






















































































































































































































































































































Автор: Бушуев В.В. Каминская В.В. Проников А.С. Борисов Е.И. Дмитриев Б.М.
Теги: формообразование со снятием стружки молоты и прессы разделительные операции без образования стружки, дробление и измельчение, обработка листового материала, изготовление резьбы технология металлов машиностроение приборостроение металлорежущие станки станки станкостроение
ISBN: 5-7038-1280-1
Год: 1995



ПРОЕКТИРОВАНИЕ
МЕТАЛЛОРЕЖУЩИХ
СТАНКОВ
И СТАНОЧНЫХ СИСТЕМ
СПРАВОЧНИК. — УЧЕБНИК
В ТРЕХ ТОМАХ
ТОМ 2
Часть II
РАСЧЕТ И КОНСТРУИРОВАНИЕ
УЗЛОВ И ЭЛЕМЕНТОВ СТАНКОВ
Под общей редакцией д-ра техн, наук,
Лауреата Государственной премии СССР,
Заслуженного деятеля науки и техники РФ,
профессора А. С. Проникова
Рекомендовано Госкомитетом Российской Федерации
по высшему образованию в качестве учебника
для студентов высших учебных заведений,
обучающихся по направлению «Технология, оборудование и
автоматизация машиностроительных производств» и специальностям
«Металлорежущие станки и инструменты»
и «Технология машиностроения»
МОСКВА
ИЗДАТЕЛЬСТВО
МГТУ им. Н. Э. БАУМАНА
ИЗДАТЕЛЬСТВО
«МАШИНОСТРОЕНИЕ»
1995
ББК 34. 63-5-02.я2
П79
УДК 621.9.06.001.63(035)
Федеральная целевая программа книгоиздания России.
Авторы тома: д-р техн, наук, проф. А. С. Проников, канд. техн,
наук Е. И. Борисов, д-р техн, наук, проф. В. В. Бушуев, канд. техн,
наук, доц. Б. М. Дмитриев, д-р техн, наук, проф. В. В. Каминская,
канд. техн, наук, доц. Б. Н. Кузнецов, д-р техн, наук, проф.
К). Н. Кузнецов, д-р техн, наук, проф. О. П. Михайлов, д-р техн, наук,
проф. Е. Г. Нахапетян, канд. техн, наук, доц. Т. А. Проникова, д-р
техн, наук, проф. А. В. Пуш, канд. техн, наук, доц. Е. И. Рожков, канд.
техн, наук, доц. В. В. Селезнева, д-р техн, наук, проф. В. Л. Сосонкин,
инж. Н. П. Спиренков, канд. техн, наук, доц. В. С. Стародубов, канд.
техн, наук, доц. В. М. Утенков, д-р техн, наук, проф. Л. Э. Шварцбург,
канд. техн, наук, доц. В. Б. Шолохов
Рецензент д-р техн, наук В. А. Лещенко
П79 Проектирование металлорежущих станков и станочных систем:
Справочник-учебник. В 3-х т. Т. 2. Расчет и конструирование узлов
и элементов станков / А. С. Проников, Е. И. Борисов, В. В. Бушуев
и др.; Под общ. ред. А. С. Проникова.— М.: Издательство МГТУ
им. Н. Э. Баумана: Машиностроение, 1995.— 320 с.: ил.
ISBN 5-7038-1280-1 ISBN 5-217-02745-2
Отражены вопросы расчета и конструирования отдельных узлов, механизмов
и элементов станка. Во второй части книги рассмотрены механизмы загрузки и
закрепления заготовок и режущего инструмента, механизмы для обеспечения точ-
ности обработки, архитектура и математическое обеспечение систем ЧПУ, кон-
трольно-измерительная аппаратура станка, а также устройства, обеспечивающие
работоспособность станка при эксплуатации. ГОСТы приведены по состоянию на
01.01.93 г.
Учебник прошел успешную апробацию в МГТУ им. Н. Э. Баумана при чте-
нии курсов «Расчет и проектирование станков», «Динамика станков», «Надеж-
ность», «Приводы станков» и др.
Для студентов вузов, обучающихся по направлению «Технология, оборудова-
ние и автоматизация машиностроительных производств» и специальностям
«Металлорежущие станки и инструменты» и «Технология машиностроения», пре-
подавателей, а также инженерно-технических работников, работающих в области
станкостроения.
2705020000-156
П 038(01 )-95 ,56‘93
ББК 34.63-5-02.Я2
2705020000-123
П 095(2)-95 без объявл-
ISBN 5-7038-1280-1 (т. 2, ч. II, Изд-во МГТУ им. Н. Э. Баумана)
ISBN 5-7038-1277-1 (т. 2, Изд-во МГТУ им. Н. Э. Баумана)
ISBN 5-7038-1259-3 (Изд-во МГТУ им. Н. Э. Баумана)
ISBN 5-217-02745-2 (т. 2, ч. II, Машиностроение)
ISBN 5-217-01489-Х (т. 2, Машиностроение)
ISBN 5-217-01245-5 (Машиностроение)
© А. С, Проников, Е. И. Борисов, В. В. Бушуев и др., 1995.
Глава 7
МЕХАНИЗМЫ ЗАГРУЗКИ
И ЗАКРЕПЛЕНИЯ ЗАГОТОВОК
7.1. Механизмы закрепления штучных заготовок
Вопросы закрепления заготовок на металлорежущих станках, обе-
спечения надежности подачи их в зону обработки, транспортирования и
накопления должны решаться комплексно с учетом особенностей обра-
ботки, возможностей станка и требований по точности обработки.
Основными требованиями при этом являются надежность базирования
с сохранением требуемой жесткости детали, повышение производитель-
ности оборудования, сокращение обслуживающего персонала и улуч-
шение условий труда.
Вид производства и технический уровень оборудования определя-
ют конструктивные формы механизмов загрузки и закрепления заго-
товок, начиная с элементов технологической оснастки и до узлов, яв-
ляющихся неотъемлемой частью автомата, автоматической линии,,
сложной системы металлорежущих станков. На рис. 7.1 дана класси-
Рис. 7.1. Классификация механизмов закрепления заготовок на станках
фикация механизмов закрепления заготовок на металлорежущих
станках.
Предусмотрены различные системы станочных приспособлений,
классифицированные по степени специализации, возможности перена-
ладки, наличию стандартных элементов и возможности использования
их в различных приспособлениях и т. д.
1* 3.
Система универсально-безналадочных приспособлений (УБП)
обеспечивает установку деталей, не требующих сменных установочных
и зажимных элементов. Она предназначена для единичного и мелкосе-
рийного производства и входит обычно в комплекты оснастки в качест-
ве принадлежностей к станкам (патроны, центры, машинные тиски,
поворотные столы, магнитные плиты и т. п.) *
Система универсально-наладочных приспособлений (УНП) преду-
сматривает наличие сменной наладки в виде меняющейся конструкции
в зависимости от закрепляемой заготовки и вида обработки, базирую-
щейся на базовых постоянных для станков определенного типа приспо-
соблениях. Эти приспособления могут быть использованы многократ-
но с различными наладками при смене объекта обработки или вида
оборудования. Это позволяет рационально использовать УНП в усло-
виях единичного и серийного многономенклатурного производства и
при групповой обработке деталей.
На рис. 7.2 дана схема приспособления для сверления отверстий в
заготовке 3 с использованием в качестве базового элемента делитель-
ного стола 1. Приспособление состоит из сменных установочных эле-
ментов 2, зажимного приспособления 4 и сборочной единицы в виде
стойки с кондуктором 5.
Специализированные наладочные приспособления (СНП) также
состоят из базовой конструкции и сменных наладок. Отличие от
УНП — большая степень приспособленности к использованию в усло-
Рис. 7.2. Приспособление для сверления отверстий
виях среднесерийного и многономенклатурного крупносерийного про-
изводства с ограничением возможности изменения схемы базирования.
Технические требования к УНП и СНП регламентированы ГОСТ
22129—76. Базовые части приспособлений нормальной точности (Н)
используют для обработки деталей с точностью по 9—13-му квалите-
там, а повышенной точности (П) — по 7-му квалитету. Позиционный
допуск осей базовых отверстий, расположенных в один ряд, соответ-
ственно составляет ±0,022 и ±0,014 мм.
Универсально-сборные (УСП) и сборно-разборные (СРП) приспо-
собления включают в себя стандартные детали и узлы, что позволяет
осуществлять быструю сборку приспособлений. Их применяют не толь-
ко в условиях единичного и мелкосерийного производства, для кото-
рых они в основном предназначены, но и в крупносерийном производ-
стве при совершенствовании выпускаемой продукции и освоении но-
вых видов изделий.
Разработаны три типоразмера УСП для различных видов произ-
водства (ГОСТ 31.111.41—83 и ГОСТ 31.111.42—83). Использование
УСП позволяет вести обработку с точностью до 7-го квалитета.
На рис. 7.3 приведен пример использования деталей и сборочных
единиц УСП для обработки плоскостей детали 7, закрепленной стан-
дартным зажимным устройством 2 на стойке 5. Стойка базируется на
плите 4. Все использованные детали и сборочные единицы изготовляют
централизованно, они внесены в каталоги и их можно применять мно-
гократно для приспособлений различного вида.
Рис. 7.3. Приспособление для обработки плоскостей
Система СРП приспособлена для использования в серийном про-
изводстве. Стандартизация охватывает главным образом функциональ-
ные узлы и механизмы, зажимные устройства, патроны, оправки, ко-
торые предназначены для изготовления деталей нормальной и повы-
шенной точности.
Неразборные специальные приспособления (НСП) применяют для
обработки определенной детали; они, как правило, не предназначены
для повторного использования. Их применяют в крупносерийном и мас-
совом производствах.
Приспособления для закрепления обрабатываемых деталей разра-
батывают для станков определенных групп. В токарных и шлифоваль-
ных станках широко используют передние и задние центры, поводко-
вые устройства, люнеты, оправки, патроны и планшайбы. Специальные
конструкции приспособлений позволяют обеспечивать сложные взаим-
ные перемещения заготовки и инструмента.
В сверлильных станках приспособления для закрепления загото-
вок классифицируют по способу их установки и возможности измене-
ния положения детали для различных видов осевой обработки. Стацио-
5
парные приспособления создают для деталей, которые в процессе обра-
ботки на станке остаются неподвижными. В этом случае имеется воз-
можность использования постоянных кондукторных плит. Отсутствие
изменяющих свое положение узлов приспособления повышает точность
фиксации детали, уменьшает износ кондукторных устройств.
Поворотные приспособления различных типов предназначены для
обработки заготовок с разных сторон; их выполняют с вертикальной,
горизонтальной и наклонной осями вращения. Они имеют делительные
и фиксирующие устройства.
При выборе и конструировании приспособлений для фрезерных
станков необходимо проводить расчеты, учитывающие особенности
условий резания. По сравнению с приспособлениями для сверлильных
станков они, как правило, должны быть более жесткими. Важное зна-
чение имеет правильная установка приспособления, выбор направляю-
щих шпонок и способа крепления.
Типовыми приспособлениями для крепления деталей на фрезерных
станках являются машинные тиски, которые бывают неповоротными
или поворотными в одной или нескольких плоскостях. На фрезерных
станках часто используют различного вида кассетные приспособления
для обработки с одной установки большого числа деталей, делитель-
ные приспособления, поворотные устройства и т. п. Эти приспособле-
ния могут быть использованы в станках других групп.
В зуборезных и протяжных станках заготовки закрепляют с по-
мощью патронов и оправок различных видов. При повышенных тре-
бованиях к точности обработки зазоры между поверхностью детали и
зажимными устройствами регулируют с помощью специальных раз-
жимных оправок, цанговых механизмов, патронов с гидропластмассой.
При работе на агрегатных станках, автоматических линиях, ста-
ночных системах с ЧПУ требования к надежности закрепления заго-
товки, быстродействию механизмов и точности фиксации выше, чем
при использовании универсального оборудования. Высокая производи-
тельность автоматизированного оборудования приводит к ускоренному
изнашиванию сопрягаемых поверхностей. Для того чтобы это не сказа-
лось на качестве деталей, необходимы специальные расчеты и кон-
структивное оформление зажимных, фиксирующих, транспортных ме-
ханизмов.
Широко распространена обработка деталей сложной конструкции,
закрепленных в приспособлениях-спутниках. Спутник должен иметь
надежную опорную поверхность, удобную для перемещения его от
одного станка к другому, фиксирующие гнезда и приспособление для
закрепления на станке. В большинстве случаев заготовку базируют и
закрепляют на спутнике, но можно использовать спутник только для
базирования и перемещения деталей. В последнем случае для их за-
крепления используют механизмы станков и автоматических линий.
К приспособлениям-спутникам предъявляют высокие требования
по точности изготовления базирующих элементов. Обычно отклонения
их размеров не должны превышать 0,1—0,2 допуска на размер изго-
товляемой детали. Следует предусматривать периодическую очистку
базовых поверхностей от стружки и загрязнений, повышать надеж-
ность работы транспортных и зажимных устройств оборудования. При-
менение приспособлений-спутников требует создания специальных
транспортных устройств для возврата их к началу линии после завер-
шения обработки и применения механизированных устройств для за-
мены деталей.
6
На рис. 7.4 показано приспособление-спутник 1 станции 2 фикса-
ции и зажима. Основные размеры приспособления регламентированы:
ширина В составляет ряд: 400, 500, 630 и 800 мм, длина спутника L=
®=500 ... 1000 мм, размер С=260 ... 560 мм, межосевое расстояние А =
=380 ... 880 мм.
Автоматизированное производство предъявляет дополнительные
требования по агрегатированию и унификации устройств для закреп-
ления, транапортирова1ния и складироваиия заготовок. Для складиро-
вания и транспортирования широко используют различного вида под-
доны и кассеты. Последние обычно представляют собой замкнутый
объем предварительно ориентированных заготовок для партионной об-
работки деталей сравнительно небольших размеров.
Разновидностью приспособлений-спутников являются палеты, ко-
торые применяют в гибких производ-
ственных модулях и системах. Их ис-
пользуют как транспортно-складскую
тару и технологические носители,
предназначенные для фиксации заго-
товок во время обработки (см. п. 7.5).
Для зажимных приспособлений ис-
пользуют пневматические, гидравли-
ческие, электромеханические приво-
ды, магнитные, вакуумные механизмы
и их комбинации.
Пневмопривод конструктивно
прост, обладает высоким быстродей-
ствием, его легко присоединить к
централизованному воздухораспреде-
лителю, имеющемуся на большинстве
заводов, он менее чувствителен к по-
тери герметичности по сравнению с
гидравлическим приводом. Основным
Рис, 7.4. Приспособление-спут-
ник
недостатком является ограниченное
до 0,4—1,0 МПа рабочее давление в
цеховых пневмосистемах, что приво-
дит к увеличению габаритных разме-
ров поршневых устройств, использованию систем рычагов и т. п. Обыч-
но сила зажима не должна превышать 10 кН для приспособлений, не
закрепленных на станке стационарно.
Наиболее распространены поршневые и мембранные цилиндры.
Стационарные поршневые пневмоцилиндры диаметром от 12 до 90 мм
(ГОСТ 15608—81Е) могут развивать статическую тянущую силу тяги
на штоке от 200 до 70 000 Н при давлении в сети до 0,63 МПа. Во вра-
щающихся сдвоенных пневмоцилиндрах двустороннего действия со
сплошным штоком типа П-ЦВС-250 с диаметром штока 250 мм теоре-
тическая сила на штоке: тянущая — 58 кН, толкающая — 30 кН
(рис. 7.5).
Сжатый воздух через ниппель 6, воздухопроводящую муфту 1 и
центровое отверстие в стержне 5 попадает в правую полость цилиндра
2 и перемещает поршень 3 влево, создавая тянущую силу на штоке 4.
При подаче сжатого воздуха через ниппель 7 и скосы в стержне 5 в
левую полость цилиндра поршень 3 движется вправо, создавая на
штоке толкающую силу.
Распространены стационарные пневмоцилиндры, встраиваемые в
7
4
Рис. 7,5. Сдвоенный пневмоцилиндр двустороннего действия
Рис. 7.6. Пневмоцилиндры, применяемые в станочных приспособлениях
станочные приспособления (рис. 7.6). Диаметры цилиндров составляют
ряд: 63, 80, 100, 125, 160, 200, 250 мм; ход штока 16—50 мм; при дав-
лении не менее 0,63 МПа толкающие силы 1,65—17,85 кН, тянущие —
1,54—26,75 кН.
Мембранные пневмоцилиндры диаметром 125—400 мм с резино-
тканевой и резиновой мембранами (рис. 7.7) развивают силу на штоке
соответственно до 36—46 кН в положении, близком к исходному. С уве-
личением длины хода эта сила уменьшается, поэтому мембранные ци-
8
линдры целесообразно применять при небольших перемещениях штока
(до 0,2—0,3 диаметра тарельчатой диафрагмы).
Гидравлические приводы зажимных устройств позволяют исполь-
зовать более высокое давление по сравнению с пневмоприводом. Это
дает возможность получать значительно большие силы при уменьше-
нии габаритных размеров рабочих цилиндров. Для гидропривода ха-
рактерны бесшумность работы, надежное смазывание трущихся ча-
стей, конструктивная простота механизмов при многоточечном закреп-
лении.
Рис. 7.7. Мембранный пневмоцилиндр одностороннего действия:
/ — опорная шайба; 2 — тарельчатая мембрана; 3 —корпус; 4 —шток
В качестве источника подачи жидкости могут быть использованы
гидронасосы, пневмогидропреобразователи, аккумуляторы различных
типов. Для управления выходными звеньями механизмов зажима наи-
более часто используют гидродвигатели одностороннего действия с
возвратно-поступательным и поворотным движениями рабочего органа.
На рис. 7.8 показаны гидроцилиндры одностороннего действия со
сплошным и полым штоком на номинальное давление 10 МПа. Диа-
метр поршня jD=4O...8O мм, сила на штоке — от 10 до 48 кН, ход
9
поршня /=12...16 мм, наружный диаметр £>1—56... 105 мм, резьбо-
вое присоединительное отверстие имеет диаметр M14XL5; М16Х1,5 и
К 1/4".
Поворотный шиберный гидродвигатель (рис. 7.9) перемещает в
осевом направлении тягу 1 зажимного механизма за счет поворота ло-
пасти 2, которая под действием давления масла поворачивается от
одной стороны перегородки 3 корпуса 4 к другой.
Сила тяги [3]
™ pbh(D—h)x\
<^ср х + Ф)
где р — давление масла в цилиндре; b — ширина лопасти гидродвига-
теля; h — высота лопасти; D — диаметр цилиндра; т] — КПД гидродви-
гателя, т)=0,8 ... 0,9; dCp — средний диаметр резьбы; а — угол подъема
Рис. 7.9. Поворотный гидродвигатель для осевого перемещения штока зажимных при-
способлений
винтовой линии резьбы; <р — угол трения в резьбе, ф=6° для широко
применяемых трапецеидальных резьб при коэффициенте трения 0,1.
Магнитный привод позволяет равномерно распределять силу за-
жима по всей опорной поверхности, он прост по конструкции и удобен
в управлении. Источниками магнитного потока могут быть постоянные
магниты и электромагнитные катушки. Закрепляемая заготовка, как
правило, является одним из магнитопроводов. Это необходимо учиты-
вать при выборе установочно-зажимных приспособлений. Минимальные
размеры закрепляемой заготовки и силы притяжения регламентирова-
ны ГОСТ 17519—87 Е.
Вакуумный привод прост и удобен для крепления деталей типа
пластин и оболочек при небольших силах резания. Уплотнение обеспе-
чивают полосами или шнурами из вакуумной резины. Детали с базо-
выми поверхностями, не имеющие выступов, канавок и повреждений,
которые могут привести к разгерметизации разряженной полости, уста-
10
навливают непосредственно на приспособление без специальных уплот-
нительных устройств. Базирующую поверхность приспособления с ва-
куумным приводом изготовляют по 6—7-й степеням точности и пара-
метром шероховатости 7?а=0,63 мкм.
Сила зажима
Q ~ (Ра Ро) F—Ру,
где ра и ро — соответственно атмосферное и остаточное давление в ка-
мере после разряжения; F — площадь контакта закрепляемой детали
с камерой; Ру — сила упругости прокладки в сжатом состоянии.
Сила Q должна обеспечивать надежное закрепление заготовки при
действии сдвигающих или отрывающих сил, возникающих при обра-
ботке.
Электромеханический привод зажимных приспособлений удобен
для обеспечения стабильных сил зажима в широком диапазоне. Он
прост в управлении, и поэтому его часто используют в автоматизиро-
ванном оборудовании. По сравнению с гидро- и пневмоприводом элек-
тромеханический привод дешевле, так как не требует использования
насосных установок, баков, трубопроводов, сложной контрольно-регу-
лирующей аппаратуры.
Привод состоит из электродвигателя и передаточного механизма,
оснащенных простейшей системой управления и защиты от перегру-
зок. Конструктивное оформление электромеханического привода за-
жимных устройств зависит от вида оборудования и задач, которые он
должен решать. Во многих случаях привод является неотъемлемой
частью станка, автоматической линии, сложной станочной системы.
Механизмы загрузки и закрепления, являющиеся составной
частью металлорежущего оборудования, проектируют в зависимости от
вида заготовки, степени автоматизации и назначения станка или ста-
ночной системы. При этом имеется большая возможность рациональ-
ной взаимной увязки механизмов, использования привода станков и
его кинематических цепей.
Наибольшее распространение получили штучные заготовки и
прутки с круглым, шестигранным и другими видами профилей.
Подробно механизмы загрузки и закрепления этих видов заготовок
рассмотрены ниже. Бунтовое питание характеризуется наличием спе-
циальных устройств для предварительной правки заготовок. Механиз-
мы подачи прутка должны обеспечивать силу, необходимую для прав-
ки и разматывания бунта. При этом регламентировано качество по-
верхности и отклонения от формы заготовки, так как при значитель-
ных силах возможно деформирование материала, появление рисок
и т. п. Заготовка во время обработки обычно неподвижна и закрепле-
на передним и задним зажимами цангового или клещевого типа.
Зажимные механизмы условно можно разделить на две группы:
для зажима заготовок симметричных профилей (цилиндрических, квад-
ратных, шестигранных) и для зажима заготовок произвольных форм
{корпусных деталей различных видов, плит, кронштейнов и т. п.).
Типовой механизм зажима состоит из приводного, передаточного
и зажимного звеньев. На рис. 7.10 приведена классификация зажим-
ных механизмов по виду зажимного звена и типу замыкания звеньев
[14].
Приводные устройства выбирают в соответствии с имеющимися
возможностями (наличие пневмо- или гидросети, специальных двига-
телей и т. п.) и особенностями станка. Если станок обслуживает гид-
Механизмы зажима
Рис. 7.10. Классификация
зажимных механизмов
ростанция, то целесообразно использовать ее и для зажимных меха-
низмов, если ее нет, то и нет смысла создавать ее только для меха-
низмов зажима. Это справедливо при выборе и других видов привод-
ных устройств.
Передаточные звенья (системы рычагов, трубы, тяги, пружины
и т. п.) проектируют для каждого вида оборудования с максимальным
использованием типовых, стандартных элементов, отвечающих требо-
ваниям к зажимным устройствам. В качестве зажимного звена ис-
пользуют цанги, кулачки, системы рычагов, шариковые, мембранные,
вакуумные, магнитные и другие устройства. Наиболее распространены
цанговые и кулачковые механизмы (см. п. 7.4).
По виду замыкания силы зажима механизмы делят на две груп-
пы: механизмы с силовым и жестким замыканием. В первом случае
сила зажима зависит от номинальных значений параметров приводных
устройств, которые являются одновременно демпфером, позволяющим
компенсировать незначительные изменения размеров зажимаемой за-
готовки. При силовом замыкании перемещение ведущего звена остается
постоянным при различных положениях ведомого звена, что может
происходить при изменении размера зажимаемой заготовки. При отре-
гулированной силе зажима увеличение этого размера приведет к рез-
кому увеличению силы, выборке зазоров в передаточных звеньях и их
дополнительному деформированию.
На рис. 7.11 приведена схема работы зажимного устройства с же-
стким замыканием. Кулачок 1 является ведущим звеном, которое через
промежуточные звенья 2 и 3 зажимает заготовку 4. При перемещении
толкателя от точки до точки а2 звенья перемещаются до соприкосно-
12
Рис. 7Л1. Зажимное устройство с жестким замыканием
вения ведомого звена 3 с заготовкой. В дальнейшем происходит жест-
кое замыкание кинематической цепи с деформированием звеньев, так
как заготовка представляет собой жесткое звено. При колебании раз-
мера заготовки деформация звеньев механизма изменяется. Устрой-
ства такого типа широко используют в механизмах зажима станков,
так как они при малых габаритных размерах позволяют создавать
значительные силы.
Расчет механизмов с жестким замыканием должен предусматри-
вать возможность колебания размера б0. В результате на кулачке воз-
никает дополнительная сила
Q max=Q о •/’С»
где Qo — сила, необходимая для зажима при наименьшем размере же-
сткого звена б0; К—коэффициент, характеризующий возрастание си-
лы, необходимой для зажима заготовки наибольшего допустимого раз-
мера.
Под воздействием Qmax возрастает деформация звеньев, которая
зависит от их геометрических размеров, схемы нагружения и мате-
риала. Напряжения, вызванные максимальными нагрузками, не долж-
ны превышать допустимые. Рекомендуется Л=3... 4, хотя работа ре-
альных механизмов станков показывает, что они выдерживают иногда
и большие перегрузки.
В общем случае сила IV, с которой зажимные звенья должны
удерживать обрабатываемую заготовку,
Wf> VPJ+PJ,
где Pz и Рх — окружная и осевая составиящщие силы резания; f — ко-
эффициент трения (сцепления) между поверхностью зажимного звена
и зажимаемой деталью (значения f приведены в п. 7.4).
Дальнейшие расчеты зависят от выбранной схемы зажимных ме-
ханизмов и приводных устройств.
7.2. Универсальные и специальные патроны
и зажимные приспособления
Универсальными патронами общего назначения являются двух-,
трех- и четырехкулачковые патроны с ручным и механизированным
приводом нормальной .(Н), повышенной (П), высокой (В) и особо
высокой (А) точности. Общие технические условия даны в
ГОСТ 1654—86.
Токарные самоцентрирующие трех- и двухкулачковые клиновые и
рычажно-клиновые патроны (ГОСТ 24351—80) изготовляют с крепле-
нием на шпиндель станка через переходной фланец, (исполнение 1),
13.
непосредственно на фланцевый конец шпинделя по ГОСТ 12595—85
(исполнение 2) или по ГОСТ 12593—72 (исполнение 3). По конструк-
ции они могут быть клиновыми или рычажно-клиновыми с креплением
кулачков с помощью крестового шпоночного паза (исполнение 1), зуб-
чато-реечного зацепления с мелким зубом (исполнение 2) или зуб-
чато-реечного зацепления с мелким зубом безвинтовым, быстропере-
налаживаемым (исполнение 3).
Пример условного обозначения патрона трехкулачкового (тип Б),
исполнение по креплению на шпинделе — 1, диаметром 200 мм, рычаж-
но-клинового исполнения (по конструкции 2) с креплением кулачков с
помощью крестового шпоночного паза (исполнение 1) и класса точно-
сти П: Патрон 7102—0070-2-1-П ГОСТ 24351—80. Для патронов клас-
са Н буквенный индекс не указывают.
Диапазон размеров наружного диаметра патронов: 80, 100, 125,
(150), 160, (175), 200, 250, 315, 400, 500 и 630 мм. Условное обозна-
чение размера конца шпинделя станка: 3, 4, 5, 6, 8, 11, 15. Длина пат-
рона от 65 до 210 мм. Ширина кулачка — от 25 до 90 мм. Ход кулач-
ков от привода — от 3 до 12 мм. Масса патрона — от 4,5 до 292 кг.
Самоцентрирующие спирально-реечные трехкулачковые патроны
(ГОСТ 2675—80) выполняют с цельными (рис. 7.12) и со сборными
Рис. 7.12. Самоцентрирующий трехкулачковый патрон
кулачками. Длина патронов без учета выступающих кулачков Н=
=5... 125 мм, диаметр внутреннего отверстия d=16...19O мм, на-
ружный диаметр £>=80...630 мм, ширина кулачков В = 12...6О мм,
масса патрона — от 2 до 190 кг.
Четырехкулачковые патроны классов точности Н, П, В, А с неза-
висимым перемещением кулачков (ГОСТ 3890—82) предназначены для
установки и зажима деталей некруглой формы на станках различных
типов. Их изготовляют с креплением непосредственно на фланцевые
концы шпинделей по ГОСТ 12595—85 (тип 1), по ГОСТ 12593—72
(тип 2) и с цилиндрическим центрирующим пояском, устанавливаемым
на шпиндели станков через промежуточный фланец (тип 3). Наруж-
ный диаметр патронов: 160, 200, 250, 315, 400, 500, 630, 800 и 1000 мм.
Условный размер шпинделя: 1, 2, 4, 5, 6, 8, 11, 15. Длина патронов от
65 до 135 мм. Ширина кулачков от 28 до 80 мм. Масса патрона от 15
до 490 кг.
Самоцентрирующие патроны в собранном виде должны быть ста-
тически уравновешены при положении кулачков, соответствующем на-
14
ружному диаметру патрона, с точностью не менее чем точность, при-
веденная в табл. 7.1. Допуск радиального биения контрольного пояска
самоцентрирующих патронов диаметром до 630 мм классов точности
А и В не более 10 мкм, классов Н и П — не более 20 мкм. Для патро-
нов класса точности А, В, П установленный срок сохраняемости точ-
7.1. Допустимый дисбаланс для
самоцентрирующих патронов
Диаметр патрона, мм Допустимый дисбаланс, г • см, для патрона класса точности
' А i i в 1 п 1 1 н
Не более По нормам, согласованным между
200 изготовителем и потребителем
250 63 100 160 250
315 90 140 224 355
400 140 200 310 500
500 200 250 420 710
630 250 400 600 1000
лости должен быть не менее 2 лет, для патронов класса точности Н —
не менее 18 месяцев.
Радиальное и торцовое биение контрольного кольца, зажатого на-
ружными ступенями прямых кулачков и внутренними ступенями обрат-
ных кулачков, должно соответствовать данным, приведенным в
табл. 7.2 и 7.3.
7.2. Допуски радиального биения для
самоцентрирующих патронов
Наружный диаметр патрона, мм Допуск радиального биения, мкм. патрона класса точности
А 1 1 в п 1 1 *
80; 100 125 20 30 50 60
75
160; 200 25 40 60
250; 315 400 30 40 50 60 80 100
500; 630 50 80 100 120
7. 3. Допуски торцового биения для самоцентрирующих патронов
Наружный диаметр Допуск торцового биения, мкм, патрона класса точности
патрона, мм •А в п 1 1 н
80; ЮО 125; 160; 200 250 315, 400 15 20 20 30 30 40 40 50
30 40 50 70
500; 630 80
15
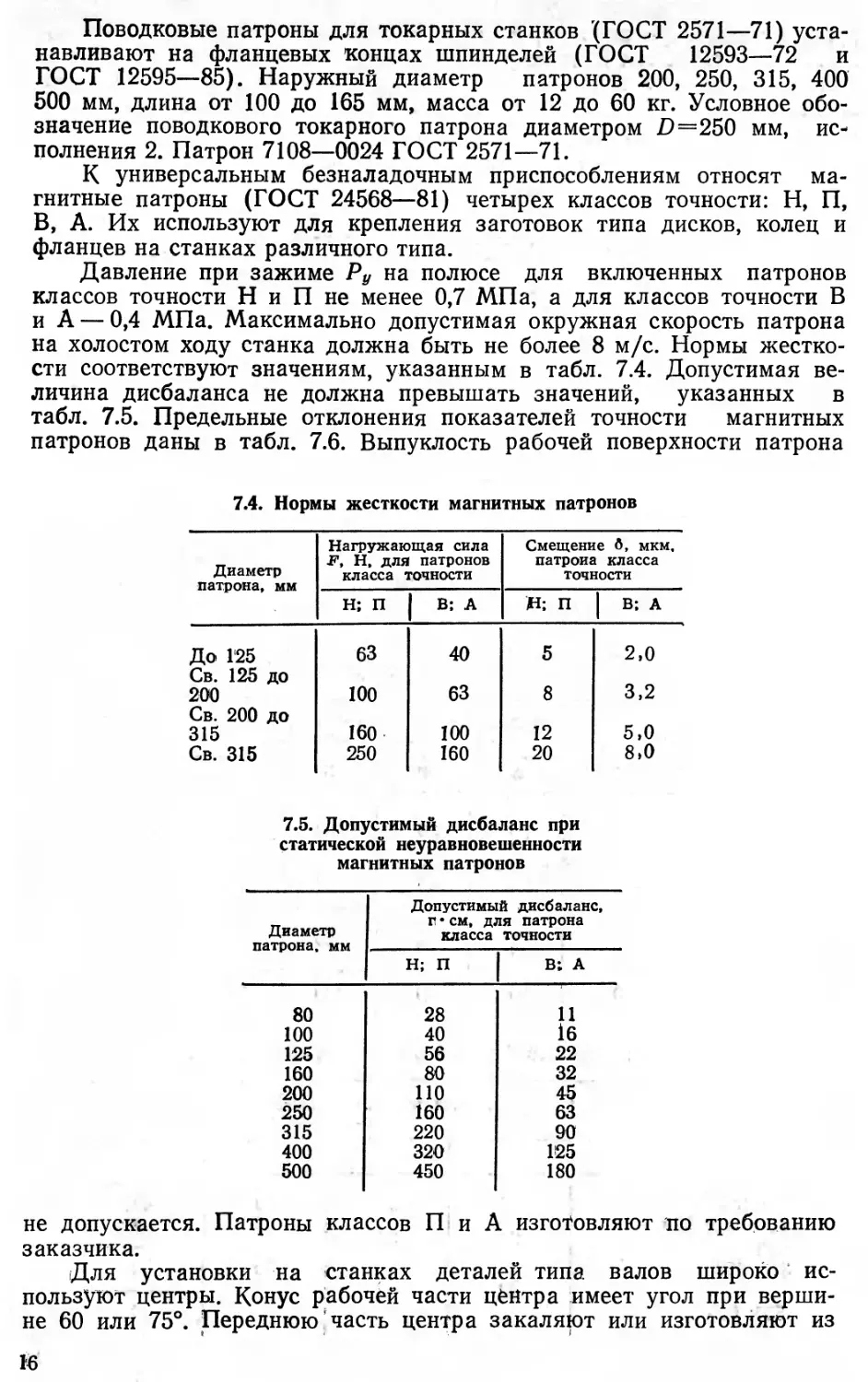
Поводковые патроны для токарных станков (ГОСТ 2571—71) уста-
навливают на фланцевых концах шпинделей (ГОСТ 12593—72 и
ГОСТ 12595—85). Наружный диаметр патронов 200, 250, 315, 400
500 мм, длина от 100 до 165 мм, масса от 12 до 60 кг. Условное обо-
значение поводкового токарного патрона диаметром £>=250 мм, ис-
полнения 2. Патрон 7108—0024 ГОСТ 2571—71.
К универсальным безналадочным приспособлениям относят ма-
гнитные патроны (ГОСТ 24568—81) четырех классов точности: Н, П,
В, А. Их используют для крепления заготовок типа дисков, колец и
фланцев на станках различного типа.
Давление при зажиме Ру на полюсе для включенных патронов
классов точности Н и П не менее 0,7 МПа, а для классов точности В
и А — 0,4 МПа. Максимально допустимая окружная скорость патрона
на холостом ходу станка должна быть не более 8 м/с. Нормы жестко-
сти соответствуют значениям, указанным в табл. 7.4. Допустимая ве-
личина дисбаланса не должна превышать значений, указанных в
табл. 7.5. Предельные отклонения показателей точности магнитных
патронов даны в табл. 7.6. Выпуклость рабочей поверхности патрона
7.4. Нормы жесткости магнитных патронов
Диаметр патрона, мм Нагружающая сила F, Н, для патронов класса точности Смещение б, мкм. патрона класса точности
Н; П В; А Н; П | В; А
До» Г25 63 40 5 2,0
Св. 125 до 200 100 63 8 3,2
Св. 200 до 315 160 100 12 5,0
Св. 315 250 160 20 8>0
7.5. Допустимый дисбаланс при
статической неуравновешенности
магнитных патронов
Диаметр патрона, мм Допустимый дисбаланс, г • см, для патрона класса точности
Н; П В; А
80 28 11
100 40 16
125 56 22
160 80 32
200 ПО 45
250 160 63
315 220 90
400 320 125
500 450 180
не допускается. Патроны классов П и А изготовляют по требованию
заказчика.
Для установки на станках деталей типа валов широко * ис-
пользуют центры. Конус рабочей части центра имеет угол при верши-
не 60 или 75°. Переднюю часть центра закаляют или изготовляют из
16
7.6. Предельные отклонения показателей точности магнитных патронов (см. рис. 7.12)
Допустимое отклонение Класс точности патрона Предельные отклонения, мкм, диаметра D патрона, мм
до 125 св. 125 до 200 св. 200 до 315 св. 315
От прямолинейности рабочей по- Н П 8 5 10 6 12 8 16 10
верхности патрона в заданных
сечениях, от параллельности оси В 3 4 5 6
патрона относительно основания, А 2 2,5 3 4
торцового биения рабочей по- верхности патрона Радиальное биение наружной по- Н 25 32 40 50
верхности патрона относительно П 15 20 25 30
диаметра В 10 12 16 20
А 6 8 10 12
твердого сплава. Закрепляют центр на станке с помощью конуса Мор-
зе. Для удобства обработки торцовой и наружной цилиндрической по-
верхностей деталей используют полуцентры. Упорные центры и полу-
центры диаметром от 9,2 до 63,8 мм изготовляют в соответствии с
ГОСТ 13214—79 и ГОСТ 2576—79. Для более тяжелых работ преду-
смотрены упорные центры диаметром от 80 до 200 мм с конусностью
1 : 10 и 1:7 (ГОСТ 18259—72). Неподвижные центры используют
обычно при частоте вращения до 120 мин-1.
Для обработки заготовок с большей частотой вращения могут
быть использованы вращающиеся центры (ГОСТ 8742—75). Их изго-
товляют с постоянным центровым валиком (тип А) и с насадкой на
центровой валик (тип Б). Допустимо радиальное биение конуса
центрового валика центра не более 0,012 мм для нормальной серии,
0,006 мм — для нормальной серии повышенной точности и 0,016 мм —
для усиленной серии. Для передачи крутящего момента обрабатыва-
емой заготовке используют различные конструкции поводковых центров.
При плоском шлифовании и других видах чистовой и получистовой
обработки заготовки закрепляют на магнитных прямоугольных плитах
общего назначения классов точности Н, П, В, А, С (ГОСТ 16528—87 Е).
Они предназначены для закрепления заготовок из ферромагнитных ма-
териалов на станках с прямоугольным столом. Размеры плит — от
100X250 до 500X800 мм. Давление при зажиме в средней части плиты
при незагруженной рабочей поверхности не менее 0,8 МПа для плит
классов точности Н и П и 0,55 МПа для плит классов точности В, А, С.
Полный установленный срок службы не менее 10 лет. Критерием пре-
дельного состояния является невосстановимая потеря точности, отсут-
ствие силы притяжения или ее уменьшение до значений, составляющих
менее 50% установленных значений. Установленный ресурс по точно-
сти не менее 2,5 лет для плит класса точности Н и 3 года для плит
более высокого класса точности. Допустимые отклонения смещения
плит даны в табл. 7.7.
К специальным зажимным патронам можно отнести высокоскоро-
стные (с компенсацией центробежных сил неуравновешенных кулач-
ков), плунжерные для тонкостенных и длинномерных деталей, поводко-
вые, широкодиапазонные, быстропереналаживаемые, многофункци-
ональные (поворотные, с перехватом зажимных поверхностей) патро-
17
7.7. Допустимые отклонения смещения плит
Длина L плиты, мм Нагружающая сила F, Н, для плиты класса точности Смещение б, мкм, плиты класса точности
Н; П | В; А: С Н; П | В; А; С
До 320 160 100 4 1,6
Св. 320 до 500 250 160 6 2,5
Св. 500 до 800 400 250 10 4,0
Св. 800 до 1000 630 400 16 6,0
Св. 1000 до 1250 1000 630 25 10,0
ны, а также патроны для зажима по фасонной поверхности (зубчатой,
резьбовой) и хвостового режущего инструмента (сверл, фрез, метчи-
ков) и др.
Тип зажима и зажимного патрона зависит от направления дей-
ствия силы зажима (рис. 7.13). В каждой плоскости этих направлений
Рис. 7.13. Направления действия результирующей силы зажи-
ма в зажимном патроне:
/, 5 — радиальное наружное и внутреннее; 5, 7 — торцевое к патрону
и от него; 9, 14 и 11, 12 — заклинивающие наружное и внутреннее;
2, 8 и 4, 6 — угловые наружное и внутреннее; 10, 13 — через поводок
наружное и внутреннее
по восемь (1—8), а если учесть два общих направления (1 и 5), то
всего их 14. В патроне сила может действовать в одном, двух, трех и
более направлениях, определяющих результирующий вектор силы за-
жима и число функций, выполняемых патроном одновременно или
раздельно.
Основные показатели зажима во многом определяются типом пат-
рона и схемой замыкания в нем зажимных сил. В зажимных патронах
в зависимости от требуемого хода зажимных элементов, силы и точно-
сти зажима передаточно-усилительные звенья (ПУЗ) разделяют на ти-
пы (табл. 7.8): рычажные (Р), клиновые (К), мембранные (М), упру-
гие (У) и их сочетания. От типа ПУЗ часто зависит название зажим-
ного патрона.
В замкнутой системе зажимного механизма силовой контур за-
18
7.8. Параметры передаточно-усилительных звеньев зажимных патронов
Код Схема ПУЗ с обозначением степеней свободы системы патрон — заготовка Тип патрона и передаточное отношение Ход yi за- жимного эле- мента. мм
Р 5® хг ь К al mt > ПГ t7 'Л| 2 ]i 4^ Xy>0 Рычажное Уг Ь_ х2 а 1—10
К Хг 3^^ 1 fr 1 <5 _d ^X3 Клиновое Уг —=tga х3 0,2—4
м ^5* 1 »t Г' X, Мембранное U2 Л2 0,1—0,2
У p i 11Ьг *3 Упругое 5Г=/($2> h, Ht R) •A, 2 0,001—0,1
Обозначения: т2, х2 — масса и перемещение зажимного элемента; /п3, х3 —
масса и перемещение детали Д; S, Т — соответственно входная и выходная силы
зажима в патроне, приходящиеся на один элемент Э; Р — выходная сила ПУЗ; а, Ь,
a, A, v, Н, R— геометрические параметры ПУЗ.
жимного патрона (табл. 7.9) может быть замкнутым (радиальные си-
лы зажима представляют собой замкнутый многоугольник в плоскости,
перпендикулярной к оси патрона), разомкнутым (силы зажима па-
раллельны оси патрона) и комбинированным (силы зажима действуют
в двух плоскостях и сходятся к вершине многогранной пирамиды).
В свою очередь, замкнутый силовой контур патрона может быть откры-
тым (зажимные элементы не охвачены общим корпусом) и закрытым,
что определяет степень влияния центробежных сил Гц неуравновешен-
ных зажимных элементов (рис. 7.14).
В последнее время в высокоскоростных патронах (при п=
=4000... 5000 мин-1 и более) для высокоточных шпинделей токарных
и шлифовальных станков используют компенсаторы центробежной си-
лы в виде уравновешивающих грузов — противовесов 2 (рис. 7.15).
При изменении диаметра заготовки сила противодействия может уве-
19
79. Тип лажимкеео патрона 0 зависимости от силовом контура и замыкания
игловой контур Тип патрона Условное изображение патрона Схема замыкания сил зажима Показатели радиальной точности зажима
Продольное Поперечное
| ППШвННМО{ 1 | Открытый | Рычажный (₽) [ <1 м к 1
Мембранный (М) М X 1
I Закрытый 1 Клиновый W Ml К f
Упругий (У) СЕР м К -.1
Разомкнутый Торцовый «е— 1 ш Mt к-^о
Г <2 & ас * Клиноупругий. (КУ) м к-+о
Обозначения-. Др и К - соответственно радиальное биение и конусность
. на определенном вылете;
1— меньше погрешность; | — больше погрешность
личить или уменьшить силу зажима, тогда результирующая сила за-
жима вращающейся заготовки Т^п=Т^±Рц (рис. 7.16).
Для уменьшения искажения формы тонкостенных деталей вместо
универсальных трехкулачковых патронов применяют патроны с числом
кулачков 2=6 и более.
Сокращение времени зажима обеспечивают различные конструк-
тивные усовершенствования патронов, например, использование клино-
вой муфты 3 с двумя различными наклонами (рис. 7.17).
При токарной обработке кольцевых деталей с базированием по
необработанным поверхностям часто применяют в качестве средств
зажима клиновые трехкулачковые патроны, в которых зажимным эле-
ментом является конический сухарь с фиксированной осью качания
(рис. 7.18). Вставной сухарь 2 качается в Т-образном пазу с постоян-
ным радиусом расточки корпуса накладного кулачка 1. Сухарь
имеет скос по зажимной поверхности под углом р к оси патрона, что
позволяет при закреплении создать двухлинейный контакт с обраба-
тываемой заготовкой. Эти зажимные элементы уступают по точности
центрирования зажимным элементам со свободным центром качания
в силу сложности кинематической цепи патрона, однако контактирова-
ние конического сухаря с заготовкой по линиям обеспечивает сниже-
20
Рис. 7.14. Изменение суммарной радиальной силы зажима Т?
заготовки на различных частотах вращения при действии
центробежной силы в патроне с замкнутым открытым сило-
вым контуром:
1 — спирально-кулачковым; 2 — клиновым
Рис. 7.15. Клиновый патрон KTGF с компенсато-
ром центробежных сил:
1 — втулка; 2 — противовес; 3 — штифт; 4 — основной ку-
лачок; 5 — болты; 6 — сменный кулачок; 7 — обойма
ние деформаций закрепляемых колец. При закреплении детали двух-
линейный контакт хорошо противодействует силам и моментам резания
как в радиальном, так и в осевом направлениях. Конический сухарь
может быть выполнен с различными значениями углов а (угол конуса
сухаря) и [3, и при этом контакт сухаря с закрепляемой заготовкой бу-
дет полным и надежным.
На токарных станках с ЧПУ, встраиваемых в ГПС, применяют
следующие быстропереналаживаемые зажимные патроны с дискретной
и дискретно-непрерывной схемой охвата диаметров: с ручным или ав-
томатическим регулированием положения кулачков; с ручной или ав-
21
Рис. 7.16. Зависимость силы зажима
от центробежной силы при изменении
частоты вращения заготовок диамет-
ром Di и D2 (Di<D2):
область а — патрон с компенсатором; об-
ласть б — патрон без компенсатора
Рис. 7.17. Механизированный зажим-
ной двухкулачковый патрон:
1 — крутая поверхность; 2 — пологая по-
верхность; 3 — муфта
Рис. 7.18. Кулачок с зажимным элементом, имеющим фиксированную ось качания
тематической переустановкой кулачков на требуемый диаметр; с
автоматической сменой (последовательно или одновременно) кулачков.
В быстропереналаживаемых патронах фирмы Garnet (Франция)
диапазон диаметров зажимаемых заготовок при одних и тех же кулач-
ках равен 50 мм (от 40 до 90 мм). Для сокращения времени зажи-
ма — разжима заготовок ход кулачков ограничивается регулированием
объема масла, подаваемого в гидроцилиндр.
Для широкого диапазона диаметров зажимаемых прутковых и
штучных заготовок можно применять широкодиапазонные клиноплун-
жерные (рис. 7.19, а) и быстропереналаживаемые патроны с поворот-
ными многопрофильными кулачками (рис. 7.19,6).
22
Вид В
Рис. 7.19. Широкодиапазонный клиноплунжерный (а) и быстропереналаживаемый
плунжерный (б) патроны для зажима прутков и штучных заготовок во всем рабочем
диапазоне станка:
/ — шток; 2 — плунжер; 3, /2 —корпуса патронов; 4, 5, 8 — поверхности контакта; 6 — клиновой
зажимной кулачок; 7 — заготовка; 9 — присоединительный фланец; 10 — фиксатор; 11— шток;
13 — плунжер со шлицами: 14 — поворотный зажимной кулачок в виде неправильной усеченной
пирамиды с гранями различной высоты
7.3. Механизмы загрузки штучных заготовок
Штучные заготовки классифицируют по числу осей и плоскостей
симметрии и по соотношению их габаритных размеров. Они могут
иметь форму тел вращения или быть ограниченными плоскими и кри-
волинейными поверхностями. Каждый тип заготовки требует своих
принципов построения механизмов питания. Типовые решения для оп-
ределенных групп деталей упрощают задачу проектирования автома-
тизированных средств загрузки и транспортирования. Загрузочные
23
устройства подразделяются на бункерные, бункерно-магазинные и ма-
газинные.
Бункерные загрузочные устройства (рис. 7.20) обычно состоят из
собственно бункера 4 с приводом 6 и подающим диском 5, механизма
ориентирования 3, механизма отвода 2 избыточных заготовок и отво-
Рис. 7.20. Типовое
бункерное устройство
Рис. 7.21. Пред бункерные устройства
дящего лотка 1. Для ограничения пространства выборки заготовок
бункерные загрузочные устройства могут иметь предбункер для накоп-
ления заготовок (рис. 7.21). В этом случае в бункере 1 находится ми-
нимально необходимый запас заготовок для лучшего их захвата и
ориентирования. Предбункер 2 дает возможность создать требуемый
запас заготовок для продолжительной работы. Предбункеры могут
быть выполнены подвижными (рис. 7.21,6) для улучшения скольжения
заготовок и разрушения сводов. На рис. 7.21, а приведена схема с
неподвижным предбункером 1. Заслонки 3 регулируют поступление
заготовок в бункер. Форма бункера зависит от вида заготовок и спо-
соба их захвата.
Объем бункера
v6=v3r/(^),
где Уз — объем одной заготовки, см3; Т — время непрерывной работы
загрузочного устройства при одной заправке бункера, мин; t — время на
обработку одной детали, мин; kv — коэффициент объемного заполнения.
Для деталей типа шаров, шайб, цилиндрических и конических за-
готовок коэффициент заполнения kv находится в пределах от 0,5 (для
деталей, у которых /3>d) до 0,65 (для деталей, у которых l<Zd).
В металлорежущем оборудовании чаще используют бункеры, глу-
бина которых не превышает другие его размеры. В этом случае сила,
действующая в вертикальном направлении на слой заготовок, будет не-
значительно отличаться от веса заготовок в бункере. С увеличением
высоты бункера эта сила резко уменьшается, так как значительная часть
веса заготовок воспринимается стенками бункера.
В месте выхода заготовок в бункере могут образоваться своды из
заготовок, которые нарушают ритмичность работы загрузочного устрой-
ства. Этому способствуют заготовки сложной формы и заготовки, имею-
щие соотношение lld>4. Устойчивые своды обычно не возникают, если
выходное отверстие больше сводообразующего, диаметр которого равен
4,5/ при /3>d или 4,5d при d^l. Своды разрушают с помощью различ-
ного вида ворошителей, рассекателей потока заготовок, вибраторов, а
также посредством выбора формы бункера.
Захватные органы бункерных устройств выполняют в виде крюч-
24
ков, штырей, вырезов на диске, карманчиков, труб и т. п. Число захват-
ных органов и их форма зависит от требуемой производительности и ви-
да заготовок. Производительность бункерных устройств
Q=znqk3f
где z — число захватных органов; п — частота вращения или число
двойных ходов захватных органов за единицу времени; q—число заго-
товок, одновременно находящихся в одном захватном органе; k3 — коэф-
фициент захвата.
В таблицах 7.10—7.13 даны технические характеристики некоторых
видов бункерных устройств [5].
Магазинные загрузочные устройства предусматривают предвари-
тельное ориентирование и установку заготовок в накопителе с после-
дующей передачей их в зону обработки. Схема типового магазинного
устройства приведена на рис. 7.22. Ориентированные заготовки из мага-
зина 1 питателем 3 подаются к механизму зажима 5, где заталкиватель
устанавливает заготовку в нужном положении для последующей обра-
ботки. Предусмотрены блокирующий механизм 6 и отсекатель 2 для
обеспечения надежной штучной подачи заготовок в питатель. После
7.10. Техническая характеристика бункерно-ориентирующего
устройства с карманами и зубчатого загрузочного устройства
Загрузочное устройство Область применения Средняя произво- дитель- ность, шт/мин Число ориенти- рующих гнезд Частота вращения диска, мин-1
С кармана- ми Для подачи цилиндрических заготовок с центром тяжести, смещенным с оси симметрии (по длине) 180—250 20—32 8—12
Зубчатое Для подачи цилиндрических заготовок с центром тяжести, смещенным к донышку 180—200 30—70 3—10
7.11. Техническая характеристика крючковых и штыревых бункерно-ориентирующих
устройств
Бункерно-ориентирующее устройство Область применения Число захватных органов Макси- мальная производи- тельность, шт/мин Коэффи- циент вероят- ности захвата
Крючковые с колеба- тельным движением Для Шайб ^т*ах==4 MM, /шах== =2,5 мм, толщина стенки мм 1 20—30 0,15
С возвратно-поступа- тельным движением за- хватного органа Для колпачков при Z>d tZmax = 20 ММ, /max = 25 ММ, минимальная толщина стенки /=0,5... 1 мм 1 50—70 0,2
С радиальным наруж- ным расположением крючков Для колпачков и трубок при l^>d t/min=6 ММ, t/max = =30 мм, длина Z<20 мм, толщина стенок />0,3 мм 9—12 120—140 0,5—0,6
С наклонным располо- жением штырей на внутренней поверхности Для колпачков и трубок при l^>d 4/min='10 MM, t/max = =40 мм, длина Z<90 мм, толщина стенки />0,3 мм 60-70 140—250 0,2
25
7.12. Техническая характеристика секторных, щелевых и лопастных
бункерно-ориентирующих устройств
Загрузочное устройство Область применения Средняя про- изводитель- ность, шт/мин Частота вращения, мин “*>, или число двой- ных ходов в 1 мин Длина рабо- чей поверхно- сти сектора или диаметра диска, мм
Секторное Для подачи заготовок со шляпками (заклепок, винтов) 120—130 30—40 300—430
Бункерное То же 200—250 5—16 450—600
щелевое Лопастное Для подачи граненых загото- вок (гаек и др.) 150-200 4—6 10—16
7.13. Техническая характеристика бункерно-ориентирующих
устройств с ориентирующей трубкой
Загрузочное устройство Область применения Средняя про- изводитель- ность. шт/мин Частота вра- щения. мин"1, или число двой- ных ходов трубки в 1 мин
С поступательно движущейся трубкой С вращающейся приемной трубкой с ворошителем Для подачи цилиндричес- ких заготовок То же 80—100 1'20—150 15-30 30—60
Рис. 7.22. Типовое магазинное устройство
обработки детали удаляются из зоны обработки выталкивателем в от-
водное приспособление 4.
В соответствий с классификацией Н. И. Камышного на рис. 7.23—
7.27 даны конструктивные схемы основных механизмов загрузочных
устройств.
На рис. 7.23 представлены магазинные устройства, подача заготовок
в которых осуществляется под действием силы тяжести: прямолиней-
26
ные (рис. 7.23, а—в), изогнутые (рис. 7.23,г—в), смешанные (рис.
7.23, ж—и). Заготовки должны иметь необходимую массу, достаточную
для их передвижения по лотку. Трущиеся поверхности лотков тщатель-
но обрабатывают (обычно шлифуют) и подвергают термической обра-
ботке с целью уменьшения трения и повышения износостойкости. Неко-
Рис. 7.23. Лотковые магазинные устройства
торые магазины при загрузке совершают колебательные движения (рис.
7.23, в).
Для заготовок, перемещающихся скольжением, угол наклона лотка
должен быть больше угла трения между лотком и заготовкой. Обычно
его выбирают не менее 25—30°. Для заготовок, перемещающихся ка-
чением, угол наклона лотка не менее 7—10°. Ширину лотка и радиусы
сопряжений рассчитывают из условий незаклинивания, и их значения
зависят от формы детали и лотка. Широко распространены лотки, со-
бранные из нормализованных элементов.
На рис. 7.24 даны схемы работы магазинных устройств трубчатого
(рис. 7.24, а, б), бункерного (рис. 7.24, в—д) и бункерно-кассетного ти-
пов. Бункерно-кассетные магазины (рис. 7.24, е—ж) позволяют напол-
нять кассеты ориентированными заготовками вне бункера и осуществ-
лять замену их с минимальными затратами времени.
Примеры магазинных устройств с принудительным перемещением
заготовок даны на рис. 7.25: перемещение заготовок под действием гру-
за 1 (рис. 7.25, а, б), пружины 2 (рис. 7.25, в) сил трения, возникающих
между заготовкой и подвижными ремнями 3 (рис. 7.25,г), подвижной
цепи 4 с крючками 5, подающими деталь к питателю 6 (рис. 7.25, д).
27
Рис. 7.24. Виды магазинных устройств
Рис. 7.25. Магазинные устройства с принудительным перемещением заготовок
На рис. 7.26 и 7.27 приведены схемы работы отсекателей, которые
предназначены для отделения от общего потока одной или группы де-
талей и передачи их в питатель.
Отсекатели с возвратно-поступательным (рис. 7.26, а—в) и коле-
бательным (рис. 7.26, г, д) движением используют для станков с произ-
водительностью не более 50—70 шт/мин. Групповой отсекатель (рис.
7.26, е) позволяет подавать партии из пяти заготовок. Барабанные
(рис. 7.27, а—в) и спиральные (рис. 7.27, г, д) отсекатели более произ-
водительны, меньше повреждают заготовки благодаря достаточной плав-
ности работы.
28
Рис. 7.26. Виды отсекателей с возвратно-поступательным и колебательным движе-
ниями
Рис;. 7.27. Виды отсекателей с вращательным движением
Питатели, подающие заготовки в зону обработки, заталкиватели,
зажимные устройства и устройства отвода обработанных деталей раз-
нообразны по компоновке и конструкции и предназначены для решения
задач по автоматизации оборудования. На рис. 7.28 дана схема работы
загрузочного устройства с двойным захватом и автоматическим пово-
ротным устройством для обработки с двух сторон на многошпиндельном
«автомате фирмы Gildemeister (Германия).
Рис. 7.28. Загрузочное устройство токарного автомата
29
Особое место среди механизмов питания штучными заготовками за-
нимают вибрационные загрузочные устройства. Перемещение заготовок
в этих широко распространенных загрузочных устройствах осуществля-
ется за счет сил инерции и трения, возникающих при вибрации лотков.
Приводом могут быть вибраторы различного типа: электромагнитные,
дисбалансные, пневматические, гидравлические. Наиболее распростране-
ны электромагнитные вибраторы, которые позволяют плавно регули-
ровать производительность механизмов питания.
В вибрационных загрузочных устройствах заготовки ориентируют-
ся, как правило, в процессе перемещения их по вибрирующему лотку.
На рис. 7.29 приведены некоторые способы ориентации заготовок. При
подаче в один слой заготовок типа дисков, колец, квадратных или пря-
моугольных пластин (рис. 7.29, а) лоток выполняют с наклоном к цент-
Рис. 7.29. Способы ориентации заготовок в вибрационных загрузочных устройствах
ру бункера на угол р=3,..5° при высоте буртика меньше высоты за-
готовки. При h^d детали типа колпачков могут ориентироваться на
плоском лотке с помощью фигурного выреза (рис. 7.29,6), который по-
зволяет проходить заготовкам только донышком вниз. Различного вида
ролики или трубочки при d<Zl сбрасываются в бункер специальным ко-
зырьком (рис. 7.29,в). Детали с головками можно ориентировать по
пазу на выходе (рис. 7.29, г). Для ориентации двухступенчатых деталей
можно использовать специальные козырьки, удерживающие детали при
проходе меньшим диаметром вверх (рис. 7.29,6).
На рис. 7.30 показано вибрационное загрузочное устройство, разра-
ботанное в МГТУ им. Н. Э. Баумана. Три электромагнитных вибрато-
ра 4 закреплены на кронштейнах 5, расположенных на основании 3.
На этом же основании находятся три кронштейна 7 с пружинными под-
весками 6 и якорями 3, которые передают вибрации бункеру, состояще-
му из чаши 1 со спиральным алюминиевым лотком и текстолитового
основания 2. Угол наклона спирали лотка 0= 1°35'. Резиновые аморти-
30
Ф420
Рис. 7.30. Вибрационное загрузочное устройство
заторы 9 предназначены для виброизоляции бункера. Для питания
электромагнитов используют сетевой переменный ток и однополупе-
риодный выпрямитель. Частота колебаний — 3000 колебаний в минуту.
Требуемая скорость перемещения заготовок по лотку
OtP = Q^sT],
где Q — производительность вибрационного загрузочного устройства;
13 — длина (диаметр) подаваемых заготовок; rj — коэффициент запа-
са, учитывающий неравномерность перемещения заготовок, потери при
ориентации и др.
Необходимо учитывать снижение скорости при увеличении угла
подъема лотка (при 0=2° скорость снижается на 10—15%).
Оптимальный угол наклона подвесок для режима непрерывного
подбрасывания
tga=206/(f^TP),
где /л — частота колебания лотка; а=5... 35°.
Геометрические параметры чаши бункера зависят от угла подъема
лотка 0, вместимости и требуемого соотношения массы колеблющих-
ся частей и основания. Объем чаши бункера должен компенсировать
единовременный простой станка и обеспечивать заданную производи-
тельность. Масса основания должна быть не менее чем в 5-^-7 раз боль-
ше массы колеблющихся частей:
0max=arctg(gi2tg а),
где pi — коэффициент трения заготовки по лотку (при стальной заготов-
ке и алюминиевом лотке щ=0,3).
Зная размеры чаши, угол подъема лотка можно определить по фор-
муле
tg0=//(«£»),
где t — шаг спирали; D — внутренний диаметр чаши бункера.
31
7.14. Контактные сближения hK, мкм, и жесткость стыка Ск, Н/мкм, зажимного элемента с заготовкой
Вид контакта
Формула
Условия
контакта
Полнопоберхностпный
Линейный
Линейный
Т
_ а _
Неполнопоберхностный
Палнопоберхностный
Неполнопоберхностный
hK=AMTmIFKm=BTm
CK=FKmTl-m/Alll=Tl-mlB
Ad=0
(r=ro)
v=0
Лк= Т (AMTm-'/FKm + Л#0) я ТА^
Ad=0
Линейный
_ f l 11111ТТТТ
111Ш
.F£ 1
('•=го)
v^JO
Кромочный.
Лк= Т (АаМ/В + + ЛуТо’/Тв)
Д Оухлинейный
Двусторонний,
неполноповерхностный
Ск A^d/b + A^+ Лу?вг/^в
Ad¥=0
(г=^г0)
v¥=.O
Обозначения: Сн = Т/Нк\ В—Аы/Рк™\ Лм — коэффициент, зависящий в основном от материала и параметров шерохова-
тости поверхности (см. табл. 7.15); Ad, Av и Аг —коэффициенты, зависящие от отклонений Ad диаметра детали, характера продольного
и поперечного внедрения (см. табл. 7.15); tn — показатель степени, равный 0,5 при плоском и 0,6 при круговом взаимодействии сталь-
ных деталей (см. табл. 7.15); FK — номинальная площадь контакта, см2, при зажиме круглой заготовки Гк==га/уо&/1800, при зажиме
плоской заготовки FK=a&; d — диаметр заготовки; а и b — ширина и длина рабочей части зажимного элемента; — половина угла
обхвата заготовки зажимным элементом, ^0== arcsin a[d или yo=180°/z—arcsin(//d); z — число зажимных элементов или разрезов
cS в цанге; t — расстояние между зажимными элементами или ширина разреза (шлица) губки цанги.
Амплитуда колебания лотка при заданной скорости перемещения
заготовки и п=1
w2 tg a 9
где p — число периодов колебания лотка, в течение которых заготовка
находится в полете; w=2nfji — круговая частота колебания лотка.
При выборе подвесок рекомендуется, чтобы собственная частота
колебаний системы была примерно на 10% больше частоты колеба-
ний возмущающей силы. Толщина плоских подвесок, набранных из
пластин, при выбранных длине и ширине
Z
а~~ 372
где I — рабочая длина пружины; G — вес колеблющихся частей; ф=
= 1,1/л — собственная частота колебаний системы; п — число подве-
сок; i — число пружин в подвеске; b — ширина пружины.
Требуемая сила тяги электромагнита
р XftEbcPi
Z3picosa ’
где ц=1/[1—(Дл/ф)2] — динамический коэффициент.
7.4. Цанговые механизмы зажима и подачи в прутковых
автоматах
Для подачи и зажима прутка в станках-автоматах применяют
специальные цанговые механизмы. Существует несколько способов
подачи прутка: 1) изнутри шпинделя подающими упругими, упруго-
заклинивающими и заклинивающими патронами; толкателями (с при-
водом от груза, пневмогидроприводом); фрикционными роликами за
шпинделем; под действием собственного веса при наклонной или вер-
тикальной компоновке; 2) снаружи шпинделя захватом или патроном
вытяжного типа; суппортом, имеющим продольное перемещение.
Наибольшее распространение получили цанговые механизмы по-
дач {рис. 7.31), имеющие подающую цангу 4, трубу подачи 3, ползун
и упор. В пружинно-кулачковом (подача пружиной /, захват кулачком)
и кулачковом (подача и захват кулачком 7) механизмах (соответст-
венно рис. 7.31,а,б) длина хода ползуна 2 определяется положением
камня 5 на выходном плече рычага 6 (Z?=var). В механизме с гидро-
или пневмоприводом (рис. 7.31, в) длину хода ползуна 2 и поршня 5
при захвате регулируют упором 8.
Типовые схемы цанговых механизмов зажима показаны на рис.
7.32. В процессе зажима заготовки контактные сближения hK и кон-
тактная жесткость Ск изменяются, и в зависимости от вида контакта
их значения определяют по формулам, приведенным в табл. 7.14, 7.15.
На осевую силу проскальзывания Рпр и момент прокручивания
Л1Пр в месте сцепления зажимного элемента с заготовкой влияют фор-
ма поверхности зажимных элементов, способ нагружения, состояние
поверхностей контакта (сухая или смазанная поверхность) и др.
В табл. 7.16 приведены ориентировочные значения коэффициентов
34
Рис. 7.31. Типовые механизмы подачи прутка с приводами
7.15. Значения коэффициентов Лм, Л л, Л?» Лт и показателя степени т
для различных пар контактирующих поверхностей
Отклонение диаметра, мм Контактирующая пара Дм т мкм/кН Д-v’ мкм/ /(кН-м) Ду» мкм/ /(кН.°)
Закаленная сталь — сталь нетермообработанная 0,13 0,6 20 1,3 0,04
Д^>0 Закаленная сталь — дюра- люминий 0,18 0,6 48 1,7 0,07
Закаленная сталь — свинец 0,0018 2,5 — — —
да=о Закаленная сталь — сталь нетермообработанная 0,13 0,6 0 0,65 0
Закаленная сталь — дюра- люминий 0,18 0,6 0 0,9 0
Закаленная сталь — свинец 0,0018 2,5 — — —
Закаленная сталь — сталь нетермообработанная 0,13 0,6 12 1,1 0
М<0 Закаленная сталь — дюра- люминий 0,18 0,6 12 1,6 0
Закаленная сталь — свинец 0,0018 2,5 — •— ——
35
w 7.16. Ориентировочные Значения коэффициентов сцепления покоя (начального сдвига) при зажиме в цанге стальных
нетермообработанных заготовок (d—dQ)
Профиль насечки в направлении
продольном
Без насечки
40
Без насечки
Коэффициенты начального сдвига на поверхности
поперечном без смазочного материала со смазочным материалом
“• 1 Ui Us и
Без насечки 10,35—0,4 0,7—0,6 0,45 0,35 0,7 0,35
Без насечки 0,55 0,9—0,75 0,7-0,55 0,4 0,7 0,4
0,5—0,45 0,95-0,8 0,5 0,4 0,8 0,4
0,45 1,0 0,6—0,45 0,45 1,0 0,45
-4-k-5 v
0,4 0,75—0,7 0,5—0,4 0,35 0,7 0,4
^\ l {.5 AX
40
Без насечки
40
Без насечки
0,35 0,75—0,7 0,4-0,35 0,35 0,7 0,35
0,35 0,8—0,7 0,45-0,4 0,35 0,7 0,4
0,5—0,45 0,9—0,8 0,45 0,4 0,8 0,4
0,35 0,7—0,6 0,4 0,3 0,7 0,35
0,35 0,7—0,6 0,4 0,3 0,6 0,35
о Примечание, щ — коэффициент сцепления при действии крутящего момента; ц2 — коэффициент сцепления при действии осевой
силы; р— коэффициент сцепления при одновременном действии момента и осевой силы.
Рис. 7.32. Типовые схемы цанговых зажимных механизмов с замыканием:
а — геометрическим и о жестким линейным компенсатором; б — геометрическим и с
нелинейным предварительно натянутым упругим звеном; в — силовым (гидравличе-
ским или пружинно-гидравлическим)
сцепления в момент сдвига для различных губок цанг. При движении
заготовок коэффициенты сцепления уменьшаются (табл. 7.17).
При расчетах точку X (точку приложения результирующей силы)
контакта располагают спереди губки для положительного углового
зазора О, посередине — для нулевого, сзади — для отрицательного
(табл. 7.18). J
7.17. Ориентировочные значения коэффициентов сцепления
при движении зажатых стальных заготовок
Материал заготовки Губки цанги р-1 Ps
Сталь; незакаленная закаленная незакаленная закаленная Гладкие 0,15—0,3 0,07—0,2 0,35-0,4 0,15—0,3
С кольцевы- ми канав- ками 0,2—0,35 0,15—0,25 0,5—0,65 0,35-0,4
Угловой зазор Фо зависит от разности углов конуса цанги ац и
шпинделя аш, а также от характера и значения продольного внедре-
ния Ф (плюс — сзади, минус — спереди) губки зажимного элемента и
зажимаемой детали.
38
7.18. Виды контактов и нарушения фрикционной связи между губкой цанги и
шпинделем при различных условиях взаимодействия
Отклоне-
ние диа-
метра
заготовки
Оо>0
Вид контакта и нарушение фрикционной связи
Оо==0
(ац==схш)
Оо<0
Д4Л=0
<d=d.)
(/о=О
Линейный
Упругое оттеснение о<от, пц->оо
Точечный
Линейный
Точечный
Д^>0
(d>d.)
Уо>О
Пластическое оттеснение
О = От, 1<СПц<^ОО
Упругое оттеснение
о<от, ПЦ->ОО
1_______________________
Пластическое оттеснение
0=(JTt 1<^Пц—>оо
Двухточечный
Двухточечный
Д^<0
(d<d0)
#о<О
Двухкромочный
Микрорезание
О ^-> От, /&ц—►'I
Пластическое оттеснение
О = ОТ, 1<Пц<ОО
Микрорезание
О От, /1ц—>1
Обозначения: пц — число циклов, приводящее к разрушению основы; о —
нормальное напряжение в контакте; от—предел текучести.
Половина угла контакта зажимной цанги со шпинделем в попе-
речном сечении (рис. 7.33, а)
/ 2(l-pn’)Ps
Ро arcsin2|/
При коэффициенте Пуассона ц.п=0,3; Е=2,Ы05 МПа (для стали) и
«=15°
1 Л
₽0 = arcsinO,Ol I/ (Уо_лк)ак •
39
Рис. 7.33. Схема (а) и графики (б) для определения угла контакта губки цанги со шпинделем и фактической линии их продольного
контактирования по средней образующей:
/ — PS=10 кН; 2 —Ps«20 кН; 5 —Р2=30 кН; 4 —Ps=40 кН
l/2_d ,
Mu 1/Ш
।, У о -Ик
По результатам экспериментальных исследований зажимных цанг
с различными угловыми зазорами О по пятну контакта получены
графики для ак—Кка (рис. 7.33,6), где а —длина конической части
цанги. Зная р0, можно определить из геометрических соотношений кон-
тактные сближения Дк в сопряжении цанги со шпинделем в месте
приложения результирующей силы Р2:
AK=2[/?i slnz(arcsin ~ j-7?2 sin2 b-J.
При расчетах изменение контакта цанги со шпинделем в попереч-
ном сечении может быть учтено введением приведенного угла трения
2^^
^пр sinp0cospe + p0
а,
где ф — угол трения между цангой и шпинделем при контактировании
по средней образующей (начальный угол трения).
Суммарная радиальная сила зажима 7\, создаваемая патроном в
месте контакта зажимных элементов с заготовкой, и осевая сила Ss,
развиваемая приводом зажима, связаны следующим образом:
T^ = Szkn = Cyfykn,
где Су — жесткость упругой системы механизма (УСМ); fy — натяг
упругой системы механизма, определяемый осевой деформацией всех
звеньев, соединяющих привод с патроном; kn — коэффициент усиления,
который в зависимости от конструкции патрона может быть постоян-
ным или переменным.
В общем случае деформирование
i k
/у==/у.з + 2
2=1 £=1
где Xi и SK — упругие перемещения соответственно упругого звена
(компенсатора) f-го тела при растяжении-сжатии, изгибе, кручении и
Контактные сближения &-го сопряжения.
Цанги являются основным исполнительным элементом в зажим-
ных механизмах прутковых автоматов и от их характеристик во мно-
гом зависит работоспособность как зажимного устройства, так и ав-
томата в целом.
Расчет сил зажима. Для вращающихся обрабатываемых заготовок
сравнительно высокой жесткости необходимую силу зажима опре-
деляют при соблюдении следующих трех условий. 1. Момент закреп-
ления Л4пр должен быть больше крутящего момента Afp, возникающего
от составляющих сил резания, стремящихся повернуть заготовку во-
круг оси вращения (Мпр>Мр). 2. При отсутствии^ упора суммарная
осевая сила сцепления РПр должна быть больше суммарной осевой си-
лы резания Po(P^>Pq). 3. Момент зажима Мв, возникающего от
силы сцепления, должен быть больше изгибающего момента Л1и от
составляющих сил резания, стремящихся вывернуть заготовку относи-
тельно точки опоры (Л4В>Л1И).
- Суммарная радиальная сила зажима, прижимающая губки цанги
к заготовке
(^^+2^0,)»+ (2/\г4-Рсв№ ,
г* г*4*
41
T tg(a+q>np)
I 4-Н2 Ф)
ctg(a—q>np) + tg(p—<р')
С упором
Htg(x + <pnp) + ^1^2]
/?2 tg(a + <Pnp)
Т *i(l+A2)
/?2
tg(Y + <p) + /i
где /(зап—коэффициент запаса; р,— коэффициент сцепления между
губками цанги и заготовкой; Pxi9 Pzi9 Рсв — составляющие силы реза-
ния; Мсв — крутящий момент при сверлении; di — диаметр обработки;
d — диаметр заготовки в месте зажима.
Суммарная осевая сила зажима в цанговом патроне
Ss=2(Si-|-S2) ,
где Si — осевая сила, необходимая для устранения зазора А между
губкой цанги и заготовкой, S^Rk^, здесь R=Ry-\-Rn9 Ry=CA — сила
упругости; С — изгибная жесткость упругой части цанги в месте кон-
такта; /?ц=б?м7?м<о2/^ — центробежная сила неуравновешенных зажим-
ных элементов; GM и — соответственно сила тяжести и координата
(радиус) центра тяжести зажимного элемента (губ'ки и лепестка цан-
ги); со — угловая скорость вращения шпинделя; g — ускорение свобод-
ного падения; kni — коэффициент усиления передаточно-усилительного
звена патрона; S2 — осевая сила, приходящаяся на один зажимной
элемент и необходимая для натяга системы, т. е. обеспечения радиаль-
ной силы зажима Т.
Для нецанговых патронов принимают 54=0. При зажиме невра-
щающихся заготовок /?ц=0. Для упрощения расчетов принимают
^ni—k^—T/S — T^/ S2.
Необходимая осевая сила S2, развивающая силу Т9 для различных
схем цанговых патронов приведена в табл. 7.19 и 7.20.
В приводах зажима с геометрическим замыканием применяют ры-
чажные и роликовые (шариковые) передаточно-усилительные меха-
низмы.
Для стабилизации силы зажима горячекатаных прутков исполь-
зуют самонастраивающиеся цанговые патроны (рис. 7.34, а). Для за-
жима прутков нескольких номинальных диаметров без переналадки
применяют широкодиапазонные цанги и цанговые патроны
(рис. 7.34, б—г).
Широкодиапазонная зажимная цанга с одинарной мультиплика-
цией (рис. 7.34, б—г) состоит из упругой части /, разделенной на эле-
менты 4 и 6 прорезями 5, и зажимной части 2, снабженной конической
поверхностью 3 и содержащей основные 7 и дополнительные 8 зажим-
ные элементы. Последние расположены между основными зажимными
элементами и образованы разрезами части 2 по боковым граням 9.
Упругие элементы 3 и 4 закалены в разжатом состоянии так, что бо-
ковые грани 9 дополнительных губок 8 с натягом прилегают к основ-
ным элементам 7.
Ввиду меньшей жесткости дополнительные упругие элементы боль-
ше перемещаются в радиальном направлении, чем основные:
9д==9о/со5(л;/г), где z— число расчленений, равное числу дополнитель-
ных элементов. Во избежание столкновения основных элементов в
процессе радиального схождения на них сделаны лыски 10. Дополни-
тельные элементы 8 имеют фаски 11, расположенные в месте сопряже-
ния боковых граней 9 с поверхностью зажимного отверстия 12. Заго-
товки, имеющие диаметр с верхним пределом допуска, зажимаются ос-
новными элементами (рис. 7.34, в, г), имеющими радиус кривизны
отверстия больше на 15—20% радиуса кривизны 7?д дополнительных
губок. При нижнем значении допуска на диаметр заготовка зажи-
мается дополнительными губками 8.
44
7.20. Формулы для ориентировочного расчета силы S2 (при d—dQ) при двойном зажиме
Схема
Формулы для расчетов
tg(«i + <PnP)tg(«g + <Pnp)
Si=T tg(al + 9np) + tg(aI + ?np) ’
ОС i —— ОС 2 -— ОС ;
Sa= Т 2ctg(a + <Pnp) ==0,5Г tg(a + ^"p)
ocj =^a2;
tg (oc + <Pnp) tg (oc2 + фпр) + Иг tg (oc2 + фпр)
tg («1 + фпр) + tg (oc2 + Фпр)
ot1 = oc2=oc;
S2=T [tg(oc+ фпр) +gs]
52=T[tg(iai+(pnp) + g2]+5,[ 1—ctg(oc24^')tg(oci+
+фпр) —2t g (0C2+фх) g2]>
где S'=A(ctgai—ctga2)Cy.a, Су.э— жесткость упру-
гого элемента фпр^ф'; ои^ос/,
S2=T[tg(ai+(pnp) +ц2]—S'[l— ctg(oc24V) X
XtgCaiH-^np)];
фпр = ф,==ф; ai=oc2=oc;
S2=T[tg(a+(p) +g2]
Зазоры между цангами и прутком в разжатом со-
стоянии равны, т. е. Д1=Д2=Д
ФпР¥=ф'; 'ai=/=a2;
$2= т t g (ос 1+фпр) + —ctg (a2+ф') X
Xtg(ai4^np)+ctg(a24-V)g2];
фпр:==ф,===ф1 ’OCj =,0С2=== OCJ
S2=T tgfoc-^+S'ctgfaH^p)^
Обозначения: фпр — приведенный угол трения между цангой и упорными
втулками (шпинделем); Д — зазор между прутком и цангой; Су э — жесткость упруго-
го элемента; ф' — угол трения между дополнительной цангой и втулкой; пх—пь
п2—п2 — нормали к коническим поверхностям губок основной и дополнительной цанг.
45
Рис. 7,.34. Цанговые патроны, применяемые для стабилизации силы зажима:
а — самонастраивающийся; 1 — цанга основная; 2 — цанга внутреняя; 3 — втулка упругая; б—г —
широкодиапазонные зажимные цанги с одинарной мультипликацией
Расчет жесткости зажима. Для определения жесткости упругой
системы патрон — заготовка любую 'конструкцию зажимного патрона
в продольном сечении при консольном закреплении заготовки и дей-
ствии составляющих силы резания Рх, Ру, Pz на вылете /0 можно при-
вести к единой модели — балке с заделкой в виде упругофрикционного
шарнира, характеризуемого тремя составляющими жесткости (ради-
альной Ср, поворотной Сп, осевой Со) и моментом трения Л4Т в услов-
ном шарнире (рис. 7.35, а). В поперечном сечении замкнутый силовой
контур патрона удерживает заготовку на упругофрикционной подвеске,
характеризуемой двумя составляющими жесткости (радиальной Ср,
крутильной Ск) и моментом сил сопротивления Мс от трения и сцеп-
ления в стыках (рис. 7.35, б). Вид и наличие фрикционного шарнира,
вид упругофрикционной подвески и соотношение жесткостей зависят от
способа закрепления, схемы и конструкции патрона.
В соответствии с приведенной моделью (см. рис. 7.35) постоянные
радиальные отжатия заготовки на вылете /0
У~Ур~\~Ум~[~Ул~Р р/ Ср4“ (^р—-Л^т) h/Сц~\~Уи9
где Мр—изгибающий момент, возникающий от действий сил резания
Рх, Ру и Pz и (Вызывающий угловой поворота заделки на угол v, при
действии радиальной силы Рр, Mp=Pvl0.
Осевое смещение системы патрон — заготовка при резании хр=
=Ръ/Съ, где Ро — суммарная осевая сила резания. Крутильная жест-
кость системы характеризуется углом закручивания заготовки относи-
тельно шпинделя: (ЛГК—Л4С)/Ск.
46
Рис. 7.35. Модель упругой системы патрон — заготовка в продольном (а) и попереч-
но^ (б) сечениях
Для повышения жесткости применяют цанговые патроны двойного
зажима (рис. 7.36), у которых половина угла переднего конуса
a^lS0, а половина заднего а2=45°. Такие значения углов обеспечи-
вают требуемое соотношение сил зажима заготовки на заднем и пе-
реднем участках (около 0,15—0,3).
Рис. 7.36. Цанговый патрон двойного зажима к токарно-револьверному станку
Для повышения осевой точности зажима прутков и обработки за-
готовок применяют высокоточные цанговые патроны с неподвижной в
осевом направлении цилиндрической цангой. Их применение позволяет
исключить операцию вторичной подрезки торца за счет стабильного
осевого положения в пределах 0,03—0,05 мм.
Устранение отскока прутка и дополнительное повышение осевой
точности обработки деталей достигается за счет применения демпфи-
рующих упоров (рис. 7.37) при изменении кинетической энергии соуда-
ряемых масс до 1000 раз и более и времени торможения демпфером от
0,03 до 0,05 с.
При выборе основных размеров подающих цанг и проектировании
механизма подачи для оценки принятого значения первоначальной си-
лы сцепления Рло цанг с прутком номинального диаметра можно ис-
пользовать среднестатистические данные, приведенные на рис. 7.38.
Ориентировочно
Рпо ~ Kzdf
47
Рис. 7.37. Демпфирующий упор к много-
шпиндельному токарному автомату
1Б265-6К:
/ — подвижная часть; 2 — гидродемпфер; 5 —не-
подвижная часть
Рис. 7.38. График для выбора перво-
начальной силы сцепления подающей
цанги с прутком номинального диа-
метра:
/ — для многошпиндельных токарных ав-
томатов; 2 — для одношпиндельных токар-
ных автоматов; 3 — для токарно-револь-
верных станков и токарных автоматов о
гидроприводом подачи
где d — номинальный диаметр прутка, мм; 7<2=Ю ... 25 — эмпириче-
ский коэффициент, зависящий от типа автомата, длины подачи /под и
частоты вращения шпинделя п.
