
















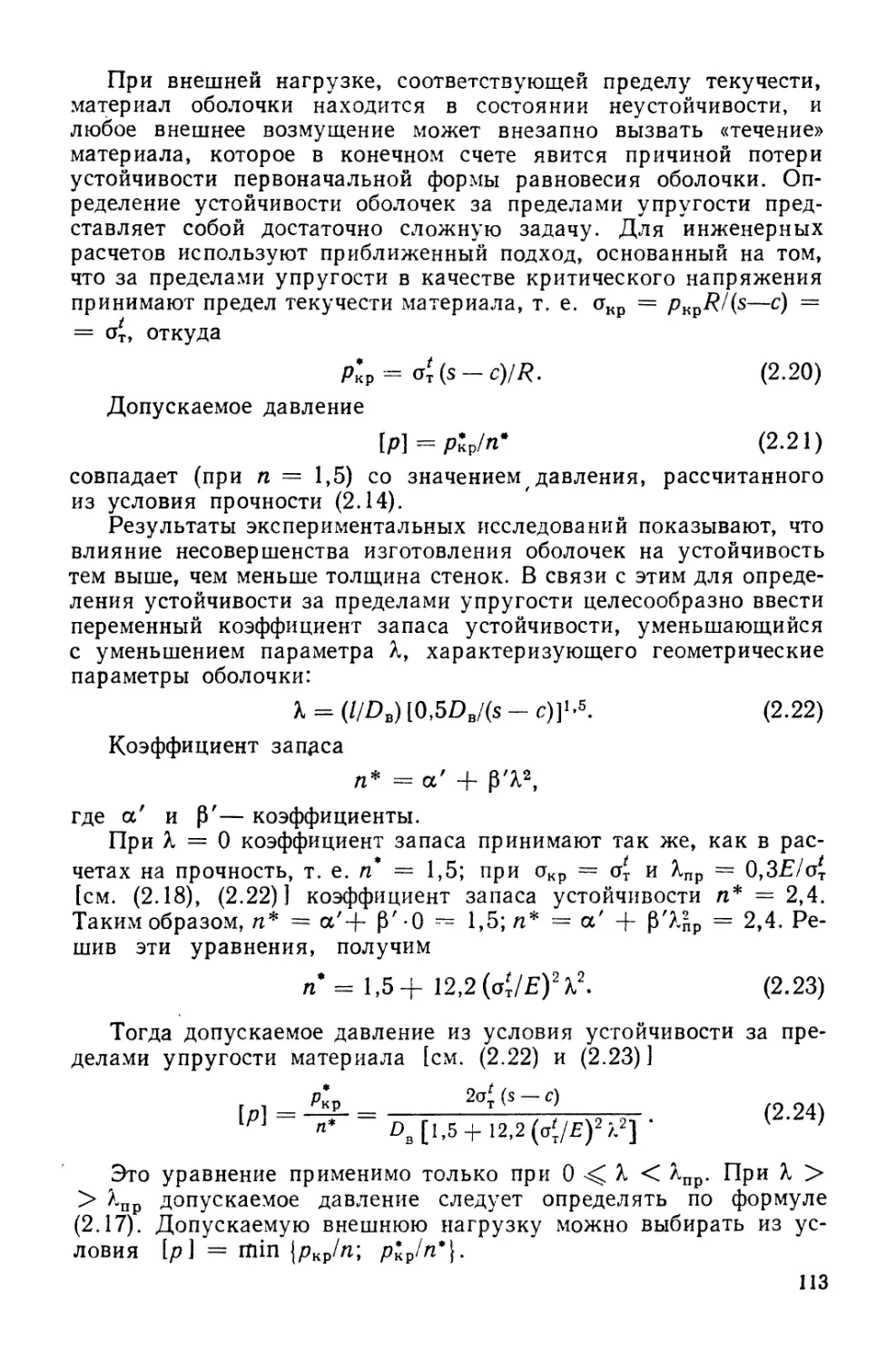







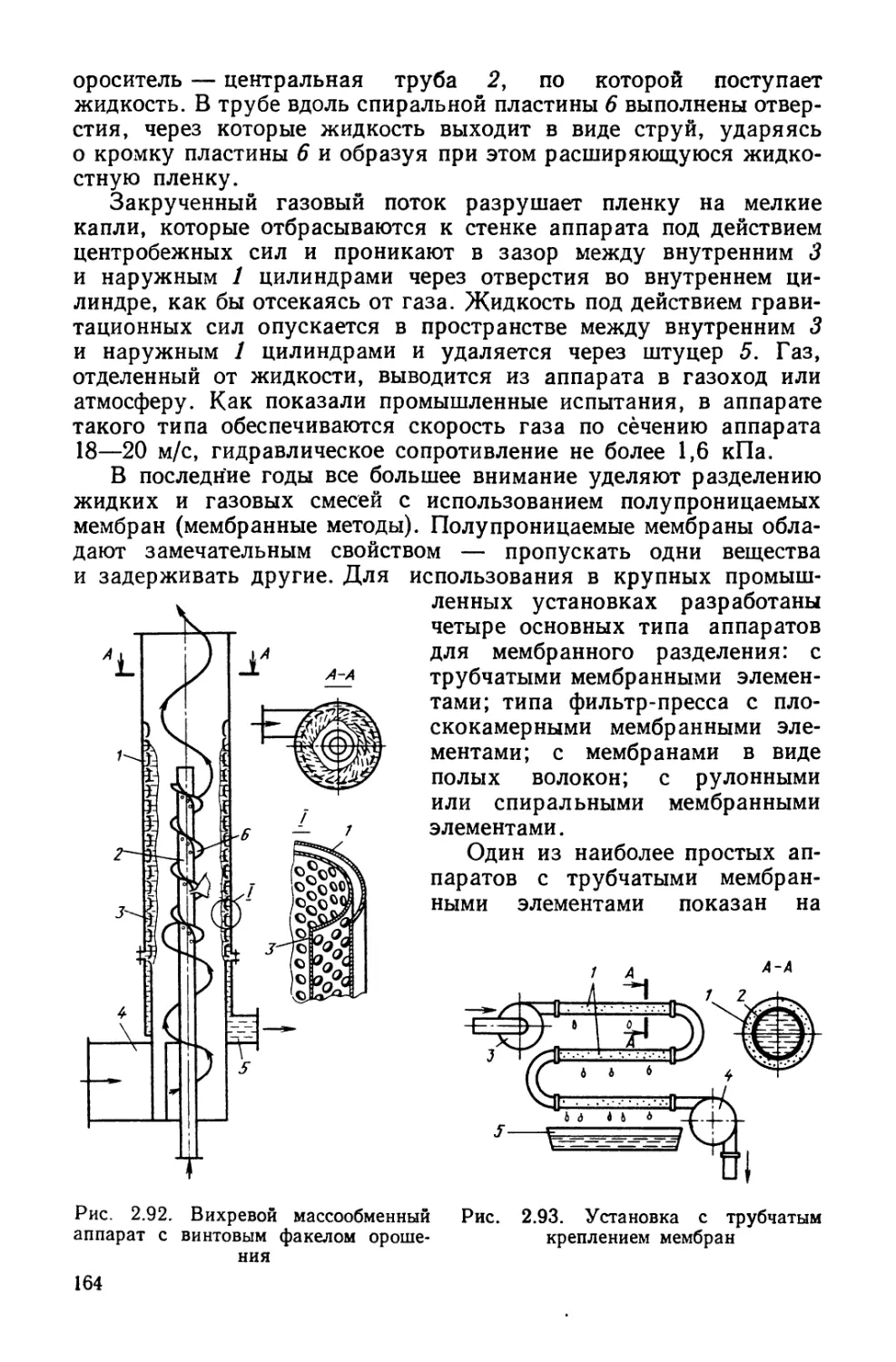


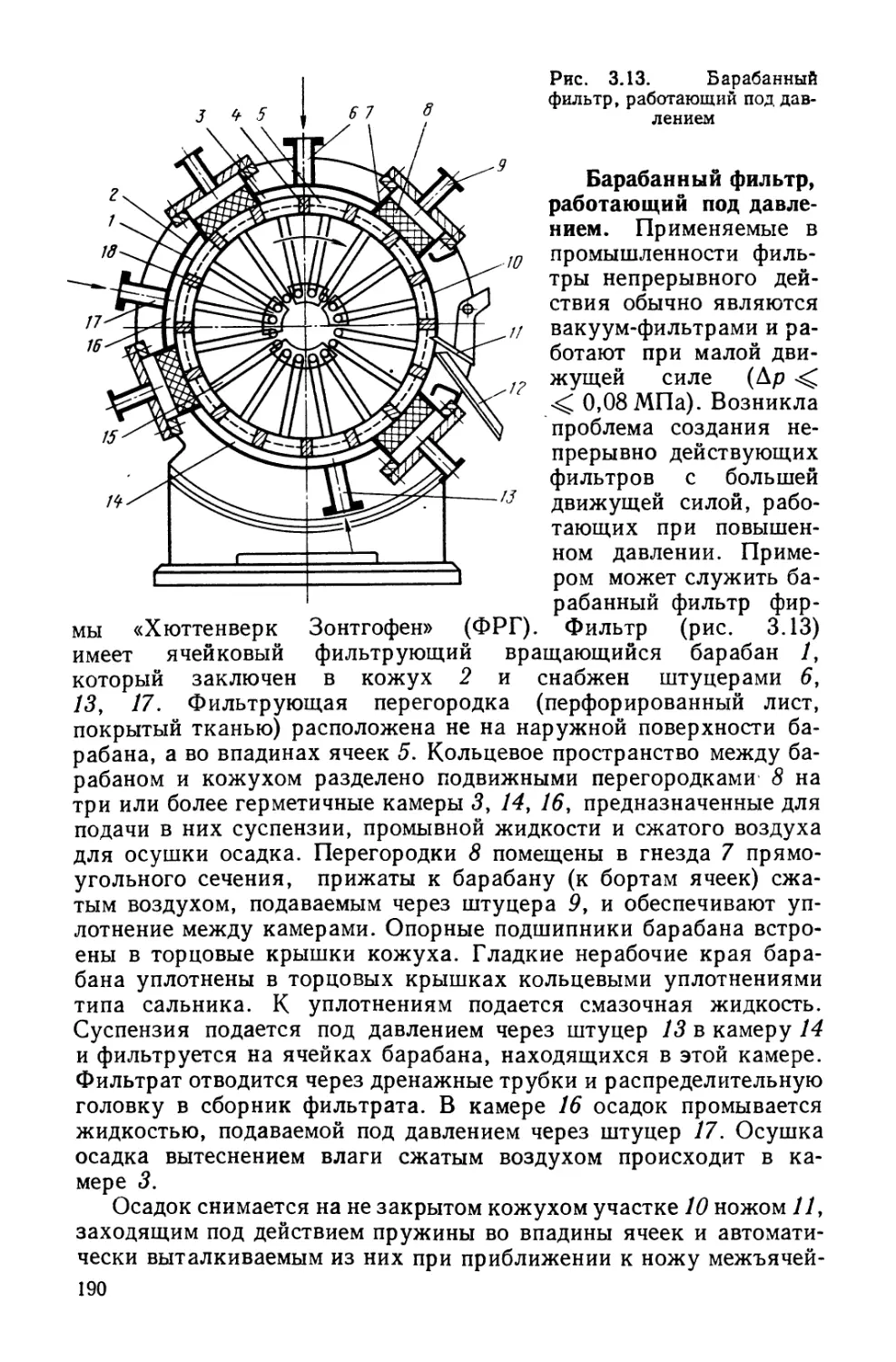





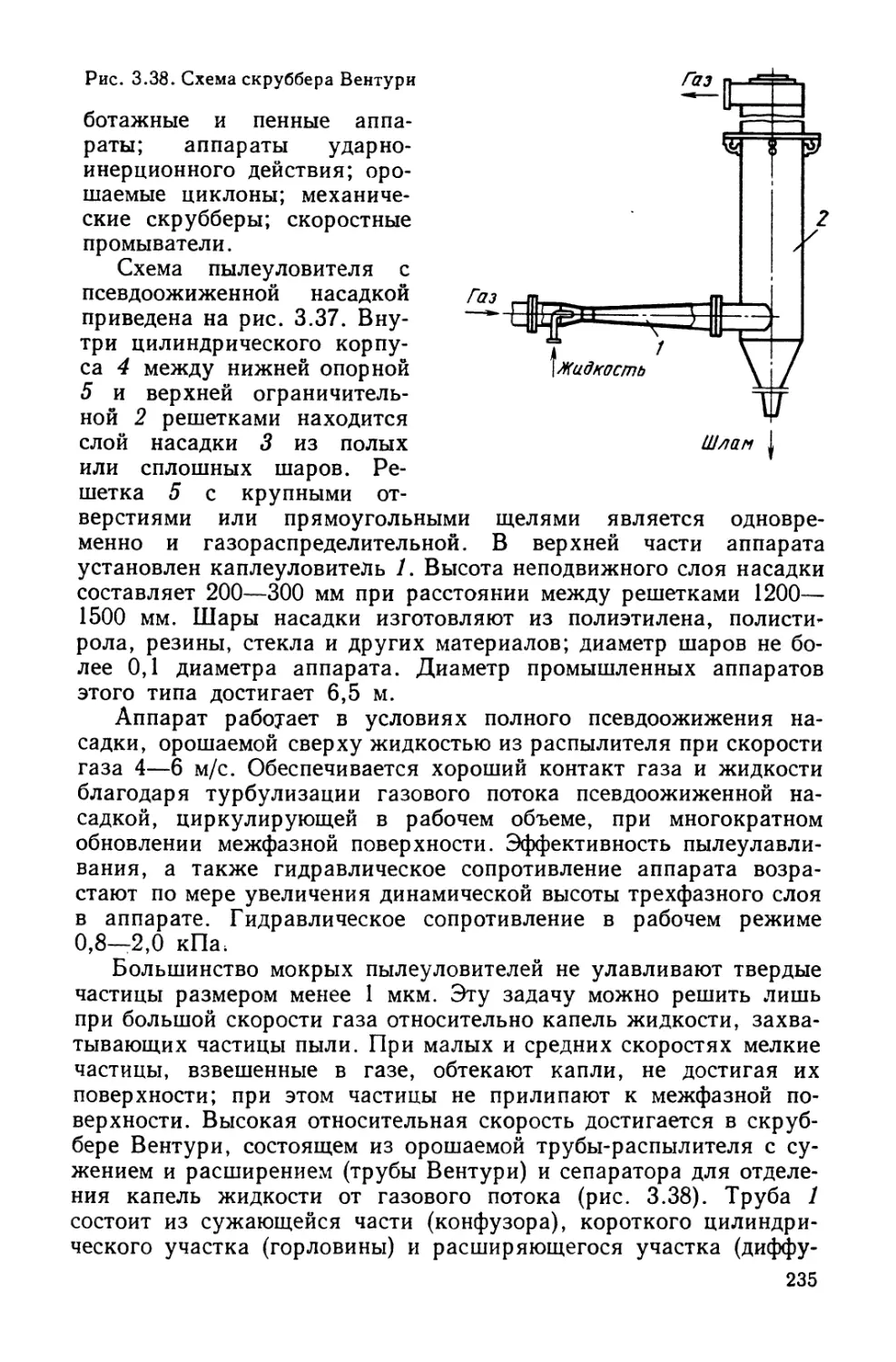
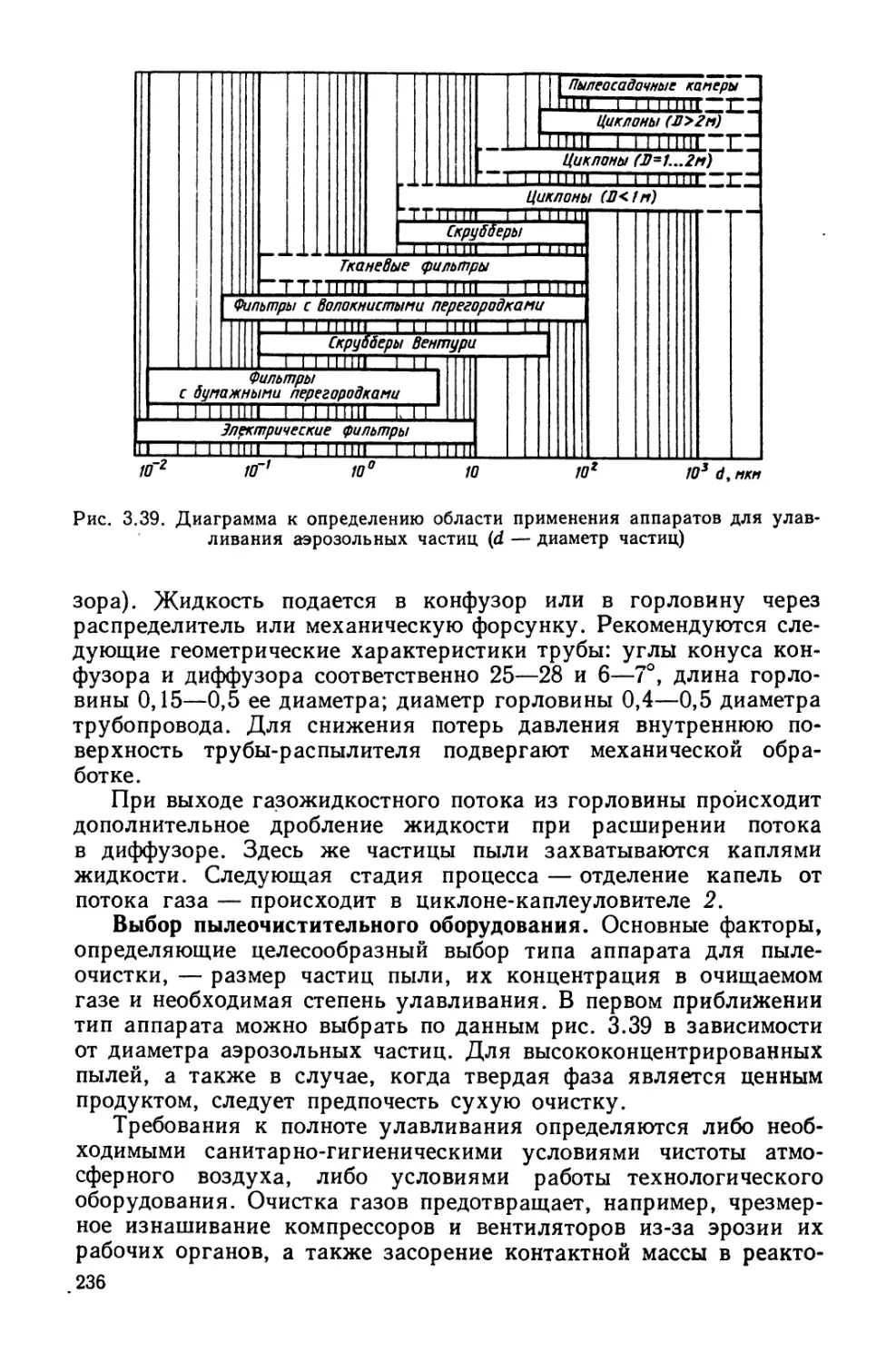






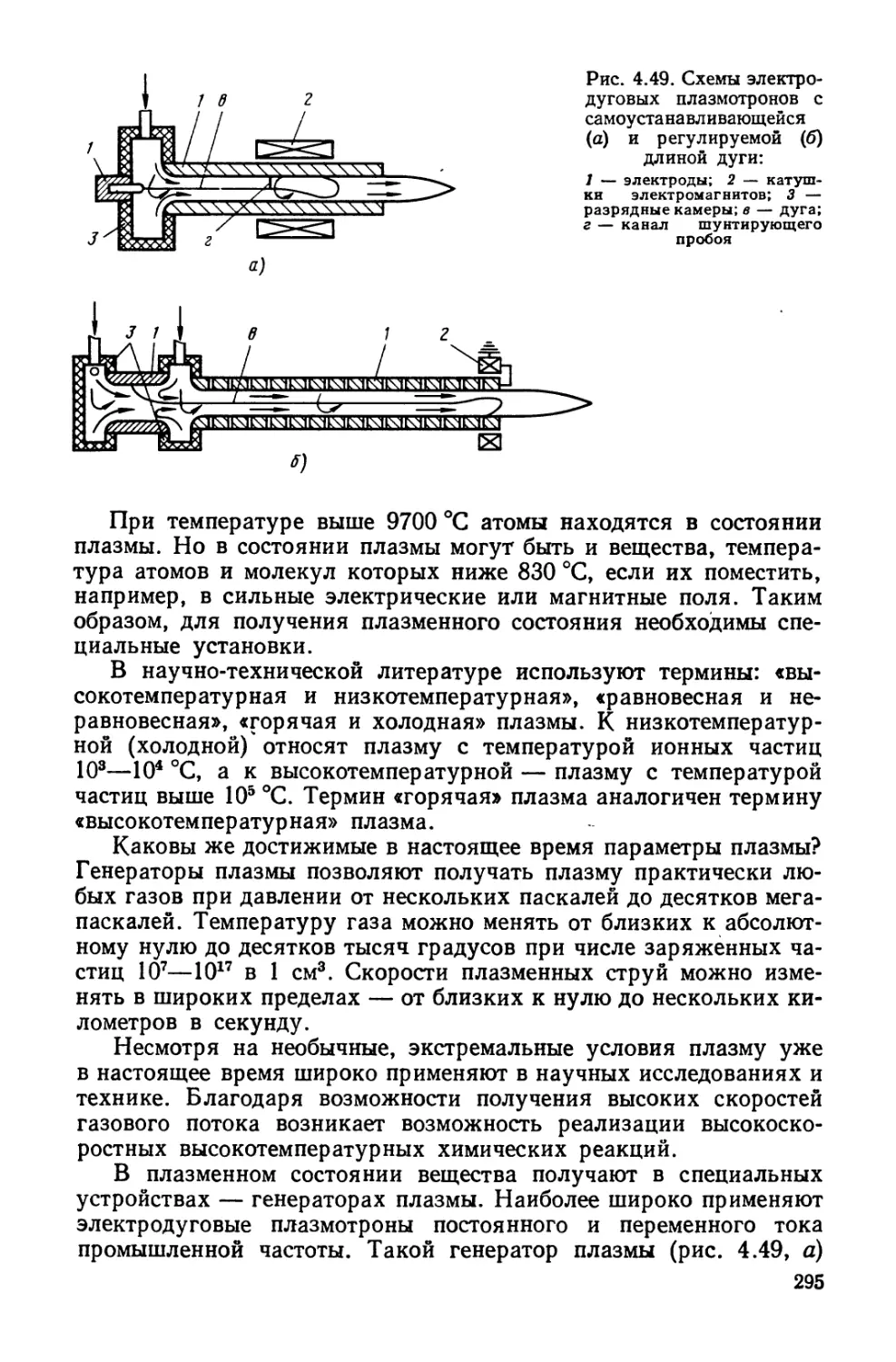



















Текст
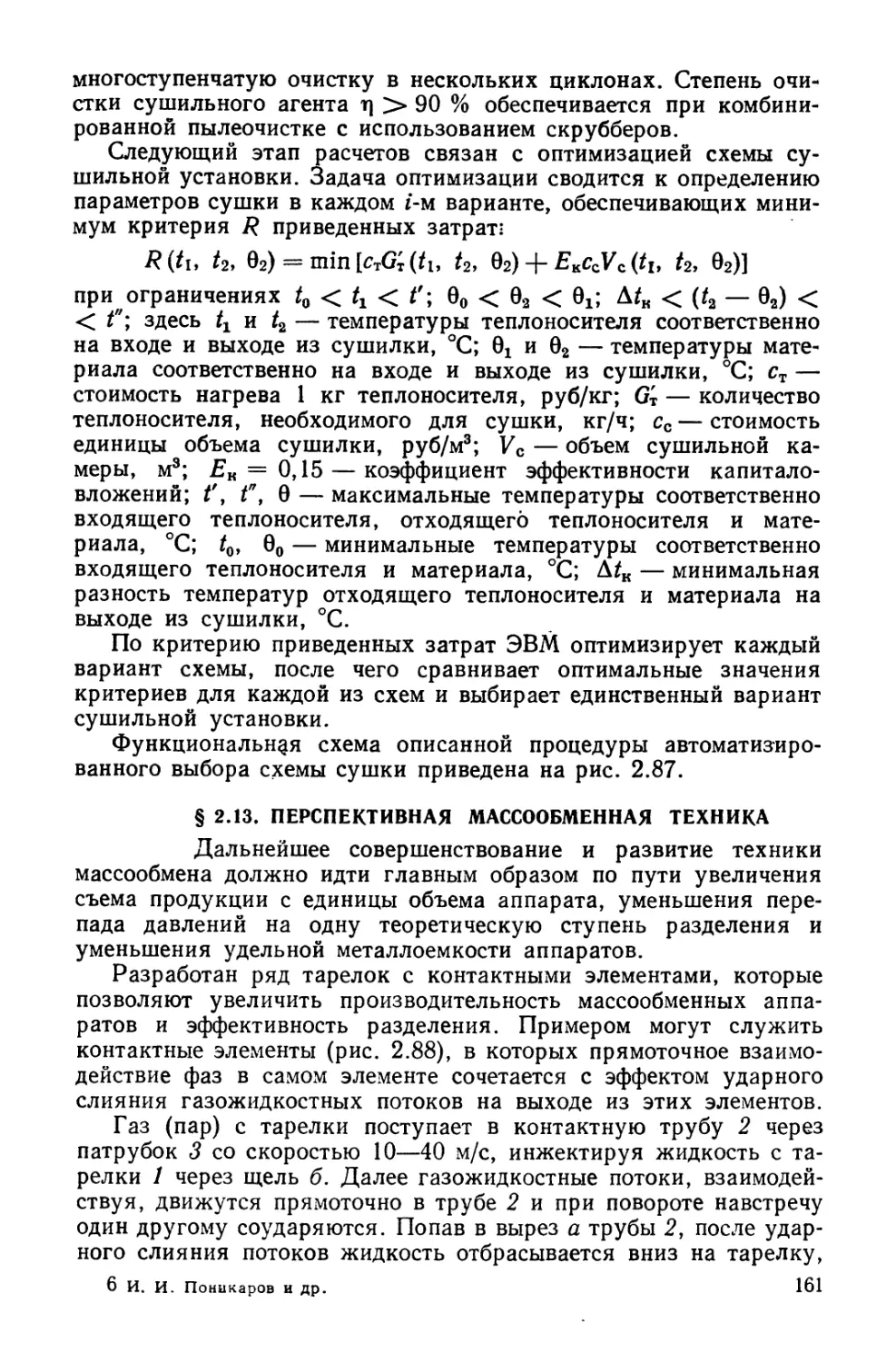
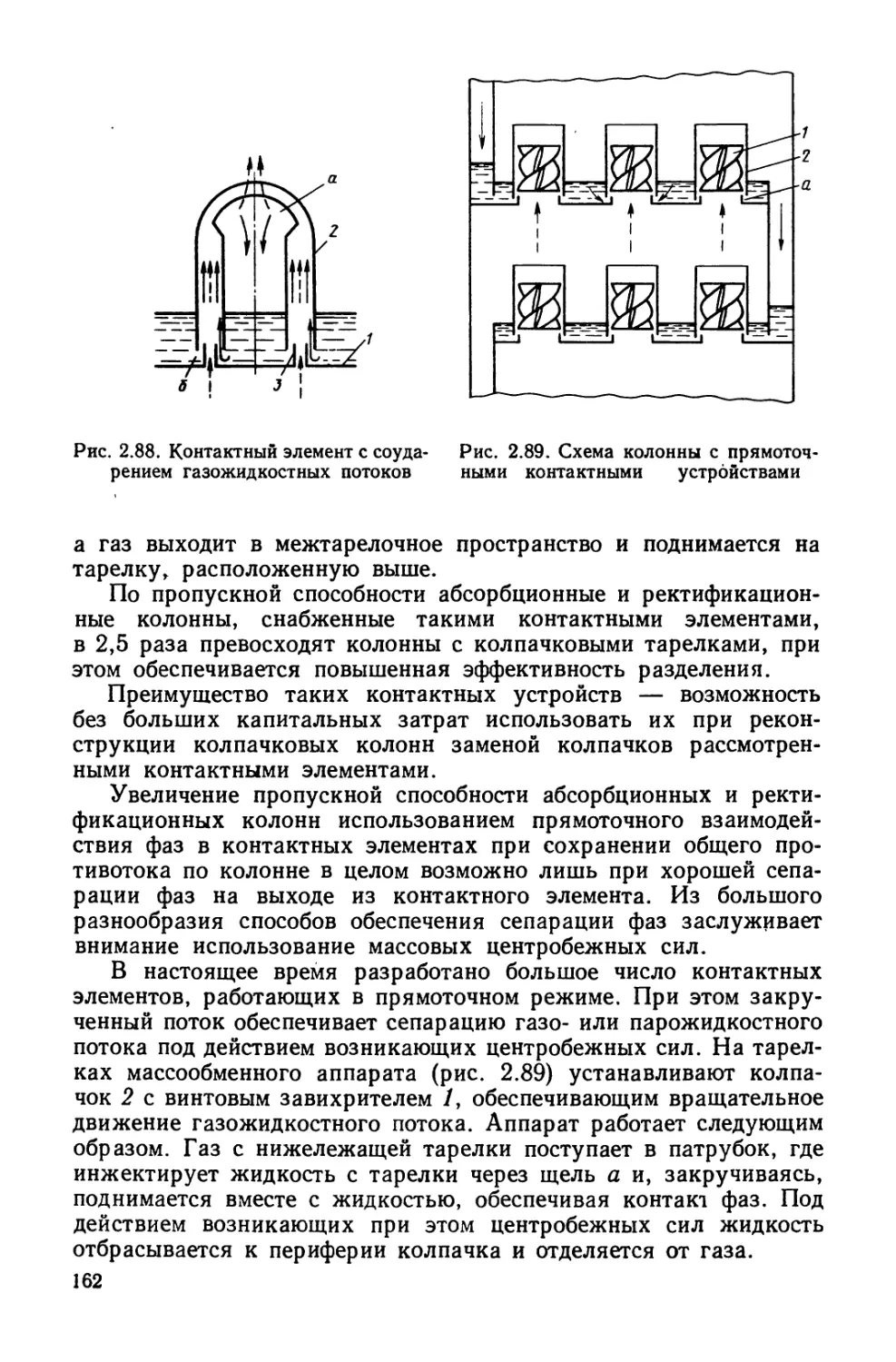
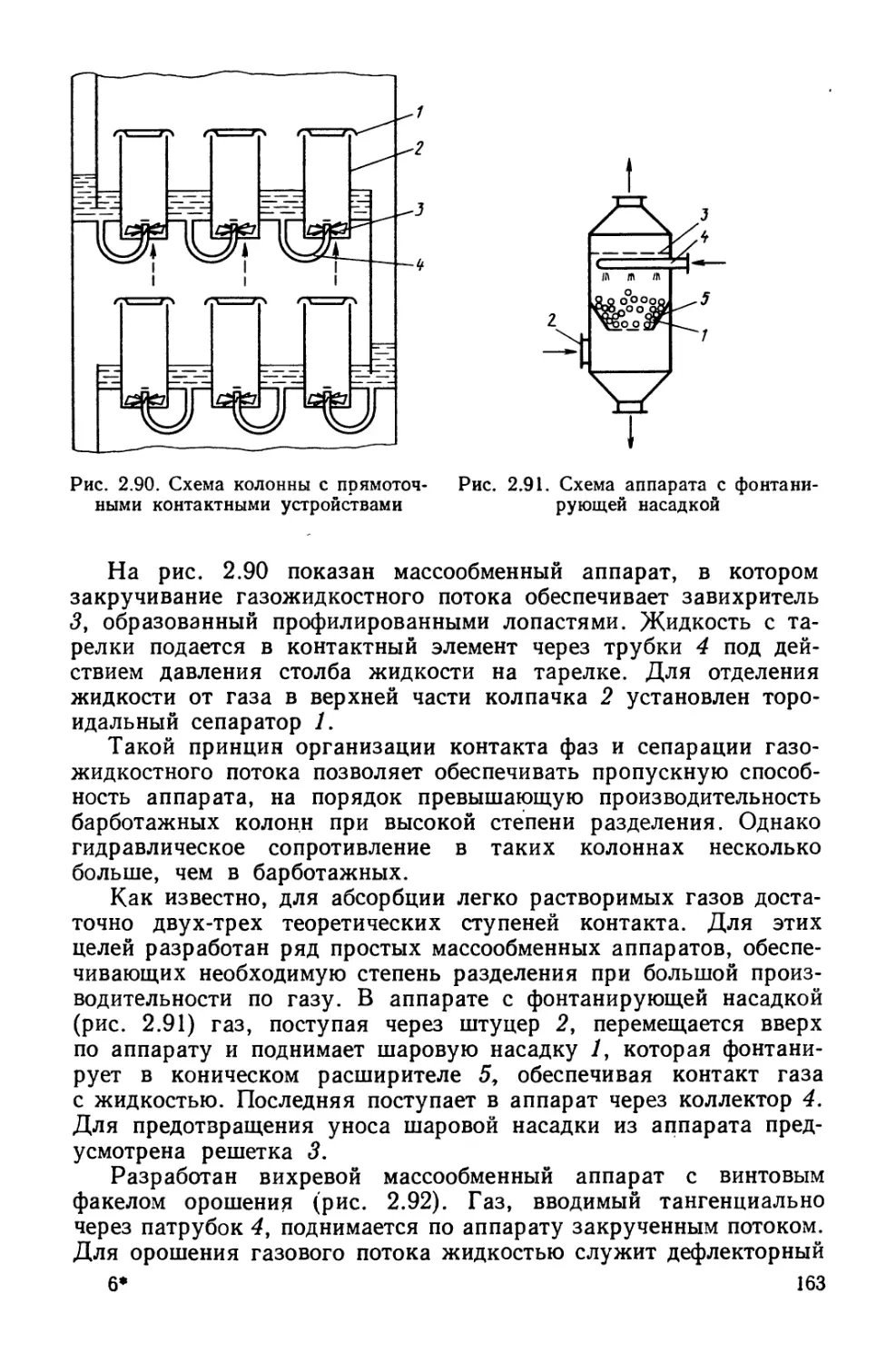
ББК 35.11я73
М38
УДК 66.02/.04 (075.8)
А в т о р ы: . и. и. Поиикаров, о. А. ПереJlыrии,
В. Н. Доронин, М. r. fаЙНУJlJJИИ
р е Ц е н з е н т ы д-р техн. наук В. п. Майков,
д-р техн. наук В. Н. СОКОJlОВ
Машины и аппараты химических производств: Учебник
М38 дЛЯ вузов по специальности «Машины И аппараты химиче-
ских производств и предприятий строительных материа..
лов»/И. и. Поникаров, о. А. Перелыrин, В. Н. Доронин,
М. r. rайнуллин.
М.: Машиностроение, 1989.
368 с.: ил.
ISBN 5-217-00347-2
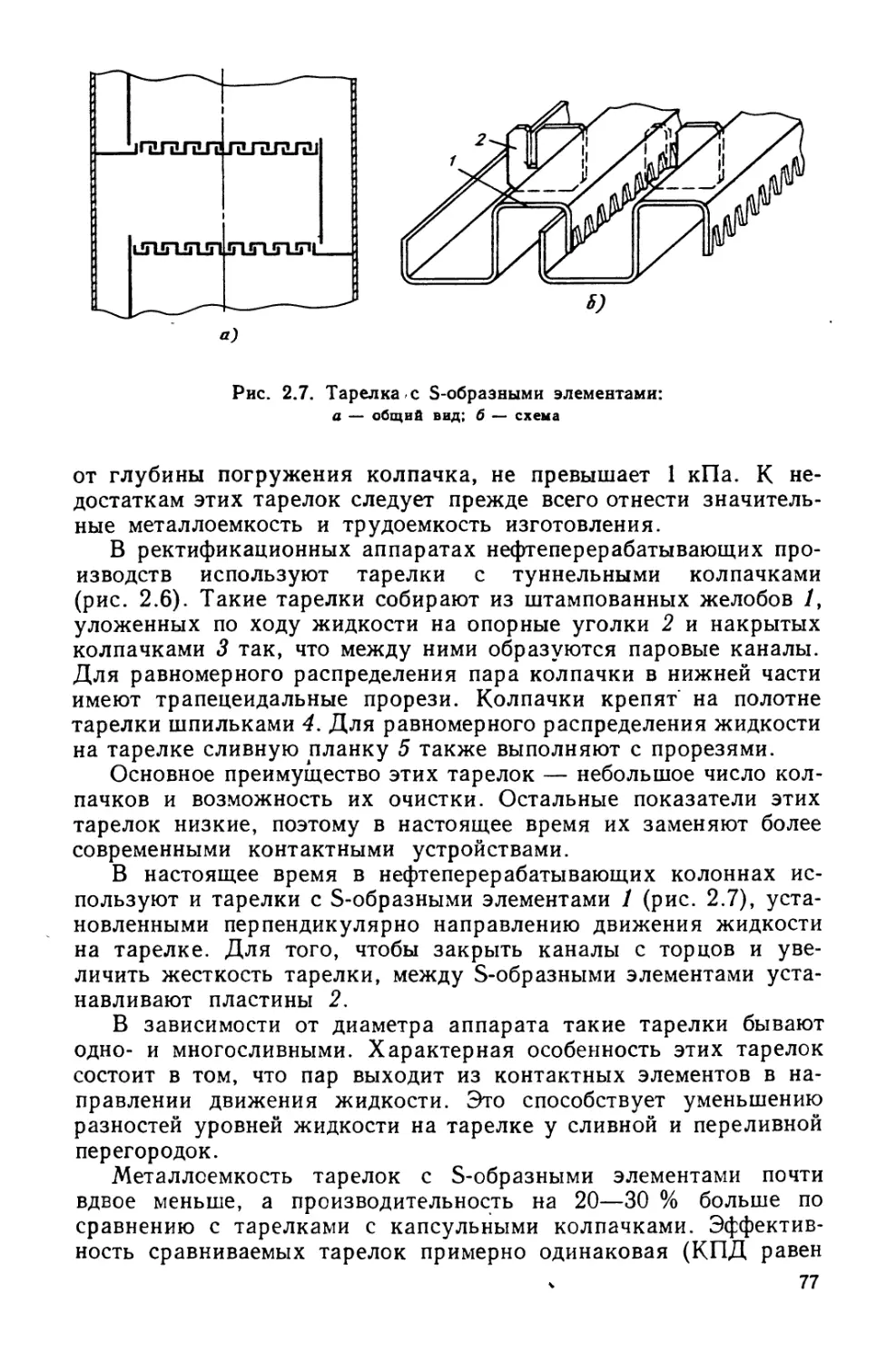
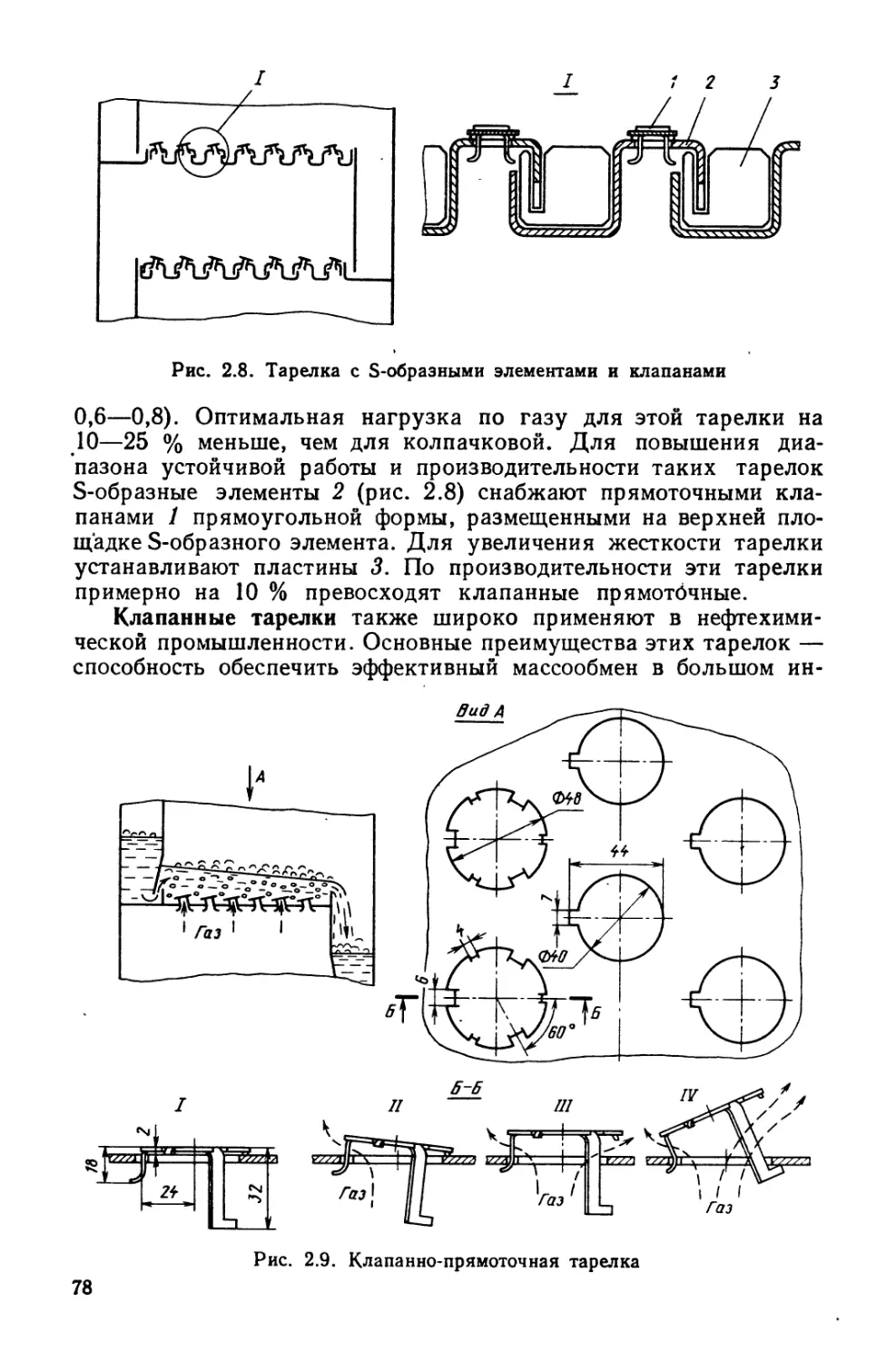
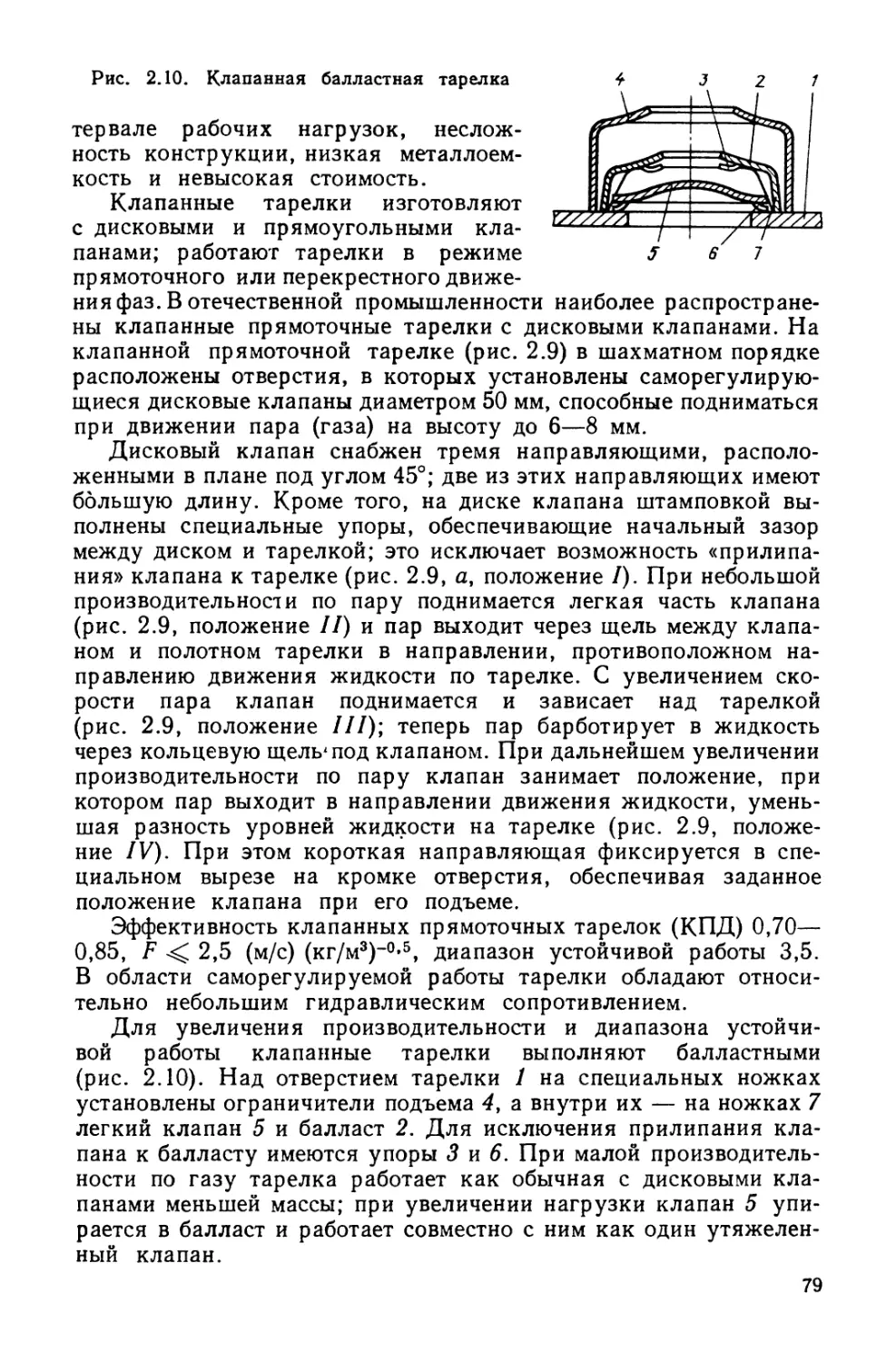
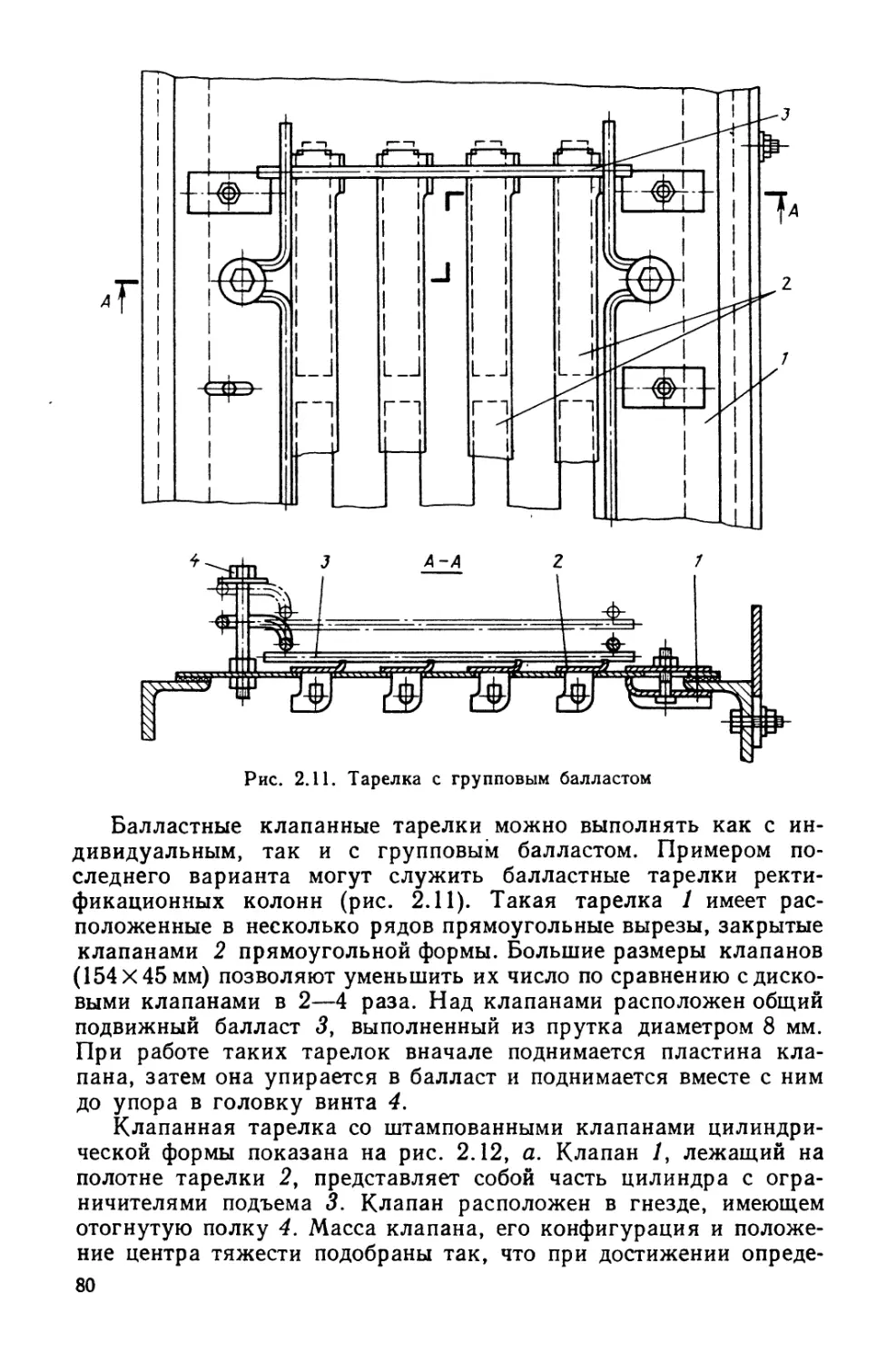
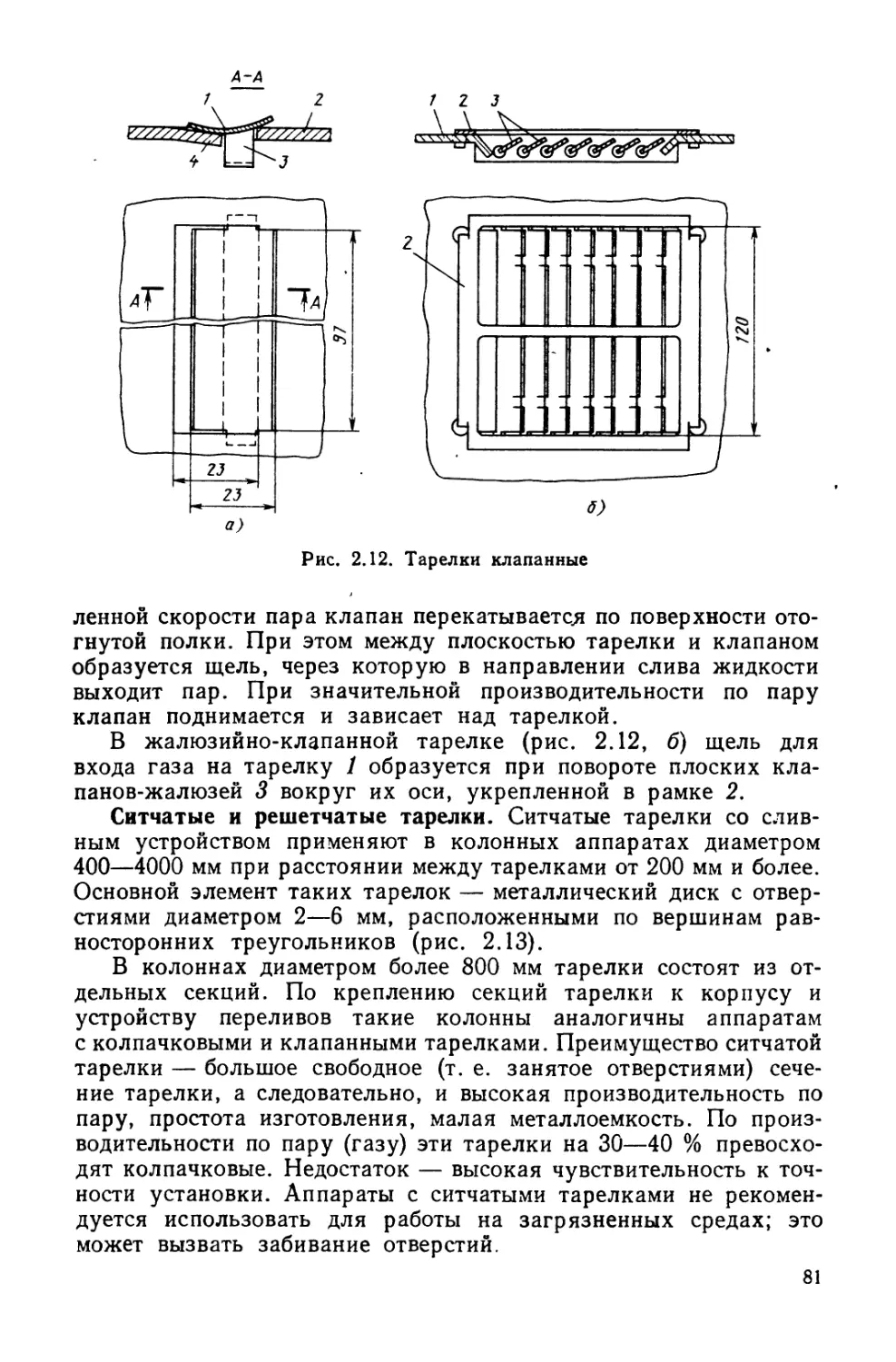
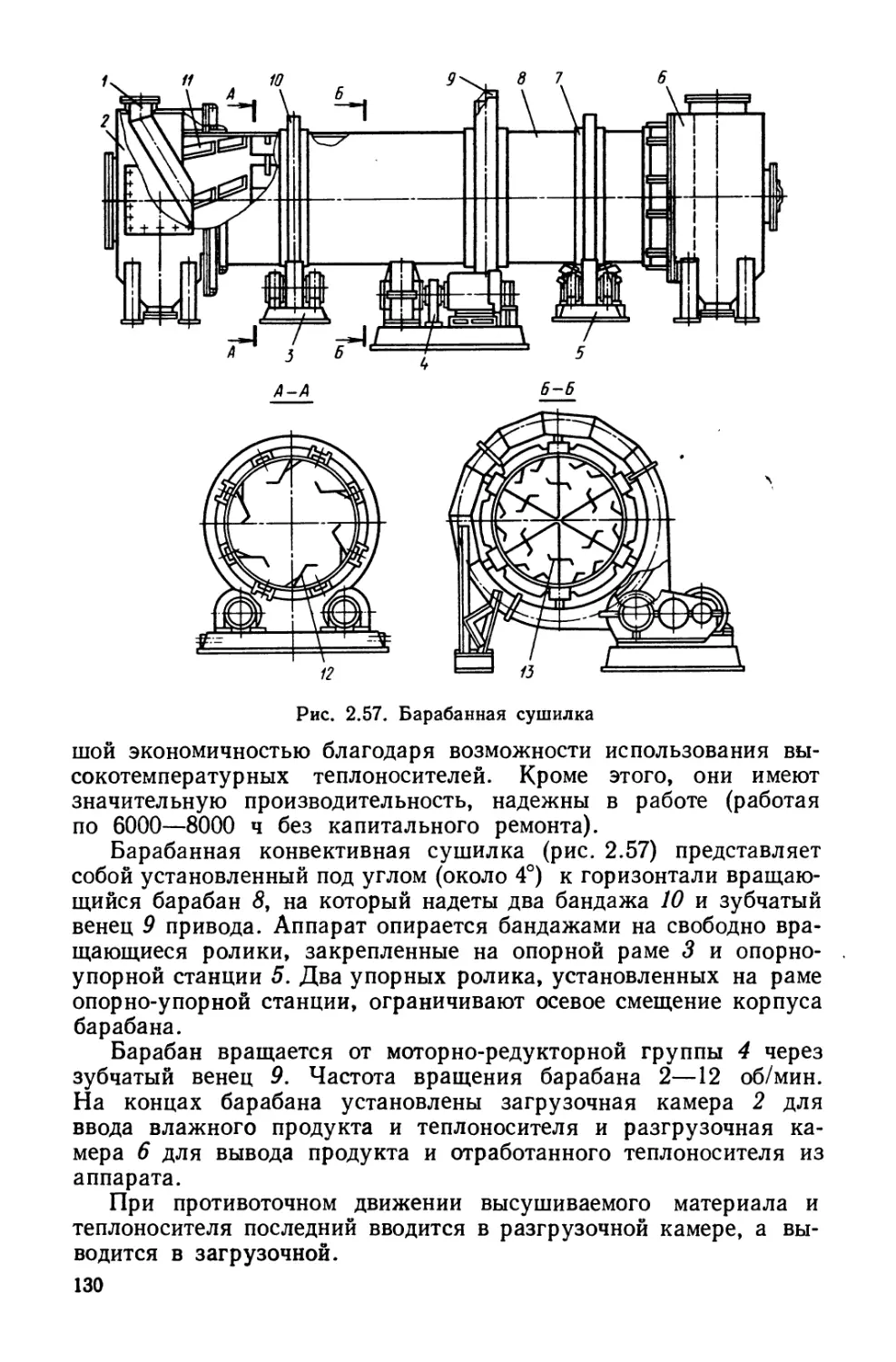
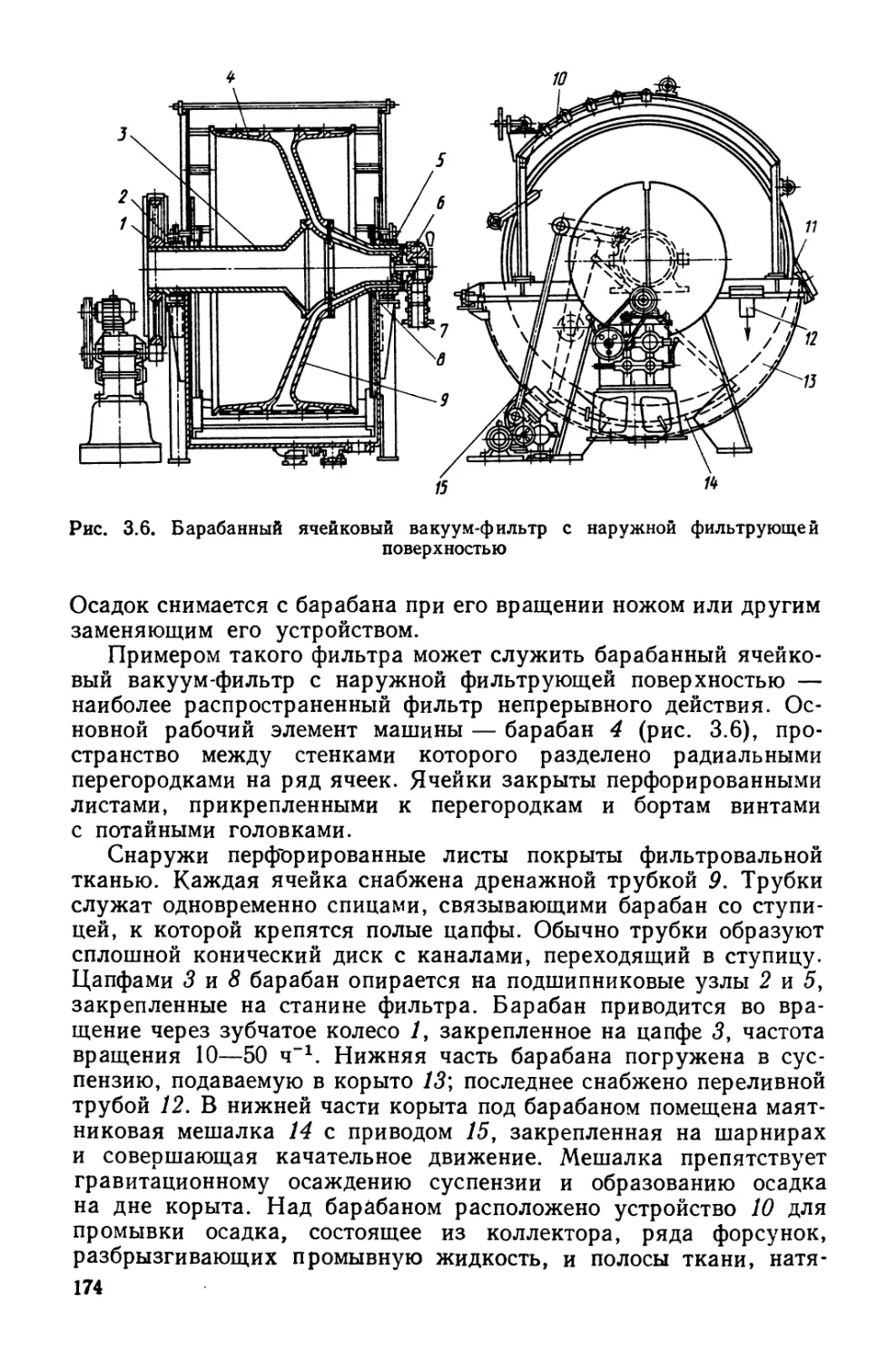
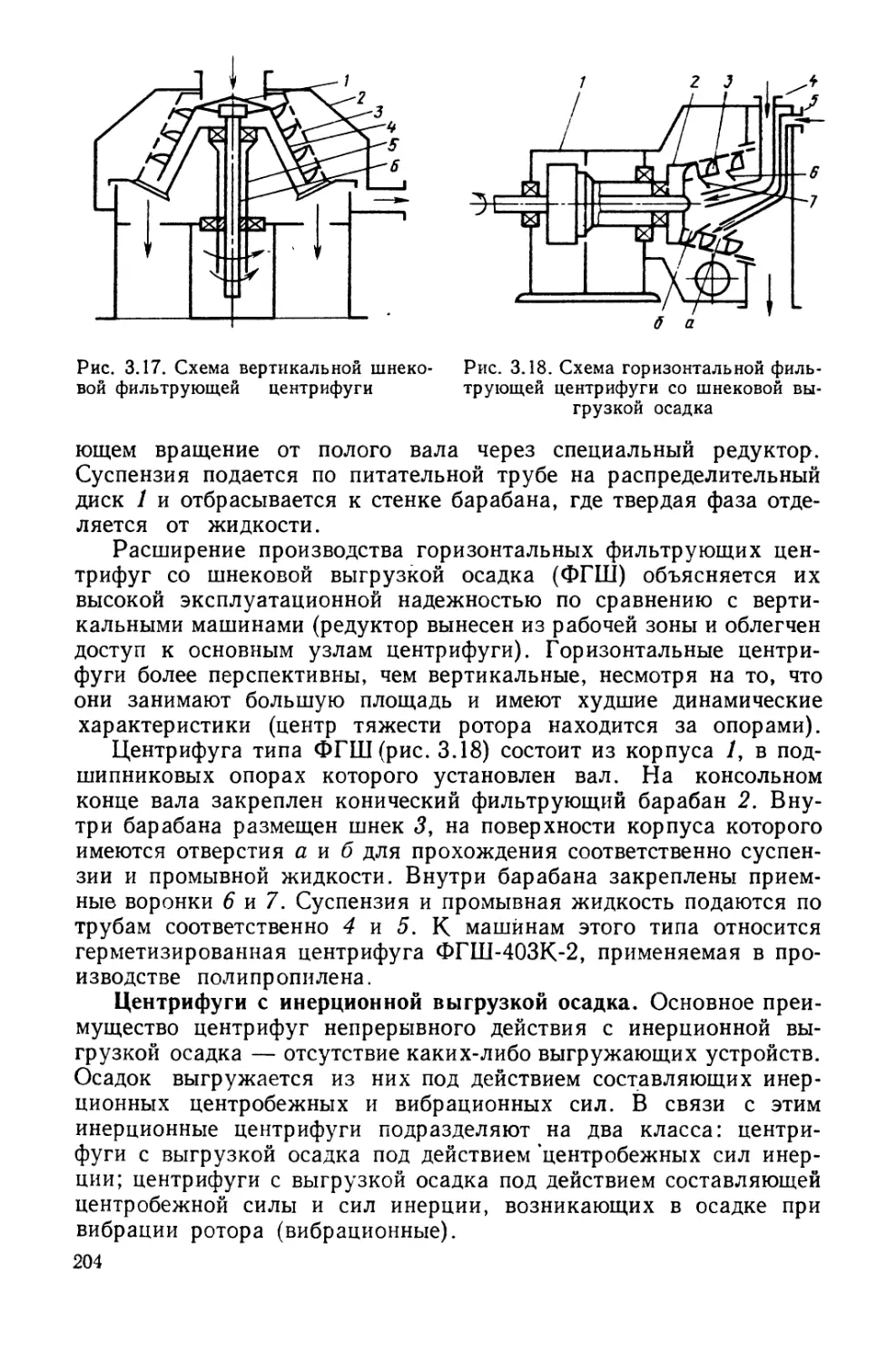
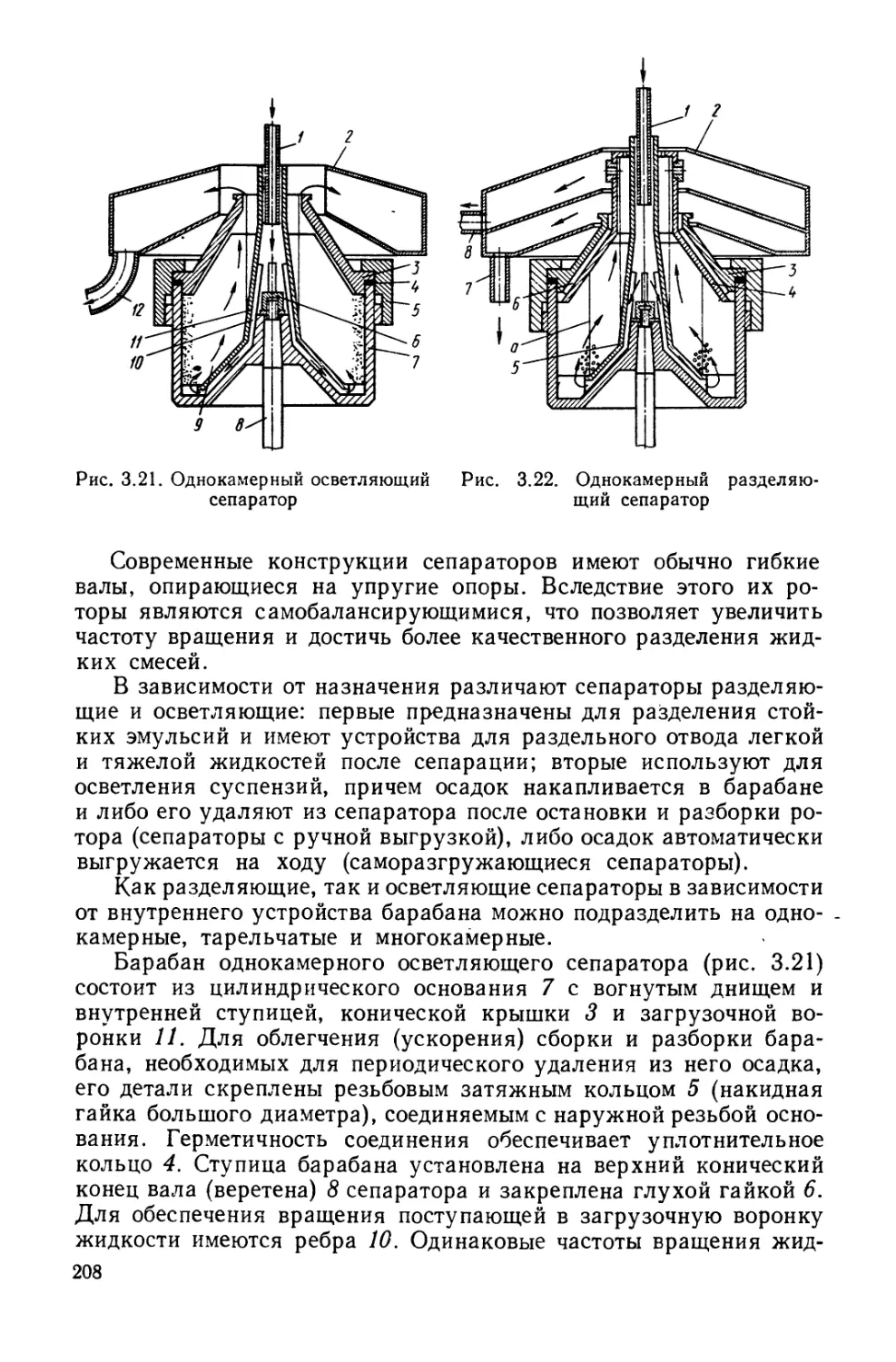
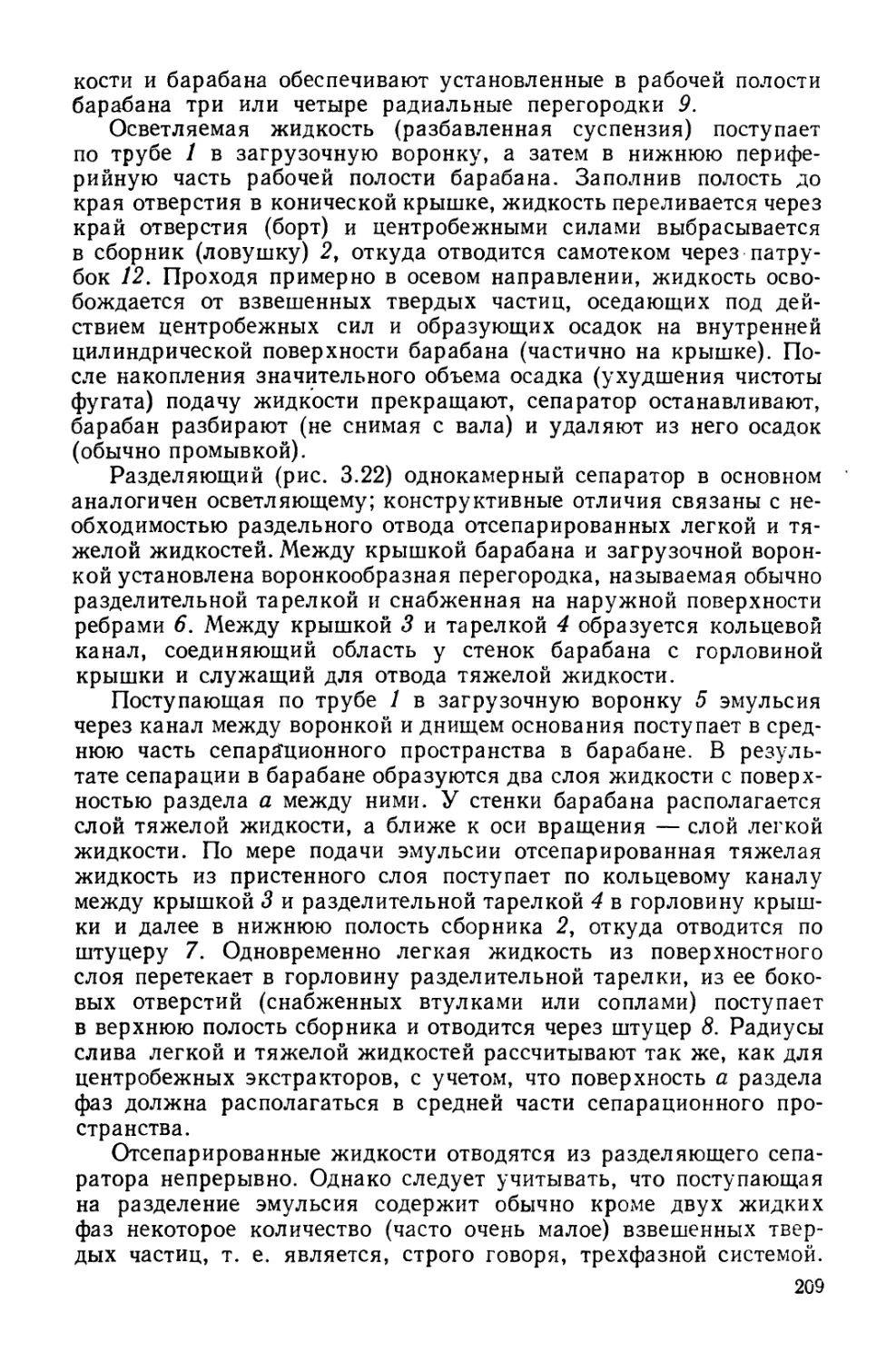
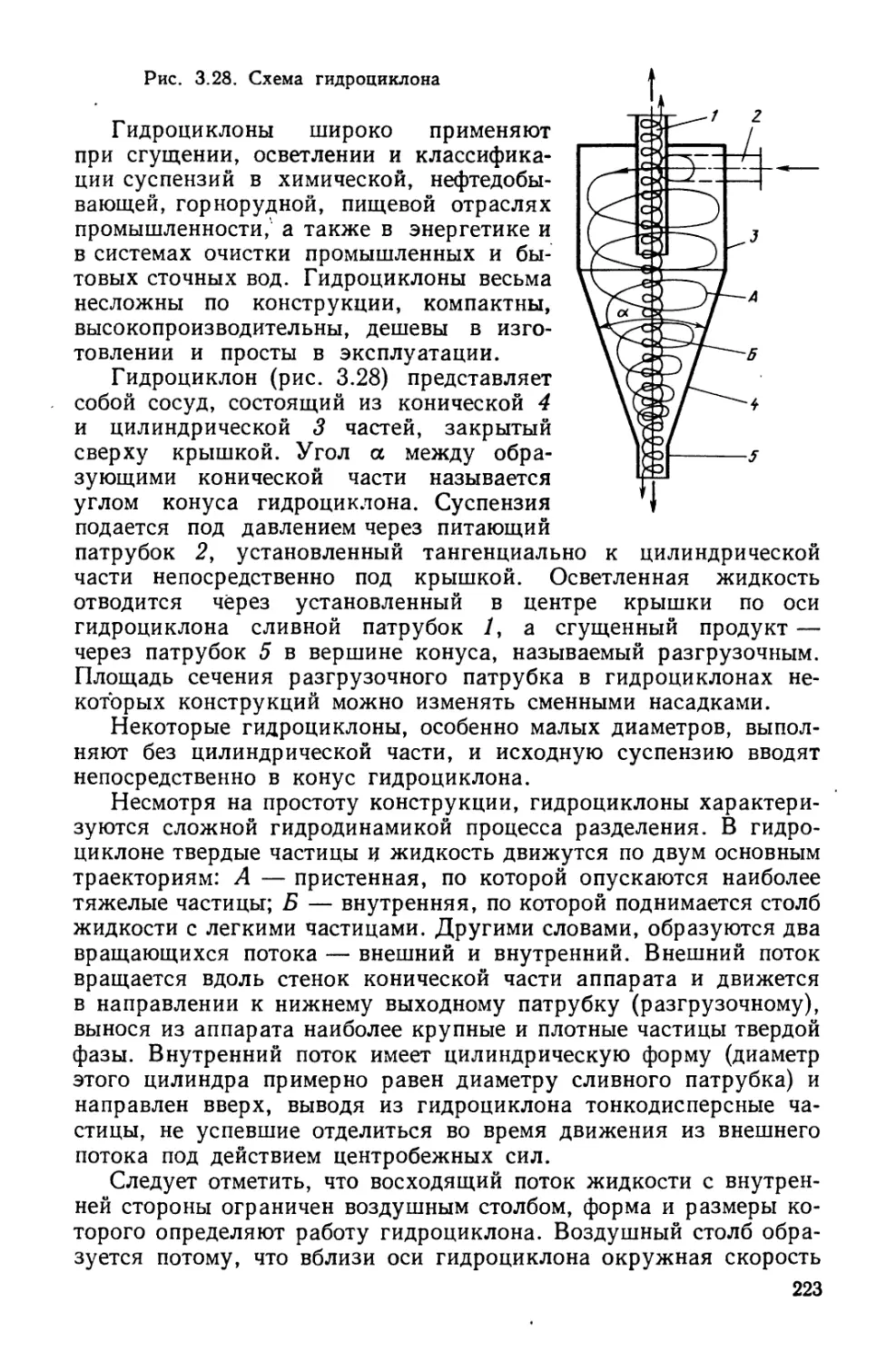
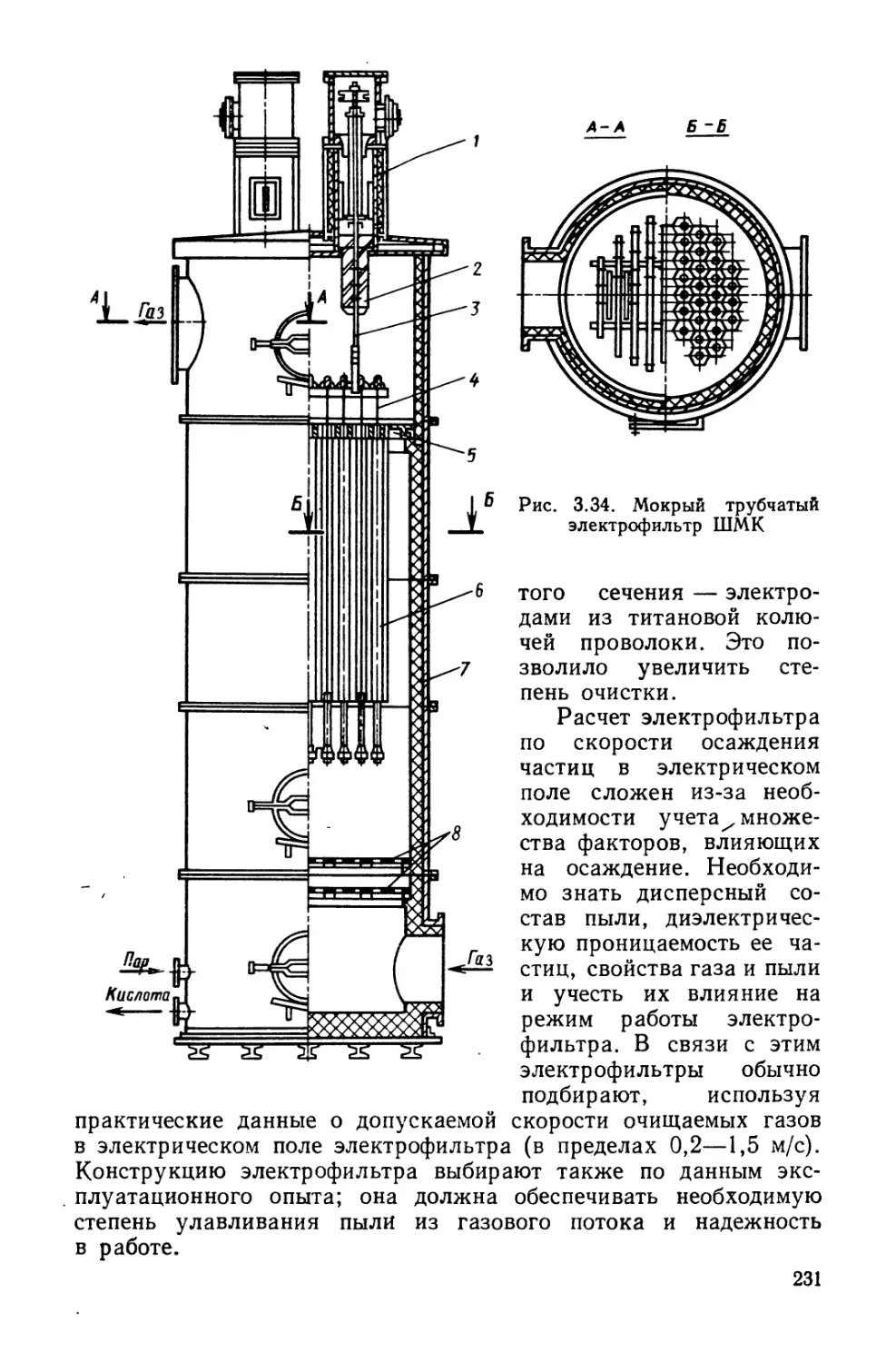
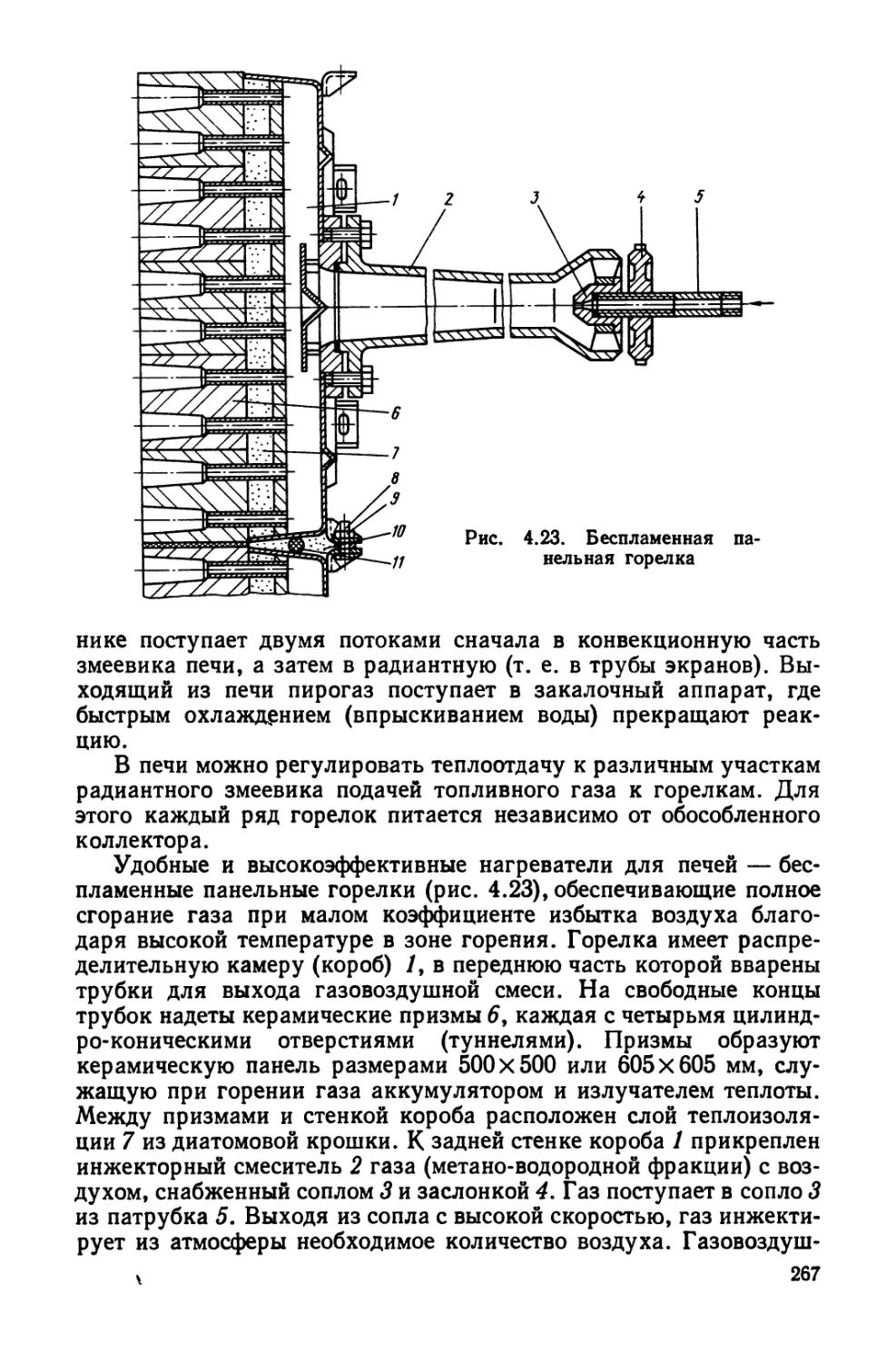
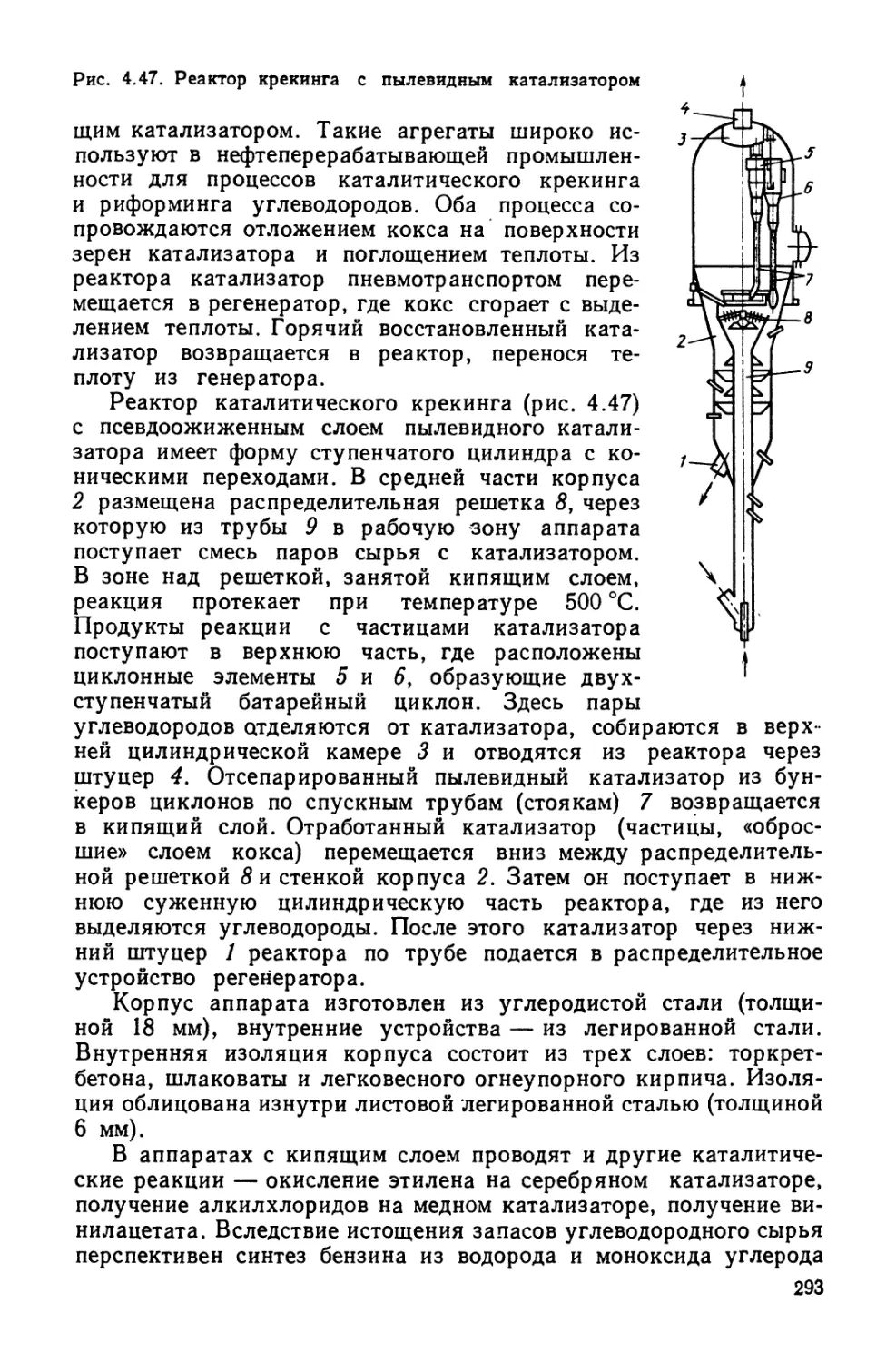
Описаны конструкции, работа, область применения и методы расчета
на прочность и устойчивость химических аппаратов и машин, а также
рассмотрены монтаж и ремонт химическоrо оборудования, указаны пер-
спективные направления ero совеР1Пенствования.
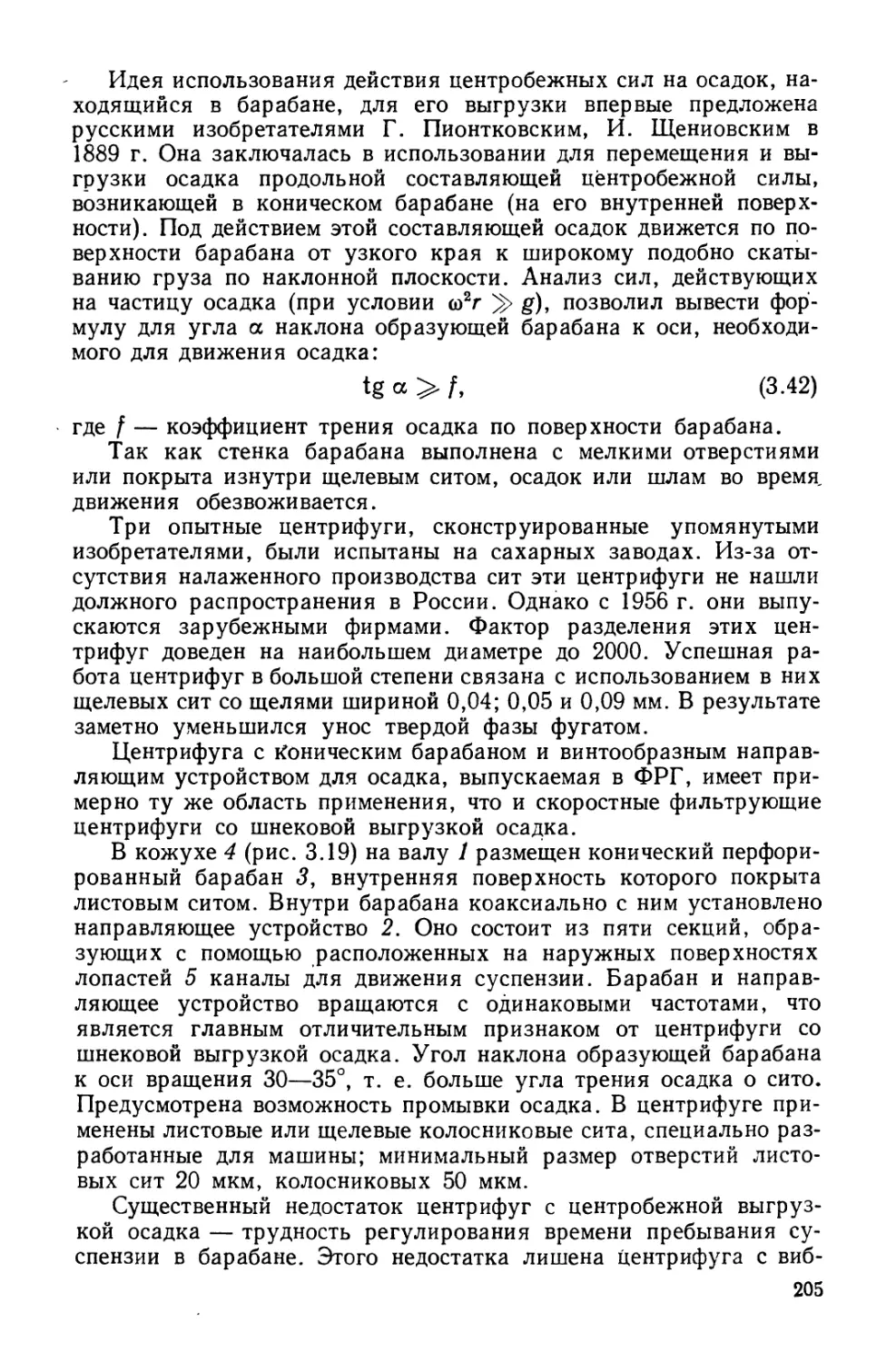
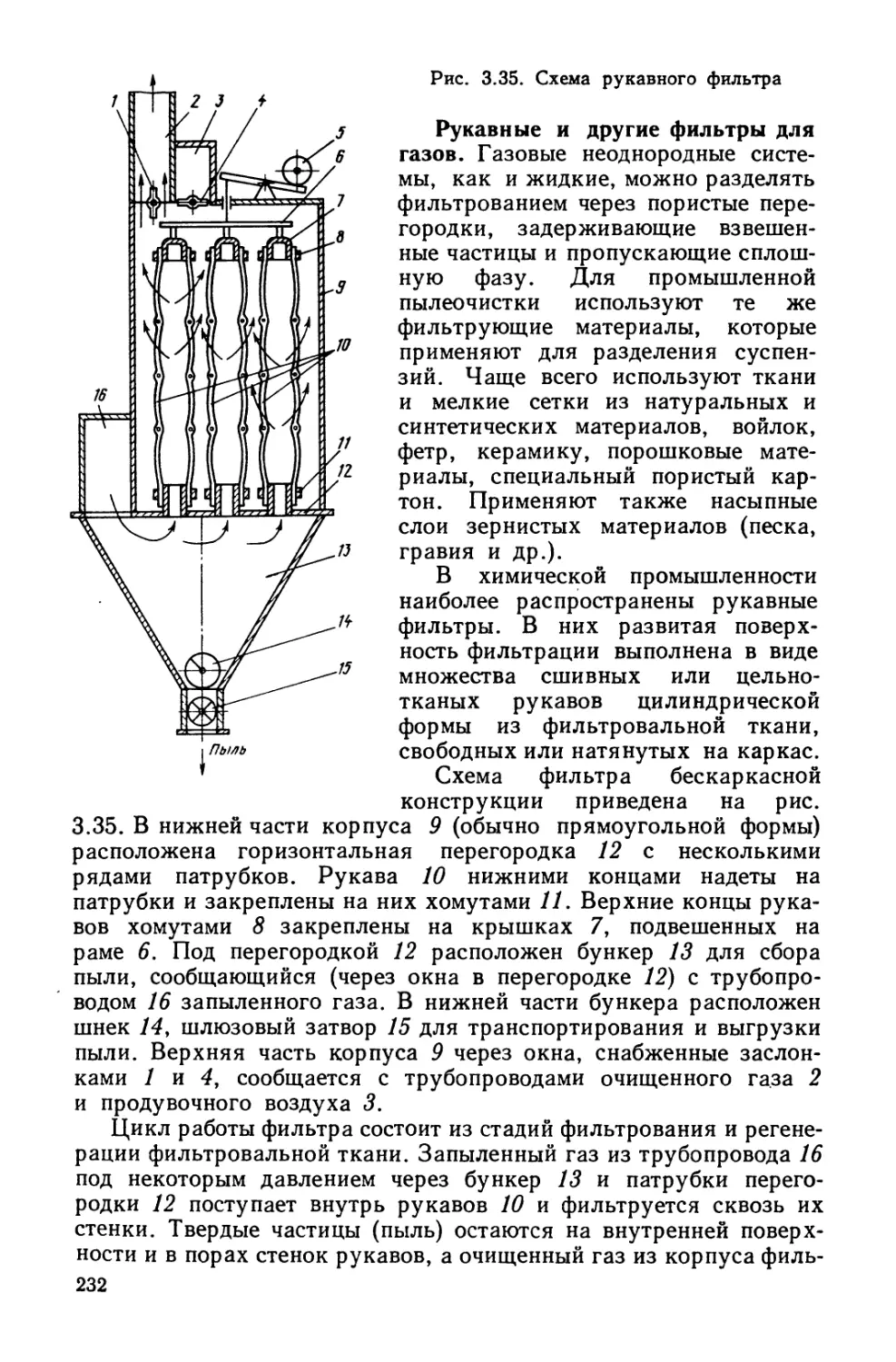
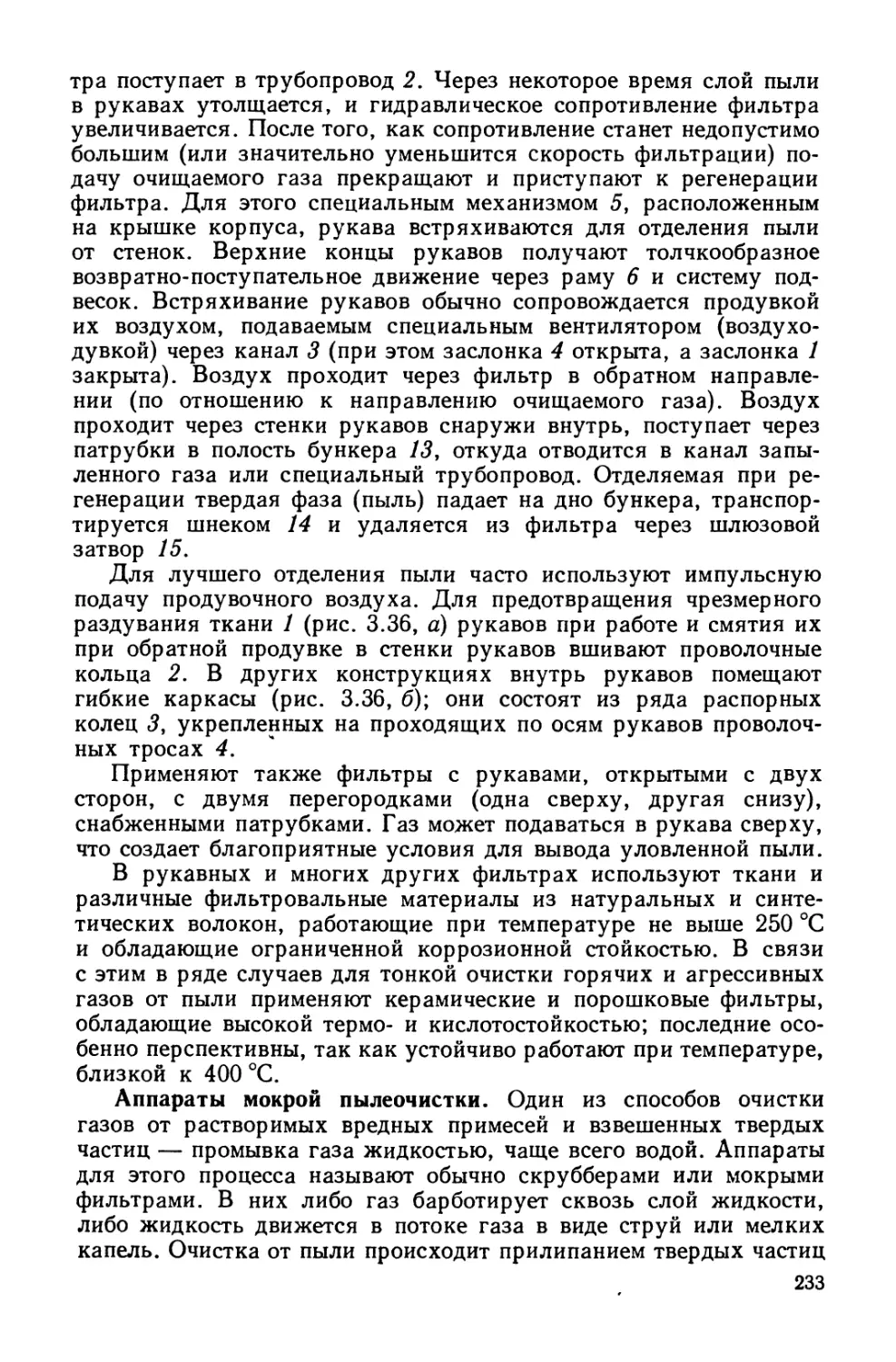
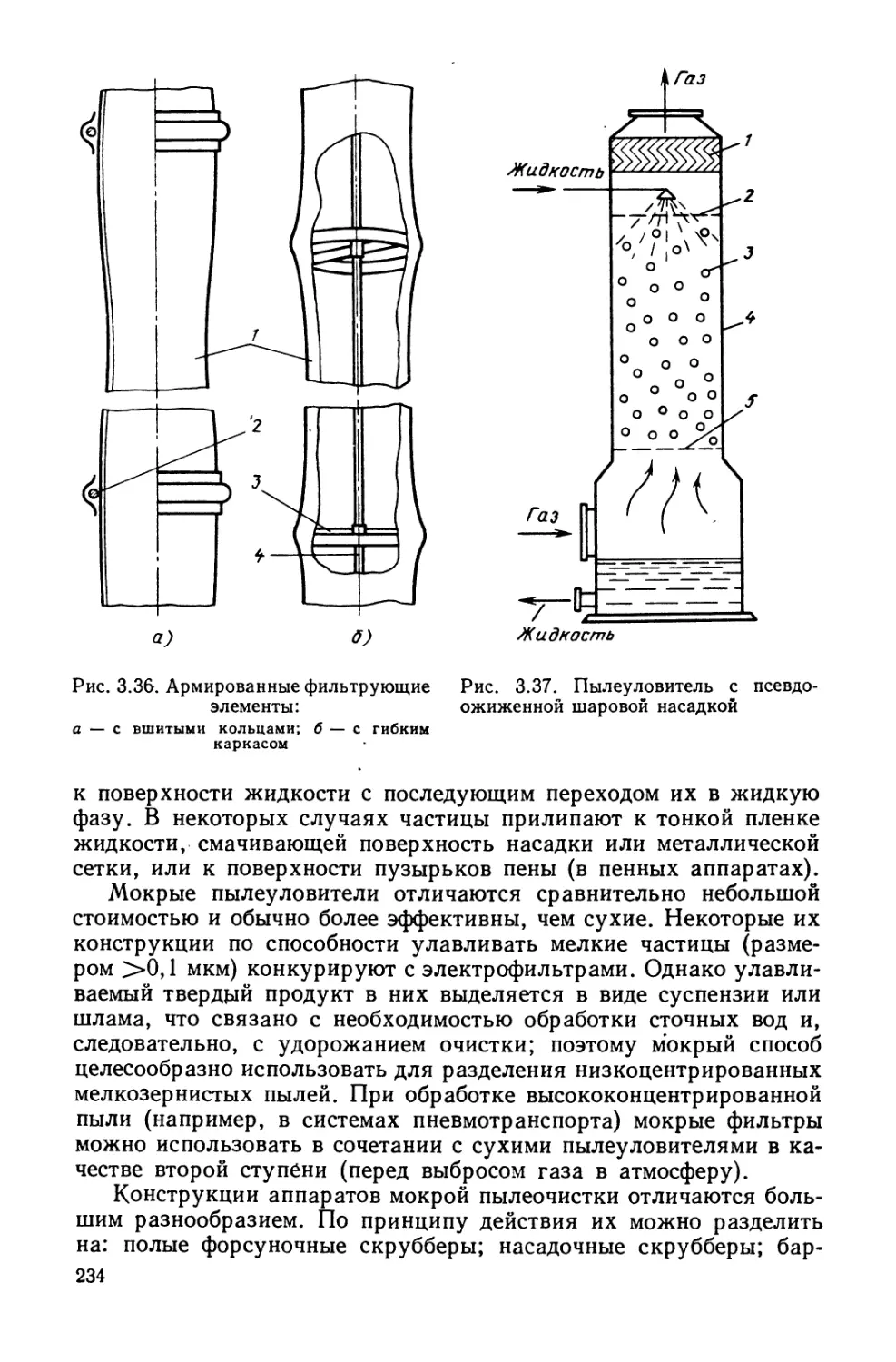
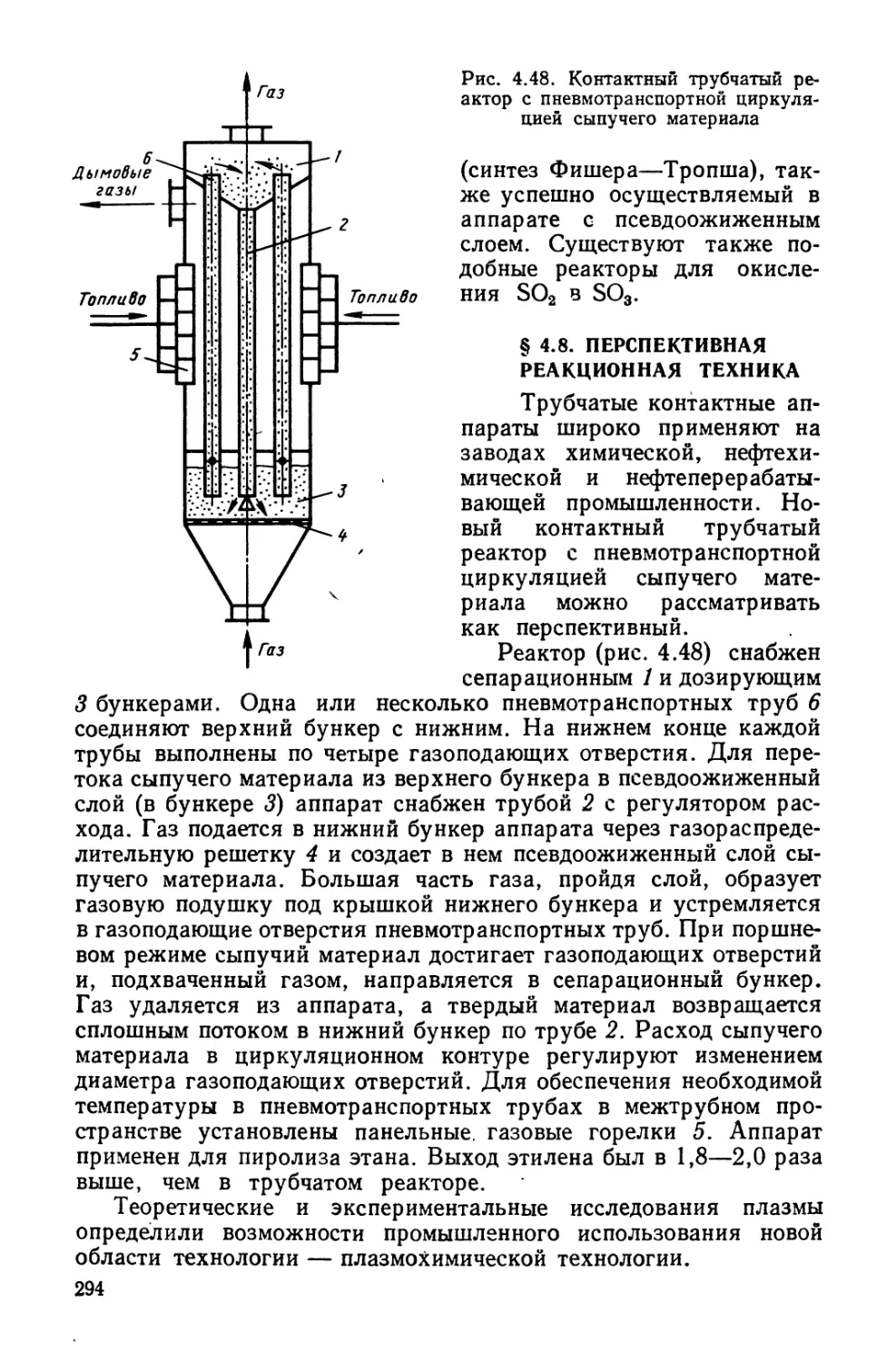
270510000
201
М 038 (OI)
89 201----89 ,ББК 35.11я73
ISBN 5-217-00347-2 @ Издательство сМашиностроеНие», 1989
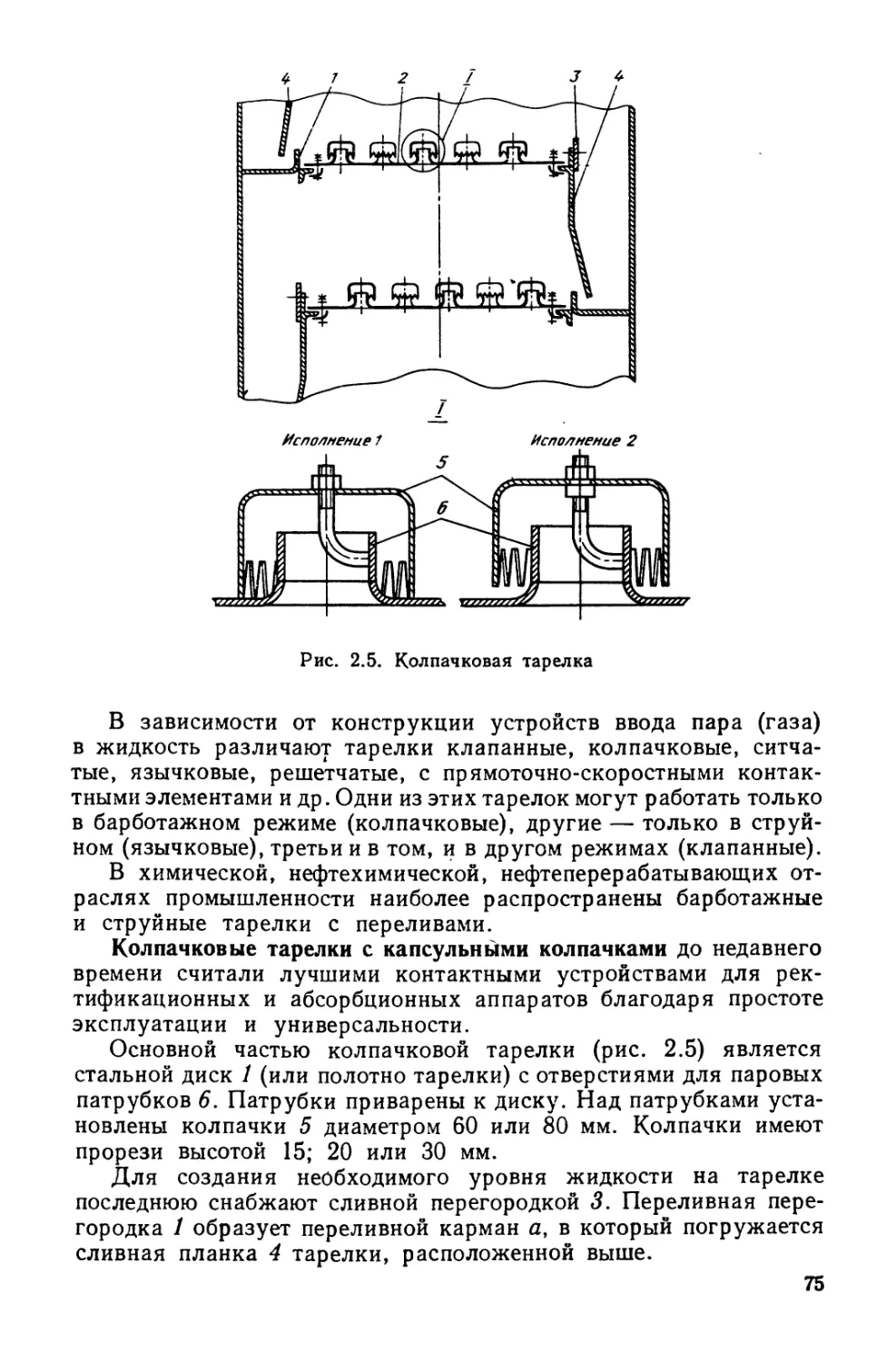
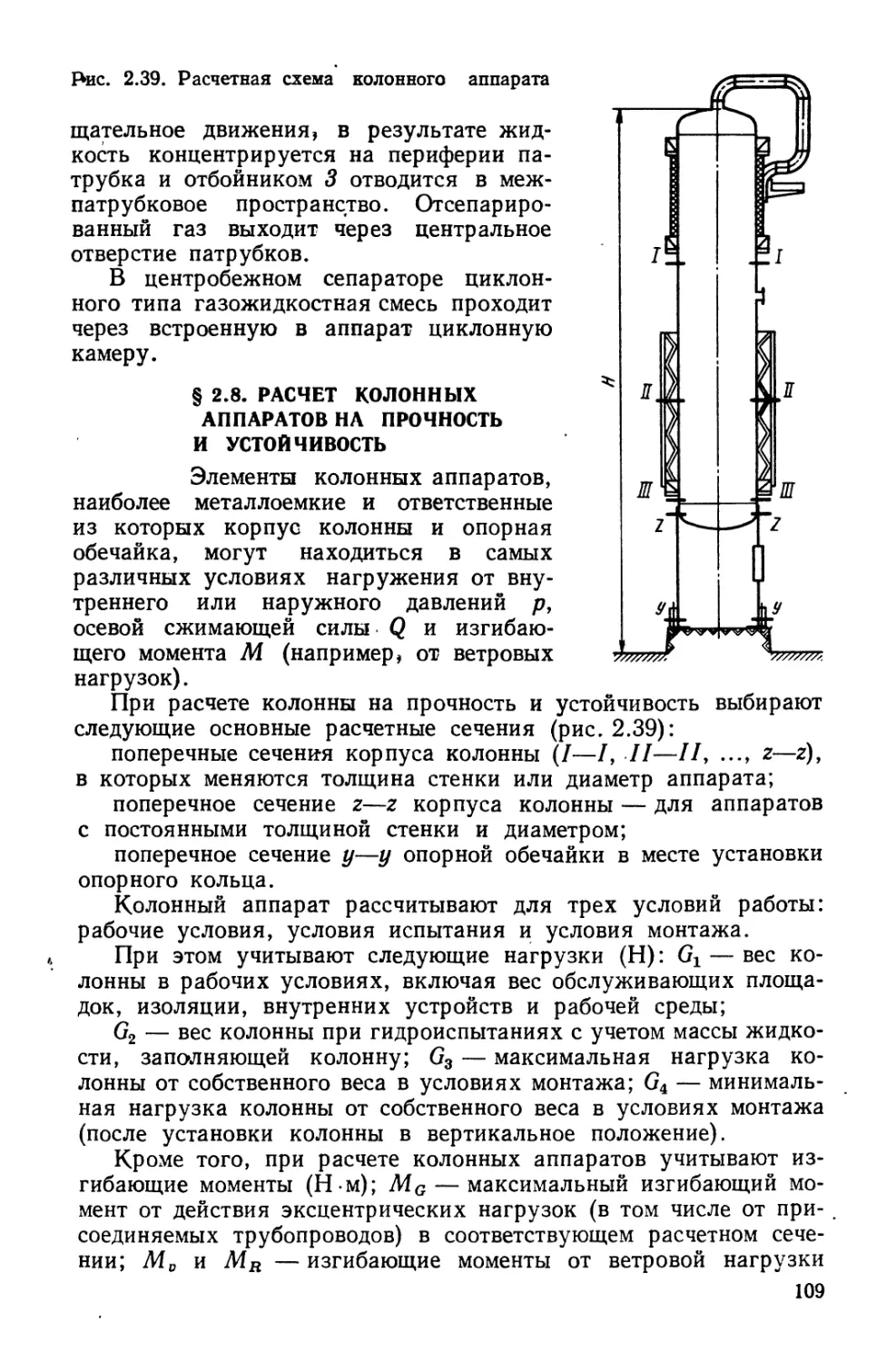
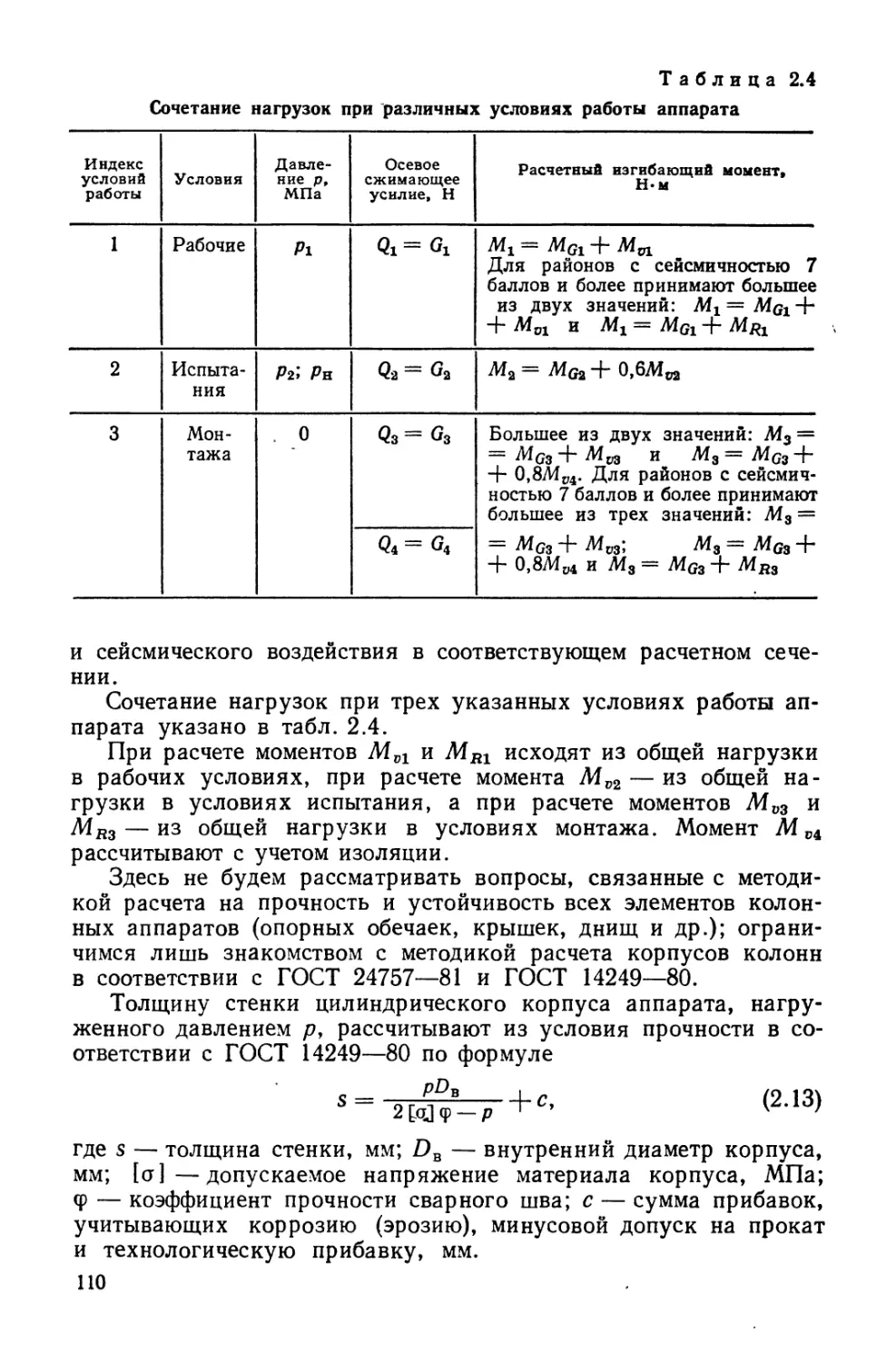
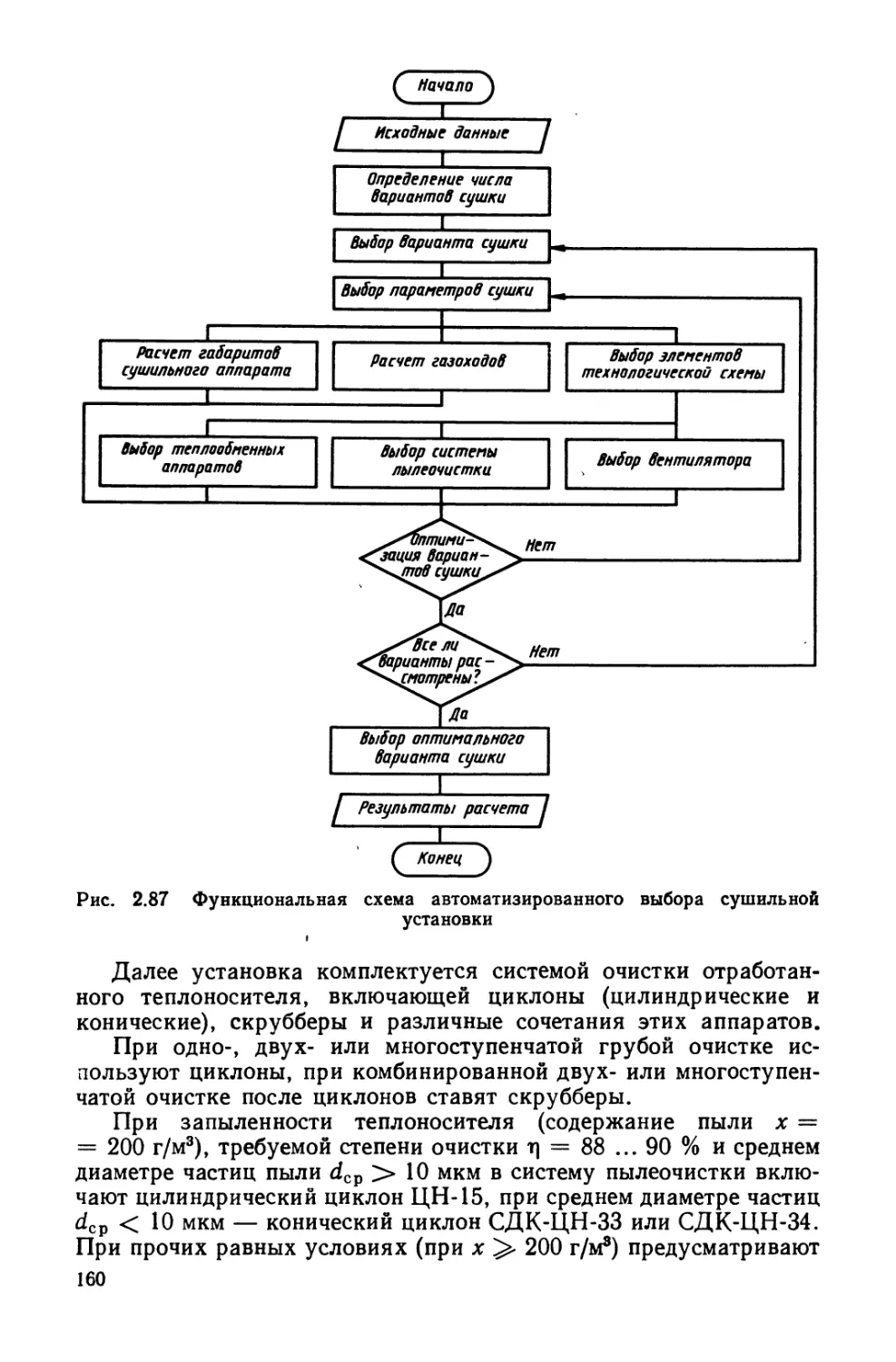
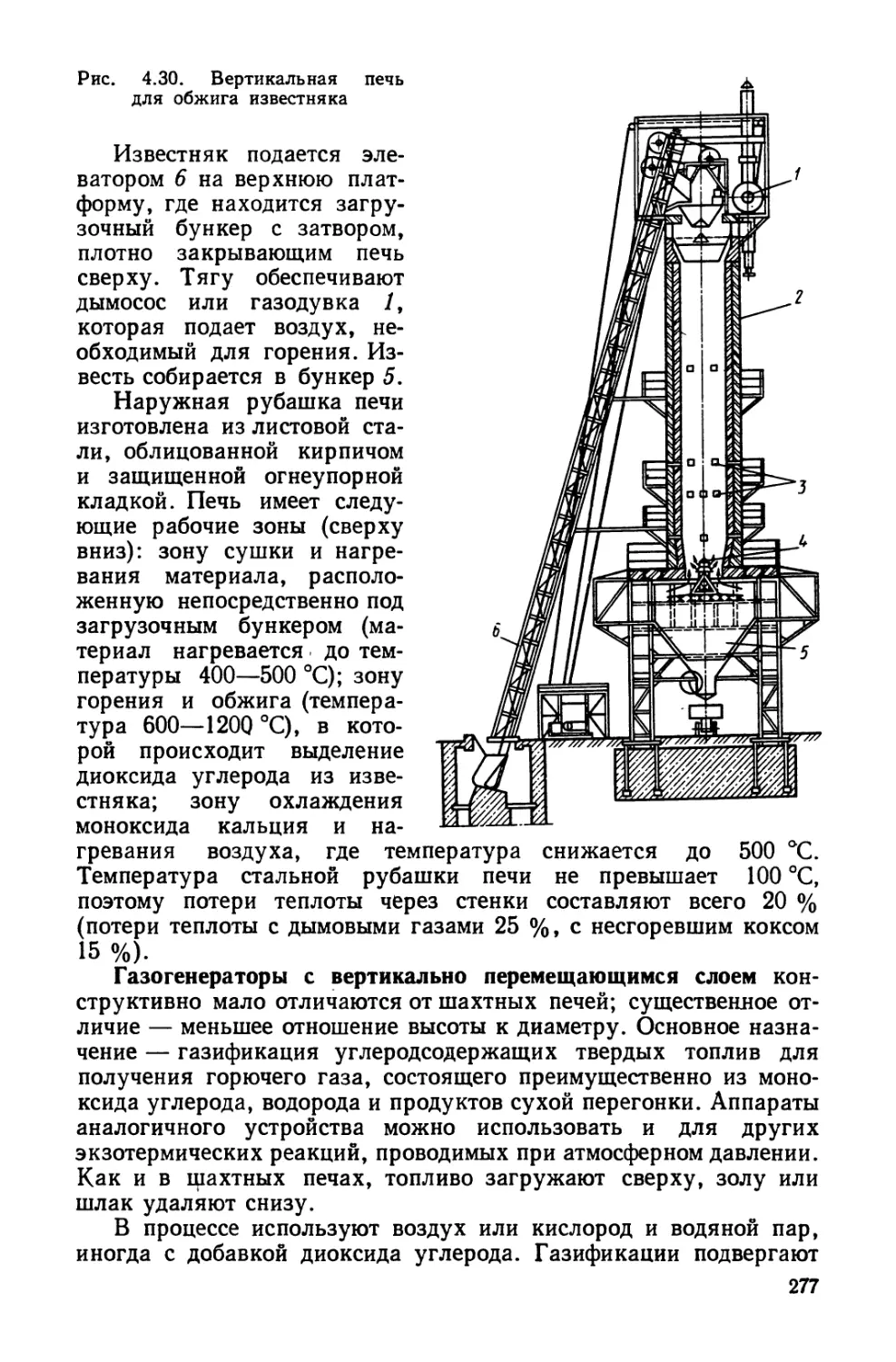
ПРЕДИСЛОВИЕ
,
Одно ИЗ основных направлений интенсификации народноrо
хозяйства химизация ero отраслей, обеспечивающая снижение
u
материальных затрат в производстве промышленнои и сельско"
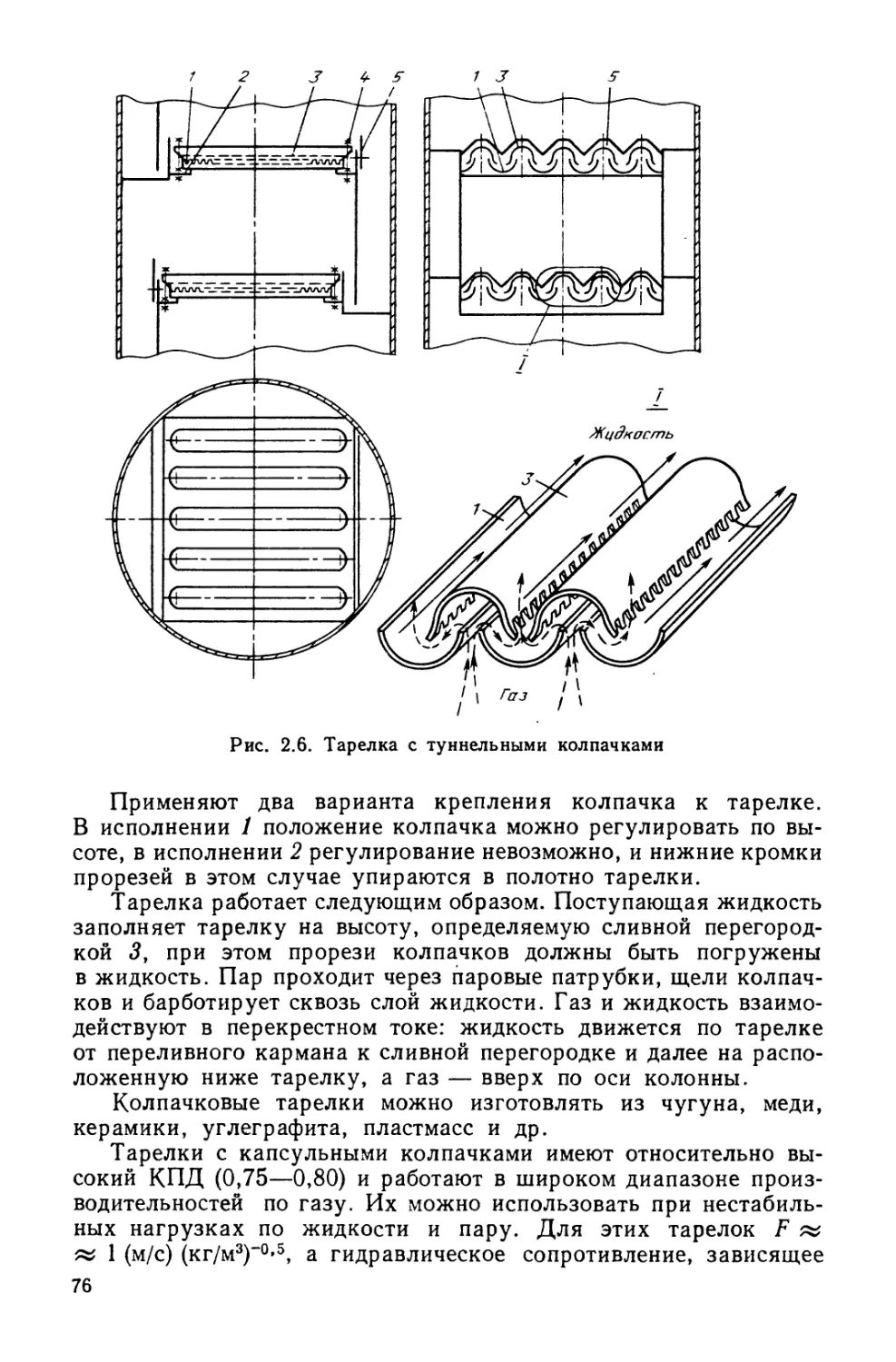
хозяйственной продукции. Основные отрасли промышленности,
обеспечиваЮlцие химизацию народноrо хозяйства: химическая,
нефтехимическая и нефтеперерабатывающая, нефтяная и rазо..
вая, целлюлозно-бумажная и микробиолоrическая; материаль..
ной базой развития этих отраслей про:мышленности является хи..
мическое и нефтяное машиностроение.
Основные направления развития химическоrо и нефтяноrо
машиностроения: увеличение единичной мощности оборудования,
т. е. увеличение съема продукции с единицы объема; увеличение
в 1 ,3 1,5 раза выпуска оборудования и технолоrических линий
в комплектном и блочно-комплектном исполнении; расширение
номенклатуры оборудования; создание и освоение химическоrо
оборудования пониженных металло.. и энерrоемкости; создание
и освоение оборудования для новых, наиболее проrрессивных
химических процессов (мембранная технолоrия разделения, плаз..
мохимия, сверхвысокочастотный HarpeB и др.).
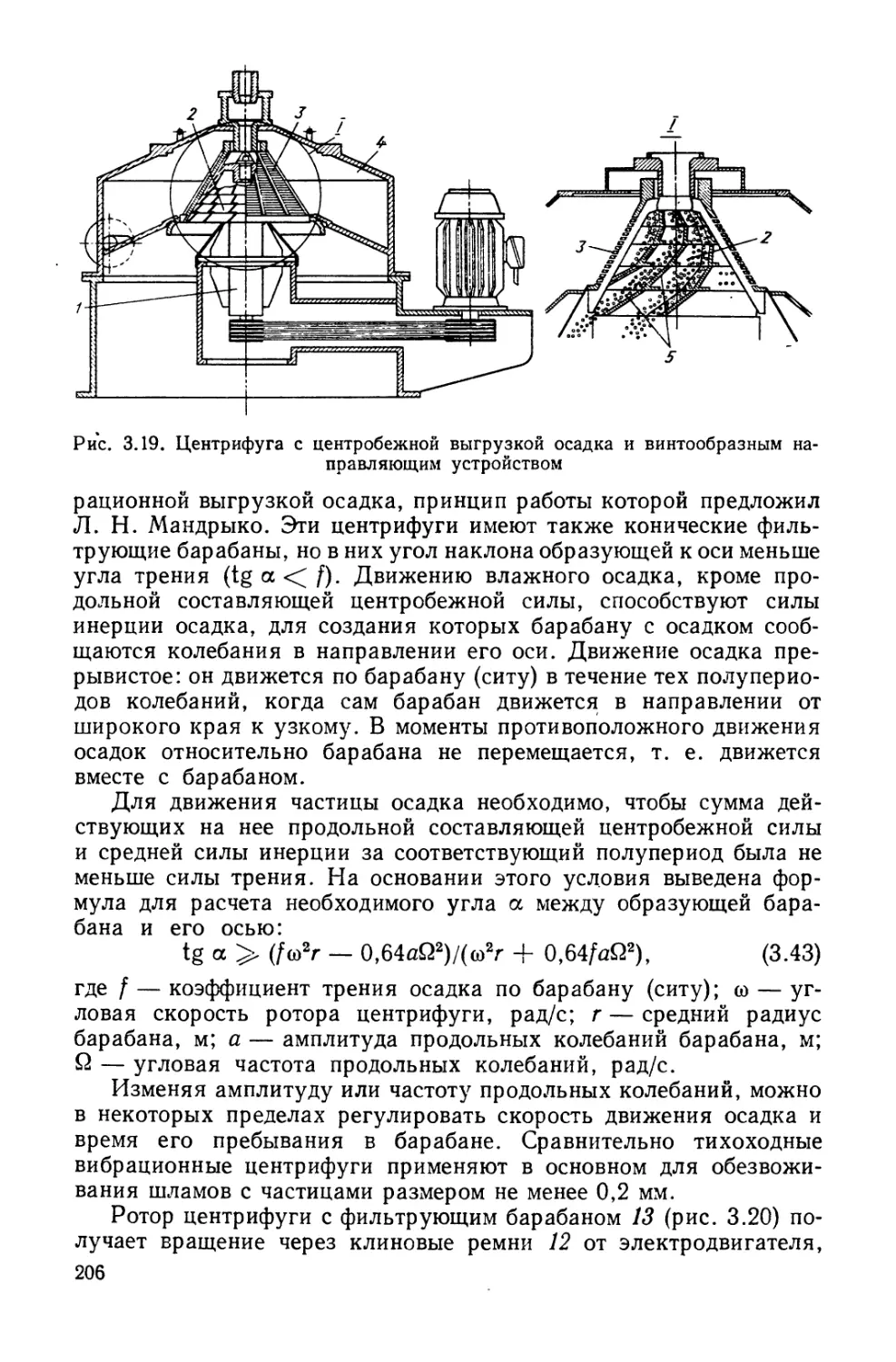
Учебник состоит из шести rлав. В rл. 1 4 рассмотрено основ-
ное оборудование химических производств (тепло- и массообмен-
ное, реакционное, оборудование для разделения неоднородных
систем), в rл. 5 теХНО.поrические трубопроводы, соединитель-
ные детали, компенсаторы, опоры и трубопроводная арматура.
В rл. 6 изложены основы монтажных и ремонтных работ на пред-
u u
приятиях ХИl\lическои промышленности и смежных отраслеи.
Будущие инженеры должны не только знать традиционно
выпускаемое оборудование, но и знакомиться с техникой, которая
будет внедрена через 5 лет и более, ПОЭТО 1У в учебнике приведены
1* 3
характеристики новой техники, котор я проходит лабораторные
или промышленные испытания.
При подrотовке учебника авторы учли, что до курса «Машины
И аппараты химических производств» студенты предварительно
изучали курсы «Процессы И аппараты химической технолоrии»
и «Расчет и конструирование химических машин и аппаратов»,
в связи с этим приведены лишь автоматизированные технолоrи-
ческие расчеты аппаратов и машин, а механические расчеты даны,
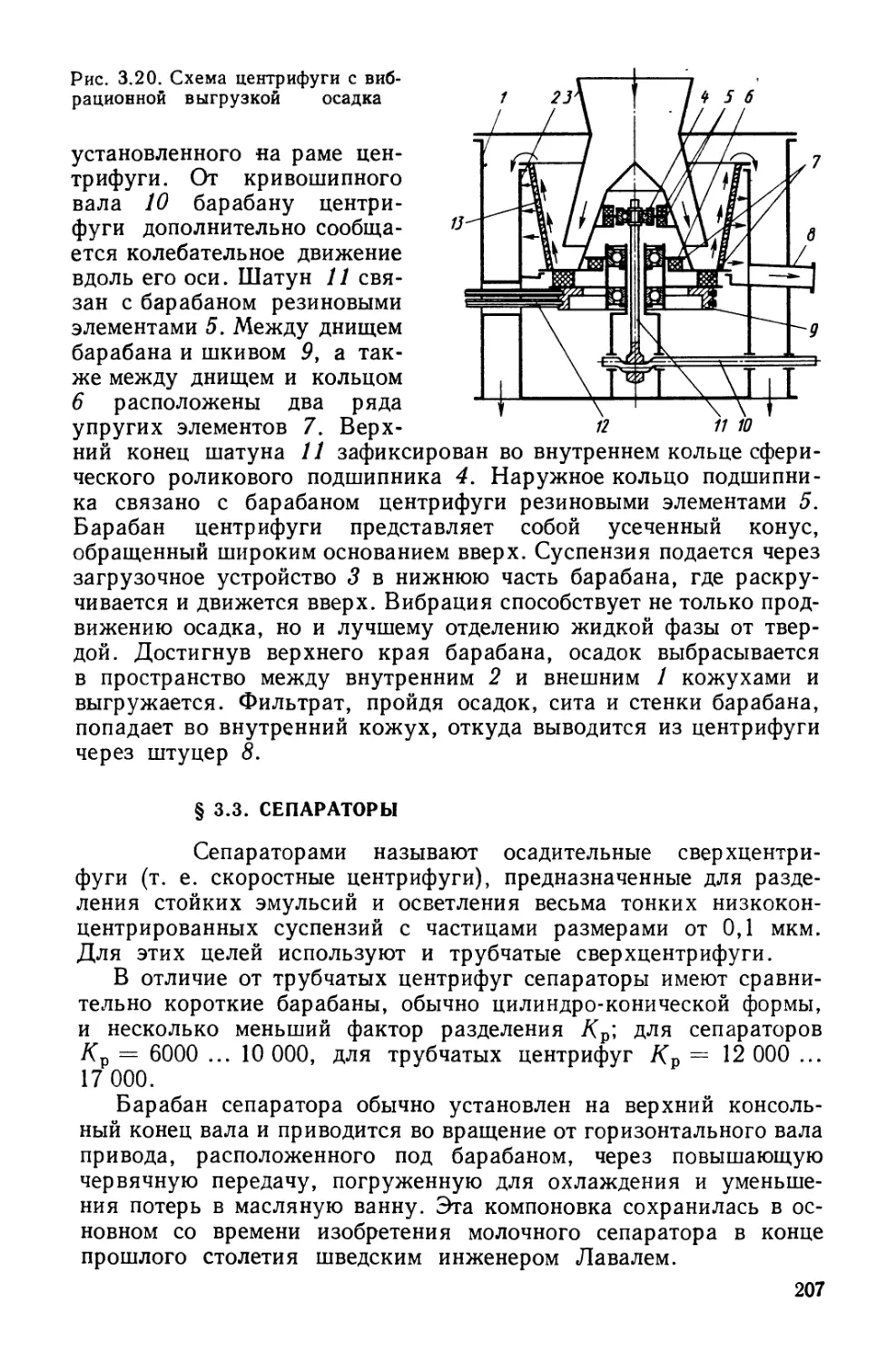
v
как правило, не для отдельных детален аппаратов и машин, а для
конструкции в целом.
rЛАВА1
ТЕПЛООБМЕННЫЕ АППАРАТЫ
1.1. НАЗНАЧЕНИЕ, ВЫБОР И КЛАССИФИКАЦИЯ
ТЕПЛООБМЕННЫХ АППАРАТОВ
Теплообменные аппараты предназначены для про..
ведения процессов теплообмена при необходимости наrревания
или охлаждения технолоrической среды с целью ее обработки или
утилизации теплоты.
Теплообменная аппаратура составляет весьма значительную
часть технолоrическоrо оборудования в химической и смежных
отраслях промышленности. Удельный вес на предприятиях хими..
ческой промышленности теплообменноrо оборудования составляет
в среднем 15
18 %, в нефтехимической и нефтеперерабатыва..
ющей промышленностях 50 %. Значительный объем теплообмен..
Horo оборудования на химических предприятиях объясняется
u
тем, что почти все основные процессы химическои технолоrии
(выпаривание, ректификация, сушка и др.) связаны с необходи-
мостью подвода или отвода теплоты.
Теплообменные аппараты можно классифицировать по следу..
ющим признакам:
по конструкции
аппараты, изrотовленные из труб (кожухо..
трубчатые, «труба в трубе», оросительные, поrружные змеевико-
вые, воздушноrо охлаждения); аппараты, поверхностность тепло..
обмена которых изrотовлена из листовоrо материала (пластинча..
тые, спиральные, сотовые); аппараты с поверхностью тепло..
обмена, изrотовленной из неметаллических материалов (rрафита,
пластмасс, стекла
и др.);
по назначению
холодильники, подоrреватели, испарители,
конденсаторы;
по направлению движения теплоносителей
прямоточные,
противоточные, перекрестноrо тока и др.
В общем выпуске теплообменных аппаратов для химической
и смежных отраслей промышленности в CGCP около 80 % зани-
мают кожухотрубчатые теплообменники. Эти теплообменники
достаточно просты в изrотрвлении и надежны в эксплуатапии
и в то же время достаточно универсальны, т. е. MorYT быть ис..
пользованы для осуществления теплообмена между rазами, па-
рами, жидкостями в любом сочетании теплоносителей и в широком
u
диапазоне их давлении и температур.
5
Теплообменники типа «труба в трубе» и змеевиковые стальные
в общеrvl объеме теплообменной аппаратуры составляют около
8 %, а оросительные из чуrуна
около 2 %.
Доля спиральных и пластинчатых теплообменников и аппара..
тов воздушноrо охлаждения пока невелика, но на вновь строя-
щихся технолоrических линиях аппараты этоrо типа занимают
все большее место.
Условия проведения процессов теплообмена в промышленных
аппаратах чрезвычайно разнообразны.
