



















































































































































Автор: Владимиров А.И. Щелкунов В.А. Круглов С.А.
Теги: биотехнология экономика экономические науки химия нефтехимия нефтегазопереработка
ISBN: 5-8365-0123-8
Год: 2002




Текст
УДК 60.011.665.6/7(075.8)
ББК 65.304.13
В 57
Рецензенты: д-р техн, наук профессор И.Г. Фукс, РГУ нефти и газа им. И.М. Губкина; канд. техн, наук профессор В.В. Бутков, МГУИЭ
Владимиров А.И.Г Щелкунов В.А.Г Круглов С.А.
В 57 Основные процессы и аппараты нефтегазоперера-ботки: Учеб, пособие для вузов. — М.: ООО «Недра-Бизнесцентр», 2002. — 227 с.: ил.
ISBN 5-8365-0123-8
Изложены краткие сведения об основных процессах и аппаратах нефтегазопереработки. Приведены назначение процесса, характеристики сырья и получаемых продуктов, описание схем основных технологических установок и условия проведения процессов переработки нефти и газа, рассмотрены современные и перспективные конструкции аппаратов.
Для студентов вузов, обучающихся по направлению 657300 «Оборудование и агрегаты нефтегазового производства». Может быть полезна для широкого круга инженерно-технических работников предприятий, конструкторских бюро и проектных организаций, занимающихся разработкой и эксплуатацией оборудования нефтегазопереработки.
ISBN 5-8365-0123-8
© А.И. Владимиров, В.А. Щелкунов, С.А. Круглов, 2002
© Оформление. ООО «Недра-Бизнесцентр», 2002
СОДЕРЖАНИЕ
ПРЕДИСЛОВИЕ................................. 5
АБСОРБЕРЫ.................................. 7
АБСОРБЦИЯ................................. 12
АДСОРБЕРЫ................................. 15
АДСОРБЦИЯ................................. 20
АЛКИЛИРОВАНИЕ............................. 23
ГАЗОСЕПАРАТОРЫ............................ 27
ГАЗОФРАКЦИОНИРОВАНИЕ...................... 32
ГИДРОГЕНИЗАЦИОННЫЕ ПРОЦЕССЫ............... 35
ГИДРОКРЕКИНГ.............................. 36
ГИДРООЧИСТКА ДИСТИЛЛЯТНЫХ ФРАКЦИЙ......... 40
ГИДРОМЕХАНИЧЕСКИЕ ПРОЦЕССЫ................ 46
ГИДРООБЕССЕРИВАНИЕ........................ 46
ГРОХОТЫ................................... 46
ДЕАСФАЛЬТИЗАЦИЯ ПРОПАНОМ.................. 49
ДЕПАРАФИНИЗАЦИЯ МАСЕЛ..................... 51
ДОЗАТОРЫ.................................. 53
ДОЗИРОВАНИЕ............................... 54
ИЗМЕЛЬЧАЮЩИЕ МАШИНЫ....................... 55
ИЗМЕЛЬЧЕНИЕ............................... 57
ИЗОМЕРИЗАЦИЯ.............................. 60
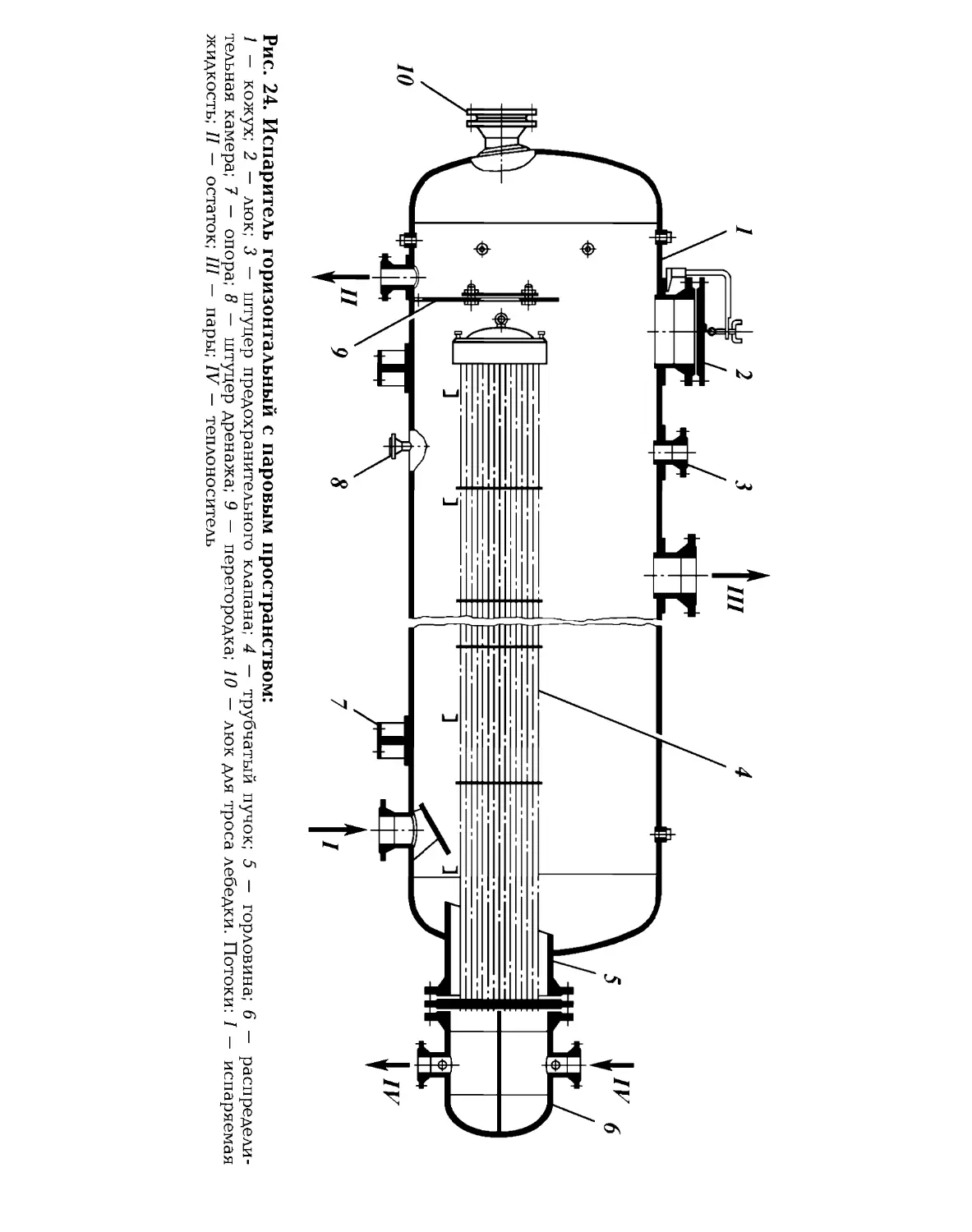
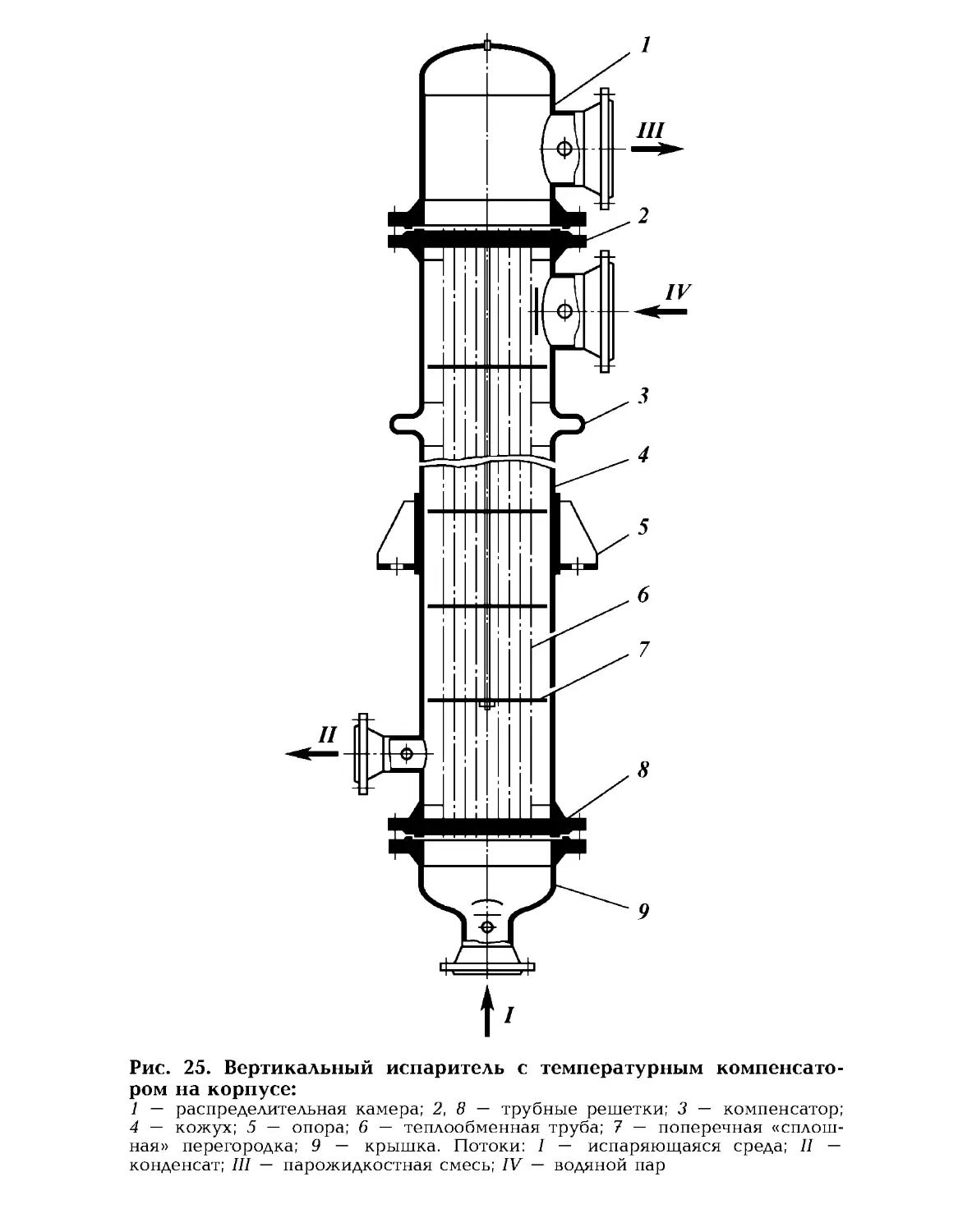
ИСПАРЕНИЕ................................. 63
ИСПАРИТЕЛИ................................ 64
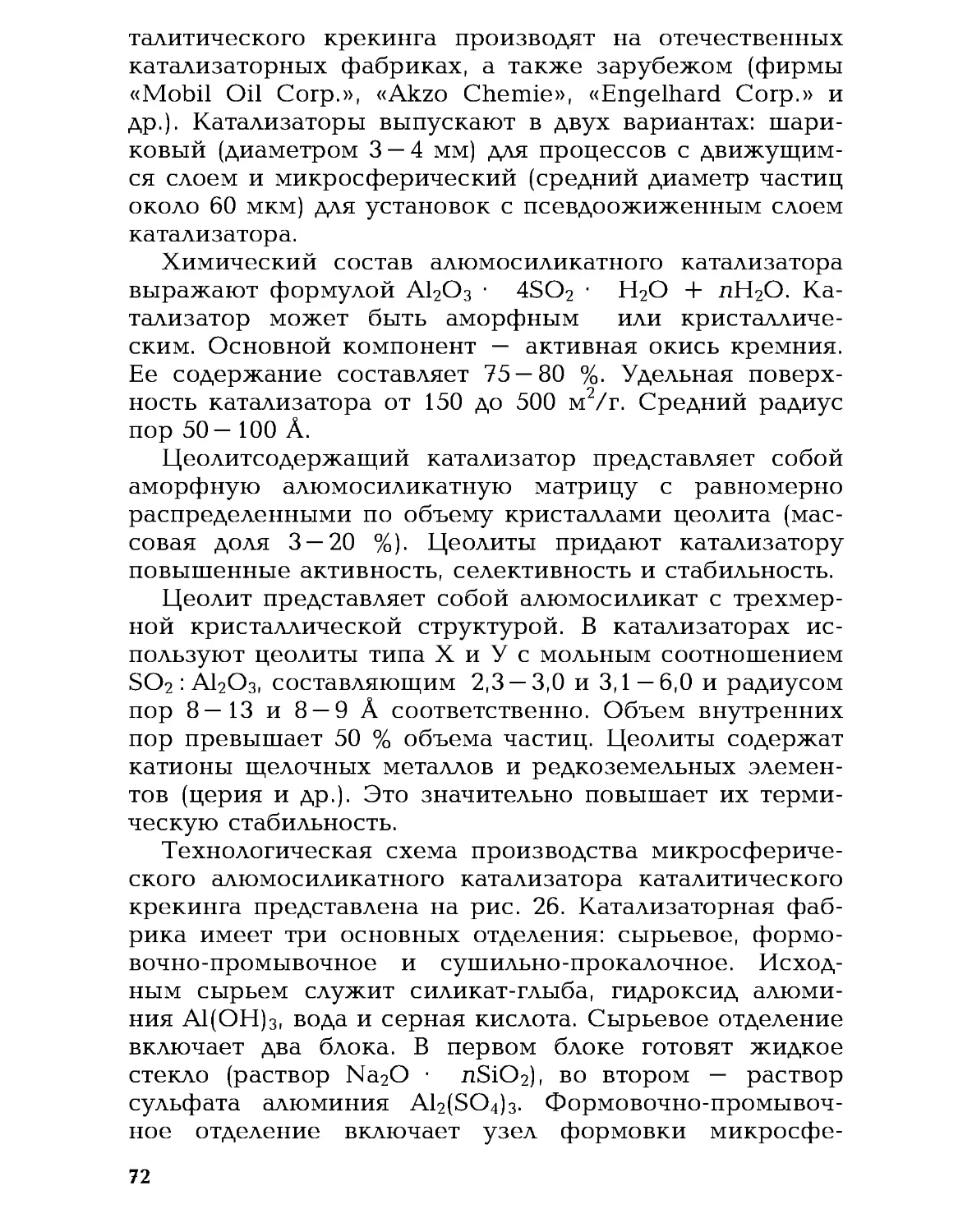
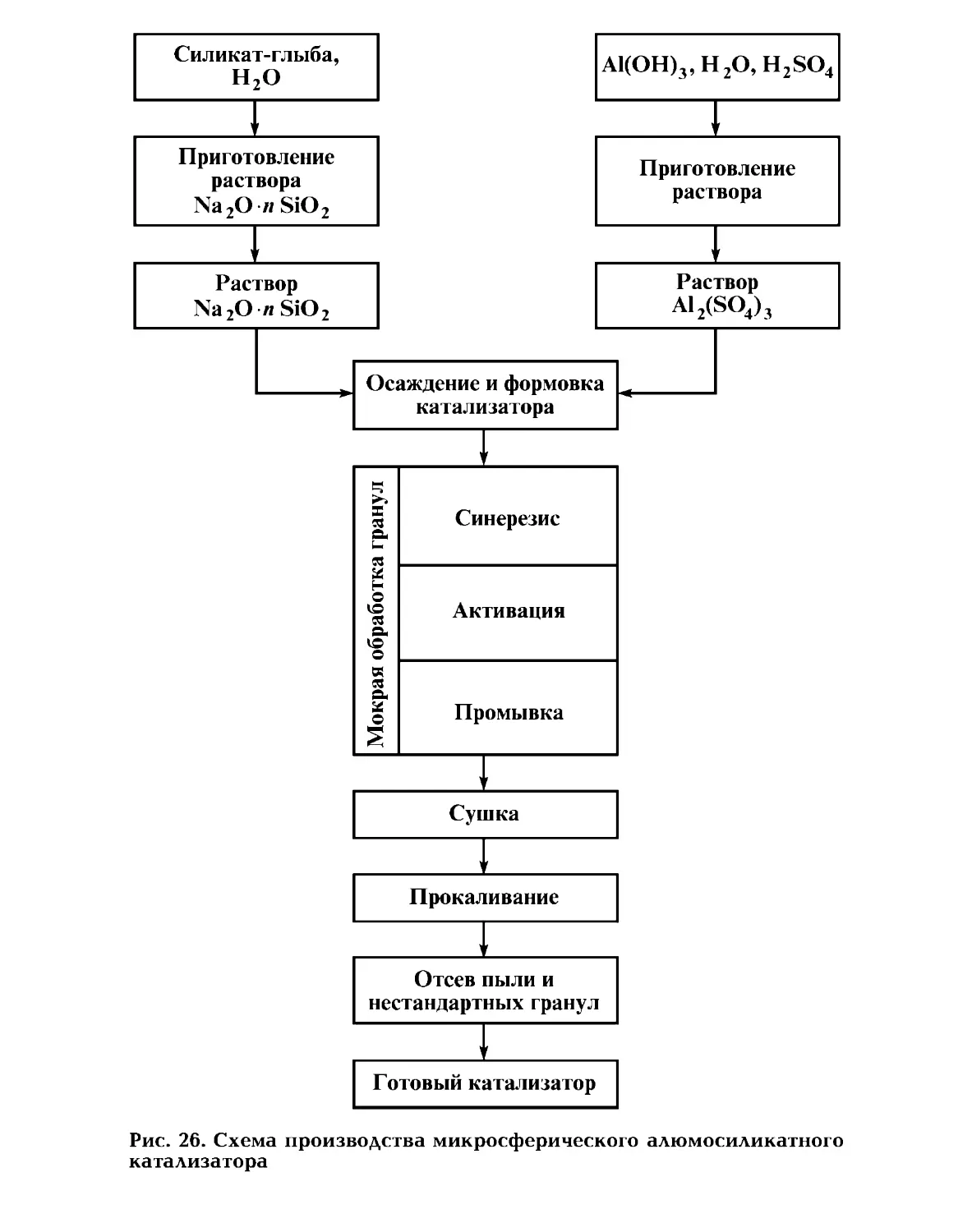
КАТАЛИЗАТОРЫ.............................. 68
КАТАЛИТИЧЕСКИЙ КРЕКИНГ.................... 74
КАТАЛИТИЧЕСКИЙ РИФОРМИНГ.................. 80
КОКСОВАНИЕ................................ 90
КОКСОВАЯ КАМЕРА........................... 95
КОНДЕНСАЦИЯ............................... 97
КРИСТАЛЛИЗАТОРЫ........................... 98
КРИСТАЛЛИЗАЦИЯ........................... 104
МАССООБМЕН............................... 107
МАССООБМЕННЫЕ АППАРАТЫ................... 108
МЕШАЛКИ.................................. 109
НАГРЕВАНИЕ............................... 112
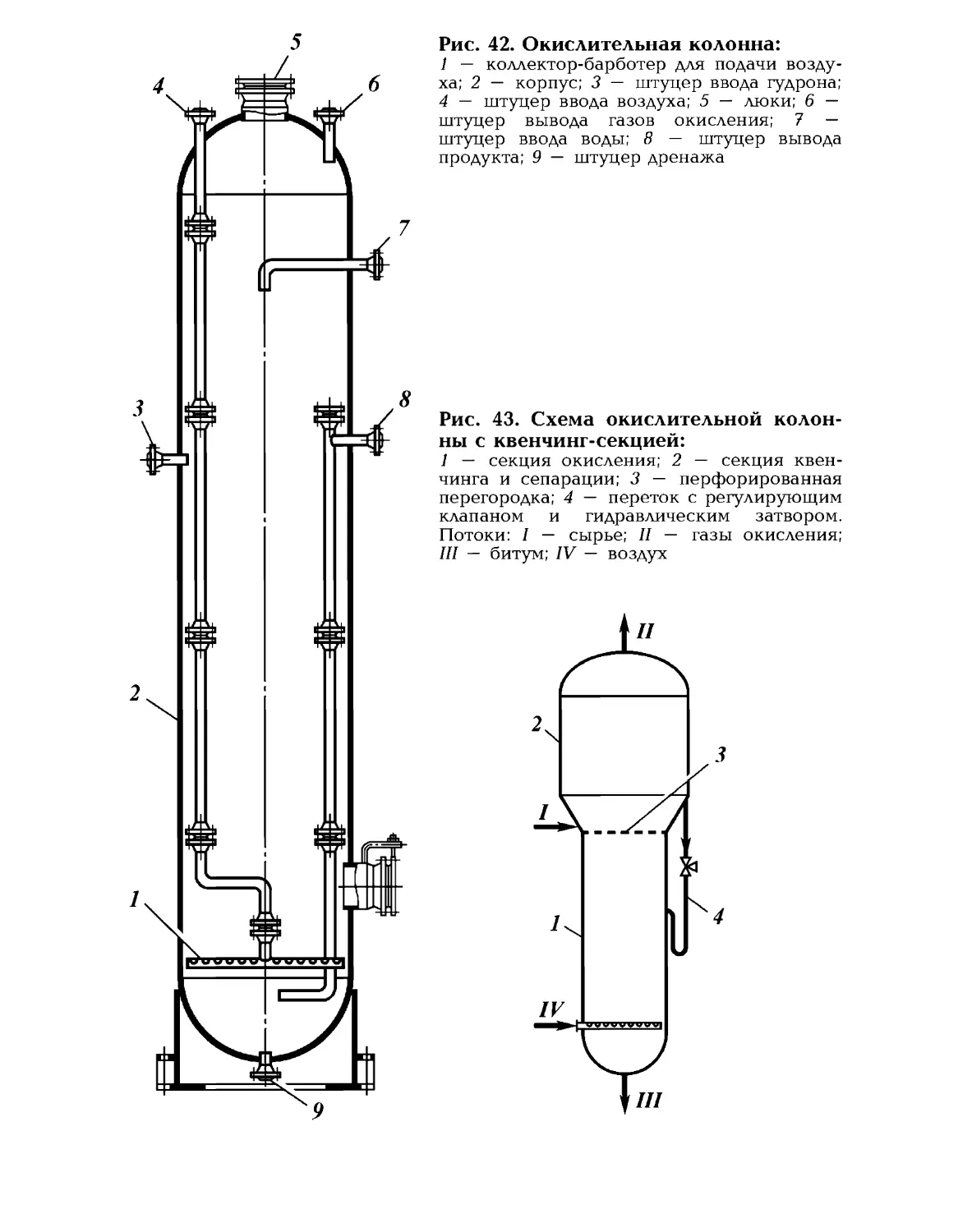
ОКИСЛИТЕЛЬНАЯ КОЛОННА.................... 112
3
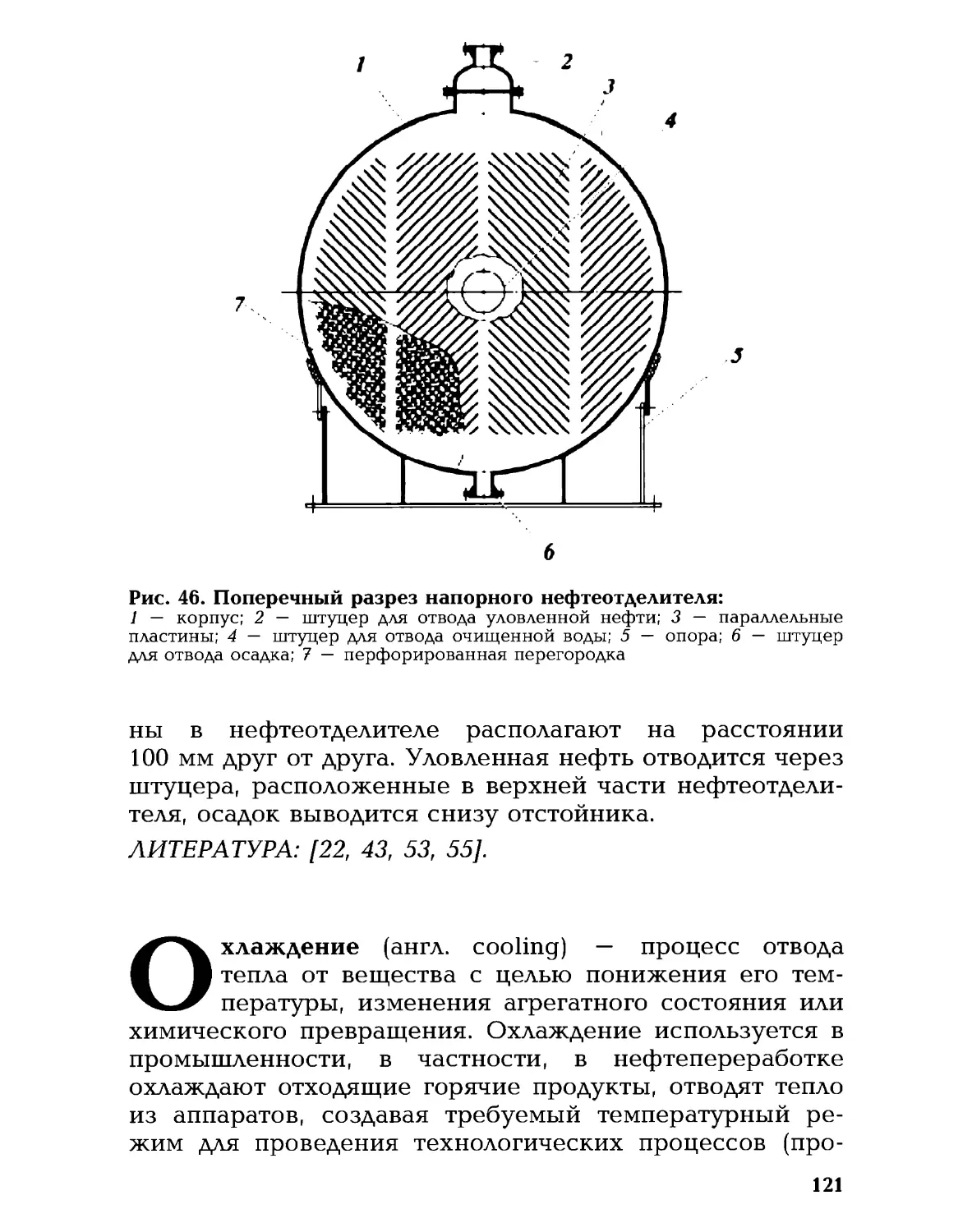
ОТСТАИВАНИЕ.............................. 114
ОТСТОЙНИКИ............................... 116
ОХЛАЖДЕНИЕ............................... 119
ПЕРВИЧНАЯ ПЕРЕРАБОТКА НЕФТИ.............. 120
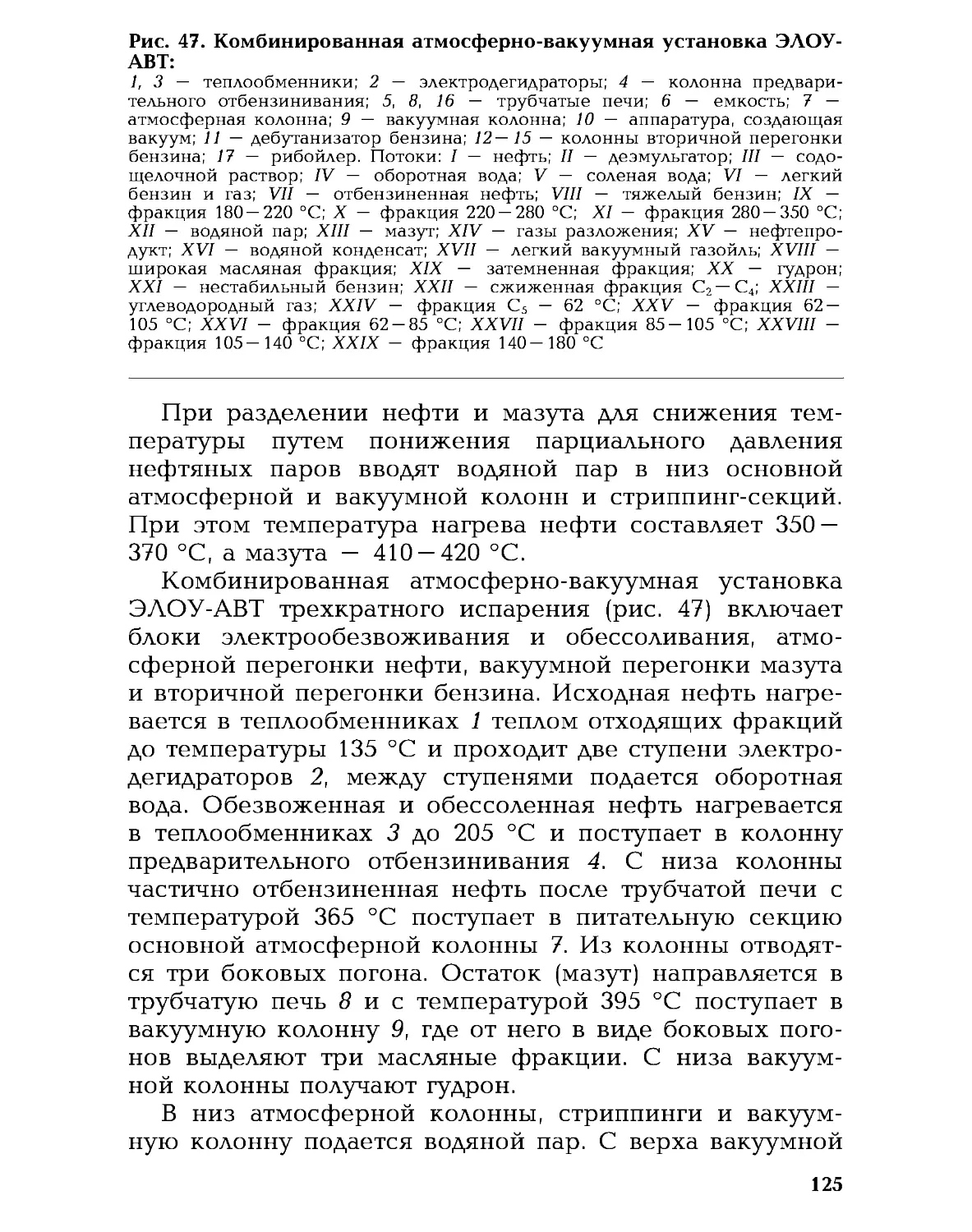
ПЕРЕГОНКА НЕФТИ.......................... 121
ПЕРЕМЕШИВАНИЕ............................ 124
ПЕРИОДИЧЕСКИЕ И НЕПРЕРЫВНЫЕ ПРОЦЕССЫ..... 125
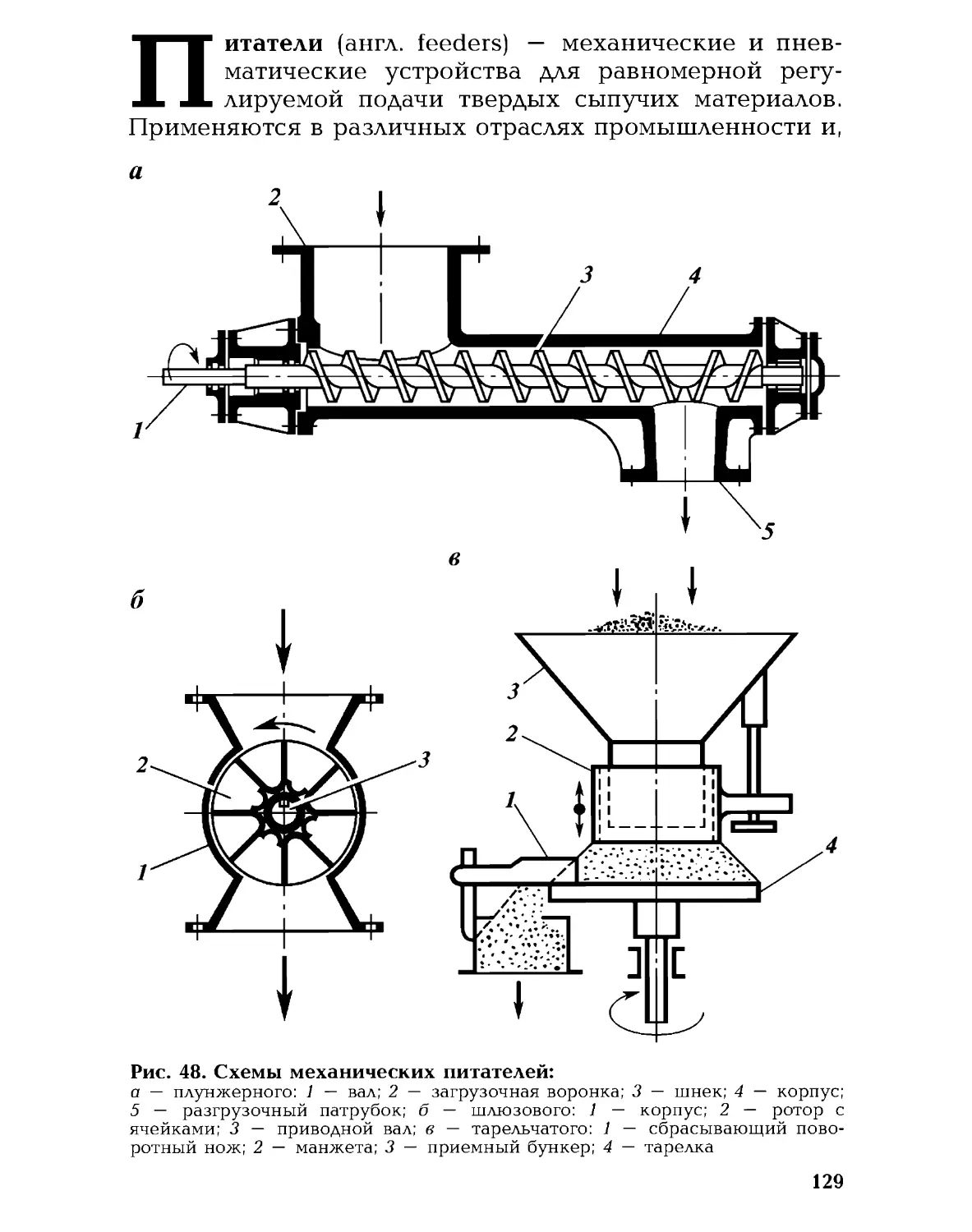
ПИТАТЕЛИ................................. 127
ПОЛИМЕРИЗАЦИЯ............................ 128
ПРОИЗВОДСТВО БИТУМОВ..................... 130
ПРОИЗВОДСТВО МАСЕЛ....................... 133
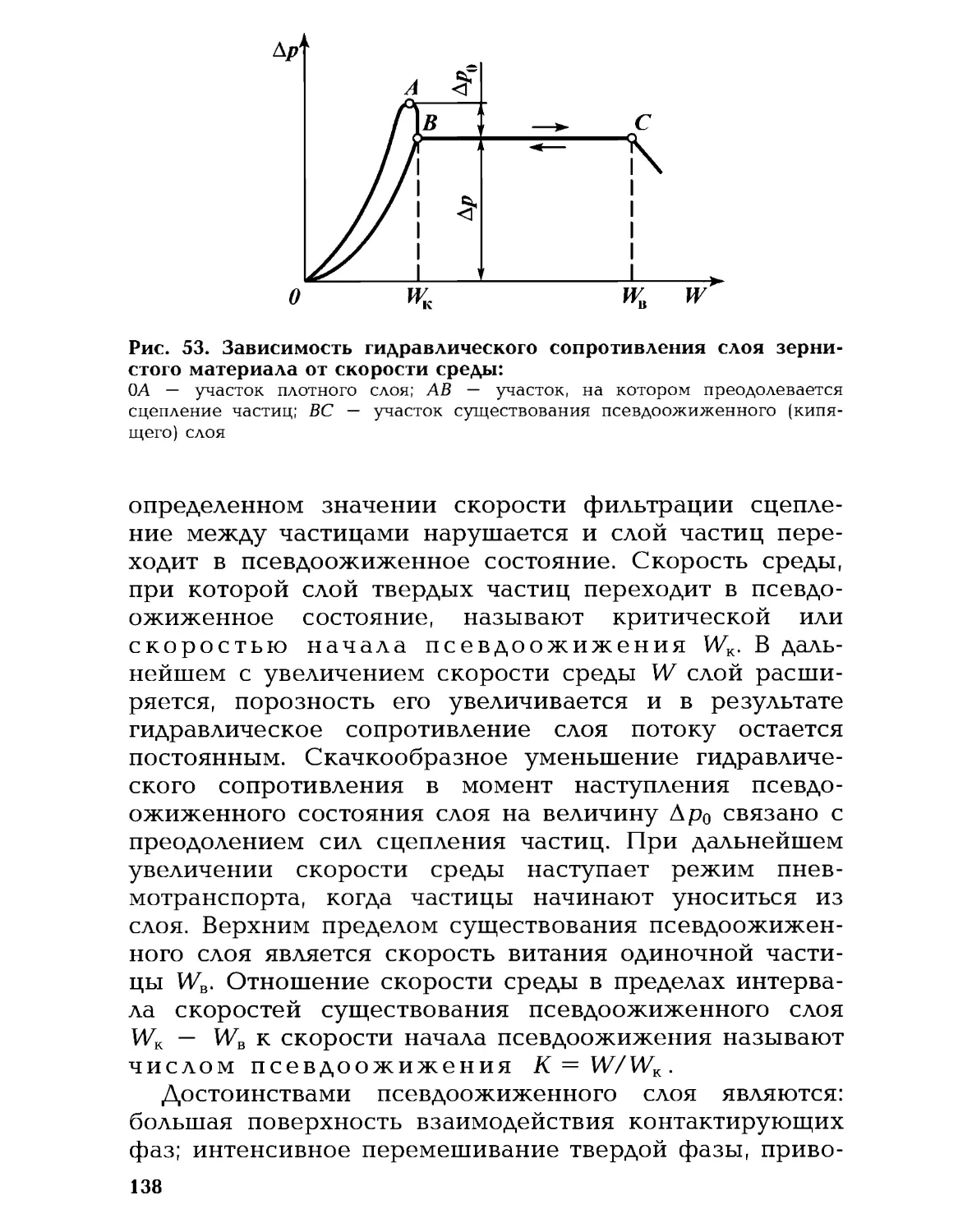
ПСЕВДООЖИЖЕНИЕ........................... 135
ПСЕВДООЖИЖЕННЫЙ (КИПЯЩИЙ) СЛОЙ........... 135
РЕАКТОРЫ................................. 138
РЕКТИФИКАЦИОННЫЕ КОЛОННЫ................. 146
РЕКТИФИКАЦИЯ............................. 152
СЕЛЕКТИВНАЯ ОЧИСТКА МАСЕЛ................ 155
СКРУББЕРЫ................................ 158
СУШИЛКИ.................................. 162
СУШКА.................................... 166
ТЕПЛОНОСИТЕЛИ............................ 168
ТЕПЛООБМЕН............................... 169
ТЕПЛООБМЕННИКИ........................... 171
ТЕРМИЧЕСКИЙ КРЕКИНГ...................... 179
ТРУБЧАТЫЕ ПЕЧИ........................... 183
ФИЛЬТРОВАНИЕ............................. 187
ФИЛЬТРЫ.................................. 189
ХЛАДАГЕНТЫ............................... 196
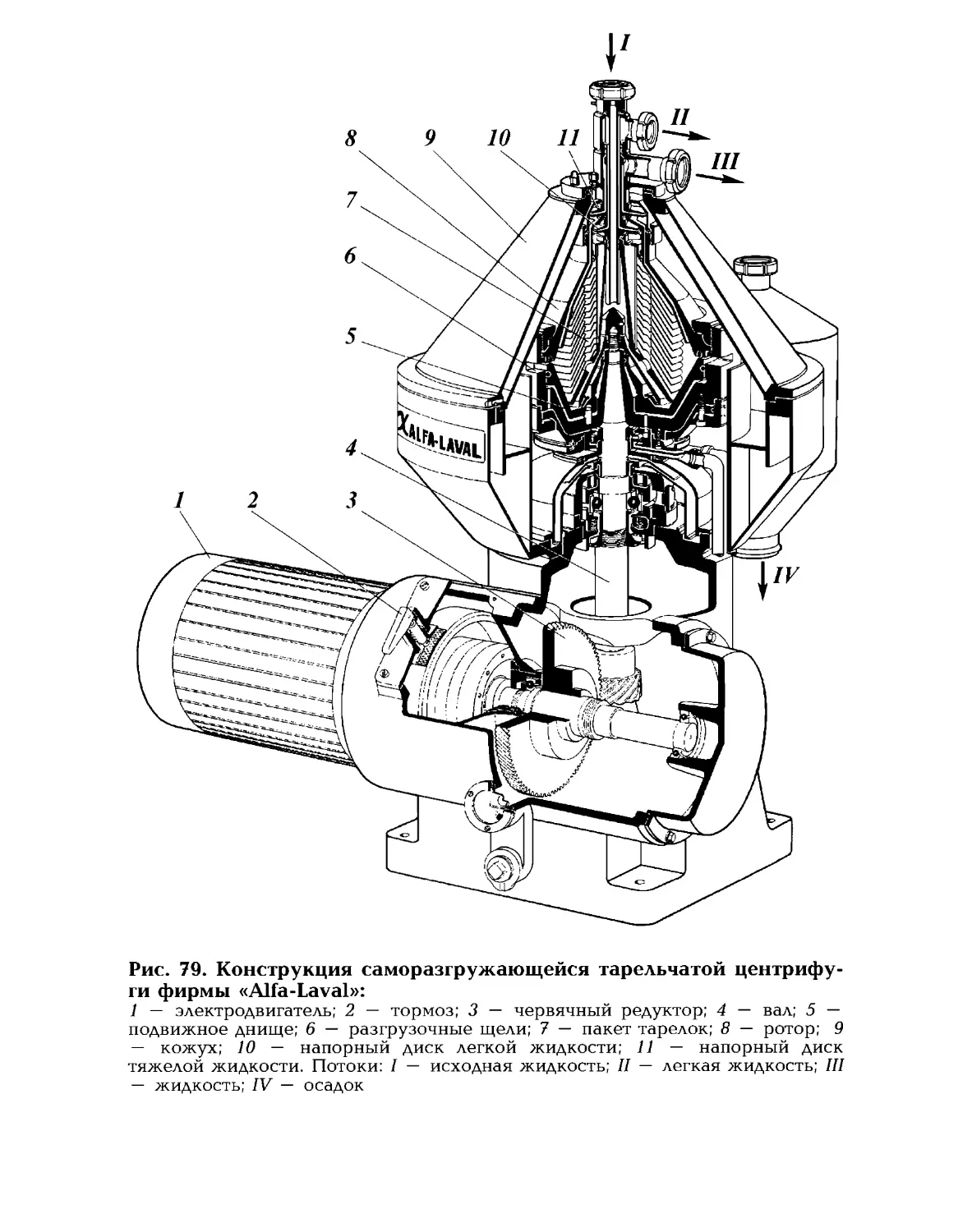
ЦЕНТРИФУГИ............................... 198
ЦЕНТРИФУГИРОВАНИЕ........................ 202
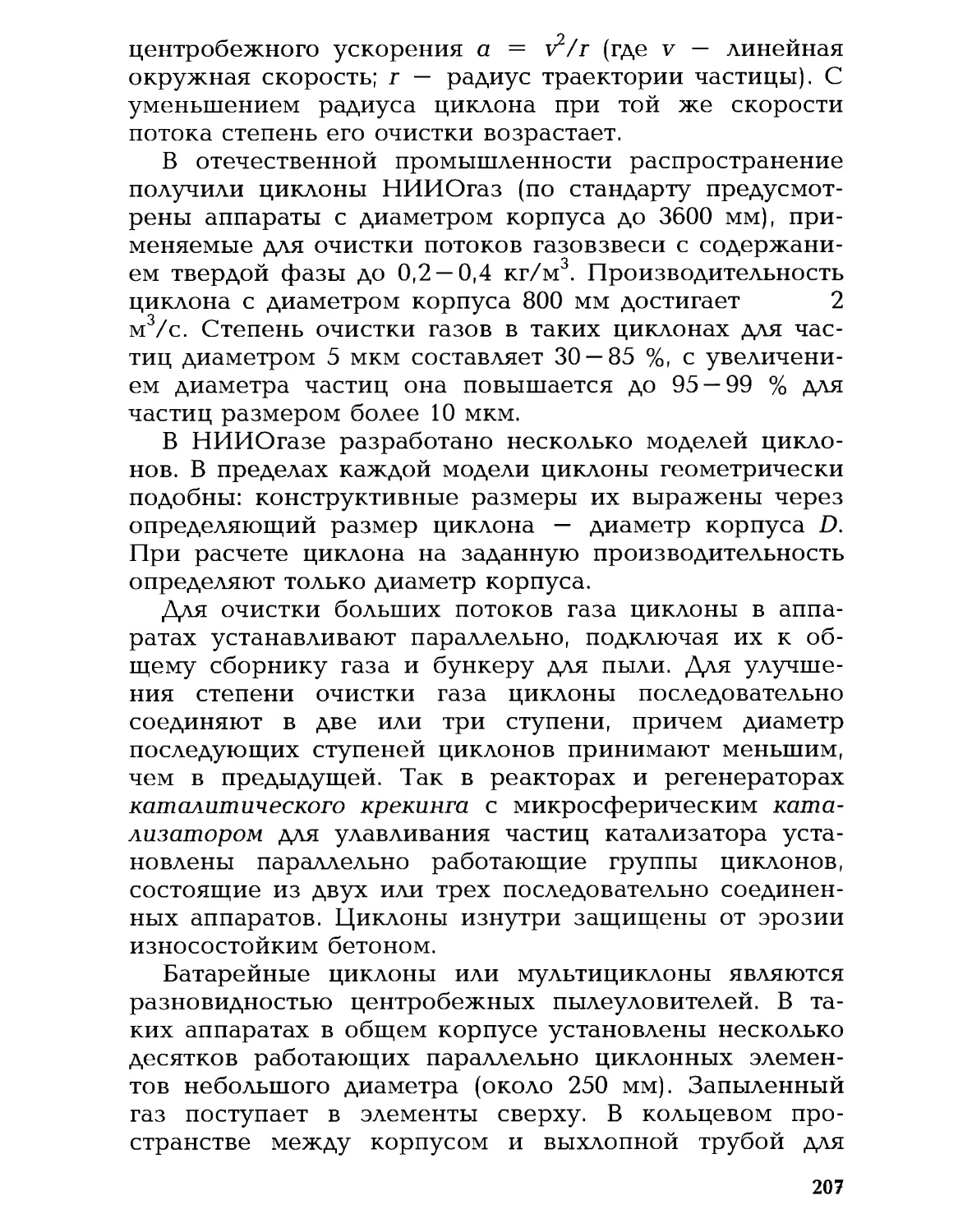
ЦИКЛОНЫ.................................. 203
ЭКСТРАКТОРЫ.............................. 206
ЭКСТРАКЦИЯ............................... 210
ЭЛЕКТРОДЕГИДРАТОРЫ....................... 213
ЭЛЕКТРООСАЖДЕНИЕ......................... 217
