























































































































































































































































































































































































































Автор: Данилевский В.В.
Теги: технология обработки без снятия стружки в целом: процессы, инструмент, оборудование и приспособления формообразование со снятием стружки молоты и прессы разделительные операции без образования стружки, дробление и измельчение, обработка листового материала, изготовление резьбы общая технология машиностроения обработка металлов машиностроение технология машиностроения издательство высшая школа
Год: 1984




л/г J
В.В ДАНИЛЕВСКИЙ
Технология
машиностроен
учебник
для техникум
издательство
шгсшая
щкола
к.
Mi В. ДАНИЛЕВСКИЙ
Технология
машиностроения
ИЗДАНИЕ ПЯТОЕ,
ПЕРЕРАБОТАННОЕ И ДОПОЛНЕННОЕ
Допущено Министерством высшего и сред¬
него специального образования СССР н
качестве учебника для машиностроительных
техникумов
МОСКВА «ВЫСШАЯ ШКОЛА» 1984
ББК34.5
Д17
УДК 621.7+621.9
Рецензент:
старший преподаватель Московского
приборостроительного техникума В. В. Монахов
Данилевский В. В.
Д17 Технология машиностроения: Учебник для техникумов.,—
5-е изд., перераб. и доп.— М., Высш. шк., 1984.— 416 с., ил.
В пер.: 1 р. 10 к.
В книге изложены теоретические основы технологии машиностроения, принципы
проектирования технологических процессов механической обработки, методы обработки
типовых деталей машин» основы конструирования станочных приспособлений, методы
сборки машин и механизмов, основы проектирования механических цехов.
Книга является учебником для студентов машиностроительных техникумов. Кроме
того, она может быть использована работниками машиностроительных предприятий при
решении практических задач.
„ 2704010000—143 _
Д 001 (01)—84 155—84
© Издательство «Высшая школа», 1977
<gj Издательство «Высшая школа», 1984,
с изменениями
ББК 34.5
6П5.4
ПРЕДИСЛОВИЕ К ПЯТОМУ ИЗДАНИЮ
В основу переработки материала книги для пятого издания поло¬
жены принципы, установленные государственными стандартами Еди¬
ной системы технологической подготовки производства (ЕСТПП) —
системы организации и управления процессом технологической под¬
готовки производства, предусматривающей широкое применение
прогрессивных типовых технологических процессов, стандартной тех¬
нологической оснастки и оборудования, средств механизации и авто¬
матизации производственных процессов и инженерно-технических
расчетов.
Значительную помощь автору при подготовке этого издания на
основе программы по курсу «Технология машиностроения» для спе¬
циальности «Обработка металлов резанием» оказали отзывы предмет¬
ных комиссий и преподавателей ряда техникумов, подготовленные по
поручению Отдела учебников и учебных пособий Научно-методического
кабинета по среднему специальному образованию, а также полезные
советы рецензентов первого — пятого изданий — засл. деят. науки и
техники РСФСР, д-ра техн. наук, проф. А. Н. Гаврилова и инженера
В. В. Монахова.
Наряду с этим при подготовке материалов к пятому изданию были
использованы новые литературные данные, общесоюзные и отраслевые
стандарты, а также результаты практических работ отдельных пред¬
приятий и научно-исследовательских организаций в области техноло¬
гии машиностроения.
Автор
Ml
ВВЕДЕНИЕ
Развитию и формированию учебной дисциплины «Технология машиностроения»
как прикладной науки предшествовал непрерывный прогресс машиностроения на
протяжении последних двух столетий. Степень прогресса определяла интенсивность
изучения производственных процессов, а следовательно, и научное их обобщение с
установлением закономерностей в технологии механической обработки и сборки.
Производственные процессы в древние времена были примитивными. Оружие
затачивали с помощью камней, обладающих абразивными свойствами; вначале
режущий инструмент удерживали в рабочем положении рукой, а в дальнейшем
прикрепляли к рукоятке прутьями деревьев или сухожилиями животных. Одним из
достижений того времени явилось использование вращающегося камня — прообраза
заточного стайка. В дальнейшем вращательное движение применили для изготов¬
ления керамических изделий и изделий цилиндрической формы из дерева, костей
животных и, наконец, из металла.
Наряду с устройствами, сообщающими движение режущему инструменту, по¬
явились приспособления, передающие движение обрабатываемой заготовке. Про¬
образом примитивного токарного станка оказался лук, вращающий изделие с по¬
мощью тетивы; кремневый резец держали вручную. Постепенно был создан простей¬
ший тип токарного станка с конным приводом и по-прежиему ручным удерживанием
режущего инструмента.
История возникновения металлообработки в России мало исследована, однако
известно, что уже в X в. русские мастера-ремесленники обладали высокой техникой
изготовления оружия, предметов домашнего обихода и т. п.. Еще в XII в. русские
оружейники применяли сверлильные и токарные устройства с ручным приводом и
вращательным движением инструмента или обрабатываемой заготовки. В XIV—
XVI вв. для изготовления оружия пользовались токарными и сверлильными стан¬
ками с приводом от водяной мельницы.
В XVI в. в селе Павлово на Оке и в окрестностях г. Тулы существовала метал¬
лообрабатывающая промышленность, основанная на использовании местной железной
руды. Однако наиболее значительное развитие эта отрасль получила во времена
Петра I. Ремесленные мастерские превращались в фабрики и заводы, оборудованные
машинами. В этот период (1718—1725) русский механик А. Нартов изобрел для
токарного стайка механический суппорт, который с помощью зубчатого колеса и
рейки перемещался вдоль обрабатываемой детали. А. Нартов также создал ряд
других станков оригинальной конструкции (винторезный, зуборезный, пилонасека-
тельный и др.). Одним из выдающихся русских механиков был М. Сидоров, со¬
здавший в 1714 г. на Тульском оружейном заводе «вододействующие машины» для
сверления оружейных стволов. Тогда же солдат Я. Батищев построил станки для
одновременного сверления 24 ружейных стволов, станки для «обтирания» (зачистки)
напильниками наружных и внутренних поверхностей орудийных стволов с помощью
«водил» от мельничных приводов и др. Работы М. Сидорова и Я- Батищева продол¬
жали мастера-механики XVIII и начала XIX в. А. Сурин, Я. Леонтьев, Л. Собакин,
П. Захава и др.
К тому же времени относится деятельность гениального русского ученого
М. В. Ломоносова (1711—1765), который построил лоботокарный, сферотокарный и
шлифовальный станки. Изобретатель паровой машины И. И. Ползунов (1728—1764)
построил для изготовления некоторых деталей парового котла специальный цилиндро¬
расточный и другие станки. Русский механик И. П. Кулибин (1735—1818) создал
специальные станки для изготовления зубчатых колес часовых механизмов.
Первые шаги в механизации производственных процессов относятся также к
этому времени. Так, И. И. Ползунов создал простейшее автоматическое устройство,
в котором основным элементом является поплавок на поверхности жидкости. Изме¬
нение уровня жидкости заставляло поплавок опускаться или подниматься и тем
самым производить те или иные действия посредством системы прикрепленных к
нему рычагов.
В то время военная промышленность была единственной областью массового
4
производства, она положила начало введению принципа взаимозаменяемости в тех¬
нологию производства. Установлено, что первая инструкция по организации взаи¬
мозаменяемого производства была разработана в России и направлена на Тульский
впвод почти за 25 лет до первых опытов по взаимозаменяемости французского инже¬
нера Леблана и почти за 100 лет до съезда английских промышленников, где Вит¬
ворт сформулировал основные задачи взаимозаменяемости. Вначале на Тульском
оружейном заводе были применены медные калибры, а затем по указу Петра I —
лекала для независимой обработки сопрягаемых деталей ружья. Известно, что ус¬
пешному внедрению взаимозаменяемости содействовали русские лекальщики, из¬
готовлявшие лекала и сложные калибры с высокой для того времени точностью и
применявшие при изготовлении калибров искусственное старение. В конце XIX и
начале XX в. на некоторых предприятиях начали указывать на рабочих чертежах
допуски на изготовление деталей.
Начало изучения технологических процессов, т. е. способов обработки загото¬
вок, в результате которых получается готовое изделие, соответствующее по раз¬
мерам, форме и качеству поверхности требованиям, предъявляемым к его работе,
J относится к первым годам прошлого столетия. В 1804 г. акад. В. М. Севергин сфор¬
мулировал основные положения о технологии, в 1817 г. проф. Московского универ¬
ситета И. А. Двигубский издал книгу «Начальныеоснования технологии, как краткое
описание работ на заводах и фабриках производимых». Первым капитальным трудом,
посвященным технологии металлообработки, является трехтомный труд проф.
II. А. Тиме «Основы машиностроения. Организация машиностроительных фабрик
в техническом и экономическом отношении и производство в них работ» (1885).
И. А. Тиме впервые сформулировал основные законы резания и установил правиль¬
ное понимание сущности этого процесса как последовательного скалывания отдель¬
ных элементов металла. Его исследования легли в основу науки о резании металлов,
которая получила широкое развитие в нашей стране после Великой Октябрьской
социалистической революции. Советские инженеры и техники в содружестве с ра-
бочими-новаторами решили важную проблему современного машиностроения —
разработали и внедрили в производство резание с большими скоростями и подачами.
Советская станкоинструментальная промышленность создала станки различного
технологического назначения и усовершенствованные конструкции режущего ин¬
струмента, обеспечивающие большую производительность и точность при обработке.
Все эго позволило советским ученым и инженерам разработать основные закономер¬
ности технологических процессов механической обработки.
К первым трудам по технологии машиностроения относятся работы А. П. Со¬
коловского, вышедшие в 1930—1932 гг. Обобщением опыта автотракторной промыш¬
ленности были «Основы проектирования технологических процессов» А. И. Каши¬
рина (1933) и «Технология автотракторостроения» В. М. Кована (1935). В 1933 г.
13. С. Балакшин провел теоретические исследования по технологии машиностроения,
основные положения и выводы которых, разработанные им в «Теории размерных
цепей», дали возможность технологам путем предварительных расчетов решать
технологические задачи, обеспечивающие повышение точности изготовления машин.
Для создания теоретических основ технологии машиностроения большое зна¬
чение имели работы Н. А. Бородачева по анализу качества и точности производства,
К. В. Вогинова, осуществившего обширные исследования жесткости системы ста¬
нок — приспособление — инструмент — деталь и ее влияния на точность механи¬
ческой обработки, А. А. Зыкова и А. Б. Яхина, положивших начало научному ана¬
лизу причин возникновения погрешностей при обработке. В 1959 г. вышли «Основы
технологии машиностроения» В. М. Кована, содержащие основные научные поло¬
жения технологии машиностроения и методику технологических расчетов, общих
для различных отраслей машиностроения.
Задачи экономии металла и повышения производительности труда при меха¬
нической обработке теоретически обоснованы работами Г. А. Шаумяна по основам
расчета производительности обработки на автоматах и автоматических линиях и др.
В 50...70-х годах проводились многочисленные исследования по адаптивному
управлению станками, по групповой обработке, определению влияния различных
факторов на точность обработки и качество поверхности. В разработке этих проблем
участвовали Б. С. Балакшин, С. П. Митрофанов, П. Е. Дьяченко, М. Е. Егоров,
В. С. Корсаков и др. В последние годы многие научно-исследовательские и проектные
институты работали над созданием автоматического оборудования с системами чис¬
5
лового программного управления (ЧПУ) на микропроцессорах, разработкой нового
металлообрабатывающего инструмента с применением природных и синтетических
алмазов, минералокерамики, производством стойких абразивных материалов.
XXVI съезд КПСС рассмотрел и утвердил «Основные направления экономиче¬
ского и социального развития СССР на 1981—1985 года и на период до 1990 года».
Главная задача одиннадцатой пятилетки состоит в обеспечении дальнейшего роста
благосостояния советских людей на основе устойчивого, поступательного развития
народного хозяйства, ускорения научно-технического прогресса и перевода эко¬
номики на интенсивный путь развития, более рационального использования произ¬
водственного потенциала страны, всемерной экономии всех видов ресурсов и улуч¬
шения качества работы.
В решении этой задачи существенное место занимает ускорение научно-техни¬
ческого прогресса на базе технического перевооружения производства, создания и
выпуска высокопроизводительных машин и оборудования большой единичной мощ¬
ности, внедрения новой техники и материалов, прогрессивной технологии и систем
машин для комплексной механизации и автоматизации производства. В связи с
этим большое внимание уделяется разработке, освоению и внедрению новых высоко¬
эффективных технологических процессов, новых материалов, в том числе и неме¬
таллических, снижению металлоемкости изделий, экономики топливно-энергети¬
ческих ресурсов, механизации и автоматизации производственных процессов, по¬
вышению надежности и долговечности изделий, соответствующих (или превосходя¬
щих) по своему техническому уровню и качеству лучшим отечественным и зарубеж¬
ным аналогам.
Ведущее место в дальнейшем росте экономики страны принадлежит отраслям
машиностроения, которые обеспечивают материальную основу технического про¬
гресса всех отраслей народного хозяйства. В настоящее время машиностроение рас¬
полагает мощной производственной базой, выпускающей свыше четверти всей про¬
мышленной продукции страны.
Опережающее развитие машиносгроения и металлообработки в условиях рас¬
тущего дефицита трудовых и энергетических ресурсов и металла предусмотрено с
одновременным увеличением выпуска продукции машиностроения не менее чем в
1,4 раза при прогрессивных тенденциях как по увеличению номенклатуры изделий,
так и обновлению ее структуры.
Моральное старение продукции машиностроения зачастую наступает значи¬
тельно быстрее их физического старения, при этом сроки устойчивого массового
или серийного производства изделий сократились к настоящему времени с 10... 15
до 3...5 лет, а для постановки на производство новых изделий на каждую тысячу
деталей требуется разработать свыше 15 тыс. единиц различной технической доку¬
ментации и изготовить до 5 тыс. различных видов технологического оснащения.
Все это требует дальнейшего повышения научно-технического уровня и качества
изделий, всестороннего совершенствования технологии методов организации и уп¬
равления процессами производства.
Практическому осуществлению широкого применения прогрессивных типовых
технологических процессов, оснастки и оборудования, средств механизации и авто¬
матизации, соответствующих современным достижениям науки и техники, содей¬
ствует Единая система технологической подготовки производства (ЕСТПП), обес¬
печивающая для всех предприятий и организаций системный подход к оптимизации
выбора методов и средств технологической подготовки производства (ТПП). Единство
структур и положений ТПП предусматривает взаимосвязь ее с другими функцио¬
нальными подсистемами автоматизированных систем управления (АСУ) всех уровней
с применением технических средств обработки информации.
Технологическая подготовка производства, осуществляемая на принципах,
установленных основополагающими стандартами ЕСТПП, создает условия для
максимального сокращения сроков этой подготовки, быстрейшего освоения новой
техники, всестороннего совершенствования технологии и организации производ¬
ства. Основными принципами ЕСТПП являются: запуск в производство изделий,
отработанных на технологичность, широкое применение типовых технологических
процессов, стандартизация и унификация оборудования, технологической оснастки
и инструмента, автоматизация и механизация инженерно-технических и управлен¬
ческих работ. Важное место в решении этих задач занимает технология машино¬
строения.
РАЗДЕЛ I
ОСНОВЫ ПРОЕКТИРОВАНИЯ ТЕХНОЛОГИЧЕСКИХ
ПРОЦЕССОВ
ГЛАВА 1
ПРОИЗВОДСТВЕННЫЙ И ТЕХНОЛОГИЧЕСКИЙ ПРОЦЕССЫ
§ 1. Определения и основные понятия
Технология машиностроения — наука, изучающая
и устанавливающая закономерности протекания процессов обработки
и параметры, воздействие на которые наиболее эффективно сказывается
на интенсификации процессов и повышении их точности. Предметом
изучения в технологии машиностроения является изготовление изде¬
лий заданного качества в установленном программой выпуска количе¬
стве при наименьших затратах материалов, минимальной себестоимо¬
сти и высокой производительности труда. Процесс изготовления машин
или механизмов состоит-из комплекса работ, необходимых для произ¬
водства заготовок, их обработки, сборки из готовых деталей состав¬
ных частей (сборочных единиц) и, наконец, сборки из сборочных еди-
, ниц и отдельных деталей готовых машин.
: Совокупность всех действий людей и орудий производства, свя¬
занных с переработкой сырья и полуфабрикатов в заготовки, готовые
детали, сборочные единицы и готовые изделия на данном предприятии,
называется производственным процессом. В производ¬
ственный процесс входят не только процессы, непосредственно свя¬
занные с изменением формы и свойств материала изготовляемых дета¬
лей и сборки из них машин и механизмов, но и все вспомогательные
процессы — транспортирование, изготовление и заточка инструмента,
ремонт оборудования, технический контроль и т. д.
Технологический процесс — часть производствен¬
ного процесса, содержащая действия по изменению и последующему
определению состояния предмета производства. Технологический
процесс непосредственно связан с изменением размеров, формы или
свойств материала обрабатываемой заготовки, выполняемым в опреде¬
ленной последовательности.
Технология производства складывается из ряда процессов, каждый
из которых характеризуется определенными методами обработки и
сборки. В структуру технологического процесса входят операции,
состоящие в свою очередь из нескольких элементов. Так, для техноло¬
гического процесса механической обработки основными элементами
операции являются переход, рабочий ход, установ и позиция.
Под операцией понимают законченную часть технологического
процесса, выполняемую на одном рабочем месте. Операция может
7
осуществляться на одной заготовке или совместно на нескольких заго¬
товках на одном рабочем месте одним рабочим или бригадой рабочих
непрерывно (до перехода к следующей заготовке). В операцию входят
как действия, непосредственно связанные с обработкой, так и необхо¬
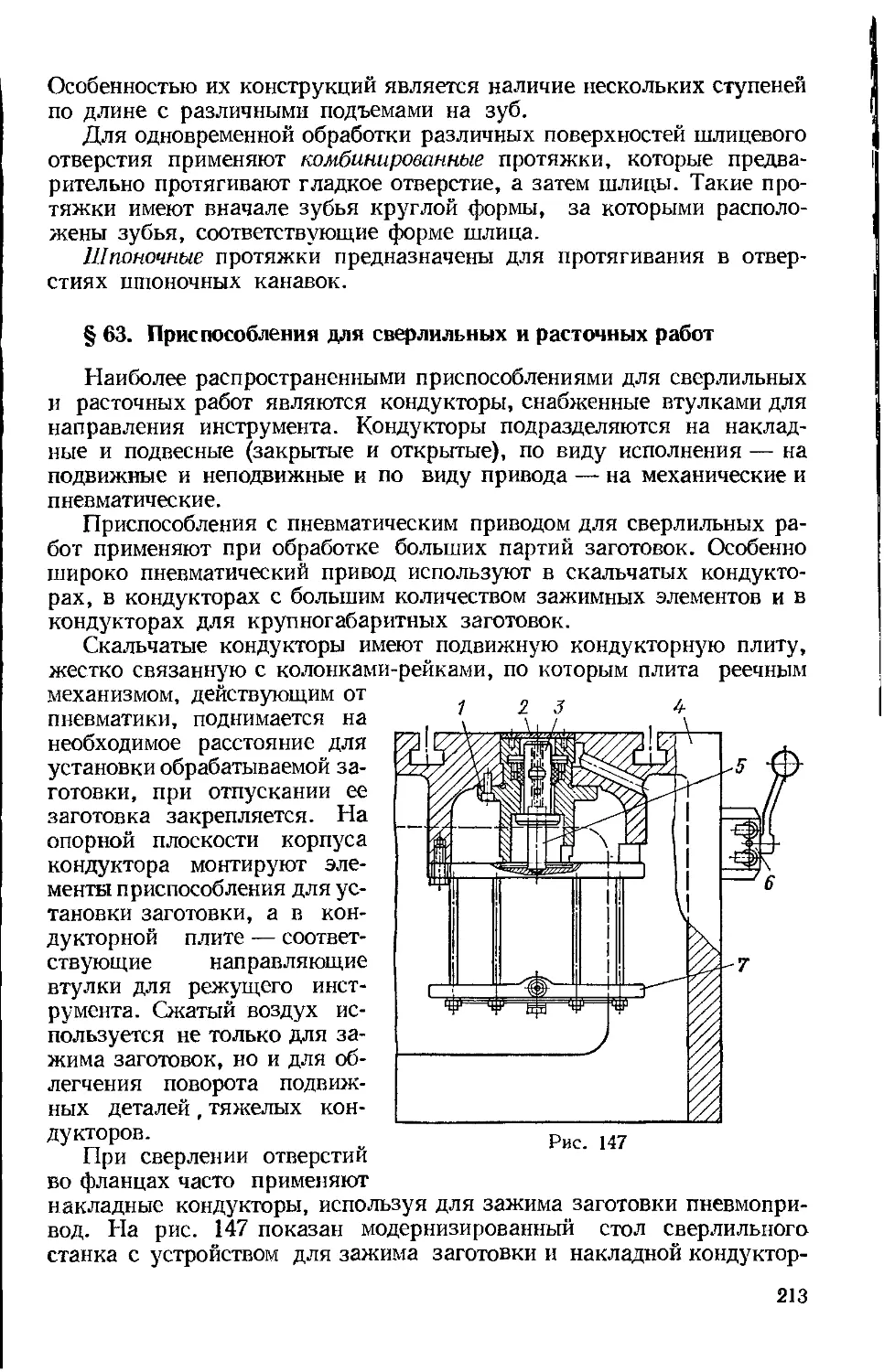
димые вспомогательные приемы (переходы и ходы). На рис. 1, а приве¬
дена схема обработки центрального отверстия 1 и выточки 2 в заго¬
товке, выполняемая последовательно несколькими инструментами на
одном рабочем месте (станке), т. е. в одну операцию. Если это отверстие
обрабатывать раздельно, т. е. сверлить на одном станке, а растачивать
на другом, то обработка будет состоять из двух операций.
У/.
У/, А
щ?
\ч-\
',2 1-й переход
переход
я
о-и переход
5)
1
д
• ""
Рис. 1
Переходом называется законченная часть операции, характе¬
ризуемая постоянством применяемого инструмента и поверхностей,
образуемых обработкой или соединяемых при сборке. Показанная
на рис. 1, а схема обработки отверстия осуществляется в три пере¬
хода: первый — сверление отверстия /, второй — растачивание от¬
верстия / и третий — растачивание выточки 2. Если бы отверстие
1 после сверления растачивалось предварительно начерно, а затем
с изменением режима резания начисто, то операция состояла бы из
четырех переходов.
Вспомогательным переходом называется закон¬
ченная часть операции, не сопровождаемая обработкой, но необходи¬
мая для выполнения данной операции (например, установка и снятие
обработанной заготовки) или перехода и рабочего хода (замена инстру¬
мента, установка инструмента, контрольный промер).
Рабочим ходом называется законченная часть перехода,
состоящая из однократного перемещения инструмента относительно
заготовки и сопровождаемая изменением формы, размеров, шерохова¬
тости поверхности или свойств заготовки.
Вспомогательным ходом называется законченная
часть перехода, состоящая из однократного перемещения инструмента
8
относительно заготовки, не сопровождаемая изменением формы, раз¬
меров и шероховатости поверхности или свойств заготовки, но необхо¬
димая для выполнения рабочего хода.
Установ — часть операции, выполняемая при неизменном
закреплении обрабатываемых заготовок или собираемой сборочной
единицы. На рис. 1, б приведена схема обработки уступов заготовки
детали с двух сторон (/ и II). Рассмотрим случай, когда эти уступы об¬
рабатывают последовательно, без поворотного приспособления: вначале
обрабатывают уступ, например, со стороны II, затем заготовку сни¬
мают, поворачивают и снова закрепляют, после чего обрабатывают
уступ с другой стороны. Таким образом, эту операцию выполняют в
два установа.
Позицией называется фиксированное положение, занимаемое
неизменно закрепленной обрабатываемой заготовкой или собираемой
сборочной единицей совместно с приспособлением относительно инст¬
румента или неподвижной части оборудования для выполнения опре¬
деленной части операции. Если применить поворотное приспособление,
позволяющее изменять и фиксировать положение заготовки без ее
снятия, поворачивания и повторного закрепления, то в этом случае
обработка уступов с двух сторон будет осуществляться позиционно, в
данном случае (рис. 1,6) — на двух позициях.
§ 2. Характеристика типов производства
В машиностроении в зависимости от программы выпуска изделий
и характера изготовляемой продукции различают три основных типа
производства: единичное, серийное и массовое.
Единичное производство характеризуется широкой
номенклатурой изготовляемых или ремонтируемых изделий и малым
объемом их выпуска. На предприятиях с единичным производством
применяют преимущественно универсальное оборудование, располо¬
женное в цехах по групповому признаку (т. е. с разбивкой на участки
токарных, фрезерных, строгальных станков и т. д.). Обработку ведут
стандартным режущим, а контроль — универсальным измерительным
инструментом.
Так как конструкции изготовляемых в единичном производстве
машин нестабильны и подвергаются частым изменениям, то при обра¬
ботке заготовок принципы полной взаимозаменяемости не соблюдаются
(иначе потребовалось бы большое количество специальных измеритель¬
ных средств, затраты на изготовление которых чрезвычайно велики),
поэтому при сборке применяют подгоночные работы.
Для предотвращения брака основные металлоемкие дорогостоящие
детали изготовляют раньше, чем сопрягаемые с ними более дешевые
детали, за счет которых компенсируют отклонения размеров основ¬
ных деталей, возникающие при их обработке.
Серийное производство характеризуется ограничен¬
ной номенклатурой изделий, изготовляемых или ремонтируемых пе¬
риодически повторяющимися партиями, и сравнительно большим
объемом выпуска. В зависимости от количества изделий в партии или
9
lilli
серии и значения коэффициента закрепления операций различают мел¬
косерийное, среднесерийное и крупносерийное производство.
Коэффициент закрепления операций — это отношение числа всех
различных технологических операций, выполненных или подлежащих
выполнению в течение месяца, к числу рабочих мест. Для мелкосе¬
рийного производства он составляет 20...40, для среднесерийного
производства— 10...20, для крупносерийного производства— 1 ...10.
На предприятиях серийного производства значительная часть
оборудования состоит из универсальных станков, оснащенных как
специальными, так и универсально-наладочными (УНП) и универсаль¬
но-сборными (УСП) приспособлениями, что позволяет снизить трудо¬
емкость и удешевить производство. Представляется также возможным
располагать оборудование в последовательности технологического
процесса для одной или нескольких деталей, требующих одинакового
порядка обработки, с соблюдением принципов взаимозаменяемости
при обработке. При небольшой трудоемкости обработки или недо¬
статочно большой программе выпуска изделий целесообразно обра¬
батывать заготовки партиями, с последовательным выполнением
операций, т. е. после обработки всех заготовок партии на одной
операции производить обработку этой партии на следующей опера¬
ции. При этом время обработки на различных станках не согласуют.
Заготовки во время работы хранят у станков, а затем транспортируют
целой партией.
В серийном производстве применяют также перемени о-п о-
точную форму организации работ. Здесь оборудование также распо¬
лагают по ходу технологического процесса. Обработку производят
партиями, причем заготовки каждой партии могут несколько отличать¬
ся размерами или конфигурацией, но допускают обработку на одном и
том же оборудовании. В этом случае время обработки на смежных
станках согласуют, поэтому движение заготовок данной партии осу¬
ществляется непрерывно, в порядке последовательности технологичес¬
кого процесса. Для перехода к обработке партии других деталей
переналаживают оборудование и технологическую оснастку (приспособ¬
ления и инструмент).
Массовое производство характеризуется узкой номен¬
клатурой и большим объемом выпуска изделий, непрерывно изготов¬
ляемых или ремонтируемых в течение продолжительного времени.'
Коэффициент закрепления операций в этом типе производства прини¬
мают равным 1. Массовое производство характеризуется также устано¬
вившимся объектом производства, что при значительном объеме вы¬
пуска продукции обеспечивает возможность закрепления операций за
определенным оборудованием с расположением его в технологической
последовательности (по потоку) и с широким применением специа¬
лизированного и специального оборудования, механизацией и автома¬
тизацией производственных процессов при строгом соблюдении прин¬
ципов взаимозаменяемости, обеспечивающих резкое сокращение тру¬
доемкости сборочных работ.
Высшей формой массового производства является производство
непрерывным потоком, когда длительности выполнения
10
всех операций на технологической линии равны или кратны, что позво¬
ляет производить обработку без заделов в строго определенные проме¬
жутки времени. Интервал времени, через который периодически про¬
изводится выпуск изделий определенного наименования, типоразмера
и исполнения, называется тактом выпуска и подсчитывается по
формуле
г=Фэ-бо/я,
где t — такт, мин.; Фэ — эффективный фонд производственного вре¬
мени рабочего места, участка или цеха, ч\ П — годовая программа
выпуска рабочего места, участка или цеха, шт.
Для выполнения операций, длительность которых не укладывается
в установленный такт выпуска, используют дополнительное оборудова¬
ние.
При непрерывном потоке передача с позиции на позицию (рабочее
место) осуществляется непрерывно в принудительном порядке, что
обеспечивает параллельное одновременное выполнение всех операций
на технологической линии.
§ 3. Дифференциация и концентрация
технологического процесса
Для обработки одной и той же детали могут быть применены раз¬
личные варианты технологического процесса, равноценные с точки
зрения технологических требований к изделию, но имеющие значи¬
тельные колебания по экономическим показателям. Существенное
влияние на построение технологического процесса оказывает тип про¬
изводства. Так, в массовом и крупносерийном производствах техно¬
логический процесс строится на принципе дифференциации или кон¬
центрации операций при возможно полной их автоматизации.
При использовании принципа дифференциации техноло¬
гический процесс расчленяется на элементарные операции с примерно
одинаковым временем их выполнения, равным такту или кратным ему;
на каждом станке выполняют определенные операции, преимуществен¬
но однопереходные или двухпереходные, например центровка валиков,
снятие фасок при доделке после обработки заготовок на автомате
и т. д. В связи с этим здесь применяют специальные и узкоспециали¬
зированные станки; специальные же приспособления для обработки
предназначены для выполнения только одной операции. Часто такое
специальное приспособление является неотъемлемой частью станка.
При использовании принципа концентрации техно¬
логический процесс предусматривает объединение операций, которые в
этом случае производятся на многошпиндельных автоматах, полуавто¬
матах, агрегатных, многопозиционных, многорезцовых станках, про¬
изводящих одновременно несколько операций при малой затрате основ¬
ного (технологического) времени.
Если число последовательных переходов, выполняемых на станке,
значительно, то такое построение обработки называют последо¬
вательной концентрацией технологического процесса.
11
Пример последовательной концентрации показан на рис 2, а, где рассмо¬
трена обработка ступенчатого вала одним резцом за 14 переходов
(восемь переходов при первом установе — продольное точение четырех
шеек с подрезкой четырех уступов; шесть переходов при втором уста¬
нове — продольное точение трех шеек с подрезкой трех уступов).
Пример характерен для серийного производства, где технологический
процесс предусматривает обработку одной детали с последовательным
выполнением всех переходов, которые могут быть осуществлены на
данном станке.
Если одновременно значительное число переходов в одной опе¬
рации выполняется параллельно, то такое построение обработки
называют параллельной концентрацией технологи¬
ческого процесса. Параллельная концентрация связана с использова¬
нием многоинструментных станков (многорезцовых, многошпиндель¬
ных и т. п.), обеспечивающих высокую производительность; примене¬
ние таких станков экономично при большом объеме выпуска продук¬
ции, характерным для крупносерийного и массового производств.
Пример параллельной концентрации показан на рис. 2, б, где
рассмотрена обработка вала на многорезцовом станке одновременно
восемью и шестью резцами за четыре установа при двух черновых
и двух чистовых операциях (в двух установах при обработке левой
части вала участвуют три резца на продольном и три резца на попереч¬
ном суппортах). Обработка цилиндрических поверхностей шеек вала,
подрезка торцов, проточка канавок и снятие фасок совмещаются.
ГЛАВА II,
ТОЧНОСТЬ ОБРАБОТКИ
§ 4. Факторы, определяющие точность обработки
Под точностью обработки понимают степень соответ¬
ствия изготовленной детали заданным размерам, форме и иным харак¬
теристикам, вытекающим из служебного назначения этой детали.
В большинстве случаев конфигурация деталей определяется ком¬
бинацией геометрических тел, ограниченных поверхностями простей¬
ших форм: плоскими, цилиндрическими, коническими и т. д. Можно
установить следующие основные признаки соответствия детали задан¬
ным требованиям: 1) точность формы, т. е. степень соответствия от¬
дельных участков (поверхностей) детали тем геометрическим телам, с
которыми они отождествляются; 2) точность размеров участков (по¬
верхностей) детали; 3) точность взаимного расположения поверхно¬
стей; 4) степень шероховатости поверхности, т. е. степень соответ¬
ствия реальной поверхности геометрической поверхности, представ¬
ляемой идеально гладкой.
Форма обработанной поверхности является отображением кине¬
матических схем обработки, каждой из которых соответствует своя
обработанная поверхность. Размеры отдельных поверхностей и раз¬
меры, определяющие взаимное расположение поверхностей, автомати¬
чески станком не обеспечиваются. Для автоматизации получения
точных размеров необходимо применять особые методы работы и
соблюдать ряд других условий.
Шероховатость поверхности определяется размерной характери¬
стикой микронеровностей, возникающих под влиянием пластических
деформаций и других факторов, сопутствующих процессу резания.
Отклонения параметров реальных поверхностей детали от заданных
чертежом, характеризуют значение погрешности.
К факторам, определяющим точность обработки относятся: точ¬
ность станков, инструмента и приспособлений, жесткость техноло¬
гической системы станок — приспособление — инструмент — заго¬
товка, температура звеньев технологической системы, износ инстру¬
мента, внутренние напряжения материала заготовки и др.
§ 5. Точность станков, инструмента
и приспособлений
На точность обработки существенно влияет ряд факторов, сопутст¬
вующих движению режущей кромки инструмента по обрабатываемой
поверхности, выполняемому в соответствии с кинематикой станка.
В результате несоответствия действительных движений заготовки и
инструмента движениям, предусмотренным кинематической схемой
станка, возникает погрешность обработки
При автоматической подаче погрешность обработки не зависит от
действий рабочего, а определяется свойствами станка, инструмента и
обрабатываемых заготовок и характеризует тем самым погрешность
13
работы станка. Она не зависит от нагрузки и возникает вследствие
неточности кинематической схемы станка и его отдельных узлов.
В состав погрешности обработки входит также погрешность, воз¬
никающая от неправильности взаимного расположения инструмента и
заготовки в начале перехода, а также от неточности регулировки упо¬
ров и остановов. Это — погрешность настройки.
Кроме указанных, в погрешность обработки входят геометрическая
неточность станка в ненагруженном состоянии; неточность режущего
инструмента; износ режущего инст¬
румента; деформация упругой техно¬
логической системы станок— при¬
способление — инструмент — заго¬
товка; температурные деформации
узлов станка, обрабатываемой заго¬
товки и режущего инструмента; оста¬
точные деформации заготовки; неточ¬
ность измерений в процессе обработки.
Стандарты на нормы точности стан¬
ков определяют методы проверки точ¬
ности. Однако эти нормативы отно¬
сятся к погрешностям станка, по¬
этому для определения погрешностей заготовок и деталей, являю¬
щихся следствием погрешностей станка, необходимо производить пе¬
ресчеты. Так, «извернутость» направляющих станин приводит к сме¬
щению суппорта и соответствующему смещению резца в горизонталь¬
ном направлении (рис. 3). Обозначая размер извернутости станины
через б, а вызванное ею смещение резца через /, получаем
I = bh/b,
где h — высота центров; b — расстояние между осями направляющих
станины. Извернутость направляющих станины вызывает также иска¬
жение формы обрабатываемой заготовки на участ¬
ке, соответствующем длине извернутости станины.
При смещении резца на размер а вверх-вниз
относительно оси станка (рис. 4) диаметр D заготов¬
ки увеличивается на размер Д=2а2/0. Например,
при смещении резца на 0,3 мм и диаметре обраба¬
тываемой заготовки 30 мм погрешность от смеще¬
ния резца (по диаметру) составляет А=2 ■0,32/30=
=0,006 мм. Такое же смещение в направлении, нормальном к об¬
рабатываемой поверхности, вызывает погрешность Д=0,6 мм, т. е. в
100 раз больше.
Биение вращающихся центров станка приводит к биению обраба¬
тываемых поверхностей заготовки относительно оси центральных от¬
верстий. При перестановке обработанной заготовки на другой станок
с другим биением центров может возникнуть отклонение от соосности у
заготовок, обрабатываемых в разных условиях. Обработка в непод¬
вижных центрах исключает биение и обеспечивает соосность поверх¬
ностей заготовки при обработке в несколько установов.
14
На точность обработки существенно влияет правильность установки
самого станка, так как отклонение от геометрической точности станка
приводит к погрешности обработки. Точность обработки зависит также
от точности изготовления режущего инструмента, которая в процессе
эксплуатации снижается ввиду износа, искажающего как форму, так
и размеры инструмента. Кроме того, на точность обработки заготовки
влияют погрешность изготовления приспособлений как в ненагружен-
ном состоянии, так и в процессе работы, а также износ элементов
приспособлений (например, кондукторных втулок).
§ 6. Жесткость технологической системы
Под влиянием силы резания, приложенной к звеньям упругой
технологической системы (станок — приспособление — инструмент —
заготовка), возникает ее деформация. На точность обработки влияют
преимущественно те деформации системы, которые изменяют расстоя¬
ние между режущей кромкой инструмента и обрабатываемой поверх¬
ностью, т. е. деформации, направленные нормально к обрабатываемой
поверхности.
Способность системы противостоять действию силы, вызывающей
деформации, характеризует ее жесткость.
Жесткостью технологической системы называют отношение
радиальной силы резания Ру, направленной перпендикулярно обраба¬
тываемой поверхности, к смещению у режущей кромки инструмента
относительно обрабатываемой поверхности заготовки в том же направ¬
лении:
i=Pvfy-
Следует иметь в виду, что сила резания Pz (тангенциальная), а в
ряде случаев и Рх (осевая) также влияют на жесткость упругой систе¬
мы. Так, например, жесткость суппорта токарно-винторезного станка
при одновременном действии сил Ру и Рх ока¬
зывается более высокой, чем при действии
только силы Ру\ при нагружении передней и
задней бабки сила Рх уменьшает их жест¬
кость.
На рис. 5 приведена схема сил, действу¬
ющих в звеньях упругой технологической
системы. Если бы под действием этих сил
система не деформировалась, то заготовка
после обработки имела бы форму цилиндра
диаметром d. Однако под действием сил Pz,
Ру, Рх упругая система подвергается дефор¬
мации, в результате чего диаметр заготовки после обработки будет
отличным от заданного на размер Ad (где Ad характеризует погреш¬
ность заданного размера d). Эта погрешность тем больше, чем больше
действующие в процессе обработки силы Рг, Ру и Рх.
В различных точках обрабатываемой поверхности жесткость тех¬
нологической системы различна. Различна и жесткость отдельных
15
звеньев системы. Так, под жесткостью станка понимают способность
узлов станка противостоять действию сил деформации, причем за¬
готовку и инструмент в этом случае принимают абсолютно жесткими.
Под жесткостью инструмента или приспособления понимают способ¬
ность того или другого противостоять действию сил деформации при
абсолютно жестких станке и заготовке. В зависимости от условий ра¬
боты при расчете деформаций учитывают не только силы Рг, Ру и Рх,
но и массу обрабатываемых заготовок, а также влияние центробежных
сил неуравновешенных вращающихся частей станка. Жесткость
обрабатываемых заготовок определяют обычно по формулам курса
«Сопротивление материалов».
Достаточная жесткость режущего инструмента является непре¬
менным условием применения высокопроизводительных режимов реза¬
ния, тогда как низкая жесткость приводит к необходимости ухудшать
параметры режима во избежание роста погрешности обработки. Де¬
формации режущего инструмента особенно сказываются при раста¬
чивании глубоких отверстий, где расточные скалки с консольным
расположением лезвия являются наиболее слабым звеном системы.
Жесткость приспособлений также сильно влияет на точность обработ¬
ки, поэтому, как правило, следует производить расчет приспособлений
на деформации.
Для облегчения расчетов жесткости технологической системы вве¬
дено понятие податливости W, т. е. величины обратной жесткости:
117= 1//.
Если исходить из определения жесткости всех звеньев технологи¬
ческой системы и ее элементарных связей, то общая формула для рас¬
чета жесткости системы будет иметь вид
W = W1 + Wt+Wa + Wt+...+Wa
или
1// - (1/Л) + (1/Л) + (1/Л) + (1/Л) + • • ■ + (!//»)•
Жесткость станка можно определить статическим методом, т. е.
нагружением узлов неработающего станка, и производственным ме¬
тодом — путем испытания на жесткость работающего станка. Стати¬
ческий метод заключается в постепенном нагружении узлов станка
силами, соответствующими тем, которые возникают в процессе работы
станка, с производством замеров деформаций. При производственном
методе испытания на жесткость проводят в процессе обработки заготов¬
ки с разной глубиной резания и неизменными остальными параметрами
режима резания. Обработку ведут на коротких участках, после чего
измеряют высоту уступа на обработанной поверхности. Разница разме¬
ров уступов является следствием различного отжатия заготовки,
обусловленного глубиной резания. Чем меньше отжатие детали, тем
меньше погрешность, тем выше жесткость станка или жесткость техно¬
логической системы (деформацией заготовки при испытании пренебре¬
гают).
16
Повышение жесткости технологической системы содействует умень¬
шению вибраций ее звеньев и, следовательно, позволяет повышать
режимы резания, не снижая точности обработки.
§ 7. Влияние на точность обработки температуры
и других факторов
В процессе резания звенья технологической системы нагреваются,
что приводит к возникновению температурных погрешностей. Так,
вследствие нагрева инструмента удлиняется его режущая часть.
Вершина лезвия нагревается значительно быстрее, чем остальная
часть резца, поэтому температура в разных точках резца различна,
что приводит к температурным деформациям.
При работе станка возникает теплота из-за трения в узлах, вследст¬
вие чего частично нагреваются детали станка, прилегающие к местам
выделения теплоты. Ввиду больших масс частей станка происходят
медленные температурные деформации.
На точность обработки влияют температурные деформации, на¬
правленные по нормали к обрабатываемой поверхности. У токарно¬
винторезного станка вследствие трения в подшипниках и зубчатых
передачах нагревается главным образом передняя бабка. Задняя
бабка, суппорт и станина нагреваются незначительно, и их темпе¬
ратурные деформации несущественно влияют на точность обработки.
В процессе резания нагревается также обрабатываемая заготовка;
при равномерном нагреве изменяются ее размеры при неизменности
формы; при неравномерном нагреве изменяется также и форма заго¬
товки. Температура нагрева обрабатываемой заготовки зависит от
количества теплоты, поступающей в заготовку, ее массы, удельной
теплоемкости материала заготовки, режима резания. Чем больше масса
обрабатываемой заготовки, тем меньше она подвержена температурным
деформациям.
Чистовая обработка заготовки, проводимая сразу после черновой,
может привести к уменьшению размеров заготовки против заданных,
так как нагрев при обработке со снятием больших припусков и после¬
дующее охлаждение приводят к температурным деформациям. Наи¬
большие температурные деформации возникают при обработке с боль¬
шими припусками тонкостенных заготовок.
Температурные деформации звеньев технологической системы за¬
висят также от длительности непрерывной работы станка и периодич¬
ности включений, причем при изменении режима температурные
деформации быетро возрастают, а затем растут медленно, до наступле-.
ния температурного равновесия. В дальнейшем температурные дефор¬
мации остаются неизменными.
На точность обработки большое влияние оказывает также размер¬
ный износ режущей кромки инструмента в направлении нормали к
обрабатываемой поверхности, износ зависит от пути, пройденного
инструментом, т. е. пути резания. Зная стойкость инструмента Т
17
(мин), можно определить путь резания 1Р (и), соответствующий этой*
стойкости: ■
h = vT, I
где v — скорость резания, м/мин. Я
Характеристикой интенсивности размерного износа является от-щ
носитсльный износ и0 (мкм), т. е. размерный износ и, отнесенный к Я
1000 м пути резания: Я
и,= \Ши/1г Я
Относительный износ сложным образом зависит от скорости ре- Я
зания. В зоне низких скоростей (<50 м/мин) относительный износ Я
чрезвычайно велик (>150 мкм); при возрастании скорости резания Я
относительный износ уменьшается, достигая минимума при определен- Я
ном оптимальном значении («50 м/мин). Дальнейшее возрастание Я
скорости резания приводит к увеличению относительного износа. Я
Толщина и ширина стружки меньше влияют на относительный 1
износ, чем скорость резания, однако увеличение подачи и глубины ре- Я
зания приводит к некоторому повышению относительного износа Я
(«20%). Из геометрических параметров резца наибольшее влияние на 1
размерный износ оказывает задний угол а, увеличение которого с 8 до 1
15е при больших скоростях резания вызывает уменьшение относитель- 1
ного износа на 30%. Наряду с этим относительный износ зависит от |
механических свойств обрабатываемого материала: чем выше твер¬
дость, тем ниже оптимальная скорость резания и тем выше относи¬
тельный износ.
Следует иметь в виду, что в начале работы резец изнашивается '
значительно интенсивнее, чем в дальнейшем; интенсивность изнаши¬
вания зависит от качества заточки и доводки резца. Начальный износ,
например, при точении можно учесть прибавляя к пути резания 1р
длину /н=500...1500 м в зависимости от качества доводки режущей 1
кромки. Тогда размерный износ (мкм), соответствующий пути резания |
ip, может быть определен по следующей формуле: \
u==[(^ + U/1000]no. *
При обработке заготовок из материала с внутренними напряжения¬
ми погрешность возникает при последовательном снятии напряженных
слоев в процессе резания.
§ 8. Отклонения формы и расположения поверхностей
Отклонение формы реальной поверхности или реального профиля ;
от формы номинальной (заданной чертежом) поверхности (профиля) ;
оценивается наибольшим расстоянием Д от точек реальной поверхности
(профиля) до прилегающей поверхности (профиля) по нормали к ней. ;
Прилегающей поверхностью (профилем) на¬
зывается поверхность (профиль), имеющая форму номинальной поверх¬
ности (профиля), соприкасающаяся с реальной поверхностью (профи¬
лем) и расположенная вне материала детали так, чтобы отклонение от
18
псе наиболее удаленной точки реальной поверхности (профиля) в пре¬
делах нормируемого участка имело минимальное значение.
ГОСТ 24642—81 устанавливает следующие отклонения формы по¬
верхностей.
Рис. 6
Отклонение от прямолинейности в плоское-
т и. Частными видами этого отклонения являются выпуклость и вог¬
нутость. Выпуклость — отклонение от прямолинейности, при
котором удаление точек реального профиля от прилегающей прямой
уменьшается от края к середине (рис. 6, а); вогнутость — отклонение
от прямолинейности, при котором удаление точек реального профиля
от прилегающей прямой увеличивается от края к середине (рис. 6, б).
Рис. 7
Отклонение от плоскостности. Частными видами
этого отклонения также являются выпуклость (рис. 6, в) и
вогнутость (рис. 6, г).
Отклонение от круглости. Частными видами этого
отклонения являются овальность и огранка. Овальность — от¬
клонение от круглости, при котором реальный профиль представляет
собой овалообразную фигуру, наибольший £?тах и наименьший dmhl
диаметры которой находятся во взаимно перпендикулярных направле¬
ниях (рис. 6, <?). Огранка — отклонение от круглости, при кото¬
19
ром реальный профиль представляет собой многогранную фигуру
(рис. 6, е).
Отклонение профиля продольного сечения
характеризует отклонение от прямолинейности и параллельности
образующих. Частными видами этого отклонения являются конусооб-
разность, бочкообразность и седлообразность. Конусообраз¬
но с т ь — отклонение профиля продольного сечения, при котором
образующие прямолинейны, но не параллельны (рис. 7, а). Б о ч к о-
образность — отклонение профиля продольного сечения, при
котором образующие непрямолинейны и диаметры увеличиваются от
краев к середине сечения (рис. 7,6). Седлообразность —
отклонение профиля продольного сечения, при котором образующие
непрямолинейны и диаметры уменьшаются от краев к середине сече¬
ния (рис. 7, в).
Отклонение расположения характеризует отклонение реального
расположения рассматриваемого элемента (поверхности, линии, точки)
от его номинального (заданного чертежом) расположения. Различают
следующие отклонения расположения. |
Отклонение от параллельности плоско с-1
т е й — разность А— В (рис. 8, а) наибольшего и наименьшего рас-1
стояний между прилегающими плоскостями на заданной площади или ■
длине.
Отклонение от параллельности прямых в ;
плоскости — разность А—В (рис. 8, б) наибольшего и наимень¬
шего расстояний между прилегающими прямыми на заданной длине.
Отклонение от параллельности осейповер-;
хностей вращения (или прямых в пространстве) — отклоне- '
ние Ах (рис. 8, в) от параллельности проекций осей на их общую теоре- i
тическую плоскость, проходящую через одну ось и одну из точек дру- j
гой оси.
Перекос осей (или прямых в пространстве) — отклонение Ду
(рис. 8, в) от параллельности проекций осей на плоскость, перпендику¬
лярную общей теоретической плоскости и проходящую через одну из
осей.
Отклонение от параллельности оси поверх¬
ности вращения и плоскости — разность А—В
(рис. 8, г) наибольшего и наименьшего расстояний между прилегаю¬
щей плоскостью и осью поверхности вращения на заданной длине.
Отклонение от перпендикулярности плос¬
костей, осей или оси и плоскости — отклонение Д
(рис. 8, д) угла между плоскостями, осями или осью и плоскостью от
прямого угла, выраженное в линейных единицах на заданной длине L.
Торцовое биение — разность Д (рис. 8, е) наибольшего и
наименьшего расстояний от точек реальной торцовой поверхности, рас¬
положенных на окружности заданного диаметра, до плоскости, пер¬
пендикулярной базовой оси вращения. Если диаметр не задан, то
торцевое биение определяется на наибольшем диаметре торцевой по¬
верхности.
Отклонение от соосности относительно б а¬
20
зовой поверхности — наибольшее расстояние А (рис. 8, ж)
между осью рассматриваемой поверхности и осью базовой поверхности
па всей длине рассматриваемой поверхности или расстояние между
этими осями в заданном сечении.
а) Прилегающие
плоскости
Рис. 8
Отклонение от соосности относительно об¬
щей оси — наибольшее расстояние Др, Д2 (рис. 8, з) от оси рас¬
сматриваемой поверхности до общей оси двух или нескольких номина¬
льно соосных поверхностей вращения в пределах длины рассматри¬
ваемой поверхности. За общую ось двух поверхностей принимается
прямая, проходящая через эти оси в средних сечениях рассматривае¬
мых поверхностей.
Радиальное биение — разность Л=Лтах—-АЫп
(рис. 8, и) наибольшего и наименьшего расстояний от точек реальной
поверхности до базовой оси вращения в сечении, перпендикулярном
этой оси.
Отклонение отпересечения — кратчайшее расстоя¬
ние Д (рис. 8, к) между осями, номинально пересекающимися.
21
Отклонение от симметричности — наибольшее
расстояние (рис. 8, л) между плоскостью симметрии (осью симметрии)
рассматриваемой поверхности и плоскостью симметрии (осью симмет¬
рии) базовой поверхности.
Смещение оси (или плоскости симметрии) от номинального
расположения — наибольшее расстояние Д (рис. 8, м) между действи¬
тельным и номинальным расположениями оси (или плоскости симмет¬
рии) по всей длине рассматриваемой поверхности.
Предельные отклонения формы и расположения поверхностей
указывают на чертежах или в технических требованиях. При обозна¬
чении на чертеже данные о предельных отклонениях формы и располо¬
жения поверхностей указывают в прямоугольной рамке, разделенной
на две или три части: в первой части помещают условное обозначение
отклонения, во второй — предельное отклонение в миллиметрах и в
третьей — буквенное обозначение базы или другой плоскости, к кото¬
рой относится отклонение.
Нормы точности металлорежущих станков характеризуются наи¬
большими допускаемыми отклонениями формы и расположения по¬
верхностей обрабатываемых заготовок. Под нормой точности
станка следует понимать предельно достижимую точность изготовления
детали при выполнении чистовых операций на новом станке или на
станке, находящемся в эксплуатации непродолжительное время.
Показатели точности, получаемые при различных видах обработки с
учетом износа оборудования и приспособлений, погрешностей бази¬
рования и других факторов, обычно находятся ниже этих пределов и
характеризуют экономически достижимую точ¬
ность обработки. Экономически достижимая точность обработки
поверхности определяется размером затрат, необходимых для применен
ния данного способа обработки, которые не должны превышать затрат
при любом другом способе, пригодном для обработки этой же поверх¬
ности. В качестве примеров можно привести данные о степени точности
геометрической формы деталей при обработке на различных станках
(табл. 1).
Точность формы и расположения поверхностей характеризуется
предельными отклонениями, назначаемыми по ГОСТ 24643—81 при на¬
личии особых требований, возникающих из условий работы, изготов¬
ления или измерения деталей. В остальных случаях отклонения формы
и расположения поверхностей должны находиться в пределах поля
допуска соответствующего размера.
ГССТ 24643—81 устанавливает 16 степеней точности и соответст¬
вующие этим степеням (в зависимости от номинальных длин и диамет¬
ров) размеры предельных отклонений формы и расположения поверх¬
ности. Так, предельные отклонения от плоскостности и прямолиней¬
ности для длин от 25 до 40 мм составляют для 1-й степени точности
0,5 мкм, а для 10-й — 30 мкм; предельные значения отклонений формы
цилиндрических поверхностей для диаметров от 18 до 30 мм состав¬
ляют для 1-й степени точности 0,6 мкм, для 10-й степени точности —
40 мкм и предельные значения радиального биения для тех же диа¬
метров и степеней точности — соответственно 1,6 и 100 мкм.
22
Таблица I. Степени точности станков по овалы
jjjj ^
к<о
оН
«<-
схп
Si
S
£
S *
VD Й
§ 8
аз
\о л
аз
~ GJ
з с£
Я 5г v
Л Я *
ез S
«Г CL
sSa
1
со
$
SS
-ф
ю
бо'
^ 1
1
to
: |
ю
coco
ю
CD
о
со
CD
/—ч
у—ч
см
.3(2)
S
со4
CD
: 1
.6(5)
CD
|
см
со
”Ф
см см
со
-ф
"ф
ю
CD
о
о
Ю
go о о * ;
!SSS о ю о f *
сооосо--*— *
т—
о о
о
о °
о о
ООО о
o' о*
СМ со
о о
о о^
о &
со
о
о
Ю
со -Ф
lO
ю
^«о
О
о о
о
о
О
оо
о
о
о
о о
о
о о
о"
о
о
о" о"
СМ О—*
о оо
8 8
см см
о
о
-Ф
О О
8 *
о8
Е^СМ
н
о
о
о
■«Ф
са
о
•е*
к
«=3
3
о
4
с.
р*~>
си
3
X
>0
4
ГО
о
-8-
X
ч
в
X
&
Р*1
X
SQ
£
«с
о
X
sr
о
е
>Х
о
X
X
о
3
3
ш
о
в
X
X
Си
го
<§
н
X
X
I
X
о
X
ё
ё
о
н
CQ
<
S3
X
X
I
X
X
с
3
о
Ut
о
X
ё
S
о
»>■>
§
с
си
о
X
X
си
о
и
X
X
си
о*
о
X
си
го
X
о
ь-
о
X
И
си
0>
X
о
в
3
си
о
»е<
о
X
X
X
X
3
X
я
X
{-
о
§:
X
X
о
си
ЕГ
X
ё
о
X
о
X
<»)
X
X
'g
X
CJ
со
X
X
£
X
с сн н
tt ct о о
О) а; а> |1>
& 0.0.6,
н н н И
о с! а; dj
SSSS
СО w S3 <0
з к к X
SSSS
О CL С. Cl
сссс
23
§ 9. Рассеивание размеров обрабатываемых заготовок
и законы распределения размеров
Размеры двух любых деталей, взятых из одной партии, различны.
У деталей одной партии, изготовленных в одинаковых условиях, можно
установить максимальное значение разности их размеров, или поле
рассеивания размеров. Он охарактеризует точность вы¬
бранного метода обработки для данных производственных условий.
Неточность обработки поверхностей является результатом влия¬
ния различных факторов, которые вызывают погрешности. Теорией и
практиком технологии машиностроения установлено, что действие
этих факторов характеризуется полем рассеивания размеров и зако¬
ном распределения размеров (кривая распределения и характеризую¬
щие ее параметры). На основании этого закона при решении практи¬
ческих задач, касающихся точности обрабатываемых заготовок, приме¬
няют методы, рекомендуемые математической статистикой и теорией
вероятности. Пользуясь этими методами, можно расчетно-аналитичес¬
ким путем определить наиболее вероятные значения размеров обраба¬
тываемой заготовки при данных условиях обработки.
Измеряя размеры деталей одной партии после обработки их на
станке, можно в пределах установленного допуска на размер разде¬
лить их на несколько групп с размерами в пределах определенного
интервала. Тогда при достаточно большой партии деталей (50... 100 шт.)
можно обнаружить, что число деталей в группах различно. Если по¬
строить график, расположив по горизонтали номера групп с последова¬
тельно возрастающими размерами от Amin до Атах установленного
интервала (рис. 9), а по вертикали — число заготовок т, попавших в
каждую группу и характеризующих частоту повторения размеров,
то получившаяся кривая выразит закон распределения размеров дета¬
лей в данной партии. Если п — число деталей в партии, то отношение
т!п называют частостью появления случайного события (в
данном случае деталей одной категории точности).
В зависимости от степени влияния различных факторов, дейст¬
вующих в процессе получения размеров, можно получить весьма
разнообразные формы кривых, характеризующих законы распреде¬
24
ления. Наиболее характерными являются: кривая распределения
по закону равной вероятности, кривая распределения по закону
Симпсона и кривая распределения по закону Гаусса, или, как часто
его называют, закону нормального распределения.
Закон равной вероятности получения размеров деталей одной
партии показывает, что при выбранных методе обработки и оборудова¬
нии размер зависит только от одного из факторов, например износа
режущего инструмента. Если износ инструмента при этом нарастает
во времени по прямолинейному закону, размер обрабатываемой заго¬
товки изменяется также строго постоянно, увеличиваясь или умень¬
шаясь (рис. 9, а). Однако, это возможно, если действия всех остальных
факторов несущественны и не влияют на изменение размеров заготовок.
Если жесткость технологической системы недостаточна, и в связи с
износом элементов системы появляется дополнительная ее деформация,
то размер детали может изменяться во времени уже по другому закону.
При суммарном действии этих двух факторов закон распределения
размера деталей имеет форму треугольника — закон Симпсона
(рис. 9, б). Если влияние всех факторов в процессе обработки загото¬
вок одинаково и ни один из них не является ярко выраженным, полу¬
чение наперед заданного размера в данный момент времени при изго¬
товлении данной партии деталей не может быть обеспечено. Однако при
этом представляется возможным установить наиболее вероятный
ожидаемый размер заготовок в данной партии по закону Гаусса
(рис. 9, б). Этот размер располагается в середине поля рассеивания,
которое и характеризует технологический процесс, выбранный для
обеспечения заданного размера.
§ 10. Расчетно-аналитический метод обеспечения
точности обрабатываемых заготовок
Изучение причин (факторов), вызывающих погрешности при обра¬
ботке заготовок на металлорежущих станках, позволило установить
связь между этими причинами и значениями погрешностей и таким
образом управлять погрешностями, снижая или устраняя их совсем.
В некоторых случаях можно воздействовать на факторы, вызывающие
погрешности, так, чтобы они взаимно понижали или ликвидировали
отдельные погрешности. Однако так можно поступать, если известен
закон действия каждого фактора в отдельности.
В результате совокупного действия всех факторов возникает
так называемая результирующая погрешность заданного размера.
Эту результирующую погрешность надо знать заранее и не допускать,
чтобы ее значение было больше допуска, установленного на заданный
размер.
Погрешности в пределах данной совокупности размеров можно
разделить на систематические постоянные, т. е. пог¬
решности, имеющие одинаковое значение для всей рассматриваемой
совокупности размеров, системати чес кие переменные,
закономерно изменяющиеся по ходу технологического процесса, и с л у-
25
чайные (погрешности рассеивания), имеющие различные значения
при невыясненных причинах их появления.
Так, например, если отверстия у заготовок всей партии обработаны
разверткой, имеющей неправильный размер, то погрешность диаметра
отверстия является систематической, имеющей постоянный характер.
Так как развертка в процессе работы подвергается износу, то и размер
отверстия при переходе к обработке каждой последующей заготовки
будет закономерно изменяться, при этом погрешность будет системати¬
ческой с переменным характером. Однако при обработке отверстий
заготовок одной и той же разверткой в номинально одинаковых усло¬
виях размеры этих отверстий будут все-таки неодинаковы в результате
действия ряда факторов (различие в твердости и т. п.), иначе говоря,
получается рассеивание размеров отверстий заготовки, которые харак¬
теризуются погрешностями рассеивания, имеющими случайный харак¬
тер.
Для определения результирующей погрешности необходимо сум¬
мировать все погрешности по размеру и знаку. В зависимости от
характера погрешностей — систематического или случайного — их
суммируют различивши способами. Систематические постоянные по¬
грешности суммируют алгебраически (с учетом их знаков), что в
результате может привести как к увеличению, так и к уменьшению
погрешностей или к их компенсации. Систематические переменные
погрешности любого знака («+» или «—») суммируют арифметически,
причем при определении суммарной погрешности исходят из наиме¬
нее выгодных условий. К этому виду погрешностей относятся! погреш¬
ности формы обрабатываемой заготовки, зависящие от жесткости техно¬
логической системы; погрешности, связанные с износом инструмента;
погрешности настройки станка. Случайные погрешности суммируют по
правилу квадратного корня. При симметричном распределении состав¬
ляющих погрешностей результирующая погрешность
А = ]/~ktAl -\-k2A\ -f- k3A% -f-... -f- kmAfn,
где ki, k2, ka, . . ., km — коэффициенты, зависящие от вида кривых
распределения составляющих погрешностей; А1г Д2, Д3,_. . ., Ат —
независимые случайные погрешности.
Если все составляющие погрешности следуют одному закону рас¬
пределения, то k1=k2=k3=...—km=k. Наименьшая результирующая
погрешность бывает тогда, когда составляющие погрешности следуют
закону нормального распределения (k= 1). При износе инструмента
результирующая погрешность возрастает (^=1,2...1,5), а при большом
износе кривая распределения составляющих погрешностей следует уже
закону равной вероятности (k=\,7). При работе на предварительно
настроенных станках с автоматическим получением размеров и незна¬
чительным износом режущего инструмента распределение большин¬
ства случайных погрешностей близко к закону нормального tраспре¬
деления.
Основными характеристиками распределения случайной погреш¬
ности являются: средний размер и среднее квадратичное отклонение.
Понятие среднего размера относится к любому параметру — диаметру,
26
длит-, угловому размеру, отклонению от параллельности, плоскост¬
ности, перпендикулярности, соосности и т. д. Средний размер
определяют по формуле
^-ср — (^-1 + L2 + L3 -f ... + L„)/n,
где* !.(, Л о, Ls„ . ., Ln — размеры отдельных заготовок или деталей;
П — общее количество заготовок или деталей в партии. Среднее
К п п д р а т и ч н о е отклонение определяют по формуле
ст,„ V| (L~Lcvy + (L2-Lcv)* + (L3-Lcey+ ... + (L„-Lcp)2]/n.
Опытные кривые можно заменить математическими кривыми, ха-
ршегеризующими определенные законы распределения случайных
Погрешностей. Так, уравнение кривой нормального распределения
(крином Гаусса с ординатой у) имеет вид
Гдг гг,.,, — среднее квадратичное отклонение; x—Lt—Lcp; е=2,718 —
Основание натуральных логарифмов.
На рис. 10 приведены кривые нормального распределения для
внпчепий оср=0,5; Оср=1 и аср=2. Зависимость формы кривой
распределения от значения среднего
квадратичного отклонения характери¬
зует рассеивание. Чем меньше значение
cTfp, тем меньше рассеивание и кривая
имеет суженную форму, а при большем
ст,,р рассеивание размеров выражается
резче и кривая имеет растянутую форму.
Для практических целей и характе¬
ристики точности операции в течение
времени обработки применяют диаг¬
рамму точности обработки
(рис. 11), которую строят в следующем
порядке. Вначале строят линию измене¬
нии размера Л0. Для этого определяют составляющие систематических
погрешностей для ряда моментов времени. Суммируя (алгебраи¬
чески) эти погрешности, находят общую систематическую погреш¬
ность как функции времени: Азак =/(т). По обе стороны от линии Л0
откладывают значения мгновенного рассеивания Ар.м/2 или поля
рассеивания при настройке Ар н/2, которые образуют две кривые Л*
н Л 2 (расчетное поле рассеивания). Тогда Аразм=Дзак+Ар.м; Аразм==
А:1ак+Ар.п (при настройке).
Построение диаграммы основано на предварительном расчете при
заданном значении поля рассеивания и построении линии изменения
размера по принятой теоретической закономерности изменения сум¬
марной погрешности.
При исследованиях на диаграмму наносят точки, полученные
в результате эксперимента. Их размещение внутри расчетного поля
свидетельствует о правильности построения диаграммы. В тех случаях,
Рис. 10
27
когда распределение случайных погрешностей подчиняется закону
нормального распределения, в интервале ±0,3 сср находится около
25% размеров деталей партии, в интервале ±0,7оср— около 50%
размеров, в интервале ±1,1 сгср — около 75% и, наконец, в интер¬
вале ± 3 аср — около 99,7% всех размеров.
При определении рассеивания расчетным путем полное значение
мгновенного рассеивания складывается из рассеивания, не зависящего
от нагрузки Др.„. незав и зависящего от нагрузки Ар.м. нагр, или
Ар. м = 1,2 КЛр. м иезав \ Ар. м иагр.
Величина Др. м. не3ав без учета погрешностей формы при повы¬
шенной точности обработки (при чистовом точении) составляет 6...
19 мкм, а при обычной точности 11...35 мкм. Величину Ар м иагр
можно определить по формуле
Ар. м. цагр 1 >2 (Ар. 3ar/k),
где Др. заг — рассеивание размеров заготовок, равное 0,1 г (г — при¬
пуск на диаметр); k — коэффициент, учитывающий свойства обрабаты¬
ваемого материала.
Построение диаграммы должно быть увязано с размерами детали
на чертеже. Для этого определяется положение начальной точки М
(рис. 11), соответствующее началу обработки партии деталей. Эта
привязка осуществляется настройкой на размер с обеспечением сов¬
падения середины поля рассеивания всей партии деталей с серединой
поля допусков 6. Точка Н соответствует окончанию обработки партии
деталей. Разность абсцисс точек Н и М равна промежутку времени
между двумя поднастройками станка.
28
§ 11. Статистический метод исследования точности
обработки с построением точечных диаграмм
Технологический процесс может быть устойчивым или неустойчи¬
вым, налаженным или разлаженным, вследствие чего качество деталей
может получаться однородным или неоднородным. Детали однородного
качества имеют незначительные колебания, в то время как детали
неоднородного качества характеризуются большими колебаниями
размеров, формы или свойства.
С помощью кривых распределения исследуют точность обработки
законченного технологического процесса. При этом не учитывается
последовательность обработки заготовок, так как все заготовки данной
партии как бы перемешиваются, и систематические постоянные и
переменные погрешности не отделяются от случайных, и влияние как
тех, так и других выражается в общем виде как рассеивание размеров.
Статистический метод исследования точности обработки с построе¬
нием точечных диаграмм свободен от этих недостатков и позволяет
исследовать технологический процесс значительно глубже, чем метод
кривых распределения; при этом оказывается возможным разделить
влияние случайных и систематических погрешностей (как постоянных,
так и изменяющихся).
Состояние технологического процесса и однородность качества
изготовленных деталей можно определить по характеру расположе¬
ния на графике точек, соответствующих действительным размерам,
измеренным на нескольких деталях подряд. Несколько образцов,
взятых для измерения сразу после обработки, называют пробой.
Для того чтобы пробы могли быть сравнимы между собой, число
деталей в них каждый раз должно быть одинаковым. Результаты
измерения каждого образца данной пробы отмечают на графике от¬
дельной точкой, поставленной против того деления шкалы, которому
соответствует измеренный размер. На рис. 12 показаны графики с
результатами измерения пробы из пяти деталей. График представляет
группу из пяти точек, расположенных в одной вертикальной колонке с
номером очередной пробы.
График на рис. 12, а характеризует устойчивый налаженный тех¬
нологический процесс, так как все точки размещаются в пределах
допуска, причем центр кривой рассеивания располагается на линии,
разделяющей поле допуска на две примерно равные части. На рис. 12, б
ноле рассеивания симметрично, но сильно смещено в сторону увеличе¬
ния размера, при этом разброс а меньше, чем размер допуска.
Эго свидетельствует о том, что технологический процесс обработки
является устойчивым, но требует подналадки для общего уменьшения
размеров детали, чтобы все точки, характеризующие качество (раз¬
меры) деталей, оказались в пределах поля допуска. На рис. 12, в пока¬
зан график с большим разбросом точек, выходящих в ряде случаев за
пределы поля допуска, хотя центр рассеивания лежит в середине допу¬
ска на размер. Этот график свидетельствует о том, что метод изготовле¬
ния должен быть изменен, например, введением повторного рабочего
хода или заменой обтачивания шлифованием. На рис. 12, г показан
29
график, характеризующий наличие какой-то постоянной причины,
вызывающей смещение центра рассеивания, что определяет необходи¬
мость наладки станка для устранения этой причины.
°)
1
№ проВ
Суммарная характеристика
тЬсемпртм
1
г
3
9
5
15
К
13
12
11
10
•
•
• •
9
•
• •
•
.
•
• •••••
•я
Я
«и
7
£
В
•
5
9
i
г
1
t
8
«а.
№ проВ
I
I
1
2
J
4
5
тВсем проВам
н
• 9
19
•
* •
•
•
•
Г
12
• •
•
• •
•
р
!
Qj
11
•
* т
10
9
в
1
В
5
9
3
2
1
Ч
&
s-
№проВ
Симмарнаяшакгперисгпта
<3
О.
1
2
3
4
5
па беем пробам
15
19
13
• •
12
•
•
• • • •
11
•
10
•
•
•
• • •
9
•
• •
• • • •
Л
е
•
•
• •
7
•
•
•
• • •
6
0
•
•
• •
5
•
9
•
•
• •
3
•
2
1
Рис. 12
Точечные диаграммы можно строить не только для одной партии
заготовок, но и для нескольких последовательно обрабатываемых
партий, при этом партии разбиваются на группы, содержащие по не¬
скольку последовательно обрабатываемых заготовок. Тогда по оси
абсцисс откладываются не номера проб, а номера групп, но при этом
рассеивание средних значений групп (средних арифметических значе¬
ний размеров заготовок, входящих в группу) будет меньше, чем рассеи¬
вание размеров отдельных заготовок.
Чтобы подналадка процесса обработки была сведена к минимуму
и производилась как можно реже, необходимо стремиться использо¬
вать полный размер поля допуска от наладки до наладки. Для этого
работу после наладки начинают с размера, противоположного тому,
который определяет момент остановки процесса для очередной наладки
станка, а не со среднего размера, расположенного где-то около сере¬
дины поля допуска, и тем более не с размера, близкого к границе
допуска, на которой необходимо остановить станок для очередной на¬
ладки.
30
§ 12. Определение возможного брака по площади
кривой распределения
А .Крив
тя нормального__
жпределения
оивая факти-
-р
'ШШдЛ в
A V ческого распре -
оеления
Б‘
irk
/А
i\
4
ft
\ \
\
г'\
Б
Поле допуска
+36
' -36
Поле рассеивания размеров
Рис. 13
Кривые рассеивания фактических размеров, полученные на осно¬
вании наблюдений, имеют вид ломаных линий (сплошная линия
па рис. 13). Поэтому вывод каких-либо закономерностей, имеющих
общее значение, на ос¬
новании рассмотрения
этих кривых является
затруднительным. Для
сопоставления и опреде¬
ления степени прибли¬
жения кривой рассеи¬
вания фактических раз¬
меров к теоретической
кривой распределения
вычерчивают обе кривые
в одинаковом масштабе.
Зная средний размер Гср
и среднее квадратичное
отклонение о можно по¬
строить кривую нор¬
мального распределения
для каждого наблюде¬
ния, при этом средне¬
арифметическое значение размера определит положение кривой
нормального распределения (центр группирования), а среднеквадра¬
тичное отклонение размера — высоту и растянутость этой кривой.
Графическое построение кривой нормального распределения мо¬
жет быть упрощено, если воспользоваться значениями ординат у,
вычисленных при 0=1, т. е. для уравнения
юооо
* УЫ
где зт=3,14; е — основание натуральных логарифмов; г=х!о\ x~Li—
—Lcp — абсцисса, отсчитываемая от центра группирования. В за¬
висимости от аргумента г величина у имеет следующие значения:
±г 0 0,5 1,0 1,5 2,0 2,5 3,0
±у 3989 3521 2420 1295 540 175 44
Практически для построения ветви кривой нормального распре¬
деления достаточно 5...7 точек, причем первое значение абсциссы,
определяющее вершину кривой, необходимо принять х=0, а последнее
не должно выходить за пределы х—За. После этого определяют г—
----- х!с> и по этим данным находят соответствующие значения у.
Для приведения кривой нормального распределения к тому же
масштабу (частоте), что и у кривой рассеивания фактических размеров,
ординату у умножают на масштабный коэффициент, тогда
mi = У [(пАх!{\0 000а)],
31
где rtii — ордината кривой нормального распределения в том же мас¬
штабе, что и у кривой рассеивания фактических размеров; п — общее
число деталей в партии; Ах — интервал по оси абсцисс, принятый при
построении кривой рассеивания фактических размеров (выраженный в
тех же единицах, что и о). После этого точки, полученные на графике
при построении теоретической кривой нормального распределения,
обводятся плавной линией (пунктирная линия на рис. 13).
Площадь, ограниченная кривой нормального распределения, вы¬
ражает в установленном масштабе полное число деталей в данной
партии. Часть площади, ограниченная прямыми А А' и Б Б' и кривой
нормального распределения (заштрихованная площадь), определяет
число годных деталей. Вероятность получения деталей с размерами
в границах допуска определяется отношением заштрихованной пло¬
щади ко всей площади, ограниченной кривой, а незаштрихованные
площади определяют вероятность брака. Таким образом, отнеся эти
площади к общей площади кривой распределения и умножив на 100,
можно получить значение процента брака для данного технологичес¬
кого процесса.
Для определения соответствующих площадей (ограниченных верх¬
ним и нижним пределами допуска), расположенных по обе стороны
центра рассеивания, пользуются приведенным ранее уравнением кри¬
вой Гаусса при аргументе г—х/о:
p — ti/N = Ф(г),
где р — частость (вероятность); п — число благоприятных случаев;
N — число возможных случаев; Ф (г) — площадь под одной половинной
кривой нормального распределения, ограниченной с одной стороны
средним значением (ось симметрии кривой) и с другой стороны — откло¬
нением отдельных значений. Значения величины V2 Ф(г) (половины
предельных площадей под кривой нормального распределения) приво¬
дятся в справочниках.
Более высоким этапом повышения точности производства является
переход к синтезу, т. е. к определению суммарной погрешности как
отдельных технологических процессов, так и всей технологической
цепи изготовления деталей, а также машины или механизма в целом.
Особое значение синтез приобретает в связи с существенным повыше¬
нием степени автоматизации производственных процессов, что обус¬
ловливает необходимость не только прогнозировать точность каждой
составляющей технологического процесса, но и обеспечивать решение
задачи автоматического управления процессом в целях получения
требуемой точности изделий при минимальных производственных
затратах. При этом методика анализа и синтеза погрешностей деталей,
а также машин и приборов в целом предусматривает обеспечение
точности в комплексе, начиная с расчетно-конструкторских разработок
при проектировании технологических процессов всех стадий производ¬
ства и заканчивая проектированием и созданием средств измерений
и контроля.
Базируясь на анализе структурных схем и функциональных связей
параметров характеристики изделия, можно разработать математичес-
32
Mic модели (математическое описание) закономерностей и взаимосвя¬
зей, определяющих требования к точности на основе заданного каче-
пва на выходе технологического процесса, т. е. создать условия,
обеспечивающие стабильность технологии производства.
§ 13. Размерный анализ
Качество изготовления и сборки деталей обеспечивается, в частно-
i'iti, правильной простановкой размеров на рабочих и сборочных черте¬
жах. В большинстве случаев отдельные размеры, отнесенные к одной
или к группе деталей, находятся во взаимосвязи друг с другом; изме¬
нение одного из размеров влияет на один или несколько других разме¬
ров.
Размерной цепью называется совокупность размеров
Овеньев), образующих замкнутый контур и отнесенных к одной детали
или к группе деталей. Звеном размерной цепи называется один из
размеров, образующих размерную цепь.
Различают следующие виды размерных цепей:
с лине й и ы ми размера м и и параллельным и
звенья м и; к ним относится большинство размерных цепей
(рис. 14, ц);
с линейными размерами и непараллельными
звеньями (рис. 14, б); к этой группе может быть отнесен любой
многоугольник, если каждая сторона его задана линейным размером,
причем если спроектировать все размеры А—Е на одну ось, то эту
группу можно свести к первому виду размерных цепей;
с угловыми размерами (рис. 14, в): для этого вида
цепей характерны детали с несколькими отверстиями, равномерно рас¬
положенными по окружности, если расстояния между центрами этих
отверстий заданы в угловых единицах, а также детали, требующие
при обработке деления окружности на равное число частей, например
зубчатые и червячные колеса, фрезы и т. п.; из-за трудности точного
измерения угловых величин угловые размерные цепи часто заменяют
линейными с непараллельными звеньями; контроль размеров возможен
с помощью калибров для межцентровых расстояний;
пространственные, звенья которых расположены в не¬
параллельных плоскостях; такие размерные цепи встречаются очень
редко и для их решения проектируют все размеры на одну плоскость.
Рис. 14
2 XV 2126
33
Наименьшее число звеньев размерной дени равно трем.
Все звенья размерной цепи подразделяют на две группы: соста
ляющие звенья и замыкающее звено. Замыкающим звено
называют звено, получаемое в процессе изготовления и измерения п
следним. Получение того или иного звена в качестве замыкающе
зависит от порядка обработки заготовок или сборки деталей. Так,
при обработке ступенчатого вала (рис. 14, а), чтобы звено В был-
обработано последним, нужно сначала отрезать заготовку размеро
А, затем, обтачивая вал в размере малого диаметра d, выдержать в
пределах заданной точности размер Б, и тогда размер В получится
последним. Если в качестве замыкающего звена нужно иметь общий
размер ступенчатого вала по длине А, то в этом случае заготовку берут
несколько большей длины, чем размер А. Вначале обтачивают меньшую
ступень вала на длину В, а затем отрезают готовую деталь, выдерживая
размер Б. Общая длина вала при этом будет замыкающим звеном,
имеющим размер А. Таким образом, меняя порядок обработки, можно в
качестве замыкающего звена получить любое звено размерной цепи.
Звено размерной цепи, изменение которого вызывает изменение исход¬
ного звена (для его решения и используется размерная цепь) или замы¬
кающего звена, называется составляющим. Составляющие зве¬
нья размерной цепи подразделяют на две группы: увеличивающие и
уменьшающие.
Увеличивающим называют такое звено, которое при своем
увеличении увеличивает размер исходного или замыкающего звена.
Уменьшающее звено при своем увеличении уменьшает размер
исходного или замыкающего звена. Так, если у ступенчатого вала
(рис. 14, а) принять в качестве замыкающего звено Б, то звено А бу¬
дет увеличивающим, а звено Б — уменьшающим. Правильность раз¬
мерного расчета зависит от правильности нахождения увеличиваю¬
щих и уменьшающих звеньев.
Общее правило для нахождения увеличивающих и умень¬
шающих звеньев заключается в составлении уравнения номинальных
размеров, связывающего все члены размерной цепи, и решения его относи¬
тельно номинального размера замыкающего звена. Тогда все члены правой
части уравнения со знаком плюс будут увеличивающими звеньями, а
со знаком минус — уменьшающими.
При решении размерных цепей возникают две задачи: прямая и
обратная. При прямой задаче по допускам составляющих зве¬
ньев находят допуск замыкающего звена. При обратной задаче
по допуску замыкающего звена определяют допуск составляющих
звеньев.
Для решения прямой задачи на максимум и минимум возьмем про¬
стейшую размерную цепь (рис. 14, а) с замыкающим звеном В, в кото¬
рой, как уже сказано, А является увеличивающим, а Б — уменьшаю¬
щим звеном. Из рисунка видно, что А=Б-\-В, отсюда В=Д—Б.
В общем случае для любого числа звеньев размерной цепи уравнение
номинальных размеров будет
В = 2Л—2Б.
34
Таким образом, номинальный размер замыкающего звена 5 равен
сумме номинальных размеров всех увеличивающих звеньев А без
суммы номинальных размеров всех уменьшающих звеньев Б.
Из рис. 14, а видно, что предельные значения замыкающего звена
И зависят от предельных значений составляющих звеньев А и Б:
Б(, —А6—Бы; Ва = Ак—Б6,
где А6, £>б, Вб и Ам, Бм, Вы — соответственно наибольшие и наимень¬
шие значения звеньев.
Вычтя почленно второе уравнение из первого, найдем
В б—ВЫ — (А6—Бм) — (Аы—Бб).
Раскрыв скобки и переставив члены, получим
Вб—Аи = (-^б'—Ая) + (Бб—Бы),
но разность предельных размеров есть допуск на этот размер, следова¬
тельно,
®В = 6Л + 6Б-
Отсюда для любой размерной цепи с числом звеньев п, обозначив
ft, допуск замыкающего звена, имеем
63 = 26„.
Таким образом, допуск замыкающего звена размерной цепи равен
сумме допусков всех составляющих звеньев. Приведенное уравнение
является основным уравнением размерного ана¬
лиза, из которого вытекают два правила:
1. В качестве замыкающего звена в размерной цепи надо выбирать
самое грубое (с точки зрения эксплуатации) по точности звено, чтобы
для него можно Шло назначить суммарный допуск всей размерной цепи.
Это правило основано на том, что в замыкающем звене, поскольку
оно является последним в процессе изготовления, накапливаются
погрешности предшествующей обработки всех составляющих звеньев.
2. Для облегчения решения размерной цепи необходимо проекти¬
ровать цепи с наименьшим числом звеньев. Это правило иногда называют
правилом короткой размерной цепи и обосновы¬
вают тем, что при большом числе размеров (10... 15) в замыкающем
звене получается такой большой допуск, что ни на одно из звеньев
размерной цепи его назначить нельзя.
Недостаточно знать номинальный размер и допуск замыкающего
звена, следует найти и его отклонения:
Авл — ^б—А; ДпА — А„-~А,
где Д„^ — верхнее отклонение размера А; А6 — наибольший предель¬
ный размер; ДвИ — нижнее отклонение размера А; Ам — наименьший
предельный размер. Отсюда следует, что
Аб = А-\-А\ Лм = Л-}-ДнЛ.
Очевидно, что и для остальных звеньев размерной цепи (см. рис.
2*
35
14, «) можно написать аналогичные уравнения, т. е. всего шесть
вспомогательных уравнений.
Уравнение максимума замыкающего звена имеет вид
Вб = А6—Бк.
Заменив каждый член этого уравнения соответственно одним из
вспомогательных уравнений, получим
Б АъВ = А —Б—Анс;
вычтя из него почленно уравнение номинальных размеров В=А—Б,
получим
АцВ = Ав4 Дне-
Для любой размерной цепи с каким угодно числом звеньев уравне¬
ние верхнего отклонения замыкающего звена имеет вид
ДII в = -А|..1 2Дн с •
Таким образом, верхнее отклонение замыкающего звена равно раз¬
ности сумм верхних отклонений всех увеличивающих звеньев и нижних
отклонений всех уменьшающих звеньев.
Уравнение минимума замыкающего звена имеет вид
Вм — Аа—Бй.
Заменяв члены этого уравнения вспомогательными уравнениями,
получим
Дцв = ^ Дня — ^ Две*
Нижнее отклонение замыкающего звена равно разности сумм нижних
отклонений всех увеличивающих звеньев и верхних отклонений всех
уменьшающих звеньев.
Рассмотрим пример расчета номинального размера допуска и отклонения за¬
мыкающего звена. Допустим, что деталь, приведенная на рис. 14, а, имеет следую-
я 1 лпТ0,05 р *7/ч“'0»13
щие размеры: Л~120-о,оз» £~70_о,2о*
1. По уравнению номинальных размеров определяем
В = А - Б= 120— 70= 50.
2. Из уравнения допусков имеем
6Й <+, + ИЛИ дА = (+ 0,05) — (—0,03) = 0.08,
ЬБ Д-0,13) — (—0,20) = 0,07, 6В = 0,08+0,07=0,15.
3. Из уравнения отклонений определяем
Л„я = Авд - АвВ = (+0,05) - (-0,20) = +0,25,
Аид=Анл—АсС = (-0,03)- (0,13) = +0,10.
Окончательное значение размера В=50+?до-
Следует иметь в виду, что полученное расчетным путем значение замыкающего
звена Н нельзя писать на чертеже, так как в цехе, где будут изготовлять эту деталь,
могу г не знать, какое звено предполагалось получить последним, и в случае нару¬
шения предусмотренного порядка это может привести к ошибкам при изготовлении
или сборке деталей. Действительно, если вначале изготовить звенья Б и В, то сумма
максимумов их размеров составит
69,87 + 50,25=120,12,
36
i. i'- больше наибольшего допускаемого размера А (120,12>120,05), а сумма
минимумов этих же размеров составит
69,80+50,10=119,90,
’I, с. меньше допустимого значения размера А (119,9<119,97).
Рассмотрим пример перерасчета размеров при изменении баз (поверхностей,
от которых заданы размеры). Так, на изображенной на
рис. 15 втулке конструктор задал размеры от конет-
руишвной базы /, при этом измерение размера 18l{J;?4
при изготовлении и контроле отверстия d{ затрудни-
о, более удобно определить размер А от техно¬
логической базы //.
В размерной цепи А — Б — В размер В
иилмстся замыкающим звеном, так как он должен
получиться в результате исполнения размеров А и В.
Ili уравнения номинальных размеров имеем
Л = £+В = 12 + 18=30.
Из уравнения допусков 8д, откуда
бд = бд—6С = 0,22 —0,10 = +0,12.
Ili уравнения отклонения имеем
АеД = Авд-ДиС, Авд = Авя+АнС = (+0,08) + (—0,05) = +0,03;
Аня = А«д — Ав£, А,д "=А„в+АвВ = (—0,14) +(+0,05) = -0,09.
• Q+o.os
10-0,1 4
Размер А=
ол + 0,08
-OU-0,04*
ГЛАВА III
КАЧЕСТВО
ПОВЕРХНОСТИ
§ 14. Определения и основные понятия
Эксплуатационные свойства деталей машин и их долговечность
в значительной степени зависят от состояния их поверхности. В от¬
личие от теоретических поверхностей деталей, изображаемых на чер¬
тежах, на реальных поверхностях в процессе обработки всегда имеются
неровности различной формы и высоты. Высота, форма, характер
расположения и направление неровностей на поверхностях обрабаты¬
ваемых заготовок зависят от ряда причин: режима обработки, условий
охлаждения и смазки режущего инструмента, химического состава и
микроструктуры обрабатываемого материала, конструкции, геометрии
и режущей способности инструмента, типа и состояния оборудования,
вспомогательного инструмента и приспособлений. Различают следую¬
щие отклонения от теоретической поверхности: макрогеометрическне,
волнистость и микрогеометрические.
Макрогеометрическне отклонения — единич¬
ные, не повторяющиеся регулярно отклонения от теоретической формы
поверхности, характеризующиеся большим отношением протяжен¬
ности поверхности к высоте отклонения (Uh >1000). Макрогеометрн-
ческие отклонения характеризуют овальность, конусообразность и
другие отклонения от правильной геометрической формы.
Волнистость поверхности представляет собой сово¬
купность периодически чередующихся возвышений и впадин с отноше¬
нием L//r= 50... 1000. Волнистость является следствием вибрации
технологической системы, а также неравномерности процесса резания.
37
Микрогеометр и ческие отклонения, или микр
неровности, образуются в результате воздействия режущей кромк
инструмента на обрабатываемую поверхность, а также вследств
пластической деформации обрабатываемого материала в процессе ре
зания. Микронеровности определяют шероховатость (негладкость
обработанной поверхности. Они характеризуются небольшим значе¬
нием отношения шага микронеровностей к их высоте (L/ЛС50).
Характер и расположение микронеровностей зависят от направ¬
ления главного движения резания и направления движения подачи.
В табл. 2 приведены разновидности направлений неровностей и их
условные обозначения, проставляемые на чертежах.
Т а б лица 2. Разновидности направлений неровностей
Направление неровностей
Схема направления неровностей
Обозначение
Параллельное
Перпендикулярное
Перекрещивающееся
Произвольное
Кругообразное
Радиальное
\/~
V//77/////7,
\А
шттш.
Vx
777/777777.
\/м
WX///Z?
Vе
n/r .
V7////7//Z,
§ 15. Параметры шероховатости поверхности
ГОСТ 2789—73 и СТСЭВ 638—77 устанавливают следующие пара¬
метры шероховатости: R„ — среднее арифметическое отклонение про¬
филя (i?a=400...0,008 мкм); Rz — высота неровностей профиля по де¬
сяти точкам (#z=1600...0,025 мкм); Sm — средний шаг неровностей
(Sm=12,5...0,002 мм); — относительная опорная длина профиля
(10...90%), где р — числовое значение уровня сечения профиля.
38
Среднее арифметическое отклонение про¬
филя Ra есть среднее значение расстояний (уи уг,. . ., уп)^точек про¬
филя до его средней линии (рис. 16):
П
=4£Ы’
i=l
где г/г — абсолютные (без учета алгебраического знака) расстояния
до средней линии; п — число измеренных отклонений.
Средняя линия т профиля делит измеряемый профиль таким обра¬
зом, что в пределах длины участка поверхности, выбираемого для
измерения шероховатости, сумма квадратов расстояний (уи у2,. .., уп)
Рис. 16
точек профиля до этой линии минимальна. При определении поло¬
жения средней линии на профилограмме можно использовать следую¬
щее условие: средняя линия должна иметь направление измеренного
профиля и делить его таким образом, чтобы в пределах базовой длины I
площади А по обеим сторонам от этой линии по линии профиля были
равны между собой:
А A А А • • • + А-1 — А + А + • • • А А •
Длина участка поверхности, выбираемая для измерения шеро¬
ховатости, называется базовой длиной I. Числовые значения
базовой длины I выбирают из ряда 0,01; 0,03; 0,08; 0,25; 0,80; 2,5;
8; 25 мм.
Высота неровностей Rz характеризует среднее расстояние между
находящимися в пределах базовой длины пятью высшими точками
выступов и пятью низшими точками впадин, измеренное от линии,
параллельной средней линии (см. рис. 16):
А—[(А АА А • • • А А) — (А А А А • • • А А0)]/5,
где Ль А,. .А — расстояния от высших точек выступов до линии,
параллельной средней линии; h2, h, . . ., h10 — расстояния от низших
точек впадин до линии, параллельной средней линии.
Средний шаг неровностей профиля и средний
шаг неровностей профиля по вертикали S есть среднее арифметическое
значение шага неровностей профиля в пределах базовой длины:
S. = i±S.-, S.lix
iss 1 t=sl
39
Относительная' опорная длина профиля/
(%) — отношение опорной длины профиля г),, к базовой длине
1р = (т) 100%- где в X bi-
' /=1
Шероховатость поверхности — это совокупность
неровностей с относительно малыми шагами (расстоянием между
вершинами характерных неровностей измеренного профиля), образую¬
щих рельеф поверхности и рассматриваемых в пределах участка, длина
которого выбирается в зависимости от характера поверхности и равна
базовой длине. Требования к шероховатости поверхности устанавли¬
вают* Исходя из функционального назначения поверхности и указыва¬
ют числовыми значениями (наибольшим, номинальным или диапазоном
значений) параметров и базовой длины (табл. 3).
Таблица 3. Соотношение значений параметров шероховатости
н базовой длины
Среднее арифме¬
тическое отклоне¬
ние профиля
мкм
Высота
неровностей
Л^, мкм
Вазовая
длина 1,
мм
Среднее арифме¬
тическое откло¬
нение профиля
/?а, мкм
Высота
неровностей
Rz> мкм
Базовая
длина /,
мм
80
320
0,32
1,6
40
160
8
0,16
0,8
20
80
0,08
0,4
0,04
0,2
10
40
2,5
5
20
2,5
10
0,02
0,01
О с
sr
0,08
1,25
6,3
0,8
0,63
3,2
Примечания: 1. Параметр является предпочтительным. 2. Если па¬
раметры Ra или Rz определены на базовой длине в соответствии с таблицей,
то значения базовой длины в требованиях к шероховатости не указывают.
В соответствии с ГОСТ 2.309—73 для обозначения шероховатости
поверхностей, вид обработки которых не установлен, применяется
знак- <■ \Л Шероховатость поверхности, образуемой удалением слоя
металла, например точением, сверлением, фрезерованием, шлифо¬
ванием, травлением и пр., обозначают знаком 5 а шероховатость
поверхности, образуемой без удаления слоя металла, например литьем,
штамповкой и пр., а также не обрабатываемой по данному чертежу,—
знаком v/-
Значение параметра шероховатости указывают: для параметра Ra
04 /
Oiu символа, например , а для остальных параметров—после соот-
Иси 1 кующего символа, например . При необходимости указания
Кроме параметра (параметров) вида обработки, базовой длины, услов¬
ною обозначения направления неровностей применяют знак с полкой,
0J5Z Полировать
иипрпмер \Jmb .
м
Структура обозначения шероховатости поверхности при указании
дн\ х или более параметров и порядок их расположения определены
ГОСТ 2.309—73.
§ 16. Влияние качества поверхности на эксплуатационные
свойства деталей машин
Как указывалось выше, на эксплуатационные свойства деталей
машин существенно влияет шероховатость обработанной поверхности,
однако, например, гладко обработанная поверхность не всегда явля¬
ется наиболее износоустойчивой, так как для удержания смазки на
поверхностях трущихся деталей должны существовать микронеровно-
CIл. В этом случае с учётом конкретных условий трения устанавливают
он гимальную шероховатость поверхности.
На износоустойчивость поверхности влияют сопротивляемость
поверхностного слоя разрушению и макрогеометрическне отклоне¬
ния, которые вызывают неравномерный износ отдельных участков.
Волнистость приводит к увеличению удельного давления, так как
трущиеся поверхности соприкасаются по выступам волн; то же про¬
исходит и при микронеровностях поверхностей, причем выступы
мнкронеровностей могут деформироваться —■ сминаться или даже
срезаться. Вершины микронеровностей могут вызывать разрывы мас¬
ляной пленки, и в местах разрывов создается сухое трение.
Во многих случаях прочность деталей машин также зависит от
шероховатости поверхности. Установлено, что наличие рисок, глу¬
боких и острых царапин создает очаги концентрации напряжений,
которые в дальнейшем приводят к разрушению детали. Такими оча¬
гами могут являться также впадины между гребешками микронеров-
постей. Это не относится к деталям из чугуна и цветных сплавов,
в которых концентрация напряжений проявляется в меньшей степени.
Прочность соединений с натягом также определяется высотой
микронеровностей; при запрессовке одной детали в другую факти¬
ческий натяг отличается от натяга при запрессовке деталей тех же
диаметров с гладкими поверхностями.
От шероховатости поверхности зависит устойчивость ее против кор¬
розии. У более гладкой поверхности меньше площадь соприкосновения
с корродирующей средой и меньше влияние среды. Чем глубже впадины
микронеровностей и чем резче они очерчены, тем больше проявляется
разрушающее действие коррозии, направленное вглубь металла.
41
§ 17. Методы и средства оценки шероховатости поверхности
Шероховатость поверхности оценивают двумя основными методами:
качественным и количественным.
Качественный метод оценки основан на визуальном
сопоставлении обработанной поверхности с эталоном (образцом) по¬
верхности невооруженным глазом или под микроскопом, а также по
ощущениям при ощупывании рукой (пальцем, ладонью, ногтем).
Визуальным способом можно достаточно точно определять шерохо¬
ватость поверхности, за исключением весьма тонко обработанных по¬
верхностей. Эталоны, применяемые для оценки шероховатости поверх¬
ности визуальным способом, дол¬
жны быть изготовлены из тех же,
материалов, с такой же формой
поверхности и тем же методом,
что и деталь. Качественную оцен-‘
ку весьма тонко обработанных
поверхностей следует произво¬
дить с помощью микроскопа или
лупы с пятикратным и большим
увеличением.
Количестве н н ый
метод оценки заключа¬
ется в измерении микронеров¬
ностей поверхности с помощью
приборов: профилографа К. М.
Аммона, профилографа Б. М. Левина (модели ИЗП-17 и ИЗП-5), двой¬
ного микроскопа и микроинтерферометра В. П. Линника, профиломе-
тра В. М. Киселева и др.
Схема профилографа Б. М. Левина (модель ИЗП-17) приведена на
рис. 17. Луч света от лампы 1, проходя через линзу 2, щель 3 и опти¬
ческую систему 5, падает на зеркала 8 и 7. Зеркало 8 связано с ощу¬
пывающей иглой 9. Луч света, отраженный от зеркала 7 и затем от
зеркала 8, проходит оптическую систему 6 и, попадая на зеркала 4.
и далее на цилиндрическую линзу 14, проецирует изображение щели 3
на светочувствительную пленку 13, расположенную на барабане-12. -
Изображение щели проецируется в виде световой точки. Деталь 10,
на поверхности которой измеряют шероховатость, располагается на
верхнем диске предметного стола 11. При вращении синхронного дви¬
гателя стол вместе с деталью движется поступательно относительно
иглы 9, а барабан 12 вращается.
Скорость снятия профилограммы можно менять, изменяя частоту
вращения барабана. Скорость перемещения стола 11 не зависит от
частоты вращения барабана 12, что обеспечивает получение трех
горизонтальных масштабов с увеличением в 25 и 50 раз. Вертикальное
увеличение в 250...5000 раз достигают сменой объектива 6 и установкой
иглы 9 в различные отверстия рычага. От вертикального увеличения
зависит максимальная высота микронеровностей, записываемая на
барабане 12\ от горизонтального увеличения зависит длина профили¬
руемого участка (1,75...7 мм) исследуемой поверхности.
11ринцип действия профилометра конструкции В. М. Киселева за¬
ключается в возбуждении колебаний напряжения в результате дви¬
жений ощупывающей иглы. На рис. 18 приведена схема этого про-
фнлометра (модель КВ-7). Игла 1 с алмазным наконечником, радиус
закругления которого 12 мкм, подвешена на пружинах 2. Нижний
конец ее ощупывает неровности поверхности детали, а верхний связан
с индукционной катушкой 3, которая перемещается в магнитном поле
полюсов 4 и 6 магнита 5. Возбуждаемый этим перемещением ток
подают на усилитель и затем на гальванометр. Перемещение иглы по
поверхности осуществляют с помощью электропривода со скоростью
10...20 мм/с. Давление иглы на поверхность проверяемой детали
составляет 5...25 кПа. При подключении к профилометру осциллогра¬
фа можно получить профилограмму исследуемой поверхности.
Для измерения шероховатости предназначен также двойной микрос¬
коп В. П. Линника (рис. 19). Прибор состоит из двух частей: микроско¬
па А для освещения исследуемой поверхности, микроскопа Б для наб¬
людения и измерения профиля поверхности. Оси обеих частей микро¬
скопа, наклоненные под углом 45° к исследуемой поверхности, пересе¬
каются между собой в предметной точке объективов.
В плоскости изображения объектива 3 микроскопа А перпенди¬
кулярно плоскости оси микроскопа расположена щель 2, освещаемая
источником света 1. Объектив 3 дает уменьшенное изображение
щели 2 на проверяемой плоскости Р в виде узкой светящейся линии.
11ри отсутствии на участке поверхности Р микронеровностей объектив
4 микроскопа Б в плоскости сетки окуляра 5 даст изображение аг
той же узкой светящейся линии, а также изображение близлежащего
участка исследуемой поверхности.
При том же расположении микроскопов А и Б при наличии мик-
ронеровностей h часть пучка света, отраженная от участка поверх-
43
пости Р, при наблюдении будет казаться выходящей из точки аг или
из точки а\ поверхности Р[, расположенной на расстоянии 2h ниже по-i
верхности Р. Тогда изображение точки щ на сетке окуляра 5 будет на
расстоянии ti от оси микроскопа Б, равном h'=2xh sin 45°, где х -
увеличение объектива 4.
Для измерений высоты неровностей в микроскопе Б установле
окулярный микрометр. Двойной микроскоп В. П. Линника позволяе
также фотографировать исследуемую поверхность с высотой неровное-]
тей 0,9...60 мкм.
Для измерения микронеровностей высотой 0,1..-6 мкм с увеличе
нием в 400.. .500 раз применяют мик-j
fl)<L
<?
i
сb
MO
‘/ЧУ.
Оз-
Рис. 20
роинтерферометрМИИ-1 В.П. Лин-<
ника (рис. 20, а) с интерференцпогн
ными полосами, соответствующим!!
профилю исследуемой поверхнос¬
ти в данном сечении (рис. 20, б).>
На рисунке 1 — окуляр, 2 — линза,
3 — источник света, 4 — контроли¬
руемая деталь, 5 — призма, б
эталонное зеркало, 7 — интерферен-1
ционные полосы, 8 — профиль про-1
веряемой поверхности. С помощыр!
интерференционной головки на контролируемой поверхности создаются!
интерференционные полосы. При наличии рисок и других микроне¬
ровностей полосы искривляются. С помощью окуляра производят!
отсчеты смещения а полосы, выражающей размер высоты микронеров-]
ностей, и отсчет расстояния Ъ между двумя соседними интерферен¬
ционными полосами (рис. 20, б). Тогда высота микронеровности]
в микрометрах
й = 0,25 а/Ь.
Для определения шероховатости поверхности в труднодоступных j
местах применяют метод снятия с исследуемой поверхности слепков,
шероховатость поверхности которых определяют с помощью указанных j
выше приборов. Искажение профиля исследуемой поверхности при]
снятии слепка практически не превышает 2...3%. В качестве материа¬
лов для слепков обычно применяют целлулоид, растворяемый в аце¬
тоне. Для получения слепка целлулоид опускают на непродолжитель¬
ное время (2...3 мин) в ацетон, затем прикладывают к исследуемой
поверхности и сушат в течение 10...50 мин (в зависимости от шерохо-'
ватостн обработанной поверхности).
Для оценки микрогеометрии поверхности иногда применяют также
метод среза. Исследуемую поверхность покрывают слоем хрома тол¬
щиной 5...10 мкм, а затем производят срез под углом 1...2°; срезанную
плоскость травят, после чего фотографируют. Увеличение при угле
среза Г' составляет 60, а при угле среза 2е—30 раз. Дополнительное
увеличение при фотографировании позволяет получать общее увеличе¬
ние в 8000 раз.
44
§ 18. Зависимость шероховатости и точности поверхностей
от видов обработки
11рактикой и исследованиями определены взаимосвязи между ви-
д.тмп обработки и шероховатостью поверхности. Так, например,
установлено, что средняя высота неровностей не должна превышать
1<>...25% от допуска на обработку. Это позволило установить дости¬
жимую шероховатость поверхности для различных видов обработки,
и с учетом затрат при любом другом способе обработки — и эконо¬
мически достижимую шероховатость поверхности. Характеристика
н;аимосвязи между шероховатостью поверхности и точностью при
различных видах обработки приведена в табл. 4".
ГЛАВА IV
БАЗЫ И БАЗИРОВАНИЕ
§ 19. Понятие о базах, их классификация и назначение
В зависимости от служебного назначения все поверхности детали
по ГОСТ 21495—76 подразделяются на основные, вспомогательные,
исполнительные и свободные. Под о снов и ы ми понимают поверх¬
ности, с помощью которых определяют положение данной детали в
||'|.ЧРПГЛМ ТяИ" ИЯ ПНР 91 ттитгин-
ляющие положение всех присо-
с шняемых деталей относительно ис'
данной. Так, на рис. 21 у ступен¬
чатого вала имеется два комплекта вспомогательных поверхностей для
установки с двух сторон зубчатых колес. Каждый комплект состоит из
трех элементов: шейки 3(S'), уступа 5 (5') и шпоночной канавки. И с-
полнительные поверхности—поверхности,выполняющие
служебное назначение. У конструкции на рис. 21 исполнительной
поверхностью является профиль зубчатого колеса. Свободной
поверхностью называется поверхность, не соприкасающаяся с
поверхностями других деталей и предназначенная для соединения ос¬
новных, вспомогательных и исполнительной поверхностей между собой
с образованием совместно необходимой для конструкции формы детали,
п.шример поверхность шейки 4 (рис. 21).
Базой называют поверхность, заменяющую ее совокупность по-
ырхностей, ось, точку детали или сборочной единицы, по отноше-
45
Таблица 4. Шероховатость поверхности и точность обработки
Вид обработки
/?а в зависимости от применяемых материалов, мкм
неметалличе¬
ские
легкие
сплавы
латунь
(бронза)
сталь
1.6...6.3
3.2...6.3
1.6...3.2
1.6...3.2
3.2...6.3
1.6...3.2
1.6...6.3
6.3...12.5
1.6...3.2
6,3
1,6...3,2
6,3
1,6...3,2
6,3
1,6...3,2
0,8
6,3
1,6...3,2
6,3
0,8...3,2
6,3
0,8...3,2
6,3
0,8...3,2
0,4...0,8
6,3
0,8...3,2
0,4...0,8
6,3
0,8...3,2
0,4...0,8
3,2...6,3
0,8...3,2
0,4
3,2...6,3
0,8...3,2
0,2...0,4
3,2...6,3
0,8...3,2
0,2...0,4 '
6,3
0,8...3,2
0,4...0,8
6,3
0,8...3,2
0,2...0,8
6,3
0,8...3,2
0,4...0,8
1,6...3,2
0,8...1,6
0,4
1,6...3,2
0,4...1,6
0,1...0,2
1.6...3,2
0,8...1,6
0,2,..0,4
Квалитеты
точности
Сверление:
D ^ 15 мм
D < 15 мм
Зенкерование чистовое
Фрезерование:
черновое
цилиндрическое <( чистовое
тонкое
торцевое
черновое
чистовое
тонкое
Строгание:
черновое
чистовое
тонкое
Наружное точение:
получистовое
чистовое
тонкое (алмазное)
Растачивание:
получистовое
чистовое
тонкое (алмазное)
Развертывание:
получистовое
чистовое
тонкое
1.6...6.3
1.6...3.2
1.6...3.2
1.6...6.3
11...14
11...14
8. ..14
12...14
И...14
8
12...14
11...14
12...14
11...14
8
12...14
12
12...14
7... 12
7
Продолжение 4
/?а в зависимости от применяемых материалов, мкм
Vann uTftTH
Вид обработки
неметалличе¬
ские
легкие
сплавы
латунь
(бронза)
сталь
Г\ о cWi И 1 К? 1 Dl
точности
Протягивание:
0,4...1,6
7...8
чистовое
.
—*
0,1...0,2
7
отделочное
Круглое шлифование:
0,1.. .1,6
0,1...1,6
10...11
чистовое
0,025...0,05
7...8
тонкое
Плоское шлифование:
—
0,4...1,6
7...8
чистовое
—
0,1...0,2
7
тонкое
Нарезание резьбы:
i,6
1,6
1,6
7...8
/ плашкой
0,4...1,6
0,4...1,6
0,2...0,4
5...7
няпужнпе J Резцом’ гребенкой, фрезой
8
наружное ( накатыВанием
шлифованием
0,1...0,4
5...7
1,6.-.3,2
1,6...3,2
1,6...3,2
7...8
„ ( метчиком
0,4...1,6
7.. .8
внутреннее | резцом, гребенкой, фрезой
Обработка зубьев колес:
0,8...1,6
0,8...1,6
7...И
строгание
0,4...1,6
0,4...1,6
7...11
фрезерование
0,1...0,8
0,1...0,8
5...7
шлифование и доводка
—
7
Шевингование
Притирка:
_
0,2...1,6
7
чистовая
—
О
о
СП
ь
00
5
тонкая
Полирование:
—
00
о
о
0,1...0,8
7
обычное
0,025...0,05
5
тонкое
пню к которым ориентируются другие детали изделия или поверхно¬
сти детали, обрабатываемые или собираемые на данной операции.
11о характеру своего назначения (при конструировании, изготовлении
деталей, измерении и сборке механизмов и машин) базы подразделяются
па конструкторские, технологические и измерительные.
Группу конструкторских баз составляют основные и
вспомогательные базы, учет которых при конструировании (выборе
форм поверхностей, их относительного положения,
простановки размеров, разработке норм точности и ^
т. п.) имеет существенное значение. Основная база
определяет положение самой детали или сборочной
единицы в изделии, а вспомогательная база— положе¬
ние присоединяемой детали или сборочной единицы
относительно данной детали. Как правило, положе¬
ние детали относительно других деталей определяют
комплектом из двух или трех баз. Так, основными
базами ступенчатого вала (рис. 21) являются ось ва¬
лика ОО и уступ / или а вспомогательными база-i
ми — поверхности крайних шеек 2 или 2' и уступ рис. 22
1 или
На рис. 22 наружная поверхность 1 шарикоподшипника определяет
положение его центра относительно корпуса, в который он запрес¬
сован, а поверхность 2 (торец) — положение шарикоподшипника при
установке вдоль его оси. Та¬
ким образом, для данного
случая, установки шарико¬
подшипника поверхности 1
и 2 являются основной и вспо¬
могательной базами.
Технологической
базой называют поверх¬
ность, определяющую поло¬
жение детали или сборочной
единицы в процессе их изго¬
товления.
Измерите л ь и о й
базой называют поверх¬
ность, определяющую отно¬
сительное положение детали
или сборочной единицы и
средств измерения.
Как известно из теоре¬
тической механики, требуе¬
мое положение твердого те-
Охуг может быть задано на¬
ложением на него шести двусторонних связей, лишающих тело трех
перемещений вдоль осей Ох, Оу и Oz и трех поворотов вокруг осей.
Наложение двусторонних связей достигается соприкосновением бази¬
рующих поверхностей тела с базирующими поверхностями других тел
Рис. 23
ла относительно системы координат
Рис. 22
49
(или тела), к которым (или которому) оно присоединяется, и приложе:
нием силового замыкания для обеспечения необходимого контакта.1
Поэтому независимо от назначения базы могут различаться по числу
отнимаемых от базируемой детали или сборочной единицы степеней
свободы на установочные, направляющие, опорные, двойные направ¬
ляющие и двойные опорные. Установочной называется база,
лишающая деталь или сборочную единицу трех степеней свободы —
перемещения вдоль одной координатной оси и поворотов вокруг двух
других осей (рис. 23, а, поверхность /).Направляющей назы¬
вается база, лишающая деталь или сборочную единицу двух степеней
свободы — перемещения вдоль одной координатной оси и поворота
вокруг другой оси (рис. 23, а, поверхность //). Опорной назы¬
вается база, лишающая деталь или сборочную единицу одной степени
свободы — перемещения вдоль одной координатной оси или поворота
вокруг оси (рис. 23, а, поверхность III). Двойной направ¬
ляющей базой называется база, лишающая деталь или сборочную
единицу четырех степеней свободы — двух перемещений вдоль двух
координатных осей и поворотов вокруг этих же осей (рис. 23, б, повер¬
хность IV). Двойной опорной называется база, лишающая
деталь или сборочную единицу двух степеней свободы — перемещения
вдоль двух координатных осей (рис. 23, в, поверхность V).