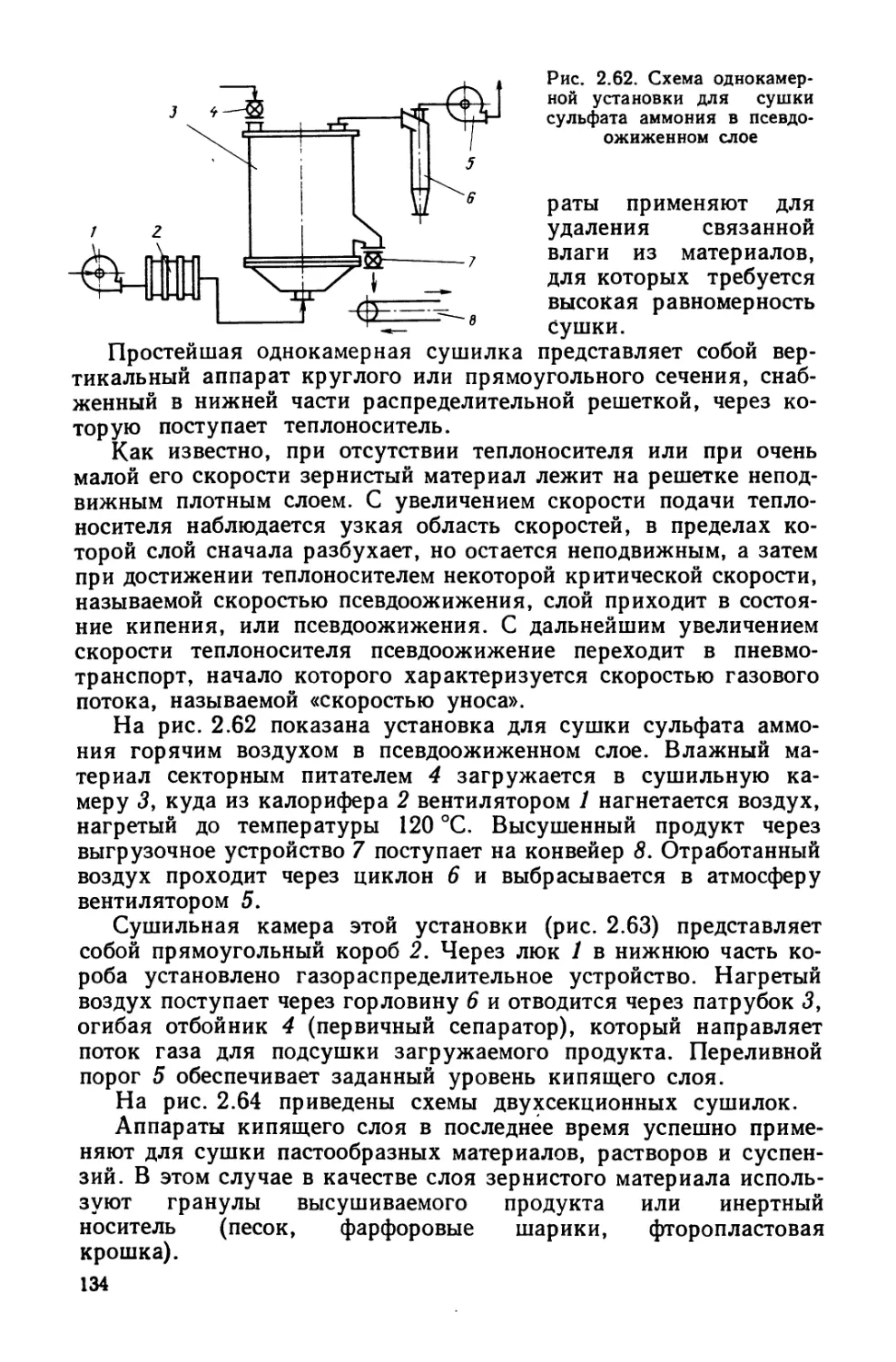
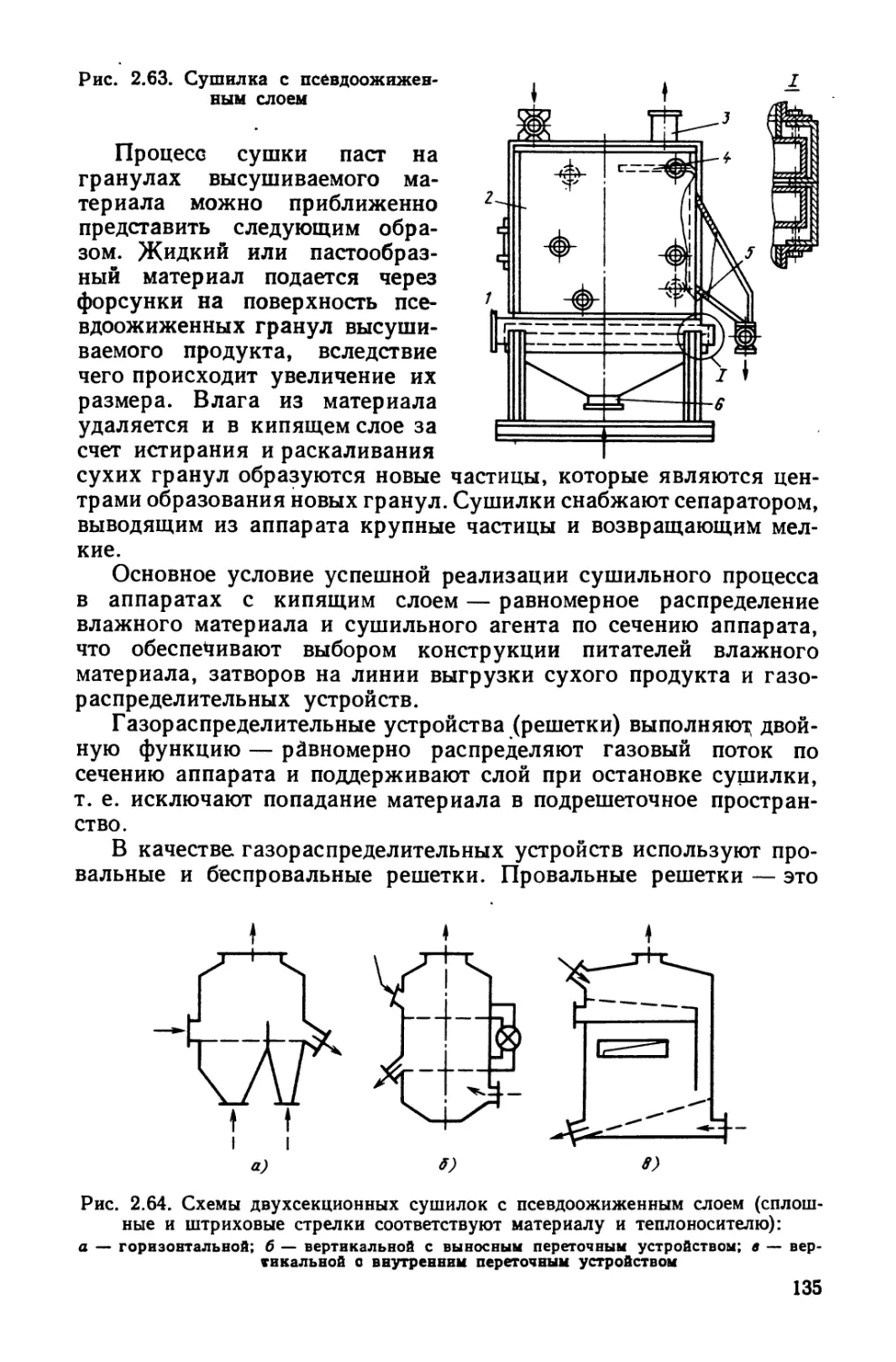
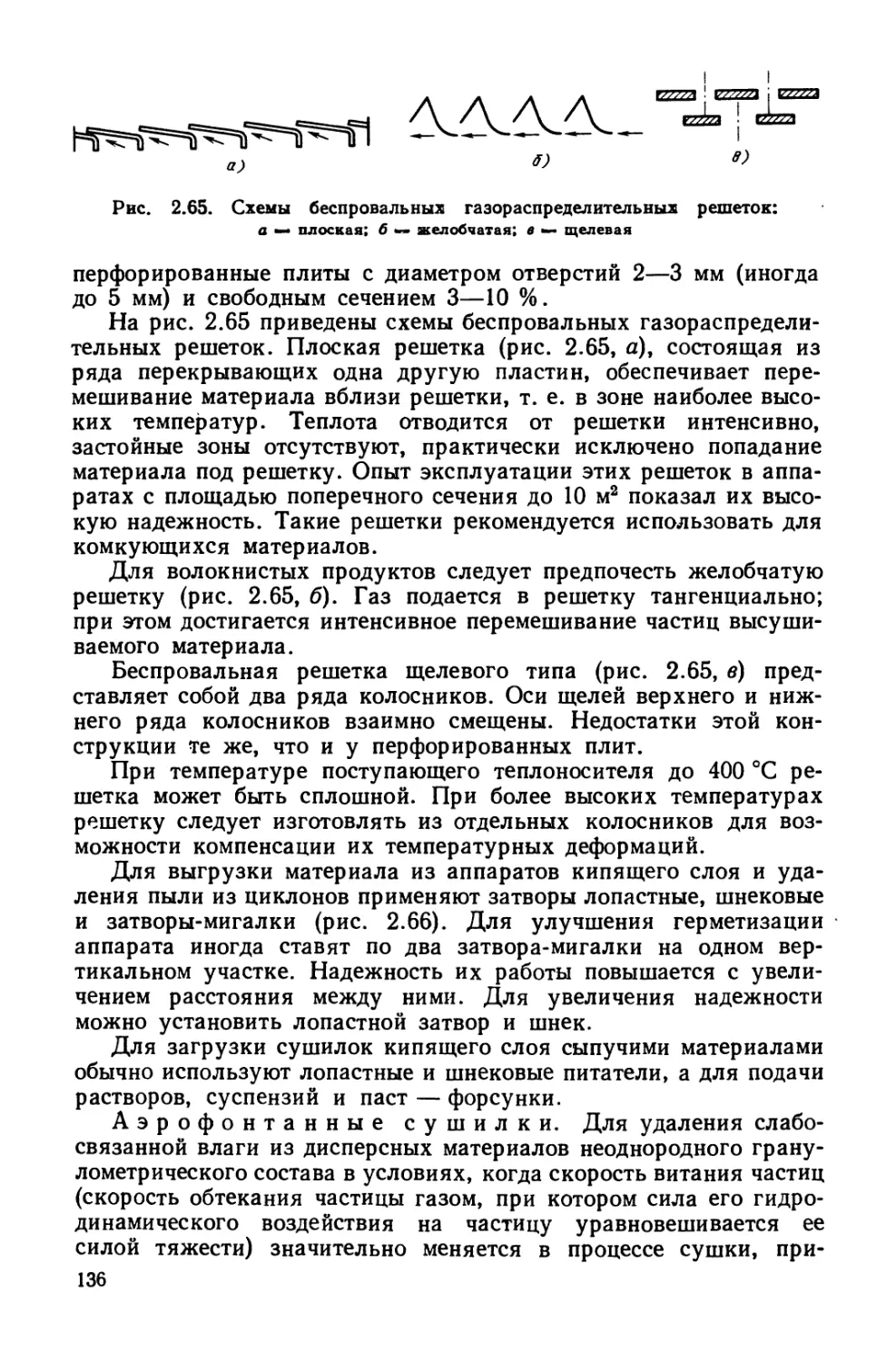
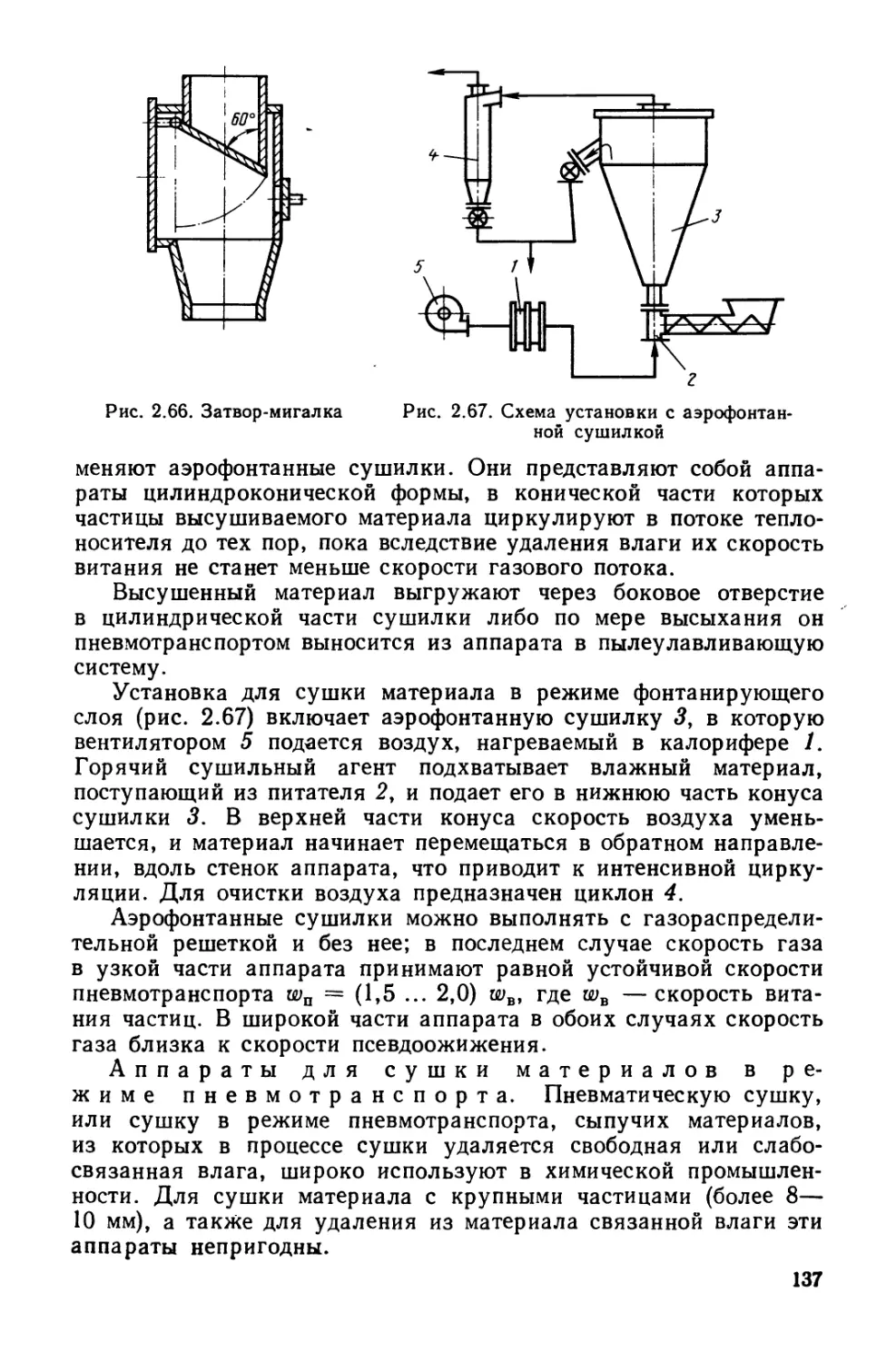
и аппараты применяют
для рабочих сред с различным arperaTHbIM состоянием и структу-
рой (rаз, пар, капельная жидкость, эмульсия и др.) в широком
диапазоне температур, давлений и физико-химических свойств.
Из..за разнообразия предъявляемых к теплооБI\lенным аппара-
там требований, связанных с условиями их эксплуатации, при..
меняют аппараты самых различных конструкций и типов, причем
для аппарата каждоrо типа разработан широкий размерный ряд
поверхности теплообмена (от нескольких до нескольких тысяч
квадратных метров в одном аппарате). В размерном ряду тепло..
обменники различаются по допускаемым давлениям и температу-
рам рабочей среды, а также по материалам, из которых изrотовлен
аппарат.
Широкая номенклатура теплообменников по типам, размерам,
параметрам и материалам позволяет выбрать для конкретных
условий теплообмена аппарат, оптимальный по размерам и мате-
риалам. Выбор конструкции аппарата для определенных условий
теплообменноrо процесса зависит в основном от эрудиции и инту"
иции конструктора. Однако существуют рекомендации общеrо
характера, которыми можно руководствоваться при выборе кон..
струкции теплообменника и схемы движения в нем теплоноси-
телей:
при высоком давлении теплоносителей предпочтительнее труб..
чатые теплообменники; в этом случае в трубное пространство
желательно направить теплоноситель с более высоким давлением,
поскольку из..за малоrо диаметра трубы MorYT выдержать большее
давление, чем корпус;
коррозионный теплоноситель в трубчатых теплообменниках
целесообразно направлять по трубам, так как в этом с.пучае
при коррозионном изнашивании не требуется замена корпуса
теплообменника;
при использовании коррозионных теплоносителей предпочти-
тельнее теплообменные аппараты из полимерных материалов,
например фторопласта и ero сополимеров, обладающих уникаль..
u u u
нои коррозионнои стоикостью;
u
если один из тепЛоносителеи заrрязнен или дает отложения,
то целесообразно направлять ero с той стороны теплообмена,
которая более доступна для очистки (в змеевиковых теплообмен..
никах ....... это наружная поверхность труб, в кожухотрубчатых
внутренняя); ,
6
для улучшения теплообмена не всеrда требуется увеличение
скорости теплоносителя (так, например, при конденсации паров
для улучшения теплообмена необходимо обеспечить хороший отвод
конденсата с теплообменной поверхности, для чеrо следует подо..
брать аопара-ю соответствующей конструкции).
g 1.2. КОЖУХОТРУ6ЧАТЫЕ ТЕПЛООБМЕННИКИ
Как уже отмечено, кожухотрубчатые теплообмен..
ники
наиболее распространенная конструкция теплообменной
аппаратуры.
По rOCT 9929
2 стальные кожухотрубчатые теплообменные
аппараты изrотовляют следующих типов; Н....... снеподвижными
трубными решетками; К....... с температурным компенсатором на
кожухе; П.......... с плавающей rоловкой; У
с U-образными тру..
бами; ПК ....... G плавающей rоповкой н компенсатором ца ней.
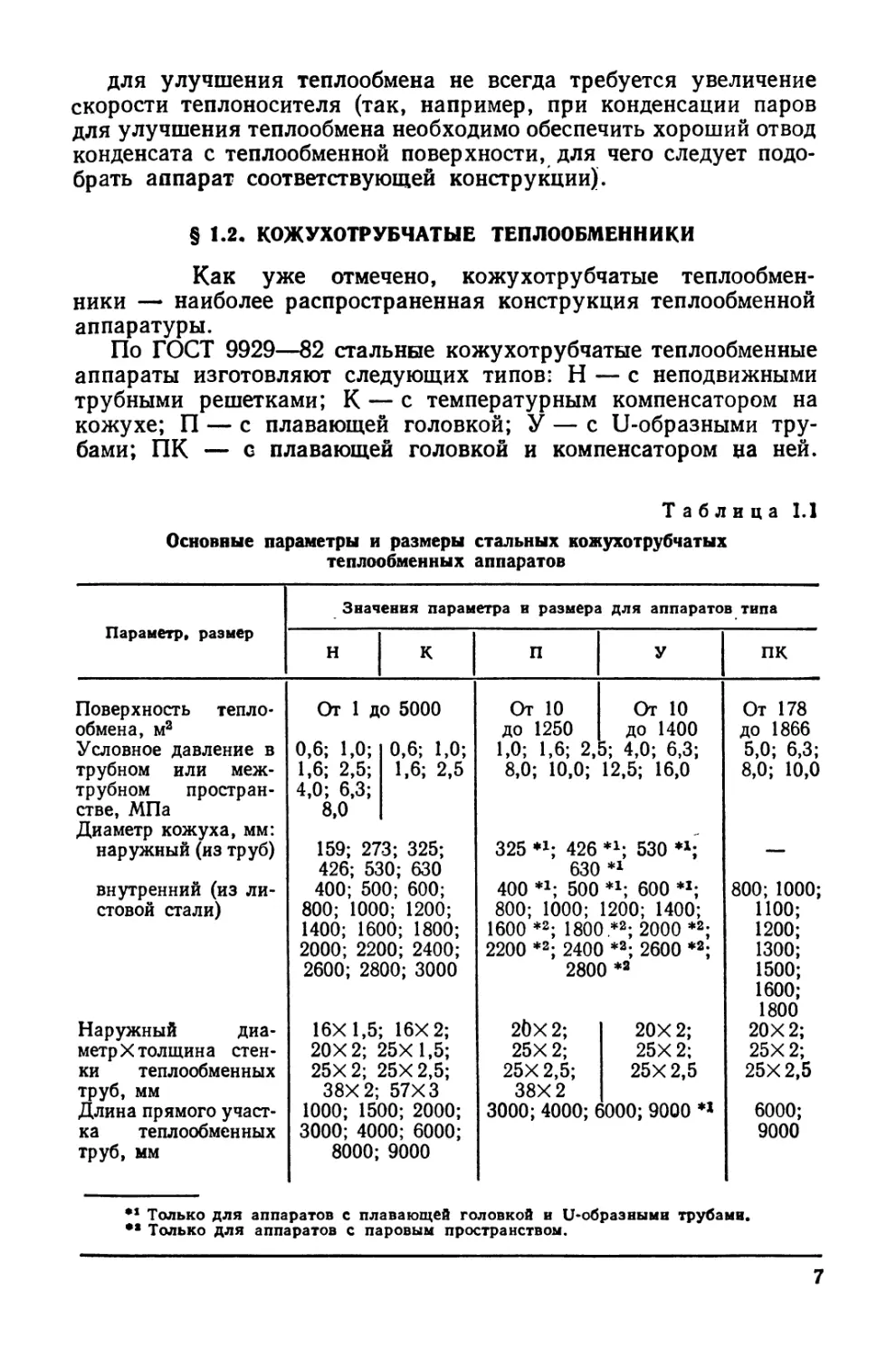
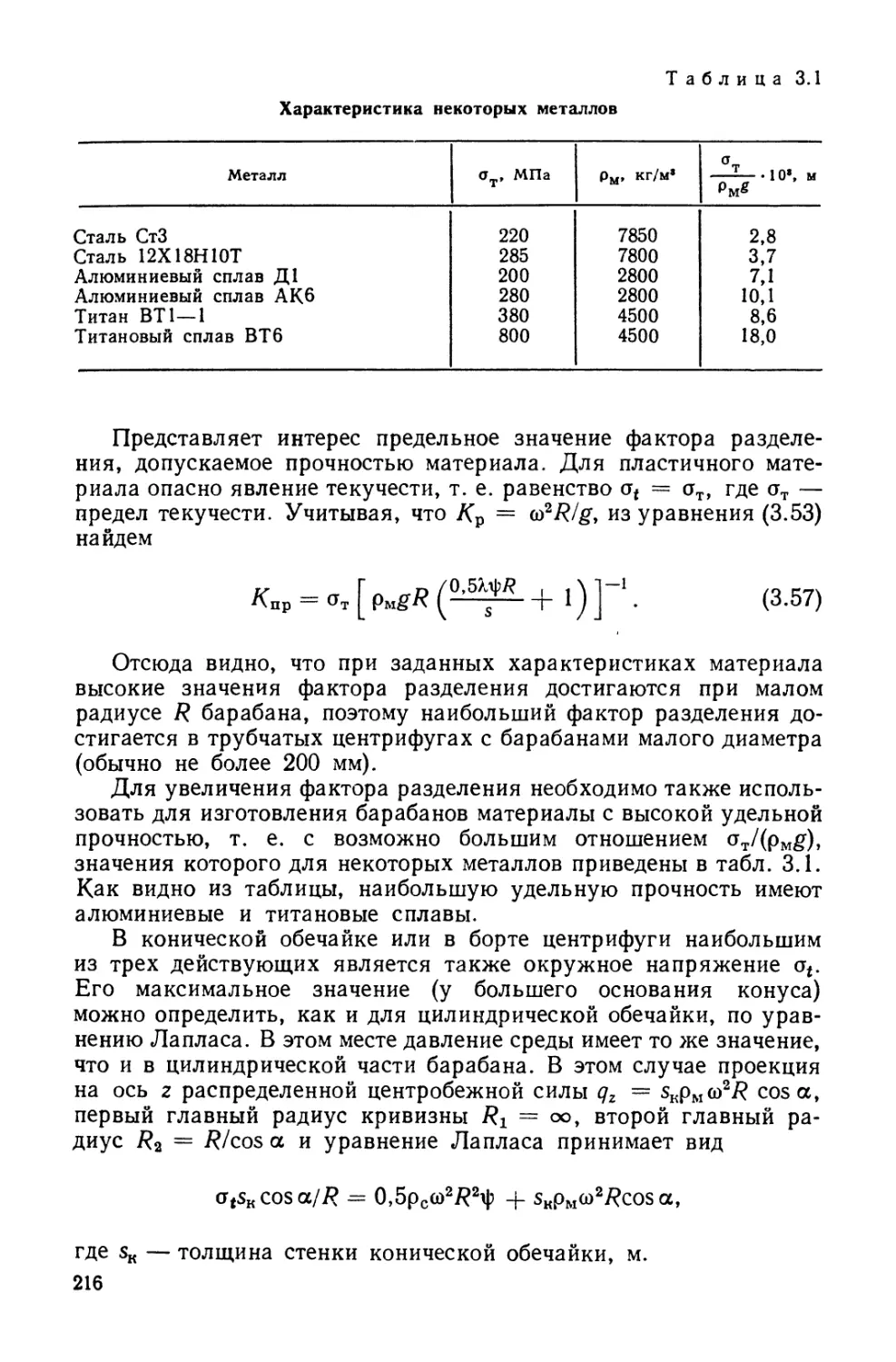
Таблица 1.1
Основные параметры и размеры стальных кожухотрубчатых
теплообменных аппаратов
Значення параметра н размера для аппараТОВ,ТИП8
Параметр. размер
ПК
н
к
п
у
Поверхность тепло.
обмена, м 2
Условное давление в
трубном или меж-
трубном простран-
стве, МПа
Диаметр кожуха, мм:
наружный (из труб)
внутренний (из ли..
стовой стали)
Наружный диа-
метр Х толщина стен-
ки теплообменных
труб, мм
Длина прямоrо участ-
ка теплообменных
труб, мм
or 1 до 5000
0,6; 1,0; 0,6; 1,0;
1,6; 2,5; 1,6; 2,5
4,0; 6,3;
8,0
159; 273; 325;
426; 530; 630
400; 500; 600;
800; 1000; 1200;
1400; 1600; 1800;
2000; 2200; 2400;
2600; 2800; 3000
16Х 1,5; 16Х 2;
20Х 2; 25х 1,5;
25Х 2; 25Х 2,5;
38Х 2; 57Х 3
1000; 1500; 2000;
3000; 4000; 6000;
8000; 9000
от 10 от 10
до 1250 до 1400
1,0; 1,6; 2,5; 4,0; 6,3;
8,0; 10,0; 12,5; 16,0
325 .1. 426 *1. 53 0 *1.
, , ,
630 *1
400 *1; 500 *1; 600 *1;
800; 1000; 1200; 1400;
1600 *2; 1800,*2; 2000 *2;
2200 *2; 2400 *2; 2600 *2;
2800 *2
20Х 2;
25Х 2;
25Х 2,5;
38Х2
3000; 4000; 6000; 9000 *1
20Х 2;
25х 2;
25х 2,5
От 178
до 1866
5,0; 6,3;
8,0; 10,0
800; 1000;
1100 ;
1200;
1300;
1500;
1600 ;
1800
20 Х 2;
25Х 2;
25х 2,5
6000;
9000
.1 Топько дпя аппаратов с плавающей rоловкой и U-образными трубами.
.1 Топько дпя аппаратов с паровым пространствоы.
7
А.
A A
J
1
А
2.
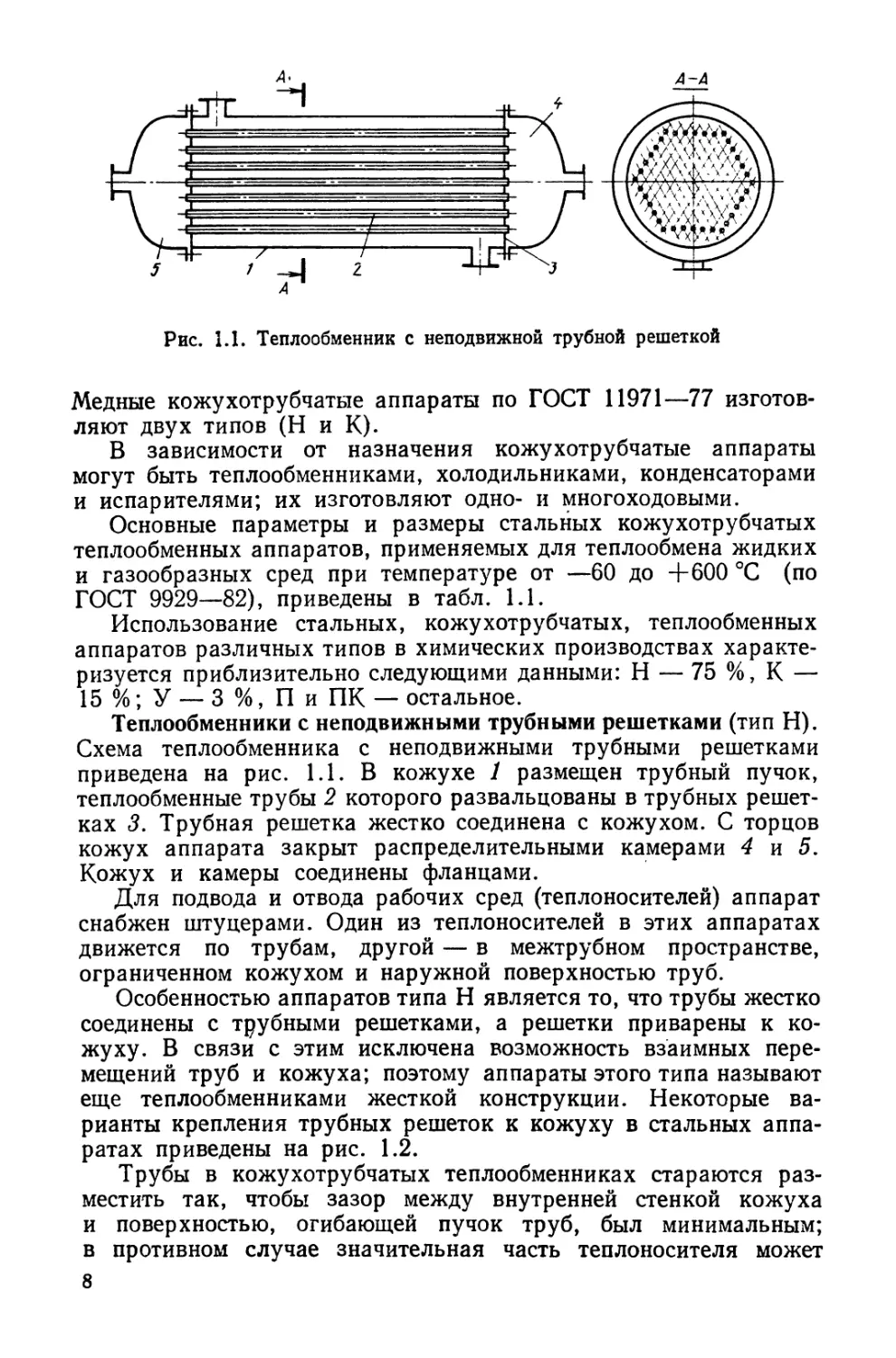
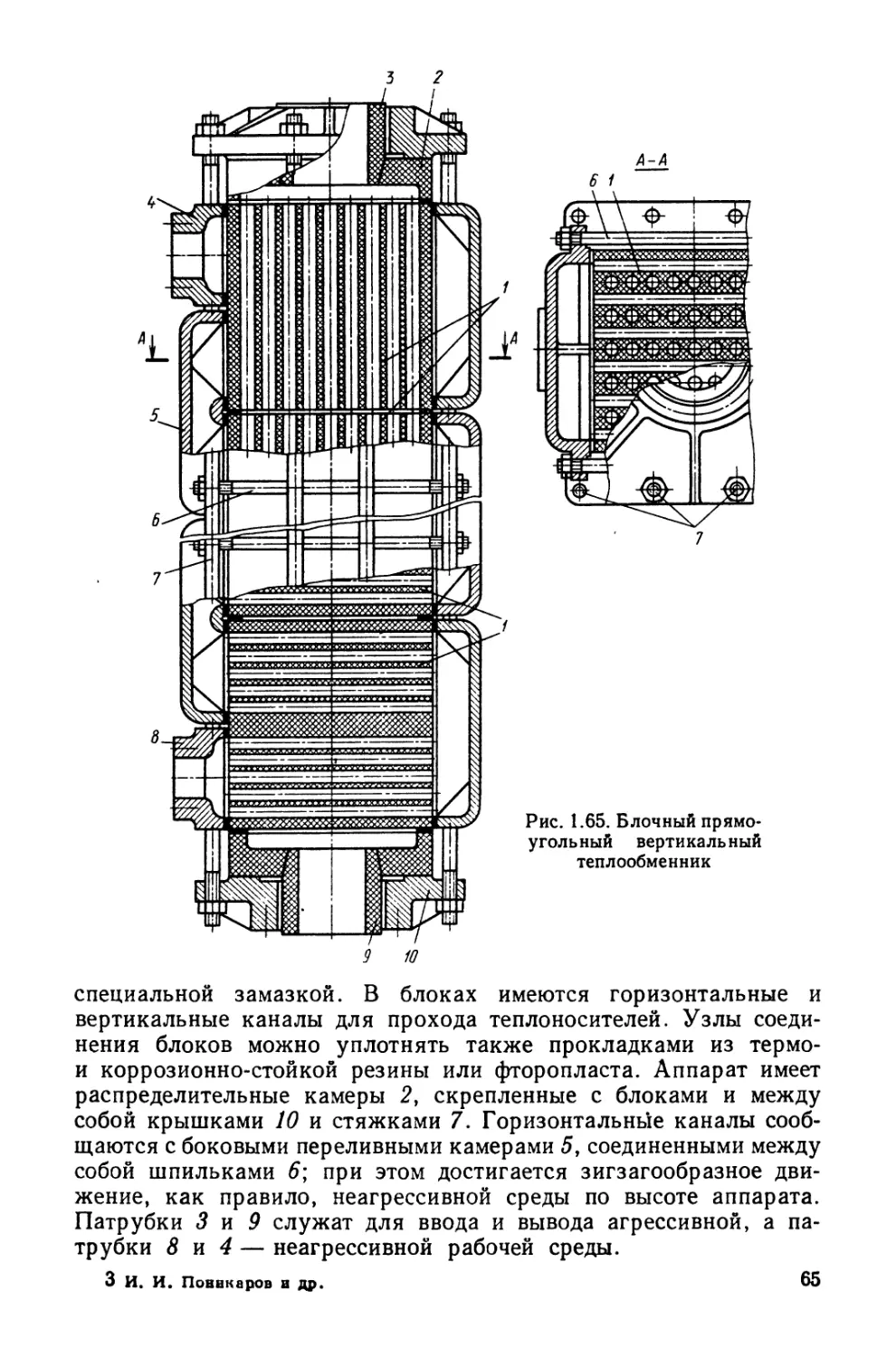
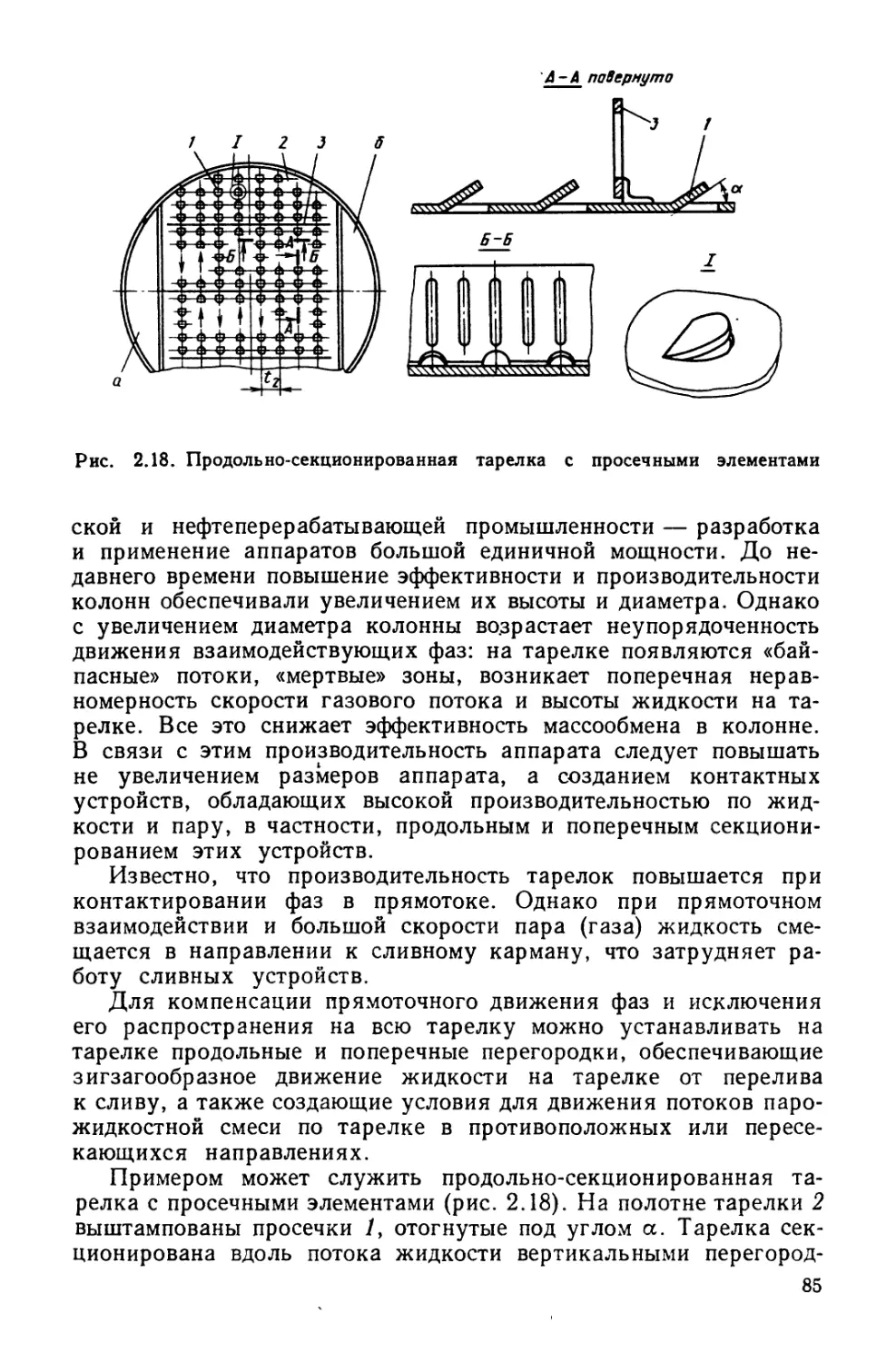
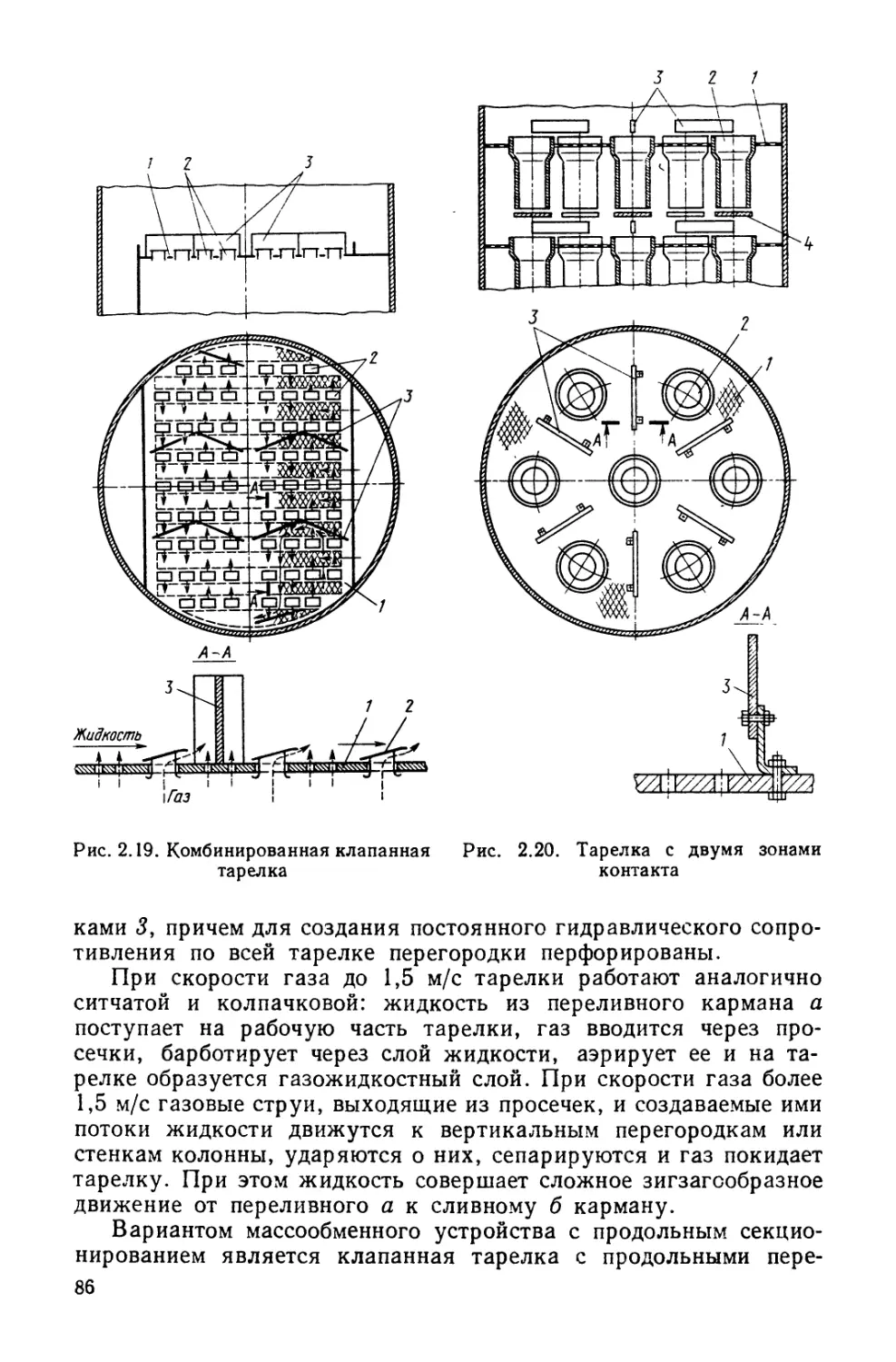
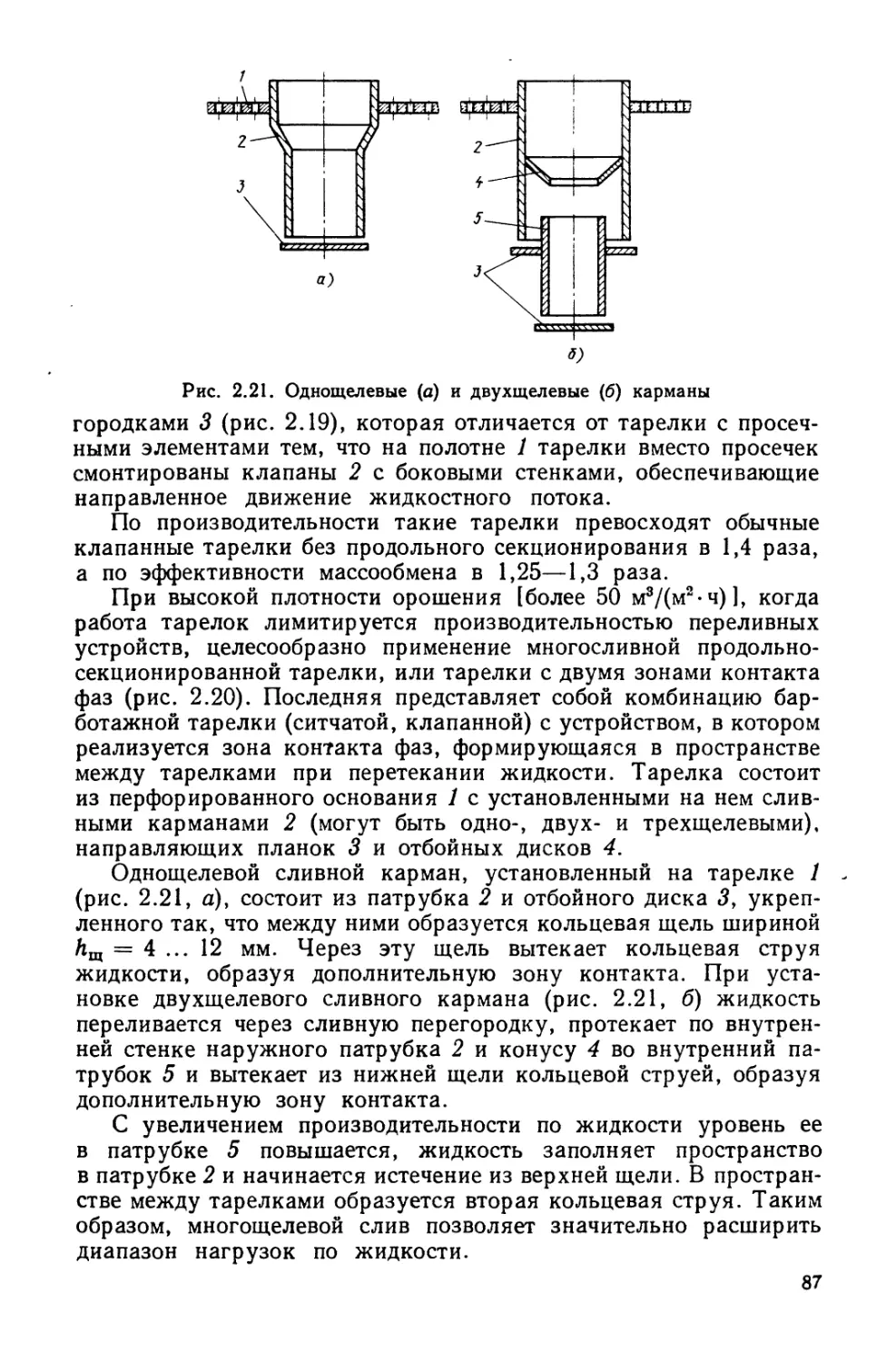
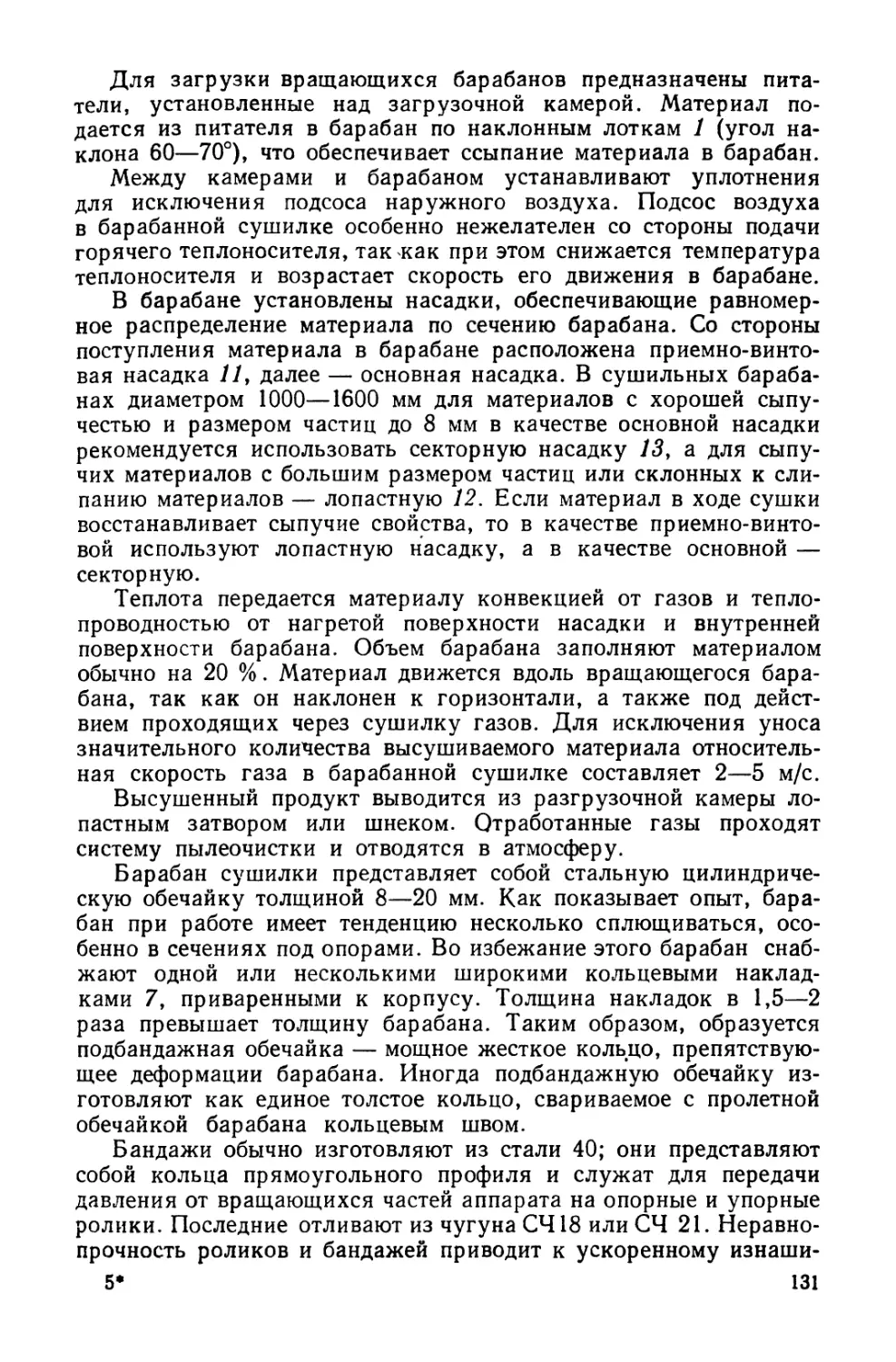
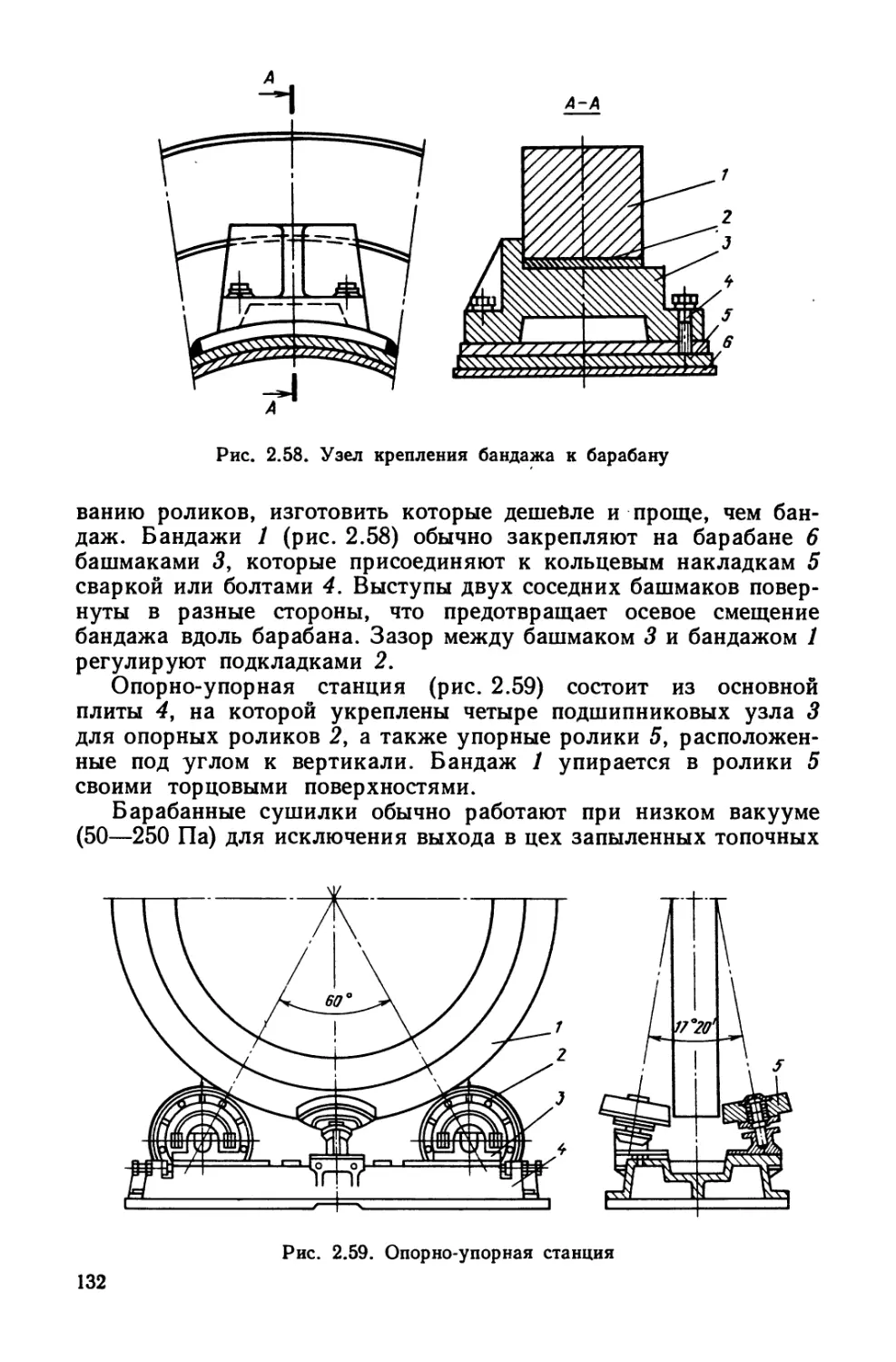
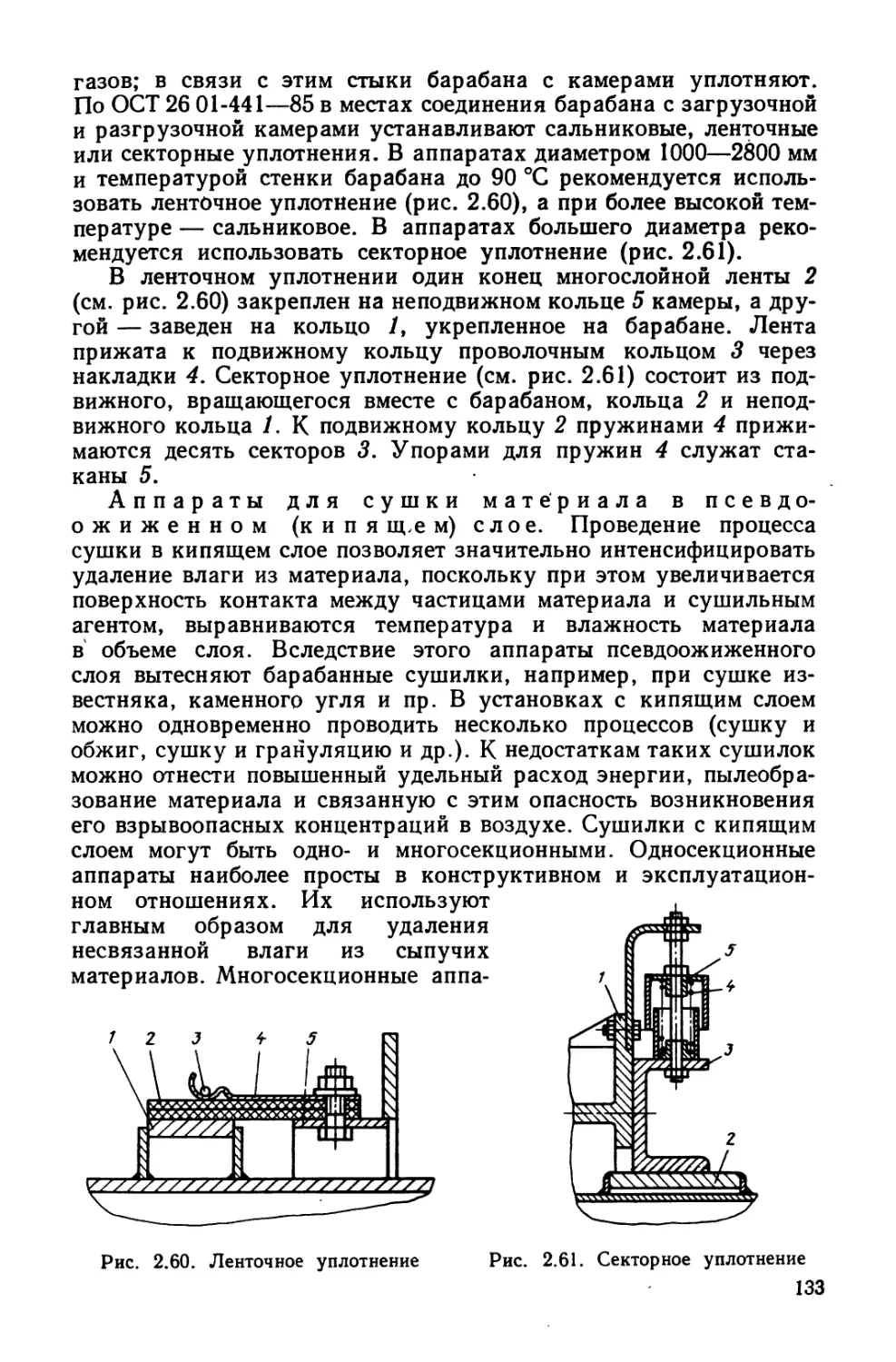
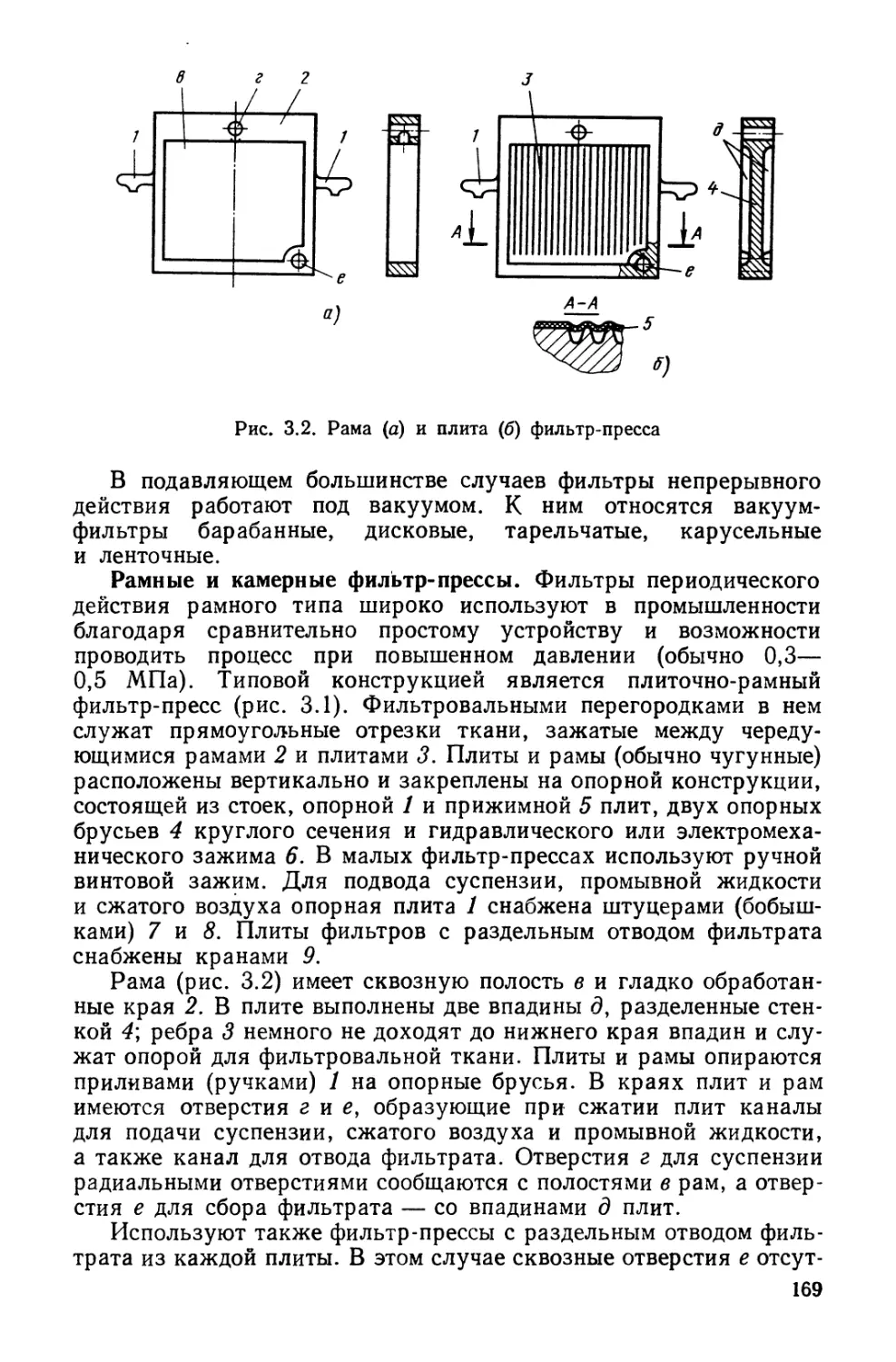
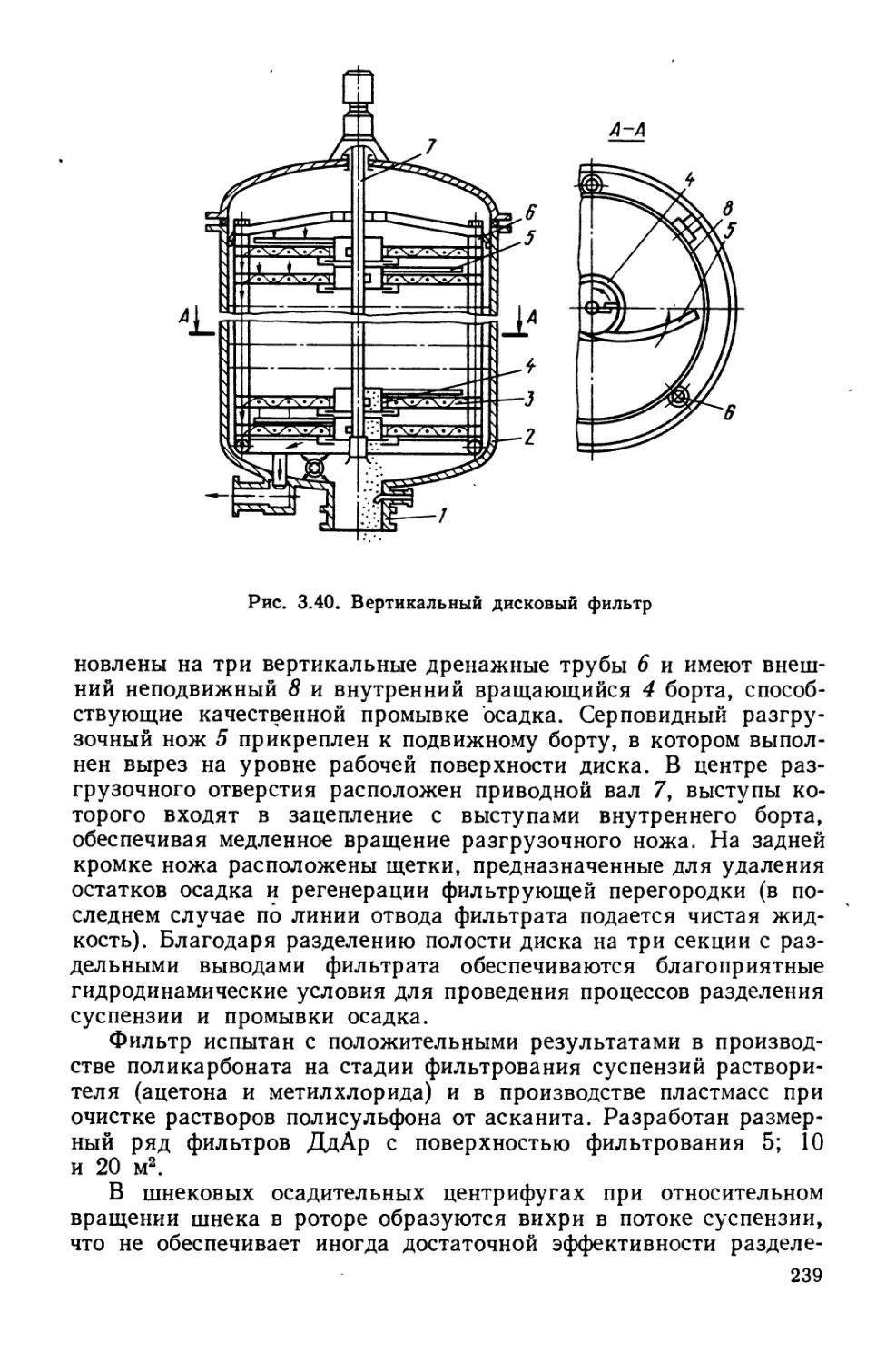
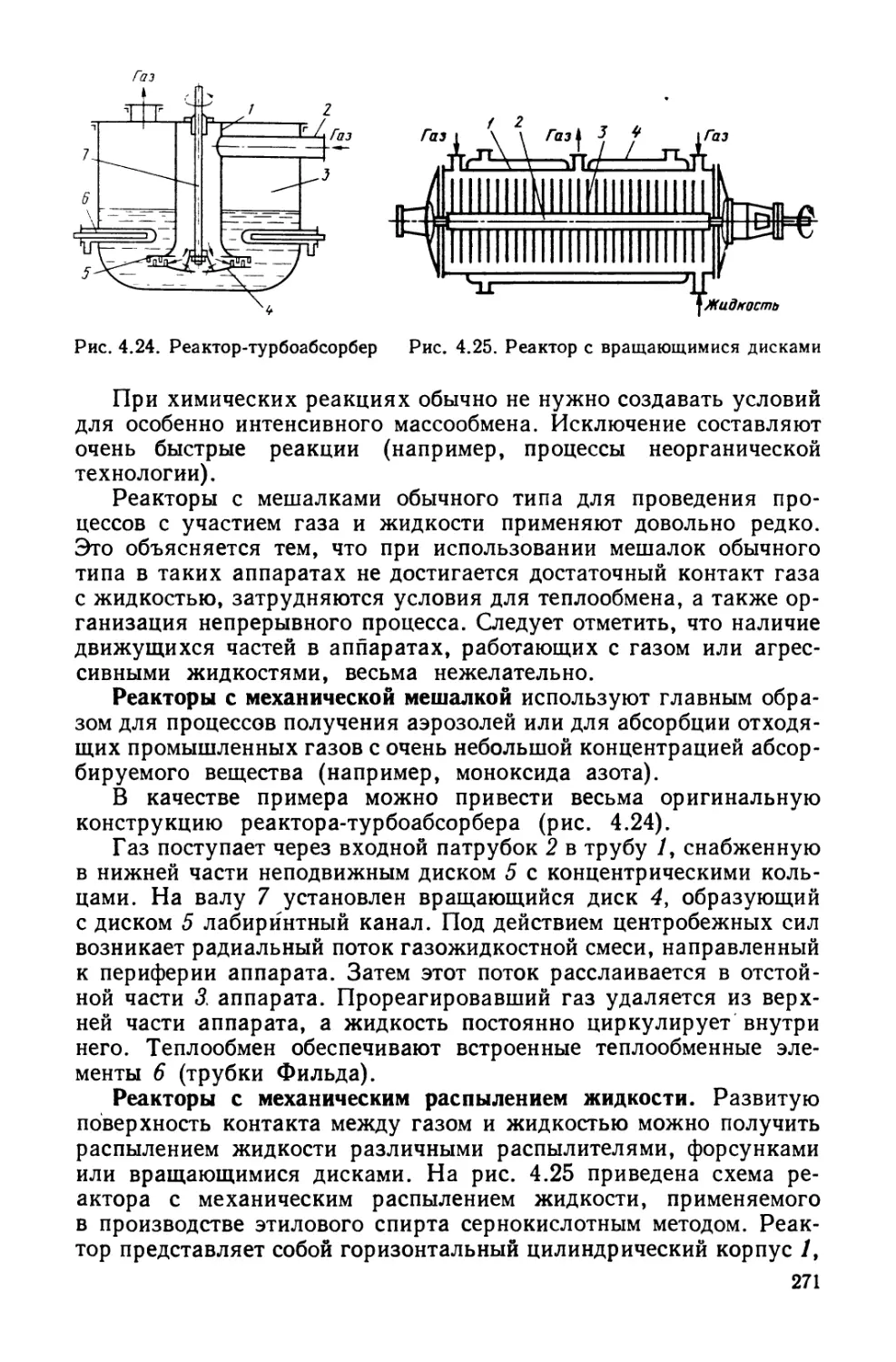
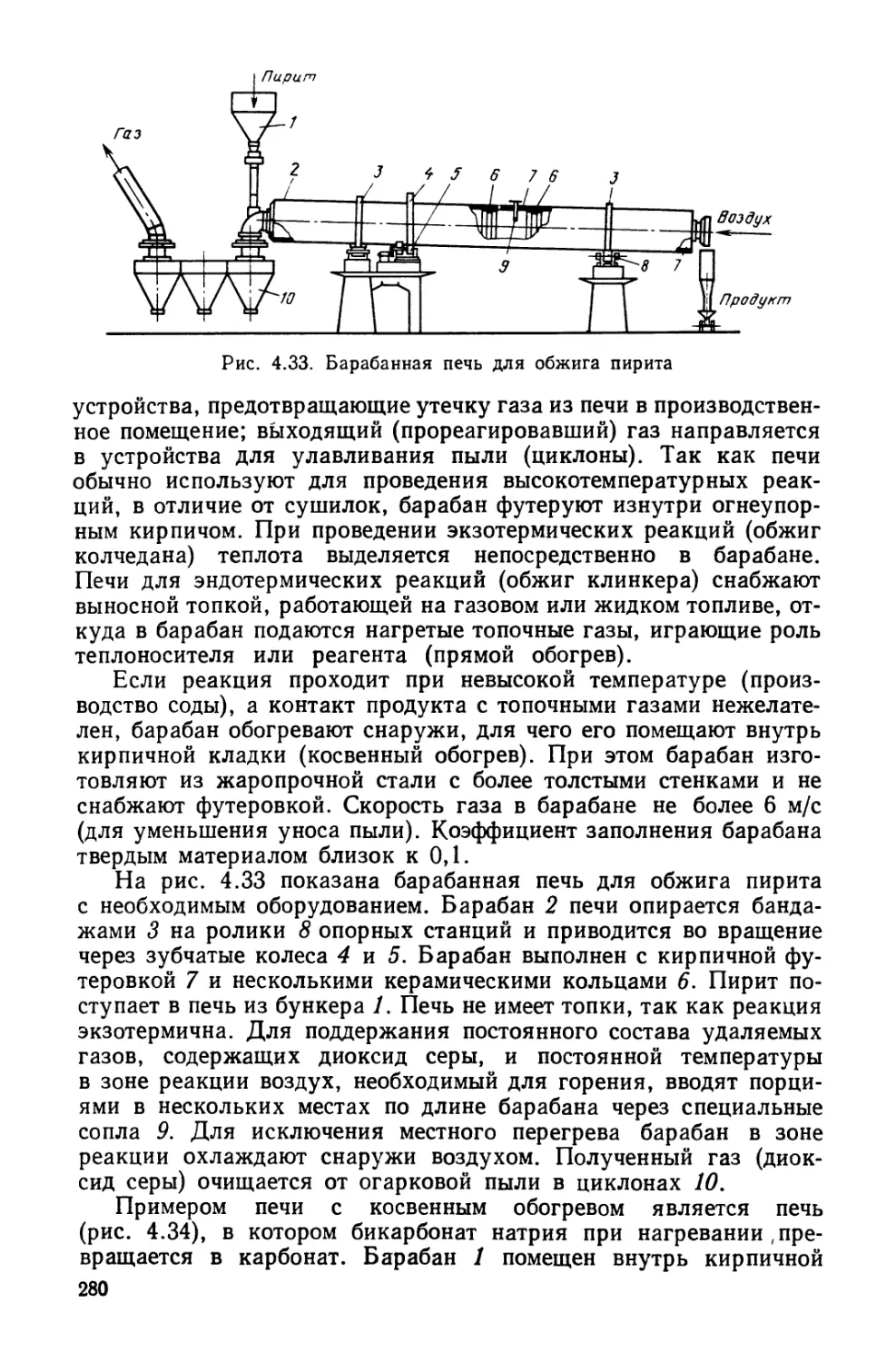
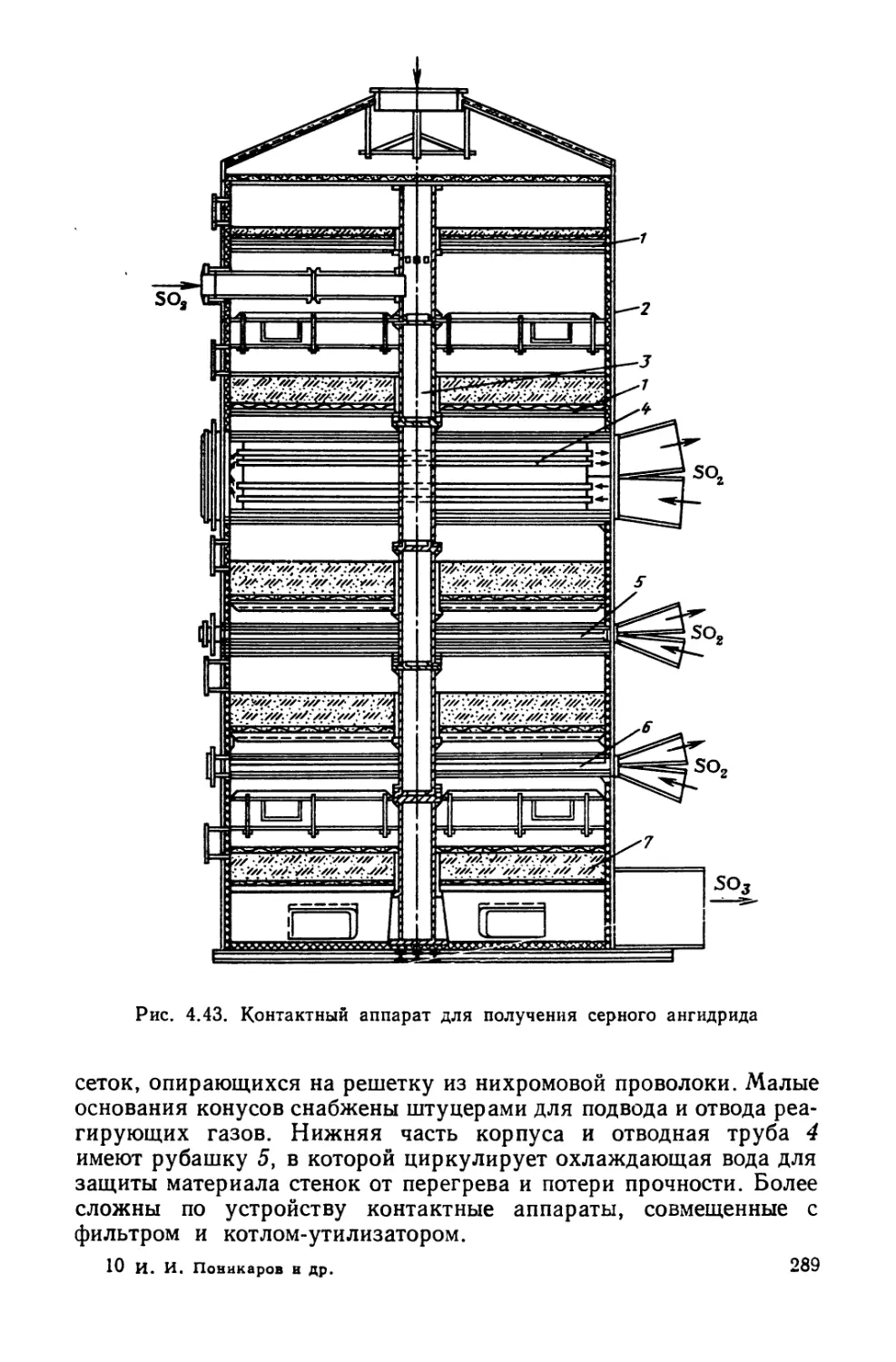
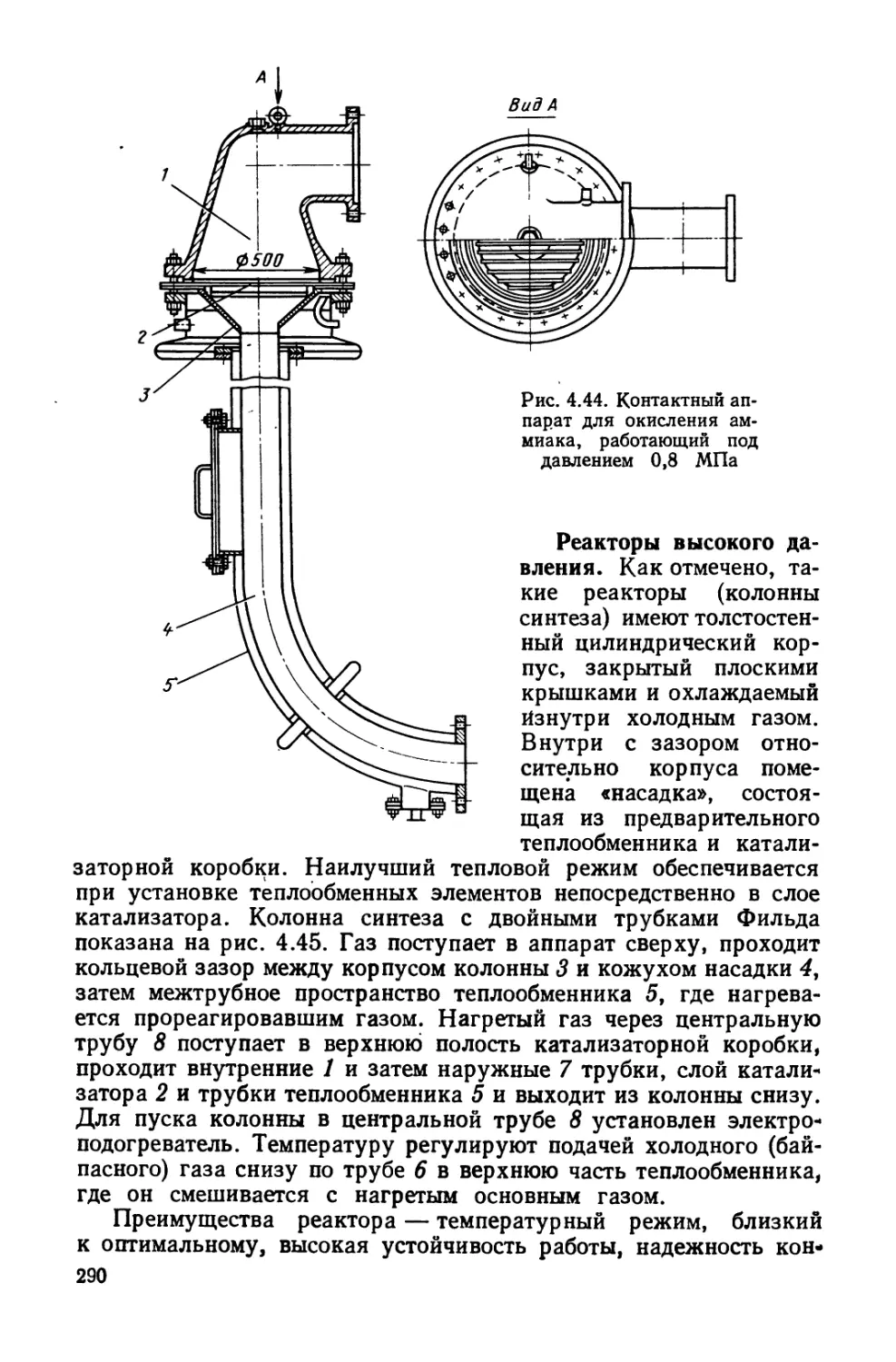
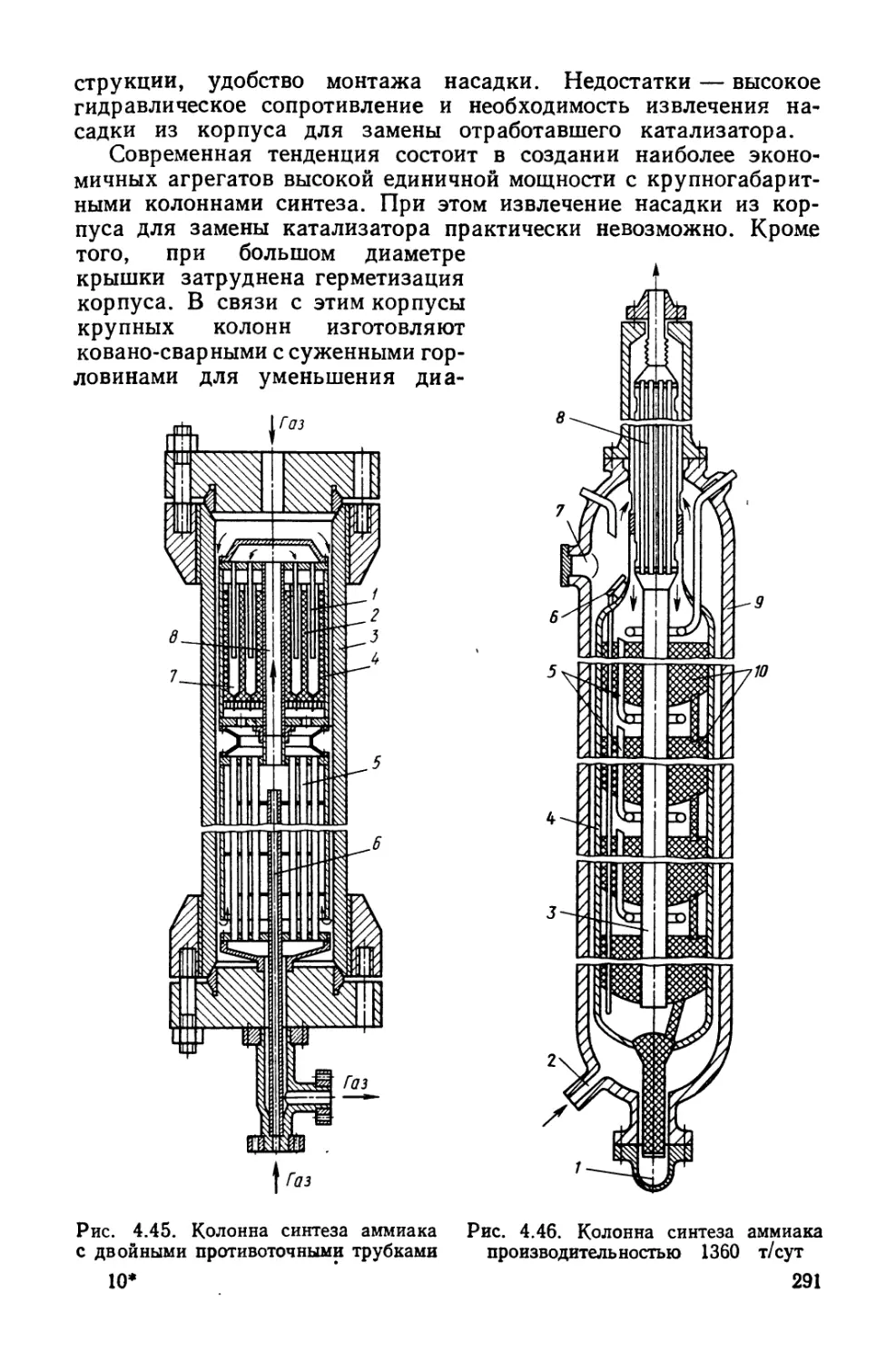
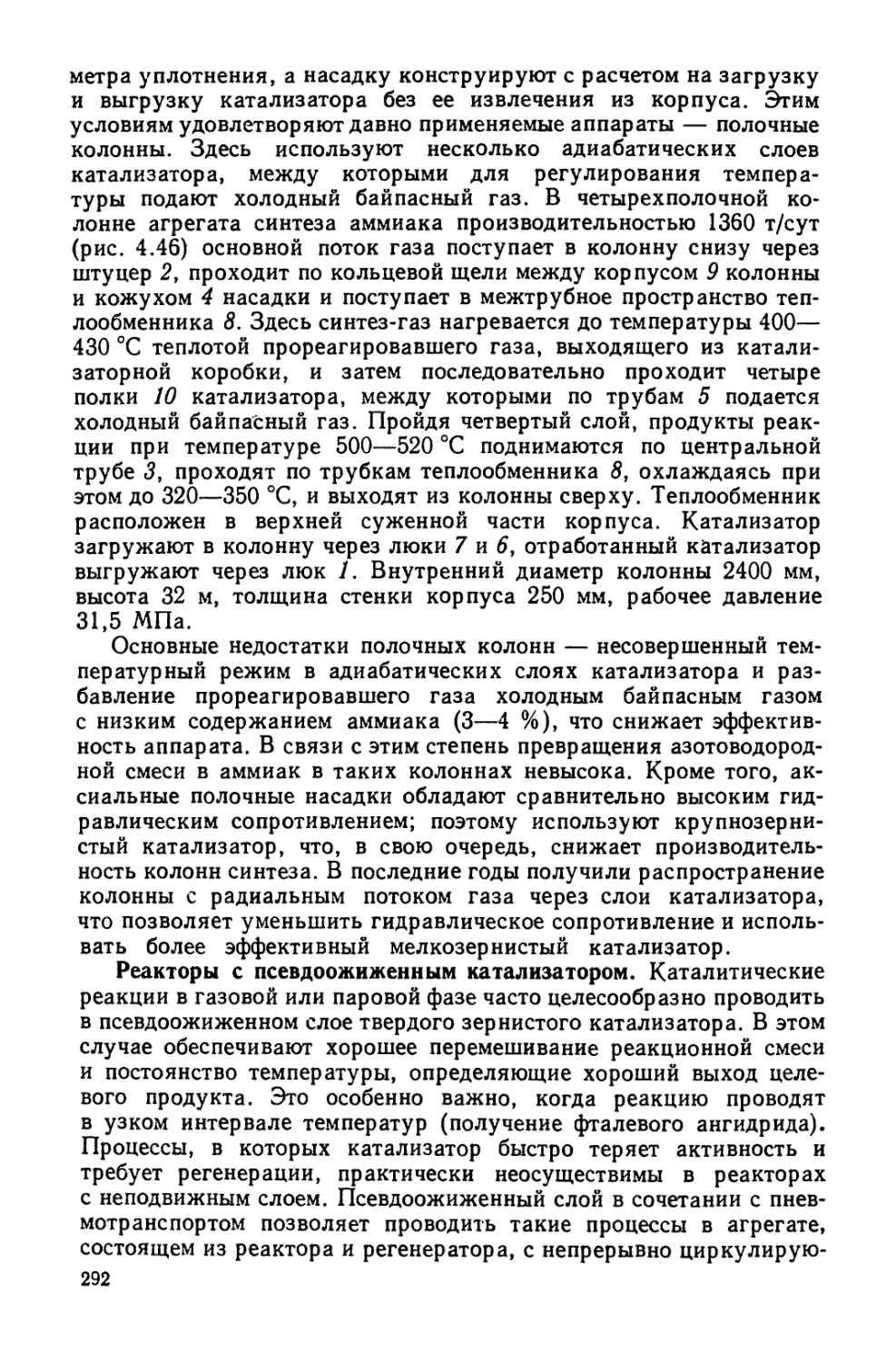
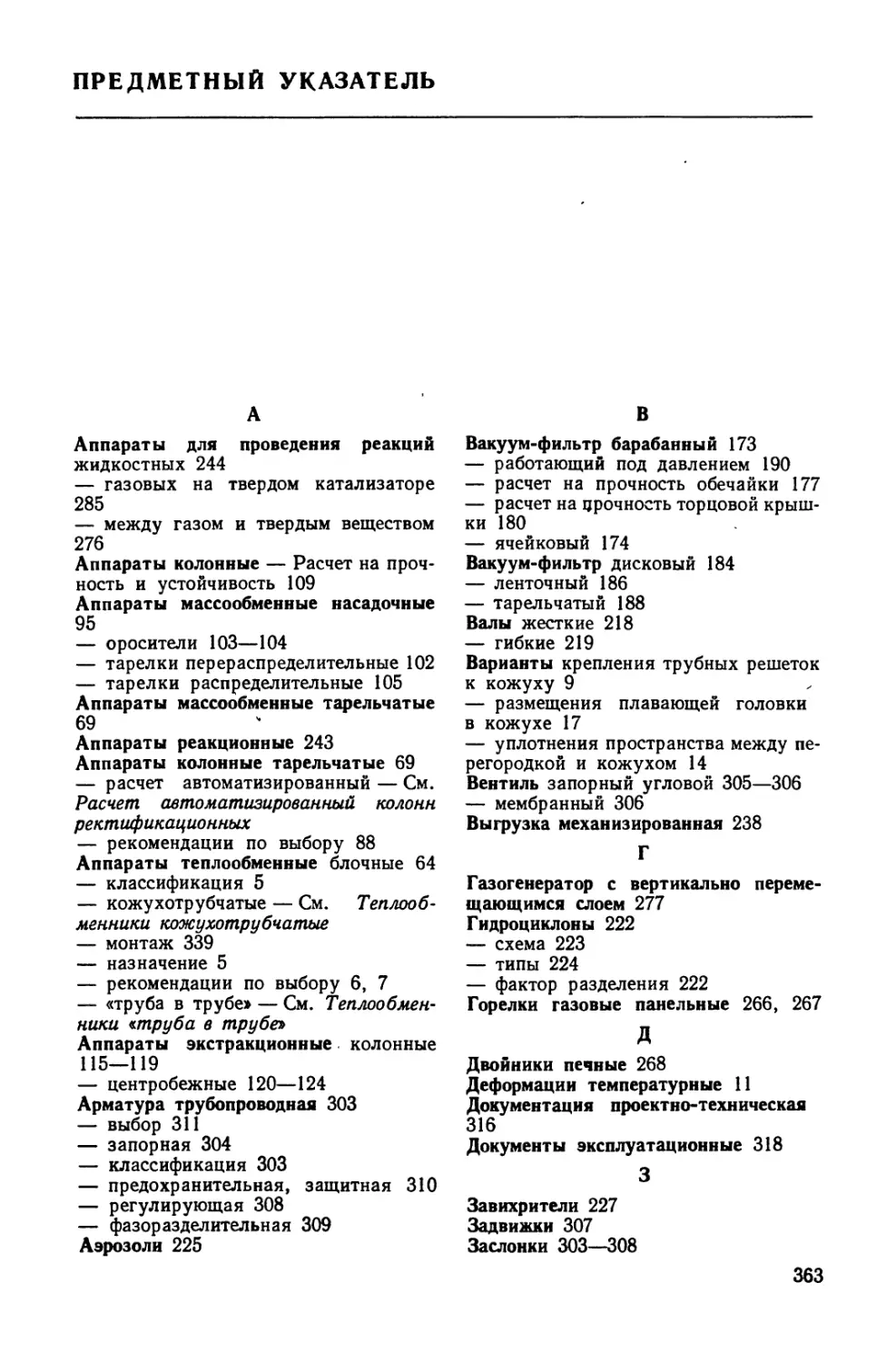
Рис. 1.1. Теплообменник с неподвижной трубной решеткой
Медные кожухотрубчатые аппараТБI по rOCT 11971 77 изrотов-
ляют двух типов (Н и К).
В зависимости от назначения кожухотрубчатые аппараты
MorYT быть теплообменниками, холодильниками, конденсаторами
и испарителями; их изrотовляют одно.. и ноrоходовыми.
Основные параметры и размеры стальных кожухотрубчатых
теплообменных аппаратов, применяемых для теплообмена жидких
и rазообразных сред при температуре от 60 до +600 ос (по
rOCT 9929 82), приведены в табл. 1.1.
Использование стальных, кожухотрубчатых, теплообменных
аппаратов раз"ТIИЧНЫХ типов в химических производствах характе..
ризуется приблизительно следующими данными: Н 75 %, К
15 %; У 3 %, П и ПК остальное.
Теплообменники с неподвижными трубными решетками (тип Н).
Схема теплообменника с неподвижными трубными решетками
приведена на рис. 1.1. В кожухе 1 размещен трубный пучок,
теплообменные трубы 2 KOToporo развальцованы в трубных решет..
ках 3. Трубная решетка жестко соединена с кожухом. С торцов
кожух аппарата закрыт распределительными камерами 4 и 5.
Кожух и камеры соединены фланцами. '
Для подвода и отвода рабочих сред (теплоносителей) аппарат
снабжен штуцерами. Один из теплоносителей в этих аппаратах
движется по трубам, друrой в межтрубном пространстве,
оrраниченном кожухом и наружной поверхностью труб.
Особенностью аппаратов типа Н является то, что трубы жестко
соединены с трубными решетками, а решетки приварены к ко..
жуху. В связи с этим исключена возможность вз-аимных пере-
мещений труб и кожуха; поэтому аппараты этоrо типа называют
еще теплообменниками жесткой конструкции. Некоторые ва..
рианты крепления трубных решеток к кожуху в стальных аппа..
ратах приведены на рис. 1.2.
Трубы в кожухотрубчатых теплообменниках стараются раз..
местить так, чтобы зазор между внутренней стенкой кожуха
и поверхностью, оrибающей пучок труб, был минимальным;
в противном случае значительная часть теплоносителя может
8
Рис. 1.2. Варианты крепления трубных решеток к кожуху аппарата
миновать основную поверхность теплообмена. Для уменьшения
количества теплоносителя, проходящеrо между трубным пучком
и кожухом, в этом пространстве устанавливают специальные
заполнители, например приваренные к кожуху продольные по-
лосы (рис. 1.3, а) или rлухие трубы, которые не проходят через
трубные решетки и MorYT быть расположены непосредственно
у внутренней поверхности кожуха (рис. 1.3, б).
В кожухотрубчатых теплообменниках для достижения боль-
ших коэффициентов теплоотдачи необходимы достаточно высокие
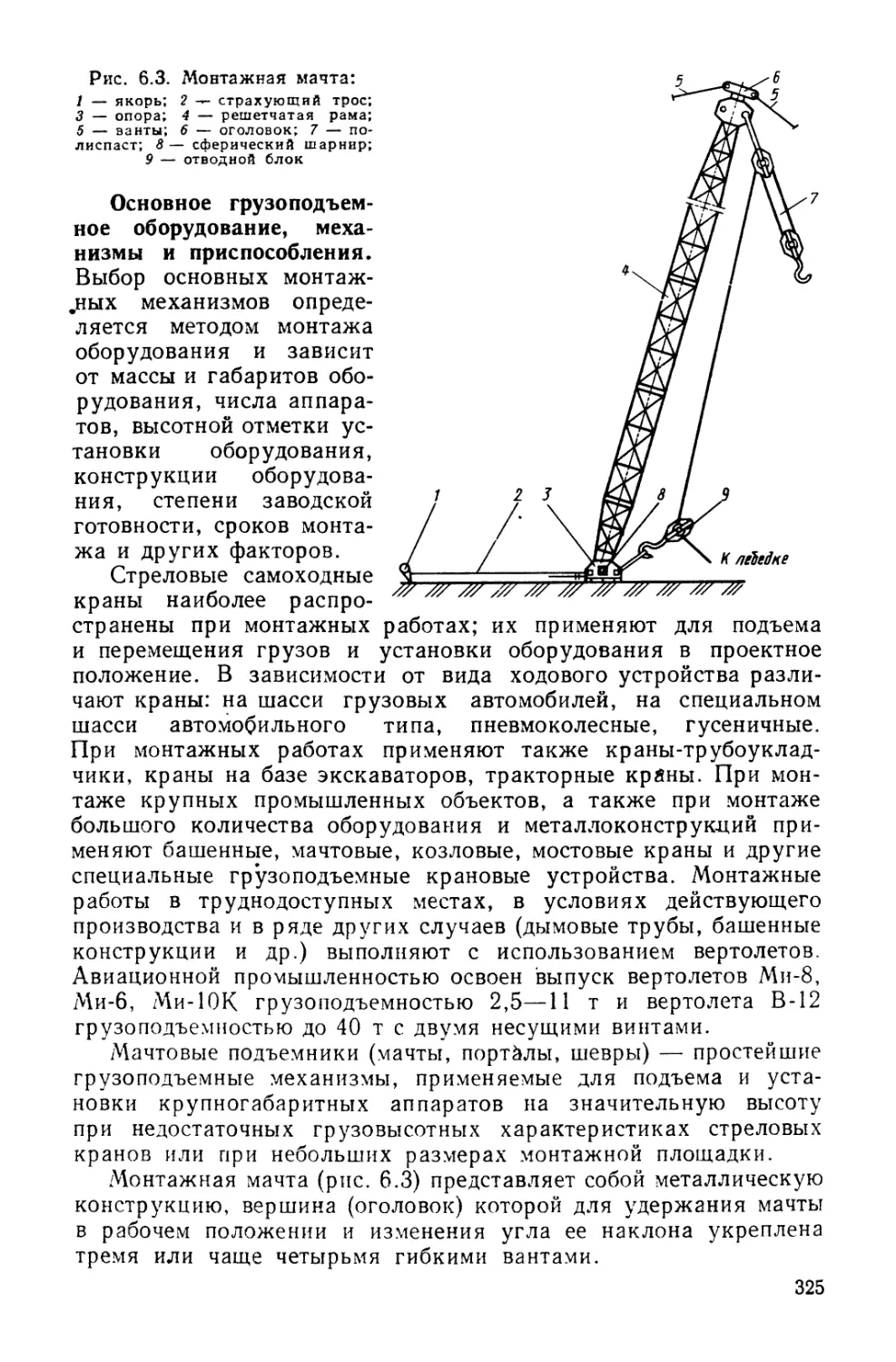
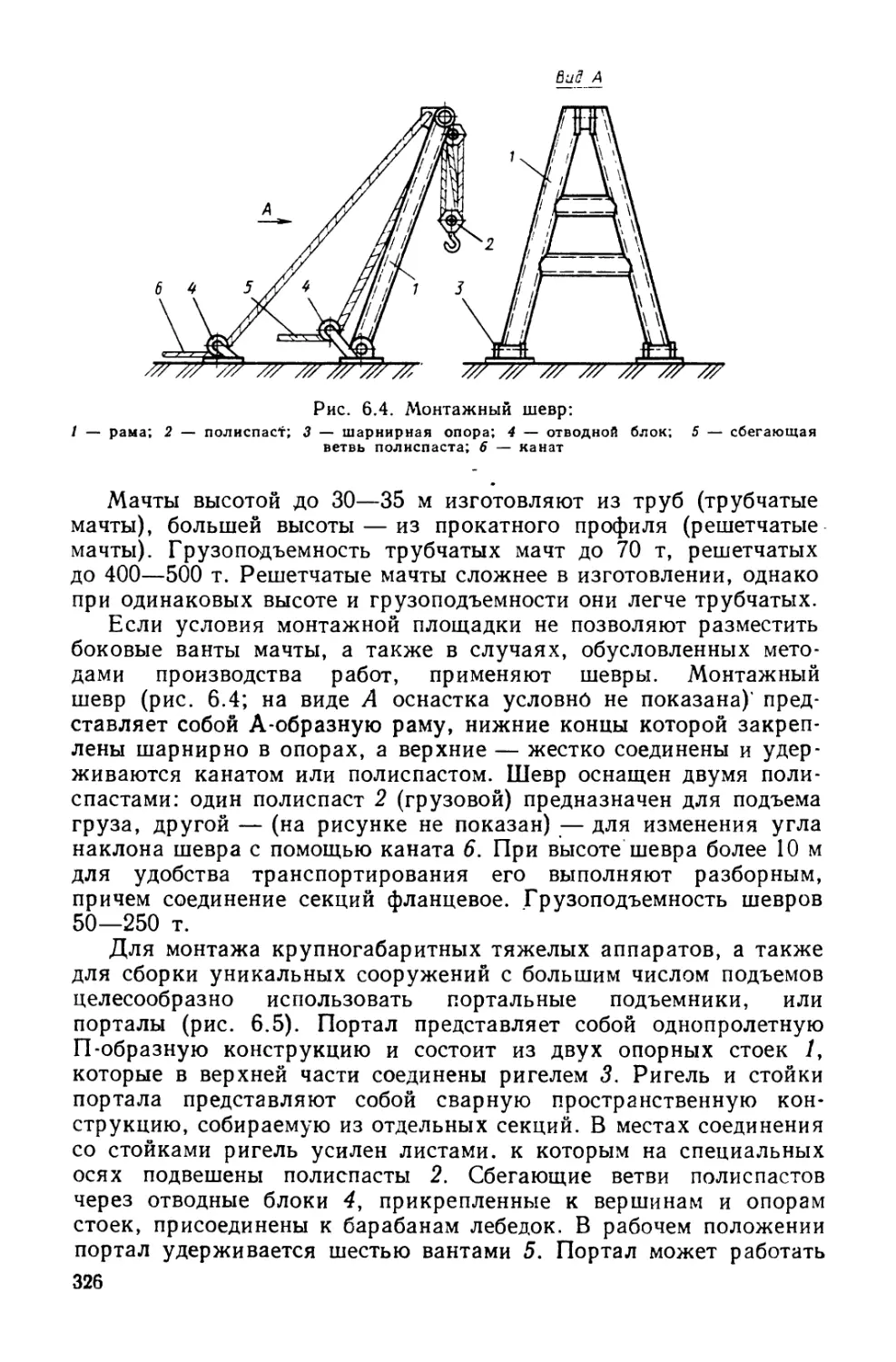
скорости теплоносителей: для rазов 8..........30 м/с, для жидкостей
не менее 1,5 м/с. Скорость теплоносителей обеспечивают при
проектировании соответствующим подбором площади сечения
трубноrо и межтрубноrо пространства.
Если площадь сечения трубноrо пространства (число идиа..
метр труб) выбрана, то в результате тепловоrо расчета определяют
коэффициент теплопередачи и теплообменную поверхность, по
которой рассчитывают длину трубноrо пучка. Последняя может
оказаться больше длины серийно выпускаемых труб. В связи
с этим применяют мноrоходовые (по трубному пространству)
аппараты с продольными переrородками в распределительной
камере. llромышленностью выпускаются двух-, четырех- и шести-
ходовые теплообменники жесткой конструкции.
Рис. 1.3. Способы распо-
ложения в пространстве
между трубным пучком
и кожухом полос (а) и за.
rпушенных труб (б)
а)
о)
9
z 1.1 12 11
10 9 в 7
6
5
4 3
1
lJ 1ft 7 S
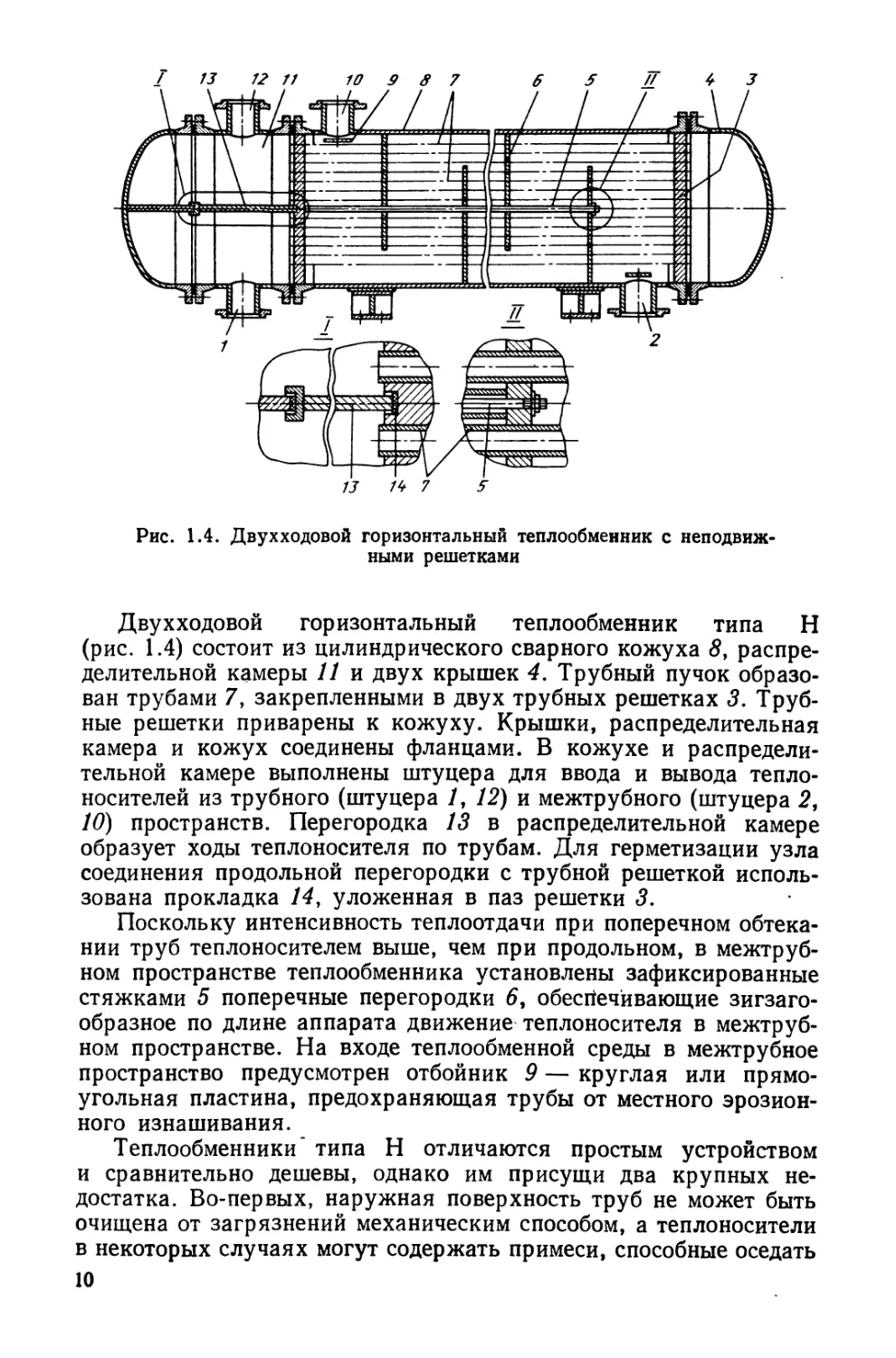
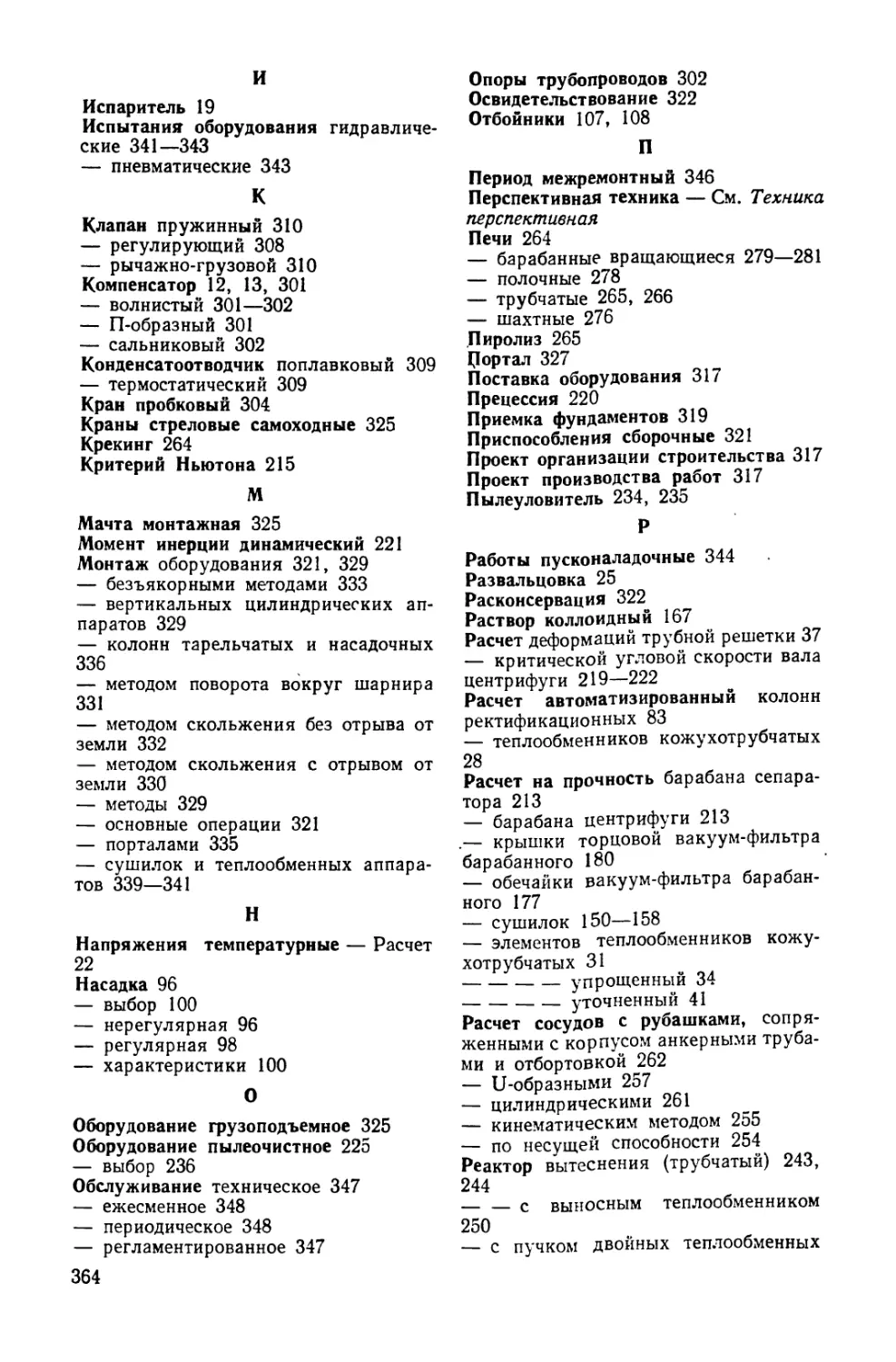
Рис. 1.4. ДВУХХОДОВОЙ rоризонтальный теплообменник с неподвиж-
ными решетками
Двухходовой rоризонтальный теплообменник типа Н
(рис. 1.4) состоит из цилиндрическоrо cBapHoro кожуха 8, распре-
делительной камеры 11 и двух крышек 4. Трубный пучок образо-
ван трубами 7, закрепленными в двух трубных решетках 3. Труб..
ные решетки приварены к кожуху. Крышки, распределительная
камера и кожух соединены фланцами. В кожухе и распредели-
тельной камере выполнены штуцера для ввода и вывода тепло-
носителей из трубноrо (штуцера 1, 12) и межтрубноrо (штуцера 2,
1 О) пространств. Переrородка 13 в распределительной камере
образует ходы теплоносителя по трубам. Для rерметизации узла
соединения продольной переrородки с трубной решеткой исполь-
зована прокладка 14, уложенная в паз решетки 3.
Поскольку интенсивность теплоотдачи при поперечном обтека-
нии труб теплоносителем выше, чем при продольном, в межтруб-
ном пространстве теплообменника установлены зафиксированные
стяжками 5 поперечные переrородки 6, обеспечивающие зиrзаrо-
образное по длине аппарата движение' теплоносителя в межтруб-
ном пространстве. На входе теплообменной среды в межтрубное
пространство предусмотрен отбойник 9 круrлая или прямо-
уrольная пластина, предохраняющая трубы от MeCТHoro эрозион-
Horo изнашивания.
Теплообменники типа Н отличаются простым устройством
и сравнительно дешевы, однако им присущи два крупных не-
достатка. Во первых, наружная поверхность труб не может быть
очищена от заrрязнений механическим способом, а теплоносители
в некоторых случаях MorYT содержать примеси, способные оседать
10
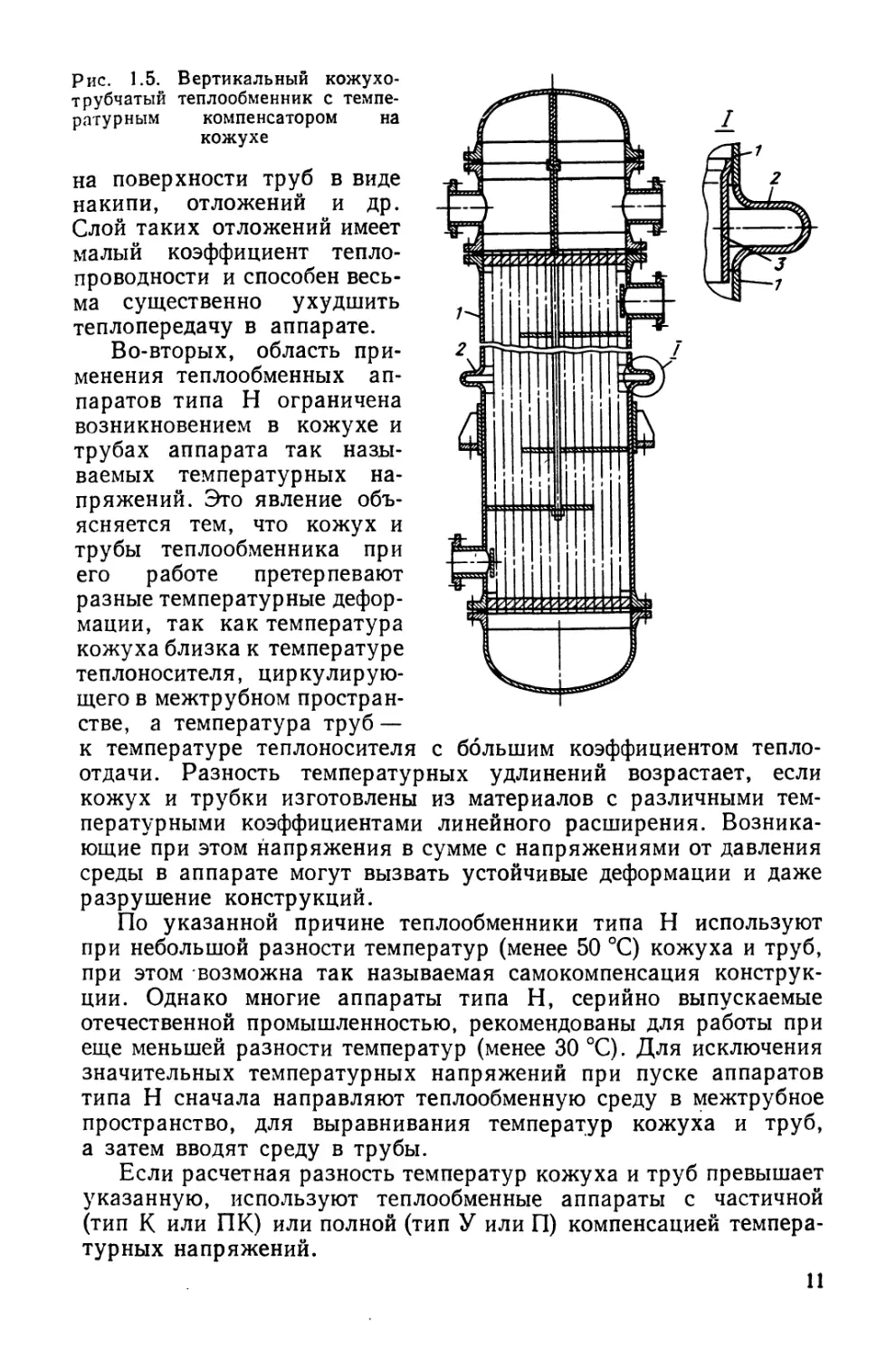
Рис. 1.5. Вертикальный кожухо
трубчатый теплообменник с темп
ратурным компенсатором на
кожухе
1
на поверхности труб в виде
накипи, отложений и др.
Слой таких отложений имеет
1алыЙ коэффициент тепло-
проводности и способен весь-
ма существенно ухудшить
теплопередачу в аппарате.
Во"вторых, область при-
менения теплообменных ап..
паратов типа Н оrраничена
возникновением в кожухе и
трубах аппарата так назы..
ваемых температурных на..
пряжений. Это явление объ..
ясняется тем, что кожух и
трубы теплообменника при
ero работе претерпевают
разные температурные дефор..
мации, так как температура
кожуха близка к температуре
теплоносителя, циркулирую..
щеrо в межтрубном простран"
стве, а температура труб
к температуре теплоносителя с большим коэффициентом тепло..
отдачи. Разность температурных удлинений возрастает, если
кожух и трубки изrотовлены из материалов с различными тем..
пературными коэффициентами линейноrо расширения. Возника..
ющие при этом напряжения в сумме с напряжениями от давления
среды в аппарате MorYT вызвать устойчивые деформации и даже
разрушение конструкций.
По указанной причине теплообменники типа Н используют
при небольшой разности температур (менее 50 ОС) кожуха и труб,
при этом .возможна так называемая самокомпенсация КОНСТРУК"
ции. Однако мноrие аппараты типа Н, серийно выпускаемые
отечественной промышленностью, рекомендованы для работы при
еще меньшей разности температур (менее 30 ОС). ДЛЯ исключения
значительных температурных напряжений при пуске аппаратов
типа Н сначала направляют теплообменную среду в ежтрубное
пространство, для выравнивания темпера ур кожуха и труб,
а затем вводят среду в трубы.
Если расчетная разность температур кожуха и труб превышает
указанную, испо.пьзуют теплообменные аппараты с частичной
(тип К или ПК) или полной (тип У или П) компенсацией темпера..
турных напряжений.
I I
I I I I I I I I I I I I
11
Рис. 1.6. Компенсаторы:
а ОДRопИRзовыА; б
сваренный ИЗ двух попу
линз: в двухливзовый
а)
6)
, 6)
Аппараты с температурным компенсатором на кожухе (тип К).
В этих аппаратах для частичной компенсации температурных
деформаций используют специальные rибкие элементы (расшири..
тели и компенсаторы), расположенные на кожухе.
Вертикальный - кожухотрубчатый теплообменник типа К
(рис. 1.5) отличается от теплообменника типа Н наличием вварен"
Horo между двумя частями кожуха 1 линзовоrо компенсатора 2
и обтекателя 3. Обтекатель уменьшает rидравлическое сопро
тивление межтрубн rо пространства TaKoro аппарата; обтекаtель
приваривают к кожуху со стороны входа теплоносителя в меж..
трубное пространство.
Наиболее часто в аппаратах типа К используют OДHO И MHoro..
элементные линзовые компенсаторы (рис. 1.6), изrотовляемые
обкаткой из коротких цилиндрических обечаек. Линзовый эле..
мент, показанный на рис. 1.6, б, свар.ен из двух полулинз, полу..
ченных из листа штамповкой. Компенсирующая способность
линзовоrо компенсатора примерно пропорциональна числу линзо..
вых элементов в He , однако применять компенсаторы с числом
линз более четырех не рекомендуется, так как резко снижается
сопротивление кожуха изrибу. Для увеличения компенсирующей
способности линзовоrо компенсатора он может, быть при сб02ке
кожуха предварительно сжат (если предназначен для работы на
растяжение) или растянут (при работе на сжатие).
При установке линзовоrо компенсатора на rоризонтальных
аппаратах в нижней части каждой линзы сверлят дренажные
отверстия с заrлушками для слива воды после rидравлических
испытаний аппарата.
Кроме линзовых в арпаратах типа К можно- использовать
компенсаторы друrих типов: из плоских параллельных колец,
соединенных пластиной по наружному краю (рис. 1.7, а), CBapeH
ные из двух полусферических элементов (рис. 1.7, б), тороидаль
ные (рис. 1.7,8) и др. Тороидальные компенсаторы довольно
дешевы и просты в изrотовлении. Их изrотовляют из труб, сrибая
в тор с последующ й резкой ero по внутренней поверхности.
Для этих компенсаторов характерны небольшие (по сравнению
с линзовым компенсатором) напряжения, плавно изменяющиеся
по сечению компенсатора. Однако тяжелые. условия работы свар..
НО10 шва, соединяющеrо компенсатор с кожухом, сдерживают
их широкое применение.
12
+
J
а)
1)
6)
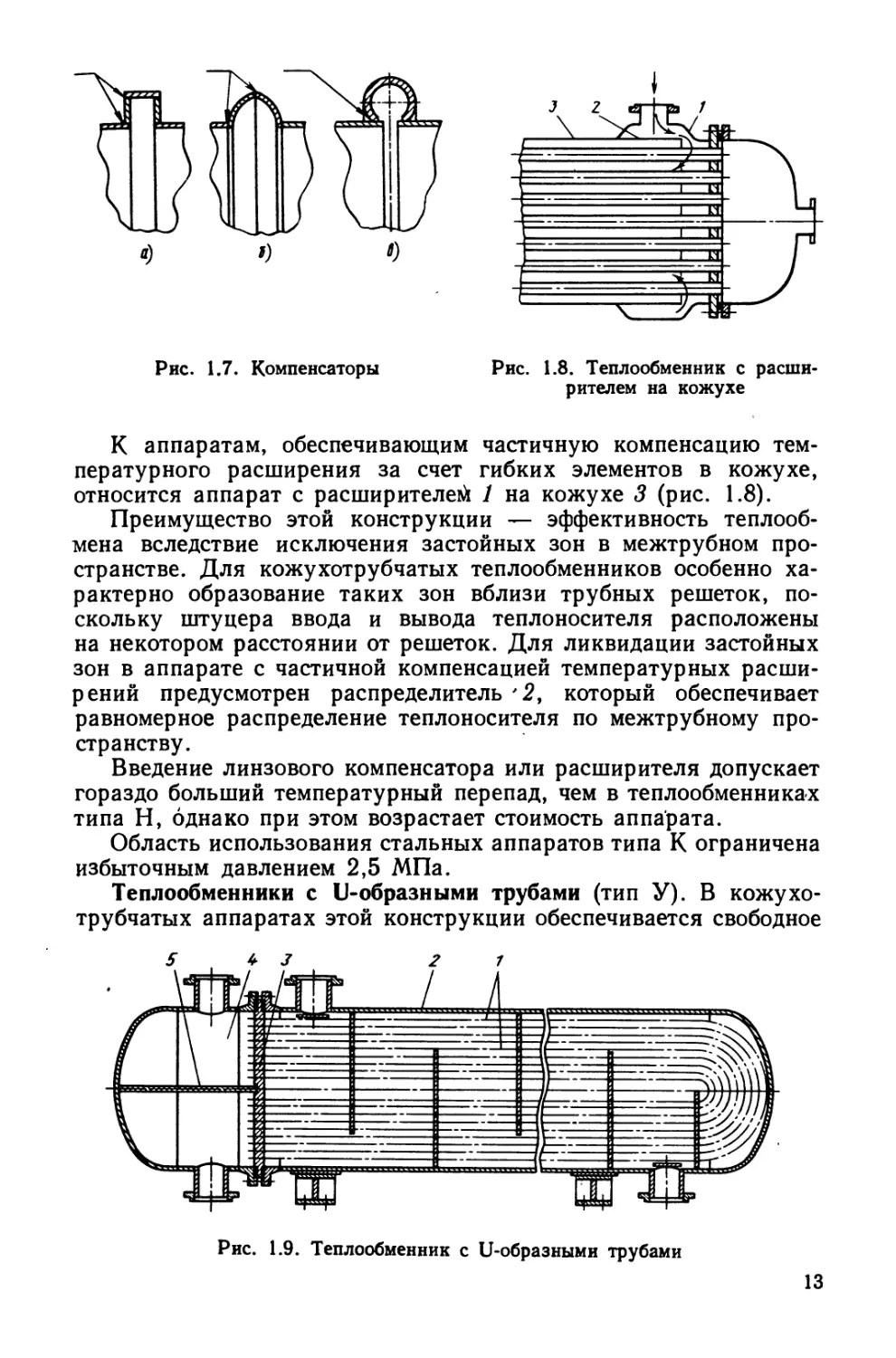
Рис. 1.7. Компенсаторы
Рис. 1.8. Теплообменник с расши-
рителем на кожухе
к аппаратам, обеспечивающим частичную компенсацию тем..
пературноrо расширения за счет rибких элементов в кожухе,
относится аппарат с расширителем 1 на кожухе 3 (рис. 1.8).
Преимущество этой конструкции ........ эффективность теплооб..
мена вследствие исключения застойных зон в межтрубном про..
странстве. Для кожухотрубчатых теплообменников особенно ха..
рактерно образование таких зон вблизи трубных решеток, по..
скольку штуцера ввода и вывода теплоносителя расположены
на некотором расстоянии от решеток. Для ликвидации застойных
зон в аппарате с частичной компенсацией температурных расши..
рений предусмотрен распределитель I 2, который обеспечивает
равномерное распределение теплоносит ля по межтрубному про..
странству.
Введение линзовоrо компенсатора или расширителя допускает
rораздо больший температурный перепад, чем в теплообменника.х
типа Н, однако при этом возрастает стоимость аппа'рата.
Область использования стальных аппаратов типа К оrраничена
избыточным давлением 2,5 МПа.
Теплообменники с U..образными трубами (тип У). В кожухо..
трубчатых аппаратах этой конструкции обеспечивается свободное
5
4 J
2
1
Рис. 1.9. Теплообменник с U-образными трубами
13
t
1
1
J
J
а)
6)
1
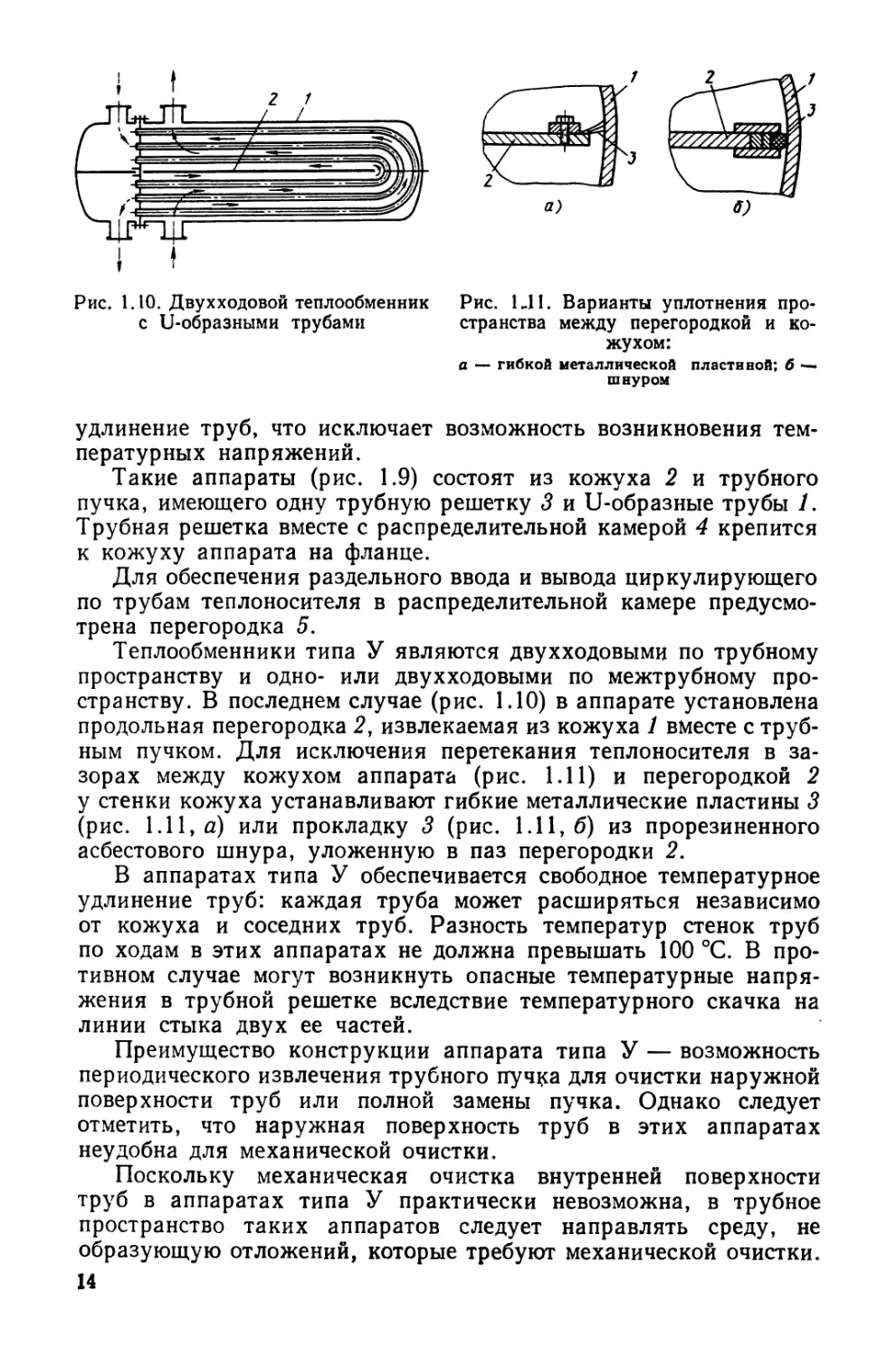
Рис. 1.10. Двухходовой теплообменник
с U-образными трубами
Рис. 1..11. Варианты уплотнения про-
странства между переrородкой и ко-
жухом:
а rибкоА металлической пластн ной; 6 ---
ШНУРОМ
удлинение труб, что исключает возможность возникновения тем..
пературных напряжений.
Такие аппараты (рис. 1.9) состоят из кожуха 2 и трубноrо
пучка, имеющеrо одну трубную решетку 3 и U образные трубы 1.
Трубная решетка вместе с распределительной камерой 4 крепится
к кожуху аппарата на фланце.
Для обеспечения раздельноrо ввода и вывода циркулирующеrо
по трубам теплоносителя в распределительной камере предусмо-
трена переrородка 5.
Теплообменники типа У являются двухходовыми по трубному
пространству и OДHO ИЛИ двух ходовыми по межтрубному про
странству. В последнем случае (рис. 1.10) в аппарате установлена
продольная переrородка 2, извлекаемая из кожуха 1 вместе с труб..
ным пучком. Для исключения перетекания теплоносителя в за
зорах между кожухом аппаратCi (рис. 1.11) и переrородкой 2
у стенки кожуха устанавливают rибкие металлические пластины 3
(рис. 1.11, а) или прокладку 3 (рис. 1.11, б) из прорезиненноrо
асбестовоrо шнура, уложенную в паз переrородки 2.
В аппаратах типа У обеспечивается свободное температурное
удлинение труб: каждая труба может расширяться независимо
от кожуха и соседних труб. Разность температур стенок труб
по ходам в этих аппаратах не должна превышать 100 ос. В про..
тивном случае MorYT возникнуть опасные температурные напря
жения в трубной решетке вследствие температурноrо скачка на
линии стыка двух ее частей.
Преимущество конструкции аппарата типа У возможность
периодическоrо извлечения трубноrо пуч а для очистки наружной
поверхности труб или полной замены пучка. Однако следует
отметить, что наружная поверхность труб в этих аппаратах
неудобна для механической очистки.
Поскольку механическая очистка внутренней поверхности
труб в аппаратах типа У практически неВОЗМОЖН8, в трубное
пространство таких аппаратов следует направлять среду, не
образующую отложений, которые требуют механической очистки.
14
Рис. 1.12. Способ крепления распре-
делительной камеры к кожуху тепло-
обменника
J Z
,
Внутреннюю nOBepXHOC'r.b труб
в этих аппаратах очищают во...
ДОЙ, водяным паром, rорячими
нефтепродуктами или химиче..
скими реаrентами. Иноrда ис-
пользуют rидромеханический способ (подача в трубное про
странство потока жидкости, содержащей абразивный материал,
твердые шары и др.). '
Крепление фланца 4 распределительной камеры к фланцу 1
кожуха аппарата показано на рис. 1.12. Специальная шпилька 3
с коническим "стопорным выступом позволяет снимать распредели..
тельную камеру без нарушения соединения трубной решетки 2
с кожухом.
Один из наиболее распространенных дефектов кожухотрубча..
Toro теплообменника типа У ........ нарушение rерметичности узла
соединения труб с трубной решеткой из..за весьма значительных
изrибающих напряжений, возникающих от массы труб и протека
ющей в них среды. В связи с этим теплообменные аппараты
типа У диаметром от 800 мм и более для удобства монтажа и
уменьшения изrибающих напряжений в трубном пучке снабжают
роликовыми опорами.
К недостаткам теплообменных аппаратов типа У следует
отнести относительно плохое заполнение кожуха трубами из за
оrраничений, обусловленных изrибом труб.
Обычно U..образные трубы изrотовляют rибкой труб в холод
ном или HarpeToM состоянии. Для исключения сплющивания
и значительноrо утонения стенки на растянутой стороне стальной
трубы радиус изrиба принимают R > 4d T , rде d T наружный
диаметр трубы.
К существенным недостаткам аппаратов типа У следует OT
нести невозможность замены труб (за исключением крайних труб)
при выходе их из строя, а также сложность размещения труб,
особенно при большом их числе.
Из..за указанных недостатков теплообменные аппараты этоrо
типа не нашли широкоrо применения.
Теплообменные аппараты с плавающей rоловкой (тип П).
в теплообменниках с плавающей rоловкой ,теплообменные трубы
закреплены в двух трубных решетках, одна из которых непо
движно связана с корпусом, а друrая имеет возможность свобод
Horo oceBoro перемещения; последнее исключает возможность
температурных деформаций кожуха и труб.
rоризонтальный двухходовой конденсатор типа П (рис. 1.13)
состоит из кожуха 10 и трубноrо пучка. Левая трубная решетка 1
соединена фланцевым соединением с кожухом и распределитель-
15
з
z
,
9
7
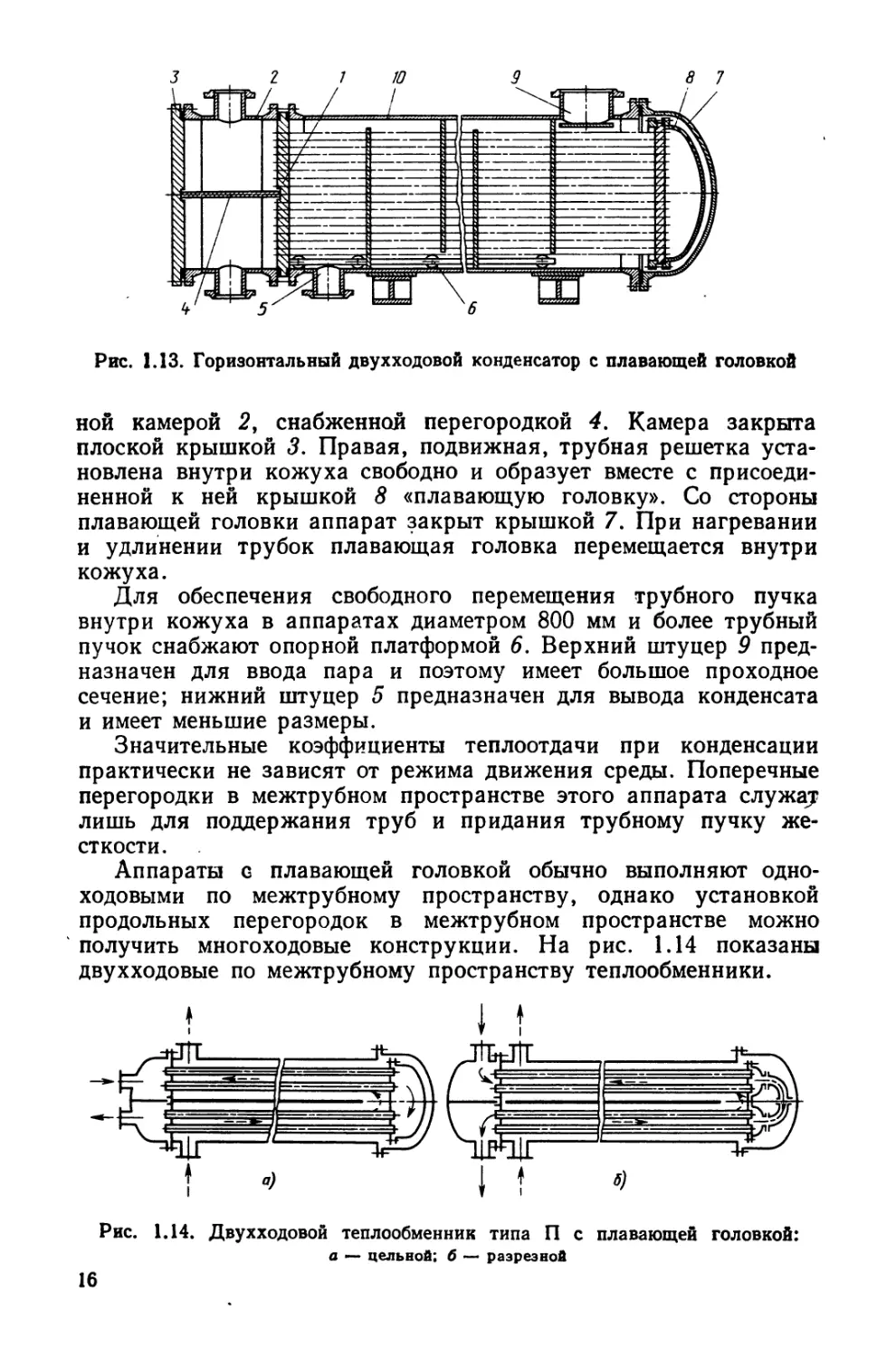
Рис. 1.13. rоризонтальныА двухходовоА конденсатор с плавающей rоловкоl
ной камерой 2, снабженной переrородкой 4. Камера заКрБ1Та
плоской крышкой 3. Правая, подвижная, трубная решетка уста-
новлена внутри кожуха свободно и образует вместе с присоеди..
ненной к ней крышкой 8 «плавающую rоловку». Со стороны
плавающей rоловки аппарат aKpЫT крышкой 7. При наrревании
и удли'нении трубок плавающая rоловка перемещается внутри
кожуха.
Для обеспечения свободноrо перемещения трубноrо пучка
внутри кожуха в аппаратах диаметром 800 мм и более трубный
пучок снабжают опорной платформой б. Верхний штуцер 9 пред"
назначен для ввода пара и поэтому имеет большое проходное
сечение; нижний штуцер 5 предназначен для вывода конденсата
и имеет меньшие размеры.
Значительные коэффициенты теплоотдачи при конденсации
практически не зависят от режима движения среды. Поперечные
переrородки в межтрубном пространстве этоrо аппарата служау
лишь для поддержания труб и придания трубному пучку же-
сткости.
Аппараты G плавающей rоловкой обычно выполняют одно..
ходовыми по межтрубному пространству, однако установкой
продольных переrородок в межтрубном пространстве можно
'получить мноrоходовые конструкции. На рис. 1.14 показаны
двухходовые по межтрубному пространству теплообменники.
+
I
+ а)
I
+
I
+
I
б)
Рис. 1.14. Двухходовой теплообменник типа П с плавающей rоловкоl:
(J ..... цельной; 6...... разрезной
16
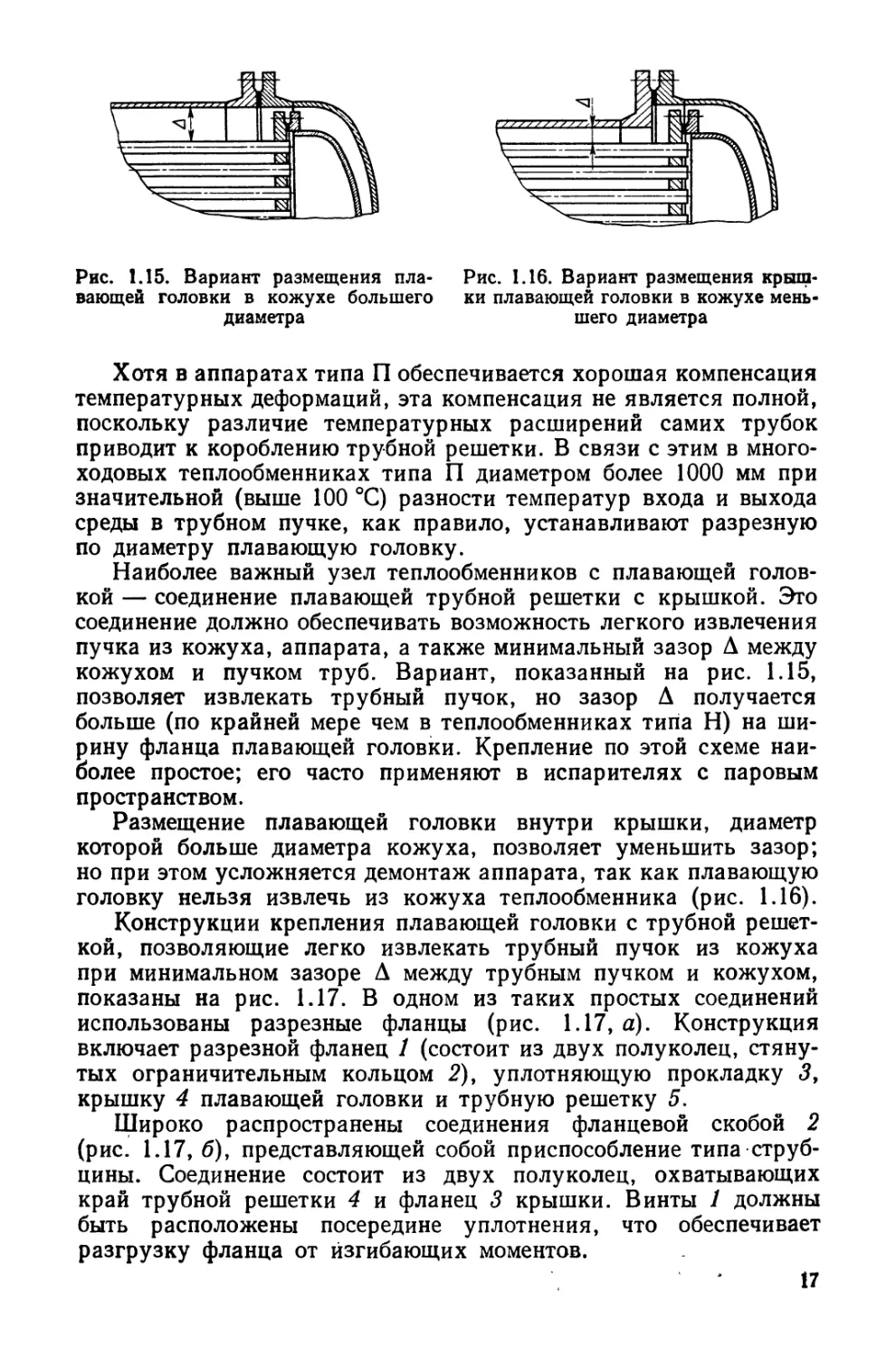
Рис. t .15. Вариант размещения пла-
вающей rоловки в кожухе большеrо
диаметра
I
I
Рис. 1.16. Вариант размещения крБЩJ-
ки плавающей rоловки в кожухе мень-
шеrо диаметра
Хотя в аппаратах типа П обеспечивается хорошая компенсация
температурных деформаций, эта компенсация не является полной,
поскольку различие температурных расширений самих трубок
приводит к короблению трубной решетки. В связи с этим в MHoro-
ходовых теплообменниках типа П диаметром более 1000 мм при
значительной (выше 100 ОС) разности температур входа и выхода
среды в трубном пучке, как правило, устанавливают разрезную
по диаметру плавающую rоловку.
Наиболее важный узел теплообменников с плавающей rолов"
кой........ соединение плавающей трубной решетки с крышкой. Эrо
соединение должно обеспечивать возможность леrкоrо извлечения
пучка из кожуха, аппарата, а также минимальный зазор между
кожухом и пучком труб. Вариант, показанный на рис. 1.15,
позволяет извлекать трубный пучок, но зазор получается
больше (по крайней мере чем в теплообменниках тиriа Н) на ши..