ЭЛЕКТРОФИЛЬТРЫ........................... 219
ПРЕДИСЛОВИЕ
Учебное пособие «Основные процессы и аппараты нефтегазопереработки» авторов А.И. Владимирова, В.А. Щелкунова и С.А. Круглова было опубликовано в 1996 г. как «краткий справочник» и широко используется студентами при изучении курсов «Процессы и аппараты нефтегазовых технологий» и «Процессы и аппараты нефтегазопереработки и нефтехимии».
Второе издание дополнено статьями об основных технологических процессах нефтегазопереработки. Значительно обновлен графический материал, включены рисунки, иллюстрирующие современные и перспективные конструкции аппаратов ведущих российских производителей оборудования и ряда зарубежных фирм.
При характеристике основных процессов приводится область их использования; особое внимание обращается на физическую сущность, условия протекания, основные параметры и закономерности процессов. Дается описание устройства, принципа и особенностей работы аппаратов, приведены их основные размеры, рабочие характеристики.
Книга содержит 71 статью, при подготовке которых авторы ставили задачу предельно кратко привести основные сведения о конкретных процессах и аппаратах нефтегазопереработки. Насколько это удалось, могут судить читатели. Приведенные статьи снабжены ссылками на основную и специальную литературу, что позволяет студентам подобрать источник для углубленного изучения интересующего их процесса или аппарата.
Настоящее учебное пособие предназначено для студентов высших учебных заведений, обучающихся по направлению 657300 «Оборудование и агрегаты нефтегазового производства», а также для студентов, обучающихся по специальностям 250100 «Химическая технология органических веществ», 250400 «Химическая
5
технология природных энергоносителей и углеродных материалов», 320700 «Охрана окружающей среды и рациональное использование природных ресурсов» и 330500 «Безопасность технологических процессов и производств».
Авторы выражают благодарность рецензентам профессору И.Г. Фуксу и профессору В.В. Буткову за полезные советы и замечания и будут признательны читателям за пожелания и рекомендации по улучшению приведенных в учебном пособии материалов.
Абсорберы (англ, absorbers) — аппараты для разделения газовых смесей путем избирательного поглощения их компонентов жидкими поглотителями (абсорбентами). Абсорберы используются в нефтяной, газовой, нефтегазоперерабатывающей отраслях промышленности для разделения, осушки и очистки углеводородных газов. Из природных, попутных газов и газов нефтепереработки в абсорберах извлекают этан, пропан, бутан, легкие бензиновые фракции. При санитарной очистке газов в абсорберах улавливают сероводород, оксид серы, фтор и его соединения, хлор и хлориды, аммиак и другие вредные примеси.
Абсорберы разделяют по способу контактирования взаимодействующих фаз на три группы: поверхностные, барботажные и распыливающие. В поверхностных абсорберах поверхностью контакта фаз является зеркало жидкости или поверхность стекающей пленки (пленочные абсорберы). К этой группе относятся следующие аппараты: со свободной поверхностью; насадочные с насыпной и регулярной насадкой; пленочные, в которых пленка образуется при гравитационном стекании жидкости внутри вертикальных труб или на по-верхности листов; механические пленочные с пленкой, формирующейся под действием центробежных сил.
В барботажных абсорберах поверхность контакта развивается потоками газа, распределяющегося в жидкости в виде пузырей и струй. К этой группе относятся аппараты со сплошным барботажным слоем с непрерывным контактом между фазами, тарельчатого типа, с подвижной (плавающей) насадкой, с механическим перемешиванием жидкости.
7
В распиливающих абсорберах поверхность контакта образуется путем распыления жидкости на мелкие капли. К этой группе относятся аппараты полые форсуночные, с распылением за счет энергии жидкости, скоростные прямоточные с распылением абсорбента за счет кинетической энергии движущегося с большой скоростью газового потока, механические с распылением жидкости быстро вращающимися элементами.
Отдельные типы аппаратов в зависимости от режима работы могут быть отнесены к одной или другой группе, например, насадочные абсорберы при инверсии фаз становятся барботажными аппаратами, а тарельчатые при работе в струйном режиме являются распыливаю-щими.
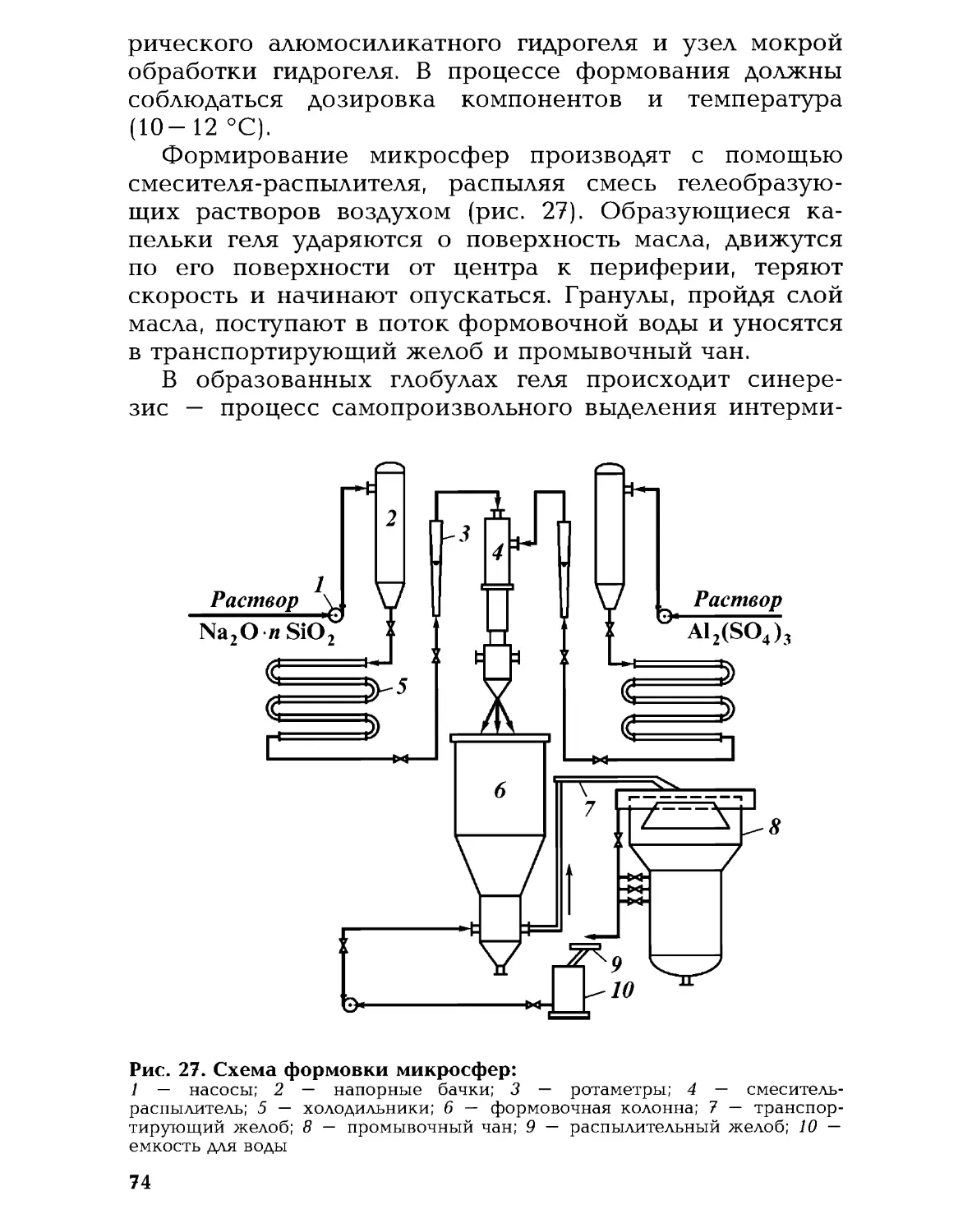
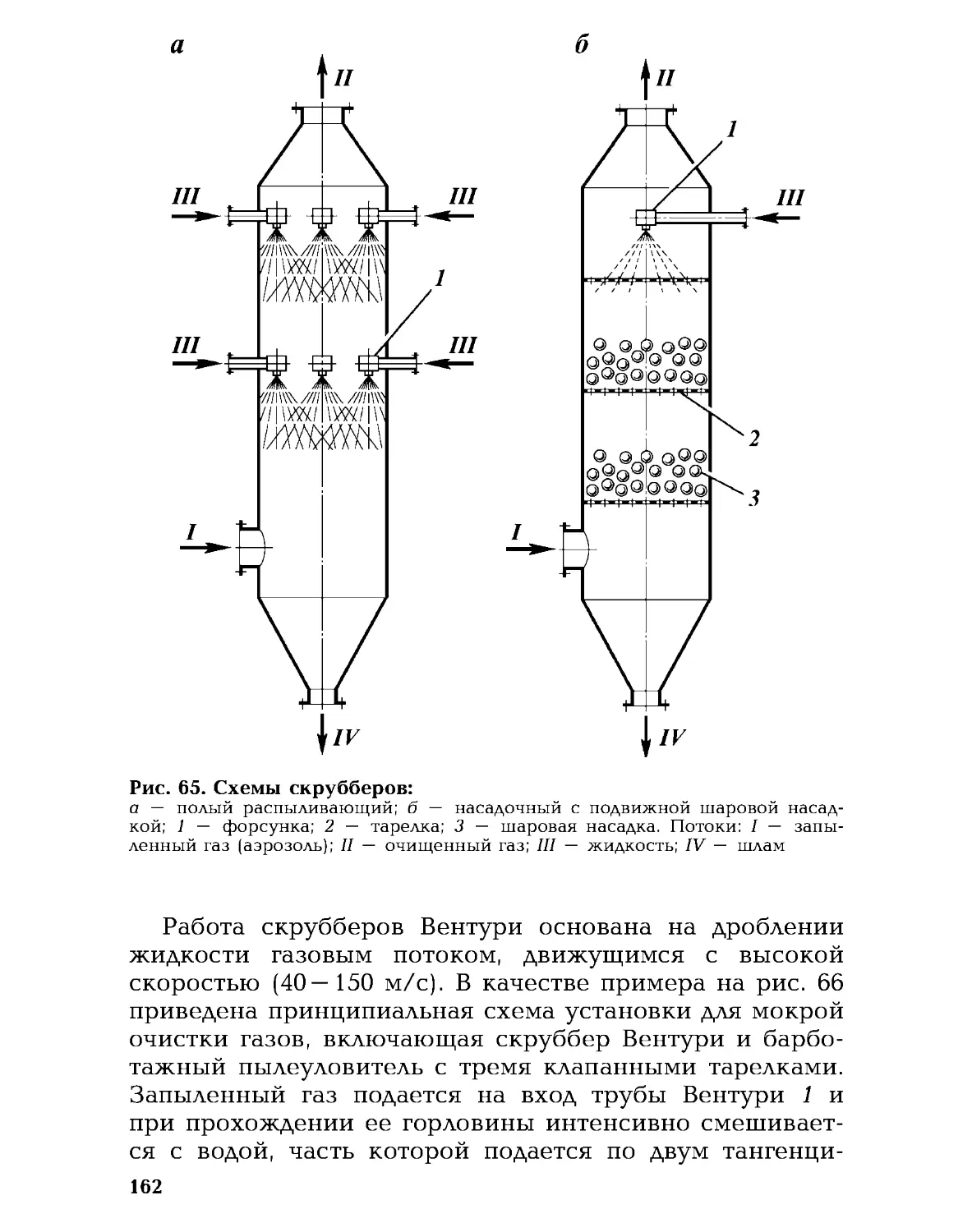
В нефтегазовых производствах наиболее распространены тарельчатые и насадочные абсорберы. Тарельчатый абсорбер (рис. 1, а) представляет собой вертикальный аппарат, в верхней части корпуса 1 которого установлен каплеотбойник 2, предотвращающий унос абсорбента потоком газа. Контактирование газового потока и абсорбента осуществляется на контактных тарелках 3 той или иной конструкции. Для ремонта и монтажа внутренних устройств абсорбера через четыре-пять тарелок установлены люки-лазы 4 условным диаметром не менее 450 мм. В нижней части корпус аппарата приварен к опорной обечайке 5. Насадочный абсорбер (рис. 1, б) в верхней части оснащен распределителем регенерированного абсорбента 2. Слой насыпной или регулярной насадки опирается на опорную решетку 4. Для загрузки и выгрузки насадки служат люки 5 и 7.