По конструктивному оформлению базы подразделяются на скрытые
и конструктивно оформленные. К скрытым базам относятся
мысленно проводимая плоскость, ось или точка, используемые в
качестве одной из баз (рис. 24, II и III); к конструктивно
оформленным — реальная повер¬
хность детали или заменяющее ее соче¬
тание поверхностей, используемое в
качестве одной из баз (рис. 24, /).
Губки
т самоцентрирующих тисков
j\\rn
В ряде случаев в качестве скрытых баз используют плоскости, мыс¬
ленно проводимые перпендикулярно обрабатываемым поверхностям
через оси симметрии детали или параллельно им. Нередко скрытые
базы материализуют, т. е. на поверхность детали разметкой наносят
риски, которые представляют собой следы пересечения скрытых баз с
поверхностью детали. На рис. 25 показана схема образования скрытых
баз на кронштейне и их материализации путем нанесения разметочных'
50
рисок и накернивания. Установочной базой кронштейна является
инжняя плоскость с четырьмя отверстиями; она же является и основ¬
ной базой, так как этой плоскостью кронштейн присоединяется к соот¬
ветствующему узлу машины. Так как верхняя часть кронштейна явля¬
ется направляющей и неизменность ее положения — это конструктив¬
ное требование, а обрабатывается только установочная база, то при¬
ходится пользоваться скрытыми базами, образующими необходимое
количество опорных точек, которые обеспечивают неподвижность
обрабатываемой заготовки (ребро кронштейна и отверстие в верхней
части).
Скрытые базы материализуют также в виде технологических при¬
ливов, используемых при установке заготовки на станке или в приспо¬
соблении.
Для повышения точности изготовления деталей, а следовательно,
и лучших эксплуатационных результатов необходимо стремиться к
тому, чтобы конструкторские и технологические базы представляли
собой одни и те же поверхности. Если конструкторские и техноло¬
гические базы не совпадают, возникают погрешности базирования
(измерения), что приводит к необходимости перерасчета допусков.
При обработке деталей для их ориентации могут быть использо¬
ваны базы, состоящие из одной, двух или трех базирующих поверх¬
ностей и несущие в общей сложности три, четыре, пять или шесть
опорных точек. Чем проще установочная база, тем меньше в нее входит
базирующих поверхностей и меньше содержится опорных точек, тем
проще и дешевле приспособление для закрепления детали на станке.
Поэтому при выборе базы необходимо стремиться использовать наи¬
меньшее число базирующих поверхностей с наименьшим числом опор¬
ных точек.
В современном производстве базирование обрабатываемой заготов¬
ки по опорным установочным базам позволяет осуществить автомати¬
зацию обработки в пределах заданной точности, которая обеспечива¬
ется заранее установленным на требуемый размер режущим инструмен¬
том или использованием упоров и копиров, причем обрабатываемые
заготовки должны занимать на станке одно и то же положение.
§ 20. Основные схемы базирования
Схемы базирования зависят от формы поверхностей обрабатываемых
заготовок, большинство которых, как правило, ограничено плоскими,
цилиндрическими или коническими поверхностями. Основными схе¬
мами базирования являются: 1) базирование призматических загото¬
вок; 2) базирование длинных цилиндрических заготовок; 3) базиро¬
вание коротких цилиндрических заготовок.
Схема базирования призматических заготовок предназначена для
изготовления плит, крышек, картеров и др. Каждая обрабатываемая
заготовка призматической формы, если ее рассматривать в системе
трех взаимно перпендикулярных осей (рис. 26), имеет шесть степе¬
ней свободы: три перемещения вдоль осей Ox, Оу, 0z и три перемеще¬
ния при повороте относительно этих же осей. Положение заготовки в
51
пространстве определяется шестью координатами (рис. 26, штриховые
линии).
Три степени свободы, т. е. возможность перемещаться в направле¬
нии оси Oz и вращаться вокруг осей Ох и Оу, ограничены тремя коор¬
динатами, определяющими положение заготовки относительно плос¬
кости хОу. Две степени свободы, т. е. возможность перемещаться в
направлении оси Ох и вращаться вокруг
оси Oz, ограничены двумя координатами,
определяющими положение заготовки от¬
носительно плоскости yOz. Шестая коорди¬
ната, определяющая положение заготовки
относительно плоскости xOz, ограничивает
возможность перемещения в направлении
оси Оу, т. е. лишает ее шестой — послед¬
ней степени свободы.
Этот порядок установки заготовок приз¬
матической формы называют правилом шес¬
ти точек. Это правило распространяется не
только на заготовки призматической формы, базируемые по их наруж¬
ному контуру, но и на заготовки другой формы при использовании
для их установки любых поверхностей, выбранных для базирования.
Увеличение числа опорных точек сверх шести не только не улучшает,
но и ухудшает условия установки, так как реальные заготовки имеют
отклонения от правильной геометрической формы и местные неров¬
ности поверхности, что может приводить к самопроизвольной уста¬
новке заготовки в приспособлении.
На рис. 27 приведена схема положения обрабатываемой заготовки
в приспособлении, где силы зажима Qu Q2, Q3 образуют силовое за¬
мыкание базирования заготовки (штрихами показаны опорные точки).
Нижняя поверхность заготовки с тремя опорными точками является
установочной базой. Как правило, в
качестве установочной базы выбира¬
ют поверхность наибольшего разме¬
ра. Боковая поверхность с двумя
Рис. 28
опорными точками является направляющей базой, для которой выби¬
рают поверхность наибольшей протяженности. Поверхность с од¬
ной опорной точкой является опорной базой.
Схема базирования длинных цилиндрических заготовок. Из рис. 28
видно, что положение вала в пространстве определяется пятыо
координатами, которые лишают заготовку пяти степеней свободы
перемещения в направлениях осей Ох, Оу, Ог и вращения вокруг осей
Ох и Ог. Шестая степень свободы, т. е.
вращение вокруг собственной оси, в дан¬
ном случае ограничивается координатой,
проведенной от поверхности шпоночной
канавки А. Четыре опорные точки, распо¬
ложенные на цилиндрической поверхности
вала, образуют двойную направляющую ба¬
зу. Опорная точка, расположенная на тор¬
це валика, и шпоночный паз определяют
поверхности, служащие опорными базами.
На рис. 29 приведена схема положения
обрабатываемой заготовки в призме при¬
способления, где торцевая поверхность вала, прижатая к ограничи¬
телю А приспособления, является опорной базой.
Схема базирования коротких цилиндрических заготовок. К корот¬
ким цилиндрическим деталям относятся диски, кольца и пр. Устано¬
вочной базой у этих деталей является торцевая поверхность с тремя
опорными точками (рис. 30). Две опорные точки на короткой цилин¬
дрической поверхности образуют двойную опорную базу. Шестая сте¬
пень свободы ограничена в данном случае шпоночным пазом А.
Все перечисленные схемы относятся к с х е м а м полного ба¬
зирования, т. е. базирования с лишением обрабатываемой за¬
готовки всех шести степеней свободы. Их применяют при необходимо¬
сти получить точную координацию размеров в трех направлениях по
осям х, у, г. Для базирования таких заготовок необходим комплект
из трех баз. При необходимости получения размеров в двух или только
в одном направлении можно применять схемы упрощенного
базирования. На рис. 31 показана заготовка с подлежащим
обработке уступом А, положение которого определяется размерами а
и б. Неточность установки заготовки относительно оси у не имеет
53
значения, поэтому в данном случае достаточно использовать две бази¬
рующие поверхности / и //, а торец заготовки использовать как опор¬
ную (но не базирующую) поверхность, прилегающую к упору (на
схеме не показан), который предусмотрен для восприятия продольной
составляющей силы резания.
§21. Погрешности базирования и закрепления заготовок
В процессе обработки заготовки возникают отклонения от геоме¬
трической формы и размеров, заданных чертежом, которые должны
находиться в пределах допусков, определяющих наибольшие допу¬
стимые значения погрешностей размеров и формы заготовки или де¬
тали. Окончательная, или суммарная, погрешность складывается из
первичных погрешностей, которые образуются из погрешностей уста¬
новки заготовки, настройки станка и самой обработки.
Погрешность установки заготовки еу возни¬
кает при установке заготовки непосредственно на станке или в при¬
способлении и складывается из погрешностей базирования еб и по¬
грешности закрепления е3. Погрешность настройки станка Лн и по¬
грешность обработки А06 возникают при установке режущего ин¬
струмента на размер или при установке упоров и копиров, а также не¬
посредственно в процессе обработки. Два последних вида погрешностей
рассмотрены в гл. I и поэтому здесь приведены как составляющие окон¬
чательной погрешности, характеризующие условия обеспечения за¬
данной точности того или иного размера обрабатываемых заготовок.
Погрешность установки еу как суммарная погрешность базирова¬
ния и закрепления обрабатываемой заготовки в ряде случаев значи¬
тельно влияет на точность размеров и взаимного положения поверх¬
ностей детали. Погрешности еу возникают в результате таких причин,
как неточности формы базовых поверхностей, попадание стружки и
т. п.
Погрешность базирования еб возникает в резуль¬
тате базирования заготовки в приспособлении по технологическим
базам, не связанным с измерительными базами. При базировании по
конструкторской основной базе, являющейся и технологической базой,
погрешность базирования не возникает. Погрешности базирования
можно определять расчетом геометрических связей принятой схемы
базирования. Погрешности г6 возникают и при зажатии под действием
сил зажатия, контактных деформаций заготовки и упругих деформа¬
ций приспособления.
Погрешность закрепления е3 образуется из по¬
грешностей, возникающих до приложения силы зажатия и при зажа¬
тии. При работе на предварительно настроенных станках режущий
инструмент, а также упоры и копиры устанавливают на размер от ус¬
тановочных поверхностей приспособления до приложения нагрузки,
поэтому сдвиг установочных баз приводит к погрешностям закрепле¬
ния. Погрешности закрепления определяют расчетным и опытным путем
для каждого конкретного способа закрепления заготовок (значения
их приводят в справочных таблицах).
54
Для приближенного определения допустимой погрешности бази¬
рования можно пользоваться формулой
Ч. доп<6 —Д,
где б — допуск на размер; Л — погрешность размера; примерные зна¬
чения величины А для некоторых видов обработки приведены в табл. 1.
Действительная погрешность базирования должна быть всегда
меньше допустимой:
Ч Ч. доп-
Рассмотрим, как рассчитывают действительные погрешности ба¬
зирования при установке а) на плоскость, б) по наружной цилиндри¬
ческой поверхности на призму и в) по отверстию на палец.
в)
i/
Ось фрезы
-J7-
2М
№ ¥
L
-Н
§
ту -О
Л'
-ятттшщяШЬ
Рис. 32
'///////////УМ
ад
щ
На рис. 32 приведена схема базирования обрабатываемой заготовки
при фрезеровании с установкой на плоскость. На рис. 32, а плоскость
/ является измерительной базой и используется как установочная база,
поэтому погрешность базирования не входит в суммарную погрешность,
возникающую при фрезеровании в размер 30±0,15 мм.
На рис. 32, б измерительной базой является плоскость ///, а пло¬
скость I является установочной базой. В этом случае погрешность
базирования неизбежна, так как при неизменном настроечном раз¬
мере Н размер обрабатываемой поверхности II колеблется в пределах
допуска на размер 50 мм, полученный при обработке на предыдущей
операции. Следовательно, погрешность базирования будет соответ¬
ствовать допуску на этот размер или еб=0,28 ммД
Таким образом, при фрезеровании размера 20±0,15 мм на погреш¬
ность настройки и обработки остается 0,3—0,28=0,02 мм, что явля¬
55
Рис. 34
ется недостаточным, поэтому необходимо или исключить погрешность
базирования, или произвести перерасчет допусков, установленных
чертежом. Так как увеличить допуск на размер 20 мм без специального
разрешения нельзя, то для уменьшения по¬
грешностей базирования следует уменьшить
допуск на размер 50 мм (6S0), приняв 6В0=
=620—А (где для размера 20 мм А=0,1 мм).
Тогда 6SO=0,3—0,1=0,2 мм, т. е. размер
50 мм следует указать с допуском ±0,1 мм.
На рис. 32, в измерительная и установоч¬
ная базы совмещаются, поэтому погреш¬
ность базирования размера 20 мм отсутс¬
твует.
На рис. 33 приведены схемы установйй
вала диаметром D в призме при фрезерова¬
нии паза, размер которого задан от различ¬
ных конструкторских баз. На рис. 33, а размер hi связан с верхней
образующей вала. На рис. 33, б размер h2 определяется от нижней обра¬
зующей вала, а на рис. 33, в размер /г3 определяется от оси вала. Во
всех случаях погрешность базирования неизбежна и зависит, от до¬
пуска бв на диаметр вала и угла призмы а.
Для расчета погрешностей базирования предположим, что на приз¬
ме установлен вал с наибольшим предельным диаметром Dmax и наи¬
меньшим предельным диаметром Dmiri (рис. 34); тогда величины
A/ii, А/г2, Ah9 будут характеризовать погрешности базирования для
каждой схемы:
Во, = А/г, = SD (1 -f sin a/2)/(2 sin a/2);
ea£ = A/?2 = 6d(1—sin a/2) (2 sin a/2);
£<r3 = А/ц = 60/(2 sin a/2).
Обозначив в правой части каждого уравнения выражения, не со¬
держащие 6Л, соответственно коэффициентами kx, k% и &3, получим
6а, = A/i, = k-fip, eG2 = АЛ2 — £Ся = Ah3 — k3bp.
В зависимости от угла а призмы коэффициенты ku к2, /г3 имеют
следующие значения:
а
К
к.
60°
1,5
0,5
1,0
90s
1,21
0,2
0,7
120°
1,07
0,08
0,58
180°
ВО
оТб
Например, при угле призмы 90° погрешности базирования со¬
ставляют:
С сг, ■
1.21V,
:0.2бг
=0,76d.
Рассмотрим пример базирования обрабатываемой заготовки по
отверстию. При установке обрабатываемых заготовок на оправку
или палец возникают погрешности базирования из-за зазора. При
установке обрабатываемых заготовок на оправку или палец с натя¬
гом погрешность базирования в радиальном направлении отсутствует.
На рис. 35 приведена схема установки на жесткую оправку заго¬
товки для обработки наружных поверхностей. Конструкторской базой
является ось отверстия заготовки, а установочной — цилиндрическая
поверхность отверстия детали и торец.
Конструкторская база (ось отверстий) "при
наличии зазора может смешаться относи¬
тельно оси оправки на размер эксцентри¬
ситета, равный половине зазора. В ре¬
зультате несовпадения конструкторской и
установочной баз возникает Снспне наруж¬
ной поверхности относительно внутренней,
являющееся погрешностью базирования. Размер биения, или погреш¬
ность базирования, равен удвоенному размеру эксцентриситета. Тог¬
да
£/)., = ДО, = Slnak = Smin+ ^л + ^в>
где етк, ег>1— биение по диаметрам D2 и D, ступеней заготовки; sinM,
smin —максимальный и минимальный зазоры; 6Л, 6В— допуски соот¬
ветственно на диаметр отверстия и оправки.
Погрешности базирования при получении линейных размеров а
и Ь составят:
£а О, Е^
так как установочные и измерительные базы для размера а совме¬
стились, а для размера b не совместились.
Погрешности, возникающие при установке заготовок, влияют на
точность взаимного расположения поверхностей, а так как каждая
готовая деталь имеет комплект черновых и обработанных поверхно¬
стей, то для взаимной увязки этих двух комплектов поверхностей
необходимо строго выполнять основные положения выбора баз. Основ¬
ной предпосылкой увязки комплектов черновых и обработанных по¬
верхностей является условие выбора черновой установочной базы.
Такими базами могут служить поверхность или совокупность поверх¬
ностей, относительно которых при первой операции обрабатывают
поверхности, используемые при последующих операциях в качестве
базирующих. Таким образом, черновая база всегда должна исполь¬
зоваться для обработки установочных баз.
В качестве черновых баз у заготовок, обрабатываемых по всем
поверхностям, следует принимать поверхности с наименьшими при¬
пусками. Не следует принимать за черновые базы поверхности разъема,
а также неровные поверхности со следами от прибылей, литников и
другими дефектами.
Чистовые базы следует выбирать так, чтобы чистовые установочные
базы были конструкторскими. Это исключает погрешности базирова¬
ния. Чистовые базы должны иметь наибольшую точность формы и раз¬
меров и малую шероховатость поверхности; этому требованию удов¬
летворяют основные и вспомогательные базы заготовки, которые, как
правило, и используют в качестве установочных. Установочные базы
должны обладать наибольшей устойчивостью при базировании и обе-
57
снечивать наименьшие деформации заготовки от зажатия и воздействия
силы резания. При выборе чистовых баз необходимо стремиться к
тому, чтобы обработку поверхностей на всех операциях (установках)
осуществлять с использованием одних и тех же установочных баз.
Это требование называется принципом постоянства баз.
ГЛАВА V
ВЫБОР ЗАГОТОВОК
§ 22. Виды и способы изготовления заготовок
В современном производстве одним из основных направлений раз¬
вития технологии механической обработки является использование
черновых заготовок с экономичными конструктивными формами, обе¬
спечивающими возможность применения наиболее оптимальных спо¬
собов их обработки, т. е. обработки с наибольшей производительностью
и наименьшими отходами. Это направление требует непрерывного по¬
вышения точности заготовок и приближения их конструктивных форм
и размеров к готовым деталям, что позволяет соответственно сократить
объем обработки резанием, ограничивая ее в ряде случаев чистовыми,
отделочными операциями.
Снижение трудоемкости механической обработки заготовок, до¬
стигаемое рациональным выбором способа их изготовления, обеспе¬
чивает рост производства на тех же производственных площадях без
существенного увеличения оборудования и технологической оснастки.
Наряду с этим рациональный выбор способов изготовления заготовок
применительно к различным производственным условиям определяет
степень механизации и автоматизации производства.
Машиностроение является крупнейшим потребителем металла.
Так, в прошедшей пятилетке в машиностроении было использовано
40% от общего выпуска металлопроката и свыше 77% от общего
выпуска чугуна, стали и цветных металлов, при этом около 53% массы
металла отошло в отходы, в том числе и безвозвратные.
Учитывая существенное значение в технологии производства повы¬
шения качественных показателей изготовления заготовок, в «Основных
направлениях экономического и социального развития СССР на 1981—‘
1985 годы и на период до 1990 года», утвержденных на XXVI съезде
КПСС, указано на необходимость ускоренного развития специализи¬
рованных мощностей по производству отливок и штамповок путем
реконструкции на новой технической основе действующих и строитель¬
ства новых литейных и кузнечно-штамповочных заводов и цехов, по¬
вышения качества и точности отливок и штамповок за счет внедрения
в производство металлосберегающих (безотходных и малоотходных)
технологических процессов.
Последовательное использование передовых технологических про¬
цессов изготовления заготовок обеспечит необходимую материальную
базу для опережающего развития машиностроения, создаст предпо¬
сылки для коренного улучшения использования материалов при резком
58
сокращении их потерь и отходов и доведении среднего коэффициента
использования металлопередела до 0,59...0,6.
Выбор вида заготовки для дальнейшей механической обработки
во многих случаях является одним из весьма важных вопросов раз¬
работки процесса изготовления детали. Правильный выбор заготов¬
ки — установление ее формы, размеров припусков на обработку,
точности размеров (допусков) и твердости материала, т. е. параметров,
зависящих от способа ее изготовления,— обычо весьма сильно влияет
на число операций или переходов, трудоемкость и в итоге на себестои-
к мость процесса изготовления детали. Вид заготовки в большинстве
случаев в значительной степени определяет дальнейший процесс
обработки.
Таким образом, разработка процесса изготовления детали может
идти по двум принципиальным направлениям: а) получение заготовки,
приближающейся по форме и размерам к готовой детали, когда на за¬
готовительные цехи приходится как бы значительная доля трудоемко¬
сти изготовления детали и относительно меньшая доля приходится на
механические цехи, б) получение грубой заготовки с большими при¬
пусками, когда на механические цехи приходится основная доля тру¬
доемкости и себестоимости изготовления детали.
В зависимости от типа производства оказывается рациональным
то или иное из указанных направлений или какое-либо промежуточ¬
ное между ними. Первое направление соответствует, как правило,
массовому и крупносерийному производству, так как дорогостоящее
современное оборудование заготовительных цехов, обеспечивающее
высокопроизводительные процессы получения точных заготовок, эко¬
номически оправдано лишь при большом объеме выпуска изделий.
Второе направление типично для единичного или мелкосерийного про¬
изводства, когда применение указанного дорогого оборудования в за¬
готовительных цехах неэкономично. Не следует, однако, изложенное
понимать так, что в пределах единичного и серийного производства
не могут быть достигнуты целесообразные решения об удовлетворитель¬
ном качестве заготовок. Наоборот, экономически целесообразное для
всякого производства качество заготовок может быть всегда заранее
предопределено при правильном подходе к их выбору, а следователь¬
но, и к установлению способа их изготовления.
Основными видами заготовок в зависимости от назначения деталей
являются: отливки из черных и цветных металлов; заготовки из ме¬
таллокерамики; кованые и штампованные заготовки; заготовки, штам¬
пованные из листового металла; заготовки из проката; сварные заго¬
товки; заготовки из неметаллических материалов.
) Отливки из черных и цветных металлов (рис. 36) выполняют раз¬
личными способами. Для заготовок простых форм с плоской поверх¬
ностью в условиях единичного и мелкосерийного производства приме¬
няют литье в открытые земляные формы, для крупных заготовок —
литье в закрытые формы. Ручную формовку в опоках по моделям или
шаблонам применяют для мелких и средних отливок деталей, имеющих
форму тел вращения. В настоящее время получает распространение
литье в жидкие быстротвердеющие смеси. Этот способ исключает
59
необходимость сушки форм в печах. В серийном н массовом производи
стве применяют машинную формовку по деревянным или металличе¬
ским моделям. Отливки сложной конфигурации изготовляют в формах,
которые собирают из стержней по шаблонам и кондукторам.
т
Рис. 36
•I !
Отливки сложных форм из труднообрабатываемых резанием спла¬
вов изготовляют по выплавляемым моделям, при этом обеспечивается
точность размеров по 12. . ,11-му квалитетам и шероховатости по¬
верхности /?а=6,3. . .1,6 мкм. По выплавляемым моделям изготов¬
ляют отливки как из черных, так и из цветных сплавов, причем в
производстве отливок из сплавов, заливка которых должна произво¬
диться в холодные формы, применяют сочетание литья по выплавляе¬
мым моделям и способа гипсовой формовки.
Точные отливки с небольшими припусками на механическую обра¬
ботку получают при литье в оболочковые формы. Этот способ, широко
распространенный в настоящее время, основан на свойстве терморе¬
активной смолопесчаной смеси принимать форму подогретой металли¬
ческой модели и образовывать плотную и быстротвердеющую оболочку.
Этот способ литья расширяет возможности автоматизации. Отливки
имеют точность размеров по 14. . . 12-му квалитетам и шероховатость
AV 0,4 мкм.
К прогрессивным способам изготовления литых заготовок отно¬
сится способ литья в металлические формы (кокили), который исклю¬
чает процесс формовки, обеспечивает благоприятные условия охлаж¬
дения, а также простоту удаления отливок из формы. Перспективно
60
пр именение податливых металлических форм, изготовляемых из пакетов
листовой стали, а также тонкостенных водоохлаждаемых форм, в ко¬
торых рабочая полость изготовляется в виде сменной штамповки.
I (рименение вакуумного отсасывания при кокильном литье расширяет
область его использования для изготовления тонкостенных корпусных
деталей из алюминиевых и магниевых сплавов, а заливка в открытую
форму с последующим выжиманием при смыкании полуформ (метод
^книжной» формовки) позволяет получать крупногабаритные тонко¬
стенные отливки.
Для изготовления отливок с мелкозернистой структурой металла и
повышенными механическими свойствами применяют способ центро¬
бежного литья, который получил наибольшее распространение при
изготовлении отливок деталей, имеющих форму тел вращения (втулок,
груб и т. д.), с точностью по 12-му квалитету.
Для изготовления заготовок деталей сложной конфигурации ус¬
пешно применяют способ литья под давлением. Прочность отливок, из¬
готовленных этим способом, на 30% выше прочности отливок, изго¬
товленных литьем в земляные формы. Этот способ широко применяют
в серийном и массовом производстве при изготовлении небольших де¬
талей сложной формы. Современные автоматы для литья под давле¬
нием отливок массой до 300 г обеспечивают производительность до
6000...8000 отливок в час. Шероховатость поверхности заготовок
/?а=2,5...0,32 мкм.
Заготовки из металлокерамики изготовляют из порошков, различ¬
ных металлов или из смеси их с порошками, например графита, кре¬
мнезема, асбеста и др. Этот вид заготовок применяют для производ¬
ства деталей, которые не могут быть изготовлены другими методами —
из тугоплавких элементов (вольфрама, молибдена, магнитных материа¬
лов и пр.), из металлов, не образующих сплавов, из материалов, состо¬
ящих из смеси металла с неметаллами (медь — графит), и из пористых
материалов.
Способ получения металлокерамических материалов основан на
прессовании тонких металлических порошков в требуемой смеси в
пресс-формах под давлением 100...600 МПа и последующем спекании
при температуре немного ниже температуры плавления основного
компонента. Этот способ носит название порошковой металлургии,
и с его помощью изготовляют подшипники скольжения (с антифрикци¬
онными свойствами), тормозные диски (с фрикционными свойствами),
самосмазывающиеся втулки, в которых поры на 20...30% объема
под давлением заполняются смазкой (пористые), а также детали для
электро- и радиотехнической промышленности (магниты). Достоин¬
ством порошковой металлургии также является возможность изго¬
товления деталей, не требующих последующей механической обра¬
ботки.
Кованые и штампованные заготовки (рис. 37) изготовляют раз¬
личными способами, технологические характеристики которых при¬
ведены в табл. 5.
Так, для получения заготовок деталей в единичном и мелкосе¬
рийном производстве применяют ковочные молоты и гидравлические
61
ковочные прессы. Заготовки характеризуются сравнительно грубым
приближением к форме готовой детали и требуют больших затрат на
последующую механическую обработку.
Для большего приближения формы заготовки к форме готовой
детали в мелкосерийном производстве применяют подкладные штампы.
Заготовку, предварительно выполненную свободной ковкой с помощью
универсального кузнечного инструмента, помещают в подкладной
штамп, где она принимает форму, более близкую к форме готовой де¬
тали.
В серийном и массовом производстве заготовки изготовляют на
штамповочных молотах и прессах в открытых и закрытых штампах.
В первом случае образуется облой, т. е. отход лишнего металла в ре--
зультате истечения; облой компенсирует неточность в массе исходной
заготовки. Во втором случае облой отсутствует, следовательно, рас¬
ход металла на заготовку меньше. Технологическими процессами,
интенсифицирующими технологию штамповки, являются: штамповка
заготовок из центробежных отливок и отливок в кокиль, штамповка
методом выдавливания в обычных закрытых и разъемных штампах,
безоблойная штамповка, штамповка из периодического проката,
объемная штамповка из заготовок, полученных непрерывной разливкой
стали.
Штамповка заготовок, отлитых методами центробежного и ко¬
кильного литья, предназначается для изготовления заготовок типа
пустотелых цилиндров, минуя процессы разливки стали в слитки
62
я _
° я
CO £
о 5
Я ч
о ч
fcsS
О
QJ CQ
о> о
ч а,
о н
\о <1>
г
СО
*Х
»5
5 С «
а • !Г
СиЮ и*
<и - Q-
га см я
к 3 3.
3 °-е
со
'‘м S
! о
. в* о
й со я
л ► и
4 гЛ & °
1э§
t=l д й
>> 2 » н
Sou
я S Э
8
с
2
ТО
й
a
Я
о
03
о
я
о
tc
>ь
Ȥ
с
ю
о
Я
я
л с> в
Ч
ш CJ
е- о •
S*o £
о С' /7
guo
|5 к я
02 =
V
23 «я
к 2 —
я* к Ч
оо®
£>>
О О
О см
со О)
о о
о со
см *—
ю
о
ю
см
ю
с-
о
’ '
со
о
о
о
о
1"-
г-
о
о
о
г^.
СО
geo
3 8 :
я = .
&>>1Л
с-
со
\о
ю
ю
о
те со"
«
ю
о
о
см
л
см
Th
см
ю
см
со"
1
со
со
со’
К
о"
0,3.,
1ГЭ
2,5..
Я
я
о ^
5 ко
О н
с
s ^
и о 2
£sS
£S
с
Ю
О*
см
о"
Ю LO
см" см
о
ю
со
<о
Ift
см
ю
см"
ад
со"
lO
см"
о"
со
о
«
о"
ю
см
см
со"
ю
см"
о
S
я
о
§
S
X
со
ег
Ч
VO
«*
о ю
г-.
CM v
V
ООО
ООО
см см см
V V V
8
см
V
V
со
V
ь
a
X
3
я
4
те
ч
X
&
с
те к
Я S
га 2
о ±
Э
S
о
я
га
о
с
2
те <у
t *-
a °
^ ч
то о
и 2
S
я
те
X
<и
г
о
я
г
те
н
3
о
a
я
га
о
с
2
те о
ь о
3 cj
Си
с
о
я
f-
я
о
те
Я
си
о
те о
я я
я
те 3
я §
га £
Я sS
s 2
те я
е- я
3S
о
я
я
5
«
о
я
н
о
S
8
ч
с
те
я
га
о
я _
2>%
J5 §
3 8
си
VO
г
о
я
и
5*
Я
a
К
я
а>
я
я
те
га
о
о
Ф О)
С а>
a
я
те
;>>
Я
6
г
я
о
я
а
те
S
a
те
* <и
я
ГО м
ё э
о $2
с £
m aS
«2 о
3$
ф
я
те
ч
ч
те
Н
<D
г
о
и
о
я
ч
я
те
Я
га
о
я
2
те
н
3
63
и последующую их прокатку и расковку. При этом процессе заго¬
товки для последующей штамповки или раскатки отливаются на
центробежной машине, а затем в горячем виде (при 1250... 1300'С)
извлекаются из кокиля или центробежной машины.
Метод выдавливания особенно эффективен при совмещении его с
индукционным нагревом для изготовления таких крупных заготовок,
как валы, валки, роторы и т. п.
Значительно большую экономию металла можно получить при
внедрении прогрессивных технологических процессов штамповки на
кривошипных горячештамповочных прессах, штамповки (горячего
выдавливания) в цельных и разъемных матрицах, малоотходной штам¬
повки (безоблойной и с противодавлением). Горячее выдавливание
является эффективным процессом получения штамповок разнообразной
конфигурации, чаще всего в виде стержней с фланцами различной
формы, деталей с отростками и т. п., причем выдавливание как опера¬
ция горячей штамповки часто применяется в качестве заготовительной
операции для распределения металла в соответствии с формой детали,
благодаря чему сокращаются отходы в облой. Еще более эффективна
разновидность технологической схемы выдавливания — штамповка
выдавливанием в разъемных матрицах. Наличие второй линии разъема
позволяет получать поковки с отростками и поднутрениями, близкими
к конфигурации детали. Сущность процесса малоотходной штамповки
заключается в получении точных заготовок (преимущественно тел
вращения) без облоя в закрытых штампах. Избыток металла (неиз¬
бежный при существующих способах резки заготовок) отводится в
специальные полости штампа. Одной из разновидностей процесса яв¬
ляется штамповка шестерен в штампах с клиновой облойной канавкой.
Существенным фактором экономии проката является применение
для ковки и объемной штамповки заготовок, полученных непрерыв¬
ной разливкой стали, не требующих высокой степени укова; причем эти
заготовки без предварительной прокатки можно штамповать.
Из других прогрессивных технологических процессов, внедрение
которых обеспечивает более эффективное использование металла, от¬
носится вальцовка заготовок на ковочных вальцах, в том числе много-
клетьевых и автоматизированных, на которых заготовка требуемого
переменного сечения может быть получена за один проход; радиальное
обжатие (редуцирование), осуществляемое как в горячем, так и в хо¬
лодном состоянии; раскатка, применение периодического проката для
предварительного формообразования заготовок под штамповку.
Одним из способов производства заготовок из отливок является
метод виброштамповки. Преимуществом метода является создание
лучших условий деформирования в связи с уменьшением внешнего
трения и скорости деформации. Штамповка может осуществляться в
одно- и многоручьевых штампах; мелкие заготовки штампуют в мно¬
гоштучных штампах.
Для получения заготовок из пруткового материала высадкой ис¬
пользуют горизонтально-ковочные машины. Этот способ производи¬
телен и экономичен. Фасонные, а также пустотелые заготовки цилин¬
дрической формы штампуют на гидравлических прессах. Пустотелые
64
заготовки изготовляют прошивкой отверстия с последующей протяж¬
кой через кольцо или высадкой, а болты, заклепки и подобные дета¬
ли — на фрикционных винтовых прессах в специальных сборных
штампах с разъемными матрицами. При штамповке на фрикционных
прессах достигаются высокая точность изготовленных заготовок,
уменьшение расхода материала и высокая производительность. Так,
при изготовлении заклепок производительность прессов составляет
до 100Q шт. в час.
Для изготовления заклепок и других подобных деталей в массовом
производстве применяют также холодновысадочные пресс-автоматы.
Производительность этих прессов составляет 400 шт. в минуту и более.
Детали, полученные холодной высадкой из калиброванного проката,
отличаются большой точностью (8-й квалитет). Для получения заго¬
товок периодического профиля или для вытяжки металла в продоль¬
ном и поперечном сечениях используют ковочные вальцы. Профиль
переменного сечения получают пропуская заготовку через ручей валь¬
цов, сложный профиль — пропуская заготовку через несколько про¬
филированных ручьев.
Точность размеров и шероховатость поверхностей штампованных
заготовок повышают холодной калибровкой и плоскостным или объем¬
ным проглаживанием (чеканкой). Плоскостную чеканку применяют
для небольших участков заготовок, а объемную —■ для заготовок
небольшого размера. Заготовки можно чеканить и в горячем состоя¬
нии, однако точность горячей чеканки ниже, чем холодной. Горячую
чеканку применяют преимущественно для крупных штампованных
заготовок.
Штамповкой заготовок из топового металла можно получать изде¬
лия простой и сложной конфигурации: шайбы, втулки, сепараторы
подшипников качения, баки, кабины автомобилей и т. д. Для этих
изделий характерна почти одинаковая толщина стенок, мало отли¬
чающаяся от толщины исходного материала (рис. 38).
Холодной листовой штамповкой могут быть получены заготовки
из низкоуглеродистой стали, пластичной легированной стали, меди,
латуни (с содержанием меди более 60%), алюминия и некоторых его
сплавов, а также из других пластичных листовых материалов тол¬
щиной от десятых долей миллиметра до 6...8 мм. Заготовки, получаемые
из листа холодной штамповкой, отличаются высокой точностью раз¬
меров, во многих случаях не нуждаются в последующей механической
обработке и поступают непосредственно на сборку.
Горячей листовой штамповкой могут быть получены заготовки
из материала толщиной свыше 8... 10 мм, а при низкой пластичности —
из материала меньших толщин для изготовления деталей корпусов
кораблей, цистерн, котлов, химических машин, аппаратов и др.
Совершенствование технологических процессов листоштамповоч¬
ного производства в целях более эффективного использования листо¬
вого проката осуществляется в трех направлениях: замена листа
широким рулоном, применение листа без припусков и положитель¬
ных допусков на габариты и всемерная замена штампованных деталей
деталями, изготовленными из гнутых профилей.
3 Л': 2126
65
Дальнейшее развитие процессов холодной листовой штамповки
основывается на применении целевого, комбинированного и универ¬
сального оборудования с использованием специальной оснастки, а
именно: универсальных
блоков для пакетных
штампов, электромаг¬
нитных блоков для
пластинчатых штампов,
универсальных штам¬
пов для геометрически
подобных деталей и для
штамповки по элемен¬
там, пинцентных штам¬
пов для вырубки круп¬
ногабаритных деталей и
для групповой штампов¬
ки, штампов с исполь¬
зованием резины, жид¬
кости и другой эластич¬
ной среды и упрощен¬
ных штампов (ленточ¬
ных, литых, пластмас¬
совых, с использовани¬
ем бетона, дерева и т. д.).
При изготовлении
крупногабаритных лис¬
товых деталей в настоя¬
щее время широко при¬
меняют беспрессовую
штамповку, называемую
гидравлической вытяж¬
кой и основанную на ис¬
пользовании статическо¬
го гидравлического давления, электрогидравлического эффекта и энер¬
гии подводного взрыва взрывчатых веществ. Гидравлическая вытяжка
может быть использована для формообразования деталей из алюмини¬
евых сплавов толщиной до 5 мм и стали толщиной до 3 мм. Высокое
давление порядка 20...25 МПа передается либо непосредственно жид-
остью, либо посредством резиновой диафрагмы или мешка. Гидрав¬
лическая вытяжка отличается более равномерным распределением
напряжений в металле, чем при вытяжке пуансонами, и создает более
элагоприятные условия для формообразования с меньшими утонгння-
ни в процессе вытяжки.
К процессам холодной обработки давлением относятся холодная
высадка и объемная штамповка выдавливанием. Высадку применяют
уш образования местных утолщений требуемой формы нулем пере-
шепределения и перемещения объема металла. Выдавливание приме-
1яют для изготовления полых деталей, деталей меньшей площадью
юперечного сечения из толстой заготовки за счет истечения металла
Рис. 38
в зазор между матрицей и инструментом. В зависимости от направления
перемещения металла по отношению к инструменту различают три
вида выдавливания: прямое — металл течет в направлении рабочего
движения инструмента, обратное — обратно рабочему движению и
комбинированное — сочетание прямого и обратного видов. Прямое
выдавливание применяют для изготовления сплошных деталей, а
также пустотелых деталей типа гильз и труб. Обратное выдавливание
применяют исключительно для получения пустотелых деталей. Ком¬
бинированное — для изготовления деталей сложной формы: с фигур¬
ным дном, с дном, имеющим отростки, с дном, расположенным внутри
полой детали, и т. п.
Для формообразования, калибровки, отделки поверхности дета¬
лей машин и их упрочнения при обработке давлением в холодном
состоянии применяют процессы бесштамповочной обработки, основан¬
ные на пластической деформации металлов. К ним относятся накатка
шестерен, шлиц и резьб, накатка и раскатка поверхностей шариками
и роликами. Эти способы позволяют осуществить размерно-чистовую
обработку, улучшить микрогеометрию поверхностей, в ряде случаев
упразднив отделочную обработку.
Находит применение также метод обкатки роликами (гидроспин¬
нинг), успешно заменяющий не только обработку резанием и давиль¬
ные работы, но и вытяжку. Этот способ заключается в постепенном
обжатии роликами листовой, штампованной или литой заготовки,
полученной на принудительно вращающейся оправке. Большие дав¬
ления на ролики, достигающие 25 МПа, создаваемые гидравлическим
приводом, позволяют весьма производительно обжимать полые дета¬
ли цилиндрической, конической н параболической форм, получать
детали сложной конфигурации с большим перепадом сечений с точно¬
стью в пределах 11-ю квалитета и шероховатостью поверхности R.a ■
=0,8...0,4 мкм.
Все операции листовой штамповки можно разделить на раздели¬
тельные (отрезка, вырубка, пробивка, зачистка), в ходе которых одну
часть заготовки отделяют от другой, и формоизменяющие (гибка, вы¬
тяжка, обжим, отбортовка, рельефная формовка, формовка), в которых
одна часть заготовки перемещается относительно другой без разру¬
шения заготовки (в пределах пластических деформаций).
Исходный толстый лист разделяют на мерные заготовки преиму¬
щественно газовой резкой.
Тонкие листы разделяют на заготовки обычно отрезкой на гильо¬
тинных и дисковых ножницах.
Горячую листовую штамповку производят преимущественно на
гидравлических листоштамповочных и фрикционных винтовых прес¬
сах, реже — на кривошипных листоштамповочных прессах. Из спе¬
циального оборудования для обработки листов в горячем состоянии
следует отметить трех- и четырехвалковые гибочные вальцы, пред¬
назначенные для гибки листа в обечайку реверсивным прокатыванием
листа между постепенно сближающимися валками.
Нагрев перед штамповкой ведут обычно в пламенных камерных
печах периодического действия или в методических печах неире-
3*
67
рывного действия. Прогрессивен индукционный электронагрев, при
котором продолжительность процесса сокращается в 5...6 раз, а
толщина слоя окалины уменьшается в 2...3 раза по сравнению со
слоем окалины, полученным в пламенных печах. Резко повышается
точность штамповки, создаются возможности автоматизации процесса,
зволяет получать заготовки также без окалины.
Заготовки из круглого проката для валов в большинстве случаев
более целесообразны, чем кованые или штампованные заготовки.
Однако если масса заготовки из проката превышает массу штампов¬
ки более чем на 15%, лучше применять штампованные заготовки.
Изготовление заготовок из труб также является одним из раци¬
ональных способов. Несмотря на то, что тонна горячего проката
стоит в среднем в 1,5 раза меньше, чем тонна труб, тем не менее эко¬
номия металла при производстве деталей из труб по сравнению с из¬
готовлением из круглого проката может покрыть разницу в стоимости.
Исключение может быть сделано только для деталей, которые подвер¬
гают дальнейшей неоднократной обработке (сверлению, фрезерованию
и др.), и если коэффициент использования материала ниже 0,5.
Максимального подобия конструктивных форм и размеров заго¬
товок готовым деталям можно достигнуть применением специальных
профилей металла. Применение периодического проката, т. е. проката
с максимальным подобием заготовки и детали, обеспечивает повыше¬
ние коэффициента использования металла при штамповке в среднем
на 10...15% благодаря сокращению потерь на облой, содействуя од¬
новременно повышению производительности труда как в заготови¬
тельных, так и в механообрабатывающих цехах. На рис. 39 приведены
схемы периодической прокатки различных заготовок: распределитель¬
ного вала (а); шаров, изготовленных методом поперечной раскатки
(б). В приведенном примере масса заготовок из обычных профилей:
распределительного вала — 7,95 кг и шаров 0 300 мм — 0,164 кг, а
при использовании периодического проката —■ соответственно 6,32
и 0,125 кг, что составляет экономию металла 13 и 24%.
Из готового профильного проката заготовки изготовляют преиму-
цественно в массовом производстве. Во многих случаях этот способ
ie требует применения механической обработки или ограничивает
:е отделочными операциями.
Сварные заготовки позволяют получать изделия такой конфигура-
ши, которая обычно получается в результате литья или обработки
юзанием. В современном машиностроении часто применяют штампо-
варные заготовки (рис. 40). Замена делатей, полученных из отливок
значительно улучшаются
условия труда в прессовых
(кузнечно - штамповочных)
цехах.
Рис. 39
Для точной штамповки
мелких заготовок рекомен¬
дуется безокислительный
электронагрев в защитной
атмосфере. Этот метод по-
п изготовленных обработкой резанием, штампосварными значительно
снижает себестоимость.
Наряду со штампосварными применяют также и сварно-литые за¬
готовки, например при изготовлении заготовок для корпусных дета¬
лей, отличающихся большим разнообразием конструктивных форм,
размеров, массы и материалов. Заготовку делят на ряд простейших
частей, получаемых литьем, а затем соединяют их сваркой. Так из¬
готовляют траверсы прессов, статоры турбин, станины станков и др.
:->гот вид заготовок резко снижает трудоемкость изготовления и ме¬
таллоемкость изделия.
Применяют также заготовки из штампованных и литых частей, сое¬
диненных' сваркой.
Заготовки из неметаллических материалов. К неметаллическим
материалам, широко применяемым в машиностроении, относятся:
пластические массы, древесина, резина, бумага, асбест, текстиль, кожа
и др. Неметаллические материалы, обеспечивая необходимую проч¬
ность при небольшой массе изготовляемых из них деталей, придают
деталям необходимые свойства: хи¬
мическую устойчивость (к воздей¬
ствию растворителей), водо-, газо-
н паронепроницаемость, высокие
изоляционные свойства и др.
Пластическими мас¬
сами называют материалы, кото¬
рые на определенной стадии их производства приобретают пластич¬
ность, т. е. способность под воздействием давления принимать соот¬
ветствующую форму и в дальнейшем сохранять ее. В зависимости от
химических свойств исходных смолообразных веществ пластические
массы, получаемые на их основе, делят на две основные группы: 1) тер¬
мореактивные пластические массы на основе термореактивных смол,
отличающиеся тем, что при действии повышенных температур они
претерпевают ряд химических изменений и превращаются в неплавкие
и практически нерастворимые продукты; 2) термопластичные массы
(термопласты), получаемые на основе термопластичных смол и от¬
личающиеся тем, что при нагревании они размягчаются, сохраняя
плавкость, растворимость и способность к повторному формованию.
Разнообразие физико-химических и механических свойств и про¬
стота переработки в изделия обусловливают широкое применение раз¬
личных видов пластических масс в машиностроении и других отраслях
народного хозяйства. Сравнительно небольшая плотность (1000...
2000 кг/м3), значительная механическая прочность и высокие фрик¬
ционные свойства позволяют в ряде случаев применять пластические
массы в качестве заменителей, например цветных металлов и их спла¬
вов — бронзы, свинца, олова, баббита и т. п., а при наличии некото¬
рых специальных свойств (например, коррозионная стойкость) пласт¬
массы можно использовать и в качестве заменителей черных металлов.
Высокие электроизоляционные свойства способствуют применению
пластических масс в электро- н радиопромышленности в качестве за¬
менителей таких материалов, как фарфор, эбонит, шеллак, слюда,
69
натуральный каучук и многие другие. Хорошая химическая стойкость
при воздействии растворителей и некоторых окислителей, водостой¬
кость, газо- и паронепроницаемость позволяют применять пластиче¬
ские массы как технически важные материалы в автотракторной, су¬
достроительной и других отраслях промышленности.
Детали из пластических масс получают прессованием, литьем
под давлением и литьем в формы. Наиболее распространенным спо¬
собом получения деталей из пластических масс является способ го¬
рячего прессования при необходимом давлении и температуре. В ка¬
честве основного оборудования для прессования пластмасс обычно
применяют гидравлические прессы. Однако в некоторых случаях можно
применять и другие типы прессов, например фрикционные, винтовые.
Прессование производят в металлических пресс-формах, устанавливае¬
мых на прессах. Пресс-формы являются основным видом оснастки в
производстве изделий из пластических масс. Во время прессования
пресс-формы находятся в очень неблагоприятных эксплуатационных
условиях. Они воспринимают многократные силовые нагрузки (дав¬
ление пресса достигает 20...30 МПа, а иногда 60...80 МПа), система¬
тическое воздействие высоких температур (до 190°С) и агрессивное
коррозионное воздействие выделяющихся в процессе прессования
продуктов химических превращений.
Важным промышленным способом производства деталей из пласт¬
масс является способ литья под давлением. Он во многом сходен со
способом литья под давлением металлов. Сущность его заключается
в следующем: в загрузочные приспособления специальных машин по¬
мещают пластическую массу, затем подают их в обогревающее устрой¬
ство, где пластмасса расплавляется и под действием поршня (плун¬
жера), передающего давление, впрыскивается в пресс-форму. Машины
для литья под давлением пластмасс высокопроизводительны: до
12...16 тыс. шт. за смену. Этим способом можно изготовлять различ¬
ные детали со сложными резьбами и профилями, тонкостенные детали
и т. п. Литье в формы применяют в тех случаях, когда детали изготов¬
ляют из связующего без наполнителя. Этот способ применяют также
для получения различных литых деталей из термореактивных пласт¬
масс, например литого карболита, неолейкорита, литого резита, а так¬
же из термопластичных материалов — органического стекла, поли¬
стирола и др.
Детали из ело истых пластиков широко распространены
в машиностроении. Например, текстолитовые зубчатые колеса отли¬
чаются от металлических бесшумностью работы и устойчивостью про¬
тив влияния различных агрессивных сред. В ряде случаев текстоли¬
товые зубчатые колеса почти совсем вытеснили зубчатые колеса из
цветных металлов. Их применяют для передачи вращения от электро¬
двигателей в быстроходных металлообрабатывающих станках, уста¬
навливают на распределительных валах двигателей внутреннего сго¬
рания. В химической промышленности текстолитовые зубчатые колеса
применяют в различных аппаратах и приборах, где они гораздо лучше,
чем зубчатые колеса из бронзы и латуни, сопротивляются различным
70
агрессивным воздействиям. Помимо зубчатых колес из текстолита из¬
готовляют ролики, кольца и т. п.
Древесина различных пород, являющаяся сравнительно де¬
шевым материалом, применяется во многих отраслях современного ма¬
шиностроения. Например, в сельскохозяйственном машиностроении
и автотракторостроении используется древесина сосны, ели, кав¬
казской пихты, лиственницы, дуба, бука, ясеня, березы, клена, граба,
нльмы, вяза. Из древесины твердых лиственных пород и лиственницы
изготовляют ответственные детали сельскохозяйственных машин,
подвергающиеся большим нагрузкам.
Древесные материалы применяют в машиностроении как конструк¬
ционные материалы, главным образом в виде шпона, клееной фанеры,
цельнопрессованной древесины и древесных пластиков.
Для повышения устойчивости древесины против гниения ее спе¬
циально обрабатывают: сушат на воздухе и в специальных сушиль¬
ных камерах, а также пропитывают медным купоросом, хлористым
цинком или креозотом и окрашивают.
Из древесных материалов методами холодного и горячего гнутья
можно получать изделия сложной криволинейной формы. Метод хо¬
лодного гнутья заключается в том, что на шаблоне выгибают и за¬
прессовывают заготовку в виде набора тонких деревянных пластинок,
покрытых клеем, без подогрева. При горячем гнутье заготовку пред¬
варительно проваривают или пропаривают, вследствие чего она при¬
обретает пластичность, затем выгибают на шаблоне и в таком положе¬
нии зажимают и помещают в сушильную камеру.
Наряду с обычной древесиной (так называемым массивом) в ма¬
шиностроении применяют фанеру и слоистые древесные материалы.
Фанера представляет собой листовой материал, изготовленный путем
склеивания между собой нескольких тонких деревянных листов (шпо¬
на). Для изготовления нагруженных деталей применяют многослойную,
или плиточную, фанеру толщиной 25...30 мм.
Тонкие листы (шпон), пропитанные специальными смолами я
подвергнутые горячему прессованию, образуют так называемые дре¬
весно-слоистые пластики, широко применяемые в текстильном и элек¬
тротехническом машиностроении, а также в качестве заменителя под¬
шипников из цветных металлов в гидравлических машинах, механиз¬
мах, работающих в абразивной среде.
Механическую обработку изделий из древесины производят на
металлорежущих и деревообрабатывающих станках.
§ 23. Основные требования к заготовкам
При выборе заготовок (отливка, штамповка, прокат и др.) учи¬
тывают форму, размеры и массу детали, материал (назначаемый в за¬
висимости от условий эксплуатации), объем производства, периодич¬
ность повторения, размеры припусков на обработку и точность раз¬
меров (допуски).
Материал заготовок обычно задается конструктором и обозначается
на рабочем чертеже. Вид заготовки, форму и размеры определяют ис¬
71
ходя из условий наибольшей простоты и экономичности обработ
с учетом конкретных’ производственных возможностей заготовител
ных цехов и сроков окупаемости капитальных затрат на подготов
производства.
Правильный выбор заготовок, если по техническим условиям пр
менимы различные их виды, можно осуществить только на осно
технико-экономических расчетов путем сопоставления технологи,
ческой себестоимости детали из того или другого вида заготовки
Однако при выборе заготовок можно руководствоваться некоторым?
общими соображениями. Так, например, фасонные детали, не подвер
гающиеся ударным нагрузкам, а также растяжению и изгибу, цел
сообразно изготовлять из чугунных отливок; фасонные детали, ис
пытывающие большие напряжения,— из стальных отливок.
Заготовки в виде поковок и штамповок применяют для деталей,
работающих преимущественно на изгиб, растяжение и кручение
Заготовки из проката применяют для деталей, по конфигурации
приближающихся к какому-либо виду проката (круглому, квадрат¬
ному, шестигранному), когда нет значительной разницы в площадях
сечения детали и для получения готовой формы нет необходимости
снимать большой слой металла.
Основным показателем, характеризующим экономичность выбран¬
ного метода изготовления заготовок наряду с приведенными выше
соображениями является коэффициент использования материала
м = н1/2шм,
где m — масса изделия; ты— масса материала, израсходованного на
изготовление составной части изделия. При расчете коэффициента
покупные изделия не учитываются.
Технологические требования, предъявляемые к заготовкам, обу¬
словлены необходимостью соблюдать технические условия, определя¬
ющие припуски, шероховатость поверхностей, твердость и обрабатывае¬
мость. Поверхности, используемые яри механической обработке в ка¬
честве технологических баз, должны быть ровными и гладкими, без
литников, прибылей, выпоров, литейных или штамповочных уклонов
и заусенцев. Эти опорные поверхности отливок должны по возможно¬
сти образовываться моделью и находиться в одной опоке, чтобы из¬
бежать возможного влияния перекоса опок или стержней на качество
поверхностей. Для взаимосвязи обрабатываемых поверхностей на
чертеже заготовки обозначают опорные поверхности механической
обработки, используя их в качестве исходных поверхностей при из¬
готовлении и проверке заготовок, а также при изготовлении моделей
и штампов.
Дефекты заготовок выявляют при осмотре черных или предвари¬
тельно обработанных поверхностей. Все выявленные дефекты или от¬
клонения от установленных требований (наличие формовочной земли,
пригаров, раковин, заливов, окалины, заусенцев, трещин, неровно¬
стей и др.) должны быть устранены соответствующими методами.
Основной дефект сортового проката — это искривление оси в резуль¬
тате неравномерности остывания после изготовления или дефект про-
72
uecca изготовления (прокатки, отрезки, механической обработки) и
транспортировки. Кроме визуального выявления дефектов у заготовок
применяют и другие виды контроля, указанные в технических усло¬
виях. Они могут вызывать частичное или полное разрушение образца
из партии, могут проводиться без разрушения с применением рентгено-
и магнитной дефектоскопии, ультразвука, гамма-лучей радиоактив¬
ных веществ и др. В ряде случаев производятся механические испы¬
тания и металлографические исследования.
§ 24. Предварительная обработка заготовок
Правка. Чтобы устранить искривление заготовок, применяют
правку в горячем или холодном состоянии молотком, на правйльно-
калибровочных станах и правильно-эксцентриковых прессах, а так¬
же на гидравлических и ручных винтовых прессах. В ряде случаев
заготовки правят не только перед механической обработкой, но и в
процессе обработки, когда при снятии наружных слоев металла воз¬
никают внутренние остаточные напряжения, вызывающие искривле¬
ние оси заготовки или ее коробление. Листовой прокат любой тол¬
щины правят на правильных вальцах, в холодном состоянии или с
местным подогревом на плите или непосредственно в конструкции.
Погрешность правки оценивают кривизной, остающейся после правки,
отнесенной к 1 м длины заготовки. Так, например, для листового про¬
ката толщиной 10...40 мм погрешность составляет 1...2мм; для прут¬
кового материала и заготовок диаметром до 30 мм —■ 0,05...0,15 мм.
Разрезка. Прокат поступает на производство в виде прутков или
бухт, листового материала или полос. Поэтому перед запуском в про¬
изводство прокат режут и правят.
Листовой или широкополосный материал режут на так называемые
карты, размеры которых со¬
относят с размерами готовых де¬
талей. Оптимальный раскрой ме¬
талла, т. е. раскрой с наимень¬
шим отходом, предусматривает
размещение на картах конфи¬
гураций заготовок с минималь¬
ными перемычками и с учетом
способа дальнейшей их обработ¬
ки. На рис. 41 приведены при¬
меры раскроя металла для вы¬
рубки заготовок на прессах:
а — прямой, б —- наклонный,
в — встречный, г — комбиниро¬
ванный, д — многорядный.
Чтобы получить более чистый срез вырубленной заготовки, а
также уменьшить заусенцы и коробление заготовки, рекомендуется
вести вырубку с перемычками А (рис. 41). Лишь в случаях, когда к
заготовке не предъявляют повышенных требований в отношении точ¬
ности и кач; тва среза, применяют вырубку без перемычек. Ширину
73
перемычек обычно берут равной одной-двум толщинам исходного ме¬
талла. Учитывая, что ширина перемычки влияет на количество отхода
металла, ее следует брать по возможности меньшей (размеры пере¬
мычек нормализованы). Отход металла в процентах определяют как
отношение площади поверхности высечки (отходы после вырубки)
к площади поверхности карты.
Разрезку производят на оборудовании различных видов. Пресс-
ножницы применяют для разрезки листовой и полосовой стали тол¬
щиной до 25 мм, гильотинные и дисковые ножницы — для разрезки
материала толщиной до 40 мм, тонкий прокат можно разрезать дис¬
ковыми и вибрационными ножницами.
Прокат режут также на прессах, приводный ножовках, на отрезных
станках, оснащенных дисковыми и ленточными пилами, отрезными
резцами на токарных станках, а также дисковыми фрезами на фре¬
зерных станках.
Для материала толщиной от 5 до 100 мм применяют газовую резку
(ацетиленокислородную и кислородную), при толщинах свыше 100 мм
(до 450 мм) — кислородно-флюсовую и плазменную резку. Заготовки
из материалов высокой твердости режут абразивными кругами, анодно-
механическим или электроэрозионным методом. Существует также про¬
грессивный метод разрезки высокопрочных материалов фрикционными
дисками, работающими со скоростью до 100 м/с. В результате трения
обрабатываемый металл нагревается в рабочей зоне до температуры
свыше 1000°С и частично оплавляется.
Ширина разреза зависит от способа разрезки и толщины металла.
Так, при разрезке на токарном станке отрезным резцом металла тол¬
щиной 20...30 мм ширина разреза составляет 3 мм, при разрезке ме¬
талла той же толщиной дисковой фрезой на фрезерном станке — 2 мм;
дисковой пилой — 4 мм; ленточной пилой —1,5 мм; приводной но¬
жовкой — 2,5 мм, абразивным кругом — 2 мм; анодно-механическим
методом — 1, 5 мм.
Центрование заготовок. При обработке наружных поверхностей
тел вращения (валов) базой для выполнения ряда операций (обта¬
чивания, нарезания резьб, шлифования и т. п.), а также для правки
и контроля являются центровые отверстия. На точность
обработки влияют форма и расположение центровых отверстий, кото¬
рые выбирают в зависимости от их назначения по ГОСТ 14034—74.
Из восьми разновидностей (типов) с углом конуса 60, 75 и 120° наи¬
более распространены формы центровых отверстий А и С, которые
применяют в случаях, когда после обработки необходимость в цен¬
тровых отверстиях отпадает или когда сохранность их в процессе эк¬
сплуатации гарантируется соответствующей термообработкой.
Формы В и Е применяют в случаях, когда центровые отверстия
являются базой для многократного использования, а также при
сохранении их в готовых изделиях. Форма В снабжена дополнительной
конической фаской для предохранения центровых отверстий от по¬
вреждения, а также для осуществления возможности подрезки тор¬
ца. При повышенной точности обработки применяются центровые от¬
верстия формы R с дугообразной образующей.
Центровые отверстия типов Г и // применяются при необходимости
выполнения монтажных работ, транспортировки, хранения или вы¬
полнения термообработки в вертикальном положении. Кроме пре¬
дохранительной фаски такие отверстия снабжены резьбой, предназна¬
ченной для резьбовых пробок, ввинчиваемых в центровые отверстия
при транспортировке деталей. Форма Т применяется только для опра¬
вок и калибров-пробок.
Предварительная обработка литых и кованых заготовок предусмат¬
ривает удаление окалины, заусенцев, пригара, литников, прибылей
и напусков.
Очистку производят на обдирочно-шлифовальных станках; круп¬
ные заготовки обрубаются пневматическими зубилами и зачищаются
переносными шлифовальными машинками. Очистку поверхностей
производят также проволочными вращающимися щетками или в дро¬
беструйных камерах. Мелкие заготовки очищают во вращающихся
барабанах. Применяется также способ очистки заготовок в струе ра¬
бочей жидкости, направляемой под давлением на поверхность обра¬
батываемой заготовки. Рабочая жидкость состоит из смеси кальци¬
нированной соды, абразива и воды.
Некоторые виды заготовок —■ поковки и штамповки из высокоуг¬
леродистых сталей (С>0,5%), чугунные или стальные отливки —
подвергают также термической обработке (отжигу или нормализации)
для улучшения структуры и обрабатываемости.
ГЛАВА VI
ПРИПУСКИ НА ОБРАБОТКУ
§ 25. Определения и основные понятия
Припуском на обработку называется слой металла, подле¬
жащий удалению с поверхности заготовки в процессе обработки для
получения готовой детали. Размер припуска определяют разностью
между размером заготовки и размером детали по рабочему чертежу;
припуск задается на сторону.
Припуски подразделяют на общие, т. е. удаляемые в течение всего
процесса обработки данной поверхности, и межоперационные, уда¬
ляемые при выполнении отдельных операций. Межоперационный при¬
пуск определяется разностью размеров, полученных на предыдущих
операциях.
Обозначая общий припуск на обработку z0, размер заготовки а3
и размер готовой детали ад, получаем:
для наружных поверхностей zQ~a3—ал;
для внутренних поверхностей г0—ая—а3.
Обозначив припуск на данной операции гм, размер, полученный
на предшествующей операции, а и размер, который должен быть полу¬
чен на данной операции, Ь, определим межоперационный припуск:
для наружных поверхностей гм=а—Ь\
для внутренних поверхностей zM=b—a.
75
Общий припуск на обработку равен сумме межоперационных при¬
пусков по всем технологическим операциям — от заготовки до разме¬
ров детали по рабочему чертежу: z0=2zM.
Для наружных поверхностей значение разности размеров, полу¬
чаемых на предшествующей и последующей операциях, является по¬
ложительной величиной, а для внутренних — отрицательной.
§ 26. Факторы, влияющие на размер припуска
Размер припуска зависит от толщины поврежденного поверхност¬
ного слоя, т. е. от толщины корки для литых заготовок, обезугле-
роженного слоя для проката, глубины поверхностных неровностей,
раковин, трещин и пр., а также от неизбежных производственных и
технологических погрешностей. Эти погрешности являются совокуп¬
ностью погрешностей заготовки и погрешностей, возникающих при
выполнении отдельных технологических операций. Для компенсации
последних необходимо предусматривать припуск, размер которого
сможет обеспечить соответствующее качество данной заготовки на
последней операции обработки.
Производственные погрешности характеризуются отклонениями
размеров, геометрическими нарушениями формы и отклонениями
взаимосвязанных поверхностей, поверхностными микронеровностями,
глубиной дефектного поверхностного слоя.
Геометрические погрешности формы (овальность, огранка, кону-
сообразность, выпуклость, вогнутость и др.) должны находиться в
пределах поля допуска на размер. Микронеровности при расчете при¬
пусков учитывают для каждой технологической операции. Глубина
дефектного поверхностного слоя зависит от способа изготовления за¬
готовок. Например, в отливках из серого чугуна дефектный поверхно¬
стный слой представляет собой перлитную корку, которую удаляют для
сохранения режущих свойств инструмента при последующей обработке
подкоркового слоя; поверхностный слой проката характеризуется обез-
углероженной зоной, снижающей предел прочности металла: удаление
этого слоя повышает прочностные свойства обрабатываемой заготовки.
Наряду с этим при обработке заготовок из проката в поверхностном
слое возникает наклеп, постепенно уменьшающийся в глубину заготовт
ки. При обработке целесообразно удалять зону резко выраженной де¬
формации, т. е. верхнюю часть наклепанного слоя, где обычно наблю¬
дается изменение структуры металла.
Отклонения взаимосвязанных поверхностей (отклонения от па¬
раллельности и перпендикулярности осей и поверхностей, эксцен¬
триситет отверстий и др.) также следует учитывать при расчете при¬
пусков, но, так как эти отклонения не связаны с погрешностями на
размеры поверхностей, их нужно учитывать отдельно.
Наряду с перечисленными отклонениями в процессе обработки
возникают погрешности установки, которые также должны быть ком¬
пенсированы соответствующим увеличением припуска.
Таким образом, наименьший межоперационный припуск на обра¬
ботку Zi при наименьшем предельном размере заготовки для наруж-
7G
libix поверхностей и при наибольшем предельном размере для внут¬
ренних поверхностей может быть определен из формулы
zi — R-г /-г + 7\'-i + Р/-1 + Еу о
где — средняя высота микронеровностей; Ti_i — глубина де¬
фектного поверхностного слоя; р,_х— геометрическая сумма простран¬
ственных отклонений взаимосвязанных поверхностей; еу— погреш¬
ность установки; i—1 — индекс, характеризующий предшествующую
операцию; i — индекс, характеризующий данную операцию. Отсюда
следует, что в межоперационный припуск входят погрешности предше¬
ствующей операции и погрешности установки данной операции.
При обработке плоских поверхностей учитывают наибольшее из
пространственных отклонений взаимосвязанных поверхностей по нор¬
мали к обрабатываемой поверхности; тогда суммарное значение р
будет определяться как векторная сумма пространственных отклоне¬
ний. Для одинакового направления векторов р, и р2
Р = Pj +Рг-
Для противоположного направления векторов
P = Pi Pz-
Наименьший размер межоперационного припуска на диаметр
(при обработке поверхностей тел вращения) удваивается. Тогда
2z,= 2 [(Rz +Т(-_i) + (р,._, +ev ,•)].
При обработке поверхностей вращения учитывают суммарное
значение отклонений взаимосвязанных поверхностей, векторы кото¬
рых могут иметь любое направление, поэтому в тех случаях, когда
нельзя установить их вероятное направление, следует пользоваться
формулой
p — V pl-bpl-
Погрешность установки еу . определяют как векторную сумму по¬
грешностей базирования и погрешностей закрепления (см. гл. IV).
Погрешность базирования определяется из геометрических связей в
зависимости от принятой схемы установки, а погрешность закрепле¬
ния — также и в зависимости от силы зажатия. Например, погреш¬
ность установки в радиальном направлении при обработке в само-
центрирующем патроне деталей диаметром 80... 100 мм составляет
для отливок в песчаные формы, горячего проката и штамповок еу=
=0,5 мм, для отливок по выплавляемым моделям и предварительно
обработанной поверхности еу=0,12 мм, для отливок под давлением
и чисто обработанной поверхности еу=0,06 мм и т. д.
В некоторых случаях в формуле определения наименьшего раз¬
мера припуска могут отсутствовать некоторые составляющие, напри¬
мер величина Т•_i (глубина дефектного поверхностного слоя),
которая учитывается только для заготовки. При обработке заготовок
из чугуна и цветных сплавов значение Т после черновой операции ис¬
ключается из формулы, так же как и после термообработки; после
77
черновой и чистовой обработки отдельных заготовок значение Т
принимается равным глубине наклепанного слоя, составляющего после
притирки 3...5 мкм, тонкого обтачивания и растачивания — 15...20,
шлифования— 15...20, протягивания — 10...20, чистового развер¬
тывания—• 10...20, продавливания шариком и раскатки — 20...
25 мкм; при обработке отверстий плавающим режущим инструментом
исключается значение p;_i (векторная сумма отклонений взаимосвя¬
занных поверхностей); при установке обрабатываемой заготовки на
плиту, т. е. при совмещении установочной и измерительной баз, из
формулы выпадает величина еу (погрешность установки) и т. п.
Влияние размера припуска на экономичность процесса обработки
очень велико, так как чем больше припуск, тем большее число ра¬
бочих ходов требуется для снятия соответствующего слоя металла,
что приводит к повышению трудоемкости процесса, расхода атектро-
энергии, износу режущего инструмента и увеличивает отходы металла,
превращаемого в стружку. Завышенные припуски приводят к увели¬
чению парка оборудования и производственных площадей, необходи¬
мых для его размещения. Размер припуска обеспечивается точностью
изготовления заготовок, однако повышение требований к точности в
ряде случаев повышает и себестоимость их изготовления в заготови¬
тельных цехах, поэтому припуск следует выбирать оптимальным, т. е.
обеспечивающим качество обработанной поверхности при наименьшей
себестоимости обработки в механических и заготовительных цехах.
§ 27. Межоперационные припуски и допуски
Чтобы обеспечить постоянные межоперационные припуски на каж¬
дой из операций, размер обрабатываемой поверхности должен нахо¬
диться в определенных пределах, характеризующих межоперационный
допуск. Общий припуск на обработку складывается из суммы наимень¬
ших межоперационных припусков и межоперационных допусков без
допуска на последнюю операцию. Допуск на последнюю операцию дол¬
жен соответствовать допуску на окончательную обработку данной
поверхности.
Допуск б,_, на размер детали на предшествующей операции опре¬
деляют как разность наибольшего и наименьшего предельных значе¬
ний припуска:
2 • 7 - ■
4 ~ I *”1 max ^imin*
На рис. 42 показаны схемы расположения межоперационных при¬
пусков и допусков при обработке заготовок вала (рис. 42, а), где Вх—
размер заготовки; Вг и В3— наибольший и наименьший предельные
размеры заготовки после первой операции; Bi и Въ— то же, после вто¬
рой операции; В,, и В,— после третьей операции; 2, п б,— межопера¬
ционные припуск и допуск на первую операцию; г2 и б.г— то же, на
вторую операцию; г3 и б3— на третью операцию, и отверстия (рис. 42, б),
где Л л— размер отверстия в заготовке; Л» и Л3— наименьший и на¬
ибольший предельные размеры отверстия после первой операции;
78
/1, и Л5 — то же, после второй операции; Ав и А,— после третьей опе¬
рации.
Между предварительной и чистовой обработкой суммарный при¬
пуск распределяется следующим образом: 60% суммарного припуска
приходится на предваршелыiую обработку и 40% на чистовую или
45% — на предварительную, 30% — на получистовую и 25%— на чи¬
стовую обработку.
Расчет межоперационных припусков и предельных размеров обра¬
батываемых поверхностей по операциям ведут в определенной после¬
довательности: вначале определяют базовые опорные поверхности дли
обработки и порядок выполнения технологических операций, а затем
значения #,•_!, Т,_х, f еу(- и б1-_1 , после чего расчетные размеры
припусков по всем операциям.
Для наружных поверхностей вначале находят расчетные размеры
обрабатываемой заготовки для последней операции, устанавливая
таким образом наименьший предельный размер детали по чертежу.
Для внутренних поверхностей определяют наибольший предельный
размер детали по чертежу. Затем для определения наименьшего рас¬
четного размера заготовки на предшествующей операции к наимень¬
шему предельному размеру (для наружных поверхностей) прибавляют
размер межоперационного припуска, а из наибольшего предельного
размера (для внутренних поверхностей) вычитают размер межопера-
79
ционного припуска. В таком же порядке определяют расчетные раз¬
меры по всем операциям.
Наибольший предельный размер заготовки для наружных поверх¬
ностей находят, суммируя допуск с наименьшим предельным размером,
а наименьший предельный размер (для внутренних поверхностей) —
вычитая допуск из наибольшего предельного размера. Тогда наиболь¬
шее предельное значение межоперационного припуска для наруж¬
ных поверхностей гы тах будет определяться как разность наиболь¬
ших предельных размеров, а наименьшее гы min— как разность на¬
именьших предельных размеров предшествующей и данной операций.
Для внутренних поверхностей предельные значения межопераци-
онных припусков определяют: zM min — как разность наименьших
предельных размеров и zM max — как разность наибольших предель¬
ных размеров на данной и предшествующей операциях.
Затем, суммируя межоперационные припуски, находят общий при¬
пуск на обработку заготовки (z0 max и z0 min) и делают проверку со¬
поставлением разности припусков и допусков: zM шах — zM m!n =б3—8Д;
при этом разность предельных значений межоперанионных припусков
должна быть равна разности межоперационных допусков, а разность
общих припусков — разности допусков на размер заготовки и детали
по чертежу.
Условия расчета припусков зависят от вида заготовки. Так, при
обработке заготовок из калиброванной и горячекатаной стали (прут¬
ка) после определения расчетного наименьшего предельного размера
заготовки D3=D,a = 2za подбирают по сортаменту ближайший диа¬
метр прутка Dc; тогда действительный общий припуск на обработку
составит
2z01 = Dc —Од,
где 2 z0— расчетный общий припуск на обработку (по диаметру);
£)д— наименьший предельный размер детали по чертежу.
При обработке ступенчатых валов из проката размер заготовки
определяют так же, но наибольший предельный размер детали по
чертежу принимают по ступени наибольшего диаметра, тогда осталь¬
ные ступени обрабатывают с так называемым напуском. Если на¬
пуск не может быть снят за один рабочий ход, то в первом рабочем ходе
удаляют 60% напуска, а во втором — 40%. В дальнейшем ступени
обрабатывают без напуска и межоперационные припуски определяют
в обычном порядке.
При расчете припусков для штампованных заготовок необходимо
учитывать напуски, упрощающие конфигурации заготовки (углубле¬
ние, переходы, уступы и т. д.), а также штамповочные уклоны и радиу¬
сы закруглений. Припуски на обработку штампованных заготовок
с учетом радиусов закруглений определяют по формуле
Тд "t" min Яд ; //., Г3,
где гд — радиус закругления готовой детали; rs— то же, заготовки;
zo mi,,— наименьший припуск на обработку; Нл— нижнее отклонение
размера готовой детали; Н3— то же, заготовки.
80
При расчете припусков для отливок учитывают необходимые на¬
пуски, упрощающие конфигурацию заготовки, а также формовочные
уклоны, радиусы литых галтелей и построения переходов при изме¬
нении сечений отливки. Кроме того, предусматривают дополнитель¬
ные припуски на поверхности, расположенные в верхней части заготов¬
ки. Наряду с этим при расчете припусков учитывают коробление ли¬
тых заготовок, а также смещение стержней, образующих внутренние
поверхности. Припуск, компенсирующий коробление, устанавлива¬
ют в зависимости от жесткости конструкции отливки. Его обычно уда¬
ляют при обдирочных операциях, однако это вызывает погрешности
от деформаций, вызванных остаточными напряжениями в материале
заготовок, поэтому при расчете припуска на отделочные операции
учитывают составляющие этой погрешности — 0,3 мм на 1 м длины
литой заготовки.
При определении припуска на обработку отверстий в литых за¬
готовках следует также учитывать смещение оси отверстия относитель¬
но взаимосвязанных поверхностей. При установке заготовки на станке
по отверстию смещение оси учитывают в припуске на обрабатываемую
поверхность, а при обработке этого же отверстия от опорной поверх¬
ности — в припуске на обработку отверстия.
Справочные данные для расчета припусков обычно разрабатывают
по отраслям машиностроения в виде нормативных таблиц с учетом
способов обработки, вида заготовок, требуемой точности и других
производственных и технологических факторов. Эти справочные дан¬
ные периодически пересматривают по мере развития техники и повы¬
шения уровня технологии производства.
Рассмотрим пример расчета припусков при обработке ступенчатого вала с не¬
большим перепадом ступеней; размер ступени наибольшего диаметра 25,35_0,oi.j мм,
обшая длина 100 мм; вал изготовлен из калиброванной круглой стали по 10-му ква-
литету.
Так как для заготовки из калиброванного проката может быть принят по сор¬
таменту ближайший к этому размеру диамегр прутка, то при этом же действитель¬
ный общий припуск г0 иа обработку составляет
2z0 — П3 —- 1>л.
Ступенчатые валы с небольшим перепадом ступеней могут непосредственно
обрабатываться шлифованием на бесцентрово-шлифовальных станках по ступени
наибольшего диаметра, а остальные ступени — с напуском, удаляемым при после¬
дующих переходах.
После выбора установочных баз и технологического маршрута обработки оп¬
ределяют обрабатываемые элементарные поверхности и порядок переходов по каж¬
дой из поверхностей. Затем из справочных таблиц выписывают значения Rz i, Т
Pi-1 И £у
Для нашего случая (при бесцентровом шлифовании) погрешность установки
отсутствует, остальные значения составляют:
| : МКМ» 'Г)0 МКМ К P/-l = 75 MUM-
Тогда припуск на бесцентровое шлифование после отрезки составляет
2/ = 2(50 + 50 + 75) = 350 мкм.
Так как заготовка подвергается в дальнейшем термообработке и поверхностный
слой должен быть по возможности сохранен, определим по справочным таблицам
для этих условий значения Rz ;_i и P;_i, которые составляют соответственно 5 и
81
50 мкм, тогда
2г" = 2(5+50)=110 мкм.
Общий припуск на обработку составит
220 = 2z'-|-2z" =350+110 = 460 мкм.
Определим наименьший размер заготовки:
D3 = (25,350—0,014) -f 0,46 = 25,336 + 0,46 = 25,796 мм.
Принимаем диаметр прутка по сортаменту 26 мм; в этом случае наименьший размер
диаметра прутка составляет 25,955 мм (допускаемое отклонение по диаметру 0,045 мм),
тогда общий припуск составит:
2?о. наиб = 26 25,35 = 0,650 мм;
2г0. найм = 25,955 - 25,336 = 0,619 мм.
Проверяем произведенные расчеты как разность предельных значений припуска:
2z0' наиб' 2z0 наим = 0,650 — 0,619 = 0,031 мм
и 0,045 — 0,014 = 0,031 мм.
ГЛАВА VII
ТЕХНОЛОГИЧЕСКАЯ ПОДГОТОВКА ПРОИЗВОДСТВА
§ 28. Основы организации и управления процессом
технологической подготовки производства
Государственными стандартами установлена единая система тех¬
нологической подготовки производства (ЕСТПП), предусматриваю¬
щая широкое применение прогрессивных типовых технологических
процессов, стандартной технологической оснастки (приспособлений,
режущего, измерительного и вспомогательного инструмента) и обо¬
рудования, средств механизации и автоматизации процессов произ¬
водства и комплекса инженерно-технических и управленческих ра¬
бот. Эта система обусловливает единый для всех предприятий и ор¬
ганизаций системный подход к выбору и применению методов и средств
технологической подготовки производства (ТПП) с учетом современных
достижений науки и техники, обеспечивающий как освоение, так и
ыпуск изделий высокого качества при минимальных трудовых и ма¬
териальных затратах. Осуществление этой системы допускает воз¬
можность непрерывного совершенствования производства и быстрой
его переналадки на выпуск новых изделий; при этом предусматрива-
гтся рациональная организация механизированного и автоматизи¬
рованного выполнения инженерно-технических и управленческих
табот, взаимосвязь ТПП и управление ею с другими системами и под¬
системами управления.
В основу ЕСТПП наряду с государственными стандартами поло-
кено применение отраслевых стандартов и стандартов предприятий,
сражающих специфику отрасли или предприятия, конкретизирующих
г развивающих отдельные правила и положения ЕСТПП, а также ис-
юльзование нормативно-технической и методологической докумен-
■ации. В общем виде структурная схема состава документации, опре¬
12
деляющей объем разработки конкретных методов и средств ТПП, пред¬
ставлена на рис. 43.
Технологическая подготовка производства должна начинаться с
получения исходных документов на разработку и производство новых
изделий, организацию нового и совершенствование действующего про¬
изводства на основе применения современных методов организации и
управления.
Для решения задач ТПП необходимо отработать на технологич¬
ность конструкцию изделия, разработать типовые технологические
Рис. 43
процессы, спроектировать и изготовить средства технологического ос¬
нащения, осуществлять организацию и управление процессом ТПП.
Этими функциями охватывается весь необходимый комплекс работ по
ТПП, в том числе конструктивно-технологический анализ изделий,
организационно-технологический анализ производства, расчет про¬
изводственных мощностей, составление технологических планировок,
определение материальных и трудовых нормативов, а также отладка
технологических процессов и средств технологического оснащения.
Организация и управление процессом ТПП должны основываться
на использовании типовой информационной модели ТПП, типовой
структурной схемы и типовых организационных положений, установ¬
ленных отраслевыми стандартами в соответствии с правилами и положе¬
ниями ЕСТПП. Организационная структура ТПП наряду с рацио¬
нальным распределением функций между службами ТПП и совершен¬
ствованием документооборота должна обеспечить и гибкость струк¬
туры, т. е. возможность быстрой перестройки ее для решения новых
задач ТПП. В функцию управления ТПП входят планирование, учет,
контроль и регулирование хода подготовки производства. Основными
задачами планирования являются определение состава, объема, по¬
следовательности, сроков выполнения и распределения работ между
технологическими и производственными службами. Исходной доку¬
ментацией для учета выполнения работ должен служить график ТПП,
содержащий необходимые данные, являющиеся источником оператив¬
ной информации (номенклатура, продолжительность и последователь-
иость выполненных работ, движение трудовых и материальных
ресурсов). Контролируя ход выполнения работ по ТПП, выявляют
отклонения фактических показателей от плановых и формируют
информацию о характере и причинах отклонений.
Единой системой технологической подготовки производства уста¬
новлены три стадии разработки документации по организации ТПП
на вновь вводимых и совершенствованию ее на действующих предприя¬
тиях. На стадии технического задания определяют и устанавливают
технические требования к документации, исполнителей, которые будут
участвовать в разработке технического и рабочего проектов, источники
финансирования и проводят расчеты технико-экономической эффектив¬
ности ТПП. Утвержденное техническое задание является основанием
для разработки технического проекта. На стадии разработки техни¬
ческого проекта принимают основные принципиальные технические и
организационные решения по установленным функциям и задачам
ТПП. На основании технического проекта разрабатывают рабочий
проект. На этой стадии используют ранее подготовленные технические
и другие документы для разработки документации, обеспечивающей
решение задач ТПП по установленным функциям.
Уровень механизации и автоматизации решения инженерно-техни¬
ческих задач и задач управления ТПП обусловливается экономиче¬
ской целесообразностью; его устанавливают с учетом трудоемкости
и сложности задач. К техническим средствам механизации и автомати¬
зации относятся: средства сбора, передачи и представления информа¬
ции, устройства ввода — вывода данных, средства обработки инфор¬
мации, средства оформления и размножения информации и средства
связи. Объектами механизации и автоматизации в ТПП являются:
проектирование технологических процессов и средств технологиче¬
ского оснащения, решение различных инженерно-технических и уп¬
равленческих задач, информационный поиск деталей-прототипов и
средств технологического оснащения для заимствования, а также раз¬
работка программ для оборудования с программным управлением.
§ 29. Единая система технологической документации
Технологическая документация — комплекс тек¬
стовых и графических документов, определяющих в отдельности или
в совокупности технологический процесс изготовления или ремонта
изделия (включая контроль и перемещения) и содержащих необходи¬
мые данные для организации производства. Государственными стан¬
дартами установлена Единая система технологической документации
(ЕСТД), являющаяся составной частью ЕСТПП. ЕСТД определены
взаимосвязанные правила и положения о порядке разработки, офор¬
мления, комплектации и обращения технологической документации,
разрабатываемой и применяемой в производстве всеми машиностро¬
ительными и приборостроительными организациями и предприятиями.
Стандарты ЕСТД служат для установки во всех организациях и
на всех предприятиях единых правил, обеспечивающих: стандарти¬
зацию обозначений и унификацию последовательности размещения
84
однородной информации в документации на различные виды рабог
при использовании средств вычислительной техники для управления
производством; возможность обмена технологическими документами
между организациями и предприятиями без их переоформления; ста¬
бильность комплектности, исключающую разработку и выпуск до¬
полнительных документов.
Технологические документы подразделяются на документы общего
назначения (для всех видов различных работ) и документы специаль¬
ного назначения (на технологические процессы, специализированные
по отдельным видам работ). Технологические документы общего назна¬
чения включают: маршрутную карту, карту эскизов, технологиче¬
скую инструкцию, комплектовочную карту, ведомость расцеховки,
ведомость оснастки и ведомость материалов.
/мвлм/од.7 Иодтгьидста \взоминВ.№\ин6N°дфпЩадпись и дата
Маршрутная карта
Литера
Материал
5 й
ill
Масса
дета¬
ли
вогопювна
- ..Й-
1
Норма
расхода^
i
р
Наименование, марка
Нед
Код и вид
Профиль
и размеры
$5
СЛ£з
С?
Намео
Оборудование
(над, наимено¬
вание, инвен¬
тарной номер)
Приспособление
и инструмент
( над, наименее
вание)
if 1
SI !
1|ц
netr
i
is
TП.8
«и
5J
I
5J
51
5т
Сз
1
Наименование и содержание
операции
& 5
[4
1
Тш
-
Разлад
Пот
паоберил
Нормир
Frdppn
лист
Л-дрцум
Подпись
дата
•Шт
П- бонам
Подпись
Дата
цтнтр
Pun 44
Маршрутная карта (МК) (рис. 44) содержит описание
технологического процесса изготовления или ремонта изделия по всем
операциям в технологической последовательности, с указанием данных
по оборудованию, оснастке, материальным, трудовым и другим норма¬
тивам. Маршрутная карта является основным технологическим доку¬
ментом; ее разрабатывают на всех стадиях составления рабочей доку¬
ментации. Маршрутная карта имеет четыре варианта исполнения в
зависимости от типа производства и метода изложения технологи¬
ческого процесса (формы № 1, 2 и 3 предназначены для единичных
технологических процессов; форма № 4 — для типовых технологиче¬
ских процессов; на рис. 44 показана форма № 2).
Карта эскизов (КЭ) содержит графическую иллюстрацию
85
технологического процесса изготовления изделия н его отдельных эле¬
ментов. Карту составляют по усмотрению разработчика в зависимости
от характера или условий производства изделия.
Технологическая инструкция (ТИ) содержит
описание специфических приемов работы или метода контроля тех¬
нологического процесса, правил пользования оборудованием или
див № под/1
Подпись и дата]8зам инв/V-
ИнвН!ди&1
Подпись и дата
Г ■
Операционная карта
механической обработки
Наименование операции
и падко мотериапа детали Профиль ирозмерь(\7вервосгпь\Могса
Наименование масса
оёробдет Оборудование (наименование, модель)
Приспо¬
собление
(код и
наиме¬
нование)
дагатовкТГ
Охлаждение
Ц
Содержание
перехода
Инстоимент (ьод и наименование)
!осч раем
i
Решим обработки
Т
'о
‘в
6< ломоттельный
режущий
измерительный
%аяетр,
ширина
длина
S
п
гг
■
Рсзраб
Пиал
Проверил
Нормир
Чзн
flucm
П*докцм
Подпись
Дата
т
Пит
Ы'дОкцм
Подпись
Дата
Утвсрд
Н контр
Рис. 45
приборами, мер безопасности и других случаев, требующих дополни¬
тельных разъяснений.
Комплектовочная карта (КК) содержит данные о
деталях, сборочных единицах и материалах, входящих в комплект
собираемого изделия.
Ведомость расцеховки (ВР) содержит данные о мар¬
шруте прохождения изготовляемого или ремонтируемого издания по
службам предприятия.
Ведомость оснастки (ВО) содержит перечень специаль¬
ных и стандартных приспособлений и инструментов, необходимых для
оснащения технологического процесса изготовления изделия. Ведо¬
мость составляется на основании маршрутных карт в технологической
последовательности на сборочные единицы и детали.
Ведомость материалов (ВМ) является подетальной
сводной ведомостью норм расхода материалов, запись в которой про¬
изводится по раздачам для сборочных единиц и деталей, входящих в
состав издания. На изделия, предназначенные для самостоятельной
постановки, составление ведомости обязательно.
56
К специализированным документам относятся операционные кар¬
ты и карты технологических процессов определенных видов работ.
Операционная карта (О К) (рис. 45) содержит описание
операций технологического процесса изготовления изделия с расчле¬
нением операций по переходам с указанием режимов обработки, рас¬
четных норм и трудовых нормативов. Всего предусмотрено восемь
видов технологических карт. Три формы служат для описания опера¬
ционного технологического процесса механической обработки (еди¬
ничного, бестекстового и типового). Четыре формы предназначены для
внесения информации при обработке на одно- и многошпиндельных
автоматах и полуавтоматах, а одна форма является операционной кар¬
той групповой наладки на автоматах (на рис. 45 показана форма № 2).
Карта технологического процесса (КТП) со¬
держит описание процесса изготовления или ремонта издания (вклю¬
чая контроль и перемещение) по всем операциям одного вида работ
(изготовление отливок, раскрой и нарезание заготовок, ковка и штам¬
повка и др.), выполняемых в одном цехе в технологической последова¬
тельности с указанием данных о технологической оснастке, материаль¬
ных и трудовых нормативах.
В комплект основных технологических документов входят мар¬
шрутная карта и карта технологического процесса. Выбор соответ¬
ствующего комплекта документов зависит от типа производства и
метода изложения технологического процесса на данном предприятии.
§ 30. Исходные данные для проектирования
технологического процесса механической обработки
Технологический процесс проектируют на основе рабочего чер¬
тежа детали и сборочного чертежа изделия или сборочной единицы,
технических условий на изготовление изделия и чертежа заготовки.
Выбор оптимального для конкретных условий варианта техноло¬
гического процесса, т. е. обеспечивающего наибольшую производи¬
тельность при наименьшей себестоимости обработки, требует в ряде
случаев расчета экономической эффективности и сравнения экономич¬
ности вариантов обработки (см. гл. XXX). Такой выбор в значительной
степени зависит от объема выпуска, производственных возможностей
предприятия (наличного парка оборудования, оснащенности и др.),
условий проектирования (реконструкция предприятия с использова¬
нием действующего оборудования, приобретение оборудования и т. п.).
Производственная программа завода определя¬
ется годовым количеством выпускаемых изделий при определенном
числе смен и установленной продолжительности смены. На основе
производственной программы составляют подетальную программу
выпуска:
Л = II рп [ 1 -] (п/100) J,
где П — годовая производственная программа по данной детали;
III— годовая производственная программа изделий; т — число дан-
87
ных деталей в изделии; п — процент запасных частей для данной
детали. I
Программа выпуска и трудоемкость изделий характеризуют тип)
производства и соответственно специфические требования к ТПП еди-j
ничного, серийного и массового производства.
Информационной основой при разработке техноло-'
гических процессов являются: технологический классификатор объек-j
та производства, классификатор технологических процессов, сис-j
тема обеспечения технологических документов, стандарты едином
системы технологической документации, типовые технологические
процессы и операции, стандарты и каталоги на средства технологиче-1
ского оснащения, нормативы технологических режимов, материальные!
и трудовые нормативы. J
Необходимость разработки типовых технологических]
процессов определяется экономической целесообразностью и за-/
висит от количества однотипных изделий, выявленных при группи-i
ровании их по конструктивным и технологическим признакам. До
разработки любого (единичного или типового) технологического npo-J
цесса изготовления детали конструкция должна быть отработана на-
технологичность.
Выбор средств технологического оснащения (тех¬
нологического оборудования, оснастки и средств механизации и ав¬
томатизации) производится с учетом типа производства, характера'
намеченной технологии и максимального применения имеющихся стан¬
дартной оснастки и оборудования.
Основные данные об оборудовании, необходи¬
мом для технологического процесса, берутся из паспортов станков,
имеющихся на предприятии, а также из каталогов, справочных дан¬
ных и других источников.
Данные об инструменте и приспособлениях опреде¬
ляют по действующим стандартам и нормалям, каталогам и другим
справочным материалам.
В ряде случаев необходимо иметь также данные о вновь проектиру¬
емом станкостроительными заводами специализированном и специаль¬
ном оборудовании * и проектируемых инструментальной промыш¬
ленностью новых видах инструмента. Такие данные могут быть полу¬
чены в виде инструкционных описаний или характеристик и схем с
изложением технологии изготовления типовых деталей на этом обо¬
рудовании или с применением специального инструмента. Эти све¬
дения позволяют выявлять практическую возможность применения
указанного оборудования и инструмента в конкретных условиях и
являются определенным стимулом для внедрения новых, прогрес¬
сивных технологических процессов.
* Под специализированным оборудованием понимают станки, спроектированные
для изготовления сходных или однотипных, различающихся только размерами дета¬
лей; специальные станки проектируют только для изготовления данной детали опре¬
деленного типоразмера и применяют в массово-поточном производстве.
§31. Техническое нормирование
Разработка технологического процесса обычно завершается уста¬
новлением технических норм времени для каждой операции. Техни¬
ческую норму времени определяют на основе расчета режимов реза¬
ния с учетом полного использования режущих свойств инструмента
и производственных возможностей оборудования.
Техническая норма времени характеризует время,
необходимое для выполнения определенной работы в условиях дан¬
ного производства с учетом передового опыта и современных дости¬
жений техники, технологии и организации производства. Вместе с тем
техническая норма является переменной во времени величиной, так
как по мере совершенствования технологического процесса ее следует
проверять и пересматривать, отображая тем самым улучшение орга¬
низации труда, внедрение новой техники и накопление опыта работ¬
никами завода в соответсвии с их культурным и техническим ростом.
Технические нормы времени являются исходными расчетными величи¬
нами для определения производственной мощности рабочего места,
участка, цеха, а также для составления предварительной калькуля¬
ции себестоимости обработки.
Расчет технически обоснованной нормы времени в минутах произ¬
водится по штучному времени Тшт, которое слагается из оперативного
времени t(m на одну операцию, времени на обслуживание рабочего
места to6c и времени на отдых и естественные надобности /оти.
Норма оперативного времени в минутах включает норму техноло¬
гического (основного) времени t0 и норму вспомогательного времени
1Ь. не перекрытого машинным временем:
^ОП == 4“
Штучное калькуляционное время Тшх. к в минутах равно сумме
штучного и доли подготовительно-заключительного времени, прихо¬
дящегося на одну деталь:
Т’шг. к — Т’юл + Тп_ 3/х,
где х — число деталей в одной партии.
Норма выработки Н — величина, обратная норме времени. Она
представляет собой количество продукции, которое должно быть про¬
изведено рабочим за единицу времени (минуту, час, смену). При семи¬
часовом рабочем дне (420 мин) норма выработки в штуках составит
Я = 420/Гшт.к.
Изменение нормы времени вызывает изменение нормы выработки.
Для расчета технологического времени (мин)
пользуются формулой, общей для всех видов обработки:
Т[ = (LlsJ I, L — I /j -j- ls -f-ls,
где L — полная длина перемещения заготовки или инструмента в
направлении подачи, мм; I — длина обрабатываемой поверхности, мм;
/;— размер врезания инструмента, мм; 1г— размер перебега инстру¬
89
мента или заготовки в направлении подачи, мм; /3—дополнительная
длина для взятия пробных стружек, мм; i — число рабочих ходов;
sM— относительное перемещение заготовки или инструмента в направ¬
лении подачи в одну минуту, мм/мин,
SM = SzZ1l = S/2.
Здесь sz— подача на один зуб инструмента (фрезы, развертки и т. п.),
мм; z — число зубьев инструмента; п — частота вращения, об/мин,
или число двойных ходов в минуту; s — подача за один оборот, мм/об.
Технологическое время зависит от выбора параметров режима
резания: глубины резания, подачи и скорости резания. При этом ра¬
циональные режимы при одноинструментной и многоинструментной
обработке и общности припусков существенно отличаются по пока¬
зателям стойкости и экономической скорости резания, т. е. скорости
резания, при которой себестоимость обработки будет наименьшей.
§ 32. Выбор режимов резания
При выборе режимов резания следует придерживаться опреде¬
ленного порядка. Сначала устанавливают глубину резания /, мм.
Если припуск может быть снят в один рабочий ход, глубина резания
равна припуску на обработку. Глубину резания могут ограничивать
недостаточная мощность привода станка, нежесткость обрабатывае¬
мой заготовки, ненадежное закрепление ее на станке и другие факторы.
При этих условиях приходится снимать припуск за несколько рабочих
ходов с малой глубиной резания. Глубина резания связана и с видом
обработки. Например, при шлифовании припуск всегда снимают за
несколько рабочих ходов.
После того как установлена глубина резания, выбирают подачу s,
мм/об. Подачу определяют исходя из возможностей станка и характера
установки заготовки на станке. Лишь в чистовых и особенно в отде¬
лочных операциях основное влияние на выбор размера подачи сказы¬
вают технологические факторы, а именно: точность и шероховатость
поверхности. Числовое значение подачи должно быть согласовано с
паспортными данными станка.
Установив t и s можно пользуясь формулами, приведенными в
теории резания металлов, определить скорость резания v, м/мин.
Для того чтобы найти экономичное значение скорости резания при
установленной глубине резания и подаче, пользуются следующей
формулой:
v — Cvf(Tmlxsv),
где Cv— коэффициент, зависящий от обрабатываемого материала,
стойкости режущего инструмента, его материала, геометрии, размеров,
условий резания (охлаждения) и др.; для резцов из твердого сплава
Т15К6 при стойкости Т-=60 мин Сь для чугуна 0,88, для стали (за¬
каленной) — 0,94; х и у — показатели степеней, различные для раз¬
ных обрабатываемых материалов, материала режущего инструмен¬
та и условий обработки (например, при обработке заготовок из стали
с а„—750 МПа резцом Т15К6 %=0,18; у- 0,35).
Определив скорость резания v, м/с, выбранный режим проверяют
на соответствие паспортной мощности станка. Для этого вычисляют
эффективную мощность резания, кВт:
Л/э = Дд,/(60-102),
где Рг=Ся&°-76, кгс,— сила резания. Коэффициенты Ср берут из
справочника в зависимости от вида обрабатываемого материала.
При выборе режимов резания на многоинструментных станках
принцип расчета сохраняется, но сам расчет затруднен тем, что общее
машинное время при строгом соблюдении порядка назначения пара¬
метров режима резания может оказаться излишне большим. Это может
иметь место, если нагрузка по времени на один какой-либо инстру¬
мент окажется слишком большой по сравнению со всеми инструмента¬
ми, вследствие чего операцию нельзя закончить до тех пор, пока все
инструменты, участвующие в ней, не закончат обработку. Назначение
режимов резания в этом случае ведут по «лимитирующему» наиболее
нагруженному инструменту.
Проектирование многоинструментальной обработки (наладок) со¬
стоит из следующих этапов: 1) составление предварительного плана
размещения инструментов по переходам и предварительный расчет
режимов резания; 2) компоновка инструментов в наладке; 3) состав¬
ление схемы наладки, включающей план размещения инструментов,
уточнение режимов резания и производительности наладки; 4) кон¬
струирование оснастки. Многоинструментальные наладки для обра¬
ботки простых заготовок на многорезцовых станках можно составлять
сразу в виде схем.
При одновременном использовании многоинструментных наладок
на многошпиндельных или многопозиционных станках продолжитель¬
ность обработки на всех позициях должна быть по возможности оди¬
наковой и наименьшей. Синхронизации по времени добиваются
уменьшением длины хода или соответствующим корректированием
режимов резания для отдельных инструментов. Лимитирующий пере¬
ход, нарушающий синхронизацию работы, иногда целесообразно
вывести в отдельную операцию.
При многоинструментных наладках следует принимать стойкость
инструментов 7'=4...7 ч, т. е. из расчета смены инструментов не чаще
1...2 раз в смену. Чтобы обеспечить равноверную стойкость всех ин¬
струментов в наладке при значительной разнице диаметров обраба¬
тываемых поверхностей, твердосплавные инструменты назначают толь¬
ко для обработки поверхностей больших диаметров, а для обработки
поверхностей малых диаметров применяют инструменты из быстроре¬
жущей стали. При недостаточной жесткости технологической системы
и большом количестве одновременно работающих резцов значения
параметров режимов резания снижаются.
Расчет штучного времени при многоинструментной наладке и
параллельной обработке производят по формуле
Тт = (1,15... 1,2) (f0 + fB).
91
Установление оптимального периода стойкости является одним из
основных условий нормирования при многоинструментной обработке.
При работе одним инструментом обычно стойкость резца 7’=60 мин,
при этом время на замену инструмента по нормативным данным по¬
лагается 0,7 мин, время на замену инструмента составляет 1...1,5%
машинного времени. Если в работе участвуют одновременно 10...15
резцов, то при той же стойкости время на их замену будет составлять
15...25% от машинного времени. Очевидно, что для уменьшения удель¬
ного веса времени на замену резцов нужно увеличить стойкость Т
этих резцов, например за счет снижения скорости резания, как это
видно из формулы
v = C/Tm, или vTm — C,
где С — коэффициент, зависящий от обрабатываемого материала и
геометрии инструмента, охлаждения и других условий обработки;
m — показатель относительной стойкости (т=0,125...0,3). Если ско¬
рость резания уменьшается, то имеем следующую зависимость:
v{T'\ = С = vTm, v, = v (Т/Т))т
или Тл —- Т (c'/Oj),/"'.
Если уменьшить скорость резания на 15%, то при /71=0,2 стойкость
резцов повышается от 60 до 140 мин, т. е. в 2,4 раза.
При выборе режимов следует иметь в виду, что нормативные ма¬
териалы предусматривают только средние значения глубин резания,
подач и скоростей резания. Эти величины, как уже указывалось выше,
зависят от многих факторов (качества обрабатываемого материала,
его физико-механических свойств, материала и геометрии режущего
инструмента, мощности оборудования и его технической характери¬
стики, жесткости технологической системы), поэтому в практике про¬
изводства средние значения величин могут быть увеличены или умень¬
шены в зависимости от конкретных условий работы.
ГЛАВА VIII
ТЕХНОЛОГИЧНОСТЬ КОНСТРУКЦИЙ ИЗДЕЛИЙ
§ 33. Понятие о технологичности и правила отработки
конструкции иа технологичность
При современном уровне машиностроительного производства раз¬
работка конструкции изделий должна удовлетворять как требованиям
служебно-эксплуатационного характера, так и производственным тре¬
бованиям, обусловленным возможностью применения высокопроиз¬
водительных и рентабельных технологических процессов с учетом
конкретных условий и объема производства.
Единым критерием технологичности конструкции изделия явля¬
ется ее экономическая целесообразность при заданном качестве и
принятых условиях производства, эксплуатации и ремонта. Отработ¬
ка конструкции изделия на технологичность должна обеспечить сни¬
92
жение трудоемкости и себестоимости изготовления изделия и сниже¬
ние трудоемкости, цикла и стоимости работ по обслуживанию изделия
при эксплуатации.
В комплекс работ по снижению трудоемкости и себестоимости из¬
готовления входит: повышение серийности посредством стандартиза¬
ции, унификации и группирования деталей и их элементов по кон¬
структивно-технологическим признакам; ограничение номенклатуры
конструкций и применяемых материалов, преемственность конструк¬
тивных решений; снижение массы изделия и применение высоко-,
производительных типовых технологических процессов и средств тех¬
нологического оснащения. Комплекс работ по снижению трудоемко¬
сти, цикла и стоимости работ при эксплуатации включает рациональ¬
ное выполнение конструкций, обеспечивающих удобство технического
обслуживания и ремонта при обеспечении необходимого качества
изделия (надежности и долговечности).
Технологичность конструкции изделия оценивают количественно
посредством системы показателей, охватывающих технологическую
рациональность конструктивных решений и преемственность кон¬
струкции или пригодность к использованию (применяемость) в со¬
ставе других изделий. При проведении отработки конструкции на тех¬
нологичность учитываются базовые (исходные) показатели
технологичности конструкции — представители
группы изделий, обладающих общими конструктивными признаками.
Состав базовых показателей, их оптимальные значения и предельные
отклонения для однотипных изделий входят в отраслевые стандарты,
разрабатываемые на основе ГОСТ 14.201—73.
Отработку конструкции изделия на технологичность проводят
на всех стадиях разработки конструкторской документации, начи¬
ная с эскизного проекта и до разработки рабочей документации для
серийного или массового производства. Исполнителями отработки
конструкции изделия на технологичность являются разработчики
конструкторской и технологической документации. Они также осущест¬
вляют технологический контроль и подготовку и внесение изменений
в конструкторскую документацию. Ниже приводится основное содер¬
жание отработки конструкции изделия на технологичность по ста¬
диям разработки конструкторской документации.
В процесс эскизного проекта входят: выбор наиболее простого ва¬
рианта принципиальной схемы; установление (по возможности) ба¬
зовой конструкции, которая должна быть положена в основу проек¬
тируемого изделия; унификация сборочных единиц и основных дета¬
лей как в пределах проектируемого изделия, так и изделий, находя¬
щихся в производстве; разбивка изделия на самостоятельные сбороч¬
ные единицы; обеспечение технологичности оригинальных деталей;
выбор рациональных заготовок для оригинальных деталей.
На стадии технического проекта выявляют конструкцию изделия
и его сборочных единиц и определяют конструктивную форму всех
деталей. На этом этапе работы решают основные вопросы технологич¬
ности заготовок, механической обработки и сборки; осуществляют
выбор наиболее простой конструкции сборочных единиц и деталей,
93
выбор баз сборки, выявление и расчет важнейших размерных цепе
обеспечивают выполнение требований технологичности сборки (рг
бивка конструкции на самостоятельные замкнутые сборочные единя
цы), основных технологических требований в связи с механическс
обработкой (доступность обработки и т. п.) и технологических тр
бований, предъявляемых к форме и основным размерам заготовок.
При разработке рабочей документации окончательно доводят тех
нелогичность, конструкции каждой детали и всего изделия в целс
Особое внимание обращают на выбор технологических баз деталей]
соответствии с конструктивными базами и базами сборки; правильную
простановку размеров и назначение оптимальных допусков на оснс
размерного анализа и удовлетворения конструктивных и произвс
ственно-технологических требований; выбор наиболее дешевых и
дефицитных материалов; максимальное ограничение номенклатур
применяемых марок и сортамента материала; соблюдение всех тря
бований, предъявляемых к оформлению элементов конструкции
готовок (толщина стенок, радиусы переходов, уклоны, линии разт
и т. п.); соблюдение всех требований, предъявляемых к технология
ности элементов конструкции при механической обработке (доступ
ность обработки, возможность входа и выхода инструментов, наличг
надежных поверхностей для крепления деталей при механическс
обработке и т. д.); максимальную унификацию элементов конструкций
(диаметров, резьб, шлицевых соединений, модулей и т. д.).
При изготовлении опытных образцов (опытной партии) конкретц|
зируют условия обеспечения требований технологичности, в том числ
использование типовых технологических процессов и средств технг!
логического оснащения с учетом вида и типа производства. При пол
готовке к выпуску установочной серии проверяют технологичность за
готовок и оригинальных деталей с учетом применения минимальг
необходимого количества оснастки для их изготовления; при этом в чер
тежи должны быть внесены необходимые исправления, выявленные пр^
испытании опытного образца. При подготовке к серийному или мс
совому производству окончательно проверяют технологичность ког
струкции в соответствии с разрабатываемым рабочим технологиче
ским процессом. При тщательной отработке чертежей на предыдущие
этапах исправления, выявленные при составлении рабочей техноло]
гии, будут относительно невелики и коснутся главным образом прс
становки размеров.
§ 34. Технологическая рациональность конструктивных решении
Технологическую рациональность конструктивных решений xa-j
рактеризуют показатели, учитывающие взаимосвязь основных пара¬
метров трудовых и материальных затрат с показателями качества из-;
делия, в том числе показателями назначения, надежности и эргоно¬
мичности (удобство при эксплуатации и ремонте, эстетичность формы]
и г. п.). Количество показателей (комплексных и частных), применяе-1
мых для оценки уровня технологичности, должно быть минимальным,!
но достаточным. Расчет показателей производят по отраслевым мего-|
V
а
0< ■
1
{
ликам, разработанным на основе «Методики отработки конструкции
на технологичность и оценки уровня технологичности изделий маши¬
ностроения и приборостроения», утвержденной Государственным
комитетом СССР по стандартам.
Этими показателями являются трудоемкость изготовления изде¬
лия, относительная трудоемкость заготовительных работ по видам,
зехнологическая себестоимость, удельная материалоемкость изделия
п ряд коэффициентов, учитывающих использование и применяемость
материалов и типовых технологических процессов, сборности кон¬
струкции, точности обработки, шероховатости поверхности и эффек¬
тивности взаимозаменяемости.
Трудоемкость и себестоимость изготовления изделия зависят не
только от конструкции, но и в значительной степени от выбранного
технологического процесса, его оснащенности и режимов обработки.
11оэтому при определении технологичности конструкции необходимо
исключить влияние принятого технологического процесса и опреде¬
лять уровень технологичности данной конструкции как отношение
трудоемкости и себестоимости ее изготовления и трудоемкости и себе¬
стоимости изготовления других конструктивных вариантов этого
изделия в аналогичных сопоставимых производственных условиях.
Если обозначить уровень технологичности конструкции двух кон¬
структивных вариантов изделий через Ki и /<2, а трудоемкость их
изготовления в одинаковых производственных условиях и одинаковом
количестве выпускаемых изделий — через 7\ и Г2, то получим
KjK2 = TjT2, или А, = тК2,
где m—TjTi — степень технологичности первого конструктивного
варианта изделия. Для п изделий одинаковых конструкций степень
технологичности различных вариантов составляет
т^ТуТу, тг = ТуТу, ... ; mn^ = Tn_yTn.
\
При определении общей трудоемкости изготовления изделия сум¬
мируют трудоемкости изготовления отдельных его деталей, сборки
его составных частей (сборочных единиц) и изделия в целом, поэтому
технологичность конструкции изделия можно рассматривать как
сумму технологичности конструкций его отдельных деталей и сбороч¬
ных единиц.
Количественную оценку технологичности конструкции произво¬
дят по основным показателям, характеризующим уровни технологич¬
ности конструкции по трудоемкости и себестоимости. Уровень тех¬
нологичности конструкции по трудоемкости изготовления Ку. х оп¬
ределяется как отношение достигнутой трудоемкости изделия Ти
к базовому показателю трудоемкости Тб
Ку. i-ТуТ6 и.
Аналогично уровень технологичности конструкции по технологи¬
ческой себестоимости
А'у. с = Ах/С(5. т,
95
где Ст—достигнутая себестоимость изделия; Сй х—базовый пока¬
затель технологической себестоимости.
Предварительный расчет /(у т и Ку. с при проектировании изде-
лия можно производить по приближенным расчетам трудоемкости i
себестоимости изготовления основных частей, используя статистиче¬
ские данные по изделиям-представителям и соответствующие коррек¬
тирующие коэффициенты.
Технологичность конструкции изделия, деталей и сборочных еди¬
ниц необходимо оценивать при технологическом контроле чертежей
в период ее разработки. Предварительно разработанный чертеж де¬
тали, сборочной единицы проходит технологический контроль и
окончательно дорабатывается конструктором. Однако оценка тех¬
нологичности конструкции при этих условиях может оказаться субъек¬
тивной, если она зависит только от уровня знаний технолога, осущест
вляющего технологический контроль. При объективной оценке тех^
нологичности конструкции изделия, его деталей и сборочных едини
учитывают положительные факторы, определяющие технологичност_
конструкции. К ним относятся: оптимальная форма деталей, обеспе¬
чивающая изготовление заготовок с наименьшими припусками и на'
именьшим количеством обрабатываемых поверхностей; наименьшая
масса изделия; наименьшее количество наименований применяемых
материалов; взаимозаменяемость деталей и сборочных единиц с оп¬
тимальными * значениями полей допуска; стандартизация и унифи
кация деталей и сборочных единиц, а также их отдельных конструк
тивных элементов (резьб, модулей зубчатых колес, радиусов, гал
лей и т. д.).
Выбор оптимальной формы детали зависит от ее конструктивного
и эксплуатационного назначения. Оценка технологичности данной,
детали может быть основана на сравнении трудоемкости изготовле¬
ния различных конструктивных вариантов этой детали. Чтобы обес¬
печить условия создания оптимальных форм деталей, применяют опре¬
деленные технологические методы изготовления и обработки заготовок.
Корпусные детали изготовляют литыми, сварно-литы¬
ми или штампосварными. Конструкции литых заготовок корпусных
деталей должны отвечать требованиям машинной формовки: толщина
стенок в разных сечениях не должна иметь резких изменений. Кон¬
струкции деталей из цветных сплавов должны быть удобными для
изготовления литьем в металлические формы.
Оптимальная конструктивная форма корпусной детали должна
иметь правильную геометрическую форму, обеспечивающую возмож¬
ность ее полной обработки от одной базы (от плоскости и двух устано¬
вочных отверстий, перпендикулярных ей); обеспечивать возможность
обработки плоскостей и торцов с отверстиями на проход, для чего
плоскости и торцы не должны иметь выступов, мешающих этой обра¬
ботке. Размеры обрабатываемых отверстий внутри детали не должны
превышать соосных им отверстий в наружных стенках детали. В де¬
* Под оптимальными допусками следует понимать значения допусков настолько
большие, насколько это возможно при полном обеспечении качественных показателей
работы конструкции.
96
тали не должно быть поверхностей, не перпендикулярным осям от¬
верстий; следует избегать многообразия размеров отверстий и резьб.
Основные требования, предъявляемые к технологичности кон¬
струкций деталей, представляющих собой тела вращения без
отверстий, изготовляемых в большинстве случаев из прутка
или штампованной заготовки, реже — из отливок, заключаются в
следующем: конструкция деталей должна предусматривать небольшое
количество обрабатываемых поверхностей, сопрягаемых с другими де¬
талями. Конструктивная форма деталей должна обеспечивать воз¬
можность штамповки заготовок в закрытых штампах — для этого
следует избегать удлиненных выступов, сечений с большой разностью
площадей, глубоких полостей и т. п. При несоблюдении этих условий
штампованные заготовки имеют грубо приближенную форму к готовой
детали и обычно проходят значительное число операций механической
обработки даже нерабочих поверхностей, с большими отходами
металла в стружку.
