассчитывается по формуле A1) с под-
становкой в нее вместо as наименьшего зна-
чения b (t) = &0, а расстояние L— для конца
ХК
изготовления партии — по той же формуле,но
с подстановкой в неё наибольшего значения
Ъ (t) = bk.
ГЛ. VII]
ТЕКУЩИЙ КОНТРОЛЬ КАЧЕСТВА ПРОДУКЦИИ И ХОДА ПРОЦЕССА
629
Теоретическое значение Я]® в данном слу-
чае может быть рассчитано по следующей
формуле (при Дя=0):
ьа + 2 /„
за верхнюю пунктирную контрольную границу
свидетельствует здесь о нарушении запроек-
тированного процесса в худшую сторону
(например, при более быстром, чем запроек-
тировано, износе инструмента). Остановки
процесса можно не делать, но указать про-
изводственнику и технологу на замеченное
ухудшение хода процесса следует обязательно.
Выход точек за сплошные контрольные гра-
™ti-""^f"H" величииы изменения па?а- ницы (К'ВКВ; КНК'Н;К'В КВк; К'н КНк;КНоК'н
= 1
C9)
метра рассеивания
Расстояние /_ определяется здесь по фор-
муле (при Ан = 0):
2/e
D0)
При неравномерном изменении
рассеивания прямолинейные кон-
и т. д.) сигнализирует уже о непосредствен-
ной угрозе брака. Здесь эта угроза даже
большая, так как величина /— меньше, чем
на диаграммах с горизонтальными линиями.
Для простейших случаев смещения центра
группирования (точностные диаграммы № 2—6
трольные границы
Квк и
Кцк заменяются криволинейными,
а в формулу C9) вместо кг- вво-
дится функция ср (Ь) =
d[t(b)]
db
где t(b)—функция, обратная b (/)¦
Задание на настройку здесь
целесообразно давать на середину
поля допуска.
Диаграмма размахов R или
средних квадратических сяв рас-
сматриваемом случае переменно-
го рассеивания изменяется анало-
гично. Для случая равномерного
изменения рассеивания она имеет
вид, показанный на фиг. 19, б. Рас-
стояния Х.р и LRB определяются
по формулам A9) и B0) с подста-
новкой в них вместо а% наимень-
шего значения b (t) — ft0 (для на-
чала изготовления партии) и на-
ибольшего значения b(t) = bK
(для конца изготовления партии)-
В наиболее сложных случаях, когда
имеется и смещение центра группирования
и переменное рассеивание, контрольные диа-
граммы имеют вид, показанный на фиг. 20,
а расчёт их является обобщением расчётов
предыдущих случаев.
Значение контрольных границ на диаграм-
мах фиг. 18 — 20 несколько иное, чем на
предыдущих. Выход точек для используе-
мых характеристик (х, {х, в, R, или а) за
пунктирные контрольные границы Кв Кв и
Кн^-Н' на Фиг- 18 и аналогичных на фиг. 19
и 20, указывая здесь на нарушение запроек-
тированного хода технологического процесса,
не представляет ещё угрозы появления брака.
При этом для диаграмм по фиг. 18 и 20 вы-
ход точек за нижнюю пунктирную контроль-
ную границу может даже свидетельствовать
об изменении.процесса в лучшую сторону,
когда смещение центра (например, износ ин-
струмента) оказывается более медленным, чем
запроектировано при расчёте контрольной
диаграммы. Последнее выгодно в том отно-
шении, что большее число деталей будет из-
готовляться одним инструментом и подна-
стройки станка будут реже, т. е. возрастёт
производительность. Наоборот, выход точек
X
&п
-V
=
r-bV-
'н
=ч
t
t
=1
SS
_a
/
—
0
HO
1
?
——|
/
u)
n
U
po
1
b
5
/
S
,- —
¦-=
6
^* t 7
^ _i
?/ ^J <?5 ^?
1
2 b 6 8 10 12 « 16 18 20 22 24 26 28
Номера проб
Фиг. 20. Контрольная диаграмма при смещении центра группирования
и переменном рассеивании.
фиг. 5) может быть легко приспособлен
способ В. И. Романовского, основанный на
„упорядоченных выборках". Отличие or ос-
новного варианта способа заключается здесь
в следующем: вместо подсчёта числа значе-
ний, меньших наименьшего значения -*ш1п
предшествующей пробы или больших наиболь-
шего значения хтлх предшествующей пробы,
подсчитываегся каждый раз число точек, рас-
положившихся ниже или выше точек, обра-
зованных пересечением соответственной вер-
тикальной линии и линий, проведенных парал-
лельно (конгруентно) центральной линии
диаграммы через точки х^а и -*max- Возможна
также модификация способа и для случая пере-
менного во времени рассеивания.
Некоторые другие варианты
текущего контроля
Кроме описанных выше более распростра-
нённых вариантов методов текущего контроля
в некоторых случаях применяются описьюае-
мые ниже упрощенные варианты.
Способ „пяти групп качества"
[11] основан на применении обычных предель-
ных калибров с нормальными размерами пэ
630
ОРГАНИЗАЦИЯ ТЕХНИЧЕСКОГО КОНТРОЛЯ
[РАЗД. V
ОСТ. Контроль производится по периодиче-
ским пробам (одинакового объёма) по 4—10
экземпляров в каждой пробе. Все контроли-
руемые экземпляры в пробе рассортировы-
ваются на пять групп качества: 1) группа Б+—
деталь не проходит по проходной стороне ка-
либра (исправимый брак); 2) группа Н
деталь плотно (туго) проходит по проходной
ный подсчёт такого рода невозможен, то
применяются следующие варианты: сопоста-
вление с эталонами с оценкой по баллам или
статистические анкеты.
При оценке по баллам (А'. С. Новиков
и*др.) наиболее часто применяется пятибалль-
ная оценка: отличное качество — 5, хоро-
шее — 4, удовлетворительное —3, исправимый
ЗаШ
Цел H'W
Карта профилактики брака
Шифр Зета/ш .. 1. 23-М-9
Операция обработки . 5-я револьверная
Тип и № станка . Револьверный РГ-42
Рабочий . .. .Петров СИ.
Настройщик Емельянов К.В.
0.1
Часы и Знц Выборочного контроля
Дни
Часы.мищты
Скоба
«о
о
CLO.
+
И
-
Б
9
6
дЗО
6
10
6
10х
6
11
6
И30
4
2
12
4
2
Начало наблюдений 7 Х-9час
Конец наблюдений
1230
6
13
6
1330
5
1
15
5
1
1530
4
16
4
1630
6
Контролер С Иванов
1
Мастер 0 7" К Л Рожкин
Фиг. 21. Контрольный бланк для способа „пяти групп качества" (по А. К. Кутаю и А. П. Ефремову).
стороне калибра; 3) группа И — деталь нор-
мально (свободно) проходит по проходной
стороне калибра и совершенно не проходит по
непроходной стороне калибра; 4) группа
деталь входит с закусыванием в непроход-
ную сторону калибра; 5) группа Б~ — де-
таль проходит по непроходной стороне ка-
либра (неисправимый брак). Число экземпля-
ров каждой группы записывается в контроль-
ный бланк, имеющий соответствующие строки
(фиг. 21). Группы -f и —при увеличении
в них количества экземпляров против уста-
новленного расчетом или опытным путем ко-
личества, допускаемого для данного процесса»
служат как предупреждение о возможности
возникновения брака. Без этого способ пре-
вращается в приближенный, допустимый к
применению при грубых допусках или при
временной невозможности лучшей организа-
ции текущего контроля.
Успешность применения способа целиком
зависит от того, в какой мере удаётся
уменьшить неизбежную субъективность от-
дельных контролёров в отнесении деталей
к той или другой группе.
Многие признаки качества не могут быть
охарактеризованы количественно путём изме-
рения величины отклонения признака от за-
данной нормы (например, окраска, пятна,
трещины, волосовины и другие дефекты на
поверхности изделия, раковины в литье, пу-
зыри в оптическом стекле и т. п.). Если
такой признак качества поддаётся про-
стому численному подсчёту (число дефек-
тов), к нему могут применяться некоторые
описанные выше методы. Если же числен-
дефект—2, неисправимый—1. Результат кон-
троля фиксируется в табличных бланках или на
контрольной диаграмме.
Контрольная диаграмма представляет собой
графленый лист с пятью горизонтальными
линиями балльной оценки. При выборочном
контроле объём выборок и промежутки между
ними рекомендуется брать такими же, как при
контроле доли дефектности (см. ниже стр. 633).
600
/ 7 1 к 5 6 7 В 9 10 II12 П% 15 1Ь П18 19202122 ВДй
Фиг. 22. Диаграмма к статистической анкете дефектов.
Статистические анкеты имеют
целью систематизацию и постоянное наблюде-
ния за определённым видом дефектов, возни-
кающих при изготовлении детали и главным
образом обнаруживаемых или возникающих
ГЛ. VII!]
ТЕКУЩИЙ КОНТРОЛЬ КАЧЕСТВА ПРОДУКЦИИ И ХОДА ПРОЦЕССА
631
на сборке узлов и на окончательной сборке
изделия. Применяются эти анкеты во многих
различных формах, в частности:
а) в табличной форме (В. И. Гостев и др.)
со строками для каждого вида обнаруживае-
мого дефекта и с двумя столбцами: один —
для отметок в нём (штрихами) числа обнару-
женных дефектов и второй — для подсчёта
общего числа их за контрольный период
(смена, сутки и т. п.);
б) в диаграммной форме (В. А. Воробей-
чиков, В. М. Кононов и др.) с фиксированием
в виде ломаной линии — числа обнаруженных
дефектов по дням (фиг. 22, вверху) и в виде
столбчатой диаграммы сводки числа дефектов
за неделю, декаду, месяц (фиг. 22, внизу).
Расчётные характеристики вариантов
методов текущего контроля
Из предыдущего изложения следует, что
при заданном значении поля допуска Д = 25,
при имеющейся точности изготовления, харак-
теризуемой <??, и при надлежащем выборе
расположения контрольных границ (по значе-
ниям L и /) почти все описанные выше основ-
ные варианты способов текущего контроля мо-
гут быть приведены к одним значениям вели-.
чин вероятностей qf? и Q^J, использованных
выше для характеристики доли просачиваю-
щегося брака и относительного количества
ошибочных предупредительных сигналов. Из
этого часто делается неправильный вывод,
что, следовательно, по основным расчетным
характеристикам все варианты могут быть
сделаны совершенно равноценными и обосно-
ванность выбора варианта сводится только
к тому, какой из вариантов более прост,
легче усвояем исполнителями и скорее мо-
жет быть обеспечен потребным инструментом.
Неправильность такого вывода заключается
прежде всего в том, что величины qfj и Qf^
относятся, как это и было оговорено в соот-
ветственных местах выше, только к условиям,
в значительной мере идеализированным,
а именно, когда: 1) ход производственного
процесса в точности соответствует диаграмме
Хг 1 фиг. 5 без каких бы то ни было ано-
малий; 2) погрешности настройки оборудова-
ния и погрешности измерения отсутствуют
или пренебрежимо малы по сравнению с по-
грешностями изготовления и величиной
заданного поля допуска. Если бы эти условия
неизменно осуществлялись на практике, то
вообще не было бы надобности в контроле,
в том числе и в текущем. На самом же деле:
1) всегда имеет место большее или меньшее
отступление от диаграммы № 1 и при её тео-
ретическом расчёте и тем более при факти-
ческом ходе производственного процесса;
2) настройка оборудования производится не-
точно, и расположения фактических центров
группирования в отдельных партиях раз-
личны; 3) производимые измерения признака
качества (размера и т. п.) сопровождаются
погрешностями, в силу которых наблюдаемый
выход признака за контрольную границу
может оказаться относящимся к действитель-
ному значению признака, находящемуся вну-
три контрольных границ, и наоборот. Эти
обстоятельства приводят к результатам, ана-
логичным рассмотренным в разделе о соот-
ветствии поля допуска и точностных возмож-
ностей производства (переход от qcp к qnp,
учёт отступлений от запроектированного хода
процесса, учёт погрешностей настроек и изме-
рения). Введение в рассмотрение фактически
имеющихся отступлений от хода процесса по
диаграмме № 1 фиг. 5 приводит к увеличе-
нию расчётных и фактических значений
доли просачивающегося брака, так как
Чср > Я^ср • Далее возрастание qcp по сравне-
нию с q^ и Qcp по сравнению Q^ будет
вызываться также погрешностями настройки
и погрешностями измерения. Интенсивность
этого возрастания при одинаковых аномалиях
хода процесса и при одинаковых характери-
стиках погрешностей настройки и измерения
будет, как правило, различной для разных
вариантов методов текущего контроля.
Общая схема полной расчётной характери-
стики вариантов методов текущего контроля
представляется в следующем виде. Прежде
всего должны быть вычислены: а) кривые
Р=\ — Q вероятности неполучения преду-
предительного сигнала в зависимости от
значений смещения центра группирования и
от изменения рассеивания; расчёт Q произ-
водится по тем же формулам, что и Q^ , но
при варьировании входящими в формулы
средними значениями я2 и значениями пара-
метра рассеивания az ; б) кривые вероятно-
сти q появления брака в зависимости от тех же
аргументов, вычисляемые по тем же форму-
лам, что для q^ , но также при варьирова-
нии az и а2 .
По этим кривым можно для каждого соче-
тания az и а2 , характеризующего интенсив-
ность разладки, вычислить произведение Pq,
характеризующее долю незамеченно пропу-
скаемого брака (если при получении сигнала
производится сплошная отсортировка брака
за промежуток, предшествующий сигналу).
Далее, задаваясь типичными для приня-
того технологического процесса схемами
разладки процесса (скачками, постепенным
нарастанием и т. д.), вероятностями величин
разладок той или иной интенсивности и точ-
ностью подналадки после получения сигнала,
можно установить, каковы будут: а) значе-
ния qcp > qff за всё время хода процесса(
б) значение Чпр^>Чср ПРИ наименее благо-
приятном ходе процесса в отдельных партиях;
в) относительное количество полученных пре-
дупредительных сигналов и последовавших
за ними переналадок (влияющих на пониже-
ние производительности); г) относительное
количество ошибочных предупредительных
сигналов Qcp > Q^f} за всё время хода про-
цесса при отнесении, например, к таким си-
гналам всех тех, которые получаются при
нормальном ходе процесса и при незначи-
тельных отклонениях, приводящих к допу-
скаемому небольшому увеличению значения
доли просачивающегося брака.
В существующей статистической и техни-
ческой литературе методы полной оценки ва-
632
ОРГАНИЗАЦИЯ ТЕХНИЧЕСКОГО КОНТРОЛЯ
[РАЗД. V
риантов текущего контроля разработаны еще
далеко не исчерпывающим образом, поэтому
в случае отсутствия возможностей получения
значений qcp, qnp, Qcp путём теоретического
расчёта, особо большое значение приобретает
установление их практическим путём. Устано-
вление практическим путём значений qcp и qnp
сводится к накоплению результатов после-
дующего контроля готовой продукции. Для
указанной цели последующий контроль дол-
жен производиться как по отдельным пар-
тиям (для нахождения qnp), так и для всей
продукции в целом (для нахождения qcp).
Установление практическим путём значений
Qcp может быть произведено путём сплош-
ного контроля той части партии, которая
была изготовлена между пробой, вышедшей
за контрольные границы, и предшествую-
щей пробой, а также между пробой, вышед-
шей за контрольную границу, и последующей
пробой, если в целях проверки правильности
сигнала или по другим причинам регулиро-
вания процесса после получения предупреди-
тельного сигнала не было произведено.
Для успешности массового внедрения
статистических методов текущего контроля
решающее значение имеет простота практи-
ческого применения их в цеховых условиях.
Последнее будет достигнуто в наиболее
полной степени при начавшемся уже переходе
на механизированные и автоматические при-
боры и приспособления, облегчающие исполь-
зование статистических методов. При отсут-
ствии таковых зачастую оказывается необ-
ходимым отказываться от теоретически более
совершенных вариантов ради большей про-
стоты практических приёмов, по возмож-
ности компенсируя это надлежащим расчё-
том контрольных границ, дающим приемле-
мые сочетания значений qcp, qnp, Qcp.
СТАТИСТИЧЕСКИЕ МЕТОДЫ
ПОСЛЕДУЮЩЕГО КОНТРОЛЯ КАЧЕСТВА
(КОНТРОЛЬ ГОТОВОЙ ПРОДУКЦИИ)
При приемке готовой продукции в боль-
ших партиях вместо сплошного 100°/0-ного
контроля иногда ограничиваются выборочной
проверкой, причем выборка часто теоретиче-
ски никак не обосновывается и зависит от
опытности приёмщиков и других соображений,
учитываемых ими в своей работе. К этой вы-
борочной проверке прибегают потому, что
сплошная проверка иногда бывает нецелесо-
образна и невыгодна, а иногда и вообще не-
возможна.
Так, например, нецелесообразна сплошная
проверка готовых неответственных крепёжных
деталей (гайки, болты, шайбы и т. п.), которые
обычно предъявляются большими партиями
(десятки и сотни тысяч). Одна только опера-
ция проверки резьбы калибрами потребует
много времени и большого количества кон-
тролёров.
В других случаях сплошная проверка ка-
чества изделий вообще невозможна, так как
она связана с необходимостью разрушения про-
веряемого изделия. Например, проверка раз-
личных электроламп на продолжительность
срока службы или проверка времени горения
соответственно установленной шкале при кон-
троле дистанционных трубок и др.
Кроме этого, вследствие субъективных
влияний на процесс измерения и погрешностей,
зависящих от типа и состояния измеритель-
ного инструмента, установление сплошной
100%-ной проверки не исключает случаев про-
пуска дефектных деталей.
В отличие от текущего статистического
контроля, имеющего целью прежде всего со-
действовать анализу и регулированию хода
производственного процесса и предупрежде-
нию брака, целевое назначение последующего
контроля заключается главным образом в про-
верке годности готовых изделий.
При отсутствии текущего контроля задача
гарантии качества продукции лежит в целом
на последующем контроле. При наличии на-
дёжного текущего контроля последующий
контроль может неуклонно сокращаться с
заменой сплошного контроля выборочным и
уменьшением объёма выборок.
Статистические методы последующего кон-
троля представляют собой различные варианты
выборочного контроля, при котором оконча-
тельное суждение о качестве всей партии
делается по результатам проверки качества
небольшой части экземпляров из контролируе-
мой партии, называемой выборкой.
Основными вопросами,, подлежащими раз-
решению при организации выборочного кон-
троля, являются:
а) обеспечение представительности (репре-
зентативности) выборки;
б) обоснование объёма выборки, обеспечи-
вающего необходимую надёжность выбороч-
ного контроля;
в) гарантируе.мый уровень качества партий,
прошедших выборочный контроль;
г) возможность уменьшения объёма кон-
трольных работ и числа контролёров при
обеспечении надлежащей надёжности кон-
троля.
Представительность (репрезентативность)
выборки заключается в том, что выборка должна
хорошо представлять всю исследуемую совокуп-
ность (партию, группу партий) без преиму-
щественного отображения какой-либо одной
части совокупности (начала или конца изго-
товления партии; деталей с малыми отклоне-
ниями или, наоборот, с большими отклоне-
ниями; первых деталей после каждой подна-
стройки станка и т. д.).
При исследовании качественно разнород-
ных групп следует обеспечивать представи-
тельность в каждой отдельной группе, не при-
бегая к объединённой выборке, так как по-
следняя приведет к порочным огульным
средним.
Представительность выборки обеспечи-
вается различными приёмами (перемешива-
нием и взятием наудачу, применением
таблиц случайных чисел и т. д.), подробно
рассматриваемыми в литературе по статистике.
Если изготовленные детали хранятся или
могут браться для выборки в порядке изго-
товления, то простейшей формой выборки,
представительной для всей партии деталей,
является так называемая механическая
выборка, которая заключается во взятии де-
талей через равные промежутки времени из-
готовления (через 10 деталей, через 100 и т.д.).
ГЛ. VIIIj
ПОСЛЕДУЮЩИЙ КОНТРОЛЬ КАЧЕСТВА ГОТОВОЙ ПРОДУКЦИИ
633
Объём выборки (или соотношение между
объёмом выборки и величиной партии) не
может быть регламентирован одними и теми
же значениями для всех практических слу-
чаев. Рациональное назначение объёма вы-
борки зависит в первую очередь от: а) гаран-
тируемого уровня качества после операции
выборочного контроля; б) объёма предъ-
являемых партий изделий; в) уровня качества
поступающей на контроль продукции; г) воз-
можности уменьшения объёма контрольных
работ и количества контролеров при обеспе-
чении надлежащей надёжности контроля;
д) степени однородности качества.
Надежность выборочного контроля харак-
теризуется вероятностью не забраковать
партию хорошего качества и вероятностью
не пропустить партию плохого качества. Ве-
роятности противоположных им событий назы-
ваются: 1) вероятностью ошибки I рода, кото-
рая обычно обозначается через а и означает
вероятность забракования хорошей партии,
характеризуемой заданным малым значением
qx — доли дефектных изделий в партии, посту-
пившей на контроль, и 2) вероятностью ошиб-
ки II рода, которая обычно обозначается че-
рез 3 и означает вероятность принятия плохой
партии, характеризуемой заданным большим
значением q%^>q\. Дополнения к указанным
вероятностям до единицы в литературе обо-
значаются также: Р1 — 1 — а и Рп = 1 — р.
Гарантируемый уровень качества партий,
прошедших выборочный контроль, устанавли-
вается обычно или в отношении качества
отдельных партий (первый- вариант), или
в отношении среднего качества всей продук-
ции в целом, т. е. совокупности многих
партий, прошедших контроль (второй ва-
риант).
При первом варианте обычно гаранти-
руется вероятность р принятия партии с пре-
дельным (установленным по техническим усло-
виям) значением доли дефектных изделий q2-
При соблюдении правила о сплошном
A0С0/0-ном) контроле партии, признанных по
результату выборки негодными, и с обязатель-
ным исправлением или заменой в них всех
дефектных изделий годными, указанная гаран-
тия означает, что относительное количество
партий (из общего числа поступивших на
контроль), в которых после контроля доля
дефектных изделий будет больше, чем q2\
не превзойдёт принятого значения р.
При втором варианте обычно гаранти-
руется, что при соблюдении того же правила
среднее значение доли дефектных изделий qcp,
в совокупности многих партий, прошедших
контроль, не превзойдёт некоторого наиболь-
шего значения qcp_ наиб., * могущего иметь
место при наихудшем для данного варианта
контроля значении доли дефектных изделий
в поступающих на контроль партиях.
Объём контрольных работ зависит от:
а) величины выборки п; б) объёма партии N;
в) вероятности получения такого результата
выборки, при котором партия принимается;
г) вероятности получения такого результата,
при котором партия бракуется или подвер-
гается сплошной проверке.
Методы последующего контроля подразде-
ляются на диаграммные и табличные.
Контрольные диаграммы приме-
няются в двух вариантах: а) по доле (проценту)
дефектности, б) по числу дефектных экземпля-
ров в партии или в выборке.
Контрольная диаграмма доли дефектности
представляет собой графлёный лист стойкими
вертикальными и горизонтальными линиями,
последние занумерованы числами процента
дефектности. На диаграмму наносятся тол-
стыми линиями: а) нулевая линия, б) сплош-
ная центральная линия qcp среднего уровня
дефектности и в) две пунктирные линии Kg
и Кн контрольных границ.
Центральная линия наносится на следую-
щих расстояниях Lq от нулевой линии:
а) если допускаемая доля средней дефект-
ности установлена техническим расчётом
точности технологического процесса по зна-
чению qcp в этом расчёте;
б) если допускаемая доля дефектности
определяется эмпирическим путём на основе
проверки т предыдущих партий или выбо-
рок по значению qcp, определяемому по фор-
муле
Чср—
D1)
или, если все объёмы Ni равны, по формуле
т
2 ^
где Nj — число экземпляров изделия в каждой
из т предыдущих партий или выборок (т!>10);
rift — число обнаруженных при контроле де-
фектных экземпляров в каждой из партий
(выборок); qi — доля дефектности в каждой
из партий (выборок).
Общее число проверенных изделий должно
быть не менее нескольких сот (порядка 500
и более).
Если контроль осуществляется выборочно,
то должны приниматься меры к тому, чтобы
выборка была представительной для всей пар-
тии (репрезентативной).
Контрольная граница Kg наносится на сле-
дующем расстоянии L B от нулевой линии:
а) если допускаемая доля дефектности уста-
новлена техническим расчётом точности тех-
нологического процесса, включающим и рас-
чётное колебание точности процесса, то по
значениям qcp и oq в эвдм расчёте:
7, В = Чс
D3)
б) если допускаемая доля дефектности
определяется по эмпирическим данным из т
партий или выборок, то Lq B рассчитывается
по формуле
* В существующих таблицах q2 обычно обозначается
через pt , а цсрш наиб — через pt или AOQL.
Ln n =
Z
V-
D4)
634
ОРГАНИЗАЦИЯ ТЕХНИЧЕСКОГО КОНТРОЛЯ
[РАЗД. V
где qcp — соответственно по формулам D1)
т
или D2); N= ^ A/j; Z берётся соответствую-
i ¦= 1
щим принятому значению Q*j — выхода доли
дефектности аа верхнюю контрольную границу;
обычно Z рекомендуют брать равным трём
(трёхсигмовые пределы).
Вертикальную шкалу контрольной диа-
граммы чаще размечают не в долях от еди-
ницы, а в процентах.
Вместо доли дефектности можно рассчиты-
вать число дефектных изделий в партии
(выборке) объёмом Nt = п. Верхняя контроль-
ная граница наносится при этом на следую-
щем расстоянии Lq>B от нулевой линии:
Lq в = Чср п 4 z У Чср A " Чср) п> D5)
где п — объём партии (выборки); qcp — то же,
что в D4).
Вертикальная шкала контрольной диа-
граммы в этом случае наносится в единицах
дефектных изделий.
Техника контроля при описанных вариантах
диаграммных методов состоит в следующем.
Проверив детали выборки, взятой из очеред-
ной партии изделий, предъявленной к при-
ёмке, контролёр определяет количество год-
ных изделий и количество дефектных. Затем,
при первом варианте, беря отношение количе-
ства дефектных деталей к общему количе-
ству проверенных деталей, контролёр опреде-
ляет долю или процент дефектности и её зна-
чение точкой наносит на диаграмму. При
втором варианте он наносит на диаграмму
значение числа единиц дефектных изделий.
Если точка не вышла за верхний контроль-
ный предел, то, следовательно, качество
предъявленной партии изделий приемлемо.
Если же точка, характеризующая долю де-
фектности какой-либо выборки, вышла за
верхний контрольный предел, предъявленная
партия изделий имеет пониженное качество.
При установлении факта пониженного ка-
чества контролёр осуществляет одно из двух
данных ему следующих указаний, которые
зависят от объёма предъявляемых партий и
характера изделий: 1) всю предъявленную
партию изделий забраковать или подвергнуть
сплошной 1000/0-ной проверке или 2) взять
повторную выборку и если количество де-
фектных деталей в первой выборке и второй
в сумме дадут приемлемую долю брака, т. е.
не выходящую за верхний контрольный пре-
дел, то партию принять; если же точка, ха-
рактеризующая долю брака удвоенной вы-
борки, опять вышла за контрольный предел,
партия бракуется или подвергается сплошной
ЮЬ°/0-ной проверке. *
При контроле по числу дефектных изделий
при второй операции определяется полусумма
числа дефектных изделий в обеих выборках.
Контрольная диаграмма по доле дефект-
ности отнюдь не должна, конечно, рассма-
триваться как „планирование брака", тем
более, как стабильное закрепление послед-
него. Наоборот, она должна быть используема
как одно из средств наглядного наблюдения за
обязательным процессом неуклонного сниже-
ния доли дефектности и доведения её прак-
тически до нуля. Контрольные границы при
этом регулярно пересчитываются в сторону
уменьшения.
Табличные методы применяются в следую-
щих вариантах: а) одинарной выборки фи-
ксированного объёма; б) двойного уровня;
в) двойной выборки фиксированного объёма;
г) выборки нарастающего объёма.
Метод одинарной выборки фи-
ксированного объёма осуществляется
при следующем порядке контроля:
1) из предъявляемой на контроль партии
изделий объемом N отбирается представитель-
ная выборка в числе п экземпляров, указан-
ном в составленных для данного метода табли-
цах, и в ней проверяется соответствие изде-
лий контролируемому признаку качества (раз-
деление на годные или дефектные по этому
признаку);
2) если число tig дефектных экземпляров
в выборке окажется меньше или равно неко-
торому числу с, указанному в соответственной
графе той же таблицы, то вся партия прини-
мается как годная, соответствующая по контро-
лируемому признаку качества, допускаемому
содержанию дефектных экземпляров в партии;
3) если число пд дефектных экземпляров
в выборке окажется больше числа с, то вся
партия подвергается сплошному контролю,
и обнаруженные дефектные экземпляры
исправляются или заменяются недефектными.
Для метода одинарной выборки фиксирован-
ного объёма существуют таблицы двух типов.
В таблицах первого типа указывается об-
щее для каждой таблицы значение q^~Pt—
доля дефектных изделий в поступивших на
контроль партиях, вероятность приёмки кото-
рых при этом значении q2 равна р (обычно 0,1),
а вероятность забраковки равна Ри (обыч-
но 0,9).
Входными величинами в существующих
таблицах обычно являются: а) объём партии N,
б) принятые значения pi и вероятности р или
РП и в) принятый интервал значений харак-
теристики среднего уровня качества партий,
поступающих на контроль, т. е. среднего зна-
чения qcp доли дефектных экземпляров в
текущем производственном процессе (послед-
нее обычно обозначается в существующих
таблицах через р, РА и т. д.).
Последняя характеристика введена для того,
чтобы применительно к ней выбрать процедуру
контроля (значения п и с), приводящую к
относительно меньшему объёму контрольных
работ. В большинстве таблиц для каждой ком-
бинации входных параметров приводятся и
соответствующие им значения qcp HaU6=Pi—
средней доли дефектных экземпляров в сово-
купности многих партий, прошедших кон-
троль, — которая не будет превзойдена ни при
каких значениях q в поступающей на контроль
продукции.
Входными величинами в существующих
таблицах второго типа обычно являются:
а) объём партии N, б) принятое значение pL
и в) принятый интервал значений характери-
стики среднего уровня качества партий, по-
ступающих на контроль (р,РА). В большин-
стве таблиц для каждой комбинации входных
ГЛ, VIII]
ПОСЛЕДУЮЩИЙ КОНТРОЛЬ КАЧЕСТВА ГОТОВОЙ ПРОДУКЦИИ
635
параметров приводятся и соответствующие
им значения pf
Метод двойного уровня, разрабо-
танный В. И. Романовским [15], является
улучшенным вариантом метода одинарной вы-
борки. Этот метод пригоден для случая одно-
временного контроля нескольких партий или
при разбивке крупной партии на подпартии.
Отличие заключается в том, что вместо одной
осреднённой характеристики qcp — качества
партий, поступающих на контроль, совершенно
не учитывающей диапазона колебания каче-
ства на производстве (рассеивания доли де-
фектности q), вводится более полное понятие
характеристики качества производства в виде
дискретного распределения вероятностей P(q)
выпуска производством партий с различными
уровнями качества, например, с тремя qv q2
и ?я> причём Pt fa) -f- Рг Ш + Ра Ш = 1 *•
Порядок контроля следующий:
1) отбирается представительная выборка
в количестве п экземпляров, указанных в со-
ставленных для данного метода таблицах,
и в ней определяется число п$ дефектных
экземпляров;
2) если число пд окажется меньше или
равно некоторому числу с\, указанному в со-
ответственной графе той же таблицы, то вся
партия принимается;
3) если число пд окажется больше другого
числа с2, взятого из той же таблицы, то вся
партия бракуется или подвергается сплошному
контролю, и обнаруженные при сплошном
контроле дефектные экземпляры испра-
вляются или заполняются недефектными;
4) если число пд промежуточное, т. е.
больше clt но меньше с2, то из таких „про-
межуточных" партий часть их в указанной
в таблице доли Рс от общего числа партий
принимается, а другая бракуется или подвер-
гается сплошному контролю с исправлением
или заменой обнаруженных дефектных экзем-
пляров.
Способом двойного уровня предусматри-
вается гарантия среднего качества продук-
ции после контроля pL .
Метод двойной выборки фикси-
рованного объёма осуществляется при
следующем порядке контроля:
1) первая операция аналогична таковой
для метода одинарной выборки, но с объёмом
выборки п±, указанным в составленных для
данного метода таблицах;
2) если число ndi дефектных экземпляров
в выборке окажется меньше или равно
указанному в таблицах некоторому числу cj,
партия принимается;
3) если число пд окажется больше ука-
зываемого в той же таблице другого числа с2,
партия подвергается сплошному контролю,
и дефектные экземпляры исправляются или
заменяются недефектными;
4) если число пд окажется более, чем сл,
но меньше или равно с2, то из той же пар-
* В. И. Романовский [15] рассматривает и дру-
гие варианты характеристики качества производства:
с двумя заданными " вероятностями Pt (дг) + Р„ (д2) =
¦» 1, с альтернативными вероятностями Р, (q < qt)
и Р, (<7> qt) и др.
тии берётся вторая выборка с объёмом п2,
указанным в той же таблице;
5) если сумма чисел дефектных экземпля-
ров в первой и второй выборках ndi 2 ~
= ndi-\- пдз окажется меньше или равно с3, то
вся партия принимается;
6) если сумма пд -\- пд окажется больше
с2, то вся партия подвергается сплошному
контролю, и обнаруженные дефектные экзем-
пляры исправляются или заменяются недефект-
ными.
Для метода двойной выборки существуют
два типа таблиц. Структура их аналогична
структуре таблиц одинарной выборки, но
с добавлением граф с2, «2 и "г—Ь пг-
Метод выборки нарастающего
объёма, известный также под названием
метода последовательного анализа, заклю-
чается в следующем: объём выборки заранее
не фиксируется, а контрольные испытания
ведутся до такого числа экземпляров, пока
результат, т. е. фактически получившееся
соотношение дефектных и годных изделий, не
позволит уже сделать с надлежащей надёж-
ностью выводы. После первого и каждого из
последующих испытаний делается один из
следующих трёх выводов:
1) прекратить испытание и признать всю
партию годной, если число дефектных экзем-
пляров п$, обнаруженных к этому моменту,
меньше некоторого рассчитанного и нанесён-
ного на специальную диаграмму или указан-
ного в специальных таблицах для данного
метода контрольного числа с1г, соответствую-
щего уже проведённому числу испытаний п;
2) прекратить испытание и забраковать
партию или подвергнуть её сплошному кон-
тролю с заменой дефектных экземпляров, если
число дефектных экземпляров tig, обнаружен-
ных к этому моменту, больше некоторого
другого, рассчитанного и нанесённого на ди-
аграмму или указанного в таблице числа dlt
также соответствующего уже проведённому
числу испытаний п;
3) продолжить испытания, если d^<^n^<^d^.
Обычно результаты испытания (число де-
фектных изделий пд) рекомендуется наносить
точками на диаграмму вида, показанного на
фиг. 23. На горизонтальной оси наносятся
порядковые номера испытаний 1, 2, З...л,
а по вертикали откладываются значения
числа щ обнаруженных дефектных изделий.
Контрольными границами для точек числа
дефектных изделий (наносимыми на диаграмму
толстыми сплошными линиями) являются две
прямые, определяющиеся следующими урав
нениями:
нижняя прямая d1 — Лг -f Sn, D6i
верхняя прямая d2 = h>> -f- Sn. D7)
Зона диаграммы, расположенная ниже
линии dx, является зоной приёма, и если
точка оказывается в ней, партия принимается;
зона, расположенная выше линии J2, является
зоной браковки, и если точка оказывается
в ней, партия бракуется или подвергается
сплошному контролю; зона, расположенная
между линиями afj и d2, является зоной про-
должения испытаний.
636
ОРГАНИЗАЦИЯ ТЕХНИЧЕСКОГО КОНТРОЛЯ
[РАЗД. V
Величины h^ Л2 и S зависят: 1) от q^ и
qa — нижнего и верхнего допускаемых преде-
лов колебания доли дефектных изделий
в партии, устанавливаемых на основе техни-
ческого расчёта точности технологического
процесса или по эмпирическим данным, полу-
ченным в результате подсчёта доли q в зна-
чительном количестве партий объёмом не
менее чем по нескольку сот экземпляров
в каждой; 2) от а— вероятности ошибки
I рода и A — вероятности ошибки II рода.
25
Фиг. 23. Диаграмма при выборке нара-
стающего объема (последовательный
анализ).
Значения величин hp Л2 и «S подсчитываются
по следующим приближённым формулам:
lot
1—а
log
D8)
log
1-р
'"' log'**1
S =
D9)
EС)
В литературе имеются таблицы значений
величин hlt h% и 5 для типичных значений а,
Р". Ч\ и 92-
Вместо диаграммного варианта для вы-
борки нарастающего объёма применяется ещё
табличный вариант в виде таблицы из четы-
рёх столбцов: п, d\, щг и d2. Первый, второй
и четвёртый, заполняются заранее на заго-
товленных бланках, а третий столбец (п^)
заполняется контролёром во время операции
контроля.
Вместо определения числа п$ после ка-
ждого следующего испытанного экземпляра
существуют ещё варианты, в которых п$
определяется как нарастающая сумма в по-
следовательных выборках, объёмом каждая
в 20 или в 50 и т. д. экземпляров (метод
.многократной выборки").
Метод выборки нарастающего объёма или
последовательного анализа имеет в некоторых
случаях преимущество перед методами оди-
нарной и двойной выборки в отношении умень-
шения при прочих равных условиях объёма
контрольных работ, доходящего до двухкрат-
ного уменьшения.
Существующие сейчас таблицы для опи-
санных выборочных методов последующего
контроля ещё в очень малой степени опро-
бованы на советских машиностроительных
предприятиях и, повидимому, могут быть
улучшены в теоретическом и практическом
отношениях; поэтому в настоящем издании
они не приводятся *.
Для сопоставления и оценки различных
вариантов статистических методов последую-
щего контроля значительный интерес пред-
ставляют кривые вероятностей P(q) приёмки
партии, содержащей ту или иную долю де-
фектных изделий q (кривые эти называются
также оперативными характеристиками). При
наличия такой кривой с неё легко могут быт,ь
сняты для заданных значений q1 и q2 значе-
ния величин а =. 1 — Р (<7j), fi = Р (q2), Pr и Рп>
а также величины произведения qP(q), макси-
мальное значение которого ((ЭгР)шах равно
Чср- наиб- Идеальной являлась бы такая кривая
Р (q), при которой вероятность приёмки партии,
содержащей долю q, меньшую допускаемой
по техническим условиям, была бы равна еди-
нице, а вероятность приёмки партии, содер-
жащей долю q, большую допускаемой по тех-
ническим условиям, была бы равна нулю.
Второй существенной характеристикой яв-
ляется объём контрольных работ при выпол-
няемой процедуре контроля. Наилучшим можно
считать такой вариант метода, который даёт
меньший объём контрольных работ при наи-
большей близости кривой вероятности приёмки
(оперативной характеристики) к идеальной.
АНАЛИЗ КОНТРОЛЬНЫХ ДОКУМЕНТОВ
И СПЕЦИАЛЬНЫЕ ПРИЁМЫ
ИССЛЕДОВАНИЯ ТОЧНОСТНЫХ
ДИАГРАММ
Одной из существенных положительных
сторон применения статистических методов
анализа и контроля качества продукции и хода
производственного процесса является прису-
щая им регулярная и систематическая доку-
ментация (диаграммы, табличные бланки),
отображающая количественно весь ход произ-
водственного процесса и результаты кон-
троля. Для более полного использования этой
положительной стороны следует, чтобы вся
документация текущего и последующего кон-
троля, проводимого статистическими мето-
дами, систематически и централизованно
(в масштабе предприятий или крупных це-
хов) обрабатывалась и исследовалась.
Основными задачами обработки и иссле-
дования контрольных документов являются:
1) установление фактического уровня ка-
чества производства на участках, подвергае-
мых обыкновенному и статистическому мето-
дам контроля;
* Таблицы такого рода имеются, например, в сбор-
нике „Статистические методы анализа и контроля каче-
ства машиностроительной продукции", Машгиз. 1949 и
в некоторых зарубежных работах.
ГЛ. VIII]
АНАЛИЗ КОНТРОЛЬНЫХ ДОКУМЕНТОВ
637
2) сопоставление результатов текущего и
последующего контроля между собой и с су-
ществующими точностными характеристиками
оборудования;
3) выявление устойчивости или неустой-
чивости хода технологического процесса по
основным видам изделий и установление ти-
пичных для данного производства аномалий
и причин, их вызывающих;
4) ведение классификаторов брака и при-
чин нарушения нормального хода технологи-
ческого процесса.
В начальный период применения статисти-
ческих методов следует главное внима-
ние сосредоточить на установлении фак-
тического уровня качества производства на
участках статистического контроля. Для этого
партии изделий, законченные изготовлением
при наличии текущего контроля, следует под-
вергать параллельно сплошной и выборочной
проверке точными универсальными измери-
тельными средствами (с соотношением по-
грешности измерения и погрешности изгото-
вления порядка 1:20). Сопоставлению подлежит
относительное количество бракованных или
дефектных изделий: а) фактическое при сплош-
ном контроле; б) расчётное при выборочном
контроле и в) расчётное для применяемого ме-
тода текущего контроля.
Как отмечалось выше, особенное значение
такое обследование имеет в случаях, когда
применяемый метод текущего контроля не
доработан ещё в отношении' проведения тео-
ретического расчёта qcp, Qcp и т. д. По
мере приведения производства в состояние,
обеспечивающее стабильность этих величин,
указанные сопоставления могут производиться
всё реже, переходя в инспекторские („слё-
жечные") проверки.
Следующим элементом сопоставления
являются имеющиеся теоретические (паспорт-
ные) или ранее собранные эмпирические
точностные характеристики оборудования' и
хода производственного процесса ГМ(д;) ,
ДЛ4у, а (лгJили х, &хг, а?1 и получаемые вновь
эмпирические значения их: а) в партиях, под-
вергнутых сплошному контролю, б) в партиях,
подвергнутых выборочному контролю, и
в) в сводках, получаемых по периодическим
пробам контрольных диаграмм. Если получае-
мые новые эмпирические значения лучше
прежних или теоретических, что и должно
иметь место при непрерывном процессе со-
вершенствования производства, то при закре-
плении их в течение некоторого продолжи-
тельного промежутка времени (месяц, квар-
тал) они должны быть введены вместо преж-
них в нормативы, паспорта оборудования
и т. д. Если же вновь полученные данные
хуже нормативных, то следует поставить во-
прос о лучшей отладке технологического про-
цесса или о ремонте оборудования.
Время от времени должны обязательно
делаться сводки результатов последующего
контроля готовой продукции (сплошного и
выборочного) и текущего контроля по кон-
трольным диаграммам в виде: а) построения
практических кривых распределения и сопо-
ставления их с . теоретическими (методами,
указанными на стр.642) и б) построения эмпи-
рических точностных диаграмм (если резуль-
таты сплошного контроля даны в последова-
тельности изготовления изделий на станке)
и сопоставления их методами, указанными
ниже, с теоретическими точностными диа-
граммами и с практическими кривыми рас-
пределения. Для ориентировочных сопоставле-
ний могут использоваться данные с контроль-
ных диаграмм.
Для характеристики степени стабильно-
сти (степени устойчивости) хода произ-
водственного процесса существует много раз-
личных вариантов количественных оценок.
Полной оценкой хода процесса должны быть
охвачены следующие его стороны: а) сохра-
нение или несохранение постоянства перво-
начальной настройки и постоянства ргесеи-
вания; б) отступления от теоретически рас-
считанного хода процесса (от теоретической
точностной диаграммы) в отношении иных по-
ложений центров группирования во времени
и иных величин рассеивания во времени (по-
стоянных — при точностной диаграмме № 1
фиг. 5 и переменных — при точностных диа-
граммах остальных видов).
Несохранение постоянства настройки
за время изготовления партии (нормальное,
запроектированное по технологическому про-
цессу, или ненормальное при отклонении от за-
проектированного постоянства настройки)
можно характеризовать величиной смещения
центра группирования 21а или относитель-
ными величинами
l
E1)
E2)
где о0 — значение параметра рассеивания в
начале изготовления партии; Б — половина
поля допуска.
Несохранение постоянства рассеивания
за время изготовления партии (нормальное,
запроектированное по технологическому про-
цессу или ненормальное при отклонении от
запроектированного постоянства рассеивания
можно характеризовать величиной диапазон,
изменения параметра рассеивания 2/& = атах -
—¦ amin или относительными величинами
h--!*-. E3)
E4)
При анализе контрольных документов су-
щественную пользу может дать применение
специальных приёмов исследования, изложен-
ных в следующем разделе, а также обычных
способов корреляционного и дисперсионного
анализов (см. ЭСМ, т. 1, кн. 1-я, гл. I, а также [5]
и [12]). Необходимо отметить, что при примене-
нии дисперсионного анализа в том виде, как он
разработан зарубежными статистиками, сле-
дует учитывать ограниченность положенных
в его основу допущений, а именно подчине-
ние распределений закону Гаусса, неизмен-
ность значений параметров рассеивания и т.д.
(подробнее см. у А. Н. Колмогорова [15] и
комментарии к [5]).
638
ОРГАНИЗАЦИЯ ТЕХНИЧЕСКОГО КОНТРОЛЯ
[РАЗД. V
Специальные приёмы исследования
эмпирических точностных диаграмм
и кривых распределения
В современной математической статистике
и в практических приложениях теории ве-
роятностей к обработке опытных данных
имеется весьма большое количество различ-
ных приёмов анализа опытных данных, при-
менимых к исследованию производственных
погрешностей. .Некоторые из таких приёмов
приводятся ниже.
Установление значимости (вероятности)
получающихся отклонений эмпирических
групповых средних значений от теорети-
ческих. Установление значимости отклонения
отдельного эмпирического группового сред-
него значения хг от соответственного теоре-
тического Mf{x) производится: а) при числе
измеренных деталей в группе больше 20 по
таблице функции Лапласа Ф (г) (ЭСМ, т. 1,
кн. 1-я, стр. 98); б) при числе измеренных
деталей в группе меньше 20 по таблице S{z)
(ЭСМ, т. 1, кн. 1-я, стр. 319).
Величина z определяется здесь по фор-
муле *
._fc
"I/ 2^X i r
где or — V — r
f Пг — 1
пг — число
„измерений в группе; Mf{х) — теоретическое
среднее значение для момента времени t, со-
ответствующего середине группы. Если веро-
ятность -случайного получения отклонений,
равных или больших г, определяемая выра-
жениями 1—2Ф(г) или 2 [1— S(z)], доста-
точно велика, отклонение хг от Alt{x) может
... бить случайным и эмпирические групповые
средние—практически соответствующими тео-
ретическим. Если же, наоборот, вероятности
, очень малы, то отклонения, равные или ббль-
т.. щие z, практически не могут быть случайны-
, ми и вызваны. они какими-либо системати-
ческими причинами, значимыми с точки зре-
ния их выявления.
Значение вероятности случайного полу-
чения отклонений, равных или больших z,
ниже которого не считают возможным от-
носить полученное практическое отклонение
к случайным (называемое критерием значи-
мости или уровнем значимости), наиболее
часто принимают равным 0,05 E0/0-ный уро-
вень значимости), 0,01 A°/0-ный уровень зна-
чимости) или 0,27% („трёхсигмовые пределы"
при законе Гаусса).
Указанные выше таблицы и формулы соста-
> влены для случая, когда распределение ср2 (х)
в исследуемой партии подчинено закону Га-
усса. Иначе, полученные, как описано выше, зна-
чения вероятности становятся лишь ориенти-
ровочными. Рекомендуется в этом случае
считать расхождение между хг и Mf (х) зна-
чимым, если z>>3 (В. И. Романовский) или
z>4 (Г. Крамер).
Установление наличия или отсутствия
смещения центра группирования обработ-
кой по последовательным разностям. Про-
изводится параллельный подсчёт среднего
квадратического отклонения для всей партии
(а2) обычным путём по результатам получен-
ных измерений и параллельно по формуле
3SA^-7^- E6)
Здесь а (Д)- среднее квадратическое откло-
нение для первых последовательных разностей
Дг- =:xi+i — xt, вычисляемое по обычным фор-
мулам:
п — общее число деталей во всей партии.
Если значения а^д и а2 равны между собой,
имеет место отсутствие смещения центра
группирования за время изготовления партии;
если значение os больше а? д, это указывает
на вероятное наличие смещения центра груп-
пирования, причём, если указанное превы-
/ as \
шение превосходит 3{—у=-\, наличие сме-
щения центра почти достоверно.
При наличии равномерного смещения
центра группирования во времени, т. е. ли-
нейной функции a(t), характеризующей это
смещение, обработка по первым последова-
тельным разностям позволяет приближённо
установить величину смещения 21а по фор-
муле
21„ =
E7)
Погрешность вычисления 21а порядка
* Величина г часто называется стюдентовым отноше-
нием, и тогда она обозначается через t.
— [, т. е. уменьшается при увеличе-
нии объёма партии.
Существуют формулы и для определения
величины смещения 21а при нелинейных функ-
циях a(t), когда вид функции известен. Ино-
гда может оказать помощь в установлении
вида функции a (t) использование разностей
более высоких порядков и разностей между
несмежными значениями. Следует, однако,
иметь в виду, что при возрастании порядка
используемых разностей быстро возрастают
и погрешности соответственных результатов
вычислений.
Установление наличия или отсутствия
смещения центра группирования по трём
дисперсиям. Производится параллельный под-
счёт трёх дисперсий:
ГЛ. VIII]
АНАЛИЗ КОНТРОЛЬНЫХ ДОКУМЕНТОВ
639
1) общая дисперсия для всей партии:
D (*)Е = т
где
<58)
E9)
i = 1
п — общее число всех экземпляров в партии;
2) осреднённая для всей партии групповая
дисперсия (по 5 группам) с одинаковым числом
измерений ns в каждой группе*:
г = 1
s ns
- ^гГ =
г - 1 j = 1
где
F0)
F1)
ns — одинаковое для всех s грулп число изме-
рений в каждой группе*;
3) дисперсия взвешенных групповых сред-
них значений:
D
ns{xr - *,.)¦ =
г-\
-r = l
Если полученные значения дисперсий
D (х)г и D (хг) приблизительно
равны друг другу или одного порядка, то это
указывает на отсутствие или малую значи-
мость смещения центра, так как в этом слу-
чае все три дисперсии можно считать относя-
щимися к различным выборкам из одной со-
вокупности. Величины допустимых значений
отношений F между каждыми двумя из ука-
занных трёх дисперсий (большей из двух к
меньшей) при установленном уровне значи-
мости (см. выше) определяются по таблице при-
ложения III (стр. 645), входами в которые явля-
ются так называемые „степени свободы" К\и/С2>
равные здесь знаменателям первых множите-
лей правых частей формул E8), F0) и F2),
т.е. п — 1, s (ns — 1) или s — 1. Если же по-
лученные значения трёх дисперсий сильно
различаются друг от друга и отношение
между ними выходит из норм таблиц F, это
указывает на наличие или смещения центра
группирования во времени или переменного
во времени рассеивания, или того и другого
вместе. Таблицы для величины F* рассчитаны
в предположении наличия гауссова распре-
деления и отсутствия систематического изме-
нения рассеивания. Если же это не так, то
получаемые из таблиц значения F следует
считать ориентировочными.
Установление характера смещения
центра группирования во времени по сколь-
зящей средней, по нарастающей средней
и по способу наименьших квадратов. Сколь-
зящие средние рассчитываются по обычной
формуле, как и эмпирические групповые
средние значения хг Первой рассчитывается
среднее значение для первых ns измерений
(в порядке изготовления деталей). Далее от-
брасывается первое измерение, добавляется
(fts + 0-е, затем отбрасывается второе изме-
рение, добавляется (ns +2)-e и т. д до конца,
т. е. до группы от (я — Иу)-го измерения до л-го
измерения. В результате получаются n—ns
эмпирических средних значений (кружки на
фиг. 24), каждое из которых соответствует по-
стоянному числу ns измерений „скользящей"
группы значений.
Все эти значения наносятся подряд на вре-
менной график и соединяются плавной линией.
Если действительное смещение центра груп-
пирования плавное, без скачков и без малых
периодических колебаний, то график скользя-
щей средней при надлежащем подборе вели-
чины «скользящей группы" (числа ns) хорошо
представляет функцию a (t).
А. А. Зыковым [8] предложено применение
для анализа хода производственного процесса
нарастающих средних, представляющих со-
бой средние значения с переменным, возра-
стающим числом значений в группе, начиная
с двух, трёх, четырёх и т. д. до п — общего
числа деталей в партии. Подсчёт каждого
среднего значения производится по обычной
формуле, и все полученные п — 1 средние зна-
чения наносятся на график. В результате по-
лучается ломаная или кривая с затухающими
колебаниями (фиг. 25, б), характер которых при
внимательном изучении может подсказать вы-
вод о характере смещения центра группиро-
вания. Преимуществом нарастающих средних
в отдельных случаях может быть более нагляд-
ное выявление на начальных участках кривой
скачков . и периодических колебаний; послед-
ние, однако, при этом способе могут быть
смешаны с обычными колебаниями случайных
отклонений. Недостаток их — затухающий ха-
рактер кривой (фиг. 25, б), скрадывающий при
числе значений в группе, большем 30—40.
многие существенные особенности хода про
изводственного процесса.
Применение способа наименьших квадра-
тов заключается прежде всего в установлении
обычными для этого способа приёмами (ЭСМ.
* Имеются формулы и для неодинакового числа из-
мерений в группах, см. [14] и [5].
* Величина F иногда называется фишеровским отно-
шением, а распределение её — фишеровским распределе-
нием z; кроме F к z, для обозначения её применяют ешё
символ Т.
640
ОРГАНИЗАЦИЯ ТЕХНИЧЕСКОГО КОНТРОЛЯ
(РАЗД. V
т. 1, кн. 1-я, стр.310) коэфициентов аппрокси-
мирующей прямой a (t) по всем п значениям
измерений для всей партии или по 5 группо-
вым средним значениям. Получение углового
коэфициента, близкого к нулю, ещё не означает
отсутствия смещения центра группирования.
тов, является подбор прямой или кривой а (I)
таким образом, чтобы количество точек вре-
менного графика, расположенных выше и ниже
кривой, было одинаковым как для всей пар-
тии, так и по отдельным группам, на которые
разбивается партия.
30 йО 50 50
70 80 90 WO ПО'" 120 130 140 150 160 ПО 180 190 200
Порядковые номера деталей
Фиг. 24. Временной график со скользящей средней (я = 20); исходные данные по примеру фиг. 10.
Последнее должно быть подтверждено та-
ким же результатом в отдельных группах.
Получение угловых коэфициентов прямых,
превосходящих утроенную среднюю квадрати-
ческую ошибку их определения (ЭСМ, т. 1,кн.
1-я, стр. 315), указывает на наличие смещения
10 20 30 ЬО 50 60 70
Порядковые номеоа деталей
90 100
Фиг. 25 а—временнбй график; 6 - график нарастающей
средней по А. А. Зыкову; в — график скользящей сред-
ней (л =10); исходные данные по В. В. Малковой.
центра и может быть использовано для пред-
ставления смещения или через линейную
функцию a (t), получаемую при расчёте по
всем п значениям в партии, или для предста-
вления смещения через кривую a (t), сглажи-
вающую ломаные отрезки прямых, найденных
при расчёте по s значениям отдельных групп.
Паллиативным средством, отчасти заменяю-
щим применение способа наименьших квадра-
Существенной трудностью исследования
характера смещения центра по скользящей
средней, по нарастающей средней и по спо-
собу наименьших квадратов является боль-
шая трудоёмкость вычислений, устранимая
лишь при применении счётных или счётно-
аналитических машин.
Исключение предположительно устано-
вленного смещения центра группирования.
Одним из предыдущих способов можно уста-
новить наличие смещения центра группиро-
вания и предположительный вид функции
a(t). Хорошей проверкой правильности
такого установления может служить исклю-
чение предполагаемого смещения центра груп-
пирования из данных первоначальных изме-
рений. Для этого из каждого последователь-
ного значения Х{ (в порядке изготовления
деталей) вычитается соответственное значе-
ние а: согласно принятой функции a(t) смеще-
ния центра группирования. Полученные зна-
чения лсФ — Xj — ai наносятся на временнбй
график, и для них строится новая эмпирическая
точностная диаграмма. При правильном устано-
влении вида и параметров функции a(t) центры
группирования новой эмпирической точност-
ной диаграммы должны располагаться около
горизонтальной линии.
Далее для значений xty делаются
аналогичные изложенным выше провер-
ки; результаты их обычно устанавли-
вают отсутствие у значений jc*]* суще-
ственных признаков смещения центра груп-
пирования. При обработке по первым после-
довательным разностям значение а|^д должно
быть равным или близким к з^\ рассчитан-
ному по х^р. При вычислении трёх дисперсий
значения D (xA))E, d(jcA>) r> ср и D [ха)\ дол-
жны быть (в случае отсутствия других суще-
ственных нарушений нормального процесса)
одного порядка и т. д.
ГЛ. VI1J1
АНАЛИЗ КОНТРОЛЬНЫХ ДОКУМЕНТОВ
641
Установление значимости (вероятности)
расхождений между отдельными значе-
ниями эмпирических групповых средних.
Суждение о наличии смещения центра груп-
пирования может быть ещё сделано на основе
сопоставления полученных эмпирических зна-
чений отдельных групповых средних хг. Для
этого используются так же, как указано выше
(см. стр. 638), таблицы функций Ф(г) (при
Яу>20) или S(z) (при Лу<20), но при
вычислении z по формуле
F3)
где хг и Хг — сравниваемые групповые сред-
ние; щ — одинаковое для всех s групп число
измерений в каждой группе*;
/
ns
4J I xi — Xr I
f-1 V W
ns
Данный способ при исследовании перво-
начальных значений лг,- (если есть основания
предполагать смещение центра группирования
хотя бы по внешнему виду временного гра-
фика) менее эффективен, чем предыдущие.
При отсутствии смещения центра, в частно-
сти, при исследовании значений х^ после
исключения предполагаемого смещения, при-
менение этого способа вполне целесообразно.
Установление значимости (вероятности)
расхождений между эмпирическими груп-
повыми средними квадратическими. Сопо-
ставление двух эмпирических групповых среда
них квадратических' отклонений <jr произво-
дится по отклонению их квадратов, т. е. диспер-
сий D (x)r = <jj. Определяется отношение ббль-
шей из сопоставляемых дисперсий к меньшей
F =
D(x)r
F4)
По F и по числам ястепеней свободы" /d —
= ns — 1 й ~/С2 = пs — 1 может быть найдена
вероятность получения отношений между дис-
персиями, больших, чем F (см. таблицу прило-
жения III, стр. 645). В этом случае получение для
сопоставляемых дисперсий значения F, боль-
шего, чем приведённое в таблице, указывает,
что при принятом уровне значимости расхо-
ждение между групповыми дисперсиями не сле-
дует считать случайным, и, следовательно, про-
цесс происходит с переменным рассеиванием.
Сделанная ранее оговорка об условиях расчёта
таблиц величины F сохраняет силу и здесь. ,
Установление характера переменного
во времени рассеивания по „скользящей
сигме" и по способу наименьших квадратов.
Если исследования значимости получающихся
* Имеются формулы и для случаев, когда п различно
в каждой из $ сравниваемых групп (например [14], стр. 88);
сделанная выше оговорка о подчинении <р^ (х) закону
Гаусса и рекомендация для случаев, когда это не так,
остаются в силе и здесь.
41 Том 15
расхождений между эмпирическими группо-
выми средними квадратическими указывают
на малую вероятность случайного получения
таких расхождений, характер систематического
изменения рассеивания во времени может быть
установлен приёмами, аналогичными описан-
ным выше для установления характера смеще-
ния центра группирования, а именно по сколь-
зящим средним квадратическим отклонениям
и по способу наименьших квадратов. Осо-
бенность первого приёма заключается здесь
в том, что после вычисления хг в „скользящих
группах" вычисляются тем же порядком аг.
Полученные значения наносятся на график
в последовательном порядке как функция вре-
мени t. Если действительное изменение рас-
сеивания плавное (без скачков и без малых
периодических колебаний), то график сколь-
зящих средних квадратических при надлежа-
щем подборе величины „скользящей группы"
(числа ns) хорошо представляет функцию Ь (t).
Особенность второго приёма (способа наи-
меньших квадратов) заключается здесь в том,
что он может быть применён только к груп-
повым (последовательным или скользящим)
значениям аг, т. е. только к s, но не к п зна-
чениям. Поэтому при отсутствии обработки
по „скользящим сигмам" отпадает приём на-
хождения по способу наименьших квадратов
отрезков аппроксимирующих прямых для от-
дельных групп и последующего их сглажи-
вания.
Исключение предположительно уста-
новленного переменного рассеивания. Цель
и порядок проведения этого исследования
аналогичны описанным выше относительно
исключения смещения центра группирования.
Особенности заключаются в том, что операция
исключения переменного рассеивания должна
проводиться при отсутствии смещения центра
группирования или после его исключения или
после хотя бы установления вида и параметра
функции a (t).
По найденному виду функции b(t) выби-
рается такое значение Ьо, к которому при
водится затем вся точностная диаграмма,
обычно наименьшее значение функции b (t).
Затем в первом случае (при отсутствии
смещения центра) по каждому измеренному
значению x-t находится х^ по формуле
x'!> = -
F5)
где значение b-t (t) берётся соответствую-
щим моменту времени изготовления /-й де-
тали.-
Во втором случае (при исключении смеще-
ния центра) вместо Xi в формулу F5) под-
ставляются значения х^\
В третьем случае (при установлении вида
функции a{t), но неисключенйи переменного
рассеивания) х№ находится по формуле
F6)
¦{t)
где a,- (t) и b{(t) берутся соответствующими
моменту времени изготовления /-й детали.
642
ОРГАНИЗАЦИЯ ТЕХНИЧЕСКОГО КОНТРОЛЯ
{РАЗД. V
Далее, для х*& делаются те же поверки,
что первоначально были сделаны для x-t и ху.
Суммарная оценка изменяемости во вре-
мени по методу „упорядоченных выборок".
На основе развитой В. И. Романовским теории
„упорядоченных выборок" [15] простая сум-
марная оценка наличия или отсутствия сме-
щения центра группирования и переменного
во времени рассеивания может производиться
путём подсчёта в последовательных группах
числа значений jx, меньших, чем наименьшее
значение в предшествующей группе, и числа
значений v, больших, чем наибольшее зна-
чение в предшествующей группе.
Вероятность того, что обе сравниваемые
последовательные группы не имеют суще-
ственных отличий ни по средним значениям,
ни по рассеиванию, ни по типу закона рас-
пределения, определяется в зависимости от
числа jul или v по табл. 18 для чисел измере-
ний в группах п = 10 и п = 20.
Таблица 18
п =
Число
появлений
]А (ИЛИ V)
4
5
6
7
8
9
10
10
Вероят-
ность
Р(ц) или Р(ч)
O.O27
о,он
о,оо4
О,СО1
0,000
0,000
о,ооо
п =
Число
появлений
\у. (или v)
3
4
5
6
2
9
IO
2О
= 20
Вероят-
ность
Р (|*)ИЛЙР (V)
0,062
0,029
0,013
0,006
0,003
0,001
0,000
0,000
0,000
Особое значение данный метод имеет для
сопоставления эмпирических точностных диа-
грамм до и после исключения смещения центра
группирования и переменного во времени
рассеивания.
Сопоставление практических распределе-
ний для всей партии с теоретическими.
Общепринятыми являются приёмы сопоста-
вления практических распределений с теоре-
тическими по внешнему виду и по критериям
согласия.
Сопоставление по внешнему виду заклю-
чается в приведении практических и теоре-
тических распределений к одному масштабу.
При этом следует иметь в виду, что суще-
ствуют и намечены к изданию семейства
негауссовых теоретических кривых распре-
деления, построенные в масштабе: , а) для
величины х (выраженной в делениях а),
равном а = 40 мм, и б) для величины <р (х)
(выраженной в делениях —), равном — =
и о
— 200 мм. Поэтому практические распре-
деления целесообразно приводить к этому
же масштабу по правилам, указанным в ЭСМ,
т. 1, кн. 1-я, стр. 307, принимая значения
масштабных коэфициентов в данных там фор-
мулах A5) и A5): А = 40 мм; В = 200 мм.
Сопоставление по критериям согласия
производится большей частью приёмами, ука-
занными в ЭСМ, т. 1, кн. 1-я, стр. 307—309.
При , пользовании критериями согласия
следует всегда иметь в виду их в известной
степени формальный характер, основываю-
щийся на внешних признаках или на значе-
ниях моментов сравниваемых распределений.
Поэтому по возможности следует такой
анализ сопровождать анализом точностных
диаграмм, характеризующих основные черты
существа производственного процесса, и брать
'за основу сопоставления по критериям со-
гласия теоретическую кривую, соответствую-
щую характеру и параметрам точностной
диаграммы. При этом не следует пренебре-
гать и сопоставлением внешнего вида кривых.
В случаях, когда рассеивание признака
качества вызвано большим числом случайных
факторов, многие из которых не изменяются
во времени, одного порядка по своему влиянию
на общую погрешность и независимы или
слабо зависимы от других, теоретический за-
кон распределения «^ (х) для момента вре-
мени t будет обычно близок к закону Гаусса.
При этом существенным обстоятельством,
подтверждающим правильность анализа эмпи-
рических точностных диаграмм хода производ-
ственного процесса, будет являться получение
практического распределения значений xf^
для всей партии близким к закону Гаусса,
а распределений значений х^ и Xi для всей
партии близкими к негауссовым теорети-
ческим кривым <р (х) из соответственных се-
мейств с функциями а (/) и Ъ (I); см. [4].
ПОРЯДОК ВНЕДРЕНИЯ
СТАТИСТИЧЕСКИХ МЕТОДОВ
КОНТРОЛЯ КАЧЕСТВА
Успешное внедрение статистических ме-
тодов для целей анализа и контроля качества
продукции, хода производственного процесса
и состояния производственного оборудования
связано с комплексным разрешением ряда
вопросов.
Первым этапом работы является под-
готовка кадров, т. е. широкая информация
производственного персонала (начальника
цеха, мастера, технолога, бригадира, рабочего)
и контрольного аппарата о сущности нового
метода анализа и контроля, о технике веде-
ния его, задачах, разрешаемых на производ-
стве при его помощи, и новых формах взаимо-
отношений между контролёрами и производ-
ственниками. Хорошо выполненная работа по
первому этапу является залогом успешного
и быстрого внедрения статистических ме-
тодов.
Вторым этапом является выбор
объектов контроля или участков производства,
где в первую очередь нужно применить ста-
тистические методы. С экономической сто-
роны наиболее эффективно внедрение нового
метода контроля на участках с большим про-
центом брака. В данном случае будет много
работы в начальной стадии,связанной соевое'
нием. технологического процесса и приведе-
нием его в надлежащее состояние, но эта ра-
бота быстро окупится резким снижением
брака и повышением технической культуры
на данном рабочем месте.
С технической стороны весьма важно
охватить статистическими методами анализа
ГЛ. VIII1
ПОРЯДОК ВНЕДРЕНИЯ СТАТИСТИЧЕСКИХ МЕТОДОВ КОНТРОЛЯ КАЧЕСТВА
643
и контроля наиболее ответственные детали,
повышение качества которых в первую оче-
редь сказывается на общем качестве готовых
изделий. При выборе объектов контроля
с этой точки зрения существенное значение
имеет проверка расчётной обоснованности за-
данных допусков (см. выше раздел „Устано-
вление целей назначения допусков и проверка
расчётного их обоснования").
Для текущего контроля в процессе произ-
водства статистические методы можно приме-
нять как при массовом характере производ-
ства, так и при серийном, а некоторые его
виды и при мелкосерийном. Для последующего
контроля (т. е. контроля готовой продукция)
статистические методы можно применять при
объёме партий не менее 400—500 изделий.
В серийном производстве для начала вне-
дрения статистического контроля рекомен-
дуется выбирать участки, на которых осуще-
ствляется обработка деталей сериями не
менее 2000 шт.
С точки зрения вида и назначения обору-
дования статистические методы можно при-
менять, как показал опыт, для контроля изде-
лий, обработанных не только на станках-
автоматах и полуавтоматах, но и на любых
других, например, универсальных токарных,
фрезерных, шлифовальных и др. Кроме меха-
нической обработки изделий, статистический
метод контроля качества и хода технологи-
ческого процесса с успехом распространяется
и на другие виды производственных процес-
сов: штамповку, отливку под давлением, галь-
ваностегию, термообработку и др.
Третьим этапом является проверка
состояния технологического процесса, пере-
водимого на статистический метод контроля,
что осуществляется систематической провер-
кой соответствующих параметров качества
у каждого изделия (при массовом производ-
стве у деталей больших выборочных партий)
с соответствующей математической обработ-
кой результатов наблюдений и последующим
установлением точностных характеристик обо-
рудования (см. выше раздел „Установление
фактической точности производственного обо-
рудования и точностных характеристик про-
изводственного процесса").
Предварительно этой работе предшествует
выбор измерительных средств для возможно
более точного определения действительных
значений исследуемых параметров качества в
соответствии с установленными допусками на
обработку (см. выше раздел „Установление
точностных возможностей измерительных
средств").
Статистический метод контроля можно
внедрять после того, как будет установлено
соответствие между заданными допусками на
обработку и точностными характеристиками
оборудования и технологический процесс бу-
дет признан надлежаще отлаженным (см.
выше раздел „Обеспечение соответствия между
заданными допусками и технологическими воз-
можностями изготовления деталей").
Если будет установлено несоответствие
точностных характеристик оборудования с за-
данными допусками на обработку, то это ука-
зывает на неотлаженность технологического
процесса или на ухудшившееся состояние
оборудования, или, наконец, на необходимость,
*
для возможности использования имеющегося
оборудования и для работы без брака, изме-
нить заданные допуски.
Четвёртым этапом является отладка
технологического процесса. Этот этап работы
необходим в случаях, когда установлено не-
соответствие точностных характеристик хода
процесса заданным допускам на обработку
или точностной диаграмме, запроектированной
технологом.
Работа заключается в выявлении, устране-
нии или уменьшении до экономически оправ-
данных пределов систематически действующих
доминирующих причин, а также в уменьшении
влияния остальных причин на рассеивание
признаков качества.
Технологический процесс можно считать
отлаженным только тогда, когда будет со-
впадать характер распределения параметров
качества и их изменение во времени не ме-
нее чем для 3—5 партий изделий, обработан-
ных при строгом соблюдении всех режимов
технологического процесса, например, когда
будут получаться близкими друг к другу
эмпирические точностные диаграммы.
Пятым э та п о м является выбор методов
статистического контроля, которые по своему
характеру более соответствуют специфике
данного производства и выбранным объектам
контроля. Основными количественными по-
казателями при выборе варианта метода
текущего контроля является доля просачи-
вающегося брака {qcp и qnp), чувствительность
к разладкам и количество ошибочных пре-
дупредительных сигналов (Qcp)- Основным
количественным показателем при выборе
метода последующего контроля готовой про-
дукции является гарантия качества продук-
ции, прошедшей установленную процедуру
контроля. Одновременно решается вопрос
о выборе измерительных средств (инструмен-
тов, приборов) для определения качества из-
готовляемой продукции по заданным параме-
трам (размеры, форма и др.). Основным пока-
зателем при выборе измерительных средств
являются погрешность измерения и соответ-
ствие её тем допускам, которые заданы на
обработку изделий. При выборе универсаль-
ных измерительных инструментов вторым по-
казателем, кроме точности, является ещё
цена деления шкалы инструмента или при-
бора (см. раздел „Установление точностных
возможностей измерительных средств").
Шестой этап заключается в разра-
ботке технической документации, соответ-
ствующей выбранным методам контроля. Для
текущего контроля устанавливаются: объём
проб, положение контрольных границ и пери-
одичность проверки. В начале внедрения ста-
тистического метода контроля рекомендуется
брать пробы чаще (повышенный процент про-
веряемых деталей порядка 10—15); при приве-
дении процесса в устойчивое состояние пери-
оды между взятием проб увеличиваются. Для
последующего контроля устанавливаются:
объём контролируемых партий, объёмы выбо-
рок из них, допускаемые числа дефектных из-
делий в выборках, формы контрольных бланков.
Седьмым этапом является внедрение
статистического контроля и последующее
точное выполнение установленного порядка
ведения его: взятия проб, производства
644
ОРГАНИЗАЦИЯ ТЕХНИЧЕСКОГО КОНТРОЛЯ
РАЗД. V
Приложение I
Значения отношений производственного допуска Дп к гарантированному Дг в зависимости
от допустимого процента засорённости q и отношений предельной погрешности метода
Измерения (Заж ) и среднего квадратического отклонения (о0) погрешности изготовления к половине
поля гарантированного допуска (8Г)
(вычислена А. Н. Карташовой)
°г
N. °0
V 6г
0,2
°,3
о,4
о,5
0,6
о.7
о,8
о,9
1,О
i,i
1,3
о, 75
о,5°
o,6i
0,70
о,75
о,79
0,83
0,86
0.89
0,91
о,94
0,96
0,98
1,00
0,67
°.45
о,7О
о,79
0,84
0,89
о,93
0,96
о,99
1,СО
о,6о
o,8i
0,90
0,96
1,00
0,52
о,35
0,96
1,00
0,50
0,50
о,45
о,45
0,40
^
Д /
Значения —— I или -
дг V
0,76
0,82
о,86
о,89
o,9i
о,93
о,95
0,96
°,98
I.OO
о,83
о,88
о,92
о>95
0,98
1,ОО
о,89
о, об
1,ОО
о?35
о,35
1,О0
о,з8
.*.
0,82
0,87
о,91
о,93
о,95
о,97
0,98
1,00
о,34
о,45
о,88
о,93
0,96
о,о8
1,ОО
о,3°
о,4о
о. 94
0,98
1,00
О,2б
°,35
Приложение II
Таблицы вероятностей Рт ((*) появления в выборке из п экземпляров р. значений, не ббльших,
чем значение (m+l)-ro члена (в порядке возрастания) в предыдущей выборке
(составлены В. И. Романовским)
л- 6
т Х
о
I
2
3
4
0
0,500
0,322
0,083
О,О24
о,оо4
5
1
0,278
0,378
0,178
о,о79
о,озо
4
2
о, 139
0,338
о,аз8
о, 159
о,о59
3
4
3
2
I
О
N. т
т n.
О
i
2
3
4
5
0
о,5°о
о,337
0,091
0,030
0,007
О,ОО1
6
о, 373
о, 273
O»l82
0,091
0,033
0,006
5
2
0,136
0,227
0,327
0,162
0,081
0,023
4
3
0,061
°,Х5*
O,2l6
O,2l6
о,о6г
3
5
4
3
2
I
О
n. m
С- N^
п = 7
т n.
о
i
2
3
4
5
6
0
0,231
0,096
О,О1О
о,ооз
о,ооо
7
1
0 0 0 0 0 0 0
269
269
098
041
OI2
OJ2
6
2
°,135
О, 223
О,22О
0,163
0,092
о,о37
о,оо8
5
3
o,o6i
0,147
0,204
0,204
о,153
0,081
0,024
4
6
¦ 5
4
3
1
0
\. т
т n.
о
I
2
3
4
5
6
7
0
о 6 о" о о о о о
5°о
233
юэ
038
oi3
оо4
OOI
ооо
8
1
0,267
0,267
0,185
0,102
0,047
0,017
0,004
0,001
7
2
о,133
0,215
0215
0,163
0,098
0,046
0,015
0,003
6
3
0,062
0,146
0,196
0,196
0,15а
0,091
о,оз9
0,009
5
4
О,О2б
o,o8i
ОД47
0,190
0,190
0,147
0,082
0,026
4
i
6
5
4
3
3
1
0
\. т
\
Таблица значений величины F при уровнях значимости 0,05 (обычный шрифт) и 0,01 (курсив)
Степени свободы для большей дисперсии
Из книги В. С. Немчинова „Основы сельскохозяйственной статистики".
Степени свободы для большей дисперсии
ГЛ. VIHj
ОРГАНИЗАЦИЯ ЗАВОДСКИХ ОРГАНОВ КОНТРОЛЯ
647
измерения деталей, заполнения технической
документации, оценки полученных результатов
и выполнения мероприятий в соответствии
с полученной оценкой.
Выполнение строгой периодичности теку-
щего контроля (точно через 30 мин., через
1 час. и т. д.) необязательно. В зависимо-
сти от характера и устойчивостирасположения
точек на контрольной диаграмме пробы могут
браться чаще или реже. Так, например, если
точки, характеризующие на диаграмме соот-
ветствующие статистические параметры пре-
дыдущих проб, располагаются у одного из
пределов, пробы нужно брать чаще; если эти
точки располагаются около среднего уровня
качества, пробы нужно брать реже. Пробу,
как правило, нужно брать из деталей обра-
ботанных в присутствии контролёра, т.е. по-
следних из предъявляемой партии, так как
такая проба характеризует состояние техно-
логического процесса в момент взятия её.
Одновременно с этим нужно учитывать, что
проба в таком составе не даёт достаточно
полной информации о работе станка и качестве
изготовляемых деталей в период между взя-
тием проб.
При положительной оценке хода техноло-
гического процесса и соответственно качества
предъявляемой партии деталей контролёр
принимает без проверки все детали, изгото-
вленные в промежутке между пробами, и уда-
ляет их от рабочего места. Если же стати-
стическая характеристика вышла за кон-
трольные пределы на диаграмме, следствием
чего получилась отрицательная оценка хода
технологического процесса, контролёр
обязан:
а) дать сигнал о неблагополучии на дан-
ном рабочем месте;
б) подвергнуть 100%-ной проверке предъ-
явленную партию деталей.
Предоставлять контролёру право при обна-
ружении нарушения хода технологического про-
цесса самому приостанавливать работу на дан-
ном рабочем месте не обязательно. Опыт по-
казал, что в данном случае рациональнее
предупредить мастера, бригадира или рабо-
чего об этом под расписку с последующим
возложением материальной ответственности
за брак, который в большинстве случаев неиз-
бежен, если сигнал контролёра был игнори-
рован и соответствующих мер по выявлению и
устранению причин нарушения хода процесса
не было предпринято. После устранения при-
чин контролёр обязан взять пробу из первых
обработанных деталей для определения сте-
пени отлаженности технологического про-
цесса.
Состояние хода технологического про-
цесса на отдельных рабочих местах в соответ-
ствии с показателями контрольной диаграммы
на ряде заводов принято ещё отмечать выста-
вленными флажками разных цветов. Напри-
мер, при нормальном ходе технологического
процесса выставляется флажок одного цвета,
при обнаруженной разладке процесса — фла-
жок другого цвета.
Восьмым этапом является система-
тический анализ текущих контрольных доку-
ментов с целью корректировки контрольных
границ, установленных для данной опера-
ции, и выявления возможных дальнейших пу-
тей для улучшения качества продукции и по-
вышения рентабельности производства. В ча-
стности, детальное и систематическое изуче-
ние контрольных карт, эмпирических точно-
стных диаграмм и кривых распределения (см.
выше раздел „Анализ контрольных докумен-
тов и специальные приёмы исследования точ-
ностных диаграмм") помогает выявлению выс-
ших показателей качества, уже достигнутых
на оборудовании того или иного типа, и этим
способствует подтягиванию на этот уровень
других участков или предприятий и постановке
задач по дальнейшему плановому улучшению
показателей качества.
ЛИТЕРАТУРА И ИСТОЧНИКИ
1. Ачеркан Н. С, Статистические методы контроля,
Машгиз, 1946.
2. Бородачев Н. А., Анализ качества и точности
производства, Машгиз, 1946.
3. Бородачев Н. А., Обоснования методики рас-
чёта допусков и ошибок размерных и кинематических
цепей, изд. АН СССР, ч. 1, 1943, ч. II, 1946.
4. Бородачев Н. А., Основные вопросы теории
точности производства, изд. АН СССР, 1950.
5. Браунли К. А., Статистические исследования
в производстве, ИИЛ, 1949.
6. Гостев В. И., Технический контроль и борьба
с браком в машиностроении, Машгиз, 1948.
7. Г о с т е в В. И, Модель Г. А., Файн Ф. А.,
Статистический контроль методом группировки, Мин.
машиностроения и приборостроения СССР, Ленинград,
19ч9.
8. Е г у д и н Г. И., К вопросу о статистическом контроле
в производстве, „Вестник инженеров и техников" № 6,
1947; Об одном возможной способе оценки средней и
его приложении к статконтролю, „Вестник инженгров
и техников" № 3, 1949.
9. Журавлев А. Н., Статистический метод контроля
в машиностроении, ВНИИТОМАШ, 1948.
10. Зыков А. А., Техническая информация Министер-
ства автомобильной и тракторной промышленности,
1948.
11. К у т а й А. К., Статистические методы анализа ка-
чества машиностроительной продукции, „Вестник ма-
шиностроения" № 7, 8 и 9, 1949.
12. К р а м е р Г., Математические методы в статистике
ИИЛ, 1949.
13. Новиков А. С, „Информационный технический
сборник ЦБТИ МЭП" № 45, 1947, № и, 1949.
14. Романовский В. И., Применение математиче-
ской статистики в опытном деле, ГТТИ, 1947.
15. Труды Второго всесоюзного совещания по математи-
ческой статистике, изд. АН Уз ССР, 1949.
ОРГАНИЗАЦИЯ ЗАВОДСКИХ ОРГАНОВ КОНТРОЛЯ
ИЗМЕРИТЕЛЬНЫХ СРЕДСТВ
Основные задачи, стоящие перед машино-
строительным заводом в области технических
измерений размеров изделий: 1) разработка
методов измерений изделий, проектирование
и ' внедрение специальных измерительных
средств; выбор и назначение универсальных
измерительных средств, отвечающих по точ-
ности и производительности допускам и се-
рийности контролируемых объектов; 2) орга-
низация и проведение статистических методов
контроля и анализа качества производствен-
ных процессов; 3) сохранение единства мер,
увязанных с государственными эталонами
Союза ССР; 4) разработка и внедрение мего-
648
ОРГАНИЗАЦИЯ ТЕХНИЧЕСКОГО КОНТРОЛЯ
(РАЗД. V
дов контроля и правил эксплоатации измери-
тельных средств; 5) своевременное обеспече-
ние рабочих мест (производственных и кон-
трольных) качественными средствами измере-
ний в необходимом количестве и ассортименте;
6) систематический (периодический и выбо-
рочный) контроль заводских средств измере-
ний с целью предупреждения брака по их вине;
7) проведение рационализаторских мероприя-
тий по повышению точности и производитель-
ности средств и методов измерений.
Осуществление изложенных задач обычно
возлагается на отдел технического контроля,
инструментальный отдел, отделы подготовки
производства или технический отдел завода,
а также на калиброво- и инструментально-
раздаточные кладовые, подчиненные началь-
нику обслуживаемого ими цеха.
В системе отдела технического контроля
сосредоточены чисто метрологические работы,
выполняемые центральной измерительной ла-
бораторией и контрольно-поверочными пунк-
тами. Инструментальный отдел завода осуще-
ствляет планирование потребности и обеспече-
ние производства измерительными средствами.
В центральном инструментальном складе,
подчиненном инструментальному отделу, про-
изводится хранение новых средств измерения
и выдача их цеховым кладовым.
Структура и'взаимная связь подразделений
завода, ведающих измерительными средствами,
в основном зависят от типа производства и
количества обращающихся в нём мер и при-
боров. Кроме того, на структуру и оборудо-
вание лабораторий, контрольно-поверочных
пунктов, калиброво- и инструментально-разда-
точных кладовых существенно влияют род и
характер объектов производства, резмеры из-
делий, основные применяемые классы точ-
ности, степень и характер требуемой взаимо-
заменяемости.
Центральная измерительная ла-
боратория создаётся на каждом машино-
строительном заводе, находится в ведении от-
дела технического контроля; в её функции
входит следующее [6]: разработка заводской
поверочной схемы, плана её внедрения и со-
гласование схемы в органах Комитета по де-
лам мер и измерительных приборов при Со-
вете Министров Союза ССР (Коммерприбор);
хранение в соответствии со специально раз-
работанным положением основных мер и при-
боров завода и обеспечение поверки их в орга-
нах Коммерприбора; поверка и аттестация
всех подчинённых наборов концевых мер,
а также юстировка, поверка и аттестация из-
мерительных приборов завода*; руководство
работой контрольно-поверочных пунктов, ин-
структаж и контроль их деятельности; разра-
ботка методов контроля средств измерения,
обращающихся на заводе; консультация при
разработке отделами и цехами завода мето-
дов измерений и назначения средств измере-
ния для продукции завода; экспериментальная
проверка вновь разрабатываемых сложных ме-
тодов измерений перед внедрением их в про-
изводство; внедрение наиболее совершенных
приборов и методов контроля; проведение ис-
следовательских работ по повышению точ-
* Для производства сложных ремонтов и юстировок
в отдельных случаях могут привлекаться специальные
организации.
ности процессов измерений, стабильности и
износоупорности средств измерений и т. п.;
поверка сложных средств измерений и при-
способлений, не могущих быть проверенными
в контрольно-поверочных пунктах; периоди-
ческий контроль (по заданиям главного инже-
нера или начальника отдела технического
контроля) специально отобранной со склада
готовых изделий продукции завода с целью
установления действительных размеров изде-
лий и соответствия их чертежам завода и
ГОСТ; исследование причин возникновения
размерного брака; разработка и внедрение
единой для завода системы аттестации и пас-
портизации средств измерения.
Филиал центральной измери-
тельной лаборатории. На мощных
заводах крупносерийного и массового произ-
водств с целью приближения к цехам руко-
водства работой контрольно-поверочных пунк-
тов и проведения для них измерений органи-
зуется филиал центральной измерительной ла-
боратории. Территориально филиал централь-
ной измерительной лаборатории располагают
возможно ближе к основным цехам. При нали-
чии кладовой основных и образцовых мер и
измерительных приборов руководство ею воз-
лагается на филиал центральной измеритель-
ной лаборатории.
Контрольн о-п оверочныепункты
создаются в инструментальном цехе при цен-
тральном инструментальном складе и в про-
изводственных цехах. На небольших заводах
единичного и мелкосерийного производства
с небольшим количеством обращающихся
средств измерения обычно организуется один
контрольно-поверочный пункт, обслуживаю-
щий инструментально-раздаточные кладовые
всех цехов завода. Все контрольно-повероч-
ные пункты подчиняются начальнику цен-
тральной измерительной лаборатории или
на крупных заводах — начальнику её филиала.
Контрольно-поверочные пункты являются ор-
ганами непосредственного контроля средств
измерений, обращающихся на заводе. На кон-
трольно-поверочные пункты возлагается: по-
верка в установленные сроки (периодическая,
сменная, при возврате в инструментально-
раздаточную кладовую) всех средств измере-
ний (инструментов и приспособлений), приме-
няемых в обслуживаемом цехе; разработка
совместно с центральной измерительной ла-
бораторией (или с её филиалом) поверочной
схемы и календарного графика принудитель-
ной проверки измерительных средств в части,
касающейся данного контрольно-поверочного
пункта; принудительное изъятие из эксплоа-
тации изношенных или негодных средств из-
мерений; осуществление надзора за правиль-
ной эксплоатацией средств измерений и за
хранением их в инструментально-раздаточных
кладовых и на рабочих местах, а также ин-
структаж рабочих и контролёров по правиль-
ному использованию средств измерений; уста-
новка на размер и пломбирование регулируе-
мых калибров; распределение калибров по
различным инстанциям контроля * (рабочий,
контролёр, приёмщик); контроль за работой
инструментально-раздаточных кладовых по
своевременному направлению на поверку
* См. эсм, т. 5, стр. 139.
3 А В О
а) ПОВЕРКА ПЛОСКОПАРАЛЛЕЛЬНЫХ КОНЦЕВЫХ МЕР
ДЛИНЫ (ПЛИТОК)
Орган Коммерприбора
A-й разряд)
2-й разряд
Поверяется сравнительным
интерференционным методом.
Погрешность аттестации
± @,07+1 • 10~3i)
3-й разряд
Поверяется техническим
интерференционным методом.
Погрешность аттестации
±A,0+2- 10—31)
4-й разряд
Поверяется техническим
интерференционным методом.
Погрешность аттестации
±@,2+3,5- Ю~31)
5-й разряд
Поверяется сравнительным
методом на оптиметре.
Погрешность аттестации
±@,5+5- 10~3L)
1-й класс
Поверяется техническим
интерференционным мето-
дом. Погрешность аттестации
± @,1+2- 10~3i)
2-й класс
Поверяется техническим
интерференционным мето-
дом. Погрешность аттестации
± @,2+3,5 • 10—31)
3-й и 4-й классы
Поверяются сравнительным
методом на оптиметре.
Погрешность аттестации
± @,5+5 • 10-3Z)
в) НАЗНАЧЕНИЕ КОНЦЕВЫХ МЕР ДЛЯ ИЗМЕРЕНИЯ КАЛИБРОВ
Измерительные средства
Приборы ^инструменты,
применяемое совместно
с концевьдаи мерами
Концевые мери,
применяемые
по
разря-
дам
3-й
4-й
5-й
5-й
5-й
6-й
(или
5-й)
6-й
(или
5-й)
клаа
сам»
0-й
1-й
2-й
2-й
2-й
3-й
3-й
Приборы и
инструмен-
ты, пре-
дельные
погрешно-
сти пока-
заний ко-
торых в мм
не превы-
шают
0,0003
0,0003
0,0003
0,0005
0,0005
0,001
0,002
0,001
0,002
0,003
0,001
0,002
0,003
0.005
0,003
0,005
0.007
0.010
Измеряемые объекты
Номинальные
размеры
в мм
До Б00
До 500
До 50
Св. 50 до 500
До 18
Св. 18 до 120
Св. 120 до 500
До 30
Св. 30 до 180
Св. 180 до 500
До 6
Св. 6 до 80
Св. 80 до 260
Св. 260 до 500
До 50
Св. 50 до 120
Св. 120 до 360
Св. 360 до 500
Калибры рабочие
для отверстий
Для всех отверстий
1-го класса точности
А, Гр," Пр, Пл, Г,
Т, Н, П, С, Д, X
Л, Ш, А2а, Г2а
Т2а> Н2а, П2а-
С2а, А3, С3
х3, ш3 ,
A3a» сза
А4, С 4> Х4 ,
Л4, Ш4, А5 ,
С5, Х5, А7
Ag, Ag
для валов
—
Для всех валов
1-го класса точности
В, Гр, Пр, Пл, Г,
т! н, п, с, д, х,
л. г2а, т2а,
Н2а* П2а- С2а< В2а
ш, в3, с3, пР13 ,
Пр23 , Пр33 ,
Пр4,
х3> ш3,
Вза- С3а
в4, с4. х4,
Л4, Ш4, В5 ,
с5, х5, в7
В8 > ^9
Калибры
контрольные
—
В, Гр, Пр, Пл, Г, Т. Н,
П, С, Д, X, Л, Ш, Г2а •
Т2а, Н2а> П2а« С2а> В2а ,
В3 , С3 , Пр13 § Пр23 ,
Пр33. Пр4
х3, ш3, вза, сза, л4 ,
ш4, в4, с4, х4.
в5. с5.
х5. в7,.
В8> Bq,
Соот-
вет-
ствует
изде-
•лиям
кеэли-
тетов
ИСА
1й
2-й
3-й
4-й
Б-й
6-7-й
8-й
ДСКАЯ ПОВЕРОЧНАЯ СХЕМА
в) ИЗМЕРЕНИЕ УГЛОВ И КОНУСОВ
Орган Коммерприбора
Оптическая делительная головка с ценой де-
ления 1 мин.* или образцовый диск в сочета-
нии со спиральным микроскопом с ценой де-
ления 6 сек.
Угловые плитки образцовые
1-го класса точности
Угловые плитки рабочие
1-го или 2-го класса точности.
(Проверяются на вертикальном
оптиметре по образцовым плиткам)
Универсальный
микроскоп
с ножами
Концевые меры 4-го разряда или
2-го класса точности
Синусная ли-
нейка на плите
1-го класса
точности
Миниметр с це-
ной деления
0,001 мм в уни-
версальном
штативе
1. Специальное
приспособле-
ние.
2. Два мини-
метра с ценой
деления
0,001 мм.
3. Образцовый
конусный ка-
либр-пробка
1.
с
Миниметр
ценой деле-
ния 0,001 мм.
2
Лекальная
линейка
1. Г
1-го 1
ТОЧН1
2. Ми
с ценой
ния 0.С
3. Упог.
дрич«
1. Универсаль-
ный микроскоп
или
2. Инструмен-
тальный ми-
кроскоп
Угломеры с це-
ной деления
2 мин.
Угловые ша-
блоны с допу-
сками от
± 2 мин.
Угломеры
оптические
с ценой деле-
ния 10 мин.
Угловые контр-
шаблоны
с допусками
от ± 2 мин.
Угловые ша-
блоны с до-
пусками
от ±6 мин.
от ±20 сек.
от ±6 мин.
от ±8 мин.
Изделия с допусками
Конические кали-
бры-пробки
Конические кали-
бры-втулки
Приспособле-
ние для про-
верки уголь-
ников
Угол
ква;
образ
Рабе
уголь
Конические гнёзда
изделий
Конические хво-
стовики изделий
Изделия с допу-
сками от ±20 сек.
Прямы
ИЗД'
* При высокой квалификации контролёра и надёжном отсчёте долей делений.
Е М А
1. Миниметр
с ценой деле-
ния 0,001 мм.
2. Лекальная
линейка
Приспособле-
ние для про-
верки уголь-
ников
1. Плига
1-го класса
точности.
2. Миниметр
с ценой деле-
ния а 001 мм.
3. Упор цилин-
дрический
Угольник-
квадрат
образцовый
1. Плита
1-го класса
точности
2. Лекальная
линейка
Три угольника
строенные
Рабочие
угольники
Прямые углы
изделий
Схема
г) ПОВЕРКА РЕЗЬБОВЫХ КАЛИБРОВ И ИЗДЕЛИЙ
Средства измерения резьбовых калибров-пробок
поверки резьбовых цилиндричкких
калибров и изделий
Универсальные изме-
рительные средства
Резьбовые калибры-
пробки
Рабочие
Гайка
Контрольные
Рабочие резь-
бовые колыи.
Проверяются
на свинчива-
ние
Болт
Резьбовые изделия проверяются
на свинчивание по калибрам
Поверяе-
мый
элемент
Средний
диаметр
йср
Половины
угла
профиля
а
Т
Шаг
S
Внутренний
диаметр
d,
Наружный
диаметр
dn
Виды калибров
Для метриче-
ской и дюй-
мовой резьб
Для метриче-
ской и дюй-
мовой резьб
Для метриче-
ской и дюй-
мовой резьб
Для метриче-
ской и дюй-
мовой резьб
Категория
калибров
Контрольные
Рабочие
Контрольные
и рабочие
Контрольные
и рабочие
Контроль-
ные и ра-
бочие
Размеры
в мм
1-100
Св. 103
1-100
Св. 100
1-50
1-195
1-50
1-195
1-50
1-195
Измерительные средства
1- Проволочки 0-го класса точности
2. Концевые меры 3-го разряда
3. Оптиметр горизонтальный
1. Проволочки 0-го класса точности
2. Концевые меры 3-го разряда
3. Миниметр с ценой деления
0,002 мм в универсальном штативе
1. Проволочки 1-го класса точности
2. Концевые меры 4-го разряда
.3. Оптиметр горизонтальный
1. Проволочки 1-го класса точности
2. Концевые меры 4-го разряда
3. Плита 1-го класса точности
4. Миниметр с ценой деления
0,002 мм в универсальном штативе
Большой инструментальный
микроскоп с резьбовыми ножами
Универсальный микроскоп с резь-
бовыми ножами
Большой инструментальный
микроскоп с резьбовыми ножами
Универсальный микроскоп
с резьбовыми ножами
Большой инструментальный
микроскоп
Универсальный микроскоп
Наружный диаметр резьбовых калибров-пробок поверяется теми
же средствами, что и гладкие изделия соответствующей точности
Средства измерения резьбовых калибров-колец
Резьбовые калибры-кольца поверяются только с помощью калибров-пробок,
предусмотренных стандартами. Отдельные элементы резьбы колец не изме-
ряются
д) ИЗМЕРЕНИЕ ЦИЛИНДРИЧЕСКИХ ЗУБЧАТЫХ КОЛЁС
Орган Коммерприбора
Концевые меры и образцы специального назначения
Шагомер для
основного шага
Шагомер для
окружного шага
н о в н
Теодолит или опти-
ческая делительная
головка
Прибор для про-
верки направления
зуба (контакто-
меры и ходомеры)
Тангенциальный
зубомер
ы (
Отклонение основ-
ного шага
Разность окруж-
ных шагов
7
Отклонение про
филя
А/
Цилиндрические з]
Накопленная по-
грешность окруж-
ного шага
Отклонение напра-
вления зуба
ДВ
Смещение исход-
ного контура
Д. h и 8ft
бчатые колеса по ГОСТ 1643-46
Прибор для ком-
плексной проверки
зубчатых колёс
Прибор для ра-
диальных измере-
ний (биениемер)
Специальная инди-
каторная скоба или
микрометр
Прибор для ком-
плексной проверки
зубчатых колёс
Проверка пятна
касания в спе-
циальном или ра-
боАем монтаже
Оптический зубо-
мер или штанген-
зубомер
Специальная инди-
каторная скоба
или микрометр,
или предельная
скоба
Метод двух
роликов
Прибор для ком-
плексной проверки
зубчатых колёс
Колебание измери-
тельного межцен-
трового расстояния
на одном зубе
Радиальное биение
зубчатого венца
Е
Колебание длины
общей нормали
в одном и том же
колесе baL
Колебание измери-
тельного межцен-
трового расстояния
за один оборот
колеса оьа
ко касания
Отклонение тол-
щины зуба
AeSx и Е5Д-
Отклонение длины
общей нормали
AeL и
81
Отклонения раз-
мера по роликам
АвМ и
Ш
Отклонения изме-
рительного меж-
центрового рас-
стоя ния
&ва
и
Цилиндрические зубчатые колеса по ГОСТ 1643-46
Том 15, гл. УШ
Плоские стеклян-
ные пластины
образцовые (по-
веряются в ком-
плекте из трех
штук методом трех
плит)
Плоские стеклян-
ные пластины, ра-
бочие
Бруски с доведен-
ными поверхно-
стями
Лекальные линейки
0-го класса точно-
сти
Изделия, доведен-
ные до 100 мм
(допустимые откло-
нения от плоскост-
ности до 0,002 мм)
Изделия, доведен-
ные длиной до
500 мм (допусти-
мые отклонения от
плоскостности от
0,002 до 0,010 мм)
е) ИЗМЕРЕНИЕ ПЛОСКОСТНОСТИ И ПРЯМОЛИНЕЙНОСТИ
1. Оптиметр.