Минимальную силу подачи РПтт> которую следует увеличить в
1,3—1,5 раза определяют из условия преодоления суммарных сил инер-
ции и сил трения прутка, с направляющими деталями. Минимально до-
пустимое значение осевой силы сцепления при подаче прутка
Рп min^/Ci (Ри~\~Рн.т) >
где /(1=1,3... 1,5 — коэффициент запаса; Ри— сила инерции, завися-
щая от закона движения прутка, Ри=/Са/п/(/п2М); Гн.т= —
сила трения прутка в направляющих трубах, возникшая от действия
веса и центробежной силы; К.а— коэффициент ускорения прутка при
его разгоне, зависящий от закона движения, Ка=4 при ускорении а=
=const, Ла=6,25 при a=sin t; /п — длина подачи прутка (по настройке
привода); tn — время подачи прутка по циклограмме станка; М— мас-
са прутка.
После преобразования получим:
Рп тш > К,М А + 4/л2ц2Дп.т
где Дп.т — длина поддерживающих труб; Ln — длина прутка; LT — дли-
на трубы подачи; п — частота вращения шпинделя; Дп.т — радиальный
зазор между прутком и поддерживающими трубами; g — ускорение
свободного падения.
Осевая сила сцепления подающей цанги с прутком зависит от ра-
диальной силы Т упругого зажима одним лепестком, числа z лепестков
(губок) и коэффициента сцепления р, (рис. 7.39):
р __Тги___С (б___—___Л (б Arf ^2 Ди) н
2 gz3 + /eZ(l+2AZ) ’
где б — смещение одного лепестка; Дс/ — отклонение диаметра прутка
от диаметра рабочего отверстия цанги (который выбирают по макси-
мальному диаметру прутка (d0=dmax); Ди — износ губки цанги; р—
коэффициент сцепления; Сл — изгибная жесткость лепестка на длине I;
48
Рис. 7.39. Продольное (а) и поперечное (б) сечения лепестка
подающей цанги
J — момент инерции лепестка относительно центральной оси, J=
=/Ci (/?4—г4)—/С2(^?3—г3)2/(Л2—г2); g — коэффициент, учитывающий
изменение поперечного сечения лепестка в продольном направлении,
£=1 для постоянного сечения; g=l,5 для равнопрочного сечения; 8 =
=/С5/(Т?—г)2 — коэффициент, характеризующий податливость заделки
лепестка в конце разрезки; /Ci=0,125(0,01745i|)+sin ф);
=25,4649(1—соз*ф)/гр; К5=46300(0,01745ф+з1п ф) /ф2; ф— центральный
угол лепестка, °; R и г — соответственно наружный и внутренний ра-
диусы сечения лепестка.
Длина разреза
I И ***
Р Р nmin^Z?
где /0=0,6 ... 0,8 — поправочный коэффициент, учитывающий допуск
на пруток, число разрезов, материалы цанги и прутка и т. д.; у — рас-
стояние от центра тяжести до крайних наиболее нагруженных волокон
лепестка, для внутренних волокон у=У]=Ус—rcos ф/2, для наружных
волокон У=У2=^—Ус, здесь ус=^з(^3—Г3)/(У?2—г2) —координата
центра тяжести поперечного сечения лепестка, мм; [а] — допустимое
напряжение на изгиб с учетом цикличности работы, зависящее от ма-
териала цанги, [о]= (0,4 ... 0,5) ов; z— число разрезов (лепестков или
губок); Лз= (76,394/ф) sin (ф/2).
Длина рабочей части губки 6~ (0,2 ... 0,4)/Р, длина переходного
цилиндрического участка до посадочной поверхности /н^х=
=[л—arctg( 1+2Х/Р)]/Л, где х— участок затухания деформации в обо-
лочке с учетом краевого эффекта.
7.5. Спутники для загрузки многоцелевых станков с ЧПУ
Для автоматического манипулирования заготовками и режущими
инструментами различных размеров и форм в многооперационных
станках с ЧПУ применяют дополнительные элементы, снабженные
4—3801
49
установочными базами: палеты, кассеты, спутники, оправки, поворот-
ные и тактовые столы, тележки и т. п.
Палеты имеют различное назначение и исполнение. Требования,
предъявляемые к палетам: высокая точность позиционирования при
установке; высокая собственная жесткость; устойчивость к колебаниям
и воздействию сил резания; надежная защищенность от засорения
стружкой и СОЖ; идентичность размеров палет и их точность по разме-
рам, влияющим на позиционирование, и высоте.
Для идентификации палет используют механическое, электриче-
ское или оптическое позиционирование. Иногда линейными датчиками
кодируют рабочее место. Палеты зажимают механически или гидрав-
лически. Механизмы перемещения палет: грейферные, гидроцилиндры,
цепные с цапфами; червячные, связанные с цапфами, встроенными в
палету.
Палета для многоцелевых станков с унифицируемыми стыкуемыми
элементами приведена на рис. 7.40.
Рис. 7.40. Палета для многоцелевых
станков:
1 — центральное отверстие; 2 — резьбовые
отверстия для крепления детали и зажим-
ных элементов; 3 —упоры; 4 — упорный
буртик; 5 — резьбовые отверстия для свя-
зи с механизмом передачи палеты; 6 —
установочная поверхность палеты; 7 —
поверхности направляющих; 8 — поверхно-
сти закрепления палеты; 9 — опорные по-
верхности палеты; 10 — отверстия позици-
онирования палеты
Рис. 7.41. Автономная зажимная па-
лета:
1 — инфракрасный элемент; 2 — плата
управления; 3 — батареи; 4 — емкость для
масла; 5 — электрогидравлический датчик
давления; 6 — маслопроводы
Еще одной разновидностью являются палеты для накопления де-
талей типа тел вращения, предназначенные для обеспечения работы
токарных многоцелевых станков. Эти палеты, как правило, представ-
ляют собой рамные конструкции; имеющиеся в них вставки позволяют
зажимать детали в патроне или центрах. Палеты такого типа вместе
с уложенными в них деталями можно штабелировать. Если детали об-
рабатывают при зажиме в центрах, то их укладывают чаще всего в
призматические ложементы из пластмассы. В конструкции палет дол-
жна быть предусмотрена выгрузка деталей роботом непосредственно
КА
из палет для установки на станок и перестановка палет тем же робо-
том. Палеты используют для транспортирования деталей по всем пози-
циям в ГПС. Точность позиционирования должна отвечать условиям
работы робота.
Для объединения в систему станков, выпускаемых различными
фирмами, необходимо решить проблемы по исполнению поверхности
столов у станков. Встройку устройств смены палет пытаются осущест-
влять на поверхности стола станка, при этом все механизмы для за-
крепления палеты монтируют прямо на столе. При смене палета за-
двигается на эти устройства, опускается и зажимается. Точность пози-
ционирования при установке одной палеты равна ±0,01 мм. При ис-
пользовании нескольких палет этот показатель находится в пределах
±0,015 мм. Для изготовления особо точных деталей необходимо вы-
делять точный станок с соответствующими по точности палетами.
Специалисты фирмы Hermann Guhring (Германия) считают, что
при разработке систем автоматического программируемого зажима за-
готовки наибольшую трудность представляет определение точек и сил
зажима, так как существует определенная связь между качеством за-
крепления заготовки и условиями ее обработки, которая обусловлива-
ет вибрации при резании и деформирование всей детали. Поэтому
автономная палета должна иметь интерфейс между электронными и
гидравлическими устройствами, позволяющий программировать давле-
ние (рис. 7.41).
Информация, передаваемая при закреплении детали через инфра-
красное передающее устройство от системы управления, дает возмож-
ность автоматически выбрать и проконтролировать требуемое для за-
жима давление.
При использовании палет в качестве накопителей деталей в си-
стеме портальный робот — штабелер палет можно реализовать различ-
Рис. 7.42. РТК токарной обработки:
/ — токарный станок с ЧПУ мод. 1И611ПМФЗ; 2 — промышленный
робот (ПР) «Электроника НЦ-ТМ-01*; 3 — кассета; 4 — стойка ЧПУ;
5 — подвод воздуха; 6 — пульт управления; 7 — блок управления ПР;
8 — стол; 9 — узел для установки ПР на шпиндельной бабке стола
51
ные конструктивные решения. Перемещение палет может
осуществляться в горизонтальной или вертикальной плоскости. Допол-
нительные движения в этих направлениях выполняет, как правило,
портальный робот. Установочная поверхность палет и столов может
быть разного исполнения.
Разновидностями спутников без крепления деталей являются
многоместные кассеты, которые устанавливают на столе у станка,
снабженного роботом (рис. 7.42).
Фирма Makino (Япония) выпускает многоцелевые станки МС-60 с
магазином на 6—8 или 12 палет, расположенным сбоку станка, и авто-
оператором для смены палет. Аналогичными магазинами оснащены
многоцелевые станки 1115 фирмы lamazaki Machinery Work (Япония).
Многоцелевой станок CFKrW250/VNC470 (Германия), предназна-
ченный для обработки корпусных деталей коробчатого типа (наиболь-
ший размер заготовки — куб со стороной 450 мм), оснащен карусель-
ным магазином с семью палетами, установленными спереди станка.
Автоматическая смена палет осуществляется автооператором с авто-
номным гидравлическим приводом, транспортирующим их согласно
заданной программе со стола станка в магазин и обратно. Время сме-
ны палеты 20 с.
Многоцелевой станок Profit-Center МС60/МС100 фирмы Heiden-
.zeich und Harbeck Werkzeugmashinen Fabrik (Германия) оснащен ма-
газинами с 6, 8. 10 или 12 палет.
На рис. 7.43 показана часть схемы автоматизированного участка
из шести независимо друг от друга работающих многоцелевых стан-
ков фирмы Kearney and Trecker (США), смонтированного на пред-
приятии тяжелого электромашиностроения фирмы ASEA (Швеция).
Рис. 7.44. Схема смены палет в станоч-
ном модуле МАЗ/10 фирмы Tsucami
(Япония) с вертикальным накопителем
ПС:
1 — позиция поддона для установки (снятия)
заготовки; 2 — поддонный магазин; 3 — под-
дон в позиции обработки; 4 — шпиндель; 5 —
рычаг для смены поддонов
Рис. 7.43. Часть автоматизированного участ-
ка из многоцелевых станков фирмы Kearney
and Trecker (США), оснащенных карусель-
ными магазинами для палет
В их числе пять станков Milwanke-Matic 200S и один — Milwanke-Ma-
tic 800. Станки 200S оснащены карусельными магазином 2 на 10 па-
лет, а станки 800 имеют магазин с шестью или восемью палетами.
В ночную смену участок обслуживает один диспетчер, а днем оператор
52
обслуживает два станка. Палеты 1 с заготовками загружаются опера-
тором на загрузочной станции 3 и затем автоматически перемещаются
в магазин. Станок 800 может работать без оператора в течение 10 ч.
На участке обрабатывается до 45 наименований деталей с циклом
от нескольких -минут до 1,8 ч. На палете может быть расположено от
одной до 36 деталей. Палеты установлены на тележках цепного кон-
вейера магазина. Каждая из них имеет код, который считывается де-
кодирующим устройством, вызывая соответствующую программу.
На многоцелевых станках с горизонтальной осью поворотного сто-
ла при обработке заготовки, устанавливаемой на его подкладной пли-
те, обеспечивается хороший сход стружки и СОЖ. Однако установка
заготовки вне станка на горизонтальную плоскость палеты создает
большие затруднения. Для устранения этого недостатка загрузку-раз-
грузку заготовок производят на палетах в горизонтальном положении.
Многоцелевой станок ТМС 500 фирмы Mauser (Германия) осна-
щен поворотным столом с горизонтальной осью вращения, обеспечива-
ющим поворот шести палет площадью 450X450 мм каждая. Модуль
МАЗ/10 фирмы Tsucami (Япония) выполнен с вертикальным крепле-
нием заготовки (рис. 7.44). По вертикальным направляющим колонны
(ось X) перемещается специальный корпус, в распорке которого раз-
мещен одно- или двухповоротный стол, движущийся по оси У. Шпин-
дельная бабка перемещается вдоль оси Z по горизонтальным направ-
ляющим, расположенным в вертикальной плоскости. Точность пози-
ционирования по осям X, У, Z равна ±0,002 мм, возможна комплекс-
ная обработка по пяти координатам (a, b, с, d, f) с одного установа и
с использованием до 10 приспособлений-спутников (ПС) (размер каж-
дого в плане 300X300 мм), которые расположены на карусельном
10-местном накопителе. Размещение ПС в вертикальной плоскости
значительно повышает компактность. Для крупных деталей диаметром
до 280 мм, длиной до 1400 мм и массой до 160 кг создают РТК друго-
го типа. Это шлифовальный модуль ХШМ-003 (рис. 7.45), в который
Рис. 7.45. Шлифовальный модуль с горизонтально расположенной палетой емкостью
до 12 заготовок
входят шлифовальный станок-полуавтомат 8 (мод. ЗМ163ВФ2НЗ),
портал Р, рама 1 накопительного устройства с горизонтально располо-
женной палетой вместимостью до 12 заготовок, тележка '3 для загото-
вок, подъемник 2, захватное устройство 7, автооператор 5, каретка 4,
гидроцилиндр 6 подъема захватного устройства. Накопитель заготовок
и шлифованных деталей управляется от однокоординатного устройства
53
ЧПУ. Этот модуль, как и предыдущий, спроектирован с учетом полной
шлифовальной обработки шеек и торцов деталей типа валов в автома-
тическом цикле; его также выпускают серийно.
Палеты обоих шлифовальных модулей можно рассматривать как
тару, в которой обрабатываемые заготовки могут следовать в соответ-
ствии с внутрицеховым технологическим маршрутом. Обработанные на
модулях детали загружаются и выгружаются, как правило, путем за-
мены палет, но при этом не исключается и вариант съема обработан-
ных деталей и установки заготовок, например, в тележку накопитель-
ного устройства РТК, обслуживаемого портальным промышленным
роботом.
Для возможности работы многоцелевых станков во вторую и
третью смены по малолюдной технологии применяют двух- и много-
местные устройства автоматической смены заготовок различного
исполнения. При этом многоместные устройства бывают кольцевого и
П-образного типа в сочетании с двухместным или поворотными двух-
позиционными столами (рис. 7.46). Возле многоцелевого станка 1
Рис. 7.46. Схема автоматической смены палет из магазинов для
станков ХВ106 фирмы Ех-Се11-0 (Германия)
мод. ХВ106 фирмы Ех-Се11-0 (Германия) установлены поворотный
двухпозиционный вспомогательный стол 2, кольцевой магазин 3, вме-
щающий восемь палет, и станция 4 их загрузки-разгрузки, что превра-
щает станок в автономно действующий технологический модуль. Ме-
ханизмы для фиксации и зажима столов-спутников при их автомати-
ческой смене установлены на столе станка.
Основными требованиями, предъявляемыми к механизмам загруз-
ки многоцелевых станков, являются точность позиционирования и
быстродействие. Точность позиционирования зависит от ряда факторов,
степень влияния которых рассмотрим, проанализировав процесс оста-
нова рабочего органа по координате X (рис. 7.47, а), имеющего массу
т и движущегося со скоростью v от приводного устройства М с време-
нем срабатывания (отключения) /Ср. После получения команды от си-
стемы ЧПУ на останов рабочего органа последний переместится на
АХ=AXi+AX2,
где ДХ1 — математическое ожидание перебега рабочего органа со
скоростью v за время срабатывания /Ср системы отключения двигателя
М, AX^vtcp; ДХ2—математическое ожидание перебега рабочего орга-
на после срабатывания (отключения) двигателя М за счет сил сопро-
тивления (торможения).
Величину ДХ2 определяют из условия, что кинетическая энергия
движущегося рабочего органа E=mv2/2 переходит в работу сил сопро-
54
6)
Рис. 7.47. Упрощенная модель процесса позиционирования ра-
бочего органа поступательного действия
тивления Лв=Г<,ДХ2, т. е. Е—Ас-, mv2/2=FcAX2, откуда &X2=wv2/ (2FC),
где Fc — сила сопротивления.
Таким образом, преобразованная формула примет вид
ДХ=о/ср+/по2,/ (2FC) •
Из этой формулы следует, что для повышения точности позициони-
рования за счет снижения составляющих погрешностей останова необ-
ходимо предусмотреть следующее:
1) уменьшать скорость v рабочего подхода органа к заданному
положению, что наиболее выгодно; для этих целей в приводах ползу-
чей (замедленной) скорости скорость подачи v', что, позволяет умень-
шить перебег от ДХ до ДХ^ДХ^+ДХ/ (путь ВВ2,=ВВ1/+В1/В/ на
рис. 7.47, б);
2) уменьшать массу т подвижных частей рабочего органа в мо-
мент отключения движения за счет правильного выбора положения
(места) механизма отключения;
3) уменьшать время срабатывания /ср, используя быстродейству-
ющие механизмы;
4) повышать силы сопротивления Fc постановкой тормозных
устройств и зажимом подвижных узлов в момент отключения; при
отсутствии тормозных устройств и механизмов автоматического зажи-
ма рабочих органов силы сопротивления Fc равны силам трения FT,
зависящим от массы перемещающихся частей, т. е. Fe=FT=Nf=Gf=
=tngf. В этом случае ДХ2=тпц2/(2О/) =i>2/(2gf).
55
При установке дополнительных тормозных устройств в виде авто-
матических зажимных
ДЛЛ _ mV2
ЛЛ2~2(б+7’2)/’
где Ts — суммарная сила зажима, направленная перпендикулярно к
поверхности направляющих рабочего органа; f—коэффициент трения.
На точность позиционирования влияет также случайный разброс
значений всех величин, входящих в формулу для ДХ. Взяв приращения
функции АХ и ограничившись первым приближением (частными про-
изводными первого порядка), получим выражение для разброса значе-
ний перемещений:
л у М» . д^ср \ . mv2/дт . 2Av Д/М
Таким образом, суммарные (общие) значения погрешности пози-
ционирования рабочего органа представляют собой сумму системати-
ческих и случайных составляющих:
А=АХ±0,5бХ,
откуда Атах=АХ+0,56Л'; Атт АХ—0,56%. Значение 6Х может быть
уменьшено за счет стабилизации значений v, /Ср, /я, т. е. при умень-
шении разброса Ау, А/Ср, A/n, AFC-
Остановка поступательно движущегося рабочего органа (суппор-
та, стола и т. п.) точно в требуемом положении может быть осуще-
ствлена ограничением пути движения рабочего органа жестким упо-
ром; предварительным выключением привода и последующим свобод-
ным выбегом или торможением рабочего органа; следящим движе-
нием; введением зажимных устройств.
Для расчета погрешности углового позиционирования рабочего ор-
гана воспользуемся расчетной схемой (рис. 7.48). Допустим, рабочим
Рис. 7.48. Упрощенная модель процесса позиционирования ра-
бочего органа поворотного действия
органом является двухпозиционный поворотный стол с моментом инер-
ции /, поворапчиваемый с угловой скоростью со на заданный угол, на-
пример 90й, от электродвигателя Л4, срабатывающего при отключении
за время /Ср-
После получения команды от системы ЧПУ на останов стола по-
следний повернется дополнительно на угол
А'Ф=|Аср1+Дф2,
56
где Дф! — математическое ожидание перебега рабочего органа со ско-
ростью ы за время /ср; Д<р2 — математическое ожидание перебега ра-
бочего органа после отключения двигателя М за счет момента сил со-
противления Afc. _
Величина Аф1=(о/ср, а величина Аф2 определяется из условия, что
кинематическая энергия поворотного органа E=J©2/2 переходит в ра-
боту моментов сил сопротивления Ас=Л1сАф2, откуда Аф2=Лв2/(2Л1с).
Таким образом,
Аф=<в/ср+/<в2/ (2Afc),
а при случайном разбросе параметров (Асо, А/Ср, А/ и АЛ1С) рассеяние
6<P=co*cP(^-F
Д^ср
^ср
. Ло2 /д/
2МС
2Дй1
со
ДЛЦ
Afc /
Суммарная погрешность углового позиционирования рабочего орга-
на при свободном выбеге
ф=Лф±0,56ф.
Основными мероприятиями по повышению точности углового пози-
ционирования рабочего органа являются: снижение угловой скорости
с переходом на «ползучую» при подходе к конечному положению; вве-
дение дополнительных моментов торможения; введение фиксирующих
устройств и механизмов.
СПИСОК ЛИТЕРАТУРЫ
1. Бухмиль И. И., Гершкович Г. В. Фиксация и зажим столов-спутников на много-
целевых станках // Станки и инструмент. 1987. № 4. С. 22—23.
2. Волчкевич Л. И., Кузнецов М. М., Усов Б. А. Автоматы и автоматические линии.
М.: Высшая школа, 1976. 335 с.
3. Горохов В. А. Проектирование и расчет приспособлений. Минск: Вышейш. школа,
1986. 237 с.
4. Горошкин А. К. Приспособления для металлорежущих станков. М.: Машиностро-
ение, 1979. 304 с.
5. Камышный Н. И. Автоматизация загрузки станков. М.: Машиностроение, 1977.
288 с.
6. Кузнецов Ю. Н., Срибный Л. Н. Повышение эффективности токарных автоматов.
Киев: Техшка, 1989. 168 с.
7. Кузнецов Ю. Н., Вачев А. А. Основные характеристики самонастраивающихся
цанговых патронов // Станки и инструмент. 1986. № 2. С. 14—16.
8. Кузнецов Ю. Н., Дементьев В. И. Широкодиапазонные цанговые патроны // Стан-
ки и инструмент. 1984. № 1. С. 9—12.
9. Кузнецов Ю. Н., Кухарец А. В. Новые зажимные механизмы станков-автоматов.
Киев: Техшка, 1979. 151 с.
10. Кузнецов Ю. Н., Сидорко В. И., Булах И. И. Самонастраивающиеся приводы за-
жима токарных автоматов // Станки и инструмент. 1983. № 10. С. 18—19.
11. Металлорежущие станки и автоматы / А. С. Проников, Н. И. Камышный,
Л. И. Волчкевич и др. М.: Машиностроение, 1981. 480 с.
12. Самонастраивающиеся зажимные механизмы: Справочник // Ю. Н. Кузнецов,
А. А. Вачев, С. П. Сяров и др. Киев: Техшка, София; Гос. изд-во «Техшка». 1988.
222 с.
13. Станочные приспособления: Справочник в 2 т./ Ред. совет: Б. Н. Вардашкин,
В. В. Данилевский, А. А. Шатилов. М.: Машиностроение, 1984. 656 с.
14. Шаумян Г. А. Комплексная автоматизация производственных процессов. М.: Ма-
шиностроение, 1973. 638 с.
57
Глава 8
МЕХАНИЗМЫ ЗАГРУЗКИ И ЗАКРЕПЛЕНИЯ ИНСТРУМЕНТА
8.1. Структура и классификация
Обработка заготовок на металлорежущих станках производится,
как правило, последовательно несколькими режущими инструментами и
поэтому требует наличия на станке соответствующего комплекта собран-
ного и настроенного в специальных хвостовиках и державках режущего
инструмента, а также его последовательного использования на станке.
Установка режущих инструментов на рабочий орган станка (шпин-
дель или суппорт), их закрепление, а также съем использованного ин-
струмента могут осуществляться вручную или автоматически.
Настройка применяемых режущих инструментов в комплекте со
вспомогательным инструментом (хвостовики, державки, переходные
втулки, патроны и др.) может осуществляться следующим образом:
непосредственно на станке, что характерно при смене инструмен-
тов вручную;
предварительно вне станка на специальных приборах, что характер-
но для последующего применения автоматической смены инструмента.
Процесс использования режущих инструментов на станках с ЧПУ
включает два основных этапа (рис. 8.1):
комплектацию и сборку режущих инструментов, взятых на складе,
путем их установки в хвостовики и державки; их последующую размер-
ную настройку на специальных приборах в рамках разработанных уни-
фицированных инструментальных систем (соответственно для токар-
ных и многоцелевых станков с ЧПУ); складирование собранных и на-
строенных инструментальных блоков;
Рис. 8.1. Схема использования режущих инструментов на
станках с ЧПУ
58
подборку необходимого комплекта собранного и настроенного ин-
струмента на складе, его установку в инструментальный магазин на
станке; последовательный выбор в процессе обработки заготовки нуж-
ного инструмента, его автоматическую смену с установкой и закрепле-
нием на рабочем органе станка; раскрепление, съем и возврат \инстру-
/мента в магазин; возврат инструмента после обработки партии загото-
вок на склад, а при -необходимости его разборку для повторной заточки
или замены.
Последовательный выбор в процессе обработки заготовки нужного
инструмента в инструментальном магазине станка, его автоматическая
установка и закрепление на рабочем органе станка, последующий возв-
рат инструмента в магазин осуществляются системой автоматической
смены инструментов (АСИ).
В общем виде система АСИ включает в себя:
инструментальный магазин для накопления инструментов (на то-
карных станках с ЧПУ одну, две или три револьверные головки);
устройство выбора в инструментальном магазине или револьверной
головке нужного инструмента;
автооператор для смены инструмента (в некоторых случаях он от-
сутствует) ;
механизм зажима хвостовика или резцедержавки с инструментом на
рабочем органе станка.
К системам автоматической смены инструментов предъявляются
следующие основные требования:
достаточная вместимость накопителя инструментов (револьверной
головки, инструментального магазина);
надежная идентификация инструментов в магазине;
малые затраты времени на смену инструментов;
надежный захват оправок и державок с инструментами при их ав-
томатической смене;
точное позиционирование оправок и державок с инструментами при
их установке на рабочие органы станка;
минимально возможное расстояние от инструментального магазина
до рабочих органов станка;
Системы автоматической
смены инструментов
С многолозиционными револьверными золовками (РГ) С инструментальными магазинами (Оля единичны! инструментов) С инструментальными ми газа нем и для много - шпиндельных головок
J Z L
Для токарных станков с ЧПУ Для фрезерных и многоцелевых станков с ЧЯУ
- РГс инструментами, не имеющими индивидуального привода
- РГс инструментами, имеющими индивидуальный привод
С движением
я одачи всей РГ
РГ,имеющие шпиндели в каждой позиции
РГ, имеющие
u шпиндель только
В рабочей позиции
С двух- и пногоннзиционной РГ (с автооператором и вез него) С многояозиционяыми поворотными головками
С автооператором |
С маю за нон и
автаолератором
без автооператора [
С движением подачи
только шпинделе
Рис. 8.2. Классификация систем автоматической смены инструментов
59
принцип работы и расположение системы АСИ на станке не долж-
ны ограничивать рабочую зону станка и должны быть такими, чтобы
было невозможным столкновение меняемого режущего инструмента с
обрабатываемой заготовкой;
высокая надежность функционирования системы АСИ;
предохранение посадочных поверхностей оправок и державок ин-
струмента и рабочих органов станка от загрязнения;
удобство обслуживания и соблюдение требований техники безопас-
ности.
На рис. 8.2 показана классификация систем автоматической смены
инструментов применительно к токарным и многоцелевым станкам.
Способ накопления на станке режущих инструментов, выбранная
исходя из этого компоновка и конструкция инструментального магазина
(или револьверной головки), способ выбора, смены и закрепления хво-
стовиков и державок с режущим инструментом ;на рабочем органе стан-
ка оказывают значительное влияние как на компоновку и конструкцию
станка, так и на его эксплуатационные характеристики (технологичес-
кие возможности, производительность и надежность работы и др.).
8.2. Требования к инструментам
при их автоматической смене, их характеристика
Режущий инструмент для станков с ЧПУ должен иметь высокую
стойкость, возможность предварительной настройки на размер вне
станка (совместно с применяемым вспомогательным инструментом);
быстросменность при переналадке на изготовление другой детали или
замене затупившегося инструмента; высокую точность повторения по-
ложения режущих кромок инструмента относительно установочных баз;
универсальность применения обработки типовых обрабатываемых по-
верхностей деталей на разных моделях станков; технологичность в из-
готовлении и относительную простоту конструкции.
На станках с ЧПУ в настоящее время применяют в основном режу-
щие инструменты с механическим креплением многогранных твердо-
сплавных режущих пластинок, а также из керамики и сверхтвердых
материалов.
При применении различных режущих инструментов необходимо
учитывать некоторые их особенности, влияющие на конструкцию рабо-
чих органов, на которые они устанавливаются. Например, это касается
системы подачи СОЖ к режущему инструменту (рис. 8.3).
При обычном исполнении (см. рис. 8.3, а) СОЖ либо не доходит
до конца сверла, так как закипает от нагрева, либо охлаждает в основ-
ном только стружку. Во втором случае (см. рис. 8.3,6) теплота отводит-
ся более эффективно и стойкость инструмента повышается. По данным
фирмы Daishowa Seiki Со (Япония), при применении указанной дер-
жавки и сверла возможно получение частоты вращения Пшп=3000 мин-1
с подачей СОЖ под давлением до 2 МПа.
Режущие инструменты закрепляются в шпинделе или на суппорте
станка с помощью разнообразных вспомогательных инструментов: оп-
равок, втулок, патронов, державок, блоков.
Конструкцию вспомогательного инструмента определяют его ос-
новные элементы: поверхности, предназначенные для его крепления на
рабочих органах станка; поверхности, предназначенные для крепления
на нем режущих инструментов.
60
Рис. 8.3. Схемы обработки отверстий:
а — обработка обычным сверлом; б — обработка
сверлом с внутренним отверстием для подачи
СОЖ; 1 — присоединительный фланец на шпин-
дельной бабке; 2 — присоединительный штуцер
на державке; 3 — державка; 4 — сверло
Устройства, осуществляющие крепление вспомогательного инстру-
мента (оправок и державок) на станке, определяют конструкцию хвос-
товика (у оправок) и базовых поверхностей (у державок), которые уни-
фицированы для применения на разных станках.
Для регулирования положе-
ния режущих инструментов в
хвостовиках применяют различ-
ные по конструкции переходни-
ки (адаптеры).
Разработаны комплекты уни-
фицированного вспомогательно-
го инструмента, которые обра-
зуют инструментальные системы
для соответствующих групп стан-
ков с ЧПУ.
В качестве примера на
рис. 8.4 показана система «Vari-
lock» комплекта вспомогательно-
го инструмента фирмы Sandvik
Coromant (Швеция) для много-
целевых станков.
Унификация вспомогательно-
го инструмента основана на
принципе взаимозаменяемости
(элементы должны комплекто-
ваться в инструментальные бло-
ки без дополнительной пригон-
ки) и рационального разделения
конструкций инструментальных
блоков на агрегаты. Каждый
агрегат выполняет определен-
ную функцию и может многократно использоваться при создании раз-
личных инструментальных блоков с необходимой точностью и жест-
костью соединения.
К вспомогательному инструменту предъявляют следующие требо-
вания:
его номенклатура и стоимость должны быть экономически целесо-
образными;
при установке и креплении режущего инструмента должны обеспе-
чиваться требуемые точность, жесткость и виброустойчивость с учетом
интенсивных режимов работы;
должна быть предусмотрена возможность (в необходимых случаях)
регулирования положения режущего инструмента;
обслуживание должно быть удобным (при необходимости — быст-
росменность);
изготовление и конструкция должны быть простыми;
масса вспомогательного инструмента не должна превышать опре-
деленную величину для исключения трудностей при смене режущего
инструмента;
посадочные места оправок (хвостовики) и резцедержавок следует
выполнять с высокой точностью для обеспечения идентичности их по-
ложения при установке и креплении в одном и том же шпинделе или
на одном и том же суппорте станка, а также на приборе настройки
режущих инструментов.
61
Базовые державки и оправки системы „VanLock”
Удлинительные элементы
Сворный режущий инструмент
Рис. 8.4. Схема компоновки вспомогательного инструмента
На рис. 8.5 показана общая классификация вспомогательного ин-
струмента для станков с ЧПУ.
Вспомогательный инструмент для многоцелевых и фрезерных стан-
ков. Для закрепления режущего инструмента на этих станках применя-
ют хвостики, размеры которых регламентированы ГОСТ 25827—83,
ГОСТ Р50071—92.
В табл. 8.1 приведены размеры хвостовиков с конусами 30, 40, 45 и
50. Передача крутящего момента на эти хвостовики осуществляется
торцовым шпоночным соединением со шпинделем станка.
Для многоцелевых и фрезерных станков с ЧПУ разработана сис-
тема вспомогательного инструмента, необходимого для полной реали-
зации технологических возможностей указанных станков. Она изложена
в руководящем техническом материале РТМ 2П10-2—84 «Система вспо-
могательного инструмента для станков с ЧПУ».
Схема комплектации элементов этой системы в инструментальные
блоки показана на рис. 8.6. Хвостовики 1 и 2 предназначены для креп-
62
системы «Varilock» фирмы Sandvik Coromant
ления торцовых, трехсторонних, цилиндрических и других фрез с тор-
цовыми или продольными шпонками.
Хвостовики 3, 4 и 16 с цанговыми патронами обеспечивают крепле-
ние инструмента с цилиндрической посадочной поверхностью: стандарт-
ных сверл, зенкеров, разверток, фрез диаметром 3—20 мм и специаль-
ных фрез диаметром 20—50 мм.
Хвостовики 5 и 6 с нерегулируемыми переходными втулками пред-
назначены для инструментов с конусом Морзе 2—5.
Однолезвийный хвостовик 8 применяют для чернового растачивания
отверстий диаметром 50—180 мм при использовании стандартных рас-
точных державочных резцов. Хвостовик 9 используют при креплении
инструмента для чистовой обработки отверстий диаметром 50—180 мм.
Он имеет наклонное гнездо под резцовые расточные вставки с микро-
метрическим регулированием.
Переходные хвостовики 7 применяют в качестве адаптера, они
63
Рис. 8.5. Общая классификация вспомогательного инструмента для станков с ЧПУ
8.1. Размеры (мм) хвостовиков инструментов с конусом 7 : 24
Обозначе- Обозначение размера
D 1 °- 1 D‘ 1 1 °’ 1 1 D< 1 1 dt d* L 1 '* 1 '° 1 b 1 ‘ 1 1 e* 1 ‘ B*
ние конуса Предельное отклонение размера
±0,15 — А12 Л8 ! не более - 1 1 А5 | Hl | All не менее -0,3 — H12 не более ±0,1 ±0,1 —
30 50 31,75 46 55,07 44 13 4 68,4 8 15,5 6 5,6 8 0,01
40 63 44,45 58 69,34 55 17 5 М16 93,4 10 18,5 8 16,1 22,5 6,6 10 0,01
45 80 57,15 74 87,61 68 21 6 106,8 13 24,0 10 9,2 12 0,01
50 100 69,85 94 107,61 85 | 25 6 М24 126,8 16 130 111 [ 25,7 | 35,3 9,2 112 0,01
*В — торцовое биение поверхности Б относительно поверхности А.
Примечания: 1. Хвостовики 40 и 50 имеют предпочтительное применение.
2. Размеры D4 и определяют свободное пространство для захвата инструмента автооператором.
3. Допуск ±0,1 размера а{ относится к номинальному размеру Db
4. Рекомендуемая точность изготовления угла конусов 7:24 — АТ4 (ГОСТ 19860—74).
5. Остальные неуказанные размеры — по ГОСТ 24644—81 (ГОСТ Р50101—92).
6. Опрокидывающий момент (Н-м) оправки относительно оси симметрии V-образной канавки для захвата инструмента автооператором
S должен быть: 40 — для хвостовиков с конусом 50; 35—для хвостовиков с конусом 45; 25 — для хвостовиков с конусом 40.
Рис. 8.6. Схема компоновки вспомогательного инструмента для фре-
зерных и многоцелевых станков с ЧПУ
состоят из корпуса с внутренним цилиндрическим отверстием и винтов
для фиксации положения закрепляемого хвостовика переходных втулок.
В этих хвостовиках закрепляют переходные цилиндрические втулки 10
и 11, оправки для насадных зенкеров и разверток 12, патроны для мет-
чиков 13, расточные оправки 14 и расточные патроны 15.
Размеры рассмотренных хвостовиков (применяемых типоразмеров)
приведены в РТМ 2П10-2—84 и в работе [5].
Для повышения производительности обработки заготовок, а также
расширения технологических возможностей многоцелевых станков на
них применяют целый ряд специальных оправок.
На рис. 8.3. показана оправка, позволяющая подавать СОЖ к ре-
жущим кромкам сверла, что дает возможность увеличить скорость ре-
зания.
На рис. 8.7 приведена конструкция многошпиндельной оправки для
одновременного сверления нескольких отверстий.
Рис. 8.7> Конструкция многошпиндельной оправки
Конструкция оправки с высокоскоростным шпинделем показана
на рис. 8.8. Корпус 1, выполняющий роль водила, в котором на осях
9 закреплены сателлитные шестерни 7, неподвижно соединен с хвосто-
виком 3, устанавливаемым в шпиндель станка. Сателлитные шестер-
ни 7 находятся в зацеплении с корончатым колесом 8, которое непод-
вижно благодаря его соединению с позиционирующим блоком. Через
66
Рис. 8.8. Оправка с высокоско-
ростным шпинделем
солнечное зубчатое колесо 2 вращение передается на выходной вал
5, который вращается с частотой, в 5 раз большей частоты вращения
шпинделя.
На конце выходного вала 5 размещен
цанговый патрон с цангой 10, которая с
помощью гайки 11 зажимает цилиндричес-
кий хвостовик инструмента 12, На другом
конце этого вала с помощью шайбы 4 за-
креплен маховик 6, предназначенный для
повышения равномерности вращения ин-
струмента.
Примеры применения другого типа оп-
равки с угловым (90°) расположением ин-
струмента относительно оси шпинделя для
различных видов обработки показаны на
рис. 8.9.
При обработке заготовок поперечной
подачей режущего инструмента (напри-
мер, при расточке ступенчатых отверстий и
различных канавок в них) применяют спе-
циальные оправки с поперечными салазка-
ми, на которые устанавливают режущие
инструменты (плансуппортные головки).
На рис. 8.10 показана такая оправка типа
«UCENTER» фирмы D’Andrea (Италия).
В неподвижном алюминевом корпусе 1
(см. рис. 8.10, а) расположена враща-
ющаяся стальная часть оправки 2 с хво-
стовиком 7, которым она устанавливается
в шпиндель станка, и поперечными салаз-
ками 5, на которые устанавливают державку 3 инструмента со сменной
головкой. Для балансировки оправки, устанавливаются противовесы 6.
Подачу СОЖ в зону резания осуществляют через форсунки 4. Попереч-
ное движение подачи салазок 5 по координате U выполняют через при-
водную полумуфту 8 от специального привода, установленного на шпин-
дельной бабке (см. рис. 8.10,6), управляемого системой ЧПУ станка.
Размеры рассмотренных оправок различных типоразмеров приве-
дены в работе [5].
Вспомогательный инструмент для токарных станков с ЧПУ. Со-
временные токарные станки с ЧПУ в большинстве случаев имеют ре-
вольверную головку (одну, две или три), в 6, 8, 12, 16 позициях кото-
рой устанавливают различные режущие инструменты. Их установку
осуществляют также с применением вспомогательного инструмента
(резцедержателей).
В настоящее время для токарных станков с ЧПУ разработаны и
изложены в руководящем техническом материале РТМ 2П10-2—84 две
подсистемы вспомогательного инструмента: с цилиндрическим хвостови-
ком (рис. 8.11, а) и базирующей призмой (рис. 8.11,6).
В первой подсистеме (см. рис. 8.11, а) применяют резцедержавки
1 (рис. 8.12), устанавливаемые и закрепляемые в револьверной голов-
ке 2 с помощью цилиндрического хвостовика 5 с прецизионной по
шагу гребенкой. Зубья гребенки закрепляются с зубьями втулки 3,
ось которой расположена под углом к плоскости хвостовика 5, где
нарезаны зубья гребенки.
67
Рис. 8.9. Примеры применения оправки с прямоугольным расположением шпинделя
при выполнении:
а — развертывания; б — торцового фрезерования; в — резания металла; г — нарезания резьбы
метчиком; д — сверления; е — чистового фрезерования
Рис. 8.10. Оправка с поперечными салазками:
а — общий вид; б — схема установки оправки на станках
Закрепление резцедержавки 1 в револьверной головке 2 произ-
водится одновременно в осевом и радиальном направлении втулкой 3
при завинчивании винта 4. Подача СОЖ в зону резания к вершине
резца выполняется по специальным каналам в револьверной головке
и резцедержавке.
68
Рис. 8.11. Схема компоновки вспомогательного инструмента для токарных станков с
ЧПУ:
а — с цилиндрическим хвостовиком; б — с базирующей призмой
Рис. 8.12. Конструкция резцедержавки с цилиндрическим хвостовиком
Размеры цилиндрических хвостовиков резцедержавок определяет
ГОСТ 24900—81.
В первую подсистему вспомогательного инструмента для токарных
станков с ЧПУ (см. рис. 8.11, а) входят резцедержавки 1, 4, 5, 6 для
обработки наружных поверхностей. Резцедержавки 2 и 3 могут быть
использованы при обработке внутренних поверхностей выточек, расто-
чек и др. Резцедержавка 4 с перпендикулярным открытым пазом пред-
69
назначена для закрепления отрезных резцов, а резцедержавка 5 с
открытым пазом — для крепления инструментов для контурного на-
ружного точения.
Растачивание отверстий в заготовках может производиться либо
резцами, закрепленными во втулках 7, либо с помощью расточных
оправок 8 диаметром 25—60 мм, глубина расточки 75—250 мм.
Для крепления режущего инструмента с конусом Морзе применя-
ют переходные жесткие втулки Р, а переходная втулка 10 позволяет
закреплять режущий инструмент или переходные элементы крупного
сечения диаметром 16—40 мм.
Размеры рассмотренных резцедержавок, втулок и оправок с ци-
линдрическим хвостовиком в различных исполнениях приведены в рабо-
те [5].
Вспомогательный инструмент второй подсистемы с базирующей
призмой (см. рис. 8.11, б) включает резцедержавку 1 с открытым и за-
крытым параллельными пазами для закрепления режущих инструмен-
тов с размерами сечения державок от 16X16 до 40X40 мм. Эта рез-
цедержавка двусторонняя и может быть использована при любом по-
ложении револьверной головки станка и вращения шпинделя. Для
предварительной настройки инструмента вне станка предусмотрены
регулировочные винты.
Резцедержавка 2 с открытым перпендикулярным пазом имеет два
исполнения — правое и левое. Она характеризуется высокой жестко-
стью, что позволяет увеличивать вылет режущего инструмента.
Наибольшей универсальностью обладают трехсторонние резцедер-
жавки 4, Однако их жесткость меньше, чем у резцедержавок с от-
крытым и тем более с закрытым пазом.
Державки 5 предназначены для крепления инструментов с цилин-
дрическим хвостовиком диаметром 30—60 мм, а державки 6 имеют
два исполнения для крепления инструмента с цилиндрическим хвосто-
виком следующих диаметров: 30, 40, 50, 60 мм, а также 36 и 48 мм
и шпонкой.
Распределитель охлаждающей жидкости 3 предназначен для под-
вода СОЖ в зону резания.
Размеры хвостовиков державок с базирующей призмой устанавли-
вает ОСТ 2У16-1—78. Размеры резцедержавок различных типоразмеров
приведены в работе [5].
В связи со значительными трудностями смены державок с инстру-
ментом, установленным в револьверной головке токарного станка, в
настоящее время применяют державки с быстросменными резцовыми
головками (рис. 8.13).
При таком конструктивном исполнении, когда сами державки оста-
ются в револьверной головке, а меняются только точно базируемые в
них резцовые головки (при износе инструмента или при переходе на
обработку других деталей), упрощаются смена и настройка инструмен-
тов в револьверной головке, а также становится возможной замена
резцовых головок автоматически с помощью промышленного робота.
На рис. 8.14 показана схема автоматической смены резцовых го-
ловок 3 роботом 2, установленных в револьверной головке /ив ма-
газине 4, предложенная фирмой Sandvik Coromant (Швеция).
Настройка режущих инструментов в оправках и державках вне
станка и на станке. При автоматическом цикле обработки заготовок
на станках с ЧПУ и автоматической смене режущих инструментов точ-
ность обработки деталей в значительной степени зависит от точности
70
fi)
Рис. 8.13. Схемы закрепления быстросменных резцовых головок:
а —фирмы Sandvik Coromant (Швеция); б — фирмы Krupp Widia (Германия); в —фирмы
Hertel (Германия): / — торцовое зубчатое соединение «Хирт»; 2 — цанга; 3 — резина; 4 —тяга;
5 — положение разжима; 6 — положение зажима
Рис. 8.14. Схема автоматической смены резцовых головок на револьверной головке
токарного станка с ЧПУ
предварительной размерной настройки режущих инструментов, точно-
сти их исходного положения по отношению к заготовке. Размерная
настройка режущих инструментов может выполняться двумя способа-
ми: вне станка на специальных приборах и непосредственно на станке
перед началом обработки с применением измерительных щупов.
Приборы для настройки режущих инструментов при их
установке и закреплении в оправках и на державках подразделяют
71
на две группы: бесконтактные и контактные. Первые оснащают оптиче-
скими средствами измерения (микроскопами, проекторами, компарато-
рами), вторые — индикаторами. Это приборы БВ-2010, БВ-2013,
БВ-2015, БВ-2026 и др. Большая гамма таких приборов выпускается
за рубежом.
Подробное описание устройства и принципа работы приборов ука-
занных моделей приведено в работах [4, 5].
Более точная настройка режущих инструментов проводится вто-
рым способом — непосредственно на станке путем касания режущим
инструментом специальных измерительных щупов 1 (рис. 8.15), уста-
новленных на столе станка (рис. 8.15, а), на специальном выдвижном
кронштейне (рис. 8.15, б), на шпиндельной бабке и др.
Рис. 8.15. Схема автоматической настройки режущих инструментов:
а — на многоцелевом станке; б — на токарном станке с ЧПУ
Как видно из рис. 8.15, настройка режущего инструмента произ-
водится за два этапа: в положении I настраивается один размер (на-
пример, на рис. 8.15, а вылет расточного резца) путем касания инстру-
ментом 2 измерительного щупа /, и в положении II другого размера.
Недостаток этого способа — простои станка с ЧПУ в процессе на-
стройки инструментов.
72
8.3. Магазины для накопления
и транспортирования инструментов
Инструментальный магазин предназначен для создания запаса ре-
жущих инструментов, необходимого для изготовления на данном стан-
ке заданной номенклатуры деталей.
При ручной смене инструмента магазины-стеллажи (плоские или
круговые) не имеют жесткой связи со станком и устанавливаются в
удобном для оператора месте около станка.
При автоматической смене инструментов применяют инструмен-
тальные магазины различных типов и конструкций, устанавливаемые в
большинстве случаев непосредственно на станке.
На токарных станках с ЧПУ в качестве таких магазинов применя-
ются в основном револьверные головки с числом позиций 4, 6, 8, 12
и 16, куда устанавливают режущие инструменты. На одном станке мо-
жет применяться одна, две, а в некоторых станках даже три револь-
верные головки, что значительно расширяет технологические возможно-
сти станка.
На многоцелевых станках с ЧПУ применяют дисковые, барабанные
и цепные инструментальные магазины вместимостью 10—140 инструмен-
тов. При малом числе инструментов (до 16 шт.) могут применяться
револьверные головки.
К инструментальным магазинам предъявляются следующие основ-
ные требования:
вместимость магазина должна быть достаточной для обработки
одной или нескольких заготовок;
магазин должен быть по возможности простым и компактным;
большая вместимость магазина усложняет его конструкцию, делает его
дороже, требует больше места для его размещения;
магазин желательно располагать вне рабочей зоны станка, чтобы
он сам и выступающие из него инструменты не мешали установке и
снятию заготовки, перемещениям рабочих органов станка в процессе
обработки детали; магазин и находящиеся в нем инструменты необхо-
димо предохранять от попадания стружки и грязи;
следует обеспечить удобный и безопасный доступ к магазину опе-
ратору и наладчику для загрузки и замены инструментов, это особен-
но важно при использовании крупногабаритных и тяжелых инструмен-
тов;
поворот магазина в нужную позицию должен проводиться с мак-
симально возможной скоростью и совмещаться с выполнением преды-
дущего перехода;
конструкция и работа магазина не должны оказывать отрицатель-
ного влияния на параметры станка (жесткость, виброустойчивость, точ-
ность и др.).
Накопление и транспортирование инструментов револьверными го-
ловками. Револьверные головки применяют с вертикальной, горизон-
тальной и наклонной осями вращения. Смена инструмента осуществля-
ется поворотом головки на нужное число позиций и последующей фик-
сацией головки. Время смены инструмента в этом случае составляет
1—4 с.
Револьверная головка в отличие от других инструментальных ма-
газинов является непосредственным рабочим органом станка, воспри-
нимающим силы резания. Поэтому она должна характеризоваться вы-
сокой прочностью, жесткостью и точностью позиционирования при
73
повороте. Режущие инструменты для обработки внутренних и наруж-
ных поверхностей не должны мешать друг другу. Замена инструментов
в головке должна осуществляться удобно и легко, к инструменту дол-
жен быть свободный доступ.
На рис. 8.16 показаны конструкции револьверных головок двух
основных типов, применяемых на токарных станках с ЧПУ.
Рис. 8.16. Конструкции револьверных головок:
а — четырехпозиционная (типа поворотной резцедержавки); б — позиционная звездообразная
головка!
Головка, показанная на рис. 8.16, а (может быть и шестипозицион-
ной), применяется значительно реже, чем показанная на рис. 8.16,6.
На ней устанавливается относительно небольшое число режущих ин-
струментов. Но на каждой грани головки может быть установлено
несколько инструментов, и обработка при этом может проводиться
сразу несколькими инструментами. Ось вращения таких головок пер-
пендикулярна к оси шпинделя станка и может располагаться на стан-
ке вертикально, горизонтально и наклонно. Такие револьверные головки
широко применяют на фронтальных токарных автоматах и полуавтома-
тах с ЧПУ (например, на токарном двухшпиндельном фронтальном
патронном полуавтомате МР 315).
Револьверная головка второй конструкции, кроме звездообразной
компоновки (см. рис. 8.16,6), может быть барабанной (рис. 8.17) и
реже конусной (рис. 8.18).
На рис. 8.19 показана конструкция шестипозиционной револьвер-
ной головки, установленной на горизонтальном суппорте токарного
станка 16К20Т1 с ЧПУ. В инструментальной головке с горизонтальной
осью вращения, устанавливаемой на выходном валу 5 и жестко соеди-
ненной с подвижным элементом 6 плоскозубчатой полумуфты, можно
закреплять шесть резцов-вставок или три инструментальных блока.
Поворот головки производится от электродвигателя 2 через чер-
74
Рис. 8.17. Барабанная револьверная головка фирмы Duplomatic:
с •—общий вид; б — фрезерование криволинейного паза; в —сверление отверстий под углом;
г, д — соответственно нарезание резьбы и сверление отверстий на фланце; е — фрезерование
шпоночного паза; ж— фрезерование канавки на торце: з— фрезерование шестигранника
Рис. 8.18. Конусная револьверная головка
Рис. 8.19. Конструкция шестипозиционной револьверной головки токарного станка
16К20Т1 с ЧПУ
вячную передачу 5, вал 7 с кулачковой полумуфтой S, которая жестко
связана с валом 5.
В начальный момент вращения элементы 4 и 6 плоскозубчатой
муфты расцепляются и головка на валу 5 поворачивается в нужную
позицию, определяемую электрическим датчиком 10. После этого осу-
ществляется реверс электродвигателя и вал с кулачковой полумуфтой
75
вращается в противоположную сторону. Подвижный элемент 6 плоско-
зубчатой муфты с инструментальной головкой удерживается от пово-
рота фиксатором, в результате чего элемент 6 фиксируется на зубьях
неподвижного элемента 4 плоскозубчатой муфты. От конечного вы-
ключателя 9 на пульт управления подается сигнал, отключающий
электродвигатель2.
С помощью вала 1 с шестигранником производится поворот го-
ловки вручную.
Наиболее широко в современных токарных станках с ЧПУ приме-
няют наклонную компоновку суппортов с одной или двумя револьвер-
ными головками. На рис. 8.20 показана такая компоновка с одной
Рис. 8.20. Схема наклонной компоновки суппорта
с револьверной головкой
револьверной головкой, примененная на токарном станке 1740РФЗ с
ЧПУ. Конструкция револьверной головки этого станка показана на рис.
8.21.
Поворот диска /, на котором закрепляется 12-позиционная инстру-
ментальная головка, производится гидромотором 6 через зубчатое
колесо 5, на котором установлен ролик, поворачивающий мальтийский
крест 8. Последний жестко сидит на валу 7, соединенном с диском 1,
Перед поворотом диска 1 с помощью поршня 9, установленного на
валу 4, и гидроцилиндра 10 происходит расфиксация плоскозубчатой
муфты, у которой полумуфта 2 закреплена на диске /, а вторая полу-
муфта 3 — на корпусе головки.
После поворота головки с диском 1 происходит их фиксация за-
мыканием полумуфты 2 и 3 при смещении поршня 9 вправо.
Многие заготовки, обрабатываемые на токарных станках с ЧПУ,
помимо точения требуют других видов обработки: сверления соосных и
несоосных продольных и поперечных отверстий, нарезания резьбы мет-
чиками, фрезерования боковых поверхностей и канавок.
Для этого в конструкции револьверных головок предусматривают
возможность установки помимо неподвижных также и вращающихся
инструментов (сверл, метчиков, фрез и др.). Для привода вращения
76
Рис. 8.21. Конструкция револьверной головки токарного станка 1740РФЗ с ЧПУ
этих инструментов используют отдельный электродвигатель, установлен-
ный на револьверной головке.
На рис. 8.22 показаны возможные варианты выполнения привода
вращения инструментов, установленных в револьверной головке.
Конструкция привода вращения инструмента 1 в револьверной
головке фирмы Laru (Германия) показана на рис. 8.23. Вращение на
инструмент передается через центральное цилиндрическое зубчатое
колесо 2, которое вращается от электродвигателя 5 через коническую
зубчатую передачу 4 и центральный вал 3.
За рубежом разработаны унифицированный ряд револьверных го-
ловок для токарных станков с ЧПУ, выпускаемых специализированны-
ми фирмами [например, фирмами Sauter (Германия), Baruffaldi и
Duplomatic (Италия)]. Эти же фирмы выпускают различные инстру-
ментальные головки (планшайбы), на которых устанавливаются режу-
щие инструменты и различные державки.
На рис. 8.18 показана унифицированная конструкция револьверной
77
Рис. 8.22. Варианты установки вращающихся инструментов на револьверных головках:
а, в, г — на четырех и многопозиционных с приводом через конические зубчатые передачи;
б, д — на многопозиционных с приводом через зубчатую ременную передачу
Рис. 8.23. Конструкция револьверной головки с приводом инструмента через цилинд-
рическую зубчатую передачу
78
головки фирмы Duplomatic (Италия) с комплектом неподвижного и
вращающегося инструмента и возможные схемы обработки заготовки.
В табл. 8.2 приведены размеры шести типоразмеров унифициро-
ванных револьверных головок, выпускаемых специализированной фир-
мой Sauter.
На некоторых токарных станках с ЧПУ применяют другие вариан-
ты инструментальных магазинов и автоматической смены инструментов.
8.2. Размеры (мм) револьверных головок фирмы Sauter
Типоразмер А В Dt Ог Е D3 й4 I к L
312 185 150 90 М8 175 108 30 8 32 130
316 80 210 190 120 М8 215 140 40 8 40 138
220 100 250 226 145 МЮ 250 190 50 9 41 150
225 125 310 280 182 М12 310 230 63 10 52 190
232 160 390 352 220 М12 390 300 80 10 62 220
240 200 470 432 300 М12 470 370 100 12 70 280
Типоразмер м N О Р Q Р т и V Maccai кг
312 М8 165 18 30 30 30 183 368 36
316 мю 190 18 32 32 32 —— — 218 388 46
220 М12 220 25 40 30 30 8 8 225 363 73
225 М16 280 30 44 43 43 8 10 280 426 135
232 М20 352 34 48 56 48 10 10 355 482 245
240 М24 420 40 60 80 60 10 10 435 562 460
Например, на токарном станке с ЧПУ фирмы Okuma (Япония)
применена револьверная головка 1 (рис. 8.24) и инструментальный
магазин 3. Автооператор 2 производит при необходимости замену ин-
струментальных головок в револьверной головке 1, что позволяет
сократить простои станка при переходе на изготовление новых дета-
лей, когда необходима замена инструментов в револьверной головке.
Аналогичная схема показана на рис. 8.14.
Возможные варианты компоновок двух и трех револьверных голо-
79
вок на токарных станках с ЧПУ и их характеристика приведены в т. 1
справочника (гл. 3).
На некоторых фрезерных и многоцелевых станках с ЧПУ при ис-
пользовании для обработки заготовок небольшого числа инструментов
в качестве инструментальных магазинов применяют револьверные го-
Рис. 8.24. Схема автоматической смены Рис. 8.25. Многоцелевые станки с револь-
инструментов в револьверной головке верными головками:
токарного станка С ЧПУ фирмы Okuma а — с крестовым столом; б — с консольным стО”
(Япония) л°м
ловки (рис. 8.25), что сокращает время смены инструмента. В этом
случае чаще всего применяются пяти- (например, фрезерный станок
6Р13РФЗ с ЧПУ) и шестипозиционные револьверные головки (напри-
мер, сверлильный станок 2Р135Ф2 с ЧПУ).
Основные недостатки: малая вместимость магазина; необходимость
в каждой позиции револьверной головки иметь шпиндель, что усложня-
ет и удорожает ее конструкцию; снижение жесткости шпиндельной
бабки и точности установки инструмента при повороте и фиксации го-
ловки.
Увеличение числа позиций в револьверной головке (восемь и бо-
лее) помимо усложнения ее конструкции снижает возможный рабочий
ход головки 1\ (рис. 8.26, а, б).
Условия обработки улучшаются, а конструкция упрощается при
применении конусной револьверной головки 1 с наклонной осью ее
вращения (рис. 8.26, в). В этом случае имеется только один шпиндель
3, который в рабочей позиции соединяется поочередно с оправками 4,
установленными в позициях головки. Движение подачи режущего ин-
струмента осуществляется путем перемещения шпиндельной бабки 2
Рис. 8.26. Схемы револьверных головок на фрезерных и многоцелевых станках:
а — шестипозиционная; б — восьмипозиционная; в — конусная головка с наклонной осью вра
щения; г — 12-позиционная с наклонной осью вращения и с движением подачи пиноли со шпин-
делем
80
Рис. 8.27. Конструкция шпиндельной бабки с револьверной головкой вертикально-фре-
зерного станка
81
с револьверной головкой. Однако и в этом случае величина переме-
щения /1 также ограничена.
В качестве примера на рис. 8.27 показан узел шпинделя и револь-
верной головки вертикально-фрезерного станка с ЧПУ.
После поворота револьверной головки 14 в необходимую позицию
шпиндель 2 станка вместе со шпиндельной кареткой 9, гидроцилинд-
ром с поршнем 7 перемещается вниз и захватывает хвостовик 10 с
инструментом. Зажим хвостовика 10 в шпинделе осуществляется та-
рельчатыми пружинами 5 при перемещении поршня гидроцилиндра 8
вверх. При этом штанга 6 по& действием тарельчатых пружин подни-
мается вверх, перемещает втулку 4 с шариками, захватывающими
выступ стержня 3 на хвостовике. Фиксация хвостовика 10 в шпинделе
станка производится с помощью торцовых шпонок 1, входящих в пазы
на фланце хвостовика.
По окончании обработки поршень 8 опускается вниз, нажимает на
штангу 6, сжимая тарельчатые пружины 5. Втулка 4 с шариками
опускается вниз, шарики отходят в радиальном направлении в коль-
цевую канавку, освобождая выступ стержня 3 на хвостовике. После
этого гидроцилиндр с поршнем 7 поднимает шпиндельную каретку 9
вверх, в результате чего хвостовик выходит из конусного отверстия
шпинделя.
Хвостовик с инструментом остается в револьверной головке 14,
удерживаясь в ее гнезде фиксатором 15. Револьверная головка пово-
рачивается относительно оси 13 гидроприводом 11 через зубчатую пе-
редачу 12 так, что осуществляется соосная установка со шпинделем
следующего хвостовика с инструментом, после чего цикл повторяется.
Фирма Olivetti (Италия) также использует в качестве магазина
револьверную головку 1 с наклонной осью ее вращения (рис. 8.26, г).
Но в этом случае уже нет ограничений на величину рабочего хода ин-
струмента /1, так как происходит движение подачи не шпиндельной
бабки 2, а только пиноли шпинделя 3. Опускаясь вниз пиноль захва-
тывает оправку с инструментом и подает его на расстояние 1\ при не-
подвижной головке 1.
Недостаток этой конструкции по сравнению с показанной на
рис. 8.26, в — меньшая жесткость шпинделя при большом вылете пи-
ноли (особенно при фрезеровании).
Двух-, трех- и четырехпозиционные револьверные головки приме-
няются также на шлифовальных станках с ЧПУ, когда в отдельных
позициях устанавливаются шлифовальные круги для наружного и внут-
реннего шлифования (см. т. 1, гл. 3).
Накопление и транспортирование инструментов в магазинах.
Варианты исполнения инструментальных магазинов, применяемых на
различных станках с ЧПУ, показаны на рис. 8.28.
Барабанные инструментальные магазины (см. рис. 8.28, а, б),
имея вместимость 12—40 инструментов, что достаточно для изготов-
ления многих деталей, находят широкое применение на станках с
ЧПУ.
Они достаточно компактны, могут располагаться на колонне стан-
ка, что более предпочтительно, или непосредственно на шпиндельной
бабке (в этом случае, хотя и сокращается время смены инструмента,
значительно увеличивается масса перемещаемой шпиндельной бабки).
Первый вариант исполнения магазина (см. рис. 8.28, а) приме-
няется чаще с установкой его сбоку в средней части колонны (с любой
82
Рис. 8.28. Варианты исполнения инструментальных ма-
газинов:
а, б — соответственно с горизонтальной и вертикальной осью
вращения; в — звездообразного типа с вертикальной осью вра-
щения; г, д — конусообразные соотвественно с вертикальной и
наклонной осью вращения; е — цепные; ж — линейные
стороны) на станках с ЧПУ как с вертикальной, так и с горизонталь-
ной компоновкой шпинделя (рис. 8.29, а).
Второй вариант магазина (см. рис. 8.28, б) применяется в основ-
ном на станках с ЧПУ с горизонтальной компоновкой шпинделя и
устанавливается на верхней части колонны станка. Установка такого
магазина сбоку на колонне значительно увеличивает габаритные раз-
Рис. 8.29. Компоновки станков с барабанными магазинами:
I — с круговым магазином и автооператором; б — Конусного типа с двухпозиционной поворотной
головкой
леры станка, но она удобнее с точки зрения смены инструмента на
панках с вертикальной компоновкой шпинделя.
Дисковые магазины (см. рис. 8.28, в) применяют реже из-за боль-
пих радиальных размеров при большом числе инструментов.
Конусные барабанные магазины (см. рис. 8.28, г, д) также на-
водят применение во многих станках с ЧПУ. При варианте компонов-
83
ки магазина, показанном на рис. 8.28, г, удобна смена инструмента
на основе использования двухпозиционной поворотной головки (рис.
8.29, б). Вариант компоновки магазина, показанный на рис. 8.28, д,
удобен для смены инструмента на станках с ЧПУ с горизонтальной
компоновкой шпинделя [в этом случае упрощается конструкция авто-
оператора (см. подразд. 8.4)].
Цепные магазины (рис. 8.28, е) применяют в станках с ЧПУ при
большом числе накапливаемых инструментов (до 140 шт.).
Линейные магазины (см. рис. 8.28, ж) используют реже (см.
под разд. 8.4).
В качестве примеров на рис. 8.29 показаны компоновки станков с
ЧПУ с барабанным магазином 1 (см. рис. 8.29,а), имеющим 26 по-
зиций, автооператором 2 автоматической смены инструментов и с
конусным барабанным магазином 1 (см. рис. 8.29, б) вместимостью 12
инструментов и двухпозиционной поворотной головкой 2.
На рис. 8.30 показана конструкция дискового инструментального
магазина многоцелевого станка ГФ2171. Корпус 3 магазина установ-
лен на шарикоподшипниках 2 оси 1. На этой же оси смонтирована
плита 4 с бесконтактными конечными выключателями 5 и 6, которые
при проходе через них поводков 7, закрепленных на вращающемся
корпусе магазина, подают команду на остановку вращения магазина в
нужной позиции по команде от устройства ЧПУ.
Рис. 8.30. Конструкция дискового инструментального магазина многоцелевого станка
84
Хвостовики с инструментами расположены в гнездах 9 магазина,
их выпадание предотвращается специальной скобой, а поворот —
фиксатором 8. Поворот инструментального магазина осуществляется
гидромотором 13 через зубчатые колеса 12, 11 и 10 (с внутренним
зацеплением).
На рис. 8.31 показана конструкция привода поворота и фиксации
Рис. 8.31. Привод поворота и фиксации инструментального магазина
инструментального магазина многоцелевого станка ИР500МФ4. Кор-
пус 16 магазина с горизонтально расположенными гнездами 17 для
хвостовиков 18 с инструментами расположен на верхнем торце колон-
ны 2 станка. При повороте корпус 16 магазина движется по направ-
вляющим 3 электродвигателем 8 через зубчатые колеса 10 и 15 (с
внутренним зацеплением). Необходимый угол поворота магазина до-
стигается с помощью двух конечных выключателей 11 и 12. Первый
взаимодействует с упором 14, фиксирующим исходное положение ма-
газина, а второй — с упором 13, установленным напротив каждого
гнезда и служащим для отсчета гнезд магазина.
На валу электродвигателя 8 закреплена втулка 9 с двумя полу-
круглыми пазами. Когда необходимое гнездо магазина подходит к
позиции смены, ролик 7 вводится штоком гидроцилиндра 4 в паз
втулки. Электродвигатель 8 отключается, и бесконтактный выключа-
тель 6 дает команду на автоматическую смену инструмента. Перед
следующим поворотом ролик 7 выводится из паза втулки 9 и бескон-
тактный выключатель 5 дает команду на включение электродвига-
теля 8.
Хвостовики 18 с инструментами фиксируются в гнездах 17 мага-
зина фиксаторами 19. Наличие хвостовиков в гнезде магазина конт-
ролируется бесконтактными включателями 1.
85
Конструкция инструментального магазина многоцелевого станка
ИР320ПМФ4 показана на рис. 8.32. Основание 3 магазина посредст-
вом оси 4 и двух платиков 5 устанавливают на верхнем торце стойки.
Поворот магазина осуществляется от электродвигателя 15 (рис. 8.33)
через зубчатые колеса 2 и 14 с внутренним зацеплением на обечай-
ку 1 (см. рис. 8.32), которая вращается на роликовых опорах 2. По-
Рис. 8.32. Конструкция инструментального магазина станка ИР320ПМФ4
ворот магазина (при необходимости) относительно оси 4 предотвра-
щает его поломку в случае сбоев в устройстве смены инструментов.
Зубчатое колесо 14 (см. рис. 8.33), находящееся в зацеплении с
зубчатым колесом 2, закрепленным жестко на обечайке 1 магазина,
имеет два паза, воздействующих на конечные включатели 4. При по-
иске необходимого гнезда в процессе автоматической смены инстру-
мента эти выключатели контролируют угол поворота магазина и его
торможение.
На валу 3 электродвигателя 15 смонтирован фланец 13, в кото-
ром имеется два полукруглых паза, фиксирующих магазин в позиции
Рис. 8.33. Привод поворота и фиксация инструментального магазина
86
смены инструмента при вхождении в один из этих пазов ролика 5,
установленного на штоке 7 гидроцилиндра 9, Шток перемещается в
корпусе <?, установленном на основании 6 магазина. Фиксация и рас-
фиксация магазина контролируются бесконтактными конечными вык-
лючателями 10 и 11, которые взаимодействуют с планкой 12, закреп-
ленной на штоке 7.
В тех случаях, когда для уменьшения габаритных размеров ин-
струментального магазина хвостовики с инструментами расположены
в магазине вертикально, а во время смены инструмента необходимо
привести их в горизонтальное положение, применяют кантователи
(рис. 8.34). Поворот гнезда 4 магазина с хвостовиком 3 на 90° из
вертикального положения в горизонтальное производится гидроци-
линдром 9 через зубчатую рейку 8 на штоке поршня и зубчатое коле-
со 7. Поворотная часть, выполненная в виде кронштейна 1, имеет на-
правляющую, по которой ползун 2 может перемещаться вверх и вниз
Рис. 8.34. Конструкция кантователя механизма автоматической смены инструментов
87
по отношению к гидроцилиндру 10. Перед сменой инструмента
ползун 2 перемещается вверх и гнездо 4 с хвостовиком 3 и инструмен-
том снимается с фиксирующего пальца 5, установленного на торце
корпуса 6 магазина. После этого происходит поворот кронштейна 1
на 90° в позицию смены инструмента. После смены инструмента ав-
тооператором и установки в гнездо 4 снятого из шпинделя станка
хвостовика с инструментом кронштейн 1 поворачивается на 90° вверх
в первоначальное положение, а гнездо 4 с хвостовиком и инструмен-
том, опускаясь вниз гидроцилиндром 10 с ползуном 2, устанавливает-
ся на палец 5.
На рис. 8.35 показаны возможные конфигурации цепных инстру-
ментальных магазинов различной вместимостью для многоцелевых
станков.
Рис. 8.35. Варианты исполнения цепных магазинов:
а—в — с вертикальным, горизонтальным и наклонным расположением; г—е — с прямоугольной,
квадратной и треугольной формой; ж— к — со сложной формой, увеличивающей их вместимость
В качестве примера на рис. 8.36 показаны компоновки многоцеле-
вых станков фирмы Cincinnati Milacron (США) с магазинами на 36
(рис. 8.36, а) и 60 (рис. 8.36, б) инструментов. Наличие на станке
магазина большой вместимости хотя и значительно расширяет его
технологические возможности, но приводит к неполному использова-
нию многих инструментов. Замена большого комплекта инструментов
в таком магазине приводит к длительным простоям станка.
Фирма Hiiller Hille применяет в качестве инструментальных мага-
зинов унифицированные кассеты (рис. 8.37). В результате общая вме-
стимость магазина регулируется изменением числа установленных на
станок кассет, а смена инструмента происходит без остановки станка
заменой этих кассет.
На станке фирмы Heller в обычном исполнении имеется инстру-
ментальный магазин 1 вместимостью до 30 инструментов, установлен-
ленный с задней стороны колонны станка (рис. 8.38, а). При необхо-
димости использования большого числа инструментов позади станка
может устанавливаться дополнительный инструментальный магазин 3,
88
б)
Рис. 8.36. Компоновки станков с цепны-
ми магазинами:
а — одним; б — двумя
Рис. 8.37. Компоновка инструментальных
магазинов на многоцелевом станке с ЧПУ
фирмы Huller Hille:
а — вид станка в плане; б — схема кассеты с ин*
струментом
имеющий вдвое большую вместимость (рис. 8.38, б). Из этого магази-
на периодически по мере необходимости с помощью робота 2 произ-
водится замена инструментов в магазине 1 станка.
На рис. 8.39 показан гибкий производственный модуль фирмы
Huller Hille, в котором имеется четырехпозиционный накопитель 2 ин-
струментальных магазинов 3, 4 и 5. Четвертый сменный инструмен-
тальный магазин 6 установлен на станке. При переходе на изготовле-
ние деталей новой номенклатуры поочередно устанавливают на станок
инструментальные магазины 3, 4 и 5 вместимостью 23 инструмента
каждый.
Инструментальный магазин 1 вместимостью 24 инструмента уста-
новлен на станке постоянно. В нем расположены стандартные инстру-
менты, применяемые при обработке широкой номенклатуры деталей.
Смена комплекта инструментов в нем производится оператором.
89
Рис. 8.38. Компоновка инструментальных магазинов на многоцелевом станке с ЧПУ
фирмы Heller:
а — при обычном исполнении; б — с дополнительным инструментальным магазином и роботом
6
Рис. 8.39. Компоновка инструментальных магазинов на ГПМ
фирмы Hillier Hille
Посадочные места в инструментальных магазинах должны соот-
ветствовать форме хвостовиков оправок с режущим инструментом и
должны быть по возможности конструктивно простыми.
На ряде многоцелевых станков в целях изготовления больших
партий деталей небольшой номенклатуры для повышения производи-
тельности обработки применяют сменные многошпиндельные головки,
которые также устанавливают в магазинах для последующей автома-
тической смены.
На рис. 8.40 показаны различные варианты исполнения таких мага-
зинов.
При небольшом числе многошпиндельных головок в качестве мага-
зинов применяют револьверные головки, в каждой позиции которых
90
Рис. 8.40. Компоновки станков со сменными многоинструментальными головками:
а — вид станка в плане; б — поворотная головка; в — поворотная головка с наклонной осью
вращения; г — с двумя восьмипозиционными поворотными магазинами головок; д — с линейным
магазином головок; е — с магазином головок и цепным магазином единичных инструментов
установлены соответствующие многошпиндельные головки (рис. 8.40,
а, б, в).
При большом числе многошпиндельных головок их устанавливают в
поворотных магазинах 1 и 2, откуда они переставляются в рабочую по-
зицию 3 (рис. 8.40, г), или в линейном магазине 4 (рис. 8.40, д). В по-
91
следнем случае замена головок 1 и 3 производится поворотным автоопе-
ратором 2. На рис. 8.40, е показан вариант многоцелевого станка, имею-
щего два магазина: линейный магазин 1 для многошпиндельных головок
и цепной магазин 2 для единичных инструментов, устанавливаемых в
шпиндель 3. Хотя в этом случае конструкция станка усложняется, его
технологические возможности по сравнению с другими вариантами зна-
чительно расширяются и достигается высокая производительность обра-
ботки.
8.4. Механизмы автоматической смены
режущих инструментов и их крепление
на рабочих органах станка
Автоматическая смена инструментов на металлорежущих станках с
ЧПУ может обобщенно производиться следующими способами:
1) изменением положения (поворотом) инструментального магазина
(револьверной головки);
2) путем передачи инструмента из магазина в шпиндель станка че-
рез промежуточный накопитель (поворотную головку с двумя и более
позициями);
3) путем непосредственной смены инструмента шпинделем станка
из магазина;
4) путем передачи инструмента из магазина в шпиндель станка ав-
тооператором.
Первый — наиболее простой способ автоматической смены инстру-
ментов, когда они устанавливаются в револьверных головках (см. рис.
8.16).
Рис. 8.41. Последовательность смены инструмента на многоцелевом станке фирмы
Mandelli:
а, б — соответственно разжим оправки и отвод шпинделя; в, г — соответственно поворот и фик-
сация головки; д — подвод шпинделя и зажим оправки
92
Практически на всех токарных (см. рис. 8.17), а также на некото-
рых многоцелевых станках (см. рис. 8.25) смена инструмента произво-
дится простым поворотом револьверной головки на нужное число пози-
ций с затратой минимального времени.
При применении многопозиционных револьверных головок и одного
шпинделя на многоцелевых станках (см. рис. 8.26, в, г и рис. 8.41) сме-
на инструмента осуществляется также путем поворота головки, но за бо-
лее длительное время, чем при первом способе, необходимое для разжи-
ма оправки с инструментом 1 (см. рис. 8.41), отвода шпинделя 2, пово-
рота и фиксации головки 5, подвода шпинделя и зажима в нем новой
оправки с инструментом 4.
Минимальное время смены инструмента (1—2 с) при более
сложной конструкции достигается при втором способе, когда применяет-
ся двухпозиционная поворотная головка в комплекте с инструменталь-
ным магазином (см. рис. 8.29,6 и 8.40,6). В этом случае время смены
инструмента, вызывающей простои станка, равно времени расфиксации,
поворота на 180° и фиксации двухпозиционной головки. Выбор инстру-
мента в магазине, установка его на свободную позицию головки проис-
ходят в течение обработки заготовки.
На рис. 8.42 показана схема автоматической смены режущих ин-
Рис. 8.42. Устройство автоматической смены инструмен-
та на токарном станке с ЧПУ фирмы Heyligenstaedt:
а — схема смены инструмента в головке; б — двухпозиционная
поворотная головка
струментов на токарном станке с ЧПУ фирмы Heyligenstaedt (Герма-
ния). Режущие инструменты в державках установлены в магазине 1
(рис. 8.42, а), откуда они с помощью автооператора 3 устанавливаются
поочередно на двухпозиционную поворотную головку 2. По окончании
технологического перехода головка 2 поворачивается на 180° (см. рис.
8.42, 6) и в рабочую позицию устанавливается другой инструмент (вре-
мя поворота головки 1,5 с). Во время обработки заготовки автоопера-
тор 3 (см. рис. 8.42, а) убирает из второй позиции головки использован-
ный инструмент, а из магазина устанавливает на головку следующий.
Аналогично происходит смена инструмента и на многоцелевом стан-
ке с ЧПУ, показанном на рис. 8.29,6.
Применяют конструктивные варианты, в которых вместо двухпози-
ционной поворотной головки совместно с инструментальным магазином
используют четырех-шестипозиционные револьверные головки. Располо-
женные напротив друг друга, позиции как бы выполняют функции двух-
позиционной поворотной головки, а в остальных позициях устанавлива-
ют постоянно два—четыре инструмента (например, фрезы большого
93
диаметра), с помощью которых также периодически производится обра-
ботка заготовок. Смена инструмента также осуществляется путем пред-
варительной установки инструмента из магазина во время обработки
заготовки в свободную позицию револьверной головки, а затем ее пово-
рота на 180°.
Недостаток такого способа смены инструмента — помимо конструк-
тивного усложнения также уменьшение жесткости узла шпинделя (или
суппорта) и снижение качества обработки заготовки вследствие возмож-
ных ударов и вибраций при обработке при смене инструмента во второй
позиции поворотной головки. Инструментальный магазин должен нахо-
диться на общей подвижной части с двухпозиционной головкой, что уве-
личивает их общую массу.
В некоторых станках с ЧПУ применяют третий способ смены ин-
струмента. Смена инструмента осуществляется за счет определенного
цикла перемещения шпиндельной бабки 2 (рис. 8.43) относительно ин-
Рис. 8.43. Последовательность смены инструмента на многоцелевом станке с ЧПУ
фирмы Mandelli:
а— подвод шпиндельной бабки к магазину и установка в него инструмента; б — разжим оправ-
ки, отвод шпинделя, поворот магазина; в — захват шпинделем новой оправки с инструментом;
г — подвод шпиндельной бабки в зону обработки
струментального магазина 1. Хотя при этом конструкция механизма ав-
томатической смены инструмента проще из-за отсутствия автооперато-
ра, но требуется значительное время на смену инструмента. Поэтому
наиболее широко в многоцелевых станках применим четвертый способ
смены инструмента с автооператором, который, хотя и сложнее, но зна-
чительно сокращает время смены инструмента благодаря его предвари-
тельному выбору из магазина во время обработки заготовки.
При данном способе смены инструмента конструкцию и компоновку
механизмов выполняют по-разному в зависимости от места расположе-
ния инструментального магазина на станке. Для сокращения времени
смены инструментов магазин следует располагать как можно ближе к
шпинделю станка, а лучше — непосредственно на шпиндельной бабке
рядом со шпинделем. Однако это резко увеличивает ее массу. Поэтому
чаще всего инструментальные магазины располагают стационарно на
верхней части колонны станка или сбоку (слева или справа). Крупно-
габаритные цепные магазины большой вместимости выполняют как уни-
фицированные модули и устанавливают около станка.
В зависимости от положения на станке магазина применяют раз-
личные ’конструктивные схемы автооператоров и циклы их движений.
На рис. 8.44, а—в показана последовательность смены инструмен-
94
1
8)
Рис. 8.44. Последовательность
смены инструмента при верхнем
расположении магазина:
а—в — при вертикальной оси опра-
вок; г—-при горизонтальном рас-
положении осей оправок; 1 — мага-
зин; 2 — автооператор; 3 — шпин-
дель станка
та в шпинделе 3 автооператором 2 из магазина /, расположенного свер-
ху на колонне станка с горизонтальной компоновкой шпинделя, когда
оси оправок расположены вертикально. Более простой вариант автоопе-
ратора достигается при горизонтальном расположении оси оправки в зо-
не смены инструментов (рис. 8.44, г).
При расположении инструментального магазина сбоку на шпин-
дельной бабке, колонне станка или отдельным узлом около станка при-
меняют способ автоматической смены инструмента, показанный на
рис. 8.45.
На первом этапе (рис. 8.45, а) производится выбор нужного ин-
струмента 4 и установка его магазином в позицию смены. Автоопера-
тор 3, поворачиваясь на 90°, захватывает инструмент 4 и, перемещаясь
в осевом направлении, выводит его из гнезда магазина.
а)
Рис. 8.45. Последовательность смены инструмента при расположении магазина сбоку
от станка:
а — схема выбора инструмента в магазине; б — схема смены инструмента в шпинделе
95
После окончания обработки инструментом /, установленным в
шпинделе станка, кронштейн 2 автооператора поворачивается на 90° в
зону смены инструмента. Автооператор 2 (рис. 8.45, б) поворачивается
и захватывает второй рукой сменяемый инструмент 1, находящийся в
шпинделе станка (во второй руке находится новый инструмент 3). Пе-
ремещаясь в осевом направлении, автооператор 2 выводит из шпинделя
использованный инструмент 7, поворачивается на 180° и вводит в поса-
дочное отверстие шпинделя новый инструмент 3, который там зажи-
мается.
После этого автооператор 2 поворачивается на 90° в исходное по-
ложение (см. рис. 8.45, а), где он устанавливает снятый из шпинделя
инструмент в инструментальный магазин.
Пример выполнения смены инструмента на многоцелевом станке с
вертикальной компоновкой шпинделя 3 автооператором 2 из магазина 1
показан на рис. 8.46.
Рис. 8.46. Последовательность смены инструмента на станке с вертикальной компо-
новкой шпинделя:
д, б — захват автооператором нового инструмента и вывод его из гнезда магазина; в—д — за-
хват автооператрром использованного инструмента и вывод его из посадочного отверстия шпин-
деля!; е — поворот автооператора на 180°; ж, з — установка нового инструмента в шпиндель
станка;, и—л — установка использованного инструмента в магазин; м — установка автооператора
в исходное состояние
На рис. 8.47 показана конструкция автооператора механизма авто-
матической смены инструмента. Двухзахватная рука 1 может поворачи-
ваться вместе со шлицевым валом 7, установленным на подшипниках в
корпусе 6, и перемещаться относительно него в осевом направлении.
Поворот осуществляется гидроцилиндрами 2 и 3 соответственно на 180 и
90° через зубчатые рейки на штоках гидроцилиндров и повышающие
зубчатые передачи 4.
Осевое перемещение руки 1 относительно вала 7 осуществляется
гидроцилиндром 10, шток которого жестко соединен с вилкой 3, входя-
96
Рис. 8.47. Конструкция автооператора механизма автоматической смены инструмента
щей в кольцевой паз во фланце руки. При осевом перемещении руки
вперед вместе с ней движется тяга 9, которая перемещает шестерню 5,
расцепляя ее с зубчатым колесом привода поворота на угол 90° и при-
соединяя к аналогичному механизму привода поворота на 180°. *
При возврате руки в осевом направлении подпружиненный плун-
жер 11 смещается вперед, сжимая пружину, и освобождает фикса-
тор 12 зажимного устройства, который расфиксирует хвостовик с инст-
рументом.
Для захвата автооператором хвостовиков с инструментами приме-
няют захватные устройства различных типов.
На рис. 8.48 показаны конструкции захватных устройств клещевого
типа и типа охватывающей скобы с фиксирующим устройством.
Рис. 8.48. Конструкции захватных устройств автооператора:
а — клещевого типа; б — типа охватывающей скобы с фиксирующим устройством
В первом устройстве (см. рис. 8.48, а) захват хвостовика 8 произ-
водится сменными зажимными губками 1 трапецеидального профиля,
установленными на рычагах 2. Оси качания 7 рычагов 2 закреплены в
корпусе 6.
Зажим губками 1 хвостовика 8 производится с помощью серег 3,
установленных на рычагах 2, и втулки 4 с пружиной 5 при отходе втул-
ки 4 и штока гидро- или пневмоцилиндра назад (на рисунке не показа-
ны). Разжим хвостовика осуществляется гидро- или пневмоцилиндром
при перемещении штока и втулки 4 вперед.