Основные требования, предъявляемые к технологичности конст¬
рукции деталей тел вращения со сквозными отвер-
с т и я м и, а также деталей типа дисков, изготовляемых из отливок,
штамповок, листа и ленты, характеризуются следующими условиями:
конструкция деталей должна предусматривать обработку только со¬
прягаемых поверхностей, а форма деталей должна обеспечивать воз¬
можность получения заготовок с минимальными припусками; кон¬
струкция этих деталей должна предотвращать их деформацию при
термической обработке; допуски на размеры точных деталей при обе¬
спечении надлежащих эксплуатационных требований не должны
усложнять технологии производства.
В табл. 6 приведены примеры конструктивных решений, обеспе¬
чивающих технологичность конструкций деталей машин.
Технологичность конструкций мелких и крепежных
деталей, изготовляемых из отливок, штамповок и пруткового
материала, обеспечивается небольшим количеством обрабатываемых
поверхностей с минимальными припусками на обработку. Основным
требованием, предъявляемым к форме мелких деталей, является воз¬
можность их изготовления высокопроизводительными методами: штам¬
повкой на ковочных машинах или ковочных прессах, литьем под дав¬
лением с одновременной формовкой и заливкой нескольких заготовок,
изготовлением деталей из ленты на автоматизированных прессах, а
также формообразованием деталей из пруткового материала методом
холодной высадки или высадки с индукционным нагревом.
Наименьшая масса изделия, сборочных единиц и дета¬
лей задается расчетным путем с учетом оптимального запаса проч¬
ности, созданием оптимальных конструктивных форм деталей и при¬
менением высокопрочных материалов.
Чем меньше масса изделия, тем меньше и трудоемкость его изго¬
товления. Необходимо также отметить, что наименьшая масса изделия
является производственно-технологическим фактором и имеет эк¬
сплуатационное значение. Так, минимальная масса вагонов, тракто-
4 к. 212G
97
Таблица 6, Примеры некоторых конструктивных решений, обеспечивающих технологичность корпусных деталей,
валов, втулок, шестерен и шкивов
Вид
деталей
Технологические требования
к детали
Кор¬
пусные
детали
Корпусные детали должны
иметь хорошо развитые опор¬
ные технологические базы, обес¬
печивающие надежное жесткое
крепление деталей в процессе
механической обработки с рас¬
положением этих баз в одной
плоскости
При наличии соосных отвер¬
стий на нескольких параллель¬
ных осях целесообразно преду¬
сматривать убывание диаметров
отверстий в одном направлении
на всех осях
Эскизы конструктивных решений
нетехнологичиых
технологичных
Технологическое обоснование
конструктивного решения
Корпус имеет недостаточно раз¬
витую опорную базу, что не обе¬
спечивает его устойчивого поло¬
жения при обработке и ограни¬
чивает применение высоких режи¬
мов резания
Внутренние торцевые поверх¬
ности должны быть легко дос¬
тупны для обработки
Поворот детали увеличивает
погрешность относительного рас¬
положения отверстий. В техноло¬
гической конструкции этот недо¬
статок устранен
Внутренний торец 1 обрабаты¬
вается через отверстие 2 зенке¬
ром, насаживаемым па оправку,
что при небольшом отверстии 2
малопроизводительно. С увеличе¬
нием отверстия 2 торец 1 можно
обрабатывать на предварительно
настроенном станке с высокой
производительностью
Продолжение табл. в
Вид
деталей
Технологические требования
ь детали
Эскизы конструктивных решений
нстехнологнчных
технологичных
Технологическое обоснование
конструктивного решения
Валы
В многоступенчатых валах
размеры ступеней по длине сле¬
дует устанавливать одинаковы¬
ми или кратными, например:
h = 2/*; ls--=U
ЬЛг±
tit
При одинаковой или кратной
длине ступеней вала время обра¬
ботки уменьшается, так как оно
определяется временем, необходи¬
мым для обработки самой корот¬
кой ступени, причем обработка
может производиться одновре¬
менно
Втулки
Конструкция втулок должна
обеспечивать возможность об¬
работки их с одной стороны
_Лг
В первом случае отверстия,
расположенные с обоих торцов
детали, могут быть обработаны
за две операции, при этом наре¬
зание резьбы в глухом отверстии
сопряжено с частой поломкой
инструмента; во втором случае
обработка отверстий осуществля¬
ется за одну операцию при упро¬
щении операции нарезания резьбы
Эскизы конструктивных решений
о
ров, автомобилей и других транспортных средств обеспечивает и ми¬
нимальный расход энергии на их передвижение.
Более технологичной следует считать конструкцию изделия, в
которой применено наименьшее количество наиме¬
нований материалов. Многообразие материалов усложняет
процесс производства, и прежде всего заготовительные операции, а
также механическую обработку, так как разные марки материала тре¬
буют применения инструментов с различными углами заточки и раз¬
личных режимов резания. При многообразии марок материала уве¬
личиваются номенклатура и запасы материалов на складах; возрастает
вероятность простоя оборудования из-за отсутствия той или иной марки
или профиля материала, что приводит к необходимости замены одного
профиля другим с соответствующим увеличением трудоемкости изго¬
товления деталей, сборочных единиц и машины в целом.
Обеспечение взаимозаменяемости сборочных
единиц и деталей с оптимальными значениями допусков яв¬
ляется также существенным фактором, характеризующим техноло¬
гичность конструкции машины. Отсутствие взаимозаменяемости сбороч¬
ных единиц и деталей значительно увеличивает трудоемкость изготов¬
ления машин за счет пригоночных и регулировочных работ.
Чтобы удовлетворить требования взаимозаменяемости, приходится
повышать точность обработки деталей и соответственно увеличивать
трудоемкость изготовления, т. е. машина становится менее техноло¬
гичной. Трудоемкость изготовления точных деталей значительно
увеличивается из-за дополнительных доводочных операций. Поэтому
точность изготовления деталей должна находиться в пределах опти¬
мальных значений допусков, обеспечивающих взаимозаменяемость
деталей, качество и эксплуатационные требования, предъявляемые
к машине или механизму.
§ 35. Преемственность конструкций и конструктивных решений
Технологичность конструкции машины можно значительно повы¬
сить, если использовать в ней возможно большее количество нор¬
мализованных, стандартизованных и унифи¬
цированных (т. е. геометрически и физически тождественных)
сборочных единиц и деталей. При этом добиваются значительного сни¬
жения трудоемкости в результате применения поточных методов ра¬
боты, высокопроизводительного оборудования и оснастки. Применение
указанных сборочных единиц и деталей снижает трудоемкость ре¬
монта, сокращает номенклатуру запасных частей, дает возможность
использовать одни и те же сборочные единицы и детали для разных
типоразмеров машин. Например, для специальных агрегатных стан¬
ков и автоматических линий применяют одни и те же стандартные си¬
ловые сверлильные головки нескольких типоразмеров; для станков
различных типов — одни и те же гидронасосы, панели гидроуправле¬
ния, устройства электрического управления. Для различных типов и
размеров станков нередко применяют общие детали управления — под-
101
шнпники, сальники уплотнения, детали коробок скоростей и подач,
крепежные детали и т. п.
Помимо унифицированных деталей в конструкции каждой машины
есть значительное число оригинальных деталей, которые, различаясь
по форме, могут иметь такие же обрабатываемые поверхности, как
и другие детали этой машины. Суммарное число диаметров отверстий
и валов, шпоночных и шлицевых соединений, резьб, модулей зубчатых
колес, диаметров и длин крепежных деталей, различных допусков
размеров на валы и отверстия и т. п. также может быть сведено до
минимального. Это позволит сократить количество режущего, мери¬
тельного и других видов инструмента. В результате сокращения но¬
менклатуры инструмента упрощаются его изготовление и снабжение
им цехов, участков, линий и рабочих мест.
Таким образом, конструкция машины, имеющая максимально воз¬
можное количество унифицированных конструктивных элементов де¬
талей, является более технологичной по сравнению с машиной, в ко¬
торой такая унификация недостаточна.
Оценку технологичности конструкции по признаку унификации,
например, сборочных единиц, деталей и отдельных конструктивных
элементов деталей осуществляют по показателям, характеризующим
преемственность конструкции. К числу этих пока¬
зателей относятся коэффициенты, учитывающие стандартизацию и
унификацию конструкции изделия и конструктивных элементов:
коэффициент унификации изделия определяется по формуле
/Су = £у+ *>,/(£+ D).
где £у=£у. 3 +£у. п +£сх — число унифицированных сборочных еди¬
ниц в изделии; Dy=Dy 3+Г>у. n-fZ>cr— число унифицированных
деталей, являющихся составными частями изделия и не вошедших в
величину £у (стандартные крепежные детали не учитываются); Еу 8 и
Dy. з — соответственно число заимствованных унифицированных сбо¬
рочных единиц и деталей; Еу „ и Dy „ — число покупных унифици¬
рованных сборочных единиц и деталей; £ст и DC[ — число стандарт¬
ных сборочных единиц и деталей; Е=Еу+Е0—число сборочных
единиц в изделии; D —Dy+Dop — число деталей, являющихся сос¬
тавными частями изделия; Е0р и Dop — соответственно число ориги¬
нальных сборочных единиц и деталей;
коэффициент унификации сборочных единиц изделия Л'у е =£,/£;
коэффициент унификации деталей изделия КУ.Л =DytD\
коэффициент унификации конструктивных элементов /Су. э =
~Qy.JQb> гДе Су. э —число унифицированных типоразмеров кон¬
структивных элементов; —число типоразмеров конструктивных
элементов в изделии. Примерами конструктивных элементов изделия
являются резьбы, крепления, галтели, проточки, отверстия и т. д.
ГЛАВА IX
ПОРЯДОК ПРОЕКТИРОВАНИЯ ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ
ОБРАБОТКИ ОСНОВНЫХ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ
§ 36. Исходные данные и последовательность технологических
расчетов
Для правильного построения технологического процесса обработки
основных поверхностей детали необходимы исходные данные, опреде¬
ляющие применение тех или иных методов обработки: рабочие черте¬
жи деталей, сборочных единиц и изделия, производственная програм¬
ма, данные о заготовках, стандарты и каталоги на средства техноло¬
гического оснащения, а также нормативы технологических режимов
и нормативы материальных и трудовых затрат.
К исходным данным относятся также следующие виды технико¬
экономической информации: технологический классификатор объек¬
тов производства, классификатор технологических операций, система
обозначения технологических документов, стандарты ЕСТД и типовые
технологические процессы и операции (см. гл. I).
Рабочие чертежи дета чей должны быть выполнены в
соответствии с ЕСКД (ГОСТ 2.101—68) и а) содержать достаточное
количество проекций видов, разрезов и сечений, позволяющих иметь
правильное представление о форме детали; б) иметь обозначения всех
допусков на размеры детали либо в форме отклонений от номинальных
размеров, либо в форме условных обозначений посадок и квалитетов
точности; в) для всех поверхностей, подлежащих механической обра¬
ботке, иметь указание о шероховатости поверхности в виде условного
обозначения; г) иметь указание о материале детали, его твердости
и термической обработке, что важно для правильного назначения ре¬
жимов резания; д) содержать особые требования к обработке (напри¬
мер, необходимость местной термической обработки и т. п.); е) содер¬
жать все технические условия изготовления, определяющие точность
геометрической формы поверхностей, точность их взаимного распо¬
ложения и особые условия (точность соблюдения массы, необходи¬
мость сортировки на группы по размерам или другим признакам н
т. п.), а также условия, которые должны быть обеспечены для пра¬
вильной сборки деталей в сборочные единицы.
Учитывая современное многообразие средств производства (нали¬
чие станков различных типов и различной производительности), а
также возможности применения различных методов обработки (ис¬
пользование однопозиционных и многопозиционных приспособлений
или приспособлений с непрерывно вращающимся столом и т. п.), при
проектировании технологического процесса необходимо знать коли¬
чество деталей, подлежащих изготовлению в определенный промежу¬
ток времени, или производственную программу.
Составляя план механической обработки, принимают во внимание
данные о заготовке: метод получения заготовки (литье,
штамповка, прокатка и т. п.) и точность ее как фактор, определяю¬
щий припуски, снимаемые в процессе обработки. Желательно иметь
чертеж заготовки с техническими условиями на ее изготовление,
так как расположение и размеры уклонов штамповок и литья необ¬
ходимо учитывать при выборе черновых баз, а также при проектиро¬
вании приспособлений для механической обработки. Важное значение
имеют расположение литников и выпоров на отливках и термическая
обработка, проводимая в заготовительных цехах перед механической
обработкой, как факторы, определяющие обрабатываемость материала.
Средства технологического оснащения. Дан¬
ные оборудования предопределяют возможность применения того
или иного процесса обработки. Например, при проектировании тех¬
нологического процесса учитывают использование действующих на
предприятии станков или необходимость приобретения новых.
Данные о технологической оснастке характеризуют технологиче¬
скую оснащенность производства и предопределяют качественную сто¬
рону разрабатываемого технологического процесса. Повышение тре¬
бований к качеству поверхностей обрабатываемых деталей неминуемо
ведет к изменению характера технологии, т. е. к увеличению количест¬
ва операций, переходов и рабочих ходов при обработке, а нередко и к
применению специальных отделочных операций.
Нормативы технологических режимов, тру¬
довых и материальных затрат должны быть положены
в основу проектирования любого технологического процесса. Эти по¬
казатели должны учитывать, при каких условиях с соблюдением всех
требований чертежа обработка детали будет осуществлена с наимень¬
шими затратами.
Используемая при разработке технологических процессов при¬
веденная выше технико-экономическая информация обеспечивает еди¬
ный для всех предприятий системный подход к применению методов
и средств технологической подготовки производства (ТПП) с дальней¬
шим использованием этой информации как первичной в автоматизи¬
рованных системах управления (АСУ).
Разработке технологических процессов в обязательном порядке
предшествуют группирование деталей по конструктивно-технологи¬
ческим признакам и выявление экономической целесообразности
разработки типовых технологических процессов. Необходимость раз¬
работки типовых технологических процессов определяется количест¬
вом деталей, вошедших в группы и характеризуемых единством со¬
держания и последовательности большинства операций и переходов."
Прежде чем приступить к составлению технологического процесса,
необходимо тщательно ознакомиться с системой простановки на чертеже
размеров, определяющих взаимное расположение обрабатываемых
поверхностей. Она в значительной степени предопределяет выбор
установочных баз и последовательность обработки, так как в первую
очередь обрабатывают те поверхности, от которых определяется боль¬
шое число других поверхностей.
После выбора установочных баз и технологического маршрута про¬
изводят расчет припусков, в результате которого с учетом
заданной точности и шероховатости поверхности определяют необ¬
ходимые переходы, находят промежуточные размеры заготовки по
всем переходам от готовой детали до черновой заготовки, устанавлива¬
ли
ют допуски на межоперационные размеры в пределах заданного ква-
литета точности. При этих расчетах выявляют целесообразность раз¬
дельного выполнения черновой и чистовой, а в ряде случаев полу чи¬
стовой обработки.
При разделении процесса на черновые и чи¬
стовые операции поверхности детали получают окончатель¬
ную форму и размер не сразу: их обрабатывают несколько раз на раз¬
ных операциях; каждая предшествующая операция подготавливает
поверхность к обработке на последующей операции. При переходе
от одной операции к другой точность поверхности постепенно повы¬
шается; возрастает и точность ее расположения относительно других
поверхностей детали.
Целесообразность деления процесса на черновые и чистовые опе¬
рации объясняется следующим. При обработке какой-либо поверх¬
ности нельзя избежать некоторого искажения ранее обработанных
поверхностей из-за перераспределения внутренних напряжений в де¬
тали при снятии припуска и вследствие закрепления детали при обра¬
ботке. Если какую-либо поверхность сразу же обработать окончатель¬
но с высокой точностью, то она в результате перераспределения вну¬
тренних напряжений, вызванного обработкой других поверхностей,
неизбежно потеряет свою точность. Кроме того, эта поверхность может
быть повреждена при закреплении детали, а также при транспорти¬
ровке детали с операции на операцию. Искажения от внутренних на¬
пряжений тем меньше, чем тоньше снимаемый слой металла. При чи¬
стовой операции, т. е. при окончательной обработке, снимаются не¬
большие припуски, и деталь уже не может получить существующих
искажений. Особенно важно делить процесс на черновые и чистовые
операции при обработке нежестких деталей.
Разделение процесса позволяет рационально использовать не
только оборудование, но и особенности различных методов обработки.
Например, черновой обработкой удаляется большая часть общего
припуска, но при этом не требуется высокая точность; стало быть,
черновая обработка может выполняться на станках, позволяющих
снимать стружку большего сечения. Окончательную же обработку,
назначение которой — довести деталь до заданной точности, можно
производить на других станках и другими методами, обеспечивающими
эту точность. Например, черновую и чистовую обработку цилиндри¬
ческих поверхностей можно выполнить на токарных станках, а окон¬
чательную — на шлифовальном и в целом достичь наилучших резуль¬
татов как по производительности, так и по точности.
Достаточно жесткие заготовки с небольшими припусками, про¬
шедшие термическую обработку для снятия внутренних напряжений,
можно обрабатывать сразу же начисто, если объем обработки неве¬
лик и не требуется особая точность. При обработке корпусных деталей
деление на черновые и чистовые операции нередко оказывается неже¬
лательным из-за трудностей установки таких деталей на станке. Однако
если требования к точности обработки высоки, то и в этих случаях
неизбежно разделение операций на черновые и чистовые.
105
Важным вопросом обеспечения точности изготовления детали яв¬
ляется выбор установочной базы для обработки детали на
первой операции. Эта операция предназначена для обработки той по¬
верхности, которая в дальнейшем будет служить технологиче¬
ской базой для всего процесса.
При выборе технологических баз необходимо руководствоваться
следующими положениями:
а) технологическая база должна быть обработана с точностью,
обеспечивающей получение деталей требуемого качества, т. е. в
2. . .3 раза выше точности обработки тех поверхностей, которые об¬
рабатывают от этих баз;
б) технологические базы по возможности должны быть одновре¬
менно конструкторскими, а также измерительными базами;
в) при необходимости особенно точно выдержать допуск на рас¬
положение обрабатываемой поверхности в качестве установочных
необходимо выбирать те поверхности, от которых должны выдержи¬
ваться заданные размеры, или обрабатывать их за один уставов;
г) выбранные установочные базы не должны допускать деформа¬
ций детали, которые могут быть вызваны действием силы зажимов
или усилий резания при простой конструкции приспособления;
д) при обработке поверхности, выбранной в качестве технологи¬
ческой базы, следует устанавливать деталь по поверхности, которая
остается черновой в окончательно обработанной детали. Если таких
поверхностей несколько, то деталь устанавливают по той нз них,
которая должна иметь наименьшее смещение. При обработке базовой
поверхности детали со всех сторон ее установка производится по той
поверхности, которая имеет наименьший припуск на обработку. Вся
дальнейшая обработка ведется от обработанных базовых поверхно¬
стей.
§ 37. Выбор технологической схемы обработки
В общем виде выбор последовательности операций производится
гледующим образом. Обработка должна начинаться с поверхности,
которая будет технологической базой для установки детали в процессе
:е изготовления, причем обработку поверхности нужно выполнять с
-j,3£
г* —
Рис. 46
такой точностью (по линейным размерам и геометрической форме),
которая обеспечила бы необходимую точность установки детали при
дальнейших операциях.
Последовательность операций механической обработки должна
быть обратной их точности, т. е. обработка должна начинаться с на¬
иболее грубых операций, главным образом связанных со снятием
корки, после чего надлежит переходить к операциям чистовым и за¬
канчивать обработку отделочными и доводочными операциями.
Разберем пример обработки фланцевой втулки (рис. 46). Прежде
всего выбираем технологическую базу для установки детали в про¬
цессе всей обработки. Выбирая технологическую базу, нужно про¬
анализировать условие работы данной детали в собранном узле и оп¬
ределить ее конструкторскую базу, помня о том, что технологиче¬
ская и конструкторская базы по возможности должны совпадать.
Таблица 7. Технологическая схема обработки фланцевой втулки
Наименование операции
Выбор баз
Обтачивание в два прохода
буртика 046_5(,св, обтачивание
фланца 0 100, подрезание тор¬
ца фланца и 100, выдерживая
размеры 15 и 20
Сзерление отверстия 0 15
Сверление четырех отверстий
.О 10
Обтачивание 0 40 под шлифо¬
вание, подрезание торца, вы¬
держав на размер 130 от под¬
резанного торца 0 100, и про¬
тачивание канавки 0 37, выдер¬
жав на размер 101
Сверление Двух отверстий
0 8
Шлифование
0 40_0„®«
поверхности
Поверхность 1 (обеспечивающая концентрич¬
ность буртика 0 46_o wl5 относительно поверх¬
ности 1) и торец 2 (обеспечивающий размер 15
между подрезанным торцом и торцом 2)
Буртик 0 46_0 0бг, (обеспечивающий концент¬
ричность отверстия 0 15 относительно бурти¬
ка 0 46_0 0G5) и подрезанный торец 0 100
(обеспечивающий перпендикулярность оси от¬
верстия 0 15 относительно подрезанного тор¬
ца 0 100)
Буртик 0 46_0 С6Г> (обеспечивающий располо¬
жение отверстия '0 10 на окружности 0 70) и
подрезанный торец 0 100 (обеспечивающий
перпендикулярность отверстий относительно
подрезанного торца 0 100). Взаимное располо¬
жение отверстий под углом 90° обеспечивается
соответствующим расположением направляю¬
щих втулок для сверл в приспособлении
Буртик 0 46_0 оег, (обеспечивающий концент¬
ричность расположения поверхности 0 40,5 от¬
носительно буртика 0 46_с св-,) и подрезанный
торец 0 100 (обеспечивающий линейные разме¬
ры 130 и 101)
Буртик 0 46_OlCf( (обеспечивающий пересе¬
чение оси отверстий 08с осью детали), под¬
резанный торец 0 100 (обеспечивающий размер
115 от оси отверстий 08 до подрезанного тор¬
ца 0 100) и одно из отверстий 0 10 (обеспечи¬
вающее расположение осей отверстия 0 8 и
0 10 в одной плоскости)
Буртик 0 45_Сга;к (обеспечивающий концент¬
ричность поверхности 0 4O_oos относительно
буртика 0 4С_0 0(15)
Конструкторской базой для рассматриваемой втулки являются
ось и торец фланца и 100 мм, которым втулка прилегает к корпусу.
Основной базой является буртик 046_ОО65, с помощью которого де¬
таль центрируется в расточенном отверстии корпуса, с которым она
сопрягается.
В табл. 7 дано подробное изложение и обоснование последователь¬
ности выполнения операций, а также базирования.
ГЛАВА X
МЕТОДЫ И СРЕДСТВА ИЗМЕРЕНИЯ ОСНОВНЫХ ПОВЕРХНОСТЕЙ
§ 38. Контроль наружных и внутренних поверхностей тел
вращения
Основными средствами контроля размеров валов и отверстий яв¬
ляются калибры. Измерительный контакт калибра может быть то¬
чечным (штихмасс, рис. 47, а), линейным (скоба, рис. 47, б) или по¬
верхностным (пробка, рис. 47, в).
Измерительные части калибров для валов и отверстий изготовляют
из цементируемых углеродистых сталей 15 н 20, инструментальных
углеродистых сталей У10А и У12А, шарикоподшипниковой стали
ШХ15 и инструментальных легированных сталей с твердостью рабочих,
поверхностей HRC 56...64. Для повышения износостойкости измери¬
тельных частей калибров применяют хромирование, азотирование
или наплавку из твердого сплава.
Для измерения валов диаметром свыше 500 мм применяют измери¬
тельные средства, оснащенные рычажно-чувствительными головками
(индикаторные екобы); менее 1 мм — универсальные измерительные
средства ввиду трудности изготовления и контроля калибров-скоб.
Отверстия свыше 500 мм измеряют с помощью жестких полых штихмас-
сов со сферическими наконечниками; менее 1 мм — с помощью проб¬
ки с цилиндрическими вставками, посаженными в ручку на канифоли
или карбинольном клею. Отверстия диаметром от 0,2 до 5 мм измеряют
пневматическими приборами по скорости истечения воздуха. Самые
малые отверстия диаметром 0,2...0,5 мм измеряют пропуская через
108
них воздух. В отверстия диаметром 0.5...3 мм вставляют аттестован¬
ные проволочки, уменьшающие проходное сечение отверстия и повы¬
шающие точность измерений. Для контроля отверстий диаметром свы¬
ше 5 мм применяют оптические устройства, а также нониусные и ин¬
дикаторные нутромеры.
Измерение больших диаметров с высокой точностью производят на
специальных штриховых и концевых измеритель¬
ных м а ш и н а х. На штриховых машинах измерения производят
сличением измеряемой длины контактным способом со штриховой шка¬
лой, а также с концевыми мерами, а на концевых машинах — сличе¬
нием измеряемой длины с концевыми мерами. Измерительные машины
используют в основном для аттестации образцовых штихмассов. Их
изготовляют с пределами измерений 0...1000, 0...2000, 0...3000 и
0...6000 мм.
Детали больших диаметров измеряют переносными средствами:
скобами, нутромерами, микрометрами и др.,
которые для удобства пользования и облегчения массы изготовляют
сварными. Для измерения диаметров больших отверстий применяют
также сборные конструкции нутромеров.
Так как при контроле больших размеров основное значение имеет
температурная погрешность, то непосредственно перед замерами из¬
мерительный инструмент (скоба, нутромер и т. д.) устанавливают но
концевой мере, температура которой соответствует температуре изме¬
ряемой детали. Желательно также, чтобы коэффициент линейного рас¬
ширения меры был близок к коэффициенту линейного расширения из¬
меряемой детали.
Валы диаметром до 1000 мм измеряют индикаторными скобами
с ценой деления 0,01 мм, а свыше — микрометрами с индикаторной
головкой и установочной мерой. Иногда диаметры валов измеряют об¬
тягивая вал рулеткой, определяя при этом длину окружности. При
диаметрах свыше 5000 мм для измерений применяют теодолит,
установленный в какой-либо точке окружности детали, и определяют
угол между концами мерной ленты определенной длины, обтягивающей
часть окружности. Этот метод носит название «метода дуги».
§ 39. Контроль углов и конусов
Углы и конусы измеряют с помощью угловых мер, шаблонов, уголь¬
ников, конусных калибров, шариков, синусных и тангенсных лниеек,
универсальных микроскопов (координатным методом), оптических
делительных головок, угломеров с нониусом и др.
Наиболее распространенным методом является измерение углов
и конусов угловыми мерами и у г о л ь и и к а м и. Угло¬
вые меры (плитки) комплектуют в наборы по 5, 19, 36 и 94 шт., из кото¬
рых выбирают соответствующие плитки или блоки для измерения за¬
данных углов (не менее 10°). Они представляют собой трех- или четы¬
рехгранные призмы с одним или четырьмя рабочими углами.
Измерение с помощью плиток основано на установлении размера
наибольшего просвета между сторонами измеряемого угла и угловой
меры или прлного отсутствия просвета между ними. Просвет сравни¬
109
вают на глаз с набором просветов, размеры которых известны (5... 10
мкм), или же оценивается с помощью щупов (свыше 30 мкм). По точ¬
ности изготовления угловые плитки 1-го класса имеют допуск рабо¬
чего угла ±10", 2-го класса ±30".
Для измерения прямых углов в зависимости от требуемой точнос¬
ти применяют угольники различных типов. Метод измерения, так же
как и у плиток, основан на измерении просвета между измерительной
и измеряемой поверхностями и протяженности касания этих поверх¬
ностей.
Углы у конических валов и втулок измеряют угломерами.
Для повышения точности отсчета угломеры снабжены нониусами или
оптическими приспособлениями.
• Для проверки угла конусности вала применяют конусные к а л и б-
р ы-в тулки (полные и неполные), а для проверки угла конусных
втулок — конусные калибр ы-п робки. Для проверки угла ко¬
нусности вала вдоль образующей конуса наносят карандашом прямую
линию и осторожно вводят вал внутрь конусного калибра-втулки.
Приложив некоторое осевое усилие для плотного прилегания кони¬
ческих поверхностей вала и втулки, поворачивают их относительно
друг друга на небольшой угол. Если образующая конуса вала прямо¬
линейна и угол конуса выполнен правильно, то графит карандаша рав¬
номерно распределится по всей длине конуса, в противном случае об¬
разуются только отдельные пятна. При проверке внутренней кони¬
ческой поверхности детали карандашную линию наносят на калибр-
пробку.
§ 40. Контроль резьбы
Точность резьбы определяется точностью исполнения основных
элементов резьбы болта и гайки: наружного диаметра, среднего диа¬
метра, внутреннего диаметра, шага, угла профиля. Контроль резьбы
болта и гайки можно произвести комплексным методом по всем эле¬
ментам одновременно или поэлементно с помощью калибров или спе¬
циальных приспособлений. Для точных резьб и калибров обычно при¬
меняют поэлементную проверку резьбы на приборах.
Наиболее простым является контроль наружного диаметра байта
и внутреннего диаметра гайки. Эти элементы резьбы измеряют глад¬
кими с к о б а м и и п р о б к а м и, а также с помощью м и к р о-'
метра или штангенциркуля.
Измерение внутренних диаметров резьбы болта может быть произ¬
ведено резьбовым микрометром, устройство которого
сходно с устройством обыкновенного микрометра, только вместо глад¬
ких наконечников он снабжен специальными вставками, позволяющими
измерять внутренний и средний диаметры болта. Резьбовые вставки
делают сменными в зависимости от шага проверяемой резьбы. Для из¬
мерения внутреннего диаметра резьбы болта применяют две призмати¬
ческие вставки такой формы, чтобы вершины их касались впадин
резьбы.
Для измерения среднего диаметра резьбы болта применяют вставки,
которые касаются боковыми гранями боковых сторон профиля резьбы
110
вблизи от среднего диаметра. Эти вставки выполняют с укороченным
профилем. Вставки могут поворачиваться в опорах измерительных
пяток и самоустанавливаться относительно наклонной части профиля
резьбы.
У резьбового микрометра с интервалом измерений 0...25 мм про¬
верку правильности отсчета производят сводя обе вставки до упора;
при этом показание на шкале микромет¬
ра должно быть равным нулю. При поль¬
зовании резьбовым микрометром необ¬
ходимо проверяемый болт установить
между резьбовыми вставками и дальше
производить измерение, как на обычном
микрометре; нужно только следить, что¬
бы ось измерительных наконечников
проходила через ось болта.
Резьбовым микрометром измеряют
средний диаметр болта прямым методом,
т. е. результаты измерений отсчитывают
непосредственно по шкале прибора. Цена
деления шкалы барабана резьбового мик¬
рометра 0,01 мм. Средний диаметр резьбы можно измерить также кос¬
венным методом трех проволочек. Этот метод заключается в том, что во
впадины резьбы болта по обе его стороны закладывают три проволочки
одинакового известного диаметра, затем микрометром с плоским нако¬
нечником определяют расстояние М между внешними поверхностями
проволочек (рис. 48). Последующим расчетом по значению этого рас¬
стояния определяют значение среднего диаметра резьбы. Три проволоч¬
ки применяют для того, чтобы предотвратить перекос измерительных
наконечников микрометра. Зная диаметр проволочек d, шаг резьбы S
и расстояние между внешними поверхностями заложенных проволо¬
чек A'f, средний диаметр метрической резьбы dQV болта определяют по
формуле
dcp = M-—3d + 0,866S,
Этот метод измерения дает более высокую точность, чем измерение
посредством резьбового микрометра. Поэтому его применяют для из¬
мерения среднего диаметра калибров и других точных резьбовых
деталей.
Шаг резьбы измеряют резьбовыми шаблонами, кото¬
рые представляют собой наборы плоских стальных пластинок с выре¬
занным профилем резьбы разных шагов. Профиль проверяемой резь¬
бы (по образующей) совмещают с одной из пластинок шаблона. При
правильном изготовлении шага совмещение профиля резьбы и шаблона
не дает световой щели.
Для количественной оценки погрешностей шага резьбы применяют
шагомеры (стационарные и накладные). Наибольшее распространение
имеют накладные шагомеры, которые представляют собой рамку с
двумя (или тремя) стержнями, оканчивающимися шаровыми наконеч¬
никами. Стержни соединяют с измерительным инструментом (мини¬
метром), а шаровые наконечники вводят во впадины измеряемой резь¬
бы. Если шагомер имеет три измерительных стержня, то ось измери¬
тельного наконечника устанавливают в плоскости, нормальной к вит¬
кам резьбы, а при двух измерительных стержнях шагомер определяет
шаг в осевой плоскости резьбы. Результат измерения представляет
размер суммы нескольких шагов. Для того чтобы найти значение од¬
ного шара резьбы, нужно размер по шагомеру разделить на число ни¬
ток между шаровыми наконечниками шагомера.
Если в качестве измерительного инструмента применяют миниметр
или другой прибор для сравнительного метода измерений, то на шкале
прибора будет отражена накопленная погрешность шага в пределах
длины измерения. При делении накопленной погрешности на число
ниток находят среднее отклонение шага резьбы; при этом прибор дол¬
жен быть настроен по мерным плиткам на поминальное значение об¬
щей проверяемой длины.
§41. Контроль отклонений формы и расположения поверхностей
Для контроля отклонений формы от плоскостности и прямолиней¬
ности применяют поверочные линейки, поверочные и разметочные пли¬
ты и уровни.
Поверочные линейки бывают лекальные, с широкой рабочей по¬
верхностью и угловые. Лекальные линейки обладают наиболее высокой
точностью и имеют различное поперечное сечение с числом рабочих
гранен от 1 до 4 и длиной 25...500 мм. Линейки с одной гранью слу¬
жат для определения отклонений от прямолинейности на просвет.
Отсутствие световой щели между деталью и линейкой подтверждает
прямолинейность образующей, а наличие световой щели указывает на
отклонение от прямолинейности (при известном навыке можно оце¬
нить на глаз отступления от прямолинейности в Е..2 мкм).
Для проверки отклонения от плоскостности могут применяться
лекальные линейки как с одной гранью, так н с тремя или четырьмя
гранями. Линейка с одной гранью прикладывается к проверяемой
плоскости в разных местах и в разных направлениях. Результат оце¬
нивают по размеру световой щели. С помощью трехгранных и четырех¬
гранных линеек плоскость проверяют на краску. Для этой цели рабо¬
чие грани линеек покрывают тонким слоем специальной краски (синь¬
ки), затем линейкой водят по проверяемой плоскости, в результате
чего краска с линейки переходит на проверяемую плоскость. Из-за
отдельных неровностей плоскости она покрывается краской не сплошь,
а пятнами различной интенсивности. Выступающие части плоскости
покрываются краской сильнее, чем впадины. Последующим шабре¬
нием или шлифованием выступов добиваются равномерного распреде¬
ления краски по всей плоскости.
Линейки с широкой рабочей поверхностью применяют для провер¬
ки больших плоскостей или плоскостей с большими промежутками
или выемками. Эти линейки могут достигать длины 6 м.
Для сохранения прямолинейности линейки должны быть достаточ¬
на
но жесткими, потому и приходится придавать им форму жестких балок
и даже рам.
Угловые линейки применяют для проверки плоскостей, располо¬
женных под некоторым углом друг к другу. Длина линеек с трехгран¬
ным или трапецеидальным сечением 250... 1000 мм. Для удобства поль¬
зования линейки имеют на торце рукоятки.
Поверочные плиты предназначены для проверки отклонений
от плоскостности. Кроме того, их используют в качестве базовых по¬
верхностей для установки на них миниметров, оптиметров, синусных
линеек центровых бабок, призм и других измерительных приспособле¬
ний. Поверочные плиты изготовляют десяти размеров — от 100 x 200
до 1000x1500 мм (для специальных целей изготовляют плиты разме¬
ром 3200 x 5000 мм). По точности рабочей поверхности плиты подраз¬
деляют на четыре класса. Плиты 0, 1 и 2-го классов являются пове¬
рочными, а 3-го класса — разметочными. Рабочая поверхность плит,
предназначенных для проверки на краску, должна быть пришабрена,
а для более точных проверок притерта; поверхность разметочных плит
может быть строганой.
Уровни — это измерительные устройства, позволяющие опре¬
делять положение той или иной плоскости относительно горизонта и
измерять небольшие уклоны и углы. Уровень представляет собой за¬
паянную стеклянную трубку — ампулу со шкалой, внутренняя по¬
верхность которой имеет вогнутость с определенным радиусом кривиз¬
ны. Трубка заполнена эфиром так, что только небольшой объем паров
эфира в виде пузырька занимает наивысшую точку. Слесарный уровень
имеет корпус с плоским нижним основанием, в котором помещена ам¬
пула.
Для проверки положения вертикальных поверхностей применяют
рамный уровень, у которого боковая грань перпендикулярна основа¬
нию с вмонтированной в него ампулой. Правильность положения ос¬
нования уровня в поперечном направлении контролируется второй
ампулой меньшей точности. При небольшом наклоне ампулы, а вмес¬
те с ней и всего уровня пузырек внутри уровня смещается относительно
шкалы. При смещении пузырька на интервал деления, равный 2 мм,
угол наклона уровня (цена деления) равен 2". ‘
Для контроля отклонений от круглости (овальность н огранка)
и профиля продольного сечения (конусообразность, бочкообразность,
седлообразность и изогнутость) применяют в основном универсальный
измерительный инструмент. Так, овальность детали (рис. 49, а) из¬
меряется индикатором на обычной стойке или с помощью скобы; при
этом деталь поворачивается на один-два оборота, после чего вычисля¬
ется разница между наибольшим и наименьшим показаниями инди¬
катора.
При контроле огранки (рис. 49, б) базой измерения является призма
с углом 90°, которая при наиболее часто встречающихся огранках (с
тремя и пятью гранями) дает удвоенное значение огранки.
Бочкообразность (рис. 49, в), седлообразность (рис. 49, г) и изогну¬
тость (рис. 49, д) проверяют измерением детали в трех сечениях
вдоль оси.
Контроль кону сообразности (рис. 49, е) осуществляют обычными
средствами, измеряя диаметры в двух сечениях, расположенных на
концах детали.
При контроле расположения поверхностей основными видами изме¬
рений являются: контроль расстояний между осями отверстия, конт¬
роль перпендикулярности осей отверстий и плоскостей, контроль пер¬
пендикулярности цилиндрических поверхностей или цилиндрической
поверхности торцу и контроль соосности' цилиндрических- поверх¬
ностей.
В единичном и мелкосерийном производстве основным средством
измерений взаимного расположения поверхностей является универ¬
сальный измерительный инструмент. В крупносерийном и массовом
производстве применяют специальные устройства со шкальными при¬
борами. Основными средствами измерений расстояний между осями
отверстий являются калибры-пробки и калибры-скобы. Контроль пер¬
пендикулярности осей отверстий и плоскостей производят с помощью
угольников, а контроль взаимной перпендикулярности осей двух от¬
верстий или перпендикулярности оси отверстия торцу — специаль¬
ными калибрами-шаблонами. Контроль соосности отверстий обычно
осуществляют жесткими скалками, а при разности диаметров — сту¬
пенчатыми скалками. В табл. 8 приведены методы измерений и схемы
приспособлений для контроля расположения поверхностей.
§ 42. Методы и средства измерения зубчатых колес
Измерение зубчатых колес по всем приведенным в ГОСТе парамет¬
рам является необязательным. ГОСТом установлены взаимно заменя¬
ющие комплексы минимального количества элементов зубчатого коле¬
са, подлежащих выборочному, постоянному или периодическому конт¬
ролю. Кроме того, оговорено, что каждый установленный комплекс
показателей точности, используемый при контроле зубчатых колес и
передач, является равноправным. Контролю подвергают только не¬
которые элементы, важные с точки зрения эксплуатации зубчатого ко¬
леса, или же элементы, точность изготовления которых вызывает сом¬
нение. Таким образом, измерение зубчатых колес производят, чтобы:
114
Таблица 8. Схемы измерений при контроле расположения поверхностей
Виды
измерений
Область
применения
Схема приспособления
для контроля
Краткое описание
Контроль
меж осевых
расстояний
Для неглубоких от¬
верстий
Для глубоких от¬
верстий
liggl
Межосевое расстоя¬
ние определяется как
полусумма двух от¬
счетов: при касании из¬
мерительных наконеч¬
ников к наиболее уда¬
ленным образующим
и при касании их к
наименее удаленным
образующим отвер¬
стий (нажать по стрел¬
кам А)
Оправки фиксируют
посредством кониче¬
ских или ступенча¬
тых втулок. Настраи¬
вают приспособление
по установочной мере
Для перекрещиваю¬
щихся отверстий
Оправка
Настраивают по ус¬
тановочной мере
Контроль
перпендику-
л яркости
цилиндриче¬
ских поверх¬
ностей или
цилиндриче¬
ской поверх¬
ности торну
Для контроля пер¬
пендикулярности осей
двух отверстий
Приспособление ба¬
зируют по оправке,
закрепленной посред¬
ством конических вту¬
лок в одном из от¬
верстий. Настраивают
по установочной мере
Для контроля бие¬
ния торца относи¬
тельно цилиндриче¬
ской поверхности
Для контроля пер¬
пендикулярности на
цилиндрической по¬
верхности торцу
Контролируемую
деталь базируют по
цилиндрической по¬
верхности
Контролируемую де¬
таль базируют по тор¬
цу и проворачивают
под измерительным
наконечником
3 35
Продолжение табл. 8
Виды
измерений
Область применения
Схема приспособления
для контроля
Краткое описание
Для контроля пер¬
пендикулярности оси
отверстия торцу
Приспособление ба¬
зируют по торцу и
проворачивают вокруг
оси отверстия, при¬
жимая вертикальны й
упор к поверхности
отверстия
Контроль
соосности
отверстий
Для контроля соос¬
ности нескольких от¬
верстий одинакового
диаметра
Для контроля ра¬
диального биения про¬
точки в отверстии
Базируют на двух
кр айни х о гверстия х
посредством кониче¬
ских или ступенча¬
тых втулок
Базируют по отвер¬
стию и торцу детали
Контроль
соосности
отверсти й
Для контроля ра¬
диального биения ци-
ли ндр и ческо й расточ¬
ки относительно ко¬
нического отверстия
База— коническое
отверстие
Для контроля соос¬
ности двух отверстий
разного диаметра
База — цилиндриче¬
ская и торцевая по¬
верхности большего
отверстия
а) обеспечить эксплуатационные требования, предъявляемые со сторо-
ы потребителя, и б) проверить правильность процесса изготовления
зубчатых колес (правильная настройка стайка, заточка инструмента,
правильная установка заготовки на станке и др.).
В первом случае производится окончательный контроль (готовых
зубчатых колес), при котором выявляют эксплуатационные показатели:
кинематическую точность, плавность работы, шум, сопровождающий
процесс работы колес. Средства измерения должны быть несложными
л производительными; этому требованию отвечает комплексный одно¬
профильный контроль. При окончательном контроле рекомендуется
.'овмещать измерительную базу с технологической, т. е. принимать в
качестве измерительной базы посадочное отверстие зубчатого колеса.
ю
Во втором случае осуществляют технологический контроль, при
котором поэлементно оценивают качество изготовления зубчатого коле¬
са. Комплекс элементов, подлежащих измерению, следует выбирать
так, чтобы можно было выявить технологические погрешности, допу¬
щенные при изготовлении зубчатых колес. Технологический контроль
следует вести после каждой переналадки станка, перетачивания и сме¬
ны режущего инструмента.
Чаще всего в зубчатом колесе подвергают проверке следующие эле¬
менты: толщину зуба по делительной окружности; основной и дели¬
тельный шаги зубчатого колеса; профиль зуба — эвольвенту. При вы¬
боре средств и методов измерения следует исходить из предельной по¬
грешности, которая может быть допущена при измерении и не должна
превышать 20% допуска. Рекомендации по применению зубомерных
приборов приведены в табл. 9.
Таблица 9. Выбор зубомерных приборов в зависимости от степени
точности зубчатых колес и проверяемых элементов
Степень
Наименование приборов
Проверяемый элемент
точности
зубчатых
колес
Кромочный зубомер
Толщина зуба по постоянной
9..
11
хорде
Тангенциальный зубомер
Смещение исходного контура
5..
10
Нормалемер до 150 мм
Длина общей нормали
7..
11
Нормалемер до 300 мм
То же
8..
11
Зубомерный микрометр
»
8..
и
Шагомер для окружного шага
Окружной шаг
7..
11
Шагомер для основного шага
Основной шаг
7..
11
колес с т=2...10 мм
То же, для колес с т = 8... 20 мм
То же
7..
11
Биеииемер
Биение зубчатого венца
8..
11
Межцентромер (при установке
Отклонение измерительного
7..
11
по концевым мерам)
межцентрового расстояния
9..
11
То же, при установке по шкала,м
То же
Универсальный эвольвентомер с
Профиль на участках эвольвенты
3..
6
постоянным диском
Универсальный зубомерный при¬
Основной шаг
бор
Равномерность основного
шага
Длина общей нормали
3"
0
Равномерность толщины зуба
Равномерность окружного
шага
Биение зубчатого венца ,
Наряду с перечисленными измерительными инструментами в про¬
мышленности применяют универсальные з у б о мерные
приборы (типа МИЗ), которые позволяют проверять показатель
кинематической точности зубчатого колеса, т. е. накопленную погреш¬
ность окружного шага, радиальное биение зубчатого венца, колеба¬
ние длины шага общей нормали, а также параметры, характеризующие
П7
плавность работы колеса (предельные отклонения основного шага,
точность окружных шагов) и контакт зубьев в передаче (угол наклона
зуба). Для измерения всех этих параметров к универсальному зубо-
меру прилагаются различные измерительные приспособления, кото¬
рые крепят к каретке прибора в зависимости от измеряемого элемента
колеса.
Конические и червячные колеса измеряют теми же методами и на та¬
ких же приборах, что и цилиндрические колеса. Но червячные колеса
чаще всего проверяют на правильность зацепления с эталонными чер¬
вяками.
У червячных винтов (червяков) проверяют средний диаметр, угол
профиля винта и шаг винтовой линии. Средний диаметр червяка про¬
веряют методом трех роликов аналогично проверке резьб методом трех
проволочек.
§ 43. Механизация и автоматизация контроля
С развитием автоматизации технологических процессов обработки
функции контроля приобретают особое значение, содействуя не только
предотвращению появления брака, но и способствуя улучшению ка¬
чества продукции и ее единообразию. Средства механизированного
и автоматического контроля подразделяют на средства контроля го¬
товых деталей, средства технологического контроля заготовок при об¬
работке и средства статистического контроля.
К средствам контроля готовых деталей пос¬
ле их обработки относятся: 1) контрольно-сортировочные автоматы —
устройства, автоматически выполняющие все элементы процесса конт¬
роля: ориентирование деталей относительно измерительного устройст¬
ва; поштучную подачу деталей в измерительное устройство; непосред¬
ственный контроль; вывод деталей из измерительного устройства; сор¬
тировку деталей по результатам контроля в одну или несколько групп
годных деталей, брак исправимый и брак неисправимый; 2) контроль¬
но-сортировочные полуавтоматы, выполняющие автоматически только
четыре последних элемента контроля (первый — вручную); 3)
контрольно-измерительные приспособления — устройства, в которых
автоматизировано или механизировано лишь несколько элементов
контроля.
Средства технологического контроля, не¬
посредственно связанные с процессом обработки заготовок, включают
следующие устройства: 1) приборы для контроля в процессе обработки,
устанавливаемые на станках; по достижении заданного размера обра¬
батываемой заготовки эти приборы подают командный импульс для
прекращения обработки; 2) подналадчики —■ приборы, контролирую¬
щие размеры заготовки при обработке; если вследствие износа обраба¬
тывающего инструмента размеры заготовок начнут приближаться к
предельным, приборы подают командный импульс для автоматического
корректирования наладки станка; 3) блокировочные и защитные уст¬
ройства, подащие командный импульс для прекращения передачи
заготовок на следующую операцию в случае нарушения настройки
станка, износа или поломки обрабатывающего инструмента и т. д.
Средства статистического контроля — осо¬
бая группа контрольно-измерительных средств, использование кото¬
рых связано со специальной организацией процесса контроля. Они
могут применяться как для технологического контроля, так и для
контроля готовых детален (приемочного контроля). В первом случае
они позволяют организовать контроль и наладку процесса изготовле¬
ния деталей, а во втором — осуществить рациональный выборочный
контроль для приемки готовых деталей. Статистические устройства
«статистролы» могут управлять процессами производства в сочетании
с блокирующими устройствами, подналадчиками и т. п.
Примеры применения различных автоматизированных и механизи¬
рованных контрольно-измерительных средств приведены в табл. 10.
Таблица 10. Применение механизированных и автоматизированных
средств контроля в зависимости от назначения
Вид устройства
Облястн применения
Контрольно-сортировоч¬
ные автоматы
Контрол ьно-сортировоч-
ные полуавтоматы
К о н тр ол ь н о- и зме р и тел ь-
иые приспособления
Приборы для контроля в
процессе обработки
Подналадчикн
Блокировочные и защит¬
ные устройства
Средства статистического
контроля
Для деталей простой геометрической формы в
условиях крупносерийного и массового производ-
ства, когда необходим 100%-ный контроль или
когда годные детали сортируются на несколько
групп (для селективной сборки)
Для тех же случаев, но для деталей более
сложной формы
Во всех видах производства, кроме единичного,
для сплошного или выборочно! о контроля дета¬
лей и контроля наладки станков
В условиях серийного и массового производ¬
ства для контроля медленно и плавно изменяю¬
щихся величин (например, диаметров деталей,
обрабатываемых на шлифовальных станках)
Для тех же условий, что и приборы для конт¬
роля в процессе обработки, но с производствсм
корректировки наладки станка
На автоматических поточных линиях в проме¬
жутках между операциями обработки
Во всех видах производства, кроме единичного
Автоматизация контроля обеспечивает возможность непрерывного
наблюдения за ходом процесса обработки — активный конт¬
роль. Он дает возможность управлять процессом обработки, воздей¬
ствуя с помощью автоматических измерительных устройств на привод¬
ные элементы .механизмов подачи станков.
По воздействию на процесс обработки системы активного контро¬
ля подразделяют на: 1) системы автоматического управления процессом
по результатам измерений во время обработки детали; 2) системы авто¬
матического регулирования по результатам замеров после обработки;
3) системы автоматического регулирования по результатам измерения
заготовок, поступающих на обработку; 4) комбинированные системы.
Комбинированные системы представляют собой сочетание элемен¬
тов приведенных в табл. 10 систем. Например, одно устройство прове¬
ряет заготовку до обработки, другое — по результатам измерений в
процессе обработки устанавливает режимы резания.
Средства активного контроля размеров подразделяются на блоки¬
рующие устройства, устройства для управления циклом и поднала-
дочиые системы. Блокирующие устройства применяют для предотвра¬
щения аварий при нарушении технологического процесса, прекращая
процесс обработки или подавая соответствующий сигнал. Устройства
для управления циклом обработки по результатам измерений изменяют
режим резания и прекращают подачу инструмента. Эти устройства
связаны с рабочими органами станка. Подналадочные системы при
получении информации о ходе процесса обработки вносят изменения
в наладку станка. Эти системы не реагируют на случайные отклонения
размеров обрабатываемой детали.
Единой системой технологической документации предусмотрены
правила оформления технологических документов на процессы тех¬
нического контроля, в том числе операционной карты и ведомости опе¬
раций технического контроля, входящих в состав комплекта техноло¬
гической документации по видам работ. На рис. 50 показана
операционная карта технического контроля.
I
J
подпись и дота
*
1
ин№дибл
Подпись и дота
'Операционная, корта
технического контроля
наименование операции чаименоВоние, марка материала
ГОСГ, ТУ
Наименование
соорудования
Содержание переходу
Приспособление
(код, наимено¬
вание)
Измерительный
инструмент
(код, ноимено-
воние)
Особые указания
Разраб
Ласт
tipofepvn
HPpMUD
дтдерд
ОН
Лисп
№ долин
Подпись
Лота
tfcv
к'Гл
пвдслрм
Подпись
Дано
И нонтр
\
Рис, 50
РАЗДЕЛ II
ОСНОВЫ ПРОЕКТИРОВАНИЯ ПРИСПОСОБЛЕНИЙ
ГЛАВА XI
ОБЩИЕ СВЕДЕНИЯ О ПРИСПОСОБЛЕНИЯХ
§ 44. Виды приспособлений
В машиностроении широко применяется разнообразная техно¬
логическая оснастка, в которую входят приспособления,
вспомогательный, режущий и измерительный инструмент.
Приспособлениями называются дополнительные уст¬
ройства, используемые для механической обработки, сборки и контроля
деталей, сборочных единиц и изделий. По назначению приспособления
подразделяют на следующие виды:
1. Станочные приспособления, применяемые для
установки и закрепления на станках обрабатываемых заготовок. В за¬
висимости от вида механической обработки эти приспособления в свою
очередь делят на приспособления для'сверлильных, фрезерных, рас¬
точных, токарных, шлифовальных станков и др. Станочные приспо¬
собления составляют80...90% общего парка технологической оснастки.
Использование приспособлений обеспечивает: а) повышение произво¬
дительности труда благодаря сокращению времени на установку и
закрепление заготовок, при частичном или полном перекрытии вспомо¬
гательного времени машинным и при уменьшении последнего посред¬
ством многоместной обработки, совмещения технологических пере¬
ходов и повышения режимов резания; б) повышение точности обработки
благодаря устранению выверки при установке и связанных с ней по¬
грешностей; в) облегчение условий труда станочников; г) расширение
технологических возможностей оборудования; д) повышение безопас¬
ности работы.
2. Приспособления для установки и зак¬
репления рабочего инструмента, осуществляющие
связь менаду инструментом и станком, в то время как первый вид осу¬
ществляет связь заготовки со станком. С помощью приспособлений
первого и второго видов выполняют наладку технологической системы.
3. Сборочные приспособления для соединения
сопрягаемых деталей в сборочные единицы и изделия. Их применяют
для крепления базовых деталей или сборочных единиц собираемого из¬
делия, обеспечения правильной установки соединяемых элементов
изделия, предварительной сборки упругих элементов (пружин, раз¬
резных колец и др.), а также для выполнения соединений с натягом.
4. Контрольные приспособления, применяемые
121
для промежуточного и окончательного контроля деталей, а также для
контроля собранных частей машин.
5. Приспособления для захвата, перемеще¬
ния и перевертывания обрабатываемых за¬
готовок и сборочных единиц, используемые при об¬
работке и сборке тяжелых деталей и изделий.
По эксплуатационной характеристике станочные приспособления
подразделяются на универсальные, предназначенные для об¬
работки разнообразных заготовок (машинные тиски, патроны, дели¬
тельные головки, поворотные столы и пр.); специализиро¬
ванные, предназначенные для обработки заготовок определенного
вида и представляющие собой сменные устройства (специальные губки
для тисков, фасонные кулачки к патронам и т. п.), и с п е ц и а л ь-
н ы е, предназначенные для выполнения определенных операций .ме¬
ханической обработки данной детали. Универсальные приспособления
применяют в условиях единичного или мелкосерийного производства,
а специализированные и специальные — в условиях крупносерийного
и массового производства.
Единой системой технологической подготовки производства ста¬
ночные приспособления классифицируются по определенным при¬
знакам (рис. 51).
Рис. 51
У н н в е р с а л ь н о-с борные приспособления
УСП) компонуют из заранее изготовленных стандартных элементов,
талей и сборочных единиц высокой точности. Их применяют в ка-
естве специальных приспособлений краткосрочного действия для ои-
22
ределенной операции, после выполнения которой их разбирают, а
составляющие элементы в дальнейшем многократно используют в
новых компоновках и сочетаниях. Дальнейшее развитие УСП связа¬
но с созданием агрегатов, блоков, отдельных специальных деталей и
сборочных единиц, обеспечивающих компоновку не только специаль¬
ных, но и специализированных и универсально-наладочных приспо¬
соблений краткосрочного действия.
Сборно-разборные приспособления (СРП)
компонуют также из стандартных элементов, но менее точных, допус¬
кающих местную доработку по посадочным местам. Эти приспособле¬
ния используются как специальные приспособления долгосрочного
действия. После разборки из элементов можно создавать новые компо¬
новки.
Неразборные специальные приспособле-
н и я (НСП) компонуют из стандартных деталей и сборочных единиц
общего назначения, как необратимые приспособления долгосрочного
действия. Конструктивные элементы компоновок, входящие в состав
системы, как правило, эксплуатируются до полного износа и не при¬
меняются повторно. Компоновка может производиться также построе¬
нием приспособления из двух основных частей: унифицированной ба¬
зовой части (УБ) и сменной наладки (СН). Такая конструкция НСП
делает его устойчивым к изменениям конструкций обрабатываемых
заготовок и к корректировкам технологических процессов. В этих
случаях в приспособлении заменяют только сменную наладку.
Универсальные безналадочные приспо»
с о б л е н и я общего назначения (УБП) наиболее распространены в
условиях серийного производства. Их применяют для закрепления за¬
готовок из профильного проката и штучных заготовок. УБП пред¬
ставляют собой универсальные регулируемые корпуса с постоянными
(несъемными) базовыми элементами (патронами, тисками и т. п.), вхо¬
дящие в комплект станка при его поставке.
Специализированными наладочными при¬
способлениями (СНП) оснащают операции обработки дета¬
лен, сгруппированных по конструкторским признакам и схемам бази¬
рования; компоновка по схеме агрегатирования представляет собсй
базовую конструкцию корпуса со сменными наладками для групп де¬
талей.
Универсальные наладочные приспособ¬
ления (УНП), так же как СНП, имеют постоянные (корпус) и смен¬
ные части. Однако сменная часть пригодна для выполнения только
одной операции по обработке только одной детали. При переходе с од¬
ной операции на другую приспособления системы УНП оснащают но¬
выми сменными частями (наладками).
Агрегатные средства механизации з а ж и-
м а (АСМЗ) представляют собой комплекс универсальных силовых уст¬
ройств, выполненных в виде обособленных агрегатов, позволяющих
в сочетании с приспособлениями механизировать и автоматизировать
процесс зажима обрабатываемых заготовок.
Выбор конструкции приспособления во многом зависит от характе¬
ра производства. Так, в серийном производстве применяют сравни¬
тельно простые приспособления, предназначенные в основном для до¬
стижения заданной точности обработки заготовки. В массовом произ¬
водстве к приспособлениям предъявляют высокие требования и в от¬
ношении производительности. Поэтому такие приспособления, снаб¬
жаемые быстродействующими зажимами, представляют собой более
сложные конструкции. В массовом производстве применение даже са¬
мых дорогих приспособлений может быть экономически вполне оправ¬
данно.
§ 45. Основные элементы приспособлений
Существуют следующие элементы приспособлений:
установочные — для определения положения обрабатывае¬
мой поверхности заготовки относительно режущего инструмента;
зажимные — для закрепления обрабатываемой заготовки;
направляющие — для придания требуемого направления
движению режущего инструмента относительно обрабатываемой по¬
верхности;
корпуса приспособлений — основная часть, на ко¬
торой размещены все элементы приспособлений;
крепежные — для соединения отдельных элементов между
юбой;
делительные, или поворотные, — для точного изме-
юния положения обрабатываемой поверхности заготовки относитель-
ю режущего инструмента;
механизированные приводы-— для создания усн-
тия зажима. В некоторых приспособлениях установку и зажим обра-
5атываемой заготовки выполняют одним механизмом, называемым уста-
ювочно-зажимным.
ГЛАВА XII
УСТАНОВОЧНЫЕ ЭЛЕМЕНТЫ ПРИСПОСОБЛЕНИЙ
§ 46. Основные правила установки заготовок
Обработка резанием осуществляется при относительном движении
брабатываемой заготовки и режущего инструмента. Чтобы обеспе-
ить заданную точность обработки, заготовка должна быть уста-
овлена в определенном положении относительно режущего инстру-
ента. После установки обрабатываемую заготовку закрепляют, что
редотвращает ее смещение под действием сил, возникающих в про-
ессе обработки.
В единичном и мелкосерийном производстве заготовки устанав-
ивают с выверкой по черновым или обработанным поверхностям,
также но разметке. В массовом и крупносерийном производстве вы-
'рку не производят, а обрабатываемые заготовки устанавливают до-
)дя их базовые поверхности до соприкосновения с установочными эле¬
14
ментами (опорами) приспособлений. В этом случае на установку зат¬
рачивается меньше времени и обеспечивается постоянное положение
установочных базовых поверхностей заготовок в приспособлении.
В зависимости от условий обработки может потребоваться полная
или частичная ориентация обрабатываемой заготовки относительно
режущего инструмента. При полной ориентации обраба¬
тываемой заготовке придают вполне определенное и единственно воз¬
можное положение в приспособлении. При частичной ориен¬
тации необязательна точная установка в определенных направле¬
ниях и даже допустимо произвольное положение (поворот) заготовки
относительно какой-либо оси. В этом случае схема установки и кон¬
струкция приспособления упрощаются.
При полной ориентации базовые поверхности обрабатываемой за¬
готовки плотно прилегают к установочным элементам приспособле¬
ния. Для этого должны соблюдаться условия контакта баз и опор, а
обрабатываемая заготовка не должна иметь сдвига и вращения отно¬
сительно трех координатных осей. Обрабатываемая заготовка лишена
всех степеней свободы, и положение ее базовых поверхностей в прост¬
ранстве является определенным. Число опор должно быть равным
шести (правило шести точек); их взаимное расположение обеспечивает
устойчивость установки обрабатываемой заготовки в приспособлении.
Расстояние между опорами принимают возможно большим, чтобы под
действием силы тяжести не возникло опрокидывающего момента.
При обработке нежестких заготовок или при недостаточной их ус¬
тойчивости из-за небольшой протяженности базовых поверхностей
может возникнуть необходимость увеличения количества опорных
точек (сверх шести). В этих случаях применяют дополнительные опо¬
ры, регулируемые или самоустанавливающиеся. При установке обра¬
батываемой заготовки их подводят к ее поверхности и закрепляют на
время выполнения данной операции — эти опоры превращаются в
жесткие.
Установочные элементы с точечными опорами имеют ограниченную
поверхность контакта. К таким опорам относятся, например, узкие
призмы для установки цилиндрических заготовок. Эти опоры обеспе¬
чивают постоянную для всех заготовок данной партии устойчивость
установки независимо от погрешностей их размеров и форм. Недостат¬
ками установки на точечные опоры являются повреждения базовых
поверхностей заготовок при больших силах прижатия, а также сме¬
щение обрабатываемой заготовки из-за деформаций в местах контакта
опор с базами.
Обрабатываемую заготовку устанавливают также по охватываю¬
щим или охватываемым базовым поверхностям. В этом случае за¬
готовку надевают или вставляют в установочный элемент с некоторым
зазором. Чтобы лишить заготовку всех степеней свободы, применяют
также комбинированные способы, например установку: а) на два ба¬
зовых отверстия и плоскость, перпендикулярную их осям; б) на па¬
лец и две плоскости; в) на отверстие, плоскость и опору для угловой
фиксации; г) на наружную цилиндрическую поверхность, торец и
угловую опору.
125
В тех случаях, когда базой служит сама обрабатываемая поверх¬
ность, применяют съемные (сдвигаемые) установочные элементы.
Таким образом, установочные элементы приспособлений должны
удовлетворять следующим основным требованиям: ]) число и располо¬
жение установочных элементов должно обеспечивать необходимую
ориентацию и устойчивость обрабатываемой заготовки по принятой
схеме базирования; 2) при использовании черновых баз с шерохова¬
тостью поверхности 40 мкм установочные элементы следует вы¬
полнять с ограниченной опорной поверхностью в целях уменьшения
влияния погрешностей и неровностей этих баз на устойчивость уста¬
новки; 3) установочные элементы (как основные, так и дополнитель¬
ные) должны быть жесткими и износостойкими, но не должны портить
базовых поверхностей, что особенно важно при установке на точные
и чистовые базы, не подвергаемые дальнейшей обработке; 4) для упро¬
щения ремонта приспособления установочные элементы должны легко
сниматься.
§ 47. Виды установочных элементов приспособлений
Для установки на черновые базы применяют постоянные (рис. 52)
и регулируемые опоры. Установку на чисто обработанные базы осу¬
ществляют с помощью опорных пластинок (рис. 53) и штырей с пло¬
ской и сферическими головками. Размеры опор, показанных на рис. 52
и 53, следующие: D=6...40 мм; d=4...25 мм; //=10...76 мм; h—
—4... 40 мм; Я=■4... 40 мм; L—60...220 мм; В=16...35 мм; hi—10...25 мм.
На рис. 54 приведена конструкция подводимом опоры.
Подъем опоры 2 до соприкосновения с базовой поверхностью заготов¬
ки производится перемещением клина 1 с помощью винта 5 с махович¬
ком 6. Опору фиксируют затяжкой винта, при этом шарик 4 расклини¬
вает сегментные шпонки 3 и стопорит горизонтальный клин.
Рис. 53
В сам о устанавливающейся опоре (рис. 55) вер¬
тикальный штифт 1, находясь под воздействием предварительно сжа¬
той пружины 4, выдвигается вверх до соприкосновения с поверхностью
заготовки. Размеры пружины и степень ее предварительного сжатия
подбирают так, чтобы при подъеме штифта заготовка не смещалась.
Затягивая винт 3, обеспечивают фиксацию опоры в определенном но-
дожении. Промежуточный сухарь 2 ограничивает движение штифта
1 вверх при отвертывании винта.
По наружным цилиндрическим поверхностям заготовки устанав¬
ливают в призмы. Для чисто обработанных баз применяют широкие
призмы (рис. 56, а), для черновых — узкие (рис. 56, б); на рис. 56, в
показан способ установки заготовки 2 на четыре постоянные опоры 3,
запрессованные в боковые поверхности призмы 1. В приспособлениях
применяют главным образом жесткие призмы с углом а=90°.
Призмы выполняют из стали марки 45 или из цементуемых сталей
08...20 с закалкой боковых поверхностей до твердости HRC 50...60.
Призмы больших размеров делают из серого чугуна с привернутыми
закаленными щеками. Погрешности базирования при установке в
призму зависят от допуска на диаметр заготовки, а также от погреш¬
ностей ее формы.
Установку заготовок с базированием по отверстиям производят
на п а л ь ц ы или оправки. Упорными базами служат торцевая
поверхность заготовки, определяющая ее положение по длине, и раз¬
личные элементы (шпоночная канавка, отверстие и др.), определяющие
угловое положение обрабатываемой заготовки относительно оси основ¬
ной базы.
Примеры жестких оправок приведены на рис. 57. На рис. 57, а
показана коническая оправка (конусность 1 /1500...1/2000), на
которую обрабатываемую заготовку наколачивают легкими ударами.
Благодаря расклинивающему действию оправки заготовка удержи¬
вается от провертывания при обработке. Недостаток этой оправки —
отсутствие точной ориентации заготовки по длине. На рис. 57, б по-
127
казана конструкция оправки, на которую обрабатываемую заготовку
насаживают с натягом. Используя при запрессовке упорные коль¬
ца (на рисунке не показаны), точно ориентируют заготовку по длине
оправки. При наличии канавки I можно подрезать оба торца заготов¬
ки. Шейка 2 (направляющая) обеспечивает свободное надевание за¬
готовки вручную. На рис. 57, в показана оправка, на которую заго¬
товку насаживают с зазором. Поло¬
жение заготовки по длине определяется
буртом 1 оправки, ее провертывание пре¬
дупреждается затяжкой гайки 3 или шпон¬
кой 2 (если в заготовке имеется шпоноч¬
ная канавка). При использовании этих
оправок базовые отверстия заготовок ре¬
комендуется обрабатывать по 7-му квали-
тету точности.
Оправки рекомендуется выполнять из
закаленной стали и тщательно шлифовать.
В центровых гнездах целесообразно пре¬
дусматривать защитные фаски, чтобы пре¬
дохранить их от случайных повреждений.
Чтобы оправку приводить во вращение, на
ее конце делают квадрат, лыски или за¬
прессовывают поводковый палец.
Наряду с жесткими применяют н раз¬
жимные оправки. На рис. 58, а
показана центровая оправка с разжимной
цангой. Затягивая гайку 5, перемещают
цангу 3 влево по конической части оправ¬
ки 4, последняя раздвигает цангу 3 (имеющую продольные разрезы),
которая зажимает заготовку 2 по внутренней поверхности. Гайка I
ограничивает перемещение цанги влево. На рис. 58, б приведена кон¬
струкция консольной разжимной оправки. Заготовку 1 закрепляют за¬
тяжкой внутреннего конуса 2. Разжимные оправки по сравнению с
с жесткими обеспечивают меньшую концентричность обработки. На
рис. 58, в приведена конструкция консольной оправки стремя су¬
харями 1, раздвигаемыми внутренним конусом 2. Эту оправку при¬
меняют для установки толстостенных заготовок. Оправка с упру¬
гой гильзой, разжимаемой изнутри гидропластом, показана на
рис. 58, г. Затягивая винт 3, сжимают гидропласт 1, который, раз¬
жимая тонкостенную гильзу 2, прочно закрепляет заготовку. Оправки
с гидропластом обеспечивают высокую степень концентричности (бие¬
ние 0,005...0,01 мм).
Установку заготовок на базовые отверстия в стационарных при¬
способлениях производят на консольные пальцы. Иа рис.
59, а, б представлены постоянные, а на рис. 59, в, г — сменные пальцы.
Для облегчения надевания заготовок на торце пальца снимается
фаска.
Погрешности установки на пальцы могут выражаться в смеще¬
нии заготовок в радиальном направлении на размер зазора между
128
поверхностями сопряжения. Если базовый торец заготовки неперпен¬
дикулярен оси отверстия, то возможен перекос оси отверстия по от¬
ношению к оси пальца.
Рис, 59
Рис. 58
При обработке заготовок плит, рам, станин, корпусных и других
деталей применяют установку на два отверстия с параллельными ося¬
ми н перпендикулярную им плоскость. Она обеспечивает простую кон¬
струкцию приспособления, принцип постоянства баз и фиксацию за¬
готовок при обработке на
станках и автоматических
линиях. Базовую плоскость
заготовки обрабатывают на¬
чисто, а отверстия разверты¬
вают по 7-му квалитету точ¬
ности. Установочными эле¬
ментами служат два пальца
(жестких или выдвижных) и
опорные планки. Принципиальная схема установки показана на
рис. 60, а. Один 'из пальцев выполняют цилиндрической, а другой—
ромбической формы, так как наличие допуска на расстояние меж-
’ ду осями базовых отверстий приводит к тому, что одно из отверстий
(например, правое; рис. 60, б) может занять при установке партии
заготовок два предельных положения, образованных двумя окружно¬
стями а и Ь. Если правый палец взять круглого сечения, то его диа¬
метр равен d — б; в этом случае возможно покачивание заготовки
на левом пальце от среднего положения на размер ±6/2. Более
выгодной формой правого пальца будет ромбическая (рис. 60, в);
покачивание заготовки при этом равно
± [d/2—У (d/2)*—(6/2)2].
5 .V! 2 f 2Г,
(29
Ромбический палец в поперечном сечении имеет небольшую лен¬
точку, половина ширины которой определяется по следующей фор¬
муле:
е = (2гД—Д2—с2)/(2с),
при этом
2с = бх -f- —2ДЬ
где bt — допуск на размер L заготовки; 62 — допуск на размер L
приспособления; 2Д* — диаметральный зазор при посадке заготовки
на цилиндрический палец при ё1+62>2Д1-. Если это условие не соб¬
людается, то применение ромбического пальца невозможно.
Наибольший возможный угол перекоса заготовки от среднего поло¬
жения вследствие зазоров при посадке на пальцы (рис. 60, г) может
быть определен по формуле
sin (Д -f- Д х)/(2 L),
или приближенно
а«(Д + Д,)/(2Д).
Таким образом, для уменьшения а целесообразно увеличивать рас¬
стояние L.
При обработке валов и некоторых других заготовок, имеющих
базовые поверхности в виде центровых гнезд (или конических фасок),
в качестве установочных элементов используют центры. Различные
конструктивные формы центров показаны на рис. 61. Схема установки
та обычный жесткий центр показана на рис. 61, а; на рис. 61, б по¬
казана установка заготовки конической фаской на срезанный центр',
та рис. 61, е — конструкция вращающегося центра для токарных ра¬
бот; на рис. 61, г — установка заготовки на специальный, срезанный
уеитр с зубьями и на рис. 61, д — конструкция поводкового центра
щя передачи .момента благодаря внедрению рифлений в базовую по¬
верхность гнезда заготовки. Этот центр обеспечивает передачу боль¬
ного момента, но портит поверхность гнезда. Для точной установки
заготовок по длине применяют плавающий передний центр (рис. 61, е).
В этом случае погрешность диаметра центрового гнезда не влияет
на осевое смещение заготовки, так как торец последней упирается в
неподвижную плоскость корпуса плавающего центра.
с)
5}
д)
{£
А-А
При установке на два центра заготовка сохраняет одну степень
свободы — возможность вращения вокруг оси центров. В ряде случаев
(фрезерование шпоночных пазов, фрезерование квадратов) необходима
дополнительная база для угловой д
координации заготовки. На рис. 62
показана установка заготовки с
поджимом к дополнительной боко¬
вой базе.
Полную ориентацию заготовки
в пространстве обеспечивают уста¬
новкой на три центра (рис. 63, а),
из которых два жестких, а один
выдвижной, выполняющий роль ус¬
тановочного и зажимающего элемен¬
та. Преимуществами этой схемы яв¬
ляются хорошая устойчивость и по¬
стоянство баз, так как после подготовки центровых гнезд все операции
можно выполнить при одном базировании. К недостаткам схемы от¬
носится необходимость выдерживать точное значение диаметра цент¬
ровых гнезд.
Схема базирования может осуществляться также установкой на
четыре центра (рис. 63, б), из которых два жестких и два выдвижных.
Эта схема менее чувствительна к изменению диаметра центровых гнезд,
так как зазор можно выбирать, а ось детали может при этом сме¬
щаться.
При шлифовании осевых отверстий зубчатых колес применяют ба¬
зирование по рабочим поверхностям зубьев, обеспечивая этим высо¬
кую концентричность отверстия зубчатого колеса. На рис. 64 пока¬
заны различные схемы установки зубчатых колес. В качестве устанс-
Рис. 62
5*
131
вочных элементов применяют рейки (рис. 64, о), ролики (рис. 64, б),
зубчатые секторы (рис. 64, в) и качающиеся рычаги (рис. 64, г) в спе¬
циальных патронах (для цилиндрических колес).
Рис. 63
При использовании роликов применяют патроны (рис. 65), где
установочные элементы, в данном случае ролики, крепят в обойме 4,
то пускающей возможность их самоустанавливания по впадинам коле-
1 5. Точное центрирование обеспечивают кулачки 3, которые скользят
□ наклонным пазам корпуса патрона. Осевую ориентацию заготовки
:уществляют по упорам 6. При закреплении заготовки усилие от
тока 1 передается через гибкие пластинки 2 на кулачки.
Конические зубчатые колеса устанавливают по сферическим эле-
ентам, применяя специальные прижимные устройства (рис. 66).
В отдельных случаях в качестве установочных баз
можно применять наружные н внутренние сферические
поверхности, наружные и внутренние резьбовые и
шлицевые поверхности, фасонные поверхности, а так¬
же различные их сочетания.
ГЛАВА XIII
ЗАЖИМНЫЕ ЭЛЕМЕНТЫ ПРИСПОСОБЛЕНИЙ
§ 48. Назначение зажимных элементов
Основное назначение зажимных устройств —- обеспечить надежный
контакт заготовки с установочными элементами н предотвратить ее
смещение относительно них и вибрацию в процессе обработки. Введе¬
нием дополнительных зажимных устройств увеличивают жесткость
технологической системы п этим достигают повышения точности и про¬
изводительности обработки, уменьшения шероховатости поверхности.
На рис. 67 показана схема установки заготовки /, которую помимо
двух основных зажимов Q, крепят дополнительным устройством (X,
сообщающим системе большую жесткость. Опора 2 самоустанавливаю-
щаяся.
Зажимные устройства в ряде случаев используют, чтобы обеспе¬
чить правильность установки и центрирования заготовки. В этом слу¬
чае они выполняют функцию устано¬
вочно-зажимных устройств. К ним от¬
носятся самоцентрирующиеся патро¬
ны, цанговые зажимы и др.
Зажимные устройства не при¬
меняют при обработке тяжелых, ус¬
тойчивых заготовок, по сравнению
с массой которых силы, возникаю¬
щие в процессе резания, относительно
невелики и приложены так, что не
могут нарушить установку заготовки.
Рис. 67 Зажимные устройства приспособ¬
лений должны быть надежны в ра¬
боте, просты по конструкции н удобны в обслуживании; они не должны
вызывать деформаций закрепляемой заготовки и порчи ее поверхности,
не должны сдвигать заготовку-в процессе ее закрепления. На закреп¬
ление и открепление заготовок станочник должен затрачивать минимум
времени и сил. Для упрощения ремонта наиболее изнашиваемые дета¬
ли зажимных устройств целесообразно делать сменными. При за¬
креплении заготовок в многоместных приспособлениях нх зажимают
равномерно; при ограниченном перемещении зажимного элемента
(клин, эксцентрик) его ход должен быть больше допуска на размер
заготовки от установочной базы до места приложения зажимной силы.
Зажимные устройства конструируют с учетом требований техники
безопасности.
Место приложения зажимной силы выбирают по условию наиболь¬
шей жесткости и устойчивости крепления и минимальной деформации
заготовки. При повышении точности обработки необходимо соблюдать
условия постоянного значения зажимной силы, направление которой
должно совпадать с расположением спор.
§ 49. Виды зажимных элементов
Зажимные элементы — это механизмы, непосредственно исполь¬
зуемые для закрепления заготовок, или промежуточные звенья более
сложных зажимных систем.
Наиболее простым видом универсальных зажимов являются з а-
ж и м н ы е винты, которые приводят в действие насаженными
на них ключами, рукоят¬
ками или маховичками.
Чтобы предотвратить
перемещение зажимаемой
заготовки и образование
на ней вмятин от винта, а
также уменьшить изгиб
вннта при нажиме на по¬
верхность, не перпендику¬
лярную его оси, на концы
винтов помещают качаю¬
щиеся башмаки (рис.
68, а).
Комбинации винтовых устройств с рычагами или клиньями назы¬
ваются комбинированными зажимами, разновид¬
ностью которых являются винтовые прихваты (рис. 68, б).
Устройство прихватов позволяет отодвигать или поворачивать их,
чтобы можно было удобнее устанавливать обрабатываемую заготовку
в приспособлении.
На рис. 69 показаны некоторые конструкции быстродейст¬
вующих зажимов. Для небольших зажимных сил применяют
штыковое (рис. 69, а), а для значительных сил —• плунжерное устрой¬
ство (рис. 69, б). Эти устройства позволяют отводить зажимающий
элемент на большое расстояние от заготовки; закрепление происходит
в результате поворота стержня на некоторый угол. Пример зажима
с откидным упором показан на рис. 69, в. Ослабив гайку-рукоятку 2,
отводят упор 3, вращая его вокруг оси. После этого зажимающий
стержень-1 отводят вправо на расстояние Л. На рис. 69, г приведена
схема быстродействующего устройства рычажного типа. При повороте
эукояткн 4 штифт 5 скользит по планке 6' с косым срезом, а штифт 2 —
то заготовке /, прижимая ее к упорам, расположенным внизу. Сфери-
тсская шайба 3 служит шарниром.
Большие затраты времени и значительные силы, требующиеся для
шкрепления обрабатываемых заготовок, ограничивают область при¬
34
менения винтовых зажимов и в большинстве случаев делают пред¬
почтительными быстродействующие эксцентриковые з а-
ж и м ы. На рис. 70 изображены дисковый (с), цилиндрический с Г-об¬
разным прихватом (б) и конический плавающий (в) зажимы.
Рис. 69
Эксцентрики бывают круглые, эвольвентные и спиральные (по
спирали Архимеда). В зажимных устройствах применяются две разно¬
видности эксцентриков: круглые и криволинейные.
Круглые эксцентрики (рис. 71) представляют собой
диск или валик с осью вращения, смещенной на размер эксцентриси¬
тета е; условие самоторможения обеспечивается при соотношении
D/e> 4.
Достоинство круглых эксцентриков заключается в простоте их
изготовления; основной недостаток — непостоянство угла подъема а
и сил зажима Q. Криволинейные эксцентрики,
рабочий профиль которых выполняется по эвольвенте или спирали
Архимеда, имеют постоянный угол подъема а, а следовательно, обес¬
печивают постоянство силы Q при зажиме любой точки профиля.
135
Клиновой механизм применяют как промежуточное
звено в сложных зажимных системах. Он прост в изготовлении, легко
размещается в приспособлении, позволяет увеличивать и изменять на¬
правление передаваемой силы. При определенных углах клиновой
механизм обладает свойствами самоторможения. Для односкосного
клина (рис; 72, а) при передаче сил под прямым углом может быть
шринята следующая зависимость (при «рх—ф2=фз—<р, где фх. . ,ф3 —
/глы трения):
P — Qtg (а±2ф),
■де Р — осевая сила; Q — сила зажима. Самоторможение будет иметь
тесто при а<фх+ф2-
Для двухскосного клина (рис. 72, б) при передаче сил под углом
>90° зависимость между Р и Q при постоянном угле трения (фх=
=ф2—ф8—ф) выражается следующей формулой:
Р — Q sin (a-f 2<p)/cos (90°-fa—f> -f 2ф).
Рычажные зажимы применяют в сочетании с другими эле-
гнтарными зажимами, образуя более сложные зажимные системы,
помощью рычага можно изменять величину и направление передавав¬
ши силы, а также осуществлять одновременное и равномерное закреп¬
ите заготовки в двух местах. На рис. 73 приведены схемы действия
[Л в одноплечих и двуплечих прямых н изогнутых зажимах. Уравне-
ния равновесия для этих рычажных механизмов имеют следующий вид:
для одноплечего зажима (рис. 73, а)
P = Q
p/cos ф)
k \ - Q+ (p/tosq;) ’
для прямого двуплечего зажима (рис. 73, б)
k-rQ+(p/cos ф).
Л—Q— (p/cos ф)’
для двуплечего изогнутого зажима (для lx<lz, рис. 73, е)
P = Q
^2~i~
Л-й'А —0,96р’
о;
где р — угол трения; / — коэффициент треиия.
В качестве установочных элементов для наружных или внутренних
поверхностей тел вращения применяют центрирующие зажимные
элементы: цанги, разжимные оправки, зажимные втулки с гидропла¬
стом, а также мембранные патроны.
Цанги представляют собой разрезные пружинящие гильзы, кон¬
структивные разновидности которых показаны на рис. 74 (а — с на¬
тяжной трубкой; б — с распорной трубкой; в — вертикального типа).
Их выполняют из высокоуглеродистых сталей, например У10А, и тер¬
мически обрабатывают до твердо¬
сти HRC 58. . .62 в зажимной и до
твердости HRC 40. , .44 в хвосто¬
вой частях. Угол конуса цанги а=
=30. . .40°. При меньших углах
возможно заклинивание цанги.
Угол конуса сжимающей втулки
делают на 1° меньше или больше
угла конуса цанги. Цанги обес¬
печивают эксцентричность уста¬
новки (биение) не более 0,02. . .0,05
мм. Базовую поверхность заготов¬
ки следует обрабатывать по 9. . .
7-му квалитетам точности.
Разжимные оправки
различных конструкций (включая
конструкции с применением гид¬
ропласта) относятся к установоч¬
но-зажимным приспособлениям
(см. § 47).
Мембранные патроны
используют для точного центри¬
рования заготовок по наружной или внутренней цилиндрической по¬
верхности. Патрон (рис. 75) состоит из круглой, привертываемой к
планшайбе станка мембраны / в форме пластины с симметрично распо¬
ложенными выступами-кулачками 2, количество которых выбирают
137
Клиновой механизм применяют как промежуточное
звено в сложных зажимных системах. Он прост в изготовлении, легко
размещается в приспособлении, позволяет увеличивать и изменять на¬
правление передаваемой силы. При определенных углах клиновой
механизм обладает свойствами самоторможения. Для односкосного
клина (рис; 72, а) при передаче сил под прямым углом может быть
принята следующая зависимость (при ф1=ф2=фз=ф, где ф,. . ,ф3 —
углы трения):
P = Qtg (а±2ф),
где Р — осевая сила; Q — сила зажима. Самоторможение будет иметь
МеСТО при Жфх+фг.
Для двухскосного клина (рис. 72, б) при передаче сил под углом
Р>90° зависимость между Р и Q при постоянном угле трения (фх=
=фа=ф8—ф) выражается следующей формулой:
Р — Qsin (a | 2q)/cos (9(P-f а—(>-|-2ф).
Рычажные зажимы применяют в сочетании с другими эле¬
ментарными зажимами, образуя более сложные зажимные системы.
С помощью рычага можно изменять величину и направление передавае¬
мой силы, а также осуществлять одновременное и равномерное закреп¬
ление заготовки в двух местах. На рис. 73 приведены схемы действия
сил в одноплечих и двуплечих прямых н изогнутых зажимах. Уравие-
136
пия равновесия для этих рычажных механизмов имеют следующий вид:
для одноплечего зажима (рис. 73, а)
P = Q
h—I'lf— (p/tos<p)
Л + ^-Hp/cos ф) ’
для прямого двуплечего зажима (рис. 73, б)
P = Q
<2-Г^+(Р/С°Кф).
к—i'll— (p/cos ф/
для двуплечего изогнутого зажима (для /х</2, рис. 73, в)
Wa + 0«4p
/,7i —0,96р’
где р — угол трения; f — коэффициент трения.
В качестве установочных элементов для наружных или внутренних
поверхностей тел вращения применяют центрирующие зажимные
элементы: цанги, разжимные оправки, зажимные втулки с гидропла¬
стом, а также мембранные патроны.
Цанги представляют собой разрезные пружинящие гильзы, кон¬
структивные разновидности которых показаны на рис. 74 (а — с на¬
тяжной трубкой; б — с распорной трубкой; в —- вертикального типа).
Их выполняют из высокоуглеродистых сталей, например У10А, и тер¬
мически обрабатывают до твердо¬
сти HRC 58.. .62 в зажимной и до
твердости HRC 40. . .44 в хвосто¬
вой частях. Угол конуса цанги а —
=30. . .40°. При меньших углах
возможно заклинивание цанги.
Угол конуса сжимающей втулки
делают на 1° меньше или больше
угла конуса цанги. Цангн обес¬
печивают эксцентричность уста¬
новки (биение) не более 0,02. . .0,05
мм. Базовую поверхность заготов¬
ки следует обрабатывать по 9. . .
7-му квалитетам точности.
Разжимные оправки
различных конструкций (включая
конструкции с применением гид¬
ропласта) относятся к установоч¬
но-зажимным приспособлениям
(см. § 47).
Мембранные патроны
используют для точного центри¬
рования заготовок по наружной или внутренней цилиндрической по¬
верхности. Патрон (рис, 75) состоит из круглой, привертываемой к
планшайбе станка мембраны 1 в форме пластины с симметрично распо¬
ложенными выступами-кулачками 2, количество которых выбирают
в пределах 6. . .12. Внутри шпинделя проходит шток 4 пневмоцплинд-
ра. При включении пневматики мембрана прогибается, раздвигая
кулачки. При отходе штока назад мембрана, стремясь вернуться
в исходное положение, сжимает своими кулачками заготовку 3.
Реечно-рычажный зажим (рис. 76) состоит из рейки 5,
зубчатого колеса 5, сидящего на валу 4, и рычага рукоятки 6. Вращая
рукоятку против часовой стрелки, опускают рейку и прихватом 2
закрепляют обрабатываемую заготовку 1. Зажимная сила Q зависит
от значения силы Р, приложенной к рукоятке. Устройство снабжается
замком, который, заклинивая систему, предупреждает обратный пово¬
рот колеса. Наиболее распространены следующие виды замков. Роли¬
ковый замок (рис. 77, а) состоит из поводкового кольца 3 с вырезом
для ролика 1, соприкасающегося со срезанной плоскостью валика 2
зубчатого колеса. Поводковое кольцо 3 скреплено с рукояткой зажим¬
ного устройства. Вращая рукоятку по стрелке, передают вращение
на вал зубчатого колеса через ролик 1*. Ролик заклинивается между
поверхностью расточки корпуса 4 и срезанной плоскостью валика ~2
и препятствует обратному вращению.
Роликовый замок с прямой передачей момента от поводка на валик
показан на рис. 77, б. Вращение от рукоятки через поводок передается
непосредственно на вал 6 колеса. Ролик 3 через штифт 4 поджат слабой
пружиной 5. Так как зазоры в местах касания ролика с кольцом 1
и валом 6 при этом выбирают, система мгновенно заклинивается при
снятии силы с рукоятки 2. Поворотом рукоятки в обратную сторону
ролик расклинивается и вращает вал по часовой стрелке.
Конический замок (рнс. 77, в) имеет коническую втулку 1 и вал 2
с конусом 3 и рукояткой 4. Спиральные зубья на средней шейке вала
находятся в зацеплении с рейкой 5. Последняя связана с исполнитель¬
ным зажимающим механизмом. При угле наклона зубьев 45° осевая
сила на валу 2 равна (без учета трения) зажимной силе.
* Замки этого типа выполняют с тремя роликами, расположенными под углом
120°,
138
Эксцентриковый замок (рис. 77, г) состоит из вала 2 колеса, на
котором заклинен эксцентрик 3. Вал приводится во вращение коль¬
цом /, скрепленным с рукояткой замка; кольцо вращается в расточке
корпуса 4, ось которой сме¬
щена от оси вала на рассто¬
яние е. При обратном враще¬
нии рукоятки передача на
вал происходит через штифт 5.
В процессе закрепления коль¬
цо 1 заклинивается между
эксцентриком н корпусом.
Комбинированные
зажимные устрой¬
ства представляют собой
сочетание элементарных за¬
жимов различного типа. Их
применяют для увеличения
зажимной силы и уменьшения
габаритов приспособления, а
также для создания наиболь¬
ших удобств управления. Комбинированные зажимные устройства мо¬
гут также обеспечивать одновременное крепление заготовки в не¬
скольких местах. Виды комбинированных зажимов приведены
на рис. 78.
Рис. 77
Сочетание, изогнутого рычага и винта (рис. 78, а) позволяет одно¬
временно закреплять заготовку в двух местах, равномерно повышая
зажимные силы до заданного значения. Обычный поворотный прихват
(рис. 78, б) представляет собой сочетание рычажного и винтового за¬
жимов. Ось качания рычага 2 совмещена с центром сферической по¬
верхности шайбы 1, которая разгружает шпильку 3 от изгибающих
усилий. Показанный на рис. 78, в прихват с эксцентриком является
139
примером быстродействующего комбинированного зажима. При опре¬
деленном соотношении плеч рычага можно увеличить зажимную силу
или ход зажимающего конца рычага.
На рис. 78, г показано устройство для закрепления в призме ци¬
линдрической заготовки посредством накидного рычага, а на
рис. 78, д — схема быстродействующего комбинированного зажима
(рычаг и эксцентрик), обеспечивающего боковое и вертикальное при¬
жатие заготовки к опорам приспособления, так как сила зажима
приложена под углом. Аналогичное условие обеспечивается устройст¬
вом, изображенным на рис. 78, е.
2 Xl
Рис. 79
Шарнирно-рычажные зажимы (рис. 78, ж, з, и) являются приме¬
рами быстродействующих зажимных устройств, приводимых в действие
поворотом рукоятки. Для предотвращения самооткрепления рукоятку
переводят через мертвое положение до упора 2. Сила зажима зависит
от деформации системы и ее жесткости. Желаемую деформацию си¬
стемы устанавливают регулировкой нажимного винта 1. Однако нали¬
чие допуска на размер Н (рис. 78, ж) не обеспечивает постоянства за¬
жимной силы для всех заготовок данной партии.
Комбинированные зажимные устройства приводятся в действие
вручную или от силовых узлов.
3 аж и м и ые меха н и з м ы д ля многоместны х
и р и с п о с о б л е II и й должны обеспечивать одинаковую силу
зажима на всех позициях. Простейшим многоместным приспособлени¬
ем является оправка, на которую устанавливают пакет заготовок
(кольца, диски), закрепляемых по торцевым плоскостям одной гайкой
(последовательная схема передачи зажимной силы). На рис. 79, а
показан пример зажимного устройства, работающего по принципу па¬
раллельного распределения зажимной силы.
Если необходимо обеспечить концентричность базовой и обраба¬
тываемой поверхностей и предотвратить деформирование обрабатывае¬
мой заготовки, применяют упругие зажимные устройства, где зажим¬
ное усилие посредством заполнителя или другого промежуточного
тела равномерно передается на зажимный элемент приспособления
(в пределах упругих деформаций).
В качестве промежуточного тела применяют обычные пружины,
резину или гидропласт. Зажимное устройство параллельного действия
с использованием гндропласта показано на рис. 79, б. На рис. 79, в
МО
приведено устройство смешанного (параллельно-последовательного)
действия.
На станках непрерывного действия (барабанно-фрезерные, специ¬
альные многошпиндельные сверлильные) заготовки устанавливают
и снимают, не прерывая движения подачи. Если вспомогательное
время перекрывается машинным, то для закрепления заготовок можно
применять зажимные устройства различных типов.
В целях механизации производственных процессов целесообразно
использовать зажимные устройства автоматизи¬
рованного типа (непрерывного действия), приводимые в дей¬
ствие механизмом подачи станка. На рис. 80, а приведена схема уст¬
ройства с гибким замкнутым элементом / (трос, цепь) для закрепления
цилиндрических заготовок 2 на барабанно-фрезерном станке при об¬
работке торцевых поверхностей, а на рис. 80,6 — схема устройства
для закрепления заготовок поршней на многошпиндельном горизон¬
тально-сверлильном станке. В обоих устройствах операторы только
устанавливают и снимают заготовку, а закрепление заготовки проис¬
ходит автоматически.
Эффективным зажимным устройством для удержания заготовок
из тонколистового материала при их чистовой обработке или отделке
является вакуумный прижим. Сила зажима определяется по формуле
Q = Ар,
где А — активная площадь полости устройства, ограниченной уплот¬
нением; р - 10г' Па — разность атмосферного давления и давления
в полости устройства, из которого удаляется воздух.
Электромагнитные зажимные устройства применяются
для закрепления обрабатываемых заготовок из стали и чугуна с пло¬
ской базовой поверхностью. Зажимные устройства обычно выполняют
в виде плит и патронов, при конструировании которых в качестве
исходных данных принимают размеры и конфигурацию обрабатывае¬
мой заготовки в плане, ее толщиьу, материал и необходимую удержи¬
вающую силу. Удерживающая сила электромагнитного устройства
в значительной степени зависит от толщины обрабатываемой детали;
при малых толщинах не весь магнитный поток проходит через попереч¬
ное сечение детали, и часть линий магнитного потока рассеивается
в окружающее пространство. Детали, обрабатываемые на электро¬
магнитных плитах или патронах, приобретают остаточные магнитные
свойства — их размагничивают, пропуская их через соленоид, питае¬
мый переменным током.
В магнитных зажимных устройствах основными элементами
являются постоянные магниты, изолированные один от другого не¬
магнитными прокладками и скрепленные в общий блок, а заготовка
представляет собой якорь, через который замыкается магнитный си¬
ловой поток. Для открепления готовой детали блок сдвигают с по¬
мощью эксцентрикового или кривошипного механизма, при этом маг¬
нитный силовой поток замыкается на корпус устройства, минуя де¬
таль.
ГЛАВА XIV
НАПРАВЛЯЮЩИЕ ЭЛЕМЕНТЫ ПРИСПОСОБЛЕНИЙ
При выполнении некоторых операций механической обработки
(сверление, растачивание) жесткость режущего инструмента и техно¬
логической системы в целом оказывается недостаточной. Для устране¬
ния отжима инструмента используют
направляющие элементы. Они должны
быть точными, износоустойчивыми и при
большой производственной программе—
сменными. Такими элементами приспо¬
соблений являются кондуктор¬
ные втул ки для сверлильных и
расточных приспособлений.
Конструкция и размеры кондуктор- .
ных втулок для сверления стандарти¬
зованы. Втулки бывают постоянные
(рис. 81, а) и сменные (рис. 81, б). По¬
стоянные втулки применяют в мелкосе¬
рийном производстве при обработке от¬
верстия одним инструментом. Сменные
втулки используют в массовом и крупносерийном производстве. Быст¬
росменные втулки с замком (рис. 81, в) употребляют при обработке
отверстия несколькими последовательно сменяемыми инструментами.
Сменные и быстросменные втулки вставляют в постоянные втулки,
запрессовываемые в корпус приспособления.
При диаметре отверстия до 25 мм втулки изготовляют из стали
марки У10А, закаливают до твердости HRC 60. . .65, при диаметре
142
отверстия свыше 25 мм — из стали 20 (20Х) с цементацией и закалкой
до той же твердости.
Ориентировочный срок службы кондукторных втулок 10. . .15 тыс.
сверлений.
с)
3-
\ч
Рис. 82
Если инструменты направляются во втулке не рабочей частью,
а цилиндрическими центрирующими участками, отверстие втулки
выполняют с допусками по системе отверстия. Для определения пре¬
дельных размеров отверстия допуски на диаметр инструмента прини¬
мают по соответствующим ГОСТам. Эксцентриситет наружной поверх¬
ности втулки по отношению к отверстию не должен превышать 0,005 мм.
Между нижним торцом втулки и поверхностью заготовки оставляют
зазор от V3 d Rod, а при свер¬
лении глубоких отверстий в
стали —-до 1,5 d (здесь d —
диаметр обрабатываемого от¬
верстия). Посадочные повер¬
хности втулок обрабатывают
шлифованием (Ra—1,25...0,32
мкм). Поверхность отверстия
для прохода инструмента от-
делывают(#а=0,32.. ,0,08мкм)
для повышения срока служ¬
бы втулки.
Примеры специаль¬
ных втулок приведены на рис. 82. На рис. 82, а показана
втулка для сверления отверстий на наклонных поверхностях; уд¬
линенную быстросменную втулку (рис. 82, б) применяют, если об¬
рабатывают отверстие в углублении заготовки; при малом расстоя¬
нии между осями отверстий используют срезанные втулки (рис. 82, е)
пли одну блодную (рис. 82, г).
Для направления борштанг (расточных оправок) применяют и е-
подвижные и вращающиеся в т у л к и. На рис. 83, а
приведена конструкция вращающейся втулки, поверхность скольже¬
ния которой защищена от стружки. На рис. 83, б показана втулка,
смонтированная на подшипниках качения. В обеих конструкциях на
внутренних поверхностях прорезан паз для шпонки борштанги; этим
143
обеспечивается принудительное вращение втулок. Для облегчения по¬
падания шпонки в паз втулки последнюю часто выполняют со ско¬
шенными кромками или плавающей. На внутренней поверхности втул¬
ки часто предусматривают пазы для прохода выступающих резцов
боршганги.
К направляющим элементам приспособлений относятся также
копиры, применяемые при обработке фасонных поверхностей сложного
профиля. Их задача ■— направлять режущий инструмент по обрабаты¬
ваемой поверхности заготовки для получения заданной траектории их
движения.
ГЛАВА XV
ДЕЛИТЕЛЬНЫЕ И ПОВОРОТНЫЕ ЭЛЕМЕНТЫ ПРИСПОСОБЛЕНИЙ
Делительные и поворотные устройства в .многопозиционных при¬
способлениях служат для изменения положения обрабатываемой за¬
готовки относительно рабочего инструмента.
Делительное устройство состоит из диска, закрепляемого па пово¬
ротной части приспособления, и фиксатора. Конструкции фиксаторов
показаны на рнс. 84. Шариковый фиксатор (рис. 84, а) наиболее прост,
но не обеспечивает высокой точности угла поворота и не воспринимает
момента от силы резания. Поворотную часть устанавливают в заданное
положение вручную до щелчка при западании шарика в гнездо. Фик¬
144
сатор с вытяжным цилиндрическим пальцем (рнс. 84, б) может воспри¬
нимать момент, но он не обеспечивает деления с высокой точностью
из-за зазоров в подвижных соединениях. Несколько большую точность
дает фиксатор с конической заточкой вытяжного пальца (рис. 84, в).
Для устранения радиального зазора вводят гндропластовую втулку Г
(рис. 84, г), применяют также клиновые фиксаторы и фиксаторы с
прорезью (рис. 84, д). Управляют фиксатором с помощью вытяжной
кнопки, рукоятки, закрепленной на ре¬
ечном колесе, или педального устрой- д
ства.
В делительном приспособлении для
фрезерного станка (рис. 85) фиксатор 4
сблокирован с поворачивающей собач¬
кой 2. При возвратно-поступательном
движении стола они приводятся в дей¬
ствие от неподвижного упора 3. Упор 1
предупреждает^ поворот делительного
диска 5 в обратную сторону.
Для уменьшения вращательного мо¬
мента в приспособлениях горизонталь¬
ного типа центр тяжести поворотной
системы (включая заготовку) должен
лежать на оси вращения. Этого дости¬
гают соответствующей компоновкой при- Рис. 87
способления и установкой корректирую¬
щих противовесов. В приспособлениях с вертикальной осью ьес тяже¬
лой поворотной системы воспринимает упорный подшипник качения.
На рис. 86 показана конструкция стола, верхняя часть которого
поворачивается на требуемый угол при подъеме на упорном шарико¬
подшипнике. Подъем осуществляют различными механическими
устройствами или (как показано на рисунке) пневмоцплиндром.
При опускании стол «садится» на торцевую плоскость основания и
плотно к нему прижимается. Применяя упорные шарикоподшипники,
можно в несколько раз уменьшить момент трения при вращении пово¬
ротной части приспособления.
На рис. 87 показано механическое прижимное устройство стола,
сблокированное с фиксатором. Вращением рукоятки 4 по часовой
стрелке вводят реечный фиксатор 5, одновременно сжимая разрезное
коническое кольцо I, и поворотная часть 2 стола притягивается к
основанию 3. При обратном вращении рукоятки фиксатор выводится
из гнезда, затяжка кольца ослабляется и стол можно повернуть.
ГЛАВА XVI
КОРПУСА ПРИСПОСОБЛЕНИЙ
Корпус является базовой деталью приспособления; в нем монти¬
руют зажимные устройства, установочные и направляющие элементы,
а также вспомогательные детали и механизмы. Корпус воспринимает
силы, возникающие при обработке, а также зажимные силы. Корпус
приспособления должен иметь минимальную массу, быть жестким и
прочным. Конструкция его должна быть удобна для быстрой установки
и съема заготовок, для очистки от стружки и отвода охлаждающей жид¬
кости. Корпус должен быть простым и дешевым в изготовлении к
обеспечивать соблюдение требований техники безопасности.
Корпуса передвижных ц кантуемых приспособлений выполняют с
отлитыми или вставными ножами, ограничивающими поверхность
контакта со столом станка. Размеры и конфигурация ножек в плане
должны обеспечивать при любом положении корпуса перекрытие
Т-образных пазов стола. Для лучшего отвода охлаждающей жидкости
и удаления стружки в корпусах предусматривают наклонные по¬
верхности и избегают углублений в труднодоступных местах. Угол
наклона этих поверхностей для чугунной стружки «=30...35°; для
стальной стружки с маслом а =25...50"; для алюминиевой а=40...
45г'. ^
Корпус крепят на станке обычно болтами, которые заводят в Т~
образные пазы стола. В серийном производстве, где на одном станке
периодически выполняют различные операции,' затраты времени на
крепление корпуса к станку должны быть минимальны. Для этого ка
146
корпусе изготовляют либо полки для крепления его прихватами, либо
литые ушки для крепежных болтов.
Быстрая и точная установка приспособления на столе станка без
выверки обеспечивается
обычно направляющими
шпонками, вводимыми в
Т-образный паз стола. Шпо¬
нки выполняют в виде ко¬
ротких сухарей, привер¬
нутых к нижней плоскос¬
ти корпуса; для того чтобы
уменьшить перекосы при¬
способления из-за зазоров
в шпоночных соединениях,
расстояние между шпон¬
ками следует выбирать воз¬
можно большим. На рис. 88
показаны примеры центри¬
рования и крепления кор¬
пусов приспособлений на
шпинделях станков токар¬
ной группы: а — цилинд¬
рического; б — коническо¬
го; в — токарного.
Корпуса тяжелых при¬
способлений для удобства
захвата при установке и
снятии со станка снабжа¬
ют рым-болтами.
Простейшие корпуса приспособлений представляют собой прямо¬
угольную плиту. Корпус может иметь форму планшайбы, угольника,
тавра, корыта и т. д. В приспособлениях для сверления заготовок
с нескольких сторон корпуса имеют коробчатую форму. Корпуса
изготовляют из серого чугуна СЧ12-28, стали СтЗ; в некоторых слу¬
чаях (например, в поворотных приспособлениях) используют алюми¬
ниевые сплавы.
Корпуса приспособлений изготовляют литьем, сваркой, ковкой,
а также сборкой из отдельных элементов на винтах или с натягом.
Литье применяют в основном для корпусов сложной конфигурации.
С помощью сварки также можно получать корпуса сложных конфигу¬
раций, при этом сокращаются сроки и снижается себестоимость их
изготовления. Применяя усилительные ребра, уголки и косынки,
можно получат’ь жесткие сварные корпуса. Стоимость сварных корпу¬
сов в отдельных случаях может быть снижена вдвое по сравнению
с литыми, а масса уменьшена на 40%. На рис. 89 показаны примеры
литого (а), сварного (б), сборного (в) и кованого (г) корпусов одной кон¬
струкции. Конфигурация сварного корпуса мало отличается от литого;
конфигурации сборного, а также кованого корпусов наиболее просты.
Ф
/
г)
]7~
э-
X
п
А
Рис. 89
147
ГЛАВА XVII
МЕХАНИЗИРОВАННЫЕ ПРИВОДЫ ПРИСПОСОБЛЕНИЙ
§ 50. Назначение механизированного привода
Наибольшую часть вспомогательного времени обычно затрачива-
5т на установку, зажим заготовки и раскрепление обработанной де~
али, поэтому наряду с сокращением машинного времени большое
начение имеет сокращение вспомогательного времени. Вспомогатель-
юе время можно сократить применяя механизированные приводы,
юторые подразделяют на механические, пневматические, гидравличес-
;ие, пневмогидравлические, электромеханические и электромагнитные.
Область применения механических приводов с руч¬
ном управлением ограничена небольшими достижимыми зажимными
илами. Использование их в многоместных приспособлениях связано с
юзданием сложных и громоздких конструкций, требующих больших
;атрат времени на зажим и освобождение обработанных заготовок.
Наибольшее распространение на заводах машиностроения полу¬
мили приспособления с пневматическим игидравли-
меским приводами, которые посредством механических пере¬
дач обеспечивают при постоянной силе надежный зажим заготовки.
§ 51. Пневматические приводы
Принцип работы пневматического привода заключается в том, что
жатый воздух из заводской магистрали подается в рабочую полость
I н е в м о ц и л и н д р а, давит на поршень и заставляет его совер-
цать поступательное движение, необходимое для зажима заготовки.
1ри возвращении поршня в исходное положение деталь освобождается
13 приспособления. Пневматические цилиндры бывают двустороннего
[ одностороннего действия: в первом случае поршень со штоком, воз-
[ействующим на зажимной элемент, возвращается в исходное положе-
ше сжатым воздухом, а во втором — пружиной.
На рис. 90, а показана принципиальная схема пневматического
фивода двустороннего действия. Привод состоит из цилиндра 1,
юршня 2, штока 3. переключающего распределительного крана 4
воздуховода 5. В состав привода входит также аппаратура соедине-
шя распределительного крана с магистралью, предназначенная для
>егулирования и контроля давления в сети и для очистки сжатого
юздуха от механических частиц и влаги. Эта аппаратура состоит из
юдукционного клапана с манометром, вентиля, фильтра, масленки для
:мазки манжет и сальников и воздуховода. Распределительный кран 4
шляется золотниковым устройством, состоящим из корпуса и золот-
шка. Отверстия крана расположены так, что в крайних положениях
олотника одна из полостей цилиндра соединяется с воздухопроводом,
I противоположная — с выходом в атмосферу.
У цилиндра одностороннего действия (рис. 90, б) одно отверстие в
>аспределителыюм кране заглушается, а в нерабочей полости пневма-
нческого цилиндра имеется отверстие для выпуска излишка воздуха.
В этом случае поршень возвращается в исходное положение пружи¬
ной 6.
Передаваемую штоком силу F без учета потерь на трение рассчи¬
тывают по следующим формулам:
для пневматических цилиндров двустороннего действия
F~p(nDs/4) — для полости цилиндра без штока;
F p\Ti(D'/—d2)/4l — для полости цилиндра со штоком;
для пневматических цилиндров одностороннего действия
F \p(7iD2!A)—(/I—для полости цилиндра без штока;
1'- {p\zi (D2—ci2),'4l | (/}—для полости цилиндра со штоком.
Здесь р — удельное давление воздуха; D — диаметр поршня; d —
диаметр штока; q — сила сопротивления пружины. Обычно сжатый
воздух подается под давлением 0,5...0,6 МПа (более низкое давление
вызывает необходимость применения цилиндров большого диаметра),
однако при расчете следует учитывать одновременность работы ряда
потребителей воздуха, а также потери в воздухопроводе (сети), поэтому
расчетное давление следует принимать 0,4 МПа.
Расход воздуха при использовании цилиндров одностороннего
действия меньше, чем в цилиндрах двустороннего действия. Примене¬
ние цилиндров одностороннего действия ограничено длиной хода порш¬
ня, скоростью его обратного движения и уменьшением силы, переда¬
ваемой штоком, на значение, потребное для сжатия возвратной пру¬
жины.
Внутренний диаметр пневмоцилиндров может составлять 50, 75,
100, 150, 200, 250 и 300 мм; цилиндры диаметром меньше 50 мм ис¬
пользуют в редких случаях, например для выталкивания обработан¬
ных деталей из приспособления, поджима заготовок к установочной
поверхности и V. п. Увеличение диаметра пневматических цилиндров
свыше 300 мм приводит к усложнению конструкции привода и увели¬
чению его габаритов, поэтому в случаях, когда требуется большая
сила зажима, целесообразно применять пневмогндравлические при¬
воды.
Пневматические цилиндры могут быть стационарными, вращающи¬
мися, качающимися и плавающими. Имеются также специальные кон-
Воздух из сгда
грукции цилиндров. Обычно цилиндры изготовляют как самостоя-
ельные узлы, но иногда пневматический цилиндр выполняют в кор-
усе приспособления (встроенный цилиндр).
Каждый пневматический цилиндр состоит из корпуса, поршня и
стока. В корпусе цилиндра устанавливают втулку, а с торцов цилинд¬
ра — одну или две крыш¬
ки, которые центрируют
буртиками по внутреннему
диаметру втулки. Чтобы
предотвратить просачива¬
ние воздуха, поршень и
крышки снабжают уплот¬
нениями.
Крышки с втулкой и
корпусом могут быть сое¬
динены шпильками или
болтами, пропущенными
снаружи корпуса. При из¬
готовлении корпуса цилин¬
дра совместно с передней
крышкой заднюю крышку
привертывают винтами.
Втулку и крышки изготов¬
ляют из чугуна, стали и
алюминия. В крышках де¬
лают выточки глубиной
3 мм и диаметром 10 мы
для предварительного на¬
копления сжатого воздуха
при ходе поршня до упора
задней или передней крыш¬
ки. Пневматические приво¬
ды применяют обычно с од¬
носторонним штоком, т. е.
со штоком, проходящим че¬
рез одну из крышек цилин¬
дра.
Движение штока в
п н е в ма т и ч е с кой
камере происходит в
результате деформации ди¬
афрагмы. Диафрагменная
пневматическая камера
(рис. 91) представляет со¬
бой корпус, выполненный
из двух литых или штам-
чашек, между которыми установлена резиновая та-
а иногда плоская диафрагма. Шайба 4, уетановлен-
6, прижимается пружинами 2 и 3 к резиновой
занных
тьчатая,
я на штоке
диафрагме 5. При впуске сжатого воздуха в корпус камеры диафраг¬
ма деформируется и, воздействуя на шайбу, передает давление штоку 6.
Камера имеет только одно впускное отверстие для воздуха, который
поступает по воздуховоду 1 через распределительный край 7. При
переключении распределительного крана 7 воздух из камеры выходит
в атмосферу, пружины 2 и 3 возвращают шайбу со штоком, а значит,
и диафрагму в исходное положение.
Тарельчатую диафрагму (рис. 92) изготовляют из четырехслойной
прорезиненной ткани. Основные размеры диафрагм, выпускаемых
промышленностью, приведены в табл. И. Плоские диафрагмы приме¬
няют только при небольшом ходе штока. Диаметр шайбы камеры при¬
нимают равным 0,8 D, дальнейшее увеличение диаметра шайбы влечет
уменьшение хода штока.