2. Концевые меры
4-го разряда или
1-го класса точ-
ности
Комплект из четы-
рех плоскопарал-
лельных стеклян-
ных пластин
Плиты шаброван-
ные, образцовые
(поверяются
в комплекте из
трех штук мето-
дом трех плит на
краску)
Образцы и приспособления специального назначения
Экзаминатор
Микрометр
Плить
разм
1000 мл
и 2-г
Лекальные линейки
1-го класса точно-
сти
Изделия, доведен-
ные длиной до
500 мм (допустимые
отклонения от
плоскостности от
0,010 до 0,020 мм)
рабочие
ром до
, 0-го, 1-го
классов
Линейки повероч-
ные шаброван-
ные, длиной до
1000 мм, 1-го и
2-го классов точ-
ности
К омпл с кт] принад-
лежностей для по-
верки пЬ методу
колл^ации
Компл
лежнос
верки
натящ
Изделия шаброван-
ные размером
до 1000 мм
1. Плиты шабро-
ванные размером
свыше 1000 ми;
1-го и 2-го клас-
сов точности
2. Миниметр с це-
ной деления
0,002 мм в универ-
сальном штативе
Изделия шлифо-
ванные и строга-
ные длиной до
1000 мм (допусти-
мые отклонения
от плоскостности
от 0,010 мм
на 100 мм)
Линейки повероч-
ные шаброван-
ные длиной от
1000 до 20С0 мм
1-го и 2 го классов
точности
Изделия шлифо-
ванные и строга-
ные длиной от
1000 до 2000 мм
(допустимые откло-
нения от плоскост-
ности от 0,035 мм
на 1000 мм)
Изделия шлифо-
ванные и строга-
ные длиной свыше
2С0Э мм (допусти-
мые отклонения от
плоскостности от
0,01'2 мм на
1000 мм)
Изде
свыш
у коте
ся пр
КЛОНЕ
CKOCTF
зонта
назначения
1над-
я по-
тоду
т
ифо-
)ога-
выше
пусти-
ия от
ги от
на
)
Комплект принад-
лежностей для по-
верки по методу
натянутой струны
Изделия длиной
свыше iOCO мм,
у которых требует-
ся проверять от-
клонения от пло-
скостности в гори-
зонтальной пло-
скости
Контрольный
пневмати-
ческий
прибор
Изделия
Ж) КОНТРОЛЬ ЧИСТОТЫ ПОВЕРХНОСТИ
Орган Коммерприбора
О г
Основные
отраслевые
образцы
чистоты
поверхности
Образцовый
профилометр
Р а
вой
Интерференц-
микроскоп
для
исследований
и нет итут
Концевые меры длины
2-го разряда
Профилограф
для
исследований
Двойной
михр< скоп для
исследований
Основные
заводские
образцы чи-
стоты поверх-
ности
Заводы
Концевые
меры длины
3-го разряда
Объект-
микрометры
Контрольный
профилометр
Рабочие об-
разцы чистоты
поверхности
Методы
сличения
Изделия —
Контрольный
интерференц-
микроскоп
Контрольный
профилограф
Образцовые
детали
Изделия
Методы
сличения
Контрольный
двойной
микроскоп
Образцовые
детали
Методы
сличения
Изделия
Образцовые
детали
Методы
сличения
ГЛ. VIII]
УСТАНОВЛЕНИЕ СИСТЕМЫ ПЕРЕДАЧИ ПРАВИЛЬНЫХ РАЗМЕРОВ
649
как периодическую, так и при возвращении
с мест пользования средств измерений.
Помимо изложенных функций на кон-
трольно-поверочный пункт инструментального
цеха возлагается контроль измерительного
инструмента и приспособлений, изготовляемых
и ремонтируемых инструментальным цехом.
В свою очередь на контрольно-поверочный
пункт центрального инструментального склада
возлагается поверка хранящихся в последнем
и поступающих со стороны средств измерений.
Калибров о-р аздаточные кладо-
в ы е. Для получения из центрального инстру-
ментального склада средств измерений и вы-
дачи их рабочим, контролёрам и администра-
тивно-техническому персоналу в особо мощ-
ных цехах, имеющих большую территорию и
большое количество обращающихся средств
измерения, создаются одна или несколько
калкброво-раздаточных кладовых. При менее
значительном количестве обращающихся
средств измерений целесообразно организовать
одну калиброво-раздаточную кладовую, обслу-
живающую несколько цехов- или передать
указанные функции цеховым инструментально-
раздаточным кладовым.
Группа технического надзора.
Для проведения систематического техниче-
ского надзора за правильной эксплоатацией
всех обращающихся на заводе средств изме-
рений и обрабатывающих инструментов в со-
ставе инструментального отдела организуется
группа технического надзора.
Инструментальная утильбаза.
При инструментальном цехе заводов всех ти-
пов и масштабов производства организуется
инструментальная утильбаза, принимающая от
цеховых инструментально-раздаточных кла-
довых вышедшие из эксплоатации негодные
средства измерения.
В табл. 19 приведены характеристики раз-
личных средств измерений и их распределе-
ние по метрологическим пунктам завода.
УСТАНОВЛЕНИЕ СИСТЕМЫ ПЕРЕДАЧИ
ПРАВИЛЬНЫХ РАЗМЕРОВ (ЗАВОДСКИЕ
ПОВЕРОЧНЫЕ СХЕМЫ)*
Поверочные схемы составляются в соот-
ветствии с ОСТ 85000-39 и Правилами [6, 7].
При разработке поверочных схем, исходя
из применяемых классов точности и посадок,
а также из имеющихся и необходимых заводу
измерительных средств, определяются разряд
основного набора концевых мер и основные
приборы, подлежащие поверке органами Ком-
мерприбора. Поверочной схемой устанавли-
вается назначение, местонахождение, харак-
теристика точности, периодичность и место
поверки измерительных средств, а также
средства и методы, с помощью которых осу-
ществляется последовательная поверка из-
мерительных средств.
¦В качестве примера на вклейке приведена
поверочная схема машиностроительного за-
вода, имеющего широкую номенклатуру из-
готовляемых изделий и большой диапазон при-
меняемых классов точности и посадок. При
* См. ЭСМ, т. 5, „Плоскопараллельные концевые меры
длины (плитки)" и „Мероприятия по обеспечению един-
ства мер в машиностроении".
разработке аналогичных поверочных схем не-
обходимо учесть следующее:
1. Для снижения разряда основного набора
последний применяют не только для по-
верки концевых мер, но также для поверки
различных приборов соответствующей точ-
ности.
При наличии на заводе единичных прибо-
ров (например, ультраоптиметра), требующих
концевых мер более высокого разряда, чем
основной, эти приборы поверяются органами
Коммерприбора. В отдельных случаях по со-
гласованию с Коммерприбором разрешается
иметь два основных набора (комплекта) со
сдвинутыми сроками поверки.
2. Сроки поверки концевых мер и при-
боров устанавливаются в соответствии с пра-
вилами Коммерприбора 12—42 [7]. При боль-
шой загрузке приборов и концевых мер эти
сроки должны быть соответственно уменьшены.
3. Назначение концевых мер для поверки
измерительных средств определяется в соот-
ветствии с инструкциями Коммерприбора.
4. Температурный режим при поверке и
применении концевых мер принимается и вклю-
чается в схему по ОСТ 85000-39 в соответ-
ствии с имеющимися на заводе классами и
разрядами концевых мер. '
5. По ОСТ 85000-39 аттестация концевых
мер 5-го и 6-го разрядов производится одним
и тем же методом, и допустимые отклонения
от плоскопараллельности у мер этих разря-
дов одинаковы. Исходя из этого последний
(б-й) разряд концевых мер в соответствии
с существующей практикой схемой не преду-
смотрен.
6. В схему поверки концевых мер не вклю-
чён контактный интерферометр инж. И. Т. Увер-
ского: серийное производство этого прибора
освоено лишь в самое последнее время.
7. Указанным в схеме величинам предель-
ных погрешностей приборов и инструментов,
применяемых совместно с концевыми мерами
длины, соответствуют:
0,0003 мм — горизонтальный и вертикаль-
ный оптиметры, концевые измерительные ма-
шины, длиномеры;
0,0005 мм — миниметр с ценой деления
0,001 мм;
0,001 мм — миниметр с ценой деления
0,002 мм;
0,002 мм — миниметр с ценой деления
0,005 мм\
0,003 мм — рычажная скоба с ценой де-
ления 0,002 мм, индикатор с ценой деления
0,002 мм\
0,005 и 0,007 мм — индикатор с ценен
деления 0,01 мм класса 0;
0,01 мм — индикатор с ценей деления
0,01 мм класса 1;
8. Для оптико-механических приборов в
схеме указываются сроки юстировки.
9. В поверочную схему не включена схема
назначения универсальных средств измерения
длин для непосредственной проверки изделий
(см. ЭСМ, т. 5, стр. 220).
10. Штриховые меры в поверочную схему
не включены ввиду их ограниченного приме-
нения в машиностроении. По этому вопросу
см. правила Коммерприбора 139, 140, 142,153 и
155, регламентирующие допускаемые погреш-
ности изготовления и предельные погрешности
Характеристика средств намерения и распределение их по метрологическим пунктам завода
Таблица 19
о
о.
о
с
о ¦
с
%1
Г
i
2
3
4
5
6
7
8
Наименование
прибора
или инструмента
Плоскопараллельные
концевые меры длины
(плитки)
Образцовый штрихо-
вой метр КЛ
Метр-компаратор
Измерительная ли-
нейка металлическая
Складной штриховой
метр стальной
Стальная рулетка
Интерферометр с пе-
ременной шкалой си-
стемы ииж. И. Т. Увер-
ского
Ультр ао птиметр
Цена
деления
3
-
0,2 ММ
О,1 ММ
о,5 мм.
или
I ММ
о,5 мм
или
I ММ
i мм
0,0002 —
0,00002 ММ
О,ООО2 ММ
Пределы измерения
шкалы
4
-
прибора
5
А. Ср
Размеры плиток от
о,з до юоо мм
1020 ММ
IO0O ММ
Жёсткие: ioo; 150; 200; 300; 500;
750 и юоэ мм
Упругие: 150; гоо; з°° и 5°° мм
IOCO ММ
ю соо; 2о ооо и 25 ооо мм
юо делений
(±5°)
o,i66 мм
Определяются разме-
рами стойки или ста-
нины
Определяются разме
рами стойки
№ стандарта по техниче-
ским условиям
6
едства изм
ОСТ
85000-39
—
-
ГОСТ
427-41
—
-
-
-
Изготовитель
7
ерения ;
МСС
мв
Ком-
мер-
прибор
МСС
ММП
ММП
МСС
MB
Основное назначение
прибора или
инструмента *
8
1ЛИН
Передача размеров от
основной световой волны
до изделия
Поверка образцового
метра-компаратора 2-го
разряда и для измерений
соответствующей точности
Поверка измерительных
линеек, складных мер и т.п.
Измерение длин
Измерение длин
Измерение больших длин
Сравнительные измере-
ния плоскопараллельных
концевых мер длины,
контркалибров, калибров
и изделий высших классов
точности **
Измерение концевых мер
длины
Основные
приспособления
9
Специальные наборы
принадлежностей по
ГОСТ 4119-49
1. Две лупы
2. Термометр
-
— -
—
-
Наконечники ***
Оправка для уста-
новки концевых мер
Метроло-
гические
пункты
S
10
+
+
+
+
+
+
+
+
Филиал ЦИЛ
11
+
+
+
+
+
+
+
-
Контрольно-пове-
рочный пункт
12
+
—
-
+
+
+
__
Аналогичные приборы
или инструменты, кото-
рыми можно пользоваться
при наличии их на пред-
приятиях
13
-
—
-
—
-
9
Ю
II
12
Оптиметр вертикаль-
ный
Длиномер вертикаль-
ный
Оптиметр горизон-
тальный
Длиномер горизон-
тальный
Измерительная ма-
шина
O.OOI ММ
О,ОО1 ММ
О,СО1 ММ
О,0О1 ММ
О,ОО1 ММ
е,овз мм
i8« мм
I0O ММ
О,2ОО ММ
I0O ММ
При относи-
тельном изме-
рении о,2оомм;
дополнитель-
ной шкалы—
IOO ММ
Наружные измере-
ния о—зоо, внутренние
измерения 5—26° мм
Наружные измерения
о—зоо, внутренние из-
мерения 5~2бо мм
о—хоэо;
о — 2000 ;
о—з°°°;
о—бооо мм
MB
MB
MB
MB
MB
Измерение:
а) концевых мер 0,3—
i8o мм,
б) гладких пробок i—
150 мм,
в) штихмасов 20—
i8o мм,
г) диаметров и огранки
шариков i—бо мм
Измерение:
а) гладких калибров-
пробок;
б) наружных размеров
изделий
Измерение:
а) концевых мер о,з—
250 мм;
б) гладких калибров-
пробок, штихмасов и
нутромеров i—з°° мм;
в) гладких калибров-
скоб и колец 5—збомм;
г) среднего диаметра
резьбовых* калибров-
пробок i—юо мм;
д) среднего диаметра
резьбовых калибров-
колец i8—80 мм; наи-
больший габаритный
диаметр резьбового
кольца иб мм
То же, что и горизон-
тального оптиметра
Измерение:
а) гладких калибров-
пробок i—170 мм;
б) штихмасов и нутро-
меров:
ю— iooo мм; lo—2осо мм;
ю—зоо° мм\ ю—бооо мм\
в) скоб и колец 14—
Зоо мм
1. Дополнительный
столик с шаровой опо-
рой
2. Проекционное
приспособление (для
шкалы)
3. Приспособление
для поверки штихма-
сов
4- Приспособление
для поверки шариков
5. Наконечники
1. Сменные столики
для измерения листо-
вого материала и из-
делий с уступами
2. Наконечники
1. Приспособление
для внутренних изме-
рений
2. Вертикальные
центры
3. Проекционное
приспособление (для
шкалы)
4. Наконечники
1. Приспособление
для внутренних изме-
рений
2. Вертикальные
центры
3. Наконечники
1. Наконечники
2. Приспособление
для внутренних изме-
рений
3. Специальный стол
для изделий весом от
6 до 6о г
+
+
+
+
+
+
+
+
-
-
-
Пружинно-
рычажный
прибортипа
„Калибр" и
„Микрозис"
Прибор
„Amik"
Оптиметр
Компаро-
метр
Микро-
люкс
•Ортотест
Длиномер
Аббе вер-
тикальный
-
Длиномер
Аббе гори-
зонтальный
Тип СИП
Тип
Цейсса
* Назначение приборов или инструментов для тех или иных разрядов или классов концевых мер, а также квалитетов калибров см.-следующий раздел статьи
** Заводом-изготовителем прибор предназначается для измерения плиток всех классов точности и разрядов (кроме 1-го разряда).
**• По требованию заказчика форма наконечника и измерительного стола может быть специальной.
сл
Продолжение табл. 19
о.
о
о
*
1
14
Т5
i6
17
]8
ig
Наименование
прибора
или инструмента
2
Миниметр
Рычажно-зубчатый
миниметр Монахова
tмалая модель)
Микрокатор
Индуктивный мини-
метр
Индикатор часового
типа
Индикатор часового
типа
Цена
деления
3
о,оо1;
0,002 ММ
o.ooi мм
о,оо1;
о,ооа мм
0,001 ММ
o.ooi;
0,003 ММ
o,ol ММ
Пределы измерения
шкалы
4
о.обо; о,12о мм
О,ОО1 ММ
о,обо; о,12о мм
о,о8 мм
о—i;
о—а мм
о-з; о—5,-
О— Ю Л«Л
прибора
5
Определяются раз-
мерами стойки
Определяются разме-
рами стойки
Определяются разме-
рами стойки
Определяются разме-
рами стойки
Определяются разме-
рами стойки
Определяются разме-
рами стойки
№ стандарта по техниче-
ским условиям
6
ОСТ НКМ
20102
—
—
ГОСТ
577-41
Изготовитель
7
мсс
мсс
мсс
мсс
мсс
мсс
Основное назначение
прибора или
инструмента *
8
Измерение:
а) гладких калибров-
пробок;
б) штихмасов и нутро-
меров;
в) установки деталей
на станках;
г) размеров деталей
Измерение наружных и
внутренних размеров глад-
ких изделий и установка
деталей на станке
Измерение:
а) гладких калибров-
пробок;
б) штихмасов и нутро-
меров ;
в) размеров деталей
на плите
Измерение:
а) гладких калибров;
б) штихмасов;
в) различных деталей
Измерение:
,а) наружных и внутрен-
них размеров гладких
изделий;
б) установка деталей
на станке и т. п.
Измерение:
а) наружных и внутрен-
них размеров гладких
изделий;
б) установка деталей
на станке и т. п.
Основные
приспособления
9
1. Нормальная стойка
2. Универсальная
стойка
3. Наконечники
1. Нормальная стойка
2. Универсальная
стойка
Нормальная стойка
—
1. Нормальная стойка
2. Универсальная
стойка
1. Стойка со столиком
2. Универсальная
стойка
3. Рычаги для вну-
тренних и специальных
измерений
Метроло-
гические
пункты
10
+
+
+
+
+
о
11
+
+
+
+
+
+
а
э
Р
51
12
+
+
+
—
+
+
Аналогичные приборы
или инструменты, кото-
рыми можно пользоваться
при наличии их на пред-
приятиях
13
Ортотест
Миллимесс
Милли-
месс
(малая
модель)
—
зо
21
?2
23
24
25
26
»7
28
39
3°
З1
Рычажно-зубчатый
индикатор
Рычажный микро-
метр
Рычажная скоба
Индикаторный нутро-
мер
Индикаторный глу-
биномер
Микрометр
Микрометрический
штихмас
Микрометрический
глубиномер
Микрометр с цифер-
блатом
Микрометр для часо-
вой промышленности
Микрометр для сте-
нок труб
Пластинки плоско-
параллельные стеклян-
ные для поверки ми-
крометров
O.OI ММ
0,002 ММ
0,002 ММ
o,oi мм
о,or мм
О,01 ММ
o,oi мм
О,О1 ММ
О,О1 ММ
o.oi мм
О,О1 ММ
о,5 мм
Не менее
О,О2О ММ
o,i6o .м-и
10 ЖЖ
25 .мл
12 ЛШ
25 мм
Определяются разме-
рами стойки
о—25 ;
25—50 м м
25-5° Л.и
б — IOOO ММ
о—юо мм
0—IOOO ММ
5о—1500 мм
0—25; с—5°; О~75;
О— IOO ММ
ю; 25 Л(л«
35 мм
25 «л
—
ГОСТ
4381-48
В стадии
утвержде-
ния
ГОСТ
868-41
-
ОСТ НКМ
20027
ГОСТ 10-40
ОСТНКТМ
8107-39
ГОСТ
320-41
-
-
гост
1121-41
МСС
мсс
МСС
мсс
мсс
мсс
мсс
мсс
мсс
мсс
мсс
MB
Измерение наружных и
внутренних размеров, уг-
лублений, уступов и т. д.
Измерение наружных
размеров гладких изделий
Измерение наружных
размеров гладких изделий
Измерение диаметров
гладких цилиндрических
отверстий (контакт в двух
точках)
Измерение глубин и вы-
сот
Измерение:
а) наружных размеров
гладких изделий
б) среднего диаметра
наружной резьбы из-
делий
Измерение диаметров от-
верстий и внутренних раз-
меров
Измерение уступов, глу-
бин, проточек и т. п.
Измерение толщины ли-
стов и лент из чёрных и
цветных металлов
Измерение линейных раз-
меров часовых деталей
Измерение толщины сте-
нок труб
Измерение интерферен-
ционным методом плоскост-
ности и взаимной парал-
лельности измерительных
поверхностей микрометра
в пределах одного оборота
микрометрического винта
Универсальная стой-
ка
-
-
Державки со спе-
циальными боковиками
для установки прибо-
ра на нуль по плит-
кам
'-
Стойка
Удлинители
Удлинители
—
-
-
+
+
+
+
+
+
+
+
—
4-
+
+
+
+
+
+
+
+
+
+
+
+
+
+
+
+
+
+
+
+
+
+
+
+
+
Типа
„Ласт-
Ворд*
-
—
Пасси-
метр
-
—
-
—
-
-
* Назначение приборов или инструментов для тех или иных разрядов или классов концевых мер, а также квалитетов калибров — см. следующий раздел статьи.
Продолжение табл. 19
№ по пор.
1
32
33
34
35
Зб
37
i
Наименование
прибора
и инструмента
2
Штангенциркуль
Штангенрёйсмус
Штангенглубиномер
Щупы
Пневматический при-
бор с водяным мано-
метром
Пневматический при-
бор с ротаметром
Гониометр
Цена
деления
3
o,i; о>о5;
О,О2 ММ
o,i; 0,05;
0,02 мм
o,i; 0,05;
0,02 мм
-
О,ОО1 ММ
о,ооо5 и
О,ОО1 ММ
Барабана
отсчётного
микроско-
па: i; 5;
б сек. Лим-
ба: 4; 5;
IO МИН.
Пределы измерения
шкалы
4
ioo; 125; 150;
200; 300; 4ooi
500: 600; 800;
IOOO MM
О— 20OJ
зо— з°°;
4о— ,<soo;
60— 800;
60 — 1000 ММ
юо; 125; 15°>
?оо; 250; з°°;
400; 5°° **
-
В зависимо-
сти от интер-
вала делений
(о,о7о;о,о8олл
и др.)
В широких
пределах (под-
бором конус-
ной трубки
и поплавка)
Лимба з°о
градусов
прибора
5
Наружные измере-
ния о—iooo мм, вну-
тренние измерения
IO—IOOO ММ
О—IOOO ММ
0—500 мм
0,03—1 мм
Определяются разме-
рами измерительного
устройства
Определяются разме-
рами измерительного
устройства
Б. Средства
о—збо градусов
№ стандарта по техниче-
ским условиям
6
ГОСТ
166-41
гост
164-41
ГОСТ
162-41
гост
882-41
измерения
Изготовитель
7
МСС
МСС
МСС
МСС
МАП
МА и
др.
МСС
углов и
Основное назначение
прибора
или инструмента *
8
Измерение наружных и
внутренних размеров из-
делий
Измерение и разметка
изделий на плите
Измерение глубины глу-
хих отверстий, высот и т.п.
Измерение величины за-
зора между поверхностями
Измерение длин, кону-
сов, отклонений от геоме-
трической формы, биения
отверстий и т. д.
Измерение длин, кону-
сов, отклонений от геоме-
трической формы, биения,
отверстий и т. д.
конусов
Измерение углов с пло-
скими доведёнными или
тонкошлифованными пло-
скостям-и
Основные
приспособления
9
—
-
-
1. Измерительное
устройство
2. Сменные входные
сопла
1. Измерительное
устройство
2. Набор сменных
поплавков и трубок
Метроло-
гические
пункты
ЦИЛ
10
+
+
+
+
+
+
с:
«
1
И
+
+
+
+
+
-
Контрольно-пове-
рочный пункт
12
+
+
+
+
+
+
Аналогичные приборы
или инструменты, кото-
рыми можно пользоваться
при наличии их на пред-
приятиях
13
—
—
-
Типы
Бамберг-
верк, Аска-
ния, СИП
Меры угловые (плит-
ки) Кушникова
ю—збо градусов
ГОСТ
2875-45
МСС
1. Измерение:
*а) угловых калибров;
б) угломерных прибо-
ров и инструментов;
в) углов изделий.
2. Градуировка угломер-
ных приборов и инстру-
ментов
Специальные дер-
жавки для скрепления
мер
3 Оптическая дели-
I тельная головка
о—збо градусов
MB
Измерение:
а) углов;
б) сложных деталей
(кулачковых и колен-
чатых валов и т. п.)
в центрах
; Типы
i Цейсса,
Винкотул
и др.
4 ! Оптический
! тельный стол
о,5 мин.
о—360 градусов
См. -
прим. 2
1. Измерение:
а) делительных дисков;
б) накопленной по-
грешности окружного
шага зубчатых колёс
2. Установка отверстия
в полярных координатах
Спиральный микро-
скоп с образцовым де-
лительным диском
Диска—i
градус.
Спираль-
ного микро-
скопа —
б сек.
Диск збо гра-
дусов
Спиральный
микроскоп
i градус
Збо градусов
MB
Измерение механических
делительных головок
Угломер Семенова
2 МИН.
но градусов
0—320 градусов
ОСТНКТМ
20127-39
МСС Измерение:
' а) наружных и вну-
тренних углов изделий;
б) высот и углублений
до us мм
1. Нормальныйуголь-
ник
2. Измерительная
линейка
Угломер с нониусом
2 И 5 МИН.
I2O градусов
о —i8o градусов
ОСТ НКТМ
20127-39
МСС
Измерение углов изде-
лий
Синусная линейка
-45 градусов
ГОСТ
4046-48
МСС
Измерение углов изде-
лий, шаблонов и т. п.
Угольники нормаль-
ные и лекальные
оо градусов
ГОСТ
3749-47
МСС
Измерение относитель-
ного положения двух
взаимно перпендикуляр-
ных поверхностей
Оптический квадрант
±12о градусов
MB
Измерение отклонений
поверхности от горизон-
тального или вертикально-
го положений
* Назначение приборов и инструментов для тех или иных разрядов или классов концевых мер, а также квалитетов калибров—см. следующий раздел статьи.
О»
Продолжение табл. 19
§¦
о
в
1
ii
12
13
14
15
1
Наименование
прибора
или инструмента
2
Рамный уровень
Слесарный уровень
Уровень с микро-
метрическим винтом
Экзаминатор уровней
Оптический угломер
ОУ
Микроскоп универ-
сальный УИМ-21
Цена
деления
3
От 4 сек.
до i мин.
От 4 сек.
до i мин.
ю сек.
5 сек.
ю мин.
0.OOI ММ
Угловой
шкалы
i мин.
Пределы измерения
шкалы
4
прибора
5
От ± 4° сек. до ± ю мин.
От ±4° сек. до ±ю мин.
а,5 градуса
Зо мин.
Збо градусов
V
V
X
НХЭХ
андарта
условие
ским
6
ГОСТ
3053-45
ГОСТ
3308-46
_
тел]
ГОВИ'
Из го1;
7
МСС
МСС
МСС
МСС
MB
Основное назначение
прибора
или инструмента *
8
Изменение отклонений
поверхностей от горизон-
тального или вертикаль-
ного положений
То же
То же
Измерение ампул уров-
ней и уровней
Измерение углов изде-
лий
В. Средства измерения резьбы **
Продольной
шкалы—2оо мм,
поперечной
шкалы—юо мм
Углы о—збо
градусов
Продольное напра-
вление о—аоо мм; по-
перечное направление
о—юо мм\ поле зре-
ния б мм.
Увеличения: з°*;
СЛ X » ТС ?N * Ю *>
ДО | *0 9 А
MB
Измерение:
а) элементов профиля
¦ наружной резьбы;
б
в
г
д
конусов;
углов;
шаблонов с рисками;
сложных шаблонов
с закруглениями;
е) метчиков с нечётным
числом канавок;
ж) элементов червяч-
ных фрез
Основные
приспособления
9
_
_
Измерительная ли-
нейка
1. Ножи прямые и
резьбовые
2. Приспособление
для поверки метчиков
с нечётным числом ка-
навок
3. Круглый поворот-
ный стол со шкалой
4. Высокие центры
5. Сменные объек-
тивы
6. Проекционное
устройство
7. Фотокамера
Метроло-
гические
пункты
| ЦИЛ
10
+
+
+
+
+
§
Фили;
11
+
+
+
+
8„
?Ё
S?.
л с
§в
Контр
рочны
12
+
+
+
+
+
=?§§
гичн
нстр
мож
алич]
иях
Анало
или и
рыми
при н<
прият
13
_
_
-
Типы
Цейсса
и СИП
я
3
4
5
6
7
8
Большой инструмен-
тальный микроскоп
БМИ
Инструментальный
микроскоп ИТ
Накладной микро-
скоп
Большой проектор
БП
Шагомер (для резьбы)
Проволочки и роли-
ки для измерения сред-
него диаметра резьбы
Резьбовой микро-
метр (микрометр со
вставками)
Угловой
шкалы
I МИН.
О,О1 ММ
Угловой
шкалы
i мин.
ю мин.
о,оо5 мм
Угловой
шкалы
3 мин.
о,оо5 мм
—-
o,ol MM
Расход микро-
винтов—25 мм.
Углы 0-360
градусов
Расход микро-
винтов—25 мм.
Углы о—360
градусов
ю градусов
Расход ми-
кровинтов
25 мм
О,2бо ММ
—
25 мм
Продольное напра-
вление о—г$омм; попе-
речное направление
0—50 мм; поле зре-
ния б мм;
Увеличения: 3°^»
N/ w ЧУ
5° > *5 > 10
Продольное напра-
вление о—7=, мм; попе-
речное направление
о—25 мм; поле зрения
6 мм. Увеличение зэ"*
Резьбы диаметром
более юо мм
Продольное напра-
вление о—Г50 мм; по-
перечное направление
о—5° мм; измерение
угла 0-360градусов; по-
ле зрения бо; зо; 12 мм;
увеличения: юХ; эо^ ;
5°Х
Шаг на длине 5—55
мм
Для резьб с шагом
от о,а до 12 мм
о—з5° мм
_
_
—
ГОСТ
2475-44
—
мв
MB
См.
прим.2
MB
МСС
МСС
МСС
Измерение:
а) элементов профиля
наружной резьбы;
б) конусов;
в) углов;
г) шаблонов с рисками;
д) сложных шаблонов
с закруглениями;
е) элементов червяч-
ных фрез
Измерение:
а) элементов профиля
наружных резьб;
б) углов и конусов;
в) шаблонов;
г) шага и половины
угла профиля на от-
тисках с внутренней
резьбы
Измерение половин угла
профиля конических и ци-
линдрических резьб
Измерение:
а) элементов профиля
наружной резьбы и
червячных фрез;
б) шаблонов различ-
ных конфигураций;
в) профиля мелкомо-
дульных зубчатых ко-
лёс
Измерение шага:
а) наружной резьбы;
б) внутренней резьбы
диаметром более 150 мм
Измерение среднего диа-
метра резьбовых калибров
и изделий
Измерение:
а) среднего диаметра
наружной резьбы из-
делий;
б) внутреннего диа-
метра наружнойрезьбы
в) толщины листовых
изделий;
г) толщины мягких ма-
териалов;
д) толщины стенок
труб
1. Проекционное
устройство
2. Фотокамера
3. Сменные объек-
тивы
1. Проекционное
устройство
2. Фотокамера
Приспособление для
измерения конических
резьб
1. Сменные объек-
тивы
2. Бабка с центрами
1. Шариковые опоры
2. Приспособления
для измерения:
а) конических резьб;
б) резьб до 20 мм
—
Вставки:
а) резьбовые;
б) плоские;
в) сферические
+
+
+
+
+
+
+
+
+
+
+
+
_
+
_
+
+
+
Тип
Цейсса
Типы
Цейсса и
Хаузера
_
Типы
Цейсса,
Бауша и
Ломба,
СИП,
Лейтца
и др.
—
—
* Назначение приборов или инструментов для тех или иных разрядов или классов концевых мер, атакже квалитетов калибров—см. следующий раздел статьи.
** Микроскопы и проекторы отнесены к группе средств измерения резьб условно, по признаку преимущественного их применения.
О)
СЛ
¦41
Продолжение табл. 6
Q.
О
О
1
9
IO
II
I
a
3
4
5
6
7
Наименование
прибора
или инструмента
2
Индикаторный при-
бор для поверки трех-
канавочных метчиков
Резьбовой микро-
метрический штихмас
Прибор Д. И. Писа-
рева для поверки
станков по шагу
Шагомер для основ-
ного шага
Шагомер для окруж-
ного шага
НИБВ-ШБ-356
Теодолит
Индикаторная скоба
для поверки длины
обшей нормали
Специальный микро-
метр для поверки дли-
ны обшей нормали
Прибор для поверки
направления зуба
Тангенциальный зу-
бомер
Цена
деления
3
0,О1 ММ
О,О1 ММ
O.OOI ММ
0,002 ММ
о,оо5 мм
о,со5 мм
i сек.
0,005 мм
О,О1 ММ
Двух ин-
дикаторов
0,002 ММ
o,oi мм
Пределы измерения
шкалы
4
5 мм
12 МИ
о,об мм
Не менее
о,5 мм
I ММ
2 ММ
прибора
5
3 33 мм
7б-боо мм
Г. Средств
Модули:
2—ю;
8—2О ММ
Модули:
3— *5 мм
Збо градусов
3 мм
2О ММ
3 мм
IO ММ
i5° мм
о—75 мм
Модули 1,5—ю мм
Модули
2,5—ю; 8—36 л«.и
Mi стандарта по техниче-
ским условиям
6
—
-
а измерени
ГОСТ
3883-47
—
—
—
—
ГОСТ
4446-48
Изготовитель
7
МСС
мсс
мсс
я зубча
МСС
мсс
MB
мсс
мтм
мсс
мсс
мсс
Основное назначение
прибора
или инструмента *
8
Измерение среднего диа-
метра трехканавочных мет-
чиков
Измерение среднего диа-
метра внутренней резьбы
Комплексная поверка
станка по шагу
тых колёс
Измерение основного
шага
Измерение окружного
шага цилиндрических и ко-
нических зубчатых колёс
Измерение накопленной
погрешности окружного
шага
Измерение длины общей
нормали
Измерение длины общей
нормали
Определение направле-
ния зуба по ходу винтовой
линии
Измерение величины сме-
щения исходного контура
Основные
приспособления
9
Резьбовые вставки
-
Державка с двумя
специальными боко-
виками
—
Коллиматор
—
—
—
Комплект устано-
вочных роликов
Метроло-
гические
пункты
ЦИЛ
10
+
+
+
+
+
+
+
филиал ЦИЛ
11
+
+
+
-
+
+
—
+
контрольно-пове-
рочный пункт
12
+
+
+ +
+
—
+
+
—
Аналогичные приборы
или инструменты, кото-
рыми можно пользоваться
при наличии их на пред-
приятиях
13
—
-
-
—
—
—
—
Тип
Мичиган
Тул
-
8
9
IO
и
12
i3
14
15
IO
Штангензубомер
Универсально-клино-
вой эвольвентомер
Универсально-рычаж-
ный эволььентомер
Индивиду аль но-ди-
сковый эвольвентомер
Прибор для ком»
плексной поверки зуб-
чатых колёс
Прибор с синусной
линейкой для комплекс-
ной поверки зубчатых
колёс
Прибор для радиаль-
ных измерений (бие -
ниемер)
Прибор для повер-
ки зубчатых колёс
Прибор для повер-
ки зубчатых колёс на
шум
О,О2 ММ
Индика-
тора—
О,ОО1 ММ
и с само-
писцем
Индика-
тора—
o.ooi мм
Индика-
тора—
o.ooi мм
Индика-
тора—
О,О1 ММ',
точность
отсчёта по
нониусу—
О,О2 ММ
o,oi мм
O.OI ММ
O.OOI ММ
-
2 о; 35 мм
3 мм
3 мм
3 мм
Индикатора—
ю; шкалы —
35о мм
—
ю мм
0,200 ММ
—
Модули
I—18;
5—35 мм
Зубчатые колёса с
диаметрами окружно-
сти выступов не более
Зоо мм
То же
25—33° мм
Зубчатые колёса с
диаметрами окружно-
стивыступов45—24° мм
при наибольшей шири-
не зубчатого венца бомм
50—250 мм
Наибольший диаметр
зоо мм
Насадные зубчатые
колёса от 4° До 3°° мм,
валковые—от 4° Д°
240 мм с модулями от
i до то мм. Расстояние
между центрами от
юо до i8o мм
Модуль О.5—Ю мм
Наибольший диаметр
4оо мм
Расстояние между
осями до 4°° мм
ГОСТ
163-41
—
—
—
мсс
См.
прим. 2
См.
прим. 2
МСС
МСС
См.
прим. 2
МСС
См.
прим. 2
МСС
Измерение длины хорды
зуба на заданной высоте
от окружности выступов.
Сравнение действитель-
ного профиля торцевого
сечения зуба с теоретиче-
ской эвольвентой заданной
основной окружности
То же
То же
Измерение зубчатых ко-
лёс в двухпрофильном за-
цеплении
Измерение зубчатых ко-
лёс в однопрофильном за-
цеплении
Измерение радиального
биения зубчатого венца
Измерение:
а) основного шага;
б) длины общей нор-
мали;
в) биения зубчатого
венца;
г) толщины зуба;
д) разности соседних
окружных шагов
Поверка зубчатых ко-
лёс на шум в работе
-
—
Сменные диски
1. Образцовые зуб-
чатые колёса
2. Приспособления
для поверки кониче-
ских зубчатых колёс
3. Специальные оп-
равки для межцентро-
вых расстояний от
го мм и выше
-~
Поворотная оправка
для конических зубча-
тых колёс
1. Столик с держав-
кой для настройки на
проверку основного
шага
2. Сменные наконеч-
ники
—
+
+
+
+
—
4-
+
+
+
—
+
+
+
+
+
+
+
—
+
+
+
—
Оптиче-
ский зубо-
мер
Тип
Мичиган
Тул
Тип
Оркутт
—
Царатест
Тип
Цейсса
—
Назначение приборов или инструментов для тех или иных разрядов или классов концевых мер, а также квалитетов калибров—см. следующий раздел статьи.
Продолжение табл. 6
№ по пор.
1
i
2
3
4
5
Наименование
прибора
или инструмента
Цена
деления
2 3
Прибор для ком-
плексной поверки зуб-
чатых колёс (тип
НИБВ)
Прибор для контроля
геометрии режущего
инструмента типа Баб-
чиницера
Прибор для контроля
профиля червячных
фрез и червяков
Прибор для контроля
шага червячных фрез
и червяков
Прибор для контроля
угла заточки, окруж-
ного шага и биения у
фрез
Прибор для контроля
угла заточки призма-
тических резцов
O.OOI ММ
г градус
Мини-
метра—
О.ОО2 ММ
Индика-
тора—
O.OOI ММ
Индика-
тора—
o,oi мм
I градус
Пределы измерения
шкалы
4
о,г мм
Переднего у
сов; заднего у
сов
O,I2O MM
3 мм
Ю ММ
прибора
5
Модель i;
Модули о,2—т мм
Модель а;
Модули 0,75—5 мм
Д. Средства изя
гла—от о до 2о граду-
гла—от о до з° граду-
150 мм
Диаметр наибольший
150 мм, длина наиболь-
шая 140 мм, модули
I —12 ММ
Наибольшее расстоя-
ние между центрами
35о мм; высота центров
140 мм
+3° —55 градусов
¦N& стандарта по техниче-
ским условиям
6
лерения ре;
—
—
—
Изготовитель
7
МСС
«ущего
МСС
МСС
МСС
МСС
МСС
Основное назначение
прибора
или инструмента *
8
Измерение зубчатых ко-
лёс в двухпрофильном за-
цеплении с двумя рейками**
инструмента
Измерение передних и
задних углов различных
видов фрез (насадных и
хвостовых), а также про-
тяжек и других многолез-
вийных инструментов
Измерение прямолиней-
ности профиля насадных
червячных фрез и червяков
Измерение шага червяч-
ных фрез и червяков
Измерение фрез (диа-
метром от 5° До 15° ¦**•** и
длиной до 35° мм) после
заточки по шагу и радиаль-
ности передней режущей
грани, а также биения
зубьев по окружности
Измерение передних и
задних углов и угла на-
клона режущих кромок
призматических резцов
Основные
приспособления
9
Комплект реек и
специальных приспо-
соблений
1. Комплект устано-
вочных концевых мер
2. Комплект устано-
вочных шаблонов
Комплект сменных
ходовых винтов
—
Метроло-
гические
пункты
ЦИЛ
10
+ +
+
+
+
филиал ЦИЛ
11
+
+
+
контрольно-пове-
рочный пункт
12
+
—
+
Аналогичные приборы
или инструменты, кото-
рыми можно пользоваться
при наличии их на пред-
приятиях
13
Прибор
Неприна
—
—
—
6
7
i
2
3
4
5
6
7
Прибор для контроля
углов протяжек
Прибор для контроля
смещения передней
грани дисковых резцов
Пластины плоские
стеклянные для интер-
ференционных измере-
ний
Прибор для поверки
прямолинейности по-
верхностей
Оптическая труба
Линейки лекальные
(с острым рабочим
ребром)
Поверочные линей-
ки с широкой рабочей
поверхностью (сталь-
ные, прямоугольного и
двутаврового сечения)
Поверочные линей-
ки с широкой рабочей
поверхностью (чугун-
ные двутаврового се-
чения)
Поверочные линей-
ки с широкой рабочей
поверхностью (чугун-
ные мостики)
i градус
Отсчёт
по нониу-
су o,i мм
0,001 ММ
о,о5 мм
+ 20 градусов
-
Барабана—
од мм, вдоль
оси барабана
I ММ
5,4 мм
Зо мм
Е. Средства измерен
О,ОО15—О.ОЭ2О ЖМ
Расстояние от марки
до прибора о—4°оо;
i—ю ооо; о—зооо° мм
Расстояние от марки
до прибора псо—
4о ооо мм
Длина в мм: 75; 125;
175; 225; з°-; 4°°; 5°о
Длина в мм: 5ОО5
75°; юоо; 15°°; 2ооо;
25°°; з°°о; 4°°о; 5°оэ;
бэоо
Длина в мм: 5OOJ
75°; iooo; 15^0; 2000
Размеры в мм:
5ооХ4°; 75°Х455
юоох5°> ^^Х60;
2000x70; 25°°X8;:i;
3000X9°; 4°°°Xno
—
ия плоское
ГОСТ
2923-45
.—
остнктм
20126-39
ОСТНКТМ
20126-39
ОСТНКТМ
20126-39
ОСТНКТМ
20126-39
МСС
МСС
тности
MB
См.
прим. 2
См.
прим. 2
МСС
МСС
МСС
МСС
Измерение переднего
угла и формы впадины
зубьев протяжки
Измерение величины сме-
щения передней грани ди-
сковых резцов
и прямолинейности
Поверка:
а) плоскостности до-
ведённых поверхно-
стей;
б) плиток (техническим
интерференционным
методом)
Поверка прямолиней-
ности:
а) станин станков:
б) расположения под-
шипников, коленчатых
валов и т. п. методом
визирования
То же
Поверка:
а) плоскостности и пря-
молинейности плоских
поверхностей;
б) прямолинейности об-
разующих цилиндров и
конусов
Поверка:
а) лекальных линеек:
б) плоскостности шаб-
рованных поверхностей
Поверка плоскостности
шаброванных поверхностей
Поверка плоскостности
шаброванных поверхностей
Комплект из 11 смен-
ных шаблонов с ради-
усами от о,5 ДО 8 мм
-
1. Три марки
2. Осветительное
устройство
3. Два сменных оку-
ляра
4. Две сменные от-
рицательные линзы
1. Марка
2. Осветительное
устройство
+
+
+
+
+
+
+
+
+
+
+
+
—
+
+
+
+
+
+
+
—
+
+
+
—
-
Фюрунгс-
прюфер
—
* Назначение*приборов или инструментов для тех или ,..,„,.
** Возможна также комплексная поверка в однопрофильно
ской эвольвентой заданной основной окружности.
иных разрядов или классов концевых мер, а также квалитетов калибров-см. следующий раздел статьи,
льном зацеплении, измерение основного шага и сравнение действительного профиля торцевого сечения зуба
с теоретиче-
О1
СП
Продолжение табл. б
d
о
о
с
* 1
8
9
i
я
Наименование
прибора
или инструмента
2
Поверочные угло-
вые линейки (клинья),
трехгранные и трапе-
цоидальные
Плиты поверочные
Прибор для испытания
твёрдости металла вдав-
лением шарика тип
ЛБ
Прибор для испыта-
ния твердости металла
вдавлением конуса
с предварительной на-
грузкой, тип РВ
Цена
деления
3
-
Единицы
Бр инеля
Единицы
Роквелла
Пределы измерения
шкалы
4
-
(ОСТ 10241-40)
не более
450 Нв
бг-84,5 ЯдА
25-юо Я#в
ао-65 Нцс
прибора
5
Длина в мм: 250;
5°°; 75°: 10О°
Размеры в мм:
юоХ2о°; 200X200;
2оохз°°; з°°Х4о°;
4ооХ4°°; 45°Хбоо;
5О°Х8оо; 75°Xiooo;
1000X1500
Ж. Средства
Наибольшее расстоя-
ние от шарика до сто-
ла 280 мм. Расстояние
от оси шарика до ста-
нины I2O ММ
Наибольшее расстоя-
ние от наконечника до
стола 2оо ли*. Расстоя-
ние от оси наконечни-
ка до станины 12о мм
№ стандарта ио техниче-
ский условиям
6
ОСТ НКТМ
20126-39
ОСТ НКТМ
20149-39
контроля т
i
1
~4 Изготовитель
МСС
мсс
аёрдост
ММ и
п
ММ и
п
Основное назначение
прибора
или инструмента *
8
Поверка плоскостности
шаброванных поверхно-
стей, пересекающихся под
углом 45°; 55°; 6°в
Поверка плоскостности
шаброванных поверхно-
стей.' Работа с миниметра-
ми и другими рычажно-
механическими приборами
и металлов
Испытание твёрдости ме-
талла в единицах Hg при
диаметре шарика ю мм и
нагрузках з000- юоо, 75° и
250 кг. При диаметре ша-
рика 5 мм и нагрузках 75°
и 250 кг. При диаметре
шарика 2,5 мм и нагрузке
187,5 «*
Испытание твёрдости
металла: Я^. — с алмаз-
ным конусом и нагрузкой
10+50=60 кг; Яде —с ша-
риком диаметром Ч1в дюй-
ма («1,6 мм) и нагрузкой
ю + до = ioo кг: Я^ — с
алмазным конусом и на-
грузкой 10+140=150 кг
Основные
приспособления
9
-
1. Лупа Бринеля
2. Оправки с шари-
ками диаметром ю; 5
и 2,5 мм C шт.)
3. Запасные шарики
с диаметрами го; 5 и
2,5 мм (ю шт.)
4. Контрольный бру-
сок
5. Комплект грузов
6. Комплект столи-
ков
1. Опорные столики
(б шт.)
2. Шариковый и ал-
мазный наконечники
3. Контрольные бру-
ски (комплект)
4. Запасные шарики
E шт.)
5. Грузы 4° и 5° *г
Метроло-
гические
пункты
S ЦИЛ
+
+
+
+
S
ч
га
S
S
•&
11
+¦
+
+
¦ +
а
§*
= ?
0 0
х 0.
12
+
+
+
+
Аналогичные приборы
или инструменты, кото-
рыми можно пользоваться
при наличии их на пред-
приятиях
13
-
Типы
РПБ и
ЛБР, выпу-
скаемые
ММ и П
Модели
РВ-3 и
РВ-4, выпу-
скаемые
ММ и П
3
4
I
2
з
4
Прибор для испыта-
ния твёрдости металла
алмазной пирамидой,
тип В**
Прибор для испыта-
ния микротвёрдости
металла
Прибор для повер-
ки кулачковых валов
Плиты поверочные
угловые 90°
Синусный кубик
Оправки для повер-
ки станков
Единицы
Виккерса
Ну
Единицы
Виккерса
Ну
Увеличе-
ние микро-
скопа
о,оо1 мм;
угловой
отсчёт
I МИН.
_
_
По ГОСТ
^999-45
Наибольшее расстоя-
ние от стола до объек-
тива микроскопа 270
мм; наибольшее рас-
стояние оси наконеч-
ника до винта 130 мм;
увеличение микроско-
па 5°'8Х и 127 х
_
3. Различные средства измерений ***" и
100 ММ
_
1
Наибольший радиус
кулачка юо мм; наи-
большая длина вала
определяется длиной
станины
Размеры:
500X250X15° мм
Размеры:
140X120X60 мм
ММ и
п
ATI
СССР
Испытание твёрдости из-
делий из мягкой (толщи-
ной не менее о,4—0,5 мм)
и термически обработанной
стали (толщиной не ме-
нее о,2 мм) и других ме-
таллов алмазной пирами-
дой при нагрузке ь; ю;
2oj з°> 5°> 1О° и 12° кг
Испытание микротвёрдо-
•сти металла алмазной пи-
рамидой при нагрузках от
а до to г и от 30 до 5°° <¦'
1. Алмазная пира-
мида
2. Микроскоп с дву-
мя сменными объек-
тивами
3. Комплект грузов
в б шт.
4. Две шариковые
оправки
5. Шарики диамет-
ром 2,5 и 5 мм D шт.)
6. Два сменных сто-
лика
7. Три контрольных
бруска
- +
+
+ | +
i
1
Прибор
Виккерса
_
принадлежности общего назначении
MB
Измерение кулачковых
валов и кулачков на оп-
равках
i
МСС
мсс
_
Установка и закрепление
деталей под углом оо°
Установка деталей под
углом при измерениях и
шлифовке
Поверка станков
+
¦
_
+
+
+
_
I
+
+
_
+
+
•
_
* Назначение приборов или инструментов для тех или иных разрядов или классов концевых мер, а также квалитетов калибров—см. следующий раздел статьи.
** Прибор может быть также использован для испытания твёрдости металлов по Бринелю (//g) шариками диаметром 2,5 и 5 мм при нагрузке 15,6 и 62,5 кг.
*** Контрольные калибры и шаблоны различного назначения в номенклатуру не включены.
Продолжение табл. 19
ex
о
с
о
с
1
5
6
7
8
9
Наименование
прибора
или инструмента
2
Яшик для контроля
на просвет
Плита с центрами
Призмы инструмен-
тальные стальные с
зажимными хомутика-
ми
Призмы инструмен-
тальные чугунные с за-
жимными хомутиками
Бесы циферблатные
Цена
деления
3
—
_
—
ъг
Пределы измерения
шкалы
4
—
—
—
—
юоо г
прибора
—
—
—
—
ю ооо г
Х° стандарта по техниче-
ским условиям
в
—
—
—
—
—
Изготовитель
7
—
MCG
МСС
МСС
ММП
мв
Основное назначение
прибора
или инструмента *
8
Поверка шаблонов и
угольников на просвет
Крепление изделий в
центрах при измерениях на
плите
Установка изделий при
разметке и измерениях на
плите
Установка изделий при
разметке и измерениях на
плите
Определение измеритель-
ного усилия приборов
Основные
приспособления
9
—
—
—
—
Комплект гирь
Метроло-
гические
пункты
ЦИЛ
филиал ЦИЛ
10 ! П
+
+
+
-г
+
+
+
+
+
—
контрольно-пове-
рочный пункт
12
+
+
+
—
Аналогичные приборы
или инструменты, кото-
рыми можно пользоваться
при на ;ичии их на пред-
приятиях
13
—
—
Примечания: 1. В графе 7 табл. 19и графе 2 табл. 20 даны сокращенные названия изготовителей приборов и инструментов: МСС—Министерство станкостроения; МАП—Ми-
нистерство авиационной промышленности; МА—Министерство автомобильной промышленности; MB—Министерство вооружения; ММ и П—Министерство машиностроения и приборо-
строения; МТМ — Министерство тяжёлого машиностроения; МССвязи—Министерство средств связи; АН СССР—Академия наук СССР; ММП—Министерство местной промышлен-
ности. В графах 10, 11: ЦИЛ—центральная измерительная лаборатория.
2. В серийное производство отечественных предприятий данный прибор ещё не включён.
3. По проекту сводного ГОСТ 1949 г. „Приборы с ценой деления 0,001 и 0,002 мм" названы „микромер", причём отдельные приборы соответственно названы: „микромер пневма-
тический поплавковый" (вместо .пневматический прибор с ротаметром"); „микромер рычажно-зубчатый" и т. д.
* Назначение приборов или инструментов для тех или иных разрядов или классов концевых мер, а также квалитетов калибров—см. следующий раздел статьи.
ГЛ. VIII]
РАЗМЕЩЕНИЕ ОБОРУДОВАНИЯ И ХРАНЕНИЕ ИЗМЕРИТЕЛЬНЫХ СРЕДСТВ
665
Средства контроля чистоты поверхности
Таблица 20
Наименование прибора
1
Интерференцмикроскоп акад. Лин-
ника (МИИ-1)
Микроинтерферометр акад. Лшшика
(ИЗК-46)
Двойной микроскоп акад. Линника
(МИС-11)
Профилограф Аммона
Профилограф Левина (ИЗП-5)
Профилометр Киселева (КВ-4 и КВ-6)
Пневматические интегральные при-
боры (Полянского)
Микроскопы сравнения
Наборы образцов
Изготови-
тель
2
MB
MB
MB
MCC
MB
МАП, MCC
MCC
MB
MCC, MAП
и др.
Диапазон
измеряе-
мых неров-
ностей
в мк
3
Ягаах
0,03—2
Ятах
О,1 — I
Ятах
2— J0
Htnax
0,5-50
max
0,1—100
Нсн
0,025—ю
нск
О,2—IO0
-
-
Область применения
по классам чисто-
ты ГОСТ 2789-45
4
9-14
10—12
3-8
4—ю
3-12
4-12
I—II
3-12
I —Ю
по инстанциям контроля
5
Лаборатория
Лаборатория
Лаборатория и ОТК
Лаборатория и ОТК
Лаборатория и ОТК
Лаборатория, ОТК и
контро л ьно-пов еро чны й
пункт
ОТК, контрольно-пове-
рочный пункт и рабочее
место
Рабочее место
Рабочее место
Аналогич-
ные прибо-
ры или ин-
струменты,
которыми
можно
пользовать-
ся при на-
личии их на
предприя-
тиях
6
—
—
—
—
—
Аббот
Браш
—
-
-
Приме ч а н и я: 1. В табл. 20 не включены профилограф Бржезинского (ВНИИМ), еще не освоенный в серий-
ном производстве, а также малогабаритный профилограф Левина (ИЗП-17), предназначенный для работы в производ-
ственных условиях.
2. Для контроля* чистоты поверхности 1—3-го классов могут применяться проекторы и оптиметры.
3. Для оптических приборов критерий ffmax показан условно, поскольку с помощью этих приборов определяются
значения ординат Н, по которым можно определить как //тах. так. и Нск,
аттестации штрихового метра, метра-компара-
тора и стальных рулеток.
Для образцовых шкал, применяемых в
оптико-механических приборах, допустимые
погрешности изготовления и предельные по-
грешности аттестации устанавливаются по
специальным техническим условиям. Порядок
величин этих погрешностей при длине до
200 мм: по допуску на изготовление в пре-
делах ±0,001 мм, а по предельной погреш-
ности аттестации в пределах ±0,0005 мм для
расстояний от нулевого до любого штриха
шкалы.
11. Для конкретных заводских условий
в схеме измерения цилиндрических зубчатых
колес назначаются элементы проверки и со-
ответствующие средства измерения с детали-
зацией указаний о мерах и образцах. Схемы
для конических зубчатых колёс и червячных
передач строятся соответственно по ГОСТ
1758-42 и ГОСТ 3675-47 (см. ЭСМ, т. 5, стр.
87—100).
12. Схема „Контроль чистоты поверхности"
да^а в общем виде (по материалам инж.
Е. И. Володина). Основные и контрольные
приборы назначаются исходя из местных
условий и применяемых классов точности
(ГОСТ 2789-45) по данным табл. 20. К мето-
дам сличения относятся сравнительный микро-
скоп или пневматический прибор, или визу-
ально-осязательный метод.
13. Схемы „Измерение цилиндрических
зубчатых колёс" и „ Контроль чистоты поверх-
ности", ещё не оформленные инструкциями
Коммерприбора, приводятся в качестве реко-
мендуемого материала.
14. Поверочные схемы для ходовых вин-
тов, представляющие особый интерес для
станкостроительных предприятий,—см. ру-
ководящий технический материал НИБВ *
МСС СССР по организации контрольно-изме-
рительного хозяйства.
РАЗМЕЩЕНИЕ ОБОРУДОВАНИЯ
И УСЛОВИЯ ХРАНЕНИЯ
ИЗМЕРИТЕЛЬНЫХ СРЕДСТВ
В табл.21 приведены основные требования,
предъявляемые к помещениям центральной
измерительной лаборатории, ее филиала и
контрольно-поверочных пунктов.
Центральную измерительную лабораторию
рекомендуется размещать на первом этаже
здания (работа станков, агрегатов и проез-
жающего транспорта не должна влиять на ра-
* Научно-исследовательское бюро взаимозаменяемости.
666
ОРГАНИЗАЦИЯ ТЕХНИЧЕСКОГО КОНТРОЛЯ
[РАЗД. V
Таблица 21
Основные требования, предъявляемые к помещениям измерительных лабораторий •
и контрольно-поверочных пунктов
Показатели
Площадь на
одно рабочее
место в м*
Покрытие
пола
Покраска стен
Покраска
потолка
Дневное
освещение
Искусственное
освещение
Центральная измери-
тельная лаборатория
основная
3.5—4
Линолеум
Светло-
голубая
масляная
Белая
масляная
Боковое,
повышенной
интенсив-
ности
100 лк
филиал
З.о
Линолеум
или ксило-
лит
Белая
клеевая
То же
Боковое,
нормальное
Нормаль-
ное
Контрольно-
поверочный
пункт
2,5
Ксилолит или
дерево
Белая клеевая
То же
По условиям'
цеха
Нормальное
Показатели
Местное
освещение
Допустимые
отклонения
от t = 20° С
в общей ком-
нате
Влажность
не более
Наличие окис-
лителей и взвг-
шенной пыли
в воздухе
Вибрация от
систематически
1ли периодиче-
ски действую-
щей причины
Центральная измери-
тельная лаборатория
основная
К приборам
±2"
6Л0
Полное от-
сутствие
Отсутствие
филиал
К приборам
±2° и ±3°
Нормаль-
ная
Нормаль-
ное
Отсутствие
Контрольно-
поверочный
пункт
-
±3°
Нормальная
Нормальное
Допустимо в
небольших
пределах
боту измерительных приборов), вдали от хи-
мической лаборатории, электролитических це-
хов, шлифовальных участков и других пунк-
тов, работа которых может вызвать корро-
зию и загрязнение измерительных средств.
При значительных суточных колебаниях
температуры в лаборатории относительная
влажность не должна превышать 30%, чтобы
избежать осаждения влаги на металлических
поверхностях.
Одна из комнат лаборатории должна пред-
назначаться для точных измерений и сличе-
ния концевых мер (группа эталонирования).
В этой комнате должна поддерживаться (с по-
мощью терморегулирующих установок) тем-
пература 20° С с допустимыми отклонениями
согласно ОСТ 85000-39. Во время работы ре-
комендуется не допускать колебаний темпера-
туры свыше 0,3—0,5° С за период в 1 час.
Свет в помещении центральной измери-
тельной лаборатории должен быть рассеянным.
Окна должны выходить на север или северо-
запад и иметь шторы для затемнения. Днев-
ное освещение должно быть естественным,
но выше нормальной интенсивности. Жела-
тельно, чтобы площадь окон составляла 30—
40% от общей площади стен. При искусствен-
ном освещении наличие открытых источников
света, не защищенных матовым или молоч-
ным стеклом, не допускается. Местное осве-
щение не должно мешать работе на других
приборах. Лаборатория должна быть обеспе-
чена достаточным (с необходимым резервом)
количеством точек приключения к электро-
сети (на Г20 и 220 в), расположенных на
расстоянии 1,5 м друг от друга, и транс-
форматоров (с учетом номенклатуры при-
боров).
Измерительные приборы должны быть раз-
мещены на достаточном расстоянии от ото-
пительных устройств. В крайнем случае до-
пускается установление предохранительных
термоизолирующих экранов. Для оптических
приборов (микроскопа, проектора и т, п.), а
также для установок с монохроматорами
должны отводиться менее освещенные участки
помещения или такие участки, которые можно
затемнять.
Фиг. 26. Центральная измерительная лаборатория: / —
стол; 2 — поверочная плита 1500x1000 мм для произ-
водства на ней общих измерений или юстировки прибо-
ров; 3 — шкаф; 4 — установка для технического интер-
ференционного метода; 5—горизонтальный оптиметр;
6 — интерферометр с переменной шкалой системы
инж. И. Т. Уверского; 7 — вертикальный оптиметр; 8—
гониометр; 9 — измерительная машина; 10—ультраопта-
метр; 11 — стол для юстировщика; 12—раковина; 13 —
шкаф для одежды; 14 — стеллаж; 15—слесарный вер-
стак; 16 — пресс Бринеля; 17— прибор для испытания
твёрдости металла по Роквеллу; 18 — прибор для испы-
тания твёрдости металла алмазной пирамидой; 19 — при-
бор для испытания микротвёрдости металла; 20—плита
для размагничивания инструмента; 21 — универсальный
микроскоп; 22—большой инструментальный микроскоп;
23— инструментальный микроскоп; 24 — вертикальный
оптиметр; 25—горизонтальный оптиметр; 26 — верти-
кальный длиномер; 27 — оптическая делительная го-
ловка на станине; 28 — проектор; 29 — прибор для про-
верки направления зуба у зубчатых колёс; 30—универ-
сально-клиновый эвольвентомер; 31 — прибор для ком-
плексной проверки зубчатых колёс; 32 — прибор для ра-
диальных измерений зубчатых колёс; 33—прибор для
проверки зубчатых колёс; 34 — прибор для контроля про-
филя червячных фрез и червяков; 35 — прибор для кон-
троля шага червячных фрез и червяков; 36 — циферблат-
ные весы; 37 — микроинтерферометр Линника; 38 — оп-
тико-механический профилограф Левина; 39— электро-
механический пр&филометр; 40 — сравнительный микро-
скоп.
ГЛ. VIII] РАЗМЕЩЕНИЕ ОБОРУДОВАНИЯ И ХРАНЕНИЙ ИЗМЕРИТЕЛЬНЫХ СРЕДСТВ
667
Измерительную и координатную машины,
универсальный микроскоп, контрольную плиту
и тому подобное оборудование в целях предо-
хранения от вибрации следует устанавливать
на свободно стоящих фундаментах.
При центральной измерительной лаборато-
рии необходимо иметь изолированное под-
собное помещение для приёмки средств из-
мерения и подготовки их к работе для про-
мывания, чистки и регулирования объектов
контроля и тому подобных работ, а также для
приёма посетителей.
Помещения филиала центральной измери-
тельной лаборатории и контрольно-повероч-
ных пунктов также должны по возможности
удовлетворять перечисленным требованиям.
На фиг. 26 приведён пример размещения
оборудования центральной измерительной
лаборатории машиностроительного завода.
Основной набор концевых мер завода дол-
жен храниться в комнате точных измерений
в запертом шкафу вместе со свидетельством
Коммерприбора на этот набор. К работе с ос-
новным набором завода допускаются только
лица, обладающие соответствующей квалифи-
кацией, или работники, имеющие специальное
письменное разрешение начальника централь-
ной измерительной лаборатории. Основной
набор может употребляться лишь для сличе-
ния с ним нижестоящих по поверочной схеме
наборов *. Начальник центральной измери-
тельной лаборатории обязан не реже одного
раза в месяц производить тщательную про-
верку состояния основного набора по внеш-
нему виду и притираемости. Результаты этих
проверок должны заноситься в специальный
журнал, в котором отмечаются также все
случаи применения основного набора.
На все средства измерений при их по-
верке должны быть составлены аттестаты.
Для жёстких и регулируемых калибров ат-
тестат может быть заменён записью в карте
поверки. На каждый прибор должен быть
составлен паспорт с подробной технической
характеристикой, а также сведения о ремонте,
юстировке, датах и результатах поверки
данного прибора.
Для защиты средств измерений, нахо-
дящихся постоянно в центральной измеритель-
ной лаборатории, ее филиале и контрольно-
поверочных пунктах, а также поступающих на
поверку в эти органы, от коррозии
должны применяться меры, предусмотрен-
ные соответствующими заводскими инструк-
циями (промывание в бескислотном вазелине,
смазывание, парафинирование и т. д.).
* В некоторых случаях допускаются отклонения от
этого правила: например, разрешается поверка основ-
ным набором ультраоптиметра, если это предусмотрено
общезаводской поверочной схемой.
ЛИТЕРАТУРА И ИСТОЧНИКИ
1. Городецкий И. Е., Контроль гладких цилиндри-
ческих изделий, Машгиз, 1944.
2. Иванов А. Г., Эксплоатация, ремонт и юстировка
измерительных средств. Конспект Станкоинструменталь-
ного института им. И. В. Сталина, 1948.
3. „Контроль средств измерения размеров в машинострое-
нии", изд. Комитета по делам мер и измерительных
приборов при СМ СССР, М. 1941 A-е издание) и 1948
B-е издание).
4. Материалы НИ Бюро взаимозаменяемости МСС СССР.
5. Материалы по контрольно-измерительному (калибро-
вому) хозяйству машиностроительных заводов БВ НКМ
СССР, 1939.
6. Правила 10—40 об организации контроля измеритель-
ных средств, применяемых для измерения размеров на
машиностроительных заводах, Коммерприбор при Со-
вете Министров СССР.
7. Правила 12—42 об организации и проведении поверки
•мер и контрольно-измерительных приборов, Коммерпри-
бор при Совете Министров СССР.
8. Типовая организация контрольно-измерительного хо-
зяйства на машиностроительных предприятиях. Прило-
жение к приказу НКОП № 464 от lb декабря 1938 г.,
Каталогиздат, НКМ, 1938.
Глава IX
ОРГАНИЗАЦИЯ ИНСТРУМЕНТАЛЬНОГО ХОЗЯЙСТВА ЗАВОДА
ЗАДАЧИ И ОСНОВЫ ОРГАНИЗАЦИИ
ИНСТРУМЕНТАЛЬНОГО ХОЗЯЙСТВА
Социалистическое предприятие работает
на основе плана, который является частью
народнохозяйственного плана и предусматри-
вает безостановочный — из года в год, из
квартала в квартал — рост производства как
следствие непрерывного развития производи-
тельных сил в СССР. Таким образом, плановая
система социалистического народного хозяй-
ства СССР создаёт основу для научной орга-
низации предприятий и, в частности, инстру-
ментального хозяйства, для устойчивого пла-
нирования потребления и изготовления техно-
логического оснащения * в соответствии с ка-
лендарными графиками основного производ-
ства. От организации инструментального хо-
зяйства во многом зависит выполнение реше-
ния XVIII Всесоюзной конференции ВКП(б)
о комплектной и ритмичной работе заводов,
цехов, участков, бригад и рабочих мест,
а также уровень производительности труда,
себестоимость продукции и другие качествен-
ные показатели.
Основная задача инструментального хозяй-
ства на машиностроительном заводе — свое-
временное и бесперебойное снабжение цехов
и рабочих мест высококачественным техно-
логическим оснащением по заданной номен-
клатуре при минимальных издержках на его
изготовление (или приобретение), хранение
и обращение,
Техническая структура инструментального
хозяйства и, в частности, инструментальных
цехов рассматривается в ЭСМ, т. 14, гл. X.
Работа инструментального хозяйства за-
вода должна быть подчинена требованиям
строжайшей экономии в расходовании техно-
логического оснащения, в создании запасов
последнего, в затратах на его изготовле-
ние либо приобретение. Сокращение расхода
оснащения (а стало быть и дорогостоящих
инструментальных материалов) ведёт к сни-
жению себестоимости основной продукции
завода и вместе с тем к улучшению снаб-
жения цехов оснащением. Эта цель дости-
гается путём повышения качества осна-
щения и улучшения его эксплоатации. До-
* Термин „технологическое оснащение" охватывает
весь инструментальный комплекс: инструмент режущий,
измерительный, абразивный, слесарно-монтажный, при-
способления, штампы, прессформы, модели, кокили
и т. д.
стижение этой цели одновременно играет
крупную роль в повышении производитель-
ности труда рабочих в основном производ-
стве завода. Уменьшение запасов оснащения
обусловливает сокращение связанных в этих
запасах оборотных средств и отсюда — уско-
рение оборачиваемости последних. Эта цель
достигается путём снижения расхода оснаще-
ния, чёткого планирования и регулирования
его потребления и производства, а также
ускорения оборота оснащения и неуклонного
проведения лимитной дисциплины в цехах-
потреби-телях. Наконец, снижение затрат на
изготовление или приобретение оснащения ве-
дёт к снижению себестоимости основной про-
дукции, а также к уменьшению оборотных
средств, связанных в производстве оснаще-
ния, и к удешевлению технической подготовки
производства. Эта цель достигается путём
улучшения планирования производства осна-
щения на заводе и наибольшего повышения
использования производственной мощности
инструментального цеха, а также путём улуч-
шения конструкции оснащения, технологии
и организации его производства, широкого
применения восстановления оснащения.
Изложенные ниже принципы организации
инструментального хозяйства . разработаны
в СССР и представляют собой обобщение на-
учного и производственного опыта, проверен-
ного на длительной практике передовых пред-
приятий машиностроительной промышленности.
При организации инструментального хозяй-
ства должны быть учтены следующие факторы:
специализация и масштаб завода; номенкла-
тура необходимого оснащения и соотношение
в ней количеств специального к универсаль-
ного оснащения; соотношение количества осна-
тцения собственного производства и покупного
в общей потребности завода; конструктивная
и технологическая сложность и точность по-
требного заводу оснащения; режим и объём
потребления оснащения на заводе; размер,
структура и производственная мощность ин-
струментального цеха завода; доля расходов
на оснащение в себестоимости продукции.
Следует различать оснащение специальное,
служащее для выполнения какой-либо одной
детале-операции на определённом оборудова-
нии, и универсальное, предназначенное для
повсеместного применения. Широкое исполь-
зование специального оснащения целесообраз-
но лишь в условиях массового или крупносе-
рийного производства. В тяжёлом машино-
ГЛ. IX]
ЗАДАЧИ И ОСНОВЫ ОРГАНИЗАЦИИ ИНСТРУМЕНТАЛЬНОГО ХОЗЯЙСТВА
669
строении, а также в других отраслях при высо-
кой трудоёмкости или точности деталей спе-
циальное оснащение должно применяться также
в мелкосерийном и единичном производстве.
Существенной особенностью специального
оснащения является отмирание его в значи-
тельной части со сменой объекта изготовле-
ния или с модернизацией технологического
процесса. Нормализация деталей изделия и
оснащения, а также преемственность кон-
струкций уменьшают размеры вытекающих
из этой особенности потерь.
Нормализация оснащения. Под нормали-
зацией понимается производимое в масштабе
завода или отрасли сокращение конструктив-
ного и размерного разнообразия оснащения
с целью расширения его применяемости, обес-
печения высокой стойкости его и удобства
в эксплоатации.
Заводы, а также различные центральные
научно-технические организации машино-
строения должны проводить нормализацию
по следующим основным направлениям: 1) нор-
мализация инструмента и других видов техно-
логического оснащения, 2) нормализация де-
талей приспособлений и другого технологиче-
ского оснащения, 3) внедрение сборно-раз-
борных приспособлений из нормализованных
элементов, 4) нормализация комплексных на-
ладок. Примеры и методика нормализации
оснащения изложены в гл. VII „Организация
технической подготовки производства".
Заводская нормализация технологического
оснащения должна быть основана на внедре-
нии заводских, отраслевых нормалей и ГОСТ.
Рекомендуется при проектировании оснаще-
ния пользоваться картами его применяемости
и осуществлять нормализационный контроль
чертежей.
Карты применяемости оснащения (соста-
вляемые обычно по признаку детале-операции,
оборудования и т. д. на каждый вид оснаще-
ния) помогают найти для вновь проектируемых
объектов соответствующее оснащение из чис-
ла ранее освоенных его видов. Применение
нового оснащения при наличии в картах при-
меняемости пригодного для данной детале-опе-
рации не должно допускаться.
Нормализационный контроль имеет целью
предупредить выдачу в производство черте-
жей без надлежащего использования норма-
лей и ГОСТ; поэтому чертежи оснащения сле-
дует считать действительными только с визой
органа нормализационного контроля.
Классификация и индексация оснащения
являются необходимыми предпосылками для
организации планирования, учёта и контроля
в производстве и потреблении оснащения.
Ниже изложены методические соображе-
ния, касающиеся классификации и индексации
оснащения; после издания ГОСТ на класси-
фикацию и индексацию оснащения всё после-
дующее изложение, в том числе табл. 1 и 2,
подлежит соответствующему уточнению.
Под классификацией следует понимать
расчленение всей номенклатуры оснащения
на типовые подразделения по некоторым важ-
ным для данного производства признакам.
Пример классификации по десятичной системе
приведён в табл. 1.
На основе принятой классификации строится
индексация оснащения, т. е. каждому объекту
(инструменту, приспособлению,штампу и т.д.)
присваивается определённое сокращённое
условное обозначение.
Правильное построение индексов суще-
ственно упрощает задачу планирования, учё-
та, подбора и комплектования оснащения. Ин-
дексация должна удовлетворять по крайней
мере трём условиям: 1) содержать достаточно
полную техническую харакгеристку данного
инструмента, приспособления и т„ д.; 2) отли-
чаться максимальной простотой и запомина-
емостью; 3) исключать возможность смешения
индексов.
Из существующих систем индексации наи-
более распространена буквенно-десятичная.
Индекс в этом случае представляет собой
группу буквенных и цифровых знаков, в ко-
торой одно и то же порядковое место знака
Таблица 1
№ по |
пор.
1
2
3
4
5
Классифика-
ционное
подразделение
Класс
Подкласс
Группа
Подгруппа
Секция
Характери-
зуемый
параметр
Тип
Вид
Характер
Технологи-
ческое назна-
чение
Конструкция
j
Номенклатура подразделений
Десять классов: 1) режущий инструмент, 2) измерительный инструмент,
3) абразивный инструмент, 4) штампы холодной штамповки; 5) штампы горячей
штамповки, 6) приспособления, 7) модели-кокили, прессформы, 8) кузнечный
инструмент, 9) слесарно-монтажный инструмент, 0) вспомогательный инструмент
В пределах каждого класса 10 подклассов, например, режущий инструмент:
1) резцы, 2) свёрла, 3) метчики, 4) плашки, Б) фрезы, 6) развёртки, 7) зенкеры,
8) долбяки, 9) протяжки, 0) прочие
В пределах каждого подкласса 10 групп, например, фрезы: 1) цилиндриче-
ские, 2) дисковые, 3) пилы, 4) торцовые, б) угловые, 6) резьбовые, 7) модуль-
ные, 8) фасонные, 9) канавочные, 0) прочие
В пределах каждой группы 10 подгрупп, например, резцы токарные: 1) обди-
рочные, 2) чистовые, 3) подрезные, 4) отрезные, 5) прорезные, 6j фасочные,
7) галтельные, 8) резьбовые, 9) фасонные, 0) прочие
В пределах каждой подгруппы 10 секций, например, резцы чистовые: 1) пря-
мые правые, 2) прямые левые, 3) отогнутые правые, 4) отогнутые левые, 5) ло-
паточные, 6) дисковые, 7) чашечные, 8) изогнутые, 9) тангенциальные, 0) прочие
670
ОРГАНИЗАЦИЯ ИНСТРУМЕНТАЛЬНОГО ХОЗЯЙСТВА ЗАВОДА
[РАЗД. V
Таблица 2
Пример индексации по буквенно-десятичной системе классификации
Класс
Услов-
ное
обозна-
чение
Р
М
А
X
Г
п
л
к
с
в
Наименование
Режущий
инструмент
Измеритель-
ный инстру-
мент
Абразивный
инструмент
Штампы хо-
лодной штам-
повки
Штампы го-
рячей штам-
повки
Приспособле-
ния
Модели, ко-
кили, пресс-
формы
Кузнечный
инструмент
Слесарно-
монтажный
инструмент
Вспомога-
тельный ин-
струмент
Подкласс— режу-
щий инструмент
Услов-
ное
обозна-
чение
i
2
3
4
5
б
7
8
9
о
Наимено-
вание
Резцы
Свёрла
Метчики
Плашки
Фрезы
Развёртки
Зенкеры
Долбяки
Протяжки
Прочие
Группа — резцы
Услов-
ное
обозна-
чение
i
2
3
4
5 '
6
7
8
9
о
Наименование
Токарные
Строгальные
Долбёжные
Автоматные
Зуборезные
Расточные
Подгруппа — токар-
ные резцы
Услов-
ное
обозна-
чение
i
2
3
4
5
6
7
8
9
о
Наименование
Обдирочные
Чистовые
Подрезные
Отрезные
Прорезные
Фасочные
Галтельные
Резьбовые
Фасонные
Прочие
Секция — чистовые
токарные резцы
Услов-
ное
обозна-
чение
г
2
3
4
5
6
. 7
8
9
о
Наименование
Прямые пра-
вые
Прямые ле-
вые
Отогнутые
правые
Отогнутые
левые
Лопаточные
Дисковые
Чашечные
Изогнутые
Тангенциаль-
ные
Прочие
всегда соответствует определённому класси-
фикационному признаку. При этом классы
могут обозначаться буквами, остальные клас-
сификационные признаки — цифрами. При-
мером индексации может служить табл. 2.
В ней приведены классы для всех видов
оснащения, подклассы — для режущего инстру-
мента, группы — для резцов, подгруппы — для
токарных резцов, секции — для чистовых то-
карных резцов. Резец токарный чистовой пря-
мой левый согласно этой таблице обозна-
чается индексом Р1122.
В индекс нормализованного оснащения
необходимо ввести специальный условный
знак, например, букву Н; в этом случа"е ука-
занный выше резец будет обозначаться
Н-Р1122. Для обозначения в индексе разме-
ров инструмента целесообразно каждому ти-
повому размеру его присвоить соответствую-
щий номер и включить его в индекс после
знака секции. Например, если в возрастаю-
щем ряде типовых размеров резцов сече-
нию 16 X 25 (/ = 200) присвоен порядковый
номер 3, индекс указанного выше нормализо-
ванного резца получит вид Н-Р1122-3.
В индексе специального оснащения целе-
сообразно вводить буквенное или цифровое
обозначение детали или операции, для кото-
рой предназначен данный объект оснащения
(например, специальный режущий инструмент
для детали А может иметь индекс А-Р4237).
Чертежи оснащения должны нумероваться
соответствующим присвоенным им индексом;
последний должен быть нанесён также на
самом инструменте. Обозначение чертежей ос-
нащения рассматривается также в гл. VII.
ПЛАНИРОВАНИЕ
ИНСТРУМЕНТОСНАБЖЕНИЯ
Определение потребности в технологи-
ческом оснащении. Планирование инструмен-
тоснабжения основано на определении номен-
клатуры оснащения и необходимого коли-
чества по отдельным позициям последней.
Метод установления номенклатуры зависит
от типа производства. В массовом и серийном
производстве на основании операционно-тех-
нологических карт составляются подетальные
спецификации оснащения. В эти специфика-
ции заносится всё оснащение после его клас-
сификационной обработки и индексации. По
спецификациям оснащения составляется свод-
ная классифицированная номенклатура потреб-
ности завода. В единичном и мелкосерийном
производствах при отсутствии операционно-тех-
нологических карт номенклатура оснащения
разрабатывается на основе типового оснаще-
ния для станков главнейших видов (например,
фрезерных, револьверных и др.). Каждый завод
на основании данных своего опыта должен со-
ставлять в этих случаях карты типового осна-
щения этих станков. Методическим примером
такой карты может служить табл. 3.
В этой связи ниже приводится также при-
мерная сводная номенклатура типового оснаще-
ния для фрезерных станков (табл. 4), составлен-
ная по заводским данным. Подобные номенкла-
туры типового оснащения должны содержать
перечень инструмента и приспособлений, наи-
более характерных для группы технологически
однородных станков при выполнении на них
типовых операций. В практической работе
ГЛ. IX]
ПЛАНИРОВАНИЕ ИНСТРУМЕНТОСНАБЖЕНИЯ
671
Таблица 3
Карта типового оснащения для вертикально-фре-
зерного станка с размером стола до 300x1200 мм
Вид инструмента
Фрезы торцевые со спираль-
ным зубом
То же хвостовые с конусом .
То же хвостовые с цилиндри-
ческим хвостом
То же цилиндрические ....
То же угловые
То же канавочные с кониче-
ским хвостом
То же канавочные с цилин-
дрическим хвостом
Фрезерные головки со встав-
ными ножами
Фрезы для конических пазов .
То же дисковые
То же фасонные
Прочий
Разме-
ры
i6—30
30-40
9—16
40—7s
4S-6o
16—30
4-8
8S—100
20—30
So-90
So—80
°/0 приме-
нения
IS
IS
7
14
9
9
12
s
7
7
/
6
4
5
Примечание. При пользовании таблицей необхо-
димо исходить из прогрессивной нормы использования
оборудования по машинному времени.
Таблица 4
Номенклатура типового оснащения
для фрезерных станков и процент применения
(единичное и мелкосерийное производство)
фр
ными
фр
фр
Инструмент
езы цилиндрические . .
, дисковые
, угловые ......
фасонные
, наборные
, пазовые
дисковые со встав-
ножами
езы прорезные
торцевые
шпоночные
модульные
езерные головки ....
Станки
Горизон-
тально-
фрезерные
33—37
iS—16
8
4-6
7-8
8
8-ю
6-8
2—3
2-3
Вертикаль-
но-фрезер-
ные
/
2—3
2—3
1—3
I
8
3S-4S
2S
7-12
Продоль-
но-фрезер-
ные
/
3
3
4
4-S
10—20
6S—7O
номенклатура типового оснащения должна по-
полняться и изменяться по мере надобности.
Следующим этапом для установления но-
менклатурной потребности завода в оснаще-
нии является составление заводского ката-
лога, служащего исходным материалом при
определении потребности в оснащении. Наи-
более удобной формой для каталога является
картотека. В табл. 5 приведены рекомен-
дуемое построение и содержание инструмен-
тально-учётной карты картотеки каталога. Эта
карта служит вместе с тем для учёта оснаще-
ния в центральном инструментальном складе
и для контроля лимитов.
Каталог должен предусматривать разделение
оснащения по источнику снабжения (объекты
покупные и внутризаводского производства).
Количественная потребность завода в осна-
щении выражается величиной расходного
и оборотного фондов. Расходный фонд — ко-
личество оснащения, которое будет полностью
изношено или израсходовано при изготовле-
нии заданного по программе количества дета-
лей. Оборотный фонд— количество оснаще-
ния, которое необходимо и достаточно иметь в
эксплоатационном обороте и в запасе для обес-
печения бесперебойного хода производства.
Определение расходного фонда оснащения
должно быть основано на нормах рас-
хода по каждому объекту оснащения. В еди-
ничном и мелкосерийном производстве нор-
мирование основано на изучении примене-
ния разных видов оснащения технологиче-
ски однородными группами рабочих мест.
В массовом и серийном производствах рас-
ходные нормативы устанавливаются расчёт-
ным методом на основании данных о стой-
кости инструмента и особенностей его экспло-
атации, исходя из организационно-техниче-
ских мероприятий, с учётом передового про-
изводственного опыта.
Расходные нормативы должны составляться
на заводе по всем видам оснащения. По
своему характеру они должны быть прогрес-
сивными и обусловливать максимально эко-
номное расходование оснащения.
В табл. б приведены для примера данные о
типовых нормах стойкости абразивного инстру-
мента при круглом шлифовании. В табл. 7
приводятся формулы для определения расход-
ного фонда основных видов оснащения.
Оборотный фонд состоит из запасов двух
категорий: расходного и оборотного; первый
служит для питания текущего расхода. Этот
фонд периодически убывает вследствие теку-
щего расхода и, достигнув некоторого мини-
мального уровня, должен вновь пополняться.
¦Периодичность Возобно ¦
вления запасов
Фиг.
1. Принципиальная схема оборотного фонда осна-
щения.
На фиг. 1 видно, что расходный запас в ИРК
с определённой периодичностью . доходит до
нуля и путём очередного возобновления по-
полняется до исходного уровня. Расходный и
оборотный запасы в сумме образуют макси-
672
ОРГАНИЗАЦИЯ ИНСТРУМЕНТАЛЬНОГО ХОЗЯЙСТВА ЗАВОДА
[РАЗД. V
Таблица 5
Лицевая сторона
карты
Завод.... Инструментально-учётная карта
Вид оснащения
Наименование
Резец токарный чистовой
прямой левый
Техническая
характеристика
l6X2f
ТцКб
№ детали
Нормы расхода оснащения
в штуках
№ цеха
Лимиты по меся-
цам в шт.
В том числе
по неделям
К2143
0,01
Норма запаса в штуках
Макси-
мальная
2800
К4351
0,02
Цех № 1
Январь
4>о
100
100
120
1?О
Фев-
раль
440
100
но
120
Март
430
100
100
120
Апрель
4Ю
90
90
120
Май '
4ю
до
90
120
Июнь
4Ю
90
90
120
Точка
заказа
14оо
Б6721
о,оз
Мини-
мальная
7/о
В1728
о,оз
Индекс PU22
Плановая цена
руб.
9
Д2279
о,о4
коп.
-
Ф4933
о,о2;
Цех № 2
Январь
3fo
8о
8о
ро
юо
Фев-
раль
340
8о
8о
90
90
Март
ззо
70
8о
90
90
Апрель
320
jo
V,
9°
Май
зю
70
8о
9°
Июнь
Зю
70
70
8о
9°
Оборотная сторона карты
Учёт выдачи цехам-потребителям из центрального инструментального склада
Дата
28IV
195°
Приход
-
Расход
13
Остаток•
249
Цех № /
Текущая
выдача
Всего с на-
чала месяца
4Ю
Остаток
лимита
-
Цех № 2
Текущая
выдача
8о
Всего с на-
чала месяца
Зоо
Остаток
лимита
10
Таблица 6
Нормы стойкости абразивного инструмента
при круглом шлифовании *
Диа-
метр
круга
в мм
Тол-
шина
круга
в мм
Стой-
кость
круга
в мин.
Внутреннее шлифование
15
2Э
3°
4о
45
5°
6о
75
i6
so
25
25
3°
40
40
40
• я,о
2,0
2,0
2,0
2,0
З.о
3,о
З.о
Диа-
метр
круга
в мм
до
гоэ
125
15°
Тол-
щина
круга
в мм
5°
5°
5о
5°
Стой-
кость
круга
в мин.
З.о
4,о
4,о
4,о
Наружное шлифование
35°
5°°
боо
5°
75
75
9,°
12,0
!5.о
* По данным Главабразива Министерства станко-
строения на 1949 г.
мум оборотного фонда; после использования
расходного запаса остаётся оборотный запас,
составляющий минимум оборотного фонда.
В состав цехового оборотного фонда осна-
щения каждого вида входит наличие на рабо-
чих местах, в ремонтной и заточной мастерских
в цеховой инструментально-раздаточной кла-
довой. Совокупность цеховых оборотных
- периодичность возобновления запасов
центрального инструментального склада
& же инструментально раздаточной
кладовой
/Периодичность возобновления
/^j запасов инструментально-
раздаточной кладовой
Фиг. 2. Принципиальная схема структуры инструменталь
ных запасов завода.
фондов и запасов центрального инструмен-
тального склада по каждому типо-размеру
оснащения образует общезаводской оборот-
ный фонд (фиг. 2).
ГЛ. IX]
ПЛАНИРОВАНИЕ ИНСТРУМЕНТОСНАБЖЕНИЯ
673
Расчётные формулы для определения расхода оснащения
Таблица 7
Типы оснащения
I. Режущий инструмент
П. Измерительный инструмент
III. Абразивный инструмент
IV. Штампы (детали штампов)
V. Приспособления (детали при-
способлений)
Расчётные формулы
для единичного
и мелкосерий-
ного производства
р юо тиз
Tk'C,
jm t
Мм
Ja ra60
для серийного и массового производства
J - *"* г Mo . NifQ
p V'-y» V^o-v > Jp- q
/V/И,fe0 _ Am,fe0
м m0 ' м faqoi'(l —t\M) b
Nml _ Mo
M OT0 M q'"
/ .¦*
• a Ta60
Jm Qmbi • Jd.ui qdbi
J - N . j TKn TKn . j K"s"q"
П qnb* ' n tnb3 °-П tdbA' д-П ~С"Ь*
Пояснения к формулам табл. 7
Режущий инструмент
Jp -расход в штуках на планируемый период; FM— фонд машинного времени станка в часах (устанавливается из
среднепрогрессивных нормативов использования станков)^ f — процент применения данного инструмента по таблице,
например, табл. 4; Тиз— учётное машинное время полного износа инструмента в час; N — число деталей по программе
на планируемый период в штуках; tм~ машинное время на 1 детале-операцию в мин.; Тр — расчётное машинное время
до полного износа в час; Тр = j — +1 j Tcm, где Tcm — машинное время работы между переточка-ми (стойкость) в час;
L—длина рабочей части, на которой возможно стачивание в мм; I — слой, снимаемый за одну пере-
точку (нормативы износа режущего инструмента см. ЭСМ, т. 7: для резцов стр. 77—78, для свёрл, зенкеров и раз-
вёрток— стр. 93, для фрез—стр.99, для зуборезного инструмента — стр. 108—109, для протяжек — стр. 113, для
резьбонарезных инструментов — стр. 116- 117); т)^ — коэфициснт преждевременного износа (в среднем О,15-Ю,25*);
I — норматив расхода инструмента на q деталей из учётных данных; q — кольчество деталей, принятое за расчёт
qtM
ную единицу при определении нормы расхода инструмента; 10 — расчётная норма расхода: /
/0
-
Ы) I p
p
Измерительный инструмент
Jм—расход измерителей в штуках**; Т—планируемый, период в сменах; ft' — число точек применения измери-
теля; Со — количество измерителей на одного рабочего; t — норматив срока службы измерителя в сме-
нах; тг — количество измерений на одну деталь; ?0 — выборочность контроля (я десятичных долях); та — количество
измерений ло полного износа измерителя (по учётным данным); р — коэфициент допустимого использования рабо-
чим средневероятного износа измерителя*** (около 0,70); а—величина средневероятного износа в мк по ГОСТ; qa —
норматив стойкости измерителя (см. ЭСМ, т. 5, стр. 129—130); b — коэфициент ремонта {Ь > 2); т)л—коэфициент
преждевременного износа (в среднем 0,05ч-0,1****); /'—учётная норма расхода на q'" деталей; q'"—количество дета-
лей, принятое за расчётную единицу при определении нормы расхода измерителей.
Абразивный инструмент
Ja — количество кругов в штуках; Та — машинное время в часах до полного износа круга; Та =
(Я2 - П A - т(а) yr-fT
— , где Н первоначальный радиус круга в мм; г— радиус изношенного круга в мм; т)а —коэ-
фициент преждевременного износа (в среднем 0,1-7-0,2); ft—толщина круга в мм; у — эмпирический коэфициент (для
диаметра < 150 мм ср = 635, для диаметра 151 н- 25Э мм <р = 794, для диаметра > 250 мм <р =¦ 954).
Штампы
Jm—потребное количество штампов в штуках; qm —норматив стойкости штампа между ремонтами в штуках
штамповок; Ь1<3— коэфициент ремонта; Jq ш — расход деталей штампа в штуках; q^ — норматив стойкости детали
штампа в штуках штамповок (см. ЭСМ, т. 6, стр. 524}.
Приспособления
Jn — потребное количество приспособлений в штуках; qn -нормативная стойкость приспособления между ремон-
тами в штуках обработанных деталей; Ьзч—коэфициент ремонта; Кп — число точек одновременного применения при-
способления; tn — норматив срока службы приспособления между ремонтами в сменах по учётным данным; Jq n —
N"
расход деталей приспособления в штуках; К"—число отработанных деталью контактов; К" — —,,- , т. е. отношению
числа деталей, обработанных в приспособлении, к числу деталей, одновременно устанавливаемых в приспособление:
s" — число одинаковых деталей в приспособлении; q" — число одновременно работающих приспособлений; /, _ нор-
Г Ьн Bа- 1I
матив стойкости детали приспособления в сменах по учётным данным; С" (износостойкость детали)— j
Ьн — допуск на неточность изготовления детали приспособления; а. — доля 5W в общем допуске на деталь, имея
в виду также и допуск на износ; ? — опытный коэфициент (ориентировочно 0,01-f-0,l).
нор
I?
j C,
* Должен уменьшаться в результате проведения необходимых организационно-технических мероприятий.
** Для производственных рабочих.
*** В условиях цепной передачи, т. е. при последующем использовании измерителя техническим контролем и
приёмщиком.
**** Для производственных рабочих.
43 Том 15
674
ОРГАНИЗАЦИЯ ИНСТРУМЕНТАЛЬНОГО ХОЗЯЙСТВА ЗАВОДА
[РАЗД. V
Таблица. 8 Рых одновременно применяется данный измеритель:
Формулы для расчёта оборотного фонда
оснащения в массовом и серийном производствах
— количество изделий
Типы оснащения
/. Режущий
инструмент
а) на рабочих местах
б) в инструментально-
раздаточной кладовой:
оборотный запас.
расходный запас .
всего
в) в центральном ин-
струментальном складе
//. Измерительный
инструмент
а) на рабочих местах
б) в инструментально-
раздаточной кладовой:
оборотный запас .
расходный запас.
всего
в) в центральном Ин-
струментальном складе
(ЦИС)
Расчётные формулы
j'p.M--^-cf<cp(i + kl)
Т* ,
/л/Т — т1 •* A ~г &а)
V р'
тккср
Jpacx ~ f r (l + *з)
Р
Jирк *= -1 об + Jрасх
тц '
¦*цис j Jpacx1^ + *')
J"p.M -2 [* + А]
j"o6 = 4 (/С + A) A + ft,)
Jpacx-^iK+A)^^
n n •
Jupt< = Jo6 + Jpacx
II Тц »
Jтцис = j Jpacx^ ^ '¦-)
Пояснения к формулам табл.8
I. Режущий инструмент
J M — количество инструмента на одинаковых ра-
бочих местах и детале-операциях; t — периодичность
подноски инструмента из ИРК к рабочим местам под-
Т
носчиками; т„ -—эквивалент стойкости: ta ,,=-^ t
> э. с э. с f шт>
k. — коэфициент страхового" запаса: ft, = 1, а при наличии
дублеров ki — 0,6 -т- 0,2; К —число рабочих мест, применя-
ющих инструмент в одинаковых условиях одновременно
(в одной смене); С_ — число инструментов, применяемых
одновременно на одном рабочем месте; Jg — оборотный
запас данного инструмента; Г? — цикл заточки (время
от поступления инструмента с рабочего места в кладовую
до возврата его из заточки в кладовую); йа — коэфи-
циент запаса в заточном отделении: fea=— ; J'pacx —
расходный запас инструмента; Тк — периодичность
возобновления запаса кладовой; г — количество эксплоа-
тационных периодов данного инструмента, равное
числу переточек плюс единица; k3 — коэфициент стра-
хового запаса (О,15-=-О,2); УцЦС — запасы центрального
инструментального склада; Т — периодичность возобно-
вления запасов центрального инструментального склада;
fc4 — коэфициент страхового запаса (О,2-Н),3).
р. м
II. Измерительный инструмент
— количество измерителей на рабочих местах в
две смены (сутки) из условия выдачи измерителей рабо-
чему каждой смены и периодического возврата измери-
телей на проверку; К — количество рабочих мест, на ко-
торых одновременно применяется данный измеритель;
А — количество контрольных рабочих мест, на кото-
(деталей) в смену по плану; tK — штучное время на
контрольную операцию; ka — выборочность контроля;
JQg—оборотный запас измерителей; *см~~ Ра°очее
время смены; ft5—коэфициент страхового запаса@,15-^-0,2);
s — количество измерений на данной детале-операции на
одном рабочем месте в смену *; р — количество изме-
рений до установленного допустимого износа измерителя;
кй—коэфициент страхового запаса @,15-4-0,2); J' — запас
в ЦИС; k, — коэфициент страхового запаса @,2-=-0,3).
В единичном и мелкосерийном производ-
стве оборотный фонд режущего и измери-
тельного инструмента определяется укруп-
нённо в зависимости от величины месячного
расхода каждого типо-размера инструмента
без деления на расходный и оборотный за-
пасы. Оборотный фонд приспособлений рас-
считывается исходя из числа рабочих мест,
одновременно применяющих данный вид при-
способления. На случай ремонта или прежде-
временного износа необходимо иметь сверх
того дублёры в количестве до 50°/0. При на-
личии в конструкции приспособления быстро-
изнашивающихся деталей следует в зависи-
мости от длительности его применения стре-
. миться к созданию запаса таких деталей.
В серийном и массовом производстве
определение оборотного фонда оснащения
необходимо производить методом расчёта на
основе стойкости всех видов оснащения и
периодичности их смены на рабочих местах.
Вследствие высокой повторяемости детале-
операций и устойчивости номенклатуры изде-
лий в производстве создаются необходимые
условия для создания расчётных нормативов.
Расчёт оборотного фонда режущего и из-
мерительного инструмента производится по
формулам, приведённым в табл. 8, основанным
на принципе ускорения оборота оснащения.
Оборотный фонд приспособлений и штам-
пов Wn определяется в зависимости от числа
рабочих мест К, одновременно применяющих
оснащение данного вида, и соотношения стой-
кости f и времени на ремонт грем'.
ремонтами)
Стойкость (период между
определяется по формуле ? =
где Аф ¦—фактический размер детали перед
началом работы; А\—размер детали после ра-
боты в течение одного месяца; Е—разность
между фактическим и нижним предельным раз-
мером детали; Ьк — допуск на изготовление де-
тали приспособления; а — доля Ьк в общем
допуске на деталь, имея в виду также и до-
пуск на износ; р\ -- количество деталей, обра-
ботанных на данном приспособлении (штампе)
до установленного допустимого износа; ?i —
коэфициент страхового запаса (?, тем меньше,
чем К больше; р1=1-т-0,2); р2 — опытный
коэфициент, определяющий количество при-
способлений (штампов), находящихся в ре-
* Во избежание усложнения расчёта условно прини»
мается s одинаковым для рабочих и контролёров.
ГЛ. IX]
ПЛАНИРОВАНИЕ ИНСТРУМЕНТОСНАБЖЕНИЯ
675
монте (Ра тем меньше, чем меньше дробь -*^ ,
и тем больше, чем больше число рабочих мест).
При всех типах производства необходимо
всемерно стремиться к сокращению потреб-
ного оборотного фонда оснащения путём
проведения соответствующих организационно-
технических мероприятий, изменения норма-
тивов и улучшения организационно-произ-
водственных условий.
Планирование потребления. Основой для
расчёта расхода оснащения являются про-
грамма основного производства, номенкла-
тура и нормы расхода оснащения. Исходя из
выявленного расхода, необходимо устана-
вливать лимиты расхода для цехов, участков
и сменных мастеров на соответствующие
отрезки времени, удобные для учёта и регу-
лирования (месяц, неделя, смена). Лимиты сле-
дует устанавливать по каждому типо-размеру.
Систематическое наблюдение за расходом
оснащения даёт возможность определить объ-
ём и структуру расхода. Для массового и се-
рийного производства характерна повторяе-
мость потребления. Но и в условиях мелко-
серийного . и единичного производств воз-
можны приближённый календарный расчёт
потребления и выявление его периодичности
в силу повторяемости типовых работ, выпол-
няемых по группам оборудования, и повто-
ряемости применения нормализованных пред-
метов оснащения. Повторяемость даёт возмож-
ность произвести календарный расчёт потре-
бления. Подобные расчёты должны служить
основой для определения размеров необходи-
мых запасов на заранее намеченные проме-
жутки времени и для своевременной выдачи за-
казов с целью возобновления запасов и их под-
держания на необходимом уровне. Такой метод
планирования потребления даёт возможность
организовать подготовку оснащения по методу
создания запасов и носит название системы
максимум - минимум. На основе указанных
расчётов потребления должно осуществляться
и регулирование последнего путём контроля
за его динамикой и за соблюдением лимитов.
Для ЦИС лимит означает количество данного
оснащения, подлежащего выдаче цеху-потре-
бителю. Для цеха-потребителя лимит ограничи-
вает количество оснащения, которое он имеет
право списать в расход и получить из ЦИС.