рину фланца плавающей rоловки. Крепление по этой схеме наи..
nолее простое; ero часто применяют в испарителях с паровым
пространством.
Размещение плавающей rоловки внутри крышки, диаметр
которой больше диаметра кожуха, позволяет уменьшить зазор;
но при этом усложняется демонтаж аппарата, так как плавающую
rоловку нельзя извлечь из кожуха теплообменника (рис. 1.16).
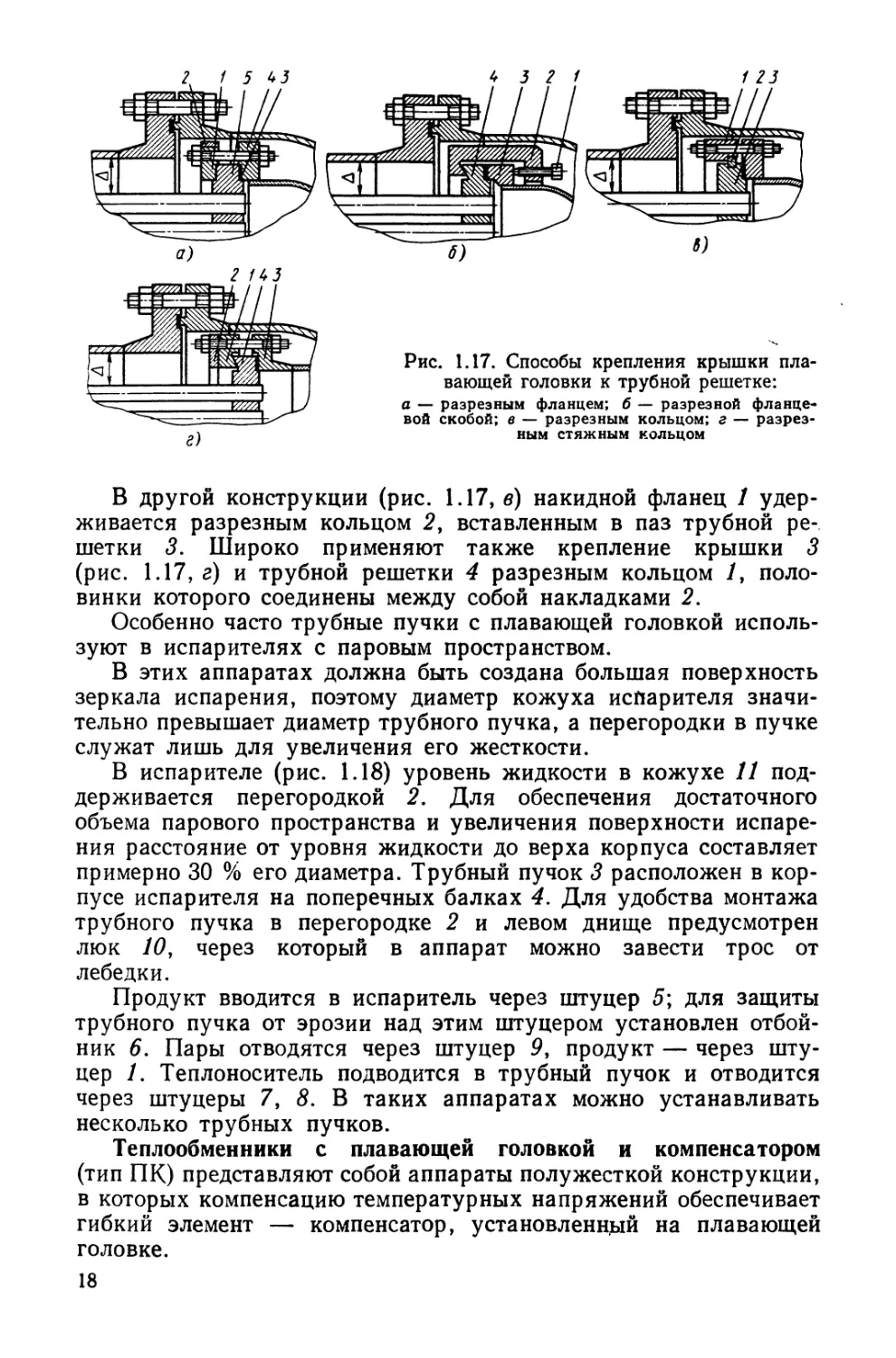
Конструкции крепления плавающей rоловки с трубной решет-
кой, позволяющие леrко извлекать трубный пучок из кожуха
при минимальном зазоре между трубным пучком и кожухом,
показаны на рис. 1.17. В одном из таких простых соединений
использованы разрезные фланцы (рис. 1.17, а). Конструкция
включает разрезной фланец 1 (состоит ИЗ двух полуколец, стяну-
тых оrраничительным кольцом 2), уплотняющую прокладку 3,
крышку 4 плавающей rоловки и трубную решетку 5.
UЦироко распространены соединения фланцевой скобой 2
(рис. 1.17, б), представляющей собой приспособление типа'струб..
цины. Соединение состоит из двух полуколец, охватывающих
край трубной решетки 4 и фланец 3 крышки. Винты 1 должны
быть расположены посередине уплотнения, что обеспечивает
разrрузку фланца от изrибающих моментов.
17
2 f 5 43
4 3 2 f
f 2 J
а)
б)
2 f 43
'....
е)
Рис. 1.17. Способы крепления крышки пла
Бающей rОЛОБКИ к трубной решетке:
а разрезным фланцем; б разрезной фланце-
вой скобой; в разрезным кольцом; а разрез-
ным стяжным кольцом
в друrой КОНСТРУКЦИИ (рис. 1.17, 8) накидной фланец 1 удер"
живается разрезным кольцом 2, вставленным в паз трубной ре..,
шетки 3. Широко применяют также крепление КРЫШКИ 3
(рис. 1.17, 2) и трубной решетки 4 разрезным кольцом 1, поло..
вннки KOToporo соединены между собой накладками 2.
Особенно часто трубные пучки с плавающей rоловкой исполь..
зуют в испарителях с паровым пространством.
В этих аппаратах должна быть создана большая поверхность
зеркала испарения, поэтому диаметр кожуха испарителя значи..
тельно превышает диаметр трубноrо пучка, а переrородки в пучке
служат лишь для увеличения ero жесткости.
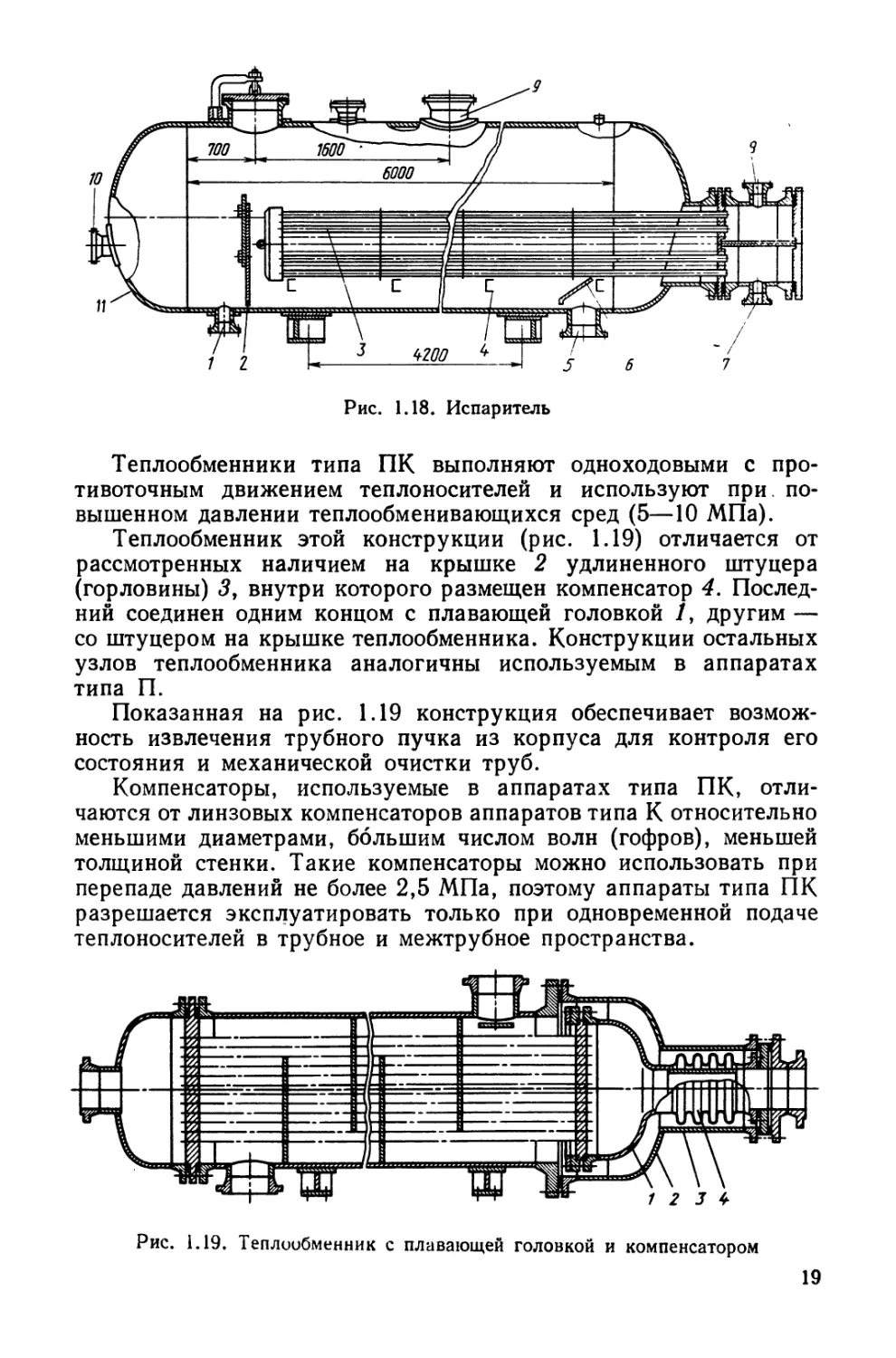
В испарителе (рис. 1.18) уровень жидкости в кожухе 11 ПОД"
держивается переrородкой 2. Для обеспечения достаточноrо
объема паровоrо пространства И увеличения поверхности испаре..
ния расстояние от уровня жидкости до верха корпуса составляет
примерно 30 % ero диаметра. Трубный пучок 3 расположен в кор..
пусе испарителя на поперечных балках 4. Для удобства монтажа
трубноrо пучка в переrородке 2 и левом днище предусмотрен
люк 10, через который в аппарат можно завести трос от
лебедки.
Продукт вводится в испаритель через штуцер 5; для защиты
трубноrо пучка от эрозии над этим штуцером установлен отбой..
ник б. Пары отводятся через штуцер 9, продукт через шту"
цер 1. Теплоноситель подводится в трубный пучок и отводится
через штуцеры 7, 8. В таких аппаратах можно устанавливать
несколько трубных пучков.
Теплообменники с плавающей rоловкой и компенсатором
(тип ПК) представляют собой аппараты полужесткой конструкции,
в которых компенсацию температурных напряжений обеспечивает
rибкий элемент компенсатор, установленн й на плавающей
rоловке.
18
6000
[
4-200
б
;'
/
/
7
Рис. 1.18. Испаритель
Теплообменники типа ПК выполняют одноходовыми С про-
тивоточным движением теплоносителей и используют при. по..
вышенном давлении теплообменивающихся сред (5 lO МПа).
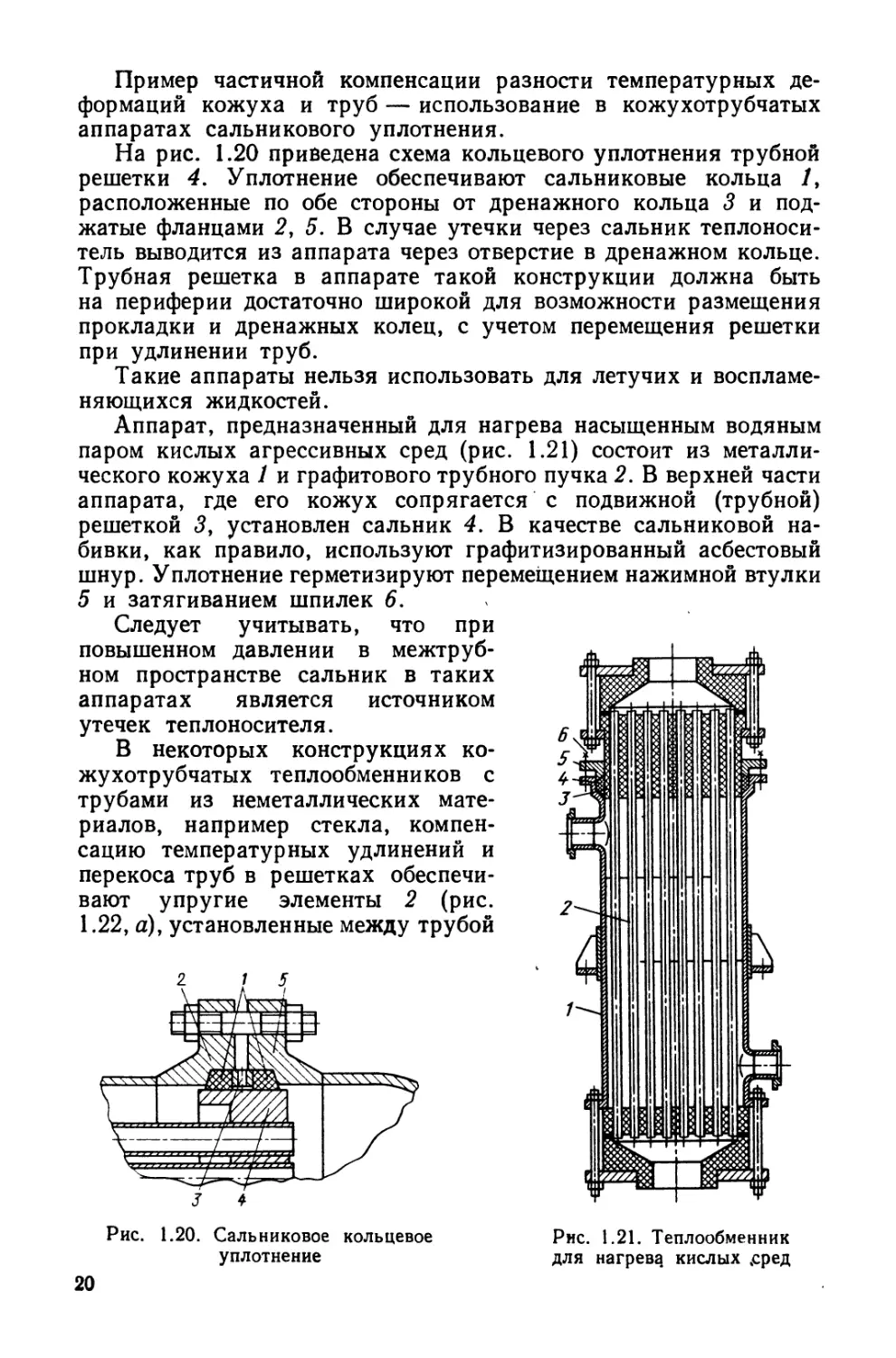
Теплообменник этой конструкции (рис. 1.19) отличается от
рассмотренных наличием на крышке 2 удлиненноrо штуцера
(rорловины) 3, внутри KOToporo размещен компенсатор 4. Послед"
ний соединен одним концом с плавающей rоловкой 1, друrим ........
со штуцером на крышке теплообменника. Конструкции остальных
узлов теплообменника аналоrичны используемым в аппаратах
типа п.
Показанная на рис. 1.19 конструкция обеспечивает возмож
ность извлечения трубноrо пучка из корпуса для контроля ero
состояния и механической очистки труб.
Компенсаторы, используемые в аппаратах типа ПК, отли"
чаются от линзовых компенсаторов аппаратов типа К относительно
Iеньшими диаметрами, большим числом волн (rофров), меньшей
толщиной стенки. Такие компенсаторы можно использовать при
перепаде давлений не более 2,5 МПа, поэтому аппараты типа ПК
разрешается эксп уатировать только при одновременной подаче
теплоносителей в трубное и межтрубное пространства.
Рис. 1.19. Теплuu6менник с ПЛёlваlощей rоловкой и компенсатором
19
Пример частичной компенсации разности температурных де..
формаций кожуха и труб........ использование в кожухотрубчатых
аппаратах сальниковоrо уплотнения.
На рис. 1.20 приведена схема кольцевоrо уплотнения трубной
решетки 4. Уплотнение обеспечивают сальниковые кольца 1,
расположенные по обе стороны от дренажноrо кольца 3 и под..
жатые фланцами 2, 5. В случае утечки через сальник теплоноси..
тель выводится из аппарата через отверстие в дренажном кольце.
Трубная решетка в аппарате такой конструкции должна быть
на периферии достаточно широкой для возможности размещения
прокладки и дренажных колец, с учетом перемещения решетки
при удлинении труб.
Такие аппараты нельзя использовать для летучих и воспламе..
няющихся жидкостей.
Аппарат, предназначенный для HarpeBa насыщенным водяным
паром кислых аrрессивных сред (рис. 1.21) состоит из металли
ческоrо кожуха 1 и rрафитовоrо трубноrо пучка 2. В верхней части
аппарата, rде ero кожух сопряrается. с подвижной (трубной)
решеткой 3, установлен сальник 4. В качестве сальниковой на..
бивки, как правило, используют rрафитизированный асбестовый
шнур. Уплотнение rерметизируют перемеiцением нажимной втулки
5 и затяrиванием шпилек б.
Следует учитывать, что при
повышенном давлении в межтруб..
ном пространстве сальник в таких
аппаратах является источником
утечек теплоносителя.
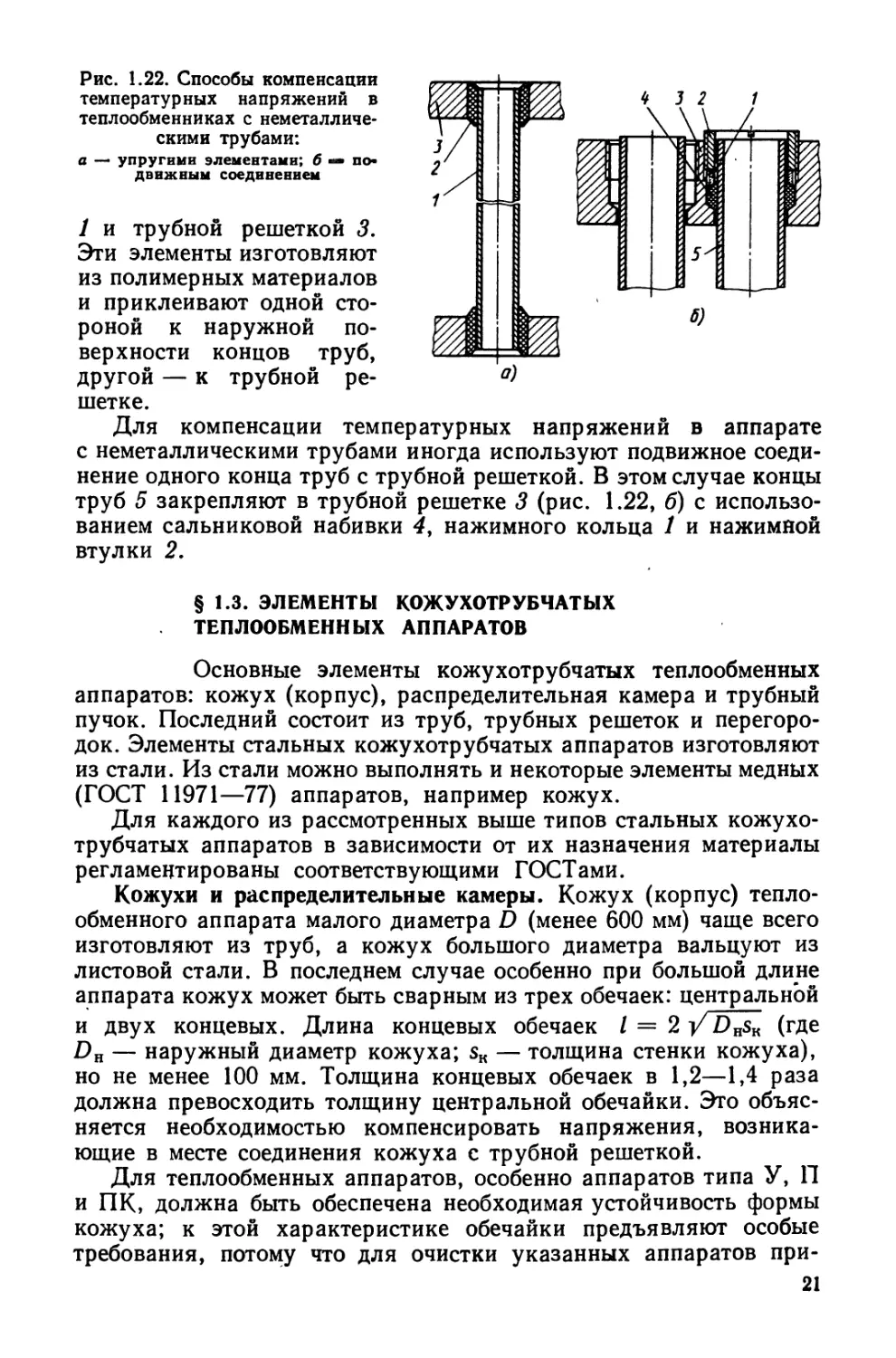
В некоторых конструкциях ко..
жухотрубчатых теплообменников с
трубами из неметаллических MaTe
риалов, например стекла, компен..
сацию температурных удлинений и
перекоса труб в решетках обеспечи
вают упруrие элементы 2 (рис.
1.22, а), установленные между трубой
2 1
J 4-
Рис. 1.20. Сальниковое кольцевое
уплотнение
20
Рис. 1.21. Теплообменник
для HarpeB кислых peд
1 и трубной решеткой 3.
Эrи элементы изrотовляют
из полимерных материалов
и приклеивают одной сто..
роной К наружной по..
верхности концов труб,
друrой к трубной ре..
шетке.
Для компенсации температурных напряжений в аппарате
с неметаллическими трубами иноrда используют подвижное соеди-
нение одноrо конца труб с трубной решеткой. В этом случае концы
труб 5 закрепляют в трубной решетке 3 (рис. 1.22, б) с использо-
ванием сальниковой набивки 4, нажимноrо кольца 1 и нажимНой
втулки 2.
Рис. 1.22. Способы компенсации
температурных напряжений в
теплообменниках с неметалличе-
скими трубами:
а --- ynpyrHMH элементамн; 6 ... ПО-
ДВИЖНЫII соединением
* 1 2
1
6)
а)
1.3. ЭЛЕМЕНТЫ КОЖУХОТРУБЧАТЫХ
ТЕПЛООБМЕННЫХ АППАРАТОВ
Основные элементы кожухотрубчатых теплообменных
аппаратов: кожух (корпус), распределительная камера и трубный
пучок. Последний состоит из труб, трубных решеток и neperopo-
док. Элементы стальных кожухотрубчатых аппаратов изrотовляют
из стали. Из стали можно выполнять и некоторые элементы меднЫХ
(rOCT 11971 77) аппаратов, например кожух.
Для каждоrо из рассмотренных выше типов стальных кожухо..
трубчатых аппаратов в зависимости от их назначения материалы
per ламецтированы соответствующими rOCT ами.
Кожухи и распределительные камеры. Кожух (корпус) тепло-
обменноrо аппарата малоrо диаметра D (менее 600 мм) чаще Bcero
изrотовляют из труб, а кожух большоrо диаметра вальцуют из
листовой стали. В последнем случае особенно при большой длине
а.ппарата кожух может быть сварным из трех обечаек: це нтрал ьной
и двух концевых. Длина концевых обечаек 1 2 v Dпs и (rде
D п наружный диаметр кожуха; Sи толщина стенки кожуха),
но не менее 100 ММ. Толщина концевых обечаек в 1,2 1,4 раза
должна превосходить толщину центральной обечайки. Это объяс..
няется необходимостью компенсировать напряжения, возника..
ющие в месте соединения кожуха с трубной решеткой.
Для теплообменных аппаратов, особенно аппаратов типа У, 11
и ПК, должна быть обеспечена необходимая устойчивость формы
кожуха; к этой характеристике обечайки предъявляют особые
требования, пото у что для очистки указанных аппаратов при-
21
ходится периодически извлекать трубный пучок с переrородками.
Так как зазор между кожухом и переrородкой невелик (несколько
миллиметров), появление овальности кожуха приведет к невоз"
можности монтажа и демонтажа трубноrо пучка.
Для аппаратов типа Н должна быть обеспечена способность
кожуха и труб к самокомпенсации, т. е. способность противо-
стоять напряжениям, возникающим из за различия их темпера-
турных удлинений.
При определении температурных напряжений в трубах и ко..
жухе теплuобменников типа Н можно полаrать, что трубные
решетки Не деформируются, а кожух и трубы не подвер аются
продольному изrибу.
Пусть кожух и трубы аппарата' выполнены из материалов
с модулями упруrости соответственно Е н и Е т (МПа) и темпера..
турными коэффициентами линейноrо расширения соответственно
ан и а т (OC l). Введем обозначения: длина труб L (м); площади
поперечноrо сечения труб If кожуха соответственно р т и р н (м 2 ),
их температуры t T и t H (ОС); дЛЯ определенности примем t T > t H .
Если бы трубы и кожух не были жестко связаны между собой,
то 'разность их относительных деформаций можно было бы опре..
делить из соотношения
/L == в == а т (t T t o ) ан (t H t o ), (1.1)
rДе t o температура окружающей среды при сборке аппарата.
В реальных условиях эта разность компенсируется деформа..
циями кожуха /L == В К (растяжение) и труб Д /L == вт (сжатие).
Очевидно, что
В == Е к + Вт. (1.2)
Деформации кожуха и труб определяются напряжениями
растяжения в кожухе ан и сжатия в трубах а т :
ан == внЕ н ; а т == втЕ т . (1.3)
Поскольку осевая сила Q (Н), вызывающая эти напряжения,
одинакова для кожуха и труб, можно записать
внЕнР н == втЕтР т. (1.4)
Подставив (1.4) и (1.1) в (1.2), с учетом (1.3) найдем
от == е [а т (t T t o ) ан (t H t o )]/ F т;
ан == 8[а т (t T t o ) aH(t H tO)]/F H , (1.5)
rде
е == ЕиFнЕтFт/(Еf{Fи ETF T ). (1.6)
Для стальных теплообменников, корпус и трубы которых
изrотовлены из материала с модулем упруrости Е == 200 rПа
и температурным коэффициентом линейноrо расширения С/., ==
== 1,21. 10 5 °C l, при разности темпеРаТУР к()жуха и труб i1t
== 50 ос (допустимой для теплообменников тина Н) и P(JHIH)IX
22
площадях поперечноrо сечения кожуха и тр: l' Р н == рт, напря-
жения О"Н == О"Т == 0,5cx,EL1t == 60,5 МПа. Установкой линзовых
компенсаторов уменьшают напряжения в кожухе на L1O"H' в тру-
бах на L1O"T:
L1O"K L1 ze [сх,т (t T t o ) сх,к (t K to)]/(F KL) и
O"T L1 ze [сх,т (t T t o ) сх,к (t K to)]/(FTL), (1.7)
rде L1 компенсирующая способность одноrо элемента, м; z
число элементов компенсатора.
Из выражения (1.7) следует, что при введении компенсатора
в конструкцию уменьшение температурных напряжений тем
значительнее, чем больше элементов в компенсаторе. Однако
число линз не должно быть большим из..за опасности потери
устойчивости формы кожуха, особенно если компенсаторы рабо..
тают на осевое сжатие.
Распределительные камеры теплообменноrо аппарата пред"
назначены для распределения потока теплоносителя по трубам
(см. рис. 1.9) и представляют собой обечайку с фланцами, соеди-
ненными с трубной решеткой и съемной эллиптической или пло..
ской крышкой (см. рис. 1.4). В некоторых конструкциях крышка
приварена к цилиндрической обечайке.
J{ля образования ходов теплоносителя по трубам распредели-
тельную камеру снабжают продольной переrородкой. Вариант
rерметизации узла соединения переrородки показан на рис. 1.4.
J{ля аппаратов небольшоrо диаметра (до 800 мм) крышку распр -
де ительной камеры выполняют плоской, поскольку такие крышки
дешевле и проще в изrотовлении. В некоторых случаях для удоб..
ства обслуживания аппарата распределительные камеры и крышки
к ним навешивают в шарнирных устройствах, закрепленных
на кожухе.
Толщину стенок распределительной камеры принимают равной
толщине стенки кожуха аппарата. Камеру и крышку обычно
изrотовляют из Toro же материала, что и кожух аппарата.
Фланцы теплообменных аппаратов выполняют с привалочной
повер ностью выступ"впадина или под прокладку восьмиуrоль..
Horo сечения. В стальных кожухотрубчатых теплообменниках
используют металлические и асбометаллические прокладки. Во
всех случаях прокладку следует изrотовлять цельной без сварки,
пайки или склеивания. Прокладку в плавающей rоловке выпол"
няют обычно из стали.
Теплообменные трубы и трубные решетки. Теплообменные
трубы кожухотрубчатых стальных аппаратов это серийно вы..
пускаемые промышленностью трубы I из уrлеродистых, КОРРО"
зионно"стойких сталей и латуни. Диаметр теплообменных труб
значительно влияет на скорость теплоносителя, коэффициент
теплоотдачи в трубном пространстве и rабариты аппарата; чем
меньше диаметр труб, тем большее их число можно разместить
23
а)
6)
8)
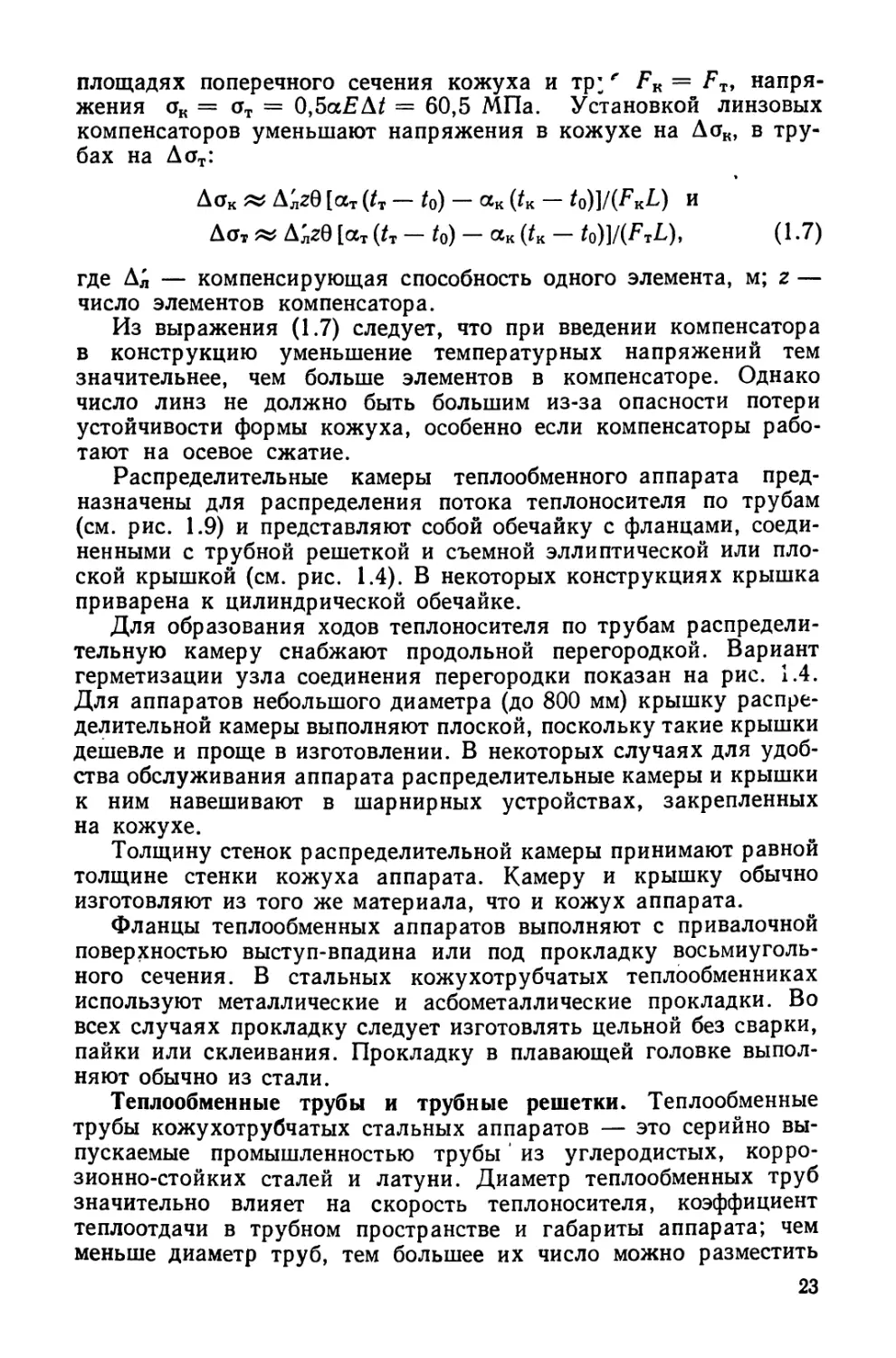
Рис. 1.23. Схема размещении труб в трубной решетке:
са ..... по вершинам paBHOCTopoHHero треуrопьника; б..... по вершинам квадратов; tI....
по окружностям
в кожухе данноrо диаметра. Однако трубы малоrо диаметра бы-
стрее засоряются при работе с заrрязненными теплоносителями,
определенные сложности возникают при механической очистке
и закреплении таких труб развальцовкой. В связи с этим наиболее
употребительны стальные трубы с наружным диаметром 20 и
25 мм. Трубы диаметром 38 и 57 мм применяют при работе с за..
rрязненными или вязкими жидкостями.
С увеличением длины труб и уменьшением диаметра аппарата
ero стоимость снижается. Наиболее дешевый теплообменный
аппарат при длине труб 5 7 м.
Трубные решетки кожухотрубчатых теплообменников изrо..
товляют из цельных стальных листов или поковок. Для аппаратов
большоrо диаметра используют сварные трубные решетки. В этом
случае сварные швы не должны пересекаться, а расстояние от
кромки cBapHoro шва до отверстий должно быть не менее 0,8
диаметра отверстия.
Схема расположения труб в трубных решетках и шаr отвер-
стий для труб. реrламентируются rOCT 9929 2. Для тепло-
обменников типов Н и К трубы размещают в трубных решетках
по вершинам равносторонних треуrольников (рис. 1.23, а), а для
теплообменников типов П, у и ПК по вершинам квадратов
(рис. 1.23, б) или равносторонних треуrольников. При размеще..
нии труб диаметром d T по вершинам равносторонних треуrольни"
ков обеспечивается более компактное расположение труб в труб..
ной решетке, чем при размещении их по вершинам квадратов при
одинаковом шаrе t'. Однако последняя схема имеет важное экс"
плуатационное преимущества: она позволяет очищать трубы
снаружи механическим способом, поскольку между трубами
образуются сквозные ряды. При размещении по вершинам тре..
уrольников такие ряды можно получить, только увеличив шаr t'.
По окружностям (рис. 1.24, в) трубы располаrают лишь в кисло-
"
роднон аппаратуре.
24
'"")
........
Q,i... О, 7
.........
0,.1...0.7
е)
ж)
з)
2)
iJ)
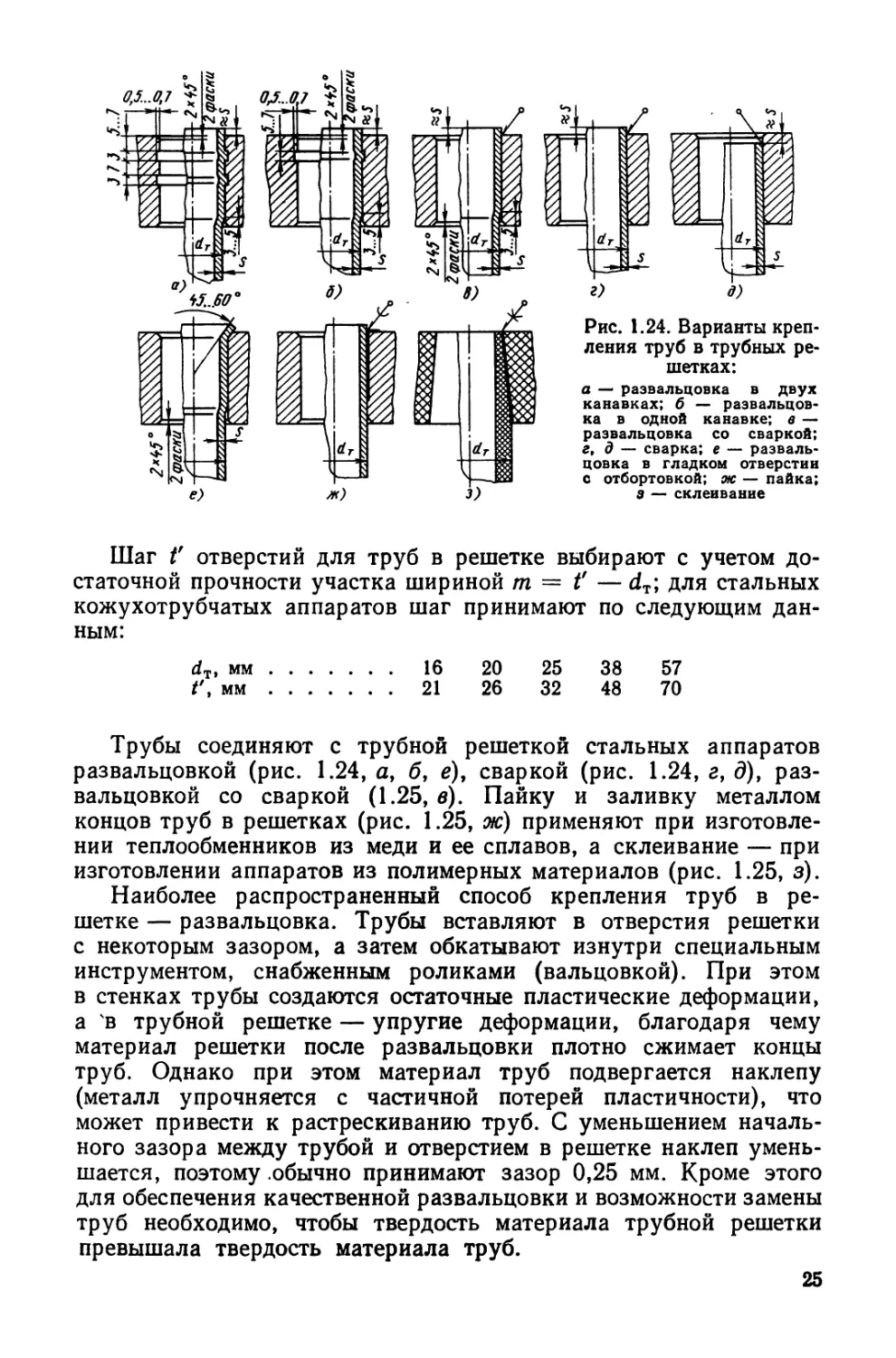
Рис. 1.24. Варианты креп-
пения труб в трубных ре-
шетках:
а ..... развальцовка в двух
канавках; б развальцов-
ка в одной канавке; 8
развальцовка со сваркой;
2, д сварка; е разваль
цовка в rладком отверстии
Q отбортовкоА; ж пайка:
В склеивание
Шаr t' отверстий для труб в решетке выбирают с учетом до-
статочной прочности участка шириной т == t' d T ; для стальных
кожухотрубчатых аппаратов шаr принимают по следующим дан-
ным:
d т t ММ ·
t' t мм . . . .
16
21
20
26
25
32
38
48
57
70
Трубы соединяют с трубной решеткой стальных аппаратов
развальцовкой (рис. 1.24, й, б, е), сваркой (рис. 1.24, 2, д), раз..
вальцовкой со сваркой (1.25, в). Пайку и заливку металлом
концов труб в решетках (рис. 1.25, ж) применяют при изrотовле-
нии теплообменников из меДИ и ее сплавов, а склеивание при
изrотовлении аппаратов из полимерных материалов (рис. 1.25, з).
Наиболее распространенный способ крепления труб в ре..
шетке развальцовка. Трубы вставляют в отверстия решетки
с некоторым зазором, а затем обкатывают изнутри специальным
инструментом, снабженным роликами (вальцовкой). При этом
в стенках трубы создаются остаточные пластические деформации,
а 'в трубной решетке........ упруrие деформации, блаrодаря чему
материал решетки после развальцовки плотно сжимает концы
труб. Однако при этом материал труб подверrается наклепу
(металл упрочняется с частичной потерей пластичности), что
может привести к растрескиванию труб. С уменьшением началь..
Horo зазора между трубой и отверстием в решетке наклеп умень"
шается, поэтому .обычно принимают зазор 0,25 мм. Кроме этоrо
для обеспечения качественной развальцовки и возможности замены
труб необходимо, чтобы твердость материала трубной решетки
превышала твердость материала труб.
25
Раэвальцовочное соединение должно быть прочным и repMe-
ТИЧНЫl\f. Прочность соединения оценивают усилием вырыва трубы
из rнезда, rерметичность ......... максимальным давлением среды, при
котором соединение rерметично. При развальцовке конец трубы
должен выступать над трубной решеткой на расстояние, равное
толщине s трубы. Для повышения прочности и rерметичности
соединения иноrда выполняют отбортовку выступающеrо над
решеткой конца трубы (рис. 1.25, е).
Наиболее простой способ развальцовку (в rладких отвер-
стиях) ......... применяют при относительно небольших рабочих давле..
ниях (до 0,6 МПа). Прочность и rерметичность вальцовочноrо ·
соединения значительно возрастают при развальцовке в отвер-
стиях с одной или двумя канавками rлубиной около 0,5 мм.
Трубы развальцовывают обычно на rлубину 1,5d T или, если
толщина решетки меньше 1,5d T , на полную толщину решетки.
При этом со стороны межтрубноrо пространства оставляют не-
развальцованным поясок шириной 3 мм, чтобы не подрезать
трубу кромкой решетки при развальцовке, либо на этой кромке
снимают фаску.
В толстых решетках трубу развальцовывают двумя поясками:
один шириной 1,5d T СО стороны распределительной камеры, друrой
шириной 0,75d T со стороны межтрубноrо пространства. Это поз..
воляет исключить проникновение среды в щель между трубой
и решеткой и коррозию.
Крепление труб сваркой с развальцовкой применяют без I
оrраничений давления и температуры теплоносителей. В этом
случае сначала выполняют сварку, а затем развальцовку трубы.
Переrородки, прокладки. В кожухотрубчатых теплообменни..
ках устанавливают поперечные и продольные переrородки.
Поперечные переrородки, размещаемые в межтрубном про..
странстве теплообменников, предназначены для орrанизации дви-,
жения теплоносителя в направлении, перпендикулярном оси труб,
и увеличения скорости теплоносителя в межтрубном пространстве.
В обоих случаях возрастает коэффициент теплоотдачи на наруж..
ной поверхности труб.
Поперечные переrородки устанавливают и в межтрубном
пространстве конденсаторов и испарителей, в которых коэффи..
циент теплоотдачи на наружной поверхности труб на порядок
выше коэффициента на их внутренней поверхности. В этом случае
переrородки выполняют роль опор трубноrо пучка, фиксируя
трубы на заданном расстоянии одна от друrой, а также умень"
шают вибрацию труб.
Вибрация труб обычно не вызывает серьезных неприятностей,
если теплоноситель в межтрубном пространстве является вязкой ·
жидкостью и достаточно хорошо демпфирует колебания труб.
Однако в аппаратах, rде по межтрубному пространству с большой
скоростью идет rаз, вибрация труб может вызвать их серьезное
повреждение.
26
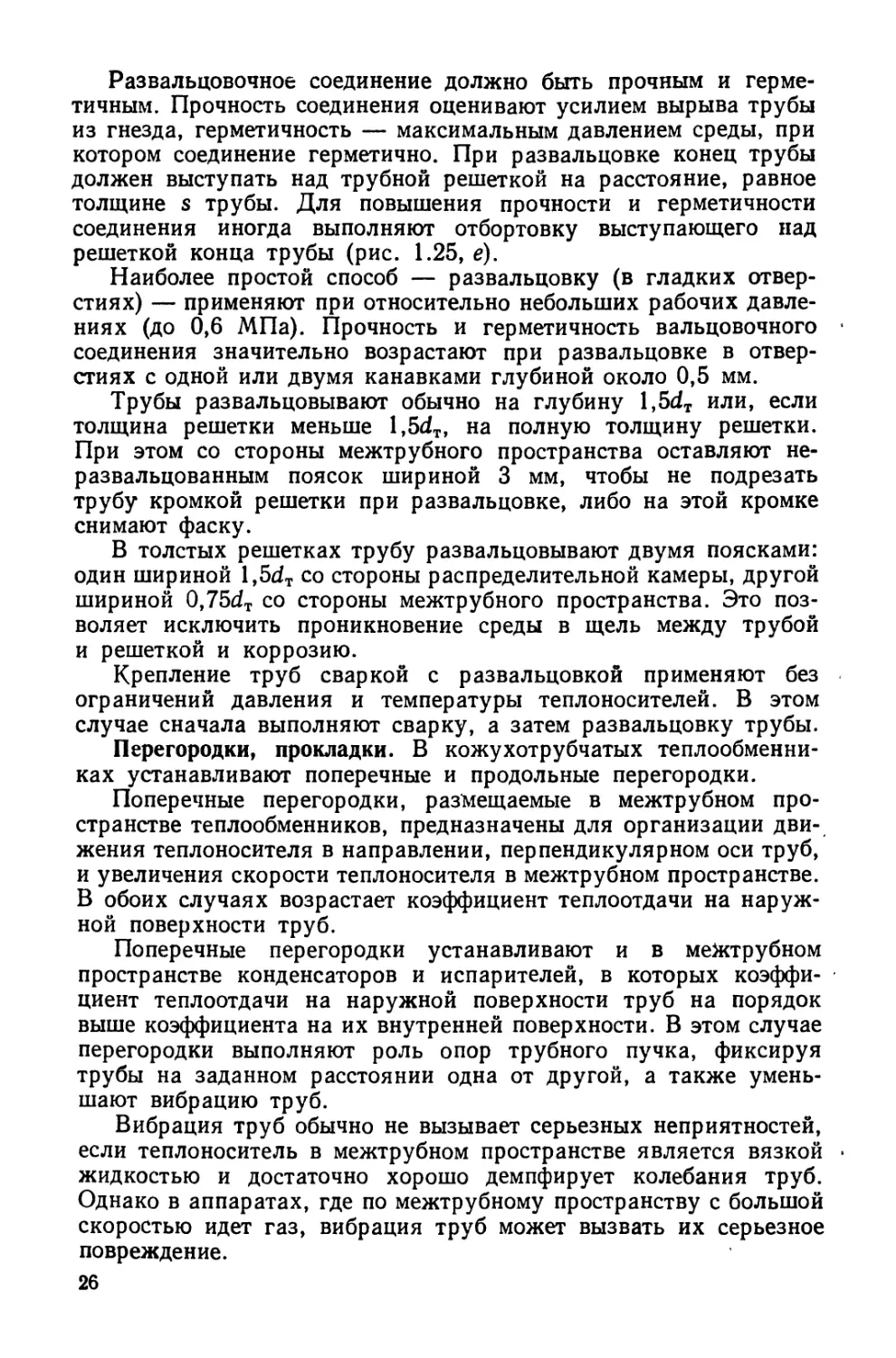
iI)
Рис. 1.25. Варианты поперечных переrородок
Известны несколько конструкций поперечных переrородок:
с cerMeHTHbIM (рис. 1.25, а), секторным (рис. 1.25, б) и щелевым
(рис. 1.25, в) вырезами, с чередованием дисков и колец
(рис. 1.25,2).
Наиболее широко в мировой практике применяют cerMeHTHbIe
переrородки. Высота вырезаемоrо cerMeHTa равна примерно 1/3
диаметра аппарата, а расстояние ме-жду переrородками около
0,5 диаметра аппарата. .
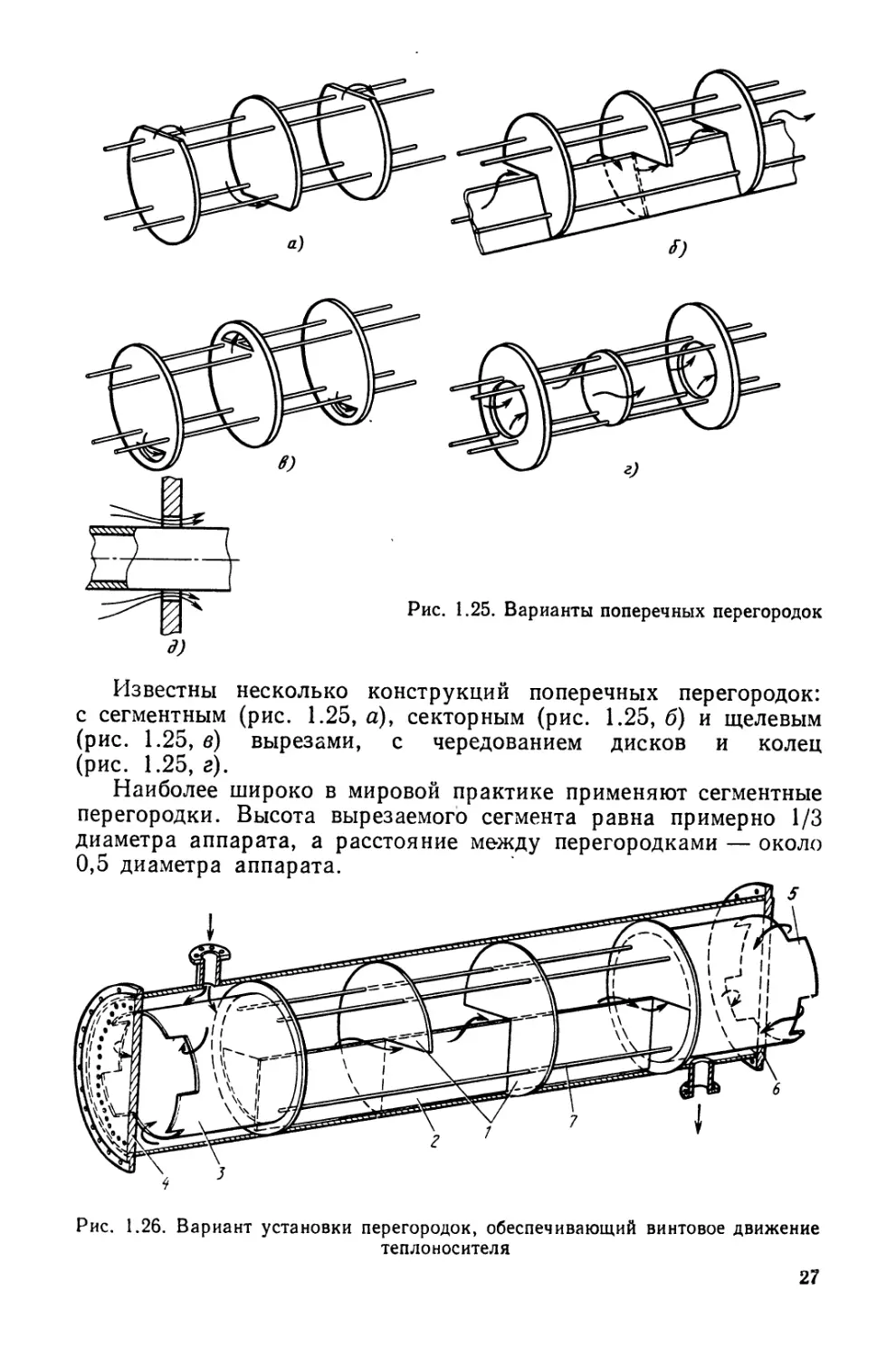
Рис. 1.26. Вариант установки переrородок, обеспечивающий винтовое движение
теплоносителя
27
Аппараты со сплошными пере..
rородками используют обычно для
чистых жидкостей. В :JTOM случае
жидкость протекает по кольцевому
зазору (около 1,5 мм) между тру"
. бой и переrородкой (р ис. 1.25, д).
В зазорах между переrородкой и трубами поток сильно тур"
булизуется, что приводит к уменьшению толщины ламинарноrо
поrраничноrо слоя и, как следствие, увеличению коэффици"
ента теплоотдачи на наружной поверхности труб.
Иноrда в теплообменниках в пространстве между трубными
решетками 4, 6 (рис. 1.26) устанавливают поперечные переrо..
родки 1 с секторными вырезами и продольную переrородку 2
высотой, равной половине диаметра аппарата. Секторный вырез,
по площади равный четверти Kpyra, располаrают в соседних
переrородках в шахматном порядке. При этом теплоноситель
в межтрубном пространстве совершает вращательное движение то
по часовой стрелке, то против нее. Для устранения застойных
зон и обеспечения наиболее полноrо обтекания теплоносителем
трубноrо пучка на ero концах устанавливают распределительные
цилиндры 3 и 5 с окнами. Стяжки 7 предназначены для фиксации
переrородок.
Ин енсификация теплообмена поперечными переrородками
может значительно снижаться из..за утечек теплоносителя в за..
зарах между корпусом и переrородками. Для уменьшения утечек
устанавливают следующие оrраничения. При наружном диаметре
кожуха аппарата не более 600 мм зазор между корпусом и пере..
rородкой не должен превышать 1,5 мм. В остальных случаях
> диаметр поперечных переrородок выбирают по соответствующим
нормативным документам.
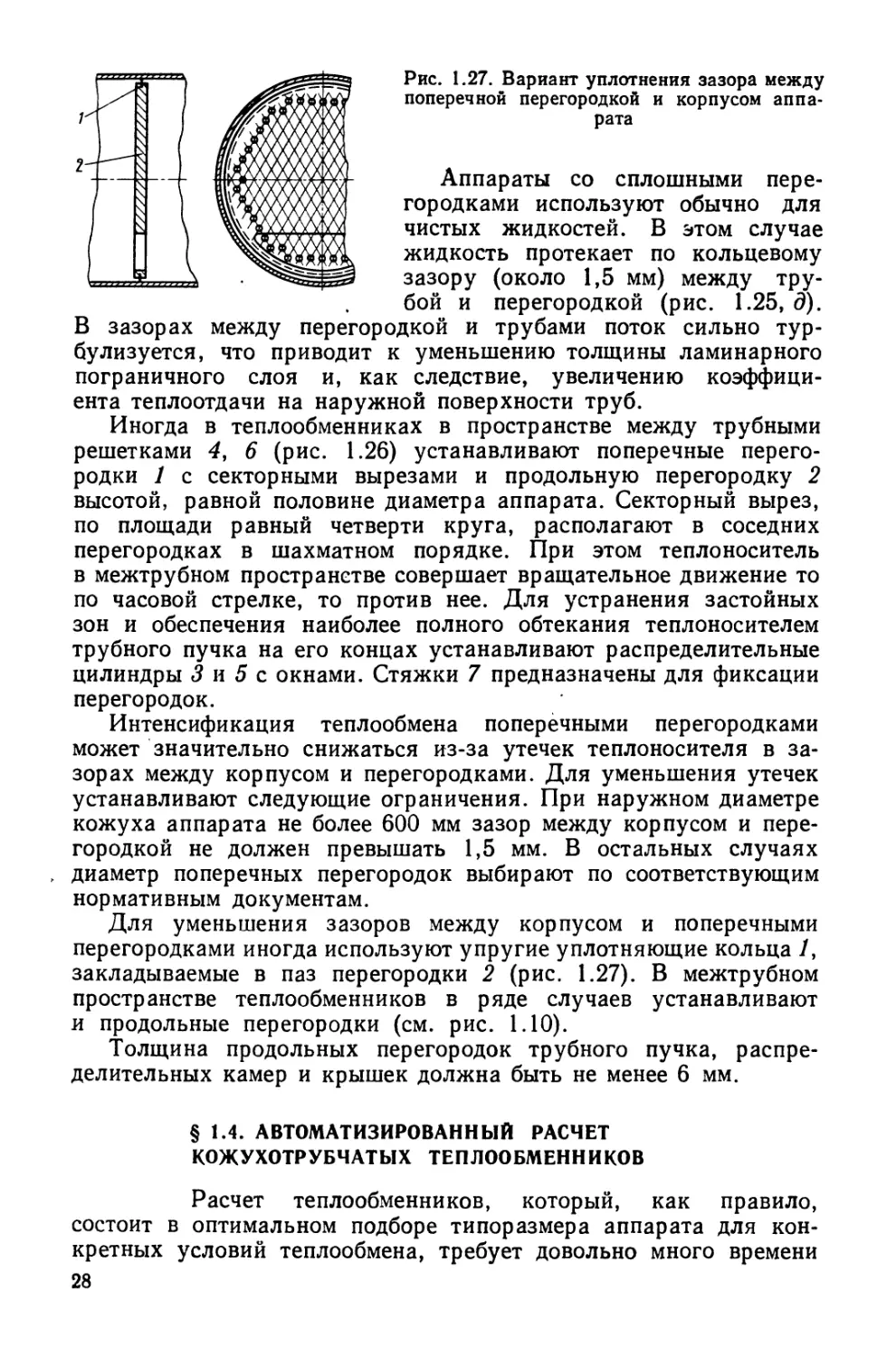
Для уменьшения зазоров между корпусом и поперечными
переrородками иноrда используют упруrие уплотняющие кольца 1,
закладываемые в паз переrородки 2 (рис. 1.27). В межтрубном
пространстве теплообменников в ряде случаев устанавливают
и продольные переrородки (см. рис. 1.10).
Толщина продольных переrородок трубноrо пучка, распре..
делительных камер и крышек должна быть не менее 6 мм.
1
z
Рис. 1.21. Вариант уплотнения зазора между
поперечной переrородкой и корпусом аппа
рата
1.4. АВТОМАТИЗИРОВАННЫЙ РАСЧЕТ
КОЖУХОТРУБЧАТЫХ ТЕПЛООБМЕННИКОВ
Расчет теплообменников, который, как правило,
состоит в оптимальном подборе типоразмера аппарата для кон..
кретных условий теплообмена, требует довольно MHoro времени
28
при использовании тра..
диционных (немашин..
ных) приемов. При и с..
пользовании для этих
целей ЭВМ значитель..
но сокращается время
расчета и, как прави..
ло, rарантируется вы..
бор наиболее экономич"
Horo теплообменника.
В связи с этим в про..
ектных орrанизациях,
занимающихся расче-
тами теплообменников,
разработаны проrрам"
мы их автоматизиро"
ванных расчетов.
Рассмотрим порядок
автоматизированноrо
расчета кожухотруб
чатоrо теплообменника.
Предположим, что
по данным анализа оп-
pocHoro листа по те..
плообменникам разных
конструкций выбран ко..
жухотрубчатый тепло
обменник. Сформулиру
ем задачу: выбрать из
стандартноrо типоразмерноrо
теплообменной поверхностью,
eMoro количества теплоты..
автоматизированноrо расчета.
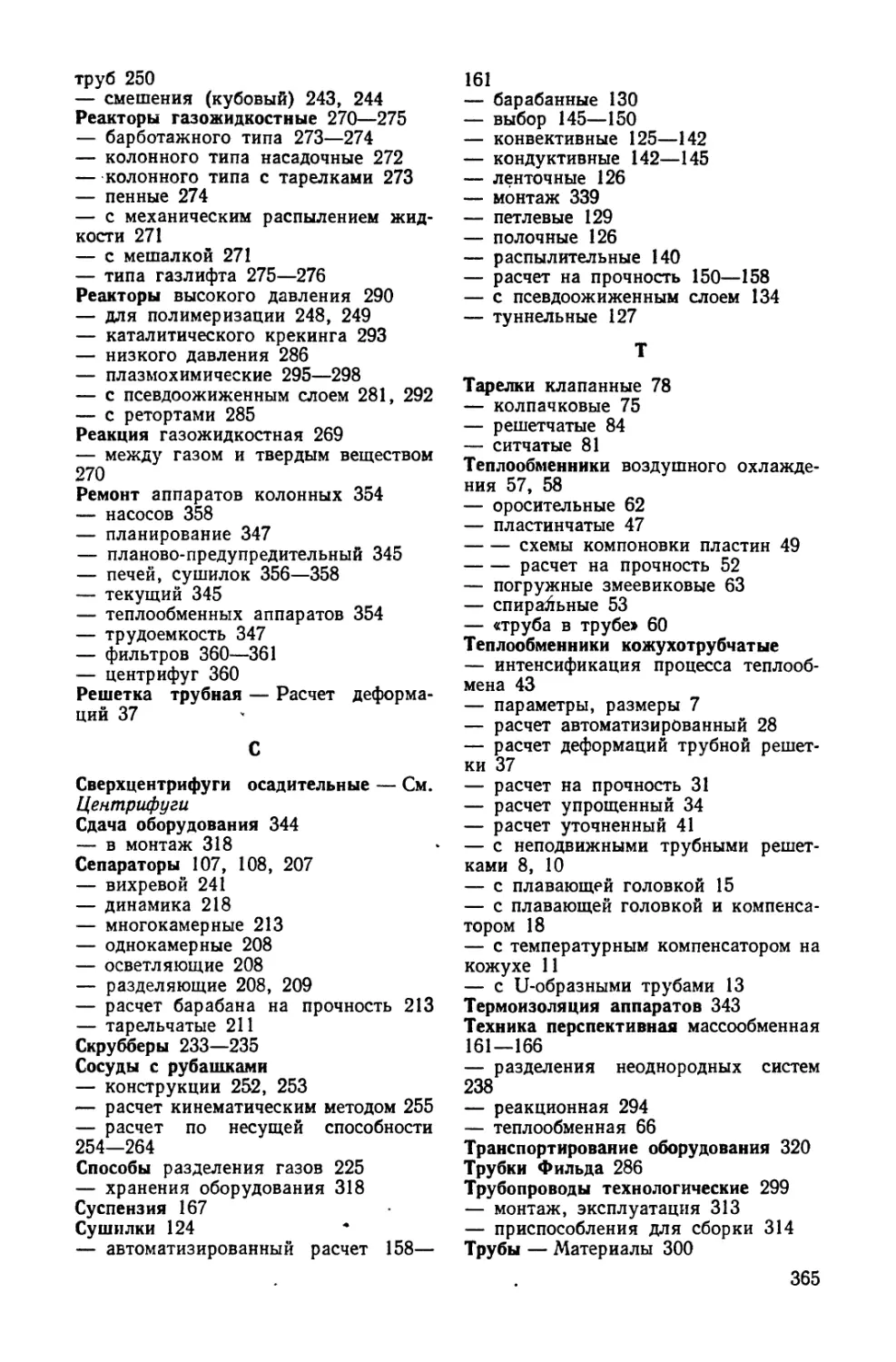
1. Расчет по заданным температурам теплоносителей и их
расходам по уравнению тепловоrо баланса одноrо из неизвестных
параметров процесса (температуры или расход одноrо из тепло..
носителей)
Q' === 00 (i OH i OK ) === ОВ (i BK i BH ),
rде Q' тепловой поток; а о и -а в расход теплоносителей,
отдающеrо (rорячеrо) и воспринимающеrо (холодноrо) теплоту;
i OH и i OK начальная и конечная энтальпии rорячеrо теплоноси..
rеля; i BH и i BK начальная и конечная энтальпии холодноrо
теплоносителя.
Рис. 1.28. Схема автоматизи
pOBaHHoro расчета кожухо
трубчатоrо теплообменника
Решение !lраВнения
тепло60Z0 оаланса
2
Расчет среiJнелоzариФl1uчес/(оU
разности mel1пepamgp Lf f ср . л
.3
Выбор приолижеlfНОZО значения.
коэффициента теплопереtJачи k пp
ч
ПреtJВарительныii расчет
по8ерхности тепЛОООl1ена F пp
5
В/JlООр тепЛОООl1енноzо аппарата
ста наартlf Ой конструкции
из типораЗl1ерноео ряiJа
6 ввоа исхоаных аанных
опя !/fflOlfHeHHozo расчета
поВерхности meппOOOl1eHa
7
Расчет yfflO'lHfHHOZO
КОJффuцuента теппопереiJачu k
8 п
"осчет уточненнои I
поВерхности теплооОl1ена f
ПерехоiJ
к аппарату
[ледующеео
типораЗl1ера
11 )1а
8ь/8оа резу!,ьтато6 расчета
ряда аппарат с минимальной
обеспечивающей передачу требу
На рис. 1.28 приведена cxe a
29
2. Определение, в зависимости от типа движения теплоноси..
телей, среднелоrарифмической разности температур tcp. п:
при противоточном движении
Ы ср . Jl == [(tI'H t XK ) (t1'K txH)]/ln :т :ХК ;
rR хн
при прямоточном движении
Ы ср . п == [(tI'H t xH ) (t1'K txK)]!ln m t XH ,
rK t XR
при смешанном и перекрестном движении
Ы ср . п == 'i' Ш1'Н t XK ) (t1'K txH)]/ln I'R :ХК ,
rK ХН
rде t rH и t rK начальная и конечная температуры rорячеrо тепло..
носителя; t XH и t XK начальная и конечная температуры холод..
Horo теплоносителя;
I R
ln 1 Р R
In 2 Р (R + 1 V R2 + 1)
2 Р (R + 1 + V R2 + 1)
v R2 + 1
'1'===
R 1 1
Р t rK t XH .
,
t rи t XH
R === t rH t rK
tXK txH ·
3. Выбор по справочным данным приближенноrо значения
коэффициента теплопередачи k пр .
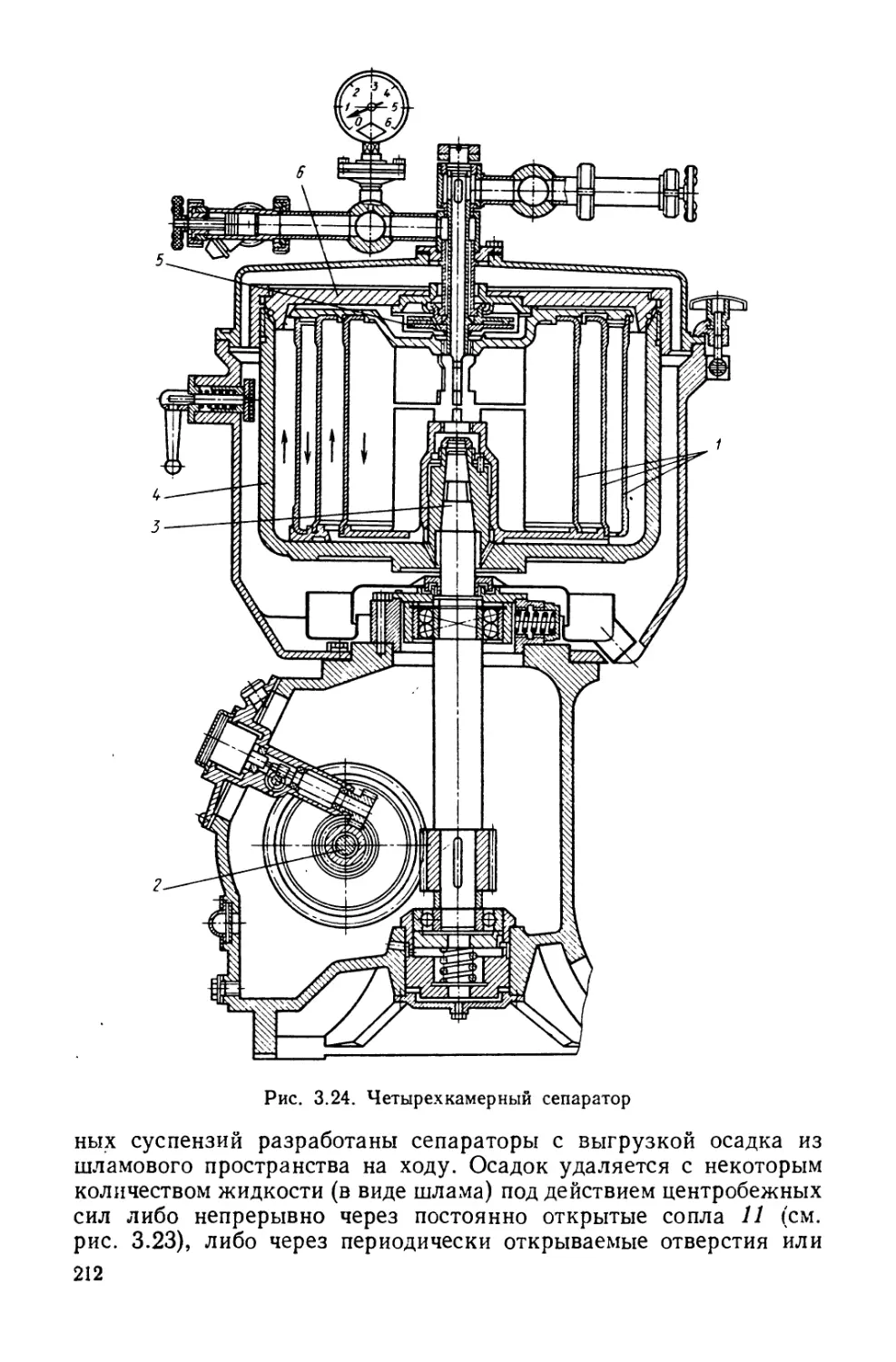
4. Расчет предварительной поверхности теплообмена
F пр === Q' /(k пр Ilt cp . л).
5. Выбор теплообменноrо аппарата из стандартноrо типораз..
MepHoro ряда, имеющеrося в памяти машины, по поверхности
теплообмена.
6. Ввод исходных rеометрических параметров выбранноrо
теплообменника для уточненноrо расчета.
7. Расчет коэффициента теплопередачи k с учетом rеометри"
ческих размеров выбранноrо теплообменника и условий работы:
k == [ :1' + е + ] 1 ,
rДе А и Е коэффициенты (А == dи/d в и Е === 1 для rорячеrо
теплоносителя в трубах; А == 1 и Е == dи/d в для rорячеrо тепло..
носителя в межтрубном пространстве; d H и d B наружный и ВНУ"
тренний диаметры трубы теплообменника); Pr коэффициент
теплоотдачи от rорячеrо теплоносителя к стенке; x коэффи"
циент теплоотдачи от стенки к холодному теплоносителю; е
суммарное теР!\1ическое сопротивление.
8. Расчет уточненной поверхности теплообмена F ==
=== Q'/(k tcP.n).
30
9. Проверка условия заданноrо приближения расчетной по-
верхности теплообмена к поверхности выбранноrо аппарата.
Если условие заданноrо приближения не выполняется, то осуще..
,ствляется переход к аппарату следующеrо типоразмера. Если
условие заданноrо приближения расчетной поверхности к по..
верхности теплообмена выбранноrо аппарата выполняется, то
происходит вывод результатов расчета с указанием: схемы дви..
жения теплоносителей; параметров теплоносителей (t, i, О) на
входе и выходе из аппарата; поверхности теплообмена и коэффи"
циента теплопередачи; основных конструктивных размеров; схемы
расположения труб и др.
1.5. РАСЧЕТ НА ПРОЧНОСТЬ ЭЛЕМЕНТОВ
КОЖУХОТРУБЧАТЫХ ТЕПЛООБМЕННЫХ АППАРАТов
Расчет на прочность элементов кожухотрубча-
тых аппаратов проводят в соответствии с разработанным
ВНИИНЕФТЕМАШем ост 26.1185 81 (Сосуды и аппараты.
Нормы и методы расчета на прочность. Элементы теплообменных
аппаратов). Методы расчета распространяются на стальные,
работающие при статических и повторно"статических наrрузках
аппараты с неподвижными трубными решетками, компенсатором
или расширителем на кожухе, а также на аппараты с U..образными
трубами и плавающей rоловкой. При этом следует учитывать все
сочетания давлений в трубном и межтрубном пространствах
и температур труб и кожуха, возможные при пуске, в рабочих
условиях, при промывке или испытаниях аппарата, с целью
определения экстремальных значений расчетных характеристик
для каждоrо из элементов аппарата.
Прежде чем приступить к анализу приведенных в УКазанном
стандарте расчетных зависимостей, рассмотрим деформации и на..
rрузки, возникающие в элементах кожухотрубчатых аппаратов
u о
при воздеиствии на них давлении и температур.
Осевые деформации и наrрузки в теплообменниках типа Н и К.
Рассмотрим случай, коrда трубная решетка, не деформируясь,
перемещается параллельно своему первоначальному состоянию.
Будем полаrать, что температура кожуха tR равномерно распре..
делена по длине и сечению аппарата, а температура теплообменных
труб постоянна и равна t T .
Поскольку кожух теплообменных аппаратов обычно тепло..
изолирован, в расчетах примем t и равной средней температуре
продукта, находящеrося в межтрубном пространстве. В этом
случае температура стенки трубы
t T == 0,5 (t r q/Pr + t x + q/Px)'
rде t r , t x средние температуры соответственно rорячеrо и холод..
Horo теплоносителя, ос; q плотность тепловоrо потока, Вт/м 2 ;
Pr, Рх коэффициенты теплоотдачи со стороны соответственно
31
rорячеrо и хоподноrо теплоносите-
ля, BT/(M D !) ОС).
Если Pr Р:I:' Т. е. коэффици-
енты теппоотдачи в трубном и
межтрубном пространстве равнн.
то принимают t T == 0,5 (t r + t:l:).
Предположим, что аппарат из-
rотовлен при температуре t o , при-
чем кожух и каждая из теплообмен-
ных труб не имеют после сборки
.
остаточных осевых напряжении.
Тоrда при наrревании до темпера-
тур t H и t T удлинения кожуха и трубы
составят (рис. 1.29):
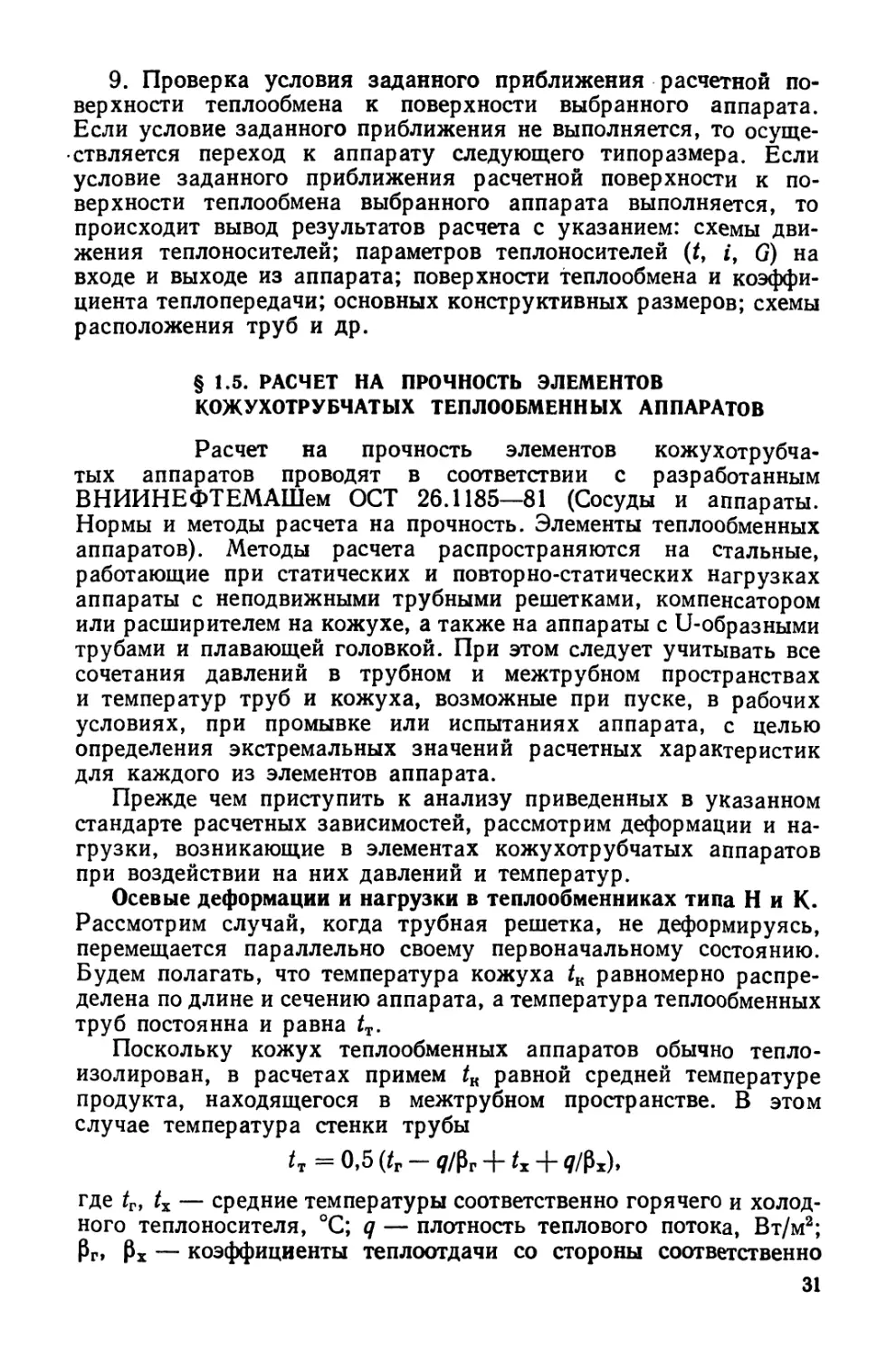
А н, == СХ н (t и ...... t o ) L; (1.8)
А т, == СХ т (t T ...... t o ) L; (1.9)
здесь СХн и СХ т температурные коэффициенты линейноrо рас-
ширения соответственно кожуха и труб, °C l; L расстояние
между трубными решетками (длина труб и кожуха), мм.
Если, например, А н, > A Tt , то при наrревании аппарата
кожух сжимается на величину A , а каждая труба растяrивается
на величину A (условие совместности деформаций кожуха и труб).
Сжатие кожуха вызывает появление осевой силы QH' Н/мм
(на единицу длины окружности кожуха). Связь между A и QK
имеет вид
A == QKL/(SKE K ), (1.10)
rде SI( толщина кожуха, мм; Е н модуль упруrости материапа
кожуха, МПа. '
Соотношение между A и осевой силой в трубе N т!
Ll; == NтL/[л (dт s.r) sTE T ] , (1.11)
rде d T и ST соответственно наружный диаметр и толщина стенки
теплообменной трубы, мм; Е т модуль упруrости материала
труб, МПа.
Приравняв деформации кожуха и труб
А к, Ll == dTt + d; (1.12)
и воспользовавшись условием равновесия трубной решетки
1tD cp QR == iN T , можно найти
N T == Л (d T ...... ST)STET [СХн (t H t o ) СХ т (t T t o )]/(1 + р);
QH == iN T/(1tD cp ),
rде р == ETi (d T ST) sT/(EкSKDcp); i число труб, закрепленных
в решетке; D ер ........ средний диаметр кожуха, мм.
32
........
Рис. 1.29. Схема в определевВIO температур-
ных д ормациА элементов теплообменника
,С
....
lqK Nrt
tQK N r
..
<1
I I
,
р
11 t fl
11 В Н Т
11 U
:1 qK Нт!
11
11
11
11
11
QK1 NT
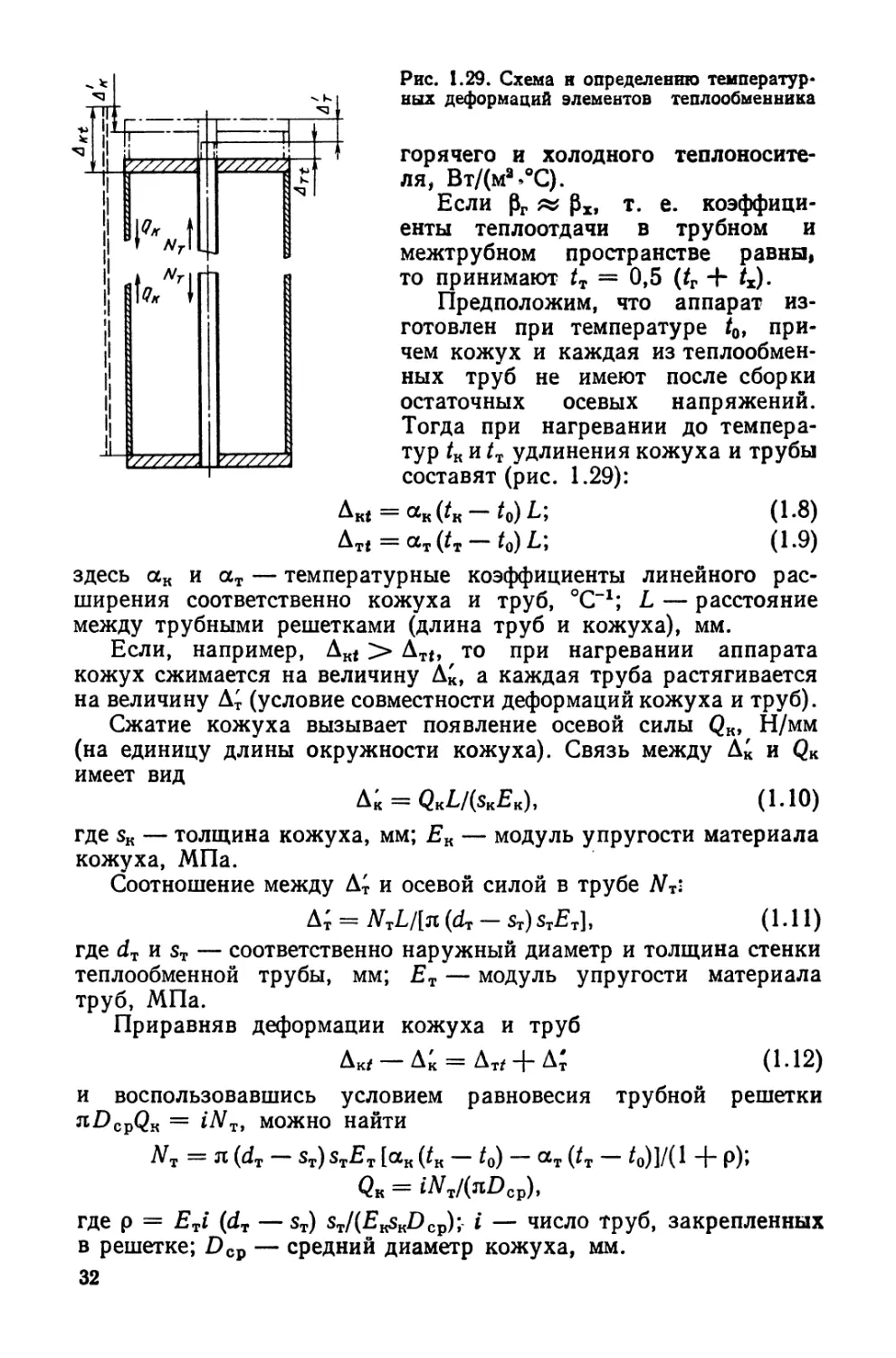
Рис. 1.30. Схема к определению де-
формации элементов теплообменника
под действием давления
Очевидно, что в общем случае поступательное перемещение
трубной решетки может быть обусловлено действием не только
разности температур труб и кожуха, но и давлений в трубном
и межтрубном пространствах.
Рассмотрим независимые перемещения кожуха и системы
«трубная решетка........ трубы» под действием давления. В этом слу-
чае под действием разности давлений снаружи и изнутри тепло-
обменной трубы в ней возникают окружные напряжения
ОТР == 0,5 (Рт ....... РМ) (d T ......... ST)/ST;
соответствующая осевая деформация
d TP == J!0TpL/ Е т == 0,5J.t (Рт ......... РМ) (d T ....... ST) L/(ETs T ); (1.13)
rде J.t......... коэффициент Пуассона; РТ и РМ давления соответ-
ственно в трубном и межтрубном пространствах, МПа.
Аналоrично действие давления в межтрубном пространстве
приводит к возникновению кольцевых напряжений в обечайке
кожуха
Рис. 1.31. Схема равновесия элемента
теплообменника
Оир == 0,5PM D Cp/SR
И осевой деформации кожуха
d RP == J!0RрL/Еи == 0,5p,PMDcpL/(SRER). (1.14)
Условие совместности деформаций кожуха и труб при дей-
ствии только давления имеет вид (рис. 1.30): d KP + d == ........d; +
+ d TP .
в этом случае условие равновесия трубной решетки можно
записать в виде
1tD cp QR == ........QM + QT + iN т, (1.15)
rде QM........ сила, действующая на трубную решетку со стороны
межтрубноrо пространства, Н; Q.. == р. (па 2 ........ 0,25i1td ) (здесь
2 и. и. Поввкаров в др. зз
Za
lOr
Рис. 1.32. Схема в определевИJD
размеров трубной решетки
1
а ......... внутренний радиус кожуха j MMJ; QT == 0,25p T iп (dT 2sT)1 .........
неуравновешенная сила, возникающая от давления в трубном
пространстве и действующая на трубную решетку со C'l'OpOHbl
rреющей камеры, Н (рис. 1.31).
Таким образом, уравнение (1.15} примe'D вид
"DcpQK == .......Р.. (па 2 ........ O,25ind;) + O,25pwin (d'l ...... 2s,)2 + iN". (1.16)
При совместном влиянии разности температур (корпуса и труб)
и разности давлений (в трубном и межтрубном пространствах)
условие совместности деформаций имеет вид
A Kt + Акр + А; == ...... А; + A ftt + А тр . ( 1.17)
Подставив (1.8) (1.11), (1.13) и (1.14) в (1.17), получим
сх н (t и ........ t o ) + 0,5p,P M D cp /(SH E H) + Qк/(sнЕи) == СХ т (t T ........ t o ) +
+ 0,5..., (Рт ........ рм) (d T ........ sT)/(ETs T ) ...... N т/[п (d T ........ ST) STET]' (1.18)
rде QH и N т ......... осевые силы в кожухе и трубах при совместном
действии давления и температуры.
Решив совместно (1.18) и (1.16), можно получить искомые
значения Qи и N T . В ОСТ 26 1185 81 решение этой систе
приведено в виде
QH == 0,5а [Рт ........ Ро/( 1 + р' К д )]; (1.19)
N T == (ncxi/i) [('!1МРМ........ !lTPT) + 'оРо], (1.20)
rде QH в Н/мм; N т в Н; а в мм; Ро == [СХ н (t H t o ) ........ СХ Т (t T
t o )] KyL + [11т 1 + 0,15i (d T sT)2/a + т.", (т.", +
+ 0,5 KJ] Рт [11М....... 1 + О, 15i (d T ......... ST)2/a + т.", (т.", +
+ 0,3р' К р )] Рм В МПа [здесь К у == Е т (11т !lM)/L; 1)т ==
== 1 ....... 0,25i (d., ....:... 2Sт)2/ a i; 1)м == 1 0,25id;/ai; т п == а/а1; р' ==
== Kya1L/(EкSH); К д == К р == 1]; al ........ расстояние от оси ко-
жуха до наиболее удаленной трубы, мм; 10 0,4 для аппаратов
с неподвижными трубными решетками.
В рассматриваемом случае предполаrаем, что решетка состоит
из центральной перфорированной части 1 диаметром 2al и наруж-
Horo неперфорированноrо кольцевоrо пояса 2 шириной а аl
(рис. 1.32).
Упрощенный расчет алеllентов аппарата. Выполненный анализ
теплообменников жесткой конструкции позволил разработать
упрощенный метод расчета основных элементов теплообменноrо
аппарата (ОСТ 26 1185 1). Такой расчет выполняют для аппа..
34
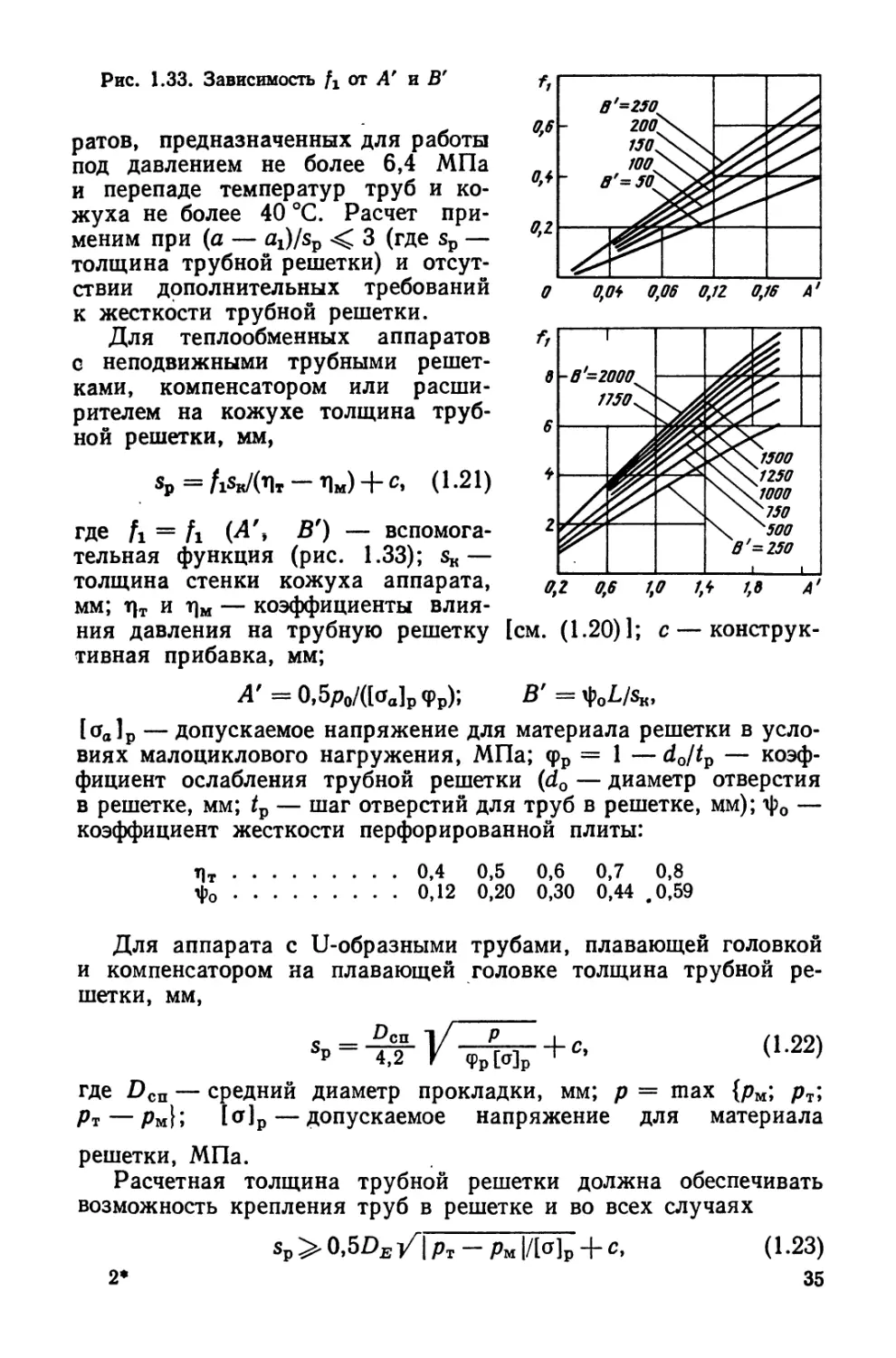
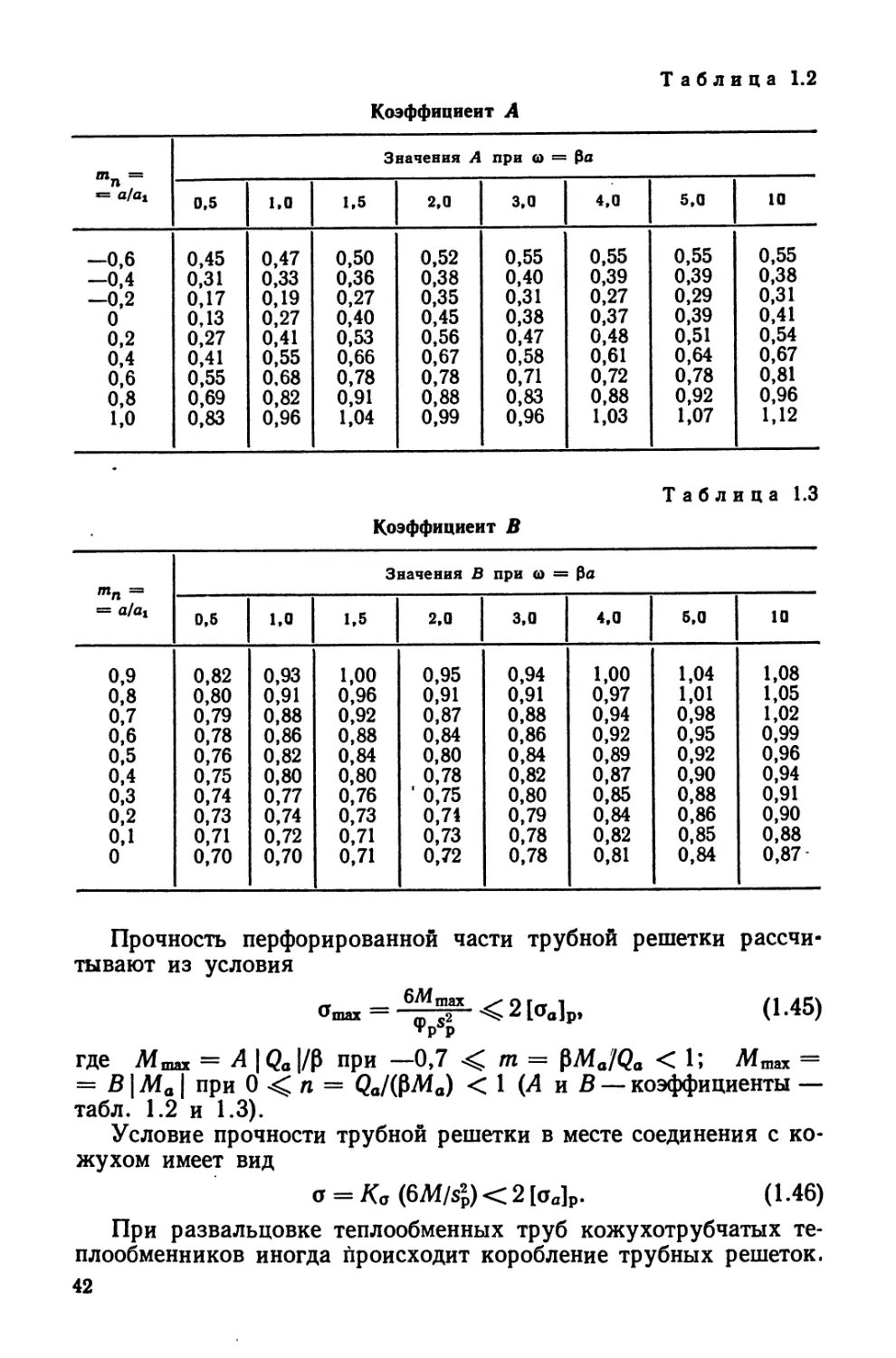
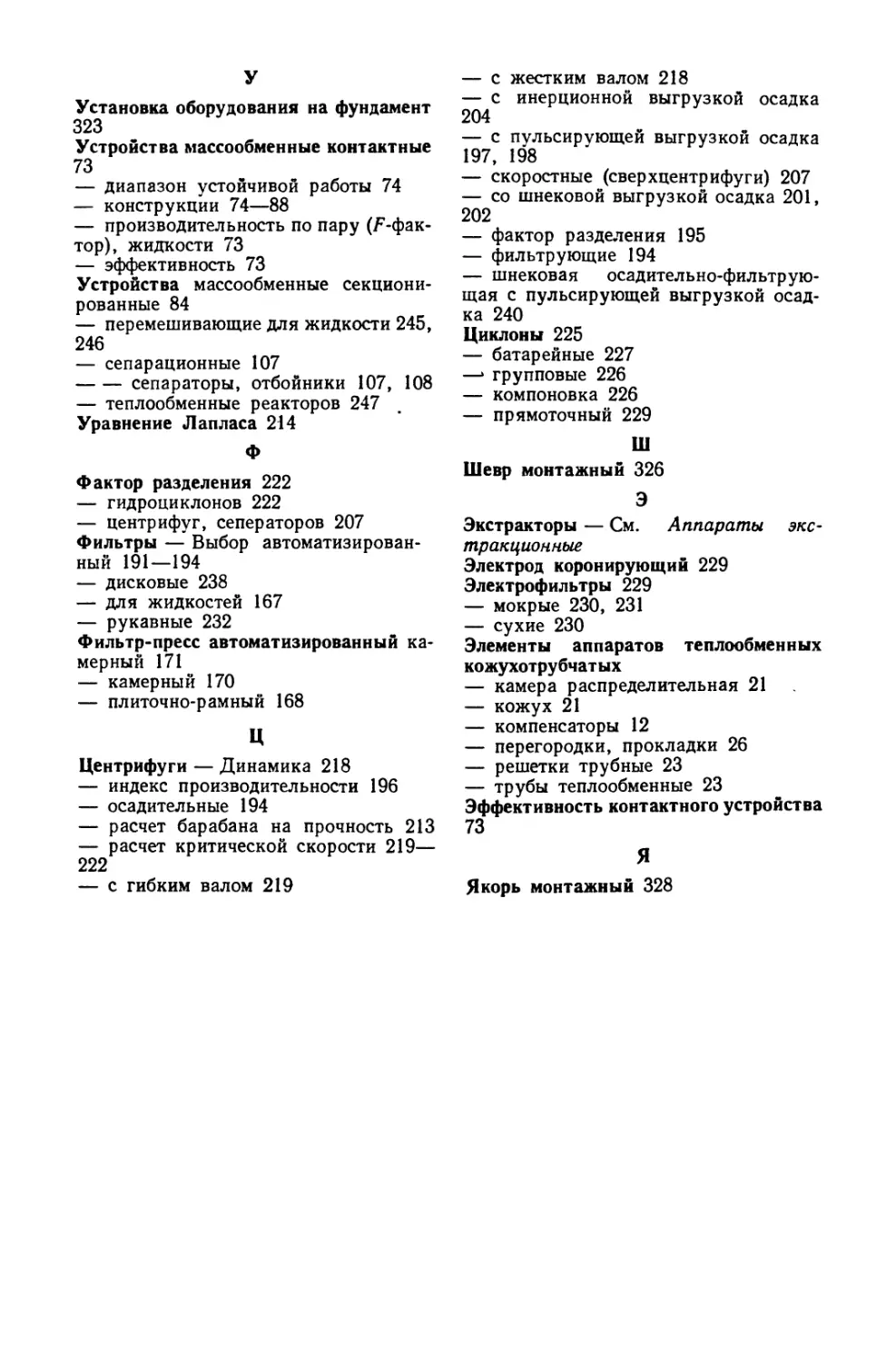
Рис. 1.33. Зависимость 11 от А' и В' "
Sp == flSиI(11T 11м) + с, (1.21)
rде 11 == 11 (А', В') вспомоrа-
тельная функция (рис. 1.33); 5н
толщина стенки кожуха аппарата,
мм; f}T и 11М........ коэффициенты влия-
ния давления на трубную решетку
тивная прибавка, мм;
А' == О,5Ро/([Оа1 р <рр); В' == ф о L/5н,
[ Оа ) р допускаемое напряжение для материала решетки в усло-
виях малоцикловоrо наrружения, МПа; <рр == 1 do/t p коэф-
фициент ослабления трубной решетки (d o диаметр отверстия
в решетке, мм; t p шаr отверстий для труб в решетке, мм); 'Фо
коэффициент жесткости перфорированной плиты:
ратов, предназначенных для раБОТБ1
под давлением не более 6,4 МПа
и перепаде температур труб и ко-
жуха не более 40 ос. Расчет при-
меним при (а al)/sp 3 (rде sp ........
толщина трубной решетки) и отсут-
ствии дополнительных требований
к жесткости трубной решетки.
J{ля теплообменных аппаратов
о неподвижными трубными решет-
ками, компенсатором или расши-
рителем на кожухе толщина труб-
ной решетки, мм,
0,+
6
fJ,Z
о 0,0+ 0,06 0,12 0,16 А I
f,
6
+
Z 0,6 1,0 1,+ 1,8 А'
[см. (1.20)1; с конструк-
'IT . · . .
'i'o
. . . . . 0,4 0,5 0,6 0,7 0,8
. . . . . 0,12 0,20 0,30 0,44. 0,59
J{ля аппарата с U..образными трубами, плавающей rоловкой
и компенсатором на плавающей rоловке толщина трубной ре-
шетки, мм,
D сп 1 / р + ( 1 22)
sp == 4,2 У (j)p [а]р С, ·
rде D сп средний диаметр прокладки, мм; Р == тах {Рм; рт;
рт рм}; [а]р допускаемое напряжение для материала
решетки, МПа. ,
Расчетная толщина трубной решетки должна обеспечивать
возможность крепления труб в решетке и во всех случаях
Sp> O,5D E -("1 Рт РМ I/[а]р + с,
2.
( 1.23)
35
rде Вр........ в мм; D Е ........ максималь-
ный диаметр окружности, впи"
о
саннои в площадь решетки) не
занятой трубами. мм.
Толщина решетки, выполнен-
ной за одно целое G фланцем.
должна быть не менее ТОЛЩИН:Б1
кольца oTBeтHoro фланца.
Для аппаратов, мноrоходовых по трубному пространству,
толщина трубной решетки в сечении канавки, мм,
D,J6
'Рт
lJ, ++
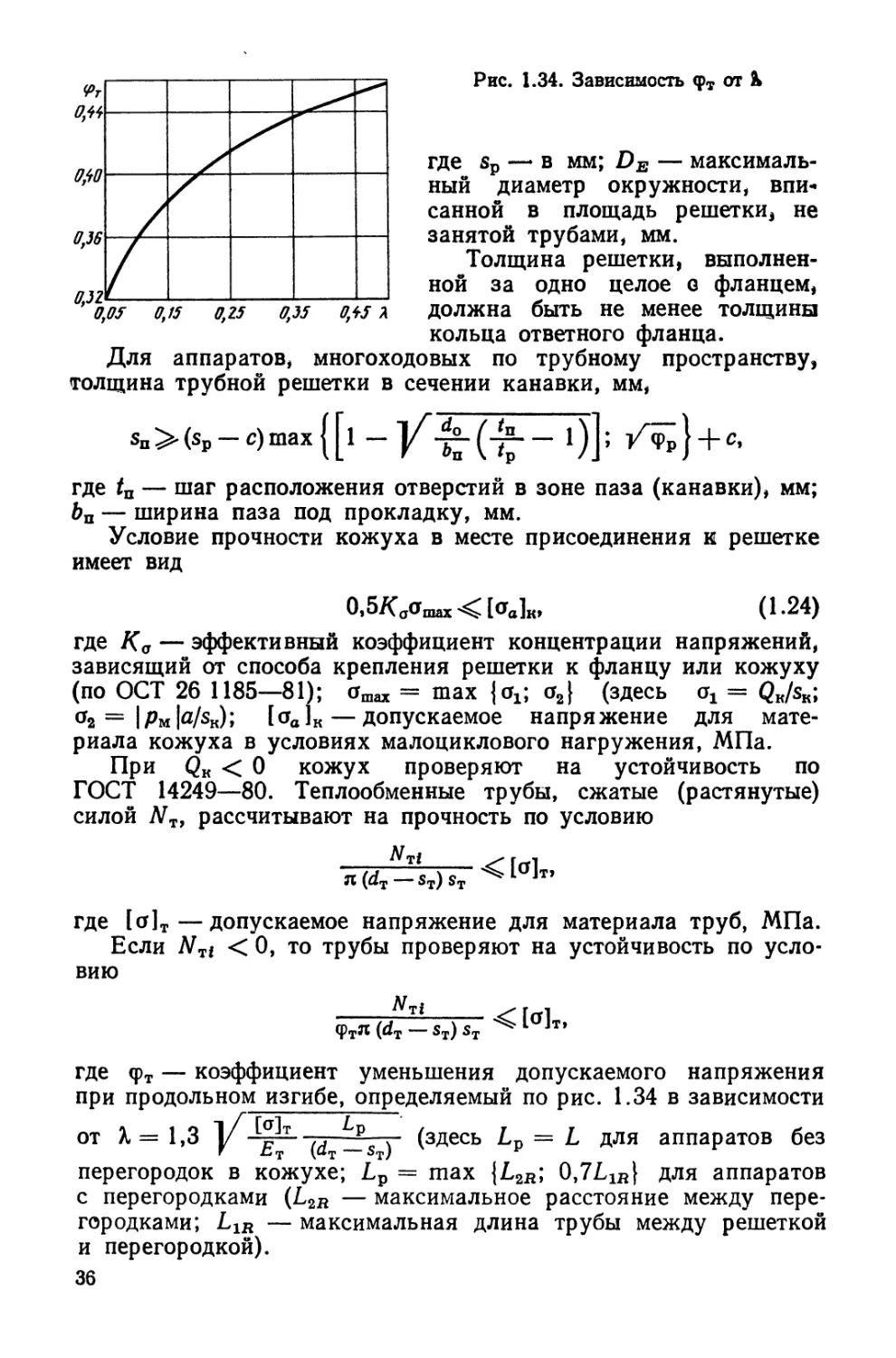
Рис. 1.34. Зависимость СРт от t.
0,'r0
9,15
o,Z5
D,J.f
ll, f.f А
Sп> (Sp с) шах { [1 -v ( t 1)]; } + с,
rде t п ........ шаr расположения отверстий в зоне паза (канаВКИ)f мм;
Ь п ........ ширина паза под прокладку , мм.
Условие прочности кожуха в месте присоединения к решетке
имеет вид
О,5Каашах [аа]к, (1.24)
rде К (1 ......... эффективный коэффициент концентрации напряжений,
зависящий от способа крепления решетки к фланцу или кожуху
(по ОСТ 26 1185........81); О'шах == тах 0'1; 0'2} (здесь 0'1 == Qи/sи;
0'2 == I РМ la/s H ); [О'а]н ........ допускаемое напря жение для мате-
риала кожуха в условиях малоцикловоrо наrружения, МПа.
При Qи < о кожух проверяют на устойчивость по
rOCT 14249 80. Теплообменные трубы, сжатые (растянутые)
силой N т, рассчитывают на прочность по условию
n (d T T) ST < [а]т,
rде [о']т........ допускаемое напряжение для материала труб, МПа.
Если N Tf < О, то трубы проверяют на устойчивость по усло-
вию
ЧiтП (d: ST) ST < [а]т.
rде <рт........ коэффициент уменьшения допускаемоrо напряжения
при продольно м изrибе, опр еделяемый по рис. 1.34 в зависимости
от ).. == 1,3 -v [; T (d T ST)' (здесь Lp == L для аппаратов без
переrородок в кожухе; Lp == тах {L 2R ; O,7L 1R } дЛЯ аппаратов
с переrородками (L 2R ........ максимальное расстояние между пере-
rQродками; L 1R ........ максимальная длина трубы между решеткой
и переrородкой).
36
Q t Рд
I1t
н
'J LJ J lJ J
l T' 1
fl 6) Q
, ffa( t}"(l_
Jqa Il,,*H
, ш NТi , 2) Н1
6)
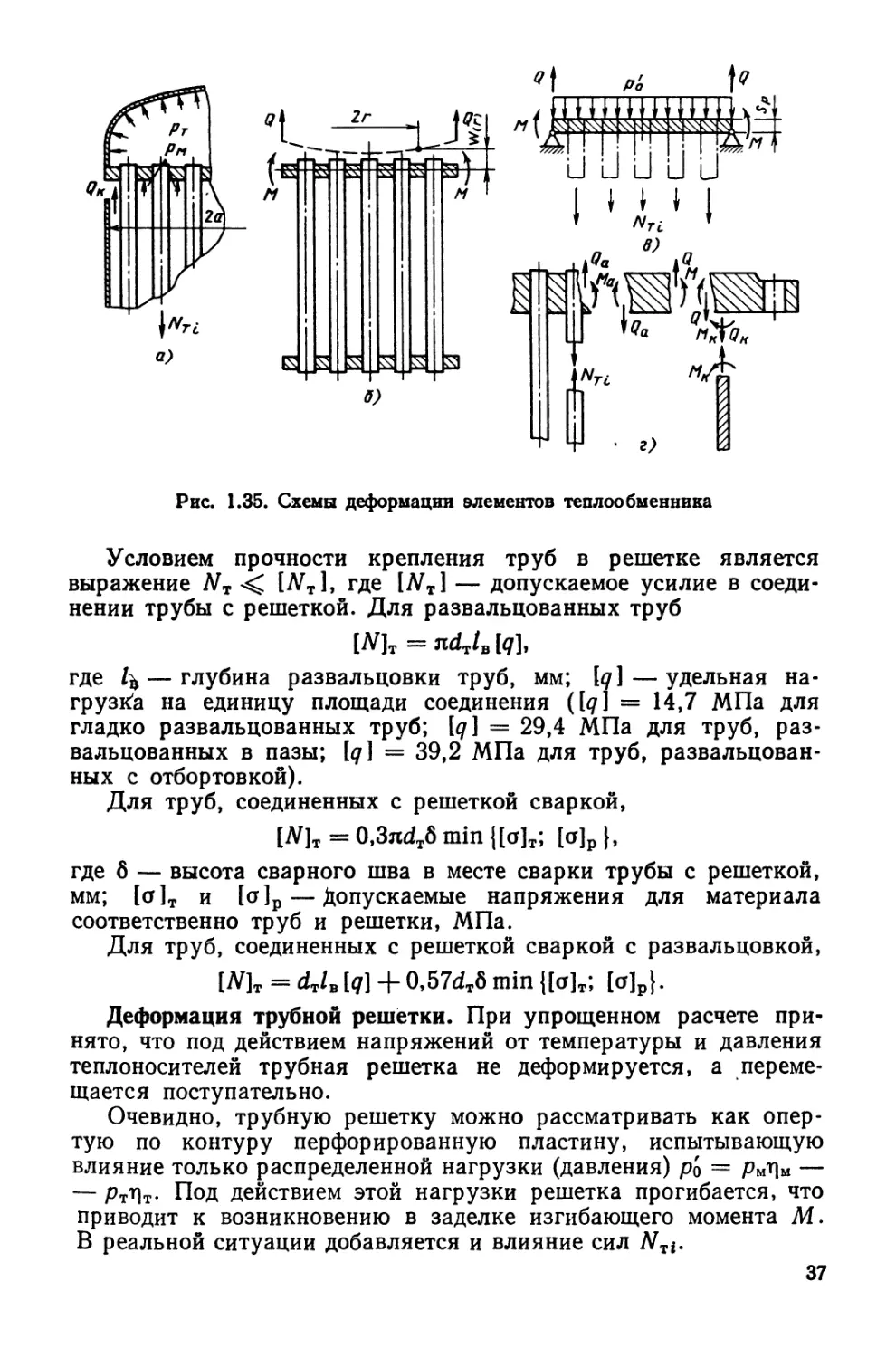
Рис. 1.35. С:хема деформации влементов теплообменника
у СЛОБием прочности крепления труб в решетке является
выражение N т < [N т), rде [N т) ........ допускаемое усилие в соеди-
нении трубы с решеткой. Для развальцованных труб
[N]T == ndTl B [q],
rде 1"$ rлубина развальцовки труб, мм; (q]......... удельная на-
rрузк'а на единицу площади соединения ([q] == 14,7 МПа для
rладко развальцованных труб; [q] == 29,4 МПа для труб, раз-
вальцованных в пазы; [q] == 39,2 МПа для труб, развальцован-
ных сотбортовкой).
Для труб, соединенных с решеткой сваркой,
[N]T == О,3пd т б min {[ О']т; [О']р},
rде б высота cBapHoro шва в месте сварки трубы с решеткой,
мм; [О']т и [О']р......... допускаемые напряжения для материала
соответственно труб и решетки, МПа.
Для труб, соединенных с решеткой сваркой с развальцовкой,
[N]T == dTl B [q] + О,57d т б min {[О']т; [О']р}.
Деформация трубной решетки. При упрощенном расчете при-
нято, что под действием напряжений от температуры и давления
теплоносителей трубная решетка не деформируется, а ,переме-
щается поступательно.
Очевидно, трубную решетку можно рассматривать как опер-
тую по контуру перфорированную пластину, испытывающую
влияние только распределенной наrрузки (давления) РО == PMllM .........
PT'rlT. Под действием этой наrрузки решетка проrибается, что
ПрИВQДИТ к возникновению в заделке изrибающеrо момента М.
В реальной ситуации добавляется и влияние сил N Ti .
37
Для оценки проrиба трубных решеток выделим трубный пучок
(рис. 1.35, а). Влияние корпуса и распределительной камерв
на трубную решетку можно заменить силой
Q == О,5арт ........ Qи. (1.25)
Пусть трубный пучок растяrивается приложенНБlМИ по кон-
туру трубных решеток силами Q (рис. 1.35, 6). При этом решетки
под влиянием изrибающих моментов М проrибаются, и вследствие
этоrо в каждой из труб возникает осевая сила N т' (r). С учетом
площади, на которую она действует, можно определить распре-
деленную наrрузку (давление) Р (r) == N Ti (r)/fi, rде " == 1ta 2 /i ........
площадь поверхности решетки, приходящейся на одну трубу.
Удлинение каждой трубы
L1; (r) == N l (r) Ll[1t (d, ...... ST) &тЕт] (1.26)
связано с проrибом w (r) решетки соотношением
O,5L1; (r) ==\ w (r).
( 1.27)
Поскольку рассматриваем упруrие проrибы решетки, рас-
пределенная наrрузка Р (r) на решетку должна быть пропорци-
ональна ее проrибу, Т. е.
р (r) == kw (r) == N т' (r) L/[1t (d T ST) sTETfi]. (1.28)
Из (1.26)........(1.28) k == 2E T fT/(Lfi) , rде 'Т == 1t (d T ........ ST) S'J:.
в общем случае кроме силы Q и давления Р (r) на решетку
u ,
деиствует еще и приведенное давление Ро == 1)мРм ........ 1)тР.,
(рис. 1.35, в); дифференциальное уравнение, описывающ.ее проrиб
в условиях TaKoro наrружения, имеет вид
d 4 w 2 dЗw 1 tPw 1 dw Ро
dx4 +7 dх З 7 dx 2 +7 dx +w ==т'
rде x== r; ==vk/D'Ф; D'Ф==Dсфр; Dc==Eps /[12(1 ,..,2)]
жесткость неперфорированной круrлой пластины с раз-
мерами трубной решетки (Ер........ модуль упруrости материала
решетки, МПа).
Решение этоrо дифференциальноrо уравнения имеет вид
w == po/k + C 1 ber х + С 2 bei х,
rде ber х == 1 ........ (2t) 2 (х/2)4 + (4!) 2 (х........ 2)8 + ...; bei х ==
== (х/2)2 ........ (3!) 2 (х/2)6 + (5!) 2 (X/2)lO + ...
ПОС'l'оянные C 1 , С 2 в этом решении определим из rраничных
условий Предварительно мы условились рассматривать трубную
решетку состоящей из двух зон (см. рис. 1.32)........ центральной
перфорированной части диаметр.ОМ 2a 1 , испытывающей со стороны
упруrоrо основания действие распределенной наrрузки Р (r),
и кольца шириной а........ a 1 , не испытывающеrо этой наrрузки.
Соответственно изrибающий момент и перерезывающую силу
на rранице перфорированной и неперфорированной частей ре-
З8
l1а 2а , 11
q r (tQ
,
2а
.....-
YJ
а)
N
6)
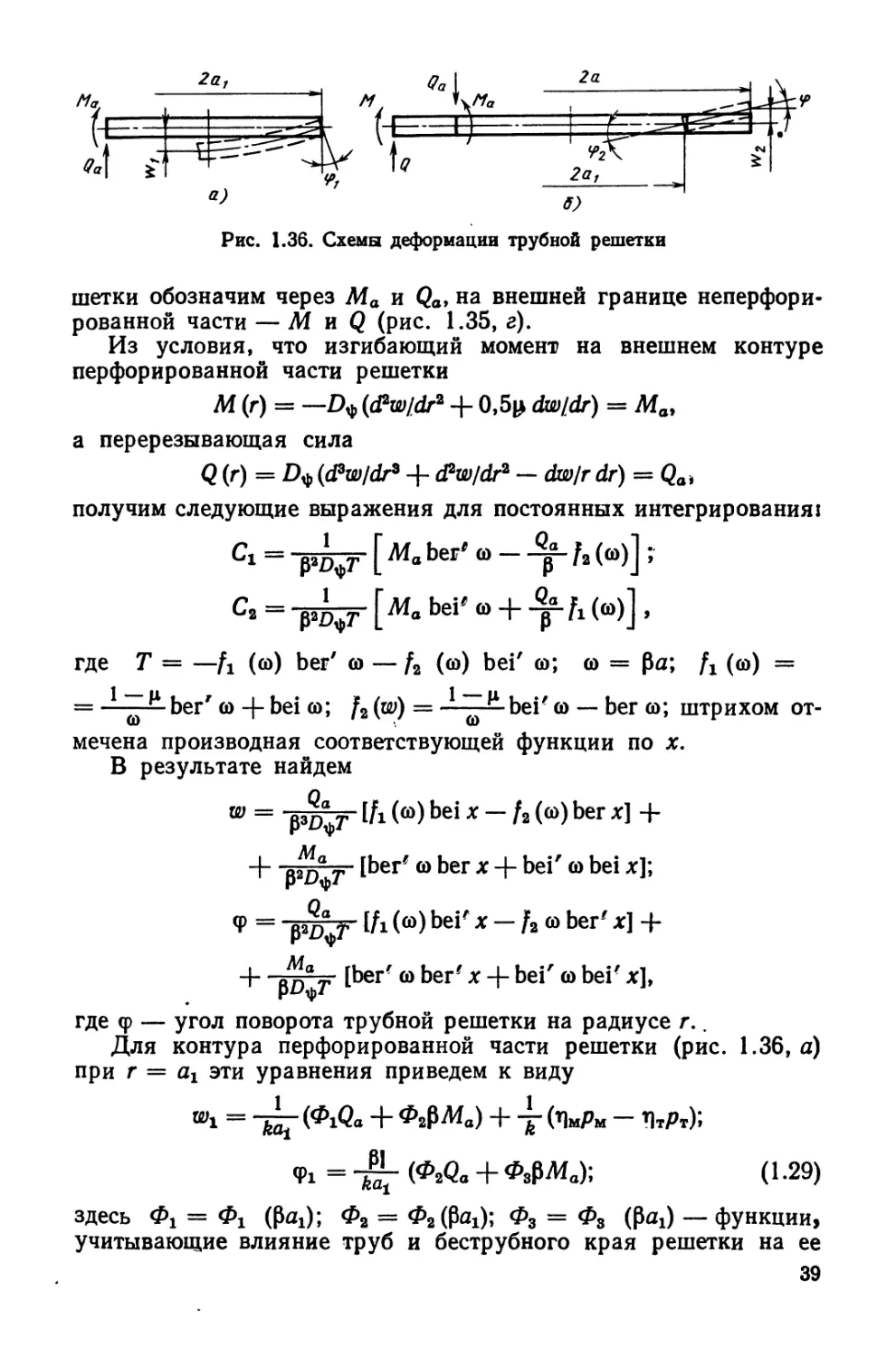
Рис. 1.36. СхемБI деформации трубной решетки
шетки обозначим через Ма и Qo, на внешней rранице неперфори-
рованной части М и Q (рис. 1.35, 2).
Из условия, что изrибающий момеН17 на внешнем контуре
перфорированной части решетки
М (r) == Dф (tPw/dr 2 + O,51J dwldr) == Мо,
а перереЗБlвающая сипа
Q (r) == D ф (d3w/dr8 + tJ2w/dr 2 ..... dш/, dr) == Qo,
получим следующие выражения для постоянных интеrрироваНИЯI
С 1 == fJ z 1 ф Т [ Ма bei' 00 a 12 (00)] ;.
С 2 == fJ з 1 ф Т [Ма bei' 00 + a 11 (00)] ,
rде Т == Il (00) ber' 00 12 (00) bei' 00; ю == a; 11 (00) ==
== 1 ,... ber' ю + bei 00; 12 (w) == 1 ,... bei t ю ber 00; штрихом от-
ш ш
мечена производная соответствующей функции по х.
В результате найдем
w == fJ3 T [/1 (00) bei х /2 (00) ber х] +
+ fJ T [ber ' 00 ber х + bei' 00 bei х];
<р == fJЗ 1' [/1 (00) bei l х /2 00 ber! х] +
. + fJ :T [ber( 00 ber! х + bei' 00 bei( х],
rде <р уrол поворота трубной решетки на радиусе '. .
Для контура перфорированной части решетки (рис. 1.36, а)
при r == al эти уравнения при ведем к виду
1 1
Wl == kll1 (ФIQа + Ф2РМ а ) + т (Т)мРм !)тРт);
<1>1 == k fJ1 (Ф2Qа + ФsРМ а ); (1.29)
а1
здесь Ф 1 == Ф 1 ( al); Ф 2 == Ф 2 ( al); Ф З == Ф З ( al) функции,
учитывающие влияние труб и беструбноrо края решетки на ее
39
....
с;::) ..
'i:"
......
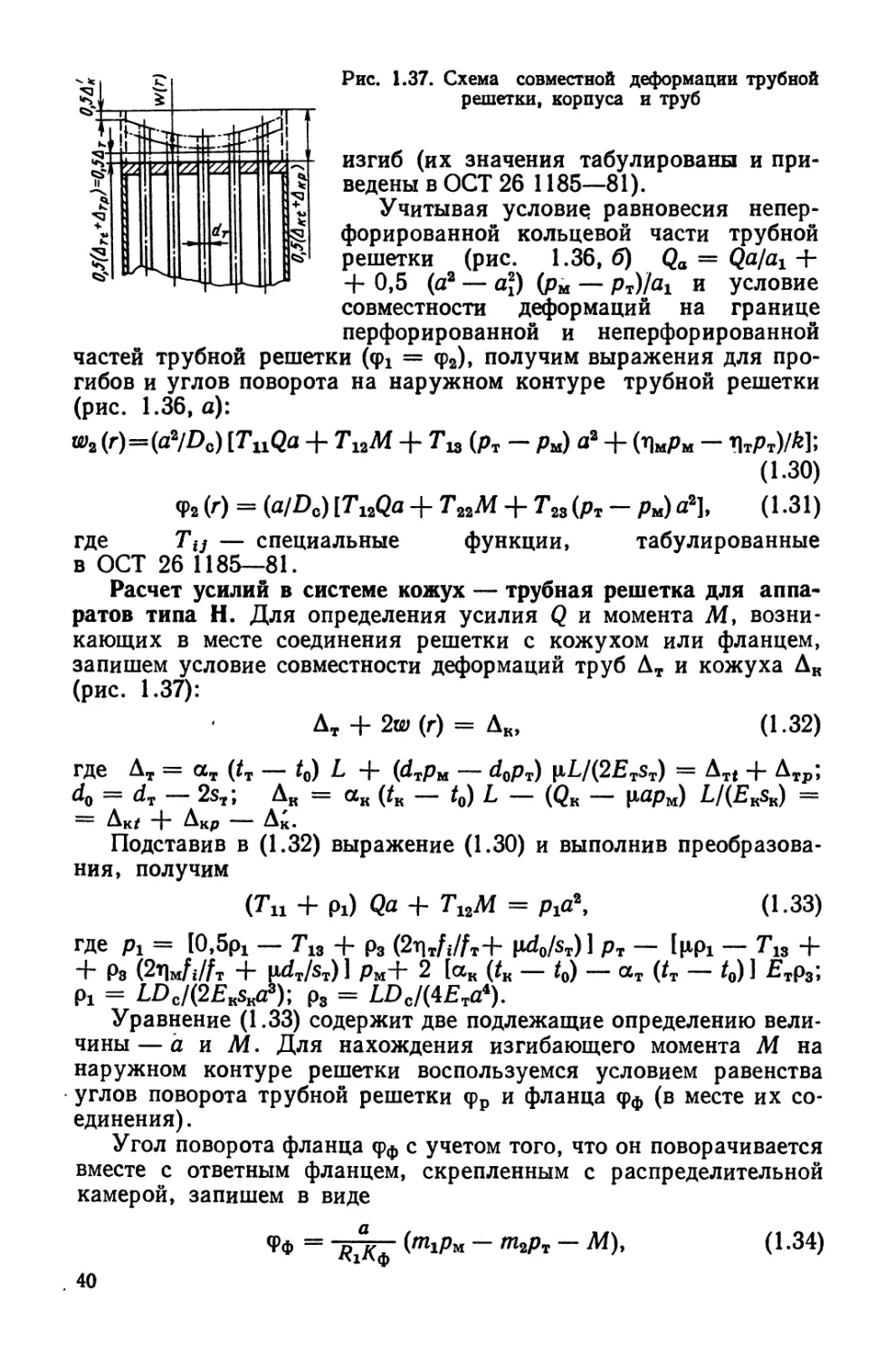
Рис. 1.37. Схема совместной деформации трубной
решетки, корпуса и труб
изrиб (их значения табулироваНБI и при-
ведены в ОСТ 26 1185........81).
Учитывая услови равновесия непер-
форированной кольцевой части трубной
решетки (рис. 1.36, б) Qa == Qa/al +
+ 0,5 (а 2 a ) (рм рт)!аl и условие
совместности деформаций на rранице
перфорированной и неперфорированной
частей трубной решетки (<1>1 == <1'2), получим выражения для про-
rибов и уrлов поворота на наружном контуре трубной решетки
(рис. 1.36, а):
W 2 (r)==(a 2 /Dc) [Т l1Qa + Т 12М + Т 13 (Рт ...... Рм) а 2 + (l1мРм ...... TPT)/k];
( 1.30)
<1>2 (r) === (a/Dc) [Т 12Qa + Т 22М + Т 23 (Рт РМ) а 2 ], (1.31)
rде T iJ ........ специальные функции, табулированные
в ОСТ 26 118 81.
Расчет усилий в системе кожух трубная решетка для аппа-
ратов типа Н. L{ля определения усилия Q и момента М, возни-
кающих в месте соединения решетки с кожухом или фланцем,
запишем условие совместности деформаций труб А т и кожуха Ан
(рис. 1.37):
А т + 2w (r) == А и , (1.32)
rде Ll T == а т (t T t o ) L + (dTPM........ dOPT) J1L/(2E T s T ) == А т, + А тр ;
d o == d T 2s.,; Ан == ан (t и t o ) L ........ (Qи ........ J1apM) L/(Еиs и ) ==
== A Kt + Акр A .
Подставив в (1.32) выражение (1.30) и выполнив преобразова-
ния, получим
(Т 11 + Рl) Qa + Т 12 М == Рl а2 , (1.33)
rде Рl == [0,5Р1 Т 1З + Рз (2Т)тfilfт+ fLdols T ») рт [J1Pl Т 1З +
+ Рз (2fJMfilfT + J1d T /s T ») Рм+ 2 [аи (t и ........ t o ) а т (t T t o )] Етрз;
Рl == LD с /(2Е и s и а З ); Рз == LDc/(4ETa4).
Уравнение (1.33) содержит две подлежащие определению вели-
чины........ а и М. L{ля нахождения изrибающеrо момента М на
наружном контуре решетки воспользуемся условием равенства
. уrлов поворота трубной решетки <l'р и фланца <l>ф (в месте их со-
единения) .
Уrол поворота фланца <l'ф с учетом Toro, что он поворачивается
вместе с ответным фланцем, скрепленным с распределительной
камерой, запишем в виде
.... ' - .
с:::)
11
..........
..
....
с;::) "
а
q>ф == R1Кф (тlPM т2Рт М),
( 1.34)
40
rде Кф........ коэффициен'IO жесткости фпанцевоrо соединения при
изrибе, Н. ММ!
К == E 1 hyb 1 + E2h b2 + PlaE s ( 1 + Plht ) +
ф 12Rf 12Ri 6 (1 112) Ri \ 2
+ PiZEDS ( 1 + P2 h 2 ) . ( 1 35 )
6 (1 ,...2) R 2 \ 2' ·
тI == 0,5 (1 + Ihl)/ ; т2 == 0,5 (1 + P 2)/ ; I == 1,2/vas;;
Р2 == 1,2/ -,1 as 2 ; E 1 , Е 2 , E 1H Е д ........ модули упруrости материала
соответственно фланца, oTBeTHoro фланца, кожуха и распредели-
тельной камеры, МПа; R 1 , R 2 , h 1 , h 2 , b 1 , Ь 2 ........ средний радиус,
высота и ширина соответственно фланца (индекс 1) и oTBeTHoro
фланца (индекс 2), мм; 52........ толщина распределительной ка-
меры, мм.
Приравняв q> и <j)ф [см. уравнения (1.31) и
T 12 Qa + Т 22 Р2 М == Р2 а2 ,
rде Р2 == Т 2З (Рм........ Рт) + (тlРм........ т 2 рт) Р2/а 2 ;
Решив совместно (1.36) и (1.33), найдем
М а 2 (Т 11 + Рl) Р2 'I:12fJ1 .
(Т 11 + Рl) (Т 22 + Р2) Tf2 '
Q == а (Т 22 + Р2) Рl Т 12fJ2 2
, (Т 11 + Pt) (Т 22 + Р2) Т 12 ·
(1.34)], получим
(1 .36)
Р2 == D о /(К ф R 1 ).
\
( 1.37)
( 1.38)
в ОСТ 26 1185........81 эта система приведена к виду
М ( йl ) Ро (Т 1 + р') роТ 2 .
== т (Тl+р')+(Тз+Рi) Т;'
Q РО(ТЗ+Р ) РIТ2 ( 140)
==al (Т l+р')(Тз+Рi) Т ' ·
rде ==(1,8/sp) УКySр/(ч>оЕ р ); р' ==К.,аlL/(Еи5и); Рl==К.,ааl/( 2КфRl);
К у == Е т (1)'1' ........ 'rJM)/L; Рl == (тJPu........ т2РТ) Ку/( Кф). Коэффи-
циенты Т kj И T i табулированы в ОСТ 26 1185........81. Расчет уси-
лий Qo, Qи и моментов Мо, Ми Не представляет затруднений.
Напримерl
( 1.39)
Qa == aQ/aI + 0,5 ( a ) (Рм PT)/al;
Ма == М + Q (а ........ аl);
Qи == О,5ар., ......... Q;
М К == (T 2 Q + T 2 Q + ТзрМ) kI/(р.КфР) O,5paJP ,
rде k, == JaEKs:l [6 (1 ........ ,..,2) RI J.
Уточненный расчет 9лементов теплообменных аппаратов
типа Н и К выполняют для конструкций, не отвечающих требо-
ваниям упрощенноrо расчета.
(1.41 )
(1.42)
(1 .43)
( 1.44)
41
Т а б JI В Ц а 1.2
Коэффициеит А
Значения А при a
т
n
== а/а!
0.5 11.0 I 1.5
2,0
3,0
4,0
5,0
10
0,6 0,45 0,47 0,50 0,52 0,55 0,55 0,55 0,55
0,4 0,31 0,33 0,36 0,38 0,40 0,39 0,39 0,38
0,2 0,17 0,19 0,27 0,35 0,31 0,27 0,29 0,31
О 0,13 0,27 0,40 0,45 0,38 0,37 0,39 0,41
0,2 0,27 0,41 0,53 0,56 0,47 0,48 0,51 0,54
0,4 0,41 0,55 0,66 0,67 0,58 0,61 0,64 0,67
0,6 0,55 0.68 0,78 0,78 0,71 0,72 0,78 0,81
0,8 0,69 0,82 0,91 0,88 0,83 0,88 0,92 0,96
1,0 0,83 0,96 1,04 0,99 0,96 1,03 1,07 1,12
т а б л и ц а 1.3
Коэффициеит В
Значения В при a
т п ==
а/а!
0.6 I 1.0 I 1.5
2,0
3,0
4,0
5,0
10
0,9 0,82 0,93 1,00 0,95 0,94 1,00 1,04 1,08
0,8 0,80 0,91 0,96 0,91 0,91 0,97 1,01 1,05
0,7 0,79 0,88 0,92 0,87 0,88 0,94 0,98 1,02
0,6 0,78 0,86 0,88 0,84 0,86 0,92 0,95 0,99
0,5 0,76 0,82 0,84 0,80 0,84 0,89 0,92 0,96
0,4 0,75 0,80 0,80 0,78 0,82 0,87 0,90 0,94
0,3 0,74 0,77 0,76 r О, 75 0,80 0,85 0,88 0,91
0,2 0,73 0,74 0,73 0,7t 0,79 0,84 0,86 0,90
0,1 0,71 0,72 0,71 0,73 0,78 0,82 0,85 0,88
О 0,70 0,70 0,71 0,72 0,78 0,81 0,84 0,87 -
Прочность перфорированной части трубной решетки рассчи.
тывают ИЗ условия
(Jmп == 6:ш:х -< 2 [аа]р. (1.45)
pSp
rде Мшах == А I Qal/P при O,7 < т == PMa7Qa < 1; M max ===
== в I Ма I при о < n == Qa/(PM a ) < 1 (А и В коэффициенты
табл. 1.2 и 1.3).
Условие прочности трубной решетки в месте соединения с ко-
жухом имеет вид
о === Ка (6M/s ) < 2 [Оа]р. (1.46)
При развальцовке теплообменных труб кожухотрубчатых те-
плообменников иноrда происходит коробление трубных решеток,
42
Такое явление наиболее характерно для теплообменников боль-
шоrо диаметра, имеющих относительно малую толщину трубных
решеток. Это происходит вследствие Toro, что в перемычках
перфорированной части трубной решетки, наrруженных по кон-
туру после развальцовки труб остаточным давлением Рост, возни-
кают напряжения сжатия а == (1 + J.L) '6 2 рост/[1 !1 (1 + J.L) '62],
rде '6 == (d., 2s T )/d T , т. е. материал трубной решетки после раз-
вальцовки в ней труб находится в условиях квазиизотропноrо
сжатия. Следовательно, решетка может терять устойчивость
аналоrично сжатой по контуру кольцевой пластине, если на-
пряжения сжатия достиrнут критическоrо значения О'ир ==
== Ka D ,p/(4a 2 s p ).
Поскольку метод крепления теплообменных труб развальцов-
"
кои используют для пластичных материалов, можно считать,
что остаточные напряжения в теплообменных трубах не превы.
шают предела текучести, т. е. O,5d T PoCT/ST -< O' . т, rде от. т
предел текучести материала трубы, МПа.
Очевидно, условие устойчивости трубной решетки можно
Записать в виде
а -< аир/n у ,
rде п., === 1 ,8 коэффициент запаса устойчивости, принятый в
отрасли.
Отсюда
,
1/ 1 ,8 (1 + ,...) (1 ,...2) 2aT. '1ST
Вр == 2а у' 0,1 [1 '" + (l + ",на] 1J>OEpdT . (1.47)
В соответствии с изложенным выше толщину трубной решетки
"
проверяем на устоичивость по условию
Sp Sp шlп, (1.48)
rде sp mln == 0-,655 V 14,2a 0'1I. ,r![Wo (1,з + o,7 2) Ер].
Прочность кожуха в месте присоединения и решетке или
фланцу рассчитаем по условию (1.24), rде
а === тах { 'QBI + 6IM B I . IpMla + 1,81М в ' }
шах Sи S J S. S .
Если условие прочности кожуха в месте соединения с решеткой
u "
не выполняется, можно установить переходныи пояс увеличеннои
толщины высотой не менее 2 у 2as и .
Проверку прочности устойчивости -труб и узла крепления труб
в решетке выполняют так же, как и при упрощенном расчете.
8 1.8. ИНТЕНСИФИКАЦИЯ ПРОЦЕССА ТЕПЛООБМЕНА
В КОЖУХОТРУБЧАТЫХ ТЕПЛООБМЕННИКАХ
- Проблема' интенсификации работы кожухотрубчатых
теплообменников связана rлавным образом с выравниванием тер-
мических сопротивлений (PP) . на противоположных сторонах
43
теплообменной поверхности. Этоrо до-
стиrают либо увеличением поверхности
теплообмена Р, например оребрением ее
со стороны теплоносителя с меньшим
Рис. 1.38. Труба с копь- коэффициентом теплоотдачи р, либо
цевыми канавками увеличением коэффициента теплоотдачи
рациональным подбором rидродинамики
теплоносителя. Последнее должно приводить К выравниванию
u
скоростеи и температур по сечению потока теплоносителя
и, следовательно, к уменьшению тер мическоrо сопротивле-
ния ero поrраничноrо слоя. Результаты исследований показы..
вают, что именно сопротивление поrраничноrо слоя является
rлавным фактором, снижающим интенсивность теплопередачи.
Рассмотрим два случая теплопередачи, при которых терми..
J
ческое сопротивление определяется межтрубным и трубным про..
странствами. В первом случае наибольший эффект теплопередачи
достиrается при поперечном омывании пучка труб, расположен..
ных в шахматном порядке. При этом если критерий Рейнольдса
Re == 120 ... 1000, в межтрубном пространстве создается устой..
чивый турqулентный режим движения, а ламинарный поrранич"
ный слой теплоносителя сохраняется лишь на небольшом участке
поверхности труб.
Теплообмен значительно улучшается также при ликвидации
застойных зон в межтрубном пространстве. Особенно часто такие
зоны образуются вблизи трубных решеток, поскольку штуцера
ввода и вывода теплоносителя из межтрубноrо пространства рас..
положены на некотором расстоянии от них. Наиболее радикальный
способ исключения образования таких зон установка распреде..
лительных. камер на входе и выходе rеплоносителя из межтруб..
Horo пространства.
Для интенсификации теплообмена иноrда используют тур..
булизаторы элементы, турбулизирующие или разрушающие
поrраничный слой теплоносителя на наружной поверхности
труб.
Эффект теплоотдачи на наружной поверхности труб суще..
ственно повышают кольцевые канавки (рис. 1.38), интенсифи"
цирующие теплообмен в межтрубном пространстве примерно
в 2 раза турбулизацией потока В'поrраничном слое.
В теплообменниках с передачей теплоты от жидкости в труб..
ном пространстве к вязкой жидкости или rазу в межтрубном про..
странстве коэффициенты теплоотдачи с наружной стороны труб
примерно на порядок меньше, чем с внутренней стороны. Напри..
мер, в rазожидкостных теплообменниках коэффициент теплоот-
дачи со стороны жидкости (Рж) может достиrать 6 кВт/(м 2 . О С),
а со стороны rаза (Pr) не превышает 0,1 кВт/(м 2 . ОС). Естественно,
что применение rладких труб в таких теплообменниках приводит
к резкому увеличению их массы и размеров. Стремление интенси"
фицировать теплоотдачу со стороны малоэффективноrо теплоно-
44
f :а= =В: :i
сителя (rаЗБ1, вязкие
жидкости) привело к
разработке различных
конструкций оребрен"
ных труб.
Установлено, что
оребрение увеличивает
не только теплообмен..
ную поверхность, но
и коэффициент тепло..
отдачи от оребренной
поверхности к тепло..
носителю вследствие
турбулизации потока
ребрами. При этом,
однако, надо учитывать
возрастание затрат на
прокачивание теплоно..
сителя. Применяют тру..
бы с продольными (рис.
1.39, а) и разрезными .
(рис. 1.39, б) ребрами, с поперечными ребрами различноrо про..
филя (рис. 1.39, в). Оребрение на трубах можно Выполнить в виде
спиральных ребер (рис. 1.39, 2), иrолок различной толщины и др.
Оребрение наиболее эффективно, если обеспечивается соотно"
шение PrFr == ржFж, rде Fr и F ж поверхности теплообмена
со С,тороны соответственно rаза и жидкости. .
Эффективность ребра, которую можно характеризовать коэф"
фициентом теплоотдачи, зависит от ero формы, высоты и мате..
риала. Если требуется невысокий коэффициент теплоотдачи,
необходимую эффективность MorYT обеспечить стальные ребра,
при необходимости ,достижения больших коэффициентов цел е..
сообразно применение медных или алюминиевых ребер.
Эффективность ребра резко снижается, если оно не изrотов"
лен о за одно целое с трубой, не приварено или не припаяно к ней.
Если термическое сопротивление определяется трубным про..
странством, используют методы воздействия на поток устрой..
ствами, разрушающими и турбулизирующими внутренний по..
rраничный слой. Это различноrо рода турбулизирующие вставки
(спирали, диафраrмы, диски) и насадки (кольца, шарики), поме-
щаемые в трубу. Естественно, что при этом возрастает rидравли-
чес кое сопротивление трубы.
Турбулизирующие вставки в виде диафраrмы (рис. 1.40, а)
размещают в трубе на определенном расстоянии одна от друrой.
При наличии таких вставок переход к турбулентному течению
Рве. 1.39. Труба с оребре-
нием
!
5)
45
в трубах происходит при Re === 140 (для труб без вставок при
Re == 2300), что позволяет приблизительно в 4 раза интенсифици"
ровать теплообмен. Вставки в виде дисков (рис. 1.40, б) с опреде..
ленным шаrом укрепляют на тонком стержне, вставленном в трубы.
По своему воздействию на поток такие вставки близки к диафраr"
мам. Спиральные встаВКИ (рис. 1.40, в) обычно изrотовляют из
тонких алюминиевых или латунных лент. При низких значе..
ниях Re они позволяют повысить коэффициент теплоотдачи
в 2 3 раза.
Кроме вставок и насадок теплообмен в трубах можно пнтен"
сифицировать применением шероховатых поверхностей, накаткой
упомянутых кольцевых канавок, изменением поперечноrо сече..
ния трубы ее сжатием. В этом случае даже при ламинарном ре-
жиме течения теплоносителя теплоотдача в трубах на 20 100 %
выше, чем в rладких трубах.
Если коэффициент теплоотдачи от среды, проходящей в тру-
бах-, на порядок ниже, чем коэффициент для наружной стороны
труб, весьма выrодно использование' в теплообменниках труб
с внутренним оребрением. Примером является конструкция,
показанная на рис. 1.41, а. При теплообмене в системе rаз rаэ
рационально в качестве теплообменной поверхности использовать
пучки труб с внешними и внутренними ребрами (рис. 1.41, б).
Для обеспечения направленноrо потока rаза между наружными
ребрами труб помещены треуrольные вставки.
Кроме перечисленных мето..
дов, в отечественной и зарубеж-.
ной практике делают попытки
интенсифицировать теплопере-
дачу и друrими способами,
например использованием вра-
щающихся турбулизаторов. а)
:
а)
::::k:::B
6)
\ \
r
1. zz:
\ IL.:..... .....,."
r, f1 x FI
" lI Jб Jб'
'x . '
'Д' '1/ /I\.' (
"'- J .........:;;;;; ,. '\
f i:i: V'f 'Ji....'W , 'I !O'
I t» 'Х> : " iI tr ,.