Таблица П. Основные размеры резиновых диафрагм
тарельчатой формы, мм
о,
D
S
Е
О,
Количество отверетвЛ
174
129
6
27
154
9
12
200
141
6
27
173
9
16
228
178
6
27
204
9
18
Пневматические камеры имеют ход штока 30...35 мм. При таком
ходе штока пневматические камеры в зависимости от размера без при¬
менения дополнительных механизмов развивают следующие значения
силы зажима:
Диамето Dj, мм 174 200 228
Сила F, кН ............ 2,5...3 3...4.5 6...6,5
Пневматические камеры бывают стационарные и вращающиеся.
Применение вращающихся камер уменьшает не только массу привода
и консольную нагрузку на шпиндель, но и расход сжатого воздуха.
На рис. 93 показан общий вид вращающегося патрона с диафрагмеп-
ной камерой. К камере 2 присоединяют распределительную муфту 1,
а в донышке камеры просверливают отверстие для поступления воз¬
духа из муфты, при этом отверстие в штуцере 9 заглушают. Камеру 2
крепят к планшайбе 3, связанной ползунком 8 с тягой 7. На задний
конец шпинделя станка посажена планшайба 6, которая посредством
промежуточной планки 5 связана со штоком 4 пневматической камеры.
При впуске воздуха в камеру заготовка зажимается в результате
воздействия сжатого воздуха на заднюю стенку пневматической ка¬
меры, которая, перемещаясь назад, увлекает за собой тягу 7. При
необходимости преобразования тянущей силы в толкающую применя¬
ют пневматическую камеру, жестко соединенную с задней планшайбой
станка. Шток камеры непосредственно соединен с тягой.
Чтобы увеличить силу зажима, применяют комбинированные диа-
фрагменные пневматические камеры. В этом случае устанавливают
151
несколько камер, как показано на рис. 94. В трехсекционную вра¬
щающуюся пневматическую диафрагменную камеру входят три сва¬
ренные между собой штампованные камеры, состоящие из крышки 4,
Рис. 94
камеры 5, резиновой диафрагмы I с шайбой 2, уплотнения 7 и втул¬
ки 6, сидящей на валу 9. Кроме того, передняя камера сварена с дис¬
ком Ю, которым камера центрируется и кренится к планшайбе 8.
На задний конец вала 9 надета распределительная муфта 3. Для
зажима детали сжатый воздух поступает через канал А и отверстия В
в правые части камер. Увеличение зажимной силы происходит благода¬
ря большой общей площади диафрагм. В целях экономии сжатого
воздуха для отжима детали достаточно впустить его не во все три ка¬
меры, а лишь в крайнюю левую камеру через отверстие Б,
При малых размерах пневматических цилиндров и камер и при
необходимости получения больших сил зажима заготовок в пневма¬
тических приспособлениях используют механизм ы-у с и л и т е-
л и. В практике применяют рычажно-шарнирные, клиновые, эксцент¬
риковые и винтовые усилители. Наиболее распространены рычажно¬
шарнирные усилители, схемы которых могут быть самыми различными
в зависимости от условий их применения.
§ 52. Пневмогидравлические и гидравлические приводы
Сжатый.
При механизации и автоматизации производственных процессов
в ряде случаев применяют большие зажимные усилия. Этим требо¬
ваниям наиболее отвечают гидравлические приводы, так как они
могут развивать давление до 8 МПа; их рабочая среда (масло) прак¬
тически несжимаема, поэтому такие приводы могут применяться не
только для управления силовыми механизмами, но и для точных
перемещений рабочих органов станка и подвижных частей приспособ¬
лений. Масляная среда в системе обеспечивает надлежащую смазку
силовых узлов и аппаратуры,
а также исключает неполад¬
ки, возникающие в пневмати¬
ческих системах в результате
конденсации водяных паров
(ржавчина и засорение). Кро¬
ме того, конструктивное ис¬
полнение гидравлических
приводов при высоком давле¬
нии в системе позволяет при¬
менять рабочие цилиндры
небольшого диаметра (20...50 мм), что обеспечивает их компактность
по сравнению с пневматическими приводами.
Пневмогндравлические приводы состоят из пре¬
образователя, повышающего давление, аппаратуры и рабочих гидро¬
цилиндров, зажимающих обрабатываемую заготовку. Принципиальная
схема такого привода показана на рис. 95. Привод представляет собой
камеру, заполненную маслом. Шток 2 пневматического цилиндра,
являющийся плунжером гидравлической системы, входит в камеру
и вытесняет масло, давление которого передается рабочему плунже¬
ру 1 привода, действующему на зажимное устройство.
Пневмогндравлические преобразователи давления работают от
сети сжатого воздуха и по принципу работы подразделяются на пре¬
образователи прямого и последовательного действия.
Преобразователь прямого действия состоит из блока с пневма¬
тическим и гидравлическим цилиндрами, а преобразователь после¬
довательного действия состоит из двух блоков с пневматическим
и гидравлическим цилиндрами, причем вначале срабатывает первый!
блок (низкого давления), обеспечивающий предварительное закреп¬
ление обрабатываемой заготовки, а затем второй блок (высокого дав¬
ления), осуществляющий окончательный зажим заготовки. Примене-
ние преобразователей сокращает потребление сжатого воздуха по
сравнению с обычными пневматическими приводами на 90...9596.
На рис. 96, а показан общий вид пневмогидравлического привода
для тисков с преобразователем прямого действия. При нажа¬
тии на распределительный кран 1 сжатый воздух поступает в полость
цилиндра 2, который жестко связан шпильками 5 с неподвижной
губкой 8 тисков. Шток 4 гидроцилиндра давит на торец скользящего
на шпильках 5 станка 3 и перемещает его справа налево. Стакан пере¬
мещает гайку 7 с винтом 10, а вместе с ним и подвижную губку 9 тис¬
ков. При переключении распределительного крана воздух уходит в
атмосферу, а пружина, заключенная в стакан 6, отводит подвижную
губку; две другие пружины возвращают в исходное положение поршни.
Тиски устанавливают на размер обрабатываемой детали вращением
винта 10.
На рис. 96, б показан общий вид пневмогидравлического привода
для тисков с преобразователем последовательного дейст¬
вия. В этой конструкции губка 2 тисков неподвижная, а губка 3 пере¬
мещается штоком поршня 4 гидроцилиндра. Из четырехходового
распределительного крана 11 сжатый воздух через штуцер 9 подается
в полость А цилиндра низкого давления и перемещает поршень 5
вправо. Под давлением поршня масло из полости В через радиальные
отверстия Г поступает в полость Д и перемещает поршень 4 вместе с
губкой 3, осуществляя предварительный зажим установленной в
тисках обрабатываемой заготовки. При переключении крана воздух
через штуцер 8 подается в полость Б. При перемещении поршня 6 с
плунжером 7 цилиндра высокого давления влево отверстия Г перекры¬
ваются, давление в полости Д повышается и происходит окончатель¬
ный зажим заготовки с силой 7,5 кН.
Чтобы снять обработанную заготовку, сначала сжатый воздух
переключением крана подают в полость А, тем самым возвращая
поршни 5 и 6, а также поршень 4 гидроцилиндра вместе с губкой
3 в исходное положение, а затем в полость Е, откуда через штуцер 10
воздух возвращают в систему. Приспособление устанавливают на раз¬
мер вращением винта 1.
Гидравлический привод представляет собой незави¬
симую гидравлическую установку, состоящую из электродвигателя,
насоса, резервуара для масла, а также аппаратуры управления и регу¬
лирования. Эта установка в зависимости от мощности может обслужи¬
вать один станок, группу станков пли целый участок.
На рис. 97 показан разрез гидроцилиндра для зажима обраба¬
тываемых заготовок на токарных и револьверных станках. Гидроци¬
линдр состоит из статора (корпуса) с укрепленными на нем упором 2,
крышками 7 и * 10 и однолопастного ротора 3 с лопаткой 4, установлен¬
ного и закрепленного с помощью двух шпонок на гайке 9. Ганка, смон¬
тированная в статоре на двух роликоподшипниках 13, связана с вин¬
том 11, в который ввинчена трубка 12, соединяющая гидроцилиндр с
патроном.
При подводе масла в левую или правую полость статора 1 ротор 3
с лопаткой 4 поворачивается до упора 2 и вращает гайку 9, которая
155
в свою очередь перемещает винт 11 с трубкой 12\ винт скользит в
шлицевом отверстии крышки 10 статора. Масло по резиновым шлангам
подводится к приемной муфте 5, установленной на двух шарикопод¬
шипниках, смонтирован¬
ных на валике 6. Валик за¬
прессован в крышку 7 ста¬
тора и имеет каналы д ш
подачн масла в левую или
правую полость статора.
Так как приемная муфта 5
не вращается, то в ее сопря¬
жении с валиком 6, враща¬
ющимся вместе с цилинд¬
ром, предусмотрена посад¬
ка с зазором, рассчитанным
на некоторую минимальную
утечку масла.
Все подшипники каче¬
ния смазываются за счет
утечки масла, которое скап¬
ливается в прикрепленном
к муфте 5 кожухе 8 и по
маслопроводу отводится в
бак гидроагрегата. Отсут¬
ствие в маслораспредели-
теле трущихся поверх¬
ностей скольжения позво¬
ляет вести обработку с
большой частотой враще¬
ния шпинделя.
Гидроагрегат с элект¬
родвигателем и насосом
включают только при ос¬
тановленном стайке, а со¬
зданное на кулачках патро¬
на зажимное усилие сохраняется в процессе обработки благодаря само¬
торможению винтовой пары (детали 9 и //). Для предупреждения одно¬
временного включения электродвигателей станка н насоса предусмо¬
трена электроблокировка.
Применяющиеся в станочных приспособлениях гидроцилиндры нор¬
мализованы. Они подразделяются на цилиндры, встраиваемые в кон¬
струкцию приспособлений, и цилиндры агрегатированные. Цилиндры
первой группы в зависимости от способа их крепления с корпусом
приспособления делятся на пять типов: с резьбовым креплением,
с креплением лапками, с шарнирным креплением (качающиеся ци¬
линдры), с задним и передним фланцевыми крептеипями. Каждый тип
цилиндров выполняется как двустороннего, так н одностороннего дей¬
ствия с возвратной пружиной.
ГЛАВА XVIII
УНИВЕРСАЛЬНО-СБОРНЫЕ И НАЛАДОЧНЫЕ ПРИСПОСОБЛЕНИЯ
В связи с интенсивным развитием конструкций машин и механиз¬
мов основными направлениями осуществления эффективной ТПП
в современном машиностроении являются сокращение сроков и по¬
вышение коэффициента оснащенности *. Решению этих задач в зна-
. гу.
•с —ь-ф ira
1
1
-cf
га
j-ajr-zlTTls-j
J
U
U
L
□
□
□
С
ш
□
□
с
И
ПГ!
Г
П
ц
Рис. 98
чительной степени содействуют стандартизация деталей и сбороч¬
ных единиц приспособлений, а также применение системы универ¬
сально-обратимых приспособлений: универсальн о-с бор¬
ных (УСП) и универсально-наладочных (УНП), со¬
стоящих из набора элементарных деталей, позволяющих компоновать
приспособления для различных работ.
Стандартизация приспособлений предусматривает унификацию
их общих конструктивных и размерных элементов (размерных рядов,
габаритных и присоединительных размеров, резьбы, крепежных дета¬
лей, шпоночных соединений), посадок и допусков, установочных и
зажимных элементов, корпусов, вспомогательных механизмов (дели-
“ Коэффициент оснащенности — это отношение числа наименований применяе¬
мых оригинальных приспособлений (или модификации переналаживаемой оснастки)
к числу оригинальных детален в машине или механизме.
157
тельных, поворотных). Применение стандартизованных деталей и
сборочных единиц приспособлений сокращает их номенклатуру,
снижает себестоимость их изготовления и повышает число повторных
использований при сборке новых приспособлений. В настоящее время
при конструировании и изготовлении приспособлений используют
свыше 7096 стандартизованных деталей.
Стандартизация деталей и узлов привела к созданию конструк¬
ций сборно-разборных приспособлений. В настоящее время в СССР
и за рубежом известно несколько систем сборно-разборных приспособ¬
лений; все они характеризуются общим признаком: комплект стандар¬
тизованных детален и сборочных единиц позволяет создавать без
существенной механической дообработки н при весьма малом коли¬
честве специально изготовляемых деталей временные, легко поддаю¬
щиеся сборке и разборке компоновки приспособлений. В набор стан¬
дартизованных деталей (рис. 98) входят плиты и планшайбы, подстав¬
ки, призмы, угольники, планки, втулки, прихваты и др.
Систему УСП с успехом применяют на ряде заводов единичного
и серийного производства. Комплектами УСП оснащают сверлильные,
токарные, фрезерные, расточные, зубодолбежные, шлифовальные и
другие виды обработки, а также сварочные работы и операции контро¬
ля. При станочных работах с помощью УСП обрабатывают детали
размерами до 2500 X 2500 X1000 мм.
Выпускаемые промышленностью три вида комплектов УСП имеют
следующие технические характеристики:
Количество деталей и сбороч¬
ных единиц в комплекте, шт.
Среднее количество сборок, со¬
бираемых из одного комплек¬
та, шт.г
одновременно
в течение года
Среднее время сборки одного
комплекта, ч
Максимальная масса обрабаты¬
ваемых деталей, кг
Срок службы комплекта, годы
Максимальные габариты обра¬
батываемых деталей или сбо¬
рочных единиц, мм
Максимальный диаметр обраба¬
тываемых деталей, мм . . .
Основные крепежные болты . .
Точность обработки в приспо¬
соблении .
Среднеэкономический эффект от
эксплуатации одной сборки,
РУб
С пазами 8 мм
С пазами 12 мм
С пазами 16 мм
УСП-8
УСП-12
УСП-16
4100
2400
4200
30
20
20
1800
1400
900
2
3
4
5
60
3000
12...15
12...15
12...15 .
200Х120ХЮ0
700 x400 x800
2500X2500х
ХЮОО
12
38
70
М8
М12
М16
7-й квалитет
7-й квалитет
7-й квалитет
15
25
60
Стандартизованные взаимозаменяемые детали и сборочные еди¬
ницы УСП собирают с помощью шпонок, шпилек и болтов с Т-образ-
158
ными головками. Основные детали УСП (базовые и опорные) имеют на
рабочей поверхности прямоугольную или радиальную сетку шпоноч¬
ных Т-образных пазов с допускаемыми отклонениями от параллель¬
ности и перпендикулярности не более 0,01 мм на 200 мм длины. Пазы
и шпонки позволяют точно
сочленять различные дета¬
ли комплекта в любом по¬
ложении относительно
друг друга. Наиболее от¬
ветственные соединения вы¬
полняют с помощью четы¬
рех крестообразно разме¬
щенных в пазах шпонок.
Детали УСПобладают боль¬
шой износостойкостью. Вы¬
ходят из строя обычно
только крепежные детали,
замена которых вызывает
небольшие затраты.
Сборку приспособлений
из деталей и сборочных еди¬
ниц УСП только в редких
случаях (при особо слож¬
ных компоновках)произво¬
дят по чертежу общего вида приспособления с указанием основных ба¬
зовых размеров между опорными плоскостями. Как правило, компонов¬
ки УСП создаются слесарями-монтажниками на основании данных кар¬
ты технологического процесса или эталона детали. Сборка приспособле¬
ния средней сложности занимает 1...3 ч. Практикой установлено, что
один сборщик за смену может разобрать и собрать 4...5 приспособле¬
ний. На рис. 99 показана монтажная схема УСП для сверлильных
работ (1 — базовая плита; 2 — опорные элементы; 3 — направляю¬
щая опора; 4 — кондукторные планки; 5 — гайки; 6 — сменные
кондукторные втулки; 7 — съемные шпонки; 8 — болты; 9 — опорная
планка; 10 — установочный палец; 11 — быстросъемная шайба).
Рациональное внедрение системы УСП значительно сокращает
сроки и снижает трудоемкость проектирования и изготовления оснаст¬
ки, уменьшает объем чертежно-конструкторских работ по проектиро¬
ванию оснастки, дает экономию металла.
В основу системы УСП положена идея постоянного кругооборота
стандартизованных деталей и сборочных единиц. Длительное «омертв¬
ление» деталей в собранных и временно не используемых компоновках
недопустимо, так как вызывает необходимость увеличения объема
дорогостоящего комплекта деталей УСП. Компоновки после окончания
обработки партии изделий нужно разбирать, а детали и сборочные
единицы использовать для сборки других приспособлений.
К недостаткам УСП следует отнести низкую жесткость из-за боль¬
шого количества стыков.
Система универсально-наладочных приспособлений (УНП) осно¬
Рис. 99
159
вана на агрегатировании сборочных единиц или на замене и наладке
(регулировке) отдельных элементов базового приспособления. В обоих
случаях осуществляется принцип обратимости, т. е. возможность
использования одного и того же приспособления для выполнения раз¬
личных операций и обработки разных деталей. При обработке мелких
деталей применяют сменные кассеты, которые предназначаются для
установки деталей определенного типоразмера. Перезарядку УНП
осуществляют заменой кассеты.
Быструю переналадку приспособления без снятия его со станка
осуществляют также заменой установочных и зажимных устройств.
Так, машинные тиски могут быть переналажены для закрепления
различных заготовок сменой губок, а патроны — сменой кулачков и
т. д. В качестве примера на рис. 100 показан уииверсально-перенала-
живаемый кондуктор портального типа с пневматическим зажимом.
Дальнейшим развитием УНП являются комбинированные универ¬
сально-наладочные приспособле¬
ния для одновременной установки
нескольких заготовок при обработ¬
ке по групповому методу. Приме¬
нение комбинированных УНП обес¬
печивает лучшее использование
фонда времени работы оборудова¬
ния и снижение себестоимости обра¬
ботки. В системе УНП базовые при¬
способления стандартизованы, а
сменные элементы (наладки) изго¬
товляют в соответствии с конфигу¬
рацией обрабатываемых деталей.
Для каждого вида механиче¬
ской обработки имеется несколько
стандартизованных конструкций корпусных агрегатов базовых при¬
способлений. Все они имеют посадочные места для установки сменных
наладок. Каждое базовое приспособление совместно с последовательно
сменяемыми наладками, служащими для установки заготовок, обра¬
зует группу модификаций одного УНП. Большинство базовых приспо¬
соблений имеет несколько типоразмеров, составляющих конструктив¬
ный ряд. Каждый типоразмер предназначен для обработки подходящих
по своим размерным параметрам заготовок. Конструктивный ряд
данного типоразмера позволяет закреплять и обрабатывать заготовки
различной конфигурации, классифицированные в одну технологичес¬
кую группу. Таким образом, применение УНП организационно увя¬
зывается с типизацией обрабатываемых деталей и внедрением типовых
технологических процессов.
Если за одним станком закреплено несколько базовых приспособ¬
лений, их агрегатируют с силовым приводом, устанавливаемым на
станке отдельно. Агрегатирование одного базового приспособления с
силовым приводом не имеет смысла. В этом случае более целесообразно
встраивать стандартизованные силовые сборочные единицы в корпус
Рис. 100
базового приспособления; агрегатируемыми тогда остаются только
сменные наладки.
ГЛАВА XIX
ОСНОВЫ ПРОЕКТИРОВАНИЯ ПРИСПОСОБЛЕНИЙ
Исходными данными для проектирования приспособлений явля¬
ются: рабочие чертежи заготовки и готовой детали и технические усло¬
вия ее приемки; операционный эскиз заготовки на предшествующую
и выполняемую операции (если приспособление конструируют для
промежуточной операции); карта (или описание) технологического
процесса обработки данной заготовки с указанием последователь¬
ности и содержания операций, принятого базирования, используемого
оборудования и инструмента, режимов резания, а также проектной
нормы штучного времени с выделением вспомогательного времени на
установку, закрепление и снятие заготовки; ГОСТы и нормали на де¬
тали и узлы станочных приспособлений, а также альбомы нормализо¬
ванных конструкций приспособлений.
При проектировании выбирают конструкции и размеры установоч¬
ных элементов приспособления, определяют необходимую силу за¬
жима и уточняют схему и размеры зажимного устройства; определяют
размеры направляющих элементов, затем производят общую компо¬
новку приспособления, устанавливают допуски на размеры деталей и
технические условия на сборку.
Конструирование приспособления должно быть увязано с разра¬
боткой технологического процесса изготовления детали, так как
при разработке процесса выбирают технологические базы, устанав¬
ливают маршрут обработки с указанием промежуточных размеров и
допусков на них, уточняют содержание технологических операций и
разрабатывают эскизы обработки, дающие представление об установке
и закреплении заготовки, устанавливают режимы резания, опреде¬
ляют штучное время на операцию по элементам, выбирают режущий
инструмент, а также тип и модель станка.
Кроме того, необходимо знать основные размеры станка, связанные
с установкой приспособления (размеры стола, размеры и расположе¬
ния Т-образных пазов, наименьшее расстояние от стола до шпинделя,
размер конуса шпинделя и т. п.), и общее состояние станка. Конструк¬
цию приспособления выбирают также в зависимости от программы вы¬
пуска.
При конструировании вначале уточняют схему установки. Зная
принятое базирование, точность и шероховатость базовых поверх¬
ностей, определяют тип и размер установочных элементов, их коли¬
чество и взаимное положение.
Определив по заданным режимам обработки силу резания, уста¬
навливают место приложения зажимных сил и определяют их значение.
Исходя из запроектированного времени на закрепление и снятие за¬
готовки, типа приспособления (одно- и многоместное), конфигурации и
6 № 2126
161
точности заготовки, а также значения зажимных сил выбирают тип
зажимного устройства и определяют его основные размеры. Одновре¬
менно устанавливают тип и размер направляющих элементов и эле¬
ментов контроля положения режущего инструмента.
Затем выбирают необходимые вспомогательные устройства и ус¬
танавливают их конструкции и размеры исходя из массы заготов¬
ки и требуемой точности обработки. При выборе конструкции и раз¬
меров этих элементов используют нормали и стандарты.
Разработку общего вида приспособления начинают с нанесения
на лист контура заготовки. В зависимости от сложности схемы при¬
способления вычерчивают несколько проекций заготовки. Заготовку
целесообразно показывать тонкими или штрихпунктирными линиями,
чтобы она выделялась на чертеже приспособления. После этого после¬
довательно вычерчивают отдельные элементы приспособления во¬
круг контуров заготовки. Сначала — установочные элементы (опоры),
затем — зажимные устройства, направляющие элементы инструмента
и вспомогательные устройства, в заключение определяют контуры
корпуса приспособления.
. По точности исполнения размеры элементов приспособления можно
разбить на три группы. К первой группе относятся размеры тех сопря¬
жений, от которых зависит точность выполняемой обработки, напри¬
мер расстояние между осями кондукторных втулок. Неточность этого
размера влияет на расстояние между осями просверленных в заготовке
отверстий. К первой группе относятся также размеры установочных
элементов: от точности их выполнения зависит положение заготовки в
приспособлении. Во вторую группу входят размеры тех сопряжений,
от погрешностей которых точность обработки не зависит, например
размеры сопряжений зажимных устройств, выталкивателей и других
вспомогательных механизмов. К третьей группе относятся свободные
размеры обрабатываемых и черных поверхностей.
Допуски на размеры первой группы в 2...3 раза меньше допусков
на размеры заготовки, выдерживаемые при обработке. Допуски на
размеры второй группы назначают в зависимости от характера и усло¬
вий работы сопряжения.
При проектировании проверяют точность, получаемую при об¬
работке в данном приспособлении, рассчитывают усилия зажима и
экономическую целесообразность изготовления приспособления.
Проверка точности производится по формуле
^дст ^ ^пр + V Аобр + еу.
где 6Д(!Т — допуск на обрабатываемый размер детали; 6пр=6дет/3—
допуск на соответствующий размер приспособления; ДС6Р — средняя
экономическая точность обработки (определяется по опытным или
справочным данным); еу — погрешность установки (рассчитывается
по схеме, соответствующей расположению обрабатываемой детали в
приспособлении, при расчетах, связанных с базированием обрабаты¬
ваемой детали),
Расчет усилий зажима производится в соответствии со схемой
приспособления. Примеры расчетов рассмотрены в § 49.
162
Для определения экономичности приспособлений обычно сопос¬
тавляют различные их конструктивные варианты для данной опера¬
ции. Принимая одинаковыми расходы на режущий инструмент, амор¬
тизацию станка и электроэнергию, при осуществлении этих вари¬
антов определяют и сопоставляют элементы себестоимости обработки,
зависящие от конструкции приспособления; себестоимость С в рублях
можно определить по следующей формуле:
где Зшт — зарплата станочника, отнесенная к одной детали, руб.;
Яц — цеховые расходы, %; Зпр — затраты на изготовление приспособ¬
ления, руб.; П — годовая программа выпуска деталей, шт.; Рпр —
расходы, связанные с применением приспособлений (ремонт, содержа¬
ние, регулировка), %; Лпр— срок амортизации приспособления, год.
Для определения Зшт нужно знать штучное время данной опера¬
ции Тшх и минутную ставку зарплаты рабочего Зст:
Однако точные значения затрат на изготовление приспособления
можно определить на основе калькуляции только после составления
рабочих чертежей и разработки технологических процессов изготовле¬
ния приспособлений. Поэтому можно пользоваться приближенным
способом определения затрат на изготовление приспособлений Зпр по
формуле
где п — число деталей в приспособлении; для простых приспособле¬
ний /(=15, для приспособлений средней сложности К=30 и для слож¬
ных приспособлений /(=40.
Величину Лпр принимают равной сроку в годах, в течение которого
конструируемое специальное приспособление будет использовано для
выпуска заданной продукции. Если производимая продукция носит
постоянный характер, то для простых приспособлений Лпр=1, для
приспособлений средней сложности Лпр=2...3 и для сложных приспо¬
соблений Лпр=4...5. Величину Рпр берут равной 20%.
Ч —Т ч
иЫ1Т 1
3Щ! = ПК
РАЗДЕЛ III
МЕТОДЫ ОБРАБОТКИ ОСНОВНЫХ ПОВЕРХНОСТЕЙ
ГЛАВА XX
ТЕХНОЛОГИЧЕСКАЯ классификация и типизация
ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ
Основой информационного обеспечения ЕСТПП является система
классификации и кодирования технико-экономической информации,
базирующейся на единой обезличенной системе обозначения изделий и
конструкторских документов, основной частью которой является
классификационная характеристика, код кото¬
рой назначается по Классификатору ЕСКД.
Код классификационной характеристики —
это шестизначное число, составленное из цифр, последовательно обозна¬
чающих класс (два знака), подкласс (один знак), группу (один знак),
подгруппу (один знак) и вид (один знак). Каждый класс Классифика¬
тора ЕСКД делится на 10 подклассов, каждый подкласс — на 10 групп,
каждая группа — на 10 подгрупп и каждая подгруппа — на 10 видов
(все от 0 до 9).
Все изделия, входящие в Классификатор, подразделяются на спе¬
цифицированные и неспецифицированные. К специфициро¬
ванным относятся сборочные единицы, комплекты и комплексы, к
неспецифицированн ым — детали, являющиеся как состав¬
ными частями изделий (крышки, корпуса, кронштейны, валы и т. п.),
так и имеющие самостоятельное эксплуатационное назначение (свер¬
ла, развертки, резцы и т. п.). В частности, для сборочных единиц
общемашиностроительного применения выделен класс 30, однако для
сборочных единиц, представляющих отрасль техники со специализи¬
рованным производством и большой номенклатурой, выделены само¬
стоятельные классы, а именно: для подшипников качения — класс 31,
арматуры трубопроводной — класс 49.
Все множество деталей размещено в шести самостоятельных клас¬
сах (71...76).
В классах деталей 71...75 на первом уровне классификации ис¬
пользован признак «геометрическая форма», который является наиболее
объективным и стабильным признаком, раскрывающим существенные
характеристики детали независимо от ее функционального назначения
и принадлежности к другим изделиям. Признак «геометрическая форма»
конкретизируется на последующих уровнях классификации. Детали в
этих классах разделены по геометрической форме на три подмножества:
«детали — тела вращения» (классы 71 и 72), «детали —■ не тела враще¬
ния» (классы 73 и 74) и «детали — тела вращения или не тела вра¬
щения» (класс 75).
164
В класс 76 объединены детали инструмента, выполняющие само¬
стоятельные функции, т. е. однодетальные изделия (сверла, метчики
и т. п.), а также специфические детали технологической оснастки и
инструмента, являющиеся составными частями изделий, не выполняю¬
щих самостоятельных функций (пуансоны, матрицы, режущие пластин¬
ки И др.).
На рис. 101 приведена структура классификационного обозначения
изделия и его конструкторского документа. Первая часть обозначе¬
ния — код организации-разработчика. Вторая часть — код классифи¬
кационной характеристики, назначаемый по Классификатору ЕСКД.
Код классификационной характе¬
ристики выполняет в обозначении
основную роль, являясь носителем
информации об изделии. Порядко¬
вый регистрационный номер назна¬
чается организацией-разработчи-
ком конструкторской документации
в пределах кода классификацион¬
ной характеристики от 001 до 999.
Таким образом, целью Класси¬
фикатора ЕСКД является установ¬
ление во всех отраслях народного хозяйства однозначного обозначения
изделий и конструкторских документов, возможность использования
конструкторской документации, разработанной другими организа¬
циями; ускорение и облегчение поиска конструкторской документации
и применение средств вычислительной техники при технической под¬
готовке производства.
При разработке технологической документации обозначение изде¬
лия включается в конструкторско-технологический код детали и
является основным поисковым ключом конкретного технологического
документа.
Разработке Технологического классификатора предшествовало
проведение научно-исследовательских работ, тщательный анализ
трудов крупнейших отечественных и зарубежных ученых — А. П. Со¬
коловского, С. П. Митрофанова, Ф. С. Демьянюка, В. В. Бойцова,
А. Я. Малкина, Т. Опитца, Д. Циммфмана, а также изучение опыта
крупных научных проектных организаций, таких как ВПТИтяжмаш,
Оргстанкинпром, зарубежных фирм «Бриш» (Англия), «ЮПА» (ФРГ),
«ЦИФ» (ГДР), «Вюсте» (ЧССР) и др.
В результате проведенного количественного и качественного ана¬
лиза признаков классификации было установлено, что размерная
характеристика, группа материала и вид детали по технологическому
процессу явлрются основными признаками классифика¬
ции, присущими различным технологическим процессам. Они характе¬
ризуются объективными данными чертежа, не зависят от конкретных
производственных условий изготовления деталей и совместно с кодом
по Классификатору ЕСКД используются при решении всего комплекса
производственных задач, во многом определяя рациональность техно¬
логического процесса.
А ЛххххТ ТУТ
ТЛорядкоВыр регистра¬
ционный номер
Код классификационной характеристики
Код преВприятия-разрпйотчика
Рис. 101
165
Размерная характеристика — признак, определяю¬
щий габаритные размеры деталей. Разграничение деталей по размерам
служит для группирования их на основе общности типоразмеров обо¬
рудования, а также для выделения специализированных производст¬
венных участков. По данному признаку предусмотрена зависимость
размерной характеристики от геометрической формы детали. Кодиро¬
вание выполняется тремя знаками кода.
Группа материала — признак, характеризующий матери¬
ал детали. Классификационные группировки материалов, обозначен¬
ные двумя знаками кода, предусматривают возможность совместной
обработки деталей, изготовленных из материалов одной группы, с
применением однотипного оборудования. В таблице материалы сгруп¬
пированы с учетом химического состава, физико-механических и тех¬
нологических свойств.
Вид детали по технологическому процессу,
обозначенный одним знаком кода,— признак, позволяющий сгруппи¬
ровать детали по типовому технологическому процессу (литье, обработ¬
ка резанием, штамповка и т. д.) или по совместной обработке на
различных стадиях технологического процесса. Основные признаки
являются постоянной частью технологического кода, структура обоз¬
начения которой приведена на рис. 102.
Переменной частью кода являются признаки, опреде-
_ ляющие вид детали по технологиче-
-АЛЛ .Л л, -ZT
скому процессу. Этими признаками
Разменная характеристики ЯВЛЯЮТСЯ. ВИД ИСХОДНОЙ загОТОВКИ,
точность, шероховатость, характе¬
ристика технологических требо¬
ваний, характеристика термиче¬
ской обработки, весовая характе¬
ристика.
Рис. 102 Вид исходной заготов¬
ки характеризует вид и характер
исходной заготовки, т. е. состояние материала (отливка, штамповка,
пруток и т. п.), из которого изготовляется (обрабатывается) деталь.
Точность и шероховатость —■ признаки, определяющие
точность размеров и качество поверхности детали. Эти признаки
существенно влияют на выбор оборудования и технологических режи¬
мов обработки деталей. Характеристика технологи¬
ческих требований определяет условие группирования дета¬
лей по одинаковым технологическим требованиям, а характери¬
стика термической обработки — наличие и характер
термической обработки в процессе изготовления детали. Весовая
характеристика — признак, помогающий выбрать подъемно¬
транспортные и складские средства.
. Единая для всех разделов Классификатора структура обозначения
признаков приведена на рис. 103.
Процесс кодирования деталей по Технологическому классифика¬
тору заключается в присвоении детали кода классификационных
группировок конструктивных признаков (по Классификатору ЕСКД)
Гриппа материала
Бад Ветааи по технологическому процессу
166
Вид исподней
заготовки
X XT X XX X X
J
Квалитет точности
Шероховатость
Характеристика
технологических требовании
Характеристика термической обработки
Весовая характеристика
Рис. 103
л дополнении его кодами основных технологических признаков и ко¬
дами признаков, определяющих вид детали по технологическому
процессу. Коды деталей по Технологическому классификатору вместе
с кодами Классификатора ЕСКД
являются исходной информацией,
которая используется предприяти¬
ями на стадии конструкторской и
технологической подготовки произ
водства и управления им с примене¬
нием счетно-вычислительной тех¬
ники.
Таким образом, Технологиче¬
ский классификатор создает пред¬
посылки для решения следующих
основных задач:
группирование деталей по кон¬
структорско-технологическому по¬
добию для разработки типовых
технологических процессов,
подетальная специализация производственных подразделений (уча¬
стков, цехов, заводов),
повышение серийности за счет организации группового производ¬
ства,
унификация и стандартизация технологических процессов,
выбор технологического оборудования,
адресование деталей к ранее разработанным технологическим про¬
цессам.
На рис. 104 приведен чертеж фланцевой втулки, для которой
рассмотрим формирование конструкторско-технологического кода этой
детали с анализом признаков, положенных в основу кодирования *
(табл. 12). Методика кодирования, предусмотренная этой системой,
позволяет использовать ее для обработки информации с помощью
средств вычислительной техники.
В табл. 13 приведен пример декодирования и укрупненного
анализа конструкторско-технологических признаков данной детали
применительно к изготовлению в мелкосерийном производстве.
Типизация технологических процессов вносит единообразие в тех¬
нологию изготовления деталей данного класса, сокращает число
вариантов обработки до минимума с учетом вида производства, вносит
порядок в разработку технологического процесса, сокращает сроки
ТПП, повышает качество технологического процесса, позволяет при¬
менять оборудование и оснастку на базе типовых схем и унифициро¬
ванных сбороцных единиц, а также создает предпосылки для сравнения
уровня технологии производства в различных отраслях машино¬
строения.
Типизация технологических процессов осуществляется по двум
взаимосвязанным направлениям: комплексные технологические про¬
* Кодирование выполнено по «Технологическому классификатору деталей ма-
ишиостроения и приборостроения», Ч, I, М., Изд-во стандартов, 1974.
367
цессы изготовления однотипных деталей (метод технологической
последовательности) и отдельные операции обработки различных
деталей (групповой метод).
Под типовым технологическим процессом по¬
нимается технологический процесс, характеризуемый единством содер¬
жания и последовательности большинства технологических операций и
переходов для группы изделий с обищми конструктивными признаками.
HRC40.J?
7!3542. 007
Чзм Паст
Разраб.
М-докцм
Поди
Фланцевая втупт
Гконстр
Пит Масса Масшт.
иг
1-г
Паст I ЛистоГТ
Н контр
стапь 45 ГОСТ 1050-74
Рис. 104
Типовой процесс может быть оперативным, т. е. отражаю¬
щим прогрессивное состояние технологии в настоящий момент, и
перспективным, предусматривающим дальнейшее совершен¬
ствование производства с учетом развития науки и техники.
Типовой технологический процесс, разработанный по методу
технологической последовательности, состоит из типового маршрута
изготовления классификационной группы деталей, типовых операций с
указанием применяемого оборудования, последовательности выполне-
168
ния операций (переходов) обработки, приспособлений, режущего ин¬
струмента, методов и средств контроля, технически обоснованных ре¬
жимов обработки и норм времени.
По методу технологической последовательности, как правило,
обрабатывают сложные детали. В основу метода положена группа
деталей, для обработки которых требуются однотипное оборудование,
общие приспособления и настройка станка.
Таблица 12. Формирование конструкторско-технологического кода
Обозначение детали
Код организации-разработчика
713542 007
Код классификационной группировки конструктивных признаков:
Деталь общемашиностроительного применения—тело вращения
Порядковый регистрационный номер условный
Основные признаки технологической классификации детали
А63 02 4
Размерная характеристика, мм:
наибольший наружный диаметр 100
длина 130
диаметр центрального отверстия 15
Группа материала—сталь углеродистая конструкционная
(сталь 45 ГОСТ 1050—74)
Вид детали по технологическому процессу'—деталь, обра¬
батываемая резанием
Технологическая классификация детали, обрабатываемой резанием
31 2 4 3 0 2 9
Вид исходной заготовки—пруток круглый I
некалиброванный
Точность размеров наружных поверхнос¬
тей—7-й квалитет
Точность размеров внутренних поверхнос¬
тей — 14-й квалитет
Шероховатость наружных поверхностей
#
Характеристика элементов зубчатого за¬
цепления—без элементов зубчатого зацепле¬
ния
Характеристика термической обработки —
термообработка HRC 40...45
Весовая характеристика—масса 1,2 кг
169
Конструкторско-технологический код детали
713542
А63024.31243029
Код конструкторской
классификационной
группировки
Технологический
код детали
Полный конструкторско-технологический код детали
713542.007. А63024.31243029
6
Если при типизации технологических процессов по методу техно¬
логической последовательности деталь относится только к одной
классификационной группе, то при типизации по групповому методу
обработки одна и та же деталь может относиться к нескольким класси¬
фикационным группам.
Групповой метод обработки может осуществляться тремя спосо¬
бами: обработкой группы деталей на одном и том же типе оборудова¬
ния; обработкой группы деталей на разнотипном оборудовании, но
последовательно по всем или по отдельным деталеоперациям группово¬
го технологического процесса; обработкой объединенных деталей
нескольких групп, имеющих общность технологического маршрута,
выполняемого на разнотипном оборудовании. Первый способ характе¬
рен для обработки деталей за одну операцию. По второму и третьему
способам обработка обычно ведется на оборудовании, расположенном
в порядке последовательности операций с применением на каждой опе¬
рации групповых приспособлений и наладок, а если необходимо, то и
специализированного оборудования, обеспечивающего после незначи¬
тельной переналадки обработку партиями любых деталей данной
группы.
Групповой метод основан на проектировании процесса обработки с
наладкой для подобранной группы деталей по признакам конфигура¬
ции, размера и требований точности по так называемой к о м и л е к-
с и о й детали, объединяющей в себе обрабатываемые элементы
всей группы деталей. Действительные детали, каждая из которых проще
комплексной, обрабатываются при этой наладке с пропуском отдель¬
ных инструментов и позиций, а также при незначительной переналадке.
Групповая обработка позволяет осуществлять в серийном произ¬
водстве высокопроизводительные технологические методы изготовле¬
ния деталей, присущие крупносерийному и массовому производству, и
содействует повышению загрузки станков. Групповые наладки (оснаст¬
ки) различных типов, подбираемые в зависимости от сочетания обра¬
батываемых поверхностей (наружных, внутренних, торцевых, плоских),
их размеров и расположения, сокращают время для переналадок.
На рис. 105, а показаны детали небольших партий, обрабатываемые
на токарно-револьверном станке из пруткового материала, которые
могут быть объединены в одну группу с использованием универсаль¬
ного переналаживаемого цангового патрона с базированием по наруж¬
ной цилиндрической поверхности.
170
Таблица 13. Конструкторско-технологический код детали
713542.007. А63024.31243029
Код
Значение кода
Результат анализа
Конструкторская характеристика
713542
А63
02
31
Деталь—тело вращения
диаметр
Основной вид обработки детали—об¬
работка резанием. Основные операции
технологического процесса: подрезка
торцов и зацентровка, токарная и шли¬
фовальная обработка наружной поверх¬
ности-обработка сквозного отверстия,
сверление отверстий
Технологическая характеристика
По диапазонам размерных характери¬
стик детали можно установить эксплуа¬
тационную характеристику оборудова¬
ния, на котором целесообразно обраба¬
тывать деталь
Габаритные размеры де¬
тали, мм:
наибольший наружный
95...120
длина . , , , , 120...150
диаметр цент¬
рального отвер¬
стия 10...20
Материал детали—сталь
углеродистая конструкцион¬
ная с содержанием углерода
0,25...0,6%
Вид детали по технологи¬
ческому процессу—деталь,
обрабатываемая резанием
Исходная заготовка—пру¬
ток круглого сечения не¬
калиброванный (горячека¬
таный)
Наивысшая точность раз¬
меров наружных поверхно¬
стей—7-й квалитет
Наивысшая точность внут¬
ренних поверхностей —11
... 12-й квалитеты
Шероховатость наружных
п оверхностей—Rn =
= 1,25 ыкм
Деталь не имеет элемен¬
тов зубчатого зацепления
Стали указанного химического состава
отличаются хорошей обрабатываемостью,
в том числе и резанием твердосплавным
инструментом. С учетом характеристики
станков шлифовальной группы, марки
стали и твердости можно сделать выбор
абразивного инструмента
Данный код является связующим зве¬
ном основных признаков технологичес¬
кой классификации с признаками соот¬
ветствующего раздела технологического
классификатора
Наружная поверхность детали подвер¬
гается обработке резанием в центрах.
Технологический процесс при изготов¬
лении детали из прутка содержит опе¬
рацию отрезки с последующей подрез¬
кой и зацентровкой заготовки
Наружные поверхности экономически
выгодно обрабатывать шлифованием
Точность поверхности центрального
отверстия указанных квалитетов может
быть достигнута операцией сверления
Шероховатость цилиндрических по¬
верхностей данного класса, так же как
и точность цилиндрических поверхно¬
стей 7-го квалитета достигается чисто¬
вым тонким шлифованием
Деталь не подлежит группированию с
другими деталями, имеющими элементы
зубчатого зацепления
*) С I < 2d, с наружной поверхностью цилиндрической, с двусторонним ус¬
тупом, без наружной резьбы, с центральным сквозным цилиндрическим отвер¬
стием с односторонним уступом, без кольцевых выемок на торцах, с дополни¬
тельным отверстием.
171
Продолжение табл. 13
Код
Значение кода
Результат анализа
Деталь подвергается тер¬
мической обработке между
механическими операциями
до твердости 38<HRC<52
Масса детали — 1... 1,6
Наличие термообработки детали с по¬
вышенной твердостью 38<HRC<52
обусловливает:
использование абразивного инструмен¬
та на операциях, следующих за терми¬
ческой обработкой,
изменение межцехового маршрута#дета-
ли по сравнению с подобными деталями,
не требующими термической обработки
Масса детали не требует специальных
грузоподъемных устройств для установки
и снятия детали со станка. Информация
кода вместе с информацией о размере
детали может быть использована для
выбора тары и транспортных средств
Рис. 105
Комплексная деталь (рис. 105, б) должна иметь все поверхности
данной группы деталей, а именно: наружную поверхность — цилинд¬
рическую двухступенчатую с резьбой, отверстие — двухступенчатое.
Применяя нумерацию поверхностей, составляют карту револьверной
операции для комплексной детали. Так, на первой позиции пруток
подается до упора в торец /, который подрезают резцом, установлен¬
ным в поперечном суппорте, затем на второй и третьей позициях
центрируют и сверлят поверхность 8 с одновременным обтачиванием
поверхности 6. На четвертой позиции протачивают поверхность 3 и
подрезают торец 5. В пятой позиции зенкеруют поверхность 10 отвер¬
стия на длину до торца 9 и протачивают канавку 4 резцом, установ¬
ленным в поперечном суппорте. На шестой позиции нарезают резьбу
на поверхности 2 и отрезают деталь от прутка по поверхности 7.
Пользуясь этой картой и основываясь на номерах обрабатываемых
поверхностей, составляют план обработки каждой детали с занесе¬
нием в него режимов резания, определенных для комплексной детали
(режимы не для всех деталей будут оптимальными).
На токарно-револьверных станках групповые наладки могут
применять используя часть позиций револьверной головки и суппорта
для размещения инструмента, применяемого для обработки заготовок
одной группы, а другую часть позиций — для другой группы заготовок.
172
При этом некоторые позиции могут быть использованы для обработки
заготовок обеих групп.
Применяя многошпиндельные сверлильные головки на обычных
сверлильных станках, также можно осуществить групповую наладку,
используя часть шпинделей для обработки заготовок одной группы,
а другую часть — для сверления отверстий в заготовках второй группы.
Групповая обработка значительно сокращает подготовительно-
заключительное и вспомогательное время, так как групповая наладка
имеет готовую документацию и оснастку, не требует сложных перена¬
ладок станка при обработке деталей одной группы с расчетными ре¬
жимами резания, близкими к оптимальным.
ГЛАВА XXI
обработка наружных поверхностей
ТЕЛ ВРАЩЕНИЯ (ВАЛОВ)
§ 53. Выбор метода обработки
Поверхности тел вращения представляют собой наиболее распро¬
страненный вид обрабатываемых поверхностей заготовок, торцы кото¬
рых подрезают или фрезеруют, а если по технологическому процессу
намечена дальнейшая обработка заготовок в центрах, их центрируют.
Центровые отверстия являются, как правило, установочными
базами, и поэтому от точности их исполнения зависит и точность об¬
работки остальных поверхностей заготовки. Для центрования приме¬
няют типовые наборы инструмента — спиральные сверла и конические
зенковки, а также комбинированные центровочные сверла.
Центровые отверстия обрабатывают на токарных, револьверных,
сверлильных и двусторонних центровальных станках. Однако наиболее
производительным способом является их обработка на фрезерно-цент¬
ровальном полуавтомате, предназначенном для последовательной об¬
работки заготовки: сначала фрезерование торцов, а затем сверление
центровочных отверстий.
Заготовку устанавливают в приспособление и вместе с ним подают
на фрезерные головки. После этого ее останавливают у сверлильных
шпинделей для сверления центровочных отверстий. В качестве техно¬
логических баз на этой операции используют наружные поверхности
заготовки, устанавливаемой в призмы и торец. В полые заготовки
после подрезки торца и обработки отверстия с двух сторон вводят
пробки или оправки с зацентрованными отверстиями или на кромке
отверстия снимают конические фаски, используемые в качестве техно¬
логических баз с последующим удалением их при отделочной обработ¬
ке. Технологической базой при черновой обработке наружной поверх¬
ности заготовки тела вращения (вала) являются поверхности центро¬
вых отверстий. Черновую обработку наружных поверхностей выпол¬
няют как на обычных,Атак и на многорезцовых станках (в зависимости
от типа производства).
Уменьшение машинного времени может быть достигнуто в резуль¬
тате применения трех основных технологических приемов: деления
длины обработки, деления длины наибольшей
ступени и деления припуска. Так, при обработке на¬
173
ружной поверхности трехступенчатого вала (рис. 106, а) на универ¬
сальном токарном станке расчетная длина I рабочего хода составит
сумму длин этих ступеней (Г+/"-)-/'") плюс длина, необходимая для
врезания и перебега резца.
На многорезцовом токарном станке, снабженном соответствующей
многорезцовой державкой и несколькими резцами, можно произвести
эту же работу с уменьшением длины рабочего хода примерно в три
раза, так как каждый резец при этом будет обрабатывать только свою
ступень (рис. 106, б). Это соответственно позволяет уменьшить при¬
мерно в три раза основное время обработки. Чем больше частей, на
которые разделена длина обработки (в зависимости от количества рез¬
цов, одновременно участвующих в работе), тем больше сокращает^
основное время. Этот метод обработки позволяет сократить и время
вспомогательных приемов, так как отпадает необходимость настройки
резца на обработку каждой из ступеней вала (резцы устанавливают
в многорезцовой державке станка с перепадами, равными разности
радиусов цилиндрических поверхностей обтачиваемых ступеней).
Заготовку ступенчатого вала (рис. 106, в) можно обрабатывать по
наружной поверхности с большим припуском по условиям, определяе¬
мым стойкостью резца и мощностью универсального токарного стайка,
за несколько рабочих ходов (в случае, показанном на рисунке, за три
рабочих хода с глубиной резания ti, t2 и ts).
При обработке на том же станке с применением нескольких резцов
число рабочих ходов может быть сокращено до одного. Так, в данном
примере (рис. 106, г) установка трех резцов дает возможность снять
весь припуск за один рабочий ход при весьма незначительном увели¬
чении длины рабочего хода на размер а.
В случаях, когда весь припуск может быть снят за один ход при
максимальной нагрузке на резец, применение метода «деление припус¬
ка» позволяет разгрузить каждый из работающих резцов, соответст¬
венно изменить режимы резания и уменьшить машинное время.
174
§ 54. Токарная обработка
Наибольший удельный вес при обработке наружных поверхностей
вращения имеет обработка на станках токарно-револьверной группы,
которые составляют 25...50% от общего станочного парка машино¬
строительного завода.
Самым распространенным видом обработки наружных поверхно¬
стей тел вращения на токарных станках является обтачивание
при продольном перемещении суппорта с режущим инструментом
(рис. 107, а).
Фасонное обтачивание, т. е. обработку поверхностей
сложной конфигурации (сферических, ступенчатых, конических
и др.), осуществляют при одновременном перемещении режущего ин¬
струмента в продольном и
поперечном направлениях
(рис. 107, б), а также при
обработке фасонными рез¬
цами. Фасонное обтачива¬
ние по копиру, контур ко¬
торого соответствует кон¬
туру обрабатываемой заго¬
товки (рис. 107, в), значи¬
тельно упрощает обработ¬
ку заготовок.
Нарезание рез ь-
б ы (рис. 107, г) также яв¬
ляется весьма распростра¬
ненной операцией. На современных токарных станках
зать метрические, дюймовые и другие резьбы, а
ходные резьбы разных профилей (подробно см.
Рис. 107
можно наре-
также многоза-
68).
Токарная обработка состоит из черновых (обдирочных) и чистовых
операций. В ряде случаев применяют также получистовую и отделоч¬
ную (тонкую) обработку. При черновых операциях, связанных со
снятием большей части припуска, получается грубая поверхность с
шероховатостью R7=40 мкм. Получистовое точение позволяет улуч¬
шить шероховатость обрабатываемой поверхности до /?а=6,3 мкм,
при этом достигается более высокая точность обработки. При чистовых
операциях заготовке придают окончательную форму в пределах точ¬
ности по 8...11-му квалитетам и шероховатости поверхности Ra=
= 1,6...6,3 мкм. Тонкое точение может заменить шлифование, являясь,
таким образом, отделочной операцией. Оно позволяет получить шеро¬
ховатость обработанной поверхности Ra=0,4 мкм.
Простейшей формой фасонного обтачивания является обработ¬
ка конической поверхности. Узкие конические поверхности, например
фаски, обрабатывают установкой прямолинейной режущей кромки
резца на заданный угол. Конус можно обработать также при повороте
верхних салазок суппорта на угол, равный половине угла при вершине
конуса. При небольшой конусности деталь можно обработать попереч¬
ным смещением задней бабки. Однако этот метод не дает высокой точ-
175
I.
ности, так как при смещении задней бабки вместе с ней смещается и за¬
готовка, в результате чего ее длина проецируется на плоскость,
проходящую через линию центров станка, с искажением.
В крупносерийном и массовом производстве широко применяют
различные токарные полуавтоматы и автоматы. Основными технологи¬
ческими схемами обработки на этих станках являются: 1) параллель¬
ная — при обработке каждого изделия в каждой позиции участвует
несколько инструментов, работающих одновременно, начало и оконча¬
ние работы отдельных инструментов могут не совпадать, но необхо¬
димо, чтобы в течение некоторого времени все инструменты работали
одновременно; 2) последовательная — в обработке каждого изделия
участвует несколько инструментов, вступающих в действие один за
другим, начало работы следующего инструмента наступает только после
окончания работы предыдущего; 3) параллельно-последовательная —
в обработке каждого изделия участвует несколько групп инстру¬
ментов, в группах инструменты работают параллельно, а сами группы
инструментов — последовательно; 4) ротационная — в обработке
каждого изделия участвует один или группа инструментов при одно¬
временном ротационном движении заготовок и инструментов, каждая
деталь обрабатывается инструментами, которые не участвуют в обра¬
ботке других деталей; 5) непрерывная — в обработке каждого изделия
участвует один или несколько инструментов при непрерывающейся
подаче заготовок.
Ротационная и непрерывная технологическая схемы обработки
существенно различаются между собой: при ротационных схемах
имеет место отвод и подвод инструментов (возвратно-поступательное
движение), в станках же непрерывного действия движение транспорти¬
рования совпадает с движением подачи. При благоприятных условиях
в станках непрерывного действия контакт инструмента с обрабатывае¬
те
мои деталью поддерживается все время, что невозможно в станках
ротационного типа.
На основе этих признаков токарные полуавтоматы и автоматы
подразделяют на следующие виды: автоматы фасонно-отрезные и фа¬
сонно-продольного точения, токарно-револьверные автоматы, токарные
одношпиндельные автоматы, токарные многошпиндельные автоматы и
полуавтоматы, копировальные автоматизированные станки.
■в
Ф а сон но-отрез ные автоматы предназначены для обтачи¬
вания коротких фасонных заготовок, нарезания наружной резьбы, а
также для сверления центральных отверстий. Обтачивание фасонных
поверхностей и отрезку заготовки от прутка производят с помощью
2...5 резцов, закрепленных на поперечных суппортах. С продоль¬
ного суппорта сверлят отверстия и нарезают резьбу. На рис. 108, а
показаны типовые детали, обрабатываемые на фасонно-отрезных ав¬
томатах, а на рис. 108, б — технологическая схема обработки детали
на станке, оснащенном дополнительным приспособлением для центров¬
ки, сверления и развертывания.
Фасонно-токарные автоматы для продольного точения
отличаются от описанных выше автоматов тем, что на них обтачивают
заготовку поперечно перемещающимися резцами при продольной рабо¬
чей подаче обрабатываемого прутка. Продольная подача осуществля¬
ется перемещением шпиндельной бабки. На рис. 109 показаны типовые
детали, обрабатываемые на автоматах фасонно-продольного точения.
Т окарно-револьверные автоматы снабжены шестипо¬
зиционной револьверной головкой с горизонтальной осью вращения,
перпендикулярной оси вращения шпинделя, и тремя поперечными
суппортами — передним, задним и верхним.
На рис. 110, а приведены типовые детали, обрабатываемые на то¬
карно-револьверных автоматах, а на рис. 110,6—технологическая
схема наладки станка для обработки детали (колпачков) из пруткового
материала. Инструментами, установленными в первых трех гнездах,
производится рассверливание заготовки, после чего инструментами,
установленными в 4-м и 5-м гнездах, производится обтачивание по¬
верху и растачивание отверстия заготовки, а в 6, 7 и 8-м гнездах —
то же, с надрезкой заготовки. Затем инструментами, установленными в
9-м и 10-м гнездах, производится подрезка в размер с окончательным
оформлением отверстия, а резцом в 11-м гнезде — отрезка с поддерж¬
кой от упора, размещенного в 12-м гнезде. Движением револьверной
177
головки я поперечных суппортов на револьверных автоматах управля¬
ет распределительный вал с постоянными и сменными кулачками.
На револьверных автоматах можно производить обтачивание
с продольной и поперечной пода¬
чами, нарезание резьбы, а так¬
же сверление отверстий и других
операций.
Токарные одношпин¬
дельные полуавтоматы под¬
разделяются на патронные и цент¬
ровые. Между ними нет резких кон¬
структивных различий: центровые
станки без особых изменений мо¬
гут быть превращены в патрон¬
ные, и наоборот. Во всех вариантах
а)
!—1 Н
§Е£=э-
ITS
одношпиндельные полуавтоматы имеют по два или по три суппорта,
но при обработке длинных деталей количество суппортов может быть
увеличено. Суппорты имеют поперечное, продольное и сложное прямо¬
линейное или криволинейное перемещения.
На патронных полуавтоматах иногда обрабатывают внутренние
конусы и выточки, которые получают при одновременном или последо¬
вательно продольном и поперечном перемещениях режущего инстру¬
мента. На таких станках обрабатывают детали диаметром от 75 до
JQOQ мм.
Рис. 111
В крупносерийном и массовом производстве наиболее распростра¬
нены одношпиндельные многорезцовые центровые полуавтоматы. На
рис. 111 показан такой полуавтомат модели 1Е713. Станина 1 станка —
жесткая отливка, в верхней части которой под углом 35° к вертикали
расположены направляющие верхнего суппорта 4, а в нижней —
направляющие, по которым перемещается нижний суппорт 8. На верх¬
них направляющих размещается также задняя бабка 5. Передняя баб¬
ка 2 крепится на вертикальной плоскости станины. В лсеой части
станины расположены гидроцилиндры привода верхнего и нижнего
суппортов. Для зажима обрабатываемой заготовки 3 в шпинделе
установлено пневматическое устройство с управлением механизма
подачи. Задняя бабка имеет пиноль 6, перемещающуюся с помощью
гидроцилиндра, управляемого педалью 7. Нижний суппорт 8 полу¬
чает продольное перемещение от гидропривода, расположенного под
передней бабкой, поперечное перемещение верхней части суппорта 8
(врезание) осуществляется с помощью конуса, закрепленного на спе¬
циальной каретке, установленной на нижних направляющих станины.
Резцы отводятся от обрабатываемой заготовки линейками «отскока»,
расположенными под копиром. Верхний суппорт 4 аналогичен нижне¬
му, но имеет только одно поперечное рабочее перемещение с помощью
копира, в продольном направлении производится лишь установочное
перемещение с помощью винта.
На рис. 112, а приведена технологическая схема обработки заго¬
товки на центровом полуавтомате. В державке продольного (нижнего)
суппорта I установлены два проходных резца 2 и 6; резец 2, обтачи¬
вающий коническую поверхность А заготовки, работает по копиру 7.
На поперечном (верхнем) суппорте 4, имеющем радиальную подачу,
установлены фасонные резцы 3 и 5.
На рис. 112, б приведена технологическая схема обработки наруж- •
ного кольца конического роликоподшипника на одношпиндельном
автомате в патроне.
Токарные многошпиндельные автоматы и полуавто¬
маты подразделяют на горизонтальные с вращающейся или неподвиж¬
ной заготовкой и вертикальные непрерывного или последовательного
действия.
Горизонтальные многошпиндельные полуавтоматы с вращающейся
заготовкой широко распространены в промышленности, полуавтоматы
с неподвижной заготовкой и вращающимися инструментами встре¬
чаются реже.
Вертикальные многошпиндельные полуавтоматы непрерывного дей¬
ствия (ротационные) предназначены для обработки заготовок, уста-
180
новленных в центрах или закрепленных в патронах. На каждой пози¬
ции, кроме установочной, производят одну и ту же операцию. Таким
образом, станок представляет собой как бы несколько одношпиндель¬
ных вертикальных многорезцовых полуавтоматов, шпиндели которых
размещены на вращающейся карусели. Загрузка шпинделей суппор¬
тов происходит при непрерывно вращающемся столе, при этом все
суппорты, кроме находящегося в загрузочной позиции суппорта,
непрерывно продолжают работу.
Многошпиндельные вертикальные полуавтоматы последователь¬
ного действия, изготовляемые с шестью, восемью и более шпинделями,
в основном предназначены
для патронных работ. На
рис. 113 показан общий
вид шестишпиндельного
вертикального токарного
полуавтомата последова¬
тельного действия. В ка¬
русели 1, периодически
поворачивающейся на 60°,
размещены вертикальные
шпиндели с патронами 2
для закрепления загото¬
вок. Патроны вращаются с
необходимой частотой вра¬
щения независимо от вра¬
щения карусели. В центре
стола помещена шестигран¬
ная колонна 4, на которой
расположены пять суппор¬
тов 3. Они могут переме¬
щаться в вертикальном и
горизонтальном направле¬
ниях. На пяти позициях
в последовательности вы¬
полнения технологических
переходов одновременно
обрабатывают пять загото¬
вок, каждая из которых,
перемещаясь из одной по¬
зиции в другую, прохо¬
дит полный цикл обра- Рис. 113
ботки.
По окончании цикла обработки заготовка подходит к шестой пози¬
ции, т. е. к загрузочно-разгрузочной зоне, где вращение шпинделя
прекращается, что дает возможность снять обработанную заготовку и
установить в патрон новую.
На многошпиндельных полуавтоматах одновременно можно об¬
рабатывать две различные заготовки или одинаковые заготовки с
двух сторон. В этом случае две позиции являются загрузочно-разгру¬
181
зочными, а шпиндели переключаются через позицию (двойная индек¬
сация карусели).
На рис. 114 приведена технологическая схема обработки заготовки
на вертикальном многошпиндельном шестипозиционном полуавтома¬
те. На I позиции снимают готовую деталь и устанавливают новую за¬
готовку. На последующих позициях (II...VI) обрабатывают наружные
и внутренние поверхности (выделены жирной линией).
На горизонтальных многошпиндельных токарных автоматах об¬
рабатывают главным образом детали из прутков. При оснащении
автоматов специальными загрузочными устройствами на них можно
изготовлять детали из штучных заготовок.
чэ
ч
ЕЗ
мг
гг
Многошпиндельные автоматы чаще всего имеют четыре или шесть
шпинделей, значительно реже — пять и восемь.
На рис. 115 приведены примеры обработки заготовок из прутка
на многошпиндельном автомате. На рис. 115, о показана обработка
заготовки на четырехшпиндельном автомате по параллельному методу:
на каждом автомате все переходы операции повторяются и в конце
цикла автомат изготовит одновременно четыре заготовки. На рис. 115, б
показана обработка заготовки на четырехшпиндельном автомате по
последовательному методу: на каждом шпинделе выполняются отдель¬
ные переходы и за весь цикл автомат обрабатывает одну заготовку. Об¬
работка заготовки на восьмишпиндельном автомате но параллельно¬
последовательному методу показана на рис. 115, в, на каждом шпин¬
деле обеих параллельных групп выполняется отдельный переход и в
конце цикла автомат производит две заготовки одновременно.
При обработке на многошпиндельных автоматах стремятся к мак¬
симальному совмещению переходов и примерно одинаковой длитель¬
ности обработки на всех позициях. Это достигается расчленением наи¬
более длительных переходов на ряд позиций с выбором соответствую¬
щей подачи, применением многоинструментных наладок, комбиниро¬
ванных инструментов и т. п.
§ 55. Обработка шлифованием
Шлифование — это вид обработки, осуществляемый с помощью
абразивного инструмента, режущим элементом которого являются
зерна абразивных материалов. При этом достигаются высокая точность
и малая шероховатость обрабатываемых поверхностей. При обработке
на шлифовальных станках режущим инструментом являются шлифо¬
вальные абразивные круги, которые состоят из мелких зерен абразив¬
ных материалов, сцементированных связующим веществом — связкой.
Твердость абразивных материалов значительно выше твердости зака¬
ленной стали.
Для изготовления абразивного инструмента применяют природные
и искусственные материалы. К природным абразивам относятся
алмаз, корунд, наждак, гранит, кварц, кремний, полевой шпат,
пемза и др., к искусственным — электрокорунд, карбиды кремния,
бора, циркония, борсиликарбид, кубический нитрид бора (эльбор),
синтетический алмаз и др.
Шлифовальные круги в основном изготовляют из искусственных
шлифовальных материалов. Они более однородны и чисты по составу,
а также дешевле природных.
Для выпускаемых промышленностью шлифовальных кругов при¬
меняют шесть видов связок: керамическую, бакелитовую, вулканито-
вую, силикатную, глифталевую и металлическую. В машиностроении
наиболее распространена керамическая связка. Ее приготовляют из
огнеупорной глины, полевого шпата и кварца.
Бакелитовая (органическая) связка — синтетическая смола. Круги
на бакелитовой связке прочны и упруги, но плохо переносят воздей¬
J83
ствие охлаждающей жидкости. Другой вид органической связки —
вулканитовая связка, состоящая из каучука и серы. Круги на вулкани-
товой связке прочны и водостойки, позволяют работать с большой
скоростью, но сравнительно быстро засаливаются.
Силикатная связка предназначена для кругов, работающих без
охлаждения. Эти круги водо- и щелочеустойчивы.
Глифталевая связка применяется для волокнистых упругих кругов
при тонком и отделочном шлифовании деталей из закаленных ста¬
лей.
Металлическая связка бывает вольфрамокобальтовая, железо-ни-
келевая, медно-оловянная и применяется для алмазных кругов.
Круги обладают большой износостойкостью и производительностью и
позволяют работать при более высокой температуре.
Важнейшим параметром, определяющим режущие свойства шли¬
фовального круга, является его зернистость (обозначаемая но¬
мером), т. е. размером зерен (иначе крупность зерен) абразивных
материалов, из которых состоит круг. Зернистость определяется раз¬
мерами сторон ячеек контрольных
cj gj gj gj ■ gj сит, применяемых для анализа зер¬
нистых абразивных материалов.
Так, например, номер зернистости
16 означает, что абразивные зерна
этой зернистости проходят через си¬
то с ячейками размером сторо¬
ны 200 мкм и не проходят через
сито с ячейками размером
160 мкм.
Твердость шлифовального
круга характеризуется силой, ко¬
торую нужно приложить к зерну, чтобы вырвать его из связки. Чем
больше эта сила, тем тверже круг. Мягкие круги быстро изнашива¬
ются, а слишком твердые быстро забиваются снимаемой стружкой
(засаливаются) и вследствие этого сильно нагревают обрабатываемую
заготовку. Поэтому для шлифования твердой стали применяют мягкие
круги, так как затупившиеся зерна их легко вырываются из связки,
обнажая нижележащие зерна с острыми кромками,— круг как бы
самозатачивается. Наоборот, при шлифовании мягкой стали приме¬
няют твердые круги, так как стойкость их больше. Для шлифования
меди и латуни применяют мягкие крупнозернистые круги.
По твердости круги разделены на классы: мягкий (М), среднемяг¬
кий (СМ), средний (С), среднетвердый (СТ), твердый (Т), весьма твер¬
дый (ВТ) и чрезвычайно твердый (ЧТ).
По форме абразивные круги бывают плоскими (рис. 116, о), чашеч¬
ными коническими (рис. 116,6), цилиндрическими (рис. 116, в), та¬
рельчатыми (рис. 116, е) и дисковыми (рис. 116, 6). Для шлифования
резьб применяют специальные профильные круги.
Данные для выбора шлифовальных кругов приведены в
табл. 14.
Г
Рис. 116
184
Шлифовальные круги подвергают правке для восстановления режу¬
щей способности, потерянной в результате засаливания и затупления,
для исправления геометрической формы изношенного круга и обеспе¬
чения правильного расположения рабочей поверхности оси его вра¬
щения на шлифовальном станке.
При правке круга с его поверхности удаляют слой изношенных аб¬
разивных зерен. Правку абразивных кругов производят технически¬
ми алмазами: алмазно-металлическими карандашами или кристаллами
алмаза, запаянными в стальные оправы. Чаще применяют заменители
алмазов: твердосплавные диски, специальные абразивные диски, ме¬
таллические диски и звездочки.
Шлифовальные станки подразделяют на станки для круглого
шлифования (центровые и бесцентровые), плоского шлифования и для
доводочно-притирочных работ. Последние в свою очередь подразде¬
ляют на три группы в зависимости от применяемых абразивных мате¬
риалов: работающие шлифовальным кругом, порошком и полировоч¬
ными пастами.
К станкам для наружного круглого шлифования относятся также
фасонно-шлифовальные, заточные станки для режущего инструмента,
специальные станки для шлифования шеек распределительных и ко¬
ленчатых валов, желобошлифовальные для колец шарикоподшипни¬
ков и др.
При круглом наружном центровом шлифовании
поверхностей применяют разнообразные методы обработки. Наибо¬
лее распространенным является шлифование методом продольной
(рис. 117, а), поперечной (рис. 117, б) и глубинной подачи, т. е. при
совмещении большой поперечной и малой продольной подач (рис. 117,в).
В последнем способе применяют конусные или ступенчатые круги.
Наружное круглое шлифование с продольной подачей применяют для
обработки заготовок значительной длины, с поперечной подачей об¬
рабатывают детали, у которых ширина круга перекрывает длину об¬
рабатываемой поверхности, с глубинной подачей обрабатывают ко¬
роткие, но жесткие детали.
На круглошлифовальных станках можно обрабатывать заготовки
с конической поверхностью. При обработке пологого конуса верхняя
часть стола станка может быть повернута на нужный угол к оси
шпинделя шлифовального круга. Заготовки с большим углом конуса
шлифуют при повернутой на заданный угол бабке шлифовального
станка.
Располагать круг под углом рекомендуется при одновременном
шлифовании шейки вала и торца. При такой технологической схеме
торец заготовки шлифуется периферией круга, что уменьшает контакт
круга с заготдвкой, обеспечивает лучшее качество поверхности и ис¬
ключает возможность прижогов. На рис. 117, г приведена схема об¬
работки заготовки 3 с угловым расположением шлифовального кру¬
га 1. Обрабатываемую заготовку зубчатого колеса устанавливают на
оправке 2 в поводковом патроне 5 и базируют по отверстию и впади¬
нам. Торцевой поджим зубьев к шарикам 4 обеспечивается штоком 6
пневмоцилиндра 7.
185
«
в
а
«9
В
«3
3
cd
8
О
В
О
rt
>3
*d
в
в.
rt
г
о
г
С.
ю
о
о
£
в
и
в
в
в
£
В
в
3
в
в
в
с*
т
о
«•
в
в
3
&>
в
в
о
в
Ci
г
в
о.
с
*0
в
в
ю
СО
Н
&
к
ч
а
ч
П
» л
5 о
с.о
СО о»
ЧХ0010
►инйэе
i/BHdaiEw
те я
е я
3 Си
f- о
та s-
\0 те
а3
ТО
S
«о
сч
S
S
со
«О СО
СО
rog
и
S
S
U
Ч
S
SS
S
SO
см
*
еч
еч
_*
I - :
— ел
S
S
S
S
S
SS
S
SS
О
о
U
и
и
U
ии
и
оо
о о
"S’
Й Ш й
те со со
сч
- S
S :
о
го
S
-сч
И
'о
о*-1
«меч
ГО СО
оо
ЧС -4f
* Ю |* *
СГ) COlCOro
S
о
еч
S
о
§
еч
со
те те со
- S S
ч 5 ч
см
° о
U
см см
СО со
см
со
£П СП СП
о
to £Г£Г ZT
сп сп сп t<
s
s
s
со со
S
—
о
о
о
SS
о
S
о
CM
сч
сч
, ' ~
сч
.
s
s
S
SS
S
о
О
о
о
оо
о
см
со
* * £Г to
СП ГП СП
S
S
сч
и
о
О
•*
•
■
сч
СМ
.
S
S
О
о
о
tr
5
и
CJ
ГО
со ^4
SS
:о
см * —*
UU б
см см см
СО СОСО
in
СП
СП
* trtr
&>
tQ
СП
см
£
О
О
о
Ю
СП
СП СП
* в
О д
СХ д
*2 сз
*3
В
ь
О
в
ЬЕ
о к
(X СО
$> к
^ в
J t* О)
5 n W
> £ в
: в со
н
:U к
J со
• £-
X Ь
>, О
о а
В \о
о
о В
Л
. В
5 *<
Ь- о
U о,
о
К «
со со
>>
со
*
сх,
в
в
со
• сз X
5 СО а
в д о
о £ *=•
^ 5 *5 \
еча;
Сх, СО о. О
X К о
а
ч \о
В
со
U
К
:оо
. ^ см
ГО
1£>
W J го
oss
ечгого
5^
§2
: :R
Si
*■
те
to те
те^
со
S
S 5 s :
и оо-
S
о
о сч еч ечо
«о со «о сч
з* ЕГ ЕГ со
Ее:
О
В
. .СМ1
. .СМ1
5
5
О
^.со
•< ^
СТ1
о
СМ2.
СМ2.
U
U
СМ2.
СМ1
*-,4 t-ri +Т*
Г7\ ^ иГ
__;
tt
ех.
О'К 3
В со СО
<У В Ь
&BU
О <D
СХ
О
л К
_ в
>т >»
со —, со *0 ж
go go * 1
-- - Ря
5 « " со гг я*— ~ — со0-
^СО^ВГ^ГГ <4,0 t- Ж й>
. ь н f- S aV ьД я ч в
3 О ^ О “^tQcQtQcQ1"»^^
f 3 к и ЗС Д
186
Примечание. Э —электрокорунд нормальный. ЭБ — электрокорунд белый, КЧ — карбид кремния черный, КЗ—карбид кремния зеленый.
Шлифовальные круги, отмеченные звездочкой, на бакелитовой связке, остальные—на керамической.
£ 4 j г
Рис. 117
При наружном бесцентровом шлифовании (рис. 118)
обрабатываемую заготовку 2, лежащую на направляющем ноже 4,
пропускают между двумя абразивными кругами: шлифующим (рабо¬
чим) 1 и ведущим 3. Оба кру¬
га вращаются в одном направ¬
лении, но с разной частотой
вращения. Скорость заготов¬
ки близка к скорости ведуще¬
го круга. Скорость периферии
шлифующего круга составля¬
ет 30. . .40 м/с. Так как тре¬
ние между ведущим кругом и
шлифуемой заготовкой боль¬
ше, чем между заготовкой и
шлифующим кругом, то об¬
рабатываемая заготовка ув¬
лекается во вращение веду¬
щим кругом. Поворот оси ве¬
дущего круга на некоторый угол (1. . .7") в вертикальной плос¬
кости обеспечивает перемещение обрабатываемой заготовки вдоль
оси шлифующего круга при одновременном вращении заготовки во¬
круг своей оси.
Применяют также метод бесцентрового шлифования с поперечной
подачей шлифующего круга. В этом случае оси шлифующего и веду¬
щего круга строго горизонтальны.
Преимуществом бесцентрового шлифования является его высокая
производительность, превышающая в несколько раз производитель¬
ность центровых круглошлифовальных станков. Однако переналадка
бесцентрового станка на другой размер требует значительного време¬
ни, поэтому его выгодно применять в условиях крупносерийного про-
187
изводства. Кроме того, при наружном бесцентровом шлифовании де¬
тали с точно обработанным отверстием нельзя добиться концентрич¬
ности внешней и внутренней поверхностей.
На бесцентрово-шлифовальных станках шлифуют заготовки, име¬
ющие цилиндрические и фасонные, а также короткие конические по¬
верхности. На рис. 119 приведена схема обработки на бесцентрово¬
шлифовальном станке гладких цилиндрических деталей с буртиками:
стержня клапана (рис. 119, а) и толкателя клапана (рис. 119, б).
Как правило, цилиндрические детали с буртиками шлифуют до упора
5, устанавливаемого с прижимом к центру обрабатываемой заготов¬
ки 2. Опорный торец заготовки должен быть чистым и без забоин.
На рис. 119: 1 — опорный нож, 3 — шлифовальный круг, 4 — веду¬
щий круг.
В том случае, если заготовку (фасонную или ступенчатую) нельзя
продвигать между кругами, применяют шлифование по методу вре¬
зания. Обрабатываемую заготовку кладут на опорный нож после от¬
вода ведущего круга от шлифующего. Затем продвижением ведущего
круга на заготовку прижимают ее к шлифующему кругу. После шлифо¬
вания ведущий круг отводят от заготовки и последнюю выталкивают.
Если шлифуемая заготовка может быть пропущена полностью
между ведущим и шлифующим кругами (т. е. если она не имеет за¬
плечиков и уступов), то ее шлифуют с продольной подачей (на про¬
ход). В этом случае легко осуществить автоматизацию станка, уста¬
новив на нем магазинное загрузочное устройство.
Выпуск промышленностью высокопрочных пористых кругов на ке¬
рамической связке, допускающих в процессе шлифования скорость
круга 50 м/с и более, способствовал внедрению в производство высоко¬
производительного скоростного шлифования. При вы¬
сокой скорости круга значительно уменьшаются глубина резания на
одно зерно, а следовательно, и износ круга, повышается его стойкость
и улучшается шероховатость обработанной поверхности. При скорост¬
ном шлифовании повышаются также скорость заготовки (до 50 м/мин),
а также продольная и поперечная подачи.
Для скоростного шлифования применяют круги плоского прямого
профиля (ПП) с той же твердостью, что и при обычном шлифовании.
188
Производительность повышается в 1,5. . .2 раза при одновременном
снижении расхода круга в расчете на деталь приблизительно на 40%.
При обработке шлифованием можно применять устройства, позво¬
ляющие измерять диаметральные размеры обрабатываемой детали не¬
посредственно в процессе осуществления операции. На рис. 120 при¬
ведена схема такого прибора. Измерительное устройство состоит из
трех основных частей: масляного амортизатора 1, индикаторной дер¬
жавки 4 и сменной скобы 7, устанавливаемой в державке 4. Нако¬
нечники 6 и 8 сменной скобы являются упорными, подвижный нако¬
нечник 5 воспринимает отклонения
шлифуемой шейки изделия 9 и пе¬
редает их индикатору 3. Нижний
упорный наконечник 8 касается из¬
делия не в диаметральной плоско¬
сти наконечника 5, а в точке, сме¬
щенной примерно на 15° в направ¬
лении вращения шлифуемого вала,
это делает более надежной и ус¬
тойчивой посадку всей индикатор¬
ной скобы на изделие. Измеритель¬
ное устройство закрепляется на
кожухе 2 шлифовального круга 10.
Если вместо индикатора 3 или в
дополнение к нему закрепить в
скобе электроконтактный датчик,
то можно автоматизировать управ¬
ление станком.
В последнее время все больше
применяется шлифование поверх¬
ностей абразивными лентами. Достоинствами этого спо¬
соба являются: уменьшение тепловыделения, что повышает стойкость
абразивной ленты и почти полностью исключает коробление обраба¬
тываемых деталей; более однородная поверхность абразивной ленты
по сравнению с поверхностью шлифовального круга благодаря равно¬
мерному нанесению зерен и вертикальному их расположению на по¬
верхности ленты, получаемому методом осаждения в электростатичес¬
ком поле; повышенное число режущих зерен на единицу поверхности
по сравнению со шлифовальным кругом, что способствует повышению
производительности; отсутствие вибраций и ударной нагрузки, что
обеспечивает более высокое качество обработанной поверхности. Аб¬
разивными лентами можно обрабатывать черные и цветные металлы,
а также неметаллические материалы.
Абразивные ленты изготовляют из ткани, например саржи, или
бумаги, на поверхность которой наносят с помощью клея (мездрового
и др.) слой абразивных зерен: нормальный и белый электрокорунд для
обработки стали, ковкого чугуна и бронзы и карбид кремния для об¬
работки серого чугуна, латуни и алюминиевых сплавов.
Толщина ленты (со слоем абразива) обычно не превышает 2 мм.
Ширину ленты выбирают в зависимости от длины обрабатываемой по¬
189
верхности, в частности при шлифовании поверхностей тел вращения
ширину ленты принимают равной длине заготовки. Длина абразив¬
ной ленты также зависит от размеров обрабатываемых заготовок и тре-'
бований, предъявляемых к производительности процесса, так как чем
больше длина, тем большее число зерен участвует в процессе резания
за один оборот ленты. В практике производства применяют абразив¬
ные ленты шириной от 10 до 3000 мм и длиной от 500 до 7000 мм.
Способы шлифования абразивной лентой различаются по способу
прижима.к обрабатываемой поверхности. На рис. 121 приведены схе¬
мы различных способов шлифования абразивной лентой (1 — прижим,
2 — абразивная лента, 3 — обрабатываемая заготовка). В зависимо¬
сти от формы обрабатываемой поверхности шлифовать можно участ¬
ком ленты, на ведущем контактном круге или на промежуточном кон¬
тактном круге, профиль которого абразивная лента копирует, а так¬
же свободным участком ленты между кругами. \
Обработка свободных участков ленты наиболее производительна,
так как в этом случае абразивная лента имеет увеличенную поверх¬
ность контакта, охватывая обрабатываемую заготовку, что позво¬
ляет шлифовать все поверхности, кроме цилиндрических и криволи¬
нейных с небольшим радиусом кривизны.
Обработка на контактном круге требует больших усилий для обес¬
печения той же производительности. Производительность при шлифо¬
вании в этом случае обратно пропорциональна диаметру контактного
круга, однако круги диаметром меньше 150 мм применять не рекомен¬
дуется.
Иногда вместо контактного круга применяют две опоры, распо¬
лагаемые с обеих сторон обрабатываемой заготовки; в этом случае
увеличиваются угол обхвата заготовки абразивной лентой, а следо¬
вательно, и площадь контакта.
Рис. 121
190
Натяжение абразивной ленты регулируется натяжными ролика¬
ми.
Давление обрабатываемой поверхности на абразивную ленту при
обработке заготовок из стали и чугуна рекомендуется устанавливать
в пределах 0,05. . .0,2 МПа, а из цветных сплавов и алюминия — не
более 0,04 МПа.
Скорость резания при обработке абразивными лентами выбирают
в зависимости от обрабатываемого материала, характера обработки
(черновой или чистовой) и других факторов. При черновом шлифова¬
нии наружных поверхностей тел вращения из стали при o„s^8(X) МПа
рекомендуют скорость резания 25. . .30 м/с, а при сгв>800 МПа и
при шлифовании заготовок из чугуна и бронзы — 15. , .20 м/с, при
шлифовании алюминия — 45. . .50 м/с.
В качестве смазывающих и охлаждающих средств при шлифовании
абразивной лентой применяют минеральные масла, керосин, эмульсии,
а также жировые пасты.
§ 56. Приспособления для токарных и шлифовальных работ
Наиболее широко распространенными приспособлениями для то¬
карных и шлифовальных работ являются центры, кулачко¬
вые и цанговые патроны, которые применяют также и
при других работах (например, сверлильных).
На рис. 122 показаны конструкции центров токарного станка:
нормальные (рис. 122, а), со сферическим концом (рис. 122, б), при¬
меняемые при смещении осевой линии заготовки относительно линии
центров станка| полуцентры (рис. 122, в), позволяющие совмещать
наружное продольное точение и подрезку торцов. Для повышения
износостойкости центров их армируют твердым сплавом или металлизи¬
руют поверхность конуса.
Из -за нагрева в процессе резания, вызывающего удлинение обра¬
батываемой заготовки, изменяется сила зажима. Для того чтобы за¬
жимная сила была постоянна, в задней бабке располагают компенса-
Рис. 122
Рис. 123
191
I
торы различных конструкций: пружинные, пневматические и гидрав¬
лические, которые позволяют несколько смещать пиноль при нагреве
заготовки. Такие компенсаторы обычно используют при закреплении
заготовки во вращающихся центрах.
Чтобы предотвратить прогиб нежестких заготовок валов, в каче¬
стве дополнительных опор применяют люнеты подвижного или
неподвижного типа. Обычные конструкции неподвижных универсаль¬
ных люнетов не отвечают требованиям скоростной обработки, так как
кулачки люнета, изготовленные из бронзы или чугуна, быстро изна¬
шиваются и в их сопряжении с деталью образуется зазор, что приво¬
дит к вибрациям. В. К. Семинский предложил модернизировать лю¬
нет (рис. 123). В основании 1 люнета вместо кулачков 7 устанавливают
шарикоподшипники, а гнездо под кулачок в крышке 2 растачивают и
вставляют в него стержень 4 с пружиной 5. На стержне закреплена
серьга 6 с двумя шарикоподшипниками. Шарикоподшипники основа¬
ния люнета настраивают на диаметр по контрольному валику, уста¬
навливаемому в центрах, или по самой обрабатываемой заготовке. За¬
тем накидывают крышку 2 люнета и гайкой 3 регулируют положение
стержня 4 с таким расчетом, чтобы зазор между основанием и крышкой
составлял 3. . .5 мм, после этого эксцентриком 8 прижимают крыш¬
ку. При этом пружина 5 сжимается и шарикоподшипники, установ¬
ленные в серьге, с силой начинают прижимать обрабатываемую де¬
таль к шарикоподшипникам основания.
Биение из-за овальности и неодинаковой толщины различных уча¬
стков обрабатываемой заготовки при данной конструкции люнета вос¬
принимается пружиной 5, которая работает как амортизатор.
Наиболее распространенными устройствами передачи крутящего
момента обрабатываемым заготовкам на шпинделе передней бабки
являются поводковые устройства: хомутики, скобы, по¬
водковые оправки, поводковые планшайбы, поводковые патроны, ку¬
лачковые патроны, цанговые зажимные устройства.
Обычные и самозажимные хомутики имеют ограниченное примене¬
ние, так как требуют значительного времени для установки, поэтому
чаще применяют самозажимные поводковые оправки. Устанавливать
и снимать заготовки в этом случае можно при вращении шпинделя.
Установленную в центрах заготовку перемещают влево поджимом пи-
ноли, задней бабки, при этом в торец заготовки вдаливают зубья
поводка, что обеспечивает передачу крутящего момента от шпинделя
к заготовке.
Из патронов, применяющихся для установки и закрепления заго¬
товок на токарных станках, наиболее распространены самоцентрн-
рующие трехкулачковые патроны. Для закрепления несимметричных
зяготовок применяют обычно четырехкулачковые патроны с независи¬
мым перемещением каждого кулачка с помощью винта.
При базировании обрабатываемой заготовки по внутренней по¬
верхности применяют разжимные оправки с пневматическим приво¬
дом. Наиболее характерной конструкцией пневматического поводко¬
вого патрона является патрон, показанный на рис. 124. В этой конст¬
рукции устанавливать и снимать заготовку можно не останавливая
Г92
шпиндель станка. Патрон снабжен автоматически запирающимся пла¬
вающим центром. В отверстиях корпуса приспособления установлены
плунжеры 7, в пазах которых находятся зубчатые колеса 5, вращаю-
п ■ т
Рис. 124
щиеся на запрессованных в плунжеры 7 осях 6. Зубчатые колеса 5
находятся в зацеплении с реечными клиньями 8, которые своими ско¬
сами с помощью крестообразных вкладышей 4, находящихся в пазах
колодок 3, перемещают колодки с эксцентриковыми кулачками
зажимаемой заготовке. Кулачки 1 вращаются на осях 2, закреплен¬
ных в колодках 3. В середине патрона находится втулка 14 с плаваю¬
щим патроном 16, жестко связанным с корпусом патрона. Головка
10 связана со штоком пневматического цилиндра качалки 9.
При зажиме головка 10 толкает плунжеры 7 и подает вперед втулку
15, сидящую на втулке 14. Кулачки 1 пружинными плунжерами И
прижимаются к упорным винтам 12, которые обеспечивают касание
средней части поверхности кулачка и зажимаемой заготовки. При упи-
рании кулачков 1 в обрабатываемую заготовку зубчатые колеса 5,
перекатываясь по зубьям реечных клиньев 8, перемещают втулку 15,
7 № 2126
193
которая своим корпусом и тремя шариками зажимает центр 16. Ко¬
лодки 3 с кулачками 1 в нерабочем состоянии удерживаются пружин¬
ными плунжерами 13 на одинаковом расстоянии от центра патрона.
На рис. 125 приведена конструкция задней бабки токарного стан¬
ка с встроенным вращающимся центром и пневматическим цилинд¬
ром для перемещения пиноли. Это устройство позволяет уменьшить
затраты времени на перемещение пиноли. Пиноль 2 перемещается с
вращающимся центром 1 посредством штока 3 и поршня 5 пневмо-
цилиндра 4. Когда сжатый воздух поступает в правую полость ци¬
линдра, поршень, перемещаясь влево, толкает штоком пиноль к об¬
рабатываемой заготовке.
Пневмоцилиндр 4 жестко закреплен на корпусе задней бабки.
С помощью распределительного крана 6 осуществляют управление
приводом.
Для обработки заготовок на токарных станках применяют пнев¬
матические трехкулачковые патроны с регулируемыми кулачками.
Применение регулируемых кулачков обусловлено необходимостью
обработки заготовок различных размеров. Частые перестановки ку¬
лачков (или накладок) вызывают необходимость их протачивать или
шлифовать, что, естественно, затрудняет переналадку, особенно в те¬
чение рабочего дня. Показанная на рис. 126 конструкция позволяет
не только регулировать кулачки в зависимости от формы заготовки
или ее размеров, но и быстро переналаживать патрон для работы в
центрах. В корпусе 2 патрона находится муфта 1, соединенная резь¬
бой с тягой пневматического привода. В проточку муфты входят длин¬
ные концы трех рычагов 3, а их короткие концы — в пазы ползушек
4, соединенных винтами 5 с кулачками 6. На торцевую поверхность
Вид А
Рис. 126
194
матрона нанесена кольцевая риска 7, а на кулачках имеются деле¬
ния, позволяющие предварительно устанавливать кулачки. При пере¬
наладке патрона для работ в центрах в центральное отверстие встав¬
ляют переходную втулку с нормальным центром, а один из кулачков
используют в качестве поводка.
.Вид А
В некоторых случаях обрабатываемые заготовки с буртиками или
фланцами целесообразно центрировать на коротких жестких пальцах
или в выточках и зажимать вдоль оси. На рис. 127 показана конструк¬
ция пневматического приспособления для осевого зажима тонкостен¬
ной втулки с буртиком.
Втулку центрируют в вы¬
точке диска 7, прикреплен¬
ного к корпусу 1, и зажи¬
мают вдоль оси тремя ры¬
чагами 6, посаженными на
оси 5. Рычаги приводят в
действие тягой, соединен¬
ной с винтом 2, при пере¬
мещении которой передви¬
гается коромыслом 4 вместе
с рычагами 6, зажимаю¬
щими обрабатываемую заго¬
товку. При движении тяги
слева направо винт 2 по¬
средством гайки 3 переме¬
щает в сторону коромысло 4 с рычагами 6. Пальцы, на которые поса¬
жены рычаги б, скользят по косым пазам диска 7 и таким образом
при раскреплении обработанной заготовки несколько приподнимают¬
ся (как показано тонкой линией), позволяя освободить обработан¬
ную деталь и установить новую заготовку.
Рис. 128
7»
195
Закрепление по буртику позволяет обрабатывать как наружные,
так и внутренние поверхности.
На предприятиях применяют также пневматические устройства
со сменными зажимными рычагами, обеспечивающими концентрич¬
ность наружной и внутренней обрабатываемых поверхностей. Конст¬
рукция такого приспособ¬
ления приведена на рис.
128 и представляет собой
корпус 5, внутри которого
на шарнирных осях уста¬
новлены рычаги 2 и 4. Ко¬
роткие концы рычагов вы¬
ступают наружу, а длин¬
ные установлены в прямо¬
угольном пазу штока 3. В
резьбовое отверстие штока
ввернута тяга 1, соединен¬
ная со штоком пневмоци¬
линдра (на рисунке не по¬
казан). Корпус приспособ¬
ления центрируется на
планшайбе 7 станка втул¬
кой 6.
При движении тяги 1
со штоком 3 справа налево
короткие концы рычагов 2
и 4 зажимают заготовку.
Применяют также пат¬
роны с установкой загото¬
вок по обработанным ба¬
зам. На рис. 129 показана
конструкция патрона с ус¬
тановкой заготовки по цен¬
тральному отверстию и за¬
жимом за фланец. При
креплении кулачки 3, си¬
дящие на концах штоков 7,
своими выступами опира¬
ются на планку 2, разгру¬
жая штоки от изгибающих сил. При раскреплении обработанной дета¬
ли кулачки 3 нижними наружными выступами 4 упираются в план¬
ку 2, освобождая деталь, а внутренними выступами 5 сталкивают
ее с установочного пальца.
Для обработки на оправках применяют различные виды разжим¬
ных пневматических устройств. На рис. 130 показана конструкция
трехкулачковой разжимной оправки. Она состоит из корпуса 2 с чу¬
гунной резьбовой втулкой 3, навинченной на шпиндель станка. За¬
готовку зажимают тремя кулачками 4, расположенными под углом
120° в отверстиях корпуса оправки и выдвигаемыми с помощью втулки
Рис. 129
Рис. 130
196
5 с тремя клиньями. Втулка перемещается тягой 1 от пневматического
привода. Кулачки 4 возвращаются в исходное положение при освобож¬
дении обработанной детали пружинными кольцами 6.
Основным недостатком размещения пневматического привода на
заднем конце шпинделя является невозможность обработки прутковых
заготовок. На рис. 131 пока¬
зана конструкция пневмати¬
ческого цангового патрона,
который позволяет обрабаты¬
вать заготовки из прутка,
проходящего через отверстия
шпинделя станка. В данной
конструкции сжатый воздух
поступает через распредели¬
тельную коробку, укреплен¬
ную на заднем конце шпин¬
деля станка. Воздуховод от
распределительной коробки к
патрону расположен в двух
металлических трубках 1,
впаянных в канавки трубы 2. При зажиме заготовки сжатый воз¬
дух направляется в правую полость патрона, перемещая поршень 3
с привернутым в нему кольцом 5. Это кольцо, надавливая на кулачки
6, перемещает их по конической поверхности втулки 4, зажимая тем
самым заготовку. Для раскрепления обработанной детали сжатый воз¬
дух направляется в левую полость патрона, сдвигая поршень 3 впра¬
во, при этом кулачки 6 под воздействием пружинного кольца 7 рас¬
ходятся.
§ 57. Отделочные виды обработки
Притирка. Для притирки применяют притиры, изготовленные из
чугуна, цветных металлов и сплавов, пластмасс, зеркального стекла
и др.
К основным притирочным материалам относятся порошки корунда,
электрокорунда, карбида кремния, окиси хрома, алмаза и карбида
бора. Размеры абразивных частиц влияют на съем металла и шерохо¬
ватость поверхности в процессе притирки и доводки.
Притирку производят: свободным абразивом, внедряющимся в
процессе обработки в поверхность притира в результате трения с не¬
которым давлением обрабатываемой поверхности и поверхности при¬
тира; предварительно внедренным в поверхность притира абразивом;
свободным невнедряющимся абразивом при применении относительно
мягкого абразивного материала (например, венской извести, оксида
хрома и др.), пастами (например, ГОИ) в среде керосина для снятия
оксидов с обрабатываемой поверхности. В качестве смазывающей жид¬
кости применяют керосин и машинное масло.
На рис. 132, а показана схема притирочного станка с металличес¬
кими дисками. В станине 1 помещен привод диска 2. Диск 4, соеди¬
197
ненный со шпинделем станка, помещенным в колонне 5, имеет одно¬
временно вращательное движение и вертикальное перемещение. Меж¬
ду дисками 2 и 4 помещен сепараторный диск 3 (рис. 132, б), который
имеет радиальные гнезда, рас¬
положенные под некоторым
углом а к радиусу диска. В
гнезда помещают обрабатыва¬
емые заготовки, не закрепляя
их жестко. Заготовки обраба¬
тывают дисками 2 и 4, на ко¬
торые нанесен мелкозернис¬
тый абразивный порошок, сме¬
шанный с полирующей жид¬
костью, или паста. При рабо¬
те станка заготовки, помещен¬
ные между дисками, соверша¬
ют сложное движение, пример¬
ная относительная траектория которого изображена на рис. 132, в.
Сепараторный диск 3 имеет поперечное перемещение, что дает воз¬
можность, изменяя эксцентриситет е оси диска относительно оси вра¬
щения дисков 2 и 4, обеспечивать их равномерный износ.
Наряду с машинной применяют и ручную притирку (например,
при обработке парных сопрягаемых деталей). В этом случае сопря¬
женные поверхности двух деталей вза¬
имно притирают одну к другой.
Припуски для притирки поверхнос¬
тей тел вращения составляют 0,05. . .
0,1 мм по диаметру. Притирка обеспе¬
чивает получение точности размеров по
5-му квалитету и шероховатости Ra =
=0,05 мкм.
Хонингование (шлифование бруска¬
ми). Этот вид обработки применяют
преимущественно для отделки отверс¬
тий, однако в практике он встречается
и при отделке наружных поверхностей
тел вращения, в частности шеек колен¬
чатых валов. Хонинговальное устрой¬
ство (рис. 133) состоит из разжимных
скоб 4 и 5 и инструмента — абразивной
головки, представляющей собой разре¬
занный полый цилиндр,— колодок 3 и
6, вдоль образующих которых укреплены абразивные
2, 7 и 8.
При вращении заготовок обрабатываемая поверхность охватывает¬
ся разжимными скобами, которые прижимают колодки с брусками к
шейкам коленчатого вала, осуществляя этим самым их обработку.
При хонинговании применяют бруски из карбида кремния зерни¬
стостью 12. . .30 (в зависимости от заданной шероховатости поверхно-
Рис. 133
бруски 1,
193
пи). В качестве охлаждающей жидкости применяют водно-мыльные
растворы или керосин.
Тонкая доводка (суперфиниш) предназначена для обработки по¬
верхности любых форм и в отличие от хонингования допускает только
небольшие припуски, но наряду с достижением весьма малой шерохо¬
ватости поверхности не может обеспечить исправления геометричес¬
кой формы поверхностей.
Доводку осуществляют абразивным бруском, совершающим воз¬
вратно-поступательные движения с большой частотой (от 200 до 1000
в минуту) и малой амплитудой (ход брусков от 2 до 6 мм) по поверхно¬
сти вращающейся заготовки при скорости резания от 0,05 до 2,5 м/с.
В результате движения бруска по обрабатываемой поверхности гре¬
бешки неровностей срезаются и поверхность становится более глад¬
кой и ровной. В качестве охлаждающей жидкости применяют смесь
керосина и веретенного или турбинного масел.
На рис. 134, а показана схема тонкой доводки шейки коленчатого
вала. Абразивная головка 1 с двумя брусками 2 совершает возвратно¬
поступательное движение по шейке вращающегося коленчатого вала
с частотой 450 двойных ходов в минуту и с ходом 2. . .3 мм.
На рис. 134, б приведена схема доводки кулачков распределительного
вала. В данном случае абразивным инструментом служит шлифоваль¬
ный круг, который во время работы находится в контакте с поверх¬
ностью кулачка распределительного вала. Распределительный вал со¬
вершает одновременно вращательное и колебательное движения, а так¬
же поступательное движение вдоль образующей, благодаря чему
и осуществляется тонкая доводка обрабатываемой поверхности.
На рис. 134, в изображена схема тонкой доводки наружной поверхно¬
сти поршня, имеющего только вращательное движение. Абразивная
головка 1 совершает здесь возвратно-поступательное движение с не¬
сколько большим ходом, чем в предыдущих случаях, осуществляя до¬
водку наружной поверхности поршня.
ГЛАВА XXII
ОБРАБОТКА ВНУТРЕННИХ ПОВЕРХНОСТЕЙ
ТЕЛ ВРАЩЕНИЯ (ОТВЕРСТИЙ)
§ 58. Виды отверстий и способы их обработки
Отверстия по способам обработки подразделяют на:
1) крепежные отверстия в различных деталях (отверстия для кре¬
пежных болтов, винтов, шпилек, заклепок и т. п.). Точность изготов¬
ления таких отверстий невысокая (11. . .12-й квалитеты и грубее).
Такие отверстия обычно сверлят на одно- или многошпиндельных свер¬
лильных станках;
2) ступенчатые или гладкие отверстия в деталях, представляющих
собой тела вращения. Их обрабатывают сверлом (в ряде случаев с по¬
следующим зенкерованием или развертыванием) или резцом совмест¬
но с токарной обработкой наружных цилиндрических поверхностей;
3) ответственные отверстия в корпусных деталях, точность обра¬
ботки которых определяет правильность работы и долговечность уз¬
лов машины (например, редуктора) или качество работы всей машины
(например, отверстия для шпинделей в корпусных деталях станков
и т. п.). Такие отверстия изготовляют обычно не хуже, чем по 7-му
квалитету. Обрабатывают такие отверстия на различных станках уни¬
версальных или специального назначения;
4) глубокие отверстия с отношением длины I к диаметру d больше
пяти (Z/cf>5), например отверстия шпинделей станков, пустотелых
валов и т. п. Эти отверстия обрабатывают на станках специального
назначения;
5) конические и фасонные (с криволинейной образующей) отвер¬
стия, которые обрабатывают инструментом с коническими или криво¬
линейными режущими кромками либо растачивают с помощью ко¬
пи рного приспособления;
6) профильные (некруглого сечения) отверстия, обрабатываемые
протягиванием, прошиванием и долблением.
В зависимости от назначения отверстий к ним могут предъявлять¬
ся следующие требования: выдерживание размера отверстия по диа¬
метру с заданной точностью, прямолинейность оси отверстия и об¬
разующей его поверхности, правильность цилиндрической формы от-*
верстия (отсутствие конусности, овальности и огранки), перпенди¬
кулярность оси торцевым поверхностям детали.
Обработка отверстий круглого сечения производится на сверлиль¬
ных, расточных, токарных, карусельных, револьверных станках, то¬
карно-револьверных полуавтоматах и автоматах, протяжных и шли¬
фовальных станках.
Обработка точных отверстий всегда требует больших затрат ста¬
ночного времени и средств на инструмент, чем аналогичная обработка
таких же по размерам наружных поверхностей с той же степенью точ¬
ности, так как режущий инструмент для обработки отверстий не об¬
ладает такой же жесткостью конструкции, особенно конструкции его
крепления (расточные оправки — борштанги, длинные расточные рез-
200
цы и т. п.), как инструмент для обработки наружных цилиндрических
поверхностей.
Для повышения точности при обработке отверстий увеличивают
число рабочих ходов, чтобы таким образом постепенно довести по¬
грешности первоначальной обработки до допустимых размеров. Так,
если для обтачивания гладкого вала по 8-му квалитету точности до¬
статочно двух рабочих ходов, то для обработки отверстия того же
диаметра и с той же точностью понадобится не менее четырех опера¬
ций или переходов: сверление двумя сверлами, зенкерование и одно-
или двукратное развертывание.
При обработке отверстий даже с относительно большим числом
переходов в обычных условиях не удается достигнуть высокой точ¬
ности по соосности обрабатываемого отверстия и какой-либо наруж¬
ной цилиндрической поверхности обрабатываемой заготовки. Поэтому,
когда требуется обеспечить соосность отверстия с другими поверхно¬
стями, необходимо сначала окончательно обработать отверстие, а за¬
тем, установив заготовку этим отверстием на точную оправку, обра¬
ботать наружные поверхности заготовки.
Отверстия диаметром до 80 мм в сплошном металле сверлят спи¬
ральными сверлами на сверлильных станках, а также на различного
вида станках токарной группы. Для сверления отверстий диаметром
свыше 80 мм применяют сверлильные головки специальных конструк¬
ций; эту операцию, как правило, выполняют на расточных станках.
§ 59. Обработка на сверлильных станках
Сверлильные станки подразделяют на универсальные, специали¬
зированные и специальные. К универсальным станкам относятся вер¬
тикально-сверлильные, радиально-сверлильные, настольно-сверлиль¬
ные и др., к специализированным — сверлильные станки для глубо¬
кого сверления. В массовом производстве применяют специальные
агрегатные многошпиндельные сверлильные станки, предназначенные
для выполнения определенной операции.
По признаку устройства шпинделей многошпиндельные сверлиль¬
ные станки подразделяют на две группы; с нерегулируемыми (постоян¬
ными) и с регулируемыми шпинделями. На многошпиндельных свер¬
лильных станках одновременно сверлят несколько отверстий, коли¬
чество которых может превышать 200.
На рис. 135 показан общий вид многошпиндельньго вертикально¬
сверлильного станка с нерегулируемыми шпинделями. На станине 7
смонтированы все механизмы станка. Привод главного движения осу¬
ществляется от электродвигателя 6, который через коробку передач
5 обеспечивает вращение главного приводного шпинделя 4, от кото¬
рого движение передается к рабочим шпинделям 2 через соответст¬
вующие зубчатые передачи. Многошпиндельная головка 3 переме¬
щается возвратно-поступательно от привода подач, снабженного уст¬
ройством для быстрых холостых и медленных рабочих ходов. Стол /
перемещается возвратно-поступательно по направляющим.
201
Отличительной особенностью шпиндельной головки многошпиндель¬
ного станка является то, что шпиндели 2 настраивают по определен¬
ному плану обработки заготовки. Их можно располагать в головке
симметрично и несимметрично. При необходимости перестройки стан¬
ка для другой операции нужно заново настроить его, применив другую
головку с новым расположением шпинделей в ней. Отдельные шпинде¬
ли могут быть настроены на разные частоты вращения с одинаковой
подачей.
Многошпиндельные и одношпиндельные станки с непостоянными
расстояниями между шпинделями снабжают сверлильной головкой,
схема которой показана на рис. 136. Шпиндель 5 вместе со сверлиль¬
ной головкой 4 перемещается по направляющим станины возвратно¬
поступательно (вверх и вниз) от приводного механизма. От шпинде¬
ля вращение передается через зубчатую передачу 3 посредством уни¬
версального шарнира через телескопическую трубу 2 к рабочим
шпинделям 6, которые расположены несоосно с приводным шпинде¬
лем. Таким образом, осуществляется передача под некоторым углом
между приводом рабочего шпинделя и зубчатой передачей.
Рабочие шпиндели смонтированы на плите /, которая имеет пазы,
расположенные в различных направлениях, позволяющие переме¬
щать рабочие шпиндели. Следовательно, рабочие шпиндели 6 можно
расположить на плите 1 по определенному плану обработки отвер¬
стий.
При необходимости соблюдения точных межцентровых расстояний
между отверстиями применяют кондукторные плиты, которые перед
сверлением отверстий подводят к поверхности обрабатываемой заго¬
товки, а затем шпиндели с инструментами направляют для сверления
через кондукторные втулки, установленные на плите.
В массовом производстве при обработке заготовок корпусных и
других деталей применяют агрегатные многошпиндельные станки, ко¬
шшшщ
Рис. 135
Рис. 136
202
торые состоят из нормализованных узлов и механизмов. На агрегат¬
ных станках производят сверление, развертывание, нарезание резьбы
и прочие работы, которые обычно выполняют на сверлильных стан¬
ках. Агрегатные сверлильные станки во многих случаях встраивают
в автоматические станочные линии. Их можно переналаживать в за¬
висимости от условий и требований технологического процесса.
На рис. 137 приведены
отдельные схемы компо¬
новки сверлильных агре¬
гатных станков: а) — двух-
шттдельного станка с на¬
клонным шпинделем, б ■—■
с горизонтальным и вер¬
тикальным расположением
шпинделей, в—с верти¬
кальным расположением
шпинделей, г — то же,
сдвоенного типа, д — с го¬
ризонтальным расположе¬
нием шпинделей, е — с
радиальным расположени¬
ем пяти шпинделей.
Основные виды обработки, которые можно выполнять на свер¬
лильных станках, показаны на рис. 138. Сверление отверстий
производится при вращении сверла и его осевой подаче (рис. 138, а).
Инструментом служит обыкновенное спиральное или другой конструк¬
ции сверло.
Рис. 137
а)
б)
В)
г)
/ Z
На сверлильном станке часто выполняют рассверливание, т. е.
вторичную обработку сверлом большего диаметра ранее просверлен¬
ного отверстия, это делают для того, чтобы сохранить межцентровое
расстояние при сверлении отверстий больших диаметров, когда об¬
работка одним сверлом большего диаметра может дать значительное
отклонение оси сверления. При нормальном сверлении достигается
точность диаметра отверстия по 12. . .11-му квалитетам.
Зенкерование отверстий (рис. 138, б) производится зенке¬
ром и служит для улучшения геометрической формы ранее просвер-
203
ленного цилиндрического отверстия. Оно обеспечивает точность об¬
работки отверстия после сверления на один квалитет выше.
Развертывание отверстий (рис. 138, в) выполняют после
зенкерования, для того чтобы устранить грубые следы предыдущей
обработки; расположение оси отверстия при этой операции не может
быть исправлено. Развертывание производят одно- или многократно.
При однократном развертывании достигается точность обработки от¬
верстия по 8. . .7-му квалитетам, а при двух- и трехкратном развер¬
тывании можно достигнуть точности по 7-му квалитету. Шерохова¬
тость поверхности отверстия при развертывании может быть доведена
до /?а=0,8. . .0,4 мкм.
Нарезание резьбы (рис. 138, г) производят после сверления
отверстия метчиками различных конструкций. При этом необходим
обратный ход шпинделя (реверсирование) для вывертывания метчика
из заготовки после нарезания резьбы.
Исключение составляют так называемые
падающие метчики (выпадающие из
гнезда шпинделя) и специально гаечные
метчики, у которых нарезанные гайки
последовательно перемещаются на глад¬
кую часть стержня метчика.
Зенкование (рис. 138, д) при¬
меняют после сверления отверстия для
снятия фаски, например под потайную
головку винта.
Цекование (рис. 138, е) пре¬
дусмотрено для подрезки торца бобыш¬
ки заготовки или для получения сту¬
пенчатого отверстия. Эту операцию вы¬
полняют специальным инструментом —
цековкой, которая имеет переставной
резец /, устанавливаемый по размеру
диаметра обрабатываемой поверхности,
и направляющую часть 2 для обеспече¬
ния соосности поверхностей ступенча¬
того отверстия.
Кроме перечисленных основных работ на сверлильных станках'
можно выполнять и другие виды обработки отверстий специальными
инструментами, например фасонные выточки на цилиндрической и
торцевой поверхности отверстий. Так, при изготовлении в отверстии
канавок небольших размеров (шириной 0,8. . .1 мм) под пружинные
кольца для обеспечения параллельности их сторон применяют шли¬
цевые фрезы. Применение шлицевых фрез имеет ряд преимуществ,
а именно: наличие 30. . .40 лезвий, а не одного, как у резца, доступ¬
ность для обзора при обработке канавок и точность исполнения раз¬
мера. Обработку канавок шлицевыми фрезами производят на верти¬
кально-сверлильном станке, снабженном специальным устройством
(рис. 139). Шлицевая фреза 9, закрепленная в шпинделе 7 гайкой 6,
получает вращение от шпинделя станка через быстросменный пат-
111
Рис. 139
204
рон 1 с втулкой 4 и универсальный шарнир 3. Подача фрезы на глу¬
бину канавки в обрабатываемой заготовке 8 осуществляется вручную
смещением оси фрезы относительно оси шпинделя станка. Шпиндель
7 фрезы проходит через бронзовую втулку 12, расположенную экс¬
центрично в корпусе 5. При вращении маховика 2, а следовательно,
и корпуса 5 (втулка 12 фиксируется в корпусе фиксатором 10 и за¬
щелкой И) ось шпинделя 7 смещается. Максимальное смещение шпин¬
деля фрезы относительно шпинделя станка составляет 9,5 мм при по¬
вороте маховика 2 на 180°.
Обработка осуществляется в следующем порядке: вначале шпин¬
дель станка подается на необходимую глубину в отверстие, затем
станок приводится в движение и фреза подается на необходимую глу¬
бину канавки медленным вращением маховика вручную. После окон¬
чания обработки канавки шпиндель с фрезой возвращают в исход¬
ное положение.
При сверлении глубоких отверстий на обыч¬
ных сверлильных станках спиральные сверла не могут обеспечить
правильного направления и прямолинейности оси отверстия. Проис¬
ходит уход сверла в сторону от направления, заданного осью враще¬
ния шпинделя. Прямолинейность оси отверстия ограничена жест¬
костью сверла и направляющим действием ленточек, расположенных
вдоль канавок сверла и скользящих по просверленной части отвер¬
стия.
При неодинаковой заточке обеих режущих кромок сверла или не¬
равномерном их затуплении сверло также начинает «уводить» ось от¬
верстия в сторону от оси вращения шпинделя. На уход сверла боль¬
шое влияние оказывают условия работы сверла в начальный момент,
когда резание производят лишь поперечной кромкой, перпендикуляр¬
ной оси сверла. Кроме того, значительные упругие деформации сверла
при работе (продольный изгиб), зазоры в подшипниках шпинделя,
неравномерное налипание стружки на главные и вспомогательные ре¬
жущие кромки сверла создают условия для ухода сверла в сторону от
оси шпинделя.
Чтобы предотвратить уход сверла и искривление оси отверстия,
при глубоком сверлении применяют следующие способы и приемы
работы:
1) небольшие подачи, а также тщательную заточку сверла с соб¬
людением одинакового и равномерного наклона обеих режущих кро¬
мок, наблюдение за износом сверла и налипанием металла на главные
и вспомогательные кромки, надлежащее охлаждение сверла;
2) предварительное засверливание с помощью короткого сверла
большого диаметра (с углом 2ф=90°), которое особенно необходимо
при сверлении отверстий сверлами небольших диаметров на револь¬
верных стайках и автоматах;
3) сверление с помощью кондукторной втулки при сравнительно
небольших отношениях длины отверстия к диаметру;
4) сверление при вращающейся заготовке, в этом случае имеет
место как бы самоцентрирование сверла в противоположность обыч¬
ной его склонности к уходу.