Организацию инструментального планиро-
вания следует при всех типах производства
строить по системе максимум — минимум.
Максимальный запас на планируемый пе-
риод, расходуемый периодически между двумя
пополнениями (расходный период), опреде-
ляется из уравнения
./max — УпНп + Я' Тц>
где Jmin — минимальный запас; д' — сменный
расход оснащения; Тц — расходный период
в сменах илл периодичность пополнения запа-
сов, устанавливаемая из необходимости укруп-
нения заказов и экономии оборотных средств.
Минимальный запас определяется исходя из
общей величины расхода, режима потребления
и времени, требующегося на возобновление
запасов.
Своевременность поступления пополнений
обеспечивается выдачей заказа в тот момент,
когда запас достигает уровня, который к
моменту поступления пополнений дойдёт до
•Anin. Уровень запасов, при котором выдаётся
такой заказ, называется точкой заказа (Jm 3).
Лл. з. = Лп!п Н~ Я Ти.
где Ти — промежуток времени от момента вы-
дачи заказа до поступления пополнения в цен-
тральный инструментальный склад. Объём
заказа V=JmtlI — Jmln.
Система максимум — минимум применима
к режущему и измерительному инструменту,
а также к нормальным деталям приспособле-
ний и штампов. Механизм этой системы схе-
матически представлен на фиг. 3. Методы
расчёта запасов приведены в табл. 9.
Таблица 9
Формулы для расчёта запасов по системе максимум — минимум *
Тип
оснащения
Режущий
инструмент
Измери-
тельный ин-
струмент
Центральный инструментальный склад
Запас
максимальный
"'max = -^цис
п н
Лпах ^-^цис
минимальный
/ Тц г"
min~ fK pacxk*
т" Тц i"
Jmln = -f^JpaCxk7
Пополнение
•wi "¦ •'max ~~
~~ Anin =
- т« У
TK JPacx
¦*n = Anax ~~
— Anln ~
- ^ /
TK Pacx
Цеховая инструментально-раздаточная
кладовая
Запас
максимальный
•^max = •'ирк =
II II
^шах™ 'арк "°
=" Jq6 + -Ipacx
минимальный
Лп1п ^^об
и II
ЛгИп а^об
Пополнение
Л1 "Jpacx
Jn " Jpaex
* Построены на основе формул табл. 8.
676
ОРГАНИЗАЦИЯ ИНСТРУМЕНТАЛЬНОГО ХОЗЯЙСТВА ЗАВОПА
[РАЗД. V
Введение системы максимум — минимум
возможно лишь после тщательной подготовки.
Необходима постепенность в охвате ею ка-
ждого вида оснащения, при этом следует начи-
нать с более ходовых и массовых номенкла-
тур. Первым этапом применения системы
в заводских условиях является введение си-
гналов о заказе, подаваемых в момент дости-
жения запасами точки заказа, с целью обес-
печения своевременнного поступления допол-
1
•1
4
Tf
\
Ъ
\
Is
—Г
N
hi
у —
ff
—7
\
>u
,-A
Is
——7
\
la
,-
Количество
tj ^j \
S период расхода
которого нет необ-
ходимости Выдавать
заказ
Количество
(Ja3 -Jn,mJ.
расходуемое за пе-
риод Ти
пополнения
%
Низший уровень запаса
Фиг. 3. Схема системы максимум — минимум: Т„ — рас-
ходный период и периодичность пополнения запасов или
периодичность заказов; за этот период расход соста-
вляет
'min'
и
промежуток времени от мо-
мента выдачи заказа до поступления пополнения; за этот
период расход составляет /m.3 — /Ш{П; ^<y ~ промежу-
ток времени от поступления пополнений до выдачи оче-
редного заказа; за этот период расход составляет
•'max ~ ^т з.
нений. После тщательного определения стой-
кости оснащения и режимов потребления воз-
можен переход ко второму этапу, состоящему
(в условиях крупносерийного и массового про-
изводств) во внедрении графиков.
Графики дают возможность осуществить
устойчивую периодичность заказов и чёт-
кое планирование производства оснащения
(табл. 10).
Важным элементом системы максимум —
минимум является точный учёт поступления,
наличия и расхода каждого вида оснащения
в центральном инструментальном складе и це-
ховых инструментальных кладовых. Расход
учитывается: а) в складе — по выдаче в цех-
потребитель, б) в кладовой — по списанию
в расход. Выдача на рабочее место не должна
засчитываться в расход, так как впредь до
износа оснащение находится в обороте.
Основной учётный цеховой документ мо-
жет быть построен по примеру табл. 11.
Необходимо подчеркнуть, что система
максимум — минимум обеспечивает повыше-
ние серийности производства и загрузки
оборудования в инструментальном цехе, по-
зволяет на основе систематического кон-
троля запасов в центральном инструменталь-
ном складе и в инструментально-раздаточных
кладовых не только осуществлять беспере-
бойное питание цехов и рабочих мест, но
также предупреждать накопление избыточ-
ных запасов, ведущих к омертвлению оборот-
ных средств и замедлению их оборачивае-
мости.
Контроль лимитов оборотного фонда
является поэтому важной задачей инструмен-
тального хозяйства завода.
Снабжение цехов технологическим ос-
нащением и надзор за его эксплоатацией.
Снабжение цехов оснащением производится
из центрального инструментального склада*.
В результате списания изношенного оснаще-
ния в расход его запасы в инструментально-
раздаточной кладовой постепенно уменьша-
ются до минимума; и дальнейшее списание
в расход недопустимо: оно приводит к на-
рушению бесперебойности питания рабо-
чих мест. Необходимое пополнение кла-
довой должно равняться такому количеству,
которое обеспечивает расход за период между
двумя поступлениями оснащения из склада
в кладовую. Это количество зависит от
принятой периодичности пополнения кладовой.
Для ходового- режущего и измерительного
инструмента рекомендуется периодичность
2 — 6 дней.
Пополнение может поступать в кладовую
по разовым требованиям или по графику.
Требования должны иметь штамп восстанови-
тельной мастерской о предварительной сдаче
соответствующего по номенклатуре и коли-
честву изношенного оснащения. Выдачу из
* Громоздкие предметы оснащения (например, круп-
ные штампы и приспособления) поступают в производ-
ственные цехи непосредственно из инструментального це-
ха или от поставщика с оформлением через учёт ЦИС.
Таблица 10
Примерный график выдачи заказов для пополнения запасов оснащения
Наименование
и техническая
характеристика
Развёртки ма-
шинные разжим-
ные для втулок
Фрезы дисковые
с профильным
зубом для паль-
Индекс
В Р6249
П-Р;?]2
Месячная потреб-
ность в шт.
120
4о
а
и
240
8о
н
ш
Я
•3
120
40
н
а
«м
я В
я Е
-.2 *
& .а
4&о
хбо
Цикл заказа Т
в месяцах и
i
i
Наличие к началу
планируемого пе-
риода в шт.
120
So
График выдачи заказов по месяцам в шт.
I
48о
i6a
II
-
Ill
-
IV
480
V
_
160
VI
VII
-
VII!
480
IX
160
X
XI
-
XII
4Su
ГЛ. IX]
ПЛАНИРОВАНИЕ ИНСТРУМЕНТОСНАБЖЕНИЯ
677
Инструментально-учётная карта
Таблица 11
Завод . . .
Цех№
Кладовая № .
Название инструмента
Развёртка машинная
Мастера
Лимиты
ров в шт.
¦
Месяцы
Всего
3 том чис-
ле по неде-
Поступило
Дата
_
i; VII
3 VII
Количе-
ство •
_
6о
6о
~~
лям
i
2
4
Остаток
Дата
i/VII
2/VII
41VII
XIVII
Количе-
ство
7-г
127
179
1
VII
6о
14
IJ
16
VIII
Детале-операция
№ 7
Запасы
Максимум
120
Голубев П. И.
IX
X
XI
в ИРК
Минимум
30
XII
Индекс
В-Р6245
Расход на расчётную единицу
0,03
Листов К. Н.
VII | VIII | IX
6о
14
IX
16
X
XI
XII
Расход
Дата
liVII
31VII
4 VII
XIVII
Количе-
ство
2
X
3
4
Всего
a
7
10
14*
Дата
HVII
3 VII
41VII
61VII
Количе-
ство
2
$
3
4
Всего
2
X
8
12 **
* Лимит исчерпан, выдача на участок мастера Голубева прекращается-
** Экономия в количестве 2 шт.
центрального инструментального склада сле-
дует производить штука за штуку, т. е. только
в том количестве и по тем типо-размерам
оснащения, какие сданы в восстановительную
мастерскую.
В условиях поточного производства реко-
мендуется вести пополнение цеховых инстру-
ментальных раздаточных кладовых из цен-
трального инструментального склада по кален-
дарному графику, предусматривающему коли-
чества и сроки подачи оснащения в инстру-
ментальную кладовую по всем ходовым инде-
ксам. В этом случае центральный инструмен-
тальный склад должен доставлять оснащение
в кладовую в обмен на накладные со штам-
пом восстановительной мастерской.
Система максимум — минимум эффективна
лиш-ь при условии тщательного соблюдения
лимитов и систематического улучшения
эксплоатации оснащения.
Производственный мастер и наладчик
несут непосредственную ответственность за
соблюдение расходных лимитов, обязаны
наблюдать за использованием оснащения на
рабочих местах, создавать условия, предотвра-
щающие неправильное его применение, а так-
же инструктировать рабочих своего участка
в отношении рациональной эксплоатации ин-
струмента.
На ряде заводов с инструментальным хо-
зяйством больших и средних размеров работу
по улучшению использования оснащения
ведёт орган технического надзора, подчи-
нённый начальнику инструментального хозяй-
ства.
Задача этого органа состоит в том, чтобы
на рабочих местах или при возврате оснаще-
ния с рабочих мест в цеховую кладовую:
а) выявлять случаи неправильного использо-
вания оснащения, их причины и виновников;
б) анализировать случаи ненормального износа
и расхода оснащения, пользуясь для этой цели
, типовым классификатором износа (табл. 12);
в) участвовать в разработке мероприятий для
обеспечения правильной эксплоатации. Персо-
нал технадзора обязан добиваться устранения
причин ненормального износа и расхода и
наблюдать за проведением цеховым производ-
ственным персоналом необходимых мероприя-
тий для улучшения использования осна-
щения.
В круг задач технического надзора входит
наблюдение за качеством оснащения в экспло-
атации. Выявляя недостатки оснащения, пер-
сонал технического надзора активно воздей-
ствует на инструментальный цех или на кон-
структора с целью устранения недостатков и
повышения качества оснащения.
Одной из важнейших обязанностей тех-
нического надзора является, как было указано,
контроль и качественный анализ расхода
оснащения и оформление списания его в рас-
ход с применением системы удержаний за
преждевременный износ.
Технический надзор исследует в инстру-
ментально-раздаточной кладовой или на месте
применения оснащения все случаи прежде-
временного износа и выявляет причины и ви-
новников его.
Технический надзор участвует в разра-
ботке и корректировании среднепрогрессив-
ных норм расхода оснащения. В этой связи
в обязанность работников технического над-
зора входит проведение исследований экс-
ОРГАНИЗАЦИЯ ИНСТРУМЕНТАЛЬНОГО ХОЗЯЙСТВА ЗАВОДА
[РАЗД. V
Таблица 12
о
X
я
! Вид
¦я
3
X
X
а)
S
:девр
Я
1)
а.
С
>s
я
:твенн:
)эх:
щ
Типовой классификатор износа
Причина
износа
я
1
н
м
о
\?
а>
3
•е-
Небреж-
ность ра-
бочего . .
Дефекты
наладки .
Непра-
вильный
режим . .
Неисправ-
ность обо-
рудования
Дефекты из-
готовления
Дефекты кон-
струкции ос-
нащения . . .
Дефекты из-
делия (полу-
фабриката) .
Виновник
о.
•6-
S
3
ОН
OI2
огз
ОD
оэ
оз
°4
°5
Рабочий
I
+
+
+
_
о.
Производст-
венный маете
11
+
+
+
__
оснащения
износа оснащения
Наладчик
—_
III
+
+
+
Цеховый ме-
ханик
IV
+
Изготовитель
оснащения
V
+
Конструктор
VI
+
ОТК
—
vn
+
Пример пользования классификатором: отрыв пластин-
ки твёрдого сплава у резца вследствие останова станка
без отвода резца —шифр преждевременного износа 011-1.
плоатационных свойств оснащения, проверка
стойкости и износа инструментов, штам-
пов и приспособлений.
ОБЕСПЕЧЕНИЕ РАБОЧИХ МЕСТ
Необходимо обеспечить бесперебойное и
своевременное питание рабочих мест добро-
качественным оснащением и ликвидировать
потери рабочего времени на его получение,
сдачу, заточку и т. д. Кроме того, организа-
ция обслуживания оснащением рабочих мест
должна обеспечивать возможность точного
учёта находящегося у рабочего оснащения
различных видов.
Оснащение постоянного пользования (клю-
чи, оправки, державки, хомутики и т. д.) ком-
плектуется в цеховых инструментальных кла-
довых по признаку рабочих мест в соответ-
ствии с их производственным назначением и
специфическими особенностями. Выдача этого
оснащения на рабочее место производится по
письменному требованию мастера и под .личную
расписку рабочего, занятого на данном рабо-
чем месте*.
Выдача оснащения временного пользования
для операционной наладки на рабочие места
производится в зависимости от типа производ-
ства. В единичном и мелкосерийном производ-
ствах комплектование производится в инстру-
ментальных кладовых на основании письмен-
ного требования мастера.
В серийном и массовом производствах при-
меняются комплектовочные карты, в которые
включаются все виды оснащения для каждой
детале-операции.
Выдача оснащения временного пользова-
ния в единичном и мелкосерийном производ-
ствах должна осуществляться по двухмароч-
ной системе. В серийном и массовом произ-
водствах рекомендуется применять инстру-
ментальные жетоны. Комплекты оснащения
для- наладки доставляются подносчиком к ра-
бочему месту под жетон наладчика. Этот же-
тон служит доказательством получения налад-
чиком комплекта, указанного в комплектовоч-
ной карте. По окончании наладки оборудова-
ние сдаётся рабочему, причём наладчик полу-
чает от рабочего его инструментальный жетон
и обменивает последний в кладовой на свой
жетон. С этого момента оснащение числится
в кладовой за рабочим. При передаче смен
рабочие получают жетоны от сменщиков.
Замена изношенного в процессе работы
оснащения временного пользования может
производиться различными методами.
В условиях единичного и мелкосерийного
производства подача инструмента может про-
изводиться подносчиком непосредственно из
инструментально-раздаточной кладовой на ра-
бочее место либо на комплектовочную базу
наладчика. В первом случае рабочий вызы-
вает подносчика сигналом и производит об-
мен изношенного или затупившегося инстру-
мента штука за штуку; во втором — поднос-
чика вызывает наладчик и производит этот
обмен, причём на рабочее место инструмент
для замены изношенного или затупившегося
выдается наладчиком.
В крупносерийном и массовом производ-
ствах следует применять принудительную сме-
ну инструмента путём периодической доставки
оснащения по графику из кладовой к рабо-
чему месту взамен изношенного (штука за
штуку).
Для замены нормальных деталей штампов
и приспособлений необходимо организовать
подноску по мере надобности по сигналам
наладчиков или бригадиров с рабочих
мест.
В случаях окончательного преждевремен-
ного или естественного износа оснащения
обмен у рабочего места (независимо от ти-
па производства) должен производиться с
документальным оформлением износа с целью
списания оснащения в расход.
¦ Необходима расписка каждого сменщика, если ра-
бота ведётся в две или три смены.
ГЛ.IX]
ОБЕСПЕЧЕНИЕ РАБОЧИХ МЕСТ
679
Принудительный съём и централизо-
ванная заточка. Заточка инструмента должна
быть централизованной. При этом весь за-
тупившийся инструмент поступает с рабочих
мест в инструментально-раздаточную кладо-
вую в обмен на заточенный. Из кладовой он
направляется в заточное отделение и оттуда
после заточки возвращается в инструмен-
тально-раздаточную кладовую для последую-
щей выдачи в эксплоатацию. Заточное от-
деление должно принимать инструмент для
переточки исключительно от кладовой.
В механических цехах должны быть со-
зданы заточные отделения, где сосредото-
чиваются цеховые заточные средства и где
заточка инструмента производится только
рабочими-заточниками.
В единичном и серийном производствах
следует применять метод свободного съёма
затупившегося инструмента со станка: во-
прос о затуплении инструмента и необходи-
мости его смены решает рабочий. В крупно-
серийном и особенно в массовом производ-
стве целесообразно применять принудитель-
ный съём, предупреждающий потери, обычно
возникающие при работе инструментом за
пределами периода стойкости. Осуществле-
ние принудительного съёма инструмента по
истечении периода его стойкости основы-
вается в производстве указанных типов на ста-
бильности технологических режимов, на чёт-
кости закрепления за станками детале-опе-
раций и их повторяемости. Установленная в
этих условиях стойкость может служить
надёжной базой организации принудительного
съёма инструмента.
Стойкость инструмента на различных де-
тале-операциях, выраженная в календарном
времени, имеет весьма разнообразные зна-
чения. Эквиваленты стойкости необходимо
разделить на практически удобные группы,
например, 60, 90, 120, 150, 180 (табл. 13). На
этой основе возможно установление перио-
дичности съёма инструмента и подбор групп
инструмента с одинаковыми календарными
периодами стойкости, а отсюда — установле-
ние периодичности подноски и принудитель-
ного съёма различных инструментов со
станков.
Таблица 13
Периодичность принудительного съёма инструмента
рации
с
о
%
2
S
6
9
нта
с инструме
Индек
?1729
Pffi8
Р $641
Р2938
ость в мин
Стойк
S
X
ного време
iS
ее ^°
IS
60
90
4;
60
иное время
Маши
В
10
j
4
3
j
в мин
/
О
IS
0
юе время
Штуч!
6
20
3
8
j
в мин
,о
,0
,<*
./
«: к
°%
о *
х"
S*.01
Эквив
кости
Ю)
ITS
66
128
ьёма
" 5-
X t
gS
Перио
инстр>
в мин
90
х8о
6о
I2O
чего места некоторого постоянного запаса,
величина которого определяется количеством
инструмента, подлежащего съёму со станка
за период между двумя очередными достав-
ками (подносками), и подсчитывается по
формуле
, _ *рср
где J — запас на одном станке без учёта
возможного преждевременного износа; tnep —
периодичность съёма инструмента; остальные
обозначения — согласно табл. 8. Возобновле-
ние этого запаса производится путём перио-
дической подноски.
Бесперебойность периодической замены
может быть обеспечена путём доставки
инструмента к станку по графику точно к
моменту принудительного съёма, определя-
емому по установленной периодичности съёма.
Графики подноски составляются для каждой
установленной периодичности съёма и явля-
ются основой составления маршрутов под-
носки инструмента.
Периодическая подноска инструмента из
инструментально-раздаточной кладовой к стан-
кам согласуется с доставкой с той же пе-
риодичностью затупленного (и изношенного)
инструмента от станков в кладовую. Этот
инструмент делится в ИРК на группы по
признаку периодичности подноски и через
интервалы, равные или кратные соответствую
ющим периодичностям, отправляется из кла-
довой в заточное отделение.
Такая периодическая отправка позволяет
создать надёжные предпосылки для перевода
заточного отделения на серийные методы
работы по графику, достижения равномерной
загрузки заточного отделения и повышения
его производительности. Последнее обстоя-
тельство особенно важно, так как с улучше-
нием эксплоатации, ускорением оборачивае-
мости инструмента значительно возрастает
необходимое количество заточек.
Заточное отделение получает в этих усло-
виях объёмное задание и календарное распи-
сание с указанием количества и очерёдности
переточки, а также сроков выдачи инстру-
мента из переточки в инструментально-раз-
даточную кладовую.
В заточном отделении желательно иметь
обменный запас переточенного инструмента
в объёме
= 2лТ
Руководствуясь установленной периодич-
ностью, рабочий (наладчик) обязан произво-
дить смену инструмента вне зависимости от
состояния инструмента. Возможность смены
обеспечивается путём поддержания у рабо-
рм>
где J3 — запас данного инструмента в заточ-
ном отделении; Т0--цикл переточки; Тн —
периодичность отправки инструмента из за-
точки в инструментально-раздаточную кладо-
вую. С помощью этого запаса заточное отде-
ление в момент получения из кладовой
партии инструмента в переточку сможет воз-
вратить в кладовую через того же подносчика
такую же партию заточенного инструмента.
Партия равна
7
Jn =
где Jn — размер партии данного инструмента;
Тн — периодичность отправки из кладовой в
680
ОРГАНИЗАЦИЯ ИНСТРУМЕНТАЛЬНОГО ХОЗЯЙСТВА ЗАВОДА
[РАЗД. V
заточное отделение; tp — периодичность до-
ставки с рабочего места в кладовую. Посту-
пление инструмента из заточного отделения
в кладовую также должно происходить перио-
дически. Возникает возможность перевода
заточки на работу по графику, согласованному
с принудительным графиком отправки инстру-
мента из переточки в кладовую. Таким образом,
создаётся календарный регламент в исполь
зовании и обращении инструмента по эта-
пам цикла (от рабочего места через кладовую
и заточное отделение в кладовую и затем вновь
на рабочее место).
Для введения принудительной системы
особенно важно создать в цехе необходимый
оборотный фонд, обеспечивающий беспере-
бойность питания рабочих мест. Принуди-
тельная система влечёт за собой уменьшение
цехового оборотного фонда инструмента и
существенное снижение удельного расхода
последнего.
Рабочие-подносчики совершают рейсы из
кладовой по графику на основании разрабо-
танных маршрутов и доставляют на рабочие
места необходимый инструмент. За регуляр-
ность и своевременность этих рейсов несёт
ответственность старший кладовщик инстру-
ментально-раздаточной кладовой.
Для рейса каждой периодичности заранее
должен быть установлен комплект подлежа-
щего подноске инструмента. Подносчик несёт
ответственность за сохранность комплектов,
вручённых ему для доставки на рабочие ме-
ста. Периодически, возвращаясь из рейсов,
подносчик загружает в кладовой свой стел-
лаж или лоток в соответствии с комплектом
очередного рейса. Доставленный с рабочих
мест инструмент должен быть проверен кла-
довщиком по количеству и ассортименту,
а также инспектором технадзора — по эксплоа-
тационному состоянию инструмента и его
пригодности для дальнейшего применения.
Цеховое заточное отделение должно рас-
полагать заточными станками для заточки
применяемого в цехе типового инструмента.
Специальный инструмент, расходуемый в огра-
ниченном количестве и требующий специаль-
ных заточных средств, следует затачивать
в общезаводской заточной мастерской. Ко-
личество станков в цеховом заточном отделе-
нии необходимо рассчитывать по числу за-
точек исходя из годового расхода инстру-
мента.
Заточка и доводка должны производиться
на основе типовой технологии, разработка
которой является обязанностью технического
бюро инструментального цеха.
При серийном характере работы заточного
отделения целесообразно широко применять
приспособления для заточки и рабочие изме-
рители.
Весь прошедший заточку инструмент дол-
жен быть подвергнут сплошному контролю
на стационарном контрольном пункте ОТК,
специально создаваемом в заточном отделении.
Контролю подлежат геометрия инструмента,
размеры его рабочей части, чистота граней
и кромок, отсутствие прижогов и т. п.
Чертежи инструмента должны содержать
указания на допустимые изменения размеров
рабочей части в результате переточек (допу-
стимые пределы стачивания).
Ремонт и восстановление оснащения.
Под ремонтом понимается исправление ча-
стично изношенного оснащения с возвраще-
нием его в эксплоатацию по первоначаль-
ному назначению (например, смена сломан-
ного зуба в сборной фрезе, притирка измери-
тельных поверхностей микрометра). Подле-
жащий ремонту объект не списывается в
расход, а продолжает числиться в оборотном
фонде цеха-потребителя.
На основании наблюдения над эксплоата-
цией оснащения различных видов должны
быть установлены типовые виды износа по
его характеру и степеням, а применительно
к типовым видам износа — типовые техноло-
гические процессы ремонта оснащения. Одно-
временно должны быть установлены межре-
монтные периоды. Для примера приводится
формула, определения периодичности ремонта
приспособлений:
рем
гДе ^и. ф — фактический допуск на износ де-
тали; №ф — фактический износ детали за
период от начала эксплоатации до осмотра;
Р—период в мес. от начала эксплоатации до
дня осмотра. На этой основе может быть
в зависимости от производственных условий
выявлена плановая периодичность ремонтов,
фиксируемая в соответствующих календарных
графиках.
Обязательной предпосылкой планового ре-
монта многодетального оснащения является
постоянное, периодически возобновляемое
наличие запасных деталей, обеспечиваемое
путём своевременной выдачи заказов по си-
стеме максимум — минимум. В условиях уста-
новленного графика ремонт может иметь при-
нудительный характер.
Следует различать текущий и капиталь-
ный ремонт оснащения. Основным видом
ремонта измерителей, штампов и приспо-
соблений является текущий ремонт, выпол-
няемый, как правило, непосредственно в про-
изводственных цехах. Капитальный ремонт
следует производить в соответствующих
предметных отделениях инструментального
цеха.
В системе плановых ремонтов оснащения
организующее значение имеют паспорты, ко-
торые применяются для измерителей, сложных
штампов и приспособлений. Форма паспорта
штампа приведена в ЭСМ т. 6, стр. 525.
Изношенные полностью объекты оснаще-
ния списываются в расход и в своём пода-
вляющем большинстве должны поступать на
восстановление. Под восстановлением сле-
дует понимать возвращение полностью из-
ношенному объекту эксплоатационных свойств
прямого или сходного назначений либо пере-
делку его на оснащение других видов.
Объектом восстановления обычно явтяется
оснащение, списанное в расход в ре-
зультате естественного либо преждевремен-
ного износа, а также специальное оснащение,
снятое с эксплоатации вследствие измене-
ния технологии либо модернизации конструк-
ции изделий. Различают следующие основные
направления восстановления: 1) восстановле-
ГЛ. IX]
ОПЕРАТИВНОЕ ПЛАНИРОВАНИЕ В ИНСТРУМЕНТАЛЬНОМ ЦЕХЕ
681
ние по первоначальному назначению с сохра-
нением вида и размера объекта; 2) восстано-
вление по назначению, которое аналогично
первоначальному, с сохранением вида, но с
изменением размера объекта; 3) использова-
ние в качестве полуфабриката с целью изго-
товления другого объекта оснащения; 4) ис-
Таблица 14
Спецификация восстановления инструмента
вос-
к
S Я
Ж X
ш
г
2
3
4
/
6
7
8
9
Вид восстанавливаемого
инструмента
Протяжка
Вид инстру-
мента, полу-
чаемого вос-
становлением
Протяжка
„
„
„
„
Развёртка
Р -9- 149
№
чертежа
Р ¦ 9- 644
Р-9-641
Р ¦ 9 - 127
Р ¦ 9 • 239
Р -9. 2S4
P-9-U8
Р -9- -г/7
Р ¦ 6-877
Р -6-879
и
Я
а.
Разме
$0,0
2f,0
24'/
22,2
12,6
11,0
7'2
7,1
Основные
размеры
41,3 мм
Метод
восстановления
Перешлифовка
Переделка
Перешлифовка
пользование в качестве металла для изгото-
вления другого объекта оснащения.
Восстановление должно производиться по
типовым технологическим процессам, разра-
батываемым тем же органом, который раз-
рабатывает технологические процессы изго-
товления оснащения. При конструировании
оснащения следует учитывать необходимость
его неоднократного восстановления. По всем
видам оснащения, где возможно его эффектив-
ное восстановление, должны составляться
спецификации восстановления, фиксируемые
на чертежах или в отдельных таблицах (на-
пример, табл. 14).
Современные технологические методы вос-
становления весьма разнообразны и обеспе-
чивают возможность восстановления оснаще-
ния без ухудшения его эксплоатационных
свойств. К числу этих методов следует от-
нести стыковую сварку (для восстановления
сломанного длинномерного инструмента),
металлизацию распылением, наплавку быстро-
изнашивающихся поверхностей твёрдыми
сплавами и специальными сталями, хромиро-
вание и другие виды металлопокрытий, тер-
мическую обработку, механическую обра-
ботку, перековку и т. д.
Методами восстановления абразивов яв-
ляются переточка, вырезка, разрезка, исполь-
зование обломков, прессование абразивного
зерна из отработанных кругов и отходов
и т. д.
Восстановление следует производить в тех
же отделениях инструментального цеха, где
изготовляется оснащение соответствующих
видов. При большом объёме восстановления
нередко возникает необходимость в созда-
нии специальной восстановительной мастер-
ской. Для восстановления абразивного инстру-
мента в значительных количествах целесооб-
разно создавать абразивные мастерские, ко-
торые должны заниматься также обработкой
кругов для приведения их в соответствие с
требованиями производства (например, профи-
лирование).
В основе организации восстановления
должен лежать изложенный ранее принцип
принудительной сдачи изношенного оснаще-
ния взамен нового.
При разработке программ для инструмен-
тальных цехов необходимо устанавливать
особое задание на восстановление оснащения.
В практике ряда передовых заводов объём
подобного задания достигает 20—25°/о (и бо-
лее) от общей потребности завода в осна-
щении.
Восстановление отличается высокой эффек-
тивностью, которая характеризуется эконо-
мией инструментальных сталей, снижением
себестоимости оснащения (по трудоёмкости
и затратам на металл) и повышением произ-
водительности инструментального цеха.
ОПЕРАТИВНОЕ ПЛАНИРОВАНИЕ
И РЕГУЛИРОВАНИЕ ПРОИЗВОДСТВА
В ИНСТРУМЕНТАЛЬНОМ ЦЕХЕ
Необходимо систематически проводить
мероприятия, обеспечивающие повышение
технологической и организационной культуры
инструментальных цехов и направленные
на улучшение использования их мощности.
Некоторые важнейшие относящиеся сюда
мероприятия указаны в табл. 15.
В основе планирования инструментального
цеха должен лежать его годовой план, вхо-
дящий составной частью в техпромфинплан
завода. Базой для планирования инструмен-
тального цеха являются объём и структура
потребности завода в оснащении. При ис-
числении потребности необходимо учитывать:
а) расход оснащения по программе основного
производства, б) изменение запасов (оборот-
ного фонда), в) расход оснащения для экспе-
риментальных работ, а также для освоения
новой продукции или внедрения новой техно-
логии, г) расход оснащения во вспомогатель-
ных цехах завода. Компоненты потребности
рассчитываются следующим образом. Расход
оснащения по основной программе производ-
ства и изменение оборотного фонда рассчиты-
ваются соответственно указаниям настоящей
главы (стр. 671 и др.).
Расход для экспериментальных работ, а
также для освоения новой продукции или тех-
нологии устанавливается ориентировочно по
укрупнённым показателям.
Задание надлежит составлять с диферен-
циацией по группам и классам оснащения;
в задании должно быть особо отражено коли-
чество оснащения, подлежащего изготовле-
нию путём восстановления.
Разработка годового плана инструменталь-
ного цеха завершается определением следую-
щих важнейших технико-экономических по-
682
ОРГАНИЗАЦИЯ ИНСТРУМЕНТАЛЬНОГО ХОЗЯЙСТВА ЗАВОДА
[РАЗД. V
Таблица 15
Принципы организации инструментальных цехов
Основные органи-
зационные
положения
Сущность основных положений
Результаты применения основных положений
Предметная
структура цеха
Планирование
по системе макси-
мум — минимум
Нормализация
конструкций осна>
щения
Типизация тех-
нологических про-
цессов; примене-
нение операцион-
ной технологии
Применение по-
точных методов в
изготовлении
оснащения
Построение цеха в составе отделений, спе -
циализировэнных на изготовлении оснаще-
ния по номенклатуре одного класса (режу-
щий инструмент, приспособления и т. д.).
Создание периодичности в выдаче за-
казов и укрупнение последних.
Сокращение номенклатуры в месячном
плане.
Укрепление устойчивости плановых
заказов, регулирование их запуска, дви-
жения и выпуска; создание необходимых
запасов незавершённого производства
Отбор и конструирование оптимальных
типов оснащения, отвечающих конструк-
тивным расчётам и проверенных в прак-
тическом применении; замена каждым
таким типом оснащения нескольких кон-
структивно родственных типов
Подробная разработка технологиче-
ских процессов с закреплением детале-
операций за рабочими местами.
Применение высокопроизводительных
методов изготовления
Установление типовых технологиче-
ских процессов по укрупнённым кон-
структивным группам
Изготовление наиболее ходовых видов
оснащения, заказываемого в крупных
количествах, поточными методами, с со-
зданием поточных линий и применением
организационных форм, присущих потоку
Замкнутость цикла по отделениям создаёт предпо-
сылки для: а) улучшения планирования и сокраще-
ния цикла; б) повышения загрузки оборудования и его
отдачи; в) улучшения условий технического и орга-
низационного руководства и повышения ответствен-
ности руководителей отделений
Укрупнение и периодичность заказов создают
условия, при которых: а) цех ведёт работу по плану,
а не по аварийным заказам; уменьшается количество
заказов этого рода; б) улучшается загрузка обору-
дования' в цехе; в) повышается степень равномер-
ности и уплотнённости работы цеха; г) создаётся
возможность работы по сменно-суточному графику;
д) повышается использование оборудования и про-
изводительность труда рабочих; производительность
цеха возрастает; е) себестоимость оснащения пони-
жается
Уменьшение типажа применяемого оснащения вле-
чёт за собой: а) укрупнение серийности заказов
и уменьшение номенклатуры, б) повышение номенкла-
турной устойчивости планов и уменьшение количе-
ства изменений чертежей; в) улучшение использо-
вания оборудования в цехе; г) возможность примене-
ния нормализованных заготовок; д) возможность нор-
мализации оснащения 2-го порядка; е) повышение
качества оснащения 1-го порядка и снижение его
себестоимости.
Крупносерийные и серийные методы работы создают:
а) повышение производительности труда и уве-
личение выпуска; б) уменьшение потерь произ-
водственного времени; в) сокращение производствен-
ных циклов; г) улучшение и нормализацию техноло-
гической подготовки в цехе; д) снижение издержек
в цехе и себестоимости оснащения
С применением поточных методов: а) повышается
производительность участков, увеличивается выпуск;
б) создаются условия полноты и равномерности за-
грузки участков и равномерности хода производства;
в) существенно сокращается производственный цикл;
г) снижается себестоимость оснащения; д) возникает
возможность работы по сменно-часовому графику
казателей: 1) выпуска продукции цехом, в том
числе путём восстановления (в нормо-часах, в
числе позиций, в штуках, в рублях); 2) про-
изводительность труда, (в руб. на одного
производственного рабочего; в руб. на 1
чел.-час); 3) числа рабочих основных и вспо-
могательных; 4) зарплаты прямой и косвенной
(в руб.); 5) снижения себестоимости (в руб.
или в %); 6) объём незавершённого произ -
водства (в руб. или в % к выпуску); 7) рас-
хода основных материалов (в кг; доля в себе-
стоимости в руб. или в о/0); 8) цеховых на-
кладных расходов (в руб. или в % от себе-
стоимости);^ выпуск на одного основного ра-
бочего (в руб.). Для детального анализа тех-
нико-экономических показателей работы ин-
струментального цеха можно применять та-
блицы, приведённые в ЭСМ, т. 14, гл. X.
На основании годового плана составляются
месячные оперативные номенклатурные про-
изводственные программы с распределением
плановых заданий по отделениям цеха. При
построении инструментального хозяйства по
системе максимум—минимум такие программы
имеют удовлетворительную устойчивость;
внеплановые и аварийные заказы в данном
случае составляют небольшую часть в загрузке
цеха. Осуществляется требование равномер-
ности его работы. Для этой цели крайне
важно создание и поддержание в цехе необ-
ходимых заделов путём своевременного за-
пуска. При построении работы на основе те-
кущих заказов программа имеет неудовлетво-
рительную устойчивость; внеплановые и ава-
рийные заказы в загрузке цеха составляют
доминирующую часть.
В месячной программе цеха следует уста-
навливать по каждому индексу оснащения
сроки сдачи, фиксируя их по неделям пла-
нируемого месяца, Исходя из длительности
производственного цикла, по графику выпуска
должен быть построен график запуска. Сле-
довательно, оперативно-календарный план
необходимо составлять с диференциацией
в нём позиций на запуск и выпуск. План
каждого отделения распределяется по сменам
и мастерам и подразделяется на недельные
отрезки, внутри которых производство должно
вестись по сменным заданиям. Последние
служат важным средством регулирования и
контроля производства в цехе.
Диспетчирование в инструментальном цехе
включает: а) составление сменных заданий
с введением в них внеплановых и аварий-
ных заказов; б) контроль и регулирова-
ние запуска, выпуска и хода производ-
ства;, в) увязку подготовки производства с
календарным планом выпуска; г) координацию
работы отделений цеха, связанных техноло-
гическим кооперированием; д) контроль обес-
печенности цеха всем необходимым для про-
изводства.
ГЛ. IX)
ОПЕРАТИВНОЕ ПЛАНИРОВАНИЕ В ИНСТРУМЕНТАЛЬНОМ ЦЕХЕ
683
Оценка выполнения плана инструменталь-
ным цехом (особенно в условиях цехового
хозрасчёта) должна производиться по четы-
рём параметрам: 1) номенклатуре с фиксацией
количества позиций плана, охваченных вы-
полнением (по числу и в о/о); 2) ассортименту
с указанием количества штук, выполненных
по каждой позиции плана (по числу и в %);
3) ценностному выражению, фиксируемому
по нормативной себестоимости (заводскому
ценнику); 4) нормо-часам, фактически затра-
ченным на программу, по сравнению с норма-
тивными затратами по типовой технологии.
Общий показатель выполнения плана инстру-
ментального цеха определяется из выполне-
ния по номенклатуре и по ассортименту пу-
тём умножения показателя выполнения по
номенклатуре на среднее значение показателя
выполнения по ассортименту.
В работе инструментального цеха исклю-
чительно большая роль отводится примене-
нию новой техники, а также технической под-
готовке, направленной на выполнение следую-
щих задач: а) разработка технологических
процессов для оснащения 1-го порядка;
б) разработка конструкции заготовок для
оснащения 1-го порядка и нормализация за-
готовок; в) проектирование конструкций ос-
нащения 2-го порядка; г) разработка техно-
логических процессов производства оснащения
2-го порядка и его изготовления; д) типизация
технологических процессов для оснащения
1-го порядка; е) нормализация конструкции
оснащения 2-го порядка.
Сокращение трудоёмкости производства
оснащения и времени на подготовку является
важнейшей задачей инструментального цеха.
Это сокращение достигается типизацией тех-
нологических процессов, нормализацией кон-
струкций и параллельным выполнением раз-
личных этапов технической подготовки про-
изводства.
Техническая подготовка должна служить
одной из основ для создания в цехе оптимальных
технологических и организационных условий,
от которых зависят производительность цеха
и высокий уровень использования его мощ-
ности.
Экономика инструментального хозяй-
ства. Высокая доля оснащения в себестоимо-
сти основной продукции завода приводит к
выводу о крайней важности точного учёта
затрат на оснащение и их всемерного сокра-
щения.
Экономика инструментального хозяйства
в целом характеризуется следующими пока-
зателями: 1) расходом оснащения за год в целом
и по отдельным его видам (в руб.); 2) эко-
номией в расходе оснащения (в руб. и в %
к нормативному расходу); 3) долей оснащения
в себестоимости продукции (в °/0); 4) размером
оборотного фонда по цехам (в руб. и в о/0
к месячному расходу); 5) запасами централь-
ного инструментального склада (в днях, в руб.,
в °/0 к месячному расходу); 6) объёмом восста-
новления оснащения (в руб. и в % к рас-
ходу и к объёму производства инструмен-
тального цеха); 7) экономией от восстановле-
ния оснащения (в руб. и в % по сравнению со
стоимостью нового); 8) охватом нормализацией
номенклатуры специального универсального ос-
нащения по видам последнего и изделиям
(в о/0 ко всей номенклатуре); 9) сокращением
номенклатуры под влиянием нормализации (ко-
личество чертежей в °/0 ко всей номенклатуре);
10) долей специального оснащения по видам
оснащения и изделиям (в руб., в% к расходу
по стоимости, в о/о к продукции инструмен-
тального цеха по стоимости, в % к номен-
клатуре) ; 11) долей покупного оснащения (в %);
12) объёмом собственного производства ос-
нащения (в руб. и в % к общему объёму по-
требности).
Все расчёты в области инструментального
хозяйства и контроль за его состоянием и
экономикой должны исходить из необходимой
системы прогрессивных технико-экономиче-
ских нормативов. Каждый завод обязан раз-
рабатывать эти нормативы, непрерывно и на-
стойчиво их совершенствовать в соответствии
со всеми прогрессивными изменениями в
технике и организации производства с учётом
опыта данного завода и других родственных
предприятий в области конструирования, из-
готовления и эксплоатации оснащения.
Примерные технико-экономические норма-
тивы инструментального хозяйства: 1) нормы
стойкости (кроме измерителей) по видам
оснащения и по изделиям (в минутах машин-
ного времени или в штуках обработанных
деталей); 2) стойкость измерителей по видам
и изделиям (количество измерений на 1 мк
износа); 3) норма числа переточек (коли-
чество); 4) норма расхода оснащения по
видам и изделиям (в штуках на каждую
детале-операцию; в штуках на 1 час работы
станка); 5) нормы износа оснащения (кроме
измерителей) по видам и изделиям (в часах
и штуках обработанных деталей); 6) нормы
износа измерителей по видам и изделиям
(количество измерений); 7) нормы запасов
в инструментально-раздаточной кладовой (в %
к месячному расходу и в штуках); 8) нормы
запасов в центральном инструментальном скла-
де (в % к месячному расходу и в штуках, а так-
же в руб.); 9) нормы расхода металла на из-
готовление объектов оснащения по основным
видам (в кг); 10) норма восстановления оснаще-
ния (по его видам. в % к потребности);
11) нормы расхода электроэнергии на 1000 руб.
продукции инструментального цеха в квт-ч;
в руб.; 12) нормативы трудоёмкости для
каждой типовой группы оснащения по видам
работ внормочасах и др.
ЛИТЕРАТУРА И ИСТОЧНИКИ
1. Баранов А. И. и Кузьмин В. В., Нормализация
технологической оснастки, „Вестник машиностроения"
№ 1, 1949.
2. Инструментальная конференция 1939 г. (тезисы докла-
дов и резолюции), ВНИТОМАШ, 1939.
3. Всесоюзная инструментальная конференция 1943 г.
(труды и резолюции), Машгиз, 1944.
4. Методика расчёта потребности в
мали НКТП. Машгиз, 1944.
инструменте, нор-
5. Муравьев М. С., Технико-организационные основы
планово-предупредительного ремонта станочных приспо-
соблений (диссертация), М. 1947.
6. Хейфец Л. М., Основы эксплоатации инструмента,
Машгиз, 1946.
7. Шухгальтер Л. Я.. Организация производства
машиностроительных заводов (Инструментальное и ре-
мошное хозяйства), вып. УШ, МЗИЭИ, 1939.
Глава X
ОРГАНИЗАЦИЯ ЭКСПЛОАТАЦИИ ОБОРУДОВАНИЯ
ОРГАНИЗАЦИЯ РЕМОНТНОГО ХОЗЯЙСТВА
СИСТЕМА
ПЛАНОВО-ПРЕДУПРЕДИТЕЛЬНОГО
РЕМОНТА ОБОРУДОВАНИЯ *
Основные фонды социалистического ма-
шиностроения являются собственностью Со-
ветского государства, используемой им в
интересах всего общества.
Для того чтобы реализовать преимуще-
ства социалистической системы хозяйства в
области использования технологического,
энергетического и иного оборудования, зда-
ний, сооружений, заводского инвентаря,
транспортных и прочих основных средств,
необходимо правильно организовать работу
предприятия, внедрить рациональную систе-
му ремонта основных фондов, бережный
и тщательный уход за ними. Важность пра-
вильной эксплоатации основных фондов осо-
бенно велика в настоящее время в свете
имевших место в годы сталинских пятилеток
крупнейших достижений советского машино-
строения в освоении новой техники. „Это
факт, что с точки зрения техники произ-
водства, с точки зрения объема насыщенно-
сти промышленного производства новой
техникой, наша промышленность стоит на
первом месте в мире."**
Недостаточное внимание заводов к орга-
низации ремонтного хозяйства, к правильной
эксплоатации основных фондов обычно явля-
лось причиной неполного использования про-
мышленных мощностей; в этом случае пред-
приятие несло потери вследствие простоев,
повышенной стоимости ремонтных работ,
увеличения брака продукции, а также ухуд-
шения ряда прочих показателей. В докладе
XVIII Всесоюзной конференции ВКП(б)
Г. М. Маленков указывал: „...плохой уход за
станками и инструментом, несвоевременный и
недоброкачественный ремонт оборудования,
зданий преждевременно разрушает и выводит
их из строя... Задача состоит в том, чтобы по-
кончить с такими проявлениями антигосудар-
ственного отношения к народному добру".***
* Указания по организации планово-предупредитель-
ного ремонта технологического оснащения см. гл. IX.
** И. В. Сталин, Вопросы ленинизма, изд. 11-е,
стр. 577.
*** Г. М. М а л е н к о в, О задачах партийных орга-
низаций в области промышленности и транспорта, Гос-
политиздат, 1941, стр. 19.
Об особом значении организационных ме-
роприятий для улучшения использования обо-
рудования неоднократно говорил также
С. Орджоникидзе: „Агрегаты, печи готовы
служить Советской стране, готовы давать
много металла. Что мешает? Плохая работа
людей. Машины не причем; машины ... готовы
самым добросовестным образом работать на
большевиков, а наше дело с вами не только
„не мешать" этим машинам хорошо работать,
но организовать по-большевистски уход за
этими машинами и правильную эксплоатацию
их'. *
Основой службы оборудования на социа-
листических предприятиях является планово-
предупредительный ремонт.
Система планово-предупредительного ре-
монта оборудования включает совокупность
запланированных во времени мероприятий
по уходу, надзору и ремонту оборудования,
направленных на предотвращение прогрессив-
ного рарастания износа, предупреждение ава-
рий и поддержание оборудования в состоянии
постоянной эксплоатационной готовности.
Излагаемая ниже система планово-преду-
предительного ремонта заводского оборудо-
вания разработана в СССР силами передовых
заводских механиков и научных работников,
а также практически проверена в течение
ряда лет, в том числе и в годы Великой Оте-
чественной войны 1941—1945 гг., когда имела
место особенно напряжённая эксплоатация
оборудования.
Опыт внедрения системы планово-преду-
предительного ремонта показал, что она
обеспечивает значительное увеличение срока
службы оборудования, улучшение его состоя-
ния, сокращение расходов на содержание
оборудования и в первую очередь на вы-.
полнение ремонтных работ.
Виды работ по планово-предупредитель-
ному ремонту указаны в табл. 1, а технологи-
ческое содержание их — в табл. 2.
Особенностью системы планово-предупре-
дительного ремонта является её профилакти-
ческая сущность: любой из предыдущих эле-
ментов является профилактическим по отно-
шению к последующим. Так, наряду с основ-
ными видами ремонта, важнейшей предпосыл-
*С. Орджоникидзе, О задачах тяжёлой про-
мышленности в стахановском движении, Партиздат, 1936,
стр. 12.
ГЛ. X]
СИСТЕМА ПЛАНОВО-ПРЕДУПРЕДИТЕЛЬНОГО РЕМОНТА ОБОРУДОВАНИЯ
685
Таблица 1
Виды работ по планово-предупредительному
ремонту
Продолжение табл.г 1
Виды работ
Ежесменная
очистка, смаз-
ка и осмотр
агрегата; ге-
неральная
очистка и
смазка агре-
гата перед не-
рабочими дня-
ми
Периодиче-
ская смена и
заправка мас-
лом картеров
и маслёнок
агрегатов, а
также про-
мывка и про-
дувка масля-
ных и охлади-
тельных си-
стем
Периодиче-
ская перетяж-
ка и замена
ремней
Текущее об-
служивание ра-
бочих мест по
уборке струж-
ки и отходов
Текущее об-
служивание
агрегатов по
устранению
мелких дефек-
тов
Повседнев-
ный надзор за
правильностью
эксплоатации
и техническим
состоянием
оборудования
Периодиче-
ские осмотры
агрегатов
Исполни-
тели
Производ-
ственный
рабочий
(станочник,
машинист
и др.)
Смазчик
Шорник
Вспомога-
тельные
рабочие,
младший
обслужи-
вающий
персонал
Производ-
ственный
рабочий,
ремонтный
слесарь,
электрик
Руковод-
ство участ-
ка, цеха и
представи-
тель отдела
главного
механика
Ремонтный
слесарь,
электрик
Примечания
Для выполнения работ
требуется тщательное озна-
комление производствен-
ных рабочих с правилами
ухода за оборудованием и
его эксплоатации. Обеспе-
чивается организацией со-
ответствующих кратко-
срочных курсов, устным
или письменным инструк-
тажем *
Указания по организации
смазочного хозяйства см.
ниже, .Организация сма-
зочного хозяйства"
Плавность работы ре-
мённой передачи в месте
стыков является обяза-
тельным условием долго-
вечности агрегата. Обес-
печивается рациональны-
ми методами соединения:
сшивкой жильной струной,
вулканизацией, склейкой
и др. Сокращение количе-
ства перетяжек ремней
достигается их предвари-
тельной вытяжкой
Первоочередной задачей
является внедрение меха-
низации уборки стружки,
обрезков и других отходов
Устранение мелких де-
фектов следует вменять
в обязанность самих про-
изводственных рабочих,
работающих на данном
агрегате. Для этого необ-
ходимо: а) определить но-
менклатуру мелкого ремон-
та, б) составить соответ-
ствующие инструкции,
в) организовать обучение
производственных рабочих
технике мелкого ремонта,
г) снабдить станочников,
машинистов надлежащим
инструментом
-
Виды работ
Периодиче-
ские проверки
оборудования
на точность
Периодиче-
ские теку-
щие, средние
и капиталь-
ные ремонты
Исполни-
тели
Контролёр
отдела тех-
нического
контроля
Ремонтная
бригада
Примечания
Инструментальная про-
верка на точность произ-
водится в соответствии с
технологическими требо-
ваниями производства и
в большинстве случаев
сочетается с осмотрами.
Проверка на точность про-
изводится также перед
каждым средним и капи-
тальным ремонтом для
выяснения состояния обо-
рудования и после ремон-
та — для определения ка-
чества ремонтных работ
Текущий ремонт харак-
теризуется заменой или
ремонтом отдельных изно-
шенных сменных деталей
агрегата без полной раз-
борки всего агрегата и
выверки координат
При среднем ремонте
производится, кроме того,
восстановление основных
координат агрегата с ча-
стичным ремонтом несме-
няемых деталей
Капитальный ремонт
заключается в смене или
ремонте всех сменных де-
талей, ремонте всех несме-
няемых базовых деталей
и в полном восстановлении
координат агрегата
кой длительной и бесперебойной эксплоатации
оборудования и сокращения общего объёма
ремонтных работ являются тщательный еже-
дневный уход и надзор, высокая культура
эксплоатации оборудования.*
С точки зрения профилактики нужно под-
черкнуть особое значение текущих и
средних ремонтов в прямом соответствии
с указанием, которое товарищ Сталин сделал
в отчётном докладе на XVII съезде ВКП(б):
«... не хотят понять, что основу ремонта
составляет текущий и средний ремонт, а не
капитальный".**
Система планово-предупредительного ре-
монта предусматривает осуществление следую-
щих организационных условий, содействующих
улучшению состояния оборудования и повыше-
нию качества работ: а) закрепление (по актам)
отдельных агрегатов за производственными ра-
бочими, оборудования участка —- за мастером
участка и оборудования цеха — за начальником
цеха; б) закрепление оборудования за обслу-
живающими его ремонтными слесарями, элек-
триками, смазчиками и шорниками; в) офор-
мление передачи агрегатов оборудования смен-
щику (перед нерабочей сменой —мастеру).
* Загрязнённость трущихся поверхностей, скопление
на них пыли, особенно абразивной, смазка несоответ-
ствующим или загрязнённым маслом и т. д. приводят
к быстрому износу деталей и преждевременному выходу
оборудования из строя. Необходимо широко популяри-
зировать значение тщательного и добросовестного ухода
при эксплоатации оборудования путём периодической ор-
ганизации общественных смотров оборудования и органи-
зации бригад высокой культуры эксплоатации оборудо-
вания.
** И. В. Сталин, Вопросы ленинизма, изд. 11-е.
стр. 453.
686
ОРГАНИЗАЦИЯ ЭКСПЛОАТАЦИИ ОБОРУДОВАНИЯ
[РАЗД. V
Таблица 2
Примерное технологическое содержание работ по системе планово-предупредительного ремонта
~"~ч--^^Виды работ
Элементы работ""-~
Чистка
Промывка
Смазывание
Осмотр
Разборка
Зачистка деталей
Ремонт сменных
деталей или заме-
на их новыми
Ремонт несменяе-
мых деталей (ста-
нин, корпусных де-
талей и т. п.)
Сборка
Регулировка
Проверка коор-
динат
Отделка наруж-
ных поверхностей
(рукояток, рычагов)
Окраска
Обкатка
Испытание на
точность
Испытание под
нагрузкой
Повседневный
уход
Ежесмен-
ная, преиму-
щественно на-
ружная
Периодиче-
ская
Периодиче-
ское
Ежесмен-
ный, преиму-
щественно на-
ружный
Частичная
для смены де-
талей при мел-
ком ремонте
-
Осмотр
Полная
Полная — всей
смазочной и охла-
дительной систе-
мы (с продувкой
её); в части- раз-
бираемых узлов
Заполнение си-
стем свежим мас-
лом и эмульсией
Определение со-
стояния и степе-
ни износа отдель-
ных деталей и уз-
лов
Частичная для
осмотра, эски-
зировки, составле-
ния дефектной ве-
домости и произ-
водства мелкого
ремонта
-
Главным образом наружных и
крепёжных
-
-
В соответствии с разборкой
Проверка
на точность
Преимуще-
ственно — на-
ружная
По возмож-
ности совме-
щается с про-
веркой
-
—
-
-
По мере надобности (устранение чрезмерных
зазоров)
—
—
—
-
—
—
—
—
—
-
По возможности
совмещается с
осмотром
—
Полная
—
—
-
Перед испы-
танием под
нагрузкой
—
Текущий
ремонт
Средний
ремонт
Капитальный
ремонт
Полная
Полная — всей смазочной и охладитель-
ной системы с продувкой
Полная — деталей разби-
раемых узлов и механизмов
Полная
Заполнение систем свежим маслом и
эмульсией, смазывание всех трущихся
поверхностей
Перед ремонтом
По мере надобности
для смены и ремонта де-
талей
Полная
Устранение заусенцев, забоин и задиров
Изношенных к сроку
ремонта '
-
По мере
надобности
В соответствии с разбор-
кой
По мере на-
добности —
разбираемых
узлов
Разбирае-
мых узлов и
механизмов
Полный
Полный
Полная
Полная
Полная
Частичная
По мере на-
добности—ча-
стичная
По мере на-
добности —-
частичная
или полная
По мере надобности
По мере на-
добности
Полная
Полная
После ре-
монта
До и после ремонта
По мере надобности
После ре-
монта
ГЛ. X] СОЦИАЛИСТИЧЕСКОЕ СОРЕВНОВАНИЕ ЗА ОТЛИЧНЫЙ УХОД ЗА ОБОРУДОВАНИЕМ
687
Методы осуществления системы плано-
во-предупредительного ремонта. Система
планово-предупредительного ремонта может
осуществляться методами: 1) послеосмотровых
ремонтов, 2) периодических ремонтов, 3)стан-
дартных ремонтов.
Метод послеосмотровых ремон-
тов. Срок, содержание и объём каждого пред-
стоящего, ремонта определяются во время пред-
шествующего ему (заблаговременно произво-
димого) периодического осмотра. Периодич-
ность осмотров основана на ориентировочных
минимальных сроках службы деталей.
Метод периодических ремон-
¦т о в. Периоды между ремонтами, а следова-
тельно, и сроки ремонтов определяются за-
ранее на основе ориентировочных минималь-
ных сроков службы деталей. Объём и содер-
жание отдельных ремонтов также планируются,
однако действительный объём и содержание
вытекают из фактического состояния обору-
дования и определяются при осмотрах, пред-
шествующих ремонтам и во время ремонтов.
Метод стандартных ремонтов.
Периоды между ремонтами, а следовательно,
и сроки ремонтов, а также их содержание и
объём определяются заранее и являются стан-
дартными для каждого отдельного агрегата
оборудования *. Принцип стандартизации пе-
риодов, содержания и объёмов ремонта осно-
ван на уточнённых сроках службы деталей.
Выбор метода осуществления системы пла-
ново-предупредительного ремонта зависит от
наличия данных о сроках службы деталей обо-
рудования, устойчивости режима эксплоатации
оборудования, типа производства и коэфи-
циента одномодельности оборудования. В усло-
виях первоначального освоения планово-преду-
предительного ремонта может быть использо-
ван метод послеосмотровых ремонтов. При
переменном режиме эксплоатации подавляю-
щего большинства оборудования машино-
строительного завода, недостаточной изучен-
ности сроков и факторов износа отдельных
деталей целесообразно применять метод перио-
дических ремонтов. Для энергетического обо-
рудования и специализированных агрегатов
поточных линий (особенно автоматических),
работающих с устойчивым режимом, следует
рекомендовать метод стандартных ремонтов.
СОЦИАЛИСТИЧЕСКОЕ
СОРЕВНОВАНИЕ
ЗА ОТЛИЧНЫЙ УХОД
ЗА ОБОРУДОВАНИЕМ
На базе полного овладения техникой и но-
вого, коммунистического отношения к труду
в 1949 г. развернулось социалистическое со-
ревнование за удлинение сроков службы обо-
рудования без ремонта, за отличный уход за
ним, за высокую культуру рабочего места.
Практика стахановцев, токарзй-скоростников
Московского завода шлифовальных станков
тт. Кулагина и Быкова, зуборезчицы Ураль-
ского автозавода имени Сталина т. Назаровой
показывает, что при высокой культуре
эксплоатации оборудования и хорошем уходе
за ним могут быть значительно увеличены
межремонтные периоды работы оборудова-
ния или — при сохранении их величины —
резко снижены объёмы плановых ремонтов.
Можно полагать, что потребность оборудова-
ния в ремонте и расходы на ремонт только
за счёт повышения культуры эксплоатации
и ухода могут быть сокращены по крайней
мере в 1,5 — 2 раза.
Зубооезчица Уральского автозавода
имени Сталина Н. Назарова выступила ини-
циатором социалистического соревнования за
образцовое использование оборудования, при-
няла станки на социалистическую сохранность,
содержала их в отличном состоянии, не до-
пускала аварий и поломок, систематически
смазывала их, соблюдала на своём рабочем
месте образцовую чистоту и порядок. „На ра-
боту я прихожу за 20—25 мин., — рассказы-
вает Н. Назарова в брошюре, изданнэй
в 1919 г. Министерством автомобильной и
тракторной промышленности СССР, — внима-
тельно осматриваю свои станки, заливаю масло
в маслёнки, тщательно проверяю, хорошо ли
завёрнуты болты, в каком состоянии нахо-
дится смазочная система. Чтобы не вызывать
каждый раз слесаря-ремонтника, я научилась
сама устранять мелкие неполадки в работе
станков и вызываю слесаря только тогда,
когда нуждаюсь в его помощи. М обязательно
добиваюсь, чтобы к началу смены все станки
были на ходу. Во время работы внимательно
слежу за тем, чтобы стружка не попадала на
трущиеся части станка, в конце смены смазы-
ваю станки и тщательно очищаю их от стружки.
На моём рабочем месте всегда чисто, опрятно,
на нём никогда не бывает ненужных для ра-
боты вещей... Отличный уход за оборудова-
нием принёс ценные плоды. Удалось значи-
тельно удлинить срок службы станков. Сроки
ремонта теперь отодвинулись на 8—9 мес." *
Инициатива Н. Назаровой была подхва-
чена многими рабочими. На том же Уральском
автозаводе имени Сталина в конце 1949 г.
около 2000 рабочих приняли станки на со-
циалистлческую сохранность. На ряде пред-
приятий социалистическое соревнование за
отличный уход за оборудованием и высокую
культуру рабочих мест охватило целые уча-
стки. Так, на участке зуборезной группы цеха
„Мотор-2" Московского автозавода имени
Сталина в соревнование был вовлечён весь
коллектив участка.
Начальник этого участка А. Емельянов совместно
с мастерами участка разработали и осуществили следую-
щие мероприятия для широкого развития социалисти-
ческого соревнования за сохранность оборудования и вы-
сокую культуру рабочего места.
Ремонтная бригада под руководством механика
участка устранила неисправности станков, намеченных
к сдаче рабочим по актам. Некоторые станки подверглись
плановому ремонту. Для прикрепляемых станков были
изготовлены наиболее необходимые запасные части, от-
ремонтированы, а на некоторых станках заново изгото-
влены ограждения. Станки были окрашены.
Ьригада ремонтников приняла социалистическое обя-
зательство о качественном проведении ремонта станков
и сокращении их простоев. Механик по приспособле-
ниям тщательно отремонтировал зажимные патроны на
восьмишпиндельном токарном полуавтомате. В дальней-
шем эти зажимные патроны были заменены более совер-
шенными, гидравлическими. Был изготовлен набор инстру-
мента, необходимый для проведения мелкого ремонта.
* В понятие стандартного ремонта заложен принцип
принудительности, поэтому метод стандартных ремонтов
часто называют методом принудительного ремонта.
* Новаторы производства, „Бережносохранять каждый
станок*. Машгиз, 1949.
688
ОРГАНИЗАЦИЯ ЭКСПЛОАТАЦИИ ОБОРУДОВАНИЯ
[РАЗД. V
самими операторами. Отремонтированы аварийные огра-
ничители на зуборезном двухстороннем станке и устано-
влены дополнительные ограничители, предупреждающие
поломку фрез- На зуборезном станке „Комсомолец" была
установлена более надёжная аппаратура. Приведены
в порядок двигатели у станков. К зуборезной группе
участка прикреплён опытный бригадир-ремонтник. Тех-
ническая часть цеха провела большую работу,связанную
с перестановкой станков, чтобы помочь рабочим перейти
на многостаночное обслуживание. Так, например, по-иному
были установлены зубодолбёжные станки, что позволило
одновременно обслуживать шесть станков вместо трех.
Цеховым комитетом было созвано общее собрание
коллектива участка.
В дальнейшем была развёрнута большая массово-
разъяснительная работа. Был широко организован показ
работы на оборудовании, прикреплённом к определённым
рабочим. Для этого использовалось цеховая и заводская
печать, производственные совещания и рабочие собрания.
Вскоре всё оборудование зуборезной группы было при-
нято на социалистическую сохранность. На станках появи-
лись таблички с указанием фамилии рабочего, принявшего
станок по акту, и фамилии его сменщиков, обязавшихся
поддерживать оборудование в должном состоянии.
При техническом кабинете были организованы занятия
стахановской школы по изучению опыта работы Н. Наза-
ровой. Эти занятия проводились по специальной заранее
разработанной учебной программе, состоящей из следую-
щих основных разделов: культура обслуживания обору-
дования; культура обращения с инструментом, приспо-
соблениями, заготовками и ютовой продукцией; чистота
и порядок на рабочем месте; пути рационализации про-
изводства; определение качества состояния оборудования;
обязанности рабочего, принявшего станок на социалисти-
ческую сохранность.
Занятия этой стахановской школы, рассчитанные на
22 учебных часа, проводились 3—4 раза в неделю.
Когда на участке было улучшено состояние обору-
дования, ускорилось внедрение передовой техники. Мно-
гое здесь сделано также для повышения износоустойчи-
вости оборудования. На станке, предназначенном для
сверления и расточки коробки масляного насоса, уста-
новлены игольчатые подшипники вместо бронзовых вту-
лок, которые часто выходили из строя. Мастер и энерге-
тик цеха предложили установить автоматические ограни-
чители на зуборезном двухстороннем станке. После вне-
дрения этого предложения прекратились поломки фрез
и аварии станка.
Социалистическое соревнование за сохранность обо-
рудования и высокую культуру рабочих мест способство-
вало развитию массового контроля качества ремонта обо-
рудования. Ремонтники успешно разрешили серьёзные
вопросы, связанные с улучшением ремонта сложного
оборудования, добились хороших результатов и этим по-
могли коллективу участка лучше использовать станки и
выпускать отличную по качеству продукцию. Ремонтная
группа участка после тщательной и всесторонней подго-
товки отлично отремонтировала сложный многошпиндель-
ный токарный полуавтомат (ранее считалось нереальным
проведение такого ремонта силами ремонтников участка).
Хорошо был также отремонтирован бесцентровошлифо-
вальный станок, предназначенный для окончательного
шлифования валиков масляного насоса.
В результате широкого распространена почина
Н. Назаровой коллектив участка добился следующих
показателей. Если в июле 1949 г. простои станков со-
ставляли 80 час, то в октябре — только 2 часа. Брак
в зуборезной группе участка снижен с 1 до О,58°/О. Зна-
чительно повысилась производительность труда. Только
за 4 мес. вследствие резкого уменьшения поломок инстру-
мента было сэкономлено 8000 руб. Коллектив участка
с октября 1919 г. работал по проектным нормам 1950 г.,
а зуборезная группа даже перекрыла нормы, запланиро-
ванные на последний год послевоенной пятилетки.
ТЕХНИЧЕСКАЯ ПОДГОТОВКА
РЕМОНГЛЫХ РАБОТ
Высококачественное выполнение ремонтных
работ (при низкой их стоимости) должно быть
обеспечено проведением конструкторской, тех-
нологической и материальной подготовки.
Конструкторская подготовка. На черте-
жах сменных деталей должны указываться
в соответствии с требованиями, предъявляет
мыми к рабочим чертежам, не только номи-
нальные размеры, допуски, степень чистоты
отделки поверхности и т. д., но также ремонт-
ные размеры и в отдельных случаях необхо-
димые припуски на пригонку по месту.
Альбомы чертежей сменных деталей должны
включать кинематические схемы, специфика-
ции сменных деталей и узлов (отдельно по-
купных, приобретаемых у завода-изготовителя,
и из заменителей дефицитных материалов),
чертежи общих видов и отдельных механизмов
оборудования, чертежи сменных деталей, чер-
тежи и таблицы стандартных и нормальных
деталей и узлов, чертежи ремонтных узлов,
карту замены импортных подшипников ка-
чения отечественными, схемы смазки, лист
замечаний и изменений в чертежах.
Для каждой модели оборудования необхо-
димо установить номенклатуру деталей, заме-
няемых или ремонтируемых в процессе эксплоа-
тации. Сменные детали заносятся в специфи-
кацию, которая в дальнейшем дополняется и
корректируется в зависимости от результатов
практической проверки. Спецификация смен-
ных деталей даёт представление об объёме
работ по изготовлению чертежей и запасных
деталей.
Эскизы и чертежи на сменные детали вы-
полняются в тех случаях, когда они не могут
быть получены от заводов-изготовителей обо-
рудования или от других предприятий. Эскизы
следует снимать во время монтажа, осмотров
или иных вынужденных простоев оборудова-
ния. При этом необходимо определять и ука-
зывать первоначальные размеры изношенных
деталей. В случае применения метода ремонт-
ных размеров чертежи сменных деталей со-
держат таблицы ремонтных размеров и их
условных обозначений.
Метод ремонтных размеров. При
методе ремонтных размеров детали сопря-
гаются в процессе ремонта по заранее уста-
новленным размерам, размещающимся в виде
ряда между начальным и конечным.
Ремонтируемые места деталей переводятся
соответствующей обработкой (обтачиванием,
шлифованием, строганием и т. д.) в следующий
переходный размер (для вала — меньший, для
отверстия — больший) (фиг. 1). Очередной ре-
Заменяемая деталь
Ремонтируемая деталь
Фиг. 1. Ремонтные размеры.
монтный размер для ремонтируемого вала опре-
деляется по формуле
или, обозначив 2 (8' + 8") через ¦{,
dPn = dH~ Щ.
ГЛ. X]
ТЕХНИЧЕСКАЯ ПОДГОТОВКА РЕМОНТНЫХ РАБОТ
689
Здесь dH — номинальный размер диаметра
вала до износа в мм; п — порядковый номер
ремонтного размера (перехода); 8' — величина
износа на одну сторону в мм; Ь" — припуск
на обработку, необходимую для ремонта, на
одну сторону в мм.
Для ремонтируемого отверстия очередной
ремонтный размер
DPn = °н Л- "Т>
где DH — номинальный размер диаметра отвер-
стия.
Количество ремонтных размеров пр уста-
навливается для ремонтируемого вала по фор-
муле
*min
¦28'
и для ремонтируемого отверстия
— DH—2В'
Пп
Р
Здесь rfmin — минимальный диаметр для ре-
монтируемого вала в мм и Dmax — максималь-
ный диаметр для ремонтируемого отверстия
в мм, определяемые расчётом на прочность и
из конструктивных соображений.
Между нормальным (первоначальным) и
предельным размерами устанавливаются сле-
дующие промежуточные размеры:
№ по пор.
1
2
3
Для вала
G.J = dH — 2f
о, = dH — 3Т
Для отверстия
- DH +3T
Метод ремонтных размеров обеспечивает
взаимозаменяемость не только при постановке
новых сменных деталей, но также и отремон-
Сменная деталь-компенсатор а
деталей и узлов и необходимые для этого обо-
ротные средства, снизить стоимость их изго-
товления, содействует упрощению и удешевле-
нию обслуживания и ремонта. Проводимая
в процессе конструкторской подготовки ре-
монтных работ нормализация устанавливает
известный минимум типов, форм и размеров
деталей (шкивов, шестерён, втулок, рукояток,
маховичков, кулачков, маслёнок, пробок и т. д.)
и узлов (эмульсионных насосов, узлов гидро-
приводов, резцедержателей, револьверных го-
ловок, задних бабок и т. д.) не только одно-
типных, но и разнотипных групп оборудования.
При разработке альбомов чертежей смен-
ных деталей следует предусматривать также
такие изменения конструкции эксплоатируе-
мого оборудования, которые упрощают ремонт-
ные работы и в максимальной мере предохра-
няют агрегаты от поломок. Это достигается
Фиг. 2. Сменные детали-компенсаторы (.втулки;.
введением (при очередных ремонтах оборудо-
вания) деталей-компенсаторов (см. ЭСМ, т. 5,
стр. 112) и деталей-предохранителей.
Детали-компенсаторы служат для компен-
сации образующегося в процессе эксплоатации
износа поверхностей сопряжённых деталей.
Они подразделяются на сменные и подвижные.
Сменные, детали-компенсаторы должны
быть простыми, дешёвыми и устанавливаться
на место без пригоночных работ. Для круглых
поверхностей сменными деталями-компенсато-
рами могут служить втулки (фиг. 2 и 3), для
плоских — планки (фиг. 4 и 5) и т. п.
Применение подвижных деталей со-
кращает пригоночные работы. К их числу от-
Сменнь'е детали-компенсаторь/
¦Y77?
сеч noab
Фиг. 3, Шпиндель со сменными втулками [23].
тированных, устраняя возникновение случай-
ных промежуточных размеров; облегчает под-
готовку необходимых для ремонта деталей;
позволяет довести до минимума слесарно-при-
гоночные работы. Вместе с тем применение
метода ремонтных размеров связано с некото-
рым увеличением количества запасных деталей.
На чертежах подверженные изменениям
размеры деталей (ремонтные размеры) обо-
значаются буквенными индексами. Здесь же
приводятся цифровые выражения этих размеров
для новой и ремонтируемой детали (табл. 3).
Нормализация деталей и узлов
позволяет уменьшить количество запасных
44 Том 15
носятся подвижные, с зазорами вставляемые
в отверстия втулки (фиг. б и 7), клинья (фиг. 8),
регулируемые разрезные гайки (фиг. 9, а и б),
конические втулки (фиг. 10 и 11) вкладыши
Фиг. 4. Сменные детали компенсаторы (планки) [23].
подшипников (фиг. 12) и др. Отдельные кон-
струкции подвижных деталей-компенсаторов
позволяют осуществить автоматическое регу-
690
ОРГАНИЗАЦИЯ ЭКСПЛОАТАЦИИ ОБОРУДОВАНИЯ
[РАЗД. V
Ремонтные размеры
Таблица 3
Конусность1:15 Конусность 1:30 Терм, одрар
106 " " ~~
ерм. обр. 45В-52-58^-,
30 \— к
ада
Конус
Морзе№5
Технические условия
Допускаемые отклоне.
ния в мм
1. Шейка 0 85/7 и конус В не должны иметь овальности
2. Шейки 0 СОЯ, 0 65//, поясок 0 ТОЛикоиус В не должны иметь бисиия относительно
оси шпинделя
3. Поясок 0 92/7 не должен иметь биения относительно шейки 0 65# и конуса В ...
4. Конус Б не должен иметь биения относительно оси шпинделя
5. Торец Г не должен иметь биения
6. Торец Д не должен иметь биения
7. Передний конус Морзе не должен иметь биения относительно шейки 0 657/ и конуса Б
Проверяется по оправке: а) у конца шпинделя t
б) на длине 300 мм
8. Передний конус Морзе не должен иметь осевого смещения относительно торца . . .
9. Конус Б не должен иметь осевого смещения вдоль оси
10. Шпоночная канавка МАШ должна быть:
а) параллельна оси шпинделя
б) симметрична относительно плоскости, проходящей через ось шпинделя
11. Конус В должен быть термически обработан на твёрдость по /?q = 52-1-58
В зоне переходов допускается понижение твёрдости до R q =43
12. При проверке конуса В и переднего конуса Морзе по калибрам должно быть равно-
мерное стирание краски
13. Технологией должно быть предусмотрено совпадение осей резьб с осью шпинделя
14. Резьбы должны быть выполнены по допускам 2-го класса точности
о,оо8
О,О1
о,оо8
°>°3
о,ооЗ
О,О1
0,005
О,О1
±а
±1
o,i на длину канавки
O.I
87,2
М
Минимум -
максимум
Материал
Вид
заготовки
Вес
заготовки
Наименование
оборудования
Инвентарный
номер
Сталь 45
0 120
87,7 кг
Токарно-ван-
тпорезный
станок
165
93
87,
М
1 :4
Деталь: шпиндель
Завод-изго-
товитель
„Красный
пролетарий"
93,
88
Количество 1
Узел: передняя бабка
Тип
20ДИП AД62)
94
88,
Конструктор
Петров
Дата
IIIII1949 г.
94,!
Утвердил
Сидоренко
Дата
5/Ш 1949 г.
94,97 89,5
Н
Номинальный
Завод
Заготовитель-
ный
с\ Ь
Обозначение
размера
Отдел
главного
механика
№ чертежа
Р561-1-2
ГЛ. X]
ТЕХНИЧЕСКАЯ ПОДГОТОВКА РЕМОНТНЫХ РАБОТ
691
Фиг. 6. Подвижные
детали-компенсаторы
(втулки) [3].
Фиг. 5. Сменные детали-ком-
пенсаторы (планки на напра-
вляющих станины станка) [10].
Фиг. 8. Подвижные детали-компенсаторы
(клинья) [23].
Фиг. 7. Подвижные детали-
компенсаторы (втулки) [3].
Фиг. 9. Подвижные детали-компенсаторы
(регулируемые.разрезные гайки для
выбора зазора) [10].
Сменная деталь-компенсатор
ПодвиЖная деталь-компенсатор
Фиг. 11. Комбинация сменной.и подвижной деталей-
компенсаторов [23].
Фиг. Ю. Подвижные детали-компенсаторы
(коническая втулка шпинделя).
Пружина—компенсатор
Фиг. 12. Подвижные
детали-компенсаторы
(регулируемая часть
вкладыша) [10].
Фиг. 15. Пружина-компен-
сатор [10].
Выбирается зазор
на торце бинта
Фиг. 13. Фиг. 14.
Подвижные детали-компенсаторы (автоматические) [10].
692
ОРГАНИЗАЦИЯ ЭКСПЛОАТАЦИИ ОБОРУДОВАНИЯ
[РАЗД. V
Таблица 4
Содержание работы
по уходу
Смазать и допол-
нить масло в ваннах
кольцевых подшипни-
ков и в картерах
Удалить защитный
слой масла со стани-
ны и супорта
Проверить, нет ли
препятствий к враще-
нию
Проверить исправ-
ность управление
Проверить потреб-
ление мощности на
холостом ходу
Проверить состоя-
ние центров
Проверить ком-
плектность и наруж-
ное состояние станка
Дополнять смазку
Не допускать на-
копления стружки
Проверить нагрева-
ние трущихся частей
Очистить и смазать
станок
Инструкция по уходу за токарно-винторезным
Инструмент и
приспособле-
ния
Маслёнка
Обтирочный
материал
—
Амперметр
-
Маслёнка
Щётка,
кисть, крючки
—
Щётка,
кисть, крючки,
маслёнка, об-
тирочные сал-
фетки
Приёмы выполнения работ
Перед началом работы
1. Вскрыть смазочные отверстия
2. Заполнить смазкой почти до краёв.
3. Обеспечить перемещением трущихся
поверхностей проход масла к поверхно-
стям трения
4. Закрыть отверстия
5. Дополнить масло до надлежащего
уровня в ваннах кольцевых подшипников
и в картерах
Протереть обтирочной салфеткой на-
правляющие станины и супорта
Соединить выключенный электродвига-
тель с коробкой скоростей и провернуть
от руки шпиндель
1. При включённом электродвигателе:
а) проверить включение самоходов;
б) проверить все движения супорта
2. Выключить электродвигатель
Включить станок при выключенных
подачах
Осмотреть, не задраны ли или не вы-
крошены ли центры
Проверить наружным осмотром наличие
и целость всех рукояток, рычагов, махо-
вичков» болтов, упоров, маслёнок и т. д.,
а также наружное состояние направляю-
щих (задиры, забоины) и т. д.
В процессе работы
1. Вскрыть отверстия и заполнить смаз-
кой почти до краёв
2. Подвернуть крышки маслёнок для
густой смазки на 1—2 оборота
Удалить скопившуюся стружку со ста-
нины и каретки во время самохода станка
Проверить наощупь подшипники шпин-
деля, ходового винта, валика и др., а
также центр задней бабки
По окончании работы
1. Удалить стружку крючком из трудно
доступных мест
2. Удалить мелкую стружку щётками
и кистями
3. Протереть части станка досуха
•4. Протереть ремни сухой тряпкой
5. Смоченной в масле чистой салфеткой
нанести тонкий слой масла на обработан-
ные части супорта, станины, ходового
винта, валиков
6. Заполнить смазочные отверстия
7. Перевести рукоятки управления
в исходное положение
8. Заявить сменщику или мастеру об
обнаруженных в течение смены и нели-
квидированных неисправностях станка, за-
писать об этом в журнале передачи смен
станком
Примечание
-
Стружка, падающая на напра-
вляющие, не должна прилипать
к ним
-
Включения должны происхо-
дить легко, без заедания; супорт
должен двигаться спокойно;
фрикцион должен включаться
свободно, без заедания и буксо-
вания
Стрелка амперметра не должна
выходить *за предел, отмеченный
красной чертой
-
О всех обнаруженных недо-
статках сообщить мастеру и от-
метить в журнале передачи смен
Масло должно постепенно вы-
текать из маслёнок. Задержка
масла указывает на его чрезмер-
ную густоту или засорённость
канала
Приспособления, защищающие
от попадания стружки, должны
быть на местах
Не допускать нагревания выше
50—60° С (рука безболезненно пе-
реносит такое нагревание)
Со станка должны быть удале-
ны вся грязь и стружка; на об-
работанных частях станка не
должно оставаться эмульсии,
воды; самоходы должны быть
выключены
ГЛ. X]
ТЕХНИЧЕСКАЯ ПОДГОТОВКА РЕМОНТНЫХ РАБОТ
693
лирование зазора соединения (фиг. 13, 14
и J5) *.
Детали-предохранители вводятся в кон-
струкцию машин с целью предупреждения ава-
рий, рассчитываются на минимальное превыше-
ние нормальной нагрузки, вызывающее их по-
ломку или пробуксовывание, и устанавлива-
ются в кинематической цепи машины в непо-
средственной близости к месту приложения на-
грузки, а также в местах, удобных для бы-
строй замены их (фиг. 16).
Фиг. 16. Деталь-предохранитель [12].
Ремонтные узлы. В альбом черте-
жей сменных деталей включаются также черте-
жи узлов. В ремонтной практике следует широко
пользоваться методом узлового ремонта, при
котором сменяются не отдельные изношенные
детали, а целые узлы. Применение запасных
ремонтных узлов позволяет часть слесарных
сборочно-пригоночных работ выполнять зара-
нее, до начала ремонта агрегата, благодаря
чему сокращается время простоя агрегата
в ремонте.
В связи со значительной стоимостью ре-
монтных узлов в запас целесообразно вклю-
чать лишь те конструктивные узлы или их
части, которые являются наиболее сложными
Конструктивный узел
Фиг. 17. Ремонтный узел.
в отношении сборки, главным образом из-за
большой трудоёмкости и длительности приго-
ночных работ (фиг. 17).
Ремонтные узлы, входящие непосредственно
в изделие (группы), например, передняя
бабка, коробка подач, фартук и т. д., обычно
ничем не отличаются от конструктивных. Не-
которые ремонтные узлы, особенно под-
группы (см. ЭСМ, т. 5, стр. 225), могут отли-
чаться от конструктивных.
Технологическая подготовка заклю-
чается в разработке технологических процес-
сов и норм времени на ремонт и изготовление
деталей, а также на ремонт оборудования;
в составлении инструкций по уходу, смазке и
эксплоатации оборудования отдельных типов,
по выполнению мелкого ремонта самими про-
изводственными рабочими, по осмотру и про-
верке оборудования на точность; в конструи-
ровании технологического оснащения (при-
способлений и специального инструмента).
Инструкции должны быть краткими, кон-
кретными и, если необходимо, иллюстрирован-
ными. Пример инструкции приведён в табл. 4.
В ремонтной практике рекомендуется при-
менять типовые технологические процессы из-
готовления и ремонта однородных деталей и
отдельных поверхностей (табл. 5), восстано-
вления основных координат, а также разбо-
рочно-сборочных работ.
Степень детализации разработки техноло-
гических процессов ремонта оборудования
в целом пропорциональна частоте повторяе-
мости и величине заказа и зависит от трудо-
ёмкости и сложности технологического про-
цесса.
Таблица 5
Типовой технологический процесс восстановления
цилиндрических поверхностей деталей с помощью
металлизации распылением
* См. также ЭСМ, т. 5, стр. 112.
№ опе-
рации
1
2
3
4
5
6
Наименование
операций
Удаление
с поверхности
грязи и жира
Обтачивание
поверхности для
получения гео-
метрической
формы и обес-
печения необ-
ходимой мини-
мальной толщи-
ны покрытия
а) Нарезание
рваной резьбы
и снятие ши-
роким резцом
заусенцев на
вершинах резь-
бы или б) вы-
точка кольце-
вых канавок с
последующей
накаткой вер-
шин
Выточка на
концах восста-
навливаемого
участка подре-
зов в виде ла-
сточкина хво-
ста или коль-
цевых канавок
с отступлением
на 1 мм от края
(для предохра-
нения покры-
тия от скалыва-
ния на концах)
Изолирование
мест, не подле-
жащих метал-
лизации
Металлиза-
ция
Оборудование
Газовая го-
релка или па-
яльная лампа
Токарный ста-
нок
То же
То же
_
Токарный
станок и метал-
лизационный
аппарат
Режим
Протирание
и промывание,
выжигание
_
а) 16—30 ни-
ток на 1"; глу-
бина 0,5—0,8мм
в один про-
ход; л ~ 50 —
—40 об/мин; ре-
зец установить
ниже центра на
3—7 мм и за-
крепить на рас-
стоянии 100 —
150 мм от ре-
жущей грани
(для вибрирова-
ния); б) 6—7 ка-
навок на 1 см',
резец отрез-
ной с закруг-
лённой перед-
ней гранью г=
- 0,3+0,5 мм,
шириной 1,1—
1,3 мм, глуби-
на канавок
0,6—0,7 мм
Скорость вра-
щения детали
10—15 м/мин;
подача 1,2 —
2,5 мм на 1 обо-
рот
694
ОРГАНИЗАЦИЯ ЭКСПЛОАТАЦИИ ОБОРУДОВАНИЯ
|РАЗД.V
Продолжение табл. 5
№ опё-
рации
7
8
9
10
Наименование
операций
Контрольное
протачивание
поверхности
после металли-
зации
Проверка ка-
чества обстуки-
ванием молот-
ком и внешним
осмотром
Обтачивание
с припуском
под шлифова-
ние 0,1—0,2 мм
на сторону
Шлифование
в размер
Оборудование
Токарный
станок
_
Токарный
станок
Круглошли-
фовальный или
токарный ста-
нок и супортно-
шлифовальное
приспособление
Режим
Припуск на
обтачивание
0.4—1,5 мм на
сторону; ско-
рость резания
12—20 mImuh;
подача
0,1—0,2 мм на
1 оборот; глу-
бина резания
0,3—0,6 мм
Скорость реза-
ния 25—30 м/сек;
скорость вра-
щения детали
15—20 mImuh;
глубина 0,005—
0,015 мм; ка-
мень алундо-
вый, зерни-
стость 36—46,
твердость СМ,
обильное охла-
ждение
При разработке технологических процессов
ремонта необходимо стремиться не только
к восстановлению деталей, но также к повы-
шению сроков их службы. С этой целью не-
обходимо предусматривать широкое примене-
ние прогрессивных методов упрочняющей и
восстановительной технологии, содействующих
повышению износоустойчивости и усталостной
прочности деталей, сокращению затрат вре-
мени на ремонтные работы и многократному
использованию деталей (точные отделочные
операции, хромирование, металлизация, за-
калка токами высокой частоты, дробеструйная
обдувка, стыковая сварка и т. П.). Примерами
прогрессивных технологических процессов,
применяемых при ремонте оборудования для
целей восстановления и упрочнения деталей,
могут служить следующие.
Сварка (электрическая и газовая).
Назначение: 1) сварка поломанных или треснувших глэе-
ным образом чугунных деталей с общим или местным
подогревом или без подогрева (корпуса коробок скоростей
и коробок подач, картеры редукторов, фартуки, рычаги
и т. д.); 2) наплавка изношенных мест деталей с возмож-
ным увеличением износоустойчивости за счёт применения
для наплавки износоупорных металлов и твёрдых сплавов
(шаботы, камни кулис, шейки крупных валов, зубья круп-
ных шестерён, бандажи бегунов, броня чаш бегунов и
шаровых мельниц, конические шестерни привода бегунов,
сита бегунов, пальцы дезинтеграторов, скаты вагонеток
и т. д.).
Заливка или доливка жидким метал-
лом. Назначение: соединение поломанных крупных чу-
гунных деталей (станин, супортов, стоек и т. д.); восста-
новление обломившихся частей чугунных деталей (при-
ливы станин и других деталей, кронштейны, траверсы
и т. д.).
Металлизация (электрическая и га-
зовая). Назначение: 1) наращивание изношенных мест
деталей слоем металла (шейки шпинделей валов, винтов
прессов, коленчатых валов, гнёзда крупных диаметров и
небольшой глубины малых диаметров, вкладыши подшип-
ников, валы электродвигателей, генераторов, трущиеся по-
верхности кареток и столов, дисков центробежных насо-
сов и т. д.); 2) исправление брака деталей по размерам
и внешним порокам; 3) создание надёжной химической
защиты от коррозии (валы насосов для перекачки горя-
чих жидкостей и специальных растворов, щелочные и
кислотные ванны и резервуары и т. д.).
Хромирование. Назначение: 1) наращивание
изношенных мест деталей (в случае небольшого износа)
слоем хрома (шейки шпинделей, валов, цапфы ходовых
винтов, валиков, пиноли задних бабок, шлицевые валики,
наружные диаметры подшипников качения, втулок и т. д.);
2) исправление брака деталей по размерам; 3) упрочнение
поверхностного слоя трущихся поверхностей деталей за
счёт наращивания хромом (шейки шпинделей, валов, оси
крановых бегунов, плунжеры насосов и т. д.).
Склеивание карбинольным клеем
и клеем Б. Ф. Назначение: I) склеивание поломан-
ных деталей, не подверженных высокому нагреву;
2) склеивание накладок - пластин для наращивания
слоя металла; 3) восстановление натяга сопряжений
деталей.
Установка деталей-компенсаторов.
Назначение: восстановление сопряжений изношенных де-
талей за счёт введения специальной детали-компенсатора
(сменного) или регулирования (подвижного).
Центробежная отливка. Назначение: от-
ливка монометаллических и биметаллических вкладышей
подшипников, втулок и т. д.
Наплавка (электрическая, газовая или электро-
эрозионная). Назначение: наплавка мест деталей, подвер-
женных износу, износоупорным металлом или твёрдым
сплавом (ножи бесцентровошлифовальных станков, центры
токарных и других станков, зубья, кулачки муфт и
звёздочек прокатных станов, зубья крупных шестерён,
бандажи бегунов, броня чаш бегунов и шаровых мельниц,
конические шестерни привода бегунов, сита бегунов,
пальцы дезинтеграторов, скаты вагонеток и т. д.).
Притирка. Назначение: притирка трущихся по-
верхностей, в частности пастами ГОИ (направляющие
станин, кареток, столов, шейки валов, втулки и т. д.).
Суперфиниш. Назначение: окончательная от-
делка наружных трущихся поверхностей деталей (шейки
шпинделей, валов и т. д.).
Хонинг-процесс. Назначение: окончательная
отделка внутренних трущихся поверхностей деталей (ци-
линдры).
Термическая обработка (особенно поверх-
ностная закалка токами высокой частоты, ацетилено-кис-
лородным пламенем, термо-химическая и др.). Назначе-
ние: упрочнение поверхностного слоя трущихся поверхно-
стей деталей (шейки шпинделей и валов, шестерни, на-
правляющие станин, гильзы цилиндров и т. д.).
Дробеструйная обдувка. Назначение:
упрочнение поверхностного слоя деталей с целью повы-
шения их усталостной прочности.
Технологические процессы слесарно-сбо-
рочных работ следует проектировать по воз-
можности без пригоночных работ за счёт при-
менения номинальных и ремонтных размеров,
а также деталей-компенсаторов.
Технологический процесс (особенно трудо-
ёмкие, типичные и часто повторяющиеся опе-
рации) должен быть оснащён в достаточной
степени приспособлениями и специальным ин-
струментом *. Весьма трудоёмкие ручные ша-
бровочные операции следует по возможности
заменять плоским шлифованием на станках и
при помощи приспособлений (фиг. 18 и
19), строганием широкими резцами на стан-
ках и при помощи'приспособлений (фиг. 20),
механизированным притиранием и шабре-
нием (см. ЭСМ, т. 5, стр. 235-236).
Механизация трудоёмких ремонтных опе-
раций достигается также за счёт применения
переносных станков, которые могут быть
использованы на месте установки ремонтируе-
мого оборудования (например, фрезерный
станок для обработки шаботов молотов), а
также специальных приспособлений (напри-
* Ремонтное производство ле следует относить к еди-
ничному; оно характеризуется повторяемостью работ, ча-
стота которой увеличивается с повышением коэфициента
одномодельности наличного парка оборудования.
Фиг. 18. Универсальное приспособление для шлифования направляю-
щих станины токарного станка: / — плита, устанавливаемая на по-
душку задней балки; 2 — стойка (перемещается поперечно); 3— труба
(перемещается вертикально); 4 — электродвигатель 1 кет, п = 1425 \-~-~
об/мин; 5 — шлифовальный шпиндель; 6 — щёки для крепления шпинделя; 7— рукоятка для поперечного перемещения; 8, 9 и 10 — болты; 11 — винт для вертикаль-
ного перемещения* 12 — червяк для поворота трубы с шлифовальным шпинделем; 13 — лимб; 14 — маховичок для рабочей поперечной подачи камня; /, II, III, IV,
V — шлифуемые плоскости станины [23].
696
ОРГАНИЗАЦИЯ ЭКСПЛОАТАЦИИ ОБОРУДОВАНИЯ
[РАЗД. V
мер, для расточки цилиндров молотов и ком-
прессоров, фиг. 21 и др.)- Следует широко
применять приспособления для обработки
сменных деталей (фиг. 22—30) и контрольно-
измерительные (фиг. 31 —35).
Осуществление некоторых прогрессивных
отделочных процессов на универсальном обо-
рудовании ремонтных баз требует примене-
ния специальных приспособлений (фиг. 36
и 37).
Фиг. 19. Схема продольного перемещения по станине приспособления для шлифования
направляющих: 1 — нижняя плита приспособления; 2, 3 — кронштейны; 4 — электро-
двигатель; 5 — редуктор; 6 — барабан; 7,8 — тросы; 9 — 12 — ролики [23].
Фиг. 20. Приспособление для строгания направляющих
станины: 1 — корпус; 2 — траверса; 3 — супорт; 4 — по-
воротная головка; 5 — резцедержатель; 6 — винт [23].
Материальная подготовка. С целью со-
кращения продолжительности ремонтов ре-
монтные операции следует сводить в основном
к быстрой замене в установленные сроки из-
ношенных частей заблаговременно изготовлен-
ными или отремонтированными деталями и
узлами из числа хранящихся в кладовых за-
пасных частей. Парк запасных частей попол-
няется с таким расчётом, чтобы нужные
для замены детали были готовы к определённым
Средства механизации ремонтных работ
Таблица 6
Основные направления механизации
Выполнение трудоёмких работ на месте установки
агрегатов без снятия их с фундаментов (с целью
избежать транспортировки тяжёлых и громоздких
деталей, а также при отсутствии на заводе обору-
дования необходимой номенклатуры или габаритов)
Ускорение изготовления и ремонта деталей
Возможность внедрения прогрессивных техноло-
гических методов
Ускорение проверки и испытания ремонтируемого
оборудования и отдельных деталей и узлов
Улучшение условий и повышение производитель-
ности груда ремонтного персонала
Виды и назначение механизмов
1. С ручным приводом
2. С приводом от механизма ремонтируемого
агрегата
3. С собственным приводом
1. Облегчение и ускорение вспомогательных
работ по установке, закреплению и снятию дета-
лей
2. Облегчение и ускорение обработки деталей
без разметки и дополнительных измерений
3. Повышение производительности (по сравне-
нию с наличным оборудованием)
1. Шлифование деталей больших габаритов,
суперфиниш, хонингование
1. Проверка взаимной параллельности напра-
вляющих поверхностей
2- Проверка взаимной перпендикулярности от-
дельных деталей и узлов
3. Проверка правильного положения осей
узлов
4. Проверка спиральной изогнутости станин
1. Подъёмно-тракспортные
2. Промывочные
3. Съёмники
4. Устройство для соединения деталей при по-
садке с натягом
5. Электрифицированный и пневматический
слесарный инструмент
6. Вспомогательные приспособления
Фиг.
20
18, 19, 21
22, 23, 24
25, 26, 27
36, 37
31, 33, 34
32
35
44, 45
46
ГЛ. X]
ТЕХНИЧЕСКАЯ ПОДГОТОВКА РЕМОНТНЫХ РАБОТ
697
примечание Переходные фланцы
- ает. поз 9~изготов ¦
пять по замеру
цилиндра в заточке
Фиг. 21. Приспособление для расточки цилиндров молотов и компрессоров: 1 —вал-шпиндель; 2 — винт
подачи; 3 — резцедержатель; 4 — червячное колесо; 5 — червяк; 6 — валик; 7 — эксцентричная втулка;
8— планка резцедержателя; я — переходной фланец; 10 — резец; //—растачиваемый цилиндр [23].
-210 -
Фиг. 22. Поводковый патрон: / — планшайба; 2 — гайка; 3 — контргайка; 4 — палец; 5 — втулка; 6 — пружина;
7 — упорная шайба; 8 — ведущий диск [23].
Фиг. 24. Приспособление для
наружной и внутренней обра-
ботки поршневых колец:
1 — корпус (навёртывается на
шпиндель токарного станка);
2 — стакан для зажима колец
при внутренней обработке;
3 —зажим для крепления колец
при наружной обработке;
4 — поршневые кольца [21].
Фиг. 23. Универсальная звёздочка для установки в цен-
трах полых деталей (взамен индивидуальной выточки за-
глушек): / — корпус; 2 — втулка с центровым отверстием;
3 — упоры; 4 — винт (набор из 11 звёздочек охватывает
диапазон диаметров от 80 до 400 мм) [21].
698
ОРГАНИЗАЦИЯ ЭКСПЛОАТАЦИИ ОБОРУДОВАНИЯ
[РАЗД. V
6 7
2 3
Фиг. 28. Приспособление для установки деталей непра-
вильной формы: / — планшайба, надеваемая на шпиндель
станка; 2 — промежуточная каретка, горизонтально пере-
мещающаяся по направляющим а; 3 — угольник, верти-
кально перемещающийся по каретке; 4, 5 — винты для
перемещения; 6 и " — линейки с нониусами [21].
Фиг. 25. Универсальный кондуктор: 1 — стол с па-
зами для крепления деталей; 2 — сменная кон-
дукторная втулка; 3 — кронштейн; 4 — рукоятка
для крепления кронштейна; 5 — рукоятка винта
для горизонтального перемещения; 6 — линейка;
7 — нониус; 8 — делительный диск; 9 и 10— упоры;
П — жёлоб [21].
Фиг. 29.* Приспособление
для крепления шестерни
с валиком: / — основание;
2 — корпус; 3 — универ-
сальный патрон [21].
Фиг. 26. Патрон для деления заходов при нарезании
многозаходных резьб: 1 -- корпус планшайбы; 2 — кулаки;
3 — винты, перемещающие кулаки; 4 — винты, закрепля-
ющие кулаки; 5 — подвижная часть; 6 — винты, скрепля-
ющие подвижную и неподвижную части патрона (на по-
движной части приспособления нанесено 360 делений) [211.
Фиг. 30. Люнет для обработки деталей больших габари-
тов: 1 — чугунный корпус; 2 — подвижные шпиндели, не-
сущие ролики; 3 — ролики; 4 — тормоз для фиксирования
шпинделей; 5 — планка для крепления люнета к ста-
нине [21 j.
с универсальным патроном;
4 — нониус; 5 — линейка; 6 — винт для
движной планшайбы с патроном [21].
Фиг. 27. Универсальный
эксцентрично смещаемый
патрон: / — неподвижная
планшайба; 2 — подвижная
планшайба, соединённая
3 — универсальный патрон;
перемещения по-
Фиг. 31. Приспособление для проверки направляющих
станин: /—корпус; 2—подставка; 3—ролики; 4—про-
тивовес; 5—индикатор (плоскости а и б выверены;
при помощи приспособления проверяются плоскости
виг) [21].
ГЛ. XI
ТЕХНИЧЕСКАЯ ПОДГОТОВКА РЕМОНТНЫХ РАБОТ
699
Фиг. 32. Приспособление для проверки напра-
вляющих поперечного супорта: 1 — чугунный
корпус; 2 — призма; 3 — валики; 4 — штырь,
служащий второй опорой при установке при-
способления на станине; а — пришабренная
контрольная поверхность, в которую упи-
рается штифт индикатора, укреплённого на
поперечном супорте [21].