€.........b"'
I ... Q 1I;ii:i1 , i'ii '
I I V ' . I
I I \ I
Рис. 1.40. Трубы с турбулизирующи- Рис. 1.41. Варианты BНYTpeHHero (а)
ми вставками в варужноrо (6) оребрения труб
46
1.7. АППАРАТЫ! С ПОВЕРХНОСТЬЮ ТЕПЛООБМЕНА,
изrОТОВЛЕННОЙ из листовоrо МАТЕРИАЛА
Выше указано, что кожухотрубчатые теплообмен"
ники наиболее распространенная конструкция теплообменной
аппаратуры в химиче(кой и нефтеперерабатывающей промышлен"
ности. Однако в последнее время все более широко применяют
теплообменники из листовоrо материала, rлавным образом пла..
стинчатые и спиральные.
Теплообменники из труб конструктивно просты и MorYT быть
использованы в довольно широком диапазоне давлений и темпе..
ратур рабочих сред, но имеют ряд серьезных недостатков. Кожу-
хотрубчатые теплообменники малотехнолоrичны в условиях про..
изводства широкоrо ряда типоразмеров. Коэффициент унифика-
ции, т. е. отношение чис.nа узлов и деталей, одинаковых для Bcero
размерноrо ряда, к общему числу узлов и деталей в аппарате,
для этих теп ообменников составляет 0,13. Для сравнения, анало-
rичный коэффициент для пластинчатых теплообменников равен 0,9.
По сравнению с аппаратами, изrотовленными из листовоrо
металла, кожухотрубчатые теплообменники более металлоемки.
Эти и ряд друrих преимуществ, например леrкость очистки,
делают аппараты из листовоrо металла перспективными и эффек-
тивными аппаратами общеrо назначения.
Пластинчатые теплообменники представляют собой аппараты,
теплообменная поверхность которых образована набором тонких
штампованных пластин с rофрированной поверхностью. Их раз..
деляют по степени доступности поверхности теплообмена для ме-
ханической очистки и осмотра на разборные, полуразборные и
неразборные (сварные).
Наиболее широко применяют разборные пластинчатые тепло-
обменники, в которых пластины отделены одна от друrой про..
кладками. Монтаж и демонтаж этих аппаратов осуществляют
достаточно быстро, очистка теплообменных поверхностей требует
незначительных затрат труда. Пластины полуразборных тепло-
обменников попарно сварены, и доступ к поверхности теплооб-
мена возможен только со стороны хода одной из рабочих сред.
Пластины неразборных теплообменников сварены в блоки, соеди-
ненные на прокладках в общий пакет.
Основные размеры и параметры наиболее распространенных
в промыленностии пластинчатых теплообменников определены
rOCT 15518 83. Их изrотовляют с поверхностью теплообмена
от 2 до 600 м 2 В зависимости от типоразмера пластин; эти теплооб..
менники используют при давлении до 1,6 МПа и температуре
рабочих сред от зо до + 1800 с для реализации теплообмена
между жидкостями и парами (rазами) в качестве холодильников,
.
подоrревателеи и конденсаторов.
Серийно выпускаемые разборные пластинчатые теплообмен..
ники MorYT работать с заrрязненными рабочими средами при
размере твердых включений не более 4 мм.
47
1
Рис. 1.42. Разборный пластинчатый теплообменник на двухопорной раме
Разборные пластинчатые теплообменники изrотовля в пяти
исполнениях, в том числе на консольной раме (исполнение 1),
на двухопорной раме (исполнение 2), на трехопорной раме (испол..
нение 3).
Разборный пластинчатый теплообменник на двухопорной раме
(исполнение 2) показан на рис. 1.42. Аппарат состоит из ряда
теплообменных пластин 4, размещенных на верхней и нижней
rоризонтальных штанrах 3. Концы штанr закреплены в неподвиж-
ной плите 2 и на стойке 7. Нажимной плитой 11 и винтом 8 пла..
стины сжимаются, образуя теплообменную секцию.
Теплообменные пластины имеют четыре проходных отверстия
(а, б, 8, 2), которые образуют две изолированные одна от друrой
системы каналов. Для уплотнения пластин и каналов имеются
резиновые прокладки. Прокладка 6 уложена в паз по контуру
пластины и охватывает два отверстия на пластине, через которые
происходят приток и вывод теплоносителя в канал между
J -9-
5
A A
2
""
6
I
-+
;1
Рвс. 1.43. ПЛастинчатый теплообменник на трехопорной раме
48
.... .0jI I i r I ..... .....
I I l' I I
I I
I J
.... ...
...
I Т I I r - r 'i .....
t t j ! , J t
1. 1 I
I I I I 1 1 J
Рис. 1.44. Схема компоновки пластин- Рис. 1.45. Несимметричная схема КОМ-
чатоrо теплообменника в два симме- поновки пластин
тричных пакета
смежными пластинами, а прокладки 5 rерметизируют два друrих
отверстия на пластине. Для ввода теплоносителей в аппарат и
вывода предназначены штуцера 1, 9, 10, 12, расположенные на
u u
неподвижнои и подвижнои плитах.
Теплообменник на трехопорной раме (исполнение 3) состоит
из неподвижной плиты 3 (рис. 1.43), в которой закреплены верх..
няя 2 и нижняя 1 rОРИЗ0нтальные штанrи. На штанrах размещены
теплообменные пластины 4 и подвижные плиты 5. Для сжатия
пакета пластин предназначены стяжки 6.
В изображенном на рис. 1.44 теплообменнике пластины ском"
понованы в два симметричных пакета каждый для одноrо из
теплоносителей.
Такой схеме компоновки теплообменника соответствует обо-
значение Сх [(2 + 2)/(2 + 2)]. В общем случае схему компоновки
пластин обозначают так: Сх [ Е тf I t т ] ; здесь тl и т2 ЧИСЛО
i==1 1==1
каналов в пакете для соответственно охлаждаемоrо и Harpe-
BaeMoro теплоносителя; k и n число последовательно включен-
ных пакетов в аппарате для соответственно охлаждаемоrо и Harpe-
BaeMoro теплоносителя.
При заданном расходе теплоносителя требуемой скорости
движения ero по каналам между пластинами достиrают подбором
числа пластин в пакете.
ЕСЛ)I расходы теплоносителей значительно различаются, то
для поддержания постоянноrо rидравлическоrо сопротивления
каналов применяют несимметричные схемы компоновки пластин;
при этом число каналов и пакетов для каждоrо теплоносителя
неодинаково. Примером может служить схема компоновки тепло-
обменника Сх [(2 + 2 + 2)/(4 + 3)] (рис. 1.45).
Для конденсации паров из смеси с неконденсирующимися
rазами используют схему компоновки Сх [(тl + т'i)/т2]
(рис. 1.46, а). Сконденсировавшаяся фаза /V выделяется из паро..
rазовой смеси / 1 в каналах в и 2 первоrо пакета и выводится из
аппарата, а несконденсировавшиеся rазы / попадают в каналы а
и б BToporo пакета, охлаждаются и выводятся из аппарата. Охла-
ждающая фаза 1/1 (вода) движется по каналам одноrо пакета.
Такие конденсаторы пароrазовых смесей работают с более высо"
49
а б б е
1
1I
а)
5)
Рис. 1.46. Схемы специальных пластинчатых аппаратов:
а конденсатор; б...... теп.пообменник д.пя ,\рех теп.поносите.пеl
ким коэффициентом теплоотдачи, чем стандартные кожухотруб..
чатые аппараты.
При соответствующей компоновке можно получить MHoroceK-
ционный аппарат, в котором теплообмен между одним теплоноси..
телем и двумя друrими осуществляется в соответствующих зонах
(р и с . 1.46, б) .
Теплообменные пластины различаются расположением в них
отверстий для теплоносителей на пластины с диаrональным
(рис. 1.47) и односторонним (рис. 1.48) расположением отверстий,
и те, и друrие Выполняют правыми и левыми. Блаrодаря чередо"
ванию в пакете левых и правых пластин образуются две изолиро-
ванные системы каналов.
Пластины с односторонним расположением отверстий взаимо-
заменяемы. При сборке правые пластины получают поворотом
их относительно левых на 1800. Левые и правые пластины с диа-
rональным расположением отличаются расположением прокладки
и поэтому не являются взаимозаменяемыми.
Кроме рассмотренных теплообменных пластин в аппаратах
используют rраничные пластины, устанавливаемые на. концах /
пакетов.
j
а)
6)
а)
Рис. 1.47. Пластины с диаrональным
раСПОЛО1Кением отверстий:
а .певая; б..... правая
о)
Рис. 1.48. ПЛастины с односторонним
расположением отверстий:
а певая; б правая
50
Рис. 1.49. Узел крепления пластины на верх-
ней штанrе
Серийно выпускаемые плаСтинчатые теплообменники комплек-
туют .пластинами, штампованными из листовоrо металла толщи-
ной 1 мм. rофры пластин обычно имеют в сечении профиль рав-
HOCTopoHHero треуrолЬника высотой 4 7 мм и основанием длиной
14 30 мм (для вязких жидкостей до 75 мм). rофры выполняют
rоризонтальными, «в елочку), под уrлом к rоризонтали и др.
Материал пластин оцинкованная или коррозионно"стойкая
сталь,' титан, алюминий, мельхиор.
В разборных теплообменниках пластины 2 (рис. 1.49) обычно
крепят скобой 3 на верхней штанrе 1. Нижняя штанrа не несет на..
rрузки от массы пластин и сЛужит лишь для фиксации их в задан"
ном положении. Такое закрепление пластин позволяет леrко
извлечь их из пакета или вставить в Hero без снятия подвижной
..
плиты и остальных пластин.
Прокладки пластинчатых теплообменников (рис. 1.50) изrо..
товляют из резины формованием и укрепляют в пазу пластины
на клею. Стойки и прижимные плиты пластинчатых теплооб..
мен ников изrотовляют из уrлеродистых сталей ТОЛщиной 8
12 мм.
ь
i-,)
, . -
' , '
AL A
i-J
,
, ',
И - ,
, '
A A
.
Рис. 1.50. Прокпадка пластинчатоrо Рис. 1.51. Схема к расчету неоребрен-
теплообменника вой плиты пластинчатоrо теплообмен-
ника
51
ал
0,7
р
0,6
IJ
О,.!
о 5 т 20 25 N »p
Рис. 1.53. Зависимость с%п от pb/q.
Рис. 1.52. Схема наrружевив
пластины
к недостаткам пластинча1ыx теплообменников следует от-
нести невозможность использования их при давлении более
1,6 МПа.
Расчет на прочность пластинчатых теплообменников сводится
к расчету нажимных и промежуточных плит, пластин, штанr,
стяжных болтов, коллекторов, днищ и крышек. Расчет проводят
по РД РТМ 26-01-86 8З.
В качестве примера рассмотрим расчет неоребренных нажим-
ных плит.
При расчете плиту условно разбивают на панми край-
нюю 1 (рис. 1.51), промежуточную 11 и среднюю 111 ........ в зависи-
мости от реакции прокладок.
Расчетное давление (МПа) на крайнюю оанель 1
р == qоLпlF п + Рр' (1.49)
rде qo........ реакция прокладки, Н/мм; L п ....... длина прокладки,
приходящаяся на рассматриваемую панель, мм; F п ....... площадь
пластины, приходящаяся на рассматриваемую панель, мм 2 ; Рр
давление в рабочей полости, МПа.
Расчетное давление для промежуточной панели
Р == qоL п / (b 1 t) + Рр' (1.50)
rде Ь 1 ....... расстояние между осями прокладки, мм; t....... ширина
панели, мм.
Так как длина прокладки, приходящаяся на среднюю панель,
незначительна, для нее принимают
Р == Рр. (1.51)
При выводе уравнений для расчета толщины нажимной плиты
последнюю рассматривают как плоскую, опертую в точках уста-
новки стяжных болтов пластину, наrруженную распределенной
u u
по поверхности наrрузкои р Pp и распределеннои по контуру
пластины реакцией прокладки qo (рис. 1.52).
Толщину крайней панел и можно рассчи тать по формуле
s 1/1.. рF п (Ь О,5Ь 1 ) ( 1.52 )
У 2 nротй '
rде Ь........ расстояние между осями стяжных болтов, мм; Пр.......
коэффициент наrрузки (принимают пр == 1,0 для рабочеrо режима
52
Т а б JI И Ц а 1.4
Коэффициенты a , , а; и а2
== 0.51 % == о: % == 0,51: % == О:
11==0 g == 0.5t у==О g == O,5t
Ь Ь
с == ........... а == ...........
t t
a аЛ а' аЛ а' аЛ a аЛ
1 1 2 2 1 1 2 2
0,3 0,2590 0,200 0,940 0,3990 1,0 0,0920 О, 129 О, 169 0,0718
0,4 0,2060 0,178 0,574 0,2440 1,1 0,0873 0,127 0,153 0,0650
0,5 0,1670 0,161 0,403 0,1710 1,2 . 0,0839 0,126 О, 140 0,0595
0,6 О, 140 О О, 150 0,311 0,1320 1,3 0,0815 0,125 О, 129 0,054
0,7 0,1210 0,142 0,254 0,1080 1,4 0,0797 О, 124 0,119 0,050
0,8 0,1080 0,136 0,217 0,0922 1,5 0,0784 О, 124 0,111 0,0472
0,9 0,0985 0,132 0,190 0,0807
8
6
и Пр == 1,4 для режима rидроиспытаний); От предел текучести
материала плиты, МПа; а ширина крайней па нели (см.
рис. 1.51), мм.
Для промежуточной и средней панелей существенное зна..
чение имеют условия опирания, поэтому рассматривают ва..
рианты:
расстояние между отверстиями значительно и критические
напряжения возникают между отверстиями пластины (а ==
== b/t < (lп);
расстояние между отверстиями. мало, опирание близко к не..
прерывному, и критические напряжения возникают в центре
пластины (а > 1,5);
критические напряжения возникают в центре пластины, но
схема не эквивалентна непрерывному опиранию пластины (а п <
< а < 1,5).
rрафик функции а п == а п (pb/Qo) приведен на рис. 1.53.
С учетом указанных вариантов толщину плиты для промежу"
точной и средней панелей при а < а п , а п < а < 1,5 и а > 1,5
рассчитывают по уравне ниям соответственно:
У 6 Ь ( , + рЬ " )
s == qo а2 а2 ;
nрО'т qo
У 6 Ь ( , + рЬ " )
s == qo аl аl ;
nрО'т qo
S == 1 / РЬ 1 (Ь О.5Ь 1 ) + 2qo (Ь Ь 1 ) ,
У 2 nрО'т
rде ai, ai, а2, а; коэффициенты (табл. 1.4).
Полученные расчетные формулы для неоребренной плиты
применимы при условиях b/s > 5 и L 1 /b > 2, rде L 1 расстояние
между крайними отверстиями для стяжек (см. рис. 1.51).
Спиральные теплообменники изrотовляют с поверхностью теп..
пообмена lO 100 м 2 ; они работают как под вакуумом, так и при
,
53
( 1.53)
(1.54 )
( 1.55)
давлении до 1 Па при температуре рабочей.средн 20 2000C.
Их можно использовать для реализации теплообмена между рабо-
чими средами жидкость жидкость, rаз rаз, rаз жидкость,
а также конденсации паров и пароrазовых смесей.
Все большее распространение этих теплообменников в послед-
нее время объясняется rлавным образом простотой изrотовления
и компактностью конструкции. В таком аппарате один из тепло-
носителей (рис. 1.54) поступает в периферийный канал аппарата
и, двиrаясь по спирали, выходит из BepxHero центральноrо ка-
нала.' Друrой теплоноситель поступает в нижний центральный
канал и выходит из периферийноrо канала.
Площадь поперечноrо сеч ния каналов в таком теплообмен-
нике по всей длине постоянна, поэтому он может работать с за-
rрязненными жидкостями (заrрязнение смывается потоком тепло-
носителя) .
В спиральнБtх теплообменни- .
ках поверхность теплообмена
образована двумя стальными лен..
тами 1, 2 толщиной 3,5 6 мм
и шириной 400 1250 мм (рис.
1.55), свернутыми в спираль так,
что получаются каналы а и б
прямоуrольноrо профиля, по
t
А!.
t
A A
A A
Рис. 1.54. Схема движении теплоноси- Рис. 1.55. Спиральный теплообменник
телей в спиральном теплообменнике
54
которБIМ противоточно движутся теплоносители. Первый
(от центра аппарата) виток спирали закреплен распорными
дисками '4, которые фиксируются продольными распор"
ками 3. На поверхности спирали с шаrом 70 lOO мм приварены
штифты 6 для придания теплообменнику жесткости. Кроме штиф-
тов при навивке спирали между ее витками устанавливают поло..
совые дистанционные вставки 5. Эти вставки вместе со штифтами
обеспечивают требуемый зазор между лентами, который для стан..
дартных теплообменников составляет 8 12 мм. С торцов аппарат
- закрыт крышками 8 на прокладках 7. В зависимости от спо-
соба уплотнения спиральных каналов с торцов различают те-
плообменники с тупиковыми и сквозными каналами.
Тупиковые каналы (рис. 1.56, а) образуют приваркой полосо-
вых вставок 2 к торцу спирали; с торцов каналы закрыты крыш-
I ками 3 с прокладкой 1. После снятия крышек и прокладок оба
канала можно прочистить. Такой способ уплотнения каналов
исключает возможность смешения теплоносителей при прорыве
прокладки и поэтому наиболее рас-
пространен.
Сквозные каналы (рис. 1.56, б) 1
с обоих торцов закрыты крышками
2 с прокладками 1, леrко поддаются
чистке, но не исключают возмож-
u
ность смешения теплоносителеи.
Спиральные теплообменники с
тупиковыми каналами 'изrотовляют
u
В двух вариантах: с плоскои крыш-
кой (для теплообмена между жидкQoo
стями и rазами) и с конической
или сферической крышкой (для кон..
денсации паров и HarpeBa BblCOKQoo
1 2
f
2
а)
5)
Рис. 1.56. Спиральные теплообменники с
тупиковыми (а) и сквозными (6) каналами
f
Рис. 1.57. Спиральный KoндeH
сатор
55
вязких жидкостей). В аппа-
о о
ратах а плоскои крышкои
обеспечивается противоточ-
ное движение фаз, в аппа-
ратах а конической и сфе-
u о
рическои крышкои пере-
крестное.
Теплообменники с тупико-
u
выми каналами и коническои
крышкой, используемые как
конденсаторы, обычно уста..
навливают вертикально (рис. 1.57). Вертикальное расположение
каналов исключает образование пробок конденсата и rидравличес..
кие удары. Блаrодаря конической крышке пароrазовая смесь (рабо..
чая среда) подается в anna aT сверху через штуцер 1. Образую..
щийся конденсат стекает по- вертикальной стенке канала, соби-
рается в нижней части аппарата и сливается через штуцер 3.
Несконденсировавшиеся rазы проходят несколько наружных вит-
ков, охлаждаются и выводятся через штуцер 2 на корпусе. Хлад-
areHT подается в аппарат через штуцер 5 и выводится через шту- .
цер 4.
Расчеты на прочность и устойчивость элементов теплооб-
менника включают в основном расчеты спирали, фланцевоrо
соединения и крышек. Толщину s наружноrо витка спирали
(корпуса) теплообменника рассчитывают по формуле, исполь-
зуемой для расчета на прочность стальной цилиндрической обе-
чайки:
0,7
D,6
о,!
0,"
0,3
0,2
0,'
О 100 200 300 ЮО JOO 600 100 600 ау /fЛа
Рис. 1.58. Зависимость 11 от ау
pD
s == 2 [a]cp p + с,
rде Р....... расчетное дав ление, МПа;
D == Do + [2 y(O,5D o /t)2 + L/('Jtt) Do/t 1] t
( 1.56)
внутренний диаметр наружноrо витка спирали (Do диаметр
«центровика» . см. рис. 1.55, мм; t шаr спирали, мм; L
длина ленты одноrо канала, мм); [(J] допускаемое напря-
жение для материала спирали, МПа; q> коэффициент
прочности cBapHoro шва (для спирали, выполненной из цель-
Horo листа, q> == 1); с конструктивная прибавка, мм.
При расчете спирали на устойчивость необходимо обеспечить
условие
[1:J] == 'f1PKP Рисп, (1.57)
rде [р] ........ допускаемое давление, МПа; 'f1 == 'f1 «(Jy) определяют
по рис. 1.58, rде (J., == O,95P Kp R/(s с); Ркр критическое дав-
56
пение; Рисп........ расчетное давление, принимаемое раВНБIМ давле-
нию при испытании, МПа;
8 8 (s с)8. [ P 1t ] 5
Ркр == 1, 1.1 III Rll а + R? (s с)2 ' (1. 8)
rде R == 0,5D; 1)1 == '11 < JI 0,5R (8 ....... с)/Р); а == (1 + t)2/(1 +
+ 0,3t); Р == 0,123t/[(1 + 0,3t) (2,86 + t)]; t == (11/1)2.
Значения 1 и 11 выбирают в зависимости от вида укрепления
спирали! для с пирали без укреплений 1 == В и 11 ==
== 1,5 VRl (5....... с); для спирали, укреплеНJlОЙ штифтами, 1 == В,
11 == Ь (В ширина спирали, мм; Ь ....... расстояние между штиф"
тами по направлению длины ленты, мм). Для друrих видов крепле..
ния спирали значения 1 и 11' а также значения 1)1 приведены
в РТ М 26..01-58.......73.
1.8. ТЕПЛООБМЕННИКИ воздУшноrо ОХЛАЖДЕНИЯ,
«ТРУБА В ТРУБЕ , ОРОСИТЕЛЬНЫЕ,
поrРУЖНЫЕ ЗМЕЕВИКОВЫЕ И БЛОЧНЫЕ
Аппараты 80здушноrо охлаждения. В химической и
особенно нефтеХИ iIической промышленности большую часть тепло-
обменных аппаратов составляют конденсаторы и холодильники.
Использование для конденсации и охлаждения различных тех-
нолоrических продуктов аппаратов водяноrо охлаждения, ко-
жухотрубчатых или оросительных, связано со значительными
расходами воды и, следовательно, с большими эксплуатационными
затратами. Применение аппаратов воздушноrо охлаждения в ка-
честве холодильников-конденсаторов' имеет ряд преимуществ:
исключаются затраты на подrотовку и перекачку воды; снижается.
трудоемкость и стоимость ремонтных работ; не требуется специаль..
ной очистки наружной обтекаемой воздушным потоком поверх..
ности труб; облеrчается реrулирование процесса охлаждения
и др.
rоризонтальный аппарат воздушноrо охлаждения (рис. 1.59)
снабжен сварной рамой 1, на которой размещен ряд теплообмен..
ных секций 2. Они состоят из пучка поперечно оребренных труб,
в которых прокачивается конденсируемая (охлаждаемая) среда.
Снизу к раме прикреплены диффузор 3 и коллектор 6, в цelIтре
Koтoporo находится осевой вентилятор 5. Вентилятор вместе с yr-
ловым редуктором 9 и электродвиrателем 7 смонтирован на от-
дельной раме 8. Воздух, наrнетаемый вентилятором, проходит
через теплообменные секции, омывая наружную поверхность
оребренных труб и обеспечивая при этом конденсацию и охлажде-
ние пропускаемой по трубам среды. r
Для повышения эффективности аппарата в ero конструкции
предусмотрены распыливающие водяные форсунки 4, автома..
u
тически включающиеся при повышенно," температуре окружаю..
щей среды в летний период работы. При низких температурах
51
1 2
t
T
s
ь
9
8
7
Рис. 1.59. rоризонтапЬНБ1Й аппарат воздушноrо охпаждения
(зимой) можно отключать электродвиrатель и вентилятор; при
u
этом конденсация и охлаждение происходят естественнои кон-
векцией.
Кроме этоrо интенсивность теплосъема можно реrулировать,
меняя расход прокачиваемоrо воздуха изменением уrла наклона
лопастей вентилятора. Для этоrо в аппаратах воздушноrо охла-
ждения предусмотрены механизм дистанционноrо поворота лопа-
u
стеи с ручным или пневматическим приводом и жалюзи, установ-
ленные над теплообменными секциями. )Калюзийные заслонки
можно поворачивать вручную или аВ!J'оматически G помощью
пневмопривода.
В зимнее время возможна опасность переохлаждения конден-
сируемоrо в аппарате продукта. Во избежание этоrо под теплооб-
u
менными секциями можно устанавливать змеевиковыи подоrре-
ватель воздуха, выполненный также из оребренных труб.
Теплообменная секция аппарата воздушноrо охлаждения
(рис. 1.60) состоит из четырех, шести или восьми рядов труб 3,
размещенных по вершинам равносторонних треуrольников в двух
трубных решетках 1. Трубы закреплены развальцовкой или раз-
вальцовкой со сваркой. Секции MorYT быть одно.. и мноrоходо-
выми. В мноrоходовых секциях воздушноrо охлаждения, rде
объем охлаждаемой среды уменьшается по мере ero движения по
трубам, последовательно по ходам уменьшается и число труб.
58
А
л.
11
J """"'"
1---
I 1$1
\ . \ 1
r
Б 6
1
8иО А
f,.
А
. I . I
l
1f
,
. I
J
-+-- J I .
.
в
1
8иО8
6
Рис. 1.60. Теплообменная секция
Для обеспечения жесткости трубноrо пучка секция укреплена
металлическим каркасом 4. Однако при эксплуатации rайки на
шпильках 2, соединяющих решетку с каркасом, должны быть
отвинчены на расстояние, превышающее возможное температур-
ное удлинение труб. В трубном пучке каждая труба может иметь
индивидуальный проrиб. Для исключения контакта ребер верх-
Hero ряда труб с ребрами труб нижнеrо ряда между СОседними
рядами в нескольких местах по длине трубы помещают дистан"
ционные прокладки 5 шириной около 15 мм из алюминиевой ленты
толщиной 2 мм.
Крышки 6 крепят к трубным решеткаАf теплообменных сек-
ций при высоком давлении неразъемно или на шпильках. Если
секция аппарата мноrоходовая, крышки снабжают переrород-
ками, которые делят трубный пучок на ходы. Съемные крышки
обычно выполняют литыми из стали.
Как указано, трубы в аппаратах воздушноrо охлаждения
имеют оребрение по наружной поверхности, поскольку коэффи-
циент теплоотдачи на наружной поверхности труб примерно
на порядок меньше коэффициента для внутренней поверхности.
Увеличение теплообменной поверхности труб оребрением компен-
59
сирует низкую теплоотдачу со СТОрОНБI воздуха. Коэффициент
оребрения таких труб, характеризующий отношение наружной
поверхности оребренной трубы к поверхности rладкой труББ1
Toro же диаметра, колеблется от 10 до 20.
В аппаратах воздушноrо охлаждения испольsуют вентиля-
торы с диаметром колеса до 7 м. Колеса вентиляторов изrотовляют
сварными из алюминия или из стеклопласта, диффузор....... ИЗ
листовой стали толщиной 2 мм.
Электродвиrатели привода MorYT ББIТЬ одно- И двухскорост-
ными. При использовании двухскоростных электродвиrателей
с понижением температуры окружающей среды можно работать
при меньшей частоте вращения вентилятора.
Теплообменные аппараты струба в трубе» используют rлав-
ным образом для охлаждения или наrревания в системе жид-
.
кость жидкость, коrда расходы теплоносителеи невелики и
последние не меняют cBoero arperaTHoro состояния. Иноrда такие
теплообменники применяют при высоком давлении для жидких и
rазообразных сред, например, в качестве конденсаторов в произ-
водстве метанола, аммиака и др.
По сравнению с кожухотрубчаТБIМИ теплообменники «труба
в трубе» имеют меньшее rидравлическое сопротивление межтруб-:-
Horo пространства. Однако при равных теплообменных харак-
теристиках они менее компактны и более металлоемки, чем ко-
жухотрубчатые.
Теплообменники «труба в трубе) MorYT быть разборными или
неразборными, одно- и мноrопоточными.
Однопоточный неразборный теплообменник (рис. 1.61) состоит
из отдельных звеньев, в каждый из которых входят трубы наруж-
ная (или кожуховая) 1 и внутренняя (или теплообменная) 2.
Наружная труба двумя приварными кольцами связана с вну-
тренней трубой 2 в звено. Звенья в свою очередь собраны в вер-
тикальный ряд и' составляют теплообменную секцию. При этом
внутренние трубы соединены между собой коленами 3, а наруж-
ные штуцерами 4 на фланцах или сваркой. Звенья закреплены
скобами на металлическом каркасе 5.
Нетрудно видеть, что неразборные теплообменники ЯВJlЯЮТСЯ
u
конструкциеи жесткоrо типа, поэтому при разности температур
более 70 ос их не используют. При большей разности температур
труб, а также при необходимости механической очистки межтруб-
Horo пространства применяют теплообменники с компенсирую-
щим устройством на наружной трубе. В этом' случае кольцевую
щель между трубами с одной стороны наrлухо заваривают, а
с друrой......... уплотняют сальником 6.
В разборных конструкциях теплообменников обеспечивается
компенсация деформаций теплообменных труб. На рис. 1.62
показана конструкция разборноrо мноrопоточноrо теплообмен-
ника «труба в трубе», напоминающеrо кожухотрубчатый теплооб-
менник типа У.
60
а)
. J
1
2
1 2 +
Ь)
,
В)
Рис. 1.61. Теплообменник «труба в трубе»:
а .... общий вид; 6 вариант жесткоrо креппевия труб; в,...... вариант креппеввя труб
с компенсирующим устройством
Аппарат состоит из кожуховых труб 5, развальцованных
в двух трубных решетках: средней 4 и правой 7. Внутри кожухо-
вых труб размещены теплообменные трубы 6, один конец которых
жестко связан с левой трубной решеткой 2, а друrой может
перемещаться. Свободные концы теплообменных труб попарно
соединены коленами 8 и закрыты камерой 9. Для распределения
потока теплоносителя по теплообменным трубам служит распреде-
лительная камера 1, а для распределения теплоносителя в меж-
трубном пространстве распределительная камера 3. Пласти-
нами 11 кожуховые трубы жестко связаны с опорами 10.
61
1 1
2
J
S ь
7
8 9
А
11
10
крышки !/САD811D не ЛDIfОJОНО
f
i!
Рис. 1.62. Разборный двухпоточный теплообменник «труба в трубе»
Теплообменник имеет два хода по внутренним трубам и два
по наружным. Узлы соединения теплообменных труб с трубной
решеткой (узел /) и с коленами (узел //) уплотнены за счет при-
жима и деформации полушаровых ниппелей в конических rнездах.
Эти аппараты MorYT работать с заrрязненными теплоносите-
лями, так как внутреннюю поверхность теплообменных труб
можно подверrать механической очистке. Поскольку возможность
температурных удлинений кожуховых труб из..за жесткоrо соеди-
нения их с опорами оrраниченна, перепад температур входа и
выхода среды, текущей по кольцевому зазору, не должен пре-
вышать.150 ос. ·
Оросительные теплообменники состоят из нескольких рядов
труб, расположенных одна над друrой, по наружной поверхности
которых тонкой пленкой стекает охлаждающая Иf' вода (рис. 1.63).
Трубы 2, через которые прокачивается охлаждаемая рабочая
среда, соединены коленами 3. Для распределения орошающей
воды над верхней трубой установлен желобковый или трубчатый
ороситель 1. В трубчатых оросителях вода вытекает мноrочислен-
ными струями через отверстия трубы, в желобковых через
прорези в верхней кромке желоба. При большом числе труб в ряду
или большом расстоянии между трубами оросители можно уста..
навливать и между рядами труб. Внизу теплообменника располо..
жен поддон 4 для сбора воды.
Теплообменники, устанавливаемые вне здания, во избежание
уноса воды ветром, имеют оrраждения. Теплота перекачиваемой
по трубам рабочей жидкости в оросительных теплообменниках
62
6otJo
1
2
J
A A
Рост60р
Рис. 1.63. Оросительный тепл бменник
отводится за счет нмрева орошающей воды и частично за счет
ее испарения, вследствие чеrо расход воды несколько меньше,
чем для теплообменников друrих типов.
В химической промышленности подобные теплообменники ис-
пользуют для охлаждения химически аrрессивных сред, напри..
u
мер сернои кислоты, поскольку они просты В изrотовлении и MorYT
быть выполнены из коррозионно-стойкоrо дешевоrо материала,
плохо поддающеrося обработке, например из кислотоупорноrо
ферросилида.
Оросительные тепл ообменники имеют низкую эффективность,
но, как отмечено, просты в изrотовлении и ремонте.
Поrpужные змеевиковые теплообменники используют в хими-
ческой промышленности для теплообмена между средами, одна
из которых находится под высоким давлением. Эти теплообмен-
ники состоят ИЗ плоских или цилиндрических змеевиков, поrру..
женных в сосуд с жидкой рабочей средой. Друrая жидкая или
rазообразная среда под давлением пропускается по трубам.
Змеевиковый холодильник (рис. 1.64), предназначенный для
охлаждения азотоводородной смеси, состоит из четырех кольцевых
секций 1, включенных параллельно по ходу rаза и 130ДЫ. К наруж-
ной и внутренней обечайкам кожуха 5 каждой секции крепятся кол-
лекторы 3 для подвода и вывода из секций охлаждающей воды.
Коллекторы секций смещены один относительно друrоrо на 900.
rаз подводится в каждую секцию сверху по вертикальному кол..
лектору 2 и распределяется по 14 приваренным к нему плоско-
спиральным змеевикам 4, расположенным один над друrим.
Охлажденная rазовая смесь выводится по такому же коллектору
у внутренней обечайки кожуха. Между змеевиками установлена
спиральная переrородка из листовой стали, сообщающая воде
направление движения по спирали вдоль витков змеевиков про-
тивоточно rазу.
63
"
s
2
Рис. 1.64. Змеевиковый ХОЛОДИЛЬНИК для охлаждения азотоводородной смеси
и теплообменники характеризуются хорошей способностью
к самокомпенсации температурных напряжений и низким rидра..
влическим сопротивлением. Их недостаток сложность изrотов-
ления и монтажа.
Блочные теплообменные аппараты изrотовляют в основном из
искусственноrо rрафита или rрафитопласта пластмассы на
основе фенолформальдеrидной смолы, в которой в качестве на-
полнителя использован мелкодисперсный rрафит. Аппараты об-
ладают рядом ценных свойств: они эффективны, так как по тепло-
проводности rрафит в 4 раза превосходит коррозионно"стойкую
сталь; обладают высокой стойкостью к аrрессивным средам (кисло..
там, щелочам, орrаническим и неорrаническим растворителям);
относительно дешевы. К их недостаткам следует отнести низкую
прочность при растяжении и изrибе материала, из KOToporo их
изrотовляют, невозможность соединения деталей из этоrо мате..
риала способами, аналоrичными пайке или сварке металлов.
Основной метод соединения деталей на основе rрафита склеи-
вание искусственными смолами.
Теплообменные аппараты TaKoro типа (рис. 1.65) изrотовляют
из отдельных прессованных блоков 1, соединенных между собой
64
3
"
A A
Б 1
f
7
f
Рис. 1.65. Блочный прямо
уrольный вертикальный
теплообменник
9 10
специальной замазкой. В блоках имеются rоризонтальные и
вертикальные каналы для прохода теплоносителей. Узлы соеди..
нения блоков можно уплотнять также прокладками из термо..
и коррозионно стойкой резины или фторопласта. Аппарат имеет
распределительные камеры 2, скрепленные с блоками и между
собой крышками 10 и стяжками 7. rоризонтальньiе каналы сооб..
щаются с боковыми переливными камерами 5, соединенными между
собой шпильками б; при этом достиrается зиrзаrообразное дви"
жение, как правило, неаrрессивной среды по высоте аппарата.
Патрубки 3 и 9 служат для ввода и вывода аrрессивной, а па
трубки 8 и 4 неаrрессивной рабочей среды.
з и. и. ПоввкарОD D дР. 65
Такие аппараты используют в качестве теплообменников и
конденсаторов для аrрессивных сред.
1.9. ПЕРСПЕКТИВНАЯ ТЕПЛООБМЕННАЯ ТЕХНИКА
Новая конструкция теплообменноrо аппарата должна
обеспечивать по сравнению с прототипом более высокие коэффи..
циент теплопередачи и коррозионную стойкость, низкие метал..
лоемкость и энерrозатраты на прокачивание теплоносителей.
Один из путей создания таких теплообменников разработка
аппаратов с теплообменной поверхностью из листа, способной
разрушать лимитирующие теплоотдачу поrраничные слои тепло
носителя. В связи с этим определенный интерес представляют
отечественные пластинчато спиральные теплообменники. Это спи
ральные теплообменники с теплообменной поверхностью в виде
rофрированных листов, обеспечивающих разрушение поrраничных
слоев теплоносителя блаrодаря rенерации rофрами в пристенной
зоне активных вторичных течений н возникновению центробеж
ных сил в потоках теплоносителей при их движении по изоrнутым ,
каналам.
Пластинчато спиральный теплообменник (рис. 1.66) состоит
из rофрированных листов 5, изоrнутых по спирали и образующих
каналы (закрытые с торцов крышками 2, 3) для циркуляции тепло..
носителей, и штуцеров 1, 4, 6, 7 для ввода и вывода теплоносите..
лей. При противотоке один из
теплоносителей подается в шту"
цер 6 и, пройдя по каналу,
образованному rофрированными
листами 5, выводится из аппа
рата через штуцер 4. Друrой
теплоноситель подается в шту
цер 1 и, пройдя по каналу,
А
I
J.A
t A A
J
Рис. 1.66. Схема пластинчато спираль Рис. 1,67. Трубный пучок комбиниро-
Horo теплообменника BaHHoro теплообменника типа «Бабекс»
66
Рис. 1.68. Теплообменный элемент с Рис. 1.69. Узел крепления трубы к
трубами из оропласта трубной решетке
образованному листами 5, выводится из аппарата через штуцер 7.
Пластинчато..спиральные теплообменники имеют повышенные
теплоэнерrетические характеристики. Так, мощность, затрачи..
ваемая на единицу теплообменной поверхности, примерно на
порядок меньше, чем у обычных кожухотрубча.тых аппаратов
без турбулизаторов.
Друrой пример аппаратов с теплообменной поверхностью,
разрушающей поrраничные слои теплоносителя, теплообмен-
ник типа «Бабекс», разработанный фирмой «Бавария Анлаrенбау )
(ФРr). Теплообменник, представляющий собой сочетание кожу"
хотрубчатоrо и пластинчатоrо аппаратов, состоит из блоков, из..
u
rотовленных из металлических штампованных листов толщинои
0,2 1,0 мм. Штамповкой на листе выполняют полукруrлые
канавки. Листы, последовательно соединенные зеР,кально"сим"
метричными сторонами, образуют трубное и межтрубное про..
странства (рис. 1.67), rде среда, обтекая rофры снаружи, движется
волнообразно. Из листЬв (необходимое число 1500 и боле со..
ставляют блок, теплообменная поверхность KOToporo может до..
стиrать 7200 I2. Теплообменник разработан на давление в меж-
трубном пространстве до 8,4 МПа, в трубном 10,5 МПа и тем..
пературу 130 7600C.
Мноrие процессы химической технолоrии отличаются высокой
коррозионной активностью рабочих сред, поэтому необходимо
использовать дороrостоящие материалы.
Освоение производства фторопласта отечественной промыш"
ленностью позволило конструировать коррозионно:-стойкую хи..
мическую теплообменную аппаратуру HOBoro вида. Разработаны
опытные образцы фторопластовых теплообменников с трубками
малых диаметров (2 5 мм). Эти аппараты приrодны для реализа..
ции теплообмена между средами при давлении до 1 МПа и пере
паде температур до 200 ос. Такие теплообменные аппараты изrо..
товляют поrружными и кожухотрубчатыми.
Основная рабочая часть TaKoro аппарата теплообменный
элемент (ТаЗ), состоящий из пучка rибких полимерных труб
(рис. 1.68), концы которых соединены сваркой в коллектор (фто..
ропластовую решетку). Последний служит для закрепления ТОЭ
в корпусе аппарата и подвода к нему рабочей среды.
З. 67
Фторопластовые теплообменники применяют в производстве
серной кислоты, хлорорrанических продуктов, медицинских пре..
паратов.
Один из методов совершенствования стальных кожухотрубча..
тых теплообменников разработка трубноrо пучка с трубными
решетками, толщина которых соизмерима с толщиной стенки
теплообменных труб.
Иллюстрируемый рис. 1.69 способ крепления теплообменных
труб в решетке позволяет исключить концентрацию- напряжений
в местах крепления труб. Температурные деформации в таких
аппаратах компенсируются проrибом трубной решетки, что позво
ляет обходиться без линзовоrо компенсатора.
Повышение эффективности теплообменных процессов, осно"
ванных на применении традиционных методов энерrоотвода, евя"
зано с большими трудностями, так как возможности во MHoroM
уже исчерпаны.
Перспективно использование энерrии излучения электрома
rнитноrо поля в диапазоне сверхвысоких частот (СВЧ) в качестве
источника тепловой энерrии.
СВЧ наrрев относится к процессам с так называемым BHYTpeH
ним источником теплоты, каким является СВЧ волна, проникаю
щая в объект HarpeBa. Энерrия электромаrнитных колебаний
преобразуется в тепловую непосредственно внутри caMoro про
дукта. Это обеспечивает высокую скорость HarpeBa, безынерцион
ность управления процессами, исключает опасность повреждения
поверхностноrо слоя вещества.
Перспективно использование СВ Ч наrрева для разморажива
ния различных сред, в то:м числе биолоrических. Как показывают
результаты исследований, при СВЧ энерrоподводе обеспечивается
равномерное распределение температуры по всему объему раз
мораживаемой среды.
Значительные трудности возникают при HarpeBe обычными
методами вязких веrцеств в трубах. В этом случае из за низкоrо
коэффициента теплоотдачи со стороны вязкоrо теплоносителя
образуется Harap на теплообменных поверхностях. Этоrо удается
избежать в СВЧ установках, в которых обрабатываемый продукт
прокачивается через фторопластовые трубки, расположенные по
оси цилиндрическоrо СВЧ ре30натора.
rЛАВА2
МАССООБМЕННЫЕ АППАРАТЫ
Массообменными называют процессы, при которых
вещество из одной фазы переходит в друrую путем диффузии при
определенных рабочих условиях. К таким лроцессам относятся
ректификация, абсорбция, десорбция, адсорбция, экстракция и
сушка. В общем случае аппараты, в которых протекают указан
ные процессы, называются массообменными.
В химической, нефтехимической и смежных отраслях про..
мышленности массообменные аппараты составляют значительную
долю Bcero оборудования. Конструкции массообменных аппара..
тов весьма разнообразны. Ниже рассмотрены наиболее типичные
для процессов ректификации и абсорбции колонные аппараты,
а также экстракторы и сушилки.
2.1. ТАРЕЛЬЧАТЫЕ МАССООБМЕННЫЕ АППАРАТЫ
ДЛЯ ПРОЦЕССОВ РЕКТИФИКАЦИИ И АБСОРБЦИИ
l.
в зависимости от способа орrанизации контакта фаз
колонные аппараты подразделяют на тарельчатые, насадочные
и пленочные, а в зависимости от рабочеrо давления на рабо..
тающие под давлением, атмосферные и вакуумные. Около 60 %
изrотовляемых в СССР аппаратов для абсорбции и ректификации
представляют собой тарельчатые колонны, остальные насадоч..
ные колонны. Последние при правильной орrанизации rидро
динамики процесса часто более экономичны, чем тарельчатые.
Из за сложности изrотовления и высокой стоимости пле
ночные аппараты мало используют в промышленности, поэтому
здесь не рассмотрены.
т арель чатые колонные аппараты (рис. 2.1) состоят, как пра
вило, из вертикальноrо корпуса 3, сферической или эллиптиче..
ской крышки 4, днища 2 и жестко скрепленной с корпусом опор..
ной обечайки 1 цилиндрической или конической формы. Исполь..
зование конических опор для высоких колонн небольшоrо диа
метра способствует повышению их устойчивости и уменьшению
наrрузки на опорную поверхность фундаментноrо кольца. Внутри
корпуса колонны смонтированы тарелки б, устройство 7 для ввода
сырья, отбойное устройство 5 и штуцера для жидкости и пара.
69
Рис. 2.1. Тарельчатая ректификационная колонна
Для удобства монтажа и ремонта тарелок
расстояние между НИМИ желательно принимать
б не менее 450 мм. Монтаж и обслуживание та..
релок в аппаратах с цельносварным корпусом
выполняют через люки. Люки на корпусе
колонны рекомендуется располаrать через каж..
дые пять..десять тарелок в зависимости от
диаметра аппарата и типа контактных ус..
тройств. } иаметр люков может колебаться от
450 до 600 мм, а расстояние между тарелками
в месте установки люка от 800 до 1000 мм.
Корпуса тарельчатых колонных аппаратов
изrотовляют большей частью с постоянным по
высоте диаметРОl\l, хотя для колонн больших
размеров в случае, если наrрузка по жидкости
и пару (rазу) значительно изменяется по вы..
соте КОЛОНН1h, корпус может быть выполнен
ступенчатым, т. е. состоящим из частей раз
Horo диаметра, соединенных конусными пере..
ходами.
2 На корпусе, например, ректификационной
1 колонны предусматривают штуцера: ввода про..
дукта и вывода пара, ввода флеrмы и пара из
кипятильника, вывода кубовоrо остатка и цир"
кулирующей кубовой жидкости в кипятиль..
ник. Кроме Toro, аппарат снабжают штуцерами для измерения
давления и температуры по высоте аппарата, уровня жидкости,
отбора проб и др.
Места ввода сырья и вывода промежуточных фракций зависят
от состава сырья; поэтому предусматривают несколько запасных
иnyцepoB по высоте колонны.
Корпус тарельчатой колонны может быть выполнен либо
сварным, либо состоящим из царr.
Корпуса аппаратов, работающих при больших рабочих давле..
ниях, а также аппаратов диаметром более 1200 мм выполняют
цельносварными. Аппараты диаметром 400 1000 мм изrотовляют
в uaproBoM исполн нии, если рабочее давление в них не превы"
шает 1,6 МПа.
Аппараты в царrовом исполнении снабжают неразъемными
тарелками (рис. 2.2), представляющими собой отбортованный
металлический диск с устройствами (отверстия, клапаны, кол..
пачки) для ввода пара (rаза) на тарелку и слива жидкости. Для
создания необходимоrо уровня жидкости на тарелке 4 установ..
лены сливная 2 и переливная 3 переrородки. Высота переливной
переrородки постоянна; она образует так называемый перелив..
ной карман, в который поrружена сливная труба 1 расположенной
70
J
z
1
1
11 10
9
8
*
5
7
6
Рис. 2.2. Царrа тарельчатой колонны
выше тарелки. Высоту сливной переrородки можно реrулировать
для поддержания необходимоrо уровня жидкости на тарелке.
Нижняя тарелка в царrе установлена на кронштейнах б,
а остальные на стойках 5. Упорные кольца 7 предназначены
для rерметизации тарелок. В зазоре между тарелкой и корпусом
колонны установлены прокладки 8 из асбестовоrо шнура, за..
крепленные нажимным кольцом 11, скобами 9 и шпильками 10.
В аппаратах диаметром 1200 мм и более используют тарелки
разборной конструкции. Они состоят из отдельных секций 4,
которые крепятся к опорной раме 1 (рис. 2.3) j струбцинами 2,
винтами 3 и прижимными планками 5. Опорная рама приварена
к корлусу колонны. rерметичность соединений секций тарелки
с опорной конструкцией обеспечивают прокладки б.
Конструкция узла ввода сырья в колонну зависит от фазовоrо
состояния поступающей смеси. Жидкое питание, а также оро..
шающая жидкость (флеrма), вводятся непосредственно вперелив"
вые карманы тарелок. Переливные карманы, в которые вводится
жидкость, обычно уrлублены ниже тарелки примерно на 300 мм.
Иноrда для rашения энерrии струи в переливном кармане YCTa
навливают отражательную пластину 2 (рис. 2.4, а).
71
6 .f
1 2 J f
а)
t
8)
J
t
1
2)
t
Рис. 2.3. Узел крепления Рис. 2.4. Варианты ввода и вывода продуктов из
секции тарелки к корпусу колонны
аппарата
При подаче сырья в парожидкостном состоянии энерrия струи
может быть весьма большой и вызывает изнашивание корпуса 1
колонны. Для защиты корпуса аппарата от эрозионноrо воздей
ствия струи сырье подается через специальное устройство
улиту. Форма улиты должна обеспечивать равномерное распре
деление пара по сечению аппарата. На рис. 2.4, б показана KOH
струкция улиты для ввода сырья одним потоком, на рис. 2.4, в
двумя потоками. В этих конструкциях улита 3 крепится к KOp
пусу колонны 1. Штуцера 4 ввода сырья в колонну быстро изна .
шиваются, поэтому их защищают rильзой 5, замена которой при
ремонте колонны не сложна.
В колонне с боковыми выводами, предназначенной для раз
деления смеси на несколько компонентов, вывод жидкости из
колонны осуществляется так же, как и ввод из уrлубленных
переливных карманов (рис. 2.4, 2). Выводная труба должна
быть поrружена в жидкость во избежание выхода через нее
паров.
При использовании ДBYX и четырехпоточных сливов жидкость,
как правило, отбирают из карманов центральных сливов.
Корпуса серийно выпускаемых аппаратов для неаrрессивных
сред изrотовляют из уrлеродистых сталей (ВСт3сп5, 20К, lбrс),
аппаратов для аrрессивных сред из коррозионно стойких cтa
72
лей (О8Х22НБТ, 12Х 18Н 10Т, 10Х 17Н 13М3Т) или И3 сталей с пла..
КИРУЮЩИ f слоем. KpO le Toro, аппараты можно изrотовлять из
чуrуна, меди, кера IИКИ, стекла и друrих материалов.
2.2. OC OBHЫE ПАРАМЕТРЫ КОНТАКТНЫХ
МАССООБМЕННЫХ УСТРОЙСТВ
в химической и друrих отраслях промышленности,
rде применяют массообменную аппаратуру для процессов абсорб..
ции и ректификации, используют различные конструкции кон..
тактныХ устройств (тарелок).
Например, в производстве стирола и искусственных волокон
требуется обеспечить разделение под вакуумом термолабильных
смесей на основные коr.lпоненты с высокой степенью чистоты в объ..
емах, измеряемых сотнями кубических метров в час, при высокой
ск рости паровой фазы и небольшой производительности по
жидкости. '
в области rазоразделения, наоборот, обработка больших
объемов продукции происходит при значительном избыточном
давлении, высокой производительности по жидкости и сравни..
тельно небольших скоростях rаза.
Отдельные отрасли химии требуют разработки массообмен"
ных аппаратов для разделения термостойких продуктов в объемах,
исчисляемых несколькими килоrраммами или десятками кило..
rpaMMoB в час.
Несмотря на разнообразие условий, в которых протекают
массообменные процессы в 'системе rаз жидкость (пар жид..
кость), можно найти ряд общих параметров, характеризующих
работу контактных устройств, для оценки возможности использо
вания контактных устройств в конкретных условиях. При оценке
контактных устройств массообменных аппаратов используют сле
дующие параметры.
Производительность по жидкости L, м З /(м 2 . с), рассчитанная
на площадь свободноrо сечения колонны, и производительность
по пару, или F..фактор пара,
F == ш'/ ,
rде F в (м/с) (Kr/M3) 0.5; w' скорость пара (raзa), рассчи
танная на свободное сечение колонны, м/с; Рп плотность пара
(raзa), Kr/M 3 .
Эффективность KOHTaKTHoro устройства, которую для тарель..
чатых аппаратов оценивают через кпд по Мерфи, представляю..
щий собой отношение изменения доли паровой У (или ЖИ:LКОЙ х)
фазы на тарелке к изменению 'долей этих фаз при достижении
равновесия:
1] == (Ун Ун)/(У* ун),
73
rде Ун, Ун' у* конечная, начальная и равновесная концен..
трации леrколетучеrо компонента на тарелке в паровой фазе, .
rидравлическое сопротивление контактных устройств ilp (Па)
характеризует энерrетические затраты на проведение процесса.
Отношение p к кпд KOHTaKTHoro 'устройства характеризует
rидравлическое сопротивление теоретической тарелки.
Диапазон устойчивой работы KOHTaKTHoro устройства отно"
шенне максимальной и минимальной производительности по
rазу (пару), при котором устройство работает без заметноrо
снижения эффективности. Эrот показатель весьма важен в уело..
виях, коrда изменение производительности по пару значителрно
по высоте аппарата.
При оценке KOHTaKTHoro устройства можно учитывать и такие
параметры, как возможность работы на средах, склонных к поли..
меризации, технолоrичность, удельная металлоемкость и др.
Но в большинстве случаев работу конструкции оценивают по
указанным выше четырем параметрам. Выбор KOHTaKTHoro устрой..
ства определяется условиями проведения процесса. Для про..
цессов, протекающих под давлением, решающее значение имеют
капитальные затраты на оборудование. Для уменьшения размеров
оборудования стреМ8ТСЯ к увеличению скоростей по жидкости
и пару. При выборе KOHTaKTHoro устройства для вакуумных
колонн решающее значение имеет rидравлическое сопротивление
теоретической тарелки (dр/rд.
2.3. КОНСТРУКЦИИ КОНТАКТНЫХ МАССООБМЕННЫХ
УСТРОЙСТВ
Тарельчатые контактные устройства можно классифи..
цировать по мноrим признакам; например, по способу передачи
жидкости с тарелки на тарелку различают тарелки с переточ"
ными устройствами и тарелки без переточных устройств (про..
вальные) .
Тарелки с переточными устройствами имеют специальные
каналы, по которым жидкость перетекает с одной тарелки на
друrую, причем по этим каналам не проходит rаз. На провальных
тарелках нет переливных устройств, и жидкость, и rаз проходят
через одни и те же отверстия или прорези в полотне тарелки.
Эrи прорези работают периодически: в определенный момент
времени одни прорези пропускают пар, друrие жидкость;
затем их роли меняются.
По характеру взаимодействия' rазовоrо и жидкостноrо пото..
ков различают тарелки барботажноrо и струйноrо типов. Та..
релки, на которых сплошной фазой является жидкость, а дисперс..
ной rаз или пар, называют барботажными. На струйных та..
релках дисперсной фазой является жидкость, сплошной rаз;
потоки взаимодействуют в прямоточном режиме на поверхности
капель и жидкостных струй, взвешенных в rазовом потоке.
74
1;.
1
2
J /,.
НсполнеНUll1
Исполнение 2
Рис. 2.5. Колпачковая тарелка
в зависимости от конструкции устройств ввода пара (rаза)
в жидкость различают тарелки клапанные, колпачковые, ситча..
тые, язычковые, решетчатые, с прямоточно"скоростными контак..
тными эле 1ентами и др. Одни из этих тарелок MorYT работать только
в барботажном режиме (колпачковые), друrие только в струй..
ном (язычковые), третьи и в том, в друrом режимах (клапанные).
В химической, нефтехимической, нефтеперерабатывающих от..
раслях промышленности наиболее распространены барботажные
и струйные тарелки спереливами.
Колпачковые тарелки с капсульными колпачками до недавнеrо
времени считали лучшими контактными устройствами для рек..
тификационных и абсорбционных аппаратов блаrодаря простоте
эксплуатации и универсальности.
Основной частью колпачковой тарелки (рис. 2.5) является
стальной диск 1 (или полотно тарелки) с отверстиями для паровых
патрубков 6. Патрубки приварены к диску. Над патрубками уста..
новлены колпачки 5 диаметром БО или 80 мм. Колпачки имеют
прорези высотой 15; 20 или 30 мм.
Для создания необходимоrо уровня жидкости на тарелке
последнюю снабжают сливной переrородкой 3. Переливная пере..
rородка 1 образует переливной карман й, в который поrружается
сливная планка 4 тарелки, расположенной выше.
75
1
2
J
1 J
5
i
Жqdlfосmь
rOJ
Рис. 2.6. Тарелка с туннельными колпачками
Применяют два варианта крепления колпачка к тарелке.
В исполнении 1 положение колпачка можно реrулировать по вы..
соте, в исполнении 2 реrулирование невозможно, и нижние кромки
прорезей в этом случае упираются в полотно тарелки.
Тарелка работает следующим образом. Поступающая жидкость
заполняет тарелку на высоту, определяемую сливной переrород..
кой 3, при этом прорези колпачков должны быть поrружены
в жидкость. Пар проходит через паровые патрубки, щели колпач..
ков и барботирует сквозь слой жидкости. rаз и жидкость взаимо
действуют в перекрестном токе: жидкость движется по тарелке
от переливноrо кармана к сливной переrородке и далее на распо..
ложенную ниже тарелку, а rаз вверх по оси колонны.
Колпачковые тарелки можно изrотовлять из чуrуна, меди,
керамики, уrлеrрафита, пластмасс и др.
Тарелки с капсульными колпачками имеют относительно вы..
сокий кпд (O,75 O,80) и работают в широком диапазоне произ
водительностей по rазу. Их можно использовать при нестабиль..
ных наrрузках по жидкости и пару. Для этих тарелок F
1 (м/с) (кr/мз) о,5, а rидравлическое сопротивление, зависящее
76
I
I
L!i1!i1.!i1.!i !i1.fl.5L.!i1
о)
й)
Рис. 2.7. Тарелка I с S..обраэными элементами:
а общий ВИД: 6 схема
от rлубины поrружения колпачка, не превышает 1 кПа. К не..
достаткам этих тарелок следует прежде Bcero отнести значитель..
ные металлоемкость и трудоемкость изrотовления.
В ректификационных аппаратах нeфrеперерабатывающих про
изводств используют тарелки с туннельными колпачками
(рис. 2.6). Такие тарелки собирают из штампованных желобов 1,
уложенных по ходу жидкости на опорные уrолки 2 и накрытых
колпачками 3 так, что между ними образуются паровые каналы.
Для paBHoMepHoro распределения пара колпачки в нижней части
имеют трапецеидальные прорези. Колпачки крепят' на полотне
тарелки шпильками 4. Для paBHoMepHoro распределения жидкости
на тарелке сливную .планку 5 также выполняют с прорезями.
Основное преимущество этих тарелок небольшое число кол..
пачков и возможность их очистки. Остальные показатели этих
тарелок низкие, поэтому в настоящее время их заменяют более
современными контактными устройствами.
В настоящее время в нефтеперерабатывающих колоннах ис..
пользуют и тарелки с S..образными элементами 1 (рис. 2.7), уста..
новленными перпендикулярно направлению движения жидкости
на тарелке. Для Toro, чтобы закрыть каналы с торцов и уве..
личить жесткость тарелки, между S..обраЗНЫ IИ элементами уста..
навливают пластины 2.
В зависимости от диаметра аппарата такие тарелки бывают
одно.. и мноrосливными. Характерная особенность этих тарелок
состоит в том, что пар выходит из контактных элементов в на..
правлении движения жидкости. Это способствует уменьшению
разностей уровней жидкости на тарелке у сливной и переливной
переrородок.
Металлоемкость тарелок с S"образными элементаrvlИ почти
вдвое меньше, а производительнос,ТЬ на 20 30 % больше по
сравнению с тарелками с капсульными колпачками. Эффектив..
ность сравниваемых тарелок примерно одинаковая (КПД равен
77
1
1
4
I
2
3
[]
Рис. 2.8. Тарелка с S обраэными элементами и клапанами
0,6 0,8). Оптимальная наrрузка по rазу для этой тарелки на
10 25 % меньше, чем для колпачковой. Для повышения диа..
.пазона устойчивой работы и производительности таких тарелок
S..образные элементы 2 (рис. 2.8) снабжают прямоточными кла..
панами 1 прямоуrольной формы, размещенными на верхней пло-
щ'адке S..образноrо элемента. Для увеличения жесткости тарелки
устанавливают пластины 3. По производительности эти тарелки
примерно на 10 % превосходят клапанные прямот6чные.
Клапанные тарелки также широко применяют в нефrехими"
ческой ПрОl\lышленности. Основные преимущества этих тарелок
способность обеспечить эффективный массообмен в большом ин..
Нии А
5Т
A
,.. ,..
I
C'\I
2+ C"-..I
"""')
Рис. 2.9. Клапанно прямоточная тарелка
78
Рис. 2.10. Клапанная балластная тарелка
4
J
2
1
тервале рабочих наrрузок, неслож..
ность конструкции, низкая металлоем..
кость и невысокая стоимость.
Клапанные тарелки изrотовляют
с дисковыми и прямоуrольными кла..
панами; работают тарелки в режиме 5" 6 7
прямоточноrо или nepeKpecTHoro движе..
ния фаз. В отечественной промышленности наиболее распростране..
ны клапанные прямоточные тарелки с дисковыми клапанами. На
клапанной прямоточной тарелке (рис. 2.9) в шахматном порядке
расположены отверстия, в которых установлены самореrулирую..
щиеся дисковые клапаны диаметром 50 мм, способные подниматься
при движении пара (rаза) на высоту до 6 8 мм.
Дисковый клапан снабжен тремя направляющими, располо..
женными в плане под уrлом 450; две из этих направляющих имеют
большую длину. Кроме Toro, на диске клапана штамповкой вы..
полнены специальные упоры, обеспечивающие начальный зазор
между диском и тарелкой; это исключает возможность «прилипа..
ния» клапана к тарелке (рис. 2.9, й, положение /). При небольшой
производитеЛЬНОС1И по пару поднимается леrкая часть клапана
(рис. 2.9, положение / /) и пар выходит через щель между клапа..
ном и полотном тарелки в направлении, противоположном на..
правлению движения жидкости по тарелке. С увеличением ско"
рости пара клапан поднимается и зависает над тарелкой
(рис. 2.9, положение 1/1); теперь пар барботирует в жидкость
через кольцевую щелы l под клапаном. При дальнейшем увеличении
производительности по пару клапан занимает положение, при
котором пар выходит в направлении движения жидкости, умень"
шая разность уровней жид ости на тарелке (рис. 2.9, положе..
ние /V). При этом короткая направляющая фиксируется в спе..
циальном вырезе на кромке отверстия, обеспечивая заданное
положение клапана при ero подъеме.
Эффективность клапанных прямоточных тарелок (КПД) O,70
0,85, F < 2,5 (м/с) (Kr/M3) O.5, диапазон устойчивой работы 3,5.
В области самореrулируемой работы тарелки обладают относи..
тельно небольшим rидравлическим сопротивлением.
Для увеличения производительности и диапазона устойчи"
вой работы клапанные тарелки выполняют балластными
(рис. 2.10). Над отверстием тарелки 1 на специальных ножках
установлены оrраничители подъема 4, а внутри их на ножках 7
леrкий клапан 5 и балласт 2. Для исключения прилипания кла..
пана к балласту имеются упоры 3 и 6. При малой производитель..
ности по rазу тарелка работает как обычная с дисковыми кла..
панами меньшей массы; при увеличении наrрузки клапан 5 упи..
рается в балласт и работает совместно с ним как один утяжелен..
ный клапан.
79
I lА
I
I
Af I z
I
I I
I I I
L J 1
r l r l
I I I I I
I
I
J
Рис. 2.11. Тарелка с rрупповым балластом
Балластные клапанные тарелки можно выполнять как с ин..
дивидуальным, так и с rрупповым балластом. Примером по..
следнеrо варианта MorYT служить балластные тарелки ректи"
фикационных колонн (рис. 2.11 ). Такая тарелка 1 имеет рас..
положенные в несколько рядов прямоуrольные вырезы, закрытые
клапанами 2 прямоуrольной формы. Большие размеры клапанов
(154 х 45 мм) позволяют уменьшить их число по сравнению с диско..
выми клапанами в 2 4 раза. Над клапанами расположен общий
подвижный балласт 3, выполненный из прутка диаметром 8 мм.
При работе таких тарелок вначале поднимается пластина кла..
пана, затем она упирается в балласт и поднимается вместе с ним
до упора в rоловку винта 4.
Клапанная тарелка со штампованными клапанами цилиндри..
ческой формы показана на рис. 2.12, а. Клапан 1, лежащий на
полотне тарелки 2, представляет собой часть цилиндра с orpa..
ничителями подъема 3. Клапан расположен в rнезде, имеющем
отоrнутую полку 4. Масса клапана, ero конфиrурация и положе..
ние центра тяжести подобраны так, что при достижении опреде..
80
A A
, 2
I:/.:'///,/ //j//J
7LFJ
r 1
I
I I
I I
А' I I --ТА
I I
I
1 I -===; '"
I I о'-)
I I
I I
I I
L....l.
\. .
'"- ..J
J
ZJ
ZJ
а)
, Z J
,,\J @f" @f"@f" " ..
2
,
о)
Рис. 2.12. Тарелки клапанные
ленной скорости пара клапан перекатываетс.я по поверхности ото..
rнутой полки. При этом между плоскостью тарелки и клапаном
образуется щель, через которую в направлении слива жидкости
выходит пар. При значительной производительности по пару
клапан поднимается и зависает над тарелкой.
В жалюзийно"клапанной тарелке (рис. 2.12, б) щель для
входа rаза на тарелку 1 образуется при повороте плоских кла..
панов..жалюзей 3 BOKpyr их оси, укрепленной в рамке 2.
Ситчатые и решетчатые тарелки. Ситчатые тарелки со слив..
ным устройством применяют в колонных аппаратах диаметром
400 4000 мм при расстоянии между тарелками от 200 мм и более.
Основной элемент таких тарелок металлический диск сотвер..
стиями диаметром 2 6 мм, расположенными по вершинам рав"
носторонних треуrольников (рис. 2.13).
В колоннах диаметром более 800 мм тарелки состоят из от..
дельных секций. По креплению секций тарелки к корпусу и
устройству переливов такие колонны аналоrичны аппаратам
с колпачковыми и клапанными тарелками. Преимущество ситчатой
тарелки большое свободное (т. е. занятое отверстиями) сече..
ние тарелки, а следовательно, и высокая производительность по
пару, простота изrотовления, малая металлоемкость. По произ..
водительности по пару (rазу) эти тарелки на 30 40 % превосхо"
дят колпачковые. Недостаток высокая чувствительность к точ"
ности установки. Аппараты с ситчатыми тарелками не рекомен..
дуется использовать для работы на заrрязненных средах; это
может вызвать забивание отверстий,
81
У/////А ; r// ///r/////...I
Рис. 2.13. Элемент ситчатой тарелки
50
1
Виа А
1
z
1
Рис. 2.14. Элемент ситчато клапанной
тарелки
1
/Б
8иа Б
82
Рис. 2.15. Тарелка с просечно вытяжными отверстиями
Рис. 2.16. Ситчатая тарелка с S обраэ
ной переrородкой
жидкасть
Для уменьшения rидравличес-
Koro сопротивления и расшире-
ния диапазона устойчивой работы
ситчатых тарелок их комбинируют
с клапанными устройствами (рис.
2.14); в результате повышается '1
эффективность работы тарелки при
малой и большой производитель-
ности по пару. При малых на-
rрузках тарелка работает как 1
обычная ситчатая, с увеличением
наrрузки открывается клапан 2 и
между' клапаном и тарелкой 1 об
разуется щель, откуда под HeK<r
торым уrлом к rоризонтали BЫXO {аз
дит пар, обеспечивая перемещение
жидкости по тарелке в направле..
нии слива и уменьшая разность уровней жидкости на тарелке.
Ситчато клапанная тарелка обеспечивает большой диапазон
устойчивой- работы при небольшом rидравлическом сопротивле..
нии, что делает ее приrодной для процессов, протекающих под
вакуумом.
Ситчатые тарелки с просечно вытяжными отверстиями
(рис. 2.15) используют в колонных аппаратах диаметроrvl 1200
4000 мм. Такие тарелки состоят из отдельных секций 1, изrотов..
ляемых из листа толщиной 2 3 мм с просечно вытяжными от-
верстиями. Тарелка работает как струйная прямоточная. Для
уменьшения брызrоуноса под уrлом 600 над тарелкой устанавли-
вают отбойные элементы 2.
Свободное сечение тарелки, выбираеl\10е из условия отсутствия
«про вала» жидкости, должно быть достаточно большим (не менее
ЗО 6 сечения колонны), чтобы тарелка обладала невысоким: rидра-
влическим сопротивлением. Блаrодаря этому такие тарелки ис..
пользуют в BaKYY IHЫX колоннах. Минимальное расстояние между
тарелками в колонне 450 мм.
Ситчатые тарелки наиболее распространены в качестве кон-
тактных устройств ректификационных колонн воздухораздели-
тельных установок, работающих при низкой температуре. В аппа..
ратах небольшоrо диаметра применяют S образные ситчаrые
тарелки (рис. 2.16). Такая тарелка представляет собой перфори-
рованный лист 1, к которому припаяна S образная переrородка 3,
делящая тарелку на две части. Стекающая с верхней тарелки
жидкость через прорези в сливном стакане 2 и далее через пере..
ливную переrородку 5 поступает на тарелку и движется в направ-
лении, указанном стрелками, контактируя с паром, поднимаю-
8З
I
20 f.f
60 10
Рис. 2.17. Решетчатая
I
провальная тарелка
,
ЩИМСЯ через отверстия в листе 1. Подойдя к переrородке 3 'с дру-
rой стороны, lКИДКОСТЬ стекает на следующую тарелку через
сливную переrородку 4 и сливной стакан.
Решетчатые провальные тарелки (рис. 2.17) используют в YCTa
новках, рабочая производительность которых отклоняется от
расчетной не более чем на 25 %.
I( преимуществам этих тарелок следует, прежде Bcero, отнести
простоту КОНСТРУКllИИ и малую металлоемкость. Кроме Toro,
тарелки имеют большую пропускную способность по жидкости и,
при достаточной ширине щели, MorYT быть использованы для
обработки заrрязненных жидкостей, оставляющих осадок на
тарелке. По эффективности решетчатые провальные тарелки
обычно не уступают тарелкам с переливоrvl. К недостаткам OTHO
сятся УЗКИЙ диапазон устойчивоЙ работы и сложность обеспече
ния paBHOl\fepHOro распределения орошения по поверхности Ta
релок в начале процесса.
I(онструктивно тарелка представляет собой плоский, перекры
вающий все сечение колонны диск 1 с выштампованными в нем
прямоуrольными щелями, уложенный на опорную конструкцию 2.
Обычно площадь прорезей составляет lO 30 всей площади
тарелки. Прорези (как правило, раЗl\1ерами 4 х 60 мм) распола
rаются на поверхности тарелки с шаrом t == 10 ... 36 мм.
При работе колонны под давлением поступающих паров на
полотне тарелки создается слой жидкости, через которую барбо
тирует пар. При этом часть жидкости протекает через прорези
на расположенную ниже тарелку. Прорези работают периоди
чески: м:еста стока жидкости и прохода пара произвольно пере
l\1ещаются по полотнv тапелки. \
01 ...
Секционированные массообменные устройства. Одно из Ha
праВЛЕ:НИЙ техническоrо проrресса в химической, нефтехимиче
84
1 1 2 J 6
. А пo6l!pH!lтO
а
Б Б
I
Рис. 2.18. Продольно секционированная тарелка с просечными элементами
ской И нефтеперерабатывающей промышленности разработка
и применение аппаратов большой единичной мощности. До He
давнеrо времени повышение эффективности и производительности
колонн обеспечивали увеличением их высоты и диаметра. Однако
с увеличением диаметра колонны Bo paCTaeт неупорядоченность
движения взаимодействующих фаз: на тарелке появляются «бай
пасные» потоки, «мертвые» зоны, возникает поперечная HepaB
номерность скорости rазовоrо потока и высоты жидкости на Ta
релке. Все это снижает эффективность массообмена в колонне.
В связи с этим производительность аппарата следует повышать
не увеличением размеров аппарата, а созданием контактных
устройств, обладающих высокой производительностью по жид
кости и пару, в частности, продольным и поперечным секциони
рованием этих устройств.
Известно, что производительность тарелок повышается при
контактировании фаз в прямотоке. Однако при прямоточном
взаимодействии и большой скорости пара (rаза) жидкость CMe
щается в направлении к сливному карману, что затрудняет ра-
боту сливных устройств.
Для компенсации пря:моточноrо движения фаз и исключения
ero распространения на всю тарелку можно устанавливать на
тарелке продольные и поперечные переrородки, обеспечивающие
зиrзаrообразное движение жидкости на тарелке от перелива
к сливу, а также создающие условия для движения потоков паро
жидкостной смеси по тарелке в противоположных или пересе
кающихся направлениях.
Примером может служить продольно секционированная Ta
релка с просечными элементами (рис. 2.18). На полотне тарелки 2
выштампованы просечки 1, oTorHYTbIe под уrлом а. Тарелка ceK
ционирована вдоль потока жидкости вертика.пьны:ми переrород
85
! Z
J
3 2
4
J
A A
I
,(аз
Рис. 2.19. Комбинированная клапанная Рис. 2.20. Тарелка с двумя зонами
тарелка контакта
ками 3, причем для создания постоянноrо rидравлическоrо сопро
тивления по всей тарелке переrородки перфорированы.
При скорости rаза до 1,5 м/с тарелки работают аналоrично
ситчатой и колпачковой: жидкость из переливноrо кармана а
поступает на рабочую часть тарелки, rаз вводится через про
сечки, барботирует через слой жидкости, аэрирует ее и на та..
релке образуется rазожидкостный слой. При скорости rаза более
1,5 м/с rазовые струи, выходящие из просечек, и создаваемые ими
потоки жидкости движутся к вертикальным переrородкам или
стенкам колонны, ударяются о них, сепарируются и rаз покидает
тарелку. При этом жидкость совершает сложное зиrзаrообразное
движение от переливноrо а к сливному б карману.
Вариантом массообменноrо устройства с продольным секцио
нированием является клапанная тарелка с продольными пере..
86
f
z
J
а)
J
5)
Рис. 2.21. Однощелевые (а) и двухщелевые (6) карманы
rородками 3 (рис. 2.19), которая отличается от тарелки с просеч
ными элементами тем, что на полотне 1 тарелки вместо просечек
смонтированы клапаны 2 с боковыми стенками, обеспечивающие
направленное движение жидкостноrо потока.
По производительности такие тарелки превосходят обычные
клапанные тарелки без продольноrо секционирования в 1,4 раза,
а по эффективности массообмена в 1 ,25 1,3 раза.
При высокой плотности орошения [более 50 м 3 /(м 2 .ч)], коrда
работа тарелок лимитируется производительностью переливных
устройств, целесообразно применение мноrосливной продольно
секционированной тарелки, или тарелки с двумя зонами контакта
фаз (рис. 2.20). Последняя представляет собой комбинацию бар..
ботажной тарелки (ситчатой, клапанной) с устройством, в котором:
реализуется зона контакта фаз, формирующаяся в пространстве
между тарелками при перетекании жидкости. Тарелка состоит
из перфорированноrо основания 1 с установленными на нем слив
ными карманами 2 (MorYT быть OДHO , ДBYX И трехщелевыми),
направляющих планок 3 и отбойных дисков 4.
Однощелевой сливной карман, установленный на тарелке 1
(рис. 2.21, а), состоит из патрубка 2 и отбойноrо диска 3, укреп
ленноrо так, что между ними образуется кольцевая щель шириной
h щ == 4 ... 12 мм. Через эту щель вытекает кольцевая струя
жидкости, образуя дополнительную зону контакта. При YCTa
новке двухщелевоrо сливноrо кармана (рис. 2.21, б) жидкость
переливается через сливную переrородку, протекает по BHYTpeH
ней стенке наружноrо патрубка 2 и конусу 4 во внутренний па
трубок 5 и вытекает из нижней щели кольцевой струей, образуя
дополнительную зону контакта.
С увеличением производительности по жидкости уровень ее
в патрубке 5 повышается, жидкость заполняет пространство
в патрубке 2 и начинается истечение из верхней щели. В простран
стве между тарелками образуется вторая кольцевая струя. Таким
образом, мноrощелевой слив позволяет значительно расширить
диапазон наrрузок по жидкости.
81
Тарелки с двумя зонами контакта фаз позволяют повысить
эффективность массообмена примерно на 30 % блаrодаря образо
ванию дополнительной зоны контакта в пространстве между
тарелками.
2.4. РЕКОМЕНДАЦИИ ПО ВЫБОРУ ТАРЕЛЬЧАТЫХ
КОЛОННЫХ АППАРАТОВ
Анализ работы тарельчатых контактных устройств,
выполненный УкрНИИхиммашем, позволил установить для He
которых тарелок описанных конструкций области применения
в зависимости от технолоrическоrо назначения и параметров
работы.
, УкрНИИхим ашем для тарелок шести, типов определены
области применения ,(табл. 2.1) и область устойчивой работы
(рис. 2.22).
У становлено, что ситчатые тарелки эффективны в 'процессах,
протекающих при стабильных режимах работы (диапазон устой
чивой работы тарелки до 2) и производительности L по жидкости
до 40 м 3 /(м 2 .ч). Эти тарелки нельзя использовать для обработки
жидкостей, вызывающих забивание осадком отверстий тарелок.
Ситчатые мноrосливные тарелки применяют для процессов, Tpe
бующих эффективноrо контакта при большой удельной наrрузке
по жидкости L до 180 м 3 /(м 2 .ч), ситчато"клапанные для про
цессов, проводимых под вакуумом и при атмосферном давлении,
при L < 100 м 3 /(м 2 .ч) И F < 2,5 (м/с) (кr/мз) о,5. Эти тарелки
в меньшей степени подвержены забиванию твердыми включениями,
которые под действием прямоточной составляющей скорости пара,
выходящеrо из под клапанов, сдуваются с поверхности тарелки.
Клапанные прямоточные тарелки применяют в процессах,
протекающих при атмосферном и повышенном давлении, при
L < 100 м 3 /(м 2 .ч) И F < 2,5 (м/с) (кr/мЗ) О.5. Диапазон устойчивой
работы этих тарелок 3,5.
т а б л и ц а 2. 1
Области применения тарелок различных типов
Тарелка
Диаметр,
мм
Условия проведення процесеа
Ситчато клапанная
Ситчатая
Клапанная
I(олпачковая
Жалюзийно клапан
ная
Ситчатая мноrос.пиа
ная
400 4000
Вакуум; атмосферное давление
Любое давление, стаби..1ЬНЫЙ режим
Атмосферное и повышенное давление
Любое давление, нестабильный режим
Атмосферное и повышенное давление
1000 4000
1600 4000
Высокоэффективные процессы, большие
удельные наrрузки по жидкости до
180 м З /(м 2 .ч)
вв
Жалюзийно клапанные
тарелки, обладающие вы..
сокой эффективностью,
имеюТ несколько более
высокое rидравлическое
сопротивление, чем ситча
то клапанные, и применя
ются в основном для про
ведения процессов под давлением, при L < 130 (м2.ч) и F <
< 3,75 (м/с) (кr/мЗ) О,5. Диапазон устойчивой работы достиrает
4,5. Колпачковые тарелки применяют в производствах относи..
тельно небольшой мощности, а также при небольших наrрузках
по жидкости. В этих условиях тарелки обеспечивают поддержание
определенноrо запаса жидкости в контактной зоне.
Рис. 2.22. rрафик к определению
области устойчивой работы та-
релки:
1 ситчато клапанной: 2 CBT
чатой; 3 клапанной; 4 жалю
эийно клапанной.; 5 колпачко-
вой; 6 ситчатоА мноrосливноА
F, (N/C)(Ke/I1 J ) o,5
]
1
... z
J
f.
x 5
+............ G
z
+
1
о
20 Ю 60 80 100 120 IЮ l,I1 J ЛН-! у)
2.5. АВТОМАТИЗИРОВАННЫЙ РАСЧЕТ
РЕКТИФИКАЦИОННЫХ КОЛОНН
Процесс ректификации проводят в колонных аппаратах,
снабженных тарелками для орrанизации взаимодействия между
противоточно движущимися неравновесными потоками пара и
жидкости. На каждой тарелке встречные потоки пара и жидкости
обмениваются массой и энерrией, а затем Р,азделяются (сепари
руются). Эффективность работы тарелок характеризуется сте..
пенью приближения к равновесию отсепарированных после взаи
модействия потоков, которая может быть задана эмпирическим
коэффициентом эффективности или определена по уравнениям,
учитывающим кинетические закономерности процесса массо тепло..
обмена. В любом случае необходимый элемент расчета опре
деление paBHoBecHoro состояния парожидкостной системы на
таре,пке.
Процесс ректификации рассчитывают, как правило, в He
сколько этапов.
1. Обоснование требований к качеству продуктов разделения
и составление уравнений материальноrо баланса разделения
с учетом этих требований.
2. Расчет основных технолоrических параметров (давления
процесса, числа тарелок, их распределения по секциям, флеrмо
Boro и паровоrо чисел, тепловых наrрузок на дефлеrматор и
испаритель и др.), обеспечивающих выполнение требований к ка-
честву продуктов.
89
3. Распределение ларовых и жидкостных потоков по исчер"
пывающей и укрепляющей секциям аппарата и расчет необходи..
мой площади наиболее наrруженных сечений.
4. rидравлический расчет контактных устройств и выбор
размеров аппарата. '.
5. Расчет вспомоrательноrо оборудования (кубовый испари
тель, дефлеrматор, насосы и др.).
б. Выбор конструкционных материалов и расчет на проч-
ность и устойчивость, определение исполнительных размеров
элементов лроектируемой аппаратуры.
7. Технико экономическое обоснование (ТЭО) принятоrо про..
eKTHoro решения.
Окончательное заключение об эффективности проектноrо ре-
шения можно сделать лишь после ТЭО. При этом на каждом этапе
расчета можно получить информацию, требующую уточнения
результатов предыдущих этапов и, более Toro, их пересмотра.
В этом проявляется суть проектирования ero итерационный
характер, поэтому применение ЭВМ на всех этапах проектирова
ния очень эффективно.
Наиболее ответственные и трудоемкие из перечисленных
этапы 2 и 3. Именно на этих этапах наиболее часто получают ин..
формацию, требующую корректировки предыдущих результа
тов. Это объясняется тем, что заданное качество продуктов раз..
де.;'1ения может быть достиrнуто при различных сочетаниях тех..
нолоrических параметров. Так, уменьшение числа тарелок в ко..
лонне можно компенсировать увеличением флеrмовоrо и napOBoro
чисел, т. е. увеличением теплоподвода к кубовому испарителю
и теллоотвода из дефлеrматора, использованием двухпоточноrо
ввода сырья при разных температурах и т. д. В связи с этим выбор
наилучшеrо варианта предполаrает оптимизационное решение,
что также требует использования ЭВМ.
Основные технолоrические параметры ректификации, обеспе-
чивающие выполнение заданных требований к разделению исход..
ной смеси, относительно просто рассчитать лишь для простых
ректификацио ных колонн, разделяющих один поток сырья на
два продукта (дистиллят и кубовый остаток). В этом случае для
расчета технолоrических параметров ректификации можно исполь..
зовать известные корреляционные зависимости, связывающие
параметры двух rипотетических (п;-едельных) режимов работы
простых колонн: режима полноr) орошения (флеrмовое число
равно бесконечности, число тарелок минимально, т. е. R == 00,
N == N mtn) И режима минимальноrо орошения (флеrмовое число
минимально, число тарелок равно бесконечности, т. е. R == R mtn,
N == (0) [3, 10 J.
При расчете сложных колонн, под которыми понимают аппа-
раты с несколькими вводами питания, несколькими уровнями
подвода (отвода) энерrии, несколькими уровнями отвода продук"
тов, математическое описание процесса существенно усложняется.
90
Решение в ЭТО 1 случае находят, как правило, методом орrанизо
BaHHoro перебора реализуемых вариантов разделения сырьевых
потоков на требуемые продукты.
Для определения равновесных температур и составов паро
жидкостных систем широко распространена процедура расчета
процесса однократноrо испарения (ОИ). Уравнения ОИ получают
совместным решением уравнений:
общеrо и покомпонентноrо материальноrо баланса
F == G + L,
FZ i == GYi + LXi;
(2.1 )
(2.2)
равновесия
Yi == KiXi
(2.3)
и условий:
п
L Zt == 1;
'==1
п
L Yt == 1;
1==1
п
L Xi == 1.
1==1
(2.4 )
В этих уравнениях F, G и L мольные расходы соответ-
ственно питания, парОБОЙ и жидкой фаз (кмоль/ч); Zi, Yi' Xi
доли соответствующих фаз; K i константа фазовоrо равновесия;
n число компонентов; i номер компонента..
Обозначив через Е == G/F относительный выход паровой фазы
из питания, можно получить выражения для расчета процесса
ОИ, из которых наиболее удобно
ппп
2i (Ki 1)
f == Yi Xi == 1 + Е (Ki 1) ·
i==1 1==1 i==1
(2.5)
Константа фазовоrо равновесия зависит от температуры, дaB
ления и состава системы. Во мноrих случаях зависимостью KOH
станты от состава l\10ЖНО пренебречь; тоrда K i == q> (р, t), rде р
и t давление и температура системы. Таким образом, ypaBHe
ние (2.5) связывает состав питания, долю OTfOHa паровой фазы
и константу фазовоrо равновесия. Очевидно, что в соответствии
с физическим смыслом функция (2.5) должна тождественно CBO
диться к ну..'Iю; поэтому задача расчета процесса ОИ заключается
в нахождении сочетаний Е, р и t, обеспечивающих выполнение
данноrо условия. Это позволяет рассчитывать процесс ОИ в He
скольких постановках (при заданном составе сырья): 1) заданы
t и Е наХОДИ f р; 2) заданы р и Е находим t; 3) заданы р
и t находим Е.
Все три постановки задачи используют при расчете техноло-
rических параметров ректификации. Так, при расчете давления
конденсации паров дистиллята используют первую постановку
задачи, при расчете температур верха и низа колонны вторую,
при расчете фаЗОВОfО состояния питания третью.
91
авоа усхоань/х ааннь/х
(F; ZF; ТF; XD; Х..,; lj,;tJp)
Расчет КО.Jффuццента tJзоытка флеZf11J1
u опреtJеление Край
Расчет ос6ления коноенсаЦtltl пароВ
Расчет vисла торелок Нраа
Расует распреuеления dа6ления
по Высоте аппарата
Расчет распреоеленuя тарелок
по секцuяl'1 аппарата
PQC'leт теl1перат!lРЫ 6ерха колонны
Расчет распреiJеления 6HgmpeHHux
l1атерuальных потоко6 по сеКЦUЯI1
Расует ml'l1nepamypbI низа КОЛОННЫ
Расует теплоВой lfаZР!lЗКЦ
на иефлеенатор QJ1
Расует р жиl1а I1lJНlJl1аЛlJноео
орошения и onpeoeneHи Rmin
Расует теnло80и Н!1ер!jзки
на K!joo81J1U испаритель Q w
Леvать рез!}льтато8
(N; Краб; QJJ; Qw; '.; L и ; 6.; 6 н )
PaCf(tт режиl1а nОЛНОZО орошения
и опреиеление Нт;п
р не. 2.2З. Алrоритм расчета технолоrических параметров ректификации
Решение находят l\1етодом последовательных приближений,
например методом Ньютона. В соответствии с этим методом новое
приближение для искомоrо параметра находят через производ
ную функции f по соответствующей переменной. Так, для третьей
постановки задачи ОН
E h + 1 == Eh fh/(dfh/dEh)' (2.6)
rде k номер приближения;
n
dfh Zi (К i 1 )2
dE k == [1 + Е h (К i 1)]2 .
i==l
Производные функции f по друrим параметрам можно рассчи
тать. Например, производная по температуре
dl/dt == [1 (t + t) f (t) ]/ t.
./
Алrоритм расчета технолоrических параметров ректификации,
основанный на анализе rипотетических режимов работы колонны
и использовании процедуры расчета ОИ, при веде н на рис. 2.23.
Исходные данные в алrоритме: расход питания F (кмольjч), ero
состав ZFi, температура t F , ос, состав продуктов разделения
(дистиллята XDi, остатка Xwi), температура конденсации дистил
лятных паров t D , перепад давлений по высоте аппарата Лр.
92
,.
от rипотетических режимов работы F"..,
колонны к рабоче IУ переходят с помощью
корреляционных уравнений [ 1, 4],. что
позволяет найти рабочие значения флеrмо
R б ,
Boro числа раб И тре уемое для разделе J'
ния при R раб Ч,исло тарелок N раб.
В качестве результатов расчета По Fj
мимо указанных выводят теП..rIовые Ha
rрузки на испаритель и дефлеrматор и
Fj ,
расходы внутренних материальных пото
ков в колонне: [н, L B расходы
жидкоrо орошения соответственно в ниж
ней и верхней секциях аппарата (кмоль/ч);
Он, ОВ то же, для паровоrо ороше-
ния (кмоль/ч).
Для расчета сложных колонн предло-
жены различные методы [1]. Наибольшей
универсальностью характеризуется метод
встречной релаксации, позволяющий учесть взаи одействие всех
внеI.ПНИХ и внутренних материальных потоков, поступающих на
конкретную тарелку. На рис. 2.24 приведена схема модельноrо
аппарата, состоящеrо из аппаратов однократноrо испарения (АОИ);
работу таких аппаратов можно описать рассмотренными уравне-
ниями (индекс j соответствует номеру АОИ). Каждый отдельно
взятый АОИ моделирует работу одной тарелки сложной KO
лонны, а первый и последниЙ АОИ моделируют соответственно
кубовый испаритель и дефлеrматор. В каждый АОИ может по-
ступать поток внешнеrо питания F j, подводиться или отводиться
тепловой поток qj, входить поток пара Oj...l с АОИ, расположенноrо
ниже, и поток жидкости Lj+l С АОИ, расположенноrо выIlе.. Из
каждоrо АОИ отводятся потоки пара и жидкости, причем часть
из них можно отводить в виде uелевоrо продукта (Lj). PaCCMO
тренная модель леrко описывает любой вариант разделения
в сложной колонне.
Общая система уравнений, описывающих процесс разделения
в j M АОИ, включает:
уравнение общеrо материальноrо баланса
Рис. 2.24. Схема модельноrо ректификацпонноrо
аппарата
F2
qN
L
9H !
L ;, 1
Чj+l
,
Lj+I
qj
[
J
qj 1
I
Li 1
qz
L'
2
q,
L j + 1 + G j ... 1 + Fj == G j + L j ; (2.7)
уравнение покомпонентноrо материальноrо баланса
L j + 1 Xi, j+l + G j ... 1 Yi, j...l + F jZi, j == GjYi, j + LjXi, j; (2.8)
уравнение фазовоrо равновесия
Yi, j == Ki, jXi, j;
FN
{,
(2.9)
93
Нет
Расч т АОИ
Да
8800 ночальноzо пРlJолижения
H т
ФОРI1uроDание н/Р/алIJНОёО пР{JЬлuженин
проrpилеи потокоВ и тtftlnepaтyp
Да
Расчет cxoiJUl10Cти
оОщ ео итepaциOHHO O цикла
РаС'lет АОИ
Да
PaC'ffm снизу В8ерх; j = I
Нет
Нет
Фор,.,uро6а ние !JЛУ'lшенноzо
приолuженuя прОфилеи
питоко6 и теl1ператур
печать проtpилеii потокоВ
и температур
Рис. 2.25. Алrоритм расчета сложноrо ректификационноrо аппарата методом
ВС1речной релаксации
уравнение тепловоrо баланса
Lj+lhi+l + Gj lHj l + FjHp, j + qj == GjH j + Ljh j ;
оrраничения
(2.1 О)
п
I; Yi, j == 1;
i==l
п
I; Xi, J == 1.
1==1
(2.11 )
При допущении достижения термодинамическоrо равновесия
в АОИ и незаВИСИl\.IОСТИ констант фазовоrо равновесия от состава
K i ./ == (fJ (Pj, tj); tj == t П == tj. (2.12)
В этих уравнениях L, а, F расходы жидкости, 'пара и внеш..
Hero питания (если они есть) на входе и выходе из АОИ; h, Н
и Н р соответствующие энтальпии, Дж/кмоль; q количество
теплоты, Джjч; К константа фазовоrо равновесия; х, У, Хр
доли жидкоrо, паровоrо потоков, внешнеrо питания; i и j но..
мера соответственно компонента и АОИ; * равновесное зна
чение.
Уравнения (2. 7) (2.11) принципиально не отличаются от урав..
нений (2.1) (2.4), если под F и z в уравнениях (2.1) и (2.2) пони..
мать суммарный расход материальных потоков в АОИ с номером j
94
и их средний состав. В связи с этим процедуру расчета ОИ можно
использовать для расчета АОИ. Однако в этом случае необходимо
обеспечить соблюдение материальноrо и тепловоrо балансов; по..
этому для расчета процесса разделения, помимо итерационноrо
поиска значения Ej, обеспечивающеrо соблюдение материаль..
Horo баланса, необходим и поиск температуры tj, обеспечиваю..
щей соблюдение тепловоrо баланса,' причем цикл расчета Е}
входит в цикл расчета tj.
eTOД встречной релаксации позволяет проводить поверочные
расчеты ректификации не только для простых, но и для сложных
колонн с несколькими вводами материальных и тепловых потоков,
отбором целевых продуктов с разных уровней и т. д.
Алrоритм расчета сложной колонны приведен на рис. 2.25.
Расчет заключается в применении процедуры ОН дЛЯ всех сту"
пеней контакта при последовательном переходе от ступени 1 до
ступени N (снизу вверх) и от N до 1 (сверху вниз) и последующей
корректировке составов пара и жидкости на тарелках методом
простых итераций (или более совершенным методом). Поскольку
на всех этапах расчета составы входных материальных и тепловых
потоков фиксированы, решение стремится (релаксирует) к неко"
торому пределу, который и является общим решением.
Релаксационный метод отличается устойчивой сходимостью,
леrко может быть приспособлен для создания универсальных
алrоритмов расчета абсорбции, десорбции, хемосорбции, ректи"
фикации мноrокомпонентных смесей в аппаратах любой слож..
ности и С этой точки зрения незаменим при создании систем авто-
матизированноrо проектирования (САПР).
2.6. НАСАДОЧНЫЕ МАССООБМЕННЫЕ АППАРАТЫ
Диаметр насадочных колонн обычно не превышает
4000 мм. Для колонн большоrо диаметра трудно достичь высокой
эффективности из за сложности обеспечения paBHoMepHoro рас-
пределения rазовой и жидкой фаз по сечению аппарата. Однако
известны отдельные конструкции насадочных аппаратов диаме-
тром до 12 м.
Корпус 1 абсорбционной насадочной колонны (рис. 2.26) вы..
полняют либо цельносварным, либо из отдельных царr с привар..
ными или съемными крышками. Насадочные аппараты весьма
чувствительны к неравномерности орошения, поэтому жидкость
для орошения насадки подается через распределительную та-
релку 2. Насадку 3 располаrают по высоте аппарата в несколько
слоев (секций) и укладывают на опорные решетки 4. Для заrрузки
и выrрузки насадки в верхней и нижней частях каждой секции
обычно устанавливают люки б и 8. При больших наrрузках по
rазу и перепаде давлений 400 700 Па на 1 м высоты насадки
сверху на каждый слой насадки укладывают удерживающую ре..
шетку, предотвращающую выброс насадки. В верхней части ко..
95
лонны размещено отбойное устройство 7.
rаз и жидкость движутся в насадочной
колонне противотоком. При этом rаз вво--
дится в колонну снизу через штуцер А.
а выводится через штуцер Б, орошаю..
щая жидкость вводится сверху через
штуцер В. а выводится через штуцеры r
или д.
При стекании жидкости по насадке
происходит ее перераспределение и на
некотором расстоянии от распределитель
ной тарелки равномерность орошения
может резко уменьшиться; при этом
жидкость течет вдоль стенки аппарата,
а центральная часть насадки остается
неорошенной. Для исключения этоrо яв-
ления насадочное пространство разделяют
на слои и устанавливают между слоями
перераспределительные тарелки 5, кото-
рые собирают жидкость и распределяют
ее вновь по сечению аппарата.
В настоящее время используют на..
садки различных видов. По существую..
щей классификации их можно отнести
либо к реrулярной (правильно уложен..
ной), либо к нереrулярной (засыпанной
навалом) .
Керпус и внутренние устройства се..
рийно выпускаемых насадочных аппаратов
изrотовляют из тех же материалов, что и
для тарельчатых массообменных аппаратов.
Нереrулярную насадку применяют в процессах массообмена,
протекающих под давлением или в условиях неrлубокоrо ва..
куума. Эта насадка обладает рядом преимуществ, одно из которых
состоит в практическом отсутствии проблемы выбора материала;
насадку можно изrотовить из металлов, полимеров, керамики.
Полимерная и керамическая насадка наиболее приемлема для
обработки аrрессивных сред. Нереrулярная насадка имеет су..
щественные преимущества по сравнению с реrулярной по тех-
нолоrии изrотовления, транспортирования и монтажа.
\ По конструктивным признакам эту Насадку можно разделить
на кольца и седла, хотя в отечественной и зарубежной практике
применяют насадочные тела и друrой формы.
В настоящее время в отечественной химической и нефтехими"
ческой промышленности наиболее распространена нереrулярная
насадка в виде колец Рашиrа и их модификаций. Насадка Рашиrа
96
8
7
Ряс. 2.26. Схема насадочноii КОЛОННЫ
а)
б) ,
8)
д)
Рис. 2.27. Нереrулярные насадки
е)
имеет небольшуio стоимость, но малоэффективна. Эти Ko ьцa из
металла, фарфора, керамики, пластмасс изrотовляют' самых раз
личных размеров (диаметр 5 150 мм), хотя в промышленных KO
лоннах чаще используют кольца диаметром 25 и 50 мм (рис. 2.27, а).
Кольца меньшеrо размера обладают значительным rидравлическим
сопротивлением, большеrо размера менее эффективны.
Для повышения эффективности массоабмена кольцевую на..
садку изrотовляют перфорированной и с внутренними переrо
родками.
В фрr предложена кольцевая насадка размером 50 х 50 мм
из коррозионно стойкой стали так называемые кольца Палля
(рис. 2.27, б). На цилиндрической поверхности насадки выштам
пованы и oTorHYTbI вовнутрь лепестки шириной 10 мм. Механиче
скую прочность насадки обеспечивают кольцевые rофры, служа
щие также для перераспределения жидкости.
Разновидностью колец Палля является выпускаемая в США
насадка «Хай пак», отличающаяся от рассмотренной числом и рас-
положением лепестков. К кольцевой насадке с перфорированной
цилиндрической частью и внутренними переrородками о носится
насадка «Каскад мини ринr» (рис. 2.27, в).
Отечественная промышленность l!.зrотовляет кольцевую пере..
rулярную насадку в форме колец Рашиrа, а также кольца Палля
из пропилена размерами 50 х 50 мм и из металла размерами 25 х
х 25 и 35 х 35 мм.
Седлообразная насадка имеет большую удельную поверх
ность и ВЫ,сокую способность к перераспределению жидкости по
сечению колонны. Такую насадку выпускают rлавным образом
в виде седел «Инталокс» (рис. 2.28, 2) и Берля (рис. 2.28, д) из
керамики и пластмассы. Пластмассовая насадка «Сюпе торус
садлес» отличается от седла «Инталокс» наличием отверстий
в центре седла, что повышает ее эффективность, и rофр на краях,
улучшающих перераспределение жидкости.
Особое место среди седловидных насадок занимает насадка
«Инталокс метал» (рис. 2.28, е), обладающая высокой эффектив-
4 и. и. Поникаров и др. 97
ностью И маЛБIМ rидравлическим сопротив"
лением, что позволяет использовать ее в
процессах, проводимыx под вакуумом.
В СССР ИЗfОТОВЛЯЮТ седловидную насад..
ку «Инталокс» из керамики (размеры 37 х
х37 мм и 50х50 мм).
РеryJlярная насадка (правильно уложен-
ная) отличается от нереrулярной меньшим
rидравлическим сопротивлением и поэтому
особенно приrодна для процессов вакуумной
ректификации. К недостаткам аппаратов
с реrулярной насадкой нужно отнести их
высокую чувствительность к равномерности
орошения.
Простейшая реrулярная насадка...........
плоскопараллельная (рис. 2.28) пред-
ставляет собой пакеты, набираемые из плоских вертикаль..
ных, обычно металлических пластин толщиной O,4 1,2 мм,
расположенных параллельно с одинаковым зазором 10
20 мм. Высота пакета пластин 400 1000 мм. Наружный .диаметр
пакета соответствует внутреннему диаметру колонны D B . ДЛЯ
повышения равномерности распределения жидкости в колонне
пакеты устанавливают один над друrим взаимно повернутыми
на уrол 45 900. Насадка может устойчиво работать в широком
диапазоне производительности по rазу [Р == 3,5 ... 8 (м/с) х
х (KT/M3) O.5] и ПО жидкости [L == 0,3 ... 50 м 3 /(м 2 . ч) ]. В зависи-
мости от ПРQизводительности насадка обеспечивает высоту, экви"
валентную одной теоретической ступени, в пределах O,6 1 ,5 м
при rидравлическом сопротивлении 1 м насадки 70 300 Пас
Недостатки этой насадки высокая металлоемкость, плохое пере..
распределение жидкости, сравнительно низкая эффективность.
Для устранения последнеrо недостатка листы плоскопарал..
лельной Насадки выполняют с рифлением или с различными турбу..
лизирующими элементами. Так, насадка конструкции ЛТИ им.
Ленсовета (рис. 2.29, а) состоит из вертикальных, параллельно
расположенных листов, имеющих поперечные окна с отоrнутыми
лепестками; соседние по высоте лепестки oTorHYTbl в противо-
положные стороны и делят колонну в продольном направлении
на контактные камеры. rаз, поднимаясь по колонне, проходит
через камеры, MHoroKpaTHo меняя направление движения при
ударе о лепестки. Жидкость, стекая по насадке с лепестка на ле..
песток, распыляется восходящим rазовым потоком.
Основное преимущество rофрированной насадки (рис. 2.29, б),
состоящей из вертикальных металлических листов с рифлением,
по сравнению с плоскопараллельной насадкой меньший брызrо-
унос. o объясняется тем, что rофрированная насадка беспро..
98
......
04
'&:
"'"
....,
.,.
Рис. 2.28. Плоскопараллельная насадка
IS
а)
о)
... ,...,. " ",,...,..п
v'\.. "- /'\./ I
.. /
L.F"-./'- "- /'- /1
1 .... :'-I " .:/""'Л
F"-./'-/'-/'-' '" ,,,'" ...
,,,/'-"- ..... '''''''' .......
" , '""""'" ,,/" "" "- /' '"
'-/ ./'-", ,,, '" ,
х "''''" ",...,. /'
r",, ",
'" "-/' Т\ /\. ." ,,,,
./ "'" ./ /"-, "- /'- .
1 (. .с,1
" ./.
п
о)
.
f"\./ ,,/
",,,,
с)
8)
2}
. -..::::: :: : :: :: ::: :: :
.. .. .. .. .., .. ...., ""'...,..,.., .., ., ... .....",.. ...;... , 7'.... ..... .... .... .....;,
..":":": .:.: .,:..:.......... ...., .'!':":":":":" "
. ..................................... .............
.-.. ........ .... ...... ...,.... ................. .. о", .
.. .. .. ... .. ... .. .., .. .. "" .. .., .. . .. ........
.,...........................,.... "".... "".......... .,......... ..........:... :
.:.:.:..:.: ...:........... ""....................: ......:.:..::.:. .
.. "'..."'....... ................,..,....... :'..................
... ., .. .. .. у...... .... .. .. ... .. .. . ............ '9.... .
. :-:.:.:.:.. ..:.:...:.:.. ....: ,:..:.:..::::.::'
.. "'.... ... ........ "'...... ..., ""...,"". ...................
.,..... ....:...:..:........... .....:....:...,..,. -.. ...:..:..:..:.::.:..
.......'" ""............ ... ..............:.:.,.
.,.... ....... ..... ........., ':.. .....:..:....
.. "...:.:..:... ..:.... ,. ....... ..
.. .. ...,.
)f()
Рис. 2.29. Реrулярные насадки
э)
вальна. Зазоры между листами иноrда обеспечивают дистанцион"
ными планками (рис. 2.29, в), установленными вертикально на
расстоянии 250 мм одна от друrой и приваренными к листам то.. '
чечной сваркой.
Разновидностью rофрированной насадки является Z образная
насадка, изrотовляемая из перфорированноrо листа (рис. 2.29, 2).
По основным технолоrическим параметрам эта насадка на 15
20 % превосходит плоскопараллельную.
UЦелевая, или сотовая, насадка (рис. 2.29, д) образована из
rофрированных вертикальных листов, сдвинутых один относи-
тельно друrоrо так, что по высоте пакета образуются изолиро-
ванные вертикальные каналы. Листы соединены в пакеты высо-
той 400 lOOO мм точечной сваркой. К преимуществам этой на..
садки относятся значительно более высокая (в 2 3 раза), чем
у плоскопараллельной насадки, удельная поверхность, а также
возможность HarpeBaTb или охлаждать контактирующие фазы,
поскольку каналы, образованные rофрами, приrодны для подачи
в них теплоносителя или хладаrента. К недостаткаl\f насадки сле
дует отнести неравномерность толщины пленки жидкости в ка..
нале. Накопление жидкости в уrлах канала несколько у худ..
. шает эксплуатационные качества этой насадки.
4. 99
Т а б л и ц а 2.2
Сравнительная характеристика насадок различных типов
Производи Эффектив rидравличе
Тип насадки тельность ность ское еопро--
тивление
Кольца Рашиrа (d == 25 мм) 1 1 1
Кольца Палля (d == 25 мм) 1, 1,5 1,00 1 ,25 О, 70 0, 75
Седла Берля 1,0 1,25 1,11 0, 0,7
Седла «Инталокс» 1,2 1,4 1,3 0,45--------0,50
«fудлоу» 1 , 15--------1 ,20 3,5 0,13
«3ульцер» 2 2,5 0,25 0,45
Хорошие характеристики имеют насадки из проволочной
сетки. При мер ом может служить насадка rудлоу пакеты свер"
нутой в рулон rофрированной проволочной сетки (диаметр про..
волоки 0,1 мм). rофры расположены под уrлом 600 к вертикали,
высота пакета насадки 100 200 ММ.
В СССР насадка из rофрированной сетки (рис. 2.29, е) реко..
мендована для процессов ректификации, проводимых под BaKYY
мом. Пакеты такой насадки высотой 150 200 мм изrото ляют из
тканой проволоч;ной сетки толщиной 0,2, мм.
А последнее время за рубежом разработаны различные виды
новой высокоэффективной насадки, способной работать при удель..
ной наrрузке по жидкости L < 200 м 3 /(м 2 .ч) И F == 5 ...8 (м/с)Х
Х (кr/мз) о,5,. Насадка обеспечивает значительное (до 5 6) число
теоретических ступеней на 1 м высоты инебольшое rидравлическое
сопротивление (ДО 150 Па на 1 м высоты). Пример'ами может слу..
жить насадка «Импульс пакинr» из металла и полимерных мате..
риалов, насадка «3ульцер» (рис. 2.29, ж) из rофрированной сетки
толщиной 0,16 мм, а также реrулярная насадка «Роли пак», об
разованная ярусами наклонных листов с прорезями (рис. 2.29, з).
В таблице 2.2 дана сравнительная характеристика насадок
различных видов.
ОБJlасть применения насадок. При выборе насадки для прове
дения KOHKpeTHoro процесса контактирования в системе пар
(rаз) жидкость руководствуются обычно следующим правилом:
реrулярную насадку, rидравлическое сопротивление которой
меньше, чем нереrулярной, используют в процессах вакуумной
ректификации, нереrулярную в процессах неrлубокоrо Ba
куума и под давлением. Реrулярной насадке отдают также пред"
почтение при обработке продуктов, время пребывания которых
в аппарате оrраничено, например, из..за склонности кразложе..
нию.
Реrулярную 'насадку используют в вакуумных стальных ко..
лонных аппаратах диаметром 400 3600 мм, предназначенных для
разделения термически нестойких и пerKo полимеризующихся
100
Т а б л и Ц а 2.3
Области применении насадки
Тип насадки Область применения
Плоскопараллель- Процессы ректификации, требующие до пяти теоретиче-
ная ских ступеней разделения и перепада давлений на одну
теоретическую ступень до 0,06 кПа
Сотовая Процессы ректификации, требующие до 15 теоретических
ступеней разделения и перепада давлений на одну теорети-
ческую ступень до 0,05 кПа
Из rофрированной Процессы ректификации чистых жидкостей, требующие
сетки большоrо числа (более 15) теоретических ступеней разде
ления и перепада давлений на одну теоретическую ступень
до 0,03 кПа
Z образная Процессы ректификации и абсорбции заrрязненных жид
костей, требующие до 15 теоретических ступеней разделе
ния и перепада давлений на одну теоретическую тарелку
до 0,05 кПа
При м е ч а н и е. Перепад Давлений на одну теоретическую ступень принят при
F факторе, равном 2 (м/с) (кr/мз)...о,i).
орrанических смесей при остаточном давлении рабочей среды
0,25 98 кПа и температуре от О до 300 ос. Области применения
основных типов насадок указаны в табл. 2.3.
При выборе типа аппарата, работающеrо при атмосферном или
повышенном давлении, необходимо учитывать следующее. В ап..
паратах с реrулярной насадкой обеспечивается больший F фак"
тор, чем при использовании нереrулярной насадки. Однако мак..
сима.пьная наrрузка по жидкости в аппаратах с нереrулярной
насадкой достиrает 300 м 3 (м 2 . ч), что почти на 30 % больше, чем
для аппаратов с реrулярной насадкой.
При небольшой наrрузке по rазу [Р 4 ... 5 (м/с) (Kr/M3)...0,5]
допустимо и целесообразно использование нереrулярной насадки.
При больших объемах rаза необходимо использовать реrулярную
насадку с каналами, обеспечивающими преимущественный про..
ход rазовой фазы. Поскольку обычно F фактор меняется по BЫ
соте колонны, можно использовать аппараты с комбинированной
насадкой: в той части аппарата, rде F..фактор меньше, размещают
нереrулярную насадку, а там, пде F фактор больше, реrуляр..
ную. Таким образом, можно обеспечить оптимальные условия
работы по всей высоте колонных аппаратов.
Устройства ДJlЯ распределения жидкости и пара (rаза) в наса..
дочных колоннах, перераспредеJlитеJlьные устройства. Основное
условие эффективной работы насадочноrо аппарата смачива..
ние всей насадки и равномерное распределение жидкой и паро..
вой фазы по сечению аппарата.
101
Следует отметить, что орошение насаДОЧНБIХ колонн должно
быть не только равномерным, но и достаточным; поэтому для На-
садочных аппаратов существует понятие минимальной плотности
орошения q in. По мнению некоторых исследователеЙ J для боль..
ше части насадок q in == 10 ... 12 м 3 /(м 2 . ч).
Ес..ТIИ по условиям работы' невозможно обеспечить плотность
орошения q in, то следует работать G рециркуляцией ЖИДКОСТИ j
т. е. возвращать часть ее в систему.
С друrой стороны, орошение насадочноrо аппарата не должно
быть избыточным; это вызывает «затопление» насадки и увеличе..
ние ее rидравлическоrо сопротивления при одновременном ухуд-
шении массообменных характеристик. Обычно максимальная
плотность орошения q ax == (4 ... 6) q in.
Используемые на практике оросители насаДОЧНБ1Х колонн
аналоrичны оросителям колонн с тарелками провальноrо типа.
В основном это распределительные тарелки, желоба, кол..
лекторы, отражатели, центробежные распылители и форсунки.
Распределительная тарелка, показанная на рис. 2.30, реко-
мендована в качестве типовой конструкции для аппаратов с на..
сыпной насадкой (кольцами Рашиrа) при диаметре колонны
400 2800 мм. Тарелка крепится на опорах 6 к корпусу колонны
и представляет собой стальной отбортованный диск 1 (диаметром
O,6 0, 7 диаметра колонны) с переливными патрубками 2. Отвер..
стия под переливные патрубки располаrаются по концентриче-
ским окружностям. Диаметр патрубков зависит от диаметра
колонны и колеблется от 32 до
57 мм, а число патрубков от
12 (при диаметре колонны 400 мм)
до 330 (при ее диаметре 2800 мм).
1 Z J
f .5
AL
A A
Рис. 2.30. Распределительная тарелка Рис. 2.31. Перфорированный коллектор
102
6 6
i
J
а)
Рис. 2.32. Оросители:
а коллекТори<rпластиичатый; б
с распределительной тканью
Жидкость поступает на тарелку через штуцер 5. В переливных
патрубках выполняют вертикальные прорези, через которые
жидкость выходит с тарелки. Такая конструкция менее чувстви..
тельна к некотором){ отклонению тарелки от rоризонтальноrо
положения. В центре тарелки закреплен сливной стакан J (в ко..
торый из штуцера 5 поступает орошающая жидкость), обеспечи..
вающий равномерное распределение жидкости по тарелке. Пра..
вильность установки тарелки обеспечивают винтами 4. Как следует
из рисунка, периферийные участки колонны не орошаются; они
будут заполнены 'жидкостью при растекании ее в слое насадки.
В качестве, распределителей часто используют перфорирован"
ные коллекторы, которые располаrают в колонне на высоте около
1 м над насадкой (рис. 2.31). Эти устройства обычно применяют .
для орошения провальных тарелок и нереrулярной насадки.
Для реrулярной насадки, в частности плоскопараллельной,
разработаны конструкции коллекторных оросителей: коллекторно..
пластинчатый (рис. 2.32, а) и с распределительной тканью
(рис. 2.32, б).
В коллекторно пластинчатом распределителе жидкость из кол
лектора 1 поступает в оросительные трубки 2 с отверстиями диа..
метром 3 мм. Трубки установлены над распределительными пла
стинами 3 в промежутках между ними. Вытекающая из трубок
жидкость отдельными струями попадает на пластины, формируя
на их поверхности равномерную пленку. В нижней части распре..
103
Рис. 2.33. Желобчатый ороситель
делителя имеется пластина же..
сткости 4. Распределитель ус..
танавливают непосредственно
на пакет насадки. Такой р-ас..
пределитель может работать с
заrрязненной жидкостью. Же..
сткость конструкции обеспечи..
вают ребра 6 и балка 5.
В коллекторе с распреде..
ct
лительнои тканью распредели..
тельные трубки I 1, имеющие
внизу щель, установлены над распределительными пластинами 3.
Каждая трубка обтянута тканевым чехлом 2, который плотно
обжимает ее по краям так, чтобы вся жидкость проходила
только через поры ткани и не моrла вытекать через неплот
ности. Свисающие концы ткани опускаются на верхний
край пластины по обе стороны от нее. Вытекающая из щели
распределительной трубки жидкость равномерно распре
деляется по свисающим полотнищам и формирует однородную
пленку на пластинах. Ороситель с распределительной тканью
используют только для чистых жидкостей.
Достаточно распространены в промышленности желобчатые
оросители (рис. 2.33). Такие оросители, устанавливаемые на pac
стоянии 1,2 1,4 м от слоя насадки, используют rлавным обра
зом в колоннах с Hepery ляр ной насадкой. Ороситель представ
ляет собой набор rоризонтально расположенных желобов с BЫ
резами в боковой стенке; один из желобов (Оt:НОВНОЙ) расположен
над друrими. Жидкость, вытекающая из вырезов OCHOBHoro же..
лоба, стекает в распол.оженные под ним вспомоrательные желоба
и распределяется по насадке. Желобчатые оросители конструк"
тивно просты, Но для их надежной работы должна быть обеспе
чена высокая точность изrотовления и расположения.
Для орошения насадочных аппаратов и колонн с про альными
тарелками можно использовать также разбрызrиватели в виде
фqрсунок, вращающиеся оросители и др. \
Установлено, что при стекании жидкости по насадке xapaK
тер распределения жидкости меняется по высоте аппарата. Даже
при равномерном орошении верхних слоев, в орошении нижних
слоев возможна значительная неравномерность; орошающая
жидкость растекается к стенкам аппарата и при достаточно боль..
шой высоте насадочноrо слоя внутри Hero образуется так назы
ваемый «сухой конус» (неорошенное сечение аппарата), в KOTO
рый устремляется паровой поток.
Как показывает опыт, степень растекания жидкости по Ha
садке зависит от длины Н пути жидкости в насадке, диаметра D
колонны и диаметра d насадочных тел. Степень растекания жидко
104
Рис. 2.34. Колосниковая решетка
ИспОЛflЕ'НLJе Z Исполнение 11
сти по насадке можно оценить по
критической высоте Н кр насадочноrо
слоя. Под Н ир подр азумевают высоту
насадочноrо слоя, при которой появ
ляются признаки минимально допу
стимой поперечной нер авномер ности.
Для насадок разноrо типа полу
чены следующие соотношения между
диаметром D аппарата и критичес
кой высотой Н ир : для колец Рашиrа
Н ир == (2,5 ... 3,0) D при d<0,033D;
для колец Палля Н кр == (5 ... 10) D
при d < (0,1 ... 0,066) D; для седел
Берля и «Инталокс» Н ир === (5 ... 8) х
xD при d>0,066D.
Для реrулярной насадки Н ир боль..
ше, чем для нереrулярной, обычно
принимают ННР == (8 ... 10) D.
Если высота Н насадочноrо
слоя, рассчитанная из условия
обеспечения требуемоrо массообмена, превышает Н ир' то насадку
разделяют на слои или секции высотой Н i -< Н ир' Для ороше
ния каждой секции насадки либо используют отдельные ороси
тели, либо специальные перераспределители, собирающие и пере
распределяющие стекающую по колонне жидкость.
Перераспределени пара между секциями насадки не требует
установки каких либо устройств: равномерное распределение
пара леrко достиrается в колосниковых решетках под насадкой
при условии, что свободное сечение решетки больше аналоrич-
Horo параметра насадки. На рис. 2.34 показана типовая колосни-
ковая решетка под насадку (кольца Рашиrа) для колонн диа-
метром 400 4000 мм. Решетка собрана из колосников (толщина
4 10 мм, высота 50 мм), изrотовленных из полосовой уrлероди-
стой или леrированной стали. Расстояние между колосниками
решетки на 25 30 % меньше размеров насадочных тел для ис-
ключения их попадания под решетку.
Между колосниками 5 решеток исполнения 1 1 установлены
дистанционные втулки 3 и весь пакет стянут шпильками 2. При-
меняют также решетки цельносварной конструкции (исполне-
ние 1). Такие решетки укладывают на опорное кольцо 4, которое
поддерживается привареННЫl'vIИ к корпусу аппарата косынками 1,
или приваренными к корпусу опорными балками. Под колосни-
ковой решеткой между слоями насадки устанавливают перерас
пределительные тарелки.
Типовая перераспределительная тарелка для жидкости
(рис. 2.35) представляет собой отбортованный диск 1 (основание
105
5 4-
J
2
1
A A
J
J.A
4-
б б
Рис. 2.35. Перераспределительная тарелка
тарелки) с переливными патрубками 4, с прорезями й, соединен
ный на подвесках 2 с конусом 3, собирающим поток жидкости со
стенок аппарата и направляющим ero на орошение расположен
Horo ниже слоя насадки. Такие тарелки рекоменду ся дЛЯ KO
лонн диаметром 400 2500 мм.
На распределение орошающей жидкости влияет и способ за
сыпки насаДКИ (рис. 2.36): из центра колонны (слой 1), от стенок'"'
колонны (слой 2) подсыпка до rоризонтальноrо уровня (слой 3).
При засыпке насадочных тел по варианту, показанному на
рис. 2.36, й, плотность укладки их на rранице слоев 1 и 3 наимень
шая, что способствует стеканию жидкости к стенкам. Засыпка
по способу рис" 2.36, б, наоборот, способствует стеканию opo
шающей жидкости к центру колонны. При равномерном началь
нам орошении хорошие результаты дает вариант, соответствую
щий рис. 2.36, 8, сочетающий предыдущие два способа.
Следует отметить, что равномерность распределения жидкости
в любой насадке значительно зависит от смачиваемости материала,
из KOToporo эта насадка изrотовлена; поэтому в ряде случаев
106
Рис. 2.36. Вариантs аасБIПКИ на-
садки
рекомендуют увеличивать
смачиваемость материала на..
несением rидрофильных по.
крытий, травлением или епе..
циальной механической об-
работкой листовых материа-
лов. Однако эти методы эф-
фективны только при усло-
вии, что в процессе экс" а)
плуатации насадка не по..
крывается слоем осадка, ВБIделяющеrося
В противном случае смачиваемость насадки
ствами осадка.
")
В)
из рабочих сред.
определяется свой..
s 2.7. УСТРОЙСТВА для СЕПАРАЦИИ
rА30ЖИДКОСТНЫХ ПОТОКОВ
Выброс rазовым потоком орошающей жидкости из
массообменных аппаратов нежелателен, так как снижает каче-
ство разделения и приводит К потере ценных продуктов. Кроме
Toro, если в установках rазоочистки колонна установлена в конце
технолоrической схемы, выброс абсорбента приводит к эколоrи-
ческим проблемам.
Унос жидкости может вызвать также коррозию rазоходов и
их «зарастание», известны случаи полноrо зарастания rазоходов
при большом уносе СС\ (ОН)2 в процессах rазоочистки.
Для исключения уноса жидкости из аппарата в верхней части
насадочной колонны, над оросителем, устанавливают сепарацион-
ные устройства: инерционные, центробежные или комбинирован-
ные сепараторы. Чаще для выделения капельной взвеси из rазо..
Boro потока используют инерционные сепараторы или насадку,
называемую отбойной, а также слои металлической сетки.
Процесс улавливания капельной влаrи слоем насадки проис..
ходит за счет укрупнения мельчайших капель, оседающих на
поверхности насадки при ударах и поворотах rазожидкостноrо
потока, и последующеrо стекания в виде крупных капель, струй,
пленок.
На рис. 2.37 показаны некоторые конструкции инерционных
отбойников, используемых в колонных аппаратах. Отбойники из
пластин и уrолков имеют относительно небольшое свободное
сечение, поэтому в высокопроизводительных установках их не
используют. При большой производительности по rазу более эф-
фективны жалюзийные отбойники. Такой отбойник, выполнен-
ный из rофрированных листов 1 с каРl\Iанами 2 д.ПЯ жидкости,
снабжен сливной трубой 3, поrруженной в жидкость rидроза..
твора 4 для исключения проскока rаза.
107
50 20
а)
"
6)
«%«
8)
Рис. 2.37.
А1..
..l.A
A A
Работа центробежных сепараторов основана на выделении
жидкой фазы из вращающеrося rазожидкостноrо потока ПОД дей
ствием центробежных сил. Примером f1вляется показанный на
рис. 2.38 прямоточно центробежный сепаратор. rазожидкостная
смесь, поступая через танrенциальные прорези а в нижней части
патрубков 1, укрепленных на тарелке 2, получает и осевое и Bpa
I
A A
I
1
108
Рис. 2.38. Прямоточно центробежный сепаратор
F\ис. 2.39. Расчетная схема KOJIOHHOrO аппарата
1)
s 2.8. РАСЧЕТ КОЛОННЫХ
АППАРАТОВ НА ПРОЧНОСТЬ
И УСТОЙЧИВОСТЬ
ЭлемеНТБI колонных аппаратов,
наиболее металлоемкие и ответственные
из которых корпус КОЛОННБI И опорная
обечайка, MorYT находиться в самых
различных условиях наrружения от BHY
TpeHHero или наружноrо давлений р,
осевой сжимающей силы. Q и изrибаю..
щеrо момента М (например 0'1' ветровых
наrрузок) .
При расчете колонны на прочность и устойчивость выбирают
следующие основные расчетные сечения (рис. 2.39):
поперечные сечения корпуса колонны (I I, .II II, ..., z z),
в которых меняются толщина стенки или диаметр аппарата;
поперечное сечение z z корпуса колонны для аппаратов
с постоянными толщиной стенки и диаметром;
поперечное сечение y y опорной обечайки в месте установки
опорноrо кольца.
Колонный аппарат рассчитывают для трех условий работы:
рабочие условия, условия испытания условия монтажа.
При этом учитывают следующие наrрузки (Н): 01 вес KO
лонны в рабочих условиях, включая вес обслуживающих площа..
док, изоляции, внутренних устройств и рабочей среды;
02 вес колонны при rидроиспытаниях с учетом массы жидко..
сти, заполняющей колонну; Оз максимальная наrрузка KO
лонны от собственноrо веса в условиях монтажа; 04 минималь .
ная наrрузка колонны от собственноrо веса в условиях монтажа
(после установки колонны в вертикальное положение).
Кроме Toro, при расчете колонных аппаратов учитывают из
rибающие моменты (Н. м); М G максимальный изrибающий MO
мент от действия эксцентрических наrрузок (в том числе от при .
соединяемых трубопроводов) в соответствующем расчетном сече
нии; Мо и МВ изrибающие моменты оТ ветровой наrрузки
109
л
/.
щательное движения, в результате жид..
кость концентрируется на периферии па..
трубка и отбойником 3 отводится в меж..
патрубковое пр остра нс.т во. Отсепариро
ванный rаз выходит через центральное
отверстие патрубков.
В центробежном сепараторе циклон..
Horo типа rазожидкостная смесь проходит
через встроенную в аппара1i циклонную
камеру.
ш
Т а б 11 И Ц а 2.4
Сочетание наrpузок при различных условиях работы аппарата
Индекс Давле Осевое Расчетный изrибающий момент.
условий Условия ние р, сжимающее Н.м
работы МПа усилие, Н
1
Рабочие
Рl
Ql == G 1
М 1 == MGl + МО1
ДЛЯ районов с сейсмичностью 7
баллов и более принимзют большее
из двух значений: M 1 == Маl +
+ М О1 и М 1 == MGl + MRl
2 Испыта Р2; Ри Q2 == а 2 М 2 == Ма2 + 0,6Mf12
ния
3
MOH
тажа
о
Qз == G з
Большее из двух значений: М з
== Маз + М vз и М з == Маз +
+ 0,BMv4. Для районов с сейсмич
ностью 7 баллов и более принимают
большее из трех значений: М з ==
== Маз + М vз ; М з == МGз +
+ O, BM v4 и М з == Маз + М ВЗ
Q4 == а 4
и сейсмическоrо воздействия в соответствующем расчетном сече..
нии.
Сочетание наrрузок при трех указанных условиях работы ап-
парата указано в табл. 2.4.
При расчете моментов M V1 и М В1 исходят из общей наrрузки
в рабочих условиях, при расчете момента М v2 из общей на..
rрузки в условиях испытания, а при расчете моментов М vз и
М RЗ из общей наrрузки в условиях монтажа. Момент М v4
рассчитывают с учетом изоляции.
Здесь не будем рассматривать вопросы, связанные с методи..
кой расчета на прочность и устойчивость всех элементов колон"
ных аппаратов (опорных обечаек, крышек, днищ и др.); оrрани"
чимся лишь знакомством с методикой расчета корпусов колонн
в соответствии с rOCT 24757 81 и rOCT 14249 80.
Толщину стенки цилиндрическоrо корпуса аппарата, Harpy-
женноrо давлением р, рассчитывают из условия прочности В со..
ответствии с [ОСТ 14249 80 по формуле
s === pD B + с ( 2.13 )
2baJq> p ,
rде s толщина стенки, мм; D B внутренний диаметр корпуса,
мм; [а] допускаеl\fое напряжение материала корпуса, МПа;
<р коэффициент прочности cBapHoro шва; с сумма прибавок,
учитывающих коррозию (эрозию), минусовой допуск на прокат
и технолоrическую прибавку, мм.
110
Из этоrо уравнения леrко определить допускаемое давление
при заданной толщине стенки корпуса
[ ] 2 [а] q> (5 с)
Р р D B + (5 с) ·
(2.14 )
Если аппарат подвержен воздействию, помимо BHYTpeHHero или
внешнеrо давления, осевой сжимающей силы и изrибающеrо мо"
мента, необходимо выполнить проверку на прочность с учетом
всех силовых факторов. При. расчете корпусов колонн на проч..
ность напряжения в расчетных сечениях определяют для рабо
чих условий (М === Мl' Q === Ql; Р === Рl) и условий монтажа
(Q === Qз, м == М з , Р == О).
В этом случае окружные и меридиональные напряжения оп
ределяют по формулам соответственно:
р (D B + s)
о
1 2 (5 с)
и
р (D B + s) Q 4М
02 === 4 (5 с) п.D в (5 с) ::f:: п.D (5 с) ,
rде знак плюс относится к наветренной стороне, знак минус
к подветренной.
Эквивалентные напряжения при двухосном напряженном со..
стоянии материала соrласно э нерrетической теории можно оп..
ределить по формуле Оэкв == V oi 0"10"2 + o . Корпус колонны
проверяют на прочность по условию
шах {l О ll; 1021} < [0]1<'
rде [О"]}( допускаемое напряжение для материала корпуса ко..
лонны, МПа.
Проверку на устойчивость корпусов колонн выполняют также
для каждоrо из расчетных сечений при рабочих условиях, уело..
виях испытаний и монтажа:
для аппаратов, работающих под наружным давлением,
р/[р] + Q/[Q] + М/[М] < 1;
(2.15)
для аппаратов, работающих под внутренним избыточным дaB
лением или без давления,
Q/[Q] М/[М] < 1,
rде [р] допускаемое наружное давление при наrружении кор"
пуса только наружным давлением; [Q] допускаемая осевая
сжимающая сила при наrружении корпуса только осевой сжи
мающей силой; [М ] допускаемый изrибающий момент при
наrружении корпуса только изrибающим моментом.
Рассмотрим устойчивость rладких (не подкрепленных коль
цами жесткости) корпусов колонных аппаратов, наrруженных
наружным давлением.
111
,
Критическое давление Рнр для rладких коротких цилиндриче..
ских оболочек, теряющих устойчивость в области упруrих де..
формаций, определено Исанбаевой Муштари как
RE [(5 с) R 1]2,5
,PHP==0,92k 1 0,ge ' (2.16)
rде k == f (8); R == 0,5D B внутренний радиус обечайки, мм;
Е модуль упруrости материала корпус а аппарата, МПа; 1
расчетная длина обечайки, мм; 8 == l l }/"0,5R (s С).'
Зависимость k === f (8) И Iеет экстреrv1альный характер, но для
наиболее часто встречающихся на практике случаев (8 == 0,036 ...
0,10) k можно считать постоянным и равным 0,65. Подставив
это значение в (2.16) при значении 8, соответствующем середине
указанноrо интервала (8 == 0,068), получим для обец'аек
Е R ( 5 С ) 2,5
РНР == 0,64 Т R ·
Из этоrо уравнения леrко определить допускаемое наружное
давление при расчете коротких обечаек, которое в соответствии
с [ОСТ 14249 80 имеет вид
[ ] == Ркр == 18.10 6E D B [ 100 (5 с) ] 2 V 100 (5 С) ( 2.17 )
РЕп n 1 . D B D B '
rде n коэффициент запаса устойчивости (обычно принимают
n == 2,4); коэффициент 100 введен для удобства вычислений.
Формула ( 2.17) применим а, если соблюдается соотношение
l/D B -< 8,15 yD B / [100 (s с)]. Кроме Toro, при работе обечайки
в области упруrих деформаций необходимо, чтобы критические
напряжения не превышали предела текучести материала при рас..
четной температуре, т. е. акр 0,5 p Kp D B /(s с) -< или
1 Е V ( 5 С ) 3
7)"""" > 0,9 D ·
в ОТ в
(2.18)
Для длинных цилиндров критическое давление рассчитывают
по формуле Бресса
Е ( 5 С ) 3
Ркр == 4 (1 1-t 2 ) R ·
Приняв,.... == 0,3 и заменив R внутренним диаметром оболочки,
после преобразований получим расчетную формулу для опреде..
ления допускаемоrо наружноrо давления
[ ] == Ркр == 2,2.10 6E [ 100(5 C) ] 3
РЕп n D B '
(2.19)
справедливую при соблюдении условия l/D B > yO,5D B /(s С),
а также при условии потери устойчивости оболочки в области
упруrих деформаций материала.
112
При внешней наrрузке, соответствующей пределу текучести,
ма ериал оболочки находится в состоянии неустойчивости, и
любое внешнее возмущение может внезапно вызвать «течение»
материала, которое в конеЧНОl\1 счете явится причиной потери
устойчивости первоначальной фОрl\'IЫ равновесия оболочки. Оп"
ределение устойчивости оболочек за пределами упруrости пред
ставляет собой достаточно сложную задачу. Для инженерных
расчетов используют приближенный подход, основанный на том,
что за предела IИ упруrости в качестве критическоrо напряжения
принимают предел текучести I\lатериала, т. е. акр == PKpR/(s c) ==
t
О'т, откуда
· t
Ркр == а т (5 с)/ R.
L{опускаемое давление
(2.20 )
[Р] == p p/n. (2.21)
совпадает (при n === 1,5) со значением, давления, рассчитанноrо
из условия прочности (2.14).
Результаты экспериментальных исследований показывают, что
влияние несовершенства изrотовления оболочек на устойчивость
тем выше, чем меньше толщина стенок. В связи с этим для опреде..
ления устойчивости за пределами упруrости целесообразно ввести
переменный коэффициент запаса устойчивости, У 1еньшающийся
с уменьшением параметра Л, характеризующеrо rеометрические
параметры оболочки:
л == (l/D B ) [0,5D B /(s с)р,5. (2.22)
Коэффициент зап са
п* == а' + 'л2,
rде а' и ' коэффициенты.
При л === о коэффициент запаса принимают так же, как в pac
четах на прочность, т. е. n* == 1,5; при акр == a и Л пр == o,3E/a
[см. (2.18), (2.22)] коэффициент запаса устойчивости n * === 2,4.
ТаКИl\10бразом, п* == а'+ '.o 1,5;п* == а' + 'J,, p == 2,4. Ре..
шив эти уравнения, получим
n. == 1,5 + 12,2 (0' /Е)2л2. (2.23)
Тоrда допускаемое давление из условия устойчивости за пре-
делами упруrости материала [Crvf. (2.22) и (2.23)]
Р: р 2а; (5 с)
[р] == 1l*" == D B [1,5 + 12,2 (a / ЕУ ,.2] · (2.24)
Это уравнение примеНИl'vIО только при О --< Л < Лпр. При Л >
> }"пр допускаемое давление следу'ет определять по формуле
(2.17). Допускаемую внешнюю наrрузку l\10ЖНО выбирать из ус..
ловия [р] === min {ркр/п; p p/n.}.
113
На рис. 2.40 приведеНБ1
зависимости критическоrо
1,5 давления в области упру..
rих и пластических дефор..
маций, допускаемоrо давл
ния и коэффициента запаса
А устойчивости ОТ 1. Как
видно из rрафика, можно
подобрать общее уравнение, связывающее между собой допу..
скаемые внешние давления для области упруrих и пластических
деформаций материала корпуса аппарата. Простейшая аппро..
ксимация такой зависимости уравнение ( см. rOCT' 14249 80)
[р] == [р]р/у-l + [p] /[p]1:, (2.25)
rде [р J p допускаемое давление из условия прочности, опреде..
ляемое по формуле (2.14); [Р]Е допускаемое давление из ус..
ловия устойчивости, определяемое в соответствии с формулой
(2. 1 7) ил и (2. 19) .
Аналоrичные формулы приведены в rOCT 14249 80 для оп..
ределения допускаемых осевой силы сжатия [Q J и изrибающеrо
момента [М J. .
Так, допускаемая осевая сжимающая сила
Рис. 2.40. Зависимость критическо-
· ro и допускаемоrо давлений, а так-
же коэффициента запаса устойчиво-
сти корпуса аппарата от параметра л.
Ркр, [.о]
l,'t
[Q] == [Q]p/ V 1 + [Q] /[Q]!-,
(2.26)
rде [Q J p === 31 (D B + S с) (s с) [а J допускаемая осевая
сила, определяемая из условия прочности; [Q]E допускаемая
осевая сила, определяемая из условия устойчивости в области уп...
руrих деформаций корпуса аппарата:
[Q]E == min {[Q]El; [Q]E2}. (2.27)
в формуле (2.27) допускаемую осевую сжимающую силу [Q]El
" u
определяют из условия местнои устоичивости в пределах упру"
rости по полуэмпирической формуле
[Q === 310.10 6D E [ 100 (5 с) ] 2 '1/ 100 (s с)
]Еl n D B r D B ·
\
Допускаемую осевую сжимающую силу [Q ]Е2 определяют из
условия общей устойчивости по аналоrии со стержнями, Harpy"
женными осевым. сжимающим усилием
(2.28)
114
Q xt (D B + S с) (s с) Е
Е2
n
I
( . y,
(2.29)
rде л. ....... rибкость, определяемая по rOCT 14249 0; для кор-
пусов колонных аппаратов можно принять А* == 5,66l/(D B +
+ s с).
При l/D B < 10 формула (2.27) принимает вид [Q]E == [Q ]Е1 8
Допускаемый изrибающий MorvreHT
[М} == [М]р/уI + [M] /[M]1:,
rде допускаеМБIЙ изrибающий момент!
из условия прочности
[М]р == О,25пD в (5 + D B с) (5 с) [о-] == O,25D B [Q]p,
.
ИЗ условия устоичивости
[М]Е 89olO ED: [ 100 (5 с) ] 2 1/ 100 (5 с) D B [Q]E1o
n D B r D B 3,5
Найденные таким образом значения (р], [Q] и [М] при раз-
дельном действии на корпус аппарата внешнеrо давления, осе..
вой сжимающей силы и изrибающеrо момента позволяют по урав..
нению (2.15) проверить оболочку на устойчивость в условиях
комбинированноrо наrружения.
Кроме выбора расчетных сечений и наrрузок и расчета кор"
пусов колонн, rOCT 24757 81 определяет порядок расчета опор..
ной обечайки, анкерных БО,,1ТОВ и нижнеrо опорноrо узла аппа..
рата. Определение расчетных усилий в аппаратах КО.понноrо
типа от ветровых наrрузок и сейсмических воздействий реrламен-
тировано rOCT 24756 81.
2.9. ЭКСТРАКЦИОННЫЕ АППАРАТЫ
ДЛЯ СИСТЕМ жидкость.........ЖИДКОСТЬ
Жидкостную экстракцию, т. е. процесс разделения
жидких компонентов с помощью жидкоrо растворителя (экстра..
reHTa), широко применяют в процессах переработки нефти, для
разделения ароматических и алифатических уrлеводородов, для
обезвоживания уксусной кислоты, при разделении редкоземель..
ных элементов и др. Процесс экстракции осуществляется в аппа..
ратах, называемых экстракторами.
Экстракторы, в которых взаимное движение и сепарация кон..
тактирующих фаз rенерируется сила ли rравитации, называются
rравитационными, или колонными, в отличие от центробежных
экстракторов, rде взаимодействие и сепарация фаз обусловлены
полем центробежных сил.
Колонные экстракторы для системы жидкость жидкость раз-
деляют на аппараты без подвода энерrии и с подводом энерrии.
К первым относятся распылительные, насадочные и ситчатые
экстракторы, ко вторым смесительно-отстойные, роторные,
пульсационные, вибрационные и др.
Распылительные экстракционные аппараты представляют со..
бой полые колонны, в которых одна из фаз движется сплошным
115
5
I r..
"'
Лf/J ,.J.J:JТ
==-!_ Ttp
..... .ff+ I
r
4
fI
I
1
"-.. ! 1,/'" ,
i а::::..;] t::::J--k
...... 2
J
""""
1
j
i
"'- E::::I Ь JI
, "'"
ПФ ....
I -н+ н+
K'
!! : /
...cd'ED
Рис. 2.41. Ситчатая экстракционная Рис. 2.42. Экстракц ионная колонна
колонна UПайбеля
потоком, а друrая в виде капель. Эти аппараты просты по кон'"
струкции, но мало эффективны. Насадочные экстракционные
колонны по конструкции аналоrичны рассмотренным выше на..
садочным колоннам для процессов ректификации и абсорбции.
В качестве насадки в них используют преимущественно кольца
Рашиrа, которые укладывают на опорные решетки колосникЬвоrо
типа.
Ситчатая экстракционная колонна (рис. 2.41) имеет верти"
кальный цилиндрический корпус 1 и перфорированные (ситчатые)
тарелки 2, снабженные переливными устройствами 3. Колонна
работает следующим образом. Тяжелая фаза ТФ через штуцер 4
подается непрерывно в колонну, сплошным потокоМ опускается
по колонне и удаляется через штуцер 7. Леrкая фаза ЛФ непре..
рывно поступает через штуцер б в колонну под нижнюю тарелку 2.
Проходя через отверстия тарелки, эта фаза дисперrируется и
в виде капель поднимается под следующую тарелку. В верхней
части дисперсная фаза коалесцирует в сплошной слой, образуя
уровень раздела фаз а и удаляется через штуцер 5. В процессе
образования капель и их движения осуществляется процесс мас..
сообмена.
116
/J
1
11
1
3
2
а)
/:;:)
')
2
3
,
Рис. '2.43. Экстракционные колонны Рис. 2.44. Роторно дисковый экстрак
с мешалками тор
Из аппаратов, работающих с подводом энерrии, выделим
прежде Bcero роторные экстракторы.
Одной из первых конструкций роторных экстракторов яв"
ляется колонна Шайбеля (рис. 2.42), состоящая из чередующихся
смесительных 1 и отстойных 2 секций. Для перемешивания в CMe
сительных секциях размещены закрепленные на валу мешалки 3.
Отстойные секции заполнены насадкой (плетеной сеткой с круп..
ными ячейками).
В конструкции, показанной на рис. 2.43, а, смесительная сек..
ция 1 изолирована от отстойной секции 11 rоризонтальными ста..
торными кольцами 1. В более поздних конструкциях колонн
Шайбеля (рис. 2.43, б) перемешивание фаз осуществляется тур"
бинными мешалками 1 в зоне между неподвИЖНЫМИ кольцевыми
переrородками 2 и слоем проволочной сетки 3. Роторно дисковый
эксrрактор (рис. 2.44) представляет собой колонну, по оси кото..
рой установлен ротор в виде вертикальноrо в ла 1 с круrлыми
rоризонтальными дисками 2. Диски вращаются в полости секции,
117
а
A
ВиаА
а
1
J
Рис. 2.45. Роторно дисковый экстрактор с асимметрично расположенным валом
образованной закрепленными на корпусе статорными кольцами 3.
Ротор ПРИБОДИТСЯ во вращение от электропривода 4. Леrкая
фаза ЛФ вводится в аппарат снизу, а тяжелая ТФ сверху.
Под действием вращающихся дисков фазы в секциях совер"
шают сложное циркуляционное движение, при котором совмещены
радиальное и осевое движение жидкости. Дисперсная и сплошная
фазы движутся противотоком; капли дробятся дисками, отбрасы..
ваются на периферию колонны, сталкиваются со стенками ко..
лонны и между собой. Одновременно с дроблением капель про-
исходит их коалесценция.
На рис. 2.45 показан роторно-дисковый экстрактор с асим..
метричным расположением вала. В корпусе 1 аппарата смеси..
тельные секции отделены одна от друrой статорными кольцами 3.
Из одной секции в друrую фазы перемещаются через отстойные
зоны а, отделенные от смесительных зон вертикальным экраном 2.
В пульсационных экстракторах интенсификацию массообмена
между контактирующими фазами обеспечивают сообщением им
колебательноrо движения определенных амплитуды и частоты.
Независимо от типа насадки экстракционную колонну в ЭТО!\-I слу"
чае снабжают reHepaTopoM пульсаций (пневматическим, ,механи"
ческим и др.) Так, в установке с пневматической системой пульса..
ций (рис. 2.46) воздух или инертный rаз от КОl\Iпрессора 2 через
ресивер 5 и золотниково распределительный механизм 3 пневма-
тическоrо пульсатора поступает в пульсационную Kal\Iepy 1 эк..