205
При вращении обрабатываемой заготовки глубокие отверстия мож¬
но сверлить как при невращающемся, так и при вращающемся свер¬
ле. Вращение инструмента в этом случае используется как средство
повышения скорости резания.
Способ сверления отверстий при вращении заготовки применяют
как на токарных станках, так и на станках для глубокого сверления.
е)
р
““7
1
И
£ЕЕЗ
;Vv,'vSvNN4^V
Конструкции специальных сверл для глубокого сверления предус¬
матривают создание достаточно надежного направления осевого дви¬
жения режущей части сверла по поверхности уже просверленной ча¬
сти отверстия. Такие сверла делают как с одной, так и с несколькими
режущими кромками. Простейшим видом такого сверла является пу¬
шечное сверло (рис. 140, а). У этого сверла имеется только одна ре¬
жущая кромка и длинная направляющая часть сверла. Соприкоснове¬
ние направляющей части с поверхностью просверленной части отверстия
происходит на дуге, немного большей 180°. Направляющую поверх¬
ность рабочей части сверла, соприкасающуюся с поверхностью отвер¬
стия, во избежание заедания сверла в отверстии делают с уклоном в
направлении от режущей кромки к стержню сверла.
Для правильного направления сверла в начальный момент свер¬
ления необходимо предварительно точно расточить отверстие по диа¬
метру рабочей части сверла на глубину не менее половины диаметра
отверстия. Пушечные и им подобные сверла можно применять для
сверления в сплошном металле и для рассверливания отверстий, пред¬
варительно просверленных спиральными сверлами меньших диамет¬
ров.
Более совершенным видом сверла для глубокого сверления явля¬
ется ружейное сверло (рис. 140, б). Направляющая часть этого сверла
обеспечивает лучшее направление режущей части, так как охватывает
дугу окружности отверстия, равную примерно 250. . .260°. Рабочую
часть таких сверл, как пушечные, делают конической в направлении
от режущей кромки к стержню. Чтобы уменьшить трение и улуч¬
шить охлаждение сверла, вдоль направляющей части его снимают
лыски. Режущую кромку у ружейных сверл часто делают в виде ло¬
маной линии для лучшего дробления стружки.
Охлаждающая жидкость в большинстве конструкций специальных
сверл для глубокого сверления поступает в зазор между стержнем и
206
поверхностью отверстия и затем к режущей кромке сверла под силь¬
ным давлением. Далее жидкость, захватывая раздробленную стружку,
удаляется из отверстия через полую центральную часть головки и
стержня сверла.
Ружейные сверла могут работать не только по предварительно
просверленному отверстию, но и в сплошном металле.
При работе специальными сверлами применяют подачи 0,02. . .
0,05 мм/об в зависимости от диаметра отверстия, обрабатываемого
материала, шероховатости и точности обрабатываемой поверхности.
Наиболее совершенным видом сверл для глубокого сверления от¬
верстий большого диаметра является пустотелое сверло. При исполь¬
зовании такого сверла в стружку превращается лишь кольцеобразная
часть удаляемого металла, внутренняя же часть остается целой и пос¬
ле окончания сверления ее удаляют в виде цилиндрического стержня.
Сверла этого вида (рис. 140, в) состоят из головки со вставными но¬
жами, которая соединяется с головкой сверла с помощью резьбы. Та¬
кие виды специальных сверл применяют при обработке на станках
больших пустотелых валов, длинных шпинделей станков и т. п.
§ 60. Обработка на расточных станках
Расточные станки применяют главным образом для обработки в за¬
готовках корпусных деталей отверстий с точно координированными
осями (блоки двигателей, коробки передач и т. п.). Универсально-рас¬
точные станки подразделяют на станки для обычных расточных работ
и для точных расточных работ; к последним, в частности, относятся
координатно-расточные станки; служащие для обработки отверстий
с особо точными межцентровыми расстояниями. Они бывают горизон¬
тальные и вертикальные.
На горизонтально-расточных станках можно сверлить и развер¬
тывать отверстия, нарезать в них резьбу и фрезеровать плоскости.
Такие станки применяют в единичном и мелкосерийном производстве
для обработки заготовок корпусных деталей.
Отверстия больших диаметров в различных заготовках в условиях
массового производства растачивают на многошпиндельных расточ¬
ных станках, применяя в качестве инструмента расточные головки.
В единичном и мелкосерийном производстве отверстия обрабаты¬
вают по разметке, в крупносерийном и массовом производстве приме¬
няют устройства для координатного растачивания и кондукторы, т. е.
специальные приспособления для направления режущих инструмен¬
тов.
На столе можно установить специальное дополнительное вращаю¬
щееся приспособление, чтобы получить круговые движения обрабаты¬
ваемой заготовки, когда необходимо растачивать отверстия под не¬
которым углом в горизонтальной плоскости с одной установки.
Обрабатываемую заготовку устанавливают или на столе, укрепляя
ее обычными крепежными средствами, или в специальном приспособ¬
лении, если этого требует технологический процесс изготовления де¬
тали.
207
На рис. 141 показаны основные виды работ, выполняемые на гори¬
зонтально-расточном станке, с указанием движений основных узлов
станка. На рис. 141, а показано одновременное растачивание двух
концентричных отверстий
резцами, закрепленными
на борштанге 2, которую
приводит во вращение
шпиндель 1 и поддержи¬
вает люнет 3 задней стой¬
ки. При обработке заготов¬
ки стол 4 перемещается па¬
раллельно оси шпинделя
(продольная подача). Этот
способ растачивания с про¬
дольной подачей стола при¬
меняют в случае, когда
расположенные соосно рас¬
тачиваемые отверстия име¬
ют значительную длину и возможен прогиб борштанги 2.
На рис. 141, б показано растачивание отверстия большого диа¬
метра с помощью резца, закрепленного в резцедержателе 2, который
укреплен на планшайбе 1. Продольная подача заготовки осуществ¬
ляется движением стола 3, а радиальная подача резца — радиальным
перемещением резцедержателя на планшайбе. Этим способом можно
растачивать отверстия большого диаметра, но сравнительно малой
длины.
На рис. 141, в показана обработка «летучим» суппортом торца за¬
готовки после растачивания отверстия. В данном случае заготовка не¬
подвижна и стол не перемещается. Планшайба 1 вращает резцедержа¬
тель 2 с закрепленным резцом, который перемещается радиально, об¬
рабатывая торцевую поверхность заготовки. Эта операция часто встре¬
чается при обработке больших несимметричных поверхностей.
На рис. 141, г показан пример совместной работы шпинделя 2 и
планшайбы 1. Одновременно растачивается отверстие резцом, закреп¬
ленным на борштанге 4, и обрабатывается торец заготовки резцом, за¬
крепленным в резцедержателе 3. Заготовка вместе со столом 5 непод¬
вижна.
При координатном растачивании положение осей растачиваемых
отверстий задается двумя размерами (координатами), которые отсчи¬
тываются от базисных установочных плоскостей детали. Установку
оси шпинделя расточного станка на заданные координаты осуществ¬
ляют с помощью градуированных линеек и нониусов, имеющихся на
станке, или с помощью специальных регулируемых вкладышей. Перед
растачиванием производят проверку правильности установки детали
на столе станка индикатором, закрепленным в шпинделе станка, за¬
тем установку шпинделя в нулевое положение с помощью ловителя,
вставляемого в конце шпинделя станка, с проверкой щупом. После
этого можно начать растачивание, предварительно совместив ось шпин¬
Рис. 141
208
деля и ось растачиваемого отверстия. Координатное растачивание по¬
вышает точность межцентровых расстояний и их соосность, упрощает
обработку и увеличивает производительность.
§ 61. Обработка на шлифовальных станках
Внутреннее шлифование применяют главным образом при обработ¬
ке точных отверстий в закаленных деталях, а также в тех случаях,
когда по каким-либо причинам невозможно применить другие, более
производительные методы точной обработки отверстий, например ал¬
мазное растачивание, хонингование и др.
Существуют два способа внутреннего шлифования: во вращающей¬
ся заготовке и в неподвижной заготовке. Первый способ применяют
при шлифовании отверстий в небольших по размерам заготовках,
большей частью представляющих собой тела вращения, например от¬
верстий в зубчатых колесах, в кольцах шарико- и роликоподшипни¬
ков, а второй — при шлифовании отверстий в заготовках корпусных
деталей, которые неудобно или невозможно закрепить в патроне
станка.
В первом случае обрабатываемую заготовку зажимают в патроне
и приводят во вращательное движение (рис. 142, а). Во втором случае
заготовка устанавливается на столе станка, а шпиндель шлифоваль¬
ного круга помимо вращательного движения имеет планетарное дви¬
жение (рис. 142, б).
В обоих случаях осуществляется продольная подача шлифоваль¬
ного круга вдоль оси шлифуемого отверстия: в первом случае — дви¬
жением шпиндельной головки, во втором — движением стола.
Наиболее существенное отличие внутреннего шлифования от на¬
ружного круглого шлифования заключается в том, что обработка про¬
изводится кругом малого диаметра. Обычно диаметр круга при внут¬
реннем шлифовании составляет 0,7. . .0,9 диаметра отверстия шли¬
фуемой заготовки.
В обычных конструкциях шпиндельных головок скорость круга
при шлифовании отверстий малого диаметра большей частью не пре¬
вышает 10 м/с и увеличивается с ростом размеров головок в соответ¬
ствии с увеличением диаметров шлифуемых ими отверстий, доходя до
30 м/с при диаметрах отверстий свыше 30 мм. Относительно малая
жесткость шпинделя шлифовального круга ограничивает глубину ре¬
209
зания {поперечную подачу) в зависимости от диаметра шлифуемого
отверстия при предварительном шлифовании стали и чугуна 0,005. . .
0,02 мм и при чистовом шлифовании 0,002. . .0,01 мм на один двойной
ход. Меньшие значения поперечной подачи применяют при диаметрах
отверстий, не превышающих 40 мм, и
при больших отношениях длины отверс¬
тий к его диаметру.
Внутреннее шлифование производят
вращением с продольной подачей, со¬
ставляющей, как и при круглом на¬
ружном шлифовании, 0,4. . .0,8 ширины
круга при предварительном шлифовании
и 0,25. . . 0,4 круга при чистовом, при¬
чем меньшие значения применяют при
отношении длины отверстия к диамет¬
ру, равному трем.
Вследствие малых размеров шлифо¬
вальных кругов для внутреннего шли¬
фования стойкость их, естественно,
меньше, чем при других видах шлифо¬
вания. Для внутреннего шлифования
нужно выбирать более мягкие круги, чем в аналогичных условиях
для наружного шлифования, так как при значительной длине дуги
контакта круга с обрабатываемой поверхностью возможен более силь¬
ный нагрев обрабатываемой заготовки.
При внутреннем бесцентровом шлифовании (рис. 143) обрабатыва¬
емую заготовку 2 устанавливают между поддерживающими роли¬
ками 1 и 3 и ведущим роликом 5. Поддерживающие и ведущий ролики
помещены в общем корпусе 4, который перемещается вместе с обраба¬
тываемой заготовкой в сторону шпинделя 6 шлифовального круга.
Вращающийся шлифовальный круг подается в радиальном направ¬
лении на глубину шлифования, одновременно имея возможность пере¬
мещаться в продольном направлении относительно обрабатываемой
заготовки.
§ 62. Обработка на протяжных станках
Протягивание — процесс обработки поверхности специальным ин¬
струментом — протяжкой, еубья которой за один ход снимают весь
припуск z. На протяжке кроме основных режущих зубьев имеются ка¬
либрующие, придающие обрабатываемой поверхности требуемые точ¬
ность и шероховатость.
Различают три основных вида протягивания: по п р о ф и л ь н о й
схеме (рис. 144, а), осуществляемое протяжками, все зубья которых
имеют профиль, подобный профилю (контуру) поперечного сечения
обрабатываемой поверхности, различаясь только размерами, причем
каждый зуб последовательно снимает слой металла по форме профиля
обрабатываемой поверхности; по генераторной схеме (рис. 144, б),
осуществляемое фигурными протяжками, зубья которых имеют пере-
‘210
генный профиль с дугообразной или прямолинейной формой главной
режущей кромки, постепенно переходящий к заданному профилю
обрабатываемой поверхности; по прогрессивной схеме
(рис. 144, в), осуществляемое протяжками, у которых все режущие зубья
разбиты на группы, обычно по два зуба, причем каждый зуб группы
формирует только определенный участок профиля обрабатываемой по¬
верхности. При этом режущие кромки зубьев перекрывают друг друга.
а)
Рис. 144
Первая схема применима при протягивании поверхностей со сня¬
тием тонкого слоя металла по всей ширине обработки. Обработка по
корке при этой схеме не производится. Генераторная схема упрощает
изготовление протяжек, так как в этом случае нет необходимости в за¬
точке зуба протяжки по всему фассонному затылку. Прогрессивная
схема в основном применяется при протягивании не обработанных
предварительно поверхностей.
Рис. 145
Размеры припусков под протягивание при обработке цилиндричес¬
ких отверстий колеблются от 0,5 до 1,5 мм на диаметр в зависимости
от диаметра отверстий. Точность обработки — 8. . .7-й квалитеты.
Для глубоких отверстий (/>4d) припуск увеличивается на 25. . .50%.
Такие же припуски принимают при протягивании шлицевых отвер¬
стий, если вцадины обрабатывают одновременно с отверстием комби¬
нированной протяжкой. Достигаемая шероховатость поверхности Ra=
0,8. . .0,4 мкм.
На рис. 145 показан общий вид наиболее распространенного гори¬
зонтально-протяжного станка. На станине 3 установлены основные
сборочные единицы станка, в полой ее части размещен со всеми агре¬
гатами и приводом от электродвигателя 1 гидропривод, который при¬
211
водит в движение шток 2. Наружный конец штока покоится на допол¬
нительной опоре, перемещающейся вместе с ползуном 4. Конец штока
снабжен зажимным приспособлением 5 для крепления протяжки 7,
другой конец которой поддерживается подвижным люнетом 8. Обра¬
батываемая заготовка 6 при протягивании упирается в торец стани¬
ны. Для перемещения штока с различными скоростями и установки
протяжек различной длины в гидроприводе предусмотрено устройство
для изменения хода и скорости движения ползуна 4.
По конструкции зубьев протяжки бывают режущими и уплотняю¬
щими. В первом случае зубья имеют острые режущие кромки, а во
втором — округленные, работающие на уплотнение обрабатываемой
поверхности.
По профилю протяжки подраз¬
деляются на плоские, круглые и фа¬
сонные. Различают также сборные
протяжки со вставными зубьями и
наборные, оснащенные пластинками
твердого сплава. Разность высоты
двух смежных зубьев определяет
толщину слоя металла, срезаемого
каждым зубом протяжки, или раз¬
мер подъема на зуб, который зави¬
сит от свойств обрабатываемого ма¬
териала, материала протяжки, же¬
сткости заготовки, формы протяги¬
ваемой поверхности и т. д.
Для разделения широкой стру¬
жки на поверхности лезвий проре¬
заны стружкоразделительные ка¬
навки (от 6 до 12). Число калибру¬
ющих зубьев составляет 3. . .8. Чем
выше требования к точности обра¬
ботки, тем больше калибрующих
зубьев должна иметь протяжка.
У калибрующих зубьев подъема
на зуб нет.
Наиболее распространенными
являются круглые протяжки с пря¬
мыми зубьями (рис. 146, а). Иногда их выполняют сборными в целях
экономии быстрорежущей стали. Для протягивания глубоких отвер¬
стий применяют протяжки с винтовыми зубьями (рис. 146, б), работа¬
ющие с поступательным движением вдоль оси. Уплотняющая протяж¬
ка с округленными зубьями показана на рис. 146, в. Шлицевые про¬
тяжки выполняют так же, как и круглые, в зависимости от формы
шлица зубья изготовляют с прямым (рис. 146, г), угловым (рис. 146, д)
или елочным (рис. 146, е) профилем.
Для протягивания многогранных отверстий применяют квадрат¬
ные, шестигранные, прямоугольные и другого профиля протяжки.
а)
-езвм
г)~—
ш
taEHH
Рис. 146
212
Особенностью их конструкций является наличие нескольких ступеней
по длине с различными подъемами на зуб.
Для одновременной обработки различных поверхностей шлицевого
отверстия применяют комбинированные протяжки, которые предва¬
рительно протягивают гладкое отверстие, а затем шлицы. Такие про¬
тяжки имеют вначале зубья круглой формы, за которыми располо¬
жены зубья, соответствующие форме шлица.
Шпоночные протяжки предназначены для протягивания в отвер¬
стиях шпоночных канавок.
§ 63. Приспособления для сверлильных и расточных работ
7
2 3
4-
Наиболее распространенными приспособлениями для сверлильных
и расточных работ являются кондукторы, снабженные втулками для
направления инструмента. Кондукторы подразделяются на наклад¬
ные и подвесные (закрытые и открытые), по виду исполнения — на
подвижные и неподвижные и по виду привода — на механические и
пневматические.
Приспособления с пневматическим приводом для сверлильных ра¬
бот применяют при обработке больших партий заготовок. Особенно
широко пневматический привод используют в скальчатых кондукто¬
рах, в кондукторах с большим количеством зажимных элементов и в
кондукторах для крупногабаритных заготовок.
Скальчатые кондукторы имеют подвижную кондукторную плиту,
жестко связанную с колонками-рейками, по которым плита реечным
механизмом, действующим от
пневматики, поднимается на
необходимое расстояние для
установки обрабатываемой за¬
готовки, при отпускании ее
заготовка закрепляется. На
опорной плоскости корпуса
кондуктора монтируют эле¬
менты приспособления для ус¬
тановки заготовки, а в кон¬
дукторной плите — соответ¬
ствующие направляющие
втулки для режущего инст¬
румента. Сжатый воздух ис¬
пользуется не только для за¬
жима заготовок, но и для об¬
легчения поворота подвиж¬
ных деталей, тяжелых кон¬
дукторов.
При сверлении отверстий
во фланцах часто применяют
накладные кондукторы, используя для зажима заготовки пневмопри¬
вод. На рис. 147 показан модернизированный стол сверлильного
станка с устройством для зажима заготовки и накладной кондуктор¬
213
ной плиты сжатым воздухом. Пневмоцилиндр 7 укреплен на приливе
стола 4 станка. Шток 5 цилиндра соединен с муфтой 3, имеющей
резьбовое отверстие. Ход штока ограничивается упорной втулкой 1.
В конструкции предусмотрено отверстие для центрирования при¬
способления при использовании пневматического зажима, в обычном
виде это отверстие закрывается заглушкой 2. Пневматическим зажи¬
мом управляет распределительный клапан 6.
Для сверлильных работ с применением накладных кондукторов
имеются конструкции с диафрагменным пневматическим зажимом
(рис. 148). В чугунном корпусе 1 помещены две диафрагмы 2 с одним
общим штоком 3. При впуске сжатого воздуха через распределительный
кран 5 в полости рабочих камер перемещается шток 3 сверху вниз к
зажимам заготовки. В исходное положение шток возвращается пру¬
жиной 4. Кондуктор состоит из подставки с базирующими кольцами
или штырями и кондукторной плиты, которую накладывают на за¬
готовку и прижимают к ней гайкой, расположенной в центре кондук¬
тора. Для передачи давления на кондукторную плиту применяют от¬
кидную или быстросменную шайбу или чеку.
Типовые схемы пневматических зажимов для кондукторных плит
показаны на рис. 149: а — с откидной шайбой: 1 — накладной кон¬
дуктор, 2 — опорный диск, 3 — тяга, 4 — упорный штифт, 5 — от¬
кидная шайба; б — с быстросменной шайбой: 1 — быстросменная шай¬
ба, 2— опорное кольцо, 3 — кондукторная плита, 4 — упорный
штифт, 5 — тяга; в — с чекой: 1 — кондукторная плита, 2 — тяга,
3 — опорный диск, 4 — чека.
В практике сверлильных работ применяют также патроны и ма¬
шинные тиски, например для снятия фасок, зенкерования, нареза¬
ния резьбы и др. В этих случаях возможно применение универсаль¬
ных пневматических зажимов типа пневматического патрона с экс¬
центриковыми кулачками.
214
Рис. 149
На рис. 150 приведена конструкция пневматического трехкулач¬
кового патрона. Под воздействием сжатого воздуха рейка 2 штока
пневмоцилиндра, установленного на фланце корпуса / патрона, вра¬
215
А-А
щает зубчатое колесо 5, а последнее — зубчатые колеса 4, которые
приводят в действие три эксцентриковых кулачка 3, расположенных
под углом 120° друг к другу. Кулачки, поворачиваясь, сходятся
к центру и, центрируя, поджимают заготовку. Окончательный зажим
осуществляется силами резания, момент которых поворачивает ку¬
лачки, закрепляющие за¬
готовку. При необходимо¬
сти обработки отверстий
по кондуктору на корпусе
трехкулачкового патрона
можно установить кронш¬
тейн с кондукторной втул¬
кой.
Для сверления отверс¬
тий в поковках зубчатых
колес, а также для после¬
дующей их обработки про¬
тягиванием применяют
пневматические самоцент-
рирующие приспособления
с эксцентриковыми ку¬
лачками. На рис. 151 по¬
казано такое двухместное
приспособление с исполь¬
зованием двухшпиндельной
головки. Особенность при¬
способления — реечно-шес¬
теренчатый дифференци¬
альный механизм, благо¬
даря которому две заготов¬
ки центрируются и зажи¬
маются от одного пневмо¬
цилиндра.
Обрабатываемые заго¬
товки устанавливают на
опоры 8, укрепленные на
корпусе приспособления:
Во втулки 9, запрессован¬
ные в корпус, вставлены
валики 10, на которые по¬
сажены эксцентриковые ку¬
лачки 11. Зубчатые колеса, выполненные за одно целое с валиками
10, находятся в зацеплении с зубчатыми колесами 6, вращающимися
на втулках 5, которые с помощью винтов и штифтов закреплены на
корпусе приспособления.
В средней части корпуса имеется паз П прямоугольного сечения,
в который вложен ползун 12. В прорези ползуна на оси 16 на шарико¬
подшипниках установлено зубчатое колесо 15, которое находится в за¬
цеплении с двумя рейками 13. Рейки одной стороной вставлены в от¬
Рис. 150
216
верстия корпуса, а другой находятся в зацеплении с зубчатыми коле¬
сами валиков: правая рейка — с зубчатым колесом валика 10, левая —
с зубчатым колесом валика 2. Зубчатое колесо валика 2 находится в
зацеплении с зубчатым колесом одного из валиков 10 левого гнезда
приспособления. Валик 2 необходим для того, чтобы кулачки обоих
гнезд приспособления вращались в одну сторону.
А-А
Рейки 13 удерживаются от вращения шпонками 14, укрепленными
внутри корпуса. Ползун 12 с помощью Г-образного паза соединен со
штоком 7 пневматического цилиндра, корпус которого отлит заодно
с корпусом приспособления. Паз П в корпусе закрыт сверху крышкой,
внутренняя поверхность которой не дает возможность ползуну 12
сдвигаться вверх.
Под действием поршня ползун 12 движется в пазу П и через зуб¬
чатое колесо 6 передвигает рейки, которые вращают находящиеся
с ними в зацеплении валики, а те в свою очередь вращают валики 10
с сидящими на них эксцентриковыми кулачками 11. При зажиме заго¬
товок ползун ( 12 движется в направлении от цилиндра и кулачки 11
вращаются против часовой стрелки. Когда кулачки одного из гнезд
повернутся до упора в заготовку, рейка останавливается, а зубчатое
колесо 15 начинает вращаться на оси 16, перекатываясь по остановив¬
шейся рейке, и продолжает двигать вторую рейку, пока и кулачки
второго гнезда не дойдут до упора в заготовку, установленную в этом
гнезде, после этого движение ползуна 12 прекращается и обрабаты-
217
ваемые заготовки в обоих гнездах оказываются сцентрированными и
надежно зажатыми в кулачках 11. При освобождении обработанной
детали рейки, совершая обратное движение, упираются в планки 3,
которые вложены в пазы, профрезерованные в корпусе, и прикрепле¬
ны винтами 4. Две скалки 1, укрепленные в корпусе, служат для на-
2 правления двухшпиндельной
сверлильной головки.
На рис. 152 показан вид в
плане тисков с приводом центри-
j рующих губок 1 от пневматиче¬
ской камеры 4. Усиливающий
рычажный механизм 6, соеди-
^ ненный со штоком 3, осуществ¬
ляет возвратно-поступательное
движение ползунов 2 с прикреп-
5 ленными к ним губками 1. При
впуске сжатого воздуха в по¬
лость А кулачки сходятся и за¬
жимают заготовку, при пере¬
ключении крана губки возвра-
Рис. 152 щаются в исходное положение
под действием пружин 5.
Накладные кондукторы широко не применяются из-за необходи¬
мости закрепления плиты на весь период обработки данной заготовки.
В скальчатых кондукторах кондукторная плита подвижна, что облег¬
чает установку и закрепление заготовок. Кондукторная плита пере¬
мещается с помощью скалок (колонок). Ее поднимают и опускают
специальным реечным механизмом. На опорной плоскости корпуса
устанавливают элементы приспособления, а в кондукторной. плите
предусматривают отверстия под направляющие кондукторные втулки.
На рис. 153 показан скальчатый кондуктор с реечным механиз¬
мом и кондукторной плитой на двух скалках. Кондуктор состоит из
корпуса 6, двух скалок 4 с рейками, кондукторной плиты 5 и зубчатого
валика 7. В привод кондуктора входит пневмоцилиндр 11, прикреп¬
ленный к корпусу 6 кондуктора. Движение от штока 10 поршня к
зубчатому валику 7 передает рейка 3, соединенная со штоком суха¬
рями 9 и шариком 8. Пневмоцилиндр управляется трехходовым рас¬
пределительным краном 12. При зажиме заготовки сжатый воздух
через воздуховод 1 поступает в левую рабочую полость цилиндра.
Поршень 2, передвигаясь вправо, перемещает шток с рейками 3 и
вращает зубчатый валик 7 по направлению движения часовой стрелки,
в результате чего обе скалки 4 с кондукторной плитой 5 опускаются
на заготовку. При перемещении поршня 2 справа налево отработан¬
ный воздух удаляется через воздуховод 1 в атмосферу и кондукторная
плита отводится в исходное положение.
На рис. 154 приведена конструкция многоместного кондукторного
устройства поворотного типа с пневмоприводом. На поворотном столе
7 смонтировано восемь кондукторов 6, по четыре в каждой группе,
управляемых двумя распределительными кранами 10. Четыре кондук¬
218
тора находятся в рабочем положении, а еще четыре —в загрузочном,
при повороте стола на 180° первые четыре кондуктора перемещаются
в загрузочное положение, а вторые четыре — в рабочее.
Сжатый воздух подводится к поворотному столу через распреде¬
лительную муфту 8 и от воздуховода 4 — к распределительным кранам
10. Корпус муфты 8 укреплен на поворотной части стола 7, а палец,
10 9 В 7 Б
муфты 9 со шлангом 3 — на станине 11 станка. Заготовки устанавли¬
вают на планки 2 и центрируют трехлапыми призмами 1. Отверстия
сверлят четырехшпиндельной головкой, направляемой по скалкам 5,
одновременно в четырех заготовках.
Выполнение операций растачивания требует соблюдения ряда ус¬
ловий выбора места зажима заготовки, конструкции зажимов и дру¬
гих элементов конструкции приспособлений для расточных работ.
Так как растачивание, особенно чистовое, является точной операцией,
то необходимо исключить вибрации зажимного устройства и соблю¬
дать условия, предотвращающие деформацию обрабатываемой заго¬
товки.
219
На рис. 155 показано приспособление с пневмоприводом для рас¬
тачивания цилиндров. На шпинделе передней бабки расточного стан¬
ка укрепляют самоцентрирующий рычажный патрон, который дей¬
ствует в результате приложения усилия от пневмопривода. На осно¬
вании 11 приспособления размещена стойка 9 с подвижной гильзой
1 2 5 4 5
Рис. 154
4. Внутри гильзы находится втулка 3 для направления расточной го¬
ловки. В переднем конце гильзы на коническом роликовом подшип¬
нике установлена крышка 2 с коническим отверстием для центрирова¬
ния заготовки.
Заготовку зажимают патроном пневмоцилиндра 6 двустороннего
действия, шток поршня которого шарнирно соединен с рычагом 7,
посаженным на один валик с зубчатым колесом 8. Зубчатое колесо 8
220
находится в постоянном зацеплении с рейкой 5 гильзы 4, рейка пере¬
двигается по направлению к бабке под действием штока при посту*
плении сжатого воздуха в правую полость цилиндра.
После центрирования заготовка 12 направляется левым концом
внутрь корпуса патрона 1 и, упираясь торцом в центрирующую втул¬
ку 14, отодвигает ее влево, в то время как рычаги 10, входящие вы¬
ступами 13 в прорезь втулки, поворачиваются вокруг своих осей и за¬
жимают заготовку в приспособлении.
Для растачивания поршневых колец на двухшпиндельном гори¬
зонтально-расточном станке применяют двухпозиционное пневматиче¬
ское приспособление (рис. 156) со сдвоенным пневмоцилиндром. По¬
221
мещенные в магазине 2 поршневые кольца при отходе плунжера 3,
сидящего на штоке 4 пневмоцилиндра, поступают вниз на вкладыш 9.
Сжатый воздух подается одновременно во внутренние камеры обоих,
цилиндров, шток 4 заталкивает обрабатываемые кольца в стакан
10 до положения, ограниченного гайками-упорами 8. С помощью вто¬
рого крана воздух направляется в наружные камеры цилиндров, пос¬
ле чего шток 5 посредством траверсы 6 и штанги 7 перемещает плиту
И, которая кольцом 1 и стаканом 10 прижимает обрабатываемые коль¬
ца к торцу плунжера 3. После обработки колец штоки движутся в об¬
ратном направлении, плита 11 отходит от торца стакана 10, а обрабо¬
танные кольца выталкиваются плунжером 3.
На рис. 157 приведена конструкция приспособления для раста¬
чивания картера сцепления. Основными деталями приспособления яв¬
ляются: корпус 1, горизонтальный пневмоцилиндр 11, вертикальный
цилиндр 6, зажимная планка 4, сухари 14 и 18, упорный 15 и опорный
17 ролики.
Обрабатываемую заготовку (картер) отверстиями устанавливают на
фиксаторы 9. При повороте распределительного крана сжатый воз¬
дух поступает в цилиндр 11, шток 12 которого соединен с сухарем
14. Поршень 13 пневмоцилиндра 11, передвигаясь вправо, прижимает
обрабатываемую заготовку планкой 4 к опорному кольцу 5. Планка
4 опирается на шаровую пяту, благодаря чему ее упоры само устанав¬
ливаются. Обрабатываемую заготовку зажимают упоры 10, 8 и 3,
из которых упоры 10 и 8 подвижно укреплены в планке 4 и взаимно
устанавливаются, опираясь на шарики.
На следующем повороте распределительного крана включается
пневмоцилиндр 6, который продвигает поршень 7 со штоком 16 вниз
до упора в ролик 17, установленный в сухаре 18\ шток, нажимая ско¬
сом на ролик 15, зажимает обрабатываемую заготовку в приспособле¬
нии упорами планки 4. Шток 16 имеет скошенные лыски у торца под
углом 30° и далее под углом 10°, близким к углу самоторможения,
вследствие чего планка 4 стопорит. Для предотвращения вибрации
при растачивании обрабатываемую заготовку снизу подпирают упо¬
рами 2.
Применение приспособлений с пневмоприводом для растачивания
заготовок корпусных деталей позволяет значительно снизить вспомо¬
гательное время.
§ 64. Приспособление для протяжных работ
При внутреннем протягивании протяжка перемещается через пред¬
варительно просверленное или расточенное отверстие и придает ему
соответствующую форму, размеры и шероховатость поверхности. Про¬
тяжка соединяется с кареткой штока протяжного станка специаль¬
ным патроном.
При протягивании отверстий, за исключением случаев координат¬
ного протягивания, обрабатываемая деталь центрируется направляю¬
щим участком (шейкой) протяжки и усилием резания прижимается
к опорной поверхности планшайбы станка. Поэтому приспособления
222
Рис. 157
для внутреннего протягивания, отличающиеся простотой, не имеют
специальных зажимных механизмов.
На рис. 158 показаны приспособления для протягивания отвер¬
стий у деталей с обработанным базовым торцом, перпендикулярным
оси отверстия. В приспособлении
(рис. 158, а) для протягивания круг¬
лого отверстия опорный фланец 2
сцентрирован и закреплен на план¬
шайбе 1 станка. В приспособлении
на рис. 158, б для протягивания
шлицевого отверстия протяжка на¬
правляется по предварительно рас¬
точенному отверстию заготовки, са¬
ма же заготовка центрируется хво¬
стовиком в сменной втулке 3, уста¬
новленной в переходной планшайбе
2; 1 — планшайба (стол) станка.
Если базовый торец заготовки не
обработан или не перпендикулярен
оси, она должна иметь возможность
самоустанавливаться (центрироваться) по оси протяжки, иначе по¬
следняя в процессе обработки будет изгибаться, что может привести
к ее поломке. В этих случаях применяют приспособления со сфери¬
ческой самоустанавливающейся опорой. Они позволяют центрировать
А-А
Рис. 159
заготовки с необработанным или косым торцом по оси протяжки.
Для того чтобы сферическая опора была самоустанавливающейся, не¬
обходимо при ее конструировании соблюдать условие
h/R ^ sin ф,
где h — расстояние от оси сферической опоры до точки приложения
силы, действующей на торец этой опоры; R — радиус сферической
224
опоры; ф угол трения в сопряжении по сфере, tgcp=/ (/ — коэффи¬
циент трения).
При протягивании отверстий в заготовках большой длины приме¬
няют приспособления с плавающими опорами (рис. 159). Приспособ¬
ление центрируется коль¬
цом 1, закрепленным в его
корпусе, и крепится на
планшайбе горизонтально¬
протяжного станка. Заго¬
товка центрируется про¬
тяжкой и усилием резания
прижимается обработан¬
ным торцом к втулке 2.
Для того чтобы перед
началом протягивания ра¬
бочий не держал заготовку
дусмотрена подставка с призмой 3, на которую предварительно уста¬
навливают обрабатываемую заготовку. Призма сконструирована са-
моустанавливающейся по цилиндрической поверхности подвижной
опоры 4, плавающей на шести плунжерах 5. Пружины 6 плунжеров
подобраны соответственно массе заготовки так, чтобы обрабатыва¬
емое отверстие располагалось приблизительно по центру станка.
Шпонка 7 предохраняет опору 4 от проворачивания. Кожух 8 защища¬
ет трущиеся поверхности деталей 3, 4 и 5 от попадания стружки.
Протяжки соединяют с кареткой штока станка с помощью специ¬
альных патронов. Корпус обычного патрона крепят резьбовым кон¬
цом в каретке штока, а хвостовик протяжки вставляют в отверстие
патрона и закрепляют в нем клином, если на хвостовике имеется по¬
перечное окно, или скобой, если на конце протяжки предусмотрены
специальные вырезы. Если протяжку необходимо снимать после каж¬
дого хода, то такой способ крепления малопроизводителен.
На рис. 160 показана конструкция быстродействующего патрона.
В корпусе 5 помещены два кулачка 4. Сферической частью кулачки
упираются в гнезда корпуса 5. Под действием толкателей 3 и пру¬
жин 2 заостренные части кулачков постоянно сведены вместе. Усилие
пружин регулируют винтами 1.
Протяжка 6 с обрабатываемой заготовкой заводится с правого
торца патрона. Кулачки 4, преодолевая сопротивление пружины, рас¬
ходятся, а затем заскакивают в зажимчики хвостовика и удерживают
протяжку во время протягивания. По окончании операции протяжку
поднимают вверх и выводят через прорезь корпуса.
§ 65. Отделочные виды обработки отверстий
К основным отделочным видам обработки отверстий относятся тон¬
кое, или алмазное, растачивание, хонингование и притирка. Тон¬
кое растачивание применяют главным образом для обработ¬
ки цветных металлов и их сплавов, так как при шлифовании загото¬
вок из этих материалов круги засаливаются, и это затрудняет обра¬
на весу, на корпусе приспособления пре-
8 ,\Ь 2126
225
ботку. Тонкое растачивание характеризуется незначительной глуби¬
ной резания (0,05. . .0,3 мм) и небольшими подачами (0,02. . .0,12 мм/
об) при высоких скоростях резания (120. . .1000 м/мин и выше). Обра¬
ботку осуществляют алмазными резцами или резцами, оснащенными
пластинками из твердого сплава.
Алмазные резцы обладают высокой стойкостью, доходящей до
200. . .300 ч. Резцы с пластинками из твердых сплавов, с хорошо до¬
веденной режущей кромкой также обеспечи¬
вают высокое качество обработанной поверх¬
ности, однако стойкость их значительно мень¬
ше.
Основными факторами, влияющими на
точность тонкого растачивания, являются
тщательная доводка режущей кромки инстру¬
мента, небольшое удельное давление резания,
большие скорости резания и высокая точ¬
ность оборудования. Большое значение при
этом виде обработки имеет размер припуска
под растачивание и точность предшествующей
операции. Повышенный припуск и неточность
предшествующей обработки ухудшают условия
работы режущего инструмента.
Для тонкого растачивания применяют спе¬
циально приспособленные станки. Заготовку
на этих станках закрепляют неподвижно, а
вращение получает режущий инструмент, что
исключает влияние дисбаланса обрабатывае¬
мой заготовки на точность обработки. Корпус¬
ные детали растачивают на горизонтально-
расточных станках, для тонкого растачивания металлоемких деталей
применяют вертикально-расточные станки.
Тонкое растачивание обеспечивает точность обработки в пределах
6. . ,5-го квалитетов и шероховатость поверхности Ra~ 0,8. . .0,1 мкм
с отклонениями от правильной геометрической формы (овальность,
конусообразность, огранка) не более 0,003. . .0,005 мм.
Хонингование является основным видом отделочной об¬
работки отверстий. Инструмент (рис. 161) — доводочная головка
(хон) — представляет собой цилиндр 4, вдоль образующих которого
расположено шесть абразивных брусков 3, укрепленных на соответ¬
ствующих планках 5 и соединенных попарно с радиальными стерж¬
нями 6, которые входят в соответствующие пазы головки. Внутри
головки смонтирован двусторонний конический регулируемый стер¬
жень 1, с помощью которого радиальные стержни вместе с абразив¬
ными брусками раздвигаются, регулируя диаметральный размер и
компенсируя износ абразивных брусков. Абразивные бруски соеди¬
нены между собой попарно пружинами 7. Доводочную головку соеди¬
няют со шпинделем хонинговального станка шарниром.
Шпиндель станка сообщает доводочной головке одновременно вра¬
щательное движение со скоростью 20. . .50 м/мин при обработке стали
\
и 65. . .80 м/мин при обработке чугуна и возвратно-поступательное
движение со скоростью 10. . .20 м/мин. При этом хон абразивными
брусками сглаживает поверхность обрабатываемого отверстия 2 за¬
готовки и доводит его до нужного размера и шероховатости. Точность
отверстия после хонингования соответствует 7. . ,5-му квалитетам и
шероховатости поверхности в пределах /?.,= 0,32. . .0,02 мкм.
В процессе хонингования могут быть исправлены погрешности
формы отверстия (конусообразность, овальность, бочкообразность
и др.) после предыдущей операции.
Припуск на хонингование зависит от точности предыдущей опера¬
ции, обычно он составляет 0,01. . .0,2 мм (при подготовке поверхно¬
сти под хонингование шлифованием припуск составляет 0,01. . .
.. .0,05 мм).
На качество хонингования влияют характеристики абразивных
брусков и режимы обработки. Абразивные бруски изготовляют из
электрокорунда зернистостью 8. . .3. Применяют также бруски из син¬
тетического алмаза.
Оптимальный режим обработки при хонинговании следующий:
скорость доводочной головки 30. . .60 м/мин, скорость возвратно-по¬
ступательного движения 10. . .15 м/мин.
При хонинговании отверстий применяют охлаждающие жидкости,
составленные из смеси керосина (90%) и масла (10%), а в некоторых
случаях специальные смеси, состоящие из керосина с осерненным
маслом, стеарина и других материалов.
Притирка — способ отделки отверстий вращающимся прити¬
ром. Отверстия притирают лишь в единичном и мелкосерийном произ¬
водстве при обработке точных небольших отверстий, когда примене¬
ние хонингования затруднительно, а также в массовом производстве
в тех случаях, когда невозможно изготовить хон.
Представляют интерес опыты по обработке поверхностей с исполь¬
зованием метательной энергии взрыва. Их проводи¬
ли для обработки отверстий (в этом случае пуля являлась режущим
инструментом) и для наружных поверхностей, когда деталь, посылае¬
мая с большой скоростью, встречала на своем пути режущий инстру¬
мент. Исследования показали существенное улучшение обрабатывае¬
мости, характеризующейся, в частности, снижением усилий резания,
температуры, износа режущего инструмента, повышением качества
обработанной поверхности R&=0,32. . .0,04 мкм и резким повыше¬
нием производительности. Так, при обработке этим способом заготов¬
ки из отожженной стали со скоростью резания 45 720 м/мин интен¬
сивность съема металла составила 98 300 см3/мин, что в 245 раз выше,
чем при обычном резании на токарном станке (st400 см3/мин).
На рис. 162, а показана схема малогабаритной установки для об¬
работки сквозных отверстий, пазов и шлицев на наружных и внут¬
ренних поверхностях в заготовках деталей с наибольшей высотой
50 мм и шириной 150 мм, созданной в МВТУ им. Н. Э. Баумана.
В этой установке используется энергия выстрела (обычный охотничий
патрон), но могут быть применены и другие источники энергии, взрыв
паров бензина и др.
8*
227
В трубе 1 помещена гильза 2 с резьбовой крышкой 3. Труба через
резьбовой переходник 4 соединяется с рабочим цилиндром 5. В ци¬
линдре помещен поршень 6, уплотненный поршневыми кольцами.
В дне поршня имеется резь¬
бовое отверстие для соедине¬
ния ползуна с резцедержате¬
лем 8, в гнезде которого ук¬
реплен резец 9 двустороннего
действия, лежащий своими пе¬
редними поверхностями на
кольцевой заготовке детали,
установленной на подклад¬
ках 10 внутри корпуса 7.
Для смягчения удара резце¬
держателя о стол установки
в конце рабочего хода под
резцедержатель положена ре¬
зиновая шайба — буфер 11.
Резьбовые соединения тру¬
бы 1 с переходником 4 и пе¬
реходника с цилиндром 5 гер¬
метизированы свинцовыми
прокладками. В трубе предусмотрено отверстие для отвода порохо¬
вых газов.
Взрыв заряда производят электрозапалом. В полость рабочего ци¬
линдра заливают жидкость (воду, масло, водомасляную эмульсию
и др.), являющуюся средой, передающей энергию выстрела.
На рис. 162, б показана схема установки с применением энергии
сжатого воздуха вместо энергии взрыва. Обрабатываемая заготовка
2 под действием воздушной подушки 1 проходит с большой скоростью
между четырьмя режущими инструментами 3 в выстреливающем рез¬
цедержателе 4 по направляющим 5.
Рис. 162
ГЛАВА ХХШ
ОБРАБОТКА НА РЕВОЛЬВЕРНЫХ И КАРУСЕЛЬНЫХ СТАНКАХ
§ 66. Обработка на револьверных станках
Токарно-револьверные станки отличаются от обычных токарных
станков тем, что работа на них может производиться комплектом
режущих инструментов, установленных в определенной последова¬
тельности в револьверной головке и на поперечном суппорте. Поэтому
токарно-револьверные станки более производительны и, как правило,
применяются в серийном производстве. На токарно-револьверных
станках можно выполнить все виды токарных работ при обработке как
штучных заготовок, так и заготовок из пруткового материала.
Применение токарно-револьверных станков экономично в тех слу¬
чаях, когда требуется последовательно или одновременно обтачивать
228
наружные и растачивать внутренние поверхности, сверлить, зенкеро¬
вать, нарезать резьбу и т. п., т. е. когда можно применять одновре¬
менно несколько инструментов, а также при обработке деталей партия¬
ми. Экономичность револьверных станков по сравнению с токарными
достигается за счет сокращения вспомогательного времени. Однако
следует учитывать, что режимы резания вследствие недостаточной
жесткости технологической
системы при револьверных ра- С/ ™
ботах значительно снижают- /yza'fir-L-
ся. Кроме того, существенное
значение имеет сложность
настройки станка, поэтому if
при револьверных работах Ц
широко используют группо¬
вые револьверные наладки,
позволяющие осуществлять
обработку технологически
подобранных деталей.
Токарно - револьверный
станок отличается от токарно¬
винторезного отсутствием зад¬
ней бабки, на месте которой
установлена револьверная го¬
ловка с кареткой. Для обра¬
ботки заготовки из прутко¬
вого материала шпиндель
станка снабжен специальным
механизмом подачи и закре¬
пления прутка.
Револьверная головка име¬
ет различные конструкции.
Наиболее распространенными
являются шестигранные ре¬
вольверные головки с верти¬
кальной осью вращения и круглые револьверные головки с горизон¬
тальной осью вращения.
В шестигранных револьверных головках с вертикальной осью
вращения (рис. 163, а) имеется шесть гнезд для установки инструмен¬
та. Станки с такой головкой обычно изготовляют с одним поперечным
передним, а иногда с передним и задним суппортами. Последний
используют для прорезки канавок, подрезки опорных поверхностей,
отрезки заготовок, причем перемещать инструменты можно только в
поперечном направлении. С помощью переднего суппорта выполняют
те же виды обработки, что и на токарно-винторезных станках, кроме
нарезания резьбы, которое выполняют инструментами, установлен¬
ными на револьверной головке: наружную резьбу нарезают плашка¬
ми, а внутреннюю — метчиками.
На рис. 163, а в качестве примера показана схема обработки втулки
на токарно-револьверном станке.
Рис. 163
229
*)
е)
Рис. 164
Головка с горизонтальной осыо вращения (рис. 163, б) обычно имеет
12...16 отверстий для закрепления инструментов. Ее можно периоди¬
чески поворачивать (для осуществления последовательной работы
режущих инструментов), а также медленно непрерывно вращать (для
подрезки, прорезки канавок и отрезки). Такие готовки рационально
применять в тех случаях, когда при обработке необходимо выполнять
несколько переходов с поперечной подачей инструментов, помещенных
в револьверной головке.
Наладка револьверного станка заключается в подборе и рациональ¬
ной группировке инструментов в державке, установке их в головке и
суппортах в определенной последовательности, регулировании ин¬
струментов в продольном и радиальном направлениях, регулировании
упоров.
Эффективность использования револьверного станка может быть
значительно повышена при совмещении переходов обработки. Так, за
©дин переход можно расточить центральное ступенчатое отверстие и
обточить несколько наружных поверхностей, центрование или сверле¬
ние можно совместить с обработкой резцом наружной поверхности
и т. п.
На рис. 164 показано совмещение переходов обработки на станках
с вертикальной (а—е) и горизонтальной (г—е) осями вращения револь¬
верной головки с использованием комбинированного инструмента
многорезцовых державок и многоместных стоек или державок, позво¬
ляющих закреплять в одном гнезде револьверной головки несколько
инструментов.
На рис. 165, а—д показаны некоторые виды державок для установ¬
ки различных инструментов в гнездах револьверных головок.
Токарно-револьверные станки в ряде случаев позволяют использо¬
вать специальные устройства для автоматизации цикла обработки,
включая загрузку заготовок и удаление их со станка после обработки.
§ 67. Обработка на токарно-карусельных и токарно-лобовых
станках
Токарно- карусельные станки предназначены для
обработки крупных заготовок, которые трудно установить и обрабо¬
тать на обычных токарных станках.
Заготовки, обрабатываемые на токарно-карусельных станках, име¬
ют размеры от 300 до 7000 мм. Специальные (уникальные) токарно¬
карусельные станки позволяют обрабатывать заготовки диаметром
до 20 м. Масса таких станков доходит до 1800 т. На токарно-карусель¬
ном станке выполняют почти все токарные работы (кроме нарезания
резьбы) с 4.„.5 одновременно работающими инструментами.
Современные токарно-карусельные станки подразделяют на одно¬
стоечные и двухстоечные. Они имеют 18 и более значений частоты
вращения планшайбы. Так, у карусельных станков, имеющих 36 сту¬
пеней коробки скоростей, частота вращения шпинделя находится в
пределах 5,85... 134 об/мин, что позволяет при обработке поверхностей
диаметром 1000 мм применять скорость резания 420 м/мин.
23!
На боковом суппорте станка обычной конструкции можно устанав¬
ливать один или два резца, суппорт перемещается горизонтально и
вертикально. Вертикальный суппорт смонтирован на консольной тра¬
версе и перемещается по ней в вертикальном и горизонтальном направ¬
лениях. На суппорте имеется резцедержатель с пятью гнездами для
инструмента. Резцедержатель можно легко и быстро повернуть и
закрепить рукояткой.
Все суппорты имеют механическую подачу и реверсируются,
имеется ускоренная подача для быстрого перемещения в исходное поло¬
жение.
Токарно-лобовые станки применяют в индивидуальном
производстве и в ремонтных мастерских. Они предназначены для
обработки крупных заготовок малой длины и большого диаметра,
устанавливаемых преимущественно на планшайбе.
Современные лобовые токарные станки имеют большой диапазон
диаметров планшайб — от 1000 до 4000 мм с пределами частоты
вращения шпинделей для больших планшайб 17...20 об/мин.
Лобовые токарные станки изготовляют двух основных типов: с
суппортами, установленными отдельно от бабки станка (рис. 166, а),
и с суппортами, установленными на станине (рис. 166, б) токарных
станков. На коробке скоростей 2 установлен электродвигатель /.
Планшайба 3 укреплена на шпинделе и управляется обычными разд¬
вижными несамоцентрирующимися кулачками. Резец устанавливают
на суппорте 4 (станок может быть снабжен двумя суппортами —
передним и задним) в обычном одноместном резцедержателе 7. Если
суппорт установлен на общей станине, подача его осуществляется от
коробки подач 5 ходовым валом 6.
ГЛАВА XXIV
ОБРАЗОВАНИЕ РЕЗЬБОВЫХ ПОВЕРХНОСТЕЙ
§ 68. Виды резьб, их назначение и классификация
Основным видом цилиндрической резьбы в СССР
является метрическая резьба с диаметрами от 0,25 до 600 мм. Г1о раз¬
меру шага эту резьбу делят на резьбу с крупным и мелким шагом.
232
Одному и тому же номинальному (наружному) диаметру резьбы соот¬
ветствует несколько шагов разной величины.
В соответствии с требованиями, предъявляемыми к точности резь¬
бового соединения, поля допусков болтов и гаек установлены в трех
классах точности: точном, среднем и грубом (ГОСТ 16093—81).
Кроме указанных резьб используют специальные цилиндрические
резьбы. Трубная резьба представляет собой измельченную по шагу
дюймовую резьбу с закругленными впадинами. Трапецеидальную
резьбу применяют в резьбовых соединениях, передающих движение
(ходовые и грузовые винты). В резьбовых соединениях, предназначен¬
ных для передачи движения, иногда используют прямоугольную резьбу
с квадратным профилем. Упорную резьбу применяют в резьбовых
соединениях, испытывающих большое одностороннее давление (в
винтовых прессах, специальных нажимных винтах и Др.). Часовую
резьбу применяют в точном приборостроении для резьбовых соединений
диаметром меньше 1 мм. Круглую резьбу используют в соединениях с
повышенными динамическими нагрузками или в условиях, загрязняю¬
щих резьбу.
Конические резьбы применяют в трубных соединениях,
если необходимо обеспечить плотность соединения без специальных
уплотняющих материалов (пряжи с суриком, льняных нитей и др.).
Наиболее распространенным видом является трубная коническая
резьба, профиль которой соответствует закругленному профилю труб¬
ной цилиндрической резьбы.
В зависимости от назначения и характера работы резьбовые сопря¬
жения разделяют на неподвижные и кинематические. К первым относят
обычные резьбовые соединения (болт — гайка), соединения труб
и т. п., а ко вторым — ходовые, грузовые винты, микрометрические
пары.
§ 69. Нарезание наружной резьбы
Наружную резьбу нарезают плашками различных конструкций,
резьбонарезными головками (с раздвигающимися плашками), резьбо¬
выми резцами, гребенками, дисковыми и групповыми резьбовыми фре¬
зами, шлифовальными кругами, а также накатыванием.
Круглыми плашками нарезают резьбы невысокой точ¬
ности, так как у этих плашек профиль резьбовой нитки не шлифуют.
В некоторых случаях применяют плашки особо высокой точности
изготовления, у которых режущие кромки, притирая, доводят до
высокой точности. Такими плашками можно нарезать и калибровать
точные резьбы. Однако этот способ нарезания резьбы неэкономичен и
применяется редко.
Круглые плашки используют главным образом для нарезания
резьб на заготовках из цветных металлов, а также для нарезания
резьб малых диаметров (менее 3 мм) на заготовках из сталей. Их
изготовляют разрезными, или регулируемыми по диаметру, и неразрез¬
ными. Неразрезные плашки более надежны и обеспечивают получение
более правильной и чистой резьбы, чем разрезные.
233
Рис. 1.67
При нарезании резьбы на заготовках из вязких металлов происхо¬
дит «поднятие нитки» (вспучивание металла), т. е. наружный диаметр
резьбы получает некоторое приращение по сравнению с первоначаль¬
ным диаметром стержня перед нарезанием резьбы. Поэтому диаметр
стержня из таких материалов под нарезаемую резьбу делают на 0,1...
...0,2 мм меньше наружного диаметра резьбы. Это надо учитывать и
при нарезании внутренней резьбы.
При нарезании резьбы круглыми плашками на станках их встав¬
ляют в самовыключающиеся от упора
# патроны. Плашку закрепляют в пат¬
роне тремя упорными винтами. Патрон
подают на нарезаемый стержень вруч¬
ную до тех пор, пока нарезаемая резь-
бане захватит и не поведет плашку, по¬
сле чего происходит самозатягивание.
Для нарезания резьбы на ре¬
вольверных станках и автоматах
применяют разновидность круглых плашек — трубчатые плашки
(рис. lb/), которые работают значительно лучше обычных круглых
плашек благодаря свободному удалению стружки, удобству заточки
режущих кромок, надежному центрированию плашки в патроне и
возможности регулирования размера с помощью стягивающего кольца.
Нарезание наружной резьбы на сверлильных, револьверных, бол¬
торезных станках и автоматах резьбонарезными (винторез¬
ными) головками является более совершенным, производительным
и точным способом. В зависимости от расположения гребенок разли¬
чают следующие типы резьбонарезных головок: с радиальным располо¬
жением гребенок для точных резьб (рис. 168, а), с тангенциальным
расположением гребенок для менее точных резьб (рис. 168, б). По кон¬
струкции гребенок резьбонарезные головки могут быть плоскими
гребенками60™™’ ^И°' а' ^ и с КРУГЛЫМИ (дисковыми; рис. 168, в)
Для повышения производительности резьбонарезные головки из¬
готовляют самооткрывающимися: у этих головок в конце процесса
нарезания режущий инструмент
выходит из зацепления с резьбой а'
без вывинчивания головки и бы¬
стро возвращается в исходное
положение.
На рис. 169 приведены на¬
иболее распространенные типы
самооткрывающихся резьбона¬
резных головок для нарезания
наружной резьбы: головка с радиальным расположением гребенок
(рис. 169, о, б), головка с плоскими гребенками, расположенными
тангенциально (по касательной) к нарезаемой поверхности резьбы
Резьбовые резцы и гребенки применяют при нареза¬
нии особо точных наружных резьб, например для резьбовых калибров,
234
особо ответственных резьб в отдельных деталях, а также при чистовом
нарезании точных ходовых трапецеидальных и прямоугольных резьб.
Применяют стержневые, призматические, а также круглые резьбовые
резцы.
Профиль резьбового резца представляет собой профиль впадины
нарезаемой резьбы. Резцы нужно устанавливать на линии центров. При
чистовом нарезании передний угол резцов принимают равным нулю,
что обеспечивает точность профиля, а при черновом — 5...20° для об¬
легчения резания, причем для твердых сталей берут меньшие значения
углов, а для вязких сталей — большие значения.
Нарезание резьбовыми резцами является малопроизводительной
операцией, так как для полного нарезания ниток необходимо сделать
большое число рабочих ходов. В особенности мала производительность
нарезания резьбы резцами в
упор, так как в этом случае час¬
тота вращения должна быть не
более 50 об/мин.
Резьбонарезные гребенки
представляют собой как бы не¬
сколько резьбовых резцов (от 2
до 8), соединенных вместе в ряд.
Гребенки имеют режущую, или
приемную, часть со срезанными
зубьями (обычно I...3 зуба) и на¬
правляющую часть— остальные
зубья. Благодаря наличию не¬
скольких зубьев гребенка не тре¬
бует большого числа ходов, как
резьбовой резец, и, следователь¬
но, обеспечивает большую произ¬
водительность. Гребенки изгото¬
вляют плоскими (призматиче¬
скими) и круглыми.
Эффективным способом, повы¬
шающим производительность ре-
зьбонарезания является нарезание резьб вращающимися резцами, так
называемое вихревое нарезание резьбы. Этот способ заключается в сле¬
дующем: обрабатываемая заготовка вращается с частотой вращения
30... 300 об/мин (в зависимости от обрабатываемого материала, диаметра
и шага резьбы), а один из резцов, закрепленных в резцовой головке,
вращающейся с частотой вращения 1000...3000 об/мин, периодически
(один раз за каждый оборот головки) приходит в соприкосновение с
обрабатываемой поверхностью. Резцовая головка размещена на шпин¬
деле, расположенном эксцентрично по отношению к оси обрабатывае¬
мой заготовки (рис. 170). В головках закрепляют один, два или четыре
резца. Этим способом можно нарезать как наружные, так и внутренние
резьбы диаметром более 50 мм, 7-го квалитета точности, с шерохова¬
тостью поверхности Ra =2,5... 1,6 мкм. При применении резцов, осна¬
щенных пластинками Т15К6, скорость резания достигает 400 м/мин.
235
Шлифование резьбы абразивными круга м'и
на резьбошлифовальных станках применяют для обработки метчиков,
резьбовых фрез, резьбовых калибров, накатных роликов и т. п. В
настоящее время в практике производства преиму¬
щественно применяют два основных способа шли¬
фования резьбы.
1. Шлифование однониточным шлифовальным
кругом, профилированным в соответствии с про¬
филем одной впадины резьбы. Режим обработки
характеризуется определенным соотношением глу¬
бины резания и окружной скорости обрабатываемой
детали. При большой глубине резания и малой
скорости можно шлифовать резьбу с небольшим
шагом «из целого», т. е. без предварительного прорезывания.
Этот метод позволяет получить резьбу очень высокой точности, напри¬
мер с погрешностью по половине угла профиля резьбы в пределах ±3'.
2. Шлифование резьбы многониточным кругом с кольцевыми нит¬
ками. Этот способ позволяет шлифовать короткие резьбы (длина кото¬
рых меньше ширины круга) способом врезания: круг получает попереч¬
ную подачу на высоту витка при медленном вращении заготовки, после
чего последняя совершает один полный оборот (перемещается вдоль
своей оси на один шаг). Этого достаточно, чтобы прошлифовать всю
резьбу по заготовке. Описанный способ отличается высокой производи¬
тельностью и позволяет шлифовать резьбы с мелким шагом «из целого»
(без предварительного прорезывания), но точность резьбы, достигае¬
мая при этом, ниже, чем при работе однониточным кругом,— погреш¬
ность по половине угла профиля составляет ±6'. Резьбы ббльшей
длины шлифуют при продольной подаче круга.
Применяют также способ бесцентрового шлифования резьбы на
бесцентрово-шлифовальном станке, оснащенном дополнительными
специальными устройствами. Здесь также используют многониточный
шлифовальный круг. Точность резьбы, полученная бесцентровым
шлифованием, ниже, чем точность, достигаемая другими методами, но
вполне достаточна для обычных деталей. Высокая производительность
способа делает его применение целесообразным в массовом производ¬
стве резьбовых деталей, не требующих высокой точности.
§ 70. Нарезание внутренней резьбы
Внутреннюю резьбу нарезают в основном метчикам и. Исполь¬
зуют также резцы, гребенки, резьбовые фрезы. В зависимости от спо¬
соба нарезания резьбы метчики разделяют на машинные для нарезания
резьбы на станках и ручные, или слесарные, применяющиеся при наре¬
зании резьбы вручную с помощью клуппов.
При нарезании машинными метчиками резьба нарезается за один
ход одним метчиком. Лишь в случаях нарезания длинных резьб или
резьб в глухих отверстиях применяют два метчика. Точные резьбы
после нарезания доводят калибровочным метчиком вручную или на
станке. Ручными метчиками резьбу нарезают за два или три рабочих
236
кода в зависимости от размера резьбы соответственно различными
метчиками, входящими в комплект. Машинными метчиками резьбу
нарезают как в сквозных, так и в глухих отверстиях на резьбонарез¬
ных, сверлильных, револьверных станках, токарных автоматах и
полуавтоматах.
Глухие отверстия сверлят перед нарезанием на несколько большую
глубину (примерно иа 3...4 нитки), чем
требуемая глубина нарезки. Это облегчает
нарезание резьбы, обеспечивает полноцен¬
ность резьбы на требуемой глубине и пре¬
дотвращает возможную поломку метчика.
Необходимым условием при нарезании
метчиками резьбы на станке (кроме нареза¬
ния падающими метчиками) является быс¬
трое переключение вращения с рабочего
хода на обратный (реверсирование) после
нарезания резьбы' на требуемой глубине.
Для нарезания резьбы в глухих отверстиях
станки должны быть снабжены ограничите¬
лями рабочего хода с переключением на
обратный при достижении метчиком конеч¬
ного положения. Остановка вращения мет¬
чика может быть осуществлена также с
помощью самовыключающихся патронов.
Переключение вращения шпинделя не¬
обходимо также и при использовании само¬
выключающихся патронов, за исключени¬
ем специальных станков для нарезания гаек.
Для нарезания резьбы метчиками применяют различные типы пат¬
ронов.
Жесткие патроны представляют собой простую державку для мет¬
чика. Эти патроны используют только на револьверных станках и
автоматах, где обеспечивается соосность отверстия и метчика.
Плавающие патроны не только обеспечивают самоустановку метчи¬
ка по оси нарезаемого отверстия, но и позволяют выполнять быструю
смену метчика, не останавливая вращения шпинделя. Вместо плаваю¬
щих патронов, особенно для метчиков небольших диаметров, приме¬
няют также посадку метчика в жестком патроне с некоторым зазором,
позволяющим ему самоустанавливаться. Метчик с патроном чаще всего
соединяют с помощью квадратного хвостовика метчика.
Самовыключающиеся от упора патроны применяют для нарезания
резьбы метчиком (и круглыми плашками) на револьверных станках
н автоматах; а также на многошпиндельных резьбонарезных станках.
После прекращения продольной подачи шпинделя станка от действия
упора дальнейшее ввинчивание метчика в нарезаемое отверстие зас¬
тавляет выдвигаться подвижную часть патрона (рис. 171, а) до тех
пор, пока полумуфта 3. жестко связанная с оправкой 2. не выйдет из
зацепления с полумуфтой 1 выдвигаемой части патрона 4.
Самовыключающийся при перегрузке крутящим моментом патрон
Рис. 171
237
показан на рис. 171, б. На валике 1, конический хвостовик которого
служит для закрепления патрона в шпинделе станка, посажена на
шпонке полумуфта 4, имеющая торцевые кулачки, входящие в зацепле¬
ние с такими же кулачками второй полумуфты о, свободно установлен¬
ной на валике. Полумуфта 4 перемещается в продольном направлении
пружиной 3, осевая сила которой регулируется гайкой 2. Вращение
метчику передается от полумуфты 5 через сменную втулку 7.
Если крутящий момент превышает заранее установленное значение,
втулка 6 начинает проскальзывать. В момент прекращения вращения
метчика реверсируется вращение шпинделя.
Для нарезания гаек применяют гайконарезные станки, работающие
длинными гаечными метчиками или метчиками, имеющими длинный
изогнутый хвостовик.
Резьбу нарезают, применяя смазывающе-охлаждающие жидкости:
в стали — осерненное масло (сульфофрезол), в чугуне — керосин.
При нарезании однозаходных и многозаходных нестандартных
резьб для чистового нарезания используют резьбовые рез-
ц ы. Основным недостатком фасонных резцов является низкая про¬
изводительность, так как они не могут производительно работать при
значительной толщине стружки и высоких скоростях резания. При
обработке этим способом требуется несколько рабочих ходов: напри¬
мер, для резьбы средних размеров — от 12 до 20 ходов, а для резьб с
крупным шагом, трапецеидальных и прямоугольных — до 50 ходов.
Г р е б е н к и для нарезания внутренних резьб почти не приме¬
няют, так как метчик представляет собой как бы комплект нескольких
резьбонарезных гребенок, соединенных вместе, и в то же время он
значительно проще в изготовлении, чем гребенка.
§ 71. Фрезерование наружной и внутренней резьб
Фрезерование наружной и внутренней резьб производят дисковыми
и гребенчатыми, или групповыми, фрезами. При нарезании дисковыми
резьбовыми фрезами инструмент устанавливают под углом, равным
углу подъема нитки нарезаемой резьбы. Резьбы с крупным шагом на¬
резают коническими профильными фрезами или цилиндрическими
концевыми фрезами с поочередной обработкой одной, а затем другой
стороны нитки.
Трапецеидальные и прямоугольные резьбы с крупным шагом фре¬
зеруют дисковыми фрезами предварительно, а чистовые переходы
делают резьбовым резцом за несколько рабочих ходов.
Короткие наружные и внутренние резьбы с треугольным профилем
фрезеруют гребенчатыми, или групповыми, фрезами. Гребенчатая
резьбовая фреза представляет собой как бы несколько дисковых резь¬
бовых фрез, соединенных торцами вместе. Такие фрезы называют
групповыми. Продольные канавки, а следовательно, и режущие кром¬
ки у таких фрез расположены параллельно их оси. Зубы фрезы делают
затьглованными для облегчения их заточки. Длину групповой фрезы
обычно берут на 2...3 нитки больше длины нарезаемой резьбы.
238
Резьбу групповой фрезой нарезают за 1,25 оборота нарезаемой
заготовки. Это делается для того, чтобы перекрыть место врезания
фрезы. При нарезании резьбы заготовка при каждом обороте должна
продвинуться в осевом направлении на один шаг нарезаемой резьбы.
Схемы работы такими фрезами показаны на рис. 172 (а — наружная,
б — внутренняя резьба).
Профиль зубьев фрезы должен быть одинаковым с профилем наре¬
заемой резьбы. Ось гребенчатой фрезы устанавливают параллельно оси
нарезаемой заготовки.
Применение резьбовых гребенчатых фрез особенно целесообразно
при нарезании резьбы, расположенной у галтелей, буртиков и т. п., а
также резьбы, доходящей до дна глухих отверстий, так как в таких
случаях только с помощью фрезерования можно обеспечить полную
резьбовую нитку вплоть до буртика или до дна отверстия. Фрезерова¬
ние гребенчатыми фрезами широко применяют при нарезании резьбы
на деталях из вязких и твердых сталей, когда нарезание резьбы плаш¬
ками или резьбонарезными головками не может обеспечить требуемую
шероховатость поверхности на резьбе или же вызывает быстрое изна¬
шивание инструмента.
§ 72. Накатывание резьбы
Принцип образования наружной и внутренней резьб накатыванием
заключается в том, что заготовка прокатывается между двумя парал¬
лельно расположенными на определенном расстоянии друг от друга
призматическими (плоскими) резьбовыми плашками или между ци¬
линдрическими вращающимися роликами.
Основные параметры резьбонакатных автоматов с плоскими плаш¬
ками стандартизованы (ГОСТ 6283—78). Эти станки предназначены
для накатывания резьб диаметрами 2...25 мм. Наиболее распростра¬
ненными моделями резьбонакатных станков являются МФ-103, МФ-128,
5А935, 5А936 с наибольшим диаметром накатываемой резьбы 8 мм гг
ГДЗ — до 125 мм.
Инструмент — накатные плашки — изготовляют согласно ГОСТ
2248—69. Этим стандартом регламентированы основные размеры
накатных плашек и технические требования к их изготовлению.
Рис. 172
239
Плашки изготовляют из сталей Х12М и Х6ВФ. Твердость рабочей
части плашек HRC 57...60. Шероховатость поверхностей профиля
резьбы на плашках должна быть Ra^l мкм. В каждом комплекте
(паре) плашек резьба одной
плашки относительно дру¬
гой должна быть смещена
на 0,5 шага.
На рис. 173, а показано
накатывание резьбы плос¬
кими плашками. Плашка /
неподвижна, а плашка 2
движется возвратно-посту¬
пательно. На обращенных
друг к другу сторонах
плашек нанесена развертка
винтовой поверхности на¬
катываемой резьбы на плос¬
кость.
В начале процесса заготовка автоматически подается толкателем
(на рисунке не показан) между плашками 1 и 2, имеющими скошенную
заборную часть, и пружинным упором 3. Затем толкатель отходит и
плашка 2 начинает двигаться (по стрелке), увлекая заготовку. Достиг¬
нув левого конца плашки, накатанная заготовка падает в приемник.
Этот способ помимо высокой производительности дает несколько
более прочную и износостойкую резьбу, чем при обработке режущим
инструментом, так как материал на нитке резьбы в процессе накатки
упрочняется (наклепывается) и, кроме того, волокна металла не пере¬
резаются, а пластически деформируются. Образование резьбы накаты¬
ванием происходит без снятия стружки, благодаря чему создается
большая экономия металла, достигающая более 25%.
Диаметр заготовки d3aF под накатывание резьбы может быть
определен по следующим формулам:
^эаг — V(d-Ь df)/2;
для той же резьбы с последующим металлопокрытием
для несимметричных резьб
4аг“ rf. +1.15 (tyS) + 0,77 msdj,
где d — наружный диаметр резьбы, мм; dy — внутренний диаметр
резьбы, мм; а/2 — половина угла профиля резьбы; I — толщина
слоя покрытия, мм («25*Ю-а мм для хромирования, ж13*10~а мм
для цинкования); tx — высота профиля резьбы, мм; 5 — шаг резь¬
бы, мм.
d,
sin а/2 >
Рис. 173
240
При применении цилиндрических вращающихся роликов резьбу
можно накатывать тремя видами подач: тангенциальной, радиальной,
осевой.
Накатывание можно выполнять одним (рис. 173, в), двумя
(рис. 173, б) и тремя роликами. На рис. 173, б оба ролика 1 и 3 вра¬
щаются непрерывно; при вращении ролик 1 получает радиальную
подачу (от механического привода или гидропривода); при достижении
требуемой глубины резьбы наступает выдержка с неизменным межцент-
ровым расстоянием, затем ролики отходят друг от друга. В процессе
накатывания цилиндрическую заготовку 2 поддерживает нож 4, уста¬
новленный между роликами. Профиль нарезки на периферии роликов
является зеркальным отображением резьбы изделия.
Непрерывное накатывание резьбы роликами может производиться
с тангенциальной подачей (рис. 173, в) двумя роликами / и 3 разных
диаметров (D,>D2) с одинаковой частотой вращения, причем расстоя¬
ние между центрами роликов остается постоянным. При этом способе
нет надобности в ноже, поддерживающем заготовку 2.
На рис. 173, г показана схема накатывания резьбы с тангенциаль¬
ной подачей двумя затылованными роликами 1 и 3. У каждого такого
ролика имеется: загрузочно-разгрузочная часть 4 (срез), образованная
путем срезания резьбы по радиусу ниже внутреннего диаметра резьбы,
затылованная заборная часть, калибрующая часть, затылованиая
освобождающая часть. Ролики / и 3 устанавливают на станке с постоян¬
ным расстоянием между их центрами, рассчитанным на получение
резьбы заданного диаметра. Вращение роликов синхронно. Заготовка 2
подается автоматически в момент, когда срезы 4 роликов будут нахо¬
диться друг против друга. Накатывание резьбы происходит за один
оборот роликов.
Такие ролики иногда бывают многоцикличными: на одном ролике
делают несколько загрузочно-разгрузочных участков (срезов) 4 и
соответствующее количество остальных указанных выше участков
(второй ролик в этом случае берут цилиндрический, обычного профиля).
В рабочее положение заготовку устанавливают специальным сепарато¬
ром последовательно, по мере подхода срезов 4 ко второму (обычному)
ролику. За один оборот ролика может быть накатано от 1 до 7 загото¬
вок. Шероховатость поверхности резьбы при накатывании затылован¬
ными роликами несколько повышается.
Основные размеры обычных резьбонакатных роликов для накаты¬
вания метрических резьб диаметром 3.. .45 мм стандартизованы ГОСТ
9539—80. По этому стандарту ролики должны выпускаться с обычной н
повышенной точностью. Согласно предусмотренному в ГОСТе испыта¬
нию, ролики обычной точности должны дать на изделии резьбу 7-го
квалитета, а 'ролики повышенной точности — 5-го квалитета. Шерохо¬
ватость профиля резьбы роликов повышенной точности должна быть
не ниже ^?а=0,4 мкм, роликов обычной точности — не хуже Ra—
=0,8 мкм.
Накатыванием можно получить резьбу диаметром от 0,3 до 150 мм
на деталях из сталей твердостью НВ 120...340, а также из цветных
241
металлов и сплавов с точностью по 5-му квалитету и с шероховатостью
поверхности /?а=0,2...0,1 мкм. Скорость накатывания резьбы на дета¬
лях из сталей с пределом прочности 400...800 МПа составляет 40...
80 м/мин.
ГЛАВА XXV
обработка плоских поверхностей
§ 73. Технологические предпосылки выбора метода
обработки плоских поверхностей
Плоские поверхности обрабатывают строганием, долблением, фре¬
зерованием, шлифованием и протягиванием.
Строгание и долбление наиболее применимы в серий¬
ном, особенно в мелкосерийном и единичном производствах, так как для
работы на строгальных и долбежных станках не требуется сложных
приспособлений и инструментов. Однако эти виды обработки малопро¬
изводительны. Низкая производительность объясняется тем, что об¬
работку ведут одним или небольшим числом резцов с потерями време¬
ни на обратные холостые ходы.
Скорости резания при этих видах обработки небольшие, так как
возвратно-поступательное движение с большими скоростями вызы¬
вает большие силы инерции при движении узлов станка. Так, напри¬
мер, при строгании заготовок из чугуна для черновой обработки реко¬
мендуется скорость резания 15...20 м/мин, для чистовой —4,..12 м/мин
с глубиной резания соответственно 0,5...0,8 и 0,08 мм. Шерохова¬
тость поверхности при тонком строгании 0,8 мкм.
При строгании и долблении резцы устанавливают на размер обычно
по разметке или по шаблонам и реже с помощью «пробных строжек».
Обрабатываемые заготовки устанавливают непосредственно на столе
станка, выверяют с помощью клиньев и подкладок и закрепляют прих¬
ватами и другими нормализованными зажимами.
Вспомогательное время при работе на строгальных и долбежных
станках относительно велико, что еще больше снижает производи¬
тельность. В некоторых случаях при одновременной обработке не¬
скольких заготовок применяют простейшие установочно-зажимные
приспособления. Наиболее выгодно на продольно-строгальных стан¬
ках обрабатывать длинные и узкие плоскости, например кромки
стальных листов и плит, направляющие станин металлообрабатываю¬
щих станков и т. п.
Повысить производительность строгальных станков можно приме¬
нив одновременно несколько резцов на одной державке. Это сократит
число рабочих ходов и позволит снять значительно больший припуск
за один рабочий ход; экономически выгодно также применение широ¬
ких резцов и больших подач при чистовом строгании, специальных
установочно-зажимных приспособлений и шаблонов для установки
резцов при профильном строгании, например при строгании V'-образ-
ных направляющих станин станков и т. п. Производительность можно
242
повысить также последовательной или параллельно-последовательной
обработкой одновременно одного или нескольких рядов обрабатывае¬
мых заготовок. Однако последний способ повышает производитель¬
ность только в том случае, если установка и совместная выверка ряда
заготовок на одном станке не требуют значительных затрат вспомога¬
тельного времени.
При установке и зажатии обрабатываемой заготовки на строгаль¬
ном станке необходимо следить за тем, чтобы заготовка не была дефор¬
мирована силами, развиваемыми зажимами, что особенно важно при
чистовом строгании заготовок крупных размеров. Поэтому после
чернового строгания таких заготовок рекомендуется отпустить все
зажимы и вновь зажать заготовку так, чтобы она не имела деформаций.
Точность работы на продольно-строгальных станках обусловлива¬
ется главным образом квалификацией и опытом рабочего, а также каче¬
ством и состоянием станка. На ряде станкостроительных заводов при
чистовом строгании станин станков достигнута такая точность, что
отпадает необходимость в шабрении, так как отклонения от прямо¬
линейности не превышают 0,02 мм на 1 м длины и 0,05 мм на всю
длину станины. В обычных условиях погрешность обработки на стро¬
гальных станках не выходит за пределы 0,1...0,2 мм на 1 м длины.
При чистовой обработке вследствие тнхоходности строгальных
станков следует применять широкие резцы с шириной режущей кром¬
ки 15...40 мм и большие подачи (10...25 мм/дв. ход) в зависимости от
требуемых точности и шероховатости обрабатываемой поверхности.
Долблением обрабатывают поверхности внутренних контуров,
когда невозможно или затруднительно выполнять эту операцию на
другом станке.
Процессы строгания и долбления аналогичны, однако в первом слу¬
чае (при работе на продольно-строгальных станках) движение резания
придается заготовке, а движение подачи — резцу; во втором — дви¬
жение резания придается резцу, а движение подачи — заготовке,
причем движение подачи осуществляется в плоскости, перпендикуляр¬
ной направлению движения резца.
В массовом производстве фрезерование совершенно вытес¬
нило применявшееся ранее строгание и частично долбление. При обра¬
ботке фрезерованием можно обеспечить значительно большую произво¬
дительность — благодаря применению многолезвийного инструмента
можно обрабатывать в единицу времени значительно большую по¬
верхность.
Производительность фрезерования выше еще и потому, что можно
одновременно обрабатывать несколько заготовок несколькими одно¬
временно работающими инструментами. Кроме того, сокращается про¬
должительность рабочих и холостых ходов заготовки и инструмента.
Основными способами фрезерования, обеспечивающими повышение
производительности обработки, являются:
параллельное, т. е. одновременное, фрезерование нескольких заго¬
товок или нескольких поверхностей одной заготовки. Для этого на
одной оправке устанавливают несколько цилиндрических, дисковых и
фасонных фрез или несколько торцевых фрез на различных шпинцелях.
Обработку проводят также с помощью одной торцевой фрезы большего
диаметра или одной цилиндрической фрезы достаточной длины. При
таком фрезеровании резко сокращается трудоемкость обработки
вследствие совмещения машинного времени отдельных переходов и
уменьшения вспомогательного времени;
последовательное фрезерование нескольких заготовок, установлен¬
ных в ряд на столе станка (или нескольких поверхностей одной заго¬
товки), по мере их подвода к фрезе в процессе рабочего движения стола
станка. В этом случае резко сокращается вспомогательное время, так
как оно перекрывается машинным временем;
параллельно-последовательное фрезерование, при котором одновре¬
менную обработку нескольких заготовок (или нескольких поверхно¬
стей одной заготовки), установленных в один или несколько рядов на
столе станка, комбинируют с последовательной обработкой. Примене¬
ние этого способа наряду со снижением трудоемкости благодаря сокра¬
щению вспомогательного времени позволяет резко снизить машинное
время;
фрезерование на поворотных столах и приспособлениях. В этом
случае трудоемкость обработки уменьшается вследствие совмещения
большой части вспомогательного времени с машинным, так как сни¬
мают обработанную заготовку и устанавливают новую во время фрезе¬
рования детали на другой позиции стола или в приспособлении;
фрезерование с подачей в обе стороны (маятниковая подача). Этот
способ обработки является разновидностью предыдущего. Его приме¬
няют для небольших поверхностей длинных заготовок, для которых
применение поворотных устройств затруднено;
непрерывное фрезерование заключается в том, что обрабатываемые
заготовки устанавливают на круглом непрерывно вращающемся столе
или в барабанном устройстве и фрезеруют торцевыми фрезами, уста¬
новленными на шпинделях станка. При таком фрезеровании штучное
время может быть очень близким или равным машинному времени.
Обработка плоскостей торцевыми фрезами в серийном и массовом
производстве все больше вытесняет фрезерование цилиндрическими
фрезами, так как этот способ более производителен, а также позволяет
осуществлять обработку заготовок значительной ширины при жестком
креплении инструмента. Кроме того, шероховатость поверхности также
понижается до /?а=0,8...0,4 мкм.
Точность фрезерования зависит от типа станка, режущего инстру¬
мента, режима резания и других факторов. В обычных условиях
точность обработки при фрезеровании достигает 11...8-го квалитета,
а при скоростном и тонком фрезеровании — 7-го квалитета.
П л о с к о е шлифование применяют в качестве чистовой
операции после строгания или фрезерования плоскостей для достиже¬
ния высокой точности и малой шероховатости обрабатываемой поверх¬
ности, а также для окончательной обработки плоскостей заготовок нз
закаленной стали. В ряде случаев плоское шлифование может быть
более рациональным, чем фрезерование, особенно при обработке твер¬
дых материалов, наличии твердой корки или небольших припусков на
обработку.
211
Протягивание наружных контуров является более произ¬
водительным методом, чем строгание и фрезерование при одновремен¬
ном обеспечении высокой точности и малой шероховатости обрабаты¬
ваемой поверхности.
Высокие показатели точности и шероховатости поверхности при
протягивании обусловливаются в основном весьма малым влиянием
упругих деформаций на процесс резания, малой толщиной стружки и
низкими скоростями резания. Однако следует учитывать, что себестои¬
мость протяжных работ в значительной степени зависит от затрат на
изготовление и заточку протяжек, а также на приобретение протяж¬
ного оборудования.
Для отделочных операций применяют обработку с использованием
абразивов — притирку и полирование. Кроме того,
для окончательной отделки поверхностей применяют шабрение.
Обработка плоских поверхностей с применением абразивов произво¬
дится аналогично отделке наружных поверхностей вращения.
Притирка требует очень точной предварительной обработки по¬
верхности, так как большой припуск на притирку приводит к уве¬
личению времени обработки и быстрому изнашиванию притира. При¬
пуск для притирки плоских поверхностей назначают в пределах
8... 18 мкм.
Шабрение можно выполнять с помощью шабера вручную или ме¬
ханическим способом. Первый способ требует большой затраты времени
и высокой квалификации исполнителя, но обеспечивает высокую
точность. Второй способ осуществляется с помощью специальных
станков, на которых шабер получает возвратно-поступательное дви¬
жение. При этом способе требуется меньше времени, однако его нельзя
применить для отделки сложных поверхностей.
§ 74. Обработка на строгальных и долбежных станках
Обработку строганием производят резцами, сходными по форме с
токарными, на строгальном станке. Однако в отличие от токарной
обработки строгание выполняют прерывисто со снятием стружки при
поступательно-прямолинейном движении заготовки или резца.
Универсальные строгальные станки подразделяют на продоль¬
но- и поперечно-строгальные. Продольно-строгальные станки подраз¬
деляют на одностоечные, двухстоечные и портальные. Имеются специа¬
лизированные строгальные станки — кромкострогальные, копироваль¬
но-строгальные и др.
Длина столов продольно-строгальных станков зависит от их назна¬
чения и достигает 12... 15 м. Стол может двигаться с помощью реечных
передач или гидравлических устройств. В последнем случае можно
достигнуть более высокой скорости хода стола и более плавного ревер¬
сирования.
У поперечно- и продольно-строгальных станков резцедержатель
вместе с резцом может поворачиваться в вертикальной плоскости при
обратном ходе. Для установки резца по высоте суппорт с резцедержа¬
телем можно перемещать в вертикальном направлении. Для обработки
24 5
наклонных поверхностей суппорт может быть повернут на требуе¬
мый угол.
На строгальных станках чаще всего обрабатывают плоскости.
На крупных продольно-строгальных станках, снабженных нескольки¬
ми суппортами, можно одновременно строгать несколько плоскостей
на разных сторонах заготовки.
Рис. 174
На долбежных станках резец при долблении совершает только
возвратно-поступательное движение в вертикальном направлении,
а движение подачи осуществляется заготовкой.
Долбежные станки чаще всего применяют для долбления шпоноч¬
ных пазов, канавок, профильных отверстий. Наиболее характерные
виды работы, выполняемые на строгальных и долбежных станках,
показаны на рис. 174: а —- строгание плоскости; б — строгание паза;
в— строгание Т-образного паза; г—-долбление углового профиля;
д —■ долбление прямоугольного отверстия (v — главное движение ре¬
зания; s — движение подачи).
§ 75. Обработка на фрезерных станках
В промышленности широко применяются одношпиндельные фре¬
зерные станки —■ горизонтальные, вертикальные и универсально¬
фрезерные горизонтальные. Имеются, кроме того, специализирован¬
ные и специальные фрезерные станки. К специализированным фрезер¬
ным станкам относятся многошпиндельные продольно-фрезерные с
расположением шпинделей в различных плоскостях; торцово-фрезер¬
ные для обработки плоскостей, карусельно-фрезерные с вращающимися
столами; барабанно-фрезерные с вращающимся барабаном и копиро¬
вально-фрезерные для обработки фасонных поверхностен. К специаль¬
ным станкам относятся резьбофрезерные, шпоночно-фрезерные, агре¬
гатно-фрезерные и реечные.
В однонишндельном горизонтально-фрезерном станке шпиндель рас¬
положен горизонтально; в вертикально-фрезерном стайке — верти¬
кально; в остальном устройство станка принципиально не отличается
^ А
от горизонтально-фрезерного. Вертикально-фрезерные станки снаб-
жают как прямоугольными, так и круглыми столами.
Универсально-фрезерные станки отличаются от описанных тем,
что они имеют поворотный стол, который позволяет выполнять опера¬
ции по фрезерованию винтовых канавок (например, у спиральных
сверл) и зубчатых колес с винтовыми зубьями.
Продольно-фрезерный станок является характерным для группы
специализированных фрезерных станков. Такие станки изготовляют с
одним или несколькими вертикальными и горизонтальными шпинде¬
лями; в последнем случае заготовку можно обрабатывать одновременно
с нескольких сторон. На рис. 175, а показан общий вид четырехшпин¬
дельного продольно-фрезерного станка. По направляющим станины /
может перемещаться стол 2, на котором закрепляют заготовки. Обра¬
ботку выполняют фреза-
| NgjliMa ми, установленными в
шпинделях, находящих¬
ся в шпиндельных баб¬
ках 3, 5,6 и 7. Так как
стол неподвижен, то что¬
бы получить требуемые
размеры при обработке,
инструмент устанавлива¬
ют выдвижением шпин¬
делей вдоль их оси и
перемещением шпиндель¬
ных бабок 5 и б по направляющим поперечины 4 перпендикулярно
осям шпинделей этих бабок.
Барабанно-фрезерные станки относятся к группе непрерывно дей¬
ствующих станков. Они имеют преимущественное распространение в
Рис, 176
Рис. 177
крупносерийном и массовом производстве. На таких станках может
производиться одновременная обработка двух плоскостей заготовок.
На рис. 175, б приведена схема станка. На валу 5, проходящем через
раму станины, смонтирован барабан 3, имеющий форму правильного
четырехугольника (а иногда пяти- и шестиугольника), на гранях
которого установлены приспособления 6 для закрепления детали.
Вал вместе с барабаном 3 вращается от отдельного привода 4. Частота
вращения барабана может регулироваться коробкой подач, помещен¬
ной в корпусе станины.
248
На двух стойках 1 размещены фрезерные головки 2, которые
представляют собой самостоятельные узлы с индивидуальными при¬
водами. Фрезерные головки могут перемещаться на стойках и за¬
крепляться в любом положении согласно настройке станка. Для регу¬
лирования глубины фрезерования шпиндели кроме вращательного дви¬
жения имеют поступательное движение по направлению оси вращения.
Производительность станка зависит от количества одновременно
обрабатываемых заготовок и частоты вращения барабана.
На фрезерных станках плоские поверхности можно обрабатывать
цилиндрическими фрезами при движении стола станка с закреплен¬
ной заготовкой навстречу направлению движения зубьев, т. е. мето¬
дом встречного фрезерования (рис. 176, а) или в том же направлении
методом попутного ф/хзерования (рис. 176, б). В обоих случаях струж¬
ка, снимаемая каждым зубом фрезы, имеет форму запятой, но в первом
случае толщина стружки постепенно увеличивается в процессе реза¬
ния, а во втором уменьшается.
Преимущество встречного фрезерования заключается в плавном
увеличении нагрузки на зуб и во врезании зубьев в металл под коркой.
Недостатком этого метода является стремление фрезы оторвать заготов¬
ку от поверхности стола.
Точность фрезерования зависит от типа станка, инструмента,
режимов резания и других факторов. При фрезеровании может быть
достигнута точность по 8... 11-му квалитетам, а при скоростном и
тонком фрезеровании — до 7-го квалитета. Шероховатость поверхности
при чистовом фрезеровании /?а=6,3... 1,6 мкм.
На рис. 177 приведены различные виды обработки на фрезерных
станках: а — обработка плоскости цилиндрической фрезой; б — об¬
работка плоскости торцевой фрезой; в, г — обработка вертикальной
плоскости и паза дисковой трехсторонней фрезой; д — обработка паза
концевой фрезой; е — обработка боковых плоскостей двумя торцевыми
фрезами; ж — обработка сложного профиля набором фрез.
§ 76. Приспособления для фрезерных работ
Фрезерные станки снабжают приспособлениями, которые подразде¬
ляют на универсальные, нормализованные и специальные. К универ¬
сальным приспособлениям относятся: делительные головки, вращаю¬
щиеся, угловые и поворотные столы и машинные тиски.
Универсальные делительные головки применяют для периодического
поворота заготовки на определенный заданный угол (методом непосред¬
ственного, простого или дифференциального деления); непрерывного
вращения заготовки при фрезеровании винтовых поверхностей (кана¬
вок фрез, разверток, сверл и т. п.); установки заготовки в заданное
угловое положение относительно плоскости стола станка.
На рис. 178 показана универсальная делительная головка, которая
работает следующим образом: делительный диск 2 непосредственного
деления установлен на шпинделе 3 головки и фиксируется защелкой 1.
Сменный делительный диск 5 установлен на оси рукоятки 6, на которой
расположены также раздвижные втулки 4, фиксирующие угол раз¬
249
вилки при делении. Заготовку устанавливают на оправку, которую
закрепляют между центрами делительной головки и задней бабки
фрезерного станка. На шпинделе может быть установлен патрон,
предназначенный для закрепления заготовки, не имеющей центровых
отверстий.
Делительную головку снабжают тремя дисками 5, в каждом из
которых имеется по шести расположенных но окружности рядов от¬
верстий: в рядах первого диска — 15, 16, 17, 18, 19 и 20 отверстий;
второго — 21, 22, 27, 29, 31 и 33; третьего — 36, 39, 41, 43, 47 и-49.
Отверстия в каждом ряду расположены на равном расстоянии одно от
другого.
Для поворота заготовки на требуемый угол выводят штифт 7 из
делительного диска; затем рукояткой поворачивают шпиндель на тре¬
буемый угол и после этого вводят штифт в соответствующее отверстие
диска. В универсальных делительных головках с червячной передачей
колесо обычно имеет 40 зубьев, а
червяк является однозаходным;
следовательно, передаточное отно¬
шение червячной пары t=V40.
Если оси заготовки нужно при¬
дать наклонное положение относи¬
тельно плоскости стола, поворо¬
тную часть универсальной головки
устанавливают под требуемым уг¬
лом и закрепляют болтами. При ис¬
пользовании универсальных дели¬
тельных головок погрешность угла
деления не превышает ±Г.
Оптические делительные голов¬
ки применяют для особо точных
работ в тех случаях, когда требуется поворот обрабатываемой заготов¬
ки на нужный угол с отклонением не более 0,25'. Такие головки
снабжены лимбом, по которому производят отсчет показаний, наблю¬
дая шкалу лимба в окуляр оптической системы, встроенной в делитель¬
ную головку.
Вращающиеся универсальные столы являются принадлежностью
универсально-фрезерных станков, но их используют и на вертикаль¬
но-фрезерных станках, когда требуется придать заготовке, закреплен¬
ной на столе, вращательное движение в горизонтальной плоскости.
Стол можно вращать вручную или от механического привода.
Угловые столы служат для того, чтобы устанавливать плоскость
заготовки, подлежащей обработке, под заданным углом к плоско¬
сти стола станка.
Поворотные столы применяют для многопозиционной обработки.
На столе закрепляют два одинаковых приспособления и во время
обработки заготовки, закрепленной в одном из них, устанавливают
новую заготовку в другое приспособление. По окончании фрезерования
одной заготовки стол поворачивают вокруг вертикальной оси, подводя
вновь установленную заготовку в зону обработки. Таким образом,
250
вспомогательное время на установку и закрепление заготовок, а также
на открепление и снятие обработанных заготовок перекрывается ма¬
шинным временем.
Особенностью всех перечисленных приспособлений является высо¬
кая жесткость корпуса и зажимных элементов. Это требование обус¬
ловлено тем, что при фрезеровании контакт лезвий режущего инстру¬
мента с обрабатываемой заготовкой является прерывистым, вследствие
чего опасность появления вибраций при фрезеровании больше, чем,
например, при точении или сверлении.
Приспособления для фрезерных работ обычно размещают на столах
станков и перемещают вместе с ними со скоростью подачи.
Размещение приспособлений зависит от площади стола станка;
обычно на столах фрезерных станков можно наряду с одноместными
применять многоместные приспособления с большим разнообразием
приводов и зажимных устройств. В связи с тем что при фрезеровании
возникают большие силы резания, а также вибрации обрабатываемых
заготовок, для обеспечения заданной точности и надежности применя¬
ют усиливающие зажимные устройства различного типа.
Для фрезерных работ используют типовые и универсальные при¬
способления, к числу которых относятся пневматические станочные
тиски (рис. 179). С помо¬
щью болтов / концы П-об-
разной подвижной губки
10 соединены с планкой 2.
Неподвижная губка 7 мо¬
жет быть установлена в не¬
обходимое положение вин¬
том 5. При зажиме заготов¬
ки шток 8 пневматической
камеры 11 с помощью ры¬
чага 6, стержня 4 и вкла¬
дыша 3 перемещает под¬
вижную губку 10. Обрат¬
ный ход губки 10 совершается посредством пружины 9.
Для фрезерования по контуру, если изготовлять специальные
приспособления нецелесообразно, применяют пневматические поворот¬
ные машинные тиски (рис. 180). Поворотный корпус 8 приспособле¬
ния, в нижней части которого размещена пневматическая камера,
крепят на неподвижном основании 7. Опорный стальной диск 6
обеспечивает передачу давления от диафрагмы на шток 5, а затем по¬
средством рычага 2 и толкателя 1 — подвижной губке 3. В перво¬
начальное положение подвижная губка возвращается пружиной 4.
При обработке штампованных заготовок можно применять смен¬
ные накладки, соответствующие по форме обрабатываемым заготовкам,
причем одну из накладок выполняют качающейся, чтобы обеспечить
самоустанавливание по контуру заготовки.
К типовым приспособлениям относятся также пневматические при¬
способления без усиливающих устройств, где шток зажимает заготов¬
251
ку. Однако их применяют только при небольших силах резания, кроме
того, необходимо предварительно подготовить места зажима.
Наиболее распространенным типовым приспособлением для фре¬
зерных работ является пневматическое зажимное устройство с клино¬
вым усиливающим механизмом. Преимуществом этого усиливающего
8 7 6 s 4
Рис. 180
механизма являются постоянство зажимной силы и высокая жесткость
конструкции, что особенно существенно при фрезеровании заготовок
с установкой по необработанным поверхностям. На рис. 181 показано
двухпозиционное пневматическое приспособление с клиновым усили¬
вающим механизмом. На первой позиции этого приспособления заго¬
товку устанавливают необработанной поверхностью на две жесткие
опоры 1 и на две самоустанавливающиеся опоры 2. На второй пози¬
ции заготовка обработанной поверхностью устанавливается на жесткие
252
опорные планки 4. Плавающий двусторонний клин 7 соединен со
штоком 8 пневмоцилиндра Т-образным пазом. Зажимная сила переда¬
ется плунжером 6 посредством сухарей качающимся планкам 5, при¬
жимающим заготовку к планкам 3.
Для фрезерования торцов цилиндрических поковок применяют
многоместные приспособления с пневматическим приводом. На рис. 182
показано четырехместное приспособление для фрезерования торцов
заготовки карданного вала на горизонтально-фрезерном станке.
Рис. 182
Обрабатываемые заготовки устанавливают на призмы 1 и 8 до
упора торцами в болты, ввернутые в кронштейны, которые укреплены
на корпусе приспособления. Заготовки зажимают с помощью двух
пневмоцилиндров, каждый из которых зажимает две заготовки. Ци¬
253
линдры прикреплены к торцам корпуса приспособления б наклонном1
положении, что сокращает габариты приспособления.
Штоки 18 цилиндров соединены с клиньями 17, которые проходят
через пазы в плунжерах 14 и наклонными плоскостями упираются в
ролики 16, установленные в пазах плунжеров на осях 13. Своей верх¬
ней плоскостью клинья опираются на ролики 10, сидящие на осях 12
и запрессованные в корпус приспособления. На плунжеры 14 надеты
прижимные планки 2, которые пружинами 3 постоянно прижимаются
к шайбам 6 и 7, надетым на шпильки 5.
Прижимные планки 2 удерживают н регулируют гайками 4. За¬
готовки зажимают и освобождают поворотом рукоятки крана 9. При
зажиме клинья движутся внутрь приспособления и своими наклонны¬
ми плоскостями передвигают вниз плунжеры 14, которые планками 2
зажимают в призмах обрабатываемые заготовки. При обратном дви¬
жении клиньев пружины 15 перемещают плунжеры 14 вверх и осво¬
бождают заготовки от зажимов.
Угол клина, равный 10°, увеличивает силу действия цилиндров
в 3,3 раза (с учетом потерь на трение в клиновом механизме). Благодаря
опорным роликам 16 и 10 КПД клинового механизма возрастает на
30%. Подвижное соединение клиньев со штоком цилиндров не требует
точного растачивания отверстий под оси роликов 10 и сложной подго¬
товки роликов и клиньев для обеспечения их касания.
Ход плунжеров составляет 8... 14 мм, что позволяет (не поворачи¬
вая планки 2) устанавливать и снимать обрабатываемые заготовки при
крайнем верхнем положении планок; ролики 16 при этом упираются в
плоскость клиньев. Для установки фрез к корпусу приспособления
привернут шаблон 11.
На рис. 183 показана конструкция поворотного пневматического
приспособления для фрезерования в заготовке пазов, расположенных
под углом 90°. Пневматическое приспособление состоит из корпуса 4,
посадочного пальца 1, зажимных рычагов 3, траверс 2, поворотного
корпуса 13 с пневмоцилиндром 11, зубчатого колеса 12, пневмоцилинд¬
ра 6 и штока-рейки 7.
После установки обрабатываемой заготовки на посадочный па¬
лец 1 включают цилиндр И. Сжатый воздух при поступлении в пра¬
вую полость цилиндра перемещают поршень 10 влево. Посредством,
траверс 2 поршень 10 прижимает обрабатываемую заготовку рычагами 3
к торцу посадочного пальца 1.
После фрезерования первого паза и возвращения приспособления в
исходное положение включается второй пневмоцилиндр 6; сжатый
воздух при поступлении в верхнюю полость цилиндра 6 перемещает
поршень 5 и шток-рейку 7 вниз. При этом зубчатое колесо 12, жест¬
ко посаженное в поворотном корпусе 13, поворачивает корпус на 90°
до упора штифта 9 в регулируемый штифт 8.
После фрезерования второго паза цилиндр 11 отключается, обра¬
ботанная заготовка освобождается от зажима и ее снимают с приспособ¬
ления.
На рис. 184 приведена конструкция пневматического двухместного
приспособления, которое не только крепит, но и перемещает обраба-
254
тываемую заготовку до соприкосновения с опорами. Обрабатываемы©
заготовки устанавливают на четыре опорные планки 10 и прижимают
к планкам 12 и штырям 11. Зажимная сила развивается подвижны»!
пневмоцилиндром 1, расположенным в корпусе приспособления.,
На корпусе приспособления находится хомут 3, который связан шарни¬
ром с тягами 4, поворачивающими прихваты 5 вокруг неподвижных
осей 6 при перемещении цилиндра. На шток поршня 2 цилиндра по¬
сажен Т-образный прихват 9, в стержне которого имеется винтовой
паз 8.
При включении распределительного крана 7 сжатый воздух посту¬
пает в полость А пневматического цилиндра и перемещает цилиндр "и
поршень со штоком в противоположные стороны, обеспечивая возмож¬
ность установки обрабатываемых заготовок в приспособлении. При
движении цилиндра хомут 3 и тяга 4 отводят в стороны прихваты 5.
Перемещение штока с поршнем вызывает отвод с одновременным
поворотом на 90° Т-образного прихвата 9.
После установки обрабатываемых заготовок сжатый воздух на¬
правляется распределительным краном в рабочую полость Б пнев¬
моцилиндра, а из полости А — в атмосферу. В этом случае цилиндр
и шток с поршнем перемещаются в обратном направлении, причем при¬
хват 9, поворачиваясь на 90°, занимает горизонтальное положение и
досылает обрабатываемую заготовку до упора со штырями 11, а боко¬
вые прихваты 5 зажимают заготовки.
256
При обработке заготовок массового применения используют пнев¬
матические приспособления с автоматизированным управлением. На
рис. 185 показана конструкция пневматического приспособления для
фрезерования шестигранника с автоматическим креплением и поворо¬
том обрабатываемой заготовки. Приспособление устанавливают на
специальном столе, верхняя часть которого может перемещаться с
помощью зубчатого колеса и рейки от рукоятки 14. В средней части
шпинделя находится делительный механизм с приводом от пневмоци¬
линдра 11. Заготовку зажимают в цанге 1, управляемой от пневмоци¬
линдра 3, установленного на вращающемся шпинделе 2 приспособле¬
ния. На подвижной плите 13 стола смонтированы золотник 5 для
управления цилиндром 3 и золотник 6 для управления цилинд¬
ром 11, на неподвижной части стола — кронштейн 10, к которому
9 J® 2)26
257
прикреплен копир 9, и упор 4. При повороте рукоятки 14 по часовой
стрелке конец плунжера золотника 5 упирается в упор 4 и направляет
сжатый воздух в правую полость пневмоцилиндра 3 — цанга разжи¬
мается для установки заготовки. При повороте рукоятки 14 против
часовой стрелки плунжер золотника 5, отходя от упора 4 под дейст¬
вием пружины, направляет сжатый воздух в левую полость цилиндра 3,
при этом цанга зажимает обрабатываемую заготовку.
Приспособление в этом случае перемещается влево к фрезам.
Когда приспособление достигнет упора 12, осуществляется рабочая
подача. После фрезерования левой пары граней приспособление отво¬
дят вправо, при этом копир 9 отжимает плунжер 8, переключая рыча¬
гом 7 плунжер золотника 6, который направляет сжатый воздух в ле¬
вую полость цилиндра, поворачивая шпиндель приспособления в
следующее положение. При подаче приспособления влево, к фрезам,
плунжер 8 отводится от копира 9, а плунжер золотника 6 возвращает¬
ся в исходное положение под действием пружины; при этом сжатый
воздух направляется в правую полость цилиндра 11 и, передвигая пор¬
шень, вводит в действие делительный механизм поворота шпинделя.
При дальнейшем движении рукоятки 14 осуществляется фрезерование
последней пары граней и приспособление отводится вправо, пока плун¬
жер золотника 5 не дойдет до упора 4, разжимая при этом цангу 1.
Установка новых и переточенных фрез производится с помощью
направляющих элементов приспособления, называемых г а б а р и-
т о м. Между габаритами и фрезой вводится щуп заранее заданного
размера.
§ 77. Обработка на шлифовальных станках
Плоскости шлифуют периферией или торцом шлифовального круга.
На рис. 186 приведены различные схемы шлифования плоскостей.
Периферией круга можно шлифовать при возвратно-поступательном
движении стола станка с обрабатываемой заготовкой (рис. 186. а).
Шлифовальный круг при этом совершает вращательное движение и
движение поперечной подачи на каждый двойной ход стола, а также
радиальную подачу для перемещения его на глубину шлифования.
Шлифование периферией круга можно производить и при закреп¬
лении обрабатываемой заготовки на круглом вращающемся столе
(рис, 186, б). В этом случае шлифовальный круг совершает вращатель¬
ное и одновременно возвратно-поступательное движение параллельно
шлифуемой поверхности. Шлифование плоскостей торцом круга вы¬
полняют как при поступательном движении обрабатываемой заготовки
(рис. 186, в), так и при ее вращении (рис. 186, г). Фасонные поверх¬
ности шлифуют обычно специально заправленными шлифовальными
и ругами.
§ 78. Обработка на протяжных станках
Плоские поверхности протягивают сразу по всей ширине, поэтому
ширина зуба протяжки несколько больше, чем протягиваемой поверх-
258
поста. Схемы протягивания плоскостей аналогичны схемам протяги¬
вания отверстий. Весь припуск снимают за один рабочий ход протяж¬
ки, причем припуск должен быть распределен равномерно между зу¬
бьями протяжки. Это обеспечивает снижение до минимума машинного
времени.
При протягивании необработанных поверхностей и поковок обыч¬
ными плоскими протяжками их лезвия быстро тупятся и даже выкра¬
шиваются. В этих случаях применяют протяжки прогрессивного
резания, у которых режущие кромки расположены наклонно по отно¬
шению к направлению ее движения и срезают металл не по всей ширине
обрабатываемой поверхности, а узкими полосами, снимая стружки
толщиной 0,4...0,8 мм на один зуб, а калибрующие зубья зачищают
обрабатываемую поверхность по всей ширине.
Припуски при наружном протягивании зависят от того, ведется ли
обработка протягиванием по необработанным поверхностям (литье,
поковка) или по предварительно обработанным поверхностям (фрезе¬
рование, строгание). В первом случае припуск на сторону принима¬
ется от 2 до 6 мм, во втором — от 0,25 до 1 мм. Шероховатость по¬
верхности при наружном протягивании Ra=1,6...0,8 мкм. В отдель¬
ных случаях может быть достигнута шероховатость /?а=0,4...0»2 мкм.
Большое разнообразие видов протягивания плоских поверхностей
обусловило многообразие конструкций протяжных станков, из которых
наиболее распространенными являются вертикальные, горизонталь¬
ные, карусельные и протяжные станки туннельного типа.
Рис. 1£6
9
259
На рис. 187 приведена схема вертикально-протяжного станка
для наружного протягивания. Станина 5 имеет коробчатую форму;
в полой части ее помещен электропривод 6 с агрегатами гидропривода.
На станине 5 по направляющим перемещается подвижная плита 3, на
которой крепятся плоские протяжки 4. Подвижная плита перемещается
возвратно-поступательно с разной скоростью, регулируемой гидропри-,
водом. Длину и скорость рабочего хода плиты устанавливают в зависи¬
мости от выполняемой работы. Обратный ход плиты ускоренный.
На передней части станины имеется стол 7, на котором установ¬
лен суппорт 1, перемещающийся поперечно для установки глубины
протягивания. В приспособлении, расположенном на суппорте, за¬
крепляют обрабатываемую заготовку 2. После регулирования суппорта
на определенную глубину протягивания на него устанавливают обра¬
батываемую заготовку и закрепляют ее. Протяжки, опускаясь, обра¬
батывают заготовку и в конце обработки останавливаются в нижнем
положении; затем заготовку снимают и включают обратный ход про¬
тяжки.
После возвращения протяжек в исходное положение в суппорт
устанавливают новую заготовку. Далее цикл работы повторяется в
том же порядке.
На рис. 188 приведена схема протяжного станка непрерывного
действия. На станине 2 коробчатой формы смонтирована непрерывно
движущаяся цепь 4, на которой размещены приспособления 1 для
установки и закрепления обрабатываемых заготовок 3. На станине
сверху установлен суппорт 7, на котором закреплена протяжка 5.
Под цепью 4, в зоне прохождения заготовки под протяжкой, установ¬
лены жесткие направляющие 6, обеспечивающие необходимую жест¬
кость станка при обработке.
Заготовки устанавливают в приспособление на загрузочной пози¬
ции А; закрепляют их вручную или автоматически. После протяги¬
вания детали поступают с разгрузочной позиции станка Б в бункер 8.
Стороны заготовки, а также поверхности круга, очерченные радиу¬
сом, можно одновременно обрабатывать с двух сторон на карусельно¬
протяжных станках непрерывного действия (рис. 189).
260
Iia направляющих круглой станины 5 вращается стол 2. В ста¬
нине установлен механизм вращения стола, приводимый в движение
электродвигателем 1. Скорость движения стола регулируют в зависи¬
мости от режима протягивания
Рис. 189
Вокруг стола на жестком полукруглом
суппорте 4 установлены четыре сек¬
ционных держателя 6, в прорезях
которых закреплены протяжки 3. На
столе 2 установлены в приспособле¬
ниях заготовки 7. При вращении
стола заготовки протягивают между
протяжками 3 последовательно через
все держатели (секции) 6. Общий вид
держателя (секции) с протяжками
показан на рис. 190.
Рис. 190
При протягивании больших плоскостей применяют протяжные
станки туннельного типа, принцип действия которых заключается
в следующем: после закрепления обрабатываемой заготовки на столе
станка ее поднимают на установленную высоту; на заготовку надви¬
гается протяжка и обрабатывает ее; после обработки заготовку опус¬
кают, освобождают от зажима и удаляют через загрузочное отверстие,
а протяжка возвращается в исходное положение.
ГЛАВА XXVI
ОБРАБОТКА СЛОЖНЫХ ПОВЕРХНОСТЕЙ
§ 79. Виды сложных поверхностей и их классификация
В конструкциях современных турбин, автомобилей, металлорежу¬
щих станков, самолетов применяют детали сложной формы, например
лопатки турбин, лопасти гребных винтов, кулачки и т. д. На рис. 191
показаны характерные виды деталей со сложными поверхностями: с —
гребной винт; б — крыльчатка; е — колесо насоса; г — винт с пере¬
менным шагом; д — колесо водяной турбины; е — дисковый кулачок;
ж ■— цилиндрический кулачок; з — блок из кулачков.
261
В технике наиболее распространенными являются три вида по¬
верхности: 1) поверхности, подчиненные математическим уравнени¬
ям, определенной формы и с определенным расположением в простран¬
стве, называемые алгебраическими; 2) поверхности, форма которых
Рис. !зЕ
определена отдельными точками, а координаты этих точек заданы в
виде чисел, обычно сведенных в таблицу, называемые поверхностями с
числовыми отметками; 3) поверхности, форма которых определяется
конструктивной необходимостью, называемые конструктивными.
Алгебраические поверхности подразделяют на линейча¬
тые. не линейчатые и винтовые. Поверхности с образующей в виде пря¬
мой линии называются линейчатыми, В свою очередь линейчатые
стозер?:ности подразделяются на два вида: развертываемые и неразвер-
тывдекьсе поверхности. К развертываемым относятся цилиндрические
и конические поверхности. К неразвертываемым поверхностям отно¬
сятся конусоиды, коноиды и различные гиперболоиды и параболоиды.
Поверхности с образующей в виде кривой линии называются не-
мтейчатыми. К ним относятся поверхности второго порядка (шаро¬
видные, сфероидальные и т. п.). Поверхности, образованные сочета¬
нием двух движений образующей, расположенной под некоторым
углом к оси (вращением ее вокруг оси с одновременным поступатель¬
ным перемещением вдоль оси), называют винтовыми.
Поверхности с числовыми отметками приме¬
няют при необходимости задавать форму поверхности, исходя из
физических условий ее работы. К ним относятся профили лопаток
паровых, газовых и водяных турбин, гребных винтов и др.
Конструктивные поверхности классифицировать невоз¬
можно, так как они зависят от конструктивной необходимости. Такие
фюрмы иногда встречаются в сочетании с поверхностями алгебраичес¬
кими или поверхностями с числовыми отметками.
Различают также переходные поверхности, к кото¬
рым относятся, например, поверхности перехода от ступицы к лопасти
в гребных винтах, от хвостовой части к рабочей в лопатке турбины
и т. п.
§ 80. Методы обработки сложных поверхностей
Сложные поверхности можно обрабатывать различными методами:
с помощью копиров, с использованием настроенных кинематических
цепей, е применением так называемых построителей, а также при
сочетании этих методов обработки.
Копиры представляют собой основную деталь копировального
устройства, очертания которой определяют траекторию движения
режущего инструмента и соответствуют профилю обрабатываемой
поверхности.