Фиг. 34. Приспособление для проверки параллельности
направляющих: /—линейка; 2—неподвижный кронштейн;
3 — ролики; 4 — передвижной кронштейн; 5 — рычажок;
6 — индикатор; 7 — пружина [211.
Фиг. 33. Приспособление для проверки
параллельности направляющих: 1 — вал;
2 — неподвижный кронштейн; 3 — крон-
штейн, перемещаемый вдоль вала по
шпонке; 4 — ролики; 5—корпус указателя;
6 — хомутик для крепления индикатора;
7—индикатор [21].
Фиг. 35. Приспособление
для проверки осей ходовых
винтов и валиков:/—балка;
i—призма; 3 — ролики;
4 — передвижной ползун;
5—кронштейн; б—оправка;
7—угольник; 8 и 9— кронштейны для крепления индика-
тора; 10— фиксатор [21].
Фиг. 36. Приспособление для суперфиниша (устанавливается на токарном станке вместо резцовой
головки): 1—корпус; 2—электродвигатель; 3 и 4—шестерни; 5—эксцентриковый валик; б—ползун;
7 — держатель; «—абразивные бруски; 9 — пружина.
700
ОРГАНИЗАЦИЯ ЭКСПЛОАТАЦИИ ОБОРУДОВАНИЯ
[РАЗД. V
срокам ремонтов при минимальной дли-
тельности их хранения, что ускоряет обора-
чиваемость оборотных средств.
Фиг. 37. Приспособление для суперфиниша
наружных цилиндрических поверхностей:
/ — плита; 2 — электродвигатель; 3 и
4 — шестерни; 5 — кулачок; б—стержень;
7 — головка, несущая абразивные бруски;
8 — пружина.
Норма минимального хранения
запасных деталей соответствует такому услов-
ному минимуму наличия их, при котором
должен быть выдан заказ на восполнение за-
паса („точка заказа"). Эта норма должна
обеспечить потребление запасных деталей на
весь период изготовления новой партии
(фиг. 38) и вычисляется по формуле
'vmin —
7
1
Здесь Тазг — длительность в месяцах про-
изводственного цикла изготовления партии
деталей (включая период оформления заказа
Фиг. 38. График изменения запаса деталей.
и включения его в план); РМес — месячная
потребность в деталях (соответствует средне-
месячному расходу их); s — количество одина-
ковых агрегатов; п — количество одинаковых
деталей в агрегате; tCA —- продолжительность
службы детали в месяцах.
ПриNmin<0,75 деталь является не запасной,
а сменной*.
* Сменными считаются те детали, которые прихо-
дится в процессе ремонтов заменять новыми или отремон-
тированными независимо от срока их службы. Запасными
деталями являются те из числа сменных, которые целе-
сообразно держать в постоянном, возобновляемом запасе
кладовых. По мере развития отраслей, изготовляющих
оборудование для машиностроительных заводов (станко-
строение, кузнечно-прессовое, литейное, сварочное ма~
шиностроение и др.), наиболее целесообразно централи-
зовать производство главнейших сменных деталей для
основных моделей оборудования на заводах-изготовителях
последнего. Значительное развитие должен получить
также ремонт оборудования с обеспечением его запас-
ными частями на районных ремонтных заводах и на заво-
дах-изготовителях.
Норма максимального запаса
устанавливается в соответствии с величиной
партии заказываемых деталей, но не выше
трёх-чётырехмесячной потребности в деталях:
Wmax < C -т- 4) Рмес.
Сменные и запасные детали следует изго-
товлять с минимальным количеством приго-
няемых по месту поверхностей, что дости-
гается применением номинальных и ремонт-
ных размеров. Спаренные детали целесооб-
разно хранить взаимно пригнанными.
Норма хранения запасных уз-
лов* определяется по формуле
где Т\ — производственный цикл ремонта узла
в днях; 7*2 — производственный цикл ремонта
агрегата, при котором производится замена из-
ношенного узла, в днях; т— периодичность
ремонта данных агрегатов в мес; е—-фонд
рабочих дней в месяце.
Исходя из этого, максимальное количество
одномодельных агрегатов sn ax, которое может
быть обслужено одним комплектом запасных
узлов,
те
*ш« ~" Тг+.Т2 '
Снижение стоимости ремонта оборудова-
ния должно обеспечиваться в числе прочих
мероприятий также многократным исполь-
зованием деталей путём их восстановления
и ремонта. Все детали следует выдавать со
склада только в обмен на изношенные. Это
необходимо для , организации централизован-
ного сбора и разбраковки деталей. При раз-
браковке целесообразно сортировать детали на
пять групп в зависимости от способа их
использования: 1) детали,подлежащие полному
восстановлению методами металлизации, хро-
мирования, наплавки твёрдыми сплавами и т. п.;
2) детали, подлежащие перетачиванию, шлифо-
ванию, фрезерованию, строганию и т. п. на
очередной ремонтный размер; 3) детали, под-
лежащие частичному восстановлению (на-
пример, одного венца трё-хвенцовой шестер-
ни и т. д.); 4) детали, не пригодные для
повторного применения, но материал их мо-
жет быть использован для изготовления
меньших по габариту деталей; 5) детали,
не пригодные для повторного применения,
и материал их является ломом. По данным от-
дельных заводов стоимость восстановления
изношенных деталей колеблется в среднем
от 15 до 40% стоимости новых деталей; одно-
временно достигается улучшение качества
восстановленных деталей (за счёт повышения
стойкости металлизированной, хромированной
или наплавленной твёрдыми сплавами поверх-
ности), а также экономится большое коли-
чество металла.
Основными показателями, характеризую-
щими правильность организации склада, явля-
* Норма хранения запасных узлов определяется исходя
из количества агрегатов, ремонт которых может быть
обслужен данным количеством узлов в зависимости от
продолжительности ремонта самого узла, но не из эконо-
мической эффективности запаса их. Хранение узлов в
запасе становится целесообразным и с экономической
точки зрения при Ny3A > 0,75.
ГЛ. X]
ПЛАНИРОВАНИЕ РЕМОНТА ОБОРУДОВАНИЯ
701
ются: оборачиваемость парка запасных частей
и узлов и связанная с ней частота их вы-
дачи. Месячная оборачиваемость* менее 30%
указывает на необходимость исключения ма-
лоходовых позиций из номенклатуры запасных
частей и узлов. Система учёта запасных ча-
стей и узлов должна обеспечить получение
данных, необходимых для анализа оборачи-
ваемости; с этой целью на карточках учёта в
конце месяца выводятся данные, характери-
зующие оборачиваемость каждой детали. Для
своевременного возобновления запаса в кар-
точках учёта запасных деталей отмечаются
минимальные и максимальные нормы хране-
ния, с которыми сравнивается фактический
остаток после каждой записи.
Карточки учёта запасных деталей должны
отражать также фактическую стойкость дета-
лей на агрегатах (при записи в карточках
инвентарных номеров агрегатов, на ремонт
которых'выдаются детали), либо в среднем по
группе одномодельных агрегатов (по общему
расходу деталей за определённый период вре-
мени и количеству одномодельных агрегатов).
Данные о фактических сроках службы дета-
лей дают возможность систематически уточ-
нять спецификации деталей.
Размещение кладовых запасных частей за-
висит от производственной структуры завода,
планировки цехов и распределения оборудо-
вания между цехами. При наличии нескольких
одноименных цехов (например, нескольких
механосборочных), при компактном их распо-
ложении на генеральном плане завода и по-
вторяемости одних и тех же моделей обору-
дования в разных цехах целесообразно орга-
низовать центральную кладовую запасных
частей, расположенную в центре цехов-по-
требителей. В крупных цехах при отсутствии
дублирования моделей оборудования в разных
цехах и при территориальной их разобщён-
ности целесообразно организовать на ряду с
центральной кладовой завода также и цехо-
вые кладовые запасных частей.
Кладовые оборудуются стеллажами в соот-
ветствии с конфигурацией и размерами хра-
нимых деталей (см. ЭСМ, т. 14, гл. XIV).
Материальная подготовка охватывает также
создание ремонтных баз: ремонтно-механиче-
ского цеха (расчёт и планировку см. ЭСМ,
т. 14, гл. XI) и цеховых ремонтных ячеек,
мощность которых должна обеспечить выпол-
нение полного объёма ремонтных работ по
плану, а также по модернизации оборудования.
ПЛАНИРОВАНИЕ РЕМОНТА
ОБОРУДОВАНИЯ **
Периодичность и цикличность ремонта.
Планирование ремонтных работ, включая осмо-
тры и проверки, основывается на периодично-
сти их проведения. Последняя зависит от
группировки деталей агрегатов по срокам
службы, которые в свою очередь зависят от
условий работы данного агрегата (характер
нагрузки, величина окружной скорости, усло-
вия смазки, степень загрязнённости трущихся
поверхностей и т. д.); от материала сопря-
жённых пар деталей, характера обработки и
отделки их поверхностей (обточенные, шли-
фованные, шаброванные, притёртые, закалён-
ные, цианированные, хромированные и др.).
Периодичность проведения ремонтных работ
устанавливается в отработанных агрегато-
(станко-) часах. При принятом режиме рабо-
ты (по сменности и коэфициенту использова-
ния во времени) агрегато-часы должны быть
переведены в календарные месяцы.
Практикой отдельных министерств и заво-
дов установлены нормативы межремонтных
периодов (периоды времени между двумя
очередными ремонтами) и длительности ре-
монтного цикла (промежутки времени между
капитальными ремонтами), указанные в табл. 7.
Путём улучшения эксплоатации оборудования
и ухода за ним, а также повышения качества
ремонта может быть достигнуто удлинение
межремонтных периодов без изменения объ-
ёмов ремонта или сохранение межремонтных
периодов при уменьшении объёма ремонтных
работ.
Таблица 7
Нормативы межремонтных периодов и ремонтных
циклов, применяемые предприятиями различных
отраслей машиностроения
(для большинства металлорежущих станков) [22]
Отрасли
машиностроения
Тяжёлое машино-
строение
Автомобильная и
тракторная промыш-
ленность
Станкостроение . .
Транспортное ма-
шиностроение
Судостроительная
промышленность . . .
Межремонт-
ный период
в месяцах при
работе
в 2 смены
9—=4
6—8
6—18
9
8
Ремонтный
цикл в годах
при работе
в 2 смены
3-8
4.5—6
4—12
6
4
В табл. 7а приведены минимальные данные,
которые могут быть рекомендованы для обыч-
ных средних условий эксплоатации оборудова-
ния *.
Длительность ремонтного цикла зависит
от срока службы основных базовых деталей
агрегатов (станин, корпусов, бабок, супортов
и др.) и выбирается кратной межремонтной
периодичности. Исходя из соотношений сред-
ней длительности ремонтного цикла Т и
межремонтного периода т, определяется ко-
личество текущих и средних ремонтов в те-
чение ремонтного цикла [ п = — г
Ниже указана структура ремонтных циклов
(количество, а также порядок чередования
* Месячная оборачиваемость парка запасных частей=
стоимость выданных за месяц запасных частей и узлов
стоимость всего парка запасных частгй и узлов
Х100.
** Применительно к методу периодических ремонте в,
получившему наибольшее распространение.
* Со времени выхода в свет т. 14 ЭСМ, произо-
шли значительные улучшения в области эксплоатации и
ремонта оборудования на предприятиях машиностроения,
содействовавшие увеличению длительности ремонтного
цикла; поэтому вместо нормативов длительности ремонт-
ного цикла, указанных в т. 14, стр. 361, могут быть
использованы приведенные в табл. 7а.
702
ОРГАНИЗАЦИЯ ЭКСПЛОАТАЦИИ ОБОРУДОВАНИЯ
[РАЗД. V
Таблица 7а
Минимальная длительность межремонтного периода и ремонтного цикла [13, 22]*
Наименование оборудования
Средний межремонтный период
в отрабо-
танных
агрегато-
часах
в 1 сме-
ну
в месяцах при работе
в 2 сме-
ны
в 3 сме-
Средний ремонтный цикл
в отрабо-
танных
агрегато-
часах
в 1 сме-
ну
в годах при работе
в 2 сме-
ны
в 3 сме-
ны
Барабаны для очистки литья, песко-
струйные аппараты,закалочные печи . . .
Молоты, бегуны, дезинтеграторы,
ройеры, тельферы, электротали, элек-
трокары
Формовочные машины, конвейеры и
элеваторы литейных цехов, термические
печи, ковочные машины, грузоподъёмные
механизмы
Шлифовальные станки . .
Токарные, револьверные, строгальные
и долбёжные станки, автоматы, дерево-
обделочные станки, прессы
Сверлильные, фрезерные и резьбофре-
зерные станки
Карусельные и расточные станки . . .
Зуборезные и расточные станки с гид-
роприводом
Вальцы, протяжные станки, гидравли-
ческие прессы
Прецизионное оборудование ... . .
боо
i8oo
2400
3000
3600
4200
4800
5400
6000
3,6
7.2
10,8
14.4
18,0
21,6
25.2
32,4
6
1,8
3,6
5,4
7,2
9,°
ю,8
12,6
14,4
l6,2
18,0
2,4
3,6
4,8
6,0
7,2
8,4
9.6
10,8
12,0
4800
9 600
14 4°°
19 200
24 000
28800
33600
38400
43200
48000
2.4
4,8
7,2
9,6
12,0
Н,4
16,8
19,2
21,6
24,0
1,а
2,4
3,6
4,8
6,o
7,2
8,4
9,6
10,8
12,0
0,8
2,4
3,2
4,8
5,6
6,4
7,2
8,0
осмотров и ремонтов), применяемых на ма-
шиностроительных заводах различных мини-
стерств СССР.
Министерство
Тяж. машиностроения
Автомобильной и трактор-
ной промышленности
Структура ремонтного
цикла
К-О-О-Т-О-О-С-О-ОТ-О-О-К
K-0-O-T-O-O-r-O-O-C-O-O-
Т-О-О-Т-О-О-С-О- О-Т-О-
о-т-о-о-к
Транспортного машино-
строения K-0-O-Ti-O-O-Tfi-O-O-Tsr
O-O-C-O-O-Ti-O-O-Ti-O-O-
Tg-O-O-K
Здесь Т — текущий ремонт, С — средний ремонт, А —
капитальный ремонт, Г, — первый текущий, Т3 — второй
текущий иГ,- третий текущий ремонты, О — осмотр.
В средних условиях эксплоатации большин-
ства оборудования может быть рекомендована
структура ремонтного цикла К-Т-Т-Т-С-Г-Т-
Т-К* либо с некоторыми изменениями в отно-
шении увеличения количества средних ремон-
тов К-Т-Т-С-Т-Т-С-Т-Т-К, а также для про-
стейших видов оборудования (при ограничении
текущими и средними ремонтами без капи-
тальных) Т-Т-С-Т-Т-С... Выбор структуры
ремонтного цикла зависит от количества дета-
лей с разнообразными сроками службы в агре-
гатах оборудования.
Период времени между осмотрами ко-
леблется от 200 до 2000 станко-часов (в сред-
нем 1000 станко-часов или три месяца при
двухсменной работе).
В соответствии с указанными нормативами
периодичности количество осмотров между
* Опыт новаторов производства и их последователей,
как показано выше, свидетельствует о полной возможно-
сти дальнейшего удлинения межремонтных периодов и
ремонтных циклов за счёт высокой культуры эксплоата-
ции оборудования. Накопление большего количества
данных позволит в дальнейшем произвести дополнитель-
ное уточнение указанных нормативов за счет введения
коэфициентов зависимости от сменности, типа производ-
ства и характера выполняемой работы. Дальнейшее уве-
личение длительности ремонтного цикла до 9 лет при
данной структуре ремонтного цикла может быть осуще-
ствлено путём добавления ещё одного полуцикла.
двумя очередными ремонтами в структуре ре-
монтного цикла равно двум, т. е. К-О-О-Т-О-
О-Т-О...
Текущие ремонты, последовательно выпол-
няемые, согласно структуре ремонтного цикла
до очередного среднего или капитального ре-
монта могут быть как одинакового, так и
возрастающего объёма, т. е.
Плановые нормативы трудоёмкости ре-
монтных работ. Планирование ремонтных
работ должно быть основано на плановых
нормативах трудоёмкости. Необходимо при
составлении плана (без разборки и осмотра
агрегата, а также без выявления дефектов)
определить затраты труда, потребные для про-
ведения каждого планируемого ремонта. Это
достигается группировкой оборудования в за-
висимости от его сложности в отношении ре-
монта, закономерной связью групп между
собой, введением условной единицы ремонт-
ной сложности (р. е.) и определением трудоём-
кости всех видов ремонтных работ для еди-
ницы ремонтной сложности.
Трудоёмкость единицы ремонтной слож-
ности может быть принята в размере 1/10
трудоёмкости ремонта токарно-винторез-
ного станка ДИП-200 AД-62), являющегося
эталоном. Ремонтная сложность каждого агре-
гата сравнивается с эталоном, и тем самым
устанавливается группа его ремонтосложно-
сти. Под ремонтосложностью агрегата пони-
мается количество единиц ремонтной сложно-
сти, заключающихся в объёме работ для про-
изводства капитального ремонта данного агре-
гата. При этом номер группы соответствует
числу единиц ремонтной сложности.
Отнесение отдельных агрегатов оборудо-
вания к группе ремонтосложности произво-
дится по справочным спискам, выпускаемым
министерствами. Однако вследствие громозд-
кости таких списков и невозможности ояреде-
ГЛ. XI
ПЛАНИРОВАНИЕ РЕМОНТА ОБОРУДОВАНИЯ
703
Таблица
Группы ремонтосложности оборудования
в зависимости от основной его технической
характеристики [5]
Токарные станки *
Высота
центров
в мм
75—15°
151—200
2OI—25O
251-300
Без хо-
дового
винта
5
6
7
8
С гита-
рой и
ходовым
винтом
б
7
8
9
С короб-
кой по-
дач
8
9
ю
и
С короб-
кой ско-
ростей и
подач
9
ю
и
12
Вертикально-фрезерные станки
Площадь
стола
в дл1ч
До го
21—3°
31—45
46—75
Количество скоростей шпинделя
I
4
5
6
7
4
б
7
8
9
8
9
ю
II
12
и
12
16
* При расстоянии между центрами, превышающем
десятикратную высоту центров, прибавляется 1—2 р. е.
ления по ним ремонтосложности новых мо-
делей оборудования возможно применять также
упрощённый и приближённый метод опреде-
ления ремонтосложности по основной техни-
ческой характеристике оборудования (табл. 8).
Нормативы трудоёмкости ремонтных работ
для одной условной ремонтной единицы при-
ведены в табл. 9 (с, учётом их снижения за
счёт применения прогрессивных технологи-
ческих методов ремонта, механизации и пра-
вильной организации и планирования ремонт-
ных работ).
Таблица 9
Нормативы трудоёмкости ремонтных работ
для одной условной ремонтной единицы
Виды ремонтных
работ
Осмотр с промывкой .
Текущий ремонт .
Средний ремонт . . ¦
Капитальный ремонт .
Нормативы затраты времени
на слесар-
ные рабо-
ты в чел.-
час.
i-o,5
7-4
2О—12
Зб—2О
на станоч-
ные рабо-
ты в стан-
ко-час.
0,25
4-2
12—IO
24—16
на все ра-
боты в час.
I.25-O.75
II—6
32—22
6о-3б
Нормативы трудоёмкости зависят от уровня
технологии и организации ремонта и поэтому
не могут быть едиными для всех предприя-
тий. Применение большого количества обору-
дования и приспособлений, механизирующих
ремонтные работы, а также освоение новых
технологических процессов содействуют зна-
чительному сокращению ручных слесарных
работ. Поэтому соотношение между затратами
слесарных и станочных работ при ремонте
должно непрерывно изменяться в сторону
уменьшения удельного веса первых.
Для межремонтного обслуживания обору-
дования (повседневные осмотры и мелкие ре-
монты, осуществляемые в порядке дежурного
обслуживания) могут быть приняты в соответ-
ствии с практикой машиностроительных заво-
дов следующие нормативы: для металлорежу-
щего, деревообрабатывающего и подъёмно-
транспортного оборудования норма обслужи-
вания на одного слесаря 400 — 500 р. е., для куз-
нечно-прессового и литейного — 180 — 250 р. е.
По мере передачи работ по мелкому ре-
монту производственным рабочим (станочни-
кам, машинистам) и улучшения системы ухода
число приходящихся на одного слесаря услов-
ных ремонтных единиц должно быть увеличено.
Продолжительность ремонта и пути его
сокращения. Длительность ремонта агрегата
оборудования определяется по формуле
А =
RdqkH
рабочих дней,
где А —длительность производственного цикла
ремонта в рабочих днях; tp e — норма времени
на выполнение ремонта одной условной ре-
монтной единицы; г — группа ремонтосложно-
сти агрегата; R — количество ремонтных сле-
сарей, работающих в одну смену; d — продол-
жительность смены в часах; q — сменность
работы слесарей на ремонте данного агрегата;
kH — коэфициент выполнения норм времени
ремонтными слесарями.
Следующие мероприятия обеспечивают вы-
полнение скоростных ремонтов и связанное
с этим сокращение простоев оборудования в
ремонте:
1. Уменьшение трудоёмкости ремонта
(снижение нормы времени на выполнение ре-
монта одной условной ремонтной единицы tp%e)
за счёт механизации ремонтных работ; при-
менения новых технологических приёмов и
высокопроизводительных технологических про-
цессов; быстрого определения повреждений,
состояния оборудования перед ремонтом и со-
держания предстоящего ремонта (типовые
дефектные ведомости и типовые технологиче-
ские процессы); сокращения пригоночных- ра-
бот (применение деталей-компенсаторов, ре-
монтных размеров, восстановление первона-
чальных номинальных размеров); производ-
ства ремонта на месте установки агрегата без
снятия его с фундамента; предварительной
заготовки до начала ремонта сменных деталей
и узлов (в последнем случае часть работ по
ремонту узлов производится до начала ремонта
агрегата, а во время ремонта его заменяются
лишь изношенные узлы заранее заготовленны-
ми, выполняются общие слесарно-монтажные
работы, ремонт направляющих станин и выверка
координат), что даёт возможность выполнить в
среднем от 40 до 70% ремонтных работ (по
трудоёмкости) без простоя агрегата (табл. 10).
2. Снижение группы ремонтосложности
за счёт изменения конструкции машин с целью
упрощения их ремонта.
3. Увеличение количества одновременно
работающих ремонтных слесарей (R) за
счёт расширения фронта работы по каждому
ремонтируемому агрегату путём сокращения
количества одновременно ремонтируемых
объектов (фиг. 39), а также предварительного
распределения параллельно выполняемых ра-
704
ОРГАНИЗАЦИЯ ЭКСПЛОАТАЦИИ ОБОРУДОВАНИЯ
[РАЗД. V
V
пп.
1
2
3
«
S
6
7
1
2
3
t
i
Ь
7
Наименование
Оборудования
J вариант (на ре*
Токарный станок
Револьверный —. —
Револьверный
Токарный —«—
Револьверный ——
Токарный —¦ —
Револьверный ——
Л вариант (на ре
Токарный станок
Револьверный—•—
Револьверный —¦—
Токарный —. —
Револьверный—-
Токарный —•—
Револьверный—
Груп-
Вид
сложншон/тгс
юнте
~Ю~
12
И
8
10
9
8
ЧОНГП1
10
12
11
8
10
9
8
каждс
ГСр
Тек
Ср
Ср
Тек
Тек
Тек
Числа месяца
1
ко
2
cm
3
am
z
ч
<а
5
oat
6
orr
в
о/о
9
т,
каждого станка работает t
Ср ^ифи^4и*в^4*
Тек.
Ср.
Ср.
Гек
Тек.
Тек.
I
10
1ся
//
WC
Spi
12
7рЯ
/га
13
)
да
15
вс
16
ОСП
/7
ав
18
' 4
19
-хс
20
лес
22
23
М
арей)
2t
М
25
Об
ш
26
щт
ци
т
27
*
%
й п
i
щ
29
ш*
рос
ш
30
¦
а
то
Щ
31
та
"I
й
т
Общий простой
Сокращение простоя
спьчас)
208
80
224
160
72
\61
56
864
104
to
112
80
36
32
28
432
Фиг. 39. Расширение фронта работ по каждому агрегату и сокращение количества
одновременно ремонтируемых агрегатов.
Таблица 10
Соотношение трудоёмкости слесарных работ
по ремонту узлов отдельных агрегатов [23]
бот между отдельными
члена ми бригады (фиг.40).
4. Увеличение смен-
ности работы ремонт-
ных слесарей: бригада,
возглавляемая одним
бригадиром, разбивается
по сменам; предвари-
тельно распределяется
также между отдельными
сменами весь объём ра-
бот по ремонту агрегата
(фиг. 41).
5. Повышение коэфи-
циента выполнения
норм времени (kH) за
счёт освоения ремонт-
ными слесарями рацио-
нальных технологиче-
ских процессов ремонта
и внедрения стаханов-
ских методов работы.
Наименование агрегата
и его модель
Токарный станок „Удмурт" .
То же ТН-20
Револьверный станок 1А36 .
Круглошлифовальный ста-
нок ЗГ-12 • ....
Горизоятально-ковочная ма-
шина
Трудоёмкость ремонта
(в % к общей трудоём-
кости ремонта агрегата)
узлов входя-
щих в агре-
гат (групп)
68,5
63
56,5
67
под-
групп
47.5
4б
39
51
0 4 8 12 16 20 2Ь,28 32 36 40 44 Часы
Усподные обозначения
1,2,3.4 Слесари
¦ РазВорка станка по узлам Пригонка деталей
"' ~ " 'Сборка узлов
- Разборка цзлоб станка ===—=~ Общая сборка станка
Фиг. 40. График скоростного ремонта токарно-винторез-
ного станка ДИП-200 [12].
Содержание работ
Дни ремонта и номера смен
ЩервыЩвылодной)
1
I. Разборка станка на узлы yZZZZL
11. Разборка, промывка
1) станины
2) консоли
3) стола продольного
хода
4) стола поперечного
хода
5) коробки скоростей
6) коробки подач
7) шпинделя
8) ограждения и шкива
9) кронштейна и хобота
10) штурвала и насоса
III. Сборка, регулировка,
проверка станка
IV. Ликвидация недоделок
V. Покраска, обкатка
станка
VI. Сдача станка
2
3
Второй
1
2
3
Третий
1
2
3
ш
Четвертый
1
V////,
2
Ш
3
ш
Пятый
1
7ZZZZ.
2
¦з
Шестой
1
2
3
Фиг. 41. Примерный посменный график капитального ремонта универсально-фрезерного станка [11].
ГЛ. X]
ПЛАНИРОВАНИЕ РЕМОНТА ОБОРУДОВАНИЯ
705
Сокращение учитываемого времени про-
стоя оборудования времонте достигается также
за счёт выполнения большинства ремонтных ра-
бот в нерабочие смены, перерывы и в выход-
ные дни (этому способствует несовпадение
обеденных перерывов и выходных дней ремонт-
ных рабочих с перерывами, установленными
для производственных рабочих) и выполнения
работ по ремонту отдельных независимых друг
от друга узлов (сборочных групп) машины
разновременно в.отдельные нерабочие смены
и выходные дни при соблюдении, однако, необ-
ходимой технологической последовательности*.
Годовое планирование. Годовое планиро-
вание ремонта оборудования основано на дан-
ных о длительности и структуре ремонтного
цикла. Отправным моментом для каждого дей-
ствующего агрегата является дата проведения
и вид последнего ремонта (табл. 11), для вновь
пускаемого в эксплоатацию предприятия, а
также для отдельных вводимых в эксплоата-
цию агрегатов на действующих предприятиях —
дата, пуска в эксплоатацию.
План ремонта должен быть согласован с
планом основного производства, а в отноше-
нии капитальных ремонтов — с финансирова-
нием. План должен предусматривать равномер-
ную загрузку ремонтных баз по месяцам.
Годовой план изготовления сменных дета-
лей составляется без подробной номенклатуры,
так как он преследует лишь проверку загрузки
оборудования ремонтных баз в, соответствии
с их пропускной способностью. Общая загрузка
определяется по числу условных ремонтных
единиц, подлежащих по плану осмотрам и
всем видам ремонтов, и по нормативам ста-
ночных-работ для отдельных видов ремонтных
работ.
Годовой план работ ремонтно-мехаиическо-
го цеха должен предусматривать работы по
модернизации оборудования в соответствии с
указаниями, приведёнными в ЭСМ, т. 14, гл. XI,
а также в статье „Модернизация оборудова-
ния" настоящей главы.
Оперативное планирование и диспетчи-
рование. Уточнение годового плана ремонта
оборудования при составлении месячного
оперативного плана-графика производится на
основании количества отработанных агрегато-
(станко-) часов с момента предыдущего ре-
монта; фактического состояния оборудования,
установленного при очередных осмотрах и
проверках на точность; хода выполнения пла-
на-графика ремонта в предшествующем пла-
нируемому месяце; фактической и возможной
обеспеченности к сроку ремонта отдельных
агрегатов необходимыми сменными деталями,
заготовками и материалами.
Месячный план ремонта оборудования уча-
стков (по ремонтным бригадам) должен пред-
усматривать сроки начала и окончания ре-
монтных работ с учётом мероприятий по со-
кращению их длительности. План должен быть
согласован с планом основного производства
(в отношении снятия части загрузки с ремон-
тируемого оборудования, переброски части
работ на другие станки, образования необхо-
* Разновременный ремонт мостового крана осу-
ществляется следующим образом: в один выходной день
ремонтируется механизм подъёма груза, в следующий вы-
ходной - механизм поперечного перемещения тележки
и т. д.
45 Том 15
1950 г.
График ремонта оборудования механического цеха на
4CIQKO J-J
qdOBX.0
qdo,BXH33
хэХлау
-и
qHOin
hbW
qi-aduy
xdBW
q,Bdaa*
План и выпол-
нение
вхноиэй
олэн^Э1гэо11 ffHjj
BXHOW
BHHgtfaaodu EXBif
I4XOQBO ЧХЭОННЭW^)
Ремонтная
характеристика
•ээи а
ffondsu
иинхнои
-эdжэlлГ
ИХЭОНЖОЬ'Э
HOHXHOwad
дм* иинйвхнэанц
-axMBdBx ввмээьин
-хэх 'них 'qifairov\r
Завод-изго-
товитель
Наименование
оборудования
•dou ои ^Г
IM
й
00
t—
«3
ю
т)"
СО
-
о
О)
00
-
«о
ю
•Ч"
я
о
1
I
о
45
I
1
1
2
о
1
1
I
о
1
План
Выполнение
Средний
<¦»
О,
~инг
„Красный
пролетарий"
Токарный
станок
План
•
-—~
—г
Выполнение
706
ОРГАНИЗАЦИЯ ЭКСПЛОАТАЦИИ ОБОРУДОВАНИЯ
[РАЗД. V
димых заделов, сохранения ритмичности основ- ков на изготовление сменных деталей (кроме
ного производства) и предусматривать рав- запасных) для ремонтов, запланированных на
номерную загрузку ремонтных бригад по предстоящий и частично на следующий за ним
Дням- u месяцы (особенно на детали с длительным
Месячный план изготовления сменных де- циклом изготовления).
талей составляется по сигналам кладовых за- Нормы времени по отдельным операциям
пасных частей о наступлении нормы „точки изготовления деталей заимствуются из техно-
заказа", а также по заявкам цеховых механи- логических карт.
Таблица 12
График ремонта оборудования поточной линии %
Наименование
оборудования
(станки)
Вид
ремонта
Дни месяца
9 10 11
12 13151617 18
19 2022
23 24 25 26 27 29 30 31
Токарный
многорезцовый
Капиталь- aS8
ный
То же
Средний i8o 3
Фрезерный
То же
Текущий 6? з
Средний i8o\
Текущий
4 I Протяжной
1
6 Капиталь- гхб
ный
3 \' 3
I Сверлильный I
\многошпиндельн.\
Средний I iSo
3 \'\ 3
6 Шлифоваль- 14 Текущий
ный
3 13
График образования ремонтных заделов на линии
Наименование обору-
дования
W21222425252728291 2 3 4 5 6 8 91011 121315 16171819202223242526
1 | Токарный многорезцовый
Задел перед операцией 2
2 Токарный многорезцовый
Задел перед операцией 3
Задел перед операцией 4
Задел перед операцией 5
5 | Сверлильный многошпинд.
Задел перед операцией 6
Задел перед сборкой
Условные обозначения
_ нормальная работа -¦¦¦¦- исипен рпЪота по создан задепп
Y///////A простой
Примечание. Задел перед сборкой создаётся специально за счёт усиленной работы линии перед ремонтами
либо используется имеющийся страховой задел (если последний по величине равен необходимому заделу).
ГЛ. X]
ОРГАНИЗАЦИЯ РЕМОНТНОЙ СЛУЖБЫ
707
В месячном плане работ ремонтно-механи-
ческого цеха должен быть предусмотрен так-
же некоторый резерв времени для выполнения
внеплановых (аварийных) работ по заказам
главного механика.
Организация исполнения оперативных пла-
нов ремонтных работ и обеспечение их вы-
полнения возлагаются на диспетчерскую службу
отдела главного механика и цехов.
Особенности планирования ремонта
оборудования в условиях поточного про-
изводства. Поточное производство требует
особо тщательной разработки плана и приме-
нения следующих мероприятий: подмены на
время ремонта агрегата запасным; создания
обходной линии потока; одновременного ре-
монта агрегатов поточной линии или части её
(особенно автоматической поточной линии)
за счёт максимального расширения состава и
этому отделу ремонтно-механического цеха).
Служба цеховых механиков организуется лишь
в крупных цехах; мелкие цехи объединяются
единой районной или корпусной ремонтной
службой, административно подчинённой началь-
нику ремонтно-механического цеха. Методи-
ческое, техническое и плановое руководство
всеми цеховыми ремонтными службами обязан
осуществлять главный механик завода.
Рекомендуется следующее распределение
работ по осуществлению системы планово-пре-
дупредительного ремонта. Все виды ухода
(кроме выполняемых непосредственно опера-
торами-станочниками, машинистами и др.) и
ремонта производятся бригадами цехового ме-
ханика. Ремонтно-механический цех выполняет
главным образом ремонт и изготовление смен-
ных деталей (кроме простейших, изготовляе-
мых в цеховых ремонтных ячейках), капи-
Фиг. 42. Передвижной верстак [25].
количества ремонтных бригад, привлечённых
к данному ремонту; предварительного созда-
ния задела деталей после агрегата, подлежащего
ремонту; ремонта агрегатов поточной линии
последовательно от последней операции к
первым с созданием необходимого задела
готовых деталей после последней операции на
время ремонта станка этой операции. После-
дующий ремонт агрегатов на предыдущих опе-
рациях потока производится без какого-либо
перебоя в работе остальных агрегатов этой
линии за счёт постепенного перемещения со-
зданного задела на предыдущие операции
(табл. 12). Необходимо при этом провести ме-
роприятия по уравниванию длительности про-
стоя в ремонте каждого агрегата поточной
линии, осуществляемые за счёт изменения числа
ремонтных слесарей, сменности их работы и
предварительной заготовки узлов. При наличии
на отдельных операциях поточной линии не-
скольких параллельно работающих агрегатов
ремонт их может производиться либо одновре-
менно, либо последовательно в зависимости
от наличного состава ремонтных слесарей.
ОРГАНИЗАЦИЯ РЕМОНТНОЙ СЛУЖБЫ
Для осуществления ухода, надзора и ре-
монта оборудования завод должен организо-
вать общезаводскую и цеховую ремонтную
службу под руководством отдела главного
механика (с непосредственным подчинением
тальный ремонт, совмещаемый с большим
объёмом работ по модернизации, либо капи-
тальный ремонт уникальных и сложных объ-
ектов, требующий применения оборудова-
ния, установленного в ремонтно-механическом
цехе *. При наличии в различных цехах завода
большого количества одномодельного обору-
дования в ремонтно-механическом цехе может
быть организован капитальный ремонт этих
агрегатов с применением поточных методов
разборки и сборки. Наличие большого ко-
личества оборудования по нескольким моде-
лям создаёт благоприятные условия для
организации в ремонтно-механическом цехе
переменно-поточной линии ремонта обору-
дования.
Закрепление оборудования за бригадами
цехового механика производится по признаку
однотипности и территориального расположе-
ния. При закреплении за бригадами однотип-
ного оборудования создаются наиболее благо-
приятные условия для углублённой специали-
зации участников бригады. Рациональной фор-
мой организации ремонтной бригады является
сквозная бригада, отдельные члены которой
* В ремонтно-механических цехах ряда заводов выпол-
няются также работы, не относящиеся к системе планово-
предупредительного ремонта, например, изготовление спе-
циального оборудования, приспособлений, устройств для
техники безопасности и т. д. В случае большого объёма
таких работ для их проведения целесообразно выделять
особый участок или организовать цех нестандартного ебо-
рудования.
708
ОРГАНИЗАЦИЯ ЭКСПЛОАТАЦИИ ОБОРУДОВАНИЯ
[РАЗД. V
обслуживают прикреплённое к ним оборудова-
ние во всех сменах.
Наиболее целесообразное распределение
функций по уходу, надзору и ремонту обору-
дования между бригадами цехового механика
и производственными рабочими должно пред-
усматривать выполнение максимума работ по
уходу, смазке и мелкому ремонту непосред-
ственно последними. Это позволяет повысить
Необходимо предусматривать рациональное
оснащение рабочих мест ремонтных рабочих.
Фиг. 44. Передвижной подъемный кран [23]..
Так как ремонт выполняется преимущественно
на месте установки оборудования, рабочие
Фиг. 43. Передвижной шкаф для хранения
деталей разбираемых агрегатов [23].
ответственность производственных рабочих за
сохранность доверенного им оборудования,
поднять качество обслуживания, сократить
простои, а также уменьшить общую потреб-
ность цехов в ремонтном персонале.
Г/00
Фиг. 45. Кран на электрокаре [23].
места ремонтных бригад должны иметь транс-
портабельное оснащение, включающее при-
Фиг. 46. Передвижной аппарат для промывки деталей: У—рама; 2—ванна
предварительная; 3—ванна конечная; 4-—промывное устройство; 5—при-
вод; 6 — насос; 7 — электродвигатель 0,52 кет; S — шланг; 9 — корыто
сливное [23].
мерно следующие передвижные
приспособления: верстак с ти-
сками (фиг. 42) и комплектом
инструмента; шкаф для скла-
дывания деталей разбираемого
оборудования (фиг. 43); подъёмно-
транспортные устройства для раз-
борки и сборки агрегатов (фиг. 44
и 45); аппарат для промывки дета-
лей (фиг. 46) и др. (см. также гл. V).
Обслуживание квалифициро-
ванных ремонтных слесарей до-
ставкой и заменой инструмента,
сменных деталей, вспомогательных
материалов и др. должно произво-
диться подсобными рабочими.
ГЛ. X]
ТЕХНИКО-ЭКОНОМИЧЕСКИЕ ПОКАЗАТЕЛИ
709
ОРГАНИЗАЦИЯ КОНТРОЛЯ КАЧЕСТВА
РЕМОНТА
Контроль средств производства после мон-
тажа и ремонта, приёмка изготовленных, вос-
становленных и отремонтированных сменных
деталей и узлов, а также периодическая по
графику проверка оборудования на точность
должны производиться персоналом общезавод-
ского отдела технического контроля. В приёмке
оборудования после ремонта принимают также
участие инспекторы отдела главного механика.
Они же контролируют осуществление меро-
приятий системы планово-предупредительного
Фиг. 47. Набор контрольно-измерительного инструмента:
1—консольная оправка; 2— центровая оправка; 3— пластин-
к&;4—призма; 5— штангенциркуль; 6, 7—линейки прове-
рочные; 8—угольник; 9—щуп; 10—штихмас; 11—индика-
тор; 12— мостик для перемещения индикатора по напра-
вляющим; 13— микрометр; 14—глубиномер; 15, 16— уровни.
ремонта, правильность эксплоатации оборудо-
вания и его техническое состояние. Приёмку
оборудования осуществляют производствен-
ный рабочий, мастер и начальник цеха.
Приёмка оборудования после ремонта долж-
на осуществляться в соответствии с техни-
ческими условиями, картами проверки станков
на точность (табл. 13, см. стр. 710-711) и спе-
циальными инструкциями для приёмщиков.
Минимальный набор контрольно-измери-
тельного инструмента, применяемого при при-
ёмке оборудования, приведён на фиг. 47
(см. также ЭСМ, т. 5, гл. II).
СИСТЕМА ОПЛАТЫ ТРУДА РЕМОНТНЫХ
РАБОЧИХ
Наиболее эффективной системой оплаты
труда ремонтных слесарей, работающих в брига-
дах цеховых механиков и осуществляющих
весь комплекс ремонтных работ по закреплён-
ному за ними оборудованию, является норма-
тивная сдельно-премиальная система. Послед-
няя основана на следующих трёх принципах:
1) установленные межремонтные периоды
являются для ремонтных бригад гарантийными
сроками работы агрегатов; 2) оплачивается не
фактический объём ремонтных работ, а норма-
тивный, определяемый группой ремонтной
сложности и нормативами трудоёмкости от-
дельных видов ремонтных работ; 3) ремонт-
ным бригадам выплачивается премия, завися-
щая от снижения простоев в ремонте и тех-
нического состояния закреплённого оборудо-
вания. Последний принцип должен применяться
на предприятиях, имеющих значительные по-
тери вследствие длительных простоев агрега-
тов в ремонте. Предприятия, достигшие хоро-
ших результатов по снижению простоев обо-
рудования в ремонте, должны применять пре-
мирование в зависимости от технического со-
стояния обслуживаемого бригадой оборудо-
вания (простои в ремонте при этом не должны
превышать установленных норм). Наиболее
объективная оценка состояния оборудования
может быть дана на основе инспекторского
осмотра и установления количества условных
дефектов, приходящихся на один агрегат обо-
рудования (табл. 14, см. стр. 712).
Пример. По утверждённому месячному плану ремон-
тов закреплённого за бригадой оборудования установлен
простой в ремонте в размере 900 час. Норма условных
дефектов для механического цеха — 5. Фактический про-
стой оборудования достиг 600 час. при количестве услов-
ных дефектов на станок 2,5. Размер премии бригаде опре-
деляется по существующей шкале за снижение простоя
на 300 час. по 3 руб. за час, т. е. в размере 900 руб.
с добавлением 34°/0 за улучшение технического состояния
оборудования на 2,5 условных дефектов. Размер премии,
таким образом, выразится в 900 • 1,34=1206 руб.
Указанная система оплаты труда ремонт-
ных рабочих создаёт материальную заинтере-
сованность последних в повышении произво-
дительности труда и в проведении всего ком-
плекса профилактических мероприятий, вхо-
дящих в систему планово-предупредительного
ремонта, способствующих сокращению объёма
плановых ремонтов и предупреждающих вне-
плановые остановки оборудования для ре-
монта.
, Оплату труда слесарей по ремонту, выпол-
няющих (в случаях, указанных выше) капи-
тальный ремонт в ремонтно-механических це-
хах, целесообразно производить по сдельной
или сдельно-премиальной системе. Премиро-
вание устанавливается в зависимости от со-
кращения простоя оборудования в капиталь-
ном ремонте.
Оплата труда станочных и других рабочих
ремонтно-механических цехов, а также инже-
нерно-технических работников ремонтного хо-
зяйства строится на общих основаниях для
соответствующих категорий (см. гл. V).
ТЕХНИКО-ЭКОНОМИЧЕСКИЕ
ПОКАЗАТЕЛИ
Приведённые ниже технико-экономические
показатели характеризуют состояние ремонт-
ного хозяйства и определяют организационный
и технологический уровень ремонтного дела
на заводе.
Важнейшим показателем следует считать
себестоимость ремонта условной ремонтной
единицы (р. е.). Нормативная себестоимость
ремонта одной р. е. может быть рассчитана в
соответствии с нормативами трудоёмкости,
тарифными сетками и ставками, стоимостью
Таблица 13
Завод
Отдел главного механика
Карта проверки на точность
Токарные станки общего назначения (нормы точности по ГОСТ 42-40)
Инв. № 062312
Эскиз проверки
Что проверяется
Метод проверки
Допуск в мм
при высоте
центров
до 400 от 400
на
длине
Прямолинейность направляю-
щих станины для каретки в
вертикальной плоскости
На направляющих станины для каретки устанавливается специальный
мостик, имеющий две опоры на проверяемой направляющей и одну опору
на второй направляющей. Расстояние между опорами мостика на проверяе-
мой направляющей должно быть меньше '/з длины каретки и не более 500 мм.
На мостик параллельно проверяемой направляющей кладётся уровень.
Мостик с уровнем перемешается вдоль направляющих по всей их длине.
Погрешность определяется половиной алгебраической разности крайних
показаний уровня
о,оз о,оз
(только в сторону вы-
пуклости)
(для станков с наибольшим расстоя-
нием м. ц. более 3 м)
Прямолинейность напрявляю-
щих станины для каретки в
горизонтальной плоскости
От передней бабки через блок, установленный на конце станины (или
через два блока, установленных на противоположных концах станины), натя
гивается проволока. На направляющих станины для каретки устанавливается
специальный мостик, на котором закрепляется микроскоп с окулярной
штриховой пластинкой так, чтобы ось его была вертикальна. Положение
блока регулируется таким образом, чтобы пересечение нитей окулярной
пластинки совместилось с боковой образующей проволоки у обоих концов
проверяемой направляющей (в точках А к Б). После достижения этого
условия мостик с микроскопом перемещается вдоль направляющих по всей
их длине
0,02
(только в сторону во-
гнутости с центром
кривизны впереди
станка)
Параллельность направляю-
щих станины для каретки
На проверяемых направляющих станины устанавливается специальный
мостик. На мостике перпендикулярно направляющим ставится уровень.
Мостик с уровнем перемещается вдоль направляющих по всей их длине
.5
о,об
о,07
.з
о,об
°>°7
о,о8
1 м
До 3 л
До Ь м
Более
5 м
Параллельность нижних на-
правляющих станины для ка-
ретки верхним направляющим
На верхней направляющей станины для каретки устанавливается спе-
циальный мостик. Индикатор укрепляется на мостике так, чтобы его изме-
рительный штифт касался поверхности нижней направляющей. Мостик с
индикатором перемещается вдоль направляющей по всей её длине
0,02 1 М
о,о4 на всю
длину
(к заднему концу ста-
нины отклонение ниж-
ней направляющей до-
пускается только в
сторону сближения на-
правляющих)
ГЛ. Xj
ТЕХНИКО-ЭКОНОМИЧЕСКИЕ ПОКАЗАТЕЛИ
711
„, О О
СТЭЮЮ !>
о, о о о
о о" о о"
а со ^ in
о о о о
6 6 6 6
I
II
3 Э й
si -?
I illIi
си сз о
чю о.
Ill
S 3 «
Ч Р ч
Л Щ щ
я а> О.
С о. в
0> га
С X
ВЭ S
S 01
21
м а
111
11
S31
»2a
Ю П S
•Я ч в
си ш се
ж « о.
с( X с
SB
3o
я « ч
нага
cj CQ О
1
g я материалов и величиной накладных расходов.
2у| Снижение себестоимости должно обеспечи-
S.O ваться внедрением передовой технологии и
V d организации ремонта, его механизацией, уве-
jg * личением серийности изготовления деталей и
§ я другими рассмотренными выше мероприятиями.
§я Себестоимость всех видов ремонта одной
е | р. е. в течение года отражает также частоту
0 § ремонта в течение года и наличие внеплано-
во щ вых ремонтов. Снижение этого показателя
^ з достигается (кроме перечисленных мероприя-
5 ?. тий) также увеличением износоустойчивости
2 2 деталей, улучшением ухода и эксплоатации
s-& оборудования и повышением качества ремонта.
х | Показатель простоя оборудования из-за
| о ремонта, приходящегося на одну р. е., даёт
1 ?, представление о скрытых потерях, вызывае-
X §* мых простоем оборудования (недовыпуск и
^J, повышение себестоимости продукции и др.),
^^ не отражённых в показателе себестоимости.
о-З Снижение этого показателя достигается реа-
2^ лизацией мероприятий по скоростному ремонту
я-о оборудования.
go Показатель числа условных р. е., прихо-
н дящихся на одного ремонтного рабочего,
<о g непосредственно связан с показателем произ-
я si водительности труда, зависящим от числа
15 вспомогательных ремонтных рабочих. Коли-
ка чество р. е., приходящихся на одного ремонт-
ш о. ного рабочего, является для ремонтной службы
6« показателем производительности труда, а
2^ повышение количества р. е. на одного ре-
| о монтного рабочего даёт представление о росте
н| производительности труда.
| Показателем, характеризующим частоту ре-
I S" монта, качество ухода и надзора за оборудо-
^ § ванием, качество изготовления и ремонта
S ^ сменных деталей, а также слесарно-сборочных
н * работ, является коэфициент цикличности —
^ я величина, обратная длительности ремонтного
I- ч цикла, выраженной в годах.
я н Эффективность внедрения системы планово-
1 g предупредительного ремонта характеризуют
В Н.^ показатели снижения количества аварий и
aj2<» связанных с этим простоев.
ао^ Качество организации парка запасных ча-
S'So стей, правильность выбора их номенклатуры
чн^ и использования отпущенных для этого обо-
§^В ротных средств иллюстрируются показателями
9-1- g оборачиваемости парка запасных частей.
окМ Степень механизации ремонтного произ-
Е~ 1Н водства выражается показателями механо-
~ о и вооружённости и энерговооружённости
о | i одного ремонтного рабочего.
gg^ Технико-экономические показатели по pe-
rn о. монту оборудования могут быть составлены
ga| по следующей номенклатуре:
§ 5 а Себестоимость одного текущего ремонта, отнесённая
5 о « к 1 р. е., в руб.; то же— среднего; то же — капитального.
? g § Себестоимость всех ремонтов, отнесённых к 1 р. е.
g< в течение года, в руб.
Щ | ^ Себестоимость всех ремонтов за год в процентах
ч*-< g к первоначальной стоимости оборудования.
а JT * Снижение себестоимости всех ремонтов на 1 р. е.
ьо> о в течение года в руб. и в процентах к аналогичному по-
°н» казателю прошлого года.
в-О Л Себестоимость всех внеплановых ремонтов в процен-
°2о- тах к первоначальной стоимости оборудования.
2 о Трудоёмкость одного текущего ремонта, отнесённая
а я к 1 р. е., в чел.-час; то же — среднего; то же — капи-
§"* и тального. Трудоёмкость всех ремонтов, отнесённая к 1р. е.
К S § в течение года.
* ° g Снижение трудоёмкости всех ремонтов 1 р. е. в те-
3 5 чение года в чел.-час. и в процентах к аналогичному по-
я >> казателю прошлого года.
712
ОРГАНИЗАЦИЯ ЭКСПЛОАТАЦИИ ОБОРУДОВАНИЯ
[РАЗД. V
Таблица 14
Завод
Карта инспекторской оценки состояния станка
Цех Механический № 1
Бригадир Григорьев С. И.
Дата 1950 г.
Завод-изготовитель Модель 1Д62\
Шифр МТ2
Инв. № МТ2-285
Узел
Наименование дефекта
f
Отметка о наличии дефекта
Январь
Фев-
раль
Март
Де-
кабрь
Примеча-
ние
Механизм
включения
Коробка
скоростей
Рычаги включения и штанги раз-
работаны
Рукоятка включения не фикси-
руется в определённом положении.
Фиксаторные планки и крон-
штейны рычагов не закреплены . .
Фрикцион не тянет
Тормоз плохо работает
Переключение скоростей проис-
ходит ненормально . . . •
и т. д.
Количество дефектов, влияющих на производитель-
ность •
В том числе повторяющихся
Количество дефектов, не влияющих на произво-
дительность
В том числе повторяющихся
Количество условных дефектов
В том числе повторяющихся
Примечание. Дефект, влияющий на производительность (В), равен двум условным дефектам, не влияющий
на производительность (//)—одному условному дефекту, повторяющийся—удвоенному количеству условных дефектов.
Простой на 1 р. е. в календарных днях при одном
текущем ремонте; то же — среднем; то же — капиталь-
ном; то же — во всех плановых ремонтах в течение года.
Простой оборудования во всех плановых ремонтах
в процентах к отработанному времени.
Снижение простоя во всех плановых ремонтах в про-
центах к аналогичному показателю прошлого года.
Число аварий и поломок на единицу оборудования.
Снижение числа аварий и поломок в процентах к ана-
логичному показателю прошлого года.
Простой во внеплановых ремонтах в процентах к от-
работанному времени.
Снижение простоя во всех внеплановых ремонтах
в процентах к аналогичному показателю прошлого года.
Количество р. е., приходящихся на 1 ремонтного сле-
саря; то же — на 1 станочника; то же — на 1 ремонтного
рабочего.
Повышение производительности труда ремонтных ра-
бочих в процентах к аналогичному показателю прошлого
года.
Средний коэфициент цикличности ремонтов.
Стоимость парка запасных частей на 1 р. е. в руб.,
а также в процентах к первоначальной стоимости обо-
рудования.
Оборачиваемость парка запасных частей в процентах.
Увеличение оборачиваемости парка запасных частей
в процентах к аналогичному показателю прошлого года.
Использование ремонтного оборудования в процентах
к фонду времени.
Механовооружённость 1 ремонтного рабочего в агре-
гатах на 1 рабочего.
Энерговооружённость 1 ремонтного рабочего в кет
на 1 рабочего.
ЛИТЕРАТУРА И ИСТОЧНИКИ
1. Абрам П. Я-. Применение металлизации при ре-
монте оборудования, ВНИТОМАШ, Машгиз, 1949.
2. А н т о ш и н Е. В., Технология металлизации распы-
лением, Машгиз, 1944.
3. Б а л а к ш и н Б. С., Технология станкостроения,
Машгиз, 1949.
4. Б а т м а н о в В. А., Электросварка в ремонтном
деле, Машгиз, 1947.
5. Борисов В. С. Таблицы распределения оборудо-
вания по группам ремонтной сложности. ВНИТОМАШ,
Москва, 1948.
6. Владзиевский А. П. и Якобсон М. О.,
Монтаж, эксплоатация и ремонт металлорежущих стан-
ков (справочное руководство), Машгиз, 1946.
7. В Н И Т О М А Ш, Повышение долговечности машин
и передовые методы их ремонта. Доклады на Москов-
ской конференции механиков, Машгиз, 1949.
8. ВНИТОМАШ, Повышение долговечности машин
и передовые методы vx ремонта (из опыта московской
промышленности и транспорта), Машгиз, 1949.
9. ВНИТОМА Ш, Как организовать общественный
смотр состояния оборудования, культуры его эксллоата-
ции и ремонта (инструкция), Москва, 1949.
10. В о т и н о в К. В., Жёсткость станков, ЛОНИТОМАШ,
1940.
11. Ганнушкин С. А. иКрайндельК. А., Орга-
низация скоростного ремонта оборудования, Оргавиа-
пром, 1941.
12. К у ц и к о в и ч В. Л., Т о к а р ь Т. С. и Дым-
ш и ц М. А., Скоростной ремонт механического обору-
дования, ИТЭИН, 1946.
13. МОНИТОМА Ш, Тезисы докладов на научно-тех-
нической сессии по планово-предупредительному ре-
монту оборудования, Москва, 1946.
14. НКТМ Союза ССР, Ремонт оборудования (опыт за-
водов), Машгиз, 1943.
15. НоскинР. А., Верховцев П. Ф. иСловес-
ников А. М., Материалы II технической конференции
главных механиков, НКАП, 1941.
16. Плетнев Д. В., Хромирование в производстве
износостойких деталей машин, Металлургиздат,
1940.
17. Плетнёв Д. В. и Брусянцева В. Н., Па-
мятка хромировщика, РНИТОМАШ, Машгиз, 1949.
18. Приспособления для ремонта оборудования, Оргавиа-
пром, 1941.
19. С а в ч е н к о С. М., Износ и восстановление деталей
оборудования, Оборонгиз, 1948.
20. Ч е р в я к о в С. С, Технология ремонта металлоре-
жущих станков, Министерство электропромышленности
СССР, 1947.
2). ШейнгольдЕ. М. иБялый И. Л., Скоростной
ремонт оборудования в машиностроении, Машгиз, 1947
22. Положение по организации системы планово-предупре-
дительного ремонта оборудования на предприятиях тя-
жёлого машиностроения, Машгиз, 1943.
То же автомобильной и тракторной промышленности,
1948.
23. Материалы по организации и технике ремонта обору-
дования машиностроительных заводов „Калибр", Ленин-
градского Кировского, „Красный пролетарий", 1-й ГПЗ
и др.
ГЛ. Xj
ПРОВЕРОЧНЫЕ РАСЧЁТЫ ПРИ МОДЕРНИЗАЦИИ
713
МОДЕРНИЗАЦИЯ МЕТАЛЛОРЕЖУЩИХ СТАНКОВ
НАЗНАЧЕНИЕ, ВИДЫ И ОБЪЕКТЫ
МОДЕРНИЗАЦИИ
Модернизация металлорежущих станков
имеет целью повысить производительность
и точность обработки, расширить их техноло-
гические возможности, улучшить их исполь-
зование. Виды и назначение модернизации ука-
заны в табл. 15.
Таблица 15
Виды и назначение модернизации
Вид
модернизации
Увеличение мощно-
стей и рабочих скоро-
стей
Автоматизация
приёмов управления .
Расширение техно-
логического примене-
ния
Изменение основно-
го назначения ....
Повышение износо-
устойчивости и усиле-
ние слабых звеньев
Назначение
Повышение произво-
дительности
+
+
+
4-
_
Повышение точности
обработки
-
+
+
+
Осуществление допол-
нительных и новых
методов обработки
-
+
+
Улучшение использо-
вания оборудования
+
-
+
+
+
Расширение много-
станочного обслужи-
вания
_
+
-
Объектом модернизации в первую очередь
могут служить станки, наиболее устаревшие
по конструкции, создающие узкие места
в общем технологическом процессе, станки,
недостаточно используемые или постоянно ра-
ботающие, но модернизация которых обеспе-
чивает значительный экономический эффект.
Модернизация оборудования должна осу-
ществляться по годовым и квартальным пла-
нам. При составлении планов производится
отбор станков, подлежащих модернизации,
разрабатываются технические задания на мо-
дернизацию и для каждого станка устанавли-
вается индивидуальный план, включающий
сроки и объёмы рабочего проектирования, из-
готовления необходимых деталей, демонтаж
и т. д.
Планирование и техническая подго-
товка работ по модернизации должны выпол-
няться отделом главного механика. Подбор
станков и технические задания на модерниза-
цию производятся аппаратом главного техно-
лога и утверждаются главным инженером за-
вода. Осуществление модернизации целесооб-
разно совмещать с выполнением необходимого
ремонта станка.
Плановый объём работ по модернизации
ориентировочно указан в ЭСМ, т. 14, гл. XI,
стр. 361.
ПРОВЕРОЧНЫЕ РАСЧЁТЫ
ПРИ МОДЕРНИЗАЦИИ
Основной задачей проверочных расчётов
при модернизации станков является установле-
ние экономических пределов повышения мощ-
ности и скоростей и выявление слабых звеньев,
ограничивающих такое повышение.
Проверочный расчёт механизма главного
рабочего движения. По мощности и исход-
ному числу оборотов, указанным в паспорте
станка, рассчитывают для основных деталей
механизма действующие силы и скорости и
сравнивают их с допускаемыми значениями
этих величин.
В результате сравнения устанавливают раз-
мер возможного повышения мощности и ско-
ростей.
Так, например, для цилиндрической ше-
стерни коробки скоростей определяют по
кинематике станка наибольшее и наименьшее
числа её оборотов и по общеизвестным фор-
r.Dn _ 75iV
мулам механики v = -Гпып ™ и Р = на-
1-60 v
ходят соответствующие значения скоростей
«W vmin и усилий Pmax, Pmin. Далее опре-
деляют допустимые усилия и скорости для
обоих крайних случаев по методике, изложен-
ной в ЭСМ, т. 2, гл. VII, стр. 270—285.
Сопоставлением полученных значений
можно решить, допускает ли данная шестерня
повышение усилия и скорости.
При проверочных расчётах часто обнару-
живается, что одни детали недогружены,
а другие перегружены. В этих случаях сначала
решают вопрос о возможных практических
способах и величине усиления перегруженных
деталей, а затем уже устанавливают возмож-
ность повышения усилий и скоростей всего
механизма.
Проверочный расчёт механизма подач.
Рассчитывают допускаемое по прочности тя-
говое усилие конечного звена механизма по-
дач, т. е. в большинстве случаев реечной или
винтовой пары, и сопоставляют данные рас-
чёта с паспортной величиной. Затем с учётом
потерь на трение определяется допускаемое
эффективное усилие подачи Ре — kPm, где
Рт — допускаемое тяговое усилие, k — коэфи-
циент, величина которого может быть принята:
для продольного супорта токарного или ре-
вольверного станка 0,55; для поперечного су-
порта 0,75; для гильзы шпинделя сверлиль-
ного станка 0,8 и для стола фрезерного станка
0,5. Далее устанавливают, достаточна ли вели-
чина Ре для тех новых условий работы станка,
которые вытекают из ранее проведённого рас-
чёта механизма глазного рабочего движения.
Если Ре окажется недостаточной, решают во-
прос о возможном способе и величине усиле-
ния конечного звена механизма подач. Полу-
ченная в результате усиления новая величина
тягового усилия принимается как исходная
для проверочного расчёта некоторых других
деталей механизма подач, ближайших к конеч-
ному звену. Более отдалённые от конечного
звена детали расчёта не требуют, так как они
имеют обычно большой запас прочности. Если
714
ОРГАНИЗАЦИЯ ЭКСПЛОАТАЦИН ОБОРУДОВАНИЯ
[РАЗД. V
такой расчёт выявит некоторые слабые детали,
то подыскивается способ их усиления.
Расчёт на допускаемые скорости для дета-
лей механизмов подач не требуется.
ПОВЫШЕНИЕ БЫСТРОХОДНОСТИ
И МОЩНОСТИ
Повышение быстроходности при неиз-
менных крутящих моментах. Этот вариант
наиболее распространён на практике и осо-
бенно при переходе на обработку инструмен-
тами из твёрдых сплавов*. В частности он при-
меняется для. осуществления скоростного реза-
ния (ггри точении и фрезеровании) на обычных
станках совместно с мероприятиями по повы-
шэнию жёсткости и виброустойчивости [4].
Мощность привода должна быть увеличена про-
порционально числу оборотов приводного
шкива станка. Проверочный расчёт сводится
к проверке допускаемых скоростей для неко-
торых шестерён и подшипников. Увеличение
быстроходности разнообразных станков,
как показывает опыт некоторых заводов, воз-
можно в пределах 1,5—2,5-кратного. Повыше-
ние жёсткости и виброустойчивости станка
достигается тщательным ремонтом и регули-
рованием подшипников и направляющих.
Рассматриваемый вариант модернизации
может быть осуществлен: а) при трансмисси-
онном приводе — увеличением диаметра веду-
щего шкива на трансмиссионном валу; б) при
индивидуальном. электроприводе—заменой его
более мощным с соответствующим подбором
ведущего и ведомого шкивов.
Для обеспечения надёжной передачи повы-
шенной мощности рекомендуются: замена пло-
ского ремня клиновидными ремнями, не тре-
бующая изменения местоположения электро-
двигателя, конструктивной ширины и диаметра
ведомого шкива станка; установка электро-
двигателя на качающейся плите для создания
постоянного натяжения ремня на салазках
(фиг 48 и'49); применение натяжных роликов
(фиг. 50 и 51).
* Ещё в 1936—1937 гг., впервые в мировой практике,
группа инженеров Киевского краснознамённого завода
провела работу по внедрению скоростной обработки за-
калённой стали путём упрочнения лезвий твердосплавных
инструментов при изменении положительных углов пе-
редних граней на отрицательные (см. ЭСМ, т. 7, стр. 77).
В дальнейшем в ряде отечественных лабораторий и инсти-
тутов были проведены обширные исследования, напра-
вленные на повышение производительности при обра-
ботке металлов резанием: крупнейший вклад в дело
практического освоения скоростных режимов внесли ста-
хановцы-скоростники — тт. Г. Борткевич, П. Быков и их
последователи. Внедрению скоростных режимов способ-
ствовало также освоение советской промышленностью
таких высококачественных марок твёрдых сплавов, как
Т15Кби Т5К10.
В связи с широким распространением скоростной
обработки металлов резанием возникли новые требования
к станкам, в первую очередь по жёсткости, мощности,
быстроходности. Модернизация наличного парка станков,
обеспечивающая возможность осуществления на них ско-
ростных режимов, получила большой размах.
Подробные указания по модернизации металлорежу-
щих станков я их рациональной эксплоатации в условиях
скоростной обработки металлов изложены в выпущенном
экспериментальным научно-исследовательским институ-
том металлорежущих станков (ЭНИМС) руководстве
.Модернизация и рациональное использование станков
для работы твёрдыми сплавами* в четырёх выпусках:
вып. I „Токарные станки", вып. II „Сверлильные станки",
вып. III «Фрезерные станки", вып. IV „Револьверные
станки" [4]. Подробные сведения о конструкции металло-
режущих станков, необходимые при их модернизации,
приведены в т. 9 ЭСМ, стр. 1—670.
в) при ступенчатошкивном приводе —при-
менением обоих предыдущих способов (в от-
ношении контрпривода).
Наилучшим способом, однако, является
применение многоскоростных редукторов,
исключающих ступенчатые шкивы. В этом
случае ремень от шкива редуктора действует
на наибольшую ступень шкива станка. Рас-
чётом проверяется возможность передачи всей
Фиг. 48. Салазки для установки электродвигателя
на полу [1].
Фиг. 49. Салазки для установки электродвигателя
на станине станка [1].
мощности на каждой скорости редуктора. При
недостаточной мощности шкива следует пере-
делать ступенчатый шкив станка, увеличив
его ширину или заменив клиноремённым.
Фиг. 50. Натяжной ролик Фиг. 51. Натяжной ролик
с центром качания, совпа- с центром, не совпадаю-
дающим с центром мень- щим с центром меньшего
шего шкива [1]. шкива [1].
Для этой цели может быть рекомендован трёх-
скоростной редуктор конструкции завода
.Красный пролетарий" (Москва). Более удоб-
ны редукторы с фланцмоторами, легко при-
способляемые к разнообразным вариантам
установки на станок.
Повышение быстроходности при неиз-
менной мощности. Вариант применяется
главным образом при переводе станка на чи-
стовые работы или на обработку цветных
металлов и, в частности, является наиболее
эффективным для осуществления тонкого
точения и растачивания (при наличии других
условий, необходимых для данного вида об-
работки). В этих случаях усилия, действующие
в механизмах станка, уменьшаются, вслед-
ствие чего возможно большее относительное
увеличение быстроходности. Проверочный
ГЛ. X]
АВТОМАТИЗАЦИЯ РУЧНОГО УПРАВЛЕНИЯ
715
расчёт ограничивается расчётом на допускае-
мые скорости.
Способы осуществления варианта в основ-
ном те же, что и в предыдущем случае, с той
разницей, что ведущий шкив трансмиссии или
индивидуальный электродвигатель не меня-
ются и цель достигается подбором диаметров
шкивов контрпривода и станка.
Применение редукторов вместо ступен-
чатых шкивов и в данном случае даёт наи-
больший эффект.
Повышение мощности за счет крутящих
моментов. Вариант особенно эффективен в
тех -случаях, когда станок вследствие изно-
шенности непригоден для точных работ и
предназначается для использования на обди-
рочных работах. Проверочный расчёт и уси-
ление слабых звеньев в этом случае должны
быть выполнены с особой тщательностью.
Этот вариант осуществляется следующими
способами:
а) при одношкивном приводе станка от
трансмиссии пропорционально увеличивают
диаметр и ширину ведущего и ведомого шки-
вов;
б) при одношкивном приводе от электро-
двигателя заменяют последний на более мощ-
ный. Так как более мощный электродвигатель
имеет шкив большего размера, приходится
заменять и ведомый шкив станка или, если
это оказывается невыполнимым из-за огра-
ждения и выступающих соседних частей станка,
переходят на клиноремённую ' передачу. При-
меняются также натяжные ролики, качающиеся
подмоторные плиты; в некоторых случаях ре-
мённые приводы заменяются зубчатыми и цеп-
ными передачами;
в) при ступенчатошкивном приводе от
трансмиссии или от индивидуального электро-
двигателя применяют многоскоростной редук-
тор и значительно 'уширяют ведомую ступень
или заменяют её клиноремённой передачей.
АВТОМАТИЗАЦИЯ РУЧНОГО
УПРАВЛЕНИЯ
Модернизация достигается различными авто-
матизирующими станок устройствами, позво-
ляющими устранить, сократить или облегчить
ручной труд рабочего у станка. Этот вид
модернизации особенно эффективен для стан-
ков, работа которых характеризуется преобла-
данием вспомогательного времени над ма-
шинным и имеет особое значение при работах
на скоростных режимах резания. Автомати-
зация приводит к снижению стоимости обра-
ботки за счёт уменьшения вспомогательного
времени на управление станком и создаёт
благоприятные условия для перехода на много-
станочное обслуживание. Затраты на изгото-
вление автоматизирующих устройств быстро
окупаются за счёт снижения стоимости обра-
ботки.
Для расчёта годовой экономии от автомати-
зации приёмов управления станком можно
пользоваться формулой [2]
Здесь Р—годовой фонд станко-часов; п—сред-
нее в час число повторений автоматизируе-
мого приёма; Тр—время в мин. выполнения
этого приёма вручную; Та—то же после авто-
матизации; q—заработная плата за одну ми-
нуту; р—процент накладных расходов.
Число повторений приёмов управления
можно взять из технико-нормировочных карт
изделий, обрабатываемых на данном станке.
В табл. 16 приводятся средние числа повто-
рений в час приёмов управления, установлен-
ных практикой станкостроительного завода
.Красный пролетарий".
Общим для станков всех типов приёмом
управления является приём „пуск—остановка"
главного движения, легко автоматизируемый
при помощи кнопочной станции с магнитным
пускателем.
Ниже рассматривается частичная автома-
тизация других приёмов управления по от-
дельным типам станков.
Токарные, револьверные и карусельные
станки. У токарных станков с большим рас-
стоянием между центрами целесообразна ме-
ханизация холостого продольного перемеще-
ния каретки с повышенной скоростью. Один
из осуществлённых способов заключается в
следующем: клиноремённая передача с отно-
шением 1: 2 от электродвигателя (мощностью
0,52 кет), установленного на задней стенке
станины, действует на удлинённый ходовой
валик, конец которого выступает за кронштейн;
включение — выключение двигателя произво-
дится кнопочной станцией „стоп—вперёд—на-
зад", помещённой на фартуке станка; контакт-
ные провода к магнитному пускателю рас-
Таблица 16
Приёмы управления
станком
Среднее число повторений в час на станках
СО о
* 1
?яи
<и к «
2
S.I5S
¦G|li
со О.2Г^
о о
as,
l
Пуск — остановка станка . .
Включение — выключение
подачи . . . . •
Изменение числа оборотов .
Изменение величины подачи
Включение ходового винта .
Поворот револьверной го-
ловки
29
28
7.6
9.8
5»7
4а
33
27
7.3
4,7
4.1
з,9
о.7
16
i6
1.6
1.9
8
о,4
2,3
716
ОРГАНИЗАЦИЯ ЭКСПЛОАТАЦИИ ОБОРУДОВАНИЯ
[РАЗД. V
положены на задней стенке станины, а токо-
приёмник со скользящими контактами укре-
плён на заднем торце каретки. Токарные стан-
ки, достаточно загружённые обработкой кони-
ческих поверхностей и сверлильными работами,
целесообразно оборудовать механизмами авто-
матической подачи верхнего поворотного
супорта и шпинделя задней бабки. Такой ме-
ханизм, осуществляющий оба движения, по-
казан на фиг. 52. Привод вращения берётся
от ходового валика через систему шестерен,
находящихся внутри кронштейна 7, в котором
<?иг. 52. Механизм автоматической по-
дачи верхнего супорта и шпинделя задней
бабки 11].
также имеется муфта включения—выключения.
Возвращение супорта или шпинделя задней
бабки после окончания обработки произво-
дится рукояткой 2.
У револьверных станков средних и боль-
ших размеров дает эффект устройство меха-
низма ускоренного перемещения каретки.
У карусельных станков полезно ввести
механический подъём поперечины с целью'
облегчить труд рабочего.
Токарные и револьверные станки, работа-
ющие с большим числом оборотов (например,
при скоростных режимах резания или при
обработке цветных металлов), целесообразно
оборудовать тормозом вращения шпинделя.
Среди многочисленных осуществлённых при
модернизации конструкций тормозов имеются
простейшие колодочные, действующие непо-
средственно на патрон, наряду с пневмати-
ческими и электромагнитными ленточными
тормозами.
Широко применяется на токарных станках
устройство автоматических упоров-выключа-
гелей продольной подачи.
Модернизировать механизмы переключения
рабочих скоростей у станков с одношкивным
приводом, т. е. вводить применяемое на со-
временных станках однорукояточное или пре-
селекторное управление, нецелесообразно
ввиду сложности переделок и небольшого
эффекта. У станков со ступенчатошкивным
приводом применение многоскоростного ре-
дуктора, модернизирующее самый привод,
одновременно решает и задачу улучшения
переключения скоростей.
Сверлильные станки. Автоматизация упра-
вления в порядке модернизации станков
сверлильной группы почти не применяется.
Встречаются лишь общие мероприятия по мо-
дернизации ступенчатошкивного привода вер-
тикально- и радиально-сверлильных станков
путём его замены на привод от многоскорост-
иого редуктора с одновременным устройством
кнопочного управления электродвигателем. В
некоторых случаях радиально-сверлильные
станки оборудовались отдельными электро-
приводами для подъёма рукава.
Пример автоматизации подачи шпинделя
многошпиндельного сверлильного станка по-
казан на фиг. 53. С гильзы шпинделя снята
рейка от обычного червячного механизма по-
дачи. На вал червячного колеса установлен
кулачок 2, действующий на ролик 3, вилку 5,
регулируемую гайкой 4, и подающий гильзу
шпинделя в рабочем направлении. Возвраще-
ние шпинделя осуществляется,
как обычно, контргрузом. Этот
механизм дал возможность од-
ному рабочему производить
сверление однотипных отвер-
стий с принудительным рит-
мом на нескольких шпинделях.
Строгальные станки. У по-
перечно-строгальных станков
целесообразно устраивать ав-
томатическую вертикальную
подачу супорта, что в кон-
структивном отношении легко
осуществимо. У крупных про-
дольно - строгальных станков
эффективна механизация ускоренного пере-
мещения супортов по траверсе. На стан-
ках, обрабатывающих разнообразные изделия,
когда часто приходится перемещать траверсу,
следует механизировать подъём послед-
ней.
Фрезерные станки. Большинство фрезер-
ных станков имеет автоматическую рабочую
подачу, поэтому можно автоматизировать лишь
холостые перемещения стола. Во всех случаях
целесообразно применение механизма ускорен-
ного перемещения стола, а в некоторых при
серийном производстве экономично и устрой-
ство механизмов скачкообразной подачи,
как это делается на современных стан-
ках.
Рациональное решение представляет собой
коробка подач,- показанная на фиг. 54. Её
можно установить на любой фрезерный ста-
нок. Привод к винту осуществляется шарнир-
Фиг. 53. Кулач-
ковый механизм
для автомати-
ческой подачи.
Фиг. 54. Пристройка автоматической коробки
подач к фрезерному станку [1].
ным валом /. Коробка подач даёт три рабо-
чие подачи и ускоренный ход. Рукоятка 2
служит для изменения величины подачи, ру-
коятка 3— для переключения с рабочей по-
ГЛ. X]
РАСШИРЕНИЕ ОБЛАСТИ ТЕХНОЛОГИЧЕСКОГО ПРИМЕНЕНИЯ
717
Фиг. 55. Внешний вид
собранной коробки по-
дач [I].
дачи на ускоренный ход. Для этой же цели
служит тяга 4, выведенная на переднюю сто-
рону станка. Реверсирование производится
обычной рукояткой. Переход с рабочей подачи
на ускоренный ход и работа по методу скач-
кообразной подачи могут осуществляться
переставными упорами 5, 6, 7 и 8, укрепляе-
мыми на диске 9; такое
устройство делает из-
лишним пристраивание
упоров на столе и упро-
щает переделку самого
станка. Внешний вид со-
бранной коробки показан
на фиг. 55.
В некоторых случаях
может оказаться целесо-
образной механизация
подъёма траверсы у про-
дольно-фрезерных стан-
ков.
Автоматизация изме-
нения числа оборотов и
величины подачи, осуще-
ствляемая на современных фрезерных станках
однорукояточным управлением, в отношении
модернизируемых станков неэкономична, ибо у
фрезерных станков скорости и подачи меня-
ются сравнительно редко.
Шлифовальные станки. Из механизмов
перемещений возможно автоматизировать шли-
фовальную бабку для ускоренного её пере-
мещения (подвод к изделию и отвод от него).
У круглошлифовальных станков некоторый
эффект может дать модернизация механизма
„включения—выключения" шпинделя передних
бабок со ступенчатошкивным приводом. Проще
всего это достигается заменой ступенчато-
шкивного привода индивидуальным электри-
ческим с кнопочным пуском.
При патронных работах заметное сокра-
щение затрат времени на приём «пуск—оста-
нов" достигается устройством торможения
шпинделя передней бабки, так как кругло- и
внутришлифовальные станки приходится часто
останавливать для производства измерений.
РАСШИРЕНИЕ ОБЛАСТИ
ТЕХНОЛОГИЧЕСКОГО ПРИМЕНЕНИЯ
На заводах единичного и серийного произ-
водства часто встречаются работы, не выпол-
нимые на имеющихся станках. В таких слу-
чаях целесообразно некоторые станки под-
вергать модернизации, расширяющей их тех-
нологические возможности. Такая модерниза-
ция в основном сводится к расширению габа-
ритов обработки и увеличению разнообразия
условий и методов обработки.
Расширение габаритов обработки. У
большинства токарных станков и некоторых
кругло- и внутришлифовальных станков срав-
нительно легко осуществить увеличение диа-
метра обработки. Это достигается при помощи
промежуточных прокладок, устанавливаемых
под переднюю и заднюю бабки и под супорт
или каретку. Можно увеличить длину уста-
навливаемого изделия, не увеличивая длины
.обработки, при помощи отдельно монтиру-
емых на фундаменте поддерживающих бабок
и подшипников.
На станках с прямоугольными рабочими
столами легко увеличить ширину стола при
помощи прикрепляемых к нему уширяющих
полок. При открытом с одной стороны столе
(у консольных фрезерных, одностоечных про-
дольно-строгальных и других станков) значи-
тельное увеличение ширины обрабатываемого
изделия достигается при помощи отдельно
стоящих направляющих, несущих вспомога-
тельную опору для изделия.
Увеличение разнообразия обработок
может быть достигнуто на универсальных
станках при помощи приспособлений, не тре-
бующих переделки самих станков: для токар-
ных станков-применением многорезцовых дер-
жавок, сменных револьверных головок, копир-
ных устройств, затыловочных приспособлений
и др.; для фрезерных станков—применением
разнообразных делительных бабок, круглых
столов, фрезерных головок с различно рас-
положенными шпинделями и т. д.
Примерами модернизации, увеличивающей
разнообразие обработок, могут служить сле-
дующие.
Расширение пределов скоро-
стей и подач для обработки мягких ме-
таллов наряду с твёрдыми, для чистовых ра-
бот наряду с обдирочными, для перехода на
обработку инструментами из твёрдых сплавов
и т. д.
Этот вид модернизации может быть осу-
ществлён установкой на контрприводе стан-
ка со ступенчатошкивным приводом добавоч-
ной пары шкивов, применением двухскорост-
ных электродвигателей, заменой пар шестерён
в коробках скоростей или подач и некото-
рыми другими методами.
Фиг. 56. Приспособление токарного станка для алмазного
точения [1].
На фиг. 56 приведён пример приспособле-
ния обычного токарного станка для алмазного
точения, требующего значительного увеличе-
ния скорости резания и уменьшения подачи.
На станину станка установлена добавочная
718
ОРГАНИЗАЦИЯ ЭКСПЛОАТАЦИИ ОБОРУДОВАНИЯ
[РАЗД. V
бабка /, сконструированная для алмазного
точения, с приводом от отдельного электро-
двигателя 2. Ведомый шкив бабки вращается
на отдельных шарикоподшипниках, а шпин-
дель—на подшипниках скольжения. На шпин-
деле имеется тормозная муфта 3, передвига-
емая рычагом 4. Этот же рычаг служит для
пуска и останова электродвигателя, для чего
на его оси 5 находится рычаг 6, действующий
на контакты 7 магнитного пускателя. Подача
осуществляется от прежней бабки. Описанное
устройство позволяет подачу на 1 оборот
шпинделя новой бабки выбрать любой малой
величины.
Увеличение числа рабочих
органов станка (шпинделей, супортов
и т. д.). На токарных станках заменяют попе-
речный супорт многорезцовым, на токарных
и револьверных станках добавляют вторые
задние супорты, на вертикально-сверлильных
станках устанавливают двухшпиндельные или
многошпиндельные головки с самостоятель-
ными механизмами ручной подачи (позволяют
производить пооперационную обработку изде-
лий), на горизонтально-фрезерном станке до-
бавляют второй горизонтальный или вертикаль-
ный шпиндель и т. д.
На фиг. 57 приведён пример модерниза-
ции токарного станка для серийного произ-
водства. На салазки установлен задний супорт3,
Фиг. 57. Супорт, установленный на поперечных направ-
ляющих каретки станка [2].
не имеющий поперечного перемещения.
Резцедержатель / может передвигаться вин-
том 2 для регулирования на размер обработ-
ки. Задний супорт служит для продольного
обтачивания настроенным резцом, а передний
полностью сохраняет свое назначение.
Устройство механизмов, анало-
гичных имеющимся у современных
станков. На токарных и револьверных
станках ставятся конусные линейки; на ре-
вольверных станках—механизмы замедления
числа оборотов и реверса для нарезания резьб;
на вертикально-сверлильных станках устраи-
вается реверс для нарезания резьбы мет-
чиками; на круглошлифовальных — уве-
личивается ширина камня и вводится жёст-
кий упор для шлифования по методу вре-
зания и др.
Устройство механизмов для
обработки фасонных поверхно-
стей. К таким механизмам относятся общеиз-
вестные копирные устройства к токарным и
вертикально-фрезерным станкам. Можно ре-
комендовать копирное устройство к револь-
верным станкам, показанное на фиг. 58. От-
кидная штанга 1 с копиром, входящая в про-
странство между направляющими роликами,
даёт револьверной головке добавочное враще-
ние для обтачивания фасонной поверхности.
Штанга, будучи поднята, не мешает работе дру-
гих инструментов в револьверной головке. Для
Фиг. 58. Установка для обтачивания по копиру одно-
временно трбх диаметров ступенчатого шкива {!).'
обработки фасонных линейчатых поверхно-
стей на продольно-строгальных станках один
из супортов поперечины снабжается копирным
устройством.
ИЗМЕНЕНИЕ ОСНОВНОГО НАЗНАЧЕНИЯ
При внедрении новой технологии на заво-
де часто освобождаются некоторые универ-
сальные станки и возникает потребность в
специальных операционных станках. Коренная
переделка устарелых ненужных заводу уни-
версальных станков, изменяющая их назна-
чение, может оказаться более экономичной,
чем приобретение новых станков, особенно
при развёртывании на заводе массового произ-
водства нового изделия. Универсальные станки
можно иногда с весьма малыми затратами
пеоеделать в операционные или трансформиро-
Фиг. 59. Приспособление для протягивания отверстий ча
токарном станке: 1—шайба, навёрнутая на шпиндель и
соединённая с гайкой 2; 3 — кронштейн тягового винта:
4— рабочий кронштейн для опоры деталей [1].
вать в станки современной технологии. Ти-
пичными примерами могут служить следу-
ющие.
а) Перестройка токарных станков в токар-
но-многорезцовые, алмазно-токарные, глубоко
сверлильные, горизонтально - хонинговочные.
Известны случаи перестройки токарных стан-
ков в фрезерные, резьбо-фрезерные и про-
ГЛ. Xj
ПОВЫШЕНИЕ ИЗНОСОУСТОЙЧИВОСТИ ЗВЕНЬЕВ
719
тяжные. На фиг. 59 показано устройство, по-
зволяющее на токарном станке протягивать
отверстия.
б] Перестройка вертикально-сверлильных
станков в хонинговочные, алмазно-расточ-
ные, притирочные. Перестройка в хонинго-
вочные станки осуществляется добавлением
механизма возвратно - поступательного дви-
жения.
в) Перестройка продольно - строгальных
станков малых размеров в плоскошлифоваль-
ные. На поперечину вместо супорта ставится
шлифовальная головка с индивидуальным элек-
тродвигателем и переделывается механизм
вертикального перемещения супорта для со-
здания возможности микрометрического регу-
лирования глубины шлифования. Известны
случаи перестройки продольно-строгальных
станков в продольно-фрезерные и горизон-
тально-хонинговочные. Для этого используется
возвратно - поступательное движение стола,
а вращательное движение инструмента полу-
чается от отдельного находящегося вне стан-
ка привода.
На фиг. 60 показано приспособление к
долбёжному станку для прошивания отвер-
Фиг. 60. Приспособление для прошивания отверстий
на долбёжном станке [1].
стий во втулках толкателя клапана. Этим
приспособлением долбёжный станок превра-
щается в. прошивочный полуавтомат большой
производительности. В отверстия поворотного
приспособления 1 устанавливаются изделия со
вставленными в них заранее короткими про-
шивками. "Поворот приспособления на каждую
позицию производится от рейки 2, которая
при ходе долбяка вверх вращает шестерню 3.
Последняя сцепляется с пружинно-храповой
муфтой -/ и поворачивает вал с червяком и
червячное колесо 5. При ходе долбяка вниз
зубья муфты 4 проскакивают, а приспособ-
ление удерживается от смещения стопором 6.
Чтобы прошивки не проваливались на пол, они
снабжены буртиком за своей калибрующей
частью.
ПОВЫШЕНИЕ ИЗНОСОУСТОЙЧИВОСТИ
¦И УСИЛЕНИЕ СЛАБЫХ ЗВЕНЬЕВ
Повышение износоустойчивости. Здесь
может иметь место сочетание ремонтных ме-
роприятий с модернизацией. Примером вос-
становления направляющих токарного станка
может служить накладка закалённых пластин.
Пластины привинчиваются двумя рядами вин-
тов и после закрепления прошлифовываются.
Способы усиления слабых звеньев. Наи-
более распространённым способом усиления
слабых звеньев является замена материала.
В этом случае деталь изготовляется заново
из более прочного материала, но с сохране-
нием прежней конструктивной формы и раз-
меров.
Применение для шестерён и валов хро-
мистой незакалённой стали 40Х позволяет
увеличить напряжения в 1,5 раза против угле-
родистой стали, а в закалённом состоянии в
3—4 раза. Реже применяется усиление путём
изменения размеров детали или её конструк-
тивной формы. Этот способ вызывает затруд-
нения, так как требует изменения размеров и
форм других деталей.
Ниже приводятся примеры усиления слабых
звеньев.
Ремённые передачи: увеличение
ширины ремня и шкивов; увеличение угла
обхвата при помощи натяжных роликов; увели-
чение коэфициента трения путём натягивания
на шкивы кожаных манжет; замена плоских
ремней клиновыми и соответствующая замена
шкивов.
Цепные пере да ч и: увеличение шага
цепи.
Фрикционные муфты: а) конус-
ные: приклёпывание феродо — ленты на вну-
тренний конус (при больших размерах), изгото-
вление внутреннего конуса из текстолита, уве-
личение диаметра конусов; б) пластинча-
тые многодисковые: замена металличе-
ских пластин текстолитовыми (сталь — тексто-
лит); увеличение числа пластин; установка бо-
лее сильных пружин (для пружинных муфт).
Шестерни: замена материала—для воз-
можности увеличения окружного усилия
сталью 40Х улучшенной или закалённой и
для возможности увеличения окружной скоро-
сти—сталью 20Х цементованной; замена
прямозубых шестерён косозубыми тех же
габаритных размеров; удлинение зуба; увели-
чение модуля при кратном уменьшении числа
зубьев для сохранения прежнего межосевого
расстояния; корригирование профиля — уве-
личение угла зацепления с 15 до 20° и при-
менение укороченного зуба высотой головки
0,8 модуля.
Подшипники: усиление подшипников,
позволяющее повысить скорость и увеличить
нагрузки.
Способы усиления для подшипников сколь-
жения — замена материала, увеличение диа-
метра и длины, улучшение смазки: для под-
шипников качения — замена другим номе-
ром или другой серией. Часто применяется
замена подшипников скольжения подшипни-
ками качения.
Винтовые пары: замена материала
винта и гайки; реже — увеличение диаметра
нарезки и удлинение гайки.
ЛИТЕРАТУРА И ИСТОЧНИКИ
1. Бюро технических нормативов НКТМ, Модернизация
металлорежущих станков, Машгиз, 1940.
2. ВНИТОМАШ, Опыт модернизации металлорежущих
станков, НКТМ СССР, Машгиз, 1943.
3. МОНИТОМАШ, Модернизация металлорежущих
станков, Машгиз, 1949.
4. ЭНИМС, Модернизация и рациональное исполь-
зование станков для работы твёрдыми сплавамм.
Вып. I, II, Ш, IV, Машгиз, 1949.
720
ОРГАНИЗАЦИЯ ЭКСПЛОАТАЦИИ ОБОРУДОВАНИЯ
[РАЗД. V
ОРГАНИЗАЦИЯ СМАЗОЧНОГО ХОЗЯЙСТВА
Смазка является одним из основных факто-
ров повышения долговечности оборудования.
Даже долговечность таких деталей машин,
как подшипники качения, обрабатываемых
с очень большой точностью, зависит от того,
насколько правильно они смазываются.
Рядом экспериментальных работ устано-
влено, что положительный эффект смазыва-
ния достигается только тогда, когда качество
смазочного материала соответствует усло-
виям работы машины: нагрузке, скорости,
температурной среде, конструкции, размерам.
Поэтому крайне важно, во-первых, обеспе-
чить те качества смазочных материалов, кото-
рые указаны в соответствующих ГОСТ, а,
во-вторых, по возможности усилить те эксплоа-
тационные качества, которые предопределяют
выполнение смазочным материалом его ос-
новной функции: отделение одной трущейся
поверхности от другой. Сохранение качеств
смазочных материалов обеспечивается пра-
вильной организацией смазочного хозяйства.
Усиление нужных качеств смазочных масел
достигается с помощью особых присадок
(см. ниже).
Рациональная организация смазочного хо-
зяйства включает: учёт оборудования, подле-
жащего смазыванию; составление карт смазки;
определение ассортимента и расчёт потреб-
ности в смазочных материалах; рациональное
их хранение с соблюдением правил пожарной
безопасности; приём и выдачу смазочных про-
дуктов; организацию смазывания оборудова-
ния; организацию труда и рабочих мест смаз-
чика; проведение анализов смазочных мате-
риалов; проектирование штатов работников
смазочного хозяйства; регенерацию отработан-
ных смазочных масел.
Схему организации смазочного хозяйства не-
обходимо разрабатывать применительно к усло-
виям каждого завода. В соответствии с приня-
той схемой, а также исходя из масштабов уча-
стка определяются номенклатура и число работ-
ников для обслуживания смазочного хозяйства.
УЧЁТ ОБОРУДОВАНИЯ
Учёту подлежит всё оборудование, дей-
ствующее на данном заводе: производствен-
ное, энергетическое, все виды транспортных
средств, оборудование подсобных хозяйств
и т. д. Учёт оборудования, подлежащего сма-
зыванию, следует вести по каждому цеху в
отдельности. При незначительном количестве
оборудования в цехах ведомость оборудования
может составляться по заводу в целом, но
с разбивкой по отдельным группам.
Таблица 17
Перечень карт смазки оборудования завода
Наименование
агрегата
Токарный
станок
Вертикальный
сверлильный
станок
Завод-изгото-
витель
Завод
им. Фрунзе
Завод
им. Ленина
Тип
или
модель
TH-is
212;
Коли-
чество
единиц
4
2
№
карты
1
2
Дополнительно к ведомости оборудова-
ния составляется перечень карт смазки
(табл. 17). В табл. 18 приведён пример карты.
Нормы расхода смазочных материалов и
режим смазывания уточняются на месте поль-
зования картой в зависимости от эксплоата-
ционных условий.
На эскизе станка указываются все смазы-
ваемые точки станка (электроарматура на
эскизе не показывается). Для каждой из них
указываются сорт смазки, его марка, норма
расхода, режим смазывания, система подачи,
ёмкость картера и срок службы масла.
На основании карт смазки составляется
ведомость ассортимента и расхода смазочных
материалов на оборудование за.вода по ка-
ждому станку в отдельности. Итог этой ведо-
мости заносится затем в сводную ведомость,
пример которой приведён в табл.N 19.
ОПРЕДЕЛЕНИЕ АССОРТИМЕНТА
И РАСХОДА СМАЗОЧНЫХ МАТЕРИАЛОВ*
Подбор смазочных материалов может осу-
ществляться методами: 1) сравнительных энер-
гетических испытаний смазок; 2) сравнитель-
ных тепловых испытаний смазок; 3) расчёт-
ным.
Метод энергетических испыта-
ний смазок заключается в определении рас-
хода двигательной энергии при применении
различных масел в одинаковых условиях ра-
боты. Наименьший расход двигательной энер-
гии соответствует смазке, наилучшей для дан-
ных условий работы механизма.
Ускоренное испытание пригодности масла
для того или иного узла трения проводится
методами: 1) инерционного выбега и 2) пуско-
вого момента.
По методу инерционного выбега замеряется
время движения машины по инерции после
выключения двигателя. Чем лучше смазана
машина и лучше качество смазки, тем больше
инерционный выбег машины.
По методу пускового момента замеряется
затрата двигательной энергии при запуске
машины или станка. Чем лучше смазана маши-
на и лучше качество смазки, тем меньше за-
трачивается энергии на приведение машины в
движение и тем меньше, следовательно, её
пусковой момент.
Метод тепловых испытаний осно-
ван на измерении рабочей температуры точки,
смазываемой различными смазочными мате-
риалами. Наименьшая рабочая температура
смазываемой точки также соответствует смаз-
ке, наилучшей для данных условий работы.
Более точный выбор смазочного материала
достигается объединением обоих методов, т. е.
одновременным испытанием смазки по расходу
энергии и по рабочей температуре смазывае-
мых точек.
При проведении сравнительных испытаний
смазочных материалов должны соблюдаться
следующие правила:
1) измерительные приборы проверяют до
и после испытаний;
* См. также ЭСМ, т. 2, гл. X, стр. 768.
ГЛ. X]
ОПРЕДЕЛЕНИЕ
Завод
Цех механический
АССОРТИМЕНТА И
Карта смазки
РАСХОДА
СМАЗОЧНЫХ МАТЕРИАЛОВ /
Таблица
Станок токарно-винторезный
модель ТН-15
Инвентарный № 2116
21
18
5 6 7 в
11 12
1 5 3
8 21 3
Наименование смазываемых
точек
Система
смазывания
Сменный
расход в г
Машин-
ное
Л
Гра-
фитная
мазь
Режим
смазывания
g Н м
Зубья и втулка шестерён
гитары
Втулка валика коробка подач
Втулки валиков коробки подач
Центральная
ручная
Ручная
Центральная
ручная
1 раз в смену
2 раза в сме-
ну
То же
Втулка валика включения подач
Червячное сцепление
Втулка шестерён, рычаг Нор-
тона и шестерни коробки передач
Ручная '
Ванна
Центральная
ручная
1 раз в смену
То же
Средний расход в г
Таблица 19
Ведомость расхода смазочных материалов в кг на смазывание оборудования завода
Наименование
смазочных
материалов
Веретённое 3 . .
Машинное Л . • .
Машинное С ...
Солидол Л . . . .
На смазывание станочного оборудова-
ния в течение
смены
(8 час.)
2,7 so
!,}Ю
0,780
о,14!
ДНЯ
/./
ю,7
i,;6
0,2^0
меся-
ца
i37,f
267,;
?9-о
7.?
квар-
тала
412, /
802,f
117
22
года
l6fO
3210
468
88
На смазывание
электродвигате-
лей в течение
меся-
ца
370
квар-
тала
1110
34S
года
4440
1380
На заполнение
ёмкостных
систем вновь
устанавливае-
мого оборудо-
вания
в течение
квар-
тала
г;о
Х7!
200
года
1000
7оо
8оо
Всего
в течение
меся-
ца
Sgo,8
440,2
юs,6
7,4
квар-
тала
1772,1
I?20,f
ЗП
22
года
7одо
S2go
1268
88
2) испытание смазки производят до
получения неизменных показаний приборов
в течение определённого отрезка времени
C—5 час);
3) смазочные материалы анализируют до
и после испытаний с целью установления их
46 Том 15
соответствия техническим условиям и изме-
нений, происшедших в процессе испытаний;
4) перед испытанием каждой смазки тру-
щиеся поверхности тщательно промывают;
5) в течение всего времени испытаний со-
храняют неизменными режим смазывания тру-
722
ОРГАНИЗАЦИЯ ЭКСПЛОАТАЦИИ ОБОРУДОВАНИЯ
[РАЗД. V
Смазочные масла для подшипников качения
(см. также ЭСМ, т. 2, гл. VIII, стр. 610)
Таблица 20
Внутренний
диаметр в мм
До 50
50-100
100-200
200-320
Обороты
в минуту
300—3200
300-3200
300 и выше
300 и выше
Масла, рекомендуемые при рабочей температуре подшипника в °С
До 0
Вазелиновое
Веретённое 2
То же
0-60
Веретённое 3
Турбинное УТ
То же
Вазелиновое
Веретённое 3
То же
60 — 100
Машинное С
Автол 10
То же
Машинное Л
Автол 4
Веретённое 3 .
Свыше
100
Авиамасло МК
То же
Автол 18
Цилиндровое 2
То же
Примечание. Для конструкции, предусматривающей смазывание консистентными смазками, применяется кон-
систентная смазка № 1—13.
щихся поверхностей, рабочие скорости испы-
туемых узлов трения, режим работы послед-
них, выполняемую машиной рабочую опера-
цию и нагрузки на машину;
Таблица 21
Смазочные масла подшипников скольжения
(см. также ЭСМ, т. 2, гл. VIII, стр. 641)
Нагрузка
на подшипник
в kzjcm
До 1
1— 3
3— 5
5—10
10—15
Св. 15
Диаметр вала
в мм
До 30
30-40
40-50
.50-60
60-70 >
70 и св.
Смазочное масло
Веретённое 2
Веретённое 3
Машинное Л
Машинное С
Автол 10
Цилиндровое 2
Примечание. При использовании консистентных
смазок применяется солидол.