В другом устройстве (см. рис. 8.48, б) захват хвостовика 7 с ин-
струментом производится скобой 1 с V-образным профилем, закреплен-
ной на руке 3, а также поворачивающимся относительно руки фиксато-
ром 3, установленным на рычаге 2 и имеющим такой же поперечный
профиль, как у скобы 1.
При зажиме хвостовика фиксатор прижимается к нему стержнем 5
98
под действием пружины 4. Отжим хвостовика осуществляется в момент
подвода корпуса руки к торцу шпинделя станка или к инструментально-
му магазину, когда стержень 5 утапливается в специальный паз на под-
вижном упоре механизма выдвижения руки (на рисунке не показан).
Описание конструкций механизмов смены инстументов многоцеле-
вых станков приведено в работах [3, 4, 7].
При применении на многоцелевых станках многошпиндельных го-
ловок их смена может производиться путем поворота револьверной го-
ловки, в позициях которой установлены многошпиндельные головки
(см. рис. 8.40, б, в), а также с помощью автооператора, который уста-
навливает головку из магазина на шпиндельную бабку (см. рис.
8.40, г, б). При этом в первом случае (см. рис. 8.40,6) смена головок
производится захватом головок 1 и 3 автооператором 2 и поворотом
на 180°. Во втором случае (см. рис. 8.40, г) смена головок осуществля-
ется их линейным смещением соответственно из магазинов 1 и 2 в
позицию на шпиндельной бабке 3, и наоборот: со шпиндельной бабки—
в магазин.
Важной задачей при проектировании механизмов автоматической
смены инструментов является достижение минимального времени сме-
ны инструмента.
Повышение быстродействия механизмов автоматической смены ин-
струментов осуществляется следующим образом:
совершенствованием компоновки механизмов автоматической сме-
ны и станков в целом, что способствует сокращению времени и числа
последовательных движений, а также перемещений исполнительных
органов, это достигается в основном с помощью конструктивных меро-
приятий;
совершенствованием приводов механизмов автоматической смены
инструментов (в основном автооператоров) путем улучшения их струк-
туры и динамических процессов в них, что способствует повышению ре-
жимов работы и долговечности этих механизмов.
Характерные особенности работы автооператоров — непродолжи-
тельное время цикла работы, непостоянство массы и момента инерции
исполнительных органов, большие динамические нагрузки, колебания
и удары в механизмах приводов во время переходных процессов (при
разгоне, торможении и реверсе).
Приводы автооператоров представляют собой системы, состоящие
из двигателя, передаточного механизма и устройства управления, вклю-
чающие также датчики положения, скорости, силы и др.
В качестве приводных двигателей используют гидро- и пневмо-
цилиндры, гидро- и пневмодвигатели с вращательным и неполнопово-
ротным качательным движением ротора, электродвигатели постоянного
и переменного тока, линейные двигатели и электромагниты.
Передаточные механизмы автооператоров могут быть различными:
простые зубчатые, планетарные и волновые редукторы, преобразова-
тели движения (зубчато-реечные, рычажные, кривошипные, кулачковые
и др.).
Переходные режимы работы автооператоров характеризуются зако-
ном изменения скорости v их движения по времени t. Хотя наиболь-
шее быстродействие механизма достигается при треугольном законе
изменения скорости, когда переходный процесс совершается за два
этапа — разгон с максимально возможным ускорением до максималь-
ной скорости и затем торможение cj наибольшим замедлением до пол-
ной остановки, — на практике применяют трапецеидальный закон из-
99
Рис. 8.49. График изменения скорости движения
автооператора
менения скорости (рис. 8.49), когда имеется три фазы: разгон /р, уста-
новившееся движение ty с постоянной скоростью vy и торможение /т.
При ограничении скорости v. а также ускорения при разгоне ар и
торможении ат уменьшаются габаритные размеры двигателя и затраты
энергии, снижаются ударные нагрузки на механизм привода и увели-
чивается его долговечность.
Общее время t движения автооператора можно определить по фор-
муле [6]
t =1/Х /8 п
И От V/Vorl
Здесь I — общий путь движения автооператора; ат — ускорение при
торможении; |aTl=tgaT; ka=ap/aT, ар— ускорение при разгоне;
|ap|=tgap; v— скорость установившегося (равномерного) движения.
Оптимальная скорость оОпт поступательного движения автоопера-
тора составляет 0,4—1,2 м/с. При малых перемещениях не требуется
высоких скоростей движения, а с увеличением длины хода уопт воз-
растает.
Номинальное значение ускорения ограничивается уровнем колеба-
ний механизмов привода. Для уменьшения этих колебаний необходи-
мо, чтобы время tT торможения было значительно больше периода
Тк собственных колебаний привода. В большинстве случаев Тк=
=0,02 ... 0,04 с и /т=0,08 ... 0,1 с. При /=0,15... 0,3 м для выполне-
ния этого условия необходимо, чтобы ат=5...6 м/с2, при 1=0,7...
... 0,8 м ат= 10 ... 12 м/с2.
Особенностью работы автооператоров является их неуравновешен-
ность вследствие переменности масс хвостовиков с инструментами. По
этой причине возникает дополнительный момент сопротивления, изме-
няющийся в зависимости от положения автооператора при его дви-
жении.
Момент неуравновешенности Л4Н для автооператора с горизонталь-
ной осью вращения (рис. 8.50) [6] составляет
AfB=(mt—пг2) gr sin <р, (8.2)
где mi, m2— масса хвостовиков с инструментами; g— ускорение силы
тяжести; г — расстояние между осями автооператора и хвостовика;
угловое положение автооператора.
В зависимости от положения автооператора направление действия
момента Ми может изменяться.
100
Рис. 8.50. Расчетная схема для определения мо-
мента ЛГН неуравновешенности автооператора
Максимальный момент приводного двигателя Мд шах и его мощ-
ность Мд шах определяют по формулам [6]:
4/аДфд
^дтах^^(1_Ам2)(1_т2)’
Е^фд2 .
Рл гаах > ^(1—V)(l—т2)(1 +гу
Здесь J/ — суммарный динамический момент инерции двигателя и ме-
ханизма, приведенный к валу двигателя с учетом общего коэффици-
ента передачи kn; I? —Jn+krpm, где т — масса исполнительного орга-
на; /д — момент инерции двигателя; А<рд— угол поворота вала дви-
гателя; kM — коэффициент нагрузки двигателя по моменту, kM=
=МС,/Л4дтах; Мо' — статический момент нагрузки; x^ty/t— параметр,
получаемый по диаграмме скорости движения (см. рис. 8.49).
По полученным параметрам выбирают соответствующий двигатель,
а затем по его характеристикам уточняют минимальное время выпол-
нения движений автооператором и проводится его проектный расчет.
Характеристики приводов поступательного движения (с гидро-,
пневмоцилиндрами и другими линейными двигателями) выбирают по
расчетным значениям параметров автооператора: наибольшей скорости
Umax и предельной нагрузке силой Fmax. По этим значениям и выбран-
ному давлению р определяют диаметр цилиндра [6]:
D=|/4^axt (8.5)
где b =1,1... 1,5 — коэффициент, зависящий от типа уплотнений што-
ка цилиндра.
Затем находят расход рабочей жидкости Q=vmaxS, где S — пло-
щадь поршня.
По каталогу определяют ближайший типоразмер гидро- или пнев-
моцилиндра и с учетом его характеристик выполняют проектный рас-
чет привода автооператора.
Пример проектирования конкретного механизма привода авто-
оператора для смены инструментов на многоцелевом станке приведен
в работе [6].
При автоматической смене инструментов важной задачей является
поиск нужного инструмента в магазине. Это может обеспечиваться сле-
дующими способами:
101
1) установкой инструментов в магазине в соответствии с последо-
вательностью обработки заготовки. В этом случае инструменты зани-
мают в магазине одно и то же место. Каждый инструмент используется
в течение цикла обработки только один раз. Если вместимость магази-
на превышает число используемых при обработке инструментов, пре-
дусматривают вспомогательные перемещения (повороты) магазина. Не-
достаток данного способа — возможность ошибок оператора при комп-
лектовании и установке инструментов в магазин, а также ограничен-
ные технологические возможности станка;
2) кодированием посадочных мест магазина. Хвостовики с инст-
рументами в этом случае устанавливают в одни и те же места, но
могут использоваться многократно в любой последовательности. Одна-
ко здесь также не исключается возможность ошибки при установке
хвостовиков в конкретное гнездо магазина;
3) кодированием самих хвостовиков с инструментом. Инструменты
в этом случае могут устанавливаться в любой последовательности и в
любое место на магазине. Первоначально в большинстве многоцелевых
станков кодирование хвостовиков с инструментами проводилось
установкой на хвостовике набора кодовых колец.
Пример кодирования хвостовиков с помощью установки на хво-
стовике 2 комбинации из десяти колец 1 показан на рис. 8.51. Первые
Рис. 8.51. Хвостовик с кодовыми кольцами
пять колец обозначают номер группы инструментов, а другие пять —
номер инструмента. В этом случае возможно кодирование 31 группы
по 31 инструменту в каждой группе, т. е. 961 инструмента. При рас-
положении кодовых колец, показанном на рис. 8.51, номер группы
2+4=6 и номер инструмента 1+2 + 8=11.
При повороте магазина хвостовики перемещаются относительно
ощупывающего устройства. Когда находится нужный инструмент, мага-
зин останавливается и происходит смена инструмента. Недостаток дан-
ного способа — усложнение конструкции хвостовика и увеличение его
длины, относительная трудоемкость установки колец.
В настоящее время применяется электронная система кодирования
резцедержавок и хвостовиков. На рис. 8.52 показана система кодиро-
вания резцедержавок фирмы Sandvik Coromant. Фирма Hertel применяет
в качестве носителя кода микроэлемент с защищенной 44-битной па-
мятью, функционирующий как запоминающее устройство и не требую-
щий никакого электропитания. Он имеет небольшие размеры (диаметр
12,4 или 8,5 мм, толщина 7 мм) и высокую механическую прочность.
Для каждой резцедержавки или хвостовика в память вводятся
1П9
Рис. 8.52. Система кодйрования резцедержателей фирмы ’Sandvik Coromant:
а — конструкция резцедержателя: 1 — корпус; 2 — гнездо для установки кодового элемента; 3 —
кодовый элемент; б —схема кодирования инструмента: 1 — устройство настройки инструмента;
2 — микроЭВМ; 3 — интерфейс; 4 — записывающая (считывающая) головка; 5 — кодовый элемент;
6 — резцедержавка; 7 — ввод данных
следующие данные: геометрический профиль режущей пластины; ма-
териал инструмента; типоразмер и геометрический профиль инструмен-
та; значение коррекции.
Считывание информации производится бесконтактно с высокой ско-
ростью на расстоянии до 12 мм. Внешние воздействия (стружка, СОЖ,
грязь) не оказывают влияния на передачу сигналов.
Технические характеристики элементов для кодирования инстру-
ментов, выпускаемых фирмой Gebhard Baluff (Германия), приведены
в подразд. 9.5.
Хвостовики с инструментами, взятые автооператором из инструмен-
тального магазина, устанавливаются в конусное посадочное отверстие
шпинделя станка (конус 7:24, выполненный по ГОСТ 15945—82) и
там зажимаются. Перед установкой хвостовика шпиндель должен иметь
строго ориентированное положение, что выполняется специальным ме-
ханизмом. Кроме того, его посадочное отверстие продувается сжатым
воздухом для удаления возможных загрязнений.
Зажим хвостовиков в шпинделе производится их осевым смеше-
нием тарельчатыми пружинами с захватом за специальную часть хво-
стовика либо с помощью шариков (рис. 8.53,а), либо специальной ле-
пестковой цангой (рис. 8.53, б).
В первом случае (см. рис. 8.53, а) при осевом смещении втул-
ки 4 вверх тарельчатыми пружинами шарики 2 вдавливаются конус-
ной частью гильзы 3 и захватывают хвостовик /, втягивая его в от-
верстие шпинделя. При разжиме втулка 4 смещается вниз, шарики 2
выходят из ее отверстий на конусном участке гильзы 3, освобождая
хвостовик.
Во втором случае (см. рис. 8.53, б) захват хвостовика 2 произво-
дится лепестками цанги 1 при осевом смещении тарельчатыми пру-
жинами штанги 3, когда лепестки сжимаются гильзой 4. При смеще-
нии штанги 3 вниз лепестки цанги освобождают хвостовик 2.
Коническое соединение переднего конца шпинделя с хвостовиком
должно обеспечивать точное центрирование хвостовика в шпинделе и
требуемую жесткость соединения.
Для конического соединения шпинделя и хвостовика в соответст-
вии с расчетной схемой, показанной на рис. 8.54, упругое перемещение
103
Рис. 8.53. Схемы зажима оправки в шпинделе
станка:
а—шариками; б — лепестковой цангой
под действием радиальной силы N, приложенной на расстоянии а
от конца шпинделя, равно [2]
у=6+8а, (8.6)
где 6 — смещение на краю конического соединения вследствие контакт-
ных деформаций; 0 — угол поворота в коническом соединении.
Без учета погрешностей в коническом соединении
е=^»з-М.
(8.7)
(8.8)
где Р= 1/ jgjpa ? с=0,2 — коэффициент контактной цодатлйвости,
мкм-м2/Н; Ci, с2, с3— коэффициенты; С[=С2« 1,35; Сз=1.
Для конусных соединений со стандартным конусом 7:24, приме-
няемым в станках с ЧПУ, без учета погрешностей изготовления можно
определить жесткость (Н/мкм) соединения в точке приложения си-
лы N:
jK=N/y=20D^/a2, (8.9)
где D — диаметр хвостовика, см; а — расстояние от торца шпинделя
до точки приложения силы N, см (см. рис. 8.54).
Угловые погрешности при изготовлении конусов отверстия шпин-
деля и хвостовиков могут существенно уменьшить жесткость соедине-
ния. По данным работы [2], различие в углах конусов примерно 30"—
40" снижает жесткость конического соединения с конусом 7:24 в 10—
104
Рис. 8.54. Схема к расчету жесткости конического
соединения хвостовика с инструментом в шпин-
деле станка
15 раз. Поэтому рекомендуется, чтобы угол конуса хвостовика был
больше угла конуса отверстия шпинделя не более чем на 1".
Для надежного центрирования и обеспечения жесткости кониче-
ского соединения хвостовика в шпинделе производится его осевая за-
тяжка в отверстие шпинделя осевой силой Fo (см. рис. 8.54), рав-
ной [2]
F0=pn(D—ftga)/tg(a+p), (8.10)
где р — среднее давление на конических поверхностях; a — угол конуса;
р — угол трения.
Для нормальной работы рекомендуется применять осевую силу Fo,
способную создать давление на конических поверхностях р=1,5...
... 2,0 МПа. Это условие требует, например, для конуса хвостовика 50
(см. табл. 8.1) силу затяжки Fo— 15 кН.
На рис. 8.55 показаны конструкции шпинделей многоцелевых стан-
ков с зажимом оправок в шпинделе втулкой с шариками (рис. 8.55, а) и
специальной цангой (рис. 8.55, б).
Рис. 8.55. Конструкции шпинделей с механизмом зажима оправок:
а — зажим оправки шариками; б — зажим оправки цангой
Второй вариант зажима оправки в шпинделе применен, например, в
многоцелевом станке 1Ф2171 с ЧПУ (рис. 8.56). Зажим оправки 2 в
шпинделе 1 производится тарельчатыми пружинами 14, а разжим —
гидропоршнем 13. При смещении тяги 7 наконечник 6, смещая цан-
гу 4, состоящую из трех лепестков, соединенных пружинным коль-
цом 5, зажимает или освобождает захват 3 на хвостовике.
На верхнем конце тяги 7 закреплена втулка 8, в которой смон-
105
Рис. 8.56. Механизм зажима оправки с инструментом в шпинделе станка 1Ф2171
тирован толкатель 9 и три шарика 10, через которые от тарельчатых
пружин 14 передается сила, зажимающая оправку. Шарики 10 одно-
временно предотвращают ослабление зажима оправки в процессе об-
работки. Конструкция механизма обеспечивает разгрузку опор шпин-
деля от усилий зажима.
С помощью конечных выключателей 11 и 12 контролируются за-
жим и освобождение оправки, а также ее отсутствие в шпинделе.
В случае неправильной затяжки инструмента вращение шпинделя не
включается.
На рис. 8.27 показана конструкция механизма зажима хвосто-
вика в шпинделе вертикально-фрезерного станка с ЧПУ. Описание
других конструкций механизмов зажима хвостовиков в шпинделях при-
ведено в работах [3, 4, 7].
В настоящее время револьверные головки, некоторые конструк-
ции инструментальных магазинов и механизмов автоматической сме-
ны инструментов унифицированы и выпускаются централизованно в
виде модулей, которые могут использоваться в различных станках с
ЧПУ [1].
СПИСОК ЛИТЕРАТУРЫ
1. Аверьянов О. И. Модульный принцип построения станков с ЧПУ. М.: Машино-
строение, 1987. 232 с.
2. Автоматические станочные системы / В. Э. Пуш, Р. Пигерт, В. Л. Сосонкин и др.:
Под общей ред. В. Э. Пуша. М.: Машиностроение, 1982. 319 с.
3. Колка И. А., Кувшинский В. В. Многооперационные станки. М.: Машиностроение,
1983. 136 с.
4. Конструкция и наладка станков с программным управлением и роботизированных
комплексов: Учеб, пособие для СПТУ / Л. Н. Грачев, В. Л. Косовский, А. Н. Ков-
шов и др. М.: Высшая школа, 1986. 288 с.
5. Кузнецов Ю. И., Маслов А. Р., Байков А. Н. Оснастка для станков с ЧПУ: Спра-
вочник. 2-е изд., перераб. и доп. М.: Машиностроение, 1990. 512 с.
6. Металлорежущие станки: Учебник для машиностроительных втузов / В. Э. Пуш,
В. Г. Беляев, А. А. Гаврюшин и др.; Под общ. ред. В. Э. Пуша. М.: Машино-
строение, 1985. 256 с.
7. Модзолевский Д. А., Соловьев Д. В., Лонг В. А. Многооперационные станки: Осно-
вы проектирования и эксплуатация. М.: Машиностроение, 1981. 216 с.
106
Глава 9
МЕХАНИЗМЫ ОБЕСПЕЧЕНИЯ ТОЧНОСТИ ОБРАБОТКИ.
УПРАВЛЕНИЕ ТОЧНОСТЬЮ
9.1. Классификация и характеристика механизмов
и систем управления точностью обработки
Среди разнообразных механизмов станка, связанных с формооб-
разованием и выполнением вспомогательных функций, механизмы и
системы управления точностью обработки занимают особое место.
Они предназначены для коррекции характеристик и параметров стан-
ка в целях повышения точности обработки. В этих механизмах ис-
пользуются обратные связи, контролирующие ход процесса, и возмож-
ности станка по изменению режимов работы, по коррекции заданного
цикла, по получению информации о действительных параметрах тех-
нологического процесса, по контролю за состоянием отдельных си-
стем станка и другие особенности, характерные для станков с про-
граммным управлением.
Автоматические системы со специальными исполнительными ме-
ханизмами коррекции и подналадки или с использованием для этой
цели основных механизмов и узлов станка, позволяют улучшать тех-
нические характеристики станка, увеличивать его способность не реа-
гировать на внешние воздействия, придавать ему новые функции при-
способления к изменяющимся условиям работы.
При применении автоматики для повышения качественных харак-
теристик станка необходимо учитывать, во-первых, разнообразие про-
цессов, действующих на станок и изменяющих его начальные характе-
ристики, и, во-вторых, случайный характер этих воздействий. Поэтому
системы автоматической подналадки станка для повышения его ка-
чественных характеристик выполняют обычно как системы авто-
матического регулирования, во многих случаях с функциями, характер-
ными для кибернетических систем. Создание станков, обладающих
высокой параметрической надежностью, требует применения систем
подналадки, реагирующих не только на постоянно возникающие колеба-
ния условий обработки, но и на процессы, постепенно изменяющие ха-
рактеристики станка. В станке может применяться одна или несколь-
ко систем и механизмов обеспечения точности обработки в зависи-
мости от степени автоматизации станка и от эффективности тех или
иных коррекций. Информация о состоянии станка или элементов тех-
нологической системы поступает в систему управления станков для
выработки корректирующих воздействий.
На рис. 9.1 приведена схема взаимодействия станка с системами
автоматического управления точностью обработки. Практически на
каждом конкретном станке используются не все указанные системы, а
лишь часть из них. В соответствии с этой схемой в табл. 9.1 приве-
дена классификация источников информации о состоянии станка и всей
технологической системы, когда измеряются непосредственно выход-
ные параметры станка по показателю точности, т. е. траектории фор-
мообразующих узлов, или оценивается состояние технологической си-
стемы.
Вся информация направляется в механизм управления, имеющий
специализированное вычислительное устройство, которое рассчитывает
107
Рис. 9.1. Схема взаимодействия станка с системами автоматического управления точ-
ностью обработки
необходимое значение компенсации, вводит соответствующие поправки
в программу работы станка и приводит в действие механизмы под-
наладки, исправляющие измененные параметры. В сложных станках-
автоматах можно также применять блок, который запоминает и анали-
зирует информацию, попадающую в механизм управления от датчи-
ков, и вырабатывает оптимальную коррекцию программы управления
станком.
Исполнительные воздействия могут быть самыми разнообразными
и либо непосредственно корректировать траектории движения формо-
образующих узлов станка, либо стабилизировать воздействия на ста-
нок, либо управлять ими. Можно также осуществлять специальные опе-
рации по восстановлению работоспособности станка или инструмента.
Наиболее характерные исполнительные воздействия, изменяющие
параметры и характеристики станка, следующие:
изменение положения рабочего органа станка для повышения точ-
ности позиционирования или точности взаимного положения узлов;
изменение траектории или скорости движения рабочего органа
станка для повышения точности движения узла или кинематической
точности станка;
стабилизация тепловых и силовых воздействий на станок для по-
вышения точности взаимного положения узлов и сокращения периода
стабилизации условий работы станка;
целенаправленное изменение тепловых, силовых и вибрационных
воздействий на станок для повышения точности обработки;
изменение режимов обработки и их оптимизация по критерию точ-
ности;
осуществление специальных операций (замена инструмента,
правка шлифовального круга, продув системы для смазывания и др.)
с целью восстановления работоспособности технологической системы.
Характер исполнительных воздействий и структура систем управ-
ления точностью обработки тесно связаны с теми процессами, которые
изменяют, начальные характеристики станка (см. т. 1, подразд. 6.1).
108
9.1. Источники информации в системах обеспечения точности обработки
Источник информации Объект контроля Измеряемые параметры Примеры автоматизированных систем станка, повышающих точность обработки
Выходные пара- метры станка Положение ра- бочего органа Точность позициони- рования Точность взаимного положения узлов Система управления поло- жением стола при подводе в позицию остановки Система коррекции положе- ния стола относительно шпинделя
Движение ра- бочего органа Параметры круговой траектории Параметры траекто- рии поступательного движения Точность относитель- ного движения фор- мообразующих узлов Система управления поло- жением оси шпинделя (магнитные и гидростати" ческие опоры) Механизмы коррекции дви- жения суппорта Автоматизированные сис- темы обеспечения кинема- тической точности станка
Характеристики условий эксплуа- тации и режимов обработки Внешние воз- действия Температура окружа- ющей среды Параметры вибра- ционных воздействий Система управления поло- жением узла с учетом тем- пературы Система активной виброза- щиты
Внутренние воздействия Температура или ко- личество теплоты, выделяемой при ре- зании Силы резания Адаптивные системы про- граммного управления Система управления режи- мами обработки
Характеристики состояния компо- нентов технологи- ческой системы Станок Деформация несущей системы Параметры вибраци- онных и тепловых полей Износ формообра- зующих узлов Системы направленного де- формирования корпусных деталей Системы генерирования ан- тивибраций Системы стабилизации теп- ловых полей Устройства автоматической компенсации износа
Инструмент Размерный износ Степень поврежде- ния режущей части Устройства автоматической замены инструмента Механизмы правки шлифо- вального круга
Заготовка Припуск Размер дефектов Степень неоднород- ности Системы отбраковки де- фектных заготовок То же »
Деталь Точность размеров Параметры шерохо- ватости поверхности Системы активного кон- троля и управления режи- мами обработки То же
109
При этом следует учитывать скорость процессов и их обратимый или
необратимый характер.
Обратимые процессы, при которых технические характеристики
станка могут изменяться в определенных пределах, но не имеют тен-
денции постепенного ухудшения, приводят к снижению начальных па-
раметров станка. Например, колебания температуры или изменение
внешних нагрузок (в пределах упругих деформаций системы станка)
влияют на показатели точности станка.
В этих случаях автоматика может быть применена для придания
станку функций восстановления начального состояния системы.
Широко известны устройства, которые стабилизируют условия ра-
боты механизмов. К ним можно отнести различные стабилизаторы дав-
ления, виброизоляторы, автоматически создающие условия для гашения
колебаний, возникающих в машине. Способностью приспосабливаться
к изменениям условий работы обладают, например, системы автома-
тического изменения режима работы шлифовальных станков при воз-
растании силы шлифования и другие системы с адаптивным управ-
лением, терморегуляторы и компенсаторы термических деформаций,
т. е. те системы, которые реагируют на изменение условий работы стан-
ка.
Необратимые процессы, происходящие в станке, например, изна-
шивание, коррозия, перераспределение внутренних напряжений в дета-
лях, ползучесть, приводят к постепенному ухудшению его начальных
параметров.
В современных сложных машинах начинают использовать автома-
тику и для восстановления работоспособности, потерянной в результа-
те протекания необратимых процессов.
Создание систем для автоматической подналадки оборудования и
восстановления точности взаимного положения при изнашивании со-
пряженных деталей, автоматической замены износившегося инструмен-
та, автоматической очистки и промывки механизмов привело к появ-
лению станков нового поколения — саморегулируемых станков-автома-
тов. В этих станках в единый агрегат связаны машина и механизм уп-
равления, которые не только надежно функционируют, но и обеспечи-
вают высокие характеристики качества.
При построении систем автоматической подналадки следует обра-
щать внимание на скорость того процесса, вредное влияние которого
необходимо устранить.
Процессы, протекающие с высокой скоростью (вибрации, измене-
ния сил трения, деформирование вследствие изменения рабочих нагру-
зок и др.) сразу же снижают начальные (статические) характеристики
станка.
Существуют системы автоматической подналадки или стабилиза-
ции работы машин с функциями приспособляемости и защиты от влия-
ния выше указанных процессов на их устойчивую работу. В этих си-
стемах должен быть обеспечен непрерывный контроль изменяющихся
параметров и возможность непрерывного регулирования (подналадки)
механизмов станка. Примером таких систем может служить, в первую
очередь, система обратной связи в станках с программным управле-
нием, которая корректирует влияние различных воздействий на пра-
вильность соблюдения заданного закона движения рабочего органа
станка. К этой же категории относятся системы: автоматической подна-
ладки подачи столов и суппортов станков из условия сохранения посто-
янной силы резания; автоматической защиты от вибрации машин путем
НО
измерения параметров вибрации и создания антивибраций, обратных
по ф<азе; автоматического уравновешивания шпиндельного узла и за-
готовки детали для ликвидации вредного влияния дисбаланса заготов-
ки; функциональной разгрузки направляющих; автоматической подна-
ладки стола зубофрезерного станка, уменьшающей влияние ошибок
кинематической цепи и др.
Процессы, протекающие со средней скоростью (изменения темпе-
ратуры станка и окружающей среды, изменение влажности среды, из-
нашивание режущего инструмента) протекают во время непрерывной
работы станка. Для систем автоматического управления этой группы
характерны непрерывный контроль изменяющихся параметров и перио-
дическая подналадка механизмов.
Широко известны методы активного контроля деталей и мето-
ды компенсации износа шлифовальных кругов в станках, когда ав-
томатически восстанавливается правильное взаимное положение ин-
струмента и обрабатываемой заготовки. Однако с помощью этих
методов не всегда можно решить задачу сохранения точности обработ-
ки, так как исполнительное воздействие осуществляется, как . прави-
ло, в заданном направлении, а влияние, например, температуры и дру-
гих факторов может привести к новому взаимному пространственно-
му положению отдельных элементов станка.
К устройствам для автоматической подналадки станков при воз-
действии на их параметры процессов средней скорости относятся тем-
пературные компенсаторы положения шпинделя координатно-расточ-
ных станков, механизмы автоматической замены вышедшего из строя
инструмента, системы для создания регулируемого направленного
теплового поля и др.
Процессы, протекающие с низкой скоростью, в первую очередь из-
нашивание, а также коробление корпусных деталей, загрязнение по-
верхностей трения, сезонные изменения температуры, приводят к по-
степенному, часто трудно уловимому искажению начальных параметров
станка.
Характерным для систем автоматической подналадки этой группы
является периодический контроль параметров и периодическая подна-
ладка механизмов станка. Эти системы должны автоматически вклю-
чаться через определенный достаточно длительный промежуток време-
ни и производить проверку параметров станка в течение небольшого
периода времени. Если параметры станка изменились и вышли за до-
пустимые пределы, то производится подналадка соответствующих рабо-
чих органов.
В настоящее время при создании станков новых моделей появля-
ется все большее число механизмов и систем, осуществляющих управ-
ление точностью обработки с использованием методов автоматического
регулирования. Это связано с тем, что, чем сложнее машина и чем вы-
ше требования к ее параметрам, тем важнее наличие в ней таких ме-
ханизмов-и систем, которые обеспечивали бы ее надежную работу и
высокие параметры качества.
Рассмотрим примеры схем механизмов и систем управления точ-
ностью обработки (см. рис. 9.1 и табл. 9.1).
Информация, полученная в результате контроля выходных пара-
метров станка, когда измеряется точность движения или положения ра-
бочего органа, может быть использована для соответствующих коррек-
ций.
Пример управления точностью положения узла станка приведен
111
на рис. 9.2, где показано устройство для корректирования положения
изделия на токарном станке в процессе обработки (Пат. 49-22509 и
49-22510 Япония). Датчик 1 контролирует угловое положение эталон-
ного диска 2, установленного на шпинделе токарного станка. Если
возник перекос оси шпинделя вследствие теплового деформирования
передней бабки в процессе обработки заготовки, то датчик подает сиг-
нал, пропорциональный углу поворота шпинделя, в вычислительный
блок 6 и далее в управляющий блок 5, который приводит в действие
серводвигатель 4 компенсирующего механизма. Передняя бабка 3 по-
ворачивается на величину угла компенсации.
В ряде случаев коррекция осуществляется самой системой.
Рис. 9.2. Устройство для коррекции по-
ложения оси шпинделя токарного станка
в процессе обработки
Рис. 9.3. Гидростатиче-
ская шпиндельная опора
с саморегулированием
положения оси шпинделя
В качестве примера на рис. 9.3 показана конструкция гидростати-
ческой опоры шпиндельного узла с саморегулированием положения оси
шпинделя [А. с. 158755 СССР]. Масло в опору подводится так, что
обеспечивается адаптивное управление положением с обратными связя-
ми по расходу смазочного материала. Масло под давлением подается
в кольцевую полость /, а в несущие карманы 2 и 3 попадает через
приемные камеры 5 и 7 и соответствующие каналы. Число камер рав-
но числу несущих карманов, но соединены они между собой так, что
каждая приемная камера питает противоположный карман.
При смещении шпинделя под действием внешней нагрузки зазоры
(щели) между шейкой шпинделя и соответствующим карманом изме-
няются, например зазор 6 увеличивается, а зазор 4 уменьшается. Тогда
сопротивление масла в зазоре бив камере 7 уменьшается, расход мас-
ла в камере 7 увеличивается, и масло поступает по каналу в камеру 3.
В результате в камере 3 давление масла повышется, и ось шпинделя
возвращается в начальное положение.
Для коррекции взаимного положения формообразующих рабочих
органов станка можно использовать целенаправленное силовое или
тепловое деформирование элементов несущей системы.
Существуют такие конструктивные решения, когда при выдвиже-
нии консольного ползуна тяжелого станка и увеличении его прогиба к
его передней опоре прикладывается дополнительная нагрузка, напри-
мер, с помощью гидростатических или механических устройств. В ре-
зультате точность положения инструмента увеличивается до 3—5 раз.
Если изменение заданного положения инструмента или обрабаты-
ваемой заготовки связано с тепловыми деформациями станка, то соот-
.112
ветствующая коррекция может быть осуществлена на основании конт-
роля температуры в специально выбранных точках несущей системы
станка и выработки необходимых команд исполнительным механизмам
подналадки. Пример такой системы применительно к фрезерно-рас-
точному прецизионному многоцелевому станку приведен на рис. 9.4.
Рис. 9.5. Схема автоматической
коррекции взаимного положе-
ния рабочих органов станка за
счет управления его тепловыми
полями
Рис. 9.4. Схема автоматической коррекции
положения шпиндельной головки станка при
тепловых деформациях системы
Несущая система станка рамной конструкции, обеспечивая высо-
кую жесткость, подвергается тепловым деформациям вследствие тепло-
выделения в основном в шпиндельной бабке и в зоне резания. Дат-
чики температуры, установленные на шпиндельной бабке 1 и колонне 2,
передают сигнал в корректирующее устройство 6, которое связано с
системой 5 ЧПУ станка и силовым распределительным щитом 4. По-
лученный в результате обработки показаний датчиков управляющий
сигнал осуществляет с помощью сервопривода 3 коррекцию положения
шпиндельной бабки по всем трем осям, что существенно повышает точ-
ность обработки (погрешность положения инструмента может быть
уменьшена в 3—4 раза). Такие системы, однако, не могут полностью
восстановить точность пространственного взаимного положения формо-
образующих узлов станка, например компенсировать отклонение от
перпендикулярности оси шпинделя к рабочей поверхности стола.
Этого можно достичь, применяя метод управления тепловыми по-
лями корпусных деталей станка, за счет целенаправленного охлажде-
ния или нагрева отдельных зон [А. с. 189281 СССР].
Схема такой системы показана на рис. 9.5. В результате тепловы-
деления в опорах и приводе шпинделя 1 корпус бабки 2 нагревается
неравномерно и происходит отклонение от перпендикулярности оси
шпинделя к плоскости стола 7. В процессе работы станка положение
оси шпинделя проверяется с помощью измерительной головки 6, перио-
дически извлекаемой из инструментального магазина или со стацио-
нарной позиции и устанавливаемой в рабочую позицию станка. Сиг-
нал рассогласования (отклонение от перпендикулярности) подается в
систему регистрации и обработки 5 и в систему управления тепловым
полем 4. Эта система включает на некоторый период полупроводнико-
вые элементы 3 типа «Пельтье», которые в зависимости от направления
тока могут нагревать или охлаждать данный участок корпуса шпин-
дельной бабки, создавая такую направленность теплового поля, ко-
113
торая позволит ограничивать положение оси шпинделя в заданных
пределах.
Такие системы обладают существенной инерционностью при обра-
ботке сигнала, однако она допустима, поскольку происходит управле-
ние процессами, протекающими со средней скоростью.
При управлении процессами, протекающими с высокой скоростью,
например вибрациями станка, применяют системы (как подсистемы
адаптивного управления станком), которые непосредственно реаги-
руют на уровень вибраций.
Обычно главным источником динамических процессов, протекаю-
щих в станке, является шпиндельный узел. Имеются системы, напри-
мер, во фрезерных станках с адаптивным управлением., в которых
опоры шпинделя оснащаются пьезодатчиком, уровень сигналов которо-
го зависит от интенсивности вибрации шпиндельного узла. Эти сигна-
лы усиливаются и используются для корректировки подачи или из-
менения частоты вращения шпинделя, чтобы обеспечить выход станка
из зоны неустойчивого резания.
При разработке систем управления точностью обработки необхо-
димо, в первую очередь, ориентироваться на применение сравнитель-
но простых систем, не связанных с конструктивными изменениями
станка. Введение управляющих воздействий целесообразно осуществ-
лять через систему ЧПУ станка. Для подналадки положения инстру-
мента или заготовки желательно использовать существующие испол-
нительные механизмы станка.
Применяют системы управления точностью следующих основных
типов:
1) системы, в которых значения коррекции находятся постоянно
в памяти системы ЧПУ. В этом случае возможна компенсация систе-
матических погрешностей станка (например, вследствие неточности из-
готовления направляющих), но невозможен учет дисперсии характе-
ристик станка в связи с его работой на различных режимах. Инфор-
мация, которая необходима для формирования программы с коррек-
тирующими воздействиями, должна быть получена при специальных
испытаниях каждого экземпляра станка. Эффективность применения
такой системы зависит от соотношения систематических и случайных
составляющих выходных параметров станка, определяющих его точ-
ность;
2) системы, в которых коррекция управляющих воздействий не
постоянна, а учитывает реальные условия работы станка, т. е. дис-
персию его характеристик. Сигнал обратной связи для учета состояния
станка поступает в систему программного управления от датчиков,
измеряющих соответствующие параметры станка. Наибольшей прос-
тотой и работоспособностью обладают те системы., в которых исполь-
зуются более простые и надежные датчики, например измеряющие не
положение узлов, а косвенные величины (в первую очередь темпе-
ратуру). Для эффективного использования таких систем и для раз-
работки соответствующего программного обеспечения необходимо про-
водить специальные испытания станка для получения информации о
его выходных параметрах и о соотношении систематических и слу-
чайных погрешностей. При этом надо оценить взаимосвязь выходных
параметров станка и температурных полей при различных режимах
работы станка, определить наиболее информативные источники для
сигналов обратной связи, определить число датчиков и осуществить
решение ряда других задач;
114
3) системы управления точностью обработки, в которых использу-
ют не только датчики обратной связи, но и специальные корректирую-
щие (исполнительные) механизмы. В этом случае расчет или спе-
циальные испытания должны определить число исполнительных меха-
низмов, требуемые точность и частоту подналадочных импульсов, рас-
пределение подналадочных воздействий между исполнительными
механизмами перемещений станка и др. Эти системы обладают боль-
шей сложностью, чем системы первых двух типов, но они, как правило,
более эффективны, особенно если необходимо восстанавливать началь-
ное взаимное положение формообразующих узлов станка и если уста-
новлены высокие требования к точности обработки.
Ниже рассмотрены примеры автоматизированных систем, предна-
значенных для управления точностью обработки с регулированием па-
раметров станка для поддержания заданного уровня качества.
9.2. Механизмы и системы обеспечения точности положения
и траектории движения рабочих органов станка
Обработка заготовок на металлорежущих станках с ЧПУ, на кото-
рых применяют механизмы и системы
погрешностей, производится по уп-
равляющей программе благодаря от-
носительному перемещению в систе-
ме координат OXYZ (рис. 9.6) рабо-
чего органа I (например, шпиндель-
ной бабки) с режущим инструмен-
том 2, установленным и закрепленным
с помощью оправки 1 в шпинделе
станка, и рабочего органа II (стола)
с заготовкой 4, установленной и за-
крепленной в приспособлении 3.
Исходя из этого погрешность изго-
товления детали вследствие наличия
собственных погрешностей элементов
технологической системы (станок —
инструмент — приспособление — заго-
товка) и внешних воздействий (см.
подразд. 9.1) будет выражаться отно-
сительным отклонением положения и
траектории движения инструмента и
заготовки от заданных управляющей
автоматической компенсации их
Рис. 9.6. Схема обработки заготовки
на многоцелевом станке вертикальной
компоновки
программой и в общем виде
равна
« = \(М+МММ>
(9.1)
где 0и —погрешность резцедержавки (оправки) и режущего инстру-
мента; бР1 и ~6рп —погрешности рабочих органов, несущих -Соответ-
ственно режущий инструмент и приспособление с заготовкой; б3 и бп —
соответственно погрешность заготовки и приспособления для базиро'
вания и крепления заготовки.
Для повышения точности изготовления деталей необходимо по-
стоянно обеспечивать как минимальное взаимное отклонение систем
координат OiXiYjZi, ОцХцУп^ц, и O^X'^Z'p OnX'uY"nZ'u,
OJjA’jjKJjZJp так и их отклонения относительно единой системы
115
координат OXYZ. При этом рекомендуется в первую очередь проводить
сокращение и стабилизацию погрешностей рабочих органов I и II стан-
ка, которые являются базовыми элементами, несущими режущий ин-
струмент и заготовку. В этом случае
6=6„4-63(6n). (9.2)
Получив скорректированные положения базовых систем коорди-
нат OiXiFiZi и OiiXiiKhZii, можно перейти к последующей компенса-
ции погрешностей режущего инструмента, приспособления, а затем и
заготовки.
Один из способов повышения точности обработки — рациональная
компоновка и конструкция всех элементов технологической системы
(с точки зрения точности их геометрических параметров, жесткости,
виброустойчивости, теплоустойчивости, износостойкости), точные их
изготовление и сборка, а также последующая правильная эксплуата-
ция (наладка, техническое обслуживание, ремонт, условия эксплуата-
ции и др.). Однако эти мероприятия лимитированы допустимыми эко-
номическими затратами и обеспечивают в основном повышение на-
чальной точности, часто не гарантируя длительного сохранения этой
точности в процессе эксплуатации.
Второй способ, который сейчас начинает широко использоваться
благодаря применению современных устройств ЧПУ и измерительных
средств, — автоматическая компенсация имеющихся погрешностей
станка путем уменьшения и стабилизации их линейных и угловых про-
странственных отклонений, а в более общем случае — управление точ-
ностью обработки на станках с ЧПУ, когда компенсируются погрешно-
сти всех элементов технологической системы.
Автоматическая компенсация погрешностей станка с ЧПУ заклю-
чается в суммировании информации о формообразовании детали с ин-
формацией о компенсируемых погрешностях станка. Компенсация мо-
жет производиться следующими способами:
воздействием на управляющую программу;
воздействием на управляющие сигналы, формируемые устройством
ЧПУ и передаваемые на приводы подач рабочих органов станка;
воздействием на следящий привод подач рабочих органов путем
изменения их передаточных функций;
введением в станок специальных компенсирующих элементов или
исполнительных устройств с микроприводами и последующим воздей-
ствием на них.
По принципу управления различают следующие способы компен-
сации погрешностей:
предыскажение управляющей программы обработки;
введение корректирующих воздействий (путем введения коррек-
тирующих и компенсирующих элементов и связей);
программный способ компенсации погрешностей.
В первых двух случаях управление процессом компенсации явно
не выражено. Оно осуществляется по жестко заданным алгоритмам
(командами управляющей программы или аппаратно).
Под программными способами компенсации погрешностей пони-
мают способы, основанные на управлении процессом компенсации по-
грешностей по заданной программе, который осуществляется, как
правило, системой ЧПУ. Принцип задания закона компенсации по-
грешностей посредством программы, записанной на каком-либо про-
116
граммоносителе, известен давно (например, применение механических
коррекционных линеек). Однако возможность широкого использования
программ компенсации при автоматическом управлении процессом
компенсации погрешностей появилась только с развитием и внедре-
нием современных систем ЧПУ, построенных на базе микроЭВМ с
большим объемом памяти.
Современные системы ЧПУ позволяют записать в память про-
граммы коррекции погрешностей геометрических параметров станка,
погрешностей, вызываемых зазорами в механизмах привода подач,
упругим и тепловым деформированием.
Компенсация погрешностей программным способом может осу-
ществляться следующим образом:
1) путем использования имеющихся в станке следящих приводов
подачи его рабочих органов;
2) с помощью дополнительно вводимых исполнительных устройств
(например, микроприводов), прямо или косвенно влияющих на формо-
образование поверхности детали.
В первом случае управление процессом компенсации выполняется
путем воздействия на управляющие сигналы, формируемые системой
ЧПУ и поступающие на приводы подач рабочих органов (путем кор-
рекции управляющих сигналов).
В этом случае компенсация погрешностей производится линейным
перемещением рабочих органов станка (или поворотом кругового сто-
ла). Но при этом компенсируются в основном только погрешности
размеров изготовляемых деталей. Погрешности формы и расположе-
ния поверхностей компенсировать практически нельзя. Например, при
отклонении от перпендикулярности оси шпинделя к плоскости стола
при выполнении сверления, зенкерования, растачивания компенсация
этой погрешности путем линейных перемещений стола либо невозмож-
на (при сверлении и зенкеровании), либо приводит к относительному
смещению инструмента и обрабатываемой поверхности и, как след-
ствие, к ее искажению (при растачивании).
Во втором случае управление процессом компенсации погрешно-
стей осуществляется формированием соответствующих управляющих
сигналов для дополнительных исполнительных устройств с микропри-
водами. Это значительно усложняет рабочие органы станка, однако
позволяет компенсировать не только погрешности размеров, но и по-
грешности формы и расположения поверхностей изготовляемой дета-
ли. Микроприводы обеспечивают как угловые микроповороты шпин-
дельной бабки с инструментом или стола с заготовкой, так и линейные
микроперемещения.
В качестве таких микроприводов перспективно применение магни-
тострикционных приводов для автоматической компенсации погрешно-
стей в прецизионных станках с ЧПУ. С их помощью можно реализо-
вать способ абсолютной (рис. 9.7, а) или относительной (рис. 9.7, б)
стабилизации положений рабочих органов, несущих заготовку (рабо-
чий стол 3) и инструмент (шпиндельная бабка /).
При абсолютной стабилизации оба рабочих органа устанавливают
на магнитострикционных приводах 4, благодаря которым возможны
пространственные смещения рабочих органов для компенсации по-
грешностей каждого рабочего органа.
При относительной стабилизации (см. рис. 9.7, б) магнитострик-
ционные приводы 4 устанавливают только на одном рабочем органе 3,
Его положение регулируют с помощью магнитострикционных приво-
117
а) б)
Рис. 9.7. Схемы реализации способа абсолютной (а) и относительной (б) стабилиза-
ции положения рабочих органов станка с ЧПУ
дов так, чтобы компенсировать погрешности его положения относи-
тельно другого рабочего органа /.
В качестве управляющей информации для систем ЧПУ 2 (см.
рис. 9.7) могут быть использованы либо непосредственно отклонения
рабочих органов, либо вызывающие их факторы.
Необходимо учитывать, что при компенсации угловых отклонений,
например, рабочего органа / (рис. 9.8) с инструментом 1 поворотом
стола II с заготовкой 2 на угол а с сохранением значения величины Zi
образуется линейное смещение А, которое следует также компенсиро-
вать.
Информацию о компенсируемых погрешностях, необходимую для
реализации управления процессом компенсации, можно получать дву-
мя способами:
по результатам расчетов или предварительных экспериментальных
исследований станка;
с измерительных преобразователей в процессе функционирования
станка.
Способ получения информации определяет вид компенсируемых
погрешностей: систематических составляющих погрешностей; система-
тических и случайных составляющих погрешностей.
Наиболее простой вариант автоматической компенсации погреш-
ностей получается только при линейных смещениях рабочих органов
станка по управляемым координатам X, У, Z (или круговых Л, В, С)
при использовании существующих на станке приводов подач рабочих
органов.
На рис. 9.4 показана система автоматической компенсации линей-
ных смещений шпиндельной бабки станка вследствие теплового дефор-
мирования путем соответствующего линейного смещения стола, попе-
речины и шпиндельной бабки существующими на станке приводами по-
118
Рис. 9.8. Схема превращения угловых погрешностей в линейные
дач по координатам X, У, Z. Тепловые деформации определяются на
основе замеров температуры нагрева в характерных точках станка.
На рис. 9.9 приведена система автоматической компенсации линей-
ных смещений шпинделя вследствие теплового деформирования на
многоцелевом станке с ЧПУ фирмы Olivetti (Италия). Компенсация
смещения шпинделя по координате У также производится линейным
смещением стола с заготовкой существующим приводом подач по той
же координате У. Но она уже осуществляется на основе измерения не-
посредственно смещения шпинделя станка по координате У.
Рис. 9.9. Схема компенсации (а) смещения Л шпинделя по координате У вследствие
теплового деформирования в многоцелевом станке фирмы Olivetti и графики (б) сме-
щения шпинделя и салазок с обрабатываемой деталью
119
Для этого в станке (см. рис. 9.9, а) примерно на уровне оси шпин-
деля в кронштейне 1 шпиндельной бабки закреплен инваровый стер-
жень 2, упирающийся в рычаг 3, расположенный в крайней левой
части шпиндельной бабки и поджимаемый к стержню 2 пружиной че-
рез струну 4, накрученную на вал датчика 5. При работе станка и сме-
щении передней части шпиндельной бабки со шпинделем вправо
вследствие нагрева инваровый стержень, имеющий очень малый коэф-
фициент линейного расширения, смещается также вправо, рычаг 3
отклоняется и датчик 5 выдает в систему управления сигнал для кор-
рекции сигнала управления, поступающего на привод подачи, кото-
рый перемещает стол станка вслед за шпинделем на то же расстояние.
Эффективность работы данной системы компенсации погрешностей
станка была проверена экспериментально при исследовании тепловых
деформаций рассматриваемого станка на вспомогательном ходу при
Пшп=2780 мин"1. Измерялись отклонения шпинделя (индикатор Л) и
отклонение салазок стола (индикатор Б). Как показали исследования
(см. рис. 9.9,6), при отключенной системе компенсации смещение Д
шпинделя относительно салазок стола вследствие теплового деформи-
рования характеризовалось кривой 1 и достигало через 8 ч работы
станка 120 мкм. При подключении системы компенсации относительное
смещение шпинделя и салазок уже происходило по кривой 2 и за все
время работы станка не превышало 20 мкм.
На рис. 9.10 показана структурная схема системы автоматическо-
го управления относительным положением в пространстве торцовой
фрезы и стола с заготовкой на вертикально-фрезерном станке [8].
Погрешности формы, относительного положения и размеров по-
верхности детали при торцовом фрезеровании возникают вследствие
непрерывного изменения расстояния между режущими кромками фре-
зы и столом станка, а также поворотов фрезы относительно стола, вы-
зываемого различными погрешностями станка и других элементов
технологической системы.
Структурная схема, показанная на рис. 9.10, состоит из трех оди-
наковых контуров, каждый из которых включает два индуктивных дат-
чика, два усилителя, схему сравнения, задающее устройство и испол-
нительный механизм. Каждый контур осуществляет стабилизацию с
Рис. 9.10. Структурная схема автома-
тического управления относительным
положением в пространстве фрезы
и стола станка:
1 — индуктивный датчик; 2 — усилитель;
3 —* устройство сравнения; 4 — задающее
устройство; 5 — исполнительный механизм
120
Рис. 9.11. Механизм крепления фрезы
на шпинделе:
/ — фреза; 2, 3 — шаровые опоры; 4 — пру-
жина; 5 — измерительный диск; 6 — сило-
вой диск; 7 — подшипник толкателя; 8 —
толкатель; 9 — оправка; 10 — шпиндель;
— шлицевая муфта
требуемой точностью расстояния между двумя противоположными
точками, одна из которых принадлежит поверхности стола, а другая —
поверхности измерительного диска, установленного на фрезе. Таким
образом, стабилизация в пространстве относительного положения фре-
зы и стола достигается путем одновременного управления тремя рас-
стояниями между противолежащими точками, принадлежащими диску
на фрезе и столу.
На рис. 9.11 показано крепление фрезы 1 в оправке 9 на шпинделе
10 станка и устройство ее поворота в двух перпендикулярных плоско-
стях вокруг шаровой опоры 2 и 3 и осевого перемещения при сжатии
тарельчатых пружин 4. Передача крутящего момента от шпинделя к
корпусу фрезы обеспечивается шлицевой муфтой 11.
Исполнительный механизм 5 (см. рис. 9.10), преобразующий элек-
трический сигнал отклонения от индуктивного датчика 1 в компенси-
рующее перемещение диска 6 (см. рис. 9.11), представляет собой кли-
новой механизм с приводом от электродвигателя постоянного тоКа,
крутящий момент которого преобразуется через ряд элементов в по-
ступательное движение толкателя S, подшипник 7 которого взаимо-
действует с силовым диском 6.
Три независимых электромеханических контура системы управле-
ния непрерывно фиксируют изменения в относительном положении
фрезы и стола станка и при наличии отклонений, превышающих зону
нечувствительности системы управления (5—8 мкм), датчики, следя-
щие за измерительным диском на фрезе и столом, регистрируют сиг-
налы и передают их через усилители и устройства сравнения исполни-
тельным механизмам, которые сообщают фрезе перемещение и пово-
рот, пропорциональные величинам сигналов и противоположные по
направлению.
Аналогичная система автоматического управления относительным
положением торцовой фрезы и стола с обрабатываемой заготовкой
применена на многошпиндельном станке [6].
На рис. 9.2 показана система коррекции положения обрабатывае-
мого вала на токарном станке путем поворота шпиндельной бабки
станка на необходимый угол специальным устройством.
Разработка микропроцессоров и на их основе микроЭВМ с высо-
ким быстродействием и большим объемом памяти, а также применение
их в системах ЧПУ позволили реализовать функции управления при-
водами подач станка программными средствами и путем использования
постоянно действующих программ коррекции, заложенных в памяти
микроЭВМ, проводить в реальном масштабе времени коррекцию си-
стематической составляющей погрешностей станка, зависящих от по-
ложения его рабочих органов во всей области рабочего пространства.
На рис. 9.12 показана структурная схема следящего привода подач
на базе микропроцессора с коррекцией погрешностей станка.
МикроЭВМ, работающая в этом случае в режиме разделения времени,
может одновременно осуществлять регулирование несколькими приво-
дами подач станка. Микропроцессор кратковременно подключается к
каждому управляемому приводу подач станка и выдает новые значе-
ния управляющих воздействий.
Значения расстояния xlf выдаваемые микропроцессором или
«умножителем», в результате реализации алгоритма интерполяции за
один период квантования суммируются с помощью операции и
результат хранится в одной из ячеек памяти микроЭВМ. Информация,
содержащаяся в этой ячейке памяти, представляет собой текущее зна-
121
Матрицы погрешностей станка
Под действием
веса заготовки
в тепловом
поле
интерполяция
Ьягорит м расчета
данные пути и
параметров контура
регулирования
в поле
сил резания
Рис. 9.12. Структурная схема следящего привода подач на базе микропроцессора с
коррекцией погрешностей станка
алгоритм коррекции
погрешностей станка
чение заданного перемещения (х3). Значение фактического перемещения
(хф) рабочего органа станка, поступившее в микроЭВМ от измери-
тельного преобразователя ИПХ через аналого-цифровой преобразова-
тель (АЦП), также суммируется с помощью операции £2% и хранится
в другой ячейке памяти.
Дискретные значения начальных погрешностей станка, их изме-
нившиеся значения под действием температуры 6 нагрева станка, веса
Р заготовок и силы резания F, представленные в виде массива данных,
называемых матрицами погрешностей станка, вводятся в память
микроЭВМ. Так же представляются и вводятся в память микроЭВМ
дискретные значения погрешностей непосредственно от нагрева, веса
заготовок и действия сил резания, определяемые заранее эксперимен-
тально для ограниченного числа положений управляемых рабочих
органов %ф, уф и £ф во всей области рабочего пространства станка.
Интервалы дискретизации значений погрешностей должны быть
такими, чтобы по этим значениям в крайних точках интервала можно
было с достаточной степенью точности определить значения коррекции
в промежуточных точках этого интервала. Чем меньше интервалы
дискретизации, тем более точное представление имеется о ходе изме-
нения погрешностей. Однако при этом возрастают объем эксперимен-
тальных исследований, а также требования к быстродействию и объему
памяти микроЭВМ.
В процессе работы станка микропроцессор, используя заданный
алгоритм коррекции погрешностей и получая текущие значения 0, Р и
F соответственно от ИП2, ИГЦ, ИП4 (или введением последних с
пульта оператора), находит в памяти микроЭВМ необходимые матри-
122
цы погрешностей станка, а используя текущие значения Хф, уф и 2ф,—
необходимые элементы в этих матрицах.
В тех случаях, когда текущие значения Хф, уф и 2ф не совпадают
со значениями х, у и х, при которых измерялись погрешности станка,
внесенные в память микроЭВМ, микропроцессор осуществляет интер-
поляцию по значениям погрешностей в конечных ’точках интервала
дискретизации.
Алгоритм коррекции погрешностей заканчивается расчетом сигна-
лов коррекции 80, 8р и 8г, характеризующих соответственно погрешно-
сти от нагрева, действия веса заготовки и сил резания. Получаемый в
результате суммарный сигнал коррекции 8х, в свою очередь, склады-
вается с сигналом Хф, характеризующим фактическое положение рабо-
чего органа.
Скорректированное перемещение хк алгебраически складывается с
заданным перемещением х3 и получается значение рассогласования по
пути Дх. Это значение, умноженное на коэффициент усиления по кана-
лу пути /Сх, суммируется со значением заданной скорости перемеще-
ния, умноженным на коэффициент скоростного сигнала К-и. Результат
операции выдается на выходные шины микропроцессора, откуда перио-
дически считывается под действием синхронизирующего сигнала вы-
ходного адреса соответствующей оси координат в цифро-аналоговый
преобразователь (ЦАП). На его выходе образуется сигнал постоянного
тока, подаваемый через усилитель на соответствующий привод подач
станка, обратная связь по скорости которого осуществляется тахогене-
ратором Тг.
Методика определения матриц погрешностей станка основана на
измерении погрешностей линейного и углового положения его рабочих
органов в месте нахождения предполагаемой точки вершины режущего
инструмента относительно баз станка, на которые устанавливается при-
способление с заготовкой.
Для тяжелых металлорежущих станков с ЧПУ разработана систе-
ма компенсации систематических погрешностей их измерительных си-
стем [5].
Систематическая погрешность включает циклическую (внутриша-
говую) и накопленную составляющие.
Циклическая составляющая определяется внутришаговыми по-
грешностями датчика, ходового винта и червяка на гидростатических
опорах, а также погрешностями измерительного, а в некоторых случаях
и силового редуктора и колебаниями питающего напряжения датчика.
Эта погрешность может иметь максимальное значение 15 мкм, но в
лучших измерительных системах не превышает 2 мкм [5].
Накопленная составляющая, обусловленная в основном погрешно-
стями изготовления и монтажа на станке элементов измерительных
систем (линеек, реек, винтов), в тяжелых станках классов точности Н
и П превышает циклическую в 10—15 раз. Поэтому для указанных
станков необходима компенсация накопленной погрешности, хотя в ря-
де случаев следует компенсировать и циклическую.
На рис. 9.13 показана функциональная схема управления с авто-
матической компенсацией погрешностей положения узла станка.
Компенсация погрешностей измерительной системы в общем виде
производится в такой последовательности [5]:
на станке экспериментально определяют исходную зависимость
погрешности измерительной системы от перемещения узла;
123
Рис. 9.13. Функциональная схема системы управления с автоматической компенсацией
погрешности положения узла станка:
УП — управляющая программа; И — интерполятор; НЗП и НИП — накопители соответственна
задаваемых и измеряемых перемещений; ФУС — формирователь управляющего сигнала; ЦАП —
цифроаналоговый преобразователь; ТП — тиристорный преобразователь; ИД — исполнительный
двигатель; ДС и ДП — датчики соответственно скорости перемещения и положения рабочего
органа (РО) станка; МП — механическая передача; АЦП — аналого-цифровой преобрзователь;
ПКС — память констант станка; ФКП — формирователь корректирующей поправки; БЦИ — блок
цифровой индикации; Д/э и 13 — соответственно приращение и накопленное значение задавае-
мых перемещений; AZK — корректирующая поправка; — скорректированное задаваемое пере-
мещение; 1ф и 1ф
— фактическое перемещение рабочего органа и измеренное ДП
полученную зависимость аппроксимируют и вводят в память
устройства ЧПУ в форме констант станка;
по аппроксимированной исходной зависимости программный мо-
дуль непрерывно определяет поправки, компенсирующие погрешности
измерительной системы;
поправки используют для коррекции перемещений, отрабатывае-
мых следящим приводом.
В МГТУ им. Н. Э. Баумана предложен и реализован программный
способ автоматической компенсации линейных смещений шпинделя
станков с ЧПУ вследствие теплового деформирования [А. с. 1041226
СССР].
Способ основан на том, что изменение смещения шпинделя станка
с ЧПУ вследствие теплового деформирования происходит по несколь-
ким вполне определенным типовым законам, характерным для данно-
го конструктивно-компоновочного решения станка с ЧПУ и для опре-
деленных частот вращения шпинделя. При этом в одном станке с ЧПУ
для разных направлений осей координат смещения шпинделя под дей-
ствием теплового деформирования изменяются по разным типовым
законам (рис. 9.14).
Определив заранее возможные законы смещений шпинделя вслед-
ствие теплового деформирования для конкретного станка на разных
частотах вращения по трем взаимно перпендикулярным направлениям,
в процессе работы станка по известным значениям частот вращения
шпинделя и времени работы на этих частотах выполняют расчет по-
лучаемых значений смещений шпинделя в соответствии с известными
для данного станка законами. После этого рабочие органы станка
автоматически смещаются для компенсации этой погрешности, т. е.
постоянно сохраняется взаимное относительное положение рабочих
органов станка.
При остановке вращения шпинделя, когда происходит охлаждение
станка, зная закон изменения смещений шпинделя при охлаждении
данного станка и время охлаждения, производится расчет расстояния,
на которое смещается шпиндель при перемещении в обратном направ-
лении.
124
Рис. 9.14. Графики зависимости смещений Д шпинделя в стан-
ках с ЧПУ из-за теплового деформирования от времени t:
1 — смещение шпинделя положительное (или отрицательное) с явно
выраженным максимумом (или минимумом); 2 —смещение шпинделя
по экспоненциальному закону; 3 — смещение шпинделя в начальный
период незначительно, а затем увеличивается при сохранении посто-
янного знака (положительного или отрицательного); 4, 5 — смещения
шпинделя имеют знакопеременный характер с явно выраженным мак-
симумом или минимумом
Затем происходит автоматическая компенсация этого смещения
путем перемещения рабочих органов в другом направлении.
На рис. 9.15 показана в общем виде схема автоматической ком-
пенсации смещений шпинделя станка с ЧПУ вследствие теплового де-
формирования. Для этого станка были определены типовые законы из-
ALfMKM
Рис. 9.15. Схема проведения компенсации смещения
шпинделя из-за теплового деформирования при разных
частотах и времени его вращения на них
125
менения этих смещений для различных частот вращения шпинделя
при нагреве и охлаждении станка.
Автоматическая компенсация смещений шпинделя производится
периодически через установленную для каждой управляемой оси коор-
динат величину А, как при нагреве, так и при охлаждении станка.
Значение А/ устанавливают, исходя из требуемой точности обработки и
дискретности системы ЧПУ станка.
При пуске станка и в начале обработки заготовки с частотой пх
вращения шпинделя тепловые деформации шпинделя изменяются по
типовому закону 1, При достижении смещения шпинделя А/ произво-
дится его компенсация путем соответствующего смещения рабочего
органа. Через время tx осуществляется переключение частоты враще-
ния шпинделя на п2, на которой смещения шпинделя уже изменяются
по типовому закону 2. В период смены инструмента шпиндель не вра-
щается, происходит охлаждение и смещение по типовому закону 4.
При дальнейшей работе шпинделя на частоте п2 происходит смещение
шпинделя по типовому закону 2 и при достижении значения этого сме-
щения, равного А<, также производится их компенсация.
Аналогично осуществляется автоматическая компенсация смеще-
ния шпинделя при его работе на частоте вращения п3, когда смещение
шпинделя происходит уже по типовому закону 3.
При длительной остановке шпинделя во время смены заготовки и
при установке новой заготовки происходит охлаждение станка и сме-
щение шпинделя по типовому закону 4 в течение времени tQ. При сме-
щении шпинделя на расстояние А/ вследствие охлаждения станка про-
изводится компенсация этого смещения путем перемещения рабочего
органа на расстояние Аг- в обратном направлении.
При дальнейшей работе станка компенсация смещений шпинделя
производится аналогичным образом.
Структурная схема системы автоматической компенсации смеще-
ний шпинделя данным способом на фрезерном станке 6520ФЗ с устрой-
ством ЧПУ мод. Н-33-1М показана на рис. 9.16.
Система работает следующим образом. В микроЭВМ вводится код
частоты вращения шпинделя с управляющей программы или с блока
кодирования частоты вращения шпинделя (БКЧВ). МикроЭВМ!,
Рис. 9.16. Структурная схема системы автоматической компен-
сации смещения шпинделя программным способом на станке
с устройством ЧПУ мод. Н-33-1М и микроЭВМ
126
имея в памяти все типовые законы изменения смещений оси шпинделя
по координате У для всех частот вращения шпинделя, определенные
заранее методом ускоренной оценки [А. с. 998092 СССР], выбирает ти-
повой закон для данной частоты и определяет через промежуток вре-
мени ti смещение оси шпинделя ±ДХ и сравнивает его с установленным
заранее шагом компенсации А.
При достижении Ах значения А микроЭВМ вырабатывает соответ-
ствующий импульс коррекции (/ или 2), который поступает на вход
одного из устройств компенсации по цепи +У или —У. На другие вхо-
ды устройства компенсации поступают соответствующие импульсы с
интерполятора устройства ЧПУ.
Принцип работы устройства компенсации основан на том, что оно
не пропускает столько импульсов основной программы от интерполя-
тора, сколько импульсов коррекции поступает от микроЭВМ. С выхо-
да устройств компенсации последовательности импульсов +У' или
—У' поступают на соответствующие входы устройства управления ша-
говым приводом УУШП, которое управляет шаговым электродвигате-
лем ШД привода подачи стола станка по координате У.
Применительно к тяжелым станкам разработан и реализован спо-
соб компенсации погрешностей, обусловленных наличием зазоров в
приводе подачи станка при применении кругового измерительного пре-
образователя [5].
Разработанный и реализованный алгоритм управления предусмат-
ривает подачу в точках реверса рабочего органа на вход его следящего
привода дополнительных импульсов, число которых соответствует за-
зорам.
Функциональная схема блока компенсации зазоров показана на
рис. 9.17.
С устройства ввода управляющей программы на один из входов
формирователя Ф поступает информация о направлении перемещения
узла станка. При каждом реверсе формирователь выдает импульсный
сигнал, который запускает генератор ГИ компенсирующих импульсов.
Рис. 9.17. Функциональная
схема блока компенсации
зазоров
Рис. 9.18. Упругие деформации в тяжелых
станках:
а — в токарно-карусельном; б, в — в горизонтально-
расточном
127
Коммутатор К в зависимости от наличия сигнала на одном из входов
формирователя Ф разрешает прохождение импульсов частотой
или —fK для компенсации зазоров соответственно в положительном или
отрицательном направлении.
Компенсирующие импульсы вместе с задающими импульсами из
управляющей программы через устройство преобразования поступают
на вход следящего привода и вызывают дополнительный поворот вала
приводного двигателя на угол, необходимый для устранения зазоров
в механической передаче привода подач. Число компенсирующих им-
пульсов, выдаваемых генератором ГИ, определяется уставкой счетчи-
ка Сч. Значение уставки назначают по результатам измерений зазоров,
не охваченных обратной связью.
Испытания на станке 654РФЗ с ЧПУ показали, что составляющая
погрешности обработки, обусловленная зазорами, может быть умень-
шена до 10—30 мкм при зазоре в механической передаче 6=
=70... 80 мкм.
В тяжелых металлорежущих станках важной задачей является
компенсация упругих деформаций их узлов, которые возникают под
действием внешних сил, веса перемещающихся узлов при изменении их
относительного положения, сил, развиваемых зажимными устройства-
ми, и др. При этом упругие деформации могут колебаться от долей
микрометра до нескольких миллиметров.
Так, в одностоечном токарно-карусельном станке (рис. 9.18, а) с
диаметром планшайбы 10 м и максимальным диаметром обрабатывае-
мой поверхности 20 м упругие деформации узлов составляют: стойки 1
61=1,25 мм, консоли 5 бг^! мм, планшайбы 4 (при нагрузке F—
=3000 кН) бз=0,05 мм. Упругие деформации станины 3 зависят от
жесткости фундамента. Очевидно, что допустимое отклонение от пря-
молинейности перемещения суппорта 2 в горизонтальной плоскости,
равное 0,06 мм, невозможно обеспечить без дополнительных конструк-
торских и технологических мер.
В тяжелых горизонтально-расточных станках при выдвижении пи-
ноли 2 (рис. 9.18, б) со шпинделем происходят упругие деформации как
самой пиноли 2, так и опоры 1 пиноли в шпиндельной бабке
(рис. 9.18, в).
Снизить упругие деформации можно путем увеличения жесткости
деталей за счет выбора рациональных сечений деталей, правильного их
оребрения и назначения материала, выбора оптимальной схемы нагру-
жения корпусных деталей, а также создания рациональной формы ра-
бочей поверхности направляющих, обратной той, которая возникает
при ее упругом деформировании (путем шабрения, шлифования, регу-
лирования специальных планок).
Наряду с этим в тяжелых станках применяются системы компенса-
ции упругих деформаций путем разгрузки деформируемых деталей от
веса подвижных узлов (рис. 9.19) и путем уравновешивания подвиж-
ных узлов (рис. 9.20).
На рис. 9.19, а показана схема уменьшения упругих деформаций
направляющих 2 поперечины 1 в результате ее разгрузки под дей-
ствием веса суппорта 3, когда его вес передается не на направляю-
щие поперечины, а на дополнительную балку 4 через гидроци-
линдр 5. Направляющие 2 поперечины 1 в этом случае воспринима-
ют только силу резания. При другом варианте (см. рис. 9.19,6)
разгрузка консоли 2 одностоечного станка под действием веса суппор-
128
Рис. 9.19. Схемы уменьшения упругих деформаций разгруз-
кой от веса подвижных узлов:
а —с применением дополнительной балки; б — гидроцилиндром с
тросом
Рис. 9.20. Схемы уравновешивания подвижных узлов
станка:
а, б — соответственно гидроцилиндром и тросом; в — гидроци-
линдром и клиновой планкой
та 1 и самой консоли производится путем применения натяжения
троса 3 гидроцилиндром 4.
Компенсация переориентации шпиндельной бабки при изменении
вылета ползуна и прогиба самого ползуна основана на управлении их
разгрузкой, осуществляемой также с помощью тросов и гидроцилинд-
ров.
На рис. 9.20 показаны три варианта выполнения такой компенсации.
В первом варианте (рис. 9.20, о) при увеличении вылета ползуна /
возрастает натяжение троса 3 гидроцилиндром 2. Во втором варианте
(рис. 9.20, б) при вылете ползуна 1 возрастает давление в гидроцилинд-
12»
ре 3 и натяжение троса 2. В третьем варианте (рис. 9.20, в) при увели-
чении вылета ползуна 1 клиновая планка 3 смещает золотник 2, благо-
даря чему возрастает давление в гидроцилиндре 4 и соответственно
увеличивается момент, действующий на шпиндельную бабку в направ-
лении, противоположном моменту, возникающему под действием веса
9.3. Механизмы и системы компенсации тепловых деформаций
Задача компенсации заключается в уменьшении действия тепловых
возмущений на показатели точности. При решении этой задачи следует
учитывать условие сохранения других эксплуатационных показателей
станка (жесткость, виброустойчивость, износостойкость).
Влияние тепловых деформаций на точность обработки в зависимо-
сти от принципа организации механизма уменьшения деформаций и ис-
точника информации можно снизить следующими методами:
уменьшением тепловых деформаций на основе структурных изме-
нений в конструкции; источником информации являются исследователь-
ские испытания опытного образца;
использованием механизма компенсации тепловых деформаций на
основе метода управления по жесткой программе; информацию получа-
ют из расчетов или из практики эксплуатации прототипа;
автоматическим управлением тепловыми деформациями в следящем
режиме; информацию получают при работе станка.
Формируются три потока информации: задающая информация, те-
кущая информация о состоянии конструкции и информация рассогласо-
вания между этими двумя потоками. Сигнал рассогласования управля-
ет компенсацией тепловых деформаций.
Первые два вида методов не дают возможности воздействовать на
"результат компенсации. Методы третьего вида обеспечивают возмож-
ность коррекции своих предыдущих действий.
Влияние тепловых возмущений на точность зависит от конструк-
ции и ее структуры (см. т. 1, гл. 7). Методы первого вида определяют
пути уменьшения тепловых деформаций за счет изменения структуры.
К изменениям структуры относятся действия, при которых источник теп-
ловых возмущений выносят за пределы несущей системы станка (баки
с СОЖ, масляные баки и т. д.). В этом случае действие тепловых воз-
мущений снижается, но возрастает площадь, занимаемая оборудова-
нием.
Если источник тепловых возмущений по каким-либо причинам вы-
нести не удается, осуществляют его изоляцию. Как правило, изолируют
сосредоточенные источники, например электродвигатели, гидробайки,
баки с СОЖ, которые передают теплоту в несущую систему станка пу-
тем излучения и конвекции.
На пути теплового потока устанавливают экран, который ослаб-
ляет тепловой поток, однако это приводит к тому, что условия работы
источника ухудшаются.
Кроме структурных изменений на компоновочном уровне находит
применение метод структурных изменений за счет используемых мате-
риалов. На рис. 9.21 показана схема шпиндельной бабки координатно-
расточного станка. Погрешности от смещения оси шпинделя зависят от
расстояния L и коэффициента линейного расширения материала конст-
рукции. Шпиндельную бабку 1 со шпинделем 2 закрепляют на инваро-
вых стержнях 3. При работе шпинделя образующаяся теплота посту-
130
пает в конструкцию. Ось шпинделя смещается относительно стойки 4.
Инваровые стержни с малым коэффициентом линейного расширения
стабилизируют тепловое деформирование конструкции. В результате
изменение расстояния между стойкой и осью шпинделя в 10 раз меньше,
чем в обычной конструкции.
Применяют станки со встроенными холодильными системами. На
Рис. 9.23. Термосиммет-
ричная конструкция стан-
ка
Рис. 9.22. Холодильная си-
стема
Рис. 9.21. Компенсация тепло-
вых деформаций с помощью ин-
варовой рамы
рис. 9.22 приведен пример одной из таких систем. Шпиндель 1 шлифо-
вального станка работает на гидростатических подшипниках. Масло в
подшипники поступает из магистрали 2, а слив осуществляется по ма-
гистрали 5, При работе гидросистемы масло в ней нагревается, что при-
водит к изменению взаимного положения оси шпинделя 1 и основа-
ния 4. Для уменьшения тепловых деформаций масло охлаждают с по-
мощью холодильника 3.
Для уменьшения влияния тепловых деформаций конструкции на
точность применяют термосимметричную конструкцию. Термосиммет-
ричность означает равенство условий протекания теплового деформиро-
вания слева и справа от оси шпинделя 1 (рис. 9.23), но в противополож-
ных направлениях. Равенство условий достигается за счет геометриче-
ских параметров конструкции (Д и В — расстояния от оси до мест
закрепления передней бабки), мощности и места расположения источ-
ников 2 и 3 тепловыделения.
В практике станкостроения встречаются такие компоновочные ре-
шения, когда без дополнительных затрат решается вопрос компенса-
ции тепловых деформаций (рис. 9.24). В случае компоновки, показан-
ной на рис. 9.24, а, погрешность (Д) положения вершины резца вдоль
оси шпинделя противоположна разности деформации станины (Дет),
направленной в одну сторону, и деформации винта (Дв), которая на-
правлена в другую сторону: Д=ДСТ—Дв. В случае компоновки, пока-
занной на рис. 9.24,6, погрешность Д=ДВ.
Одним из факторов, который приводит к тепловому деформирова-
нию несущей системы станка, является неравномерность его нагрева.
В станке действует сосредоточенный источник теплоты 1 (рис. 9.25),
в результате чего формообразующие узлы 2 изменяют взаимное поло-
жение. С целью уменьшения тепловых деформаций формируют кана-
лы 3 для прохождения воздуха. При движении воздух нагревается
источником 1 и при дальнейшем прохождении нагревает станину.
Компенсация тепловых деформаций возможна путем изменения
направления действия теплового потока. На рис. 9.26, а показана схема
131
вертикального плоскошлифовального станка, у которого в станине рас-
положен сильно действующий источник 1 тепловых возмущений. Дейст-
вие источника таково, что тепловой поток подогревает переднюю стенку
стойки. В результате разницы температур передней и задней стенок воз-
никают деформации, изменяющие точность взаимного расположения
Рис. 9.24. Компоновка станка
с минимальными деформациями
в направлении формообразова-
ния
Рис. 9.25. Конструкция сто-
ла с равномерным распреде-
лением теплоты
формообразующих узлов. Для уменьшения разности температур стенок
/создают поток 2 (рис. 9.26, б) теплого воздуха в направлении к задней
стенке.
Существенным шагом в развитии методов компенсации является ис-
пользование «тепловых труб». Действие этого механизма основано на
(«перекачивании» теплоты от сильно нагретых основных формообразую-
щих узлов (например, шпинделей) к узлам менее нагретым и менее от-
ветственным.
Когда исчерпаны возможности уменьшения деформаций за счет
структурных изменений переходят к методам с применением регулиро-
вания по программе. Основой такой программы является информация,
Рис. 9.26. Компенсация тепловых де-
формаций изменением направления
теплового потока
Рис. 9.27. Компенсация деформаций
смещением начала отсчета
132
получаемая расчетными методами путем предварительных исследований
или в результате эксплуатации. При этом получают информацию о за-
коне изменения исследуемой величины (среднее значение, разброс зна-
чений). При составлении программы регулирования ориентируются, как
правило, на среднее значение деформаций.
/ Нагрев конструкции приводит к смещению уровня настройки за
счет деформаций корпуса, например, бабки и передаточных механизмов
относительно станины (рис. 9.27).
В круглошлифовальных станках тепловое деформирование приво-
дит к смещению уровня настройки на размер. Смещение А (рис. 9.27, а)
зависит от деформации Ав винта механизма подачи, которая, в свою
очередь, зависит от его длины /. К смещению Ав добавляется деформация
бабки Дб. С целью уменьшения смещения уровня настройки А устанав-
ливают дополнительный кронштейн (см. рис. 9.27,6), через который
прокачивают масло, проходящее через опоры шпинделя. Деформации Ак
кронштейна направлены в сторону, противоположную деформированию
винта и бабки. Это приводит к уменьшению суммарных деформаций.
В станках с ЧПУ возможна компенсация тепловых деформаций.
На основании априорной информации, как правило, полученной на ос-
нове предварительных исследований или в результате эксплуатации,
определяют зависимости деформаций конструкции от режимов обра-
ботки. Эти зависимости вводят в виде коррекции основной управляю-
щей программы. При работе станка скорректированная программа уп-
равляет формообразованием и компенсирует погрешности, возникающие
в результате теплового деформирования с помощью исполнительных ме-
ханизмов станка.
К недостаткам такой компенсации относится то, что компенсация
производится лишь по управляемым координатам, в то время как по-
грешности, возникающие в результате угловых изменений, формирую-
щих отклонение формы и расположения, остаются неучтенными.
Общий недостаток всех систем регулирования по жесткой- програм-
ме— регулирование по средней величине и зависимость от погрешно-
стей, возникающих в результате неучтенных явлений и процессов.
Следующая группа методов объединяет методы, в которых информа-
ция о тепловом состоянии станка поступает в систему управления стан-
ка при обработке данной заготовки. Программа управления формирует-
ся исходя из заданных требований к точности обработки.
Канал обратной связи служит для получения информации из ста-
ночной системы о процессе образования погрешности или изменения па-
раметров источников возмущения.
В качестве исполнительных механизмов в настоящее время исполь-
зуют электродвигатели, термодинамический привод, магнитострикцион-
ный привод с использованием пьезоэффекта и упругих свойств материа-
лов (см. подразд. 6.4).
В большинстве случаев компенсирующее устройство воспринимает
рабочие нагрузки, возникающие в конструкции. Поэтому необходимо
выбрать место установки такого устройства.
Системы компенсации тепловых деформаций в режиме следящего
управления для компенсации отклонения размера используют в тех
случаях, когда есть звено, в котором одним движением удается осу-
ществить компенсацию. Это возможно в тех станках, где используется
гидравлический следящий привод [А. с. 673763 СССР] (рис. 9.28).
Изменение уровня настройки происходит вследствие разницы теп-
133
1
Рис. 9.28. Система управления точностью размера
ловых деформаций следящего золотника 2 и его корпуса. Это приводит
смещению уровня настройки размера обрабатываемого отверстия, так
как изменяется количество масла, вытекающего из цилиндра подачи /.
К основной линии следящего гидрораспределителя, определяющего
положения золотника, подсоединен дроссель 9, ширина щели которого
автоматически регулируется в функции температуры масла. Управляю-
щее воздействие осуществляется изменением длины стержня 5 путем
его нагрева или охлаждения. Управление нагревом стержня осуществ-
ляется в зависимости от разности температуры масла 3 в сливной ма-
гистрали и температуры стержня 4. Температура измеряется термопа-
рами, и сигнал поступает в сравнивающее устройство 8. Сигнал усили-
вается усилителем 7 и управляет регулирующим устройством 6, которое
осуществляет нагрев стержня 5.
Для компенсации отклонений формы и расположения необходимо
несколько компенсирующих движений. В этом случае в качестве ис-
полнительных движений используют собственно элементы конструкции
[А. с. 189281 СССР] (см. рис. 9.5). Такое решение не ухудшает жестко-
сти и виброустойчивости конструкции. К недостаткам такого конструк-
торского решения следует отнести сложность настройки на диапазон
режимов работы станка.
В режиме следящей компенсации тепловых деформаций могут
быть использованы возможности ЧПУ. Для компенсации деформаций
необходимы сведения об этих деформациях. Ее получают с помощью
дополнительно устанавливаемых первичных преобразователей.
На рис. 9.29 показана схема механизма компенсации удлинения
шпинделя расточного станка. Шпиндель 1 при работе удлиняется.
Рис. 9.29. Устройство для получения
информации о деформациях шпин-
деля
Рис. 9.30. Система получения инфор-
мации о тепловом состоянии конст-
рукции
134
Вследствие того, что первичный преобразователь 3 невозможно уста-
новить у торца шпинделя, его устанавливают в свободном месте, а
связь с ним осуществляют с помощью инварового стержня 2. Преобра-
зователь вырабатывает сигнал, который усиливается устройством 4 и
поступает в систему управления 5. Система вырабатывает сигнал уп-
равления, который поступает на исполнительный механизм 6, осуществ-
ляющий компенсацию отклонения положения шпинделя.
В качестве информации для компенсации тепловых деформаций
используют температуру конструкции. На рис. 9.30 приведена схема
компенсации тепловых деформаций с использованием системы ЧПУ
станка. Температура конструкции измеряется с помощью термопар 1
и 2, сигнал поступает в сравнивающее устройство 5. Сигнал рассогласо-
вания преобразуется в сигнал управления в устройстве 3 и компенсиру-
ет тепловые деформации несущей системы и механизма подачи (винта)
с помощью привода 4.
9.4. Системы активного контроля
Управление точностью обработки может быть осуществлено на ос-
новании информации, полученной при измерении размеров обработан-
ной детали или ее отдельных поверхностей. Такие измерительные систе-
мы называют обычно системами активного контроля. Измерение может
осуществляться на станке и вне станка (рис. 9.31). Структурная схема
Рис. 9.31. Схема автоматизированного контроля качест-
ва деталей
контура регулирования системы активного контроля приведена на
рис. 9.32.
При разработке систем управления точностью для измерения раз-
меров детали на станке используются различные датчики и специализи-
рованные измерительные головки (см. подразд. 9.5). При измерении
размеров детали вне станка используются двух- и трехкоординатно-из-
мерительные машины (КИМ), измерительные роботы, а также специа-
лизированные, стационарные, переналаживаемые установки.
Достоинства контроля на станке следующие:
возможность раннего обнаружения погрешностей обработки и
их устранения до окончания технологического цикла;
135
Рис. 9.32. Структурная схема контура регулирования
системы активного контроля
высокая эффективность измерения благодаря исключению времени
на транспортирование, установку детали на измерительную позицию;
экономия производственной площади;
сравнительно невысокая стоимость средств измерения;
Недостатки контроля на станке следующие:
сравнительно невысокая точность измерений;
неблагоприятные условия измерений (СОЖ, стружка, температур-
ное деформирование);
снижение производительности обрабатывающего оборудования.
Достоинства контроля вне станка следующие:
возможность обеспечения высокой точности измерений, в том чис-
ле комплексных;
полное и рациональное использование различных измерительных
средств;
обеспечение высокого коэффициента использования обрабатываю-
щего оборудования;
возможность обеспечения благоприятных условий для проведения
измерений.
Недостатки контроля вне станка:
высокая стоимость измерительных средств и средств сопряжения
с обрабатывающим оборудованием;
длительный временной интервал между обработкой и контролем;
необходимость дополнительных производственных площадей.