Системы управления процессом копирования подразделяют на
системы прямого и непрямого действия. При прямом действии контакт
копировального ролика (пальца) и копира обеспечивается силой
тяжести груза, силой гидравлического давления или силой сжатая
пружины. В системах непрямого действия копировальный ролик
находится в соприкосновении с копиром под действием незначитель¬
ной силы, измеряемой долями ньютона. Копировальный ролик явля¬
ется промежуточным подвижным элементом, незначительные переме¬
щения которого, составляющие сотые или десятые доли миллиметра,
в виде команд передаются в специальные усилительные устройства,
выходные элементы которых воздействуют на исполнительные меха¬
низмы и перемещают режущий инструмент Шили) обрабатываемую
заготовку.
На рис. 192, а приведена схема копировальной обработки по си¬
стеме прямого действия с механическим управлением. Стол 9 переме¬
щается ходовым винтом 8 от редуктора 7. На столе 9 установлены
копир / и заготовка 10. При движении стола палец 2 с бабкой 3
под действием копира 1 сжимает пружину 4 и перемещается в вер¬
тикальном направлении по стойке 5. Фреза 6, имеющая форму и раз¬
меры пальца 2, обрабатывает заготовку, придавая ей форму копира.
Пружина 4, сила которой больше, чем вертикальная составляющая
силы резания на фрезе, обеспечивает постоянный контакт между паль-'
нем и копиром.
На рис. 192, б показана схема копирования по системе непрямого
действия с гидравлическим, пневматическим или электронным управ¬
лением. Стол 12 с копиром 14 и заготовкой 13 перемещается от ре¬
дуктора 10 через ходовой винт 11. При этом палец 1 под действием
копира 14 перемещается в корпусе 2, соединенном с бабкой 5. Пружи¬
на 3 обеспечивает постоянный контакт между пальцем и копиром.
Незначительное перемещение пальца, как элементарную команду
управления, можно увеличить, используя электронные, гидравличес¬
кие, пневматические или другие устройства. Это усиление происходит
в устройстве 4, откуда поступает команда двигателю 6; последний че¬
рез редуктор и ходовой винт 7 перемещает по стойке 8 бабку 5. Соот¬
ветственно фреза 9 обрабатывает заготовку по профилю копира.
Системы прямого действия обычно применяют на копировальных
станках с механическим или ручным управлением, а системы непря¬
мого действия — на копировальных станках с электронным, гидрав¬
лическим или пневматическим управлением.
Применение настроенных кинематических це¬
пей основано на том положении, что получение детали определенной
формы обеспечивает кинематическая цепь, связывающая вращение
режущего инструмента или обрабатываемой заготовки с другим пере¬
мещением инструмента или заготовки.
Примерами обработки с помощью настроенных кинематических
цепей являются нарезание резьб, обработка червяка, спиралей и зубо-
нарезание.
Сложные поверхности обрабатывают методом настройки
и методом о б к а т к и с использованием настроенных кинемати¬
ческих цепей.
На рис. 193 приведены примеры обработки поверхностей штампа
радиусным фрезерованием методом настройки. Вначале торцевой
ЮЗ 8 7
l<t 13 12 U
Рис. 192
204
ч
к
р-
L
v
N
V
ч \
Рис. 193
фрезой радиуса R обрабатывают поверхность 7 (рис. 193, б) на глуби¬
ну А (рис. 193, а) и проходят по периметру прямоугольника, обозна¬
ченного стрелками; затем в четырех местах 1, 2, 3, 6 (рис. 193, б)
обрабатывают заготовку концевой
фрезой по радиусу г (рис. 193, а)
на длину В; после фрезерования по¬
луцилиндра 2 перемещают заготов¬
ку и обрабатывают полуцилиндр
6: затем поворачивают заготовку
па 90° и обрабатывают полуцилинд¬
ры / и 3. В дальнейшем фрезеруют
поверхности 4 к 5.
Отсутствие конусных линеек
на токарных станках не препятст¬
вует обработке конусов. Использо¬
вание настроенных кинематических
цепей позволяет посредством не¬
сложного приспособления обраба¬
тывать конусы, особенно с малыми
углами при вершине. Для этого
достаточно установить на винт суп¬
порта 7 (рис. 194) поперечной подачи
вместо маховика барабанчик 5 и,
прикрепив к его поверхности трос 2,
навить один конец троса на поверхность барабанчика; другой конец
троса надо закрепить в неподвижном упоре 1 на станине станка. При
продольном перемещении слева направо суппорта 4 продольной подачи
(от ходового винта) барабанчик благодаря натяжению троса начнет
поворачиваться и вращать ходовой винт поперечной подачи. Резец 6
будет обрабатывать на заготовке 3 конус с углом 2а при вершине.
При обработке по методу обкатки осуществляется сочетание дви¬
жения режущего инструмента и обрабатываемой заготовки. В этом
случае необходимо обеспечить определенную скорость движения фа¬
сонного режущего инструмента, длина средней окружности которого
представляет длину обкатыва¬
емого участка, например, при
точении. Наиболее широкое
применение методы обкатки
получили при обработке за¬
готовок на токарных, фрезер¬
ных и долбежных станках.
При работе по этому мето¬
ду по начальной прямой про¬
филя тела вращения без
скольжения катится началь¬
ная окружность профиля ин¬
струмента. Заготовка, подлежащая обработке, вращается, а ось
режущего инструмента движется равномерно вдоль оси заготовки.
Профиль режущего инструмента представляет огибающую последо-
Рис. 194
265
/
нательных положений профиля обрабатываемой заготовки при качении
начальной ее прямой по начальной окружности инструмента.
Метод обкатки имеет следующие преимущества: 1) его применение
не ограничивается формой образующей обрабатываемой заготовки;
2) улучшаются условия врезания инструмента (режущая кромка
инструмента находится в зацеплении незначительное время); 3) про¬
филь заготовки формируется не путем усложнения станка, а за счет
формы режущего инструмента; 4) упрощаются обслуживание и на¬
стройка станка.
Недостатками этого метода являются сложность проектирования и
изготовления инструмента и в ряде случаев трудность обработки
переходных кривых в местах соприкосновения профилей между собой.
Применяемые при обработке по методу обкатки фасонные резцы
обеспечивают постоянство формы профиля, точность размеров обраба¬
тываемых заготовок и допускают большее количество переточек.
Режущая кромка фасонного резца имеет форму профиля обрабаты¬
ваемой заготовки, что позволяет обрабатывать как прямолинейные,
так и криволинейные участки профиля, объединяя в одном переходе
несколько переходов и операций.
По конструкции фасонные резцы бывают дисковыми (рис. 195, а).
призматическими (рис. 195, б) и стержневыми (рис. 195, в). Их уста¬
навливают относительно заготовки в радиальном и тангенциальном
направлениях с параллельным и наклонным расположением оси резца
относительно оси заготовки.
По форме образующей поверхности различают фасонные резцы:,
круглые с кольцевыми или винтовыми образующими и призматиче¬
ские с плоскими образующими.
Профиль фасонного резца рассчитывают графическим или аналити¬
ческим методом. Графический метод применяют при расчете фасонных
резцов, предназначенных для обработки заготовок криволинейной
формы невысокой точности, а аналитический метод — при расчете
резцов, предназначенных для обработки точных заготовок.
Построителями называют копиры, выполненные в виде
отдельных механизмов. С их помощью получают отрезки или замкну¬
Рис. 195
266
тые кривые, точное воспроизведение которых по обычным копирам не¬
возможно или слишком дорого. По видам построители делят на три
группы: в виде механизмов, воздействующих на копировальное
устройство; в виде механизмов, воздействующих непосредственно на
исполнительное устройство; электрические построители.
На рис. 196 приведена схема обработки отверстия большого диаметра
на копировально-фрезерном станке с помощью несложного построителя.
На столе / станка устанавливают заготовку 2. На оси 4, закрепленной
в корпусе 3 приспособления, вращается подвижная линейка 5, в
которой имеется продольная прорезь с делениями; на одном конце
расположено отверстие, в которое вводят копировальный палец 6, а
на другом — противовес, обеспечивающий переход через «мертвые»'
положения (на рисунке не показан). Отклонения пальца передаются в
виде сигналов следящим механизмам управления станка, вызывая пов¬
торение фрезой движений пальца.Фреза вырезает криволинейный
работки выпуклых и вогнутых торцов заготовок с применением постро¬
ителей, воздействующих непосредственно на исполнительное устройство
станка. По направляющим 8 станины перемещается продольный
суппорт 3, отключенный от ходового винта. Для ограничения его
перемещений поперечный суппорт 5 с расположенным консольно
стержнем 6 соединяют с шатуном 7, имеющим ось поворота 9, закреплен ¬
ную в станине. Если маховичком 4 перемещать поперечный суппорт,
то последний, будучи связан с осью, совершает движение по окружно¬
сти с радиусом, равным длине шатуна, и с центром в осп 9. Дополни¬
тельное движение вдоль станины будет совершаться за счет продоль¬
ного суппорта. Режущая кромка резца 2, закрепленного в резцедер¬
жателе. будет обрабатывать вогнутый торец на вращающейся заготов¬
ке /. Если ось 9 поворота расположена с другой стороны поперечного
суппорта, поверхность на торце обрабатываемой заготовки получите-т
выпуклой.
Электрические построители применяют в счетно-решающих устрой¬
ствах, однако при обработке сложных поверхностей они еще не приме¬
няются вследствие сложности электрической схемы. Одним из возмож¬
ных видов сложных поверхностей, обработка которых представляет
интерес для использования электрических построителей, являются
кулачки различных профилей, и в этом направлении в настоящее
время ведутся соответствующие исследования.
Обработка сложных поверхностей при сочетании копиров, настроен¬
ных кинематических цепей и построителей обеспечивает наиболее
широкие технологические возможности. Одним из примеров подобного
сочетания является обработка конуса по конусной линейке (рис. 198).
На кронштейне 1 установлена линейка 2, которая может быть по¬
вернута на заданный угол (равный
половине угла а при вершине об¬
тачиваемого конуса). По линейке
перемещается ползун 3, связан¬
ный с поперечной кареткой 5 жес¬
ткой тягой 4. Поперечная каретка
освобождена от винта поперечного
суппорта. При движении продоль¬
ной каретки по направляющим ста¬
нины ползун, перемещаясь по ли¬
нейке, через тягу заставляет попе¬
речную каретку вместе с резцом
следовать по направлению копир-
ной линейки.
В современной металлообработ¬
ке широко применяется гидро¬
копирование. Для этой цели токарные станки оборудуют спе¬
циальными гидрокопировальными устройствами (рис. 199). Для уста¬
новки гидрокопировального устройства необходимо снять верхнюю
часть суппорта и освободить поперечные салазки каретки суппорта,
после чего закрепить устройство на плите 10, установленной на попе¬
речных салазках каретки станка с задней стороны. При необходимо¬
сти использовать токарный станок как универсальный нормальный
поворотный резцедержатель крепят к плите 11, устанавливаемой на
салазках в передней части станка.
При обработке ступенчатых заготовок гидравлический суппорт
6 должен быть повернут на некоторый угол, чем обеспечивается нор¬
мальная работа резца при переходе от одной ступени к другой. Копмр-
ный палец 3, перемещаясь по профилю копира 1, находится в контакте
с щупом 4 гидравлического механизма 5. Копир, установленный на
кронштейне 8, прикреплен неподвижно к станине 7 станка. Иногда
вместо копира применяют эталонную деталь, которую устанавливают
между центрами бабок приспособления, размещаемого на кронштейне.
В резцедержателе 2 устанавливают резец, который обтачивает заготов¬
ку 9.
Работа гидросхемы копировального устройства основана на из¬
менении давления копирного пальца на щуп, который, являясь плун¬
Рис. 198
268
жером золотника, при перемещении изменяет проходное сечение зо¬
лотниковой выточки, вследствие чего происходит регулирование
движения суппорта. Это гидрокопировальное устройство работает по
однокоординатной системе с продольной и поперечной подачами.
Если необходим другой рабочий ход, то каретку суппорта отводят
26S
вручную в исходное положение и после замены копира первого хода
повторяют цикл обработки.
С применением лепестковых копиров (рис.. 200) может быть осущест¬
влена как обработка данной заготовки за несколько ходов, так и об¬
работка различных по конфигурации ззготоеок без замены копироваль-
на оправке, устанавливаемой в центрах гидросуппорта. Универсаль¬
ный токарный станок, снабженный гидрокопировальным устройством
и лепестковым копиром, оснащается механизмом для ускоренного
возврата каретки суппорта в исходное положение (обгонной муфтой),
механизмами включения и выключения гидросуппорта и медленного
поворота лепесткового копира. Обгонная муфта присоединяется к ко¬
робке подач станка.
Механизмы включения и выключения гидросуппорта устанавлива¬
ются на его корпусе и перемещаются с ним в процессе обработки.
В конце каждого рабочего хода системой рычагов, кинематически
связанных с рукояткой управления гидросуппорта, гидросуппорт
отводится от обрабатываемой поверхности заготовки под углом назад.
При этом посредством конечного выключателя замыкается цень элект¬
родвигателя ускоренного хода, возвращающего суппорт в исходное
положение.
Механизм поворота лепесткового копира устанавливается в задней
бабке гидросуппорта и приводится в действие во время ускоренного
возврата суппорта в исходное положение.
При отходе назад каретка суппорта в результате воздействия спе¬
циального устройства поворачивает шпиндель копирной бабки вместе с
лепестковым копиром, закрепляемым в центрах поводковым устройе т-
вом, на 180, 120 и 90° (2, 3 и 4-й рабочие ходы). Автоматически и
цикл в несколько рабочих ходов завершается с остановкой станка при
полном повороте лепесткового копира на 360°.
Цикл обработки с применением лепесткового копира состоит из
трех этапов (рис. 201): а) подвод режущего инструмента от каретки
суппорта станка (точка А) к торцу обрабатываемой заготовки и обточ¬
ка профиля по первому шаблону (до точки В); б) отвод инструмента
от обрабатываемой поверхности после окончания первого рабочего
хода и ускоренный возврат каретки суппорта в исходное положение (до
точки А); в) поворот лепесткового копира на следующий шаблон,
соответствующий новому рабочему ходу.
Щуп и резец в результате перемещений гидросуппорта и каретки
суппорта отводятся в исходное положение (из точки В к точке С
по диагонали параллелограмма скоростей). Это движение осуществля-
ного устройства, при этом
каждой новой форме будет со¬
ответствовать свой шаблон
лепесткового копира.
Рис. 200
■Лепестковый копир пред¬
ставляет собой набор из плос¬
ких шаблонов 1, 2, 3, 4 (з
масштабе 1:1 с контуром
обработ ни), зак реп лени ы х
270
•^ПодШрезш
А Врезание
М каретки
Рис. 201
стоя до тех пор, пока отходящая назад каретка гидросуппорта не дос¬
тигнет упора, установленного на задней бабке лепесткового копира, в
результате чего включается управление гидросуппортом и под дейст¬
вием движения вперед (от гидросуппорта) и осевого движения назад
(от каретки суппорта) щуп и резец подводятся к обрабатываемой по¬
верхности от точки С к точке А по диагонали, при этом во время
ускоренного возврата гидросуппорта в исходное положение между
точками D и Е приводится в действие механизм поворота копирной
бабки. При размыкании упором цепи электродвигателя ускоренного
хода каретка прекращает действие обгонной муфты, ходовой валик
вновь получает прямое враще¬
ние от коробки подач, а гид¬
росуппорт — движение рабо¬
чей подачи в сторону шпинде¬
ля станка, т. е. цикл завер¬
шается и начинается второй
рабочий ход.
Сочетание копи¬
ров с рычажными
механизмам и приме¬
няют, если необходимо обес¬
печить передачу движения в
каком-либо масштабе или конструктивную связь между расположен¬
ными в разных плоскостях подвижными сборочными единицами.
Наиболее характерным механизмом масштабного копирования явля¬
ется рычажный механизм, называемый пантографом. Рычажные меха¬
низмы применяют при гравировальных работах. Они предназначены
для нанесения надписей, изображений и цифр на поверхности деталей.
На рис. 202 показана схема объемного копирования
на специальном станке. На
этом станке оси фрезы и копир-
ного пальца расположены в
вертикальной плоскости. Ко¬
пи рный палец А со шпинделем
1 перемещается в вертикаль¬
ном направлении. Движение
уравновешивается грузом и
двуплечим рычагом 5 с осью
вращения 3. Внутри хобота
находится рычаг 18, качаю¬
щийся на оси 4, которая
может перемещаться на рас¬
стояние 0,25 длины рычага,
что обеспечивает изменение
масштаба копирования в пре¬
делах 1 : 1...1 : 3. На конце
Рис. 202
рычага 18 имеется вертикальная зубчатая рейка 6, находящаяся в
зацеплении с зубчатым колесом 10. длина которого соответствует
горизонтальному перемещению хобота; другой конец 2 рычага 18 свя¬
271
зан с корпусом шпинделя. Одновременно колесо 10 сцепляется с двой¬
ной рейкой 9, находящейся в зацеплении с зубчатым колесом 11, длина
которого равна поперечному ходу обоих хоботов. Дальше кинематичес¬
кая цепь идет через рейку 12, зубчатое колесо 13, рейку 14, рычаг 17 и
шпиндель 16 фрезы. Рычаг 17 имеет возможность качаться на непод¬
вижной оси 15. Элементы кинематики 14, 13 и 12 соответствуют
элементам 6, 10 и 9. Шпиндель 16 с фрезой Б имеет двуплечий рычаг 8
с грузом 7. Если шпиндель 1 с копирным пальцем переместится верти¬
кально, то и шпиндель 16 с фрезой тоже переместится в том же направ¬
лении вертикально, причем это перемещение будет выдержано в за¬
данном настройкой масштабе.
Построители с настроенной кинематической цепью применяют
для вращательного и поступательного перемещений режущего инстру¬
мента, при обработке на токарных станках заготовок квадратного
сечения, для изготовления шестигранных отверстий и др.
ГЛАВА XXVII
ОБРАБОТКА ЗУБЧАТЫХ ПОВЕРХНОСТЕЙ
§ 81. Виды зубчатых колес, их назначение и характеристика
В передачах современных машин широко применяют зубчатые
колеса, разнообразные по форме, размерам и профилям. Наиболее
распространены цилиндрические зубчатые колеса с прямыми (рис. 203,о)
Рис. 203
и косыми (рис. 203, б) зубьями. Соединение двух косых зубьев с проти¬
воположными углами наклона на ободе цилиндрического колеса
представляет собой зубчатую передачу с шевронным (елочным) зубом.
272
На рис. 203, в показана коническая передача с пересекающимися
осями, причем угол встречи осей может быть любого значения. Кони¬
ческие колеса могут иметь прямые, косые и криволинейные зубья.
На рис. 203, г приведена зубчатая передача со скрещивающими¬
ся осями, состоящая из двух зубчатых колес с винтовым зубом. На
рис. 203, д представлена еще одна схема передачи со скрещивающимися
осями — червячная передача, которая отличается от перечисленных
выше тем, что один элемент передачи представляет собой винт (червяк),
а другой — зубчатое колесо с фасонным зубом, сцепляющимся с вит¬
ками винта.
На рис. 203, е изображена обычная реечная передача, одним эле¬
ментом которой является зубчатое колесо с прямым или косым зубом, а
другим — зубчатая рейка, которую можно представить как зубчатое
колесо с бесконечно большим числом зубьев. Реечная пара передает
движение как от зубчатого колеса к рейке, так и наоборот.
На рис. 203, ж приведена схема волновой передачи, основанной на
новом принципе передачи вращательного движения за счет бегущей
волновой деформации одного из зубчатых колес. Эта передача состоит
из водила 3 с двумя роликами, свободно вращающимися на осях,
закрепленных в водиле, неподвижного жесткого зубчатого колеса 1 с
внутренними зубьями и вращающе¬
гося гибкого колеса 2 с наружными
зубьями. Жесткое зубчатое колесо
соединяется с корпусом передачи.
Гибкое зубчатое колесо изготовля¬
ют либо, как в приведенном
примере, в виде стакана с тонкой,
легко деформирующейся стенкой,
либо в виде свободно деформиру¬
ющегося кольца. рис 2М'
В современном машиностроении
применяют главным образом зуб¬
чатые колеса с профилем зуба, очерченным эвольвентной кривой.
В современных конструкциях применяются также передачи с зацеп¬
лением Новикова, основное отличие которых заключается в приме¬
нении колес с зубьями выпуклого и вогнутого дугового профиля
(рис. 204, а, б). Профиль зубьев зацеплений Новикова в основном
определяется размером дуги профиля г, радиусом R„ окружности,
проходящей через центры дуг профиля, размером центроиды — радиу¬
сом Rn начальной окружности колеса в зацеплении, смещением центра
дуги профиля с осью симметрии зуба или впадины — углом ф и дру¬
гими размерами: высотой головок и ножек, радиусами окружностей
выступов и впадин, шагом и числом зубьев. Эти размеры задаются
обычно в сечении, нормальном к винтовой линии зубьев в начальном
цилиндре, или определяются путем задания размеров исходного кон¬
тура сопряженной рейки.
По ГОСТ 9178—81 и ГОСТ 1643—81 установлены 12 степеней точно¬
сти цилиндричных зубчатых колес и передач с обозначением степеней в
273
порядке убывания точности *. Для каждой степени точности установ¬
лены нормы: кинематической точности колеса; плавности работы коле¬
са; контакта зубьев; бокового зазора.
Рис. 205
Нормы кинематической точности определяют значение наиболь¬
шей погрешности угла поворота зубчатых колес за оборот при зацеп¬
лении с точным колесом. Эта погрешность возникает при нарезании
зубчатых колес вследствие погрешностей взаимного расположения
заготовки обрабатываемого колеса и режущего инструмента, а также
вследствие кинематической погрешности зуборезного станка. Показа¬
телем кинематической точности является предельная кинематическая
погрешность Д/у (рис. 205, а).
Кинематическую погрешность можно оценить также предельной
накопленной погрешностью окружного шага Fiy являющейся наиболь¬
шей погрешностью во взаимном расположении двух любых одноимен¬
ных профилей зубьев по одной окружности колеса (рис. 205, б).
Показателем кинематической погрешности, обозначаемым vw слу¬
жит также колебание длины обгцей нормали, т. е. размер между наи¬
большей и наименьшей длинами общей нормали в одном н том же ко¬
лесе (рис. 205, в).
Норма плавности работы зубчатого колеса определяет составляю¬
щую а полной погрешности углов поворота зубчатого колеса, много¬
* За основу (по аналогия с гладкими поверхностями) принята 7-е степень тот-
посте, соответствующая 7-му квалитету,
274
кратно повторяющуюся за оборот колеса (рис. 205, г). Показателем
плавности работы колес является циклическая погрешность /}, которая
представляет собой среднее значение размаха колебаний кинемати¬
ческой погрешности зубчатого колеса по всем циклам за оборот коле¬
са. Плавность работы зубчатого зацепления влияет на бесшумность
и долговечность передачи.
Плавность работы колеса обеспечивается также ограничением
предельного отклонения основного шага fpb, которое является разностью
действительного и номинального расстояний между двумя взаимно
параллельными касательнььми к двум соседним одноименным профи¬
лям зубьев колеса (рис. 205, д).
Погрешность профиля ff характеризует расстояние по нормали
между двумя теоретическими профилями зуба колеса, ограничиваю¬
щими действительный профиль в пределах его рабочего участка (рис.
205, е).
Нормы контакта зубьев определяют точность выполнения сопря¬
женных зубьев в передаче. Пятном контакта называется часть боко¬
вой поверхности зуба колеса, на которой располагаются следы приле¬
гания его к зубьям парного колеса после врашения передачи при лег¬
ком торможении (рис. 205, ж). Норма точности определяется относи¬
тельными размерами пятна контакта (в процентах):
1) по длине зуба — отношением расстояния а между крайними точ¬
ками следов прилегания за вычетом разрывов с, превосходящих раз¬
мер модуля, к полной длине В зуба (рис. 205, ж):
[(а—с)/В\ 100;
2) по высоте зуба — отношением средней высоты йср пятна прилега¬
ния по всей длине зуба к рабочей высоте h3 зуба:
(йср//г3) 100.
В табл. 15 приведены нормы точности по размеру пятна контакта в
зависимости от степени точности.
Таблица 15. Нормы размера пятна контакта в процентах
для цилиндрических колес
Способ измерения
Степень точности
3
4
5
6
7
8
9
По высоте
65
60
55
50
45
30
20
По длине
95
90
80
70
60
40
25
Боковым зазором называется зазор между зубьями сопряженных
колес в передаче, обеспечивающий свободный поворот одного из ко¬
лес при неподвижном втором колесе. Боковой зазор определяется в
сечении, перпендикулярном направлению зубьев, в плоскости, каса¬
тельной к основным цилиндрам.
Гарантированный боковой зазор обозначают сп. В ГОСТ 1643—81
предусмотрены нормы боковых зазоров, которые в соответствии с
275
эксплуатационными требованиями могут быть различными. Необхо¬
димый зазор получают в основном в результате смещения исходного
контура.
Для зубчатых колес в передаче установлены шесть видов сопря¬
жений: А, В, C,D, Е и Н — и восемь видов допуска на боковой зазор,
обозначаемых в порядке его возрастания буквами h, й, с, Ь, а, г, у, х.
В табл. 16 приведены виды сопряжений в зависимости от диапазонов
степеней кинематической точности зубчатых передач *. Точность из¬
готовления цилиндрических зубчатых колес и передач задается сте¬
пенью точности, а требования к боковому зазору — видом сопряже¬
ния по нормам бокового зазора.
Таблица 16. Виды сопряжений, гарантирующих боковые зазоры
для различных степеней точности
Виды сопряжений
л
Б
с
D
Е
н
Степени кинемати¬
ческой точности
3...12
3...10
3...9
3...8
3...7
3...7
Элементы, характеризующие точность конических колес, в основном
те же, что и для цилиндрических, за исключением некоторых особен¬
ностей. Так, большинство элементов конического колеса определяется
в торцевом сечении делительного конуса, т. е. поверхности, являющей¬
ся в процессе нарезания колеса по методу обкатки начальной по от¬
ношению к обкатывающему конусу. Торцевое сечение — сечение коле¬
са сферической поверхностью, центр которой совпадает с вершиной
делительного конуса.
Нормы точности и допуски для конических колес определены
ГОСТ 9368—81 и ГОСТ 1758—81. В табл. 17 приведены нормы точнос¬
ти по размеру пятна контакта в зависимости от степени точности.
Таблица 17. Норма размера пятна контакта в процентах
для конических колес
Способ
Степень точности
измерения
5
6
7
8
9
10
11
По высоте
75
70
60
50
40
30
30
По длине
75
70
60
50
40
30
30
Для червяков и червячных колес нормы точности и допуски оп¬
ределены ГОСТ 9774—83 и ГОСТ 3675—81. Так же как н для цилиндри¬
ческих колес, предусмотрено 12 степеней точности: 3, 4, 5 и 6-я сте¬
пени установлены для кинематических червячных передач с регулиру¬
* Для 1-й и 2-й степеней точности допуски и предельные отклонения не регла¬
ментируются.
276
емым взаимным расположением червяка и колеса; 5, 6, 7, 8 и 9-я
степени — для силовых червячных передач с нерегулируемым взаим¬
ным расположением червяка и колеса; для 1, 2, 10, 11 и 12-й степе¬
ней допуски и отклонения не предусмотрены.
В зависимости от степени точности установлены нормы: отклоне¬
ний элементов червяка, отклонений элементов червячного колеса;
кинематической точности передачи; циклической точности передачи;
полноты контакта боковых поверхностей зубьев колеса и витков чер¬
вяка. Нормы точности кинематической, циклической и полноты кон¬
такта определяют по червячному колесу.
§ 82. Основные методы обработки зубьев цилиндрических
и конических колес
Выбор метода обработки зубчатых колес находится в непосред¬
ственной зависимости от установленной нормы точности различных их
элементов, а также от основных требований к передачам в процессе
их эксплуатации. С этой точки зрения зубчатые передачи можно раз¬
бить на следующие группы: 1) силовые передачи больших мощностей
и высоких скоростей; основное требование — обеспечение высоких
КПД; 2) силовые промышленные и транспортные передачи при сред¬
них скоростях; требования — надежность и плавный ход; 3) силовые
передачи в станкостроении; требования — постоянство передаточного
отношения и плавность хода; 4) передачи в автомобилестроении; тре¬
бования — плавность и легкость хода, отсутствие шума; 5) кинемати¬
ческие передачи в точных приборах; требования — обеспечение по¬
стоянства' передаточных отношений, отсутствие мертвого хода. Уста¬
новленные ГОСТом степени точности учитывают эти условия, допус¬
кая высокие технические показатели в одном направлении и низкие
в другом.
Зубчатые колеса обрабатывают на разнообразных зубообрабаты¬
вающих стайках. Зубья на колесах нарезают двумя способами: ко¬
пированием (рис. 206, а, б) и обкаткой (огибанием; рис. 206, в). При
копировании режущему инструменту придают форму впадины между
зубьями, а затем производят обработку. При этом профиль инструмента
копируется на обрабатываемой поверхности.
Зубонарезание способом копирования можно выполнять: последо¬
вательным нарезанием каждого зуба колеса модульной дисковой или
Рис. 206
277
пальцевой фрезой на универсальном фрезерном станке; одновремен¬
ным долблением всех зубьев колеса; одновременным протягиванием
всех зубьев колеса; круговым протягиванием. Способ копирования
применяется главным образом при изготовлении зубчатых колес не¬
высокой точности..
Современным, точным и производительным способом изготовления
зубчатых колес является нарезание зубьев по способу обкатки червяч¬
ной фрезой, круглым долбяком, реечным долбяком (гребенкой), зубо¬
строгальными резцами, резцовой головкой, накатыванием зубчатыми
валками *.
Способ обкатки заключается в том, что зубья на зубчатом колесе ,
образуются при совместном согласованном вращении (обкатке) ре¬
жущего инструмента и заготовки. Так, при зубофрезеровании прямо¬
линейные боковые режущие кромки зубьев червячной фрезы, имею¬
щие в осевом сечении трапецеидаль¬
ную форму, поочередно касаются
нарезаемого зуба (рис. 207). Рас¬
сматривая последовательные поло¬
жения зубьев фрезы (7,2,3 и т. д.),
видим, что профиль впадины полу¬
чается постепенно и состоит из
множества прямолинейных участ¬
ков, образованных зубьями фрезы.
Эти прямолинейные участки на¬
кладываются один на другой и
практически образуют не ломаный,
а криволинейный (эвольвентный)
профиль зуба.
Рис. 207 Зубчатые колеса 3...8-Й степе¬
ней точности нарезают методом об¬
катки. Сырые колеса 3...5-Й степеней точности далее подвергают тща¬
тельной обработке шевингованием, шлифованием и последующей от¬
делке на притирочных станках, после чего их закаливают токами вы¬
сокой частоты (ТВЧ), исключающими деформацию поверхности. Зуб¬
чатые колеса, изготовленные по 6...8-й степеням точности, обычно под¬
вергают закалке в закалочных печах, дающих значительное искаже¬
ние формы. Затем для сохранения формы у колес с 6-й и 7-й степенями
точности шлифуют боковые профили зубьев с базированием по отвер-
cTEfto, а у колес с 8-й степенью точности шлифуют отверстие с базиро¬
ванием по впадине зуба. Зубчатые колеса, изготовляемые по 8...10-й
степеням точности, нарезают в мелкосерийном производстве на фре¬
зерных станка;-: в делительной головке, причем для колес, изготовля¬
емых с 8-й степенью точности, фрезы тщательно профилируют по фор¬
ме зубьев колеса.
Зубчатые колеса с 10-й и 11-й степенями точности могут быть полу¬
чены точной отливкой с последующей обработкой зубьев по шаблону.
* Описание к технологическую с;:да закатывания 3v<5lc-s зчбчатакк валиками
ск. в гл. XXIX.
278
Фрезерование зубьев цилиндрических ко¬
лес и реек дисковыми и пальцевыми мо¬
дульными фрезами. Фрезерование зубьев колес представ¬
ляет собой разновидность фасонного фрезерования. В процессе работы
фреза переносит (копирует) свой профиль во впадину зубьев, созда-
вая, таким образом, две половины профилей двух соседних зубьев
После нарезания одной впадины заготовка поворачивается на размер
шага с помощью делительного механизма, фреза снова врезается л
проходит по новой впадине между зубьями.
Такой способ применяют в единичном и мелкосерийном производст¬
ве, а также при ремонтных работах. Процесс ведут на горизонтально¬
фрезерных станках с делительными головками. Недостатками зтсго
способа являются:
1. Низкая точность обработки зуба, так как дисковые модульные
фрезы изготовляют с приближенными профилями зубьев, причем каж¬
дый типоразмер фрезы рассчитан на несколько смежных чисел зубьев
нарезаемых колес в определенном интервале.
Обычно для каждого модуля изготовляют наборы дисковых фрез,
охватывающие все числа зубьев и диаметры нарезаемых колес. По
стандарту имеется три набора из 8, 15 и 26 дисковых фрез, которыми с
небольшой погрешностью, укладывающейся в пределы допуска, мож¬
но нарезать зубчатые колеса с разным числом зубьев. Для более точ¬
ных работ применяют набор из 15 дисковых фрез, а для самых точ¬
ных — из 26 дисковых фрез. Таким образом, при этом способе нареза¬
ния получается лишь приближенный профиль зубьев на нарезаемом
колесе.
2. Низкая производительность и высокая себестоимость обработки
(большое машинное и вспомогательное время). Низкая производитель¬
ность определяется прерывностью процесса обработки, вызывающей
потери времени на врезание фрезы при изготовлении каждого очеред¬
ного зуба, на индексирование (поворот) заготовки, на подвод заголовки
к фрезе, а также относительно малым числом зубьев фрезы, работаю¬
щих одновременно.
Для нарезания зубчатых колес крупных модулей (больше 20 мм)
способом копирования, особенно шевронных колес *, применяют мо¬
дульные пальцевые фрезы, так как дисковые фрезы подрезают зуб
встречного наклона. На зубчатых рейках зубья нарезают с помощью
дисковых модульных фрез, на длинных рейках — на станках специаль¬
ного назначения, имеющих механизм деления для продольного движе¬
ния рейки. Фрезеруют одной или двумя (и даже тремя) установленны¬
ми рядом фрезами. При нескольких одновременно работающих фрезах
одна (или соответственно две) из набора дисковых фрез служит для
предварительной прорезки, а другая — для окончательного профили¬
рования зубьев.
* Указанный способ обработки шевронных колес применяют главным образом
в единичном производстве; более производительным методом является образование
зуба тремя резцами на специальном зубострогальном станке, долбяком по методу
обкатки двух цилиндрических колес и методом обкатки зубчатой пары рейка — зубча¬
тое колесо.
279
В современном машиностроении применяют зубодолбеж¬
ные станки, производительность которых значительно выше,
чем при нарезании зубьев на фрезерных станках. Высокая производи¬
тельность достигается тем, что в работе одновременно участвует столь¬
ко резцов (долбяков), сколько нужно нарезать зубьев на заготовке,
причем резцы имеют форму впадин зубчатого колеса. Многорезцовую
обработку ведут по схеме, приведенной
на рис. 208. Резцы 1 расположены ра¬
дикально по отношению к заготовке 2.
Процесс резания совершается при воз¬
вратно-поступательном вертикальном
движении заготовки 2. Радиальная од¬
новременная подача резцов 1 происхо¬
дит в нижнем положении заготовки 2,
когда заготовка выходит из зацепления
с резцами.
Фрезерование зубьев ци¬
линдрических колес червяч¬
ными фрезами наиболее широко
применяется в промышленности. Червяч¬
ная фреза представляет собой червяк,
имеющий профиль осевого сечения
винтовых ниток в виде зубчатой рейки, и продольные канавки,
образующие режущие зубья рейки (см. рис. 206, в).
Зубчатая рейка обеспечивает зацепление с эвольвентными коле¬
сами любого числа зубьев и червячная фреза может нарезать колеса
с любым числом зубьев (того же модуля и угла зацепления) одинаково
точно. В этом заключается одно из больших преимуществ нарезания
вубьев колес червячной фрезой.
В процессе нарезания червячная фреза и нарезаемое колесо нахо¬
дятся в состоянии относительного движения зацепления, соответству¬
ющего червячной передаче с передаточным числом
Т' • Иф//?3 гт- 23/2ф,
где Пф и п3 — частоты оборотов фрезы и зубчатого колеса; г()| и г3 —
число заходов червячной фрезы и число зубьев нарезаемого зубчатого
котеса.
При резании червячная фреза вращается и движется поступатель¬
но в соответствии с вращением нарезаемого зубчатого колеса (рис.
209). Ось червячной фрезы 1 устанавливается под углом к плоскости
торца нарезаемого колеса 2, равным углу подъема нитки фрезы на ее
делительном цилиндре. Червячная фреза кроме вращения имеет еще
и поступательное движение подачи вдоль образующей боковой ци¬
линдрической поверхности нарезаемого колеса. Процесс резания при
этом происходит непрерывно и в нем участвует одновременно несколь¬
ко режущих зубьев, благодаря чему этот способ нарезания зубьев яв¬
ляется одним из наиболее производительных.
Червячную фрезу устанавливают или на полную высоту зуба (т. е.
глубину резания) при нарезании зубьев за один рабочий ход, или при
нарезании зубьев с модулем более 8 мм за два рабочих хода — на 0,6
высоты зуба при первом и на 0,4 при втором рабочем ходе. Для чисто¬
вого рабочего хода оставляется припуск от 0,5 до 1 мм на толщину зу¬
ба по начальной окружности (для размеров модуля 8...15 мм). Обыч¬
ными червячными фрезами нарезают зу- I
бья как с нормальным, так и с корри¬
гированным профилем. В последнем слу¬
чае фрезу соответственно условиям кор¬
ригирования смещают при установке,
приближая ее к заготовке или удаляя
от нее.
Зубофрезерование можно произво¬
дить при продольной (рис. 210, а), осе¬
вой (рис. 210, б) и диагональной (рис.
210, е) подачах. При продольной подаче
червячная фреза перемещается вдоль оси
обрабатываемой детали, при осевой —
вдоль собственной оси. Диагональная подача — это сочетание вер¬
тикальной подачи вдоль обрабатываемой детали и осевой подачи
фрезы вдоль своей оси. При диагональной подаче выше стой¬
кость инструмента и качество поверхности рабочего профиля зубьев
колес.
Рис. 210
На зубофрезерных станках можно производить нарезание зубьев
попутным (рис. 211, а) или встречным (рис. 211, б) фрезерованием;
при этом попутное фрезерование эффективнее, так как оно обеспечи¬
вает более [благоприятные
условия стружкообразова-
ния, меньшие колебания
сил резания, меньшие ви¬
брации при резании, что
повышает стойкость инст¬
румента и качество обрабо¬
танной поверхности.
Значительная часть вре¬
мени зубофрезерования
расходуется на врезание, особенно при применении червячных фрез
большого диаметра, так как с увеличением диаметра фрезы возрас-
281
тает длина врезания. Для прямозубых колес средних модулей время
врезания составляет 30...40% машинного времени. При осевом вреза¬
нии подачу обычно несколько понижают по сравнению с последующей
подачей при резании. Трудоемкость врезания можно уменьшить при¬
мерно на 30% заменой осевого врезания (рис. 212, б) радиальным
(рис. 212, а), сохраняя последующую продольную подачу; в этих ус¬
ловиях станок и инструмент в течение всего процесса обработки за¬
гружаются более равномерно.
Червячными фрезами нарезают как прямые, так и косые зубья ци¬
линдрических колес. В последнем случае ось фрезы устанавливают под
ями, а также червячных колес и червяков методом обкатки. Станок вы¬
полняет три движения: вращения червячной фрезы, вертикальную
подачу фрезы, вращение заготовки.
На рис. 213 дан общий вид зубофрезеркого станка. На станине /
коробчатой формы установлены кронштейн 2, стол 11 и опорная стой¬
ка 8. Главный привод 3, смонтированный на кронштейне 2, приводит
в движение все механизмы станка.
Для ускоренного перемещения суппорта о на торце кронштейна
2 расположен дополнительный привод 4. Червячная фреза 6 усгановде-
углом к торцу нарезаемого колеса, рав¬
ным сумме углов подъема винтовой
нитки фрезы и винтовой нитки (угла на¬
клона зуба) нарезаемого колеса (при
разных направлениях винтовых линий
фрезы и колеса) и разности этих углов,
если направления винтовых линий фре¬
зы и нарезаемого колеса одинаковы.
Рис. 2S2
Наиболее распространенным зубооб¬
рабатывающим станком является зубо¬
фрезерный станок для нарезания зуб¬
чатых колес с прямыми и косыми зубь-
Рис, 213
Рис. 214
282
на в суппорте, перемещаемом по направляющим кронштейна. Круглый
стол станка с оправкой 10, на которой закрепляют заготовку колеса
9, может перемещаться по горизонтальным направляющим станины
в поперечном направлении с помощью специального механизма,
Верхний конец оправки поддерживается опорой 7.
а) йопШ дисковьй
10° /Л
Долдяк чашечный
Рис. 215
Нарезание зубьев цилиндрических колес
Д о л б я к о м. Способ нарезания цилиндрического зубчатого колеса
методом обкатки с помощью круглого долбяка заключается в том, что
в процессе обработки колеса воспроизводится зубчатое зацепление
Двух цилиндрических колес, одно из которых является режущим ин¬
струментом, а другое — заготовкой. Для обработки колеса необхо¬
димо (рис. 214), чтобы одно из ко¬
лес 1 или 2 зубчатой пары (на
практике — долбяк/) совершало
при обкатке возвратно-поступа¬
тельное движение, в результате
чего на заготовке образуются
зубья.
Долбяк представляет собой
зубчатое колесо, на торце кото¬
рого заточкой образованы режу¬
щие кромки. Долбяк с прямыми
зубьями, изображенный на рис.
215, о, предназначен для нареза¬
ния колес с прямыми зубьями, а
дисковый косозубый долбяк (рис.
215, б) — для нарезания зубча¬
тых колес с косыми зубьями.
На рис. 216 показан общий вид
зубодолбежного станка. На стани¬
не / установлен стол 8 с оправкой
/ Для закрепления заготовки 6.
В верхней части станины расположена траверса 5, предназначенная для
перемещения в горизонтальном направлении (при изменении диаметра
283
нарезаемого колеса) долбежной головки 4 с оправкой 2. Движение всех
механизмов станка осуществляется от главного привода 3, располо¬
женного в верхней части траверсы. На конце оправки закреплен дол-
бяк 9, который совершает возвратно-поступательное движение с од¬
новременным вращением вокруг своей вертикальной оси согласованно
с вращением заготовки. В период врезания долбяка в заготовку го¬
ризонтально перемещается долбежная головка.
При нарезании зубьев с помощью реечного долбяка (гребенки) вос¬
производится зубчатое зацепление цилиндрического колеса с рейкой.
При этом зубья можно нарезать двумя способами: обкаткой зубчатого
колеса по гребенке (колесо совершает вращательное и поступатель¬
ное движения при неподвижной гребенке) или гребенки по зубчатому
колесу (колесо совершает вращательное движение, а гребенка —
поступательное). Более распространен первый способ.
Зубонарезание прямозубых конических
колес. Для обработки конических зубчатых колес применяют зубо¬
строгальные станки, работающие по методу обкатки одновременно
двумя резцами.
На рис. 217 приведен общий вид зубострогального станка. В ниж¬
ней части станины 9 расположен электродвигатель 11, приводящий в
движение рабочие органы станка. На плоской части станины разме¬
щены основные узлы станка: люлька 5 для крепления заготовки 4 и
суппорт 1, на котором размещены резцовые салазки 2, совершающие
возвратно-поступательные движения в радиальном направлении к
центру заготовки, а суппорт 1 приводит в движение резцы и соверша¬
ет движение обкатывания, вращаясь вокруг своего центра. Люльку 5
с заготовкой устанавливают под заданным углом на направляющих 8.
Заготовка с помощью зубчатой передачи 6 совершает в период обкатки
вращательное движение, а при отводе резцов 3 механизм 7 выполняет
284
операцию деления. Салазки 10 подводят заготовку к резцам и отводят
от них.
На рис. 218 приведена схема перемещения резцов в процессе зубо-
строгания. Заготовка 1 обкатывается по плоскому зубчатому колесу
2 (суппорт), на котором размещены резцовые салазки с резцами 3,
в свою очередь вращающимися вместе с колесом. В правой части рисун¬
ка показаны направления движения резцовой головки относительно
вращающейся заготовки.
При обработке небольших прямозубых конических колес приме¬
няют круговое протягивание на специальных станках, где режущим ин¬
струментом является круговая протяжка. Круговая протяжка состоит
из нескольких секций фасонных резцов (обычно 15 секций по пяти рез¬
цов в каждой), расположенных в порядке изменения профиля по пе¬
риферии протяжки. На рис. 219 показаны черновые резцы 1, чистовые
резцы 2 и зона 3 поворота заготовки на один зуб. Профиль и располо¬
жение вершин резцов изменяются по определенному закону.
Круговая протяжка, вращаясь с постоянной угловой скоростью,
одновременно перемещается поступательно с различной скоростью
на отдельных участках своего пути. Угловая скорость и характер по¬
ступательного движения круговой протяжки зависят от профиля ко¬
пира станка,'подбираемого применительно к обрабатываемому зубча¬
тому колесу 4. Таким образом, траектория рабочего движения каждого
фасонного резца является совокупностью скоростей вращательного и
поступательного движений протяжки.
При черновом протягивании круговая протяжка движется от вер¬
шины начального конуса зубчатого колеса к его основанию, а при чис¬
товом — от основания к вершине.
2
Рис. 218
Рис. 219
285
За один оборот протяжки полностью обрабатывается одна впадина
зуба конического зубчатого колеса. Во время протягивания заготовка
неподвижна; для обработки следующей впадины заготовку поворачи¬
вают на один зуб вокруг своей оси при подходе свободного от резисв
сектора круговой протяжки.
Нарезание конических зубчатых .колес
с к р и в о л и н е й и ы м и зубьям и. Конические колеса с
криволинейными зубьями обладают более высоким КПД, обеспечи¬
вают плавность и бесшумность работы передачи. Наиболее распрост¬
раненным способом получения криволинейных профилей зубьев ко¬
нических к шее является нарезание зубьев резцовыми головками. Стан¬
ки для нарезания зубчатых колес этим способом весьма производи¬
тельны и обеспечивают высокое качество изготовления колес. На рис.
220 приведена схема формообразования конических колес с криволи¬
нейными зубьями (с профилем по дуге окружности). Резцовая головка
1, представляющая собой режущую часть производящего колеса 2\
обкатываясь по поверхности
нейные зубья, осевая линия которых представляет собой дугу окруж¬
ности.
Резцовая головка (рис. 221) представляет собой диск со вставлен¬
ными по его периферии резцами, обрабатывающими профиль впадины
с двух сторон (половина резцов обрабатывает одну сторону, половина —
другую). В корпусе 6 головки прорезаны пазы, в которые вставлены
наружные 2 и внутренние 1 резцы, прикрепленные к корпусу винтами
5 и регулируемые винтами 3 с помощью клиньев 7 и прокладок 4.
В табл. 18 и 19 приведены технологические варианты нарезания
зубьев цилиндрических и конических колес, применяемых на заводах
крупносерийного и массового производства.
§ 83. Основные методы обработки зубьев червячных пар
Элементами пары червячной передачи являются червяк и
червячное колесо, оси которых перекрещиваются обычно
под утлом 90° (в некоторых механизмах тяжелых станков применяют
передачи с осями, перекрещивающимися под углом 45°).
Рис. 220
Рис. 221
286
Таблица 18. Технологические варианты нарезания цилиндрических колее с прямым и косым зубьями
£
jtf
£
os
ф II
£ if
u8
eg
о
Ф
o
к
<u
ПЗ
e-
C3
я
\D
>V
CO
P3
о
Д
я
о
ffl
о
я:
*t
О
га
5
а:
о.
<з
о s
«a's*
л!,&2
w *•
S А'
So4£
Я я
С
§
as
со г-
Ь-
СО
sS s CQ X
О S S3
501- ra'g
ь-
со
га
LO
eg
Л 1 's
*< ЕЕ
ftejOcJo
& СО KSb
" й ~ " У
S - &сг
2 >•» о Ф ~
\о си
I
§
си
§
*а
CNj
Я
PC
~ о- .ge’ge’g
со i //га .га га
s.«s.
0* £: х f- оя •9'
II га со
II *Г .
е ° л
* *ci
О к
О g W
« PC Я И
о Си О
си о \о S
о ср га -с
со eg си*®1
о* о
СГ я
си
С о
со
си
си си
= ©.
га гя
CQ О
О я
а, я
п м
о и
га-Й1
© в
га .
Зов
О о
х я
s«S
О И я
пт
“г®
к S /п
6
а:
<3
«
си
<3
CD
<5
О
к
о
я
sS Я
о я
Я ь*
я о
я
m
& со
GJ га
о о
X я
к л
х га р
а ш ^
Jo j;
— - О CU
57я я.х о я
га га о ?i га 2
о SO п° Я
си га си
©«ago=|
w S к .со
i S CN О
CU е£ сс си
*0-0 га 0*
га 2 X
са ® s~
о си*5
ао s
а7я я
6
<з
I
CS)
си
я
й)
си
о
6-
CJ
я
га
о к
5 О
CU jg
ф
Й к
§-SS§
о с зи
га U X о
&
си
си
■S&
о °
Ь хо
£ га
« °*
w «
си Я
си Я
га
ф со
Я
га g
О 0
X си
0 я
га га
<и К
»Я
§ о
©■§&«
со о .
0 CU
е=§ g
«•
& га
Я 0
га «О*
§ «3
си о
о я
S 3
Зй?
20 га
со
• С
*gCN Я
Я t<
Я &
Я
К
>> Я
5Г t~
fe CJ
S
а:
<3
;з
си
<3
S
*
•<3
I
ЕС
Я
га о
Й «
О о
си си
о л.
со “
сиа5
0 я
с
Я
ш
<L> о
3 с
ooS
s^g В га
w Й я я
s 0 га с.
гау о я
=• о- С ?
о в; о
S g >.CJ
* с в :
си о га
_ к я —
i— S си¬
га га га
и я Я
а:
сз
'3
с
§
■=*
2
2
S
3
я
'-
я
и
си
J>*
си
Си
1—.
иг
ф
я
я
я
я
си
ф
ч
ч
Ю
о
О
§
»=с
«=с
о
_ о
\3
So s
С >•• о
СО
W СО йй
287
10 Kb 2126 2 S3
to
CO
00
Продолжение табл. M
Зубчатые колеса с модулями
»:= 1... 2 мм
Степень
точности
Зубчатые колеса с модулями
т=2.5... 10 мм
Степень
точности
Зубчатые колеса с модулями
m= 11... 20 мм
Степень
точности
4-Й вариант
Фрезерование червячной од-
нозаходной фрезой
6...8
4-й вариант
1. Фрезерование червячной
фрезой однозаходной (1...2 ра¬
бочих хода) с оставлением при¬
пуска на шевингование
2. Шевингование
6,.,8
5.,,6
5-й вариант.
Зубошлифование абразивным
червяком до т=1 мм после
термической обработки (без
предварительной прорезки)
4..,6
5-й вариант
1. Накатывание зубьев в го¬
рячем состоянии
2. Фрезерование червячной
фрезой под шевингование
3. Шевингование
9...11
6...8
5...6
Примечания: I. Шлифование зубьев с т > 1 мм после термической обработки в зависимости от выбранного метода
%ЗВ Пр1™ГкаУпГофилУя з^ь4ев п^лГтермич’еской'^работки чугунными (шаржированием) или абразивными колесами восста-
ными фрезами за один рабочий ход зубьев с модулем т<24 мм под шевингование
Зубодолбление за один рабо¬
чий ход:
а) реечным долбяком
б) дисковым долбяком
Блочные зубчатые колеса
1. Зубодолбление черновое
7...8
за 1...2 рабочих хода
7...9
7...8
2. Зубодолбление
7.,,9
3. Шевингование
6.. .7
0-8- Р
сл-ё 2
65 со
ч са
сз а
s Со
О
•“О и
О 63
*©• я
* S Л
§ ft
ftt
I
а
3
а
65
я=*
ftft:
£ s
65 еа
О
fa
-8- -я
fa ft
О s la
*73 ^
65 2 А
со £ -Р
§3 3 ™
й s g
Ко
ftt
о 65
2 Я О
Й <£ п
X = #
ftt
S Ч*< W
п £
1 Ю Я ov
^ 63 О
§ О
© д а
65 63
Э *о я
в
•ft
2 “
й5
3 5
1
WI йТ*
i i g J
fi s 213
и со я
II я п>
(О >с
-5 я Я
ft
3
К S
£
3
e-E S
^ a ft
65 Я ft
i оs
1 ?'
СП £ о
тор-
го-
*1°
ftt
§
•53
ft
25
а
£ s
fa о
tT £з —
Я gve-
2 а А
2 ^
я 55н
ft «тз
*73 сг -
65 *
СО *
W
= S'
1.8
g °
я ft
£
о S
-
в*§
я я
ftt
1
ft
25
ft
3
г о-в* О
с\-п ft
2 S С ?
63 63 СО Я
л ч а -*■
Е 2
^ О
5 ov
•ft
Ov Rf
^ О ^
Iй
О со й,
Я
ft „ fa
» 2 сг к
$ 8 а о
■V »ч ►— -и
*вр5р
« ^ г с
0 X i
Я в* ft
Я *73 я
Г, го 5
ч со я
О СО -
2
5а х
о
я
ft со Я
— £ О
Я
О
о\
тз
о\
о
н
я
я
= Л £ £
С SO 65
5 COO О КТО
• Н СГ Я
|Е°18°
н -О ^
-•1= .= -
2 ° я J
И = 2^
~ п>
■в- к
S 65
э °
Д СП
£ ы
65 я
(Ъ
ё °
2
sg
Si
Я *
1 О
- о\
S “
Й о
2 ft
Я Q)
со
* Qv
2 я в
тз
ч ч
X о я о
63 “ft 65 ft
Ja
fa - . .
65 С Я
г г Й ™
— a w
5а к <ъ
о .р. бз ft
~f Р §
°S ё S
g Ш S |
s S 5
Ы ^ *<
■&2Р
*73 Ь 5я
65 О X А
g £ я -о
§- ft я
О Й
ia ft-O-o
° О Ov g
ft *в* о м
и = я я
Ь» Я 2
" СГ Я« 65
СО д
•» о
й Xi *
О W
ч со
■в- £ й
СС ^5
С w о кздз
Э • н • д
V°aO
со Е
й' ^ Ь
_ ov s
§
*ft О
ft ю
ь В
ft £
3 65
Я
53
О
СГ
ч
*73
о
п
а
я
я
65
СО
ftt
25
ft
Я
О
^Ч
^Ч
05
^Ч
00
р Ч S
■Ч 00 00
н
63
OV
fa
S
р
63
я
S
<5
се
£
"О
S
н
г
S
-в
5
а
ж
о
5
<*£
S'
5
г
><
бой. Винтовая поверхность этого червяка образуется вращением вок¬
руг оси и одновременным перемещением вдоль оси (за каждый оборот)
прямой, проходящей через ось червяка и наклоненной под некоторым
углом к оси; при сечении плоскостью, проходящей через ось червяка,
витки имеют трапецеидальный профиль (рис. 223, а). Червячная пара
с таким червяком обладает низким КПД и быстро изнашивается, по¬
этому ее применяют в неответственных, тихоходных и слабонагружен-
ных передачах.
Другой разновидностью цилиндрического червяка является эволь-
вентный червяк (рис. 223, б). Он представляет собой как бы цилиндри¬
ческое зубчатое колесо с эвольвентной винтовой поверхностью. В се¬
чении червяка плоскостями, перпендикулярными оси основного ци¬
линдра, получаются эвольвенты, от которых этот червяк и получил
свое название. Червячные пары с эвольвентными червяками часто ис¬
пользуют в ответственных передачах при больших нагрузках и ско¬
ростях, но изготовление таких передач требует применения специаль¬
ного оборудования и сложных методов обработки.
Наконец, третьей разновидностью цилиндрического червяка яв¬
ляется червяк с прямолинейным профилем в нормальном сечении витка
и с удлиненной эвольвентой боковой стороны витка в сечении, попе¬
речном к оси (рис. 223, в). Такой червяк называют конволютным чер¬
вяком. Он является разновидностью эвольвентного червяка. Эти чер¬
вяки более просты в обработке, чем эвольвентные, и обеспечивают до¬
статочную точность зацепления червячной передачи, имеют высокий
КПД и износостойкость.
Рис. 222
Рис. 223
290
Глобоидные червяки обладают большой поверхностью соприкос¬
новения витков червяка с зубьями червячного колеса, что обусловли¬
вает снижение давления, а следовательно, и износа поверхности зубьев
червячной пары. Винтовая нитка у этого червяка образуется при вин¬
товом движении профиля не по цилиндрической поверхности, а по
поверхности глобоида. Несмотря на сложность изготовления, их ши¬
роко применяют при передаче больших мощностей.
Нарезание червяков. Простейшим видом обработки
червяков является нарезание их на токарном станке резцом с прямоли¬
нейным профилем. Для получения правильного профиля витков про¬
фи ль Д)ёзца должен иметь контур впадины между зубьями червяка в
определенном его сечении и совмещаться при нарезании с плоскостью
этого сечения.
Чтобы получить архимедов червяк, профиль резца с прямолиней¬
ными кромками должен быть совмещен с плоскостью, проходящей
через ось червяка (рис. 223, а). Однако с увеличением угла подъема
витка нарезание червяка одним резцом становится затруднительным
вследствие изменения_ размера угла, что приводит к выходу из строя
режущего инструмента из-за выкрашивания режущей кромки. По¬
этому архимедовы червяки при большом угле подъема витков заменя¬
ют эвольвентными или конволютными.
Эвольвентный червяк нарезают двумя резцами 1 и 2 (рис. 223, б),
профили режущих кромок которых совмещаются с двумя плоскостя¬
ми, расположенными касательно к поверхности основного цилиндра
с двух сторон. По мере увеличения диаметра основного цилиндра
установка резцов выше и ниже центра вызывает определенные труд¬
ности вследствие изменений углов резания, поэтому при нарезании
эвольвентных червяков применяют профильные резцы, соответствую¬
щие контуру нормального сечения впадины червяка с установкой
плоскости профиля нормально к ее оси.
Конволютный червяк нарезается резцом, установленным своим
профилем в плоскости, параллельной оси червяка, выше или ниже ее
на определенную высоту или наклонно к ней, с совмещением оси сим¬
метрии профиля резца с осью червяка. Конволютные червяки с пря¬
молинейным рабочим профилем обрабатывают двумя резцами (рис.
223, в).
Глобоидный червяк нарезают резцом с прямолинейной режущей
кромкой, при этом ось резцй вращается синхронно с нарезаемым чер¬
вяком для воспроизводства относительного движения профилей зубь¬
ев червяка и червячного колеса в зацеплении. Этот вид червяка обра¬
батывают на зубофрезерном станке.
Червяки нарезают также профильным резцом и фрезами на фрезер¬
ных и резьбофрезерных станках. Нарезание червяков дисковой фре¬
зой — более производительный спбсбЕГ'обработки, но при этом иска¬
жается профиль червяка в результате подрезки, возникающей из-за
различия углов подъема витка у основания и вершины, особенно у
многозаходных червяков. Поэтому этот способ обычно применяют для
предварительной обработки профиля червяка. При нарезании дисковой
фрезой (рис. 224) с режущими кромками прямолинейного профиля
ю*
291
ось вращения фрезы А располагается под углом к оси червяка, равным
углу подъема витков червяка.
Различные виды червяков можно нарезать червячной фрезой на
обычных зубофрезерных станках. Так, при обработке червячной фре¬
зой с прямолинейными режущими кромками зуба изготовляют эволь-
вентные червяки.
Рис. 224
Рис. 225
Для нарезания архимедовых и конволютных червяков применяют
специальные червячные фрезы с криволинейным профилем режущих
кромок. Этот способ обработки при высокой производительности тре¬
бует наличия сложного инструмента; так
как он приводит к искажению профиля
поверхностей витков червяка, то его при¬
меняют для предварительной обработки.
Производительным методом обработки,
обеспечивающим высокую точность, явля¬
ется нарезание червяка на специальных
станках (типа «Корнелис») долбяком (рис.
225). Долбяку 1 сообщают движение пода¬
чи вдоль оси червяка 2. Кроме того, дол¬
бяку и червяку сообщается вращательное
движение обкатки. В результате сочетания
этих движений нарезаются все витки чер¬
вяка. При этом методе обработки профиль,
поверхности червяка не искажается. Одна¬
ко необходимость изготовления долбяков
для каждого угла подъема витков нареза¬
емых червяков увеличивает затраты на
подготовку производства, поэтому приме¬
нение этого метода экономично только в
крупносерийном или массовом производстве.
Червячные колеса нарезают на зубофрезерных
станках червячными фрезами тремя методами: радиальной подачи;
тангенциальной подачи и комбинированным методом.
При методе радиальной подачи (рис. 226, а) заготовка /, находясь
все время в зацеплении с червячной фрезой 2, подается в направлении
Рис. 226
фрезы до установленного размера А, при этом фреза совершает только
вращательное движение. На червячном колесе получается правиль¬
ный профиль зубьев при полном зацеплении червячной фрезы с за¬
готовкой. Недостаток указанного метода заключается в том, что чер¬
вячная фреза работает не всеми режущими кромками и изнашиваются
лезвия только средней части фрезы, постоянно находящиеся в контакте
с заготовкой. Этим методом нарезают зубья червячного колеса на обыч¬
ном зубофрезерном станке без дополнительного специального суппор¬
та. Настройка цепи деления станка при этом аналогична настройке
при нарезании цилиндрических зубчатых колес с прямым зубом. До¬
полнительную настройку радиального перемещения стола производят
в зависимости от заданной радиальной подачи.
При методе тангенциальной подачи (рис. 226, б) заготовку червяч¬
ного колеса 1 устанавливают на размер межцентрового расстояния А
и фрезу 3 вводят в зацепление с заготовкой, перемещая ее в осевом на¬
правлении. Фреза 3 имеет коническую заборную часть и, работая все¬
ми своими режущими кромками, изнашивается равномерно. В процессе
резания фреза не только вращается, но и перемещается поступательно
по оси. При этом заготовка 1 кроме основного вращательного дви¬
жения, связанного с зацеплением, должна иметь дополнительное вра¬
щательное движение, скорость которого зависит от осевого перемеще¬
ния фрезы 3, иначе зубья фрезы будут срезать зубья заготовки. Осе¬
вое перемещение фрезы 3 и дополнительное вращение заготовки 1 осу¬
ществляет специальный суппорт, который при нарезании червячных
колес устанавливают на зубофрезерном станке.
Комбинированный метод нарезания червячных колес представляет
собой последовательное сочетание методов радиальной и тангенциаль¬
ной подач, причем первый применяют для предварительного нареза¬
ния зубьев, а второй — для окончательной обработки. Под оконча¬
тельную обработку оставляют соответствующий припуск, который дол¬
жен компенсировать погрешность предыдущей обработки. При комби¬
нированном методе применяют как червячные фрезы, так и профильные
резцы, причем применение последних для окончательной обработки
червячного колеса обеспечивает высокую точность.
§ 84. Отделочные виды обработки зубчатых колес
Отделочные виды обработки зубчатых колес бывают со снятием
стружки (шевингование, шлифование, хонингование, притирка) и
без снятия стружки (обкатывание). К отделочным работам со снятием
стружки относят также зубозакругляющие операции, снятие фасок и
заусенцев.
Шеви нговани е зубьев применяют для незакаленных колес.
Оно заключается в том, что методом обкатки специального инструмен¬
та по зубчатому колесу с поверхности зуба снимают припуск размером
0,1...0,25 мм. В качестве инструмента применяют дисковый шевер —
зубчатое колесо, на поверхности зубьев которого имеются узкие про¬
рези, образующие кромки, или шевер-рейку с аналогичными зубьями.
293
Шевер для обработки прямозубых зубчатых колес имеет винтовые
зубья с углом подъема до 15°, а для обработки косозубых — прямые
зубья. На рис. 227 показан дисковый шевер с режущими кромками на
боковых поверхностях зубьев.
Из двух способов шевингования зубьев более распространено ше¬
вингование с помощью дискового шевера. Шевингование производят
на специальном станке (рис. 228). Шевер 4, установленный под углом
к оси обрабатываемого зубчатого колеса 5, получает принудительное
вращение с частотой 250 об/мин, вызывая этим вращение зубчатого ко¬
леса, свободно установленного в центрах на оправке 6. Скрещивание
осей приводит к продольному относительному скольжению зубьев
шевера и зубчатого колеса. Столу 8 сообщают продольную подачу
0,1...0,3 мм на один оборот зубчатого колеса. В конце хода стол по¬
дают в поперечном (вертикальном) направлении на 0,02...0,04 мм,
после чего стол возвращают в начальное положение. Число ходов сто¬
ла зависит от размера припуска. При необходимости получить зубья
бочкообразной формы, имеющие большое распространение в современ¬
ных конструкциях, используют предусмотренную в станке качающуюся
плиту 7 с кронштейном 3 и установленным в нем пальцем 1. Палец ин¬
дексируется в копире 2, укрепленном на кронштейне, и, скользя по
копиру, заставляет плиту 7 в конце хода стола наклоняться, в резуль¬
тате чего шевер врезается в зубчатое колесо, формируя зубья у краев
более тонкими, чем в середине.
Обработка зубчатого колеса продолжается в течение 12... 14 двой¬
ных ходов стола, время на обработку одного зуба колеса равно 2...3 с.
Погрешность обработанных шевингованием зубчатых колес в среднем
не превышает 0,005 мм по шагу и профилю и 0,03 мм по биению на¬
чальной окружности. Шероховатость поверхности 7?а=0,63. ..0,16 мкм.
3 у бо шлифование осуществляют в- основном двумя мето¬
дами: обкаткой и профильным копированием с помощью фасонного
шлифовального круга. Шлифованием достигают шероховатости поверх¬
ности /?а =0,4 0,1 мкм' и точности основных параметров зубчатого
колеса в пределах 4...6-й степеней точности независимо от размера
оставляемого припуска.
Рис. 227
Рис. 228
При шлифовании методом обкатки воспроизводят зубчатое зацеп¬
ление пары рейка — зубчатое колесо, в котором инструментом является
рейка. Этот метод применяют на современных станках, используя
шлифовальные круги различных видов.
На рис. 229, а изображена схема шлифования зуба цилиндричес¬
кого колеса. Два шлифовальных круга / установлены таким образом,
что их торцы, обращенные к шпинделям, совпадают с боковыми сто¬
ронами зубьев воображаемой производящей рейки 2, находящейся в
зацеплении с заготовкой 3. Обкатываясь по вращающейся заготовке
3, шлифовальные круги своими торцами шлифуют поверхность зубьев
колеса.
Более производительным является шлифование абразивным чер¬
вяком (рис. 229, б). Шлифовальному кругу, изготовленному в виде
одно- или двухзаходного червяка диаметром 300 мм в процессе обра¬
ботки сообщают два движения: вращательное/—вокруг оси (движе¬
ние резания) со скоростью 20...30 м/с и поступательное//—вдоль
оси заготовки (движение подачи) со скоростью 0,6 мм за один оборот
колеса. Зубчатое колесо получает вращение III вокруг своей оси, сог¬
ласованное с вращением абразивного червяка, и периодическое ра¬
диальное движение подачи IV. Точность обработки однозаходным
червяком соответствует 6-й степени точности, двухзаходным — 7-й
степени точности. Шероховатость обработанной поверхности состав¬
ляет Ra ==0,8...0,1 мкм. Применяют также шлифование зуба копиро¬
вальным фасонным шлифовальным кругом (рис. 229, в).
3 у б о х о н и н г о в а н и е. Для уменьшения шероховатости по¬
верхности профиля зуба и, как следствие, уменьшения шума при ра¬
боте передачи применяют хонингование зубьев колес после термичес¬
кой обработки. Зубохонингование производят на станке, аналогичном
шевинговальному, при скрещивающихся осях хона и обрабатывае¬
мого колеса, но без механизма радиальной подачи. При этом установ¬
ленное в центрах зубчатое колесо совершает кроме вращательного (ре¬
версируемого) и возвратно-поступательное движение вдоль своей оси.
Ж
Рис. 229
295
Зубчатый хон представляет собой геликоидальное колесо, изготов¬
ленное из пластмассы и шаржированное абразивом, зернистость кото¬
рого выбирается в зависимости от размера припуска (0,025...0,05 мм)
и требований к шероховатости поверхности.
Хонингование производят в распор при постоянном давлении меж¬
ду зубьями обрабатываемого колеса и хона или способом беззазорного
зацепления колеса и хона при неизменном межцентровом расстоянии.
Первый способ обеспечивает изготовление зубчатых колес более вы¬
сокой точности. Зубохонингование требует обильного охлаждения для
эффективного удаления металлической
пыли с обрабатываемой поверхности
профиля зуба. Хонингование приме¬
няют для обработки прямозубых и
косозубых колес с модулем 1,25...6мм,
а также колес с фланкированными *
и бочкообразными ** зубьями.
Притирку зубьев зубчатых ко¬
лес после термической обработки про¬
изводят на специальных станках, где
инструментом служат притиры — чу¬
гунные колеса, находящиеся в за¬
цеплении с обрабатываемым зубчатым
колесом. Притиры смазывают сме¬
сью абразивного порошка с маслом.
Отделка зубчатых колес методом притирки заключается в том, что
обрабатываемое зубчатое колесо обкатывают между тремя притирами,
оси которых скрещиваются между собой (рис. 230). Оси двух притиров
1 и 4 со спиральными или прямыми зубьями наклонены к обрабаты¬
ваемому зубчатому колесу 3. Ось третьего притира 2 параллельна оси
обрабатываемого зубчатого колеса; этот притир вращается поперемен¬
но в разных направлениях со скоростью 30...60 м/мин для обеспече¬
ния равномерной обработки зуба с обеих сторон. Помимо вращения
притирам сообщается возвратно-поступательное движение в осевом на¬
правлении со скоростью 60 ...70 ходов в минуту на длине 25 мм.
Давление притиров на поверхность зуба регулируют притормажи¬
вая шпиндели двух притиров. Погрешность по длине начальной окруж¬
ности составляет 0,02 мм, по шагу — 0,01 мм и по профилю — 0,08 мм;
шероховатость поверхности 7?а=0,1 мкм. Время обработки одного
зуба в среднем составляет 3...6 с.
Зубозакругление. В современных машинах часто приме¬
няют зубчатые колеса, которые периодически вводят в зацепление без
остановки движения (коробки скоростей станков, автомобилей и т. д.).
* Фланкированием называют изменение бокового профиля зуба основной рейки
для обеспечения плавного входа сопряженных зубьев колес в зацепление, в связи с
чем уменьшается шум в передаче (высота фланкированного участка зуба=^0,4 т,
угол фланкирования 0, 5 . . . 1°).
** Бочкообразность придают зубьям одной из пары работающих колес для полу¬
чения поверхности контакта зубьев в виде вытянутого овала по их средней части (70. , »
80% длины и 60. . .70% высоты зуба).
296
Чтобы устранить удары и выкрашивание кромок при переключении
зубчатых колес, зубья закругляют специальными фрезами на зубоза¬
кругляющих станках. Профиль закругляемого зуба 1 на зубчатом коле¬
се и траектория движения инструмента 2 при обработке показаны на
рис. 231, а. На рис. 231, б приведены конструкции фрез для закругле¬
ния зубьев колес: пальцевые фрезы / и коронная фреза 2.
Снятие фасок и удаление заусенцев произ¬
водятся на станках с абразивными кругами, имеющими профили, со¬
ответствующие форме зуба обрабатываемого колеса. Вращение осу¬
ществляется путем ввода зубьев в зацепление с витками круга. При
больших объемах производства удаление заусенцев производится на
многопозиционных станках стальными щетками.
С зубчатых колес малых размеров заусенцы удаляют с помощью
ультразвука. При этом способе дополнительно сглаживаются острые
кромки, а рабочие поверхности зубьев изменениям не подвергаются.
Получает распространение способ снятия заусенцев галтовкой в
барабане, причем, выбирая соответствующие наполнитель и частоту
вращения барабана, достигают хорошей очистки зубьев без искажения
их профиля.
Обкатывание незакаленных зубчатых колес производят в
масляной среде без абразивного порошка в паре с одним или несколь¬
кими закаленными колесами-эталонами. В результате давления зубьев
колес-эталонов на поверхностях обрабатываемых зубьев возникает
наклеп, сглаживаются неровности. Ввиду того что при обкатывании
профиль и шаг зуба не исправляются, а в ряде случаев создаются до¬
полнительные внутренние напряжения, увеличивающие искажения
профиля при последующей термической обработке, этот способ от¬
делки применим для зубчатых колес, не требующих высокой точ¬
ности, а также для колес, не подвергающихся термической обработке.
ГЛАВА ,Х XVIII
ОБРАБОТКА ШЛИЦЕВЫХ ПОВЕРХНОСТЕЙ
§ 85. Виды и назначение шлицевых соединений
Шлицевые соединения применяют для посадок с натягом или зазо¬
ром деталей (зубчатых колес, шкивов, втулок и др.) на валу. По срав¬
нению со шпоночными шлицевые соединения имеют ряд преимуществ:
Рис. 231
297
детали на шлицевых валах лучше центрируются и направляются при
передвижении вдоль вала; меньше напряжения смятия на гранях шли¬
цев; выше прочность валов при динамических и переменных нагруз¬
ках. Наиболее распространены шлицевые соединения с прямоуголь¬
ной прямобочной (рис. 232, а), эвольвентной (рис. 232, б) и треуголь¬
ной (рис. 232, в) формами шлицев.
Рис. 232
В прямоугольных* шлицевых соединениях
применяют (для изготовления и эксплуатации) три способа центриро¬
вания (базирования) шлицевого вала и втулки: по боковым сторонам
шлицев; по наружному
диаметру шлицев; по
внутреннему диаметру
шлицев.
Центрирование по бо¬
ковым сторонам шлицев
применяют в тех случа¬
ях, когда точность цент¬
рирования втулки не
имеет существенного зна¬
чения и в то же время
необходимо обеспечить достаточную прочность соединения.
В механизмах, где основное внимание уделяется кинематической
точности передач, например в механизмах металлорежущих станков,
автомобилей, тракторов и др., применяют центрирование по наруж¬
ному D или внутреннему d диаметру шлицев (рис. 233, а).
Центрирование по внутреннему диаметру применяют при обра- '
ботке длинных валов, подвергающихся термообработке, так как в этом
случае возможно одновременное шлифование боковых сторон зубьев
(выступов) шлицев и внутреннего диаметра вала.
При центрировании по наружному диаметру на углах шлицевых
выступов вала, а при центрировании по внутреннему диаметру в углах
шлицевых пазов отверстия делают фаски и скругления (рис. 233, б).
При центрировании по внутреннему диаметру, а также при необходи¬
мости обеспечить контакт боковых сторон зубьев вала и пазов отвер¬
стия по возможно большей поверхности в углах впадин шлицевого
вала делают канавки (рис. 233, в).
* В некоторых случаях применяют конические прямоугольные соединения с ко¬
нусностью 1 : 16.
Рис. 233
298
Шлицевые валы с прямоугольными зубьями обрабатывают специ¬
альными профильными фрезами в зависимости от диаметра и числа
зубьев.
Эвольвентное шлицевое соединение используют для передачи зна¬
чительных крутящих моментов, а также в тех случаях, когда к точ¬
ности центрирования сопрягаемых элементов предъявляют повышен¬
ные требования. Эти соединения обладают повышенной прочностью
благодаря постепенному утолщению зубьев от вершины к основанию,
а также вследствие уменьшения концентрации напряжений у основа¬
ния. Кроме того, благодаря применению при обработке шлицев чер¬
вячной фрезы с прямолинейными режущими кромками обеспечиваются
меньшая шероховатость поверхности и более высокая точность обработ¬
ки шлицев, благодаря чему можно исключить последующее шлифова¬
ние. При эвольвентном профиле шлицев можно допускать отделочные
виды обработки, применяемые при зубонарезании: шевингование,
шлифование по методу обкатки и др.
Центрирование эвольвентных соединений осуществляют по на¬
ружному диаметру, боковым сторонам шлицев и по вспомогательной
цилиндрической поверхности (хвостовику). Наиболее часто применяют
центрирование по боковым сторонам шлицев.
Треугольные шлицевые соединения используют главным образом
для неподвижных соединений при небольших крутящих моментах
(чтобы избежать применения посадок с натягом), а также для тонко¬
стенных втулок. Центрирование при этом виде шлицевых соединений
осуществляют только по боковым сторонам шлицев.
§ 86. Методы обработки элементов шлицевых валов и втулок
Шлицевые поверхности валов обрабатывают на горизонтально¬
фрезерных станках (рис. 234, а) в делительных приспособлениях, на
зубофрезерных станках, специальных шлицефрезерных станках (рис.
234, б), а также на шлифовальных станках (рис. 234, в, г).
В последнее время в крупносерийном и массовом производстве шли-
цефрезерование вытесняется контурным шлицестроганием, шлицепро-
тягиванием, холодным накатыванием роликами или рейками, а также
профильными многороликовыми головками.
В серийном производстве шлицы на валах обычно фрезеруют в
две операции: вначале обрабатывают боковые стороны шлицев двумя
дисковыми фрезами одновременно, а затем внутренний диаметр —
299
профильной фрезой. В массовом производстве весь шлицевой профиль
(боковых сторон и внутреннего диаметра) фрезеруют червячной фрезой
на зубофрезерных или шлицефрезерных станках.
На рис. 235 приведен общий вид шлицефрезерного станка. Обраба¬
тываемый вал устанавливают на столе 1 между центрами бабок 2 и 3.
Шлицевую фрезу 4 помещают на вертикальном шпинделе; вращается
она от общего привода. Наибольшая длина фрезерования 550 мм, на¬
именьшее количество нарезаемых зубьев 4.
Шлицевые валы диаметром до 30 мм обычно фрезеруют за один ра¬
бочий ход, валы больших диаметров нарезают за два рабочих хода.
Фрезерование червячной фрезой более производительно, чем обработ¬
ка дисковыми и профильными фрезами на горизонтально-фрезерных
станках. Шлицевые валы с короткими шлицами, у которых к шлице¬
вой части близко примыкает буртик или ступень большего диаметра
(т. е. нет выхода для фрезы), обрабатываются на зубодолбежных стан¬
ках с помощью специального долбяка.
Гнезда шлицевых валов после термической обработки обычно
нрошлифовывают коническим абразивным инструментом.
Шлифование боковых сторон шлицев и внутреннего диамет¬
ра шлицевого вала производят за одну или две операции. Б серийном
производстве боковые стороны и внутренний диаметр большей частью
шлифуют за две операции на обычных плоскошлифовальных станках
периферией шлифовального круга: сначала боковые стороны шлицев
двумя кругами, затем внутренний диаметр одним профильным кругом
300
(см. рис. 234, в). В массовом производстве боковые стороны и внутрен¬
ний диаметр шлифуют за одну операцию (см. рис. 234, г) на шлицешли¬
фовальных станках. Припуск на боковую сторону шлица и на внутрен¬
ний диаметр составляет от 0,1 до 0,2 мм (на сторону).
Шлицестрогание производят многорезцовой головкой, в
радиальных пазах корпуса которой размещены профильные резцы.
Число резцов и их профиль соот¬
ветствуют числу шлицев и профи¬
лю впадины обрабатываемого вала.
Для строгания несквозных шлицев
в станке предусмотрен ускоренный
отвод резцов на установленную
длину обработки. Обработку произ¬
водят на станке модели МА4, пред¬
назначенном для обработки валов,
имеющих длину обрабатываемой
части 70...370 мм и общую длину до
435 мм. Диаметр обрабатываемых
валов 20...50 мм. Станок допуска¬
ет обработку шлицевых впадин как
на проход, так и с выходом на по¬
верхность наружного диаметра.
Шли цепротягивание
прямоугольных прямобочных шли¬
цев производят двумя блочными протяжками с последующим поворо¬
том (делением) заготовки (рис. 236). Этим методом обрабатывают как
сквозные, так и несквозные шлицы, допускающие выход инструмента.
Блочные протяжки обеспечивают независимо друг от друга радиаль¬
ное перемещение каждого зуба протяжки. Копирная линейка позво¬
ляет протягивать несквозные шлицы по заданной траектории. Протя¬
гивание прямобочных шлицев производительнее шлицефрезерования
в 5... 10 раз.
Холодное накатывание. Валы с накатанными шли¬
цами могут выдерживать более высокие (примерно на 40%) нагрузки,
чем обработанные резанием. В ряде случаев холодное накатывание
шлицев позволяет отказаться от термической обработки шлицевых ва¬
лов и шлифования шлицев.
Шлицы эвольвентного профиля с модулем до 2,5 мм получают хо¬
лодным накатыванием двумя или тремя накатными роликами, которые
устанавливают по размеру делительной окружности накатываемой де¬
тали с учетом упругих деформаций системы.
При накатывании осевое перемещение заготовки принудительно;
ролики имеют заборную часть. Заготовка вращается синхронно с на¬
катными роликами и перемещается вдоль оси накатников. Расстоя¬
ние между накатниками устанавливают заранее и не меняют в процес¬
се накатывания. Обработку заготовки под холодное накатывание ро¬
ликами выполняют точнее, чем при шлицефрезерования. Холодной
накатке подвергают заготовки твердостью не свыше НВ 220.
Этим методом накатывают валы с большим числом шлицев (свыше
т » zsfc
1
ut++++++++
+ *++++++4.+4.
fi штш
Т7 .
4-Г
+ ++++4-+f + ++
+Т+?++,+■*;+++
Рис. 236
301
18). Чем больше число шлицев, тем плавнее идет процесс накатывания.
При накатывании эвольвентных шлицев двумя-тремя роликами полу¬
чают погрешность по шагу до 0,03 мм. При длине шлицев свыше 250
мм этот метод производительнее
шлицефрезерования примерно в 10
раз, при длине шлицев свыше
100 мм — в 4...7 раз.
Холодное накатыва¬
ние профильной мно¬
гороликовой головкой
производится по схеме, показан¬
ной на рис. 237. Этот метод нака¬
тывания требует особо точного изго-
рИс 237 товления головки. Она состоит из
жесткого закаленного кольца, в
котором размещены сегменты (на схеме не показаны), в каждом сег¬
менте установлено по одному свободно вращающемуся профилирующе¬
му ролику (на схеме 8 роликов). Ролики регулируют и заменяют не¬
зависимо один от другого. Обрабатываемую заготовку закрепляют в
центрах зажимного устройства, а многороликовая головка перемеща¬
ется вдоль оси неподвижной обрабатываемой детали на точно установ¬
ленную длину. Прямобочные шлицы, полученные этим методом, име¬
ют отклонения по ширине в пределах 0,07...0,08 мм.
При накатывании профильными роликами пластические деформа¬
ции проникают на большую глубину в обрабатываемую заготовку, и в
процессе накатки происходит ее удлинение, вытесненный металл час¬
тично размещается и на наружной поверхности детали. После накаты¬
вания деталь должна быть подвергнута наружному шлифованию.
При накатывании многороликовыми головками поверхностные слои
обрабатываемой детали упрочняются на 20...30%; стойкость инстру¬
ментальной головки составляет до 100 тыс. деталей. Этот метод обра¬
ботки высокопроизводительный, но каждая многороликовая головка
предназначена для обработки только одного размера шлицев.
Многороликовой головкой можно накатывать и эвольвентные шли¬
цы, если их число не превышает 16...18 — большее число роликов не¬
возможно разместить в головке.
Ш лицевое отверстие втулки предварительно об¬
рабатывают сверлением и зенкованием с подрезкой торца, после чего
протягивается круглое отверстие, а затем шлицы. В массовом произ¬
водстве протягивание цилиндрической части и шлицев иногда выпол¬
няют одновременно одной протяжкой большей длины. После чистовой
обработки всех наружных поверхностей или только тех, которые долж¬
ны быть соосны со шлицевой частью детали, производят термообработ¬
ку, а затем шлифование внутреннего диаметра шлицевой части. В ка¬
честве базы при этой операции выбирают цилиндрическую поверх¬
ность, которая с наибольшей точностью должна быть соосна со шли¬
цевой частью вала. Внутренний диаметр шлифуют на внутришлифо-
вальных станках.
Шлицевые валы и втулки контролируют шлицевыми профильными
302
калибрами. В некоторых случаях внутренний диаметр шлицевого ва¬
ла контролируют микрометром или предельными кольцами с вырезами
для шлицев, а соосность внутреннего диаметра и шейки вала — инди¬
катором.
ГЛАВА XXIX
ОСОБЫЕ МЕТОДЫ ОБРАБОТКИ
§ 87. Обработка металла давлением в холодном состоянии
К способам обработки металла давлением относятся: калибровка
отверстий шариком и оправкой; раскатка; обработка поверхностей
гладкими роликами; выдавливание; накатывание рифлений; накаты¬
вание зубчатых колес; наклепывание поверхностей шариками; дробе¬
струйный наклеп.
Калибровке шариком и оправкой подвергают
гладкие цилиндрические отверстия, а также отверстия с фасонным по¬
перечным сечением. Короткие отверстия калибруют на прессах, про¬
талкивая шарик (рис. 238, а) или гладкую оправку (рис. 238, б, в)
через обрабатываемое от¬
верстие. При калибровке
возникает пластическая де¬
формация металла, в ре¬
зультате которой незначи¬
тельно увеличивается диа¬
метр обрабатываемого от¬
верстия, а также повыша¬
ются качество и твердость
поверхности. Длинные от¬
верстия калибруют протя¬
гиванием оправки через
обрабатываемое отверстие
на протяжном станке
(рис. 238, г).
Если обрабатываемой заготовке или калибрующей оправке при¬
дать дополнительное вращательное движение, то можно калибровать
участки отверстия, имеющие винтовую форму. Несквозные отверстия
калибруют оправкой, которая совершает возвратно-поступательное
движение (рис. 238, д).
Калибровка повышает точность размера диаметра отверстия на
30. . .35%, а также исправляет погрешности формы. Точность обра¬
ботки можёт быть также повышена за счет двух- или трехкратной ка¬
либровки с распределением натяга между каждым переходом.
Качество калибровки во многом зависит от состояния калибруемой
поверхности, так как этот вид обработки связан с пластической де¬
формацией поверхностных неровностей, а не с их удалением. Поэтому
чтобы достигнуть хороших результатов, отверстие под калибровку
следует обрабатывать растачиванием или развертыванием. В этом слу¬
в)
Г\\\\^\Ч<Ч^\\\Ч\\
Рис. 238
303
чае могут быть получены отверстия по 6-му и даже по 5-му квалите¬
там .
Применяемые для калибровки стальные шарики обладают тем пре*
имуществом перед оправками, что срок их использования более про¬
должителен, так как они имеют практически бесконечное число ка¬
либрующих поясков. Кроме того, смещение точки приложения протал¬
кивающей силы не вызывает перекоса. Область применения шариков-
ограничивается их стандартными размерами.
Калибрующие оправки изготовляют цельными или сборными с
поясками любых размеров. Для повышения износостойкости калиб¬
рующий инструмент хромируют или азотируют; применяют также на¬
плавку твердого сплава.
Формообразован деталей методом обжа¬
тия или вытягивания заготовок является прогрессивным
методом обработки, обеспечиваю¬
щим по сравнению с обработкой то¬
чением и шлифованием увеличение
производительности в 5. . .6 раз
со значительной экономией ме¬
талла и повышение механических
свойств обработанного поверхност¬
ного слоя благодаря наклепу и со¬
зданию напряжений сжатия. Этот
метод обеспечивает высокую точ¬
ность обработки (7-й квалитет) и
шероховатость поверхности Ra=
0,8. . .0,1 мкм.
Принцип формообразования на¬
ружных поверхностей заключается
в последовательном обжатии заготовки. Заготовка по мере продви¬
жения вдоль оси деформируется под действием сжимающих сил вра¬
щающихся матриц. При этом происходит «течение» металла заготов¬
ки в направлении ее движения до тех пор, пока заготовка не будет
обжата до размера, соответствующего наименьшему диаметру желоба
матриц. На рис. 239 показан процесс обжатия цилиндрического прут¬
ка. Вращающийся шпиндель 5 головки имеет диаметральный паз пря¬
моугольного сечения, по которому к центру и от центра свободно пе¬
ремещаются бойки 3 с матрицами. Последние, соприкасаясь во время
работы своими рабочими поверхностями с металлом прутка 2, придают
заготовке требуемую форму, обжимая и вытягивая ее. На внешних
торцах бойков установлены опорные ролики 1. Шпиндель 5 располо¬
жен внутри обоймы 4, в отверстиях которой по окружности свободно
установлены ролики 6 таким образом, что их боковые поверхности ча¬
стично выступают из обоймы. При вращении шпинделя бойки 3 под
действием центробежной силы отходят от центра к периферии в тот
момент, когда ролики 1 находятся в пространстве между роликами 6,
и сходятся к центру, когда ролики 1 наталкиваются на ролики 6.
Раскатка внутренних поверхностей может
быть рассмотрена на примере обработки внутренней поверхности кор¬
304
пуса муфты стартера (рис. 240). На внутренней поверхности этой де¬
тали имеются участок с эвольвентными спиральными шлицами, уча¬
сток с калиброванным отверстием для посадки подшипника и участок
с четырьмя профильными впадинами. Обработка этой поверхности
обычными методами потребовала бы ряда протяжных операций, шли¬
фования и полирования. Метод обработки раскаткой состоит в том,
что внутрь полой заготовки вводят оправку соответствующей формы,
после чего заготовку обжимают с помощью быстро вибрирующих про¬
фильных кулачков.
Станок состоит из вращающейся головки, в которой размещены
четыре перемещающихся в радиальных направлениях суппорта. Суп¬
порты снабжены криволинейными поверхностями, которыми они при
вращении головки перека- С)
тываются по роликам, по¬
лучая тем самым возврат¬
но-поступательное ради¬
альное перемещение. Го¬
ловка вращается с часто-
ж
»
ъ
ж
1
>
£ \
Рис. 241
той вращения 200 об/мин. Сжимающая сила, создаваемая головкой,
составляет 2 МН; общее число сжатий заготовки 1500 в минуту.
На рис. 241, а показан общий вид и разрез составной оправки для
раскатки корпуса муфты, показанного на рис. 240. Так как внутрен¬
няя поверхность обрабатываемой заготовки имеет эвольвентные спи¬
ральные шлицы, оправка состоит из двух частей, свободно вращаю¬
щихся одна относительно другой, что обеспечивает возможность съе¬
ма заготовки с оправки после раскатки. Внутренняя (рабочая) оправ¬
ка 1 имеет конусность 0,1 : 300, а внешняя 2 — 17,5 : 300.
Рабочие кулачки (рис. 241, б) имеют хорошо отполированную рабо¬
чую поверхность с конфигурацией, соответствующей форме обрабаты¬
ваемой заготовки.
Раскатку производят в следующем порядке. Толкатель 3
с оправкой (рис. 241, а) перемещается вперед до упора, принимая на
оправку заготовку из загрузочного лотка. Оправка с заготовкой, мед¬
ленно вращаясь, перемещается в рабочее положение и подается до
упора. Во время формообразования внутренней поверхности кулач¬
ки, перемещаясь, увлекают заготовку с оправкой, которая вращается
медленнее, чем головка. По окончании обработки толкатель с готовой
деталью отводят, деталь снимают с оправки и сбрасывают в приемный
лоток.
305
Обработка поверхностей гладкими ролика-
м и заключается в том, что вращающиеся ролики, прижимаемые к
обрабатываемой поверхности, снимают неровности и создают более
прочный и твердый наклепанный слой. Схемы обработки могут быть
самыми различными. Выбор той или иной схемы зависит от формы по¬
верхности, жесткости обрабатываемой заготовки и технологического
назначения обработки.
При обкатывании роликами наружных цилиндрических поверхно¬
стей диаметр их уменьшается, а при раскатывании отверстий — увели¬
чивается. Поверхности жестких деталей обрабатывают односторонни¬
ми роликовыми оправками (с одним роликом), а менее жестких —
многороликовыми устройствами, которые уравновешивают действую¬
щие силы давления. .■
На рис. 242 приведены различные схемы обработки поверхностей
роликами: а, б — многороликовое обкатывание цилиндрических по¬
верхностей; в, г — обкатывание канавки и галтели; д — обкатывание
торцевой поверхности; е, з — многороликовое раскатывание сфериче¬
ской и конической поверхностей; ж — раскатывание отверстия; и —
обкатывание наружной сферической поверхности; к — обкатывание
дна шлицев. Обкатывание роликами производится после чистового
точения; при обработке незакаленных поверхностей обкатывание ро¬
ликами заменяет шлифование.
Обработку роликами обычно выполняют на универсальных стан¬
ках. Так, например, обкатывание наружных цилиндрических поверх-
306
ностей осуществляют на токарных, револьверных и карусельных
станках, а раскатывание отверстий, кроме указанных, также на свер¬
лильных и горизонтально-расточных станках; плоские поверхности
обкатывают на поперечно-строгальных станках.
Основное условие получения заданной точности и шероховатости
обрабатываемой поверхности — создание соответствующего давления
на ролик, изготовленный из износостойкого материала с высокой твер¬
достью. Так, при ширине рабочей части ролика 3 мм и диаметре ро¬
лика не более 100 мм усилие на ролик ко¬
леблется в зависимости от обрабатываемого
материала от 0,5 до 2 кН. Достижимая шеро¬
ховатость поверхности при обкатывании Да=
=0,8. . .0,2 мкм, а точность обработки 8.. .7-й
квалитеты. В качестве материала для роликов
используют инструментальные углеродистые
стали, закаленные до твердости HRC 58.. .65,
и легированные стали ХВГ, 5ХНМ и др.
Ролик обычно закрепляют в резцедержа¬
теле или в оправке шпинделя станка и при¬
водят во вращение. Благодаря силе трения,
возникающей между роликом и обрабатыва¬
емой заготовкой, поверхность заготовки об¬
катывается до требуемого качества.
Для поддержания заданного давления процесс обкатывания регу¬
лируют и контролируют с помощью специальных тарированных пру¬
жин или гидравлических устройств. Основное технологическое время
при обкатывании роликом определяется так же, как и при точении.
Подача выбирается в пределах 0,1. . .0,2 мм/об.
Выдавливание. При изготовлении из листового металла
пустотелых деталей — тел вращения выпукло-вогнутой конфигурации,
узких горловин на цилиндрических заготовках и пр., для которых
нецелесообразно изготовлять специальные вытяжные штампы, при¬
меняют метод обработки выдавливанием. Этот метод применяют при
вращательном движении заготовки, а в ряде случаев и деформирую¬
щего инструмента как на обычных токарных, так и на специализиро¬
ванных станках.
На рис. 243 показана схема выдавливания простым давильником
с шаровой головкой (1 — патрон; 2 — заготовка; 3 — шаровая го¬
ловка; 4 — рукоятка давильника), а на рис. 244 приведены различ¬
ные виды давильных работ: а — наружное выдавливание по контуру
дисковым роликом; б — выпуклое выдавливание изнутри роликом 1
по контуру наружного ролик-патрона 2\ в — вогнутое выдавливание
горловины роликом 1 по контуру внутреннего ролик-патрона 2.
При выдавливании на давильных станках металл заготовки под¬
вергается сильному наклепу, поэтому детали, выдавливаемые за не¬
сколько операций, обычно подвергают промежуточному отжигу.
Поверхность выдавливаемых деталей часто имеет следы давильни¬
ка и имеет шероховатость Ra=2,5. . .1,25 мкм. Для уменьшения шеро¬
ховатости по окончании выдавливания по обработанной поверхности
307
проходят давильником-шабером, снимающим тонкую стружку толщи¬
ной 0,05. . .0,1 мм.
Погрешность размера деталей после выдавливания находится в
пределах 0,001. . .0,002 их диаметра.
с)
Рис. 244
Для образования на поверхностях цилиндрических деталей риф¬
лений применяют метод накатывания плоскими плашками
(на резьбонакатных станках) или вращающимися цилиндрическими
роликами (на токарных и револьверных станках). Плоские поверхно¬
сти накатывают на поперечно-строгальных, долбежных и горизон¬
тально-фрезерных станках свободно вращающимися роликами с при¬
нудительной подачей заготовки.
а1
I
S)
s~s
Рис. 245
Накатыванием получают прямые (рис. 245, а) сетчатые (рис. 245, б)
и угловые (рис. 245, в) рифления. Выбор конструкции накатного ин¬
струмента зависит от технологического назначения и заданной формы
поверхности. Прямое и угловое накатывание обычно выполняют од¬
ним, а сетчатое — двумя роликами с одновременным встречным нака¬
тыванием под углом.
В процессе накатывания рифлений обычно происходит увеличение
диаметра обрабатываемой поверхности; необходимая глубина рифле¬
ний получается в результате нескольких последовательных рабочих
ходов, число которых зависит от свойств обрабатываемого материала.
Накатывание зубчатых колес в холодном состоя¬
нии является одним из производительных методов обработки зубча¬
тых колес. Этот метод обработки позволяет повысить производитель¬
ность в 15. . .20 раз по сравнению с обычными методами нарезания и
обеспечивает достаточно высокое качество поверхности зуба как в от¬
ношении микрогеометрии, так и износостойкости.
Основным условием обработки зубчатых колес накатыванием в хо¬
лодном состоянии является достаточная пластичность метачла за¬
30S
готовки. Этому условию удовлетворяют алюминиевые и медные спла¬
вы (за исключением некоторых марок бронз), а также некоторые марки
нержавеющей стали при соответствующей предварительной термичес¬
кой обработке.
В процессе накатывания зубьев поверхностные слои металла силь¬
но наклепываются, причем наклеп распространяется на значительную
глубину. Для предотвращения износа инструмента — зубчатых вал¬
ков, а также возможного перенапряжения поверхностных слоев ме¬
талла заготовки целесообразно между операциями накатывания вы¬
полнять промежуточную термообработку заготовки — отжиг.
Применяют несколько схем накатывания зубчатых колес: 1) од¬
ним валком; 2) двумя валками без заборной части; 3) двумя валками
с заборной частью; 4) тремя валками и 5) двумя рейками. Выбор схе¬
мы накатывания в значительной степени зависит от ширины венца
зубчатого колеса. Практикой установлено, что накатывание отдель¬
ных заготовок зубчатых колес небольшой ширины целесообразно осу¬
ществлять валками без заборной части, а зубчатых колес большой ши¬
рины или собранных в пакет на оправку нескольких заготовок — дву¬
мя валками с заборной частью.
В первом случае (рис. 246, а) заготовку 3 устанавливают центро¬
вым отверстием на штыри оправки 5 и поводка 10, которые закрепле¬
ны в стойке 11 центрирующего приспособления. Центрирующее при¬
способление устанавливают на основании 12 таким образом, что в про¬
цессе накатывания зуба происходит качание и самоустанавливание
заготовки относительно зубчатых валков. Предварительное накаты¬
вание производят зубчатыми валками 2 и 7, а окончательное — ка¬
либрующими валками 4 и 6, принудительно вращающимися в одном
и том же направлении. При сближении зубчатых валков в радиальном
направлении в результате пластической деформации металла заготов¬
ки впадины зубьев валков постепенно заполняются металлом заготов¬
ки и образуются зубья на заготовке. На заданное число зубьев заго¬
товку делят принудительно с помощью делительных зубчатых колес
1 и 8 (ведущих) и 9 (ведомого). Ведущие зубчатые колеса жестко за¬
креплены на шпинделях зубчатых валков, а ведомое зубчатое колесо
309
находится на одном валу с поводком 10 центрирующего устройства и
соединено с ним штырями.
Во втором случае (рис. 246, б) заготовку 2 (или собранные в пакет
на оправку несколько заготовок) закрепляют в центровочном приспо¬
соблении. Валки 1 и 3 с заборной частью и обратным конусом, уста¬
новленные на определенном расстоянии друг от друга, обкатывают
заготовку, перемещающуюся вдоль зубчатых валков. Заборная часть
обеспечивает постепенное проникновение зубчатых валков в металл
заготовки и заполнение впадин зубьев валков металлом без изменения
их межосевого расстояния. Делительное зубчатое колесо, находящее¬
ся в зацеплении с зубчатыми валкамй, сообщает принудительное вра¬
щение заготовке совместно с зубчатыми валками.
Инструментом для накатывания зубчатых колес являются зубча¬
тые валки, с обеих сторон которых надевают ограничительные реборды
(диски), препятствующие вытеснению валками металла в осевом на¬
правлении и образованию облоя. Головка зуба валка образует нож¬
ку, а ножка зуба валка — головку зуба зубчатого колеса, поэтому
головку зуба валка принимают равной 1,2 модуля, а ножку — рав¬
ной модулю.
В СССР первые опыты по накатыванию зубчатых колес относятся к 1930 г.
но тогда они не были реализованы ввиду низкого уровня техники. Затем различного
рода схемы технологического процесса накатывания зубчатых колес были предло¬
жены различными учеными и инженерами-исследователями. В 1944 г. в лабора¬
тории Уральского политехнического института В. С. Смирновым были впервые
проведены опыты накатывания зубчатых колес. В 1945 г. С. В. Воробьев получил
первую партию зубчатых колес с модулем до 1 мм. В 1952 г. на заводе «Красный
металлист» был пущен в эксплуатацию стан для накатывания зубчатых колес диа¬
метром до 200 мм с модулем 3 мм. В настоящее время на автомобильном заводе
им. Лихачева, Харьковском и Челябинском тракторных заводах и других используют
станы для накатывания зубчатых колес с модулем до 5 и 10 мм (диаметром до 600 мм).
На этих станах ввиду большой массы металла накатываемых заготовок применяют
кольцевой высокочастотный индуктор для нагрева заготовки для повышения пла¬
стичности.
Мелкомодульные зубчатые колеса можно накатывать на обычных
токарно-винторезных станках, применяя специальные устройства с
тремя неприводными зубчатыми валками, расположенными под углом
120° друг к другу. Этот метод обеспечивает накатывание зубчатых ко¬
лес с точностью зацепления по 7-й степени и с шероховатостью по¬
верхности Ra=0,8. . .0,1 мкм.
Наклепывание поверхностей шариками при¬
меняют для повышения твердости и качества поверхности заготовки.
Сущность этого метода заключается в том, что обрабатываемую поверх¬
ность подвергают многократным, следующим один за другим ударам
шариками. Для этого шарики помещают в гнезда быстро вращающего¬
ся диска, где шарики под действием центробежной силы смещаются
на определенный размер в радиальном направлении и через отвер¬
стия на периферии диска наносят удары по обрабатываемой поверх¬
ности. На рис. 247 приведена схема процесса наклепывания шарика¬
ми наружных (а) и внутренних (б) поверхностей.
310
Наклепывание шариками можно применять также для плоских
поверхностей, а при использовании копира — и для обработки фа¬
сонных поверхностей. Для этого вида обработки применяют шлифо¬
вальные станки или приспособления, устанавливаемые на токарно¬
винторезном станке.
Твердость наклепанного слоя и качество обработанной поверхно¬
сти зависят от силы и числа ударов шариков, а также от исходной
твердости обрабатываемого металла. Эти параметры в свою очередь
зависят от скорости диска (~25 м/с) и обрабатываемой заготовки
(~30. . .90 м/мин), а также от расстояния принудительного отталки¬
вания шариков (0,5. . .0,8 мм), диаметра шарика (7. . .10 мм) и др.
Поверхностная твердость наклепанного слоя повышается при этом
на 15. . .60%, однако чем выше исходная твердость материала, тем
меньше эффект наклепа. Так, например, поверхностная твердость за¬
готовки из стали 45 увеличивается на 17%, а из стали 25 — на 45%.
Выбор режима обработки поверхности шариками имеет сущест¬
венное значение. Неправильно выбранный режим может привести к
возникновению в поверхностном слое чрезмерно больших напряже¬
ний, а при обработке чугуна — даже к разрушению этого слоя.
Для работы шарики обычно смазывают смесью веретенного масла с ке¬
росином, а обрабатываемую поверхность — керосином.
Дробеструйным наклепыванием обрабатывают
детали: для повышения их прочности при работе в условиях ударной
нагрузки, предупреждения их растрескивания при работе в корро¬
зионных средах, а также для повышения маслоудерживающих свойств
обработанной поверхности. Сущность этого процесса заключается в
том, что обработанную заготовку подвергают многочисленным уда¬
рам дробинок из чугуна, стали, алюминия или стекла. Чугунную
или стальную дробь применяют для наклепывания стальных изделий,
а алюминиевую или стеклянную — для наклепывания изделий, изго¬
товленных из цветных сплавов. Глубина наклепа обычно не превы¬
шает 1 мм. Толщина наклепанного слоя возрастает с увеличением диа¬
метра дроби и ее скорости и падает с увеличением твердости обраба¬
тываемой заготовки. Твердость в результате наклепа несколько по¬
вышается. Так, у заготовок из стали 20 — на 40%, а из стали 45—
на 20%. Достижимая шероховатость поверхности Ra=0,4. . .0,2 мкм.
311
Эффективность дробеструйного наклепывания зависит от размера дро*
би (0,4. . .0,2 мм), скорости ее движения (60. . .100 м/с), угла между
направлением полета дроби и плоскостью, проходящей через ось об
рабатываемой поверхности, и продолжительности наклепывания.
Для выполнения этой операции применяют специальное оборудО'
ванне, состоящее из рабочей камеры и дробеструйного устройства.
Наибольшее распространение получили механические и пневматичес¬
кие дробеструйные устройства. Механическая установка состоит из
рабочей камеры, снабженной механизмами для перемещения заготов¬
ки под струей дроби и дробеструйного устройства в виде быстровра-
щающегося ротора, лопатками, разбрасывающими дробь. В пневма¬
тической дробеструйной установке дробь выбрасывается сжатым воз¬
духом под давлением 0,5...06 МПа из нескольких форсунок. Кроме
этих основных рабочих органов дробеструйная установка снабжена
различными (транспортирующим, очистным и специальным пылеулав¬
ливающим) устройствами, а также вентиляцией.
§ 88. Электрические методы обработки
Из применяемых в промышленности методов обработки с непо¬
средственным использованием электрической энергии можно указать
электрохимический, электротермический, электроэрозионный, элект-
рогидравлический, ультразвуковой и электронно- и светолучевой.
Электрохимический метод обработки (элект¬
рохимическое полирование металлов и анодно-химическая обработка)
основан на явлениях, связанных с прохождением электрического тока
через растворы электролитов. Этот метод
обработки позволяет очищать поверхности
обрабатываемых материалов от оксидных
пленок, ржавчины, жировых пленок и дру¬
гих загрязнений, а также сглаживать, доводить, шлифовать и поли¬
ровать поверхности заготовки.
В процессе электрохимического полирования при анодном раство¬
рении металла, т. е. при переходе в раствор металла с поверхности
электрода (анода), соединенного с положительным полюсом источни¬
ка тока, на поверхности заготовки образуется вязкая пленка солей,
защищающая микровпадины полируемой поверхности от действия
тока, но не препятствующая растворению выступов. Интенсивность
312
линейного съема металла составляет 3. . .10 мкм/мин, длительность
процесса зависит от толщины удаляемого слоя: для черных и цветных
металлов 4. . .10 мин, для легких сплавов 3. . .5 мин. Достижимая
точность обработки в пределах 7. . .8-го квалитетов, шероховатость
поверхности в пределах Ra=l,6. . .0,025 мкм.
Если на острие лезвия инструмента создать повышенную плотность
тока и этим самым усилить процесс растворения этого участка, то
возможно электрохимическое затачивание режущего инструмента.
На рис. 248 схематически показано прошивание отверстия электро¬
химическим методом. Если между торцом латунной трубки 4 (катода)
и поверхностью обрабатываемой заготовки 1 (анода) создать местную
электролизную ванну 3, то можно осуществить анодное растворение
участка, ограниченного трубкой, т. е. произвести электрохимическое
прошивание отверстия 7 (2 — прижим, 5 — подвод электролита, 6 —
возврат электролита). Прошивание протекает при большой интенсив¬
ности съема металла (500. . .2000 мкм/мин) и обеспечивает шерохова¬
тость поверхности в пределах Ra=3,2 . . .0,8 мкм.
По этому же принципу, изменяя форму и размер катодной трубки,
можно получать отверстия различных форм и размеров.
Анодно-механическая обработка основана на интенсификации раст¬
ворения поверхности анода посредством механического удаления об¬
разующихся на поверхности пленок, например при движении катода.
На этом принципе построена анодно-механическая резка металла
(рис. 249). Катод 1 в виде диска или ленты вращается и соприкасает¬
ся с заготовкой 2. Место контакта поливают электролитом 3 (водный
раствор жидкого стекла). При прохождении тока происходит анодное
растворение, а продукты обработки уносятся движущейся поверхно¬
стью электрода-инструмента 1. При разрезании интенсивность съема
металла составляет 2000. . .6000 мм3/мин; точность обработки по 11-му
квалитету; шероховатость поверхности Ra=25. . .6,3 мкм.
При анодно-механическом долблении направленное разрушение ме¬
талла осуществляется также под действием электрохимического и
электротермического тока, причем инструмент (катод) представляет
негативную форму обрабатываемой поверхности. При этом методе об¬
работки съем металла составляет 50. . .250 мм3/мин; точность обработ¬
ки по 7. . .11-му квалитетам и шероховатость поверхности Ra=6,3. . .
1,6 мкм.
Анодно-механической обработкой можно выполнять также отде¬
лочное и притирочное шлифование. В этом случае процесс заключа¬
ется в механическом удалении пленок, образующихся на поверхности
обрабатываемой заготовки (анода) при прохождении тока между ее
поверхностью и катодом в среде электролита. Инструмент, удаляю¬
щий пленку, является электронейтральным. Интенсивность съема ме¬
талла составляет 2. . .6 мм3/мин, точность обработки 6. . .7-й квали-
теты и шероховатость поверхности Ra=0,2. . .0,05 мкм.
Электротермический метод обработки основан
на свойстве электрического тока выделять тепло при прохождении по
цепи, имеющей электрическое сопротивление. В местах контакта, где
313
сопротивление максимально, электрический ток может разогревать*
размягчать и даже плавить металл.
Используя этот принцип, можно сглаживать поверхность, удалять
металл, прошивать отверстия, прорезать пазы, а также затачивать
режущий инструмент. Для регулирова¬
ния хода процесса можно применять ис¬
кусственное охлаждение или изменять
скорость перемещения инструмента. Этим
же методом можно производить наплав-
Уку, нанося слой металла на заготовку
путем плавления электродной проволоки
теплотой, выделяющейся при контакте
электрода с заготовкой.
Электроэрозионный ме¬
тод обработки основан на
результате разрядов между поверхностями
и инструмента. Так как преимугцест-
Рис. 250
разрушении металла в
обрабатываемой заготовки
венно разрушается анод (заготовка), то на его поверхности образуется
углубление, соответствующее по форме катоду (инструменту). Это свой¬
ство успешно используют для выполнения отверстий, диаметр кото¬
рых составляет доли миллиметра, а также для резки металла, прорез¬
ки узких пазов, фигурной резки, формообразования режущих кромок,
гравирования и других подобных операций. Отверстия обычно обра¬
батывают в масляной или керосиновой среде, а упрочнение инстру¬
мента и деталей производят в воздушной среде.
На рис. 250 приведена схема установки для электроэрозионного
прошивания отверстий. Импульсы электрического разряда, возникаю¬
щие между' торцом электрода 3 и поверхностью заготовки 1, разру¬
шают металл заготовки, образуя отверстие. Малые отверстия проши¬
вают при обязательной вибрации электрода или заготовки для удале¬
ния образующихся отходов. Направление инструмента (электрода)
определяет кондуктор 4, изготовленный из материала, не проводя¬
щего ток. Обработку осуществляют в жидком диэлектрике 2 при пи¬
тании от источника 5.
Поверхности сложной формы обрабатывают этим методом с точ¬
ностью по 8. . .12-му квалитетам и шероховатостью поверхности /?а=
= 11,5. . .1,6 мкм. Время обработки отверстий диаметром 0,15 мм
глубиной 3 мм составляет 1,5 мин.
Электрогидравлический метод обработкив
последнее время в промышленности получил большое распростране¬
ние. Он основан на возбуждении высоковольтного разряда в среде жид¬
кости. В жидкости возникают сверхвысокие давления в виде импуль¬
сов, при воздействии которых на заданный участок поверхности про¬
исходит течение материала заготовки. Мощность и длительность им¬
пульсов определяются параметрами электрической схемы. Этот метод
применяют для наклепа поверхностей металлических заготовок, штам¬
повки и т. д.
Ультразвуковой метод применяют в настоящее вре¬
мя для обработки твердых и хрупких материалов (например, стекла,
314
рубина, алмаза, керамики и др.), с большим трудом обрабатываемых
обычными методами.