Таблица 22
Смазочные масла для некоторых деталей машин
Детали машин
Направляющие поверхности:
а) горизонтальные
б) вертикальные
в) паровых молотов
Подпятники:
а) с подшипниками качения
б) с гребенчатыми подшип-
никами
в) с простой пятой
Зубчатые передачи цилин-
дрические (см. также ЭСМ,
т. 2, гл. VII):
а) металлорежущего обору-
дования открытые, не
имеющие ванн, и находя-
щиеся внутри станка
б) прессового оборудования
Цепи (см. также ЭСМ, т. 2,
гл. VII, стр. 382):
а) при наличии ванны
б) при отсутствии ванны
Шарниры
Цилиндры молотов:
а) паровых
б) воздушных мощностью
до 250 кг
в) воздушных 250—500 кг
г) воздушных 500—1000 кг
Смазочное масло
Машинное Л
Машинное С
Нигрол тракторный
Консистентная смазка
№ 1—13
Цилиндровое 2 (при
наличии ванны)
Цилиндровое 2
Цилиндровое 2
Машинное С или
графитная мазь (со-
лидол с 10°/0 графита/
Полугудрон
Машинное С
Солидол Л
Машинное С
Вискозин
Машинное Л
Машинное С
Цилиндровое 2
6) замер температуры окружающей среды
производят термометром, подвешенным на
расстоянии не далее 0,5 м от испытуемого
объекта.
Расчётный метод сводится в основ-
ном к определению потребной вязкости масла
(см. ЭСМ, т. 1, кн. 1-я, стр. 383). Вязкость
является основным показателем пригодности
индустриальных масел для данных условий
работы „холодных установак". Для нормаль-,
ной работы других механизмов „горячих уста-
новок" наряду с вязкостью требуется наличие
и других показателей. Так, например, масла
для турбин должны оказывать максималь-
ное сопротивление окислению и не должны
давать стойких эмульсий. Турбинные масла,
не обладающие этими двумя свойствами, не
допускаются к работе даже при достаточной
их вязкости. Компрессорные масла не допу-
скаются к эксплоатации, если их стабильность
к окислению по Сляю * больше 20 и т. д.
В табл. 20—22 приведены данные о сма-
зочных материалах, применяемых для некото-
рых деталей машин и узлов трения.
НОРМИРОВАНИЕ РАСХОДА СМАЗОЧНЫХ
МАТЕРИАЛОВ
Норму расхода смазки можно определить
экспериментально или расчётом.
При экспериментальном методе о доста-
точности подачи смазочного материала на
трущиеся поверхности можно судить по рас-
ходу энергии и рабочей температуре смазы-
ваемых поверхностей. После установления
оптимальной вязкости масла для данного слу-
чая подают масло на трущиеся поверхности
в таком количестве, какое они могут принять,
причём замеряют расход энергии и рабочую
температуру трущихся поверхностей.
Уменьшая подачу смазочного материала и,
замеряя расход энергии и температуру тру-
щихся поверхностей, отмечают момент, когда
расход энергии и температура начинают воз-
растать. Минимальное количество маслаг
при котором достигаются наименьший рас-
* Число Сляя характеризует свойство минеральных,
масел сопротивляться окислению кислородом воздуха при
повышенных температурах и представляет вес в мг
осадка масла после окисления, полученного из 10 г масла.
ГЛ. X]
НОРМИРОВАНИЕ РАСХОДА СМАЗОЧНЫХ МАТЕРИАЛОВ
723
ход энергии и наименьшая рабочая темпе-
ратура трущихся поверхностей, является
нормой расхода, обеспечивающей надлежа-
щую работу механизма.
Расчётный метод определения нормы рас-
хода смазочных материалов охватывает три
вида подачи смазки на трущиеся поверхности:
капельную полную, капельную скудную и
смазку под давлением. Капельная подача пред-
усматривает наличие на подшипнике регули-
руемой капельной маслёнки.
Для капельной смазки рекомендуются сле-
дующие формулы подсчёта потребности под-
шипника в масле Г61:
при скудной смазке
о 0,3/7 (D, — c!:
при полной смазке
О _ 7Jp{Dx-di)
Чполн =
'. a) z
л/мин;
Л/MUH. ,
Здесь р — удельное давление (давление сма-
зочного слоя) подшипника в кг/см2; D1 — иде-
альный диаметр подшипника в см; d\ — то же
цапфы в см; I — длина подшипника в см; d —
диаметр цапфы в см; z — абсолютная вязкость
в кг сек\м1.
Для смазки под давлением рекомендуется
формула
где р — среднее давление в подшипнике в am;
Pi — давление масла в подводящем канале
в am.
Для плоских поверхностей скольжения, обо-
рудованных капельной смазкой, расчёт по-
требности производится по формуле
Qxan "
pmL (Н + 0,5?Z,K1 -60 000
л/мин.
Здесь рт — среднее давление смазочного
слоя в кг[см2; L — длина каждой смазываемой
поверхности в м; Н — наименьшая толщина
смазочного слоя в м; Е—подъём клина в
м на 1 м длины; /—число опорных не-
посредственно смазываемых поверхностей в
одном направлении; В^ — ширина отдельной
смазываемой поверхности в м; z — абсолютная
вязкость смазочного масла в кг сек\мг.
Для плоских поверхностей скольжения, обо-
рудованных смазкой под давлением, приме-
нима формула
X
рт(Н+0,5ЕШ-&) 000
1,5Вг
) л/мин. (б)
Ниже по экспериментальным данным ме-
таллообрабатывающих заводов приводятся
ориентировочные сведения по расходу смазоч-
ных материалов для смазки некоторых дета-
лей и узлов машин.
Подшипники с к о ль и* е н и я и
втулки. Расход масла за 8 част, в зави-
симости от диаметра вала и способа смазы-
вания:
Расход масла в г
Диаметр
вала
в мм
До з°
30-40
4о~ 5°
5О—6о
6о—7°
7о—8о
Расход
Ручная
подача
5
ю
15
ао
25
Зо
мази за с
Капельное
смазывание
ю
2О
3°
4О
5°
бо
Кольцевое
смазывание
°>5
i
1.5
2
2,5
3
$ час. посредством н;
бивки — 5 г.
Расход масла за 8 час. при смазывании раз-
брызгиванием обусловливается пополнением
потерь, т. е. доливом, который в зависимости
от ёмкости масляной ванны (картера) для ме-
таллорежущих станков выражается следую-
щими количествами на 1 кг залитого масла:
Ёмкость
картера
в кг
До 5
5-ю
ю—is
15—20
2О—ЯО
Расход
масла в г
6
5.5
5
4.5
4
Ёмкость
картера
в кг
Зо—so
5O-75
75—юо
> 100
Расход
масла в г
Зо
3
2.5
2
Расход масла при смазывании посредством
лубрикатора выражается данными, приведён-
ными для капельного смазывания, при смазы-
вании шприцем — приведёнными для смазы-
вания при ручной подаче.
Расход консистентной смазки независимо
от способа подачи её назначается в три раза
меньший, чем расход при ручной подаче.
Подшипники качения. При смазы-
вании консистентной смазкой расход опреде-
ляется исходя из объёма заполнения мазевой
ванны. Срок службы мази принимается обычно
в 6 мес. при трёхсменной работе подшипника.
Ориентировочно могут быть приняты следую-
щие нормы расхода:
Диаметр
вала в мм
До ш
ю—15
15—2О
so—зо
Зо—4°
4о-5о
50—6о
6о—7°
70—8р
Заполнение
в г
135
2ОО
275
4оо
55о
675
825
95°
IIOO
Расход
за 8 час в г
о,25
о.35
°.5
о.7
°»9
1,2
1.5
1.7
2,0
При уменьшении срока службы консистент-
ной смазки по производственным причинам
(пыль, влага, высокая температура и т. п.)
расход её пропорционально увеличивается.
При сокращении числа рабочих смен расход
смазки оставляют без изменения.
При смазывании подшипников качения мас-
лом расход в зависимости от диаметра вала
выражается следующими количествами:
Диаметр Расход
вала в мм в г за 8 час.
До з°
Зо—4о
4О— so
Диаметр Расход
вала в мм в г за 8 час.
5*»—6о 2
60—70 а,5
7о-8о з
724
ОРГАНИЗАЦИЯ ЭКСПЛОАТАЦИИ ОБОРУДОВАНИЯ
[РАЗД. V
Направляющие параллели. Рас-
ход смазочных материалов при ручной по-
даче рассчитывается по формуле
Таблица 23
Расход смазки на электродвигатели
4 - 100J '
Здесь Q — расход в г при единовременном
смазывании; F—площадь смазываемых па-
раллелей в см?\ k -- поправочный коэфициент,
для которого принимаются следующие зна-
чения:
При F в см*
До 5°о
5оо—8оо
8оэ—юоо
При F в см
iooo—аэоо
СВ. 2ЭО0
При смазывании роликами расход умень-
шается вдвое, при смазывании лубрикато-
ром — вчетверо против вычисленного по ука-
занной формуле.
Расход за .смену определяется умножением
единовременного расхода на число смазываний
в течение смены, соответствующее принятому
режиму смазывания (см. ниже).
Зубчатые передачи металло-
режущих станков. При смазывании гра-
фитной мазью единовременный расход опре-
деляется из расчёта 0,5 г на каждый санти-
метр диаметра шестерни. Умножением едино-
временного расхода на число смазываний в те-
чение смены выводится расход за смену.
При смазывании маслом расход опреде-
ляется замером ванны и данными расхода на
долив (см. ниже).
Ходовые винты и червяки. Рас-
ход смазки (единовременный) выражается сле-
дующими данными:
Диаметр винта чер-
вяка в мм
Расход в г на 1 л
длины
5°
3°
Шарниры. Расход смазки за 8 час. со-
ставляет 0,5 г.
Подпятники. При смазывании конси-
стентной смазкой расход последней прини-
мается в три раза меньшим, чем для подшип-
ников скольжения и втулок при ручной по-
даче; при смазывании маслом расход исчис-
ляется по нормам расхода масел за 8 час. на
долив картера (см. ниже).
Цепи. При смазывании солидолом расход
в час определяется из расчёта 0,4 г на 1 м
длины, при смазывании маслом —1,0 г на 1 м
длины.
Цилиндры паровых молотов.
Расход смазки выводится по формуле
Q = 0,00007* 2 D-/л.
Здесь Q — расход масла в г за час; 2^ —
сумма диаметров всех цилиндров в см; I — ход
поршня в см\ п — число ходов поршня в ми-
нуту; k — коэфициент, значения которого при-
нимаются следующие: при подаче масла в пар
при клапанном парораспределении значение к.
равно 1, при золотниковом парораспределе-
нии k равно 2, при подаче масла непосред-
ственно на трущиеся детали при клапанном
парораспределении к равно 3 и при золотни-
ковом, парораспределении — 4.
Электродвигатели. Расход смазки
определяется данными, приведёнными в табл.23.
Мощность
электро-
двигателя
в кет
До о,5
о,5—i
I—2
2—3
3—4
4—5
5-6
6-7
Расход за 8 час. в г
Масло
i
1.5
2
3
3,5
5
5.5
6
Мазь
о,5
о,5
о,5
о,5
о,5
о,5
1,О
1,О
Мощность
электро-
двигателя
в кет
7—ю
ю—15
15—го
2Э—5°
30—4О
40—50
5°-75
75—юо
Расход за 8 час. в г
Масло
7
8
8,5
9
ю
и
15
20
Мазь
2
2
,о
,о
,5
,э
,5
>э
,о
,э
Примечания: 1. Расход указан на оба подшип-
ника электродвигателя.
2. Для электродвигателя с подшипниками скольжения
применяется масло веретённое 3, для электродвигателя
с подшипниками качения — консистентная смазка № 1—13.
РЕЖИМ СМАЗЫВАНИЯ
Под режимом смазывания понимается пе-
риодичность подачи смазочного материала на
трущиеся поверхности или долив масла в кар-
теры и другие ёмкости. Для отдельных видов
трущихся поверхностей применяются сле-
дующие режимы смазывания.
Подшипники качения. При смазы-
вании мазью—1 раз в '6 мес; при тяжё-
лых условиях работы подшипника (пыль, влага)
срок службы мази может быть сокращён до
3 мес. Смазывание маслом — 1 раз в 5 дней
(долив в ванну).
Подшипники скольжения и втулки.
При ручном смазывании маслом или мазью —
2 раза в смену; при циркуляционном — 1 раз
в 5 дней (долив в ванну).
Направляющие. Горизонтальные по-
стоянно действующие при ручном смазыва-
нии—2 раза в смену, при смазывании роликами—
1 раз в 3 дня (долив ванны); горизонтальные
периодически действующие — 1 раз в смену
(независимо от системы смазывания); верти-
кальные постоянно действующие — 3 раза
в смену; периодически действующие — 1 раз
в смену.
Ходовые винты. 1 раз в смену.
Зубчатые передачи. При ручном
смазывании маслом —.2 раза в смену, мазью —
1 раз в 3 дня; при смазывании посредством
ванны при работе на масле — 1 раз в 5 дней
(долив ванны); на мази — 1 раз в месяц.
Подпятники. При смазывании мас-
лом— 1 раз в 5 дней (долив ванны); мазью —
1 раз в месяц.
Шарниры. 1 раз в смену.
Цепи. При смазывании солидолом — 1 раз
в смену, маслом — 1 раз в 5 дней (долив ванны).
СМАЗЫВАНИЕ ОБОРУДОВАНИЯ
При смазывании оборудования могут быть
применены две системы: 1) агрегаты смазыва-
ются полностью смазчиками и 2) агрегаты сма-
зываются станочниками, а ёмкостные системы
(картеры, маслёнки) заполняются смазчиками.
Смазывание однотипного оборудования
целесообразно поручать смазчикам; им доста-
точно изучить один агрегат, чтобы правильно
смазывать все остальные. Для разнотипного
оборудования целесообразно применять вто-
ГЛ. X]
РАБОЧЕЕ МЕСТО СМАЗЧИКА
725
рую систему, так как смазчику трудно изучить
все смазываемые точки порученных его на-
блюдению станков.
Так как однотипное оборудование в коли-
честве, обеспечивающем полную нагрузку ра-
бочего дня смазчика, встречается весьма редко,
на заводах применяется преимущественно
вторая система.
Процесс обслуживания агрегатов смазкой
производится следующим образом. Специально
выделенный смазчик заполняет маслёнки и
шприцы для всего цеха. На каждую маслёнку
наносится цветная полоса или условное обо-
значение, указывающее сорт заливаемого в неё
масла. Можно применять например, следую-
щие условные обозначения:
Смазочный
материал
Машинное Л
Машинное С
Веретённое 3
Веретённое 2
Автол 10
Автол 18
Эмульсол
Керосин
Маслёнки и шприцы выдаются станочникам
под марку. Смазчик следит за исправностью
возвращаемых ему в конце смены маслёнок
и шприцев, очищает их от грязи и заполняет
принятые его предшественником в предыду-
щей смене. Количество маслёнок должно быть
достаточным для обслуживания всех агрегатов.
Число шприцев должно составлять по отноше-
нию к числу маслёнок примерно 20—40%.
СМЕНА МАСЕЛ
В ЁМКОСТНЫХ СИСТЕМАХ
Смена масел в ёмкостных системах произ-
водится через определённые периоды времени
(месяц, квартал, год) в зависимости от усло-
вий работы станка. Графики смены масел,
согласованные с графиком ремонта оборудо-
вания по системе планово-предупредительного
ремонта, составляются на год (см. табл. 24).
Цвет
полосы
Красный
Синий
Зелёный
Голубой
Чёрный
Серый
Белый
Жёлтый
Условное
обозначение
О
D
д
о
Ш
?
+
X
Факт смены масла отмечается в календар-
ном графике соответствующим условным
значком.
В графики смены " масел заносится всё
оборудование, имеющее ёмкостные системы.
Для планомерной смены масел на значках
графика целесообразно проставлять числа
месяца.
Смену масел следует приурочивать к тому
времени, когда станок не работает (в выход-
ные дни или свободные смены).
В дополнение к графику составляется та-
блица ассортимента и расхода свежих масел
(табл. 25).
РАБОЧЕЕ МЕСТО СМАЗЧИКА
Рабочее место смазчика должно находиться
в центре обслуживаемого участка. От пра-
вильной организации рабочего места в зна-
чительной мере зависит чёткость работы смаз-
чика.
Рабочее место смазчика должно распола-
гать необходимым оснащением, состоящим из
инвентаря (оборудования, инструмента), проти-
вопожарных средств и инструктивных мате-
риалов.
Инвентарь: железный шкаф для инстру-
мента и смазочных материалов (размерами
0,8Х^>4ХЬ6ж с тремя отделениями); же-
лезный ящик для обтирочного материала (раз-
мерами 0,5 X 0,25 X 0,25 м); бачки для масла,
по одному на каждый сорт масла (ёмкость —
трёхдневная потребность); бидоны для до-
ставки свежих масел; бидоны для сбора и
хранения отработанных смазочных масел; вёдра
ёмкостью 5 кг для консистентных смазок по
одному на каждый сорт смазки; маслёнки
ёмкостью 0,5 и 3 кг по одной на каждый
сорт масла; шприцы масляные и мазевые;
воронки с сетками; насосы для зачистки кар-
теров; отвёртки; ключи.
Противопожарные средства:
ящики с песком, лопаты, кошма; пенные огне-
тушители
Таблица 24
Календарный график смены масел в ёмкостных системах оборудования
(но данным карт смазки)
Станок
Продольно-стро-
гальный
Радиальносвер-
лильный
Токарный
Завод
Им. Ворошилова
ХСЗ
.Красный
пролетарий"
Модель
или тип
¦JI2B
2А/6
ДИП-200
инв.
13*
441
IOI2
Смена масла по месяцам
I
?
II
д
III
О
IV
D
V
Д
VI
О
VII
D
VIII
д
IX
О
X
?
XI
д
XI]
о
Таблица 25
Ассортимент и расход масел на ёмкостные системы
станков механического цеха № 2
Дата
смены
масел
IOll
зоЦ
Потребность в кг
Веретённое 3
100
/°.
Машинное Л
10
IS
Машинное С
ю
Инструктивные материалы:
карты смазки оборудования на участке смаз-
чика; ведомость расхода смазочных материа-
лов по участку; календарный график смены
масел; условные обозначения сортов и видов
смазочных материалов; схемы работы лубри-
каторов (пресс-маслёнок) и их технические
характеристики; схема расположения обору-
дования на участке; права и обязанности смаз-
чика.
726
ОРГАНИЗАЦИЯ ЭКСПЛОАТАЦИИ ОБОРУДОВАНИЯ
[РАЗД. V
СПЕЦИАЛЬНАЯ АППАРАТУРА
ЛАБОРАТОРИЙ ДЛЯ АНАЛИЗА
СМАЗОЧНЫХ МАТЕРИАЛОВ
Определение удельного веса:
весы, термометр, градуированный от 0 до 50° С
через 1° С; стеклянный цилиндр; набор арео-
метров.
Определение вязкости: вискози-
метр Энглера; вискозиметр Освальда; термо-
метр с градуировкой от 10 до 110° С через
1°С —2 шт.; измерительные колбы с метками
на ёмкость 100 и 200 мл; горелки или элек-
троплитки.
Определение температуры
вспышк и: а) по Бренкену — штатив с коль-
цом и лапкой; песчаная железная баня; тигель
железный; термометр на 360° G с градуировкой
через 1° С; б) поМартенс-Пенскому — прибор
Мартенс-Пенского; термометр со шкалой до
360°С, градуированный через 1°С.
Определение механических
примесей в маслах: колба ёмкостью
750 мм%; стеклянная воронка; стеклянная па-
лочка; бюксы; штатив с кольцом диаметром
5 см.
Определение температуры за-
стывания: пробирка диаметром 15 м.щ
муфта диаметром 40 мм; термометр с ножкой
длиной 160 мм, градуированный от —80 до
+60° С через 1° С; ванна-стакан для охлаждаю-
щей смеси; штатив с зажимом для пробирки;
спиртовой термометр для измерения темпе-
ратуры охладительной смеси.
Определение цвета: аппарат Дю-
боска (колориметр).
Определение кокса по Конрад-
coHiy; аппарат Конрадсона, газовая горелка
с сильным пламенем.
Натровая проба: стеклянная про-
бирка диаметром 30 мм; стеклянная пробирка
диаметром 15 мм; стеклянная коническая во-
ронка-пипетка ёмкостью на 25 мл.
Определение кислотности ма-
сел: колбы на 200 — 300 мл; склянки для рас-
твора едкого кали и растворителя на 1—2 л\
бюретка на 25 мл с делениями на 0,1 мл; ми-
кробюретка на 2 мл.
Определение золы: чашка платино-
вая или тигель фарфоровый; щипцы или пин-
цет никелированные; асбестовая пластина
с вырезом для чашки или тигля; фарфоровый
: треугольник; треножник.
Определение воды по Дину и
Старку: металлическая или стеклянная
круглодонная колба ёмкостью 500 мл; стеклян-
ный приёмник-ловушка; стеклянный холодиль-
ник.
Пенетрация консистентных
смазок: пенетрометр; латунная мешалка к
пенетрометру; пластинка для закрепления ме-
шалки; латунная коробка с глухим дном и от-
крытым верхом; водяная или масляная ванна
диаметром 20 см и высотой И см; термометр
от 0 до 100° С, градуированный через 1° С.
Определение механических
примесей в консистентных смаз-
ках: фарфоровая чашка ёмкостью 200 мл;
тигель ёмкостью 20—40 мл; воронка для тигля;
деревянная или металлическая лопатка; водо-
струйный насос.
Определение каплепадения по
Уббелоде: прибор Уббелоде; пробирка
диаметром 40—45 мм, длиной 18—20 см;
стеклянный стакан ёмкостью 2—2,5 л; коль-
цевая мешалка; штатив с лапками; тренож-
ник или кольцо на штативе; асбестовая сетка;
шпатель.
РЕГЕНЕРАЦИЯ ОТРАБОТАННЫХ
СМАЗОЧНЫХ МАСЕЛ
Смазочные масла в процессе работы за-
грязняются механическими примесями, обвод-
няются, разжижаются горючим и при длитель-
ном использовании окисляются. Однако эти
масла ни в коем
случае не следует
считать отбросами
производства: их
необходимо вос-
станавливать (ре-
генерировать) с
целью использова-
ния по прямому
назначению.
Восстановление
масел может быть
осуществлено от-
стаиванием, филь-
трацией, сепариро-
ванием, очисткой
различными хими-
ческими реагента-
ми, очисткой отбе-
ливающими земля-
ми, отгоном горю-
чего. В большин-
стве случаев для
восстановления'ма-
сел применяется не
один какой-либо
из перечисленных
методов, а сочета-
ние двух и более
методов в зависи-
мости от измене-
ний, происходящих в работающем масле. Для
очистки масел от механических примесей и его
обезвоживания применяются отстаивание, филь-
трация и центрифугирование. Горючее уда-
ляется из масел перегонкой. В случае окис-
ления или смолообразования очистка масла
производится серной кислотой и отбеливаю-
щими землями.
Отстаивание. Отстаивание является
простейшим методом восстановления и приме-
няется в первую очередь во всех случаях
регенерации масел. При отстаивании механи-
ческие примеси и вода под влиянием собствен-
ного веса осаждаются из масла на дно отстой-
ника и затем удаляются из него (фиг. 61).
Для ускорения отстаивания масло подогре-
вается до температуры 70—80° С и оставляется
при этой температуре в покое в течение 6—8
час. Подогревание масла в отстойниках про-
изводится паром, электроэнергией, горячей
водой или непосредственно огнём.
Техническая характеристика от-
стойника для масла на 500 кг отрабо-
танных масел. Материал—сталь, толщина
стенок 3 мм. Рекомендуемые размеры отстой-
ника: диаметр 500 лог, высота от крышки до ко-
Фиг. 61. Цеховой отстойник.
ГЛ. X]
РЕГЕНЕРАЦИЯ ОТРАБОТАННЫХ СМАЗОЧНЫХ МАСЕЛ
727
яуса 600 мм, высота конуса 200 мм, угол на-
клона образующей конуса 15°, общая высота от
пола до крышки 1200—1250 мм. Отверстий для
залива масла два. Диаметр крана для спуска
отстоя 20 мJ! диаметр крана для спуска отсто-
явшегося масла 20 мм и диаметр кармана для
термометра 12 мм. Паровой змеевик—диаметр
400 мм, высота 200 мм, диаметр трубы 17 мм,
длина трубы 12 м.
Отстаиванием удаляются из масла лишь
крупные механические примеси и значитель-
ная часть воды. Наи-
более мелкие при-
меси и мельчайшие
взвешенные частицы
воды удаляются филь-
трацией и центрифу-
гированием
2-3 4 143
\\ \/
Фиг. 62. Фильтр „Лили-
пут": 1 —свежий пар;
2 — отработанный пар;
г—отстой.
Фиг. 63. Схема
рамного фильтр-
пресса.
Фильтрация. Жидкость, проходя через
фильтр, оставляет на нём посторонние при-
меси. Чем меньше поры фильтра, тем лучше
очищается масло. В качестве фильтрующего
материала применяются различного рода тка-
ни, металлические сетки, фильтровальное по-
лотно (бельтинг), бумага, древесный уголь,
отбеливающие земли и глины. В фильтрах
жидкость проходит через фильтрующий мате-
риал благодаря гидростатическому давлению
(напору) столба жидкости (простые фильтры)
или под напором, создаваемым насосами
(фильтрпрессы).
Прохождение жидкости через фильтрую-
щий материал может осуществляться также за
счёт разрежения, образуемого в камере филь-
трации.
Из простых фильтров наиболее распростра-
нены фильтры „Лилипут" системы Органефти
производительностью 10—15 л/час (фиг. 62).
Диаметр фильтра 400 мм, высота полная
281 мм, толщина решётки, на которую укла-
дывается фильтрующий материал, 10 мм. Число
отверстий в решётке 163. Диаметр отверстий
решётки 18 мм, расстояние между центрами
отверстий 25 мм, расположение отверстий
шахматное. Паровой змеевик — диаметр 25 мм,
длина 1050 мм. Диаметр спускного крана 25 мм,
диаметр перепускного крана 25 мм, диаметр
крана для спуска воздуха 6 мм.
Фильтр необходимо периодически (через
5—6 час. работы) очищать, для чего его раз-
бирают, промывают горячей водой, продувают
паром, высушивают и сменяют фильтрующий
материал.
Из фильтрпрессов наиболее распространены
рамные (фиг. 63), состоящие из секций чере-
дующихся прямоугольных рам / и плит 2,
между которыми закладывается фильтрующий
материал. Масло, подаваемое в канал 5 насо-
сом, попадает в фильтровальную камеру 6,
заполняет её и начинает просачиваться через
фильтровальную бумагу 4 и полотно 3. Меха-
нические примеси задерживаются при этом в
порах бумаги. Фильтровальное полотно в дан-
ном случае защищает бумагу от разрыва при
прохождении через неё масла. ' Очищенное
масло стекает вниз и сливается через краны 7
в поддон, а из поддона в бак. Если масло по-
лучается мутным, его сливают в бачок для
мутного масла и подвергают повторному
фильтрованию. Бачок вмещает 200 кг масла
при диаметре 700 мм и высоте 710 мм.
Фильтрпресс присоединяется к отстойнику.
Хорошо очищенное масло сливается в бак
для чистого масла ёмкостью 500 кг (с учётом
запаса в 60% этот бак имеет диаметр 900 мм
и высоту 1410 мм). После установления хими-
ческой лабораторией соответствия качества
чистого масла техническим условиям оно сли-
вается самотёком на склад в цистерны, бочки,
бидоны. Для этой цели баки устанавливаются
на подставки высотой 1 м.
Узел а
Отработ.
Чистое масло
Отработ.
Фильтр, бумага
Фиг. 64. Схема суперфильтра.
Конструкции фильтровальной аппаратуры,
выпущенные всесоюзным трестом „Реготмас"
под названием суперфильтры (фиг. 64), при
незначительных размерах и весе обладают
728
ОРГАНИЗАЦИЯ ЭКСПЛОАТАЦИИ ОБОРУДОВАНИЯ
[РАЗД. V
высокой производительностью и не требуют ния. Сущность его сводится к следующему: в
фильтровального полотна и частой смены мешалку заливают отстоявшееся масло и до-
фильтровальной бумаги. Очистка суперфиль- бавляют в него при непрерывном перемеши-
тров от осевшей грязи производится без раз- вании небольшими порциями требуемое коли-
борки фильтра с помощью сжатого воздуха, чество отбеливающей земли; перемешивание
продуваемого через аппарат в направлении, масла с землёй производится в течение часа
обратном потоку масла. при температуре масла 100—150° С, после чего
Суперфильтр состоит из нескольких фильтр- масло пропускается через фильтрпресс для
сегментов 1, или фильтрколонок, предста- отделения от него земли,
вляющих собой полые цилиндры с большим Очистка масел отбеливающими землями
количеством отверстий с нанизанными на ка- основана на поглощении (адсорбировании)
ждый из них многочисленными бумажными землями за счёт имеющихся в них огромного
кружочками, сжатыми при помощи гайки 2 и числа пор и канальцев растворённых в мас-
пружины 3. Фильтрсегменты заключены в ци- ле веществ: смолы, кислоты, мельчайших ме-
линдрический корпус 4, закрытый сверху ханических примесей и т. п. Поглощающая
крышкой 5. Масло поступает в корпус супер- способность земель зависит от степени их
фильтра под давлением через кран 6, проса- размельчения: чем тоньше помол, тем больше
чивается через бумагу во внутреннюю часть их пористая поверхность и тем лучше они
цилиндра и собирается в верхней части аппа- очищают масло.
рата, отделённой от нижней перегородкой. Из Контактный метод может применяться как
верхней части масло спускается через кран 7 самостоятельная операция или как дополне-
в чистую тару. Этот же кран служит для очи- ние к другому методу.
стки фильтра от грязи. Сжатый воздух про- Наиболее эффективные земли для очистки
дувается через кран 7 и, проходя между ли- масел зикеевская (ст. Зикеево, Киевской же-
стами, сдувает с них осевшую грязь, которая лезной дороги), нальчикская (г. Нальчик],
стекает по стенкам аппарата вниз и уда- гумбрин (г. Гумбрин, Грузинская ССР), хоть-
ляется из него через кран 8. Суперфильтры ковская (ст. Хотьково, Северной железной до-
могут работать и под вакуумом. роги), балашейская (ст. Балашейка Куйбышев-
Центрифугирование. Центрифуги- ской области), святогорская (Хабаровский
рование применяется для отделения от масла край), саранская опока, асбестовая пыль,
механических примесей, воды и шлама. Метод Очистка серной кислотой приме-
центрифугирования применим и в тех случаях, няется для масел, претерпевших значительные
когда необходимо разделить две или даже три химические изменения. Кислота крепостью
взаимно нерастворимые жидкости с разными 93—94% вступает в химическое взаимодей-
удельными весами. Для этой цели служат ствие с вредными примесями — нефтяными
центрифуги особой конструкции — сепара- смолами, асфальтом и др., частично раство-
торы. ряет их и превращает в тяжёлую вязкую массу
Наибольшее распространение получили се- (кислый гудрон). Вследствие своего большого
параторы завода им. Дзержинского. Соответ- удельного веса гудрон оседает и удаляется
ствующей сборкой барабана сепаратора масло из мешалки.
очищается от твёрдых механических примесей Очистка серной кислотой производится в
и воды (метод пурификации) либо от тягучих два приёма: вначале наливают в отстоявшееся
веществ и твёрдых механических примесей с от грязи и воды масло 1/5 часть кислоты для
оставлением в масле воды в незначительных поглощения влаги и подсушивания масла.
долях процента (метод кларификации, приме- Затем добавляют остальные 4/5 кислоты, кото-
няемый при содержании воды в масле не бо- рая и заканчивает очистку масла.
лее 0,5% и преобладании твёрдых механиче- Общий расход кислоты составляет примерно
ских примесей). 5—6% на сырьё.
Техническая характеристика сепараторов
Тип сепаратора НС-1 НС-5 НС-15
Производительность в л/час при вязкости масла 12—13° Е
и всасывании масла насосом с глубины не более 2,5 м . . . >ioo > 500 > 1500
Тип электродвигателя (закрытый, с противосыростной
изоляцией) ПН-ю ПН-28,5 ПН-45
Мощность электродвигателя в кет о,8—i 2,5 4.5
Род тока Постоянный Постоянный Постоянный
Напряжение в в 110/220 110/220 110/220
Число оборотов двигателя в минуту 1430—15°° 1430—15°° 1430—1500
Разрежение в трубке всасывающего насоса в см рт. ст.
по вакуумметру не менее 5° 5° 5°
Давление в трубе нагнетающего насоса при закрытом
вентиле в am не ниже 3-5 3i5 3>5
Габариты в мм оюХ49°Х54о 1240X630X832 1140X735X1130
Очистка отбеливающими зем-
лями. Отбеливающие земли для очистки ма-
сел применяются в виде порошка или крупки.
Очистка может производиться путём смеше-
ния масла с землёй (контактное фильтрование)
или пропусканием масла через толщу земли,
засыпанной в фильтровальную колонну (перко-
ляционное фильтрование). Наибольшее приме-
нение получил метод контактного фильтрова-
На степень очистки масла влияют количе-
ство и крепость кислоты, температура про-
цесса, продолжительность и степень взаимо-
действия кислоты с нефтепродуктом, интен-
сивность (осуществляемого воздухом) переме-
шивания. С увеличением количества кислоты
и её крепости очистка улучшается. Однако
излишняя кислота приводит к „переочистке*
масла и потере им своих смазочных свойств.
ГЛ. X]
СБОР ОТРАБОТАННЫХ МАСЕЛ
729
Чем выше температура процесса, тем сильнее
кислота действует на масло, но температура
выше 40—60° С уже способствует растворению
кислого гудрона в очищенном масле.
Длительность взаимодействия кислоты с
маслом не должна превышать 15—45 мин,
(в зависимости от вязкости масла и ёмко-
сти мешалки) во избежание вторичных реак-
ций (растворение кислого гудрона в масле
и т. п.).
После очистки серной кислотой масло ней-
трализуется щёлочью или, что предпочтитель-
нее, отбеливающей землёй.
При нейтрализации масла щёлочью часто
образуются стойкие эмульсии, трудно поддаю-
щиеся разбивке.
Очистку масел серной кислотой целесооб-
разно применять лишь на крупных районных
регенерационных станциях и в тех случаях,
когда сырьё обезличено, т. е. не отсортиро-
вано.
Отгон горючего применяется для
восстановления первоначальных качеств масел,
заливаемых в картер карбюраторных двигате-
лей внутреннего сгорания, где в процессе ра-
боты масла разжижаются бензином, керосином
или лигроином. При отгоне горючего топлив-
ные фракции как имеющие более низкую по
сравнению с маслом температуру кипения
испаряются и отделяются от масла. Отгон го-
рючего обычно совмещают с одновременной
очисткой масел методом контактного филь-
трования.
Примером такого совмещения операций
может служить широко применяемая регене-
рационная установка ВИМЭ-2.
Схема работы установки ВИМЭ-2 приве-
дена на фиг. 65. Масло нагнетается насосом 1
в сырьевой бак, откуда оно поступает в зме-
евик 3 контактной мешалки 4 и в электро-
печь 5, где происходит нагревание его до
22
Отработанное масло —
Фиг. 65. Схема регенерационной установки ВИМЭ-2:
1 — 11 пояснены в тексте; 12—сетчатый фильтр; 13 — во-
дяной бачок; 14 — песочница; 15 — регулировочный кран;
16 — спускной кран мешалки; 17, 18 и 19—вентили; 20 и
21 — манометры; 22 — термометр.
требуемой температуры. Из печи масло по-
ступает в эвапоратор 6, где отделяются пары
горючего. Последние отсасываются вакуум-
насосом 7 через грязеуловитель 8 и змеевик
сырьевого бака 9 в топливосборник 10, а само
масло стекает в мешалку 4, где при темпера-
туре 150—200° С подвергается обработке отбе-
ливающей землёй. Из мешалки масло перека-
чивается насосом через фильтрпресс 11 в
ёмкость для регенерированного масла.
Техническая характеристика установки
ВИМЭ-2: габариты—длина 1,2 м; ширина 0,8 м;
высота 1,7 м; вес 300 кг; мощность электро-
печи 5—6 кет; ток трёхфазный 220/380 в или
однофазный переменный или постоянный
110/120 в; мощность электродвигателя 0,52 кет.
Расход материалов на одну смену работы:
фильтровальной бумаги 0,12 кг, отбеливающей
земли 9—10 кг.
Производительность установки приведена
в табл. 26.
Таблица 26
Производительность установки ВИМЭ-2
Наименование
регенерируемого
масла
Тракторный автол .
Автомобильный
автол
Масло от дизель-
ных тракторов ....
Авиамасло
Производи-
тельность в
за 1 час
гб—18
2О—22
24—27
25—30
Выход в %
регенери-
рованного
масла
5°
8о
95
95
горючего
4°
15
i
i
а
s
о,
01
н
о
IO
5
4
4
Нагрев масел в электропечи установки
ВИМЭ-2 производится для авиационных до
200—225° С, автомобильных до 300—310° С,
и тракторных до 315—325° С.
Методы регенерации отработанных смазоч-
ных масел приведены в табл. 27.
СБОР ОТРАБОТАННЫХ МАСЕЛ
Отработанные масла собираются и сорти-
руются по признаку их целевого назначения
(смазочные, закалочные, охлаждающие и т. п.)
и по сортам и маркам. Смешение масел раз-
ных сортов, мардк и назначения не допу-
скается; особенно следует избегать смеше-
ния масел с различными консистентными смаз-
ками (мазями), так как присутствие послед-
них чрезвычайно осложняет процесс регене-
рации.
Хранение отработанных масел целесооб-
разно совмещать с отстаиванием их, используя
для этой цели посуду, могущую служить одно-
временно и сборником и отстойником
масла.
Сбор отработанных масел обязателен в сле-
дующих минимальных количествах по отно-
шению к расходу свежих: индустриальные
всех марок—30%; автол всех марок — 25%;
авиамасла — 25%.
Минимальный выход регенерированных ма-
сел по отношению к собранному количеству:
индустриальные масла —75%; автол всех ма-
рок — 60%; авиамасла — 80%.
730
ОРГАНИЗАЦИЯ ЭКСПЛОАТАЦИИ ОБОРУДОВАНИЯ
[РАЗД. V
Таблица 27
Методы регенерации отработанных смазочных масел
Назначение и наиме-
нование масел
Индустриальные
Вазелиновое и соляро-
вое
Веретённое, машинное 1
и цилиндровое 2 |
Для двигателей
внутреннего сгорания
Авиационное и 1
дизельное |
Автол
Нигрол
Моторные \
Специальные
Турбинные
Компрессорное
Судовое и осевое
г
Для паровых машин
Вискозин, вапор, гуд- 1
рон валорный и цилин- j
дровое 6 1
Специального
назначения
Трансформаторное
Сульфофрезол
Методы регенерации (по ГОСТ 1974-43)
Отстаивание и фильтрация
1. Отстаивание и фильтрация
2. Контактирование и фильтрация
3. Обработка кислотой, контактирование
и фильтрация
1. Отстаивание и фильтрация
2. Контактирование и фильтрация
3. Оугон горючего, контактирование и
фильтрация
То же и, кроме того, обработка кислотой,
щёлочью, отгон горючего, контактирование
и фильтрация
Отстаивание и фильтрация
1. Контактирование и фильтрация
2. Отгон горючего, контактирование и
фильтрация
1. Контактирование и фильтрация
2. Обработка щёлочью, контактирование и
фильтрация
3. Обработка кислотой, контактирование
и фильтрация
4. Обработка кислотой, щёлочью, контакти-
рование и фильтрация
5. Отгон горючего, контактирование и
фильтрация
1. Контактирование и фильтрация
2. Обработка кислотой, контактирование и
фильтрация
3. Отгон горючего, контактирование, филь-
трация
Отстаивание и фильтрация
1. Контактирование и фильтрация
2. Обработка кислотой и фильтрация
1. Контактирование и фильтрация
2. Обработка щёлочью, контактирование и
фильтрация
3. Обработка кислотой, контактирование
и фильтрация
4. Обработка кислотой, щёлочью, контакти-
рование и фильтрация
Отстаивание и фильтрация
Применение метода
1 Применяется для масел из циркуля-
5" ционных систем и после работы масел
j в горячих частях машин
¦
Метод 1 применяется в условиях по-
левых аэродромов и гаражей. Дизель-
ное масло, автолы после регенерации
должны смешиваться со свежим (на 2
части отработанного 3 части свежего).
Метод 2 применяется для масел, со-
бранных отдельно после использо-
вания в газогенераторных двигателях
Метод 1 применяется для отработан-
ного масла е кислотным числом до
0,25 мг КОН, методы 2 и 3 для масел
с кислотным числом до 0,5 мг КОН.
Метод 5 применяется без предвари-
тельного отгона горючего
. Метод 3 применяется без пред-
варительного отгона горючего
Метод 1 применяется для масла с
кислотным числом до 0,25 мг КОН, а
методы 2 и 3 для масел с кислотным
числом до 0,5 мг КОН
Масло подлежит доосернению
ПРИСАДКИ К МАСЛАМ
Из существующих типов присадок к мас-
лам, применяемым на машиностроительных
заводах, можно рекомендовать следующие
присадки: 1) улучшающие вязкостные свой-
ства масел; 2) улучшающие смазочные свой-
ства масел; 3) понижающие температуру за-
стывания масел; 4) повышающие стабильность
масел против окисления и 5)антикоррозийные.
Некоторые присадки способствуют улуч-
шению не одного, а нескольких эксплоата-
ционных качеств масла. Такие присадки на-
зываются многофункциональными. Восприим-
чивость масел к присадкам зависит от про-
исхождения масел, степени и способа их
очистки, содержания в них парафина, харак-
тера ароматических и других углеводородов.
Вследствие этого вопрос о применении при-
садок решается только при испытании их на
действующих механизмах.
Присадки, улучшающие вязкостные
свойства масел. Масла в процессе своей
работы должны не только сохранять опреде-
лённую вязкость при рабочей температуре,
но и изменять её, в возможно малой сте-
пени при изменении температуры среды.
К присадкам, которые могут придать маслам
эти качества, т. е. улучшить их вязкостные
свойства, относятся паратон, суперол и оппа-
ГЛ. X]
ПРИСАДКИ К МАСЛАМ
731
нол; Паратон — прозрачная жёлтая мёдооб-
разная высоковязкая жидкость, легко раство-
римая в маслах при температуре 60—70° С и
механическом перемешивании. Оппанол и су-
перол — бесцветные каучукообразные веще-
ства с температурой плавления около 150° С.
Эти присадки растворяются в масле при
этой же температуре A50° С) и при интен-
сивном перемешивании. Физико-химические
свойства паратона и оппанола указаны в
табл. 28.
и прокачиваемость чистого масла (без при-
садки) одинаковы. Наиболее известными при-
садками-депрессорами являются парафлоу и
сантопур. Первый представляет продукт кон-
денсации xлqpиpoвaннoгo парафина и нафта-
лина в присутствии хлористого алюминия.
Второй является продуктом конденсации фе-
нола с хлорированным парафином в присут-
ствии хлористого алюминия с последующей
конденсацией продуктов реакции с фталил-
Таблица 28
Наиме-
нование
присадки
Паратон
Оппанол
"Г
0,8842
o,8jo
Температу-
ра вспыш-
ки по
Бренкену
в °С
234
239
Вязкость по
Энглеру
при
5и°С
5б5
при
100 °С
7°
Коксуе-
мость по
Кондрад-
сону в %
О,1
0,07
Золь-
ность
в °/0
0,014
Йодное
число
6
Темпера-
тура за-
стывания
в °С
— 12
Коэфи-
циент ре-
фракции
1.4892
1
Темпера-
тура пла-
вления
в °С
15°
Оптимальная концентрация этих присадок:
для моторных масел — паратона не более
6%, суперола и оппанола не более 1,2%; Для
гидравлических масел — паратона не бо-
лее 30°/о, супероля и оппанола не более 6°/0.
Присадки, улучшающие смазочные свой-
ства масел. В практике часто встречаются
случаи, когда масла одинаковой вязкости
дают различную затрату энергии на преодо-
ление трения одной и той же трущейся пары
при одинаковых условиях, т. е. когда износ
механизма, работающего на разных маслах
с совершенно одинаковой вязкостью, не оди-
наков. Отсюда был сделан вывод, что масла
должны обладать так называемой масляни-
стостью, с понятием о которой связывается
и другое, равнозначущее по своему действию,
понятие „прочность масляной плёнки". Чем
выше маслянистость или прочность масляной
плёнки, тем меньше износ. Для придания
маслам этой маслянистости и увеличения
прочности пленки к ним добавляют противо-
износные присадки, в состав которых входят
различные органические, сернистые, фосфо-
ристые и хлористые соединения, а также
различные кислородные производные: кис-
лоты, эфиры и т. д. В СССР наибольшее
применение нашла присадка „Осернённое
масло". Эта же присадка снижает коррозион-
ность масел. Оптимальная концентрация
серы в осернённом масле 1,5—2°/0. Снижение
этой концентрации снижает активность
присадки.
Присадки, понижающие температуру
застывания масел. Применение масел в усло-
виях температур, лежащих ниже температуры
текучести масел, вызвало необходимость при-
менения присадок, понижающих температуру
застывани! масел (депрессоров). Значитель-
ное увеличение вязкости масла при низких
температурах ведёт к затруднению пуска ме-
ханизма в ход, повышенному износу деталей
при запуске, так как в начальном периоде
работы механизма застывшее масло без
внешнего давления не поступает на тру-
щиеся поверхности, хотя прокачиваемость
масла, содержащего депрессорную присадку,
хлоридом. Физико химические свойства этих
присадок приводятся в табл. 29.
Таблица 29
Наимено-
вание
присадки
Парафлоу . .
Сантопур . .
<Р
о8;-8
0,894
О S
К ft
с
н>>
и О.
о »U
5.5
4.5
СОои
>>С я
1 g 1-
ClJ t} Q
H CQ PQ
252
ев
та 5
мпер
тыва
С
Н со и
— 12
— 12
&§И
S^ =
S о о
Ж G О
1.5
1.4
Эффективность действия этих присадок
приводится в табл. 30.
Присадки парафлоу и сантопур имеют
следующие недостатки: 1) они не изменяют
прокачиваемости масел при низких темпера-
турах; 2) температура'застывания масел, со-
держащих депрессорные присадки, не остаёт-
ся в зимних условиях неизменной; при дли-
тельном хранении масел в условиях перемен-
ных температур температура застывания ма-
сел повышается.
В качестве депрессаторов могут приме-
няться бензин и керосин. Эти же продукты,
будучи добавлены в масло, усиливают эффект
депрессорных присадок.
Присадки, повышающие стабильность
масел против окисления. Для придания мас-
лам химической стабильности к ним доба-
вляют так называемые антиокислительные
присадки (ингибиторы). Эти присадки повы-
шают стойкость масел против окисления,
препятствуют образованию в масле кислых
соединений, лаков, осадков; они также умень-
шают коррозию вкладышей подшипников,
являясь, таким образом, и антикоррозийными
присадками.
Остаточные масла более стойки против
окисления, чем дестиллатные, и поэтому сме-
шением этих масел можно повысить стой-
кость дестиллатных масел против окисления
732
ОРГАНИЗАЦИЯ ЭКСПЛОАТ-АЦИИ ОБОРУДОВАНИЯ
[РАЗД. V
Таблица 30
Наименование масел
Темпера-
тура за-
стывания
всС
Вязкость по Энглеру в капиллярном вискози-
метре при температуре в °С
100
_5 -10 -15
-20
Авиационное МК Эмбенское
То же + 0,5% сантопура . .
То же + 1°/„ парафлоу . . .
Авиационное МЗ Орское .
То же + 0,5% сантопура . .
То же + 1,0'Vo парафлоу . .
Авиационное МК бакинское
То же + 0,5°/о сантопура . .
То же -|- 1,0% парафлоу . .
—27
29
2,9
2.9
4826
14°3
И43
6377
Застыло
6136 14 зг3
8746 2O 517
39 777
75
673
8
2,25
Застыло
— 2547 бооо
2812
16 096
32336
-14
-16
—14
3I5
3)i5
З.15
1564
1471
3°34
6372
5-98
ббсо
Застыло
21 004 | —
Застыло
однако применение ингибиторов и в этом
случае необходимо. Антиокислительные при-
садки не могут остановить окислительного
процесса, если он зашёл достаточно глубоко,
поэтому присадки вводятся в масла до начала
окислительного процесса. Практика примене-
ния антиокислительных присадок показала,
что одна и та же антиокислительная при-
садка может повысить стабильность масла
одного происхождения и не действовать на
другое, а в некоторых случаях даже уско-
рять его окисление. Поэтому применение
антиокислительных присадок требует предва-
рительного их испытания.
Практическое применение главным обра-
зом для турбинных и трансформаторных ма-
сел получили присадки Р—оксидифениламины,
а также некоторые фосфиты, в частности
трибутилфосфит. Добавки антиокислителей
к маслу даются в концентрации не бо-
лее О,О1°/о-
Присадки, уменьшающие коррозионную
агрессивность масел (антикоррозийные).
Антикоррозийные присадки обладают спо-
собностью образовывать защитную антикор-
розийную плёнку на поверхности металла и
тем самым предохранять её от действия кис-
лот, влаги, перекисей и других продуктов
окисления. В маслах, не содержащих антикор-
розийные присадки, коррозионные свойства
характеризуются наличием в исходных мас-
лах кислых продуктов и стабильностью
масла, т. е. способностью противостоять обра-
зованию кислот в процессе работы.
Таким образом,, чем выше исходная кис-
лотность масла и чем меньше его стабиль-
ность, тем выше коррозионная агрессивность
масла. Этого, однако, нельзя сказать о мас-
лах, содержащих присадку — в данном слу-
чае нарушается почти прямая связь между
кислотностью масла, его стабильностью и
его коррозионной агрессивностью: масла с
большей кислотностью могут оказаться ме-
нее активными в отношении коррозионности
и наоборот. Поэтому нельзя оценивать анти-
коррозийные свойства масел по их исходной
кислотности и стабильности.
В качестве антикоррозийных присадок
применяются сернистые и хлористые соеди-
нения, и главным образом присадки, содер-
жащие серу, т. н. „осернённые масла".
В табл. 31 приводятся данные влияния
степени осерыения присадки на коррозионные
свойства масел.
Таблица 31
Окисляемое масло
сернокислотной
Автол 10
очистки . .
То же + осернённое мине-
ральное масло
То же
Автол 10 сернокислотной
очистки
То же + осернённое масло
То же + осернённое масло
С и
О.5
,0
,0
,3
.3
>97
,97
О.*
3^.45
31,83
39-91
26,59
27,04
З.эб
25-10
6,9°
44,
18,13
2,87
Оптимальная концентрация серы в при-
садке „осернённое масло" — 1,5—2,0%. Прак-
тически применяются концентрации до 1%>
хотя это и снижает активность присадки.
ЛИТЕРАТУРА И ИСТОЧНИКИ
1. Бейзельман Р. Д. и РабиндерЕ. Г., Мон-
таж, эксплоатация и демонтаж подшипников качения,
Каталоршдат, НКОМ СССР, 1940.
2. Кр е й н С. Э. и Лип штейн П. А., Присадки,
улучшающие эксплоатационные свойства масел, Гос-
топтехиздат, 1949.
3. И в а но в Р. Г., Г о л е н е в П. М., Т и н д о П. С,
Смазочные масла и консистентные смазки, Стандарг-
гиз, 1949.
4. Н и к и т и н Н. А., Смазка паровых машин, Гостоп-
техиздат, 1937.
5. О с т р о у м о в Г. А., Пособие для смазчика, Гостоп-
техиздат 1941.
6. Никитин Н. А., Цилиндровые масла, Гостоптех-
издат, 1948.
7. Остроумов Г. А., Л и с и ц к и й К. 3., Ел-
ч и н П. М., Нормы расхода смазочных и обтирочных
материалов, Машгиз, 1947.
8. Остроумов Г. А. иПархоменко В. Е., Ин-
струкция по регенерации отработанных масел, Гостоп-
техиздат, 1942.
9. Черножуков Н. И., Производство масел и при-
садки к маслам, Гостоптехиздат, 1944.
10. Справочник по применению и нормам расхода сма-
зочных материалов, Техрацнефть, Гостоптехиздат,
1947.
11. Сборник докладов, Присадки к смазочным маслам,
Гостоптехиздат, 1948.
Глава XI
ОРГАНИЗАЦИЯ МАТЕРИАЛЬНО-ТЕХНИЧЕСКОГО СНАБЖЕНИЯ
И ТРАНСПОРТНОГО ХОЗЯЙСТВА МАШИНОСТРОИТЕЛЬНЫХ
ЗАВОДОВ
ОРГАНИЗАЦИЯ МАТЕРИАЛЬНО-ТЕХНИЧЕСКОГО СНАБЖЕНИЯ
ЗАДАЧИ МАТЕРИАЛЬНО-
ТЕХНИЧЕСКОГО СНАБЖЕНИЯ
Материально-техническое снабжение ма-
шиностроительных заводов представляет со-
бой планомерный процесс обеспечения про-
изводства этих заводов всеми необходимыми
средствами производства — сырьём, основными
и вспомогательными материалами, топливом,
оборудованием и другими предметами снаб-
жения. *
В условиях социалистической системы
нашего хозяйства снабжение предприятий
материалами организуется и осуществляется
планово-регулирующими и снабженческо-сбы-
товыми органами народного хозяйства и про-
мышленности (Госснабом СССР, Главснабами
и Главсбытами министерств, их конторами и
базами). Непосредственно на предприятиях
оно организуется и осуществляется отделами
материально-технического снабжения, а на
крупных предприятиях ещё и самостоятель-
ными отделами изделий смежных производств
и кооперирования.
Основой материально-технического снабже-
ния отдельных отраслей народного хозяйства
и их предприятий являются: 1) государствен-
ные планы снабжения народного хозяйства,
предусматривающие распределение важней-
ших материальных ресурсов между отраслями
народного хозяйства в количествах, необходи-
мых им для выполнения производственных за-
даний государственного плана и 2) планы
снабжения этих отраслей и предприятий, учи-
тывающие их потребность в материалах, исходя
из производственных программ, прогрессив-
ных, технически обоснованных норм расхода
материалов и норм складских запасов мате-
риалов.
Планы снабжения предприятий, являющиеся
составной частью планов снабжения соответ-
ствующих отраслей народного хозяйства, та-
ким образом, неразрывно связаны и опреде-
ляются в части важнейших материальных ре-
сурсов государственным планом снабжения
народного хозяйства.
Плановая система материально-техниче-
ского снабжения даёт возможность социали-
стическому государству наиболее целесо-
образно использовать материальные ресурсы
и наилучшим образом маневрировать ими
в интересах народного хозяйства, в чём про-
является одно из важных преимуществ
социалистической системы хозяйства перед
капиталистической.
При социалистической системе производ-
ство и распределение материальных ресурсов
определяются действительной потребностью
в них народного хозяйства. В капиталисти-
ческих условиях производство и сбыт товаров
базируются исключительно на рыночных от-
ношениях; капиталистическому предприятию
не известны ни действительные размеры по-
требности в его продукции, ни сроки, в какие
продукция может быть реализована.
„В современном капиталистическом обще-
стве каждый промышленный капиталист по
своему усмотрению производит как и что и
сколько хочет. Но общественный спрос
остаётся для него неизвестной величиной как
относительно качества и рода требуемых
предметов, так и относительно их количе-
ства". *
В результате происходит перепроизводство
товаров, образование ненужных запасов их,
излишние перемещения в целях сбыта, гро-
мадное расточительство в использовании ма-
териальных ресурсов, экономические кризисы
капиталистического хозяйства.
Основными задачами органов снабжения
машиностроительных заводов являются; свое-
временное, бесперебойное и комплектное
обеспечение производства всеми необходи-
мыми материалами, наилучшее сохранение за-
готовленных и находящихся на складах мате-
риалов, увеличение скорости оборота запасов
материалов, всемерное сокращение заготови-
тельных, транспортных и складских расходов,
* В дальнейшем изложении под термином „мате-
риалы" понимаются все предметы материально-техниче-
ского снабжения.
* Ф. Энгельс, Предисловие к первому немец-
кому изданию работы К. Маркса, «Нищета философии",
Соцэкриз, 1931, стр. 15.
734
ОРГАНИЗАЦИЯ МАТЕРИАЛЬНО-ТЕХНИЧЕСКОГО СНАБЖЕНИЯ ЗАВОДОВ
[РАЗД. V
связанных с приобретением, доставкой и хра-
нением материалов, осуществление контроля
за экономным расходованием материалов в про-
изводстве и за использованием отходов. Реше-
ние этих задач направлено на выполнение
и перевыполнение производственных про-
грамм, снижение себестоимости продукции
заводов, повышение их рентабельности, рост
социалистических накоплений.
Важнейшей народнохозяйственной задачей,
в решении которой должны принимать непо-
средственное участие органы снабжения заво-
дов, является экономное расходование мате-
риалов, борьба с материальными потерями
в производстве и в материально-складском
хозяйстве предприятий.
Расходование материалов на заводах
должно быть подчинено строжайшей экономии,
„режим экономии, о котором неоднократно
говорили Ленин и Сталин, не кратковремен-
ная кампания, а свойственный социализму ме-
тод хозяйствования". *
Борьба за экономию материальных ресур-
сов приобрела и получает большой размах
в социалистическом соревновании коллективов
заводов. Так, например, в ходе соревнования
два заводских коллектива (Коломенского паро-
возостроительного завода им. Куйбышева и
завода „Красное Сормово") приняли на себя
обязательство выпустить в 1949 г. сверх плана
за счёт сэкономленных материалов 17 парово-
зов, один сухогрузный теплоход и два буксир-
ных теплохода.
Организация материально-технического
снабжения на машиностроительных заводах
должна обеспечить строгий порядок и социа-
листическую бережливость в расходовании
материалов цехами, участками и рабочими
местами, а также всемерно содействовать
развитию соревнования рабочих и служащих
заводов в этой области.
Особое значение организация материально-
технического снабжения приобретает в годы
послевоенной сталинской пятилетки. „От пра-
вильной организации дела материального снаб-
жения, создания нужных материальных резер-
вов и экономного использования государ-
ственных ресурсов во многом зависят темпы
подъёма нашего хозяйства. При теперешнем
огромном размахе производства и строитель-
ства четкая организация снабжения и кон-
* А. А. Жданов, 29-я годовщина Великой
Октябрьской социалистической революции.Госполитиздат,
1946, стр. 11. .
троль за соблюдением установленных норм
расходования материальных ресурсов имеют
для государства важнейшее значение*. *
Рациональная организация материально-
технического снабжения основывается на пе-
редовых нормативах расхода и хранения ма-
териалов, на своевременной заготовке, до-
ставке, приёмке и хранении материалов, на
правильной постановке снабжения (питания),
цехов и рабочих мест, учёта и контроля рас-
хода материалов в производстве.
НОРМАТИВЫ МАТЕРИАЛЬНО-
ТЕХНИЧЕСКОГО СНАБЖЕНИЯ
К нормативам материально-технического
снабжения относятся: номенклатура-ценник,
нормы расхода и нормы запаса материалов на
складах.
Номенклатура-ценник представляет собой
классифицированный перечень материалов, со-
вмещённый с их индексацией и ценником про-
мышленных и плановых цен (табл. ^.Номенкла-
туры-ценники служат для проверки правильно-
сти счетов поставщиков, расценки материалов и
оформления учётных и отчётных документов.
Ценники эти разрабатываются отдельными ми-
нистерствами для своих заводов или самими
заводами в соответствии с потребностями
производства (с учётом фактической и воз-
можной в перспективе развития производства
применяемости материалов на заводах). В ос-
нову разработки номенклатур-ценников кла-
дётся классификация материалов — разбивка
их по тому или другому признаку на группы,
подгруппы и другие подразделения.
Применяются цифровые и буквенно-цифро-
вые системы индексации материалов. Наибо-
лее целесообразными являются цифровые си-
стемы индексации материалов: цифровые де-
сятичные или десятично-сотенные —для обще-
министерских (отраслевых) номенклатур и се-
рийно-порядковые — для заводских, сравни-
тельно небольших номенклатур.
При десятичной системе материалы подраз-
деляются не более чем на 10 групп, каждая
группа — не более чем на 10 подгрупп и т. д.
Каждое из этих подразделений обозначается
порядковым номером от 1 до 9 (десятая по по-
рядку группа материалов обозначается нулем).
* В. М. Молотов, Доклад, посвященный 31-й
годовщине Великой Октябрьской социалистической рево-
люции 6/XI 1948 г.
Номенклатура-ценник (в условных показателях)
Таблица 1
Номенкла-
турный
номер
IJXfZOI
Наименование
и характеристика
материала
Сталь кон-
етрукционная го-
рячекатанная
углеродистая
полосовая
То же
Марка
или
сорт
10
10
Размер
в мм
Стандарт
и техни-
ческие
условия
ГОСТ
В-1050-41
В-1050-41
Промышленная
цена в руб.
основ-
ная
за 1 т
1Хзо
1430
доплата
в°/0*
8
if
итого
за 1 т
хб4я
i644
Цена
плановая
за 1 т
вруб.
iSoo
iSoo
Изменение цены
промыш-
ленной
-
плано-
вой
-
* Доплата за профиль к цене квадратной стали одинакового сечения.
ГЛ. XI]
НОРМАТИВЫ МАТЕРИАЛЬНО-ТЕХНИЧЕСКОГО СНАБЖЕНИЯ
735
Таблица 2
Примерная классификационная схема построения номенклатуры материалов с десятичной системой
индексации
Группы
1
Чёрные
металлы
2
Цветные
металлы
3
Металло-
изделия
4
Электро-
материа-
лы
5
Текстиль,
кожа, ре-
зина, ас-
бест
6
Химикаты,
пластмас-
сы, нефте-
продукты
и топливо
7
Лесные и
строи-
тельные
матери-
алы
8
Санатар-
но-техни-
ческие и
хозяйст-
венные ма-
териалы и
изделия
9
Абразивы
и инстру-
менты
0
Изделия
смежных
Произ-
водств
Подгруппы
11
Чугун,
ферроспла
вы
21
Сырьё
(чушковые
металлы)
31
Лента
стальная
41
Провода,
кабели,
шнуры
51
Текстиль-
ные мате-
риалы и
изделия
61
Химикаты
(кислоты,
соли, щё-
лочи и др.)
71
Круглый
лес
81
Котлы, ра-
диаторы,
трубы раз-
ные
91
Абразивы
01
12
Сталь обык
- новенного
качества
(рядовой
прокат)
22
Сплавы
32
Проволока
стальная
42
Установоч-
ные мате-
риалы
52
Кожаные
материалы
и изделия
62
реактивы
72
Пилома-
териалы
82
Санитарно-
техниче-
ская
арматура
92
Режущий
инстру-
мент
02
13 | 14
- Сталь кон-
струкцион-
ная
23
Лёгкий
прокат
33
Болтозаклё-
почные и
крепёжные
изделия
43
Изоляцион-
ные мате-
риалы
53
Резино-ас-
бестовые
материалы
и изделия
63
Лакокра-
сочные
материалы
73
Фанера,
шпон
83
Лаборатор-
ная посуда
93
Измери-
тельный
инструмент
03
Сталь с
особыми
свойствам!
24
Тяжёлый
прокат
34
Цепи
44
Арматура
осветитель-
ная
54
Ремни при-
водные и
ленты
64
Резерв
74
Разные
лесомате-
риалы
84
Бумага,
картон,
фибра
94
Слесарно-
монтажный
инструмент
04
15
Сталь ин-
струмен-
1 тальная
25
Литьё
35
Тросы и
канаты
45
Электро-
лампы и
спирали
55
Спец-
одежда
65
Пластиче-
ские мате-
риалы
75
Вяжущие
материалы
85
Канцеляр-
ские и
фотопри-
надлежно-
сти
95
Деревооб-
рабатыва-
ющий ин-
струмент
05
16
Трубы
26
Лом и
отходы
36
Сетка ме-
талличе-
ская
46
Радиолам-
пы и дру-
гие изделия
17
Лом и от-
ходы
27
Драгоцен-
ные метал-
лы
37
Шарико-
ролико-под-
шипники
47
Электро-
щётки
56 . | 57
Спецобувь
66
Масла и
смазочные
материалы
76
Кровельные
материалы
86
Разные
хозяйствен-
ные мате-
риалы и
инвентарь
96
Разный
инструмент
06
Резерв
67
Жидкое
топливо
и другие
нефтепро-
дукты
77
Стекло
разное
87
Тара
разная
97
Пластинки
твёрдых
сплавов
07
18
Резерв
28
Резерв
38
Резерв
48
Уголь-
ные
изделия
58
Резерв
68
Твёр-
дое
топли-
во
78
Разные
строи-
тель-,
ные ма-
териа-
лы
88
Резерв
98
Резерв
19
Резерв
29
Резерв
39
Резерв
49
Измери-
тельные и
другие
приборы
59
Резерв
69
Газы
79
Скобяные
изделия
89
Резерв
99
Резерв
08 1 09
Подгруппы (в зависимости от характера производства)
736
ОРГАНИЗАЦИЯ МАТЕРИАЛЬНО-ТЕХНИЧЕСКОГО СНАБЖЕНИЯ ЗАВОДОВ
[РАЗД. V
Пример построения классификационной
схемы номенклатуры материалов с индексацией
по десятичной системе приведён в табл. 2.
При серийно-порядковой системе материалы
подразделяются на группы, подгруппы и т. д.
и каждой из них присваивается определённая
серия порядковых номеров; например, группе
чёрных металлов — серия номеров с 10 001 до
40 000, группе цветных металлов — с 40 001 до
50 000 и т. д.
Промышленные цены на материалы, указы-
ваемые в номенклатурах-ценниках, берутся
обычно из прейскурантов поставщиков. Пла-
новые цены определяются расчётом, исходя
из промышленной цены и расходов, связанных с
приобретением и доставкой материалов, и вклю-
чают промышленную цену, наценку снабжен-
ческо-сбытовых организаций, железнодорож-
ный и водный тарифы, расходы по доставке гру-
зов на склады завода, расходы по содержанию
специальных заготовительных контор и др. *.
Номенклатуры-ценники материалов офор-
мляются в виде книг-справочников, состоящих
из номенклатурных таблиц по отдельным груп-
пам материалов (табл. 1). Справочники сопро-
вождаются оглавлением и предметно-алфавит-
ным указателем.
Номенклатуры-ценники материалов должны
находиться под постоянным наблюдением опре-
делённого лица на заводе (работника главной
бухгалтерии или отдела материально-техни-
ческого снабжения), на обязанности которого
лежит внесение во все их экземпляры необ-
ходимых текущих изменений и дополнений.
Нормы расхода материалов служат для
расчёта потребности заводов и цехов в мате-
риалах, составления планов материально-тех-
нического снабжения и лимитов отпуска ма-
териалов потребителям (цехам), а также для
контроля расхода материалов в производ-
стве.
Нормы расхода материалов должны стиму-
лировать систематическое улучшение исполь-
зования и экономию материалов на произ-
водстве и поэтому должны быть прогрессив-
ными и технически обоснованными. Основой
для установления норм расхода материалов
являются расчётный и опытно-лабораторный
методы с использованием чертежей изде-
лий, технологических карт, составов шихты,
протоколов и актов, фиксирующих расход ма-
териалов на основе специальных опытов,
и т. д.
При нормировании расхода материалов дол-
жен быть учтён опыт передовых технологов
и рабочих, показавших образцы экономного
расходования материалов.
Периодически необходимо корректировать
нормы на основе проведения соответствующих
организационно-технических мероприятий —
изменения и облегчения конструкций изделий,
рационализации технологии, применения стан-
дартных или нормализованных материалов,
улучшения использования отходов, внедрения
заменителей материалов, повышения культуры
производства и квалификации рабочих и т. д.
Нормы расхода утверждаются главным ин-
женером или директором завода с последую-
щим утверждением министерством, а важней-
шие из них — Госснабом СССР и Советом
Министров СССР.
По отдельным материалам применяются
общесоюзные нормы расхода или же нормы,
разрабатываемые соответствующими научными
организациями (например, нормы расхода бен-
зина для автотранспорта, расхода смазочных
материалов и т. п.).
Нормы расхода материалов фиксируются
соответственно в нормативных картах расхода
шихтовых материалов, в подетальных картах
расхода основных материалов, в картах при-
меняемости этих материалов, материальных
спецификациях и других нормативных доку-
ментах.
Карты расхода шихтовых мате-
риалов (карты шихты) фиксируют нормы
расхода литейных материалов — чугуна, алю-
миния, меди и др. на тонну годных отливок.
Эти карты составляются на каждый вид
литья, применяемого для отдельных групп
деталей.
Подетальные карты расхода ма-
териалов (табл.3) составляются по цехам
на отдельные детали, изготовляемые из метал-
лопроката (прутковых, профильных, листовых
металлов, труб), поковок и отливок, лесома-
териалов, пластмасс и других материалов.
В каждой из них указываются данные о детали
и материале, включая нормы расхода мате-
риала на деталь*.
Подетальные карты расхода материалов
могут быть непосредственно использованы для
расчёта месячной потребности цехов в мате-
риалах, а также (когда имеется в этом необ-
ходимость) для составления цеховых поузло-
вых материальных карт и для составления це-
ховых карт применяемости материалов.
Карты применяемости материа-
лов (табл. 4) составляются по цехам на ка-
ждый сорто-размер материалов на основе по-
детальных карт расхода материалов или, если
на заводе не применяются подетальные карты,
непосредственно на основе исходной техниче-
скрй документации.
Подетальные и поузловые нормы расхода,
содержащиеся в цеховых картах применяе-
мости материалов, могут быть использованы
для расчёта месячной потребности цехов и
установления лимитов отпуска им материалов
при подетальном и поузловом (комплектном)
планировании производства цехов. Итоговые
количества расхода материалов по картам
применяемости используются для составления
цеховых и заводских (сводных) материальных
спецификаций.
Поиздельные заводские мате-
риальные спецификации составляются
на основе цеховых карт применяемости или
цеховых материальных спецификаций отдельно
на каждое выпускаемое заводом изделие. В них
указываются в специфицированном виде все ос-
новные материалы, расходуемые на изделие
(включая запасные части к нему), а также
нормы расхода по каждой позиции специфи-
кации. *¦
: * Расходы по содержанию отдела материально-техни-
ческого снабжения и складов завода относятся к общеза-
водским расходам и при установлении плановых цен на
материалы не учитываются.
* Для деталей, изготовляемых путём группового рас- ¦
кроя листовых материалов, составляются особые карты
раскроя.
Таблица 3
н
о
Цех М 1
1. № уз-
ла
¦М 1-12
2. № детали
М I-12-Of
8. Номенклатурный но-
мер материала
IJ2III2
14. Вид
товки
исходной заго-
Пруток
Подетальная нормативная карта расхода материала
3. Наименованиедетали
Валик
9. Наименование, мар-
ка, сорт, профиль мате-
риала
Сталь конструкцион-
ная круглая марки 10
15. Припуск на обработ-
ку детали в мм
по сечению,
по ширине
4
по длине
2
20. Возвратные отходы
Размеры
в мм
(длина
и т. д.)
Вес, объём,
' -метраж
зу кг
Используются для
деталей:
№
М I-14-I3
Количе-
ство
2
4. Наибольшие размеры
' детали в мм
по сечению,
по ширине
по длине
J20
Ю. 0 материала (сече-
ние, длина, габариты) в мм
0 34, длина 4ооо
16. Размеры заготовки
одной детали в мм
по сечению,
по ширине
по длине
J22
21.' На деталь (данную)
используются отходы от
деталей
-
5. Чистый вес, объём или
метраж детали
4 кг
11. Вес материала (прутка,
трубы, листа и др.) в кг
28,г
4 17. Вес, объём или метраж
заготовки одной детали
S.iS кг
22. Гриф (подпись)
Составил: Иванов
Утвердил: Потапов
6. Количество деталей на
изделие
4
одиночный
комплект
запасных
частей
i
групповой
комплект
запасных
частей
-
12. Количество деталей из мате-
риала (прутка, листа, трубы и т. п.)
18. Вес, объём или метраж отходов
при получении заготовки
на разрезку
о,07 кг
на зажим,
на некратность ¦
o,s4 кг
23. Изменение нормы
Дата
№ листка
извещения
—
Изделие — Ш
7. №
ской кг
технологиче-
рты
М Z-I2I
13. ГОСТ или ТУ
B-io;o-4i
19. Расход материала
на деталь с учётом
отходов
норма
/,7 кг
коэфициент
использования
материала (от-
ношение дан-
ных гр. 5 к
данным гр. 19)
24. Для отметок
738
ОРГАНИЗАЦИЯ МАТЕРИАЛЬНО-ТЕХНИЧЕСКОГО СНАБЖЕНИЯ ?АВОДОВ
[РАЗД. V
a
v2
i
0)
S
1
S
CU
4
s
a.
O)
яемости мат
X
V
?
X
Б
ев
О.
га
X
О)
я
|я
С. о>
«
"я
Я о»
Я о>
^ |
СТ или ТУ
О
SS
га
Вес
*¦
а
Длина
я
Я 3
Z s
ю
га
d,ra
о Ч
о га
Х-
* о.
о-га
I8
ала
к
о.
f-
я
S
я
•е-
о
о.
в ание
о
Найме}
* I
is.
poi
га н
ч «
1 -.
о> О,
1°
Ж* |
I
00
|
<*\
« §
g
о ж
а ж
а-в
конструк
•орячекат
Сталь
дистая
круглая
%
к,
3
Е
HOf
A1
1
4)
X
Изме
о
С
я
•А
Ц
Я
с
1 «
0) Я
Ш I
СО gj
Я g
Дата
Л BifBH
jaiBW
винваоЕЧ1гоиэи
га
о
о
та
¦ о.
Норма
етали .
ч
хнаийнфеом
На групповой
мплект запасных
частей
ко:
х Ь
я ч*
ч|Й
Hi
о ^ со
? о с
«I"
циночный ком
ект запасных
частей
о ч
с
га
1
о>
Я
ч
ч
«
я
га
Мате-
риала
в кг
личество
еталей
О «4
га
t-
я
тери
в кг
га
о
ичес
тале;
о ч
Мате-
риала
в кг
чество
алей j
я н
Ч 0)
О Ч
Мате
риал
в кг
о
о о>
о» е;
В" га
Я f-
Ч V
Ui
гя а чв-ВХЭ1Г
§ р г
> *
га о
HOpl
ТИВ1
ээа ни
Найме-;
oi С
>
со вн
1
3
?
кар
г» а
хэиь
нование
к
1 i ;
i i ;
i i ;
1 ? ;
is;
^:
^. •
> «ч *
li '.
t ¦
>ч о .
S Ц .
Валик
Тяга
•
OS *
<> ^ .
iz-z
il-I
о
1
1
1
1
1
оо
о
V
и
ее
IS
При большой номенклатуре материалов за-
водские материальные спецификации соста-
вляются отдельно по группам материалов (чёр-
ные металлы, цветные металлы, лесоматериа-
лы и т. д.); в пределах последних материалы
указываются в определённой последователь-
ности подгрупп, видов и отдельных наимено-
ваний.
Данные заводских материальных специфи-
каций используются для расчёта потребности
заводов в материалах и для составления годо-
вых и квартальных планов материально-тех-
нического снабжения.
Нормы расхода заготовок, полу-
чаемых со стороны, фиксируются в особых
поиздельных ведомостях, в которых указыва-
ются: вид заготовок (отливок, поковок, штам-
повок и т. д.), количество заготовок на изде-
лие и другие сведения. Данные этих ведомо-
стей используются для тех же целей, что и
заводские материальные спецификации, а так-
же для расчёта и лимитирования потребности
цехов в заготовках, поступающих со сто-
роны .
Аналогично оформляются нормы расхода
изделий смежных производств, узлов и деталей,
получаемых заводом со стороны в порядке
кооперирования.
Нормы расхода материалов на
ремонт оборудования .см. т. 14 ЭСМ,
стр. 362.
Нормы расхода вспомогатель-
ных материалов устанавливаются на раз-
ные измерители расхода (тонна выпускаемой
продукции, стоимость продукции в тыс. руб-
лей, 1000 станко-часов или 1 станкосмена ра-
боты оборудования и др.) и фиксируются в
ведомостях норм расхода вспомогательных ма-
териалов, составляемых особо по каждому
цеху (и отделу), а также по отдельным наи-
более важным группам материалов.
Нормы расхода топлива определя-
ются расчётом на разные измерители расхода:
по топливу для двигателей — на 1000 tcem-ч
электроэнергии, 1 м% сжатого воздуха, 1 т
нормального пара и т. д.; по технологиче-
скому топливу — на 1 т годного литья, год-
ных поковок или изделий, подвергаемых тер-
мической обработке и т. д.; по топливу для
отопления—на 1 ms отапливаемых помещений;
по топливу для транспорта — на 1 машино-
час работы или 1 ткм перемещаемого гру-
за и др.
Нормы расхода топлива выражаются в
условном топливе с последующим пересчётом
этих норм в нормы расхода натурального то-
плива.
Нормы запаса материалов. Наличие за-
паса материалов является необходимым усло-
вием для бесперебойной работы заводов. Ве-
личина запаса зависит от масштаба и объёма
производства, а также от условий снабжения,
приобретения и доставки материалов на пред-
приятия.
Плановые групповые нормативы запаса
материалов (по отдельным группам — чёрным
металлам, цветным металлам, лесоматериалам,
химикатам, топливу и т. д.), выраженные в
днях обеспечения производства материалами,
устанавливаются ежегодно министерствами и
ведомствами непосредственно или череа
ные управления.
ГЛ. XI]
НОРМАТИВЫ МАТЕРИАЛЬНО-ТЕХНИЧЕСКОГО СНАБЖЕНИЯ
739
Групповые нормативы определяют предель-
ную величину запаса материалов, который
может быть допущен на складах завода в сред-
нем по нормируемой группе их на протяже-
нии планируемого периода времени (квартала,
года).
В целях регулирования и контроля запаса
отдельных важнейших материалов предприятия
устанавливают в пределах групповых норма-
тивов свои оперативные-диференцированные
нормы складского запаса по отдельным сорто-
размерам материалов с учётом условий их
потребления и заготовки (по материалам вто-
ростепенного значения могут применяться груп-
повые нормативы запасов без диференциа-
ции).
При установлении диференцированных норм
запас материалов подразделяется: а) на те-
кущий и б) страховой.
Текущий запас — часть общего за-
паса материала, систематически расходуемая
в производстве и регулярно восстанавливаемая
за счёт плановых поставок материалов. Вели-
чина этого запаса изменяется от максимума
в момент поступления очередной партии ма-
териалов до минимума (в пределе, равного
нулю) при израсходовании запаса и ожидании
поступления очередной партии материала.
Максимальная абсолютная величина те-
кущего запаса {ZmeK max), равная величине
партии материалов, поставляемой по договору
или наряд-заказу на поставку материалов в
счёт выделяемых заводам фондов и контин-
гентов, определяется из формулы: ZmeK mas=
= dT, где d--среднесуточный расход мате-
риала и Т — период между двумя очередными
поставками.
Средняя абсолютная величина текущего
запаса может быть принята равной половине
максимальной величины последнего.
Страховой запас, вторая часть общего
запаса материала, предназначается для питания
производства материалами лишь при израсхо-
довании текущего запаса в случае опозда-
ния в поставке очередной партии материала,
увеличения потребности в материале на про-
изводстве и т. д.
Страховой запас материалов должен обес-
печить питание производства материалами на
период времени, необходимый для срочного
получения и доставки материалов от поставщи-
ков. Этот запас определяется по формуле
ZCmp — dTb где 1\ — время срочного восста-
новления запаса, включая время на оформление
-срочной поставки, на транспортировку, склад-
скую приёмку и подготовку материалов к от-
пуску.
Страховой запас должен быть по возмож-
ности неприкосновенным. Расход его ука-
зывает на имеющиеся отклонения в снабже-
нии и потреблении материалов и на необ-
ходимость принятия срочных мер к завозу
материалов на склады завода.
Общий максимальный запас материалов
7 7 4 7
¦^гаах ''тек. max ' **стр>
В основу составления планов материально-
технического снабжения принимается вели-
чина среднего запаса материалов:
<ср
¦стр
иди Zmax = dT
Общий максимальный запас является ис-
ходным при расчёте размеров (проектирова-
нии) материальных складов.
Величина этого запаса в ценностном вы-
ражении используется финансовыми отделами
заводов для определения и установления ли-
митов оборотных средств на покрытие затрат
по созданию на складах необходимого за-
паса сырья, материалов, топлива и других
предметов материально-технического снабже-
ния.
При нормировании текущего запаса ма-
териалов период времени между поставками,
определяющий максимальную величину этого
запаса в днях, устанавливается (и фиксируется
в договорах или заказах на поставку материа-
лов), исходя из соображений: экономической
целесообразности размеров завозимых на
заводы партий материалов, с точки зрения
затрат оборотных средств на образование за-
паса материалов, эффективности использования
транспорта для перевозки и пр. При этом сле-
дует учитывать среднесуточный расход мате-
риалов, цикличность (периодичность) произ-
водства материалов заводами-поставщиками,
транзитную или складскую форму снабжения,
установленные транзитные нормы отгрузки
материалов поставщиками, стандартную
ёмкость тароупаковки материалов и т. п.
Вследствие значительной сложности и тру-
доёмкости работы по определению времени
поставок отдельных материалов целесообразно
производить соответствующую группировку
материалов, более или менее одинаковых по
условиям снабжения, и в отношении их уста-
навливать выраженные в днях единые отно-
сительные величины текущего запаса. Раз-
нообразие величин страхового запаса в днях
также целесообразно сводить к минимуму со-
ответствующей подгруппировкой материалов,
одинаковых по условиям восстановления их
запаса.
При установлении диференцированных
норм запасов материалов необходимо, чтобы
размеры их были по возможности минималь-
ными и обусловливали ускорение оборачи-
ваемости запасов и уменьшение оборотных
средств на их образование.
В табл. 5 приводится пример расчёта ве-
личины текущего, страхового и среднего за-
пасов, а также потребных оборотных средств
на создание последних.
Для обеспечения планомерности завоза ма-
териалов в заготовительных группах отделов
материально-технического снабжения рекомен-
дуется вести хотя бы по важнейшим материа-
лам картотеки с записью в них ко срокам (ме-
сяцам) количеств планового и фактического
завоза на склады материалов.
С целью регулирования и контроля уровня
запаса материалов на складах максимальные
и минимальные (страховые) запасы должны
проставляться в учётных материальных картах
и отмечаться на ярлыках и бирках, укрепляе-
мых на местах хранения материалов. При на-
рушении установленных норм склады долж-
ны сообщать об этом отделу материально-тех-
740
ОРГАНИЗАЦИЯ МАТЕРИАЛЬНО-ТЕХНИЧЕСКОГО СНАБЖЕНИЯ ЗАВОДОВ
[РАЗД. V
Таблица 5
Пример расчёта величины
Наименование материала
Сталь конструкцион-
ная, марки 10, круглая
0 18 мм
Сталь конструкцион-
ная, марки 15Х, круглая
0 20 мм
Сталь конструкцион-
ная, марки 30, листовая,
толщиной 2 мм
Итого ....
Цена за 1 от
в руб.
1400
i860
i-]8o
-
Годовой расход
в т
у 20
J2
$6о
I1J2
Общая стоимость
в тыс руб.
юо8
134
640
1782
запаса материалов и потребных оборотных средств
(в условных показателях)
Среднесуточный
расход в от
2
0,3
I
-
Текущий
максималь-
ный запас
Дни Г
90
90
6о
Количе-
ство йТ
вот
6о
i8
60
138
Страховой
запас
Дни Г,
10
JO
if
Количе-
ство dTt
в ОТ
2О .
2
И
37
Общий
максималь-
ный запас
+
Еч
s
й
4о
IOO
7/
Количе-
ство
<*(Т + Г,)
в от
8о
20
7/
Средний запас
Е-
Н
ё.
ь
2!
ff
4S
Количе-
ство
В ОТ
/о
II
4S
1Об
Оборотные сред-
ства (на. средний
запас) в тыс. руб.
7о,о
20, /
8o,i
170,6
нического снабжения путём посылки ему со-
ответствующего извещения.
Кроме обычных оперативных запасов, на
заводах могут быть ещё запасы сезонные
и др.
Сезонные запасы создаются на зим-
ний сезон, в течение которого невозможна
или затруднительна доставка материалов на
заводы (из-за прекращения навигации, снеж-
ных заносов и т. п.).
Эти запасы должны обеспечивать в зим-
ние месяцы бесперебойное питание цехов.
Сезонные запасы материалов создаются из
расчёта среднесуточного расхода материала за
период, в течение которого предполагается
прекращение завоза. К концу этого периода
сезонный запас должен равняться нулю, и
дальнейшее обеспечение производства должно
осуществляться за счёт обычных оперативных
запасов.
На образование сезонных запасов Государ-
ственным банком выделяются заводам допол-
нительные оборотные средства в виде спе-
циальных ссуд.
ПЛАНИРОВАНИЕ ПОТРЕБНОСТИ
В МАТЕРИАЛАХ
Планирование потребности в материалах
включает: а) расчёт годовой и квартальной
потребности заводов в материалах для основ-
ного производства, опытных работ и эксплоа-
тационных нужд и б) составление годового и
квартального планов материально-техническо-
го снабжения.
Расчёты потребности в материалах. Ра-
счёт потребности в материалах для основного
производства осуществляется: в массовом и се-
рийном производствах — плановыми частями
отделов материально-технического снабжения;
в единичном и мелкосерийном (а также
в опытных производствах) — планово-произ-
водственными или производственно-диспет-
Отдел материально-технического
снабжения
эный номер
Номенклату
IJ2III2
Наименование
материала
Сталь конструкционная
углеродистая горяче-катан-
ная круглая ........
Марка, сорт
ю
План материально-технического снабжения на
Размер
в мм
Диаметр
34
Цена в руб
1400
Потребность
На основное
производство
по запуску
изделий
в т
200
В том чис-
ле на вы-
пуск изде-
лий в от
i8o
ра-
На опытные
боты в от
_
в материалах
анион
в от
На эксплсат
ные нужды
30
Всего
Количе-
ство в от
220
Стоимость
в руб.
Зо8 ооо
ГЛ. XI]
ПЛАНИРОВАНИЕ ПОТРЕБНОСТИ В МАТЕРИАЛАХ
741
черскими отделами заводов. Потребность в
материалах для эксплоатационных нужд, в
том числе и для ремонта оборудования, уста-
навливается соответствующими отделами и
цехами.
Потребность в материалах для
основного производства определяется
на основе:
1) производственной программы завода по
запуску изделий или валовому выпуску, учи-
тывающему товарный выпуск изделий и изме-
нение незавершённого производства в плани-
руемом периоде времени, и
2) норм расхода материалов на единицу
продукции с запасными частями.
Расчёт потребности в материалах ведётся
по каждой марке (сорту) и размеру материала
в отдельности и сводится в специальные рас-
чётные таблицы раздельно для каждой груп-
пы материалов (чёрных металлов, цветных
металлов и т. д.). В этих таблицах материалы
перечисляются в определённой последователь-
ности с итогами по их подгруппам и видам
применительно к укрупнённой номенклатуре
материалов, установленной и применяемой для
составления планов-заявок.
Потребность в материалах для
опытных работ рассчитывается анало-
гично потребности для основного производства.
Потребность в материалах для
эксплоатационных нужд опреде-
ляется на основе:
1) объёма работ цехов, отделов и служб
заводов, намечаемых на планируемый период
времени, и
2) норм расхода материалов на измери-
тель расхода A изделие, \т продукции, 1000
станко-часов работы оборудования, 1 м2 пло-
щади и т. д.).
Потребность в материалах для эксплоата-
ционных нужд сводится в особую форму-за-
явку цехов и отделов, которая представляется
в отдел материально-технического снабжения
для проверки и общей сводки.
¦Потребность в топливе рассчи-
тывается на основе: 1) данных о потребности
оборудования и агрегатов заводов в электро-
энергии, паре, сжатом воздухе и норм расхода
условного топлива на измеритель расхода
A000 квт-ч электроэнергии, 1 т пара, 1 ж3
сжатого воздуха); 2) программ литейного, куз-
нечного и других цехов и норм расхода услов-
ного топлива на 1 т продукции этих цехов;
3) объёма работы транспорта, выраженного
в тонно-километрах или часах, и норм рас-
хода на 1 ткм или 1 час работы; 4) данных
о кубатуре отапливаемых зданий и норм рас-
хода условного топлива на 1 л& здания;
5) данных о количестве рабочих и служащих,
обслуживаемых горячей водой, душем и т. п.,
и норм расхода топлива на одного чело-
века.
Расчёт потребности в топливе составляется
по отдельным видам топлива отделами и це-
хами-потребителями и представляется в отдел
материально-технического снабжения для про-
верки и общей сводки потребности в то-
пливе.
Планы материально-технического снаб-
жения. Отраслевые и сводные планы мате-
риально-технического снабжения, определя-
ющие количество и стоимость материалов,
подлежащих заготовке, а также размер по-
требных средств для образования складских
запасов, разрабатываются плановыми частями
или группами отделов материально-техниче-
ского снабжения.
Отраслевые планы снабжен и я—
годовые и квартальные (табл. 6) составляются
отдельно по группам потребляемых матери-
алов (чёрные металлы, цветные металлы, лесо-
материалы, химикаты н пр.) применительно
к отраслям промышленности — поставщикам
материалов.
Годовые планы (табл. 6) составляются с
разбивкой по кварталам, а квартальные— с раз-
бивкой по месяцам. Материалы в годовом
плане должны указываться в специфицирован-
ном виде с соблюдением установленной после-
довательности подгрупп, видов и названий фон-
дируемой и централизованно планируемой
продукции.
При составлении отраслевых планов мате-
риально-технического снабжения использу-
ются: а) расчёт потребности завода в матери-
алах и топливе на планируемый период для
основного производства, на опытные работы
и на эксплоатационные нужды; б) ожидае-
мые остатки материалов к началу планируе-
мого периода; в) нормы складского запаса
Таблица 6
1950 г. (в условных показателях V
Группа материалов: чёрные металлы
Потребность в материалах
на средний переходящий
запас
Общая потребность
Источники покрытия потребности в материалах
Дни
Коли-
чество
в т
Стоимость
в руб.
Коли-
чество
в т
Стоимость
в руб.
Ожи-
даемый
остаток
в т
Соб-
ствен-
ное
произ-
водство
в т
Заготовка со стороны
Коли-
чество
в т
В том числе по кварталам в т
III
IV
Стоимость
в руб.
3& Soo
247 >
346 ;оо
227,;
во
742
ОРГАНИЗАЦИЯ МАТЕРИАЛЬНО-ТЕХНИЧЕСКОГО СНАБЖЕНИЯ ЗАВОДОВ
[РАЗД. V
материалов; г) номенклатура-ценник мате-
риалов.
Ожидаемый остаток материалов к началу
планируемого периода по каждой их позиции
или сорто-размеру определяется, исходя из
наличия материалов на день составления пла-
нов (по данным складского учёта) и ожидае-
мого поступления, и расхода материалов за
период времени от момента составления пла-
на до начала планируемого периода (по дан-
ным оперативного учёта предстоящих посту-
плений и отпуска со складов).
Количество материалов, подлежащих заго-
товке по плану снабжения, определяется путём
суммирования плановой потребности или рас-
хода материала соответственно на основное
производство, опытные работы и эксплоата-
ционные нужды, а также среднего переходя-
щего запаса на конец планируемого периода;
из этой суммы вычитается ожидаемый оста-
ток материала на начало планируемого пе-
риода. Отраслевые планы снабжения исполь-
зуются для составления сводных планов снаб-
жения, а также как планы-заявки, направляе-
мые в главные управления министерств.
Сводные планы снабжения (го-
довые и квартальные) составляются на основе
отраслевых планов снабжения (табл. 6). В свод-
ных планах снабжения в отличие от отрасле-
вых материалы указываются в укрупнённом
разрезе (чёрные металлы, лесоматериалы и т. д.)
и объединяются применительно к статьям
сметы производства в разделы: сырьё и основ-
ные материалы, вспомогательные материалы,
покупные полуфабрикаты и изделия и то-
пливо. По каждому из этих разделов фикси-
руется стоимость материалов на производствен-
ные и эксплоатационные нужды и на сред-
ний переходящий складской запас, а также
стоимость материалов, подлежащих заготовке
со стороны.
Итоги сводного плана снабжения показы-
вают общую стоимость материальныхценностей,
расходуемых на производство и на эксплоа-
тационные нужды, вложения средств в склад-
ской запас и общую стоимость материальных
ценностей, подлежащих заготовке.
На основе сводных планов, представляемых
в плановый и финансовый отделы заводов и
в главные управления министерств, устана-
вливаются лимиты оборотных средств на заго-
товительную деятельность.
ЗАГОТОВКА МАТЕРИАЛОВ
Заготовка материалов осуществляется от-
делами материально-технического снабжения
заводов и заключается: а) в представлении
в главные управления министерств и постав-
щикам заявок на потребные материалы центра-
лизованного и децентрализованного снабже-
ния *; б) в составлении и реализации планов
заготовки и планов завоза материалов; в) в опе-
* К материалам централизованного снабжения отно-
сятся фондируемые и централизованно планируемые.
Первые выделяются заводам на основе утверждаемых
правительством планов распределения материальных фон-
дов, вторые — непосредственно министерствами— произво-
дителями продукции.
Материалы децентрализованного снабжения — прочие
материалы, приобретаемые в децентрализованном порядке
у местной промышленности, кооперативных организаций
и т. п.
ративном учёте выполнения планов поставки
материалов. Заготовка материалов должна
проводиться с минимальными затратами и за-
грузкой оборотных средств в складские за-
пасы.
Заявки на материалы представляются в
виде отраслевых планов снабжения или специ-
альных планов-заявок.
Отраслевые планы снабжения (табл. 6) —
наиболее целесообразный вид заявок, содер-
жащий исчерпывающие сведения о потребных
заводам материалах и используемый главными
управлениями для выделения фондов и кон-
тингентов материалов.
Отраслевые планы-заявки содержат сведе-
ния о материалах в укрупнённой номенкла-
туре, без указания сорто-размеров и других
индивидуальных признаков; обычно они исполь-
зуются только в качестве годовых заявок на
материалы (по отдельным группам материалов
дополнительно представляются в главные упра-
вления уточнённые спецификации для соста-
вления нарядов-заказов заводам-поставщикам).
Планы-заявки составляются на основе тех же
исходных данных и по той же форме, что и
планы снабжения (без граф „номенклатурный
номер", „размеры", „цена", „стоимость").Нормы
расхода берутся применительно к укрупнён-
ной номенклатуре материалов.
По отдельным видам материалов заявки
составляются по специальным формам, уста-
навливаемым поставщиками.
Заявки.должны сопровождаться объясни-
тельными записками с обоснованием потреб-
ных количеств материалов.
Отделы снабжения главных управлений
министерств после проверки поступивших
заявок составляют на их основе сводные планы
потребности по группам (видам) материалов
и направляют их в свои главные управления
снабжения (главенабы). Последние сводят все
заявки в общий план потребности в матери-
алах по министерству в целом и предста-
вляют его: по фондируемой продукции—в Гос-
снаб СССР и по централизованно плани-
руемой продукции — в соответствующие про-
мышленные министерства.
После утверждения правительством планов
распределения фондируемой продукции и по
распределении промышленными министер-
ствами централизованно планируемой продук-
ции главенабам выделяются соответствующие
фонды и контингенты материалов для распре-
деления их между главными управлениями и
заводами, непосредственно подчиненными их
министерствам.
Выделение фондов и контингентов оформ-
ляется посылкой в адрес главных управлений
министерств и заводов особых документов—
фондовых извещений и плановых назначений,
в которых указываются количество и сроки
поставки материалов и поставщики. Эти доку-
менты кладутся в основу заготовительной
деятельности заводов (заключение договоров
с поставщиками, выдача им специфицирован-
ных заказов и т. д.).
По децентрализованному снабжению заводы
договариваются о поставке материалов непо-
средственно с поставщиками.
Оперативные планы заготовки и завоза
материалов составляются отделами матери-
ально-технического снабжения в виде двух
ГЛ. XI]
ЗАГОТОВКА МАТЕРИАЛОВ
743
оперативных документов: 1) квартальных
планов заготовки материалов у поставщиков
и 2) месячных планов завоза (доставки) мате-
риалов на завод.
Оперативные квартальные планы заготовки
материалов (табл. 7) составляются за 15—20
дней до начала квартала по основным и важ-
нейшим вспомогательным материалам на основе
отраслевых квартальных планов материально-
технического снабжения, извещений о выде-
ленных фондах и контингентах материалов
и данных о заключенных договорах и выдан-
ных заказах. В случае необходимости прини-
маются меры к изысканию дополнительных
источников снабжения.
Оперативные месячные планы завоза мате-
риалов (табл. 8) составляются за 5—10 дней
до начала каждого месяца по основным и важ-
нейшим вспомогательным материалам на основе
установленных лимитов отпуска материалов
цехам (см. стр. 745), данных о потребных
переходящих запасах материалов и об ожи-
даемом наличии (остатке) их на складах на
1-е число месяца. Ожидаемое наличие мате-
риалов определяется исходя из наличия мате-
риалов на складе на каждое 20-е число ме-
сяца, из ожидаемого поступления и расхода
материалов до конца месяца.
В начале каждого месяца планы завоза
материалов уточняются данными о фактиче-
ском наличии материалов на 1-е число в скла-
дах отдела снабжения и в цеховых складах
(кладовых). Одновременно окончательно уста-
навливаются номенклатура и количества дефи-
цитных материалов и намечаются меры к полу-
чению дополнительных фондов и контингентов,
замене материалов, улучшению использования
отходов и т. д. Особо дефицитные материалы
берутся на специальный учёт и кон-
троль.
Оперативный учёт выполнения планов
поставки материалов отдельными поставщи-
ками ведётся при. помощи карт или гра-
фиков.
Карты учёта выполнения планов по-
ставки материалов составляются на каждый
отдельный договор или заказ материалов и
служат для контроля выполнения поставщи-
ками договорных обязательств и расчётов
претензий при нарушении их.
Таблица 7
Отдел матери-
ально-техниче-
ского снабжения
Номенклатурный
номер
IJ2I1I2
Оперативный план заготовки материалов
на / квартал 1950 г.
Наименование
материалов
Сталь углеродистая
круглая
Сорт, марка
10
Размер
в мм
034
Единица измере-
ния
т
Подлежит заго-
товке
6о
Покрытие
потребности
Фонды и кон-
тингенты на
материалы
Аванс
20
Всего
6о
Группа материалов:
Чёрные металлы
Заключены договоры
или выданы заказы
1 мес.
А '20
2 мес.
А/20
3 мес.
А/20
Для
отметок
Примечание. В графе „Заключены договоры или выданы заказы" проставляются по месяцам: в числителе —
наименование поставщика, с которым заключён договор на поставку материалов, в знаменателе — количество мате-
риалов.
Таблица 8
Отдел матери-
ально-техниче-
ского снабже-
ния
Номенклатурный
номер
IJ2III2
Оперативный план завоза материалов на февраль I960 г.
Наименование
материала
Сталь угле-
родистая
круглая
Марка, сорт
10
Размеры в мм
034
Единица измере-
ния
т
Потребность в мате-
риалах
для основ-
ного про-
изводства
и эксплоа-
тационных
нужд
i8
на
складской
запас
Всего
43
Обеспечен-
ность на
1-е число
ожидае-
мое нали-
чие в скла-
де
22
фактиче-
ское нали-
чие в скла-
де
23
Группа материалов:
Чёрные металлы
Подлежит
завозу *
Всего
20
По
декадам
I
10
II
10
III
--
Отметки о
ступлени
материал
(дата и ко
чество
15.20
-
ПО-
и
ов
ли-
-
* По материалам, расходуемым в небольших количествах, завоз может производиться на квартальную потребность.