страктора 4. При ПрЯ fОМ Иl\lпульсе уровень жидкости в пуль-
сационной камере снижается, вследствие чеrо жидкость в ко..
лонне поднимается при обратном импульсе камера соединяется
с атмосферой и жидкость в колонне опускается. В аппаратах
118
IIФ
ТФ
1
I
1 ( d'
Рис. 2.46. Экстракционная установка с пневмати Рис. 2.47. Тарелка типа
ческой системой пульсации КРИМ3
этоrо типа не требуется устанавливать переливные устройства
на тарелках, так как при подъеме столба жидкости в колонне
через отверстие тарелkи проходит леrкая фаза ЛФ, а при опуска..
нии тяжелая фаза ТФ.
В пульсационных экстракторах используют обычно ситчатые
тарелки, а также тарелки типа КРИМЗ. Последняя более эффек"
тивна и представляет собой плоский диск (рис. 2.47), на котором
отштампованы прямоуrольные отверстия с отбортовкой в виде
наклонн х направляющих лопаток. Orверстия размещены по
концентрическим окружностям, причем лопатки соседнИХ таре..
лок наклонены в противоположные стороны.
В вибрационных экстракторах эффективный массообмен обес..
печивается возвратно"поступательным движением пакета перфо..
рированных тарелок, через которые жидкость проталкивается
в виде распадающихся на капли струй. В отличие от пульсаций
столба жидкости вибрации тарелок происходят с меньшей ампли"
тудой и большей частотой.
На рис. 2.48 показан вибрационный экстрактор. Как/ и в пуль..
сационных аппаратах, тяжелая ТФ и леrкая ЛФ фазы движутся
противоточно. В верхней части колонны 1 размещен электропри"
вод 4 с эксцентриком 5. При вращении вала эксцентрик передает
возвратно"поступательное движение штоку 2, с которым жестко
соединены перфорированные тарелки 3.
119
В нашей стране применяют
вибрационные экстракторы кон..
струкции rИАП с фасонными
тарелками, напоминающими та..
релки типа кримз.
Центробежные экстракторы
являются перспективны:м обору..
дованием для проведения процес..
сов жидкостной экстракции. По..
скольку ускорение rенерируемоrо
в них центробежноrо поля пре..
вышает ускорение СБободноrо
падения в lОЗ lО4 раз, в этих
экстракторах достиrаются боль..
шие скорости взаимодействия об
рабатываемых жидкостей, BЫCO
кая фективность массообмена и
четкая сепарация выходных по
токов. В связи с этим такие аппа..
раты компактны, в них невелики
объемы участвующих в Macco
обмене жидкостей, минимальна
пожаро.. и взрывоопасность уста..
новок. Поскольку время контак-
та в этих аппаратах невелико, они незаменимы при обработке
нестойких продуктов, а также леrкоэмульrируемых жидкостей
и смесей компонентов с мало отличающимися плотностями.
Исследования, проведенные в Казанском химико"технолоrи..
ческом институте (КХТИ), показали, что центробежные экстрак..
торы можно успешно использовать при обработке вязких жидко..
стей, например, при селективной очистке смазочных масел.
Центробежные экстракторы можно разделить на две основные
rруппы:
камерные или дискретно ступенчатые, состоящие из отдель..
ных ступеней (камер), в каждой из которых происходят последо
вательно смешение и разделение прqтивоточно движущихся фаз;
дифференциально"контактные, в которых процесс протекает
при непрерывном контактировании противоточно движущихся
фаз.
Примером аппаратов первой rруппы является экстрактор
«Лувеста» (ФРr) (рис. 2.49).
Экстрактор работает следующим образом. Тяжелая фаза ТФ
подается в установленный на валу 2 ротор 1 экстрактора по ка..
налу б узла подачи 13. Сюда же через диск 9 ступени 11 и канал а
подается леrкая фаза ЛФ. Смесь жидкостей проходит под rлухой
тарелкой 3 и поступает в сепарационное пространство 8, rде фазы
120
5"
//Ф
.1
t
+ ТФ
Рис. 2.48. Вибрационный экстрактор
6
5
Т'Р
Т'Р
ЛЧJ
лер
з 2
Рис. 2.49. Трехступенчатый ротор экстрактора «Лувеста»
разделяются (пакет сепарационных тарелок 7 показан условно
лишь в ступени 11). Леrкая фаза ЛФ под действием центростре..
мительпых сил выводится из ступени 1 через диск 5, а тяжелая
фаза ТФ отб'расывается к периферии ступени и направляется по
каналу между rлухими тарелками 4 и 8 к диску 6. К этому же
диску со ступени 111 (через диск 11 по каналу д) подается леrкая
фаза. Образовавшаяся смесь жидкостей направляется по ка..
палу ж через переточное отверстие е в сепарационное простран..
ство ступени 11. Аналоrично протекают процессы смешения и раз-
деления фаз в ступени 111, причем к напорному диску 10 по ка..
налу 2 поступае:r исходная леrкая фаза (обычно свеЖfJЙ экстракт).
Тяжелая фаза выводится из аппарата верхним диском 12, а леr..
кая диском 5. ДJIЯ передачи леrкой фазы из ступени 11 вету"
пень 1 служит напорный диск 9.
Таким образом, в пределах каждой ступени происходит прямо..
точное смешение фаз, в то время как в целом по аппарату обес..
печивается их противоток. В каждой ступени достиrается равно..
121
1
9
I
]
,.
1
v: I
V
V
V
./
V
V
V
/
./
./
/
10
.\
i rxrв \1
ff -
." '" ".
!\:
J
v
/
8 1
I I t;
/
'
.......
Д'7r,
:ОН
f7f'f V i
I
5)
_______б 5
- I
.:;" J _ _ _
tI ..r
==-1
J'ТФ I fлФ
,...... / lФ I
I1Ф I ./
L,.....-- I,...o ,
2----- 1----'
........
3
,.....-......... ""
,,------ I
I
'/ /./
"1'" о) .
Рис. 2.50. Центробежный экстрактор Подбильняка:
а общий вид; б схема насадки в виде концентрических цилиндров
весие, примерно соответствующее по эффективности одной тео-
ретической ступени разделения.
При необходимости достижения большой эффективности раз..
деления и особенно большой производительности наиболее при..
емлемы аппараты второй rруппы центробежные экстракторы
дифференциально"контактноrо типа, получившие некоторое рас..
пространение в химической и нефтеперерqбатывающей промыш"
ленности.
Типичный пр и мер центробежных экстракторов дифференци"
ально"контактноrо типа экстрактор Подбильняка (рис. 2.50, а).
Экстрактор имеет цилиндрический ротор 2, жестко закрепленный
на полом валу 10. Ротор заключен в кожух 4 со съемной крышкой 9
и вращается совместно с валом в двух опорах станины 3. На кон..
цах полоrо вала имеются каналы, через которые леrкая ЛФ и
тяжелая ТФ фазы раздельно подаются в ротор и отводятся из
Hero. Полый вал отделен от неподвижных коллекторов специаль..
ными торцовыми уплотнениями 1. Вал получает вращение от
электродвиrателя через клиноре iенную передачу 5. Кор'пус ро..
тора состоит из внутренней 6 и наружной 7 концентрических обе..
122
.1
1
7
" ::;:
3 2 f
Рис. 2.51. Безнапорный центробежный экстрактор
чаек, закрытых с торцов боковыми стенками. Внутри ротора
находится пакет 8" перфорированных концентрических цилин"
дров. От формы перфораций существенно зависит эффективность
массообмена.
Жидкости подаются в аппарат под избыточным давлением,
причем тяжелая фаза поступает в ротор через сопла у ero внутрен"
ней обечайки 6, а леrкая через сопла "у наружной обечайки 7.
Через контактные элементы (перфорированные цилиндры)
рис. 2.50, б жидкости движутся противотоком, MHorOKpaTHo
С Iешиваясь и разделяясь в каналах между цилиндрами. Про..
контактировавшие фазы удаляются через. каналы в полом валу 10.
Уровень раздела фаз в этих аппаратах реrулируют измене..
нием давления на выходе тяжелой фазы. Центробежные экстрак-
торы TaKoro типа относятся к напорным аппаратам, поскольку
жидкость в них подается под избыточным давлением.
Примером безнапорноrо экстрактора дифференциально"кон"
TaKTHoro типа может служить центробежный экстрактор, разра-
ботанный для селективной очистки смазочных масел (рис. 2.51).
Аппарат состоит из цилиндрическоrо ротора 2, заключен:ноrо в ко..
жух 1 и опирающеrося на подшипники 4. Вал 3 ротора приво..
дится от электродвиrателя через клиноре fенную передачу 5.
На обоих концах вала расположены устройства 6 подвода жидко-
123
сти. Внутри ротора с переменным шаrом размещены контактные
цилиндры 11. Ротор закрыт кожухом 12.
Тяжелая ТФ и леrкая ЛФ фазы жидкости самотеком через
устройства 6 поступают в полый вал 3, откуда под действием цен..
тробежных сил перемещаются: леrкая фаза по радиальным
каналам в диске 9 к периферии ротора, а тяжелая к первому
от оси аппарата контактному цилиндру. Леrкая фаза сплошным
потоком перемещается из периферийной зоны к центру аппарата,
попадает в приемный карман 13 и заборным диском 14 удаляется
из аппарата. Тяжелая фаза, дисперrируясь при истечении из
отверстий вала 3, перемещается к стенкам KOHTaKTHoro цилиндра.
На периферии ротора дисперсная фаза сепарируется на тарел..
ках 10, коалесцирует, образу т сплошной слой и отводится по ка..
налам в диске 9 в приемный карман а (образованный крышкой 8)
для тяжелой фазы, откуда удаляется заборным диском 7. '
Положение уровня раздела фаз в этом экстракторе реrули..
руют изменением радиуса отвода тяжелой фазы из аппарата
в приемный карман а. '
2.10. АППАРАТЫ ДЛЯ СУШКИ МАТЕРИАЛОВ
Сушка это удаление паров влаrи, образующихся при
подводе теплоты к высушиваемым материалам (сыпучим, жидким
и пастообразным). Интенсивность сушки зависит от способа под
вода теплоты к высушиваемому материалу и отвода испаряющейся
влаrи, а также от скорости перемещения влаrи из rлубинных
слоев материала к ero поверхности. Последний показатель в свою
очередь определяется теплофизическими свойствами высушивае
Moro материала и формой связи с ним влаrи.
Вследствие большой номенклатуры подлежащих высушива
нию материалов (в хи ической промышленности сушат более
200 тысяч видов материалов) используют MHoro различных по KOH
струкции сушильных аппаратов, что затрудняет их четкую клас
сификацию и типизацию.
Сушилки, применяемые в химической промышленности,
обычно классифицируют по способу подвода теплоты к высуши-
BaeMoMy материалу следующим образом: конвективные (для сушки
rатериала в слое, барабанные вращающиеся, для сушки MaTe
риала в режиме псевдоожиженноrо и фонтанирующеrо слоев, для
сушки материала в' режиме пневмотранспорта, распылительные);
кондуктивные (полочные, барабанные вращающиеся, вальцовые);
специальные(терморадиационные, высокочастотные, сублимацион"
ные).
Из этих сушилок наиболее распространены работающие при
атмосферном давлении конвективные сушилки, в которых в ка..
честве сушильноrо areHTa используют топочные rазы, подоrре..
тый воздух или их смесь. Доля этих сушилок в обще 1 объеме
применяемых сушильных аппаратов составляет около 80 %.
Процесс сушки в таких аппаратах может идти в условиях прямо..
124
точноrо или противоточноrо движения теплоносителя и MaTe
риала, а также при перекрестном их движении. Наиболее эконо
мичны по теплозатратам противоточные сушилки; ПрЯl\10ТОК ис
пользуют лишь в тех случаях, коrда вы.сушиваемый материал
нельзя подверrать воздействию высокой температуры в конце
процесса сушки.
Наибольшую долю конвективных сушилок в хим:ической про
rышленности составляют барабанные сушилки (около 40 %).
Однако эти аппараты 110ЖНО применять только для сушки сыпу
чих материалов.
В настоящее время все t более широко используют аппараты
для сушки в режиме псевдоожиженноrо или «кипящеrо» И фонта
нирующеrо слоев (удельный вес 25 %) и аппараты для сушки
в режиме пневмотранспорта (примерно 7 %); в них можно ин
тенсивно сушить сыпучие материалы, а также пастообразные и
жидкие растворы.
Примерно 10 % общеrо числа конвективных сушилок в хи
мической промышленности составляют распылительные сушилки,
чуть больше аппараты для сушки материала в слое (полочные,
туннельные, ленточные и вальцеленточные сушилки).
Из кондуктивных сушилок наиболее распространены полоч
ные вакуум сушильные шкафы, барабанные и вальцевые сушиль
ные аппараты.
Кондуктивные атмосферные сушилки применяют для сушки
продуктов, для которых недопустим контакт fylатериалов с тепло
носителем, например, для исключения заrрязнения. Кондуктив
ные BaKYYfylHbIe сушилки используют для сушки термочувстви
тельных материалов; удаления из материала орrанических pac
творителей, -сушки токсичных и леrковоспламеняющихся веществ,
коrда необходима rерметизация процесса.
Вальцевые атмосферные кондуктивные сушилки используют
для сушки пастообразных продуктов с большой начальной влаж
ностью, а также для сушки влажных продуктов, чувствительных
к температурным воздействиям.
Доля специальных сушилок в химической промышленности
невелика (около 1 %). Компактные и эффективные терморадиацион"
ные сушилки требуют большоrо расхода энерrии; их используют
для сушки тонколистовоrо :материала и лакокрасочных покрытий.
Высокочастотные сушилки применяют для сушки толстослойных
материалов, коrда необходимо реrулировать температуру и влаж
ность на поверхности и в rлубине материала. Сублимационные
сушилки наиболее дороrие; их используют, если высушивае..
мый материал не выдерживает обычной тепловой сушки.
Конвективные аппараты для сушки материала в слое MorYT
быть непрерывноrо (туннельные, ленточные, петлевые, шахтные)
и периодическоrо (камерные, полочные) действия.
Аппараты непрерывноrо действия представляют собой тепло
изолированную камеру, по которой транспортирующим устрой
125
7
Б
5
4
Рвс. 2.52. ПОJIочнаs сymИJIка
ством от заrрузочноrо
конца камеры к раз..
rрузочному перемеща-
ется высушиваемый ма..
териал, контактируя
при этом с сушильным
areHTOM. В некоторых
.
конструкциях аппара..
1 тов высушиваемый ма..
териал перемещается
под действием сил тя-
жести.
Из аппаратов пе..
u
риодическоrо деиствия
наиболее просты по..
лочные калориферные
аушилки, предназначен-
ные rлавным образом
для сушки материалов
в малотоннажных про-
изводствах, коrда необходимо G большой точностью реrули-
ровать режим сушки. Полочная сушилка (рис. 2.52) представляет
собой прямоуrольную камеру 1, внутри которой установлена эта-
жерка 2 с полками. На этажерке размещены противни 3 с материа-
лом. Сушильный areHT подверrается мноrократной циркуляции
с промежуточным подоrревом (центробежным вентилятором 4
и паровым калорифером 5). Воздух поступает в камеру и про..
ходит в rоризонтальном направлении между полками. UПибер 6
предназначен для реrулирования количества воздуха, идущеrо
на рециркуляцию. Отработанный воздух удаляется через па..
трубок 7.
Температуру сушки реrулируют изменением количества по..
даваемоrо пара в калорифер и количества возвращаемоrо в камеру
теплоносителя.
В туннельных сушилках высушиваемый материал переме-
щается в сушильной камере (туннеле) ваrонетками, тележками,
люльками, захватами подвесных конвейеров. Дл на туннеля мо-
жет достиrать нескольких десятков метров (25 60 м), высота
2,O 2,5 М. Параллельно оси туннеля или перпендикулярно оси
циркулирует сушильный areHT (наrретый воздух, топочные rазы,
переrретый пар).
На рис. 2.53 приведена схема двухсекционной туннельной
сушилки, работающей с рециркуляцией отработанноrо теплоноси-
теля. В первой по ходу материала секции теплоноситель и мате..
риал движутся прямоточно, во второй, rде температура теплоноси..
теля ниже, противоточно.
126
1
9 8
Рис. 2.53. Туннельная сушилка
Наrреваемый в калориферах 2 воздух вентиляторами 3, снаб..
женными приводом 4, по rазоходу 9 подается в секции сушилки.
Отработанный воздух через rазоходы 8 удаляется из туннеля
вентилятором 5.
Ваrонетки 1 установлены вплотную одна к друrой по всей
длине rуннеля, снабженноrо дверями 6 и 10 на заrрузочном и
разrрузочном концах. Ваrонетки перемещаются по наклонному
полу, камеры или специальным толкателем 7, установленным со
стороны заrрузки и снабженным автономным приводом. .
Ленточные суши-лки предназначены rлавным образом для
сушки штучных изделий, полуфабрикатов и сыпучих материалов.
Исключение составляют тонкодисперсные пылевидные материалы,
так как пыль не удерживается на полотне и оседает на поверхно
стях калориферов, а орrаническая пыль даже обуrливается и
заrорается. В качестве сушильноrо areHTa в этих аппаратах обычно
используют наrретый воздух или топочные rазы.
Ленточные сушилки (аппараты непрерывноrо действия) из
rотовляют в виде одноrо или неск'ольких расположенных один
над друrим ленточных конвейеров, размещенных внутри прямо..
уrольной сушильной камеры. В качестве несущеrо полотна KOH
вейера обычно используют металлическую плетеную сетку или
перфорированные пластины; лента может быть и сплошной (холст,
бельтинr):
Высушиваемый материал, насыпанный на полотно конвейера,
продувается сушильным areHTOM. В сушилках со сплошной лен..
той теплоноситель движется цад слоем высушиваемоrо материала
в направлении, противоположном движению ленты.
В пятисекционной одноярусной сушилке (рис. 2.54) материал
транспортируется ленточным конвейером 1. Воздух, HarpeBae..
мый в паровом калорифере 4, центробежным вентилятором 5
127
I
Q
а
Рис. 2.54. Одноярусная ленточная сушилка
подается в распределительный канал 8, проходит через слой Ma
териала 3 сверху вниз и через окна а возвращается на рециркуля"
цию. Часть отработанноrо воздуха отводится вентилятором б,
а свежий воздух в неоБХОДИ1\10М количестве подсасыаетсяя через
окна б. Для выравнивания влажности lvrатериала по высоте слоя
установлены ворошители 2 (валки с пальцами).
Вальцеленточные сушилки (рис. 2.55) ПРИ Iеняют для сушки
пастообразных материалов. Сушилка состоит из ленточноrо кон..
вейера и формовочно сушильноrо вальца. На поверхности вальца,
предназначенноrо для предварительноrо формования и подсушки
материала, нанесены кольцевые канавки трапецеидальноrо про..
филя. Паста, поступающая из бункера 2, пресс валком 1 впрессо..
вывается в канавки сушильноrо вальца 3. Валец и пресс валок обо..
rреваются паРО I. За один оборот валЬца паста подсушивается,
снимается специальными ножами 4, имеЮЩИl\IИ форму rребенки,
поступает на конвейер 5, а затеlVl на конвейер ленточной сушилки б.
Петлевые сушилки ПрИ 1еняют при сушке тонких rибких Ma
териалов (пленки, БУ!\lrаrи, тканей и др.). В этом случае сушиль
1
.,1;
I Jo1:JJ:
[7
cy
материал t
Рис. 2.55. Схема ва.тrьцеленточной сушилки
128
J
2
8
Рис. 2.56. Схема петлевой сушилки
ный аппарат представляет собой камеру прямоуrольноrо сече-
ния, в которой в виде петель перемещается высушиваемый ма..
териал, провисающий на поперечных планках, закрепленных
в цепном конвейере. Петлевые сушилки успешно используют и
для сушки паст (химически осажденноrо мела, красителей неко-
торых типов и др.).
Сушилка TaKoro типа показана на рис. 2.56. Внутри сушиль-
ной камеры проходит бесконечная стальная лента 4 из металличе-
ской сетки с rлубиной ячеек lO 15 мм. Паста из бункера"пита-
теля 1 подается на обоrреваемые паром вальцы 2, вдавливающие
материал в ячейки" ленты. Пройдя направляющий барабан 3,
лента с впрессованным материалом поступает в сушильную ка..
меру и образует петли блаrодаря специальным, закрепленным на
u о
неи поперечным планкам, которые опираются на раэмещенныи
в верхней части сушильной камеры цепной конвейер 5. Далее
направляющим роликом 6 лента отводится к ударному устрой..
ству 7 и сухой продукт из ячеек сетки стряхивается в бункер,
откуда шнеком 8 выводится из сушилки. Сушильный areHT в пет..
левых сушилках обычно движется перпендикулярно ленте. В этих
аппаратах материал сушится достаточно интенсивно, поскольку
сушка происходит в слое небольшой толщины при двустороннем
омывании ленты теплоносителем с предварительным проrревом
материала rорячими вальцами.
Общие недостатки ленточных, вальцеленточных и петлевых
сушилок rромоздкость, сложность обслуживания и перебои
в работе из..за перекоса ленты.
Конвективные б а р а б а н н ы е с у ш и л к и широко ис..
пользуют в химической промышленности для сушки сыпучих
материалов топочными rазами или подоrретым воздухом в ус..
ловиях прямоточноrо или противоточноrо движения теплоноси..
теля и высушиваемоrо материала. Эти аппараты отличаются боль..
5 и. и. ЛОВВКаров В др. 129
A A
f2
It
б Б
'\
\
Рис. 2.57. Барабанная сушилка
шой экономичностью блаrодаря возможности использования вы..
сокотеrлпературных теплоносителей. Кроме этоrо, они имеют
значительную производительность, надежны в работе (работая
по 6000 8000 ч без капитальноrо ремонта).
Барабанная конвективная сушилка (рис. 2.57) представляет
собой установленный под уrлом (около 40) к rоризонтали вращаю..
щийся барабан 8, на который надеты два бандажа 10 и зубчатый
венец 9 привода. Аппарат опирается бандажами на свободно вра..
щающиеся ролики, закрепленные на опорной раме 3 и опорно..
упорной станции 5. Два упорных ролика, установленных на раме
о
опорно"упорнои станции, оrраничивают осевое смещение корпуса
барабана.
Барабан вращается от моторно"редукторной rруппы 4 через
зубчатый венец 9. Частота вращения барабана 2 12 об/мин.
На концах барабана установлены заrрузочная камера 2 для
ввода влажноrо продукта и теплоносителя и разrрузочная ка..
мера 6 для вывода продукта и отработанноrо теплоносителя из
аппарата.
При противоточном движении высушиваемоrо материала и
теплоносителя последний вводится в разrрузочной камере, а вы..
о
водится в заrрузочнои.
130
Для заrрузки вращающихся барабанов предназначены пита..
тели, установленные над заrрузочнои камерой. Материал по..
дается из питателя в барабан по наклонным лоткам 1 (уrол на..
клона 60 700), что обеспечивает ссыпание материала в барабан.
Между камерами и барабаном устанавливают уплотнения
для исключения подсоса наружноrо воздуха. Подсос воздуха
в барабанной сушилке особенно нежелателен со стороны подачи
rорячеrо теплоносителя, так ,как при этом снижается температура
теплоносителя и возрастает скорость ero движения в барабане.
В барабане установлены насадки, обеспечивающие равномер..
ное распределение материала по сечению барабана. Со стороны
поступления материала в барабане расположена приемно"винто"
вая насадка 11, далее основная насадка. В сушильных бараба..
нах диаметром 1000 1600 мм для материалов с хорошей сыпу"
честью и размером частиц до 8 IM В качестве основной насадки
реКОfylендуется использовать секторную насадку 13, а для сыпу..
чих материалов с большим размером частиц или склонных к сли..
панию материалов лопастную 12. Если материал в ходе сушки
восстанавливает сыпучие свойства, то в качестве приемно"винто"
вой используют лопастную насадку, а в качестве основной
секторную.
Теплота передается материалу конвекцией от rазов и тепло..
проводностью от наrретой поверхности насадки и внутренней
поверхности барабана. Объем барабана заполняют материалом
обычно на 20 %. Материал движется вдоль вращающеrося бара..
бана, так как он наклонен к rоризонтали, а также под деист..
вием проходящих через сушилку rазов. Для исключения уноса
значительноrо коли-чества высушиваемоrо материала относитель..
ная скорость rаза в барабанной сушилке составляет 2 5 м/с.
Высушенный продукт выводится из разrрузочной камеры ло..
пастным затвором или шнеком. Отработанные rазы проходят
систему пылеочистки и отводятся в атмосферу.
Барабан сушилки представляет собой стальную цилиндриче..
скую обечайку толщиной 8 20 мм. Как показывает опыт, бара..
бан при работе имеет тенденцию несколько сплющиваться, осо..
бенно в сечениях под опорами. Во избежание этоrо барабан снаб..
жают одной или несколькими широкими кольцевыми наклад..
ками 7, приваренными к корпусу. Толщина накладок в 1,5 2
раза превышает толщину барабана. Таким образом, образуется
подбандажная обечайка мощное жесткое коль.цо, препятствую"
щее деформации барабана. Иноrда подбандажную обечайку из..
rотовляют как единое толстое кольцо, свариваемое с пролетной
обечайкой барабана кольцевым швом.
Бандажи обычно изrотовляют из стали 40; они представляют
собой кольца прямоуrольноrо профиля и служат для передачи
давления от вращающихся частей аппарата на опорные и упорные
ролики. Последние отливают из чуrуна СЧ 18 или СЧ 21. Неравно..
прочность роликов и бандажей приводит к ускоренному изнаши..
5* 131
r
А
I
,
1
A A
+
Рис. 2.58. У эеп крепления банда а к барабану
ванию роликов, изrотовить которые дешевле и. проще, чем ба н..
даж. Бандажи 1 (рис. 2.58) обычно закрепляют на барабане 6
башмаками 3, которые присоединяют к кольцевым накладкам 5
сваркой или болтами 4. Выступы двух соседних башмаков повер"
нуты в разные стороны, что предотвращает осевое смещение
бандажа вдоль барабана. Зазор между башмаком 3 и бандажом 1
реrулируют подкладками 2.
Опорно"упорная станция (рис. 2.59) состоит из основной
плиты 4, на которой укреплены четыре подшипниковых узла 3
для опорных роликов 2, а также упорные ролики 5, расположен..
ные под уrлом к вертикали. Бандаж 1 упирается в ролики 5
своими торцовыми поверхностями.
Барабанные сушилки обычно работают при низком вакууме
(50 250 Па) для исключения выхода в цех запыленных топочных
Ж
132
Рис. 2.59. Опорно упорная станция
rазов; в связи с этим стыки барабана с камерами уплотняют.
ПО ОСТ 26 Ol..441 85 в местах соединения барабана с заrрузочной
.
и разrрузочнои камерами устанавливают сальниковые, лен очные
или секторные уплотнения. В аппаратах диаметром 1000 2800 мм
и температурой стенки барабана до 90 ос рекомендуется испопъ..
зовать лентЬчное уплотнение (рис. 2.60), а при более высокой тем..
пературе сальниковое. В аппаратах большеrо диаметра реко..
мендуется использовать секторное уплотнение (рис. 2.61).
В ленточном уплотнении один конец мноrослойной ленты 2
(см. рис. 2.60) закреплен на неподвижном кольце 5 камеры, а дру"
rой заведен на кольцо 1, укрепленное на барабане. Лента
прижата к подвижному кольцу проволочным кольцом 3 через
накладки 4. Секторное уплотнение (см. рис. 2.61) состоит из под..
вижноrо, вращающеrося вместе с барабаном, кольца 2 инепод..
вижноrо кольца 1. К подвижному кольцу 2 пружинами 4 прижи..
маются десять секторов 3. Упорами для пружин 4 служат ста..
каны 5.
А п пар а т ы Д л я с у ш к и м а т е р и а л а в п с е в Д о..
о ж и ж е н н о м (к и п я щ,е м) с л о е. Проведение процесса
сушки в кипящем слое позволяет значительно интенсифицировать
удаление влаrи из материала, поскольку при этом увеличивается
поверхность контакта между частицами материала и сушильным
areHToM, выравниваются температура и влажность материала
в' объеме слоя. Вследствие этоrо аппараты псевдоожиженноrо
слоя вытесняют барабанные сушилки, например, при сушке из..
вестняка, KaMeHHoro уrля и пр. В установках с кипящим слоем
можно одновременно проводить несколько процессов (сушку и
обжиr, сушку и rрануляцию и др.). К недостаткам таких сушилок
можно отнести повышенный удельный расход энерrии, пылеобра..
зование материала и связанную с этим опасность возникновения
ero взрывоопасных концентраций в воздухе. Сушилки с кипящим
слоем MorYT быть OДHO и мноrосекционными. Односекционные
аппараты наиболее просты в конструктивном И эксплуатацион..
ном отношениях. Их используют
rлавным образом для удаления
несвязанной влаrи из сыпучих
материалов. Мноrосекционные аппа..
Рис. 2.60. Ленточное уплотнение
Рис. 2.61. Сектор ное уплотнение
lЗЗ
раты применяют для
удаления связанной
влаrи из материалов,
для которых требуется
высоgая равномерность
сушки.
Простейшая однокамерная сушилка представляет собой вер..
тикальный аппарат круrлоrо или прямоуrольноrо сечения, снаб..
женный в нижней части распределительной решеткой, через ко..
торую поступает теплоноситель.
Как известно, при отсутствии теплоносителя или при очень
малой ero скорости зернистый материал лежит на решетке непод..
вижным плотным слоем. С увеличением скорости подачи тепло-
носителя наблюдается узкая область скоростей, в пределах ко..
торой слой сначала разбухает, но остается неподвижным, а затем
при достижении теплоносителем некоторой критической скорости,
называемой скоростью псевдоожижения, слой приходит в состоя..
ние кипения, или псевдоожижения. С дальнейшим увеличением
скорости теплоносителя псевдоожижение переходит в пневмо-
транспорт, начало KOToporo характеризуется скоростью rазовоrо
потока, называемой «скоростью уноса».
На рис. 2.62 показана установка для сушки сульфата аммо"
ния rорячим воздухом в псевдоожижеННО 1 слое. Влажный ма..
териал секторным питателем 4 заrружается в сушильную ка..
меру 3, куда из калорифера 2 вентилятором 1 наrнетается воздух,
наrретый до температуры 120 ос. Высушенный продукт через
выrрузочное устройство 7 поступает на конвейер 8. Отработанный
воздух проходит через циклон 6 и выбрасывается в атмосферу
вентилятором 5.
Сушильная камера этой установки (рис. 2.63) представляет
собой прямоуrольный короб 2. Через люк 1 в нижнюю часть ко..
роба установлено rазораспределительное устройство. Наrретый
воздух поступает через rорловину 6 и отводится через патрубок 3,
оrибая отбойник 4 (первичный сепаратор), который направляет
поток rаза для подсушки заrружаемоrо продукта. Переливной
пороr 5 обеспечивает заданный уровень кипящеrо слоя.
На рис. 2.64 приведены схемы двухсекционных сушилок.
Аппараты кипящеrо слоя в последнее время успешно приме..
няют для сушки пастообразных материалов, растворов и суспен"
зий. В этом случае в качестве слоя зернистоrо материала исполь..
зуют rранулы высушиваемоrо продукта или инертный
носитель (песок, фарфоровые шарики, фторопластовая
крошка) .
134
J
1
z
7
Рис. 2.62. Схема OДHOKaMep
ной установки для сушки
сульфата аммония в псевдо
ожиженном слое
Рис. 2.63. Сушилка с псевдоожижев-
БЫМ споем
I
t
,
Процесс сушки паcr на
rранулах высушиваемоrо ма..
териала можно приближенно
предcrавить следующим обра.. А
зом. Жидкий или пастообраз.. V
ный материал подается через
форсунки на поверхноcrь пс
вдоожиженных rранул высуши..
BaeMoro продукта, вследствие
чеrо происходит увеличение их
размера. Влаrа из материала
удаляется и в кипящем слое за
счет истирания и раскаливания
сухих rранул обра уются новые частицы, которые являются цен..
трами образования новых rранул. Сушилки снабжают сепаратором,
выводящим из аппарата крупные частицы и возвращающим мел..
кие.
Основное условие успешной реализации сушильноrо процесса
в аппаратах с кипящим слоем равномерное распределение
влажноrо материала и сушильноrо areHTa по сечению аппарата,
что обеспечивают выбором конструкции питателей влажноrо
материала, затворов на линии выrрузки cyxoro продукта и rазо..
распределительных устройств.
rазораспределительные устройства (решетки) выполняlЩ двой"
ную функцию равномерно распределяют rазовый поток по
сечению аппарата и поддерживают слой при остановке сущилки,
т. е. исключают попадание материала в подрешеточное простран..
ство.
В качестве. rазораспределительных устройств используют про..
вальные и б-еспровальные решетки. Пр овальные решетки это
t
4
..........
....................
",'"
t t
t I
а) 6)
8)
Рис. 2.64. Схемы двухсекционных сушилок с псевдоожиженным слоем (сопош.
ные и штриховые стрелки соответствуют материалу и теплоносителю):
а rоризовтаJlЬВОЙ; б вертикальной с выносным переточным устройством; 6 Bep
икаJlЬНОЙ о внутренним переточным устройством
135
I I
Л Л Л 1:'TQ .J,::Ш
"- "-:'..\... I
о) В)
Рис. 2.65. Схемы беспроваЛЬНЫ)g rазораспределительвых решеток:
а ... DЛоскаs: 6 -- иелобчатая; (J..... щелевая
перфорированные плиты с диаметром отверстий 2 З мм (иноrда
до 5 мм) и свободным сечением З lО %.
На рис. 2.65 приведены схемы беспровальных rазораспредели"
тельных решеток. Плоская решетка (рис. 2.65, а), состоящая из
ряда перекрывающих одна друrую пластин, обеспечивает пере..
мешивание материала вблизи решетки, т. е. в зоне наиболее высо"
ких температур. Теплота отводится от решетки интенсивно,
застойные зоны отсутствуют, практически исключено попадание
материала под решетку. Опыт эксплуатации этих решеток в аппа-
ратах с площадью поперечноrо сечения до 10 м 2 показал их высо"
кую надежность. Такие решетки рекомендуется использовать для
комкующихся материалов.
Для волокнистых продуктов следует предпочесть желобчатую
решетку (рис. 2.65, б). rаз подается в решетку танrенциально;
при этом достиrается интенсивное перемешивание частиц высуши-
BaeMoro материала.
Беспровальная решетка щелевоrо типа (рис. 2.65, 8) пред-
ставляет собой два ряда колосников. Оси щелей BepxHero и ниж"
Hero ряда колосников взаимно смещены. Недостатки этой кон"
струкции re же, что и у перфорированных плит.
При температуре поступающеrо теплоносителя до 400 ос ре-
шетка может быть сплошной. При более высоких температурах
р шетку следует изrотовлять из отдельных колосников для воз-
можности компенсации их температурных деформаций.
Для выrрузки материала из аппаратов кипящеrо слоя и уда-
ления пыли из циклонов применяют затворы лопастные, шнековые
и затворы"миrалки (рис. 2.66). Для улучшения rерметизации'
аппарата иноrда ставят по два затвора..миrалки на одном вер-
тикальном участке. Надежность их работы повышается с увели"
чением расстояния между ними. Для увеличения надежности
можно установить лопастной затвор и шнек.
Для заrрузки сушилок кипящеrо слоя сыпучими материалами
обычно используют лопастные и шнековые питатели, а для подачи
растворов, суспензий и паст форсунки.
А э р о Ф о н т а н н ы е с у ш и л к и. Для удаления слабо..
связанной влаrи из дисперсных материалов неоднородноrо rpaHY-
лометрическоrо состава в условиях, коrда скорость витания частиц
(скорость обтекания частицы rазом, при котором сила ero rидро..
динамическоrо воздействия на частицу уравновешивается ее
силой тяжести) значительно меняется в процессе сушки, при-
136
s
'f-
Рис. 2.66. 3атвор миrалка
z
Рис. 2.67. Схема установки с аэрофонтан
ной сушилкой
меняют аэрофонтанные сушилки. Они представляют собой аппа..
раты цилиндроконической формы, в конической части которых
частицы высушиваемоrо материала циркулируют в потоке тепло..
носителя до тех пор, пока вследствие удаления влаrи их скорость
витания не станет меньше скорости rазовоrо потока.
Высушенный материал выrружают через боковое отверстие
в цилиндрической части сушилки либо по мере высыхания он
пневмотранспортом выносится из аппарата в пылеулавливающую
систему.
Установка для сушки материала в режиме фонтанирующеrо
слоя (рис. 2.67) включает аэрофонтанную сушилку 3, в которую
вентилятором 5 под.ается воздух, наrреваемый в калорифере 1.
rорячий сушильный areHT подхватывает влажный материал,
поступающий из питателя 2, и подает ero в нижнюю часть конуса
сушилки 3. В верхней части конуса скорость воздуха умень..
шается, и материал начинает перемещаться в обратном направле..
нии, вдоль стенок аппарата, что приводит к интенсивной цирку"
ляции. Для очистки воздуха предназначен циклон 4.
Аэрофонтанные сушилки можно выполнять с rазораспредели..
тельной решеткой и без нее; в последнем случае скорость rаза
в узкой части аппарата принимают равной устойчивой скорости
пневмотранспорта W п == (1,5 ... 2,0) Ш в , rде Ш в скорость вита..
ния частиц. В широкой части аппарата в обоих случаях скорость
rаза близка к скорости псевдоожижения.
А п пар а т ы Д л я с у ш к и м а т е р и а л о в в р е-
ж и м е п н е в м о т р а н с пор т а. Пневматическую сушку,
или сушку в режиме пневмотранспорта, сыпучих материалов,
из которых в процессе сушки удаляется свободная или слабо..
связанная влаrа, широко используют в химической промышлен"
ности. Для сушки материала с крупными частицами (более 8..........
10 мм), а также для удаления из материала связанной влаrи эти
аппараты неприrодны.
131
5 6 Сушку в режиме пневмо"
транспорта реализуют rлав..
ным образом в трубах..су..
шилках (пневмотрубах), а
также в вихревых и ци..
клонных сушилках.
В химической промыш"
ленности наиболее широко
используют трубы"сушилки.
Диаметр этих сушилок иноr..
да достиrает 1 м, длина
25 l\I. Скорость теплоносителя
в этих аппаратах весьма велика (lO 40 м/с), поэтому время
сушки, как правило, составляет несколько секунд и материал не
переrревается, не спекается и не прилипает к стенкам сушилки.
На рис. 2.68 приведена схема установки для сушки минераль..
ных солей в режиме пневмотранспорта. Материал из бункера 2
двухшнековым питателем 1 подается в трубу 3, в которую из
калорифера 8 поступает rорячий воздух. Материал подхватывается
теплоносителем и транспортируется в циклон 4. В трубе 3 проис-
ходит интенсивная сушка материала. Из циклона высушенный
материал выrружается через затвор 7, а сушильный areHT, пройдя
систему 5 тонкой пылеочистки, выбрасывается в атмосферу вен..
тилятором 6.
В таких сушилках процесс особенно интенсивен на началь.. .
ном, или нестационарном, участке трубы, rде относительная
скорость rаза и твердых частиц еще велика; в дальнейшем по мере
уменьшения этой скорости эффект тепло.. и массообмена резко'
снижается. Хотя длина нестационарноrо участка в трубах..сушил..
ках постоянноrо сечения невелика (1,5 2,O м), на нем удаляется
основная (до 55 %) часть влаrи. Для интенсификации сушки
создают нестационарные условия движения rазовой взвеси по
длине пневмотрубы, для чеrо ее снабжают расширителями, вну"
тренними винтовыми вставками и пр. Так, труба 3 (см. рис. 2.76)
имеет посередине расширитель, за которым происходит резкое
увеличение относительной скорости материала и теплоносителя.
Трубы сушилки особенно эффективны при рециркуляции TBep
дой фазы или при мноrоступенчатой сушке; в последнем случае
при правильном выборе параметров режима сушки на каждой
ступени можно получать продукт с более низкой остаточной
влажностью.
В промышленности широко используют аппараты, сочета-
ющие предварительную сушку в пневмотрубах с дополнительной
сушкой материала в аппаратах друrоrо типа, например в сушил..
как кипящеrо слоя.
138
Рис. 2.68. Схема установки дли
сушки в режиме пневмотранспорта
Комбинир ованные
с у ш и л к и. В рассмотренных
сушилках степень использова..
ния теплоты сушильноrо areHTa
невелика из..за непродолжитель..
Horo контакта ero с материа..
лом. Наиболее полно потенциал
сушильноrо areHTa используют
в комбинированных сушиль..
ных установках.
Примером может служить
комбинированная сушилка типа
«циклон кипящий слой», раз
работанная для обезвоживани я
полимерных материалов.
Влажный материал (рис.
2.69) подается отработанным сушильным areHToM через
пневмопитатель 1 в циклон 2, rде происходят подсушива..
ние и смешивание влажноrо материала с частицами cyxoro
материала, уносимыми с предыдущей ступени сушки. Это
препятствует слипанию и комкованию материала в циклоне.
Ставший сыпучим материал подхватывается в питателе 3 свежим
сушильным areHToM и поступает в пневмотрубу 4, rде удаляется
несвязанная Влаrа, а затем в сушилку 5 кипящеrо слоя. Заданная
конечная влажностр продукта достиrается созданием кипящеrо
СJroя соответствующей высоты.
Разработана комбинированная сушильная установка
(рис. 2.70) на базе вихревых сушилок и дезаrреrаторов"подсуши"
вателей, обеспечивающих дезаrреrацию измельчение слипа..
ющихся и комкующихся материалов и их предварительное под..
сушивание. .Эrо исключает налипание материала на стенки вихре..
вой сушилки. Наrретый J3 калориферах 9 воздух qоступает на
сушку двумя потоками: основным и вспомоrательным. 8спомоrа..
тельный поток воздуха поступает в дезаrреrатор подсушиватель 2.
Рис. 2.69. Сушилка типа сциклон
КИПЯЩИЙ СЛОЙ:.
80.зоух
..}. t\
...
9
(!:.
80зdух
80Jdyx
.:
Рис. 2.70. Схема комбини-
рованной сушильной
установки
139
в который через пита..
тель дозатор 1 подается
влажный материал. Об..
разующаяся взвесь ма..
териала направляется
в смеситель 3, куда
подается также основной поток воздуха. Далее взвесь по..
ступает в вихревую сушилку 4. Высушенный продукт отделяется
от воздуха в самой сушилке и в циклоне 6 и выводится через
затвор 5. Для ДОПОЛН.R.rельной очистки отработанноrо воздуха
используют скруббер 7, откуда воздух отсасывается вентиля"
тором 8.
Р а с пыл и т е л ь н ы е с у ш и л к и предназна чены для
сушки растворов и суспензий с получением rOToBoro продукта
в виде порошков или rранул. Аппараты обеспечивают интенсивное
удаление влаrи из материалов при кратковременном, обычно
пря'моточном, контакте с сушильным areHToM, поэтому их при..
меняют для сушки термочувствительных продуктов биолоrиче..
CKoro и орrаническоrо синтеза с большой начальной влажностью.
В этих аппаратах блаrодаря тонкому распылению материала
достиrается настолько значительная поверхность испарения, что
процесс высушивания завершается чрезвычайно быстро (за 15
20 с) и, вследствие этоrо, несмотря на высокую температуру
сушильноrо areHTa, температура на поверхности материала срав"
нительно невысокая. Из..за кратковременности процесса и мяrких
условий сушки свойства материала не изменяются.
Схема установки с распылительной сушилкой приведена на
рис. 2.71.
Воздух вентилятором 1 через калорифер 2 подается в распыли"
тельную сушилку 3. Сушилка представляет собой цилиндрическую
камеру, в верхней части которой установлено распылительное
устройство 4 в виде центробежно"распылительноrо механизма
или форсунки (пневматической или механической).. Коническое
или плоское днище сушильной камеры снабжено специальными
rребками, обеспечивающими выrрузку продукта.
Сушильный areHT из аппарата, пройдя пылеочистное устрой"
ство 6 (циклон, рукавный фильтр), вентилятором 5 выбрасывается
в атмосферу.
По способу распыления исходноrо материала типовые рас..
пылительные сушильные аппараты классифицируют на центра"
бежно"распылительные сушилки (РЦ) и форсуночно..распылитель..
ные (РФ).
Центробежные распылительные сушилки имеют специальные
,центробежные распылительные механизмы, состоящие из электро"
двиrателя, повышающеrо редуктора и вертикальноrо вала с уста..
J
1
z
140
Рис. 2.71. Схема установки
с распылительной сушилкой
I
2
Рис. 2.72. Диск дли распыления Рис. 2.73. Лопастной распылительный
эрозионных материалов ДИСК
новленным на нем распыливающим диском. В некоторых кон..
струкциях диск приводится паровой или rазовой турбинкой.
Жидкость распыливается при подаче ее на быстро вращающийся
распыливающий диск.
Применяют распыливающие диски различной конструкции,
выбор которой зависит от свойств обрабатываемоrо материала
и производительности аппарата.
Диск для распыления эрозионных материалов (рис. 2.72)
состоит из стальноrо корпуса 1, сменных сопл 2 и защитной смен..
ной пластины 4, прижимаемой к основ'анию диска rайкой 3.
личительная особенность диска сопло уrлублено на 10
20 мм; поэтому твердые частицы создают на поверхности диска
защитный слой и свежая пульпа перемещается к соплам по слою
материала. Лопастной диск (рис. 2.73) обычно используют для
распыления суспензии, не обладающих заметными эрозионными
свойствами.
Форсуночно"распылительные сушилки оснащают пневмати-
ческими или механическими форсунками.
Механические форсунки работают при да лении 3 20 МПа.
Они отличаются высокой экономичностью, компактностью и бес..
шумностью в работе, обеспечивают тонкое и равномерное рас..
пыление. Расход энерrии при распылении механическими форсун..
ками невелик, однако производительность этих форсунок трудно
реrулировать; их выходные отверстия часто засоряются, поэтому
механические форсунки неприrодны для распыления суспензий
и паст.
Механическая форсунка (рис. 2.74) состоит из корпуса и трех
плотно прилеrающих один к друrому дисков. Первый диск 1
представляеr .собой распределитель раствора, имеет восемь отвер"
. . .
стии И кольцевои канал, из Koтoporo раствор поступает во второи
диск 2. По танrенциальным каналам последнеrо раствор движется
в вихревую камеру, расположенную в центре этоrо диска. За..
крученная струя раствора выходит из отверстия в третьем нижнем
диске 3 и под действием центробежных сил распадается на мелкие
капли.
Пневматические форсунки предназначены для распыления
эмульсий, растворов и суспензий с широким диапазоном изме..
141
,
z
J
J
Рис. 2.74. Механическая фuрсунка Рис. 2.75. Пневматическая форсунка
пения дисперсности твердой фазы. Для распыливания используют
сжатый воздух или водяной пар давлением 0,5 0,6 МПа. Пневма-
тическими форсунками можно распыливать жидкость любой
вязкости. Они надежны в работе; их производительность просто
реrулировать. К недостаткам пневматических форсунок следует
отнести неоднородность распыления и повышенный расход элек"
троэнерrии.
В пневматической форсунке (рис. 2.75) сжатый воздух по-
дается через патрубок 1, распыливаемый раствор через па-
трубок 2. На выходе из форсунки раствор подхватывается возду-
хом, истекающим из кольцевой щели между корпусом 3 и тарел-
кой 4.
В верхней части сушильной камеры 1 центробежно-распыли-
тельной сушилки размещено центробежно-распылительное уст-
ройство 2 (рис. 2.76). rорячий СУШИJlЬНЫЙ areHT по rазоходу 3
подается к факелу распыла высушиваемой суспензии. Отработан-
ный сушильный areHT удаляется через rазоход 5, а rотовый про..
дукт через затвор 4 в нижней части коническоrо днища.
Распылительные сушильные аппараты с центробежными ди-
сками и форсунками резко различаются. Диаметр форсуночных
распылительных СУШИЛОК меньше, отношение длины Н камеры
к ее диаметру D для форсуночных камер обычно составляет H/D ==
== 1,5 ... 2,5, а в специальных случаях (например, при получении
rOToBoro продукт в виде rранул rрубым распылением) l\10жет
достиrать 5. Для сушилок с дисковым раСIlЫЛОМ H/D == 0,8 ...
1,0. Как правило, сушильная камера этих аппаратов представляет
собой вертикальную цилиндрическую обеча йку с плоской крышкой
и коническим или плоским днищем, в котором н ходится разrру-
зочное устройство.
Кондуктивные сушилки отличаются тем, что в них вся теплота
передается высушиваемому материалу теплопроводностью от на-
rретой поверхности, а воздух ИJIИ ДРУI'ие rазы преДНi1эначены
142
только для удаления
испарившейся влаrи из
рабочеrо объема аппа..
рата. В качестве и с..
точника теплоты в этих
аппаратах используют
водяной пар,. высоко..
кипящие орrанические
растворители, а также
расплавы солей и ме..
таллов.
Процесс сушки в
кондуктивных сушиль..
ных аппаратах может
происходить при атмо"
сферном давлении или
при вакууме. Послед-
ний вариант использу..
ют при сушке материа-
лов леrко окисляющих..
ся (необходимость за-
щиты их от действия
кислорода воздуха), а
также термолабильных,
токсичных, пожаро.. и
взрывоопасных.
В химической про-
мышленности из перио-
дически действующих
кондуктивных сушилок
наиболее распростра-
нены полочные ваку-
умные и барабанные
вакуумные, из непре-
рывно действующих барабанные контактные и вальцевые.
Полочная кондуктивная сушилка представляет собой rори
зонтальный цилиндрический аппарат с откидной крышкой, внутри
KOToporo на стойках размещены полые rреющие плиты, в которых
циркулирует теплоноситель. Материал, поступающий на сушку,
за,rружают на противни, которые устанавливают на rреющие плиты.
Процесс сушки в этих аппаратах может длиться десятки часов.
Для предотвращения коркообразования материала аппарат пери-
одически открывают и материал перемешивают.
Более интенсивно сушка материала в вакууме протекает
в барабанных вращающихся сушильных аппаратах. Преимущество
143
Рис. 2.76. Центробежно-
распылительная сушилка
2
t-..
\.Q
Q:2
.::t-
....
""
""
......
""
со
J
4-
Рис. 2.77. Барабанная роторная сушилка
этих аппаратов, кроме перемешивания материала медленно вра-
щающимися мешалками, механизация заrрузки и выrрузки
материала.
Серийно выпускают барабанные вакуумные сушилки с плава..
ющим барабаном и роторные. Роторная барабанная вакуумная
сушилка (рис. 2.77) представляет собой rоризонтальный цилин-
дрический барабан 1 с рубашкой 2, внутри KOToporo установлен
ротор 3 (или перемешивающее устройство). Реверсивное вращение
ротора автоматическое: направление вращения меняется
через каждые 5 8 мин. rребки ротора изоrнуты на одной поло
вине барабана в одну сторону, на друrой половине в противо
положную так, что при вращении ротора в одну сторону материал,
заrруженный через люк 5, сначала перемещается к периферии
барабана, а затем при вращении ротора в друrую сторону к раз
rрузочному люку 4, расположенному в середине барабана.
Вальцевые сушильные аппараты предназначены для сушки
вязких и пастообразных продуктов при атмосферном давлении
или вакууме. Это аппараты непрерывноrо действия; их основной
рабочий элемент полые обоrреваемые изнутри вальцы. На
наружную поверхность вальцов снизу и и сверху поступает
пастообразный или жидкий материал, обладающий адrезией
к металлу. Сушка материала происходит кратковременно, в тон..
ком слое, что создает условия для paBHoMepHoro высушивания
материала и исключает возможность ero повреждения.
В одновальцовой сушилке (рис. 2.78) вращается полый rладкий
обоrреваемый валец 2, нижняя часть KOToporo поrружена в ко-
рыто 5 с высушиваемым материалом. Внутрь вальца через цапфу 1
подается rреющий пар, а через трубку 4 выводится конденсат.
Валец получает вращение через шестерни, установленные на
цапфах сушилки. Частоту вращения вальца выбирают в зависи
мости от продолжительности процесса сушки. При вращении
вальца материал тонкой пленкой налипает на rорячую поверх
ность и высыхает за один ero оборот. Высушенный материал
144
, Z J
Рис. 2.78. Одновапьцоваи сушилка
срезается ножом 6 и поступает в шнек 7. Испаренная вла а отво-
дится через штуцер 3 вентилятором.
Вакуумные вальцовые сушилки работают так же, но в них
рабочие элементы расположены внутри rерметичноrо кожуха,
соединенноrо с вакуумной системой.
Выбор типа сушильноrо аппарата зависит, rлавным образом,
от свойств высушиваемоrо материала, формы связи с ним влаrи,
начальной влажности и объема производства. Влажные матери..
алы, как объекты сушки, характеризуются рядом показателей:
термической стойкостью, способностью к образованию зарядов
статическоrо электричества, arperaTHbIM состоянием (сыпучий,
жидкий, пастообразный), способностью к взаимодействию отдель-
ных частиц материала между собой (адrезия) или с твердой стенкой
(коrезия), теплоемкостью, rранулометрическим составом и др.
Наличие этих данных обязательное условие правильноrо вы-
бора аппарата.
Особый интерес при этом, однако, представляют те свойства
продукта, которые определяют интенсивность процесса сушки,
поскольку определение ее продолжительности для достижения
требуемой остаточной ВJIажности продукта вызывает, как правило,
наибольшие затруднения.
Скорость процесса сушки лимитируется либо внешней диффу-
зией, т. е. условиями подвода теплоты и отвода паров влаrи с по..
верхности материал(), либо внутренней диффузией, т. е. условиями
вывода влаrи из rлубинных слоев материала к ero поверхности.
Если высушиваемый материал это пористое тело с капил..
лярами радиусом r О, 1 нм, то перенос влаrи в нем подчиняется
законам молекулярной диффузии, при меньших размерах капил-
ляров (' < 0,1 нм) закономерности переноса определяются режи-
мом течения, при котором преимущественным является соударе-
ние молекул со стенками капилляров, а не между собой, как
при обычной диффузии. Молекулы жидкости, ударяясь о стенки
Пор, как бы поrлощаются ими и затем вновь испаряются. При
очень малых капиллярах (порах), соизмеримых по разм рам
с молекулами влаrи, механизм диффузии меняется; в этом случае
145
большую роль начинают иrрать силы отталкивания, затрудня-
ющие прохождение молекул в порах.
Таким образом, в зависимости от механизма переноса в порах
высушиваемые материалы можно разделить на четыре rруппы
в порядке уменьшения критическоrо диаметра пор:
непористые и широкопористые сыпучие материалы спорами
размером более 0,01 H1\I;
материалы с порами размером от 0,01 до 6 нм;
тонкопористые и микропористые материалы с порами размером
от 6 до 2 им; .
ультрамикропористые материалы (размер микропор менее
2 нм).
Разумеется, реальный, подлежащий высушиванию материал
может содержать поры всех четырех rрупп.
Характер процесса сушки зависит от начальной влажности
материала. Если начальная влажность материала Ин больше
критической икр при заданной температуре сушки, а конечная
влажность меньше икр, то сушка проходит в двух периодах:
в первом и во втором. Если и начальная, и конечная влажность
материала больше критической икр, то процесс сушки завершается
в первом периоде, если она меньше критической, то сушка проис..
ходит только во втором периоде.
Длительность первоrо периода сушки в аппарате можно
рассчитать из уравнений тепловоrо баланса при условии, что
изВестен коэффициент теп.попередачи от areHTa сушки к мате..
риалу. Длительность BToporo периода сушки можно определить
по эмпирическим данным сушки в конкретном аппарате модель..
Horo материала', для Koтoporo известно число пор каждой из ука..
занных четырех rрупп. В качестве TaKoro модельноrо материала
предложена катионитовая смола КУ-2-8И.
На изложенных принципах основана методика определения
длительности сушки, предложенная в РТМ 26-01..131 81 «Аппа..
раты сушильные. Методика выбора типа сушилок». Соrласно
этому документу в аппарате с активным rидродинамическим
режимом длительность ТI первоrо периода сушки можно опре..
делить при известном коэффициенте теплоотдачи из уравнения
ТI == (Ин uK)/N I ,
rде N I == 6 dtср/dэкврмqо скорость сушки в первом периоде, C l;
[ коэффициент теплоотдачи, Вт/(м 2 . ОС); dt cp средняя раз-
ность температур поверхности материала и теплоносителя, ОС;
d экв эквивалентный диаметр частиц материала, м; Рм плот..
ность материала, кr/м З ; qo удельный расход теплоты на 1 Kr
испаряемой влаrи, Дж/кr J.
Если коэффициент теплоотдачи неизвестен, то скорость сушки
можно определить по кинетической кривой сушки модельноrо
материала в аппарате:
N I ос == N IM ( d.экв. м ) 1,5 ( Рм. М ) ( L\tcp. не )
d экв . пс Рм. ос I1t ер. м '
146
rде индексы «м» И сис» относятся соответственно к модельному
и исследуемому материалу.
Время сушки исследуемоrо материала ВО втором периоде
сушки
I't" ( ' ] 4 ...1 k l ) dэнв. м
'''11 "н А ,
w.эRВ. ис
1==1
l
rде 1'II экспериментальное время удаления влаrи из пор
i rруппы модельноrо материала, с; k l отношение доли пор
i..й rруппы в модельном материале к доле этих пор в исследуемом
материале.
Полное время сушки материала l' === 1'1 + 1'11.
На основании данных о характеристиках материала, вре .fени
сушки и требуемой производительности аппарата (табл. 2.5)
можно предварительно выбрать типовую сушилку. Оптимальный
вариант соответствует типу аппарата, для KOToporo сумма баллов
по rоризонтали максимальна. Если для заданных условий экс"
плуатации аппарату соответствует оценка О баллов, то возмож-
ность использования аппарата исключена; при оценке 5 баллов
применение аппарата рекомендуется, а при оценке 3 балла до-
пустимо, но использование связано с дополнительными мерами
подrотовки продукта или изменением конструкции сушилки.
В таб.пице нет таких х'арактеристик материала, как непожаро..
опасные, не склонные к пылеобразованию, нетоксичные, невзры-
воопасные для таких материалов приrодны сушилки всех
типов.
При выборе типа сушилки необходимо обращать внимание
на следующие обстоятельства. Малотоннажные (производитель-
ность до 250 кr/ч) и среднетоннажные (до 3500 кr/ч) производства
целесообразно укомплектовывать типовыми аппаратами, а для
крупнотоннажных (производительность свыше 3500 кr/ч) произ-
водств требуются индивидуальные разработки с учетом особен
ностей производства.
Сушилки периодическоrо действия предпочтительны, коrда
обрабатывают небольшие количества продуктов при значительно ,f
ассортименте, а также при сушке материала, требующеrо измене
ния режима в процессе сушки. Жидкие и хорошо текучие мате-
риалы (растворы и суспензии) сушат в распылительных сушилках.
Получаемый при этом продукт можно досушивать в аппаратах
с псевдоожижением. Пасты сушат rлавным образом на вальце-
ленточных и петлевых сушилках, а при небольших масштабах
производства в аппаратах псевдоожиженноrо слоя с инертным
теплоносителем. Сушка этих материалов вызывает наибольшие
трудности: налипание пастообразноrо материала на рабочие
поверхности аппаратов резко снижает интенсивность процесса
и вызывает переrревание материала. В связи с этим используют,
в чаСТНОСТИ j следующие приемы: формование; смешивание с мел..
147
10
tQ
:::t
=
с:
'о
=
Е--е
148
i-
С.
=
=
Q
'-
Q
=
.а
с:
:1:
а
>-
u
>-
С.
Q
'"
:!
:IIC
cu
:!
=
=
t::[
1°]1:"..118.1.811
-&аВП 108g,,(dJ.
ИОIп 0.1
-аШOJ''(dи 8 8 80ф
BOIп 0.108
-важижоо1tаа:>п
'ОВ
-ьо ваиа)JчU'еа
=
:.:
r:;
=
а
u
D:
r:;
J:(
,ов ВОИ)J1Iа:>
10н:>лdИОН1t0
10HЬO Haи
10 н nллх е&
и:>vаmOlеmеds
10HHegedeS)
ii
о
r:;
r:;
о
r:;
u
=
CI'
......
И:>lаmOl emeda
10HHeS)edeS)
:.:
=
4)
::1
О
10&0)JQU'e&
nОU'lЧu:>еd nlЧН
hонл:>dоф :>
IОНQU'а ИU'IЧU:>8d
nОU'lЧu:>еd nlЧН
жа90dJ.наn :>
10всша ИU'lЧu:>еd
IОRJlЛА1I
-8& ,оньоиоо
10RЬОU'OП
со
r:;
=
=
4):':
:;8
:I
u
=3
=
foofoo
(4)
=:&
...
:.:с:
са
с.
са
><
01.01.00 о 1.01.0 Otnl.O ('1)
01.01.0001.01.001.000
('1)1.0('1)001.01.001.00('1)
00 о 1.О01С 1С8.С1.О1С8.С
1C1COOO8.C1CC'f':)1Ctt:)C'f':)
C'f':)1CC'f':)001C1C01C0C'f':)
... ... с.
* * * *
1C1CC'f':)C'f':)01C1CC'f':)1CC'f':)C'f':)
о о о c'f':) 1с c'f':) 1с c'f':) c'f':) _ 1с 1с
0001C1C1C1CC'f':)1C1C1C
00 О C'f':)1C1C1C c'f':) 1С1С1С
*
1.01C1C1CC'f':)1CC'f':)C'f':)1C1C1C
1C1C1C1C01C1CC'f':)1C1CC'f':)
1C
1с О
1'--'
01С
.........
.........
o:r:
:а
f-t
CJ
=
::
с.
Q)
CI1
o:r:
.. о
r::;ш
«1 О
==-=
0..c.J
cu>a
=-=
o:r:
:а
::o:r:
:а
0..::
(1')
о «1
О о..
=-= 'о
3 о =
о о =-=
0..E-
О =
с с
o:r:
:а
::
..а
r::;
=
r::;
о
с.
cu
..
o:r:
:s:
=-=
о
f-t
CJ
О
С.
cu
f-t
g
=
=
«1
с:а
О
(1')
:s: «1
=: о..
(1']'0
Q) О
'"" Q)
о с: o:r: o:r:
:.= :а :а :а
o:r: с::::
=-= :а :IIC =-= CJ
o:r:::o:r: c
:а :: :а :а о 5
::0::::00
=r::;::::o..c:a
а =-= о 0«1:а
r::; CJ с: r::; с.
си :IIC =-= О (1')
C.J :z: C.J C.J с с:а
:1:
=
(1')
= Q)
= '-
(1')
си
'-
:IIC
«1
10 10
('1)
('1) 1.0
('1)
c'f':) 1.0
('t)
о о
c'f':)
00
c'f':)
1с 1с 1с
c'f':) о о
о о о
8.с c'f':) c'f':)
1с c'f':) c'f':)
,
1с 1.0 1с
о о
о
=
=
CJ
Q)
:r
=
::
«1 =:
'-
o..tI::
Ос;
cиo:r:
:а Е- :а
:: :s: ::
::g-CJ'
Q).... ...
:r .... .....
О t
:::Е о
c.Jc.f-t
.
'с)
Е
:s
:t
о
t'O
О
Q.
t::::
J.O]J аЬИJ.8J1
...авп UOBS).,(d.I.
Boи 0.1
..аШOl.,(dИ8 ВJ.воф
вои:> 0.108
-взжижоо11&З:>П
ВОВ
-ЬОJ.В31t3)JqItВ&
:1:
::.:
r:;
:1:
3
с)
о:
r:;
J:(
UОННОИtnl3:>
v он :>лdион110
'OHЬO Halt
VОН..Л.,(:ИВ&
и:>vаmOl emed&
VOHHegBdeg
-;
о
r:;
r:;
о
r:;
с)
:1:
и:>vзmOlеmеd&
UOHHegedeS)
::.:
=
4)
::r
О
во&оnчие&
wоltlЧu:>еd "IЧН
ьон,,(:>dоф :>
vонqll'a иltlЧu:>еd
JlоltlЧu:>еd "АН
жзgоd н3)J :>
vончltз иltlЧu:>еd
,он..их
e& "оньоltои
,оньоиои
...
r:;
=
=
4)::':
"'3
:lC)
:8
::.:
=...
...с)
:I
4)
...
::.:с
са
са
><
с::> 1.0 1.0
1.0 1.0 О
1.0 1.0 1l)
1l) 1l) c't:)
1.0 1l) c't:)
1l) 1l) о
о c't:) 1l)
1l) (i't') c't:)
8.с 8.с c't:)
1l) 1l) 8.с
1.0 О О
1l) О' О
I
О
C.J
:S:
е
с
Ь:
0:1.........
t Е-
..
O
0:1 Е-
(1')
:S:
O
с.08.С
Cc.
с о
(1J е
rO
O
о::
8.с
c't:)
О
LCOOOO
00 О C't:)0
о о c't:) 1.0 О
00 О C't:)0
000C't:)0
000C't:)8.C
о о о c't:) 8.с
о 8.с c't:) О О
8.С8.С000
8.C1l)000
о о о c't:) 8.с
о о о c't:) 8.с
8.с
c't:)
(1J
(1J
1:;
о
'"
и
«1 ..
:s::1:;(1J
0:1
а :S::
иос.
::
::r
Е- е е
C.J Е- ::
0 0:1
::Е-:
c.JCJ
1:;0::
(1J (1J
Е- Е-
= ::
:Е е :s:
1:; 0:1
О :S::
'" Е-
е (1J C.J
с.с. 0
t::E-::
c't:) о g
I c't:) 1
8.с I о
о c't:) et:)
о
о
ф
18
о ф
ф et:)
.
:1
4)
:1:
=
Q
r:;
'"
о
J:(
о
'"
::.:
r:;
=
а
u
.
.
.
о:
=
CI'
О
...
О
ID
:1:
...
О
С
::.:
r:;
:1:
а
u
.
.
.
о:
=
CI'
О
Ь
:1
о:
с
::.:
r:;
=
а
u
.
.
:1
о
о
::.:
r:;
=
а
u
..
.
149
ким сухим продуктом (ретуром) для увеличения сыпучести; раз..
бавление жидкостью до жидкотекучеrо состояния.
Сыпучие материалы, содержащие свободную слабосвязанную
влаrу, сушат обычно в трубных, вихревых, циклонных сушилках
и в аппаратах псевдоожиженноrо слоя. Для удаления связанной
влаrи используют сушилки барабанные, ленточные, с псевдо-
ожиженным, фонтанирующим слоями, а в малотоннажных произ-
водствах полочные. Для материалов, содержащих свободную
и связанную влаrу, целесообразно применять двухступенчатые
(комбинированные) сушильные установки.
Токсичные и пожароопасные материалы сушат в кондуктив-
ных вакуумных сушилках.
Как правило, для KOHKpeTHoro материала приrодны аппараты
нескольких типов и окончательно тип сушилки выбирают на
основании результатов технико-экономическоrо сравнения
вариантов сушки по приведенным затратам.
2.11. РАСЧЕТ НА ПРОЧНОСТЬ АППАРАТОВ
ДЛЯ СУШКИ
Расчет на прочность элементов сушильных аппаратов
с вращающимися барабанами выполняют соrласно
РД 26 Ol 158 86 «Аппараты сушильные с вращающимися бара-
банами rазовые», rде установлены нормы и методы расчета на
прочность корпусов, бандажей, опорных и упорных роликов
барабанных сушилок, изrотовляемых из уrлеродистых и низко-
леrированных сталей.
р а с ч е т к о р п у с а н а про ч н о с т ь. При расчете
корпуса барабанной сушилки принимают, что на Hero действуют
равномерно распределенные по длине силы тяжести корпуса
с бандажом и зубчатым венцом 01 и находящеrося внутри корпуса
материала 02' а также крутящий момент М кр , передаваемый зуб-
чатым венцом. Предполаrают, что этот момент распределяется
по сечениям слева и справа от зубчатоrо венца пропорционально
отнощениям длин правой l пр === 13 + 14 и левой l л == 11 + 12 13
частей корпуса к ero общей длине (рис. 2.79). Кроме Toro, в под-
бандажной обечайке, если зазор между бандажом и корпусом
недостаточен для свободноrо температурноrо расширения послед-
Hero, возникают напряжения из за стесненности температурных
деформаций и на бандаж начинают действовать распорные силы.
При проектировании барабанных сушилок задаются толщи-
нами стенки пролетной 51 и подбандажной 52 обечаек корпуса из
условий 51 == (0,007 ... 0,1) D l И 82 === (1,5 ... 2,0) 51 И рассчиты-
вают напряжения в опасных сечениях корпуса (D l наружный
диаметр пролетной части корпуса аппарата).
Если температурные деформации корпуса не оrраничены, ТО
ero рассчитывают как двухопорную балку ПОД действием ,равно-
мерно распределенной наrрузки q ::::: (01 + О 2 )/ L.
150
Анализ влияния сил, воз..
никающих в зацеплении ве.. ...
нец шестерня показывает,
что при работе аппарата ре..
зультирующая этих сил на..
правлена вверх и частично
компенсирует действие сил тя-
жести; поэтому с допущением
в пользу запаса прочности уси-
лиями в зацеплении при рас..
чете корпуса сушилки можно
пренебречь.
Эпюры изrибающих момен-
тов М, крутящих моментов
М кр , а также перерезывающих
сил Q, возникающих в корпусе
аппарата, приведены на рис.
2.79. Максимальные изrибаю-
щие моменты, Н · мм, действу"
ющие соответственно в сере-
дине пролетной обечайки и в
левой подбандажной обечайке:
М а 1 + а 2 ( 1 21 ) и М G 1 + а 2 l2
1 8 2 1 2 2L 1 ·
Изrибающий момент, Н.мм, действующий в месте стыка про..
летной и подбандажной обечаек соответственно при L > 4l]
и L < 411:
М з == G 1 i;.G 2 (4Ii+b 4l1b)
Рис. 2.79. Схема 11 расчету корпуса
барабана
ь
f'I
f'I
l,
l.
11
q
I1 кр
и М з == а 1 i;. а 2 (41i + ь 2 21 2 Ь),
rде Ь ширина подбандажной обечайки, мм.
Крутящий момент М КР1 ' Н .мм, действующий на левую от
венца (большей длины) часть корпуса аппарата:
Мир 1 == 9,55. 10'. N1 (11 + 12 1з),
пб
. rде N мощность электродвиrателя, кВт; 1') кпд привода;
пб частота вращения барабана, мин"' l .
Максимальная перерезывающая сила, Н, действующая в под-
бандажной обечайке, Ql === 0,5 (01 + 02) 12/ L. Перерезывающая
сила в месте стыка пролетной и подбандажной части Q2 === 0,5 (01 +
+ 02) (12 Ь)/ L.
Расчетные напряжения:
в пролетной части обечайки
. 01 == V Mi + M p 1/ w %1;
151
в подбанд ажной чаGТИ
<12 == V M + M p 1 / w %2; '111 == QI'Sz21[21 %2 (S2 с»);
в месте стыка пролетной и подбандажной частей обечайки
. <1з == V M + M p r / (<р w %1); '112 == Q2 S %r/[2I %1 (SI с) <р).
В этих выражениях 1 %1 == 1tD (51 с)/8 и 1 %2 == 1tD (52 c)/8 ..........
MoMeHты инерции площади поперечных сечений соответственно
пролетной и подбандажной частей обечайки, мм 4 ; D 2 наружный
диаметр подбандажной обечайки, мм; W Ж1 == 2/ 1 /D 1 И W Ж2 ==
== 2/ 2 /D 2 .......... моменты сопротивления поперечных сечений соответ-
ственно пролетной и подбандажной обечаек, мм З ; SЖl ==
== 0,5Di (51 .......... с) И SX2 == o,5D (52 с) .......... статические моменты
поцеречноrо сечения соответственно пролетной и подбандажной
частей обечайки, мм З ; коэффициент прочности cBapHoro шва.
Условия прочности корпуса имеют вид:
01 -< [о]к; 02 -< [<1]к; Оз -< [о]к; 't 1 -< ['t ]к; 't 2 -< ['t]K'
rде [о]к допускаемое напряжение для материала корпуса при
расчетной температуре, МПа; [';]к допускаемое касательное
напряжение материала корпуса при расчетной температуре, МПа.
Если расчетные напряжения меньше допускаемых, то при
нимают меньшие значения 51, 52 И расчет повторяют.
Если зазор д между корпусом и бандажом недостаточен, то
для компенсации возникающих температурных деформаций, т. е.
при 0,5cx K D 1 (t K .......... t o ) > д возникают температурные напряжения
в местах посадки бандажа на корпус (СХ н температурный коэф
фициент линейноrо расширения материала корпуса, °C l; t K ..........
температура корпуса аппарата в' рабочих условиях, ОС; /0 ==
== 20 ОС .......... температура, при которой выполняют сборку а ппа..
р а та).
При расчете температурных напряжений будем рассматривать
корпус 1 как бесконечно длинный цилиндр радиусом 'н со сплош
ной накладкой радиусом 'н, на которую установлен без зазора
или с недостаточным для свободноrо температурноrо расширения
корпуса зазором бандаж радиусом
''5 (рис. 2.80).
Обозначим температурные коэф
фициенты линейноrо расширения на..
кладки и бандажа соответственно
сх н и СХО, толщины накладки и бан
дажа .......... соответственно 5 и И 5б.
()(,y;t,y
Xz 2
Х.. X+
1
Рис. 2.80 Схема к расчету внутренних
факторов в системе корпус накладка
бандаж
.:
152
МБIсленно рассечем систему корпус 1 накладка 2........ бан-
даж 3 по линиям сопряжения элементов, а взаимное их влияние
заменим силами Х 1 и Х 2 И моментами Ха иХ,. Тоrда радиальные
перемещения накладки, бандажа и корпуса соответственно!
W и == x 16iI + X 2 6i2 + Хзб з + ан,в (t и t o );
Wб == CLcsrб (tб to) + 2Х 1611;
W K == Х2б;2 + Х 4 6;4 + ак,к (t K to),
rде б ii перемещение в направлении действия i..ro силовоrо
фактора под действиеМ единичной силы, заменяющей j..й силовой
фактор; t рабочая температура элементов системы, ОС; индексы
«н», «б», «к» соответствуют накладке, бандажу, кор пусу .
В условиях совместной деформации бандажа и накладки
W и Wб == о, т, е.
Х 16 1 X26 2 Хз6 з CLн'и (t и t o ) +
+ абfб (tб t o ) + 2Х lб 1 == о.
(2.30)
Аналоrично запишем равенства:
радиальных перемещений по линии сопряжения накладки
и кор "уса
Хlб l + X26 2 + Хз6 з + Х2б 2 Х4б 4 + CLи'н (t H t o )
ак,к (t K t o ) == о; (2.31)
уrлов поворота по линии сопряжения между накладкой и бан"
дажом ..
Хlб l + Х2б 2 + Хзб з == о;
(2.32)
yr лов поворота по линии сопряжения между накладкой и кор..
пусом
Х2б:2 + Х4б 4 == о.
(2.33)
При наrружении полубесконечноrо ДЛИННоrо цилиндра диа..
метром 2R и толщиной s по краю единичной перерезывающей
силой (рис. 2.81) радиальное (мм 2 /Н) и уrловое (мм/Н) "еремеще
ния края цилиндра соответственно:
Iбkl == (2 3D) 1; Iб 1 == (2 2D) 1.
При наrружении TaKoro цилиндра по краю единичным иэrиба..
ющим моментом (рис. 2.82) радиальное (мм/Н) и уrловое (I/Н)
перемещения края цилиндра соответственно:
1 б I == (2 2 D) l, I б I == ( D) l;
здесь == у3 (1 J!2)/YRS в MM l; D == ЕsЗ/[ 12 (1 2)] В
Н .мм.
153
р=
I
I
,
............
......
s
I
1
..
2Н
I I
I !
I
S
,
, V,Af=
2R '-
f
Рис. 2.81. Схема наrружении краи Рис. 2.82. Схема наrружении краи
цилиндра единичной силой цилиндра единичным моментом
Выше условились рассматривать корпус и накладку как nолу-
бесконечный цилиндр, поэтому каноничес кий коэфф ициент б l ==
== (2P DB)"'1, rде для накладки РВ == у з (1 J.12)/ -y' 'BSB ; D B ==
== EH s /[12 (1 р,2)] , Аналоrично для корпуса Рк ==
== VЗ(I J12)/ -y' 'иSl; D K == EKs /[12 (1 J.12)]. Здесь Ев и Е к
модули упруrости. материала соответственно накладки и
корпуса, МПа,
Бандаж будем рассматривать как кольцо, наrруженное сосре..
о о v
доточен нои единично и силои, которая совпадает по направлению
с Х 1 . Радиальное перемещение бандажа, мм 2 /Н,
б l == , /(ЕБF б),
rде Е б модуль упруrости материала бандажа, МПа; F б пло-
щадь поперечноrо сечения бандажа, мм 2 .
Таким образом, систему уравнений (2.ЗО) (2.З3), называемую
v о
каноническои системои метода сил, можно представить в виде:
I 1
2рЗD Х 1 2рЗD
в в в в
1
2R D
t'и в
I
Х 2 2P2D Ха аи,и (t и t o ) + а.б'б(t б t o ) +
н в
2r 2
+ Еб:б Х 1 == о;
Х 1 + ( 2fJ:V + 2fJ:V ) Х 2 + 2fJ2 1 V Ха
в в к к в в
+ аи,и (t и t o ) аи,и (t и t o ) == о;
1 1 I
2 2D Х 1 + 2 2D Х 2 + Р D Ха ==0;
н в н в н н
1 1
2p2D Х 2 + р D Х, == о
к к к к
I
2fJ VK Х 4 +
(2.34)
154
.. форме
или в матричнои
2r 2 1 1
1 б О X 1
2p DH + ЕБFfj 2РЗD 2P2D
н н н н
1 1 1 1 1 Х 2
2p D н 2p DH + 2р1 D 2p DH 2p DK
К К
1 1 1 О Х З
2p 2 D 2p DH 2Рн D и
Н в
О 1 О 1 Х4,
2p DK рнD и
CLи'и (t и t o ) CLб'б (t б t o )
CLн'и (t и t o ) + ан,н (t H /0)
о
о
Решение системы (2.34) не вызывает затруднений и позволяет
найти силовые факторы Х 1 , Х 2 , Х з , Х 4 (перерезывающие силы
и иэrибающие моменты, действующие по краю накладки и кор..
пуса) .
в терминах РД 26..01..158 86 температурные окружные на..
пряжения, вызываемые силовыми факторами Х 2 == QT И Х 4 ==
== М Т В корпусе аппарата,
(Jt == + K6MT/S 2'\'KPKQT/S2 2,\, MT/S '
rде H коэ ффициент Пуассо на для материала корпуса; '\'н ==
== -v 3 (1 J.L ); РК == y'O,5D 2 /s 2 .
Суммарные напряжения, возникающие в корпусе аппарата
под действием сил тяжести корпуса и материала в барабане,
крутящеrо момента и температурных воздействий, а}: == й2 + <Jt,
а условие прочности имеет вид а}: -< [й ]н.
Р а с ч е т б а н Д а ж а н а к о н т а к т н у ю про ч..
н о с т ь. Ширину бандажа и рабочую длину опорноrо ролика
рассчитывают из условия контактной прочности. В этом случае
бандаж и ролик рассматривают как два цилиндра длиной Ь 1 ,
сжатые силой Т == 0,5 (01 + 02)/COS '1', которая действует в пло
скости осей цилиндров (рис. 2.83). При этом считают, что материал
цилиндров изотропный, а деформации упруrие.
Установлено, что в этих условиях цилиндры сминаются по
линии первоначальноrо контакта с образованием полоски шири..
ной 2с (рис. 2.84), причем
с == 2 1/ т 1 ,...2 El + Е 2 rR ,
r ПЬ 1 EIE2 , + R
rде Е 1 и Е 2 модули упруrости материалов соответственно бан"
дажа и опорноrо ролика, МПа; Ь 1 ширина бандажа, мм; " R
радиусы соответственно onopHoro ролика и бандажа, мм.
155
z
т
&'+&2
TSin 7/F
Рис" 2.83. Схема действия сил на po Рис. 2.84. Схема распределения KOH
лики TaIcrHoro давления в ролике
Давление р, МПа, на площади контакта распределяется по
ширине полоски по эллиптическому закону
р2/ Рб + у2/с 2 == 1,
rде ро максимальное давление при у == о.
1/ т EIE2 R+r
ро == у п(1 JL2) Ь 1 Е 1 +Е2 Rr ·
Максимальное эквивалентное напряжение в зоне контакта
О'энв == О,6ро, поэтому условие прочности при расчете бандажей
и роликов имеет вид
О,6ро -< [о' ]б,
rде [О']б допускаемое напряжение для материала бандажа.
В РД 26..01..158 6 условие прочности записан о в форме
О 42 1 f 01 + 02 EIE2 Dб + d [ ]
О'энв ==, у. пЬ (1 JL2) cos 'ф Е 1 + Е 2 Dб d о' б,
rде D б и d наружные диаметры соответственно бандажа и опор"
Horo ролика, мм.
р а с ч е т б а н Д а ж а н а про ч н о с т ь при и 3"
r и б е. При определении изrибающеrо момента в бандаже со..
rласно РД 26..01..158 86 рассматривают ДВа случая: температур"
ный зазор между бандажом и корпусом позволяет последнему
свободно расширяться; этот зазор недостаточен для компенсации
температурных деформаций. В первом случае считают, что сила
тяжести корпуса с материалом воспринимается только башма..
ками, расположенными в двух нижних квадрантах (рис. 2.85),
в виде сосредоточенных сил, в местах установки этих башмаков.
156
ro
Рис. 2.85. Схема наrружении бандажа Рис. 2.86. Схема наrружении бандажа
при ero свободном расширении при отсутствии температурноrо зазора
Предполаrают также, что реакция Р , на башмак пропорциональна
косинусу уrла между осью рассматриваемоrо башмака и вер..
тикалью, Т. е.
Pt == РО COS '\'i,
rде РО искомая сила.
Из условия равновесия
РО + 2Р ! cos 6 + 2Р 2 cos 26 + ... + 2 Р н cos (k6) == 01 + 02'
rде k ........ число пар башмаков; 6 уrол между двумя соседними
башмаками, О:
РО . 01 + 02/ [ 1 + 2 l l cos 2 (6) ] ·
в этом случае изrибающий момент максимален
под опорным роликом:
М (01 + 02) (D. + D 4 ) х
61 4пk
[ 1 б 2k 2k 11 ]
Х т ctg""2" + cos р в (п ) tg Р 8 ctg Р ,
\
в сечении
rде D8 и D, внутренний и нару.жный диаметры бандажа, мм;
р == 2п (180 '1')/360; 211' уrол между опорными роликами, О.
При расчете бандажей перерезывающими силами обычно пре..
небреrают и изrибные напряжения в бандаже
йбl == МБJW б'
rде W б == b t h 2 /6 момент сопротивления поперечноrо сечения
бандажа, ммВ (h высота бандажа, мм).
Определяя изrибающий момент в бандаже при отсутствии
температурноrо зазора или ero недостаточной величине, при..
нимают, что усилие контакта между корпусом и бандажом рас..
пределено равномерно и передается на бандаж в виде равных
сосредоточенных сил Р, приложенных в местах установки башма..
151
ков (рис. 2.86). Эти силы рассчитывают из условия совместности
радиальных перемещений бандажа и корпуса при воздействии
температуры:
11, I1 p == w, (2.35)
rде , изменение среднеrо радиуса корпуса под действием
температуры, мм; Ар уменьшение среднеrо радиуса корпуса
аппарата под действием силы Р, мм; w радиальное перемеще..
ние бандажа относительно ero оси, мм, в точке приложения силы;
11, == ак,и (t и t o ); (2.36)
Ар == Pk r fJK · (2.37)
п, к 2Е l\SИ '
w == Pr 1 ( + sin б i 2 )
Еб l б б 4 4 б s n 2 '
2sin 2
2
rде 1 б == Ь t h З /12 момент инерции площади поперечноrо сече..
ния бандажа, мм4.
При расчете изrибающеrо момента в бандаже в этом случае
будем учитывать, что реакция Т со стороны ролика направлена
противоположно силе Р и, следовательно, уменьшает изrибающий
момент, обусловленный этой силой.
С упрощением в сторону запаса можно считать Т == О и рас..
сматривать поведение бандажа под действием только сил Р.
с учетом (2.З5) (2.З8) найдем
2п.Е б/ Б F н5 н sin 2 + ан, н (t н t o )
Р === [ б.
б б 2 sin 2 т ] б
1traEKSK T+sinT б +krкРкЕб/бsiп2т
Изrибающий момент, Н .мм, обусловленный этой силой, макси..
мален в точке ее приложения:
М б2 == Р'б ( kjn O,5ctg :k ),
(2.38)
откуда напряжения изrиба, МПа, <1б2 == М б2 /W б и условие проч..
ности при изrибе
шах {(1бl; <1б2} < [<1]б.
* 2.12. АВТОМАТИЗИРОВАННЫЙ РАСЧЕТ
СУШИЛЬНЫХ УСТАНОВОК
В задачу системы автоматизированноrо проектирова..
ния сушильных установок входит выбор оптимальной схемы су..
шильной установки на базе типовых сушильных аппаратов и се..
рийно выпускаемоrо комплектующеrо теплообменноrо и пыле..
очистноrо оборудования,
158
Процедура формирования схемы сушильной установки со..
стоит из этапов!
выбор рациональноrо типа сушильноrо аппарата на основе
результатов анализа свойств высушиваемоrо материала и расчет
размеров аппарата выбранноrо образца;
подбор вспомоrательноrо оборудования и ero проверочный
расчет;
создание на базе выбранноrо оборудования технолоrической
схемы сушки и расчет технико"экономических показателей су..
.
шильнои установки в целом.
Из..за трудоемкости каждоrо из этих этапов мноrовариантная
проработка условий сушки и выбор наиболее рациональной тех..
нолоrической схемы сушки без применения ЭВМ практически
неразрешимые задачи.
В САПР сушильных установок типовой сушильный аппарат
выбирают на основе пакета прикладных проrрамм, разработанных
на базе РТМ 26..01..1Зl 81. Как указано, параметрам высушива..
eMoro материала соответствуют сушильные аппараты нескольких
типов, поэтому для i..ro конкурентоспособноrо а"ппарата ЭВМ
формирует технолоrическую схему сушки.
Одновременно ЭВМ составляет уравнения материальноrо и те..
пловоrо балансов процесса сушки и определяет необходимые
количества теплоты, пара, сушильноrо areHTa и пр.
Далее ЭВМ ВЫПО.lIняет расчет для каждоrо из конкуренто..
способных сушильных' аппаратов, определяя необходимую по..
верхность теплообмена и размеры сушильной камеры. Затем
ЭВМ переходит к выбору узла подrотовки теплоносителя в зави..
симости от указанных в задании на проектирование источников
теплоты, требуемых параметров сушильноrо areHTa и схемы ero
ЦИРКУЛЯЦ}JИ (замкнутый или разомкнутый цикл). Источником
теплоты может быть топливо (мазут, природный rаз), пар, rорячая
вода и электроэнерrия. При использовании в качестве источника
теплоты топлива проектируют топку. Если в качестве источника
теплоты используют пар давлением более 1,2 МПа, то в системе
подrотовки сушильноrо areHTa предусматривают кожухотрубча..
тые теплообменники, при давлении пара менее 1,2 МПа узел
подrотовки areHTa сушки комплектуют паровыми калориферами.
Если на входе в калорифер температура сушильноrо areHTa
ниже 1 О ОС, то предусматривают предварительный ero подоrрев
отработанным конденсатом.
Если источником теплоты является электроэнерrия, то пред
усматривают установку электрокалориферов. При наличии в ка..
честве источников теплоты и пара, и электроэнерrии используют
паровые калориферы для предварительноrо HarpeBa тепловоrо
areHTa с последующим дополнительным HarpeBoM ero в электро"
калориферах. Узел HarpeBa areHTa комплектуют На основании
данных каталоrов.
159
ИсхоiJНbI aaHHb/
Оnр iJеление VUСЛQ
6арианто6 С!Jшки
/JbIlop 6арианта С!Jшки
8Ь1ООР nара/'1етро6 сgшки
РаС'lет eat1apиmo6
сgшильноzо аппарата
Расует za,Joxo606
8Ь10ОР злеlfенто6
технолоzическоil cxelfbI
I/J/lop тtллооl"енных
алnарато6
81J/lop систеl1Ы
лылеоvистки
Выоор 6 нтилятора
H т
Нет
Да
81J/DOP оnтиl1альноzо
6арианта сушки
Ре.JУЛ6таты расчета
Рис. 2.81 Функциональная схема автоматизированноrо выбора сушильной
установки
L{алее установка комплектуется системой очистки отработан-
Horo теплоносителя, включающей циклоны (цилиндрические и
конические), скрубберы и различные сочетания этих аппаратов.
При одно.., двух.. или мноrоступенчатой rрубой очистке ис..
пользуют циклоны, при комбинированной двух.. или MHorocTyneH"
чатой очистке после циклонов ставят скрубберы.
При запыленности теплоносителя (содержание пыли х ==
== 200 r/M 3 ), требуемой степени очистки т] == 88 ... 90 % и среднем
диаметре частиц пыли d cp > 1 О мкм В систему пылеочистки вклю"
чают цилиндрический циклон ЦH 15, при среднем диаметре частиц
d cp < 10 мкм конический циклон сдк..ЦН ЗЗ или СДК..ЦН..34.
При прочих равных условиях (при х > 200 r/-МЗ) предусматривают
160
мноrоступенчатую очистку в нескольких циклонах. Степень очи-
стки сушильноrо areHTa 1) > 90 % обеспечивается при комбини
рованной пылеочистке с использованием скрубберов.
Следующий этап расчетов связан с оптимизацией схемы су..
шильной установки. Задача оптимизации сводится к опр делению
параметров сушки в каждом i"M варианте, обеспечивающих мини..
мум критерия R приведенных затрат: -
R (t l , t 2 , (2) == rnin [CTa (t 1 , t 2 , (2) + Екс с V С (t I , t 2 , (2)]
при оrраничениях t o < t 1 < t'; 60 < 62 < 61; Ilt и < (t 2 (2) <
< t"; здесь t 1 и t 2 температуры теплоносителя соответственно
на входе и выходе из сушилки, ос; 61 И 62 .......... температуры MaTe
риала соответственно на входе и выходе из сушилки, ос; С Т
стоимость HarpeBa 1 к!' теплоносителя, руб/кr; а; количество
теплоносителя, Необходимоrо для сушки, Kr /ч; Се.......... стоимость
единицы объема сушилки, руб/м З ; V е объем сушильной ка..
меры, ; Е и == О, 15 коэффициент эффективности капитало..
вложений; t', t n , 6 максимальные температуры соответственно
входящеrо теплоносителя, отходящеrо теплоносителя и мате..
риала, ос; t o , 60 минимальные температуры соответственно
ВХDдящеrо теплоносителя и материала, ос; Ilt и минимальная
разность температур отходящеrо теплоносителя и материала на
выходе из сушилки, ос.
По критерию приведенных затрат ЭВМ оптимизирует каждый
вариант схемы, после чеrо сравнивает оптимальные значения
критериев для каждой из схем и выбирает единственный вариант
сушильной установки.
Функциональн я схема описанной процедуры автоматиЗ'иро"
BaHHoro выбора схемы сушки приведена на рис. 2.87.
2.13. ПЕРСПЕКТИВНАЯ МАССООБМЕННАЯ ТЕХНИКА
Дальнейшее совершенствование и развитие техники
массообмена должно идти r лавным образом по пути увеличения
съема продукции с единицы объема аппарата, уменьшения пере..
пада давлений на одну теоретическую ступень разделения и
уменьшения удельной металлоемкости аппаратов.
Разработан ряд тарелок с контактными элементами, которые
позволяют увеличить производительность массообменных аппа
ратов и эффективность разделения. Примером MorYT служить
контактные эле 1енты (рис. 2.88), в которых прямоточное взаимо
действие фаз в самом элементе сочетается с эффектом ударноrо
слияния rазожидкостных потоков на выходе из этих элементов.
rаз (пар) с тарелки поступает в контактную трубу 2 через
патрубок 3 со скоростью 1 O 40 м/с, инжектируя жидкость с Ta
релки 1 через щель 6. Далее rазожидкостные потоки, взаимодей
ствуя, движутся прямоточно В трубе 2 и при повороте навстречу
один друrО 1У соударяются. Попав в вырез а трубы 2, после yдap
Horo слияния потоков жидкость отбрасывается вниз на тарелку,
6 и. И. Поникаров и др. 161
+
1
2
а
т
Рис. 2.88. Контактный элемент с соуда-
рением rазожидкостных потоков
Рис. 2.89. Схема колонны с прямоточ-
нь1ми контактными устройствами
а rаз ВЫХОДИТ в межтарелочное пространство и поднимается На
тарелку t расположенную выше.
По пропускной способности абсорбционные и ректификацион
ные колонны, снабженные такими контактными элементами,
в 2,5 раза превосходят колонны с колпачковыми тарелками, при
этом обеспечивается повышенная эффективность разделения.
Преимушество таких контактных устройств ........ возможность
без больших капитальных затрат использовать их при рекон..
струкции колпачковых колонн заменой колпачков рассмотрен-
ными контактными элементами.
Увеличение пропускной способности абсорбционных и ректи..
Фикационных колонн использованием прямоточноrо взаимодей..
ствия фаз в контактных элементах при сохранении общеrо про..
тивотока по колонне в целом возможно лишь при хорошей сепа..
рации фаз на выходе из KOHTaKTHoro элемента. Из большоrо
разнообразия способов обеспечения сепарации фаз заСЛУЖffвает
внимание использование массовых центробежных сил.
В настоящее время разработано большое число контактных
элементов, работающих в прямоточном режиме. При этом закру"
ченный поток обеспечивает сепарацию rазо.. или парожидкостноrо
потока под действием возникающих центробежных сил. На тарел..
ках массообменноrо аппарата (рис. 2.89) устанавливают колпа..
чок 2 с винтовым завихрителем 1, обеспечивающим вращательное
движение rазожидкостноrо потока. Аппарат работает следующим
образом. rаз с нижележащей тарелки поступает в патрубок, rде
инжектирует жидкость с тарелки через щель а и, закручиваясь,
поднимается вместе с жидкостью, обеспечивая контаК1 фаз. Под
действием возникающих при этом центробежных сил жидкость
отбрасывается к периферии колпачка и отделяется от rаза.
162
1
, '------1 , r '
2
t
J J
+
Ij.
, '------1 , r '-------1 , , , ;
1
Рис. 2.90. Схема колонны с прямоточ-
ными контактными устройствами
Рис. 2.91. Схема аппарата с фонтани-
рующей насадкой
На рис. 2.90 показан массообменный аппарат, в котором
закручивание rазожидкостноrо потока обеспечивает завихритель
3, образованный профилированными лопастями. Жидкость с та..
релки подается в контактный элемент через трубки 4 под дей..
ствием давления столба жидкости на тарелке. Для отделения
жидкости от rаза в верхней части колпачка 2 установлен торо..
идальный сепаратор 1.
Такой принцин орrанизации контакта фаз и сепарации rазо..
JКидкостноrо потока позволяет обеспечивать пропускную способ..
ность аппарата, на порядок превышающую производительность
барботажных КОЛОН,н при высокой сте'пени разделения. Однако
rидравлическое сопротивление в таких колоннах несколько
больше, чем в барботажных.
Как известно, для абсорбции леrко растворимых rазов доста..
точно двух"трех теоретических ступеней контакта. Для этих
целей разработан ряд простых массообменных аппаратов, обеспе
чивающих необходимую степень разделения при большой произ..
водительности по rазу. В аппарате с фонтанирующей насадкой
(рис. 2.91) rаз, поступая через штуцер 2, перемещается вверх
по аппарату и поднимает шаровую насадку 1, которая фонтани..
рует в коническом расширителе 5., обеспечивая контакт rаза
с жидкостью. Последняя поступает в аппарат через коллектор 4.
Для предотвращения уноса шаровой насадки из ацпарата пред..
усмотрена решетка 3.
Разработан вихревой массообменный аппарат с винтовым
факелом орошенип (рис. 2.92). [аз, вводимый танrенциально
через патрубок 4, поднимается по аппарату закрученным потоком.
Для орошения rазовоrо потока жидкостью служит дефлекторный
6* 163
ороситель центральная труба 2, по которой поступает
жидкость. В трубе ВДОЛЬ спиральной пластины 6 выполнены отвер-
стия, через которые жидкость выходит в виде струй, ударяясь
о кромку пластины 6 и образуя при этом расширяющуюся жидко-
стную пленку.
Закрученный rазовый поток разрушает пленку на мелкие
капли, которые отбрасываются к стенке аппарата под действием
центробежных сил и проникают в зазор между внутренним 3
и наружным 1 цилиндрами через отверстия во внутреннем ци-
линдре, как бы отсекаясь от rаза. Жидкость под действием rрави-
тационных сил опускается в пространстве между внутренним 3
и наружным 1 цилиндрами и удаляется через штуцер 5. rаз,
отделенный от жидкости, выводится из аппарата в rазоход или
атмосферу. Как показали промышленные испытания, в аппарате
TaKoro типа обеспечиваются скорость rаза по сечению аппарата
18 20 м/с, rидравлическое сопротивление не более 1,6 кПа.
В последн'ие rоды все большее внимание уделяют разделению
жидких и rазовых смес'ей с использованием полупроницаемых
мембран (мембранные методы). Полупроницаемые мембраны обла-
дают замечательным свойством пропускать одни вещества
и задерживать друrие. Для использования в крупных промыш-
ленных установках разработаны
четыре основных типа аппаратов
для мембранноrо разделения: с
трубчатыми мембранными элемен..
тами; типа фильтр..пресса с пло..
скокамерными мембранными эле..
ментами; с мембранами в виде
полых волокон; с рулонными
или спиральными мембранными
элементами.
Один из наиболее простых ап..
паратов с трубчатыми мембран..
ными элементами показан на
А!.
J.A
A A
i
1
Рис. 2.92. Вихревой массообменный
аппарат с винтовым факелом ороше
ния
164
1 А..А
6 h 6
. . .. . -....'" .. ... .....
ь о . ь "
з ,
c. з
Рис. 2.93. Установка с трубчатым
креплением мембран
Рис. 2.94. ПлоскокамерНЬIЙ аппарат
рис. 2.93. Основные узлы аппара..
та пористые трубы 1 (металличе-
ские, керамические или пластмассо..
вые), на внутреннюю (или внешнюю)
поверхность которых нанесена полу-
проницаемая мембрана 2. Исходный
раствор насосом 3 подается в трубы 1,
rде из раствора через мембрану 2 про-
фильтровывается один или несколько
компонентов смеси, образуя фильтрат,
попадающий в приемник 5. Сrущенный
исходный раствор (концентрат) удаля..
ется насосом 4 из аппарата.
Плоскокамерный аппарат (рис. 2.94)
выполнен в виде массивноrо стальноrо
корпуса 2, в котором размещены де..
вять блоков мембранных элементов 4,
имеющих' общую осевую трубу 1 для
отвода фильтрата. Блок мембранных
элементов представляет собой набор
фильтрующих элементов в виде пласт..
массовых дисков, состоящих ИЗ двух
одинаковых пластин толщиной по 1,5 мм,
в которых выполнены щели, образу..
ющие каналы для сбора и отвода фильтрата. Исходный
раствор через шtyцер в крышке 5 и каналы в опорной
ПЛИ,те 6 поступает в первый блок мембранных элементов 4.
Полученный фильтрат через каналы фильтрующих элементов
проходит в трубу 1 для отвода фильтрата, а концентрированный
исходный раствор через кольцевой зазор, образованный корпу-
сом 2 аппарата и разделительным диском 7, поступает во второй
блок мембранных элементов. Здесь процесс фильтрации продол..
жается; фильтрат также поступает в трубу 1, а более концентри..
1
Рис. 2.95. Аппарат с мембранами в виде полых волокон
165
рованный исходный раствор через каналы в разделительном
Диске 7 в следующий третий блок и т. д. Количество исходноrо
раствора уменьшается при переходе ero из одноrо блока в друrой,
поэтому число мембранных элементов в блоках также последова..
тельно уменьшается. Концентрированный раствор удаляется через
штуцер 8. Между корпусом и каждым вторым разделительным
диском установлены уплотнительные кольца 3.
Аппараты этоrо типа отличаются простотой изrотовления
и сборки, возможностью быстрой замены мембранных элементов;
основной их недостаток относительно невысокая плотность
размещения мембран в единице объема (90 ЗОО M 2 jM 3 ).
.Аппараты с фильтрующими элементами в виде полых мем"
бранных волокон отличаются высокой плотностью размещения
мембран в единице объема (до 20 ЗО тыс. м 2 jм3). Наружный диа..
метр волокон 45 200 мкм, толщина стенки lO 50 мкм; волокна
выдерживают высокое давление и не требуют применения под..
держивающих и дренажных устройств.
Аппарат с полыми мембранными волокнами (рис. 2.95) состоит
из корпуса 4, внутри KOToporo размещен пучок волокон 5. Концы
волокон закреплены в трубных решетках 6. Сборники 1 филь..
трата соединены с корпусом фланцами 2. Исходный раствор через
штуцер 8 подается в пространство между волокнами, rде часть
раствора фильтруется через стенки волокон и в виде фильтрата
выходит через штуцера 7. Концентрированный раствор удаляется
из аппарата через штуцер 3.
Основной недостаток аппаратов на основе полых полупрони..
цаемых волокон трудность их замены при повреждении.
Схема аппарата с рулонными элементами приведена в ра..
боте [18] .
Разрабатывают новые конструкции мембранных аппаратов,
в частности фильтрующие центрифуrи, в роторе которых закреп
лены полупроницаемые мембраны.
rЛАВА 3
МАШИНЫ И АППАРАТЫ
ДЛЯ РАЗДЕЛЕНИЯ НЕОДНОРОДНЫХ СИСТЕМ
в химической технолоrии часто используют процессы раз-
деления неоднородных, или reTeporeHHbIX, систем. Эти системы
подразделяют на жидкие и rазовые. Жидкие неоднородные си..
стемы состоят из ЖИДКОЙ сплошной фазы и взвеIllенных в ней
твердых частиц (суспензии) или жидкой сплошной фазы и взве
шенных в ней капель друrой жидкости, несмешивающейся с первой
(эмульсии). rазовые неоднородные систеrvfЫ) называемые чаще
аэрозолями, состоят из rазовой сплошной фазы и твердых или
жидких взвешенных в ней частиц. I( аэрозоляrvI относятся пыли,
дымы и туманы.
Процессы разделения неоднородных систем осуществляют
в оборудовании, отличающем:ся большим разнообразием. Для
разделения суспензий наиболее широко ПрИ 1еняют фильтры,
для эмульсий центрифуrи и сепараторы, для rрубоrо разделе..
ния суспензий rидроциклоны, для разделения аэрозолей
аппараты сухой и мокрой пылеочистки и электрофильтры.
* 3.1. ФИЛЬТРЫ для ЖИДКОСТЕЙ
В фильтрах проводят процесс разделения неоднородных
систем с помощью пористых переrородок, пропускающих одну
из фаз системы и задерживающих 'друrую. Разделяемость суспен
зии в значительной мере зависит от размеров и концентрации
твердых частиц, а также от вязкости и плотности сплошной фазы.
В зависимости от среднеrо размера частиц различают rрубые
(более 100 мкм) и тонкие суспензии (0,5 100 l\1KM), мути (О, 1
0,5 мкм) и коллоидные растворы (от 0,1 мкм до размеров молекул).
Все суспензии, кроме коллоидных растворов, в спокойном co
стоянии способны отстаиваться под действием силы тяжести,
образуя осадок на дне сосуда.
В качестве фильтровальных пористых переrородок в фильтрах
используют различные ткани, проволочные и поли лерные сетки,
бумаrу, металлические, стекляннь е, керамические плоские пори..
стые пластины и полые цилиндры и др. Довольно широко исполь
зуют также слои зернистоrо материала песка, rравия, уrля,
древесных опилок, диаТОl\1ита. Зернистый материал используют
167
12 J
4.
s
G
7 8
9
Рис. 3.1. Плиточно рамный фильтр пресс
в насыпных фильтрах и фильтрах с намывным слоем зернистоrо
фильтрующеrо материала.
Размеры пор переrородки зависят от размеров взвешенных
твердых частиц, которые не должны проходить через фильтр для
получения по возможности чистоrо фильтрата. Задерживаемые
переrородкой твердые частицы обычно образуют на ней слой
осадка. В связи с этим сплошная фаза (жидкость или rаз) проходит
через два слоя: осадок и переrородку. С течением вреМени толщина
осадка увеличивается, возрастает rидравлическое сопротивление
и уменьшается скорость процесса.
При заданной производительности размеры фильтра зависят
от величины и закона изменения во времени скорости прохождения
жидкости через осадок и пор истую переrородку, т. е. от скорости
фильтрации. Движущей силой фильтрации является создаваемая
тем или иным способом разность давлений над осадком и под
пористой переrородкой. /
В зависимости от величины и способа создания движущей
силы различают: вакуум"фильтры; фильтры, работающие при
повышенном давлении (фильтр..прессы); фильтры, работающие
под наливом (под действием rидростатическоrо давления слоя
суспензии). Существуют также фильтры, в которых используют
одновременно повышенное давление перед фильтровальной пере..
rородкой и вакуум за ней.
Фильтры периодическоrо действия работают преиrvlущественно
при повышенном давлении. К ним относятся рамные и KarvlepHbIe
фильтр..прессы, емкостные, листовые, rvlешочные, патронные филь..
тры, а также фильтры с зернистым фильтрующим материалом
(песчаные, rравийные). Осадок из этих фильтров обычно выrру..
жают вручную, что является их существенным недостатком.
Устройствами для механическоrо съема осадка снабжены следу"
ющие фильтры периодическоrо действия, работающие также
при повышенном давлении: дисковые фильтр..прессы с центробеж"
ны л сбросом и удалением осадка (ш.па 1а); автоматизированные
камерные фильтр..прессы.
168
8 ё 2 J
1 1 1
*
Аl
а)
A A
. 50)
Рис. 3.2. Рама (а) и плита (6) фильтр пресса
в подавляющем большинстве случаев фильтры непрерывноrо
действия работают под вакуумом. К ним относятся вакуум..
фильтры барабанные, дисковые, тарельчатые, карусельные
и ленточные.
Рамные и камерные фильтр..прессы. Фильтры периодическоrо
действия paMHoro типа широко используют в промышленности
блаrодаря сравнительно простому устройству и возможности
проводить процесс при повышенном давлении (обычно 0,3
0,5 МПа). Типовой конструкцией является плиточно"рамный
фильтр..пресс (рис. 3.1). Фильтровальными переrородками в нем
служат прямоуrольные отрезки ткани, зажатые между череду-
ющимися рамами 2 и плитами З. Плиты и рамы (обычно чуrунные)
расположены вертикально и закреплены на опорной конструкции,
состоящей из стоек, опорной 1 и прижимной 5 плит, двух опорных
брусьев 4 круrлоrо сечения и rидравлическоrо или электромеха..
ническоrо зажима 6. В малых фильтр..прессах используют ручной
винтовой зажим. Для подвода суспензии, промывной жидкости
и сжатоrо воздуха опорная плита 1 снабжена штуцерами (бобыш..
ками) 7 и 8. Плиты фильтров с раздельным отводом фильтрата
снабжены кранами 9.
Рама (рис. 3.2) имеет сквозную полость в и rладко обработан
ные края 2. В плите выполнены две впадины д, разделенные CTeH
кой 4; ребра 3 HeMHoro не доходят до нижнеrо края впадин и слу
жат опорой для фильтровальной ткани. Плиты и рамы опираются
приливами (ручками) 1 на опорные брусья. В краях плит и рам
имеются отверстия z и е, образующие при сжатии плит каналы
для подачи суспензии, сжатоrо воздуха и промывной жидкости,
а также канал для отвода фи.пьтрата. Отверстия z для суспензии
радиальными отверстиями сообщаются с полостями в рам, а OTBep
стия е для сбора фильтрата со впадинами д плит.
Используют также фильтр прессы с раздельным отводом филь
трата из каждой плиты. В этом случае сквозные отверстия е OTCYT
169
i I
I !
I
; I
I
I I
\ I
i I
I
Рис. 3.3. Камерный фнльтр пресс
ствуют, а впадины каждой плиты соединены с отводным отверстием
в ее нижней части, снабженным краном. Вытекающий из кранов
фильтрат собирается в специальный желоб, откуда отводится
по назначению. Таки.м образом, можно отключить закрытием
кранов те плиты, из которых выходит заrрязненный фильтрат
(например, из за повреждения фильтровальной ткани).
После окончания фильтрации осадок промывается жидкостью.
По окончании промывки происходит осушка осадка сжатым
воздухом, подаваемым по каналу для суспензии или промывной
жидкости. Затем освоБQждают зажим, плиты и рамы поочередно
отодвиrают по опорным брусьям в сторону зажима и из полостей
рам вручную скребком или лопаткой удаляют осадок, падающий
в расположенное под фильтром корыто. После выrрузки осадка
плиты и рамы вновь собирают, 'зажимают и цикл работы фильтра
повторяется.
Основные преимущества рамных фильтр прессов большая
удельная поверхность фильтрации, отнесенная к единице массы
аппарата, отсутствие ДБИЖУЩИХСЯ частей, возможность отключать
отдельные плиты (при раздельном отводе фильтрата). Блаrодаря
значительной движущей силе фильтр обладает высокой произ
водительностью единицы фильтрующей поверхности.
Сложность и трудоемкость разrрузки фильтра от осадка
оrраничивает ero применимость в основном малоконцентрирован
ными суспензиями. Недопустимо использовать рамный фильтр
пресс, если жидкая фаза суспензии или промывная жидкость
являются леrколетучими, ядовитыми или пожароопасными веще
ствами, так как фильтр не rерrvlетичен.
Камерный фильтр пресс по устройству аналоrичен плиточно
pai\IHOl\IY. Основное отличие состоит в том, что чередующиеся
плиты и рамы заменены плитами 1 (рис. 3.3), по конструкции
несколько отличаЮЩИ 1ИСЯ от плит paMHoro фильтр пресса. rлад
170
Рис. 3.4. Схема автоматиэиро
BaHHoro фильтр пресса ФПАКМ
кая поверхность по краям
каждой плиты приподнята
над краями ребер 2 во впа..
динах (над дренирующей
поверхностью), образуя борт.
Между соседними плитами
зажаты два листа фильтр о..
валь ной ткани (две салфе..
тки) 3 и 4. При сжатии плит
вследствие деформации филь..
тровальной ткани в каждой
паре плит образуется про..
странство (камера) а для
осадка. Эти камеры иrрают
ту же роль, что и полости
рам paMHoro фильтр пресса.
Суспензия перетекает из
камеры в камеру через отверстие в бобышке плиты. Каждая
фильтровальная переrородка (салфетка) имеет отверстие, края
KOToporo прижаты к плоскости бобышки уплотнительными
втулками 5 или 6. Промывная жидкость и сжатый воздух по-
даются тем же путем, что и суспензия. Фильтрат отводится так же,
как в рамном фильтр прессе; возможен как общий, так и раздель-
ный отвод фильтрата из плит.
Блаrодаря отсутствию рам камерный фильтр пресс имеет
меньшие размеры, чем рамный с той же поверхностью фильтра-
ции. Малый объем пространства для осадка и значительное до-
пускаемое давление объясняют большее удобство камерных
фильтр прессов по сравнению с рамными при обработке мало
концентрированных труднофильтруемых суспензий.
Автоматизированные камерные фИJlьтр..прессы. Существенный
недостаток, затрудняющий использование обычных плиточно-
рамных и камерных фильтр прессов длительность и TPYДO
емкость выrрузки осадка, проводимой обычно вручную. В связи
с этим, несмотря на простоту конструкции, компактность и низкую
удельную металлоемкость, их заменяют фильтр прессами с Mexa
нической выrрузкой осадка.
Примером может служить автоматизированный камерный
фильтр пресс ФПАКМ (рис. 3.4). Фильтр состоит из пакета rори
зонтальных фильтровальных плит 2, закрепленных на раме с воз
можностью вертикальноrо перемещения. Рама состоит из нижней
опорной 6 и верхней упорной 1 плит, соединенных четырьмя
вертикальными плоскими стяжками 5, которые служат одно-
временно направляющими для фильтровальных плит. Для под
нятия И опускания плит предназначены электромеханический
171
J
1 Z
J
а о
s
8
G
JJ /
10
з '
7
8
Рис. З.5. Схема устройства плит фильтр пресса ФПАКМ
зажим 4 и нажимная плита 3. В поднятом состоянии плиты 2
прижаты одна к друrой и зажаты между нажимной 3 и упорной 1
плитами. При опускании плит между ними образуется зазор
45 мм. Время закрытия или раскрытия фильтр пресса 50 70 с.
Фильтровальная ткань 9 в виде непрерывной замкнутой ленты
натянута на ряд направляющих валиков (роликов) 10 и протянута
между фильтровальными плитами. В стадии фильтрования ткань
зажата между сомкнутыми плитами и на ней образуется осадок.
При выrрузке осадка плиты раздвиrаются, ткань освобождается
и при водится в движение приводным валиком 8. Оrибая направля
ющие валики 10, ткань освобождается ножами (скребками) 11
от осадка, который ссыпается в бункеры или на конвейеры. Фильтр
снабжен специальной камерой 7 реrенерации ткани; проходя
камеру, ткань омывается водой и очищается скребками или щет
ками.
К фильтровальным плитам приварены патрубки, снабженные
уплотнителями, которые при сжатии плит образуют с одной
стороны коллектор для подачи суспензии, ПРОfvfЫВНОЙ жидкости
И воздуха, с друrой коллектор для отвода OCHoBHoro и про
MblBHoro фильтратов. Трубчатый коллектор, отводы KOToporo
соединены резинотканевыми шланrами с соответствующими па
'-трубками плит, служит для привода отжимных диафраrм водой,
подаваемой под давлением в специальные полости плит.
Устройство плит схематически показано на рис. 3.5. Каждая
плита (кроме верхней и нижней) состоит из двух частей 1 и 2,
между которыми зажата по краям резиновая отжимная диаф
parMa 4. Верхняя часть плиты имеет впадину 6, закрытую сверху
перфорированным листом 3, снабжена патрубками 8 и 9 и служит
для сбора фильтрата. На ней имеются также патрубок 7 и OTBep
стия для подачи воды в пространство в между дном верхней части
плиты и диафраrмой. Нижняя часть плиты ПРQдставляет собой
172
раму с полостью а и патрубками 5 и 6 и служит для подачи в нее
суспензии и накопления осадка. По периметру плиты снизу
выполнена канавка, в которую вставлен резиновый шнур 11,
уплотняющий зазор между плитой и фильтровальной
тканью 10.
В стадии фильтрования при сомкнутых плитах через приемный
коллектор, образуемый патрубками 6, и патрубки 5 в нижние
части плит подается суспензия. Проходя через фильтровальную
ткань, она разделяется на осадок, остающийся на ткани, и филь
трат, отводимый из верхних полостей б нижерасположенных
плит через патрубки 8 в патрубки 9, образующие отводной кол
лектор. После накопления осадка определенной толщины он
подверrается осушке сжатым воздухом, подаваемым также через
приемный коллектор. Воздух вытесняет жидкость из полостей а
и пор осадка. При этом осадок дополнительно отжимается упру
rими диафраrмами 4, давящими на осадок. Частицы осадка сбли
жаются, и из ero пор вытесняется жидкость. К диафраrмам из
специальноrо коллектора через патрубки 7 в полости 8 подается
под давлением вода. По окончании отжима давление в водяном
коллекторе уменьшается и диафраrмы выпрямляются. При необ
ходимости таким же образом (через приемный коллектор) осадок
промывается и повторно подверrается осушке. По окончании
осушки плиты, опускаясь, раздвиrаются, включается COOTBeT
ствующий механизм и фильтровальная ткань перемещается. При
этом происходит снятие осадка с ткани и ее очистка в камере
реrенерации.
Основные преимущества фильтра возможность фильтрации
и отжима осадка при давлении до 1,5 МПа и полная автоматизация
процесса, позволяющая одному рабочему обслуживать до десяти
фильтров.- rоризонтальное расположение плит обеспечивает paBHO
мерность толщины слоя осадка и эффективную ero промывку.
ильтр обладает развитой фильтрующей поверхностью при cpaB
нительно небольшой занимаемой площади. Так, фильтр с поверх
ностью фильтрации 25 м 2 занимает 8,6 м 2 производственноrо
помещения.
Разработаны и используются в промышленности автоматизи
рованные камерные фильтр прессы с вертикальным расположе
нием плит. Примером является серия разработанных в СССР
фильтров ФПАВ с поверхностями фильтрации от 50 до 600 м 2 ,
предназначенных для установок очистки сточных вод (для обез
воживания шлама отстойников).
Барабанные вакуум"фильтры относятся к аппаратам непрерыв"
Horo действия. Их рабочий opraH медленно вращающийся
цилиндрический барабан с двойной стенкой. Одна из стенок (чаще
наружная) перфорирована и снабжена фильтровальной переrород
кой (покрыта тканью или сеткой). Полость между стенками с TOp
цов барабана закрыта кольцевыми крышками и служит для сбора
фильтрата, отводимоrо затем из фильтра по дренажным трубкам.
173
15
Рис. З.6. Барабанный ячейковый вакуум фильтр с наружной фильтрующей
поверхностью
Осадок снимается с барабана при ero вращении ножом или друrим
заменяющим ero устройством.
Примером TaKoro фильтра может служить барабанный ячейко..
вый вакуум фильтр с наружной фильтрующей поверхностью
наиболее распространенный фильтр непрерывноrо действия. ос-
новной рабочий элемент машины барабан 4 (рис. 3.6), про-
странство между стенками KOToporo разделено радиальными
переrородками на ряд ячеек. Ячейки закрыты перфорированными
листами, прикрепленными к переrородкам и бортам винтами
с потайными rоловками.
Снаружи перфърированные листы покрыты фильтровальной
тканью. Каждая ячейка снабжена дренажной трубкой 9. Трубки
служат одновременно спицами, связывающими барабан со ступи
цей, к которой крепятся полые цапфы. Обычно трубки образуют
сплошной конический диск с каналами, переходящий в ступицу.
Цапфами 3 и 8 барабан опирается на подшипниковые узлы 2 и 5,
закрепленные на станине фильтра. Барабан приводится во Bpa
щение через зубчатое колесо 1, закрепленное на цапфе 3, частота
вращения lO 50 ч l. Нижняя часть барабана поrружена в cyc
пензию, подаваемую в корыто 13; последнее снабжено переливной
трубой 12. В нижней части корыта под барабаном помещена маят-
никовая мешалка 14 с приводом 15, закрепленная на шарнирах
и совершающая качательное движение. Мешалка препятствует
rравитационному осаждению суспензии и образованию осадка
на дне корыта. Над барабаном расположено устройство 10 для
промывки осадка, состоящее из коллектора, ряда форсунок,
разбрызrивающих промынуюю жидкость, и полосы ткани, натя-
174
Рис. з. 7. Схема работы
ячей Koвoro барабанноrо
ваКУУМ ИJIьтра с наруж
ной фильтрующей no
верхностью
1
нутай на ролики и предохраняющей осадок от размывания.
Ячейки фильтра соединены дренажными трубками с продольными
каналами в стенке полой цапфы 8. При вращении барабана каждая
ячейка через дренажную трубку, канал цапфы и распределитель
ное устройство 6 соединяется через штуцера 7 .попеременно со
сборниками OCHoBHoro и промывноrо фильтратов, находящимися
под вакуумом, и с источником сжатоrо воздуха, служащеrо для
отделения (отдувки) осадка от фильтровальной ткани перед
снятием ero ножом 11 и для реrенерации (очистки) фильтроваль
ной ткани. Распределительное устройство состоит из круrлоrо
корпуса, ячейковой и распределительной шайб. Корпус разделен
переrородками на отсеки и снабжен штуцерами. Ячейковая шайба,
закрепленная на цапфе барабана, имеет по окружности ряд отвер-
стий (по числу ячеек фильтра) и вращается вместе с барабаном.
Распределительная шайба, закрепленная на неподвижном KOp
пусе распределительноrо устройства, имеет секторные окна.
Шайбы пришлифованы и прижаты одна к друrой действием Ba
куума' и пружины.
На каждой ячейке последовательно происходят различные
стадии процесса. Ячейки барабана 1 (рис. 3.7), находящиеся
в зоне 1 (фильтрование), поrружены в суспензию (в корыто 11)
и через распределительное устройство 8 соединены со сборником
OCHoBHoro фильтрата и с вакуумной системой. Под действием
вакуума происходит фильтрация суспензии. На поверхности
ячеек, покрытой фильтровальной тканью, образуется осадок;
фильтрат собирается в полостях ячеек и через дренажные трубы 2
и отсек 12 распределительноrо устройства отводится в сборник.
По мере движения ячейки в пределах этой зоны толщина осадка
постепенно увеличивается. В зоне 11 (первое обезвоживание)
175
ячейки уже не поrружены в суспензию, но еще соединены со сбор-
ником OCHoBHoro фильтрата. Здесь происходит первое обезвожи-
вание осадка ПОД действием вакуума воздухом, вытесняющим
жидкость из пор осадка.
В зоне // 1 (промывка) осадок орошается промынойй
жидкостью, поступающей на ero поверхность из форсунок 4 через
поры ткани 5, натянутой на ролики 3. Здесь ячейки через отсек 6
распределительноrо устройства 8 соединены со сборником про-
мывноrо фильтрата. Под действием вакуума промынаяя жидкость
фильтруется через осадок, вытесняя из ero пор остатки жидкой
фазы суспензии.
В зоне /V (второе обезвоживание) осадок не орошается, но
ячейки остаются соединенными со сборником промывноrо филь-
трата. Затем в зоне V (удаление осадка) через штуцер 7 в ячейки
подается сжатый воздух. При деформации и колебаниях филь-
тровальной ткани осадок от нее отделяется и падает на нож 9.
С ножа осадок соскальзывает в бункер сборник осадка.
Реrенерация (очистка) ткани происходит в зоне V /. Здесь
ячейка поrружена в суспензию и в нее через штуцер 10 подается
сжатый воздух. При барботаже воздуха через суспензию проис-
ходит отмывка ткани от частиц, застрявших в ее порах.
Применяют барабаны за рытые с торцов и OTKpbIToro типа
(см. рис. 3.6) без торцовых стенок. Открытые барабаны проще
по конструкции и леrче, но их стенки и отводные трубки подвер
жены коррозионному действию жидкости с внутренней и наружной
сторон. Кроме Toro, при открытом барабане в несколько раз
увеличивается объем суспензии, находящейся в корыте фильтра.
Барабан обтянут снаружи фильтровальной тканью в один или
два слоя. При использовании двух слоев в качестве нижнеrо
используют ткань более редкоrо плетения (мешковину, капро
новую сетку), в качестве BepxHero более плотную и тонкую
(бязь). Поверх ткани барабан обвит стальной проволокой диа
метром 1 3 мм с шаrом 50 100 мм.
Применяют также посекционное крепление ткани без обвивки
барабана проволокой. Для уплотнения ткани в пазах используют
резиновый шнур, хлопчаТ9бумажпый или пеньковый канат, дере.
вянные рейки. Посекционная система крепления позволяет ис.
пользовать отдельные отрезки ткани на несколько или даже на
одну ячейку и быстро заменять ее на поврежденных участках.
Для снятия осадка с барабана применяют различные устрой
ства. Неподвижный нож в сочетании с пульсационной отдувкой
применяют для снятия сравнительно толстых осадков (толщиной
б > 8 ... 10 мм), т. е. при обработке леrкофильтрующихся сус-
пензий. Для увеличения производительности единицы фильтрую-
щей поверхности целесообразно работать с тонкими осадками, уве..
личив соответственно частоту вращения барабана. При малой тол..
щипе осадка уменьшается сопротивление и возрастает средняя ско"
рость фильтрации, а следовательно, и производительность фильтра.
176
Для снятия более тонких осадков (6 == 1,5 ... 8 мм) исполь..
зуют подвижный нож, следующий за поверхностью ткани. Нож
поворачивается в опорах с леrким прижатием к ткани противо
весами или пружиной. Иноrда для уменьшения износа ткани
лезвием ножа служит сменная пластина из твердой резины. Ис
пользуют также rибкие ножи в виде тонких пластин, специальные
валики, шнуры, сетки, перфорированные ролики, Tyro натянутые
струны. В конструкциях фильтров, предназначенных для работы
с намывным слоем зернистоrо материала, используют ножи с мик-
рометрической подачей. В этом случае на барабан фильтрованием
вспомоrательной суспензии предварительно наносят толстый слой
(6 == 50 ... 75 мм) зернистоrо материала (диатомита, древесной
муки и др.), через который затем фильтруется основная суспензия.
За каждый оборот барабана нож срезает тонкий слой (несколько
десятых долей миллиметра) зернистоrо материала с застрявшими
в ero порах частицами твердой фазы основной суспензии. Цель
процесса в э ом случае очистка жидкости от взвешенных в ней
мелких твердых частиц (осветление).
В зависимости от назначения барабанные вакуум фильтры
изrотовляют с различными уrлами поrружения барабана в cyc
пензию. Фильтры малоrо поrружения (уrол поrружения 80
100°) предназначены для леrкофильтруемых суспензий и исполь
зуются В основном В rорнорудной промыленности.. ДЛЯ TPYДHO
фильтруемых (мелкозернистых) суспензий используют фильтры
с уrлом поrружения около 2000. Фильтры общеrо назначения
имеют уrол поrружения в пределах 135 145°. Наибольший уrол
поrружения (210 2700) имеют фильтры для низкоконцентриро
ванных суспензий"с волокнистой твердой фазой.
Реже используют в промышленности барабанные BaKYYM
фильтры друrих конструкций: со сходящей фильтровальной
тканью, ячейковые без распределительноrо устройства, безъ
ячейковые, барабанные фильтры-сrустители, с внутренней филь
трующей поверхностью.
Расчет на прочность барабанных вакуум"фильтров. Современ..
ные вакуум фильтры обычно имеют закрытые с торцов барабаны.
В связи с этим основными расчетными элементами являются
обечайка барабана, торцовые крышки и цапфы. Последние pac
считывают обычным методом одновременно на изrиб и кручение
под действием собственноrо веса барабана, усилий от механизмов
отжима и съема осадка, приводноrо крутящеrо момента и тормоз
Horo момента распределительной rоловки. Определенные особен
ности имеют расчеты обечайки (корпуса) барабана и ero торцовых
крышек.
О б е чай к а. Поrруженная в суспензию часть обечайки
барабана испытывает действие распределенной переменной
в окружном направлении наrрузки от rидростатическоrо давления
суспензии. Кроме Toro, на обечайку действует равномерно распре
деленное по длине усилие от механизмов отжима и съема осадка
177
(условно перемещенное в вертикальную плоскость) и собственный
вес барабана. Каждая из этих трех наrрузок создает нормальные
напряжения, действующие как в окружном, так и в осевом на-
правлениях.
Обечайка подкреплена продольными ребрами (перемычки ме-
жду ячейками), а иноrда и кольцевыми ребрами; для упрощения
расчета влияние ребер обычно не учитывают. При выводе расчет-
ных формул (РТМ 26 Ol-82 76 «Барабанные вакуум фильтры.
Методы расчета на прочность») использована полумоментная
(техническая) теория оболочек В. 3. Власова. В этом случае
реальную оболочку представляют совокупностью отдельных не-
растяжимых колец, которые связаны между собой шарнирами,
исключающими взаимное перемещение колец в окружном и осевом
направлениях, но не передающими радиально направленных
перерезывающих сил и меридиональных изrибающих моментов.
Корпус барабана представляют как оболочку, защемленную
по концам и наrруженную указанными силами.
Максимальные напряжения (в середине длины барабана,
в нижней ero части) определяют по следующим формулам.
Осевое и окружное напряжения от rидростатическоrо давления:
б
/ R3 ВkФk.
а зl == JI 3 Pcg ns 2 i..J k 2 1 '
k==2
(3.1 )
([ б ]
R3 (Ak + 1) Фk
0tl == :f: 6pcg 1[52 k 2 1 :f: 0,0005} .
Напряжения от усилий отжима и съема осадка:
б
/ R Bk .
а з 2 == v 3 q ns2 k 2 1 '
k==2
(3.2)
I (3.3)
0t2 == + 6q :"2 ([ 11 ] + 0,155}.
(3.4)
Напряжения от веса барабана!
аза == + М б /(nR 2 s);
(3.5 )
В этих уравнениях: Ре плотность суспензии, Kr/M 3 ; g
ускорение СБободноrо падения, м/с 2 ; R внутренний радиус ба..
рабана, м; s толщина стенки обечайки, м; Bk' Фk, Ak функ..
ции; k == 2; 3; 4; 5; 6; q усилие от механизмов отжима и среза
осадка, Н/м; М б изrибающий момент от веса барабана, Н. м;
,... коэффициент Пуассона.
MOl\1eHT Мб определяют в предположении, что вес барабана
i!редставдяет собой приложенную в середине сосредоточенную .
178
аtз == f.La зЗ.
Рис. З.8. Расчетная схема ТОРЦОВОЙ стенки
силу. Усилие среза и отжима q мож"
но ориентировочно принять равным
4 5 кН/м. Функция Фk зависит от
уrла поrружения барабана СРо:
ф == sin [(k + 1) СРа] + sin [(k 1) «ро]
А k+l k 1
2 cos СРа sin (kcpo)
k
(З.6)
Функции Ak И Вk выражают через
функции Крылова:
A A
Zc
м JI h
А Р 1 . В 4Ра
k == Ру + 4Р5 ' k == Р 1 + 4P '
rде Р 1 == ch х cos х ; F з == 0, 5 (sh х sin х), причем х == 0,5 kL
( 1 2 V S2 О )
rде " == R k yk 1 48.R 2 ; L длина обечаики, м ·
Значения Ak и Bk можно определять по rрафикам, построен..
ным по таблицам функций Р 1 И F з или sh х, ch х, sin х, cos х
(в пределах от О до л).
В формуле (З.2) знак перед слаrаемым 0,0005 выбирают так,
чтобы выражение в фиrурных скобках было максимально по аб
солютной величине. Затем определяют суммарные осевое и ок"
ружное напряжени.я:
аз == а з1 + <1 з2 + а зз ; <1, == atl + at2 + аtз.
Проверку на прочность выполняют по эквивалентному напря
жению, определяемому на основании 4..й (энерrетической) теории
прочности:
(3.7)
аз == -v ai + 0'1 asat-
(З.8)
Допускаемое напряжение [а] по пределу выносливости при
числе симметричных циклов наrружения 106 определяют по табли..
цам или rрафика:м. При проверке прочности учитывают коэф
фициент концентрации напряжений Ка (можно принять Ка ==
== 2,5), причем
аз [a]/Ka.
(З.9)
Проверку обечайки на устойчивость от действия изrибаю..
щеrо fvIOMeHTa, обус.повленноrо собственныr.л весом барабана,
выполняют по [ОСТ 14249 80.
т о р Ц о в а я к р ы ш к а. Торцовая крышка барабана представ
ляет собой круrлую пластину, укрепленную ребра IИ и снаб-
женную в средней части жесткой ступицей. Пластина наrружена
179
ro I
I
11 i
dr
....
с
Рис. 3.9. Схемы в выводу уравнений деформации
в центре сосредоточенным изrибающим моментом М от цапфы, paB
ным произведению опорной реакции на расстояние между середи..
нами подшипника и торцовой крышки. Пластина защемлена по
наружному контуру (рис. 3.8).
Опыт эксплуатации барабанных вакуум фильтров показывает,
что наиболее часто случаи выхода этих фильтров из строя обуслов"
лены растрескиванием торцовой крышки' барабана в местах со..
пряжения ее с цапфой.
Рассмотрим сначала изrиб круrлой неоребренной пластины,
щестко заделанной (защемленной) по наружному краю и имеющей
в средней части жесткий центр, к которому приложен изrибающий
момент М (рис. 3.9). Как принято в теории пластин, будем счи..
тать напряженное состояние стенки плоским; в ней действуют
радиальное От и окружное О, напряжения. Примем также, что
прямые, нормальные к срединной поверхности пластины до де..
формации, остаются таковыми после деформации.
Рассмотрим деформацию бесконечно малоrо отрезка радиуса
срединноЙ поверхности; точка Ь расположена на расстоянии. r
от оси; точка с на расстоянии , + d,.
Пусть: w и 6 проrиб пластины и уrол поворота нормали
к срединной поверхности в точке Ь; отрезок Ьс лежит в нейтраль..
'ном слое пластины, и ero длина при деформации не меняется.
Найдем радиальную и окружную деформации TaKoro же отрезка
1т, лежащеrо на расстоянии z от нейтральноrо слоя. На OCHOBa
нии простых rеометрических соображений получим
11т! lm (8 + d8) z 8z d8 (3.10)
Е,== 1т dr ==T z .
Окружная деформация на радиусе ,
Е, === [2л (, + 8z) 2п, J/(2лr) == 8z/,.
(3.11 )
180
Учитывая, что е == diiJ/dr, и используя уравнения закона
rYKa, найдем!
tfJ fiJ 1 d fiJ
8, == dr 3 z; 8, == r z;
(3.12)
Ez ( d2fiJ 1 dfiJ )
От == 1 ",2 dr 2 + ь' r ;
(3.13)
Ez ( 1 diiJ d 2 fiJ )
а, == 1 ",2 r + dr 3 ·
(3.14 )
L{ифференциальное уравнение проrиба круrлой пластины для
рассматриваемоrо случая имеет вид
( д 1 д 1 д 2 ) ( iP iiJ 1 aiiJ д 2 fiJ
дr 2 + r -дr + rr дlp2 дr 2 + rr дr. + дlp2 ) == о.
(3.15 )
Интеrрал этоrо уравнения
w (', <р) == [C 1 , + С 2 /, + Сз,з +
+ С 4 , ln (,/ R)] cos <р.
(3.16)
Постоянные интеrрирования определим из rраничных условий:
w == ,oeo cos <р, дiЛJ/д, == eo cos <р при, == '0;
iiJ == о; aiiJ/ar == е == о при, == R. (3.17)
Из ур авнения .. (3 .15) можно получить соотношение между
проrибом и изrибающим моментом:
М == D ( д2 + afiJ ) ( 3.18 )
ar 2 r ar '
, Еh З
rде D == 12 (1 ,...2) цилиндрическая жесткость.
С учетом этоrо соотношения и rраничных условий (3.17) най
дем постоянные интеrрирования:
t
М р2 1 М r p2
C 1 == 4тrD 2 (р2 + 1) ; С 2 == 4л:D 2 (P + 1) ;
С === м 1 . С м
з 4=='
8nDr3 р2 + l' 4nD
rде р == R/,.
Энерrия д ормации неоребренной пластины
М2 (p2+1)lnp (p2 1)
и == 8nD р2 + 1 (3.19)
Для определения напряжений и проrиба пластины с радиаль
ными ребрами используем метод минимизации полной энерrии
181
пластины, находящейся под наrрузкой в состоянии устойчивоrо
равновесия. Полная энерrия пластины является суммой потенциа-
ла наrрузки Z и потенциальной энерrии деформации u.
Для решения задачи зададимся некоторой функцией, выра-
жающей зависимость проrиба w оребренной .пластины от проrиба w
неоребренной пластины и неизвестных пока параметров А и е:
w == w (А, е, w). Эта функция должна удовлетворять всем rранич"
ным условиям (3.17) и, кроме Toro, условию минимума полной
энерrии деформированной системы, т. е.
аП/дА == о и аП/де == о. (3.20)
Поскольку пластина имеет одностороннее оребрение и пло..
щадь поперечноrо сечения ребер значительна, то предположение
о нерастяжимости срединной поверхности пластины 'неприменимо.
Деформацию такой системы можно представить как ее изrиб отно-
сительно нейтральной линии, расположенной на некотором рас-
стоянии е от срединной поверхности.
Примем следующие допущения: 1) деформация пластины рав..
номерна по окружности (это справедливо, если число ребер n > б);
2) проrиб оребренной пластины пропорционален проrибу неоре-
бренной пластины; 3) смещение е нейтральноrо слоя относительно
срединной поверхности постоянно по радиусу.
Учитывая принятую ранее rипотезу о нормалях к срединной
поверхности и считая напряженное состояние в пластине двух..
осным, а в ребрах одноосным, получим следующие уравнения
для деформаций и напряжений в пластине:
Е т == (d8/dr) (z е) == (tJ2w/dr 2 ) (z е);
е 1 dw
Е, == r (z е) == r т (z е);
(3.21 )
(3.22)
Е (z e) ( d 2 W + J:... dw ) .
а т (1 J.t 2) . м 2 , dr '
а == Е (z е) ( + d2W )
t (1 J.L2) , dr ,..., dr .
Напряжение в ребрах
а == БЕт == Б (d 2 w/ar 2 ) (z е).
(3.23)
(3.24 )
(3.25)
Потенциальные энерrии деформации пластины И пл и ребер Ир
вычислим как интеrралы от удельной энерrии по объему:
и ил == J J 0,5 (arBr + atBt) 2лr drdz;
, z
U р == n J J О,5ав т dF dr,
r F
rде n число ребер; F площадь сечения ребра (F == ЬН
C!vl. рис. 3.8).
182
Выразив напряжения и деформации через проrиб и проинтеr..
рировав, получим:
D ( 12e2 ) J [ ( tJ.2w 1 dШ )
U пп == 2"""" 1 +7i2" м 2 +,Т
,
tJ.2w 1 dw ]
2 ( 1 IJ. ) 21trd,.
.. м 2 r dr '
(3.26)
Е/ J d2W
Ир == NТ м 2 dr,
,
(3.27)
rде 1 момент инерции сечения ребра относительно нейтральной
линии.
При моменте инерции 1 о сечения ребра относительно ero соб
ственной центральной оси и расстоянии Zc (см. рис. 3.8) от центра
тяжести сечения ребра до срединной поверхности пластины 1 ==
== 10 + F (Zc е)2. Учитывая пропорциональность проrибов ope
бренной и неоребренной пластин, т. е. соотношение w == Aw,
получим следующие выражения для энерrии деформации:
и == ( 1 + ) A2 J ! ( d2fiJ + dfiJ ) 2
пл h 2 2. dr 2 r dr
r
d 2 fiJ 1 diiJ ]
2 ( l II. ) 21trdr.
.. dr 2 r dr '
. Ир == n l А2 J c: у dr
r
или
И пл == (1 + 12e 2 jh 2 ) А 2 й;
U р == 0,5nЕ [/0+ F (zc е)2] A 2 i,
(3.28)
(3.29)
rде [; энерrия деформации пластины без ребер; i == S (d 2 wJdr 2 ) dr
r
интеrрал по длине ребра.
При w == А w потенциал внешней наrрузки для оребренной
пластины Z == AZ, rде Z потенциал внешней наrрузки для пла
стины без ребер.
Полная энерrия системы
п == (1 + 12e2jh ) А 2 й + О,5nЕ [/0 + F (zc е)2] A 2 i + AZ.
(3.30 )
Параметры А и е найдем из условия минимума полной энер
rии п. Для этоrо продифференцируем последнее выражение по А
183
и е и приравняем производные нулю. Получим систему уравнений
{ (1 + 12e 2 jh 2 ) 2Ай + nЕ [/0 + F (zc е)2] Ai + Z == О;
#ow (3.31)
(24ejh 2 ) А 2 и nEF (zc е) A 2 i == о.
Решив эту систему (; учетом, что Z == 20 и обозначив i/U ==
== Ф, получим:
( 1 + 12 , oh 1 ) 1 .
e z
с п F Ф ,
(3.32)
1 12е 2 пЕ 2
А == 1 + н!. + ,оh З [10 + F (zc е) ] Ф,
(3.33)
rде
ф з (1 Jl2) 15 (р 1) (р2 + 1)2 + 3 (р5 1) + 5 (2 р 2 9р + 2)
2л 15р (р2 + 1) [(р2 + 1) ln р р2 1] ·
(3.34 )
Определив параметры А и е, из уравнений (3.16), (3.24), (3.25)
и соотношения w === А w получим формулы для окружноrо ира..
диальноrо напряжений в пластине и для напряжения в ребре.
.Для пластины окружное напряжение максимально в точке, === '0:
6М ( 1 е ) р2 1
апл == 'Лfоh2 Т + т А р2 + 1 · (3.35)
Максимальное напряжение в ребре
6 (1 112) М ( Н 1 е ) р2 1
ар === Woh2 Т + т т А р2 + 1 ·
(3.36)
Вычислив напряжения, выполним проверку на прочность, как
при расчете обечаЙКI1 фильтра [см. уравнение (3.9)]. Коэффици
ент концентрации напряжений Ка также можно принять равным
2,5.
Дисковые вакуум--фильтры. Существенным недостатком бара..
банных вакуум"фильтров является их rромоздкость, обусловлен..
ная сравнительно малой поверхностью фильтрации, приходящейся
на единицу объема и единицу массы аппарата. В этом отношении
более выrодны ячейковые дисковые вакуум..фи.пьтры, в которых
фильтрующая поверхность образована несколькими полыми ди..
сками. В каждом диске рабочими являются обе стороны. Кон..
структивно дисковый ваКУУ:\I"фИЛЬТР во 1HoroM сходен с барабан..
НЫl\;I. Фильтровальные диски 5 (рис. 3.10) насажены на полый
ячейковый вал 4, опирающийся на подшипники 3 и 6. Диски почти
ДО уровня вала поrружены в корыто 11 для суспензии, сваренное
из листовой стали. Корыто закреплено на раме 9. Передняя часть
корыта выполнена в виде отдельных Ka lep, промежутки между
КОТОрЫ IИ служат для удаления осадка из фильтра. Для поддер"
жания постоянноrо уровня суспензии корыто снабжено перелив..
184
А
10 A A
Рис. 3.10. Дисковый вакуум фильтр (ДY 34 2,5)
ным патруБКО 1; в нижней части торцовых стенок имеются люки
для опорожнения корыта при ре\10нте. Отстаивание суспензии
предотвращается маятниковой l'лешалкой 10. Отвод фильтрата
и подача сжатоrо воздуха в ячейки дисков происходит через
штуцеры 8, 12 и 15 распределительных rоловок 2 и 7 и продоль..
ные отверстия в стенке полоrо ячейковоrо вала. В фильтрах
с малоЙ поверхностью устанавливают одну rоловку.
Фильтрующие диски собраны из отдельных полых секторов 13,
иrрающих роль ячеек. Они снабжены штуцерами и скреплены
185
",""'4 ....;0
между собой и с валом шпильками 14 и накладками 18. Секторы
представляют собой сварную коробчатую конструкцию из рамки,
закрытой перфорированными листами. Каждый сектор снабжен
фильтрующим элементом в виде трапецеидальноrо мешка, сши..
Toro с боков. Мешок натянут на сектор; узкий конец мешка Tyro
завязывают шпаrатом на штуцере, а края широкоrо конца заrи..
бают на цилиндрическую поверхность сектора и зажимают на..
кладками 18. Для замены фильтрующеrо элемента диск необхо..