Обычно давление в абсорберах при разделении нефтяных попутных газов составляет 1,6 —2,0 МПа, а при извлечении компонентов природного газа, имеющего большее устьевое давление, — от 4,0 до 7,5 МПа. Температура зависит от применяемого хладагента и при извлечении пропана может составлять —40 °C, при извлечении этана —80 4- — 100 °C. Диаметр промышленных абсорберов зависит от производительности и достигает 3 м. Число тарелок составляет 30 — 40.
При промысловой очистке и осушке природного газа
8
a
б
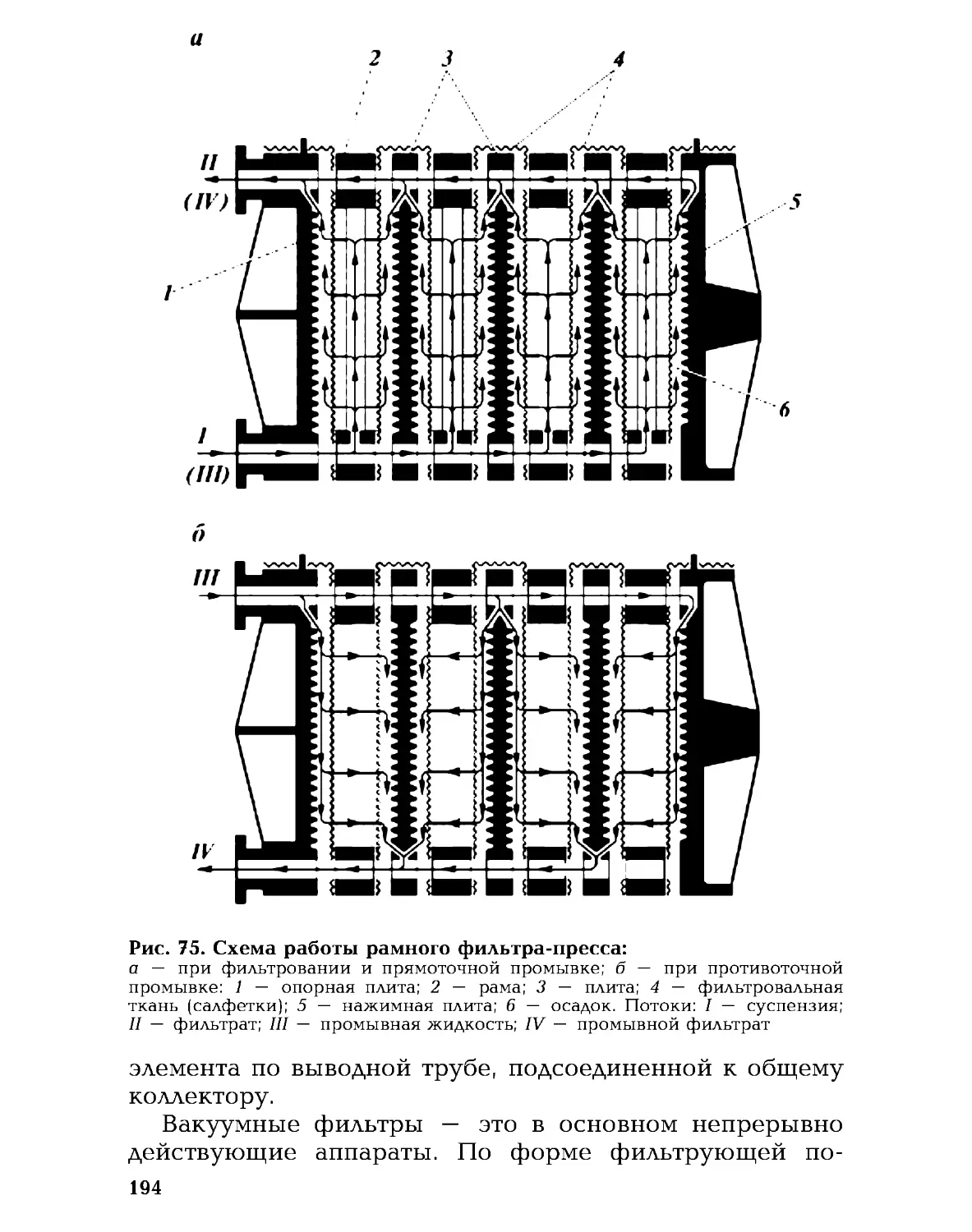
Рис. 1. Абсорберы:
а — тарельчатый: 1 — корпус; 2 — каплеотбойник; 3 — тарелка; 4 — люк;
5 — опора; б — насадочный: 1 — корпус; 2 — распределительная тарелка; 3 — насадка; 4 — опорная решетка; 5 — загрузочные люки; 6 — опора; 7 — люки выгрузки насадки. Потоки: I — жирный газ; II — сухой газ; III — ненасыщенный абсорбент; IV — насыщенный абсорбент
производительность по газу одного абсорбера достигает 10 — 35 млн м3/сут. Для таких условий работы предназначены специальные конструкции абсорберов.
На рис. 2 представлена конструкция многофункционального аппарата, разработанного в Ценральном конструкторском бюро нефтеаппаратуры (ЦКБН) и со-
9
Ill
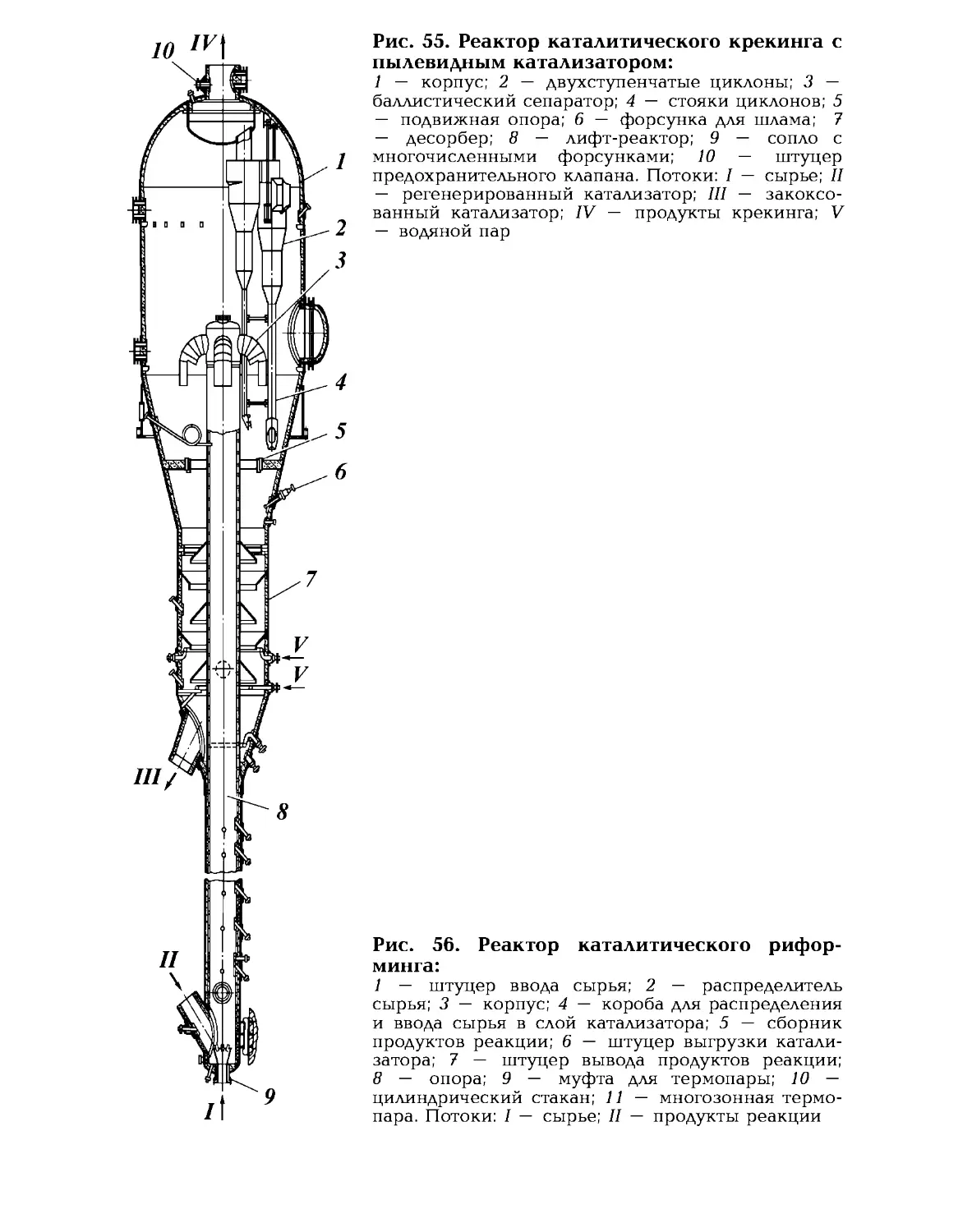
Рис. 2. Конструкция многофункционального аппарата для очистки и осушки природного газа:
1 — сетчатый отбойник; 2,
5 — сепарационные тарелки;
3 — внутренняя емкость насыщенного гликоля; 4 — тарелка с контактными элементами центробежного типа;
6 — фильтр-патроны; 7 — люк-лаз; 8, 10 — штуцеры для дренажа; 9 — штуцер отвода
жидкости. Потоки: I — ненасыщенный адсорбент; II — сухой газ; III — сырой газ; IV — насыщенный адсорбент
стоящего из трех секций. Исходный газ по тангенциально расположенному штуцеру поступает в первую по ходу газа секцию сепарации. Капельная жидкость в этой секции отделяется при прохождении газа через сетчатый отбойник 1 и сепарационную тарелку 2, на которой установлены центробежные сепарирующие элементы. Вторая секция предназначена для осушки газа и включает четыре тарелки 4 с контактными элементами центробежного типа. Насыщенный гликоль собирается во внутренней емкости 3, откуда он отводится на регенерацию. Последняя по ходу газа секция улавливания гликоля образована сепарационной тарелкой 5 и тарелкой, на которой установлены фильтр-патроны 6, выполненные в виде перфорированного цилиндрического каркаса с намоткой 10—15 слоев стекловолокна. Изнутри и снаружи слой фильтрующего материала закреплен двумя-тремя слоями рукавной сетки.
Большое разнообразие конструкций абсорберов предопределяется различными условиями контактирования. Среди них важное значение имеет производительность и соотношение нагрузок по жидкой Уж и газовой Уг фазам, которое изменяется в широких пределах от 0,0005 до 0,1. При абсорбции из газов невысокой концентрации отношение Уж/Уг невелико (0,0005 —0,005). Насадочные абсорберы не могут работать при низких плотностях орошения (ниже 5 — 6 м/ч), поэтому при Уж/Уг, меньших 0,0015 —0,0025, их применение затруднено. В этих условиях успешно используются барботажные абсорберы. При абсорбции плохо растворимых или из высококонцентрированных газов отношение Уж/Уг велико (до 0,05 — 0,1). В этих условиях наиболее подходящими являются насадочные и распыливающие абсорберы, а применение барботажных становится затруднительным.
Важными характеристиками, которые необходимо учитывать при выборе абсорберов, являются гидравлическое сопротивление, диапазон возможного изменения нагрузок по газу и жидкости, время пребывания жидкости, чувствительность и склонность к загрязнениям. ЛИТЕРАТУРА: [19, 25, 40, 46, 53].
И
Абсорбция (англ, absorbtion) — процесс избирательного поглощения компонентов газовой смеси жидким поглотителем (абсорбентом). Применяют в нефтяной, газовой, нефтегазоперерабатывающей промышленности для разделения, осушки и очистки углеводородных газов. Из природных и попутных нефтяных газов путем абсорбции извлекают этан, пропан, бутан и компоненты бензина; абсорбцию применяют для очистки природных газов от кислых компонен- тов — сероводорода, используемого для производства серы, диоксида углерода, серооксида углерода, сероуглерода, тиолов (меркаптанов) и т.п. С помощью абсорбции также разделяют газы пиролиза и каталитического крекинга и осуществляют санитарную очистку газов от вредных примесей.
Абсорбция занимает промежуточное положение между ректификацией и адсорбцией по количеству извлекаемых компонентов. В отличие от первого процесса абсорбция протекает в основном однонаправленно, т.е. абсорбент можно считать практически нелетучим.
Процесс абсорбции обратимый, поэтому он используется не только для получения растворов газов в жидкостях, но и для разделения газовых смесей. При этом после поглощения одного или нескольких компонентов газа из газовой смеси необходимо выделить из абсорбента поглощенные компоненты. Выделение (регенерацию) поглощенных компонентов из абсорбента называют десорбцией. Регенерированный абсорбент вновь направляют на абсорбцию. В качестве абсорбентов при разделении углеводородных газов используют бензиновые или керосиновые фракции, а в последние годы и газовый конденсат, при осушке — диэтиленгликоль (ДЭГ) и триэтиленгликоль (ТЭГ). Для абсорбционной очистки газов от кислых компонентов применяют Н-метил-2-пирролидон, гликоли, пропиленкарбонат, трибутилфосфат, метанол; в качестве химического поглотителя используются моно- и диэтаноламины.
Движущей силой процесса абсорбции (десорбции) является разность парциальных давлений поглощаемого компонента в газовой и жидкой фазах, который стре-
12
мится перейти в ту фазу, где его концентрация меньше, чем это требуется по условию равновесия.
Обозначим парциальное давление поглощаемого компонента в газовой фазе G через рг, а парциальное давление того же компонента в газовой фазе, находящейся в равновесии с абсорбентом, через рр. Если рг > рр, то компонент газа переходит в жидкость £, т.е. протекает процесс абсорбции (рис. 3, а). Если рг < рр, то поглощенные компоненты газа переходят из абсорбента в газовую фазу, т.е. осуществляется процесс десорбции (рис. 3, б).
Чем больше величина рг —рр, тем интенсивнее осуществляется переход компонента из газовой фазы в жидкую. При приближении системы к состоянию равновесия движущая сила уменьшается и скорость перехода компонента из газовой фазы в жидкую замедляется. Поскольку парциальное давление компонента пропорционально его концентрации, то движущая сила процесса абсорбции или десорбции может быть выражена также через разность концентраций компонента в газовой Ау = у — ур или жидкой фазах Ах = хр — х.
Количество газа М, поглощаемого в единицу времени при абсорбции или выделяемого при десорбции, прямо пропорционально поверхности контакта газовой и жидкой фаз F и движущей силе процесса:
М = KpF(pr - рр) = KyF(y - ур) = KxF(xp - х).
Коэффициенты пропорциональности Кр, Ку и Кх называются коэффициентами массопередачи при абсорбции; они зависят от гидродинамического режима процесса и физико-химических свойств системы.
По своей природе различают два вида абсорбции: физическую и химическую (хемосорбцию). При последней абсорбируемые компоненты вступают в химическое взаимодействие с абсорбентом. Скорость физической абсорбции определяется диффузионными про-
Рис. 3. Схема переноса компонентов при контакте газа с абсорбентом
б
G | 4 <4
L — ।-----=
а
13
S’
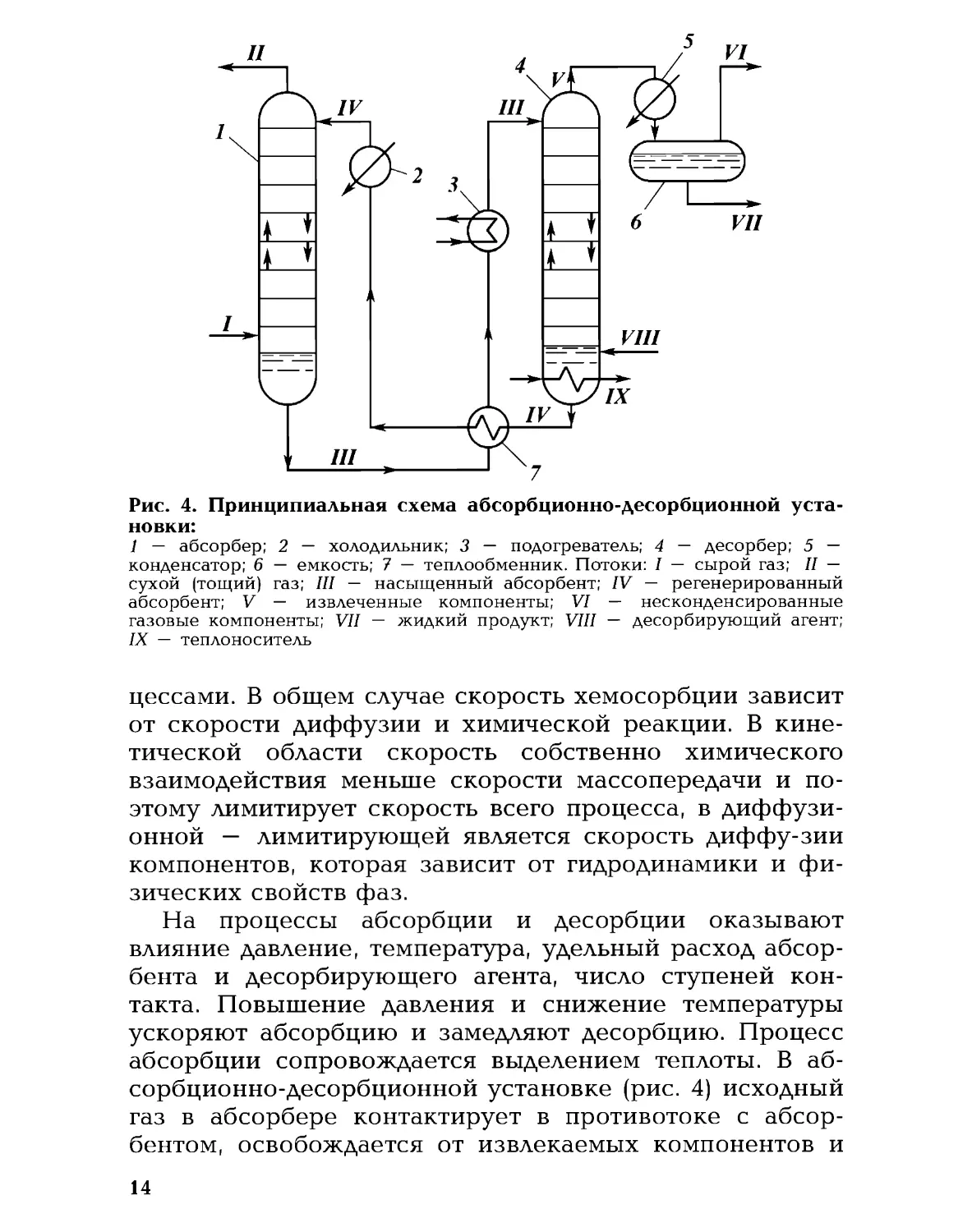
Рис. 4. Принципиальная схема абсорбционно-десорбционной установки:
1 — абсорбер; 2 — холодильник; 3 — подогреватель; 4 — десорбер; 5 — конденсатор; 6 — емкость; 7 — теплообменник. Потоки: I — сырой газ; II — сухой (тощий) газ; III — насыщенный абсорбент; IV — регенерированный абсорбент; V — извлеченные компоненты; VI — несконденсированные газовые компоненты; VII — жидкий продукт; VIII — десорбирующий агент; IX — теплоноситель
цессами. В общем случае скорость хемосорбции зависит от скорости диффузии и химической реакции. В кинетической области скорость собственно химического взаимодействия меньше скорости массопередачи и поэтому лимитирует скорость всего процесса, в диффузионной — лимитирующей является скорость диффу-зии компонентов, которая зависит от гидродинамики и физических свойств фаз.
На процессы абсорбции и десорбции оказывают влияние давление, температура, удельный расход абсорбента и десорбирующего агента, число ступеней контакта. Повышение давления и снижение температуры ускоряют абсорбцию и замедляют десорбцию. Процесс абсорбции сопровождается выделением теплоты. В абсорбционно-десорбционной установке (рис. 4) исходный газ в абсорбере контактирует в противотоке с абсорбентом, освобождается от извлекаемых компонентов и
14
уходит сверху абсорбера. Насыщенный абсорбент из абсорбера через теплообменник и нагреватель поступает на верх десорбера и в результате подогрева и контакта с десорбирующим агентом регенерируется.
ЛИТЕРАТУРА: [18, 40, 46, 53].
Адсорберы (англ, adsorbers) — аппараты для разделения газовых и жидких смесей путем избирательного поглощения (адсорбции) их компонентов твердыми поглотителями — адсорбентами. Поглощаемое вещество, находящееся вне пор адсорбента, называется адсорбтивом, а после его перехода в адсорбированное состояние — адсорбатом. Адсорберы применяют в газовой и нефтеперерабатывающей промышленности для следующих целей: осушки газов (например, природного газа при подготовке его к транспорту); отбензинивания попутных и природных углеводородных газов; осушки жидкостей; разделения газов нефтепереработки с целью получения водорода и этилена; выделения низкомолекулярных ароматических углеводородов из бензиновых фракций; очистки масел; очистки газов и жидкостей от вредных веществ, загрязняющих окружающую среду. Адсорберы разделяют по способу контактирования обрабатываемой среды с адсорбентами на аппараты с неподвижным, движущимся плотным и псевдоожиженным слоем.
Адсорберы с неподвижным слоем — аппараты периодического действия, работающие в циклическом режиме. Рабочий цикл таких адсорберов включает следующие стадии: адсорбцию, десорбцию, удаление десорбирующего агента (сушку) и охлаждение. При наличии минимум двух аппаратов и соответствующем соотношении длительности вышеуказанных стадий возможна непрерывная работа всей адсорбционной установки. Адсорберы с неподвижным слоем адсорбента выполняют в виде вертикальных или горизонтальных цилиндрических аппаратов, снабженных внутренними устройствами: опорными для адсорбента; распределительными и сборно-выравнивающими для потока разделяемой сре-
15
Рис. 5. Адсорбер аксиального типа с неподвижным слоем адсорбента:
1 — корпус; 2 — опорная решетка; 3 — перфорированный лист и два слоя сетки; 4 — фарфоровые шары; 5 — переточные трубы для загрузки (выгрузки) адсорбента; 6 — слой цеолита; 7 — слой алюмогеля; 8 — решетка; 9 — кран-укосина; 10 — штуцер для загрузки адсорбента; И — люк-лаз; 12 — трубопровод для выгрузки адсорбента; 13 — штуцер для дренажа. Потоки: I — исходный газ; II — отработанный газ
ды. На рис. 5 представлен адсорбер аксиального типа, предназначенный для очистки природного газа от сероводорода и меркаптанов. В корпусе аппарата диаметром 3,6 м расположены по высоте два слоя цеолита NaX высотой 3,6 м. Каждый слой цеолита поддерживается опорной решеткой, на которой установлен перфорированный лист и два слоя металлической сетки. Над верхним слоем цеолита размещен дополнительно слой алюмогеля для осушки газа. Для уменьшения динамического воздействия потока газа и более равномерного его распределения над адсорбентом расположен слой фарфоровых шаров высотой 300 — 600 мм. При загрузке адсорбента используют верхний люк и кран-укосину. Пере-точные трубы обеспечивают перемещение адсорбента из одной зоны в другую при его загрузке и выгрузке. Адсорбент из аппарата выгружают по трубопроводу, установленному на нижней опорной решетке.
Для уменьшения гидравлического сопротивления слоя адсорбента разработаны конструкции адсорберов с радиальным движением потока газа. На рис. 6 представлена конструкция адсорбера радиального типа, в котором поток разделяемой среды движется через слой адсорбента от центра к периферии. Адсорбент засыпан между двумя кольцевыми решетками. Исходная газовая смесь поступает снизу в центральный канал, проходит через слой адсорбента и собирается на периферии в кольцевом пространстве, откуда удаляется из аппарата. Свежий адсорбент загружается сверху через штуцер. Отработанный адсорбент выгружается снизу с помощью клапана. С целью защиты от внезапного повышения давления аппарат снабжен разрывной мембраной. Поверхность фильтрации адсорберов радиального типа в зависимости от их размеров лежит в пределах 10 — 80 м2, толщина слоя адсорбента составляет 0,4 — 0,63 м.
Адсорберы с движущимся или псевдоожиженным слоем — это непрерывно действующие аппараты, в которых стадии процесса адсорбционного разделения сырья протекают одновременно, но смещены по месту. Адсорбер с движущимся зернистым слоем адсорбента (рис. 7) — вертикальный аппарат, по высоте которо-
17
5
12
Рис. 6. Адсорбер радиального типа с неподвижным слоем адсорбента:
1 — собирающий коллектор; 2 — корпус; 3 — кольцевая решетка; 4 — слой адсорбента; 5 — штуцер для загрузки адсорбента; 6 — центральный раздающий канал; 7 — кольцевой собирающий канал; 8 — разгрузочное устройство;
9 — раздающий коллектор; 10 — штуцер для выгрузки адсорбента; И — штуцер для слива конденсата; 12 — предохранительная разрывная мембрана. Потоки: I — исходный газ; П — отработанный газ; Ш — водяной пар на десорбцию; IV — смесь паров воды и адсорбата
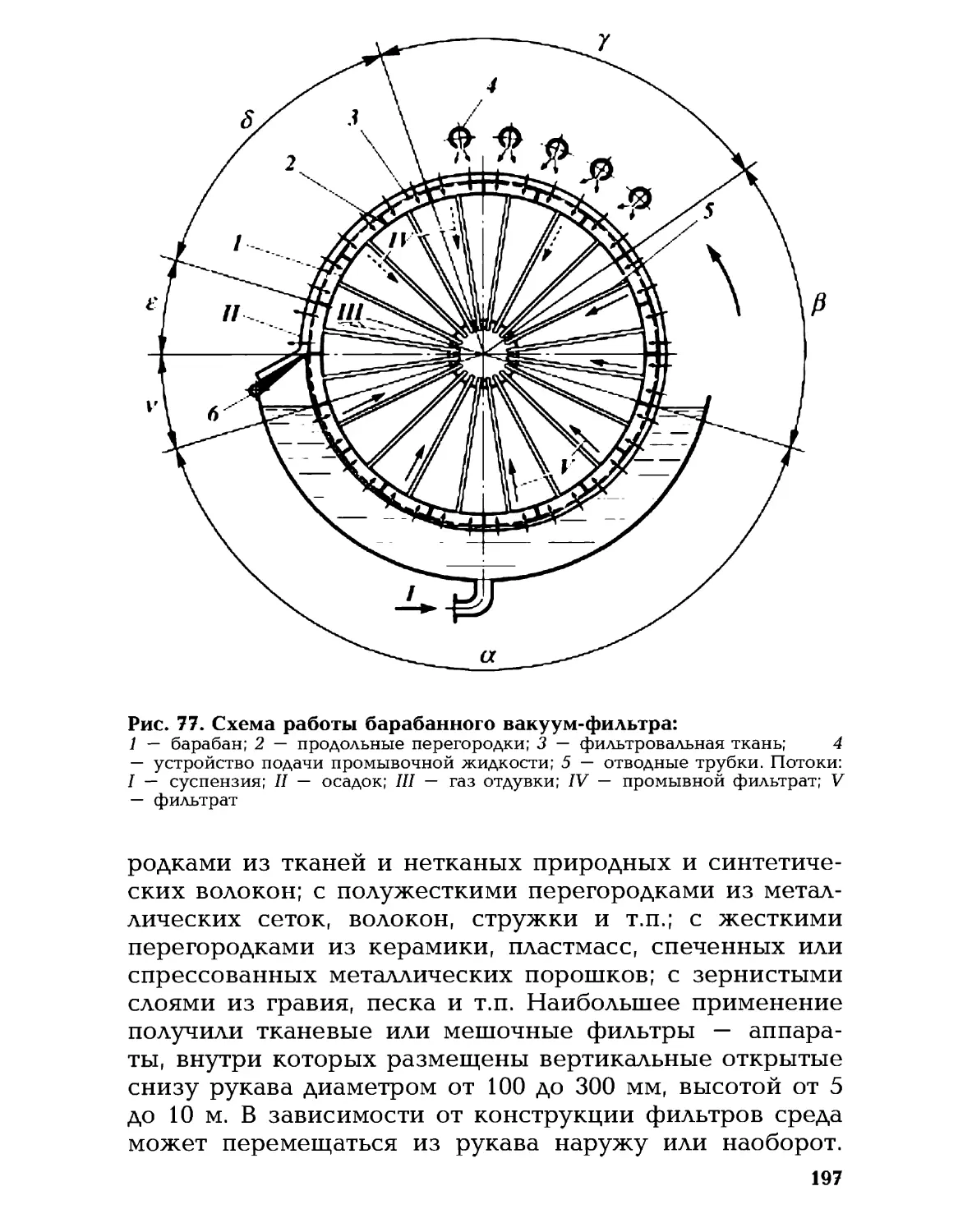
Рис. 7. Адсорбер с движущимся зернистым слоем адсорбента:
1 — холодильник; 2, 4 — распределительные тарелки; 3, 6 — распределительные устройства;
7 — затвор-отводчик для адсорбента. Потоки: I — адсорбент; II — хладагент; III — исходная смесь; IV — смесь после адсорбции; V — продукты десорбции с десорбирующим агентом; VI — теплоноситель; VII — десорбирующий агент
го расположены три зоны: наверху — охлаждения, в средней части — адсорбции, внизу — нагрева и десорбции. Охлаждение и нагрев адсорбента осуществ-ляется через поверхность труб, внутри которых он движется. Хладагент и теплоноситель проходят в межтрубном пространстве соответствующих секций аппарата. Для распределения разделяемой смеси и десорбирующего агента по сечению аппарата в соответствующих его секциях размещены распределительные устройства. На верху секций адсорбции и десорбции установлены распределительные тарелки с патрубками, обеспечивающие равномерное распределение по сечению аппарата адсорбента и сбор соответственно несор-бируемой части газа и десорбирующего агента с выделенными компонентами. Распределительная тарелка, разделяющая зоны адсорбции и десорбции, также создает необходимый гидрозатвор между ними.