744
ОРГАНИЗАЦИЯ МАТЕРИАЛЬНО-ТЕХНИЧЕСКОГО СНАБЖЕНИЯ ЗАВОДОВ
[РАЗД. V
Графики применяются для оперативного
учёта выполнения договоров и заказов на по-
ставку материалов, планов завоза их, а также
состояния обеспеченности производства мате-
риалами. Графический учёт (табл. 9), дающий
Качественная приёмка должна уста-
навливать соответствие качества материалов
стандартам, техническим условиям, образцам
и прочим условиям поставки, предусмотрен-
ным договором или заказом.
Таблица 9
2
3
График учёта
Наименование
материала
Сталь 10 круглая
0 30 мм
Сталь ЗОХГСА круглая
0 30 мм
Сталь 15Х квадрат-
ная 16 мм
выполнения заказов на
Постав-
щик
Завод
А
Завод
Б
Завод
В
№ '
заказа
200
220
План
постав-
ки в т
6о
6о
/о
поставки материалов
Р
$
9
в I квартале 1950 г.
выполнение плана поапаоки 0 "/о
10
>1
20
*/l
Ю/j
^Ш
25/
30
i
40
50
'л
10/j
9/1
| i2/i
j
60-
70
80
ш
90 I 100
I
..1
— материалы, подлежащие поставке;
— материалы, отгруженные поставщиками;
риалы, завезённые на склад. Над.линиями графика указываются даты отгрузки материалов поставщиками по данным
счетов-фактур; под линиями — даты приёмки материалов на складе по данным приёмочных актов.
наглядную картину состояния поставок, при-
меняется к материалам, требующим особого
внимания (например, имеющим особенно боль-
шое значение для производства).
ДОСТАВКА, ПРИЁМКА
И ХРАНЕНИЕ МАТЕРИАЛОВ
Доставка, приёмка и хранение материалов
должны обеспечивать: а) осуществление пра-
вильного завоза материалов на склады предприя-
тий; б) правильное определение качества и ко-
личества поступающих материалов; в) рацио-
нальное размещение и сохранение материалов
в складах.
Доставка материалов. Организация и осу-
ществление доставки грузов возлагаются на
транспортные "отделы заводов, в задачи кото-
рых входит приёмка грузов от железной до-
роги (пароходства, аэропорта) или непосред-
ственно от поставщиков материалов, доставка
их на территорию заводов и сдача складам.
Годовой, квартальные и месячные планы
работы транспортных отделов по доставке
грузов устанавливаются в соответствии с объ-
ёмами заготовок материалов на основе отрас-
левых планов материально-технического снаб-
жения и месячных планов завоза материалов.
Текущая работа по доставке грузов выпол-
няется агентурно-экспедиционным аппаратом
транспортных отделов по поручениям (заявкам)
отделов материально-технического снабжения,
по транспортным и другим документам, полу-
ченным от поставщиков. При несоответствии
получаемых грузов сопроводительным транс-
портным документам (недостача, дефекты
упаковки и пр.) составляются коммерческие
акты установленной формы для предъявления
иска к транспортным организациям.
Приёмка материалов. Поступающие на
склады материалы подвергаются качественной
и количественной приёмке.
Задача количестве н н о й приёмки —
проверить соответствие количества (вес, объём)
доставленных в склады материалов указан-
ному в счетах-фактурах и других сопроводи-
тельных документах.
За поставку недоброкачественной продук-
ции и несоблюдение стандартов поставщики
несут ответственность, установленную Указом
Президиума Верховного Совета СССР от
10 июля 1940 г. •
Для планомерной и чёткой работы складов
по приёмке материалов необходимо: а) забла-
говременное уведомление складов о пред-
стоящей доставке грузов и своевременная пе-
редача всех сопроводительных документов на
поступающие грузы (счетов-фактур, сертифи-
катов и пр.); б) обеспечение складов норма-
тивно-справочными материалами (номенкла-
турой-ценником, стандартами, техническими
условиями на поставку материалов, пере-
водными таблицами и т. п.), а также образ-
цами материалов; в) оснащение складов кон-
трольными и весо-измерительными приборами;
г) наличие на складах площадей для при-
ёмочно-сортировочных операций.
Результаты приёмки оформляются соста-
влением приёмочных документов, которые
могут быть двух видов: 1) групповые приёмоч-
ные акты, составляемые на все материалы,
указанные в отдельных счетах-фактурах (при-
меняются при карточной системе учёта),
2) индивидуальные приёмочные акты—приход-
ные ордера, составляемые на каждый отдель-
ный сорто-размер материалов, указанных в
счетах-фактурах (применяются при системе
учёта, использующей приходно - расходные
индивидуальные документы в качестве учет-
ных карт).
В групповых актах фиксируются факти-
ческое наличие поступивших материалов и
расхождения с данными сопроводительных
документов, в индивидуальных—только факти-
ческие данные. При наличии в последнем
ГЛ. XI]
СНАБЖЕНИЕ (ПИТАНИЕ) ЦЕХОВ МАТЕРИАЛАМИ
745
случае расхождений должны составляться до-
полнительно оперативно-технические (реклама-
ционные) акты для предъявления претензий
поставщикам.
Порядок и сроки актирования приёмки ма-
териалов в случаях наличия расхождений в
качестве, ассортименте и т. д. указаны в ин-
струкции Госарбитража при СНК СССР, утвер-
жденной постановлением СНК СССР от
29 августа 1939 г.
Принятые материалы подготовляются к
хранению (в необходимых случаях маркиру-
ются, смазываются, протираются и т. д.), а
забракованные складываются отдельно на особо
отведённых для них местах в складах до раз-
решения вопроса в соответствии с условиями
договоров.
Хранение материалов. При размещении
и хранении материалов должны быть обеспе-
чены: а) качественная и количественная со-
хранность материалов; б) удобство выполнения
приёмо-отпускных операций; в) лёгкость про-
верки и контроля наличия материалов в скла-
дах; г) максимально возможное использование,
площади и кубатуры складов. Все эти требо-
вания в основном удовлетворяются выбором
условий и техники хранения материалов в
соответствии с их физико-химическими свой-
ствами, размерами, весом и пр., а также
системой размещения материалов в местах
хранения-.
Каждой группе, подгруппе и виду материа-
лов отводятся в складских помещениях вполне
определенные места хранения (стеллажи, под-
штабельные места), в которых отдельные ма-
териалы размещаются в последовательности
номенклатурных номеров или сообразуясь
с удобствами выполнения приёмо-отпускных
операций. Места хранения (каждый стеллаж,
полки и клетки в нём, каждый штабель) нуме-
руются и номера их отмечаются в учётных
картах материалов.
Для предупреждения порчи и убыли мате-
риалов ведётся систематическое наблюдение
за ними и принимаются меры к устранению
причин, вызывающих ухудшение качества и
потери (например, поддержание в помещении
необходимой температуры, влажности воздуха,
удаление коррозии металлов, починка тары
и т. д.). При этом должны строго соблюдаться
правила противопожарной охраны.
В процессе хранения осуществляется также
контроль запасов материалов; при нарушении
установленного их уровня посылаются в отдел
материально-технического снабжения соответ-
ствующие извещения (см. стр. 740).
Требования к проектированию складов,
указания по способам хранения отдельных
видов материалов подробно изложены в ЭСМ
т. 14, гл. XIV.
СНАБЖЕНИЕ (ПИТАНИЕ)
ЦЕХОВ МАТЕРИАЛАМИ
К вопросам снабжения цехов относятся:
а) расчёты месячной потребности в материа-
лах; б) установление лимитов отпуска мате-
риалов со складов; в) подготовка материалов
к производственному потреблению и отпуск
(доставка) их цехам и отделам; г) учёт и кон-
троль расходования материалов в производ-
стве.
Расчёты месячной потребности в мате-
риалах. Исходными данными для расчёта
месячной потребности цехов и отделов в ма-
териалах служат: а) подетальные или поузло-
вые производственные программы, а также
задания основным цехам; б) производствен-
ные задания и объём работы вспомогательных
цехов и обслуживающих отделов заводов (глав-
ного . механика, энергетика и др,); в) нормы
расхода материалов.
Расчёты месячной потребности в материа-
лах на основное производство в крупносе-
рийном и поточно-массовом производствах
составляются плановыми частями отделов
материально-технического снабжения, в еди-
ничном и мелкосерийном — планово-производ-
ственным или производственно-диспетчерским
отделами заводов. Расчёты месячной потреб-
ности в материалах на ремонт и эксплоатаци-
онные нужды производятся во всех случаях
цехами и отделами — потребителями мате-
риалов.
В табл. 10 приведён пример расчёта месяч-
ной потребности в материалах на основное
производство.
Таблица 10
Отдел материально-
технического снабже-
ния
Номен-
клатур-
ный
номер
1321112
Расчёт потребности в материалах на основное производство
цеха № / на сентябрь 1950 г.
Наименование
материала
Сталь конструк-
ционная углероди-
стая горячекатанная
круглая "
Сорт,
марка
10
Размер
в мм
<Z34
Группа материалов:
Чёрные металлы
Изделие Ml
№ детали
М1-12-05
Количество
запускае-
мых дета-
лей
$00
Норма рас-
хода мате-
риалов на
деталь в кг
/.7
Потреб-
ность в ма-
териалах
в кг
8;о
Для
отметок
Примечание. Если программа цеха предусматривает несколько видов изделий, для каждого из них отводятся
дополнительно соответствующие графы.
746
ОРГАНИЗАЦИЯ МАТЕРИАЛЬНО-ТЕХНИЧЕСКОГО СНАБЖЕНИЯ ЗАВОДОВ
[РАЗД. V
Расчёты месячной потребности в материа-
лах на ремонт и эксплоатационные нужды, а
также в топливе составляются аналогично рас-
чётам годовой и квартальной потребности.
Лимиты отпуска материалов цехам и
отделам. В зависимости от типа производства
и вида материалов лимиты отпуска их цехам
и отделам оформляются отделами снабжения
в виде план-карт, лимитных ведомостей или
индивидуальных лимитных карт.
План-карты (табл. 11) применяются на
заводах массового и крупносерийного про-
производствах для лимитирования отпуска
основных и вспомогательных материалов, рас-
ходуемых в больших количествах и часто от-
пускаемых со складов. Особенность этих карт —
возможность использования их как докумен-
тов, оформляющих самый отпуск, последний
производится по представлении цехами в
склады своих экземпляров карт с записями
в них требуемых количеств материалов-.
Во всех случаях по использовании лими-
тов отпуск материалов прекращается впредь
до разрешения вопроса о новом лимите.
Таблица Л
Отдел материально-
технического
снабжения
Номен-
клатур-
ный
номер
1321112
Наименова-
ние матери-
ала
Сталь
конструк-
ционная
углероди-
стая горя-
чека тан-
ная круг-
лая . . '
План-карта на отпуск материалов цеху № /
со склада Л? 5 в сентябре 1950 г.
Сорт,
марка
10
Размер
в мм
Я 34
Едини-
ца изме-
рения
кг
Лимит отпуска материала
предва-
ритель-
ный
28f о
оконча-
тель-
ный
гуоо
допол-
нитель-
ный
Всего
2"]ОО
Группа материалов:
Чёрные металлы
Дата отпуска *
Отпуск по датам
1
2
/00
3
4
-
5
foo
и т. д.
31
Для отметок
* Над чертой указываются плановые количества материалов, под чертой — фактически отпущенные количества.
изводства с более или менее равномерным
и ритмичным потреблением материалов. В план-
картах указываются количества и сроки (даты)
отпуска материалов. Оформление отпуска при
наличии план-карт производится по сдаточным
накладным. План-карты обусловливают актив-
ный метод работы складов по снабжению це-
хов материалами (доставка их на рабочие
места в установленные сроки).
Групповые лимитные ведомости
(табл. 12) применяются на заводах индиви-
Подготовка и отпуск материалов цехам
и отделам. Отпускаемые со складов материалы
в необходимых случаях подготовляются к про-
изводственному потреблению (размельчение
и разделка шихтовых материалов, резка и рас-
крой металлов и лесоматериалов, расфасовка
сыпучих и налив жидких материалов в таро-
упаковку, отбор и подкомплектовка материа-
лов и т. п.). Для этой цели на складах орга-
низуются заготовительные отделения с соот-
ветствующим оборудованием (ленточными и
Таблица 12
Отдел материально-
технического
снабжения
Номен-
клатур-
ный
номер
1321112
Лимитная ведомость на отпуск материалов
со склада № 5 цеху № 1 в сентябре 1950 г.
Наименование
материала
Сталь угле-
родистая
круглая . . .
Марка,
сорт
10
Размер
в мм
Едини-
ца изме-
рения
кг
Лимит отпуска материалов
предва-
ритель-
ный
28;о
оконча-
тель-
ный
2"]ОО
допол-
нитель-
ный
всего
гуоо
Группа материалов:
Чёрные металлы
Отпущено со склада
Дата
количество
2
;оо
J_
300
и т. д.
Для
отметок
дуального и мелкосерийного производств
для лимитирования отпуска основных мате-
риалов и во всех типах производства — для
отпуска вспомогательных материалов. Отпуск
материалов при наличии этих ведомостей
производится по требованиям цехов и от-
делов.
Индивидуальные лимитные
карты применяются в серийном и массовом
циркулярными пилами, гильотинными ножни-
цами, дробилками, расфасовочными машинами
и др.), а также предусматриваются площади
для хранения подготовленных к отпуску мате-
риалов.
Порядок отпуска и доставки материалов
цехам зависит от типа производства и от вида
этих материалов. В крупносерийном и мас-
совом производствах отпуск основных мате-
ГЛ. XI]
ХОЗЯЙСТВЕННЫЙ РАСЧЁТ ПО МАТЕРИАЛЬНО-ТЕХНИЧЕСКОМУ СНАБЖЕНИЮ
747
риалов и доставка их цехам производится
непосредственно на рабочие места и реже —
в цеховые кладовые; на заводах мелкосерий-
ного и единичного производств — в цеховые
кладовые. Вспомогательные материалы при
всех типах производств обычно отпускаются
цехам в их цеховые кладовые. Для этого в
цеховых кладовых создаются запасы мате-
риалов в размере 5—10-дневной потребности
в них.
Отпуск материалов производится в преде-
лах лимитов, указанных в лимитно-контроль-
ных документах, составляемых в двух экзем-
плярах (для цеха или отдела и склада), и
оформляется сдаточными накладными и тре-
бованиями или представлением в склад (вза-
мен требований) самого документа (индиви-
дуальные лимитные карты). Отпускаемые ма-
териалы отмечаются в лимитных и в других
оформляющих отпуск документах. При отсут-
ствии лимитов по отдельным материалам от-
пуск их производится складами по разовым
требованиям цехов или отделов, завизирован-
ным ответственным работником материально-
технического снабжения.
Отпуск материалов взамен требуемых
вследствие отсутствия последних на складе
производится с надлежаще оформленного раз-
решения заводоуправления по специальным
требованиям („замена") с уменьшением в ли-
митных документах лимита заменяемого мате-
риала и увеличением заменяющего.
Дополнительный отпуск материалов на из-
готовление деталей взамен забракованных вы-
полняется по специальным требованиям с при-
ложением актов о забракованных деталях; в
этом случае отпуск материалов в лимитных
документах не отмечается.
ХОЗЯЙСТВЕННЫЙ РАСЧЁТ
И АНАЛИЗ РАБОТЫ ПО МАТЕРИАЛЬНО-
ТЕХНИЧЕСКОМУ СНАБЖЕНИЮ
Деятельность отделов материально-техни-
ческого снабжения следует строить на нача-
лах внутризаводского хозрасчёта.
Работу отделов материально-технического
снабжения характеризуют следующие показа-
тели: а) количество и стоимость материалов,
подлежащих заготовке в течение квартала;
б) лимиты оборотных средств на складские
запасы материалов по отдельным группам и в
целом по всей номенклатуре; в) лимиты за-
трат на оплату „грузов в пути"; г) своевре-
менность (при качественном снабжении) от-
пуска материалов производственным участкам
в соответствии с установленной для них про-
изводственной программой и лимитами: д) реа-
лизация излишних и неликвидных материалов;
е) лимиты по труду и фонду заработной платы
работников аппарата отдела материально-тех-
нического снабжения; ж) лимиты прочих
административно-хозяйственных и эксплоата-
ционных расходов (на основе сметы): з) ли-
миты стоимости транспортно-складской пере-
работки материалов.
Эти показатели указываются в плановых
заданиях (наряд-заказах), составляемых еже-
квартально плановыми отделами и утверждае-
мых директорами заводов.
По истечении срока планового задания
производится проверка выполнения его по
отдельным показателям и на основе её судят
о работе аппарата снабжения.
За выполнение хозрасчётных показателей
может производиться материальное поощре-
ние работников в соответствии со шкалой
премий.
Анализ работы по материально-техниче-
скому снабжению производится по окончании
отчётного периода путём проверки выполне-
ния общего плана материально-технического
снабжения, состояния складских запасов и
затрат на них оборотных средств, расхода ма-
териалов на производство и других сторон
деятельности органов снабжения.
Выполнение плана снабжения анализируется
на основании сличения отраслевых планов
снабжения и заготовки материалов с данными
бухгалтерского учёта поступления материалов
в течение отчётного периода (квартала). Эти
данные сводятся в сличительную ведомость
выполнения плана.
Состояние складских запасов материалов
и затрат оборотных средств анализируется
ежеквартально на основе сопоставления запа-
сов, указанных в планах материально-техни-
ческого снабжения (или запасов, установлен-
ных плановым и финансовым отделами, в со-
ответствии с групповыми нормативами запа-
сов — см. выше), с фактическими запасами,
определяемыми по данным бухгалтерского
учёта об остатках материалов. Для анализа
рекомендуется составлять сличительную ведо-
мость по примеру табл. 13.
Таблица 13
№ по пор.
1
Наименова-
ние группы
материала
Сталь угле-
родистая
Единица изме-
рения
т
II квартал 1950 г.
Средний
плановый
переход-
ной запас
Фактиче-
ский запас
24O
Результа-
ты
—30
Для отме-
ток
Примечание. Для сопоставления затрат оборот-
ных средств в ведомости предусматривается дополнитель-
ная графа стоимости материалов.
Расход материалов на производство анали-
зируется ежемесячно на основе данных о вы-
полнении цехами производственной программы
и о расходе ими материалов с использованием
при анализе лимитно-контрольных документов.
Для этой цели в лимитно-контрольных доку-
ментах в графах „для отметок" предусматри-
ваются подграфы: а) скорректированная пла-
новая потребность цеха в материалах; б) фак-
тический расход материалов, в том числе на
замены и в) результат — перерасход (— ) или
экономия ( + ) материала.
Скорректированная плановая потребность
определяется перемножением количества фак-
тически изготовленных цехом деталей (или
узлов) на норму расхода материалов. Факти-
ческий расход материалов равен сумме отпу-
щенного количества материала цеху по
лимитному документу и по требованиям на
748
ОРГАНИЗАЦИЯ МАТЕРИАЛЬНО-ТЕХНИЧЕСКОГО СНАБЖЕНИЯ ЗАВОДОВ
[РАЗД. V
отпуск материалов для изготовления деталей
взамен забракованных и наличия материала в
цехе на начало месяца за вычетом наличия
материала на конец месяца.
Для анализа квартального расхода мате-
риалов на производство по заводу в целом
используются квартальный план материально-
технического снабжения (графа „Потребность
в материалах на производство") и учётно-бух-
галтерские данные о фактическом расходе
материалов на производство. Плановый квар-
тальный расход материалов корректируется
с учётом процента выполнения квартальной
программы по запуску или валовому выпуску
изделий.
Из фактического расхода материалов вы-
деляются материалы, израсходованные на де-
тали взамен забракованных и перерасходован-
ные при заменах.
Анализ квартального расхода материалов
производится по группам, подгруппам или ви-
дам материалов в соответствии с номенкла-
турой материалов в бухгалтерских отчётных
сведениях.
Для анализа применяется аналитическая ве-
домость, предусматривающая плановый, скор-
ректированный и фактический расход материа-
лов и результаты сличения их.
ЛИТЕРАТУРА И ИСТОЧНИКИ
1. Нефедов Г. А., Организация складского хозяйства,
ОНТИ, 1937.
2. Шахназаров А. С. и Юдин Т. А., Основы орга-
низации материального снабжения на машиностро-
ительных предприятиях, ОНТИ НКТП, 1936.
3 Ш е й н П. А..Организация материального снабжениясо-
циалистического промпредприятия, Госэйергоиздат, 1939.
4. Фл и о р и н Б.С., Организация материально-техническо-
го снабжения в системе Министерства машиностроения
и приборостроения, ЛДТМ ММ и П, 1947.
ОРГАНИЗАЦИЯ ТРАНСПОРТНОГО ХОЗЯЙСТВА ЗАВОДА
СТРУКТУРА И ФУНКЦИИ
ТРАНСПОРТНОГО ХОЗЯЙСТВА
Транспорт машиностроительного завода со-
стоит: 1) из зоны внешнего транспорта и
2) зоны внутризаводского транспорта. По-
следняя разделяется на межцеховой и
внутрицеховой транспорт (см. также ЭСМ
т. 14, гл. XIV.
„Проектирование транспортного и склад-
ского хозяйства завода"). Рациональная орга-
низация транспортного хозяйства должна обес-
печить выполнение перевозок в соответствии
с общим ритмом производства при минималь-
ной себестоимости и трудоемкости транспорт-
ных операций.
Структура транспортного хозяйства ма-
шиностроительного завода зависит от мас-
штаба и типа производства. При разнообраз-
ных видах транспорта и транспортного обслу-
живания целесообразно объединение всего
транспортного хозяйства в едином транспорт-
ном органе завода (управлении, отделе, цехе
и т. п.) с отдельными хозрасчётными едини-
цами по видам транспорта. При значитель-
ных межцеховых перевозках, которые
должны осуществляться специальным парком
механических тележек, возможно выделение
последнего в самостоятельный транспортный
цех.
Основными функциями внутризаводского
транспорта (независимо от вида послед-
него) являются перевозки грузов, по-
грузо-разгрузочные и экспедиционные опе-
рации.
Технической базой внутризаводского транс-
порта являются депо и автогараж с ремонт-
ными мастерскими и с соответствующими
экипировочными и заправочными устройст-
вами при них, а также и путевое хозяйство
(как рельсовых путей, так и безрельсовых
дорог).
ОРГАНИЗАЦИЯ ПЕРЕВОЗОК
Организация перевозок должна предусма-
тривать устойчивость размеров и направлений
отдельных грузопотоков и организацию работ
по твёрдым графикам и расписаниям (марш-
рутам).
Перевозки грузов могут быть: а) разовые,
совершаемые по отдельным (неповторяю-
щимся) требованиям-заказам, и б) марш-
рутные, совершаемые по определенным на-
правлениям и расписаниям (маршрутам).
Термичес-
кий цех
¦— С грузом
— Вез груза
Фиг. 1. Маятниковая система перевозок грузов.
Выбранная система маршрутов должна
полностью удовлетворять требованиям основ-
ного производства, обеспечивать нормальную
и равномерную загрузку транспортных средств,
максимальное использование их техниче-
ских характеристик (скорости, мощности, про-
изводительности, грузоподъёмности и т. п.)
при минимальных пробегах.
Различают две основные системы маршру-
тов: маятниковую и кольцевую:
Маятниковая система маршру-
тов (фиг. 1) предусматривает связь между
двумя пунктами. При этом возможны следую-
щие варианты: возврат транспорта порожня-
ком — односторонний (фиг. 1, а) или веерный
ГЛ. XI]
ПЛАНИРОВАНИЕ И ДИСПЕТЧИРОВАНИЕ ПЕРЕВОЗОК И ОПЕРАТИВНЫЙ УЧЁТ
749
(фиг. 1,б) маятник—и возврат транспорта с
грузом — двухсторонний маятник (фиг. 1,6).
Кольцевая система маршрутов
(фиг. 2) предполагает последовательную пе-
редачу груза от пункта к пункту с возвра-
том транспортных средств в начальный пункт.
На фиг. 2, а дана схема возрастающего гру-
зопотока, при которой, начиная с пункта № 1,
груз постепенно увеличивается при последо-
вательном прохождении транспорта через
пункты кольца до разгрузки в конечном
пункте; отсюда транспорт следует в пункт № 1
без груза. Схема, изображённая на фиг. 2, б,
6N1
о)
¦—С грузом
—¦ Без груза
Фиг. 2. Кольцевые системы перевозок грузов.
характеризует затухающий грузопоток. По
этой схеме маршрут осуществляется из глав-
ного магазина завода, откуда транспорт с гру-
зом обслуживает последовательно все пункты
кольца и возвращается без груза к первоначаль-
ному пункту.
Разновидностью кольцевых маршрутов
является система цикловых рейсов. Эта си-
стема применяется в случаях, когда на зна-
же л. дор. путь движение электротележен
=^ ^= автогужевые дороги по передаче материалов
движение электротележек по —— разгрузочно-погрузочный пункт
t¦ передаче полуфабрикатов ----- разгрузочный пункт
Примечание- дляглавн. магазина пункт-*--является
только погрузочным
Фиг. 3. Схема межцеховых кольцевых маршрутов для
механических тележек: № 1 — механо-сборочный цех;
№ 2 — механо-сборочный цех; № 3 — эксперименталь-
ный цех; № 4 — кузнечный цех; № 5 — литейный цех;
№ 6 — термический цех; № 7 — инструментальный цех;
№ 8 — ремонтно-механический цех; М 9— главный ма-
газин.
чительной заводской территории разбросано
большое число грузовых пунктов, требующих
группировки их в отдельные кольца и вместе
с тем транспортной связи между этими коль-
цами. ¦
Выбор системы маршрутов зависит главным
образом от структуры грузопотоков и терри-
ториального расположения обслуживаемых
'объектов завода. На заводах» имеющих техно-
логически связанные заготовительные, меха-
нические, термические, сборочные, отделочные
цехи, промежуточные склады, испытательные
станции и т. д., система кольцевых маршру-
тов может дать значительно более высокие
показатели транспортной работы, чем маятни-
ковая система. Наоборот, при небольшом числе
цехов (заводы механо-сборочного типа) целе-
сообразнее применение маятниковых си-
стем.
На фиг. 3 показана схема межцеховых
кольцевых маршрутов на заводе с полным со-
ставом заготовительных и обрабатывающих
цехов.
Выбор типов транспортных средств для
обслуживания грузопотоков определяется ро-
дом груза, размером грузопотока, расстоянием
перевозки, характером и режимом работы
обслуживаемого участка производства, а также
степенью оснащённости его техническими сред-
ствами для необходимых погрузочно-разгру-
зочных операций.
Колич?ство транспортных средств может
быть рассчитано по указаниям, приведённым
в гл. XIV т. 14 ЭСМ.
Разработку транспортных процессов следует
производить в масштабе всего завода с учё-
том перспектив его развития. При этом ра-
боту межцехового и внутрицехового транс-
порта необходимо тесно сочетать с техноло-
гическим процессом.
ПЛАНИРОВАНИЕ И ДИСПЕТЧИРОВАНИЕ
ПЕРЕВОЗОК И ОПЕРАТИВНЫЙ УЧЁТ
Планирование на внутризаводском транс-
порте должно обеспечить потребность основ-
ного производства и отдельных участков за-
вода (цехов, складов и т. п.) в перевозке
грузов при максимальном использовании транс-
портных средств.
Весь комплекс плановой работы распадается
на: 1) технико-экономическое планирование,
заключающееся в составлении комплексных
годовых и квартальных планов производ-
ственно-хозяйственной деятельности транс-
порта (техтрансфинплан) *, и контроль вы-
полнения этих планов; 2) календарное плани-
рование, проводимое в квартально-месячном
разрезе на базе утверждённого техтрансфин-
плана и плановых заявок потребителей транс-
портных услуг; 3) диспетчирование (оператив-
ное регулирование), обеспечивающее выпол-
нение планов и графиков перевозок и
осуществляемое на основе сменно-суточных
требований-заявок обслуживаемых участков
завода, среднесуточных величин месячных
планов перевозок и результативных данных
оперативного учёта за истекшие смену или
сутки.
Техтрансфинплан составляется на
основе технических норм, плановых нормати-
вов работы транспортных средств, нормати-
вов материальных затрат и т. п. При разра-
ботке техтрансфинплана рассчитываются: грузо-
оборот, потребное количество транспортных
средств, объём погрузочно-разгрузочных работ,
потребность в эксплоатационных и ремонтных
* Входит в техпромфинплан завода как его составная
часть.
утверждаю: Таблица 14
15 октября 1949 г. План внутризаводских ж.-д. перевозок и погрузо-разгрузочных работ на ноябрь 1949 г. *
Директор завода Васильев j r
Л. По вагонам МПС
Б. По вагонам заводского парка
Перевозки Погрузка Выгрузка Аренда
ДОеханизиро- Не механизи- Механизиро- Не механизи-
№ по вана рована вана рована Приме-
пор. „ ~ ,. _ _ Пробег . . Парово- Крано- Вагоно- чание
Род груза Откуда Куда Вагонов Тонн Уткм — " — ~ зо-часов часов часов
вагонов тонн вагонов тонн вагонов тонн вагонов тонн
1 2 3 4 5 6 7 8 9 10 ' 11 12 13 14 15 16 17 18 19
j Крупные Кузнечный Механический з го ю г г; — / з 20 — — — — —
поковки цех цех
* Аналогичные формы применяются для квартального и годового плана.
Прибытие Отправление
I Выгрузка Погрузка
Механизи- Не механи- ч Механизи- Не механи-
Вагонов .» рована зирована Вагонов рована зирована
Откуда гружёных | — , Род Гру3а Откуда гружёных у — й
о" в порожних * §* порожних « %
§g I Il?!??g I I 1 Ё S § В t
12 3 4 5 6789 10 11 12 13 14 15 16 17 18 19 20 21 22 23
i ' ~ " " " ~~ ' ~ " ~~~" "
/ Чушко- Южно- Литей- зо 400 Soo ооо зо 400 — — i Упакован- Товарная Донец- ю i;o 7/ 00° 10 4° — —
вый Уральская ный гружёных ная гото-. станция кая гружёных
чугун ж.-д. цех вая про- Курской ж. д.
дукция ж. д.
- ———¦ in •
ГЛ. XI] ПЛАНИРОВАНИЕ И ДИСПЕТЧИРОВАНИЕ ПЕРЕВОЗОК И ОПЕРАТИВНЫЙ УЧЕТ
751
материалах, объём ремонтов транспортных
средств и путей сообщения (рельсовых и без-
рельсовых), потребность в эксплоатационной,
ремонтной и обслуживающей рабочей силе,
фонды заработной платы, цеховые и прочие
накладные расходы, а также составляется смета
затрат по транспорту и калькуляции себестои-
мости транспортных услуг. К техтрансфинплану
прилагается сводка технико-экономических
показателей (см. ниже).
Объём и степень детализации расчётов по
техтрансфинплану зависят от масштаба транс-
портного хозяйства.
Календарное планирование за-
ключается в расчёте загрузки транспортных
средств и рабочей силы с распределением работ
в - строгом соответствии с технологическим
процессом транспорта. Такие планы составля-
ются для: а) перевозок с распределением их
по видам грузов, пунктам приёма-отправления
грузов и т. п.; б) погрузочно-разгрузочных
и экспедиционных операций в соответствии
с планом перевозок; в) ремонтов транспортных
средств и путей сообщения с распределением
по ремонтируемым объектам (группам одно-
родных транспортных средств, участкам путей
сообщения).
Диспетчирование (оперативное
регулирование) строится как мане-
вренное планирование в пределах смены и
суток. Оно заключается в составлении смен-
но-суточных оперативных планов и графиков
(в осуществление месячных планов) и в те-
кущем оперативном руководстве и регулиро-
вании хода работ, обеспечивающем выпол-
нение планов-графиков перевозок.
Сменно-суточный план перевозок соста-
вляется с распределением каждой транспорт-
ной единицы по конкретным маршрутам
с указанием рода, количества и габаритных
размеров груза, условий перевозок, пунктов
приёма-отправления груза, времени начала и
окончания работы.
В условиях установившегося (крупносерий-
ного и массового) производства с регулярной
повторяемостью объёма и характера перевозок,
сменно-суточные планы и графики перевозок
составляются как планы-шаблоны или стан-
дарт-планы перевозок, что значительно упро-
щает и сокращает объём текущей плановой
работы и обеспечивает устойчивый режим
работы транспорта.
Планы погрузо-разгрузочных работ строятся
в полном соответствии с планами перевозок;
для маневровых операций более целесообразны
графики работ.
В своей работе диспетчер по транспорту
должен быть тесно связан с диспетчером за-
вода и с диспетчерами производственных цехов.
Техническими средствами диспетчирования на
внутризаводском транспорте являются диспет-
черские доски, схемы, графики, а также теле-
фонная связь (диспетчерский коммутатор) и
сигнализация (громкоговорители, поисковая и
вызывная сигнализация), устанавливаемые
в пунктах работы и нахождения транспортных
средств (см. гл. XII).
В основу составления планов по внутри-
заводским ж.-д. перевозкам и связанным
с ними погрузо-разгрузочным работам (см.
табл. 14) должны приниматься производствен-
ные программы цехов завода, а также квар-
тальные и месячные плановые заявки их
с указанием рода груза, его количества,
пунктов погрузки-выгрузки и времени пере-
возки.
Суточный план внутризаводских ж.-д пере-
возок и погрузо-разгрузочных работ (табл. 15)
строится по сменам на базе месячного плана,
суточных заявок и отчётных данных по вы-
полнению плана за истекшие сутки и должен
быть составлен не позднее чем за 5 час. до
Таблица 15
План
№ по пор
2
работы цеха ж.-д. транспорта по подаче-уборке
Наименование
н род груза
Дрова
Горелая зе-
мля и мусор
Количе-
ство
груза
150 м3
50 т
вагонов и погрузо-разгрузочным работам на 1 смену
15 октября 1949
Откуда взять вагоны
под погрузку
J* пути,
j склада и
т. п.
Тупик
№ 5
Путь
№ 12
Путь
№3
Тупик
Ли 8
1
Количе-
ство ваго-
нов
5
3
2
3
под выгрузку
№ пути,
склада и
т. п.
—
—
Количе-
ство ваго-
нов
_
—
м "ЯГ
Место пог
выгрузки
подать ваг
Лесосе-
ка
Литей-
ный цех
г.
м ,
а ч
т и
и
03 О
Погрузка-
производи
ствами
Ж.-д.
цеха
Литей-
ного
цеха
о
. о
нхос
-ada
с о
S П
9 О
га с
Время под
движного
крана
—
о
s|
1°"
Время под
или начал
Время вы-
полнения ра-
боты
(фак-
тическое)
Начало
8ВО
го1*
Конец
13*ъ
Отметки
диспетчера
о выполнении
Перевозка
выполнена;
опоздание на
50 мин. по ви-
не ж*-д. депо
Перевозка
выполнена е
срок
Диспетчерский график по вагонам МПС на IS октября 1949 г.
Таблица 16
ел
ю
Пункты
погрузки
выгрузки
Путь
приёма
Склад
угля
Склад гото-
вой прод.
Склад фор-
мов матер.
Склад
металла
Утиль цех
Склад
леса
Склад строй-
-материалов
Путь
сдачи
в 19 20 21 22 23 2U 1 2
®
©
2
(k
J
1 20
1
Ф
Т
I 35
1
¦
1
1С
70
16
\
ио
го
\
V
Часы*
3 U
5 6 7 8 9 10
щ
1
10
Ю
20
10)
!
// 12 13 Ш 15 16 17 /§
©
1
W
1
1
|
|
Ik7
Г
15
25
©'
Всего пояано вагонов
Гружёных — 40
Порожних — 10
С двойной операцией
21
Простой
по нор-
ме
час.
.6
I 4
Итого — 71
12
Наименование груза
Уголь
Лес
Металл
Формовочные материалы
Готовая продукция
Утиль
X
К
факти-
ческий
ас.
-
6
2
12
мин.
_
2О
10
Обрабо-
тано до-
срочно
час.
МИН.
i I
i 4°
Пере-
простой
с.
в
3
- 1 -
—
—
10
Вагоно-часы
(пребывание на
заводе)
¦
о
h
факти-
чески
240,0 1 240,0
40,0 1 23.2
2;2.0
/32.0
SiS,7
Количество вагонов
Подано
/
10
6
4о
10
—
Отгружено
—
2С
11
Остаток на
конец суток
—
—
—
—
Средний оборот
вагонов за
сутки
о
7-S
факти-
чески
7>3
Примечания
Отметки о затруднениях:
Движение
вагонов
Остаток на iS00
Прибыло iS3
То же зо00
юп°
Итого
Отправлено /920
То же 2о°а
i"°
45
„ 1
'3*
Итого
Остаток на
18 час
В том числе
Гружёных
X
3
•в >,
Ьй"
12
2
/
s
4
28
12
2
S
S
2
2
28
—
—
X.*
_
—
Виды подвижного состава
S х
сЗ
о гс
%%
2. СИ
С ч
6
6
12
6
6
12
—
—
—
|*
¦в-о-х
Й = 3
12
S
17
12
У
17
-
Наличие рабочих
I смена
II смена
III смена
Всего за сут-
ки
Штат-
ных
12
1в
8
Со
стороны
1С
1
1С
Итого
12
26
8
46
|™з
С ж о
I
2
3
I
аго-
ты-
1ЫХ
2
s
X
м
So
Я ч
1
4
и
2
5
I 2
I
3
—
—
2
II
—
-
—
.... л
рн
ёхос-
н °-
SS з
Я в- я
—I
_
—
Дежурный диспетчер
от 19 до 7 час.
(фамилия) Иван
От 7 до 19 ча<
(фамилия)
ого
S
30
f
10
6
10
10
71
30
10
6
10
S
S
71
—
)
ов
Наул
ов
Подпись Коросте
Примечание. Числа в кружках на графике показывают количество вагонов, без кружков — минуты.
гл. xq
ПЛАНИРОВАНИЕ И ДИСПЕТЧИРОВАНИЕ ПЕРЕВОЗОК И ОПЕРАТИВНЫЙ УЧЁТ
753
Таблица 17
Сменно-суточный план работы цеха автотранспорта по перевозкам и связанным с ними погрузо-разгрузоч-
ным работам на I смену IS октября 1949 г.
пор. j
о
с
*
;
2
машины
Марка
ЗИС-1/о
ГАЗ-/1
ины
я
93—37
92—4S
л
ч
н
ч
о
CQ
Мой-
кин
Громов
ный номер
ля
Табель
водите
147
грузчиков
Число
3
—
нование и
уза
Найме
род гр
Ме-
талл
Разные
грузы
и количе-
эуза
Вес ил
ство г
4 т
—
подачи
орта или в
споряжение
Место
трансп
чьё ра
Отдел
техни-
ческого
снаб-
жения
Сбо-
рочный
цех
Маршрут
следования
я
Откуд.
(отпра
тель)
База
Кя 13
с ч
Куда (
лучате
Куз-
нечный
цех
Территория
завода
яние пере-
в км
Рассто
возки
f
_
&
9
я
li
Время
томашр
5оо
са-разгрузка
одится сред-
1|з
Базы № 13
и кузнеч-
ного цеха
Производ-
ственных
цехов
Отметки
диспетчера
о выполне-
нии плана
Работа
выполнена;
простои
по вине
О ТС на
60 мин.
Работа
выполнена
нормально
Таблица 18
Основные технико-экономические показатели внутризаводского транспорта
Технико-экономические
показатели
1. Время оборота
(по роду груза) желез-
нодорожных вагонов
МПС в час.
2. То же собствен-
ного парка в час.
3. Производитель-
ность транспортных
средств в ткм
4. Маневровый ко-
эфициент локомотива
(вагонов на один локо-
мотиво-час)
5. Среднесуточный
пробег транспортных
средств в км
6. Козфициент ис-
пользования парка
7. Коэфициент ис-
пользования пробега
8- Коэфициент ис-
пользования тоннажа
(грузоподъё мности)
транспортной единицы
Вычисления показателя
Отношение вагоно-часов пре-
бывания на путях завода к ко-
личеству переработанных ва-
гонов
Отношение вагоно-часов в
эксплоатации к количеству
выполненных вагоно-погрузок
Отношение выполненных
тонно-километров (нетто) к ко-
личеству транспортных еди-
ниц в рабочем парке
Отношение числа перерабо-
танных вагонов к количеству
локомотиво-часов в наряде
Отношение пройденного рас-
стояния всеми транспортными
средствами к количеству транс-
портных единиц в наряде
Отношение количества ма-
шино-часов в наряде к коли-
честву машино-часов инвен-
тарного парка (фонду рабочего
времени)
Отношение количества км,
пройденных с грузом, к обще-
му пробегу в км (с грузом и
без груза)
Фактическое количество пе-
ревезённого груза в т, делён-
ное на произведение номиналь-
ной грузоподъёмности на ко-
личество выполненных ездок
Технико-экономические
показатели
9. Расход топлива
(горючего) по типам
(сериям) машин на
J00 км пробега в кг
или л
10. Расходсмазочных
и обтирочных материа-
лов на 100 км пробега
в кг
11. Расход авторези-
ны (по видам автома-
шин) на 1000 км про-
бега в шт. или компл.
12. Себестоимость
перевозки по выполне-
нию 1 ткм в руб.
13. Себестоимость
перевозки 1 т груза
в руб.
14. Себестоимость
машино-часа работы
в руб.
15. Себестоимость
погрузо-разгрузочных
работ на \т перерабо-
танного груза в руб.
(отдельно: выполнен-
ных вручную и сред-
ствами механизации)
Вычисления показателя
Нормы устанавливаются ру-
ководящими органами, а при
отсутствии таковых определя-
ются опытным путём
То же
Нормы устанавливаются ру-
ководящими органами
Сумма всех эксплоатацион-
ных расходов, включая амор-
тизационные отчисления, де-
лённая на количество выпол-
ненных тонно-километров
Сумма всех эксплоатацион-
ных расходов, делённая на ко-
личество перевезённых тонн
Сумма всех эксплоатацион-
ных расходов, делённая на ко-
личество машино-часов в наря-
де
Отношение суммы всех расхо-
дов по погрузо-разгрузочным
работам к количеству перера-
ботанных тонн груза
48 Том 15
754
ОРГАНИЗАЦИЯ МАТЕРИАЛЬНО-ТЕХНИЧЕСКОГО СНАБЖЕНИЯ ЗАВОДОВ
[РАЗД. V
начала планируемых суток. Изменения плана
перевозок или переадресовки грузов сообща-
ются письменно или телефонограммой диспет-
черу транспортного цеха для внесения таковых
в план перевозок и погрузо-разгрузочных
работ.
Основой работы диспетчера ж.-д. цеха
являются сменно-суточный план ж.-д. перевозок
и погрузо-разгрузочных работ и диспетчерский
график. По вагонам МПС и вагонам местно-
го парка следует вести отдельные графики.
Также ведутся самостоятельные графики при
наличии большого количества одновременно
работающих локомотивов, распределённых по
отдельным участкам или замкнутым районам
(например, район шихтового двора, мартенов-
ского цеха и цехов проката; участок основных
материальных складов и т. п.). В табл. 16
приведен образец диспетчерского графика по
вагонам МПС.
Подобный график позволяет следить за
вагонами МПС, курсирующими по зэродским
путям, не допускать простоев их сверх уста-
новленной нормы, оперативно руководить ма-
невровыми и погрузо-разгрузочными операция-
ми на основе точно зафиксированных данных.
Базой работы внутризаводского ж.-д.транс-
порта должен всегда являться „единый тех-
нологический процесс на транспорте*.
Принципы планирования внутризаводских
перевозок автотранспортом и механически-
ми тележками аналогичны. Планы или графи-
ки этих перевозок (табл. 17) разрабатываются
также на базе расчёта при взаимной увязке
эксплоатационных показателей с учётом всех
возможностей улучшения использования транс-
портных средств и обслуживания нужд завода,
исходя из среднепрогрессивных норм выра-
ботки, достигнутых передовыми транспортни-
ками.
Применительно к механическим тележкам,
на фиг. 4 приведён сменный график работы
А
В
В
г
й
ч
\
7
3
—\
\
и
гл
'¦-
1 \
, ; Ц
i" ¦.
п
1 1...
1
!
''¦—
W
И часы
Фиг. 4. Сменный график работы трёх электротележек
при кольцевой системе межцеховых перевозок: А — Д —
пункты погрузки-разгрузки электротележек.
трёх электротележек при кольцевой маршрут-
ной системе межцеховых перевозок.
Оперативный учёт по перевозкам и
погрузо-разгрузочным операциям выполняется
в диспетчерском журнале (или графике),
а по транспортным средствам—в специальных
учётных карточках.
По ж.-д. вагонам МПС, поступающим на
территорию завода, учёт ведётся в специаль-
ных книгах по каждому багону отдельно (но-
мерной учёт), а по вагонам заводского парка —
по группам однотипных вагонов. Поступаю-
щие и отправляемые грузы (экспедиционные
операции) учитываются в „книге прибытия-
отправления грузов".
Ремонты и осмотры транспортных средств
и путей сообщения учитываются в периоды и
по месту производства этих работ.
Учёт по работе транспортного хозяйства
в целом осуществляется в суточном и месячном
разрезах. Учётными документами в этом слу-
чае являются „суточный рапорт о работе транс-
портного цеха" и „месячный отчёт о произ-
водственной и хозяйственной деятельности
транспортного отдела".
Рекомендуемый перечень основных техни-
ко-экономических показателей внутризавод-
ского транспорта приведен в табл. 18.
ПОГРУЗО-РАЗГРУЗОЧНЫЕ,
ЭКСПЕДИЦИОННЫЕ, МАНЕВРОВЫЕ
И ДРУГИЕ РАБОТЫ
Погрузо-разгрузочные работы на внутри-
заводском транспорте производятся с внешними
грузами, а также при межцеховых перевозках.
Важнейшей задачей заводов является
комплексная механизация погрузо-разгрузоч-
ных работ.
По внешним грузам, когда в
короткий срок требуется переработка боль-
ших партий (пульсирующий грузопоток), не-
обходимо применение механизмов, обладающих
значительной грузоподъёмностью и пропуск-
ной способностью. Погрузо-разгрузочные опе-
рации с этими грузами обслуживаются центра-
лизованными бригадами рабочих транспортного
отдела-цеха с применением погрузо-разгру-
зочных механизмов, установленных на складах
материалов или готовой продукции.
По межцеховым перевозкам
грузы перерабатываются небольшими пар-
тиями, создающими относительно равномерный
поток. Погрузо-разгрузочные операции осу-
ществляются децентрализованно бригадами ра-
бочих, обслуживающими внутрицеховые пере-
возки грузов, с применением грузоподъёмных
механизмов, имеющихся в распоряжении цехов.
Организация экспедиционных операций на
внешнем транспорте охватывает оформление
поступления грузов на завод и отправления их
с завода, выполняемое экспедицией транспорт-
ного органа завода.
Оформление экспедиционных операций с
межцеховыми грузами производится непо-
средственно заинтересованными производ-
ственными цехами и складами.
Своевременное освобождение погрузо-раз-
грузочных, проходных и иных путей сообще-
ния, проездов и т. д. и правильная органи-
зация маневровых работ обеспечиваются:
1) предварительной разметкой (назначением)
транспортных средств по пунктам получения-
отправления грузов и по маршрутам их сле-
дования, а также установлением порядка ма-
невровых работ; 2) потребным наличием под-
готовленного тягового и подвижного состава
и погрузо-разгрузочных механизмов соответ-
ствующей мощности и грузоподъёмности,
а также всех необходимых устройств диспет-
черской связи и сигнализации.
Правильная организация экипировочных
работ необходима для своевременной и каче-
ственной заправки транспортных средств всеми
потребными эксплоатационными материалами
(углем, водой, смазкой, бензином, керосином,
сухим песком и т. п.). Снабжение материалами
ГЛ. XI]
РАСЧЁТЫ С КЛИЕНТУРОЙ
755
важно не только производить в момент воз-
никновения потребности в них, но также пред-
варительно обеспечивать пополнение и под-
готовку их.
ТЕХНИЧЕСКОЕ ОБСЛУЖИВАНИЕ
ТРАНСПОРТНЫХ СРЕДСТВ И ПУТЕЙ
СООБЩЕНИЯ И ОРГАНИЗАЦИЯ ТРУДА
Организация технического обслуживания
должна предусматривать разработку норм на
эксплоатацию транспортных средств и путей
сообщения, на ремонтные и прочие работы
технического обслуживания, на расход экспло-
атационных и ремонтных материалов, запасных
частей и т. д., а также установление ремонт-
ных циклов.
Основой правильной организации ремонтов
являются классификация и распределение
ремонтных работ по их исполнителям (мастер-
ские при депо и гараже транспортного отдела,
ремонтно-механический цех завода, мастерские
МПС, ремонтные заводы и пр.); разработка
технологических процессов ремонтных работ;
составление перечня быстроизнашивающихся
деталей; организация парка запасных частей.
Текущее наблюдение за транспортными
средствами в период их эксплоатации, а также
полная ответственность за их состояние возла-
гается на обслуживающий персонал (маши-
нисты, водители и пр.).
Подготовка транспортных средств к экспло-
атации и обслуживание их обеспечиваются
наличием экипировочных устройств — запра-
вочно-зарядных станций (угольных, бункерных
эстакад, гидравлических колонок, бензо-керо-
сино-маслораздаточных колонок и пр.), вхо-
дящих в состав депо или гаража.
На внутризаводском транспорте главное
внимание должно быть уделено вопросам ме-
ханизации трудоёмких процессов (в особен-
ности погрузо-разгрузочных операций) и пра-
вильной расстановке исполнителей на рабочих
участках. Техническое нормирование труда
транспортных процессов является одним из
существенных факторов организации труда и
развития стахановского движения на внутри-
заводском транспорте.
РАСЧЁТЫ С КЛИЕНТУРОЙ
Расчёты с цехами и отделами завода
(клиентурой) за услуги, оказанные внутриза-
водским транспортом, производятся по следу-
ющим показателям: а) грузовые перевозки в
т, шт. или ткм; б) погрузо-разгрузочные
работы в т переработанного груза; в) аренда
локомотивов, автомашин, механических теле-
жек в машино-часах; г) аренда ж.-д. вагонов
местного парка — в вагоно-сутках.
Все расчёты за услуги оформляются транс-
портным отделом (цехом) путём предъявления
счетов с приложением оправдательных доку-
ментов (сводных ведомостей на перевезённые
или переработанные грузы, актов и ведомостей
на использование и простои транспортных
средств).
ЛИТЕРАТУРА И ИСТОЧНИКИ
1. Б а рт а ш е в Л. В., Расчёт и организация внутри-
заводского транспорта, Машгиз, 1945.
2. Бронштейн Л. А. 'и Будрин Б. Н., Плани-
рование и учёт автомобильного транспорта, Госпланиз-
дат, 1948.
3. Высоцкий К. П., Транспорт на строительной пло-
щадке, Стройиздат, 1947.
4. Д у б и н с к и й П. Ф„ Костин И. И., Транспорт
промышленных предприятий, Стройиздат, 1946.
5. Егоров К. А., Механизация погрузо-разгрузочных
работ, Металлургиздат, 1949.
6. К о н о в а л о в В. С, Организация перевозок
на внутризаводском железнодорожном транспорте,
МОНИТОМАШ, 1949.
7. К у щ а е в Д. А., Внутризаводской транспорт крупных
предприятий, ОНТИ, 1937.
8. Образцов В. Н., Кичин И. К., Лисе-
вич П. И., Лифанов В. Р., Марек Д. П.,
Единый технологический процесс на транспорте, Ака-
демия Наук СССР, 1944.
9. П о в о р о ж е н к о В. В., Организация грузовой ра-
боты на железнодорожном транспорте, Гострансжел-
дориздат, 1947.
10. Преображенский М. А., Организация меж-
цехового транспорта на машиностроительном заводе,
МОНИТОМАШ, 1949.
11. Материалы и инструкции Министерств машиностроения
по организации транспортного хозяйства заводов.
1946-1950.
Глава XII
ОРГАТЕХНИКА И ЕЁ ПРИМЕНЕНИЕ
КЛАССИФИКАЦИЯ СРЕДСТВ
ОРГАТЕХНИКИ
Для наиболее действенного и оператив-
ного управления социалистическим предприя-
тием большое значение имеют различные
технические средства (так наз. „оргатех-
ника") для механизации, упрощения и
ускорения связи, документации, контроля
и учёта производства, для повышения
оперативности в работе всех звеньев
современного социалистического предприятия.
К управленческому труду в полной мере при-
ложимо указание товарища Сталина о том, что
...... механизация процессов труда является той
новой для нас и решающей силой, без
которой невозможно выдержать ни наших тем-
пов, ни новых масштабов производства". *
Современная оргатехника может быть пред-
ставлена следующими основными группами раз-
личных машин, аппаратов и приспособлений:
1) административно-производственная связь;
2) административно-производственная сигна-
лизация; 3) средства службы времени; 4) счёт-
ная техника; 5) документационная техника;
6) техника отображения производственных
процессов; 7) конторско-архивная и библио-
течная техника.
Классификация основных средств оргатех-
ники приведена в схеме 1 (см. вклейку).
АДМИНИСТРАТИВНО-
ПРОИЗВОДСТВЕННАЯ СВЯЗЬ
Для обеспечения административно-произ-
водственной связи на машиностроительном за-
воде служат: 1) средства передачи речи; 2) сред-
ства пересылки документов и 3) средства ди-
станционной документации.
Средства передачи речи
К средствам передачи речи относятся:
а) заводские ручные телефонные станции; б) за-
водские АТС; в) директорские (командирские)
телефоны; г) диспетчерские коммутаторы;
д) радио-телефонная связь.
Средства передачи речи предназначены
прежде всего для осуществления одной из
важнейших функций управления — координа-
ции оперативных действий отдельных сотруд-
ников, цехов и т, д. В связи с этим рассма-
триваемая аппаратура должна предоставлять
руководящему работнику завода возможность
осуществлять: а) индивидуальные переговоры
без помощи телефонной станции с любым або-
нентом, включённым в сеть; б) групповые
одновременные переговоры с любым числом
абонентов сети; в) циркулярные одновремен-
ные переговоры со всеми абонентами сети;
г) диспетчерские (командирские) совеща-
ния.
Министерство промышленности средств свя-
зи СССР выпускает заводские автома-
тические телефонные, станции:,
АТС-23 — на 23 номера и УАТС — на 25, 50,
100 — 300 номеров и директорские (командир-
ские) телефоны: ДКИ-20, ДКК-15 и ДКУ-1.
Директорские телефоны пред-
ставляют собой настольные коммутаторы
обычно на 20 номеров. Аппарат устанавли-
вается у директора завода (или, в виде исклю-
чения, у начальника крупного цеха, отдела
и т. д.); у подчинённых ему работников ста-
вятся обычные абонентские телефоны. Аппа-
рат позволяет осуществлять непосредственную
индивидуальную связь и групповой разговор
с двумя-тремя абонентами.
Сравнительная характеристика 'директор-
ских телефонов отечественного производства
приведена в табл. 1.
Таблица 1
Сравнительная характеристика директорских
телефонов
Название телефона
ДКИ-20
ДКК-15
ДКУ-1
Год выпус
1945
I946
1947
о
Количеств
абонентов
(ёмкость)
2О
15
4о
Число сое
нительных
линий
2
-
4
к
о.
ос
Количеств
абонентов
групповой
связи
2-3
-
Любое
* И. В. Сталин, Вопросы ленинизма, изд. П-е,
стр. 333.
Примечания:1. Аппарат ДКИ-20 даёт возможность
при вызове с АТС наводить справку у абонента коммутатора
без отбоя АТС; аппарат ДКУ-1 осуществляет приём на
громкоговоритель и передачу на микрофон, а также приём
радиотрансляций.
2. Циркулярные переговоры позволяют вести все аппа-
раты, кроме ДКК-15.
классификация основнь
Орган
I. Административно-производственная
связь
П. Административно-производственная |
сигнализация |
III. Средства службы времени
IV. Счётная техника
Средства
передачи
речи
Средства
передачи на
расстояние
Сред-
ства
пере-
сылки
доку-
ментов
Поисковая
сигнализа-
ция
Сигнализа-
ция о рабо-
те и про-
стоях обо-
рудования
Информа-
ционно-вы-
зывная сиг-
нализация
Указатели
времени
Регистра-
торы
времени
Сигнализа-
торы
времени
Табельная
техника
Техника
первичного
учёта
Расчётно-
вычисли-
тельная
техника
Счётные
машины
t
<u
В"
I
i=
a.
a
3"
"o
и
с
CD
Я
5
U
<u
B1
X
o>
H
<u
o.
^
о
H
o>
с
s
ч
а.
*~*
2
X
3"
>
с
а
t
X
f-
3
X
X IS
¦9-=r
Ol"
S
и
1
о
чер-
мута-
&
с
J.HC
-те-
о
К
о
01
S
и
я
X
X
ч о
s
и
3
фон]
Щ
ч
н
3
о.
о
№
си со
ч
О
Дополнительная
к телефонной
связи
Односторонняя
Двухсторонняя
Бескон-
трольная
1
значна!
ДНО
О
к
я
¦означн
о
X
Бескон-
трольная
В!
1
Я
X
п
о
X
о
я
я
х
я
огозн
я
я
?
я
дноз
о
к
я
V
я
о
1
п
а.
н
рная
в-
m
9
и
3
са
ные
н
^j
О
—
1
3
2
X
могра
о
Я
s
«в
01
X
s
ч
0>
3
X
н
10)
В"
и
3
я
0)
3
1
U
Си
—
0)
в
3
. 9
я
ш
а
запис
01
X
0>
S
05
3
S
с
я
со
S
Э
№
ч
<о
Я
н
А
?
оно
е-
О. О!
о з
о
Том 16, гл. XII
ibix средств оргатехвики
Схема
J
V. Документационная техника
VI. Техника отображения производственных
процессов
VII. Конторско-архивная и библиотечная
техника
Машины и
аппараты
для записи
речи
Машины и
аппараты
для печа-
тания
документов
Репродук-
ционные
аппараты
Множи-
тельные
машины
и аппараты
Конструк-
торско-чер-
тёжная
техника
3
ж
пущие
я
Si
С
II
Is
ii
X -a
<u 4
s SS
о Й
3. и
_
—
о
xoфodз
3
S
3
:тат
о
о
¦&
—
_J
3
¦8-
се
ft
u
о
к
X
<и
н
и
оры
се
н
о
Си
ные
о
О
;опи-
ные
о
J
к
3
о
5
<У
3
о. а
X
уме
ft
н
о
S
S
те
ft
И
к
удование |
чертежей
Обор
ения
X
Графики
Плоские
картотеки
Директор-
ские и дис-
петчерские
щиты
Контроль-
но-распре-
делитель-
ное обору-
дование
_J
3
S
се
ft
Oprai
ммы
се
ft
и
X
ft
ё
2
s
Д иаграм!
-
—
1
а)
2
Я
СИ
Ч
ю
2
Реечн:
CJ
3
X
ьбом
ч
<
н
ft
CU
a
§§
К в
tu
3
X
се
ч
и
03
3
X
Наколоч
—
|
2
S
tu
d
О)
В
eci
g
Стат
i
«>
! Обр
а бло)
х 3
is
н
3
X
ч
о
ft
и
Н0-К(
Сигнал
панели
Аппараты
и приспо-
собления
для обра-
ботки
деловых
бумаг
Картотеч-
ное обору-
дование
Оборудо-
вание для
хранения
деловых
бумаг
Библиотеч-
ное обору-
дование
Контрольно-распреде-
лительные доски
Загрузочное оборудо-
вание
s
мана!
ft
и
ные
о
01
еа
се
X
2
:ельн
чаты
*
0)
X
S
овые
ё
С
о
и
2
э
ГЛ. XII]
АДМИНИСТРАТИВНО-ПРОИЗВОДСТВЕННАЯ СВЯЗЬ
757
Диспетчерские- телефонные ап-
параты, получившие название „диспетчерских
коммутаторов", по своему назначению разде-
ляются на общезаводские и цеховые. Принцип
их действия заключается в следующем: при
снятии абонентом с рычага телефонного ап-
парата обычной микротелефонной трубки в
коммутаторе появляется оптический сигнал,
сопровождаемый в необходимых случаях аку-
стическим сигналом (звонок, зуммер); вклю-
чение диспетчером (оператором) абонентов
производится при помощи имеющихся в ком-
мутаторе кнопок (ключей).
'Общезаводские коммутаторы
рассчитаны на 40 и более абонентов и по-
зволяют вести индивидуальные, групповые и
циркулярные переговоры, а также проводить
диспетчерские совещания. Наиболее распро-
странённым аппаратом, выпускавшимся до
1941 г. заводом „Красная заря" (Ленинград)
(фиг. 1), является универсальный диспетчер-
ский коммутатор—УДК.
Ёмкость УДК — 40 абонентских номеров;
соединительные линии служат для связи с ком-
мутатором диспетчера, директором завода,
общезаводской телефонной станцией, АТС
и радиоузлом объекта. Аппарат УДК офор-
млен в виде настольного ящика, который уста-
навливается на диспетчерском пульте (пульт
Фиг. 1. Универсальный диспетчерский коммутатор УДК им. XVII партсъездэ.
общезаводского диспетчера двухместный для
диспетчера и • оператора, имеющий обычно
Т-образную форму). УДК рассчитан на одно-
временную работу оператора и диспетчера,
которые могут вести независимые друг от друга
разговоры.
С 1947 г. заводы МПСС выпускают
более совершенные в конструктивном
и эксплоатационном отношениях дис-
петчерские коммутаторы ДКЗ-70 (Ленин-
град), ДК-47 ВЭФ (Рига); ДКЗ-40 (Ле-
нинград).
ДКЗ-70 (фиг. 2) является наиболее
совершенным общезаводским коммутато-
ром большой мощности с радиусом дей-
ствия около 10 км (радиус действия дру-
гих коммутаторов — около 2 км).
Ёмкость аппарата—60 абонентов, число
соединительных линий — 8. ДКЗ-70 оформлен
в виде напольной тумбы, верхняя крышка
которой представляет собой панель с аппара-
турой управления. Коммутатор позволяет про-
водить диспетчерские совещания с большими
удобствами, а также осуществлять поисковую
сигнализацию с помощью сети репродук-
торов.
Диспетчерский коммутатор ДК-47 ВЭФ
(фиг. 3) имеет ёмкость в 57 абонентских номе-
ров и три соединительные линии. Оформлен
в виде настольного ящика с наклонной перед-
ней стенкой—панелью, представляющей боль-
шие удобства, .чем вертикальная передняя
стенка—панель УДК. Коммутатор ВЭФ, так
же как и ДКЗ-70, позволяет проводить дис-
петчерские совещания с большими удоб-
ствами и осуществлять поисковую сигнали-
зацию. Тем же целям служит коммутатор
ДКЗ-40 выпуска 1949 г., рассчитанный на 40
абонентов.
Интерес представляет также общезавод-
ский диспетчерский коммутатор системы Ви-
зенталь-Мансветов, который устанавливается
на некоторых! заводах в экспериментальном
порядке. Этот коммутатор состоит из стан-
дартных конструктивных элементов—„блоков"
с шестипозиционными ключами (вместо обыч-
ных трёхпозиционных), благодаря чему он мо-
жет монтироваться в самом пульте и иметь на-
стольную панель на самой крышке стола. На-
личие блоков позволяет строить коммутатор
на любое количество абонентов, а также
легко осуществлять ремонт. Коммутатор имеет
четыре разговорные шины (вместо двух у
других коммутаторов), что даёт возможность
проводить одновременно два диспетчерских со-
вещания— „большое" и „ма-
лое". Коммутатор системы
Визенталь-Мансветов удо-
бен также для осуществле-
ния связи ПВО и общеза-
водской поисковой сигнали-
зации с помощью репродук-
торов различной мощности,
устанавливаемых во всех
цехах и помещениях завода.
Общезаводские диспет-
черские коммутаторы по-
зволяют осуществлять раз-
говор также с помощью
микрофонов и репродук-
торов; помимо этого воз-
можен контроль со стороны
директора (или главного1 инженера) всех раз-
говоров, ведущихся по коммутатору.
Ёмкость общезаводских диспетчерских
коммутаторов не должна превышать 60—80 но-
меров, так как при большей ёмкости диспетчер
Фиг. 2. Диспетчерский коммутатор ДКЗ-70.
и оператор превращаются в телефонистов.
Сравнительная характеристика коммутаторов
приведена в табл. 2.
Цеховые коммутаторы рассчитаны
на 10, 15, 20 или 30 точек и позволяют вести
индивидуальные, а также ограниченные
758
ОРГАТЕХНИКА И ЕЁ ПРИМЕНЕНИЕ
[РАЗД. V
Таблица 2
Сравнительная характеристика диспетчерских
коммутаторов отечественного производства
Название
коммута-
тора
УДК им.
XVII парт-
съезда
ДК-47ВЭФ
ДКЗ-70
Системы
Визенталь-
Мансветов
ДКЗ-40
Год вы-
пуска
1934
1947
1947
1947
1949
Количе-
ство або-
нентов
(ёмкость)
4°
57
бо
Любое
4°
Число со-
единитель-
ных линий
6
3
8
6
2
Количе-
ство одно-
временно
возможных
разговоров
2
я
4
э
1
Радиус
действия
в км
1—3
1—3
IO—13
5
B4 абонента) групповые переговоры. Проведе-
ние диспетчерских совещаний неосуществимо.
Новейшими коммутаторами цеховой диспет-
черской связи являются выпускаемые с 1948 г.
коммутатор ДКЦ-20 и с 1949 г. коммутатор
КОС-22. Емкость этих коммутаторов 20 або-
нентских точек; коммутаторами одновременно
могут пользоваться диспетчер и оператор.
В сеть диспетчерских (общезаводских и
цеховых) коммутаторов включаются лишь або-
ненты производственного характера; связь с
бытовыми, общественными, культурными ча-
стями завода и цехов осуществляется с по-
мощью общезаводской телефонной связи.
вает необходимого ему работника. Последний
(мастер, кладовщик, десятник и т. д. ), сна-
бжённый карманной микротелефонной трубкой,
включает её в ближайшую розетку и вступает в
телефонный разговор с диспетчером. Помимо
этого репродукторы используются для отдачи
циркулярных распоряжений, в случае пожарной
тревоги и т. д. На небольших территориях вме-
сто репродукторов могут быть использованы в
комбинации с розетками специальные сигналь-
ные звонки громкого боя, сирены и т. п., а
также телефонные аппараты милицейского
типа, вмонтированные в настенный запираю-
щийся ящик и снабженный наружным звонком
громкого боя. Основными участками примене-
ния внутризаводской радио-телефонной связи
являются строительные площадки машиностро-
ительных заводов, большие складские терри-
тории, внутризаводский тра«спорт и т. д.
Средства пересылки документов
Средства пересылки документов подраз-
деляются на механические, пневматические и
электрические.
Механическая пересылка документов
осуществляется с помощью механических
средств: грейферов, ленточных транспортёров
и гравитационных устройств.
Грейфер представляет собой устройство,
при помощи которого документ, вложенный
в пункте отправления в приёмник, захваты-
вается специальным держателем и переме-
Фиг. 3. Диспетчерский коммутатор ДК-47 В ЭФ.
Внутризаводская административно-
производственная радио-телефонная
связь используется в случаях, когда необ-
ходимо иметь связь руководящего и диспет-
черского персонала с исполнителями, которые
по характеру работы часто меняют своё место-
нахождение. Установка состоит из: а) дис-
петчерской телефонной связи; б) штепсельных
розеток (на столбах, стенах и т. д.), парал-
лельно включённых в линии диспетчерской
телефонной связи, проходящей по территории
в необходимых направлениях, и в) репро-
дукторов местной радиоустановки, размеща-
емых в определённых точках территории.
Диспетчер с помощью репродукторов вызы-
щается (подвижным тросом, по направляющим
и т. п.) до определённого пункта назначения,
где он автоматически освобождается. Загруз-
ка грейфера возможна лишь в нескольких
определённых точках, где имеются специаль-
ные приспособления для разжатия лапок грей-
фера. Скорость грейферной установки коле-
блется от 0,3 до 0,75 м/сек. Установки приво-
дятся в движение пружиной (катапульта) или
приводом (ручным или моторным). Грейферная
связь применяется как для горизонтальной,
так и для вертикальной (междуэтажной) пере-
дачи документов.
Ленточные транспортёры могут
применяться с широкой лентой (90—300 мм) для
ГЛ. XII]
АДМИНИСТРАТИВНО-ПРОИЗВОДСТВЕННАЯ СВЯЗЬ
759
транспортирования документов плашмя и с
узкой лентой для транспортирования докумен-
тов на ребре (так называемые высокобортные
транспортёры). В отличие от грейферных
установок Ленточные транспортёры позволяют
отправлять документ с любого места, где про-
ходит транспортёр. Средняя скорость ленточ-
ных транспортёров колеблется от 0,5 до
1,5 м/сек.
Передающие и приёмные устройства могут
быть вмонтированы в письменный стол, дис-
петчерский пульт и т. д.
Гравитационные устройства по-
зволяют пересылать документы, используя силу
тяжести транспортируемого груза. Документы
пересылаются при посредстве различных (де-
ревянных, стеклянных и др.) „шлюзов", за-
крытых со всех сторон. Разгрузка шлюза про-
исходит обычно только в одной точке — на
конце шлюза, хотя возможна разгрузка и в
нескольких точках с помощью перекрывающих
шлюз дверок или клапанов, находящихся в
определённых местах. Гравитационные устрой-
ства могут быть использованы для достав-
ки документов в ближайшие пункты помеще-
ния, расположенные в одном этаже, а также
из верхнего этажа в нижний. Когда точки, ме-
жду которыми передаются документы, на-
ходятся в разных горизонтальных плоскостях,
гравитационные устройства удобно применять
в комбинации с ленточными конвейерами,
осуществляющими горизонтальное перемеще-
ние документов.
Механические средства пересылки доку-
ментов могут быть легко изготовлены хозяй-
ственным способом по чертежам, издаваемым
Министерством связи СССР. Установка этих
средств возможна только внутри здания; для
связи с отдельными зданиями они неприме-
нимы.
Пневматическая пересылка документов
производится в особых патронах. Последние
перемещаются по металлическим трубам круг-
лого, овального или прямоугольного сечения.
Наибольшее применение имеют трубы круг-
лого сечения с внутренним диаметром в 50,
65 и 75 мм; могут быть установки и с боль-
шим диаметром труб — 150, 300 и 500 мм.
Применяется также так называемая беспатрон-
ная пневматическая почта. Установка имеет
плоский трубопровод, по которому бланки,
квитанции и тому подобные бумаги транспор-
тируются без патронов. Принцип действия
пневматической почты основан на использо-
вании разности давлений в путевом трубо-
проводе перед патроном и за ним. Разность
давлений создаётся работой воздуходувной
машины.
По принципу работы воздуходувных машин
пневматические установки подразделяются на
три типа: 1) нагнетательные установки с дви-
жением патронов за счёт повышенного да-
вления в путевом трубопроводе; 2) всасыва-
ющие установки с движением патронов за
счёт вакуума; 3) комбинированные установки,
в которых отправительная ветвь присоеди-
няется к нагнетательной стороне воздуходув-
ной машины, а сборочная — к всасывающей
стороне! Наибольшее распространение полу-
чили два последних типа, так как нагнетатель-
ные установки имеют следующие существен-
ные недостатки: а) отсылка патронов может
производиться только из конечных пунктов;
б) движущийся впереди патрона воздух на-
сыщен парами масла и кожи и при выходе
наружу производит сильный удар; в) подача
воздушной струи в трубопровод только в мо-
менты загрузки патронов создаёт колебания
в работе установки, что вызывает сильный
шум, и для уменьшения его необходимо уста-
навливать уравнители и коллекторы.
Пневматические установки всасывающего
типа работают без шума и позволяют отпра-
влять патроны из любого пункта сети. Поми-
мо этого, в установках всасывающей системы
при удачном подборе пунктов в соответству-
ющую группу и правильном выборе распо-
ложения насосной станции можно получить
экономию труб и энергии.
В комбинированных установках достигается
лучшее использование мощности воздуходув-
ных машин; приёмники, работающие под да-
влением, по своей конструкции проще работа-
ющих под вакуумом; отправка патронов воз-
можна как из конечных, так и из промежу-
точных пунктов. В отношении пропускной
способности, простоты обслуживания и надёж-
ности в работе комбинированные установки
уступают всасывающим.
По принципу соединения между собой от-
дельных пунктов и групп различают пневма-
тические патронные установки с централь-
ными распределительными станциями и без
таковых.
В установках первого типа связь между
отдельными приёмно-отправительными стан-
циями производится через центральный приём-
но-распределительный пункт.
В установках второго типа связь между
станциями непосредственная.
Оба типа установок могут быть двухтруб-
ные и однотрубные.
Управление подачей в установках пневма-
тической почты с промежуточными приёмно-
отправительными станциями (установки со
стрелками в путевых трубопроводах) может
быть кнопочное, при котором направление
патронов по станциям, расположенным на од-
ной линии трубопровода, производится нажа-
тием соответствующей кнопки, и автомати-
ческое, при котором направление патронов
автоматизировано при помощи специальных
электромеханических приспособлений.
Установки с кнопочным управлением более
просты, надёжны в работе и требуют мень-
шего наблюдения и ремонта. Установки с авто-
матическим управлением более производитель-
ны, но сложнее и требуют квалифицированного
обслуживания.
По своему назначению установки пневма-
тической почты делятся на внешние и вну-
тренние. Внешняя пневматическая почта со-
единяет между собой отдельные учреждения
или отдельные цехи, отделы заводов, распо-
ложенные в различных зданиях; внутренняя
почта обслуживает внутреннюю связь учре-
ждения, заводоуправления и т. п., расположен-
ного в одном здании.
Скорость пересылки документов на пне-
вматических установках около 10 м)сек.
Электрическая пересылка документов
производится с помощью установки, состоя-
щей из трубопровода с вмонтированными в
него на определённом друг от друга расстоянии
760
ОРГАТЕХНИКА И ЕЁ ПРИМЕНЕНИЕ
РАЗД. V
соленоидами и имеющей передающие и при-
ёмные устройства. Патрон, в котором пере-
сылается почта, представляет собой полый
железный цилиндр. Пропускаемый через со-
леноид ток создаёт магнитное поле, которое
втягивает во внутрь соленоида находящийся
в трубе железный патрон, заставляя послед-
ний последовательно перемещаться от одного
соленоида к другому. Скорость движения
патрона в трубопроводе криволинейной кон-
фигурации около 10 MJceK.
Время, затрачиваемое на пересылку доку-
ментов с помощью механических средств,
составляет 5,8%, а с помощью пневматиче-
ских — всего 1,3% времени, необходимого для
пересылки с помощью курьеров.
Средства дистанционной документации
Средства дистанционной документации мо-
гут служить для автоматической передачи на
расстояние:
а) рукописных текстов и простейших гра-
фических изображений; б) машинописных
текстов и в) любых текстовых и графических
изображений.
Передача по проводам рукописных текстов,
набросков, чертежей и т. д. одному, несколь-
ким (групповая связь) или всем (циркулярная
связь) абонентам, включённым в данную або-
нентскую сеть, осуществляется с помощью
аппаратов типа „телетограф" (фиг. 4). Пере-
даваемые тексты и другие материалы изобра-
жаются в передающем аппарате с помощью
особого штифта, играющего роль карандаша.
Фиг. 4. Аппарат для дистанционной пере-
дачи рукописных текстов и простейших
изображений.
Приём совершается автоматически на рулоне
бумаги.
При применении телетографов пользу-
ются обычно условными буквенными и ци-
фровыми обозначениями — кодами (например,
для наименования участков цехов, обозначения
особенностей продукции, характера материала,
градации пригонки деталей и пр.).
Телетографы используются преимуще-
ственно внутри учреждений и предприятий,
в частности для передачи между цехами и лабо-
раториями (например, экспресс-анализов), а
также в шумных производственных помеще-
ниях, в которых затруднительна телефонная
связь.
Передача по проводам или без проводов
машинописного текста пр'иказов, писем, доне-
сений и т. п. одному, нескольким (групповая
связь) или всем (циркулярная связь) абонен-
там, включённым в данную абонентскую сеть,
осуществляется дальнепишущими машинками.
На фиг. 5 представлен аппарат отечественной
конструкции СТ-35, имеющий клавиатуру пишу-
щей машинки, вследствие чего работа на нём
Фиг. 5. Дальнепишущая машинка СТ-35.
не требует длительной подготовки. Приём
производится на ленту или на рулон бумаги
(последний вариант удобнее) и возможен без
участия персонала.
Широкое применение имеет передача коди-
рованных сообщений, что приводит к значи-
тельной экономии времени. Аппарат СТ-35
передаёт до 1800 слов в час (в среднем по 8
знаков в слове).
Использование дальнепишущих машинок
целесообразно прежде всего для передачи
диспетчерской документации и для внешней
связи (с телеграфом, Главным управлением
и т. д.).
Применение их обеспечивает повыше-
ние оперативности управления и значитель-
ное ускорение документооборота. Это имеет
особое значение в условиях развитого произ-
водственного кооперирования, а также во всех
случаях, когда необходимо установить связь
с отдалёнными (в одном городе или в разных
городах) учреждениями и предприятиями, для
установления постоянного, интенсивного об-
мена распоряжениями, донесениями и т. п.
Передача любых текстовых и графических
изображений (включая рабочие чертежи, ко-
торые невозможно передавать на телето-
графах) может осуществляться с помощью
фототелеграфной связи. Внешний вид аппа-
рата для фототелеграфной передачи на рас-
стояние любых изображений представлен на
фиг. 6.
Для передачи используются любые каналы
связи — телефонные, радио и др. В аппарате
применяется электротермическая запись, за-
ключающаяся в следующем. Изображение при-
нимается на специальный трёхслойный бланк,
изготовленный из листов, отлитых из смеси
бумажной массы и газовой сажи и покры-
тых с одной стороны тонким слоем алю-
ГЛ. XII]
АДМИНИСТРАТИВНО-ПРОИЗВОДСТВЕННАЯ СИГНАЛИЗАЦИЯ
761
миния, а с другой - тонким слоем белой
краски. В приёмном аппарате при подаче на-
пряжений на, пишущее перо верхний слой
краски прогорает и обнажается чёрная основа,
в результате чего на бланке получается пере-
даваемое изображение.
Применение электрохимической и электро-
литической записей позволяет во много раз
ускорить передачу изображений; при этом
существенным является возможность одно-
временного телефонного приёма во время пе-
Фиг. 6. Аппарат для фототелеграфной передачи
на расстояние любых изображений.
редачи изображения и приёма изображений во
время телефонной передачи.
Особенно удобны аппараты, снабжённые
приспособлениями для передачи изображения,
нанесённого на другое изображение, не пере-
даваемое на приёмный аппарат абонента. Та-
ким аппаратом, например, можно передать
суточный график выполнения плана, нанесён-
ный чёрным карандашом на месячный график,
изображённый красной краской. Аппарат пере-
даёт только чёрное изображение (т. е. суточ-
ное выполнение плана), на которое абонент-
получатель накладывает изображение месяч-
ного графика, сделанное на прозрачном мате-
риале (целлулоид и т. п.).
АДМИНИСТРАТИВНО-
.ПРОИЗВОДСТВЕННАЯ
СИГНАЛИЗАЦИЯ
Средства административно-производствен-
ной сигнализации классифицируются по на-
значению и по степени участия человека в пе-
редаче сигналов.
По назначению различают сигнализацию
поисковую, вызывную, о работе оборудо-
вания и о ходе производственных про-
цессов.
По степени участия человека в передаче
сигналов различают сигнализацию неавтомати-
ческую (например, сигнал флагом, ручным
фонарём и т. д.), полуавтоматическую (началь-
ный пусковой импульс даётся человеком,
остальные действия осуществляются автома-
тически) и автоматическую (начальный им-
пульс даётся без участия человека).
Поисковая сигнализация приме-
няется для быстрого (в течение 1—2 мин.)
отыскания необходимого работника, находяще-
гося в любом пункте заводской территории.
Эта сигнализация осуществляется с помощью
специальных звуковых, визуальных и визу-
ально-звуковых устройств.
Для звуковой поисковой сигнализации мо-
жет быть использована диспетчерская теле-
фонная связь и радио-репродукторы, устано-
вленные в соответствующих пунктах завод-
ской территории, или система звонков, сирен,
небольших колоколов и тому подобных си-
гналов, равномерно размещаемых на терри-
тории предприятия. Отдельным лицам, которых
разыскивают, присваивают определённые но-
мера, обозначаемые соответствующим числом
звуковых сигналов (например № 23: два си-
гнала — пауза — три сигнала и т. п.).
Недостаток звуковой сигнализации - при-
влечение внимания большого числа лиц, кото-
рых не отыскивают.
Визуальная поисковая сигнализация осу-
ществляется светофорами или стрелочными
указателями.
Светофоры оформляются в виде разно-
цветных шаров, подвешиваемых под потолком
и освещаемых изнутри, либо в виде верти-
кальных (или горизонтальных) светофоров,
аналогичных применяемым для уличной си-
гнализации (фиг. 7). Преимуществом шаровид-
ных сигнализаторов является их хорошая види-
мость с разных точек терри-
тории при размещении их
друг от друга на расстоянии
до 40 м.
Количество сигнальных ком-
бинаций определяется числом
отдельных световых ячеек
(шар, очко светофора и т. д.)
в сигнализаторе и для рас-
Фиг. 7. Светофоры визуальной поисковой сигнализации
завода им. Кулакова (Ленинград).
пространённых типов сигнализаторов оно та-
ково:
Число световых точек
Число сигнальных комбинаций .
Стрелочные указатели состоят из
датчика, имеющего форму телефонного аппа-
рата АТС, и размещаемых на соответствующей
территории указателей, представляющих собой
циферблаты с определённым количеством
цифр.
На датчике набирается номер отыски-
ваемого лица; одновременно стрелки всех ука-
зателей автоматически показывают набранную
цифру, причём также автоматически (каждые
15 сек.) каждый указатель подаёт мягкий
звуковой сигнал.
Визуально-звуковым средством поисковой
сигнализации является светофорная и стрелоч-
ная сигнализация, сопровождаемая периодиче-
скими звуковыми сигналами для привлечения
внимания.
762
ОРГАТЕХНИКА И ЕЁ ПРИМЕНЕНИЕ
[РАЗД. V
Вызывная сигнализация служит
для вызова с минимальной затратой времени
необходимых лиц. По способу действия вызыв-
ная сигнализация представляет собой допол-
нительное устройство к аппаратуре телефон-
ной связи или самостоятельное сигнализацион-
ное устройство.
К средствам вызывной сигнализации, допол-
няющей телефонную связь, относятся: 1) вызыв-
ное устройство диспетчерского коммута-
тора УДК; 2) включатель добавочных сигна-
лов ВДС; 3) автоматическая вызывная сигна-
лизация (фиг. 8). Звуковые или световые си-
гналы устанавливаются на ближайшей к теле-
с
Фиг. 8. Схема вызывной сигнализации, дополнительной
к телефонной связи: Л — телефонная линия; Т — теле-
фонный аппарат, включённый в диспетчерский коммута-
тор; Б — блок реле; С — осветительная сеть; ЛТР — ли-
ния телефонных розеток; ЛВС — линия вызывных си-
гналов.
фонному аппарату территории, на которую
может отлучаться абонент. В большинстве
устройств сигналы возникают в том случае,
если абонент не снимает микротелефонной
трубки в течение 10—15 сек., и прекращаются
после снятия трубки или после истечения 3 —
5 мин.
Вызывная сигнализация от рабочих мест
(для вызова связиста, диспетчера, мастера,
наладчика, слесаря, монтёра и т. д.) может
осуществляться посредством следующих сигна-
лизационных устройств:
1) флажки, семафоры и т. п., устанавли-
ваемые на рабочих местах (изготовляются
хозяйственным способом);
2) сигнализаторы светофорного типа, кото-
рые имеют несколько освещаемых электро-
лампами очков с номерами рабочих мест (участ-
ков), а также сигнальные лампы, присвоен-
ные определённым вызываемым лицам (ма-
стер, монтёр и т. д.). При переводе рычага
переключателя телефонного типа из нейтраль-
ного положения в одно из рабочих мест на
сигнализаторе зажигается лампа вызываемого
лица и вызывающего рабочего места
(установка изготовляется хозяйственным спо-
собом);
3) номераторы гостиничного типа (обычно
ёмкостью на 10 номеров), которые могут быть
установлены в диспетчерском пункте, в поме-
щениях бригад слесарей, монтёров, шорников,
в инструментально-раздаточных кладовых и
в других пунктах обслуживания производства.
Датчики сигнализации с помощью номерато-
ров, представляющие собой обычные звонко-
вые кнопки, целесообразно устанавливать не
на каждом рабочем месте, а для небольшой
группы рабочих мест. С этой целью цех раз-
бивается на небольшие A0—20 рабочих мест)
сигнальные зоны, в каждой из которых уста*
навливается один датчик, имеющий номер
данной зоны. При нажиме кнопки датчика на
соответствующем номераторе выпадает клапан
с номером вызывающей сигнальной зоны. Но-
мератор имеет гасительное устройство для
приведения клапана в исходное положе-
ние.
Сигнализация с помощью флажков, сема-
форов, номераторов и т. д. является сигнали-
зацией однозначного типа, не позволяющей
уточнить содержание передаваемого си-
гнала.
Для уточнения содержания сигнала приме-
няются различные типы многозначной сигна-
лизации. В одних из них датчик имеет ряд
кнопок, каждой из которых присвоено опре-
делённое сигнальное значение (причина про-
стоя, наименование вызываемого лица и т. д.),
в других, более удобных, датчик оформляется
в виде номеронабирателя АТС.
При многозначной сигнализации в диспет-
черском или каком-либо ином пункте устана-
вливается сигнальное табло, на котором при
нажиме соответствующих кнопок или наборе
соответствующих цифр на датчике появляются
цифры или световые сигналы, сопровождаемые
в необходимых случаях звуковыми сигналами,
привлекающими внимание к сигналам, вновь
появившимся на табло.
Сигнальное табло обычно снабжается га-
сительным устройством, с помощью которого
сигналы, поданные на табло от датчиков, га-
сятся, когда они приняты диспетчером, или
вообще лицом, у которого установлено си-
гнальное табло.
Особой разновидностью является вызывная
сигнализация контрольного типа, представляю-
щая собой комплект датчиков и индикаторов
сигнализации (приборов, воспринимающих по-
даваемые сигналы: номераторов, табло, диспет-
черских щитов и т. д.), которые устанавли-
ваются для целей контроля в различных пунк-
тах, обслуживающих производство, и в диспет-
черском пункте.
Схема вызывной сигнализации контрольного
типа показана на фиг. 9. Сигналы, поданные
на датчике, воспринимаются сперва только на
индикаторе, установленном в том или ином
пункте, обслуживающем производство. Мон-
тёр, наладчик или иное обслуживающее лицо,
приняв сигнал и придя к вызывающему рабо-
чему месту (или на вызывающую сигнальную
зону), гасит сигнал специальным имеющимся
у него ключом, вводимым в прорезь датчика.
Если в течение установленного контрольного
срока (обычно 5—10 мин.) обслуживающее
лицо не погасит сигнала, то на индикаторе,
установленном в диспетчерском пункте, авто-
матически появляется сигнал, указывающий
номер вызывающего рабочего места (сигналь-
ной зоны); при появлении такого сигнала дис-
петчер (оператор) выясняет причины нару-
шения контрольного срока и принимает необ-
ходимые меры.
ГЛ. XII]
АДМИНИСТРАТИВНО-ПРОИЗВОДСТВЕННАЯ СИГНАЛИЗАЦИЯ
763
Существует ещё разновидность, предста-
вляющая собой комплексное устройство двух-
сторонней вызывной сигнализации: от рабочих
мест (сигнальных зон) к командирам произ-
водства и от последних к рабочим. Датчик,
оформляемый в виде небольшого ящика
в течение „ п "минут
_ _ jroc/ie вь/зова
Сигнальное табло диспетчера
Рабочее
место
№10
о Шорник
• Слесарь
оЗлектра
монтер
1
5
9
13
2
6
10
14
3 1 4
7
11
15
8
12
16
Сигнальное табло
в бригаде chcapeu
т
По истечении ,,п''минут
после вызова
Сигнальное табло и диспетч
Рабочее
место
№10
о Шорник
• Слесарь
оЗлешро-
монтер
1
5
9
13
2
6
¦ш
14
з
7
11
15
4 I
8
12
16
Сигнальное табло
в бригаде слесарей
W/,
• — Нажатая кнопка
ууу\ Зажженный сигнал
Фиг. 9. Схема вызывной сигнализации контрольного
типа.
(фиг. 10), имеет номеронабиратель АТС и кон-
трольную панель (ёмкостью в 12 цифр), на
которой появляются набираемые цифры.
Приёмный аппарат, устанавливаемый обычно
в диспетчерском пункте, имеет столько си-
гнальных панелей, сколько датчиков устано-
влено в производственных помещениях. На-
бранные на одном из датчиков цифры обозна-
чаются теми же цифрами на соответствующей
Фиг. 10. Датчик сигнализации комплексного типа.
панели приёмного аппарата (фиг. 11). При на-
боре отдельных цифр на диске-номернике
датчика соответствующие цифры последова-
тельно появляются в окошках панели, вмонти-
рованной в верхнюю часть датчика (воз-
можно использование вместо цифр букв).
Цифры, набранные на датчике, автоматически
повторяются в соответствующей панели приём-
ного устройства. При ошибке в наборе цифр
последние могут быть погашены нажимом
соответствующего клавиша датчика. Приёмник
также имеет гасительное устройство, при по-
мощи которого очищаются окна одной из па-
нелей приёмника и окна панели соответствую-
щего датчика. Датчики устанавливаются в це-
хах обычно с таким расчётом, чтобы ими было
удобно пользоваться определённой группе ра-
бочих, мастеров и т. д.
При помощи номеронабирателя на приём-
ном аппарате, установленном в диспетчерском
пункте, диспетчер (оператор) может подавать
цифровые сигналы на большие сигнальные па-
нели (размером 1500 х 300 х 300 мм), под-
вешиваемые в производственных помещениях
на хорошо обозримых местах. Применение по-
добных многозначных сигнальных устройств
Фиг. 11. Приёмный аппарат сигнализации комплексного
типа.
двухстороннего действия позволяет вовсе
устранить или свести до минимума телефон-
ную связь между диспетчерским пунктом и
производственным персоналом и рабочими.
Сигнализация о работе и про-
стоях производственного обору-
дования осуществляется вручную или авто-
матически.
По характеру восприятия подаваемых си-
гналов различают: 1) локально-визуальную
сигнализацию — сигнал (обычно световой)
обозначается на самом оборудовании, на кото-
ром устанавливаются специальные сигнальные
индикаторы; 2) дистанционную сигнализа-
цию — в диспетчерском пункте устанавли-
вается щит, на котором упрощенной схемой
изображается контролируемое оборудование
(например, изображение цеха с нанесёнными
на нём контурами оборудования); при оста-
новке оборудования автоматически загорается
соответствующая сигнальная лампа (подробно
см. ниже при описании диспетчерских щитов).
Сигнализация вручную производится одним
из описанных выше способов вызывной си-
гнализации (кнопочные датчики, датчики -
номеронабиратели и т. д.). Автоматическая си-
гнализация осуществляется одним из следую-
щих способов: 1) установка на машине, сбо-
рочном конвейере и т. д. контакта, замыка-
ние и размыкание которого при пуске и оста-
новке оборудования зажигает или гасит си-
гнальную лампу в месте приёма сигналов(каби-
нет руководящего сотрудника, диспетчерская
и т. д.); особенно удобно устройство подобной
сигнализации при электродвигательном приводе,
когда факт работы отдельного агрегата, кон-
вейера и т. д. может сигнализироваться нали-
чием рабочего напряжения на клеммах дви-
гателя; 2) установка в месте приёма сигна-
лов — щита (табло), на котором упрощённой
схемой изображено контролируемое оборудо-
вание; появление сигналов на щите сопрово-
ждается звуковым сигналом, во время дей-
ствия которого мигает только что загорев-
шаяся лампочка; это помогает быстро устано-
764
ОРГАТЕХНИКА И ЕЁ ПРИМЕНЕНИЕ
[РАЗД. V
вить (если на щите уже имеется несколько
сигналов о простое оборудования), какая
именно машина остановилась.
Сигналы о пуске и остановке машин по-
даются обычно диспетчеру, в непосредствен-
ном ведении которого находится данный произ-
водственный участок. По важнейшим маши-
нам, конвейерам и т. д. сигналы могут одно-
временно подаваться дежурному диспетчеру
завода, главному диспетчеру, главному инже-
неру и директору завода.
Количество сигналов у высшего команд-
ного состава предприятия должно быть мини-
мальным A—2), например, у директора и глав-
ного инженера сигналы об остановке главного
конвейера и т. п.
СРЕДСТВА СЛУЖБЫ ВРЕМЕНИ
Назначением средств службы времени
являются: 1) указание точного (и во всяком
случае одного и того же) времени во всех
частях завода; 2) фиксация в оперативных
документах (карточки явки и ухода рабочих,
рабочие наряды и т. д.) времени начала и
окончания работы; 3) сигнализация времени
начала и окончания работы и т. д. Первая
задача лучше всего разрешается общезавод-
ской электрочасовой установкой, в состав
которой входят первичные часы и вторичные
часы (фиг. 12). Вторая задача выполняется
Фиг. 12. Электрочасовая установка.
приборами: а) приводимыми в действие от
руки; б) приводимыми в действие от индиви-
дуального двигателя; в) включаемыми в элек-
трочасовую установку.
К первому виду приборов относятся раз-
личные (простые или сложные) штемпели
времени, приборы типа ж.-д. „компосте-
ров" и др.
Прибором второго вида может служить
..хронограф" московского завода „Тизприбор",
имеющий диаграммную ленту и шесть пишу-
щих на ней перьев. Диаграмма приводится
в действие часовым приводом с пятидневным
заводом или синхронным двигателей, питае-
мым от осветительной сети. На диаграмме
прибора может быть получена запись о вре-
мени простоев и работы отдельных единиц
оборудования, конвейеров и т. п.
Использование общезаводской электро-
часовой установки рационально не только для
приведения в действие вторичных электро-
часов, указывающих время, но и для функ-
ционирования ряда приборов и аппаратов. Б этом
случае общезаводская электрочасовая уста-
новка включает: а) первичные электрочасы,
питающие всю установку импульсами электри-
ческого тока; б) вторичные электрочасы,-ука-
зывающие время; в) регистраторы времени,
при помощи которых отпечатываются часы и
минуты в оперативных документах (рабочие
наряды и др.); г) табельные часы; д) сигнали-
заторы времени, автоматически подающие све-
товые и звуковые сигналы о перерывах (обе-
денных и др.), начале и окончании работы
и т. д.
Электрические импульсы, посылаемые
в цепь электрочасовой установки, могут быть
ещё использованы для питания счётчиков, фи-
ксирующих работу и простои оборудования.
СЧЁТНАЯ ТЕХНИКА
К средствам счётной техники относятся:
а) технические средства первичного учета;
б) расчётно-вычислительная техника; в) счёт-
ные машины.
Технические средства первичного учёта
Основными средствами первичного учёта
являются мерная (счётная) тара, счётчики и
счётные весы.
Мерной тарой служат ящики, лотки, боч-
ки, тележки и т. п., вмещающие определённое
количество штук однородных изделий (обычно
кратное 10). По принципу мерной тары устраи-
ваются также стеллажи, на каждой полке ко-
горых помещается определённое количество
деталей, полуфабрикатов или готовых изделий.
При конструировании мерной тары целе-
сообразно в масштабе завода и. особенно
в масштабах главка или отрасли исходить из
принципа изготовления типизированной сбор-
ной мерной тары, построенной на комбиниро-
вании типовых оснований (подставка, плат-
форма, ящик, ящик для горизонтального хране-
ния с откидными или съёмными боковыми стен-
ками, горка) и типовых съёмных мерных при-
способлений (брусок со шкалой, рама с от-
верстиями, рама со штырями, бортовина
с вырезами или выступами, штанга со штырями).
Сборная типизированная мерная тара при-
менима для всех основных классов деталей:
валов, втулок, букс, дисков, колец, колёс
эксцентричных деталей, крестовин, арматуры,
поршней, рычагов, плит, станин, рам, шпонок,
планок, стоек, угольников, бабок, блоков, ци-
линдров и т. д.
Счётные весы служат для определения
количества значительного числа однородных
предметов (крепёж, нормали и т. д.) путём
взвешивания-
ГЛ. XII]
СЧЁТНАЯ ТЕХНИКА
765
Счётные весы могут быть также получены
переоборудованием сотенных весов. Для этого
с коромысла весов снимаются шкальная гиря
и гиредержатель и на его место вешается
чашка; вторая чашка вешается на призму, по-
ставленную с таким расчётом, чтобы отноше-
ние плеч было 1:10. Вес чашек подгоняется
по месту для достижения уравновешивания
коромысла. Одна деталь, положенная в левую
чашку, уравновешивает 100 деталей, нахо-
дящихся на платформе, а одна деталь в пра-
вой чашке — 10 деталей.
Счётчики, используемые для определения
количества изготовляемых изделий, времени
работы и простоя оборудования, числа ходов,
длины изготовляемых изделий и т. д., под-
разделяются на механические и электрома-
гнитные.
Механические счётчики (средний
габарит 50 X 40 X 40 мм) состоят из несколь-
ких цифровых колёс, насаженных на общую
ось; на ободе .каждого колеса нанесены цифры
от 0 до 9. Ёмкость счётчика определяется
количеством цифровых колёс (например, при
пяти колёсах она равна 99 999 единиц — штук,
ходов, сантиметров и т. д.). Счётчики могут
приводиться в действие от руки (фиг. 13) или
Фиг. 13. Механический ручной счётчик.
от движущихся частей машин, конвейеров
и т. д. при помощи зубчатых, цепных, фрик-
ционных и других передаточных устройств
(фиг. 14). Для перевода колёс счётчика на ну-
левое показание имеется гасительное устрой-
ство.
Механические счётчики могут подсчиты-
вать в течение минуты до 600 ходов или
до 1000 оборотов.
Эксплоатационным недостатком механи-
ческих счётчиков является их местное дей-
ствие.
Эти счётчики территориально связаны с
производственным оборудованием и для пе-
редачи учётных данных на расстояние служить
не могут.
На фиг. 15 показан механический счётчик
для подсчёта изделий, движущихся по кон-
вейеру; на фиг. 16 — двухшкальный счётчик,
в котором одна шкала показывает задание,
а другая — фактическое выполнение; при до-
стижении на второй шкале показания, равного
заданию, счётчик автоматически подаёт си-
гнал или останавливает машину, конвейер
и т. д.
Электромагнитные счётчики раз-
решают задачу дистанционного учёта. Счётчик
состоит из ряда взаимосвязанных цифровых
колёс,»приводимых в движение электромагнит-
ным механизмом, срабатывающим при замы-
кании электрической цепи тем или иным
датчиком или при посылке импульсов тока
(например, в электрочасовой установке). В ка-
честве электромагнитных счётчиков могут быть
использованы счётчики телефонных разговоров
(завода „Красная заря" и др.).