димо разбирать на отдельные секторы.
Привод 1 включает электродвиrатель, редуктор и вариатор
и позволяет реrулировать частоту вращения в пределах О, 15
0,9 мин"' l . Мешалка фильтра работает от отдельноrо электропри-
вода 17.
Фильтрация, образование осадка и увеличение ero толщины
происходят на тех секторах дисков, которые поrружены в суспен"
зию и соединены через распределительные rоловки со сборником
фильтрата и вакуум"насосом. На непоrруженных секторах про..
исходит осушка осадка. Для съема осадка по обеим сторонам каж..
доrо диска установлены ножи. Предусмотрена возможность реrули..
рования зазора между ножом и поверхностью диска. Осадок от..
деляется от ткани при импульсной подаче сжатоrо воздуха в со..
ответствующий сектор каждоrо диска через специальный кла..
пан 16, связанный с приводом фильтра. Продолжительность им..
пульса 2 с. Предусмотрена также подача сжатоrо воздуха для
реrенерации фильтровальной ткани в секторы дисков, находя..
щиеся в соответствующей зоне.
Фильтр работает аналоrично барабанному ячейковому ва..
куум"фильтру, за исключением промывки осадка, которая при
вертикальном расположении ero на дисках невозможна (ПрQМЫВ"
ная жидкость смывала бы осадок с дисков) и не предусмотрена
конструкцией. В связи с этим дисковые фильтры используют, коrда
промывка осадка не нужна или осуществляется в друrих аппа
ратах.
Дисковые, как и друrие фильтры со взаимно перпендикуляр"
ными направлениями фильтрации и силы тяжести, затруднительно
ПDИ1\fенять для быстро осаждающихся суспензий. По рекомендации
НИИХИММАШа, применение фильтра возможно, если скорость
осаждения частиц твердой фазы наиболее крупных классов, в co
вокупности составляющих не менее O % общеrо количества фазы,
не превышает 18 мм/с. Концентрат ия твердой фазы и друrие свой..
ства суспензии должны обеспечивать возможность в условиях
фильтрования под вакуумом получить осадок толщиной не
менее 8 мм за время не более 3 мин.
Преимущественная область применения крупнотоннажные
производства (обоrатительные фабрики) rорнорудной, уrольной
d
и металлурrическои промышленности.
Тарельчатые вакуум"фильтры. В отличие от барабанных и
дисковых, тарельчатые ячейковые вакуум"фильтры хорошо при..
186
Рис. 3.11. Тарельчатый вакуум фильтр
способлены для разделения крупнозернистых быстроосаждаю
щихся суспензий, так как в них фильтрация осуществляется сверху
вниз, т. е. направления фильтрации и отстаивания суспензии COB
падают. Основной рабочий элемент фильтра (рис. 3.11) круrлая
полая вращающаяся тарель 4, впадина которой разделена радиаль..
ными переrородками на ячейки (обычно их 16), перекрытые сверху
опорной решеткой и перфорированным диском 5. Тарель обычно
выполняют из четырех секторов, соединяемых болтами. Поверх
перфорированноrо диска уложена фильтровальная сетка или
ткань, закрепляемая в кольцевом пазу тарели резиновым шну
ром. Тарель установлена rоризонтально на упорном шариковом
подшипнике 8, нижнее кольцо KOToporo закреплено на станине и
получает вращение" от привода 1 через зубчатое колесо 6. Суспен
зия подается из питающеrо лотка непосредственно на поверхность
соответствующей ячейки. Стекание суспензии с поверхности Ta
рели предотвращает кольцевой кожух 3, снабженный по пери
ферии уплотнением. Последнее состоит из резиновоrо уплотни
теля, закрепленноrо на нижнем краю кожуха, и находящеrося
с ним в контакте стальноrо кольца, закрепленноrо по периферии
тарелки. Кожух 3 и устройство 7 для съема осадка закреплены на
раме 2.
Устройство для съема и выrрузки осадка представляет собой
шнек, частично закрытый КОЖУХО!vI. Вал шнека опирается на ша
риковые подшипники и имеет индивидуальный электропривод. В
некоторых конструкциях тарельчатых фильтров для съема осадка
используют нож или rребки. После съема на фильтре остается
слой осадка толщиной около 2 мм. Деление тарелки на ячейки и
применение распределительной rоловки 9 (по принципу устрой
ства аналоrична применяемой в барабанном Бакуум фильтре) по
зволяет разделить поверхность тарели на зоны фильтрации, про
мывки осадка, ero осушки, отдувки и выrрузки. Обеспечивается
раздельный отвод OCHoBHoro и промывноrо фильтратов. Предусмо
трена зона реrенерации ткани (сетки) продувкой ее пор сжатым
181
уВеличено
Фильтрат
Рис. 3.12. Ленточный вакуум фильтр:
1 привод; 2 ПРИВОДНОЙ барабан; 3 BaKYYM KaMepa; 4 резинотканевая лента;
5 лоток; 6 натяжной барабан; 7 борта корпуса; 8 резиновые шнуры для
крепления фильтровальной ткани; 9 фильтровальная ткань; 10 осадок; 11 Ha
правляющие ролики; 12 золотниковая решетка
ВОЗДУХОМ. Привод тарели фильтра состоит из электродвиrателя,
двух редукторов, вариатора и открытой зубчатой передачи, и по..
зволяет в определенных пределах реrулировать частоту вращения
тарели (в фильтре Т lO 3,6Y от 0,17 до 1 мин l).
Для подачи промывной жидкости над зоной промывки уста..
новлены форсунки или лотки. В качестве фильтровальной пере..
rородки используют пластмассовую или металлическую сетку, а
также неп.потную ткань. Фильтр снабжен резиновым валиком
для выравнивания слоя осадка, остающеrося после снятия ero
ножом или шнеком.
Тарельчатые вакуум фильтры применяют rлавным образом для
обезвоживания и промывки крупнозернистых концентратов руд
черных и цветных металлов, KaMeHHoro уrля и друrих крупно
кристаллических продуктов. Недостаток тарельчатых фильтров
большие размеры. Для уменьшения занимаемой площади их иноrда
выполняют двухъярусными. Кроме Toro, в них трудно достичь
равномерной промывки осадка, что объясняется разной линейной
скоростью движения ero в центральной и пер ферийной частях
зоны промывки.
Ленточные вакуум--фильтры. В этих фильтрах, как и в тарель..
чатых, направления фильтрации и отстаивания суспензии совпа..
188
дают, поэтому они также хорошо приспособлены для фильтрова..
ния крупнозернистых быстроосаждающихся суспензий. в от ли..
чие от тарельчатых, в ленточных фильтрах леrко достиrается рав"
номерная промывка осадка.
Фильтровальная резинотканевая лента 4 (рис. 3.12) надета
на приводной 2 и натяжной 6 барабаны. Верхняя ветвь ленты
краями опирается на стол фильтра, а средней частью на вакуум..
ную камеру 3, rладкая плоская верхняя поверхность которой
имеет отверстия. Для раздельноrо отвода OCHoBHoro и промыв..
Horo фильтратов вакуумная камера разделена на секции и снаб..
жена штуцерами. При движении по столу края ленты oTorHYTbl
вверх, образуя желоб; при переходе на барабаны лента выпрям"
ляется. Нижняя ветвь ленты опираеТся на поддерживающие ро..
лики. Привод 1 фильтра, состоящий из электродвиrателя, редук"
тора и вариатора, обеспечивает плавное реrулирование скорости
ленты (в фильтре ЛУ4..0,5..В в пределах 1,5 9,O м/мин). Для по..
дачи суспензии и промывной жидкости фильтр оборудован лот..
ками 5. Фильтр смонтирован на сварной раме.
Обрабатываемая суспензия по питающему лотку 5 самотеком
поступает на движущуюся фильтровальную ленту 4 и фильтруется
под действием вакуума. Осадок остается на ткани, а фильтрат по
каналам на рифленой поверхности и сквозным отверстиям ленты
поступает в вакуумную камеру, откуда отводится в сборник филь..
трата. Двиrаясь вместе с лентой, осадок поступает последовательно
в зону трехкратной промыIки,' rде орошается промывной жидко..
стью, И В зону осушки. Промывной фильтрат под действием ва..
куума отводится из соответствующих секций вакуумной камеры, а
осушенный осадок снимается с ленты при оrибании ею приводноrо
барабана, пластиной, укрепленной на двух пружинных планках и
держателе. Снятый осадок поступает в бункер. Iноrда приводной
барабан снабжают устройством для отдувки осадка. Зоны филь
трования, промывки и осушки осадка разделены на ленте резино..
выми или тканевыми переrородками.
На нижней ветви ленты предусмотрена реrенерация фильтро..
вальной ткани обмывкой ее снизу струями воды, подаваемой в два
коллектора с рядом мелких отверстий. Смывная жидкость соби..
рается в поддон, откуда отводится в сборник.
Ленточные вакуум"фильтры предназначены преимущественно
для разделения полидисперсных быстроосаждающихся суспен"
зий. При этом возrv!ожна тщательна промывка осадка. Количе..
ство промывной жидкости не должно, однако, превышать пяти..
кратную массу осадка. Суспензия по концентрации и разделяемо-
сти должна допускать получение осадка толщиной не менее 4 мм
за время не более 4 мин.
Ленточные вакуум"фильтры по сравнению с барабанными имеют
примерно вдвое большую производительность единицы фильтру-
ющей поверхности. Их применяют преимущественно в химической
промышленности, а также в черной и цветной металлурrии.
189
'f 5
67
8
Рис. 3.13. Барабанный
фИЛЬТр, работающий ПОД дaB
лением
Барабанный фильтр,
работающий под даВJlе..
нием. Применяемые в
.10 промышленности филь..
тры непрерывноrо дей..
ствия обычно являются
1/ вакуум"фильтрами ира..
ботают при малой дви"
/1 жущей силе ( p <
< 0,08 МПа). Возникла
проблема создания не..
прерывно действующих
фильтров с большей
/3 движущей силой, рабо..
тающих при повышен..
ном давлении. Приме..
ром может служить ба..
рабанный фильтр фир..
мы «Хюттенверк Зонтrофен» (Фрr). Фильтр (рис. 3.13)
имеет ячейковый фильтрующий вращающийся барабан 1,
который заключен в кожух 2 и снабжен штуцерами 6,
13, 17. Фильтрующая переrородка (перфорированный лист,
покрытый тканью) расположена не на наружной поверхности ба..
рабана, а во впадинах ячеек 5. Кольцевое пространство между ба..
рабаном и кожухом разделено подвижными переrородка IИ' 8 на
три или более rерметичные камеры 3, 14, 16, предназначенные для
подачи в них суспензии, промывной жидкости и сжатоrо воздуха
для осушки осадка. Переrородки 8 помещены в rнезда 7 прямо..
уrольноrо сечения, прижаты к барабану (к бортам ячеек) ежа..
тым воздухом, подаваемым через штуцера 9, и обеспечивают уп..
лотнение между камерами. Опорные подшипники барабана встро-
ены в торцовые крышки кожуха. r ладкие нерабочие края бара..
бана уплотнены в торцовых крышках кольцевыми уплотнениями
типа сальника. К уплотнениям подается смазочная жидкость.
Суспензия подается под давлением через штуцер 13 в камеру 14
и фильтруется на ячейках барабана, находящихся в этой камере.
Фильтрат отводится через дренажные трубки и распределительную
rоловку в сборник фильтрата. В камере 16 осадок промывается
жидкостью, подаваемой под давлением через штуцер 17. Осушка
осадка вытеснением влаrи сжатым воздухом происходит в ка..
мере З.
Осадок снимается на не закрытом кожухом участке 10 ножом 11,
заходящим под действием пружины во впадины ячеек и автомати..
чески выталкиваемым из них при приближении к ножу межъячей..
190
/7
15
КОВБIХ переrородол 4. Снятый осадок по лотку 12 поступает в бун
кер. Частоту вращения барабана и скорость подачи суспензии
подбирают так, чтобы во время фильтрования в камере 14 впадина
ячейки заполнилась осадком. В противном случае при переходе
в следующую камеру 16 ячейка переносит туда некоторый объем
суспензии, т. е. промывная жидкость заrрязняет я суспензией,
что нежелательно. Межкамерные уплотняющие переrородки 8,
подобно поршням, подвижны в своих rнездах в радиальном на..
правлении и уплотнены по пеРИ fетру. Трущиеся поверхности пе..
реrородок выполнены из пластмассы с низким коэффициентом
трения по металлу. Ширина переrородок несколько больше шаrа
ячеек, что исключает сообщение соседних камер кожуха 1ежду
собой.
Привод фильтра выполнен с бесступенчатым реrулированием
1""
частоты вращения, ооорудован редуктором и цилиндрическим
зубчатым колесом, закрепленным на цапфе барабана штифтом,
срезаемым при превышении предельно допускаемоrо MOr.1eHTa.
Основной и промывочный фильтраты отводятся из ячеек
фильтра через дренажные трубки 15 и распределительное устрой..
ство 18 кольцевоrо или торцовоrо типа. Распределительное устрой..
ство обеспечивает фильтрацию под давлением, вакуумом или ком..
бинированным способом, а также отдувку oca,LtKa в зоне ero съема.
Фильтр можно использовать для разделения быстроосаждаю..
щихся суспензий. В этом случае суспензия подается в верхнюю
камеру 3, и фильтр работает с направлением фильтрации сверху
вниз. Направление вращения барабана в этом случае обратное.
Соответствующим образом меняются также направления движе..
ния и наклона ножа. ,Фильтр может быть снабжен рубашкой для
обоrрева.
По сравнению с обычным барабанным вакуум"фильтром рас..
смотренный фильтр, работающий под давлением, обладает рядом
преимуществ. Производите.пьность ero больше в 1 ,5 2,5 раза,
конечная влажность осадка в 1,2 1,8 раза, а расход промывной
жидкости в 1,2 2,O раза меньше при TO I же качестве промывки.
Существенное преимущества полная rерметичность аппарата,
обеспечивающая улавливание паров леrкокипящих и ядовитых
раствор ителей.
Недостатки фильтра большая поверхность трения в уплот"
нениях (сальниках), а также оrраниченная возможность увели..
чения поверхности фильтрации.
Автоматизированный выбор фильтра оптимальноrо типораз..
мера. Для выбора аппарата KOHKpeTHoro назначения необходимо
знать технические характеристики выпускаемых промышленно"
стью аппаратов данноrо класса (наПРИl\lер фильтров, центрифуr,
циклонов и др.). Эти характеристики приведены обычно в катало
rax или друrих документах (паспортах, инструкциях по эксплуа..
тации, технических описаниях). Обычный выбор состоит в сравне..
нии данных, указанных в каталоrах, с условиями технолоrиче..
191
cKoro процесса, для Koт-oporo предполаrается использовать вы-
бираемый аппарат. Для оптимальноrо выбора необходимо рассмо-
треть и оценить большое количество сведений об аппаратах, сравни..
вая их с требованиями технолоrическоrо процесса, что является
сложной и длительной процедурой. Для ускорения выбора целе-
сообразно использовать ЭВМ, в память которой введены техниче..
ские характеристики и конструктивные особенности аппаратов.
Эrи данные автоматически сравниваются с данными представляе-
Moro заказчиком опросноrо листа, содержащеrо сведения о тех..
нолоrическом пр оцессе , для KOToporo выбирают аппарат. ЭВМ
оценивает несколько приемлемых вариантов и выбирает из них
наилучший. Такие поисковые системы создаются в научно..иссле..
довательских и проектно"конструкторских орrанизациях, зани"
мающихся совершенствованием аппаратуры или проектированием
химических предприятий.
В НИИХИММАШе для выбора фильтровальноrо оборудования
используется автоматизированная система, разработанная на базе
ЭВМ Е С.. 1033. Информационная база системы содержит данные
примерно о 400 фильтрах и представлена в виде таблицы, в кото..
рой указаны их типоразмеры.и модификации, а также признаки,
включающие характеристику суспензии (свойства, концентрацию,
крупность и плотность твердой фазы, свойства жидкой фазы, ха..
рактер образующеrося осадка и др.), условия работы, катеrорию
исполнения аппарата по возможности обработки в нем взрывоопас..
ных и токсичных веществ, конструкционный материал, степень
механизации и автоматизации и др. Количественные признаки (на..
пример, рабочая температура, концентрация твердой фазы) раз..
биваются на подпризнаки с числовыми интервалами; качествен..
ные признаки (например, характер осадка) разбиваются на rруппы
качественных подпризнаков (например, зернистый, липкий и др).
В информационной системе и опросных листах все признаки дол..
жны быть закодированы одинаково. Способность или неспособ..
ность аппарата данноrо типоразмера удовлетворить требованиям
рассматриваемоrо подпризнака отмечается в таблице соответ"
ствующим знаком на пересечении строки и столбца (например,
единицей или нулем).
Влияние каждоrо признака (подпризнака) на выбор аппарата
неравнозначно, следовательно, и их совпадения следует оценивать
по разному. Например, характер и влажность образующеrося ocaд
ка для патронных фильтров с rидросмывом осадка не иrрает столь
большой роли, как для барабанных вакуум фильтров, поэтому
каждому признаку применительно к каждому фильтру присвоена
своя степень соответствия по четырехбалльной системе оценки.
Для адекватноrо выбора аппарата имеет значение число HeCOB
падений признаков различноrо уровня. Если несовпадение одноrо
признака первоrо уровня полностью исключает возможность при
:менения данноrо фильтра, то для TaKoro же вывода требуется три
несовпадения признаков BToporo уровня. Несовпадение признаков
192
четвертоrо уровня вызывает замечания рекомендательноrо ха-
рактера.
Уровни важности признаков не всеrда постоянны; они зависят
от дополнительных признаков сведений об опыте применения
данноrо фИtl1ьтра в аналоrичных условиях и производствах или об
экспериментальном подтверждении возможности ero использова-
ния. В ЭТОivl случае первый уровень важности заменяется вторым.
Такие сведения, как взрывоопасные условия работы или токсич-
ность обрабатываемых веществ, усиливают соответствующие при-
знаки, переводя их со BToporo уровня важности на первый и т. д.
Информационно-поисковая система включает также проrрамму
технолоrическоrо расчета на основании данных, полученных ла..
бораторным фильтрованием образца суспензии с использованием
стандартной методики. Эти данные заказчик также включает в оп-
росный лист.
Первым этапом является ввод в ЭВМ сведений опросноrо
листа с числовыми значениями экспериментальных данных. В за-
висимости от поставленной задачи и полноты исходных данных вы-
бирается один из трех возможных режимов поиска. Это либо
поиск специальноrо фильтра для данноrо продукта, либо поиск
фильтра из числа типовых, либо проверка приrодности предвари-
тельно выбранноrо фильтра к условиям опросноrо листа.
Первый режим позволяет выбрать фильтр, специально разра-
ботанный для данноrо продукта И lIИ серийный фильтр, тради-
ционно применяемый для этоrо продукта. Поиск производится по
коду продукта, для KOToporo предназначен аппарат. Для этоrо
информационная база системы содержит перечень продуктов с их
характеристиками", для которых накоплен достаточно надежный
опыт использования фильтра определенноrо типа. При обнаруже-
нии в перечне кода продукта проводится анализ признаков пары
«продукт фильтр», таких, как характеристики суспензии или
рабочие параметры. В случае несовпадения хотя бы одноrо из
этих признаков (независимо от уровня важности) решение задачи
направляется по каналу поиска типовоrо фильтра. Совпадение
основных'признаков после проверки некоторых дополнительных
признаков и подбора вспомоrательноrо оборудования приводит
к выработке положительноrо заключения.
В режиме поиска типовоrо фильтра производится просмотр филь-
тров всех типоразмеров по каждому признаку, причем на каждом
этапе просматриваемые фильтры сравниваются с лучшим на данный
момент поиска. Критерием является меньшее число несовпадений
признаков BToporo и TpeTbero уровня. Проверка совпадений проис..
ходит в порядке значимости, т. е. первыми анализируются при-
знаки первоrо уровня важности. Проводится также технолоrиче-
ский расчет и расчет параметров фильтрования, результ ты ко-
торых оцениваются как признаки BToporo уровня значимости.
Если комбинации количества и уровней несовпадений признаков
не выходят за установленные пределы, то вырабатывается поло-
7 и. и. Поникаров в др. 193
жительное заключение и подбирается ВСПО Iоrательное оборудова
иие. В противном случае вырабатывается отрицательное заключе-
ние с изложением причин невозможности выбора фильтра для
заданных условий.
Предусмотрен также режим проверки приrодности предва-
рительно выбранноrо заказчиком фильтра для заданных условий
работы. В этом случае система функционирует аналоrично пре
дыдущему режиму, за исключением Toro, что не производится про
смотр всех фильтров, т. е. сокращается число операций. В случае
неприrодности фильтра для заданных условий можно осуществить
поиск типовоrо фильтра (с просмотром всех фильтров).
Использование системы автоматизированноrо выбора фильтра
ЭКОНОl\lИТ значительное время работы ква.пифицированных спе
циалистов. Аналоrичная система дЛя выбора центрифуr разрабо-
тана и успешно применяется УкрНИИХИМА1АШем. Описанную
методолоrию можно использовать для оптимальноrо выбора# ап
паратуры пылеочистки и друrих классов.
3.2. ЦЕнтрифуrи
Один из распространенных способов разделения жид
ких неоднородных систем в процессах хими.ческой технолоrии
центрифуrирование. Центрифуrированием называют процесс Me
ханическоrо разделения неоднородных систем в поле центробеж
ных сил, создаваемых во вращающемся барабане центрифуrи.
Методом центрифуrирования достиrается достаточно четкое
и в то же время быстрое разделение суспензий и эмульсий в цeH
тробежном поле. В центрифуrах разделяют самые разнообразные
жидкие неоднородные системы: сырую нефть, суспензии поли..
винилхлоридной смолы, смазочные и растительные масла, смеси
кристаллов солей с маточными растворами, каменноуrольный
шлам, суспензию крахмала, дрожжевую суспензию и др.
Центрифуrи делят на два основных класса: осадительные и
фильтрующие.
Осадительные центрифуrи не вполне правильно иноrда назы..
вают отстойными. Их отличительная конструктивная особен
ность наличие барабана со сплошной (неперфорированной)
стенкой. Разделение суспензии или эмульсии в такой центрифуrе
происходит осаждением (или всплыванием) взвешенных в жид
кости твердых частиц или капель друrой жидкости QОД действием
центробежных .сил. Осаждение частиц в центрифуrе происходит
так же, как в отстойнике, но со значительно большей скоростью.
Фильтрующие центрифуrи, используемые только для разделе
ния суспензий, имеют барабаны с перфорированной стенкой.
Поверхность барабана изнутри обычно покрыта фильтровальной
переrородкой (тканью или сеткой). Фильтрующие центрифуrи
являются по существу фильтрами, в которых движущая сила
(разность давлений) создается под действием центробежных сил,
действующих на вращающуюся в барабане жидкость.
194
По величине движущей силы центрифуrи превосходят фильтр..
прессы; если в последних рабочая разность давлений обычно не
превышает O,3 O,5 МПа, то в центрифуrах она составляет l
2 .i\'lПа. Значительно проще в центрифуrах орrанизовать тщатель..
ную промывку осадка и непрерывную или механизированную ero
выrрузку. Основное преимущество фильтрующих центрифуr
эффективная осушка осадка. Например, при отделении на цен..
трифуrах кристаллов солей от маточных растворов влажность осад..
ка обычно не превышает 1 2 0/0, что недостижимо в фильтрах.
Недостатки всех центрифуr наличие вращающеrося ротора и
ero опор, повышенный расход энерrии на привод и оrраниченная
поверхность фильтрования или осаждения.
Основные параметры. Фактор разделения (критерий Фруда)
характеризует степень интенсификации процесса в центрифуrе по
сравнению с аналоrичным процессом в rравитационном поле. При
этом осадительное центрифуrирование сопостав.ПЯЮТ с rравита
ционным отстаиванием, а центробежное фильтрование с филь..
трованием под rидростатическим давлением при одинаковых тол..
щинах слоев суспензии.
Целесообразно определить фактор разделения как отношение
движущих сил осаждения одиночной частицы в центрифуrе и
rравитационном отстойнике. В отстойнике частица осаждается под
действием разности ее веса и выталкивающей силы; т. е. движу
щая сила F о == тg m 1 g, rде т масса частицы; т 1 масса
жидкости, вытесненной частицей; g ускорение свободноrо па
дения.
Аналоrично в ...центробежном поле движущая сила равна раз
ности центробежной силы, действующей на частицу, и архиме
Довой центробежной силы, обусловленной действием центробеж
ных сил на окружающую частицу жидкость:
F == тro 2 , m 1 (fj2r .
ц ,
rде 00 уrловая скорость; r радиус вращения частицы (B leCTe
с жидкостью и барабаном центрифуrи).
Фактор разделения
К р == Рц/Р о == 002 r / g (3.37)
показывает, во сколько раз ускорение (напряженность) цeHTpo
бежноrо поля {J)2r превышает ускорение свободноrо падения.
Как отношение однородных величин, фактор разделения вели
чина безразмерная.
Так как радиус r в формуле (3.37) не является постоянной
величиной, в разных зонах барабана центрифуrи фактор разде
ления имеет неодинаковые значения; поэтому различают номиналь
ный и эффективный факторы разделения. Как характеристику
конкретной конструкции центрифуrи используют номинальный
фактор разделения (максимально возможное ero значение)
К р . в == 2n 2 D, (3.38)
7. 195
rде п частота вращения ротора центрифуrи, C l; D наиболь..
ший внутренний диаметр барабана, м.
Различают центрифуrи тихоходные (К р . н < 1000), нормаль..
ные (1000 < К р . н < 3500) и скоростные или сверхцентрифуrи
(К р . н > 3500).
Производительность осадительной центрифуrи рассчитывают
либо по действительной скорости осаждения частиц суспензии
в барабане, либо по скорости rравитационноrо осаждения тех же
частиц. Во втором случае для расчета используют индекс произво"
дительности центрифуrи площадь проточноrо rравитацион..
Horo отстойника, эквивалентноrо по производительности рассма..
триваемой центрифуrе.
Производительность отстойника по суспензии Qo равна произ..
ведению ero площади So на скорость rравитационноrо осаждени,Я
и о частиц заданноrо rраничноrо размера (более rvrелкие частицы
уносятся с осветленной жидкостью), т. е. Qo == So'u o . Анало..
rично производительность центрифуrи Qц равна пр.оизведению
площади поверхности жидкости в ее барабане Sц == 2Лf ж L (rде
f ж И L радиус и длина поверхности ЖИДКQСТИ в барабане цен..
трифуrи) на скорость осажДения таких же частиц в центробеж..
ном поле V r , т. е. Qц === SЦV r == 2Лf ж Lv r . Из условия Qц == Qo
следует: == S о === S цvr/v о .
Если и в центрифуrе, и в отстойнике сохраняется ламинар..
ный режим обтекания осаждающихся частиц, то отношение ско"
ростей осаждения равно эффективному фактору разделения:
Vr/V O === (j)2 fж / g , == К р ; следовательно, == SцК р .
Характеризуя центрифуrу конкретной конструкции, прини..
мают f ж === 0,5D и номинальный индекс производительности вы..
числяют по формуле
H == 2лп 2 D2L. (3.39)
При известных индексе производительности и скорости V o
rравитационноrо осаждения теоретическая производительность
центрифуrи, как производительность экв валентноrо отстойника,
QT === VO.
Здесь не учтен ряд факторов, снижающих производитеJiьность,
таких. как отставание во вращении жидкости от барабана, нерав"
ноr.лерность ее течения в продольном направлении, неоднородность
формы частиц. Производительность уменыпают также вихри в ме..
стах подачи и слива жидкости, перемешивающее действие шнека
и друrих устройств для выrрузки осадка, вибрация ротора. В свя"
зи С этим действительная производительность Qд обычно меньше
теоретической, что учитывают опытным коэффициеНТО!\1 ц:
Qд == цQт. (3.40)
Коэффициент эффективности обычно существеНl-!О меньше еди..
ницы; так, для трубчатых сверхцентрифуr он примерно равен
0,375, для шнековых осадительных центрифуr 0,212.
196
ДJ1Я ФИЛЬТРУЮЩИХ центрифуr индекс производительности также
рассчитывают по формуле (3.39). В этом случае он не имеет столь
очевидноrо физическоrо смысла, но позволяет сравнивать цeH
трифуrи.
Центрифуrи с пульсирующей выrрузкой осадка. Из фильтрую
щих центрифуr непрерывноrо действия наиболее часто применяют
центрифуrи с пульсирующей выrрузкой осадка (типа Фrп). Они
предназначены для разделения суспензий объемной KOHцeHTpa
цией более 20 %, содержащих крупно и среднезернистую твердую
фазу с частицами размером более 0,1 мм. В химической промышлен
ности пульсирующие центрифуrи применяют для разделения cyc
пензий с кристаллической твердой фазой. Они эффективны также
при обработке волокнистых материалов, для которых не допус
кается разрушение волокон или волокна обладают способностью
прилипать к рабочим деталям.
Центрифуrи этоrо типа обеспечивают эффективную промывку
осадка и раздельный отвод фильтрата и проl\tIЫВОЧНОЙ жидкости.
r лавные преиr-.fущества пульсирующих центрифуr: непрерывность
процесса, высокая производительность при низком удельном pac
ходе энерrии и металла, относительно небольшое дробление TBep
дой фазы, хорошая степень обезвоживания осадка и эффектив
ная ero промывка. Недостаток пульсирующих центрифуr по
вышенный унос твердой фазы с фильтратом.
Все выпускаемые в настоящее время фильтрующие центрифуrи
с пульсирующей выrрузкой осадка можно разделить на OДHO ,
ДBYX И мноrокаскадные. OДHO и двухкаскадные центрифуrи
это машины общеrо назначения. Их выпускают с OДHO и ДBYCTO
ронней выrрузкой осадка (сдвоенные). Центрифуrи с ротором,
имеЮЩИ f больше двух каскадов, являются специализированными
конструкциями.
Однокаскадные центрифуrи наиболее просты и дешевы, но
менее эффективны, чем двухкаскадные. Диаметр ротора 160
1400 мм.
Центрифуrа фrп (рис. 3.14) и леет барабан 10, который YK
реплен На конце полоrо вала 7, приводимоrо во вращение электро
двиrателем 1 через клиноременную передачу со шкивом 3. В обе
чайку ротора запрессовано щелевое сито. Внутри барабана pac
положен поршень толкатель 8, который кроме вращения COBep
шает возвратно поступательное движение для перемещения осадка
по щелевому ситу барабана под давлением масла на поршень 2,
соединенный штоком б с поршнеrtf толкателем. Конический пита
тель 9 служит для равномерной подачи суспензии в центрифуrу
из заrрузочной трубы 11. В крышке кожуха 12 установлена TPY
ба 13 для ввода ромывной жидкости. Движением толкателя уп '
равляет rидравлическая система, включающая маСЛЯНЬiЙ насос
с электродвиrателем 4 и механизм управления 5. Толщину слоя
осадка на поверхности сита реrулируют с помощью CMeHHoro
кольца, закрепленноrо на коническом питателе.
197
198
. tJ .
:а
C\3
о"'"
=
o
а. =... tJ
f-oo <i) О
@ g
...... ::! s2 о
. >-.
c'f:) о.. C'I")
1:;::::::>'
с=с..>о..
. ::I: ..Q "-<
>.
t::
C\J
"'"
Характерная особенность работы пульсирующих центрифуr
поступление суспензии при обратном ходе поршня толкателя на
небольшой участок сита, очищаемый толкателем от ранее образо
вавшеrося осадка. Скорость фильтрования при этом ходе поршня
максимальна. При прямом ходе толкателя суспензия попадает на
уже образовавшийся слой осадка и фильтрация постепенно за
медляется. Интенсивный унос твердой фазы с фильтратом проис
ходит именно во время обратноrо хода (при фильтровании через
чистое сито), поэтому возможность обработки той или иной cyc
пензии определяется в первую очередь размерами отверстий ще
левых сит. Суспензии, относящиеся к мелкокристаллическим, а
также к аморфным высокодисперсным (красители, rидроксиды Me
таллов), нельзя обрабатывать на центрифуrах этоrо типа.
Для обеспечения удовлетворительной работы центрифуr с
пульсирующей выrрузкой осаДКа концентрация твердой фазы
в суспензии и скорость подачи ее в центрифуrу должны быть по
стояины; в противном случае получаемый осадок будет иметь Me .
няющиеся влажность и степень промывки.
Следует учитывать, что суспензия при малой концентрации
не успевает отфильтровываться и попадает под реrулирующее
кольцо, что может привести к вымыванию осадка и попаданию
жидкости в бункер rOToBoro продукта. Суспензия высокой KOH
центрации отличается меньшей текучестью.' В результате возни
Imет вибрация центрифуrи из за HepaBHoMepHoro распределения
осадка по окружности барабана. Таким образом, для каждой об
рабатываемой суспензии существует два предела концентрации:
верхний и нижний. Превышение или занижение допустимоrо пре
дела концентрации нарушает нормальную работу центрифуrи.
Экспериментальное изучение зависимости между длиной L ба
рабана и толщиной h слоя осадка показало, что для каждоrо Ma
териала существует определенное допускаемое отношение L/h.
Это отношение соответствует условию отсутствия вспучивания
осадка:
Ljh -< а tg 2 ( + + + ) I "
(3.41)
rде а == 0,6 ... 0,7 поправочный коэффициент, учитывающий
зависимость yr ла <р от влажности и плотности осадка в процессе
центрифуrирования; <р уrол BHYTpeHHero трения в осадке;
f коэффициент трения осадка по поверхности сита барабана.
Попытки увеличить рабочую длину фильтрующеrо барабана
для достижения хорошей осушки осадка без ero вспучивания при
вели к созданию двухкаскадных центрифуr с пульсирующей BЫ
rрузкой. По общему устройству и принципу действия (рис. 3.15)
они анало ичны однокаскадным; отличие относится лишь к po
тору. Последний состоит из двух фильтрующих барабанов, BCTaB
ленных один в друrой с возможностью продольноrо относительноrо
перемещения. Барабан BToporo каскада и поршень толкатель за
199
ь:
=
:с ..
=:(1::
ca
e
(';s
'""
>< с::
:s::
c:a
t::{ca
.
tC
......е-
.:s::
('1")0..
C.J
:s::
Q..::!
68 i:;=I:';I o
:c::c::c:r '- as :S::Q.
.а 1::::: <:::):E :C'<O
e:c:;Q ,..... .....t'\S:c
= QJ с'3 I .., ::а C::I
..:с f-o C::I 0'\ Q. О
t'\S t:{ = З" .. t:{..... :c I
'<OQJ:CU .а:с..... u
>-Q.::а",..С:;= =0
"Ut'\S"Q.QJ... :с tl:)
.... ....OE-o ...a , .....
f-o = Q.\O Е-о t'\S = t'\S с:;
g:: >- ио ::с::1Е-о= ..
as I Q. с:; t:{C":) Q.
:r I I ""'.ё
Qt:{ tl:) 'и О С
t'\SQJ \c::C:QJg::>C..:&Q.
f-o Q. ....E:r as as QJ О
:S::QJ oO......=c:1:CJ::ct:{E-о
с с :i:1:13 с:; О:а = I g::
I I >< I : [:с ; I а
>-00 Q.og::f-o Cf)
.....с-:> ?Е ::с:::с:ао t:{ f-o с:; и..... =
I
"
' \ ", \ \
i \
i
!
I ......
..;(e){ "
....... '=""" I
t -"1 "
\
" .
f I I
;
...
I , p
H
,
*и I "\7'
t F
;::::S:::S::I '\
............... ........... I -'
'\
f{f ;, r-I
I 1'\ I
"" - I
. ' 1 tL
.А-... t::I:=:::"" I =:::::.. п
r ,.,.. , I
I Jf: s ,,"' '-'''-'-''
,' I j'
'/'/. '// ./" .////11/.
-: F f' L]f:
............... l х/х. '/ '7//if
V
.::t--...........
: . 'iv
\ ;_ r//
=or.!.. G1it> 1
.,
rrc.-
200
.....
t'-
.. \ f9"8
..
l' 11 ,
W 11
:-:.; .....
l1 1
. .
-
.....
....
- -
,1\ ,
U
,
" ,,1
-
.....
....
--.:: -
-'чu
....
креплены на конце полоrо вал а 7 и неподвижны в осевом направле..
нии. Барабан первоrо каскада насажен на шток 8 и совершает
вместе с ним продольное возвратно-поступательное движение.
Торец барабана первоrо каскада, снабженный съемным коль
цом, обеспечивает движение осадка по ситу BToporo каскада. По
ситу первоrо каскада осадок движется, наталкиваясь на неподвиж
ный в осевом направлении поршень толкатель. Таким образом, при
возвратно-поступательном движении штока осадок движется по-
переменно по ситам первоrо и BToporo каскадов.
Изучение работы двухкаскадных центрифуr показало, что, при
одинаковом с однокаскадными машинами факторе разделения, на
них может быть достиrнута производительность на 10 25 %
выше. При уменьшении длины отдельноrо каскада соответственно
уменьшается и длина слоя осадка, что позволяет интенсифици"
ровать процесс ero отжима уменьшением толщины слоя или уве-
личением фактора разделения в 1 ,5 2,0 раза по сравнению с ero
значением для однокаскадных цеитрифуr. Двухкаскадные Ma
шины характеризуются также меньшим расходом электроэнерrии
на выrрузку осадка. Эrи и некоторые друrие преимущества двух..
каскадных центрифуr способствовали их быстрому внедрению
в химическую и друrие отрасли промышленности.
Отечественной промышленностью изrотовляются также че..
тырехкаскадные центрифуrи, используемые преИlOlущественно в
пищевой промышленности, и шестикаскадные. Принципиально
мноrокаскадные центрифуrи аналоrичны двухкаскадным.
Центрифуrи со шнековой выrрузкой осадка. Современные цeH
трифуrи непрерЬ{вноrо действия со шнековой выrрузкой осадка
имеют ротор конической или цилиндро конической формы. Внутри
ротора расположен цилиндрический, конический или ступенча
тый барабан, несущий спиральную ленту (шнек). Выrрузку осадка
с помощью шнека используют в осадительных, фильтрующих, а
также в комбинированных (осадительно фильтрующих) центри-
фуrах.
Осадительные центрифуrи со шнековой выrрузкой осадка пред..
назначены для разделения суспензий с нерастворимой твердой
фазой; их применяют для обезвоживания кристаллических и зер"
нистых продуктов, классификации материалов по крупности и
плотности, а также для осветления суспензий. Влажность осадка
приблизительно такая же, как после фильтрации на барабанных
вакуум фильтрах. llJирокое распространение осадительных цeH
трифуr объясняется универсальностью этих машин. Их успешно
используют для разделения суспензий с размером частиц 1
0,005 мм и объемной концентрацией 1, 40 %.
В зависимости от направлений движения в роторе осадка и
разделяемой суспензии различакл центрифуrи противоточные
(осадок движется навстречу потоку суспензии) и прямоточные
(направления движения осадка и суспензии совпадают). Роторы
центрифуr MorYT быть rоризонтальными или вертикальными, иметь
201
, 1
2
J
4
11
10
9
8
7
б
5
Рис. 3.16. rориэонтальная противоточная осадительная центрифуrа со шнеко-
вой вы руэкой осадка
коническую или цилиндро"коническую форму. rоризонтальные
центрифуrи изrотовляют преимущественно с ротором, помещен..
ным между опорами, реже с консольным ротором; вертикальные
центрифуrи имеют, как правило,' верхнюю подвеску ротора.
Наиболее широко распространены rоризонтальные противоточ..
ные центрифуrи с цилиндро коническим ротором. Такую кон..
СJ'руктивную схему машиньi считают стандартной для центрифуr
этой rруппы. Центрифуrа (рис. 3.16) состоит из цилиндро кониче..
cKoro сплошноrо барабана 8, помещенноrо в кожух 2 и опираю-
щеrося цапфами крышек 1 и 4 на подшипниковые узлы 5 и 10.
Суспензия через неподвижную трубу 3 подводится во внутреннюю
полость барабана шнека 7, rде вращается с частотой, близкой к
частоте вращения ротора, и через отверстия в шнековом барабане
поступает в рабочий барабан 8. Далее она движется вдоль стенок
барабана к сливным oKHa l, расположенным в плоской крышке 4.
Частицы твердой фазы под действием центробежных сил оседают
на стенке ротора и перемещаются шнеком 7 в зону осушки осадка,
rде он уплотняется, освобождаясь от части жидкости, находя..
щейся в ero пор'ах. В конце зоны осушки осадок выбрасывается
в сборник 9 через разrрузочные окна в крышке 1.
Суспензия подается на rраницу между зонами осушки и оса..
ждения, что достиrается перемещением трубы 3 в соответствую..
щую секцию барабана шнека, оrраниченную кольцевыми переrо..
родками.
Фуrат поступает через окна в крышке 4 в камеру б кожуха,
откуда отводится по назначению. Уровень жидкости внутри бара..
бана зависит от степени открытия окон в крышке 4.
Для перемещения твердоrо осадка барабан и шнек вращаются
с различными, но близкими частотами. Различие частот вращения
достиrается применением планетарноrо или специальноrо редук"
тора 11, являющеrося ответственным узлом центрифуrи.
202
В зависимости от назначения осадительные uентрифуrи можно
подразделить на три rруппы: обезвоживающие, универсальные и
осветляющие. Обезвоживающие uентрифуrи предназначены для
разделения высококонцентрированных суспензий с твердыI1ии ча..
стиuами раЗlvtером не менее 25 MK II. ДЛЯ этих машин характерна
высокая производите.. ьность по осадку и сравнительно низкая
влажность последнеrо. Фактор раз еления обычно К р < 2000, от..
ношение длины барабана к ero диаметру менее 1,7. ПРО 1ывка осад..
ка предусмотрена в конструкuии практически только обезвожи
вающих центрифуr.
Универсальные осадительные центрифуrи предназначены для
разделения суспензий малой и средней концентраuий с частицами
твердой фазы размером более 10 мкм. При работе этих uентрифуr
получают сравнительно чистый фуrат и осадок с небольшой влаж..
ностью. Фактор разделения 2000 3000, отношение длины бара
бана к диа lетру 1,7 2,2.
Осветляющие центрифуrи предназначены для очистки низко
концентрированных суспензий от высокодисперсной твердой
фазы. Эти машины характеризуются высоким фактором разделе..
ния (более 2500), отношением длины .барабана к диаl\летру более
2,2, высокой производительностью по суспензии и получением чи
cToro фуrата. .
Кроме rоризонтальных противоточных ПРИ fеняют также ro
ризонтальные прямоточные и вертикальные противоточные oca
дительные центрифуrи.
Фильтрующие центрифуrи со шнековой выrрузкоЙ осадка пред
назначены для разделения суспензий с крупнозернистой твердой
фазой, в котором преобладают частицы размером более О, 15 Mrvl.
Возможна также обработка суспензий с коротковолокнистой твер..
дой фазой. Наиболее эффективна работа центрифуr при объемной
концентрации суспензии более 40 %.
Фильтрующие центрифуrи со шнековои выrрузкой осадка
можно разделить на две rруппы: быстроходные (производитель
ность по осадку 0,3 20 тjч, фактор разделения до 3000) и тихо..
ходные крупнотоннажные (производительность ПО осадку 35
100 тjч, фактор разделения 150 800). Машины первой rруппы
широко используют в химической, второй в уrледобывающей
промышленности.
Из фильтрующих центрифуr со шнековой выrрузкой осадка
наиболее распространены uентрифуrи с вертикальным расположе
нием оси ротора (ФВШ), так как они освоены значительно раньше
rоризонтальных машин. Конструктивная схема центрифуrи, при..
веденная на рис. 3.17, считается стандартной для машин этоrо ти
па; привод от электродвиrателя чер з клиноременную или KO
ническую зубчатую передачу.
Центрифуrа ФВШ состоит из корпуса 2, перфорированноrо
коническоrо барабана 3, вращающеrося на полом валу 5, кониче
CKoro шнека 4, который закреплен на СПЛОШНОl\1 валу 6, по.пуча..
203
1
2
3
ч
S
5
2 J
6
7
tl а
Рис. 3.17. Схема вертикальной шнеко-
вой фильтрующей центрифуrи
Рис. З.18. Схема rоризонтальной филь-
ТРУlощей центрифуrи со шнековой вы-
rрузкой осадка
ющем вращение от полоrо вала через специальный редуктор.
Суспензия подается по питательной трубе на распределительный
диск 1 и отбрасывается к стенке барабана, rде твердая фаза отде..
ляется от жидкости.
Расширение производства rоризонтальных фильтрующих цен..
трифуr со шнековои выrрузкой осадка (Фrш) объясняется их
высокой эксплуатационной надежностью по сравнению с верти
кальными машинами (редуктор вынесен из рабочей зоны и облеrчен
доступ к основным узлам центрифуrи). rоризонтальные центр и..
фуrи более перспективны, чем вертикальные, несмотря на то, что
они занимают большую площадь и имеют худшие динамические
характеристики (центр тяжести ротора находится за опорами).
Центрифуrа типа фrш (рис. 3.18) состоит из корпуса 1, в под..
шипниковых опорах KOToporo установлен вал. На консольном
конце вала закреплен конический фильтрующий барабан 2. ВНУ"
три барабана размещен шнек 3, на поверхности корпуса KOToporo
имеются отверстия а и б для прохождения соответственно суспен
зии и промывной жидкости. Внутри барабана закреплены прием
ные воронки 6 и 7. Суспензия и промывная жидкость подаются по
труба l соответственно 4 и 5. К машинам этоrо типа относится
rеР Iетизированная центрифуrа ФrШ 403К 2, применяемая в про
изводстве полипропилена.
Центрифуrи с инерционной выrрузкой осадка. Основное преи
мущество центрифуr непреРБIвноrо действия с инерuионной вы..
rрузкой осадка отсутствие каких либо выrружающих устройств.
Осадок выrружается из них под действием сост.авляющих инер
ционных центробежных и вибрационных сил. В связи с этим
инерционные центрифуrи подразделяют на два класса: центри..
фуrи с выrрузкой осадка под действие f 'центробежных сил инер"
ции; центрифуrи с выrрузкой осадка под действием составляющей
центробежной силы и сил инерции, возникающих в осадке при
вибрации ротора (вибрационные).
204
Идея использования действия центробежных сил на осадок, Ha
ходящийся в барабане, для ero выrрузки впервые предложена
русскими изобретателями [. Пионтковским, и. Щениовским в
1889 r. Она заключалась в использовании для перемещения и вы-
rрузки осадка продольной составляющей центробежной силы,
возникающей в коническом барабане (на ero внутренней поверх-
ности). Под действием этой составляющей осадок движется по по
верхности барабана от узкоrо края к широкому подобно CKaT
ванию rруза по наклонной плоскости. Анализ сил, действующих
на частицу осадка (при условии ro 2 , »g), позволил вывести фор'
мулу для уrла а наклона образующей барабана к оси, необходи..
Moro для движения осадка:
tg а :> f, (3.42)
rде f коэффициент трения осадка по поверхности барабана.
Так как стенка барабана выполнена с мелкими отверстиями
или покрыта изнутри щелевым ситом, осадок или шлам во время,
движения обезвоживается.
Три опытные центрифуrи, сконструированные упомянутыми
изобретателями, были испытаны на сахарных заводах. Из за от..
сутствия налаженноrо производства сит эти центрифуrи не нашли
должноrо распространения в России. Однако с 1956 r. они выпу
скаются зарубежными фирмами. Фактор разделения этих цен..
трифуr доведен на наибольшем диаметре до 2000. Успешная ра..
бота центрифуr в большой степени связана с использованием в них
щелевых сит со щелями шириной 0,04; 0,05 и 0,09 мм. В результате
заметно уменьшился унос твердой фазы фуrатом.
Центрифуrа с коническим барабаном и винтообразным направ"
ляющим устройством для осадка, выпускаемая в ФРr, имеет при..
мерно ту же область применения, что и скоростные фильтрующие
центрифуrи со шнековой выrрузкой осадка.
В кожухе 4 (рис. 3.19) на валу 1 размещен конический перфори..
рованный барабан 3, внутренняя поверхность KOToporo покрыта
листовым ситом. Внутри барабана коаксиально с ним установлено
направляющее устройство 2. Оно состоит из пяти секций, обра
зующих с помощью .расположенных на наружных поверхностях
лопастей 5 каналы для движения суспензии. Барабан и направ"
ляющее устройство вращаются с одинаковыми частотами, что
является rлавным отличительным признаком от центрифуrи со
шнековой выrрузкой осадка. Уrол наклона образующей барабана
к оси вращения 30 350, т. е. больше уrла трения осадка о сито.
Предусмотрена возможность промывки осадка. В центрифуrе при
менены листовые или щелевые колосниковые сита, спеuиально раз..
работанные для машины; МИНИ11альный размер отверстий листо
вых сит 20 мкм, колосниковых 50 мкм.
Существенный недостаток центрифуr с центробежной выrруз"
кой осадка трудность реrулирования времени пребывания cy
спензии в барабане. Этоrо недостатка лишена центрифуrа с виб..
205
1
5
Ри.с. 3.19. Центрифуrа с центробежной выrрузкой осадка и винтообразным Ha
правляющим устройством
рационной выrрузкой осадка, принцип работы которой предложил
л. Н. Мандрыко. Эrи центрифуrи иrvlеют также конические филь..
трующие барабаны, но в них уrол наклона образующей к оси 11еньше
уrла трения (tg а < f). Движению влажноrо осадка, кроме про
дольной составляющей центробежной силы, способствуют силы
инерции осадка, для создания которых барабану с осадком сооб
щаются колебания в направлении ero оси. Движение осадка пре..
рывистое: он движется по барабану (ситу) в течение тех по.пуперио
дов колебаний, коrда сам барабан движетс в направлении от
широкоrо края к узкому. В моменты противоположноrо движения
осадок относительно барабана не перемещается, т. е. движется
вместе с барабаном.
Для движения частицы осадка необходимо, чтобы сумма дей..
ствующих на нее продольной составляющей центробежной силы
и средней силы инерции за соответствующий полупериод была не
меньше силы трения. На основании этоrо усдовия выведена фор
мула для расчета необходимоrо уrла а лежду образующей бара
бана и ero осью:
tg а :> (f(j)2r O,64aQ2)/( (j)2r + O,64faQ2), (3.43)
rде f коэффициент трения осадка по барабану (ситу); (j) yr..
ловая скорость ротора центрифуrи, рад/с; r средний радиус
барабана, м; а амплитуда продольных колебаний барабана, м;
Q уrловая частота продольных колебаний, рад/с.
Изменяя амплитуду или частоту ПРОДО ТIьных колебаний, можно
в некоторых пределах реrулировать скорость движения осадка и
время ero пребывания в барабане. Сравнительно тихоходные
вибрационные центрифуrи применяют в основном для обезвожи"
вания шлаl\10В с частицами размером не менее 0,2 мм.
Ротор центрифуrи с фильтрующим барабаном 13 (рис. 3.20) по
лучает вращение через клиновые ремни 12 от электродвиrателя,
206
установленноrо на раме цен..
трифуrи. от кривошипноrо
вала 10 барабану центри..
фуrи дополнительно сообща.. 1]
ется колебательное ДВИ1Кение
вдоль ero оси. Шатун 11 свя"
зан с барабаном резиновыми
элементами 5. Между днищем
барабана и шкивом 9, а так-
же между днищем и кольцом
6 расположены два ряда
упруrих элементов 7. Верх- 12 11 10
ний конец шатуна 11 зафиксирован во внутреннем кольце сфери..
ческоrо роликовоrо подшипника 4. Наружное кольцо подшипни..
ка связано с барабаном центрифуrи резиновыми элементами 5.
Барабан центрифуrи представляет собой усеченный конус,
обращенный широким основанием вверх. Суспензия подается через
заrрузочное устройство 3 в нижнюю часть барабана, rде раскру"
чивается и движется вверх. Вибрация способствует не только прод..
вижению осадка, но и лучшему отделению жидкой фазы от твер-
дой. Достиrнув BepxHero края барабана, осадок выбрасывается
в пространство между внутренним 2 и внешним 1 кожухами и
выrружается. Фильтрат, пройдя осадок, сита и стенки барабана,
попадает во внутренний кожух, откуда выводится из центрифуrи
через штуцер 8.
Рис. 3.20. Схема uентрифуrи с виб
рационной в ыrрузкой осадка
3.3. СЕПАРАТОРЫ
Сепараторами называют осадительные сверхцентри-
фуrи (т. е. скоростные центрифуrи), предназначенные для разде-
ления стойких эмульсий и осветления весьма тонких низкокон-
центрированных суспензий с частицами размерами от 0,1 мкм.
Для этих целей используют и трубчатые сверхцентрифуrи.
В отличие от трубчатых центрифуr сепараторы И lеют сравни..
тельно короткие барабаны, обычно цилиндро конической формы,
и несколько меньший фактор разделения К р ; для сепараторов
Кр == 6000 ... 10 000, для трубчатых центрифуr К р == 12 000 ...
1 7 000.
Барабан сепаратора обычно установлен на верхний консоль-
ный конец вала и приводится во вращение от rоризонтальноrо вала
привода, расположенноrо под барабаном, через повышающую
червячную передачу, поrруженную для охла1Кдения и уменьше-
ния потерь в масляную ванну. Эта компоновка сохранилась в ос..
новном со времени изобретения молочноrо сепаратора в конце
прошлоrо столетия шведским инженером Лавалем.
207
f 2
Рис. З.21. Однокамерный осветляющий
сепаратор
Рис. 3.22. Однокамерный разделяю-
щий сепаратор
Современные конструкции сепараторов имеют обычно rибкие
валы, опирающиеся на упруrие опоры. Вследствие этоrо их po
торы являются самобалансирующимися, что позволяет увеличить
частоту вращения и достичь более качественноrо разделения жид..
ких смесей.
В зависимости от назначения различают сепараторы разделяю"
щие и осветляющие: первые предназначены для разделения стой..
ких эмульсий И имеют устройства для раздельноrо отвода леrкой
и тяжелой жидкостей после сепарации; вторые используют для
осветления суспензий, причем осадок накапливается в барабане
и либо ero удаляют из сепаратора после остановки и разборки po
тора (сепараторы с ручной выrрузкой), либо осадок аВТО lатически
выrружается на ХОДУ (саморазrружающиеся сепараторы).
Как разделяющие, так и осветляющие сепараторы в зависимости
от BHYTpeHHero устройства барабана можно подразделить на OДHO
камерные, тарельчатые и MHoroKaMepHble.
Барабан однокамерноrо осветляющеrо сепаратора (рис. 3.21)
состоит из цилиндрическоrо основания 7 с воrнутым днищем и
внутренней ступицей, конической крышки 3 и заrрузочной во..
ронки 11. Для облеrчения (ускорения) сборки и разборки бара..
бана, необходимых для периодическоrо удаления из Hero осадка,
ero детали скреплены резьбовым затяжным кольцом 5 (накидная
rаика большоrо диаметра), соединяемым с наружной резьбой осно"
вания. rерметичность соединения оl)еспечивает уп..10тнительное
кольцо 4. Ступица барабана установлена на верхний конический
конец вала (веретена) 8 сепаратора и закреплена rлухой rайкои 6.
Для обеспечения вращения поступающей в заrрузочную воронку
жидкости имеются ребра 10. Одинаковые частоты вращения жид..
208
кости и барабана обеспечивают установленные в рабочей полости
барабана три или четыре радиальные переrородки 9.
Осветляемая жидкость (разбавленная суспензия) поступает
по трубе 1 в заrрузочную воронку, а затем в нижнюю перифе..
рийную часть рабочей полости барабана. Заполнив полость до
края отверстия в конической крышке, жидкость переливается через
край отверстия (борт) и центробежными силами выбрасывается
в сборник (ловушку) 2, откуда отводится самотеком через. патру"
бок 12. Проходя примерно в осевом направлении, жидкость OCBO
бождается от взвешенных твердых частиц, оседающих под дей
ствием центробежных сил и образующих осадок на внутренней
цилиндрической поверхности барабана (частично на крышке). По
сле накопления значительноrо объема осадка (ухудшения чистоты
фуrата) подачу жидк'ости прекращают, сепаратор останавливают,
барабан разбирают (не СНИ ;lая с вала) и удаляют из Hero осадок
(обычно промывкой).
Разделяющий (рис. 3.22) однокаl\fерный сепаратор в основном .
аналоrичен осветляющему; конструктивные отличия связаны с He
обходимостью раздельноrо отвода отсепарированныIx леrкой и тя
желой жидкостей. Между крышкой барабана и заrрузочной BOpOH
кой установлена воронкообразная переrородка, называемая обычно
разделительной тарелкой и снабженная на наружной поверхности
ребрами б. Между крышкой 3 и тарелкой 4 образуется кольцевой
канал, соединяющий область у стенок барабана с rорловиной
крышки и служащий для отвода тяжелой жидкости.
Поступающая по трубе 1 в заrрузочную воронку 5 Эl\1УЛЬСИЯ
через канал между воронкоЙ и днищеl\f основания поступает в cpeд
нюю часть сепара-ционноrо пространства в барабане. В резуль..
тате сепарации в барабане образуются два слоя жидкости с поверх..
ностью раздела а между ними. У стенки барабана располаrается
слой тяжелоЙ жидкости, а ближе к оси вращения слой леI КОЙ
жидкости. По мере подачи эмульсии отсепарированная тяжелая
жидкость из пристенноrо слоя поступает по кольцевому каналу
между крышкой 3 и разделительной тарелкой 4 в rорловину крыш
ки и далее в нижнюю полость сборника 2, откуда отводится по
штуцеру 7. Одновременно леrкая жидкость из поверхностноrо
слоя перетекает в rорловину разделительной тарелки, из ее боко
вых отверстий (снабженных втулками или соплами) поступает
в верхнюю полость сборника и отводится через штуцер 8. Радиусы
слива леrкой и тяжелой жидкостей рассчитывают так же, как для
центробежных экстракторов, с учеТО f, что поверхность а раздела
фаз должна располаrаться в средней части сепарационноrо про..
странства.
Отсепарированные жидкости отводятся из разделяющеrо сепа
ратора непрерывно. Однако следует учитывать, что поступающая
на разделение эмульсия содержит обычно кроме двух жидких
фаз некоторое количество (часто очень малое) взвешенных твер"
дых частиц, т. е. является, cTporo rоворя, трехфазной системой.
209
A A
!
z
Рис. З.23. Осветляющий тарельчатый сепаратор с напорным диском и выrруз
кой шлама через сопла
Твердая фаза постепенно оседает на стенке барабана, образуя
осадок, поэтому разделяющие барабаны конструируют быстро
разборными для облеrчения периодической очистки от осадка.
В 1889 r. Бехтольсrейм предложил вставку для молочноrо
сепаратора, позволяющую значительно повысить эффективность
разделения или увеличить производительность сепаратора при
сохранении качества разделения. Вставка представляет собой
пакет тонкостенных тарелок в виде усеченных конусов с уrлом
между образующей и радиусом 40 600. Ось тарелок совпадает
с осью барабана. Тарелки наложены одна на друrую с зазором
f1лежду ними O,4 2,O мм. Зазор и уrол наклона выбирают в зави
симости от свойств разделяемой суспензии или эмульсии и He
обходимоrо качества разделения. Для сохранения зазора на поверх
ности тарелок выполнены выступы (шипы) или ребра (6 или 8
на каждой тарелке), направленные по образующим (высота ребер
равна зазору).
Пакет тарелок делит поток суспензии или эмульсии в барабане
сепаратора на ряд тонких слоев. При этом во MHoro раз YMeHЬ
шается путь осаждения частиц суспензии или капель эмульсии и
увеличивается поверхность осаждения. В 'Зазорах f1лежду тарел
ками обеспечивается ламинарный режим жидкости, т. е. исклю"
210
чается возникновение вихрей. раз лывающих образовавшиЙся оса..
док. Располо)кение тарелок ПОД определеННЫ f уrЛОl\1 обеспечивает
упорядочение потоков леrкоrо и тяже.поrо КО Iпонент(,а. Ес.НИ
тарелки обращены бо.пьшим основание!\.I вниз, то тяжелыЙ КО fПО
, u u u
нент центрооежнои силом прижимается к нижнеи поверхности
тарелки и скользит по ней к периферии, а леrкий скользит по
верхней поверхности расположенной ниже тарелки к оси ротора.
Это способствует уве.пичению эффективности сепаратора.
Конструктивно тарельчатые сепараторы (рис. 3.23) аналоrнчны
однокамерны:м. Пакет тарелок 10 надет на rорловину заrрузочной
БОрОНКИ и зажат в осевом направлении rvIежду раструБО7\.r воронки
и конической крышкой барабана (в осветляющих сепараторах)
И..тIИ разделительной тарелкой (в разде туяющих сепараторах). Ha
ру)кная поверхность rорловины заrрузочной воронки, называе fОЙ
в эт6l\1 с.пучае тарелкодержателем 8, имеет цилиндрическую форму
с ПРОДО.J1ЬБЬПЛИ паза:ми переменной rлубины, служаЩИl\fИ для отвода
леrкоrо КОl\lпонента. Осветляемая ЖИДКОСТЬ (суспензия) из ВНУ"
тренней полости тарелкодержателя 8 подается к периферийной
части пакета тарелок 10 и поступает (разделившись на парал..
лельные потоки) в vtежтарельчатые зазоры. В зазорах происходит
центробежное осаждение твердых частиц (более тяжелых, чем
жидко ть) на нижней поверхности тарелок. Осевшие частицы с ко.пь..
зят по поверхности тарелок к периферии, двиrаясь' навстречу
жидкости. Для этоrо неоБХОДИ IО, чтобы уrол (обычно 35 450) ivIеж
ду образующеЙ тарелки и осью вращения барабана был больше
уrда трения частиц о тарелку. Достиrнув края пакета тарелок,
частицы поступают в пространство лежду пакетом и стенкой ба
рабана, rде накапливаются в виде осадка. Освет.пенная JI И КОСТЬ
из !У!ежтарельчатых зазоров поступает по пазам тарелкодержателя
в rорловину крышки барабана.
Отсепарированная жидкость отводится напорньпл ДИСКОl\I еле..
ДУЮЩИ f образом. По пазам тарелкодержате,пя 8 из rорловины
крышки 9 барабана жидкость перетекает в напорную К3\'lСрУ 7,
закрепленную на КрЬПllке. Внутрь Kal\1epbI 7, закрытой КрЫПI1\:ОЙ 5
с затяжным колыIмM б, помещен напорный диск 4. Он состоит из
двух плоских дисков с центральными отвеРСТИЯlVIИ и распо"туожен"
ных l\1ежду дисками лопастей. Отверстие НIIжнеrо диска закрыто
трубоЙ 2 для подачи суспензии. Верхний диск И Iеет отверстие боль
шеrо диаl'летра и снабжен патрубком. Для сообщения цеIIтра.пь..
ной части барабана с атмосферой напорный диск снабжен труб..
каl\fИ 3. Поступающая в камеру 7 жидкость образует у ее стеНr И
ко,пьцевой слои, вращающийся вместе с камерой. Из этоrо слоя
жидкость направляется лопаСТЯ IИ напорноrо диска Б ero цeHTpa..тIЬ
ную часть, поступает в патрубок диска и отводится через боковоЙ
штуцер 1. ..
Осветляющие сепараторы с ручной периодической выrРУQ!{ОЙ,
требующей разборки барабана, предназначены для суспснзиi'1
с l\fалой концентрациеЙ твердой фазы. Для БО,,'1ее конuентри рова H
211
I
,
f,.
i'
.t:M т
5 \ ..... . :in
I J. !...,U
5- : '. [ : Ii '
\ '
"' Y//////A' 'Ic.'U" Е "У /////////// Iа:: ::1l
/h '" . _"'-.' " "" -4
'А- 1'" F= "' / Lt1 I
mi ,,' ..,
ш ..::::::J;:: "",'
'; t I >
t ' % ..
11 '/;/
tI
............... 1 ;-:
I!! 1
1 н
I
... ,
-(
,//: lm
0///;// ш
t
\
f
i
f.---- ?
i-""'""V
T
i
, ,.. :л I ..А
""" : ,, "" ' "'''''''''''''''''''''' "''''''''''''''''''''''
I """
L':lI
I . j
3
fu ...
It! , I
" .
Z /'/"""'-
'
2
i7
i.. ...
o .............
r;/ IIIr ' i
J' , ,
,............. . J/ J I :
j t1rt>L ,
) ""1 ,,: 1 "
(::: '
d'II .... .... 4 ::: ,-.
iЮ:= /:v ti . 1///
1Ui 'Щ%r
\"
....
Рис. 3.24. Четырехкамерный сепаратор
HЫ суспензий разработаны сепараторы с выrрузкой осадка из
шламовоrо пространства на ходу. Осадок удаляется с некоторым
количеством жидкости (в виде шлама) под действием центробежных
сил либо непрерывно через постоянно открытые сопла 11 (С:М.
рис. 3.23), либо через периодически oTKpbIBae lbIe отверстия или
212
щели. Тем не l\1eHee такие сепараторы также требуют периодиче
ской разборки и чистки, например при забивании шла 10ВЫХ сопл,
накоплении отложений на тарелках или в друrих случаях; по
этому конструкция барабана должна обеспечивать возможность
быстрой разборки и сборки.
В разделяющих сепараторах эмуль'Сия подводится в среднюю.
часть пакета тарелок, для чеrо тарелки снабжают отверстиями (от
трех до восьми по окружности) и собирают в пакет таким образом,
чтобы они совпадали, образуя вертикальные каналы. Отсепари
рованная жидкость l\10жет отводиться как в однокамерном сепа
ратаре (см. рис. 3.22) или двумя напорными дисками.
MHoroKaMepHble сепараторы используют для осветления низко..
концентрированных сусп.ензий. В них возможна классификация
твердой фазы по крупности частиц.
Мноrокамерный сепаратор (рис. 3.24) имеет короткий цилинд
рический барабан 4 с плоскими днищем и крышкой б, установлен
ный на в ртикальном валу 3. Вал 3 получает вращение от привод
Horo вала 2 через повышающую червячную передачу. Для YMeHЬ
шения пути осаждения частиц внутри барабана установлены встав..
ки 1 в виде тонкостенных цилиндров с бортиками, образующие
последовательно соединенные отдельные Kal\1epbI осаждения. OTce
парированная жидкость отводится напорным диском 5. Так как
средние радиусы камер не одинаковы, различаются "их эффектив
ные факторы разделения, площади проходноrо сечения и осевые
скорости потока. В периферийных камерах они меньше, чем в цeH
тральных, поэтому в центральных камерах осаждаются крупные
частицы, в периферийных мелкие. Таким образом, MHoroKaMep
ные сепараторы rтр!irодны для классификации суспензий по раз
мерам частиц.
3.4. РАСЧЕТ НА ПРОЧНОСТЬ БАРАБАНОВ
ЦЕнтрифуr и СЕПАРАТОРОВ
В большинстве случаев барабан центрифуrи состоит из
цилиндрической (или конической) обечайки 2 (рис. 3.25), плоскоrо
днища 5 в виде диска с жесткой ступицей 6 в середине и кониче
CKoro (или плоскоrо)' кольцевоrо борта 1. В стенке вращающеrося
барабана возникают напряжения от центробежных сил, действую
щих на материал стенки, и от давления, обусловленноrо действием
центробежных сил на жидкость 4 и осадок 3, находящиеся в ба
рабане. Кроме Toro, вблизи сопряжений обечайки с бортом и дни
ще:м, а также днища со ступицей действуют напряжения от Kpae
вых сил и моментов, возникающих в сопряжениях.
В стенке цилиндрической обечайки в общем случае возникают
напряжения окружные at, осевые а з и радиальные a r . НаИl\lень
шее из них отрицательное (сжим:ающее) радиальное напряже
ние a r на внутренней поверхности стенки, равное по абсолют
ной величине давлению Рц от центробежных сил. Хотя в HeKO
213
I
Рис. 3.25. Схема к расчету барабана центрифуrи
l
J
торых случаях а т достиrает 5 МПа (по
модулю), им обычно пренебреrают, т. е.
ПрИНИl\Iают а т === О. Наибольшие значения
Иl\1еют кольцевые напряжения O't. Осевое
напряжение O's, обусловленное действием
давления Рц на днище и борт барабана,
имеет некоторое среднее значение. Расче..
ты обычно выполняют по 3 й теории проч..
ности (теории наибольших касательных
напряжений). В этом случае эквивалент..
ное напряжение
'f
аз === 0'1 АЗ,
(3.44)
rде аl и аз наибольшее и наименьшее rлавные напряжения,
МПа.
В рассматриваемом случае 0'1 === at, аз === О'т === О, аз == at
и условие прочности принимает вид
at < [а], (3.45)
rде [а] допускаемое напряжение для материала барабана.
Давление на стенку барабана (т. е. давление на радиусе R)
рц == О,5ro 2 [Рж ('5 , ) + РО (R'2 , )], (3.46)
rде (u уrловая скорость ротора, рад/с; Рж и Ро плотности
соответственно жидкости и влажвоrо осадка, Kr/M 3 ; 'ж И '0 ра..
диус поверхности соответственно жидкости и осадка, м; R наи
большиЙ внутренний радиус барабана, м.
Если барабан полностью (т. е. до края сливноrо борта) за
полнен какой либо одной средой (суспензией или осадком) с плот..
ностью Ре, то
рц == О,5рс ro2 (R 2 . , ).
Введя в рассмотрение условный коэффициент
ба на 'l' == 1 (, ж/ R)2, получим
рц == О, 5Ре ro 2 R2'1'.
(3.47)
заполнения бара
(3.48)
Распределенная. центробежная сила от собственной массы обе-
чайки
q == PM 5 ro 2 Re, (3.49)
rite P:\t плотность материала обечайки, Kr/M 3 ; 5 толщина
стенки обечайки, м; Re == R + 0,55 радиус срединной поверх..
ности обечайки, м (обычно слаrаемым 0,55 пренебреrают по сравне..
нию со значением R и принимают Re == R).
Окружное напряжение O't можно определить по уравнению
Лапласа:
214
ass/ R 1 + Ct 5 / R 2 === z,
(3.50 )
rде R 1 И R 2 первый и второй rлавные радиусы кривизны ере..
динной поверхности оболочки, м; Z проекция внешней распре..
деленной наrрузки на ось, нормальную к срединной поверхности
и направленную в сторону центров кривизны.
Для цилиндра радиус кривизны образующей R 1 === 00, R 2 ==
== Rc R; в рассматриваемом случае проекция внешней наrрузки
Z == (pц + q). (3.51)
.
По уравнению Лапласа
o,s/ R == Рц + q, (3.52)
откуда
о, == О,5Рс(i)2 RЗ'Р/s + Рм(i)2 R 2 . (3.53)
Первое слаrаемое в правой части этоrо уравнения представляет
собой напряжение от давления Рц среды, второе напряжение
от распределенной центробежной силы, обусловленной массой
стенки. Как видим, вторая составляющая не зависит от толщины
стенки.
Использовав записанное выше условие прочности, найдем He
обходимую толщину стенки
8 == O,5pcv2R'P/( [о] РМ v 2 )
== О,5R л 'Р/( [а ]/а о 1), (3.54)
rде v == roR окружная скорость обечайки, м/с; а о == PMV2
составляющая окружноrо напряжения в барабане, обусловленная
действием распределенной центробежной силы q, Па; л == Рс/Рм
отношение плотностей среды и материала барабана.
Отношение [а ]/а о показывает, во сколько раз напряжение
в стенке пустоrо (не заполненноrо жидкостью) барабана а о меньше
допускаемоrо и является аналоrом коэффициента запаса. Таким
образом, это отношение можно назвать критерием прочности He
заполненноrо барабана. Умножив числитель и знаменатель OTHO
шения [а ]/а о на линейный размер (например, толщину стенки)
в третьей степени, получим величину, называемую критерием
Ньютона:
[а] s3/(Рмs3vЗ) == fl/(mv 2 ) == Ne, (3.55)
rде f == [а] 82 допускаемая внутренняя сила, приходящаяся
на сечение площадью 82; т == PMs3 масса элемента стенки объ..
емом s3; 1 === 8 линейный размер.
J{ля обеспечения прочности незаполненноrо барабана необхо
димо, чтобы Ne > 1; при этом окружное (а также эквивалентное)
напряжение не превышает допускаемое. Необходимая толщина
стенки частично заполненноrо барабана
8 == О,5Rл'Р/(Nе 1).
(3. 56)
в случае Ne 1 условие прочности не удовлетворяется ни при
какой толщине стенки.
215
Т а б л и ц а 3.1
Характеристика некоторых металлов
Металл От' МПа р м ' Kr/M' а т
.lO', М
PMg
Сталь Ст3 220 7850 2,8
Сталь 12Х 18HI0T 285 7800 3,7
Алюминиевый сплав Дl 200 2800 7,1
Алюминиевый сплав АКб 280 2800 10,1
Титан BTl 1 380 4500 8,6
Титановый сплав ВТ6 800 4500 18,0
Представляет интерес предельное значение фактора разделе..
ния, допускаемое прочностью материала. Для пластичноrо мате-
риала опасно явление текучести, т. е. равенство at == а т , rде а т
предел текучести. Учитывая, что К р == (f)2R/g, из уравнения (3.53)
найдем
[ ( О,БЛ'l'R ) ] l
Кир == а т pMgR s + 1 .
(3.57)
Отсюда видно, что при заданных характеристиках материала
высокие значения фактора разделения Достиrаются при малом
радиусе R барабана, поэтому наибольший фактор разделения до..
стиrается в трубчатых центрифуrах с барабанами малоrо диаметра
(обычно не более 200 мм).
Для увеличения фактора разделения необходимо также исполь..
зовать для ИЗfотовления барабанов материалы с высокой удельной
прочностью, т. е. с возможно большим отношением aT/(PMg),
значения KOToporo для некоторых металлов приведены в табл. 3.1.
Как видно из таблицы, наибольшую удельную прочность имеют
алюминиевые и титановые сплавы.
В конической обечайке или в борте центрифуrи наибольшим
из трех действующих является также окружное напряжение at.
Ero максимальное значение (у большеrо основания конуса)
можно определить, как и для цилиндрической обечайки, по урав..
нению Лапласа. В этом l\feCTe давление среды имеет то }ке значение,
что и в цилиндрической части барабана. В этом случае проекция
на ось z распределенной центробежной силы qz == sирм(f)2R cos а,
первый rлавный радиус кривизны R 1 == 00, второй rлавный pa
диус R 2 == R/cos cl и уравнение Лапласа принимает вид
а ,Sи cos а/ R == О,5рсоо2 R2'1' + SHPM(f)2 Rcos а,
rде 5н толщина стенки конической обечайки, м.
216
Окружное напряжение
at == О,5рс<.u2RЗ'l'/(Skсоsа) + P M <.u 2 R2
или
at === 0,5а о RАф/(8 к cos а) + (10. (3.58)
Из условия Прочности расчетная ТОЛIЦина стенки конической
обечайки
5 и === О,5RЛljJ I [( ] 1) cos а ] === О,5RлljJ/[(Nе 1) cos а].
(З.59)
Толщину плоскоrо борта или днища рекомендуется определять
из соотношения
su == 1, 58,
(З.60)
rде 8 расчетная толщина стенки цилиндрической обечайки.
При расчете перфорированных обечаек учитывают ослабление
обечайки отверстиями, а также уменьшение ее массы, приводящее
к уменьшению центробежной силы. Первый фактор учитывают
коэффициентом уменьшения допускаемоrо напряжения
<1'0 == 1 d o / t o ,
rде d o диаметр отверстий; t o шаr между отверстиями.
Для учета BToporo фактора вводят коэффициент перфорации k п ,
зависящий от расположения отверстий .При расположении их по
вершинам квадратов и в шахматном порядке k п == 0,785 (d O /t O )2,
по вершинам равносторонних треуrольников kn == 0,907 (d O /t O )2.
Расчетная толщина стенки перфорированной обечайки соответ-
ственно цилиндрической и конической
8 == 0,5RАф/ [<1'0 [а ]/0'0 (1 k п )];
5 и === О,5RЛljJ I [ ( lJ>o :J 1 + k п ) cos а ] .
(З.61)
(З.62)
Приведенные выше формулы, основанные на теории тонкостен..
ных оболочек, рекомендуется использовать при критерии Нью..
тона Ne > 2,6. При меньших значениях Ne следует использовать
формулы теории толстостенных цилиндров. В последнем случае,
однако, барабан получается чрезмерно тяжелым из..за большой
толщины стенки. Увеличения критерия Ne и лучшеrо использова..
ния материала можно добиться ..ТIибо уменьшением частоты враще..
ния (что невыrодно из за уменьшения К р ), либо применением ма..
териалов с высокой удельной прочностью.
Кроме рассмотренных центробежных сил в местах сопряжения
обечайки с днищем и бортом барабана действуют распределенные
по окружности краевые силы и моменты, вызывающие появление
дополнительных местных напряжений. Краевые силы и моменты
и соответствующие напряжения можно определить из условия
217
совместности деформаций обечаек и дисков, из которых состоит
барабан. Напряжения от краевых наrрузок быстро затухают по
мере удаления от места сопряжения; в средних частях элементов
конструкции напряжения практически равны рассчитанным по
мембранной теории. Для обеспечения прочности достаточно не..
сколько усилить места сопряжений. Приведенные в .литературе
примеры расчетов показали, что в местах сопряжений достаточно
увеличить толщину стенки на lO 15 %. Методика уточненноrо
расчета с учетом ,краевых наrрузок довольно сложна [19].
3.5. ДИНАМИКА ЦЕнтриФуr И СЕПАРАТОРОВ
Роторы центрифуr, как и друrих машин с вращающи
мися валами, совершают колебания или вибрацию, обусловленные
наличием неуравновешенных масс. Для устранения вибрации
производят статическую и динамическую балансировку роторов.
Однако даже после балансировки роторы испытывают значитель
ную вибрацию и действие инерционных сил при определенных
частотах вращения, называемых резонансными или критическими.
В связи в этим для устранения вибрации и обеспечения спокой"
ной работы машины, кроме балансировки, целесообразно выбирать
рабочую частоту вращения, не совпадающую с критической и не
близкую к ней.
Различают центрифуrи с жесткими валами, рабочая частота
вращения которых меньше критической, и центрифуrи с rибкими
валами, работающие в закритической области. Выбор жесткоrо
или rибкоrо вала, а также конструкции опор зависит от типа цен.
трифуrи, характера обрабатываемоrо продукта и образующеrося
,
осадка.
Если осадок представляет собой полужидкую массу, как это
часто бывает в осадительных uентрифуrах, то он распределяется
ровным слоем по окружности барабана.. В этом случае центр масс
б,арабана, заполненноrо осадком, находится на оси вращения и
можно не опасаться возникновения значительных неуравновешен"
ных центробежных сил и вызываемой ими вибрации. В этом слу"
чае машина может работать достаточно спокойно с жестким валом,
т. е. при Ю р / Ю кр « 1, причем, очевидно, тем лучше, чем меньше
это отношение. Так как рабочая уrловая скорость Юр определяется
технолоrическими условиями, целесообразно увеличить по воз
можности критическую уrловую скорость ю ир , Это достиrается
утолщением вала при одновременном (конструктивно возможном)
ero укорочении, что желательно также с точки зрения уменьше
ния размеров машины. При конс льном креплении барабана на
валу для той же цели целесообразно уменьшить вылет центра
вращающихся масс относительно точки крепления. Еще лучше
совместить центр масс с подшипником. Это приводит К увеличению
жесткости вала, уменьшению напряжений в нем и коэффициента
нарастания амплитуд. Конструктивно этоrо достиrают приданием
днищу барабана воrнутой формы.
218
Иначе конструируют центр и..
фуrу, если по' каКИl\1..либо причи-
нам не удается добиться равно..
MepHoro распределения обрабаты"
ваемой массы (шлама, осадка) по
окружности барабана. Например,
при обработке в центрифуrах су с..
пензий различных кристалличе-
ских продуктов. В этих случаях
ротор обладает при работе зна..
чите.ПЬНЫМ дисбалансом массы.
При этом целесообразно исполь..
зовать rибкие валы или упру..
rие опоры, позволяющие работать
в зак;ритической области для ис..
пользования возникающеrо эф
фекта самоцентрирования ротора.
Так как этот эффект возрастает
с увеличением отношения ОО р / (йкр'
то {ОКР целесообразно умень"
шать. Очевидно, для этоrо валы должны быть по возможности TOHЬ
ше и длиннее, что противоречит требованиям прочности и ком..
пактности машин... В этом случае уве.lIичивают вылет центра вра..
щающихся масс относительно точки крепления барабана при..
менением плоскоrо днища, а также установкой упруrоrо под..
шипника.
При конструировании центрифуr необходимо рассчитывать
критическую скорость. Метод расчета зависит от схемы компо-
новки машины. Двухопорные роторы с барабанами, расположен..
ными между опорами, не испытывают существенноrо поворота се..
'чения вала при изrибе и достаточно точно MorYT быть рассчитаны
без учета rироскопическоrо эффекта. Если барабан закреплен на
консольном конце rибкоrо вала, то уrол поворота барабана при
изrибе вала и связанный с этим уrлом rироскопический момент
значительны и их следует учитывать при расчетах.
Рассмотрим ротор центрифуrи или сепаратора с барабаном,
закрепленным на консоли вала с жесткими опорами (рис. 3.26).
Пренебреrая массой вала по сравнению с массой барабана, будем
считать вал невесо:мым. Представим ротор идеально уравновешен-
ным; в этом случае центр масс барабана (вместе с жидкостью или
осадком) лежит на продолжении оси вала. Будем решать задачу об
устойчивости TaKoro ротора. Известно, что при критической ча..
стоте вращения ротор становится неустойчивым, ТI' е. теряет спо..
собность возвращаться в первоначальное неизоrнутое ПОЛО1Кение.
219
Рис. 3.26. Схема к расчету центрифуrи
с rибким валом
z
х
....
"-о,)
N
......
Можно считать, что при критической частоте вращения вал Haxo
дится в состоянии безразличноrо равновесия и ero упруrий изrиб
вызван действием центробежной силы и rироскопическоrо мо"
мента. Оrраничимся наиболее типичным случаеl\f прямой синхрон"
ной прецессии, коrда изоrнутая ось вала вращается BOKpyr линии
подшипников с той же частотой и в ту же сторону, что и вал с ба
рабаном BOKpyr своей изоrнутой оси. От ;{етим, что возможны также
случаи обратной синхронной и пря ой несинхронной прецессии,
имеющие свои особенности.
При вращении на ротор действует центробежная сила F ц==
== mо)2 ут , приложенная в центре масс барабана, и rироскопиче
ский момент М == (J о J э ) ro 2 <p (rде т масса барабана; Ут
отклонение центра масс вследствие изrиба вала; J о и J э дина
мические моменты инерции барабана относительно соответственно
ero оси и диаметра, проходящеrо через центр масс; <р уrол по..
ворота барабана). Сила и момент вызывают проrиб и поворот
конца вала (в r..lecTe крепления барабана), которые tожно выра..
зить через коэффициенты влияния. . Пусть a 1C и b 1c соответ"
ственно проrиб и уrол поворота вала на ero конце (в точке 1)
от единичноЙ силы, приложенной в точке т; a,lc И lC проrиб
и уrол поворота в той же точке от единичноrо момента.
Тоrда проrиб и поворот вала в точке 1:
у == аlС Р ц a,lc M ; <р == b1,F ц lcM.
Подставив сюда F ц и М, получим:
у === аl с mю 2 Ут CLlc (1 О J э ) ю 2 <р;
<р == Ь 1с mю 2 Ут lc (J о J э ) (й2<р.
(3.63)
Учитывая, что Ут == У + qJd (rде d расстояние от точки креп..
ления до центра масс барабана), получим:
у == а 1с mю 2 у + [a1cтd a,lc (J О J э )] oo2qJ;
<р == Ь 1с mю 2 у + [b1cтd lC (J o J э )] ю 2 <р;
или
(аlс mю2 1) У + [alcmd а 1с (J о J э )] ю 2 qJ == о;
b 1c mw 2 y + {[b 1C md lc (J o J э )] (й 2 l} <р === о.
(3.64)
Получена система двух однородных линейных уравнений. с дву"
:\IЯ неизвеСТНЫl\IИ у и (f). Критическое значение ffi должно допускать
отличные от нуля решения этой системы. Для этоrо необходимо,
чтобы определитель системы был равен нулю:
2 1
a1cmro
Ь 1с mш 2
[a1l'md a,lc (J o J э )1 (й2
[b 1c md lC (J о J э )] (й2 1
O
.
( 3.65 )
220
Раскрыв определитель, получим
/ А 004 В ю2 1 == О,
(3.66)
rде
А == m (! о J э ) (аlСРIС (ХIС Ь 1(.);
В == lc (J о J э ) m (аlС + b 1c d).
Критическая уrловая скорость
.. / в + V 82 + 4А ( 3.68 )
(J) v 2А ·
Из четырех корней системы (3.64) физический смысл имеет только
один, поэтому ротор имеет одну критическую скорость. .
Коэффициенты влияния, входящие в выражения для А и В,
следующим образом связаны с проrибами и уrлами поворота
конца вала (точки крепления 1) от единичных силы и r.loMeHTa,
приложенных в той же точке: аlс == йl1 + a,11 d ; Ь 1С === Ь 11 + 11d;
аlс == а 11 ; IC == 11. Здесь
li (12/1 + 11/ 2)
аll == ЗЕ/ 1 / 2
(3.67)
ь 11 (31}/2 + 21 2 /}) .
11 а,]1 6Е/ 1 / 2 '
А 12/1 + 31}[2
,..,11 ==
3Е J 1/ 2 '
rде [1 длина консоли вала; [2 расстояние между подшипни-
ками; 11' 12 моменты инерции сечения вала на участках [1 и 12.
Динамические" моменты инерции J о и J э заrруженноrо ба-
рабана
т т
J o === J r 2 dm; J э , J l2dm,
о о
rде , радиус элементарной массы dm; [ расстояние от массы
dm до оси х; ,2 === х 2 + у2; [2 === Z2 + у2. Моменты инерции J о и J э
рассчитывают суммированием динамических моментов инерции
обечайки, днища, борта барабана и находящеrося в нем осадка.
Если верхняя опора вала упруrая (подшипник закреплен
на нескольких пружинах), то критическую скорость определяют
по тем же фОР lулам, но коэффициенты влияния существенно
отличаются. В этом случае смещение конца вала в значительно
большей мере определяется податливостью опоры, чем изrибом
caMoro вала и часто вал можно считать недеформирующимся.
Все коэффициенты влияния в этом случае определяют через жест..
кость k упруrой опоры, представляющую собой силу, необходи
мую для смещения опоры (в поперечном направлении) на единицу
длины. Обычно в сепараторах верхний (rорловой) подшипник
,
закреплен на шести пружинах,. равномерно расположенных по
окружности. Жесткость такой подвески примерно одинакова во
221
всех направлениях и в 1,5
раза больше жесткости од"
ной пружины.
Для определения ко..
эффициентов влияния при..
ЛОЖИl\l К ротору В центре
Iacc барабана сначала
силу Q == 1, а затем мо"
leHT 1\1 == 1, определим ре..
акции R 1 и R 2 верхней опо..
ры из уравнения равнове-
сия моментов относительно точки О и выразим их через жесткость
опоры k (рис. 3.27). Получим: Rl === 1.[//2 == a 2c k; R2 == l/l 2 ==
== a 2c k, откуда а2с == 1/(kl2); а2с == 1/(k1 2 ). Здесь а2с и а2с
перемещение упруrой опоры, вызванное соответственно единич"
ной силой и моментом; l == [1 + [2 + d. с учето!vr rеО lетрических
соотношений найдем коэффициенты влияния: a c == l2/(kl );
1 , ?, ( ::»
Ь 1с == аlс == l/kl'2; lC == 1/ kl"2 · ,
Если податливостью вала пренебречь нельзя, то коэффициенты
I1 + ' Ь '/ Ь + ь ' " Ь " А."
влияния alc == аlс аlс; lс == lc lс; аlс == lC; tllc ==
== BIC + lc.
Вычисленные коэффициенты влияния подстаВИl\1 в выражения
(3.67) для А и В и по формуле (3.68) опредеЛИl\1 критическую ско"
рость.
Для обеспечения хорошеrо самоцентрирования упруrость пру-
жнв rОРЛОВОiО подшипника подбирают так, чтобы выполнялось
соотношение
li=1
'
I
i I
I .......
Н 1
1vщ
'"1
I с\4
....,
,
Ь,с
Рис. 3.27. CXC YЫ к расчету коэф
фициентов В.1ИЯНИЯ для вала
с упруrой опороЙ
Ю р / Ю ир == 5 ... 6.
Для уменьшения уровня ШУ fа и вибрации здания центрифуrи
l\10НТИРУЮТ на виброизоляторах или амортизаторах различноrо
типа. Эффективны резиновые подкладки и прокладки, а также
сочетание резины с древесиной, пробково пластмассовые компо..
зиции И друrие виброrасящие материалы. После каждоrо pervl0HTa
рекомендуется проводить статическую и динаl\lическую баданси-
РОВКУ ротора.
3.6. rидроциклоны
rидроциклона IИ называют аппараты, в которых для
разделения жидких неоднородных систе 1 используется поле
центробежных сил инерции, возникающее в закрученном потоке
жидкости. Фактор разделения в rидроциклонах колеблется от
500 до 2000.
222
rидроциклоны широко применяют
при сrущении, осветлении и классифика-
ции суспензий в химической, н ефтедо бы..
вающей, rорнору ной, пищевой отраслях
промышленности,' а также в энерrетике и
в системах очистки промышленных и бы '
товых сточных вод. rидроциклоны весьма
несложны по конструкции, компактны,
высокопроизводительны, дешевы в изrо..
товлении и просты в эксплуатации.
rидроциклон (рис. 3.28) представляет
собой сосуд, состоящий из конической 4
и цилиндрической 3 частей, закрытый
сверху крышкой. Уrол а между обра-
зующими конической части называется
уrлом конуса rидроциклона. Суспензия
подается под давлением через питающий
патрубок 2, установленный танrенциально к цилиндрической
части непосредственно под крышкой. Осветленная жидкость
отводится через установленный в центре крышки по оси
rидроциклона сливной патрубок 1 , а сrущенный продукт
через патрубок 5 в вершине конуса, называемый разrрузочным.
Площадь сечения разrрузочноrо патрубка в rидроциклонах не..
которых конструкций можно изменять сменными насадками.
Некоторые rИJlРОЦИКЛОНЫ, особенно малых диаметров, выпол"
няют без цилиндрической части, и исходную суспензию вводят
непосредственно в конус rидроциклона.
Несмотря на простоту конструкции, rидроциклоны характери..
зуются сложной rидродинамикой процесса разделения. В rидро..
циклоне твердые частицы 11 жидкость движутся по двум основным
траекториям: А пристенная, по которой опускаются наиболее
тяжелые частицы; Б внутренняя, по которой поднимается столб
жидкости с леrкими частицами. Друrими словами, образуются два
вращающихся потока внешний и внутренний. Внешний поток
вращается вдоль стенок конической части аппарата и движется
в направлении к нижнему выходному патрубку (разrрузочному),
вынося из аппарата наиболее крупные и плотные частицы твердой
фазы. Внутренний поток имеет цилиндрическую форму (диаметр
этоrо цилиндра примерно равен диаметру сливноrо патрубка) и
направлен вверх, выводя из rидроциклона тонкодисперсные ча..
стицы, не успевшие отделиться во время движения из внешнеrо
потока под действием центробежных сил.
Следует отметить, что восходящий поток жидкости с внутрен"
ней стороны оrраничен воздушным столбом, форма и размеры ко..
Toporo определяют работу rидроциклона. Воздушный столб обра..
зуется потому, что вблизи оси rидроциклона окружная скорость
223
Рис. 3.28. Схема rидроциклона
t
5
J
жидкости, а следовательно, и центробежная сила, возникающая
под действием этой скорости, настолько велики, что происходит
разрыв потока жидкости и вдоль оси образуется воздушное ядро.
Давление внутри этоrо ядра уменьшается, что вызывает засасыва..
ние воздуха из атмосферы через разrрузочный патрубок и приво..
дит К образованию воздушноrо столба. Однако даже если закрыть
патрубок, воздушный столб сохраняется в виде очень TOHKoro
«шнура». Форма и размеры воздушноrо столба зависят от мноrих
факторов: давления на входе в rидроциклон, диаметров сливноrо
и разrрузочноrо патрубков и др. Наибольший диаметр воздуш..
Horo столба (который может быть в виде цилиндра или усеченноrо
конуса) составляет примерно 55 65 % диаметра сливноrо па..
трубка.
Обычно rидроциклон характеризуют диаметром ero цилиндри..
ческой части, который связан определенными соотношениями
с диаметром питающеrо, сливноrо и разrрузочноrо патрубков.
Большое значение для нормальной работы rидроциклона имеет
соотношение диаметров BepxHero сливноrо d c и нижнеrо разrру..
зочноrо патрубков d p ; рекомендуется dc/d p == 1,66 ... 3,33. Изме..
нением этоrо соотношения в основном реrулируют работу rидро..
циклона. Поскольку насадки быстро изнашиваются, то их изrо..
товляют из износостойких материалов (леrированный чуrун, ке..
рамика, твердые сплавы, резина и др.) или предусматривают
возможность их быстрой замены.
Диаметр rидроциклона составляет 50 1000 мм, причем высота
цилиндрической части корпуса примерно равна диаметру rидро..
циклона; уrол конуса а == 1 О ... 200. Для увеличения срока
службы аппаратов их внутреннюю поверхность футеруют износо..
стойкими материалами.
В настоящее время известны несколько десятков типов rидро..
циклонов. По назначению rидроциклоны можно разделить на
классификаторы, сrустители и разделители, по способу сообщения
суспензии вращательноrо движения на напорные (конические,
цилиндрические, прямоточные), открытые и роторные (турбо..
циклоны) .
Эффективность работы rидроциклона зависит от мноrих факто..
ров. К основным из них относятся: диаметры корпуса, питающеrо,
сливноrо и разrр'узочноrо патрубков, уrол наклона образующей
конической части, давление на входе, концентрация и размер
частиц твердой фазы в исходном продукте, разность плотностей
твердой и жидкой фаз.
Диаметр rидроциклона определяет количественные и каче..
ственные показатели ero работы. С увеличением диаметра rидро..
циклона повышается ero производительность, однако качествен..
ные показатели работы ухудшаются; поэтому тонкие суспензии
разделяют в rидроциклонах r-.fалых диаметров.
Для увеличения производительности применяют одно.. и двух..
ступенчатые батарейные rидроциклоны. Элементы одноступенча..
224
Toro батарейноrо rидроциклона работают параллельно и само..
стоятельно. Двухступенчатые rидроциклоны компонуют из бло..
ков, по несколько элементов в каждом; один из элементов предна..
значен для первичноrо сrущения, друrие для вторичноrо освет..
ления жидкости после первоrо rидроциклона. Конструктивно ба..
тарейные rидроциклоны напомЙнают rазовые батарейные циклоны
(см. ниже).
3.7. ПЫЛЕОЧИСТНОЕ ОБОРУДОВАНИЕ
В химической промышленности часто необходимо разде
лять аэрозоли, т. е. очищать rазы от взвешенных в них твердых
частиц или мелких капель жидкости. Сушилки, смесители, дис..
перrаторы, мноrие массообменные и друrие виды химическоrо
оборудования не MorYT работать без эффективной системы rазо..
очистки.
Различают три вида аэрозолей пыли, дымы и туманы. Пыли I
образуются в процессах дробления, смешивания, транспортиро..
вания, сушки зернистых материалов; размеры частиц пыли 3
70 мкм. Дымы получают при сrорании топлива, конденсации
паров с образованием жидких и твердых частиц размерами 0,3
5,0 мкм. Дисперсная фаза туманов представляет собой капельки
жидкости также размером около 0,3 5,0 мкм.
rазы очищают от взвешенных частиц для уменьшения заrряз..
ненности воздуха (охраны окружающей cpeды) улавливания из
rаза примесей, зат.рудняющих последующую ero переработку или
разрушающих аппаратуру, а также для улавливания из rаза
ценных продукто'ь.
Используют следующие способы разделения: осаждение частиц
в rравитационном, элеКТРОСТflтическом, центробежном поле или
под действием сип инерции; фильтрование запыленных rазов через
пористые переrородки; улавливание частиц жидкостью (мокрая
очистка). В последнем случае улавливание частиц может сопро..
вождаться поrлощением жидкостью растворимых компонентов
rазовой фазы, т. е. абсорбцией. Такой процесс называют ком..
плексной очисткой rаза.
Циклонами называют аппараты для выделения твердых частиц
из запыленноrо rаза под действием центробежных сил, возника..
ющих во вращающемся потоке rаза. Наиболее распространены
возвратно"поточные циклоны, называемые также противоточными,
в которых направление потока rаза меняется на противоположное
при движении по оси аппарата.
По конструктивному исполнению и принципу работы циклоны
во MHoroM аналоrичны rидроциклонам. В промышленности исполь..
зуют множество конструктивных разновидностей циклонов.
Для унификации и сравнительной оценки проведены испыта..
ния по единой методике циклонов различных типов. Наиболее
эффективным и одновременно приемлемым по rабаритам и удобным
8 и. и. Поввкаро8 в др. 225
с::;
о
c:s
..
J ,4- G 8 100 1,5 Z J 4- 6 8 10' 1,5 l.,0 :J Ifо/'1
Рис. 3.29. Схема и rрафик к определению rидравлическоrо сопротивления цик"
лона ЦН-ll
для компоновки в rруппы признан ЦИКЛОН ЦН..ll, размеры кото..:
poro (в долях диаметра) и зависимость rидравлическоrо сопро..
тивления p от расхода rаза L приведены На рис. 3.29.
rрупповые и батарейные циклоны. Для обеспечения заданной
производительности используют rруппы параллельно работающих
циклонов, снабженных общим пылесборным бункером, подводя..
щим и отводящим коллекторами. Использование нескольких цик-
лонов меньшеrо диаметра вместо одноrо большоrо предпочтитель..
u ct о
нее, так как при одинаковои линеинои скорости rаза в циклоне
малоrо диаметра развиваются большие центробежные силы и,
следовательно, обеспечивается лучшее пылеулавливание. Кроме
Toro, разместить крупные циклоны часто сложно из..за их большой
высоты. Обычно применяют . попарную компоновку (рис
3.30, а) с общим числом
циклонов 2 8 или кру"
rовую (рис. 3.30, б),
располаrая 10 14 ци..
клонов BOKpyr ерти"
кальноrо подводящеrо
rазохода. Степень очи..
стки В rруппе цикло..
нов примеl?НО такая же,
Рис. 3.30. варианты компо-
новки циклонов
226
Рис. 3.31. Батарейный циклон БЦУ
как в одном циклоне, входящем в эту же rруппу.
Наиболее полно преимущества малых ЦИКЛОНОВ реализуются
в батарейных циклонах (мультициклонах), содержащих множесТВО.
(иноrда нескольКо сотен) параллельно работающих циклонных
элементов диаметром 100 300 ММ. В отечественных конструкциях
в одном аппарате до 792 циклонных элементов при расходе rаза
до 650 000 мЗ/ч.
Батарейный циклон (рис. 3.31) flредставляет собой тонкостен..
ный корпус (обычно прямоуrольноrо сечения), снабженный шту" -'
церами и разделенный плоскими переrородками на камеры запы..
ленноrо rаза 1, очищенноrо rаза 2 и бункер..пылесборник 3.
Циклонные элементы закреплены в отверстиях переrороДОК таким
образом, что входные отверстия завихрителей (танrенциальных
патрубков) соединяются с камерой запыленноrо rаза, центральные
выхлопные трубы........ с камерой очищенноrо rаза, а пылеотводя..
щие отверстия с бункером..пылесборником.
Для закручивания потока rаза в циклонных эле lентах ис..
пользуют танrенциальные или осевые завихрители. К танrенциаль..
ным относятся короткие сужающие патрубки (рис. 3.32, а) и вход..
ные улитки (рис. 3.32, б). При использовании осевых завихрите..
лей элементы не имеют крышек и rаз поступает в зазор между от..
водной трубой и корпусом, rде установлен завихритель типа
«винт» (рис. 3.32, в) или <<розетка» (рис. 3.32, 2).
Возвратно--поточные циклонные элементы обладают значитель..
ным rидравлическим сопротивлением из..за поворота потока rаза
на 1800. Поворот приводит также к турбулизmtии потока, усили..
8. 227
5 6
A A
&1 -
а) о) 2)
8)
A.L
..16
Рис. 3.32. Элементы батарейных циклонов
вающей вынос мелких фракций Пыли восходящим потоком в отвод..
ную трубу, т. е. к снижению степени очистки rаза. Для исключе..
ния этих недостатков созданы батарейные циклоны с прямоточ"
ными контактными элементами. Такой элемент (рис. 3.33) состоит
из цилиндрическоrо корпуса 1, oceBoro закручивающеrо устрой..
ства 2 с винтовыми лопастями и выхлопной трубы 3 с отсечным
кольцом 4 Запыленный rаз входит в корпус сверху, закручи"
вается лопастями и поступает в сепарационное пространство.
Здесь блаrодаря, вращению и действию центребежных сил твердые
частицы концентрируются у стенок корпуса и отводятся с частью
потока rаза (5 10 %) через щель между корпусом 1 и кольuом 4
в камеру 5 запыленноrо rазз. Очищенный rаз по трубе 3 отводится
из uентральной части сепзраuионноrо пространства в камеру
очищенноrо rаза.
Из изложенноrо ясно, что прямоточный циклон является пыле..
концентратором и не позволяет полностью отделить твердую фазу
228
от rаза. В связи с этим для окон..
чательноrо отделения твердой фазы
установки с прямоточными батарей..
ными циклонами дополнительно
снабжают обычными циклонами,
тканевыми фильтрами или друrими
аппаратами для разделения неболь..
шоrо количества запыленноrо rаза
с высокой концентрацией твердых
частиц.
ЭJlеКТрОфИJlЬТрЫ. В электрофиль"
трах для отделения твердых частицl
из rаза используют осаждение их
в электростатическом поле; поэтому
такие аппараты вернее было бы
назвать электростатическими осади
телями. Электрофильтрами их Ha
зывают по аналоrии с рукавными
и друrими тканевыми фильтрами,
применяемыми для той же цели. Прообразом современных
электрофильтров является аппарат Коттреля, представля..
ющий собой вертикальную трубу, по оси которой натя
нута проволока, подвешенная на изоляторе. Проволока и
труба соединены с ИСТОЧНИКО f BblcoKoro напряжения (ка"
'тушкой Румкорфа). Проволока является активным или корони..
рующим электродом, труба пассивным. Запыленный rаз или
дым подается в трубу, внутри которой создается электростатиче..
ское поле. Проходя по трубе, взвешенные в rазе твердые частицы
приобретают электрические заряды и осаждаются на ее стенках (ча..
стично на проволоке), откуда их периодически удаляют; из трубы
"
выходит очищенныи rаз.
Современные электрофильтры имеют множество труб Kpyr лоrо
или шестиrранноrо сечения, установленных в корпусе фильтра.
Вместо труб используют также плоские металлические пластины,
решетки или сетки. Трубы, пластины или сетки заземлены, а про..
волочные коронирующие электроды присоединены к отрицатель..
ному полюсу высоковольтноrо источника постоянноrо тока (зо
70 кВ). Проходя по трубам или между пластинами, чаСТИIIЫ приоб..
. ретают отрицательный заряд и осаждаются на положительно за..
ряженных пластинах или стенках труб. rаз выходит из камеры
почти полностью освобожденным от взвешенных частиц. Для уда..
ления осевш'ей пыли фильтр отключают от источника напряжения,
а трубчатые или плоские электроды встряхивают. Осевшая на них
пыль падает в бункер, находящийся под аппаратом, откуда ее
периодически удаля .
Рис. з.зз. Элемент прямоточноrо батареАноrо
циклона
!
о
t::;:) ..
t::;:)'"
/
I
'"
J
229
в мокрых электрофильтрах, предназначенных для улавлива..
ния вм:есте с твердыми частицами мелких капелек тумана, уловлен..
ная пыль смывается с электродов водой и удаляется в виде сус..
пензии (шлаl\lа). В таких аппаратах улавливается также пыль
с высоким электрическим сопротивлением, плохо задерживаемая
в сухих электрофильтрах. rаз предварительно увлажняют и
охлаждают до температуры ниже точки росы.
Электрофильтры используют для наиболее полной очистки
rаза от мельчайших частиц и капелек (размером от 0,005 мкм)
при малой их концентрации. Они работают обычно при скорости
rаза 0,2 1,5 м/с. Эrи аппараты применяют, например, при пере..
работке полиметаллических руд (извлечение ценных металлов
из rазов), в производстве сажи, для улавливания цементной и
уrольной пыли. В производстве серной кислоты из колчедана
сухие электрофильтры используют для очистки rаза от оrарковой
пыли, мокрые для улавливания капелек кислоты и примесеЙ
из rаза, поступающеrо в контактное отделение, и очистки отходя..
щих rазов.
Мокрые электрофильтры снабжают трубчатыми или сотовыми
осадительными электродами, по которым rаз движется в осевом
направлении. Примером может служить односекционный верти..
кальный электрофильтр ШМК дЛЯ очистки rаза'от тумана серной
кислоты и частиц соединений селена и мышьяка (рис. 3.34). Сталь
ной цилиндрическиЙ корпус 7 электрофильтра футерован изнутри
кислотоупорным кирпичом по подслою из полиизобутилена.
Крышка аппарата защищена листовым свинцом. Свинцовые оса..
дительные электроды 6 в виде сот (шестиrранных труб) подвешены
к стальной освинцованной решетке 5, закрепленной в верхней
части корпуса. По оси каждоrо шестиrранноrо канала свободно
подвешен коронирующий электрод 4 из проволоки звездчатоrо
сечения, прикрепленный верхним КОНЦОl\f к изолированной от
корпуса раме и снабженный rрузом.
Рама коронирующих электродов подвешена на тяrах 3 к изо..
ляторам 2, закрепленным в коробках 1 крышки. Коробки изоля..
торов снабжены электрическими наrревателями (для исключения
конденсации влаrи на поверхности изоляторов). Корпус 7 снабжен
штуцерами для подвода и отвода rаза, а также для подачи пара
и отвода уловленных кислоты и шлама. В нижней части установ..
лена двойная rазораспределительная решетка 8.
Уловленная кислота собирается в нижней части корпуса и от..
водится в процессе работы. Уловленные твердые частицы в виде
шлама удаляют после отключения и промывки аппарата rорячей
водой, подаваемой через верхний люк. Шлам, содержащий до
50 % селена, тщательно собирают.
На ряде заводов в электрофильтрах ШМК свинцовые осади"
тельные электроды соты заl\1енены более леrкими трубами диаме
тром 250 ММ из винипласта, опирающимися на решетку из титано
Boro листа, а освинцованные коронирующие электроды звездча..
230
A A Б б
1
I
m
2
АLш J
Б Toro сечения электро"
дами из титановой колю
чей проволоки. Это по
зволило увеличить CTe
пень очистки.
Расчет электрофильтра
по скорости осаждения
частиц в электрическом
поле сложен из..за необ
ходимости учета ,/ l\lноже
ства факторов, влияющих
на осаждение. Необходи..
мо знать дисперсный со..
став пыли, диэлектричес..
кую проницаемость ее ча
стиц, свойства rаза и пыли
и учесть их влияние на
режим работы электро
фильтра. В связи с этим
электрофильтры обычно
подбира , используя
практические данные о допускаемой скорости очищаемых rазов
в электрическом поле электрофильтра (в пределах O,2 1,5 м/с).
Конструкцию электрофильтра выбирают также по данным экс"
. плуатационноrо опыта; она должна обеспечивать необходимую
степень улавливания пылIf из rазовоrо потока и надежность
в работе.
Кислота
.:.
I
I I
jU
I
I
J. Б
I
I
I
I I
I I
I I
8
Рис. 3.34. Мокрый трубчатый
электрофильтр ШМК
231
Рукавные и друrие фильтры для
rазов. rазовые неоднородные систе..
мы, как и жидкие, можно разделять
фильтрованием через пористые пере..
rородки, задерживающие взвешен..
ные частицы и пропускающие сплош..
ную фазу. Для промышленной
пылеочистки используют те же
фильтрующие материалы, которые
применяют для разделения суспен"
зий. Чаще Bcero используют ткани
и мелкие сетки из натуральных и
синтетических материалов, войлок,
фетр, керамику, порошковые мате..
риалы, специальный пор истый кар..
тон. Применяют также насыпные
слои зернистых материалов (песка,
rравия и др.).
В химической промышленности
наиболее распространены рукавные
фильтры. В них развитая поверх..
ность фильтрации выполнена в виде
множества сшивных или цельно..
тканых рукавов цилиндрической
формы из фильтровальной ткани,
свободных или натянутых на каркас.
Схема фильтра бескаркасной
конструкции приведена на рис.
3.35. В нижней части корпуса 9 (обычно прямоуrольной формы)
расположена rоризонтальная переrородка 12 с несколькими
рядами патрубков. Рукава 10 нижними концами надеты на
патрубки и закреплены на них хомутами 11. Верхние концы рука..
вов хомутами 8 закреплены на крышках 7, подвешенных на
раме 6. Под переrородкой 12 расположен бункер 13 для сбора
пыли, сообщающийся (через окна в переrородке 12) с трубопро..
- водом 16 запыленноrо rаза. В нижней части бункера расположен
шнек 14, шлюзовый затвор 15 для транспортирования и выrрузки
пыли. Верхняя часть корпуса 9 через окна, снабженные заслон..
ками 1 и 4, сообщается с трубопроводами очищенноrо rа,за 2
и продувочноrо воздуха 3.
Цикл работы фильтра состоит из стадий фильтрования и pereHe..
рации фильтровальной ткани. Запыленный rаз из трубопровода 16
под некоторым давлением через бункер 13 и патрубки переrо..
родки 12 поступает внутрь рукавов 10 и фильтруется сквозь их
стенки. Твердые частицы (пыль) остаются на внутренней поверх..
ности и в порах стенок рукавов, а очищенный rаз из корпуса филь..
232
1
2 J +
15
+ ПЫЛЬ
Рис. 3.35. Схема pYKaBHoro фильтра
тра поступает в трубопровод 2. Через некоторое время слой пыли
в рукавах утолщается, и rидравлическое сопротивление фильтра
увеличивается. После Toro, как сопротивление станет недопустимо
большим (или значительно уменьшится скорость фильтрации) по..
дачу очищаемоrо rаза прекращают и приступают к реrенерации
фильтра. Для этоrо специальным механизмом 5, расположенным
на крышке корпуса, рукава встряхиваются для отделения пыли
от стенок. Верхние концы рукавов получают толчкообразное
возвратно"поступательное движение через раму б и систему под..
весок. Встряхивание рукавов обычно сопровождается продувкой
их воздухом, подаваемым специальным вентилятором (воздухо..
дувкой) через канал 3 (при этом заслонка 4 открыта, а заслонка 1
закрыта). Воздух проходит через фильтр в обратном направле..
нии (по отношению к направлению очищаемоrо rаза). Воздух
проходит через стенки рукавов снаружи внутрь, поступает через
патрубки в полость бункера 13, откуда отводится в канал запы..
ленноrо rаза или специальный трубопровод. Отделяемая при ре..
rенерации твердая фаза (пыль) падает на дно бункера, транспор..
тируется шнеком 14 и удаляется из фильтра через шлюзовой
затвор 15.
Для лучшеrо отделения пыли часто используют импульсную
подачу продувочноrо воздуха. Для предотвращения чрезмерноrо
раздувания ткани 1 (рис. 3.36, а) рукавов при работе и смятия их
при обратной продувке в стенки рукавов вшивают проволочные
кольца 2. В друrих конструкциях внутрь рукавов помещают
rибкие каркасы (рис. 3.36, б); они состоят из ряда распорных
колец 3, укрепле!lНЫХ на проходящих по осям рукавов проволоч"
ных тросах 4.
Применяют также фильтры с рукаваl\1И, открытыми с двух
сторон, с двумя переrородками (одна сверху, друrая снизу),
снабженными патрубками. rаз может подаваться в рукава сверху,
что создает блаrоприятные условия для вывода уловленной пыли.
В рукавных и мноrих друrих фильтрах используют ткани и
различные фильтровальные материалы из натуральных и синте..
тических волокон, работающие при температуре не выше 250 ос
и обладающие оrраниченной коррозионной стойкостью. В связи
с этим в ряде случаев для тонкой очистки rорячих и аrрессивных
rазов от пыли применяют керамические и порошковые фильтры,
обладающие высокой термо.. и кислотостойкостью; последние осо..
бенно перспективны, так как устойчиво работают при температуре,
близкой к 400 ос.
Аппараты мокрой пылеочистки. Один из способов очистки
rазов от растворимых вредных примесей и взвешенных твердых
частиц промывка rаза жидкостью, чаще Bcero водой. Аппараты
для этоrо процесса называют обычно скрубберами или 10КРЫМИ
фильтрами. В них либо rаз барботирует сквозь слой жидкости,
либо жидкость движется в потоке rаза в виде струй или мелких
капель. Очистка от пыли происходит прилипанием твердых частиц
2ЗЗ
rаз
Жидкость
1
z
J
s
12
rаз
! ! \,
j
:.
а)
")
I
Жидкость
Рис. 3.36-. Армированные фильтрующие Рис. 3.37. Пылеуловитель с псевдо
элементы: ожиженнои шаровой насадкой
а с вшитыми кольцами; 6 с rибким
каркаеом
к поверхности жидкости с последующим переходом их в жидкую
фазу. В некоторых случаях частицы прилипают к тонкой пленке
жидкости,. смачивающей поверхность насадки или металлической
сетки, или к поверхности пузырьков пены (в пенных аппаратах).
OKpыe пылеуловители отлича ся сравнительно небольшой
стоимостью и обычно более эффективны, чем сухие. Некоторые их
конструкции по способности улавливать мелкие частицы (разме..
ром >0,1 мкм) конкуриру С электрофильтрами. Однако улавли"
ваемый твердPIЙ продукт в них выделяется в виде суспензии или
шлама, что связано с необходимостью обработки сточных вод и,
следовательно, с удорожанием очистки; поэтому мокрый способ
целесообразно ИСПОльзовать для разделения низкоцентрированных
мелкозернистых пыл ей. При обработке высококонцентрированной
пыли (например, в системах пневмотранспорта) мокрые фильтры
можно использовать в сочетании с сухими пылеуловителями в ка..
честве второй ступени (перед выбросом rаза в атмосферу).
Конструкции аппаратов мокрой пылеочистки отличаются боль..
шим разнообразием. По принципу действия их можно разделить
на: полые форсуночные скрубберы; насадочные скрубберы; бар..
234
Рис. 3 .за. Схема скруббера Вентури
rоз
ботажные и пенные аппа
раты; аппараты yдapHO
инерционноrо действия; оро..
шаемые циклоны; механиче..
ские скрубберы; скоростные
промыватели.
Схема пылеуловителя с
псевдоожиженной насадкой
приведена на рис. 3.37. Вну"
три цилиндрическоrо корпу"
са 4 между нижней опорной
5 и верхней оrраничитель..
ной 2 решетками находится
слой насадки 3 из полых
или сплошных шаров. Ре..
шетка 5 с крупными от..
верстиями или прямоуrольными щелями является одновре..
мен но и rазораспределительной. В верхней части аппарата
установлен каплеуловитеJ1ь 1. Высота неподвижноrо слоя насадки
составляет 200 ЗОО мм при расстоянии между решетками 1200
1500 ММ. Шары насадки изrотовляют из полиэтилена, полисти,.
рола, резины, стекла и друrих материалов; диаметр шаров не бо..
лее 0,1 диаметра аппарата. Диаметр промышленных аппаратов
этоrо типа достиrает 6,5 М.
Аппарат раб01ает в условиях полноrо псевдоожижения на..
садки, орошаемой сверху жидкостью из распылителя при скорости
rаза 4 6 м/с. Обеспечивается хороший контакт rаза и жидкости
блаrодаря турбулизации rазовоrо потока псевдоожиженной на..
садкой, циркулирующей в рабочем объеме, при MHoroKpaTHoM
обновлении межфазной поверхности. Эффективность пылеулавли"
вания, а также rидравлическое сопротивление аппарата возра..
стают по мере увеличения динамической высоты трехфазноrо слоя
в аппарате. rидравлическое сопротивление в рабочем режиме
0,8 2,O кПа.
Большинство мокрых пылеуловителей не улавливают твердые
частицы размером менее 1 мкм. Эту задачу можно решить .пишь
при большой скорости rаза относительно капель жидкости, захва..
тывающих частицы пыли. При малых и средних скоростях мелкие
частицы, взвешенные в rазе, обтекают капли, не достиrая их
поверхности; при этом частицы не при липа ют к межфазной по..
верхности. Высокая относительная скорость достиrается в скруб..
бере Вентури, состоящем из орошаемой трубы..распылителя с су"
жением и расширением (трубы Вентури) и сепаратора для отделе..
ния капель жидкости от rазовоrо потока (рис. 3.38). Труба 1
состоит из сужающейся части (конфузора) , KopoTKoro цилиндри..
ческоrо участка (rорловины) и расширяющеrося участка (диффу..
235
rоз
tЖlidКI7СЛ711 1
Ш//Оttt +
...... ...
I п/J/л осаtJОI/НIJI Kal1 pы
111 11 1 I 1 I I 1111 .....]:
-"1
Циклоны (.0>211)
. .... "111 I 1 I 1111 ...r:.....
....
ЦиКnОН/J/ (В=1...211)
. .... I: ...,j
- 1 1 I 1 1 1 1 11 1 1 1 I I I I 1.
'...
Циклоны (0<,,,)
- I I 1 1 I 111 1 1 1 I 11 11 .... . ...
Скру5оерь/
... 1 1 I I 1 1 1. r I I I I I
ТканеВые фильтры
I т т " 1111 1 I 1 I 1 1 1I /1111111
Фильтры с ВолокнuстЫI1U пepe opoiJKQ"'lJ
I 1111111. I 1 I 1 1 111 1 I L
Скрубберы 8ент!lри
I I I 111/. I I 1
Фильтры
с tJУl1аЖНЫI1U пep 20pOaKafl1IJ
1 1111 1 I 111111 1, 1 I
Зл,:ктрическuе фильтры
. 1 " 1I I I I 1 1111 I I 1 1 I I
10 2
10 '
100
10
10'
103 d, I1К"
Рис. 3.39. Диаrрамма к определению области применения аппаратов для улав-
, ливания аэрозольных частиц (d диаметр частиц)
зора). Жидкость подается в конФузор или В rорловину через
распределитель или механическую форсунку. Рекомендуются сле-
дующие rеометрические характеристики трубы: уrлы конуса кон..
фузора и диффузора соответственно 25 28 и б 70, длина rорло-
вины О, 15 O,5 ее диаметра; диаметр rорловины 0,4 O,5 диаметра
трубопровода. Для снижения потерь давления внутреннюю по-
верхность трубы..распылителя подверrают механической обра..
ботке.
При выходе rа ожидкостноrо потока из rорловины про'исходит
дополнительное дробление жидкости при расширении потока
в диффузоре. Здесь же частицы пыли захватываются каплями
жидкости. Следующая стадия процесса отделение капель от
потока rаза происходит в циклоне"каплеуловителе 2.
Выбор пылеочистительноrо оборудования. Основные факторы,
определяющие целесообразный выбор типа аппарата для пыле..
очистки, размер частиц пыли, их концентрация в очищаемом
rазе и необходимая степень улавливания. В первом приближении
тип аппарата можно выбрать по данным рис. 3.39 в зависимости
от диаметра аэрозольных частиц. Для высококонцентрироваuных
пылей, а также в случае, коrда твердая фаза является ценным
продуктом, следует предпочесть сухую очистку.
Требования к полноте улавливания определяются либо необ-
ходимыми санитарно..rиrиеническими условиями чистоты атмо"
сферноrо воздуха, либо условиями работы технолоrическоrо
оборудования. Очистка rазов предотвращает, например, чрезмер..
ное изнашивание компрессоров и вентиляторов из..за эрозии их
рабочих opraHoB, а также засорение контактной массы в реакто-
236
рах пылью. Повышенная степень улавливания ИН<?fда обуслов"
лена высокой ценностью пыли. При выборе конструкции и мате..
риала пылеочистноrо оборудования учитывают также наличие
влаrи и аrрессивных компонентов в rазах, их количество и тем..
пературу .
Заданную степень улавливания обеспечивают правильным вы..
бором типа, конструкции, размеров аппарата и ero эксплуатацией
в расчетном режиме. Попытки переrрузить аппарат, упростить
и удешевить ero конструкцию или эксплуатацию по сравнению
с проектными решениями обычно приводят к уменьшению полноты
пылеулавливания.
Улучшение пылеулавливания требует обычно увеличения либо
размеров аппаратуры, либо ее энерrоемкости. Так, рукавные
фИЛЬТРqI, осадительные камеры, электрофильтры работают более
эффективно при меньших скоростях rаза, т. е. при больших раз..
мерах аппараТQВ. Циклоны, скоростные промыватели, скрубберы
ударноrо действия в режиме эффективноrо пылеулавливания имеют
большое rидравлическое сопротивление или требуют увеличенноrо
расхода жидкости, что приводит К повышенным затратам энерrии.
Чем мельче частицы аэрозоля и выше требования к степени их
улавливания, тем больше затраты на сооружение установок и их
эксплуатацию. В связи с распространением в химической про
мышленности установок большой единичной мощности, обычно
более экономически эффективных по сравнению с установками
малой производительности, объемы перерабатываемых rазов на..
столько возросли, что размеры аппаратов малой энерrоемкости,
работающих при низких скоростях, становятся чрезмерно боль
шими.
Поэтому при выборе пылеочистных аппаратов предпочитают
использовать более компактные аппараты, несмотря на их боль..
шую энерrоемкость. "
При выборе типа пылеуловителя следует учитывать ero воз
можности и особенности. Пылевые камеры, циклоны и друrие
инерционные пылеуловители наиболее просты и дешевы, но улав
ливают только крупные частицы. Их применяют на аспирацион"
ных установках при дробилках, при транспортировании ыпучих
материалов, в двухступенчатых установках для предварительной
очистки перед вентиляторами для защиты лопаток роторов от
эрозии, устанавлива перед электрофильтрами или рукавными
фильтрами (например, в системах пневмотранспорта), а также
в случаях, коrда требуется уловленную пыль разделить на фрак..
ции по крупности частиц.
Большинство мокрых пылеуловителей, улавливающих частицы
размером 2 5 мкм, целесообразно использовать rлавным образом,
коrда rаз требуется дополнительно охладить, увлажнить или
очистить от растворимых компонентов (аммиака, сернистрrо rаза).
ПРИl\-lенение скоростных промывателей (скрубберов Вентури) по..
зволяет улавливать более мелкие частицы, но эти аппараты очень
237
энерrоемки. При использовании мокрых пылеуловителей при"
ходится уделять ВНИ lание последующей переработке суспензий
(пу льп, шламов), а также противокоррозионной защите аппа..
ратуры.
Рукавные (тканевые) фильтры и электрофильтры позволяют
достичь высокой степени очистки, в том числе от fелких частиц,
но часто требуют предварительной подrотовки rаза в основном
охлаждения до определенной температуры. Для электрофильтров
выбирают оптимальные условия работы (температуру, влажность,
скорость rаза, конструкцию и метод встряхивания электродов)
в зависимости от электропроводности пыли, ее слипаемости,
дисперсности и химическоrо состава rаза. Электрофильтры, по
сравнению с друrими аппарата IИ тонкой очистки, обладают мини..
мальным rидравлическим сопротивлением и большими. возмож"
ностями автоматизации процесса. По размерам электрофильтры
близки к рукавным, требуют больших капитальных затрат, но
эксплуатация их дешевле. Сухие электрофильтры работают при
температуре до 400 500 ос. Они наиболее экономичны при бо.ТIЬ"
ших объе Iах rаза (начиная с 0,5.106 м 3 /ч). При малой производи..
тельности использование электрофильтров приводит к неоправ"
данному возрастанию удельных затрат. Кроме Toro, электро-
фильтры нельзя использовать при обработке взрывоопасных rазо..
вых сред. В этих случаях целесообразно устанавливать рукавные
фильтры или мокрые пылеуловители.
* 3.8. ПЕРСПЕКТИВНАЯ ТЕХНИКА РАЗДЕЛЕНИЯ
НЕОДНОРОДНЫХ СИСТЕМ
Основная тенденция в совершенствовании техники раз..
деления неоднородных систем наиболее полное и рациональное
использование свойств центробежноrо поля для обеспечения ма..
ксимальной производительности аппарата при зад нном качестве
разделения. В этом аспекте в последние rоды разработаны более
совершенные типы центрифуr, сепараторов, аппаратов для пыле..
очистки. В области фильтровальной техники наряду с развитием
центробежной фильтрации проводят работы по внедрению меха-
низированных и автоматизированных способов выrрузки осадка.
Разработана конструкция вертикальноrо дисковоrо фильтра
типа ДдАр (рис. 3.40), в KOTOpOl\1 для механизированной выrрузки
осадка с неподвижных фильтровальных дисков 3 предназначены
вращающиеся серповидные ножи 5. Срезанный ножом осадок
транспортируется к центральному разrрузочному отверстию диска
и сбрасывается в выrрузной люк 1; при этом осадок не касается
стенки и днища, что исключает возможность прилипания осадка,
обладающеrо адrезионными и тиксотрапными свойства fИ. Выrруз..
ной люк закрывается быстродействующим поворотным затвором.
Фильтр состоит из корпуса 2, в котором размещен пакет филь..
тровальных дисков 3 с дистанционными кольцами. Диски уста-
238
AL
.lA
f
J
Z
A A
5
J
Рис. 3.40. Вертикальный дисковый фильтр
новлены на три вертикальные дренажные трубы б и имеют внеш"
ний неподвижный 8 и внутренний вращающийся 4 борта, способ..
ствующие качест енной промывке осадка. Серповидный разrру"
З0ЧНЫЙ нож 5 прикреплен к подвижному борту, в котором выпол"
нен вырез на уровне рабочей поверхности диска. В центре раз-
rрузочноrо отверстия расположен приводной вал 7, выступы ко..
Toporo входят в зацепление с выступами BHYTpeHHero борта,
обеспечивая медленное вращение разrрузочноrо ножа. На задней
кромке ножа расположены щетки, предназначенные для удаления
остатков осадка и реrенерации фильтрующей переrородки (в по..
следнем случае по линии отвода фильтрата подается чистая жид.. '
кость). Блаrодаря разделению полости диска на три секции с раз..
дельными выводами фильтрата обеспечиваются блаrоприятные
rидродинамические условия для проведения процессов разделения
суспензии и промывки осадка.
Фильтр испытан с положительными результатами в производ"
стве поликарбоната на стадии фильтрования суспензий раствори..
теля (ацетона и метилхлорида) и в производстве пластмасс при
очистке растворов полисульфона от асканита. Разработан размер"
ный ряд фильтров ДдАр с поверхностью фильтрования 5; 10
и 20 м 2 .
В шнековых осадительных центрифуrах при относительном
вращении шнека в роторе образуются вихри в потоке суспензии,
что не обеспечивает иноrда достаточной э ктивности разделе..
239
Рис. 3.41. Схема mнековой оса-
дительно..фильтрующей центри-
фуrи с пульсирующей выrруз-
кой осадка
ния. . Кроме Toro, осадок
имеет повышенную влаж-
ность. Шнековая осади..
тельно"фильтрующая цен..
трифуrа с пульсирующей
выrрузкой осаДка (рис. 3.41) лишена этих недостатков. Центрифуrа
работает в циклическом режиме с чередованием стадий осаДИТeJlЬ"
Horo центрифуrирования, отжима влаrи из осажденной твердой
фазы и выrрузки осадка.
В периоды осаждения и отжима муфта 7, служащая для pery"
лирования передаточноrо числа механизма привода шнека 2,
отключена и шнек вращается с той же уrловой скоростью, что
и барабан 1 центрифуrи. Это исключает отрицательное влияние
шнека на осаждение частиц твердой фазы суспензии и отжим жид..
кости из образовавшеrося осадка. В период выrрузки осадка
муфта 7 включена, и шнек, соединенный с редуктором 6, вра-
щается с несколько меньшей частотой, чем барабан.
В стадии осаждения исходная суспензия через питающую
трубу 3 и клапан 4 начинает заполнять ротор центрифуrи с обра..
зованием на ero стенках осадка и выводом части жидкости через
фильтрующие поверхности BHYTpeHHero диска 10. Фильтрат по-
падает в кольцевую камеру 8 и удаляется из ротора через дренаж"
ные отверстия на периферии внешнеrо диска 9.
Осаждение продолжается до накопления на стенках барабана
требуемоrо количества твердой фазы, после чеrо срабатывает
клапан 4 и подача исходной суспензии прекращается. В стадии
отжима в результате удаления жидкости через дренажные отвер"
стия кольцевая камера 8 осушается. Возникающая при этом
по обе стороны от BHYTpeHHero диска 10 разность давлений обес..
печивает проход через фильтрующую поверхность жидкости,
оставше.йся в барабане и жидкости, отжимаемой из осадка. После
окончания отжима скорость шнека уменьшается и осадок через
окна а выrружается из барабана, освобожденноrо от жидкости,
что позволяет получить продукт с низкой влажностью. Далее
цикл повторяется. Привод центрифуrи осуществляется через кли..
ноременную передачу 5.
Эту центрифуrу можно применять в химической промышлен-
ности для разделения леrкодисперrируемых суспензий, а также
при необходимости выделения из суспензии твердой фазы при
относительно низком содержании ее в жидкости.
В центробежном сепараторе, называемом вихревым, сепари-
руемая жидкость совершает винтовое движение BOKpyr оси враща..
ющеrося барабана. В барабане 1 вихревоrо сепаратора (рис. 3.42)
на тарелкодержателе 7 установлен пакет тарелок 2. Зазоры на
240
внутреннем 6 и наружном 3 краях пакета перекр ы. Каждая
тарелка имеет один или несколько рядов отверстий а под дистан"
ционными планками 4 и 5. На планках выполнены боковые вы..
резы б и в с противоположных сторон, причем над отверстиями а
направление вырезов в в планках 5 противоположно направлению
вырезов в в планках 4. Тарелки собирают в пакет таким образом,
чтобы вырезы б в планках 5 размещались под отверстиями а
расположенных выше тарелок с вырезами в в планках 4. При
такой конструкции пакета тарелок в нем образуется винтовой
u
канал для движения сепарируемои жидкости.
Процесс разделения происходит следующим образом. Сепари..
руемая жидкость подается в полость тарелкодержателя, откуда
поступает через отверстия а в зазор 'между нижними тарелками;
здесь жидкость перемещается BOKpyr оси вращающеrося' барабана
до планок 5 и 4. Затем она устремляется в вырезы б, через от..
верстия а расположенных выше тарелок попадает в образуемые
ими зазоры и продолжает СБое KpyroBoe движение до следующих
планок 5 и 4. Направление движения сепарируемой жидкости
(показано на рисунке стрелками) перпендикулярно направлению
центробежных сил, что блаrопри-
ятствует разделению.
Сепаратор этой конструкции
целесообразно использовать для
разделения тонких суспензий и
эмульсий в случаях, коrда при
u
относительно невысокои произво"
дительности необходима высокая
..
степень разделения.
Вихревой безнасадочный аппа..
рат для пылеочистки (рис. 3.43)
A A у6елиЧfffО
2
2 5
7
б 1/.
а
rаз
5
Жиilхость
A
A A
Жlf/Jкость
........ ..
Рис. 3.43. Вихревой пылеуловитель с
вертикально-дефлекторным оросителем
241
Рис. 3.42. Вихревой сепаратор
по конструкции и принципу работы аналоrичен показанному на
рис. 2.92 вихревому аппарату для абсорбции леrко" и средне-
растворимых rазов. Однако для большеrо перекрытия rазовоrо
потока жидкостной пленкой дефлектор оросителя 2 выполнен
в виде пластин, приваренных к трубе вдоль ее оси.
Как и в вихревом абсорбере, rаз через танrенциальный вход-
ной патрубок 4 поступает в цилиндрический корпус 1, образуя
восходящий вращающийся поток. Жидкость, выходя из отверстий
оросителя 2 в виде струй, растекается по дефлектору (пластине)
и образует вертикальные пленочные завесы по всей высоте кон-
тактной зоны. Жидкость отделяется от вращающеrося потока
rаза перфорированным сепаратором 3.
Лромышленные испытания этоrо аппарата показали, что он
может работать при скорости rаза до 20 25 м/с практически
без уноса. rидравлическое сопротивление не превышает 2 кПа.
Эффективность очистки запыленноrо rаза от частиц размером
более 1 мкм В зависимости от диаметра аппарата составляет
95 99 %.
rЛАВА 4
РЕАКЦИОННЫЕ АППАРАТЫ
Химическими реакторами или реакционными аппара-
тами называют устройства для проведения химических реакций
с целью получения определенных веществ.
Промышленные химические реакторы отличаются большим кон-
структивным разнообразием. На конструкцию химическоrо реак-
тора и связанноrо с ним оборудования для физических процессов
решающим образом влияет характер проводимой в нем реакции.
Например, если реакция протекает с достаточной скоростью лишь
при высоких температуре и давлении, следует выполнить реактор
в виде цилиндра с толстыми стенками и включить в технолоrиче-
скую схему машины и аппараты для сжатия и наrревания rазовой
реакционной смеси. Если реакция протекает на катализаторе,
необходимо применение аппаратов для тщательной очистки реак-
ционной смеси от веществ, отравляющих катализатор. Если реак-
ция обратима и, следовательно, протекает не полностью, требуется
аппаратура для iIепрерывноrо выделения продукта из циркулиру-
ющей в системе реакционной смеси и возвращения непрореаrиро-
вавших веществ в реактор (например, синтез аммиака).
Однако это не означает, что конструкция реактора целиком
определяется характером реакции и свойствами реаrирующих
веществ. Одну и ту же реакцию можно проводить в реакторах раз-
ЛИЧНВIХ конструкций. Во мноrих случаях применение HOBoro
более совершенноrо реактора позволяет провести реакцию быстрее,
с большим выходом целевоrо продукта и меньшим выходом побоч-
ных продуктов, например созданием лучшеrо температурноrо или
rидравлическоrо режима в аппарате, более BbIcoKoro давления.
Это, в свою очередь, отражается на работе и конструктивных
особенностях обслуживающеrо реактор тепло.. и массообменноrо
оборудования.
В зависимости от формы реактора, наличия или отсутствия
u .
перемешивающих устроиств, вязкости и плотности реакционнои
смеси в реакторе MorYT создаваться различные rидравлические
условия, от которых существенно за исит течение реакции.
Используют два типа проточных, т. е. непрерывноrо действия,
реакторов с существенно различными rидравлическими усло-
виями: кубовый (реактор смешения) и трубчатый (реактор вытес-
243
нения). Кубовый реактор представляет собой вертикальный ци"
линдрический сосуд высотой, как правило, 1 2 диаметра, снабжен..
ный вращающейся мешалкой, установленной на вертикальном
валу, и штуцерами для подвода peareHToB и отвода продуктов
реакции. Такой аппарат используют для проведения реакций
в жидкой среде. При интенсивной работе мешалки условия в нем
близки к идеальному (или полному) смешению и характеризуются
постоянством концентраций реаrирующих веществ и температуры
по всему объему реактора.
Трубчатые проточные реакторы, в отличие от кубовых, не
u
имеют перемешивающих устроиств, в них перемешивание среды
сведено к минимуму. Приближенной теоретической моделью та..
Koro аппарата является реактор идеальноrо вытеснения, в KOTO
ром среда движется с постоянной скоростью подобно поршню.
Отсутствие перемешивания и поступательное (поршневое) течение
среды определяют одинаковое время пребывания различных ча..
стиц или элементарных объемов реакционной смеси в таком аппа..
рате. Концентрации веществ, участвующих в реакции, плавно
изменяются по длине аппарата, и это изменение обусловлено
только реакцией. в таком аппарате не происхо ит разбавления
поступающих в Hero исходных веществ продуктами реакции.
В связи с этим при одинаковых начальных и конечных KOHцeHTpa
циях средние концентрации реаrирующих веществ и скорость
реакции больше, а . время' реакции и необходимый объем реактора
меньше, чем в условиях идеальноrо смешения. '
Кубовые реакторы близки по своим характеристикам к модели
идеальноrо смешения. Реальные трубчатые реакторы, наоборот,
обладают существенными отклонениями от теоретической модели.
Известно, например, что поршневое течение жидкости в трубе
практически невозможно: как при ламинарном, так и при турбу..
лентном течении скорость жидкости в различных точках сечения
потока неОДинакова. Частицы жидкости в центре трубы движутся
значительно быстрее, чем частицы, находящиеся вблизи стенки.
Это нарушает условие равенства времени пребывания различных
частиц в аппарате и влияет на поле концентраций в нем. Кроме
TorQ, модель идеальноrо вытеснения не учитывает молекулярную
и конвективную диффузию веществ в направлении потока (про..
дольное перемешивание), уменьшающие средние концентрации
реаrирующих веществ и среднюю скорость реакции. Вследствие
этоrо время реакции и необходимый объем реактора увеличи
ваются. Несмотря на эти отклонения, модель .идеальноrо вытесне..
ния весьма полезна для расчета и анализа работы реакторов.
* 4.1. АППАРАТЫ для ЖИДКОСТНЫХ РЕАКЦИЙ
Реакторы, в которых реакционная'среда является жид
костью, довольно часто используют в ХИ 1ической промышлен
НОСТИ. В качестве примеров можно привести процессы орrаниче-
244
cKoro синтеза, получения каучука, персульфата калия, ПОJlиме..
ризацию бутадиена. Реакции в жидкой среде MorYT протекать как
в однофазной системе, так и в двухфазной, т. е. в эмульсии.
В эмульсионных процессах исходные вещества растворены
в двух несмешивающихся жидкостях. Для течения реакции необ..
ходим контакт фаз. Для этоrо одна из жидкостей обычно должна
быть в виде капель взвешена в друrой (дисперсионной среде).
В большинстве случаев этоrо достиrают применением вращаю.
щихся мешалок. Иноrда эмульсии стабилизируют поверхностно-
активными веществами, что позволяет уменьшить интенсцвность
перемешивания (следовательно, снизить необходимую мощность),
\
но это затрудняет последующее отстаивание эмульсии.
При rOMoreHHblx процессах перемешивание необходимо для
обеспечения paBHOMepHoro протекания реакции в объеме; этоrо
достиrают выравниванием температур и концентраций по объему
аппарата. Кроме Toro, перемешивание создает достаточно высокие
скорости жидкости у теплопередающих поверхностей, что способ..
ствует улучшению условий теплообмена.
При проведении эмульсионных жидкостных реакций возможны
кинетическая и диффузионная области их течения. Это определен..
ным образом влияет на выбор конструкции реактора. В диффу"
зионной области (быстрые реакции) необходимо обеспечить воз
можно большую поверхность контакта фаз. Для медленных peaK
ций, протекающих в кинетической области, большое значение
приобретает объем реактора, т. е. время протекания реакции.
Разнообразие конструкций жидкостных реакторов обусловлено
использованием различных перемешивающих и теплообменных
устройств в зависимости от вязкости жидкости и тепловоrо эф
фекта.
На рис. 4.1. показаны различные перемешивающие устройства.
Перемешивание можно осуществить с использованием мешалок
различных конструктивных форм, пневматических, центробежных
и шнековых устройств, сопл, различноrо типа тарелок и насадок,
реализацией турбулентноrо течения peareHToB. Применение Toro
или иноrо способа перемешивания зависит от необходимоrо rидро
динамическ-оrо режима течения peareHToB в аппарате,
Режим идеальноrо смешения можно реализовать применением
мешалок (рис. 4.1, а з).
В реакторах идеальноrо вытеснения перемешивание допу
скается лишь в поперечном сечении аппарата, что при обработке
высоковязких жидкостей может быть достиrнуто применением
шнека (рис. 4.1, л). Среды с небольшой вязкостью перемешивают
турбулизацией потока реакционной смеси в трубчатом реакторе.
Для предварительноrо смешения peareHToB перед подачей в реак"
тор применяют струйный смеситель (рис. 4.1, м).
Для поддержания оптимальноrо те 1пературноrо режима в pe
акторах используют различные теплообменные устройства, обес
печивающие HarpeB или охлаждение реакционной массы. Выбор
245
а)
о)
В)
w
tJ)
е)
ж)
с:")
=-
+
r = (/\ {\ (\ Ь
L.l1 \/ у
/1)
к)
а)
2)
3)
..........
tP
/1)
Рис. 4.1. Перемешивающие устройства для жидкости:
а э мешалки (а лопастная, б турбинная, в якорная, 2 рамная, д KOM
бинированная лопастно-винтовая, е барабаннаЯ t :не винтовая, 8 планетарная);
и пиевматическое; ,, воздушный подъемник (rазлифт); А шнек; Al струйный
смеситель
конструКЦИИ теплообменноrо устройства зависит прежде Bcero
от тепловоrо эффекта реакции, а также от температурных условий
ведения процесса, rидродинамическоrо режима движения peareH
тов, физических, теплофизических и химических свойств тепло
носителя.
По конструктивному оформлению поверхностные теплообмен..
ные устройства можно разделить на встроенные и выносные.
Встроенные в аппарат устройства в свою очередь подразделяют
на наружные и внутренние. Примером устройств первой rруппы
является rреющая рубашка (рис. 4.2, а), а представителем второй
rруппы поrруженный внутрь аппарата змеевик (рис. 4.2, б).
В качестве примеров на рис. 4.2 показаны наиболее распро
страненные способы орrанизации теплообмена и теплообменные
устройства, применяемые в реакторах.
Следует остановиться на встроенных теплообменных устрой
ствах, так как выносные теплообменные аппараты рассмотрены
в rл. 1.
Выбор и конструктивное оформление BCTpoeHHoro теriлообмен"
Horo устройства зависят от характера технолоrическоrо процесса
и количества передаваемой в единицу времени теплоты, а также
от физических свойств, температуры и давления теплоносителя,
246
ИСПО/fнение 1 Исполнени е Z
а)
2)
Рис. 4.2. Схемы теплообменных устройств реакторов:
а рубашка; б встроенный внутренний змеевик; в выносной конденсатор; 2
выносной теплообменник; д встроенный внутренний теплообменник; И В исходные
вещества; П Р продукты реакции; Т теплоноситель
6)
8)
arperaTHoro состояния, аrрессивных и физических свойств Harpe-
ваемой среды. С точки зрения удобства контроля состояния реак"
тора и теплообменноrо устройства, а также простоты конструкции
и обеспечения более мяrкоrо и paBHoMepHoro HarpeBa реак ионной
массы следует отдать предпочтение наружным теплообменным
устройствам. rладкая рубашка (рис. 4.2, й, исполнение 1) эффеК-
тивна, коrда скорость движения теплоносителя мало влияет на
теплопередачу, например, при обоrреве паром. При ИСПОЛЬЗ0ва..
нии жидких теплоносителей для увеличения скорости их движе..
ния к рубашке приваривают спираль (рис. 4.2, й, исполнение 2).
Это увеличивает эффективность теплообмена иноrда в 6 7 раз.
Если давление теплоносителя превышает O,6 O, 7 МПа или не..