Контроль размеров деталей на станке наиболее эффективно может
быть реализован для токарных, шлифовальных и многоцелевых стан-
ков. При этом в качестве измерительного инструмента используют дат-
чики касания, датчики отклонения и измерительные оправки (для конт-
роля отверстий), устанавливаемые на станке вместо режущего инстру-
мента и обеспечивающие проведение измерений до обработки, после нее
или в процессе обработки с ее Прерыванием. Применяют также контакт-
ные измерительные устройства для шлифовальных станков, позволяю-
щие проводить измерения в процессе обработки.
Системы управления точностью с измерением деталей на станке
используют в следующих случаях:
для косвенного определения смещения режущей кромки инстру-
мента (в случае его изнашивания или неточной установки) И последую-
щей его компенсации;
136
при изготовлении деталей высокой стоимости, когда систематичес-
кий контроль после каждой операции позволяет вовремя прекратить об-
работку детали в случае появления несоответствия допуску;
при обработке с одним или несколькими очень точными размерами,
При этом контроль до Окончания обработки дает возможность избежать
брака путем оптимизации последующего прохода, а после обработки —
доработать деталь до снятия ее со станка;
при обработке заготовок с большим и неравномерным припуском,
контроль которых до обработки позволяет сбалансировать припуск;
при непрерывном измерении и управлении размером в процессе ре-
зания, что позволяет полностью исключить появление брака, особенно
при продолжительности обработки, сравнимой со временем стоимости
режущего инструмента.
Системы управления точностью с измерением заготовки
детали в процессе ее обработки применяются на круглошли-
фовальных станках (рис. 9.33). Измерительная головка 1 монтируется
Рис. 9.33. Схема системы активного
контроля для круглошлифовальных
^станков
Рис. 9.34. Схема контрольно-изме-
рительной позиции для деталей ти-
па тел вращения
на каретке 2, обеспечивающей полную автоматизацию цикла измерения.
Измерительный сигнал с головки / поступает в электронный блок из-
мерения 3, с которого на систему ЧПУ 4 станка 5 поступают сигналы,
необходимые для изменения величины подачи шлифовального круга,
для переключения режимов работы (например, с чистового шлифова-
ния на выхаживание или отвод круга). Настройку на размер осуществ-
ляют с помощью измерительных щупов 6. Системы такого типа обеспе-
чивают повторяемость размера ±0,5 мкм. Наиболее известным произ-
водителем является фирма Marposs (Италия). Имеются отечественные
аналоги: прибор управляющий модели БВ-4270, система измерительная
активного контроля к внутришлифовальным станкам БВ-4257.
При разработке систем управления точностью на токарных станках
необходимо учитывать такие факторы, как наличие стружки, СОЖ,
вибраций, большую шероховатость поверхности, большую окружную
скорость заготовки и др. Поскольку точность обработки на токарных
станках обычно ниже, чем при шлифовании, возможно применение дру-
гих средств измерения, принцип действия которых основан на косвен-
ном измерении.
137
До недавнего времени распространенными являлись измерительные
устройства, построенные на принципе обкатки роликом, например уст-
ройства АЙД-6, ИБД-2, приборы фирм Sheffild, Diadem (Великобрита-
ния) . Погрешность измерения указанных приборов ±5 мкм.
Известны системы активного контроля, у которых пневматический
принцип измерения, обеспечивающий диапазон рассеяния размеров
контролируемых деталей ±1 мкм. Приборы такого типа выпускает, на-
пример, фирма Forster (Германия). Различные схемы приборов приве-
дены в работах [7, 13].
В настоящее время в системах управления точностью токарных
станков наиболее часто применяют датчики касания и отклонения (см.
подразд. 9.5), а также измерительные оправки (пробки), предназначен-
ные для контроля точных отверстий.
Перспективны такие методы измерения, как бесконтактные оптиче-
ские с помощью лазера, основанные на использовании оптических прин-
ципов, интерференции, сканирования или перекрытия светового луча,
методы контроля с помощью вихретоковых, индуктивных или емкостных
преобразователей, измерения средствами видеограмметрии, теневой про-
екции и др. [1, 4].
В системах управления точностью обработки для контроля разме-
ров деталей вне станка используют два вида оборудования: специализи-
рованные контрольно-измерительные позиции и КИМ.
Контрольно-измерительные позиции строят на основе
различных типов измерительных преобразователей, например индук-
тивных (см. подразд. 9.5). На рис. 9.34 приведена схема такой конт-
рольно-измерительной позиции для деталей, полученных точением либо
шлифованием. Деталь 1 устанавливают в центрах измерительной пози-
ции 2. Многоканальная измерительная информация с датчиков 3 об-
рабатывается компьютером 4 (обычно класса PC), имеющим интерфейс
связи с системой ЧПУ 5, по которому на станок 6 передается программа
коррекции либо значения коррекции для обработки следующей детали
(см. рис. 9.32). Подобные системы просты в изготовлении, \но обладают
ограниченной гибкостью при переходе на изготовление другой детали.
Для многоканальных измерительных установок применяют специализи-
рованное программное обеспечение, предназначенное для статистичес-
кого контроля качества деталей и управления технологическим процес-
сом механической обработки (например, система QDS-803 фирмы
KOMEG, Германия).
В системах активного контроля деталей типа тел вращения конт-
рольно-измерительные позиции часто строят на основе лазерных и
оптических измерительных систем. Отличительными особенностями
последних являются бесконтактное и дистанционное измерение, высокие
точность и скорость контроля.
Примером реализации лазерного сканирования является измери-
тельная система фирмы ZYGO (Германия) (рис. 9.35). Сканирующий
пучок получают с помощью синхронно вращающегося или осциллирую-
щего зеркала. Для обеспечения фиксированного соотношения между
временем и измеренным расстоянием используют световой пучок. Зер-
кало 6 вращается синхронным двигателем 7, управляемым стабилизиро-
ванным генератором 14. Одновременно генератор выдает тактовые им-
пульсы в счетчик 16, фиксирующий размер. Приемный модуль 2 и ин-
терфейс 3 регистрируют время прерывания пучка, которое пересчиты-
вается в расстояние. Основное преимущество сканирования заключается
в том, что результат измерения не зависит от положения исследуемого
138
объекта относительно пучка. Достоинствами являются также отсутствие
необходимости переналадки на изготовление другой детали и возможно-
сти модульного исполнения, а также широкий диапазон расстояний из-
мерения и максимальная чувствительность к инородным частицам [10].
Фирма Feintool AG Lyss (Швейцария) разработала оптоэлектрон-
ную измерительную систему OMS, в конструкции которой использован
Рис. 9.35. Схема измерительной системы на
основе лазерного сканирования:
1 — передатчик; 2 — приемный модуль; 3 — интер-
фейс; 4 — лазер; 5 — объектив; 6 — зеркало^ 7 —
гистерезисный синхронный двигатель; 8 — окна;
9 — деталь; 10 — объектив; 11 — фотоприемник;
12 — блок регистрации края тени; 13 — счетчик;
14 — генератор; 15 — усилитель; 16 — счетчик; 17 —
цифровой индикатор
Рис. 9.36. Типовая функциональная
схема КИМ
метод теневой проекции. Источник света — лазер, основой измеритель-
ного устройства является ПЗС матрица, строка которой состоит из
2048 элементов, имеет длину 26 мм и ширину 13 мкм. Измеряемый
объект располагают таким образом, что теневая граница верхней кром-
ки находится в зоне детектора. Система позволяет легко переналажи-
ваться на изготовление деталей другого типоразмера, информация о ко-
торых может поступать извне по интерфейсу МАР [14].
Все более широкое применение в системах управления точностью
находят координатно-измерительные машины (КИМ), ко-
торые выпускают фирмы: Mauser, Opton, Leitz (Германия), DEA, Oli-
vetti (Италия), Mitutoyo (Япония), SIP (Швейцария), lohanson (Шве-
ция), Ferranti (Великобритания), Renault (Франция) и др.
Координатные измерения реализуются комплексом аппаратных и
программных средств. КИМ условно можно разделить на базовую
часть, содержащую узлы координатных перемещений, измерительные
преобразователи, управляющий вычислительный комплекс (УВК) на
основе ЭВМ (либо системы ЧПУ), предназначенный для управления
процессом изменения, и измерительную головку, предназначенную для
непосредственного измерения координат точек (рис. 9.36).
В состав КИМ входят датчики 1 линейных перемещений, установ-
ленные в приводах 2 каждой из координат. Сигнал, поступающий от
измерительной головки 3 в момент касания детали 5, установленной на
столе 4, усиливается и обрабатывается для передачи в ЭВМ 7 и сис-
139
тему хранения данных измерения. Реверсивные координатные счетчики
обеспечивают регистрацию и индикацию текущего положения измери-
тельной головки. По сигналу измерительной головки в память ЭВМ вво-
дятся координаты текущей точки, и после накопления их необходимого
числа выполняются расчеты, предусмотренные программой измерений.
Результаты измерений с оценкой отклонений выводятся в алфавитно-
цифровом виде на блок 8 цифровой индикации и на печатающее уст-
ройство 6, а также могут накапливаться в (памяти внешнего запомина-
ющего устройства для последующей обработки. Управление автомати-
зированными КИМ может осуществляться с помощью автономной под-
системы, либо возможно совмещение функций управления и обработки
данных одной ЭВМ, однако при этом исключается совмещение во време-
ни измерения и обработки данных измерения, что влияет на произво-
дительность работы КИМ в целом.
Различают КИМ консольного, бесконсольного, мостового и порталь-
но-мостового типов [10]. Любой из них может быть дополнен устройст-
вами автоматической загрузки (выгрузки) деталей и интегрирован в
систему управления точностью обработки. Тип измерительной головки
определяет реализуемые на КИМ способы измерения, требования к сис-
теме управления и т. д. Обычно КИМ комплектуют нулевыми измери-
тельными головками (например, датчиками касания типа Renishaw).
Применяют также индуктивные измерительные головки отклонения, по-
зволяющие измерять перемещение наконечника измерительной голов-
ки относительно исходной нулевой точки.
Технические характеристики КИМ определяются характристиками
применяемых в них комплектующих и ее стоимостью.
Выпускают КИМ, имеющие повторяемость размера ±0,5 мкм, по-
грешность измерения ±2 мкм на 1000 мм длины. На новой серии из-
мерительных машин PWM мостовой конструкции фирмы LEITZ (Гер-
мания) теперь перекрывается диапазон измерений от 3000Х2000Х
ХЮ00 мм (по координатам X, Y, Z соответственно) до ЮОООХЗОООХ
Х2500 мм.
Функциональные возможности ЭВМ по обработке полученных ре-
зультатов определяются программно-математическим обеспечением,
представляющим собой совокупность прикладных и сервисных про-
грамм. Программирование для КИМ может быть реализовано тремя
основными способами:
обычным, заключающимся в ручном составлении алгоритмов и
программ;
с самообучением, т. е. при ручном ощупывании первой в серии де-
тали или эталона с автоматическим запоминанием и последующим вос-
произведением траектории движения;
логическим, т. е. когда составление необходимых программ в соот-
ветствии с заложенными алгоритмами выполняется автоматически по
геометрическому описанию детали и перечню контролируемых парамет-
ров.
Программно-математическое обеспечение выполняет также ряд
функций, связанных с обработкой данных измерений:
определяет координаты и поправки отдельных измерительных на-
конечников измерительных головок;
формирует системы координат детали, необходимые для правильной
оценки результатов измерений, возможности переставлять деталь в про-
цессе измерения, не нарушая при этом принципа единства измерения;
выполняет расчеты параметров деталей;
140
выполняет статистическую обработку результатов измерений;
подготавливает данные для автоматического управления с учетом
полученных результатов измерений при выполнении операции;
представляет результаты измерений в необходимом объеме и удоб-
ном для пользователя виде.
Как правило, для управления работой измерительных позиций и
КИМ используют локальные микропроцессоры. Выходные данные по-
даются на центральный процессор, выполняющий такие функции, как
статистический анализ, изменение режимов технологического процесса
и др. Передачу результатов измерений между ними, а также связь с
системой управления станком предпочтительно организовывать с по-
мощью стандартизированных интерфейсов, например RS232 и RS422.
В системах управления точностью рекомендуется использовать устрой-
ства ЧПУ на базе того же типа ЭВМ, который применен в измеритель-
ной позиции или КИМ.
При этом необходимо учитывать, что во многих случаях автомати-
ческая корректировка погрешностей, оценка допусков на размеры дета-
ли и принятие решения о требуемых мерах не могут быть выполнены
компьютером без диалога с оператором. Важно также создание уни-
фицированных протоколов передачи и форматов данных для обеспече-
ния совместимости технологического и измерительного оборудования
различных изготовителей.
9.5. Контрольно-измерительная аппаратура,
применяемая в системах управления точностью
Системы управления точностью, как правило, строят на базе микро-
процессорных средств, поэтому в любой из них можно выделить цепоч-
ку датчик — нормирующий преобразователь — интерфейсный блок —
ЭВМ. Измерительный преобразователь (датчик)—это средство измере-
ния, предназначенное для выработки сигнала измерительной информа-
ции в форме, удобной для передачи, дальнейшего преобразования,-, об-
работки и (или) хранения. Нормирующий преобразователь — это сред-
ство обработки результатов измерений, предназначенное для преобразо-
вания электрического сигнала от измерительного преобразователя в
нормированный сигнал. В системах управления точностью обработки на
металлорежущих станках нашли применение различные типы измери-
тельных преобразователей.
Преобразователи линейных и угловых перемещений используют
наиболее часто (см. т. 1, гл. 15).
Фотоэлектрические преобразователи перемещений разделяют на
растровые (инкрементальные) (рис. 9.37, а, в) и кодовые (абсолют-
ные) (рис. 9.37, б, г). Их технические характеристики приведены в
табл. 9.2 [13].
Фотоэлектрические преобразователи выпускают фирмы Dr. Johan-
nes Heidenhein (Германия), RSF—Elektronik (Австрия), Baluff (Гер-
мания), Iskra (Югославия).
Конструктивно преобразователи угловых перемещений делятся на
преобразователи с выходным валом (для крепления на ходовой вал
требуется сильфонная муфта)^ с интегрированной муфтой (Surface
Mount System) и встраиваемые, не имеющие корпуса.
Преобразователи линейных перемещений выпускают длиной до
141
Рис. 9.38. Индуктивный пре-
образователь линейных пере-
мещений дифференциального
типа:
а — внешний вид; б — диффе-
ренциальная схема
Рис. 9.37. Схемы растровых и кодовых фотоэлект-
рических преобразователей:
а, в — растрового фотоэлектрического преобразователя
соответственно линейных и угловых перемещений; б, г —
кодового фотоэлектрического преобразователя соответ-
ственно линейных и угловых перемещений; 1 — источник
света; 2 — оптическая система; 3 — растровая или кодо-
вая шкала; 4 — фотодиод; 5 — усилитель; 6 — счетчик
или логическая схема
9.2. Технические характеристики фотоэлектрических преобразователей растрового и
кодового типов
Преобразователь Разрешающая способность Погрешность Достоинства Недостатки
Растровый: линейных пе- До 0,1 мкм До 1 мкм Простота конст- рукции, относи- Импульсы помехи искажают не только
ремещений угловых пе- До 36000X5 на 200 мм До 1" тельная дешевиз- на изготовления мгновенные значе- ния показаний, но и
ремещений Кодовый: линейных пе- импульсов/об. До 0,5 мкм До 5 мкм Погрешности от все последующие значения Большие затраты на
ремещений угловых пе- До 14—18 раз- на 200 мм До 6" импульсов помех ограничены мгно- изготовление, слож- ность производства
ремещений рядов венным измерен- ным значением при большой длине
30 000 мм, конструктивно отличаются по степени закрытости шкал и
измерительных головок.
Фирмы Sokky Electronics Corporation Sony Magnescale Inc. (Япо-
ния) освоили выпуск круговых и линейных измерительных преобразова-
телей с магнитной шкалой, имеющих ряд преимуществ над преобразо-
вателями фотоэлектрического типа (табл. 9.3). Линейные преобразо-
ватели выполняются до 30 м длиной при дискретности шкалы до
0,1 мкм; погрешность измерения до ±(1,5± l,5L/1000) мкм, где L —
длина, м. Угловые трехфазные преобразователи обеспечивают до
142
9.3. Сравнение магнитных и оптических шкал
Показатель Магнитная шкала Оптическая шкала
Коэффициент терми- ческого расширения материала шкалы (11±1) 10~6/° С близок к ко- эффициенту термического рас- ширения материала станка 7-10—^7° С для обычных опти- ческих шкал. Паспортная точ- ность гарантируется только при 20° С. При колебаниях температуры, составляющих 10° С, возникает погрешность измерения 40 мкм/м
Метод установки шка- лы на станок Шкала крепится винтами к корпусу, благодаря чему до- стигается высокая вибропроч- ность Шкала крепится в алюминие- вом корпусе на резиновой про- кладке клеем. Такое соедине- ние имеет низкую прочность при колебаниях температуры и вибрациях
Местоположение шкалы в станке Шкала расположена на ней- тральной оси корпуса, поэтому мало подвергается влиянию деформации станка Шкала находится не на ней- тральной оси корпуса, что снижает точность шкалы
Ударная стойкость Так как шкала полностью ме- таллическая, то она хорошо выдерживает ударные воздей- ствия Так как шкала изготовлена из стекла, у нее низкая стойкость к удару
Влияние масла, СОЖ, и грязи на точность позициони- рования В основу действия шкалы по- ложены магнитные явления, что снижает влияние на ее работу окружающей среды Использование света для по- лучения сигнала ограничивает использование шкалы
Влияние стружки В конструкции предусмотрен достаточный зазор между магнитной головкой и шкалой. Деления нанесены с глубиной несколько десятков микромет- ров, что предотвращает их от повреждения стружкой Между главной и индексной шкалами должен быть обеспе- чен зазор шириной около 10 мкм. Вследствие неглубо- кой градуировки шкала мо- жет быть разрушена при по- падании стружки
5000X4 импульсов/об., имеют небольшие размеры (толщина 16—24 мм,
диаметр 50—70 мм), выполнены с интегрированной муфтой, работают
при частоте вращения вала до 6000 мин-1.
Конкретные индуктивные преобразователи дифференциального ти-
па, как правило, встраивают в оборудование при модернизации с целью
повышения точности. Выполнены в виде защитного цилиндра со што-
ком, часто полностью герметичны (рис. 9.38). Их выпускают фирмы
Mahr, Hottinger Baldwin Messtechnik, ESA Messtechnik (Германия),
Philips (Голландия) и др., типоразмеры различные: от ±0,1 до
±500 мм (или 0—2000 мм). Типовые характеристики приведены в
табл. 9.4. по данным фирмы ESA (Германия). Отечественные анало-
ги-системы измерительные мод. 276 (диапазон измерения от ±3 до
±300 мкм, цена деления шкалы прибора индикации от 0,1 до 10 мкм,
143
9.4, Технические характеристики индуктивных преобразователей
Характеристика Диапазон измерения, мм
±1 ±5 ±50 ±100 ±250
Размеры, мм: 1065
А 92 92 245 455
В 15 15 100 150 300
d 12 12 20 20 20
Разрешающая- способность, мкм 0,02 0,02 0,5 1,0 2,0
Чувствительность, мВ/B на 1 мм Примечания: 1. Bi 2. Несущая частота 2— 3. Нелинейность ±0,1; 4. Температура —50 .. 5. Температурная погр 48 входное наир 10 кГц. ±0,25; ±0,f . +80° С ешность ±0,( 48 яжение ±5 и >%. )5% на 10 К 6 ли ±10 В. 3,2 1,2
погрешность измерения ±2 деления шкалы), мод. 217 (диапазон изме-
рения до ±1500 мкм).
Бесконтактные датчики перемещений индуктивного типа пред-
назначены для прецизионного измерения перемещений (примерно 0,5,
1, 5, 50 мм), частоты вращения валов, зубчатых колес, имеют неболь-
шие размеры (диаметр 10—60 мм, длина 25—50 мм), несущую частоту
сигнала 2—40 кГц и позволяют измерять параметры вибрации вращаю-
щихся узлов станка (валов, шпинделей и т. п.) относительно опор,
т. е. могут использоваться в системах обеспечения точности станков.
Например, фирма Deckel (Германия) совместно с Университетом
г. Дармштадт для пятикоординатных фрезерных станков скоростно-
Рис. 9.39. Схема определения парамет-
ров траектории движения оси шпинделя:
1 — шпиндель; 2, 3 — бесконтактные датчики
перемещений; 4, 5 — нормирующие преобразо-
ватели; 6 — результаты измерения; 7 — траек-
тории оси шпинделя; 8 — блок коррекции по-
ложения оси шпинделя
Рис. 9.40. Схема вихретокового измери-
тельного преобразователя:
/ — деталь (вал); 2— зона возникновения вих-
ревых токов в материале детали; 3 — радио-
частотное поле; 4 — датчик; 5 — гайки креп-
ления; 6 — нормирующий преобразователь; 7 —
генератор радиочастоты; 8— демодулятор и
усилитель; 9 — блок индикации
144
го резания (частота вращения шпинделя до 35 000 мин-1) разработа-
ла конструкцию прецизионного шпинделя на магнитных опорах, роль
датчиков положения в котором играют индуктивные бесконтактные пре-
образователи перемещений (рис. 9.39). Такие датчики выпускает, на-
пример, фирма Hottinger Baldwin Messtechnik (Германия). В СНГ
преобразователи такого типа производятся, как правило, в составе из-
мерительной аппаратуры (например, скобы измерительные БВ-6182,
БВ-6067 со встроенными индуктивными преобразователями и т. п.)
[13].
Бесконтактные датчики перемещений вихретокового типа Eddy
Current Transducers по форме и размерам похожи на индуктивные, но
отличаются несущей частотой сигнала (порядка 2—10 МГц), более
высокими точностью и стоимостью (рис. 9.40). Нелинейность выход-
ной характеристики системы датчик — нормирующий преобразователь
может быть менее 0,2%. Такие датчики выпускаются фирмами Mic-
ro-Epsilon Messtechnik GmbH (Германия), Ono Sokki Co. Ltd, Keyence
Corporation (Япония) и др. Типовые характеристики приведены в
табл. 9.5 по данным фирмы Karl Schenk AG (Германия).
9.5. Технические характеристики бесконтактных вихретоковых
преобразователей
Характерйстика Диапазон измерения, мм
2 1 а,a I 1 7
Средняя рабочая точка, мм 1,2—1,5 2,0—2,5 3,5—4
Диаметр катушки дат- чика, мм Тип присоединительной резьбы 5 7,5 16
М6ХО,5 М10Х1 М20Х1
Минимальная длина дат- чика, мм Чувствительность преоб- разователя, мВ/мкм 40 75 105
8 4 2
Примечания: 1. Частота 0—10 кГц.
2. Несущая частота 2 МГц.
3. Температура — 34 ... +170° С.
4. Выходное напряжение 1,5—20 В.
5. Длина кабеля датчика 1 м.
6. Длина кабеля прибора 4,5 м.
Можно отметить также цифровой измеритель перемещений
ЦИП-2М, работающий в диапазонах измерения от —20 до +20 мкм и
от —100 до +100 мкм (при номинальном зазоре шириной 0,3 мм) с
разрешающей способностью 0,1 и 1 мкм, чувствительностью 10 и
100 мкм/В и погрешностью измерений соответственно ±1 мкм и
±5 мкм.
Пневматические преобразователи линейных перемещений исполь-
зуют в системах активного контроля размеров деталей. Различают
пять типов пневматических приборов для линейных измерений: рота-
метры (приборы, основанные на измерении объемного расхода), при-
боры низкого и высокого давлений, дифференциальные приборы и
приборы, принцип действия которых основан на измерении скорости
потока [13]. Бесконтактные пневматические преобразователи надеж-
145
ны в эксплуатации, обеспечивают точность до 0,1 мкм при диапазоне
измерения 0—100 мкм, но обладают инерционностью 1—5 с.
Лазерные интерферометры различных типов являются одним из
перспективных средств измерения [9]. В настоящее время их исполь-
зуют не только для контроля точностных параметров станка при прие-
мосдаточных испытаниях, но и в качестве измерительных преобразова-
телей, непосредственно встраиваемых в металлорежущее оборудование.
Это экономически оправдано при создании станков высокого и особо
высокого классов точности, станков для алмазного точения и т. п.
Упрощенная принципиальная схема лазерного интерферометра
приведена на рис. 9.41. Он состоит из лазера /, светоделительного ку-
Рис. 9.41. Упрощенная схема лазерного интерферометра
бика 2 и двух отражателей 3 и 4. Отражатель 4 связан с объектом и
перемещается на искомое расстояние L. Пучки света после прохожде-
ния интерферометра и отражения от зеркал отражателей 3 и 4 реком-
бинируют в светоделительном кубике 2. Интерференцию наблюдают
по направлениям, указанным на рисунке двойными стрелками. Ис-
комое расстояние L определяется числом длин полуволн источника
излучения на искомом отрезке. Длина волны лазера составляет
0,63 мкм, поэтому достигается высокая точность измерений.
Наибольшее распространение получили приборы ИПЛ (Россия) и
НР-5528А фирмы Hewlett Packard (США). Интерферометры произ-
водят также фирмы Cogerent Inc (США), Opton Feintechnik GmbH
(Германия), Renishaw Transducer Systems Ltd (Великобритания) и
др. Технические характеристики некоторых лазерных интерферометров
приведены в табл. 9.6.
В металлорежущих станках интерферометр используют, как пра-
вило, в качестве датчика точности позиционирования, причем за рубе-
жом находит применение многокоординатный лазерный интерференци-
онный преобразователь 5501А фирмы Hewlett Packard.
Так, например, при оснащении расточных станков фирмы Morgan
Construction (США) лазерным комплектом 5501А точность позициони-
рования была повышена в 10 раз (до 0,25 мкм). В качестве другого
примера можно привести токарный станок ТПАРМ-100М (Россия),
применение в конструкции которого аэростатических направляющих и
лазерного интерферометра координат позволило достичь точности по-
зиционирования ±0,5 мкм.
Многие фирмы, производящие КИМ, также встраивают в них комп-
лект 5501А в качестве измерительных преобразователей координат.
При косвенных методах измерения в системах управления точ-
146
9.6. Технические характеристики лазерных интерферометров
Характеристика LIMS-1 (Чехо- словакия) 65Ю1А '(США) 5528А /(США) Metrilas AD100E (Франция) ИПЛ-30К2 (Россия)
Предельная длина, м 30 60 60 30 30
Дискретность отсчета, 0,1 0,16 0,1 0,3 0,1
мкм (0,01) (0,08) (0,01) (0,03) (0,01)
Погрешность измерения длины L 5-Ю-7 L 5..10-7 L 5-Ю-7 L 5-Ю"7 L 15-10~7 L
Скорость перемещения, м/мин 12 18 18 18 15
Погрешность измерения скорости, м/мин 0,6.10-* 2-10-* 2-Ю-4 4,5-10“4 6-Ю-4
Введение поправок:
ручное + + —’ 4- 4-
автоматическое + 4- 4- 4- —
Тип лазера:
одночастотный 4- — — — 4-
одномодовый « — — — 4- —
двухчастотный — 4- 4- — —
Срок службы лазера, ч-103 5 10 10 4 4
Число измеряемых коор- динат 2 6 4 1 2
Дополнительные интер- ферометры:
интерференционный
автоко л лим атор для бесконтактных 4- — 4- 4- 4-
измерений с двойной чувстви- + 4- 4- — —
тельностью 4- 4- — —
направлений — — 4- — —
Примечание. Знак «+» означает наличие указанной характеристики, знак
«—» — ее отсутствие.
ностью широко используют датчики касания. Фактически они являются
прецизионными переключателями, выдающими сигнал в момент сопри-
косновения с контролируемой поверхностью (детали, инструмента и
др.). Ведущие фирмы, специализирующиеся на выпуске этих датчи-
ков Renishaw Electrical (Великобритания), Dr. Johannes Heidenhein
(Германия), DEA, Marposs (Италия) и др., гарантируют точность сра-
батывания 1 мкм при силе срабатывания в любом радиальном направ-
лении около (1±0,2)Н и по оси Z около (5±0,5)Н.
Датчики такого типа используют на КИМ.
В последнее время датчики касания применяют в станках с ЧПУ
токарной и фрезерной групп. Например, в токарных станках серии DN
147
фирмы Heinemann Maschinen und Anlagenbau GmbH (Германия) для
определения размерного износа инструмента и внесения соответствую-
щих коррекций в программу изготовления детали используется датчик
касания, - установленный над шпинделем и защищенный щитком на
время резания (рис. 9.42). В цикле измерения инструмент 1 подводит-
Рис. 9.42. Схема измерения износа
инструмента при помощи датчика ка-
сания
Рис. 9.43. Схема датчика касания с индук-
тивной передачей сигнала:
/ — головка датчика; 2— передатчик системы; 3 —
воздушный зазор; 4 — приемник системы; 5 — рез-
цедержавка станка; 6 — интерфейсный модуль;
7 — устройство ЧПУ типа CNC
ся режущей кромкой к датчику 2, при получении системой ЧПУ сигна-
ла о его срабатывании фиксируются показания о текущей координате
суппорта, которые сравниваются с заданными (первоначальными). Раз-
ность, составляющая износ инструмента, вносится в программу обра-
ботки.
Другой способ использования датчика касания — встраивание его в
позицию револьверной головки или шпиндель многоцелевого станка и
измерение параметров детали. Поскольку в этом случае датчик явля-
ется съемным, передача информаци с него осуществляется, как прави-
ло, бесконтактным способом.
Датчики с индуктивным способом передачи информации (рис. 9.43)
рекомендуется применять в системах управления точностью токарных
станков. Головка 1 датчика с передатчиком 2 встраивается в одну из
позиций резцедержавки 5 станка, рядом с которой крепится приемник 4
системы. В этом случае существенное значение имеет толщина воздуш-
ного зазора 3 в системе индуктивной передачи сигнала. Для многоце-
левых станков предпочтительнее система оптической передачи сигна-
лов с датчика на приемное устройство, разработанная фирмой Re-
nishaw (Великобритания) (рис. 9.44). Приемопередающее оптическое
устройство 5 может крепиться стационарно на шпиндельной бабке 3.
Оно соединено кабелем с блоком 6 интерфейса связи с устройством
ЧПУ 7. Сам датчик 1 — трехмерный, имеет конический хвостовик для
крепления в шпиндель и также содержит приемопередающий опти-
ческий модуль 2 с аккумуляторной батареей. Последний принимает
управляющие сигналы от станка (переключение в режим измерения и
в резервный режим) и передает сигналы состояния датчика касания
и аккумуляторной батареи. Конструктивно оптическая система дат-
148
чика выполнена таким образом, что может передавать сигналы на
360°, т. е. независимо от положения шпинделя, на растояние 10—
3000 мм с максимальной скоростью измерения 2000 мм/мин при по-
вторяемости размера 1 мкм.
Аналог системы фирмы Renishaw — датчик касания БВ-4271 [3].
В системах управления точностью обработки важное место зани-
мает измерение силовых нагрузок с помощью датчиков силы. По зна-
Рис. 9.44. Схема датчика касания с опти-
ческой передачей сигнала:
1 — датчик; 2 — оптический модуль; 3 — шпин-
дельная бабка; 4—конус инфракрасной пере-
дачи сигнала; 5 — приемное устройство реги-
страции сигнала; 6 — интерфейсный модуль;
7 __ устройство ЧПУ типа CNC
Рис. 9.45. Использование тензопреобразова-
телей в конструкции шпиндельной опоры:
/, 2 — площадка установки тензодатчиков; 3, 4 —*
тензоусилители; 5, 6 — демодуляторы; 7 —усили-
тель; 8 — регистрирующий прибор
чениям сил, действующих на детали станка, можно судить о стабиль-
ности резания, износе режущих кромок инструмента, о его поломке,
т. е. косвенно можно судить о геометрических параметрах детали.
Силы, как правило, измеряют двумя способами: с помощью тен-
зодатчиков и пьезоэлементов. Проволочные тензодатчики
являются относительно простым средством измерения сил, принцип
их действия основан на изменении омического сопротивления под
действием нагрузки, однако они имеют невысокую точность, работают
в узком диапазоне частот и подвержены внешним воздействиям.
В табл. 9.7 приведены характеристики тензодатчиков и тензопреобра-
зователей отечественного производства и фирмы Philips (Нидерлан-
ды). Как правило, такие датчики используются в лабораторных усло-
виях при испытаниях станочных узлов и элементов (наклеивание дат-
чиков на поверхности несущих элементов, использование тензодина-
мометров для измерения сил резания и т. п.). Однако возможно и
встраивание их в серийно изготовляемые детали металлорежущих
станков для диагностики узлов в процессе эксплуатации. Так, на-
пример, тензодатчики используют в шпиндельных опорах (рис. 9.45)
токарных станков фирм Georg Fischer FMS Drehtechnik AG (Швейца-
рия). Аналогичное решение предложено фирмой Sandvik Coromant
(Швеция).
Пьезорезистивные приборы, имеющие в своей конструк-
ции кварцевые измерительные элементы и усилители заряда, получи-
149
9.7. Технические характеристики тензодатчиков и тензопреобразователей
Характеристика Фирма Philips Отечественные аналоги
Номинальное 120 100
сопротивление 350 200
датчика, Ом 600 —
Максимальная сила тока, мА 14—50 10—30
Размеры, мм 6,2X20,5X30 10X24
Преобразователь PR 9872/90 ПА-1, ПА-ЮМ
Сопротивление моста (полумоста), Ом 120... 1200 100... 400
Чувствительность, мВ 0,075-^10 Не указывается
Выходные параметры ±1 В; i±20 мА ±1; +10 В
Погрешность преобразова- ния, % Менее 0,1 ± 1
Питание Постоянное напряжение Переменное (постоянное)
12 В напряжение 24 В
ли более широкое распространение в станкостроении, чем тензометри-
ческие приборы.
Измерительные элементы выпускают в виде пластин, колец, дю-
белей и т. п. Производят станочные узлы с интегрированными в них
датчиками. Например, фирмы Kistler Instrumente AG (Швейцария)
выпускает трех- и четырехкомпонентные динамометры и Цетолы ’(для из-
мерения сил резания при точении., сил и моментов при сверлении и
нарезании резьб) специально для металлорежущих станков. Характе-
ристики трех- и четырехкомпонентных пьезодинамометров приведены
ниже. . J
Сила, кН, не более.....................................—15...+15
Момент, Н-м, не более..................................—100...+100
Перегрузочная способность, не более:
по силе, кН . ....................................—20 (+20)
по моменту, Н-м......................................—120
(+120)
Чувствительность, не более:
по силе, пКл/Н.........................................8 (4)
по моменту, пКл/(Н-см)...............................1,5
Нелинейность характеристики, %.......................±1
Собственная частота, кГц . .......................Более 1,5
Температура (возможно охлаждение водой или СОЖ) . 0—70° С
Напряжение на выходе усилителя заряда, В ±110
150
Фирма Prometes GmbH (Германия) разработала системы Tool
Monitor и Process Monitor, предназначенные для измерения сил реза-
ния и слежения за состоянием режущего инструмента. Системы встраи-
вают в станки токарной и фрезерной групп (рис. 9.46). Измерительным
Рис. 9.46. Функциональная схема системы для контроля состояния
режущего инструмента на токарном станке:
1 — резец; 2 — резцедержавка; 3 — измерительный элемент; 4 — привод по-
дачи; 5 •— устройство ЧПУ типа CNC; 6 — интерфейсный модуль; 7 — система
контроля Tool Monitor/Process Monitor; 8 — усилитель
элементом являются пластина, круг, а также дюбели. С измерительно-
го элемента 3 сигнал через усилитель заряда 8 поступает в электрон-
ный блок 7 системы Tool Monitor или Process Monitor. Блок интерфей-
са 6 обеспечивает связь с устройством ЧПУ 5 и быстрый останов при-
вода подачи 4 при выходе силы за пределы допуска, установленные для
данного цикла. Система обеспечивает до 104 контролируемых циклов,
имеет стандартный последовательный интерфейс RS232/V24 для пере-
дачи и хранения данных и обладает быстродействием до 5 мс при по-
ломке или катастрофическом износе режущего инструмента.
При альтернативных способах контроля за состоянием режущего
инструмента путем регистрации сил резания применяют системы, из-
меряющие силу тока (мощность), потребляемую приводом главного
движения и приводами подач (фирмы Fanuc, Toshiba, Япония).
Для вибродиагностики узлов станков, например подшипников или
других узлов трения, применяют датчики виброскорости и ускорения.
Датчики виброскорости работают по электродинамическому принци-
пу, на выходе датчика индуцируется напряжение, пропорциональное
виброскорости. Собственная частота датчиков составляет 8 или 15 кГц,
соответственно рабочий диапазон частоты: 10 (20)—2000 Гц [при ли-
неаризации частотной характеристики нормирующим преобразователем
2(5)—2000 Гц]. Датчики выпускают для измерения виброскорости в
горизонтальном или (и) вертикальном направлении, они рассчитаны на
максимальное ускорение 10 g и максимальное вибросмещение ±1 мм.
Диапазон измерения скорости 0,05—500 мм/с, чувствительность 30 мВ
на 1 мм/с. Габаритные размеры: датчика — 38X70 (80), блока преобра-
зователя— 100X65 (125X80) мм. Датчики такого типа производят
фирмы Philips, Schenck AG (Германия) и др. Фирма Philips изготовля-
ет датчики относительной вибрации для измерения вибрации между
объектами. В России выпускают вибропреобразователи ДН-8 механи-
ческих колебаний, включающие в себя сейсмоприемник СГ1-10 (полоса
частот 10—80 Гц) с электронным блоком индикации. Максимальное
151
смещение объекта, под действием вибрации — до 100 мкм, максималь-
ное ускорение 40 g, цена деления 0,2; 2; 20 мкм. На базе этого вибро-
преобразователя производится прибор ИЭ-1 для индикации дисбаланса
шпинделя круглошлифовальных станков.
Для слежения за уровнем вибрации в системах управления точ-
ностью также широко используют пьезоэлектрические и пьезорезистив-
ные акселерометры. Преимущество акселерометров из пьезоэлектричес-
ких материалов состоит в том, что они сами генерируют заряд и не
нуждаются в дополнительном источнике питания, могут работать в ши-
роком диапазоне температур, имеют малые размеры, и их чувствитель-
ность не зависит от длины кабеля. Пьезорезистивные акселерометры
чувствительны к постоянной составляющей сигнала, могут применять-
ся без предварительного усилителя, имеют низкое полное электрическое
сопротивление цепи, что упрощает их соединение с устройствами об-
работки сигнала и обеспечивает высокую устойчивость к внешним по-
мехам.
В настоящее время существуют компактные модели как пьезо-
электрических, так и пьезорезистивных акселерометров, имеющих
встроенные электронные схемы с выходным сигналом, пропорциональ-
ным ускорению, скорости или перемещению.
Акселерометры выпускают фирмы Endevco UK Ltd (Великобрита-
ния), Kulite, Ono Sokki (Япония), Philips и др. Ассортимент этих дат-
чиков очень широк. Для акселерометров общего назначения харак-
9.8. Технические характеристики электронных систем идентификации
Модель системы BIS С BIS в BIS F
Размеры метки, мм М16Х0,75X10 22X15X7,5 80X40X17 №30X1,5X45 М12Х1Х8 40X18X8
Объем кодируемой инфор- мации 32 Байт 2 Кбайт 16 бит
Запись информации с по- мощью считывающей го- ловки Да Да Нет
Программирование кодовой метки — — Пользователем или изготовителем
Расстояние чтения, мм 2 25 10; 3,5
Размеры головки, мм: диаметр длина ширина высота 14,5 35 120 80 45 М30Х1,5 60
Длина кабеля, м 5 До 50 5
Наличие процессора + 4- +
152
терны следующие параметры: рабочий диапазон измерений 0—1000 g,
чувствительность 10 мВ/g, частота 2—5000 Гц, нелинейность менее
1%, размеры 15X20 мм, масса 25 г.
В системах управления тепловыми полями (см. подразд. 9,4) для
измерения температуры используют термопары и терморезисторы. Осо-
бенно удобны термопары пленочного типа (Fe—CuNi, Си—CuNi, NiCr—
Ni), с диапазоном измеряемой температуры —200 ...+200° С, по-
стоянной времени менее 100 мс, электрическим сопротивлением
<0,085 Ом. Терморезисторы являются более точным, чем термопары,
но и более дорогим средством измерения температуры (широко рас-
пространены платиновые терморезисторы с сопротивлением 100 Ом
при 0°С). При испытаниях станочного оборудования целесообразно
использование бесконтактных средств измерения температуры — тепло-
визоров.
В отдельную группу можно выделить бесконтактные пере-
ключатели и датчики кодированной информации. Выпускаются индук-
тивные, емкостные и оптические бесконтактные переключатели с раз-
личными рабочими диапазонами и выходными сигналами (высокий/
/низкий уровень при наличии/отсутствии объекта). Для распознавания
движущихся объектов, например режущих инструментов или палет,
разработаны электронные системы идентификации, в которых исполь-
зуются индуктивные датчики кодированной информации. Технические
характеристики некоторых из этих систем производства фирмы Gebhard
Baluff GmbH Со (Германия) приведены в табл. 9.8. Для идентифика-
ции движущегося объекта на нем закрепляется закодированная мет-
ка с информацией, которая считывается датчиком (иногда совмещен-
ным с записывающей головкой), расположенным неподвижно в конт-
рольной позиции.
СПИСОК ЛИТЕРАТУРЫ
1. Активный контроль размеров / Под ред. С. С. Волосова. М.: Машиностроение,
1984. 224 с.
2. Бушуев В. В. Компенсация упругих деформаций в станках // Станки и инстру-
мент. 1991. № 3. С. 42—46.
3. Вальков В. М. Контроль в ГАП. Л.: Машиностроение, 1986. 232 с.
4. Воронцов Л. Н., Корндорф С. Ф. Приборы автоматического контроля разме-
ров в машиностроении: Учеб, пособие для вузов по специальности «Приборы
точной механики». М.: Машиностроение, 1988. 280 с.
5. Коваль М. И., Ким Е. Н., Коробанов Ю. Я., Лейкум С. В. Автоматическая ком-
пенсация погрешности измерительных систем станков с ЧПУ // Станки и инст-
румент, 1985. № 1. С. 20—22.
6. Колесов И. М., Кузнецов А. М., Червяков Л. М. Автоматическое управление в
пространстве точностью при торцовом фрезеровании на многошпиндельных
станках // Вестник машиностроения. 1979, № 1. С. 51—55.
7. Кондашевский В. В., Лотце В. Активный контроль размеров деталей на метал-
лорежущих станках / Пер. с нем. Омск: Зап.-Сиб. изд-во, 1976. 431 с.
8. Корнеев В. Д. Автоматическое управление обработкой деталей фрезерованием
// Вестник машиностроения. 1973, № 4. С. 52—56.
9. Коронкевич В. П., Ханов В. А. Современные лазерные интерферометры. Ново-
сибирск: Наука, 1985. 180 с.
10. Ратмиров В. А. Управление станками гибких производственных систем. М:
Машиностроение, 1987. 272 с.
11. Стародубов В. С., Нифагин С. Д. Метод ускоренной оценки и автоматической
компенсации тепловых деформаций металлорежущих станков с ЧПУ. М.: Нау-
ка, 1987. С. 57—68.
12. Фроман. ГПС в механической обработке: Пер. с франц. Н. А. Шнуровой / Под
ред. В. А. Лещенко. М.: Машиностроение, 1988. 120 с.
153
13. Хофманн Д. Техника измерений и обеспечение качества: Справочная книга /
Пер. с нем. Под ред. Л. М. Закса, С. С. Кивилиса. М.: Энергоатомиздат, 1983.
472 с.
14. Paul G. Ranky. Computer Integrated Manufacturing. An Introduction with Case
Studies. Prentice / Hall International, UK, Ltd., 1986. 513 p.
Глава 10
АРХИТЕКТУРА И МАТЕМАТИЧЕСКОЕ ОБЕСПЕЧЕНИЕ
СИСТЕМ ЧПУ
10.1. Задачи ЧПУ и их отражение в архитектуре систем ЧПУ
На основе соотношения между «задачей ЧПУ», «архитектурой си-
стемы ЧПУ», «вычислителем ЧПУ» можно привести бесконечное чис-
ло реализаций систем ЧПУ к сравнительно лаконичному набору типо-
вых решений.
Архитектурой системы ЧПУ называются состав, назначение и по-
рядок взаимодействия программно-аппаратных средств, привлекаемых
для решения задач ЧПУ. Задача ЧПУ — это проблемная часть системы
ЧПУ, связанная с выполнением однородного класса функций. Разра-
ботку системы ЧПУ начинают с тщательного формулирования задач
ЧПУ, которые в дальнейшем получают архитектурную реализацию.
Существуют четыре задачи ЧПУ, вытекающие из необходимого
взаимодействия системы управления с двумя компонентами — объек-
том и окружающей производственной средой. Взаимодействие с объек-
том (станком) состоит в управлении формообразованием детали (гео-
метрическая задача ЧПУ), в управлении цикловой автоматикой станка
(логическая задача ЧПУ), в управлении рабочим процессом, осущест-
вляемым на станке (технологическая задача ЧПУ). Взаимодействие с
окружающей производственной средой (терминальная задача ЧПУ) вы-
ражается в диалоге с оператором и в информационном обмене с управ-
ляющей ЭВМ более высокого ранга.
Геометрическая задача ЧПУ может быть определена через фазы
последовательного преобразования геометрической информации управ-
ляющей программы.
Начальная фаза заключается в вводе управляющей программы в
память устройства ЧПУ. В процессе размещения в памяти управляю-
щей программы в исходном тексте исключаются пробелы, коммента-
рии, непредусмотренные символы; текст подвергается синтаксическому
и семантическому контролю.
С момента активизации управляющей программы в автоматичес-
ком режиме ее информация используется в процессе вычислений, важ-
ное место в котором занимает подготовка буферного кадра. Эта под-
готовка включает расчеты эквидистант, преобразования координатных
систем, определение параметров, используемых в алгоритме интерпо-
ляции. Алгоритмы интерполяции привязаны к рабочему кадру управ-
ляющей программы ЧПУ. Интерполяционные вычислительные циклы
работают с высокой частотой для оперативного управления следящими
приводами подачи в целях движения по заданной траектории. Интер-
поляция необходима для управления каждым отдельным приводом по-
дачи, а также для согласования движений приводов между собой.
Логическая задача ЧПУ состоит в автоматизации на станке раз-
154
нообразных вспомогательных операций: зажимов-разжимов, подводов-
отводов, переключений, пусков-остановов, смены инструмента. Ее спе-
цифика заключается в большом числе обменных сигналов между
устройством ЧПУ и объектами управления на станке. Логическую за-
дачу называют также системой цикловой автоматики, понимая под этим
систему автоматического управления механизмами и группами меха-
низмов, поведение которых определяется множеством параллельно-по-
следовательных дискретных операций. Под операцией понимают любое
независимое действие отдельного механизма, выполняемое одним дви-
гателем, инициируемое самостоятельным управляющим сигналом, под-
тверждаемое осведомительным сигналом дискретного датчика (конеч-
ного выключателя или др.).
Логическая задача ЧПУ делится на независимые и связанные меж-
ду собой (через взаимные блокировки) подзадачи, причем отдельная
подзадача описывает циклический процесс, выполняемый некоторым
механизмом станка.
Все сложные дискретные процессы, выполняемые на станке с ЧПУ,
проявляются в виде циклов автоматики. Циклом автоматики станка с
ЧПУ называют последовательность действий, вызываемых по имени од-
ним из трех следующих слов кадра управляющей программы: «Ско-
рость главного движения» (S-функция); «Функция инструмента»
(Т-функция), «Вспомогательная функция» (М-функция). Цикл автома-
тики состоит из одной или нескольких операций.
Технологическая задача ЧПУ необходима в тех случаях, когда
основной рабочий процесс сам становится объектом управления в це-
лях поддержания или оптимизации. Примером автоматически поддер-
живаемого рабочего процесса служит электрохимическая обработка,
во время которой осуществляется взаимосвязанное управление источни-
ком технологического тока, системой подачи и очистки электролита,
а также приводами подачи электродов-инструментов. Примерами оп-
тимизируемых рабочих процессов служит фрезерование и токарная
обработка, адаптивное управление которыми состоит в изменении пода-
чи и скорости резания с целью увеличения производительности, сниже-
ния приведенных затрат, повышения качества обработки.
Терминальная задача ЧПУ служит источником потока заданий
для всех остальных задач; причем эти задания формируются под управ-
лением оператора станка или ЭВМ более высокого ранга. Содержание
и глубина проработки терминальной задачи определяют конечное
потребительское качество системы ЧПУ. Диалог с привлечением пик-
тографического меню, цвет, графика создают оператору системы ЧПУ
требуемый уровень комфорта и сервиса. Уровень комфорта и сервиса
должен быть таким, чтобы оператор в наибольшей степени использовал
те возможности, которые лишь потенциально предоставляет ему
станок.
Терминальная задача возлагается на терминал устройства ЧПУ,
который чаще является отдельным конструктивом (пультом оператора).
Пульт оператора может быть выполнен в виде универсальной консоли
(пассивного терминала), подключенной к системе управления. В ка-
честве пульта оператора можно использовать и универсальный пер-
сональный компьютер в промышленном исполнении (активный терми-
нал) с необходимым комплектом периферийных средств.
Конфигурация системы ЧПУ, способной решать все четыре задачи
ЧПУ, показана на рис. 10.1. На нем указан состав аппаратных средств
155
и показаны обобщенные каналы связи без уточнения числа линий, ха-
рактера сигналов и способов их передачи.
компоненты _
системы управ-
ления на станке
Устройство
ЧПУ
Периферия
устройства
Перфоратор
Внешняя
память
Пульт
оператора
Сетевой
контроллер
вычисли-
тельная
часть
Фотосчиты-
данмцее
устройство
Влок
управления
> радочим с|—]
процессом
Интерфейс
одьекта у
Логический
автомат
Технологиче-
ский пульт
станка
Шкаф Л
электроав-
томатики
Плох
управления
скоростью с
^регулируе-
мых
приводов
Рис. 10.1. Конфигурация системы ЧПУ
ДОйгатели
подачи
Двигатель
г-to главного
движения
Датчики
~ - параметров
Г
Датчики
__ э положения
исполнитель-
ных органов
Муфты,злект-
1— ъромаенипш,
двигатели
I _ Лотовые
Путевые вык-
э дельных па-
раметров
В конкретной системе ЧПУ задачи ЧПУ присутствуют все вместе
или в различных комбинациях. Состав задач ЧПУ и мера их сложности
оказывают непосредственное влияние на архитектуру устройства ЧПУ.
Существуют два противоположных радикальных архитектурных реше-
ния: «разделяемый вычислитель» и «выделяемые вычислители». В пер-
вом решении все задачи решаются параллельно с помощью одного вы-
числителя; при этом возникает проблема разделения процессорного
времени. Во втором решении каждой задаче соответствует собственный
вычислитель и параллельные вычисления на разных процессорах долж-
ны быть скоординированы между собой, что также является проблемой.
Возможны и различные компромиссные решения.
Система с разделяемым вычислителем составляет простейший базо-
вый вариант архитектуры (рис. 10.2,а). Недостаточная вычислитель-
ная мощность базового варианта сдерживает развитие функциональных
возможностей системы управления. При этом возникают ограничения,
например, на число управляемых координат, минимальную дискрет-
ность перемещения, максимальную скорость интерполируемой подачи,
уровень сервиса для оператора и т. д. Резервом повышения вычисли-
тельной мощности в рамках базового варианта архитектуры является
переход на 32-разрядные микропроцессоры. Другой способ состоит в
использовании интеллектуальных контроллеров периферии (т. е. микро-
процессорных с памятью, доступной программированию пользователем).
В их число входят контроллеры периферии, автоматики, приводов по-
дачи.
Интеллектуальные контроллеры разгружают вычислитель от опе-
раций ввода-вывода информации, выполняют отдельные части задач ЧПУ
(например, замыкают позиционные контуры следящих приводов, осу-
ществляют ввод-вывод дискретных сигналов автоматики), а в некото-
рых случаях решают какую-то задачу ЧПУ полностью (например, ре-
156
a)
Рис. 10.2. Архитектурные вари.: гы с разделяемым вычисли-
телем:
а — базовый вариант; б — вариант с персональным компьютером и
интеллектуальными контроллерами
тают логическую задачу средствами программируемого контроллера).
Усовершенствованный вариант с интеллектуальными контроллерами
приводит к архитектуре, показанной на рис. 10.2, б. В этом случае ин-
терфейс объекта выполняет функции сопроцессора реального времени.
Эффективность вычислений можно существенно увеличить, если
оптимизировать функции уровней виртуальности устройства ЧПУ.
Виртуальная ЭВМ — функциональный эквивалент вычислительной ма-
шины и ее программного обеспечения, трактуемый как простая физиче-
ская ЭВМ, выполняющая программу на входном языке как программу
в машинных кодах. Функциональные и языковые возможности вир-
туальной ЭВМ (в отличие от физической машины) обеспечены про-
граммно. Концепция виртуальной ЭВМ раскрывает существование гиб-
ких (программно реализуемых) решений на некоторой базовой физиче-
ской основе. Подобной гибкой виртуальной ЭВМ и является
микропроцессорное устройство ЧПУ.
Структура устройства ЧПУ как виртуальной ЭВМ представляет
собой следующее. Исходная физическая ЭВМ построена как микропро-
цессорный автомат, воспринимающий лишь элементарные микрокоман-
ды. Микропрограммное обеспечение системы команд создает первый
уровень виртуальности, программирование которого осуществляется
в машинных кодах. Второй уровень виртуальности формируется с по-
мощью системных средств, в составе которых ядро операционной сис-
темы, транслятор с языка программирования, драйверы ввода-вывода
и т. д. Цель этого уровня — создание гибкого базового вычислителя с
универсальными возможностями, удобной системой программирования
157.
Вычислитель
Вычислитель
Интерфейс пери-
ферии
Локальная шина
Адаптер
Системная шина
Интерфейс
одъента
Локальная шана а)
О)
Рис. 10.3. Архитектурные варианты с выделяемыми вычислителями:
« — сосредоточенная мультипроцессорная структура; б — распределенная мультипроцессорная
структура со связью по общей шине; в — распределенная мультипроцессорная структура со
связью машин по выделяемым каналам сточка — точка»
158
и подходящей операционной средой. С добавлением очередного уровня
виртуальности, образованного функциональным математическим обес-
печением ЧПУ, базовый вычислитель превращается в устройство ЧПУ,
машинными командами которого теперь уже служат инструкции языка
управляющих программ (кода ISO — 7 bit и др.) и директивы языка
панели оператора. Выполнение устройством ЧПУ инструкций и дирек-
тив связано с их последовательной трансляцией через все уровни вир-
туальности. Поэтому выгодно поддерживать выполнение части инст-
рукций и директив на возможно более низких уровнях виртуальности.
Для этого следует включить инструкции и директивы ЧПУ в систему
команд на первом уровне виртуальности; предусмотреть аппаратную
реализацию (с помощью специальных БИС) отдельных инструкций и
директив ЧПУ на уровне физической ЭВМ.
При выборе выделяемых вычислителей складывается мультипро-
цессорная архитектура (рис. 10.3). Число вычислителей не обязательно
соответствует числу задач ЧПУ; одна задача может распределяться
между двумя-тремя вычислителями, а бывает что появляются вычис-
лители, выполняющие служебные функции (координации, доступа к
большим массивам памяти и др.).
Мультипроцессорная архитектура возможна в двух вариантах:
сосредоточенная структура (см. рис. 10.3, а) и распределенная структу-
ра, или микролокальная сеть (см. рис. 10.3, б, в). Различия между рас-
пределенной и сосредоточенной структурами следующие: в распределен-
ной структуре каждая ЭВМ имеет свою операционную систему, в то
время как в сосредоточенной структуре операционная система как бы
«накрывает» мультипроцессор; обмен информацией между ЭВМ рас-
пределенной системы менее интенсивен, чем между процессорами со-
средоточенной системы; каждая ЭВМ распределенной системы имеет
собственный внешний интерфейс (к периферийным устройствам, объ-
екту управления, средствам управления более высокого ранга); раз-
личные ЭВМ распределенной системы не имеют общей памяти для ее
коллективного использования; в распределенной системе допустимо
большое пространственное разделение ЭВМ, которые приближены к
своим объектам управления.
Архитектурный вариант с выделяемыми разнотипными (под зада-
чу) вычислителями имеет преимущества перед другими. Эти преиму-
щества состоят в следующем. Задачи ЧПУ существенно различны и в
этой связи требуют собственной организации вычислений. Так, для
геометрической задачи предпочтительны: 32-разрядный процессор и
арифметический сопроцессор; кэш-память; специальные БИСы (на-
пример, для интерполяции, для управления следящими приводами
и др.); быстрая многопроцессная операционная система реального вре-
мени, т. е. все то, что способствует повышению быстродействия. В тех
же целях возможно применение транспьютеров, супертранспортеров,
RISC-процессоров и др. Для решения логической задачи оптимальна
аппаратура с одноразрядным и многоразрядным микропроцессорами,
с широким набором входных и выходных регистров, со специализиро-
ванными контроллерами для предварительной обработки высокочастот-
ных входных дискретных сигналов, с силовыми выходными цепями. Ма-
тематическое обеспечение логической задачи требует специфической
системной поддержки и такого выделения процессов, которое соответ-
ствует набору механизмов цикловой электроавтоматики.
Программно-аппаратная реализация технологической задачи обу-
словлена специальным набором требований, связанных с необходи-
159
мостью следующих действий: выделение сигналов, поступающих на
фоне шума; фильтрация сигналов; уплотнение сигналов; специаль-
ные преобразования (гармонический анализ, определение статистиче-
ских характеристик); аналого-цифровое преобразование; многоконтур-
ное регулирование, включая настройку регуляторов и др. Терминальная
задача (в отличие от всех других) относится к квазиреальному времени,
занимает большие объемы оперативной и внешней памяти, располагает
мощным системным и инструментальным сопровождением, имеет до-
ступ к стандартной периферии.
Следовательно, архитектура перспективной системы ЧПУ может
быть представлена четырьмя вычислителями, каждый из которых опти-
мизирован под определенную задачу ЧПУ, причем вычислители рабо-
тают совместно в рамках распределенной системы (микролокальной
сети).
Распределенная система, построенная в виде четырех машин, отра-
жает принцип «отдельный вычислитель — каждой задаче ЧПУ»
(рис. 10.4). На практике прибегают (хотя и с неизбежными при этом
Герминальная Геометрическая Логическая Гехнологическая
задача задача задача задача
Программно-аппаратная коммуникационная
среда
Рис. 10.4. Распределенная система в виде четырех машин, отражающая принцип
«отдельный вычислитель — каждой задаче ЧПУ»
потерями) к различным компромиссным решениям; например, предо-
ставляют отдельный вычислитель для терминальной задачи и разделя-
емый вычислитель для трех остальных. В качестве выделяемого вычис-
лителя в этом случае используют персональный компьютер, а в каче-
стве разделяемого вычислителя — управляющий модуль традиционного
устройства ЧПУ (рис. 10.5).
Персональный компьютер расширяет возможности системы ЧПУ
благодаря памяти на винчестере, цветному графическому видеомонито-
ру, средствам выхода в локальную сеть, операционной поддержке, стан-
дартным программным пакетам. Управляющая программа поступает
на ЭВМ верхнего ранга через локальную сеть, с флоппи-диска или кла-
виатуры. По последовательному каналу связи персонального компьюте-
ра с управляющим модулем в прямом направлении осуществляется
ввод заданий, инициируемых программой ЧПУ и директивами опера-
тора. Вся необходимая для визуализации информация, отражающая
работу геометрической, логической и технологической задач, поступает
по последовательному каналу в обратном направлении. Управляющий
модуль выполняет функции: ввода-вывода дискретных сигналов авто-
160
S)
Рис. 10.5. Компромиссное архитектурное решение с выделяемым и
разделяемым вычислителями: (
а — общая структура распределения задач; б — структура связей машин; 1 —
последовательный канал межмашинной связи; 2—4 — соответственно каналы
связи с приводами подачи, приводами автоматики, устройствами управления
рабочим процессом
матики (для логической задачи); управления регулируемыми привода-
ми и приема сигналов с датчиков обратной связи по положению сле-
дящих приводов подачи (для геометрической задачи); ввода-вывода
аналоговых сигналов (для технологической задачи).
10.2. Архитектура вычислителя ЧПУ
Ядром системы ЧПУ является один вычислитель или группа вычис-
лителей. Всякий вычислитель построен с помощью микропроцессора.
В этой связи прежде всего рассмотрим микропроцессор, а затем другие
модули вычислителя: память, устройства ввода-вывода, таймер, сопро-
цессор.
Организация вычислителя, как правило, описывается моделью
фон Неймана (рис. 10.6), в которой выделяют операционное устрой-
ство, устройство управления-, запоминающее устройство (ЗУ), интер-
фейс ввода-вывода и генератор. Устройства соединены посредством шин.
Центральный процессор (в реализации — это микропроцессор) со-
стоит из операционного устройства и устройства управления. В свою
очередь, в состав операционного устройства входят регистровая часть
и арифметико-логическое устройство (АЛУ). В числе регистров — бу-
ферные регистры адреса и данных, регистры общего назначения; спе-
циализированные регистры; индексные регистры; счетчик команд; ре-
гистр состояния микропроцессора; стек регистров; указатель стека,
страницы, начала таблицы, начала передачи блоков данных; регистры
настройки и др. Регистры и АЛУ связаны шинами данных, адреса,
операндов, результатов, команд. В устройство управления входят па-
мять микрокоманд и узел формирования адресов микрокоманд. В зави-
симости от организации устройства управления микропроцессоры де-
лятся на микропрограммируемые и с жестким управлением.
161
Рис. 10.6. Модель фон Неймана для описания организации вычислителя
Конкретные микропроцессоры различаются отсутствием или
совмещением указанных выше структурных элементов и способом реа-
лизации устройства управления. Так, для передачи операндов может
быть использована всего лишь одна шина; между регистрами могут
быть организованы прямые передачи; набор регистров может не охва-
тывать всех типов; функции специализированных регистров могут быть
возложены на регистры общего назначения и т. д.
Обобщенная структура микропроцессора показана на рис. 10.7.
Рассмотрим функции отдельных его узлов. АЛУ предназначено для
аппаратного исполнения простейших операций: сложения, вычитания,
пересылки, логических операций И и ИЛИ, сложения по модулю два,
сдвига и т. д. Сложные действия выполняются с помощью микропро-
грамм и подпрограмм. Признаки операций, реализуемых АЛУ, а также
признаки состояния микропроцессора хранятся в регистрах состояний.
Число регистров общего назначения (РОН) обычно составляет
4—64, причем их число определяет вычислительную мощность микро-
процессора. РОН используют как внутреннюю сверхоперативную па-
мять, что позволяет реже обращаться к внешней памяти через интер-
фейс, т. е. увеличивает общее быстродействие.
Функции специализированных регистров обширны. Счетчик команд
содержит адрес выполняемой в данное время команды. Регистр адреса
хранит адрес слова, к которому осуществляется обращение. Накопи-
тельный регистр (аккумулятор) предназначен для хранения промежу-
точных результатов операций АЛУ. Чаще всего ввод и вывод всех дан-
ных АЛУ производится через аккумулятор. Регистр команд сохраняет
на время дешифрации и исполнения код команды, адрес которой был
определен счетчиком команд. Содержимое разрядов регистра состоя-
ния позволяет судить о результате вычислений (нулевой, положитель-
ный, переполнение и др.) так, чтобы организовать программные пере-
ходы по заданным признакам или условиям. Стековая память исполь-
162
ИЛУ р
УУ Интерфейс
a)
Дешифратор
Регистр команды
PPP
Стек
Указатель стека
Счетчик команд
/МУ
буферный регистр
адреса ________
уферный регистр
данных__________
ШУ ШР
\\ Накопительный
регистр_________
I
шд
ff)
Рис. 10.7. Обобщенная структура микропроцессора:
а — укрупненная структурная схема; б — развернутая структурная схема;
АЛУ — арифметико-логическое устройство; УУ — устройство управления; Рг —
регистры; ШУ, ША, ШД — шины соответственно управления, адресов, данных
Индексные регистры
Регистр состояния
1
I
I
зуется для хранения состояний внутренних регистров при обработке
прерываний, для запоминания адреса возврата при выходе из под-
программы. Индексные регистры служат для формирования адресов.
Устройство управления на основании кода операции команды фор-
мирует внутренние сигналы управления, активизирующие отдельные
части микропроцессора. На основе информации адресной части коман-
ды сигналы управления организуют пересылки данных. Устройство
управления выбирает очередную команду из памяти, привлекая для
этого специализированные регистры и счетчик команд.
С помощью интерфейса отдельные устройства микропроцессора
соединяются между собой (внутренний интерфейс), а также с памятью
и внешними устройствами (внешний интерфейс). Внутренний интер-
фейс микропроцессора обеспечен внутренними шинами данных, раз-
рядность которых совпадает или не совпадает с разрядностью внешних
шин. Если число внешних выводов кристалла микропроцессора ограни-
163
чено, внешняя шина может передавать информацию последовательно
частями через двунаправленный буфер — мультиплексор. К внешнему
интерфейсу микропроцессора относятся шины данных, адресная, уп-
равления. Внешние шины — адресная и шина данных — могут быть
совмещены, и в этом случае адреса и данные передаются поочередно.
Микропроцессор функционирует синхронно с генератором тактовых
импульсов. Одна команда (в зависимости от ее сложности) выполняет-
ся за один или несколько машинных циклов, а каждый машинный
цикл — за несколько тактовых импульсов. В течение цикла команды
обрабатываются два типа слов — командные и информационные.
С командными словами выполняются такие операции: содержимое
счетчика команд передается в регистр адреса памяти; адрес переда-
ется в память и дешифруется для того, чтобы найти в памяти нужную
команду; команда через шину данных памяти поступает в регистр дан-
ных памяти, а затем в регистр команд микропроцессора; команда де-
шифруется дешифратором команд; команда выполняется; содержимое
счетчика команд увеличивается на единицу или в счетчик заносится
адрес перехода; далее цикл повторяется.
Процесс обработки информационных слов в значительной степени
зависит от конкретного микропроцессора. Упрощенно его можно пред-
ставить следующим образом. Данные в АЛУ поступают из регистров
микропроцессора, из памяти, с внешних устройств. Во многих микро-
процессорах данные поступают через аккумулятор, туда же передаются
и результаты операций АЛУ. После завершения операций информаци-
онные слова пересылаются во внутренние регистры, в память или к
внешним устройствам.
Существуют два варианта выбора микропроцессора: использование
однокристального микропроцессора, выполняющего функции АЛУ и
устройства управления; применение секционированных микропроцес-
сорных модулей, объединением которых можно получать устройства
требуемой разрядности (рис. 10.8) >
6Х.Ш1 ВХ.Ш2
a) ff)
Рис. Ю.8. Варианты организации микропроцессорной микросхемы:
а — однокристальный микропроцессор; б — секциониройанный микропроцессор
164
Однокристальный микропроцессор (рис. 10.8, а) имеет фиксиро-
ванный набор команд и разрядность. Модуль секционированного мик-
ропроцессора (рис. 10.8,6) включает арифметико-логическую секцию
(АЛС), блок регистров, входные мультиплексоры, выходные регистр
адреса и регистр-аккумулятор, дешифратор микрокоманд, входные
(Вх. Ш) и выходные (Вых. Ш) шины. К секционированному микропро-
цессору подключают БИС ПЗУ с хранимыми в ней микрокомандами.
Модулем секционированного микропроцессора управляют сигналы
дешифратора микрокоманд. Каждая микрокоманда подается после ис-
полнения предыдущей. Исходные данные поступают по Вх. Ш1 (из
ОЗУ) или по Вх.Ш2 (из устройства ввода — вывода информации) че-
рез мультиплексоры в АЛС. Результат выполненной операции через
регистр-аккумулятор поступает на Вых. Ш4 (по адресу, формируемому
в выходном регистре адреса), а также на блок регистров для вре-
менного хранения и на мультиплексоры для использования на сле-
дующих этапах расчета. Связь с другими секциями осуществляется
через линии признаков и межразрядных связей.
Система команд секционированного микропроцессора имеет мик-
ропрограммную поддержку. Микропрограммирование позволяет: реа-
лизовать как стандартные, так и специальные наборы команд, имеющих
прямое отношение к задачам ЧПУ; реализовать операторы языка про-
граммирования высокого уровня; построить ядро операционной систе-
мы реального времени; создать механизм специального диагностиро-
вания и т. д. Эффективность дополнительных специальных команд обу-
словлена резким повышением быстродействия исполнения алгоритмов.
Структура вычислителя показана на рис. 10.9. Структура отражает
магистрально-модульный принцип организации микропроцессорных уст-
Рис. 10.9. Магистрально-модульная структура вычислителя
165
Интерфейс памяти
Массив микросхем памяти
Микросхема памяти,
содержащая матрицу запоминающих
злемешпоО
Рис. 10.10. Структура модуля памяти
ройств и систем. Межмодульные связи и обмен информацией между
модулями осуществляются с помощью разделяемых шин, к которым
имеют доступ все модули.
Общий вид модуля памяти представлен на рис. 10.10. В его со-
ставе интерфейс и набор микросхем памяти. Заданный объем памяти
и тип используемых микросхем полностью определяют общую органи-
зацию массива микросхем памяти.
Поскольку модулей памяти может быть несколько, адресация памя-
ти включает не только адресацию слов, но и выбор нужного модуля.
Интерфейсы устройств ввода-вывода имеют набор регистров, на-
Рис. 10.11. Структура последовательного интерфейса устройства ввода —вывода
166
зываемых портами, через которые микропроцессор и память взаимо-
действуют с внешними устройствами. Назначение портов следующее:
буферизация данных; хранение информации о состоянии устройства и
интерфейса; прием приказов от микропроцессора, управляющего дей-
ствиями интерфейса и устройства. Взаимодействие вычислителя с внеш-
ним миром осуществляется только через порты интерфейса.
В некоторых вычислителях адреса памяти и портов принадлежат
единому адресному пространству и команды обращения к памяти и
портам аналогичны. В других вычислителях организованы два адрес-
ных пространства — памяти и ввода-вывода, причем сигналы на соот-
ветствующих линиях шины управления указывают, к какому простран-
ству относится адрес на шине.
Последовательный интерфейс устройства ввода-вывода показан на
рис. 10.11. Регистр состояния содержит информацию о состоянии те-
кущей передачи, например об ошибках, а регистр управления указы-
вает на режим работы интерфейса (ввод, вывод). Буферный регистр
входных данных принимает из регистра сдвига накопленный парал-
лельный код буквенно-цифрового символа, поступающего к регистру
сдвига входных данных в последовательном коде. Буферный регистр
выходных данных подключен к регистру сдвига выходных данных с
параллельным входом и последовательным выходом. Вывод осуществ-
ляется путем сдвига данных на последовательную выходную линию.
Параллельный интерфейс устройства ввода-вывода показан на
рис. 10.12. При вводе данные помещаются на шину данных, затем уста-
Интерфеис
Буферный регистр выход-
ныл данных
Считывание
Запись
Сдрос
Прерывание
Готовность
J Регистр управления
Буферный регистр Вход-
ных данных
Регистр состояния
Готовность входных данных
входные данные
выходные данные
Готовность Выходных данных
Подтверждение Выходных
* данных
Подтверждение Входных
донных
Дешифратор
адреса
Рис. 10.12. Структура параллельного интерфейса устройства ввода — вывода
навливается признак готовности входных данных. Интерфейс загру-
жает данные в буфер и выставляет подтверждение входных данных.
После получения подтверждения устройство ввода-вывода снимает сиг-
налы данных и готовности. Далее интерфейс устанавливает бит состоя-
ния готовности и (возможно) посылает сигнал прерывания. После
приема данных процессором состояние готовности сбрасывается, а дан-
ные помещаются на шину выходных данных. Одновременно выставля-
ется сигнал готовности выходных данных для устройства ввода-выво-
167
да. Когда устройство готово воспринять данные, оно загружает их в
регистр, а затем возвращает подтверждение. Затем интерфейс сни-
мает сигнал готовности выходных данных и вновь устанавливает бит
состояния готовности.
Передача данных (ввод, вывод) между портом интерфейса уст-
ройства ввода-вывода и памятью может осуществляться одним из трех
способов: программно, по прерыванию, с помощью прямого доступа
к памяти (ПДП). При программном вводе-выводе программа опреде-
ляет требующие обслуживания интерфейсы, проверяя биты готовно-
сти в их регистрах состояния. Программную проверку сигналов го-
товности называют опросом (полингом). При вводе-выводе по преры-
ваниям интерфейс посылает сигнал прерывания в центральный про-
цессор, когда имеет данные для ввода или готов их принять от про-
цессора. В этом случае ввод-вывод реализуется процедурой прерыва-
ния. При прямом доступе к памяти интерфейс запрашивает шину
соответствующим сигналом управления, а необходимую передачу (па-
мять— порт или порт — память) выполняет без помощи микропроцес-
сора. Рассмотрим действия во всех трех видах ввода-вывода.
Операции программного ввода показаны на рис. 10.13. Алгоритм
описывает ввод байтовой последовательно-
Рис. 10.13. Программный
ввод данных
сти, причем после ввода каждого байта он
модифицируется и передается в буфер, а
после завершения ввода всех данных в бу-
фер начинается их обработка. Программ-
ный ввод-вывод связан со значительными
потерями времени, обусловленными ожи-
данием состояния готовности. Ожидание
допустимо, если не требуются параллель-
ные действия; если же вычислитель вы-
полняет и другую обработку, необходимо
использование прерываний.
Сигнал прерывания на входе микропро-
цессора заставляет его отложить исполне-
ние основной программы и перейти в ре-
жим обслуживания прерывания. При пре-
рывании должно быть выполнено следу-
ющее: идентифицировано устройство, от
которого поступил запрос на прерывание;
сохранено состояние регистров микропро-
цессора для того, чтобы можно было во-
зобновить выполнение основной програм-
мы; восстановлено состояние регистров по-
сле завершения обслуживания прерыва-
ния.
Обслуживание прерывания состоит в пе-
реходе к программе, адрес которой фик-
сирован или предоставлен устройством,
вызвавшим прерывание. Информация, не-
обходимая микропроцессору для перехода
к обслуживанию, называется вектором прерывания. Если каждое уст-
ройство предоставляет микропроцессору отличающийся от других век-
тор прерывания, то такое прерывание будет векторным. Если возни-
кает потребность в векторном прерывании от многих устройств, а вы-
бор устройств осуществляется в соответствии с приоритетом, то преры-
168
вание будет векторным приоритетным. Если же все устройства форми-
руют один и тот же вектор прерывания, то такое прерывание назы-
вается безвекторным.
Введение приоритетов связано с возможностью нескольких одно-
временных прерываний. Существует ряд способов организации приори-
тетов: аппаратный, программный, смешанный. Аппаратный способ со-
стоит в объединении интерфейсов в последовательную приоритетную
цепочку, по которой от микропроцессора поступает сигнал подтверж-
дения прерывания. Ближайший к микропроцессору интерфейс с запро-
сом на прерывание примет сигнал подтверждения, а остальные интер-
фейсы будут заблокированы. Приоритет в этом случае будет тем выше,
чем ближе интерфейс к микропроцессору. Программный способ состоит
во введении в процедуру прерывания программы, последовательно опра-
шивающей интерфейсы и устанавливающей приоритеты в порядке опро-
са. Гибкий аппаратно-программный механизм приоритетов может быть
реализован с помощью программируемой схемы управления приоритет-
ными прерываниями, которая входит в общую логику управления ши-
ной (см. рис. 10.9).
Схема управления приоритетными прерываниями содержит ло-
гику, необходимую для назначения приоритетов запросам, поступаю-
щим со стороны интерфейсов. Пусть запрос от интерфейса распознается
как наиболее приоритетный. Тогда в трех младших битах регистра
типа записывается номер линии с этим запросом, затем устанавлива-
ется единичный бит в регистре обслуживания и выдается сигнал пре-
рывания микропроцессору. После возвращения в схему управления
подтверждения от микропроцессора последнему выдается тип преры-
вания из регистра типа. Запросы с меньшими приоритетами будут
заблокированы, пока не сбросится бит в регистре обслуживания. По-
добный сброс осуществляется программой обслуживания прерывания,
а следовательно, регистр обслуживания должен быть программно до-
ступен.
Регистр маски позволяет маскировать отдельные запросы, а следо-
вательно, и этот регистр должен быть программно доступен.
Третий вариант ввода-вывода состоит в прямом доступе к памяти
(ПДП).
Действия, обеспечивающие передачу по шине вычислителя од-
ного байта или одного слова, называются циклом шины. В течение
любого цикла шиной управляет один из подключенных к ней моду-
лей —ведущий. Другой модуль, с которым ведущий взаимодействует,
будет ведомым. Обычно ведущим является микропроцессор с его логи-
кой управления шиной. Ведущим может стать и контроллер ПДП,
связанный с одним или несколькими интерфейсами устройств ввода-
вывода (см. рис. 10.9).
Контроллер ПДП, став ведущим шины, устанавливает адрес па-
мяти на шину адреса, а затем посылает в интерфейс необходимые
управляющее сигналы, побуждающие его выдать или принять данные
с шины данных. Контроллер ПДП может вернуть управление микро-
процессору после передачи одного байта (слова), а при готовности
следующего байта (слова) вновь запросить управление. Контроллер
ПДП может управлять шиной и до полной передачи целого блока.
Организация контроллера ПДП показана на рис. 10.14. В регистр
адреса загружается начальный адрес того массива в памяти, который
служит буфером, а в регистр — счетчик байтов вносится число пере-
даваемых байтов. При вводе в память и наличии вводимых данных
169
интерфейс делает запрос ПДП. Далее следует цикл захвата шины
контроллером ПДП, после чего содержимое регистра адреса контрол-
лера выводится на шину адреса. Одновременно контроллер выдает
подтверждение в интерфейс, сигнал считывания в интерфейс, сигнал
записи в память. Вслед за этим интерфейс помещает данные на шину
данных и снимает свой запрос. Приняв байт (слово), память возвращает
в контроллер сигнал готовности. Контроллер формирует следующий
адрес в регистре адреса, уменьшает содержимое регистра — счетчика
байтов, снимает запрос шины. При нулевом состоянии счетчика вы-
дается сигнал оповещения интерфейсу или запрос прерывания микро-
процессору.
Помимо микропроцессора, памяти, устройств ввода-вывода в состав
вычислителя могут входить таймер и сопроцессор.
Таймер осуществляет следующие операции: прерывание микро-
процессора с постоянной частотой для того, чтобы операционная си-
стема могла переключать выполняемые программы; вывод в устройство
ввода-вывода точных временных сигналов с программируемыми перио-
дами; измерение паузы между внешними событиями; подсчет числа
событий; прерывание микропроцессора после запрограммированного
числа событий и др. Организация таймера показана на рис. 10.15.
Все его регистры, кроме счетчика, программно доступны. Счетчик
запускается с начального значения и выполняет вычитание до наступ-
ления обнуления. Генератор синхронизации определяет скорость счета.
Выход признака нуля срабатывает при достижении счетчиком нуля; и
сигнал с этого выхода можно подключить к устройству ввода-вывода
для инициализации каких-то действий. Первоначально некоторая про-
грамма устанавливает значение регистра начального счета, далее это
значение передается в счетчик. Текущее состояние счетчика можно про-
граммно прочитать в любой момент, и это не мешает таймеру выпол-
нять свои действия.
Сопроцессорной конфигурацией называют тандем ведущего цент-
рального микропроцессора с ведомым микропроцессором, специально
170
Запрос прерывания
Рис. 10.15. Организация таймера
разработанным для выполнения арифметических операций. Система
команд сопроцессора включает сложение, вычитание, умножение, де-
ление, извлечение квадратного корня, возведение в степень и др. Эти
операции выполняются со скоростью, на несколько порядков более
высокой, чем в обычном микропроцессоре. Сопроцессор не может вы-
бирать свои команды, поэтому он должен работать с обычным микро-
процессором, который действует как главный. Сопроцессор не реаги-
рует на команды главного микропроцессора.
Центральный микропроцессор и сопроцессор выполняют каждый
свои команды из общей программы. Если команда выполняется сопро-
цессором, то центральный микропроцессор кроме возможного считы-
вания операнда для сопроцессора не предпринимает более никаких
действий.
Взаимодействие центрального микропроцессора и сопроцессора
осуществляется следующим образом. Пусть очередная команда про-
граммы указывает на операцию в сопроцессоре. Операнд этой коман-
ды находится в регистре или памяти. Команда одновременно дешиф-
руется центральным микропроцессором и сопроцессором. Далее мик-
ропроцессор переходит к выполнению очередной команды (если опе-
ранд находится в регистре) или считывает операнд для сопроцессора
(если операнд находится в памяти), а уже затем переходит к выпол-
нению очередной команды (своей). В это время сопроцессор выполняет
указанную кодом рперации команду, т. е. центральный микропроцес-
сор и сопроцессор начинают работать параллельно до тех пор, пока
центральному микропроцессору не понадобится сопроцессор для вы-
полнения другой операции или центральному микропроцессору не по-
требуется получить результат текущей операции.
Сопроцессорная конфигурация показана на рис. 10.16. Сопроцессор
контролирует состояние микропроцессора, для того, чтобы знать о по-
лучении команды для себя. Команды к сопроцессору устанавливаются
171
Рис. 10.16. Сопроцессорная конфигурация в составе вычислителя
в очередь. При наличии признака очереди и распознавании кода своей
операции сопроцессор выполняет указанную операцию.
Применение сопроцессора — это способ повышения вычислитель-
ной мощности вычислителя. Другим способом повышения вычислитель-
ной мощности является переход к мультимикропроцессорной архитек-
туре.
Мультимикропроцессорный вычислитель состоит из нескольких вы-
числительных модулей (каждый может быть с собственной локальной
шиной), подключенных к общей разделяемой шине. Необходима такая
логика доступа к шине, чтобы в любой момент времени ею управлял
один ведущий. Это можно сделать тремя способами: с помощью
приоритетной цепочки, опроса, независимого запроса (рис. 10.17).
Приоритетная цепочка построена следующим образом
(рис. 10.17,а). В ответ на сигнал запроса шины (сигналов может быть
несколько одновременно) контроллер выдает сигнал разрешения ши-
ны. Сигнал проходит через ведущие модули последовательно, пока не
повстречает модуль, запрашивающий доступ к шине. Среди конкури-
рующих модулей предпочтение будет отдано тому, который распо-
ложен ближе.
Способ опроса реализован следующим образом (рис. 10.17,6).
Имеется набор линий, достаточный для адресации каждого модуля.
В ответ на запрос контроллер последовательно генерирует адреса
модулей. Распознав свой адрес, модуль формирует сигнал занятости
разделяемой шины и начинает ее использовать.
Согласно способу независимых запросов (рис. 10.17, в) каждый
модуль имеет отдельную пару линий запроса и разрешения шины и
каждой паре назначен свой приоритет. Дешифратор приоритетов в
контроллере выбирает запрос с максимальным приоритетом и возбуж-
дает соответствующий сигнал разрешения шины.
172
Рис. 10.17. Организация доступа к разделяемой шине в мультимикр©процессорном вы-
числителе:
а — с помощью приоритетной цепочки; б — на основе способа опроса; в — на основе способа
независимых запросов
10.3. Передача информации в устройствах ЧПУ
Модули устройства ЧПУ информационно связаны между собой и с
внешним миром. Для реализации внутренней связи организуют си-
стемный интерфейс в виде локальной или системной стандартной ма-
гистрали. Для поддержания внешней связи применяют интерфейс вво-
да-вывода. Работа интерфейсов подчиняется стандартным правилам-
протоколам.
Устройство ЧПУ (рис. 10.18) построено по магистрально-модуль-
ному принципу и содержит объектно-независимую часть (вычислитель)
и объектно-зависимую часть (отражающую специфику объекта управ-
ления). Обе части связаны системной магистралью. Внутренние моду-
ли вычислителя связаны локальной магистралью. Системная магист-
раль может продолжать локальную, являться упрощенным вариантом
или отличаться от локальной магистрали. В зависимости от этого адап-
тер магистрали выполняет одну из трех функций: служит для увеличе-
ния мощности локальной магистрали с целью подключения объектно-
зависимых модулей ЧПУ; выделяет системную магистраль из локаль-
ной; преобразует правила передачи сообщений по локальной магистра-
ли в правила передачи сообщений по системной магистрали.