В адсорбере с псевдоожиженным слоем адсорбента для равномерного распределения газовой фазы и образования псевдоожиженного слоя по высоте установлены опорно-распределительные решетки с переточными устройствами. Исходная газовая смесь и десорбирующий агент проходят через соответствующие секции аппарата, и в результате их контакта с поступающим сверху адсорбентом образуются псевдоожиженные слои, в которых протекают процессы адсорбции и десорбции в условиях противоточно-ступенчатого контакта. ЛИТЕРАТУРА: [32, 40, 53].
Адсорбция (англ, adsorption) — процесс поглощения компонентов газов (паров) или жидкостей поверхностью твердых тел (адсорбентов). Адсорбцию применяют в газовой и нефтеперерабатывающей промышленности для осушки газов, например, природного газа при подготовке его к транспорту, для отбензинивания попутных и природных газов, разделения газов нефтепереработки с целью получения водорода и этилена, осушки жидкостей, выделения низкомо-
20
лекулярных ароматических углеводородов (бензола, толуола, ксилолов) из бензиновых фракций, для очистки масел. Явление адсорбции используется в хроматографии, в противогазах, для поглощения пахучих и вредных веществ, с целью защиты окружающей среды. По сравнению с другими массообменными процессами адсорбция эффективна при малом содержании извлекаемых компонентов в исходной смеси. Так, при разделении смеси сухих углеводородных газов процесс адсорбции оказывается более выгодным, чем процесс абсорбции, тогда как для жирных газов целесообразнее применять процесс абсорбции. Аналогично для жидких смесей: при невысоком содержании извлекаемых компонентов в сырье адсорбционное разделение предпочтительнее экстракции.
Различают физическую и химическую адсорбцию (хемосорбцию). При физической адсорбции молекулы адсорбента и поглощенного вещества (адсорбата) не вступают в химическое взаимодействие и их связь обусловливается силами межмолекулярного взаимодействия, при котором связь менее прочна, чем при хемосорбции. Физическая адсорбция — экзотермический процесс, для газов и паров теплота адсорбции примерно равна теплоте конденсации.
Адсорбируемость веществ зависит от их природы, строения молекул, а также от природы и структуры адсорбента (величины удельной поверхности, размеров пор). Адсорбируемость углеводородов обычно возрастает с увеличением их молекулярной массы, однако значительное влияние на нее оказывают структура и размеры молекул. Так, парафиновые и нафтеновые углеводороды поглощаются в меньшей степени, чем ароматические. Сернистые соединения лучше сорбируются, чем содержащие их парафиновые и нафтеновые углеводороды. Непредельные низкомолекулярные углеводороды (этилен, пропилен) адсорбируются лучше, чем соответствующие их предельные аналоги (этан, пропан).
Адсорбенты — пористые твердые вещества естественного и синтетического происхождения с развитой поверхностью пор. Удельная поверхность пор лежит в
21
пределах от 200 до 1700 м2/г, средний размер пор — от 3 до 100 А. Адсорбенты производят в виде таблеток или шариков размером от 2 до 6 мм, а также порошков с размером частиц от 20 до 500 мкм. В качестве абсорбентов используют активированный уголь, силикагель, алюмосиликаты, цеолиты. Цеолиты (молекулярные сита) — природные или синтетические адсорбенты с регулярной структурой пор, представляют собой алюмосиликаты натрия, калия и других элементов. Размеры входных окон, определяющих избирательность цеолитов, изменяются от 3 до 9 А.
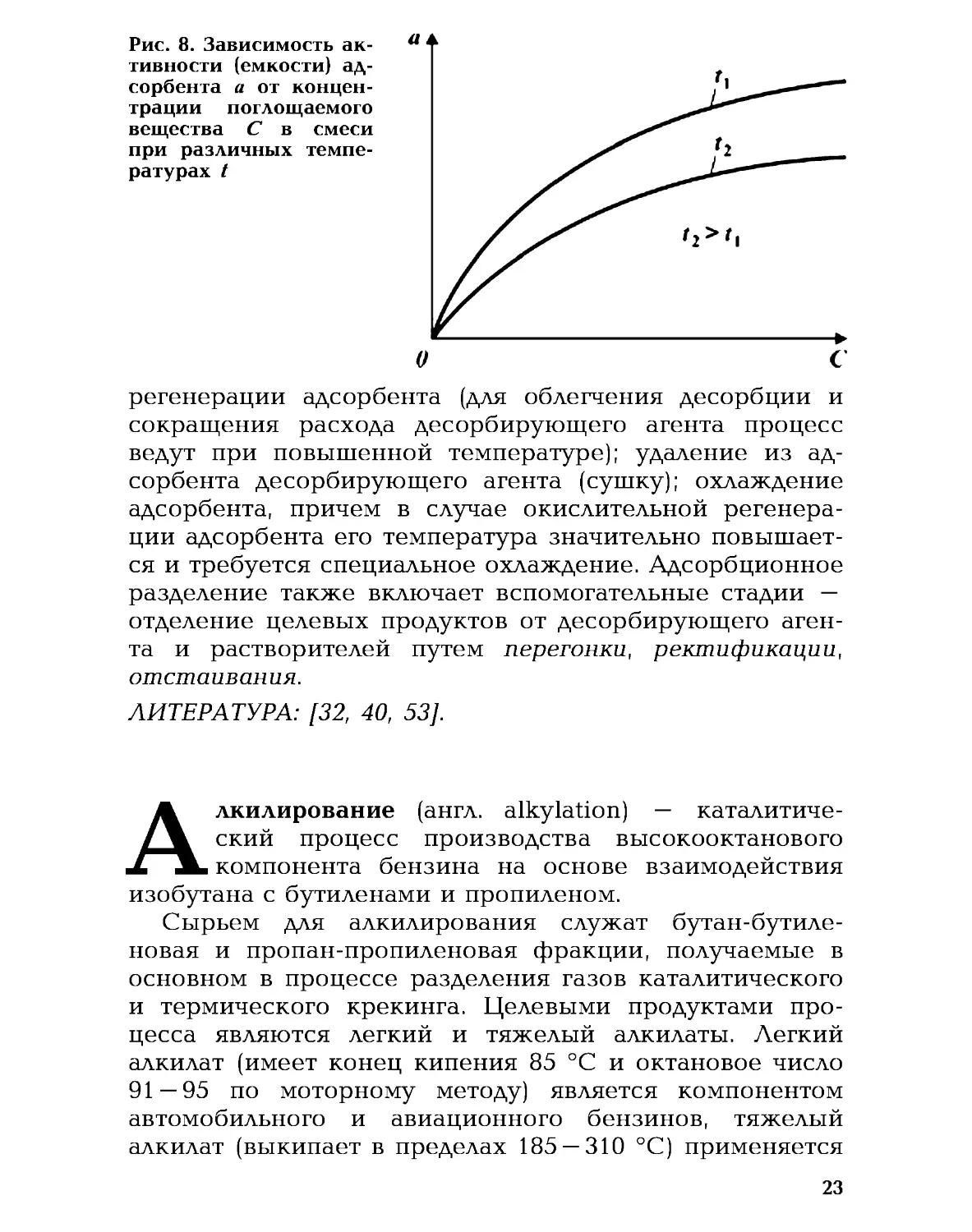
Важной характеристикой адсорбентов является активность (емкость), оцениваемая массой адсорбированного вещества, приходящейся на единицу массы адсорбента в условиях равновесия. Зависимость между активностью и парциальным давлением или концентрацией вещества в смеси при определенной температуре называют изотермой адсорбции (рис. 8). Одним из важных показателей, характеризующих процесс адсорбции и определяющих размеры аппарата, является скорость адсорбции, которая зависит от скорости трех стадий процесса: подвода вещества к поверхности зерен адсорбента — внешняя диффузия; перемещения вещества внутри зерен по порам адсорбента — внутренняя диффузия; поглощения вещества поверхностью адсорбента. Скорость адсорбции обычно лимитируют внешняя или внутренняя диффузии или сразу обе стадии. Адсорбции способствует понижение температуры, а для газов — повышение давления. Удалению адсорбированных компонентов из адсорбента (десорбции) способствует повышение температуры и для газовых смесей — понижение давления.
В целом процесс адсорбционного разделения включает следующие основные стадии: адсорбцию — контактирование исходной смеси с адсорбентом, при этом во многих случаях к жидким смесям для снижения вязкости добавляют плохо адсорбируемый растворитель; десорбцию — контактирование адсорбента с десорбирующим агентом (водяным паром, азотом, растворителем) с целью выделения поглощенных компонентов и
22
Рис. 8. Зависимость активности (емкости) адсорбента а от концентрации поглощаемого вещества С в смеси при различных температурах t
регенерации адсорбента (для облегчения десорбции и сокращения расхода десорбирующего агента процесс ведут при повышенной температуре); удаление из адсорбента десорбирующего агента (сушку); охлаждение адсорбента, причем в случае окислительной регенерации адсорбента его температура значительно повышается и требуется специальное охлаждение. Адсорбционное разделение также включает вспомогательные стадии — отделение целевых продуктов от десорбирующего агента и растворителей путем перегонки, ректификации, отстаивания.
ЛИТЕРАТУРА: [32, 40, 53].
Алкилирование (англ, alkylation) — каталитический процесс производства высокооктанового компонента бензина на основе взаимодействия изобутана с бутиленами и пропиленом.
Сырьем для алкилирования служат бутан-бутиленовая и пропан-пропиленовая фракции, получаемые в основном в процессе разделения газов каталитического и термического крекинга. Целевыми продуктами процесса являются легкий и тяжелый алкилаты. Легкий алкилат (имеет конец кипения 85 °C и октановое число 91 — 95 по моторному методу) является компонентом автомобильного и авиационного бензинов, тяжелый алкилат (выкипает в пределах 185 — 310 °C) применяется
23
как компонент дизельного топлива или как растворитель. Катализатором процесса служат серная кислота или фтористый водород. На отечественных установках используют 98 — 99%-ную серную кислоту по моногидрату.
В основе технологического процесса алкилирования лежит реакция присоединения алкенов к алканам, которая в общем виде может быть представлена уравнением
спн2п+2 + С т Н2/Л > Cp-i-jn H2(n + m) -|- 2.
Или для рассматриваемого конкретного случая:
С4Н10 + С4Н8 С8Н18,
С4Н10 + С3Н6 С7Н16.
Процесс алкилирования проводится при температуре от 5 до 15 °C. При более высоких температурах серная кислота окисляет углеводороды, при более низких температурах вследствие увеличения вязкости эмульсии затруднен эффективный контакт углеводородов с серной кислотой.
По условиям проведения процесса углеводороды должны быть в жидком состоянии. В реакторе поддерживается давление 0,3— 1,0 МПа.
Для предотвращения полимеризации олефинов сырье разбавляют путем циркуляции изобутана. В сырьевой смеси мольное соотношение изобутан : олефины поддерживают на уровне (6ч-7) : 1.
Реакция алкилирования экзотермична, тепловой эффект реакции составляет примерно 960 кДж на 1 кг алкилата. Для создания изотермических условий необходимо отводить тепло из реакционной зоны. В зависимости от типа реактора теплоотвод осуществляется либо испаряющимся аммиаком или пропаном через трубчатую поверхность, либо непосредственно за счет испарения части циркулирующего изобутана.
Продолжительность контактирования сырья с серной кислотой составляет 20 — 30 мин, объемное соотношение кислота : углеводороды равно 1:1.
24
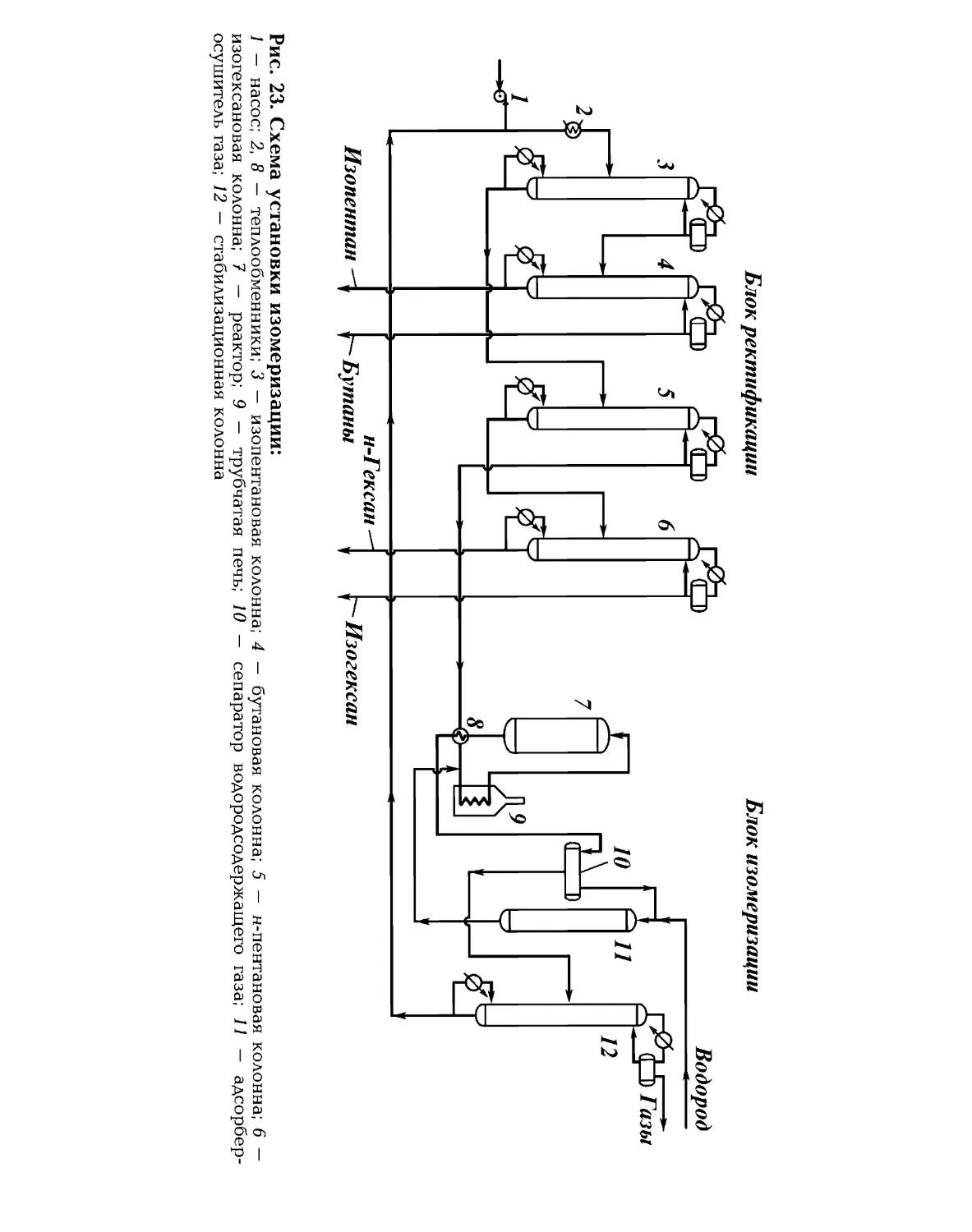
Рис. 9. Схема установки сернокислотного алкилирования изобутана олефинами:
1 — реактор; 2 — холодильник; 3 — каплеотбойник; 4 — компрессор; 5 — емкость; 6 — пропановая колонна; 7 — емкость орошения; 8 — изобутановая колонна; 9 — бутановая колонна; 10 — колонна разделения алкилата; 11 — отстойник; 12 — коалесцирующий аппарат; 13 — сепаратор
Объемная скорость подачи олефинов на единицу объема катализатора составляет 0,1 —0,6 ч-1.
Для эффективного контактирования углеводородов с серной кислотой их интенсивно перемешивают. Обычно используют пропеллерный насос (мешалку) при частоте вращения 400 — 500 мин-1.
Схема установки сернокислотного алкилирования приведена на рис. 9. Сырьевая смесь охлаждается испаряющимся бутаном в холодильнике 2 (см. испаршпелп) и вводится пятью параллельными потоками в смесительные секции каскадного реактора 1. В первую секцию подают также циркулирующий изобутан и серную кислоту. Из отстойной зоны реактора снизу выводят серную кислоту (на циркуляцию или сброс) и жидкую часть углеводородной смеси, которая проходит коалесцирующий аппарат 12, где из углеводородной смеси отделяются мельчайшие капли серной кислоты.
Далее углеводородная смесь проходит защелачивание и поступает на разделение в систему простых ректификационных колонн, соединенных последовательно по остатку: деизобутанизатор 8, дебутанизатор 9 и колонну 10, с верха которой отводится целевой продукт — легкий алкилат, а с низа — тяжелый алкилат. Изобутан с верха колонны 8 поступает на циркуляцию в первую смесительную секцию реактора. Подвод тепла в низ ректификационных колонн осуществляется конденсирующимся водяным паром.
Пары углеводородов, образующиеся в реакторе, через каплеотбойник 3 поступают на прием компрессора 4, который подает их через холодильник в емкость 5. Из емкости часть углеводородов поступает в реактор, а другая часть насосом подается в пропановую колонну 6, которая служит для вывода из системы накопившегося пропана. С низа колонны поток углеводородов (изобутана) частично циркулирует через сырьевой холодильник 2 и прием компрессора 4, а частично присоединяется к общему потоку циркулирующего изобутана.
ЛИТЕРАТУРА: [54, 55].
Г азосепараторы (англ, gas separators, от лат. separator — отделитель) — аппараты для отделения газа от жидкости (нефти, углеводородного конденсата, капельной влаги) и механических примесей. Газосепараторы являются обязательным элементом любой технологической схемы подготовки нефти на промыслах и газа, устанавливаются на компрессорных станциях, сборных и газораспределительных пунктах, ГПЗ.
Газосепараторы, как правило, имеют следующие секции: ввода газожидкостной смеси, обеспечивающую равномерное ее распределение в аппарате и максимальное отделение крупных капель жидкости; отстойную, предназначенную для коагуляции мелких капель жидкости и их отделения; каплеуловительную, обеспечивающую окончательную очистку газа и заданную эффективность сепарации; сбора отсепарирированной жидкости. Основным параметром, характеризующим степень отделения жидкости от газа, является коэффициент эффективности ц, равный отношению количества 0ул жидкой фазы, уловленной в газосепараторе, к количеству QBX жидкой фазы, содержащейся в потоке газа на входе в аппарат (ц = 0ул / QBX).
Газосепараторы разделяются по принципу действия: на гравитационные, инерционные, сетчатые, центробежные и смешанного типа; по геометрической форме и положению в пространстве — на цилиндрические (вертикальные, горизонтальные и наклонные) и сферические; по положению сборника отсепарирован-ной жидкости — с выносным и встроенным сборником; по месту в технологической схеме — на входные, промежуточные и концевые; по количеству сепарируемых фаз — на двухфазные и трехфазные. Газосепараторы могут быть выполнены как автономный аппарат или как встроенная секция вертикальных колонных аппаратов многофункционального назначения.
Гравитационные газосепараторы просты по конструкции, но громоздки и металлоемки. Осаждение капель жидкости в них происходит в основном под действием силы тяжести. Эффективность разделения газожидко-
27
стного потока в таких газосепараторах тем выше, чем больше размер капель жидкости в газовом потоке и ниже его скорость (г| = 75 — 90 %, скорость газа vr = = 0,05 — 0,2 м/с). Наиболее распространены в промышленности инерционные, сетчатые и центробежные газо-сепараторы.
Инерционные газосепараторы (ц = 95 — 99 %, скорость газа vr = 0,2—1,0 м/с) различаются конструкцией пакетов пластин, их компоновкой и конфигурацией, а также расположением патрубков входа и выхода газа
Рис. 10. Инерционный газосепаратор:
а — общий вид; б—д — типы каплеуловительной насадки; б — уголковая; в — желобчатая; г — жалюзийная с карманами для сбора частиц; д — жалюзийная с переменными геометрией и сечением каналов; 1 — корпус; 2 — распределительное устройство; 3 — пакеты каплеуловительной насадки; 4 — труба для отвода жидкости; 5 — успокоительная решетка. Потоки: I — исходный газ; II — очищенный газ; III — жидкость
28
(рис. 10). Для повышения производительности сепараторов пакеты пластин могут быть двухсекционными. Перспективны струнные пакеты, представляющие собой набор рамок с намотанной на них проволокой диаметром 0,3 —0,5 мм. Основное их применение — предварительное отделение газа от жидкости. В промышленности инерционные газосепараторы используют на установках низкотемпературной сепарации в качестве входных, промежуточных и концевых ступеней сепарации.
Коэффициент эффективности сетчатых газосепара-торов (рис. 11) определяется в основном конструкцией сетчатых пакетов, их расположением в корпусе аппарата и может достигать 99,5 — 99,8 % при скоростях газа в 3 — 5 раз больших, чем в гравитационных. Высокая эффективность этих газосепараторов обусловливается большой поверхностью контакта сепарирующих элементов с газожидкостным потоком. Вертикальные сетчатые газосепараторы применяют на промыслах в качестве концевых сепараторов в установках низкотемпературной сепарации, промежуточных и концевых сепараторов на ГПЗ, при очистке газа от жидкости перед подачей его на факел.
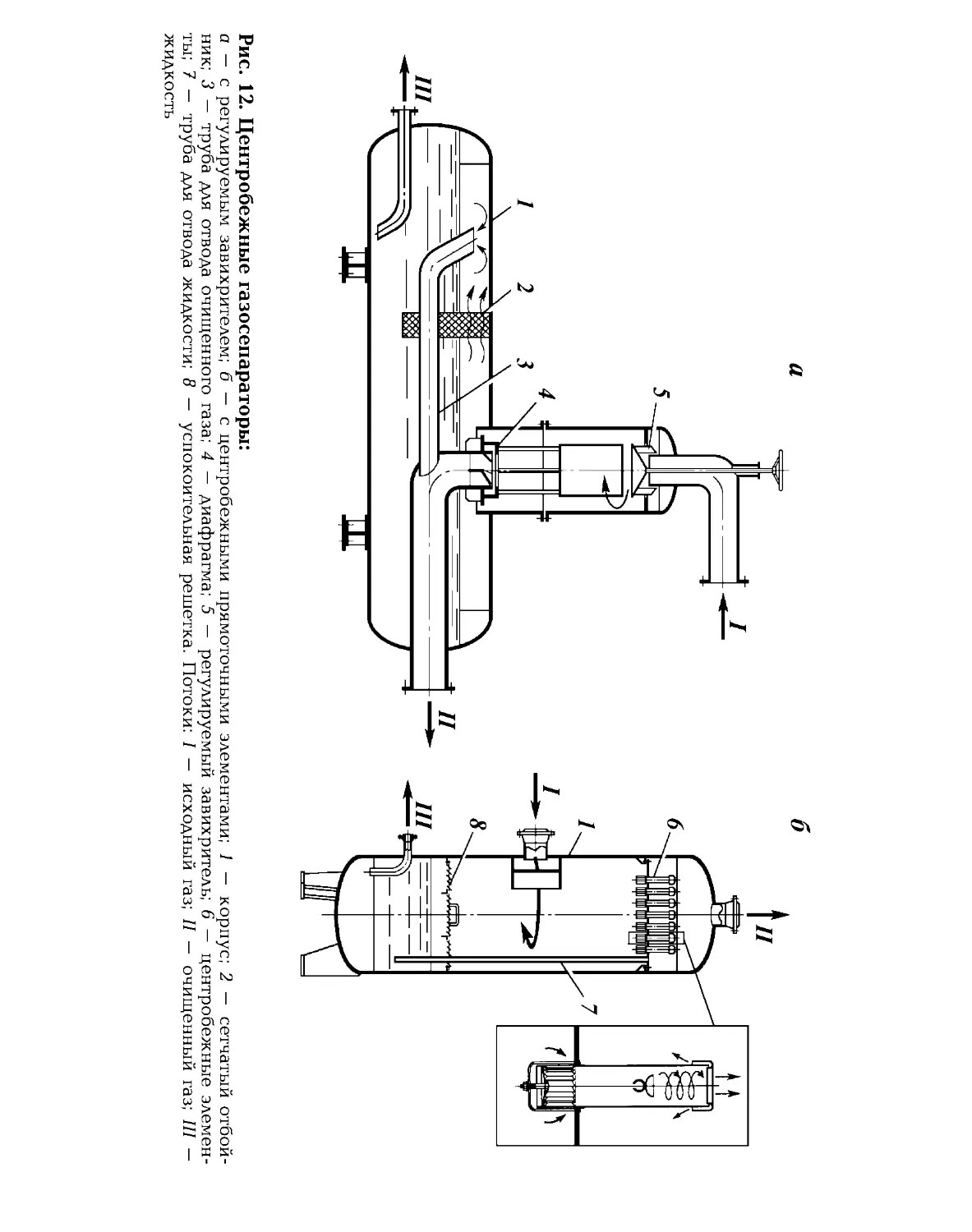
В центробежных газосепараторах для преобразования поступательного движения потока во вращательное используют завихрители (рис. 12). Основным преимуществом их является высокая рабочая скорость газа в корпусе центробежного элемента. Благодаря действию центробежных сил из газового потока можно выделить капли жидкости диаметром более 10 — 20 мкм. Коэффициент эффективности газосепаратора при высоком давлении колеблется от 80 до 99 %. Отдельные конструкции оснащены регулируемым завихрителем, предназначенным для поддержания эффективной скорости сепарации при изменении производительности и давления, в некоторых используют прямоточные центробежные элементы. Центробежные элементы снабжены каналами рециркуляции и могут обеспечить эффективную очистку газа при их расположении как горизонтальном, так и вертикальном (с движением потока сверху вниз или снизу вверх). Применяют в основном в
29
Рис. 11. Сетчатый газосепаратор:
1 — корпус; 2 — сетчатый коагулятор; 3 — сетчатый отбойник (демистер);
4 — успокоительная решетка. Потоки: I — исходный газ; II — очищенный газ; III — жидкость
Рис. 12. Центробежные газосепараторы:
а — с регулируемым завихрителем; б — с центробежными прямоточными элементами; 1 — корпус; 2 — сетчатый отбойник; 3 — труба для отвода очищенного газа; 4 — диафрагма; 5 — регулируемый завихритель; 6 — центробежные элементы; 7 — труба для отвода жидкости; 8 — успокоительная решетка. Потоки: I — исходный газ; II — очищенный газ; III — жидкость
качестве входных и промежуточных ступеней очистки на установках промысловой подготовки газа, а также на магистральных газопроводах.