Использование ультразвуковых колебаний для обработки основано
на создании высокой скорости изнашивания обрабатываемого материа¬
ла при контакте вибрирующего ин¬
струмента и абразивов (в виде пас¬
ты, водной или масляной суспензии)
с местом обработки. Инструмент
изготовляют преимущественно из
пластичного металла, в который аб- -
разивные частицы внедряются без
его существенного износа. Таким
образом, стержень инструмента (ви¬
братор) служит только для на¬
правления, а резание производят
абразивным материалом. Чтобы
создать надлежащий контакт, ви¬
братор прижимают к головке.
На рис. 251 приведена схема
ультразвуковой обработки. Инстру¬
мент 2 совершает продольные коле¬
бания с частотой 16 ООО.. . 25 ООО Гц
и амплитудой 0,02. . .0,06 мм. Его
изготовляют из конструкционной
стали, и по профилю он соответствует форме обрабатываемого отвер¬
стия. В зону обработки, т. е. в зазор между рабочим торцом инстру¬
мента 2 и заготовкой 1, с помощью насоса 6 подают абразивную сус¬
пензию (в качестве абразива, как правило, применяют карбид бора).
Источником колебаний инструмента является магнитострикционный
преобразователь 3, в котором электрические колебания от мощного
электронного генератора 4 преобразуются в механические. Колеба¬
ния торца преобразователя 3 невелики: 5. . .10 мкм. Для увеличения
амплитуды в 2. . .5 раз применяют трансформаторы скорости, или
акустические концентраторы 5. К узкому сечению концентратора кре¬
пят инструмент. В процессе обработки инструмент должен непрерыв¬
но перемещаться по направлению к заготовке. При обработке глухих
отверстий инструмент необходимо периодически поднимать для за¬
полнения полости свежим абразивом и удаления продуктов резания.
При обработке заготовок из электропроводящих материалов пред¬
варительную обработку для снятия большей части материала целесооб¬
разно производить электроэрозионным методом, а чистовую обработку
для получения шероховатости поверхности Да=1,6. . .0,8 мкм —
ультразвуковым методом.
Производительность ультразвуковой обработки зависит от свойств
обрабатываемого материала, амплитуды и частоты колебаний инстру¬
мента, вида и зернистости абразивного материала, размеров обрабаты¬
ваемой площади, конфигурации обрабатываемой поверхности и дав¬
ления (статического) между инструментом и заготовкой. Существую¬
щие модели ультразвуковых станков позволяют обрабатывать отвер¬
Вход
воды
315
стия диаметром от 0,15 до 90 мм при максимальной глубине обработки
2. . .5 диаметров с погрешностью обработки для твердых сплавов
0,01 мм.
Ультразвуковой метод может быть применен при изготовлении
твердосплавных штампов, для чеканки рельефов (например, медалей);
в этом случае вибрирующий инст¬
румент должен иметь рельефдетали.
Метод обработки элек¬
тронным лучом. Прак-
Рис. 252
тика установила возможность использования энергии сфокусирован¬
ного электронного луча для обработки твердых материалов посредст¬
вом их местного плавления. В вакууме создают импульсный электрон¬
ный луч с частотой от 1 до 3000 Гц и временем импульсов от 0,01 до
0,00005 с при скорости электронов 115 000. . .165 000 км/с, с темпе¬
ратурой в зоне обработки около 6000°С. Время обработки зависит
от количества удаляемого металла и его термических и химических
свойств; механические свойства металла на время обработки влияния
не оказывают.
Электронно-лучевая установка состоит из источника питания, ва¬
куумной системы, блока управления и электронной пушки. Для об¬
разования эмиссии электронов служит источник питания, который
осуществляет накал катода.
Электронная пушка (рис. 252) состоит из термоэлектронного като¬
да, управляющего электрода 1, импульсного генератора (модулятора)
2, электромагнитного регулирующего устройства 3, магнитной линзы
4 и отклоняющей системы 5. Импульсный генератор 2 обеспечивает
в целях ограничения зоны нагревания прерывность электронного лу¬
316
ча, а электромагнитное регулирующее устройство 3 стабилизирует
его. Магнитная линза 4 предназначена для фокусирования луча до
необходимого диаметра на поверхности заготовки (минимальный диа¬
метр достигает 0,01 мм), а отклоняющее устройство 5 — для переме¬
щения электронного луча по обрабатываемой поверхности.
Производительность обработки электронным лучом значительно
выше, чем при прочих методах обработки. Стальные листы толщиной
до 1 мм режут электронным лучом со скоростью 1200 мм/мин.
В настоящее время электронным лучом обрабатывают отверстия
диаметром до 0,001 мм, а также фрезеруют сложные профили. Элект¬
ронный луч применяют для очистки поверхностей деталей, изготов¬
ленных из таких материалов, как тантал, молибден, цирконий, нио¬
бий, титан и вольфрам, а также для сварки некоторых сплавов.
Метод светолучевой обработки основан на ис¬
пользовании электромагнитных колебаний светового диапазона, по¬
лучаемых с помощью квантовых оптических генераторов (лазеров).
Этими электромагнитными колебаниями можно управлять, их мож¬
но фокусировать в очень тонкие параллельные пучки с углом расхож¬
дения луча «30', с высокой когерентностью, т. е. с одинаковой часто¬
той и фазой излучаемых электромагнитных колебаний. Направленный
когерентный световой луч обладает огромной плотностью световой
энергии.
На рис. 253 приведена схема обработки лучом лазера с рабочим
телом из монокристалла рубина (оксида алюминия, где около 0,05%
атомов алюминия заменены атомами хрома). Основные элементы этого
генератора: 3 — рубиновый стержень и 4 — лампа накачки; 1 — фо¬
тоэлемент для регулирования световой энергии; 2 — светофильтр; 5 —
оптическая система; 6 — рабочая камера; 7 — механизм подачи заго¬
товки; 8 — заготовка.
Торцы рубинового стержня шлифуют и полируют так, чтобы они
были плоскопараллельными, а затем серебрят. Когда свет, возбуж¬
даемый лампой накачки, проходит вдоль стержня, он попеременно от¬
ражается от зеркальных торцов. Генерирование световых колебаний
производится разрядами конденсаторной батареи на лампу накачки.
При этом свет достигает большой интенсивности, определяемой также
числом возбужденных атомов хрома. Для вывода светового луча одно
из зеркал делается частично прозрачным. Исходящий из оптического
генератора луч можно сфокусировать до диаметра, не превышающего
0,01 мм. При этом точка, в которую направлен световой луч, разогре¬
вается до десятков тысяч градусов и материал испаряется. Возможно¬
сти применения рассматриваемого метода весьма многообразны. В ка¬
честве примера можно привести сверление отверстий диаметром
0,01. . .0,3 мм в материале толщиной 0,1. . .5 мм с шероховатостью по¬
верхности стенок Ra=2,5. . .1,25 мкм. Данный метод позволяет про¬
шивать отверстия и щели в любом материале (алмаз, рубин, тантал
и др.). Мощный световой луч можно использовать также для сварки
в труднодоступных местах машин и приборов, для пайки и сварки тон¬
ких деталей современных микроэлектронных изделий и т. д.
317
§ 89, Балансировка и подгонка деталей машин
Из-за неоднородности материала детали, погрешностей заготовки
и механической обработки, а также погрешностей сборки (в резуль¬
тате перекоса или смещения сопряженных деталей) появляется не¬
уравновешенность деталей и сборочных единиц машины. Различают
три вида неуравновешенности: 1) статическую — при смещении цент¬
ра тяжести детали (точка приложения силы тяжести Р) относительно
оси ее вращения на размер s (рис. 254, а); 2) динамическую — при дей¬
ствии неуравновешенных масс металла, приведенных к паре сил Q,
действующих в одной плоскости в противоположных направлениях,
с плечом I (рис. 254, б); 3) смешанную, при которой может быть одно¬
временное смещение центра тяжести детали относительно оси ее вра¬
щения и действие неуравновешенных масс (рис. 254, в). Первый вид
неуравновешенности характерен для деталей небольшой длины при
отношении длины детали к диаметру Ud<. 1, а второй и третий — при
отношении Lld> 1.
Для устранения неуравновешенности применяют баланси р о в-
к у, которая заключается в нахождении значения и направления не¬
уравновешенности и компенсации этой неуравновешенности путем сня-
Балансировка вращающихся деталей является ответственной тех¬
нологической операцией, так как неуравновешенные массы в совре¬
менных быстроходных конструкциях могут привести к вибрациям,
нарушающим нормальную эксплуатацию механизма или машины.
Статическая балансировка производится следующим образом
(рис. 255, а): балансируемую деталь 1, надетую на специальную оп¬
равку 2, устанавливают на две горизонтальные призмы 3.
Неуравновешенность детали выявляют прокатывая ее по указан¬
ным призмам. При совпадении центра тяжести детали с ее осью деталь
будет неподвижна в любом своем угловом положении на призмах.
л
Рис. 254
Рис. 255
тия или добавления металла
в соответствующем месте де¬
тали. После балансировки не
допускаются никакие виды
обработки детали (за исклю¬
чением в некоторых случаях
полирования или суперфини¬
ширования отдельных повер¬
хностей).
318
В случае неуравновешенности «тяжелая» сторона А детали
(рис. 255, б) будет стремиться занять наиболее низкое положение.
Закрепляя груз массой /и, на противоположной стороне детали, мож¬
но уравновесить ее. Вместо прикрепления груза с «легкой» стороны
детали можно производить высверливание на более «тяжелой» сто¬
роне.
Масса rrix противовеса на «легкой» стороне детали или высверлен¬
ного металла на «тяжелой» стороне на расстоянии гг от оси вращения
детали составляет
rrix — тг/ги
где т — масса детали, г — смещение центра тяжести детали от оси
вращения.
Динамическую балансировку производят при вращении балансируе¬
мой детали. При этом необходимо обеспечить совпадение оси вращения
детали с главной осью инер¬
ции всей системы. Динамиче¬
ская неуравновешенность вы¬
зывается неправильным рас¬
пределением массы металла
по длине детали. Если в де¬
тали имеются две точки сосре¬
доточения неуравновешенных
масс, расположенные по обе
стороны оси вращения (рис.
256, а), то центробежные силы
создают пару сил Qi с момен¬
том
Mi = (Qi/g)ri©**i.
где g — ускорение силы тя¬
жести; о» — угловая скорость;
lt — расстояние между точка¬
ми сосредоточения неуравно¬
вешенных масс; гх—смещение
неуравновешенных масс отно¬
сительно оси вращения.
При этом центр тяжести
детали находится на оси вра¬
щения и неуравновешенность при статической балансировке не обна¬
руживается.
Для уравновешивания детали следует приложить на радиусе гг
два равных груза весом Q в осевой плоскости детали, где сосредоточе¬
ны неуравновешенные массы, на расстоянии 1г, чтобы они создали
уравновешивающий момент
Му = (Q/g)r2o>42 =
Динамическая балансировка производится всегда при вращении
Рис. 256
319
детали, установленной на гибких опорах. Центробежные силы, вы¬
званные вращением неуравновешенной детали, создают колебательные
движения гибких опор. С помощью специальных устройств колеба¬
ния уравновешиваются и определяются значения и направление дис¬
баланса.
На рис. 256, б приведена схема устанбвки для динамической ба¬
лансировки. Балансируемая деталь 3 устанавливается на опоры 1
через плоские пружины 2. Колебания пружин, вызванные дисбалансом,
посредством тяг 4 передаются на индуктивные преобразователи 5
перемещения, возбуждая в цепи
ток с напряжением, пропорцио¬
нальным амплитуде колебаний.
Ток вызывает отклонения стрел¬
ки ваттметра 6, градуированно¬
го в единицах дисбаланса.
Другая обмотка ваттметра 6
получает ток от генератора 7,
ротор которого вращается синх¬
ронно с балансируемой деталью.
Статор генератора можно пово¬
рачивать с помощью рукоятки
8 во время вращения детали, при
этом положение дисбаланса мо¬
жет быть определено на лимбе
(на схеме не показан) по углу
поворота обмотки статора при
максимальном отклонении стрел¬
ки ваттметра. Продолжитель¬
ность балансировки на этой ма¬
шине составляет 1. . .2 мин.
Современные устройства для
динамической балансировки в
значительной степени автомати¬
зированы; в частности, по шкалам приборов можно определить глу¬
бину сверления определенного диаметра, массу неуравновешенного
груза, размеры противовесов и др., а также места крепления грузов
или места удаления лишнего металла.
Для взаимного уравновешивания сил инерции деталей машин,
движущихся прямолинейно-возвратно, и для создания равенства масс
этих деталей в узлах машины применяют подгонку масс. Наи¬
более характерными деталями, требующими подгонки, являются пор¬
шни, шатуны, штоки и др. Так, колебания в массе поршней вызывают
неуравновешенность двигателей; эти колебания чаще всего создают
необработанные внутренние поверхности попшней.
Подгонку по массе обычно производят растачиванием внутреннего
пояска юбки поршня, а у облегченных конструкций поршней — уда¬
лением металла с нижней плоскости и приливов у бобышек под па¬
лец, а также растачиванием специального прилива на внутренней
стороне юбки поршня, ниже бобышек под палец.
Рис. 257
320
Подгонку по массе осуществляют на специальных станках
рис. 257). Поршень, базируемый по наружной поверхности юбки,
останавливают в приспособление 7, расположенное на станке под уг-
1ом 45°, и поворотом эксцентрика посредством рукоятки 4 закрепля-
от поршень рычагом 3. Затем снизу к поршню подводят резцовую го-
иовку, растачивающую пояс юбки или специальные приливы.
Удаляемый металл в виде стружки падает через воронку 2 в чаш¬
ку /, имеющую рычажную связь с коромыслом весов 5, установлен¬
ных в верхней части станка. Когда излишний металл, количество
которого заранее устанавливают ползунком на коромысле 6, будет
удален, чашка с правым концом коромысла опускается и подача рез¬
цовой головки выключается.
* В современном машиностроении применяют станки для подгонки
®ио массе с автоматическим передвижением ползуна (груза) по коро¬
мыслу весов посредством электронной системы. Применение станка
| для подгонки по массе обеспечивает отклонения деталей по массе в
? пределах ±2 г.
§ 90, Методы обработки деталей из жаропрочных материалов
и пластмасс
В современных машинах значительный удельный вес занимает
применение для изготовления ряда деталей жаропрочных и нержавею¬
щих сплавов и пластмасс. Это обусловлено расширением производства
машин, работающих при высоких нагрузках, давлениях, скоростях
и температурах, а также в химически активных средах. Обработка де¬
талей из жаропрочных и нержавеющих сталей и сплавов и ряда пласт¬
масс обычным методом крайне затруднена и в ряде случаев невозмож¬
на, тем более что по мере прогресса техники непрерывно повышаются
эксплуатационные характеристики этих материалов, а именно: проч¬
ность, твердость, ударная вязкость, жаропрочность, коррозионная
стойкость.
Обрабатываемость материалов, т. е. способность их поддаваться
обработке, определяется комплексом их физических и технологичес¬
ких свойств. Наиболее часто обрабатываемость определяют интен¬
сивностью износа инструмента, характеризуемого допускаемой ско¬
ростью резания, значением возникающей силы резания и температуры
и качеством обработанной поверхности.
Основная часть работы резания при обработке жаропрочных и
нержавеющих сталей и сплавов расходуется на пластическую дефор¬
мацию и лишь незначительная часть — непосредственно на разруше¬
ние. Очевидно, что одним из основных направлений интенсификации
процессов обработки деталей из этих материалов является изыскание
условий для уменьшения пластических деформаций при резании. Это
предопределило создание качественно новых способов обработки с из¬
менением характера приложения механического воздействия на сре¬
заемый слой, с использованием химических и электрических процес¬
сов, а также с применением комбинированных методов обработки, ос¬
11 № 2126
321
нованных на совмещении механического, теплового, химического и
электрического воздействий.
К способам обработки, основанным на изменении характера ме¬
ханического воздействия на срезаемый слой, относятся вибрационное
резание, сверхскоростное резание и ультразвуковая обработка; к спо¬
собам, основанным на термохимическом воздействии, относятся об¬
работка с предварительным нагревом заготовок, с непрерывным на¬
гревом ТВЧ срезаемого слоя в процессе резания; к способам, осно¬
ванным на одновременном механическом и химическом воздействии,
относятся обработка в специальных средах смазочно-охлаждаклцих
жидкостей с различным подводом их в зону резания, например в виде
эмульсии, распыленной в воздухе, под давлением пенистой жидкости,
жидкой углекислоты, в газовых средах (сероводород, хлор, кислород
и др.), в твердых средах (смазки из графита, талька и дисульфида мо¬
либдена) и др., а также обработка в растворах солей металлов (на¬
пример, шлифование с погружением притира в раствор медного купо¬
роса); к способам обработки, основанным на электрическом воздейст¬
вии, относятся электроэрозионная, электрохимическая и комбиниро¬
ванная обработка, например химико-механическая обработка с нало¬
жением обычного и вибрационного резания и др.
Жаропрочные материалы имеют в составе значительное количество
легирующих элементов (в том числе титан и марганец); они прояв¬
ляют склонность к свариванию (адгезии) с режущим инструментом,
для них характерны незначительное изменение прочности при нагреве
до температуры 800°С, высокий предел прочности на сдаиг (в 2. . .3
раза выше, чем у конструкционной углеродистой стали), сочетание
высокого предела прочности с большой вязкостью, способность к силь¬
ному упрочнению (наклепу) и низкая теплопроводность. Все это спо¬
собствует возникновению больших сил резания, высокой температуры,
интенсивного износа режущего инструмента. При этом качество об¬
рабатываемой поверхности остается низким.
Вследствие этого инструмент для обработки жаропрочных материа¬
лов должен быть очень тщательно заточен и доведен; кроме того, зна¬
чения геометрических параметров режущей части инструмента долж¬
ны быть соответственно изменены.
Рассмотрим способы обработки с механическим воздействием на
срезаемый слой, в частности способ вибрационного резания, заключа¬
ющийся в том, что на обычную принятую схему обработки наклады¬
Рис. 258
322
вается дополнительное вибрационное движение инструмента относи¬
тельно обрабатываемой заготовки. Выбор принципиальной схемы виб¬
рационного резания зависит от его технологического назначения.
При применении этого способа обработки как средства стружкодроб-
ления можно использовать механические, пневматические и гидравли¬
ческие вибраторы, обеспечивающие частоту колебаний не более
50 Гц. Для улучшения условий обрабатываемости иногда требуется
более высокая частота, получаемая с помощью магнитострикционных,
магнитомеханических, электрических и электрогидравлических виб¬
раторов.
На рис. 258, о приведена схема механического вибросуппорта, где
колебательное движение резца в направлении подачи осуществляется
от шпинделя станка через систему зубчатых колес, а на рис. 258, б —
от электропривода через эксцентрик. При неизменных условиях обра¬
ботки (равномерность припуска, постоянство режимов резания и т. д.)
для получения вибрации резца можно использовать колебания, вызы¬
ваемые собственно процессом резания (автоколебания). На рис. 258, в
приведена схема такой конструкции, где отсутствует специальный
привод возмущения колебаний.
Наиболее целесообразными являются колебания в направлении по¬
дачи и в тангенциальном направлении, причем в первом случае дости¬
гается надежное дробление стружки, а во втором — существенное
улучшение обрабатываемости.
Вибрационный метод резания с осевыми колебаниями при приме¬
нении обычных твердосплавных резцов обеспечивает шероховатость
поверхности i?a=12,5. . .6,3 мкм, а при использовании резцов типа
Колесова Ка=3,2. . .1,6 мкм. Этот же метод может быть применен при
сверлении отверстий.
Вибрационный метод резания с тангенциальными колебаниями
обеспечивает улучшение обрабатываемости не только при точении,
но и при развертывании, нарезании резьб и шлифовании, а также при
разрезке материала (вибропилы, виброножницы). Дальнейшим разви¬
тием этого метода является замена синусоидального вибрационного
движения ударно-импульсным с высокими скоростями и ускорения¬
ми. Так, ударно-импульсный метод обработки применяется при наре¬
зании и калибровке глухих резьб. При этом наряду с повышением
в 3. . .3,5 раза стойкости метчиков значительно повышается и произ¬
водительность, так как нарезание полного профиля резьбы может
быть осуществлено одним метчиком вместо обычно применяемых двух¬
трех.
На рис. 259 приведен общий вид патрона для ударно-импульсной
обработки резьб. Патрон состоит из корпуса 1 с крышкой 2, в котором
установлено два бойка 4, качающихся на осях 3, и ведомой втулки-
шпинделя 5 с закрепленным в ней с помощью патрона 6 инструмен¬
том. Кулачковое зацепление бойков с поводками втулки приводит к
тому, что в начальный момент бойки ударяют по поводкам, протаски¬
вая их и затем освобождая, при этом приобретенная при ударе энер¬
гия втулки переходит в работу резания.
После удара боек под действием силы, направленной во внешнюю
11*
323
сторону от оси вращения, соскакивает с кулачка и обходит его, а за¬
тем вновь разворачивается в положение, при котором может быть на¬
несен удар по следующему кулачку. Таким образом, каждый боек за
один оборот шпинделя наносит два удара по
поводкам ведомой втулйи. Поводок шпинде¬
ля 5 при холостом вращении находится ме¬
жду бойками: если приложить к метчику,
закрепленному в патроне 6, момент резания,
шпиндель 5 раздвигает бойки 4 и после вы¬
хода из зацепления происходит удар.
Вибрационное резание с
использованием ультразву¬
ковых колебаний, т. е. колебаний
с частотой, равной или выше 16. . .20 кГц,
применяют при механической обработке дета¬
лей из жаропрочных сталей и сплавов, когда
при резании действуют небольшие усилия. Об¬
работка ультразвуковыми колебаниями при¬
водит к ликвидации нароста, снижению сил
резания и наклепа обработанной поверхности,
а также к повышению качества поверх¬
ности.
Обработка резанием нагре¬
той заготовки. Нагрев производится
непосредственно в процессе резания с приме¬
нением токов высокой частоты или электриче¬
ской дуги, а также предварительно в печи с
последующей установкой заготовки на станок.
Нагрев способствует снижению ее механиче¬
ских чсвойств, определяющих сопротивление
материала заготовки пластическим деформаци¬
ям. Однако нагрев заготовки вызывает уско¬
ренное изнашивание инструмента, поэтому при¬
менение нагрева в процессе резания улучшает
обрабатываемость в тех случаях, когда снижение удельной работы ре¬
зания влияет на стойкость инструмента больше, чем отрицательное
воздействие температуры. Установлено, что температуру при обра¬
ботке резанием с нагревом заготовок следует принимать на 35. . .
40°С ниже температуры отжига и старения. Температура нагрева за¬
висит от скорости резания и подачи, так как при их увеличении повы¬
шается количество выделяемой при резании теплоты. Так, например,
при точении нержавеющей стали 12Х18Н9Т со скоростью резания
п=19 м/мин температура нагрева должна быть выше 500°С, при v—
300 м/мин Т=350°С и при п=375 м/мин Т=230°С.
Нагрев позволяет осуществлять обработку таких особо прочных
материалов, как закаленная быстрорежущая сталь, которая обычными
методами не поддается обработке резанием. При заданной точности
и качестве поверхности стойкость инструмента достигает 30 мин при
о—15 м/мин.
Рис. 259
324
Обработка с введением электрического то¬
ка в зону резания является одним из эффективных средств
улучшения обрабатываемости особо прочных материалов. В этом ме¬
тоде в зону резания вводят электрический ток низкого напряжения
плотностью 100. . .120 А/мм2 при скоростях резания 150. . .200 м/мин.
Напряжение от одного полюса источника подается на резец, а от дру¬
гого — на массу станка. Резец изолируется от станка с помощью спе¬
циальных прокладок. Электрический ток, распределяясь в зоне кон¬
такта инструмента и заготовки, выделяет дополнительно большое ко¬
личество теплоты и способствует образованию тонкой пластичной
пленки, в результате чего в зоне контакта создается полусухое тре¬
ние, а это снижает коэффициент трения и общее сопротивление мате¬
риала деформированию и повышает стойкость режущей части инстру¬
мента.
Обработка резанием высокопрочных зака¬
ленных сталей (высоколегированных и углеродистых сталей
мартенситного класса твердостью HR028) в отличие от обработки
жаропрочных материалов характеризуется крайне малой пластической
деформацией, и работа резания в основном затрачивается на преодо¬
ление упругих деформаций и трения при интенсивном износе инстру¬
мента и больших значениях сил резания, особенно радиальной состав¬
ляющей, что обусловливает необходимость обеспечения высокой жест¬
кости технологической системы. Поэтому наряду с тщательной заточ¬
кой режущего инструмента (преимущественно из сплавов ВК8 и
ТТ7К12), обеспечением виброустойчивости технологической системы
и применением для охлаждения масляных смесей (например, 75% дис-
тиллатного эмульсионного масла и 25% четыреххлористого углерода)
обработку сводят в основном к чистовым отделочным операциям.
Обрабатываемость деталей из металлокерамических
жаропрочных сплавов, несмотря на их низкую проч¬
ность и пластичность, значительно хуже, чем обычных конструкцион¬
ных металлов, вследствие высокой температуры резания и более высо¬
кой их истирающей способности. Средством, улучшающим обрабаты¬
ваемость этих материалов, является пропитка маслом.
Обрабатываемость пластмасс определяется видами наполни¬
теля и связующего, а также технологическим процессом их получения.
В зависимости от вида применяемого наполнителя термостойкие пласт¬
массы подразделяют на комбинационные с порошкообразным или в
виде крошки наполнителем (например, фенопласт К18-2), слоистые
с наполнителем в виде бумаги, древесного шпона и ткани (например,
текстолит, гетинакс и т. п.) и литые чистые смолы без наполнителя.
Сравнительная обрабатываемость пластмасс на основе различных
связующих — термореактивных или термопластичных смол — опреде¬
ляется тем, что первые при нагревании не размягчаются (это позво¬
ляет применять оптимальные режимы резания и углы заточки режу¬
щего инструмента), а вторые под действием повышенной температуры
размягчаются. Допустимая предельная температура в зоне резания
для первого вида пластмасс 160°С, а для второго 60. . .130°С.
325
В табл. 20 приводятся точностные показатели различных видов об¬
работки деталей из пластмасс.
Т а б л и ц а 20. Достигаемая точность (в квалитетах) при различных видах
обработки деталей из пластмасс
Пластмассы
Вид механической обработки
развер¬
фрезе¬
точение
тыва¬
рова¬
ние
ние
класс
тип и марка
G1
о
S
X
та
о
о
X
О)
О
V
X
я
О
о
S3
а
о
&
и
а
&
«н
та
я
«-
та
0}
о
8
та
а
о
Я
о.
(3
о
н
о
ч
о,
о
X
ь
о
Я
О
X
CU
я
о
к
Си
а
о
н
о
о
■9-
я
й)
СГ
S
ег
(3
о
Си
с
5
S
ш
СГ
Я
Сг
В
Реакто-
Пресс-порошки (К18-2,
п
8...10
10
8
8
7
14
11
7
пласты
К211-2, К21-22 и др.)
Пресс-материалы волокни¬
и
8...10
10
8
8
7
14
11
7
стые (АГ4, волокнит)
Слоистые (текстолит, гети-
тг о ТТЛ'Ч
и
8... 10
10
8
8
7
14
11
7
Термо¬
ndlVL/
Полиэтилен, винипласт
и
8... Ю
14
11
—
пласты
Полиметилметакрилат (орга¬
и
8... 10
10
8
8
7
14
11
7
ническое стекло)
Полистирол, фторопласт-4
и
10
11
10
10
14
11
__
Особенностями условий обработки пластмасс являются: склонность
некоторых пластмасс к скалыванию, высокая упругость (в 40 раз
больше упругости стали) и неоднородность строения материала при
различной твердости его составных частей, приводящая к ухудшению
качества обрабатываемой поверхности. Наряду с этим пластмассы ока¬
зывают сильное абразивное воздействие на режущий инструмент, а
пониженная их теплопроводность обусловливает плохой теплоотвод
из зоны резания и перегрев режущих кромок инструмента. Кроме
того, интенсивное пылеобразование, особенно термореактивных пласт¬
масс, приводит к необходимости применения специальных обеспыли¬
вающих средств, а гигроскопичность пластмасс исключает примене- '
ние смазывающе-охлаждающих жидкостей (охлаждение производят
сжатым воздухом).
Пластмассы обрабатывают точением быстрорежущими и твердо¬
сплавными резцами, однако при точении стеклопластика удовлетвори¬
тельную стойкость показывают только твердосплавные резцы, а для
обработки особо прочных стеклопластиков — алмазные инструменты.
Основным затруднением при точении слоистых пластмасс является
отслаивание поверхностного слоя. При фрезеровании во избежание
расслаивания обработку ведут по схеме «попутного» фрезерования
фрезами с лезвиями из быстрорежущей стали и твердых сплавов.
Обработка пластмасс абразивами имеет ряд преимуществ по срав¬
нению с обработкой лезвийными инструментами (точением, фрезеро¬
ванием и т. п.), заключающийся в отсутствии сколов и трещин и в
уменьшении шероховатости обрабатываемой поверхности.
326
Чтобы не было прижогов, при обработке шлифованием следует из¬
бегать длительного контакта круга с обрабатываемой поверхностью.
При обработке оргстекла широко распространено шлифование шкур¬
кой № 325 при обильном смачивании водой. Однако по возможности
следует заменить шлифование полированием войлочными, фетровыми,
суконными или фланелевыми кругами, шаржированными пастой ГОИ.
Текстолит, асбо- и стеклотекстолит разрезают абразивными (кар¬
борундовыми) кругами СМ1 —СТ1 зернистостью 24. . .46 с охлажде¬
нием 5%-ной эмульсией.
ГЛАВА XXX
экономическая оценка технологических процессов
§ 91. Основные зависимости для определения себестоимости
изготовления деталей
Новые организационные формы управления промышленностью и
усиление роли экономического стимулирования повышает значение
планирования. Одним из основных факторов объективного экономичес¬
кого расчета является себестоимость, определяющая рентабельность
работы на рабочем месте, участке, в цехе и на предприятии в целом.
Условие наибольшей экономичности всего технологического процесса
или отдельной его операции, т. е. условие наименьшей себестоимости
детали, является основным критерием оценки целесообразности тех¬
нологического процесса или отдельной операции.
Помимо наибольшей экономичности операции может также вы¬
двигаться требование наибольшей ее производительности. Выполнение
условий наибольшей производительности операции приводит к повы¬
шению ее себестоимости и к повышенному расходу инструмента.
Но если перевод одной или нескольких операций с режимов работы,
соответствующих наибольшей экономичности, на режимы наибольшей
производительности приводит к повышению производительности всей
линии станков, так что при этом понижается общая себестоимость об¬
работки заготовки, то такое решение будет и более экономичным.
Экономичность той или иной операции или процесса определяется пу¬
тем составления технологии сравнительных вариантов изготовления
детали и сравнения себестоимости детали, получаемой при осуществ¬
лении этих вариантов в заданных условиях производства.
Себестоимость С детали определяют по формуле
С = М + 3[1 + (Н/100)],
где М — себестоимость материала, затрачиваемого на деталь, за выче¬
том стоимости отходов; 3 — прямая заработная плата рабочих по всем
операциям-изготовления детали; Н — цеховые и общезаводские рас¬
ходы, %. Однако эта формула мало пригодна при определении эко¬
номичности технологического процесса, поскольку в общей величине
цеховых (общезаводских) расходов заключены расходы как зависящие,
так и не зависящие от методов обработки.
Для решения вопроса об экономичности процесса необходимо вы¬
разить себестоимость изготовления детали в виде функции от кате¬
327
горий затрат, зависящих от вида и характера обработки. Этими за¬
тратами являются: 1) затраты, пропорциональные количеству изготов¬
ленных за определенное время деталей, т. е. так называемые произ¬
водственные расходы (заработная плата, себестоимость материала, та¬
кие цеховые расходы, как стоимость электроэнергии и т. п.); 2) за¬
траты, распределяющиеся на все количество деталей, изготовленных
в определенный отрезок времени, т. е. единовременные или периоди¬
ческие затраты. К ним относятся расходы на капитальные затраты,
связанные с возведением сооружений, приобретением оборудования,
изготовлением приспособлений, подготовкой и наладкой станков для
каждой партии деталей и т. п. Себестоимость изготовления всех дета¬
лей, сделанных в определенный отрезок времени (партии деталей)
может быть выражена формулой
С = Рх + К,
где Р — производственные расходы на одну деталь; х — число дета¬
лей, изготовленных за рассматриваемый отрезок времени; К — капи¬
тальные и периодические расходы, относящиеся к тому же отрезку
времени, т. е. к изготовляющейся партии в целом.
Отсюда себестоимость изготовления одной детали может быть вы¬
ражена формулой
С^Р-ИК/х).
§ 92. Сравнение вариантов технологического процесса
Сравнивать экономичность нескольких вариантов технологического
процесса или операции можно различными способами, начиная от
весьма простых и приближенных подсчетов и кончая полной и под¬
робной калькуляцией себестоимости осуществления вариантов про¬
цесса или отдельных его операций.
Простейшими и наименее трудоемкими являются методы сопостав¬
ления двух вариантов: по значению технологического времени (основ¬
ного), по отношению T JTm[ технологического времени к штучному
времени *, по коэффициенту использования материала.
Сравним, например, строгание и фрезерование плоскости длиной
L и шириной В по значению затрачиваемого технологического време¬
ни, которое для этих видов обработки может быть выражено форму¬
лами
TJC = B/sc\ Т = (L + li)/s$,
где 7’тс и Тгф — технологическое время соответственно при стро¬
гании и фрезеровании; sc и — подачи соответственно при строгании
и фрезеровании; U — длина врезания при фрезеровании.
Преимущество того или иного из этих видов обработки при срав¬
нении их по технологическому времени определяется из неравенств
B/sz (/ -j- ^i)/s,j,.
* Это отношение является показателем степени механизации операции.
328
Если левая часть неравенства будет больше правой, то выгоднее
будет фрезерование, и наоборот.
Поменяв местами члены в неравенстве, получим
BI(L -f- /х) 5g sjsit.
Из неравенств видно, что при узких и длинных поверхностях
строгание выгоднее, чем фрезерование. Подобным образом могут быть
сравнены и любые другие виды обработки. Более точным будет сопо¬
ставление операций по штучному времени или по прямым производ¬
ственным расходам. Однако и этот способ сравнения еще недостаточно
точен, так как он предполагает одинаковое значение всех цеховых (об¬
щезаводских) расходов (на капитальные затраты, амортизацию и ре¬
монт сооружения, станков и оснастки, расходы на содержание инстру¬
мента, на наладку станков и т. п.), что не всегда имеет место. Когда же
необходимо иметь более точное экономическое сравнение отдельных
операций или процессов, надо учитывать не только производственные,
но и накладные расходы.
Ввиду того что составление подробной калькуляции себестоимости
обработки по нескольким вариантам является весьма сложной, тру¬
доемкой задачей, пользуются упрощенными способами подсчетов. В ка¬
честве основного упрощения в таких подсчетах принимают, что для
сравнения операций или процессов достаточно учитывать лишь такие
расходы, которые зависят от вида и характера сравниваемых опера¬
ций (или процессов), и можно совершенно не учитывать независимые
расходы, которые будут одинаковыми или мало отличающимися в
данных сравниваемых вариантах обработки.
Технологическую себестоимость операции Ст, зависящую от спо¬
соба обработки, или расходы, связанные со способом выполнения дан¬
ной операции и подлежащие учету при экономическом сравнении от¬
дельных вариантов обработки, можно выразить формулой
Ст “ Тшт (^-р *1“ Сс -ф Сп -ф Си),
где ср, сс, сп, си — себестоимости работы соответственно рабочего,
станка, приспособления и инструмента в течение одной минуты с от¬
носящимися к каждому из этих слагаемых цеховыми расходами.
В величину ср входит минутная заработная плата рабочего, а так¬
же все начисления на заработную плату согласно существующим по¬
ложениям. Величина сс=са с +ср с +са. 3 +сэ, где са. с — затраты
на амортизацию станка; ср. с — себестоимость ремонта станка; са_ 3 —•
затраты на амортизацию здания, приходящиеся на один станок; с9 —•
себестоимость электроэнергии. Все эти величины должны быть отне¬
сены к одной минуте работы станка. Величина сп включает себестои¬
мость изготовления, ремонта и содержания приспособлений, также от¬
несенную к одной минуте работы станка. Величина сп включает рас¬
ходы по содержанию инструмента, отнесенные к одной минуте работы
станка (амортизация, заточка инструмента и т. п.).
Экономическое сравнение операций или технологических процес¬
сов, являясь весьма важной частью задачи выбора наиболее опти¬
мального варианта, все же не во всех случаях является окончатель¬
329
ным. Наиболее выгодной будет операция (или процесс), которая, удов¬
летворяя всем технологическим требованиям, имеет наименьшую тру¬
доемкость, считая не только затраты труда на выполнение данной опе¬
рации (или процесса), но и затраты труда на изготовление специаль¬
ного оборудования, приспособлений, инструмента и др., необходи¬
мых для выполнения этой операции (или процесса). В этом случае
помимо экономического сравнения вариантов необходимо проанализи¬
ровать условия, осложняющие или даже исключающие возможность
осуществления вариантов обработки.
Выбор заготовки с точки зрения минимальной себестоимости из¬
готовления детали в целом производится также сопоставлением срав¬
нительных значений себестоимости изготовления детали, т. е. тех ча¬
стей полной себестоимости, которые изменяются при различных видах
заготовок.
ГЛАВА XXXI
АВТОМАТИЗАЦИЯ ПРОЕКТИРОВАНИЯ И УПРАВЛЕНИЯ
ТЕХНОЛОГИЧЕСКИМИ ПРОЦЕССАМИ
§ 93. Автоматизация проектирования технологических процессов
В общем комплексе технологической подготовки производства ра¬
боты по проектированию технологических процессов занимают основ¬
ное место. Технологический процесс является основой не только для
производства изделия, но также и для планирования, нормирования,
учета и т. д. Поэтому до появления ЭВМ ускорение и упрощение реше¬
ния технологических задач осуществлялось на основе использования
обобщенных типовых материалов, различных таблиц, справочников и
т. п. Создание таких вспомогательных материалов — один из первых
этапов алгоритмизации проектирования технологических
процессов, т. е. разработки систем формальных правил, однозначно
определяющих процесс решения задач.
Работы по автоматизации проектирования технологических про¬
цессов, начавшиеся в 60-х годах, показали принципиальную возмож¬
ность применения ЭВМ для проектирования технологии. Для созда¬
ния системы автоматизации проектирования технологических процес¬
сов необходимо: а) разработать формальный и достаточно простой
язык описания исходной и справочно-нормативной информации; б)
разработать достаточно универсальную методику, пригодную для ал¬
горитмизации проектирования технологических процессов изготовле¬
ния деталей различных классов; в) на основе принятой методики и
формального языка описания данных создать алгоритмы и программы
проектирования технологических процессов; г) разработать эффектив¬
ные устройства обмена данными с ЭВМ и программное обеспечение
этих устройств, что позволит, в частности, организовать оперативную
связь технолога с ЭВМ.
Автоматизация проектирования технологических процессов позво¬
ляет существенно сократить затраты времени, а также дает возмож¬
330
ность повысить качество проектирования за счет применения мате¬
матических методов. Исходными данными при проектировании техно¬
логии служит информация о детали, оснастке, оборудовании, инстру¬
менте, заготовке и др. В результате необходимо выбрать наиболее
рациональный вариант технологического процесса, отвечающий усло¬
виям конкретной производственной системы, т. е. определить состав
и последовательность технологических операций, структуру и харак¬
теристики каждой операции и перехода, обеспечивающие получение
заданной чертежом формы, размеров и точности детали с наименьшей
технологической себестоимостью.
Полученная информация выводится на алфавитно-цифровое печа¬
тающее устройство (АЦПУ), чертежно-графические автоматы и на уст¬
ройства вывода управляющих программ — для станков с программ¬
ным управлением.
Решение задачи автоматизации проектирования в общем виде пред¬
ставляет значительные трудности. Для эффективного использования
ЭВМ и получения практических результатов необходимы некоторые
упрощения, направленные на ограничение числа анализируемых ва¬
риантов технологических процессов. Определенную роль в этом иг¬
рает унификация технологии. Упрощения обычно заключаются в рас¬
членении процесса проектирования на ряд уровней, например четыре,
различных по степени детализации. Первый уровень отражает прин¬
ципиальную схему технологического процесса, которая включает в
себя состав и последовательность этапов. Например, в механообработ¬
ке этапами являются черновая, получистовая, чистовая и отделочная
обработка деталей. Исходные данные — общие сведения о детали, про¬
грамме выпуска, методах и видах обработки. Цель — получение не¬
скольких рациональных схем обработки деталей. Второй уровень —
это проектирование маршрутного технологического процесса, вклю¬
чающего определение состава и последовательности операций, выбор
баз, оборудования, оснастки. Исходные данные — схема технологи¬
ческого процесса, сведения о форме, размерах, технических требова¬
ниях к детали, составе и характеристике оборудования и оснастки.
Цель — получение нескольких рациональных маршрутных техноло¬
гических процессов. На третьем уровне проектируется операционный
технологический процесс на основе ранее разработанных маршрутов
обработки деталей. Степень детализации маршрута доводится до пе¬
реходов в каждой операции. В результате выявляется несколько ва¬
риантов операционного технологического процесса и из них выбира¬
ется оптимальный. Четвертый уровень детализации необходим при
использовании станков с программным управлением. Степень детали¬
зации здесь доводится до выявления элементов траектории движения
режущего инструмента и команд управления станком.
Поскольку точность оценки результатов повышается от уровня к
уровню, то на каждом уровне необходимо выбирать не один, а не¬
сколько близких по оценкам эффективности вариантов. На следую¬
щем уровне они детализируются, оценки уточняются и ряд вариантов
будет отброшен. Кроме того, на последующем уровне возможна кор¬
ректировка решений, принятых на предыдущем уровне. Поэтому воз¬
331
никают обратные связи и процесс проектирования становится цикли¬
ческим.
Однако не все задачи проектирования технологического процесса
можно решать на ЭВМ в автоматическом режиме, т. е. в режиме ввод
данных—обработка на ЭВМ —
вывод результатов. Как пока¬
зывает опыт разработки и вне¬
дрения систем автоматизации
проектирования, в таком ре¬
жиме рационально охватыва¬
ется до 80% номенклатуры
деталей типа «тела вращения»,
около 50% плоскостных и око¬
ло 30% корпусных деталей.
Рис. 260 В общем виде процесс про¬
ектирования представлен на
рис. 260. Из схемы видно, что проектирование является циклическим
процессом с последующим приближением и чем больше циклов можно
выполнить за отведенное время, тем лучший результат будет достигнут.
Использование ЭВМ в этом процессе позволяет технологу быстрее ана¬
лизировать варианты технологического процесса и ввести желаемые
изменения, предоставляя ЭВМ дополнительные данные или вводя ог¬
раничивающие условия; тем самым за то же время удается выполнить
больше циклов проектирования. Наилучших результатов можно до¬
стигнуть в режиме диалога с помощью устройств графического обмена
данными, например электронно-лучевых трубок.
При проектировании технологии на конкретном предприятии нет
необходимости каждый раз решать эту задачу заново. Специфика пред¬
приятия (наличие оборудования, оснастки, практический опыт и др.)
учитывается при формировании справочно-информационного фонда в
ЭВМ. Кроме того, целый ряд алгоритмов разрабатывается таким обра¬
зом, чтобы настраиваться на работу с помощью таблиц, в которых
также можно отразить специфику данного производства.
При решении задач в области автоматизации проектирования тех¬
нологии необходимо учитывать экономическую эффективность, поэтому
началу работ должен предшествовать тщательный анализ производства
с учетом объема производства, необходимых капитальных затрат (при¬
обретение ЭВМ, если это необходимо), технологических и производ¬
ственных показателей и т. д.
Процесс внедрения автоматизации проектирования технологии
проходит в три этапа. На первом этапе проводится опытное проектиро¬
вание на ЭВМ технологических процессов изготовления наиболее ха¬
рактерных деталей, тщательная проверка технологии, качества про¬
ектирования процесса в целом и отдельных операций. По результатам
проверки вносятся необходимые изменения в алгоритмы и программы.
Двух- и трехкратным проектированием технологии добиваются лик¬
видации всех ошибок и неточностей в исходных данных и алгоритмах.
Ко второму этапу относится работа по опытному изготовлению де¬
талей по проекту, разработанному на ЭВМ. Учитывая большое коли¬
332
чество операций и сложность структуры алгоритмов и программ,
опытное изготовление деталей целесообразно производить последова¬
тельно по отдельным группам операций. Например, в опытной партии
по проекту, выполненному на ЭВМ, производится изготовление дета¬
лей на токарных операциях. Затем производится окончательная оцен¬
ка качества машинной технологии и при необходимости вносятся из¬
менения в программу или информационно-справочные данные. После¬
довательной проверкой всего комплекса технологических операций
в производственных условиях достигается устранение ошибок и не¬
точностей, допущенных при разработке алгоритмов и программиро¬
вании.
На третьем этапе осуществляется массовое проектирование техно¬
логии на ЭВМ по разработанному алгоритму.
§ 94. Автоматизация управления технологическими процессами
Автоматизация управления технологическими процессами в маши¬
ностроительном производстве является одним из существенных фак¬
торов его дальнейшего развития, повышения его организационно-тех¬
нического уровня и роста производительности труда. Совершенство¬
вание структуры и методов управления предприятиями и объединения¬
ми с помощью автоматизированных систем управления, с одной сторо¬
ны, и внедрение автоматизированных систем управления технологи¬
ческими процессами — с другой, являются в настоящее время основ¬
ными факторами повышения эффективности общественного произ¬
водства.
На первых этапах для автоматизации управления технологическими
процессами применялись лишь простые устройства — регулято-
р ы (механические, электромеханические или электрические). Зада¬
ча автоматизации сводилась в основном к обеспечению устойчивости
регулируемых процессов. Впоследствии появились оптимальные
регуляторы, способные при изменении внешних условий изме¬
нять значения регулируемых параметров для поддерживания процесса
в наиболее выгодном режиме. С внедрением в промышленности ЭВМ
появились автоматизированные системы управ¬
ления технологическим процессом (АСУТП).
Это —■ человеко-машинные комплексы взаимосвязанных и взаимодей¬
ствующих элементов, где на основе централизованного получения и
комплексной обработки информации, поступающей от указанных эле¬
ментов и внешней среды, вырабатываются управляющие воздействия
для поддержания процесса в заданном режиме или для его изменения
в соответствии с заданным алгоритмом управления.
В соответствии с существующей классификацией по уровню ав¬
томатизации АСУТП могут быть трех видов:
1) информационные АСУТП, в которых ввод и обработка информа¬
ции от их элементов и от внешней среды частично или полностью авто¬
матизированы, а выработка сигналов о выходе контролируемых пара¬
метров технологических процессов за заданные пределы осуществляет¬
ся автоматически. Воздействие на процессы по полученным сигналам
333
(обратная связь) осуществляется человеком, т. е. человек принимает
на основе полученной информации необходимые решения для целена¬
правленного изменения технологических процессов;
2) информационно-советующие АСУТП, которые, сохраняя все
функции информационных АСУТП, отличаются от последних тем, что
корректирующее воздействие на процесс в соответствии с заданным
алгоритмом управления вырабатывается автоматически, обратная же
связь по-прежнему осуществляется человеком;
3) управляющие АСУТП — системы, в которых выработка кор¬
ректирующих воздействий на управляемый технологический процесс
происходит автоматически, т. е. это системы с автоматизированной об¬
ратной связью.
При обосновании выбора АСУТП необходимо определить функции,
которые может выполнять данная система, и источники ее технико¬
экономической эффективности применительно к автоматизируемому
технологическому процессу.
В АСУТП обычно используются специально создаваемые для этих
целей управляющие вычислительные машины (УВМ). Они оснащены
устройством связи с объектом управления, которое содержит большое
число каналов (до нескольких тысяч), по которым могут передаваться
сигналы как в аналоговом, так и в цифровом виде. Эти устройства ос¬
нащены аналогово-цифровыми и цифро-аналоговыми преобразовате¬
лями, позволяющими управлять процессом обработки информации на
цифровой вычислительной машине.
Главной задачей АСУТП, использующих УВМ, является проведе¬
ние большого числа сложных математических вычислений на основе
информации, полученной от объекта управления, и выработка опти¬
мального регулирующего воздействия на процесс или советов операто¬
ру в результате указанных вычислений. Применение вычислительной
техники значительно расширяет возможности автоматического управ¬
ления, а именно: резкое увеличение числа регулируемых параметров;
возможность реализации сложных алгоритмов управления; универ¬
сальность; способность быстро перестраиваться (за счет изменения
программ) на новые алгоритмы управления; наличие памяти, позволя¬
ющее учитывать при управлении не только текущее состояние регули¬
руемого объекта, но и его предысторию.
Автоматизированные системы комплексного управления носят ор¬
ганизационно-технологический характер, т. е. помимо своей основной
функции могут выполнять обработку определенной планово-производ¬
ственной информации, на базе которой производится оперативное уп¬
равление работой соответствующего подразделения (цеха, участка).
Эти системы могут быть автоматическими и автоматизированными.
Характерной особенностью последних является участие человека на
различных этапах формирования алгоритма управления технологи¬
ческой операцией, стадией или процессом.
Другая важнейшая задача АСУТП — это работа с программным
управлением, получившим в настоящее время широкое распростране¬
ние в промышленности. Преимущество оборудования с программным
управлением заключается в сокращении времени наладки для об¬
334
работки заготовки, повышении производительности труда путем более
рационального использования его технологических возможностей, ста¬
бильности протекания процесса и др.
Для того чтобы в полной мере реализовать преимущества обору¬
дования с программным управлением, необходимо автоматизировать
процесс подготовки управляющих программ. Это является следую¬
щим шагом в развитии комплексной автоматизации производства —
соединение программно-управляемой технологии с автоматизирован¬
ным проектированием.
Ниже рассмотрены основные направления автоматизации процес¬
сов механической обработки и подготовки программ к станкам с про¬
граммным управлением.
§ 95. Автоматизация процессов механической обработки
Обработка на металлорежущих станках состоит из ряда действий,
выполняемых в определенной последовательности, которые подразде¬
ляют на приемы управления и действия формообразования. К ним от¬
носятся: установка и зажатие заготовки, пуск станка, подвод инстру¬
мента, контроль обрабатываемой заготовки, остановка станка и сня¬
тие обработанной заготовки. Каждое из этих действий можно выпол¬
нять с применением ручного труда или автоматически, т. е. без не¬
посредственного участия рабочего.
Под механизацией технологического процесса понимают
замену ручного труда машинным в части процесса, связанной с изме¬
нением формы заготовки (например, резание, штамповка и т. п.).
Автоматизация представляет собой механизацию приемов
управления и обслуживания станков и других машин или их систем,
а также производственных процессов в целом.
Важнейшими направлениями повышения производительности ме¬
таллорежущих станков является сокращение основного (машинного)
и вспомогательного времени. Широкое внедрение скоростного резания
металлов позволило резко снизить основное время, в результате чего
изменилась структура штучного времени, т. е. повысился удельный
вес вспомогательного времени. Поэтому эффективность автоматизации
технологических процессов определяется прежде всего достигнутым
сокращением вспомогательного времени, а также времени техничес¬
кого и организационного обслуживания рабочего места. Так, основ¬
ные направления автоматизации токарной обработки предусматривают:
механизацию управления скоростями и подачами; быстрый подвод и
отвод суппорта; точную остановку суппорта в конечном рабочем поло¬
жении; механизацию поворота и фиксации резцовой головки; автома¬
тизацию подвода и отвода резца при нарезании резьбы; автоматиза¬
цию простых циклов обработки для одной или нескольких ступеней;
оборудование станков магазинным устройством; применение копи¬
ров и т. п.
Для автоматизации действий формообразования станки снабжают
соответствующими механизмами управления. Такой механизм может
быть простым, если он служит для осуществления какого-либо одного
?
335
действия, или сложным, если с его помощью осуществляют несколько
действий.
Механизация и автоматизация процессов обработки распростра¬
няются также и на установочные перемещения, контроль, регулирова¬
ние и управление процессом.
Рабочие циклы станков автоматизируют с помощью системы вы¬
ключающих упоров и других дополнительных, устройств, в частности
следящих систем (в основном гидравлического типа), которые в ре¬
зультате ряда усовершенствований превратились в надежные автома¬
тические агрегаты.
В автоматических станках применяют также различные средства
активного контроля, используя для этого электромагнитные, индук¬
тивные и фотоэлектрические устройства. На эти средства контроля
возлагается задача не только регистрировать размеры заготовок в про¬
цессе обработки, но и управлять станком, включая и выключая его в
соответствующие моменты и осуществляя подналадку инструмента.
Автоматизация контроля обеспечивает возможность непрерывного
наблюдения за процессом обработки.
При активном контроле по результатам измерения производится
управление процессом обработки. В случае автоматического -управ¬
ления процессом обработки измерительные устройства воздействуют
на приводные элементы механизмов размерной подачи станков.
Контроль выполнения программы и корректирования фактических
положений исполнительных органов станка при несоответствии этих
положений заданным производит система обратной с в я-
з и. Точность исполнения заданной программы зависит от совершен¬
ства привода перемещения исполнительных органов станка, а также
от точности работы системы обратной связи.
Высшей формой автоматизации процессов обработки является при¬
менение таких систем управления, которые позволяют получать дета¬
ли заданной формы и размеров по заранее установленной программе
работы станка с определенным режимом без участия рабочих в управ¬
лении станком. Такую систему управления принято называть про¬
граммным управлением.
Работа на автоматах со специальными накладками, так же как и
на станках, оборудованных копировальными устройствами, может
быть отнесена к работе по программной схеме. Однако в этих случаях
при наладке станка на обработку определенной заготовки используют
ручной труд для настройки станка и создания копиров, входящих в
системы запоминания и программирования цикла работы автомата.
При программном управлении последовательность, скорость и раз¬
меры перемещения рабочих органов станка устанавливают заранее
специальным устройством (задающим звеном) или фиксируют на ка¬
ком-либо запоминающем устройстве (перфокарте, магнитной ленте,
магнитном барабане и др.), вводимым затем в командоаппарат, обес¬
печивающий выполнение станком заданной программы.
Первичный технический документ — чертеж заготовки с размера¬
ми — кодируют по специальной системе и переносят код на бумаж¬
ную ленту путем ее перфорации или записывают на магнитную лен¬
336
ту. (Отверстия перфорированной ленты служат для замыкания элект¬
рических контактов или для открывания каналов в пневматических
устройствах, которые через соответствующую систему управляют раз¬
личными органами станка.) Записанные данные вызывают появление
ряда последовательных сигналов. Эти сигналы через усилитель на¬
правляются в систему станка, преобразующую их посредством гидрав¬
лических, электрических или пневматических устройств в движение
рабочих органов станка.
На рис. 261 приведена упрощенная схема программного управле¬
ния станком с программой, записанной на перфорированной ленте.
Барабан 2 перемещает ленту 4 с пробитыми отверстиями, соответствую¬
щими определенному циклу обработки. Пальцы 3 воспринимающего
механизма при совпадении с отверстиями на ленте западают в них, что
вызывает срабатывание устройств и механизмов станка, связанных
с пальцами. Узлы станка, которые в данном положении цикла не долж¬
ны участвовать, команды не получают, так как управляющие ими
пальцы остаются неподвижными. Механизмы станка приводятся в дей¬
ствие от электрических 1 или пневматических 5 устройств.
На рис. 262 приведена схема программного управления продоль¬
но-фрезерного станка с применением в качестве программоносителя
магнитной ленты. На дорожках магнитной ленты 2, приводимой в дви¬
жение лентопротяжным механизмом 1, записаны сигналы, управляю¬
щие как рабочими движениями станка, так и вспомогательными функ¬
циями, вплоть до команды «Стоп» для пе¬
риодической смены инструмента.
При движении ленты магнитные импуль¬
сы воздействуют на считывающие головки,
которые передают электрические сигналы
по проводам 3, 4, 26 в устройства сравне¬
ния 5, 14, 25. Смесители согласовывают си¬
гналы от считывающих головок с сигна¬
лами исполнения команд (обратная связь),
поступающих по проводам 7, 15 и 24 от
сельсинов 9, 17 и 20, вращающихся синх¬
ронно с соответствующими ходовыми вин¬
тами 10, 13 и 21,
В устройствах сравнения сигналы ис¬
полнения вычитаются из сигналов команды,
а сигнал их разности направляется в чувст¬
вительные электромашинные регуляторы 6,16 и 23, где усиливаются и
поступают далее в электродвигатели 8,18 и 19. Эти электродвигатели по¬
средством ходового винта 10 осуществляют вертикальную подачу фре¬
зерной головки 11, посредством винта 13 — горизонтальную подачу
суппорта 12 и посредством винта 21 — продольную подачу стола 22.
Однако не во всех случаях можно записать всю программу на лен¬
ту. Так, при обработке сложных профилей лента получается очень
длинной. В этом случае на ленте записываются координаты отдель¬
ных точек, по которым затем находят промежуточные значения,
позволяющие подавать более мелкие сигналы.
Рис. 261
337
По способу задания программы станки с программным управле¬
нием делятся на две основные группы: 1) с программированием цикла
и режимов обработки и 2) с числовым программным управлением
1 2 х «
7 8 8 10 11 12 13 14- 16 1В
(ЧПУ). В первой группе станков с помощью различных программоно¬
сителей программируются только цикловые команды (цикл работы
станка, смена режимов обработки, смена инструмента и т. п.). Гео¬
метрические формы изделия и размеры обработки не программируют¬
ся, а задаются с помощью переналаживаемых упоров, воздействую¬
щих на путевые выключатели или копиры. Эти станки в свою очередь
делятся на две подгруппы по степени автоматизации: 1) с полной авто¬
матизацией цикла обработки и 2) с программированием режимов
обработки.
Программа работы станка с ЧПУ задается в виде отвлеченных чи¬
сел и записывается на программоноситель в кодированном виде.
Программоносителем для ЧПУ могут служить штекерные панели, пер¬
фоленты, магнитные ленты и т. п. Указанная система дает возможность
программировать все необходимые элементы работы станка. Системы
числового программного управления делятся на две основные группы.
Непрерывные системы числового программного управления
применяют на станках, предназначенных для обработки деталей слож¬
ной геометрической формы; они характеризуются тем, что определяют
траекторию движения режущего инструмента, необходимую для по¬
338
лучения заданного контура детали. Позиционные системы
применяют в тех случаях, когда требуется обеспечить выход инстру¬
мента в заданное положение. В соответствии с заданной программой
они выводят исполнительный орган.
Металлорежущие станки с ЧПУ по своим технологическим воз¬
можностям обладают всеми качествами универсальных станков и в
то же время работают по автоматическому циклу, характерному для
специальных и специализированных станков. Стать основным обору¬
дованием для механической обработки металлов они пока не могут,
так как область применения станков с программным управлением ог¬
раничивается их технико-экономическими показателями. Для эффек¬
тивного применения станка с числовым программным управлением
требуется, как минимум, чтобы время выполнения операции на этом
станке было меньше, чем на станке общего назначения. А это дости¬
жимо только при осуществлении сложных операций.
Все элементы программы для станков с ЧПУ — направление и
скорость заданных рабочих и вспомогательных перемещений, порядок
работы исполнительных органов и другие элементы — задаются в виде
чисел, расположенных в определенном порядке и записанных с по¬
мощью кода. Код /федставляет собой условную запись числа или
действия, позволяющую достаточно простым способом получить изо¬
бражение этого числа или действия в форме, удобной для использова¬
ния в системах программного управления. Различные коды, применя¬
емые в станках с ЧПУ, характерны тем, что любое число, представ¬
ляющее заданное перемещение исполнительного органа, изображает¬
ся в двоичной системе. Главным достоинством такого рода записи яв¬
ляется удобство преобразования информации: для автоматической
записи и воспроизведения сигнала в этом случае можно использовать
широко применяемые в автоматике реле, имеющие два состояния:
«включено» — «выключено». Принимая одно из состояний соответст¬
вующим 1, а другое — 0, можно записывать и воспроизводить любые
цифровые команды. Применяемые системы кодирования позволяют
переносить на ленту не только числовую, но и буквенную информа¬
цию, что дает возможность записывать команды в более удобной форме.
С экономической точки зрения допускаемый размер партии дета¬
лей, обрабатываемых на станке с ЧПУ, может быть определен по
формуле
П = ■—■—
Э-(Зк+Зэ) ’
где С — стоимость подготовки производства для одного наименования
детали; Э — экономия за счет автоматизации по каждой детали; Зк —
дополнительные затраты на капиталовложения по каждой детали; Зэ —
затраты на эксплуатацию оборудования по каждой детали.
Оптимальным с точки зрения использования возможностей систе¬
мы ЧПУ является создание многооперационных станков типа «обра¬
батывающие центры». Эти станки целесообразно применять в мелко¬
серийном и серийном многономенклатурном производстве при обра¬
ботке точных и сложных деталей, а также деталей, изготовление кото¬
339
рых требует комплекса операций, например при обработке с одной
установки нескольких сторон корпусных деталей с использованием
многих инструментов, при обработке деталей типа тел вращения с
большим числом переходов, выполняемых различными инструмен¬
тами.
На рис. 263 приведен общий вид многооперационного станка мо¬
дели МА-2612Ф2. Магазин 8 станка — поворотный, имеет десять ба¬
рабанов 7 с гнездами для режущих инструментов. Общая емкость
магазина — 100 инструментов. Станок предназначен для обработки
Рис. 263
сложных корпусных деталей путем сверления, зенкерования, развер¬
тывания, растачивания, фрезерования и нарезания резьбы за одну
операцию. Обрабатываемая корпусная деталь 2 закрепляется на
поворотном столе 1, позволяющем выполнять многопозиционную
обработку.
Система программного управления обеспечивает установку коор¬
динат с погрешностью до 0,02 мм. Для автоматической замены инстру¬
мента служит поворотная механическая рука 4, которая переносит
инструмент из захвата каретки 5 в шпиндель 3 и обратно. Каретка
перемещает инструмент по направляющим 6 и вставляет его в свобод¬
ное гнездо. Все подготовительные действия (поворот магазина и бара¬
бана с инструментами, захват очередного инструмента и транспорти¬
ровка его кареткой к шпиндельной бабке) выполняются во время ра¬
боты станка. Поэтому непосредственно на смену инструментов в
шпинделе затрачивается всего несколько секунд. Все движения
исполнительных органов станка управляются системой ЧПУ.
Наибольший экономический эффект достигается при выполнении
многопереходной обработки сложных корпусных деталей. Так, один
многооперационный станок заменяет 6. . .7 обычных станков; при
этом освобождаются пять рабочих, и затраты на оснастку снижаются
почти в 3 раза. Для достижения высокой эффективности целесообразно
группировать эти станки в отдельные участки, обслуживаемые не¬
340
большой группой специалистов: техников, программистов, наладчиков.
При конкретизированном использовании многооперационных стан¬
ков создаются предпосылки для широкого применения средств автома¬
тизации вплоть до использования промышленных роботов.
В одиннадцатой пятилетке наряду с дальнейшим ростом доли
механической обработки на станках с ЧПУ, выпуск которых (по стои¬
мости) увеличится в 2,8 раза, получает значительное развитие робото¬
техника, основным назначени¬
ем которой является качест¬
венно новое развитие авто¬
матизации. Промышленные
роботы (автоматические мани¬
пуляторы) являются одним из
важнейших средств решения
комплекса задач, поставлен¬
ных XXVI съездом КПСС в
отношении улучшения усло¬
вий труда, повышения эффек¬
тивности общественного про¬
изводства, ускорения темпов
технического прогресса, роста
производительности труда и
улучшения качества продук¬
ции.
На отдельных операциях один робот заменяет до трех рабочих,
повышает производительность на 20. . .40% и окупается за 1. . .
3,5 года. При групповом применении (комплексной автоматизации
производства) эффективность роботов резко возрастает: производи¬
тельность увеличивается в 2. . .4 раза, относительно уменьшаются
капиталовложения и расходы на обслуживание.
Так, роботы позволяют превратить поточные линии с многопози¬
ционными автоматами в наиболее современные автоматические линии;
они экономичней, чем традиционные автоматические линии, и быстро
переналаживаются на новую продукцию.
На рис. 264 приведена схема робота ЦРВ-50, предназначенного
для обслуживания группы из восьми металлорежущих токарных стан¬
ков, например моделей 1713МФЗ, 1713ФЗ, 1Б732ФЗ, 1Б732МФЗ и
Т. П.
ЦРВ-50 — передвижной робот модульной конструкции с переме¬
щением каретки, где установлена одна рука, по монорельсу. Робот
оснащен механическим схватом; смену схватов можно производить
вручную или автоматически. Привод манипулятора и схвата гидрав¬
лический; грузоподъемность 50 кг.
Управление роботом осуществляется позиционным управляющим
устройством модели УПМ-331. Для обучения, контроля и наладки
робота нужен пульт обучения управляющего устройства.
Робот поставляется в комплекте со вспомогательным технологи¬
ческим оборудованием, предназначенным для позиционирования и
складирования деталей: тарой с призмами, схватами.
341
В серийном производстве для загрузки-разгрузки металлорежущих
станков деталями типа тел вращения получил распространение робот
модели РР-1, схема которого приведена на рис. 265.
Робот может обслуживать станки моделей 1П752МФЗ, 1П756ДФЗ,
1М63Ф306, 1ВКЗОФЗ и манипулировать деталями в виде дисков и
колец (фланцы, зубчатые колеса, шкивы и т. п.) при размере партии
деталей 10. . .600 шт.; грузоподъемность 80 кг.
РР-1 — подвижной робот с верхней трассой транспорта, модуль¬
ной конструкции с одной рукой. Робот оснащен двойным механическим
схватом. Привод манипулятора и схвата — гидравлический.
Управление роботом осуществляется цикловым управляющим уст¬
ройством моноблочной конструкции, выполненным на элементах пнев¬
моавтоматики низкого давления. Программа задается с помощью пе¬
реключателей (тумблеры, многопозиционные переключатели). Одно¬
временно могут быть записаны две программы, при этом время на
смену программы составляет в среднем 0,2 мин. Воспроизведение
программы возможно только в одной последовательности.
Для программирования, контроля и наладки робота дополнитель¬
ной аппаратуры не требуется. Оператор может обслуживать восемь
роботов, наладчик — четыре.
Робот поставляется со вспомогательным технологическим обору¬
дованием: тактовым столом с подъемником, магазином заготовок и де¬
талей, сменными ячейкообразующими элементами магазина, сменны¬
ми кулачками патронного схвата, центровым схватом. В комплект
поставки входят два схвата — патронный и центровой.
Применение роботов создает предпосылки для создания комплекс¬
но автоматизированных цехов на базе роботизированных технологи¬
ческих единиц и участков, централизованно управляемых от ЭВМ, что
в свою очередь окажет существенное влияние на совершенствование
организации и планирования производства, повышение культуры про¬
изводства и дальнейший существенный рост производительности труда.
§ 96. Проектирование процесса обработки иа станках с ЧПУ
Чтобы эффективно применять станки с ЧПУ при обработке малых
партий деталей, в первую очередь необходимо стремиться к сокраще¬
нию затрат на подготовку производства, т. е. главным образом на
разработку управляющих программ.
При разработке программ для станков с ЧПУ необходимо каждый
раз устанавливать траектории движения инструмента относительно
заготовки; режимы резания; вспомогательные движения (установоч¬
ные, контрольные смены инструмента и др.). Хотя программирование
работы станка с ЧПУ можно осуществлять и непосредственно с ис¬
пользованием устройств подготовки данных на перфокартах или маг¬
нитных лентах, применение ЭВМ для этих целей дает существенный
экономический эффект. В этом случае работа состоит из следующих
этапов: 1) кодирование чертежа обрабатываемой детали; 2) проработка
технологических вопросов (выбор режущего инструмента, назначение
переходов, расчет режимов резания и т. д.); 3) запись исходных дан-
342
ных геометрической и техно¬
логической информации на
перфокарте; 4) ввод данных
в ЭВМ; 5) расчет управляю¬
щей программы на ЭВМ; 6)
контроль полученных резуль¬
татов.
В качестве примера мож¬
но привести «Универсальную
систему программирования
для станков с ЧПУ». Для за¬
писи информации разработан
язык, включающий около 250
понятий, содержащий качест¬
венную и количественную ин¬
формации о различных эле¬
ментах технологической сис¬
темы и записываемых сочета¬
нием буквенных символов. Все
эти данные заносятся в табли¬
цы и вводятся в ЭВМ. С выхо¬
да ЭВМ можно получить про¬
граммоноситель для станка с
ЧПУ и различные сопрово¬
дительные документы, выве¬
денные на АЦПУ.
Существуют и другие си¬
стемы автоматизации програм¬
мирования для станков с ЧПУ.
Так, например, Киевским ин¬
ститутом автоматизации раз¬
работана система АПС-С, ори¬
ентированная на подготовку
управляющих программ для
сверлильных станков. Для
подготовки программ в ЭВМ
необходимо ввести только дан¬
ные о чертеже без какой-либо
их предварительной обработ¬
ки. За рубежом также широ¬
ко применяются системы ав¬
томатизации программирова¬
ния. Наибольшее распростра¬
нение получила система APT
(Automate Programme Tool —
Рис. 265
343
автоматически программируемые инструменты). Система APT вклю¬
чает язык, состоящий из 250 терминов, которыми закодированы от¬
дельные команды или данные. Используя термины языка и параметры
обработки, составляют программу для ЭВМ, которая переводит ее в
закодированную управляющую программу на перфоленте. Ниже при¬
веден упрощенный пример программирования с использованием си¬
стемы APT.
Программа обработки детали записывается совокупностью фор¬
мулировок, которые пробиваются на перфокартах буква за буквой.
Вся совокупность формулировок может быть разделена на три груп¬
пы: а) предварительная ин¬
формация, б) геометриче¬
ские определения обраба¬
тываемых участков, в) ко¬
манды для выбора условий
обработки. При этом для
описания геометрии дета¬
лей программист может
различным элементам при¬
сваивать символические
обозначения, указывая при
этом тип и местоположение
элемента через знак равен¬
ства. Любое наименование
или символ, содержащийся
в левой части равенства,
означает для ЭВМ указа¬
ние о занесении в опера¬
тивную память информа¬
ции, содержащейся в его
правой части. ЭВМ затем
может извлекать из памяти соответствующую информацию при последу¬
ющих появлениях этого символа в программе. Кроме указанных гео¬
метрических определений, произвольно выбираемых программистом,
могут употребляться только слова из лексики системы APT.
Пусть необходимо запрограммировать * окончательную обработку
фрезерованием корпусной детали, показанной на рис. 266. Язык APT
использует английскую транскрипцию, поэтому, чтобы облегчить по¬
нимание программы, в левой колонке табл. 21 дан полный русский
перевод тех английских слов, от которых образованы термины языка.
Правая колонка содержит пояснение.
Вся предварительная информация закодирована. Перейдем к опи¬
санию геометрии детали. Все введенные обозначения указаны на
рисунке. Термин «точка», так же как и термины «линия» и «окруж¬
ность», позволяет определить геометрию детали и закон движения
инструмента. Существуют и другие термины для более сложных геоме¬
трических объектов. Способ определения элементов может быть выб-
* Пример подготовки программы для станка ЧПУ подготовлен С. А, Либертэ.
344
Таблица 21
Деталь 1
Определяется номер детали. Он не используется
в расчетных операциях, но выводится на АЦПУ
Оборудование/10, 21
Задается подпрограмма окончательной обра¬
ботки, ориентированная на конкретную комбина¬
цию станка и системы ЧПУ. Первое число задает
тип управляющего устройства, второе—код
станка
Фреза/35, 5
Диаметр 35 мм, радиус закругления 5 мм
Инструмент/1575, 200
Инструмент № 1575, эффективная длина 200 мм
Внутренний допуск/,02
Задается степень приближения кривых хордами
0,02 мм. Возможно приближение касательными
и секущими
Н = точка/0, 0, 50
Координаты точки Н: х=0, у—0, 2=50.
В этой точке находится инструмент. Позиция № 1
ран любой. Так, например, существуют шесть способов определения
прямой: 1) две точки; 2) точка и окружность, к которой она касается;
3) две окружности, к которым она касается; 4) точка и перпендикуляр¬
ная прямая; 5) точка на прямой и угол к оси; 6) прямая, параллельная
данной прямой, и расстояние по перпендикуляру между ними. Сим¬
волические имена, вводимые потребителем, не должны совпадать с
терминами языка. Например,
А=точка/50, 50
Д=точка/50, 150
С=точка/300, 300
£Д=линияМ, В
62=линия//?, С
61Д =линия/параллель,
L1, х больше 35
62Д—лнния/параллель,
L2, у меньше 35
DI —точка/пересечение 61Д,6 2Д
0[ “окружность/центр, Г>1, ра¬
диус, 35
02=точка/275. 275
О2=окружноеть/центр, 6>2. каса¬
тельная, 62
63=линия/С, касательная, 02
64—линия /А, перпендикуляр, 63
Точки А. В, С определены ко¬
ординатами хну. Для описания
контура координата г не нужна, так
как она не используется для опреде¬
ления вертикальной подачи
Прямые определяются двумя точ¬
ками
Определены две вспомогательные
линии как линии, параллельные дан¬
ным и расположенные в определен¬
ном положении и на заданном рас¬
стоянии от иих
Другой способ определения точки
Определение окружности 01 через
центр и радиус
Определение окружности через
центр и прямую, к которой она каса-
тельна
Прямая определяется точкой и
окружностью, к которой она касается
Прямая определяется точкой и
перпендикуляром
345
Описание внутренней выемки делать не требуется, так как в при
мере рассмотрено фрезерование только контура детали.
Перейдем к командам обработки:
Шпиндель/1800, по часовой стрел*
не, средняя
Подача/4500
От/Я смещение/0, 0, —10
Р= плоскость/0, 0, 1, 40
Поверхность детали=Р
Идти до/Д4
Инструмент справа, идти влевоIL4
Подача/500
Охлаждение/струя
Инструмент слева
Идти влево//. 1
Продолжать/01
Продолжатъ/£,2
Продолжать/ 02
Продолжать/L3
Идти вправо/М
Идти no/Ll
Охлаждение/выключить
Подача/4500
Смещение/О, 0, 250
Стоп
Задается частота вращения шпин
деля — 1800 об/мин, определяется
средний диапазон скоростей
Подача 4500 мм/мин. В этом при¬
мере принято фрезерование по подаче,
поэтому фреза обходит контур но
часовой стрелке
Фреза спускается на 10 мм вниз,
переходя с установочной высоты на
рабочую
Плоскость задана коэффициентами
уравнения axr\-by+a—d. В данном
случае 7=40
Устанавливается рабочая высота
иа все время обработки
Задается перемещение фрезы с
остановкой перед прямой L4. Позиция
№ 2
С прежней скоростью фреза на¬
правляется вдоль LA, оставаясь от нее
справа (на чертеже ниже). Позиция № 3
Начинаем резание на подаче 500
мм/мин,
включив охлаждение
Последовательно обходим все ра¬
нее определенные элементы контура.
В точках сопряжения окружностей
или окружности с прямой употребля¬
ется команда продолжения, а переход
с прямой на прямую требует указания
направления движения (позиции № 4...
8)
Фреза остановится, пройдя Li.
Позиция № 3
Конечные команды: выключение
охлаждения и отвод фрезы в конеч¬
ную точку
Если бы необходимо было фрезеровать треугольную выемку, то
следовало бы сменить инструмент, описать геометрию выемки и про¬
должить работу.
Эффективность применения языка иллюстрируется такими данны¬
ми — скорость подготовки программ повышается в 10...20 раз,умень¬
шается число пробных пусков, облегчается изменение программы при
изменении конструкции, не требуется перепрограммирования при
смене станка и системы управления — в этом случае достаточно пов¬
торного пропуска программы на ЭВМ с указанием о выборе другой
подпрограммы конечной обработки.
РАЗДЕЛ IV
МЕТОДЫ ИЗГОТОВЛЕНИЯ ТИПОВЫХ ДЕТАЛЕЙ МАШИН
ГЛАВА XXXII
ОБРАБОТКА КОРПУСНЫХ ДЕТАЛЕЙ
§ 97. Общие сведения
Корпусные заготовки изготовляют литыми или сварными. Кон¬
струкции литых заготовок (чугунных или стальных) корпусных де¬
талей должны отвечать требованиям машинной формовки, т. е. тол¬
щина стенок в разных сечениях не должна иметь резких переходов.
Конструкции заготовок корпусных деталей из цветных сплавов долж¬
ны обеспечивать возможность литья в постоянные металлические
формы.
Механическая обработка корпусных заготовок сводится главным
образом к обработке плоскостей и отверстий, поэтому технологиче¬
ские требования, обусловливающие наименьшую трудоемкость обра¬
ботки, определяют следующими основными условиями:
1) форма корпусной детали должна быть возможно ближе к пра¬
вильной геометрической форме, например в поперечном сечении пред¬
почтительнее форма четырехугольника; форма корпусной детали долж¬
на также предусматривать возможность ее полной обработки от одной
базы: от плоскости и двух установочных отверстий на этой плоскости
или от базовых отверстий в корпусе;
2) обработка плоскости и торцов отверстий по возможности должна
выполняться на проход, для чего плоскости и торцы не должны иметь
выступов; торцам отверстий необходимо придавать удобную форму
для обработки их торцевой фрезой или цековкой;
3) корпусная деталь не должна иметь поверхностей, не перпенди¬
кулярных осям отверстий;
4) точно растачиваемые отверстия не должны иметь внутренних
выступов, препятствующих растачиванию на проход; диаметры обра¬
батываемых отверстий внутри корпусной детали не должны превышать
диаметров соосных им отверстий в наружных стенках детали;
5) в корпусных деталях следует избегать многообразия размеров
отверстий и резьб.
На диаметральные размеры основных отверстий задают допуски
в пределах 5...8-го квалитетов точности. Допуски на межосевые рас¬
стояния основных отверстий и перпендикулярность осей отверстий
задают в соответствии с назначением корпусных деталей, например
для корпусов зубчатых и червячных передач в пределах 0,04...0,06 мм
и выше. Отклонения от соосности отверстий принимают в пределах
половины допуска на диаметральный размер соосных отверстий.
347
Основные отверстия корпусных деталей обрабатывают с шерохова¬
тостью поверхности й?а=1,6...0,4 мкм.
Неперпендикулярность торцевых поверхностей корпусных дета¬
лей осям отверстий допускают в пределах 0,1... 1,0 мкм на 1 мм радиуса
отверстия, эти поверхности обрабатывают с шероховатостью поверх¬
ности Ra= 3,2... 1,6 мкм. Отклонение от прямолинейности плоских
поверхностей устанавливают в пределах 50...200 мкм на 100 мм длины.
Поверхности разъема выполняют с шероховатостью поверхности i?a —
=3,2...0,8 мкм.
Для базирования заготовок корпусных деталей совмещают устано¬
вочную, измерительную и сборочную базы. Для обработки базирую¬
щих поверхностей за первичную базу следует принимать черновые
основные отверстия детали, что обеспечивает наиболее равномерное
распределение припусков при последующей обработке отверстий.
В ряде случаев в качестве первичных баз предусматривают специаль¬
ные приливы и бобышки.
При совмещенных установочной и измерительной базах не бывает
погрешности базирования и погрешность установки определяют по¬
грешностью закрепления. При переменных базах погрешность бази¬
рования определяют построением размерной цепи.
Пространственные отклонения в литых и сварных конструкциях
заготовок характеризуются смещением и уходом осей основных отвер¬
стий, возникающими при литье или сварке. Кроме того, в процессе
механической обработки заготовок, особенно после черновых опера¬
ций, возникают деформации от перераспределения внутренних на¬
пряжений в связи с удалением верхних слоев металла. Таким образом,
пространственные отклонения в процессе механической обработки
заготовок представляют собой совокупность остаточных пространст¬
венных отклонений заготовки и деформаций, возникающих в процессе
ее обработки.
Пространственные отклонения нарушают равномерность удаляемо¬
го при обработке слоя металла, влияя на геометрическую форму обра¬
ботанной поверхности и на размер погрешности. Поэтому при расчете
припусков на обработку заготовок корпусных деталей остаточные про¬
странственные отклонения принимают с коэффициентом, равным двум.
§ 98. Механическая обработка корпусных деталей
К наиболее распространенным корпусным деталям относятся:
корпуса редукторов подъемно-транспортных машин и оборудования, 1
станины кузнечно-прессового оборудования и металлорежущих стан- '
ков и другие подобные детали, характеризующиеся наличием располо- J
женных определенным образом плоскостей и отверстий и предназна¬
ченные для соединения и координации взаимного положения основных
узлов машины, агрегата, станка.
Обработку корпусных деталей выполняют в таком порядке: вна¬
чале обрабатывают базирующие поверхности и крепежные отверстия,
которые могут быть использованы при последующей установке; затем
все плоские поверхности и после них — основные отверстия. При этом
348
для корпусов нежесткой конструкции применяют повторную (прове¬
рочную) обработку базовых поверхностей после черновой обработки
всех плоских поверхностей и основных отверстий. Жесткие конст¬
рукции корпусов при точном изготовлении заготовок обрабатывают
один раз.
Окончательную обработку — шлифование или другие отделочные
операции — производят в том же порядке: сначала обрабатывают пло¬
ские поверхности, а затем основные отверстия. Этот способ обработки
называется обработкой от плоскости. При использовании в качестве
Рис. 267
установочной базы отверстия и прилегающего к нему торца процесс
называется обработкой от отверстия. Целесообразность обработки от
плоскости или от отверстия зависит от ряда условий, а именно: точ¬
ности заготовки, требуемой точности обработки, производственной
программы (допустимой сложности приспособлений), действующего
парка оборудования и др.
Для корпусных деталей средних и малых размеров перестановка
их в процессе обработки не вызывает трудностей, и понятия обработки
«от плоскости» или «от отверстия» теряют свое значение. Здесь целе¬
сообразнее следовать принципу совмещения конструкторских и уста¬
новочных баз.
Рассмотрим пример обработки корпуса, изображенного на рис. 267.
На каждую из плоскостей выходит перпендикулярное ей отверстие.
Этим определяется целесообразность обработки каждой группы по¬
верхностей (отверстия и торца) с одной установки. При обработке
поверхностей другой группы — другого отверстия и другого торца —
ранее обработанные отверстия и торец будут использованы как уста¬
новочные базы; то же будет при обработке поверхностей третьей
группы. Таким образом, в этих операциях отражаются одновременно
оба принципа: и обработка от плоскости и обработка от отверстия.
Плоскость (одна из установочных баз) будет определять одну коорди¬
нату обрабатываемого отверстия, а отверстие (вторая установочная
база) — координату обрабатываемой плоскости.
Сварные конструкции корпусов, выполненные из элементов, не
подвергавшихся обработке, проходят черновую, получистовую и
349
чистовую обработки. При этом в зависимости от объема производства
и точности выполнения сварочных работ корпуса обрабатывают в при¬
способлениях или по разметке. Поверхности сварных корпусов, вы¬
полненные из предварительно обработанных элементов, подвергают
только чистовой обработке без разметки, так как такие корпуса сва¬
ривают в приспособлениях, обеспечивающих достаточную точность
взаимного положения их элементов. При этом установку крупногаба¬
ритных корпусов производят с выверкой по обработанным до сварки
поверхностям, а установку небольших корпусов — в приспособлениях.
Плоские поверхности корпусов в серийном производстве обрабаты¬
вают на продольно-фрезерных или продольно-строгальных станках,
а в массовом — на протяжных станках, фрезерных стайках
непрерывного действия с карусельными столами или с барабанными
устройствами. Последние типы станков позволяют применять парал¬
лельно-последовательный метод черновой и чистовой обработки. Пло¬
ские поверхности корпусов больших размеров обрабатывают на пор¬
тально-фрезерных станках фрезерными головками, перемещающимися
относительно заготовки, установленной на неподвижной плите станка.
Базовые поверхности корпусных деталей небольших размеров об¬
рабатывают на обдирочно-шлифовальных станках. Плоские поверх¬
ности корпусов окончательно обрабатывают шлифованием на плоско¬
шлифовальных станках, тонким строганием широким резцом, тон¬
ким фрезерованием и шабрением.
Основные отверстия корпусных деталей обрабатывают на универ¬
сальных горизонтально-расточных станках или на агрегатных много¬
шпиндельных станках.
Диаметральные размеры отверстий обрабатывают развертками,
расточными блоками и расточными головками, установленными на
расточных оправках или борштангах, а также односторонне располо¬
женными резцами с точной регулировкой на размер.
Точность межосевых расстояний, параллельность и перпендику¬
лярность осей и другие требования к расположению отверстий обе¬
спечивают обработкой отверстий с направлением инструмента в кон¬
дукторе или обработкой отверстий без направления инструмента с
использованием универсальных способов координации положения
инструмента.
В массовом и крупносерийном производстве основные отверстия
корпусных деталей обрабатывают на многошпиндельных станках
одновременно с двух или трех сторон заготовки. Положение отвер¬
стий определяют соответственно расположенными в головках агре¬
гатных станков шпинделями и инструментом, направляемым кондук¬
торными втулками приспособления. Основные отверстия корпусов не¬
больших габаритных размеров могут быть обработаны на вертикально¬
сверлильных станках с применением кондукторов и многошпиндель¬
ных головок и на радиально-сверлильных станках с применением по¬
воротных кондукторов.
В серийном производстве основные отверстия в корпусных деталях
обрабатывают на универсальных горизонтально-расточных станках
с направлением инструмента по кондуктору. Межосевые расстояния
350
и параллельность осей отверстий обеспечивают перемещением стола
и направлением расточной скалки оправки по кондуктору, а перпен¬
дикулярность осей — поворотом стола станка с закрепленной на нем
заготовкой. Чтобы повысить производительность труда при работе
на расточных станках, применяют многошпиндельные расточные го¬
ловки для одновременной обработки нескольких отверстий с парал¬
лельными осями.
Обработку с направлением инструмента по кондукторным втулкам
ведут на агрегатных станках и на универсальных расточных станках
при установке обрабатываемых корпусов в
кондукторе на установочные пальцы по
двум базовым отверстиям, расположенным
на плоской поверхности основания. Для об¬
работки отверстий, расположенных на раз¬
ной высоте, шпиндель устанавливают пере¬
мещая шпиндельную бабку по колонне
станка.
В тяжелом машиностроении кроме рас¬
точных станков с подвижным столом при¬
меняют расточные станки с неподвижным
столом, у которых все необходимые рабо¬
чие движения совершает шпиндельная ба¬
бка. Расточные операции, производимые
на этих станках, обычно выполняют при
одной установке. После выполнения всех переходов и по достижении
заданных размеров и шероховатости поверхностей переходят к обра¬
ботке отверстий на следующей оси.
В тяжелом машиностроении применяют переносные станки и
агрегатные установки (расточные, сверлильные, фрезерные и др.)
для одновременной обработки корпусных деталей. На рис. 268 схе¬
матически показана установка из двух переносных универсальных
расточных станков для обработки торцов разъема крупной заготовки.
§ 99. Обработка корпуса редуктора
Рассмотрим технологическую схему обработки редуктора с учетом
вышеприведенных общих положений обработки корпусных деталей.
Корпуса редукторов подразделяют на корпуса, основные обрабатыва¬
емые поверхности которых расположены относительно нескольких
параллельных осей (цилиндрические) и относительно перекрещиваю¬
щихся или пересекающихся осей (червячные и конические).
В зависимости от числа передач зубчатых пар цилиндрические ре¬
дукторы могут быть одно- и многоступенчатыми (т. е. с многократным
понижением частоты вращения), а по расположению зубчатых пар —
горизонтальными, вертикальными и комбинированными.
Конструктивно редукторы состоят из двух частей: основания и
крышки, которые соединяются болтами и контрольными шпильками.
Корпуса редукторов изготовляют литьем преимущественно из чугуна
СЧ15-32, реже из стали 25Д или сваркой из стали СтЗ. Вместо сталь-
351
12 Ка 2126
Сл»
Сл
to
Т а б л и ц а 22. Технологическая схема обработки корпуса редуктора
Наименование операций
Операционные эскизы
Установочная база
Оборудование
Строгание начерно одновре¬
менно поверхности /, крышки
и основания корпуса, выдержав
размер h
Фрезерование начисто одно¬
временно поверхностей 1, 2, 3
и 4 крышки и основания кор¬
пуса в двухместном приспособ¬
лении четырьмя шпинделями,
выдержав размеры Я, Нг и b
(позиция 1)
Фрезерование начисто одно¬
временно поверхностей 1, 2, 3
и 4 крышки и основания кор¬
пуса в двухместном приспособ¬
лении четырьмя шпинделями,
выдержав размеры Я и В (по¬
зиция 2)
Сверление отверстий 1, 2, 3
у крышки с применением зер¬
кального кондуктора, зенкеро-
вание отверстий 2, 3, цекова-
ние отверстия 1, нарезание
резьбы в отверстиях 2, 3
При повороте кондуктора
сверление и нарезание резьбы
в отверстии 4
-зсрлиния плоскости 47)
(7) стала станка (j)
/irmrt
- Основание "v-ч
приспособления © Q- Ь -
Плоскости стола станка
© ГЛ
Оснодание приспособленй
Поверхность 2
Поверхности 5,
6, 7, 8
То же
Поверхности
5,6
Продольно-стро¬
гальный станок
Продольно-фре¬
зерный станок
То же
Радиально-свер¬
лильный станок
Продолжение табл. 22
Наименование операций
Операционные эскизы
Установочная база
Оборудование
Сверление отверстий 1,2 у
основания корпуса с примене¬
нием зеркального'кондуктора,
развертывание отверстия 2 и
цекование отверстия 1
При повороте кондуктора на
45° сверление, зеикерование и
цековаиие отверстия 3. При
последующем повороте кондук¬
тора на 45° сверление, цекова¬
иие и нарезание резьбы в от¬
верстии 4
При повороте кондуктора на
90° сверление, зеикерование
и цекование отверстий 5 и 6
Сборка корпуса с креплением
болтами 1, развертывание двух
конусных отверстий 2 с поста¬
новкой конических штифтов
се
сл
се
©
©
в-В-Е
Ski¬
s'
Поверхности
7, 8, 9
Поверхность 3
Радиально-свер-
лнльный станок
Сборочный пост
ных отливок иногда применяют литье из модифицированного чугуна
МСЧ32-52. Заготовки корпусов обычно подвергают искусственному
старению после предварительной обработки основных поверхностей
для снятия остаточных напряжений.
В табл. 22 приводится технологическая схема обработки корпуса
цилиндрического редуктора с указанием последовательности выполне¬
ния операции, выбора основных баз и применяемого оборудования.
ГЛАВА XXXIII
ОБРАБОТКА ВАЛОВ
§ 100. Общие сведения
В конструкциях машин и механизмов основными деталями для
передачи вращательного движения и крутящего момента являются ва¬
лы. В процессе работы материал валов испытывает сложные деформа¬
ции — кручение, изгиб, растяжение и сжатие. Поэтому, чтобы обеспе¬
чить нормальную работу деталей, передающих движение на вал, и
сборочной единицы в целом, валы должны быть жесткими.
Валы очень разнообразны как по форме, так и по размерам, однако
по технологическим признакам их можно привести к двум исходным
формам: гладкому и ступенчатому валам.
Прямые гладкие валы постоянного диаметра имеют наиболее про¬
стую геометрическую форму, но их применение весьма ограничено.
Наиболее распространенены в машиностроении ступенчатые валы,
основными технологическими параметрами которых являются: об¬
щая длина вала, количество ступеней, неравномерность их перепада
по диаметрам, диаметр наибольшей ступени, наличие шлицев и их
форма. В табл. 23 приведены конструктивные разновидности ступен¬
чатых валов.
Жесткость конструкции вала определяется геометрической формой
(отношением длины вала к диаметру); увеличение жесткости вала за
счет уменьшения длины не всегда возможно.
Наиболее технологичными являются валы с возрастающими или
убывающими диаметрами ступеней. Участки вала, имеющие один и
тот же номинальный диаметр, но разные посадки, должны быть раз¬
делены канавками, четко разграничивающими обрабатываемые по¬
верхности от необрабатываемых, при этом желательно, чтобы обраба¬
тываемые участки вала имели равные или кратные длины, а перепады
ступеней вала были бы невелики.
Конструкция вала должна допускать обработку ступеней на про¬
ход и обеспечить удобный подход и выход режущего инструмента.
Валы изготовляют из сталей, обладающих высокой прочностью,
малой чувствительностью к концентрации напряжений, хорошей обра¬
батываемостью и способностью подвергаться термической обработке.
Этим требованиям отвечают конструкционные стали марок 35, 40,
45, 40Г и 50Г.
Валы с небольшим числом ступеней и незначительными перепа¬
дами диаметров изготовляют из штучных заготовок, отрезанных от
горячекатаного или холоднотянутого прутка, а имеющие более слсис-
12*
355
Т а б л и ц а 23. Основные виды ступенчатых валов
Конструктивные разновидности
Сплошные
Полые
Без шлицев и зубчатых вен¬
цов
Шлицевые
С зубчатым венцом
Dfc-z-B
ную конфигурацию и с большим числом ступеней или со ступенями,
значительно отличающимися по диаметрам,— из заготовок, получае¬
мых штамповкой, поперечным прокатом или ротационным обжатием.
Выбор заготовки должен быть обоснован технико-экономическими
расчетами.
В массовом и крупносерийном производстве валы изготовляют
из штучных заготовок, обеспечивающих эффективное использование
металла (коэффициент использования металла /Q?0,65...0,7) и зна¬
чительное сокращение трудоемкости механической обработки. Штуч¬
ную заготовку из прутка заменяют штамповкой, если К повышается
не менее чем на 5%. Заготовка, полученная радиальным обжатием,
наиболее близка по конфигурации и размерам к готовой детали, при
этом /(=0,85...0,95.
Заготовки небольших ступенчатых валов диаметром до 25 мм из¬
готовляют холодной высадкой в сочетании с прессованием (экстру-
динг-процесс), а именно: из штучной прутковой заготовки за несколько
переходов высаживают ступенчатую часть, имеющую диаметр боль¬
ший, чем исходная заготовка, а затем вытягивают ту часть, диаметр
которой меньше размера исходной прутковой заготовки.
Механической обработке поверхностей вала предшествует обра-‘
зование единой базы для установки обрабатываемой заготовки вала
на всех операциях. Этой базой вала являются торцевые поверхности
и центровые отверстия, от точности выполнения которых зависит и
точность исполнения последующих операций.
Основной технологической задачей, решаемой в процессе механи¬
ческой обработки ступенчатых валов, является обеспечение располо¬
жения осей всех обрабатываемых ступеней вала на одной геометриче¬
ской линии в целях уменьшения радиального биения.
Ниже приводится описание механической обработки шпинделя
станка как одного из сложных разновидностей ступенчатого вала.
33S
§ 101. Механическая обработка шпинделей
Шпиндель современного металлорежущего станка занимает особое
место в кинематической цепи станка, так как от него зависит не только
передача вращательного движения обрабатываемой заготовке или
инструменту, но и качество обработки. Он вращается на опорных шей¬
ках, являющихся его основными базами, следовательно, от стабиль¬
ности положения вращающегося в опорах шпинделя зависит качество
обработки. Шпиндели работают на опорах качения и опорах скольже¬
ния. В первом случае к шпинделям предъявляют требования жесткости
и прочности, а во втором, кроме этого, и износостойкости.
Шпиндели изготовляют из хромистых сталей марок 20Х, 40Х, хро¬
моникелевых и других легированных сталей. Для шпинделей некото¬
рых тяжелых станков применяют стальное литье или чугун.
В качестве заготовок для шпинделей используют поковки, штампов¬
ки, а для шпинделей небольших размеров — прутковый материал.
<Г1
г
1
Т
ш
ш.
"~Л
—
Т
—
1—
\
1-'
4—J
1
Рис. 269
В современных конструкциях станков применяют шпиндели раз¬
личных видов: со сквозными и несквозными отверстиями, а также
сплошного сечения. В шпинделях со сквозными отверстиями при уда¬
лении металла с наружной и внутренней поверхностей возникает пере¬
распределение внутренних напряжений, вызывающих в дальнейшем
деформации, которые при работе шпинделя на станке могут значитель¬
но увеличиться. Уменьшения внутренних напряжений достигают тех¬
нологичностью конструкции шпинделя, правильным выбором мате¬
риала, соответствующей термообработкой заготовки и разделением
операций на черновые, чистовые и отделочные. Наиболее распростра¬
нены полые шпиндели, которые отличаются наибольшей сложностью
обработки (рис. 269).
В шпинделях допустимые отклонения от цилиндричности опорных
шеек, центрирующих поясков и поверхности конусного отверстия не
должны превышать 0,01 мм. Торцевое биение опорных фланцев отно¬
сительно оси вращения не должно превышать 0,006.. .0,008 мм. Ше¬
роховатость поверхности опорных шеек должна быть в пределах
Ra^0,2 мкм, у шпинделей шлифовальных станков Ra=0,1...0,05 мкм.
Основнымй базами шпинделя являются его опорные шейки, но
так как использовать их в качестве установочной базы в последующем
не представляется возможным, то, пользуясь ими, вначале осущест¬
вляют подрезку (фрезерование) торцов и центрование; поверхности
центров служат в дальнейшем технологическими базами. В табл. 24
приведена технологическая схема обработки шпинделя токарного
станка.
357
Т аблица 24. Технологическая схема обработки шпинделя токарного станка
Наименование операции
Выбор баз
Назначение операции
Фрезерование торцов и
центрование
Черновое обтачивание на¬
ружных поверхностей шеек
до фланца с предваритель¬
ной его подрезкой
Чистовое обтачивание на¬
ружных поверхностей шеек
до фланца под шлифование
и прорезка канавок
Чистовое обтачивание на¬
ружной поверхности
Сверление осевого от¬
верстия с одной стороны на
длину I и с другой стороны
на проход
Рассверливание отверстий
со стороны головной части
шпинделя
Чистовое растачивание
конусных отверстий с обоих
концов и подрезка торцов
Сверление отверстий и на¬
резание резьбы во фланце
Термическая обработка:
закалка и отпуск поверх¬
ностей внутреннего и на¬
ружного конусов и торца
фланца на установке ТВЧ.
Твердость HRC 48...52
Предварительное шлифо¬
вание наружных поверх¬
ностей шеек с припуском
П ред ва рите л ь ное ш л и фо-
вание конуса на пробках
Нарезание резьбы и под¬
резка торцов навернутых
на шпиндель упорных гаек
Фрезерование шлицеп
Фрезерование шпоночной
канавки и сверление двух
отверстий
Отделочное шлифование
наружных поверхностей
шеек
Наружные поверхности
необработанных шеек и
торец
Поверхности центров
То жё
»
Наружные поверхности
обработанных шеек и то¬
рец
То же
»
Поверхность конуса
отверстия
Поверхность конуса
отверстия
Поверхности зацентро¬
ванных отверстий про¬
бок, вставленных в ко¬
нусные отверстия
То же
»
»
ж
Обеспечение точного
расположения центров,
выбранных в качестве
технологической базы
Обеспечение концент¬
ричности наружной по¬
верхности шеек со сто¬
роны хвостовой части
шпинделя
То же
То же, со стороны го¬
ловной части шпинделя
Обеспечение концент¬
ричности наружных и
внутренних поверхностей
То же
Подготовка технологи¬
ческой базы для отде¬
лочной обработки по¬
верхностей
Обеспечение концентрич¬
ности шеек с осью шпин¬
деля
Обеспечение концент¬
ричности шеек с осью
шпинделя
Обеспечение правиль¬
ности расположения
резьбы, шлицев и кана¬
вок относительно опор¬
ных шеек
Обеспечение концент¬
ричности расположения
шеек относительно оси
шпинделя
Ш
Продолжение табл. 24
Наименование операции
Выбор баз
Назначение операции
Чистовое шлифование ко¬
нуса
Отделочное шлифование
поверхности конуса под
патрои и торца фланца
Отдел очн ое ш л ифование
поверхности внутреннего
конуса
Поверхности зацентро¬
ванных отверстий про¬
бок, вставленных в ко¬
нусные отверстия
Наружные поверхности
То же
Обеспечение концент¬
ричности расположения
шеек относительно оси
шпинделя
То же
ж
Черновую обработку осевого отверстия шпинделя обычно выпол¬
няют на специальных станках для глубокого сверления.
Технологическими базами являются поверхности двух шеек шпин¬
деля, одну из которых зажимают в патроне станка, а другую устанав¬
ливают в люнет.
Осевые отверстия в зависимости от диаметра обрабатывают спе¬
циальными сверлами (пушечными, перовыми, кольцевыми) и резцо¬
выми головками. Отверстия больших диаметров обрабатывают мно¬
горезцовыми расточными головками.
После выполнения черновых операций заготовку шпинделя на¬
правляют на термическую обработку (нормализацию и улучшение),
способствующую перераспределению внутренних напряжений (пос¬
ле удаления слоя металла) и улучшающую механические свойства и
обрабатываемость заготовки. Термообработка завершается операцией
правки на правильных машинах. После правки производят чистовую
обработку осевого отверстия на станках для глубокого сверления,
так же как и при черновой обработке. Эта операция является очень
ответственной, так как она должна обеспечить концентричность и соос¬
ность наружных поверхностей с поверхностями осевого отверстия,
являющегося технологической базой при последующей обработке на¬
ружных поверхностей.
Чистовую обработку наружных поверхностей выполняют так же,
как и черновую, на токарно-копировальных станках. Припуск, ос¬
тавляемый для чистовой обработки, составляет 0,25...0,4 мм на сторону.
После чистовой обработки наружных и внутренних поверхностей
обрабатывают шпоночные канавки. Точность углового расположения
шпоночных канавок обеспечивают делительной головкой, если шпин¬
дель устанавливают в центрах, или делительным диском, надеваемым
на шейку шпинделя и закрепляемым стопорным болтом. Шпоночные
канавки обрабатывают торцевыми, дисковыми или концевыми фре¬
зами на универсальных фрезерных или на специальных фрезерно¬
шпоночных станках.
Далее обрабатывают отверстия во фланце, а также нарезают резьбу.
В качестве технологических баз при сверлении и нарезании резьбы
359
используют основные базы шпинделя. Соосность отверстий дости¬
гается накладными приспособлениями, центрируемыми по конусу
фланца.
В зависимости от марки стали полностью обработанную (начерно
и начисто) заготовку шпинделя подвергают термической обработке.
Наиболее распространенным способом такой обработки является по¬
верхностная закалка с применением ТВЧ. При этом способе теплота
выделяется в поверхностном слое обрабатываемой заготовки, а основ¬
ная масса металла вследствие кратковременности нагрева (0,5...20 с)
не нагревается, что предохраняет заготовку от деформации и предот¬
вращает образование окалины на поверхности. Глубину закаливаемого
слоя можно автоматически регулировать в пределах 1...5 мм. Твер¬
дость закаленного слоя HRC 48...52 постепенно снижается от наруж¬
ной поверхности заготовки к ее оси.
К числу ответственных операций относится отделка наружных по¬
верхностей шпинделя; эту операцию выполняют на шлифовальных
станках и обычно подразделяют на предварительную и окончательную.
Между этими операциями шпиндели подвергают естественному ста¬
рению в течение 2...12 ч, а шпиндели высокоточных станков иногда
подвергают искусственному старению.
Шпиндели шлифуют на круглошлифовальных станках с примене¬
нием мелкозернистых кругов. Для обеспечения соосности и концентрич¬
ности наружных и внутренних поверхностей используют поверхности
осевого отверстия шпинделя. Поверхности шеек шпинделя, которые
работают в опорах скольжения, кроме шлифования подвергают су¬
перфинишированию.
После отделки шеек шпинделя приступают к отделочной обработке
осевого отверстия на внутришлифовальном станке, используя в ка¬
честве технологической базы поверхности передней опорной шейки,
устанавливаемой в люнете, и шейки противоположного конца шпин¬
деля, зажимаемой в самоцентрирующем трехкулачковом патроне.
Завершающей операцией обработки шпинделя является баланси¬
ровка, при которой устраняют неуравновешенность, обеспечивают
устойчивость относительного положения шпинделя на станке и плав¬
ность его вращения.
ГЛАВА XXXIV
ОБРАБОТКА ЗУБЧАТЫХ КОЛЕС
§ 102. Общие сведения
Технологический процесс изготовления зубчатых колес должен
обеспечивать получение деталей, соответствующих условиям эк¬
сплуатации и требованиям точности при наименьших затратах. Ос¬
новными факторами, влияющими на выбор технологического процесса,
являются: конструкция и размеры зубчатого колеса; вид заготовки
и материал; требования к точности и термической обработке колеса;
объем производства.
Детали класса «втулка» имеют центральное отверстие, концентрич¬
ное наружной цилиндрической, конической или глобоидной поверх-
ЗСО
ности. В одних случаях центральное отверстие является основной базой
колеса, в других — технологической базой.
В деталях класса «вал» базой в большинстве случаев являются цен¬
тровые отверстия. При малой жесткости детали или при ее большой
длине за базу для зубонарезания принимают основную базу в виде
цилиндрической шейки под подшипники или специально создаваемую
для базирования шейку.
Каждый вид зубчатых колес имеет свои технологические особенно¬
сти изготовления. Вместе с тем технологические процессы обработки
различных зубчатых колес, принадлежащих к тому или иному классу,
могут несколько отличаться друг от друга по содержанию и последова¬
тельности выполнения ряда операций в зависимости от специализации
производства. Так, например, методы изготовления зубчатых колес
в авиационной промышленности существенно отличаются от методов,
применяемых при производстве зубчатых колес аналогичных размеров
для грузоподъемных машин. Технология производства турбинных пе¬
редач существенно отличается от технологии производства таких же
по размерам передач для прокатных станов и т. д.
В авиационных передачах зубчатые колеса должны при минималь¬
ных габаритах и массе передавать большие крутящие моменты, в то
же время передача должна иметь высокую точность и надежность.
Эти требования заставляют делать зубчатые колеса из высоколегиро¬
ванных сталей с применением цементации и закалки, что усложняет
технологический процесс, обусловливая необходимость введения
предварительного и окончательного шлифования и большего числа
контрольных операций.
В автостроении, тракторостроении и станкостроении шлифованию
зубьев подвергают только некоторые виды колес. Зато находят ши¬
рокое применение такие процессы, как шевингование и притирка.
Зубчатые колеса общего машиностроения и подъемно-транспорт¬
ных машин имеют другую специфику производства. Здесь преоблада¬
ют колеса, изготовленные из улучшенных сталей, без последующей
термообработки. Технологический процесс при этом упрощается, од¬
нако требования к точности зубообрабатывающих станков и инстру¬
мента не снижаются.
Технологический процесс изготовления зубчатых колес можно под¬
разделить на два этапа: первый этап состоит из комплекса операций,
связанных с образованием геометрической формы заготовок зубчатого
колеса до нарезания зубьев; второй этап включает зубонарезание и
все последующие процессы, связанные с отделкой зубьев или восста¬
новлением баз относительно нарезанного зубчатого венца. Основная
специфика изготовления зубчатых колес проявляется на втором этапе;
в свою очередь построение второго этапа процесса оказывает сущест¬
венное влияние на порядок и содержание первого этапа.
В настоящем разделе приводится описание в основном технологии
производства зубчатых колес на первом этапе (ранее уже были рас¬
смотрены особенности обработки зубчатых поверхностей). Однако в
приводимых схемах технологических процессов (примеров) соответ¬
ственно указаны и зубообрабатывающие операции, в той последова¬
361
тельности выполнения, которая вытекает из условий работы передачи
(зубчатого колеса).
Материал зубчатых колес. Зубчатые колеса изготовляют из кон¬
струкционных сталей, серого чугуна, бронзы и пластмасс. В автотрак¬
торостроении зубчатые колеса изготовляют из хромомарганцевых
сталей 18ХГТ, ЗОХГТ, хромомолибденовой стали ЗОХМ. Сталь
18ХГТ благодаря наличию титана обладает повышенной прокаливае-
мостью, прочностью и меньшей чувствительностью к перегреву. Эта
сталь отличается высоким сопротивлением смятию. Сталь ЗОХГТ со¬
держит несколько больше углерода, чем сталь 18ХГТ, и широко при¬
меняется для сильно нагруженных зубчатых колес с модулем свыше
5 мм. Она обладает в термически обработанном состоянии высокими
показателями прочности сердцевины в сечении зубьев.
Зубчатые колеса металлорежущих станков изготовляют из углеро¬
дистых сталей 45 и 50, а также из легированных хромистых сталей
40Х. Получает распространение для изготовления зубчатых колес
низколегированная борсодержащая сталь 20ХГР, 25ХГР. Введение
небольших количеств бора (0,002...0,005%) значительно увеличивает
прокаливаемость, прочностные характеристики и вязкость. После
закалки и низкого отпуска твердость стали HRC 36...40.
Зубчатые колеса, изготовленные из синтетических материалов
(текстолита, нейлона, капрона и др.), могут работать при высоких
скоростях (до 40...50 м/с). Колеса из синтетических материалов обе¬
спечивают бесшумность, плавность передачи и гашение вибрации.
Заготовки для несиловых зубчатых колес малых размеров изготов¬
ляют спеканием. Применение металлокерамики сокращает расход
металла и снижает трудоемкость изготовления колес.
Заготовки зубчатых колес. Для изготовления зубчатых колес не¬
обходимы заготовки, по форме и размерам приближающиеся к форме
и размерам готовой детали. Качество заготовки влияет на технологи¬
ческий маршрут механической обработки и ее трудоемкость. Конфи¬
гурация колеса, его материал и объем выпуска предопределяют способ
получения заготовки.
Заготовками для стальных зубчатых колес являются поковки и
катаный пруток. Цилиндрические колеса диаметром до 50 мм и пло¬
ские колеса без ступицы диаметром до 65 мм целесообразно изготов¬
лять из горячекатаного или холоднотянутого прутка или из штучных
заготовок, отрезанных от прутка. Прутковые заготовки поступают
на токарные и револьверные станки и многошпиндельные автоматы
(крупносерийное и массовое производство), где производится пред¬
варительная черновая обработка с отрезкой штучных заготовок. Ци¬
линдрические колеса с наружным диаметром более 50 мм обычно изго¬
товляют из поковок, получаемых штамповкой на кривошипных ковоч¬
но-штамповочных прессах, молотах, горизонтально-ковочных ма¬
шинах.
Процесс штампования на кривошипных ковочно-штамповочных
прессах, развивающих усилие 10...50 МН, является более совершен¬
ным, чем штамповка на молоте. На прессах можно получать заготовки,
очень близкие по размерам и форме к готовой детали. При штамповке
362
на прессе одновременно деформируется весь объем металла заготовки,
который более интенсивно, чем на молоте, «течет» от центра к перифе¬
рии.
Для штампованных на прессе заготовок припуски под механическую
обработку устанавливают на 30...40% меньше, чем при штамповке
на молоте. В заготовках, получаемых штамповкой на ковочно-штам¬
повочных прессах, коэффициент использования металла К=0,6...0,7.
Заготовки для зубчатых колес получают также из прутка горя¬
чей высадкой на горизонтально-ковочных машинах. Для ряда кон¬
фигураций и размеров зубчатых колес заготовки, откованные на го¬
ризонтально-ковочной машине, имеют более высокий коэффициент
использования металла, чем у штампованных на кривошипных прес¬
сах. На горизонтально-ковочной машине штамповкой производят
не только образование наружной формы заготовки, но и прошивание
центрального отверстия, тогда как при штамповке на молоте или прес¬
се отверстие изготовляется отдельной операцией. В заготовках, полу¬
ченных на горизонтально-ковочных машинах, /С=0,65...0,75.
Откованные или отштампованные заготовки подвергают термо¬
обработке — нормализации или отжигу — для снятия остаточных
напряжений и улучшения их обрабатываемости. После термообра¬
ботки заготовки очищают от окалины дробеструйной обработкой
или травлением с последующим промыванием в горячей воде, а затем
контролируют твердость, основные размеры, качество поверхности.
§ 103. Обработка цилиндрических зубчатых колес
Для получения требуемых эксплуатационных качеств в переда¬
чах с цилиндрическими зубчатыми колесами при их изготовлении
должны быть обеспечены: соответствующая кинематическая точность,
плавность зацепления, необходимый размер и положение зоны приле¬
гания боковых поверхностей, размер и постоянство боковых и ради¬
альных зазоров в передаче, а также соответствующее качество боковых
поверхностей зубьев. Кинематическая точность зубчатых колес за¬
висит от точности станка и инструмента, участвующих в зубонареза-
нии, и от точности установки заготовки в процессе зубонарезания.
Правильность установки, или, как ее иногда называют, правильность
базирования, в свою очередь зависит от точности заготовки колеса,
поступающей на зубонарезание.