обходимы высокие скорости движения теплоносителей, приме-
а)
ПР
A
Рис. 4.3. Наружные и внутренние теплообменные элементы реакторов (И В,
ПР и Т соответственно исходные вещества, продукты реакции и теплоно
ситель )
AL
5)
9)
247
няют приваренные снаружи к стенке реактора змеевики, выпол"
ненные из целой трубы (рис. 4.3, а), полутрубы (рис. 4.3, б) или
профильноrо проката (рис. 4.3, в). К недостаткам приварных
змеевиков следует отнести большую длину сварных швов, труд"
ность обеспечения rерметичности, повышенное rидравлическое
сопротивление. Последнее обстоятельство особенно важно при
естественной циркуляции теплоносителя.
На наружных стенках реактора не всеrда удается разместить
теплообменный элемент с необходимой поверхностью HarpeBa или
охлаждения. Следовательно, наружными теплообменными устрой..
ствами можно снабжать реактор небольшоrо объема или реакторы
с умеренными тепловыми наrрузками.
Если поверхность наружных теплообменных устройств Heдo
статочна и не обеспечивает теплообмена, дополнительно устанавли..
вают внутренние теплообменные элементы. Их выполняют в виде
цилиндрической (рис. 4.2, б) или плоской (рис. 4.3, 2) трубчатой
спирали.
В первом случае спираль устанавливают около стенки,
во втором у дна реактора. В качестве теплообменных элем н"
тов вместо змеевиков часто используют полые диффузоры в виде
цилиндрическоrо или коническоrо стакана с двумя rладкими,
леrко очищаемыми стенками (рис. 4.3, д) или пучки прямых труб
(рис. 4.2, д). Иноrда применяют выносные конденсаторы или
теплообменники (см. рис. 4.2, в, 2).
Внутренние устройства имеют большую поверхность теплооб..
мена, выдерживают достаточно высокие давления, просты в изrо..
товлении и монтаже. К недостаткам их можно отнести усложнение
конструкции реактора, трудность очистки аппарата, наружной
поверхности змеевика и удаления воздуха из спирали, сложность
их применения при значительной вязкости реакционных масс
и выпадении осадков в процессе реакции.
Эмульсионную полимеризацию проводят как непрерывный про..
цесс. Для этоrо используют arperaTbl, состоящие из ряда последо
вательно соединенных полимеризаторов. Каждый из них работает
в близких к идеальному смешению условиях. В целом в каскаде
полимеризаторов создаются условия, близкие к модели идеаль..
Horo вытеснения.
Реактор для полимеризации дивинила со стиролом при тем..
пературе 50 ос (рис. 4.4) представляет собой вертикальный ци..
линдрический аппарат (автоклав) объемом 12 20 м 3 . Аппарат
состоит из корпуса 1 с рубашкой 2 для охлаждения, крышки 3,
опоры 6, на которой укреплены электродвиrатель 7 с редуктором 8
для привода вала 10 и рамной мешалки 11. Вал проходит через
сальник 5 крышки. Продукт поступает в аппарат по трубе 4,
доходящей почти до дна реактора, и выходит сверху через шту"
цер 9 (полимеризатор во время работы заrружен полностью).
В качестве хладаrента применяют воду. На внутренних стенках
аппарата в процессе ero эксплуатации постепенно оседает поли.
248
мер, что ухудшает теплопередачу; поэтому периодически, при-
мерно 2 раза в rод, реактор чистят.
Реактор типа мноrосекционной колонны для полимеризации
или поликонденсации (рис. 4.5) применяют в процессах получения
полистирола и фенолоформальдеrидных смол. Реактор состоит
из нескольких последовательно соединенных между собой сек..
ций 5, каждая из которых имеет рубашку 11 со штуцерами 13 и 10
для подвода и отвода теплоносителя. На крышке 4 верхней секции
укреплены электромотор 1 и' редуктор 2, передающий вращение
валу 7, проходящему через всю колонну и установленному в двух
подшипниках верхнем 3 и нижнем 12. Для исключения утечки
реаrирующих веществ через отверстия для вала в днищах секций
предназначены предохранитель..
ные трубы 8, верхний уровень ко..
торых выше уровня жидкой смеси
в секции. В каждой секции на
валу 7 укреплены мешалки 6.
Для перелива реакционной смеси 2
10
11
Рис. 4.4. Реактор для полимеризации
дивинила со стиролом
Рис. 4.5. Мноrосекционный реактор
для ПО.,1имеризации или поликонден
сации
249
служат переливные трубы 9. Исходные вещества поступают в ниж-
нюю час'tЬ верхней секции через штуцер 15, перемешиваются,
переливаются через трубу 9 в следующую секцию и т. д. Из ниж-
ней секции продукт выrружается через штуцер 14. Таким обра-
зом, реактор является непрерывно действующим. Реактор целе..
сообразно использовать для осуществления процессов химическоrо
превращения с малыми скоростями, т. е. протекающих вкинети"
ческом режиме. Наличие отдельных теплообменных устройств
в виде рубашек 11 позволяет поддерживать необходимый темпе-
ратурный режим в каждой секции.
Для проведения реакций с большим тепловым эффектом исполь-
зуют аппараты с внутренними теплообменными элементами боль-
шой поверхности. Примером может служить реактор с пучком
двойных теплообменных труб для алкилирования уrлеводородов,
в частности ДляJполучения изооктана из изобутана и бутилена.
В реакторе циркулирует эмульсия смеси уrлеводородов с серной
кислотой. Реактор (рис. 4.6) имеет вертикальный цилиндрический
корпус 6, рассчитанный на давление 1 МПа, внуtри KOToporo
для отвода теплоты реакции расположен пучок 8 двойных тепло..
обменных труб (трубок Фильда), окруженный кожухом 7, иrра..
ющим роль направляющеrо диффузора. В нижней суженной части
ко;куха помещено колесо 11 oceBoro насоса (винтовая мешалка),
обеспечивающее циркуляцию жидкости, перемешивание и обтека
ние теплообменной поверхности. Вал колеса выведен наружу
через двойное торцовое уплотнение, привод расположен внизу.
Вращение жидкости предотвращается продольными ребрами. Для
подвода хладаrента в верхней части распо ожены две распреде
лительные камеры с трубными решетками 2 и 4. Верхние концы
наружных теплообменных труб, заrлушенных снизу, развальцо
ваны в трубной решетке 4, верхние концы внутренних труб за..
креплены в решетке 2. Нижняя решетка 9 служит для крепления
шпильками нижних концов теплообменных труб, 9тобы обеспе-
чить жесткость трубноrо пучка. Концы внутренних труб снабж ны
продольными ребрами.
Хладаrент (жидкие аммиак или пропан) подается через шту"
цер 1 в верхнюю распределительную камеру, проходит ПО вну"
тренним трубам вниз до заrлушенных концов наружных труб и
поднимается по зазору между трубами, испаряясь за счет теплоты
реакции. rаз (пар) отводится из приемной камеРЫ"расположенной
между трубными решетками 2 и 4, по штуцеру 3. Исходные веще..
ства вводятся в нижнюю часть корпуса через штуцера 10 и 12,
продукт отводится сверху через штуцер 5.
Аналоrично сконструированы rоризонтальные реакторы с пуч
ком U..образных теплообменных труб.
Реакционный arperaT с выносным теплообменником состоит
из реактора 1 (РИС. 4.7), BbIHOCHoro перемешивающеrо устройства 3
(обычно центробежноrо насоса) и BblHocHoro теплообменника 2.
Этот arperaT сравнительно прост в изrотовлении и эксплуатации
250
и особенно удобен в случаях, коrда необходимы интенсивный
теплообмен (например, при разложении rидроперекиси изопро..
пилбензола) или расслоение эмульсии на два слоя. При этом
реактор 1 одновременно служит отстойником. Именно по такой
схеме извлекают изобутилен из rазов нефтепереработки, разделяют
уrлеводороды медно аммиачными растворами (один из вариантов
технолоrическоrо оформления процесса
Недостатки непрерывных реакторов с мешалками, основные
из которых rромоздкость ' и большой расход электроэнерrии
на перемешивание требова'ли создания непрерывно действу-
1 ющих реакторов, работакr
щих по принципу идеаль-
Horo вытеснения. Этот прин-
цип может быть осуществ-
лен, если выполнить аппа..
рат в виде трубы достаточ-
ной длины. Теплообмен в
такой трубе можно осуще-
ствить достаточно просто,
если ее снабдить рубашкой.
Сложность примеJreния таких
аппаратов определяется не-
большими скоростями реак-
ций в жидкой фазе, что тре..
бует создания реакционной
зоны очень большой длины
для достижения необходи..
мой конверсии. Достаточно
сказать, что непрерывно дей-
ствующий проточный реак-
тор для rидролиза дихлор-
этана имеет длину труб по..
рядка 1 км. Большая дли
на реактора необходима для
ПроiJукm
10
Рис. 4.6. Реактор с пучком двойных Рис. 4.7. Схема arperaTa с выносным
теплообменных труб теплообменником
251
обеспечения достаточной скорости течения жидкости в аппа-
рате, чтобы поток был турбулентным. Только при этом условии
достиrаются требуемое перемешивание реакционной смеси по се-
чению трубы и достаточная теплопередача. Для увеличения ско-
рости уменьшают площадь сечения трубы при сохранении ее
объема или используют рециркуляцию. Однако в последнем слу-
чае arperaT по своим характеристикам приближается к реактору
идеальноrо смешения, и ero объем следует увеличить, например,
использованием труб большеrо диаметра. Вследствие этоrо длина
реактора сравнительно невелика. Рециркуляцию обеспечивают
пециальными циркуляционными насосами. Кратность циркуля-
ции выбирают так, обы обеспечить турбулентный режим тече-
ния жидкости.
4.2. СОСУДЫ С РУБАШКОЙ. РАСЧЕТ НА ПРОЧНОСТЬ
Как известно, на практике 'используют сосуды с ру-
башками различных конструкций (рис. 4.8 4.11).
Для соединения сосуда с рубашкой можно использовать сопря-
жения (см. рис. 4.8): конические с отбортовкой (или без отбор-
товки) и кольцевые.
Принимают уrол конуса а равным 30 или 450. Значения а
более 450 не рекомендуются из соображений технолоrии изrотовле-
ния и прочности.
Внешними наrрузками, обусловливающими напряженное со..
стояние конструкции, для сосудов с рубашками являются давле-
ние Р2 в рубашке и разность температурных удлинений 8, корпуса
и рубашки. Как показывают результаты экспериментальных ис..
$, В,
О , $,
S2 $2 02
52 02 Sz
а)
о)
Рис. 4.8. Варианты сопряжения сосу-
да с U образной рубащкой:
а коническое; б кольцевое
Рис. 4.9. Варианты сопряжения со-
суда с цилиндрической рубашкой:
а коническое; б кольцевое
252
...
'""
t(J
а)
А
A A
о}
Рис. 4.10. Сосуды с рубашками, сопряженными с корпусом сосуда отбортовкоА
(а) и анкерными трубами (6)
следований (рис. 4.12), эти наrрузки вызывают возникновение
краевых напряжений в месте сопряжения корпуса и рубашки;
поэтому при расчете на прочность сосудов с рубашками недоста"
точно определить прочность отдельных элементов конструкции.
Необходимо, кроме Toro, учесть и взаимодействие этих элементов
в узлах сопряжения. Более Toro, указанные наrрузки требуют
от узлов сопряжения свойств, которые в определенном смысле
.1,
Рис. 4.11. Сосуд с приваренным змеевиком
Рис. 4.12. Эпюры напряжений, возникающих вблизи сопряжения при Рэ >
> Рl (сплошные линии осевые напряжения, штриховые кольцевые напря-
жения; Рl и Рэ давления в корпусе и в рубашке)
25з
II,.! l (J,J"l
p I1 nPf ,l1 пр
- -
U V/
Р пр
а) l1 пр I1 l1р
.. о)
О,5Р J,l1 пp v l
8)
I1 пр
cr r Gr d r
2) tl) с)
Рис. 4.13. Схема наrружения балки
являются противоположными друr друrу. Так, напряжения от
давления Р2 требуют прочноrо и жесткоrо соединения, а напряже..
ния от разности температурных деформаций сосуда и рубашки
требуют, напротив, rибкоrо соединения, способноrо по возмож-
ности уменьшить эти напряжения. Кроме Toro, из..за переменности
наrрузок сосуды с рубашками необходимо проверять также и на
сопротивление усталости.
Расчет аппаратов с рубашками ПрОБОДЯТ в соответствии
с rOCT 25867 83. Сопротивление усталости проверяют методами
теории упруrости, учитывая температурные деформации элемен..
TO конструкции, а несущую способность методом предельноrо
равновесия в условиях статическоrо наrружения без учета тем..
пературных деформаций.
При расчете аппаратов на прочность часто пользуются MeтOД M
расчета по предельным напряжения . Наиболее опасно в ЭТО 1
случае такое состояние материала конструкции, коrда эквива..
лентные напряжения в опасных сечениях достиrают предела теку"
чести. Это не единственный метод, используемый в расчетах хи..
мической аппаратуры на прочность. Достаточно широко исполь..
зуют И друrой метод рас.чет по несущей способности, идею
Koтoporo проиллюстрируем следующими ПРИ lерами.
Возьмем балку прямоуrольноrо сечения (рис. 4.13, а), изrо..
товленную из пластичноrо материала и наrруженную перерезы..
вающей силой Р. При некотором значении Р в сечении с макси..
мальным изrибающим моментом в точках, расположенных у верх..
ней и нижней поверхностей балки, появляются зоны пластических
деформаций, rде напряжения изrиба достиrают предела текучести
(рис. 4.13, 2). С увеличением наrрузки эти зоны распространяются
вrлубь (рис. 4.13, д) до момента. их соединения (рис. 4.13, е).
Тоrда все сечение охвачено зоной пластических деформаций, а изrи"
бающий момент в этом сечении достиrает предельноrо значения
М ПР == O,25bh 2 o T ,
254
!:I
l1 пр I Н пр
+Р пр
х
ct:
Рис. 4.14. Схема наrpужения балки
с пластическими шарнирами
Рис. 4.15. Схема деформации цилин-
дрической оболочки
rде Ь и h ширина и высота сечения балки, м; от предел
текучести материала балки, МПа.
При пластической деформации изrибающий момент в сечениях
балки не может стать больше предельноrо, и сечение, в котором
возник такой момент, можно уподобить шарниру с постоянным
моментом трения. Такой шарнир называют пластическим.
Предельное состояние балки характеризуется наличием трех
пластических шарниров (рис. 4.13, б).
Из условия равновесия половины балки (рис. 4.13, 8)
Р пр == 4М пр /1 == (JTbh2/1, (4.1)
rде 1 длина балки.
Очевидно, работать при предельных наrрузках нельзя. Допу"
скаемая "рабочая наrрузка
[р] == р пр/n,
rде n > 1 ......... коэффициент запаса.
Рассмотренную задачу можно решить и кцнематическим ме-
тодом.
В этом случае необходимо принять какую..либо схему разру"
шения балки с появлением HeKoтoporo числа пластических шар"
ниров. Каждой выбранной схеме разрушения соответствует опре..
деленная наrрузка. Истинная схема разрушения, очевидно, соот"
ветствует наименьшей предельной наrрузке. Предельную наrрузку
по каждой схеме разрушения определяют из условия равенства
изменения внутренней энерrии системы и работы внешних сил
при достижении предельноrо равновесия.
Проиллюстрируем сказанное примером (рис. 4.14): работа, со..
вершаемая внешней силой в условиях, коrда балка находится
в состоянии предельноrо равновесия, при статическом наrружении
т == О,5Р пр!, \ (4.2)
rде f ......... максимальный проrиб, мм.
255
Внутренняя энерrия системы в этом случае
и == М пр 8,
(4.3)
rде 8 == 21/l.
Тоrда из условия Т == и
Рпр == 4М пр /l. (4.4)
Таким образом, получено значение Рпр, равное найденному
по уравнению (4.1).
Проиллюстрируем применение кинематическоrо метода при
определении предельной наrрузки для тонкостенной цилиндриче
ской обечайки, подверженной действию BHYTpeHHero давления.
Предположим, что под действием BHYTpeHHero давления обечайка
получила в стадии предельноrо равновесия некоторую деформа-
цию, обеспечивающую в окружном направлении напряжения по
всей длине обечайки, равные пределу текучести, а в месте сопря-
жения обечайки с днищем образовался пластический шарнир.
Обозначим приращение радиуса R оболочки через у (рис. 4.15),
а уrол поворота меридиана в месте сопряжения оболочки с днищем
через 8. Тоrда изменение внутренней энерrии системы
1
и == O,5IJ T S J 2nydx 2М пр 8пR, (4.5)
о
rде у == у (х) уравнение линии деформации меридиана обо-
лочки.
Работа внешних сил
1
Т == O,5p2nR J y(x)dx == О,5р AV,
о
(4.6)
1.
rде А V === 2nR J у (х) dx изменение объема обечайки при дe
о
формации.
Теперь для определения предельной наrрузки для такой обо-
лочки необходимо принять форму ее образующей после деформа-
ции в условиях предельноrо равновесия, т. е. задаться уравне-
нием у == у (х).
Рассмотрим две линии деформации, удовлетворяющие rранич-
ным условиям у о и у' о при х == О и х == l: у == с sin ('Jtx/l)
и у == с (lЭ х 2l2X'A + х4). Подставив у и dy/dx из этих уравне-
ний в уравнения (4.5) и (4.6) и приравняв их правые части с уче-'
том, что у' == О, найдем соответствующие выражения для предель-
O'TS ( 1 + 4,9 RS ) °TS ( 1 +
Horo давления: Рпр == R VЗ и Рпр == R
+ /з i: ). Учитывая хорошую сходимость результатов, можно
не рассматривать друrие формы деформированноrо состояния.
256
Рис. 4.16. Схема наrружения коническоrо со--
пряжения
...
с:а..
....
Поскольку при у == с sin (nx/l) предель..
ное давление меньше, эту форму следует
принять за искомую.
Для тонкостенных оболочек при
1/ R > 2,3 значение BToporo слаrае..
Moro в круrлых скобках менее 5 %, и пренебреrая ИМ,
получим основную формулу для расчета допускаемоrо давления
в цилиндрических обечайках, наrруженных внутренним давле-
нием, которая приведена в rOCT 14249 80 и не отличается от
формулы, полученной по безмоментной теории:
[ ] 2 [а] q> (s с)
р D + (s с) ,
(4.7)
rде [р] == Рпр/1,5; [о] == от/1,5.
Сосуды с U-образными рубашками. Наиболее характерно для
такой конструкции то, что действующее на днище рубашки дaB e
ние Р2 вызывает в ней осевую силу Q2' которая должна быть вос-
принята коническими или кольцевыми сопряжениями. При этом
система статически неопределима, так как рубашка соединена
с сосудом не только в месте коническоrо перехода, но и у днища.
Однако с допуском в сторону запаса действием давления на днище
сосуда можно пренебречь (рис. 4.16); тоrда
Q2 == О,25п (D di) Р2,
rде D 2 внутренний диа етр рубашки, М; d 1 диаметр сопря-
жения рубашки с днищем, м.
На кольцевое или коническое сопряжение (СМ. рис. 4.8) в pe
зультате cOBMecTHoro действия осевой неуравновешенной силы Q2
и. BHYTpeHHero давления Р2 действует изrибающий момент
O,5D J
М == Q2 1 0 Р2 J 2nr (r O,5D 1 ) dr O,25np2 1 o (Dt D 2 di),
O,5D 1 .
.де 10 == 0,5 [(D 2 + 52) (D 1 + 251)] расстояние от середины
с-тенки рубашки до наружной стороны стенки сосуда, м; D 1
внутренний диаrvIетр сосуда, м; , текущий радиус, м.
Отсюда эффективная (приведенная) осевая сила
QI == M/lo == O,25np2D A,
rде А == (D 1 D 2 d )/D коэффициент приведения.
Если опоры расположены на рубашке, то на кольцевое сопряже
иие действует собственный вес аппарата 01 и Ql == о,25ЛР2D А +
+ 01. Если опоры расположены на сосуде, то на соединение дей
ствует вес рубашки 02, и Ql == O,25np2D A + 02.
9 И. и. Поввкаров в др . 257
Несущую способ..
ность конических со..
пряжений рассчитыва..
ют кинематическим ме..
тодом. При этом рас..
сматривают следующие
случаи деформирован..
Horo состояния:
стенка сосуда не
имеет пластическоrо
шарнира (поперечное
сечение сосуда не деформируется); пластические шарниры возни
кают в коническом сопряжении и рубашке (рис. 4.17, а);
стенка рубашки не имеет пластическоrо шарнира (поперечное
сечение рубашки не деформируется); шарниры возникают в стенке
сосуда и в коническом сопряжении (рис. 4.17, б);
коническое сопряжение не имеет пластическоrо шарнира; шар-
ниры возникают в сосуде и рубашке (рис. 4.17, в).
Уравнения для определения допускаемоrо давления [Р2]
в каждом из рассматриваемых слу аев деформации меридиональ-
Horo сечения аппарата можно представить в виде
[ ] 2 [0'2] <Р2 (52 с) В .
Р2 D 2 + (52 с) А'
а)
6)
8)
Рис. 4.17. Схемы деформа..
ций сопряжения в стадии
предельноrо равновесия
(4.8)
rде [02] допускаемое напряжение для материала рубашки.
МПа; <Р2 коэффициент прочности продольных свар ных швов py
башки; 52 толщина стенки рубашки, мм; В === 2Y5 2 /D 2 min {Х 1 ;
Х 2 ; Хз} (X i вспомоrательная величина, характеризующая усло
вия деформации в стадии предельноrо равновесия; Х 1 , Х 2 и Х з
соответствуют потере несущей способности по рис. 4.17, в, а и б).
Потеря несущей способности по варианту рис. 4.17, а может
происходить с образованием пластическоrо шарнира либо в ко-
нусе, либо в зоне сопряжения с сосудом. В обоих случаях
Х 2 ==!2 у 1 +<РВ2' (4.9)
rде 12 расчетный коэффициент прочности сопряжения; «РВ2
расчетный коэффициент прочности cBapHoro шва рубашки.
Коэффициент 12 === 12 (а, р, е), rде а у rол при в ершине KO
ническоrо СQпряжения; р === ('о + O,55 2 )/yD 2 (52 с) ('о BHY
тренний радиус отбортовки коническоrо сопряжения); е ===
== lo/yD 2 (52 с).
Поскольку, как указано, для схемы, соответствующей
рис. 4.8, а, пластический шарнир может образоваться либо в ко-
258
нусе, либо в зоне сопряжения, rOCT 25867........83 предлаrает два
вида аппроксимирующей зависимости {2 == {2 (р, е) при сх == 300
и при а, == 450.
При потере несущей способности по схеме на рис. 4.17, в ста-
дия предельноrо равновесия характеризуется величиной
Х == cos (1 ( CPRl + СРВ2 + Л f )
1 8 4 cos (1 1 ,
(4.1 О)
rде Ч'Вl == Ч'Тl ........ расчетный коэффициент прочности cBapHoro шва
сосуда (Ч'Тl........ коэффициент прочности кольцевоrо шва сосуда);
л == 28 + О,25р при а == 300 и л == у 28 + О,45р при а == 450;
{1 == {1 (л) ........ расчетный коэффициент прочности сопряжения (rpa-
фик зависимости приведен в rOCT 25867 83).
Потеря несущей способности коническоrо сопряжения по схеме
на рис. 4.17, б характеризуется величиной
X8==X/8+( CP ::2 +11)/4'
(4.11 )
rде х ....... коэффициент отношения пределов прочности материалов
сосуда и рубашки; f.' относительная эффективная несущая длина
конуса:
· { 8 ср Вl + ср В2 }
== ШIП. ·
,... sin (1 , 4 cos (1 ,
,
1 25 [О'1] (SI с) VD l (SI с)
'К , Х
[0'2] (S2 с) V D 2 (S2 с)
I
(4.12)
[ У 1 PIDl + 1 / 1 (Pl Р2) D] ]
Х 2 [0'1] (S1 с) У 2 [0'1] (SI с) ,
rде [01] И [02] допускаемые напряжения для материалов соот"
ветственно сосуда и рубашки.
При потере несущей способности по схеме на рис. 4.17 необхо
димо учитывать, rде образуется пластический шарнир в конусе
или в отбортовке сопряжения. Есл и шарнир образуется в конусе,
то {8 == ctg а и {4 == ctg а/ у cos а; если пластический шарнир
появляется в отбортовке" то зависимости {8 == {з (р, Е, а) и 14 ==
== 14 (р, е, а) rораздо сложнее. rрафическая интерпретация этих
зависимостей приведена в rOCT 25867 83.
Несущую способность кольцевоrо сопряжения рассчитывают
на основании следующих соображений. При соединении сосуда и
рубашки кольцами образование пластических шарниров (см.
рис. 4.12) возможно как на контуре сосуда или рубашки, так и
на обоих контурах одновременно, что позволяет определять дo
пускаемое давление [Р2] по относительным реактивным момен-
там Ml' М2' М э , возникающим на контурах (рис. 4.18).
9. 259
Из условия прочности зоны при..
мыкания рубашки к кольцу допуска..
емое избыточное давление в рубашке
[Р2] == (Н 2 + М 2 + м з ) [0'0] q>Ho/M o ,
rде Н == (ho c)/yD 1 (51 с) отно-
сительная толщина кольца (ho ис..
полнительная толщина кольца); [0'0]
допускаемое напряжение для материа..
ла кольца; q>RO коэффициент прочности радиальноrо свар"
Horo шва кольца; Мо относительный момент наrружения.
М 1 == [0'1] (51 с) [ 2 1 ( PIDl ) 2
2 [0'0] <РноЬо 2 2 [0'1] (51 с)
1 ( (Рl Р2) D 1 ) 2 ] .
2 2[O'I](51 C) ,
М 2 ==о [(12] (52 с) IJ>Н2 D 2 (52 с)
2 [0'0] <рноЬо D l (5] с)
М з == min { DllJ>Rl Н2; (1 2Н) Мl } ;
2bo<J>HO
М 10 D D1D2 dt 10 DID? dr
о ь; 2Dl ( 1 с) , D 7J; 2D 1 (SI с) ,
"2
Рис. 4.18. Схема наrружения кольцеваrо сопрst
жения
(4.13)
(4.14)
(4.15)
(4.16)
rде Ь О ширина кольца.
Для проверки сопротивления усталости аппаратов с U образ-
ными рубашками сравнивают возникающий при эксплуатации
размах напряжений dO' с допускаемой амплитудой напряже
ния [О'а] при рабочем числе циклов наrружения. При этом усло
вие прочности имеет вид
о' < 2 [а а ] . ( 4.1 7)
Размах напряжений, возникающих в процессе эксплуатации,
dO' == (dQl/[Ql]) [0'2] Ка' (4.18)
rде dQl изменение осевой силы в рабочем цикле; [Ql] ==
== 0,25 [Р2] nD A допускаемая осевая сила в рубашке; [0'2]
допускаемое напряжение для материала стенки рубашки; Ка
коэффициент концентрации напряжений (значения приведены
в rOCT 25867 83).
Изменение осевой силы Ql вызывается изменением давления
в цикле от О дО Р2 (т. е. P2 Р2) и разностью температурных
260
деформаций в, корпуса и рубашки:
LlQl == о,25ЛР2D А + LlQt. (4.19)
В свою очередь, разность температурных дe
формаций корпуса и рубашки 8, == аl Llt 1
а 2 Llt 2 , rде а 1 и а 2 температурные коэффици
енты линейноrо расширения материала соответ"
ственно сосуда и рубашки, ос; Llt 1 и t2 раз..
ность температур в начале и в конце рабочеrо
цикла соответственно сосуда и рубашки.
При расчете температурных усилий LlQt до..
пускают, что осевые деформации цилиндрических
обечаек сосуда и рубашки, а также конических и кольцевых
сопряжений отсутствуют. и что эти деформации возникают лишь
в днищах, т. е. справедлива схема (рис. 4.19), в которой дни..
ща являются упруrими основаниями. Обозначив упруrости
днища сосуда и днища рубашки соответственно через С 1 и
С 2 , можно записать [8, == LlQt (С 1 + С 2 ), откуда
LlQt == let/(C 1 + С 2 );
Рис. 4.19. Схема наrpужения сопряжения температур
ными усилиями
1 4 1 у( Dl ) 3.
С 1 ==
Е ldl п 5 25з '
D!
t <1Qr
! L1 " т
Dz
'/
( 4.20)
1 4 I 1 [ ( D2 ) 3.
С 2 == E 2 d 1 п5 r '
(4.21)
здесь Е 1 и Е 2 модули упруrости материала соответственно
сосуда и рубашки, МПа; 8з и 54 толщины эллиптическоrо днища
соответственно сосуда и рубашки, мм.
Подставив соотношения (4.19) (4.21) в уравнение (4.18), при
няв, что Е 1 / Е 2 == 1 и А == 1, получим зависимость для размаха
апряжений (rOCT 25867 83)
[0'2] Ка [ ldE 5 ] (4 22)
Ll (J == [ ] Р2 + Е 2 В, D2 2 2 ' .
Р2 2
( * ) 3 + ( ;: ) 3
rде d E == тах {d 1 ; 0,7у R 1 5 з ; О,7 у R 2 5 4 }.
Сосуды с цилиндрическими рубашками. В аппаратах с цилин..
дрическими рубашками 'осевая неуравновешенная сила Q2' об
условленная статическим наrружением, отсутствует, что значи
тельно упрощает расчеты.
Толщину цилиндрической рубашки либо назначают KOHCTPYK
тивно с последующей проверкой по rOCT 14249 80, либо выби
рают по толщине коническоrо сопряжения. В последнем случае
допускаемое избыточное давление
[р 2] == (2 [02] S2/D2)COSCI+ Sin2CI[02]5 (1 +O,5y' 2 )/l . (4.23)
261
Первое слаrаемое в правой части этой формулы соответствует
безмоментному решению, второе обусловлено краевыми эффек-
тами в местах сопряжения.
Если необходимо, чтобы допускаемое давление было одинако-
вым для коническоrо сопряжения и цилиндрической обечайки,
т. е. [Р2] == 2 [а 2 ] St/D 2' то должно в ыполня ться услови е
у' "1/ 2,91 sin z а' у'
10 D 2 (52 с) у 2 (1 cos а) 1,8 D 2 (52 с) ·
(4.24)
Кольцевое сопряжение рассчитывают как плоскую шарнирно
закрепленную кольцевую пластину под действием распределенной
наrрузки. В этом случае допускаемое давление
[Р2] == 2 [ан] (ho/lo) 2 , (4.25)
rде [ан] допус каемое напряжение для материала кольца; ho
исполнительная ТОЛlЦина кольца.
Для сосудов с цилиндрическими рубашками возможности са-
мокомпенсации температурных деформаций весьма оrраниченны,
поэтому даже небольшая разность температурных деформаций
способна привести к возникновению значительных напряжений
в местах сопряжения сосуда и рубашки. Очевидно, что напряже-
ния в этих узлах обусловлены осевой силой Q2' вызванной раз-
ностью давлений в корпусе и рубашке, а также их температур-
ными деформациями.
Для определения силы Q2 статически неопределимой системы
запишем выражения для осевых удлинений соответственно сосуда
и рубашки;
Wl == Ia.l Ы 1 Е%: ; W2 == lа.2 Ы 2 + Е QБ '
111: з51 2 п 452
rде 1 длина обечайки рубашки по обраЗУЮlЦей; D3 == D l + 51;
D4 == D 2 + 52.
Осевое удлинение коническоrо сопряжения или кольца сопря-
жения Ш О == C O Q2' rде со упруrость кольцевоrо или кониче-
cKoro сопряжения.
Очевидно, что Ш 1 Ш 2 == 2ш о , откуда
Q2 == nE 2 s 2 D 4 8 t I [ 1 + : + 2пС о Е 2 D4? ] . (4.26)
Размах напряжений цикла
i\a == [а] [ ] Ка == [а] [Р: Ь АЛ < 2 [ао]. (4.27)
Сосуды с рубашками, сопряженными с корпусом сосуда aHKe
ными трубами или отбортовкой. Сопряжение корпуса сосуда и
рубашками анкерными трубами применяют, коrда давление в ру-
башке настолько велико, что либо устойчивость сосуда, либо не-
сущая способность рубашки недостаточны.
262
t fla
f1{l На
HQ ///, t / Ш ) f1
fsj f6
9
Рис. 4.20. Схема наrружения пло
ской кольцевой пластины
6
Рис. 4.21. Зависимость коэффициен
тов прочности IБ И 16 от do/t
3
Очевидно, что анкерной тру..
бой воспринимается сила
Qa == P 2 t o t T [1 пdб/( 4t o t T )],
1
О
Z
do/t;
rде t o и t T шаr анкерных труб соответствецно вдоль оси и по
окружности аппарата; d o наружный диаметр анкерной трубы.
Очевидно также, что анкерные трубы и сварные швы, скреп-
ляющие трубу с сосудом и рубашкой, должны обеспечивать KOM
пенсацию этой силы. Прочностной расчет рубашки при этом сво-
дится к проверке условия, что при таком способе скрепления
каждый cerMeHT обечайки размером t o х t T выдерживает давле
ние Р2.
В этом случае цилиндрическую обечайку рассчитывают с дo
пущением в сторону запаса прочности как плоскую кольцевую пла
стину площадью 'Cnr; == tot T (рис. 4.20), по внутренней кромке
которой действуют сила Qa и момент Ма, а по внешней MO
мент М == 0,25 [а] S2. При этих условиях допускаемое давление
для стенки соответственно сосуда и рубашки:
(51 C)2 , [ 1 ( PIDl ) 2 ]
[Рl] == [0'1] tot T 5 2 [а1] (51 с) ,
( 4.28)
(52 с)2
[Р2] == [0'2] tot T 16' (4.29)
rде [0'1] И [0'2] допускаемые напряжения для материала COOT
ветственно сосуда и рубашки; f5 и fe коэффициенты прочности.
Коэффициенты f5 и fe определяют из rрафика (рис. 4.21) в за-
висимости от отношения do/t'o Ji относительноrо реактивноrо MO
мента т. Здесь t'o == УТ;;4; т == 1 для сопряжений отбортов
V . { 1 ( d ) 2 ( 50 ) 2) u
кои; т == mlП ; s;:- ; s;:- J для сопряжении анкерными
трубами.
При проверке сопротивления усталости сосудов с рубашками,
скрепленными анкерными трубами, исходят из Toro, что под дей
ствием разности температурных удлинений Et между сосудом
и рубашкой возникает дополнительно (по отношению к анкерной
263
силе Qa) сила Q,. Для статически неопределимой системы Qt рас-
считывают из условия совместности деформаций.
УвеЛичение радиуса сосуда в результате изменения темпера-
туры на величину Ilt 1 и действия силы Qt
Wlt == 3 (IXl At 1 + 2зttО ;S'lЕI ) 3 (IXl At 1 + ; ) ;
аналоrично для стенки рубашки
D4 ( A t Qt ) D4 ( A t °k2 ) .
Ш 2 , == а2 Ll 2 2nt o t T 5 2 E 2 ::::: а2 Ll 2 пЕ 2 '
здесь O'kl И O'k2 окружные напряжения в корпусе и рубашке
под действием давления Qt/(tot T ).
Радиальное перемеlЦение сосуда, рассчитываемое как проrиб
плоской пластины под действием силы QT,
QT V D;" О 4 ( 65 + D3 Вт ) .
WIF ............... ...............,
E l s l 51, ' б т 51 360
аналоrично для рубашки
W 2 F == V D4 0,4 ( D4 Вт )
E 2 s 2 52 б т 52 360 '
rде б т уrол шаrа анкерных труб (или отбортовок) по окруж
ности цилиндрических обечаек сосуда и рубашки.
Для радиальных деформаций сосуда и рубашки, пренебреrая
деформациями анкерных труб, запишем Ш 2 , Ш2Р == WIF + Wlt.
Отсюда с учетом приведенных выражений
Qt == 8t Et o t T I ( : Ка + : К4)'
rде
К з == 1 + 3,2 tot ( + D3 ) .
D3 V D з 5 1 Вт 51 360 '
К4 == 1 + 3,2 tot ( + D4 Вт )
D4 V D 4 5 2 б т 52 360 .
По найденному значению QT и допускаемой наrрузке IQt] ==
d<) )
[Р2] tot т (1 tO T выполняют проверку сопротивления уста-
лости:
fj.(] == !ci:J [(]2) К а -< 2 [(]о].
4.3. ПЕЧИ ПИРОЛИ3А И КРЕкинrА
Крекинrом называют процесс высокотемпературноrо
разложения yr леводородноrо сырья с получением продуктов
меньшей молекулярной массы. Из мазута или rазойля крекинrом
264
получают автомобильные и авиационные бензины. Сложные и
крупные молекулы тяжелых уrлеводородов с температурой кипе..
ния не ниже 300 ос расщепляются на более простые молекулы
веществ с температурой кипения не в ше 110 ос. Процессы терми
ческоr,р крекинrа, проводимые ранее в orHeBblx печах с трубча
тыми змеевиками при температуре 400 500 ос и давлении до
6 МПа теперь почти всюду заменены процессами каталитическоrо
крекинrа и риформинrа, проводимыми в специальных реакторах
движущимся rранулированным твердым катализатором. Ката..
литические процессы позволяют получать бол е ценные продукты
(бензины с высоким октановым числом, ароматические уrлеводо
роды) по сравнению с полученными термическим KpeK!lHroM. Труб-
чатые печи в установках каталитическоrо крекинrа или рифор
минrа также необходимы, но они служат для HarpeBa и испарения
сырья и не являются реакционными аппаратами.
Пиролизом называют процесс, аналоrичный термическому Kpe
кинrу, но проводимый при более высокой температуре (670
1200 ОС) и невысоком давлении (0,2 0,5 МПа). Пиролизом уrле..
водородных rазов (пропана или бутана) или бензиновых фракций
получают ряд необходимых для нефтехимическоrо синтеза и про
изводства пластмасс веществ, таких, как этилен, пропилен, бута
диен, ацетилен. Этилен, в свою очередь, служит сырьем для произ-
водства этиловоrо спирта, стирола, полиэтилена и оксида этилена.
Процесс пиролиза проводят в трубчатых печах, точнее в их
змеевиках. Змеевики состоят из ряда прямых труб, последова
тельно соединенных двойниками и обоrреваемых снаружи пламе..
нем rорелок или форсунок, в которых cropaeT rазообразное или
жидкое топливо. По своим характеристикам такой змеевиковый
реактор близок к реактору полноrо (идеальноrо) вытеснения с про
rраммированным тепловым режимом.
При пиролизе пропан бутановой фракции пироrаз выходит
из печи с температурой 1000 1100°C при избыточном давлении
O,I 0,2 МПа. Из за высокой скорости реакции подачу rаза pery-
лируют так, чтобы время пребывания ero в зоне реакции было
в пределах 0,7 1,5 с; для этоrо rаз подают в змеевик со скоро-
стью 1 o 17 м/с. Вследствие увеличения объема rаза при реакции
и наrревании ero скорость увеличивается и составляет на выходе
150 200 м/с. Высокая скорость уменьшает толщину пристенноrо
поrраничноrо слоя, в котором происходят нежелательные побоч..
ные реакции, приводящие к отложению кокса на внутренней по..
верхности труб змеевика.
Трубчатые печи отличаются разнообразием конструкций, за..
висящих в основном от вида используемоrо топлива. Основные
u U
эл менты печи сталь нои сварнои каркас, кирпичная кладка,
образующая стены, под и свод печи, змеевик, расположенный
внутри печи, rорелки или форсунки для сжиrания топлива, дымо..
ход и дымовая труба. Печь устанавливают на железобетонный
фундамент.
265
L
!
I
t/ I
/
-'?
Рис. 4.22. Трубчатая печь с
rоризонтальными трубами и
излучающими стенками
fj
101; //
u[ U,
:h
п/ . \
{J :::-:---- ====rt1tm: 1,/" J
v $ ci :f
11" ) '. : ) ==
11 v ...';'.... ... ==
11'" .,.. .... ..!".... ==
" I l/.: ...."'....'f....'+' V 1"
r I/. : Ф; $ и'У '1
e. '" y..,: ......
I 1-1,/ : H l.----- 4-
: 'Т
L / {f)' 1 '\
//
у fG t1 т m&.
FJ
:: : l: ь
===; .J0 Юl=
I "" ! IA"' 1
// // V '/ // // А 1
'/// /// ' :1j; / /// /// oV /// /// //И;)}/ [7 ,/// ///
V, /r/ // -1 it/;(/y::
V( /'f V::/ ;/h
;1 ........ :>'v /
Внутреннее простран..
ство печи разделено обыч
но на две камеры ради
антную (топочную) и KOH
u
векционную, ........ в каждои
из которых размещены
секции змеевика. Ряд труб
змеевика, размещенных
в топочной камере и вос"
принимающих лучистую
теплоту rорелок, называют
экраном. В радиантной
камере сырью передается
основная доля теплоты
(около 70 %). К трубам
конвекционной секции зме..
евика теплота подводится
от дымовых rазов в oc
новном конвекцией (70 0/0)
и частично лучеиспуска..
нием от дымовых rазов
(20 %). и HarpeTblx стенок
камеры (10 %). Дымовые
rазы движутся через труб
чатую печь обычно под
u u
деиствием естественнои
тяrи, реrулируемой ши
бером в дымоходе.
В установках пиролиза используют в основном печи коробча..
той формы с rоризонтальным расположением труб змеевика и бес
пламенными (точнее короткопламенными) rазовыми rорелками
панельноrо типа. Нижняя часть боковых стен riечи (рис. 4.22)
выполнена из беспламенных панельных rазовых rорелок 5, pac
положенных пятью rоризонтальными рядами в каждой стене и
образующих два излучающих блока. В середине топочной камеры
установлен трубный экран 4 двустороннеrо облучения, делящий ка..
меру на две половины. В связи с этим печь считают двухкамер"
ной (две камеры радиации). Экран может быть OДHO или двух..
рядным. Имеются также подовый и потолочный экраны. В располо..
женном над топочной камерой дымоходе 2 размещены трубы кон..
векционной части змеевика 3. Пройдя конвекционную камеру,
rазы поступают в дымовую трубу 1.
В установках пиролиза сырье (пропан бутановая фракция)
после испарения и предварительноrо наrревания в теплообмен-
,lV
r/A
/ П ;;;
/- 'l !OI
/. J J I I 2
I F!iir.'IП
,.....
S
266
f J
6
Рис. 4.23. Беспламенная па
нельнаи rорелка
нике поступает двумя потоками сначала в конвекционную часть
змеевика печи, а затем в радиантную (т. е. в трубы экранов). Вы..
u u
ходящии из печи пироrаз поступает в закалочныи аппарат, rде
быстрым охла нием (впрыскиванием воды) прекращают реак-
цию.
В печи можно реrулировать теплоотдачу к различным участкам
радиантноrо змеевика подачей топливноrо rаза к rорелкам. Для
этоrо каждый ряд rорелок питается независимо от обособленноrо
коллектора.
Удобные и высокоэффективные наrреватели для печей бес-
пламенные панельные rорелки (рис. 4.23), обеспечивающие полное
сrорание rаза при малом коэффициенте избытка воздуха блаrо..
даря высокой температуре в зоне rорения. rорелка имеет распре..
делительную камеру (короб) 1, в переднюю часть которой вварены
трубки для выхода rазовоздушной смеси. На свободные концы
трубок надеты керамические призмы 6, каждая с четырьмя цилинд-
ро-коническими отверстиями (туннелями). Призмы образуют
керамическую панель размерами 500 х 500 или 605 х 605 мм, слу-
жащую при rорении rаза аккумулятором и излучателем теплоты.
Между призмами и стенкой короба расположен слой теплоизоля-
ции 7 из диатомовой крошки. К задней стенке короба 1 прикреплен
инжекторный смеситель 2 rаза (метано"водородной фракции) с воз..
духом, снабженный соплом 3 и заслонкой 4. rаз поступает в сопло 3
из патрубка 5. Выходя из сопла с высокой скоростью, rаз инжекти-
рует из атмосферы необходимое количество воздуха. rазовоздуш-
261
\
ная смесь, образующаяся в смесителе 2, обтекая отбойник, по
ступает в короб 1, откуда распределяется по трубкам (ниппелям)
rорелки. Сrорание смеси происходит и в основном завершается
в туннелях керамических элементов, куда смесь поступает из TPy
бок. Для Toro, чтобы пламя из туннелей не проскакивало внутрь
короба, скорость rазовоздушной смеси в распределительных труб
ках не должна быть меньше скорости распространения пламени.
В туннелях, блаrодаря их конической форме, обеспечивается ра..
венство этих скоростей, что является необходимым условием HOp
мальной работы rорелок.
rорелки соединены между собой болтами 8 с rайками 9, об
разуя излучающие стены печей. Зазоры между rорелками запол..
няются диатомовой крошкой 10 и уплотняются асбестовым шну"
ром 11.
Теплопроизво-дительность rорелок реrулируют изменением по
дачи rаза в коллектор, к которому подключен данный ряд rорелок.
Необходимое для rорения количество воздуха устанавливают
заслонкой 4 индивидуально для каждой rорелки. Для rаза задан
Horo состава такая реrулировка необходима лишь при пуске 'печи,
так как конструкция инжекциqнноrо смесителя обеспечивает
практически постоянное соотношение количества rаза и воздуха
в пределах изменения теплопроизводительности rорелки примерно
в 2 раза.
Змеевик трубчатой печи составляют из прямых бесшовных
, труб длиной 6 18 м, с наружным диаметром 60 219 мм. Наи..
более часто используют трубы диаметром 102; 127.и 152 мм. Трубы
соединяют в непрерывную цепочку специальными печными двой"
никами с крышками или без них. Открываемые двойники приме
няют при температуре до 560 ос, коrда необходима механическая
чистка BHYTpeHHero пространства труб от отложений кокса. В пе
чах пиролиза, работающих при более высокой температуре, трубы
соединяют обычно приварными двойниками. Из за малоrо рас..
стояния между трубами 1(1 ,8 2,2) d] двойники нельзя изrо
товлять из трубы rибкой; их получают протяжкой труб или
сваркой штампованных половин. В этом случае трубы очищают
от кокса выжиrанием. Для этоrо в трубы подают смесь,
u
состоящую из однои части воздуха и десяти частеи водяноrо
пара.
Материал труб змеевика выбирают в зависимости от темпера
TypHoro режима и коррозионных свойств сырья, причем в различ..
ных зонах печи используют трубы из разных материалов. Так,
в печах пиролиза начальные участки змеевика, расположенные
в конвекционной зоне, работают при температуре ЗО 400 ос,
а конечные, находящиеся в радиантнои камере, при темпера-
туре 500 900 ос. По этой причине конвекционные трубы первых
рядов изrотовляют из уrлеродистых стальных труб (20r), послед
них рядов из хромомолибденовой стали (15Х5М), а радиантные
трубы из жаропрочной стали 12X18HIOT.
268
L{ля крепления труб змеевиков в печах используют подвески
и кронштейны различных конструкций. L{ля той же цели по тор"
цам печи устанавливают две трубные решетки в виде вертикаль..
ных прямоуrольных листов с отверстиями для труб. Трубные ре..
шетки теплоизолируют со стороны, обращенной в сторону топоч-
ной камеры. Подвески располаrают на расстоянии О,8 З м одна
от друrой, в зависимости от температуры труб.
Подвески, кронштейны и трубные решетки радиантной камеры,
работающие при температуре до 1000 ос, отливают из жаропроч..
ной стали 20Х2ЗНIЗ. В конвекционной камере, rде температура
ниже, используют подвески из чуrуна СЧ21 или из стали 40Х9С2.
Подвески крепят к каркасу печи болтами.
4.4. АППАРАТЫ для rETEPOrEHHbIX РЕАКЦИЙ
К аппаратам для реакций, проводимых в reTeporeHHblx
системах, относятся в основном rазожидкостные реакторы и ап..
параты для реакций между rазом и твердым веществом.
Для протекания rазожидкостной реакции необходим контакт
rаза IJ жидкости. В большинстве случаев реакция протекает в жид..
кой фазе, в которую должен вводиться реаrирующий компонент
rазовой смеси; поэтому r зожидкостные реакции всеrда сопрово-
ждаются межфазным массообменом. В некоторых случаях одни
стадии процесса протекают в жидкой фазе, друrие в rазовой,
например в производстве азотной кислоты. В абсорбционно-окис"
u
лительнои колонне происходит следующая цепочка процессов:
абсорбция диоксида азота жидкостью, реакция диоксида азота
с водой с образованием азотной и азотистой кислот, разложение
азотистой кислоты с образованием моноксида азота, десорбция
моноксида азота в rазовую фазу, окисление моноксида аЗО1а в ди..
оксид. Здесь окисление моноксида азота происходит в rазовой фазе,
остальные реакции в жидкой; необходимые стадии процесса
также абсорбция и десорбция. Все эти процессы проводят одно-
временно в одном аппарате.
В связи с необходимостью межфазноrо массопереноса rазо..
жидкостные реакторы конструктивно сходны с абсорберами. Как
и при абсорбции, применяют , например, насадочные колонны и
аппараты с барботажными тарелками. Однако следует учитывать,
что реакции сопровождаются значительно большим тепловым
эффектом, чем физическая абсорбция, поэтому реакторы, в от.личие
от абсорберов, всеrда снабжают теплообменными элементами.
Кроме Toro, при малой скорости реакции объем жидкости, находя..
щейся в аппарате, должен быть значительно больше, чем для
абсорбции, при которой важна лишь площадь межфазной поверх..
ности. Объем аппарата должен обеспечивать достаточное время
проведения реакции, необходимое для достижения заданной сте..
пени превращения.
Методы интенсификации медленных и быстрых реакций раз..
личны. При проведении быстрых реакций, течение которых ли..
269
митирует массообменная стадия,- производительность аппарата
можно увеличить обеспечением хороших условий массопередачи:
увеличением межфазной поверхности, интенсивности перемешива-
ния или относительной скорости фаз. При проведении медленных
реакций, лимитируемых реакционной способностью веществ, доста-
точно создания умеренных условий массопередачи. Процесс мо-
жно ускорить воздействием на кинетические факторы, например
"
увеличением концентрации реаrирующих веществ, повышением
температуры или применением более активноrо катализатора.
Концентрации веществ в rазовой фазе можно увеличить, например,
повышением давления в аппарате.
Реакции с участием rаза и твердоrо вещества также сопро-
вождаются массопереносом, но он происходит в пределах одной
rазовой фазы и заключается в подводе реаrирующих веществ из
"
ядра потока rаза к поверхности твердоrо вещества, на которои
протекает реакция, и отводе продуктов реакции в обратном на-
правлении. Твердое вещество может быть либо одним из peareHToB,
либо катализатором. В обоих случаях на скорость процесса су-
щественно влияет площадь поверхности частиц (rранул) твердоrо
вещества. Для ее увеличения твердое вещество либо дробят на
мелкие частицы, либо используют в виде мелкопористых rранул.
Например, очень интенсивно проходит обжиr колчедана
в псевдоожиженном слое блаrодарJ.l малым размерам частиц, ин-
тенсивному перемешиванию rазовой фазы и развитой поверхности
твердоrо peareHTa, обеспечивающих высокую скорость внутрифаз-
Horo массопереноса. В колоннах синтеза аммиака в качестве ка-
тализатора используют rранулы rубчатоrо железа, имеющие вы-
сокую удельную поверхность.
Особенности процесса определяют конструкцию реактора и
ero размеры. В одних случаях определяющими являются физи-
ческие стадии процесса (тепло.. и массообмен), в друrих кине-
тика химической стадии.
g 4.5. rЛ30ЖИДКОСТНЫЕ РЕАКТОРЫ
Общая характеристика rазожидкостных реакторов. Воз-
можны два варианта rазожидкостных реакций: либо rаз реаrирует
непосредственно с жидкостью, либо реаrирующие вещества на-
ходятся в rазовой фазе, а жидкость является катализатором. Во
втором случае реакция протекает либо в объеме жидкоrо катали-
затора, либо на ero поверхности. В качестве примеров rазожидкост-
"
ных реакции можно привести производство YKcycHoro альдеrида
rидратацией ацетилена, алкилирование бензола пропиленом,
окисление изопропилбензола кислородом воздуха. rлавные тре-
бования к rазожидкостным реакторам создание условий для
их межфазноrо контакта и оптимальноrо тепловоrо режима про-
цесса, так как rазожидкостные реакции всеrда сопровождаются
межфазным массообменом, а скорость их зависит от температуры.
210
rflЗ
Рис. 4.24. Реактор турбоабсорбер Рис. 4.25. Реактор с вращающимися дисками
При химических реакциях обычно не нужно создавать условий
для особенно интенсивноrо массообмена. Исключение составляют
очень быстрые реакции (например, процессы неорrанической
технолоrии).
Реакторы с мешалками обычноrо типа для проведения про..
цессов с участием rаза и жидкости применяют довольно редко.
o объясняется тем, что при использовании мешалок обычноrо
типа в таких аппаратах не достиrается достаточный контакт rаза
с жидкостью, затрудняются условия для теплообмена, а также ор..
rанизация непрерывноrо процесса. Следует отметить, что наличие
движущихся частей в аппаратах, работающих с rазом или arpec..
сивными жидкостями, весьма нежелательно.
Реакторы с механической мешалкой используют r лавным обра..
зом для процессов получения аэрозолей или для абсорбции отходя..
щих промышленных rазов с очень небольшой концентрацией абсор..
бируемоrо вещества (например, моноксида азота).
В качестве примера можно привести весьма ориrинальную
конструкцию реактора"турбоабсорбера (рис. 4.24).
[аз поступает через входной патрубок 2 в трубу 1, снабженную
в нижней части неподвижным диском 5 с концентрическими коль..
цами. На валу 7 установлен вращающийся диск 4, образующий
с диском 5 лабиринтный канал. Под действием центробежных сил
возникает радиальный поток rазожидкостной смеси, направленный
к периферии аппарата. Затем этот поток расслаивается в отстой..
ной части 3. аппарата. Прореаrировавший rаз удаляется из верх..
ней части аппарата, а жидкость постоянно циркулирует' внутри
Hero. Теплообмен обеспечивают встроенные теплообменные эле..
менты б (трубки Фильда).
. Реакторы с механическим распылением жидкости. Развитую
поверхность контакта между rазом и жидкостью можно получить
распылением жидкости различными распылителями, форсунками
или вращающимися дисками. На рис. 4.25 приведена схема ре..
актора с механическим распылением жидкости, применяемоrо
в производстве этиловоrо спирта сернокислотным методом. Реак"
тор представляет собой rоризонтальный цилиндрический корпус 1,
271
по оси Koтoporo установлен ротор, состоящий из вала 2 с ДИС"
ками 3. Аппарат примерно на одну треть заполнен жидкостью,
которая при быстром вращении дисков дробится на мельчайшие
капли; последние образуют rустой туман, заполняющий весь
объем реактора. Через этот туман проходит rаз. Создаваемая
в реакторе развитая ме1Кфазная поверхность и энерrичное пере-
мешивание способствуют интенсивному массообмену между ra-
зом и 1Кидкостью.
В аппарате создаются хорошие условия для быстрых реакций,
протекающих в диффузионной области. Блаrоприятны таК1Ке и
условия теплоотдачи от реаrирующих веществ к стенкам реактора,
через которые отводится (или подводится) теплота с помощью
рубашки 4. Чаще такие реакторы выполняют периодически дейст"
вующими. К недостаткам этоrо аппарата можно отнести наличие
сальников (набивка которых быстро разрушается, особенно при
работе с коррозионными веществами), ДВИ1Кущихся частей, требу..
u
ющих ухода и ремонта, значительныи расход энерrии.
Для медленных реакций, протекающих обычно в кинетической
области, аппараты этоrо типа использовать нецелесообразно.
Реакционные аппараты колонноrо типа с насадкой или тарел..
камн. В качестве rазо1КИДКОСТНЫХ реакторов часто применяют
насадочные или тарельчатые колонны, используемые для процессов
абсорбции. Если 1Кидкость является катализатором, эти аппараты
отличаются от абсорберов тем, что 1Кидкость циркулирует в си..
стеме по замкнутому контуру. Насадочные колонны просты по
устройству И обеспечивают большую поверхность контакта реаrи-
рующих rаза и 1Кидкости да1Ке в небольшом объеме. Жидкость
u
стекает по поверхности насадки в виде тонкои пленки, а rаз дви"
1Кется противотоком. Их rидравлическое сопротивление неве..
лико и, следовательно, расход энерrии на перемещение rазов не..
значителен. Колонны изrотовляют обычно из стали с дополни-
u u
тельным покрытием из материала, стоикоrо к коррозионному деи-
ствию рабочей среды. Применяют таК1Ке колонны из чуrуна,
керамики (в производстве серной кислоты), футерованные rрафи..
том или кислотоупорным кирпичом.
Насадочные колонные аппараты, как и механические, мало
u
приrодны для проведения процессов, протекающих в кинетическои
области. o связано с тем, что одновременно используется не
весь объем 1Кидкоrо peareHTa или катализатора, а лишь сравни..
тельно небольшая ero часть. Большая часть находится в системе
циркуляции и в сборнике. В этом отношении предпочтительнее
u
тарельчатые колонны, так как в них нет циркуляции основнои
массы 1Кидкости. Необходимый объем 1Кидкости в реакторе мо1КНО
обеспечить реrулированием уровня 1Кидкости на тарелках реак"
тора, например, переливными устройствами. При этом достиrа..
ется хороший контакт rаза с 1Кидкостью.
Тарельчатая колонна"реактор для проведения медленных ре-
акций существенно отличается от колонны..абсорбера тем, что
272
толщина слоя жидкости
на тарелке значительно
больше. Примером может
служить колонна для оки..
сления изопропилбензола
(рис. 4.26). Колонна имеет
тарелки 1 с капсульными
колпачками 2, снабженные
u
переливными устроиства..
ми 3, которые обеспечи..
вают толщину слоя жид..
кости на тарелке около
1 м. Для отвода теплоты
реакции в жидкость по..
rружены теплообменные
элементы 4 из U..образ..
ных труб. Жидкость поступает в колонну сверху, движет
ся по переливным устройствам 3 с тарелки на тарелку и удаляется
из нижней части колонны. rаз поступает в нижнюю часть колонны,
последовательно проходит противотоком к жидкости через Ta
релки и удаляется из верхней части аппарата.
Реакционные аппараты барботажноrо типа простые и рас..
пространенные аппараты для rазожидкостных реакций. В них
rаз проходит пузырьками через слой жидкости. В большинстве
случаев такой реактор представляет собой вертикальный цилиндри"
u
ческии сосуд или колонну, заполненные жидкостью и имеющие
в нижней части барботер. Последний часто выполняют в виде corHY"
той в кольцо трубы, снабженной мелкими отверстиями. rаз пода..
ется внутрь трубы и, выходя из отверстий в виде пузырьков,
поднимается в слое жидкости. В пространстве над поверхностью
жидкости (в отстойной Ka fepe) rаз перед выходом из аппарата
освобождается от брызr и капель. Для более полноrо их отделения
отстойную камеру часто выполняют расширенной или дополни..
тельно устанавливают выносную отстойную камеру. Для поддер"
жания заданной температуры в большинстве случаев аппарат снаб..
жают рубашкой, реже используют встроенные или выносные теп..
лообменники.
Такие аппараты особенно приrодны для проведения медлен..
ных реакций, протекающих в кинетической области, т. е. для
большей части реакций между орrаническими веществами. В них
обеспечивается хороший контакт фаз и достаточное перемеши..
вание, необходимое для paBHoMep'Horo течения реакции в объеме.
Недостатки большое rидравлическое сопротивление и необ..
ходимость HarpeBa больших масс жидкости при пуске ап..
парата.
Рис. 4.26. Колонна ДЛЯ окисле-
ния изопропилбензола
Al
n
+
A A
11
I
ЖUQкосто
273
На рис. 4.27 показан барботаж..
ный кожухотрубчатый реактор для
проведения реакций с большим Te
п.повым эффектом. По конструкции
он представляет собой кожухотруб
чатый теплообменник с центральной
циркуляционной трубой 3. Удлине
иные нижние концы трубок 4, Ha
ходящиеся под трубной решеткой 5,
имеют боковые отверстия а, распо
ложенные во всех трубах на одном
уровне. Трубное пространство аппа
рата заполнено жидкостью до уровня
сливноrо штуцера 2 в верхней
крышке. Жидкость непрерывно по
дается в нижнюю крышку через
штуцер 7. rаз поступает в реактор
по штуцеру 8 и по кольцевому Ka
налу, образованному стен кой ниж
ней крышки и кольцевой переrородкой б, распределяется
по периметру аппарата. Слой rаза под нижней трубной решеткой
нарастает до тех пор, пока не достиrнет уровня отверстий в труб..
ках. Сквозь них rаз поступает в трубки 4, образуя пузырьки,
поднимающиеся вверх и увлекающие за собой жидкость (по прин
ципу rазлифта). ,
rаз отводится из верхней крышки реактора ч.ерез штуцер 1,
а жидкость возвращается вниз по циркуляционной трубе. Посте..
пенно часть жидкости сливается из реактора через штуцер 2.
В межтрубное пространство реактора в зависимости от тепловоrо
эффекта реакции подается теплоноситель или хладаrент. Реактор
отличается значительной равномерностью распределения rаза
в жидкости, большим отношением теплопередающей поверхности
к объему реаrирующих веществ и достаточно высокими коэффи
циентами теплоотдачи. Д.пя использования преимуществ секциони
рования и противотока ряд таких аппаратов можно объединить
в одну колонну.
Пенные аппараты. В отличие от реакторов барботажноrо типа
в пенных аппаратах пузырьки rаза поступают в жидкость с боль
шой скоростью. В результате реакционнаfl масса интенсивно пере
мешивается и образуется динамическая пена. Такая пенная система
характеризуется малым диффузионным сопротивлением. В связи
с э!им пенные аппараты эффективны лишь для проведения быстрых
реакций. Для медленных реакций, протекающих в жидкой фазе,
они неприrодны из за крайне малоrо объема жидкости в ап..
парате.
274
.
8
i1; t'"
о + ;
1 о о о
t"
I
о
о
о о
t
Рис. 4.27. Барботажный кожухотрубчатый
реактор
Для непрерывноrо обновления поверхности контакта между
реаrентами пену получают обычно без использования поверхност..
но..активных веществ. В этом случае пена нестабильна, и при
уменьшении скорости rаза ниже определенноrо значения пена
MrHoBeHHo разрушается. Эrо позволяет без затруднений реал изо..
вать перетекание жидкости с тарелки на тарелку. Максимальная
скорость rаза оrраничена условиями уноса жидкости на располо..
женную выше тарелку. Диапазон рабочих скоростей rаза в пенных
аппаратах O,8 м/с.
На рис. 4.28 дана схема трехполочноrо пенноrо аппарата.
Аппарат состоит из металлическоrо корпуса 1 прямоуrольноrо
или круrлоrо сечения, внутри Koтoporo на равных расстояниях
расположены перфорированные тарелки"решетки 4, снабженные
сливными пороrами 2. С тарелки на тарелку жидкость перели..
вается через переливные устройства 3, которые должны иметь
достаточную площадь сечения, чтобы быстро выделяющийся из
разруmающейся пены rаз не создавал rазовых пробок и не пре..
пятствовал переливу. fаз поступает в аппарат снизу и проходит
последовательно через все решетки, по которым сверху вниз
перемещается жидкость, подаваемая на верхнюю решетку. Слой
жидкости на тарелках зависит от высоты пороrов 2.
Для проведения реакций, протекающих в диффузионной об-
ласти, используют также реакторы типа rазлифта, предназначен..
Horo для подъема жидкостей. Реакторы
raJ этоrо типа применяют, например для
хлорирования этилена.
На рис. 4.29 показан промышлен"
1 ный реактор (для жидкофазноrо оки-
f-
АL п
{] OJ)[]67
1 A A
f + +
Рис. 4.28. Схема пенноrо
реактора
Рис. 4.29. Реактор с циркуляционным кон-
туром
275
сления алкилбензолов) типа rазлифта с циркуляционным KOH
туром. Подъемные трубы 5 расположены BOKpyr централь
ной циркуляционной трубы 4 по окружности.
В каждую подъемную трубу через барботер 7 подается rаз.
Всплывая в жидкости, заполняющей трубу, пузырьки rаза увле
кают жидкость вверх. Это обеспечивает циркуляцию жидкости
(как в рассмотренном барботажном кожухотрубчатом реакторе).
Для отвода (или подвода) теплоты на подъемных трубах преду
смотрены теплообменные элементы в виде рубашек б. Аппарат
работает непрерывно. Штуцер 2 для выхода продукта располаrа
ется выше штуцера 3 для ввода сырья. Разделение rаза и жидко
сти происходит В сепараторе 1.
* 4.6. АППАРАТЫ ДЛЯ ПРОВЕДЕНИЯ РЕАКЦИЙ МЕЖДУ
rA30M И ТВЕРДЫМ ВЕЩЕСТВОМ
Аппараты этой rруппы предназначены для проведения
таких практически важных процессов, как обжиr клинкера в про..
изводстве цемента, обжиr известняка, rипса и соды, rазификация
кокса и друrих видов твердоrо топлива, обжиr пирита (cepHoro
колчедана) в производстве серной кислоты. В последнее время два
последних процесса потеряли свою значимость вследствие замены
исходноrо сырья (например пирит в' производстве серной кислоты
заменен элементарной серой).
Процессы этоrо рода, проводимые обычно при высокой TeM
пературе, требуют подвода или отвода значительных количеств
теплоты. В связи с этим реакторы называют печами. rаз (опреде..
ленный компонент rазовой смеси) может быть peareHToM, топли
вом, теплоносителем или выделяться из твердоrо вещества в про
цессе реакции.
Основные типы аппаратов: вертикальные цилиндрические ре..
акторы (шахтные печи и rазоrенераторы); полочные обжиrовые
печи; барабанные вращающиеся печи; реакторы (печи) со псевдо"
ожиженным (кипящим) слоем. Реже используют периодически
действующие реакторы с наружным обоrревом (ретортные печи)
и с rоризонтальным механическим перемещением слоя зернистоrо
твердоrо вещества (цепными колосниковыми решетками).
Шахтные печи. К реакторам этоrо типа относится широко из..
вестная доменная печь, являющаяся основой всей черной метал..
лурrии, а также печи обжиrа маrнезита, доломита и друrих мате..
риалов. Шахтная печь для обжиrа известняка (рис. 4.30) имеет
вертикальный цилиндрический корпус 2 со стенками из оrнеупор'"
Horo материала. Сырье (куски известняка, иноrда с твердым топ..
ливом) заrружают в печь сверху, а выrружают из нижней части,
куда поступает необходимый для rорения воздух. Теплота для
обжиrа выделяется в нижней части печи при сжиrании жидкоrо
или rазообразноrо топлива (в rорелках 3 и 4) или кокса, смешан
Horo с известняком.
216
Рис. 4.30. Вертикальная печь
для обжиrа известняка
Известняк подается эле..
ватором б на верхнюю плат-
форму, rде находится заrру..
зочный бункер с затвором,
плотно закрывающим печь
сверху. Тяrу обеспечивают
дымосос или rззодувкз 1,
которая подает воздух, не..
обходимый для rорения. Из..
весть собирается в бункер 5.
Наружная рубашка печи
изrотовлена из листовой ста..
ли, облицованной кирпичом
о u
И эзщищеннои оrнеупорнои
кладкой. Печь имеет следу"
ющие рабочие зоны (сверху
вниз): зону сушки и Harpe..
вания материала, располо..
женную непосредственно под
заrрузочным бункером (ма-
териал наrревается, до тем..
пературы 400 500 ОС); зону
rорения и обжиrа (темпера..
тура 600 1200 ОС), в кото..
рой происходит выделение
диоксида уrлерода из изве..
стняка; зону охлаждения
моноксида кальция и на..
rревания воздуха, rде температура снижается до 500 о.с.
Температура стальной рубашки печи не превышает 100 ОС,
поэтому потери теплоты через стенки составляют Bcero 20 %
(потери теплоты с дымовыми rазами 25 %, с несrоревшим коксом
15 %).
rазоrенераторы с вертикально перемещающимся слоем кон..
структивно мало отличаются от шахтных печей; существенное от-
личие меньшее отношение высоты к диаметру. Основное назнз"
чение rазификация уrлеродсодержащих твердых топлив для
получения rорючеrо rаза, состоящеrо преимущественно из моно..
ксидз уrлерода, водорода и продуктов сухой переrонки. Аппараты
аналоrичноrо устройства можно использовать и для друrих
экзотермических реакций, проводимых при атмосферном давлении.
Как и в ЦIaxTHЫx печах, топливо заrружают сверху, золу или
шлак удаляют снизу.
В процессе используют воздух или кислород и водяной пар,
иноrда с добавкой диоксида уrлерода. rазификации подверrают
277
твердое топливо практически всех видов: каменный и бурый уrли,
rорючие сланцы, древесину, торф, инorда даже отходы сельскоrо
хозяйства (например, рисовую шелуху). Полученный rорючий rаз
используют в качестве топлива в металлурrии (для выплавки стали
в мартеновских печах), в производстве стекла, в двиrателях
BHYTpeHHero сrорания (rазоrенераторные автомобили, тепловозы,
электростанции и друrие силовые установки), а акже в качестве
сырья в химической промышленности (синтез аммиака, метанола,
фосrена, производство водорода).
В химической промышленности в основном rазифицируют кокс,
чтобы rаз не содержал примесей в виде продуктов сухой переrонки.
До 1950 1955 r. этот процесс использовали в производствах син-
тетическоrо аммиака и метанола, переведенных впоследствии
на уrлеводородное сырье (природный rаз), что позволило резко
улучшить технико"экономические показатели. fазификация кокса
в этих производствах почти повсеместно была прекращена. В на-
стоящее время в связи с истощением ресурсов и ростом цен на
нефть и природный rаз необходимо возвращение к твердому сы-
"
рью с использованием современнои аппаратуры и технолоrии.
В частности, возрастает роль rазоrенераторов.
fазоrенератор (рис. 4.31) имеет вертикальный цилиндриче..
ский стальной кожух 2, футерованный изнутри двумя слоями кир-
пича (внутренний слой оrнеупорный). Топливо заrружают
сверху через отверстие с rерметичным затвором 1. Для механиче-
cKoro удаления золы (шлака) rазоrенератор снабжен в нижней
части вращающейся колосниковой решеткой 3.
Аналоrично сконструирован rазоrенератор Лурrи, предназ..
наченный для rззификации KycKoBoro топлива под давлением 1 ,5
3 МПа. Корпус аппарата имеет двойные стенки, образующие водя..
ную рубашку, и рассчитан на соответствующее давление. Давление
воды в рубашке несколько больше, чем внутри rазоrенератора.
Для защиты стенки от коррозии и воздействия высокой темпера-
туры шахта rазоrенератора выложена изнутри orHeynopHblM
кирпичом. Топливо подается сверху через шлюзовое устройство
в заrрузочную воронку, rде подоrревается пароводяной рубашкой.
Парокислородная смесь подается снизу, причем часть пара по-
ступае1 из рубашки. Для удаления золы предназначена вращаю..
"
щаяся колосниковая решетка, из..под которои зола периодически
выбрасывается через специальный штуцер и Шлюз. fаз отводится
из верхней части rазоrенератора. Производительность аппарата
при давлении 2 МПа около 0,9 т/(м3.ч).
Полочные печи ранее широко использовали в производстве
серной' кислоты для обжиrа пирита (реже сернистоrо цинка).
Их можно применять для друrих аналоrичных экзотермических
реакций. Печь (рис. 4.32) имеет вертикальный цилиндри еский
корпус с рядом rоризонтальных полок 2, футерованных кирпичом.
Полки имеют окна, через которые материал, поступающий на
верхнюю полку из бункера 1, пересыпается на полку, располо..
278
женную ниже. Материал перемещается по полкам rребками 3
с наклонными лопастями, медленно вращающимися вместе с вер..
тикальным полым валом 4. Вал получает вращение через эубча
тую передачу 5. Противотоком к материалу (пириту) поступает
воздух (иноrда наrретый), дозируемый таким образом: чтобы co
держание кислорода в смеси с сернистым rазом было достаточно
для реакций в последующих фазах производства серной кислоты.
В связи с развитием производства полочные печи были за..
менены сначала более совершенными печами с псевдоожиженным
(кипящим) слоем, а затем печами для сжиrания элементарной
серы (в расплавленном состоянии).
Барабанные вращающиеся печи. Основной частью такой печи
является длинный вращающийся барабан, изrатовляемый обычно
из листовой стали. Барабан расположен с некоторым наклоном
к rоризонтали, снабжен двумя бандажами и приводным зубчатым
колесом. Бандажами барабан опирается на роликовые опор но..
упорные станции; зубчатое колесо находится в зацеплении с ше..
стерней привода. Частота вращения барабана O,5 2,O мин l.
Твердый материал, '3аrружаемый через питатель в верхний конец
барабана, перемещается к ero нижнему концу, rде выrружается.
fаз движется часто противотоком по отношению к твердому ма..
териалу; иноrда используют прямоток. По конструкции И движе..
нию материала такие печи близ..
ки к барабанным сушилкам. Как
и в сушилках на торцах бара..
бана расположены уплотнительные
юз
[]
r:J
[]
fj
rJ
r:J
ОЗdУ,К
t
'ZOpOK
Рис. 4.31. rазоrенератор для получе- Рис. 4.32. Полочная печь для обжиrа
ния водяноrо rаза колчедана
219
J
I
Рис. 4.33. Барабанная печь для обжиrа пирита
устройства, предотвращающие утечку rаза из печи в производствен"
ное помещение; выходящий (прореаrировавший) rаз направляется
в устройства для улавливания пыли (циклоны). Так как печи
обычно используют для проведения высокотемпературных реак"
ЦИЙ, в отличие от сушилок, барабан футеруют изнутри orHeynop..
ным кирпичом. При проведении экзотермических реакций (обжиr
колчедана) теплота выделяется непосредственно в барабане.
Печи для эндотермических реакций (обжиr клинкера) снабжают
выносной топкой, работающей на rазовом или жидком топливе, от..
куда в барабан подаются HarpeTble топочные rазы, иrрающие роль
теплоносителя или peareHTa (прямой обоrрев).
Если реакция проходит при невысокой температуре (произ..
водство соды), а контакт продукта с топочными rазами нежелате..
лен, барабан обоrревают снаружи, для чеrо ero помещают внутрь
кирпичной кладки (косвенный обоrрев). При этом барабан изrо..
товляют из жаропрочной стали с более толстыми стенками и не
снабжают футеровкой. Скорость rаза в барабане не более 6 м/с
(для уменьшения уноса пыли). Коэффициент заполнения барабана
твердым материалом близок к 0,1.
На рис. 4.33 показана барабанная печь для обжиrа пирита
с необходимым оборудованием. Барабан 2 печи опирается банда..
жами 3 на ролики 8 опорных станций и приводится во вращение
через зубчатые колеса 4 и 5. Барабан выполнен с кирпичной фу..
теровкой 7 и несколькими керамическими кольцами б. Пирит по..
ступает в печь из бункера 1. Печь не имеет топки, так как реакция
экзотермична. Для поддержания постоянноrо состава удаляемых
rазов, содержащих диоксид серы, и постоянной температуры
в зоне реакции воздух, необходимый для rорения, вводят порци..
ями в нескольких местах по длине барабана через специальные
сопла 9. Для исключения MecTHoro neperpeBa барабан в зоне
реакции охлаждают снаружи воздухом. Полученный rаз (диок"
сид серы) очищается от оrарковой пыли в циклонах 10.
Примером печи с косвенным обоrревом является печь
(рис. 4.34), в котором бикарбонат натрия при наrревании I "ре..
вращается в карбонат. Барабан 1 помещен внутрь кирпичной
280
1
* J
Рис. 4.34. Барабанная печь для кальцинирования соды
кладки и обоrревается снаружи топочными rазами, получаемыми
в топке 3 сжиrанием твердоrо топлива. Последнее поступает из
бункера 2 на подвижную цепную колосниковую решетку 4. Для
защиты от высокой температуры пламени печь почти на половину
длины экранирована. Подобные печи применяют также в произ..
водстве минеральных пиrментов (литопона, диоксида титана и др.).
Барабанные печи тяжелая и дороrостоящая аппаратура.
Диаметр барабана обычно 1,8 3,5 м, длина до 100 м, отношение
длины к диаметру 20 30. В производстве цемента применяют
печи длиной до 230 м, диаметром до 7 м. Большие размеры и вес
печи требуют cтpororo расчета ее элементов (барабана, бандажей,
опорно"упорных станций, привода) на механическую прочность.
Толщину стенки барабана рассчитывают с учетом прочности, по..
вышенной температуры и массы футеровки; иноrда толщина до..
стиrает нескольких сантиметров., ,
Недостатки барабанных печей длительность установления
рабочеrо режима, малый коэффициент заполнения, а также слож..
ность и высокая стоимость ремонта. Тем не менее они широко рас..
пространены в промышленности, так как обеспечивают достаточно
хороший контакт между rазом и твердым веществом; кроме Toro,
необходимая для реакции теплота в них может бьnь передана
непосредственно от rаза к материалу, что экономически выrодно.
Несмотря на rромоздкость печей, rерметизация, монтаж и обслу..
живание сравнительно просты. Производительность и режим ра..
боты (частота вращения, уrол наклона к rоризонтали) зависят от
свойств перерабатываемоrо материала, времени ero пребывания
в печи, температуры и количества теплоты, необходимых для про..
ведения реакции, а также расхода и температуры rорючих rазов.
Реакторы с псевдоожиженным слоем. Если под слой мелкозер"
нистоrо твердоrо материала, находящеrося на решетке, подавать
воздух или друrой rаз, то при малой скорости rаз фильтруется
через неподвижный слой материала. При увеличении скорости rаза
объем слоя увеличивается, ero частицы приходят во взвешенное
состояние и совершают интенсивное хаотическое движение. Такой
281
спой обладает текучестью, хорошо перемешивается и по виду
напоминает кипящую жидкость; поэтому. он назван псевдоожижен"
ным или кипящим.
Псевдоожиженный слой позволяет проводить реакции между
rазами и твердыми веществами в интенсивном режиме с хорошим
выходом целевоrо продукта. Мелкозернистость слоя обеспечивает
развитую поверхность контакта между rазом и твердым веществом,
что весьма существенно, так как реакция протекает в основном на
поверхности твердых частиц. Интенсивное перемешивание слоя
обеспечивает постоянство концентраций и температуры по объему
и позволяет проводить реакцию при оптимальных условиях.
Реакторы с псевдоожиженным слоем по своим характеристикам
близки к аппаратам идеальноrо смешения и обладают их недостат"
ками. Основной из них снижение скорости реакции вследствие
разбавления реаrирующих веществ продуктами реакции устра..
няют секционированием аппарата переrородками с использованием
противотока между секциями. Концентрация твердоrо peareHTa
в кипящем слое меньше, чем в неподвижном (плотном). При проек"
тировании и эксплуатации приходится учитывать истирание сте..
нок аппарата твердыми частицами, измельчение их при трении
одна о друrую и унос твердых частиц в виде пыли с отходящим
rазом, что требует установки пылеочистноrо оборудования. По
устройству такие реакторы очень близки к сушилкам с кипящим
слоем.
Первая крупная промышленная ycтaJIoBKa с использованием
псевдоожиженноrо слоя (рис. 4.35) создана Ф. Винклером для
rазификации измельченноrо уrля. Измельченное топливо из бун..
кера 1 шнековым конвейером 4 подается в нижнюю часть rазоrе..
нератора 2, rде происходит rазификация топлива в псевдоожи..
женном состоянии. Зола удаляется снизу шнеком 3, а rаз отво"
дится через, верхний штуцер.
Первый rазоrенератор высотой 13 м, площадью поперечноrо
сечения 12 м 2 создан в 1926 r. rазоrенератор имеет значите.LIЬНЫЙ
объем, необходимый для подачи вторичноrо кис орода в область
над слоем. В результате повышается температура и разлаrается
выделившийся метан. Аппарат работает при давлении, близком
к атмосферному; несмотря на это по производительности
[1,7 т/(м2,.ч)] ОН почти вдвое превосходит rазоrенератор Лурrи.
Недостатки rазоrенератора Винклера потребление большоrо
количества кислорода и значительные (более 20 %) потери уrле..
рода вследствие уноса. В связи с переходом промышленности на
уrлеводородное сырье необходимость в rазоrенераторах отпала.
В будущем, возможно, их вновь будут использовать. По совре..
менным данным, rазоrенераторы Винклера и Лурrи имеют близ..
кие технико экономические показатели.
Друrой пример экзотермической реакции, проводимой в псев..
Доожиженном слое, обжиr колчедана (пирита) в производстве
серной кислоты. Печь КС (с кипящиrd слоем) для этоrо процесса
282
: t
7
1
10
!J
t Возt1gк
Рис. 4.35. Схема rаэоrенератора ВИН- Рис. 4.36. Печь КС ДЛИ обжиrа пирита
клера
показана на рис. 4.36. Стальной корпус 2 печи футерован изнутри
шамотным кирпичом или жароупорным бетоном. Печь имеет за-
rрузочную камеру 13 (форкамеру) , снабженную провальной
решеткой. Применение форкамеры предохраняет подовую ре..
шетку 6 основной части печи от забивания крупными кусками
колчедана, кусками спекшеrося orapKa и позволяет расположить
вертикально спускную трубу от тарельчатоrо питателя во избе..
жание забивания ее колчеданом, поступающим в форкамеру
через штуцер 14.
Под печи состоит из беспровальной решетки 6 (90 % площади),
частично заходящей в фор камеру , и провальной колосниковой
решетки 10, расположенной в фор камере под ,местом заrрузки
колчедана. Под провальной решеткой расположен бункер 9
для orapKa. Воздух подается в камеру 7 под беспровальной решет..
кой через штуцер 8; штуцер 1 верхней части печи предназначен для
отвода rаза. Предусмотрен ввод вторичноrо воздуха над кипящим
слоем из коллектора 3.
Во избежание спекания частиц температура в зоне реакции
не должна превышать 1000 ос. Для отвода теплоты и поддержания
температуры в зоне кипящеrо слоя расположены охлаждающие
элемен'J;Ы 5 и 11 змеевики для подоrрева воды или секции
труб паровоrо котла. Для зажиrания колчедана при пуске печи
установлены rазовые rорелки или мазутные форсунки 4 и. 12.
Беспровальная решетка с дутьевым устройством (рис. 4.37)
представляет собой стальной лист 4 с отверстиями, снабженными
28з
патрубками 5 с внутренней резьбой.
В патрубки нижними концами ввер..
нуты дутьевые сопла (rрибки) 1 с ro..
ризонтальными отверстиями для вы..
5 1, хода воздуха в верхней части. Решет..
80зiJух 80ЗОух, ка почти до уровня выходных отвер"
стий rрибков залита слоем 3 жароупор..
Horo бетона. Для создания зазора между бетоном и rрибками перед
заливкой их обертывают несколькими слоями 2 крафrбумаrи,
которая затем cropaeT.
Блаrодаря вы окой скорости процесса rорения и интенсив"
ному перемешиванию в псевдоожиженном слое практически на..
ХОДится не колчедан, а orapoK. Содержание серы в orapKe в раз..
личных точках кипящеrо слоя примерно одинаково (идеальное
смешение). Количество пыли, уносимой из печи, достиrает 90 %
Bcero orapKa; поэтому после котла"утилизатора rаз проходит
один или два циклона для отделения основной массы пыли, а за..
тем очищается в электрофильтрах.
Примером секционированноrо противоточноrо реактора явля"
ется печь для обжиrа известняка в псевдоожиженном слое фирмы
«Нью Инrланд Лайм Компани» (США) (рис. 4.38). Реактор 3
имеет стальной цилиндрический корпус, футерованный изнутри
оrнеупорным материалом и разделенный rоризонтальными пере..
Рис. 4.37 . Устройство для подачи воздуха в печи
КС
,
Серо J Серо
Lf
rоз
5
.J A A
t$
8
Рис. 4.38. Реактор со взвешенным СЛО. Рис. 4.39. Реактор ДЛЯ производства
ем ДЛЯ об>киrа известняка сероуrлерода
284
rородками на несколько секций. В переrородках выполнены от..
верстия для прохода rазов и сливные щели, через которые движется
известняк. Топливо подается насосом 6 во вторую секцию и сжи..
rается, создавая температуру 870 950 ос, достаточную для об..
жиrа. Продукт (оксид кальция) охлаждается воздухом до тем..
пературы 350 ос и удаляется шнековым конвейером 8. Известняк
в раздробленном виде (куски размером 0,25 3,5 мм) из бункера 1
поднимается элеватором 2 и вводится в реактор сверху. Воздух
подается вентилятором 7. Мелкие частицы известняка, уносимые
rазом, отделяются в циклоне 4 с пылесборником 5. Секциониро"
вание позволяет лучше использовать топливо и получить известь
BblcoKoro качества.
Реакторы с ретортами, обоrреваемыми снаружи, с периоди"
ческой заrрузкой твердых peareHToB используют в малотоннажных
производствах. В реакторе для получения сероуrлерода (рис. 4.39)
пары серы при температуре 900 1000 ос реаrируют с древесным
уrлем. Реторта 1 реактора имеет эллиптическое сечение, защищена
от коррозионноrо действия паров серы оrнеупорной кладкой и
наrревается снаружи топочными rазами от rазовой rорелки 2
до температуры 850 ОС. Отработанные rазы поступают в дымоход 3.
Расплавленную серу вводят через трубопровод в реторту, rде
сера испаряется при контакте с наrретыми стенками. Поднимаясь
через слой уrля, пары серы реаrируют с ним. Сероуrлерод, обра..
зующийся при реакции, отводится из верхней части реактора.
4.7. АППАРАТЫ ДЛЯ ПРОВЕДЕНИЯ rАЗОВЫХ
РЕАКJ..'-ИЙ НА ТВЕРДОМ КАТАЛИЗАТОРЕ
rазовые реакции на твердом катализаторе распростра..
нены в химической промышленности. В частности, производство
азотных удобрений было бы невозможным без каталитических
реакций конверсии метана и моноксида уrлерода, синтеза аммиака
и окисления ero до моноксида азота. Серную кислоту, необходимую
для производства фосфорных удобрений, в настоящее время полу"
чают почти и ключительно контактным способом, основанным на
каталитическом окислении сернистоrо анrидрида в серный. При..
меры таких процессов в н ехимических и орrанических произ..
водствах каталитический крекинr и риформинr н епродук"
тов, а также синтез метанола и друrих спиртов и уrлеводородов.
Реакторы для таких процессов обычно называют контактными
аппаратами или колоннами синтеза.
В большинстве случаев используют несколько неподвижных
слоев катализатора в виде rранул или таблеток, расположенных
на решетках (полках). Применяют также реакторы с движущимся
зернистым катализаТОРО i, образующим псевдоожиженный (ки"
пящий) слой, или пересыпающимся сверху вниз в зоне реакции.
Окисление аммиака и некоторые друrие процессы проводят на
катализаторе в виде нескольких слоев проволочной сетки, изrотов"
ленной из платины с активирующими добавк ми (родий, иридий).
285
3а исключением некоторых реакций, проводимых при малых
концентрациях реаrирующих веществ (очистка метана от серы),
большей частью реакции протекают со значительным тепловым
эффектом. Для поддержания необходимоrо температурноrо режима
в реакторе необходим отвод теплоты. Этоrо достиrают подачей
холодноrо rаза или распыленной воды. в поток peareHTa между
слоями катализатора или применением теплообменных устройств.
Часто встроенные поверхностные теплообменники располаrают
в корпусе реактора между слоями катализатора. При большом
тепловом эффекте (в крупных реакторах) более удобны вынос-
ные теплообменники. В этом случае реактор разделен на секции
ложными днищами и снабжен штуцерами для соединения с тепло..
обменниками .
Наилучший (наиболее равномерный) температурный режим до-
стиrается, коrда' теплообменные элементы помещены непосред-
ственно в слой катализатора. Используют прямые, U"образные
или более удобные для конструктивной компоновки двойные труб..
ки (трубки Фильда), внутри которых протекает теплоноситель
(холодный rаз). В друrих, более редких, случаях катализатор по..
мещают внутрь труб, омываемых теплоносителем снаружи.
Конструкции корпуса и друrих элементов реактора сущест"
венно зависят от давления, при котором протекает реакция.
Реакторы низкоrо давления (контактные аппараты, конвертеры)
имеют обычно сравнительно тонкостенный сварной цилиндриче..
ский корпус, непосредственно к которому крепят решетчатые
полки с катализатором. Штуцера для 'подвода и отвода peareHToB
обычно приварены к боковой стенке корпуса. В качестве корпусов
реакторов BblcoKoro давления (10 100 МПа) применяют цельно..
кованые, ковано"сварные или мноrослойные сварные цилиндриче..
ские толстостенные сосуды (из стали 22Х3М), закрытые массив-
ными плоскими крышками (рис. 4.40). PeareHTbl подводят и от..
водят через крышки; боковые штуцера применяют редко. Для rep..
метизаЦIJИ соединения корпуса и крышки в последнее время исполь-
u .
зуют преимущественно двухконусныи самоуплотняющиися зат"
вор. Такие реакторы применяют в основном для синтеза аммиака
и метанола (колонны синтеза). Реакция происходит в катализа..
торной коробке (насадке колонны), закрепленной с зазором от..
носительно корпуса. В зазоре циркулирует холодный синтез..rаз,
охлаждающий корпус и стенку катализаторной коробки и этим
. .
защищающии их от переrрева и соответствующеи потери проч..
ности материала стенки, а также от температурных напряжений.
Создание крупных колонн синтеза и arperaToB большой единичной
10ЩНОСТИ обусловлено развитием сварочной техники, в частно..
сти электрошлаковой сварки, позволяющей сваривать толстые
детали.
Реакторы низкоrо давления. Примером высокотемпературноrо
реактора, работающеrо при давлении, близком к атмосферному
(абсолютное давление О, 17 МПа), может служить конвертер метана
286
.
I
!
ц...
с:-....
t::::)
.......
ФI200..2600
t::::::I
t::::::I
'-""\
'1
!
,1.(::)
li ,
'
Ь)
Рис. 4.40. Ковано сварной (а) и MHoro
слойный (6) корпуса колонн синтеза
аммиака
а)
f
J
Z
..............
!
Рис. 4.41. Конвертер метана
6
rаз
(рис. 4.41). В нем при температуре 850 1100 ос ПРОl'екает реак"
ция метана с кислородом и водяным паром для получения водорода
и моноксида уrлерода. Цилиндро конический тонкостенный свар..
ной корпус 1 реактора двухслойный: наружный слой из уrле..
родистой стали Ст3, внутренний из коррозионно"стойкой стали
12Х18НI0Т. Изнутри корпус покрыт футеровкой 2 (послойно
шамотный кирпич, леrковесный шамот, диатомовый кирпич и диа
томовая крошка); толщина футеровки 500 мм. Слой катализатора 3
с подслоем 6 из дробленоrо шамотноrо кирпича опирается на сво"
дообразную кирпичную кладку со щелями для прохода rаза,
иrрающую роль опорной решетки. Для контроля теl'лпературы в
зоне реакции в карманы 4 и 5 помещены термопары. Пароrазовая
смесь подводится сверху, конвертированный rаз отводится снизу.
При более низкой температуре и абсолютном давлении
О, 13 МПа проводят конверсию моноксида yr лерода водя ным па
ром в реакторе с радиальным потоком rаза (рис. 4.42). Процесс
происходит в две ступени в коробках 2 и 4 с катализатором,
выполненных в виде коаксиальных перфорированных цилиндров
из жаропрочной стали, обтянутых сеткой и расположенных с за..
зором относительно корпуса 1. В зону реакции rаз. поступает из
BHYTpeHHero решетчатоrо цилиндра в кольцевое пространство,
заполненное катализатором, движется в радиальном направлении
в зоне реакции и отводится по зазору между наружной стенкой
коробки и корпусом реактора. Между ступенями конверсии теплота
отводится за счет испарения очищенной воды (конденсата), ко..
287
торая подается сеМью форсун..
ками в испаритель 3 из слоя
колец Рашиrа, помещенных на
решетку. Корпус конвертера
снабжен карманами"трубками 5
для термопар и наружной те..
плоизоляцией толщиной 160..........
250 мм. Реакторы с радиаль..
ным потоком rаза имеют мень..
шее rидравлическое соп ротив"
ление, чем реакторы с осе..
вым потоком rаза.
. Пример реактора с встроен..
ными теплообменниками между
зонами реакции (слоями ката..
лизатора) пяти полочный кон..
тактный аппарат для окисле..
ния сер нистоrо анrидрида в
серный (рис. 4.43). Аппарат
имеет стальной цилиндрический
корпус 2, в центре KOToporo
расположена опорная стойка
3, собранная из чуrунных труб
с фланцами. Внутренний диа..
метр апl1арата 8,5 м, общая
высота 19,6 М. Пять слоев ката..
лизатора (контактной массы)
7 помещены на решетках 1 ,
опирающихся на корпус и
опорную трубу. Для охлаж..
дения rаза после первоrо слоя вводится холодный сернистый
rаз; между последующими слоями катализатора вмонтированы
трубчатые теплообменные элементы 4, 5 и 6 из прямых
rОРИЗ0нтальных труб, которые при необходимости можно
очищать и ремонтировать без выrрузки катализатора. Производи..
тельность реактора 540 т сер нои кислоты в сутки. Более крупные
аппараты (1000 т/сут) снабжают выносными теплообменниками;
при этом конструкция аппаратов проще.
Реакторы с катализатором в виде нескольких слоев платино..
вой сетки применяют для окисления аммиака в моноксид азота.
Такой реактор (контактный аппарат), работающий под давлением
0,8 МПа при температуре 850 900 ос, показан на рис. 4.44.
Корпус аппарата состоит из двух полых усеченных конусов 1 и
3, снабженных фланцами и соединенных большими основаниями.
В расширенной части корпуса закреплен пакет 2 из 16 платиновых
288
...
3 ,[1
....
/
' ,J \>.
< \/,,1
.. ><.... )(.
:<"-x х )( ·
)()( I Z
')«.;< )()( .............
.)(Х )<Х.
· X' "1
iIIIiL, Х)( -)<
Х)( >«
.\ i
Коноенсат.. ;j;" , " КОllоенсот
" .
'11 \',\;...:.a .....'III\\\
__ 1:00: х .......
1 х '1.\\.1 Х x:z:l':x..............J
х х )()()(
Х :s а)()(
"""'I11II:I
7 i
/
LJ
I
I X< ,. ,
)( -t)()(
.. .
'хх ""
. » /5
1:::1.. I '
. ". , >А
I "
\ L ' 3
I 1
1
;
I
Рис. 4.42. Радиальный конвертер МО"
ноксида уrлерода
I
.А 11 11 :......
.
1. ..
! 1
n-..II DI а
.....1 11
50; I t
u8 ..... ............2
. IUU I IU 11
... .... ..... ..... ... ... .........3
. .:(/!..: (...'I /.:,.( '.. /q: Ж J il'; ; ..:.: .::/77:??!... /t-:!4 V 1
': /.(: -///:.i//..:.l//-:. //.:J/;...A ... r .,I'//..:";i'/.:';-;). :.1//: //'<".У/.(' .
I
.."
1
..
.
I I
r/.. У//. у// .///, ...1// : ///. ///. ;':9- :///,.' /// '.i';/ .///. ./д :)/;
. _/( :;;/': / :,;(/: :;I' .:' ;/:: ;. {/ "//?//"< :;;;<-«/..:.;.( _:(. s
.- ................. . . .. . .... . . . .. .." .............
t
=
...
- .I.(.w;./..: /;.; //:.;//: ;//: Y/ .;;;: ,/;;;' ///'. ;/.: ;;/i::-;/;: ;;
.:? ; ; : -l /.:ti .: //:. / . '. :::) :. {/ : ./( :'I ! ;;: ;:1 6
t
..... .
111
11 1:
lU1 [UJ
- I
7
F .v) .?! .:/ : //:: //.:./// '. /' ;'/:,(t/.. .!I /,.?t(::lt/. .I<
.: '. //. '(/1: .)I"' :'(/1.- :/(1 :!/),. . .:'((/ !'t/ .// : ((: / . 7/,7. I
LJJ I \ ro
I ...... ....1.......JП
I
Oz
02
02
50з
Рис. 4.43. Контактный аппарат для получения cepHoro анrидрида
сеток, опирающихся на решетку из нихромовой проволоки. Малые
основания конусов снабжены штуцерами для подвода и отвода реа-
rирующих rазов. Нижняя часть корпуса и отводная труба 4
имеют рубашку 5, в которой циркулирует охлаждающая вода для
защиты материала стенок от переrрева и потери прочности. Более
сложны по устройству контактные аппараты, совмещенные с
фильтром и котлом"утилизатором.
10 и. и. Поникаров в др.
289
А
2
3
ВиаА
Рис. 4.44. Контактный ап-
парат ДЛЯ окисления ам-
миака, работающий ПОД
давлением 0,8 МПа
Реакторы BblcoKoro да..
вления. Как отмечено, та..
кие реакторы (колонны
синтеза) имеют толстостен..
ный цилиндрический кор-
пус, закрытый плоскими
...
крышками и охлаждаемыи
изнутри холодным rазом.
Внутри с зазором отно"
ситеlIЬНО корпуса поме-
щена «насадка», состоя..
щая из предварительноrо
теплообменника и катали-
заторной коробки. Наилучший тепловой режим обеспечивается
\ .
при установке теплообменных элементов непосредственно в слое
катализатора. Колонна синтеза с двойными трубками Фильда
показана на рис. 4.45. rаз поступает в аппарат сверху, проходит
кольцевой зазор между корпусом колонны 3 и кожухом насадки 4,
затем межтрубное пространство теплообменника 5, rде нзrрева-
ется прореаrировавшим rазом. Наrретый rаз через центральную
трубу 8 поступает в верхнюю полость катализаторной коробки,
проходит внутренние 1 и затем наружные 7 трубки, слой катали..
затора 2 и трубки теплообменника 5 и выходит из колонны снизу.
L{ля пуска колонны в центральной трубе 8 установлен электро
подоrреватель. Температуру реrулируют подачей холодноrо (бай-
пасноrо) rазз снизу по трубе 6 в верхнюю часть теПJlообменника
rде он смешивается с наrретым основным rазом.
Преимущества реактора температурный режим, близкий
к оптимальному, высокая устойчивость работы, надежность кон.
290
струкции, удобство монтажа насадки. Недостатки высокое
rидравлическое сопротивление и необходимость извлечения на-
садкИ из корпуса для замены отработавшеrо катализатора.
Современная тенденция состоит в создании наиболее эконо-
мичных arperaToB высокой единичной мощности с крупноrабарит"
ными колоннами синтеза. При этом извлечение насадки из кор..
пуса для замены катализатора практически невозможно. Кроме
Toro, ПрИ большом диаметре
крышки затруднена rерметизация
корпуса. В связи с этим корпусы
крупных колонн изrотовляют
ковано сварными с суженными rop"
ловинами для уменьшения ди а-
t (03
Рис. 4.45. Колонна синтеза аммиака
с двойными ПРОТИВОТОЧНhUf!l трубками
10*
9
6
5
10
4
J
2
Рис. 4.46. Колонна синтеза аммиака
проиэводительностью 1360 т/сут
291
метра уплотнения, а насадку конструируют с расчетом на заrрузку
и выrрузку катализатора без ее извлечения из Корпуса. Этим
условиям удовлетворяют давно применяемые аппараты полочные
колонны. Здесь используют несколько адиабатических слоев
катализатора, между которыми для реrулирования темпера..
туры подают холодный байпасный rаз. В четырехполочной ко-
лонне arperaTa синтеза аммиака производительностью 1360 т/сут
(рис. 4.46) основной поток rаза поступает в колонну снизу через
штуцер 2, проходит по кольцевой щели между кор пусом 9 колонны
и кожухом 4 насадки и поступает в межтрубное пространство теп..
лообменника 8. Здесь синтез..rаз наrревается до температуры 400
430 ос теплотой прореаrировавшеrо rаза, выходящеrо из катали-
заторной коробки, и затем последовательно проходит четыре
полки 10 катализатора, между которыми по трубам 5 подается
холодный байпасный rаз. Пройдя четвертый слой, продукты реак"
ции при температуре 500 520 ос поднимаются по центральной
трубе 3, проходят по трубкам теплообменника 8, охлаждаясь при
этом до 320 350 ос, и выходят из колонны сверху. Теплообменник
расположен в верхней суженной части корпуса. Катализатор
заrружают в колонну через люки 7 и 6, отработанный к тализатор
выrружают через люк 1. Внутренний диаметр колонны 2400 мм,
высота 32 м, толщина стенки корпуса 250 мм, рабочее давление
31,5 МПа.
Основные недостатки полочных колонн несовершенный тем..
пературный режим в адиабатических слоях катализатора и раз..
бавление прореаrировавшеrо rаза холодным байпасным rазом
с низким содержанием аммиака (3 4 %), что снижает эффектив..
ность аппарата. В связи с этим степень превращения азотоводород"
ной смеси в аммиак в таких колоннах невысока. Кроме Toro, ак"
сиальные полочные насадки обладают сравнительно высоким rид"
равлическим сопротивлением; поэтому использу крупнозерни..
стый катализатор, что, в свою очередь, снижает производитель..
насть колонн синтеза. В последние rоды получили распространение
колонны с радиальным потоком rаза через слои катализатора,
что позволяет уменьшить rидравлическое сопротивление и исполь-
вать более эффективный мелкозернистый катализатор.
Реакторы с псевдоожиженным катализатором. Каталитические
реакции в rазовой или паровой фазе часто целесообразно проводить
в псевдоожиженном слое твердоrо зернистоrо катализатора. В этом
случае обеспечивают хорошее перемешивание реакционной смеси
и постоянство температуры, определяющие хороший выход целе..
Boro продукта. Это особенно важно, КоrДа реакцию проводят
в узком интервале температур (получение фталевоrо анrидрида).
Процессы, в которых катализатор быстро теряет активность и
требует реrенерации, практически неосуществимы в реакторах
с неподвижным слоем. Псевдоожиженный слой в сочетании с пнев"
мотранспортом позволяет проводи1'Ь такие процессы в arperaTe,
состоящем из реактора и pereHepaTopa, с непрерывно циркулирую..
292
Рис. 4.47. Реактор крекинrа с пылевидньtМ катализатором f
щим катализатором. Такие arperaTbl широко ис
пользуют в нефтеперерабатывающей промышлен
ности для процессов каталитическоrо крекинrа
и риформинrа уrлеводородов. Оба. процесса co
провождаются отложением кокса на поверхности
зерен катализатора и поrлощением теплоты. Из
реактора катализатор пневмотранспортом пере..
мещается в pereHepaTop, rде кокс cropaeт с выде..
лением теплоты. rорячий восстановленный KaTa 2
лизатор возвращается в реактор, перенося Te
плоту из reHepaTopa.
Реактор каталитическоrо крекинrа (рис. 4.47)
с псевдоожиженным слоем пылевидноrо катали
затора имеет форму ступенчатоrо цилиндра с ко..
ническими переходами. В средней части корпуса
2 размещена распределительная решетка 8, через
которую из трубы 9 в рабочую OHY аппарата
поступает смесь паров сырья с катализатором.
В зоне над решеткой, занятой кипящим слоем,
реакция протекает при температуре 500 ос.
Продукты реакции с частицами катализатора
поступают в верхнюю часть, rде расположены
циклонные элементы 5 и 6, образующие двух"
ступенчатый батарейный циклон. Здесь пары
уrлеводородов Qтделяются от катализатора, собираются в верх..
ней цилиндрической камере 3 и отводятся из реактора через
штуцер 4. Отсепарированный пылевидный катализатор из бун..
керов циклонов по спускным трубам (стоякам) 7 во вращается
в кипящий слой. Отработанный катализатор (частицы, «оброс..
шие» слоем кокса) перемещается вниз между распределитель..
ной решеткой 8 и стенкой корпуса 2. Затем он поступает в ниж
нюю суженную цилиндрическую часть реактора, rде из Hero
выделяются уrлеводороды. После этоrо катализатор через ниж
ний штуцер 1 реактора по трубе подается в распределительное
устройство pereHepaTopa.
Корпус аппарата изrотовлен из уrлеродистой стали (толщи..
ной 18 мм), внутренние устройства из леrированной стали.
Внутренняя изоляция корпуса состоит из трех слоев: торкрет"
бетона, шлаковаты и леrковесноrо оrнеупорноrо кирпича. Изоля..
ция облицована изнутри листовой леrированной сталью (толщиной
6 мм).
В аппаратах с кипящим слоем проводят и друrие каталитиче..
ские реакции окисление этилена на серебряном катализаторе,
получение алкилхлоридов на медном катализаторе, получение ви"
нилацетата. Вследствие истощения запасов уrлеводородноrо сырья
перспективен синтез бензина из водорода и моноксида уrлерода
293
J
9
t
rаз
Рис. 4.48. Контактный трубчатый ре-
актор с пневмотранспортной циркуля
пией сыпучеrо материала
ТоплtJ.60
(синтез Фишера Тропша), так..
же успешно осуществляемый в
аппарате с псевдоожиженным
слоем. Существуют также по..
добные реакторы для окисле..
ния S02 J3 SОз.
.
..
4.8. ПЕРСПЕКТИВНАЯ
РЕАКЦИОННАЯ ТЕХНИКА
Трубчатые контактные ап-
параты широко применяют на
заводах химической, нефтехи..
мической и нефтеперерабаты"
вающей промыленности.. Но..
вый контактный трубчатый
реактор с пнеВ fотранспортной
циркуляцией сыпучеrо мате..
риала можно рассматривать
как перспективный. .
Реактор (рис. 4.48) снабжен
сепарационным 1 и дозирующим
3 бункерами. Одна или несколько пневмотранспортных труб 6
соединяют верхний бункер с нижним. На нижнем конце каждой
трубы выполнены по четыре rазоподающих отверстия. Для пере..
тока сыпучеrо материала из BepXHero бункера в псевдоожиженный
слой (в бункере 3) аппарат снабжен трубой 2 с реrулятором рас..
хода. [аз подается в нижний бункер аппарата через rазораспреде..
лительную решетку 4 и создает в нем псевдоожиженный слой сы..
пучеrо материала. Большая часть rаза, пройдя слой, образует
rазовую подушку под крышкой нижнеrо бункера и устремляется
в rазоподающие отверстия пневмотранспортных труб. При поршне-
вом режиме сыпучий материал достиrает rазоподающих отверстий
и, подхваченный rазом, направляется в сепарационный бункер.
fаз удаляется из аппарата, а твердый материал возвращается
сплошным потоком в нижний бункер по трубе 2. Расход сыпучеrо
материала в циркуляционном контуре реrулируют изменением
диаметра rазоподающих отверстий. Для обеспечения необходимой
температуры в пневмотранспортных трубах в межтрубном про..
странстве установлены панельные. rазовые rорелки 5. Аппарат
применен для пиролиза этана. Выход этилена был в 1 ,8 2,O раза
выше, чем в трубчатом реакторе.
Теоретические и экспериментальные исследования плазмы
опредеЛили возможности промышленноrо использования новой
области технолоrии плазмохимической технолоrии.
294
s
,
"
t rаз
Рис. 4.49. Схемы электро
дуrовых плазмотронов с
самоустанавливающейся
(а) и реrулируемой (6)
длиной дуrи:
1 электроды; 2 катyпI
ки электромаrнитов; 3
разрядные камеры; 8 дуrа;
е канал mунтнрующеrо
пробоя
а)
5)
При температуре выше 9700 ос атомы находятся в состоянии
плазмы. Но в состоянии ПЛазмы MorYT быть и вещества, темпера..
тура атомов и молекул которых ниже 830 ос, если их поместить,
например, в сильные электрические или маrнитные поля. Таким
образом, для получения плазменноrо состояния необходимы спе..
циальные установки.
В научно"технической литературе используют термины: (вы..
сокотемпературная и низкотемпературная», «равновесная И не--
равновесная», «rорячая И холодная» плазмы. К низкотемператур..
ной (холодной) относят плазму с температурой ионных частиц
10З 104 ос, а к высокотемпературной........ плазму с температурой
частиц выше 10з ос. Термин «rорячая) плазма аналоrичен термину
«высокотемпературная» плазма.
Каковы же достижимые в настоящее время параметры плазмы?
rеператоры плазмы позволя получать плазму практически лю..
бых rазов при давлении от нескольких паскалей до десятков Mera..
паскалей. Температуру rаза можно менять от близких к, абсолют..
ному нулю до десятков тысяч rрадусов при числе заряженных ча..
стиц 107 1017 в 1 см з . Скорости плазменных струй можно изме..
нять в широких пределах........ от близких к нулю до нескольких ки"
лометров в секунду.
Несмотря на необычные, экстремальные условия плазму уже
в настоящее время широко применяют в научных исследованиях и
технике. Блаrодаря возможности получения высоких скоростей
rазовоrо потока возникает возможность реализации высокоско"
ростных высокотемпературных химических реакций.
В плазменном состоянии вещества получают в специальных
устройствах........ reHepaTopax плазмы. Наиболее широко применяют
электродуrовые плазмотроны постоянноrо и переменноrо тока
промышленной частоты. Такой reHepaTop плазмы (рис. 4.49, а)
295
содержит электроды 1, разрядную камеру 3 и узел подачи rазз.
rаз проходит через дуrу 8, rорящую между катодом и анодом,
и истекает в виде плазменной струи через отверстие в аноде..
сопле. Стабилизацию дуrовоrо столба в пространстве обеспечи..
вают конструкцией стенок камеры 3 и сопла или подачей rзза
танrенциально к этим стенкам (вихревой подачей rаза). Длина
дуrи зависит от скорости rаза и шунтировзния в сопле анода
в плазмотронах с самоустанавливающейся длиной дуrи. В плаз..
мотронах друrоrо типа длину дуrи фиксируют либо применением
секционированноrо электрода и подключением к источнику пи..
тания только ero определенной секции (рис. 4.49, б), либо ис..
пользованием резко расширяющеrося сопла. За ним образуется
застойная вихревая зона, rде и происходит шунтирование дуrи.
В качестве плазмообразующеrо rаза используют aproH, азот,
кислород, воздух-, водяной пар, аммиак, природный rаз, моно..
идиоксид уrлерода, rал rены. Плазма дуrовых плазмотронов
практически всеrда в той или иной мере заrрязнена материалами
эрозии электродов. Если это недопустимо, используют безэлект..
родные высокочастотные индукционные (ВЧ..И), емкостные (ВЧ..Е)
и сверхвысокочастотные (СВ Ч) плазмотроны.
По принципиальной схеме плазмохимический процесс не от..
личается от любоrо традиционноrо химико"технолоrическоrо про..
цесса. Однако часто некоторые стадии процесса плазмохимии сов..
падают в пространстве и во времени, так как либо вся реакционная
смесь, либо один из ее компонентов находится в плазменном со..
стоянии. Отсюда следует, что полная технолоrическая схема
плазмохимическоrо процесса содержит стадии rенерации плазмы,
плазмохимических превращений, закалки. Эти процессы проводят
в плазмохимических arperaTax, включающих плазмотр,оны и ре..
акторы.
Обычно в плазмохимический реактор потоки сырья и ПЛазмы
вводят раздельно. В связи с этим прежде Bcero необходимо сме..
тать плазму с сырьем так, чтобы их молекулы непосредственно
контактировали, т. е. осуществить контакт на молекулярном
уровне, и затем реализовать сам процесс реакции. Таким образом,
плазмохимический реактор для rазофазных процессов состоит
из двух элементов смесителя и реактора.
В настоящее Время для проведения rазофазных плазмохими..
ческих процессо наиболее широко применяют реакторы струй..
Horo ТИПа. В зависимости от способа перемешивания плазменноrо
Потока со струями сырья их подразделяют на прямоточные и со
встречными СТРУЯ fИ. Используют также комбинированные реак"
торы, В которых часть сырья подается по схеме прямотока, ос..
тальная часть по схеме встречных струй. Сырье в реакторы
этоrо типа вводят спутно"вихревыми или встречно"вихревыми
потоками.
В реакторах со спутно"вихревой и встречно"вихревой подачей
(рис. 4.50) сырье подается танrенциально по отношению к плаз..
296
менной струе. Внутренняя часть реактора может быть конической
формы, что улучшает процесс Сl\1ешения. В таком реакторе леrче
удаляется конденсированная фаза и уменьшается ее осаждение на
охлаждаемой внутренней поверхности ero стенок. Реакторы со
встречными СТРУЯl'vIИ чаще используют, коrда сырье подается в п.па..
Зl\tенную струю в капельно"жидком состоянии или в виде твердых
частиц в rазовом потоке. .
rетерофазные плазмохимические процессы часто проводят
в реакторах с псевдоожиженным плаЗl'vIОЙ слоем, в которых резко
увеличивается время контакта частиц с плазмой (рис. 4.51).
Реактор состоит из коническоrо корпуса 1, в верхней части кото..
poro находится устройство 3 для подачи твердой фазы. В нижней
части реактора установлен электродуrовой плазмотрон 4. Плаз..
менная струя через сопло 6 вводится в' нижнюю часть реактора.
rазообразные ПрОlУКТЫ процесса подоrре ают подаваемый поро..
шок и, пройдя через сепаратор 2, выводятся из реактора. Осталь..
ные продукты реакции стекают по стенкам реактора и сопла
в бункер 5.
В очень важной высокотемпе-
ратурной части реактора, в зоне
ввода в Hero плазменной струи,
температурное поле очень неод-
нородно это недостаток 'реак-
тора. На выходе из плазмохими-
ческоrо реактора прореаrировав"
шая смесь содержит те или иные
I
Рис. 4.50. Схемы плаэмохимических
реакторов спутно вихревоrо (а) и
встречно вихревоrо (6) типа:
1 плазмотрон; 2 реакционная камера;
3 закалочная камера
5
Рис. 4.51. Плазмохимический реактор
для обработки дисперсных материалов
в псевдоожиженноы слое
297
целевые прОДУКТЫ химическоrо процесса. Для прекращения ре..
акции применяют операцию закалки.
Наиболее распространенный способ закалки охлаждение
в теплообменниках. Этот способ применяют для охлаждения rа,зов
с температурой до 3700 ос. Широко используют также метод за..
калки продуктов плазмохимическоrо процесса струями жидкости
(воды или peareHTa) или rаза. Например, закалка продуктов плаз..
мохимическоrо пиролиза уrлеводородов уrлеводородами повы"
шает выход целевых продуктов, позволяет более rибко реrули..
ровать их состав и уменьшает удельные затраты электроэнерrии.
Сфера применения плазмохимических процессов постоянно
расширяется, и в настоящее время эти процессы применяют в хи..
u u u ..
мическои, металлурrическои, электроннои, электрохимическои
промышленности. Мноrие плазмохимические процессы используют
в промышленносrи, друrие проходят опытные и опытно"промыш"
ленные испытания.
Разработаны принципы технолоrии плазмохимических про..
цессов пиролиза уrлеводородов, их окисления, селективноrо син"
теза ценных продуктов. В области неорrанической химии изучены
плазмохимические процессы- окисления, восстановления различ
ных соединений, руд и минералов, их разложения, получения ту"
rоплавких соединений (нитридов, карбидов, иuтерметаллидов), а
также такие экзотические реакции, как образование соединений
блаrородных rазов.
В промышленности, rлавным образом в микроэлектронике,
широко применяют пленки, полученные в плазме. Плазмохими..
ческие пленки MorYT быть кристаллическими или аморфными.
Их толщина колеблется от долей до сотен мйкрометров. При осаж..
дении в плазме тонких полимерных пленок на пор истых основах
образуются мембраны, применяемые в мембранной технолоrии
для разделения растворов солей, орrанических соединений и
rазовых смесей. Такие пленки получают двумя методами поли..
меризацией уrлеводородов или деструкцией полимеров. Плазмо..
химической поверхностной обработке можно подверrать различ..
ные материалы от металлов и их сплавов до полимеров.
В результате обработки полимеров в неравновесной плазме
изменяются смачиваемость, молекулярная масса и химический
состав поверхностноrо слоя (толщиной до 10 мкм).
Таким образом, неравновесные плазмохимические процессы
и их технолоrическое и аппаратурное оформление представляют
собой принципиально новый шаr в развитии химической техно..
лоrии, и в первую очередь в области получения материалов суни..
кальными свойствами. Использование квазиравновесной плазмы
и плазменных струй позволяет с высокими технико-экономиче..
скими показателями реализовать мноrие важнейшие -химические
процессы.
rЛАВА 5
ТЕхнолоrИЧЕСКИЕ ТРУБОПРОВОДЫ
5.1. ТЕхнолоrИЧfСКИЕ ТРУБОПРОВОДЫ
и их КАТЕrоРийность
На предприятиях химической промышленности тех..
нолоrические трубопроводы являются неотъемлемой частью тех..
нолоrическоrо оборудования.
Технолоrические трубопроводы делятся на внутрицеховые
и межцеховые. К внутрицеховым относятся трубопроводы, соеди"
няющие отдельные аппараты, установки, машины, расположенные
на территории цеха; к межцеховым трубопроводы, соединяю..
щие оборудование, которое находится в разных цехах.
В зависимости от расположения трубопроводы MorYT быть на..
земными и подземными. Более распространены наземные трубо..
ПРОБОДЫ, поскольку леrче их технический надзор.
Технолоrический трубопровод представляет собой конструк"
цию, состоящую из ряда элементов: труб, труuопроводных деталей
(фитинrов) и арматуры, соединенных разъемными инеразъемными
соединениями... Вследствие большоrо разнообразия элементов
трубопроводов и значительных объемов их выпуска промышлен"
ностью важное значение имеют вопросы унификации истандарти"
зации этих элементов. В связи с этим трубы, трубопроводные де..
тали и трубопроводную арматуру изrотовляют, поставляют и
монтируют в соответствии с rосударственными и отраслевыми нор..
мативно"техническим'и документами. Проектирование трубопро..
водов сводится, в сущности, к подбору СОQтветствующих трубо..
проводных элементов по действующим стандартам и нормалям.
При этом важное значение имеют две характеристики трубопро..
вода условный проход и условное давление.
Номинальный диаметр отверстия в трубе или арматуре, слу"
жащеrо для прохода среды, называется условным проходом и
обозначается Dy. Если два любых элемента трубопровода имеют
одинаковые значения Dy, то они имеют одинаковые площади
проходноrо сечения и одинаковые присоединительные размеры.
Ряд условных диаметров определен rOCT 355 67. Для широкоrо
применения в технолоrических трубопроводах рекомендуют трубы
и арматуру с условными проходами (в мм): 3; 5, 10;, 15; 20;
25. 32. 40. 50. 65. 80. 100. 125. 150. 200. 250. 300. 350. 400.
, , , , , , , , , , , , , ,
500; 600; 800; 1000; 1200; 1400; 1600; 2000; 2400; 3000; 3400;
4000.
299
Под условным давлением Ру понимают максимальное избы..
точное давление среды с температурой 20 ОС, при котором обес..
печивается длительная и безопасная эксплуатация элементов
трубопроводов. При рабочей температуре средь! до 200 ос услов"
ное давление совпадает с рабочим давлением. При более высокой
рабочей температуре значение условноrо давления должно быть
больше рабочеrо. rOCT 356 68 устанавливает следующий ряд
условных давлений (МПа): 0,1; 0,25; 0,4; 0,6; 1; 1,6; 2,5; 4;
6,4; 10; .16; 20; 25; 32; 40; 50; 64; 80; 100.
Для объединения трубопроводов в rруппы по условиям работы
выполнена их классификация с учетом трех основных параметров:
рабочеrо давления, рабочей температуры, свойств и параметров
перекачиваемой среды.
В зависимости от свойств транспортируемой среды все TeXHO
лоrические труБолроводыI делят на пять rpynn (А, Б, В, r, Д),
а в зависимости от. ее параметров (давления и температуры)
на пять катеrорий (1,11,111, IV, У).
rруппы A Д включают трубопроводы: для токсичных жидких
и rазообразных продуктов; Б для rорючих и активных rазов,
леrковоспламеняющихся и rорючих жидкостей; В для водяноrо
переrретоrо пара; r для водяноrо насыщенноrо пара, rорячей
воды и паровоrо конденсата; Д для неrорючих rазов, жидко..
стей и паров. В пределах каждой rруппы трубопроводы разделены
на катеrории. Так, в rруппе Б д ТIЯ перекачивания леrковоспламе..
няющихся жидкостей при температуре 350 700 ос требуется
трубопровод катеrории 1, а при температуре от 150 до +120 ос
трубопровод катеrории IV. ДЛЯ трубопроводов каждой катеrории
установлены определенные нормы проектирования, монтажа,
эксплуатации и ремонта.
5.2. ТРУБЫ, СОЕДИНИТЕЛЬНЫЕ ДЕТАЛИ,
КОМПЕНСАТОРЫ И ОПОРЫ ТРУБОПРОВОДОВ
В технолоrических трубопроводах широко применяют
стальные сварные и бесшовные трубы: rорячекатаные, холодно..
катаные и холоднотянутые. Сварные трубы можно изrотовлять
с продольным или спиральным сварным швом; они менее наде..
жны в работе, чем бесшовные. Последние применяют rлавным
образом для транспортирования ядовитых, взрывоопасных и
коррозионно..активных веществ, сварные во всех остальных
случаях.
Стальные трубы изrотовляют из сталей различных марок,
трубы MaccoBoro назначения из стали 10 и 20, а трубы специ..
альноrо назначения из леrированных, высоколеrированных,
кислотостойких и жаропрочных сталей.
Трубы изrотовляют также из чуrуна, меди, латуни, свинца,
керамики, стекла, фарфора, пластмассы. В настоящее время
трубы из цветных металлов и свинца почти полностью заменены
300
1 2 J f 5 1
Рис. 5.1. П обраэный компенсатор
Рис. 5.2. Волнистый компенсатор
пластмассами. Из последних наиболее распространены трубы из
винипласта, фаолита, полиэтилена. Эти трубы стойки к arpec..
сивным средам, однако их можно применять только при невы..
сокой температуре транспортируемой среды. Так, температурный
предел винипластовых труб 40 ос, полипропиленовых труб 100 ос,
а труб из фаОЛilта 110 ос.
Все более широко применяют в химической ПРОМЫШJIенности
титановые трубы. Весьма перспективны стальные трубы с заLЦИТ"
ным покрытием внутренней поверхности полиэтиленом, вини..
пластом, эмалью, стеклом и резиной. Наиболее хорошо освоены
отечественной промышленностью трубы, внутренняя поверхность
которых покрыта резиноЙ (rуммированные трубы).
К соединительным деталям трубопроводов относятся: колена
различных конструкций, служащие для изменения направления
трубопроводов; переходы для изменения площади проходноrо
сечения трубоhровода; тройники, крестовины и развилки для
ответвления труб в разные стороны. Обычно элементы стальных
трубопроводов (трубы, колена, переходники) соединяют сваркой.
Если применение сварных соединений в трубопроводах неuе.лесо..
образно, например при необходимости частой разборки соеди"
нения, используют фланцевые соединения с приварными, накид"
ными или резьбовыми фланцами. Наиболее часто применяют при..
варные фланцы. Резьбовые фланцы в химической промышленности
устанавливают в основном на трубопроводах BbIcoKoro давления.
Вследствие разности температур транспортируемых продук"
тов и окружающей среды трубопроводы подвержены температур..
ным деформациям. Обычно трубопроводы имеют значитеЛЬНУIО
длину, поэтому их общая температурная деформация может ока..
заться достаточно большой и вызвать разрыв или выпучивание
трубопровода. В связи с этим н обходимо обеспечить способ..
ность трубопровода компенсировать эти деформации. -
Для компенсации температурных деформаций на технолоrиче..
ских трубопроводах применяют П..образные, линзовые, волни..
стые и сальниковые компенсаторы.
П..образные компенсаторы (рис. 5.1) широко применяют для
наземных технолоrических трубопроводов независимо от их дна..
метра. Такие компенсаторы обладают большой компенсирующеЙ
301
5
4
з 2
f
Рис. 5.3. Сальниковый компенсатор
Рис. 5.4. Опоры для труб
а)
5)
способностью, их можно применять при любых давлениях, од-
нако они rромоздки и требуют установки специальных опор.
Обычно их располаrают rоризонтально и снабжают дренажными
устройствами.
Линзовые компенсаторы используют для rазопроводов при
рабочих давлениях до 1,6 МПа. По конструкции они аналоrичны
компенсаторам кожухотрубчатых теплообмеННИКО1J.
Волнистые компенсаторы (рис. 5.2) используют для трубопро..
БОДОВ с неаrрессивными и среднеаrрессивными средами при дав..
лении до 6,4 МПа. Такой компенсатор состоит из rофрированноrо
rибкоrо элемента 4, концы KQToporo приварены к патрубкам .1.
Оrраничительные кольца 3 предотвращают выпучивание элемента
и оrраничивают изrиб ero стенки. Снаружи rибкий элемент за-
щищен кожухом 2, внутри имеет стакан 5 для уменьшения rид..
равлическоrо сопротивления компенсатора.
На ТРУQопроводах из чуrуна и неметаллических материалов
устанавливают сальниковые компенсаторы (рис. 5.3), которые
состоят из корпуса 3, закрепленноrо на опоре 1, набивки 2
и rрундбуксы 4. Компенсация температурных деформаций проис..
ходит за счет взаимноrо перемещения корпуса 3 и внутренней
трубы 5. Сальниковые компенсаторы имеют высокую компенсирую-
щую способность, однако из..за трудности обеспечения rермети"
зации при транспортировании rорючих, токсичных и сжиженных
rазов их не использу .
Трубопроводы укладывают на опоры, расстояние между кото..
рыми определяется диаметром и материалом труб. Для стальных
труб с диаметром до 250 мм это расстояние составляет обычно
3 6 м. Для крепления трубопроводов применяют подвески, хо..
муты и скобы. Трубопроводы из хрупких материалов (стекла,
rрафитовых композиций и др.) укладывают в сплошных лотках
на сплошных основаниях.
302
Опоры MOrYT быть неподвижными (рис. 5.4, а) и подвижными
(рис. 5.4, 6). Последние обеспечивают компенсацию температур"
ных дефОР lаций трубопровода. В неподвижных опорах уrолки 1,
хомут 2 и баШl\lак 3 жестко связаны между собой, в подвижных
опорах вместо нижнеrо болта 4 поставлен ролик 5, который Iожет
свободно перемещаться в отверстиях опорной пластины. Такие
опоры необходимо периодически смазывать.
5.3. ТРУБОПРОВОДНАЯ АРМАТУРА
Арматурой называют устройства, устанавливаемые на
трубопроводах, аппаратах, емкостях и обеспечивающие управле..
ние потоком рабочих сред. По функциональному назначению
трубопроводную арматуру подразделяют на следующие основные
классы: запорная для перекрытия потока среды (составляет
около 80 % всей арматуры);
реrулирующая для изменения параметров среды (темпера..
туры, давления и т. д.); .
предохранительная для предотвращения аварийноrо по..
вышения давления в системе;
защитная (отсечная) для защиты оборудования от аварий..
ных изменений параметров среды отключением обслуживающей
линии;
фазорззделительная для удаления конденсата из паро..
и rазопроводов.
Арматура любоrо класса включает три основных элемента:
корпус, привод и рабочий opraH (запорный, реrулирующий и др.),
состоящий из седла и перемещающеrося или поворачивающеrося
относительно Hero затвора (золотника).
По способу присоединения корпуса к трубопроводу арматуру
делят на фланцевую, муфтовую, под пр варку и др. В химической
промыленности наиболее распрострi!нена фланцевая арматура.
Муфтовую арматуру используют на трубопроводах диаметром
до 80 мм, предназначенных для транспортирования неrорючих
и нейтральных сред. Приварную арматуру устанавливают на тру"
бопроводах при повышенных требованиях к плотности соединения.
По конструкции корпуса арматуру подразделяют на проход"
ную, в которой среда не меняет направления cBoero движения на
выходе по сравнению со входом, и уrловую, в которой это направ"
ленйе меняется на уrол до 900.
В зависимости от способа rерметизации рабочеrо opraHa в кор-
пусе различают сальниковую, силрфонную и мембранную ар-
матуру. В сальниковой арматуре rерметичность сопряжения ра..
бочеrо opraHa и корпуса обеспечивается сальниковым устройст..
вом, В сильфонной И мембранной соответственно сильфоном
и мембраной.
В зависимости от конструкции привода рабочеrо opraHa трубо..
проводную арматуру разделяют на автоматически действующую,
заз
Рис. 5.5. Кран шаровой
в которой привод осуществляется са-
мим потоком среды, и управляе fУЮ,
с ручным или механическим (элек-
трическим, пневматическим и др.)
приводом.
Запорная арматура. Серийно BЫ
пускают запорную арматуру следу-
ющих типов: краны, вентили, за-
движки и заслонки.
Крана 1И называется apl\'laTypa
с затвором в форме тела вращения,
который может поворачиваться BOKpyr оси, перпендику-
лярной направлению движения потока. По типу затвора краны
MorYT быть шаровыми (рис. 5.5) и пробковыми (рис. 5.6). Шаровой
кран состоит из корпуса 1, шаровой пробки 2 и шпинделя 3.
Пробковые краны, в свою очередь, MorYT быть сальниковыми или
натяжными в зависимости от способа их rерметизации. В сальни-
ковых кранах (рис. 5.6, а) необходимое для rерметизации давле-
ние на конических поверхностях пробки 2 и корпуса 1 создается
при затяжке сальника 3 (из промасленноrо льна, асбестовоrо
шнура и др.).
В натяжных кранах пробку 1 уплотняют в корпусе 2 rайкой 3
(рис. 5.6, б). Натяжные краны не l\'IorYT обеспечить необходимой
rерметизации при давлении, превышающем сотые доли меrапа-
скаля, поэтому в условиях химических производств их исполь..
зуют редко.
а)
,
+-
о)
304
Рис. 5.6. Пробковые краны
Рис. 5.7. ПРОХОДНОЙ вентиль
Рис. 5.8. Запорный уrловой вентиль:
1 корпус; 2 нrла; 3 набивка саль
вика; 4 стойка; 5 KOHTpraAKa; 6
нажимная rаАиа
Краны И lеют малые размеры и низкое rидравлическое сопро..
тивление; на трубопроводе их можно устанавливать в любом по..
ложении, однако краны требуют ухода и периодическоrо смазы
вания, в противном случае пробка может «прикипеть» К корпусу.
Описанные краны называют проходными (в них два присоеди..
нительных патрубка). Краны с тремя патрубками называют Tpex
ходовыми. В этом случае корпус крана имеет три присоединитель
ных патрубка, а пробка Т ..образное отверстие. В зависимости
от положения пробки поток рабочей среды направляется в тот
или иной патрубок или одновременно в оба патрубка.
Кран быстр.О закрывается и вследствие этоrо в трубопроводе
может возникнуть rидравлический удар. К недостаткам кранов
следует отнести и то, что они мало приrодны на линиях для пара
и наrретой жидкости из за возможности коробления корпуса и
прилипания к нему пробки. Краны изrотовляют из чуrуна, стали
и латуни.
Вентили представляют собой запорную арматуру с затвором
виде плоской или конической тарелки (золотника), которая пе..
'ещается возвратно поступательно вместе со шпинделем относи
ль но седла. Золотник вентиля соединен со шпинделем шарнирно.
: 'нтили выполняют С ручным управлением или с электропри
1 tOM.
I Примером может служить проходной венти.пь (рис. 5.7) с
Iотнительным кольцом 2 из фторопласта, кожи или резины на
Jлотнике 3. Корпус 1 и крышку 5 вентиля уплотняют паронито
ой прокладкой 4, а в качестве набивки сальника используют
Iропитанный асбест.
11 и. и. Поникарав н др. 305
4- 5
Рис. 5.9. Мембранный вентиль:
1 корпус; 2 мембрана; 3 золотник; .,
шпиндель; 5 ходовая rайка; 6 крышка; 1 .....
маховик; В опорное кольцо
Запорные вентили обычно име-
ют сальниковые уплотнения шпин
деля.
Запорный уrловой вентиль вы..
cOKoro давления (рис. 5.8) приме..
няют как запорный элемент системы
измерений и пробоотборных систем
в установках синтеза BblcoKoro да..
вления. Для закрытия и открытия
прохода в вентиле предназначены
конусный золотник из стали 20Х 13, перемещающийся относи..
тельно седла из стали 12Х 18Н9Т. Уплотнение шпинделя саль..
никовое. В качестве набивки использован прорезиненный асбест.
В отличие от кранов, которые можно устанавливать на трубо
проводе в любом положении, вентили следует располаrать так,
чтобы среда в них попадала из..под золотника. При такой YCTa
новке в положении «закрыто ) сальник шпинделя не испытывает
давления. Ремонт сальника в этом случае можно проводить, не
опорожняя трубопровод. Кроме Toro, при такой установке вен..
тиля облеrчается ero открытие.
Мембранные вентили (рис. 5.9) предназначены для аrрессив"
ных сред. В них запорным opraHoM служит мембрана 2, изrотов"
ленная из пластмассы, резины или фrоропласта и соединенная со
шпинделем 4. Внутренняя поверхность корпуса обычно имеет
защитное покрытие, например из кислотостойкой эмали. В послед..
нее время такие вентили широко применяют в трубопроводах
химических производств.
Область применения вентилей весьма обширна. Их устанавли..
вают и на паро.. и водопроводах, на линиях транспортирования,
не заrрязненных осадками жидкости; твердые частицы, попадая
под седло вентиля, MorYT нарушить ero rерметичность.
Задвижка представляет собой запорную арматуру, в которой
затвор в виде диска или клина перемещается вдоль уплотнитель..
ных поверхностей перпендикулярно оси потока. При малых дaB
лениях обычно используют параллельные (рис. 5.10) задвижки,
при больших клиновые (рис. 5.11).
По характеру движения шпинделя различают задвижки с выд"
вижным шпинделем, который при открывании задвижки переме..
щается поступательно, и с невыдвижным шпинделем, который
при работе совершает только вращательное движение. В послед
нем случае при вращении шпиндель вворачивается в тело клина.
В параллельных задвижках (см. рис. 5.10) запорным opraHoM
я-вляется шибер, состоящий из двух симметричных rорелок 3,
между которыми помещается клин 2; последний при опускании
З06
тарелок распирает их, прижимая к уплотняющим поверхностям
корпуса 1.
В клиновых задвижках с неподвижным шпинделем (см.
рис. 5.11) при опускании или подъеме клина 2 он перемещается
вдоль уплотнительных колец седла 1, закрывая или открывая
задвижку. Шпиндель 6, при вращении KOToporo обеспечивается
поступательное движение клина, имеет нарезку, входящую в
скрепленную с клином ходовую rайку 4. Уплотнение шпинделя
сальниковое.
Для закрытия или открытия задвижек необходимо большое
число оборотов шпинделя, поэтому задвижки большоrо диаметра
снабжают, как правило, электроприводом. Параллельные зад
ви ки, предназначенные для водопроводов можно выполнять
с пневrrro- или rидроприводом.
Заслонками называется арматура, в которой затвор выпол
нен в виде диска, поворачивающеrося на перпендикулярной по
току оси. Их используют обычно при большом диаметре трубопро
вода, малом давлении среды и He
А . жестких требованиях к rерметич
. ности запорноrо орrаиа. Заслон
ками управляют вручную или
с помощью rидро.., пневмо" или
электропривода.
2
1
J
Z
I
.
Рис. 5.10. Задвижка параллельная с выдвижным шпинделем
Рис. 5.11. Клиновая задвижка с неподвижным шпинделем:
1 седло; 2 клин; 3 корпус; 4 ходовая raAKa; 5 прокладка; 6 шпиндель;
7 крышка; В прокладка; 9 сальник; 10 нажимная втулка: 11 маховик
11.
307
5
10
8
7
6
..
I
5
1
Рис. 5.12. Дисковая заслонка:
1, 7 подшипники; 2 корпуе; 3
кольцо прижимное; 4 оеь; 5 диск;
6 штифт; 8 вал; 9 электропривод;
10 кольцо резиновое
Рис. 5.13. Реrулирующий клапан с мем-
бранным исполнительным механиз
мом:
1 корпуе; 2 затворы; 3 шток; 4
исполнительный механизм; 5 мембрана;
6 седла
На рис. 5.12 показана стальная дисковая заслонка для водо..
ПрОБОДОВ (при температуре до 80 ОС), устанавливаемая как на
rОРИЗ0нтальных, так и па вертикальных участках. В ней уплот"
нение рабочеrо opraHa (диска 5), поворачивающеrося BOKpyr оси.4,
обеспечивается резиновым кольцом 10, установленным в канавке
диска и закрепленным прижимным КОЛЬЦОl\f 3. Подвижное соеди"
пение вала 8 с корпусом 2 уплотнено саЛЬНИКОВЫl\l устройством.
Реrулирующая арматура это, прежде Bcero, реrулирующие
клапаны и вентили, смесительные клапаны, редукционные кла
паны и реrуляторы уровня. В системах автоматическоrо реrули..
ров ани я реrулирующие клапаны управляют расходом среды
в соответствии с поступающей командой. На рис. 5.13 показан
реrулирующий клапан с мембранным исполнительным механизrwIОМ.
308
r
Рис. 5.14. Термостатический конден-
саТООТБОДЧИК
Рис. 5.15. Поплавковый конденсатоот-
водчик:
1 корпус; 2 поплавок; 3 крышка
Управление клапаном дистанционное: командный сиrнал посту-
пает непосредственно на мембрану 5 исполнительноrо механизма 4,
создавая усилие, которое перемещает шток 3 с затворами 2.
Смесительные клапаны используют в случаях, коrда необхо-
димо в определенных пропорциях смешивать различные среды,
например холодную и rорячую воду, выдерживая постоянным
какой-либо параметр с леси или изменяя ero по заданному за-
кону.
Очевидно, что смесительная арматура является частным слу-
чае 1 реrулирующей арматуры. Отличие смесительной арматуры
от реrулирующей "состоит в том, что командный сиrнал, задающий
положение затвора в смесительном канале, определяет одновре-
leHHO расходы сред. Как и реrулирующие, смесительные
клапаны имеют электрический или пневматический механизм.
Подробно устройство и работа реrулирующей арматуры рас..
смотрены в курсе «Автоматика и автоматизация производственных
процессов» .
Фазоразделительная арматура состоит в основном из конден-
сатоотводчиков, используемых для вывода из трубопроводной
системы конденсата. Конденсатоотводчики действуют автономно,
выпуская конденсат периодически по мере ero накопления в тру-
бопроводе. Действие их основано на разности температур или
плотностей конденсата и пара.
В настоящее время используют в основном термостатические
и поплавковые конденсатоотводчики.
В корпусе 1 термостатическоrо конденсатоотводчика (рис. 5.14)
размещен сильфонный термостат 2, заполненный жидкостью
и связанный с золотником 3 запорноrо opraHa. С понижением тем-
пературы в конденсатоотводчике при заполнении ero конденсатом
уменьшается давление в сильфоне, вследствие чеrо золотник под..
нимается и начинается выrрузка конденсата из системы. По окон..
чании выrрузки конденсата, коrда в конденсатоотводчик начинает
309
J
2
1
Рис. 5.16. Рычажно rрузовой клапан:
J rруэ; 2 рычаr; 3 крышка; 4 шток;
6 корпус; 6 золотник
Рис. 5.17. Пружинный клапан:
J резьбовая втулка; 2 колпак; 3 пружина;
4 крышка; 5 корпус; 6 золотник
I
поступать пар, температура в нем повышается и жидкость в силь..
фоне испаряется, в результате давление возрастает и золотник
опускается, закрывая выход конденсату.
Для выпуска охлажденноrо конденсата используют также по
плавковые конденсатоотводчики (рис. 5.15), в которых управляю
щим элементом является поплавок.
Предохранительная и защитная арматура. Предохра!lительная
арматура исключает возможность возникновения недопустимо
BblcoKoro давления в трубопроводных системах и на установках.
Чаще Bcero используют предохранительные клапаны и разрыв
ные мембраны.
Предохранительные клапаны бывают рычажно rрузовыми
(рис. 5.16) и пружинными (рис. 5.17). Нижним штуцером их YCTa
навливают на трубопроводе или аппарате; через боковой их
штуцер . отводится избыток среды. Давление на золотник клапана
реrулируют изменением числа rрузов или силы сжатия пр ужины.
rрузовые клапаны устанавливают лишь в одном положении, при
котором золотник cTporo вертикален. Пр ужинные клапаны мон-
тируют в любом положении. rрузовой клапан в отличие от пру
жинноrо не имеет сальника на штоке, поэтому ero нельзя YCTaHaB
пивать внутри помещений, а также на трубопроводах Д.пя транс..
портирования оrнеопасных сред.
Разрывные ме lбраны, устанавливаемые на трубопроводах,
срабатывают при повышении рабочеrо давления на 20 25 %.
Мембраны обеспечивают высокую rерметичность, а также надеж..
ность срабатывания; их недостаток одноразовое использовани .
Назначение защитной (отсечной) арматуры состоит в предот..
вращении аварийной ситуации в системах отключением защища
eMoro участка. К защитной арматуре относятся прежде Bcero об
ратные клапаны (подъемные и поворотные). Назначение обратных
310'
4 J
,
Рис. 5.18. Обратный подъемный клапан:
1 корпус; 2 золотник; 3 крышка
f 2
Рис. 5.19. Обратный поворотный кла-
пан:
1 корпус; 2 ДИСК; 3 крышка; 4
ось
клапанов защита трубопроводных систем от обратноrо потока,
что может в ряде случаев создать аварийную ситуацию. В по..
казанном на рис. 5.18 обратном подъемном клапане для водопро"
водов золотник 2 находится в положении «открыто», поскольку
сила от давления поступающей среды преодолевает вес золотника.
С прекраrцением подачи среды при возникновении обратноrо по-
тока золотник опускается на седло и клапан закрывается.
В обратных поворотных клапанах (рис. 5.19) проходное се..
чение закрывается диском 2, поворачивающимся BOKpyr rоризон"
тальной оси 4. Такие клапаны менее чувствительны к -заrрязнен"
ности среды, но по rерметичности уступают подъемным клапанам.
Для уменьшения скорости закрывания и исключения возможности
rидравлическоrо удара поворотные клапаны большоrо диаметра
снабжают демпферами, ПРОТl:fвовесами и др.
5.4. ВЫБОР ТРУБОПРОВОДНОЙ АРМАТУРЫ
Основной тип запорной арматуры, рекомендуемой для
трубопроводов диаметром от 50 мм и более, задвижка; она имеет
минимальное rидравлическое сопротивление, надежное уплот"
нение затвора и допускает изменение направления движения среды.
Вентили рекомендуется устанавливать на трубопроводах диа-
метром до 50 мм; при диаметре трубопровода более 50 мм вентили
используют rлавным образом в случаях, коrда по условиям тех..
нолоrическоrо процесса требуется ручное дросселирование. Ос-
новное преимущество вентилей отсутствие трения уплотни-
тельных поверхностей, что значительно уменьшает опасность их
повреждения посторонними частицами и позволяет использовать
при более высоких давлениях. В связи с этим вентили устанавли-
вают на трубопроводах BblcoKoro давления.
Краны используют, коrда требуются запорные устройс ва,
обладающие незначительным rидравлическим сопротивлением или
способные управлять несколькими расходящимися потоками,
в последнем случае используют трех-четырехходовые краны.