Для очистки газожидкостной смеси со сравнительно небольшим содержанием газа используют блочные сепарационные установки, применяемые для сепарации нефти от газа в герметизированных системах сбора, транспортировки и подготовки нефти на промыслах. В каждую установку входят технологическая емкость, каплеотбойник (горизонтальный, инерционный газосепараторы со струнными пакетами) и депульсатор. Нефтегазовая смесь поступает от скважин в депульсатор, в котором свободный газ отделяется от нефти и, минуя технологическую емкость, отводится в каплеотбойник. Нефть из депульсатора поступает в технологическую емкость, где происходит гравитационная сепарация нефти от газа. Газ, выделившийся в емкости, также проходит через каплеотбойник.
ЛИТЕРАТУРА: [25, 38, 52].
Г азофракционирование (англ, gas fractionation) — процесс разделения смеси углеводородных газов на составляющие компоненты путем ректификации.
Углеводородные газы нефтепереработки включают газы, растворенные в нефти и газовом конденсате и выделяющиеся при атмосферно-вакуумной перегонке, и газы, полученные при деструктивной переработке нефти.
В зависимости от состава и природы компонентов газы разделяют на сухие и жирные, предельные и непредельные. Сухие газы содержат в основном компоненты Ci и С2, жирные — С1г С2, С3 и выше. Сухие газы используются как топливо. Компоненты жирных газов применяют в быту и как сырье для дополнительной переработки.
Предельные газы состоят из углеводородов метанового ряда и получаются при первичной переработке неф-32
ти и в процессах, протекающих под давлением водорода (каталитический риформинг, изомеризация, гидрокрекинг, гидроочистка). Непредельные газы включают значительное количество непредельных углеводородов и получаются на установках термического и каталитического крекинга и коксования. Предельные и непредельные газы разделяют на газофракционирующих установках различного типа.
Разделение газа в ректификационной колонне можно осуществить при двух условиях: 1) под давлением при нормальных температурах, используя в качестве хладагента воду и воздух; 2) при обычном давлении и низкой температуре, используя искусственное охлаждение. При этом при высоком давлении требуются затраты на компримирование газа, при обычном давлении — на охлаждение. Например, в головной колонне газофракционирующей установки разделения предельных газов деэтанизацию осуществляют при давлении 1,3 МПа и температуре 15 °C с использованием аммиачного холодильника-конденсатора либо при давлении 3,4 —4,0 МПа при нормальной температуре.
Газофракционирующие установки разнообразны по своим технологическим схемам и включают от 6 до 10 простых колонн, соединенных последовательно по ректификату и остатку и последовательно-параллельным способом. Общее число тарелок во всех колоннах меняется от 390 до 720. При этом число тарелок в колоннах, разделяющих наиболее близкокипящие компоненты изобутановой (изобутан и н-бутан) и изопентановой (изопентан и н-пентан) фракций колеблется от 97 до 180. Исследование фактических режимов изобутановой колонны показало, что флегмовое число для получения изобутана и н-бутана чистотой 97 — 98 % составляет не менее 19.
Мощности по сырью газофракционирующих установок находятся в пределах от 200 до 1000 т в год.
Схема газофракционирующей установки разделения предельных газов конденсационно-компрессионного типа приведена на рис. 13. Сырье — газ с установок первичной перегонки нефти и риформинга поступает
зз
15
Пентановая фракция Фракция С6 и выше Изобутановая фракция
Бутановая фракция
Пропановая фракция
Рис. 13. Схема газофракционирующей установки конденсационно-компрессорного типа:
1 — сепаратор; 2 — компрессор; 3, 4 — холодильники-конденсаторы; 5, 6 — сепараторы-сборники; 7 — сборник жидкого газа; 8 — насос; 9—14 — ректификационные колонны; 15 — конденсаторы воздушного охлаждения; 16 — рибойлеры
через сепаратор 1 на прием компрессора 2. Сжатый и нагретый газ проходит две ступени конденсации: первую — в результате охлаждения водой и вторую — в результате охлаждения аммиаком (соответственно холодильники-конденсаторы 3 и 4 и сепараторы-сборни-ки жидкого газа 5 и 6). Из сборника 7 сжиженный газ вместе с отгоном стабилизации установок первичной перегонки и риформинга насосом 8 подается в колонну 9. С верха колонны из рефлюксной емкости отбирают сухой газ — метан и этан. Остаток — деэтанизированная фракция поступает в депропанизатор 10, где она разделяется на пропановую фракцию, вводимую сверху как продукт, и смесь углеводородов С4 и выше, которая направляется на дальнейшее разделение в дебутанизатор 11. С верха дебутанизатора выводится смесь бутана и изобутана. Смесь поступает в деизобутанизатор, ректификатом которого является изобутановая фракция, а кубовым остатком — бутановая фракция. С низа дебутанизатора 11 остаток — легкий дебутанизированный бензин подается в депропанизатор 13, из которого в качестве кубового остатка выводятся углеводороды С6 и выше. Ректификат депропанизатора — смесь пентанов поступает на разделение в колонну 14, ректификатом которой является изопентановая фракция, а остатком — пентановая.
Отвод тепла в деэтанизаторе 9 осуществляется с помощью аммиака, в остальных колоннах — с помощью аппаратов воздушного охлаждения. В нижнюю часть ректификационных колонн тепло подводится при помощи рибойлеров.
ЛИТЕРАТУРА: [4, 54, 55].
Гидрогенизационные процессы (англ, hydrogenation processes) — процессы термокаталитической переработки углеводородного сырья в среде водорода.
К этим процессам относят:
1) гидроочистку дистиллятных фракций (бензина, керосина, дизельного топлива), целью которой является
35
удаление сернистых соединений и непредельных углеводородов, а при более жестких режимах — дополнительно гидрирование ароматических до нафтенов в случае керосиновой и дизельной фракций;
2) гидрообессеривание — гидроочистку нефтяных остатков с целью получения малосернистых котельных топлив и сырья для каталитического крекинга;
3) гидрокрекинг — процесс глубокого превращения преимущественно тяжелого дистиллятного и остаточного углеводородного сырья для получения светлых нефтепродуктов — бензина, реактивного и дизельного топлив.
ЛИТЕРАТУРА: [54].
Гидрокрекинг (англ, hydrogen cracking) — термокаталитический процесс переработки углеводородного сырья, целью которого является получение светлых нефтепродуктов из более тяжелого сырья. Последнее обеспечивает значительное углубление переработки нефти.
При гидрокрекинге по сравнению с гидроочисткой и гидрообессериванием осуществляется более глубокое превращение исходного сырья, и протекают реакции: 1) гидрогенолиза гетероорганических соединений серы, кислорода, азота; 2) гидрирования ароматических углеводородов; 3) раскрытия нафтеновых колец; 4) деалкилирования циклических структур; 5) расщепления парафинов и алкильных цепей; 6) изомеризации образующихся осколков; 7) насыщения водородом разорванных связей. В результате получаются такие соединения, которых нет в исходном сырье. Путем подбора катализаторов, расхода водорода, технологических параметров (давления и температуры) обеспечивают максимальный выход целевого продукта — бензина, реактивного и дизельного топлива. В некоторых случаях процесс направлен на получение легких изопарафинов (С5 —С6) или пропана и бутана.
Для гидрокрекинга используют бифункциональные
36
катализаторы, в которых гидрогенизирующими компонентами служат металлы VI и VIII групп — оксиды и сульфиды молибдена, никеля, кобальта, ванадия, платины, рения. Носителем является оксид алюминия или алюмосиликаты в аморфном виде, если продуктами являются дистиллятные топлива, или в виде цеолитов — при получении бензинов.
Водород для гидрокрекинга получают на установках паровой каталитической конверсии природного или нефтезаводского газов. Кратность циркуляции водорода поддерживается в пределах 800 — 2000 м3 на 1 м3 сырья.
Температура гидрокрекинга находится на уровне 370 — 425 °C для дистиллятного сырья. Высокая температура процесса (>400 °C) затрудняет насыщение водородом непредельных и полициклических ароматических углеводородов. Поэтому давление поддерживается на уровне 15 — 20 МПа. Объемная скорость подачи сырья лежит в пределах 0,3— 1,2 ч-1.
В целом реакция гидрокрекинга экзотермична. Поэтому катализатор в реакторе размещают слоями, в межслойное пространство вводят холодный водород, тем самым поддерживают температуру на оптимальном уровне. Окислительная регенерация катализатора осуществляется в токе инертного газа при давлении 3 — 5 МПа и температуре 480 — 520 °C.
Установки гидрокрекинга в зависимости от характера исходного сырья, целевого назначения процесса, типа катализатора могут быть разделены на три группы: 1) одноступенчатые одностадийные; 2) одноступенчатые двух- и трехстадийные; 3) двухступенчатые.
При одноступенчатой одностадийной схеме сырье в реакторе претерпевает однократное превращение. При наличии рециркуляции возможно углубление процесса и увеличение выхода целевого продукта. Так, при переработке вакуумного газойля из него можно с высоким выходом получать дизельное топливо. Однако рециркуляция снижает производительность установки.
При одноступенчатой двухстадийной системе сырье после печи проходит последовательно два реактора. Рециркулирующий остаток вводится в поток перед вто-
37
рым реактором. Таким образом, все продукты реакции, не претерпевшие разделения, поступают на вторую стадию превращения во второй реактор.
В случае двухступенчатой схемы после первой ступени осуществляют отделение газов и гидрогенизат после нагрева в печи поступает в реактор второй ступени. После этого из продуктового потока выделяют светлые фракции (бензин, реактивное и дизельное топливо), а непревращенный остаток направляют на рециркуляцию в реактор первой либо второй ступени или отдельный реактор. В последних случаях реакторы могут содержать катализаторы с разными свойствами. В первом по ходу сырья реакторе может происходить облагораживание сырья (очистка от серы, азота и частично ароматики) на катализаторах, стойких к азоту и сере, во втором реакторе — гидрокрекинг облагороженного сырья. Двухступенчатую схему используют в том случае, когда путем глубокого превращения необходимо получить большое количество светлых легких топливных фракций. При менее глубоком процессе используют одноступенчатую схему.
Гидрокрекинг тяжелого остаточного сырья осуществляют по двухступенчатой схеме. При этом наряду с реакторами, содержащими неподвижный слой катализатора, применяют аппараты с трехфазным псевдоожиженным слоем (жидкая часть сырья — водород с углеводородным газом — суспидированный мелкодисперсный катализатор). При использовании реактора с псевдоожиженным слоем возможна регенерация катализатора путем частичного вывода его из процесса.
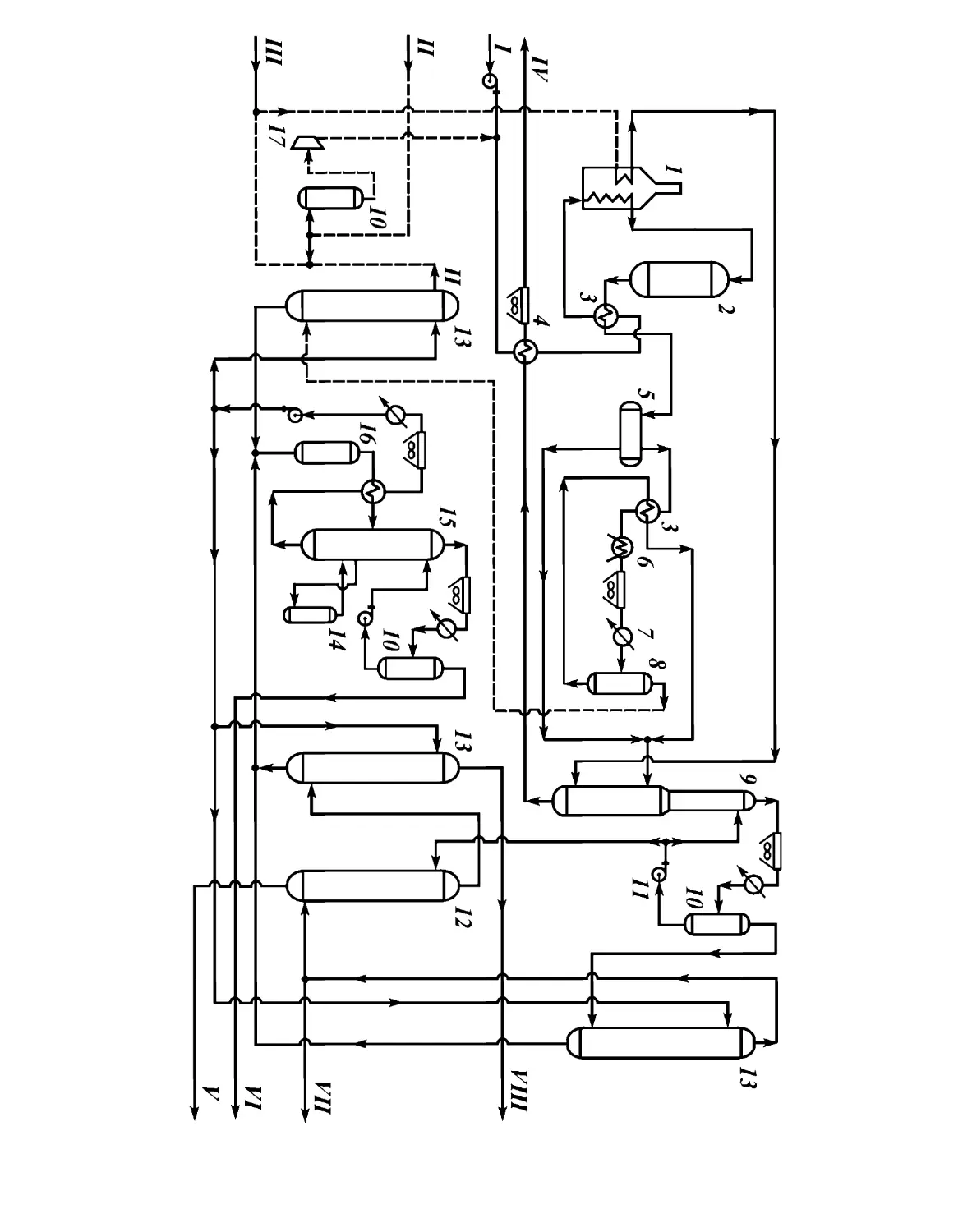
На рис. 14 приведена схема одноступенчатой установки одностадийного гидрокрекинга. Сырье после подогрева в теплообменниках теплом гидрогенизата смешивается с водородом. Смесь нагревается в сырьевой печи 2 и поступает в реактор 1. Выходящий с низа реактора гидрогенизат после охлаждения в теплообменниках водородом и сырьем поступает в газосепаратор 6 высокого давления, где от него отделяется циркулирующий водород, возвращаемый в реактор 1 компрессором 4. Жидкие продукты из сепаратора высокого
38
Рис. 14. Схема одноступенчатой установки одностадийного гидрокрекинга:
1 — реактор; 2 — сырьевая печь; 3 — компрессор добавочного водорода; 4 — циркуляционный компрессор; 5 — воздушный холодильник; 6, 7 — газожидкостные сепараторы высокого и низкого давления; 8 — стабилизационная колонна; 9 — фракционирующая колонна; 10 — колонна вторичной перегонки бензина. Потоки: I — сырье; II — добавочный водород; III — вода; IV — кислые стоки; V — газ на очистку; VI — углеводородный газ; VII — легкий бензин; VIII — тяжелый бензин; IX — лигроин; X — керосин; XI — газойль; XII — остаток
давления направляют в сепаратор 7 низкого давления и далее на разделение в стабилизационную колонну 8, с верха которой отводится углеводородный газ, а с низа — остаток. Остаток после нагрева в трубчатой печи поступает на ректификацию во фракционирующую колонну 9. Верхний продукт этой колонны — бензин направляется на разделение в колонну 10 вторичной переработки бензина. В качестве боковых погонов из колонны 9 получают лигроин, керосин, газойль, а снизу — остаток. Добавочный водород подают компрессором 3.
ЛИТЕРАТУРА: [1, 27, 54г 55].
Гидроочистка дистиллятных фракций (англ, hydrofining of distillates) — термокаталитический процесс улучшения качества дистиллятов путем удаления из них серы, азота, кислорода, смолистых и непредельных соединений в среде водорода. Сырьем для гидроочистки служат прямогонные дистилляты (бензин, реактивные и дизельные топлива, керосин, вакуумные газойли) и дистилляты вторичного происхождения (бензины, легкие газойли каталитического крекинга и коксования]. При гидроочистке протекают следующие реакции:
1) гидрогенолиз сернистых соединений (меркаптанов, сульфидов, дисульфидов, тиофенов)
RSH + Н2 RH + H2S
R2S + 2Н2 2RH + H2S
НС=СН\
| S + 4Н2 —> С4Н10 + H2S нс=сн/
2) гидрогенолиз азотсодержащих соединений
RNH + 4Н2 RH + NH3
3) удаление кислородсодержащих соединений
ROH + Н2 RH + Н2О
4) гидрирование ненасыщенных соединений
СпН2п + Н2 -+ СпН2п+2
5) гидрирование ароматических соединений
6) гидрокрекинг
С10Н22 + Н2 2С5Н12
В процессе гидроочистки также идут реакции уплотнения, конденсации и полимеризации углеводородов, в 40
результате которых на катализаторе откладывается кокс.
В целом тепловой эффект реакций гидроочистки положителен — они идут с выделением тепла.
На скорость реакций гидроочистки оказывают влияние качество сырья, тип катализатора, температура и давление процесса, парциальное давление и кратность циркуляции водорода.
Легкие дистилляты (бензины) содержат более низкомолекулярные непредельные и сернистые соединения (меркаптаны, сульфиды) и легче подвергаются гидроочистке. Тяжелое сырье и сырье вторичного происхождения содержит более стабильные сернистые соединения (тиофены) и труднее гидрируемые непредельные, что требует более жестких условий очистки.
Повышение температуры процесса увеличивает степень гидроочистки. Для каждого вида сырья это происходит до определенного значения, после которого скорость реакции разложения и насыщения непредельных углеводородов превышает скорость реакций гидрирования сернистых соединений. Давление способствует процессу гидроочистки. Обычно гидроочистку проводят при температуре 250 — 400 °C и давлении 2 — 5 МПа. Парциальное давление водорода оказывает существенное влияние на гидроочистку, значительно увеличивая глубину процесса.
Кратность циркуляции водородсодержащего газа увеличивают с утяжелением сырья, в пересчете на 100%-ный водород она составляет 80 — 200 м3/м3 сырья для бензиновой фракции и более 500— 1000 м3/м3 — для вакуумных погонов.
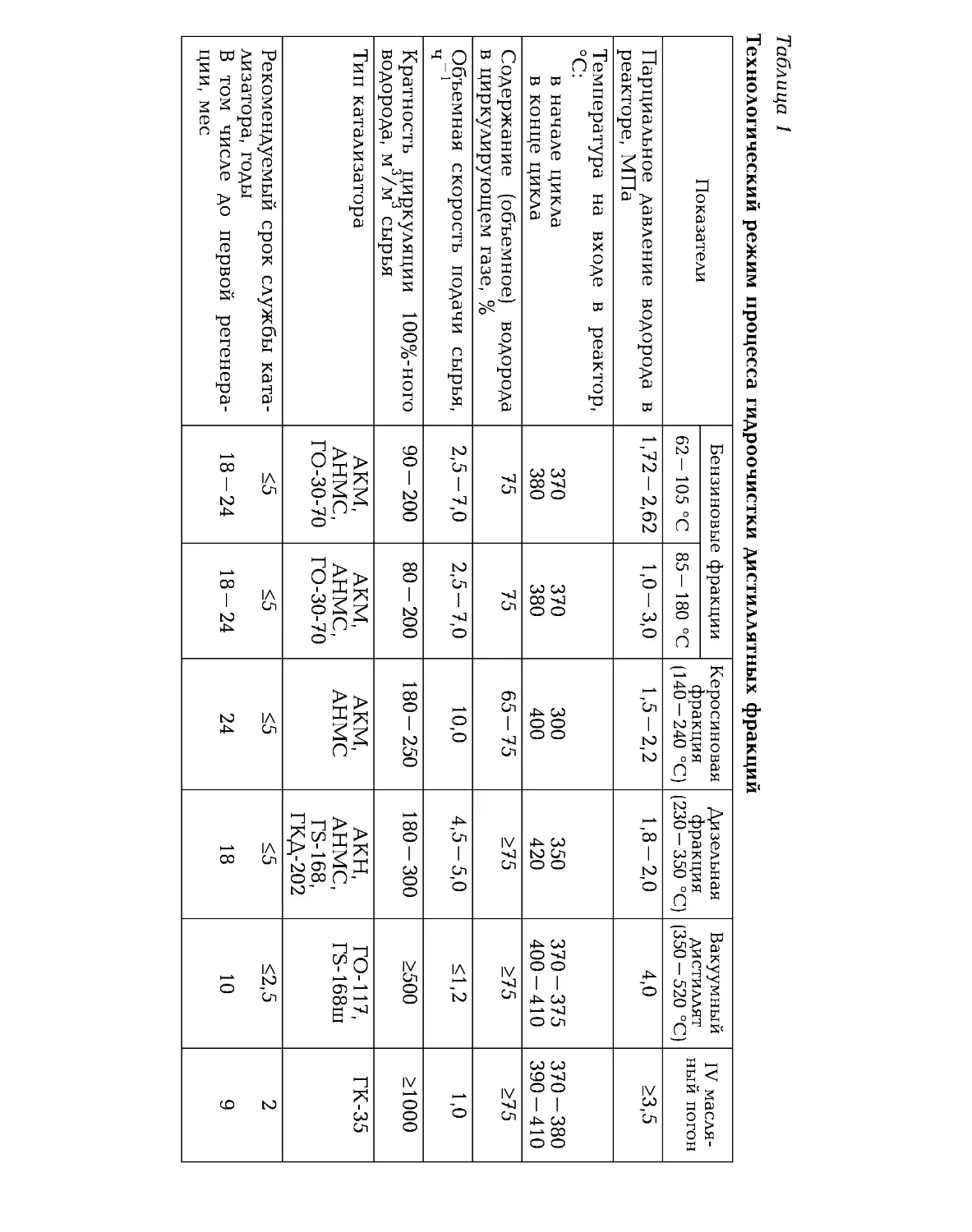
Основные параметры технологического режима гидроочистки дистиллятных фракций приведены в табл. 1.
Для гидроочистки применяют катализаторы на основе оксидов металлов VII и VIII групп (никель, кобальт, молибден, вольфрам). В промышленности используют алюмокобальтмолибденовый (АКМ) и алюмоникельмо-либденовый (АНМ) катализаторы. В алюмоникельмо-либденовый катализатор на силикатной основе для увеличения прочности вводят диоксид кремния (АНМС).
41
Таблица 1
Технологический режим процесса гидроочистки дистиллятных фракций
Показатели Бензиновые фракции Керосиновая фракция (140-240 °C) Дизельная фракция (230-350 °C) Вакуумный дистиллят (350-520 °C) IV масляный погон
62-105 °C 85-180 °C
Парциальное давление водорода в реакторе, МПа 1,72-2,62 1,0-3,0 1,5-2,2 1,8-2,0 4,0 >3,5
Температура на входе в реактор, °C: в начале цикла в конце цикла 370 380 370 380 300 400 350 420 370-375 400-410 370-380 390-410
Содержание (объемное) водорода в циркулирующем газе, % 75 75 65-75 >75 >75 >75
Объемная скорость подачи сырья, ч1 2,5-7,0 2,5-7,0 10,0 4,5-5,0 <1,2 1,0
Кратность циркуляции 100%-ного водорода, м/м3 сырья 90-200 80-200 180-250 180-300 >500 >1000
Тип катализатора АКМ, АНМС, ГО-30-70 АКМ, АНМС, ГО-30-70 АКМ, АНМС АКН, АНМС, TS-168, ГКД-202 ГО-117, ГБ-168ш ГК-35
Рекомендуемый срок службы катализатора, годы В том числе до первой регенерации, мес <5 18-24 <5 18-24 <5 24 <5 18 <2,5 10 2 9
Носителем служит оксид алюминия. Катализаторы выпускают в виде частиц неправильной цилиндрической формы. В настоящее время применяются катализаторы на цеолитной основе. Катализатор АКМ имеет высокую активность и селективность по целевой реакции обессеривания, достаточно активен в гидрировании непредельных соединений. Катализатор АНМ проявляет большую активность при гидрировании ароматических и азотистых соединений.
В процессе гидроочистки на катализаторе откладывается кокс, в результате чего катализатор теряет активность. Для восстановления активности катализатор подвергают регенерации. В зависимости от состава катализатора применяют газовоздушный или паровоздушный методы регенерации. Газовоздушная регенерация осуществляется смесью инертного газа с воздухом при температуре до 550 °C. При паровоздушной регенерации используют смесь воздуха и водяного пара, нагретую в печи до температуры выжига кокса. Для цеолит-содержащих катализаторов паровоздушный способ не используют.
Длительность газовоздушной регенерации составляет 100— 120 ч, для паровоздушной она меньше.
Установки гидроочистки в технологической схеме завода могут быть самостоятельными или находиться в блоке с другими процессами. В последнем случае они могут готовить сырье для процесса или производить очистку продуктов.
Схемы установок гидроочистки различаются по варианту подачи водородсодержащего газа: с циркуляцией или «на проток». На установках гидроочистки керосина, дизельного топлива, вакуумного дистиллята применяется циркуляционная схема подачи водородсодержащего газа. Мощность установок гидроочистки составляет 300 — 2000 тыс. т/год.