К объектно-независимым модулям относятся: процессор, память и
контроллеры (т. е. устройства ввода-вывода) стандартной периферии. К
числу объектно-зависимых модулей относятся следующие контроллеры:
173
Рис. 10.18. Магистрально-модульная структура устройства ЧПУ
Системная магистраль
электроавтоматики, осуществляющий ввод осведомительных сигна-
лов (от конечных и путевых выключателей, датчиков параметров), по-
ступающих со стороны станка, и вывод управляющих сигналов, по-
ступающих к цикловым механизмам станка;
привода подачи, осуществляющий вывод управляющего сигнала к
регулируемому по скорости приводу, образующему внутренний контур
следящего привода подачи;
датчика обратной связи, осуществляющий ввод позиционного сиг-
нала, замыкающего главный контур следящего привода подачи по
положению;
пульта оператора, осуществляющий ввод управляющих команд,
инициированных клавишами, кнопками, переключателями, и вывод сиг-
налов индикации и сообщений на экран дисплея.
Совокупность схемотехнических, программных и конструкционных
средств, поддерживающих межмодульное взаимодействие, называют
магистральным интерфейсом. При построении интерфейсов придержи-
ваются стандартов. В однопроцессорных устройствах ЧПУ наиболее
распространен магистральный интерфейс Q—bus.
Связь двух устройств, подключенных к магистрали Q—bus, осу-
ществляется по принципу «ведущий — ведомый». В качестве ведущего
устройства выступает микропроцессор; но ведущим может быть и конт-
роллер (например, дисковода — см. рис. 10.18) в режиме ПДП. Мик-
ропроцессор управляет обменом информацией, удовлетворяет запросы
контроллеров на прерывание, предоставляет ПДП. Контроллер при-
нимает и передает информацию под управлением микропроцессора или
в режиме ПДП. Связь ведущего и ведомого в магистрали носит асин-
хронный характер: ведомый в ответ на сигнал ведущего передает свой
сигнал.
Если обмен информацией осуществляется по инициативе микро-
процессора, то, установив готовность в регистре состояния контроллера,
микропроцессор выполняет обмен данными с буферным регистром конт-
роллера. Обмен данными по инициативе внешнего устройства произво-
дится только в режимах прерывания или ПДП.
Магистраль содержит линии связи для передачи адресов, данных,
команд режима работы магистрали. Прохождение сигналов по линиям
подчинено правилам, называемым протоколами. Часть линий, сгруп-
пированных по функциональному назначению, называют шиной.
В структуре магистрали Q—bus можно выделить: информационную
шину I, шину прерывания II, шину захвата магистрали III, шину управ-
ления состоянием системы IV (шину служебных сигналов). В составе
информационной шины: совмещенная шина адресов и данных 1а, ши-
на выбора направления передачи 16, шина управления вводом-выводом
1в. Описание магистрального интерфейса Q—bus приведено в табл. 10.1.
Мультиплексная (по времени) передача адреса и данных по одним
и тем же линиям совмещенной шины адресов и данных позволяет
уменьшить число линий.
Передача информации по магистрали производится в рамках цик-
лов обращения к магистрали, которые определены протоколами, упоря-
дочивающими процесс организации, поддержания и разъединения связи.
Рассмотрим цикл ВВОД обращения к магистрали, в котором дан-
ные от ведомого (контроллера внешнего устройства) передаются к ве-
дущему (микропроцессору). Циклограмма показана на рис. 10.19.
При организации связи ведущий выставляет на шине АД адрес
ведомого и дополнительный признак обращения к регистру внешнего
175
10.1. Состав и назначение линий связи магистрального интерфейса
Обозначение
Шина Наименование линии связи русское латинское Функция сигнала на линии связи
1а Адрес, данные Внешнее устройство АДО—АД 15 ВУ ADO—AD15 Мультиплексная передача адреса и данных Признак адреса внешнего устройства в специально вы- деленном адресном простран- стве
DIN
16 Ввод данных ВВОД Готовность ведущего принять данные; готовность микропро- цессора принять адрес векто- ра прерывания (сигнал уста- навливается ведущим)
Вывод данных ВЫВОД DOUT Выдача ведущим данных на шину 1а (сигнал устанавли- вается ведущим)
Байт БАЙТ WTBT Признак вывода байта (а не слова)
ОБМ
1в Синхронизация в цикле обмена SYNC Признак цикла обмена между ведущим и ведомым (отрица- тельный фронт сигнала озна- чает появление адреса на ши- не 1а)
Ответ ведомо- го устройства Регенерация ОТВ РГН RPLY Указание ведомым признака приема данных с шины 1а или установки данных на шину 1а Признак необходимости пере- записи ячейки динамической памяти после ее чтения
ТПР
II Требование прерывания VIRQ Требование внешнего устрой- ства прервать выполнение те- кущей программы
Разрешение прерывания РПР IAKO Предоставление микропроцес- сором прерывания, разрешение передачи адреса вектора пре- рывания
III Запрос маги- страли зм DMR Требование внешнего устрой- ства ПДП
Разрешение захвата маги- страли РЗМ DMGO Предоставление микропроцес- сором ПДП
Подтвержде- ние захвата магистрали пз“ SACK Указание контр оллером-источ- ником запроса магистрали, что магистраль занята для ПДП
176
Продолжение табл. 10.1
Обозначение
Шина Наименование линии связи русское латинское Функция сигнала на линии связи
IV Начальная установка Останов Авария сетево- го питания Авария источ- ника питания УСТ ост АСП АИП тгг HALT ALCO DLCO Установка регистров управле- ния контроллеров в начальное состояние Перевод микропроцессора в режим связи с пультовым терминалом Признак сбоя питания в сети Указание сбоя источника пи- тания -
Примечание. Черта над обозначением линии означает, что активному состоя-
нию линии интерфейса соответствует 0—0,5 В, а пассивному состоянию — 2,4—5,25 В.
Отсутствие черты над обозначением линии указывает на противоположные уровни
напряжения для активного и пассивного состояний.
Рис. 10.19. Графики передачи информации по магистрали: циклограмма
протокола цикла ВВОД
устройства ВУ. В течение фазы адресации (1-я фаза на рис. 10.19)
выдается также сигнал БАЙТ. Одновременно формируется сигнал
ОБМ, по которому все контроллеры считывают и дешифруют код адре-
са; но лишь один контроллер распознает свой адрес и в дальнейшем
участвует в процедуре ВВОД.
Вторая фаза цикла ВВОД состоит в поддержании связи: ведущий
177
снимает адрес с шины АД и сигнал ВУ; ведущий вырабатывает сигнал
ВВОД, сообщающий ведомому о готовности к приему данных; ведущий
переходит в состояние ожидания сигнала ОТВ; ведомый помещает
данные на шину АД и вырабатывает ответ ОТВ, подтверждающий на-
личие данных в шине адресов и данных; ведущий принимает данные
и убирает сигнал ВВОД, что свидетельствует о завершении обмена
данными.
В третьей фазе цикла ВВОД связь ведущего и ведомого разъеди-
няется: ведомый, обнаружив сброс сигнала ВВОД, прекращает подачу
сигнала ОТВ и передачу данных; ведущий снимает сигнал ОБМ и,
завершив на этом цикл ВВОД, освобождает магистраль.
Цикл ВЫВОД обращения к магистрали, в котором данные от ве-
дущего (микропроцессора) передаются к ведомому (контроллеру внеш-
него устройства), — в основном аналогичен циклу ВВОД.
При организации обмена данными по прерыванию со стороны
внешнего устройства каждому устройству в памяти сопоставлена под-
программа обслуживания этого устройства. Запуск подпрограммы осу-
ществляется с помощью вектора прерывания. Вектором прерывания
называют две последовательные ячейки памяти: в первой указан на-
чальный адрес подпрограммы обслуживания, а во второй описано ис-
ходное состояние микропроцессора для выполнения подпрограммы.
Таким образом, при организации прерывания необходимо передать ад-
рес вектора прерывания в микропроцессор от источника прерывания
по шине АД.
Контроллер внешнего устройства имеет регистр состояния, один
разряд которого служит для разрешения прерывания. Если прерыва-
ние программы со стороны данного внешнего устройства возможно, то
Рис. 10.20. Графики передачи информа-
ции по магистрали: передача адреса пре-
рывания и циклограмма протокола по-
следовательности операций при прерыва-
нии текущей программы
Рис. 10.21. Графики передачи информации
по магистрали: циклограмма протокола об-
мена информацией в режиме ПДП
178
этот разряд должен быть программно установлен в единичное со-
стояние.
Рассмотрим протокол передачи адреса прерывания и последова-
тельность операций при прерывании текущей программы (рис. 10.20),
Цикл обращения к магистрали начинается с появления на шине
прерывания требования прерывания ТИР со стороны ведомого конт-
роллера. Микропроцессор /ведущий) реагирует на это, последователь-
но устанавливая сигналы ВВОД и разрешение прерывания РПР.
Контроллер (ведомый) снимает сигнал ТПР, помещает адрес вектора
прерывания на шину АД, включает сопровождающий сигнал ОТВ.
Микропроцессор по сигналу ОТВ принимает адрес вектора и удаляет
ВВОД, а затем снимает разрешение прерывания РПР. Контроллер по
сбросу сигналов РПР и ВВОД прекращает передачу адреса и убирает
сопровождающий сигнал ОТВ. Микропроцессор сохраняет текущее
значение своих регистров в стеке и загружает их новым содержанием
из вектора прерывания, после чего выполняет подпрограмму обслужи-
вания внешнего устройства, запросившего прерывание. Выход из под-
программы осуществляется программным способом по команде возвра-
та из прерывания, при этом из стека восстанавливается содержимое
регистров микропроцессора.
Обмен информацией в режиме ПДП (рис. 10.21) включает две фа-
зы. В первой фазе контроллер, претендующий на режим ПДП, осу-
ществляет захват магистрали. Во второй фазе производится обмен дан-
ными между ведущим контроллером, захватившим магистраль, и ведо-
мым контроллером памяти.
Режим ПДП определен протоколом, в котором контроллер, запра-
шивающий магистраль (на рис. 10.18 — это контроллер дисковода),
передает сигнал ЗМ микропроцессору. После завершения текущего
цикла обращения к магистрали микропроцессор вырабатывает сигнал
РЗМ и запрещает другие циклы. Затем сигнал ЗМ контроллером сни-
мается, и, если отсутствуют сигналы ОБМ и ОТВ от предыдущего
цикла, контроллер формирует сигнал ПЗ и становится хозяином
магистрали, приступая к обмену данными с памятью. При этом микро-
процессор убирает сигнал РЗМ. Сигнал ПЗ контроллером снимается
по окончании цикла обмена, после чего магистраль возвращается мик-
ропроцессору.
Магистрально-модульный принцип сохраняется и при построении
мультипроцессорных устройств ЧПУ (рис. 10.22). Системная магист-
раль связывает между собой следующие модули: несколько вычисли-
телей, за каждым из которых закреплена задача ЧПУ; модуль систем-
ной (разделяемой вычислителями) памяти; универсальные системные
контроллеры ввода-вывода (параллельные ИРПР, последовательные
ИРПС); модуль системного контроллера, осуществляющий арбитраж
магистрали. Алгоритмы взаимодействия модулей через системную ма-
гистраль не зависят от внутримодульных средств вычислительной тех-
ники. Каждый вычислитель имеет собственную внутреннюю магист-
рально-модульную структуру на основе локальной магистрали и набора
модулей, включающего и объектно-зависимый контроллер ввода-вы-
вода (для связи с пультом ЧПУ, электроавтоматикой, приводами по-
дачи). Совокупность средств (схемотехнических, программных, конст-
руктивных), поддерживающих межмодульное взаимодействие на уров-
не общей системы, называют системным магистральным интерфейсом.
179
Системная магистраль
Рис. 10.22. Магистрально-модульная структура мультипроцессорного устройства ЧПУ
10.2. Состав и назначение линий связи системного магистрального интерфейса
Шина Линия связи Обозначение Функция сигнала на линии связи
русское латинское
1а Адрес АДРО— АДР.17 ADR0—ADR17 Адресация памяти и портов ввода-вывода
16 Данные Д0-Д15 DATO—DAT15 Передача данных
1в Запись в па- мять Чтение из па- мяти "зеГ чт MNTC MRDC Признак записи данных в па- мять Признак чтения данных из па- мяти
Запись в порт зпвв IOWC Признак записи данных в порт ввода-вывода
Чтение из пор- та чтвв IORC Признак чтения данных из порта ввода-вывода
II Требование прерывания Разрешение прерывания ТПРО— ТПР17 ОПР Into—шт7 INTA Требование прерывания, прио- ритет на линии ТПРО наибо- лее высок Подтверждение перехода ве- дущего в режим прерывания, запрос на передачу вектора прерывания
III Магистральный синхросигнал Магистраль занята Запрос маги- страли Общий запрос магистрали ТАКТ ЗАН ЗМ ОЗМ BCLK BUSY BREQ CBRQ Синхронизация захвата маги- страли Признак занятости магистрали и запрещения захвата маги- страли другими ведущими Требование ведущего на зах- ват магистрали Извещение ведущего об отсут- ствии запросов магистрали со стороны других модулей
Разрешение захвата РЗМ1, P3M0 BPRN, BPRO Признак разрешения захвата магистрали соответственно на входе и выходе модуля
IV Тактовый син- хроимпульс Инициализа- ция ТАКТ1 СБРОС CCLK iNIT Синхронизация микропроцес- сорной системы, осуществляе- мая одним из ведущих Начальная установка системы в исходное состояние
Передача стар- шего байта Подтверждение передачи БАЙТ ОТВ ВНЁТ XACK Признак передачи старшего байта по линиям Д8—Д15 Подтверждение передачи дан- ных ведущему при чтении, приеме данных ведомым при записи
Блокировка памяти Задержка до- ступа к па- мяти БЛК1, БЛК2 здп INHi, INH2 LOCK Блокировка ОЗУ и ПЗУ соот- ветственно Организация взаимодействия в системах с многовходовой памятью
181
Рассмотрим стандартный системный магистральный интерфейс ти-
па Multibus. Здесь, как и в интерфейсе Q=bus, связь подключенных к
магистрали устройств осуществляется по принципу «ведущий — ведо-
мый» и предусмотрена асинхронная передача данных. Процессор (ве-
дущий) может производить обмен данными с ведомым устройством
под управлением программы или в режиме прерывания, по локальной
или системной магистрали. При обращении к общим ресурсам (на-
пример, памяти) интерфейс гарантирует отсутствие конфликтов. Осо-
бенность интерфейса состоит в делении ведомых модулей на две груп-
пы — памяти и портов ввода-вывода; при этом активизация групп
осуществляется различными командами.
В структуре системной магистрали интерфейса выделяют такие
шины: информационную I, прерывания II, захвата магистрали III, уп-
равления IV. В свою очередь, в состав информационной шины входят
шина адресов 1а, шина данных 16, шина команд 1в. Описание систем-
ного магистрального интерфейса дано в табл. 10.2.
При обмене информацией по системной магистрали ведущий за-
хватывает магистраль, устанавливает связь с ведомым, осуществляет
обмен данными с ведомым, освобождает магистраль. Право захвата
системной магистрали устанавливает арбитр. Для разрешения конф-
ликтов при одновременном запросе ведущих на захват магистрали
применяют параллельную, последовательную или параллельно-после-
довательную схему закрепления за ними приоритетов.
В параллельной схеме (рис. 10.23) каждому вычислителю соответ-
ствует отдельный приоритетный уровень арбитра в модуле системного
контроллера. Получив от вычислителя сигнал запроса магистрали, ар-
битр дает разрешение блоку захвата магистрали. В последовательной
схеме (рис. 10.24) арбитр модуля системного контроллера и блоки за-
хвата магистрали вычислителей последовательно соединены по линии
разрешения захвата магистрали. Приоритет вычислителя определя-
ется его близостью к модулю системного контроллера. В последова-
Рис. 10.23. Параллельная схема закрепления приоритетов за ведущими на системной
магистрали
182
Рис. 10.24. Последовательная схема закрепления приоритетов за ведущими на систем-
ной магистрали
тельно-параллельной схеме последовательно соединенные блоки за-
хвата магистрали отдельных вычислителей параллельно подключены
к приоритетным входам арбитра системного контроллера.
Смена ведущего на системной магистрали после появления более
приоритетного запроса осуществляется в соответствии с протоколом.
На рис. 10.25 протокол показан применительно к параллельной схеме
закрепления приоритетов (см. рис. 10.23).
Пусть магистраль занята вычислителем с приоритетом 1 и, уста-
новив сигналы ЗМ1 и ЗАН, этот вычислитель выполняет передачу дан-
ных. Пусть в это же время у вычислителя с приоритетом 0 блок за-
хвата магистрали устанавливает сигналы ЗМО и ОЗМ. По сигналу
Рис. 10.26. Графики передачи информации
по магистрали: циклограмма записи в ячей-
ку памяти или порт
Рис. 10.25. Циклограмма протокола сме-
ны ведущего (вычислителя) на систем-
ной магистрали после появления более
приоритетного запроса
183
ОЗМ вычислитель с приоритетом 1 определяет, что после завершения
очередного цикла обмена необходимо освободить магистраль. Получив
сигнал ЗМО, арбитр снимает разрешение захвата РЗМ1 и устанавли-
вает разрешение захвата РЗМО. Обнаружив сброс РЗМ1 на фоне
сигнала ОЗМ, блок захвата магистрали вычислителя с приоритетом 1
снимает свой сигнал ЗАН, сообщая тем самым всем ведущим об осво-
бождении магистрали. Теперь блок захвата магистрали вычислителя
с приоритетом 0, получивший разрешение на захват и информацию
об освобождении магистрали, устанавливает на линии ЗАН свой сиг-
нал ЗАН, а затем сбрасывает сигнал ОЗМ. С этого момента вычис-
литель с приоритетом 0 владеет магистралью.
В рамках циклов обмена информацией по системной магистрали
осуществляется чтение ячейки памяти или порта, запись в ячейку па-
мяти или порт. Протокол записи показан на рис. 10.26.
Установив код адреса ячейки памяти на шину адреса и данные
на шину данных, ведущий через некоторое время выдает сигнал ЗП
(ЗПВВ, если идет обращение к порту) и переходит в состояние ожи-
дания ответа ОТВ. Такой ответ передается ведомым по окончании
записи. По сигналу ОТВ ведущий снимает данные, адрес, сигналы
ЗП, ЗАН, что означает освобождение магистрали для последующих
циклов обмена. Ведомый, обнаружив отсутствие сигнала ЗП, сбрасы-
вает ОТВ.
Системный магистральный интерфейс предусматривает два типа
векторных прерываний: нешинное и шинное, инициализация которых
осуществляется по восьми приоритетным линиям ТПРО — ТПР7. За-
просы обрабатываются централизованно: это означает, что все преры-
вания принимаются одним вычислителем, все программы обслужива-
ния прерываний выполняются одним процессором.
Нешинное векторное прерывание состоит в том, что вектор преры-
вания формируется не ведомым, а ведущим устройством: на основе
требования прерывания ведущее устройство передает вектор своему
микропроцессору по шине данных. Функциональное назначение этого
вектора стандартом на системный магистральный интерфейс не опре-
делено. Вектором прерывания может быть команда перехода на под-
программу или адрес ячейки памяти, в которой хранится начало под-
программы. Шинное векторное прерывание заключается в том, что
контроллер прерывания ведомого — инициатора прерывания — пере-
дает вектор прерывания контроллеру прерывания ведущего микропро-
цессора. Передача вектора осуществляется по шине данных ДО—Д7 си-
стемной магистрали. Соответствующий протокол показан на рис. 10.27.
Получив требование прерывания от контроллера прерывания ведо-
мого модуля (например, ИР ПР на рис. 10.22), контроллер прерывания
ведущего передает сигнал ТПР своему микропроцессору. Микропро-
цессор вырабатывает сигнал РПР, по которому контроллеры преры-
ваний всех ведомых блокируют передачу новых требований прерыва-
ния. Вслед за первым сигналом РПР контроллер прерывания ведущего
устанавливает на линиях АДР8—АДР 10 код прерывания и второй сиг-
нал РПР. Код прерывания представляет собой адрес линии требования
прерывания, к которой подключен контроллер прерывания ведомого
устройства, запросившего прерывание.
184
Рис. 10.27. Графики передачи информации по магистрали: цикло-
грамма протокола шинного векторного прерывания
Дешифровав код прерывания, контроллер прерывания ведомого
передает по шине данных однобайтовый вектор прерывания и сигнал
подтверждения передачи вектора ОТВ. Если передается двухбайтовый
вектор, то микропроцессор, получив сигнал ОТВ, в третий раз выстав-
ляет сигнал РПР. В ответ на третий сигнал РПР контроллер прерыва-
ния ведомого установит старший байт вектора прерывания на шину
данных и сигнал ОТВ. Получив вектор прерывания, микропроцессор
переходит к выполнению программы обслуживания внешнего устрой-
ства.
Помимо специализированных объектно-зависимых контроллеров
ввода-вывода в составе вычислителей отдельных задач ЧПУ в струк-
туру устройства ЧПУ были включены и универсальные контроллеры
ввода-вывода, предназначенные для связи со стандартной периферией
и ЭВМ (см. рис. 10.22). Их внешние интерфейсы относятся к группе
ИРПР (интерфейс радиальный параллельный) и к группе ИРПС (ин-
терфейс радиальный последовательный).
Пусть контроллер ИРПР осуществляет вывод информации. Струк-
тура связи контроллера ИРПР устройства ЧПУ, служащего источни-
ком информации, с контролером ИРПР внешнего устройства, являю-
щимся приемником информации, показана на рис. 10.28. Передача ин-
формации внешнему устройству включает две фазы. В первой ин-
формация принимается контроллером ИРПР устройства ЧПУ, и эта
фаза поддерживается протоколами системной магистрали. Во второй
фазе информация передается контроллеру ИРПР внешнего устройст-
ва, и эта фаза поддерживается протоколом ИРПР. Далее речь пой-
дет о протоколе ИРПР.
В интерфейсе ИРПР использованы три группы линий связи: за-
185
данных
и/йна команд
шина адреса
Контроллер ИРПР устройства
Ведомый
/Винные
формирова-
тели
f Чтение/
вались
Логика
чтения и
паласа
Выдор ин-
терфейса
ЧПУ
сото-.
\ние
Контриллер ИРПР
Внешнего устройства
ИнтерфейсИР/1Р
источника
ИнтерфейсИРПР
приемника
Выходной
Входной
регистр J____4. регистр
данных Д0~Д15\ данных
Выходной
регистр J_____гк
состояния сю-снвр
источника “1 V
Входной
регистр
состояния
приемника
Дешифратор
адреса
Контроллер
прерывания
Входной
треса
регост
роВ
регистр Л______|_
состояния (ст-СПЗ
приемника \-----
Выходной
регистр
состояния
приемника
Запрос
npeptf-
Вания
Логика
организа-
ции о диена
ГИ
гп_
зп_
СТР
Логика
организа-
ции одмена
I
Интерфейс Р-7Р6 Интерфейс ИРПР .
**-------------------------*Г*---------------'----------------*1
Рис. 10.28. Структура связи контроллеров ИРПР устройства ЧПУ и внешнего уст-
ройства
земления, управления и сигнальные. К линиям управления относятся:
ГИ (готовность источника) и ГП (готовность приемника), сигнал на
которых свидетельствует о готовности к информационному обмену; ЗП
(запрос) и СТР (строб), сигналы на которых обеспечивают асинхрон-
ный информационный обмен по типу «запрос — ответ». К сигнальным
линиям относятся: шина данных ДО—Д15, две линии контроля млад-
шего и старшего байтов, две шины состояния источника (СИ1—СИ8)
и приемника (СП1—СП8). Протокол информационного обмена источ-
ника и приемника в интерфейсе ИРПР показан на рис. 10.29.
Пусть сигналы готовности ГИ и ГП уже установлены. Приемник
формирует код своего состояния и сигнал запроса ЗП, а источник по
этому сигналу передает строб СТР, данные и код своего состояния,
предварительно записав код состояния приемника. Приемник, записав
Кой состояния
X
СИ1-СИ8
Рис. 10.29. Графики передачи информации в интерфейсе
ИРПР: циклограмма протокола информационного обмена ис-
точника и приемника
данные и код состояния источника, сбрасывает запрос ЗП. Время под-
готовки и передачи данных источником время записи данных прием-
ником /2.
Рассмотрим контроллер ИРПС, осуществляющий асинхронный вы-
вод информации (рис. 10.30). При асинхронной последовательной свя-
зи информационное слово начинается стартовой и завершается стопо-
вой служебными метками. Между смежными словами допускаются про-
извольные временные интервалы. Цикл последовательной передачи ин-
формационного слова выглядит следующим образом. Слово с системной
магистрали попадает в буфер выходных данных интерфейса ИРПС
источника. Блок управления переписывает это слово в регистр сдвига
по сигналу «Конец», означающему завершение предыдущего цикла пе-
редачи. Затем в буфер выходных данных интерфейса ИРПС источника
передается второе слово, после чего в регистре состояния устанавлива-
ется признак запрета дальнейшего приема. Далее блок управления за-
пускает генератор источника, каждый импульс которого осуществляет
сдвиг на разряд в регистре сдвига, при этом биты выталкиваются в
последовательный канал. Под действием стартового бита информацион-
ного слова блок управления интерфейса ИРПС приемника запускает
генератор приемника, каждый импульс которого осуществляет сдвиг на
разряд в регистре сдвига, в то же время биты принимаются из последо-
вательного канала. С приходом стопового бита блок управления оста-
187
Интерфейс. __________________Интерфейс. ИРПР._____________
Г* ~Й^7Рб *+* **
Рис. 10.30. Структура связи контроллеров ИРПС устройства ЧПУ и внешнего
устройства
навливает генератор приемника, переписывает принятое слово в буфер
входных данных, устанавливает в регистре состояния приемника при-
знак разрешения считывания принятого слова из буфера входных дан-
ных.
После передачи стопового бита источником блок управления ис-
точника переписывает второе слово в регистр сдвига, передает это
слово, останавливает генератор источника, устанавливает в регистре
состояния источника признак разрешения приема следующего слова,
переходит в режим ожидания.
10.4. Объектно-зависимые контроллеры ввода-вывода
Универсальные модули недостаточны для построения устройства
ЧПУ. В связи с этим используют и специальные аппаратные решения.
Это относится к контроллерам ввода-вывода, связывающим магистраль
устройства ЧПУ с приводами подачи, электроавтоматикой станка, па-
нелью оператора.
Связь привода подачи с устройством ЧПУ может быть выполнена
в двух вариантах: с программным и аппаратным замыканием пози-
ционного контура. В первом случае контроллер привода формирует
188
управляющие сигналы к регулируемому по скорости приводу, но одно-
временно выполняет и другие функции, в том числе регулятора. Изме-
рительный контроллер является заключительным звеном контура об-
ратной связи по положению и помимо приема сигналов выполняет их
преобразование, коррекцию и другие действия. Во втором случае функ-
ции контроллера привода шире за счет включения в его состав блока
сравнения задающего сигнала и сигнала обратной связи по поло-
жению.
Аппаратурная реализация контроллеров привода и измерительного
зависит от варианта управления следящим приводом подачи (рис.
10.31). На рис. 10.31, а—в показаны наиболее распространенные струк-
туры приводов, внешний контур которых (замыкаемый через устройство
ЧПУ) Выполнен в виде цифровой системы позиционирования, а внут-
ренний контур (являющийся по отношению к устройству ЧПУ объектом)
организован в виде аналоговой системы регулирования скорости дви-
гателя постоянного тока. Эти структуры не охватывают тех вариантов
приводов подачи, в. которых применены асинхронные двигатели.
Управление следящим приводом может быть реализовано аппарат-
но (см. рис. 10.31, а) или программно-аппаратно (см. рис. 10.31, б, в).
В последнем случае на программный уровень выведены функции регу-
лятора положения и устройства сравнения. На рис. 10.31, г—е при-
ведены структуры цифровых приводов подачи с цифровым измерением
скорости. Так, в варианте, показанном на рис. 10.31, г, применяют
двухдиапазонную работу измерителя скорости: на малых скоростях код
скорости формируется преобразователем «напряжение — код» из вы-
ходного напряжения тахогенератора; на больших скоростях код скоро-
сти формируется как разность кодов, считываемых со счетчика положе-
ния через эталонные промежутки времени. На рис. 10.31, д показан
способ, при котором код скорости формируется быстродействующим
преобразователем «частота — код», работающим совместно с преобра-
зователем положения. В структуре, показанной на рис. 10.31, е, ско-
рость определяется как приращение кода положения в течение эталон-
ного времени. Управление регулированием в позиционном и скорост-
ном контурах может быть осуществлено с помощью программируемого
контроллера.
Управление следящими приводами требует организации специали-
зированных (объектно-зависимых) каналов связи и устройств. Рас-
смотрим подобную организацию применительно к функциональной
структуре следящего привода подачи, показанной на рис. 10.32.
Сигналы sin(o)M-a), cos(coM-a) возбуждения статорных обмоток
вращающегося трансформатора (ВТ) ориентируют вектор магнитного
потока возбуждения соответственно положению а исполнительного ор-
гана станка. Значение а используют для расчета рассогласования А
в соответствии с алгоритмом управления приводом. Привод, отраба-
тывая рассогласование, поворачивает одновременно ротор вращающе-
гося трансформатора, что приводит к изменению а, коррекции поло-
жения вектора магнитного потока, новому циклу расчета рассогласо-
вания. На время снятия микропроцессором показаний с преобразова-
теля «фаза — код» и обработки этих показаний преобразователь бло-
кируется. При этом не происходит потери измерительной информации,
поскольку она также регистрируется и в реверсивном счетчике, и не-
полная передача кода а в процессор будет скомпенсирована в очеред-
ном цикле расчета. Другая функция реверсивного счетчика — хранение
абсолютной координаты, контроль за ее нулем.
189
Системная Системная Системы
магистраль магистраль к ______магистраль
счетчик
положения
I
Йрео/разоУитель
родДлительность
7^^ж^^стдта1‘ **“ Демодулятор
♦
счетчик
рассоглосоОания
Формирователь
скоростной
компенсации
Регулятор
компенсации
лреоУрКНоЛитель
„код-напряжение
Регулятор
напряжения
_______Измерительный контроллер ____
Счетчик положения -► ^^но^рянт/шя^^^
лреоСразоСитель„налрп- жение-частота и Демодулятор
____________Контроллер приоода
Регистр --------------►
Счетчик положения
а)
Лолосойой
усилитель
Регулятор
скорости
ЛреойрозоСатель м кой-напряжение “ _JL
Интерполятор лреоЦри-
носителя положения
________Контроллер лроОоРа
3 д™»,
Регулятор
скорости
Источник
литания
ЛреоСразоОитель
положения
Лреойронджцее
устройство
ЛреоСралоСитель
положения
ЛреоСролугощее
устройство
Исполнительный I
орган I
Исполнительный
орган
м
m
Рис. 10.31. Структурные варианты организации управления следящим приводом подачи
Рис. 10.32. .Функциональная структура следящего привода подачи
Значительную часть функциональной структуры, показанной на
рис. 10.32, составляют блоки преобразователя канала обратной связи.
Структурная схема преобразователя приведена на рис. 10.33. Фазовый
дискриминатор вырабатывает широтно-импульсный сигнал (ШИМ-сиг-
нал)., коэффициент заполнения периода которого пропорционален
«неотработке», т. е. необходимой коррекции на положение исполнитель-
ного органа станка. Импульсы широтно-модулированного сигнала за-
полняются импульсами высокой частоты в преобразователе «фаза—
код». Общее число таких импульсов в каждом периоде ШИМ-сигнала
и будет равно коду необходимой коррекции. Соответствующее число
вносится в регистр данных, который был перед этим обнулен, а также
в реверсивный счетчик, который накапливает текущую абсолютную
координату. Содержимое реверсивного счетчика будет изменяться до
тех пор, пока не прекратится управление приводом, т. е. пока положе--
Рис. 10.33. Структура преобразователя канала обратной связи
192
ние ротора не будет в точности соответствовать ориентации магнитного
потока статорных обмоток возбуждения. Содержимое реверсивного счет-
чика наряду с опорным сигналом определяет текущую фазу сигналов
sin(coH-a), cos(co/+a) питания обмоток возбуждения, т. е. положение
уже упомянутого вектора магнитного потока. Из регистра данных по
соответствующим сигналам опроса вводится измерительная информа-
ция в системную магистраль через входной буфер и приемопередат-
чики магистрали. Микропроцессор сравнивает эту информацию с задан-
ной в программе. После опроса регистр данных сбрасывается.
Полная структурная схема устройства связи с приводами подачи
°) #д/гь координат?
f)
Рис. 1О.д4. Структуры устройства связи с приводами подачи (а) и структура общего
функционального узла этого устройства (б)
13—3801
193
показана на рис. 10.34, а. В составе устройства центральное место за-
нимает общий функциональный узел, относящийся ко всем координа-
там. Другие узлы устройства связи условно показаны в единственном
числе, однако на самом деле число этих узлов в устройстве соответст-
вует числу координат. Развернутая структурная схема общего функ-
ционального узла показана на рис. 10.34, б.
Информация поступает из системной магистрали к устройству
связи с приводами и обратно с постоянной частотой 100 Гц (по тай-
мерному прерыванию). Обмен информацией выполняется с помощью
стандартных циклов обращения к магистрали. Приемопередатчики ма-
гистрали имеют три состояния: отключение от магистрали и передачу
в прямом и обратном направлениях. Устройство связи с приводами по-
дачи работает в режиме прерывания. Часть разрядов адреса обраще-
ния к приводу подачи распознается дешифратором адреса, после чего
триггер этого дешифратора выдает на дешифратор управляющих сиг-
налов команду «Устройство выбрано». Одновременно на вход деши-
фратора управляющих сигналов поступает другая часть разрядов ад-
реса для выбора координаты.
На выходе дешифратора управляющих сигналов появляется ко-
манда выбора координатного преобразователя «код — напряжение»
для вывода на соответствующий привод управляющей информации
или команда выбора преобразователя обратной связи по положению
соответствующего привода. Координатные приводы обслуживаются,
таким образом, общим функциональным узлом поочередно. В цикле
передачи данных управления информация о рассогласовании следяще-
го привода из системной магистрали передается в выходной буфер и
далее через оптронный блок на один из преобразователей «код — на-
пряжение». Направление перемещения задано знаком., записываемым
в старшем разряде кода. Регистр состояния по опросу микропроцессо-
ра организует отдельные переходы при циклическом управлении при-
водами подачи через дешифратор управляющих сигналов, например
запреты, сбросы и др.
Построение контроллера ввода-вывода сигналов электроавтома-
тики определяется структурным вариантом системы электроавтоматики.
В первом варианте электроавтоматика реализована на программи-
руемом контроллере, подключенном к системной магистрали устрой-
ства ЧПУ. Контроллер сигналов электроавтоматики является ведомым
устройством, осуществляющим параллельный прием двоичных или ко-
довых осведомительных сигналов от станка и параллельную выдачу
двоичныд или кодовых управляющих сигналов к цикловым исполни-
тельным механизмам.
Во втором варианте устройство ввода-вывода сигналов электро-
автоматики связано с локальной шиной своего микропроцессорного
программируемого контроллера, который подключен к системной маги-
страли устройства ЧПУ. Ввод и вывод сигналов электроавтоматики не
требует привлечения системной магистрали.
В третьем варианте программируемый контроллер электроавтома-
тики автономен и по отношению к устойству ЧПУ является внешним
устройством. Вследствие того, что логическая, геометрическая и тер-
минальная задачи должны быть синхронизированы, между программи-
руемым контроллером и устройством ЧПУ поддерживается информа-
ционный обмен по каналам ИРПР или ИРПС.
Рассмотрим пример контроллера ввода-вывода сигналов электро-
автоматики (рис. 10.35). В состав контроллера входят узлы оптронной
194
Системная нагистра/гь
Рис. 10.35. Контроллер ввода — вывода сигналов электроавтоматики
Рис. 10.36. Интерфейс контроллера внешних устройств
(см. рис. 10.35)
195
мутатор адресов организуют опрос
развязки, интерфейса, вывода, ввода. Контроллер предоставляет вы-
числителю устройства ЧПУ массив входных и выходных адресуемых
16-разрядных регистров. Выходные регистры программно устанавли-
ваются и считываются вычислителем, входные — только считываются и
к устройству ЧПУ не относятся.
Интерфейс контроллера осуществляет: связь с системной маги-
стралью устройства ЧПУ; дешифрацию адресов регистров; хранение
оперативной информаций, поступающей из магистрали, передачу ин-
формации в выходные регистры. Оптронная развязка гальванически
развязывает системную магистраль и контроллер. Дешифраторы вход-
ных и выходных регистров выбирают из массива регистров один кон-
кретный. Выходные регистры
хранят информацию, выводимую
на станок, а входные регистры
принадлежат самому станку.
При включении устройства
ЧПУ вычислитель записывает
информацию, подлежащую вы-
воду на станок, в буфер интер-
фейса контроллера (рис. 10.36).
Затем коммутатор адресов бу-
фера последовательно опраши-
вает по адресам ячейки буфера,
в результате чего производится
перезапись информации в вы-
ходные регистры. Если вычис-
литель не обращается к выход-
ным регистрам, то записанная в
них информация постоянно
подтверждается. При записи
информации в буфер перепись
информации в выходные реги-
стры временно прекращается и
возобновляется только по окон-
чании цикла записи. Если вы-
числитель производит ввод дан-
ных из входных регистров, де-
шифратор входных регистров по-
следовательно подключает кон-
кретные входные регистры к ин-
терфейсу магистрали.
Таким образом, цикл работы
интерфейса контроллера со-
стоит в том, что задающий ге-
нератор, счетчик адреса и ком-
ячеек буфера выходных данных.
Блок логики чтения и записи в зависимости от состояния дешифратора
адреса подключает к интерфейсу магистрали данные входных или вы-
ходных регистров.
На рис. 10.37 показан пример подключения к устройству ЧПУ па-
нели оператора. Клавиатура информационных полей панели оператора
составляет матрицу, включающую 8 столбцов по 16 строк. Нажатая
клавиша соединяет строку и столбец. Номер строки соответствует коду
клавиши, а номер столбца — признаку информационного поля. В числе
196
информационных полей — адресное и цифровое (показаны на рисун-
ке), поля циклов, режимов и подрежимных признаков (соответству-
ющие клавиши на рисунке оставлены пустыми).
Шифратор панели оператора (рис. 10.38) подчиняется циклу ра-
боты двух двоичных последовательно соединенных счетчиков С1 и С2.
Счетчики заполняются импульсами генератора, который на рис. 10.38
не показан. Цикл счетчика С1 — 16 импульсов, а счетчика С2 — 8 им-
пульсов. Таким образом, первый счетчик генерирует коды клавишей, а
второй — признаки информационных полей. За перебором всех кодов
197
следует смена признака. Коды и признаки поступают на вход много-
режимного восьмиразрядного буферного регистра RG, построенного на
jD-триггерах. Выходные буферные схемы регистра имеют три устойчи-
вых состояния (нуль, единица и высокий импеданс, при котором ре-
гистр отключается от информационной шины). Передача информации
в буферный регистр происходит с появлением синхроимпульса, который
генерируется, если оператор нажимает клавишу.
Дешифратор DC последовательно опрашивает строки матрицы;
и, если клавиша в строке нажата, на выходе столбца, отвечающего те-
кущему признаку, появляется сигнал и передается на вход (из группы
входов 0—7) коммутатора MX, Тот же признак, но в двоичном коде
поступает и на другую группу входов АО—А2 коммутатора МХ\ ком-
мутатор устанавливает совпадение кодов и генерирует синхроимпульс.
В этот момент и вносится информация в буферный регистр, причем эта
информация соответствует коду клавиши (т. е. номеру опрашиваемой в
данный момент строки) и текущему признаку (т. е. столбцу, в котором
опрашиваемая клавиша находится). После записи информации выра-
батывается запрос на прерывание, по которому микопроцессор прио-
станавливает работу и читает информацию, поставленную на информа-
ционную шину. Затем вырабатывается сигнал окончания ввода, и со-
держимое регистра сбрасывается. Теперь устройство готово к вводу
очередного байта.
10.5. Организация программно-математического обеспечения ЧПУ
Особенности программно-математического обеспечения ЧПУ как
комплекса прикладных программ состоят в следующем: все программы
комплекса резидентны, причем некоторые из них активны, а остальные
пассивны; программы комплекса развиваются как параллельные про-
цессы, некоторые из которых являются процессами реального времени;
параллельные процессы программного комплекса независимы или за-
висимы; в последнем случае они синхронизируются и обмениваются
сообщениями.
Резидентность прикладных программ означает, что все функции
ЧПУ, связанные с решением геометрической, логической, технологиче-
ской и терминальной задач, заранее программно поддержаны, т. е. для
выполнения прикладной программы необходимо лишь инициировать ее.
Инициация возможна с помощью управляющей программы ЧПУ, кла-
виатуры панели оператора, другой прикладной программы или по пре-
рыванию.
Параллельность процессов вытекает из существования одновре-
менно выполняемых задач ЧПУ (геометрической, логической, техноло-
гической и терминальной). Параллельность порождает проблему раз-
деления процессора и других ресурсов (например, общей памяти, ис-
пользуемой несколькими процессами для чтения и записи), а также
проблему синхронизации связанных процессов.
При разделении процессора процессы становятся квазипараллель-
ными, поскольку их отдельные фрагменты выполняются только после-
довательно. Проблему параллельности нельзя решить путем предо-
ставления отдельного процессора каждой задаче ЧПУ, так как и лю-
бая отдельно взятая задача может потребовать осуществления парал-
лельных процессов. Например, при решении геометрической задачи
протекают параллельные процессы: подготовка буферного кадра, отра-
ботка рабочего кадра, управление приводами подачи.
198
Работа прикладных программ в режиме реального времени
необходима потому, что она должна быть синхронизирована с разви-
тием реальных технологических и вспомогательных процессов на стан-
ке: резания, перемещений и переключений механизмов станка и др.
Режим реального времени работы системы управления обеспечивает
прием к отработке данных по мере их поступления без каких-либо
ограничений, а также выдачу результатов в требуемые интервалы вре-
мени. Внешними событиями, определяющими реальное время, яв-
ляются сигналы обратной связи, сопровождающие изменение состояния
объекта управления (станка), и, кроме того, директивы, вводимые опе-
ратором через клавиатуру панели. Внешние события прерывают функ-
ционирование процессора; прерывание обрабатывается программой-
драйвером, которая преобразует внешние события во внутренние.
Из-за необходимости синхронизации и обмена сообщениями
система параллельных процессов нетождественна их совокупности.
Пусть в какой-то момент процесс ожидает сообщения от другого про-
цесса или выполнения условия. Этот момент должен быть особым об-
разом отмечен, т. е. кроме внутренней корректности процессы должны
обладать еще и свойствами, обусловленными их местом в системе про-
цессов.
Рассмотрим принципы организации программно-математического
обеспечения ЧПУ. Из представления об устройстве ЧПУ как о вирту-
альной ЭВМ следует, что комплекс прикладных программ ЧПУ опи-
рается на архитектуру виртуальной вычислительной машины. Много-
машинная конфигурация устройства ЧПУ должна включать в себя,
естественно, соответствующее число таких машин с набором парал-
лельных процессов в каждой.
Виртуальный вычислитель помимо вычислительных услуг должен
предоставить зависимым параллельным процессам возможность обме-
ниваться сообщениями, взаимно синхронизироваться, поддерживать
некоторую дисциплину разделения вычислительных ресурсов. Эти до-
полнительные услуги реализуются одним из трех механизмов поддер-
жания параллельности: децентрализованным, распределенным по са-
мим параллельным процессам (механизмом сигналов и семафоров);
специализированным централизованным (диспетчером процессов
ЧПУ); универсальным централизованным (многопроцессной операци-
онной системой реального времени ОС РВ).
В условиях дефицита вычислительной мощности устройства ЧПУ
предпочтительны два первых механизма поддержания параллельности,
как наиболее экономичные. При достаточной вычислительной мощно-
сти предпочтительна ОС РВ. Именно этот вариант поддержания па-
раллельности процессов наиболее перспективен.
С точки зрения ОС РВ процесс — это программный модуль, сфор-
мированный так, чтобы ОС РВ могла руководить его исполнением
(приостанавливать, ставить в очередь для ожидания некоторого собы-
тия, предоставлять запрашиваемые им ресурсы и т. д.). ОС РВ разли-
чает состояния процессов, но не имеет сведений об их содержании.
Рассмотрим набор таких состояний.
Работающий процесс — единственный в каждый момент времени
процесс, которому предоставлен процессор. Готовый процесс — пол-
ностью подготовленный к работе процесс, ожидающий выделения ему
процессора (готовые процессы стоят в очереди, которая может быть
простой или с приоритетами). Ожидающий процесс — процесс, за-
держивающий сам себя до совершения некоторого события или до
199
получения некоторого сообщения, после чего он переходит в состоя-
ние готового процесса. Приостановленный процесс — процесс, задер-
жанный другим процессом. Пассивный процесс — процесс, который
выведен из поля действия ОС РВ, но может быть возвращен обратно
(вновь создан) работающим процессом.
Решение о переходе процесса из одного состояния в другое может
приниматься ОС РВ самостоятельно (при переходе из состояния «Ра-
ботающий» в состояние «Готовый»), по факту наступления события
или посылки сообщения (при переходе из состояния «Ожидающий» в
состояние «Готовый»), под влиянием прямых указаний в работающем
процессе (при всех других переходах). Таким образом, операции
ОС РВ следующие: СОЗДАТЬ — создание процесса; ЗАВЕРШИТЬ,
УДАЛИТЬ — завершение процесса, удаление процесса из поля дей-
ствия ОС РВ; ПРИОСТАНОВИТЬ — приостановка развития процесса,
ПРОДОЛЖИТЬ — запуск приостановленного ранее процесса; ОЖИ-
ДАТЬ — ожидание события; ПОЛУЧИТЬ — получение сообщения, за-
держка процесса, если сообщение еще не послано; ПОСЛАТЬ — посыл-
ка сообщения.
Работа ОС РВ заключается в управлении переходами процессов
из одного состояния в другое вплоть до их выполнения, но при этом
должны соблюдаться все необходимые условия квазипараллельного
развития процесса.
Процесс представляет собой систему действий, реализующую опре-
деленную функцию в вычислителе и оформленную так, что управляю-
щий механизм вычислителя (например, ОС РВ) может перераспреде-
лять его ресурсы в целях мультипрограммирования. Процесс объеди-
няет саму программу и некоторую управляющую структуру — дескрип-
тор. Последний содержит данные о приоритете и состоянии процесса,
указывает адрес стека, в котором сохраняется вектор прерывания про-
цесса, содержит начальный адрес выполняемой программы. ОС РВ ра-
ботает именно с дескрипторами, а не с программными текстами.
Разбиение задач ЧПУ (геометрической, логической, технологиче-
ской и терминальной) на процессы осуществляют путем выделения ло-
гически независимых или мало зависимых программных фрагментов.
Подобная процедура неоднозначна. Можно предположить, что лучше
иметь много малых (т. е. алгоритмически простых) процессов, чем не-
сколько больших (алгоритмически сложных), поскольку это позволяет
строить гибкую структуру программно-математического обеспечения,
в которой одни и те же процессы используются для реализации раз-
личных функций. Однако слишком большое число процессов усложняет
систему программ, затрудняет ее модификацию и отладку и приводит
к чрезмерным потерям времени, связанным собственно с работой ОС
РВ (эта работа является своеобразными накладными расходами по от-
ношению к основной и необходимой переработке информации).
Разбиение задач ЧПУ на процессы можно связать с определением
заданий ЧПУ. Рассмотрим этот подход применительно к модулю интер-
поляции, имеющему наряду с другими модулями собственный процессор.
Работа модуля представляет собой процедуру переработки инфор-
мации на пути от входа к выходу. Фиксируя отдельные этапы этой
процедуры в виде буферов и информационных векторов и обозначая
связи между буферами и векторами на путях передачи информации,
получим информационный граф (рис. 10.39), отражающий концепту-
альную модель базы данных модуля интерполяции. Суть построения по-
добного графа в том, чтобы выделить информационные объекты, ис-
200
пользуемые в любом режиме работы устройства ЧПУ и отражающие
специфику каждого режима. На каждом этапе информационного преоб-
разования следует объединять однородную информацию, для которой
частота обращения и требования к скорости обработки примерно оди-
наковы. При этом возникают информационные компоненты, состоящие
из связанных по вертикали массивов: массивов источников, объектных,
загрузочных, главных и промежуточных массивов, массивов потреби-
телей. Группа массивов одного компонента вместе с приданными ком-
поненту процедурами и представляет собой законченный модуль обра-
ботки информации.
На рис. 10.39 массивы источников представлены буфером, прини-
Рис. 10.39. Информационный граф, отображающий концептуальную модель базы дан-
ных модуля интерполяции:
01 — буфер модуля электроавтоматики; 02 — буфер модуля ввода; 11 — вектор управления зада-
ниями; 12 — вектор G-функций; 13 — вектор объектного кадра; 14 — вектор коррекций инстру-
мента; 15— вектор управления экраном; 21 — вектор сообщений от модуля электроавтоматики;
22 — вектор буферного кадра; 23 — вектор сообщений для модуля электроавтоматики; 31 — век-
тор управления приводами подачи; 32 — вектор интерполяции; 33 — вектор рабочего кадра; 34 —
вектор коррекций режимов; 41 — вектор визуализации; 51 — буфер модуля приводов; 52 — буфер
модуля электроавтоматики; 53 — буфер модуля ввода
мающим очередной кадр управляющей программы ЧПУ из модуля
ввода, а также буфером, принимающим из модуля электроавтоматики
сообщения о ее готовности. Центральную роль в объектных массивах
играет объектный кадр управляющей программы ЧПУ, на основе ин-
формации которого и с учетом коррекции инструмента подготовляется
затем буферный кадр. Вектор управления заданиями построен зара-
нее — в модуле ввода, а в модуле интерполяции он продублирован и
служит для его настройки на выполнение функций ЧПУ, заданных с
панели оператора и в управляющей программе. Вектор G-функций со-
держит действующую цепочку подготовительных функций — по одной
из каждой группы G-функций. Вектор управления экраном собирает
информацию, указывающую на выбор оператором определенного на-
бора сведений для показа на экране.
Загрузочные массивы готовят информацию, необходимую перед
активизацией очередного кадра управляющей программы; при этом
учитывается текущее состояние электроавтоматики и формируется
сообщение для управления ею. Главные массивы представлены: от-
201
рабатываемым рабочим кадром управляющей программы; вектором
коррекций, задаваемых с панели оператора; результатами интерпо-
ляционных расчетов (в векторе интерполяции); накопленными зна-
чениями координат исполнительных органов (в векторе управления
приводами). Промежуточным массивам принадлежит вектор визуа-
лизации, в котором подготовлена информация для передачи на эк-
ран дисплея, а массивы потребителей включают буферы, в которых
накапливается информация для передачи другим модулям.
Автономный модуль обработки информации какого-либо компонен-
та базы данных получает информацию от объектов другого компонен-
та и преобразует ее в вид, требуемый на входе объектов других ком-
понентов.
Заданием ЧПУ служит совокупность действий, выполняемых
за один шаг или несколько шагов, заключающихся в обслуживании
массива или семантически однородной группы массивов одного компо-
нента базы данных и включающих законченные процедуры в составе
задачи ЧПУ.
Первый шаг задания обязательно включает прием выходной ин-
формации от компонента, который в данный момент служит источником
информации по отношению к рассматриваемому. Задание завершается
подготовкой принадлежащих ему объектов. Все промежуточные фазы
выполнения задания связаны с преобразованием информации. Следова-
тельно, в базе данных каждая связь между отдельными компонентами
означает начало нового шага задания.
Реализация параллельных процессов сводится к выполнению в
среде ОС РВ параллельных заданий, способ построения которых был
рассмотрен. Настройка задания производится директивами языка уп-
равления заданиями, которые включают: указания, поступающие с па-
нели оператора; указания от управляющей программы ЧПУ; указания
от предыдущих выполненных заданий.
Отдельные процессы активизируются посредством задания, на-
строенного соответствующим образом. Причем это может быть сдела-
но двумя способами: во-первых, путем привлечения упомянутой выше
операции СОЗДАТЬ, переводящей процессы в поле действия ОС РВ;
во-вторых, путем построения задания по типу настраиваемого про-
граммно-реализованного автомата-интерпретатора, самостоятельно вы-
зывающего все свои процессы по мере их необходимости.
Общая структура программно-математического обеспечения ЧПУ
складывается в такой последовательности. Число разделов программно-
математического обеспечения устанавливают соответственно количеству
необходимых задач ЧПУ (геометрической, логической, технологической
и терминальной). В составе разделов выделяют модули, имеющие соб-
ственный процессор. Модуль описывают информационным графом, отоб-
ражающим концептуальную модель базы данных. С помощью модели
определяют пакет заданий ЧПУ, каждое из которых состоит из одного
или нескольких шагов и настраивается директивами языка управления
заданиями. С настроенным заданием связывают активизируемые во
время работы последовательные процессы. Параллельные задания при-
вязывают к ОС РВ.
Назначение отдельных процессов определено конкретными част-
ными алгоритмами (трансляции управляющей программы, интерполя-
ции и многими другими). Общее число процессов исчисляется десят-
ками.
В этом разделе рассматривали только глобальную организацию
202
программно-математического обеспечения ЧПУ, которая состоит не в
разработке отдельных частных алгоритмов, а в построении целостной
системы этих алгоритмов.
10.6. Алгоритмы интерполяции
Функция интерполяции в устройстве ЧПУ является центральной.
В силу высокой частоты повторения алгоритм интерполяции затрачи-
вает значительную мощность вычислителя устройства ЧПУ. Вычисли-
тельная эффективность алгоритма интерполяции оказывает прямое вли-
яние на конечную точность изделия. Рассмотрим наиболее распро-
страненные алгоритмы интерполяции. Определим место алгоритма в
общей системе программно-математического обеспечения.
Любой кадр управляющей программы ЧПУ по мере ее отработки
в конце концов становится буферным, а затем и рабочим. Информация
рабочего кадра укрупненно описывает геометрическую задачу (т. е. ту
траекторию, которую необходимо воспроизвести на очередном участке),
но ничего не говорит о способах ее решения (т. е. о том, какими долж-
ны быть команды, оперативно выдаваемые на следящие приводы по-
дачи). Вычислительная процедура устройства ЧПУ, обеспечивающая
переход от укрупненного описания заданного перемещения к оператив-
ным командам для исполнительных приводов, называется интерпо-
ляцией.
Интерполяция осуществляется над целыми числами. Одна едини-
ца соответствует для рабочего органа станка наименьшему перемеще-
нию или углу поворота, контролируемому в процессе управления.
Такое соответствие называют дискретностью перемещения. Поскольку
контроль перемещения на станке вдоль каждой координатной оси вы-
полняет датчик обратной связи по положению следящего привода пода-
чи, постольку и дискретность перемещения определяется ценой отсче-
та шкалы этого датчика.
Пусть дискретность перемещения системы ЧПУ равна 1 мкм. Тог-
да цена одного отсчета шкалы датчика обратной связи по положению
следящего привода подачи будет составлять 1 мкм, а заданное в
кадре перемещение, подготовленное для интерполяции, будет представ-
лено целым числом микрометров. В общем случае заданное перемеще-
ние на уровне рабочего кадра представлено целым числом дискрет.
Таким образом, под дискретой можно понимать и управляющую ко-
манду, поступающую на вход следящего привода подачи. Следящий
привод подачи отработает каждую дискрету соответственно ее цене,
т. е. в виде некоторого элементарного перемещения.
Существуют следующие методы интерполяции: оценочной функ-
ции, цифровых дифференциальных анализаторов, прогноза и коррекции,
таблично-аналитический.
Согласно методу оценочной функции моделируется алгебраиче-
ское уравнение воспроизводимой линии. По результатам шага вдоль
управляемой координаты вычисляется вспомогательная (оценочная)
функция F, знак которой определяет направление следующего шага;
причем перемещение на этом шаге приближает отрабатываемую траек-
торию к идеальной линии. Все вычисления ведутся в единицах дискрет.
Пусть интерполяции подлежит некоторая произвольная кривая,
описываемая уравнением 0=у—f(x) (рис. 10.40,а). Определим оценоч-
ную функцию F следующим образом: F=y—f(x). Справедливо утвер-
203
Рис. 10.40. Принцип интерполяции методом оценочной
/функции:
а — интерполируемая кривая и реализация интерполируемых
движений на плоскости значений оценочной функции; б — схе-
ма линейной интерполяции; в — схема круговой интерполяции
ждение, что F=0, если точка, порождающая требуемую траекторию,
находится на заданной кривой; F>0, если точка, порождающая требу-
емую траекторию, находится в области выше кривой; F<0, если упомя-
нутая точка находится в области ниже кривой. Таким образом, знак
оценочной функции F может послужить индикатором, в каком направ-
лении следует сделать очередной шаг:
ifF^O then (шаг по оси X) else (шаг по оси У).
В точке 1 (х0, у0) оценочная функция F = 0, делаем шаг по оси X
(т. е. передаем управляющую дискрету в привод подачи координа-
ты X). Очередной точкой, воспроизводящей требуемую траекторию,
станет 2 (х0+1, уо). Эта точка находится в области, где F<0; следо-
вательно, новый шаг должен быть сделан по оси У, и т. д. Для управ-
ления нужно лишь знать способ определения знака F. Такой способ без
труда устанавливается для конкретной интерполируемой траектории.
При линейной интерполяции (рис. 10.40,6) уравнением траектории
будет: 0=УгХ—XiY, где х/, yi— координаты текущей точки прямой ли-
нии; X, У — кадровые приращения по осям X, У. Оценочная функция
для прямой линии определяется так; Fr=yix—XiY.
Это выражение позволяет вычислить оценочную функцию и опре-
делить ее знак. Пусть сделан шаг в одну дискрету по оси X:
Л-4-i=У/Х-(хг-+1) У= (У/Х-хгУ)-У=Л-У.
Пусть сделан шаг в одну дискрету по оси У. В этом случае Л+1 =
=\yi+ 1)Х—Х/У= (,^Х-Х;У)+Х=Л+Х.
При круговой интерполяции (рис. 10.40, в) уравнение воспроизво-
димой траектории будет следующее: 0= (у?—z/02) + (х?—х02); а оценоч-
ная функция Л= (i/z2—yo2) + (V—х02), где X/, уг — координаты текущей
точки окружности; х0, Уо — координаты начальной точки дуги относи-
тельно ее центра.
204
При шаге по осям X и Y получим соответственно Лч-i = (У?—Уо2) +'
+ (Xi— 1)2—х02=Fi—2xi + 1 = Ft—х,—хж. Fi+1 = (уг +1)2—yQ2 + (x?—
--Xo2) =/*’«+2^+1 =/7 i+yi+i/i+l.
Схема алгоритма интерполяции по методу оценочной функции
представлена на рис. 10.41. Этот алгоритм построен как фиксирован-
ный цикл с расчетом одного шага интерполяции в пределах каждого
цикла и предъявляет высокие требования к быстродействию вычисли-
Рис. 10.41. Схема алгоритма интерполяции по методу
оценочной функции
теля. Если быстродействие невелико, алгоритм накладывает ограни-
чения на скоростные возможности станка, заставляя уменьшать часто-
ту фиксированных циклов. Поэтому методом оценочной функции в
чистом виде можно воспользоваться лишь при аппаратной реализаации
интерполятора. Другая возможность состоит в использовании моди-
фицированного алгоритма оценочной функции, работающего на посто-
янной несущей частоте: блок интерполяции в каждом периоде выдает
в следящие приводы цифровые параллельные коды. Постоянную несу-
щую частоту выбирают так, чтобы следящие приводы станка выполняли
роль фильтра, сглаживающего дискретный характер управления.
. Пусть постоянная несущая частота составляет 100 Гц. Для при-
водов станка в качестве командных будут сформированы не отдель-
ные импульсы, а их пачки, или межтактовые приращения, объемы ко-
торых зависят от соотношения контурной скорости и несущей часто-
ты, а также от заданной траектории. Межтактовые приращения будут
поступать к исполнительным приводам в параллельном коде с часто-
205
той 100 Гц. Однако динамические свойства приводов таковы, что
дискретные управляющие сигналы на входе, квантованные по времени
и уровню, будут сглажены и монотонно воспроизведены на выходе.
Рассмотрим процесс интерполяции прямолинейного участка, за-
данного кадровыми приращениями X и У, временем Т отработки кад-
ра. Межтактовые приращения Дх4, Ду,- в некотором периоде номера i,
время Т отработки кадра и период т постоянной несущей частоты свя-
заны следующими соотношениями: XxiT—Ат=0; kytT—Уг=0.
Отсюда получим систему оценочных функций Mf. Nl='Z^xl—
—iXx/T;
В этой системе целесообразно перейти к параметрам Дх = А'т/Г
и Ly=Yx/T, которые по своему смыслу являются средними межтак-
товыми приращениями и могут быть определены в блоке внецикловых
расчетов. Тогда Ni=^Xxi — гДх; 7И;=2Ду; —/Ду.
Стратегию управления для очередного периода номера i можно
построить следующим образом:
if Ni >0 then Дх; = ent (Дх) else Дхг = [ent (Дх)-f- sign А'];
if 7Иг>01Ьеп &yt = ent (Ду) els е Дуг = [ent (Ду)-J-sign KJ.
Здесь функция ent выделяет целую часть числа, а функция sign
равна единице со знаком аргумента функции.
Очередные межтактовые приращения Дх4 и Ду, являются целыми
числами дискрет. Структура блока линейной интерполяции для коор-
динаты X показана на рис. 10.42.
Для круговой интерполяции в плоскости (А, У) по отношению к
периоду номера i справедливы следующие выражения: AXi=VTsin<p=
=vx/(Ryi); Ay1=OTCos<p=VT/(7?xi), где v — контурная скорость пода-
(//акало, дпок X, ) —| да IZAti । 1 jT^77 lAX-tdX+AX | Hem^—1 - Nf(LAxi,-iAx)signX i—— Ах. дых одной л™*™ 1 регистр Конец отработки | Ч | гу-4^7 1 I Pxi-AXi+signX Ы | * 1 | L». Переход 1 I LAXi=LAXitsignX 1 1 ~= I N&Ni + signX Рис. 10.42. Структура блока линейной интерполяции для координаты X (Лтлцбнок хк ) г | py»7Z | AXj^O | 1 \Да f J 1 лх.^выходной | Хнет 1 |*** peeucmp | Lj конец ртработ- I 1 ха кадра no x . J , 1— -1 tx-ht" 1 " | 1—| переход | | Nj-Nj*signX | Рис. 10.43. Структура блока круговой интерполяции для координаты X
206
чи; хь yi — текущие (в периоде i) координаты воспроизводящей точки
дуги окружности относительно ее центра; ф — текущий угол воспроиз-
водящей точки дуги, отсчитываемый против часовой стрелки от по-
ложительного направления оси X; R — радиус окружности.
Отсюда получим систему оценочных функций 2VZ, Mif в которой
дополнительно введем Дф==^т//?: ^==SAxz —Дф2у£; = 2Ayz —Дф2л^
Параметр Дф представляет собой среднее и постоянное в преде-
лах всего кадра приращение угла поворота воспроизводящей точки за
период т несущей частоты вдоль дуги запрограммированной окружно-
сти (этот параметр вычисляется заранее). Вид оценочных функций*
позволяет сформулировать следующую стратегию управления для оче-
редного периода номера i: устанавливая в г-м периоде ДХг = 0, получа-
ют ситуацию, в которой заведомо М<0, после чего последовательно
увеличивают Дх< до тех пор, пока N^O; соответствующее значение Дх/
передают в выходной регистр. Процедура определения Дуг- аналогична.
Структура блока круговой интерполяции для координаты X показана
на рис. 10.43.
При интерполяции методом цифровых дифференциальных анализа-
торов (ЦДЛ) моделируется дифференциальное уравнение воспроиз-
водимой кривой.
Будем предполагать далее работу интерполятора на постоянной
несущей частоте.
Пусть. X, Y — кадровые приращения. Дифференциальное уравне-
ние прямой линии в простой и параметрической форме имеет вид
dy!dx=Y/Х\ dy/dt=(dY, dx/dt=atX, где со — параметр, имеющий
смысл: со=1/Т, причем Т — полное время отработки кадра.
Преобразуем систему параметрических уравнений следующим об-
разом: dyldt=^\lxtXy\ dxldt=\l(тДх), где т — период постоянной ча-
стоты; Дх, Ду — средние межтактовые приращения по соответствующим
координатам, имеющие целые и дробные части, подсчитанные с высо-
кой точностью.
Проинтегрируем обе части параметрических уравнений, при вычис-
лении интеграла воспользуемся приближением Эйлера:
? I
У^^^У, Х^Ьс,
1 1
где i — номер периода постоянной несущей частоты.
Метод ЦДЛ для линейной интерполяции реализуется с помощью
двух программно- или аппаратно-построенных регистров-накопителей,
которые и являются дифференциальным анализатором. Для вычисле-
ния текущих координат хй yi воспроизводящей точки в регистрах осу-
ществляются сложения межтактовых приращений.
В основе реального алгоритма линейной интерполяции по методу
ЦДА лежат (для координаты X) такие зависимости: ДХ/=Дх+Д/-1;
Дг-1=Дхг—entAxz; xz=xz+entAxz; х=х—entAxz, где Дх*—полная вели-
чина (содержащая дробную и целую части), предназначенная для вы-
дачи в качестве управляющего воздействия в f-м периоде постоянной
несущей частоты; Д^ — накопитель дробных остатков, которые, есте-
ственно, не могут входить в управляющие воздействия; ent(entier) —
операция выделения целой части, состоящая в отбрасывании дробного
остатка; xt — накопитель управляющих воздействий; х — кадровый
остаток.
Работа алгоритма (для координаты X) состоит в выполнении сле-
207
дующих шагов: определение Дх;, определение значения Дг-_Р которое
будет использовано в следующем интерполяционном цикле; выдача уп-
равляющего воздействия entAxr-; определение X/. Кроме того, должна
осуществляться проверка конца отработки кадра.
Перейдем к алгоритму круговой интерполяции по методу ЦДЛ.
Уравнение окружности xz2+f/z2=/?2, где R — радиус.
После дифференцирования по х и перехода к параметрической
форме получим: dyldt=®x\ dxldt=—coy. Здесь v — задан-
ная контурная скорость подачи.
Проинтегрируем обе части параметрических уравнений, воспользу-
емся при вычислении интеграла приближением Эйлера. Введем обозна-
чение Дф=ут//?:
I I
^=^2^ «/=—
I 1
где Дф — среднее и постоянное в пределах всего кадра приращение уг-
ла поворота воспроизводящей точки за период т несущей частоты.
Приведенные уравнения описывают процессы в цифровом диффе-
ренциальном анализаторе. Операция суммирования выполняется в
каждом новом периоде постоянной несущей частоты, при этом в ре-
гистр-накопитель добавляется значение текущей координаты воспро-
изводящей точки. Структура связей в цифровом дифференциальном
анализаторе при круговой интерполяции показана на рис. 10.44.
Рис. 10.44. Структура связей в цифровом дифференциальном анализаторе
при круговой интерполяции
Метод ЦДЛ охватывает такие алгоритмические решения с аппа-
ратно- или программно-реализованными регистрами-накопителями, в
рамках которых (речь идет о решениях) производятся следующие опе-
рации: суммирование точно подсчитанных координат или их прираще-
ний; выделение целых частей; накопление дробных остатков и др. Циф-
ровой дифференциальный анализатор как устройство, моделирующее
дифференциальное уравнение воспроизводимой траектории, может в яв-
ном виде не обнаруживаться. Это видно на примере варианта круговой
интерполяции методом ЦДА (рис. 10.45). Интерполяция осущест-
вляется на постоянной несущей частоте с периодом т. С каждым пе-
208
риодом несущей частоты происходит приращение Дф угла поворота
воспроизводящей точки, причем Дф=^т//?, где использованы введенные
ранее обозначения. Этот угол поворота может быть задан косинусом,
а тот, в свою очередь, подсчитан на этапе подготовки интерполяции:
cos Дф=1—Дф2/2!+Дф4/4!— ...
Рис. 10.45. Схема круговой ин-
терполяции на постоянной не-
сущей частоте (иллюстрация к
методу ЦДА)
Рис. 10.46. Интерполяция по
методу прогноза и коррекции
Определим межтактовые приращения Дхг+ь Д*/м-ь Учитывая
обозначения, указанные на рис. 10.45, получим (опуская промежуточ-
ные выводы) следующие: Дхг+1=(1—2cos Дф)%Н-хг-г, Дугч-1=
= (2 cos Дф— \)у— yi-i.
Приведенные формулы используются в рекурсивных процедурах
расчета очередных приращений на основе сохраняемых и корректиру-
емых в регистрах-накопителях прошлых значений текущих координат.
Каждый цикл интерполяции методом прогноза и коррекции со-
стоит из двух этапов: 1) грубой оценки (прогноза) координат следую-
щей точки (узла) интерполяции, 2) коррекции этих координат с целью
повысить точность и исключить возможность накопления погреш-
ностей.
На первом этапе используют следующую модификацию метода
ЦДА: xz+i=a—ДфГ/£; уж=£/г+Дф*<.
Здесь сохранены обозначения рис. 10.40.
Принцип построения алгоритма поясним с помощью рис. 10.46.
Если точка М{(х{, у{) принадлежит дуге окружности радиусом R, то
точка Afi+i (Xi+i, j/i+i) находится вне круга радиусом R, поскольку
первый этап интерполяции осуществляется вдоль касательной в точ-
ке Mi. Поэтому на втором этапе производится линейная интерполяция
единичными шагами по направлению к центру О окружности вдоль
прямой Afi+IO. Интерполяция заканчивается при изменении знака
оценочной функции FK, начальное значение которой в точке 7Иг+1 со-
ставляет FK=Xi+i2+yi+\2—R2.
Линейная интерполяция вдоль прямой Mi+xO производится с ис-
пользованием оценочной функции Рл=у^х—х^у, где х, у — коорди-
наты текущей точки траектории интерполяции. В процессе линейной
интерполяции на каждом шаге по оси X (а этот шаг производится при
Fa<0) выполняются следующие операции: FK=FK—2х+1; РЛ=РЛ+
+г/ж; х=х— 1.
209
Аналогично на каждом шаге по оси У (а этот шаг производится
при выполняются следующие операции:
FK=FK—2у+1; F^Fx—Xi+i; у=у—Х.
Изменение знака функции FK говорит о том, что точка интерполя^
ционной траектории вошла в круг радиусом R с отклонением, не пре-
вышающим одну дискрету.
При интерполяции нередко требуются вычисления тригонометри-
ческих и обратных тригонометрических функций. При этом полезны
таблично-аналитические методы.
Таблично-аналитический метод вычисления функции ф предусмат-
ривает следующее:
представление аргумента X функции ф в виде двух слагаемых:
Х=х+б; где X — точное значение аргумента; х—ближайшее мень-
шее табличное значение аргумента; б — разность между точными и
табличными значениями аргумента;
нахождение ф(х) по таблице;
•вычисление ф(Х) по аналитической зависимости между ф(х) и б.
Для определения аналитической зависимости функцию ф(Х) пред-
ставляют степенным рядом, который затем разделяют на две группы.
Первая группа соответствует ф (х), а вторая представляет собой ана-
литическое выражение дополнение ф(х) до ф(Х). Дополнение аппрок-
симируют с учетом малого значения б и требуемой точности вычисле-
ния.
Приведем примеры функций, которые удобно и целесообразно
реализовывать таблично-аналитическим методом:
sinX=sinx • cos6+sin6 • cosx~ sinx+6cosx;
cosX=cosx • cos6—sinx • sin6 « cosx—6sinx;
arccosX=jt/2—x—6—(x+6)3/3!— ... ~arccosx—6—хб.
Одно из достоинств таблично-аналитического метода заключает-
ся в простоте интерполяции сложных контуров, которые не удается
представить совокупностью отрезков прямых и окружностей.
Многообразие алгоритмов интерполяции объясняется необходи-
мостью компромисса между стремлением к высокой точности вычис-
лений, с одной стороны, и желанием уложиться в минимальный по
времени интерполяционный цикл, с другой.
10.7. Архитектурные варианты устройств ЧПУ
«Архитектурный ряд» систем ЧПУ был выстроен в подразд. 10.1
в порядке потенциального нарастания вычислительной мощности. Этот
ряд составлен из типовых решений, количество которых невелико в
отличие от числа конкретных реализаций систем ЧПУ. Далее приве-
дены примеры типовых архитектурных решений в последовательности,
соответствующей архитектурному ряду.
Базовое однопроцессорное решение показано на рис. 10.47.
В структуре выделены два фрагмента: объектно-независимый ведущий
вычислитель I и объектно-зависимая часть II, состоящая из специ-
фичных для ЧПУ ведомых модулей. В числе этих модулей традицион-
ный набор контроллеров: для связи с приводами подачи, главного
движения и электроавтоматики; для связи с пультом оператора и ЭВМ
210
Рис. 10.47. Однопроцессорное устройство ЧПУ
верхнего ранга. В памяти ПЗУ хранится прикладное программно-ма-
тематическое обеспечение ЧПУ. В памяти ОЗУ размещается управ-
ляющая программа ЧПУ; кроме того, эта память используется в те-
кущих вычислениях. Модуль умножения является аппаратным ариф-
метическим расширителем.
Вычислительные возможности базового варианта определяются
16-разрядным микропроцессором с быстродействием 250—500 тыс.
операций/с, памятью до 128 Кбайт. Указанные ограничения устанав-
ливают область применения подобных устройств: простые двух- и
трехкоординатные станки с ЧПУ с несложной электроавтоматикой (с
общим числом входов-выходов не более 256). Возможна некоторая
модернизация путем страничной организации памяти, использования
внешней памяти, введения аппаратной интерполяции и аппаратного
замыкания позиционных контуров следящих приводов; однако в
полной мере современным требованиям к вычислительной мощности
этот вариант не удовлетворяет.
На рис. 10.48 показана архитектура устройства ЧПУ мод. 8600
фирмы Allen Bradley (США). Она характеризуется мощным вычисли-
телем, центральный процессорный узел которого содержит процессор
и арифметический сопроцессор. Адресное пространство вычислителя
составляет 1 Мбайт. Функции электроавтоматики выполняет програм-
мируемый контроллер. Интерфейс периферии содержит набор контрол-
леров связи со стандартными устройствами по последовательным ка-
налам и с панелью оператора по параллельному каналу. Контроллер
датчиков служит для приема сигналов по четырем каналам датчиков
обратной связи следящих приводов подачи. Применяют различные дат-
чики: линейные индуктосины, резольверы, кодовые датчики. Контрол-
лер регулируемого привода состоит из цифроаналогового преобразова-
теля для управления регулируемым приводом и аналого-цифрового
преобразователя для приема сигнала аналогового позиционного дат-
чика обратной связи. Таким образом, существуют альтернативные воз-
можности замыкания позиционных контуров следящих приводов через
контроллеры датчиков или через контроллеры регулируемых приводов.
Каждый контроллер ввода-вывода сигналов электроавтоматики
имеет 32 входа и 32 выхода. Исходя из общей потребности электро-
211
Рис. 10.48. Устройство ЧПУ мод. 8600 фирмы Allen Bradley
автоматики, определяют необходимое число таких контроллеров. Еди-
ничный выходной сигнал имеет параметры: напряжение 24 В, сила
тока до 0,2 А. Контроллеры развязаны оптронами по входам и вы-
ходам.
Для связи с другими системами управления и ЭВМ имеется мик-
ропроцессорный сетевой контроллер, поддерживающий программпо-
устанавливаемые протоколы информационного обмена. Контроллер
работает с несколькими последовательными портами и одним парал-
лельным портом.
Дальнейшее повышение вычислительной мощности устройств ЧПУ
связано с использованием архитектуры мультипроцессора.
Один из вариантов мультипроцессирования состоит в сохранении
базовой структуры с одним вычислителем, расширенной за счет пери-
ферийных модулей в виде активных интеллектуальных контроллеров
для следующих целей: управления приводами, связи с электроавтома-
тикой, обработки информации измерительных датчиков, выполнения
диагностических функций, автоматического введения коррекции с
целью повышения точности измерения параметров инструмента.
Рассмотрим один из вариантов организации межпроцессорного об-
мена в двухуровневом устройстве ЧПУ, состоящем из центрального вы-
числителя на базе одноплатной микроЭВМ «Электроника МС 1201.01»
(верхний уровень) и одноплатных интеллектуальных контроллеров
(нижний уровень), число и назначение которых определяются заказом
пользователя (рис. 10.49, а).
Каждый контроллер подключен к магистрали Q-bus через автомат
ПДП (рис. 10.49, б) и является внешним по отношению к вычислителю
устройством. В адресном пространстве вычислителя, отведенном под
212
Вычислитель
а)
5)
Рис. 10.49. Устройство ЧПУ с интеллектуальными контролле-
рами (ИК):
а — общая архитектура; б — интеллектуальный контроллер
адреса внешних устройств, выделены 257 адресов, определяющих вид
запроса к интеллектуальному контроллеру.
Контроллер (рис. 10.49, б) включает в себя: буфер 1 для согласо-
вания контроллера с системной магистралью; буфер 2, обеспечиваю-
щий развязку системной и локальной магистралей; регистры страницы
и фиксации адреса; микропрограммный автомат прямого доступа в па-
мять контроллера со стороны центрального вычислителя; локальный
вычислитель контроллера, включающий микропроцессор, память и мо-
дуль .ввода-вывода для связи с объектом управления. Интеллектуаль-
ный контроллер является ведомым, и прямой доступ в память контрол-
213
лера для ввода и вывода осуществляет ведущий — центральный вычис-
литель. Самостоятельность же контроллера проявляется в его связи со
своим внешним устройством.
Схема алгоритма связи вычислителя с контроллером показана на
рис. 10.50. В зависимости от вида запроса алгоритм включает в себя
два режима: запись регистра страницы, работа с памятью. Второму
режиму всегда предшествует первый, за исключением случаев, когда
работа выполняется с адресами в пределах одной страницы: при этом
работает только второй режим. Восьмиразрядный регистр страницы
обеспечивает обращение к 256 страницам. Восьмиразрядный регистр
адреса позволяет обратиться к 256 словам одной страницы.
Нет
Запрос
ведущего
Hi
тегистра а
Да
Запись регистра
страницы
Запрос ЛДП .
залит дав/па в
регистраареса
Сдрос запроса//////,
подтверждение
разрешения^ ЛДЛ^
Разре-
шение
/5ывайа сигнала
подтверждения
Нет
Сдрос разрешения
^Ь^Задерж^
'З/одт-л---^
тржддние ас-
^ролнения^'''
ДаУ
Да
вврос автомата
Лд/7 по неотвепл/
Дедлолиродание
автомата ПДП
VmeHue регистров
страницы и адреса
| адреса^
{/правление
выводом
„вывод
ваита из нонт-
Нет
оллгри
( /(онег/
{/правление
вводом
блолйровла адтома-
ЗОПре^ЗО&ДЖГЩ
Рис. 10.50. Схема алгоритма связи вычислителя с интеллектуальным конт-
роллером (см. также рис. 10.48, 10.49)
214
Архитектура устройства ЧПУ Mark Century фирмы General Elec-
tric (США) является развитием предыдущей: наряду с применением ин-
теллектуальных контроллеров использован еще один мощный вычисли-
тель, построенный как программируемый контроллер (рис. 10.51).
Программируемый контроллер берет на себя не только функции элек-
троавтоматики, но и целый ряд других, освобождая от них собственно
устройство ЧПУ. Просматривается тенденция, согласно которой в паре
устройство ЧПУ — программируемый контроллер (рис. 10.51, а) роль
контроллера непрерывно возрастает и может стать доминирующей.
длрад/гемие Злертро-
придодама автоматика
а)
Вход диетам '-------v------> Выход л
циомнои загруз Выходы В сеть
упраМтооцих перфоратору
программ
Рис. 10.51. Общая структура (а) устройства ЧПУ Mark Century фирмы General Elect-
ric и схема (б) подключения интеллектуальных контроллеров к системной магистрали
215
Контроллер и устройство ЧПУ общаются между собой через про-
граммно-аппаратное окно. Общее число подпрограмм, поддерживаю-
щих функции окна, составляет 275. Подпрограммы выполняют комп-
лексные операции, однако для проектировщика системы они представ-
лены простыми командными указаниями.
Интеллектуальные контроллеры устройства ЧПУ (рис. 10.51,6)
построены на микропроцессорной основе, располагают памятью и сво-
бодно конфигурируемыми (под заданные протоколы) портами. Ин-
теллектуальный контроллер ввода-вывода эмулирует программный до-
ступ оператора к центральной внешней ЭВМ. К модулю пульта
оператора может быть подключен персональный компьютер. Интеллек-
туальный контроллер интерфейса внешних устройств поддерживает про-
токолы прямого включения устройства ЧПУ в локальную вычислитель-
но-управляющую сеть.
Если системная магистраль не приспособлена к мультипроцессор-
ной организации (как, например, Q-bus), то в такой организации ис-
пользуют разделяемую двухвходовую (двухпортовую) память, служа-
щую своеобразным «почтовым ящиком» при информационном обмене.
Примером применения архитектурного решения с двухвходовой об-
менной памятью может послужить устройство ЧПУ, построенное на
двух одноплатных микроЭВМ «Электроника МС1201.01» (рис. 10.52).
Рис. 10.52. Пример архитектурного решения устройства ЧПУ с двухвходовой памятью
Функции первой микроЭВМ следующие: предварительная обработ-
ка входной информации (ввод, вывод, упаковка и редактирование уп-
равляющей программы, корректоров и станочных параметров); под-
готовка и передача во вторую микроЭВМ информации, необходимой
для управления приводами подачи, подготовка и выдача команд элек-
троавтоматики; прием информации от второй микроЭВМ; обработка
информации, поступающей с пульта оператора; оперативная индикация
состояния станка и устройства ЧПУ.
Функции второй микроЭВМ состоят в следующем: прием информа-
ции от первой микроЭВМ и измерительной системы, выдача управля-
ющих сигналов на измерительные приводы; передача в первую мик-
роЭВМ информации о рассогласовании следящей системы и об аварий-
ных ситуациях.
216
По сигналу таймера прерываются программы в обеих микроЭВМ
и осуществляется цикл обмена информацией.
Усовершенствованная архитектура устройства ЧПУ с использова-
нием двухвходовой памяти показана на рис. 10.53. Основной набор ком-
понентов здесь таков: достаточно мощный центральный вычислитель
на базе микроЭВМ СМ-1300-01; а также интеллектуальные контролле-
ры на базе микропроцессоров. Стержнем системы служит системная
модуль
процессора
^Системная
МикроЭВМ
Модуль
памяти ОЗУ
сигналод^
электроав-
томатики
интерфейс
ддоди-оыдода
сигналов,,
электроад-
томатики
Модуль Унеси ней
памяти (опера-
тайной и пере-
лрограммируе-
мой)
контроллер синхронного ло-
следОательного интерфейса
гИ блок
I адтомати-
—1 ни
Ддухвхододия ла-
мять озу
----— циулилишл
7S мяпть
Системная магистраль устройстда Qx
ЦПУ (Grtus)
Модуль арифмети-
ческого расширителя
^Модуль микропроцессора
Ддухохододая
память ОЗУ
блок
сдязи с
пультом
Лсинхро,
ные
порты
7 - • Г——————□
контроллер
ротору дисплея
Дсинхрон-
ныапорт
модуль
микропроцессора
MS-
теню .
| Модуль микропроцессора |
блок (/продле-
ния лридода -
ми подачи
Ддулдлододип
память ОЗУ
Рис. 10.53. Развитие архитектуры устройства ЧПУ с использованием двухвходовой па-
мяти
контроллер
кладиатуры
Пульт оператора
магистраль устройства ЧПУ типа Q-bus. Любой контроллер связан с
системной магистралью Q-bus через двухвходовую память. Системные
магистрали микроЭВМ (Unibus) и устройства ЧПУ (Q-bus) взаимодей-
ствуют через адаптер.
Вычислитель в приведенной структуре является единственным ма-
гистрально-активным устройством, т. е. не только сам выполняет не-
обходимые задания, но и раздает их всем подчиненным контроллерам,
опрашивает контроллеры с целью проверки выполнения задания,
синхронизирует работу контроллеров, поскольку все они магистрально-
пассивны.