311
Дисковые заслонки устанавливают на трубопроводах для
жидких rазообразных неаrрессивных сред с температурой до
80 ос, при условном проходе до 2000 мм и давлении до 1,6 МПа.
Использование реrулирующей аппаратуры реrламенти"
руется требованиями нормативных документов, а область при..
менения обратных и предохранительных клапанов правилами
[осrортехнадзора.
При выборе материала для трубопроводной арматуры прежде
Bcero следует учитывать свойства транспортируемой среды, ее
коррозионную активность, воспламеняемость, токсичность.
В трубопроводах для rорючих, токсичных, пожаро.. и взрыво..
опасных сред, сжиженных rазов применяют только стальную
арматуру.
Арматуру из KOBKoro чуrуна допускается использовать на
rазопроводах ДЛ'я rорючих rазов в диапазоне рабочих температур
от зо до +150 ос, при давлении до 1,6 МПа, а арматуру из
ceporo чуrуна в диапазоне рабочих температур от 10 до
+100 ос при давлении до 0,6 МПа.
В соответствии с нормативными требованиями, независимо
от среды рабочеrо давления и температуры, не рекомендуется
устанавливать чуrунную арматуру на трубопроводах: для токсич"
ных веществ rруппы А, а также для сжиженных уrлеводородных
rазов и леrковоспламеняющихся жидкостей с температуроЙ кипе..
ния ниже 45 ос; для rазов при возможности вибрации трубопро..
вода; для rазов, содержащих пары воды, и друrих замерзающих
жидкостей при температуре стенки трубы ниже (JОС; дЛЯ rазов
при возможности растяжения трубопровода; при их размещении
на открытом воздухе при температуре воздуха ниже зо ос.
На трубопроводах, работающих при температуре ниже 40 ос,
следует устанавливать арматуру из леrированных сталей и спе..
циальных сплавов.
На трубопроводах, предназначенных для транспортирования
высокоаrрессивных сред, используют арматуру в коррозионно"
стойком исполнении.
На трубопроводах для сред с токсичными свойствами, rорючих
и активных rазов, леrковоспламеняющихся жидкостей следует
устанавливать арматуру, удовлетворяющую требованиям повы"
шенной rерметичности к запорным и сальниковым устройствам.
В случаях, коrда это допустимо, арматуре с сальниковым
уплотнением штока в корпусе, как наиболее дешевой, отдают
предпочтение перед арматурой с сильфонным уплотнением. Для
трубопроводов с токсичной, orHe.. и взрывоопасной средой вы..
бирают сильфонную арматуру.
Ручное управление арматурой используют лишь при ее редком
срабатывании. При частом использовании арматуры, а также
в условиях автоматизированноrо управления производственным
процессом применяют арматуру с электро", пневмо" и rидропри..
водами. Арматуру с электроприводом не используют при темпе..
312
ратуре окружающеrо воздуха ниже 40 ос, на открытых площад-
ках и в колодцах с повышенной влажностью.
На трубопроводах малоrо (до 80 мм) диаметра арматуру крепят
на резьбе, так как резьбовые соединения требуют минимальноrо
числа присоединительных элементов, просты по конструкции
и исполнению. Для ответственных случаев, коrда требуется ча-
стый демонтаж системы, например с целью очистки, на трубопро-
водах малоrо диаметра используют фланцевые соединения. Наи..
более надежный способ присоединения арматуры сварка,
поэтому в трубопроводах для rорючих, токсичных, пожаро..
и взрывоопасных сред сварку используют везде, rде это допу"
стимо.
Во фланцевых соединениях трубопроводов для сильно дей..
ствующих ядовитых веществ и дымящих кислот независимо от
давления и температуры конструкцию уплотнительных устройств
выполняют по типу «шип паз».
5.5. ОСОБЕННОСТИ МОНТАЖА И ЭКСПЛУАТАЦИИ
ТРУБОПРОВОДОВ
Объем работ по монтажу технолоrических трубопрово"
дов в общем объеме монтажных работ при сооружении промыш"
ленных объектов весьма значителен и достиrает в химической
промышленности 35 40 %, в нефтеперерабатывающей 55 60 %.
Монтажным работам на месте прокладки трубопроводов пред..
шествуют подrотовительные работы в цехах трубных заrотовок,
rде выполняют разметку, резку и rибку труб, механическую
обработку их IОРЦОВ и вырезание в трубах отверстий, сборку
и сварку элементов трубопроводов в сборочные единицы, испыта..
ния сборочных единиц трубопроводов, их маркировку и др.
Сваривают трубы на специальных сборочных стендах сие..
пользованием приспособлений (кондукторов и центраторов), обес..
печивающих правильное сопряжение деталей и узлов трубопро..
водов. Для центрирования труб небольшоrо диаметра при сварке
использую1.' приспособление (рис. 5.20, а), позволяющее центри..
ровать трубы' различных диаметров. Для этой цели размер хо..
мута 5 реrулируют винтом б. Центрирование труб выполняют
с помощью опорных 2 и пр/ижимных 3 призм. .
При монтаже сборочных единиц трубопроводов часто необ..
ходимо соединять фланец с трубой; при этом нужно обеспечить
перпендикулярность уплотнительной поверхности фланца к оси
трубы. Одно из приспособлений, используемое для этой цели,
показано на рис. 5.20, б. Перпендикулярность фланца к оси
трубы проверяют одновременно в двух взаимно перпендикуляр"
ных плоскостях, измеряя щупом зазор между контрольной кре..
стовиной 2 и фланцем 1.
Режут трубы на дисковых, ножовочных или токарных станках.
Применяют также установку для rазопламенной резки и маятни
ковую пилу С абразивными армированными круrами.
313
а)
о)
Рис. 5.20. Приспособления, применяемые при сборке деталей трубопроводов:
а для центровки труб (1 основание; 2 опорная приэма: 3 прижимная приэма;
4 упор: 5 хомут:. 6 ВИНТ): б для центровки трубы и фланца (1 фланец:
2 контроль ная крестовина; 3 рукоятка; 4 уrолок: 5 труба)
После выполнения резки концы труб и края отверстий обра..
батывают на специальных станках или переносными пневмо"
и электрошлифовальными машинами. 'Трубы диаметром до 200 мм
rHYT на трубоrибочных станках в холодном состоянии, а трубы
диаметром более 200 мм в rорячем состоянии. Для уменьшения
деформации стенок в процессе rибки трубы заполняют сухим
песком.
Перед сборкой трубы и детали трубопроводов очищают от
заrрязнений и обдувают сжатым воздухом. Детали, покрытые
смазочными маслами, расконсервируют одним из способов: на..
rревают в камерах или в ваннах с минеральным маслом при тем..
пературе 100 120 ос, а затем протирают уайт"спиритом или бен..
зином; промывают rорячей водой или моющими растворами.
Прокладке трубопроводов предшествует разбивка их трасс;
при этом с помощью стальной или капроновой струны и нивелира
через каждые 50 200 м размечают прямолинейные rоризонталь..
ные участки с указанием вертикальных отметок оси трубопро..
вода. Затем отмечают места расположения подвижных и не..
подвижных опор, подвесок, арматуры, ответвлений к аппаратам,
температурных компенсаторов. После этоrо приступают к уста..
новке опорных конструкций, которые выверяют по уровню и
отвесу.
При монтаже трубопроводов применяют трубоукладчики,
краны, тали и друrие rрузоподъемные механизмы. При монтаже
внутрицеховых трубопроводов сварные стыки, которые должны
быть доступны для осмотра, удаляют не менее чем на 50 мм от
опор или подвесок; продольный шов сварных труб располаrают
так, чтобы ero было удобно осматривать; фланцевые соединения
располаrают непосредственно у опор. Трубопроводы не должны
пересекать оконные и дверные проемы. Над этими проемами
нельзя устанавливать арматуру, фланцевые и резьбовые соеди"
314
нения. Трубы, проходящие через стены, необходимо устанавли..
вать в патроны, выступающие за пределы стены на 50 lOO мм
в каждую сторону. Патроны надевают на трубу до начала мон..
тажа и заделывают в стены.
Трубопроводы l\10НТИРУЮТ обычно сборочными единицами, пред..
ставляющими собой участок трубопровода с арматурой, компенса..
торами, теплоизоляцией.
В Пос.педние rоды все шире применяют метод монтажа обору..
дования блоками (крупноблочная технолоrия монтажа), коrда
несколько единиц оборудования вместе с обвязочными трубопро..
Бодами, арматуроЙ, приборами контроля и управления поступают
на монтажную площадку в rOToBoM виде с заводов..изrотовителей.
После окончания монтажных pa OT проводят rидравлические
или пневматические испытания трубопроводов на плотность и
прочность. Пневматические испытания проводят , если невоз"
можно провести rидравлическое испытание, например, при тем..
пературе окружающеrо воздуха ниже О ос или при отсутствии
воды на площадке. При испытательном давлении трубопровод
выдерживают в течение 5 мин, затем давление снижают до рабо..
чеrо и осматривают трубопровод, обстукивают сварные швы
молотком. Обнаруженные дефекты отмечают' на трубопроводе
мелом или краской и устраняют после снижения давления до
атмосферноrо. Результаты испытания на прочность и плотность
считают удовлетворительными, если во время испытаний давление
не уменьшается, а в сварных швах, фланцевых и прочих соеди"
нениях не обнаружены течи.
rЛАВА 6
ОСНОВЫ МОНТАЖНЫХ И РЕМОНТНЫХ
РАБОТ НА ПРЕДПРИЯТИЯХ ХИМИЧЕСКОЙ
ПРОМЫШЛЕННОСТИ
6.1. орrАНИ3АЦИЯ МОНТАЖНЫХ РАБОТ
Высокие темпы развития химической, нефтяной, микро"
биолоrической и друrих отраслей ПрОl\lышленности требуют уско"
рения ввода в действие производственных мощностей за счет
сокращения сроков строительства промышленных объектов.
Выполнение планов капитальноrо строительства в установлен..
ные сроки зависит от cBoeBpeMeHHoro 'поступления оборудования,
уровня ero комплектности и степени заводской rотовности по..
ставляемоrо оборудования. Существенному ускорению строитель..
ства объектов способствует практика укрупненной поставки на
строительные площадки оборудования в виде комплектных тех..
нолоrических линий, установок и arperaToB. Вместе с тем надеж..
ная работа машин и аппаратов зависит от качества их сборки
и монтажа на строительных объектах.
Проектно"техническая документация. Для выполнения монтаж
ных работ разрабатывают техническую документацию. Докумен..
тация заводов изrотовителей оборудования, которую заказчик
передает монтажной орrанизации, включает: спецификации, KOl\1"
плектовочные ведомости, сборочные чертежи, схемы деления
нетранспортабельноrо в сборе оборудования на транспортабель..
ные части, маркировочные схемы и схемы строповки, технические
условия, заводские инструкции по монтажу и технические пас..
порта, акты отдела техническоrо контроля заводов изrот()вителей
на контрольную сборку и испытание оборудования.
В доку лентацию на монтаж оборудования, составляеМУIО
монтажной орrанизацией для контроля качества производимых
работ и соответствия этоrо качества техническим условиям, ВХО"
дят: акты на скрытые работы (основания фундаментов, траншей,
скрытые части сооружений и др.); монтажные и сварочные фОр IУ
ляры; акты испытания оборудования на прочность и плотность;
акты испытания оборудования вхолостую и под наrрузкой; акт
rотовности объекта к производству монтажных работ; акт rOToB
ности фундаментов и опорных конструкций; акты на некомплект
ность поставки и на дефекты оборудования; акты о передаче
оборудования в монтаж; комплект рабочих чертежей с BHeceH
ными в них изменениями.
316
Проект орrанизации строительства (пас), разрабатываемый
rенеральной субподрядной проектной орrанизацией, включает
rенеральный план строительно монтажных работ (стройrен"
план) с расположением постоянных и временных зданий и соору"
жений, подъездных путей, п ощадок для хранения и укрупненной
сборки оборудования; ведомости объемов строительных, монтаж..
ных и специальных работ (с распределением по rодам строитель..
ства); rрафики потребности в оборудовании, материалах, кон..
струкциях; rрафики движения рабочих кадров, машин, механиз..
мов; основные схемы монтажа оборудования и конструкций;
пояснительную записку с обоснованием выбранных методов произ..
водства работ и определением потребности в машинах, механиз..
мах, рабочих кадрах и жилье, материально"энерrетических ре..
сурсах (вода, электроэнерrия, пар, rаз, сжатый воздух, кисло..
ро д) .
Проект производства работ (ППР), разрабатываемый спе..
циализированным проектным институтом (rипрохиммонтаж, rи..
пронефтеспецмонтаж и др.) или проектным подразделением мон"
тажноrо треста, являющийся основным документом для выпол"
нения монтажных работ, как правило, включает: копию задания
на разработку ППР с перечнем исходной документации; ведо..
мости документов, необходимоrо монтажноrо оборудования, мате..
риалов и оснастки, объемов монтажных работ (в стоимостном
выражении и натуральных показателях); пояснительную записку
с краткой характеристикой объекта и основных проектных реше..
ний, указаниями о порядке испытания смонтированноrо оборудо..
вания, контроле качества монтажных работ и технике безопас..
ности; rенеральныIй план l\10нтажных работ с расположением
зданий и сооружений монтируеl\10rо объекта, подъездных путей,
площадок для хранения и укрупненной сборки, мест размещения
временных сооружений монтажной орrанизации, постоянных
и временных трубопроводов сжатоrо воздуха, сварочных rазов,
электроэнерrии, пара и воды. на монтаж, укрупненную сборку
и транспортирование оборудования, производство сварочных pa
бот; рабочие чертежи монтажной оснастки и приспособлений;
rрафики (линейные и сетевые) производства работ, подачи в MOH
таж оборудования, конструкций и материалов.
Поставка, приемка, хранение и сдача оборудования в монтаж.
Оборудование, подлежащее монтажу, поставляют на склад или
непосредственно в монтажную зону комплектно в соответствии
с rрафиком поставки. Основной фактор, определяющий условия
поставки оборудования, ero максимальная заводская rOToB
ность. В связи С этим rабаритное оборудование следует поставлять
в полностью собранном виде и испытанным (на прочность и плот
ность), а неrабаритное максимально укрупненными блоками.
При этом каждый блок должен быть полностью собран и подверr
нут rидравлическому или пневматическому испытанию. Перед
отrрузкой таких блоков завод изrотовитель выполняет контроль..
311
НУЮ сборку стыкуемых частей и наносит монтажную маркировку
несмываеl\10Й краской и контрольные риски.
В комплект поставки входят эксплуатационные документы:
техническое описание; инструкции по эксплуатации, техн че..
скому обслуживанию, монтажу, пуску, реrулированию и обкатке
оборудования на месте монтажа; формуляр или паспорт; веда..
мость запасных частей, инструментов, принадлежностей и MaTe
риалов (ЗИП); ведомость эксплуатационных документов.
Поступающее оборудование подверrают наружному осмотру
с частичным вскрытием упаковки. При этом проверяют техниче..
скую документацию, комплектность и исправность оборудования,
сохранность защитных покрытий, наличие заводских пломб,
пробок и заrлушек в отверстиях, качество отдельных узлов и
деталей оборудования, доступных осмотру без разборки. При
обнаружении недостатков в оборудовании или некомплектной
поставки заказчик составляет акт для предъявления рекламации.
По способу хранения оборудование делят на четыр rруппы.
К первой rруппе относитс'Я оборудование, нечувствительное
к атмосферным осадкам и температурным колебаниям. Ero можно
хранить на открытых площадках. К этой rруппе относятся метал..
локонструкции, элементы трубопроводов и друrие необработанные
детали. Вторая rруппа включает оборудование, требующее за..
щиты от прямоrо попадания атмосферных осадко-Б, но нечув"
ствительное к температурным колебаниям. Ero хранят на полу..
открытых складах (под общим или индивидуальными навесами).
Это базовые детали, узлы с подшипниками скольжения, машины
и механизмы,' не имеющие BCTpoeHHoro электрооборудования.
К третьей rруппе принадлежит оборудование, требующее защиты
от атмосферных осадков и влажности, малочувствительное к тем..
пературным колебаниям (канаты, пневмо" и rидроцилиндры,
детали с обработанными поверхностями трения и друrие мелкие
детали). Такое оборудование хранят на закрытых неутепленных
складах. К четвертой rруппе относится оборудование, чувстви..
тельное к осадкам и температурным колебаниям (подшипники
качения и скольжения, тормозные системы, машины и механизмы
со встроенным электрооборудованием, приборь ). Ero следует
хранить на закрытых утепленных складах.
Оборудование передают в монтаж по заявкам монтажной opra
низации в установленные сроки и в соответствии с rрафиком
выполнения строительно монтажных работ. Вместе с оборудова..
нием заказчик передает монтажному управлению техническую
документацию, входящую в комплект поставки оборудования.
При передаче оборудования Ifмонтаж ero подверrают внешнему
осмотру без разборки на узлы и детали. При этом проверяют:
соответствие оборудования проекту и выполнение заводом изrо"
товителем контрольной сборки, обкатки и испытаний; к мплект"
ность оборудования по заводским спецификациям; отсутствие
повреждений и дефектов оборудования и сохранность защитных
18
покр ий, пломб; наличие и полноту технической документац и
заводов..изrотовителей, необходимой для ведения монтажных ра-
бот. При обнаружении крупных дефектов или не комплектности
оборудования оформляют соответствующий акт в присутствии
представителей завода-изrотовителя.
Приемку оборудования в монтаж оформляют актом, после
подписания KOToporo ответственность за сохранность оборудова..
ния до сдачи ero в эксплуатацию возпаrается на монтажную
орrанизацию.
Приемка зданий, сооружений и фундаментов под монтаж обо-
рудования. rOTOBHOCTb зданий, сооружений и фундаментов к про..
изводству монтажных работ является важным фактором, обес-
печивающим нормальные условия монтажных работ, и оформ"
ляется актом, который подписывают представители заказчика,
строительной и монтажной орrанизаций.
Монтаж оборудования на объектах, в зданиях и сооружениях
выполняют только после завершения всех подrотовительных
и строительных работ. Здание или сооружение считается под..
rотовленным к монтажу, если выполнены основные строительные
работы: смонтирован каркас здания и возведены стены; соору"
жены междуэтажные перекрытия, кровля и фундаменты, под..
крановые пути, постоянные лестницы и оrраждения; остеклены
оконные проемы и навешены двери в помещениях (при проведении
работ в зимних условиях). В помещениях, rде монтируют сложные
механизмы (компрессорные установки, центрифуrи и др.), для
исключения попадания пыли в arperaTbl необходимо забетониро"
вать полы, оштукатурить и окрасить стены и потолки, остеклить
окна независимо от времени rода, навесить двери и врезать в них
амки. Если монтаж оборудования допускается только при тем..
пературе выше нуля, то объекты необходимо отапливать.
Приемка rOToBblx фундаментов состоит в проверке соответ..
ствия проектным значениям их фактических размеров, высотных
отметок и расположения закладных деталей и колодцев под
анкерные болты.
Допу'скаемые отклонения (мм) фактических размеров от про-
ектных: для привязочных размеров продольных и поперечных
осей фундаментов и колодцев анкерных болтов + 20; для основных
размеров в плане ::f::30; для высотных отметок поверхности фун-
дамента зо; для размеров уступов в плане 20; для размеров
колодцев под анкерные болты в плане +20; для осей анкерных
болтов в плане + 5; для rлубины колодцев под анкерные болты
+50; для отметки верхних торцов анкерных болтов +20.
На принятый фунда ент составляют акт и исполнительную
схему, в которой указывают: проектные и фактические размеры
фундамента, rлавных осей и высотных отметок; расположение
rеодезических знаков (металлических плашек и реперов) в фунда..
l\feHTe; данные о качестве фундамента. При сдаче фундаментов
под машины, в которых при работе возникают динамические
319
наrрузки, к акту rотовности должен быть приложен акт, фикси..
рующий соответствие качества выполненной виброизоляции' про..
ектному.
Транспортирование тяжеповесноrо оборудования, доизrотов-
пение оборудования на месте монтажа. Основные виды транспорта,
используемоrо при перевозке крупноrабаритноrо и тяжеловесноrо
оборудования: железнодорожный, автодорожный (или безрель..
совый) и водный. Вид транспорта выбирают в соответствии с на..
личием путей от начальноrо до конечноrо пункта транспортиро..
вания, а также с учетом ero экономичности.
Железнодорожные перевозки, особенно на значительные рас..
стояния, наиболее экономичны по сравнению с водными и авто..
дорожными, так, как уменьшается число поrрузок и вспомоrа..
тельных работ. Для транспортирования аппаратов используют
открытые' железнодорожные платформы, транспортеры сцепноrо
типа, в частности предназначенные для транспортирования длин..
ных аппаратов диаметром до 4 м. Железнодорожные транспортеры
применяют, коrда масса rруза больше rрузоподъемности четырех..
или шестиосных платформ, а также коrда rpy3 не вписывается
в очертания rабарита оrрузки.
Для автодорожных переВОЗ0К тяжеловесноrо оборудования
используют rpY30Bble автомобили, тракторы, автомобильные се..
дельные тяrачи обычной и повышенной проходимости, автомо"
бильные прицепы и полуприцепы общеrо назначения, 3 также
полуприцепы и прицепы"тяжеловесы rрузоподъемностью 20
300 Т.
Перевозить аппараты автомобильными транспортными сред..
ствами общеrо назначения сложно, поскольку трудно обеспечить
синхронность управления двумя прицепами в автопоезде, необ..
ходимую устойчивость и безопасность движения. В связи с этим
используют специальные автотранспортные устройства и под..
катные тележки rрузоподъемностью 150; 250 и 600 т. Они состоят
И3 двух прицепов (тележек) и оборудованы средствами для по..
rрузки и разrрузки аппаратов.
Водным транспортом перевозят оборудование, превышающее
по rабаритам и массе возможности железнодорожноrо транс..
порта, при удобном водном сообщении между изrотовителем
и заказчиком. Разрешается перевоз на плаву аппаратов диаметром
до 10 м и длиной до 100 м, на баржах диаметром до 8 м и дли..
ной до 50 м. При этом масса аппаратов не оrраничена. Основные
трудности транспортирования по водным путям заключаются
в выполнении поrРУЗ0чно"разrРУЗ0ЧНЫХ операций..
Для перевозки оборудования водным транспортом используют
суда и баржи общеrо назначения, а также специальные самоход..
ные суда и баржи..площадки rрузоподъемностью ЗОО 1760 т.
Значительное число тяжеловесных аппаратов доизrотовляют
на монтажной площадке. Это оборудование, поставляе fое в виде
укрупненных блоков, сборочных единиц, обечаек и др., которое
320
El
А '
1
A A
l ffi
а)
о)
Рис. 6.1. Приспособления для сборки обечаек
не было полностью изrотовлено, собрано и испытано на заводе..
изrотовителе, а также оборудование, требующее подrонки на
месте монтажа. Все сборочные, сварочные и друrие работы по
доизrотовлению, а также испытания собранноrо оборудования
производят на месте монтажа, на специальных площадках укруп"
ненной сборки. В зависимости от объема работ и видов собира..
eMoro оборудования эти площадки оборудуют козловыми, башен..
ными и стреловыми самоходными кранами и оснащают специаль..
ными и универсальными сборочными стендами, а также оборудова..
нием для автоматической или полуавтоматической сварки..
Для стыковки листовых конструкций и обечаек перед сваркой
применяют различные сборочные приспособления: струбцины,
прижимы, скобы, стяжки, распорки. Для точноrо центрирования
собираемах обечаек по периметру одной из стыкуемых цилиндри..
ческих частей приваривают направляющие планки (рис. 6.1, а).
Число планок зависит от диаметра аппарата, но должно быть не
менее 8 при ДИqметре стыкуемых элементов до 2 м и не менее 12
при диаметре более 2 М.
Ilриварная винтовая струбцина (рис. 6.1, 6) позволяет совме..
щать свариваемые кромки. Смещение кромок в кольцевых швах
при толщине листов до 20 мм не должно превышать 10 % номи"
нальной толщины более TOHKoro листа плюс 1 мм, а при толщине
листов более 20 мм 15 % номинальной толщины более TOHKoro
листа, но не более 5 мм. Стяжное приспособление (рис. 6.1, 8)
предназначено для реrулирования зазоров между свариваемыми
обечайками.
f 6.2. МОНТАЖНЫЕ РАБОТЫ
Монтаж оборудования включает следующие основные
операции: подrотовка и установка механизмов и приспособлений
для подъема и установки аппарата на фундамент; распаковка
оборудования, проверка комплектности и прием а в монтаж;
- \
подrотовка оборудования к монтажу (очистка от консервационных
С tазочных материалов, сборка оборудования, rидравлические
испытания, нанесение тепловой изоляции и др.); проверка фунда..
ментов и установка фундаментных болтов; перемещение оборудо..
вания в пределах места установки; подъем и установка оборудо..
321
вания в проектное положение; выверка и закрепление оборудова..
ния на фундаменте; монтаж внутренних устройств оборудования;
деl'vIонтаж rрузоподъемных механизмов и приспособлений; испыта-
ния на прочность и плотность, вхолостую и под наrрузкой; под..
rOToBKa к сдаче оборудования в эксплуатацию с оформлением
необходимой технической документации., Работы по монтажу
оборудования и конструкций производят способами и средствами,
предусмотренными в технических картах ППР.
Расконсервация оборудования, освидетельствование и YCTpa
нение дефектов. В процессе подrотовки к монтажу оборудование
очищают от консервационных смазочных материалов и защитных
покрытий, которые наносят на заводах изrотовителях для исклю-
чения коррозии при транспортировании и хранении.
Расконсервацию выполняют следующими способами: протира-
нием растворителями (соляровое масло, керосин или бензин);
обдувкой паром или сухим rорячим воздухом с применением
передвижных или стационарных YCTaHO OK; поrружением обору-
дования в ванну с индустриальным маслом, HarpeTblM до темпера-
туры 90 lOO ос с последующей промывкой бензином; механи-
ческим (скребками, металлическими щетками, ветошью и др.),
не нанося царапин и рисок.
Лакокрасочные покрытия удаляют бензином, уайт-спиритом,
ацетоном или друrими растворителями. Покрытия, трудно удаля-
емые растворителями, можно снимать медными или алюминиевыми
скребками.
Монтируемое оборудование подверrают освидетельствованию
(наружному и внутреннему осмотру), целью KOToporo является
обнаружение дефектов и повреждений, возникших при транспор-
тировании. Наружный осмотр выполняют после разборки, рас-
консервации и чистки деталей и узлов аппарата. Осмотру под-
верrают корпус, фланцы, крышки, крепежные изделия и друrие
детали. Внутренний осмотр аппаратов, находящихся под контро-
лем rосrортехнадзора, проводят совместно с представителем
rосrортехнадзора. По резул татам BHYTpeHHero осмотра состав-
ляют акт.
При осмотре, который выполняют либо невооруженным rла-
зом, либо при необходимости с применением лупы и приборов
Маrнитноrо или ультразвуковоrо контроля, выявляют внешние
дефекты: трещины, rлубокие риски, следы rрубой механической
обработки. При контроле ультразвуковым методом обнаруживают
внутренние объемные дефекты, а маrнитным методом поверх-
ностные дефекты.
Различным дефектам придают правильную овальную форму,
по возможности близкую к сферической. При этом минимальная
ширина выведения дефекта должна быть в 3 раза больше ero
rлубины. Для исключения резких переходов края скруrляют
радиусом 5 lO М:\1. Надежность ликвидации поверхностных дефек-
тов контролируют маrнитным или у.пьтраЗВУКОВЫl\I дефектоскопом.
322
Корпус аппарата допускается к монтажу после устранения
всех дефектов и проведения тензо!'ttетрическоrо КОНТРО.1Я, I1UД
тверждающеrо, что напряжения в местах устранения дефектCJi3
не превышают допускаемых значений.
Сборка и установка оборудования. Совреl\lенная уонтажная
технолоrия обусловливает поставку и !онтзж поJ1ностыIо с()бран
Horo оборудования, не требующеrо сборки или разборки Б про
цессе монтажа.
Если оборудование изrОТОВ.:rxено и полностью собрано ht:l заводе
изrотовителе, но из за транспортной неrабаритности не :\IОЯ{ЕТ
быть поставлено в собранном виде, то ero разбирают H укрупнен-
ные транспортные (поставочные) блоки, не требующие разборки
и подrоночных работ при монтаже.
Перед установкой в проектное ПО..1Jожение оборудование соби
рают из поставочных блоков, выполняют обвязку на уровне
зе fЛИ трубопроводами, обслуживаЮЩИ 1И площадками и друrими
технолоrическими конструкциями.
Машины и оборудование после сборки и монтажа тщательно
проверяют по нормам точности с использованием различных
монтажных инструментов (осевых струн, поверочных линеек,
рамных, брусковых, строительных и rидростатических УрОБНёЙ.
микрометрических нутромеров штихмассов, отвесов) ОПТИКО
rеодезическим и лазерным, методаl\lИ, которые позволяют o!!pe
делять относительное положение контролируемых точек в rори
зонтальной плоскости и по вертикали.
В процессе сборки и монтажа, а также при установке машин
и оборудования на фундамент проверяют отклонения от: ПрЯМО
линейности, параЛtl1ельности и перпеНДИКУЛЯРНQСТИ осей и пло..
скостей; соосности деталей, узлов и машин; вертикальности и
rоризонтальности. Кроме этоrо, оборудование выверяют в плане
(привязка к осям здания или строительных конструкций) и по
высоте. Указанные отклонения не должны превышать допуска
емых значений, указанных в чертежах или технических условиях
на монтаж оборудования.
Отклонения от ПРЯ 10линейности проверяют: поверочноQ ли
нейкой и щупом (для проверки прямолинейности поверхностей
типа опор применяют длинную линейку, на которую YCTaf: dБ.:1И
вают уровень); натянутой струной диамеТрОl\! O,3 O.5 мм и ш'"п!х
массом (для поверхностей длиной до 10 м); rидростатиuеским
уровнем (Д.ТIя поверхностей длиной свыше 20 м).
Отклонение от параллельности в большинстве случаев KCHTpO
лируют непосредственным ИЗ 1ерением расстояний между 'ТОЧ
ка iИ, р асположеННЫ iИ . на контролир YE: .fbIX rтOBep ХВОСТ я х,
различными инструментами (штанrенциркуле:vt, штихмассо!..f,
rлубиномером, ШТ2нrенреЙС IУСОМ и др.) и комб нироваНlIfУl\1И
способами с применение f универса.ТIЬНЫХ измерите.rIЬНЫХ пrибопCJВ
(индикаторов, уровней и др.).
"
с.", .)'
z)
Рис. 6.2. Фундаментные болты:
1 бо.,'1Т; 2 анкерная плита; 3 верхняя шпилька; 4 муфта; 5 нижняя шпилька;
6 изо.пнрующая труба; 7 тарельчатая пружина; 8 центрирующее кольцо; 9
эпокеидный. клей; 10 цементный раетвор; 11 раепорная цанrа; 12 раепорная
втулка
Отклонение от перпеНДИКУЛЯРН9СТИ плос остей проверяют
чаще Bcero уrольниками. ПРИ lеняют также индикаторы на шта
тиве, штанrенрейсrvlУСЫ, штихмассы.
Отклонение от соосности валов машин контролируют с по
мощью струны и штихмассов, методом cBeToBoro луча или по
по.пумуфта . В последнем случае отклонение от соосности про
веРЯIОТ в два приема: выполняют предварительную проверку
(линеЙкой и ЩУПОМ) и окончательную проверку специальными
скоба\-IИ, щупом или индикаТОрО 1, производимую после затяжки
фундаментных болтов.
Отклонение оборудования от rоризонтальности проверяют
ypOBHe I (или rидростатическим уровнем) или нивеЛИРОl\'1 по базо
БЫМ повеРХНОСТЯl\l и.ли контрольным площадкам на собраННО 1
оборудовании. Отклонение оборудования от вертикальности KOH
тролируют уровнем, отвесом или теодолито м. В последнее время
при выверке оборудования все шире применяют способы техни
ческих измерений с применением оптических квантовых reHepa
торов лазеров. Отечественная промышленность выпускает следу
ющие лазерные приборы: визир JIВ..5Л1,. нивелир ЛН 56, зенит
центрир ЛЭЦ l и светодаЛЬНО 1ер ЛСД..l,i\\.
В большинстве случаев оборудование крепят к фунда ,1енту
Фунда lеНТНЫi\ И болтами (рис. 6.2). По конструктивным признака f
их делят На болты: с отrибо (рис. 6.2, а), с анкерной плитой
(рис. 6.2, б), составные с анкерной плитой (рис. 6.2, в), сизоли..
рующей металлической трубоЙ (рис. 6.2, 2), прямые на эпоксидном
клее (рис. 6.2, д), конические на цементном растворе
(рис. 6.2, е), конические с распорной uанrой (рис. 6.2, ж), К()НИ
ческие с распорной втулкой (рис. 6.2, з).
Фундаментные болты устанавливают непосредственно в м:ассив
фунда:\fента, в колодuы, в массив фундамента с изолирующей.
трубоЙ, в просверленные скважины и.пи отверстия В ПОСЛСДНИХ
двух случаях болты MorYT быть съемными.
\324
Рис. 6.3. Монтажная мачта:
1 якорь; 2 страхующий трос;
3 опора; 4 решетчатая рама;
5 ванты; 6 оrоловок; 7 по
писпаст; 8 сферический шарнир;
9 отводной блок
Основное rрузоподъем
ное оборудование, Mexa
низмы и приспосоБJlения.
Выбор основных монтаж
.ных механизмов опреде
ляется методом монтажа
оборудования и зависит
от массы и rабаритов обо..
рудо вани я, числа аппара
тов, высотной отметки ус..
тановки оборудования,
конструкции оборудова
ния, степени заводской
rотовности, сроков MOHTa
жа и друrих факторов.
Стреловые самоходные
краны наиболее распро
странены при монтажных работах; их применяют для подъема
и перемещения rрузов и установки оборудования в проектное
положение. В зависимости от вида ходовоrо устройства разли
чают краны: на шасси rрузовых автомобилей, на специальном
шасси аВТОМОQильноrо типа, пневмоколесные, rусеничные.
При монтажных работах применяют также краны трубоуклад
чики, краны на базе экскаваторов, тракторные кр8НЫ. При l\10H
таже крупных промышленных объектов, а также при монтаже
большоrо количества оборудования и метал.тIОКОНСТРУК-ЦИЙ при
меняют башенные, :'vlачтовые, козловые, мостовые краны и друrие
специальные rрузоподъемные крановые устройства. Монтажные
работы в труднодоступных местах, в условиях действующеrо
производства и в ряде друrих случаев (дымовые трубы, башенные
конструкции и др.) выполняют с использованием вертолетов.
Авиационной ПРО\1ышленностью освоен выпуск вертолетов Ми 8,
I\1и 6, L\\и lОК rрузоподъемностью 2,5 11 т и верто.пета B 12
rрузоподъе:\IНОСТhЮ до 40 т с дву я несущими винтами.
N\ачтовые подъе;vtники (\1ачты, порталы, шевры) простейшие
rрузоподъемные :vcехаНИЗ:\1Ы, применяемые для подъема и YCTa
новки крупноrабаритных аппаратов на значите.пьную высоту
при недостаточных rрузовысотных характеристиках стреловых
кранов или при небольших раз:"лерах :\10нтажн()й площадки.
Lv\онтажная мачта (рис. 6.3) представляет собой металлическую
конструкuию, вершина (оrоловок) которой для удержания мачты
в рабочем положении и из:,-ленения уrла ее наклона укреплена
тремя или чаще четырьмя rибкими вантаУ1И.
325
13и8 А
А
Рис. 6.4. l\\онтажный шевр:
J рама; 2 полиепасf; 3 шарнирная опора; 4 ОТВОДНОЙ блок; 5 с6еrающая
ветвь полиспаста; 6 Ка нат
.
Мачты высотой дО 30 З5 м изrотовляют из труб (трубчатые
мачты), большей высоты из прокатноrо профиля (решетчатые-
мачты). rрузоподъемность трубчатых мачт до 70 т, решетчатых
до 400 500 т. Решетчатые мачты сложнее в изrотовлении, однако
при одинаковых высоте и rрузоподъемности они леrче трубчатых.
Если условия монтажной площадки не позволяют разместить
боковые ванты мачты, а также в случаях, обусловленных мето-
дами производства работ, применяют шевры. Монтажный
шевр (рис. 6.4; на виде А оснастка условно не показана)' пред-
ставляет собой А-образную раму, нижние концы которой закреп
лены шарнир но в опорах, а верхние жестко соединены и удер-
живаются канатом или полиспастом. Шевр оснащен двумя поли-
спастами: один полиспаст 2 (rрузовой) предназначен для подъема
rруза, друrой (на рисунке не показан) . для изменения уrла
наклона шевра с помощью каната б. При высоте' шевра более 1 О м
для удобства транспортирования ero выполняют разборным,
причем СQединение секций фланцевое. .rрузоподъемность шевров
50 250 т.
Для монтажа крупноrабаритных тяжелых аппаратов, а также
для сборки уникальных сооружений с больши t числом подъемов
целесообразно использовать портальные подъемники, или
порталы (рис. 6.5). Портал представляет собой однопролетную
П -образную конструкцию и состоит из двух опорных стоек 1,
которые в верхней части соединены риrелем 3. Риrель и стойки
портала представляют собой сварную пространственную кон-
струкцию, собираемую из отдельных секций. В местах соединения
со стойками риrель усилен листами. к которым на специальных
осях подвешены полиспасты 2. Сбеrающие ветви полиспастов
через отводные блоки 4, при крепленные к вершинам и опорам
стоек, присоединены к барабанам лебедок. В рабочем положении
портал удерживается шестью вантами 5. Портал может работать
326
'f 5
1
1
-e:
11
Рис. 6.5. Портал
и в наклонном положении, для чеrо на ванты ставят полиспасты.
СТОЙКI-f портала соединены с опорными башмаками б rоризонталь-
ными осями, обеспечивающими поворот портала при ero монтаже,
а также при изменении вылета портала в процессе работы. Пор-
талы позволяют. перемещать rpy3 вертикально и rОРИЗ0нтально
в плоскости подъема; их rрузоподъемность 100 500 Т, высота
поднимаемых аппаратов до 100 М.
При монтаже аппаратов применяют лебедки с электропри-
водом. Они снабжены сварными рамами, на которых установлен
барабан, редуктор, электродвиrатель, тормозное и пусковое уст-
ройства. rрузоподъемность электролебедок O,5 12,5 т, канато-
емкость 70 800 м.
Для подъема rрузов массой до 5 т на небольшую высоту
(до 12 18 м), перемещения rрузов в rоризонтальном направлении
и натяжения вант при монтажных работах часто применяют
тали rрузоподъемные механизмы, включающие цепной или
327
/
(j
о)
В)
а)
/
J
о)
Рис. 6.6. Якоря, применяемые при MOH
тажных работах:
1 бетонный БЛОF; 2 металлическая
тяrа; 3 деревя нная или меТд-лличеекая
подкладка; 4 ж елезобетонный блок; 5
етроп; 6 метал лнческая рама; 7 ле-
бедка; 8 опорна я пята; 9 шпалы; 10
сваи
z)
тросовый полиспаст с ручным приводом от бесконечной цепи или
с электрическим ПрИВОДОМ (электроталь). Наиболее широко при
меняют тали при монтаже узлов насосов, компрессоров и друrоrо
оборудования, а также узлов трубопроводов, расположенных
в помещениях.
Для механизации монтажных и такелажных работ, а также для
подъема на небольшую высоту и выверки положения оборудования
применяют rидравлические, винтовые, реечные и клино.вые ДOM
краты. ,
Для крепления вант и удержания в рабочем положении мачт,
порталов, шевров, лебедок применяют анкерные устройства
монтажные якоря различных типов. Они должны выдерживать
сосредоточенную наrрузку, действующую под уrлом 450 в rори
зонтальной плоскости и под уrлом O 900 в вертикальной пло
скости. В монтажной практике используют следующие типы
Яl<iорей: заrлубленные, работающие за счет сил трения и веса
rpYHTa, в .который поrружен якорь (рис. 6.6, а); полуза-
rлубленные (рис. 6.6, б); наземные, работающие за счет сил Tpe
ния, обусловленных весом якоря (рис. 6.6, в). Заrлубленные
якоря в свою очередь делят на винтовые (рис. 6.6, z) и свайные
(рис. 6.6, д). В качестве якорей иноrда используют И!\1еющиеся
на монтажной площадке строительные и технолоrические KOH
струкции. .
Для изrотовления вант, стропов и оснастки rрузоподъемных
механизмов ПрИ 1еняют стальные канаты (rOCT 3241 80). Ка-
наты подбирают по разрывному усилию наrрузке, при которой
328
происходит разрыв. Наибольшее допускаемое усилие в канате
определяют из выражения S == P/k, rде Р разрывное усилие
каната, rарантированное паспортом (или стандартом для каната
данноrо типа); k коэффициент запаса прочности, принимаемый
в зависимости от условий работы каната (k == 4 ... 6).
6.3. МОНТАЖ ОСНОВНЫХ ТИПОВ
ХИМИЧЕскоrо ОБОРУДОВАНИЯ
в зависимости от типа rрузоподъемноrо механизма
различают методы монтажа: самоходными стреловыми кранами;
монтажными мачтами; портальными подъемниками, шеврами;
rидравлическими подъемниками; вертолетами. Кроме Toro, воз
можен монтаж башенными, козловыми, мостовыми кранами и
полиспастами, прикрепленными к имеющимся конструкциям.
В зависимости от характера пространственноrо перемещения
поднимаемоrо оборудования существуют следующие основные
методы монтажа: метод скольжения с отрывом или без отрыва
аппарата от земли; метод поворота BOKpyr шарнира; безъякорные
методы.
Безъякорные методы являются разновидностью метода пово-
рота BOKpyr шарнира. К НИ l относятся: метод монтажа с исполь-
зованием самомонтирующеrося шевра или портала; метод вы-
жимания скользящей по рельсам рамной опорой (или порталом);
метод выталкивания rидравлическим подъемником.
Монтаж вертикальных цилиндрических аппаратов. В случаях,
коrда масса и a3Mepы цилиндрических аппаратов (тарельчатые
и насадочные колонны, скрубберы, реакторы и pereHepaTopbI,
вертикальные емкости и др.) сравнительно невелики, для монтажа
применяют самоходные стреловые краны. Преимущества кранов:
мобильность и маневренность, высокая производительность и
простота технолоrии подъема аппарата в проектное положение,
отсутствие трудоемких подrотовительных работ. Однако исполь-
зование кранов оrраничено их сравнительно невысокими rpY30-
u
подъемностью и высотои подъема" невозможностью оттяжки rруза
во время подъема и небольшим вылетом стрелы при максимальной
rрузоподъемности (т. е. небольшим подстреловым пространством
на минимальных вылетах стрелы).
Для монтажа тяжелых и высоких аппаратов, при невозмож
ности ИСПОЛЬЗ0вания кранов из за их недостаточных rpY30BblCOT
ных характеристик или размеров монтажной площадки применяют
мачтовые под мники (мачты, порталы, шевры). Преимущества
мачт: меньшая стоимость по сравнению с кранами; возможность
установки аппаратов На высокие фундаменты, сравнительная
простота процесса подъема и применимость практически в любых
условиях. Кроме Toro, механизмы и монтажное оборудование,
необходимые для оснастки мачт, широко распространены и
имеются в любой монтажной орrанизации. Однако существенны
329
Вио А
о)
- '
! i i' ,
ш-\
2)
ж)
з)
а)
о) ВUI! 5
а)
е)
и)
к)
Рис. 6.7. Схемы монтажа вертикальных аппаратов мачтами
недостатки мачт: большое количество такелажной оснастки; TPYДO
емкость операций подrотовки мачт к работе; значительная про
должительность работ.
При монтаже методом скольжения с отрывом от земли двумя
наклонными мачтами (рис. 6.7, а) аппарат укладывают перед
фундаментом таким образом, чтобы при установке он занял пра
вильное положение. По обе CTOPf)HbI от фундамента с наклоном
в сторону подrотовленноrо к подъему аппарата устанавливают
две мачты, оснащенные полиспастами. Строповку осуществляют
за монтажные штуцера (либо траверсой за верх аппарата), которые
расположены выше центра масс аппарата и с таким расчетом, чтобы
отклонение аппарата от вертикали в поднятом положении не
превышало lO 15°.
Убедившись в надежности такелажной оснастки и проверив
работу всех механизмов, начинают подъем. С помощью лебедок
ззо
выбирают канаты rрузовых полиспастов, и аппарат начинает
передвиrаться. При этом ero опорная часть скользит по заранее
подrотовленному основанию на санях (тележках) или метал-
лических листах. После отрыва от земли аппарат устанавливают
вертикально, затем поднимают несколько выше фундамента и
плавно опускают на анкерные болты. Далее контролируют откло.
нение аппарата от вертикальности и затяrивают анкерные болты.
Кроме рассмотренной наиболее распространенной схемы подъ
ема цилиндрических аппаратов методом скольжения двумя Ha
клонными мачтами используются схемы: одной наклонной или
вертикальной мачтой со строповкой за верх аппарата
(рис. 6.7, б) или за корпус (рис. 6.7, в); двумя вертикальными
1ачтами с оттяжкой rруза или без оттяжки; качающимися (одной
или двумя) мачтами (рис. 6.7, 2); наклонной мачтой с вантами,
прикрепленными к строительным конструкциям, причем ванты
можно крепить выше, ниже или на уровне вершины мачты.
Иноrда аппарат по ряду причин не удается перед подъемом
расположить близко к месту установки. При этом требуется
значительное усилие 011ЯЖКИ аппарата, что приводит к болыпим
переrрузкам мачт и вант. В таких случаях целесообразно при-
менять схему подъема одной или ДВУ iЯ качающимися мачтами
(рис. 6.7,2). Сущность ее заключается в том, что в начале подъема
мачты наклонены в сторону лежащеrо аппарата. После отрыва
аппарата от земли при помощи полиспастов, установленных на
вантах, I\1ачты вместе с висячим аппаратом устанавливают сначала
вертикально, а затем наклоняют в сторону фундамента. При
подъеме неско ьких .установленных рядом аппаратов эта схема
монтажа дает значительный экономический эффект, так как
отпадает необходимость перемещения мачты, что сокращает трудо-
вые затраты и продолжительность онтажа. .
При монтаже колонных аппаратов методом поворота BOKpyr
шарнира аппарат укладывают опорной частью на фундамент
и закрепляют в шарнире (рис. 6.7, д u). Подъем выполняют
одной или двумя мачтами; в последнем случае следует применять
балансирные траверсы или непрерывно контролировать наrрузки
на мачты по показаниям приборов. Подвижный блок rрузовоrо
полиспаста мачты стропят либо за вершину, либо за корпус аппа-
рата. Приподняв верхний конец аппарата на lOO 200 мм (это
положение соответствует максимальным наrрузкам), проверяют
надежность такелажной оснастки и rрузоподъе fНЫХ механизмов.
Дальнейший подъем выполняют с периодическими остановками
через каждые 15 20°. Перед моментом подхода аппарата к ней-
тральному положению (положению неустойчивоrо равновесия)
натяrивают тормозной канат, который постепенно ослабляют
при дальнейшем движении аппарата.
Возможны различные варианты подъема методом поворота
BOKpyr шарнира. По первому варианту (рис. 6.7, д) используют
одну или две вертикальные мачты, расположенные за фундаментом
ЗЗl
или рядом с ним (за поворотным шарниром), и подъем осуще
ствляют за один прием. В этом случае аппарат стропят за Bep
шину, так как при этом наrрузки на подъемные :механизмы и TaKe
лажную оснастку минимальны. По BTOpOl\1Y варианту (рис. 6.7, е)
наrрузки на мачты, ванты и полиспасты меньше, чем при подъеме
по первому варианту, так как центр масс аппарата расположен
ближе к основанию мачты. Однако при этом аппарат поднимают
в положение неустойчивоrо равновесия в два приема: сначала
rрузовыми полиспастами (на уrол 50 700), а затем дополнитель
ными тяrовыми средствами (полиспастами, тракторами и др.).
Иноrда аппарат доводят до нейтральноrо положения наклоном
мачты вместе с аппараТО 1 полиспастами, установленными на BaH
тах. Мачта должна быть наклонена таким образом (рис. 6.7, е,
вид Б), чтобы ее ершина находилась в плоскости подъе!vlа аппа
рата.
По третьему варианту (рис. 6.7, ж) в качестве мачты исполь
зуют ранее установленный аппарат, предварительно снабженный
rрузовым полиспастом и вантами. Этот метод BeCb la эффективен,
так как уменьшает расходы, связанные с установкой идемонтажом
ма чт .
При монтаже двух аппаратов, стоящих рядом и близких по
rабаритам и массе, целесообразно применять метод OДHOBpeMeH
Horo подъема этих двух аппаратов одной или двумя l\Iачтами
(рис. 6.7, з). Блаrодаря СИМl\lетричной наrрузке мачта работает
только на сжатие без изrибающих моментов; в результате !v10ЖНО
использовать такелажную оснастку l\lеньшеи rрузоподъеl\ЛНОСТИ.
Так, при rрузоподъемности мачты 50 т и высоте 35 м можно под
нять одновременно два аппарата общей массой 160 т и высотой
до 50 м.
При монтаже по схеме, показанной на рис. 6.7, и, «падающую»
мачту укрепляют на опорной части аппарата и устанавливаlОТ
вертикально или с небольшим наклоном в сторону верха аппарата.
Вершину мачты канатом соединяют' с верхом аппарата (длина
этоrо каната остается при подъеме постоянной) и с тяrовым exa
низмом. При натяжении каната l\lачта наклоняется и тянет за
собой аппарат; коrда мачта переместится в rоризонтальное поло
жение (<<упадет»), поднимаемый аппарат установится вертикально.
При подходе к нейтральному положению (положение неустой
чивоrо равновесия) двцжение аппарата замедляют. При большой
массе аппарата целесообразно поднимать ero А образным «пада
ющим» шевром.
При подъеме колонны методом скольжения без отрыва от земли
(рис. 6.7, к) сначала опорную часть колонны подтаскивают к фун
даменту, а затем поднимают поворотом в шаРНИРНО1.\I устройстве.
Поскольку при скольжении наrрузки на такелажные средства
значительно меньше силы тяжести аппарата, то, как и при работе
по методу поворота BOKpyr шарнира, удается использовать TaKe
лажные средства rрузоподъемностью меньше массы монтируемоrо
ЗЗ2
аппарата. Следует от:метить, что при монтаже методом поворота
BOKpyr шарнира в начальный момент возникают значительные
rоризонтальные наrрузки, передающиеся через шарнир на фунда
мент, что в ряде случаев недопустимо. При использовании метода
скольжения без отрыва от земли такие наrрузки не возникают,
так как в шарнире аппарат устанавливают в HaKJ10HHOM положе
нии. При подъеме аппарата ero нижнюю часть на тележке или
санях перемещают к фундаменту и далее, используя в качестве
опоры прикрепленную к аппарату ось, передвиrают по фунда
менту до соединения с пятой поворотноrо шарнира, предвари
тельно закрепленноrо около фундамента. После соединения оси
в шарнире аппарат поворачивают до проектноrо положения.
Преимущества метода скольжения по сравнению с методом
поворота BOKpyr шарнира простота и минимальные затраты на
подrотовительные работы и оснастку; возможность установки
аппаратов на высокие фундаменты. Однако при работе по методу
скольжения rрузоподъемность монтажных мехаНИЗl\10В должна
быть равна массе аппарата или превосходить ее. Друrой HeДOCTa
ток наrрузка на такелажную оснастку максимальна только
в конце подъема. В связи с этим для обеспечения безопасных
условий труда монтажников к такелажной оснастке предъявляют
повышенные требования.
1\\етод поворота BOKpyr шарнира наиболее эффективен при
подъеме отдельно стоящих тяжелых аппаратов, устанавливаемых
на низкие фундаменты. ПреИl\lущества этоrо метода: l\iaCCa монти
pyeMoro аппарата l\10жет почти в 2 раза превышать rрузоподъем
ность монтажных механизмов, что позволяет расширить область
применения rрузоподъемноrо оборудования; требуется меньше
такелажной оснастки; наrрузка на rрузоподъемное оборудование,
такелажную оснастку И поднимаемый аппарат максимальна в Ha
чальный момент подъема. Последнее обстоятельство позволяет
обезопасить труд монтажников, так как rрузоподъемное обору
дование и оснастку l\fОЖНО ИСПЫ,тать уже в начале монтажа аппа
рата. Недостатки метода: относительно высокие затраты на под
rотовительные и вспомоrательные работы, связанные с изrотовле
нием и установкой дороrостоящеrо шарнира, с применением
специальных разъеl\IНЫХ анкерных болтов; невозможность YCTa
новки аппаратов на высокие (более 1 2 м) фундаменты.
Разновидностями метода поворота BOKpyr шарнира являются
безъякорные методы. Их применяют при монтаже единичных
тяжелых аппаратов в стесненных условиях монтажной площадки
На фундаменты высотой до 2 м при соотношении диаметра и BЫ
соты поднимаеl\lоrо аппарата не l\IeHee 1 : 10.
В последние rоды при монтаже вертикальных аппаратов
успешно используют rидравлические rрузоподъе:\1ные мехаНИЗ lЫ.
По кинеl'латической схеме способ подъема аппаратов rидроподъе:м
ником относится к безъякорным и называется способом выталки
вания (рис. 6.8). Перед подъеl\IОМ укладывают краном аппарат 2
333
нижнеЙ qа тью На шарнирную опору 5, а верхнец на временную
опору { (КОЗ,Т'{ I, шпалы). Стойки rидроподъемника 1 устанав.tIи
вают по обе стороны СТ аппарата и натяrивают канатами. Опоры
стоек соединяют стяжками 4 или полиспастами с поворотным
шарниро ! поднимаеi\ltоrо аппарата.
При переl\Iещении подъемных устройств (каретки, траверсы)
ВДОЛЬ стоек ПОДНИ ;1аемый аппарат поворачивается BOKpyr шар
нира; одновременно BOKpyr шарнирных опор поворачиваются
стойки rидроподъемника. При подходе к положению неустойчи-
Boro равновесия д ижение аппарата замедляется канатом б.
Если длина стоек недостаточна, то аппарат переводят в вертикаль
ное положение методом выжимания, перемещая опоры стоек
rидроподъе 1ника полиспастами, связывающим:и опоры стоек с по
воротным шарниром аппарата. При ЭТО I стойки движутся по
м:еталлически'м ,(нетам, смазанным солидолом.
При монтаже аппаратов используют и метод выжиt.fания,
сущность KOToporo з.аключается в следующем (рис. 6.9). Нижнюю
часть аппарата 1 укладывают краном на шарнирную опору 9,
а вер ХНЮI0 чаеть на вреl'vtенную опору. Это необходимо для
Уl\!еньшення наrрузок на осцастку в нача.ПЬНЫЙ момент подъема.
К аппарату несколько выше центра масс приваривают специаль
ную поворотную цапфу 2, к которой. шарнирно крепят рамную
опору 4. Рdмная опора обеспечивает хорошую боковую устойчи
вость аппарата, поэтому боковые ванты обычно не применяют.
На нижних концах рамной опоры шарнирно устанавливают
спеUИ3JIьные тележки (каретки) 5, которые в процессе подъема
ско,льзят по рельсовому пути 6. Рамная опора приводится в дви
жение двумя полиспастами 8,
соединяющими поворотный шар..
нир 9 с каретками 5. С6еrающие
ветви полиспастов крепят к ба..
рабанам пебедок 7.
rtj<!-- б ' ff
I I I \ ,1 I 1 "
. \ \ I /
I I I \ \/. / i
11 1 1 'х.\/I
I /У\ 1 1
),,1 /
I }t1i \ : z
! I j! I''t" \ \ I /
I } 1 . / "" \ \
I / / ' \
11
'-
5
1
Рис. 6.8. Схема монтажа аппарата rи-
дроподъеминком
334
Рис. 6.9. Схема монтажа аппарата ме-
ТОДОМ выжимании
BиiJ А
А
...........
а)
6)
Рис. 6.10. Схемы монтажа аппарата порталом:
а методом скольжения с отрывом от земли; 6 с использованием консоли
в качестве опор используют мачты, шевры или специальные
конструкции. При включении лебедок 7 нижние концы опоры 4
начинают скользить по рельсам 6, поворачивая аппарат BOKpyr
шарнира 9. Для окончательной установки аппарата на фунда
менте применяют тормозной канат 3. В процессе подъема особое
внимание обращают на параллельность перемещения оснований
рамной опоры, так как при перекосе возникают дополнительные
наrрузки на поворотный шарнир.
Описанные методы монтажа вертикальных аппаратов мачтами
применимы и при монтаже аппаратов стреловыми кранами. Аппа
раты можно поднимать методами скольжения с отрывом от земли
и методом поворота BOKpyr шарнира, одним или двумя кранами,
v ..
со строповкои за верх аппарата и за корпус.
Подъем и установка колонной аппаратуры с использованием
портала. Портал по сравнению с мачтами обладает большей rpy
зоподъемностью. Преимуществами метода монтажа порталами
являются возможность перемещения монтируемоrо оборудования
в плоскости портала и H KOTopoe уменьшение такелажной OCHa
стки. Монтаж порталами удобен при установке большоrо числа
аппаратов в один ряд.
При монтаже порталами можно использовать методы сколь
жени я (рис. 6.10, а), поворота BOKpyr шарнира, безъякорный
метод. Один из основных недостатков портала оrраничение
высоты монтируемоrо оборудования высотой портала. Этоrо He
достатка можно избежать, применив схему подъема, показанную
на рис. 6.10, 6, при этом высота портала составляет O,55 O,65
высоты аппарата. Строповку осуществляют не по оси аппарата,
как обычно, а за строповочную консоль, расположенную сбоку
аппарата, HeMHoro выше ero центра масс, и закрепляемую на KOp
пусе аппарата с помощью бандажей. Консоль обеспечивает BЫ
ведение аппарата при ero повороте в вертикальной плоскости из
пространства, занимаемоrо порталом.
Сначала аппарат поднимают до высоты, несколько превыша
ющей положение центра масс в рабочем состоянии аппарата.
335
б
Рве. 6.11. Схема монтажа беэъякорным методом с помощью портала
Затем аппарат оттяrивают за нижнюю часть; при этом он поворачи-
вается в вертикальной плоскости BOKpyr места строповки и вы-
водится ИЗ плоскости портала. Длину консоли подбирают так,
чтобы корпус аппарата при развороте не соприкасался с риrелем
портала. Аппарат устанавливают на фундамент последователь-
ными операциями опускания и оттяrивания. Такой способ MOH
тажа требует точной установки опор портала относительно фунда
мента, в противном случае затруднена уетановка аппарата на
анкерные болты.
Сущность безъякорноrо монтажа с использованием портала
состоит в следующем (рис. 6.11). Портал 1 поднимают из rоризон
тальноrо в исходное вертикальное положение полиспастами 2,
используя поднимаемый аппарат 3 в качестве «якоря», который
В начальный момент находится в rоризонтальном положении.
Затем дальнейшим натяжением т.росов полиспастов поднимают
аппарат; при этом портал наклоняется в сторону cBoero перво-
начальноrо положения. В процессе подъема аппарат и портал
поворачиваются соответственно BOKpyr поворотноrо шарнира 10
и шарнирной опоры 8, соединенных между собой стяжкой 9.
Для подъема аппарата используют две лебедки 5, к барабанам
которых через отводные блоки 7 крепятся сбеrающие ветви поли-
cпacToB 2. Плавное опускание аппарата на фундамент обеспечи-
вается тормозным канатом 4.
При подходе аппарата и портала к положению неустойчивоrо
равновесия натяrивают тормозной канат 4 аппарата; зате f натя-
жение каната постепенно уменьшают. Одновременно с натяже-
нием тормозноrо каната натяrивают боковые ванты 6 аппарата.
После установки аппарата в вертикальное положение ero закреп-
ляют на фунда 1ентных болтах rайками. Затем освобождают боко
вые ванты и опускают портал, включив лебедки 5 rрузовых поли-
спастов на спуск.
336
n)
5)
8)
2)
2
'
з 'tS
6'
Рис. 6.12. Приспособления для выверки вертикальности аппаратов:
а клиновые подкладки; б винтовой домкрат; в клиновой домкрат; z отжимной
болт; 1 корпус приспособления; 2 реrулирующий винт; 3 клин; 4 винт; 5
стопорная шайба; 6 упорная пластина; 7...... контрrайка; 8 отжимной болт; 9
фундаментный болт
Монтаж тарельчатых и насадочных колонн. Рассмотрим воп
росы выверки массообменных колонных аппаратов на фундаменте
и монтажа внутренних устройств.
После установки на фундаменте тарельчатый или насадочный
аппарат выверяют по высоте и вертикальности, после чеrо за
крепляют фундаментными болтами. От точности установки аппара
тов по вертикали во MHoroM зависит эффективность работы тарелок
и насадки lассообмеНН?IХ колонн (четкость разделения продуктов
переработки на компоненты при ректификации или степень по
rло.щения компонентов при абсорбции).
Для выравнивания аппаратов по вертикали используют таке-
лажную оснастку (в том числе клиновые и винтовые домкраты),
подкладки и клинья, заранее установленные под опорное кольцо
аппарата (рис. 6-.12). Если в проекте колонны для ее выверки
предусмотрены установочные (отжимные) винты, то подкладки
при выверке не применяют. Установочные винты ввинчивают
в опоры аппаратов. Торцы винтов упирают в пластины, уложенные
rОРИЗ0нтально на поверхность фундамента.
Допускаемые отклонения образующих аппаратов от вертикаль-
ности: для колонн без внутренних устройств и для насадочных
колонн 0,03 % высоты аппарата, но не более 35 мм; для тарель
чатых ректификационных колонн 0,1 % высоты аппарата, но не
.более 15 мм при Н < 50 м и H/D >- 5 (Н и D высота и диаметр
аппарата), 0,03 % высоты аппарата, но не более 25 мм при Н ==
== 50 ...80 м и H/D >- 8, 0,03 % высоты аппарата, но не более
30 мм при Н == 80 ... 100 I И H/D >- 10. Допускаемые отклонения
аппарата от вертикальности при H/D < 5 MorYT быть указаны
в рабочих чертежах.
Требования к монтажу тарелок, а также методы проверки
правильности их сборки и установки указывают в технической
документации, поставляемой вместе с аппаратом. При монтаже
тарелок особое внимание обращают на контроль их rоризонталь-
12 и. и. Поникаров и др. 337
ности В рабочем положении и одинаковоrо rидравлическоrо сопро
тивления контактных устройств (например клапанов) на тарелке,
поскольку от этих факторов существенно зависит эффективность
ее работы.
Допуск rоризонтальности для тарелки: провальной 2 мм при
диаметре колонны D < 2 м и 3 мм при D == 2 ... 3 м; клапанной
3 мм при D < 3 м, 4 мм при D == 3 ... 4 м и 5 1M при D > 4 м;
с S образными элементами 4 мм при D == 3 ... 6 м; ситчатой
спереливами 4 мм при D < 4 м. Верхние торцы паровых патруб
ков тарелок в сборе должны находиться в одной rоризонтальной
плоскости с отклонением не более =i::3 мм; перекос колпачков OTHO
сительно плоскости тарелки не должен превышать =i::l мм. rори
зонтальность тарелок проверяют с помощью уровня или линейки,
измеряя в нескольких точках высоту слоя жидкости на тарелке.
Технолоrия сборки тарелок зависит от их конструкции и вклю
чает: подrотовку элементов и деталей тарелок к монтажу (про
верка по рабочим чертежам или нормалям размеров, формы,
состояния поверхности, прямолинейности элементов и деталей,
свойств материалов); установку и сварку опорных инеразъемных
деталей (опорные уrолки, переливы, приемные карманы и др.);
установку съемных деталей (желоба, колпачки, клапаны, полотно
тарелки или разборные секции тарелки и др.).
Для обеспечения rерметичности соединений между съемными
и опорными элементами укладывают мяrкие (преимущественно
асбестовые) прокладки. Элементы и детали тарелок подают в KO
лонну через люки.
Тарелки в колонне монтируют снизу вверх, причем, как
правило, каждую тарелку испытывают на rерметичность и на
барботаж. Тарелку считают rерметичной, если уровень воды,
налитой на тарелку, в течение 20 мин снижается не более чем на
25 мм. Испытания проводят при закрытых сливных и дренажных
отверстиях.
Для проверки тарелки на барботаж часть колонны, находя
щуюся ниже испытуемой тарелки, плотно перекрывают. Тарелку
заливают водой и под нее подают воздух под небольшим давлением
(от компрессора, воздуходувки или маrистраJiи сжатоrо воздуха).
О нормальной работе тарелки свидетельствует равномерность
пробулькивания пузырьков воздуха по всей площади тарелки.
При неравномерности барботажа реrулируют положение тарелки
и высоту отделцных колпачков.
В насадочных колоннах свободно лежащие решетчатые та-
релки (колосниковые решетки) с керамической насадкой монти-
руют после установки аппаратов в вертикальное положение.
Для упорядоченноrо расположения насадки ее укладывают вруч-
ную. При беспорядочном расположении насадки ее заrружают
следующим образом. Аппарат наполняют водой до BepxHero
люка и сверху высыпают насадку из бака в воду. По мере наполне
ния колонны насадкой воду сливают через нижний штуцер колонны.
338
Монтаж сушилок и теплообменных аппаратов. Как отмечено,
в химической промышленности для обжиrа, прокаливания и раз
ложения продуктов, а также для сушки различных материалов
используют барабанные вращающиеся печи и сушилки.
Основные требования, предъявляемые к rонтажу барабанных
печей и сушилок: прямолинейность продольной оси печи, Леr
кость вращения, соблюдение проектных зазоров для компенсации
температурных расширений бандажей и корпуса, отсутствие
радиальноrо и TopuoBoro биения корпуса и зубчатоrо венца при
вращении, надежное уплотнение узлов соединения барабана
с неподвижными частями (особенно в случаях, коrда при работе
аппаратов выделяются вредные rазы).
Барабанные печи и сушилки поступают на монтажную пло
щадку отдельными узлами и деталями. Последовательность их
монтажа следующая: установка и выверка плит под опорные
и упорные ролики; установка и выверка роликов; установка
обечаек с надетыми бандажами; установка упорных роликов;
установка зубчатоrо венца; установка редуктора и ведущей ше
стерни; установка оборудования rорячеrо и холодноrо концов.
Опорные ролики выверяют нивелиром относительно струны,
натянутой по оси фундаментов, а также по высотным отметкам.
Барабанные печи и сушилки монтируют с испо'льзованием
самоходных стреловых кранов, мачт, козловых кранов. Большое
значение для нормальной работы барабанных печей и сушилок
имеет правильная установка бандажей и опорных роликов. YCTa
новленные барабанные печи и сушилки прокручивают вхолостую
(без материала). а затем испытывают под наrрузкой.
Теплообменные аппараты поставляют, как правило, в пол
ностью собранном виде после испытаний на прочность и плотность.
Монтаж проводят либо на открытых площадках, либо на между
этажных перекрытиях технолоrических цехов. В качестве rрузо
подъемных механизмов преимущественно используют самоходные
стреловые краны, в некоторых случаях трубоукладчики, мачты
и порталы, а также простейшие rрузоподъемные механизмы
(полиспасты, тали), прикрепленные к металлоконструкциям.
В зависимости от условий монтажа (высота и расположение
фундаментов, размеры монтажной площадки), размеров и массы
аппаратов возможны различные схе fЫ подъема одним краном
на открытой площадке (рис. 6.13). По схеме на рис. 6.13, а аппарат
перед подъемом располаrают таким образом, чтобы положение
центра масс аппарата соответствовало проектному. Стрела крана
имеет минимальный вылет, и rрузоподъемность крана макси
мальна. После подъема аппарат поворачивают на растяжках
в проектное положение BOKpyr вертикальной оси и устанавливают
на опоры. Если перед подъемом удается расположить аппарат
рядом с фундаментом параллельно проектному положению, то
монтаж осуществляют по схеме, показанной на рис. 6.13, б.
После подъема аппарата над фундаментом кран перемещают до
12. 339
1t
А
8ио А
ф ф ф
ер ф ф
n)
Рис. 6.13. Схемы монтажа
те лообменных аппаратов
на открытой площадке
I
*
I
установки аппарата в про..
ектное положение. Если
передвижение крана :ме..
жду фундаментами невоз"
можно, то применяют схе..
му подъема, изображен..
ную на рис. 6.13, в.
При недостаточной rpy..
зоподъемности одноrо кра..
на устанавливают спарен..
ные краны. Для контроля
paBHoMepHoro распределе
ния наrрузки на краны часто применяют балансирные траверсы.
В технолоrических цехах теплообменные аппараты монтируют
в соответствии с совмещенным rрафиком строительно монтажных
работ в период возведения здания, фундаментов до сооружения
располаrаемых выше перекрытий. Такая технолоrия значительно
ускоряет производство строительно монтажных работ.
При несоблюдении указанной последовательности работ при
ходится монтировать аппараты под перекрытиями (рис. 6.14).
Возможна схема монтажа с применением вертикальной мачты
и полиспастов, прикрепленных к строительным конструкциям
(рис. 6.14, а). leHee трудоем:ок монтаж с использованием кача
340
I
+ * 1r
1"
T T
I
О)
ji )
Ш )
а)
о)
Рис. 6.14. Схемы монтажа теплообменных аппаратов под перекрытием (1 IV
последовательные положения аппарата при подъеме)
ющейся l\fачты (рис.6.14, б), оснащенной двумя полиспастами
передним и задним. Подъем выполняют обоими полиспастами
до необходимой ОТl\летки, затем наклоном l\1ачты аппарат передним
торцом заводят на площадку, после чеrо передний полиспаст
и строп освобождают. Дальнейшее перемещение аппарата ocy
ществляют полиспастом, прикрепленным к строительным KOH
струкциям.
При выверке теплообменных аппаратов отклонения от проект
ных осей и отметок, а также от rоризонтальности и вертикаль I
ности составляют: rлавных осей аппарата в плане + 10 мм; фак
тической высотной отметки аппарата =clO мм; оси вертикальноrо
аппарата от вертикали 3 l\1M на 1 м, но не более 35 мм; rоризон
тальноrо аппарата от rоризонтали 0,5 мм на 1 м.
Для ком:пенсации температурных деформаций корпуса rори
зонтальных теплообменников одну из опор (как правило, у по
движной трубной решетки аппарата) выполняют подвижной.
Испытания смонтированноrо оборудования. Термоизоляция
аппаратов. Смонтированное оборудование подверrают испыта
НИЯl\I: rидравличеСКИl\1 или пневматическим на прочнос)'ь и плот
ность (для сосудов И аппаратов); вхолостую и под наrрузкой
(для машин, механизмов и аппаратов с приводом).
Аппараты, поставляемые .на место монтажа в полностью co
бранном виде, испытывают на прочность и плотность на заводе
изrотовителе. Повторным испытаниям на месте монтажа такие
аппараты подверrают в случаях: истечения rарантийноrо срока
хранения; повреждения оборудования при транспортировании
к месту установки; монтажа аппарата с применением сварки,
пайки или вальцовки элементов, работающих под давлением.
При поставке оборудования блоками или отдельны:ми деталями
ero испытывают после сборки и сварки в монтажных условиях.
Оборудование с защитным покрытием или изоляцией испыты
вают до наложения покрытия или изоляции. Значения пробных
давлений при rидравлическом испытании аппаратов указаны
в \' а бл . 6. 1 .
341
Т а б л и ц а б. 1
Значения пробноrо давления Рпр при rидравлическом
испытании аппаратов
Сосуды
Расчетное давление 1
Рр. МПа
Пробное давление Рпр. МПа
<0,07
Все, кроме ЛИТЫХ 0,07 0,5
>0,5
0,2
1,5р]) [о ]20/ [о ]t,
но не менее 0,2
1,25p p [о ]20/ (а ]t,
но не менее Рр + 0,3
1 ,5 р р [а] 20/ [о ] t ,
но не менее 0,2
1,5р р [0]20/[ O]t,
но не менее 0,3
Вакуум
Литые Независимо от
давления
ДЛЯ В акуума наружное давление.
При м е ч а н и я: 1. [О' ]20 и [O']t допускаемые напряжения для материала
сосуда при температуре 20 ос и рабочей температуре.
2. Пробное давление при rидравлическом испытании сосудов и аппаратов, рабо
тающих при температуре ниже О ос. прннимают равным таковому при температуре 20 ос.
Температуру воды при rидравлическом испытании поддержи..
вают не ниже 5 ос и не выше 40 ос. Перепад температур окружа
ющей среды и воды, применяемой для rидравлическоrо испытания,
не должен превышать 5 ос.
При испытании вертикальных аппаратов в rоризонтальном
положении к пробному давлению, принятому по таблице 6.1,
прибавляют rидро'статическое давление.
Продолжительность испытаний пробным давлением составляет:
10 мин при толщине стенки аппарата до 50 мм; 20 MIiH при тол
щине стенки 50 100 мм; 30 мин при толщине стенки более 100 мм;
60 мин для литых и мноrослойных сосудов независимо от тол
щины стенки. По истечении указанноrо Iфемени давление посте
пенно уменьшают до рабочеrо и тщательно осматривают все
соединения и сварные швы (обстукивают молотком). Во время
осмотра поддерживают рабочее давление. Замеченные дефекты
исправляют после полноrо сброса давления и вывода воды из
аппарата. Оборудование считают выдержавшим rидравлическое
испытание, если давление в течение Bcero периода испытаний
не уменьшается, а при осмотре не обнаружены признаки разрыва,
течи в сварных соединениях, а также видимые остаточные де..
формации.
Аппараты, работающие при атмосферном давлении, испыты"
вают наливом воды до верхней кромки и выдержкой в таком
состоянии в течение 4 ч, а затем осматривают, обстукивая сварные
швы молотком. Допускается испытывать сварные швы, смачивая
их поверхности изнутри аппарата керосином в течение Bcero
342
периода испытания. При от..
сутствии дефектов на наруж..
нои поверхности сварных швов,
покрытых предварительно ме..
ловым раствором, не должно
быть пятен. Продолжитель..
ность испытания сварных швов
аппаратов этим способом ука..
зана в табл. 6.2.
При пневматических испы..
таниях воздухом или инерт..
ным rазом (пробное давле..
ние см. табл. 6.1), кото..
рые проводят при невозмож"
ности выполнения rидравлических испытаний, измеряют умень..
шение давления в"течение 24 ч и рассчитывают
Ар == l O (1 :: : ).
rде P отношение уменьшения давления за 1 ч к давлению
при испытаниях, %; 't' время испытаний, ч; Рн, Рн суммы
манометрическоrо и барометрическоrо давлений соответственно
в начале и конце испытаний, МПа; t H , t и температура в начале
и конце испытаний, ос.
Оборудование считают выдержавшим испытание на прочность
и плотность, если p не превышает: 0,1 и 0,2 % при токсичных
рабочих rазах "соответственно для закрытых помещений и откры"
тых участков; 0,2 и 0,4 % при пожаро.. и взрывоопасных
rазах соответственно для закрытых помещении и открытых уча..
стков.
После испытаний аппарата на прочность и плотность ero термо..
изолируют и футеруют. Нанесение на поверхность аппарата
и трубопроводов защитных и термоизоляционных покрытий отно"
сится К специальным строительным работам и выполняется спе..
циализированными строительно"монтажными орrанизациями.
До нанесения теплоизоляции монтажная орrанизация устанавли..
вает крепежные изделия и приспособления на аппаратах (штыри,
крючки, подвески и др.), если эти работы не выполнены на заво..
дах..изrотовителях.
В качестве изоляции чаще Bcero используют маты из мине..
u
ральнои ваты, которыми покрывают корпус аппарата снаружи;
швы матов стяrивают отожженной стальной проволокой диа..
метром 1 2 мм. Затем снаружи минеральную вату укрепляют
крупноячеистой проволочной сеткой,поверхность которой штука..
турят. После высыхания слой штукатурки оклеивают тканью
u u u U U
И окрашивают алюминиевои или друrои устоичивои краскои.
В качестве изоляции применяют также стекловату, стекло..
ткань, а для защиты теплоизоляции асбошиферные плиты
т а б л и ц а 6.2
Продолжительность испытания
сварных швов керосином
Толщина CBap
ных листов Me
талла, мм
Время выдержки
(МИН) при положе
нии шва
нижнем
верх нем
До 4
СВ. 4 до 1 О
СВ. 10
20
25
30
30
35
40
343
и полуцилиндры, тонкие листы из алюминиевоrо сплава, а также
оцинкованное железо.
Термоизоляционные работы проводят только при положитель..
ной температуре окружающей среды и термоизоляционных мате..
риалов (не ниже 5 ОС).
Термоизоляционную футеровку аппаратов выполняют
из оrнеупорноrо кирпича или асбоцемецтной массы. Наиболее
распространена термоизоляция асбоцементом блаrодаря ero дo
статочной механической прочности, незначительной теплопровод..
ности и невысокой стоимости. После нанесения термоизоляции
и футеровки аппарата составляют соответствующий акт.
Сдача оборудования. Пусконаладочные работы. После завер"
шения. строительно"монтажных работ объект rотовят к сдаче
заказчику. Перед сдачей, как описано выше, аппараты подверrают
rидравлическим 'или пневматическим испытаниям, а машины,
механизмы и аппараты с приводами испытывают вхолостую и под
наrрузкой.
Испытания вхолостую включают: пробные пуски с остановками
для проверки работы всех узлов оборудования и устранения
неполадок; непрерывные испытания вхолостую.
Испытания под наrрузкой состоят из следующих операций:
пробные испытания с постепенным увеличением давления и оста..
новками для осмотра; проверка работы всех узлов и устранение
неполадок; непрерывное испытание под наrрузкой; устранение
дефектов, обнаруженных в процессе испытания; заключительное
контрольное испытание под наrрузкой.
После контрольноrо испытания оборудования под наrрузкой
составляют акт о rотовности оборудования к комплексному
опробованию. При сдаче смонтированноrо оборудования в ком..
плексное опробование предъявляют: акты rотовности фундамента
и приемки оборудования в монтаж; акты о выявленных дефектах
оборудования; акты проверки правильности установки оборудо..
вания на фундамент; акты испытаний смазочной, rидравлической
U . U
И пневматическои систем, испытании на прочность и плотность,
испытаний вхолостую и под наrрузкой; монтажные и сборочные
формуляры; комплект рабочих чертежей на монтаж оборудования
с подписью oTBeTCТBeHHoro представителя монтажной орrаниза..
ции; акт о соответствии выполненных работ этим чертежам или
изменениях, внесенных в процессе монтажа.
Комплексное опробование смонтированноrо оборудования на
инертных средах в пусковой период, пуск производства на рабо..
чих средах, испытания оборудования на проектных наrрузках
и освоение МОIЦностей проводят специализирован ые пусконала..
дочные управления. После выполнения указанных работ оборудо..
вание принимают в эксплуатацию с оформлением соответству"
ющеrо акта.
344
6.4. ЗАДА ЧИ РЕМОНТНОЙ СЛУЖБЫ
НА ПРЕДПРИЯТИЯХ ХИМИЧЕСКОЙ ПРОМЫШЛЕННОСТИ
в современных условиях при быстро ВQзрастающем
.уровне механизации и автоматизации производственных процес..
сов вопросы обеспечения надлежащеrо состояния оборудования,
правильноrо ухода за ним, cBoeBpeMeHHoro и качественноrо ре..
монта приобретают все большее значение.
Для исключения значительных потерь в производстве, свя"
занных с неисправностью технолоrическоrо и энерrетическоrо
оборудования, необходимо уделять должное внимание орrаниза..
ции техническоrо обслуживания и ремонта оборудования, работе
ремонтных служб предприятия.
Система планово..предупредительноrо ремонта. Принятая в хи
мической промышленности система техническоrо обслуживания
и ремонта оборудования базируется на сочетании техническоrо
обслуживания и планово..предупредительных ремонтов.
Планово..предупредительные ремонты (ППР) проводят по Me
тоду планово..периодических ремонтов для OCHoBHoro оборудования
и послеосмотровых ремонтов (ремонт по техническому состоянию)
для вспомоrательноrо оборудования.
Деление на основное или вспомоrательное оборудование
условно и зависит от конкретных условий эксплуатации данноrо
оборудования и степени ero влияния на получение конечноrо
и промежуточноrо продукта. Обычно к основному относят обору..
дование, предназначенное для проведения основных химико
t технолоrических процессов и получения целевоrо продукта.
Выход из строя OCHoBHoro оборудования приводит к остановке
технолоrической линии (установки) или резкому снижению ее
производительности.
Сущность планово..периодическоrо ремонта заключается
в том, что ремрнты всех видов планируют и выполняют в cTporo
установленные ремонтными нормативами сроки. Сущность ре..
монта по техническому состоянию (метод послеосмотровых pe
монтов) заключается в том, что виды и сроки ремонта планируют
на основе сведений о техническом состоянии оборудования, полу"
ченных при проведении периодическоrо техническоrо обслужи..
ван ия.
Система ППР оборудования предприятий химической про..
мышленности предусматривает текущий и капитальный ремонт.
Текущий ремонт выполняют для обеспечения или восстановле
ния работоспособности оборудования; он состоит в замене или
восстановлении отдельных сборочных единиц и деталей оборудо..
вания. Текущие ремонты включают: операции периодическоrо
техническоrо обслуживания; работы по замене или восстановле..
нию быстроизнашивающихся деталей и сборочных единиц; ремонт
футеровки и защитноrо покрытия; окрашивание; проверку крепеж..
u U
ных соединении и замену вышедших из строя деталеи; замену
345
набивки сальников и прокладок, ревизию арматуры, очистку,
промывку и ревизию механизмов; смену масла в смазочных си"
стемах, проверку на точность и др.
Капитальный ремонт выполняют для восстановления исправ"
ности и полноrо или близкоrо к полному восстановлению ресурса
оборудования с заменой или восстановлением любых ero элемен..
тов, включая базовые. При капитальных ремонтах выполняют,
как правило, работы по модернизации оборудования и внедрению
новои техники.
Работы по капитальному ремонту финансируют за счет амор"
тизационных отчислений. Объем капитальноrо ремонта и подроб
ный перечень работ устанавливаются ведомостью дефектов. Типо..
вые работы при капитальном ремонте: мероприятия в объеме
текущеrо ремонта; полная разборка, очистка и промывка ремон..
тируемоrо оборудования; замена и восстановление всех изно"
шенных деталей и узлов, включая базовые; полная или частичная
замена изоляции, футеровки и др.; сборка, выверка, реrулирова..
ние и центрование оборудования; окраска и послеремонтные
испытания. При капитальном ремонте устраняют дефекты обору..
дования, выявленные как в процессе эксплуатации, так и при
проведении ремонта.
ППР оборудования проводят на основе ремонтных нормати..
В06, Оfiределенных для машин и оборудования различных типов.
Эти нормативы определяют: межремонтный период; продолжи..
тельность простоя в ремонте с разбивкой на подrотовительный,
ремонтный и заключительный периоды (в часах); трудоемкость
ремонта (в человеко..часах).
Межремонтный период определяет время работы оборудова
ния между двумя последовательно проведенными ремонтами
и является основой для разработки TaKoro показателя системы
планово..предупредительноrо ремонта, как структура peMoHTHoro
цикла. Общее число рабочих часов оборудования условно принято
720 ч в месяц, 8640 ч в rод. В зависимости от условий работы
производства и с учетом техническоrо состояния оборудования
допускаются следую'щие отклонения от норматива межремонтноrо
периода: :i:: 15 % между текущими ремонтами; + 10 % между
капитальными ремонтами.
Длительность простоя оборудования в ремонте исчисляют
с MOMeHT отключения оборудования до момента сдачи отремонти"
pOBaHHoro оборудования эксплуатационному персоналу и вывода
оборудования на рабочий режим и включает время проведения
подrотовительных, ремонтных и заключительных работ. К под..
rотовительным работам относятся остановка оборудования, сброс
давления, вывод продукта, продувка, промывка, нейтрализация,
установка заrлушек и др. Подrотовительные работы завершают
сдачей оборудования ремонтному персоналу. Продолжительность
собственно ремонтных работ это период от момента приемки
оборудования в ремонт до момента сдачи отремонтированноrо
346
оборудования эксплуатационному персоналу, включая время нс"
пытаний на прочность и плотность И обкатки вхолостую.
К заключительным работам относятся подrотовка, пуск обо..
рудования в эксплуатацию и вывод ero на рабочий режим.
Трудоемкость ремонта трудозатраты на проведение одноrо
ремонта оборудования данноrо вида рассчитывают с учетом
сложности и конструктивных особенностей оборудования (без
изrотовления запасных частей). В системе ППР используют
нормативы трудоемкости ремонтов всех видов в человеко..часах
для ремонтников четвертоrо разряда при шестиразрядной сетке.
При планировании ремонтов основными документами я в..
ляются: rодовой (перспективный) rрафик планово..периодических
ремонтов оборудования; месячный (оперативный) план rрафик
ремонта оборудования; проект rрафика pel\10HTHblX остановок
производств химической продукции; титульный список капиталь..
Horo ремонта основных фондов предприятия; установленные
ремонтные нормативы; нормы периодичности освидетельствования
и испытания COCYJ1-0B и аппаратов; сметно"техническая документа..
ция; акт на установление (изменение) календарноrо срока ремонта
предыдущеrо rода. Кроме Toro, при планировании ремонта
неоБХОДИl'l1Ы: план ремонтно механическоrо цеха, предназначен
ныIй для изrотовления запасных частей и нестандартноrо обору
дования; расчет объема ремонтных работ на плановый rод
в тыс. руб.; расчет трудоемкости ремонтных работ; расчет числен
ности peMoHTHoro персонала; план орrанизационно технических
мероприятий по ремонтно..rvlеханической службе, включая меро..
приятия по борьбе с коррозией.
Техническое обслуживание. Техническое обслуживание это
комплекс работ, необходимых для поддержания работоспособ..
ности оборудования между ремонтами.
Роль техническоrо обслуживания (ТО) в увеличении ресурса
оборудования очень велика. Анализ статистических данных пока
зывает, что в 50 % случаев отказ <?борудования происходит из за
некачественноrо техническоrо обслуживания.
Реrламентированное ТО предусмотрено нормативно техни
ческой документацией; ero выполняют с периодичностью и в объ..
еме, установленными этой документацией, независимо от техни..
ческоrо состояния оборудования в момент начала ТО. К такой
документации относятся: «Система техническоrо обслуживания
и ремонта оборудования предприятий химической промышлен"
ности» И «Инструкции по эксплуатации» или «Инструкции по
тех ничеСКОl\1:У обслуживанию», содержание которых должно
соответствовать [ОСТ 2.60 1 68 (ЕСКД. Эксплуатационные доку"
менты).
Техническое обслуживание осуществляется эксплуатационным
(машинистами, аппаратчиками, операторами и др.) и обслужива..
ющим (дежурными слесарями и электриками, помощниками масте..
ров и др.) персоналом производственноrо цеха в соответствии
347
с действующими на предприятиях правилами технической экс"
плуатации, реrламентами и инструкциями по рабочим местам
и технике безопасности.
В зависимости от характера и объема проводимых работ раз..
личают ежесменное и периодическое то.
Ежесменное то является основным и решающим профилакти"
ческим мероприятием, предназначенным для обеспечения надеж"
ной работы оборудования между ремонтами. Ежесменное ТО
проводят, как правило, без остановки технолоrическоrо процесса.
В объеl\1 ежесменноrо ТО входят следующие основные работы:
обтирка, чистка, реrулярный наружный осмотр, выявление всех
неисправностей, смазывание, подтяжка сальников, проверка со..
стояния масляных и охлаждающих систем подшипников, наблю..
дение за состоянием крепежных деталей, соединений и их под..
тяжка, проверка' исправности оrраждающих устройств и заземле..
ния, устранение мелких дефектов, частичное реrулирование и др.
Все обнаруженные неисправности в работе оборудования
необходимо устранять в возможно короткие сроки и фиксировать
в сменном журнале. Страницы журнала должны быть пронумеро
ваны, записи в нем должны быть четкими и разборчивыми. Смен..
ный журнал по учету выявленных дефектов и работ ежесменноrо
ТО является первичным документом, отражающим техническое
состояние и работоспособность действующеrо оборудования, и слу
жит для ,контроля работы дежурноrо peMoHTHoro персонала.
Периодическое ТО проводят через установленные в эксплу"
атационной документации интервалы времени. Ero выполняют
либо во время планово периодической остановки оборудования
(для оборудования химических производств с непрерывным техно..
лоrическим процессом), либо в период нахождения оборудования
в резерве или в нерабочий период. Необходимость, периодичность
и продолжительность остановки оборудования определяются в за
висимости от характера технолоrическоrо процесса и возможности
безопасноrо проведения работ с учетом данных статистики отка..
зов оборудования. В выполнении периодическоrо ТО наряду
с ремонтным персоналом технолоrическоrо цеха может участвовать
ремонтный персонал централизованноrо peMoHTHoro подраз..
деления.
Основное назначение периодическоrо ТО устранение не..
исправностей и дефектов, которые не MorYT быть обнаружены
или устранены в период работы оборудования. rлавный метод
ТО осмотр, во вреМЯ KOToporo определяют техническое состо..
яние наиболее ответственных узлов и деталей оборудования,
а также уточняют объем предстоящ-еrо ремонта. Типовой перечень
работ, подлежащих выполнению ремонтным ерсонало во время
периодическоrо ТО, составляют в виде приложения к ремонтному
журналу.
Правильно выбранная система ТО позВоляет CBoeBpeMeH O
смазывать машины, предупреждать их изнашивание, аварии,
348
повышать надежность оборудования, уменьшать затраты времени,
расход запчастей и материалов на обслуживание.
Структура орrанизации и управления ремонтно механических
служб химических предприятий. На химических предприятиях
приняты три формы орrанизации ремонтных работ: децентрали..
зованная, смешанная, централизованная. Они различаются сте..
пенью концентрации работ в ремонтнcrмеханическом цехе (РМЦ).
При децентрализованной форме ремонтные работы всех видов
осуществляются ремонтными участками технолоrических цехов
под руководством механиков этих цехов. Ремонтно"механический
цех, подчиняющийся rлавному механику, выполняет только капи..
тальный ремонт сложноrо оборудования или изrотовляет сложные
запасные части и нестандартное оборудование. Межремонтное
техническое обслуживание проводят дежурные слесари техноло..
rическоrо цеха совместно с эксплуатационным персоналом.
Недостатки децентрализованной. формы орrанизации ре..
монтных работ: распыление сил и средств ремонтных служб;
низкий уровень специаЛl;fзации и механизации ремонтных работ;
низкое качество и высокая стоимость ремонтных работ; исполь..
зование peMoHTHoro персонала на работах, не относящихся к ре..
монту.
При смешанной орrанизации ремонтных работ техническое
обслуживание и текущий ремонт оборудования выполняются J
ремонтными отделениями (участками) технолоrических I цехов,
а капитальный ремонт ремонтно"механическим цехом. Такая
форма орrанизации целесообразна для средних и крупных пред..
приятий и ширвко распространена на химических заводах. Сле..
u
дует отметИ1Ь, что этои системе присущи мноrие недостатки де..
централизованной формы. Однако она имеет некоторые преиму"
щества по сравнению с децентрализованной формой: техническое
руководство и контроль за работой цеховых ремонтных участков
со стороны r лавноrо механика имеют более конкретный характер,
появляются более широкие возможности для специализации
и механизации ремонтных работ.
Наиболее эффективная централизованная форма орrанизации
ремонтов, при которой все виды ремонта выполняются специали..
зированными ремонтными цехами и участками, находящимися
в составе отдела rлавноrо механика (OrM) завода, и специализи..
рованными ремонтными трестами заводами.
Централизованная форма имеет ряд преимуществ по сравнению
u u
со смешаннои и децентрализованнои: выше уровень специализа..
ции и механизации ремонтных работ; шире возможности для
внедрения передовых методов ремонта; лучше оснащенность
ремонтной службы современным оборудованием и инструментом;
выше уровень орrанизации производства, так как механики
освобождены от снабженческих функций и оформления заказов;
меньше потери рабочеrо времени peMoHTHoro персонала по opra..
низационно"техническим причинам.
349
Однако при централизованной форме снижается оперативность
в аварийных или друrих непредвиденных ситуациях, коrда для
выполнения ремонтных работ необходимы предварительные кон..
такты работников технолоrическоrо цеха с работниками РМЦ;
при смешанной форме все аварийные неполадки оперативно устра..
няются работниками цеховых ремонтных участков.
При централизованной форме орrанизации ремонтной службы
предприятия все цеховые ремонтные службы административно
подчинены rлавному механику завода непосредственно или через
начальника Рмц. При децентрализованной форме цеховые ре..
монтные службы административно подчинены начальникам
соответствующих цехов и лишь функционально rлавному меха..
нику завода. При смешанной форме орrанизации peMoHTHoro
производства наряду с цeXOBЫM ремонтными службами, админи"
стративно подчиненными начальникам цехов, имеются ремонт..
ные подразделения, административно подчиненные rлавному ме..
ханику завода.
Положение о fлавном механике и отделе rлавноrо механика.
r лавный механик предприятия химической промышленности под..
чиняется r лавному инженеру и осуществляет административно"
техническое руководство (непосредственно или через работников
отдела rлавноrо механика и механиков производственных цехов)
эксплуатацией и всеми видами ремонта технолоrическоrо и меха..
ническоrо оборудования (кроме энерrетическоrо и наземных
транспортных средств), а также технолоrических сооружений,
установок и коммуникаций, подъемно"транспортных средств. На
предприятиях, rде отсутствует должность rлавноrо энерrетика,
rлавный механик руководит также эксплуатацией и ремонтом
энерrетическоrо оборудования.
rлавному механику подчинены: отдел rлавноrо механика;
ремонтно"механический и антикqррозионный цехи (мастерские);
службы технадзора, надежности оборудования, а также вентиля..
ционноrо хозяйства; конструкторское бюро. Цеховые ремонтные
базы и механики технолоrических цехов, подчиняющиеся началь..
нику цеха, в техническом отношении подчиняются также rлавному
механику. Все указания rлавноrо механика по вопросам эксплу"
атации оборудования, зданий и сооружений, ремонта и техники
безопасности при ремонте обязательны для выполнения всеми
цехами и отделами предприятия.
На rлавноrо механика и руководимый им отдел возложены
следующие основные функции: технический надзор за состоянием
оборудования; составление rрафиков планово предупредитель"
ных ремонтов оборудования; нормирование; реrулирование; кон..
троль; орrанизация учета.
Первая функция заключается в систематическом контроле
состояния Bcero оборудования, выполнения правил и инструкций
по ремонту оборудования, проведения соответствующих проверок
и испытаний. Сюда же относятся: участие в приемке вводимоrо
350
в эксплуатацию оборудования; участие в выявлении причин
возникновения аварий и разработке мероприятий по их ликвида..
ции; изучение причин преждевременноrо изнашивания обору..
дования.
Вторая функция включает: составление rодовых общезавод"
ских rрафиков ремонта оборудования, титульных списков капи..
тальных ремонтов основных фондов предприятия; обеспечение
проведения ППР оборудования необходимыми чертежами, запас..
ными частями, изrотовляемыми в РМЦ, материалами, арматурой
и контрольно"измерительными приборами; определение трудовых
и материальных ресурсов для выполнения плана ремонтных работ;
разработка технолоrии ремонта и проектов орrанизации ремонт..
ных работ; планирование и внедрение мероприятий по совершен..
ствованию орrанизации и управления ремонтом, снижению ero
себестоимости, мероприятий по борьбе с коррозией, экономии
цветных и черных металлов и друrих дефицитных материалов.
Нормирование заключается в систематическом учете времени
непрерывной работы и простоя в ремонте оборудования и цехов
в целом, разработке новых ремонтных нормативов и их коррек..
тировке в соответствии с изменениями условий производства,
нормировании трудовых затрат на ремонт.
Реrулирование включает корректировку и изменение rрафи
ков выполнения ремонтных работ, сроков поставки запасных
частей и материалов, изменение плановых заданий ремонтным
подразделениям.
Функция контроля распространяется на: выполнение rрафи..
ков ППР оборУ}J:ования РМЦ, подрядными орrанизациями и цe
ховыми ремонтными участками; качество ремонта; выполнение
правил техники безопасности при проведении ремонтных работ;
правильность расходования запасных частей и материалов; про
ведение в установленные сроки испытаний аппаратов и сосудов,
работающих под давлением, rрузоподъемных механизмов; пра..
вильность и целесообразность расходования средств на ремонт
оборудования, зданий и сооружений, правильность заrрузки
ремонтных цехов и служб цеховых механиков.
В функции отдела r лавноrо механика (Or М) входят также
орrанизация постоянноrо учета и хранения резервноrо оборудо..
вания, запорной арматуры и запчастей на складах и в цехах,
учет расхода трудовых и материальных ресурсов на выполне..
нне ремонта.
rлавный механик предприятия имеет право: контролировать
деятельность производственных цехов по вопросам эксплуатации
и ремонта оборудования; запреlЦать работу оборудования в слу
чаях rрубоrо нарушения правил технической эксплуатации, He
подrотовленности обслуживающеrо персонала, возможности ава..
рии или несчастноrо случая; не допускать в эксплуатацию вновь
смонтированное оборудование, не обеспеченное соответствующей
технической документацией и инструкциями; распоряжаться фон..
351
дами и ассиrнованиями на ремонт оборудования; производить
подбор и расстановку работников or м и подчиненных ему це..
хов; представлять руководству предприятия предложения о на..
ложении взысканий или снижении премий инженерно техниче..
скому персоналу orM и производственных цехов за неправиль"
ную эксплуатацию и плохое состояние оборудования, а также за
нарушение rрафиков ППР оборудования.
Структура и штаты orM утверждаются директором предприя..
тия применительно к типовым структурам и нормативам числен..
ности, утвержденным вышестоящей орrанизацией, исходя из ус..
повий и особенностей производства.
В своей работе rпавный механик руководствуется распоря..
жениями директора и rлавноrо инженера предприятия, а также
указаниями вышестоящих орrаf!изаций управления химической
промышленностИ'.
Ремонтно"механический цех (РМЦ) выполняет централизо!3ан"
ный ремонт оборудования Bcero завода, а также изrотовляет за..
пасные части и сменные детали. Концентрация производства за
пасных частей и сменных деталей в ремонтно механических цехах
предприятия позволяет исключить выполнение нерациональных
станочных и слесарных работ на ремонтных участках технолоrи..
ческих цехов. При этом создаются предпосылки для орrанизации
специализированных участков внутри РМЦ и соответствующеrо
снижения себестоимости изrотовляемых деталей. В результате
не только повышается эффективность peMoHTHoro прои водства,
но и создаются условия для широкоrо внедрения передовых
методов труда и снижения себестоимости ремонта в целом.
Исходным элементом системы планирования потребности в за..
пасных пастях являются заявки производственных цехов и обо..
снование потребности в оборудовании и запасных частях для
ремонтно"эксплуатационных нужд, а также заявки на оборудова..
ние вместо изношенноrо и морально устаревшеrо. При составле..
нии заявок на запасные части и материалы исходят из фактически
установленных rодовых, квартальных и месячных расходов.
Качественное и своевременное проведение ремонтов во MHoroM
зависит также от надлежащеrо хранения и учета запасных ча..
стей. В наибольшей степени этим требованиям отвечает хранение
запасцых частей и оборудования на специализированных скла..
дах, оснащенных необходимыми средствами для проведения по..
rрузо разrрузочных и складских работ. Для контроля и учета
запасных частей на складе имеются журналы или карточки учета.
Получают распространение контроль и учет наличия запасных
частей на складе с использованием ЭВМ. При этом запасные
части кодируют на перфокартах, в которых цифровые обозначе..
ния соответствуют цеху, в котором установлен аппарат с данной
запасной частью, аппарату, узлу и непосредственно запасной
части, а также месту расположения ее на складе. После обработки
на ЭВМ получают данные об одинаковых деталях, установленных
352
в различных аппаратах разных цехов. o позволяет установить
минимально необходимое число одинаковых деталей, хранящихся
на складе, ликвидировать их излишки в цехах и обеспечить за..
пасными частями все оборудование завода.
РМЦ административно подчиняется директору предприятия,
а технически rлавному механику. Орrанизационная структура
цеха зависит от масипаба ремонтной службы (численности рабо
чих PMUQ, номенклатуры технолоrическоrо оборудования, коли
чества съемноrо и несъемноrо оборудования в основных цехах,
трудоемкости и периодичности ремонта оборудования различных
видов, возможностей межзаводской кооперации по изrотовлению
запасных частей и др. .
Р МЦ включает слеДУIощие специализированные участки: ре..
монтно строительный, ремонта OCHoBHoro технолоrическоrо обо
рудования, ремонта вспомоrательноrо технолоrическоrо обору
дования, слесарно механический, слесарно сварочный, кузнечно
литейный, rальванический, подrотовки производства, инструмен
тальный и др.
Помимо основных подразделений в состав РМЦ входят и под..
чиняются начальнику цеха: инженер ОТК, планово экономиче
ское бюро или старший экономист по планированию (при отсут"
ствии планово экономическоrо бюро), бюро нормирования труда
или старший нормировщик, экономист по труду, механик цеха,
инженеры"конструкторы и инженеры технолоrи, делопроизводи
тель или секретарь машинистка, завхоз, табельщик.
Основные направления совершенствования орrанизации pe
монтной службы ,на предприятиях: повышение уровня внутри
заводской централизации и специализации ремонтной службы;
выполнение ремонтных работ с rарантированным уровнем каче
ства, удостоверяемым rарантийным паспортом; повышение тех..
tt
ническои вооруженности peMoHTHoro персонала с широким
использованием средств механизации, специализированных ин
струментов и приспособлений при выполнении ремонтных работ;
внедрение проrрессивных методов ремонта и использование ЭВМ
при планировании ремонтов и учете материалов и запчастей.
Руководитель peMoHTHoro подразделения (обычно мастер РМЦ)
, принимает подrотовленное к текущему ремонту оборудование от
начальника смены '(установки) технолоrическоrо цеха. ПО OKOH
чании текущеrо ремонта руководитель ремонтных работ сдает
оборудование начальнику смены с записью в ремонтном журнале.
Оборудование, подrотовленное к капитальному ремонту, py
ководитель ремонтных работ принимает от начальника цеха
или от лица, им назначенноrо, ,с составлением акта по YCTaHOB
ленной форме. Капитально отремонтированное оборудование после
испытаний и обкатки принимается начальником цеха или назна
ченным им лицом с составлением акта.
Ремонтные работы в РМЦ планируют с учетом и оценкой дaH
ных, полученных при контроле за работающим оборудованием.
353
На основании установленных нормативов руководитель peMOHT
Horo подразделения совместно с начальником технолоrическоrо
цеха составляют проект rодовоrо rрафика планово периодиче
cKoro ремонта оборудования, который представляют на' соrласо
вание в отделы rлавноrо механика, rлавноrо энерrетика, и в про
изводственно технический отдел. После соrласования с руководи
телями инженерных служб предприятия rрафик утверждается
rлавным ин енером до 15 ноября rода, предшествующеrо плани..
руемому, и является основным документом для проведения ре..
монтов. На основании утвержденных rодовых rрафиков ремонта
с учетом фактическоrо использования оборудования за прошед
ший период составляют месячный план rрафик отчет ремонта обо
рудования цеха, утверждаемый rлавным механиком предприятия
и начальником ПТО не позднее 25 ,ro числа месяца, предшествую
щеrо планируемому.
6.5. РЕМОНТ ОСНОВНЫХ ТИПОВ
ХИМИЧЕскоrо ОБОРУДОВАНИЯ
Ремонт колонных аппаратов. Основным видом износа
. колонной массообменной аппаратуры является забивка колонны
отложениями и коррозия ее элементов. Содержание операций и
их число при разборке колонны зависят от ее диаметра. Царrо
вые колонны разбирают полностью. У цельносварных колонн де..
монтируют только внутренние устройства.
При подrотовке колонноrо аппарата к ремонту следует: OT
ключить ero от rазовых маrистралей и электросети и установить
заrлушки на фланцевых соединениях штуцеров; продуть аппарат
азотом, чтобы концентрация вредных и rорючих веществ не пре
вышала предельно допустимых санитарных норм; демонтиро
вать коммуникации ввода rаза в .колонну; разъединить фланце
вые соединения, демонтировать находящееся внутри колонны
оборудование. Далее необходимо выполнить тщательный наруж
ный и внутренний осмотр корпуса колонны для выявления
возможных дефектов, образовавшихся в процессе эксплуатации
(механические повреждения, трещины, коррозия и др.) Следует
обращать особое внимание на состояние сварных швов и уплот
нительных поверхностей корпуса и крышки.
При наличии повреждений наружной поверхности (вмятин,
коррозионных разрушений и др.) необходимо удалить дефектный
металл шлифованием. Надежность ликвидации поверхностных
дефектов контролируют маrнитной или ультразвуковой дефекто
скопией. Допускается rлубина повреждения в пределах lO
20 % толщины стенки в зависимости от размеров повреждения.
Для уплотнительных поверхностей корпусов, крышек и обтю
раторов необходимо контролировать качество поверхности (за
боины, риски, следы коррозии, трещины) и точность rеометриче
ской формы; при необходимости следует использовать методы
354
механической обработки. Запрещается устранять дефекты на
уплотнительных поверхностях зачеканкой и установкой BBepTЫ
шей. Все уплотнительные поверхности следует контролировать
маrнитной или ультразвуковой дефектоскопией на отсутствие
трещин.
Тарелки разбирают внутри колонны, выносят через люки
на обслуживающие площадки и тра нсп ортируют для чистки и
ремонта. Иноrда проводят чистку тарелок внутри аппарата. Для
монтажа тарелок в верхней части колонны устанавливают поворот
ный кран укосину, который через систему направляющих роликов
и блоков соединен с лебедкой, расположенной у основания KO
лонны.
При ремонте внутренние устройства колонн очищают от rрязи,
кокса и друrих отложений. Твердую и тестообразную массу yдa
ляют лопаточками или скребками, кокс пневматическими отбоЙ
ными молотками. Операции, связанные с разборкой закоксован
ных тарелок и отбойников, наиболее трудоемки; эти операции
осуществляют с помощью талей, подвешиваемых внутри колонны
на опорных балках.
Определение износа и отбраковку внутренних устройств BЫ
полняют В соответствии с действующими методиками и нормами.
Изношенные детали, а иноrда и целые узлы заменяют.
При ремонте и обслуживании насадочных колонн основное
внимание уделяют очистке внутренних устройств аппарата, ero
корпуса и замене насадки. При помощи лебедки, бадьи и KpaHa
укосины на верх колонны (или к любому люку) подают новую Ha
садку и удаляют старую. Для заrрузки и выrрузки насадки обычно
используют бадьи с открывающимся днищем и сменные перенос
ные лотки.
Изношенные штуцера и люки вырезают и заменяют новыми
с обязательной установкой укрепляющих колец. При каждом
ремонте измеряют фактическую толщину стенки корпуса колон
Horo аппарата.
Корпус цельносварных колонн демонтируют при необходимо
сти замены части корпуса или днища. Нижнюю часть корпуса
или днища можно заменять и без демонтажа колонны. Для этоrо
к верхней части колонны крепят опорную площадку, под которую
подводят домкраты. Нижнюю часть колонны отрезают и удаляют
после подъема верхней части на высоту 100 мм. После подведе
ния новой нижней части верхнюю часть опускают и сваривают
с нижней. При замене промежуточных обечаек и днищ используют
мачты.
После ремонта колонны ее подверrают rидравличеСКИ l или
пневматическим испьпаниям.
Ремонт теплообменных аппаратов, печей, сушилок. Ремонт
теплообменных аппаратов включает: подrотовительные работы;
разборку; выявление и устранение дефектов; чистку труб и KOp
пуса; частичную замену труб; смену уплотнениЙ разборных co
355
единений; pel\IOHT футеровки и защитных покрытий деталей с ча..
стичной заменой; сборку и испытания аппарата на прочность
и плотность.
При подrотовке теплообменника к ремонту следует: избыточ
ное давление снизить до атмосфер Horo, удалить из аппарата про
дукт и установить заrлушки на всех коммуникациях; продуть
аппарат азотом или водяным паром с последующей промывкой
водой и продувкой воздухом до получения удовлетворительных
анализов на содержание ядовитых и взрывоопасных веществ.
Наиболее трудоемкие операции при ремонте теплообменников:
монтаж и демонтаж резьбовых соединений, очистка труб и KOp
пуса; извлечение трубных пучков, замена труб и установка труб
ных пучков; испытания.
Для снижения трудоемкости работ по монтажу и демонтажу
резьбовых соединений применяют rайковерты с пневматическим
и rидравлическим приводом. Для извлечения трубных пучков из
теплообменников с плавающей rоловкой можно использовать
лебедки и домкраты, а также приспособления для захвата труб
Horo пучка (лебедка или полиспаст) в сочетании с rрузоподъем
ными механизмами (автомобильный кран, таль с передвижным
монорельсом или тележка).
Трубы и корпус очищают от отложений химическими, абра
ЗИВНЫ lИ и специальными методами.
Химическую очистку выполняют без разборки теплообменника
с применением 5 15 % Horo раствора соляной кислоты или уrле..
водородных растворителей, разрыхляющих твердый осадок, KO
торый затем смывают водой.
Абразивные методы очистки подразделяют на механический,
rидропневматический, rидромеханический (струей воды BblcoKoro
давления) и дробеструйный. Для механической очистки исполь
зуют шомполы (длинный стальной - пруток с наконечником ер"
шом) , сверла, щетки, шарошки, буры. rидропневматическую
очистку выполняют водой под давлением O,5 0,6 МПа и сжатым
воздухом под давлением О, 7 0,8 МПа, одновременно подавае..
мыми в заrрязненную трубу. Под действием движущихся с боль
шоЙ скоростью воды и воздуха отложения на стенках труб разру
шаются и смываются. rидромеханическую очистку выполняют
с помощью сопл, установленных на полых штанrах. В сопла по-
дается вода под давлением 15 70 МПа насосом BblcoKoro давле-
ния. Эrот способ обеспечивает высокую степень очистки при не..
больших затратах времени на чистку. Сущность дробеструйной
очистки заключается в обработке очищаемой поверхности смесью
стальной дроби с ВQЗДУХОМ или водой, подаваемыми с большой CKO
ростью. Дробь вводится в смесь эжекционными насосами.
К специаЛЬНЫl\1 методам очистки относится ультразвуковой.
Твердые отложения разрушаются под действием ультразвуковых
колебаний, которые создаются в Боде специальными вибраторами
с помощью ультразвуковых преобразователей.
356
Замена труб в трубной решетке включает удаление дефектных
труб, правку вмятин в трубах, подrотовку новых труб (резку
в размер и зачистку концов под развальцовку или сварку), соеди"
нение труб в пучки и крепление их в решетках.
Pe 10HT теплооб?-tхенных аппаратов завершают rидравличе
скими испытаниями, приче 1 сначала испытывают межтрубное
пространство, а затем трубное. Пробное давление обычно указано
в паспорте аппарата. При отсутствии в паспорте этоrо параметра
корпус аппарата (межтрубное пространство) испытывают как co
суд или аппарат, а трубное пространство при удвоенном рабо
чем давлении.
Ремонт печей очень трудоемок. Это объясняется несовершен"
ством конструкций трубчатых печей и тяжелыми условиями их
работы (высокая температура, жесткость режима и др.). Особенно
трудоемок per.,10HT футеровки печей, выполненной из оrнеупор
Horo кирпича.
Подrотовка печи к ремонту включает: остановку печи; про
дувку трубчатоrо з еевика. водя HbIl\'1 паром; сушку кокса, отло"
жившеrося на внутренних поверхностях труб; охлаждение печи
до необходимой температуры.
Внутренние поверхности трубчатых змеевиков чистят Mexa
ничеСКИl\1 способом или выжиrанием отложившеrося кокса. При
использовании механическоrо способа кокс сначала подсушивают
водяным паром, а затем удаляют с внутренних поверхностей труб
бойками из чуrуна повышенной прочности или шарошками.
Бойки и шароШКИ получают вращение от пневмотурбинки, KO
торая свободно проходит внутри очищаемой трубы. Боек или ша
рошка соединены с валиком ротора пнев?-tl0турбинки через шар
нир. Отделяемый кокс в виде пыли и небольших кусков BЫДY
вается из трубы отработанным воздухом, выходящим из пневмо
турбинки. Воздух В турбинку подают по пневмошланrу.
При чистке труб выжиrанием кокса в змеевик подают водяной
пар. Одновременно зажиrают несколько форсунок и доводят
температуру топочных rазов над перевальной стеной до 450 ос.
При этой температуре в змеевик подают воздух под давлением
не l\leHee 0,4 Л'lПа и затем, реrулируя подачу топлива в форсунки,
повышают температуру до 580 600 ос. Процесс выжиrания кокса
контролируют анализом выходящих из Зl\1еевика rазов На coдep
жание диоксида уrлерода, которое не должно превышать 10
18 0/0. Уменьшение концентрации диоксида уrлерода до 0,2
0,25 o свидетельствует об окончании процесса выжиrания кокса.
Наружные поверхности труб очищают от отложений обдувкой
ВОЗДУХО 1 или с помощью скребков, закрепленных на шестах.
Дефектные трубы змеевика удаляют rазокислородной резкой.
До установки новой трубы rнезда двойника и концы труб должны
быть зачищены от ржавчины и отложений до металлическоrо
блеска. Трубы крепят развальцовкой или сваркой.
357
После ремонта, связанноrо с заменой труб, двойников, CBap
кой, змеевик печи должен быть подверrнут rидравлическим испы..
таниям.
При ремонте барабанных печей и сушилок необходимо KOHTpO
лировать состояние внутренних устройств барабана. При их
изнашивании нарушается температурный режим процесса сушки,
а также увеличивается износ стенок корпуса от трения проходя
щеrо материала. Для нормальной работы барабанной сушилки
особенно важно хорошее состояние уплотнений rорячеrо и холод..
Horo концов, а также отсутствие подсоса холодноrо воздуха че
рез rазоходы и лотки д'ля выrрузки высушиваемоrо :материала.
[рафиком планово предупредительноrо ремонта барабанных
сушилок предусматривают текущие ремонты через 4320 ч pa
боты, капитальн е ремонты через 17 280 ч. Ремонтный цикл
включает три текущих и один капитальный ремонты.
Основные демонтируемые или сменные детали обечайки,
опорные ролики, бандажи, зубчатые венцы и шестерни.
Ресурс обечаек сушильных аппаратов практически очень
велик. Причины деформирования или разр.ушения обечаек: про
rиб барабана вследствие неправильной установки роликов или
их HepaBHoMepHoro изнашивания; оrоление металла обечаек вслед
ствие местных повреждений футеровки, что приводит к переrреву,
короблению и проrоранию стенки. Обечайки восстанавливают по
обычной для цилиндрических аппаратов технолоrии. Поврежден
ный или деформированный участок обечайки удаляют rазокисло
родной резкой, на вырезанное место ставят предварительно изо..
rнутую по шаблону заплату и присоединяют стыковой сваркой.
При наличии значительных повреждений дефектную часть обе..
ча йки вырезают и заменяют.
Опорные ролики изrотовляют из стали с несколько меньшей
твердостью, чем сталь, из которой выполнены бандажи. Это обус
ловлено тем, что сменить или восстановить ролик леrче, чем бан"
даж. Поверхности роликов ДОЛЖ6Ы быть хорошо обработаны.
В процессе работы бандажи изнашиваются и форма их иска..
жается. Поверхности бандажей обтачивают на месте. Если CTe
пень износа так велика, что обтачивать бандаж нельзя, ero за
меняют. Эта операция очень трудоемка: снимают обечайку бара..
бана, смежную с бандажом, срезают или расклепывают старый
бандаж, ставят новый, затем обечайку вместе с бандажом YCTa
навливают на место и заваривают.
После ремонта проверяют отклонения от прямолинейности
и наклона оси барабана, равномерность опирания всех банда
жей на свои роликоопоры, отклонение от соосности и rерметич
ность уплотнительных колец.
Ремонт насосов, центрифуr, фильтров. Ремонт центробежных
насосов включает следующие мероприятия:
при техническом обслуживании проверка oceBoro разбеrа
ротора; очистка и промывка картеров подшипников, смена масла,
358
промыкаa масляных трубопроводов; ревизия сальниковой Ha
бивки, промывка систе 1 охлаждения и смазки и смена смазочноrо
материала; проверка состояния защитных rильз и ПОЛУl\IУфТ;
при текущем ремонте полная разборка с проверкой и pery..
лировкой зазоров в подшипниках скольжения, проверка радиаль
Horo и торцовоrо биения ротора и ero статическая балансировка;
ревизия и замена деталей торцовых уплотнений; осмотр и BOCCTa
новление резьбовых соединений насоса, шпоночных канавок и
резьб на валу;
при капитальном ремонте ревизия всех сборочных единиц
и деталей; замена рабочих колес, валов, уплотняющих колец
корпуса, распорных втулок.
Наиболее вероятные дефекты корпусов насосов коррозион
н й износ отдельных мест; дефекты отливки корпуса, выявленные
в процессе эксплуатации; износ посадочных мест; забоины, риски
на плоскости разъема. Износ отдельных мест корпуса устраняют
наплавкой металла с помощью электросварки, царапины и
риски"':"""""" зачисткой шабером или заваркой. Значительно изно
шенные уплотнительные поверхности протачивают или фрезе
руют. Допускается расточка изношенных мест и запрессовка
втулок с последующей расточкой до номинальных размеров.
Рабочие колеса подвержены наиболее интенсивному изнаши
ванию в результате действия механическоrо трения, эрозионноrо
и коррозионноrо действия перекачиваемой среды, кавитацион
Horo разрушения и ряда друrих факторов. При сильном кави
тационном разрушении рабочеrо колеса (сквозные отверстия,
полное или часfичное разрушение лопастей) ero заменяют. Ви
зуально выявляются задиры и забоины, которые необходимо за
чистить. Поврежденные места восстанавливают наплавкой IC по
следующей проточкой. При ослаблении посадки рабочих колес
(допуск + 0,01 мм) их следует заменить.
Наиболее вероятные дефекты валов: износ шеек вала; трещины;
износ резьбы и шпоночных пазов; искривление вала. Износ шеек
вала не должен превышать 2 % номинальноrо диаметра. Оваль
ность или конусность шеек вала под подшипники скольжения
должны быть не более 0,004 мм.
При искривлении и повышенном биении вала ero выправляют
на специальном приспособлении или токарном станке. При значи
тельных проrибах вала правку выполняют термическим способом.
Задиры и риски на валу rлубиной до 0,2 мм должны быть зашли
фованы; при больших задирах поверхности вала следует прото
чить. Поврежденную резьбу на валу восстанавливают резцом.
Если повреждения значительны, то вал заменяют или участок
вала протачивают, затем наплавляют, обрабатывают и на нем
нарезают новую резьбу. При проверке подшипников качения
следует учитывать, что при вращении подшипника должен быть
слышен rлухой шипящий звук; резкий металлический и дребез
жащий звук свидетельствует о повреждении.
359
После сборки насоса, которую выполняют в порядке, обрат..
НОМ разборке, проводят испытания и приемку насоса из ремонта.
При текущем ремонте центрифуr чистят барабан, реrули-
руют зазор между корпусом барабана и ножами, проверяют на..
бивку сальников, смазочный материал подшипников шнека, за..
меня масло в подшипниках барабана, проверяют отклонение
от соосности валов электродвиrателя и редуктора. При капиталь..
ном ремонте кроме указанных работ заменяют сопла, ножи, ман"
жеты rидросистемы, пальцы и втулки муфты привода, подшип..
ника барабана и редуктора привода, контролируют тормоз бара..
бана с заменой тормозной ленты.
Значительный износ корпуса барабана и друrих деталей ро..
тора центрифуrи, а также наличие трещин на них приводят к Ha
рушению балансировки и появлению заметной вибрации. Вибри
рующую центрифуrу останавливают и не запускают в работу до
тех пор, покн не будет обнаружена и устранена причина вибра
ции.
Часто изнашива ся тормозной обод на барабане и тормоз
ная лента. Тормозной обод обтачивают на станке, причем после
каждоrо ремонта ротор подверrают статической и динамической
балансировкам. Изношенную тормозную ленту заменяют. П9сле
установки новой ленты реrулируют натяжение пружин для обес
печени необходимой корости торможения ротора. Надежность
крепления тормоза на станине и кожухе, а также тормозных пру..
жин реrулярно проверяют; дефекты ликвидируют.
Отремонтированную центрифуrу сдают в эксплуатацию после
пробноrо пуска, при котором контролируют устойчивость враще..
ния ротора, уровень шума, температуру подшипников, работу
системы блокировки электродвиrателя, тормоза и механизма за
пирания крышки.
При текущем ремонте вакуум фильтров промывают масленки
и маслопрово.{l.Ы, заменяют масло в редукторе, проверяют состоя..
ние полумуфт'. При капитальном ремонте кроме работ текущеrо
ремонта снимают крышки фильтра, заменяют фильтровальную
ткань, прово оку и сетки; ремонтируют шнек или нож, выпол
няют проточку И шабрение шайб распределительной rоловки,
ремонт подшипников барабана, ревизию и (при необходимости)
замену зубчатых колес и червяков редуктора и подшипников ка-
чения.
При текущем ремонте дисковых фильтров заменяют резиновые
сальники корпуса фильтра, фильтровальную ткань, производят
чеканку и пайку дисков, проверяют состояние поршня и штока
rидравлической системы. При капитальном ремонте кроме работ
текущеrо ремонта проверяют и ремонтируют корпус, поршень,
шток, rидроподъемник, заменяют вентили, штуцера, кронштейны,
корыто, изношенные зубчатые колеса. Проверяют отклонение от
ro ризон.тальности корпуса фильтра.
360
При текущем ремонте рамных фильтр прессов заменяют филь
тровальную ткань, сальники, кожаные манжеты поршня rидрав
лическоrо зажима, масло в редукторе привода, проверяют цeH
тровку электродвиrателя с редуктором. При капитальном ремонте
кроме работ текущеrо ремонта выполняют ревизию и замену плит,
рам, плунжеров, ремонт или замену rидравлическоrо зажима,
ревизию rидронасоса с заменой ,изношенных деталей.
. При текущем ремонте электрофильтров проверяют состояние
изоляторной коробки, изоляторов и шин, осматривают механизм
встряхивания осадительных электродов. При капитаЛЬНQМ pe
монте кроме Toro заменяют rазораспределительную решетку и
i
механизм встряхивания, коронирующие электроды и термоизоля
цию.
..
СПИСОК ЛИТЕРАТУРЫ
1. Александров Н. А. Ректификационные и абсорбционные аппараты.
М.: Химия, 1978. 277 с.
2. Барановский Н. В., Коваленко л. М., Ястребенецкий А. Р. Пластин
чатые и спиральные теплообменники. М.: Машиностроение, 1973. 288 с.
3. Вихман r. А., Круrлов с. А. Основы конструирования аппаратов и
машин нефтеперерабатывающих заводов. М.: j\\ашиностроение, 1978. 328 с.
4. rельперин н. Н. Основные процессы и аппараты химической техноло
rии. М.: Химия,' 1981. 812 с.
5. rуревич д. Ф. Трубопроводная арматура: Справ. пособие. Л.: Ma
шиностроение. 1981. 368 с.
6. Ермаков В. Н., Шеин В. с. Ремонт и монтаж химическоrо оборудова
нин. л.: Химия, 1981. 368 с.
7. Коуэов п. А., Мальrин А. д., Скрябин r. Н. Очистка от пыли rазов
в воздуха в химической промышленности. Л.: Химия, 1982. 255 с.
8. Лыков М. В. Сушка в химической промышленности. М.: Химия, 1970.
432 с.
9. Маньковский о. Н., Толчинский А. Р., Александров М. В. Теплообмен
нан аппаратура химических производств: Инженерные методы расчета. л.:
Химия, 1976. 367 с.
10. Матвеев В. В. Примеры расчета такелажной оснастки. 3 e изд., 'перераб.
и доп. л.: Стройиздат, 1979. 239 с.
11. Машины и аппараты ХRМИЧеских производств: Примеры и задачи!
и. В. Доманский, В. И. Исаков, r. М. Островский и др.; Под общ. ред. В. Н. Co
колова. л.: Машиностроение, 1982. 384 с.
12. Машины и аппараты химических производств/И. И. Чернобыльский,
А. r. Бондарь, Б. А. rаевский и др.; Под ред. И. И. Чернобыльскоrо, 3 e изд.
перераб. и доп. М.: Машиностроение, 1975. 456 с.
13. Михаил Р., Кырлоrану К. Реакторы в химической промышленности:
Пер. с PYMblHcKoro; Под ред. п. r. Романкова и Н. Н. Смирнова. л.: Химия,
1968. 388 с.
14. Морrулис М. л., Маэус М. r., Мандрико А. С., Бирrер М. Н. Py
кавные фильтры. М.: Машиностроение, 1977. 256 с.
15. Мустафаев А. М., rYTMaH Б. М. rидроциклоны в нефтеперерабатыва
IOщеА промышленности. М.: Недра, 1981. 260 с.
361
16. Муштаев В. и., Ульянов В. М., Тимошин А. с. Сушка в условиях
пневмотранспорта. М.: Химия, 1984. 2З2 с.
17. Основы жидкостной экстракции/Под редакцией r. А. Я rодина. М.:
Химия, 1981. 400 с.
18. Основные процессы и ,\ппараты химической технолоrии: Пособие по
проектированию/r. С. Борисов, В. П. Брыков, ю. и. Дытнерский и др.; Под
ред. ю. и. Дытнерскоrо. М.: Химия, 198З. 272 с.
19. Расчет и конструирование машин и аппаратов химических производств:
Примеры и задачи/М. Ф. Михалев, Н. п. Третьяков, и. А. Мильченко и др.;
Под общ. ред. М. Ф. Михалева. Л.: Машиностроение.
20. Рахмилевич 3. 3., Радзин и. М., Фарамазов с. А.: Справочник Mexa
ника химических и нефтехимических производств. М.: Химия, 1985. 592 с.
21. Романков. п. r., Рашковская Н. Б. Сушка во взвешенном состоянии.
л.: Химия, 1979. 272 с.
22. Соколов В. Н., Доманский и. В. rазожидкостные реакторы. л.: Ма-
шиностроение, 1976. 216 'с.
23. Соколов В. и. Основы расчета и конструирования машин и аппаратов
пищевых производств. М.: Машиностроение, 1983. 447 с.
24. Соколов В. и. Центрифуrирование. М.: Химия, 1976. 407 с.
25. Ужов В. Н., Вальдберr А. ю. Очистка rазов мокрыми фильтрами.
л.: Химия, 1972. 248 с.
26. Фарамазов с. А. Оборудование нефтеперерабатывающих заводов и ero
эксплуатация. М.: Химия, 1984. 328 с.
27. Фарамазов с. А. Ремонт и монтаж оборудования химических и нефт
перерабатывающих заводов. 2 e изд. перераб. М.: Химия, 1980. 312 с.
28. Холланд Ф., Чапман Ф. Химические реакторы и смесители для жидко-
фазных процессов: Пер. с анrл./Под ред. ю. М. Жорова. М.: Химия, 1974.
208 с.
29. Шкоропад Д. Е., Новиков о. п. Центрифуrи и сепараторы для хими-
ческих производств. М.: Химия, 1987. 255 с.
ПРЕДМЕТНЫЙ УКАЗАТЕЛЬ
А
Аппараты для проведения реакций
жидкостных 244
rазовых на твердом катализаторе
285
между rазом и твердым веществом
276
Аппараты колонные Расчет на проч
ность и устойчивость 109
Аппараты массообменные насадочные
95
оросители 103 104
тарелки перераспределительные 102
тарелки распределительные 105
Аппараты массообменные тарельчатые
69
Аппараты реакционные 243
Аппараты колонные тарельчатые 69
расчет автоматизированный См.
Расчет ll8том.атuзuрованНblй колонн
ректифuкацuонных
рекомендации по выбору 88
Аппараты теплообменные блочные 64
классификация 5
кожухотрубчатые См. Теплооб
.ме/-l,ники КlJЖухотрубчатш
монтаж 339
назначение 5
рекомендации по выбору 6, 7
«труба в трубе» См. Теплооб.м.ен
Н,ихu «труба в трубе»
Аппараты экстракционные. колонные
115 119
центробежные 120 124
Арматура трубоПРОВОДНа8 303
выбор 311
запорная 304
классификация 303
предохранительная, защитная 310
реrупирующая 308
фазоразделительная 309
Аэрозоли 225
в
Вакуум"фильтр барабанный 173
работающий под давлением 190
расчет на прочность обечайки 177
расчет на IJРОЧНОСТЬ торцовой крыш
ки 180 '
ячейковый 174
Вакуум"фильтр дисковый 184
ленточный 186
тарельчатый 188
Валы жесткие 218
rибкие 219
Варианты крепления трубных решеток
к кожуху 9
размещения плавающей rоловки
в кожухе 17
уплотнения пространства между пе
реrороДКОЙ и кожухом 14
Вентиль запорный yr ловой 305 306
мембранный 306
Выrpузка механизированная 2З8
r
rазоrенератор с вертикально переме"
ЩaIOЩИМСR слоем 277
rидроциКJIОНЫ 222
схема 223
типы 224
фактор разделения 222
rорелки rазовые панельные 266, 267
Д
Двойники nellHble 268
Деформации температурные 11
Документация проектно--техничеСКа8
316
Документы эксплуатационные 318
3
Завихрители 227
Задвижки 307
Заслонки 303 08
363
и
Испаритель 19
Испытании оборудования rидравличе
ские 341 34З
пневматические 343
к
Клапан пружинный 310
реrулирующий 308
рычажно rрузовой 310
Компенсатор 12, 13, 301
волнистый ЗОl 302
П образный 301
сальниковый 302
Конденсатоотводчик поплавковый 309
термостатический 309
Кран пробковый 304
Краны стреловые самоходные З25
Крекинr 264
Критерий Ньютона 215
М
Мачта монтажная 325
NloMeHT инерции динамический 221
Nlонтаж оборудования 321, 329
безъякорными методами 333
вертикальных цилиндрических ап
паратов 329
колонн тарельчатых инасадочных
336
методом поворота BOKpyr шарнира
331
методом скольжения без отрыва от
земли 332
методом скольжения с отрывом от
земли 330
методы 329
основные операции 321
порталами 3З5
сушилок и теплообменных аппара
тов 3З9 341
Н
Напряжения температурные Расчет
22
Насадка 96
выбор 100
нереrулярная 96
реrулярная 98
характеристики 100
О
Оборудование rpузоподъемное 325
Оборудование пылеочистное 225
выбор 236
Обслуживание техническое 347
ежесменное 348
периодическое 348
реrламентированное 347
364
Опоры трубопроводов 302
Освидете.7Ьствование 322
Отбойники 107, 108
n
Период межремонтный 346
Перспективная техника См. Техника
перспектU8ная
Печи 264
барабанные вращающиеся 279 281
полочные 278
трубчатые 265, 266
шахтные 276
,П иролиз 265
Qортал 327
Поставка оборудования 317
Прецессия 220
Приемка фундаментов 319
ПриспособлениЯ сборочные 321
Проект орrанизации строительства 317
Проект производства работ 317
Пылеуловитель 234, 2З5
Р
Работы пусконаладочные 344
Развальцовка 25
РасконсервациЯ 322
Раствор коллоидный 167
Расчет деформаций трубной решетки 37
критической уrловой скорости вала
центрифуrи 219 222
Расчет автоматизированный колонн
ректификационнЫХ 83
теплообменнИКОВ кожухотрубчатых
28
Расчет на прочность барабана сепара
тора 213
барабана uентрифуrи 213
. крыlIкии торцовой вакуум фильтра
барабанноrо 180
обечаики вакуум фильтра барабан
Horo 177
сушилок 150 158
элементов теплообменников кожу
хотрубчатых 31
u 3 4
упрощенныи ..
уточненный 41
Расчет сосудов с рубашками, сопря
женными с корпусом анкеРНЫ iИ труба
ми и отбортовкой 262
U образными 257
цилиндрическими 261
кинематичеСКИ f методом 255
по несущеЙ способности 254
Реактор вытеснения (трубчатый) 243,
244
с выносным теплообменником
250
с пучком двоЙных теп.rтообменных
труб 250
смешения (кубовый) 243, 244
Реакторы rазожидкостные 270 275
барботажноrо типа 273 274
колонноrо типа насадочные 272
,колонноrо типа С тарелками 273
пенные 274
с механическим распылением жид
кости 271
с мешалкой 271
типа rазлифта 275 276
Реакторы BblcoKoro Давления 290
для полимеризации 248, 249
каталитическоrо крекинrа 293
низкоrо давления 286
плазмохимические 295 298
с псевдоожиженным слоем 281, 292
с ретортами 285
Реакция rазожидкостная 269
между rазом и твердым веществом
270
Ремонт аппаратов колонных 354
насосов 358
планирование 347
планово предупредительный 345
печей, сушилок 356 358
текущий 345
теплообменных аппаратов 354
трудоемкость 347
фильтров 360 361
центрифуr 360
Решетка трубная Расчет деформа
ций 37
С
Сверхцентрифуrи осадительные См.
Центрuфуzu
Сдача оборудования 344
в монтаж 318
Сепараторы 107, 108, 207
вихревой 241
динамика 218
MHoroKaMepHble 213
однокамерные 208
осветляющие 208
разделяющие 208, 209
расчет барабана на прочность 213
тарельчатые 211
Скрубберы 233 235
Сосуды с рубаurками
конструкции 252, 253
расчет кинематическим методом 255
расчет по несущей способности
254 264
Способы разделения rазов 225
хранения оборудования 318
Суспензия 167
Сушилки 124
автоматизированный расчет 158
.
161
барабанные 130
выбор 145 150
конвективные 125 142
кондуктивные 142 145
ленточные 126
монтаж 339
петлевые 129
полочные 126
распылительные 140
расчет на прочность 150 158
с псевдоожиженным слоем 134
туннельные 127
т
Тарелки клапанные 78
колпачковые 75
решетчатые 84
ситчатые 81
Теплообменники воздушноrо охлажде
ния 57, 58
оросительные 62
пластинчатые 47
схемы компоновки пластин 49
расчет на прочность 52
поrружные змеевиковые 63
спиральные 53
«труба в трубе» 60
Теплообменники кожухотрубчатые
интенсификация процесса теплооб
мена 43
параметры, размеры 7
расчет автоматизированный 28
расчет деформаций трубной решет-
ки 37
расчет на прочность 31
расчет упрощенный 34
расчет уточненный 41
с неподвижными трубными решет-
ками 8, 10
с плавающ й rоловкой 15
с плавающей rоловкой и компенса
тором 18
с температурным компенсатором на
кожухе 11
с U-образными трубами 13
Термоизоляция аппаратов 343
Техника перспеКТИВНaR массообменная
161 166
разделения неоднородных систем
238
реакционная 294
теплообменная 66
Транспортирование оборудования 320
Трубки Фипьда 286
Трубопроводы технолоrические 299
монтаж, эксплуатация 313
приспособления для сборки 314
Трубы Материалы 300
365
У
Установка оборудования на фундамент
323
Устройства массообменные контактные
73
диапазон устойчивой работы 74
конструкции 74 88
производительность по пару (Р фак
тор), жидкости 73
э4хРективность 73
Устройства массообменные секциони
рованные 84
перемешивающие для жидкости 245,
246
сепарационные 107
сепараторы, отбойники 107, 108
теплообменные реакторов 247 .
Уравнение Лапласа 214
Ф
Ф актор разделения 222
rидроциклонов 222
центрифуr, сеператоров 207
Фильтры Выбор автоматизирован
ный 191 194
дисковые 238
для жидкостей 167
рукавные 2З2
Фильтр..пресс автоматизированный Ka
мерный 171
камерный 170
плиточно рамный 168
ц
Центрифуrи Динамика 218
индекс производительности 196
осадительные 194
расчет барабана на прочность 213
расчет критической скорости 219
222
с rибким валом 219
с жестким валом 218
с инерционной выrрузкой осадка
204
с пульсирующей выrрузкой осадка
197, 198
скоростные (сверхцентрифуrи) 207
со шнековой выrрузкой осадка 201,
202
фактор разделения 195
фильтрующие 194
шнековая осадительно фильтрую
щая с пульсирующей выrрузкой ocaд
ка 240
Циклоны 225
батарейные 227
.........а rрупповые 226
компоновка 226
прямоточный 229
Ш
Шевр монтажный 326
Э
Экстракторы См. Аппараты ЭКС
тракционные
Электрод коронирующий 229
Электрофильтры 229
мокрые 230, 231
сухие 230
Элементы аппаратов теплообменных
кожухотрубчатых
камера распределительная 21
кожух 21
компенсаторы 12
переrородки, прокладки 26
решетки трубные 23
трубы теплообменные 23
Эффективность KOHTaKTHoro устройства
73
я
Якорь монтажный 328
оrЛАВЛЕНИЕ
Предисловие . . . . . . . . . . .
з
r лава 1. Теплообменные аппараты . 5
1.1. Назначение, выбор и классификация теплообменных
аппаратов . . . . . . . . . . . . . . . . . . . . 5
1.2. Кожухотрубчатые теплообменники . . . . . . . . . 7
I.З. Элементы кожухотрубчатых теплообменных аппаратов 21
1.4. Автоматизированный расчет кожухотрубчатых тепло
обменни ков ................... 28
1.5. Расчет на прочность элементов кожухотрубчатых теп
лообменных аппаратов . . . . . . . . . . . . .. 31
1.6. Интенсификация процесса теплообмена в кожухотруб
чатых теплообменниках . . . . . . . . . . . . .. 43
9 1.7. Аппараты с поверхностью теплообмена, изrотовлен
ной из листовоrо материала. . . . . . . . . . .. 47
1.8. Теплообменники воздушноrо охлаждения, «труба
в трубе», оросительные, поrружные змеевиковые и
бл оч н ые . . . . . . . . . . . . . . . . . . . 57
1.9. Перспективная теплообменная техника. . 66
r лава 2. Массообменные аппараты
2.1.
2.2.
2.3.
2.4.
2.5.
2.6.
2.7.
2.8.
2.9.
2.10.
2.11.
9 2.12.
2. 13.
Тарельчатые массообменные аппараты для процес
сов ректификации и абсорбции . . . . . . . . . .
Основные параметры контактных массообменных YCT
ройств . . . . . . . . . . . . . . . . . . . . .
Конструкции контактных массообменных устройств
Рекомендации по выбору тарельчатых колонных
аппаратов . . . . . . . . '. . . . . . . . . .
Автоматизированный расчет ректификационных KO
лонн . . . . . . . . . . . : . . . . . .
Насадочные массообменные аппараты . . . . .
у СТрОЙС'f.ва для сепарации rазожидкостных потоков
Расчет колонных аппаратов на прочность и устойчи
вость . . . . . . . . . . . . . . . . . . . . . .
Экстракционные аппараты для систем жидкость
жидкость . . . . . . . . . . . . , . . . . .
Аппараты для сушки материалов . . . . . . . . .
Расчет на прочность аппаратов для сушки. . . . .
Автоматизированный' расчет СУШИ.1JЬНЫХ установок
Персdективная массообменная техника . . . . . .
69
69
7З
74
88
89
95
107
109
115
124
150
158
161
r лава 3. Машины и аппараты для раЗJJеления неоднородных систем. 167
3.1. Фильтры для жидкостей . . . . . . . . . . . 167
3.2. Центрифуrи . . . . . . . . . . . . . . 194
3.3. Сепараторы .............. 207
3.4. Расчет на прочностъ барабанов центрифуr и сепара
OpOB . . . . . . . . . . . . . . . . . 213
3.5. Динамика центрифуr и сепараторов. . . . 218
3.6. rидроциклоны . . . . . . . . . . . . . 222
3.7. Пылеочистное 060РУ дование . . . . . . . . . .. 225
3.8. Перспективная техника разделения неоднородных си
стем . . . . . . . . . . . . . . . . . . . . . .. 2 З 8
367
r л ава 4. Реакционные аппараты . . . . . . . . . . . . . . . . . .. 243
4.1. Аппараты для жидкостных реакций . . . . 244
4.2. Сосуды с рубашкой. Расчет lIа ПРОЧНОСТh. 252
4.3. Печи пиролиза и крекинrа . . . . . . . . . . 264
4.4. Аппараты для reTeporeHHblX реакций . . . . 269
4.5. rазожидкостные реакторы .... 270
4.6. Аппараты для проведеНI1Я реакций между rазом и
твердым веществом . . . . . . . . . . . . . . .. 276
4.7. Аппараты для проведения rазовых реакций на твердом
катализаторе . . . . . . . . . . . . . . . . . 285
4.8. Перспективная реаКционная техника 294
r лава 5. Технолоrические трубопроводы . . . . . . . . .
5.1. Технолоrические трубопроводы и их катеrорийность
5.2. Трубы, соединительные детали, компенсаторы и опоры
трубопроводов . . . . . . . . . . . . .
5.3. Трубопроводная арматура ............
5.4. Выбор трубопроводной арматуры . . . . . . . . .
5.5. Особенности монтажа и эксплуатации трубопроводов
r лава 6. Основы монтажн ых и ремонтных работ на предприятиях хим и..
ческой промышленности . . . . . . . . . . . . . . . . . .
6.1.
6.2.
6.З.
6.4.
6.5.
Орrанизация монтажных работ . . .
Монтажные работы . . . . . .
Монтаж основных типов ХИ:\I.:ческоrо оборудования
Задачи ремонтной службы на предприятиях хими
ческой промышленности .............
Ремонт основных типов химическоrо 060РУ дования
Список литературы ... . . . .
Предметный указатель. . . . . . . . . . . . . . . . .
299
299
300
303
311
313
316
316
321
З29
345
354
361
363
УЧЕБНОЕ ИЗДАНИЕ
Поникаров Иван Ильич, ПереЛblzин Олеz Андреевич.,
Доронин Владимир Николаевич, rайнуллин Мансур rаязович
lАШИНЫ И АППАРАТЫ ХИМИЧЕСКИХ ПРОИЗВОДСТВ
Редактор о. В. МаРсУАис
Художественный редактор В. В. Лебедев
Технический реда КТОР л. п. Тордеева
Корректоры и. М. Борейша. О. Е. Мuшuн.а
ИВ N2 5403
Сдано в набор 21.07.8R. Подписано в печаТЬ 03.11.88. Т 17бз5.
ФОРМаТ 60х90 1 /. 8 . Бумаrа офсетная. rарнитура литературная.
Печать офсетная. Уел. печ. 23,0. Уел. Kp. oтт. 23,0.
Уч. изд. л. 24,51. Тираж 12000 зкз. Заказ 529. Цена 1 р. 10 к.
Ордена Трудовоrо KpacHoro Знамени издательство «Машиностроение»
107076, Москва, Стромынский пер., 4
Ленинrрадская типоrрафия N2 б ордена Трудовоrо KpacHoro Знамени
Ленинrрадскоrо объединения «Техническая книrа» ИМ. Евrении Соколовой
Союзполиrрафпрома при rосударственном комитете СССР
по делам издательств, полиrрафии и книжной торrовли.
193144, r. Ленинrрад, ул. Моисеенко, 10.