Механические и электромагнитные счёт-
чики применяются также в различных сочета-
ниях, позволяющих в одном счётном агре-
гате, состоящем из нескольких счётных меха-
низмов, получать ряд учётных данных. Так,
например, четырёхпозиционный счётчик (со-
стоящий из четырёх отдельных счётных меха-
низмов) позволяет вести подсчёт изготовленной
продукции за смену, сутки, с начала месяца,
с начала квартала (или года).
Особым преимуществом электромагнитных
счётчиков является возможность использова-
ния их в качестве счётчиков повторителей,
устанавливаемых в любом количестве мест
(на самом оборудовании, у диспетчера цеха,
у начальника цеха, у диспетчера завода
и т. д.); вся система электромагнитных счётчи-
ков приводится в действие от одного датчика.
В качестве электромагнитных счётчиков
времени работы и простоя оборудования мо-
гут быть, в частности, использованы вторичные
электрические часы, электромагнитный меха-
низм которых в этом случае действует не всё
время, а лишь во время работы оборудования
или, наоборот, во время его бездействия (учёт
времени простоев). (
Помимо отдельных механических или элек-
тромагнитных счётчиков применяются комби-
нированные приборы для учёта' на отдельной
единице оборудования машинного времени,
времени простоев и количества изготовленных
изделий; подобные комбинированные приборы,
состоящие из ряда счётчиков, фиксируют на
бумажной ленте показания этих счётчиков на
любой момент времени.
Датчики, используемые для приведения
в действие механических и особенно электро-
магнитных счётчиков, могут быть механиче-
ские, электрические, электромеханические и
фотоэлектрические.
Механические датчики оформляются в виде
рычагов, турникетов, заслонок и т. д., соеди-
нённых со счётчиками непосредственно или
при помощи передаточных устройств (цепных
и др.).
Электрические датчики представляют собой
контакты, замыкающие электрическую цепь,
в которую включены электромагнитные счёт-
чики в тот момент, когда к контактам при-
касаются деталь, готовое изделие и т. д. (если
они не являются диэлектриками)..
Электромеханические датчики действуют
аналогичным образом, но при посредстве ме-
ханических промежуточных устройств (напри-
мер, педальный контакт, который срабатывает
при прохождении через него предмета опре-
делённого веса).
Применение электрических и электромеха-
нических датчиков особенно удобно в случаях,
когда учитываемые предметы перемещаются
по монорельсам и иным транспортным устрой-
ствам, расположенным над производственным
оборудованием.
Большие преимущества имеет датчик (для
механического или электромагнитного счёт-
чика), оформленный в виде „компостера", т. е.
прибора, с помощью которого на документе
766
ОРГАТЕХНИКА И ЕЁ ПРИМЕНЕНИЕ
[РАЗД. V
(паспорт готового изделия, маршрутный лист
и т. д.) ставится штемпель с номером контро-
лёра, приёмщика и т. д. и с указанием даты.
Фотоэлектрический датчик состоит из фото-
реле и источника света; датчик срабатывает
при пересечении учитываемым предметом
луча света, падающего от источника света на
фотоэлемент.
Расчётно-вычислительная техника
Уточнение, ускорение и облегчение рас-
чётно-вычислительных работ без помощи счёт-
ных машин достигается при посредстве рас-
чётно-вычислительных приборов и приспосо-
блений. К последним относятся номограммы,
счётные линейки и расчётные таблицы.
Фиг. 14. Примеры соединений механических счётчиков с оборудованием.
ГЛ. XII]
СЧЁТНАЯ ТЕХНИКА
767
В отличие от счётных машин при помощи
расчётно-вычислительных приборов необходи-
мые вычисления производятся подбором го-
товых решений. В связи с этим рассматривае-
мые расчётно-вычислительные приборы и при-
способления содержат решения в виде формул,
Фиг. 15. Механический счётчик для подсчёта изделий,
движущихся по конвейеру.
и вычислительная работа сводится только
к отбору искомых величин по значениям за-
даваемых.
Номограммы, применяемые в качестве
расчётно-вычислительных средств, могу-р быть:
а) из сдвоенных шкал; б) из выравненных
точек и в) сетчатые.
Фиг. 16. Двухшкалышй счётчик.
Пример номограммы из сдвоенных шкал
для выражения Xх = А показан на фиг. 17.
Взяв на верхней шкале число А, можно
определить на нижней шкале значение х; на-
пример, при А = 100 находим х = 3,6.
минут в часы; перевод секунд в сотые доли
минут; перевод часов и минут в проценты
рабочего дня. и т. д.
Номограмма из выравненных точек со-
стоит из трёх прямолинейных или криволи-
нейных шкал. Накладывая линейку на две точки
на крайних шкалах, получают на средней шкале
искомую величину. Подобными номограммами
можно пользоваться при расчётах по плани-
рованию, например, для быстрого определения
числа деталей щ, которое необходимо заплани-
ровать в производстве, чтобы выпустить п2, по
формуле щ = л2 П +tqq). где Л] —программа
производства (в количестве деталей), л2—
программа выпуска (в изделиях), а — процент
запасных деталей.
На фиг. 18 дана номограмма для расчёта
потребности в инструменте, представляющая
собой совокупность („цепочку") нескольких
номограмм из выравненных точек.
Наложив линейку на заданные числа шкал
„выпуск" —„норма", засекают булавкой точку
у края линейки на третьей (считая слева)
шкале; это даст искомое количество инстру-
ментов без всяких поправок. Далее, наклады-
вая линейку на засечённую точку и на про-
центы первой поправки на крайней правой
шкале, находят потребное количество инстру-
ментов с одной поправкой на четвёртой (считая
слева) шкале. Переложив линейку на найден-
ную точку и точку процентов второй поправки
на крайней правой шкале, находят на пятой
шкале количество инструментов с двумя по-
правками. Таким же порядком вносят в иско-
мое количество инструментов все дальнейшие
поправки.
. Сетчатые номограммы применяются при
расчётах с тремя и более переменными. При-
мером может служить номограмма расчёта
станко-часов по программе, норме времени,
проценту брака и коэфициенту использования
станка (фиг. 19). Номограммой пользуются
следующим образом: от точки программы вы-
пуска (нижняя горизонтальная шкала) движутся
по наклонным линиям вверх до уровня брака
(см. левую нижнюю вертикальную шкалу);
далее продолжают движение по вертикали
вверх до наклонной, помеченной числом нормы
времени, и затем по горизонтали направо до
вертикали, соответствующей коэфициенту ис-
пользования оборудования (см. верхнюю гори-
зонтальную шкалу), наконец, по наклонным
10 20 30 40 50 60 70 80 90 700 ПО 120 130 ПО 150 160 170 180 190 230 210 220 230 240 250 й
О 10 20 30 40 50 60 70 80 90 100 110 120 130 140 /50 ЮС 170 180 190 200 210 220 230 240 250 Я
JhuIhmI
liliMiliiiiii.iihnili
01?
3,5 3JS 3.7 3,8
Фиг. 17. Номограмма из сдвоенных шкал.
3.9
Простейшими расчётами, легко выполни- линиям до правой вертикальной шкалы, где про-
мыми при помощи номограмм из сдвоенных читывают искомое количество станко-часов.
шкал, являются: перевод часов в минуты, Пунктиром показан пример.
768
ОРГАТЕХНИКА И ЕЁ ПРИМЕНЕНИЕ
[РАЗД. V
10 Л
15-
20-
25-
30-
35-
40-
45-.
50+
55+
60+
65-:
70-:
ао-
90-.
100^
1ЧП
К/7
130-
11П
-. an
а -
6 on
1 jn
S СП
G ЧП
40-
^ 30-
on
ю'-
0-
? 10-
I -
| 5
tck Hopi
НояичестОо
инструмента
мо единицу
продукции
ЦР~\
6.0-
5.0-
Ш
3.0-
10-
15-
w-
0.60-
0.50-
0.40-
0J5-
0.30-
0.25z
0.20-
0.15-
0,10-
Фиг. 18. 1
1
\Ш1
ml/
щи/
t
f
i
it
ti
w
i
и
ft
H
It
7
r/
/
'4&
10
Zh
/
/,
1
/i
f/
П
h
?
/
/
/л
i
/
h
4-
L
11
f
I,
/
f
I
f
/1
Щ
1
20 3
1
I
и
t
f
1
f
f
/
f
'/
/
П
1
чо
Количество
продукции fa поп
на один
инструмент
гО.10 100-
яо-
<К 80-
-0.20 70--
-0.25 %~
-0,30 Z
-035 55-
ШО 50-
-0.50 45-
-QfiO 40-
-OJBO 35-
10 30-.
¦1.5 25-
'2J0
-2,5 20-
Ао -
5.С
-6,0 :
¦го
-8.0 ¦
-що ю-
{омограмма из в
Г
Е
/
J
/
2
у
Ту
1
4
1
f
/
(
f
f
j
Л
/
/-
A
—=
0
i
f
1
/
/
ч
у
¦/¦
—'
5
Л
>
У
\y
r->
9
1Г.
f
/
/
/
У
/
k-
<:
6
1?
J
/
/
—
S
0
. i
/
/
у
—
¦^
**•
MM-
7i
оог
Количест
равок Сп
С)
ыравненны:
/
/
У
У
«м>
1
ра
гч<
j
/
/
<*
гЛт
«Л
it a
>
W
Я 1
/
1—?
иУ1
, и"
**¦
П?
— =
юм
9а инсг
onpadla
-ой С
-150
-90
-80
-70
-65
-60
-55
±50
-45
-40
-35
-30
-25
-20
¦15
-10
с точек
»*—I
У
^* ^
-*>
f=
(.-
L-,
/0
эгра
»--
•-*¦
0
мм
ърцмек
7ми на
2-мя С
-200
-150
гЮО
-80
\70
ш
-50
'-40
\35
-30
-25
чо
-10
для
z!
*-*
at
/7
а
мм *
гтгг S
0
для
imoO
ПОП
3-мя
-300
-250
-200
-150
-100
-90
-80
-70
ш
-50
45
-40
-35
Г30
\-25
V20
-10
расч
~z
а —-
ГР0
рас
-ЬОО
-350
-300
[250
-200
-150
-80
г70
-50
-45
-40
-30
-25
-20
15
-10
ёта потреби
А
5
ма
13
чё
—
WJM
0
та
<»*
—х
=
С1
•*
г*
аи
¦¦
0
ran
*—
«^
—-
—г
»
ко
ости
оэсри
0 6
с,
jj
/j
z
a?
a!
/
/
/j
/
-«<
3»
и—:
MHl
/7ff/7
npoue
[
в инструменте. .
jueum использования
0 70 ёО 90 100
ТУ
fJi
fл
jr
2
z
^2
^L
~-
—
к:
,y
/
/
V
/
/
r л
e;
—-
=¦
—:
/
Jr
r j
^
-^
^"
a*-
-^
¦-*-
/
у
>
3>
--
мм
/
/
/
r
y/
—•
>
_^
№_:
-^
<^
«»*
a>
-J
i
•1
0
-часов.
iepo
9
rtmcrx
c-50
-40
-30
-20
-10
t€f)
40
30
20
10
00
90*
80 S
50 I
50^
4€
30
20
10
0
гл. хтп
СЧЁТНАЯ ТЕХНИКА
769
Счётные линейки подразделяются на
универсальные и специальные. Универсальные
линейки оформляются также в виде логариф-
мических часов. Специальные линейки имеют
шкалы, разработанные для отдельных конкрет-
ных видов вычислений (например, по резанию,
по труду и т. д.). В связи с этим специальные
линейки в отличие от универсальных снабжены
именованными шкалами и имеют не абстракт-
ный, а конкретный диапазон чисел.
Расчётные таблицы, наиболее при-
менимые при различных вычислениях, офор-
мляются в виде таблиц умножения, специаль-
ных таблиц и передвижных таблиц.
Таблицы умножения (издаются в виде книг)
используются для быстрого нахождения произ-
Пример. Определить заработную плату за 10 дней
при месячной зарплате 453 руб. Находят наверху окно,
справа у которого помещено число 3 (единицы рублей),
и в колонке под ним, в окне у которого обозначено число 10
(число дней), прочитывают 180 руб. и ниже 1 р. 20 к.
Следовательно, искомая заработная плата: 180 р. 00 к. +
+ 1 р. 20 к. = 181 р. 20 к.
Счётные машины
По эксплоатационному признаку счётные
машины могут быть подразделены на неза-
писывающие, счётно-пишущие, пишуще-счёт-
ные и счётно-аналитические (сортировочно-
табуляционные).
По признаку устройства клавиатуры разли-
чают счётные машины десятиклавишные и
полноклавишные. Десятиклавишные счётные
Фиг. 20. Передвижная таблица для расчета зарплаты.
ведения при перемножении многозначных
чисел. Специальные таблицы (издаются в виде
книг или отдельных листов) позволяют находить
искомые величины при решении определённых
задач (по учёту, планированию, техническому
нормированию и т. д.).
Передвижные таблицы оформляются в виде
бумажной гильзы с отверстиями, в которой
движется таблица-движок; последний может
быть установлен в необходимом для вычисле-
ний положении.
На фиг. 20 приведена передвижная таблица
для расчёта заработной платы за несколько
дней (от 1 до 13) при различной месячной
заработной плате до 700 руб. (в месяце 25 рабо-
чих дней). На движке помещены десятки рублей
месячной заработной платы (видны сквозь
малые верхние окна с рамками) и соответ-
ствующие им величины выплат за различное
число дней. На гильзу вынесены единицы
рублей месячной зарплаты и соответствующие
им части выплат. Длинные окна ответов на
гильзе заменены столбцами мелких окон,
каждый ряд которых соответствует опреде-
лённому числу дней; мелкие части выплат,
соответствующие единицам рублей в месячной
зарплате, помещены не рядом с этими окнами,
а под ними, что несколько облегчает необхо-
димое здесь сложение.
49 Том 15
машины (с клавишами от 0 до 9 включительно)
имеют несколько дополнительных клавишей
для сокращённых обозначений.
Полноклавишные машины снабжены кла-
виатурой с значительным числом вертикальных
рядов клавишей, причём каждый ряд обычно
содержит клавиши от 0 до 9 или от 1 до 9
включительно.
По выполняемым арифметическимдействиям
счётные машины разделяются: а) на сумми-
рующие, выполняющие в основном действия
сложения и вычитания, и б) на вычислитель-
ные, выполняющие преимущественно действия
умножения и деления.
Незаписывающие (собственно
счётные) машины предназначены для
производства счётных действий: а) при про-
верке документов (счетов, поступающих из-
вне), оборотных ведомостей, отчётов, балан-
сов, карточек и т. д.; б) при таксировоч-
ных работах (рабочие наряды, накладные
на отпуск материалов, фактуры-счета, дан-
ные инвентарных описей и т. д.); в) при
составлении планов, смет, калькуляций и при
расчётах, связанных с нормированием, учёт-
ными, статистическими, техническими и дру-
гими работами (вычисление процентов, отно-
сительных чисел, средних величин, сумм амор-
тизации основных средств и т. д.); г) при
770
ОРГАТЕХНИКА И ЕЁ ПРИМЕНЕНИЕ
[РАЗД. V
аналитических работах (анализ балансов, хо-
зяйственной деятельности предприятий и т. п.).
По конструкции незаписывающие счётные
машины подразделяются на однопериодные и
двухпериодные. Однопериодные машины ха-
рактеризуются совпадением моментов набора
чисел на установочном механизме и передачи
их на счётчик, т. е. совершением этих опе-
раций одновременно — в один период; в двух-
<Ъиг. 21. Арифмометр „Феликс": 1 — щиток с цифрами;
2 — гаситель устанавливаемых чисел; 3 — указатель раз-
рядов счётчика оборотов; 4 — барашек гашения счётчика
оборотов; 5 — счётчик оборотов; 6 — рычажки для уста-
новки чисел; 7 — штифт, фиксирующий нормальное поло-
жение рукоятки; 8 — барашекгашения результатного счёт-
чика; 9 — результатный счётчик; 10 — каретка;// — ручка
транспортёра каретки.
периодных машинах сперва происходит уста-
новка чисел, а затем уже передача их на
счётчик.
По приведению в действие различают ма-
шины с ручным приводом {ручные), с мотор-
Фиг. 22. Незаписывающая счётная машина КСМ.
ным приводом (полуавтоматические) и с мо-
торным приводом и автоматическим управле-
нием (автоматические).
По установочному механизму машины
подразделяются на рычажные и клавишные.
Прототипом незаписывающей счётной ма-
шины является созданный в 1874 г. в России
(В. Г. Однером) портативный арифмометр, по-
лучивший широкое распространение. Предста-
вителями современных незаписывающих счёт-
ных машин являются арифмометр „Феликс" и
счётная машина—КСМ завода им. Дзержинского
(фиг. 21 и 22). На этих машинах можно про-
изводить все четыре арифметических дей-
ствия, но наибольший эффект получается при
умножении и делении.
Отечественной промышленностью освоено
производство усовершенствованного арифмо-
метра системы Хохлова. Этот арифмометр
имеет девятиразрядный счётчик оборотов (вме-
сто восьмиразрядного у „Феликса"), а также
увеличенный ход каретки.
Наиболее совершенными являются клавиш-
ные— ручные и моторные арифмометры. Ра-
бота на них производится слепым методом и
Фиг. 23. Незаписывающая счётная машина
„Мерседес Эвклид".
много быстрее, чем на рычажных. К этой ка-
тегории машин относится новая вычислитель-
ная машина ВК-2.
Машина имеет десятиклавишную клавиа-
туру и производит сложение, вычитание,
умножение (полуавтоматически) и деление
э
Фиг. 24. Незаписывающая счётная машина „Рейнметалл".
(автоматически) без записи результатов.
Ёмкость счетчика оборотов — 8 разрядов и ре-
зультатного счётчика — 13 разрядов.
Клавишная счётная машина (КСМ), впер-
вые выпущенная в 1935 г. (фиг. 22), предста-
вляет собой двухпериодную машину с двигате-
лем, работающим от переменного тока, с 8-ряд-
ной клавиатурой, с 8-значным оборотным
и 16-значным результатным счётчиками. Вы-
полняются все четыре действия при помощи
моторных клавиш для сложения и умножения
и для вычитания и деления; гашение цифр
в отдельных вертикальных рядах клавиатуры
производится нажатием нулевых клавиш, а в
счётчиках — при помощи рукоятки.
ГЛ. XII]
СЧЁТНАЯ ТЕХНИКА
771
Из незаписывающих счётных машин также
распространены машины „Мерседес-Эвклид" и
„Рейнметалл" (фиг. 23 и 24)*. Эти машины
выполняют все четыре действия, но наиболее
эффективно — умножение и деление.
Счётно-пишущие машины. Ма-
шины этой группы изготовляются с приспосо-
блениями: а) печатающими цифры и б) печа-
тающими, кроме цифр, символы, сокращённый
текст и т. п. Обе подгруппы выпускаются пол-
ноклавишные и десятиклавишные.
Десятиклавишная суммирующая машина
ДСМ завода САМ производитсчётные действия
и печатает цифры. Эта машина, построенная
по типу 10-клавишной с одним 10-значным
счётчиком, выполняет особенно эффективно
сложение, менее эффективно—вычитание, осу-
ществляемое способом дополнительных чисел,
и наименее продуктивно умножение, произво-
димое методом повторного сложения. Суще-
ствуют модели ручные и.моторные, а. так-
же модель с челночным приспособлением,
обеспечивающим автомагическое передвижение
каретки от графы к графе после каждого дей-
. ствия и тем самым позволяющим осуществлять
печатание поочерёдно в двух графах. Машина
ДСМ снабжена клавишами для: а) выполнения
действия вычитания; б) закрепления набора
при умножении; в) выключения счёта при не-
обходимости печатания чисел, не подлежащих
суммированию (например, даты, номеров це-
хов, рабочих и т. д.); г) печатания окончатель-
ного итога, накопленного на счётчике, с одно-
временным гашением последнего; д) печатания
нарастающего итога, накопленного на счёт-
чике, без гашения счётчика; е) освобождения
ошибочно нажатых клавиш; ж) выключения
печатающего приспособления.
В процессе усовершенствования десяти-
клавишных суммирующих машин отечествен-
ная промышленность освоила после Великой
Отечественной войны производство машин
СДУ-110. Эта двухпериодная машина произ-
водит сложение и вычитание, автоматически
печатая числа и условные знаки на рулоне
бумаги. Емкость счётного механизма—10 раз-
рядов. На базе СДУ-110 будут выпускаться
машины с каретками различной ширины.
Интерес представляет также сконструиро-
ванная и осваиваемая вычислительная десяти-
клавишная машина ВД-110, выполняющая все
четыре арифметических действия и автомати-
чески записывающая результаты. Ёмкость
счетного механизма — 16 разрядов.
Представителем счётно-пишущих машин, вы-
полняющих счётные действия (сложение к
вычитание) и печатающих, кроме цифр, также
условные знаки, сокращённый текст и т. д.,
может быть счётная машина „Астра" (классы
2, 4, 5 и 6 с количеством счётчиков от 1 до
16; ёмкость счётчиков — 10 знаков). Особый
интерес представляют многосчётчиковые ма-
шины, при помощи которых возможно меха-
низировать работу по составлению многограф-
ных ведомостей (каждой вертикальной графе
соответствует счётчик машины).
Пишуще-счётные машины пред-
ставляют собой сочетание пишущих машин со
счётным механизмом, вследствие чего на них
можно печатать любой текст (как на пишущей
машине) и производить счётные действия.
На фиг. 25 показана пишуще-счётная ма-
шина „ Мерседес-Адд-Электра "*, выполняющая
сложение и вычитание. Машина снабжена вер-
тикальными счётчиками, при помощи которых
осуществляются счётные действия и подсчиты-
ваются вертикальные ряды чисел в отдельных
графах, и горизонтальными, производящими
Фиг. 25. Пишуще-счётная машина „Мерседес-Адд-Электра",
построчное сложение и вычитание (сальдиро-
вание). Для производства подсчёта подвижная
каретка автоматически табулируется к требуе-
мой графе.
- На фиг. 26 изображена пишуще-счётная
машина „Рейнметалл"* (фактурная), выполняю-
щая автоматически сложение, вычитание и
умножение и печатающая результаты.
Большой интерес представляет осваиваемая
отечественной промышленностью „фактурная"
машина, конструктивной базой которой яв-
ляется счётно-пишущая машина ВД-110. Она
позволяет печатать любой текст, как на обыч-
ной пишущей машине.
Счётно пишущими и пишуще-счётными ма-
шинами можно успешно пользоваться при:
а) обработке многографных ведомостей; б) со-
Фиг. 26. Пишуще-счётная машина „Рейнметалл"
(фактурная)*.
ставлении различных сводок и таблиц; в) ве-
дении счетов (лицевых, сортового учёта ма-
териалов, имущественных ценностей и т. д.);
г) машинном методе учёта с применением
копирования; д) составлении документов, тре-
бующих, кроме печатания текста, производства
* Выпускаются советским акционерным обществом
„Точмаш" в Германии.
¦ Выпускается советским акционерным обществом
„Точмаш" в Германии.
772
ОРГАТЕХНИКА И ЕЁ ПРИМЕНЕНИЕ
[РАЗД. V
последовательного умножения, сложения, вы-
читания и иногда деления (например, соста-
вление счетов-фактур, смет, инвентарных опи-
сей и т. п.); е) всякого рода работах, где
требуется печатание сокращённого текста,
символов или полного текста с подсчётом
итогов по вертикальным графам или горизон-
тального сальдо по каждой отдельной строке;
ж) работах по производственному планирова-
нию (см. ниже).
Счетно-аналитические ма-
шины представляют собой систему машин —
основных, вспомогательных и специаль-
ных (от перфоратора до табулятора включи-
тельно), предназначенных для получения (в ре-
зультате обработки различных данных) сводок
(табуляграмм). Работа на этих машинах пол-
к документу, носящему название „карта тру-
доёмкости" (разграфлённая перфокарта назы-
вается „макетом" перфокарты).
Отверстия, пробитые в перфокарточке,
обозначают следующее:
№ спецификации 2110124
Индекс детали о
№ детали 7ЗО5°5
№ мастерской 4
№ цеха 09
№ операции 31
Шифр оборудования 0137
Процесс О9
Разряд рабочего а
Количество деталей на комплект ......... 032
Подготовительно -заключительное время в мин. . 53
Штучное время в мин 286
№ перфокарты 6483
Кроме 45-колонных карточек, в СССР вы-
пускаются ещё 80-колонные, которые значи-
спецификации
о о о фо о о
I СФ 1ф О О
ф 2 2 2 2ф2
3 3 3 3 33 3
5 5 5 5 555
б 6 б 6 бб б
8 8 8 8 88 8
9 9 9 9 9 9 9
1 2 3 4 5 6 7
Индекс детали
Ф
i
2
3
5
б
8
9
8
детали
о о ф о ф о
2ф 2 2 2 2
333333
5 5 5ф 5 ф
б б б б б б
8 8 8 8 8 8
9 9 9 9 9 9
910 11 12 13 14
№ мастерской
о
2
3
5
б
8
9
15
№ цеха
фо
3 2
3 3
5 5
6 6
8 8
9Ф
16 17
№ операции
о о
2 2
Фз
5 5
6 6
8 8
9 9
18 19
Шифр
оборудо-
вания
ф о о о
2 2 3 2
3 3 Ф 3
5 5 5 5
6 6 б б
7 7 7 ф
8 8 8 8
9 9 9 9
20 21 22 23
Процесс
• ¦>
2 2
3 3
5 5
6 6
7 7
8 8
9*
24 25
Разряд рабо-
чего
о
Ф
3
5
б
7
8
9
?6
Количество
деталей на
комплект
|о о
2 2 ф
з фз
5 5 5
6 6 6
7 7 7
8 8 8
9 9 9
27 28 29
Подгото-
вительно-
заключи-
тельное
время
в мин.
о о о о о о
2 3 3 2 2 2
3 3 3 3 З.Ф
5 5 5 5 Ф о"
б б б 6 6 6
7 7 7 7 7 7
888888
9 9 9 9 9 9
30 31 32 33 34 35
Штучное
время
в мин.
о о о о о о
2 2 2 ф 2 2
3 3 3 3 3 3
5 5 5 5 5 5
6 б б б 6 ф
7 7 7 7 7 7
8 8 8 8 ф 8
9 9 9 9 9 9
38 37 38 39 40 41
перфо-
карты
о о о о
2 3 2 ф
3 3 3 3
4ф 4 4
5 5 5 5
фб б б
7 7 7 7
8 8ф 8
9 9 9 9
42 43 44 45
Фиг. 27. Перфорационная карточка.
ностью автоматизирована. В основе процесса
лежит перфорационная карточка (перфокар-
точка) — промежуточной документ, составляе-
мый на основании первичной документации.
Перфокарточка представляет собой кар-
точку определённой плотности @,18 —
0,20 мм толщины) и стандартного размера
A87,3X82,6 мм) со срезанным верхним левым
углом. На карточку типографским способом
нанесены 45 вертикальных колонок, занумеро-
ванных в нижней её части порядковыми но-
мерами (от 1 до 45); каждая из колонок со-
держит 10 цифр (от 0 до 9). Общая ёмкость
карточки 45X10 •= 450 основных пробивок. Для
каждого группировочного признака или коли-
чественного показателя отводится в зависи-
мости от их максимальной значности надле-
жащее число колонок; группировочные при-
знаки обычно помещаются в левой, а количе-
ственные показатели в правой части перфо-
карточки. Посредством пробивок в соответ-
ствующих колонках круглыми отверстиями
(диаметром 3,17 мм) цифр, имеющих условное
значение, переносятся в перфокарту данные
первичных документов.
На фиг. 27 в качестве примера приведена
перфокарточка, разграфлённая применительно
тельно расширяют эксплоатационные возмож-
ности использования площади карточек; в них
уплотнение, достигается заменой круглых от-
верстий прямоугольными.
Перенесение учётных данных с первичных
документов на перфокарточку предполагает
предварительную разработку цифровых услов-
ных обозначений — шифров вместо словесных
для всех признаков. Эти шифры (коды) должны
быть устойчивыми, мнемоничными и возможно
малозначными, а также должны допускать воз-
можность последующих пополнений.
Для пробивки отверстий в перфокартах
применяются специальные машины - перфо-
раторы. На фиг. 28 показан перфоратор САМ.
Перфоратор САМ однопериодный, т. е.
пробивка в перфокарте происходит в момент
нажатия на клавиш. Производительность его
до 200 перфокарт в час в зависимости от слож-
ности макета перфокарты и квалификации
работника.
В процессе усовершенствования перфора-
торов наша промышленность освоила после
Великой Отечественной войны производство
двухпериодного перфоратора. Вследствие
того что на двухпериодном перфораторе про-
бивка отверстий в перфокарте осуществляется
ГЛ. XII]
СЧЁТНАЯ ТЕХНИКА
773
в два приёма (набор и пробивка), применение
перфораторов этой конструкции значительно
снижает брак перфокарт.
Второй машиной в комплекте сортировоч-
но-табуляционных машин является верифика-
тор (контрольник). Верификаторы служат для
проверки правильности пробивок на перфо-
картах. Работа на этих машинах осуществляется
повторным набором, как на перфораторе, но
верификаторы не пробивают, а „прощупывают"
Фиг. 28. Перфоратор САМ (московского завода аналити-
ческих машин).
отверстия карточек. При наличии ошибок
в перфорации перфокарточки автоматически
задерживаются, и оператор извлекает их из
машины для перебивки. После проверки (ве-
рификации) перфокарточки обрабатываются на
сортировочной машине (сортировке).
Отечественная промышленность выпускает
усовершенствованный контрольник К-45-1.
Сортировки САМ (фиг. 29) группируют
пробитые карточки по необходимым призна-
Фиг. 29. Сортировка САМ: / — магазин для кар-
точек; 2—щёткодержатель; 3—коммутатор вклю-
чения отдельных карманов; 4 — карманы рас-
сортированных карт; 5 — электродвигатель.
кам автоматически. Они снабжены кареткой
с контактными щётками. При пропуске через
сортировку щётки „прощупывают" определён-
ный цифровой ряд (колонку) и в зависимости
от установки каретки группируют карточки
с одинаковыми пробивками, распределяя их
по соответствующим карманам, и подсчиты-
вают по каждой группе и общее число кар-
точек. Карточки с многозначным признаком
пропускаются через сортировку столько раз,
сколько знаков содержится в признаке.
Сортировки могут строиться без счётчиков,
но обычно они снабжены 14 счётчиками, из
которых 12 служат для счёта карточек, попа-
дающих в каждый карман, 13-й для частных и
14-й для общих итогов.
Пропускная способность сортировки без
счётчиков составляет 20—24 тыс. карточек
в час, пропущенных по одной колонке; при
наличии счётчиков она падает до 15—18 тыс.
в час.
Рассортированные на сортировальной ма-
шине перфокарточки поступают для оконча-
тельной обработки на табулятор (счётно-пе-
чатающий автомат), который подытоживает
ряды показателей перфокарточек и автомати-
чески печатает их содержание и итоги по
каждой группе в виде сводной ведомости —
табуляграммы в требуемых разрезах. Табуля-
тор отечественного производства Т-4-М пред-
ставляет собой модернизацию табулятора Т-4
довоенного выпуска.
Табулятор Т-4-М имеет пять счётчиков, из
которых четыре счётчика 10-разрядные и один
счётчик 8-разрядный. Габаритные размеры та-
булятора: длина — 1700 мм, ширина — 700 мм,
высота — 1200 мм, вес - 650 кг.
Табуляграмма, автоматически печатаемая
табулятором, может иметь семь вертикальных
столбцов чисел по 10 знаков в каждом.
Одновременно с печатанием цифровых дан-
ных (при прохождении через табулятор одной
перфокарты печатается одна горизонтальная
строчка в табуляграмме) табулятор автомати-
чески суммирует числа, печатаемые в пяти
столбцах табуляграммы. В результате этого
суммирования табулятор может давать итоги
двух степеней — частные и общие: например,
печатая табуляграмму по заработной плате,
табулятор может автоматически давать частные
итоги по рабочим и общие итоги по цехам.
В двух остальных столбцах табуляграммы, по
которым табулятор не суммирует, печатаются
так называемые „призначные" данные—даты,
номер цеха, номер рабочих, номер станков,
номер материалов и т. д.
Табулятор питается постоянным током на-
пряжения ПО е, мощности 0,6 кет.
Непрерывно совершенствуя сложнейшие
счётно-аналитические машины, наша промыш-
ленность осваивает новый табулятор Т-5 для
80-колонных перфокарт. Этот табулятор имеет:
8 одиннадцатиразрядных счётчиков; 3 степени
итогов; 83 знака в строке. К табулятору Т-5
выпускается соответствующее комплектующее
оборудование (перфораторы, контрольники,
сортировки), рассчитанное на 80-колонные
перфокарты.
Помимо перечисленных основных машин,
имеется ряд аппаратов, механизирующих раз-
личные работы, связанные с использованием
сортировочно-табуляционных машин, в част-
ности перфораторы: итоговый, дублицирую-
щий, умножающий, воспроизводящий (репро-
дуктор), расшифровывающий и картораскла-
дочный автомат.
Итоговый перфоратор предназначен глав-
ным образом для автоматического пробивания
итоговых перфокарт по итогам, которые в та-
буляграмме печатает табулятор; для этого ито-
говый перфоратор соединяется (блокируется)
с табулятором. Получение итоговых перфо-
карт облегчает повторные работы с одним и
тем же массивом перфокарт.
Дублицирующий перфоратор служит для
автоматического дублирования перфокарт
с перфокарты - шаблона (матрицы). Средняя
производительность при 45 колонках — 10 кар-
774
ОРГАТЕХНИКА И ЕЁ ПРИМЕНЕНИЕ
[РАЗД. V
точек, при 80 колонках — б карточек в ми-
нуту.
С 1949 г. начато серийное производство
итоговых перфораторов, предназначенных для
агрегатирования с табулятором Т-4-М.
Важным преимуществом этого итогового
перфоратора является то, что он, будучи
отсоединён от табулятора, может быть исполь-
зован как дублицирующий перфоратор.
Умножающий перфоратор автоматически
умножает числа, предварительно пробитые
в карточке на обыкновенном перфораторе,
а также автоматически пробивает на перфо-
карте полученные произведения и суммирует
их, отражая на счётчике результат, который
виден в контрольном окошке счётчика.
Воспроизводящий перфоратор (репродук-
тор) выполняет следующие работы: а) пробивку
в серии перфокарт данных, пробитых в пер-
фокарте - матрице; б) получение точных ко-
пий с серии перфокарт (могут копироваться
все пробивки или только их часть); в) комби-
нирование двух указанных работ, т. е. копи-
рование части перфокарт и пробивку в осталь-
ной части новых данных с перфокарты-ма-
трицы (при копировании серии перфокарт
можно данные, находящиеся в макете в одних
колонках, переносить в другие колонки пер-
фокарты-дубликата) ; г) сверку двух одинако-
вых комплектов перфокарт (в случае несо-
впадения пробивок в перфокартах репродуктор
останавливается). Производительность репро-
дуктора — 6000 перфокарт в час.
Расшифровывающий перфоратор служит
для автоматического печатания по верхнему
краю перфокарты цифр, соответствующих
имеющимся в перфокарте пробивкам. Это не
только облегчает текущую работу с перфо-
картами, но и позволяет иметь оперативную
картотеку.
Картораскладочный автомат предназна-
чается в основном для различных работ с мас-
сивами 80-колонковых перфокарт. Производи-
тельность до 28 тыс. перфокарт в час. Аппа-
рат, похожий по внешнему виду на сортировку,
имеет два магазина для обрабатываемых пер-
фокарт и четыре кармана для распределения
рассортированных перфокарт. Это устройство
используется в основном для объединения пер-
фокарт двух массивов. Если в основную карто-
теку надо включить массив новых перфокарт
одного и того же макета, то новые перфокарты
предварительно рассортировываются на обык-
новенной сортировке в том же порядке, как и
перфокарты основной картотеки; после этого
основная картотека закладывается в один
магазин, а массив новых перфокарт — во вто-
рой магазин и пропускаются через карторас-
кладочный автомат, который автоматически
объединяет их в один общий массив.
Перфораторы, сортировки и табуляторы
иногда блокируются с другими машинами. Пер-
фораторы, например, комбинируются со счётно-
пишущими машинами, с пишуще-счётными ма-
шинами или с кезаписывающими счётными
машинами. Посредством такой блокировки
достигается одновременно с печатанием доку-
ментов или с производством счётных действий
автоматическое получение соответствующих
перфокарт.
Благодаря большой пропускной способности
применение сортировочно-табуляционных ма-
шин эффективно при наличии достаточного
массива документов, однородных по форме и
со значительным числом признаков, по кото-
рым необходимо группировать документы и
производить подсчёты для получения табуля-
грамм в различных разрезах. Эти табуля-
граммы — по заработной плате, производитель-
ности труда, учёту материалов, простоям ра-
бочей силы и оборудования, калькуляции, вы-
пуску, браку, незавершённому производству,
товарным операциям, инвентаризационным
данным, балансовому учёту, статистике и т. д. —
составляются в необходимых разрезах в зави-
симости от целевого назначения.
Особый интерес представляет применение
сортировочно-табуляционных машин для работ
по производственному планированию (см.
ниже).
Используя один и тот же массив пер-
фокарт, пробитых на основании „карт трудо-
ёмкости" по макету перфокарты, приведённому
на фиг. 28, можно получить ряд различных
табуляграмм, а именно:
Табуляграмма № 1. Время на операцию и
деталь по цехам и видам деталей (табуляграмма со-
ставляется по отдельному изделию).
Форма табуляграммы: 1. Номер перфокарты. 2. Индекс
детали. 3 Номер детали. 4. Номер цеха. 5. Номер мастер-
ской. 6. Четыре операции. 7. Шифр оборудования. 8. Про-
фессия. 9. Разряд. 10. Количество деталей на комплект.
11.Подготовительное время на операцию (в мин.). ^.Штуч-
ное время на операцию (в мин.).
В табуляграмме могут быть автоматически получены
следующие итоги: а) подготовительное и штучное время
по каждой детали, которое требуется по всем операциям
данной детали; б) подготовительное и штучное время по
видам деталей (индексам), которое требуется по всем де-
талям, относящимся к группе данного индекса; в) общая
сумма подготовительного и штучного времени по всем
видам деталей, входящих в изделие, на которое составлена
табуляграмма.
Табуляграмма № 2. Трудоёмкость каждого
вида (индекса) деталей по разрядам, профессиям и
цехам.
Форма табуляграммы: 1. Цех. 2. Профессия. 3. Разряд.
4. Подготовительное время по разряду 5. Штучное время
по разряду. 6. Подготовительное время по цеху. 7. Под-
готовительное время по профессии. 8. Штучное время по
профессии. 9. Штучное время по цеху.
Получаемый автоматически при печатании табуля-
граммы итог по каждому индексу показывает подготови-
тельно-заключительное и штучное время по всем деталям,
относящимся к данному индексу. Итог в конце табуля-
граммы показывает общую сумму подготовительно-заклю-
чительного и штучного времени по всем видам деталей,
входящих в изделие, на которое составлена табуля-
грамма.
Табуляграмма № 3. Трудоёмкость по про-
фессиям, оборудованию, цехам и видам дгталей.
Форма табуляграммы: 1. Цех. 2. Профессия. 3. Шифр
оборудования. 4. Подготовительное время по профессии
и оборудованию. 5. Штучное время по профессии и обо-
рудованию. 6. Подготовительное время по индексу. 7. Под-
готовительное время по цеху. 8 Штучное время по ин-
дексу. 9. Штучное время по цеху.
Итог табуляграммы показывает подготовительно-за-
ключительное и штучное время по всем цехам и видам
деталей данного изделия.
Табуляграмма №4. Бремя по разрядам ра-
боты, профессиям, цехам и видам деталей.
Форма табуляграммы: 1. Цех. 2. Профессия. 3. Раз-
ряд. 4. Подготовительное время по разряду. 5. Штучное
время по разряду. 6. Подготовительное время по цеху.
7. Подготовительное время по профессии. 8. Штучное
время по профессии. 9. Штучное время по цеху.
Табуляграмма № 5. Время по профессиям,
оборудованию и цехам на все виды деталей.
Форма табуляграммы: 1. Цех. 2. Профессия- 3. Шифр
оборудования. 4. Подготовительное время по профессии
и оборудованию. 5. Штучное время по профессии и обо-
рудованию. 6. Всею подготовительного времени. 7. Подго-
товительное время по цеху. 8. Штучное время по цеху.
9. Всего штучного времени.
Табуляграмма № 6. Время по отдельный
типам оборудования по каждому цеху и по всем ви-
дам деталей.
Форма табуляграммы: 1. Шифр оборудования. 2. Цех.
3. Подготовительное время по цеху. 4. Штучное время
ГЛ. XII]
ДОКУМЕНТАЦИОННАЯ ТЕХНИКА
775
по цеху. 5. Всего подготовительного времени. 6. Подго-
товительное время по оборудованию. 7. Штучное время
по оборудованию. 8. Всего штучного времени.
Табуляграмма №7. Нормативы времени по
детале-операциян и оборудованию по каждому цеху.
Форма табуляграммы: 1. Цех.2.Номер детали. 3. Шифр
оборудования 4. Номер операции. 5. Подготовительное
время (в мин.). 6. Штучное время (в мин.). 7. Итого по цеху
подготовительного времени (в мин.). 8. Итого по цеху
штучного времени (в мин.).
Табуляграмма №8. Время по профессиям и
разрядам по всем цехам.
Форма табуляграммы: 1. Профессия. 2. Разряд. 3. Цех.
4. Подготовительно-заключительное время по цеху.
Б. Штучное время по цеху. 6. Подготовительно-заключи-
тельное время по разряду. 7. Штучное время по разряду.
8. Подготовительно-заключительное время по профессии.
9. Штучное время по профессии.
В табл. 3 приведены общие указания о воз-
можностях использования перечисленных та-
буляграмм в различных частях завода.
Эффективность использования сортировоч-
но-табуляционных машин обусловливается ко-
личеством табуляграмм, получаемых в резуль-
тате многократной разработки одного и
того же массива перфокарт по многим, при-
знакам (разрезам).Это значительное количество
Таблица 3
Применимость табуляграмм по подсчёту
трудоёмкости изготовления изделий
i
2
3
4
5
6
7
8
Части завода
Планово-распреде-
лительное бюро
+
+
+
+
+
+
+
Планово-экономи-
ческий отдел
+
+
+
+
Отдел труда
+
+
+
Плгново-производ-
ственный отдел
+
4-
+
Область использования
1) Оперативное внутрицехо-
вое планирование
2) Предварительная кальку-
ляция
1) Составление планов по
труду
2) Уточнение потребной ра-
бочей силы по профессиям и
разрядам
3) ипределение затрат по
рабочей силе при предвари-
тельной калькуляции
1) Межцеховое планирова-
ние
2) Расчёт загрузки оборудо-
вания цеха
См. № 2
См. № 3
Расчёт загрузки оборудова-
ния при межцеховом плани-
ровании
Оперативные расчёты за-
грузки отдельных видов обо-
рудования и рабочих мест
1) Составление планов по
труду и рабочей силе
2) Предварительная кальку-
ляция
табуляграмм позволяет производить глубокие
аналитические разработки зафиксированных
производственных моментов (в связи с этим сор-
тировочно-табуляционные машины часто на-
зывают счётно-аналитическими машинами).
ДОКУМЕНТАЦИОННАЯ ТЕХНИКА
К средствам документационной техники
относятся: пишущие машины, диктофоны, сте-
нографические машины, номенклатурно-адре-
совальные машины, аппаратура для микрофо-
тодокументации, аппаратура типа фотостатов,
множительные аппараты и конструкторско-чер-
тёжная техника.
Пишущие машины. Не касаясь ши-
роко распространённых типов стандартных
(конторских) и портативных пишущих машин,
следует указать на пишущую машину СКТБ-2
(конструкция инж. Г. М. Аркус) и на электри-
ческие пишущие машины.
Машина СКТБ-2 (фиг. 30) основана на
принципе агрегатирования корпуса машины,
Примечание. Знак + показывает участок завода,
в котором используется табуляграмма.
Фиг. 20. Пишущая машина СКТБ-2.
корзинки (клавиатура с литерными рычагами)
и каретки. Смена малой каретки на среднюю
или большую производится менее чем в
минуту. Так же быстро осуществляется за-
мена корзинки с русским шрифтом на кор-
зинку с латинским или национальным шриф-
том.
Электрические пишущие машины позволяют
получать до 20 отчётливых копий. Блокируя
электрически несколько машин, можно полу-
чать соответственно большее число копий,
работая на одной машине.
Диктофоны служат для автоматической
(вместо ручного стенографирования) записи
диктуемого текста, переговоров, телефонных
разговоров и совещаний. По способу действия
различают диктофоны: а) с механической за-
писью (на восковых валиках) и б) с электро-
магнитной записью. Последние диктофоны
являются новейшими и лучшими.
Электромагнитный диктофон конструкции
И. С. Рабиновича (фиг. 31) состоит из микро-
фона /, устанавливаемого на столе, записываю-
щего и воспроизводящего приборов 2 и 3. Запи-
санный на ленту продиктованный текст, разговор
и т. д. является подлинным документом и
хранится в общем архиве или в особой фо-
нотеке. Лента с записью вставляется в вос-
производящий прибор, который автоматически
776
ОРГАТЕХНИКА И ЕЕ ПРИМЕНЕНИЕ
[РАЗД. V
диктует машинистке при помощи репродуктора
обычного типа (громкоговорящая диктовка)
или (в условиях машинописного бюро) при
помощи головных телефонных трубок. Ско-
рость диктовки может регулироваться, и в слу-
чае необходимости можно повторно слушать
соответствующие части записи на ленте. Запись
на ленте легко и быстро снимается, и лента
может быть многократно использована.
Диктофоном могут пользоваться руково-
дящие работники учреждений и предприятий
и специалисты, которым по характеру работы
Фиг. 31. Электромагнитный диктофон
приходится много писать (юрисконсульты, эко-
номисты и т. д.), а также лица, устные рас-
поряжения и донесения которых желательно
документировать. Применение диктофонов
экономит время квалифицированного персо-
нала учреждений и предприятий, сокращает
штат стенографисток и ускоряет документо-
оборот.
Стенографич еск ие машины (фиг.32)
имеют габариты, значительно меньшие, чем
пишущие машины; клавиатура буквенная;
машины портативны и бесшумны. Стеногра-
фическая запись производится на узком ро-
лике бумаги; каждая строчка содержит запись
одного слова, которое обозначается комбина-
цией небольшого числа букв. Стенографиче-
ские машины выпускаются Министерством ма-
шиностроения и приборостроения СССР.
Фиг. 32. Стенографическая машина.
Номенклатурно-адресова льн ы е
машины служат для механизации работ при
заполнении в ведомостях граф, содержащих
постоянные данные (о рабочих, материалах,
инструментах и т. д.), при печатании постоян-
ных и адресных данных в письмах, нарядах
и других документах и при печатании адресов.
Машины действуют при помощи специальных
пластинок, изготовляемых из металла или
фибры, прессшпана и тому подобных материа-
лов. В комплект номенклатурно-адресовальных
машин входят штампующая и печатающая ма-
шины.
Штампующая машина (фиг. 33) выдавливает
на пластинке необходимые данные, например:
фамилию, имя и отчество; номер (табельный,
по списку и т. п.); адрес; кодированные дан-
ные о поле, образовании, специальности и т. д.
Фиг. 33. Штампующая машина.
Заполненные пластинки помещаются в печатаю-
щую машину (фиг. 34), которая печатает уже
перечисленные выше документы.
Машины, снабжённые селектором, автома-
тически отбирают пластинки, отвечающие
признакам, необходимым для данной работы,
например, относящиеся к лицам в возрасте
от 18 до 50 лет, имеющим среднее техниче-
ское образование и т. п.
Текст, выштампованный на пластинке, мо-
жет быть использован в различных комбина-
циях путём применения различных „масок",
закрывающих ту часть текста, которая не
должна быть напечатана.
Машины выпускаются ручного и моторного
действия. Производительность их от 1000
до 7000 пластинок в час.
Аппаратура для микрофотодо-
кументации может быть с успехом исполь-
зована частями учреждений и предприятий,
в которых приходится копировать различные
документы. Аппаратура состоит из съёмочного
аппарата и аппарата для чтения. При помощи
съёмочного аппарата (фиг. 35) получается на
обычной плёнке негатив форматом в 1 кадр
B4X36 мм). Для прочтения или перепечатки
на пишущей машинке плёнка помещается
в аппарат для чтения (фиг. 36), который со-
стоит из экрана (обычно форматом в один-два
писчих листа) и проекционного фонаря; каждый
кадр плёнки отображается на экране в фор-
мате натурального или увеличенного письма,
страницы книги или журнала, чертежа и т. д.
Производительность съёмочного аппарата—не
менее 120 кадров в час.
Аппаратура типа фотостатов
(фиг. 37) используется для получения фотоко-
пий с любых документов. Эта аппаратура по-
зволяет получать фотокопию документа не-
посредственно (без изготовления негатива на
ГЛ. XII]
ДОКУМЕНТАЦИОННАЯ ТЕХНИКА
777
плёнке или на стекле) на специальной фото-
статной бумаге, максимальный формат кото-
рой 22X33 см. Для ускорения процесса бу-
мага закладывается в виде рулона длиной
100 м и шириной 33 см; закрепление снимае-
мого документа в любом месте экрана, стоя-
щего перед объективом аппарата, произво-
дится мгновенно особой присасывающей пла-
стиной (сетка, позади ко-
торой находится вытяж-
ной вентилятор).
Фотостат даёт до 60
фотокопий с различных
документов в час, обес-
печивая абсолютную точ-
ность копий и их полное
соответствие оригиналам.
Применением фотостата
значительно сокращается
штат копировщиков, машинисток и сте-
клографистов.
Множительные аппараты
предназначены для размножения печат-
ных неиллюстрированных и иллюстри-
рованных документов в количествах
от нескольких десятков до нескольких
тысяч экземпляров.
Простейшими, но наименее произво-
дительными множительными аппаратами
являются стеклографы. При работе на стекло-
графе оригинал, написанный химическими чер-
нилами от руки или на пишущей машине через
ленту, пропитанную химическими чернилами,
ным закрепителем, после чего на стекло ва-
ликом наносится краска, прилипающая только
к тексту негатива. Необходимый отпечаток
получается на листе бумаги после того, как
Фиг. 34. Печатающая машина.
<t иг. 35. Аппаратура для микрофотодокументации -
съёмочный аппарат (конструкции А. Б. Визенталя).
накладывается на стекло, обработанное спе-
циальными химикатами. Оригинал прижимается
к стеклу в течение 40 сек. и затем снимается.
Поверхность стекла обрабатывается специаль-
Фиг. 36. Аппаратура для микро -
фотодокументации — аппарат
для чтения: /—головная часть;
2 — камера (конструкции
А. Б. Визенталя).
он кладётся на обработанное указанным обра-
зом стекло и по листу бумаги прокатывают
резиновым валиком. Производительность сте-
клографа 200—225 оттисков в час. причём
один оригинал мо-
жет дать несколько
сот оттисков.
Более произво-
дительными явля-
ются аппараты ти-
па „Ротатор".
При работе на этих
аппаратах исполь-
зуется восковка,
на которой текст
печатается на пи-
шущей машине.
Восковка закре-
пляется на бара-
бане ротатора, под который подкладываются
листы бумаги. При вращении барабана, через
мелкие дырочки, имеющиеся в нём, прода-
вливается краска и на подложенных листах
получаются оттиски. В зависимости от кон-
струкции ротатора на нём может быть полу-
чено от 1000 до 5000 оттисков в час.
Ротаторы выпускаются ленинградским
заводом „Союзмашучёга" Центрального ста-
тистического управления при Совете Ми-
нистров СССР.
Весьма производительными (для размноже-
ния деловых бумаг, иллюстративных материа-
лов, чертежей и т. д.) являются множительные
машины офсетного типа (фиг. 38). Эти ма-
шины работают при помощи тонких металли-
ческих листов, имеющих размеры обычного
писчего листа или большие; подлежащие раз-
множению текст, чертежи, графики и т. д.
778
ОРГАТЕХНИКА И ЕЁ ПРИМЕНЕНИЕ
[РАЗД. V
наносятся на металлический лист (от руки
или пишущей машинкой); фотоиллюстрации
переводятся на лист при помощи специальных
химикатов. Заполненный металлический лист
надевается на ротирующий барабан машины,
и размножение оттисков осуществляется руч-
ным или моторным приводом.
Производительность машины повышается,
если печатание производится не на отдельных
нарезанных листах бумаги, а на рулоне; в не-
Фиг. 37. Фотостат.
обходимых случаях машина автоматически
разрезает бумагу после печати. Металличе-
ский лист может быть использован до 20 раз
при смывании нанесённого на лист текста или
иллюстраций.
Машины офсетного типа выпускаются в мо-
делях, рассчитанных на форматы бумаг в мм:
229x356; 210x297; 297x420; 356x500. Неко-
торые типы машин
пригодны для много-
красочной печати.
К множительным
машинам и аппаратам
относится и аппара-
тура для светокопиро-
вания.
Конструктор-
с к о-ч ертёжная
техника. Из средств
оргатехники общего
характера эффектив-
ное применение в кон-
структорско - чертёж-
ной технике могут
иметь описанные вы-
ше счётные машины,
пневмопочта и репро-
дукционно - множи-
тельная аппаратура.
Счётные машины
типа незаписывающих
и записывающих, суммирующих и вычислитель-
ных машин в несколько раз ускоряют и, без-
условно, уточняют вычислительные работы
(в необходимых случаях позволяют быстро
проводить повторные контрольные под-
счёты).
Широко также используются для конструк-
торско-чертёжных и общеинженерных вычис-
лительных работ сортировочно-табуляцион-
ные машины и электроинтеграторы.
Пневмопочта (при прямоугольном сечении
труб и патронов) удобна для пересылки чер-
Фиг. 38. Множительная ма-
шина офсетного типа.
тежей и книг из заводской библиотеки. При-
ёмно-отправительные аппараты пневмопочты
целесообразно устанавливать в конструктор-
ско-чертёжном отделе (бюро) на небольшую
группу рабочих мест.
Из репродукционно-множительной аппара-
туры целесообразно использовать аппараты для
микрофотодокументации и типа фотостатов.
ТЕХНИКА ОТОБРАЖЕНИЯ
ПРОИЗВОДСТВЕННЫХ ПРОЦЕССОВ
К этой области оргатехники относятся:
а) графики; б) плоские картотеки; в) кон-
трольно-распределительное оборудование;
д) директорские и диспетчерские щиты;
е) оргакнижки для руководящего состава.
В основе этих средств лежит система показа-
телей производственной деятельности данного
предприятия, учитывающая конкретные осо-
бенности этого предприятия.
В плоских картотеках (в отличие
от вертикальных) карточки расположены че-
шуйчато, уступами, причём край каждой кар-
точки выступает из-под верхней карточки
(фиг. 39) Выступающие края карточек исполь-
зуются для наглядной, обычно графической
записи, а также для помещения на них услов-
ных сигналов (наклеиваемых полосок, наде-
ваемых индикаторов-наездников и т. д.). Бла-
годаря этому плоская картотека представляет
собой по существу соединение картотеки
с графиком. Плоские картотеки могут быть
применены в частях учреждений и предприя-
тий, ведущих учёт людей, материалов, опера-
ций, документов и т. д. и особенно в тех слу-
чаях, когда при больших количествах учи-
тываемых объектов необходимо иметь воз-
можность сразу охватить их состояние
в целом для выявления отстающих участков
и т. п.
В плоской картотеке можно одновременно
видеть и сравнивать показатели по 100—300
карточкам, т. е. в несколько раз более, чем
в вертикальной-картотеке.
К онтрольно-распределитель-
ное оборудование может быть расчле-
нено на две основные группы: контрольно-
распределительные доски и загрузочное обо-
рудование.
Контрольно-распределительные доски
служат для наглядного отображения обеспе-
ченности выполнения и хода производства.
Они представляют собой щиты (изготовлен-
ные из различных материалов), на которых
необходимые оперативные отметки делаются
при помощи подвижных деталей (линеек-
движков, штепселей, навесных фишек
и т. д.).
Доски предназначаются для контроля:
а) обеспеченности производства (материалами,
деталями, инструментом, чертежами); б) дви-
жения производства (по цехам, рабочим ме-
стам, операциям); в) выпуска продукции;
г) движения брака; д) загрузки оборудования
и простоев; е) выполнения срочных заданий
и распоряжений; ж) выполнения ремонтных
работ; 3) работы транспорта; и) хода под-
готовки производства и т. д., а также
для распределения заданий по рабочим
местам.
ГЛ. XII]
ТЕХНИКА ОТОБРАЖЕНИЯ ПРОИЗВОДСТВЕННЫХ ПРОЦЕССОВ
779
Основными видами контрольно-распреде-
лительных досок являются: 1) доска с карма-
нами для карточек, рабочих нарядов и т. п.;
2) навесная доска с остриями для навески
на них указательных марок или карточек;
3) штепсельная доска; 4) линейчатая доска с
перемещающимися линейками или иными движ-
ками; 5) пробковые доски, в которые вкалы-
ваются подвижные детали различных форм и
цветов (необходимые отметки обозначаются
на доске с помощью определённого поворота
подвижной детали, цифровыми или символи-
ческими обозначениями на деталях и т. д.).
По принципу изображения контролируе-
мых данных и распределяемых работ и
заказов различают контрольные доски:
1) табличные, на которых клетки, штеп-
Загрузочное оборудование представляет
собой полки, шкафчики или столы с отделе-
ниями, в которых помещаются соответствую-
щие документы (рабочие наряды и т. п.). Раз-
мещение документов производится примени-
тельно к определённым производственным и
планово-диспетчерским целям: по единицам
оборудования, по рабочим местам, по различ-
ным складам, по номенклатуре деталей, узлов
и готовых изделий и т. п. Отделения загру-
зочного оборудования могут быть снабжены
различными указателями, сигнализирующими
то или иное состояние производственного обо-
рудования, которому соответствует данное
отделение (например, указатель — шкала часов,
на которой отмечается загрузка оборудования
в часах и т. д.).
и н
ХАРАКТЕРИСТИК/!
ОЗНАЧЕНИЕ ОБОРУДОВАНИЯ
Занаряжено
Кем
Кому
Номенк/ют.
Кол.
Oman
Н°док.
ОтгрцЖено
Цата
Наименование
оборудования
Недокум.
Коп.
Тип, размер
ЧЕРТЕЖ
№
Техн. цел.
Цена
Сроки,коппт
?в.Г
\1
П
Ш
W.
'граф
Посп
пат
Прих.орд.
Кол.
Поставщик
Порази
Ш4..,
Дргок
?. Сроки.колпост
ум
I
л
Ш
Ш
щпипо
Техн.
Шуи
Зап.
Ч. f
кол. поставки
по догов.
Ikd. L
ив.
Шкй
ШкИ.
Пограр
Порази.
т.. г.
Договор
Норма
на оВъекй
Пров
Выдано
Дата
Общее
поступпен.
"Иеху
Кол. 5
ftto»v
ft*
бъект
таза
%е спечены объекты
f броня
OHfU
Кат
От-
, метки
Отметк
и
Остаток т
складе
^/
J
J
Фиг. 39. Плоская картотека.
сельные гнёзда и тому подобные части поля
доски относятся к двум номенклатурам
(оборудования, изделий, структурных единиц
и т. д.), расположенным по вертикальному и
горизонтальному краям доски; 2) клеточные,
в которых клетки поля доски расположены
в каком-либо систематическом порядке —
алфавита, номеров, определённой классифика-
ции, размещения в пространстве и т. д.;
3) координатные, в которых на поле доски
наносится кривая, относимая к двум осям
(одна из них обычно время), обозначенным
слева и снизу доски; 4) строчные (шкаль-
ные), в которых на поле доски имеются
строки для нанесения отметок или помеще-
ния подвижных деталей (на двух краях доски
помещаются номенклатура и шкала, причём
применяются шкалы количественные для кон-
троля количественных показателей и сроко-
вые — для контроля календарного движения
того или иного процесса); 5) ситуационные,
в которых на поле доски схематически изобра-
жено размещение оборудования в цехе, разме-
щение складов и т. д.
Основным преимуществом контрольно-рас-
пределительного оборудования является обо-
зримость, обеспечивающая возможность ком-
плексного охвата контролируемого процесса,
что в свою очередь позволяет не только кон-
тролировать отдельные части процесса, но и
оперативно маневрировать в масштабе всего
процесса в целом с наибольшим использова-
нием имеющихся ресурсов.
Диспетчерские и директорские
щиты применяются для наглядного отобра-
жения хода и состояния на данный момент
диспетчируемого процесса, изображённого по
возможности во всех оперативно-необходимых
связях со смежными процессами.
Диспетчерский щит, устанавливаемый обыч-
но перед диспетчерским пультом, состоит из
следующих частей:
1) статической схемы (иногда называемой
мнемонической), которая представляет собой
скелетную схему диспетчируемого процесса
(например, схему сборки изделия), служащую
для ориентировки диспетчерского пункта в
производственно-технологических связях ме-
780
ОРГАТЕХНИКА И ЕЁ ПРИМЕНЕНИЕ
(РАЗД. V
жду отдельными частями диспетчируемого про-
цесса;
2) динамической схемы (табло), на которой
состояние и ход диспетчируемого процесса
отображаются и ' сигнализируются соответ-
ствующими индикаторами (указателями);
3) сигнально-контрольной панели, на кото-
рой монтируются различные сигнальные и
контрольно-измерительные приборы;
4) панели управления, на которой раз-
мещается аппаратура дистанционного упра-
вления.
Диспетчерский щит может содержать все
перечисленные части или некоторые из них.
Отдельные из указанных частей могут быть
также монтированы на диспетчерском пульте
(мнемоническая схема, панель управления,
некоторые сигнальные приборы, счётчики
и т. п.); возможно также одновременное разме-
щение на щите и пульте одних и тех же при-
боров, но дающих показания в разных разре-
зах (например, на пульте помещаются счёт-
чики, показывающие выпуск готовой' продук-
ции по сменам, а на щите — за сутки, месяц,
квартал и т. п.).
Различные показания и сигналы на щитах
могут меняться или автоматически (в резуль-
тате действия дистанционных автоматических
устройств), или полуавтоматически (управле-
ние на щите осуществляется с диспетчерского
пульта при помощи выключателей, ключей,
рубильников и т. п.), или вручную (переста-
новка на щите рукой различных сигналов,
условных знаков и т. п.).
По своему размещению по отношению к
диспетчерскому пульту щиты могут быть одно-
плоскостными (щит размещается на одной из
стен) и много плоскостными (щит имеет фор-
мы Г-образную, П-образную или полуциркуль-
ную; в этом случае диспетчерский пульт нахо-
дится как бы внутри щита).
У высшего руководящего персонала (ди-
ректор, главный инженер и т. д.) приме-
няются миниатюрные настольные щитки, на
которых монтируется минимальное количе-
ство приборов, могущих в наиболее обобщён-
ных показателях характеризовать состояние
всего производства в целом по возможно-
сти на каждый данный момент, например:
счётчик выпуска основного вида изделия, си-
гнал об остановке главного конвейера и т. д.
(фиг. 40).
В результате развития в машиностроении
поточного производства всё чаще стали при-
меняться устройства для наблюдения за рит-
мом производства. Простейшими из них явля-
ются ритмограф и интервальные часы.
Ритмограф * представляет собой автома-
тически действующий записывающий прибор,
который устанавливается обычно на пульте
диспетчера завода. При замыкании электри-
ческой цепи каким-либо датчиком (например,
контакт в конце сборочного конвейера, ком-
постер у приёмщика готовой продукции и т. д.)
на бумажной ленте ритмографа, движущейся
с определенной скоростью в зависимости от
ритма выпуска продукции, автоматически фи-
ксируется горизонтальная чёрточка. Отметки
на ленте наглядно показывают ритм выпуска
в течение текущей смены, немедленно при-
влекая внимание диспетчера при отклонении
выпуска от заданного ритма. Кроме того, за-
писи на ленте представляют существенный
интерес для последующих аналитических раз-
работок.
Ритмограф может быть дополнен устрой-
ством, автоматически сигнализирующим опти-
ческим или звуковым сигналом отклонение
от ритма.
Помимо ритмографа, могут включаться в
одну и ту же цепь синхронно действующие
* Предложен автором на Московском автозаводе
им. Сталина.
Фиг. 40. Диспетчерский щиток' Горьковского автозавода
им. Молотова.
ритмографы—повторители у диспетчера со-
ответствующего цеха, начальника производ-
ства и директора завода.
Интервальные часы, сконструированные и
применяемые Московским метрополитеном для
автоматической наглядной фиксации продолжи-
тельности интервалов между двумя смежными
поездами, проходящими через данную станцию,
могут быть успешно использованы на маши-
ностроительных заводах для автоматической
сигнализации о величине интервала между
какими-либо двумя контролируемыми произ-
водственными фактами.
Интервальные часы индикаторного типа
внешне представляют собой циферблат раз-
мером 850x850 мм, по окружности которого
вырезаны 12 просветов диаметром 200 мм
каждый, покрытые матовыми стёклами. В про-
светы позади стёкол вставлены вырезные
цифры: 0, 5, 10, 15, 20, 25, 30, 35, 40, 45, 50
и 55, просвечиваемые в соответствующее вре-
мя 12-вольтовой лампочкой. В центре цифер-
блата расположен 28-ламповый индикатор, по-
казывающий цифры: 1, 2, 3, 4 (при желании
количество сигнализируемых цифр может быть
увеличено). Цифры по окружности циферблата
показывают секунды или минуты, а цифры
индикатора — соответственно минуты или
часы. Управление электрочасами основано на
определённых комбинациях срабатывания той
или иной группы реле.
Электрическая схема интервальных часов
состоит из схемы включения реле отсчёта се-
кунд (или минут) и схемы включения реле
отсчёта минут (или часов). Действие схемы
основано на получении пятисекундных импуль-
сов с пятисекундными интервалами от цен-
тральной ячейки пересчёта по магистральным
проводам.
Производственная структура заводской организационно-технической станции
Оргтехстанция
Контора
Бюро организа-
ции труда
Бухгалтерия
Нормировщики
Диспетчерская
Ремонтная мастерская
Кладовая
Отделение документационных машин
Проектировщики
Бюро приёма
и выпуска
Отделение
потока
Отделение
сортировки
и табуляции
Бюро приёма
и выдачи
Отделение
пишущих и
но ленклатурных
адресовальных
машин
Отделение
оперативной
полиграфии
Бюро дикто-
фонной записи
782
ОРГАТЕХНИКА И ЕЁ ПРИМЕНЕНИЕ
[РАЗД. V
Оргакнижки представляют собой опе-
ративные справочники, имеющие целью пре-
доставлять руководящему составу ежесуточ-
ную оперативную информацию о ходе выпол-
нения плана и о факторах, нарушающих нор-
мальный ход производства.
Справочник оформляется в виде записной
книжки с механизмом для закрепления блан-
ков (свободных листов). В книжку вставляется
комплект бланков для графической или та-
бличной записи данных, вытекающих из опре-
делённой, заранее разработанной системы
показателей. Основными размерами бланков
являются стандартные форматы документов:
аб A01 х 144 мм), а5 A44 х 203 мм) и а4 B03 X
х 288 мм).
В обороте должны находиться две книжки,
содержащие совершенно одинаковые комплек-
ты бланков: одна книжка (с данными за истек-
шие сутки) находится у руководителя произ-
водством, другая — у сотрудника (обычно пла-
новика, статистика), ежедневно вносящего в
неё данные за текущие сутки. Книжки пере-
даются руководителю производством на следу-
ющее утро.
При систематическом использовании спра-
вочников применение их даёт большой эффект.
ЭФФЕКТИВНОСТЬ ПРИМЕНЕНИЯ
СРЕДСТВ ОРГАТЕХНИКИ
Применением средств оргатехники может
быть достигнуто: 1) сокращение штата соот-
ветствующих работников; 2) резкое повыше-
ние производительности труда; 3) значи-
тельное повышение оперативности управления
производством и приведение темпов управле-
ния в соответствие с высокими темпами
современного механизированного и автомати-
зированного производства поточно-массового
типа; 4) существенное улучшение качества
управления производством благодаря углубле-
нию аналитических разработок, использованию
статистических методов й т. п.; 5) повышение
производительности труда производственных
рабочих в результате улучшения их обслу-
живания; 6) снижение себестоимости продук-
ции в итоге совокупного действия перечислен-
ных результатов; 7) повышение общей куль-
туры управления заводом в целом и его от-
дельными частями.
ОРГАНИЗАЦИОННЫЕ ФОРМЫ
ИСПОЛЬЗОВАНИЯ СРЕДСТВ
ОРГАТЕХНИКИ НА ЗАВОДЕ
Благодаря высокой производительности
многих средств оргатехники (номенклатурно-
адр.есовальные, сортировочно-табуляционные,
множительные и другие машины) весьма це-
лесообразно централизованное их использова-
ние на заводе. Это может быть осуществлено
путём создания общезаводской оргтехстанции.
На схеме 2 (стр. 781) приведена производ-
ственная структура общезаводской оргатех-
ники.
Централизация значительного числа машин
и аппаратов оргатехники в общезаводской
оргтехстанции не исключает децентрализован-
ного использования различных средств орга-
техники на отдельных рабочих местах (или
для их групп). Однако при решении вопроса
об их установке необходимо в полной мере учи-
тывать наличие общезаводской оргтехстанции и
большую эффективность производства работ в-
ней по сравнению с работами на децентрали-
зованно размещённых средствах оргатехники.
Таким образом, в целом следует осу-
ществлять комбинированное использование
новейших средств оргатехники, а именно:
организовать общезаводскую оргтехстанцию
и децентрализованно размещать различные
средства оргатехники для обслуживания от-
дельных исполнителей или групп.
Располагая общезаводской оргтехстанцией,
можно в очень короткие сроки (например, в
течение ночи); детально, глубоко и разносто-
ронне разрабатывать большие количества пер-
вичной документации и к началу утренней
смены подавать соответствующим руководи-
телям и частям завода культурно оформлен-
ные сводки, графики и т. д., которые исчер-
пывающе характеризуют состояние производ-
ства на данный день (так называемый „еже-
суточный отчёт").
Примечание. Оргатехника в оперативном пла-
нировании—см. гл. III настоящего тома. •
ЛИТЕРАТУРА И ИСТОЧНИКИ
1. Акушский И. Я., Счётно-аналитические машины
и некоторые их применения к математическим задачам.
Успехи математических наук, т. II, вып. 2 [18],
1947.
2. Акушский И. Я- и Диткин В. А., О численном
решении уравнения циркуляции колеблющегося крыла,
.Труды математического института им. В. А. Стек-
лова", т. XX, 1947.
3. Брагинский Л. И., Табличные и графические ме-
тоды вычислений, Союзоргучёт, 1938.
4. Б р у е в и ч Н. Г., акад., Машины для интегрирования
обыкновенных диференциальных уравнений, „Вестник
металлопромышленности" № 6, 1937..
5. Б р у е в и ч Н. Г., акад., Машины для решения алге-
браических уравнений, „Вестник металлопромышлен-
ности" № 1. 1938.
6. Б р у е в и ч Н. Г., акад., Механизмы для выполнения
математических операций, „Техническая энциклопедия".
_т. 13, изд. 2.
7. Б ы з о в Л. А., Графические методы в статистике,
учёте и планировании, Гоепланиздат, 1940.
8. В о й ш в и л л о Е. К., Извлечение квадратных и ку-
бических корней на счётных машинах, „Труды Казан-
ского финансово-экономического института им. Куйбы-
шева", вып. 6, 1941.
9. Гинодман В. А., Машинизация учёта, Госхим-
издат, 1940.
1в. Г у т е н~м-е-х е р Л. И., Технические средства мате-
матического анализа в инженерном деле, „Вестник
инженеров и техников" № 3, 1946.
11. И с а к о в и ч Е. А., Машинизация учёта, Гоеплан-
издат, 1939.
12. К о в н е р С. С. и Ж а к Д. К., Вычисление степеней
операторов Либмана и Гершгорина и их приложение
к машинному интегрированию уравнений, „Доклады
АН СССР" № 1, т. III, 1947.
13. Л е в и н с о н Н. Г., Механизация и автоматизация
управления производством в машиностроении, Машгиз,
1948.
14. Л е й ф е р И. Г. и Пе сочинский Н. Н., Дис-
петчерская связь и сигнализация, Машгиз, 1938.
15. Оргатехника (справочник). ВНИТОМАШ. 1940.
16. П о л и с а р Г. Л., Электрические методы решения
некоторых задач динамики самолёта, „Техника Воздуш-
ного флота" № 7, 1947.
17. Сазонов Н. М., Автоматизация управления пуль-
сирующими конвейерами, Оборонгиз, 1944.
18. Сазонов Н. М., Электроавтоматика поточных ли-
ний, ИТЭИН, 1945.
19. Каталог телефонной аппаратуры, ч. V, Бюро техни-
ческой информации Министерства промышленности
средств связи, М. 1948.
20. Тезисы дскладов на III Всесоюзной конференции по
внутризаводскому планированию в машиностроении,
выпуск второй (доклады С. А. Думлера, М. Н. Айзен-
берга), Машгиз, 1948.
Глава XIII
ОХРАНА ТРУДА И ПРОТИВОПОЖАРНАЯ ТЕХНИКА
ОХРАНА ТРУДА НА МАШИНОСТРОИТЕЛЬНОМ ЗАВОДЕ
ОБЩИЕ СВЕДЕНИЯ
Значение вопросов охраны труда в со-
циалистическом машиностроении. Техника
безопасности и промышленная санитария не-
разрывно связаны с организацией производ-
ства. Рациональная организация производства,
поддержание технологической дисциплины,
надлежащее оснащение рабочего места, про-
филактический ремонт оборудования, уход за
оборудованием, инструментом и приспособле-
ниями, высокая культура производства — не-
пременные условия не только высокопроиз-
водительного, но. также и безопасного труда.
Охрана труда на производстве — один из
незыблемых принципов организации труда
в нашей стране, где „самым ценным и самым
решающим капиталом являются люди, кадры"
(И. В. Сталин). В отличие от капиталисти-
ческих стран в СССР вопросы охраны труда
поставлены на исключительную высоту и
впервые в истории человечества приобрели
общегосударственное значение.
Большое внимание Коммунистическая пар-
тия и Советское правительство уделяют
охране труда рабочих и служащих. В после-
военной пятилетке государство затратило на
охрану труда в пять раз больше средств,
чем за годы двух первых пятилеток, вместе
взятых. Советский общественный строй со-
здал величайшие возможности для научно-
технического прогресса и коренного улуч-
шения условий труда на предприятиях. Огром-
ный размах получили на производстве все-
сторонняя механизация трудоёмких и тя-
желых работ, изоляция вредных процессов,
применение автоматизации и пр. Созданы
все условия для безопасного, здорового
и высокопроизводительного труда. Сбылось
мудрое предвидение В. И. Ленина о том,
что технический прогресс при социализме
„сделает условия труда более гигиеничными,
избавит миллионы рабочих от дыма, пыли,
грязи, ускорит превращение грязных, отвра-
тительных мастерских в чистые, светлые, до-
стойные человека лаборатории".*
Только в Советском Союзе используются
все достижения науки, техники, культуры,
обеспечивающие улучшение и оздоровление
труда рабочих.
* В. И. Л е н и н, Сеч, т. 19, стр. 42.
Научная разработка вопросов охраны труда
впервые осуществлена в СССР. Русские уче-
ные Сеченов, Хлопин, Никитин и др. создали
методику предупреждения профессиональных
заболеваний рабочих. Акад. Зелинский разра-
ботал принципы и методы борьбы с профессио-
нальными отравлениями. Проф. Синев является
основоположником научной разработки во-
просов техники безопасности в машинострое-
нии. Курс техники безопасности как препо-
даваемая во втузах самостоятельная дисци-
плина сформировался лишь в нашей стране.
Профсоюзы организуют глубокое изучение
условий труда рабочих и научную разработку
оздоровительных мероприятий. Вопросами
охраны труда в СССР уже много лет зани-
маются научно-исследовательские институты
и лаборатории различных министерств и ве-
домств; большую работу проводят институты
Академии Наук СССР.
Ведущая роль в научной разработке во-
просов охраны труда принадлежит научно-
исследовательским институтам охраны труда
ВЦСПС. За лучшие работы в области охраны
труда присуждаются Сталинские премии.
В целях широкой передачи опыта и дости-
жений как отдельных работников, так и це-
лых коллективов в области охраны труда
организованы специальные выставки и музеи
охраны труда.
Значительное улучшение условий труда
на предприятиях нашей страны достигнуто
в результате совместной большой работы,
которую повседневно ведут хозяйственные
и профсоюзные организации под руковод-
ством Коммунистической партии. Запоследние
20 лет производственный травматизм в СССР
снизился в три раза, а в отдельных отраслях
промышленности, в том числе в машино-
строении, — в четыре раза.
У нас имеются все возможности оконча-
тельно изжить травматизм, профессиональ-
ные отравления и заболевания на производ-
стве. На многих предприятиях травматизм
полностью ликвидирован.
По решению партии и правительства госу-
дарственный и общественный контроль над
соблюдением хозяйственными органами зако-
нодательства по охране труда осуществляется
в СССР профессиональными союзами. Госу-
дарственный контроль проводится техниче-
скими инспекторами центральных комитетов
784
ОХРАНА ТРУДА И ПРОТИВОПОЖАРНАЯ ТЕХНИКА
{РАЗД. V
профсоюзов. Общественный контроль осу-
ществляется силами профсоюзного актива по
охране труда, насчитывающего в своих рядах
(по данным 1948 г.) свыше 900 тыс. членов
комиссий охраны труда фабрично-заводских
и местных комитетов и общественных инспек-
торов.
,.. . Только в стране социализма, в стране
диктатуры рабочего класса может быть такое
положение, когда функции контроля за со-
стоянием техники безопасности, за правиль-
ным и полным осуществлением трудового
законодательства переданы целиком в веде-
ние самих рабочих организаций".*
УСЛОВИЯ ТРУДА В ДОРЕВОЛЮЦИОННОЙ
РОССИИ И ЗА ГРАНИЦЕЙ
Политическое бесправие, нищета, изнури-
тельно длинный рабочий день и отсутствие
элементарной охраны труда вызывают на
капиталистических предприятиях огромное
число несчастных случаев и гибель тысяч
рабочих. При капиталистической системе про-
изводства, основанной на эксплоатации чело-
века человеком, не может быть действитель-
ной охраны труда. Жизнь и здоровье трудя-
щегося человека в капиталистических стра-
нах не ценятся, ибо выбывшего рабочего
в любой момент можно заменить другим из
постоянной армии безработных.
„Поэтому капитал, беспощаден по отноше-
нию к здоровью и жизни рабочего всюду, где
общество не принуждает его к другому отно-
шению". **
В царской России условия труда были
невыносимо тяжёлыми. Рабочий класс бес-
пощадно эксплоатировался. Изнурительный
труд при 12—14-час. рабочем дне, отсутствие
сносных производственных условий, плохое
питание, плохие жилищные условия приво-
дили к преждевременной старости, инвалид-
ности и высокой смертности. Об этом сви-
детельствуют данные фабрично-заводской ста-
тистики, санитарных и других обследований.
Это признавали и царские чиновники. Так, в
1871 г. московский губернатор писал царю:
„... Гигиенические условия на фабриках пагуб-
ного свойства для здоровья и жизни рабочего;
отсутствие правильной вентиляции способ-
ствует развитию чахотки и других болезней;
спаньё и еда в тех помещениях, где готовятся
вредные для здоровья продукты, недоброкаче-
ственная и недостаточная пища рабочего, осла-
бляя постепенно его силы, мало-помалу разру-
шают ею здоровье, окончательно и прежде-
временно сводят его в могилу. Смертность
между фабричным населением Московской
губернии сильнее, чем где бы то ни было в дру-
гих губерниях".
Не из гуманных побуждений беспокоился
губернатор о судьбе рабочих. Он боялся на-
родных волнений. Далее он писал: .... Такое
положение фабричного населения не может
не представлять серьёзной угрозы создать со
временем и у нас ту необузданную толпу,
в которой, как показал опыт других госу-
дарств, всегда лучше и скорее получают
доступ . . . идеи социализма и коммунизма".
В России в 80-х годах прошлого столетия
„Не было никакой охраны труда, что приво-
дило к массовым увечьям и смерти рабочих.
Не было страхования рабочих, медицинская
помощь оказывалась только за плату".*
В дальнейшем травматизм в царской Рос-
сии возрастал непрерывно, что видно из сле-
дующих данных (показатель производственного
травматизма на предприятиях за 1901—1903 гг.
принят за 100):
1901—1903 гг.
100
1910—1912
250
1904—1906
195
гг.
гг. 1907—1909 гг
215
1913—1914 гг.
336
Таким образом, за 12 лет травматизм в
России вырос больше чем в три раза. Не-
смотря на введение в России 2 июня 1897 г.
закона об ответственности предпринимателей
за увечья рабочих, владельцы предприятий
фактически никаких мер по обеспечению
безопасности не принимали. Денежная ответ-
ственность предпринимателя сводилась почти
к нулю, так как всё зависело от судебных
и полицейских органов, призванных не столько
охранять труд рабочих, 'сколько помогать
капиталистам эксплоатировать рабочих.
В капиталистических странах травматизм
достигает огромных размеров.
По далеко неполным данным Министерства
труда США **, в результате несчастных слу-
чаев на производстве в 1948 г. в США по-
гибло около 16 500 рабочих, а около 90 000
полностью потеряли трудоспособность. Общее
же число несчастных случаев на производ-
стве за этот год составило около 1 960 000.
Самим Министерством труда США установ-
лено, что 90% несчастных случаев могло
быть предотвращено, т. е. по существу для
устранения несчастных случаев ничего не
делалось.
Приведённые данные показывают, что
в США в среднем через каждые 16 сек. в те-
чение суток на производстве происходил не-
счастный случай; каждые 4 мин. в результате
несчастного случая погибал или становился
инвалидом один рабочий.
Не лучше положение с охраной труда
в Англии. В угольной промышленности Ан-
глии происходит 229 несчастных случаев
в год на каждые 1000 рабочих. В 1936 г.
в горнорудной промышленности Англии про-
изошло 13Э тыс. несчастных случаев, а в 1943 г.,
несмотря на уменьшение общего числа рабо-
чих, количество таких случаев возросло до
173 тыс. Буржуазная наука пытается объяс-
нить несчастн >.е случаи на производстве „не-
осторожностью" самих рабочих, скрывая
за эгим действительные причины травма-
тизма.
Многие предприятия в США не имеют
вентиляции и даже самых элементарных уст-
ройств по технике безопасности.
* Из доклада тов. Н. М. Шверника на VI пле- * История ВКП(б), Краткий курс. гл. I.
нуме ВЦСПС. ** Факты о положении трудящихся в США, изд.
** К. М ар кс, .Капитал", т. 1, стр. 209, изд. 1936 г. иностр. литерат., 1949 г., пер. с англ.
ГЛ. XIII]
ОРГАНИЗАЦИЯ ОХРАНЫ ТРУДА В СССР
785
Даже в тех капиталистических странах,
где государство вмешивается во взаимоотно-
шения между рабочими и предпринимателями
и устанавливает в законодательной форме
некоторый минимум обязательств по охране
труда эти обязательства, как правило, остаются
на бумаге, так как предприниматели заинте-
ресованы только в своих прибылях.
ПОНЯТИЕ ОБ ОХРАНЕ ТРУДА
Охрана труда включает мероприятия
технического, санитарно-гигиенического и
правового порядка, направленные на создание
безопасных и здоровых условий труда, про-
водимые в СССР на основе действующего за-
конодательства и обязательные для всех ру-
ководителей хозяйственных организаций.
К мероприятиям технического порядка
(техники безопасности) относятся: огражде-
ние на производстве опасных мест, внедре-
ние в производство безопасной техники, из-
менение технологических процессов в целях
ликвидации тех видов работ, при которых
возникает угроза для жизни и здоровья рабо-
чих и др. К санитарно-гигиеническим меро-
приятиям относятся: рациональное освещение,
создание благоприятных климатических усло-
вий, водяных и тепловых завес, душирующих
установок, бытовых обслуживающих помеще-
ний (души, комнаты отдыха и пр.).
Техника безопасности и промышленная
санитария — прикладные науки, исследующие
те факторы производственной обстановки,
которые могут быть прямой или косвенной
причиной несчастных случаев, профессиональ-
ных отравлений и заболеваний, и намечающие
пути к их устранению.
Мероприятия правового порядка осущест-
вляются на основе Сталинской конституции,
а также кодекса законов о труде (КЗОТ) и
других законов.
ОРГАНИЗАЦИЯ ОХРАНЫ ТРУДА
В СССР
Законодательство по охране труда
и функции профсоюзов
СССР принадлежит передовая роль в со-
здании и осуществлении законодательства по
охране труда. В первые же дни после Вели-
кой Октябрьской Социалистической револю-
ции декретом Советского правительства был
установлен восьмичасовой рабочий день, а для
профессий с вредными условиями труда
введен ещё более сокращенный рабочий день.
В 1918 г. в России были изданы первый
Кодекс законов о труде (КЗОТ), подписанный
В. И. Лениным, и первый закон о государ-
ственном социальном страховании рабочих
и служащих. Установлены ежегодные отпуска
рабочим и служащим с сохранением заработ-
ной платы. Для обслуживания трудящихся
создана широкая сеть санаториев, домов от-
дыха, клубов.
В настоящее время в СССР основные по-
ложения трудового законодательства регла-
ментированы Кодексом законов о труде
РСФСР и Кодексами Союзных республик.
50 Том 15
В статье 138 раздела КЗОТ. юОхрана труда"
устанавливается, что: „ни одно предприятие
не может быть открыто, пущено в ход или
переведено в другое здание без санкции ин-
спектора труда и органов санитарно-промыш-
ленного и технического надзора".
Согласно ст. 139 КЗОТ все предприятия
и учреждения обязываются «принимать необ-
ходимые меры к устранению или уменьше-
нию вредных условий работы, предупрежде-
нию несчастных случаев и к содержанию мест
работы в надлежащем санитарно-гигиениче-
ском состоянии, согласно общим и специ-
альным обязательным постановлениям по от-
дельным производствам, издаваемым Народ-
ным Комиссариатом труда", а в настоящее
время центральными комитетами профессио-
нальных союзов и ВЦСПС.
Статья 141 КЗОТ предусматривает выдачу
рабочим специальной одежды и предохрани-
тельных приспособлений по установленным
нормам для ряда работ в условиях, вызыва-
ющих сильное загрязнение тела.
Статьей 142 КЗОТ предусматривается вы-
дача рабочим, занятым в производствах, свя-
занных с опасностью профессиональных отра-
влений (литейщикам цветного литья, рабо-
чим гальванических цехов, калильщикам
и др.), специального бесплатного питания
(молока и др.) непосредственно на произ-
водстве в целях повышения стойкости орга-
низма и его сопротивляемости воздействию
вредностей.
В развитие КЗОТ изданы правила и нормы
техники безопасности и промышленной сани-
тарии по каждой отрасли промышленности,
по каждому производству, государственные
общесоюзные стандарты (ГОСТ), предусма-
тривающие мероприятия, необходимые для
обеспечения здоровых и безопасных условий
труда на наших предприятиях.
Все важнейшие постановления правитель-
ства по вопросам труда предварительно со-
гласовываются с профсоюзами, которые часто
сами являются инициаторами того или иного
закона о труде.
Таким образом, только в СССР оператив-
ное регулирование условий труда осуще-
ствляется при непосредственном участии ши-
роких рабочих масс.
Профсоюзы и охрана труда
Постановлением ЦИК СССР, СНК СССР
и ВЦСПС от 23 июня 1933 г. в целях луч-
шего выполнения обязанностей, возложенных
на Народный Комиссариат Труда СССР,
последний со всеми его местными органами,
включая и органы социального страхования,
был слит с Всесоюзным Центральным Сове-
том профессиональных союзов (ВЦСПС) с
возложением на ВЦСПС выполнения обязан-
ностей Народного Комиссариата Труда. Основ-
ной задачей профсоюзов в деле охраны труда
является осуществление контроля над выпол-
нением хозорганами законов о труде. С этого
времени профессиональные союзы провели
огромную работу по оздоровлению условий
труда на производстве, по снижению произ-
водственного травматизма и заболеваний.
Огромное значение в деле улучшения условий
труда на производстве имеют коллективные
786
ОХРАНА ТРУДА И ПРОТИВОПОЖАРНАЯ ТЕХНИКА
[РАЗД. V
договоры и соглашения по оздоровлению
труда.
Правительство ежегодно отпускает сред-
ства на производство работ по дальнейшему
улучшению условий труда, за счет которых
ручной труд заменяется механизированным,
создаются и внедряются специальные конст-
рукции по технике безопасности, оборудуются
вентиляционные установки, душевые и пр.
5 млрд. руб., ассигнованные на 1946—1950 гг.
на мероприятия по технике безопасности и
промышленной санитарии только по действу-
ющим предприятиям, далеко не полно харак-
теризуют огромный размах работы по охране
труда, так как сюда не входят средства, рас-
ходуемые на улучшение условий труда в связи
с капитальным строительством, а также усо-
вершенствованием технологии. Ассигнования,
отпускаемые правительством на охрану труда,
расходуются под контролем профсоюзных
организаций по плану, который составляется
и утверждается совместно руководителем
предприятия и фабрично заводским комите-
том профсоюза. В плане указываются объекты
работ по технике безопасности и промышлен-
ной санитарии, которые должны быть выпол-
нены за данный год, и сроки их выполнения.
Составленный таким образом план называется
„соглашением на проведение мероприятий по
оздоровлению условий труда". * Эти соглаше-
ния заключаются при широком участии рабо-
чих и служащих и включаются в коллектив-
ные договоры.
Общественный контроль
по охране труда
Общественный контроль по охране труда
на предприятиях организуется фабрично-за-
водскими и местными комитетами профсою-
зов. Для привлечения широких масс членов
профсоюзов к контролю над соблюдением
законов о труде, правил и инструкций по
технике безопасности и промышленной сани-
тарии и над проведением мероприятий по
предупреждению несчастных случаев на про-
изводстве и по снижению заболеваемости при
фабрично-заводских и местных комитетах
профсоюзов организуются комиссии охраны
труда.
Председатель комиссии охраны труда при
фабрично-заводском или местном комитете
является одновременно старшим обществен-
ным инспектором по охране труда предприятия,
а председатели цеховых комиссий — старшими
общественными инспекторами по охране труда
соответствующего цеха. **
Общественный инспектор по охране труда
избирается в каждой профгруппе B0 чел.) из
числа членов профсоюза на общем собрании
профгруппы на срок полномочий профгрупп-
орга. Каждая профгруппа избирает одного
общественного инспектора по охране труда и
технике безопасности, который свою работу
проводит совместно со страховым делегатом,
периодически отчитывается перед фабрично-
заводским (местным и цеховым) комитетом.
* Соглашения введены с 1925 г.
** Положение об общественном инспекторе по
охране труда утверждено президиумом ВЦСПС 21 января
1944 г.
На общественного инспектора возлагаются:
а) Контроль за своевременным ознакомле-
нием вновь поступающих и переводимых с
одной работы на другую рабочих с безопас-
ными приёмами работы непосредственно на
рабочем месте и с правилами и инструкциями
по технике безопасности и промышленной
санитарии.
б) Проверка исправности оборудования,
станков, инструмента, ограждений, электро-
оборудования, состояния вентиляционных
установок и освещения.
в) Контроль за своевременной уборкой от-
ходов производства и готовой продукции с
рабочих мест, содержанием в порядке про-
ходов около станков, наблюдение за чистотой
и порядком на производственном участке.
г) Проверка своевременности обеспечения
рабочих спецодеждой, спецобувью, защитными
приспособлениями и т. д., а в случаях, пре-
дусмотренных законом, снабжения работаю-
щих питанием, молоком и мылом.
д) Проверка обеспеченности рабочих ки-
пятком, питьевой водой, а в горячих цехах —
газированной водой.
При выявлении нарушения трудового
законодательства и правил техники безопас-
ности общественный инспектор имеет право
потребовать их устранения. Общественный
инспектор профгруппы должен немедленно
сообщать старшему общественному инспек-
тору по охране труда в цехе о каждом не-
счастном случае,' происшедшем на производ-
ственном участке; следить за своевременным
и правильным составлением акта о каждом
несчастном случае и требовать от мастера
проведения мероприятий по устранению при-
чин, вызвавших, несчастный случай; контро-
лировать, как соблюдается законодательство
о продолжительности рабочего дня, о предо-
ставлении выходных дней, отпусков и обеден-
ных перерывов, о труде женщин и подростков,
проверять качество спецодежды и спецобуви,
выдаваемых рабочим.
Общественный инспектор должен доби-
ваться от мастера (бригадира) устранения
обнаруженных нарушений законов в труде,
правил и инструкций по технике безопас-
ности и промышленной санитарии. В случае
невыполнения требований общественный
инспектор сообщает об этом старшему
общественному инспектору в цехе для при-
нятия необходимых мер. Старший обществен-
ный инспектор цеха свою работу проводит
под руководством старшего общественного
инспектора предприятия.
Положение о комиссии охраны труда
фабрично-заводского и местного комитета
(Утверждено Президиумом ВЦСПС
21 октября 1937 г.)
I. Задачи комиссии
1. Для привлечения широких масс членов профсоюзов
к контролю над соблюдением законов о труде (техника
безопасности, рабочее время, выходные дни, нормы спец-
одежды и спецобуви) при фабрично-заводских и местных
комитетах профсоюзов организуются комиссии охраны
труда.
П. Организация комиссии охраны труда
2. Комиссии охраны труда организуются при всех фаб-
завместкомах поедприятий, учреждений, в которых рабо-
ГЛ. XIII!
ОРГАНИЗАЦИЯ ОХРАНЫ ТРУДА В СССР
787
тает не менее 50 чел., а в крупных цехах и при цеховых
комитетах в составе от 7 до 21 чел. в зависимости от ко-
личества работающих на предприятии, в учреждении, цехе.
3. Комиссия охраны труда подбирается фабзавместко-
мом из числа общественных инспекторов по охране труда,
стахановцев, ударников, инженерно-технических работни-
ков и утверждается пленумом фабзавместкома (в цехах —
цеховым комитетом) в составе председателя комиссии —
члена фабзавместкома (цехового комитета) и членов ко-
миссии. Председатель комиссии охраны труда при фабзав-
месткоме является одновременно старшим общественным
инспектором по охране труда предприятия или учрежде-
ния, а председатели цеховых комиссий — общественными
инспекторами по охране труда своих цехов.
III. Обязанности комиссии охраны труда
4. Комиссия охраны труда:
а) участвует в разработке планов и отдельных меро-
приятий по технике безопасности и охране труда на пред-
приятиях (учреждениях) и проверяет использование де-
нежных средств, отпущенных на эти цели;
б) контролирует соблюдение хозяйственниками зако-
нодательства о труде (о рабочем времени, выходных днях,
об отпусках, о своевременном переводе беременных жен-
щин на более лёгкие работы, об охране труда подростков
и т. д.);
' в) ведёт борьбу за бесперебойную работу вентиляци-
онных установок, за исправность ограждений, освещения,
водопровода, за чистоту в предприятии и на рабочем
месте, добивается улучшения санитарного состояния ду-
шевых, уборных и других помещений цеха, установки
бачков с кипячёной, а в горячих цехах — газированной
водой;
г) добивается своевременного снабжения рабочих до-
брокачественными спецодеждой, спецобувью, очками, рес-
пираторами, противогазами и следит за обязательным
пользованием ими и бережным отношением к ним рабо-
чих, а также осуществляет контроль над выдачей рабочим
спецмолока, спецмыла, полотенец;
д) изучает причины производственных травм и про-
фессиональных заболеваний и принимает меры к их пре-
дупреждению;
е) контролирует организацию инструктажа и обучения
рабочих безопасным приёмам труда.
IV. Порядок работы комиссии охраны труда
5. Комиссия охраны труда проводит свою работу че-
рез общественных инспекторов по охране труда и акти-
вистов — членов профсоюза, поручая им выполнение пла-
новых и специальных заданий и организуя для этого в
необходимых случаях бригады.
6. Заседания комиссии охраны труда происходят не
реже двух раз в месяц. Решения комиссии передаются
для выполнения администрации.
7. Комиссия охраны труда периодически отчитывается в
своей работе перед фабзавместкомом.
8. Инспекторы труда профсоюзов обязаны оказывать
комиссии охраны труда помощь во всех её мероприятиях.
Охрана труда женщин и подростков
В СССР исключительное внимание уде-
ляется охране труда женщин и подростков.
Статья 122 Сталинской конституции устана-
вливает: „Женщине в СССР предоставляются
равные права с мужчиной во всех областях
хозяйственной, государственной, культурной
и общественно-политической жизни. Возмож-
ность осуществления этих прав женщин обес-
печивается предоставлением женщине равного
с мужчиной права на труд, оплату труда, от-
дых, социальное страхование и образование,
государственной охраной интересов матери и
ребёнка, предоставлением женщине при бе-
ременности отпусков с сохранением содержа-
ния, широкой сетью родильных домов, детских
ясель и садов".
К особо вредным и тяжёлым работам (по
особому списку) женщины не допускаются.
В частности, запрещается работа женщин
по подъёму тяжестей весом более 20 кг.
Особое внимание уделяется у нас труду
подростков. Подростки до 14 лет не допу-
скаются к работе. В школах ФЗО и ремеслен-
ных училищах подростки обучаются безопас-
ным методам труда. При работе в школах
ФЗО и на предприятиях подростки пользуются
рядом льгот, установленных законом. Так,
подростки работают с сокращённым рабочим
днём, запрещается применение труда подро-
стков на вредных, тяжёлых и опасных рабо-
тах (по особому списку). Не допускается при-
влечение подростков к сверхурочным, ноч-
ным и погрузо-разгрузочным работам. Под-
ростки обеспечиваются путёвками в дома
отдыха и санатории преимущественно в лет-
нее время.
Центральные, областные и фабрично-за-
водские комитеты профсоюзов на всех пред-
приятиях строго следят за выполнением зако-
нодательства по охране труда подростков.
Сокращённый рабочий день
и дополнительные отпуска по вредности
производства
Для профессий с вредными условиями
труда установлен сокращённый рабочий день,
и рабочим предоставляется дополнительный
отпуск. Так, шестичасовой рабочий день
установлен для следующих профессий: для
рабочих, работающих с ртутью, свинцом, эти-
лированным бензином, пескоструйщиков при
работе в закрытых помещениях, рабочих за-
нятых на работах по окраске пульверизацией
в закрытых камерах или внутри машин, с
применением красок, содержащих бензол, то-
луол, метиловый спирт и др. Для персонала,
обслуживающего рентгеновские установки,
установлен пятичасовой рабочий день. Список
профессий, для которых установлен сокращён-
ный рабочий день, утверждён постановлением
СНК СССР от 1 июля 1940 г.
Для профессий с вредными условиями труда,
например, для пескоструйщиков, маляров, ли-
тейщиков, термистов, кузнецов, работников,
имеющих дело с ядами, и др., устанавливается
сверх основного ежегодного отпуска допол-
нительный отпуск длительностью от 6 до
12 дней. Список профессий, для которых
установлен дополнительный отпуск, утверждён
постановлением СНК СССР от 12 июля 1941 г.