При разработке архитектуры системы управления стремятся к гиб-
ким решениям, позволяющим реализовать на основе некоторого обще-
го базиса целую гамму совместимых управляющих устройств: устройств
ЧПУ станков и роботов, программируемых контроллеров, терминаль-
ных станций гибких производственных модулей, сетевых станций для
управления группой гибких модулей, шлюзов для подключения не-
совместимых устройств управления. Такие решения возможны на осно-
ве мультипроцессорной децентрализованной структуры, использующей
217
Рис. 10.54. Устройство ЧПУ Elsa фирмы Elsag
однотипные вычислители со своими собственными локальными конт-
роллерами ввода-вывода.
Базовое архитектурное решение мультипроцессорной системы Elsa
фирмы Elsag (Италия) с магистрально-активными ведущими показано
на рис. 10.54. Система управления построена по модульному принципу:
один модуль*—одна плата. Каждый модуль, архитектурно подобный
всем остальным (см. модуль ведущего/), функционально ориентирован,
т. е. выполняет определенную группу задач, и кроме того, общается с
другими модулями. Основной набор модулей приведен на рис. 10.55,
где также показана комплектация модулей для построения устрой-
ства ЧПУ, программируемого контроллера, терминальной станции, се-
тевой станции и шлюза.
Центральный вычислитель ориентирован на выполнение арифме-
тических действий в режиме с плавающей запятой, имеет микропроцес-
сор и арифметический сопроцессор. На этот модуль возлагают функ-
ции подготовки данных, интерполяции, общей координации других
модулей.
Системный модуль памяти ведет обзор данных на винчестере и в
памяти на цилиндрических магнитных доменах (ЦМД). Модуль рас-
полагает встроенной системой управления базой данных (СУБД).
Системный модуль ввода-вывода имеет контроллеры универсаль-
ного и графического дисплеев. Одна видеостраница алфавитно-цифро-
вого дисплея вмещает 2 Кбайт символов, а информационный объем
одной видеостраницы графического дисплея достигает 1 Мбит.
Контроллер автоматики решает логическую задачу и связан с
внешним объектом по входам-выходам через мультиплексор. Кроме то-
го, контроллер способен управлять неинтерполируемыми следящими
приводами. С этой целью в контроллер встроены аналого-цифровые
и цифроаналоговые преобразователи.
218
it
II
Hi
til
If
hl
ill
ТСрии-
каль-
кой
стан-
ция <
модуля
сете-
Оая
стан-
ция
систе-
мы
Шлюз
ЧПУ
40Мбайт
ЦМДдо I
микро- I __
процессор\
4 v Пимять\^^^^2.
Ось 7
Ось 2
Память---------^-^Оегулируе-
72дКбайт ось 3 р-и мыс лридидк
w
Память до
7М байт
Микро-
процессору—
'ЖЩЯ№
--_|2ИШ£
— обязательное аспользоОание модуля
, ' J _ возможное аспользодание модуля
Пл а она я структура системы улрадле-
_______________________кия____
МикропроА
цессор,со-\
процессору
Память I
728к байту_____________
Микро- | МуЛЬтС-
ЛамятГ\АЦП; ЦАП
723Хдайт\______
Микро-
rpoyeccop^c^eL
Ппипгт. \flOCA
й
Рис. 10.55. Набор модулей, используемый в системах управления различного назна-
чения (ЧПУ, ПК и др.)
Сетевой контроллер позволяет подключать систему управления к
ЭВМ по параллельному каналу для загрузки управляющих программ
ЧПУ. Другой вариант использования сетевого контроллера — выход в
локальную вычислительно-управляющую сеть ГПС.
Контроллер приводов подачи служит для управления регулиру-
емыми приводами, для приема измерительной информации позиционных
датчиков. Общее число координат, управляемых от одного контролле-
ра, три; однако таких контроллеров может быть несколько.
Контроллер расширения памяти управляет модулями на ЦМД.
Примером распределенной многомашинной архитектуры по типу
219
О)
32 выхода
В)
' Рис. 10.56. Устройство ЧПУ «Электроника НЦ-80-31»:
а — архитектура пультового блока; б — архитектура блока управления; в — связь блоков по теле-
графным (последовательным) каналам
220
микролокальной вычислительной сети может послужить устройство
ЧПУ «Электроника НЦ-80-31». Устройство допускает гибкую комплек-
тацию машин (две — четыре машины, связанные по любой топологии
последовательными телеграфными каналами), а также гибкую комп-
лектацию модулей внутри отдельной машины. Отдельная машина
устройства имеет собственный вычислитель, блок питания, набор конт-
роллеров. Конкретный набор контроллеров определяет объектную ори-
ентацию блока. Существуют два типа блоков: пультовый с дисплеем и
клавиатурой; блок управления. Устройство ЧПУ содержит пультовый
блок, один блок управления или более (рис. 10.56).
Архитектура пультового блока приведена на рис. 10.56, а. Память
входит в состав вычислителя и контроллера памяти на ЦМД. Кроме
того, имеется съемная кассета внешней памяти на ЦМД. В кассетах
хранятся сервисные программы, библиотека управляющих программ
ЧПУ. Ввод управляющих программ возможен с клавиатуры пульта, из
кассеты, с подключаемого фотосчитывателя и от ЭВМ верхнего ранга.
Откорректированные управляющие программы можно выводить на
перфоленту. Пультовый блок ориентирован на выполнение терминаль-
ной задачи ЧПУ.
Во избежание отказов при записи в память и чтении из памяти
Рис. 10.57. Система управления фирмы ECS (минимальный вариант)
221
типа ЦМД применяют корректирующий код Хэмминга. Идея коррекции
состоит в сопоставлении каждому записываемому и читаемому 16-раз-
рядному слову некоторого числа дополнительных двоичных разрядов,
кодовая комбинация которых определенным образом связана со зна-
чением слова.
Архитектура блока управления показана на рис. 10.56,6. Этот блок
занимается интерполяцией, выполняет функции управления привода-
ми и функции электроавтоматики.
Вычислитель каждого блока располагает тремя последовательны-
ми телеграфными каналами, которые можно использовать, например,
так, как показано на рис. 10.56, в.
Еще один вариант распределенной многомашинной системы — сис-
тема BRING итальянской фирмы ECS.
Отдельные блоки системы управления объединены в кольцевую
Рис. 10,58. Расширенный вариант системы управления BRING
222
локальную сеть (рис. 10.57), причем физическим каналом сети служит
коаксиальный кабель. Подключаемые к сети блоки относятся к числу
пассивных или активных. Должен быть, по крайней мере, один актив-
ный блок, поскольку связь абонентов сети может быть установлена
только по его инициативе. Таким активным блоком является процес-
сорный.
Минимальное по своему составу кольцо BRING содержит три бло-
ка (см. рис. 10.57): процессорный блок 7, блок 2 ввода-вывода сигна-
лов электроавтоматики, блок 3 управления следящими приводами.
Процессорный блок выполняет функции либо устройства ЧПУ, ли-
бо программируемого контроллера, либо одновременно те и другие
функции. Блок содержит центральный процессор и некоторое число
проблемно-ориентированных процессоров в количестве, определяемом
декомпозицией на задачи управления. Блок ввода-вывода электроавто-
матики пассивен и вычислительными возможностями не располагает.
Блок собирается из отдельных секций, в число которых входят: сек-
ция на 16 логических входов, секция на 16 логических выходов, сек-
ция аналогового входа, секция аналогового выхода. Блок управления
следящими приводами управляет шестью координатными осями. Блок
осуществляет замыкание позиционных контуров следящих приводов
всех этих координат, принимает управляющие сигналы от процессор-
ного блока, принимает сигналы позиционных обратных связей, выдает
управляющие сигналы в контуры регулируемых приводов координат-
ных осей.
Структура расширенного по своему составу кольца BRING пока-
зана на рис. 10.58. Дополнительным компонентом является консоль
оператора 1 с накопителем 2 на гибких магнитных дисках. Кроме того,
в сеть входят: блок 3 ввода-вывода электроавтоматики, процессорные
блоки 4, блоки 5 управления следящими приводами. Консоль операто-
ра может быть выполнена в трех модификациях: станочный пульт опе-
ратора, устанавливаемый в рабочей зоне; настольный вариант консоли,
используемой в качестве диспетчерского терминала; «инструменталь-
ный вариант» для эпизодического подключения в целях наладки, про-
граммирования.
СПИСОК ЛИТЕРАТУРЫ
1. Байков В. Д., Вашкевич С. Н. Решение траекторных задач в микропроцессор-
ных системах ЧПУ J Под ред. В. Б, Смолова. Л.: Машиностроение. Ленингр.
отд-ние, 1986. 106 с.
2. Интерфейсы систем обработки данных: Справочник / А. А. Мячев, В. Н. Сте-
панов, В. К. Щербо / Под ред. А. А. Мячева. М.: Радио и связь, 1989. 416 с.
3. Кошкин В. Л. Аппаратные системы числового программного управления.: М.:
Машиностроение, 1989. 248 с.
4. Куприянов М. С., Рыбаков С. В. Микропроцессорные устройства систем про-
граммного управления. Л.: ЛДНТП, 1986. 32 с.
5. Лю Ю-Чжен, Гибсон Г. Микропроцессоры семейства 8086/8088: Архитектура,
программирование и проектирование микрокомпьютерных систем / Пер. с англ.
М.: Радио и связь, 1987. 512 с.
6. Организация последовательных мультиплексных каналов систем автоматического
управления / С. Т. Хвощ, В. В. Дорошенко, В. В. Горовой; Под общ. ред.
С. Т. Хвоща. Л.: Машиностроение. Ленингр. отд-ние, 1989. 271 с.
7. Ратмиров В. А. Управление станками гибких производственных систем. М.: Ма-
шиностроение, 1987. 272 с.
8. Соломенцев Ю. М., Сосонкин В. Л. Управление гибкими производственными си-
стемами. М.: Машиностроение, 1988. 352 с.
9. Сосонкин В. Л. Микропроцессорные системы числового программного управления
станками. М.: Машиностроение, 1985. 288 с.
223
10. Сосонкин В, Л. Программное управление технологическим оборудованием: Учеб,
для вузов. М.: Машиностроение, 1991. 512 с.
11 Цифровые и аналоговые интегральные микросхемы: Справочник / С. В. Якубов-
ский, Л. И. Ниссельсон, В. И. Кулешова и др.; Под ред. С. В. Якубовского. М.:
Радио и связь, 1990. 496 с.
12. Цифровые электромеханические системы / В. Г. Каган, Ю. Д. Бери, Б. И. Аки-
мов, А. А. Хрычев. М.: Энергоатомиздат, 1985. 208 с.
13. Янг С. Алгоритмические языки реального времени: Конструирование и разработ-
ка / Пер. с англ. М.: Мир, 1985. 400 с.
Глава 11
СИСТЕМЫ СМАЗЫВАНИЯ И ОХЛАЖДЕНИЯ. ОТВОД СТРУЖКИ
11.1. Смазочные материалы
Правильный выбор смазочного материала оказывает большое вли-
яние на работу машин. Основные функции смазочного материала за-
ключаются в следующем: обеспечении низкого коэффициента трения;
отводе теплоты от трущихся поверхностей, в том числе вследствие
большей теплоемкости масла, чем металлов; удалении продуктов из-
нашивания из зоны трения и предотвращении попадания инородных
частиц в зазор; защите деталей от коррозии (минеральные масла).
Основным показателем, характеризующим смазочные материалы,
является их способность снижать износ трущихся поверхностей. Доста-
точно ввести в зону контакта смазочный материал толщиной около
0,1 мкм, как силы трения снижаются в 10 раз и износ — в 1000 £аз! [3].
По физическому состоянию смазочные материалы можно разделить
на жидкие (основные), пластичные и твердые. В качестве жидкого сма-
зочного материала в большинстве случаев применяют масло на основе
нефтяных углеводородов (основной смазочный материал современных
машин).
Пластичные смазочные материалы имеют в своем составе 75—
95% минеральных масел, 5—20% — загустителя, образующего «кар-
кас», в котором удерживается минеральное масло, и 0—5% присадок.
В тех случаях, когда обычные смазочные материалы применять
нежелательно (в вакууме, при больших нагрузках и низких скоростях)
применяют твердые смазочные материалы, характеризующиеся высо-
кой теплостойкостью. Отличительной особенностью твердых смазочных
материалов является отсутствие способности самовосстановления при
разрушении смазочной пленки.
Многие свойства современных масел достигаются введением в
них химических веществ (присадок), без которых масла не могли бы
удовлетворять современным требованиям (противозадирные свойства,
вязкостно-температурные характеристики и т. п.).
В зависимости от условий работы рекомендуется применять сле-
дующие смазочные материалы:
при высоких нагрузках и низких скоростях — вязкие масла (пла-
стичные, твердые);
при высоких скоростях — высококачественные масла с низкой вяз-
костью;
при высоких температурах — жидкие масла с присадками, твердые
смазочные материалы;
во избежание загрязнений и образования шлама — высококачест-
венные масла, пластичные и твердые смазочные материалы.
224
Ориентировочная область применения масел в подшипниках в за-
висимости от давления рк и скорости v в зоне контакта показана на
рис. 11.1.
Минеральные масла. Смазочные масла на минеральной основе при-
меняют для смазывания и охлаждения, переноса теплоты (теплоноси-
тели), в качестве рабочих жидкостей для гидравлических систем
и т. п.
Рис. 11.1. Диаграмма для выбора смазочно-
го материала при смазывании подшипников:
1—3 — границы применения соответственно твер-
дых, пластичных и жидких смазочных материа-
лов; 4, 5 — смазывание соответственно роликопод-
шипников и подшипников скольжения
Основные показатели качества масел при их выборе для обес-
печения работоспособности деталей машин следующие: скорость изна-
шивания контактирующих поверхностей, нагрузка, заедание, коэф-
фициент трения и приработочные свойства. Вспомогательные харак-
теристики: вязкостно-температурная зависимость, химические свойства
(антикоррозийность), вспениваемость, высоко- и низкотемпературные
свойства, окислительная стабильность, диаэрация, совместимость с ма-
териалами уплотнений.
Основные свойства. Вязкость — одна из наиболее важных
характеристик смазочных масел. Она отражает свойство масла со-
противляться деформации сдвига или скольжению слоев, т. е. опре-
деляет внутреннее трение.
Согласно закону Ньютона сила внутреннего трения FT пропор-
циональна скорости сдвига dv/dh и площади S поверхности трения:
F^x\Sdv/dh (11.1)
или
%=Frr/S—v\dv /dh,
т] — коэффициент внутреннего трения (динамический коэффициент
вязкости); dv — приращение скорости, соответствующее приращению
dh координаты; h — толщина смазочного слоя.
На рис. 11.2 показано изменение напряжения сдвига для жидких
масел (/) и пластичных (2) смазочных материалов.
Для смазочных материалов на основе минеральных масел напря-
жение линейно зависит от скорости сдвига, а вязкость не зависит от
dv/dh. При введении присадок смазочные масла могут превращаться
225
в неньютоновские, для которых характерно наличие предельного на-
пряжения сдвига тп.
Вязкость большинства применяемых масел составляет 5—100 сПз.
Отношение вязкости т] к плотности р называют кинематической
вязкостью: v=r]/p.
Прямых методов измерения динамической или кинематической вяз-
кости не существует, поэтому измеряют условную вязкость, которую
затем переводят в абсолютную систему единиц.
Условная вязкость измеряется в градусах условной вязкости ВУ
(градусах Энглера). Это есть отношение времени истечения испытуе-
мого масла объемом 200 см3 из вискозиметра (через калиброванное
V.MtJ/c
на-
1 — Л (Велосит); 2 — АМГ-10;
И-12А; 4 — Тп22; 5 — И-ЗОА;
И-40А
Рис. 11.4. Зависимость кинема-
тической вязкости v смазочных
материалов от температуры:
” ‘---- з —
б —
Рис. 11.2. Изменение
пряжений сдвига жидких
масел (1) и пластичных
смазочных материалов
(2)
Рис. 11.3. Зависимость
показателя степени п от
кинематической вязкости
при температуре 50° С
отверстие диаметром 2,8 мм) при данной температуре ко времени исте-
чения дистиллированной воды при /=+20° С.
Связь между условной и кинематической вязкостью (м2/с) име-
ет вид v=0,0731By—0,0631/ВУ.
Вязкость смеси vc смазочных масел с вязкостями vi, V2, ..., v-n
определяют по формуле vc==viai+v2a2+ ... +vnanf где аь а2, ..., ап—
объемные части каждого масла в смеси.
С повышением температуры вязкость снижается. Для минеральных
масел зависимость кинематической вязкости от температуры имеет
вид [1]
vz=V5o(5O/On, (П-2)
где V/, vso — вязкости смазочного материала соответственно при задан-
ной температуре t и при температуре 50° С; п — показатель степени.
Зависимость показателя степени п от вязкости показана на
рис. 11.3.
Зависимость кинематической вязкости от температуры показана
на рис. 11.4. Часто критерием выбора смазочных масел является их
вязкость, однако во многих случаях она не является определяющим
параметром и целесообразно иметь один смазочный материал для раз-
личных механизмов. При выборе масла нужно стремиться, чтобы его
вязкостно-температурная кривая (индекс вязкости) была как можно
более пологой. С ростом давления динамическая вязкость повышается.
Таким образом, в точках контакта рабочие вязкости т]р выше номи-
нальных при одинаковой температуре. Это обусловливает работоспо-
226
собность передач при больших удельных нагрузках (контактно-гидро-
динамическая смазка):
т]р='Г]1е“(/’“Р‘), (11-3)
где T]i — динамическая вязкость при Pi—0,1 МПа; а — коэффициент
зависимости вязкости от давления; (1,5 ... 2,4) 10-2 Па-1; р —за-
данное давление (р^ЮО МПа).
Сжимаемость характеризуется коэффициентом сжимаемости р,
под которым понимают относительное изменение объема, приходя-
щееся на единицу изменения давления:
~Vo dp’
(П.4)
где Vo — начальный объем; dV/dp — изменение объема при изменении
давления.
Величина £*, обратная коэффициенту сжимаемости р, называется
модулем объемной упругости; Е= (1,5 ... 1,75) 103 МПа.
Модуль объемной упругости и смазочная способность масла зави-
сят от наличия воздуха в масле. Относительное количество воздуха,
которое может раствориться в масле до его насыщения, прямо про-
порционально давлению на поверхности раздела. Для минеральных ма-
сел объем воздуха может превышать 10% объема жидкости (при р=
=0,1 МПа). Наличие растворенного воздуха в масле при неизменном
давлении в незначительной степени влияет на работу гидравлических
устройств. Однако при понижении давления (например, в результате
изменения скорости и направления потока во всасывающей магистра-
ли) из масла начинает интенсивно выделяться воздух, что приводит к
образованию механической смеси воздуха и масла, снижению КПД
насоса, модуля объемной упругости и смазочных свойств масел.
Наличие нерастворенного воздуха вызывает образование пены
даже при ничтожном (менее 0,1%) количестве воды (эмульсирование
масла). Устойчивые эмульсии постепенно превращаются в вязкие вклю-
чения, засоряющие фильтрующие устройства, ускоряется коррозия де-
талей (чистые минеральные масла, не бывшие в эксплуатации, пену
практически не образуют). Маловязкие масла образуют пену из круп-
ных пузырьков, которые быстро исчезают. При большой вязкости воз-
никают тонко дисперсные мелкие пузырьки, которые создают стабильные
пены.
Температурное расширение минерального масла характеризуется
температурным коэффициентом объемного расширения а, под которым
понимают относительное изменение объема при изменении температуры
на Г С:
I ДГ
~~ М V •
(11.5)
Температурный коэффициент а зависит от исходной плотности р и при
ее изменении от 700 до 10 000 кг/м3 изменяется в пределах 0,00126—
0,00052° С-1. Ориентировочно можно считать, что при нагревании на
1°С объем изменяется на 0,07%.
Теплоемкость минеральных масел характеризуется удельной теп-
лоемкостью С, которая определяет количество теплоты, необходимое
для повышения температуры единицы массы на 1°С. При температуре
до 100° С С= (2,05... 2,1) кДж/(кг.°С).
Теплопроводность минеральных масел характеризует теплопрово-
дящие свойства:
%=0,135 Вт/(м-°С).
227
Кроме того, масла характеризуются: температурой вспышки; тем-
пературой застывания; противокоррозионными характеристиками, оцени-
ваемыми по кислотному числу, которое определяется количеством (мг)
едкого калия (КОН), необходимым для нейтрализации 1 г масла; кор-
розионностью; противоизносными характеристиками.
Старение смазочных материалов вызвано изменениями их состава
и свойств, связанными с химическими изменениями, испарениями ком-
понентов, загрязнением и т. п. Основная причина разрушения — влия-
ние температуры и кислорода. Старение приводит к потемнению смазоч-
ных масел и увеличению вязкости. Мелкие посторонние частицы (макси-
мальным размером менее 1—5 мкм) не влияют на процесс смазывания,
но ускоряют окисление масла. В целом диспергирование (измельчение
механических примесей) масел увеличивает долговечность элементов
машин и стабилизирует физико-химические свойства масел.
Замена масел при первом запуске станков производится после
200—1000 ч работы, в дальнейшем сроки замены увеличиваются до
2000—5000 ч. Через 6 мес рекомендуется проверять пригодность масел
к употреблению.
Идеальные условия эксплуатации масел при /=30...45°С; удов-
летворительные— при /=45...55°С; эксплуатация при 55</<65°С
возможна при более частой замене масел.
В табл. 11.1 приведены основные свойства рабочих масел на неф-
тяной основе.
11.1. Основные свойства рабочих масел на нефтяной основе
Тип масла Кинема- тическая вязкость при 50° С, мм2/с Температура, ®С Кислотное число, мг.КОН/г
вспышки застыва- ния
Индустриальное: И-5А 4—5 120 —25 0,04
И-8А 6-8 130 —20 0,05
И-12А 10—14 165 —30 0,05
И-20А 17—23 180 —15 0,05
И-ЗОА 28-33 200 —15 0,05
И-40А 35—45 200 —15 0,05
И-50А 47—55 200 —20 0,05
И-70А 65—75 200 —10 0,05
И-100А 90—118 200 —10 0,05
Турбинное Тп-22 20—23 180 —15 0,05
Тп-30 28—32 190 -10 0,05
Тп-46 44—48 195 —10 0,08
Масло трансформатор- ное тк 9,6 135 —45 0,05
Масло АМГ-10 10 92 —70 0,05
Масло авиационное МС-20 20 270 —18 0,05
Масло ВНИИНП-403 21—35 200 —10 0,06
Примечание. Плотность масел 860—950 кг/м3»
228
Пластичные смазочные материалы. Пластичные смазочные мате-
риалы представляют собой твердые или полутвердые продукты — дис-
персии загустителя в жидком смазочном материале.
Самую большую группу составляют мыльные смазочные материа-
лы (кальциевые, натриевые, литиевые, бариевые, алюминиевые и т. п.),
от состава загустителя которых зависят важные свойства.
Смазывание пластичными смазочными материалами обеспечивает:
снижение трения и износа в подшипниках в широком диапазоне
температур при длительной эксплуатации;
достаточную механическую стабильность (способность сохранить
первоначальные свойства после деформирования) и предотвращение
попадания в механизм воды и абразивных частиц, например в подшип-
никах смазочный материал распределяется тонким слоем и образует
снаружи уплотнение,’ препятствующее его вытеканию и попаданию за-
грязнений. При низких нагрузках консистенция смазочного материала
остается почти неизменной;
защиту от коррозии, адгезионные свойства;
поглощение небольшого количества загрязняющих примесей без
ухудшения функциональных свойств;
диапазон рабочих температур от —70 до +350° С.
Главным ограничением применения является отсутствие отвода
теплоты.
Для пластичного смазочного материала закон Ньютона [см. урав-
нение (Н.1)] не выполняется, и можно говорить лишь о «кажущейся»
вязкости, которая зависит от напряжений сдвига и градиента скоро-
сти. Вязкостно-температурная зависимость выражена менее резко, чем
у базовых смазочных масел, на основе которых изготовлен данный пла-
стичный смазочный материал.
Течение пластичных смазочных материалов наступает тогда (см.
рис. 11.2, кривая 2), когда касательное напряжение т превышает пре-
дельное напряжение сдвига тп (кривая текучести начинается не в
начале координат).
Совместимость пластичных смазочных материалов зависит от за-
густителей и присадок, содержащихся в них. Смазочные материалы,
содержащие мыло одного типа, обычно совместимы. Литиевый смазоч-
ный материал, например, несовместим с натриевым. Во избежание это-
го старый смазочный материал перед нанесением нового нужно пол-
ностью удалить.
В станках пластичный смазочный материал используют в основ-
ном для смазывания подшипников, тихоходных зубчатых колес, где
имеется плохая герметизация.
К антифрикционным смазочным материалам от-
носятся:
Солидол синтетический — мазь от светло-коричневого до темно-
коричневого цвета. Рабочая температура +70 ... —20° С. При исполь-
зовании в подшипниках качения ш/^1,5-105 мм/мин, где п— частота
вращения, мин-1, d — диаметр отверстия внутреннего кольца, мм.
Можно использовать в качестве консервационных смазочных мате-
риалов.
Солидол синтетический — наиболее массовый сорт антифрикцион-
ных смазочных материалов. Недостаток — низкая механическая ста-
бильность (сопротивляемость вытеканию из зоны смазывания). Син-
тетический солидол плохо совместим с другими смазочными материа-
лами.
229
Графитная мазь — грубая плотная масса черного цвета. Применя-
ют в тихоходных механизмах, открытых передачах.
Многоцелевые смазочные материалы заменяют со-
лидол. Широкое распространение получил Литол-24 — мазь коричне-
вого цвета. Рабочая температура +130...—40°С. Используется в уз-
лах трения всех типов.
Термостойкий кальциевый смазочный материал
Циатим-221 — мазь белого или светло-серого цвета. Рабочая тем-
пература +180...—60°С. При трении скольжения имеет плохие про-
тивоизносные свойства, поэтому рекомендуется только для подшипни-
ков качения (в шпинделях).
К тугоплавкому смазочному материалу относится
Циатим-203 — мазь черного цвета. Рабочая температура +80...
... —45° С. Применяется в нагруженных узлах трения (зубчатые и
червячные передачи, подшипники качения и скольжения).
Смазочный материал для электромеханических
приборов — Циатим-202. Рабочая температура +90... —40°С.
Используется для смазывания скоростных подшипников, небольших
зубчатых передач.
Для гироскопических приборов применяют смазочный
материал ВНИИНП-223 — мазь коричневого цвета. Рабочая темпера-
тура + 150...—40° С. Весьма эффективна для подшипников шпинделей
при ndC’5-105 мм/мин.
Для скоростных шпинделей применяют смазочные мате-
риалы Циатим-221, Циатим-202, ВНИИНП-223.
Твердые смазочные материалы (графит, дисульфит молибдена и
др.) характеризуются широким диапазоном рабочей температуры, высо-
кой нагрузочной способностью, большой долговечностью, они не нуж-
даются в системах подачи смазочного материала и уплотнениях. Не-
достаток смазывания этими материалами — отсутствие отвода тепло-
ты смазочным материалом и более высокое трение поверхностей, чем
при применении жидких масел.
Твердые смазочные материалы применяют в основном в виде по-
рошков или паст с концентрацией твердых компонентов 20—70% об-
щей массы (в качестве жидких компонентов используют минеральные
масла).
Наибольшее применение нашли графит и дисульфит молибдена.
Графит обладает высокими смазочными свойствами, которые в наи-
большей степени проявляются в присутствии влаги, он химически ста-
билен.
Дисульфит молибдена имеет очень высокую химическую стабиль-
ность, стоек к большинству кислот, обладает диамагнетизмом.
11.2. Характеристики твердых смазочных материалов
Тип смазочного материала Темпера- тура окис- ления на воздухе, _ °C Темпера- тура плав- ления, °C Плотность кг/м8 Модуль упругости, МПа Коэффи- циент трения Примечание
Графит ГС-1 Дисульфит молибде- на 455 400 3652 1185 1400—1700 4800' 5050 8500 0,04 0,03 В виде по- рошка В виде по- рошка, пас- ты, пленки
230
Характеристики твердых смазочных материалов приведены в
табл. 11.2.
В настоящее время наметилась тенденция к уменьшению номенкла-
туры минеральных масел с заменой их синтетическими; разрабатывают
смазочные материалы, наносимые на поверхности трения один раз за
весь ресурс работы.
11.2. Режимы смазывания,
расход смазочного материала, системы
и устройства для смазывания
Режимы смазывания. Конструкция систем и устройств для сма-
зывания зависит от требуемого режима смазывания. При гидростати-
ческом режиме (рис. 11.5, а и б) трущиеся поверхности разделены мас-
ляным слоем толщиной й=20... 100 мкм при любых сочетаниях ско-
ростей (0—80 м/с) и нагрузок, и благодаря этому достигается ми-
нимальный износ.
Рис. 11.5. Гидростатическое смазывание опоры:
а — схема опоры; б — распределение давления в кармане подпятника;
в, г —системы питания карманов
Отличительными особенностями являются высокое давление рн
масла на входе в подшипник (до 20 МПа, а в большинстве случаев
3—5 МПа) и значительный расход (до 600 л/мин) масла через опоры.
В качестве систем питания преимущественно используют много-
поточные насосы (рис. 11.5, в)., когда в каждый карман масло пода-
ется от своего потока, либо дроссели, когда применяется один насос,
а подвод масла к каждому карману осуществляется через свой дрос-
сель 1 (рис. 11.5, г).
Гидродинамический режим смазывания (рис. 11.6) образуется
в клинообразной щели при определенных скоростях v скольжения (не
менее 1 —1,5 м/с). Давление рм в зазоре (рис. 11.6, б) возникает
вследствие затягивания в него вязкой жидкости, перемещаемой по-
верхностью (валом). Гидродинамический режим наблюдается при ра-
боте подшипников скольжения, направляющих, зубчатых и червячных
передач при определенных сочетаниях скорости скольжения давления
р в зоне контакта и вязкости т] смазочного материала. Устойчивый
режим сохраняется в диапазоне скоростей 1,5—60 м/с.
Параметр x]V/p (р — среднее давление) называют характеристи-
кой режима работы подшипника для полужидкостной смазки.
Системы для смазывания при образовании гидродинамического ре-
231
Рис. 11.6. Схемы гидродинамического подшипника
(а) и распределения давления в клинообразном
зазоре (б)
жима имеют более простую конструкцию и не требуют высокого давле-
ния рн (обычно рн=0,1...0,3 МПа). Масло может подаваться самоте-
ком от многопоточного насоса с помощью регулируемых и нерегулируе-
мых дросселей, разбрызгиванием.
Контактно-гидродинамический режим (рис. 11.7) характерен для
зубчатых, цепных передач, подшипников качения, кулачков и при вы-
соких (до 200 МПа и более) контактных давлениях.
Рис. 11.7. Контактно-гидродинамическое смазывание подшипника:
а — схема тела качения; б — распределение давления в зоне контакта; в — зависимость толщины
пленки от контактного давления; I, //, III — соответственно гидродинамический, контактно-гидро-
динамический и граничный режимы смазывания)
В условиях контактно-гидродинамического смазывания поверх-
ности скольжения испытывают больше нагрузки и происходит их упру-
гое деформирование, приводящее к увеличению зоны контакта В (до
1 и более мм), несущей нагрузку.
Вязкость сжимаемого в зазоре с й=0,5 ... 1,0 мкм масла увели-
чивается настолько, что у пленки смазочного материала появляются
свойства, характерные для твердого тела (модуль упругости, коэффици-
ент Пуассона и т. п.). При этом между изменением давления на тру-
щихся поверхностях и толщиной формирующегося смазочного слоя
устанавливается определенное соотношение, обеспечивающее минималь-
но необходимую толщину пленки для реализации режима гидродинами-
ческой смазки. Связь между минимальной толщиной пленки и макси-
мальными контактными давлениями р показана на рис. 11.7, в, по ко-
торому ориентировочно можно определить зоны режимов смазывания.
Для реализации контактно-гидродинамического смазывания подхо-
дит любая из систем для смазывания, применяемых для гидродинами-
232
ческой смазки, а также возможно смазывание с помощью масляного
тумана или маслом, подаваемым импульсами.
Большинство пар трения машин (направляющие — рис. 11.8, а,
зубчатые передачи, подшипники) работают при граничном смазывании,
когда толщина слоя смазочного материала составляет около 0,1 мкм
и менее.
Рис. 11.8 Граничное смазывание де-
талей:
а —»схема направляющих; б — схема об-
разования смазочного слоя
Рис. 11.9. Зависимость коэффициента
трения f от скорости скольжения и
области существования различных ре-
жимов смазывания:
/ — гидростатического; II — гидродинами-
ческого; III — контактно-гидродинамическо-
го; IV — граничного
В этих условиях поведение смазочного материала определяется не
его вязкостью, а зависит от особых свойств, которые он приобретает в
узких зазорах под влиянием воздействия поверхностей трения. Поверх-
ностный слой твердого тела обладает большой активностью. Это объяс-
няется тем, что внутри твердого тела каждый атом окружен другими
атомами и прочно связан с ними по всем направлениям. На поверхности
же остаются свободные связи, благодаря которым создается атомное
(молекулярное) притяжение. Вследствие этого поверхность твердого те-
ла всегда покрыта тончайшей пленкой, которая образуется в результа-
те адсорбции. Молекулы 1 (рис. 11.8, б) смазочного материала в ад-
сорбированном слое ориентированы перпендикулярно к твердой по-
верхности 2 (в виде ворса), благодаря чему смазочный материал в
тангенциальном направлении легко изгибается, а в перпендикулярном
обладает сопротивлением сжатию. Слой имеет способность «самозале-
чиваться», что предотвращает лавинообразное схватывание в зоне
контакта 3.
При режиме граничного смазывания микрогидродинамические со-
ставляющие подъемной силы отсутствуют, а между процессами образо-
вания и разрушения поверхностных пленок устанавливается устойчивое
равновесие, чему способствует поверхностная обработка (азотирование
и т. п.).
Области существования различных режимов смазывания показа-
ны на рис. 11.9. Переход от одного режима смазывания к другому не
имеет четких границ, и существуют также переходные зоны, например
режим полужидкостной смазки. Здесь появляются зоны контакта, а
силы трения имеют две составляющие, обусловленные режимами гра-
ничной и жидкостной смазки.
Расход смазочного материала. Повышение расхода масла более
определенного значения не снижает коэффициент трения и интенсив-
ность изнашивания, но усложняет конструкцию машины. При гидро-
статическом режиме расход определяется основными эксплуатационны-
ми характеристиками (несущей способностью, жесткостью, потерями
233
на трение и т. п.). При других режимах смазывания часто расход вы-
бирают исходя из экспериментальных данных. Подшипники качения
смазывают проточным жидким маслом или пластичным смазочным ма-
териалом. Высокоскоростные шпиндельные подшипники смазывают так-
же масляным туманом или путем впрыскивания масла в зону контакта.
При выборе расхода смазочного материала следует помнить, что
подшипники с несимметричной конструкцией (радиально-упорные) тре-
буют примерно в 100 раз большего расхода, чем радиальные. Это отно-
сится, в первую очередь, к импульсным строго дозированным системам
для смазывания.
Роликоподшипники лучше удерживают смазочный материал, чем
шарикоподшипники; в упорных подшипниках смазочный материал
сбрасывается с тел качения силами инерции.
При циркуляционном смазывании между расходом масла и тем-
пературой подшипника существует прямая связь. При слишком малом
расходе растут потери мощности и температура подшипника. С увели-
чением расхода потери и температура падают до тех пор, пока не
достигается минимум потерь при достаточном смазывании. При даль-
нейшем увеличении расхода возрастают потери мощности (на переме-
шивание масла), увеличивается температура. Снижение температуры
достигается, когда отводимое маслом количество теплоты превышает
количество теплоты, создаваемое в результате перемешивания масла.
Для высокоскоростных шпиндельных опор при nd>(4 ... 5) ХЮ5 мм/мин
лучшие результаты достигаются при подаче масла каплями (0,3—
0,5 см3/ч), при объеме каждой капли 3—5 мм3. (Потери мощности в
6—8 раз ниже, чем при циркуляционном смазывании.)
Смазывание с помощью масляного тумана (при расходе масла
60—100 капель/мин) дает несколько худшие результаты. При смазы-
вании шпиндельных подшипников пластичным смазочным материалом
объем полости между защитными шайбами, препятствующими его
вытеканию, заполняется на 30—40%, что при хорошей герметизации
обеспечивает работоспособность на 3—5 лет. Однако быстроходность
шпиндельного узла по сравнению с узлами, смазываемыми жидкими
маслами, снижается на 30—35%.
Расход (см3/мин) смазочного материала при подаче к подшипникам
скольжения [1]
Q=kD2lpn, (11.6)
где k — коэффициент износостойкости смазочной пленки, м2/М; D —
диаметр отверстия, см; I — длина опоры, см; р — контактное давление,
Па; п — частота вращения, мин-1.
В паре трения сталь — бронза БрАЖМц 10-3-1,5 при смазывании
маслом МС-20 Л=0,57-10-13 м2/Н.
Одноразовый объем смазочного материала, подаваемого в подшип-
ник скольжения
(D2—d?)l. (11.7)
Время между двумя последовательными прокачками t=W/Q. При гра-
ничном смазывании расход смазочного материала
Q=Sh, (11.8)
где S — эффективная площадь (для подшипников S=ndl)', h — толщи-
на пленки.
Системы и устройства для смазывания [1]. Системы для смазы-
вания — совокупность устройств, обеспечивающих подачу смазочного
234
материала к поверхностям трения, а также возврат его в смазочный
бак. Система должна обеспечить также хранение и очистку смазочного
материала, контроль его поступления, предотвращение аварии обору-
дования при прекращении подачи смазочного материала, управление
режимом смазывания.
Для подачи смазочного материала к трущимся поверхностям
используют:
силу тяжести (самотеком из баков, капельное смазывание и т. д.),
капиллярные силы (с помощью фитилей, войлочных подушек, по-
ристых втулок и т. п.),
силу вязкостного трения между смазочным материалом и пере-
мещающейся поверхностью (с помощью фрикционных насосов, погру-
жения вращающихся деталей в масляную ванну и т. п.),
давление на свободную поверхность смазочного материала, за-
ключенного в емкость (с помощью масленок и т. п.);
центробежную силу и скоростной напор жидкости (с помощью
винтовых устройств, устройств с конусными насадками и т. п.);
перепад давления, создаваемый смазываемым механизмом (са-
мозасасывание);
перепад давления, создаваемый насосами;
силу инерции частиц смазочного материала (разбрызгиванием,
распылением).
Основным классификационным признаком для систем являются
конструкция и принцип действия распределительных устройств. По
указанному признаку системы для смазывания разделяют на системы
с насосным распределением, дроссельного дозирования, двухмаги-
стральные, последовательные, импульсные, аэрозольные и комбиниро-
ванные.
Рис. 11.10. Системы для смазывания с насосным распреде-
лением:
а — схема многопоточного насоса; б — схема насосов с единым при-
водом; в, г — конструкции соответственно поршневого и шестеренного
насосов
235
Системы с насосным и дроссельным распреде-
лением применяют преимущественно при непрерывной подаче сма-
зочного материала к поверхностям контакта. В системах с насосным
распределением многоотводной насос соединяют трубопроводами не-
посредственно со смазываемыми точками (рис. 11.10, а и б).
Применяют поршневые (рис. 11.10, в) и шестеренные (рис. 11.10, г)
многопоточные насосы.
Поршневые шести- или 12-поточные насосы выпускают с ручным
или механическим приводом 4 (показано штрихпунктиром), они пред-
назначены для подачи смазочного материала с кинематической вяз-
костью 10—400 м2/с при номинальном давлении 1,6 МПа. Наиболь-
шая подача за один ход одного потока 0,04 см3/ход. При вращении
распределительного вала 3 (вручную или через червячную переда-
чу 4) начинает вращаться кулачок /, который заставляет плунжеры 2
перемещаться возвратно-поступательно, в процессе чего они произво-
дят всасывание и нагнетание масла.
Основные технические характеристики насосов приведены в табл.
11.3.
11.3. Основные технические характеристики плунжерных многопоточных насосов
Типоразмер насоса
С17М-11 С171М-Г2 С18М-11 ЛС18М-Ц С18М-12 ЛС18М-12
Максимальная частота вращения приводного вала, мин”1 Ручное вращение 400
Число отводов 6 12 6 12
Габаритные размеры (длина X ширина X вы- сота), мм 92X54X143 92X56X152
Масса, кг 1,4 1,45 1,5 1,55
Пр имечание. Давление на входе (выходе) 0,05 (1,6) МПа; номинальный рас-
ход масла за цикл 0,04 см3; кинематическая вязкость применяемых масел
20—600 мм2/с.
Выпускают также многоотводные насосы с встроенным баком.
Все более широкое применение для циркуляционной и особенно гид-
ростатической системы для смазывания находят многопоточные шесте-
ренные насосы с числом потоков 5—20 (см. рис. 11.10, а). Масло по-
дается на вход многопоточных насосов под давлением рн (см. рис. 11.10, б)
и отводится по радиальным каналам (на рис. 11,10, г не показаны)
из зон зацепления центрального колеса 3 и колес Л равномерно рас-
положенных по окружности (см. рис. 11.10 г). Вращение от электро-
двигателя передается на вал 2, центральные колеса 3 и далее на ко-
леса 1. Последовательной установкой насосов можно обеспечивать
увеличение числа потоков до 4 раз (по два насоса с каждой стороны
электродвигателя).
Избыточное давление (pi—рн) (см. рис. 11.10, б), развиваемое насо-
236
сом, не превышает 2 МПа. Увеличения давления pi на выходе {при гид-
ростатическом смазывании) достигают повышением давления рн на вхо-
де. Допустимый диапазон вязкости рабочей жидкости составляет 20—
500 мм2/с.
Выпускают четырех- и пятипоточные насосы, обеспечивающие рас-
ход от каждого потока 200 и 450 см3/мин.
Размеры системы для смазывания определяются габаритными раз-
мерами электродвигателя, так как параметры самих насосов невелики
(диаметр около 80 мм).
Ориентировочные технические характеристики многопоточных насо-
сов для гидростатического смазывания приведены в табл. 11.4.
11.4. Технические характеристики многопоточных шестеренных насосов
Характеристика Насос
четырехпоточный пятипоточный восьмипоточный
Число ПОТОКОВ Номинальная подача, л/мин Габаритные размеры, мм, ©месте с двигателем (дли- на X ширина X высота) 4 0,2; 0,45 400X230X185 5 0,2; 0,45 390X205X160 8 0,2; 0,45 440X229X186
Примечание. Кинематическая вязкость применяемых масел 20—500 мм2/с.
При дроссельной системе дозирования, применяемой в основном для
жидкого смазочного материала, количество масла, поступающего от на-
гнетателя, регулируется изменением гидравлических сопротивлений
смазочных линий.
Нагнетатель (рис. 11.11, а) обычно включает в себя насос 2,
приемный 7, напорный 3, сливной 13 и заливной 12 фильтры, а также
реле уровня 11 и клапан 4.
Роль маслораспределительных устройств могут выполнять сами
смазочные линии 5 (трубопроводы соответствующей длины и диамет-
ра), а также нерегулируемые 6 и регулируемые 7 дроссели. В от-
ветственных случаях используют также дроссельные блоки 8 с ука-
зателями потока и ротаметрами 9, а также регуляторы потока 10.
Дроссельные блоки 3 (см. рис. 11.11, б) выпускают с двумя,
четырьмя и шестью отводами. Изменение сопротивления и расхода
осуществляется при осевом перемещении дросселя 2 вращением гай-
ки 1. Предусмотрен указатель 4 визуального контроля потока.
Номинальный расход при перепаде давлений Др—1,6 МПа состав-
ляет 0,63 л/мин, а минимальный стабильный расход составляет
0,035 л/мин при Др=0,05 МПа.
Конструкции дросселей весьма разнообразны. Часто в системах пи-
тания гидростатических опор используют дроссели, выполненные в виде
винтовой канавки, нарезанной на наружном диаметре дросселя 1 (рис.
11.11, в). При осевом перемещении дросселя изменяются длина дрос-
селирующего канала и расход через дроссель. Регуляторы расхода
(рис. 11.11, г) обеспечивают постоянство расхода через дросселирую-
щее устройство /Независимо от давления в смазочной магистрали.
Масло через калибровочное отверстие 1 в подвижном дросселирую-
щем поршне 2 и зазор h между поршнем 2 и крышкой 4 поступает
237
Рис. 11.11. Система для смазывания с дроссельным распре-
делением:
а — принципиальная схема; б—г — конструктивное исполнение элементов
к точке смазывания. Сила пружины 3 уравновешивается перепадом
давления, возникающим при протекании масла через отверстие 1.
При увеличении расхода растет перепад давления и поршень 2 пе-
ремещается вниз, увеличивая длину дросселирующей щели и восста-
навливая расход.
Дроссели стабильно работают лишь при относительно больших рас-
ходах, поэтому их обычно применяют в системах непрерывной подачи
масла. Преимуществами дроссельного дозирования являются конструк-
тивная простота и отсутствие движущихся деталей. Недостатки — зави-
симость расхода от перепада давления и температуры, склонность к за-
сорению дросселей (требуется высокая степень очистки).
Системы для смазывания, предназначенные для
циклической подачи смазочного материала позволяют оп-
тимальным образом дозировать подачу смазочного материала к узлам
трения, обеспечивая более высокую, чем у систем с непрерывной пода-
чей, надежность, рациональный расход и т. п. Они могут быть составной
частью циркуляционных систем для смазывания и могут подключаться
к напорным линиям этих систем через соответствующие распределители.
В двухмагистральной системе объемного дозирования (рис.
11.12, а) каждый из питателей 3 попеременно сообщается либо с на-
сосом Л либо со сливом. Включение одной из двух магистралей
(напорной и сливной) осуществляется распределителем 2, благода-
ря которому функционируют питатели. При срабатывании питатели
238
Рис. 11.12. Двухмагистральная система для смазывания:
а — принципиальная схема; б — схема питателей
подают определенное количество смазочного материала (зависит от
конструкции) к точкам смазывания. После переключения всех пита-
телей давление в напорной магистрали возрастает, что контролирует
реле давления (например, 4). При достижении заданного давления
реле 4 дает команду на включение распределителя 2. При этом на-
порные магистрали соединяются со сливом, а магистрали слива —
с насосом и происходит второй цикл подачи смазочного материала,
контролируемый реле 5. После завершения цикла (контролируемого
реле 5) выключаются насос 1 и распределитель 2, повторное включе-
ние которых производится прибором управления (на схеме не пока-
зан) в соответствии с требуемым режимом смазывания (число цик-
лов, время работы и т. п.).
Насос может работать и в течение длительного времени. В этом
случае напорная линия на время паузы в смазочном цикле отсоеди-
няется от насоса соответствующим золотником. Подача смазочного
материала (см. рис. 11.12, б) производится при перемещении порш-
ня 1 (вверх) в результате сообщения полости 4 с напорной маги-
стралью. При этом распределительный золотник 3 перемещается в
крайнее верхнее положение, а смазочный материал выталкивается
из рабочего пространства поршнем 1 в точку смазывания. При сооб-
щении полости 2 с напорной магистралью (показано штриховой ли-
нией) будет осуществляться второй цикл смазывания. Питатели ра-
ботают при давлении на входе 1—20 МПа, имеют один—четыре от-
вода и обеспечивают расход смазочного материала 1—25 см3/ход.
В двухмагистральных системах питатели подключаются к маги-
стралям нагнетания параллельно и последние могут быть выполнены
с большой площадью (обладают малым сопротивлением). Благодаря
этому их удобно использовать в магистралях большой протяженности,
а также при смазывании пластичным смазочным материалом. Преиму-
щество по сравнению с дроссельной системой — независимость потоков
друг от друга. Однако централизованный контроль за поступлением
смазочного материала невозможен.
Последовательные системы для смазывания являют-
ся одномагистральными системами, в которых масло подается к поверх-
ностям трения через питатели, работающие последовательно (рис.
11.13, а). От насоса 1 смазочный материал поступает к центральному
239
Рис. 11.13. Последовательная система
для смазывания:
а — принципиальная схема; б — схемы питате-
лей
*)
Рис. 11.14. Импульсная система
для смазывания:
а — принципиальная схема; б—а —
схемы питателей
питателю 4 и далее к питателям S, 9 второго каскада, от которых
может поступать к питателям третьего каскада и т. д. От отводов
питателей любого каскада масло может поступать прямо к поверх-
ностям контакта. Благодаря принципу действия питателей поступле-
ние смазочного материала в точки смазывания осуществляется по-
следовательно, т. е. повторное поступление смазочного материала в
данную точку возможно только после завершения подачи ,ко всем
остальным точкам. После отработки питателями заданного числа
циклов в прибор 10 управления поступает сигнал от датчика 11 цик-
лов, насос отключается и начинается отсчет длительности паузы до
следующего включения. При наличии неисправности в любой точ-
ке блокируются золотники всех питателей и сигнал от датчиков цик-
лов не поступает. Таким образом, один датчик циклов контролирует
работу всей системы, что делает ее особенно удобной для уникаль-
ного оборудования с большим числом точек смазывания.
Место неисправности обнаруживают с помощью штоков-индика-
торов 3 (указывают наличие избыточного давления). Обрыв трубо-
провода может контролироваться индикатором разрыва линии, кото-
рый состоит из обратного клапана 5, указателя разрыва 6 и напор-
ного клапана 7. При снижении давления в контролируемом трубо-
проводе шток указателя разрыва 6 опускается и перекрывает про-
ход масла из указателя в трубопровод. При очередном цикле работа
питателя давления перед указателем резко повышается, что фикси-
240
руется центральным контролирующим органом 2 системы. В цирку-
ляционных системах насос может работать непрерывно, подавая сма-
зочный материал к питателям и точкам подвода.
Основным элементом последовательной системы является блок
питателей, состоящий из корпуса и золотников 6, S, 10 (рис. 11.13, б),
соединенных соответствующими каналами. Каждый золотник выпол-
няет одновременно функции дозатора и управления следующими зо-
лотниками.
На рис. 11.13, б показано одно из текущих положений золотни-
ков 6, 8, 10, от которых смазочный материал может подаваться в
точки 1, 2, 3, 7, 9, 11. На схеме показан случай, когда масло подает-
ся к точке 1 (жирными линиями). От насоса по магистрали 5 масло
попадает под левый торец золотника 6, который, перемещаясь, вы-
талкивает объем масла из своей правой полости. Остальные маги-
страли показаны штриховой линией. При перемещении золотника 6
в крайнее правое положение смазочный материал попадет (по маги-
страли 4 через кольцевую проточку золотника 6) под левый торец
золотника 8, который при перемещении вправо будет выдавливать
масло из своей правой полости в точку 7 и т. д.
Питатель состоит из набора секций (3—10 шт.) и в зависимости
от типоразмера обеспечивает подачу 0,08—19,2 см3/цикл. Номиналь-
ное давление для питателей, применяемых в циркуляционных систе-
мах, 6,3 МПа, а в периодических — до 20,0 МПа.
Технические характеристики питателей приведены в табл. 11.5.
11.5. Технические характеристики питателей последовательных систем
Типоразмер Условное обозна- чение промежу- точных секций Номинальный расход. см3/цикл Число отводов промежуточ- ных секций Допустимое число про- межуточных секций Ориентировочные размеры (длинах ХширинаХвысота), мм
5 0,08 2 3 74 X60 X35
МД 5Е 0,16 1 5 104X60X35
15Е 0,48 1 7 134X60X35
10D 0,16 2 3 97X84X38
м 2O|D 0,32 2 5 138X84X38
30D 0,48 2 7 179X84X38
25D 0,4 2 3 143X127 X 77
MX 50D 0,8 2 4 172X127X77
100D 1,6 2 6 228X127X77
Недостатки последовательных систем следующие: отсутствие ре-
гулирования дозируемого объема по каждому из отводов; сложность
перераспределения при необходимости изменения дозы смазочного ма-
териала в одном из отводов; трудность разводки трубопроводов, выхо-
дящих от одного блока питателей.
Импульсные системы. Смазочный материал подается ко
всем точкам одновременно (параллельно) при попеременной (им-
пульсной) связи магистрали подвода с нагнетанием и со сливом.
От насоса 1 (см. рис. 11.14, а) через распределитель 2 смазочный
материал попадает в импульсные питатели 3 и 4. После срабатывания
питателей давление в напорной магистрали повышается (поскольку пи-
241
татели непроточные, а насос продолжает работу) и включается реле
давления 5, которое подает сигнал на отключение насоса. (Если дав-
ление не повышается, это сигнализирует о наличии неисправностей.)
После выключения насоса 1 переключается распределитель 2 и
соединяет напорную магистраль через золотник 6 с баком (давление
золотника 6 составляет 0,05—0,15 МПа для предотвращения (опорожне-
ния подводящего трубопровода). При падении давления в напорной
магистрали питатели перезаряжаются и подготавливаются к следу-
ющему циклу работы. Через определенное время (зависит от настрой-
ки прибора управления) насос 1 включается и цикл работы повто-
ряется.
Основными устройствами импульсных систем являются питатели
(рис. 11.14,6—г). При подводе импульса давления в магистраль 1
(см. рис. 11.14,6) происходит перемещение поршня 2 питателя вверх
и масло вытесняется из верхней полости поршня к точке смазывания 3.
При отключении магистрали 1 от насоса (рис. 11.14, в) поршень 2 пе-
ремещается под действием пружины вниз, осуществляя через распреде-
литель 4 перезарядку питателя.
Конструктивно питатели выполнены в одном корпусе (рис. 11.14, г).
Масло подводится в магистраль 1 от насоса, при этом клапан 7 воз-
действует на поршень 6, который, перемещаясь вправо, выталкивает
масло к точке смазывания 5, Одновременно, отжимая усики манже-
ты 2, масло заполняет полость между корпусом и клапаном.
При отключении подводящей магистрали 1 пружина воздействует
на поршень 6 и создает давление в полости 5, так как манжета 2 при
вытекании масла из полости 3 в напорную магистраль 1 работает как
обратный клапан.
Клапан 7 под действием давления в полости 3 перемещается влево
и перепускает смазочный материал из полости 3 в полость 4 и пита-
тель заряжается.
В импульсных системах можно использовать насосы с различным
типом привода. Они могут быть составной частью циркуляционных
смазочных систем. В России выпускают питатели для жидкого смазоч-
ного материала с кинематической вязкостью v=10...600 мм2/с с тре-
мя диапазонами подач: 0,01—0,05, 0,05—0,5 и 0,5—1,25 см3/цикл. Мак-
симальное давление на входе в питатели 3,2 МПа, на выходе —
1,6 МПа. Габаритные размеры около 90X40X33 мм.
Импульсные системы характеризуются простотой конструкции пи-
тателя, удобством монтажа, малым расходом смазочного материала.
Их недостаток — отсутствие надежного контроля за поступлением мас-
ла в точки подвода. Для всех рассмотренных смазочных систем в стан-
ках наиболее часто в качестве привода нагнетателя используют элек-
трические приводы.
Совершенствование описанных систем заключается в создании
комбинированных систем, в которых применены разные принципы рас-
пределения смазочного материала.
11.3. Смазочно-охлаждающие жидкости
Цель применения СОЖ — снижение износа режущего инструмен-
та,, улучшение качества обрабатываемой поверхности и повышение про-
изводительности труда. СОЖ удаляет стружку, снижает трение (и из-
нос) и тепловыделение. В зависимости от процесса резания и мате-
242
риала обрабатываемых деталей выбирают определенное соотношение
между смазывающими и охлаждающими свойствами СОЖ (около 60%
теплоты обусловлено деформацией металла, а 40% — трением). Сни-
жение трения зависит от смазывающих свойств масла, а эффективность
охлаждения — от количества воды, образующей с маслом эмульсию
или раствор.
Наибольшее применение (около 95%) находят масляные СОЖ (на
основе минеральных масел с добавлением присадок); эмульсолы
(представляющие собой смеси минеральных масел, эмульгаторов, про-
тивоизносных и противозадирных присадок и др.); синтетические СОЖ,
получаемые на базе водорастворимых полимеров; полужидкие и пла-
стичные композиции. Большое разнообразие материалов инструмента
и заготовки обусловливают различные требования к СОЖ- Например,
низколегированную сталь, склонную к налипанию на резец, в отличие
от твердой хромоникелевой стали обрабатывают с СОЖ с низким со-
держанием присадок.
Многие органические соединения азота, серы, хлора и фосфора
входят в состав СОЖ в качестве компонентов и присадок.
При обработке в тяжелых условиях (большие скорости, плохо
обрабатываемый материал) следует добавлять присадки, растворимые
в масле и содержащие хлор, фосфор и серу. (При больших температу-
рах образуются хлориды, фосфиды и сульфиды.) Серу добавляют при
тяжелых нагрузках и средних скоростях (непригодна при обработке
меди, так как возникает почернение поверхности).
СОЖ, содержащие хлор, стабильны при температуре до 500° С,
фосфидные — до 700° С и сульфидные — до 1000° С.
Ниже приведен ассортимент современных отечественных СОЖ,
применяемых при обработке резанием.
Укринол-1 (ТУ 38101197—82) применяют для приготовления
2—10%-ных водных эмульсий при обработке сталей, чугуна и цветных
металлов.
Аквемус (ТУ 38201341—80) применяют для приготовления водных
эмульсий (вода с высокой жесткостью) для обработки черных метал-
лов.
СДМУ-2 (ТУ 38101546—80) используют для приготовления 5—•
10%-ных водных эмульсий при точении черных и цветных металлов.
НХП-45Э (ТУ 38101581—79) используют для приготовления
10%-ных эмульсий при обычном и силовом шлифовании конструкцион-
ных и легированных сталей.
Аквол-6 (ТУ 38101875—82) применяют для приготовления 5—
20%-ных водных эмульсий при обработке резанием высокопрочных
сталей и конструкционных сталей на тяжелых режимах.
Аквол-10М (ТУ 38101931—83) используют для приготовления 5—
10%-ных водных растворов при обработке углеродистых, легирован-
ных, инструментальных сталей и сплавов, чугунов.
Аквол-11 (ТУ 38101932—83) применяют для приготовления 2—
10%-ных водных растворов при обработке углеродистых и легирован-
ных сталей, а также алюминиевых сплавов. ,
МР-ly (ТУ 38101731—80) используют на станках-автоматах при
точении, сверлении, фрезеровании, резьбо- и зубонарезании, протяги-
вании углеродистых легированных и жаропрочных сталей (не рекомен-
дуется для цветных металлов и сплавов).
МР-3 (ТУ 38УССР-2-01-254—83) применяют при обработке кон-
243
струкционных и легированных сталей при глубоком сверлении, раста-
чивании, резьбо- и зубошлифовании.
ОСМ-1 (ТУ 38УССР2-01-278—81) используют при хонинговании
и суперфинишировании сталей, чугунов, цветных металлов и сплавов.
ОСМ-5 (ТУ 38УССР2-01-249—76) применяют при зубообработке,
сверлении, резьбонарезании, точении, развертывании и шлифовании
углеродистых и легированных сталей.
ЛЗ—СОЖ 2ПИО (ТУ 38101116—79) используют при точении,
сверлении, протягивании, шлифовании и обработке на токарных авто-
матах конструкционных сталей при тяжелых условиях резания.
Сульфофрезол (ОСТ 38.01445—88) применяют при обработке ре-
занием черных металлов, когда требуется повышенное пластифициро-
вание поверхности; вызывает коррозию деталей станка.
Масло машинное Л (велосит) (ГОСТ 20799—88) используют при
обработке алюминия.
Подача СОЖ в зону обработки. При лезвийной обработке основ-
ные способы подачи СОЖ следующие:
свободно падающей струей (поливом при давлении 0,02—
0,03 МПа);
напорной струей через сопловые насадки под давлением 0,1—
2,5 МПа;
в распыленном состоянии (в виде струи воздушно-жидкостной сме-
си); преимущество этого способа — весьма малый расход СОЖ: 400—
Рис. 11.15. Рекомендуемые схемы подачи СОЖ при обработке:
а — резцом; б — фрезой; в, г — шлифовальным кругом соответственно
с подачей СОЖ в зону резания и с внезонной подачей СОЖ; д —
сверлом
244
500 г/ч 1,5%-ной эмульсии или 3—4 г/ч масла И-20А; поэтому нет не-
обходимости в сборе и очистке СОЖ.
С О Ж в распыленном состоянии успешно применяют в
станках с ЧПУ при обработке быстрорежущим и твердосплавным ин-
струментом металлов и сплавов точением, фрезерованием, сверлением,
резьбонарезанием, развертыванием, а также при обработке инструмен-
тами из сверхтвердых материалов.
На рис. 11.15 показаны рекомендуемые схемы подачи СОЖ при
работе различным инструментом.
Эффективность применения СОЖ зависит от ее расхода. Ориенти-
ровочные нормы расхода для станков различных групп приведены
ниже [2].
Станки Расход,
л/мин
Токарно-винторезные; токарно-револьверные; одношпиндель-
ные прутковые автоматы..................................10—12
Токарные многорезцовые, токарно-копировальные . . . 15—25
Четырех-, шести- и восьмишпиндельные прутковые токарные
автоматы................................................. 100; 150;
180
Сферотокарные . .................................10—20
Алмазно-расточные.......................................10—20
Вертикально-сверлильные.................................8—12
Вертикально- и горизонтально-фрезерные.....................10—12
Зубофрезерные, зубострогальные и зубодолбежные . . . 15—40
Резьбонарезные..........................................15—30
Вертикально- и горизонтально-протяжные.....................10—20
Отрезные................................................10—15
Плоскошлифовальные:
одношпиндельные................................ 100—150
двухшпиндельные....................................... 150—250
Круглошлифовальные......................................30—90
Внутришлифовальные......................................20—40
Бесцентрошлифовальные с шириной круга, мм, не более:
200 ............................................... 100
800 200—250
Торцешлифовальные ...................................... 100—200
Для подачи СОЖ поливом изменяют конструкцию сопла, и струя
формируется круглой (точение, сверление, развертывание) или прямо-
угольной (фрезерование, зубофрезерование) формы. Струя жидкости
должна перекрыть зону контакта инструмента с заготовкой.
Подачу СОЖ под давлением применяют с целью увеличения рас-
хода СОЖ через зону обработки и вымывания стружки. Условно раз-
личают подачу СОЖ струей под высоким давлением (не ниже 1,5 МПа)
через сопла с выходными отверстиями диаметром до 0,8 мм и подачу
СОЖ струей под низким давлением (0,05—0,7 МПа) через сопла с
отверстиями диаметром 2—5 мм. При подаче СОЖ струей под высо-
ким давлением требуются лучшие фильтрация и защита от разбрызги-
вания, чем при низком давлении.
При шлифовании подача СОЖ затруднена в связи с наличием воз-
душных потоков, создаваемых вращающимся кругом.
Для подачи СОЖ применяют центробежные и шестеренные насо-
сы.
Центробежные вертикально-нагруженные электронасосные агрега-
ты ПА-22, Х14-22М, ПА-45, П90 и П180 предназначены для подачи
СОЖ с кинематической вязкостью до 6 мм2/с под давлением 0,02 МПа
и с производительностью 22—180 л/мин.
245
Для подачи СОЖ на водной и масляной основе к шлифовальным
и другим станкам используют электронасосные агрегаты БХ14-4, с дав-
лением до 0,25 МПа и производительностью 50—800 л/мин.
Подача минеральных масел с кинематической вязкостью 17—
400 мм2/с под давлением до 2,5 МПа с расходом 12,3—133 л/мин осу-
ществляется шестеренными насосами Г11-2. Для подачи распыленных
СОЖ предназначена установка УРС-75, обеспечивающая расход СОЖ
0—0,01 л/мин и расход воздуха 3—20 м3/ч.
Особенности подачи СОЖ к станкам, ГПМ и ГПС.
СОЖ к станкам и ГПС подается с помощью индивидуальных или
централизованных систем [12, 13]. Преимущества индивидуальных си-
стем — возможность быстрого переключения на новый состав СОЖ.
Централизованные системы применяют в ГПМ и ГПС, они обеспечи-
вают лучшую, чем индивидуальные системы, очистку, возможность
стабилизации температуры СОЖ, сокращение площадей.
Расход СОЖ в ГПМ обычно не менее 50 л/мин, а в отдельных
случаях в 2—3 раза больше. Для лучшего смыва стружки СОЖ по-
дается через несколько регулируемых сопл, расположенных вокруг
шпинделя на концах трубопроводов.
Во многих ГПМ используют два независимых потока СОЖ:
один — для охлаждения зоны резания, другой — для смыва стружки.
В ГПМ и ГПС предпочтительно применять СОЖ, обладающие
универсальными свойствами и совместимые с СОЖ других марок.
Для полного управления технологическим процессом в ГПС и
повышения надежности ее работы созданы автоматизированные изме-
рительные системы контроля состояния СОЖ.
Очистка СОЖ повышает долговечность СОЖ, увеличивает стой-
кость инструмента и улучшает качество обрабатываемой поверхности.
Повышается также надежность и работоспособность насосных агрега-
тов и узлов станка. Качество очистки СОЖ регламентируется ГОСТ
17216—71 в зависимости от условий. Применяют несколько способов
очистки СОЖ: с помощью фильтров; гравитационный с использованием
отстойников; центробежный с применением гидроциклонов, центрифуг;
магнитный с использованием сепараторов, патронов и других устройств.
Простейшими очистителями являются гравитационные баки-от-
стойники, вместимость которых превышает минутный расход СОЖ в
10—12 раз. Для повышения эффективности очистки в отстойниках ис-
пользуют магнитные патроны.
Широко применяют магнитные сепараторы типа Х43-4 и СМ
(СМ-2МА, СМ-ЗМ и др.), предназначенные для очистки СОЖ с кине-
матической вязкостью 1—74 мм2/с от частиц максимальным размером
до 3 мм при расходе СОЖ 25—200 л/мин. Загрязненная жидкость по-
ступает в сепаратор, проходит между его корпусом и барабаном с
магнитами, который вращается в направлении, обратном движению
жидкости. Притянутые к барабану частицы снимаются с поверхности
барабана скребком.
Для сепарации водных СОЖ применяют центробежные очистите-
ли (гидроциклоны) типа Х45-3, Х43-4, в которых разделение СОЖ и
загрязнений (плотность не менее 2 г/см3) происходит под действием
центробежных сил, расход СОЖ составляет 25—100 л/мин.
Исходная суспензия подводится по входному тангенциальному па-
трубку (под давлением 0,2—0,3 МПа), в результате чего СОЖ приво-
дится во вращение. Под действием центробежных сил частицы направ-
246
ляются к стенкам гидроциклона, затем отводятся вниз, а СОЖ отво-
дится через центральное верхнее отверстие.
При сферической форме частиц можно достичь глубины очистки
около 5 мкм и степени очистки 98%^ (в обычных условиях глубина
очистки около 10 мкм и степень очистки 90—95%).
Для шлифовальных станков в случае, если максимальный размер
частицы превышает 1 мм, выпускают комплектные установки Х35-1,
БГХ35-1, БХ32-14 для подачи и очистки СОЖ.
Производительность установок 50—400 л/мин, давление СОЖ
0,1—0,25 МПа, глубина очистки около 15 мкм и степень очистки око-
ло 98%.
11.4. Устройства для отвода стружки
При автоматизации и механизации удаления стружки необходимо
обеспечить: получение требуемой формы стружки (дробление); отвод
стружки от станка; удаление стружки от автоматической линии или
ГПС.
Наибольшее распространение получил способ отвода стружки кон-
вейерами (пластинчатыми, магнитными, скребковыми и т. п.).
Стружку с автоматизированных участков удаляют следующим об-
разом:
конвейерами, установленными ниже уровня пола, на которые
стружка попадает от отдельных станков;
с помощью автоматических транспортных тележек; стружка от
каждого станка собирается в контейнеры и по мере заполнения они пе-
ремещаются транспортными тележками в позицию разгрузки.
При использовании устройств для отвода стружки от станка:
предотвращается концентрация теплоты в местах контакта струж-
ки с узлами станка и снижаются деформации;
уменьшается опасность возникновения несчастного случая;
повышается коэффициент использования станка путем сокраще-
ния простоев и лучшего использования СОЖ, та'к как стружка нахо-
дится в контакте с ней в течение непродолжительного времени.
Форма стружки зависит от материала, способа обработки, обору-
дования и инструмента.
Отвод и транспортирование ленточной, клубкообразной, длинной
винтовой (витой) стружки затруднен, кроме того, появляется повы-
шенная опасность для людей, находящихся у станка.
В табл. 11.6 приведена зависимость между обрабатываемым ма-
териалом, типом станка, формой и насыпной массой стружки.
Отвод стружки осуществляют транспортные системы, эффектив-
ность которых зависит от правильности выбора типа и размеров исхо-
дя из конкретных условий. При этом учитывают форму стружки, ма-
териал, особенность оборудования (компоновка, расположение зоны
обработки и т. п.), число рабочих смен и другие факторы.
В качестве исходных данных для расчета производительности при-
нимают массу заготовки и детали, число заготовок, обрабатываемых
в единицу времени, объем снимаемой стружки, степень использования
станка, расход СОЖ-
В зависимости от способа получения заготовки количество стружки
от ее массы ориентировочно составляет, %: прокат — до 15, поков-
ки — до 20, чугунные отливки — до 25, отливки из цветных металлов —
до 60.
247
11.6. Зависимость между обрабатываемым материалом, типом станка, формой
стружки и ее насыпной массой
Обрабатываемый материал Станки Стружка Удельная масса* туд, т/м3
Сталь Фрезерные, протяжные, строгальные, вальцето- карные Крючкообразная, корот- кая витая, толстая сплющенная 0,5—1,5
» Токарные, сверлильные Витая, большеобъемные пучки, хрупкая 0,1-0,3
Автоматы, работающие с охлаждающим маслом Короткая и длинная, волнистая, спиральная 0,2—0,5
Серый чугун Все виды Зернистая, гвоздевая, порошок 1,2-2,4
Алюминий, силумин Токарные, агрегатные (с эмульсией) Короткая и мелкая дли- ной до 50 мм 0,1— 0,3
Алюминий Фрезерные Прямая длиной до 200 мм 0,7—1,0
Бронза Токарные станки с ох- лаждением Мелкая, прямая 0,7—1,0
Латунь Токарные автоматы Мелкая, короткая, пря- мая 0,8—1,0
* Масса, отнесенная к объему пространства, занимаемому стружкой.
При определении производительности рассчитывают массу или
объем стружки, транспортируемой в единицу времени (кг/ч, м3/ч).
При непрерывном перемещении стружки в конвейере, имеющем
форму желоба (трубы) сечением Fo, с коэффициентом заполнения' ф,
объем стружки, транспортируемый в единицу времени,
(11.9)
Производительность выражается через массу транспортируемой
стружки следующим образом:
Q=Vmy„, (11.10)
где v — скорость перемещения стружки; ф — коэффициент заполнения,
равный отношению объема стружки к объему желоба конвейера. Ко-
эффициент ф зависит от вида конвейера и формы стружки:
ф«0,7... 0,8 для ’крупной стружки; ф«0,5... 0,6 для мелкой стружки.
В зависимости от конкретных условий производства используют
различные устройства для транспортирования стружки.
Пластинчатые конвейеры (рис. 11.16) нашли широкое применение,
используются в станках различных групп для транспортирования всех
видов стружки. В качестве рабочего органа используют бесконечную
шарнирно-пластинчатую ленту 1, которая протягивается боковыми ро-
ликовыми цепями (на рисун'ке не показаны).
Стальные, шарнирно соединенные пластины могут изготовляться с
отверстиями для отделения СОЖ. Через определенные участки на
пластинах могут предусматриваться несущие элементы для преодоле-
ния подъемов до 90°. Производительность определяют по формулам
(11.9) и (11.10).
Недостаток — высокая стоимость при малой длине транспортиро-
вания и износ шарнирных соединений, что приводит к попаданию
стружки в зазоры и заклиниванию.
248
Рис. 11.16. Пластинчатый конвейер:
а — схема работы; б — схема транспорти-
рования стружки
Рис. 11,17. Цепной конвейер:
а—схема работы; б — схема транспорти-
рования стружки
Скребковые конвейеры (рис. 11.17—11.19) широко применяют при
удалении стружки от станков и автоматических линий. Скорость пере-
мещения до 3 м/мин.
В цепном конвейере (см. рис. 11.17) стружка непрерывно протал-
кивается и выгружается на месте выгрузки двумя боковыми цепями 1
с укрепленными на них скребками 2. Конвейер может преодолевать
подъемы до 60°, не требует тщательного ухода и имеет сравнительно
низкую стоимость. Производительность определяют по формулам
(11.9) и (11.10). Применяют в многоцелевых, фрезерных станках для
удаления короткой, раздробленной стружки.
Недостатки — сложность конструкции (привода вращения звездо-
чек) и низкая долговечность (вытягивание цепи). Конвейер не приго-
ден для транспортирования пучковой и длинной стружки и плохо ра-
ботает при попадании грубых частиц.
Рис. 11.18. Скребково-штанговый кон-
рейер:
а — схема работы; б — схема транспорти-
рования стружки
Рис. 11.19. Скребковый конвейер тол-
кающего типа:
а — схема работы; б — схема транспорти-
рования стружки
Скребково-штанговые конвейеры (см. рис. 11.18) при-
меняют в основном в цехах при токарной обработке, когда образуется
большое количество витой стружки. К стальному коробу 1 приварены
наклонные ерши 2, препятствующие смещению стружки при ходе штан-
ги 4 назад (штриховая линия). На штанге 4 приварены по всей длине
ерши 3, острые концы которых направлены в сторону движения
стружки.
Гидропривод 5 перемещает штангу 4 (со скоростью до 10 м/мин)
вперед и назад, стружка при рабочем ходе захватывается ершами и
подается на шаг вперед, а при движении штанги назад стружка задер-
живается ершами 2. Производительность до 1000'кг/ч.
Недостаток — невозможность транспортирования мелкой стружки
и полного ее удаления из транспортирующего канала.
249
Скребковые конвейеры толкающего типа (см.
рис. 11.19) имеют элементы скребково-штангового конвейера, в частно-
сти гидравлический (пневматический) привод, скребки. В качестве
скребков использованы поворотные пластины 2, которые при прямом
ходе (сплошная стрелка) опираются на элемент 1 и перемещают
стружку. При обратном ходе (штриховая линия) пластина 2 подни-
мается стружкой и практически не перемещает ее.
Применяется в расточных, фрезерных станках при образовании ко-
роткой, раздробленной струж!ки.
Витая стружка и стружка в виде длинных спиралей транспорти-
руются плохо.
Вибрационные конвейеры (рис. 11.20). Транспортирование струж-
Рис. 11.20. Вибрационный конвейер:
а — схема работы; б — схема транспорти-
рования стружки
Рис. 11.21. Шнековый конвейер:
а — схема работы; б, в — схемы транс-
портирования стружки
ки осуществляется за счет использования сил инерции стружки и сил
трения ее о поверхность лотка 1. Для обеспечения ориентирования
стружки необходима асимметрия этих сил при возвратно-поступатель-
ных колебаниях лотка 1, которая достигается созданием гармониче-
ских колебаний лотка с амплитудой А и частотой со под углом
р=20...30° к горизонту. Под небольшим углом а=15° стружка мо-
жет двигаться наверх.
Для получения гармонических колебаний обычно используют
эксцентриковый привод 3, который передает колебание лотку 1 через
резиновые подушки 2.
Лоток 1 совершает продольные (по оси X) и поперечные (по
оси У) колебания по закону: х=А cos(a+p)sin со/; r/=Asin(a+
+P)sin со/.
Продольная составляющая скорости (х) обеспечивает перемеще-
ние стружки вдоль лотка, а поперечная увлекает ее в колебательное
движение вместе с лотком.
Амплитуда колебаний А=2...7 мм, а частота 500—1000 мин-1.
При ширине лотка более 200—500 мм производительность достигает
50 кг/мин, однако она зависит от формы стружки. Производительность
определяют ориентировочно по формулам (11.9) и (11.10) при ip=
=0,6 ... 0,9 и формуле
v= (0,6 ... 0,9) (1 + 1,5 sin a)Aco cos p, м/с,
где A — в м; co — в мин"1.
Применяются во фрезерных, токарных и токарно-карусельных
станках для транспортирования спиралевидной, короткой стружки.
250
Недостатки: сильный шум; возможность передачи вибрации стан-
ку; зависимость работоспособности от наличия СОЖ.
Шнековые конвейеры (рис. 11.21) имеют небольшие размеры, но
характеризуются повышенным расходом энергии и износом. Для умень-
шения износа один конец винта 1 соединяют с приводом с помощью
плавающей муфты 3, а второй — оставляют свободным (плавающим).
Обычно корыто 2 изготовляют из чугуна, а винт — из стали. Частота
вращения винта п=1...1О мин-1; диаметр винта jD=5O...25O мм.
Производительность Q зависит от диаметра D винта, шага Р вин-
та, частоты вращения п, 'коэффициента заполнения ф, угла р наклона
корыта:
<?=^-РП1р/ПудС, (11.11)
где с — коэффициент, зависящий от 0 и составляющий 1,0, 0,8, 0,6 со-
ответственно для 0, равных 0, 10, 20°.
Применяются в токарных автоматах, зубообрабатывающих стан-
ках для транспортирования мелкой, дробленой и короткой витой
стружки.
Магнитные конвейеры (рис. 11.22). Наиболее часто применяют кон-
вейеры, в которых постоянные магниты 3 закрепляются на тяговой це-
пи 2 (с шагом около 200—250 мм). Магниты перемещаются цепью под
лотком 1 и создают сильное магнитное поле, вазимодействующее со
стружкой. Особенно выгодно их применять там, где нужно выбрать
небольшое количество стружки из большого объема СОЖ (до 100—
200 л/мин). Транспортирование стружки возможно как в горизонталь-
ном, так и в наклонном направлении (до 90°).
Рис. 11.22. Магнитный конвейер:
а — схема работы; б, в — схемы транспор-
тирования стружки
Рис. 11.23. Гидроконвейер:
а — схема работы; б — схема транспорти-
рования стружки
Применяются в зубообрабатывающих и протяжных станках для
транспортирования мелкой, короткой стружки.
Гидроконвейеры (рис. 11.23) применяют при обильном охлажде-
нии инструмента в зоне обработки, например, в зубообрабатывающих
и многоцелевых станках. Стружка перемещается в струе жидкости са-
мотеком и требует наклона лотка 3 в сторону движения. Для протал-
кивания стружки предусмотрена труба 1 с соплами 2, через которые
жидкость под давлением перемещает стружку по лотку в отстойник.
При транспортировании алюминиевой, чугунной и стальной стружки
средний расход жидкости на тонну стружки составляет около 30 м3/т.
Применяются в многоцелевых, шлифовальных, зубообрабатыва-
ющих станках при образовании мелкой, очень мелкой стружки и
шлама.
251
Достоинства — несложный уход, возможность полной автоматиза-
ции; недостатки — ограничение по форме и размерам стружки, повы-
шенный расход СОЖ и энергии, сложность герметизации.
Особенности уборки стружки в многоцелевых станках и ГПС за-
ключаются в следующем:
полной автоматизации удаления стружки со станков;
необходимости одновременной работы с различными обрабатыва-
емыми материалами, которые не должны смешиваться в процессе
транспортирования.
Для облегчения отвода стружки из зоны резания в многоцелевых
станках предусматривают свободное пространство под зоной резания
и обрабатываемой заготовкой; в токарных станках свободному сходу
стружки способствует расположение направляющих суппорта под
углом к горизонту (рис. 11.24); в станках небольших размеров (для
изготовления корпусных деталей) рабочую поверхность стола выпол-
няют вертикально.
Рис. 11.24. Схема удаления стружки с токарного станка:
1 — защитный кожух; 2 — конвейер для удаления стружки; 3 —
бак для СОЖ; 4 — контейнер для хранения стружки
Часто для транспортирования стружки от станков в ГПС приме-
няют системы гидравлического смыва (вариант гидроконвейера).
Для удаления легкой (например, алюминиевой) стружки, а также
стружки из чугунной мелкой крошки и пыли (при обработке без
СОЖ) применяют стружкоотсасывающие устройства (гидроциклоны).
Однако их можно применять при небольшой зоне стружкообразования
(например, при сверлении печатных плат).
При обработке отверстий стружку выдувают из них сжатым воз-
духом или вытряхивают специальными поворотными устройствами.
Применяют также электромагнитный способ удаления, при котором
устройство с электромагнитом хранится в инструментальном магазине
и периодически устанавливается в шпинделе станка, который по про-
грамме обходит места образования стружки и транспортирует ее в
приемное устройство.
252
Для многих технологических процессов ГПС используются моеч-
ные машины, в которых детали и приспособленные спутники пол-
ностью очищаются от стружки.
СПИСОК ЛИТЕРАТУРЫ
1. Автоматизированные станочные системы и устройства / В. А. Семенов, П. М. Кур-
ганский, В. И. Кузьмин и др. М.: Машиностроение, 1982. 176 с.
2. Бердичевский Е. Г. Смазочно-охлаждающие технологические средства для обра-
ботки материалов: Справочник. М.: Машиностроение, 1984. 224 с.
3. Гаркунов Д. Н. Триботехника. М.: Машиностроение, 1985. 424 с.
4. Зайцева К. В., Шухман М. И. Оборудование для подачи и очистки СОЖ в ме-
таллорежущих станках. М.: ЭНИМС, 1982. 60 с.
5. Кламман Д. Смазки и родственные продукты. Синтез. Свойства. Применение.
Международные стандарты / Пер. с англ.: Под ред. Ю. С. Заславского. М.: Хи-
мия, 1988. 488 с.
6. Коновалов В. М., Скрицкий В. Я., Рокшевский В. А. Очистка рабочих жидкостей
в гидроприводах станков. М.: Машиностроение, 1976. 228 с.
7. Кордыш Л. М., Косовский В. Л. Гибкие производственные системы, промышлен-
ные роботы, робототехнические комплексы. М.: Машиностроение, 1989. Кн. 3. 111 с.
8. Польцер Г., Майснер Ф. Основы трения и изнашивания. М.: Машиностроение, 1984.
264 с.
9. Синицын В. В. Пластичные смазки СССР. М.: Химия, 1984. 192 с.
10. Спиваковский А. О., Гончаревич И. Ф. Вибрационные конвейеры, питатели и вспо-
могательные устройства. М.: Машиностроение, 1972. 328 с.
11. Спиваковский А. О., Дьячков В. К- Транспортирующие машины. М.: Машино-
строение, 1983. 487 с.
12. Станки с числовым программным управлением (специализированные) / В. А. Ле-
щенко, М. А. Богданов, Н. В. Вайнштейн и др. М.: Машиностроение, 1988. 568 с.
13. Черпаков Б. И., Брук И. В. Гибкие производственные системы, промышленные
роботы, робототехнические комплексы. Кн. 1. 127 с. М.: Машиностроение, 1989.
14. Энтелис С. Г., Берлинер Э. М. Смазочно-охлаждающие технологические средства
для обработки металлов резанием: Справочник. М.: Машиностроение, 1986. 352 с.
Глава 12
ФУНДАМЕНТЫ И ОПОРЫ
12.1. Установка станков на фундаменты
Требования к установке станка. Фундамент должен служить на-
дежным основанием станка, обеспечивающим максимальное использо-
вание его точности и производительности в течение заданного срока
службы и исключающим влияние станка на работу соседнего оборудо-
вания. Для этого необходимо, чтобы фундамент при удобном размеще-
нии и прочном закреплении станка обеспечивал его жесткость и виб-
роустойчивость и способствовал ограничению уровня колебаний, пере-
даваемых от станка.
Требования к фундаментам в зависимости от критериев жесткости
и виброустойчивости установленных на них станков разных типов раз-
личны и определяются влиянием установки на работоспособность стан-
ков. Влияние установки на точность обработки и качество обработан-
ной поверхности определяется уровнем относительных статических пе-
ремещений и колебаний инструмента и заготовки, разным при различ-
ных способах установки.
Требования к способу установки, при выполнении которых обеспе-
чивается нормальная работоспособность станков, зависят от класса
точности, размеров и конструкционных особенностей станка. Выбран-
253
ный способ установки станка должен обеспечить выполнение требова-
ний техники безопасности и являться экономичным для конкретных
технологических особенностей производства.
Типы фундаментов. Наиболее распространена установка станков
на фундаменты трех типов (рис. 12.1):
Рис. 12.1. Фундаменты под металлорежущие станки:
а —общая плита цеха; б —ленточный; в —обычного типа; г —свайный; б —на резиновых ков-
риках; е —на пружинах
бетонные полы первого этажа (общая плита цеха)—рис. 12.1, а;
утолщенные бетонные ленты (ленточные фундаменты) —
рис. 12.1,6;
специально проектируемые фундаменты (индивидуальные или
групповые) обычного типа — рис. 12,1, в, свайные — рис. 12.1, г и
виброизолированные — на резиновых ковриках — рис. 12.1, д или пру-
жинах — рис. 12.1, е.