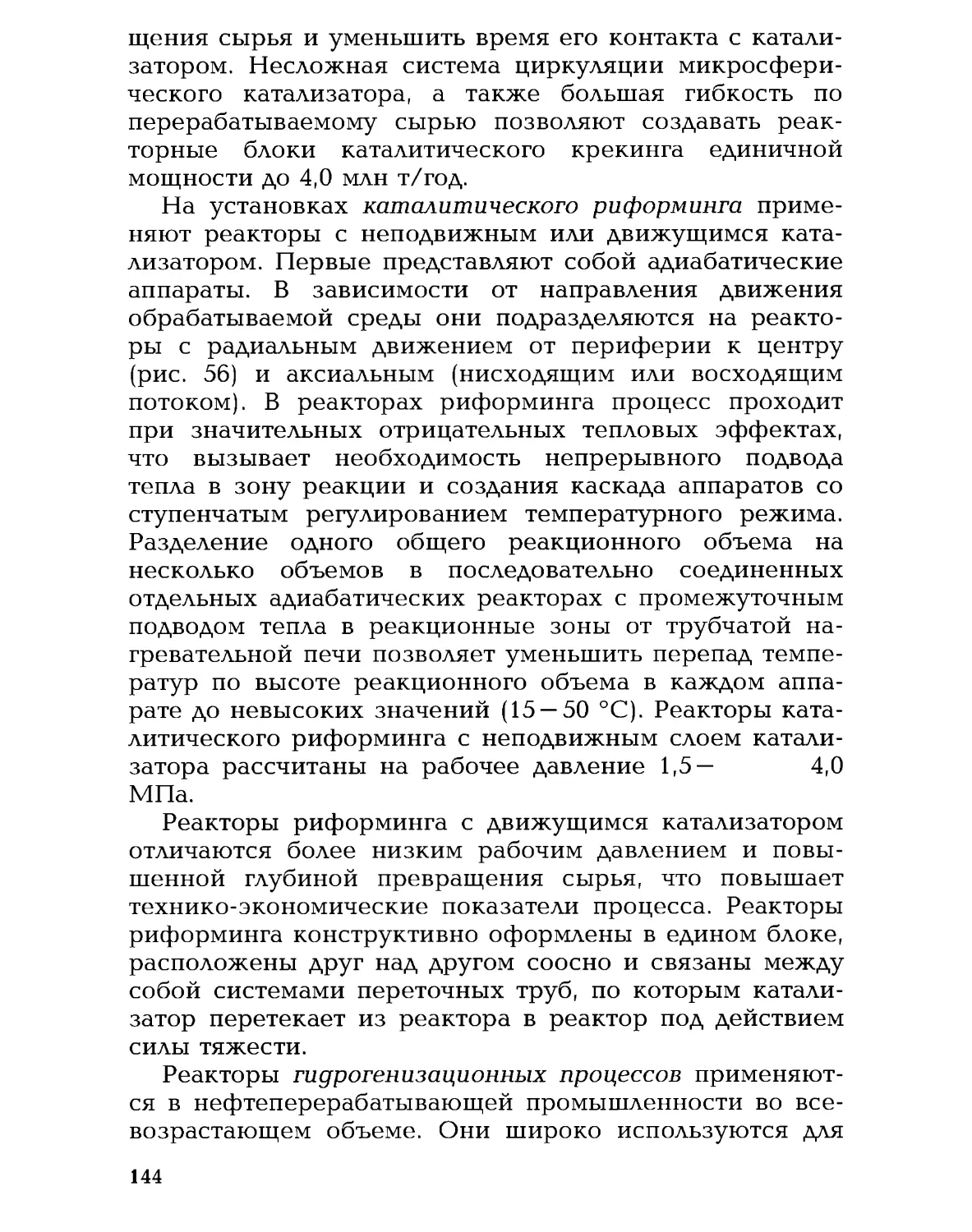
Технологическая схема установки гидроочистки дизельного топлива с циркуляцией водородсодержащего газа приведена на рис. 15. Сырье смешивается с водородсодержащим газом и после подогрева в теплообменниках 3 за счет тепла отходящего дизельного топли-
43
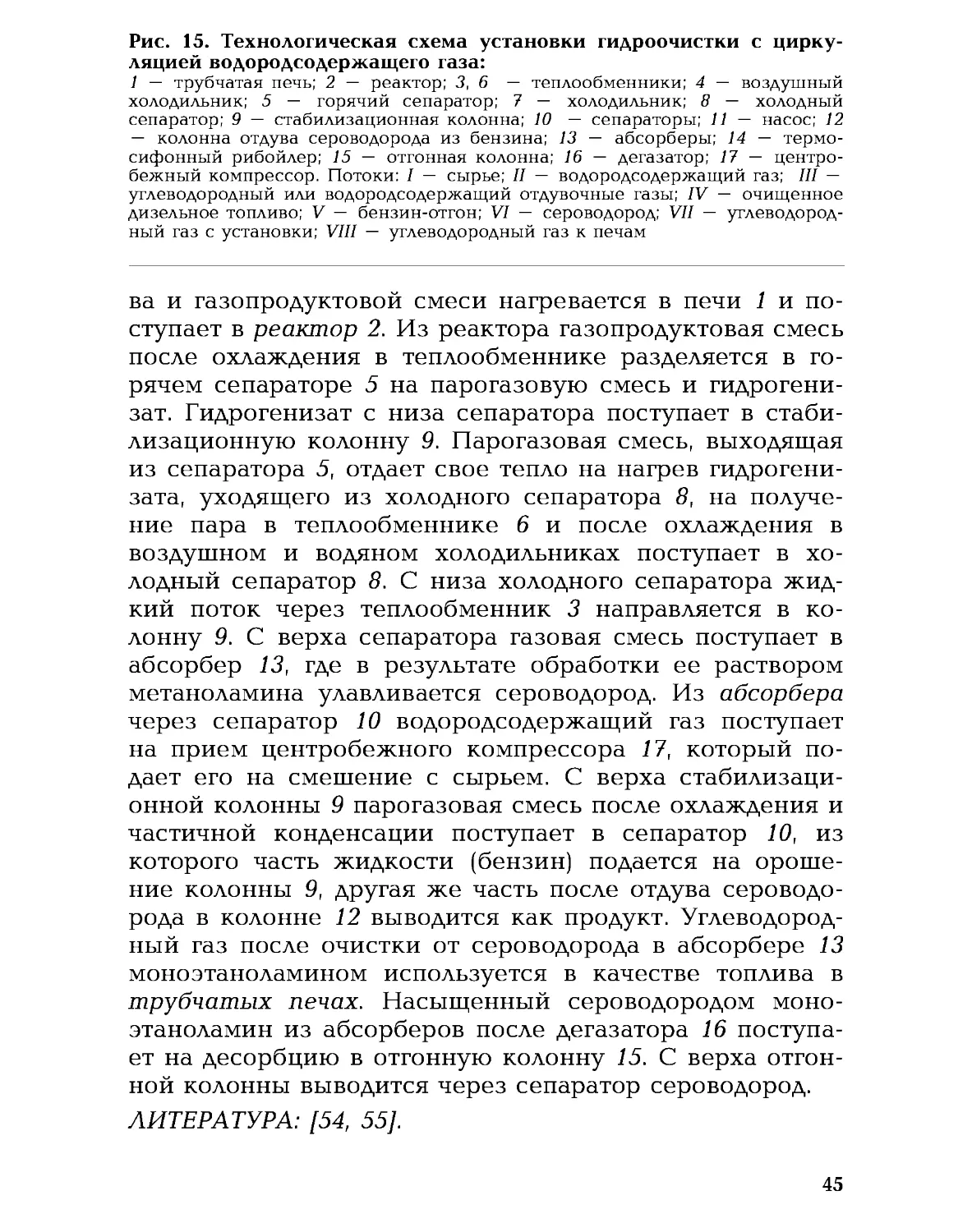
Рис. 15. Технологическая схема установки гидроочистки с циркуляцией водородсодержащего газа:
1 — трубчатая печь; 2 — реактор; 3, 6 — теплообменники; 4 — воздушный холодильник; 5 — горячий сепаратор; 7 — холодильник; 8 — холодный сепаратор; 9 — стабилизационная колонна; 10 — сепараторы; 11 — насос; 12 — колонна отдува сероводорода из бензина; 13 — абсорберы; 14 — термосифонный рибойлер; 15 — отгонная колонна; 16 — дегазатор; 17 — центробежный компрессор. Потоки: I — сырье; II — водородсодержащий газ; III — углеводородный или водородсодержащий отдувочные газы; IV — очищенное дизельное топливо; V — бензин-отгон; VI — сероводород; VII — углеводородный газ с установки; VIII — углеводородный газ к печам
ва и газопродуктовой смеси нагревается в печи 1 и поступает в реактор 2. Из реактора газопродуктовая смесь после охлаждения в теплообменнике разделяется в горячем сепараторе 5 на парогазовую смесь и гидрогени-зат. Гидрогенизат с низа сепаратора поступает в стабилизационную колонну 9. Парогазовая смесь, выходящая из сепаратора 5, отдает свое тепло на нагрев гидрогени-зата, уходящего из холодного сепаратора 8, на получение пара в теплообменнике 6 и после охлаждения в воздушном и водяном холодильниках поступает в холодный сепаратор 8. С низа холодного сепаратора жидкий поток через теплообменник 3 направляется в колонну 9. С верха сепаратора газовая смесь поступает в абсорбер 13, где в результате обработки ее раствором метаноламина улавливается сероводород. Из абсорбера через сепаратор 10 водородсодержащий газ поступает на прием центробежного компрессора 17, который подает его на смешение с сырьем. С верха стабилизационной колонны 9 парогазовая смесь после охлаждения и частичной конденсации поступает в сепаратор 10, из которого часть жидкости (бензин) подается на орошение колонны 9, другая же часть после отдува сероводорода в колонне 12 выводится как продукт. Углеводородный газ после очистки от сероводорода в абсорбере 13 моноэтаноламином используется в качестве топлива в трубчатых печах. Насыщенный сероводородом моно-этаноламин из абсорберов после дегазатора 16 поступает на десорбцию в отгонную колонну 15. С верха отгонной колонны выводится через сепаратор сероводород.
ЛИТЕРАТУРА: [54, 55].
45
Гидромеханические процессы (англ, hidromechanic processes) — процессы, связанные с перемещением жидких и газовых сред, с обработкой неоднородных двухфазных и многофазных систем. Гидромеханические процессы широко распространены в нефтяной и нефтеперерабатывающей промышленности. Движущими силами гидромеханических процессов являются разность или градиент давлений, а также силы, обусловленные разностью плотностей компонентов неоднородных сред.
К гидромеханическим процессам относятся перекачка жидкостей и транспорт газов; разделение неоднородных сред — различные виды отстаивания (гравитационное, в центробежном, электрическом, магнитном поле); фильтрование] перемешивание жидких сред; течение газа и жидкости через зернистый слой; псевдоожижение.
ЛИТЕРАТУРА: [39, 53].
Гидрообессеривание (англ, hydrogen sweetening process)— процесс гидроочистки нефтяных остатков с целью получения малосернистых котельных топлив и сырья для каталитического крекинга. Процесс протекает в реакторах с неподвижным слоем катализатора подобно гидроочистке дистиллятных фракций и в реакторах с псевдоожиженным слоем катализатора подобно гидрокрекингу.
При гидрообессеривании применяют алюмокобальт-молибденовый и алюмоникельмолибденовый катализаторы.
ЛИТЕРАТУРА: [27, 54].
Грохоты (англ, riddle) — машины для разделения (классификации) твердых сыпучих материалов по крупности их частиц (кусков) путем просеивания. Грохоты применяют в нефтяной, нефтеперерабатываю
46
щей, угольной, горнодобывающей промышленности, производстве строительных материалов, для классификации твердых компонентов буровых растворов, нефтяного кокса, катализаторов, угля, руд, щебня и других материалов, при очистке и регенерации промывочных жидкостей.
Просеивающие (рабочие) поверхности изготавливают из сит, колосниковых решеток, валков с круглыми дисками, насаженных на них эксцентрично, или с дисками специальной формы. Сита выполняют из сеток различных конструкций (тканых, плетеных, стержневых и др.) и решеток, изготовленных из листов с отверстиями разной формы. Грохоты разделяют по следующим основным признакам: подвижности рабочей поверхнос- ти — на неподвижные и подвижные; форме рабочей поверхности — плоские и цилиндрические (барабанные); расположению рабочей поверхности — горизонтальные и наклонные. В неподвижных грохотах рабочая поверхность устанавливается наклонно и просеивание осуществляется при скольжении сыпучего материала по ней. В подвижных грохотах просеивающая поверхность совершает движение и в зависимости от него разли-чают качающиеся, гирационные и вибрационные гро-хоты.
У валковых грохотов при вращении валков поверхность дисков, на которую опирается сыпучий материал, совершает волнообразное движение. У барабанного грохота перфорированная поверхность барабана перемещается по окружности. При разделении материалов на несколько фракций рабочие поверхности грохотов имеют различные размеры отверстий. Например, у барабанного грохота размер отверстий увеличивается в направлении движения материала (рис. 16), грохот с барабаном диаметром 1500 мм и длиной 4200 мм (размер отверстий от 50 до 10 мм) имеет массу 5,05 т, мощность электродвигателя 4,5 кВт, частоту вращения барабана 10,4 мин-1 и производительность 45 м3/ч.
В зависимости от характера изменения размеров отверстий в ситах грохотов применяются три способа грохочения (рис. 17): от мелкого к крупному — по ходу
47
б
Рис. 16. Барабанный грохот:
а — схема барабанного грохота с последовательным расположением сит: 1 — лоток для подачи исходного материала; 2 — барабан; 3 — привод; 4 — опорный ролик. Потоки: I — исходный материал; II — крупная фракция; III, IV, V — фракции с уменьшающимся размером частиц; б — внешний вид барабана
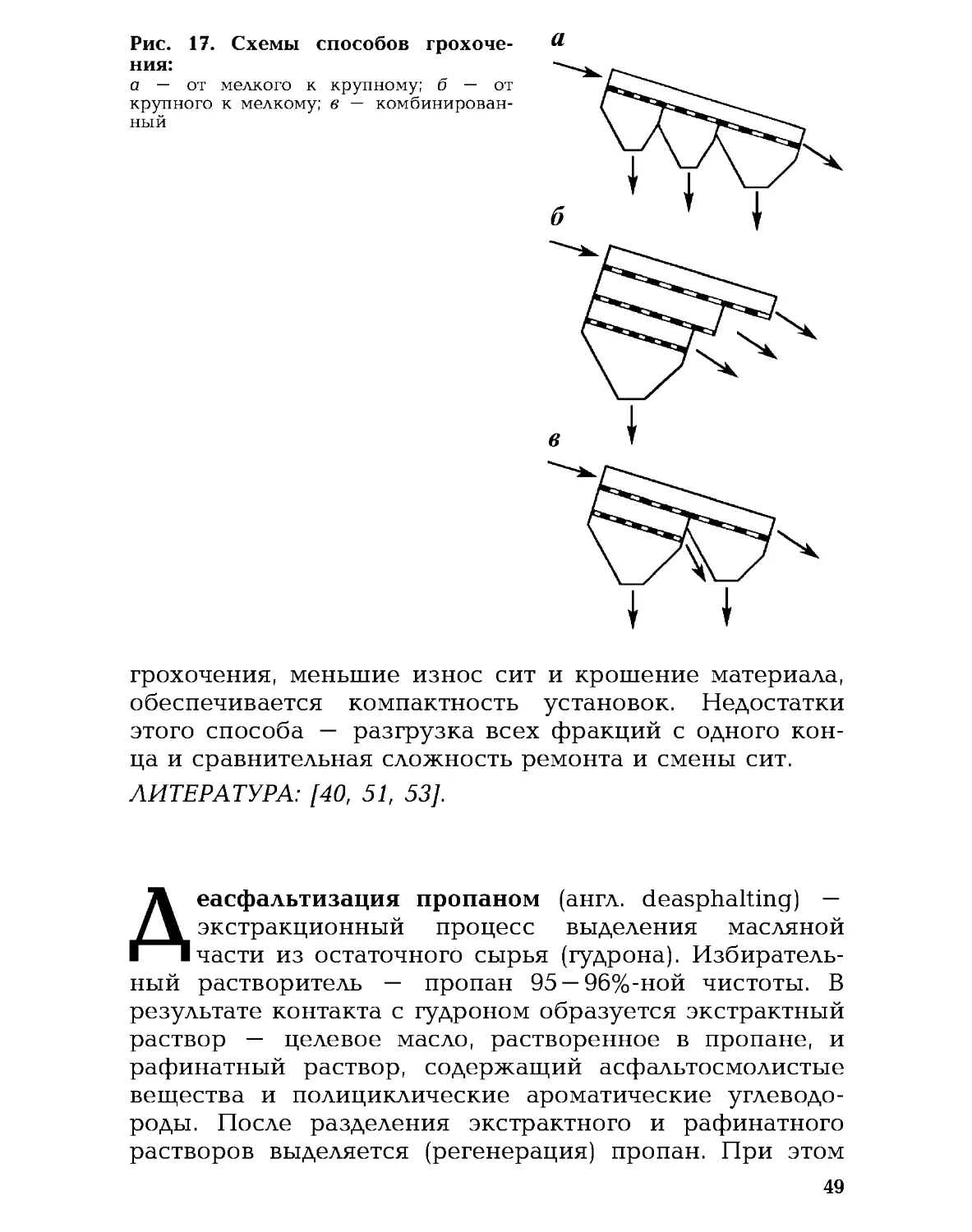
сыпучего материала размер отверстий увеличивается; от крупного к мелкому — размер отверстий уменьшается; комбинированный. При грохочении по первому способу обеспечиваются удобство смены сит, наблюдение за их состоянием, рассредоточенность разгрузки материала по длине сит. Недостатки этого способа — пониженная эффективность грохочения, поскольку вся масса материала загружается на мелкое сито и большие куски перекрывают отверстия; повышенный износ мелких сит; крошение хрупких материалов. При грохочении по второму способу наблюдаются лучшая эффективность 48
Рис. 17. Схемы способов грохочения:
а — от мелкого к крупному; б — от крупного к мелкому; в — комбинированный
грохочения, меньшие износ сит и крошение материала, обеспечивается компактность установок. Недостатки этого способа — разгрузка всех фракций с одного конца и сравнительная сложность ремонта и смены сит.
ЛИТЕРАТУРА: [40, 51, 53].
Деасфальтизация пропаном (англ, deasphalting) — экстракционный процесс выделения масляной части из остаточного сырья (гудрона). Избирательный растворитель — пропан 95 — 96%-ной чистоты. В результате контакта с гудроном образуется экстрактный раствор — целевое масло, растворенное в пропане, и рафинатный раствор, содержащий асфальтосмолистые вещества и полициклические ароматические углеводороды. После разделения экстрактного и рафинатного растворов выделяется (регенерация) пропан. При этом
49
из экстрактного раствора получают целевой продукт (деасфальтизат), а из рафинатного раствора — рафинат (асфальт).
Температура процесса лежит в интервале 50 — 85 °C. При одноступенчатой деасфальтизации кратность пропан : сырье составляет (5ч-8) : 1.
Схема установки одноступенчатой деасфальтизации представлена на рис. 18. Сырье — гудрон после нагрева паром в подогревателе 1 поступает в верхнюю часть экстракционной колонны 5. Сжиженный пропан из емкости 3 после подогревателя 2 вводится в низ экстракционной колонны (см. экстракторы) и движется вверх противоточно сырью. Раствор деасфальтизированного масла с верха экстракционной колонны проходит последовательно испарители 6 и 7, в которых благодаря ступенчатому понижению давления и повышению температуры происходит испарение пропана. После
Рис. 18. Схема установки одноступенчатой деасфальтизации гудрона пропаном:
1 и 2 — паровые подогреватели; 3 — емкость сжиженного пропана; 4 — холодильники-конденсаторы; 5 — экстракционная колонна; 6, 7 — испарители; 8, 11 — отпарные колонны; 9 — трубчатая печь; 10 — испарительная колонна; 12 — компрессор; 13 — конденсатор смешения. Потоки: / — сырье (гудрон); II — водяной пар; III — вода; IV — асфальт; V — деасфальтизированное масло
50
испарителей раствор поступает в отпарную колонну 8, где остаток пропана отпаривается водяным паром. С низа 8 деасфальтизированное масло откачивается с установки.
Асфальтовый раствор выводится с низа экстракционной колонны, нагревается в трубчатой печи 9 и поступает под давлением в испарительную колонну 10, где от него испаряется основная часть пропана. Остатки пропана отпариваются водяным паром в колонне И, с низа которой выводится асфальт. Пары пропана высокого давления из испарителей 6 и 7 и испарительной колонны 10 поступают в холодильники-конденсаторы 4, откуда конденсат направляется в емкость для сжиженного пропана 3. Пропан низкого давления из отпарных колонн 8 и И после отделения водяного пара в конденсаторе 13 сжимается компрессором 12 и также поступает через холодильники-конденсаторы 4 в емкость 3.
ЛИТЕРАТУРА: [55г 65].
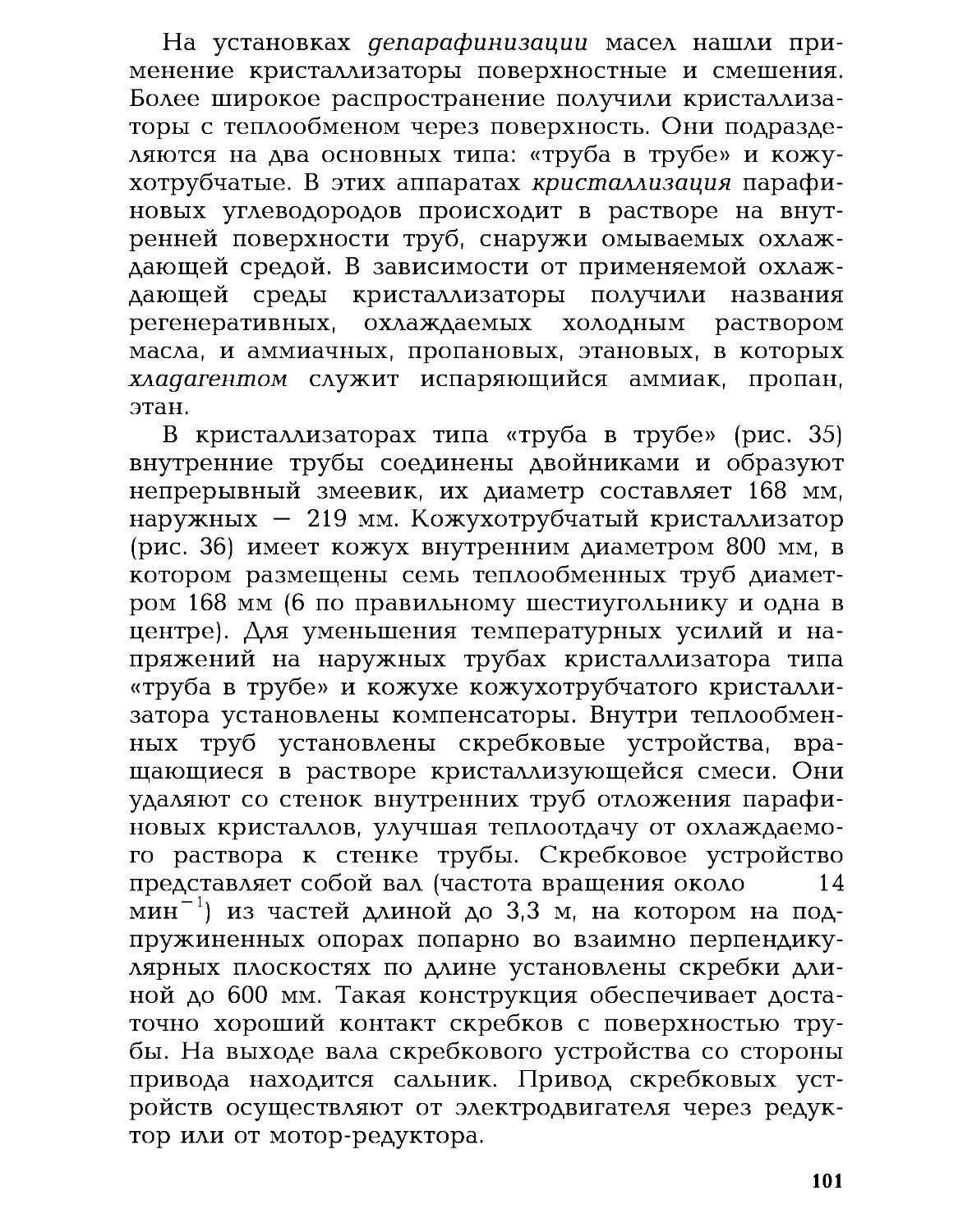
Депарафинизация масел (англ, deparafinization) — процесс удаления высокоплавких (в основном парафиновых) углеводородов. Процесс служит для получения масел с низкой температурой застывания, а также парафинов и церезинов. Сырьем являются рафинаты селективной очистки. Различают обычную депарафинизацию — получение масел с температурой застывания от — 10 до — 15 °C и глубокую (низкотемпературную) — с температурой застывания ниже —30 °C.
Продуктами депарафинизации являются: 1) депарафинированные масла, которые затем подвергают доочистке; 2) неочищенные гачи (депарафинизация дистиллятных масел) — сырье для производства твердых парафинов; 3) петролатумы (депарафинизация остаточных масел) — сырье для получения церезинов.
При депарафинизации применяют различные растворители; в частности, находит применение смесь ме-тилэтилкетона с толуолом. Растворитель при температу-
51
ре процесса должен хорошо растворять жидкие углеводороды сырья и не растворять твердые.
При производстве масел с температурой застывания выше — 20 °C в качестве хладагента используют аммиак или пропан, в случае низкозастывающих масел применяют двухступенчатую систему охлаждения (хладагент второй ступени — этан).
Процесс депарафинизации включает следующие стадии: растворение исходного сырья; охлаждение и кристаллизацию высокоплавких углеводородов; выделение твердой фазы из раствора масла, гача или петролатума. Сырье (рис. 19), после смешения с растворителем, проходит теплообменник 1 и поступает в регенеративные кристаллизаторы 2, где сырьевой раствор охлаждается и за счет регенерации холода отходящего раствора депарафинированного масла происходит кристаллизация. Далее сырьевой раствор поступает в кристаллизаторы 3, где хладагентом служит жидкий аммиак, пропан или этан. Из кристаллизаторов 3 образовавшаяся суспензия твердых углеводородов поступает в барабанные вакуум-филыпры 4 (см. фильтры). В зависимости от схемы процесса растворитель может вводиться в любом месте по
Рис. 19. Принципиальная схема установки депарафинизации масел: 1 — теплообменник; 2 — регенеративные кристаллизаторы; 3 — кристаллизаторы, использующие хладагент; 4 — вакуумные фильтры; 5, 6 — отделения регенерации растворителя из растворов депарафинированного масла и гача или петролатума соответственно. Потоки: I — сырье; II — растворитель; III — хладагент; IV — раствор депарафинизированного масла; V — раствор гача или петролатума; VI — депарафинизированное масло; VII — гач или петролатум
52
ходу обрабатываемого потока. Из фильтров основной поток фильтрата как хладагент поступает в регенеративные кристаллизаторы. Лепешку твердых парафинов в вакуум-фильтрах промывают холодным растворителем и затем направляют в отделение регенерации из нее растворителя б. Промывочный растворитель вместе с основным потоком фильтрата поступает в отделение регенерации растворителя из раствора депарафинированного масла 5.
Обычно на установках депарафинизации для уменьшения содержания масла в гаче фильтрование осуществляют в две ступени: из первой ступени раствор масла выводят на регенерацию, а раствор гача смешивают с растворителем и подают на фильтрование во вторую ступень.
ЛИТЕРАТУРА: [55г 65].
Дозаторы (англ, dosers) — устройства для распределения материала по массе или объему. Применяют при затаривании и расфасовке продуктов, а также ддя получения смесей необходимого состава. На НПЗ дозаторы используют в технологических процессах на АВТ для подачи реагентов, деэмульгаторов, ингибиторов; при производстве масел, пластичных смазок, присадок; при компаундировании с целью получения товарных нефтепродуктов.
По способу измерения количества материала дозаторы разделяются на весовые (измерение в единицах массы) и объемные (в единицах объема), по способу действия — на непрерывные и периодические, по подаче материала — на гравитационные и с принудительной системой.
Дозатор включает узел распределения материала, устройство с датчиком, измеряющим его количество, прибор для регулирования подачи и регистрации общего количества материала. На НПЗ в качестве дозаторов жидких сред нашли применение дозировочные плунжерные насосы с бесступенчатым регулированием хода
53
плунжера для подачи реагентов (кислот и щелочей). Гидравлическая часть таких насосов выполняется из коррозионно-стойкой стали.
ЛИТЕРАТУРА: [И, 53].
Дозирование (англ, dosage) — отмеривание или отвешивание определенного количества (дозы) материала и перемещение этой дозы к рабочим органам машины или аппарата, выполняющего технологические операции. В нефтегазопереработке и нефтехимии материалы дозируют при компаундировании товарных нефтепродуктов, приготовлении масел, смазок, присадок; подаче реагентов, деэмульгаторов, ингибиторов; каталитическом крекинге нефти; разделении и очистке газов; сушке дисперсных продуктов; получении полимерных материалов и в других технологических процессах.
Материалы дозируют с помощью механических и пневматических устройств, которые широко применяются в периодических и непрерывных технологических процессах. Величиной, характеризующей процесс дозирования, является расход дозируемого материала (объемный или массовый). Дозирование производят двумя способами: периодическим (дискретным) — измерение порций в единицах массы или объема и числа порций в единицу времени; непрерывным — измерение массового или объемного расхода. Для дозирования применяют различного рода дозаторы: весы, мерники, расходомеры, счетчики, емкости, насосы.
Дозатор, используемый на установке в качестве устройства для равномерной подачи материалов из бункеров к транспортирующим или перерабатывающим машинам и аппаратам, обычно называют питателем.
ЛИТЕРАТУРА: [17, 20].
Измельчающие машины (англ, cruchers, mills) — машины для измельчения твердых кусковых материалов. Измельчающие машины применяют, в частности, в нефтяной промышленности для получения твердых компонентов буровых растворов, в нефтеперерабатывающей — при производстве нефтяного кокса, катализаторов, отбеливающих глин для адсорбционной очистки масел, в газовой — при производстве молотой серы.
Измельчающие машины классифицируют по назначению (крупности получаемых частиц), способу измельчения и конструкции.
Для крупного, среднего и мелкого измельчения используют дробилки, для тонкого и сверхтонкого помола — мельницы.
По способу измельчения измельчающие машины разделяют на основные группы: раскалывающего и разламывающего действия; раздавливающего действия; исти-рающе-раздавливающего действия; ударного разрушения; ударно-истирающего действия. На рис. 20 приведены наиболее типичные конструкции измельчающих машин.
Измельчающие машины раскалывающего и разламывающего действия включают дробилки щековые, конусные и зубовалковые; раздавливающего действия — гладковалковые дробилки, ролико-кольцевые мельницы с вертикальным и горизонтальным расположением размольного кольца; истирающе-раздавливающего действия — жернова, бегуны, катково-чашечные и шарокольцевые мельницы; ударного действия — молотковые дробилки и мельницы, дезинтеграторы, шаровые центробежные и барабанные мельницы, газоструйные мельницы; ударно-истирающие и коллоидные — вибрационные и роторно-бильные мельницы.
У вибрационных мельниц барабан с шарами вращается, совершая одновременно колебания с амплитудой 2 — 4 мм и частотой колебаний, равной частоте вращения барабана (1500 — 3000 мин-1). Вибрации в аппарате создаются инерционным способом за счет дисбалансового вала или эксцентричного крепления барабана.
55
Рис. 20. Схемы измельчающих машин:
а — щековая дробилка; б — конусная дробилка; в — зубовалковая дробилка; г — вальцовая мельница; д — бегуны; е — шарокольцевая мельница; ж — молотковая дробилка; з — барабанная шаровая мельница; и — пневматическая газоструйная мельница
У роторно-бильных коллоидных измельчающих машин ротор с укрепленными на нем билами вращается с частотой до 12 000 мин-1.
В ряде конструкций мельниц удаление из рабочей зоны и выгрузка измельченного продукта осуществляется потоком воздуха или воды (при мокром измельчении).
Применение тех или иных измельчающих машин зависит от крупности и механических свойств исходных материалов, требуемой степени измельчения. Например,
56
щековые, конусные и зубовалковые дробилки обычно используют для дробления твердых крупных
57
материалов с невысокой степенью измельчения; бегу-ны и шарокольцевые мельницы — для среднего и тонкого помола (до размера 40 мкм и менее) мягких и хрупких, в том числе вязких материалов; молотковые и барабанные шаровые мельницы — для тонкого помола; газоструйные, барабанные вибрационные и роторно-бильные мельницы — при сверхтонком (коллоидном) помоле частиц до размеров долей микрометра.