При изготовлении зубчатого колеса на первом этапе к технологиче¬
скому процессу предъявляют определенные требования, от которых
зависит качество готовых зубчатых колес. К основным требованиям
относятся: а) обеспечение концентричности цилиндрической посадоч¬
ной поверхности и наружных поверхностей; б) обеспечение перпенди¬
кулярности посадочной поверхности и, по крайней мере, одного ба¬
зового торца, а в зубчатых колесах, нарезаемых пакетом,— двух базо¬
вых торцов. При этом также должна быть обеспечена перпендикуляр¬
ность посадочной поверхности и конструктивного опорного торца,
Неконцентричность базовой и конструктивной посадочных поверх¬
ностей и поверхности выступов приводит к неравномерности радиаль¬
363
ных зазоров в зацеплении, а для зубчатых колес, у которых предусмо¬
трено измерение толщины зуба зубомером,— к невозможности точ¬
ного замера толщины зубьев. Неперпендикулярность посадочной по¬
верхности и базового торца, как и непараллельность торцов, приведет
к искривлению оправки, на которую заготовка устанавливается для
нарезания, а само зубчатое колесо будет иметь погрешности, которые
выразятся в радиальном биении зубчатого венца и в искажении формы
и положения пятна контакта. Таким образом, точность зубчатого ко¬
леса зависит не только от самого процесса зубонарезания, выполняе¬
мого на втором этапе изготовления, но и в значительной мере от точ¬
ности заготовки.
Действующие ГОСТы на зубчатые колеса определяют допуски толь¬
ко для готовых зубчатых колес, поэтому точность изготовления за¬
готовок может быть установлена в зависимости от принятого техно¬
логического процесса обработки и методов контроля. Требования к
базовым поверхностям заготовки должны устанавливаться отрасле¬
выми или заводскими нормалями.
Для обеспечения заданной точности готовых зубчатых колес у
заготовок нормируют следующие параметры: размеры и форму по¬
садочного отверстия (у насадных зубчатых колес); размеры опорных
шеек вала (у валковых шестерен); наружный диаметр заготовки; ра¬
диальное биение наружной поверхности заготовок; торцевое биение
базового торца заготовки (торца, по которому заготовка базируется
на станке при зубонарезании).
Отверстия в заготовке являются технологической базой при наре¬
зании зубчатого колеса, а в готовом зубчатом колесе — основной,
измерительной и сборочной базами, т. е. отверстие определяет точ¬
ность обработки при зубонарезании и точность измерения при контроле
готового зубчатого колеса. Таким образом, на заготовках для зубча¬
тых колес 3...5-Й степеней точности диаметры базовых отверстий сле¬
дует выполнять не хуже 5-го квалитета, для колес 6-й и 7-й степеней
точности — не хуже 7-го квалитета, для колес более низкой степени
точности — не хуже 8-го квалитета. Шероховатость поверхности от¬
верстия должна быть соответственно Ra=0,4 мкм; Ra=0,8 мкм и
/?а=1,6 мкм.
Отклонения по наружному диаметру заготовки зубчатого колеса
сами по себе не влияют на точность зубчатой передачи. Но так как
наружная поверхность часто используется как измерительная база
при измерении на готовом зубчатом колесе ряда параметров, а также
как измерительная база при измерении на зуборезном станке, то сле¬
дует ограничивать отклонения наружного диаметра в зависимости
от условий использования наружной поверхности. Так, отклонение
и допуск на наружный диаметр заготовки могут быть назначены по
14-му квалитету при условии, что отклонение наружного диаметра
для зубчатых колес с 3...7-Й степенями точности не будет превышать
0,1 т; для колес более грубой степени точности отклонение не должно
превышать 0,2 т, где т — модуль зубчатого колеса. Допускаемые
отклонения задаются в тело заготовки.
При использовании наружной поверхности заготовки в качестве
364
измерительной базы для выверки положения заготовки при зубона-
резании рекомендуется ограничивать ее радиальное биение относи¬
тельно оси колеса; при этом допускаемое радиальное биение ЕГГд
заготовки должно составлять часть допуска на радиальное биение
Frr зубчатого венца готового колеса, т. е. Frr =(0,5...0,7) Frr.
Если наружная поверхность не используется в качестве базы,
то допустимое радиальное биение ЕГГд заготовки может быть удвоено,
но не должно превышать допуска на диаметр заготовки.
Торцевое биение базового торца заготовки оказывает влияние
на показатели контакта зубьев, в связи с этим допустимое торцевое
биение Ft заготовки прямозубого колеса должно составлять лишь
часть допуска Fp на направление зуба, а для косозубого колеса сред¬
них и крупных модулей — часть от предельного отклонения fPtr осевого
шага.
На выбор схемы первого этапа технологического процесса изготов¬
ления зубчатого колеса влияет конструкция зубчатого колеса. Так
существенно различаются схемы технологических процессов изготов¬
ления зубчатых колес, принадлежащих к классам «втулка» и «вал».
Это различие существует независимо от других конструктивных осо¬
бенностей зубчатого колеса, а также типов и видов производства.
При выборе схемы обработки зубчатого колеса класса «втулка»
руководствуются следующими соображениями: за первоначальную
базу обработки колеса выбирают необработанные поверхности, которые
должны быть концентричны обрабатываемым поверхностям, а необра¬
батываемые торцевые плоскости штамповки должны быть парал¬
лельны обрабатываемым торцевым плоскостям.
В табл. 25 приводится в качестве примера технологическая схема
изготовления зубчатого колеса (класс «втулка»).
От первоначальных установочных баз производится первая опе¬
рация, которая заключается в сверлении и развертывании централь¬
ного отверстия и подрезании с той же установки одного из торцов
ступицы. Цель этой операции — подготовка центрального отверстия
под протягивание и создание обработанной торцевой базы для после¬
дующей операции. Вторая операция — протягивание — выполняется
от созданной торцевой базы и сводится к образованию профиля отвер¬
стия, например шлицевого. Базой для дальнейшей обработки уже
будут являться посадочная поверхность отверстия (шлицев) и торец.
Третья и четвертая операции являются заключительными для
первого этапа и сводятся к чистовой обработке зубчатого колеса под
нарезание зубьев; выполняются они с базированием по элементам
шлицевого соединения или другого профиля отверстия. При проведе¬
нии этих операций должны быть особо соблюдены требования к за¬
готовке под нарезание, изложенные выше и сводящиеся к обеспече¬
нию концентричности наружной поверхности шестерни и посадочной
поверхности отверстия, а также перпендикулярности обработанных
торцевых плоскостей оси отверстия.
Пятая операция —■ предварительное и чистовое нарезание зубьев —
выполняется на зубофрезерном станке. Базой для этой операции яв-
365
Таблица 25. Технологическая схема изготовления зубчатого колеса
класса «вгулка»
366
Продолжение табл. 25
№
опера¬
ции
Содержание операции
Эскиз
Оборудование
Закругление зубьев
Шевингование
зубьев
12
Притирка зубьев
Зубозакругляющи й
станок
Шевинговальный
станок
Зубопритирочный
станок
Примечание. Отсутствующие в таблице номера операций означают:
8—слесарная зачистка. 10—термическая обработка; 11—калибровка шлицев;
9, 14—контроль, 13—испытание на шум.
ляются посадочный диаметр отверстия и один из торцов зубчатого
венца. Шестая, седьмая и двенадцатая операции относятся к отделоч¬
ным видам обработки. Здесь базой являются те же поверхности.
Механическую обработку зубчатых колес класса «вал» обычно про¬
изводят в центрах и только в некоторых операциях, чтобы повысить
надежность и жесткость креллення детали, ее закрепляют, используя
другие поверхности.
В табл. 26 приводится технологическая схема изготовления зуб¬
чатого колеса (класса «вал»).
Первая операция при обработке зубчатого колеса класса «вал» —
подрезание торцов и зацентровывание заготовки. Эту операцию жела¬
тельно выполнять на станках, позволяющих производить фрезерова¬
ние торцов и центрование детали с одной ее установки. Операции со
второй по пятую сводятся к предварительной и получистовой токар¬
ной обработке с установкой заготовки на центры станка. Седьмая и
367
Таблица 26. Технологическая схема изготовления зубчатого колеса
класса «вал»
N°
опера¬
Содержание операции
Эскиз
Оборудование
ции
Фрезерование и
центрование торцов
заготовки
Предварительная
токарная обработка
левого конца
Предварительная
токарная обработка
правого конца
Чистовая токарная
обработка левого кон¬
ца
Чистовая токарная
обработка правого
конца
Сверление двух от¬
верстий на торце
Нарезание резьб в
двух отверстиях
W
в
т
0
R
ztJ
&
'к'
та
*
$
Li.
>
f
P
Фрезерно-цент¬
ровочный станок
Токарный много¬
резцовый станок
То же
Вертикальио-
сверлильный с
двухшпиндельной
головкой
То же
368
Продолжение табл. 2S
Примечание. Отсутствующие в таблице номера операций означают;
6, И, 23—слесарные; 14, 25—упаковка; 16—распаковка; 13, 24—контрольные;
12—промывка; 15—термообработка; 17—зачистка и промывка центров.
369
восьмая операции — сверление и нарезание резьб в двух отверстиях в
торце — завершают первый этап изготовления детали. Девятая опе¬
рация — предварительное нарезание зубьев — выполняется зубофре-
зерованием с установкой детали в центрах. Десятая операция — ше¬
вингование — также производится с базированием на центры. Пят¬
надцатая операция — цементация и закалка шестерни. После терми¬
ческой обработки производится зачистка или шлифование центров.
Эта операция является обязательной. Восемнадцатой и девятнадцатой
операциями — шлифованием цилиндрических шеек и торца — закан¬
чивается процесс отделочной обработки, после чего фрезеруются шли¬
цы и нарезается резьба на хвостовике.
Технологические процессы включают слесарные и контрольные
операции, выполняемые на определенных стадиях обработки детали.
Описанные примерные схемы технологических процессов являются
типовыми для различных видов и типов производства.
Повышение требований к качеству поверхности зубьев и к точ¬
ности элементов зацепления зубчатого колеса может вызвать необходи¬
мость включения в технологический процесс дополнительных отде¬
лочных, термических и контрольных операций; различные операции
могут укрупняться или расчленяться в зависимости от типа производ¬
ства, но принципиальная схема, последовательность этапов и порядок
операций будут оставаться без изменения.
Цилиндрические зубчатые колеса имеют весьма сложную конструк¬
цию (наличие дополнительных шеек, отверстий и т. д.), и выбор пол¬
ной схемы построения технологического процесса должен произво¬
диться на основании тщательного анализа технических требований
чертежа и возможностей производства.
На особом месте среди зубчатых колес класса «втулка» находятся
зубчатые венцы внутреннего зацепления больших размеров, базирую¬
щиеся при работе по наружному диаметру детали. Детали такого типа
имеют другую схему технологического процесса. Отличие заключается
в том, что базовую цилиндрическую поверхность, поверхность высту¬
пов зубьев и торец обрабатывают обычно за одну установку детали,
а базой при нарезании зубьев служит наружная поверхность, которой
деталь устанавливается в приспособление или по которой с помощью
индикатора выверяется установка детали на планшайбе зуборезного
станка.
Основными видами приспособлений, применяемых в операциях
первого этапа, являются токарные оправки для обточки цилиндриче¬
ских шестерен класса «втулка», обеспечивающие получение кон¬
центричности наружной и внутренней цилиндрических поверхностей
заготовки зубчатою колеса, приспособления для установки зубчатого
колеса на внутришлифовальном станке при шлифовании отверстия и
торца.
На рис. 270 приведена наиболее распространенная конструкция
центровой оправки. Оправка одним концом устанавливается в кони¬
ческую втулку шпинделя станка и другим концом на центр задней
бабки. Вращение оправки осуществляется связанной с фланцем
шпинделя муфтой с двумя торцевыми пазами через палец, запрессо¬
370
Рис. 270
ванный в оправку и входящий в пазы муфты. Чтобы при закрепле¬
нии заготовки исключить влияние возможной непараллельности ле¬
вого по рисунку торца опорному торцу, под гайку подкладывается
сферическая шайба.
В массовом и крупносерийном производстве находят также при¬
менение шпиндельные оправки с винтовым и пневматическим зажи¬
мами. На рис. 271 изображена шпиндельная цанговая шлицевая оп¬
равка с пневмозажимом. Корпус 5 оправки вставляется в конус шпин¬
деля 2 и закрепляется шайбой 3, прижимаемой к фланцу шпинделя
тремя винтами 4. Шлицевая цан¬
га 7, сидящая на конусе оправ¬
ки, имеет четыре разреза и один
замкнутый паз, через который
проходит винт 6, удерживающий
цангу от спадания с корпуса.
Тяга 1, связанная с пневмоцилин¬
дром, проходит через оправку и
цангу, а на ее резьбовой хвост
навинчены гайки 8, с помощью
которых регулируется зажатие цанги. При движении тяги влево она
натягивает цангу на конус и закрепляет деталь; при движении тяги
вправо она своим буртом стягивает цангу с корпуса оправки, в ре¬
зультате чего цанга получает возможность сжаться и освободить деталь.
Преимущество таких оправок заключается в том, что при серийном
производстве на один и тот же корпус могут надеваться цанги различ¬
ного диаметра и перестройка обработки с одной детали на другую
производится только заменой цанги.
Цилиндрические зубчатые колеса класса «втулка» после закалки
обычно приходится шлифовать по внутреннему диаметру и торцу, а
зубчатые колеса с 6...7-й степеня¬
ми точности шлифуют и по поверх¬
ности зубьев.
Отверстия и торцы шлифуют
на внутришлифовальных станках
с приспособлением для шлифова¬
ния торцов. Шлифование отверстия
может предшествовать шлифованию
зубьев или, если зубья не шли¬
фуются, может являться оконча¬
тельной операцией.
В том или другом случае шли¬
фованное отверстие должно быть
концентричным начальной (делительной) окружности колеса и за
базу шлифования должен приниматься начальный (делительный)
диаметр. Соответствующая установка зубчатого колеса при шлифо¬
вании выполняется с применением специальных приспособлений.
Обычно такие приспособления представляют собой точный трехкулач¬
ковый патрон и сепаратор с тремя роликами, с помощью которых шли¬
фуемое зубчатое колесо закрепляется в кулачках патрона. В других
Рис. 271
371
конструкциях приспособлений деталь зажимается шестью роликами,
прикрепленными к кулачкам, сводимым к центру перемещением обой¬
мы с конической внутпенней поверхностью. Некоторые конструкции
патронов предусматривают
центрирование по профи¬
лям зубьев и одновременно
прижим к торцу колеса.
На рис. 272 показано
приспособление, использу¬
емое для установки на шли¬
фовальном станке по на¬
чальному диаметру зубча¬
того венца. На планшайбе
приспособления укреплены
четыре шестерни, изготов¬
ленные с небольшим экс¬
центриситетом; между ни¬
ми помещается шлифуемое зубчатое колесо. При поворачивании спе¬
циальным ключом одной из шестерен происходит некоторый поворот
закрепляемой детала и трех других шестерен до тех пор, пока деталь
не зажмется между шестернями.
§ 104. Обработка конических зубчатых колес
Конические зубчатые колеса, как и цилиндрические, могут от¬
носиться к деталям классов «втулка» и «вал», что определяет выбор
технологического процесса их изготовления. Вместе с тем конструк¬
ции конических зубчатых колес имеют свои специфические особенно¬
сти, существенно влияющие на построение отдельных операций тех¬
нологического процесса. Условием правильной работы конической
зубчатой пары является совмещение вершин делительных конусов в
одной точке; смещение ведет к нарушению правильности зацепления
и искажению формы и положения пятна контакта.
У заготовок конических зубчатых колес (рис. 273) нормируются
следующие параметры: посадочное отверстие d у насадных колес
(рис. 273, а) или базовые шейки di и d2 у валковых шестерен
(рис. 273, б), опорные торцы; расстояние Мк от базового торца по ли¬
нии пересечения переднего и заднего конусов; наружный диаметр De;
ширина венца В; угол переднего <рв и заднего <р3 конусов.
Допуски на диаметр базового отверстия (или шейки) для загото¬
вок конических колес, а также предельные отклонения наружного
диаметра заготовки и торцевое биение базового торца назначаются
исходя из тех же соображений, что и при назначении допусков на за¬
готовки для цилиндрических колес.
В том случае, когда торец заготовки конического колеса использу¬
ется при нарезании колеса в качестве технологической базы, кроме
допусков на торцевое биение задают допуски на постоянство положе¬
ния наружного конуса относительного базового торца (расстояние
MJ.
J-
-н-
■§
372
Рекомендуется назначать допуск на биение наружного конуса
заготовки £'х)==(0,5...0,7) 6S, где 65 — допуск на толщину зуба.
Первый этап технологического процесса изготовления конических
зубчатых колес выполняется по схемам, указанным выше для ци¬
линдрических зубчатых колес классов «втулка» и «вал». Наиболее
Рис. 273
значимой на первом этапе является чистовая токарная обра¬
ботка заготовки зубчатого колеса. В большинстве случаев чисто¬
вая токарная обработка конических колес производится или в две
б).
it
операции, или, по крайней мере, за два установа. Первая чистовая
токарная операция (или первый установ) состоит из обработки базо¬
вого торца и наружной поверхности колеса; во второй токарной опе¬
373
рации (или втором установе) производится обточка конусов и других
поверхностей. При этом за базу принимают торцевые поверхности,
обработанные в первой операции. Для конических зубчатых колес с ко¬
сыми зубьями, имеющих опорный монтажный торец со стороны малого
дополнительного конуса, обработка опорных поверхностей произво¬
дится во второй операции. Для уменьшения перестроек резцов на раз¬
мер иногда обтачивание наружного конуса выделяют в отдельную
операцию.
В некоторых случаях, когда обработка наружных поверхностей
конического зубчатого колеса выполняется с использованием гидро¬
копировальных устройств, допускается одновременная обработка
конусов и опорных торцов.
Правильность угла и расстояние от вершины наружного конуса
до монтажного торца в массовом и крупносерийном производстве
проверяют предельными скобами — проймами; в мелкосерийном и
единичном производстве — шаблонами на углы.
Конические зубчатые колеса класса «втулка» в первой чистовой
токарной операции обтачивают обычно на разжимной шпиндельной
оправке; вторую чистовую операцию выполняют также на шпиндель¬
ной разжимной или центровой оправке с упором.
На рис. 274 приведены схемы наладки обработки заготовок кони¬
ческих зубчатых колес класса «вал» (а) и класса «втулка» (б) на токар¬
но-гидрокопировальном полуавтомате 1Е713. На рис. 274, а на по¬
зиции I приведена схема обработки поверхностей 10... 13 одного конца
заготовки, а на позиции II — схема обработки поверхностей 1...9 дру¬
гого конца. На рис. 274, б на позиции / приведена схема обработки
поверхностей 4.. .6, а на позиции II — схема обработки поверхностей
1...3.
На рис. 275 приведена схема обработки заготовки зубчатого колеса
класса «втулка» на восьмишпиндельном вертикальном полуавтомате
в два цикла. На рабочих позициях III, V, VII после загрузки на
позиции / обрабатывается одна сторона заготовки, на загрузочной
позиции II заготовка переворачивается и на рабочих позициях IV,
VI и VIII ведется обработка другой стороны заготовки.
В этой наладке для обработки конических поверхностей приме¬
нены специальные суппорты с наклонными направляющими, а обра-.
ботка канавки на позиции VIII производится с помощью специальной
копирной державки.
Предварительное фрезерование впадин прямозубых конических
колес производится на специальных станках с полуавтоматическим
циклом работы или на горизонтально-фрезерных станках, оснащенных
специальными приспособлениями.
В табл. 27 приводится технологическая схема изготовления ко¬
нического колеса класса «втулка», а в табл. 28 —■ схема изготовления
конической шестерни класса «вал».
Конические зубчатые колеса, подвергающиеся термической обра¬
ботке (цементации и закалке), на втором этапе технологического про¬
цесса изготовляются в такой последовательности: 1) предварительное
нарезание зубьев; 2) чистовое нарезание зубьев; 3) цементация; 4) то-
374
карная обработка незакаливаемых поверхностей (операция применя¬
ется только при снятии цементационных припусков); 5) закалка;
6) шлифование отверстия торца для зубчатых колес класса «втулка»
или шлифование шеек для зубчатых колес класса «вал»; 7) калибро¬
вание внутренних шлицев или шпоночных пазов; 8) притирка на при¬
тирочных станках или шлифование поверхности зубьев.
Рис. 275
§ 105. Обработка червячных пар
Червячная пара состоит из червяка и червячного колеса. Как чер¬
вяк, так и червячное колесо могут иметь различное конструктивное
оформление. Червяк может быть насадным на вал, и в этом случае
он будет относиться к деталям класса «втулка», но может быть выполнен
и сплошным'в виде вала.
Червячное колесо обычно изготовляют сборным, состоящим из
двух деталей: венца и ступицы; только в передачах малых размеров
встречаются червячные колеса, выполненные в виде одной детали.
Такая конструкция колес объясняется тем, что в червячных переда¬
чах имеет место скольжение поверхностей витков червяка и зубьев
375
Таблица 27. Технологическая схема изготовления конического
зубчатого колеса класса «втулка»
опера¬
Содержание операции
Эскиз
Оборудование
ции
Сверление центрального
отверстия и подрезание
торца
Протягивание круглого
отверстия н шпоночного па¬
за (последовательно в две
операции)
Обтачивание наружной по¬
верхности, подрезание базо¬
вого торца н снятие фасок
Обтачивание конусов, под¬
резание второго торца, сня¬
тие фасок (в одну нли две-
трп операции)
Предварительное нареза¬
ние зубьев
Чистовое строгание зубьев
Вертикально-
сверлильный ста¬
нок
Протяжной ста¬
нок
Токарный станок
То же
Г оризонтально-
фрезерный станок
Зубострогальныв
станок
Примечание. Отсутствующие в таблице номера операций означают
7—обкатка; 8—слесарная обработка; 9—контроль.
376
Таблица 28. Технологическая схема изготовления конического
зубчатого колеса класса «вал»
Л»
опера¬
ции
Содержание
операции
Эскиз
Оборудование
Фрезерование и
центрование тор¬
4
1 /1
цов
-А,
5
6, 7
10
11
12
13
Т окарная обра¬
ботка хвостовика
Токарная обра¬
ботка «головки»
П редварител ь ное
шлифование шеек
Предварительное
нарезание зубьев
Чистовое наре¬
зание вогнутой н
выпуклой сторон
зубьев
Чистовое шлифо¬
вание шеек
Шлифование
зубьев
Сверление и на¬
резание резьбы в
двух торцевых от
верстиях
Фрезерование
шпоночного паза
Фрезерно-цент¬
ровочный полуав¬
томат
Многорезцовый
токарный станок
Токарный станок
Круглощлнфо-
вальный станок
Зуборезный ста¬
нок
То же
Круглошлифо¬
вальный станок
Зубошлифоваль¬
ный станок
Вертикально-
сверлильный ста¬
нок
Шпоночно-фре¬
зерный станок
Примечание. Отсутствующие в таблице номера операций означают:
8—термообработка; 9—зачистка центров; 14—контроль.
377
колеса с высокими скоростями, вследствие чего в качестве материала
для червячного колеса используется антифрикционный чугун или
бронза, обладающие невысокими коэффициентами трения. Ступицу
изготовляют из менее дефицитного и более дешевого материала.
Указанные конструктивные особенности червяков и червячных
колес определяют выбор технологического процесса их изготовления.
Обработка червяков на первом этапе принципиально не отличается
от изготовления цилиндрических зубчатых колес соответствующего
класса. Схема обработки на первом и втором этапах червячных колес
сходна с обработкой цилиндрических колес в осевой установке чер¬
вячного колеса (а в глобоидных передачах — и червяка) при токарной
и зубообрабатывающей операциях. Второй этап технологического
процесса изготовления червяков и червячных колес имеет свои спе¬
цифические особенности, не свойственные другим видам передач и в
значительной мере зависящие от выбранной геометрии зацепления
пары.
Рекомендуемые предельные отклонения наружного диаметра Dei и
допуск FrrД1 на биение наружного цилиндра заготовки червяка при
использовании его в качестве измерительной базы указываются от¬
носительно монтажных поверхностей червяка — шеек или посадоч¬
ного отверстия — и составляют часть допуска 6S на толщину витка:
8Del <0,6965; Frrfll«0,34es.
Если в качестве измерительной базы принимают рабочую ось
червяка, допуск на радиальное биение наружного цилиндра червяка
должен составлять 50...70% от допуска Farl на радиальное биение
витков червяка. К базовым поверхностям заготовок червячных колес
предъявляют такие же точностные требования, как и для заготовок
цилиндрических зубчатых колес.
Однако к заготовкам червячных колес предъявляют и некоторые
дополнительные требования. Заготовки червячных колес имеют на
наружных поверхностях, на которых нарезаются зубья, проточку
радиусом R. В связи с тем что при нарезании зубьев ось фрезы должна
совмещаться со средней плоскостью заготовки, необходимо регламен¬
тировать расстояние от базового торца заготовки до средней плоскости
проточки и колебание этого размера. При больших колебаниях этого
размера в партии заготовок возникает необходимость перед нарезанием
каждого колеса производить настройку суппорта станка, добиваясь
совмещения оси фрезы с центром выточки.
Обработка заготовок червяков и червячных колес производится
на универсальных токарных и карусельных станках. Для обработки
заготовок глобоидных червячных пар целесообразно использовать
гидрокопировальные устройства или специальные поворотные суппор¬
ты.
Выбор схемы технологического процесса производится с учетом:
а) конструкции детали (принадлежности ее к определенному классу),
геометрии боковых поверхностей витков червяка, материала червяка,
вида термообработки, степени точности; б) объема производства и
его специализации.
378
Наиболее распространенными являются схемы технологических
процессов, приведенные в табл. 29, 30, 31.
Таблица 29. Схема технологического процесса изготовления червяков
из улучшенных сталей с твердостью поверхности витков HRC 32...38
Червяк класса «втулка»
Червяк класса «вал»
Л?
опера¬
Содержание операции
Л«
опера¬
Содержание операини
ции
ции
1
Сверление центрального отвер¬
1
Фрезерование торцов н цент¬
стия и подрезание одного торца
рование заготовки
2
Развертывание или протягивание
2
Токарная обработка под на¬
отверстия
резание витков
3
Токарная обработка под нареза¬
3
Нарезание витков
ние витков
4
Шлифование шеек'
4
Нарезание витков
5
Фрезерование шлицев или
5
Полирование витков или шли¬
шпоночных пазов
фование
6
Полирование витков или шли¬
6
Контроль
фование
7
Контроль
Таблица 30. Схема технологического процесса изготовления червяков
с твердостью на поверхности витков HRC SO (кроме азотированных)
Червяк класса «втулке»
Червяк класса «вал»
Л"г
опера¬
Содержание о.-.ерации
Л*
опера¬
Содержание операции
ции
ции
1
Сверление центрального отвер¬
стия и подрезание одного торца
I
Фрезерование торцов и цент¬
рование
2
Развертывание или протягивание
отверстия
2
Токарная обработка под на¬
резание витков
3
Токарная обработка под нареза¬
4
Слесарная обработка
ние витков
5
Термическая обработка (це¬
4
Нарезание витков
ментация и закалка ТВЧ)
5
Слесарная обработка
6
Притирка центров
С
Термическая обработка (цемен¬
7
Шлифование шеек и базовых
тация и дакалка или закалка ТВЧ)
торцов
7
Шлифование отверстия и торцов
(для немей тированных червяков)
8
Шлифование витков червяка
(для цементированных или
8
Шлифование витков червяка
каленных в ванне червяков)
(для цементированных червяков)
8а
Полирование или шлифование
8 а
Полирование и шлифование вит¬
витков (после закалки ТВЧ)
ков (после закалки ТВЧ)
6
Контроль
9
Контроль
Таблица 31. Схема технологического процесса изготовления
сборного червячного колеса
№
№
опера¬
Содержание операции
опера¬
Содержание операции
ции
ции
Ступица
3
Штифтование венца на сту¬
1
Сверление, зенкерование и раз¬
пице
вертывание отверстия н подреза¬
4
Нарезание зубьев червячной
2
ние торца
Токарная обработка под посад¬
фрезой
ку венца
5
Шевингование зубьев (опера¬
1
Венец
ция выполняется, если нареза¬
ние ведут червячной фрезой,
Токарная обработка под посад¬
ку на ступицу
оставляя соответствующий при¬
пуск)
1
Червячное колесо в сборе
6
Слесарная обработка
Посадка венца на ступицу
2
Чистовая токарная обработка
7
Контроль
Для второго этапа изготовления монолитных червячных колес ос¬
тается действительной только последняя часть процесса, начиная с
четвертой операции.
Наиболее распространенной последовательностью процесса из¬
готовления глобоидных червяков является: 1) предварительная то¬
карная обработка; 2) термическая обработка; 3) токарная обработка
с созданием технологических баз для установки червяка при нареза¬
нии; 4) шлифование технологических баз; 5) обтачивание глобоидной
выемки; 6) предварительное нарезание; 7) получистовое и чистовое
нарезание (с учетом модификации); 8) контроль; 9) фрезерование кон¬
цов витков; 10) слесарная обработка; 11) притирка с макетным колесом
(операция необязательная); 12) чистовая токарная обработка шеек,
резьбы и т. д.; 13) шлифование шеек; 14) слесарная обработка; 15) окон¬
чательный контроль; 16) азотирование (в некоторых передачах вы¬
полняется после притирки червяка в паре).
При изготовлении червяков повышенной твердости после 10-й
операции производится омеднение резьбовых участков, центров и тор¬
цов, а затем термообработка: цементация и закалка. После удаления
омеднения и зачистки центров осуществляется шлифование всех вит¬
ков (как вариант) и отделка.
В табл. 32 и 33 приводятся технологические схемы изготовления
червяков и червячных колес.
Таблица 32. Технологическая схема изготовления червяка
К»
опера¬
Содержание операции
Эскиз
Оборудование
ции
10
Фрезерование н
центрование
Токарная: обтачива¬
ние поверхностен /, 2,
3 (поверхность 1 обто¬
чить с припуском под
шлифование); снятие
фасок 4, 5; прореза¬
ние канавки 6; подре¬
зание ториа с образо¬
ванием радиуса 7
Токарная: обтачива¬
ние поверхностей 8, 9,
10 с припуском на
шлифование (поверх¬
ность // начисто); сня¬
тие фасок 12, 13, 14;
прорезание канавки
15; подрезание торцов
с образованием галте¬
лей 16, 17
Фрезерование вит¬
ков червяка предвари¬
тельно (инструмент
специальная дисковая
фреза)
Шлифование по¬
верхностей 1, 8, 9,10
Фрезерование шпо¬
ночной канавки
Шлифование витков
червяка
Ш-
Фрезерно¬
центровочный
полуавтомат
Многорезцо¬
вый станок то¬
карный
То же
Червячно-
фрезерный ста¬
нок
Кру'глошли-
фовальный ста¬
нок
Шпоночно¬
фрезерный ста¬
нок
Резьбошли¬
фовальный ста¬
нок
Примечание. Отсутствующие в таблице номера операций означают:
5, 11—слесарная обработка; 6—термообработка; 7—дефектоскопия; 12 —
контроль.
361
Таблица 33, Технологическая схема изготовления червячного колеса
№
опера¬
Содержание- операции
Эскиз обработки
Оборудование
ции
Ступица
Токарная: растачива¬
ние и развертывание от¬
верстия 1', подрезание
торца 2; снятие фасок
3 и 4
Токарная: подрезание
торцов 5, 6, 7; снятие
фасок 8, 9\ обтачивание
наружной поверхности 10
предварительно н начисто
Протягивание шпоноч¬
ного паза И
Венец
Токарная: подрезание
торца /; обтачивание на¬
ружной поверхности 2
©
И
Т окарно-револь-
верный станок
Многор езцовы й
токарный станок
Протяжной ста¬
нок
Токарный ста¬
нок
382
Продолжение табл. 33
Л"е
опера¬
ции
Содержание операции
Эскиз обработки
Оборудование
Токарная: подрезание
второго торца 3; растачи¬
вание внутренней поверх¬
ности 4. Снятие фаски 5
Червячное колесо в
собранном виде
Подрезание торцов сту¬
пицы и обода с двух сто¬
рон начисто и обтачива¬
ние наружной поверхно¬
сти; выточка выемки н
закруглений
Сверление шести от¬
верстий с двух сторон
детали (с поворотом де¬
тали) и нарезание резьбы
Нарезание зубьев
(предварительное)
Шевингование зубьев
Токарный
нок
ста-
Л1ногорезцовый
токарный станок
Вертнкалыго-
сверлильный ста¬
нок
Зубофрезерный
станок
Шевингозаль¬
ный станок
Примечание. Отсутствующие в таблице номера операций означают:
1—напрессовка венца на ступицу; 4, 7—слесарная обработка; 8—контроль.
РАЗДЕЛ V
ТЕХНОЛОГИЯ СБОРКИ МАШИН
ГЛАВА XXXV
ОСНОВНЫЕ ПОНЯТИЯ о СБОРКЕ
§ 106. Изделие и его элементы.
Понятия о сборочных процессах
Изделием называют любой предмет или набор предметов про¬
изводства, подлежащий изготовлению на данном предприятии. В за¬
висимости от назначения выделяют изделия основного и вспо¬
могательного производства. К первым относятся изделия,
предназначенные для поставки (реализации), ко вторым—предназ¬
наченные для собственных нужд предприятия, изготовляющего их.
Устанавливаются следующие виды изделий (ГОСТ 2.101—68):
детали, сборочные единицы, комплексы и комплекты. В зависимости
от наличия или отсутствия составных частей изделия подразделяются
на неспецифицированные (детали) — не имеющие составных частей,
и специфицированные (сборочные единицы, комплексы, комплекты) —
состоящие из двух или более составных частей.
Деталь — это изделие, изготовленное из однородного по наи¬
менованию и марке материала без применения сборочных операций,
например валик, выточенный из одного куска металла, литой корпус
и др.
Сборочная единица — изделие, составные части кото¬
рого соединены между собой сборочными операциями (свинчиванием,
клепкой, пайкой, сваркой, развальцовкой, склеиванием и Т. п.) на
предприятии-изготовителе.
Комплекс — два и более специфицированных изделия, - не
соединенные на предприятии-изготовителе сборочными операциями,
но предназначенные для выполнения взаимосвязанных эксплуатаци¬
онных функций, установленных для всего комплекса (например,
комплекс, состоящий из метеорологической ракеты, пусковой уста¬
новки и средств управления).
Комплект — два и более изделия, не соединенные на пред¬
приятии-изготовителе сборочными операциями и представляющие со¬
бой набор изделий, имеющих общее эксплуатационное назначение
вспомогательного характера (например, комплект запасных частей
прибора, комплект инструмента и принадлежностей, комплект изме¬
рительной аппаратуры и т. п.).
Технологический процесс сборки представляет собой часть
производственного процесса, характеризующуюся последовательным
соединением и фиксацией всех деталей, составляющих ту или иную
384
сборочную единицу в целях получения изделия, полностью отвечаю¬
щего установленным для него техническим требованиям.
В машиностроении готовые изделия (машины и механизмы) обыч¬
но собирают на том же заводе, где изготовляют детали для этого изде¬
лия. Лишь в тех случаях, когда изделия громоздки (мощные турбины,
тяжелые прессы, подъемные краны и т. п.), их собирают на месте эк¬
сплуатации. Однако даже в тех случаях, когда окончательную сборку
машины ведут одновременно с установкой ее на фундамент, первона¬
чальную (предварительную) сборку всей машины или отдельных сбо¬
рочных единиц производят на заводе-изготовителе. В ряде случаев
окончательную сборку изделия (комбайна, самолета и т. п.) на заводе-
изготовителе не производят в целях сохранения транспортабельности
продукции при железнодородных перевозках.
Первичным элементом всякого собираемого изделия, ее основой
является базовая деталь или базовая сборочная
единица.
Сборочной единицей первого порядка назы¬
вают составную часть изделия, которая может быть собрана самостоя¬
тельно, отдельно от других его элементов. Сборочные единицы, вхо¬
дящие в изделие не непосредственно, а через сборочную единицу пер¬
вого порядка, называют сборочными единицами вто¬
рого порядка, третьего и т. д.
В современном машиностроении сборка изделия расчленяется на
сборки составных частей — сборочных единиц и общую. Под сборкой
составных частей понимают последовательную сборку сборочных еди¬
ниц различных порядков в сборочные единицы первого порядка, а
под общей — сборку из них готовых изделий.
Технологические схемы сборки составных частей и общей сборки
строят обычно раздельно; в них приводят порядок комплектования
сборочных единиц и изделия в целом. Такие схемы сборки можно также
использовать для оценки технологичности конструкции, так как если
схема позволяет выполнить общую сборку из предварительно собран¬
ных сборочных единиц, то, следовательно, собирать их можно парал¬
лельно, т. е. сокращать время сборки.
В приборостроении и аппаратостроении, там, где в изделии име¬
ются элементы, образующие электрические и магнитные цепи, раз¬
личают электрическую сборку и монтажные ра¬
боты. Особую, весьма сложную часть сборочных работ составляют
регулировочные, наладочные и испытательные работы.
Технологический процесс сборки состоит из ряда отдельных опе¬
раций, среди которых основными являются операции соединения со¬
прягаемых элементов изделия, т. е. те, которые приводят в сопри¬
косновение их основные и вспомогательные базовые поверхности.
Кроме этого, в процессе сборки проверяют или контролируют тре¬
буемую точность взаимного положения элементов изделия, вносят,
если необходимо, соответствующие исправления путем регулирования,
пригонки или подбора и, наконец, фиксируют правильное положение.
Изготовление токопроводящих соединений отдельных конструктивных
элементов и электромагнитных систем является предметом электриче-
13 j\i 21 2С
385
ской сборки и монтажа. В состав электромонтажных работ входят за¬
готовка соединительных проводов, изготовление (вязка) жгутов, вну-'
тренний электрический монтаж и соединение элементов монтажной’
схемы.
Далее идут механические, электрические и климатические ис¬
пытания. К технологическому процессу сборки относят также опе¬
рации, связанные с контролем (проверкой) правильности действия
всего изделия или его отдельных узлов.
Сборочные операции часто перемежаются с другими необходи¬
мыми по ходу работ операциями, связанными с очисткой, промывкой,
пропиткой, окраской и отделкой деталей, сборочных единиц или всего
изделия в целом. В сборочном цехе выполняют также комплектовочные
работы, имеющие весьма важное значение для бесперебойной работы
цеха, и некоторые несложные заготовительные операции.
§ 107. Технологическая организация процессов сборки
В зависимости от типа производства (единичного, серийного и мас¬
сового) изменяется и организация процесса сборки. При единичном
производстве изготовление одного или нескольких изделий не повто¬
ряется или повторяется через неопределенные промежутки времени.
К характерным принципам сборки в условиях единичного произ¬
водства относятся: ограниченное применение принципа взаимозаме¬
няемости и широкое применение слесарно-пригоночных работ, вы¬
полняемых высококвалифицированными слесарями-сборщиками, спо¬
собными собирать разнообразные сложнейшие машины.
В единичном производстве технологические процессы обычно
детально не разрабатывают, а делают только наметку последователь¬
ности операций и ориентировочно подсчитывают рабочее время,
определяемое на основании статистических данных аналогичных ра¬
бот. Это объясняется тем, что детальная разработка не повторяющихся
в единичном производстве технологических процессов экономически
нецелесообраз ia.
Технологический процесс сборки в этом типе производства имеет
свои особенности. Его строят на принципе последовательного выполне¬
ния операций, не расчлененных на более простые переходы сборочного
процесса, что обычно бывает в серийном и массовом производстве.
Разнообразная номенклатура машин, изготовляемых единицами,
не позволяет по экономическим причинам снабдить в должной мере
сборочный цех специальной высокопроизводительной оснасткой (ин¬
струментами, приспособлениями). Такую оснастку применяют только
в случаях, когда без нее невозможно выполнять ту или иную сбороч¬
ную операцию.
В условиях единичного производства при сборке машин имеет место
большой объем пригоночных работ, к которым относятся: зачистка и
опиловка сопрягаемых поверхностей деталей, шабрение втулок,
прорубка смазочных канавок, подрезка деталей, наварка коротких
деталей, сверление и нарезание резьбы и др.
Цикл сборки машины, т. е. время, в течение которого
386
производят сборку ее (с момента поступления деталей на сборку и до
оформления собранной машины) при единичном производстве, очень
велик по сравнению с другими типами производства. При сборке в еди¬
ничном производстве требуются значительные производственные
площади.
Серийное производство характеризуется выпуском машин парти¬
ями (сериями) через определенные промежутки времени. Выпуск машин
сериями позволяет в большей степени оснастить технологический про¬
цесс сборки. В условиях серийного производства технологический
процесс сборки построен по принципу параллельно-последовательного
выполнения операций. Сложные операции разбивают на более простые,
общую сборку разделяют на сборку сборочных единиц. При таком
построении процесса машины можно собирать развернутым фронтом
и, кроме того, в некоторых работах могут участвовать менее квалифи¬
цированные слесари-сборщики. При крупных сериях можно провести
специализацию, т. е. некоторые виды работ выполняются
одним рабочим, что значительно повышает производительность труда.
В связи с насыщенностью серийного производства различного
рода оснасткой пригоночные работы занимают меньшее место; этому
способствует также высокая отработка чертежей машин, что в целом
облегчает их сборку.
В зависимости от размера серии и периодичности чередования
серий организационные формы серийного производства могут быть
различными. Иногда они приближаются к организационным формам
единичного производства, однако в большинстве случаев в нем широко
используют организационные формы массового производства при огра¬
ниченной номенклатуре и большом объеме выпуска изделий.
При серийном производстве в зависимости от номенклатуры вы¬
пускаемых изделий и их количества применяют различное оборудо¬
вание, инструмент и приспособления универсального, специализиро¬
ванного, а в отдельных случаях и специального назначения; широко
применяют принцип взаимозаменяемости, но наряду с этим могут
иметь место и некоторые пригоночные работы.
Номенклатура изделий заводов массового производства весьма
однородна и ограничена. Изделия изготовляют в больших количествах,
причем их конструкцию меняют сравнительно редко. Сборка в массо¬
вом производстве отличается возможностью закрепления за каждым
рабочим местом, за каждым рабочим постоянной повторяющейся опе¬
рации и применения специальной оснастки, специального оборудования
(транспортеров, рольгангов, конвейеров), позволяющего наиболее
производительно организовать процесс сборки отдельных сборочных
единиц и машины в целом; расчленением технологического процесса
сборки на простейшие операции, что позволяет выполнять работу ши¬
роким фронтом рабочими низкой квалификации (операционниками,
выполняющими только одну операцию).
В условиях массового производства технологический процесс строят
по принципу параллельного выполнения операций, что резко сокраща¬
ет цикл сборки машин. Высокая специализация работ способствует
достижению большой производительности труда. Для массового
13*
387
производства характерны наибольший съем продукции с одного квад¬
ратного метра производственной площади, минимальная трудоемкость,
сборочных работ, наиболее короткий цикл сборки машин и меха¬
низмов.
Одним из основных условий массового производства является осу¬
ществление принципа взаимозаменяемости, обеспечивающего изготов¬
ление изделий без дополнительной обработки, пригонки деталей и
изменения характера работы деталей в собранном изделии. «Собирае¬
мость» машин в массовом производстве наивысшая; она обусловлена
отработанностью чертежей и технологии по всему производственному
циклу.
Не на всех производственных участках массового производства ра¬
бота выполняется непрерывным потоком. В некоторых случаях имеет
место серийный запуск. Наряду с подвижной сборкой целых изделий и
ряда его групп в массовом производстве встречается и серийная сборка
менее трудоемких групп и подгрупп.
Технологические процессы для массового производства разрабаты¬
вают детально с полной дифференциацией отдельных операций. Такая
детальная разработка целесообразна и экономически оправдывается
тем, что в массовом производстве технологические процессы постоянно
повторяются.
ГЛАВА XXXVI
МЕТОДЫ СБОРКИ
§ 108. Технологическая классификация методов сборки
Детали машин при соединении их в сборочные единицы должны
сохранять определенное взаимное расположение в пределах заданной
точности. В одних случаях при сборке должен быть выдержан зазор,
обеспечивающий взаимное перемещение деталей, в других — необхо¬
димый натяг, обеспечивающий прочность их соединения.
Применяют пять основных методов сборки: 1) с полной взаимоза¬
меняемостью деталей сборочных единиц; 2) с сортировкой деталей по
группам (метод группового подбора); 3) с подбором деталей (неполная
взаимозаменяемость); 4) с применением компенсаторов; 5) с инди¬
видуальной пригонкой деталей по месту. Каждый из этих методов
сборки обладает своими преимуществами и недостатками, и потому в
зависимости от характера производства, его организации и техничес¬
кой оснащенности применяют тот или иной метод.
Метод полной взаимозаменяемости предусматривает сборку ма¬
шин без какой-либо дополнительной обработки деталей с установкой и
заменой любой детали без пригонки. Этот метод экономически целесооб¬
разен в массовом и крупносерийном производстве, где капитальные
затраты на оснащение производства окупаются большим количеством
изготовляемых машин. При этом методе благодаря отсутствию операций
подбора или пригонки деталей ускоряется сборка машин и снижается
трудоемкость. Помимо этого, использование комплектов взаимозаме¬
388
няемых запасных деталей и узлов обеспечивает быструю замену в ра¬
бочих условиях изношенных или поврежденных деталей, что повышает
эффективность эксплуатации машин.
Рассмотрим пример сборки сборочной единицы вала (рис. 276),
при которой для обеспечения посадки эксцентриков 3 и 4 необходимо
выдержать суммарный зазор (1 и 2 — корпуса; 5 — зубчатое колесо;
6 — регулировочная шайба).
Вьщелим размеры lu 12, /3, 1Ъ, представленные на рисунке в
виде размерной цепи. Допуск замыкающего звена (зазора А) опреде¬
лится по формуле
8д = 6 it -f- 6 iz ф- 6 ц -)- 6 it ф- 61ъ.
Решение этого уравнения является решением первой задачи опре¬
деления отклонения размерной цепи. Примем отклонения на раз¬
меры: 6г1=ф-0,25; 6ц—0,1; 6ц —0,15; 6ц—0,10; 6ц—0,20;
тогда 6д=0,25ф-0,1ф-0,15ф-0,1ф-0,20=0,8 мм.
Из решения этого уравнения видно, что все предельные отклонения
размеров арифметически суммируются, т. е. предполагается, что все
детали, составляющие данную сборочную единицу, выполнены с
наименее выгодными предельными отклонениями. В действительности
в результате действия ряда факторов детали никогда не могут быть
одинаковыми, т. е. одни детали будут с размерами, более близкими к
номиналу, другие — с менее
близкими. Вероятность соче¬
тания крайних размеров в ки¬
нематических цепях с одно¬
родными по значению погреш¬
ностями (отклонениями от
номинала) крайне ничтожна.
Так, например, вероятность
получения наихудшего соче¬
тания крайних плюсовых или
крайних минусовых отклоне¬
ний при их распределении по
закону равной вероятности в
размерной цепи, имеющей
элементы с одинаковыми раз¬
мерами допусков, весьма мала.
Решение о применении сборки с полной взаимозаменяемостью
должно базироваться па' анализе работы механизмов и на технико¬
экономических расчетах. При этом основными факторами, ограничи¬
вающими использование этого метода, являются необходимость при¬
менения точцых методов обработки большого количества деталей,
сложных и точных приспособлений и контрольно-измерительных
приборов, что нерентабельно при небольшом объеме производства.
Метод сборки с применением сортировки деталей (метод группо¬
вого подбора). Требуемый конструкцией зазор или натяг получают
не за счет изготовления деталей с минимальными допусками, а путем
соответствующего подбора охватывающих и охватываемых деталей,
Рис. 276
389
т. е. к отверстию с диаметром, близким к верхнему пределу, подбира¬
ют более полный вал, и наоборот, к отверстию с диаметром, близким к
нижнему пределу, подбирают менее полный вал.
Подбор деталей значительно упрощается, если детали обоих наиме¬
нований по размерам (в пределах допусков на их изготовление) разби¬
вают на несколько групп. Метод предварительной сортировки деталей
на группы предусматривает разбивку полей допусков сопрягаемых
деталей на несколько равных частей и подбора их таким образом,
чтобы полномерные охватываемые детали сопрягались с полномерны¬
ми охватывающими деталями.
Рис. 277
Рассмотрим пример (рис. 277), когда сопрягаемые детали имеют
различные допуски. Тогда при сортировке деталей на число групп п—
=3 будем иметь для каждой группы допуск зазора
6д = (Ащах—Amin)/3 = (в. + 8В)/3,
где 8а — допуск на отверстие; 8В — допуск на вал.
Детали сортируют таким образом, чтобы в каждую группу вошли
охватывающие и охватываемые детали одной группы, т. е. такие
детали, у которых пределы отклонений лежат внутри этих полей до¬
пусков. Детали каждой группы могут соединяться только между
собой: охватывающие детали I группы с охватываемыми деталями
I группы; охватывающие детали II группы с охватываемыми деталями
II группы и т. д.
Рассмотрим пример обработки поршня и поршневого кольца двигателя внут¬
реннего сгорания. Палец обрабатывают по диаметру ф 36_0012, отверстие в поршне
под палец — по диаметру ф 36+0,015. При полных полях допусков получаем:
Атах = 0,027 мм! Amin=0,000; 6д—- 0,027 мм.
При сортировке этих деталей на три группы получаем допуск зазора
в _А + У_0.015 + 0,С12
°д(п=3)— ^ 3 —и.ииа мм.
Разбивка деталей по группам приведена в табл. 34.
390
Таблица 34. Разбивка диаметральных размеров пальцев и поршней
(отверстий под пальцы) по группам
Группа
Диаметр пальца, мм
Диаметр отверстия
в поршне, мм
Зазоры, мм
I
35,988
..35,992
36,ООО...36,005
0,008...0,017
и
35,992
..35,996
36,005...36,010
0,009...0,018
hi
35,996
.,36,00
36,010...36,015
0,010...0,019
Описанный метод подбора деталей дает возможность получать
повышенную точность. Однако применение его целесообразно лишь
при сборке сборочных единиц с размерными цепями с малым числом
звеньев и при обеспеченности сборки достаточным количеством
деталей.
Чтобы использовать этот метод, необходимо также знать кри¬
вые распределения размеров деталей. Для этого нужно опытным
путем получить кривые распределения и исследовать их, что позволит
определить вероятность получения заданного зазора или натяга и
одновременно установить количество деталей в каждой группе при
сортировке.
Если распределение размеров собираемых деталей, например валов
и втулок, подчиняется закону нормального распределения, то коли¬
чество деталей каждой группы одинаково и сборка протекает нормаль¬
но. Если же одна из деталей, например втулка, подчиняется другому
закону распределения, то, очевидно, некоторую часть деталей нельзя
пустить в сборку из-за несоответствия в количественных соотношениях
по группам. Тогда применяется статистический способ, заключающий¬
ся в том, что обследуется возможно большее количество операций,
строятся для них кривые распределения и графо-аналитическим
методом для каждой группы в отдельности устанавливается количество
неиспользуемых деталей.
Метод сборки с применением подбора деталей (неполная взаимо¬
заменяемость) основан на учете вероятностей отклонений звеньев,
составляющих размерную цепь, причем возможно получение некото¬
рого количества сборочных единиц, выходящих за установленные
пределы точности. Сборка с применением подбора деталей благодаря
расширению допусков на все звенья размерной цепи позволяет эконо¬
мичнее изготовлять детали.
Предполагая, что все отклонения размеров являются случайными и
независимыми, подсчет допуска 8Д замыкающего звена (зазора или
натяга) производят по формуле
/т — 1
где т — число звеньев размерной цепи; 8; — допуск на звено размер¬
ной цепи. При этом чем больше размерная цепь, тем меньше суммарный
допуск по сравнению с методом полной взаимозаменяемости (см. с. 388).
391
Если рассеивание действительных размеров цепи подчиняется за¬
кону нормального распределения и кривая совпадает значениями
±36 с границами допуска, то на основании теории вероятностей можно
определить коэффициент сужения <рж допуска зазора (или натяга) при
переходе от полной к частичной взаимозаменяемости в зависимости от
возможного получения сборочных единиц, выходящих за установлен¬
ные пределы точности:
Ф* = 6Л*/бЛо.
где 6Дя характеризует повышенный допуск при числе х сборочных
единиц.
Этот коэффициент определяет возможный процент сборочных еди¬
ниц, выходящих за пределы точности.
«рА. 1 0,82 0,79 0,69 0,63 0,56 0,43
Число сборочных единиц, выхо¬
дящих за пределы точности,
% 0,3 1,0 3,0 5,0 10,0 15,0 20,0
Взятый для примера (см. с. ...) допуск замыкающего звена (зазора Д) при под¬
боре определится так: *
ЬАх= V0,25-+0.10*+ 0,152±0, ЮЧ-0,202 = 0,38 мм,
тогда коэффициент сужения допуска фх~0,38/0,8—0,47 соответствует примерно
18% сборочных единиц, выходящих за установленные пределы точности.
Таким образом, при переходе от полнен к частичной взаимозаменяемости точ¬
ность сборки повысилась в 2,1 раза (0,8/0,38). Однако при этом не исключена воз¬
можность выхода за установленные пределы точности около 18% сборочных единиц,
которые потребуют доделки.
Метод сборки с применением компенсаторов. При большом числе
звеньев размерной цепи и малом допуске замыкающего звена (за¬
зора или натяга) необходимая для полной взаимозаменяемости точ¬
ность изготовления деталей может в значительной степени усложнить
производство и превысить экономически целесообразную точность.
В таких случаях приходится либо отказаться от полной взаимозаме¬
няемости, допуская пригонку деталей по месту, либо вводить в кон¬
струкцию механизма тот или другой вид компенсатора, позволяющего
регулировать в определенных пределах один из размеров. Такую
регулировку называют компенсацией, а деталь, подбираемую
в размерной цепи или специально вводимую в цепь для уменьшения
допуска замыкающего звена,— компенсатором.
Характерная особенность компенсаторов состоит в том, что сборка
с их применением позволяет выдерживать установленные пределы точ¬
ности в размерной цепи изменением одного из ранее намеченных звень¬
ев. Обработка остальных звеньев цепи осуществляется по допускам,
приемлемым для данных производственных условий.
Размер компенсирующего звена можно регулировать двумя спосо¬
бами: введением в конструкцию прокладки, шайбы, промежуточного
кольца (неподвижные компенсаторы) и изменением положения одной
из деталей, например клина, втулки, эластичной или пружинной муф¬
ты, эксцентрика (подвижные компенсаторы).
392
Значение компенсации 6К или изменение компенсационного разме¬
ра, которое должно перекрывать разницу между суммой принятых
допусков для составляющих звеньев и допуском заданного звена, мож¬
но определить из уравнения
414
где 8; — величина расширенных допусков; т — число звеньев раз¬
мерной цепи, включая замыкающее звено; 8Д — допуск замыкающего
звена. Данное уравнение опреде¬
ляет границы наименьшего поля,
в пределах которого должна быть
обеспечена возможность изменения
компенсационного размера. Если
компенсатор позволяет изменять г
размер не непрерывно, а ступени-
ми (например, сменные шайбы,
прокладки, кольца и т. п.), то к на¬
именьшему размеру компенсации
нужно прибавить еще и допуск на
компенсатор.
В качестве примера рассмотрим
передачу, снабженную компен¬
сатором (рис. 278). Во втулках 1 подшипника 2 вращается валик
3, на котором на шпонках 4 посажены зубчатое колесо 5 и шкив 6.
Между торцами шкива и втулки помещено регулировочное кольцо 7
(компенсатор).
Требуется определить число и размер компенсаторов, необходимых
для обеспечения зазора в установленных пределах: Д=0,1...0,3 мм
(6д=0,2 мм).
Примем числовые значения составляющих размерной цепи с допус¬
ками:
1^ 100+°.*з; f2 = 42_M7; /З = 35_м?;
/4 = 20_о#12; Д = 0,3_о>2; /С —3_Ot0e.
Тогда наибольшее значение компенсации составит
6К = (0,23+0,17 + 0,17 + 0,12 + 0,06) —0,2 = 0,55 мм.
При неподвижных компенсаторах расчеты необходимого количества
размеров определяют по формуле
п = 6к/8д +1 = 0,55/0,2 +1 «4.
Тогда размеры компенсаторов, необходимых для обеспечения
установленного зазора, будут:
Kt = 3,14.0.0,; iCi = 3,28_0.06; К3 = 3,42_0>0в; = 3,56_0.0в.
В качестве компенсатора очень часто используют набор нескольких
одинаковых по толщине прокладок, одновременно вводимых в размер¬
393
ную цепь. Наименьшее количество прокладок определяется по формуле
п = 8к/а,
где а — толщина прокладок.
К наиболее часто встречающимся подвижным компенсаторам можно
отнести, например, компенсатор износа шпинделя (рис. 279), представ¬
ляющий собой разрезное кольцо 3 с конусом на одном конце и резьбой
на другом. Кольцо переме¬
щается во втулке \2. При
навинчивании на резьбу коль¬
ца гайки 4 кольцо перемеща¬
ется вправо и стягивается ко¬
нусом втулки 2, благодаря
чему восстанавливается за¬
данный радиальный зазор
между шпинделем 1 и коль¬
цом 3.
При наличии в размерной
цепи звеньев, меняющихся вследствие износа деталей, к размеру
компенсации необходимо прибавить размер ожидаемого износа, под¬
лежащего компенсации после определенного срока работы машины
путем периодического или непрерывного регулирования. К периоди¬
чески регулируемым компенсаторам относятся конусные, клиновые,
эксцентриковые, пружинные, резьбовые или шлицевые, зубчатые и др.
Метод сборки с индивидуальной пригонкой деталей по месту заклю¬
чается в том, что установленный предел точности замыкающего звена
в размерной цепи достигается изменением одного из заранее наме¬
ченных звеньев путем снятия дополнительного слоя материала. По
существу, сборка с доделкой деталей по месту является методом не¬
полной взаимозаменяемости с пригонкой деталей в тех случаях, когда
размер замыкающего звена лежит за пределами допускаемых отклоне¬
ний.
Чтобы производить пригонку за счет выбранного компенсирую¬
щего звена, необходимо: располагать поле допуска подлежащей при¬
гонке детали относительно номинала так, чтобы обеспечить на компен¬
сирующем звене слой материала (припуск на пригонку), достаточный
для компенсации превышения допускаемой погрешности замыкающего
звена; выдерживать при обработке деталей, входящих в размерную
цепь, установленные, экономически приемлемые допуски, не выби¬
рать в качестве компенсирующего звено, которое является общим
для нескольких размерных цепей, так как его изменение вносит пог¬
решности во все связанные между собой размерные цепи.
Существенными недостатками метода сборки с пригонкой по месту
являются: потребность в рабочих высокой квалификации; повышенная
трудоемкость (до 40...50% общей трудоемкости сборки); трудности
учета и нормирования пригоночных работ, а также необходимость в
большинстве случаев снятия стружки, что вызывает загрязнение рабо¬
чих мест и требует дополнительной очистки и промывки собранных
узлов и механизмов.
394
§ 109. Подготовка деталей к сборке
В зависимости от типа производства сборка машин в той или иной
степени может быть связана с выполнением пригоночных работ. При¬
гоночные работы не являются сборочными и относятся к слесарным,
которые предшествуют выполнению сборочных операций.
Пригоночные работы делят на технологические пригоночные ра¬
боты, т. е. работы, предусмотренные технологическим процессом,
и нетехнологические пригоночные работы, являющиеся следствием
«несобираемости» машин. Необходимость их проведения вызывается
прежде всего неотработанностью чертежей и технологических процес¬
сов по всему циклу производства, а также отсутствием надлежащего
контроля за ходом производственного процесса.
Основной подготовительной операцией, предшествующей сборке,
является очистка деталей и узлов от загрязнений, промывкой в моеч¬
ных устройствах с последующей сушкой.
Слесарно-пригоночными работами устраняют погрешности меха¬
нической обработки или заменяют иногда часть станочных операций,
если выполнение последних по тем или иным причинам затруднитель¬
но. Основными видами слесарно-пригоночных работ являются: обруб¬
ка, опиловка, шабрение, притирка, доводка, зачистка, правка, сверле¬
ние, развертывание и нарезание отверстий по месту и в сборе и др.
Обрубкой снимают неровности на ограниченных участках поверх¬
ности, чтобы устранить местные дефекты, обнаруживаемые при сборке.
Ее осуществляют вручную слесарным зубилом или с помощью механи¬
зированного инструмента — пневматических зубил. Погрешность раз¬
меров при обрубке 0,25...0,5 мм.
При опиловке и зачистке обычно применяют напильники и абразив¬
ные круги. Для мелких и точных работ используют надфили—напиль¬
ники малых размеров (длиной 50... 100 мм) с мелкой насечкой.
Поверхности различных деталей, которые по своим размерам и
конфигурации не могут быть обработаны на металлорежущих станках
или опилены обычными напильниками, обрабатывают рихтовочными
напильниками. Ими обрабатывают также детали из цветных металлов и
низкоуглеродистой стали. Рихтовочные напильники отличаются тем,
что на них профрезерованы радиальные зубья. Глубина зуба у рих-
товочных напильников больше, чем у обычных, а отношение глубины к
шагу должно быть не менее 0,5. Это обеспечивает достаточный объем
впадин между зубьями для размещения стружки, что также существенно
влияет на улучшение качества обрабатываемой поверхности. Перед¬
ний угол зуба у рихтовочных напильников составляет 3...5°. Рихтовоч¬
ные напильники могут быть выполнены с зубьями, изогнутыми по длине
и даже изогнутыми в обоих направлениях. С помощью рихтовочных
напильников хорошо снимаются грубые риски.
Для механизации работ по опиловке и зачистке широко применяют
электрические или пневматические машинки, в патроне которых
укрепляют специальные напильники или абразивные головки.
Шабрение в процессе сборки производят для получения ровной по¬
верхности при пригонке сопрягаемых деталей. Хотя шабрение —
395
трудоемкий и малопроизводительный процесс, при отсутствии специ¬
ального оборудования — это один из основных способов достижения
достаточной точности пригонки.
Притирку и доводку применяют при сборке для получения плот¬
ных соединений точных геометрических форм с высоким качеством
поверхности (клапанов, сальников, втулок, кранов, плунжерных
пар и др.). В качестве притирочных материалов используют пасты,
например ГОИ, в состав которых входят порошок оксида хрома (74...
81 %), кремнезем, стеарин и др. Изготовляют грубые и средние пасты
ГОС для предварительной притирки и тонкие — для окончательной
притирки и доводки.
Инструментом для притирки являются притиры — диски, цилинд¬
ры, конусы (подвижные притиры), плиты, бруски, трубы, кольца (не¬
подвижные притиры), изготовленные по форме притираемых деталей.
Притиры изготовляют из стекла, мелкозернистого чугуна, мягкой ста¬
ли, красной меди, латуни, свинца, древесины (клен, дуб, бук).
Сверление отверстий чаще всего производят на вертикально-свер¬
лильных станках. Кроме того, для этого широко используют на¬
стольные сверлильные и радиально-сверлильные станки. Однако
при выполнении некоторых сборочных операций, особенно при сбор¬
ке крупных машин, сверлильные работы, как правило, выполняют
вручную. При ручном способе сверления отверстий обычно применя¬
ют ручные, пневматические и электрические дрели.
Пневматические дрели работают под действием сжатого воздуха
(давление 0,5...0,6 МПа). Они бывают поршневые и роторные. Масса
пневматических дрелей с роторным двигателем 1,5... 14 кг. Их приме¬
няют для сверления отверстий диаметром 6...22 мм. Дрели с поршне¬
вым двигателем массой 12...20 кг используют для сверления отверстий
диаметром 22...32 мм.
Электрические дрели экономичнее, чем пневматические, имеют
реверс вращения, но более чувствительны к перегрузкам и требуют
заземления.
Для удобства работы в узких и труднодоступных местах дрели
снабжают специальными удлинителями, угловыми насадками и т. п.
В последнее время в производстве широко применяют высокоча¬
стотные дрели, работающие при напряжениях 72 и 36 В. Они значи¬
тельно легче, меньше обычных и более безопасны в работе.
Пневматические и электрические дрели в случае необходимости
могут быть установлены на специальные стойки и использованы как
для сверления, так и для развертывания, нарезания резьбы и т. п.
Нарезание резьбы является одной из распространенных слесар¬
ных операций, выполняемых при сборочных работах, и осуществля¬
ется с помощью резьбонарезной головки и вручную.
Основными режущими инструментами для ручного нарезания резь¬
бы в отверстиях являются метчики, а для нарезания резьбы на стерж¬
нях, болтах, винтах — винтонарезные плашки и доски.
Наружную резьбу при сборочных работах обычно нарезают круг¬
лыми плашками за один проход с помощью воротка. Для нарезания
резьбы вручную применяют также раздвижные призматические плаш¬
ки, состоящие из двух половин и укрепляемые в клуппе — специ¬
альной рамке с рукоятками. Плашки имеют треугольные или полукруг¬
лые желобки, которые входят в направляющие клуппа. С помощью
винта одну из половин плашки можно перемещать и устанавливать
на необходимый диаметр нарезки.
Зачистку базовых плоскостей в отверстиях при сборке выполняют
цилиндрическими зенковками.
Правку деталей в процессе сборки производят для того, чтобы при¬
дать им требуемую форму перед монтажом в узлы или изделия. Правку
деталей для обеспечения прямолинейности их осей в процессе сборки,
как правило, не делают.
В производстве следует применять такие способы контроля по¬
ступающих на сборку деталей, которые обеспечивали бы при сопряже¬
нии деталей необходимую точность взаимного расположения поверх¬
ностей. Однако в некоторых отраслях машиностроения, например в
производстве сельскохозяйственных машин, операции правки оказы¬
ваются экономически целесообразными. В этих случаях правка дета¬
лей позволяет обеспечить необходимую точность сопряжений, несмотря
на сравнительно низкую точность деталей, поступающих на сборку.
Детали обычно правят вручную, применяя несложные приспособле¬
ния.
При правке плоских деталей, подвергшихся скручиванию, приме¬
няют специальный рычаг с прорезью по размеру детали. Изогнутые
валы правят на призмах, также пользуясь рычагом. С учетом соот¬
ношения плеч можно создать силу до 0,8...0,9 кН, изгибающую вал.
При пользовании винтовым прессом можно создать силу до 3 кН. Для
правки крупных деталей нередко необходимы значительные силы
(более 15 кН). В таких случаях целесообразно применять пневмати¬
ческие или гидравлические прессы.
Перед началом правки определяют характер деформации детали.
Если это вал, то его укладывают на призму и, медленно вращая, отме¬
чают мелом точки, где индикатор показывает наибольшее отклонение.
Такую проверку делают по всей длине вала. Таким образом устанавли¬
вают точки приложения сил для выправления вала. При этом опоры-
призмы необходимо устанавливать с двух сторон на равных расстоя¬
ниях от оси винта пресса.
При правке вала возникает опасность чересчур изогнуть его в
противоположную сторону. Во избежание этого под винт пресса уста¬
навливают призму для ограничения прогиба.
Мойка. Металлические опилки, кусочки стружки, остатки обти¬
рочных материалов, абразивный порошок, попадающие в отверстия
или каналы детали, могут впоследствии при работе машины попасть
вместе со -смазкой в подшипники и привести к нагреву и преждевре¬
менному износу подшипников, а нередко и к выходу из строя всей
машины. Для предотвращения этого детали и сборочные единицы
перед сборкой следует промыть. Эту операцию выполняют в промывоч-.
ных баках и шкафах, а также в механизированных моечных машинах!
Стационарный промывочный бак для ручной промывки представ¬
ляет собой металлический резервуар площадью до 2 ма, внутри кото¬
397
рого укреплена решетка; на нее укладывают промываемые детали.
Промывочная жидкость насосом подается в шланг с наконечником и
струей направляется на промываемую деталь.
Необходимо отметить, что применение промывочных баков в сбо¬
рочных цехах нерационально. Объясняется это тем, что промывка в
открытых баках загрязняет цех, а при использовании для промывки
бензина или керосина промывочный участок цеха становится огнеопас¬
ным. В серийном и массовом производстве применяют специальные мо¬
ечные машины, которые значительно удобнее, так как детали и сбороч¬
ные единицы моют в закрытом резервуаре без участия рабочего.
Моечные машины бывают одно-, двух- и трехкамерными. В одно¬
камерной машине детали и сборочные единицы только промывают.
Для этой цели в моечной камере расположена батарея из труб с мунд¬
штуками. В трубы насосом нагнетают промывочную жидкость, заби¬
раемую из сливного бака. Мундштуки расположены так, что детали
или сборочная единица одновременно омывается сильными струями
подогретой жидкости со всех сторон. Детали перемещают в моечной
машине с помощью цепного конвейера. В двухкамерной машине —
две моющие камеры: в первой детали промывают, а во второй их опо¬
ласкивают другой жидкостью. Камеры разделены брезентовыми или
резиновыми шторами, препятствующими разбрызгиванию жидкости.
В трехкамерной машине третью камеру используют для сушки.
В качестве промывочных жидкостей применяют подогретые водные
растворы щелочей, например 3...5%-ный водный раствор кальциниро¬
ванной соды с добавкой масла (до 10 г на 1 л раствора) или 0,5%-ный
водный раствор мыла.
Сильно загрязненные мелкие детали, особенно детали сложной
конфигурации, трудно промывать с помощью обычных установок.
В этих случаях применяют установки с использованием ультразву¬
ковых колебаний. Благодаря эффекту кавитации частицы жидкости
получают большую скорость и, ударяясь о поверхность детали со зна¬
чительной силой, разрушают слой грязи или смазки, быстро очищая
деталь.
Сушка. После промывки детали должны быть тщательно просу¬
шены. Обычно для этой цели используют сжатый воздух, которым
обдувают детали. Сушку целесообразно проводить перед каждой сбо¬
рочной операцией. Особенно тщательно необходимо продувать отвер¬
стия, пазы, канавки и прочие места, где легче всего задерживаются
пыль и грязь. Для удобства обдувки каждое рабочее место сборки
должно быть оборудовано постом от воздушной магистрали и гибким
шлангом, оснащенным специальным устройством — пистолетом.
Таким пистолетом удобно пользоваться при обдувке деталей и сбороч¬
ных единиц сложной конфигурации. Удлиненный мундштук дает
возможность направлять струю воздуха в различные углубления, что
не всегда можно делать посредством обычного наконечника. К тому же
малый диаметр ствола пистолета позволяет создать сильную струю воз¬
духа.
398
§ ПО. Технологический контроль и испытание
сборочных единиц и машин
Контроль, которому подвергается каждая сборочная единица и
каждая машина, имеет целью определение соответствия точности
формы, относительного положения и перемещения их исполнительных
органов заданным техническим условиям. Погрешности, появляющиеся
при сборке сборочных единиц и машины в целом, могут быть вызваны
неточностью регулировки, перекосами, остаточными напряжениями,
деформацией при соединении деталей, и т. п.
При контроле сборки отдельных соединений и сборочных единиц
наряду с универсальными средствами измерений применяются и
специальные контрольные приспособления, повышающие точность про¬
верки и уменьшающие время контроля. На сборочных участках и
линиях создают рабочие места для выполнения контрольных операций.
Если проверкой устанавливается соответствие собранного соеди¬
нения или сборочных единиц техническим условиям, то ставится клей¬
мо и контролер расписывается в сопроводительном документе; при
обнаружении погрешностей контролер составляет дефектную ведо¬
мость и возвращает соединение или сборочные единицы на сборочный
участок для устранения дефектов.
После проверки правильности соединений и сборочных единиц
собранные механизмы и машины в целом подлежат регулированию и
испытанию.
Регулирование устанавливает надлежащее взаимодействие час¬
тей и согласованность работы отдельных механизмов. После регули¬
рования собранная машина поступает на испытание, целью которого
является проверка правильности работы, мощности, производитель¬
ности и точности. В зависимости от вида, назначения и объема произ¬
водства машины проводят различные виды испытаний.
При испытании на холостом ходу проверяют все включения и
переключения органов управления машины, правильность их взаи¬
модействия и безотказность, а также осуществляют проверку правиль¬
ности работы подшипников, зубчатых передач и других соединений.
При испытании под нагрузкой проверяются качественные показа¬
тели машины в условиях, близких к производственным, при этом
в разных режимах значения нагрузки различны. При проведении
испытаний определяют ряд эксплуатационных показателей, например
расход горючего, масла и др.
При испытании на производительность выявляют характерные
для этого вида испытаний показатели (скорость, проходимость и
др.). Этому виду испытаний подвергаются только опытные образцы и
машины специального назначения.
Испытанию на жесткость подвергают главным образом металло¬
обрабатывающее оборудование.
Испытанию на мощность подвергают все виды машин при единич¬
ном производстве и все или выборочно машины, изготовляемые се¬
рийно; при этом задают максимальные силы и моменты, имеющие ме-
399
го при ее эксплуатации. Цель этого испытания — определение КПД
ашины при максимально допустимой нагрузке.
Испытанию на точность подвергают машины, производящие, сор-
арующие и контролирующие продукцию. При этом производится
щн к а точности машины по результатам ее действия: точности обра-
зтки, сортировки и контроля.
В случае обнаружения во время испытаний каких-либо дефектов
эследние устраняются или непосредственно на стенде, или на сбороч-
эм участке, куда машина направляется после снятия с испытательного
:енда. После устранения дефектов машина поступает на повторное
:пытание, а затем на участок окраски для окончательной отделки.
§ 111. Окраска машин и консервация
Для предохранения нерабочих поверхностей машин от влияния
кружающей среды, а также из соображений эстетики машину окра-
швают в соответствующий цвет. Подготовка к процессу окраски со-
гоит из очистки и обезжиривания поверхностей, грунтовки, шпак-
евки и зачистки шпаклеванных поверхностей абразивным полотном.
Окраску изделий выполняют различными способами.
Окраска ручным способом, т. е. кистью, применяется в единичном и
елкосерийном производстве. Способ этот трудоемкий, но качество при
дательном выполнении может быть достаточно высоким. Окраска
спылением — жидкая краска в распыленном виде подается сжатым
оздухом. Этот способ более производителен, но требует специально
борудованного помещения с вытяжными устройствами. Окраска оку-
анием — деталь погружают в ванну с краской. Этот способ применя¬
ет в крупносерийном и массовом производстве. Окраска в барабанах
других устройствах применяется для мелких деталей в массовом
роизводстве при неподвижном и подвижном состояниях деталей.
Окрашенные детали, соединения, сборочные единицы подвергают
ли естественной, или искусственной сушке. Искусственную сушку
роизводят подогретым воздухом в закрытой камере при температуре
5...220° С или рефлектором (специальными электролампами). Во вто-
ом случае сушка протекает в 2...4 раза быстрее. Применяют также
ушку токами высокой частоты, терморадиацией и инфракрасными
учами; последний способ используют для сушки деталей, покрытых
малями.
Консервация представляет собой покрытие антикоррозионным со-
тавом собранных узлов и изделий, подлежащих хранению или транс-
юртировке. Для консервации применяют технический вазелин и
меси, содержащие масло, вазелин, канифоль, воск, парафин, олифу и
р.; детали с наложенной на них смазкой обертывают парафиновой
>умагой.
Предохранительные смазки наносят на поверхности деталей распы-
штелем, кистями или окунанием деталей в предварительно подогретую
:мазку.
ГЛАВА XXXVII
КЛАССИФИКАЦИЯ СОЕДИНЕНИЙ, ВЫПОЛНЯЕМЫХ
ПРИ СБОРКЕ МАШИН И МЕХАНИЗМОВ
Соединения деталей и сборочных единиц в зависимости от их кон¬
струкций могут быть подразделены на подвижные и неподвижные.
Подвижные и неподвижные соединения с точки зрения возможности
разборки подразделяют на разъемные (или разбираемые) и неразъем¬
ные (неразбираемые).
Разъемными называют соединения, которые могут быть разобраны
без повреждений сопряженных или крепежных деталей. Неразъем¬
ными называются соединения, разборка которых в процессе эксплуа¬
тации не предусмотрена и поэтому крайне затруднительна, требует
больших усилий и сопровождается повреждением сопряженных или
крепежных деталей либо скрепляющего вещества.
Неподвижные неразъемные соединения выполняют клепкой, свар¬
кой, пайкой, посадкой с натягом, склеиванием, заливкой металла,
прессованием, холодной штамповкой и др. Эти соединения отлича¬
ются точностью и прочностью. В некоторых случаях к соединениям
могут предъявляться дополнительные требования (герметичность,
электропроводность и т. п.). Неподвижные разъемные соединения
выполняют посадками с натягом, винтовыми соединениями (винтами,
шпильками, болтами и т. п.), соединениями с помощью штифтов,
посадкой на конус в комбинации с винтовыми или клиновыми соедине¬
ниями и другими способами.
Точностью соединена я называется правильное взаимное расположе¬
ние соединенных деталей в соответствии с требованиями чертежа или
технических условий. Прочность неразъемного соединения означает
неизменность взаимного расположения соединенных деталей при
действии предельно допустимых расчетных сил. Герметичностью
(плотностью) соединения называется его непроницаемость для газов и
жидкостей. Электропроводность означает наличие в соединении элект¬
рического сопротивления в допустимых пределах.
На поверхности деталей не должно быть вмятин, забоин, пятен оча¬
гов коррозии, неровных швов и т. п. Разъемные соединения должны
быть точны, прочны, допускать возможность многократной сборки и
разборки и иметь хороший внешний вид. Многократные сборки и раз¬
борки не должны изменять форму и размеры деталей. Разборка не
должна вызывать особых затруднений (допустимы повреждения только
специальных, легко заменяемых деталей — шплинтов, штифтов,
винтов).
Подвижные соединения осуществляют подвижными посадками по
цилиндрическим, коническим, сферическим, винтовым поверхностям
и другими способами.
В процессе сборки отдельные детали и сборочные единицы (группы
и подгруппы) соединяют в пределах соответствующих норм точности,
жесткости и с соблюдением технических условий, которыми установ¬
лены качественные нормы собираемой машины. При завершении
сборочного процесса фиксируют окончательную точность выходных
401
параметров всей машины. Таким образом, сборочный процесс сущест¬
венно влияет на точность эксплуатационных свойств изделия и на сте¬
пень взаимозаменяемости его сборочных единиц.
ГЛАВА XXXVIII
ТЕХНОЛОГИЧЕСКИЕ СХЕМЫ СБОРКИ
При проектировании технологической схемы сборки необходимо
определить конструктивные и сборочные элементы изделия и их взаим¬
ную связь. Схематическое изображение взаимной связи конструктив¬
ных или сборочных элементов изделий называют соответственно схе¬
мами конструктивного и сборочного составов изделий. Выбор и опре¬
деление последовательности сборки зависят в основном от конструкции
собираемого изделия и степени дифференциации сборочных работ.
Последовательность ввода деталей и сборочных единиц в процессе
сборки изделия определяет и порядок их предварительного комплекто¬
вания.
При проектировании технологического процесса сборки необходимо
собираемые изделия предварительно расчленить на элементы таким
образом, чтобы осуществить сборку наибольшего количества этих
элементе® независимо друг от друга. Изделие расчленяют на сборочные
единицы путем построения схемы сборочного состава.
Органическая связь сборочного процесса с конструкцией изделия
требует от технолога перед непосредственным проектированием про¬
цесса сборки тщательного изучения конструктивной связи деталей и
сборочных единиц изделия. Технолог должен определить сборочные
единицы изделия, выделив базовые элементы и количество разъемов,
проверить возможность обеспечения требуемой точности сборки и
взаимозаменяемости, установить шифр или индекс каждой сборочной
единицы для разработки технологической документации.
При выделении сборочных единиц обязательным условием явля¬
ется возможность сборки каждой сборочной единицы независимо
от других. Кроме сборочных единиц определяют детали и составные
части изделия, которые поступают в готовом виде. В результате этого
должна быть составлена схема сборочной связи отдельных деталей и
составных частей данного изделия. Эта сборочная связь определяет
сборочный состав изделия.
В связи с тем что схема сборочного состава должна указывать
последовательность сборочного процесса, в ней должен быть выделен
базов ыйэлемент (базовая деталь, сборочная единица и т. д.),
с которого и начинается сборка.
В процессе сборки изделия пользуются сборочными база-
м и, т. е. совокупностями поверхностей или точек, по отношению к
которым фактически ориентируют другие детали изделия. Сборочные
базы образуются теми элементами деталей, которые определяют их
положение относительно других, ранее установленных деталей.
Для разработки процесса сборки составляют технологичес¬
кие схемы сборки, где условно изображают последователь-
402
несть сборки машины из элементов (деталей, сборочных единиц). Схему
сборки обычно составляют в соответствии со сборочным; чертежом
изделия и спецификацией его составных частей.
Типовая схема разбивки изделия на сборочные единицы представ¬
лена на рис. 280, где каждая составляющая изображена в виде прямо¬
угольника, внутри которо¬
го (или рядом с ним) пи¬
шется наименование и но¬
мер сборочной единицы
(СБ-1 — сборочная едини¬
ца 1-го порядка, СБ-2 и
СБ-3 — соответственно 2-го
и 3-го порядков), а иногда
и трудоемкость ее сборки.
В технологических схе¬
мах надписывают названия
методов соединений там,
где они не определены ти¬
пом соединяемых деталей.
Так, указывают: «прива¬
рить», «запрессовать», «набить смазкой» (но не делают указания «за¬
клепать», если показана установка заклепки).
При сравнении между собой технологических схем сборки близких
по конструкции машин с точки зрения соответствия требованиям
технологии сборки (удобства и трудоемкости сборки и разборки,
минимума ручных и пригоночных работ и т. п.) можно определить
технологичность конструкции данной машины.
Технологичным (с точки зрения сборки) называют изделие,
которое можно скомплектовать из предварительно собранных сбороч¬
ных единиц. Чем больше деталей машины может быть предварительно
объединено в отдельно собранные сборочные единицы, тем короче бу¬
дет цикл сборки, так как их можно собирать параллельно.
Разработка технологического процесса сборки начинается с изу¬
чения служебного назначения и конструкции изделия, условий работы
и технических условий его приемки. При этом необходимо произвести
анализ сборочных чертежей (правильность простановки размеров,
необходимых для сборки, обоснованность регламентации точности
и т. п.). Глубина разработки процесса сборки предопределяется типом
производства и размером годового выпуска. При малом выпуске раз¬
работка процесса сборки ограничивается составлением маршрута, т. е.
последовательности сборочных операций. При большом выпуске
процесс сборки, разрабатывается детально с возможно полной диффе¬
ренциацией сборочных операций.
Выбор варианта и разработка процесса сборки зависят также
от того, в каких условиях осуществляется разрабатываемый про¬
цесс — на вновь проектируемом или на действующем предприятии.
В первом случае выбор и разработка варианта технологического про¬
цесса свободные, а во втором зависят от ряда факторов: наличия обору¬
Дегпш
Рис. 280
403
дования и его загрузки, перспектив получения нового оборудования»
инструментальной подготовки производства и т. п.
На основании изучения исходных данных составляется техноло¬
гическая схема общей сборки и сборки сборочных единиц. Для слож¬
ных изделий на основании технологических схем сборки разрабаты¬
ваются технологические процессы отдельных сборочных единиц, а за¬
тем процесс общей сборки. Технологические процессы в свою очередь
расчленяются на отдельные последовательные операции, переходы,
приемы.
Технологический процесс сборки включает в себя соединение тем
или иным способом сопрягаемых деталей и сборочных единиц; проверку
полученной точности относительного положения и движения сбороч¬
ных единиц и деталей; внесение необходимых поправок для достижения
требуемой точности путем пригонки, подбора или регулировки; фик¬
сацию относительного положения сборочных единиц и деталей (напри¬
мер, проверка правильности работы систем смазки, последовательно¬
сти включения отдельных механизмов и т. д.). В сборочные процессы
включают операции (переходы), связанные с очисткой, мойкой, окрас¬
кой и отделкой деталей, сборочных единиц и машины в целом, а также
регулирование машины и ее механизмов.
В состав работ по сборке составных частей (сборочных единиц) и
общей сборке могут входить следующие основные операции: крепление
деталей; сборка неподвижных деталей; сборка деталей, передающих
движение; разметка для сборки (в единичном и мелкосерийном произ¬
водстве); взвешивание и балансировка деталей и сборочных единиц;
установка станин, рам, плит, корпусов и т. п.
При разработке технологического процесса поточной сборки необ¬
ходимо вначале определить такт сборочных работ, так как расчленение
технологического процесса на отдельные операции зависит от такта
сборки; затрата времени на отдельные операции (трудоемкость) должна
быть равной или кратной такту.
Для каждой операции, перехода и других частей сборочного про¬
цесса должно быть дано описание характера работ и способов их выпол¬
нения; должны быть указаны необходимый инструмент и приспособ¬
ления; определены потребное количество времени, количество рабочих
и их квалификация. Таким образом, технологический процесс сборки
определяет длительность сборки изделия, количество рабочих на все
сборочные работы, сроки подачи деталей и сборочных единиц.
Структура нормы времени на сборочные операции аналогична
структуре нормы времени на станочные работы. Основное, вспомо¬
гательное и подготовительно-заключительное время определяется
по нормативным данным, разрабатываемым на основе изучения и
анализа опытных данных, хронометражных материалов передовых
предприятий в соответствии с определенными организационными ус¬
ловиями производства. Время обслуживания рабочего места и пере¬
рывов на физические потребности и отдых составляет некоторую
часть оперативного времени (в среднем 4...8%).
Разработанный технологический процесс сборки должен быть эф¬
фективным для заданных условий, для чего производят технико-эко-
404
номическую оценку. Оценка и выбор варианта технологического про¬
цесса сборки производятся также путем сопоставления затрат на вы¬
полнение отдельных сборочных операций и всей сборки в целом.
Затем оформляется технологическая документация, состоящая из
маршрутной и операционной карты технологического процесса сбороч¬
ных, слесарно-сборочных и электромонтажных работ, комплектовоч¬
ной карты, ведомости материалов, а также технологических схем
сборки изделия и сборочных единиц. На рис. 281 приводится образец
операционной карты технологического процесса сборочных, слесарно¬
сборочных и электромонтажных работ.
ГЛАВА XXXIX
ОРГАНИЗАЦИОННЫЕ ФОРМЫ СБОРКИ МАШИН
Основными организационными формами сборки являются стацио¬
нарная и подвижная. При стационарной сборке изделия пол¬
ностью собирают на одном сборочном посту. Все детали и сборочные
единицы, требуемые для сборки изделия, поступают на этот пост.
При подв и ж н о й сборке собираемое изделие последовательно
перемещается по всем сборочным постам, на каждом из которых выпол¬
няют определенную операцию. Каждый пост рборудуют приспособле¬
ниями и инструментами, предназначенными для выполнения данной
операции. Детали и сборочные узлы для сборки поступают на соответ¬
ствующие посты.
Стационарная сборка может быть осуществлена двумя методами:
1) без расчленения сборочных работ (принцип концентрации) и 2) с
расчленением (принцип дифференциации).
По принципу концентрации сборку изделия от нача¬
ла до конца практически должен выполнять один человек или бригада.
Цикл сборки при значительной трудоемкости сборочного процесса чрез¬
вычайно продолжителен и при большой программе выпуска изделий
требует больших сборочных площадей, значительного количества ин¬
струмента, оборудования и др. Этот метод применяют в единичном
производстве при сборке специальных, уникальных машин и приборов,
а также в мелкосерийном производстве, когда весь процесс сборки
изделия состоит из небольшого количества несложных операций.
Используя принцип дифференциации (бригадный
метод), сборочный процесс расчленяют на части, и за каждым рабочим
бригады закрепляют определенную сборочную единицу изделия. Члены
бригады специализируются на выполнении определенных сборочных
работ. Однако по конструктивным условиям в большинстве случаев
вести сборку всех сборочных единиц одновременно невозможно. В связи
с этим при таком методе сборки большое значение имеет правиль¬
ное планирование начала и конца сборочных работ с учетом трудоем¬
кости и последовательности установки сборочных единиц на машину.
Бригадный метод сборки широко распространен в мелкосерийном
производстве, а также при выполнении повторной сборки машины на
месте ее постоянной работы (например, сборка крупных гидравличес-'
405
ИнЬм!по0л.\поЗпись и дата IВзом инВ^ЛИнй Nsbu&n \Подпись и дата\
ъ *
<1 ft
it
^ I £
' -JiS
fa 551з
tfl
111
I Ve
§11
ft. ^
Qj-Qj
<§§
mhod
-duo
оянон
Qj t
ij ft
fit
И
II
1-,°
gi.
vgS
tW*
«2:^
I
ft
§
ё
I
<o
uooxadau
дэыон
%_
к
*3Ub.
0
1
'ft
§
.k
.a
£
I
I
il
s
a,
I
I
v
i) .uuukJa-.
них турбин с их установкой; сборка устанавливаемых в типографиях
сложных полиграфических машин и пр.).
При подвижной сборке рабочие, выполняющие отдельные опера*
ции, распределены по рабочим местам — постам, к которым подают
соответствующие детали и сборочные единицы, объект же производ¬
ства последовательно перемещается от одного поста к другому. Это
перемещение может быть свободным, когда объект сборки рас¬
полагается, например, на тележках, перемещаемых самими испол¬
нителями, и принудительным, когда объекты сборки переме¬
щают механическими транспортными устройствами непрерывного или
прерывного действия (конвейер).
Преимущества подвижной сборки состоят в том, что расчлененный
сборочный процесс не требует высококвалифицированных исполните¬
лей, так как закрепление за исполнителем одной или небольшого числа
операций дает ему возможность приобрести в короткий срок необходи¬
мые навыки.
При расчлененном процессе сборки каждую операцию оснащают
соответствующими приспособлениями и инструментом; в связи с этим
время на сборку изделия меньше, чем при нерасчлененном. Расчле¬
ненный процесс при заданной программе выпуска изделий требует
меньших производственных площадей благодаря сокращению цикла
сборки. Количество одновременно собираемых изделий при этом значи¬
тельно меньше, чем при нерасчлененном процессе.
Процесс сборки может быть расчленен в условиях крупносерийного
и массового производства таким образом, что каждую операцию будет
выполнять только один исполнитель. В этом случае объект (сборочные
единицы или изделие) должен в процессе производства последовательно
переходить от одного рабочего места к другому, по потоку. Пере¬
ход на поточный метод производства позволяет увеличить объем выпус¬
ка продукции, снизить себестоимость изделия, сократить производст¬
венный цикл, уменьшить незавершенное производство, увеличить
производительность труда, облегчить и улучшить условия труда,
учет и планирование производства, укрепить трудовую дисциплину.
Под поточной линией сборки понимают ряд рабочих
мест сборки сборочных единиц или машины, расположенных соответ¬
ственно последовательности операций технологического процесса
сборки. Непрерывность процесса при поточной сборке достигается
благодаря равенству или крайности времени выполнения отдельных
операций сборки, т. е. длительность любой сборочной операции на
линии должна быть равна или кратна такту сборки изделия.
Для большинства изделий машиностроения наиболее совершенной
по технико-экономическим показателям является поточная сборка
при расчлененном процессе с принудительным движением объекта
и принудительно регулируемым тактом. Точный принудительный такт
сборки на конвейере является планирующим началом для организации
всей работы не только сборочного, но и всех других цехов предприятия,
обеспечивающих «питание» конвейера. Внедрение конвейера требует
широкого применения механизации, в связи с чем создаются предпо¬
сылки для автоматизации производственных процессов.
407
Чтобы достигнуть высокой производительности труда и обеспечить
высокое качество работ при поточной сборке, требуется большое коли¬
чество различных инструментов и приспособлений, сконструирован¬
ных с учетом каждой операции. Необходимость передачи собираемых
сборочных единиц с одного рабочего места на другое заставляет иногда
выполнять приспособления для сборки такими, чтобы их легко можно
было перемещать вместе со сборочными единицами в процессе сборки.
Такие приспособления называются спутниками.
Между отдельными операциями сборки сборочных единиц необхо¬
димо вводить операции контроля, назначение которых ■— проверять
выполненные ранее операции сборки для обеспечения необходимого
качества сборки сборочных единиц и изделия в целом.
ГЛАВА XL
МЕХАНИЗАЦИЯ И АВТОМАТИЗАЦИЯ СБОРОЧНЫХ ПРОЦЕССОВ
В современном машиностроительном производстве уровень меха¬
низации сборочных процессов (отношение трудоемкости работ, вы¬
полняемых механическими средствами, к общей трудоемкости сборки)
колеблется в очень широком диапазоне: 1) частичная механи¬
зация, при которой механизированные средства применяют лишь
на некоторых сборочных операциях, а основная доля работ произво¬
дится вручную с помощью простейшего немеханизированного инстру¬
мента; 2) комплексная, или всесторонняя, механизация,
когда все основные рабочие операции выполняются с помощью меха¬
низированных инструментов и приспособлений; 3) частичная
автоматизация, когда часть рабочих процессов сборки осу¬
ществляется с применением автоматизированных средств, а остальные
операции выполняются сборщиками с помощью механизированных
инструментов и приспособлений; 4) комплексная автома-
т и з а ц и я, представляющая собой высшую форму механизации сбор¬
ки — на этой ступени все рабочие операции, а также операции регу¬
лирования сопряжений и контроля собранных сборочных единиц и
изделий выполняются машинами-автоматами под наблюдением налад¬
чиков.
Технологический процесс сборки и организация сборочных работ
обусловливают применение тех или иных средств механизации, при¬
чем, с одной стороны, степень совершенства организации сборки
влияет на технико-экономическую эффективность механизации, а с
другой — рациональная механизация способствует совершенствова¬
нию организации сборки.
Любая сборочная операция состоит из основного и вспомогатель¬
ного элементов. Основнойэлемент характеризуется измене¬
нием технологического состояния сборочной единицы в процессе сбор¬
ки. Квспомогательным элементам относятся переме¬
щение сборочной единицы, деталей, инструментов и приспособлений,
управление этими перемещениями и контроль сборки.
Для механизации основных элементов сборочных работ применяют
408
электрифицированные, пневматические и пневмогидравлические одно-
и многошпиндельные механизированные инструменты. Для механиза¬
ции вспомогательных работ, и прежде всего для горизонтального и
вертикального перемещения собираемых объектов, инструментов и
приспособлений, применяют рольганги, тележки, другие конвейеры,
электрические и пневматические подъемники. К числу вспомогатель¬
ных работ относится также сортировка деталей перед сборкой на
размерные и весовые группы. Сортировка осуществляется почти
повсеместно на специальных полуавтоматах и автоматах.
Механизация отдельных сборочных операций хотя и снижает в
той или иной мере трудоемкость сборки, однако существенного эко¬
номического эффекта не дает; он возможен только при комплексной
механизации. Завершающим этапом полной механизации сборки
является применение автоматических систем.
Основными предпосылками для автоматизации сборочных процессов
служат достаточные стабильность и объем выпускаемой продукции.
В настоящее время автоматические сборочные машины применяются
главным образом для сборки сравнительно небольших сборочных
единиц или механизмов, например печатных схем, подшипников ка¬
чения, радиоламп и т. п. Известны случаи использования сборочных
машин в автомобильной промышленности, например для сборки блоков
цилиндров, муфт сцепления и др.
Эффективность применения автоматизированных устройств при
сборке обусловливают: идентичность операций при сборке различных
изделий или сборочных единиц; значительная трудоемкость сбор¬
ки; наличие высокого брака в процессе ручной сборки; опасность
получения травмы и высокая стоимость сборки.
Одним из средств, облегчающих автоматизацию сборки и повы¬
шающих степень универсальности автоматических сборочных линий,
является смешанное применение в них позиций автоматической и руч¬
ной сборки, а также компоновка сборочных установок из нормализо¬
ванных агрегатов и сборочных единиц, допускающих перекомпоновку.
Автоматические сборочные установки классифицируются в соответ¬
ствии с траекторией движения собираемого изделия от одной позиции
к другой. Наиболее часто используют установки с делительно-пово¬
ротным столом и автоматические линии сборки.
Для сборки изделий небольших и средних размеров применяют
сборочные установки ротационного типа, где собираемые сборочные
единицы, состоящие из 2...5 деталей, путем поворота стола последова¬
тельно перемещаются из одной позиции в другую. Между автоматизи¬
рованными позициями (обычно не более семи) могут быть расположены
позиции ручной сборки. Иногда для точного позиционирования изде¬
лий используются установочные приспособления «плавающего» типа,
перемещаемые центральной транспортной системой и самоходные.
Производительность подобного сборочного автомата составляет 500...
1800 шт/ч. К недостаткам ротационных установок следует отнести:
невозможность сборки крупных изделий, а также изделий, сборка кото-
,рых требует значительного количества операций; ограниченное число
•409
шций и тесное их размещение; ограниченные возможности совмеще-
5 автоматической и ручной сборки.
Автоматические сборочные линии бывают либо горизонтально-
жнутыми, когда собираемые изделия перемещаются по прямоуголь-
\ или овальной трассе, либо вертикально-замкнутыми, в которых
яспособления-спутники перемещаются по прямолинейной трассе и
:ле разгрузки возвращаются транспортером к загрузочной позиции,
е линии пригодны для сборки изделий с 5... 10 и более деталями,
и могут быть как полностью автоматическими, так и с встроенными
шциями ручной сборки. Производительность линий такая же, как
установок ротационного типа.
Для подачи деталей на автоматических сборочных установках
именяются: вибробункеры, осуществляющие выдачу и первичную
яентировку засыпаемых в них навалом деталей; барабанные питате-
, выполняющие те же функции, но пригодные лишь для подачи
шлей простейшей формы; магазинные питатели для подачи деталей,
горые могут сцепляться друг с другом; лопастные питатели для пода-
деталей в несколько отводящих каналов и желобков и т. д.
В соответствии с накопленным опытом считается целесообразным
лностью автоматизировать сборочный процесс, если выпуск продук-
и превышает 500 изделий в час. Одним из критериев при оценке
аномической эффективности автоматической сборочной установки
у'жит количество человеко-часов работы сборщиков, которых она
извана заменить. Оно должно быть не меньше 2 тыс. в год.
ЗАКЛЮЧЕНИЕ
Как уже отмечалось, для успешного развития социалистического
щества на современном этапе нужно все больше самых разнообраз-
[х машин. Дополнительным требованием времени является переход
интенсивным методам развития, т. е. к увеличению объема произвол-
ва в основном за счет роста производительности труда при минималь-
возможных капитальных вложениях. Чтобы решить эту задачу,
жно направить главные усилия на сокращение малопроизводитель¬
на ручного труда, на экономию энергии и материалов.
В качестве примера рассмотрим два конкретных пути реализации
:азанных проблем.
1. Специализация производства, т. е. перевод производственных
ицностей на выпуск ограниченной номенклатуры изделий, позволяет
зко повысить качество продукции и одноврменно снизить ее себе-
оимость благодаря возможности широкого применения высокопро-
шодительного автоматизированного и автоматического оборудова-
я. Но прежде чем создавать специализированное производство, не-
1Ходимо провести работы по унификации изделий. Унификация
шменительно к машиностроению может проводиться по трем на-
>авлениям: универсализации, типизации и сокращающей унифика-
ш.
Универсализация — способность одного изделия вы-
мнять многочисленные функции.
Типизация — приведение изделий к единообразию по уста¬
новленным признакам.
Сокращающая унификация — сокращение числа
объектов унификации.
Одним из методов, объединяющим все три типа унификации, яв¬
ляется агрегатирование, т. е. создание систем изделий, способных
выполнять различные функции при изменении структуры составляю¬
щих их элементов.
Наиболее перспективно построение агрегатов из модулей — унифи¬
цированных или собранных из унифицированных и стандартных эле¬
ментов. Широкое использование модулей не только сокращает сроки
разработки и внедрения изделий, но и облегчает их эксплуатацию и
ремонт.
2. Гибкие технологические системы. Большинство применяемых
в настоящее время автоматических поточных линий имеют жесткую
структуру и предназначены для выпуска одного или нескольких
близких по параметрам изделий. Чтобы осуществить переналадку
линии на выпуск нового изделия, требуется много времени и трудо¬
затрат. Такие линии оправдывают себя только в массовом произ¬
водстве.
Для повышения эффективности единичного и мелкосерийного
производства до уровня массового необходима разработка гибких
технологических систем (ГТС), обеспечивающих воз¬
можность быстрой переналадки поточных линий при переходе на
изготовление нового изделия.
Основой подобных систем являются станки с ЧПУ и промышлен¬
ные роботы. Необходимым условием внедрения ГТС является также
наличие автоматической системы управления производством (АСУГ1).
В ГТС автоматически получается и обрабатывается информация
о ходе производства, наличии и исправности оборудования и инстру¬
мента, геометрических размерах выпускаемых изделий и их качестве.
Это позволяет автоматизировать контроль и управление режимами
станков и погрузочно-разгрузочных и транспортных механизмов.
ЛИТЕРАТУРА
Ачкасов Н. А., Терган В. С. Технология точного приборостроения. М., 1973.
Блюмберг В. А., Близнюк В. П. Переналаживаемые станочные приспособления.
Л., 1978.
Балакшии Б. С. Основы технологии машиностроения. М., 1971.
Бойцов В. В. Механизация и автоматизация в мелкосерийном н серийном про¬
изводстве. М., 1971.
Великанов К. М. Определение экономической эффективности вариантов меха¬
нической обработки деталей. М., 1970.
Венгеровский Ю. Я-, Данилевский В. В. Научно-технический прогресс и Еди¬
ная система технологической подготовки производства. М., 1975.
Гаврилов А. Н. Основы технологии приборостроения. М., 1976.
Данилевский В. В. Лабораторные работы по технологии машиностроения.
М., 1971.
Данилевский В. В. Механизация и автоматизация производственных процессов
в машиностроении и приборостроении. М., 1972.
Данилевский В. В. Справочник молодого технолога-машиностроителя. 3-е изд.
М., 1973.
Данилевский В. В. Специализация производства технологической оснастки на
базе стандартизации.— Машиностроитель, 1976, № 6.
Данилевский В. В., Меньшиков В. В. Состояние и перспективы дальнейшего
совершенствования технологической оснастки.— Вестник машиностроения, 1981,
№ 3.
Демьянюк Ф. С. Технологические основы поточного и автоматизированного
производства. М., 1964.
Дружинский И. А. Методы обработки сложных поверхностей на металлорежу¬
щих стайках. 2-е изд. М., 1965.
Единая система технологической подготовки производства. Общие положения
и правила. М., 1975.
Коваи В. М. Основы технологии машиностроения. М., 1965.
Корсаков В. С. Расчеты и конструирование приспособлений в машиностроении.
М., 1972.
Корсаков В. С. Основы технологии машиностроения. М., 1974.
Кувшииский В. В. Автоматизация технологических процессов в машинострое¬
нии. М., 1972.
Капустин Н. М. Разработка технологических процессов обработки деталей на
стайках с помощью ЭВМ. М., 1976.
Митрофанов С. Н. Научные основы технологической подготовки производства.
Л., 1955.
Михалев С. Б. Автоматизация процессов подготовки производства. Минск, 1973.
Подураев В. Н. Резание труднообрабатываемых материалов. М., 1974.
Попилов Л. Я. Основы электротехнологии и новые ее разновидности. Л., 1971,
Судизнов В. И. и др. Обработка деталей лучом лазера. М., 1969.
Тайц Б. А. Точность и контроль зубчатых колес. М., 1972.
Шубников К- В. Унифицированные переналаживаемые станочные приспособ¬
ления. Л., 1973.
ОГЛАВЛЕНИЯ
Предисловие к пятому изданию 3
Введение 4
Раздел первый
Основы проектирования технологических процессов
Глава /. Производственный и технологический процессы 7
§ 1. Определения и основные понятия '7
§ 2. Характеристика типов производства 9
§ 3. Дифференциация и концентрация технологического процесса ... 11
Глава II. Точность обработки 13
§ 4. Факторы, определяющие точность обработки 13
§ 5. Точность станков, инструмента и приспособлений 13
§ 6. Жесткость технологической системы 15
§ 7. Влияние на точность обработки температуры и других факторов 17
§ 8. Отклонения формы и расположения поверхностей 18
§ 9. Рассеивание размеров обрабатываемых заготовок и законы распре¬
деления размеров 24
§ 10. Расчетно-аналитический метод обеспечения точности обрабатыва¬
емых заготовок 25
§ 11. Статистический метод исследования точности обработки с постро¬
ением точечных диаграмм 29
§ 12. Определение возможного брака по площади кривой распределения 31
§ 13. Размерный анализ 33
Глава III. Качество поверхности 37
§ 14. Определения и основные понятия 37
§15. Параметры шероховатости поверхности 38
§ 16. Влияние качества поверхности на эксплуатационные свойства
деталей машин 41
§17. Методы и средства оценки шероховатости поверхности 43
§ 18. Зависимость шероховатости и точности поверхностей от видов
обработки 48
Г лава IV. Базы и базирование 45
§ 19. Понятие о базах, их классификация и назначение 48
§ 20. Основные схемы базирования 61
§21. Погрешности базирования и закрепления заготовок 54
Глава V. Выбор заготовок 58
§ 22. Виды и способы изготовления заготовок 58
§ 23. Основные требования к заготовкам 71
§ 24. Предварительная обработка заготовок 73
Глава VI. Припуски на обработку 75
§ 25. Определения и основные понятия 75
§ 26. Факторы, влияющие на размер припуска 76
§ 27. Мещоперациомные припуски н допуски 78
Глава VII. Технологическая подготовка производства 82
§23. Основы организации и управления процессом технологической
подготовки производства 82
§ 29. Единая система технологической документации 84
§30. Исходные данные для проектирования технологическою процесса
механической обработки 87
§31. Техническое нормирование 89
§ 32. Выбор режимов резания 90
413
'лсша Vlll. Технологичность конструкций изделий 92
§ 33. Понятие о технологичности и правила отработки конструкции на
технологичность 92
§ 34. Технологическая рациональность конструктивных решений ... 94
§ 35. Преемственность конструкций и конструктивных решений . . . 101
‘лава IX. Порядок проектирования технологических процессов обработки
основных поверхностей деталей 1оЗ
§36. Исходные данные и последовательность технологических расчетов 103
§37. Выбор технологической схемы обработки 106
'лава X. Методы и средства измерения основных поверхностей 108
§38. Контроль наружных и внутренних поверхностей тел вращения 108
§39. Контроль углов и конусов 109
§40. Контроль резьбы ^. . . . Но
§41. Контроль отклонений формы и расположения поверхностей ... 112
§ 42. Методы и средства измерения зубчатых колес 114
§43. Механизация и автоматизация контроля 118
Раздел второй
Основы проектирования приспособлений
‘лава XI. Общие сведения о приспособлениях 121
§44. Виды приспособлений 121
§45. Основные элементы приспособлений 124
'лава XII. Устаноиочные элементы приспособлений 124
§ 46. Основные правила установки заготовок 124
§ 47. Виды установочных элементов приспособлений 126
’лава XIII. Зажимные элементы приспособлений 133
§ 48. Назначение зажимных атементов 133
§ 49. Виды зажимных элементов 134
’лава XIV. Направляющие элементы приспособлений 142
'лава XV. Делительные и поворотные элементы приспособлений I44
'лава XVI. Корпуса приспособлений 146
'лава XVII. Механизированные приводы приспособлений 148
§ 50. Назначение механизированного привода 148
§51. Пневматические приводы 148
§ 52. Пневмогидравлические и гидравлические приводы 153
'лава XVIII. Универсально-сборные и наладочные приспособления .... 157
'лсюа XIX. Основы проектирования приспособлений 161
Раздел третий
Методы обработки основных поверхностей
'лава XX. Технологическая классификация и типизация технологических
процессов 164
'лава XXI. Обработка наружных поверхностей тел вращения (валов) . . . 173
§ 53. Выбор метода обработки 173
§ 54. Токарная обработка 175
§ 55. Обработка шлифованием 183
§56. Приспособления для токарных и шлифовальных работ 191
§ 57. Отделочные виды обработки 197
'лава XXII. Обработка внутренних поверхностей тел вращения (отверстий) 200
§ 58. Виды отверстий и способы их обработки 200
§ 59. Обработка на сверлильных станках 201
§ 60. Обработка на расточных станках 207
§61. Обрабогка на шлифовальных станках 209
§ 62. Обработка на протяжных станках 210
§63. Приспособления для сверлильных и расточных работ 213
§ 64. Приспособление для протяжных работ 222
§ 65. Отделочные виды обработки отверстий 225
'лава XXIII. Обработка на револьверных и карусельных станках 228
§ 66. Обработка на револьверных станках 228
§67. Обработка на токарно-карусельных и токарно-лобовых станках 231
'лава XXIV. Образование резьбовых поверхностей 232
§ 68. Виды резьб, их назначение и классификация 232
§ 69. Нарезание наружной резьбы 233
14
§70. Нарезание внутренней резьбы , 236
§71. Фрезерование наружной и внутренней резьб 238
§ 72. Накатывание резьбы 239
Глава XXV. Обработка плоских поверхностей 242
§ 73. Технологические предпосылки выбора метода обработки плоских
поверхностей 242
§74. Обработка на строгальных и долбежных станках 245
§ 75. Обработка на фрезерных станках 246
§ 76. Приспособления для фрезерных работ 249
§ 77. Обработка на шлифовальных станках . 258
§78. Обработка на протяжных станках 258
Глава XXVI. Обработка сложных поверхностей 261
§ 79. Виды сложных поверхностей и их классификация . 261
§ 80. Методы обработки сложных поверхностей 263
Глава XXVII. Обработка зубчатых поверхностей 272
§81. Виды зубчатых колес, их назначение и характеристика 272
§82. Основные методы обработки зубьев цилиндрических и конических
колес 277
§83. Основные методы обработки зуьбев червячных пар 286
§84. Отделочные виды обработки зубчатых колес 293
Г лава XXVIII. Обработка шлицевых поверхностей 297
§85. Виды и назначение шлицевых соединений 297
§86. Методы обработки элементов шлицевых валов и втулок 299
Глава XXIX. Особые методы обработки 303
§87. Обработка металла давлением в холодном состоянии 303
§88. Электрические методы обработки 312
§ 89. Балансировка и подгонка деталей машин 318
§ 90. Методы обработки деталей из жаропрочных материалов и пластмасс 321
Глава XXX. Экономическая оценка технологических процессов 327
§91. Основные зависимости для определения себестоимости изготовле¬
ния деталей 327
§ 92. Сравнение вариантов технологического процесса 328
Глава XXXI. Автоматизация проектирования и управления технологиче¬
скими процессами 330
§93. Автоматизация проектирования технологических процессов . . . 330
§ 94. Автоматизация управления технологическими процессами .... 333
§ 95. Автоматизация процессов механической обработки ....... 335
§96. Проектирование процесса обработки на станках с ЧПУ ..... 342
Раздел четвертый
Методы изготовления типовых деталей машин
Глава XXXII. Обработка корпусных деталей 347
§ 97. Общие сведения 347
§98. Механическая обработка корпусных деталей 348
§ 99. Обработка корпуса редуктора 351
Г лава XXXIII. Обработка валов . . . . 355
§ 100. Общие сведения 355
§ 101. Механическая обработка шпинделей 357
Глава XXXIV. Обработка зубчатых колес 360
§ 102. Общие сведения 360
§ 103. Обработка цилиндрических зубчатых колес 363
§ 104. Обработка конических зубчатых колес . 372
§ 105. Обработка червячных пар 375
Раздел пятый
Технология сборки машин
Глава XXXV. Основные понятия о сборке 384
§ 106. Изделие и его элементы. Понятия о сборочных процессах . . . 384
§ 107. Технологическая организация процессов сборки 386
Глава XXXVI. Методы сборки 388
§ 108. Технологическая классификация методов сборки 388
§ 109, Подготовка деталей к сборке , , , , 395
415
§ 110. Технологический контроль и испытание сборочных единиц и машин - 399
§111. Окраска машин и консервация 400
Глава XXXVII. Классификация соединений, выполняемых при сборке машин
и механизмов 401
Глава XXXVIII. Технологические схемы сборки 402
Глава XXXIX. Организационные формы сборки машин 405
Глава XL. Механизация и автоматизация сборочных процессов 408
Заключение 410.
Литература 412
Владимир Викторович Данилевский
ТЕХНОЛОГИЯ МАШИНОСТРОЕНИЯ
Зав. редакцией К. И. Акош ика. Редактор А. В. Дуброеский. Младший редактор //. М. И ве¬
тка. Художественный редактор Т. А. Дурасоеа. Технический редактор Е. И. Герасимове,
Корректор Л. А. Исаева
ИБ .Ъ 4371
Изд. № От — 427. Сдано в набор 11.08.83. Подп. в печать 02.02.84. Т-03283. Формат
60X90*/ie- Бум. тип. № 2. Гарнитура литературная. Печать высокая. Объем 26 уел. леч. л. '
Уел. кр.-отт. 26 Уч.-изд. л. 28,68. Тираж 100 000 экз. Зак. № 2126. Цена 1 р. 10 к.
Издательство «Высшая школа», 101430, Москва. ГСП-4, Неглинная ул., д. 29/14
Ордена Октябрьской Революции и ордена Трудового Красного Знамени Первая Образцовая. J
типография имени А. А. Жданова Союзпслиграфпрома при Государственном комитете СССР
ло делам издательств, полиграфии и книжной торговли. 113054, Москва, Валовая, 28