Установка станков на фундаментах осуществляется следующим об-
разом (рис. 12.2):
Рис. 12.2. Способы установки станка на фундамент
с креплением болтами:
а — с подливкой опорной поверхности станины цементным раствором; б — без подливки; без
крепления болтами: в—с подливкой; г — на регулируемых жестких опорах; д — на упругих
опорах
с креплением анкерными болтами с подливкой опорной поверх-
ности станины цементным раствором (рис. 12.2, а) или на регулируе-
мых опорных элементах (винтовых или клиновых) без подливки
(рис. 12.2, б);
без крепления болтами с подливкой опорной поверхности станины
цементным раствором (рис. 12.2, в);
254
без крепления болтами и без подливки на жестких металлических
регулируемых опорных элементах (рис. 12.2, г);
на упругих, в частности, резинометаллических опорах (рис.
12.2, д).
Указанные способы установки станков в общем можно разделить
на две группы — жесткую (фундаментом служит плита или блок, опи-
рающийся на естественное основание или перекрытие) и упругую (фун-
даментом служит бетонный блок, опирающийся на упругие опорные
элементы — резиновые коврики, пружины и т. д., или станок устанавли-
вается непосредственно на упругие элементы — резиновые коврики,
резинометаллические опоры и т. д.).
При жесткой установке станка станина и фундамент деформи-
руются одновременно. При этом величины упругих перемещений и
уровень колебаний под действием силовых факторов в станке меньше,
чем при упругой установке, но вся система чувствительна к внешним
возмущениям — осадкам и колебаниям основания. Различные способы
жесткой установки обеспечивают разную жесткость соединения стани-
ны с фундаментом. Наибольшая жесткость достигается при креплении
станка анкерными болтами, несколько меньшая — при установке без
крепления болтами, еще меньшая — при установке без болтов и без
подливки (этот способ установки применяют для станков, требующих
частой перестановки).
При упругой установке станок изолирован от внешней среды. Влия-
ние внешних возмущений на работоспособность станка меньше, но
уровень перемещений и колебаний под действием возмущений в стан-
ке больше. Аналогично разные способы упругой установки обеспечи-
вают различную степень чувствительности станка к колебаниям осно-
вания и возмущениям, действующим в станке. Чем ниже частоты соб-
ственных колебаний, определяемые жесткостью опор и массой систе-
мы, тем выше степень виброизоляции.
Наиболее эффективным, но и наиболее дорогим средством вибро-
изоляции, применяемым для особо точных станков, являются фунда-
менты на пружинах, а наиболее дешевым, обеспечивающим удовлетво-
рительную степень виброизоляции для большинства станков средних
размеров — упругие виброизолирующие опоры.
Установка станков нормальной точности. Станки нормальной точ-
ности в зависимости от их массы и конструкции могут быть установле-
ны на пол цеха, на устроенные в полу ленточные фундаменты или на
специально проектируемые фундаменты обычного типа. На пол цеха
устанавливают станки массой до 10—15 т со станинами жесткими и
средней жесткости (//й=6...8, где / — длина, h — высота сечения ста-
нины). Толщину бетонной плиты (подстилки пола) назначают не ме-
нее 150 мм. На утолщенные бетонные ленты могут устанавливаться
станки массой до 30 т.
На специально проектируемые фундаменты устанавливают сле-
дующие станки:
с нежесткими, т. е. длинными (//й>8), и составными станинами,
в которых требуемая жесткость станины обеспечивается благодаря
фундаменту;
тяжелые (массой более 10 т);
размещаемые в цехах, полы которых выполнены без бетонной
подкладки (с нежестким подстилающим слоем).
Размеры фундамента в плане определяют в зависимости от га-
баритных размеров опорной поверхности станины. Высоту Нф (м)
255
12.1. Рекомендации по установке станков нормальной точности массой до 15 т на полу первого этажа 2? .
^Станки Установка станков
с креплением анкерными болтами без крепления болтами с под- ливкой опорной поверхности станины дементным раствором без крепления болтами и без подливки опорной поверхности станины на упругих опорах
Токарные, револь- верные Не требуют перестановки и используются при различ- ных режимах, на работах с ударными нагрузками, для обработки неуравнове- шенных заготовок; с длин- ными станимами; использу- ются на черновых режимах Не требуют частой переста- новки или имеют длинные станины, используются на чис- товых режимах Требуют частой переста- новки, с относительно не- длинными станинами. Для повышения жесткости ста- нины на ножках станки могут устанавливаться на опоры вместе с промежу- точной металлической ра- мой, связывающей ножки Устанавливаются на неже- стких перекрытиях или в условиях интенсивных ко- лебаний основания. Могут устанавливаться от- носительно небольшие стан- ки (Dmax^400 мм, рас- стояние между центрами не более 1000 мм), требующие частой перестановки, ис- пользуемые для обработки уравновешенных заготовок на чистовых режимах
Вертикально-свер- лильные Устанавливаются в зонах работы мостовых кранов Устанавливаются вне зон ра- боты мостовых кранов, не требуют частой перестановки или используются на черновых режимах Устанавливаются вне зон работы мостовых кранов, требуют частой переста- новки, используются на чистовых режимах —
Радиально-сверлиль- ные Любых типоразмеров — — —
Г оризонтально-рас- точные (с крестовым столом) Большая часть (так как станины должны периоди- чески выверяться, в качест- ве опорных элементов используют клиновые баш- маки) Требуют перестановки, исполь- зуются для операций относи- тельно невысокой точности Требуют перестановки, ис- пользуются для операций относительно невысокой точности
1
1
Консольно- и бес- консольно-фрезерные Не требуют перестановки, используются на разных режимах (в том числе тя- желых) Не требуют частой переста- новки, используются на черно- вых режимах и требуют пере- становки * Требуют частой переста- новки, используются на разных режимах (кроме тяжелых) Устанавливаются на неже- стких перекрытиях, требуют частой перестановки, если на них не производится обработка на черновых ре- жимах
Зубофрезерные Не требуют перестановки, используются на разных режимах Большая часть тех, которые не требуют перестановки; тре- буют перестановки и исполь- зуются на черновых режимах Требуют частой переста- новки, используются на разных режимах (кроме тяжелых) Устанавливаются на неже- стких перекрытиях, тре- буют частой перестановки, не используются на черно- вых режимах
Поперечно-строгаль- ные, долбежные Используются на разных режимах (в том числе тя- желых) и для точных ра- бот Требуют перестановки, исполь- зуются на разных режимах; устанавливаются на жестких перекрытиях •— Устанавливаются на неже- стких перекрытиях или в непосредственной близости от высокоточных станков
Протяжные Большая часть Используются на разных ре- жимах и на операциях невы- сокой точности —
Зубострогальные, зубодолбежные Используются на разных режимах Используются на разных ре- жимах —
фундамента в зависимости от его длины L (м) для станков массой
до 30 т назначают в соответствии со следующими рекомендациями.
Токарные, горизонтально-протяжные, продольно-строгальные, _
продольно-фрезерные . ............................0,3
Шлифовальные станки...........................................ОДУь
Зуборезные, карусельные, вертикальные полуавтоматы и
автоматы, консольно- и бесконсольно-фрезерные, горизон- __
та льно-расточные.........................................0,6
Вертикально- и радиально-сверлильные......................0,6—1,0
Поперечно-строгальные, долбежные..........................0,8—1,4
Примечания: 1. Большие значения Н$ принимают для крупных
станков.
2. Для агрегатных станков повышенной точности (класса П) и
станков с программным управлением (отдельных или в составе линий)
высоту фундамента следует увеличивать на 20%.
i
Общие рекомендации по установке станков нормальной точности
разных типов на полу первого этажа приведены в табл. 12.1.
Станки нормальной точности нецелесообразно устанавливать на
фундаменты без крепления болтами и без подливки цементным раст-
вором. Для повышения устойчивости при резании стойки портальных
станков следует закреплять болтами.
При установке станков на перекрытиях применяют те же опорные
элементы и виды крепления станков, что и при установке на полу пер-
вого этажа.
Виброизоляция прецизионных металлорежущих станков обладает
особенностями, обусловленными следующими причинами:
высокими требованиями к точности обработки и жесткими огра-
ничениями, накладываемыми на амплитуды колебаний элементов стан-
ка (приведены в нормативных документах);
работой станков в условиях колебаний оснований сложного спект-
рального состава;
наличием в точных станках интенсивных динамических возбужде-
ний, связанных с особенностями процесса обработки (например, им-
пульсных возмущений при реверсировании движения возвратно-по-
ступательно перемещающихся узлов станков).
Основным критерием допустимости того или иного вида установки
прецизионного станка является уровень относительных перемещений
инструмента и заготовки в направлении, влияющем на точность обра-
ботки, от. возмущений со стороны основания и от привода. В большин-
стве случаев регулярные колебания оснований имеют широкий спектр
частот от 1,5—2 до 50—60 Гц с амплитудами от долей микрометра на
высоких частотах до 5—15 мкм на низких частотах. В низкочастотном
диапазоне (до 20—25 Гц) уровень колебаний в незначительной степени
зависит от частоты. Импульсные возмущения возникают вследствие ра-
боты близко расположенных машин с ударным характером нагрузки
(кузнечно-прессовое оборудование, долбежные и строгальные станки
и т. д.) и имеют чаще всего форму полуволны синусоиды или затухаю-
щей синусоиды с периодом, обусловленным собственной частотой коле-
баний основания (перекрытия) или собственной частотой колебаний
фундамента, на котором установлен источник возмущений. Обычно
эти частоты составляют от 6... 10 до 100 Гц. Регулярные и импульсные
колебания основания обусловливают появление колебаний узлов стан-
258
ка, а импульсные колебания — появление односторонних смещений уз-
лов («сбоев размера»).
Так как прецизионные станки, как правило, работают в цехах за-
водов, где расположёно и другое металлообрабатывающее оборудова-
ние, в качестве исходного можно принять некоторый средний уровень
колебаний оснований, типичный для механических цехов машино-
строительных предприятий. Условно средний уровень вибрационного
режима характеризуется следующим:
средними амплитудами регулярных колебаний основания около
2,5... 3 мкм на частотах от 0 до 20—25 Гц, уменьшающимися на бо-
лее высоких частотах, примерно пропорционально отношению квадрата
частот;
максимальными амплитудами импульсных возмущений около 10—
12 мкм в области частот 0—40 Гц, соответствующих собственным ча-
стотам наиболее распространенных видов оснований.
Уровень колебаний оснований будет примерно принят средним,
если расстояние от источников возмущения, работающих со значитель-
ными динамическими нагрузками, до прецизионного оборудования не
менее 15—25 м.
В случае необходимости уровень колебания основания в зоне уста-
новки станка может быть измерен с помощью соответствующей вибро-
измерительной аппаратуры [2].
Степень и эффективность виброизоляции характеризуются коэф-
фициентом ио=Н1=а0тн/а. Здесь ц=аст/а — коэффициент передачи ко-
лебаний пола станине, у=аОтн/аст — коэффициент передачи колебаний
станины в зону резания, где а, аст, аотн — соответственно амплитуды ко-
лебаний пола, станины и относительных колебаний инструмента и заго-
товки.
Коэффициент р определяется главным образом параметрами стан-
ка как жесткого тела и параметрами опор (в основном демпфирова-
нием), коэффициент у характеризует чувствительность конкретной кон-
струкции станка к колебаниям основания.
Если необходимо изолировать станок от колебаний на одной конк-
ретной частоте f, для систем виброизоляции используют область ча-
стот f/fz^2, в которой происходит существенное ослабление колебаний
(в 2,5—3 раза). При f/fz<Z2 колебания усиливаются; наиболее интенсив-
ны колебания при т. е. при резонансе, когда амплитуды могут
достигать больших значений, ограниченных демпфированием в опорах.
Здесь fz —собственная частота колебаний системы виброизоляции в
вертикальном направлении.
Для станков средних размеров собственные частоты колебаний
(Гц) станка на опорах следующие: 20—80 — при жесткой установке;
5—25 — при установке на упругих опорах; 10—25 — при установке на
фундаментах обычного типа; 5—20 — при установке на резиновых ков-
риках; менее 10 — при установке на пружинах.
Чем выше качество изготовления и жесткость системы станка, тем
выше собственные частоты верхних узлов станка, больше разность
между этими частотами и частотами собственных колебаний станка на
опорах и меньше чувствительность станка к колебаниям основания. 1
Способ и параметры установки выбирают в следующей последова-
тельности:
определяют рациональное размещение станков и оценивают уровень
колебаний основания, при котором будет работать рассматриваемый
станок;
259
12.2. Рекомендации по установке прецизионных станков
Станки Установка станков
на виброизолирующих опорах на фундаментах на резиновых ковриках на фундаментах обычного типа и свайных на фундаментах на пружинах
Токарные С короткими станинами или сплошными основаниями (без обработки неуравно- вешенных деталей) ч С нежесткими станинами, об- рабатывающие неуравнове- шенные детали —
Координатно-расточные С жесткими станинами С нежесткими станинами при высоком уровне коле- баний С нежесткими станинами при невысоком уровне колебаний основания; на свайном фунда- менте — при среднем уровне колебаний основания и огра- ниченных габаритных разме- рах в плане ...
Амазно-расточные С жесткими станинами г—» С нежесткими станинами —
Зубофрезерные С жесткими станинами Высокоточные с нежестки- ми станинами; крупные станки Повышенной точности с не- жесткими станинами; на свайном фундаменте — высо- коточные станки, в том числе тяжелые, при высоком уровне колебаний основания Тяжелые высокоточные мастер-станки
Круглошлифовальные С жесткими станинами при плавном реверсе переме- щающихся узлов Высокоточные с нежестки- ми станинами или при резком реверсировании; крупные Повышенной точности с не- жесткими станинами при рез- ких реверсах; на свайном фундаменте высокоточные, в Тяжелые, в частности, вальцешлифовальные
Плоскошлифовальные
Внутришлифовальные
Резьбошлифовальные
Зубошлифовальные
С жесткими станинами при плавном реверсе переме- щающихся узлов Особоточные
При плавном реверсе пере- мещающихся узлов С подвижными узлами, при резком реверсировании и высоком уровне колебаний основания
С жесткими станинами Высокоточные с длинными нежесткими станинами и уровнем колебаний основа- ния выше среднего
С жесткими станинами при плавном реверсе, в частнос- ти станки, работающие абразивным червяком Высокоточные с нежестки- ми станинами или при рез- ких реверсах
том числе тяжелые, при невы- соком уровне колебаний осно- вания
Со станинами средней жест- кости и при наличии резкого реверсирования —*
С подвижными узлами, стани- нами средней жесткости, при резком реверсировании и не- высоком уровне колебаний основания Особо точные крупные
С нежесткими станинами и невысоким уровнем колебаний основания —-
Повышенной точности с не- жесткими станинами или при наличии резкого реверсирова- ния —
рассчитывают параметры виброизоляции;
оценивают возможность виброизоляции с помощью упругих опор,
устанавливаемых непосредственно под станину;
в случае необходимости выбирают массу бетонного блока и спо-
соб его установки.
Непосредственно на упругие опоры можно устанавливать станки
средних размеров с жесткими станинами (при //й<4...5), не имею-
щие мощных внутренних возмущений, допускающие без ущерба для
удобства обслуживания и качества обработки значительные перекосы.
Упругие опоры являются единственным средством виброизоляции
станков, устанавливаемых на перекрытиях. В качестве упругих могут
быть использованы резинометаллические виброизолирующие опоры
гаммы ОВ, резиновые коврики гаммы КВ, опоры фирмы Stopshock
(Германия) и т. д.
Установку станков на упруго опертый бетонный блок применяют
в следующих случаях:
когда требуемая (низкая) частота собственных колебаний станка
на опорах не может быть обеспечена с помощью упругих опор, раз-
мещаемых непосредственно под станиной;
если необходимо увеличить массу (и соответственно жесткость
опор) изолируемой системы для уменьшения амплитуд вынужденных
колебаний, вызываемых динамическими нагрузками в станке, или для
ограничения перекосов станка от статических нагрузок (при установ-
ке тяжелых деталей, при перемещении узлов станка и т. п.);
когда станина станка имеет недостаточную жесткость;
если станок жестко связан с рядом стоящими агрегатами и не-
обходима их совместная установка на общем фундаменте;
когда прочность плиты цеха не допускает установку станков дан-
ной массы на опоры или когда точные станки размещают в цехах
на полу с нежестким подстилающим слоем.
В качестве упругих опорных элементов, устанавливаемых под бе-
тонные блоки виброизолированных фундаментов, используют резино-
вые коврики, пружинные виброопоры.
Способ установки презиционного станка можно выбрать в соответ-
ствии с рекомендациями табл. 12.2.
Производить уточненный расчет системы установки станка, опре-
деляя параметры опор или размеры фундамента, имеет смысл в сле-
дующих случаях:
для особо точных станков (класса С) и крупных станков особо
высокой точности;
при вынужденной установке высокоточных станков в зоне интен-
сивных колебаний основания;
когда использование способа установки, выбранного в соответст-
вии с рекомендациями табл. 12.2, затруднено.
При этом в паспорте станка должны быть приведены:
результаты измерений качества поверхности и точности деталей,
обработанных при упругой и жесткой (без упругих опорных элементов)
установке станка;
коэффициенты передачи колебаний от станины в зону резания на
частотах собственных колебаний станка на опорах; ориентировочные
значения частот собственных колебаний узлов, определяющих чувст-
вительность станка к колебаниям основания;
максимальный уровень колебаний под действием возмущений в
262
станке — относительных колебаний инструмента и заготовки — и абсо-
лютных колебаний станины;
заключение завода-изготовителя о способах виброизоляции станка,
при каких допустимых амплитудах аОтН. доп относительных колебаний
и при каком уровне колебаний основания [2] возможна установка не-
посредственно на виброизолирующие опоры или необходима установка
на дополнительный бетонный блок.
Последовательность выбора параметров виброизоляции, типа и
размеров фундамента следующая.
1. Выбирают параметры виброизоляции в зависимости от аОТн.доп,
а, у; определяют тип и ориентировочные размеры фундамента.
2. Определяют амплитуды колебаний под действием возмущений в
станке (расчетом по значениям возмущающих сил или пересчетом ам-
плитуд, измеренных при испытаниях станка) и, если необходимо, углы
наклона в результате перемещения тяжелых узлов станка. Сравнивая
полученные значения с допустимыми, уточняют размеры фундамент-
ного блока и параметры опорных элементов.
3. Проверяют правильность выбора параметров и способа вибро-
изоляции, вычисляя амплитуды относительных колебаний инструмента
и заготовки, вызываемых колебаниями основания заданного уровня, и
сравнивают их с допустимыми.
Если в паспорте станка нет рекомендаций по поводу способа его
виброизоляции и перечисленные выше сведения, характеризующие
станок, не приведены, то дополнительно проводят соответствующие из-
мерения [2] или используют известные общие данные по аналогичным
станкам.
Материалом для фундаментов станков служит, как правило, мало-
армированный бетон. Он хорошо сопротивляется действию усадочных
напряжений, позволяет сохранить монолитность конструкции в местах
рабочих швов и не требует большого расхода арматурной стали.
Для фундаментов станков применяют тяжелые бетоны при сред-
ней плотности не менее 1800 даН/м3.
Монтаж оборудования допустим при достижении бетоном прочно-
сти на сжатие не ниже 50% проектного значения, что примерно харак-
терно для семидневного бетона. К моменту пуска станков прочность
бетона должна быть не ниже 70% проектного значения, что примерно
характерно для пятнадцатидневного бетона. Качество бетона контроли-
руют по прочности контрольных кубов. На практике прочность бетона
может быть приблизительно оценена по звуку и ударам.
Под влиянием воды и агрессивных сред бетон корродирует. По-
падание воды и химических веществ, содержащихся в маслах, эмуль-
сиях, вызывает растворение цементного камня. Поэтому при опасности
проникновения грунтовых вод или попадания масел поверхность бе-
тона защищают (применяют специальную гидроизоляцию, маслостой-
кие покрытия и т. д.).
Предварительный выбор способа виброизоляции станка осуществ-
ляют исходя из частот fz и (в ответственных случаях) fx — соответст-
венно собственных частот вертикальных и горизонтальных колебаний
станка вместе с фундаментом.
Если в паспорте станка не оговорено, что станок должен устанав-
ливаться на индивидуальный фундамент, то при fz>10 Гц для станков
с жесткими станинами (l/h<4 ... 5) как предварительный вариант рас-
сматривают установку станка на виброизолирующие опоры. Оконча-
тельно возможность такой установки проверяют сравнением амплитуд
263
колебаний, вызываемых возмущениями в станке, с допустимыми зна-
чениями.
Если в паспорте станка указано, что станок должен устанавли-
ваться на индивидуальном фундаменте, а также при f2^10 Гц и
l/h>§ в качестве предварительного варианта рассматривается уста-
новка станка на отдельном фундаменте.
Использовать фундаменты на естественном основании можно в том
случае, если требуемая частота fx собственных колебаний станка с фун-
даментом больше некоторой средней частоты fCp»> зависящей от свойств
грунта.
Ориентировочно принимают следующие значения fcp:
Основание /ср> Гц
Нежесткое — глины и суглинки текучепластичные, супеси те-
кучие ........................................................12
Малой жесткости — глины и суглинки мягкопластичные, супеси
пластичные, пески водонасыщенные рыхлые........................15—18
Средней жесткости — супеси пластичные, пески .... 20—21
При fx>fcp в качестве предварительного варианта рассматривают
фундамент на естественном основании. Использовать фундаменты на
свайном основании можно при fx> (0,3 ... 0,4) fCp- При 5 Гц^/2<15 Гц
в качестве предварительного варианта рассматривают фундамент на
резиновых ковриках, а при fz<5 Гц — на пружинах.
Если требуемая частота виброизоляции fz<2 Гц, то изготовление
системы виброизоляции, обеспечивающей столь низкие частоты, со-
пряжено со значительными техническими трудностями.
Размеры фундаментного блока задают ориентировочно исходя из
конструктивных соображений, в частности, исходя из габаритных раз-
меров Станка (при высоте фундамента не менее 1 м). При массе
станка до 15 т для виброизолированных фундаментов на ковриках или
на пружинах масса блока должна быть больше массы станка в 2—3 ра-
за, а при низких значениях fz — в 4—5 раз.
Рекомендации по установке станка в зависимости от типа фунда-
мента. Приведенные на рис. 12.1, г свайные фундаменты применяют,
когда площадка под станок (цех) образована неравномерно сжимае-
мыми грунтами, которые не разрешается использовать в качестве есте-
ственного основания, или когда ограничены габаритые размеры под-
земной части фундамента. Наличие свай всегда снижает уровень
колебаний фундамента. Для свайных фундаментов под прецизионные
металлорежущие станки применяют, как правило, призматические же-
лезобетонные сваи. Использовать круглые полые сваи не разрешается,
так как при этом уровень горизонтальных колебаний фундамента, вы-
зываемых колебаниями основания, оказывается выше. Применять де-
ревянные сваи, снижающие уровень колебаний, допустимо, если по-
ложение уровня грунтовых вод позволяет избежать загнивания свай.
Число и размеры свай назначаются по их несущей способности.
Для уменьшения уровня колебаний рекомендуется по возможности
уменьшать размеры сечений свай, сокращать их количество и увели-
чивать шаг и длину. Шаг свай (расстояние между их осями) должен
быть не менее 3d (d — размер стороны сечения сваи) и не более ука-
занных ниже значений:
264
Длина сваи, м.............. Менее 6 6—10 Более 10
Максимально допустимый
шаг свай, м............. 6d—9d 7,5d—did 9d—13d
При возведении фундаментов на площадках, сложенных слабыми
грунтами, подстилаемыми более плотными, рекомендуется погружать
сваи в слой плотных грунтов на 1—1,5 м.
Фундаменты на пружинах (см. рис. 12,1, е) являются са-
мым совершенным, но в то же время самым дорогим средством вибро-
изоляции. Стальные пружины допускают большие статические упругие
перемещения на величину до 350 мм, поэтому с их помощью могут
быть получены весьма низкие частоты собственных 'колебаний вибро-
изолированной установки. Пружины могут быть точно рассчитаны и
изготовлены для получения любой заданной (линейной и нелинейной)
характеристики; они могут работать при различных температурах. Ча-
ще используют спиральные пружины, навиваемые из круглого прутка.
Так как для стальных спиральных пружин характерен низкий логариф-
мический декремент колебаний (6=0,05), в большинстве случаев они
работают в комплекте с демпфером.
Виброизолированный фундамент (рис/12.3, а) представляет собой
фундаментный блок, размещенный внутри ограждающего короба и
связанный с коробом через виброизоляторы. При этом чаще исполь-
зуют два варианта — опорный, когда виброиозляторы расположены
под блоком (рис. 12,3,6), и подвесной (рис. 12.3,в), когда фундамент-
ный блок подвешен на пружинах, закрепленных выше его подошвы.
Рис. 12.3. Схемы виброизоляции с помощью упру-
гоопертого блока:
а — по всей длине; б — на отдельный виброизолятор;
в — подвесной вариант
При проектировании фундамента на пружинах основными пара-
метрами системы виброизоляции являются частота fz собственных вер-
тикальных колебаний и ориентировочные размеры, т. е. масса фунда-
ментного блока.
265
По этим данным должны быть определены число, расположение и
жесткость упругих элементов и демпферов, а затем проверена пра-
вильность полученных результатов: вычислены собственные частоты
колебаний системы и амплитуды колебаний под действием возмущений
в станке.
Общую суммарную жесткость Кг виброизоляторов при вертикаль-
ных колебаниях определяют по частоте fz и массе т станка вместе с
фундаментным блоком: Kz=4n2fz2m. Число виброизоляторов п выби-
рают, исходя из соображений удобства их размещения и установки
(удобство монтажа и замены пружин, а та'кже возможность наблюде-
ния за их состоянием в процессе эксплуатации). Пружины следует рас-
полагать симметрично относительно центра тяжести станка с блоком.
При этом все виброизоляторы будут иметь одинаковую статическую
осадку и связь вертикальных колебаний с колебаниями по другим ко-
ординатам исключается.
Жесткость каждого виброизолятора в вертикальном направлении
kz=Kz/n.
Для виброизоляторов используют как одиночные цилиндрические
пружины сжатия, так и составные (концентрические). Для одиночных
пружин по kz и нагрузке на пружину P—G/n (G — вес станка с бло-
ком) по общим формулам расчета пружин определяют основные раз-
меры пружины: диаметр d проволоки, средний диаметр D пружины,
высоту Но ненагруженной пружины и др. Жесткость kXtV пружины в
горизонтальном направлении определяется в зависимости от высоты Нп
пружины под нагрузкой Р(На=Н0—X), осадки X пружины под нагруз-
кой Р, среднего диаметра D пружины и жесткости kz (рис. 12.4).
Рис. 12.4. Зависимость жесткости пружин в горизон-
тальном направлении от bJHn, H^D и kz
Статическую осадку (см) пружины, при которой виброизолирован-
ная установка имеет заданную частоту собственных колебаний рассчи-
тывают по формуле X«25/fz2. В пружинный виброизолятор могут вхо-
дить одна или несколько пружин, состоящих из двух-трех концентри-
чески рсположенных пружин сжатия, совместно воспринимающих на-
грузку. Полная нагрузка, приходящаяся на одну составную пружину,
равна сумме нагрузок, воспринимаемых составляющими пружинами.
Для согласованной работы необходимо, чтобы были одинаковыми: вы-
сота Яп пружины в предельно сжатом состоянии; напряжения при
кручении; индексы составляющих пружин c^Dt/dt.
После определения жесткости виброизоляторов в вертикальном
[kz) и горизонтальном (kXiV) направлениях подбирают их расположе-
266
ние применительно к выбранной конструктивной форме фундаментного
блока.
Виброизолирующий фундамент на резиновых
ковриках (см. рис. 12.1, д) представляет собой бетонный короб,
углубленный в грунт, внутри которого размещают фундаментный блок
на упругих прокладках из резиновых ковриков.
Широко применяют гамму отечественных виброизолирующих ков-
риков КВ-1 и КВ-2 [1]. Они изготовляются из маслостойких резин с
малой ползучестью.
Коврики гаммы КВ-1 (рис. 12.5, а) имеют на обеих сторонах ци-
Рис. 12.5. Конструкции виброизолирующих
ковриков КВ-1 (а) и КВ-2 (б) и их частот-
ные характеристики (в)
линдрические выступы, расположенные в шахматном порядке относи-
тельно друг друга. Для уменьшения жесткости выступов на сжатие их
выполняют полыми, что уменьшает их площадь по сравнению с пло-
щадью сплошных ковриков в 1,5 раза и коэффициент формы в 2 раза.
Основа коврика деформируется в большей степени на сдвиг, нежели
на изгиб. Такая конструкция обеспечивает весьма малые значе-
ния т]х, t)v (табл. 12.3) при сравнительно больших удельных нагруз-
ках ртах (рис. 12.5, в).
Коврики гаммы КВ-2 (рис. 12.5, б) рассчитаны на большие удель-
ные нагрузки. Суммарная площадь выступов коврика, которая кон-
тактирует с нагружающими поверхностями, составляет 0,5 номиналь-
ной площади (у ковриков гаммы КВ-1 — 0,2). При горизонтальном
нагружении сжатого коврика перпендикулярно к направлению высту-
пов происходит не только сдвиг, но и частично сжатие резины; при
нагружении в направлении выступов происходит только сдвиг. При
этом что весьма целесообразно.
Коврики гаммы КВ-1 и КВ-2 могут обеспечить частоты
267
12.3. Характеристики ковриков гамм КВ-1 и КВ-2
Коврик Высота в нена- груженном со- стоянии, мм
КВ-1-1 1,5; <1,4 21
КВ-1-2 1,1/0,6 21
КВ-1-3 1,3/1,1 21
КВ-2-1 1,8/3,4 1,1/2,3 21
КВ-2-2 0,6/2,3 0,7/2,5 26
КВ-2-3 1,3/1,7 1,2/1,5 26
Примечание. Для ковриков КВ-1 и КВ-2-1 значение в числителе
определено при деформации сжатия 1,4 мм, в знаменателе — при 3,0 мм;
для КВ-2^2 — при 1,8 и 3,9; для КВ-2-3 — при 2,1 и 4,5 мм.
^9... 11 Гц в широком диапазоне нагрузок (рис. 12.5, в). Если необ-
ходимо обеспечить fz<9...11 Гц, коврики можно укладывать в не-
сколько (п) слоев, прокладывая между ними тонкие железные листы;
при этом fz уменьшается в Vп раз; логарифмический декремент коле-
баний 6=0,4 ... 0,7.
При использовании ковриков фундаментный блок опирается не на
дискретные опоры, а на всю поверхность и может быть сделан тоньше;
демпфирование в системе виброизоляции может быть весьма большим;
могут быть получены близкие к оптимальным значения т]х и т]/, стои-
мость ковриков существенно меньше стоимости пружинных опор.
Прокладки из ковриков гамм КВ-1 и КВ-2 могут использоваться
не только для установки под фундаментные блоки, но и для непосред-
ственной установки под станину станка.
Площадь /’к.в виброизолирующих ковриков, которые укладывают
под бетонный блок (или станок), определяют в зависимости от часто-
ты fz и веса G станка с блоком (или станка):
F^^G/pf 9 где pfz — давление, МПа, соответствующее частоте fz.
В большинстве случаев требуемая площадь прокладок меньше, чем
площадь подошвы фундаментного блока или станины станка, и коври-
ки укладываются рядами. Ширина каждого ряда обычно принимается
равной размеру стороны коврика (350 мм). При выборе типа коврика
следует исходить также из частоты горизонтальных колебаний систе-
мы виброизоляции и учитывать, что горизонтальная жесткость коврика
гаммы КВ-1 во всех направлениях одинакова, а ковриков гаммы
КВ-2 — разная (см. табл. 12.3). Срок службы ковриков по техниче-
ским условиям составляет 15 лет.
12.2. Виброизолирующие опоры
Виброизоляция станков, имеющих достаточно высокую жесткость
несущей системы, в большинстве случаев осуществляется установкой
на резинометаллические опоры. Существуют два типа резинометалли-
ческих виброопор для установки станков: с линейной характеристикой
жесткости и с нелинейной характеристикой жесткости.
Если применяют виброопоры с линейной характеристикой жестко-
сти, необходимо определить положение центра тяжести станка и реак-
ций опор; при перемещении узла станка или изменении массы заготов-
ки изменяется распределение нагрузок на опоры, что влияет на коэф-
фициент связанности вертикальных и горизонтальных колебаний станка.
268
Близкую к линейной характеристику жесткости имеют виброопоры
ОВ-ЗО, которые могут обеспечить значение частоты собственных коле-
баний в вертикальном направлении fz^10. .. И Гц при нагрузках до
5000 даН. Опоры ОВ-ЗО применяют в тех случаях, когда нужно полу-
чить частоты, отличные от получаемых с помощью опор с нелинейной
характеристикой (равночастотных опор). Основные размеры опор
ОВ-ЗО: диаметр 0=105 мм, высота Я=43 мм, регулировочный болт
М12. Логарифмический декремент колебаний 6=0,4 ... 0,6.
Частотные характеристики опор гаммы ОВ-ЗО-1 приведены в
табл. 12.4. Каждую опору, устанавливаемую под станком, подбирают
по табл. 12.4 так, чтобы при той нагрузке, которая возникает на дан-
ную опору под действием веса станка, обеспечивалась заданная часто-
та собственных колебаний станка на опорах. Нагрузка на опоры может
определяться приближенно, в частности, из уравнений равновесия сил
и уравнений деформирования, составляемых в результате рассмотре-
ния перемещений станка на опорах как абсолютно жесткого тела.
12.4. Характеристики опор гаммы ОВ-ЗО
Тип опоры Нагрузка, даН, при собственной частоте, Гц Наибольшая рабочая на- грузка, даН
112 | ' 16 1 18 | | 22
ОВ-ЗО-1-1 2,8 250 160 100 63 400
2,4
ОВ-ЗО-1-2 1,9 400 250 160 100 600
1,4 2,0
ОВ-ЗО-1-З 630 400 250 160 1000
1,6
*В числителе значения т] определены при деформации сжатия 1,5 мм, в знаме-
нателе — при 3 мм.
Недостатков опор гаммы ОВ-ЗО нет у виброизолирующих опор с
нелинейной характеристикой жесткости, пропорциональной весу стан-
ка. Благодаря этому частота собственных колебаний станка на опорах
мало зависит от нагрузки на них. Поэтому опоры с равночастотной ха-
рактеристикой получили широкое применение.
Основные технические параметры виброопоры:
собственная частота fz (Гц) для равночастотных опор
где kz — коэффициент жесткости виброопоры в направлении оси г,
.даН/см; g — ускорение свободного падения, см/с2; G — вес, даН;
демпфирование, оцениваемое логарифмическим декрементом коле-
баний 6;
соотношения между жесткостями (kx, kyy kz) вйброопоры в разных
направлениях T)x=W^x;
тип устройства для регулирования высоты установки;
долговечность упругого элемента.
Качество виброизоляции характеризуется для каждого направле-
269
ния X, У, Z «критериями виброизоляции» Например, для вертикаль-
ного направления
ф — fz <? I / Дотн.доп^12 /19 П
где fz, 6 — соответственно собственная частота (Гц) и логарифмический
декремент колебаний системы виброизоляции; /хОтн.доп — допустимое
смещение в зоне обработки, мм; а — амплитуда колебаний пола, мм;
У/! — отношение амплитуды колебаний в зоне обработки к амплитуде
колебаний станины при частоте fl9
Формулой (12.1) пользуются для определения собственной часто-
ты fz вертикальных колебаний при установке станка не только на
виброизолирующих опорах, но и на фундаменте на резиновых ковриках
или пружинах.
При установке станков нормальной точности на виброопоры может
повыситься уровень колебаний станка под действием внутренних воз-
мущающих сил, а также может снизиться виброустойчивость при реза-
нии. В частности, неблагоприятное воздействие на виброустойчивость
способа установки станка на виброопоры может проявиться при не-
удачной конструктивной компоновке станка, когда, например, масса
инструментального блока соизмерима с массой станины и т. д. Это
очевидно на примере эксплуатации консольных вертикально-фрезерных
станков. Установка подобных станков на виброопоры нецелесообразна,
так как приводит к ухудшению показателей их динамического качества
по сравнению с динамическим качеством этих станков, установленных
на фундамент с помощью болтов.
Среди широко применяемых конструкций средств виброизоляции
Рис. 12.6. Конструкция (а) и частотные характеристики (б)
равночастотной резинометаллической опоры:
1 — гайка; 2 — шайба; 3 — пружина; 4 — крышка; 5 — резиновый эле-
мент; 6 — стержень; 7 — ребро жесткости; 8 — основание; 9 — вкладыш
270
известны резинометаллические опоры с равночастотной характеристи-
кой гамм ОВ-31 и ОВ-33 (рис. 12.6, а) конструкции Е. И. Ривина [1].
Принцип работы резинометаллических опор ОВ-31 и ОВ-33 осно-
ван на непрерывном уменьшении свободной поверхности резины без
изменения площади нагруженной поверхности. При малых нагрузках
площадь свободной поверхности равна сумме площадей наружной ци-
линдрической поверхности, внутренней и наружной цилиндрических
поверхностей резины, внутренней цилиндрической поверхности резино-
вого элемента; при этом жесткость опоры минимальна. При увеличении
нагрузки резина выпучивается по всем свободным поверхностям. При
дальнейшем увеличении нагрузки (увеличении деформации сжатия)
расширяющаяся резина постепенно заполняет зазоры; площадь свобод-
ной поверхности уменьшается и соответственно увеличивается жест-
кость опоры.
Выбором зазоров Ai и Д2 (см. рис. 12.6, а) можно изменять харак-
тер зависимости жесткости kz от сжимающей нагрузки Pz и, в частно-
сти, обеспечить в некотором диапазоне Pz, зависимость ^z=0,04Pzfz2,
где f2=const — заданная собственная частота.
На рис. 12.6,6 показаны зависимости fz=f(Pz) для некоторых ва-
риантов виброопор (кривые 1, 2 соответствуют характеристикам опоры
ОВ-31, кривые 3—5 — гамме равночастотных опор ОВ-33).
В связи с тем, что при нагрузках на опору ОВ-31, равных 200—
300 даН, fz слишком велика, для уменьшения критерия виброизоляции
Фи в упругий элемент опоры введен демпфер жидкостного трения.
Демпфер представляет собой пластину, соединенную с верхним основа-
нием опоры, на котором имеются штырьки в виде гребенки, погружен-
ные в вязкую жидкость, заполняющую полость в толще упругого эле-
мента опоры. Это обеспечивает демпфирование колебаний в разных
направлениях. Для опоры ОВ-31 без демпфера (кривая 1) при колеба-
ниях в вертикальном направлении 6=0,4 ... 0,6, с демпфером (кривая
2) 6=0,5 ... 0,7.
Для обеспечения постоянства щ и т]„ в рабочем диапазоне нагру-
зок к нижнему основанию виброопоры прикреплено ребро жесткости 7
(см. рис. 12.6, а). При этом горизонтальная жесткость при малых на-
грузках определяется жесткостью на сдвиг внутреннего кольца резины
и верхней части (над ребром 7) наружного кольца. При увеличении на-
грузки, когда начинают закрываться промежутки Д1 и Д2, горизонталь-
ная жесткость определяется жесткостью на сдвиг тонкого дискообраз-
ного элемента резины между плоскостями, проходящими через нижнюю
кромку крышки 4 и через верхнюю кромку ребра 7, а также жестко-
стью на сжатие кольца резины между ребром и наружной поверхно-
стью резины. При увеличении Рг и деформации сжатия толщина диско-
образного элемента быстро уменьшается, что приводит к увеличению
горизонтальной жесткости. Изменяя высоту ребра 7 и твердость рези-
ны, значения т] для опор такого типа можно получить от 10—12 до
1,5—2,5.
Жесткость равночастотных опор может быть изменена с помощью
вкладыша 9, уменьшающего площадь свободной поверхности в проме-
жутках Д1 и Д2 и таким образом увеличивающего жесткость по всем
направлениям.
В регуляторе высоты установки опоры предусмотрена гофрирован-
ная пружина 3, с которой сцеплена гайка 1, имеющая опорную поверх-
ность для установки станка. Наличие гофров и форма пружины, при-
ближающаяся к форме балки равного сопротивления, позволяют умень-
271
шить силу, необходимую для деформирования пружины, и увеличить
предел регулирования высоты.
Основные размеры опоры ОВ-31: диаметр D=142 мм, высота без
вкладыша Я=47 мм (высота с вкладышем Я=50 мм), регулировоч-
ный винт с резьбой М16, высота установки до 15 мм. Срок службы
виброопор не менее 10 лет.
За рубежом выпускают большую номенклатуру виброизолирующих
опор, различающихся материалом упругого элемента и конструктивны-
ми признаками.
Широко распространены опоры с упругими элементами из объем-
ной проволочной сетки фирм Vibroshock, Stopshock (Германия), Эле-
менты получают из стальной холоднотянутой проволоки.
Из проволоки диаметром 0,1—0,6 мм на специальных ткацких стан-
ках изготовляют сетку, которую затем сворачивают в круглые подуш-
ки и подвергают в холодном состоянии обжиму в пресс-формах при
давлении до 100 МПа. Кроме того, из коррозионно-стойкой проволоки
диаметром 0,03—0,25 мм плотно навивают спираль диаметром 0,15—
1,0 мм, которую затем растягивают в 4—6 раз и укладывают в пресс-
форму, где обжимают для придания заданной формы.
Объемно-проволочные элементы работают в основном на сжатие,
реже на сдвиг и изгиб. При увеличении нагрузки увеличивается число
контактов между отдельными проволоками, что приводит к увеличению
статической жесткости. Например, при увеличении нагрузки в 2 раза
жесткость увеличивается примерно в 1,5 раза. Допустимое максималь-
ное давление ртах=3...2О МПа в зависимости от диаметра проволоки
и технологии переплетения; динамические перегрузки могут достигать
(8—10) ртах.
Для этих элементов как жесткость, так и относительное рассеяние
энергии не зависят от частоты нагружения, но существенно зависят от
амплитуды колебаний (при увеличении амплитуды коэффициент рассея-
ния энергии увеличивается, жесткость уменьшается). В частности, ши-
рокая гамма упругих опор на основе объемно-проволочных элементов
создана фирмой Stopshock (рис. 12.7, а). Она предусматривает возмож-
ность установки металлорежущих станков, начиная с самых легких
(V164F, V164G и т. д.) и кончая супертяжелыми (V46, SP442 и т. д.).
В табл. 12.5 приведены все разновидности опор типа V43. Анало-
гичные разновидности имеют опоры типов V44, V45, V46, а также типов
SP430, SP440, SP441, SP442. Индексация опор внутри ряда обусловлена
Рис. 12.7. Конструкции упругих виброизолирующих опор фир-
мы Stopshock:
а — с объемно-проволочным элементом; б — с комбинацией пру-
жинных элементов
979
12.5. Технические характеристики опор с объемно-проволочным элементом
фирмы Stopshock
Тип опоры Статическая нагрузка. (даН Максимальная динамическая ударная на- грузка, даН Резонансная частота, Га Максимальные размеры, мм Масса, кг
высота h | диаметр d
V164F 5-30 150 15—22 43 77 0,18
V164G 20-250 1250 151—22 43 77 0,18
V402-GS 30—700 3400 15-20 56 98 0,85
V43* 50—250 1250 25—30 21 70 0,25
V43C 50—250 1250 25—30 21 70 0,25
V43W 30—250 1250 15—20 25 70 0,25
V43S2 50—250 1250 35—40 21 70 0,25
V43H 50—250 1250 25—30 31 87 0,7
V43WH 30—250 1250 15-20 35 87 0,7
V43HS2 50—250 1250 35—40 31 87 0,7
SP430 50—500 1250 25—30 48 70 1,0
V118-GS 50—900 4500 18—25 71 130 1,7
V120 120—2500 12500 15—20 36 150 2,3
SP440 200—1200 3000 25—30 57 100 2,5
V44 200—3000 7000 25—30 20 80 0,42
V318 250—7000 22500 18—25 97 220 10,0
V19 250—7000 22500 25—30 87 220 9,5
V125 250—7000 22500 15—20 36 165 3,5
V539 250—7000 22500 15—20 91 198 9,1
¥539Д 250—7000 22500 13—18 121 198 12,2
V45 500-3500 7500 25—30 27 130 1,3
SP441 1000—2000 5000 25—30 57 100 2,6
V46 1500-8000 15000 20—25 34 170 2,1
SP442 1800-3000 7000 25-30 57 100 2,6
«либо отличными характеристиками, либо конструктивными особенностя-
ми: W соответствует нижнему диапазону резонансных частот, S2 — выс-
шему диапазону резонансных частот; С указывает на наличие в конст-
рукции двух штифтов, Н — на наличие установочного винта с контр-
гайкой, индекс Д — на наличие в конструкции двух или трех объемно-
проволочных элементов; опоры с индексом Р используют для установки
станков, станины которых не имеют стационарных сверлений и т. д.
Характеристики виброопор на основе комбинации пружинных эле-
12.6. Технические характеристики опор с пружинным элементом фирмы Stopshock
Тип «опоры Статическая Жесткость пружин в Резонанс- Максимальные размеры, мм Масса, кг
нагрузка на пружину, даН вертикальном направлении, даН/мм ная час- тота, Гц высота h длина аХ Хширина Ь
SP 307-1 SP 307-2 SP 307-3 SP 307-4 SP 305-5 75—180 95—220 120—285 160—370 225—525 5,1 6,4 8,2 10,6 15,0 2,7—4 160 230X230 14,5—16
SP 5798-511 SP 5798-512 SP 5798-515 SP 5798-516 8000—16000 8000—16000 12000—24000 12000—24000 500 600 750 900 3—5 218 600 X284 600X284 600X414 600X414 130 133 190 195
273
ментов фирмы Stopshock (рис. 12.7, б) под станины металлорежущих
станков (тип SP307) и под фундаменты (тип SP5798) приведены в табл.
12.6. Число пружин в опоре под станок варьируется от четырех и выше
в зависимости от суммарной статической нагрузки на опору.
12.3. Алгоритм расчета системы виброизоляции станка
В качестве примера рассмотрим расчет системы виброизоляции под
прецизионный многоцелевой фрезерно-расточной станок с вертикально
перемещающимся реверсируемым узлом.
Исходные данные
Параметры станка: вес станка GCT=120 кН; габаритные размеры
опорной поверхности станины /ХЬ=550Х450 см; высота станины 90 см;
вес вертикального узла, перемещающегося возвратно-поступательно,
G=14 кН; скорость движения реверсируемого узла (закон изменения
ускорения при реверсе узла по форме близок к полуволне синусоиды)
^=30 м/мин; время реверса узла т=0,45 с; коэффициент передачи, ха-
рактеризующий чувствительность станка к колебаниям на частоте
30 Гц, 7^0=0,07.
Параметры основания: уровень регулярных колебаний пола или
амплитуда вертикальных колебаний в области частот 0—20 Гц az=
=2,5 мкм; импульсные колебания основания, вызываемые работой удар-
ного оборудования в соседнем цехе (имеют форму затухающей сину-
соиды) с максимальной амплитудой «о==2О мкм, частотой (Оо=62,8 с"1
и логарифмическим декрементом колебаний бо=О,6.
Допустимые амплитуды относительных колебаний, обеспечивающие
получение заданных параметров шероховатости обработанной поверх-
ности: обусловленные регулярными колебаниями основания с амплиту-
дой аОтн.р==0,16 мкм; обусловленные импульсными колебаниями осно-
вания с амплитудой аОтн.и=0,5 мкм.
Порядок расчета
I. Определим параметры виброизоляции и выберем способ установ-
ки станка.
1. Определим собственную частоту fz (Гц) вертикальных колебаний
системы по формуле
f =Ф, Гб‘=1/ аоти.р/гЭО6
Для виброизолирующих опор и фундамента на резиновых ковриках при
6=0,6 fz=12,5 Гц. Для фундамента на пружинах при 6=0,05 |г=3,6 Гц.
2. Оценим возможности установки станка на виброопоры типов
ОВ-ЗО, ОВ-31, ОВ-32 и фирмы Stopshock.
Полученное значение fz=12,5 Гц может быть реализовано с помо-
щью опор ОВ-ЗО (см. табл. 12.4), использование же равночастотных
опор и опор фирмы Stopshock исключается (см. рис. 12.6, б и табл.
12.5).
Из табл. 12.4 выберем опоры ОВ-ЗО-1-3 с максимальной статиче-
ской нагрузкой 1000 даН; тогда необходимое число опор для станка
массой 12 т превышает 12, что нецелесообразно.
274
3. Оценим возможности установки станка на фундамент на рези-
новых ковриках (5 Гц</г<15 Гц, см. рис. 12.5, в).
Зададим размеры фундаментного блока в зависимости от габарит-
ных размеров станка в плане: £фХ^Ф=600Х500 см; определим высо-
ту фундамента /7ф=120 см.
Найдем вес бетонного фундамента (при плотности бетона р=
=2500 кг/м3) по формуле Сф=£фВфЯф5'р=900 кН и вес станка с
фундаментным блоком б2=бСт+бф=1020 кН.
Подберем коврики для расчетной f2. Расчетное значение fz примем
с запасом (т. е. f2=ll Гц) и выберем коврики, например гаммы КВ-2,
у которых горизонтальная жесткость в разных направлениях различна.
По рис. 12.5,в для f2=ll Гц определим давление р/2=0,35 МПа.
Рассчитаем: требуемую площадь ковриков по формуле FK.B=G2/pf2 =
=2,92 м2; суммарную длину рядов ковриков (при ширине коврика
35 см) по формуле Гк=Гк.в/35=830 см; число п ковриков на длине
£к по формуле п=£к/35=24.
Выберем целесообразное расположение ковриков: двумя рядами
по сторонам фундаментного блока (рис. 12.8) по 12 ковриков в каж-
дом ряду (площадь одного ряда 1,47 м2 и длина ряда 420 см).
(ООО
5000
Рис. 12.8. Схема расположения
ковриков по сторонам фунда-
ментного блока
4. Ориентировочно оценим жесткость станины по величине l/h.
Если станина жесткая, можно ограничиться проведенным выбором спо-
соба установки станка; если станина нежесткая, необходимо провести
динамический расчет системы виброизоляции. В нашем случае отноше-
ние l/hsvfi, т. е. станину нельзя считать жесткой.
II. Определим перемещения под действием силовых факторов.
1. Определим модуль спектра импульса сил инерции при реверсе в
форме полуволны синусоиды длительностью т по формуле
^MI=15h'C0S2W=18’7H-C’
где /иу=1800 кг — масса реверсируемого узла с учетом массы ревер-
сируемой жидкости; о=50 см/с; a>=2nf2=69,l с-1; ©0=л/т=7 с-1;
cos[n(o/(2o2)]^; 1.
2. Рассчитаем максимальную амплитуду относительных колебаний
при реверсе узла станка по формуле
^0THmax= |S(^lnTz 104=0,023 мкм,
где т|=1 — коэффициент связанности колебаний в вертикальной плос-
кости; YJ='f23o(fz/fi)2=O,OO9 — коэффициент чувствительности станка к
колебаниям с собственными частотами при установке станка во время
275
испытаний; ms=1040 кг — масса станка и фундаментного блока, на
котором он установлен.
3. Определим максимальное значение модуля спектра импульсных
колебаний основания с частотой ®о для импульса в виде затухающей
синусоиды по формуле
|5(соо) | =аоя/(соо6о) = 1,67 мкм-с.
4. Рассчитаем максимальную амплитуду относительных колебаний
инструмента и заготовки, вызываемых импульсными колебаниями осно-
вания, по формуле
аотнтах = |5(«о) |“оЪзО^=1>08 МКМ > аОтн.и = 0,5 мкм. (12.2)
5. Рассчитаем амплитуду колебаний станины по формуле
—п 1/ 1 + [/6/(Лл)1
Z~^V (1-Г//г5) + [/б/(/гП)]2 '
(12.3)
Для f=fz из формулы (12.3) следует:
«стг =а2P^l + (б/л)2] (л/б)2 = 13,2 мкм.
6. Определим амплитуду относительных колебаний инструмента и
заготовки, вызываемых регулярными вертикальными колебаниями осно-
вания, по формуле Потн=«стzYZ3o(fx/3O)2=O,125 мкм<аОТн.р=0,16 мкм.
7. Сопоставим рассчитанные амплитуды с допустимыми.
8. Рекомендации по снижению уровня колебаний при выбранном
варианте установки: снизить f, в 1^2 раза, например путем укладки
ковриков в два слоя.
9. Повторим проверочный расчет по п. 5—8 для нового значения fz.
III. Рассмотрим другие варианты установки станка, исходя из ли-
митирующего условия (например, аОтН max — «отн. и)
1. Определим необходимую частоту вертикальных колебаний стан-
ка с фундаментным блоком по формуле, полученной из формулы (12.2):
f =1/'_____900а°тн и 2 Гц
/г V 15 (<Оо) | СОоУазо ’ Ц‘
2. Определим параметры пружинных виброизоляторов, в частно-
сти, коэффициент жесткости по формуле £z=4ji2fz2=2022 Н/см.
3. Выберем пружинные виброизоляторы, например, по табл. 12.6.
Примечание. Если станок имеет реверсируемый узел, переме-
щающийся горизонтально, расчет усложняется вследствие связанности
вертикальных, горизонтальных и угловых колебаний [2].
СПИСОК ЛИТЕРАТУРЫ
1. Детали и механизмы металлорежущих станков / Д Н. Решетов, В. В. Каминская,
А. С. Лапидус и др.; Под общ. ред. Д. Н. Решетова. Т. 2. М.: Машиностроение,
1972. 520 с.
2. Каминская В. В., Решетов Д. Н. Фундаменты и установка металлорежущих стан-
ков. М.: Машиностроение, 1975. 208 с.
3. Установка металлорежущих станков: Методические рекомендации, М.: ВНИИТЭМР,
1985. 36 с.
276
МАТЕРИАЛЫ, ПРИМЕНЯЕМЫЕ В СТАНКАХ
13.1. Выбор материалов для деталей станков
Технические и экономические показатели станков и, в первую оче-
редь, их качество и надежность в значительной степени зависят от при-
меняемых материалов, вида термической обработки и ее режимов.
Для изготовления деталей станков применяется достаточно широ-
кая номенклатура материалов, что связано со спецификой требований
к отдельным узлам и элементам станка.
При расчетах деталей станков на прочность, жесткость, износо-
стойкость, тепловые деформации с учетом других критериев работоспо-
собности (см. т. 1, гл. 6) определяют значения характеристик, кото-
рым должны удовлетворять выбранный материал и его термообработ-
ка.
Корпусные детали. Основные требования, предъявляемые к кор-
пусным деталям, — их прочность, жесткость, малое коробление во вре-
мени, демпфирующая способность, сохранение длительной размерной
стабильности. К материалу корпусных деталей, имеющих направляю-
щие, предъявляются требования износостойкости.
Наряду с традиционными материалами, применяемыми для изго-
товления станин (серые чугуны, низкоуглеродистые стали), в послед-
ние годы все большее применение находят неметаллические и комби-
нированные материалы. Серые чугуны получили широкое распростране-
ние благодаря их хорошим литейным свойствам и возможности изготов-
ления отливок сложной конфигурации, достаточной прочности, износо-
стойкости и демпфирующей способности, а также относительной деше-
визне.
Из серого чугуна СЧ 15 изготовляют станины сложной формы для
станков нормальной точности. Чугун СЧ20 позволяет осуществлять
закалку ТВЧ направляющих и применяется для изготовления станин
станков средних размеров, в том числе прецизионных станков. Чугуны
СЧ21 и СЧ25 обладают повышенной износостойкостью благодаря
структуре металлической основы [12].
Серые модифицированные чугуны СЧ 32, СЧ 35, хотя и обладают
повышенной прочностью и износостойкостью, не рекомендуются для
изготовления станин больших размеров (длина станины свыше 3 м) и
станин сложной конфигурации. Для снятия внутренних напряжений,
возникающих в чугунных отливках, станины подвергают различным ви-
дам старения. Этим достигается отсутствие коробления и стабильность
свойств в процессе эксплуатации станка. В особо ответственных случа-
ях станины изготовляют из высокопрочных и легированных чугунов с
присадками Ni, Cr, V и других элементов, что обеспечивает высокую
износостойкость термообработанных направляющих (например, цельно-
литая станина с закаленными направляющими шлифовальных станков
японской фирмы URAWA). Станины изготовляют как за одно целое с
направляющими, так и с применением накладных направляющих, вы-
полненных, как правило, из закаленных сталей.
Сварные стальные станины по сравнению с чугунными значитель-
но легче при одинаковой жесткости, поскольку модуль упругости стали
в 2—2,4 раза выше модуля упругости чугуна. Применение фасонных
277
профилей в сварных станинах снижает трудоемкость их изготовления.
Стальные станины обладают повышенной ударной прочностью, но их
демпфирующая способность значительно ниже, чем чугунных. Для
сварных станин станков средних размеров нормальной точности в еди-
ничном и мелкосерийном производстве применяются углеродистые ста-
ли СтЗ и Ст4. Применение бетона и железобетона для изготовления
станин позволяет значительно сократить расход металла. Однако бетон
после схватывания поглощает влагу, что приводит к объемным измене-
ниям, а попадание на бетон масла может вызвать его повреждение.
Поэтому поверхность железобетонных станин, как правило, пропиты-
вают полимерными материалами. Бетоны обладают хорошими демпфи-
рующими свойствами. Для железобетонных конструкций каркас стани-
ны выполняют из арматурной стали Ст5 и заливают высококачественным
бетоном, например марки 600. Направляющие выполняют из чугуна
или закаленной стали. Такие стационарные станины применяют, как
правило, для тяжелых станков. Бетонные станины для станков неболь-
ших размеров можно выполнять без арматуры.
Лучшими техническими характеристиками обладают полимербето-
ны [1] — композиционные материалы, основой которых служат природ-
ные камни, а связующим — синтетические смолы. По свойствам поли-
мербетоны приближаются к природным гранитам, но трудоемкость из-
готовления из них деталей значительно меньше. Как отечественные по-
лимербетоны (синтегран), так и зарубежные (гранитан, акрилбетон,
эпоксибетон, плексилитбетон) характеризуются высокими демпфирую-
щей способностью и прочностью, отсутствием внутренних напряжений,
коррозионной стойкостью, стабильностью размеров и малой теплопро-
водностью. Из них изготовляют станины сложной конфигурации для
фрезерных, шлифовальных, многоцелевых и других станков, в том чис-
ле крупных размеров. Можно привести в качестве примера станины
станков фирм FRITZ STUDER (Швейцария), BURKHARD und WEBER
(Германия), LANDIS FLIXLINE (США). Из полимербетонов могут
быть изготовлены детали сложной конфигурации, характеризующиеся
высокой жесткостью, малой ползучестью и стабильностью размеров во
времени.
Новым направлением является применение для изготовления ста-
нин керамических материалов на основе оксида алюминия. Примером
может служить прецизионный станок для алмазного точения (Япония).
Практически все перечисленные материалы применяют для изготов-
ления не только станин, но и других корпусных деталей. Для корпусов
коробок скоростей и подач, суппортов (средненагруженные детали)
используют серые чугуны СЧ 10, СЧ 18, а в отдельных случаях (для
сравнительно простых конструкций) — полимербетоны. Для корпусных
деталей простой конфигурации, например плиты в верхней части ста-
нины или поперечины прецизионных станков малых и средних размеров,
применяют природный гранит. Он характеризуется высокой вибростой-
костью, малыми тепловыми деформациями и размерной стабильностью.
В России для изготовления суппортов находит применение синте-
гран [1, 10], в Японии суппорты токарно-винторезных станков в ряде
случаев изготовляют из эпоксибетона. Целесообразно применение поли-
мербетонов для корпусных деталей шлифовальных, заточных, фрезер-
ных, фрезерно-сверлильно-р ас точных, координатно-расточных, специаль-
ных станков повышенной точности, в которых рабочие поверхности и
направляющие выполняются в виде закладных металлических элемен-
тов. Для столов кроме чугуна применяют также полимербетоны.
278
В ряде случаев для повышения динамической жесткости полости
сварных стальных (СтЗ, Ст4, Ст5) или литых чугунных конструкций
заполняют синтеграном или другим полимером, чаще для станин тя-
желых станков. Применяемые для корпусных деталей полимербетоны
не всегда отвечают требованиям повышенной виброустойчивости и со-
храняют длительную размерную стабильность. Так же как и для
станин, для других корпусных деталей находят применение керамиче-
ские материалы на основе оксида алюминия. Детали небольших раз-
меров изготовляют из армированных пластмасс на базе эпоксидных
смол или стеклопластиков.
Ответственные детали и механизмы, несущие нагрузки. К ним
относятся шпиндели, валы, зубчатые передачи, ходовые винты, детали
кулачковых механизмов и большинство деталей приводных и исполни-
тельных механизмов станка. Основными материалами для изготовления
этих деталей, как правило, являются среднеуглеродистые закаливаемые
стали, цементируемые углеродистые стали, цементируемые и закаливае-
мые легированные и азотируемые стали. Средненагруженные детали, не
работающие на изнашивание, изготовляют обычно из углеродистых
сталей с последующим улучшением (закалка и высокий отпуск). При
повышенных силовых нагрузках осуществляют закалку деталей с низ-
ким отпуском.
Детали, требующие высокой поверхностной твердости и вязкой
сердцевины, работающие в условиях ударной нагрузки и на изнаши-
вание, в зависимости от состава стали подвергают закалке ТВЧ и
низкому отпуску, цементации с последующей закалкой и отпуском
или азотированию. Выбор марки стали и ее термообработки осущест-
вляют исходя из расчета на прочность или жесткость с учетом допол-
нительных эксплуатационных и экономических требований. Для дета-
лей, испытывающих средние нагрузки (зубчатые колеса, шкивы), в
отдельных случаях применяют легкие сплавы и пластмассы. Преиму-
щества деталей из пластмасс — малая масса, антифрикционностЬ, бес-
шумность в работе, технологичность; недостатки — меньшие жесткость
и прочность, усадка, влагопоглощаемость.
Шпиндель — одна из наиболее ответственных деталей станка, не-
сущая нагрузку и во многом определяющая точность станка (см. т. 2,
гл. 3). Основное требование к шпинделю — высокая жесткость и ста-
бильность свойств материала. У шпинделя, работающего в условиях
динамических нагрузок, должны быть высокая поверхностная твердость
и вязкая сердцевина. Этому условию удовлетворяют низкоуглеродистые
стали — стали 12А и 15, из которых изготовляют быстроходные и тяже-
лонагруженные шпиндели с поверхностной твердостью до 56—60 HRC3.
Из среднеуглеродистых сталей (стали 40, 45, 50) обычно изготовляют
средненагруженные шпиндели на опорах качения для станков нормаль-
ной точности. Свойства материала в значительной степени зависят от
термической обработки (см. табл. 13.3). Для шпинделей тяжелых стан-
ков применяют высокоуглеродистые стали 65Г, У8, У8А.
Для изготовления шпинделей высокоточных станков, поверхность
которых должна иметь твердость 56—62 HRC3, применяют низкоуглеро-
дистые легированные стали 12ХНЗА, 20Х, 18ХГТ, 20ХН, 25ХГТ,
ЗОХЗМФ. Высокой износостойкостью при твердости поверхностного
слоя 820—950 HV (65—68 HRC3) характеризуются детали из средне-
углеродистых легированных сталей 36ХМЮА, 38Х2МЮА, 38ХМЮА,
38ХВФЮА.
Шпиндели небольших размеров для быстроходных станков, рабо-
279
тающие при незначительных ударных нагрузках, изготовляют из хроми-
стых сталей 40Х с 49—58 HRC3, 40ХМФА, 40ХФА с 51—57 HRC3.
Повышенную коррозионную стойкость в атмосфере обеспечивают
стали 40X13, 40ХГР, 50Х.
Для шпинделей на опорах скольжения применяются также высо-
коуглеродистые легированные стали 95X18, ВХФ.
Полые шпиндели большого диаметра для тяжелых станков выпол-
няют из серых чугунов СЧ 20 и СЧ 21.
В последние годы испытывались шпиндели из стеклокерамики.
Благодаря чрезвычайно низкому коэффициенту теплового расширения
их целесообразно применять для сверхпрецизионных станков (опытный
образец плоскошлифовального станка японской фирмы NIPPON ELEC-
TRIC GLASS Со [13]). Используемые для шпинделей марки сталей при-
меняют и для валов, передающих нагрузки в приводе и кинематиче-
ских цепях станка, с учетом того, что к валам предъявляются, как
правило, менее жесткие требования по точности движения, чем к шпин-
делям.
Широкое применение получили валы из среднеуглеродистых сталей
с соответствующей термообработкой. Для уменьшения размеров пере-
дач валы также изготовляют из легированных сталей.
Для малонагруженных валов малых (длиной менее 0,5 м) и сред-
них (длиной 0,5—0,8 м) размеров применяют сталь 40Х. При средней
твердости 217—285 НВ эти валы обладают повышенной прочностью.
Валы, работающие со средней окружной скоростью и ударными на-
грузками, при отсутствии на них острых кромок, подрезов и других
концентраторов напряжения, также изготовляют из стали 40Х (48—
56 HRC3).
Валы малых размеров, для которых требуется износостойкая по-
верхность и умеренная прочность сердцевины, выполняют из стали 20Х
(56—62 HRC3), валы средних размеров, обладающие высокой прочно-
стью, но умеренной пластичностью и вязкостью, — из стали 50ХН
(48—54 HRC3), ответственные валы средних размеров с высокой по-
верхностной твердостью — из стали 18ХГТ (56—60 HRC3). Гладкие и
шлицевые валы изготовляют из стали 50ХФА (56—60 HRC3) валы
средних размеров повышенной прочности — из стали 40ХН, валы, ко-
торые должны быть стойкими к коррозий в атмосфере, — из стали
40X13 (48—52 HRC3). Валы больших и средних размеров, которые ра-
ботают при повышенных нагрузках и у которых должна быть высокая
поверхностная твердость (50—56 HRC3), обычно изготовляют из ста-
лей 45 и 50. При выборе материалов учитывают также их стоимость,
дефицитность легирующих элементов, наличие данного ассортимента
материалов. Поэтому возможны замены одних марок сталей другими.
Так, по рекомендациям ЭНИМСа, применяемую для шпинделей и ва-
лов сталь 12ХНЗА можно заменять на сталь 18ХГТ при диаметре вала
до 80 мм с цементацией и закалкой в масле и при диаметре вала
80—120 мм с цементацией и закалкой в расплаве солей. Стали 40ХН
и 40ХН2МА, из которых выполняют валы, работающие на изгиб (допу-
стимое напряжение при изгибе 800—900 МПа), диаметром до 80 мм
можно заменять сталью 40ХГР с улучшением. После термической обра-
ботки твердость 260—300 НВ.
Пары трения скольжения с антифрикционными свойствами. К ним
относятся направляющие скольжения, подшипники скольжения, копиры,
червячные передачи, ходовые винты и гайки. К применяемым для этих
деталей материалам предъявляется требование антифрикционности —
280
низкий коэффициент трения, высокая износостойкость, отсутствие мо-
лекулярного схватывания, вызывающего задиры поверхностей. Слож-
ность при выборе материалов заключается в том, что детали работают,
как правило, в широком диапазоне условий.
Работоспособность материалов в условиях трения зависит от свойств
самих материалов, вида трения (скольжения, качения), режима работы
(скорость относительного перемещения, нагрузка, характер ее прило-
жения, температура) и от смазочного материала.
Наиболее высокую долговечность трущихся пар обеспечивает жид-
костное трение, но в станках оно не всегда может быть реализовано.
Основные сочетания материалов для различных пар трения приве-
дены ниже.
Сталь — антифрикционный цветной сплав. Сочетание
термообработанной, например цементированной и закаленной стали в
паре с бронзами на основе олова, цинка, алюминия, свинца, а также
с баббитами широко применяется для подшипников скольжения раз-
личных типов, червячных пар, сопряжений ходовой винт — гайка и
других ответственных сопряжений. Коэффициент трения для бронз со-
ставляет 0,004—0,009 (со смазочным материалом) и 0,1—0,2 (без сма-
зочного материала), для баббитов соответственно — 0,004—0,006 и
0,07—0,12.
Закаленную сталь — антифрикционный чугун,
сталь — сталь, чугун — чугун часто применяют при сравнитель-
но невысоких скоростях скольжения для таких пар трения, как направ-
ляющие скольжения станков, зубчатые передачи, диски фрикционных
муфт и тормозов, подшипники и направляющие качения. Коэффициент
трения пары сталь — антифрикционный чугун составляет 0,008—0,016
(со смазочным материалом) и 0,12—0,23 (без смазочного материала).
Металл — полимерный материал (обычно в паре со
сталью или чугуном) применяют для зубчатых и червячных передач,
подшипников и направляющих скольжения, винтовых передач. Пласт-
массы могут обеспечивать достаточно низкие коэффициенты трения и
без смазочного материала от 0,15—0,25 (капрон, текстолит) до 0,05—
0,06 (фторопласт-4).
Кроме того, полимерные материалы применяют в парах трения при
средних и малых (см. т. 2, гл. 4) нагрузках.
Подшипники скольжения применяют в шпиндельных узлах, а так-
же для менее ответственных передач (опоры валов, рычагов или повод-
ков мальтийских крестов и т. п.).
В условиях жидкостного трения антифрикционные свойства мате-
риалов пары не имеют существенного значения. Однако при аварий-
ных ситуациях, когда нарушается режим жидкостного трения, имеют
большое значение антифрикционные свойства материалов.
Менее ответственные опоры скольжения обычно работают в режи-
ме граничного трения. Критериями для оценки подшипникового мате-
риала служат коэффициент трения и допустимые нагрузочно-скоростные
характеристики: давление р, действующее на опору, скорость скольже-
ния v, параметр pv, определяющий удельную мощность трения. Допу-
стимое значение параметра pv тем больше, чем выше способность ма-
териала к теплоотводу.
Ответственные шпиндельные подшипники с v до 10 м/с и pv^
^1,2 МПа-м/с изготовляют из оловянных бронз БрО10Ф1 и БрОЮФО,5,
а с меньшими значениями pv из бронз БрО4Ц4С17 и БрОбЦбСЗ.
Подшипники, имеющие pv= (0,75 ... 1) МПа*м/с и у^5 м/с, целе-
281
сообразно изготовлять из алюминиевожелезной бронзы БрАЖ9-4. Ввиду
повышенной твердости бронзы необходима термическая обработка шеек
вала до HRC3>45.
В отдельных случаях подшипники, работающие без ударных нагру-
зок, рекомендуется изготовлять из БрО5Ц5С5 и сплава на основе цинка
ЦАМ 10-5.
Шпиндельные подшипники скольжения в тяжелых станках, где
требуется хорошая прирабатываемость, обеспечивающая передачу на-
грузки на возможно большую поверхность, изготовляют из свинцови-
стых бронз типа БрСЗО и баббитов Б83, Б16 и БН. Применение оло-
вянных бронз в данном случае нецелесообразно вследствие их высокой
стоимости, большей твердости и худшей прирабатываемости. В систе-
мах питания допускается выполнять втулки подшипников из стали 40Х
с последующей нормализацией и улучшением. Малоответственные под-
шипники скольжения можно изготовлять из антифрикционных чугунов
АЧС-1, АЧС-3 (серые чугуны, легированные небольшими добавками
Ni, Мп и другими элементами) при ц<2 мс-1 и Р<2 МПа, твердость
шейки вала должна быть 40—45 HRC3. Для шпиндельных подшипни-
ков антифрикционные чугуны не пригодны. Высокоскоростные мало-
габаритные шпиндельные подшипники (см. т. 2, гл. 5) можно изготов-
лять из керамических материалов, полученных путем прессования и спе-
кания металлических порошков с графитом. Они обеспечивают доста-
точно низкий коэффициент трения и без смазочного материала:
железографит — 0,08—0,12, бронзографит — 0,03—0,1.
Для экономии цветных сплавов применяют биметаллические под-
шипники, у которых основа выполнена из стали или чугуна [6], а по-
верхность трения покрывают антифрикционным материалом, например
БрОбЦбСЗ. Толщина слоя 0,5—1,5 мм.
Для нешпиндельных подшипников скольжения в опорах различных
механизмов применяют также полимеры, например фторопласт-4.
Достоинства фторопласта — низкий коэффициент трения, высокая кор-
розионная стойкость. Коэффициент трения по стали (без смазочного
материала) 0,04—0,06. Однако под нагрузкой фторопласт-4 «течет».
В связи с этим он может применяться лишь при ограниченных нагруз-
ках и скоростях. Высокие антифрикционные свойства фторопласта
целесообразно реализовать, используя его в комбинации с другими
материалами в виде тонких пленок, вставок или наполнителя.
Применяют также полиамиды (капрон, нейлон, тефлон), апеталь-
ные сополимеры (СФД), а в ряде случаев и текстолит, подшипники из
которых выдерживают достаточно большие нагрузки — до pv=
=2,5 МПа-м/с.
Основным препятствием для внедрения полимеров является плохой
отвод теплоты с поверхности трения и, как следствие, тепловое дефор-
мирование подшипника, а также увеличение размеров под действием
масла.
Направляющие скольжения широко применяют для перемещения
суппортов, ползунов, столов и других узлов, а также в кулисных, ку-
лачковых и других механизмах. Основные требования к ним — высокие
точность и износостойкость. Направляющие скольжения станков рабо-
тают обычно в условиях малых и средних скоростей скольжения до
1—1,5 м/с при рабочих ходах и до 12—15 м/с при вспомогательных
ходах (см. т. 2, гл. 4).
Наиболее характерными парами трения для направляющих явля-
ются чугун — чугун, сталь — сталь (закаленная), закаленная сталь —
282
антифрикционный чугун, металл — полимерный материал, пары трения
с покрытиями, нанесенными на основную поверхность. При сочетании
однородных материалов необходимо обеспечить различную твердость
сопрягаемых поверхностей для того, чтобы избежать опасности схва-
тывания. При выборе материала для направляющих следует учиты-
вать, что во многих случаях они составляют единое целое со станиной,
суппортом или столом, которые отлиты из серых чугунов — модифици-
рованных, реже легированных. В зависимости от марки чугуна направ-
ляющие, как правило, подвергают термической обработке, например
закалке ТВЧ, или поверхностному упрочнению другими методами.
Для повышения износостойкости направляющих можно применять
также электроискровое легирование (путем переноса материала элек-
трода, преимущественно анода, на обрабатываемую поверхность), хро-
мирование поверхности (толщина слоя 25—50 мкм, твердость 68—
72 НИСэ).
По зарубежным данным, при напылении на поверхность слоя мо-
либдена или некоторых сплавов, содержащих хром, ее износостой-
кость повышается в 4—5 раз.
В последнее время применение находят направляющие со специ-
альным покрытием в виде пасты. Так, в Германии применяют анти-
фрикционное покрытие фирмы Diamant в виде пасты [11], представля-
ющей собой двухкомпонентную пластмассу на базе эпоксидных смол
с добавлением специального высококачественного антифрикционного
наполнителя и отвердителя; допустимое давление обычно составляет
8 МПа, статическая прочность на сжатие 80 МПа, допустимая темпе-
ратура при эксплуатации 70—200° С.
В станкостроении стран СНГ для направляющих тяжелых и высо-
коточных станков и станков с ЧПУ применяют антифрикционные ком-
позиционные материалы на основе эпоксидных смол — эпоксидные ком-
паунды (ЭНИМС) [7, 8] и на основе апетальных смол (модифицирован-
ный сополимер формальдегида СФД-ВМ-БС — в виде пластин, ТУ
6-0-1176—79).
Наполненные фторопласты рекомендуются также для комбиниро-
ванных направляющих скольжения-качения. Разработана технология
точного формования направляющих из пастообразного (УП-5-251, ТУ
6-05-241-410—86) и литьевого (УП-5-250, ТУ 6-05-241-410—86) анти-
фрикционных эпоксидных компаундов.
Эпоксидные компаунды применяют вместо бронзы и цинковых
сплавов для изготовления накладных направляющих, они повышают
их работоспособность и значительно снижают стоимость.
Стальные закаленные направляющие выполняют обычно в виде
планок, которые прикрепляют к чугунным или сварным стальным ста-
нинам.
При малых и средних скоростях скольжения (о<1...1,5 м/с) и
небольших давлениях (р<1 МПа) используют углеродистые стали
(стали 45, 45л), которые при твердости 49—53 HRC3 обеспечивают
достаточно высокую износостойкость и отсутствие молекулярного схва-
тывания (в зависимости от сопряженной пары).
Изготовление детали из стали У8 в зависимости от предваритель-
ной термической обработки и сечения дает возможность получить твер-
дость поверхности 58—62 HRC3, т. е. высокую износостойкость. Высо-
кой износостойкостью характеризуется и легированная сталь 40Х (54—
56 HRC3). Короткие накладные направляющие изготовляют также из
сталей 8ХФ и ХВГ. После соответствующей термической обработки они
283
приобретают высокие износостойкость и контактную прочность Твер-
дость их соответственно 59—61 HRC3 и 61—63 HRC3. Из стали ХВГ
изготовляют детали, на которые не действуют ударные нагрузки. План-
ки из сталей 20, 20Х, 20ХНМ, 18ХГТ после цементации и последующей
закалки с низким отпуском приобретают твердость 57—66 HRC3. Для
накладных направляющих применяются также азотируемые стали.
Стали ЗОХЗМФ и ЗОХЗМЗФ характеризуются (после обработки) высо-
кой усталостной и контактной прочностью, их твердость 700—760 HV
(59—62 HRC3), толщина слоя не менее 0,35—0,40 мм. Сталь 38Х2МЮА
обладает высокой износостойкостью, ее твердость 820—950 HV (65—
68 HRC3). Применение сталей 40ХМФА и 40ХФА для планок направ-
ляющих обеспечивает их высокие износостойкость (52—55 HRC3)r
усталостную прочность, вязкость сердцевины при минимальной дефор-
мации детали.
В тяжелых станках для изготовления шпиндельных подшипников
и зубчатых колес иногда применяют бронзы БрОЮФ1 и БрАМц9-2,
которые характеризуются антизадирными свойствами.
В ряде случаев круговые направляющие столов, например кару-
сельных станков, изготовляют из сплава на основе цинка ЦАМ10-5 и
баббита Б16 в сочетании с чугунными или стальными направляющими
станины.
Накладные пластмассовые (текстолит, кордоволокнит, винипласт)
планки на суппорте применяют реже металлических вследствие срав-
нительно низкой износостойкости и малой жесткости.
Для изготовления направляющих используют также полиамиды —
капрон, нейлон, фторопласт Ф4К-20 (ТУ 6-05-1412—76) в паре с чугу-
ном или сталью (при повышенных требованиях к износостойкости).
Фторопласт Ф4К-20 обеспечивает коэффициент трения покоя |ло=О,О5
и коэффициент кинематического трения ц=0,04 [8]. В высокоточных и
тяжелых станках находит применение полимер Ф4К15М5 (наполненный
фторопласт, ТУ 6-05-1412—76), выпускаемый в виде ленты толщиной
1,5—2 мм, наклеиваемой на направляющие, что обеспечивает при ра-
боте в паре с чугуном (закаленными чугуном и сталью) низкий коэф-
фициент трения, демпфирование колебаний, достаточные износостой-
кость и жесткость [9]|.
Червячные зацепления и ходовые винты-гайки (скольжения) —
применяют для точных ответственных механизмов. Они характеризуют-
ся невысокими скоростями скольжения и средними нагрузками.
Основные требования к этим деталям — высокая точность изготов-
ления и износостойкость. Этим требованиям отвечают детали из каче-
ственной бронзы в паре с деталями из закаленной стали.
Червячные колеса и гайки изготовляют из оловянных бронз
БрОбЦбСЗ, БрО5Ц5С5 и других качественных бронз, а также из без-
оловянных алюминиевых бронз БрАЖ9-4, БрАЭЖЗЛ.
В ответственных узлах трения прецизионных станков применяют
бронзы БрОЮФ1 или БрО10Ф05.
В целях экономии цветных металлов для червячных колес и гаек
скольжения в ряде случаев применяются биметаллические конструк-
ции. Так, для крупных гаек на стальную втулку центробежным спосо-
бом наносится слой бронзы, по которому нарезается резьба.
Гайки, применяемые для работы на больших скоростях, заливают
иногда баббитом.
Гайки передач, предназначенных для точных установочных пере-
мещений, иногда изготовляют из легированного антифрикционного
284
(ГОСТ 1585—85) и серого (ГОСТ 1412—85) чугунов. Однако чугуны
применяют при отсутствии в винтовых парах ударных нагрузок.
При невысоких требованиях к точности гайки можно изготовлять
из текстолита и капрона. Капроновые гайки в винтовых парах для лег-
ких и средних режимов эксплуатации обеспечивают высокую износо-
стойкость узла и низкий коэффициент трения. Изготовление гаек из
пластмасс для соответствующих условий эксплуатации целесообразно
и в связи с тем, что некоторые их свойства значительно выше, чем ме-
таллических. К ним, например, относятся коррозионная и химическая
стойкость, износостойкость, хорошие фрикционные и демпфирующие
свойства, обрабатываемость различными способами, низкая стоимость
при массовом производстве и т. д.
Сравнительный анализ гаек из капрона, бронзы, антифрикционно-
го чугуна и графитизированной стали в паре с винтом из стали 45 твер-
достью 160 НВ показал, что линейный износ витков гайки из капрона
во много раз меньше, чем металлических. Однако надо учитывать не-
достатки пластмасс, например способность к влагопоглощению, срав-
нительно быстрое старение.
Для изготовления гаек для пар с высокими требованиями к их
точности капрон, как правило, не пригоден. Для гаек передач винт —
гайка скольжения применяют покрытия из эпоксидных компаундов.
Материал для изготовления червяков выбирают в зависимости от
режимов работы зацепления и размеров детали. Применяются в
основном легированные стали — цементуемые (20Х, 12ХНЗА, 18ХГТ),
закаливаемые (40Х, 40X13, 14Х17Н2) и азотируемые (38Х2МЮА), ко-
торые предпочтительнее для изготовления червяков прецизионных де-
лительных пар.
Ходовые винты изготовляют в основном из углеродистых и леги-
рованных сталей.
Выбор марки стали, термической или химико-термической обра-
ботки зависит от назначения винтовой пары, условий эксплуатации
и т. д.
Крупные ходовые винты прецизионных станков выполняют из угле-
родистых сталей У10, У10А, У12; винты в процессе изготовления дол-
жны быть подвергнуты старению.
Винты, работающие в условиях изнашивания, но без ударных на-
грузок, изготовляют также из стали 40Х. Повышенную твердость обе-
спечивают стали ХВГ, ХГ, 65Г, 50ХФА (для винтов с /<1(И, где I —
длина, d — диаметр винта).
Винты качения и ответственные винты скольжения изготовляют из
стали 8ХФ (58—60 HRC3), а также из цементируемой стали 18ХГТ и
азотируемой стали 40ХФА с твердостью поверхностного слоя 54—
56 HRC3.
Хорошо защищенные ходовые винты, к точности которых предъяв-
ляют невысокие требования, можно изготовлять из полимерных мате-
риалов и сплава ЦАМ10-5.
Реечные колеса и рейки выполняют из стали 45 и легированных
сталей. Они должны обладать высокими долговечностью и прочностью.
Например, рейки, работающие со средней окружной скоростью и удар-
ными нагрузками, изготовляют из стали 40Х. Для уменьшения дефор-
мации реек, увеличения прочности (особенно при значительной их дли-
не) целесоообразна поверхностная закалка зубьев с нагревом ТВЧ
(48—56 HRC3). Рейки, работающие в условиях больших давлений и
высоких скоростей при наличии ударных нагрузок, рекомендуется вы-
285
полнять из стали 40ХН (50—55 HRC3, объемная закалка). Пара чер-
вяк—рейка (аналогична паре винт—гайка) должна обладать высокой
жесткостью. Червяк изготовляют из низкоуглеродистых цементируемых
сталей (с последующей закалкой и отпуском), а рейку — из антифрик-
ционного чугуна или бронзы типа БрАЖ9-4, чем достигается необходи-
мая долговечность пары. Для рейки может быть использовано также
покрытие из эпоксидных компаундов. На ряде заводов применяются
бронзовые червяки, восстановление которых после изнашивания не
представляет трудности.