ЛИТЕРАТУРА: [40, 51].
Измельчение (англ, grinding) — процесс разрушения кускового материала с целью получения фракций с меньшим размером кусков (частиц). Измельчение применяют в различных отраслях промышленности: в нефтяной, нефтегазоперерабатывающей, химической, угольной, горнодобывающей, при производстве строительных материалов. В частности, в нефтяной промышленности измельчение применяется при получении твердых компонентов буровых растворов, в нефтегазоперерабатывающей — при дроблении кокса (продукта коксования остаточного сырья), производстве катализаторов, молотой серы и отбеливающих глин для адсорбционной очистки масел.
В зависимости от размеров кусков исходного материала различают два вида измельчения: дробление и помол. Размеры кусков, соответствующие этим видам измельчения, приведены в табл. 2.
Для дробления, обычно осуществляемого сухим способом, применяют дробилки, для помола — мельницы. Помол в основном проводят мокрым способом (с использованием воды), при этом не наблюдается пылеоб-разования и облегчается выгрузка и транспортирование измельченных материалов. При измельчении твердого материала его разрушают следующими основными способами: раздавливанием, раскалыванием, разламыванием, истиранием, ударом (рис. 21). При работе измельчающих машин эти способы сочетают: раздавливание и раскалывание — для крупного и среднего дробления
58
Таблица 2
Классификация видов измельчения
Вид измельчения Размер кусков, мм
До измельчения После измельчения
Дробление: крупное 1000 250
среднее 250 20
мелкое 50 1-5
Помол: грубый 1-5 0,04-0,1
средний 0,04-0,1 0,005-0,015
тонкий 0,005-0,015 0,001-0,005
коллоидный < 0,1 < 0,001
хрупких материалов, истирание и удар — для тонкого измельчения (помола) мягких и вязких материалов. Степень измельчения оценивают отношением средних размеров исходного и измельченного материала: i = = D/d, где D и d — размеры кусков, характеризуемые
Рис. 21. Способы разрушения материалов при измельчении:
а — раздавливание; б — раскалывание; в — разламывание; г — истирание; д - удар
59
размером отверстий сит. При дроблении обычно i = = Зч-8, при помоле i = 10ч-100.
Энергия, затрачиваемая на измельчение материала, согласно П.А. Ребиндеру, представляется суммой работ на деформацию кусков и на образование новых поверхностей: А = ов • V/2E + kF, где ов — временное сопротивление разрушению; V — объем деформируемого тела; Е — модуль продольной упругости; к — коэффициент пропорциональности; F — вновь образованная поверхность. При грубом помоле (до 100 мкм) энергозатраты составляют 20 — 30 кВт-ч/т, а потери металла вследствие износа машины — около 1 кг/т; при получении продукта с дисперсностью частиц меньше 10 мкм расход энергии увеличивается до 150 кВт-ч/т и более.
Измельчение может проводиться в открытом и закрытом циклах, а также в один или несколько приемов (рис. 22). При измельчении в открытом цикле обрабатываемый материал проходит измельчающую машину только 1 раз, при этом обычно проводят крупное и среднее дробление. Мелочь, содержащуюся в исходном материале, классифицируют и добавляют в конечный продукт. При замкнутом цикле после измельчения продукт классифицируют и крупный материал возвращают
Рис. 22. Схемы циклов измельчения:
а — открытый; б — замкнутый; в — в два приема; 1 — щековая дробилка;
2 — грохот; 3 — валковая мельница; I — исходный продукт; II — конечный продукт; III — мелкий продукт предварительной классификации
60
на повторное измельчение. При измельчении в два или несколько приемов продукт после измельчающей машины классифицируют и крупный материал направляют в машину более тонкого измельчения.
ЛИТЕРАТУРА: [40, 51, 53].
зомеризация парафиновых углеводородов (англ, isomerization) — процесс переработки легких парафинов нормального строения (н-С4, н-С5,
н-С6) в их изомеры.
Целью процесса является производство высокооктановых компонентов автомобильных бензинов (изопентана и изогексана), а также получение изобутана и изопентана — сырья для производства изопренового каучука.
На отечественных установках изомеризации в качестве исходного сырья используется бензиновая фракция с температурой кипения до 62 °C, полученная при вторичной перегонке бензина; на установках в составе заводов синтетического каучука — пентановая фракция, выделенная на ЦГФУ.
При изомеризации протекают реакции в следующих направлениях:
а) превращение углеводородов нормального строения в разветвленные
СН3 — СН2 — СН2 — СН2 — СН3 СН3 — СН — СН2 — СН3
СН3
изопентан
б) перемещение метильного радикала вдоль углеродной цепи
СНз
СНз-СН — СН — СНз СНз — сн2 — d - СН3
СНз СНз
СНз
неогексан
в) изменение числа метильных радикалов в цепях разветвленных углеводородов
61
СНз
I
СНз — CH — СН2 — СНз СНз — с — СН3
I I
СНз СНз
неопентан
В процессе изомеризации используют бифункциональные катализаторы металл-носитель, металлическими компонентами которых являются платина или палладий, а носителями — фторированный или хлорированный оксид алюминия, аморфные или кристаллические алюмосиликаты. Алюмоплатиновые катализаторы, про-мотированные фтором, называют высокотемпературными, они требуют температуры 360 — 420 °C; металл-цеолитные катализаторы (среднетемпературные) используются при 230 — 380 °C; алюмоплатиновые, промо-тированные хлором (низкотемпературные) — при 100 — 200 °C.
Для увеличения выхода целевого продукта процесс ведут с рециркуляцией. Для подавления нежелательных реакций осуществляют циркуляцию водородсодержащего газа. Реакция изомеризации экзотермична, имеет незначительный тепловой эффект и не требует специальных мер по отводу тепла.
Отечественный процесс изомеризации бензиновой фракции осуществляется при следующих технологических параметрах: катализатор ИП-62 — платинированный уА12О3, промотированный фтором; температура 360 — 400 °C; давление 2,8 —3,0 МПа; объемная скорость подачи сырья 1,6 —2,0 ч-1; срок службы катализатора 14 — 40 мес; суммарный выход изопентана на превращенный н-пентан 97,0 %; циркуляция водородсодержащего газа ~ 900 м3 на 1 м3 сырья.
Схема установки изомеризации представлена на рис. 23. Установка включает два блока: ректификации и изомеризации. Сырье — исходная фракция н.к. — 62 °C после смешения с рециркулятом (н-пентаном) и нагрева в теплообменнике 2 поступает в изопентановую колонну 3. С верха колонны смесь изопентана и бутанов поступает на разделение в колонну 4. Из колонны 4 свер-62
Блок изомеризации
Блок ректификации
Рис. 23. Схема установки изомеризации:
1 — насос; 2, 8 — теплообменники; 3 — изопентановая колонна; 4 — бутановая колонна; 5 — н-пентановая колонна; 6 — изогексановая колонна; 7 — реактор; 9 — трубчатая печь; 10 — сепаратор водородсодержащего газа; 11 — адсорбер-осушитель газа; 12 — стабилизационная колонна
Водород
Газы
ху выводят бутаны, а снизу целевой изопентан. С низа колонны 3 смесь н-пентана и гексанов поступает на разделение в н-пентановую колонну 5, остаток которой разделяется в колонне 6 на целевой продукт изогексан и н-гексан. Ректификат колонны 5 — сырье реакторного блока, после нагрева в теплообменнике 8 теплом изомеризата, поступает в трубчатую печь 9 и далее в реактор 7. Из реактора изомеризат поступает в сепаратор водородсодержащего газа 10 и далее в стабилизационную колонну 12. С верха стабилизационной колонны выводятся углеводородные газы, а остаток направляется на смешение с исходным сырьем. Из сепаратора водородосодержащий газ поступает в адсорбер — осушитель и далее на смешение с сырьевым потоком блока изомеризации.
ЛИТЕРАТУРА: [1, 2, 54г 55].
Испарение (англ, evaporation) — процесс перехода вещества из жидкого или твердого состояния в парообразное (газообразное). Испарение твердых веществ называют возгонкой или сублимацией. Испарение лежит в основе процессов нефтеперерабатывающей и газовой промышленности при разделении веществ (например, ректификации, перегонке, нагреве сырья в трубчатых печах, регенерации растворителей, регазификации сжиженных газов), сушке, а также при получении пара в теплоэнергетике.
Процесс испарения интенсифицируется с повышением температуры и понижением давления. Испарение может происходить с поверхности жидкости и в ее объеме, последнее называют кипением. Для отрыва молекул от жидкой фазы и перехода их в паровую или газовую необходимо затратить тепловую энергию — теплоту испарения. Теплота испарения по своей величине равна теплоте конденсации и зависит от температуры и давления, уменьшаясь с приближением их к критическим величинам. При испарении в адиабатических условиях тепло отбирается непосредственно от испаряю-
64
щейся жидкости, вследствие чего происходит ее охлаждение. Испарение в закрытой емкости продолжается до тех пор, пока насыщенные пары вещества не заполнят пространство над жидкостью.
При испарении бинарных и многокомпонентных углеводородных смесей в первую очередь испаряются наиболее летучие компоненты; на этом основано разделение нефти, мазута, сжиженных газов.
Испарение в зависимости от способа осуществления может быть однократным, многократным и постепенным. При однократном испарении образовавшуюся паровую и жидкую фазы разделяют только после окончания процесса нагревания. При многократном испарении процесс осуществляют последовательными ступенями, в каждой из которых отводят образовавшиеся пары, а оставшуюся жидкость нагревают и направляют на следующую ступень. При этом по ходу жидкости разделение углубляется, жидкая фаза обогащается вы-сококипящими компонентами, выход ее уменьшается. При постепенном испарении образовавшиеся по мере нагрева жидкости пары отводятся непрерывно. Постепенное испарение может быть представлено как многократное при бесконечно большом числе ступеней. В основе фракционного анализа нефти и нефтепродуктов лежит процесс постепенного испарения.
ЛИТЕРАТУРА: [26, 53].
Испарители (англ, evaporators) — аппараты для испарения жидких веществ. В нефтеперерабатывающей промышленности испарители применяют для разделения жидких смесей путем частичного однократного испарения и, в частности, сырой нефти при ее перегонке; подвода тепла в низ ректификационных колонн вторичной перегонки бензина, газофракцио-нирования, разделения продуктов реакций, отгонки растворителей, охлаждения жидких сред, служащих хладагентам и.
65
Испарители для предварительного разделения сырой нефти представляют собой пустотелые цилиндрические вертикальные аппараты, в которых происходит процесс однократного частичного испарения нефти за счет тепла, поступающего с ее потоком. Эти испарители работают при температуре 180 — 250 °C и давлении 0,3 — 0,5 МПа.
Испарители для подвода тепла в низ ректификационных колонн — это кожухотрубчатые аппараты. Получили распространение два типа таких аппаратов: горизонтальные с паровым пространством и вертикальные. Первый из них состоит из горизонтального цилиндрического корпуса (рис. 24) и размещенных в нем одного — трех горизонтальных пучков из труб. Пучок может быть выполнен с плавающей головкой или из U-образных труб. Теплоносителем служит водяной пар или горячая нефтяная фракция. Испаряющаяся жидкость поступает снизу, ее уровень в аппарате поддерживается вертикальной перегородкой с таким расчетом, чтобы паровое пространство составило не менее 1/3 диаметра корпуса аппарата и жидкость имела достаточное зеркало для выделения образующихся паров. Неис-парившаяся жидкость переливается через перегородку и откачивается насосом по уровню. Испаритель установлен на двух опорах и снабжен люком и необходимыми штуцерами. Диаметр стандартных аппаратов достигает 2800 мм, длина труб — 6000 мм.
Другой тип испарителя — это вертикальные кожухотрубчатые аппараты с неподвижными трубными решетками и температурным компенсатором на корпусе (рис. 25). Испаряющаяся среда поступает снизу в трубное пространство и выходит сверху в парожидкостном состоянии. Ее подача осуществляется насосом или за счет термосифонного эффекта. Теплоноситель в жидком, газообразном или парообразном состоянии поступает сверху в межтрубное пространство и выводится снизу. Диаметр стандартных аппаратов достигает 2200 мм, длина труб — 6000 мм.
Испарители для охлаждения жидких сред — кожухотрубчатые горизонтальные аппараты. В межтрубном
66
Рис. 24. Испаритель горизонтальный с паровым пространством:
1 — кожух; 2 — люк; 3 — штуцер предохранительного клапана; 4 — трубчатый пучок; 5 — горловина; 6 — распределительная камера; 7 — опора; 8 — штуцер дренажа; 9 — перегородка; 10 — люк для троса лебедки. Потоки: I — испаряемая жидкость; II — остаток; III — пары; IV — теплоноситель
1
Рис. 25. Вертикальный испаритель с температурным компенсатором на корпусе:
1 — распределительная камера; 2, 8 — трубные решетки; 3 — компенсатор; 4 — кожух; 5 — опора; 6 — теплообменная труба; 7 — поперечная «сплошная» перегородка; 9 — крышка. Потоки: I — испаряющаяся среда; II — конденсат; III — парожидкостная смесь; IV — водяной пар
пространстве испаряется поступающий снизу хладагент, пары которого собираются в паросборнике и отводятся сверху. Охлаждаемая среда проходит в трубах пучка. Наибольший диаметр стандартных испарителей для охлаждения жидких сред 2000 мм, длина труб 6000 мм.
ЛИТЕРАТУРА: [33, 53, 55].
Катализаторы (англ, catalisers) — вещества, повышающие скорость химических реакций посредством их многократного промежуточного химического взаимодействия с участниками реакций и не входящие в состав конечных продуктов. В результате при протекании реакций катализатор не расходуется, но изменяет скорость или возбуждает химическую реакцию.
В термокаталитических процессах — каталитическом крекинге, риформинге, гидрогенизационных процессах используют твердые катализаторы, при алкилировании изобутана олефинами — жидкие катализаторы (серная кислота или фтористый водород).
Катализаторы должны обладать рядом свойств: иметь высокие каталитическую активность и селективность (избирательность), термостойкость, достаточные механическую прочность и износостойкость, устойчивость к отравлению возможными каталитическими ядами, приемлемые срок службы и стоимость, возможность регенерироваться.
Каталитическая активность характеризует изменение скорости данной реакции при введении в реакционную систему катализатора, она определяется выходом целевых продуктов на единицу количества сырья. Ее выражают количеством полученного продукта (или прореагировавшего вещества) в единицу времени на единицу объема катализатора.
Селективность (избирательность) — способность катализатора избирательно ускорять целевую реакцию и давать максимальный выход целевого продукта; оценивается отношением скорости целевой реакции к общей скорости превращения необходимых веществ.
69
Термостойкость катализаторов — их способность сохранять активность при повышении температуры. При каталитическом крекинге, риформинге, гидроочистке и других процессах катализатор восстанавливают путем выжига кокса с его поверхности. В регенераторе катализатор нагревается до температуры, превышающей температуру режима реакции в реакторе. При несоблюдении режима регенерации катализатор может терять активность и оплавляться.
Износостойкость обеспечивается прочностью и малой плотностью зерен, сфероидальностью, рельефом их поверхности.
Каталитические яды частично или полностью подавляют активность катализаторов. Механизм действия каталитических ядов сводится к хемосорбции их молекул на активных центрах катализатора или химическому взаимодействию другого типа. Действие их, как правило, весьма специфично. Яды, отравляющие одни катализаторы, инертны по отношению к другим.
Катализаторы — сложные вещества, аморфные или кристаллические, имеющие пористую структуру. Важными параметрами катализаторов служат форма и размер частиц, плотность, удельная поверхность пор, их форма и размер, определяющие доступность для реагентов.
Работа катализатора предполагает следующие стадии: 1) поступление сырья к внешней поверхности катализатора (внешняя диффузия); 2) диффузия (внутренняя) молекул сырья в поры катализатора; 3) хемосорбция молекул сырья на активных центрах катализатора; 4) химические реакции на катализаторе; 5) десорбция продуктов реакции и непрореагировавшего сырья с поверхности; 6) диффузия их из пор и удаление.
В соответствии с приведенным механизмом скорость процесса в зависимости от стадии может лимитироваться: 1) внешним или внутренним подводом сырья к поверхности катализатора (процесс протекает в диффузионной области); 2) скоростью реакции (процесс протекает в кинетической области); 3) скоростью обеих стадий — диффузионная и кинетическая по скорос-
70
тям сопоставимы (процесс протекает в переходной области).
При высоких температурах скорость химической реакции обычно высока и процесс протекает в диффузионной области. При небольших температурах в соответствии с кинетикой скорость химической реакции уменьшается и процессы протекают в кинетической области. При умеренных температурах процесс происходит в переходной области.
Катализаторы подвергают промотированию — вводят промотор (активатор) в состав катализатора или подмешивают его к катализаторной массе. Промотор — это добавка в небольших количествах вещества, которое само по себе может быть каталитически неактивным в отношении данной реакции, но сильно повышает активность и селективность катализатора или улучшает какие-либо его свойства. Например, промотирование катализаторов каталитического крекинга позволяет осуществлять при регенерации, во-первых, окисление оксида углерода в диоксид, во-вторых, улавливание оксидов серы из дымовых газов регенерации и последующее их восстановление в сероводород в зоне крекинга и вывод сероводорода на этапе разделения продуктов реакции.
Технология и техника производства катализаторов включают почти все процессы и аппараты химической технологии. Катализаторы могут быть получены: 1) из растворов исходных контактных масс методом осаждения с последующей сушкой и прокалкой; 2) методом пропитки и нанесения активных компонентов на твердые пористые носители; 3) механическим смешением компонентов и последующим гранулированием — при мокром способе смешивают суспензию с раствором исходных веществ с последующими отжимом, экструзией или прессованием, при сухом способе измельчают (см. измельчение) исходные вещества с последующими увлажнением, формовкой экструзией или прессованием, термообработкой; 4) плавлением, спеканием исходных компонентов.
Синтетические цеолитсодержащие катализаторы ка-
71
талитического крекинга производят на отечественных катализаторных фабриках, а также зарубежом (фирмы «Mobil Oil Corp.», «Akzo Chemie», «Engelhard Corp.» и др.). Катализаторы выпускают в двух вариантах: шариковый (диаметром 3 — 4 мм) для процессов с движущимся слоем и микросферический (средний диаметр частиц около 60 мкм) для установок с псевдоожиженным слоем катализатора.
Химический состав алюмосиликатного катализатора выражают формулой А12О3 • 4SO2 • Н2О + пН2О. Катализатор может быть аморфным или кристаллическим. Основной компонент — активная окись кремния. Ее содержание составляет 75 — 80 %. Удельная поверхность катализатора от 150 до 500 м2/г. Средний радиус пор 50— 100 А.
Цеолитсодержащий катализатор представляет собой аморфную алюмосиликатную матрицу с равномерно распределенными по объему кристаллами цеолита (массовая доля 3 — 20 %). Цеолиты придают катализатору повышенные активность, селективность и стабильность.
Цеолит представляет собой алюмосиликат с трехмерной кристаллической структурой. В катализаторах используют цеолиты типа X и У с мольным соотношением SO2 : А12О3, составляющим 2,3 —3,0 и 3,1 — 6,0 и радиусом пор 8— 13 и 8 — 9 А соответственно. Объем внутренних пор превышает 50 % объема частиц. Цеолиты содержат катионы щелочных металлов и редкоземельных элементов (церия и др.). Это значительно повышает их термическую стабильность.
Технологическая схема производства микросфериче-ского алюмосиликатного катализатора каталитического крекинга представлена на рис. 26. Катализаторная фабрика имеет три основных отделения: сырьевое, формовочно-промывочное и сушильно-прокалочное. Исходным сырьем служит силикат-глыба, гидроксид алюминия А1(ОН)3, вода и серная кислота. Сырьевое отделение включает два блока. В первом блоке готовят жидкое стекло (раствор Na2O • nSiO2), во втором — раствор сульфата алюминия A12(SO4)3. Формовочно-промывочное отделение включает узел формовки микросфе-
72
Рис. 26. Схема производства микросферического алюмосиликатного катализатора
рического алюмосиликатного гидрогеля и узел мокрой обработки гидрогеля. В процессе формования должны соблюдаться дозировка компонентов и температура (10-12 °C).
Формирование микросфер производят с помощью смесителя-распылителя, распыляя смесь гелеобразующих растворов воздухом (рис. 27). Образующиеся капельки геля ударяются о поверхность масла, движутся по его поверхности от центра к периферии, теряют скорость и начинают опускаться. Гранулы, пройдя слой масла, поступают в поток формовочной воды и уносятся в транспортирующий желоб и промывочный чан.
В образованных глобулах геля происходит синерезис — процесс самопроизвольного выделения интерми-
Рис. 27. Схема формовки микросфер:
1 — насосы; 2 — напорные бачки; 3 — ротаметры; 4 — смеситель-распылитель; 5 — холодильники; 6 — формовочная колонна; 7 — транспортирующий желоб; 8 — промывочный чан; 9 — распылительный желоб; 10 — емкость для воды
74
целлярной жидкости (воды), сжатие скелета и уменьшение объема.
Активация состоит в обработке катализатора слабым раствором сульфата алюминия. В результате происходит катионообмен: неактивные катионы Na+ замещаются активными катионами А13 + .
Промытый катализатор поступает в сушильно-про-калочное отделение, где в сушильной колонне его сушат воздухом при температуре в верху колонны 315 °C, в низу — 485 °C.
Далее катализатор прокаливают дымовыми газами в цилиндрической прокалочной колонне с расширенной верхней частью в кипящем слое при температуре 600 — 650 °C. После прокалки постепенно охлаждают катализатор.
Представленная схема производства катализатора соответствует гелевой технологии. Более совершенной является так называемая золевая технология, отличие которой состоит в приготовлении и подаче в узел смешения суспензии каолина.
При производстве цеолитсодержащего катализатора в узел смешения растворов вводят суспензию цеолита. ЛИТЕРАТУРА: [29, 60].
Каталитический крекинг (англ, catalitic cracking) — процесс деструктивного каталитического превращения нефтяных фракций в моторные топлива и сырье ддя производства технического углерода, кокса и нефтехимии.
Сырьем для каталитического крекинга в основном служат вакуумные дистилляты, легкие керосиногазойлевые фракции и мазуты. Важным показателем сырья является его коксуемость. С увеличением значения показателя коксуемости требуется большая производительность регенератора по сжиганию кокса.
Целевые продукты процесса — авиационные и высокооктановые автомобильные бензины (октановое число 90 — 92 по исследовательскому методу, выход на сырье
75
до 50 %), а также газойли, которые после облагораживания используют как дизельное топливо или компоненты котельных топлив. В процессе каталитического крекинга образуется газ, который разделяется на сухой газ (0,5 — 5 % на сырье), используемый в качестве топлива, и жирный газ (6,5 — 22 % на сырье, пропан-пропиленовая и бутан-бутиленовая фракции), который служит сырьем для нефтехимии. Кокс (2,5 — 6 %) является нежелательным продуктом. Высокие результаты крекинга сырья при использовании цеолитсодержащих катализаторов обеспечиваются при содержании кокса на них после реактора не более 0,8—1,0 % и при остаточном коксе после регенерации катализатора — не бо-лее 0,05 — 0,10 %. Содержание кокса на катализаторе зависит от кратности циркуляции катализатора в про-цессе.
Состав и выход продуктов каталитического крекинга зависят от характеристики сырья, свойств катализаторов (их активности и селективности), температурного режима в аппарате, кратности циркуляции катализатора и типа установки.
В процессах каталитического крекинга применяют алюмосиликатные и цеолитсодержащие катализаторы в виде шариков диаметром 3 — 4 мм или микросфер со средним диаметром 60 — 65 мм.
Процесс каталитического крекинга в своем развитии претерпел ряд стадий, отличающихся способами контактирования сырья с катализатором: 1) крекинг в стационарном слое в аппаратах, работающих периодически в сменно-циклическом режиме реакции и регенерации; 2) крекинг в непрерывно работающих аппаратах с плотным движущимся слоем катализатора; 3) крекинг с псевдоожиженным слоем катализатора в реакторе и регенераторе; 4) установки с лифтами-реакторами, где реакция крекинга осуществляется в сквозном потоке при пневмотранспорте катализатора. Такое многообразие аппаратурного исполнения процесса связано с совершенствованием состава и свойств катализаторов, что обеспечивает возможность сокращения времени их контактирования с сырьем от 600—1800 с — для установок с движущимся плотным слоем до 90 — 180 с — для
76
установок с псевдоожиженным слоем и до 2 —6 с — для лифтов-реакторов.
Процесс крекинга эндотермичен и требует подвода тепла. Тепло, выделяемое при регенерации катализатора, частично поступает с катализатором в реактор, а его избыток используется для получения водяного пара.
Схема реакторного блока современной установки каталитического крекинга приведена на рис. 28. Нагретое сырье после гидроочистки смешивается с рециркулятом и водяным паром и подается в узел смешения 2 прямоточного лифта-реактора 1. Сырье контактирует с регенерированным горячим катализатором в прямотоке, где происходят его испарение и основная стадия химического превращения. Продукты реакции вместе с катализатором поступают в отстойную зону 8 реактора 7, играющую роль бункера-сепаратора. После отделения от продуктов реакции основной массы катализатора газы и перегретые пары углеводородов с водяным паром проходят циклоны и направляются в ректификационную колонну 10 для разделения. Отстоявшаяся ката-лизаторная масса поступает в отпарную зону 9 реактора, где нефтяные пары десорбцией водяным паром отделяются с поверхности катализатора. Далее закоксованный катализатор по наклонному катализаторопрово-ду поступает в регенератор 4, где в псевдоожиженном слое происходит выжиг кокса. В низ регенератора подают воздух, который может предварительно нагреваться в топке 3. Дымовые газы с верха регенератора через систему циклонов направляются в электрофильтры 6 и котел-утилизатор 5. Регенерированный катализатор поступает в узел смешения с сырьем. Продукты реакции в виде перегретых паров направляются в нижнюю часть ректификационной колонны, где в результате контакта с орошением происходит снятие тепла перегрева и улавливание части катализатора, унесенного из реактора. Далее газы, водяные пары и пары продуктов реакции поступают в концентрационную часть колонны на ректификацию, а остаток выводится из нижней части колонны. Образующийся шлам с низа колонны
77
78
Легкий } газойль
Тяжелый газойль
Рис. 28. Схема секции крекинга и ректификации установки каталитического крекинга:
'Остаток
1 — прямоточный лифт-реактор; 2 — узел смешения сырья с катализатором; 3 — топка под давлением; 4 — регенератор; 5 — котел-утилизатор; 6 — электрофильтр; 7 — реактор; 8 — отстойная зона
реактора; 9 — отпарная зона реактора; 10 — ректификационная
колонна
специальным насосом подается в реактор. Газойлевая фракция (рециркулят) из концентрационной части колонны может поступать в узел смешения лифт-реактора на повторный крекинг.
Ниже приведены данные по технологическому режиму для двух отечественных установок каталитического крекинга на цеолитсодержащем катализаторе: типа 43-102 (движущийся плотный слой) и Г43-107 (с лифтом-реактором).
Параметры технологического режима установок крекинга ; каталитического
Тип установки 43-102 Г43-107
Вид катализатора Температура, °C: Шариковый Микросфериче-ский
в реакторе 450-490 500-530
в регенераторе Давление, МПа: 590-650 630-670
в реакторе 0,07-0,08 0,2-0,3
в регенераторе Кратность циркуляции катализато- 0,01-0,03 0,24-0,34
ра, т/т сырья Время контакта катализатора с 1,8-2,5 4-7
сырьем, с Содержание кокса на катализаторе, %, на выходе: реактора 1,5-3,0 1200-2400 4-6
0,8-1,0 регенератора..............
0*10 — 0,60
0*05 — 0,16
Мощности установок каталитического крекинга лежат в пределах 0,25 — 3,0 млн т в год. Причем установки с псевдоожиженным слоем являются перспективными, поскольку имеют большую производительность и более гибки в управлении.
Реакторно-регенераторные блоки установок с псевдоожиженным слоем имеют разное конструктивное исполнение и различаются взаимным расположением реактора и регенератора, способом пневмотранспорта, а
79
также особенностями проведения процессов реакции, регенерации и сепарации.
На рис. 29 представлены две схемы реакторно-регенераторных блоков: с псевдоожиженным слоем (реактор и регенератор расположены соосно) и с лифт-реакторами (реактор и регенератор расположены рядом
80
б
a
Рис. 29. Реакторно-регенераторные блоки каталитического крекинга:
а — с псевдоожиженным слоем с соосным расположением аппаратов (регенератор над реактором); б — с лифт-реакторами, аппараты расположены рядом (реактор над регенератором); 1 — реактор; 2 — отпарная секция; 3 — регенератор; 4 — циклоны; 5 — котел-утилизатор; 6 — реактор-сепаратор;
7 — отпарная секция; 8 — лифт-реактор свежего сырья; 9 — лифт-реактор рециркулята; 10 — регенератор. Потоки: I — сырье; II — водяной пар; III — воздух; IV — продукты реакции; V — дымовые газы; VI — рециркулят (газойль); VII — вода
на разной высоте). Процесс реакции может либо полностью завершаться в лифт-реакторе, либо полностью или частично проходить в псевдоожиженном слое. Имеются также реакторные блоки с несколькими лифт-реакторами. Это техническое решение позволяет вести процесс крекинга раздельно, в оптимальных условиях для различных видов сырья. Так, на схеме рис. 29,
81
б для рециркулирующего потока предусмотрен отдельный лифт-реактор. Конструктивно лифт-реак-торы размещаются отдельно или внутри основных аппаратов.