Когда вредность условий труда умень-
шается или устраняется, например, при ме-
ханизации или герметизации производствен
ных процессов, руководителям хозяйственных
организаций по согласованию с ВЦСПС пре-
доставлено право устанавливать полный рабо-
чий день, сокращать или совсем не предоста-
влять дополнительный отпуск.
Профилактика профессиональных
отравлений
На промышленных предприятиях СССР в
целях создания здоровых и безопасных уело
вий труда в цехах, где происходит загрязне-
ние воздуха, специальные лаборатории охраны
труда профсоюзов или местных органов здра-
воохранения, а также самих предприятий,
проводят исследования воздушной среды для
выявления концентраций содержащихся в воз-
духе ядовитых и других вредных веществ.
Основным критерием при таких исследова-
ниях являются предельно допустимые кон-
центрации вредных веществ в воздухе, уста-
788
ОХРАНА ТРУДА И ПРОТИВОПОЖАРНАЯ ТЕХНИКА
[РАЗД. V
новленые ГОСТ 1324-47. За предельно до-
пустимую принимается концентрация, которая
даже при длительном и непрерывном воздей-
ствии G—8 час.) не может оказать неблаго-
приятного влияния на здоровье работающих.
Спецодежда, спецобувь, индивидуальные
защитные средства и мыло
При работах, связанных с сильным загряз-
нением, в горячих цехах, а также в сырости
или при низких температурах рабочие обес-
печиваются защитной одеждой, обувью, а
также индивидуальными средствами защиты:
очками, респираторами, масками, шлемами,
щитками, противогазами, рукавицами, фарту-
ками, электроизолирующими галошами, бо-
тами и пр. Нормы выдачи защитной одежды
устанавливаются соответствующими мини-
стерствами по согласованию с ВЦСПС, а в ряде
случаев утверждаются Советом Министров
СССР. На предприятиях организуются мастер-
ские для починки защитной одежды и обуви,
а также проводится сушка, стирка и дезин-
фекция одежды. В отдельных случаях, по
соображениям общественной гигиены, работ-
никам выдаётся санитарная одежда по нор-
мам, установленным Госсанинспекцией Мини-
стерства здравоохранения СССР (например,
для работников общественного питания, пер-
сонала здравпунктов и пр.).
В соответствии с статьей 143 КЗОТ рабо-
чим ряда профессий с грязными условиями
труда, например, смазчикам, малярам, фор-
мовщикам и др., выдаётся за счёт предприятия
мыло по 400 г в месяц на человека. Кроме
того, действующим законодательством преду-
смотрено обязательное снабжение мылом
умывальников для мытья рук во время и
после работы.
СОЦИАЛЬНОЕ СТРАХОВАНИЕ
После Великой Октябрьской социалисти-
ческой революции в нашей стране все тру-
дящиеся имеют право на социальное обеспе-
чение, причём каждый трудящийся застрахо-
вывается тем предприятием или учреждением,
где он работает.
Социальное страхование состоит в том,
что на средства, вносимые в органы социального
страхования предприятием или учреждением
за каждого работающего в этом предприятии
или в учреждении, трудящиеся получают
материальное обеспечение при временной или
постоянной утрате трудоспособности от забо-
левания или несчастного случая. Управление
делом социального страхования в СССР воз-
ложено на профессиональные союзы. На
предприятиях и в учреждениях всю работу
по социальному страхованию осуществляют
заводские и местные комитеты профсоюзов.
Советы социального страхования,
цеховые комиссии и страховые врачи
На предприятиях и в учреждениях с чис-
лом работающих свыше 100 чел. при завод-
ских (местных) комитетах создаются советы
социального страхования. Советы изби-
раются в составе от 5 до 35 чел. (в зависи-
мости от числа застрахованных на предприя-
тии) на общих собраниях страхового актива:
страховых делегатов, страховых врачей, вра-
чей лечебных учреждений и членов цеховых
комиссий по социальному страхованию.
В крупных цехах, где имеются цеховые
комитеты, организуются комиссии по социаль-
ному страхованию в составе 3—9 чел. из числа
членов цехового комитета и страховых деле-
гатов.
Страховые делегаты избираются по одному
человеку от каждой профгруппы на срок
полномочий цехового комитета.
Председателем совета социального стра-
хования при фабрично-заводском или местном
комитете должен быть председатель послед-
него, а председателем цеховой комиссии по
социальному страхованию — председатель це-
хового комитета.
Совет социального страхования руково-
дит работой цеховых комиссий. Всю свою прак-
тическую работу совет социального страхо-
вания проводит через следующие группы,
организованные из членов совета, членов це-
ховых комиссий и страховых делегатов:
1) группа борьбы с травматизмом; 2) группа
контроля над работой лечебных учреждений;
3) группа товарищеского контроля и помощи
на дому; 4) группа оздоровительных меро-
приятий (санатории, дома отдыха, туризм, ле-
чебное питание); 5) пенсионная группа;
6) группа обслуживания детей (детские сады,
ясли, пионерские лагери и пр.); 7) финан-
совая группа.
Руководство работой каждой группы воз-
лагается на выделенного члена совета. Кон-
троль над проведением всех необходимых
мероприятий по охране здоровья трудящихся,
по профилактике и снижению заболеваемости
осуществляется Советом социального страхо-
вания.
Для осуществления профсоюзами контроля
над работой органов здравоохранения по ме-
дицинскому обслуживанию рабочих и служа-
щих предприятий и для проведения меро-
приятий по борьбе с заболеваемостью при
профсоюзных органах имеются врачи, называе-
мые страховыми. Страховые врачи централь-
ных, краевых и областных комитетов проф-
союзов работают под руководством прези-
диумов соответствующих комитетов, а стра-
ховые врачи фабрично-заводских комитетов —
под руководством последних. Страховые врачи
свою работу проводят вместе с советами со-
циального страхования, цеховыми комиссиями
по социальному страхованию, со страховыми
делегатами и комиссиями труда при фабрично-
заводских и местных комитетах, а все меро-
приятия, касающиеся работы лечебно-профи-
лактических учреждений, согласовывают
с органами здравоохранения.
ОРГАНИЗАЦИЯ ОХРАНЫ ТРУДА
НА ЗАВОДАХ
Руководство постановкой дела техники без-
опасности и промсанитарии, а также ответ-
ственность за надлежащее их состояние,
снижение травматизма и профзаболеваний
возлагаются на главного инженера завода,
а по отдельным производственным звеньям —
на их руководителей.
Для разработки специальных вопросов и
систематической работы в данной области
гл. хин
ОРГАНИЗАЦИЯ ОХРАНЫ ТРУДА НА ЗАВОДАХ
789
при главном инженере завода, в его непо-
средственном подчинении, организуется бюро
техники безопасности. Основные функции
этого органа — систематическое наблюдение
за выполнением цехами и отделами пред-
приятия законодательных норм, правил
и мероприятий по охране труда; рас-
следование на месте случаев производствен-
ного тр'авматизма и профотравлений, выявле-
ние их причин; организация и проведение
полного учёта случаев производственного
травматизма, профотравлений и профзаболе-
ваний, анализ и изучение причин этих слу-
чаев; составление отчетов (по установленным
формам) по травматизму и расходованию
ассигнований на оздоровление производствен-
ных условий труда; участие в разработке и
согласование с инспекцией труда планов
оздоровительных мероприятий; надзор за их
финансированием и качественным выполне-
нием в установленные сроки; изучение эффек-
тивности отдельных мероприятий; наблюдение
в ходе нового строительства или реконструк-
ции за проведением всех технических норм
и требований по охране труда, а также обя-
зательное участие в работе комиссии по
приёмке объектов строительства. Кроме того,
бюро техники безопасности осуществляет
контроль над эксплоатацией вентиляционного
хозяйства, даёт заключения и консультации
по всем вопросам охраны труда, включая и
инструкции по охране труда, которые раз-
рабатываются техническим персоналом за-
вода, организует инструктаж и обучение ра-
бочих и ИТР безопасным методам труда.
Ответственность администрации предприя-
тия за безопасность труда предусмотрена
ст. 139 КЗОТ: „Все предприятия и учрежде-
ния должны принимать необходимые меры
к устранению или уменьшению вредных усло-
вий работы, предупреждению несчастных
случаев и к содержанию мест работы в над-
лежащем санитарно-гигиеническом состоянии,
согласно общим и специальным • обязатель-
ным постановлениям по отдельным производ-
ствам, издаваемым Народным комиссариатом
труда".
Административно-технический персонал
заводов обязан создать на производстве здо-
ровую и безопасную обстановку и в част-
ности строго выполнять установленные пра-
вила и инструкции по технике безопасности
и промсанитарии.
Администрация должна обеспечить: а) без-
опасное и санитарное состояние оборудования
и инструмента, рабочих и вспомогательных
помещений и отдельных рабочих мест;
б) инструктаж по технике безопасности ра-
ботников при приёме их на работу, при пере- <
воде с одной работы на другую, в первую
очередь рабочих, выполняющих сложные,
ответственные или опасные работы; в) обес-
печение ограждениями всех движущихся от-
крытых частей механизмов, машин, станков
и пр.; г) организацию безопасного хранения,
транспортирования, применения и обезвре-
живания ядовитых веществ; д) обеспечение
работающих спецодеждой, спецобувью, защит-
ными приспособлениями, нейтрализирующими
веществами и т. п.; е) составление инструкций
по технике безопасности для всех видов
работ и обеспечение надзора за выполнением
этих инструкций; ж) расследование случаев
промышленного травматизма и профессио-
нальных отравлений.
Администрация предприятий и учреждений
не имеет права принимать от рабочих и слу-
жащих подписки об освобождении админи-
страции от ответственности за несчастные
случаи или о возложении этой ответственности
на самих рабочих и служащих (Разъяснение
НКТ СССР от 1 марта 1927 г.).
Ответственность за безопасное состояние
и эксплоатацию ж.-д. путей и подвижного
состава, а также за безопасное проведение
погрузо-разгрузочных работ на ж.-д. транс-
порте возлагается на начальника ж.-д. цеха
или на лиц, в чьём ведении находятся пути
и подвижной состав. Ответственность за
организацию безопасного движения автомо-
бильного и электрокарного транспорта на
территории двора предприятия возлагается
обычно на начальника транспортного цеха или
на заместителя директора завода по общим
вопросам.
За исправное состояние и своевременное
освидетельствование котлов и всех аппара-
тов и устройств, работающих под давлением,
ацетиленовых, кислородных и других устано-
вок со сжатым газом, грузоподъемных меха-
низмов, электросети и прочих установок,
находящихся в их ведении, несут ответствен-
ность главный механик и главный энергетик
завода в целом по заводу, цеховые механики
и энергетики — в пределах соответствующих
цехов.
Ответственность за состояние вентиля-
ционного хозяйства большей частью возла-
гается на главного энергетика предприятия,
а за правильное использование действующего
вентиляционного хозяйства отвечают началь-
ники цехов и руководители участков.
При проектировании новых сооружений и
установок, а также при переоборудовании
существующих производственных и вспомо-
гательных помещений проектирующая орга-
низация отвечает за соблюдение всех дей-
ствующих норм и ГОСТ в части мероприятий
по технике безопасности и промышленной
санитарии.
Лица, которые своими распоряжениями
или действиями нарушили существующие
правила или нормы по охране труда, либо
своевременно не приняли соответствующих
мер для предотвращения несчастного случая,
подлежат привлечению к судебной ответствен-
ности. На нарушителей законодательства по
охране труда технические инспекторы цен-
тральных комитетов профсоюзов имеют право
налагать денежные штрафы.
---¦ Обучение и инструктаж рабочих. Для
предупреждения несчастных случаев на про-
изводстве необходимо систематически обу-
чать рабочих безопасным методам труда.
Организация обучения является обязанно-
стью администрации предприятия.
Главная задача обучения и инструктажа
состоит в том, чтобы рабочие получили не-
обходимые знания по технике безопасности
и методам безопасной работы до того, как
они приступили к работе.
Анализ производственного травматизма
показывает, что несчастные случаи происхо-
дят преимущественно с вновь пришедшими
790
ОХРАНА ТРУДА И ПРОТИВОПОЖАРНАЯ ТЕХНИКА
[РАЗД. V
яа производство рабочими, поэтому на их
инструктаж должно быть обращено особое
внимание.
Инструктаж рабочих по технике безопас-
ности подразделяется на следующие виды:
а) вводный или предварительный инструктаж,
б) инструктаж на рабочем месте, в) повсе-
дневное техническое наблюдение (надзор)
за приёмами работы, сочетаемое с текущим
инструктажем, г) инструктаж рабочих при
переводе с одной работы на другую и д) по-
вторный инструктаж, проводимый периодиче-
ски. По существующим правилам техники
безопасности ни один рабочий не может быть
допущен к какой бы то ни было работе
прежде, чем он не пройдет соответствующую
подготовку. Для более рационального прове-
дения инструктажа на предприятиях органи-
зуются кабинеты по технике безопасности.
Большое значение имеет наглядная пропа-
ганда техники безопасности и промсанитарии:
плакаты, предупредительные знаки, инструк-
ции, проведение бесед и отдельных консуль-
таций по охране труда. В целях пропаганды
техники безопасности широко используются
периодическая печать, радио на предприятиях,
кинофильмы. Технические инспекторы ЦК
профсоюза проверяют качество инструктажа
и требуют отстранения от работы рабочих и
инженерно-технических работников, не знаю-
щих правил безопасного ведения работ. Ин-
структирование рабочих проводится техниче-
ским персоналом и осуществляется кратким
объяснением существа вопроса и показы-
ванием приёмов работ. После проведения ин-
структажа и обучения рабочих и ИТР прово-
дится проверка знаний правил безопасных
приёмов работы и пр. Методы проверки —
устные вопросы и ответы и показ приёмов
работы на станках, аппаратуре, приборах.
Проведение инструктажа отмечается в
книге или в карточках, которые должны нахо-
диться в каждом цехе и храниться в личном
деле трудящихся.
Кроме устного инструктирования и обу-
чения безопасным методам труда, проводи-
мого на рабочих местах или в специальных
кабинетах, рабочим выдаются письменные ин-
струкции по технике безопасности и промыш-
ленной санитарии. Такие инструкции вывеши-
ваются также на рабочих местах на видном
месте. Проверка знания рабочим правил, изло-
женных в выданной ему инструкции, осуще-
ствляется периодически на рабочем месте.
Рабочие, обслуживающие сложные агрегаты
и машины, обязаны пройти техминимум, в
который включается и техника безопасности.
Без сдачи техминимума рабочие к обслужи-
ванию сложных агрегатов и машин не допу-
скаются.
Особо стоит вопрос об обучении инже-
нерно-технического персонала правилам без-
опасности и промышленной санитарии. Это
обучение проводится в техникумах и втузах,
в учебную программу которых включены обя-
зательные курсы по технике безопасности
и противопожарной технике.
В ряде высших технических учебных за-
ведений имеются специальные кафедры по этим
курсам.
Инженерно-технические работники не до-
пускаются к руководству работами без уста-
новления проверкой основательного знания
ими правил техники безопасности и промыш-
ленной санитарии.
Лечебно-профилактические учреждения
В зависимости от размеров промышленных
предприятий в соответствии с ГОСТ 1324-47
лечебно-профилактическая работа прово-
дится следующими лечебно-профилактиче-
скими учреждениями:
Наименование лечебного Число работающих
учреждения на предприятии
Здравпункт общей пло-
щадью 50—60 м'1 • • 4°° —1О0°
То же 100—200 м2 юоо-5000
Амбулатория 5ОО°— юооо
Поликлиника свыше го ооо
В расположенных отдалённо от завод-
ского здравпункта крупных цехах с числом
работающих от 400 до 1000 человек в смену
могут предусматриваться, по согласованию
с органами здравоохранения, цеховые здрав-
пункты. На производствах, особо опасных
в отношении травматизма и профессиональ-
ных заболеваний, общезаводские здравпункты
могут устраиваться при числе работающих
менее 400 человек.
ГОСУДАРСТВЕННЫЙ НАДЗОР
ЗА БЕЗОПАСНОСТЬЮ РАБОТ
Технические инспекторы центральных
комитетов профсоюзов
В СССР инспекции труда организованы
по отраслевому признаку при центральных,
комитетах профсоюзов и их местных орга-
нах *. Общее .руководство инспекциями труда
возложено на ВЦСПС.
Технические инспекторы ЦК профсоюзов
прикреплены к одному предприятию или к
группе предприятий в зависимости от их раз-
меров.
Технический инспектор осуществляет над-
зор за безопасностью работы на предприя-
тиях, транспорте, строительстве, в хозяйствах
и учреждениях, обслуживаемых соответствую-
щим профессиональным союзом.
Статья 149 КЗОТ предоставляет право тех-
нической инспекции ЦК профсоюзов прини-
мать экстренные меры к устранению условий,
непосредственно угрожающих жизни и здо-
ровью рабочих, хотя бы принятие указанных
мер и не было предусмотрено специальными
законами, инструкциями или постановлениями
и распоряжениями.
Положение о техническом инспекторе
Центрального комитета профсоюза
(Утверждено Президиумом ВЦСПС 21 января 1944 г.)
I. Общие положения
1. Технический инспектор Центрального комитета
профсоюза осуществляет надзор за безопасностью ра-
боты в предприятиях, на транспорте и на строительствах,
в хозяйствах и в учреждениях, обслуживаемых соответ-
ствующим профессиональным союзом.
2. Технический инспектор руководствуется в своей
работе действующим законодательством о труде, а также
постановлениями Всесоюзного Центрального Совета Про-
* Постановление СНК СССР и ВЦСПС от 10 сентя-
бря 1933 г.
ГЛ. XIII]
ГОСУДАРСТВЕННЫЙ НАДЗОР ЗА БЕЗОПАСНОСТЬЮ РАБОТ
791
фессиональных Союзов и Центрального комитета проф-
союза.
3. Технический инспектор утверждается пленумом Цен-
трального комитета профсоюза.
Техническим инспектором может быть лицо с высшим
или средним техническим образованием, хорошо знающее
данную отрасль промышленности.
4. Технический инспектор работает под руководством
Центрального комитета профсоюза, а при наличии рес-
публиканских, краевых или областных комитетов проф-
союза — по особому постановлению ЦК профсоюза под
их руководством.
5. Технический инспектор к своей работе обязан при-
влекать фабрично-заводские и местные комитеты, ко-
миссии охраны труда и общественных инспекторов по
охране труда.
II. Обязанности технического инспектора
Центрального комитета профсоюза
6. Технический инспектор Центрального комитета
профсоюза обязан:
а) регулярно посещать обслуживаемые им предприятия
и учреждения и контролировать, как выполняются общие
и специальные обязательные постановления, правила и
нормы по технике безопасности и промышленно-санитар-
ной технике; '
б) принимать меры к устранению обнаруженных нару-
шений и недостатков в области техники безопасности
и промышленно-санитарной техники и обеспечивать про-
ведение профилактических мероприятий по улучшению
условий труда и предупреждению несчастных случаев,
профессиональных отравлений и заболеваний.
7. Осуществляя надзор за безопасностью работы,
технический инспектор Центрального комитета проф-
союза проверяет:
а) проведение администрацией предприятия и учре-
ждения инструктажа рабочих безопасным приёмам рабо-
ты, а также обеспечение их правилами и инструкциями
по технике безопасности;
б) наличие и исправность ограждений у двигателей,
трансмиссий, машин, станков, аппаратов и т. п,;
в) организацию воздухообмена в помещениях, устрой-
ство надлежащей как обшей, так и местной вентиляции
и правильность её эксплоатации;
г) достаточность и рациональность естественного и
искусственного освещения рабочих мест, цехов, прохо-
дов, проездов и территории двора;
д) обеспечение рабочих соответствующей спецоде-
ждой, спецобувью и индивидуальными защитными при-
способлениями (защитные очки, респираторы, шлемы,
щитки и т. д.);
е) правильность расстановки машин, станков и дру-
гого оборудования, исправность оборудования и инстру-
мента, чистоту рабочих мест, проездов, проходов и тер-
ритории предприятий;
ж) выполнение правил безопасности при устройстве
и эксплоатации электрических установок и соору-
жений;
з) соблюдение правил безопасности при ведении газо-
и электросварочных работ и при эксплоатации компрес-
соров, ацетиленовых и кислородных установок и аппара-
тов;
и) правильность и безопасность хранения и примене-
ния в производстве ядовитых, огнеопасных и взрывчатых
веществ;
к) наличие в цехах плакатов и предупредительных
надписей по технике безопасности;
л) состояние производственных и вспомогательных
зданий и сооружений, перекрытий и световых фонарей,
правильность расположения и устройства входов, выхо-
дов, лестниц, переходов и пр.;
м) соответствие объёма производственных помещений
их оборудованию и числу занятых в них рабочих и слу-
жащих;
н) проведение механизации трудоёмких, тяжёлых,
опасных и вредных работ;
о) обеспечение безопасных способов ведения техно-
логических процессов;
п) соблюдение правил техники безопасности на всех
видах транспорта и на погрузо-разгрузочных ра-
ботах;
р) своевременность заключения и выполнения согла-
шений между дирекцией предприятий и фабзавместко-
мами о проведении мероприятий по оздоровлению усло-
вий труда, а также правильное и полное использование
средств, отпускаемых на эти цели.
8. Технический инспектор осуществляет контроль над
соблюдением „Положения о регистрации и учёте несча-
стных случаев, связанных с производством", утверждён-
ного Всесоюзным Центральным Советом Профессиональ-
ных Союзов.
III. Права технического инспектора
Центрального комитета профсоюза
9. Технический инспектор имеет право:
а) беспрепятственного прохода на территорию обслу-
живаемых им предприятий, учреждений, хозяйств, строи-
тельств и осмотра всех их частей, рабочих мест, складов,
подсобных помещений и пр. во всякое время дня и ночи
по предъявлении удостоверения инспектора труда, вы-
данного Центральным комитетом профсоюза на основании
„Правил выдачи и пользования удостоверением инспек-
тора труда", утверждённых СНК СССР 27 ноября 1937 г.;
б) требовать от администрации предъявления доку-
ментов, справок, материалов и объяснений по вопросам
охраны труда;
в) давать обязательные для администрации предприя-
тий, строительств, хозяйств, учреждений и отдельных
должностных лиц предписания об устранении нарушений
правил и норм по технике безопасности и промышленно-
санитарной технике в установленные сроки и следить за
выполнением своих предписаний;
г) вести непосредственное расследование случаев на-
рушения правил техники безопасности и промышленно-
санитарной техники и участвовать в комиссиях по рассле-
дованию причин аварий на предприятиях;
д) привлекать к ответственности лиц, виновных в на
рушении правил техники безопасности и промышленно-
санитарной техники и в невыполнении в срок предписаний
технического инспектора;
е) передавать следственным органам материал рассле-
дования для привлечения виновных лиц к судебной
ответственности;
ж) подвергать лиц, виновных в нарушении трудового
законодательства, правил техники безопасности и про-
мышленно-санитарной техники, денежному штрафу в со-
ответствии с действующим законодательством;
з) приостанавливать (через директора предприятия или
начальника строительства) работы на отделььых произ-
водственных, строительных и ремонтных участках в случае
непосредственной угрозы жизни и здоровью работающих;
и) не допускать на ответственные и опасные работы
рабочих, не знающих правил и инструкций по технике
безопасности;
к) следить за тем, чтобы в каждом предприятии
(строительстве) назначались компетентные работники по
технике безопасности;
л) участвовать в комиссиях по приёмке вновь выстроен-
ных или переоборудованных предприятий или их частей.
10. Жалобы на неправильные действия технического
инспектора Центрального комитета профсоюза (неправиль-
ность предписаний, наложенных штрафов и т. д.) рас-
сматриваются республиканскими, краевыми, областными
и центральными комитетами профсоюзов, под руковод-
ством которых они работают.
11. Технический инспектор несёт ответственность перед
Центральным комитетом профсоюза за выполнение обя-
занностей и осуществление прав, предусмотренных на-
стоящим Положением.
Специальные инспекции. К числу спе-
циальных инспекций относятся: Государствен-
ная инспекция котельного надзора, Газовая
техническая инспекция, Государственная са-
нитарная инспекция.
Государственная инспекция
Котлонадзора. Надзор за сосудами под
давлением, баллонами, паровыми котлами
давлением свыше 0,7 ати и подъемными
сооружениями грузоподъемностью свыше
1 т, а также меньшей грузоподъемности —
при подъеме людей, осуществляется инспек-
циями Государственного котельного над-
зора.
На Главную инспекцию котлонадзора, со-
стоящую в ведении Министерства электро-
станций СССР, возложены, помимо прочих
задач, также разработка и утверждение пра-
вил и инструкций по вопросам, входящим в
компетенцию инспекции.
Государственнаягазовая техни-
ческая инспекция находится в веде-
нии Министерства нефтяной промышлен-
ности СССР. Осуществляет надзор и кон-
троль за правильным ведением работ на
предприятиях Главгазтоппрома, а также за
рациональным и безопасным использованием
792
ОХРАНА ТРУДА И ПРОТИВОПОЖАРНАЯ ТЕХНИКА
[РАЗД. V
газа всеми потребителями, получающими
газ от предприятий системы Главгазтоп-
прома.
Государственный санитарный
надзор и медико-санитарное об-
служивание. Контроль за выполнением по-
становлений и правил в области санитарно-
гигиенических мероприятий и общественного
питания осуществляет Всесоюзная государ-
ственная санитарная инспекция, находящаяся
в ведении Министерства здравоохранения
СССР. На местах контроль ведётся через
республиканские, областные и районные са-
нитарные инспекции.
Органы здравоохранения проводят на
предприятиях предупредительный и текущий
контроль за санитарным состоянием столо-
вых, общежитии,, разрабатывают конкретные
мероприятия по снижению заболеваемости,
организуют и проводят йсе необходимые
противоэпидемические меры и пр. Эта
работа осуществляется промышленно-сани-
тарными инспекторами, а также медицинским
персоналом здравпунктов, амбулаторий, по-
ликлиник.
Санитарные инспекторы органов здраво-
охранения посещают предприятия и осуще-
ствляют мероприятия по борьбе с заболева-
ниями. Они имеют право предъявлять адми-
нистрации предприятия требования об устра-
нении обнаруженных недостатков и за не-
выполнение их привлекать к административ-
ной ответственности с взысканием штрафа
в размере до 3000 руб., налагаемого на
предприятие, и до 500 руб. — на отдельных
лиц.
Лица, работающие с веществами, могу-
щими оказать вредное действие на здоровье,
подвергаются периодическим медицинским
осмотрам. Министерством здравоохранения по
согласованию с ВЦСПС установлены сроки
таких осмотров в зависимости от вида произ-
водств и профессии. Например, рабочие, за-
нятые смешением этиловой жидкости с жидким
горючим, работающие на пескоструйных ап-
паратах, обслуживающие рентгеновские уста-
новки и др., подвергаются периодическим
осмотрам ежемесячно. Рабочие, занятые ме-
таллйзацией свинцом, применяющие бензол
как растворитель, работающие с ртутью, под-
вергаются периодическим осмотрам один раз
в 3 мес.
Правила, нормы и инструкции. Преду-
преждение несчастных случаев на произ-
водстве в значительной мере зависит от вы-
полнения установленных правил и норм по
технике безопасности и промышленной сани-
тарии. Поэтому важно, чтобы все отрасли
машиностроительного производства были
обеспечены такими правилами, а отдельные
виды работ и профессий — специальными ин-
струкциями.
Каждый несчастный случай происходит в
результате технических или организационных
недостатков, например, отсутствия достаточ-
ного инструктажа рабочих, незнания ими пра-
вил по технике безопасности, отсутствия огра-
ждений движущихся частей оборудования,
отсутствия технического надзора за работаю-
щими и пр.
Правила и нормы по технике безопасности
и производственной санитарии устанавли-
ваются Центральным комитетом соответ-
ствующего профессионального союза по со-
гласованию с заинтересованными ведом-
ствами *. Общесоюзные правила для ряда
отраслей промышленности издаются в виде
ГОСТ. Так, по промышленной санитарии и
технике безопасности изданы: ГОСТ 1324-47
(Санитарные нормы и правила проектиро-
вания); ГОСТ 3291-46 (Нормы естественного
освещения); ГОСТ 3825-47 (Нормы искус-
стьенного освещения лампами накаливания),
ГОСТ 3881-47 (Абразивный инструмент.
Правила и нормы безопасности) и др.
Кроме того, изданы отраслевые и союзные
правила по ряду отраслей промышленности.
Действуют также некоторые правила НКТ
Регистрация и учёт несчастных случаев,
профессиональных отравлений
и заболеваний
Регистрация и учёт несчастных случаев на
предприятиях производятся по положению,
утверждённому президиумом ВЦСПС 8 сен-
тября 1939 г.; регистрация и учёт профессио-
нальных отравлений и заболеваний осуще-
ствляются по положению, утверждённому
Наркомздравом СССР 16 февраля 1939 г.
(этими положениями следует руководство-
ваться впредь до их пересмотра в установлен-
ном порядке).
Регистрации согласно упомянутому Поло-
жению подлежат все несчастные случаи, кото-
рые произошли с рабочими и служащими в
связи с их работой на производстве и вызвали
утрату трудоспособности не менее чем на один
рабочий день.
Учёту подлежат те из указанных несчаст-
ных случаев, которые вызвали утрату трудо-
способности, продолжавшуюся свыше трёх
рабочих дней.
Ответственность за полную и своевремен-
ную регистрацию и учёт несчастных случаев
несут: мастер, начальник цеха и главный ин-
женер предприятия.
Контроль за полной и своевременной ре-
гистрацией и учётом несчастных случаев воз-
лагается на фабрично-заводские комитеты и
на инспекторов по охране труда.
В целях профилактики профессиональных
отравлений и заболеваний осуществляется их
учёт путём составления: а) срочных извеще-
ний о случаях профессиональных отравлений
и заболеваний, посылаемых в Госсанинсиек-
цию; б) регистрационных карт, при помощи
которых возможно изучение колебаний про-
фессиональных отравлений, заболеваний и их
причин и разработка мероприятий по борьбе
с ними.
Устранение в производстве несчастных слу-
чаев и профессиональных заболеваний требует
изучения факторов, вызывающих их и спо-
собствующих им. В этом отношении большое
значение имеет расследование причин несчаст-
ных случаев и проведение полного и правиль-
ного учёта несчастных случаев отравлений
* Из постановления СНК СССР
10 сентября 1933 г.
ВЦСПС от
ГЛ. XIII]
ПРОТИВОПОЖАРНЫЕ МЕРОПРИЯТИЯ
793
и профессиональных заболеваний. Это позво-
ляет сосредоточить средства и внимание на
участках работы, сколько-нибудь неблаго-
приятных в отношении несчастных случаев,
для немедленной и полной их ликвидации.
При этом главнейшей и центральной за-
дачей всех руководителей производства, всех
профессиональных организаций на социали-
стических предприятиях является создание
таких безопасных и здоровых условий труда,
при которых самая возможность несчаст-
ных случаев, профессиональных заболеваний
и отравлений была бы предупреждена и пол-
ностью исключена.
ЛИТЕРАТУРА И ИСТОЧНИКИ
1. Попов П. А., Охрана труда — задача профессио-
нальных союзов, Профиздат, 1939.
2. Ланда Г. и Лозинский Б., Борьба с заболе-
ваемостью и травматизмом на предприятиях, Профиз-
дат, 1949.
3. П о п о в П. К., Охрана труда в Советском Союзе,
Профиздат, 1946.
4. Охрана труда и техника безопасности. Сборник важней-
ших правил и постановлений. Часть I, Профиздат, 1945,
часть II, Профиздат, 1945.
5. Кодекс законов о труде, 9-е изд., Москва 1936.
Ь. Законодательство о труде, Комментарии, 1947.
7. Гайсенок М., Охрана труда в СССР за тридцать
лет советской власти, „Профессиональные союзы"
№ 11, 1947.
8. Труд и капитал в США. Сборник фактов (перевод
с английского), изд. иностр. литературы, 1949.
ПРОТИВОПОЖАРНАЯ ТЕХНИКА НА МАШИНОСТРОИТЕЛЬНОМ ЗАВОДЕ
ХАРАКТЕРИСТИКА
ПРОИЗВОДСТВЕННЫХ ПРЕДПРИЯТИЙ
В ПОЖАРНОМ ОТНОШЕНИИ
Противопожарная охрана социалистиче-
ской собственности имеет большое государ-
ственное значение и должна являться пред-
метом особой заботы и постоянного внимания
всего заводского коллектива и в первую
очередь руководящего состава. Необходимо
помнить, что каждый пожар на советском
предприятии, независимо от величины при-
чинённого ущерба, ведёт к ослаблению
хозяйственной и оборонной мощи нашей
Родины.
Особое значение для борьбы с пожарами
в СССР имеют профилактические мероприя-
тия, позволяющие предотвратить возмож-
ность возникновения огня. Развитие проти-
вопожарной профилактики, равно как и ре-
прессивных средств (борьба с уже возникшим
пожаром), приобрело большой размах именно
в СССР в результате целого комплекса орга-
низационных и технических мероприятий,
направленных к охране социалистической
собственности.
После Великой Октябрьской революции
противопожарная охрана населенных пунк-
тов и промышленных предприятий была ко-
ренным образом реорганизована; созданы ква-
лифицированные кадры работников в этой
области; противопожарная служба оснащена
механизмами, машинами, сигнализацией
и т. д.
Машиностроительный завод представляет
собой комплекс отдельных производств раз-
личных степеней пожарной опасности. Для
каждого цеха или участка завода степень по-
жарной опасности предопределяется: видом
сырья, способами подачи этого сырья и вклю-
чения его в производство, особенностью прове-
дения технологического процесса (температура,
при которой процесс ведётся, используемое
оборудование и аппаратура), а также рядом
других факторов.
Подразделение производств на категории
по признаку пожарной опасности см. ЭСМ,
т. 14, стр. 393 и ОСТ 90015-39.
Характеристика зданий и их основных эле-
ментов по степени огнестойкости см. ОСТ
90015-39*.
ПРОТИВОПОЖАРНЫЕ МЕРОПРИЯТИЯ
Противопожарные мероприятия по своему
характеру могут быть подразделены на меро-
приятия:
а) профилактические, направленные к пре-
дупреждению пожаров и ограничению их раз-
меров, и
б) репрессивные, направленные к ликвида-
ции возникших пожаров.
ПРОФИЛАКТИЧЕСКИЕ МЕРОПРИЯТИЯ
К профилактическим относятся: меропри-
ятия режимные, устраняющие непосред-
ственные или возможные причины пожаров;
ограничивающие распространение возникшего
пожара; обеспечивающие успешную эвакуа-
цию людей и имущества из горящего поме-
щения; обеспечивающие развёртывание такти-
ческих действий пожарных команд при
тушении пожара; специальные (для отдельных
устройств, установок, складов).
Режимные мероприятия
Мероприятия пожарной безопасности ре-
жимного характера определяются для каждого
предприятия и сводятся в основном к поддер-
жанию в исправности и порядке заводских
сооружений.
Территория завода должна содержаться
в чистоте и не должна иметь свалок различ-
ного рода отходов, в особенности горючих.
Недопустимо складывание материалов непо-
средственно у зданий, так как при пожаре это
может затруднить работу пожарных.
При наличии на территории завода железно-
дорожных путей проходящие паровозы должны
быть обеспечены искрогасителями и режим
сжигания топлива в них не должен вызывать
усиленного вылета искр. К опасным в отно-
шении взрыва или пожара зданиям не следует
близко допускать паровозы и лучше заменять
* В настоящее время A950 г.) происходит пере-
смотр основных положений ГОСТ, который не закончен
к моменту сдачи тома в печать.
794
ОХРАНА ТРУДА И ПРОТИВОПОЖАРНАЯ ТЕХНИКА
[РАЗД. V
последние мотовозами. Временных работ не-
посредственно на территории предприятия
с применением открытого огня не следует
производить без разрешения дирекции пред-
приятия и обязательного оповещения об этом
пожарной охраны.
В производственных цехах, складах и дру-
гих хозяйствах, расположенных на террито-
рии предприятия, воспрещается курение и при-
менение в опасных местах открытого огня.
Особую осторожность надлежит проявлять при
производстве сварочных работ, иногда связан-
ных со строительством или ремонтом обору-
дования; о таких работах следует ставить
в известность пожарную охрану, которая
должна усилить надзор и при надобности
выставить специальные пожарные посты и
усиленные средства пожаротушения.
Всякого рода нагревательные приборы
(отопительные, производственные) должны
содержаться в исправности, а по окончании
работы приводиться в такое состояние, чтобы
они не могли послужить причиной возникно-
вения пожара.
Работа производственных установок и
аппаратуры должна проводиться с соблюде-
нием установленных для них технологических
режимов, т. е. без перегрева, без повышения
установленного давления и т. п.
Лестничные клетки в зданиях, проходы
между станками и другими видами оборудо-
вания ни в коем случае не должны загромо-
ждаться даже временно материалами или из-
делиями. Совершенно недопустимо использо-
вание лестничных клеток (особенно площадок
и мест под маршами лестниц), а также про-
ходов и проездов под огнестойкими зонами
для устройства кладовых, контор и других
помещений. Проходы к внутренним пожарным
кранам, к огнетушителям и другим средствам
пожаротушения должны быть всегда свободны.
Тряпки, ветошь и другие обтирочные мате-
риалы после употребления следует складывать
в специальные для них закрытые хранилища
(ящики, вёдра) и регулярно, не допуская чрез-
мерного накопления, выносить последние из
цехов в отведённые для этого места.
Пространства между стенами зданий и обо-
рудованием (верстаками, стеллажами и др.),
в особенности места, где проходят трубы цен-
трального отопления и установлены батареи,
должны содержаться в чистоте.
Случайно пролитые легко воспламеняю-
щиеся горючие жидкости необходимо не-
медленно собирать и удалять. Особое вни-
мание следует обращать на чистоту траншей,
каналов и других выемок в полу цехов, так
как они могут служить путями быстрого рас-
пространения огня или задымления всего по-
мещения.
Средства пожаротушения на предприятии
должны содержаться в постоянной готовности,
а весь без исключения персонал должен быть
знаком с местонахождением, способом приве-
дения в действие и использования этих
средств.
Мероприятия, ограничивающие
распространение пожара
Условия планировки зданий на территории
предприятия, ограничивающие распростране-
ние пожара, изложены в ЭСМ, т. 14, стр. 393.
Для правильной организации работ по туше-
нию пожара территория предприятия должна
иметь не менее двух выездов на улицу.
При значительных размерах заводской тер-
ритории рекомендуется предусмотреть устрой-
ство запасных выездов для сквозного проезда
через всю территорию предприятия на дороги
общего пользования (улицы).
Проезды на территории предприятия могут
быть открытыми в виде укреплённых твёрдой
одеждой дорог, проложенных в пределах раз-
рывов, и крытыми, ограждёнными огнестой-
кими стенами и такими же перекрытиями.
Крытые проезды допускаются при плотной за-
стройке заводской территории многоэтажными
зданиями, когда последние, имея значительную
длину, не позволяют удобно и надёжно в по-
жарном отношении обслуживать территорию
предприятия открытыми проездами. Крытые
Фиг. 1. Огнестойкая зона.
проезды должны быть прямолинейными и рас-
полагаться по отношению к фасадной стене
пересекаемого здания под углом не менее 60°;
ближайшее сооружение должно находиться на
расстоянии не менее 10 м от проезда. Ширина
крытых проездов и ворот должна быть не
менее 3,5 м, высота — не менее 4,2 м.
Высота и этажность зданий (конструкции
зданий) определяются их назначением. Нормы
для отдельных категорий зданий приведены
в ОСТ 90015-39.
Важнейшим мероприятием для локализации
пожара следует признать разделение здания
брандмауерами на участки меньшей площади.
Размеры наибольших площадей пола, которые
могут быть ограничены брандмауерами, также
приведены в ОСТ 90015-39.
Для разъединения участков сгораемого
верхнего перекрытия и образования надёжной
в пожарном отношении полосы для работы
пожарной команды при тушении горящего
перекрытия устраиваются противопожарные
зоны, т. е. полосы огнестойкого перекрытия
шириной не менее 5—6 м, опирающиеся на один
или несколько продольных рядов огнестойких
опор или на внешние огнестойкие стены.
Огнестойкие зоны преимущественно распо-
лагаются поперёк пролётов здания на уровне
перекрытия с тем, чтобы пересекались про-
дольные световые фонари (фиг. 1).
Если обычный брандмауер или противопо-
жарная зона не могут быть выполнены, уста-
навливается подвесная противопожарная стенка
(висячий брандмауер), представляющая собой
глухую огнестойкую вертикальную плоскость
и отличающаяся от брандмауера только тем,
ГЛ. XIII]
ПРОФИЛАКТИЧЕСКИЕ МЕРОПРИЯТИЯ
795
что нижняя часть её заменена открытыми
огнестойкими столбами или колоннами (фиг. 2).
В брандмауерах и в других огнестойких
стенах и перегородках допускается устройство
проёмов для две-
рей, для транспор-
тирования мате-
риалов, для транс-
миссионных уст-
ройств и.т. п. На-
личие проёмов тре-
бует принятия до-
полнительных мер,
препятствующих
переходу огня из
одного помещения
в другое (устрой-
ство огнестойких
дверей, ставней и
других видов за-
щиты)
Известно не-
сколько типов ог-
нестойких дверей: скользящие (или задвижные),
спускные и обычные на петлях. Скользящие
или задвижные двери устроены следующим
образом (фиг. 3): к стене 1 прикрепляется
наклонная направляющая 2, по которой пере-
двигается дверь, подвешенная к роликам 3,
благодаря наклонному положению направляю-
щей 2 дверь всегда стремится закрыть двер-
размеры досок и плотность, скрепления их
между собой.
В зависимости от степени пожарной опас-
ности соседних помещений дверные полотнища
следует делать в два или три слоя. Для двер-
ного щита рекомендуется применять строга-
ные шпунтованные доски из доброкачествен-
ного, хорошо высушенного, малосмолистого
соснового леса. Двери навешиваются с одной
или с обеих сторон стены.
Полотнище одинарной двери (т. е. навеши-
ваемой с одной стороны стены) должно иметь
толщину не менее 65 мм и состоять из трёх
равных по толщине слоев досок, расположен-
Щиток Открытом
^положении |
Фиг. 2. Подвесная противопо-
жарная стенка.
Фиг. 4. Армиро-
ванное стекло.
Фиг. 5. Защита отверстия в стене при
наличии вала.
ных в наружных слоях вертикально, а в сред-
нем — горизонтально. Щиты двойных дверей
должны иметь толщину не менее 50 мм и со-
Фиг. 6. Защита отверстия
в стене при передаточном
ремне.
Фиг. 7. Защита отверстия
в стене при передаточном
ремне.
стоять из двух слоев досок, расположенных
в одном слое вертикально, а в другом — по
диагонали или горизонтально.
Фиг. 3. Скользящая огнестойкая дверь.
ной проём; этому препятствует груз 5, под-
вешенный к тросу, другой конец которого при
помощи особого металлического легкоплавко-
го замка 6 соединён с дверью. В случае по-
жара замок 6 расплавляется, и дверь быстро
закрывает проём; движение двери ограничи-
вается упорами 4.
Дверные полотнища для огнестойких две-
рей бывают разных типов. Наиболее простой,
устойчивой и распространённой конструкцией
огнестойких дверей являются деревянные
двери, обитые железом. Полотнище дверей
этого типа состоит из двух или трёх слоев
досок, весьма плотно обитых со всех сторон
листовым железом по асбесту или войлоку,
смоченному в глиняном растворе.
На огнестойкость дверей в значительной
мере влияют сорт применяемого для их изгото-
вления дерева, сухость последнего, а также
Фиг. 8. Защита
отверстия в стене
посредством саль-
никового затвора:
1 — вал; 2 — ре-
мень; 3 — набивка;
4 — сальник.
Фиг. 9. Установка центробежного
вентилятора во взрывоопасном про-
изводстве: 1 — вентилятор; 2—саль-
никовый затвор; 3 — электродвига-
тель открытого типа.
Железные двери, не изолированные огне-
стойким материалом, применять не рекомен-
дуется.
796
ОХРАНА ТРУДА И ПРОТИВОПОЖАРНАЯ ТЕХНИКА
[РАЗД. V
В наружных брандмауерных стенах окна
должны быть остеклены армированным стек-
лом (фиг. 4) *, т. е. имеющим внутри проволоч-
ную сетку.
Отверстия в стене для трансмиссий и транс-
портёров должны быть защищены при помощи
специальных щитов или кожухов. Примеры их
устройств приведены на фиг. 5—9. Хорошим
средством защиты отверстий является также
устройство водяных завес, действующих по
принципу спринклеров или дренчеров.
Пути эвакуации и мероприятия,
обеспечивающие развёртывание
тактических действий пожарных команд
Количество выходов из здания наружу и
на лестницы, а также наименьшие расстояния
от любого рабочего места цеха (или любой
точки на поверхности пола складов) до одного
из выходов, считая по линии свободных про-
ходов, установлены ОСТ 90015-39. Расстояния
эти, зависящие от назначения, степени огне-
стойкости и этажности здания, указаны
в табл. 1.
Таблица 1
Наименьшие расстояния в м от рабочих мест цеха
или любой тонки пола склада до выхода в зависи-
мости от этажности и степени огнестойкости здания
Этажность
здания
До трёх
этажей . .
Выше
трёх эта-
жей . .
Огне-
стойкие
IOO
75
Полуогне-
стойкие
75
6о
Полусго-
раемые
6о
5°
Сго-
раемые
5°
Независимо от соблюдения указанных рас-
стояний число лестниц или выходов из здания
должно определяться также исходя из про-
пускной способности лестниц. Число рабочих,
одновременно эвакуируемых по одной лест-
нице из каждого этажа, не должно превышать
максимальное число людей, могущих одно-
временно находиться во всех этажах здания
с добавлением 10% числа работавших в пре-
дыдущей смене.
Лестницы, ведущие к открытым галлереям,
антресолям и площадкам, предназначенным
для длительного обслуживания механизмов,
приборов или аппаратов, должны иметь ши-
рину не менее 0,75 м.
Стены, пол и перекрытия переходов и гал-
лерей, соединяющих друг с другом отдельные
здания, должны быть огнестойкими (камен-
ными, бетонными, железобетонными). При
устройстве в исключительных случаях дере-
вянных переходов их стены, перекрытия и
полы делаются сплошными (беспустотными),
галлереи разбиваются на участки длиной до
40 м, разделённые вставками протяжением
в 5 м, выполненными из огнестойких мате-
риалов.
К мероприятиям, обеспечивающим развёр-
тывание тактических действий пожарных
команд, относится содержание территории,
свободной от загромождения. Многоэтажные
производственные здания должны иметь, кроме
обычных лестниц, наружные пожарные лест-
ницы с площадками, размещёнными против
окон каждого этажа.
Необходимо обращать особое внимание на
состояние подъездов к водоисточникам и гид-
рантам водопровода. Рельсовые пути и всякого
рода канавы на дорогах для ремонтных работ
следует обеспечивать удобными мостиками
для проезда пожарных автомашин.
Меры пожарной безопасности,
связанные с отопительными устройствами
и сушилами
При постройке местных отопительных
печей и дымовых каналов необходимо устрой-
ство разделок и отступов от сгораемых кон-
струкций здания. Толщина стен дымовых кана-
лов не должна быть менее кирпича. Разделки
устраиваются вертикальные — у стен и пере-
городок, горизонтальные — в междуэтажных
перекрытиях. Размеры разделок от внутрен-
них поверхностей печей и дымовых труб до
деревянных конструкций не должны быть
меньше: при печах с крат-
ковременной топкой (боль-
шой и средней теплоёмко-
сти)— 0,25 м (фиг. 10, а);
Фиг. 10. Варианты разде-
лок между дымоходом и
перекрытием: 1 — балка;
2 — кровельное железо;
3 — цементный плинтус.
Фиг. 11. Разделка ме-
жду дымоходом и дере-
вянным перекрытием.
* Армированное стекло после значительного повыше-
ния температуры и быстрого затем охлаждения холодной
водой покрывается большим числом трещин, через кото-
рые, однако, вода, дым и огонь не проникают.
при печах с продолжительной топкой (боль-
шой теплоёмкости) — 0,38 м (фиг. 10, б).
Размеры разделок определяются степенью
интенсивности работы печей и прогрева труб.
Железные дымовые трубы, проходящие через
деревянные перекрытия, изолируются при по-
мощи устройства, показанного на фиг. 11.
Печи и коренные трубы, возводимые около
деревянных стен, должны отстоять от послед-
них не менее чем на 13 см. Сама же стена
должна быть изолирована войлоком, пропи-
танным глиняным или известковым раствором,
оштукатурена или обита кровельным железом.
Печи и их трубы необходимо возводить на
прочных фундаментах, не дающих осадки и не
связанных с фундаментом стен здания.
Пожарная опасность центрального (водя-
ного и парового) отопления определяется
наличием котельной, а также системы труб и
батарей, могущих при соприкосновении с де-
ГЛ. XIII]
ПРОФИЛАКТИЧЕСКИЕ МЕРОПРИЯТИЯ
797
ревянными конструкциями или горючими мате-
риалами вызвать их чрезмерное нагревание и
загорание. При расположении трубопроводов
и батарей вблизи сгораемых конструкций
между ними необходимо оставлять воздушную
прослойку не менее 5 см.
Установка верстаков вплотную к батареям
не допускается.
В системах газового отопления для облег-
чения осмотра газопровод на всём протяже-
нии долн<ен быть проложен открыто. Про-
кладка газовых труб через дымоходы, вентиля-
ционные каналы, под полами и во всех недо-
ступных для осмотра местах здания воспре-
щается. Для каждого газового нагреватель-
ного прибора должен быть устроен самостоя-
тельный вытяжной канал (газоотвод), выходя-
щий поверх крыши здания и снабжённый
дефлектором. Соединение газоотводов, идущих
непосредственно от газовых приборов, с дымо-
ходами и каналами общей вентиляции здания
не разрешается. Газоотводы должны уклады-
ваться во внутренних каменных стенах или
устраиваться в виде приставных труб, выпол-
ненных из огнестойкого материала. Продукты
горения газа от приборов следует подводить
к вытяжным каналам посредством железных
труб или зонтов. Железные отводные трубы
рекомендуется располагать от оштукатурен-
ных деревянных стен на расстоянии не менее
5 см\ неоштукатуренные и неизолированные
деревянные стены должны 'быть по пути
железных газоотводов покрыты изоляцией при
сохранении указанного расстояния от трубы.
В местах прохода железных труб сквозь дере-
вянные стены необходимо устройство нормаль-
ных кирпичных разделок подобно тому, как
это делается у дымоходов. Соединение газо-
отводов на чердаке в специальную, общую
для них вытяжную шахту допускается лишь
в исключительных случаях.
Для обеспечения пожарной безопасности
газовых топок необходимо систематически
наблюдать за исправным состоянием всей
газовой подводки и за правильным топочным
режимом. Для предупреждения перехода огня
из топки в газопровод в последнем должны
быть устроены обратные клапаны. Для бы-
строго выключения подачи газа следует удобно
располагать вентили на газопроводе.
Производственные печи разрешено уста-
навливать лишь в помещениях с огнестойкими
или полуогнестойкими перекрытиями.
Колосниковые или шахтные
топки, работающие на твёрдом топливе
(уголь, торф, дрова, угольная пыль и т. д.),
обычно устраиваются в помещениях, имеющих
огнестойкие стены. При помещении топок
в сгораемых зданиях (временные устройства)
необходимо обеспечить соблюдение следую-
щих условий: между вертикальными стенами
топки и здания следует оставлять проход;
стена перед фронтом колосниковой решётки
должна быть защищена от возгорания и на-
ходиться от неё на расстоянии не менее 3 м,
рабочая площадка шахтных топок (настил на
уровне верхней загрузочной части) должна
быть огнестойкой или же полуогнестойкой
(металлической); перекрытия над топками сле-
дует делать огнестойкими или полуогнестой-
кими. Топливо во избежание возгорания сле-
дует складывать у стены против топок, оста-
вляя между фронтом топок и топливом про-
ход для обслуживания топки.
Топки с применением жидкого
топлива (мазут и др.) ввиду его воспла-
меняемости более опасны в пожарном отно-
шении. Жидкое топливо, особенно при боль-
шом его расходе, обычно размещают в специ-
альных пристройках к зданию. При небольшом
полусуточном расходе топлива допускается
хранение масла в закрытых баках в общем
помещении с топками; при этом каждый бак
должен иметь поплавковый указатель уровня *.
Установка расходных баков над топками или
в непосредственной от них близости категори-
чески воспрещается. На случай аварии с рас-
ходными баками или для быстрого опорожне-
ния их при пожаре рекомендуется иметь
спускные трубы для перелива топлива в спе-
циальные сборники, располагаемые обычно
под землёй.
Сушила (сушильные камеры, шкафы,
печи и т. п.) рекомендуется размещать в от-
дельных, изолированных помещениях с огне-
стойкими стенами. При размещении сушил
непосредственно в цехах перекрытия над ними
следует делать огнестойкими или полуогне-
стойкими с выходом за габариты сушил (во
все стороны) не менее чем на 1—2 м. Укры-
тия и кожухи сушил (например, сушильных
шкафов в малярных цехах и т. п.) должны
быть по возможности огнестойкими, полуогне-
стойкими или полусгораемыми, а теплоизоля-
ционные материалы, применяемые для таких
укрытий, — невоспламеняемыми.
Для предупреждения загораний в сушилах
большое значение имеет выбор соответствую-
щего вида отопления.
Устройство сушил с открытым электриче-
ским обогревом для материалов, выделяющих
при высыхании опасные в отношении взрыва
испарения (например, для красок в малярных
цехах), недопустимо. В этих случаях электри-
ческий обогрев должен заменяться паровым
или воздушным.
Наибольшую пожарную опасность предста-
вляют „огневые" сушила, в которых сушка
производится непосредственно отходящими
горячими газами топок или теплом, излучаемым
железными трубами. Применение сушил этого
вида может быть допущено лишь в исключи-
тельных случаях и при соблюдении следующих
условий: а) „огневые" сушила должны быть
расположены в отдельно стоящих огнестойких
зданиях; б) помещение топки должно быть
изолировано от помещения сушила глухой,
огнестойкой или защищенной от возгорания
стеной; в) топка и первый ход труб на про-
тяжении 3 м должны быть сделаны из кирпича,
остальные трубы — из толстого кровельного
железа; г) места соединения отдельных звеньев
труб должны быть промазаны глиной; д) места
прохода труб около сгораемых конструкций
должны быть защищены от возгорания огра-
ждениями из металлических сеток, устана-
вливаемых на определённом расстоянии от
труб.
Вентиляционные устройства сушил не
должны включаться в общую систему венти-
ляции цеха.
* Указатель уровня в виде водомерных стекол здесь
применяться не может.
798
ОХРАНА ТРУДА И ПРОТИВОПОЖАРНАЯ ТЕХНИКА
[РАЗД. V
Меры пожарной безопасности
для вентиляционных устройств
Вентиляционные устройства в промышлен-
ных предприятиях представляют опасность
в пожарном отношении не только как устрой-
ства, в которых при нарушении нормальной
работы отдельных элементов может возник-
нуть пожар, но и как пути распространения
пожаров, возникающих от иных причин.
ОСТ 90015-39 предусматривает ряд требо-
ваний, которым в промышленных предпри-
ятиях должны удовлетворять вентиляционные
устройства с точки зрения пожарной безопас-
ности.
По степени пожарной опасности и особен-
ностям технологических условий вентиляцион-
ные устройства разделяются на 5 категорий:
I — вентиляционные устройства, перемещающие
воздух, не содержащий пожаро- или взрыво-
опасных примесей; II —вентиляционные устрой-
ства для удаления сгораемой, но не взрыво-
опасной производственной пыли и отходов
(например, древесных опилок и стружек);
III — вентиляционные устройства для удаления
воздуха или дыма с температурой выше 60°
(дымососные установки, отсосы от горнов,
печей и т. п.); IV — вентиляционные устройства
для удаления взрыво- и пожароопасных пыли
и отходов; V — вентиляционные устройства
для удаления или перемещения воздуха, со-
держащего взрывоопасные и легко воспламе-
няющиеся газы и пары (ацетилен, пары бен-
зина и пр.)
В большинстве цехов машиностроительных
заводов обычно применяются вентиляционные
устройства I и II категорий.
Для отдельных производств и вспомога-
тельных цехов (например, термический, шли-
фовальный, сборочный, места промывки дета-
лей бензином, окрасочный и т. п.) устанавли-
ваются вентиляционные устройства III, IV и V
категорий.
При установке и эксплоатации вентиляцион-
ных устройств обязательно соблюдение следую-
щих общих и специальных правил пожарной
безопасности.
Общие правила пожарной безопасности:
а) для установок категорий III, IV и V необ-
ходимо устраивать воздуховоды из огнестойких
или полуогнестойких, а для установок кате-
горий I и II из полусгораемых материалов;
б) через вентиляционные воздуховоды не до-
пускается пропуск газопроводов, трубопроводов
с легко воспламеняющимися веществами и
теплопроводов с температурой теплоносителя
выше 100° С; в) вертикальные вытяжные ка-
налы, короба и воздуховоды должны быть
устроены отдельно для каждого этажа;
д) устройство вентиляционных отверстий и
каналов в брандмауерах и перекрытиях, раз-
деляющих различные по взрыво- и пожароопас-
ности производственные помещения, как пра-
вило, не разрешается; в исключительных слу-
чаях при необходимости провести вентиляцион-
ные каналы через такие ограждения внутри
воздуховода в месте прохода канала должны
устраиваться огнепреграждающие заслонки,
закрывающиеся автоматически (фиг. 12) и от
руки; е) калориферы, нагреваемые паром или
лерегретой водой, и теплопроводы к ним
должны отстоять от деревянных конструкций
на расстоянии не менее 100 мм; ж) при
устройстве вытяжной вентиляции не до-
пускается отсасывание одной и той же вен-
тиляционной установкой газов, паров и пыли,
химическое соединение или механическая
смесь которых сопровождается повышением
температуры и может вызывать вспышку,
возгорание или взрыв; з) циклоны должны
изготовляться из огнестойкого или полуогне-
стойкого материала и располагаться на таких
же опорах; мокрые циклоны разрешается
устанавливать внутри здания; и) применение
воздуховодов из сгораемых материалов до-
пускается в помещениях, где нет открытых
очагов огня, в огнестойких или полуогнестойких
\\\\\\\\\\\\Ч
Фиг. 12. Схема устройства автоматической за-
слонки: 1 — ось патрубка, вставляемого в венти-
ляционный канал; 2—заслонка; 3 — проволока,
удерживающая заслонку в горизонтальном поло-
жении; 4 — легкоплавкая пластина; 5 — груз.
строениях для перемещения чистого, не содер-
жащего пожаро- и взрывоопасных примесей
воздуха; к) воздуховоды из сгораемых мате-
риалов следует прокладывать в открытых,
доступных со всех сторон для наблюдения
местах, на расстоянии от теплоизлучающих
поверхностей с температурой от 80 до 200° С
не менее 50 см и с температурой свыше 200° С
не менее 1 м; л) температура воздуха, пере-
мещаемого по воздуховодам из сгораемых
материалов, должна быть для сухого воздуха
не выше 50° С; для воздуха с относительной
влажностью не менее 80*V0 — не выше 80° С;
м) удаляемый при помощи местных отсосов
пыльный воздух необходимо подвергать
очистке; для установок II категории до-
пускается применение всех видов фильтров
при условии периодической очистки их от
пыли; если имеется возможность попадания
в воздуховоды искр от обеспыливаемого обо-
рудования, применение пылеотстойных камер
без непрерывного удаления пыли из них не
разрешается; для установок III категории
допускается применение фильтров только из
огнестойких и полуогнестойких материалов
или же мокрых фильтров.
Специальные правила пожарной без-
опасности. Вентиляционные устройства III ка-
тегории должны отвечать следующим специаль-
ным требованиям: а) воздуховоды, камеры и
другие элементы вытяжных установок необхо-
димо выполнять из огнестойких или полуогне-
стойких материалов; б) при проведении через
сгораемые и полусгораемые перекрытия или
ограждения воздуховодов должны быть
устроены разделки; при этом от наружной
поверхности воздуховода до сгораемых или
полусгораемых конструкций необходимо оста-
влять расстояния: при температуре воздуха
ГЛ. XIII]
ПРОФИЛАКТИЧЕСКИЕ МЕРОПРИЯТИЯ
799
внутри воздуховода до 200° С—не менее 25 см,
а при температурах свыше 200° С — не менее
40 см; в) воздуховоды с температурой по-
верхности наружных стенок от 80 до 200° С
должны быть удалены от сгораемых кон-
струкций зданий и оборудования не менее
чем на 0,5 м, от полусгораемых — не менее
чем на 0,25 м; воздуховоды с температурой по-
верхности наружных стенок свыше 200э С не-
обходимо удалять от сгораемых и гюлусго-
раемых конструкций соответственно на 1 м и
на 0,5 м; г) при возможности попадания
в воздуховоды искр открытого огня устройства
для выброса воздуха следует снабжать искро-
уловителями.
Меры пожарной безопасности
электроустановок
В машиностроительной промышленности
специальных требований пожарной безопасно-
сти к электрооборудованию не предъявляется,
,за исключением отдельных производств, отно-
симых к категориям А и Б (см. ЭСМ т. 14,
стр. 393). Общие требования пожарной безопас-
ности при устройстве и эксплоатации электро-
оборудования см. [4, 6].
Меры пожарной безопасности
для складов
Склады с точки зрения применения для
них противопожарных мероприятий разде-
ляются: 1) на закрытые (пакгаузы, амбары);
2) полузакрытые и открытые: сараи, навесы,
площадки, дворовые склады под открытым
небом (склады угля, леса и т. д.); 3) специаль-
ные, т. е. помещения и сооружения, приспо-
собленные к специфическим свойствам храня-
щихся материалов (легковоспламеняющихся
жидкостей, баллонов со сжатыми газами
и т. д.).
Противопожарные мероприятия для складов
определяются в зависимости от конструктив-
ных особенностей складских зданий, а также
в зависимости от характера и ценности хра-
нящихся в них материалов.
Склады, предназначенные для хранения
горючих и ценных материалов, должны вы-
полняться полностью огнестойкими. При раз-
мещении склада горючих и ценных материа-
лов в здании с огнестойкими стенами и
сгораемым перекрытием склад необходимо
разделять брандмауерами на ряд отсеков (от-
делений). Размеры отдельных отсеков по
площади не должны превышать норм, указан-
ных ОСТ 90015-39, но в зависимости от ценно-
сти хранящихся материалов их рекомендуется
уменьшать. В случае установки на территории
склада мостовых кранов и невозможности
применения поперечных брандмауеров реко-
мендуется принимать компоновку складочных
помещений, позволяющую разделить склад
продольными огнестойкими стенами или бранд-
мауерами.
При хранении в складе различных по
степени пожарной опасности материалов его
следует разделять огнестойкими стенами на
самостоятельные помещения.
Обслуживающие помещения склада (поме-
щение для обогревания, конторы и пр.) целе-
сообразно размещать в специальной огне-
стойкой или защищенной от возгорания при-
стройке. В крайнем случае при расположении
обслуживающих помещений внутри склада они
должны выполняться из огнестойкого мате-
риала.
Печи в обслуживающих помещениях во
всех случаях должны быть постоянные, кир-
пичные, в железных кожухах и с кирпичными
трубами.
Открытые и полузакрытые склады. Рас-
ходные склады пиломатериалов размещают
обычно вблизи от мест потребления, но не
ближе 50 м от производственных, складских
зданий и других сооружений. В целях пра-
вильной укладки лесоматериалов в штабелях
территория склада должна быть строго рас-
планирована. Высота укладки штабелей опре-
деляется в пределах от 8 до 12 м в зависи-
мости от степени механизации погрузочно-
транспортных операций склада. Штабели ре-
комендуется размещать попарно, применяя
разрыв между ними от 2 до 6 м. Группа
штабелей (обычно не более 10) должна зани-
мать площадь не более 800—900 м2. • Группы
штабелей должны со всех четырёх сторон
выходить на дороги. На складе пиломатериа-
лов должен поддерживаться самый жёсткий
противопожарный режим, устанавливаемый на
каждом предприятии специальными инструк-
циями.
Требования, предъявляемые к устройству
складов каменного угля и их размещению на
территории завода, изложены в ОСТ 90099-40
„Противопожарные нормы проектирования
складов ископаемого угля", а также в ЭСМ,
т. 14, гл. XIII „Проектирование генплана за-
вода" и гл.XIV.Проектирование транспортного
и складского хозяйства".
На угольных складах предприятия должен
быть установлен жёсткий противопожарный
режим, не допускающий возгорания угля от
искр паровоза, от открытого огня и т. д.
Специальные склады. Склады легко
воспламеняющихся и горючих
жидкостей. На предприятиях машинострои-
тельной промышленности легковоспламеня-
ющиеся и горючие жидкости употребляются
частично в производственных процессах (про-
мывка деталей, окраска) и в большей степени
как топливо. В табл. 2 и 3 приведены данные,
характеризующие пожарную опасность легко-
воспламеняющихся и горючих жидкостей.
Таблица 2
Характеристика легковоспламеняющихся и горючих
жидкостей
Группа
Легковоспла-
меняющиеся
жидкости
г
Горючие
Наименование жидкостей
Бензин, бензол, лигроин,
эфир, сероуглерод, толуол,
спиртовые лаки и т. п.
Керосин, газолин и т. п.
Моторное топливо, зелёное
масло, мазут, газойль и т. п.
Смазочные масла, мази, па-
рафин, нефтяной битум,
асфальт и т. п.
Класс
I
II
III
IV
Температу-
ра вспышки
в °С
Ниже 28
28-М5
45-^120
Выше 120
800
ОХРАНА ТРУДА И ПРОТИВОПОЖАРНАЯ ТЕХНИКА
[РАЗД. V
Таблица 3
Характеристика легковоспламеняющихся и горючих
жидкостей
Наимено-
вание
жидкости
Авиаци-
онное мас-
ло МК . .
Ацетон .
Бензин .
нефтяной
Бензол .
Газолин .
Дихлор-
этан . . .
Древес-
ный скипи-
дар ....
Керосин
осветитель-
ный А . .
Лаки * .
Метило-
вый спирт
Моторное
топливо .
Нефть **:
Олифа***
Сероугле-
род . . .
Эфир . .
Этиловый
спирт . .
Температура
03
S
X
Б
а
—
57
50—150
8о
3°
7°
83,7
i6o
до 185
—
65
—
—
—
46
—
78
В
3
И
23O
— 17
—5о ДО
+ ЗО
— 15 ДО
+ ю
—5о
14,4
34
28
— 1,ОО
ДО +32
65
—2О ДО
IOO
—
—2О
—5°
9
в °С
,
я
се
с я
О а»
и х
380
57°
4I5—53O
580—659
415
449
—
380-435
475
380-531
—
145
5'°
Пределы
взрывча-
той смеси с возду-
хом в объёмном %
«г
1
к
X
—
2,9
I.O
1,41
1,4
6,2
—
1,4
6,о
—
—
1,Об
1.4
3.5
X
X
о.
4)
а
—
13.о
6,о
7,45
6,5
15.°
—
7,5
36,5
—
—
—
5°>°
6,о
i8,o
* Горючие и легковоспламеняющиеся жидкости, пред-
ставляющие собой растворы смол в олифе, ацетоне, бен-
зине, скипидаре и др.
** Свойства зависят от состава нефти.
*** Горючая, высыхающая на воздухе маслянистая
жидкость; удельный вес около 0,93.
Хранение легковоспламеняющихся и го-
рючих жидкостей может производиться в таре
(обычной или специальной) и хранилищах:
наземных, полуподземных, подземных и спе-
циальных (с применением насосных установок).
Характеристика специальных складов — см.
ЭСМ, т. 14, гл. XIV, стр. 445.
На машиностроительных предприятиях
устраиваются склады, предназначенные исклю-
чительно для удовлетворения своих производ-
ственных нужд. Показатели наибольшей ём-
кости этих складов приведены в ОСТ 90039-39
ив ЭСМ, т. 14, гл. XIV, стр. 445.
Наземные резервуары. Для хранения
большого количества легковоспламеняющихся
жидкостей обычно применяются наземные ре-
зервуары. В соответствии с ОСТ 5125 назем-
ные резервуары строятся ёмкостью до 10 000 т
и имеют размеры: высоту до 12 м, диаметр
до 35 м.
Наземные резервуары изготовляются вер-
тикальные и горизонтальные; последние при-
меняются исключительно для малых ёмко-
стей.
Подземные резервуары обычно приме-
няются в складском хозяйстве предприятий,
где расстояния между зданиями меньше уста-
новленных правилами пожарной безопасности.
Тарное хранение в бочках, бутылях, банках
чаще всего осуществляется в случаях, когда
запасы легковоспламеняющихся и горючих
жидкостей не велики или разнообразны по
характеру. Тарные хранилища легковоспла-
меняющихся и горючих жидкостей распо-
лагаются только в огнестойких зданиях. Они
могут быть разделены на отдельные секции
с тем, однако, чтобы ёмкость тарного храни-
лища или каждой его секции не превышала
50 т для легковоспламеняющихся и 250те—для
горючих жидкостей.
Легковоспламеняющиеся и горючие жидко-
сти должны храниться раздельно друг от друга;
совместное хранение их допустимо, если общее
количество не превышает 30 т.
Тарные хранилища могут быть многоэтаж-
ными. В этих случаях внутренние спуски,
элеваторы, подъёмники целесообразно раз-
мещать самостоятельно для каждого этажа,
чтобы они не являлись междуэтажными путями
распространения огня. Особо должно быть
обращено внимание на прочность междуэтаж-
ных перекрытий в условиях высоких темпе-
ратур.
Число рядов бочек с жидкостями, разме-
щаемых на полу, должно быть не более двух,
а на стеллажах — не более пяти. Легковос-
пламеняющиеся жидкости класса I допускается
хранить только в один ряд.'
Тарное хранилище, а также каждая отдель-
ная секция его должны быть оборудованы
системой вентиляции, предупреждающей пе-
реход огня из одного помещения в другое.
Искусственное освещение в помещении,
предназначенном для хранения легковоспла-
меняющихся жидкостей, допускается с наруж-
ной электропроводкой (с установкой в стенах
зданий герметических и рефлекторных фо-
нарей) и проводкой внутри помещения (во
взрывобезопасном выполнении). Отпуск жидко-
стей из бочек непосредственно в тарных
хранилищах не допускается и должен произ-
водиться в специальных разливочных, где
воспрещается хранение воспламеняющегося
укупорочного материала, пустой тары и по-
сторонних предметов.
Раздаточные и разливочные устройства для
жидкостей всех классов могут устанавливаться
на открытых площадках; в специальных зда-
ниях, в помещениях тарных хранилищ и на-
сосных с непосредственным выходом наружу
и выделенными огнестойкими стенами; на
огнестойких площадках — в помещениях, от-
делённых огнестойкими стенами от производ-
ственных цехов, расположенных в огнестойких
и полуогнестойких зданиях. В полусгораемом
здании могут устанавливаться раздаточные
устройства горючих жидкостей. Расходные
резервуары мотороиспытательных станций
должны устанавливаться вне помещений испы-
тательных стендов.
Расстояния от наземных резервуаров, зда-
ний с резервуарами, наземных тарных хра-
нилищ, разливочных, насосных, сливно-налив-
ных устройств до смежных с ними сооружений
и территорий приведены в ОСТ 90039-39, а
также ЭСМ, т. 14, гл. XIV, стр. 394.
Нормы расстояния от подземных резер-
вуаров или подземных тарных хранилищ
должны быть уменьшены на 50%, а от полу-
подземных — на 25%.
ГЛ. ХШ]
ПРОФИЛАКТИЧЕСКИЕ МЕРОПРИЯТИЯ
801
Между отдельными сооружениями на тер-
ритории складов должны быть выдержаны
расстояния, указанные в табл. 4 (ОСТ 90039-39).
Таблица 4
Расстояния между отдельными сооружениями
на территории складов в м
Характеристика расстояний
Между наземными и полуподзем-
ными резервуарами при расстоянии
не менее диаметра наибольшего со-
седнего резервуара в группе; между
резервуарами и насосными разливоч-
ными
Между подземными резервуарами;
между подземными резервуарами и
насосными, разливочными; между на-
земными и полуподземными резервуа-
рами ёмкостью до 100 т и между
группами резервуаров такой же ёмко-
сти . ..
Между подземными резервуарами
ёмкостью до 10U т; между резервуа-
рами в огнестойких зданиях; между
наземными и полуподземными резер-
вуарами ёмкостью до 25 т при общей
резервуарной ёмкости до 100 т . . ..
Между наземными резервуарами,
производственными зданиями (разли-
вочными, сараями для хранения тары,
тарными хранилищами и т. п.) и вспо-
могательными сооружениями (конто-
рой, лабораторией и т. п.)
Между производственными сооруже-
ниями складского хозяйства (тарными
хранилищами, тарным хранилищем и
разливочной и т. п.)
Между наземными резервуарами и
местами слива, налива автотранспорта
и бочек; между резервуарами и весо-
выми будками
В аэропортах между насосной и ка-
мерой магнитных пускателей, а также
между этой камерой и цистернами . .
Между местами слива и налива
автоцистерн и тары и разливочными,
насосными
Хранимая
жидкость
легковос-
пламеняю-
щаяся
ю
5
I
3°
2О
15
15
5
горючая
3
4
i
20
15
IO
IO
5
Ёмкость хранилищ легковоспламеняющихся
и горючих жидкостей при их расположении в
производственных зданиях или в общих склад-
ских помещениях приведена в ОСТ 90039-39 и
в т. 14, гл. XIV, стр. 446.
Аварийные резервуары. Наземные рас-
ходные резервуары, установленные в произ-
водственных зданиях, должны быть соединены
с аварийным резервуаром трубопроводами,
снабжёнными устройствами, предупреждаю-
щими возможность передачи огня. Аварийные
резервуары рекомендуется располагать на
расстоянии не менее 5 м от стен зданий;
аварийные резервуары горючих жидкостей
должны быть соединены с резервуарами ос-
новной ёмкости, если возможно самотёчное
опорожнение их в эти резервуары.
Цеховые раздаточные кладовые смазоч-
ных масел, растворителей лаков, красок и т. п.
следу.ет располагать в производственных зда-
ниях по периметру наружных огнестойких
или полуогнестойких стен; эти кладовые
должны иметь выход наружу и отделяться от
51 Том 15
Фиг. 13. Схема установки
бензинораздаточной ко-
лонки.
смежных помещений огнестойкими или полу-
огнестойкими стенами.
Наиболее простым и удобным в эксплоата-
ции является хранилище с применением раз-
даточных колонок (фиг. 13). От подземного
резервуара А, выполненного из оцинкованного
железа (клёпка с пропайкой швов) и заклю-
чённого в особую бетонную подземную камеру,
идут трубы: 1—для
раздачи жидкостей,
2— для наполнения
резервуара, 3— для
доступа воздуха(вен-
тиляционная). Труба 2
доходит до дна резер-
вуара, чтобы сливае-
мая жидкость не под-
вергалась лишнему
испарению. На внеш-
нем конце трубы 2
имеется специальная
сетка-уловитель для
отделения сора. Труба
закрывается завин-
чивающейся трубкой
с запором, обычно
помещаемым в не-
большой коробке, в
уровень с землей. Наполнение резервуара
происходит сливом из подвезённой бочки или
цистерны (самотёком). Труба 3 поддерживает
сообщение резервуара с атмосферой, без чего
засасывание жидкости для раздачи было бы
невозможно. Если хранилище расположено
внутри здания, вентиляционная трубка обычно
выводится над его крышей. При расположении
хранилища в отдельном помещении высота
вентиляционной трубы должна быть не меньше
4,8 м. Верхний конец трубы защищен огне-
преградителем. Труба 1, идущая от резервуара
к раздаточному насосу-колонке В, имеет
у основания два независимых обратных
бронзовых клапана, поддерживающих постоян-
ный столб жидкости от резервуара до насоса.
Хранилища указанного типа рекомендуется
применять в тех случаях, когда раздаточные
колонки устанавливаются непосредственно в
цехах, а резервуары выносятся за пределы
здания.
Отопление хранилищ легковоспламеняю-
щихся и горючих жидкостей должно быть
центральное водяное с топками и котельными
установками, расположенными вне здания.
Вентиляция должна применяться естествен-
ная; в случае применения вентиляторов и мо-
торов вентиляционные установки следует вы-
полнять с соблюдением специальных мер без-
опасностшдвигатели вентиляционной установки
должны устанавливаться вне хранилищ, а вен-
тиляторы снабжаться кожухами, выложен-
ными внутри мягким металлом во избежание
искрения.
Освещение хранилищ допускается есте-
ственное и электрическое. Для уменьшения
испарения жидкостей внутренняя часть поме-
щений должна быть защищена от непосред-
ственного воздействия солнечных лучей. При
установке электрического освещения в храни-
лищах необходимо: применять для ламп спе-
циальную взрывобезопасную арматуру; выно-
сить за пределы хранилищ выключатели и пре-
дохранители; категорически запрещать внутри
802
ОХРАНА ТРУДА И ПРОТИВОПОЖАРНАЯ ТЕХНИКА
[РАЗД. V
хранилищ устройство штепселей и пользова-
ние электрическими переносными лампами.
Двери хранилищ должны быть прочными,
огнестойкими, открывающимися наружу. В хра-
нилищах воспрещается курение, пользование
открытым огнём, а также всякого рода работы,
связанные с возможностью появления искры
от удара или электричества.
Склады баллонов со сжатыми, сжижен-
ными и растворёнными газами. Ввиду боль-
шой опасности хранения баллонов с газами
склады их должны размещаться в одноэтаж-
ных зданиях (без чердаков) с перекрытиями
лёгкого типа; стены, перегородки и перекрытия
хранилищ этого типа на значительных рас-
стояниях от смежных строений должны быть
выполнены из огнестойких и полуогнестойких
материалов.
Максимальная расчётная вместимость ка-
ждого склада допускается не выше числа бал-
лонов, ёмкость которых не превышает 18 000 л*3
газа (соответствует 3000 баллонам по 40 л
с давлением 150 атм). Склад должен быть раз-
делён на отсеки для хранения не более 500
баллонов с горючими газами.
Складские здания должны отстоять друг
от друга и от производственных зданий: при
хранении до 500 баллонов не ближе 20 м; при
хранении от 501 до 1500 баллонов — 25 м; при
хранении более 1500 баллонов — 30 м. От по-
мещений, в которых размещены производства,
связанные с применением легковоспламеняю-
щихся жидкостей и взрывоопасных веществ,
склады баллонов должны находиться на рас-
стоянии не менее 50 м', от жилых и обществен-
ных зданий — не менее 100 л*.
Склады для хранения не более 50 баллонов
по 40 л допускается размещать от производств
неопасных не ближе 10 м; от производств
опасных — не ближе 50 м.
Оконные стёкла в складах должны быть
матовыми или закрашенными белой краской.
Окна и двери должны открываться наружу.
Температура в складах не должна превышать
35° С. Полы во всех складочных помещениях
(открытых и закрытых) должны быть дощаты-
ми или асфальтовыми, без выбоин. В складах
для баллонов с горючими и отравляющими га-
зами необходимо иметь вентиляцию, обеспе-
чивающую безопасность нормы концентрации
газов.
Освещение складов для баллонов с горю-
чими газами должно быть выполнено, как для
помещений, опасных в отношении взрыва;
склады других газов могут иметь обычное
освещение.
Отопление складов допускается только па-
ровое или водяное, причём баллоны не должны
храниться ближе 1 м от нагревательных при-
боров.
РЕПРЕССИВНЫЕ ПРОТИВОПОЖАРНЫЕ
МЕРОПРИЯТИЯ
Выбор средств пожаротушения предопре-
деляется степенью пожарной опасности здания
и характером технологического процесса про-
изводства.
К числу обязательных средств первой про-
тивопожарной помощи относятся огнетушители
и внутренние краны водопровода. В ряде слу-
чаев применяются также специальные стацио-
нарные устройства, в том числе автоматиче-
ские (например, спринклерные и дренчерные).
В качестве огнегасительных веществ при-
меняются вода (сплошными и распылёнными
струями), пена (химическая и воздушно-меха-
ническая), углекислота, тетрахлор, бромметил,
пар. В некоторых случаях положительный эф-
фект даёт обычный песок и другие сыпучие
материалы минерального происхождения.
Огнетушители. Огнетушитель типа „Бога-
тырь" № 1 (ОП-1) приведён на фиг. 14. Же-
лезный корпус огнетушителя 1 (ёмкость 10 л)
имеет спрыск 2, через который при действии
Фиг. 14. Огнетушитель
типа „Богатырь" № 1.
Фиг. 15. Огнетушитель
типа „Богатырь" № 3.
огнетушителя выбрасывается жидкость. Внутрь
корпуса вставлен металлический сетчатый ци-
линдр 3 для стеклянной колбы заряда 4. Гор-
ловина огнетушителя закрывается крышкой 5
с ударником 6. Состав заряда огнетушителя:
щелочная часть—300 г соды бикарбонат и 50 г
экстракта лакричного порошка — и кислотная
часть — техническая серная кислота крепостью
40° Б в количестве 285 смъ.
Огнетушитель типа „Богатырь" № 3 (ОП-3)
(фиг. 15) в основном тождественен типу „Бо-
гатырь" № 1. Состав заряда огнетушителя
этого типа: щелочная часть — раствор в воде
500 г соды бикарбонат и 70 г экстракта лакрич-
ного порошка — и кислотная часть. Последняя
состоит из двух колб: в одной содержится
техническая серная кислота крепостью 65,5° Б
в количестве 185 см3, в другой — раствор сер-
нокислого глинозёма крепостью 35е Б в коли-
честве 185 см%. Заряд огнетушителя „Богатырь"
№ 3 даёт густую пену D5—50 л).
При невозможности использовать жидкост-
ные и пенные огнетушители (например, при
наличии электросетей и электроаппаратуры,
находящейся под напряжением) применяют ог-
нетушители тетрахлорные или углекислотные.
Тетрахлорный огнетушитель представляет
собой небольшой цилиндр, в который нали-
вается 2—3 л тетрахлора и одновременно на-
качивается воздух до давления 6—10 атм.
Низкая температура замерзания тетрахлора
(ниже 25° С) делает удобным установку огнету-
шителей этого типа при транспортных двигате-
лях и агрегатах.
ГЛ XIII]
РЕПРЕССИВНЫЕ ПРОТИВОПОЖАРНЫЕ МЕРОПРИЯТИЯ
803
f
3
УгпекисА
пота
Фиг. 16. Ручной угле-
кислотный огнетуши-
тель.
Углекислотные огнетушители изготовляются
нескольких типов, из которых наиболее рас-
пространен тип РУО (ручной углекислотный
огнетушитель). Основной частью углекислот-
ного огнетушителя этого типа (фиг. 16) являет-
ся стальной баллон 1, заранее наполняемый
при помощи специального насоса жидкой угле-
кислотой; баллон закрывается вентилем 2,
имеющим сифонную трубку 3. Для приведения
огнетушителя в действие открывают вентиль 2
баллона; жидкая углекислота устремляется по
сифонной трубке 3 и через специальный ко-
роткий шланг 4 и диффузор 5 выбрасывается
на горящую поверхность.
Тушение химической
и воздушно-механиче-
ской пеной обычно при-
меняется тогда, когда
эффективность ручных
огнетушителей может
оказаться недостаточной.
Получение химической и
воздушно- механической
пены достигается по-
средством специальных
аппаратов(пеногенерато-
ров, пеносмесителей) и
стволов. Образование пе-
ны достигается смешива-
нием специального пено-
генераторного порошка
с водой или пенообразо-
вателя с водой и возду-
хом.
Применение пара как средства пожароту-
шения рационально в тех случаях, когда есть
возможность безотказного получения пара в
любое время и в достаточном количестве.
Характер и количество средств пожароту-
шения определяются для каждого здания в
зависимости от ряда факторов: степени огне-
стойкости и внутреннего оборудования здания,
площади пола, пожароопасности и характера
технологического процесса производства.
В табл. 5 приведены ориентировочные нормы
применения огнетушителей в зависимости от
площади пола.
Противопожарный водопровод (ОСТ
90015-39). Противопожарный водопровод в
промышленных предприятиях, как правило,
должен объединяться с производственным или
хозяйственным водопроводом. Специальный
противопожарный водопровод допускается
только в тех случаях, когда такое объединение
невозможно по условиям производства или эко-
номически нецелесообразно.
Противопожарные водопроводы могут быть
высокого и низкого давления. При водопро-
воде высокого давления напор, необходимый
для тушения пожара непосредственно от ги-
дрантов, создаётся в сети при помощи спе-
циальных стационарных пожарных насосов,
гарантирующих возможность включения их не
позже чем через 5 мин. после подачи сигнала,
постоянный напор должен всегда обеспечивать
получение струй от внутренних пожарных
кранов. При объединённых противопожарных
водопроводах низкого давления требуемый для
тушения пожара напор воды создаётся при
помощи прибывающих на пожар механических
пожарных насосов с приёмом воды из гидран-
тов водопроводной сети. При полном расходе
Таблица 5
Ориентировочные нормы применения огнетушителей
в зависимости от площади пола
Наименование цеха,
отделения, участка
Механический, механо-
сборочный
Сборочные (при наличии
бензина, керосина и т. п.)
Кузнечные, работающие
на твёрдом топливе и газе
Те же, работающие на
жидком топливе
Литейные с печами на
твёрдом и жидком топли-
ве
Электролитейные • . . .
Автогенносварочные . .
Электросварочные . . .
Термические:
а) с печами на твёр-
дом и газовом то-
б) с печами на жид-
ком топливе ....
в) кроме того, для за-
калочных ванн . . .
Травильные, шлифоваль-
ные и фосфатировочные
Деревообделочные, мо-
дельные, столярные, обой-
ные
Сушила лесоматериалов
Малярные, лакировочные
те же при конвейере . .
Котельные:
а) на твёрдом топливе
б) на жидком топливе
Электростанции:
а) машинный зал . . .
б) распределительный
щит
Трансформаторные под-
станции:
а) закрытые
б) открытые с общим
количеством масла до 5 т
Аккумуляторные ....
Лаборатории и испыта-
тельные станции
се
Ч
С
л)
з„
ч *
С и
боо
боо
боо
2ОО
4°°
4оо
2ОО
2О0
чоо
Зоо
—
400
IOO
на каждую
камеоу
IOO
на 20 м
конвейера
\накаждую
/ топку
на каждый
генератор
на 25 м3
юо
IOO
на поме-
щение
5о
Число огнету-
С
О
—
i
i
—
—
—
I
I
I
_
—
I
—
—
шителей
*?
С
О
—
i *
i
—
i*
i—e*
—
-
i*
i*
—
i *
i
i
i
—
i
<¦>
set
<и g
sg
i а**
—
I — 2
1—3
—
-
—
—
2
I
I
a
i
i
* Огнетушители ОП-3 могут заменяться другими со-
ответствующей эффективности.
** Кроме того, на каждую электропечь требуется
один-два углекислотных огнетушигеля.
воды для тушения пожара напор в водопро-
водной сети низкого давления не должен па-
дать ниже 1,0 am.
Независимо от схем водоснабжения, посто-
янное давление у любого наружного гидранта
в нормальное (до пожара) время определяется
из условий работы внутренних пожарных кра-
нов, но оно не должно быть менее 2 am. Давле-
ние у начала (гидранта) пожарного рукава во
время пожара при наружном пожарном водо-
проводе высокого давления должно обеспе-
чивать высоту струи не менее 10 м при пол-
ном пожарном расходовании воды и соблю-
дении следующих условий: стволы располо-
жены на уровне наивысшей точки здания; длина
пеньковых непрорезиненных рукавов 100 м;
диаметр их 63 мм; диаметр спрыска ствола
804
ОХРАНА ТРУДА И ПРОТИВОПОЖАРНАЯ ТЕХНИКА
1РАЗД. V
19 мм; расчётный расход воды на каждую
струю 5 л/сек.
Постоянное давление во внутреннем водо-
проводе у пожарных кранов должно обеспе-
чивать получение компактных струй, по вели-
чине достаточных для достижения наиболее
высоких или отдалённых от местонахождения
ствола частей здания; при этом струи двух
соседних кранов должны перекрывать друг
друга не менее чем на 2 м. В этом случае
для расчёта принимаются следующие условия:
длина пенькового непрорезиненного рукава
10 м, диаметр его 50 мм, диаметр спрыска
ствола от 13 до 22 мм.
Пожарный расход воды для промышленных
предприятий указан в специальных руковод-
ствах.
Водонапорные баки могут устанавливаться
на производственных зданиях и в виде отдель-
ных сооружений: здания должны быть огне-
стойкими; отдельно стоящие сооружения
могут быть сгораемыми.
Взамен водонапорных баков допускается
применение пневматических установок с пе-
ременным или постоянным давлением. Общая
ёмкость водяных баков пневматической уста-
новки должна быть рассчитана на постоянный
запас воды, обеспечивающий 10-минутный по-
жарный расход через внутренние пожарные
краны при одновременном расходе воды на
производственные или хозяйственные нужды.
Если пневматическая установка обслуживает
только внутренний противопожарный водопро-
вод, общая ёмкость водяных баков рассчиты-
вается на 10-минутный запас воды, необходи-
мый для внутреннего пожаротушения.
Стационарные пожарные насосы применя-
ются для получения расчётного расхода и на-
пора воды, необходимого для тушения пожара.
Устанавливаются два насоса — рабочий и за-
пасный. Каждый из этих насосов рассчиты-
вается на полную мощность. Для предприятий,
имеющих водопроводы III и IV разрядов, как
исключение допускается установка одного на-
соса.
Водоводы, питающие кольцо противопо-
жарной сети, должны состоять из двух линий
трубопроводов, расположенных друг от друга
на расстоянии не менее 10 м. Сеть наружного
противопожарного водопровода должна быть
замкнуто-кольцевой. В некоторых случаях
к отдельно стоящим зданиям предприятия до-
пускается прокладка тупиковых линий незначи-
тельной длины (от 10 до J 00 м); при этом не-
обходимо предусматривать мероприятия про-
тив замерзания воды в тупиковых линиях.
Пожарные гидранты устраиваются подзем-
ные или наземные (незамерзающего типа) диа-
метром 125 мм; гидранты устанавливаются
друг от друга на расстоянии не более 100 м
вдоль заводских дорог и проездов на расстоя-
нии: от стен здания — от 5 до 25 м, от края до-
роги— не более 2 м.
Внутренние пожарные краны, как правило,
устанавливаются только в отапливаемых поме-
щениях. Когда требуется устройство внутрен-
него противопожарного водоснабжения в не-
отапливаемых помещениях, подводка к кранам
должна быть снабжена задвижками с приспо-
соблением для опоражнивания неутеплённых
участков сети.
В производственных и складских зданиях
внутренние пожарные краны следует устана-
вливать преимущественно у выходов, а также
на площадках отапливаемых лестничных кле-
ток. Внутренние пожарные краны должны
быть занумерованы и иметь рукав и ствол,
хранящиеся в специальных шкафчиках или
нишах со стеклянными дверцами, а также
световой указатель.
Спринклерные устройства позволяют ту-
шить возникший пожар и одновременно с этим
подавать сигнал пожарной тревоги.
Известны три системы спринклерных
устройств: а) водяная, когда сеть труб всё время
находится под водой; б) сухотрубная, при ко-
торой в сети обычно находится под некоторым
давлением воздух (во время пожара воздух
из сети выходит и взамен его под давлением
поступает вода); в) смешанная, представляю-
щая комбинацию водяной и сухотрубной си-
стем.
Дренчерные'устройства в отличие от спринк-
лерных являются открытыми. В момент обна-
ружения пожара в сеть впускается вода, ко-
торая, выходя через открытые отверстия дрен-
черов, орошает площадь, на которой происхо-
дит пожар. Особое распространение находят
дренчеры в помещениях с большими площа-
дями.
Пожарная сигнализация на предприятиях
должна обеспечивать возможность быстрого
и безотказного оповещения о пожаре. При от-
сутствии на предприятии развитой телефонной
сети для этой цели применяют специальную
электрическую пожарную сигнализацию, тип
которой выбирается в зависимости от вели-
чины территории завода.
ЛИТЕРАТУРА И ИСТОЧНИКИ
1 Безуглов П. Т., Справочная таблица огнеопасных
жидкостей, Гостоптехиздат, 1946.
2. Волков И. С, Машины и аппараты пожаротушения,
Наркомхоз РСФСР, 1948.
3. Временные технические условия и нормы на проекти-
рование и эксплоатацию устройств по тушению пожа-
ров нефтепроводов пенами и распылённой водой, Гос-
топтехиздат, 1944.
4. Дроздов Н. Г., Электричество трения как причина
пожаров, ОНТИ НКТП СССР, 1938.
5. К о р о л е в А. Е., Противопожарные мероприятия,
изд. Министерства коммунального хозяйства, 1948.
6. Правила устройства электроустановок промышленных
предприятий, Госэнсргоизлат, 1944.
7. Сборник руководящих материалов по пожарной профи-
лактике, Главное управление пожарной охраны МВД
СССР, 1946.
8. Селицкий Г. Е., Ручные и углекислотные си-
стемы огнетушителей типа РУО, Углетехиздат, 1947.
Замеченные опечатки и поправки
Стр.
7
23
27
61
81
82
83
'87
87
88
116
163
190
191
198
207
250
387
402
419
434
434
431
454
489
569
680
599
oil
615
615
Строка
4-я и 5-я сверху,
правая колонка
37-я и 38-я
сверху, левая
колонка
32-я и 31-я
снизу, правая
колонка
13-я снизу,
левая колонка
19-я снизу,
левая колонка
9-я сверху,
левая колонка
25-я и 26-я
сверху, левая
колонка
Таблица 13
Таблица 14
Таблица 15
1-я сверху,
правая колонка
Левая колонка,
верхняя табли-
ца, 2-я графа,
Ч-Я PRt*OXV
ОЛ \.Въ*?тЛу
Табл. 40,
1-я графа,
в головке
Табл. 42,
6-я графа,
5-я—7-я строки
сверху
25-я снизу,
правая колонка
25-я снизу,
правая колонка
19 я сверху,
левая колонка
13-я сверху,
левая колонка
16-я снизу,
ft л or о о 1^ОЛОН1^Я
11 JJood л tvwi'lvntVO
Табл. 12,
раздел «Рабо-
чие", 2-я графа,
5-я сверху
10-я и 9-я снизу,
левая колонка
Подпись под
фиг. 24
Подпись под
фиг. 25
Продолжение
табл. 27, 7-я
сверху, левая
колонка
Продолжение
табл. 65, 3-я
графа, 12-я
CHH3Y
Таблица,
1-я графа,
4-я сверху
11-я сверху,
левая колонка
20-я сверху,
левая колонка
11-я сверху,
левая колонка
5-я сверху,
.левая колонка
6-я сверху,
левая колонка
Напечатано
В предисловии к книжке „Соревнование масс"
в предисловии к книжке „Соревнование масс"
выполнима лишь тогда, когда в
его структурой
период в 72 000 руб.
продукции.
общезаводских расходов
Таблица 13
Таблица 14
Таблица 1о
Пресненский
+ л
Средний процент загрузки рабочих
о перерывах и потерях (сверхплановых)
в гл. XII
(см. гл. XII)..
отпускных
см. табл. 9, стр. 413—414).
Cv
о00Д52
Ударник
фрикционная муфта.
*«.
*« см ¦
по 50 смг\
=
У 5*Рп
или нормах, качестве
за границы поля допуска *.
т/ 2C) 20,- s
У 19 19^^
*Е = Л', - ДЛ1 и хг = Л'1 ~ Ам ,
Должно быть
В предисловии к книжке Е. Микулиной „Со
ревнование масс"
в статье „Соревнование и трудовой подъём
масс"
успешно решается там, где в непосредствен-
ном
с сю структурой
период в 72 000 руб. [1].
продукции [I].
общезаводских расходов [1].
Таблица 13 [1]
Таблица 14 [1]
Таблица 15 [1]
Пресновский
WMec-NdHY<DV-V
+ X
Средний процент загрузки рабочих (отноше-
ние задания к норме выработки)
о перерывах и погсрях (непланируемых)
ниже
(см. ниже).
оптовых
см. табл. 10, стр. 413).
cv
600.125
Стахановец
ремень.
кп см
ПО Ь СМ%\
h t г.гМ h
spn snpn
\л .
Zi (u
или нормах на качество продукции
за контрольные границы *,
l/SC) _20(- у
~ У 19 19V r>
ХЪ ~ xi — Ам и хг — л'1 — лм ,
Х\ —
Стр.
626
626
626
628
628
633
633
651
652
674
676
677
723
758
781
786
1. ]
Строка
6-я снизу, ле-
вая колонка
19-я сверху,
правая колонка
19-я снизу, ле-
вая колонка
1-я снизу, ле-
вая колонка
7-я сверху,
правая колонка
1-я снизу, ле-
вая колонка
6-я снизу,
правая колонка
Табл. 19,
2-я графа,
1-я сверху
Продолжение
тяЛл 1Q
4-я графа,
2-я сверху
Табл. 8,
2-я графа,
Ч-в рррпуу
10-я сверху,
левая колонка
4-я и 3-я снизу,
правая колонка
27-я сверху,
левая колонка
29-я снизу,
левая колонка
Схема 2
24-я снизу,
правая колонка
Напечатано
диаграммы со значениями
При значениях 1Х =
при цене
1 ~С1а 1Ь + а\
a J \ Е /
l~x " a ~ Z 7F1-'
П
р1
Оптиметр
0,001 мм
r, TkKCP
расх t r
Р
дополнений
среднепрогрессивных норм
Ш, — d,)s
ft ~\ ¦'— it n -L "I ОЛгт i i^tfffff
B4 абонента)
Фотоаппарат
в труде,
Должно' быть
диаграммы для п = 5 со значениями
При значениях п ¦= 5, 1Х ;=
при объёме пробы п = 5 и цене
1 ^а /8 + а\
ЧсР~'1 21а) "Ф( 'о )da'
'х~~ & " {а~Z' 7г=- '
pL
- Чср + Z"q '
Омтиметр
0,1 мм
тккс„
Т « f (Л 1 Ь Ч
Jрасх Хд_ сГ (L + Лз)
пополнений
прогрессивных норм
(?>, — d,K
Г)-, —Gп I lflOn I v I'llllU
*оавл — \'ti ' lwPv ,, . j-. л/мин,
\l ¦ w/ *
B—4 абонента)
Фотостат
о труде,
Поправки
¦\а стр. 55, в табл. 1, во 2-й графе отрезок прямой, изображающий продолжительность анализа работы за
истекший период B-й этап), должен быть продлён до конца первой десятидневки.
2. 1
-1а стр. 55, в табл. 1, в 8-й и 9-й графах отрезок прямой, изображающий время уточнения проекта A0-й. этап),
следует отнести к первой и второй десятидневкам после получения утверждённого государственного плана.
3. ]
4.
5. 1
¦ia стр. 430 в левой колонке фиг. 23 следует повернуть на 180 .
1а стр. 475 в табл. 56 строка „Всего" не нужна.
-1а стр. 490 в графе 2 поз. 35 обозначения б) и в) под эскизами поменять местами.