Сопряжения с фрикционными свойствами. К ним относятся фрик-
ционные муфты, тормоза, детали фрикционных вариаторов. При их ра-
боте окружная сила передается благодаря силам трения. Эти сопря-
жения часто работают в напряженных условиях изнашивания — при
высоких давлениях (до 6 МПа) и скоростях скольжения (до 40 м/с),
с выделением теплоты в зоне контакта.
Для выполнения своих функций детали из фрикционных матери-
алов должны иметь высокий и стабильный в широком интервале тем-
ператур коэффициент трения, минимальный износ, высокие теплопро-
водность и теплостойкость, хорошую прирабатываемость и достаточ-
ную прочность. Однако детали ответственных сопряжений, работающие
в условиях смазывания (многодисковые муфты, рабочие тела фрикци-
онных вариаторов) и передающие большие силы, как правило, изготов-
ляют из закаленных сталей с твердостью HRC3^60 и выше. Несмотря
на малый коэффициент трения стали по стали, эта пара может пере-
давать значительные окружные силы, и в результате получаем передачу
компактной и долговечной.
Находят применение стали 20Х, 40Х, ШХ15, 18ХГТ и др. Для ма-
лоответственных фрикционных сопряжений можно применять сталь или
чугун в сочетании с неметаллическими материалами (капроном, тек-
столитом и др.). В этом случае коэффициент трения значительно выше,
но вследствие меньших допустимых нагрузок на материал размеры
передачи больше, чем такой же передачи, детали которой изготовлены
из стали.
Требования к монтажу передачи, состоящей из стальной и пласт-
массовой деталей, вследствие низкого модуля упругости пластмассы
ниже, чем к монтажу передачи, состоящей из деталей, выполненных из,
закаленных сталей.
Коэффициент трения является одной из основных характеристик
как для антифрикционных, так и для фрикционных пар трения. Он
13.1. Коэффициенты трения скольжения по чугуну СЧ 21 при граничной смазке
Материал сопрягаемой детали Коэффициент трения
покоя движения при tfCK. мм/мин
0,8 1 "0 1 12001
Чугун СЧ 21 180 НВ 0,28 0,22 0,17 0,03
Чугун СЧ 21 45 HRC3 0,28 0,23 0,13 0,02
Сталь 45 50 HRC» 0,32 0,28 0,18 0,05
БрОбЦбСЗ — 0,22 0,17 0,03
Полиамид 66 0,42 0,25 0,15 0,05
Фторопласт-4 0,07 0,04 0,03 0,04
Фторопласт-4 с графитом 0,05 0,03 0,03 0,05
БрОФЮ-1 0,20 0,18 0,11 —
286
зависит от материалов сопряженных поверхностей и их качества, вида
трения и смазки, скорости относительного скольжения, диапазона на-
грузок и ряда сопутствующих факторов.
Существуют методы расчета коэффициента трения в зависимости
от вида контакта и условий контактирования. Однако до настоящего
времени более достоверны экспериментальные данные, а аналитиче-
ские формулы позволяют оценить характер влияния отдельных факто-
ров (например, механических характеристик материалов, параметров
опорной поверхности и др.). (
Для ориентировочной оценки в табл. 13.1 приведены коэффициен-
ты трения покоя и движения применительно к направляющим сколь-
жения при трении различных материалов по чугуну СЧ 21 при давле-
нии 0,2 МПа, смазывании индустриальным маслом 45 и различных
скоростях скольжения цск (по данным ЭНИМСа). Трение в направля-
ющих, как правило, смешанное — от граничного (при малых скоро-
стях) до полужидкостного, при этом гидродинамический эффект воз-
растает по мере увеличения скорости Скольжения. Жидкостное трение
обеспечивается специальными методами (см. т. 2, гл. 4). Как было
отмечено, для фрикционных пар трения желательно иметь более высо-
кий коэффициент трения. Для пар пластмасса — металл значения ко-
эффициента трения обычно следующие: для пары поливинилхлорид—
металл 0,4—0,5, полиэтилен — металл 0,6—0,8; нейлон — металл
0,2—0,4 [2].
Область применения фрикционных пар при трении порошковых
материалов по стали или чугуну и соответствующие коэффициенты
трения приведены в табл. 13.2 [2].
13.2. Коэффициенты трения по стали или чугуну для фрикционных пар
Удельная нагрузка. кПа Материал сопряженной детали Коэффициент «трения Рабочая темпе- ратура, °C
Без смазочного материала
800—1000 (легкие) До 1500 (средние) До 6000 (тяжелые) Асбокаучук, спеченный мате- риал на основе меди или алю- миния Порошковый материал на ос- нове меди или железа Порошковый материал на ос- нове железа, углеграфит 0,30—0,35 0,25—0,28 0,22—0,25 60—200 До 400 До 1200
Со смазочным материалом
До 3500 (легкие) До 6000—7000 (утяжеленные) Порошковый материал на ос- нове меди или алюминия Порошковый материал на ос- нове железа 0,12 0,1 До 100 (120) 120 (150)
Температура дана для поверхностных слоев. Указанные в таблице ма-
териалы могут работать в паре не только со сталью или чугуном, но
и с бронзой или молибденом в легких условиях (при работе со смазоч-
ным материалом), а также с титаном или молибденом, нанесёнными
на поверхность трения, — в тяжелых условиях.
Меньшие коэффициенты трения при работе со смазкой компенси-
287
руются большими допустимыми значениями удельных нагрузок при
передаче крутящих моментов.
Детали, работающие в условиях контактных нагрузок. В таких
условиях работают многие детали станков. При этом может иметь
место чистое качение (подшипники и направляющие качения) или
качение со скольжением (зубчатые передачи, кулачковые пары).
В связи с тем, что при работе возникают большие местные напряже-
ния, к прочностным характеристикам материала деталей предъявля-
ются высокие требования.
Зубчатые передачи изготовляют из различных материалов.
Зубчатые колеса малоответственных передач (небольшие сила и
скорость) выполняют из серых чугунов — СЧ 18, СЧ 20, СЧ 21, СЧ 24,
СЧ 25, СЧ 28.
Малонагруженные зубчатые колеса небольших и средних разме-
ров изготовляют из стали 40Х при твердости 229—285 НВ для
«<50 мм и 217—269 НВ для 50^/^100 мм. При средней окружной
скорости и ударных нагрузках также используют сталь 40Х (48—
56 HRC3) при отсутствии на детали острых кромок и других кон-
центраторов напряжения.
Детали передач, работающих с высокими скоростями и нагрузка-
ми, изготовляют из цементуемых сталей: 20Х (56—62 HRC3); 12ХНЗА
(56—62 HRC3), 18ХГТ (56—62 HRC3), а также из закаливаемых или
азотируемых сталей: стали 45 (49—53 HRC3); 40Х (49—53 HRC3); 65Г
(для крупных зубчатых колес); У8А; 40ХФА (520—580 HV, HRC3
49—53); 40ХМФА (560—620 HV, 52—55 HRC8); ЗОХЗМВФ (700—
760 HV, 59—62 HRC3); 50ХГ (49—53 HRC3), 50 XH (51—57 HRC3),
40X13 (53—55 HRC3, коррозионная стойкость в атмосфере) и др. Зуб-
чатые колеса из перечисленных сталей подвергают различным видам
и режимам термической и химико-термической обработки в зависимо-
сти от передаваемых сил и динамических нагрузок при высоких окруж-
ных скоростях.
Широко применяют закалку с нагревом ТВЧ, цементацию с пос-
ледующей закалкой и отпуском (например, для стали 20Х), азотиро-
вание (40ХФА).
Для изготовления зубчатых колес средних размеров*, работающих
при больших нагрузках и высоких скоростях**, при наличии ударных
нагрузок применяют также цементируемую сталь 20ХН, при этом
получают высокую поверхностную твердость зубьев (57—63 HRC3), а
их сердцевина имеет твердость 240—280 НВ и обладает повышенной
вязкостью и прочностью.
По данным Московского станкостроительного завода «Красный
пролетарий», сталь 12ХНЗА для колес с наружным диаметром до
300 мм, с модулем 1,5—4 мм, 6—8-й степени точности рекомендуется
заменять сталью 25ХГМ с нитроцементацией и закалкой (56—
60 HRC3). При небольших нагрузках и для передач, работающих с
ограниченным смазыванием, применяют бронзу БрАЖ9-4, которая об-
ладает высокими механическими свойствами, антифрикционностью,
коррозионной стойкостью.
При небольших нагрузках зубчатые передачи могут быть изго-
товлены из пластмасс — текстолита, древесно-слоистых пластиков. Зуб-
чатые колеса несиловых передач, например для механизмов управле-
* Зубчатые колеса с т=1 ...5 мм.
** Зубчатые передачи считают быстроходными при окружной скорости свыше
15 м/с и тяжелонагруженными — при передаче мощности свыше 20 кВт.
288
ния, можно изготовлять из полиамидов — капрона, капронолактана,
нейлона. Перечисленные неметаллические материалы обеспечивают
плавность и бесшумность работы, но непригодны для кинематических
цепей с точным передаточным отношением (например, в делительных
цепях станков) и для силовых передач.
Направляющие качения представляют собой тела качения (роли-
ки или шарики от подшипников качения), сопряженные с термически
обработанными стальными накладными планками из цементуемых
сталей типа 20Х (ГОСТ 4543—71) с последующей закалкой и низким
отпуском (до 59—63 HRC3) и 18ХГТ~ 61 HRC3 при глубине закален-
ного после обработки слоя не меньше 0,8—1 мм.
Накладные направляющие рекомендуется изготовлять также из
стали ШХ9 при толщине планки до 12 мм, ШХ15 — до 20 мм, 9ХС —
до 40 мм, ХВГ— до 50 мм. Термическая обработка — объемная за-
калка.
Планки направляющих качения, работающих при малых и сред-
них нагрузках, изготовляют из серых чугунов СЧ 20, СЧ 30 и низко-
легированных чугунов с 220—230 НВ.
В отдельных случаях для лучшего восприятия ударных нагрузок
и повышения стойкости к коррозии тела качения (шарики, ролики)
выполняют из высокопрочных пластмасс. Применение пластмассы для
изготовления направляющих качения может повысить виброустойчи-
вость столов шлифовальных и других быстроходных станков.
Материал ходовых винтов и гаек в парах качения должен обла-
дать высокой износостойкостью (поверхностной прочностью), а по-
верхность качения винта и гайки — достаточно высокой и равномерной
твердостью (58—60 HRC3; неоднородность по твердости должна быть
не более 3 HRC3). Для изготовления винтов и гаек применяют леги-
рованные стали ШХ6, ШХ9, ШХ15СГ; цементуемые стали 18ХГТ и
12ХНЗА (для гаек — реже), 12Х2Н4А, 20Х2Н4А; азотируемые стали
38Х2МЮА, ЗОХГСА. Винты изготовляют также из азотируемой ста-
ли ЗОХЗВА, иногда — из сталей 35Х, 40Х и инструментальной стали
ХВГ с объемной закалкой. Стали ШХ15 и ХВГ используют и для изго-
товления гаек. Шарики выполняют из шарикоподшипниковых сталей.
К кулачковым механизмам, предназначенным для перемещения
рабочих органов станка по заданному закону движения, предъявляются
требования высокой контактной прочности и износостойкости.
В связи с тем, что кулачки работают при ударных нагрузках на
изнашивание и имеет место качение с проскальзыванием, их поверх-
ность должна обладать высокой твердостью, а сердцевина оставаться
вязкой.
При небольших контактных нагрузках для изготовления кулачков
допустимо применение высокопрочного чугуна или сталей 45 и 40Х с
последующей закалкой рабочих поверхностей с нагревом ТВЧ и от-
пуском до 50—56 HRC3 глубина закаленного слоя 1,0—1,8 мм.
Для кулачков небольших размеров применяют сталь У8А, твер-
дость поверхности до 58—62 HRC3. Высокой износостойкостью и дол-
говечностью обладают кулачки из серых чугунов, модифицированных
лигатурами, которые содержат редкоземельные элементы и иттрий.
Долговечность кулачковых механизмов, работающих при контактных
напряжениях до 600 МПа, повышается в этом случае в 3—4 раза.
В более ответственных случаях целесообразно применение малоуг-
леродистых сталей 15, 20Х или 20ХГС с цементацией на глубину не ме-
нее 0,8—1,0 мм, закалкой и низким отпуском до твердости 58—63 HRC3.
289
При особенно высоких требованиях к износостойкости кулачки
изготовляют из азотируемых сталей, твердость которых после обработ-
ки 720—900 HV (62—67 HRC3), а также из стали ШХ15 с последую-
щей объемной закалкой в масле и низким отпуском до 62—64 HRC3.
Кулачки изготовляют также из азотируемой стали 40ХФА, глуби-
на упрочненного слоя не ниже 0,35 мм, твердость 520—560 HV (51—
53 HRC3). Ролики толкателей чаще всего выполняют из стали 20Х с
цементацией, закалкой и низким отпуском до 57—64 HRC3 и из стали
ШХ15 с последующей закалкой и отпуском.
Для кулачков-копиров и некоторых дисковых кулачков в ряде слу-
чаев применяют толкатели, работающие в условиях трения скольже-
ния. В этих случаях сухари толкателей выполняют из высокопрочных
материалов или армируют твердым сплавом.
Малоответственные и малонагруженные детали. К ним относятся
детали, не несущие больших нагрузок, — оси, валики, рукоятки, махо-
вички, тяги .механизмов управления, детали арматуры. Их изготовля-
ют из углеродистых сталей обыкновенного качества (СтЗ, Ст5).
Для изготовлении крышек, кожухов и подобных деталей применя-
ют серый ’чугун СЧ 12 и сталь СтЗ.
Из автоматной стали А12 выполняют метизы, валики; из стали 35 и
пластмасс (например, пресс-порошка К18-2)—маховички, ручки; из
гетинакса — шестерни, шайбы, шкивы.
Для изготовления крышек, кожухов, маховичков применяют также
армированные пластики на базе эпоксидных или полиэфирных смол с
основой из стеклотканей или стекловолокна.
К деталям арматуры часто предъявляется требование коррозионной
стойкости. Поэтому трубки гидросистем и систем смазывания изго-
товляют из цветных металлов и сплавов (медь, латунь) и пластмасс
(полиамиды, полиэтилен и др.).
13.2. Углеродистые стали и чугуны
Углеродистые стали — сплавы железа с углеродом (до 2% С, по-
стоянные примеси Мп, Si, S, Р, О, N и др.).
Для достижения требуемых свойств стальные детали, как прави-
ло, подвергают различным видам термической обработки: отжигу и
нормализации — для снятия внутренних напряжений, снижения твер-
дости, улучшения обрабатываемости; закалке с последующим низким
или высоким отпуском (улучшение) — для получения высоких твер-
дости и прочности.
Для повышения износостойкости пар трения в зависимости от со-
держания углерода в стали осуществляется поверхностное упрочнение
деталей: для среднеуглеродиспях сталей — закалка с нагревом ТВЧ,
для низкоуглеродистых (до 0,25—0,30% С)—цементация с последую-
щей закалкой и низким отпуском (химико-термическая обработка —
ХТО) [3,6].
Основные марки углеродистой стали, их термическая или химико-
термическая обработка, механические свойства и примеры применения
в станках приведены в табл. 13.3. '
Чугуны — сплавы, содержащие более 2,14% С и постоянные при-
меси Si, Мп, Р и S. В небольших количествах может содержаться Сг,
Ni, Си.
Детали из серого чугуна подвергают термической обработке: низ-
290
13.3. Углеродистые стали
Сталь, ГОСТ Термическая обработка Диаметр заготовки, ММ1 Механические свойства Примеры применения
«в °т б -ф кси, Дж/см2 НВ ндсэ
МПа %
Стали конструкционные обыкновенного качества
СтЗ, 380—88 Нормализация <100 380—490 210 23 55 59 116—156 — Станины (сварные), оси,
Ст4, 380—88 Нормализация —— 420—540 240 24 50 54 >152 — валики; тяги, крышки,
Ст5, 380—88 В зависимости от вида заготовки — 500—640 260 17 50 49-54 170 — кожухи, маховички
Сталь конструкционная повышенной обрабатываемости
А12, 1414—75 О* д*" II II II О О о .880° С .880” С, в .220° С, вз — 440 290 >14 36 — >187 (С) 58 (П) Оси, валики, втулки, зубчатые колеса, винты, болты, малонагруженные детали сложной формы
/цн === 820. ..860° С — — —. — — « »
/3=820.. .860° С, в — — — .— .—
/о=180.. . 220°С,-вз — 440 290 14 36 — 187(C) 58 (П)
Стали конструкционные углеродистые качественные
Сталь 10, 1050—74 Сталь 12А <ц=930... 950° С <з=780 ... 800° С, в <о= 180 ... 200° С 20 >400 >250 >25 >55 — >137 (С) 56—62(П) Крепежные и другие мелкие детали Шпиндели
Сталь 15,1050—74 Сталь 20,1050—74 to <ц=930... 950 С <з=780... 800° С, в <о=200 ... 220° С <50 >50 450-550 500—600 250—300 280—350 >20 >18 >50 >45 140—156 (С) 146—163 (С) 56—60 (П) 56—60 (П) Шпиндели, кулачки; на- правляющие скольже- ния, кулачки, втулки, упоры, пальцы
_ Продолжение табл. 5/5
Сталь, ГОСТ Термическая обработка Диаметр заготовки, мм Механические свойства Примеры применения
°в д -Ф KCU, Дж/см2 НВ нксэ
МПа %
Сталь 35, 1050—74 /н=850°С, вз У /3 = 850°С, в /о=600° С, <100 100—300 300—500 <100 100—300 470 530 245 275 22 19 17 20 17 48 42 35 >40 38 52—49 44 34 143—179 195 210 — Оси, маховички, шату- ны, тяги, ручки
Сталь 45,1050—74 #оз=820... 840° С, м to= 180... 200° С /оз=820... 840° С, в /о= 180... 200° С У /оз = 860° С, м /о=540° С <12 <20 <60 >900 >1200 В завис >650 >950 имости от и с >15 >6 предв; ечения >40 >22 зритель >30 >— >ной ТО II 1111 33—43 43—53 28—34 Мелкие детали сложной формы Детали несложной кон- фигурации, работающие без ударных нагрузок, повышенной износостой- кости: фиксаторы, упо- ры, втулки Детали станков, требую- щие небольшого повы- шения поверхностной твердости
ТВЧ; /3=880... ...920° С, в t0=200...220°С, в — В завис :им ости от и с предв ечения аритель >ной ТО — 51—58 Детали с высокой по- верхностной твердостью, работающие при удар- ных нагрузках: шпиндели, зубчатые ко- леса, валы, кулачки, на- правляющие скольжения, тяги, шлицевые гайки
/оз=830° С, в /о=540°С <30 >850 >580 >Ъ >35 >45 240—285 — Детали мелких и сред- них размеров неслож-
ной конфигурации с по- вышенными прочностны- ми свойствами: шпонки, установочные винты, кольца
Сталь 45Л,,977—88 <з=820°С, в /о=200... 220° С — >1100 >900 >7 >23 — — 50—56 Направляющие скольже- ния, малонагруженные зубчатые колеса, шли- цевые валики, упоры, шпиндели, шлицевые ва- лы
<о.з=810 ... 830° С, в <о=180... 200° С — >1200 >900 >6 >22 — — 51—58 Детали, работающие на трение, шпиндели
Сталь 50,1050—74 ТВЧ: /3=870 ... 910° С /о=200 ... 220° С, в — В завис: имости от и с предв< течения аритель ной ТО 200 (С) 51—57 (П) Шпиндели, зубчатые колеса, направляющие скольжения, валы, тяги
65Г, 14959—79 У8, 1435—90 to со со Нормализация 80 750 400 8 35 — 269 — Крупные шпиндели, зуб- чатые колеса, ходовые винты
<з=800 ... 810° С, м <о=340... 380° С ТВЧ: <3=900° С, в <о=180... 220° С « 20 сеч. Не огра- ничен 1470 Сталь В завис 1220 > высокоуг имости от и с< 5 лероди предв гчения 10 стая арител! зной ТО /— >187 (С) 43—48 59—63 (П) Силовые упругие эле- менты: пластины, пру- жины, цанги Шпиндели в подшипни- ках скольжения, планки, направляющие скольже- ния, гладкие валики, ку- лачки
Продолжение табл. 13.3
Сталь, ГОСТ Термическая обработка Диаметр заготовки, ММ) Механические свойства Примеры применения
°в °т б гЬ кси, Дж/см2 НВ нксэ
м Па 6
*0.3=760 ... 780* С, в или 5%-ный водный р-р NaCl; -— — — • — — — — Мелкие и средние детали простой формы при ра- боте без ударных нагру-
*о=180° С В зависимости от предварительной ТО и сечения 58—62 зок: втулки, валики, центры
У8А, 1435—90 ТВЧ: /а=900° С, в to= 180... 200° С Не огра- ничен В зависимости от предварительной ТО и сечения — 59—63 (П) Шпиндели, кулачки
У10, 1435—90 У10А, 1435—90 /от = 750... 780° С, охлаждение с печью до 620—660° С, вы- держка 4 ч — — •— — — '— — — Крупные ходовые винты прецизионных станков (повышенная износостой- кость в отожженном со-
Охлаждение с печью до 550* С, далее вз. — 550—650 250—350 23 55— 65 — <200 •— стоянии)
У10 *о.з=770...790°С, в или водный 5—10%-ный р-р NaCl — — —— — — — — — Детали несложной фор- мы с высокой поверх- ностной твердостью, без
*о=200 .. . 220° С — В зависимости от предварительной ТО и сечения — 63—65 ударных нагрузок
Примечания: 1. Обозначения: *3, to. 3, to, *от, *н, *ц, *цн— температура соответственно закалки, объемной закалки, отпуска, отжига,
нормализации, цементации, цианирования; У — улучшение; ТВЧ — закалка токами высокой частоты; ТО — термическая обработка; в, м,
р-р, вз — охлаждающая среда соответственно: вода, масло, раствор, воздух; П — поверхность; С — сердцевина.
2. Модули упругости углеродистых сталей Е = (2,0.. .2,1) 105 МПа, 6 = 8,1 • 104 МПа.
кому отжигу (около 560° С) — для снятия внутренних напряжений и
стабилизации размеров; нормализации или закалке с отпуском — для
повышения механических свойств и износостойкости.
Для получения высокой твердости поверхности чугунных деталей
(например, направляющих) их подвергают закалке с нагревом ТВЧ.
В отдельных случаях для повышения износостойкости детали из
перлитных чугунов подвергают азотированию. Для упрочнения чугун-
ных деталей, в частности станин, возможно использование лазерной
закалки. Легированные серые чугуны содержат повышенное количество
Cr, Ni, а также Мо. Высокопрочные чугуны, в которых графит имеет
шаровидную форму, обладают большей, чем серые чугуны, прочностью
и некоторой пластичностью. Для улучшения механических свойств от-
ливки из высокопрочного чугуна в отдельных случаях подвергают тер-
мической обработке: закалке и отпуску ори 500—600° С — для повы-
шения прочности; отжигу — для увеличения пластичности.
Основные марки, механические свойства и примеры применения
чугунов в станках приведены в табл. 13.4.
13.4. Чугуны
Чугун <тв» МПа б, % НВ Структура металлической ^основы Примеры применения
Серый чугун (ГОСТ 1412—85)
СЧ 10 100 — 143—229 Феррит Неответственные детали,
СЧ12 120 — — » крышки, кожухи
СЧ15 150 163—229 Станины, направляющие сколь- жения (для крупных станков), корпуса коробок скоростей и подач
СЧ 18 180 — 170—241 » Корпусные детали, зубчатые колеса малоответственных пе- редач
СЧ 20 200 170—241 Феррит и пер- лит Станины, направляющие сколь- жения, планки направляющих качения при малых и средних нагрузках Станины с направляющими скольжения, направляющие ка- чения при малых нагрузках, полые шпиндели
СЧ21 210 — 170—241 То же
СЧ 25 250 — 180—260 » Станины, зубчатые колеса
Серый модифицированный чугун (ГОСТ 1412—85)
СЧ 30 300 — 180—255 Перлит Станины; детали, работающие
СЧ 32 320 —— —- при высоких нагрузках или в
СЧ 35 350 197—269 тяжелых условиях изнашива-
СЧ 40 400 107—285 » ния, зубчатые колеса, шпинде- ли, СЧ 32 — кулачки при не- больших передаваемых нагруз- ках
295
Продолжение табл. 13.4
Чугун <УВ, МПа б, % НВ Структура металлической основы Примеры применения
Антифрикционный (легированный) чугун (ГОСТ 1585—85)
АЧС-1 180—241 Перлит с не-
большим коли- чеством фер-
АЧС-3 — — 160—196 рита Феррит с не- большим коли- чеством перли- та Подшипники скольжения
Высокопрочный чугун (ГОСТ 7293—85)
ВЧ 38 380 17 140—170 Форрит с не-
ВЧ 42 420 12 140—200 большим коли- чеством перли-
ВЧ 60 600 2 200—280 та Перлит с не- большим коли- чеством фер- рита Кулачки (при небольших на- грузках)
Ковкий чугун (ГОСТ 1215—79)
КЧ 37-12 370 12 110—163 Феррит и пер- лит (10—3%) Детали, работающие на рукоятки, рычаги и др. удар:
КЧ 45-7 450 7 150—207 Перлит и фер- рит (не более 20%) Детали, работающие в виях изнашивания уело-
Примечания: Г. Для деталей, работающих в условиях изнашивания, могут
быть использованы высокопрочные антифрикционные чугуны АЧВ-1, АЧВ-2 и анти-
фрикционные ковкие чугуны АЧК-1, АЧК-2 (ГОСТ 1585—85).
2. Модули упругости серых чугунов Е= (1,15 ... 1,6) 105 МПа, 6=4,5-104 МПа;
у ковких чугунов Е—1,55-105 МПа
13.3 Легированные стали
Введение в состав стали легирующих элементов (хрома X, нике-
ля Н, марганца Г, кремния С, молибдена М, вольфрама В, титана Т,
ванадия Ф, алюминия Ю, меди Д, ниобия Б, бора Р, кобальта К по
ГОСТ 4543—71) повышает ее конструкционную прочность.
Наибольшее применение имеют низкоуглеродистые (цементуемые)
и среднеуглеродистые (улучшаемые) легированные стали [4, 5].
Низкоуглеродистые стали (0,1—0,3% С) используют также после
закалки и низкого отпуска. При этом достигаются повышенные проч-
ностные свойства в сочетании с хорошей пластичностью, вязкостью и
малой чувствительностью к концентраторам напряжений.
296
Среднеуглеродистые стали (0,3—0,5% С) приобретают высокие
механические свойства после закалки и высокого отпуска (500—
650° С). Улучшение этих сталей в отличие от нормализации обеспечи-
вает повышение предла текучести в сочетании с хорошей пластич-
ностью и вязкостью, высокое сопротивление развитию трещин.
В практике станкостроения находит применение закалка с охлаж-
дением в расплаве солей (55% KNO3 и 45% NaNO3) с регулируемой
скоростью охлаждения. Это дает возможность изготовить массивные
детали из низколегированных сталей, повысить их твердость и изно-
состойкость. Скорость охлаждения можно регулировать изменением
количества воды в расплаве солей. Этот способ закалки применяют
также для деталей сложной конфигурации, изготовленных из легиро-
ванных высокоуглеродистых и цементуемых сталей [9].
Улучшаемые легированные стали применяют для деталей, рабо-
тающих в условиях циклических и ударных нагрузок (валы, штоки,
шатуны и др.). Марки наиболее часто применяемых легированных ста-
лей, их термическая обработка, механические свойства и примеры при-
менения приведены в табл. 13.5.
Кроме указанных в табл. 13.5 сталей начали применять новые ста-
ли повышенной обрабатываемости резанием с высокими механически-
ми свойствами, микролегированные кальцием [9, 10]: АЦ45, АЦ40Х,
упрочняемые объемной термообработкой, применяемые для изготовле-
ния зубчатых колес и других деталей, которые работают в условиях
повышенных усталостных напряжений при более высоком уровне проч-
ности; АЦЗОХЗМФ, упрочняемая азотированием; АЦ20Х и АЦ18ХГТ,
упрочняемые цементацией (АЦ18ХГТ может также подвергаться азоти-
рованию).
Разработанная в ЭНИМСе безмолибденовая. азотируемая сталь
35Х2ГЮФ (850 HV и более) заменяет остродефицитную сталь
38Х2МЮА и применяется для изготовления шпинделей, пинолей, вту-
лок, ходовых винтов, направляющих скольжения и других деталей
станков.
Разработаны также две конструкционные стали с содержанием 0,4
и 0,6% С, легированные Si и Си. Их достоинства — отсутствие остро-
дефицитных легирующих элементов (Ni, Mo, W), сочетание высокой
прочности и твердости с высокой пластичностью по всему сечению
изготовленных из этих сталей деталей как после традиционных ме-
тодов упрочнения (закалки, отпуска)*, так и после низкотемператур-
ного (470—520° С) азотирования.
Стали с содержанием 0,4% С (условное обозначение стали
ВЭС-40) предназначены для изготовления шпинделей, ходовых вин-
тов, пинолей, червяков делительных пар, зубчатых колес.
После азотирования твердость поверхности 680—720 HV, ов =
= 800 ... 1100 МПа, 6=10 ... 15%, KCU=35 ... 40 Дж/см2.
Из стали с содержанием 0,6% С (условное обозначение ВЭС-60)
можно изготовить шпиндели, гайки, детали передач винт — гайка
качения, накладные направляющие качения, кулачки, копиры, валы и
другие детали, упрочняемые объемной термообработкой. Сталь ВЭС-60
применяют взамен высоколегированных сталей ХВГ, 12ХНЗА, 7ХГ2ВМ
(ов>2000 МПа, 6=6 ... 9%, KCU=40 Дж/см2, 56—61 HRC3) [9, 10].
Если деталь в связи с условиями работы должна обладать высокой
износостойкостью, ее подвергают поверхностному упрочнению: закалке
с нагревом ТВЧ, химико-термической обработке (цементации, нитро-
цементации — цианированию, азотированию), поверхностному пл астичес-
297
13.5. Легированные стали
Сталь. ГОСТ Термическая обработка Диа- метр заго- товки, ММ/ Механические свойства Примеры применения
°в 1 рт МПа в 1 % кси, Дж/см2 НВ нвсэ
Хромистые стали
20Х, 4543—71 /Ц=920...950°С to.a=800... 820° С, м to= 180... 220° С <15 <30 >1000 >850 >800 >630 >8 >10 >40 >40 49 285 (С) 240 (С) 56—62 (П) 55-61 (П) Детали небольших размеров, изно- состойкие при умеренной прочнос- ти сердцевины, кулачковые муфты, валы, накладные направляющие, планки, оси, плунжеры, ролики толкателей
1ц=920... 950° С 1н=870... 900° С, вз ТВЧ: 13 = 860... 880° С, в 1о=180... 200° С <60 460—600 300—400 >20 к >50 1111 143—179 (С) 59—63 (П)
/ц=930... 950? С /н=860...880°С, вз ТВЧ: /3=870 ... 900° С, э /о=200 .. .220° С — - 1 В завис - :имости 01 ТО и < -1 г предв сечения - арител! ьной — 57—63 (П) Кулачки, зубчатые колеса, кулач- ковые муфты, втулки, червяки, ва- лы, накладные направляющие, планки, шпиндели, ролики толкате- лей
35Х, 4543—71 /3(н)=860°С, м /о==500°С, в (м) — 911 735 11 — 60 - 1 - В зависимости от охлаждающей среды Ходовые винты (для пары каче- ния), маховички, рукоятки
/О.3=830... 850° С, м (э) /о=180... 220° С <40 >1500 >1300 >7 >25 30 — 50—54 Зубчатые колеса, червяки, пиноли, рейки (незначительные нагрузки, износостойкость)
40Х, 4543—71 ТВЧ: tз=870...900°С, э или в *о=180 ... ...220° С — В завис .ИМОСТИ 01 ТО и с предв ечения арител] ьной —* 52—59 (П) Зубчатые колеса, валы, рейки, оси, ходовые винты (средняя окружная скорость, ударные нагрузки), шпиндели
У *з=830 ... 850° С, м k=540... 560° С, в или м *ц=920 ... 950° С *о.з=820... 860° С, м *о=180 ... 200° С, вз (в) <50 <100 <60 850—950 >750 >1000 650—750 >50 Хромом 2 >800 >10 >15 фганцо >9 40—50 50 ►вые ст >50 59 али 78 229—265 217—265 300—302 (С) 56—58 СП) Направляющие скольжения, ма- лонагруженные зубчатые колеса, валы, шпонки, детали небольших и средних размеров Ответственные детали средних размеров (высокая поверхност- ная твердость): зубчатые колеса* червяки, валы, накладные направ- ляющие, шпиндели, винт — гайка качения
18ХГТ, 4543-71 У *з=870о С, м *о=550° С, в (м) *аз = 500... 520° С <30 >900 >800 >17 >70 — >180 230—270 (С) 620—680 НУ(П) (55—58) Детали сложной формы (высокая износостойкость, малые деформа- ции при ТО): планки, гильзы, пиноли, втулки (глубина слоя не менее 0,25 мм); шпиндели с опо- рами качения (глубина слоя не менее 0,4 мм); ходовые винты пар скольжения (глубина слоя 0,25—0,35 мм)
20ХГМ, 4543—71 *з=860о С, м *о=200° С, вз * — 1178 1080 10 —• 78 — 51—53 Червяки, шпиндели, направляю- щие планки
25ХГМ, 4543—71 to о о Z3=800° С, м <о=200° С, вз — 1200 1100 10 45 80 — 54—57 Зубчатые колеса средних разме- ров (большие давление и ско- рость)
Продолжение табл. 13.5
Сталь, ГОСТ Термическая обработка Диа- метр заго- товки, мм Механические свойства Примеры применения
°в °т 6 1 1 ♦ кси, Дж/см2 НВ HRCg
МПа %
40ХГТР, 4543—71 У *3=840° С, м *о=550° С, вз (м) -— 980 786 11 — 78 300 — Шпиндели сложной формы, вдлы
50ХГ, 4543—71 у *3=830° С, м *о=500 ... 530° С, вз (м) — — — — 88 360 — Зубчатые колеса
Хромомолибденованадиевые стали
20ХЗМЗФ, 20072—74 У *3 = 900° С, м *о=550о С Азотирование по усло- виям термического цеха >50 900 700 15' 50 — >380 240—285 (С) 700—760 HV (П) (59-62) Ходовые винты пар качения (глу- бина слоя не менее 0,35 мм) Гильзы, пиноли, втулки (глубина слоя не менее 0,25 мм)
ЗОХЗМФ 20072—74 У *3 = 880° С, м *о=620° С, в (м) Азотирование по усло- виям термического цеха — 900—980 700—835 12—15 50 100 235—380 (С) 700—900 HV (62—67) (П) Ответственные детали сложной формы (высокая износостой- кость): копиры, втулки, шпиндели с опорами качения, ходовые вин- ты пар качения
ЗОХЗМЗФ, 20072—74 У *з=900° С, м *о=550° С в (м) Азотирование по усло- виям термического цеха — В завис зим ости СИ ТО и ( г пр ед в течения ;арител ьной 250 (С) 700—760 HV (59—62) (П) Ходовые винты пар скольжения (глубина слоя 0,25—0,35 мм), на- кладные направляющие скольже- ния (глубина слоя не менее 0,40 мм): муфты, полумуфты (глубина слоя не менее 0,25 мм)
1 1 1 1 ’ 1 1 1 1 1 1
1 I
у /3=880°С, м /о==650°С, м <25 >1050 >950 >13 >50 >90 250—280 — Направляющие скольжения, малО- нагруженные зубчатые колеса, ва- лы, шпонки, (повышенная проч- ность)
40ХМФА, 20072—74 У ta=860...880°С, м *о=650° С, м *аз = 520... 530° С <80 900 750 15 50 100 250—280 (С) 560—620 HV (53—57) (П) Шпиндели, планки, направляющие скольжения, зубчатые колеса не- переключаемые (глубина слоя 0,1—0,3 мм, но не более 0,6 мм). Винты скольжения
Хромованадиевые стали
40ХФА, 4543—71 У *3=880° С, м *о=650° С, в или м — 884 735 10 50 88 — 520—640 HV (51—58) Ходовые винты; зубчатые колеса, кулачки и копиры (глубина слоя не менее 0,35 мм), гильзы, втулки, пиноли
/аз = 520. . .530° С
50ХФА, 14959—79 /О.з=840.. /О=420... или м .. 860° С, м 450° С, в <15 1500 1300 12 40 — — 43—50 Пружины, пружинные кольца (упругие свойства и достаточная прокаливаемость в сечениях сред- ней толщины)
ТВЧ под слоем жидкости /3=870...900°С, в /0= 180 ... 220° С — В з^вш ЗИМ ОСТИ О1 ТО и < г предв течения 1 ;арител ьной — 57—61 Гладкие и шлицевые валы, ходо- вые винты с Z<10J
со о 1—1 8ХФ, 5950—73 ТВЧ: /з=810... /о=180... 830° С, в 200° С Нё огра- ничен В зави 1 СИМОСТИ О' ТО и ( 1 г пред! течения $арител 1 ьной 1 —• 59—61 Короткие накладные направляю- щие, ходовые винты (высокая износостойкость и повышенная контактная прочность)
Продолжение табл. 13.5
Сталь. ГОСТ Термическая обработка Диа- метр заго- товки, мм Механические свойства Примеры применения
qB 1 рт 6 ч> кси, Дж/смв НВ HRC3
МПа 1%
Хромоникелевые стали
12ХНЗА, 4543—71 <ц = 920 ... 950° С <о.з=760...810°С м <о=180...200°С, вз или м <60 <100 >1000 >850 W W . . S S1 1 о о >12 >10 >55 >50 >120 >80 >302 (С) >302 (С) 57—63 (П) 57—63 (П) Нагруженные детали (большие скорости и ударные нагрузки): зубчатые колеса (58—62 HRCa), валы (56—60 HRCa), гильзы, пи- ноли, кулачковые муфты, наклад- ные направляющие (58 HRCa), винты-гайки качения, шпиндели, червяки (56—60 HRCa)
20ХН, 4543—71 <ц=930 ... 950° С <о.з=760... 810° С, м (в) <о=200... 220° С, в ИЛИ м -— >800 >600 /— >14 >50 >78 240—280 (С) 57—63 (П) Шпиндели, зубчатые колеса, плун- жеры, гильзы (высокая поверх- ностная твердость при прочной и вязкой серцевине)
40ХН, 4543—71 У <э = 820... 840° С, м (в) <о=500° С, в (м) <25 >1000 >800 >11 >45 >70 240—280 ) 1 Детали средних размеров, зубча- тые колеса, валы, штоки (повы- шенная прочность)
to.3=820...840°С, м t0= 180... 200° С, в (м) <35 >1700 >1500 >7 >40 40 — 51—56 Зубчатые колеса, кулачковые муфты, рейки (большие давления, высокие скорости, ударные на- грузки)
1 1 1 1 1
1 [ 1 | 1
20ХНЗА, 4543—71 /ц=930 ... 950° С f3=760 ... 810° С, м to=200 ... 220° С, вз (м) 100 830 690 11 50 70 240 (С) 59—63 (П) Высоконагруженные зубчатые ко- леса, червяки, валы, болты (вы- сокие прочность, пластичность и вязкость сердцевины, поверхност- ная твердость при ударных на- грузках)
50ХН, 4543—71 ' /о.з=810 ... 830° С, м to = 180...220°С, вз <40 >1700 >1500 >8 >25 40 — 51—54 Детали средних размеров: зубча- тые колеса, кулачковые муфты, валы (высокая прочность, уме- ренная пластичность и вязкость)
12Х2Н4А, 4543—71 /ц=920... 950° С f3=780 ... 800° С, м /о= 180... 200° С 60 1200 950 10 50 80 255—302 (С) 60-64 (П) Винт-гайка качения, зубчатые ко- леса, валы (высокие прочность, пластичность сердцевины, твер- дость поверхности)
20Х2Н4А 4543—71 зохгс, g 4543—71 /ц ==900...920°С, вз 1а=780... 810° С, м 1о=180... 200° С, вз 50 1220 1050 12 45 118 300 (С) 58—65 (П) Ответственные высоконагружен- ные детали: зубчатые колеса, вал- шестерня, винт-гайка качения (высокие прочность, пластичность, вязкость сердцевины, поверхност- ная твердость)
/ц=920 .. . 950° С /н=900... 920° С, вз или /з=880... 920° С, м /о = 150—200° С, вз /3=860 ... 880° С, м to =200...250°С, вз 150 30 1080 Хром* 1470 830 окремнийм 1270 7— 9 [арганц 7 35 овисты 40 78 е стал! 321—420 (С) । 58—65 (П) 44—52 Особоответственные детали или детали сложной формы
Продолжение табл. 13.5
мет
Сталь. ГОСТ Термическая обработка Диа- метр заго- товки, мм Механические свойства (Примеры применения
°в ат в 1 » KCt7, Дж/см2 НВ нвсэ
МПа %
ЗОХГСА, 4543—71 <з=860... 880° С, м <о=540... 560° С, в или м 60 880 690 9 45 50 225 — Валы, оси, зубчатые колеса, тор- мозные ленты, крепежные детали
Хромоникельмолибденовые стали
4ОХН2МА, 4543-71 ТВЧ: /3 =£00... 930° С, в /0= 180... 200° С, вз (резьбовая часть) /з=850°С, м /о=600°С, м (тело детали) — - 1 - 1 -1 -1 - В зависимости от предварительной 11 11 58—60 26—30 Ходовые винты-гайки качения; при соответствующей ТО — зубча- тые колеса, кулачковые муфты и другие тяжелонагруженные дета- ли
•— ТО и сечения
—• — — —
20ХН2М (20ХНМ), 4543-71 38Х2МЮА (38ХМЮА), 4543-71 <п=930... 950° С, вз <з=810...830°С, м <о=180...200°С, вз У <з=940° С, м <0=660° С <аз = 540°С <30 30—50 <30 <100 1180 1080 Хромоа >1000 900 930 830 (люминиев >850 750 11 10 ые стал >14 >10 50 40 1И С М( >50 >45 >либдеь >90 >80 341 (С) 250—320 (С) ЮМ 229—269 (С) 286 (С) 58—64 (П) 58—64 (П) 780—950 HV (64—68) (П) 820—950 HV (П) (66-68) Зубчатые колеса, кулачки, полу- оси Ответственные прецизионные де- тали: шпиндели в подшипниках скольжения, гильзы, пиноли, пары винт-гайка качения Накладные направляющие сколь- жения (глубина слоя не менее 0,4 мм). Шпиндели с опорами ка- чения (глубина слоя 0,3—0,5 мм), втулки, червяки делительных пар
1 1 1 III 1 1
1 1
30Х2МЮА, 4543—71 У /з=940о С, м <о=660° с < аз=540° С — В завис им ости от предв ТО и сечешь арител] I ьной — 820—950 HV (66-69) П Гильзы, пиноли, втулки (глубина слоя не более 0,25 мм)
Хромовольфрамовая сталь с молибденом и ванадием
20ХЗМВФ, 20072—74 /3=870°С, м /О=550° С /аз = 500... 520° С — В зави СИМ ОСТИ О' ТО и с - 1 - 1 - г предварительной ечения — 700—760 HV (59—62) П Шпиндели с опорами качения (глубина слоя 0,3—0,5 мм)
Хромовольфрамовая сталь с алюминием
30X3BA, 4МТУ-1- 950—70 У /з = 880°С, м to=630° С, вз (м) Азотирование по усло- виям термического цеха <50 >900 >750 >15 >50 >100 240—285 (С) 700 HV (>60) (П) Ответственные детали сложной формы (высокая износостой- кость); ходовые винты, копиры, втулки
Инструмс штальн ые ста ли
7ХГ2ВМ, 5950—73 (штампо- вая) /оз=(870±10)°С, вз или м /о=300... 320° С /о=200°С <120 В завис 1 :имости on ТО и с 1 г предв течения 1 арител] 1 ьной —- 55-59 61—62 Сложные детали при необходи- мости минимальных деформаций при ТО, накладные направляю- щие, шпиндели
о СП хвг, . 5950-73 /о.8==840...860°С, м или расплавленные соли to= 160... 200° С, вз <50 3000— 3400 1600 •— 38 —— 60—63 Точные детали (высокая износо- стойкость, без удара), накладные направляющие, шпиндели, ходо- вые винты
Продолжение табл. 13.5
Сталь. ГОСТ Термическая обработка Диа- метр заго- товки, мм Механические свойства Примеры применения
°т ° 1 1 ч> КС£/, НВ HRCg
МПа % Дж/см8
9ХС, <о.з=840... 860° С, м <о=180... 200°С, вз <40 — — — •— 78 — 60—64 Накладные направляющие каче- ния (усталостная и контактная прочность, износостойкость)
5950—73 to=420... 460° С, вз или м (местный отпуск цанг) 40 — — — — — — 47—51 Зажимные и подающие цанги средних размеров (высокая изно- состойкость и упругие свойства)
Коррозионно-стойкая ст аль
40X13, 5632—72 <8= 1000... 1050° С, м /о=200<..300°С, вз (м) — 1840— 1710 1620— 1500 1—11 cn 1 1 СЧ 19—25 — 48—52 Шпиндели, валы, червяки, зубча- тые колеса (коррозионная стой- кость в атмосфере)
Подшипниковые стали
ШХ6, ШХ9, 801—78 <з=830° С, и <о=200° С, вз или м — 1900 1700 — — — — 59—61 Винт-гайка качения Накладные направляющие каче- ния
ШХ15, 801—78 <0-3—-830... 850° С, м <о = 180...200°С, вз 30—60 >2160— 2550 > Бо- ггсе — — 50 — 62—64 Кулачки, копиры, накладные на- правляющие, гайки качения (вы- сокая износостойкость и контак- тная прочность)
ШХ15СГ <э=810...840°С, м <о=150° С, вз >50 I960 — 2350 2250— 2370 — —- 30—70 — 63-66 Винт-гайка качения. Крупногабаритные кольца шари- ко- и роликоподшипников, на- кладные направляющие
Примечаиияс 1. См. обозначения в примечании к табл. 13,3. ta3 — температура азотирования; э — охлаждение в эмульсии; С — сердцевина дета-
ли; П —- поверхность детали.
2. Механические свойства приведены для указанного диаметра заготовки При больших размерах детали необходимо учитывать масштабный фак-
тор.
3. Модули упругости легированных сталей £»2,1.105 МПа, О*=8,1.104 МПа.
4. Средние размеры деталей: зубчатые колеса —т=1—5 мм; валы —длина 0,3—1,5 м; ходовые винты—‘длина 0,8—3 мм; диски — диаметр 0,2—0,6 м.
кому деформированию ППД (обкатка роликом, обдувка дробью, алмаз-
ное выглаживание и пр.), с помощью комбинированных методов, вклю-
чающих закалку и пластическое деформирование (термомеханическая
обработка) или химико-термическую обработку и ППД и т. д.
Выбор метода поверхностного упрочнения зависит от марки стали,
условий эксплуатации детали, ее формы, размеров и других факторов.
‘ Закалку с индукционным нагревом ТВЧ широко используют для
повышения долговечности различных деталей. Толщина закаленного
слоя при этом может быть 1—3 мм, твердость около 50—60 HRC3.
Для деталей сложной формы возможно, как правило, только мест-
ное упрочнение. Закалке ТВЧ подвергают среднеуглеродистые легиро-
ванные стали. Свойства после обработки определяются составом стали
(табл. 13.6).
13.6. Примеры применения закалки ТВЧ для деталей станков
Детали Сталь Глубина слоя, мм Твердость слоя ндсэ
Валы, испытывающие цикли- ческие и контактные нагрузки 45, 40Х, 50ХФА 1,0—1,6 49—57
Винты качения 8ХФ 2—8 (в зависимости от шага резьбы) 59-63
Пиноли и гильзы 40Х 1,2—1,6 51—57
Шпиндели с опорами качения, втулки 45 1,0—1,8 50—56
Кулачки, копиры 45, 40Х 50—57
У8А !,о—1,8 59-63
Зубчатые колеса с ... 6 мм (максимальное напря- жение изгиба не более 450 МПа) 40Х 49—55
Детали, упрочненные закалкой ТВЧ, хорошо работают в условиях
высоких контактных нагрузок.
Цементации подвергают низкоуглеродистые легированные стали с
содержанием 0,1—0,3% С, например стали 12ХНЗА, 18ХГТ, 20Х.
После насыщения поверхности углеродом, закалки и низкого от-
пуска детали из низкоуглеродистых сталей наряду с твердой поверх-
ностью (58—63 HRC,) имеют достаточно прочную и вязкую сердце-
вину, устойчивую к воздействию циклических и ударных нагрузок.
Наибольшее развитие в настоящее время получила ионная це-
ментация, особенно при упрочнении сложных и прецизионных деталей
и при необходимости локальной защиты от насыщения углеродом [10].
Азотирование — диффузионное насыщение азотом поверхностного
слоя деталей. Азотирование применяют для повышения износостойко-
сти и предела выносливости шпинделей, червяков, зубчатых колес и
других деталей. Азотированию подвергают высоколегированные кон-
струкционные стали, содержащие алюминий и хром, — нитраллои (на-
пример, 38Х2МЮА), высоколегированные безалюминиевые (ЗОХЗМФ,
20ХЗФ и др.), а также низколегированные стали, 'содержащие око-
ло 1 % Сг и небольшое количество нитридообразующих элементов — ти-
тана, ванадия (40Х, 40ХФА, 18ХГС и др.).
Наибольшая твердость при азотировании достигается у деталей
из нитраллоев 950 HV (68 HRC,), однако ряд технологических недос-
307
татков (склонность к перегреву при горячем пластическом деформиро-
вании, высокая чувствительность к обезуглероживанию в процессе тер-
мической обработки, выкрашивание при финишных операциях) огра-
ничивает их применение. Эти материалы используют для изготовления
деталей, работающих в условиях абразивного изнашивания (например,
детали шлифовальных станков).
Для деталей, работающих в условиях трения качения или скольже-
ния, при наличии смазочного материала целесообразно применять вы-
соколегированные безалюминиевые стали (700—820 HV или 61—65
HRCa), обладающие высокими технологическими свойствами.
При относительно высоких контактных напряжениях (винты, гай-
ки пар качения) следует также использовать высоколегированные без-
алюминиевые стали, сохраняющие повышенную твердость сердцевины
при температуре азотирования (500—560° С), что позволяет уменьшить
перепад твердости от поверхности к глубоко лежащим слоям. Низколе-
гированные стали после азотирования имеют сравнительно невысокую
твердость — 560—640 HV (54—58 HRC3), что, однако, в ряде случаев
является достаточным.
За последние годы в станкостроении внедрен ряд технологических
процессов, позволяющих снизить длительность азотирования до 8—
15 ч (т. е. до времени, равного длительности цементации) при сохране-
нии качества слоя. К этим процессам относятся азотирование в тлею-
щем разряде—-ионное азотирование, которое применяют для упрочне-
ния деталей типа ходовых винтов скольжения, зубчатых колес, шпинде-
лей, полумуфт и др.; высокотемпературное азотирование, азотирование
с предварительным вакуумированием. Применяют также химико-тер-
мическую обработку в кипящем (псевдосжиженном) слое [10].
Нитроцементация — одновременное насыщение поверхности сталь-
ных деталей углеродом и азотом. Нитроцементированный (цианирован-
ный) слой по сравнению с цементированным обладает более высокой
износостойкостью (58—62 HRC3). После цианирования, закалки с 820—
360° С и отпуска при 180—200° С толщина слоя составляет 0,3 мм, со-
держание углерода около 0,7%, азота—< 1%.
Лазерная закалка приобретает все большее распространение в
станкостроении (Московский станкостроительный завод «Красный про-
летарий»). При упрочнении стали лазерным лучом достигается твер-
дость, которую невозможно получить другими способами, например, для
таких сталей, как стали 45 и 40Х, что позволяет заменить в определен-
ных случаях легированные стали углеродистыми. Кроме того, в связи
с тем, что при лазерной закалке практически отсутствует деформи-
рование, значительно упрощается технология изготовления деталей.
Лазерная закалка рекомендуется в первую очередь для деталей,
работающих в условиях трения скольжения, — направляющих, ходовых
винтов и т. д. Глубина упрочненного слоя в этом случае 0,5—0,6 мм.
Для деталей, работающих в условиях трения качения (при повы-
шенных контактных давлениях) требуется глубина слоя не менее 1—
1,5 мм.
Лазерную закалку применяют также для упрочнения чугунных ста-
нин, а также винтов качения (Одесское станкостроительное производ-
ственное объединение «Микрон»).
Плазменное упрочнение осуществляют с помощью струи низкотем-
пературной плазмы, в результате прохождения которой на поверхности
детали образуется закаленная полоса шириной 10 мм и более (в попе-
речном сечении 2—4 мм). У сталей 45, 40Х достигается твердость
308
55—60 HRC3, у сталей У10, 8ХФ, ШХ15—62—65 HRC3 (по данным
ЭНИМСа). Износостойкость сталей, упрочненных плазменной закалкой,
достаточно высока, деформации те же, что при закалке ТВЧ.
Необходимо учитывать, что при плазменном упрочнен^ проис-
ходит оплавление поверхности, поэтому требуются большие припуски
на финишную обработку.
Газотермическое напыление, отличающееся большим разнообра-
зием областей применения, занимает особое место среди современных
способов обработки поверхностей. Этот процесс осуществляется в ре-
зультате газопламенного или электрического напыления.
При газопламенном напылении возможно получение высококаче-
ственных покрытий из высокотвердых соединений (например, карбида
вольфрама, карбида титана, оксида алюминия).
Особенно широко оно применяется для нанесения антикоррозион-
ных покрытий (цинка, алюминия, коррозионно-стойкой стали), а так-
же для наплавки износостойких покрытий из никельхромовых сплавов.
Электрическое напыление путем дуговой металлизации дает воз-
можность использовать только металлические материалы.
Разновидность электрического напыления — плазменное напыле-
ние — более универсально по видам и составам напыляемых материа-
лов (порошки, проволоки, стержни и т. д.). Износостойкие керамиче-
ские покрытия, нанесенные методом плазменного напыления, в не-
сколько раз увеличивают ресурс детали в узлах трения при работе с
абразивом или в условиях граничного трения в паре с резиной.
Возможность наносить покрытия на детали любой формы, изго-
товленные практически из любого материала (стали, чугуна, алюми-
ния, пластмассы), делает перспективным использование газотермиче-
ского напыления в станкостроении.
13.4. Цветные сплавы
Среди цветных сплавов в станкостроении наиболее значительное
место занимают бронзы, баббиты, латуни, сплавы на основе цинка
и алюминия.
Оловянные бронзы. Практическое значение имеют бронзы, содер-
жащие до 10% Sn.
Легирующими элементами для них являются Zn, Pb, Ni, Р. Де-
формируемые бронзы содержат до 6—8% Sn (например, БрОФ6,5—
0,15).
При холодном пластическом деформировании бронзы подвергают
промежуточным отжигам при 550—700° С. Деформируемые бронзы
характеризуются хорошей’пластичностью и более высокой прочностью,
чем литейные, обладают коррозионной стойкостью, антифрикционно-
стью, высокими упругими свойствами и сопротивлением усталости.
Состав основных оловянных бронз, их свойства и примеры приме-
нения приведены в табл. 13.7.
Алюминиевые бронзы характеризуются высокими механическими,
антикоррозионными и антифрикционными свойствами (стоимость их
ниже, чем оловянных). Детали из алюминиевых бронз могут быть по-
лучены в виде отливок и обработкой давлением, например из бронзы
БрАЖ9-4. Их подвергают термической обработке: нормализации при
600—700° С или закалке с нагревом до 950° С. Отпуск закаленной брон-
зы при 250—300°С приводит к повышению твердости (175—180 НВ).
309
у
о
13.7. Химический состав и механические свойства бронз, применяемых в станках
Бронза Содержание элементов, % (остальное — медь) Механические свойства Примеры применения
Sn Pb Zn ПрЬчие °в- МПа д, % НВ
Оловянные литейные бронзы (ГОСТ 613—79)
БрО4Ц4С17 3,5—5,5 4—20 2—6 — 150 5 60 Ответственные и шпиндельные подшипники скольжения
БрОЮФ1 9—11 •— — 0,4—1,1 Р 250 7 80—100 средних размеров
БрО5Ц5С5 4—6 4—6 4—6 180 4 60 Вкладыши подшипников, работающих без ударных на- грузок, антифрикционные детали, арматура
БрОЮФО,5 9—11 — — 0,2—0,6 Р 300 6 98 Подшипники скольжения, гайки ходовых винтов, чер- вячные колеса в ответственных узлах трения
БрОбЦбСЗ ' 5—7 Al | 2—4 Pb 5—7 Fe | Безоло | Мп 180 вянные бр 4 онзы ( 60 ГОСТ 493 Ответственные и шпиндельные подшипники скольжения средних размеров -79)
БрСЗО '— 29-31 — — 74,5 5 27 Шпиндельные подшипники скольжения в тяжелых станках
БрАЖ9-4 8—10 — 3—5 — 490 12 100 Подшипники скольжения, шестерни, втулки
БрАЭЖЗЛ 8-10 — 2—4 — 490 12 100 Червячные колеса, гайки в парах трения скольжения
БрАМЦ9-2 8—10 — — 1.5-2,5 500—700 4-5 <160 Зубчатые колеса, втулки, подшипники скольжения в тяжело нагруженных узлах
Примечание. Модули упругости бронз: Е= (1,05... 1,15) *105 МПа и G= (4,0 ... 4,2) • 104 МПа.
В тяжел онагруженных узлах применяют высокопрочные алюминие-
вые бронзы, например БрАМц9-2 (около 8—10% А1, 1,5—2,5% Мп).
Безоловянные бронзы (или с малым содержанием плова), напри-
мер БрСЗО (30% РЬ), используют для биметаллических подшипников.
Из |безоловян1ных бронз изготовляют зубчатые колеса, втулки, под-
шипники скольжения.
Лучшими антифрикционными свойствами обладают бронзы
БрОЮФ1, БрО5Ц5С5, БрОбЦбСЗ и др. (ГОСТ 613—79).
В последнее время бронзы широко используют как компоненты
порошковых антифрикционных материалов или тонкостенных пористых
покрытий, пропитанных твердыми смазочными материалами.
Латуни — сплавы меди с цинком. Практическое применение полу-
чили латуни, содержащие до 45% Zn, В зависимости от состава ла-
туни ее применяют в виде деформируемых полуфабрикатов и фасонных
отливок, В станках латуни используют в основном для трубок гидро-
систем и систем для смазывания.
Баббиты — мягкие (НВ 30) антифрикционные сплавы на оловян-
ной или свинцовой основе, с мягкой матрицей и твердыми включения-
ми. Мягкая матрица обеспечивает хорошую прирабатываемость; мик-
рорельеф поверхности улучшает снабжение смазочным материалом
участков трения и теплоотвод от них. Твердые включения, на которые
опирается вал, обеспечивают высокую износостойкость. К сплавам на
оловянной основе (ГОСТ 1320—74) относятся баббиты Б83 (83%Sn,
11% Sb и 6%' Си) и Б88 (88% Sn, 8% Sb, 4% Си), на свинцовой
основе —Б16 (16%. Sn, 16% Sb, 2% Си), БС6 (6% Sn,
14% Sb, 3% Си), БН (10% Sn, 14% Sb, 2% Си).
По антифрикционным свойствам баббиты являются лучшими спла-
вами, но уступают по сопротивлению усталости другим сплавам.
В табл. 13.8 приведены предельно допустимые условия работы
13.8. Предельно допустимые условия работы подшипников из баббита и
примеры применения баббитов (ГОСТ 1320—74)
Баббит Характер нагрузки Дав- ление Р» МПа Окруж- ная ско- рость v, м/с pv, .МПа- • м/с Рабо- чая темпе- рату- ра, °C (Примеры применения
Б83 Спокойная Ударная 15 10 50 75 50 70 Шпиндельные подшипники скольже- ния в тяжелых станках, работающие при больших скоростях и средних нагрузках
БН Спокойная Ударная 10 7,0 30 30 20 70 Подшипники, работающие при сред- них скоростях и средних нагрузках
подшипников, изготовленных из баббита, и даны примеры их при-
менения в табл. 13.9 — их физико-механические свойства.
Цинковые сплавы. Наибольший интерес представляют сплавы
цинка с медью и алюминием, например ЦАМ10-5, ЦАМ9-1,5, ЦАМ4-1.
ЦАМ10-5 применяют вместо бронзы БрО5Ц5С5 и баббита Б16 при
изготовлении подшипников скольжения, работающих без ударных на-
грузок. Поверхность, шейки стального вала при этом должна быть
термически обработана (HRCa^46). ЦАМ10-5 используют также для
311
13.9. Физико-механические свойства баббитов
Баббит Плот- ность г/см® НВ при 20® С <?т при сжа- тии, МПа <?в при сжа- тии, МПа Температура, СС
начала рас- плав- ления плав- ления заливки
Б83 БН 7,38 9,55 27—30 27—29 80—85 70—74 110—120 125—130 240 240 370 400 1 440—460 480—500 1
изготовления накладных направляющих скольжения при скорости бо-
лее 2 м/с.
Рекомендуется детали из ЦАМ10-5 подвергать отжигу при
/=100° С и выдержке в течение 4—10 ч.
ЦАМ4-1 хорошо противостоит ударным нагрузкам при повышенной
температуре, применяется для изготовления деталей средней проч-
ности (литье под давлением).
В табл. 13.10 приведены основные характеристики сплавов на
основе цинка.
13.10. Механические свойства сплавов на основе цинка (ГОСТ 21437—75)
Сплав Состояние (?в, МПа 1 б, % нв
не м енее
ЦАМ10-5Л Литой сплав 250 0,4 100
ЦАМ10-5 (для работы подшипников без удар- ных нагрузок) Сплав, обработан- ный давлением 350 4,0 90
ЦАМ4-1 Литой сплав 240 10,0 90
Алюминиевые сплавы. Наибольшее применение в станкостроении
нашли литейные алюминиевые сплавы — силумин АЛ2, легированные
силумины АЛ4, АЛ9, сплав АК5М2, который наряду с А1 и Si содер-
жит 2—4% Си [3].
Алюминиевые сплавы применяют вместо традиционных матери-
алов в основном для снижения инерционных нагрузок:
в узлах, совершающих возвратно-поступательное или прерывистое
вращательное движение (корпуса револьверных головок, столы, пино-
ли, ползуны);
для быстровращающихся деталей и деталей, работающих в режи-
ме реверса или разгона—торможения, что позволяет также уменьшить
мощность привода (шкивы привода шпинделей, патроны, корпуса гид-
розажимов и инструментальных магазинов).
Кроме того, алюминиевые сплавы обладают повышенной демпфи-
рующей способностью и увеличивают коррозионную стойкость изделия.
Поверхности деталей, изготовленных из алюминиевых сплавов взамен
чугуна, должны быть подвергнуты упрочнению.
Сплав системы Мп—Си. Высокой демпфирующей способностью в
широком интервале частот колебаний обладает сплав типа Г60Д40
системы Мп—Си. Его целесообразно применять для изготовления изо-
лятора от источника вибраций и шума, например в виде различных
прокладок и пластин.
312
13.5. Неметаллические материалы
Неметаллические материалы все шире применяются в станках.
К ним относятся материалы природного происхождения и искусствен-
ные: природный гранит, бетоны, полимербетоны, керамические мате-
риалы, пластмассы, клеи, резина и др.
Природный гранит обладает повышенной виброустойчивостью, со-
храняет длительную размерную стабильность, но является труднообра-
батываемым материалом. Поэтому у нас в стране и за рубежом (Гер-
мания, Швейцария, Япония, США) применяются композиционные ма-
териалы — полимербетоны, основой которых служат природные кам-
ни — галька, граниты, известняки, а связующим — синтетические смо-
лы. В СНГ эти материалы называются синтегранами (табл. 13.11).
Детали из них характеризуются высокой демпфирующей способностью,
отсутствием внутренних напряжений, малой ползучестью, стабиль-
ностью размеров во времени. Из синтегранов можно изготовлять точ-
ные детали без последующей механической обработки.
За рубежом аналогичные материалы в зависимости от типа свя-
зующего носят названия, например, гранитан [фирма Fritz Studer AG
(Швейцария) и фирмы, производящие детали станков по ее лицен-
зиям], плексилитбетон (Германия) и т. д.
Связующие, используемые в полимербетонах, представляют собой
многокомпонентную систему, содержащую смоляную часть и отвержда-
ющий агент. В ряде случаев для придания материалу специфических
свойств вводят различные добавки: модификаторы, пластификаторы,
эластификаторы и др.
Твердость гранитов и полимербетонов приблизительно одинакова
(55—65 НИСЭ).
При проектировании деталей из полимербетонов необходимо исхо-
дить из технологических особенностей их переработки и физико-механи-
ческих характеристик (табл. 13.12). Из таблицы видно, что синтегран
обладает повышенной демпфирующей способностью, а модуль упруго-
сти его и плотность примерно в 3 раза ниже, чем у чугуна.
Теплопроводность и теплоемкость синтеграна позволяют изготов-
лять из него детали, которые незначительно или вообще не реагируют
на колебания температуры, вследствие чего повышается точность об-
работки на станке.
По данным ЭНИМСа, при термической обработке заготовок из
синтеграна следует придерживаться следующих рекомендаций: темпе-
ратура нагрева должна составлять 60—70° С, скорость нагрева может
быть принята 0,8—1° С/мин, скорость охлаждения — 0,4—0,6° С/мин.
Синтегран, так же как и гранит, — труднообрабатываемый материал.
Наилучшие результаты при его обработке достигаются при использо-
вании алмазного инструмента.
Одним из новых направлений в станкостроении является исполь-
зование керамических материалов взамен стали и чугуна.
Керамическими материалами называют материалы, полученные
при высокотемпературном спекании минеральных порошков. Керами-
ческие материалы представляют собой пористые материалы, содержа-
щие сложные оксиды, карбиды или твердые растворы на их основе.
Их характерной особенностью является хрупкость. Сопротивление раз-
рушению тем выше, чем мельче кристаллы (1—5 мкм) и меньше по-
ристость.
Прочные керамические материалы применяют для некоторых от-
313
co
13.11. Области применения синтеграна в станкостроении
Область применения Типовые детали Типы станков Преимущества
Базовые детали Станины, стойки, основания, тумбы траверсы, аэростатичес- кие направляющие Шлифовальные, фрезерные, фрезерно-расточные, коорди- натно-расточные, токарные Повышение уровня вибростойкости, снижение шума, экономия металла. Предотвращение старения
Корпусные детали:
неподвижные подвижные с рабочими ностями трения поверх- Шпиндельные бабки, корпуса редукторов Каретки, столы, суппорты Шлифовальные, фрезерные, фрезерно-расточные Координатно-расточные, то- карные Повышение уровня виброустойчивос- ти, снижение шума, экономия метал- ла, предотвращение старения, воз- можность создания сложных кон- струкций Замена природного гранита, сниже- ние трудоемкости механической об- работки, экономия алмазного инстру- мента. Создание сложных конструк- ций, которые практически невозможно выполнить из природного гранита
Точные детали Измерительные плиты, уголь- ники, траверсы, стойки, аэро- статические направляющие Измерительные машины, стан- ки для сверления печатных плат, измерительный инстру- мент^
Детали, к материалам которых предъявляются специальные требо- вания: немагнитность, коррозионная стойкость, малая теплопроводность Станины, столы, промежуточ- ные плиты, специальные изде- лия Для электрохимической и маг- нитно-абразивной обработки Экономия коррозионно-стойкой ста- ли. Возможность создания принци- пиально новых конструкций
Сварные или литые детали, ненные синтеграном запол- Нагруженные станины, столы, траверсы, стойки Тяжелые Повышение динамической жесткости и вибростойкости
Детали сравнительно малых разме- ров комбинированной конструкции из металла и синтеграна Державки режущего инстру- мента, центры, элементы кре- пежной оснастки Токарные, фрезерные Повышение стойкости инструмента и точности обрабатываемых деталей
13.12. Физико-механические свойства чугунов, природных гранитов и синтегранов
Свойства Чугун Природ- ный гра- нит Синтегран
нормальный пластичный сверхплас- тичный
Плотность, г/см3 7,0—7,5 2,6-3,0 2,5-2,6 2,4-2,5 2,3—2,4
Предел прочности, МПа: при сжатии 400—900 150—300 180^—200 150—160 120—140
при растяжении 180—200 3—5 15—20 20—25 25
при изгибе 360—400 35—50 25-30 30—35 35—37
Модуль упругости Е • •10-4, МПа 10—12 4—6 3,5—4,0 3,0—3,5 1,0—3,0
Коэффициент Пуассона 0,26 0,25 0,25 0,4
Теплопроводность, Вт/ /(м-К) 75,0 3,5 1,7—1,75 1,65-1,7 1,6—1,65
Удельная теплоемкость, ДжДкг.К) 500—600 880 920 930 945
Коэффициент линейного расширения а-106 °C"1 9—12 7,0—19,0 12—14 14—16 16—20
Коэффициент демпфиро- вания, условные едини- цы 0,1—0,2 0,6 0,8 0,9 1,0
ветственных деталей станков. Так, в Японии изготовлен и опробован
опытный образец прецизионного станка для алмазного точения со ста-
ниной из керамического материала на основе оксида алюминия. Ста-
нина выполнена цельной (масса станины 71 кг). Погрешность пере-
мещения стола не первышает 0,1 мкм на длине 150 мм; жесткость
стола вблизи зоны резания 0,03 Н/мкм.
Фирма Mitsui Seiki (Япония) в высокоскоростном многоцелевом
станке реализовала оригинальное решение, заключающееся в изготов-
лении шпинделя из керамического материала на основе нитрида крем-
ния и использовании подшипников качения из этого же материала.
Такая конструкция шпиндельного узла обеспечивает малое тепловое
расширение и большую жесткость, позволяет эффективно применять
смазывание масляным туманом.
Фирма Toto (Япония) изготовляет из керамических материалов
ползуны на воздушной подушке, столы и стойки, измерительные эле-
менты.
’ Фирма Nippon Electric Glass Со (Япония) разработала сверхпре-
цизионный плоскошлифовальный станок, в котором главный шпиндель
диаметром 125 мм сделан из стеклокерамики с коэффициентом тепло-
вого расширения, близким к нулю. Чрезвычайно низкий коэффициент
расширения стеклокерамики обусловливается сочетанием стеклянной
фазы с положительным коэффициентом расширения с кристалличе-
ской фазой, имеющей отрицательный коэффициент расширения [13].
Керамические материалы находят применение и как антифрикци-
онные материалы. Их свойства зависят от количества и размеров inop,
заполненных маслом. Используют эти материалы для изготовления
подшипников скольжения, втулок, вкладышей и др.
К керамическим материалам относятся железографиты
(ГОСТ 26802—86), бронзографиты (ГОСТ 26719—85), алюмографиты.
Нашли применение также сплавы на основе меди, железа и других ма-
териалов, пропитанные различными пластмассами (например, фторо-
пластом).
315
Подшипники, изготовленные из пористых керамических матери-
алов, при малых окружных скоростях выдерживают большие давле-
ния, чем беспористые, полученные традиционными методами.
Прирабатываемость пористых материалов выше вследствие пони-
женного предела текучести, что объясняется наличием пор, однако это
наблюдается лишь до определенного значения пористости, так как его
повышение приводит к выкрашиванию частиц металла в зоне трения.
Наличие пор резко снижает предел прочности при сжатии, ограничи-
вая допустимые удельные давления. Наибольшие удельные давления
выдерживают железографиты, наименьшие — бронзографиты (табл.
13.13).
13.13. Свойства антифрикционных керамических материалов
Материал Пористость, % Коэффициент трения со смазкой Допустимое давление. МПа, при скорости до 31 м/с Максимальная температура. ЧС
ЖГр1-20 17—23 0,06—0,09 340—380 100—120
ЖГр2-20 17—23 0,06—0,09 340—380 100—120
ЖГрЗ-20 17—23 0,04—0,06 400—450 100—140
ЖГрЗ-Д 22—27 0,04—0,07 900—700 120—150
ЖГр-Дс-3 18—22 — 800—1000 До 150
БрОПО-2* 20—25 0,004—0,008 250—300 80—90
АЖГр-6-3** 5—10 0,005—0,008 400—600 100—120
* Бронзографит.
** Алюмографит, остальное — железографиты.
Износостойкость материалов определяется структурой их металли-
ческой основы.
Пластическими массами (пластмассами) называют материалы, из-
готовленные на основе полимеров.
Сложные пластмассы — это смеси полимеров с различными добав-
ками (наполнители, стабилизаторы, пластификаторы и др.). Характер-
ными особенностями пластмасс являются малая плотность 1—2 т/м3
(у пенопластов 0,015—0,8 т/м3), высокая химическая стойкость, хоро-
шие электроизоляционные свойства, невысокая теплопроводность [0,2—
0,3 Вт/(м-°С)].
Преимущества - пластмасс в сочетании с удобством переработки
обеспечили их применение в машиностроении, несмотря на ограничен-
ную теплостойкость, малую жесткость и небольшую вязкость по
сравнению с металлами [6].
Термопластические пластмассы хорошо сопротивляются устало-
сти, предел выносливости а= (0,2 ... 0,3) ов.
Общие недостатки пластмасс — невысокая теплостойкость, неста-
бильность свойств вследствие старения, ползучесть под действием на-
грузки.
Механические свойства термопластов (табл. 13.14) улучшаются
при использовании в качестве наполнителя 20—30% стеклянного во-
локна. При этом возможна их переработка с использованием литья
под давлением и экструзии. Наполненные пластмассы характеризу-
ются более высокой стабильностью размеров, повышенной прочностью,
но в меньшей степени сопротивляются ударам.
Термореактивные пластмассы (реактопласты) получают на основе
эпоксидных, полиэфирных, полиуретановых, фенолформальдегидных и
316
13.14. Механические свойства термореактивных и термопластичных пластмасс
Пластмассы Ср, МПа б. %! KCU. кДж/м2 Максимальная температура эксплуатации (без нагрузки) вС
Термореактивные поли- меры без наполнителей: фенолформальдегид- ные 115—35 1—5 Менее 1 200
полиэфирные 42—70 2 >'' 95—120
эпоксидные 28—70 3—6 ч 150—175
кремнийорганические 22—42 5-10 — 350
Порошковые пластмас- сы 30—60 1—3 0,5—5 100—200
Волокниты 30—90 1—3 10—20 120—140
Гетинаксы 60—70 — 4—5 125
Текстолиты 65-100 1—3 20—35 90—105
Стеклотекстолиты 200—600 1—3 50—200 200—400
Пористые пластмассы 0,5—2,5 — ~1 ।—
Термопластичные: фторопласт-4 20—40 250-500 16 250
фторопласт-3 37 160—190 8—10 150
капрон (сухой) 75—85 50—130 3—10 80—100
Примечания. 1. Ударная вязкость — по ГОСТ 4647—80.
2. Модули упругости: гетинакса—£== (0,10 ... 0,17) 105 МПа, текстолита — Е=
= (0,06 ... 0,10) 105 МПа, фторопласта-3 (на изгиб)—£>= (11,6 ... 15,0) 102 МПа,
фторопласта-4 (на изгиб)—£и= (4,7 ... 8,5) 102 МПа.
кремнийорганических полимеров. Их применяют в отвержденном виде.
Все термореактивные полимеры после отверждения имеют низкую
ударную вязкость и поэтому используются с наполнителями. Преиму-
щества наполненных термореактивных пластмасс — большая, чем у
термопластов, стабильность механических свойств и относительно ма-
лая зависимость от температуры, скорости деформирования и длитель-
ности действия нагрузки. Они более надежны, чем термопласты.
Несмотря на понижение прочности и жесткости при нагреве, тер-
мореактивные пластмассы имеют лучшую несущую способность в ра-
бочем интервале температур и допускаемые напряжения (15—
40 МПа) для них выше, чем для термопластов.
Существенным преимуществом термореактивных пластмасс явля-
ются высокие удельная жесткость и удельная прочность. По этим по-
казателям механических свойств реактопласты со стеклянным волок-
ном или тканями превосходят многие стали, сплавы титана и сплавы
алюминия. Термореактивные порошковые пластмассы более однородны
по свойствам, хорошо прессуются и применяются для изготовления наи-
более сложных по форме изделий.
Недостаток их — пониженная ударная вязкость.
Слоистые пластики — самые прочные и универсальные по приме-
нению конструкционные пластмассы. По виду наполнителя они разде-
ляются на текстолиты (с хлопчатобумажными тканями), гетинаксы (с
бумагой), древесно-слоистые пластики (с древесным шпоном), стекло-
текстолиты (с тканями из стеклянного волокна).
Гетинаксы — наименее прочные, стеклотекстолиты — наиболее
прочные (при определенном распределении волокон ав=85 ... 95 МПа),
плотность 1,6—1,9 т/м3. Наивысшую прочность обеспечивает эпоксид-
ная связка. По способности поглощать вибрации стеклотекстолиты пре-
восходят стали, сплавы титана и алюминия и поэтому обладают хоро-
317
шей выносливостью при переменных нагрузках. По тепловому расши-
рению эти материалы близки к сталям.
Свойства текстолита — сопротивление изнашиванию и отсутствие
схватывания со стальными деталями — позволяют применять его
для разнообразных средненагруженных трущихся деталей, включая
зубчатые колеса и кулачки. Текстолиты отличаются прочным сцеплени-
ем между полимером и наполнителем и хорошо поглощают вибрацию.
Термореактивные полимеры используют также в виде клеев —
сложных смесей с порошковыми наполнителями, необходимыми для
уменьшения теплового расширения. После отверждения тонкие клеевые
пленки (0,05—0,25 мм) приобретают прочность на срез (тСреза=
= 10... 20 МПа), обеспечивают герметичность соединения, не снижают
прочности склеенных деталей.
Наибольшую прочность обеспечивают фенолформальдегидные,
эпоксидные клеи, а теплостойкость — клеи на основе кремнийоргани-
ческих соединений полимеров.
Склеивание применяют там, где клеевая пленка работает на
срез, — при фиксации болтов и шпилек, закреплении вкладышей под-
шипников и То д. Клеи на основе термопластичных полимеров имеют
сравнительно невысокие прочностные характеристики,- особенно при
повышенных температурах, поэтому применяются главным образом для
несиловых соединений металлов и неметаллических материалов.
Все большее применение в станкостроении неметаллических ма-
териалов связано с возможностями в широких пределах управлять их
свойствами благодаря составу и технологии изготовления.
СПИСОК ЛИТЕРАТУРЫ
1. Барт В. Е., Санина Г. С., Шевчук С. А. Применение полимер-бетонов в станко-
строении. М.: ВНИИТЭМР, 1985. 48 с.
2. Икрамов У., Левитин М. А. Основы трибоники. Ташкент: Укитувчи, 1984. 184 с.
3. Конструкционные материалы: Справочник / Б. Н. Арзамасов, В. А. Брострем,
Н. А. Буше и др.; Под общей ред. Б. Н. Арзамасова. М.: Машиностроение, 1990.
688 с.
4. Краткий справочник металлиста / П. Н. Орлов, Е. А. Скороходов, А. Д. Агеев
и др.; Под ред. П. Н. Орлова, Е. А. Скороходова. М.: Машиностроение, 1986.
950 с.
5. Марочник сталей и сплавов / В. Г. Сорокин, А. В. Волосникова, С. А. Вяткин
•и др.; Под ред. В. Г. Сорокина. М.: Машиностроение,. 1989. 638 с.
6. Материаловедение / Б. Н. Арзамасов, И. И. Сидорин, Г. Ф. Косолапов и др.; Под
общей ред. Б. Н. Арзамасова. М.: Машиностроение, 1986. 384 с.
7. Накладные направляющие из наполненного фторопласта в металлорежущих стан-
ках: Методические рекомендации. М.: ВНИИТЭМР, 1988. 44 с.
8. Направляющие из антифрикционных эпоксидных компаундов в металлорежущих
станках: Методические рекомендации. М.: ЭНИМС, 1990. 40 с.
9. Новые конструкционные материалы и методы обеспечения эксплуатационных ха-
рактеристик деталей станков: Сборник научных трудов / А. С. Зотьева,
М. Ю. Бровина, Г. В. Спиркина и др.; Под ред. В. А. Кудинова и С. А. Шевчука.
М.: ЭНИМС. Отдел научно-технической информации, 1984. 186 с.
10. Новые конструкционные материалы и способы обеспечения эксплуатационных ха-
рактеристик деталей станков / Г. А. Солодкин, В. А. Федчун, В. С. Григорьев
и др. М.: ЭНИМС, 1990. 28 с.
11. Паскер Г. Применение новых материалов в станкостроении // Станки и инстру-
мент. 1988. № 10. С. 29—31.
12. Станки с числовым программным управлением (специализированные) / В. А. Ле-
щенко, Н. А. Богданов, И. В. Ванштейн, М. И. Добромыслин и др.; Под ред.
В. А. Лещенко. М.: Машиностроение, 1988. 568 с.
13. Namba Y., Wada R., Unno К., Tsuboi A. Ultra-Precision Surface Grinder Having a
Glass — Ceramic Spindle of Zero — Thermal Expansion // Annals of the CIRP.
Vol. 38/1, 1989. P. 331—334.
318
ОГЛАВЛЕНИЕ
Глава 7. Механизмы загрузки и закрепления заготовок...................
7.1. Механизмы закрепления штучных заготовок (Б. Н. Кузнецов)
7.2. Универсальные и специальные патроны и зажимные приспособления
(Б. Н. Кузнецов, Ю. Н. Кузнецов).......................
7.3. Механизмы загрузки штучных заготовок (Б. Н. Кузнецов)
7.4. Цанговые механизмы зажима и подачи в прутковых автоматах
(Ю. Н. Кузнецов).................................................
7.5. Спутники для загрузки многоцелевых станков с ЧПУ (Ю. Н. Кузне-
цов) ............................................................
Глава 8. Механизмы загрузки и закрепления инструмента (В. С. Староду-
бов, Е. И. Борисов) . . ...............................
8.1. Структура и классификация...................................
8.2. Требования к инструментам при их автоматической смене, их харак-
теристика . . . ,......................................
8.3. Магазины для накопления и транспортирования инструментов
8.4. Механизмы автоматической смены режущих инструментов и их крепле-
ние на рабочих органах станка............................. . . .
Глава 9. Механизмы обеспечения точности обработки. Управление точностью
9.1. Классификация и характеристика механизмов и систем управления
точностью обработки (А. С. Проников) ........
9.2. Механизмы и системы обеспечения точности положения и траектории
движения рабочих органов станка (В. С. Стародубов) .
9.3. Механизмы и системы компенсации тепловых деформаций
(Б. М. Дмитриев) ................................................
9.4. Системы активного контроля (Н. П. Спиренков) ..............
9.5. Контрольно-измерительная аппаратура, применяемая в системах управ-
ления точностью (Н. П. Спиренков)..........................,
Глава 10. Архитектура и математическое обеспечение систем ЧПУ
(В. Л. Сосонкин) .............................................
10.1. Задачи ЧПУ и их отражение в архитектуре систем ЧПУ
10.2. Архитектура вычислителя ЧПУ................................
10.3. Передача информации в устройствах ЧПУ . ................
10.4. Объектно-зависимые контроллеры ввода-вывода................
10.5. Организация программно-математического обеспечения ЧПУ
10.6. Алгоритм интерполяции..................*...................
10.7. Архитектурные варианты устройств ЧПУ.......................
Глава 11. Системы смазывания и охлаждения. Отвод стружки (В. В. Бу-
шуев) ................
11.1. Смазочные материалы........................................
11.2. Режимы смазывания, расход смазочного материала, системы и
устройства для смазывания . . , , . < .....
11.3. Смазочно-охлаждающие жидкости..............................
11.4. Устройства для отвода стружки..............................
Глава 12. Фундаменты и опоры (В. В. Селезнева)........................
12.1. Установка станков на фундаменты............................
12.2. Виброизолирующие опоры.....................................
12.3. Алгорим расчета системы виброизоляции станка...............
Глава 13. Материалы, применяемые в станках (Т. А. Проникова)
13.1. Выбор материалов для деталей станков . ................
13.2. Углеродистые стали и чугуны............................ .
13.3. Легированные стали.........................................
13.4. Цветные сплавы . . . ,..............................
13.5. Неметаллические материалы..................................
3
3
13
23
34
49
58
58
60
73
92
107
107
115
130
135
141
154
154
161
172
188
198
203
210
224
224
231
242
247
253
253
268
274
277
277
290
296
309
313
319