Выжиг кокса осуществляется в регенераторах в псевдоожиженном слое по одноступенчатой схеме. Однако в ряде случаев путем секционирования псевдоожиженного слоя используется двухступенчатая схема, что повышает степень завершенности процесса. Тепло сгорания кокса отводится из регенератора с потоком катализатора с помощью змеевиков с кипящей водой, размещенных в псевдоожиженном слое, и с дымовыми газами, которые из регенератора поступают в котел-утилизатор, где получают водяной пар.
Процесс сепарации в реакторе может осуществляться по двум схемам: 1) пары продуктов реакции с захваченным из псевдоожиженного слоя катализатором поступают в систему циклонов, где происходит отделение последнего; 2) поток продуктов реакции с катализатором из лифт-реактора сразу же поступает в циклоны, где отделяется основная масса катализатора, а затем поток проходит вторую ступень сепарации. Вторая схема позволяет сократить время контакта после лифт-реактора и предотвратить течение нежелательных реакций. В регенераторах сепарация катализатора осуществляется в трехступенчатых циклонах, а в ряде установок имеются также электрофильтры.
ЛИТЕРАТУРА: [1, 13, 28, 54, 55г 59].
Каталитический риформинг (англ, catalytic reforming от reform — переделывать, улучшать) — процесс переработки бензиновых фракций с целью получения высокооктановых бензинов и ароматических углеводородов (бензола, толуола, ксилолов). Побочным продуктом процесса является водородсодержащий газ, который широко используют в процессе очистки нефтяных дистиллятов.
Сущность химизма процесса состоит в реформировании бензиновых фракций, содержащих нафтеновые и
82
парафиновые углеводороды, в продукты, богатые ароматическими углеводородами и высокооктановыми парафинами изомерного строения. При этом могут протекать следующие основные реакции:
реакции дегидрирования (дегидрогенизации) нафтеновых углеводородов с образованием ароматических углеводородов, например:
циклогексан
о
бензол
(октановое число 77) (октановое число 106)
реакции дегидроциклизации парафиновых, олефиновых и алкилароматических углеводородов с образованием ароматических, например:
—Н2 /VCHi - ЗН2
с7н16 О
+Н2 v +зн„
пентан метилциклогексан
(октановое число 0) (октановое число 72)
толуол (октановое число 103)
реакции изомеризации нафтеновых, парафиновых и ароматических углеводородов с образованием ароматических и малоразветвленных изомеров, например:
метилциклопентан
(октановое число 80)
+зн2
бензол
циклогексан
(октановое число 106)
СН3 - (СН2)3 - СНз---------^Н3С - С^Н — СН2 - СН3
пентан изопентан
(октановое число 0)
(октановое число 90)
В процессе также имеют место реакции гидрокрекинга и гидрогенолиза.
Реакции дегидрирования и дегидроциклизации нафтеновых и парафиновых углеводородов идут с поглоще-
83
нием теплоты, реакции гидрокрекинга и гидрогеноли- за — с выделением теплоты, реакции изомеризации парафиновых и нафтеновых углеводородов имеют слабовы-раженный тепловой эффект. В целом реакция риформинга эндотермична и ее тепловой эффект зависит от химического состава сырья, глубины процесса, а также типа катализатора. Тепловой эффект платформинга лежит в пределах от — 250 до — 630 кДж на 1 кг сырья.
Сырьем для риформинга при производстве высокооктановых компонентов служит фракция широкого состава, выкипающая при температуре 85— 100 °C. Более легкую фракцию подвергать риформингу нецелесообразно, поскольку это приведет к увеличению газообразования, а ароматизация этих углеводородов затруднена. При утяжелении сырья увеличиваются процессы уплотнения и коксообразования. С ростом содержания нафтенов в сырье повышается выход целевого продукта. Однако при получении концентратов индивидуальных ароматических углеводородов, риформингу подвергают узкие фракции. Например, для получения бензина и толуола используют фракцию 62— 105 °C, а ксилолов — фракцию 105— 140 °C.
Использование в процессе риформинга весьма чувствительных к отравлению различными примесями платиновых катализаторов ужесточает требования к сырью по содержанию серы, азота, воды и металлов. Сырье процесса риформинга обычно подвергают гидроочистке. При гидроочистке наряду с сернистыми соединениями удаляются также смолы, непредельные углеводороды, азотистые и металлоорганические соединения.
В процессе риформинга применяют три типа катализаторов: монометаллические (серии АП), биметаллические и полиметаллические (серии КР). Катализатор включает три компонента: активный носитель — оксид алюминия, металл — тонко диспергированную по поверхности платину и кислотный промотор — галоген НС1 или HF.
Биметаллические и полиметаллические катализаторы содержат кроме платины рений, палладий, германий, иридий и др.
84
Важнейшими свойствами катализаторов являются их активность, селективность и стабильность. Активность катализатора риформинга характеризует глубину превращения, показателем которой служит октановое число катализата или содержание в нем ароматических углеводородов.
Селективность катализатора определяется способностью ускорять целевые реакции — обеспечить наибольший выход жидких продуктов и водорода, т.е. с максимальной глубиной должны протекать реакции ароматизации и с минимальной — реакции гидрокрекинга и гидрогенолиза.
Стабильность катализатора — способность сохранять во времени активность и селективность. Она определяет продолжительность межрегенерационного цикла и общий срок службы катализатора.
Катализаторы риформинга относятся к бифункциональным, т.е. обеспечивают две основные функции: дегидрирующую (гидрирующую) и кислотную. Металлический компонент ускоряет реакции дегидрирования, способствует образованию ароматических углеводородов и частичному удалению промежуточных продуктов реакции, ведущих к коксообразованию. Металлы — промоторы полиметаллических катализаторов, помимо взаимодействия с основным активным компонентом (платиной), влияют на селективность процесса, взаимодействуя с носителем (оксидом алюминия). Кислотные свойства катализатора определяют его крекирующую и изомеризующую активность, а также глубину превращения сырья. Для усиления кислотной функции катализатор промотируют галогеном.
Катализатор с течением времени покрывается коксом и сернистыми продуктами уплотнения, происходит его дезактивация. При пяти-шестимесячных пробегах количество кокса может достигать 10 % (по массе) на катализатор.
Для восстановления активности и селективности катализаторов их периодически, а на установках с движущимся слоем непрерывно подвергают окислительной регенерации осушенными дымовыми газами при темпе-
85
ратуре 300 — 500 °C и давлении 1,0—1,5 МПа. Во избежание отравления катализатора также применяют инертный газ (азот) высокой чистоты, содержащий не выше 0,5 % кислорода (по объему). Остаточное содержание кокса после регенерации — менее 0,02 % (по массе) на катализатор.
По окончании выжига кокса проводится восстановительная регенерация катализатора водородом. При обработке катализатора водородом происходит восстановление сернистых соединений до сероводорода, что позволяет снизить содержание серы в катализаторе до 0,03 — 0,05 % (по массе). Для поддержания кислотной функции катализатора в газосырьевой поток вводят галогеносодержащие соединения (например, дихлорэтан, водный раствор НС1).
Срок службы катализаторов риформинга составляет для катализатора серий АП и КР в среднем 36 — 45 и 40 — 72 мес соответственно.
Температура процессов риформинга обычно находится в интервале 450 — 530 °C. Повышение температуры ускоряет все основные реакции, при этом возрастает роль реакций ароматизации и гидрокрекинга, увеличиваются выход ароматических углеводородов и октановые числа продуктов риформинга. Однако с повышением температуры процесса снижаются выход риформинг-бензина и содержание водорода в циркулирующем водородсодержащем газе, а также возрастает отложение кокса на катализаторе.
На выбор температуры процесса влияет углеводородный состав сырья. Чем выше содержание парафиновых углеводородов в сырье, тем более высокая температура требуется для получения заданного октанового числа. При нафтеновом сырье минимальные температуры в реакторе поддерживают в интервале 450 — 460 °C, при парафиновом — 480 — 490 °C. Максимальный нагрев ограничивается температурой 520 — 530 °C. Дальнейшее повышение температуры нежелательно, так как процесс сопровождается повышенным газообра-зованием и ускоренным закоксовыванием катализа-тора.
86
Поскольку реакции риформинга в целом эндотер-мичны, а реакторы работают в адиабатическом режиме, процесс протекает ступенчато, последовательно в нескольких аппаратах, с промежуточным подогревом реакционной смеси. При этом падение температуры в реакторах при риформировании бензина составляет от 10 до 43 °C и при ароматизации — от 10 до 70 °C.
Объем катализатора увеличивают от первой к последующей ступени контакта. Это обеспечивает получение более качественных продуктов.
Давление влияет на течение и результаты процесса риформинга. Повышение давления препятствует отравлению и закоксовыванию катализатора. Вместе с тем с повышением давления уменьшается выход ароматики и возрастают скорости реакций гидрокрекинга, а это ведет к увеличению газообразных углеводородов, снижению выхода водорода и жидкой продукции.
При снижении рабочего давления и, следовательно, парциального давления водорода возрастает селективность процесса, увеличивается выход ароматики и уменьшается выход газообразных углеводородов. Снижение парциального давления водорода ухудшает его гидрирующую способность, повышает возможность закоксовывания катализатора и отравления его сернистыми соединениями.
При риформинге на алюмоплатиновых катализаторах для процессов, вырабатывающих высокооктановые компоненты бензина, давление в последнем реакторе составляет 4 МПа, при получении индивидуальных ароматических углеводородов — 2,0 —3,0 МПа. В случае использования полиметаллических катализаторов давление на установках с неподвижным слоем катализатора снижают до 1,5 —2,0 МПа, а с движущим слоем — до 0,7- 1,5 МПа.
Характеристики отечественных установок каталитического риформинга приведены в табл. 3.
Важными технологическими параметрами процесса
87
Таблица 3
Характеристика установок риформинга
Тип установки Мощность тыс. т/год Реакторы Тип ком-прессора Параметры
Число ступеней Тип Давление, МПа Объемная скорость, ч-1
Л-35-5 300 3 Акс п 4,0 1,5
Л-35-11/300 300 3-4 Акс п 4,0 1,5
ЛГ-35-11/300 300 3 Акс Ц 4,0 1,5
ЛГ-35-11/300-95 300 3 Акс Ц 3,5 1,5
Л-35-11/600 600 3 Акс п 3,5-4,0 1,5
ЛЧ-35-11/600 600 3 Рад Ц 3,5 1,2— 1,5
Л-35-11/1000 (ЛК-бу) 1000 3 Рад Ц 3,5 1,2— 1,5
ЛЧ-35-11/1000 1000 3 Рад Ц 1,5 1,5
ЛФ-35-11/1000 1000 4 Рад Ц 0,9 1,8-1,9
(КПА)
Л-35-6 300 3 Акс п 2,0 1,5
Л-35-8/300Б 300 3 Рад п 2,0 1,5
ЛГ-35-8/300Б 300 3 Рад Ц 2,0 1,5
Л-35-12/300 300 4 Акс п 2,0 1,5
Л-35-13/300 300 3 Акс п 3,0 1,5
Примечания. 1. Принятые сокращения: Акс — аксиальный; Б — бен дородов; П — поршневой; Рад — радиальный; Т — толуол; Ц — центре (м.м.); в знаменателе — по исследовательскому методу (и.м.).
наряду с давлением и температурой являются объемная скорость подачи сырья и кратность циркуляции водородсодержащего газа, которые для установок с неподвижным слоем катализатора соответственно находятся в пределах 1,2—1,5 ч-1 и 1100—1800 м3/м3 сырья. Для установок с непрерывной регенерацией катализатора эти показатели составляют соответственно 1,8—1,9 ч-1 и 800 — 900 м3/м3 сырья.
За рубежом существует ряд разновидностей процесса каталитического риформинга: гидроформинг, платформинг, катформинг, гудриформинг, ультраформинг, магниформинг, рениформинг и др. Эти процессы различаются назначением, типом катализаторов, аппаратурным и технологическим оформлением.
88
режима (проект) Катализаторы по проекту (фактически используемые) Октановое число бензина Вырабатываемые ароматические углеводороды
Кратность циркуляции, м3/м7 сырья Максимальная температура, °C
1500 520 АП-56 (АП-64, КР) 75/ — —
1500-1800 520 АП-56 (АП-64, КР) 78/ — —
1500 520 АП-56 (АП-64, КР) 78/- —
1800 530 АП-64 85/95 —
1500 525 АП-56 (АП-64, КР) 80/- —
1800 530 АП-64 (КР) 85/95 —
1800 530 АП-64 (КР) 85/95 ВТК
1100-1200 530 КР 85/95 —
800-900 543 R-30, R-32 -/100 БК
1200 525 АП-56 (АП-64, КР) -/- БТК
1600 535 АП-64, (КР) -/- ВТ
1600 535 АП-64, (КР) -/- ВТ
1200 525 АП-56 (АП-64) -/- БТ
1500 535 АП-64 -/- ТК
зол; К — ксилолы; КПА — комплекс производства ароматических углево-
бежный; 2. Октановое число бензина: в числителе — по моторному методу
Схема установки каталитического риформинга со стационарным слоем катализатора представлена на рис. 30. Очищенное и осушенное на блоке гидроочистки сырье смешивается с циркулирующим водородсодержащим газом, подогревается в теплообменнике 3 и печи 4, и поступает в реактор первой ступени 5. На установке имеется три-четыре реактора и соответствующее число печей (или секций многокамерной печи), где осуществляется межступенчатый подогрев продуктов реакции. Выходящая из последнего реактора газопродуктовая смесь проходит теплообменник 3, где отдает свое тепло входящему газосырьевому потоку, охлаждается в воздушном 6 и водяном 7 холодильниках до температуры 20 — 40 °C и поступает в сепаратор 8. После
89
Рис. 30. Схема установки риформинга со стационарным слоем катализатора:
1 — сырьевой насос; 2 — компрессор; 3 — теплообменник; 4 — многокамерная печь; 5 — реакторы; 6 — воздушный холодильник; 7 — водяной холодильник; 8 — сепаратор; 9 — стабилизационная колонна; 10 — абсорбер осушки циркуляционного газа. Потоки: I — сырье; II — водородсодержащий газ; III — стабильный катализат; IV — углеводородный газ
сепаратора катализат с растворенными углеводородными газами направляют на стабилизацию, где получают стабильный катализат и углеводородные газы. Из газо-сепаратора основная часть водородсодержащего газа поступает в абсорбер 10 для осушки и затем на прием к компрессору 2. Избыток водородсодержащего газа передается на блок гидроочистки.
Для обеспечения непрерывной работы установки при реакторах с неподвижным слоем необходим дополнительный реактор, с помощью которого возможно переключение аппаратов и непрерывная работа установки.
На рис. 31 представлена схема установки каталитического риформинга с движущемся слоем катализатора. Гидроочищенное сырье после смешения с водородсодержащим газом и нагрева до температуры реакции в теплообменнике 5 и первой секции четырехсекционной трубчатой печи 6 поступает в первую (верхнюю) ступень четырехступенчатого реактора 1. Затем газопродуктовая смесь последовательно проходит все ступени реактора с промежуточным подогревом в трубча- той печи. Катализатор в реакторе движется плотным 90
Рис. 31. Схема установки риформинга с движущимся слоем катализатора:
1 — реактор; 2 — коллектор; 3, 10 — бункеры; 4,11 — бункеры газлифта; 5 — теплообменник; 6 — трубчатая печь; 7 — верхний бункер; 8 — регенератор; 9 — холодильник; 12 — фильтр отделения катализаторной мелочи; 13 — емкость; 14 — газосепаратор низкого давления; 15 — компрессор; 16 — насос; 17 — газосепаратор высокого давления; 18 — стабилизатор; 19 — емкость орошения. Потоки: I — сырье; II — азот; III — водород; IV — водородсодержащий газ; V — газообразные углеводороды; VI — нестабильная головная фракция; VII — стабильный катализат
слоем сверху вниз. С низа реактора катализатор через систему шлюзования попадает в нижний бункер 4 газлифта. Транспорт катализатора в верхний бункер 7 блока регенерации осуществляется азотом. Из верхнего бункера катализатор поступает в регенератор 8, далее посредством шлюзования проходит холодильник 9 и попадает в бункер газлифта П. Из бункера 11 катализатор транспортируется водородом на верх реактора. Вышедшая из реактора газопродуктовая смесь проходит теплообменники и холодильники и поступает на разделение. Вначале разделение газовой и жидкой фаз происходит в сепараторе низкого давления 14. Из этого сепаратора газ компрессором 15, а жидкость насосом 16 подают на смешение, а затем после охлаждения поток поступает в сепаратор высокого давления 17. Из сепаратора высокого давления водородсодержащий газ направляют на циркуляцию, а избыток — на гидроочистку. Жидкость направляют в стабилизатор. Применение такой схемы обусловлено низким давлением в реакторе. ЛИТЕРАТУРА: [2, 14, 28, 44, 54, 55, 59].
Коксование (англ, coking) — процесс термической переработки нефтяного остаточного сырья с целью получения нефтяного кокса.
Сырьем для процесса коксования служат остатки перегонки нефти (мазуты, гудроны) и термокаталитических процессов (крекинг-остатки, тяжелая смола пиролиза, тяжелый газойль каталитического крекинга).
Основным продуктом процесса является кокс. Нефтяной кокс применяют в производстве анодов при выплавке алюминия, графитированных электродов в металлургии при плавке стали и цветных металлов, в ракетостроении, электро- и радиотехнике, химическом машиностроении и других областях.
Продуктами коксования также являются газ, бензин, керосин, легкий и тяжелый газойли. Газ направляют на газофракционирующую установку в качестве топлива. Получаемый бензин содержит непредельные углеводо-92
роды, химически нестабилен; его подвергают гидроочистке и риформингу. Керосин и легкий газойль используют как компонент дизельного, печного и газотурбинного топлива; тяжелый газойль — как компонент котельного топлива.
На практике процесс коксования осуществляют тремя способами: 1) периодически — в обогреваемых кубах; 2) полунепрерывно — в необогреваемых коксовых камерах; 3) непрерывно — в реакционных аппаратах с псевдоожиженным слоем кокса. Промышленный интерес представляют два последних способа.
На рис. 32 представлена схема установки замедленного коксования в необогреваемых коксовых камерах. Камеры 2 объединены в два блока, в каждом блоке по две параллельно работающих камеры. Сырье после подогрева в теплообменниках нагревается до температуры 350 — 380 °C в змеевиках левой половины трубчатых печей 1 и поступает в нижнюю часть ректификационной колонны 3. Здесь сырье встречается с потоком паров из двух камер, работающих в режиме коксования. В результате контакта часть паров конденсируется, образуется смесь сырья с рециркулятом, называемая вторичным сырьем. В свою очередь легкие фракции сырья испаряются и поднимаются в верхнюю часть колонны. Вторичное сырье горячими насосами с низа колонны направляется в конвекционные трубы и правую часть радиантного (реакционного) змеевика печей, где нагревается до 490 — 510 °C. Для предотвращения закоксовывания в трубы потолочного экрана подают перегретый водяной пар. Нагретое сырье через специальные четырехходовые краны 7 направляют в низ коксовых камер, постепенно их заполняя. При этом жидкая фаза коксуется, а выделившиеся пары с верха коксовых камер поступают в нижнюю часть ректификационной колонны, которая работает как конденсатор смешения. Пары продуктов коксования после обработки потоком сырья поступают в верхнюю часть колонны, где про-исходит их разделение. Парогазовый поток после ох-лаждения и частичной конденсации в емкости 5 направляют в газовый блок на разделение, а жидкую
93
углеводородную часть возвращают на орошение колонны. Сбоку ректификационной колонны через стрип-пинг-секции 4 выводятся керосин, легкий и тяжелый газойли.
Необходимый для пропарки реакционных камер водяной пар получают в хвостовой части змеевиков камер конвекции.
Длительность полного рабочего цикла коксовой камеры зависит от вида сырья (тем короче, чем больше выход кокса) и составляет от 48 до 60 ч. В первом случае на подачу сырья в камеры затрачивается 24 ч. Другие стадии цикла имеют следующую длительность (в ч): переключение камер — 0,5; пропарка водяным паром — 2,0; охлаждение водой — 3,0; слив воды —3,0; открывание крышек разгрузочного люка — 2,0; выгрузка кокса — 6,0; подготовка (разогрев) камеры — 8,0. Последняя операция выполняется при помощи водяного пара и последующей подачи с верха действующей камеры части паров обратным потоком через прогреваемую камеру в ректификационную колонну. Кокс выгружают разбуриванием и гидравлической резкой.
В конце стадии заполнения камеры сырьем возможно вспенивание и переброс пены в ректификационную колонну и к насосам. Для предотвращения этого в камеру подают антипенную присадку.
Выгружаемый из камер кокс подвергают измельчению и сортировке (см. грохоты). В результате получают фракции с размером кусков 150 — 25, 25 — 6 и меньше 6 мм. На завершающей стадии кокс подвергают прокаливанию при температуре 1200—1300 °C во вращающихся горизонтальных цилиндрических печах.
При непрерывном способе коксования процесс протекает в аппаратах с псевдоожиженным слоем порошкообразного кокса: в реакторе происходит коксование,
Рис. 32. Схема установки замедленного коксования в необогреваемых камерах:
1 — трубчатые печи; 2 — коксовые камеры; 3 — ректификационная колонна; 4 — стриппинг-секция; 5 — емкость орошения; 6 — емкость; 7 — четырехходовой кран. Потоки: I — сырье; II — сухой газ; III — головка стабилизации; IV — стабильный бензин; V — керосин; VI — легкий газойль; VII — тяжелый газойль; VIII — водяной пар; IX — вода
95
Стабильный бензин Легкий _ газойль Флегма в аппарат 1
Рис. 33. Принципиальная схема установки непрерывного коксования в псевдоожиженном слое:
1 — парциальный конденсатор (скруббер); 2 — реактор; 3 — коксонагрева-тель; 4 — топка; 5 — холодильник-классификатор кокса; 6 — котел-утилизатор
Газ
3 !Ъ
в коксонагревателе — нагрев слоя кокса за счет его частичного сгорания. Требуемое для реакции тепло потоком циркулирующих частиц переносится из коксо-нагревателя в реактор. Диаметр частиц — 0,0075 — 0,3 мм.
Схема реакторного блока коксования в псевдоожиженном слое приведена на рис. 33. Сырье с помощью форсунок подается в реактор, по всей высоте псевдоожиженного слоя кокса. Кокс, нагретый до температуры 600 —620°С, поступает в верхнее сечение псевдоожиженного слоя. Кокс выводится снизу, где размещена отпарная секция. Из нее кокс в плотной фазе транс-
96
портируется водяным паром по трубопроводу в коксо-нагреватель. Псевдоожижение в реакторе обеспечивается водяным паром и образующимися парами продуктов коксования, которые с верха реактора через циклоны поступают в парциальный конденсатор, орошаемый тяжелым газойлем. Образующийся конденсат с низа парциального конденсатора возвращается в реактор, а пары продуктов коксования направляются на разделение.
В коксонагревателе псевдоожижение осуществляется воздухом и образующимися продуктами сгорания. Часть кокса по балансу выводится из коксонагревателя через холодильник-классификатор. Продукты сгорания отводятся сверху через циклоны и поступают в котел-утилизатор, где вырабатывается водяной пар.
Некоторые режимные параметры реактора и регенератора соответственно: температура 510 —540 и 600 — 620 °C; давление 0,14 — 0,16 и 0,12 — 0,16 МПа; скорость паров над слоем 0,3 —0,5 и 0,5 —0,7 м/с; время пребывания частиц кокса в псевдоожиженом слое 6—12 и 6 — 10 мин. Кратность циркуляции кокса 6,5 — 8 кг/кг сырья. ЛИТЕРАТУРА: [27, 28, 54, 55].
Коксовая камера (англ, reaktor delayed coking) — основной реакционный аппарат установок замедленного коксования, в котором осуществляется эндотермический процесс коксования нефтяного сырья за счет тепла, которое оно получает в трубчатой печи. Коксовая камера работает периодически. Цикл длительностью около 48 ч включает последовательные стадии коксования, пропаривания, охлаждения, выгрузки кокса, разогрева, при этом циклические изменения температуры составляют около 500 °C.
Коксовая камера (рис. 34) представляет собой цилиндрический аппарат с верхним полушаровым и нижним шароконическим днищами. На верху коксовой камеры находится горловина, к которой приварены штуцера для
97
вывода нефтяных паров в рект и ф ика ц и онную колонну при коксовании и подаче этих паров из соседней камеры при разогреве, внизу — люк выгрузки кокса. В стадии реакции камера на 70 — 75 % высоты заполняется сырьем, нагретым до 460 — 510 °C, рабочее давление 0,4 —0,6 МПа. После завершения коксования нефтяные пары удаляют водяным паром и камеру охлаждают водой.
Коксовая камера устанавливается на постаменте высотой 20 м, на котором смонтированы металлоконструкции с оборудованием, включающим системы вращения и вертикального перемещения гидроинструмента, для гидравлического разрушения кокса. Общая высота блока с металлоконструкциями 90 м. Гидрорезак, снабженный соплами, прикреплен к полой штанге квадратного сечения, подвешенной через вертлюг к блоку талевой системы. Снизу по стояку и шлангу к гидрорезаку подают воду
Рис. 34. Коксовая камера:
1 — нижний блок; 2 — вертлюг; 3 — шланг; 4 — штанга; 5 — лебедка талевая; 6 — ротор; 7 — гидрорезак; 8 — верхний люк; 9 — корпус камеры; 10 — постамент; 11 — нижний люк
98
под давлением 16 — 25 МПа. Штанга приводится во вращение ротором. При удалении кокса камеру открывают, гидравлически разбуривают начальную центральную скважину, струями воды режут кокс, который затем выгружают через нижний люк.
На установках замедленного коксования реакторный блок имеет от 2 до 4 камер. Камеры снаружи покрыты слоем теплоизоляции толщиной 250 мм. На отечественных установках камеры имеют внутренний диаметр 4600, 5000, 5500 и 7000 мм и высоту до 27 м. Корпус камер изготовляют из биметалла с основным слоем из углеродистых сталей 15К, 20К, 16ГС, 09ГС и защитным слоем из стали 08X13 или монометаллическим из стали 08Х18Н10Т.
ЛИТЕРАТУРА: [12, 55].
Конденсация (англ. condensation, позднелат. condensatio — сгущение, от лат. condenso — уплотняю, сгущаю) — процесс перехода вещества из парообразного состояния в жидкое. Конденсация осуществляется путем охлаждения или сжатия и охлаждения пара при температуре ниже критической для данного вещества и сопровождается выделением теплоты конденсации.
Конденсация применяется для получения в жидком виде продуктов, выводимых из аппаратов в парообразном состоянии; сжижения природных, попутных газов и паров хладагентов в холодильных установках, подогревателях, где в качестве теплоносителя используется водяной пар (теплота, выделяемая при конденсации 1 кг водяного пара составляет 2260 кДж при давлении 9,8-104 Па). При конденсации резко уменьшается объем среды и образуется вакуум. Это обстоятельство обусловило применение конденсаторов для создания вакуума.
Конденсацию используют для разделения бинарных и многокомпонентных смесей в процессах ректификации и перегонки. При охлаждении таких смесей в первую
99
очередь конденсируются наименее летучие компоненты и в результате происходит их разделение.
Различают однократную, многократную и постепенную конденсацию. Однократную конденсацию осуществляют в одну ступень, многократную ведут последовательными ступенями, в каждой из которых пары частично конденсируют, отводят образовавшуюся жидкую фазу, а оставшиеся пары подвергают частичной конденсации в последующей ступени. При этом паровая фаза обогащается легколетучими компонентами, однако выход их уменьшается по мере увеличения числа ступеней. Постепенная конденсация осуществляется так, что образовавшаяся жидкость отводится из системы непрерывно по мере ее образования.
Для конденсации используют аппараты двух видов — конденсаторы смешения и поверхностные. В первых конденсирующиеся пары непосредственно соприкасаются с охлаждающей водой. В поверхностных конденсаторах тепло отбирается через стенку и конденсация паров становится возможной при температуре стенки ниже точки росы. При этом различают два вида конденсации — капельную (на поверхности образуются капли) и пленочную (образуется пленка). При капельной конденсации коэффициент теплоотдачи больше. Пленка создает термическое сопротивление, поэтому значительное внимание уделяется конструктивным мерам, обеспечивающим быстрое удаление пленки. В промышленности обычно конденсация осуществляется в пленочном режиме.
ЛИТЕРАТУРА: [26, 53].
Кристаллизаторы (англ, crystallizers) — аппараты для проведения процесса кристаллизации с целью разделения веществ и получения их в кристаллическом виде. В нефтегазопереработке кристаллизаторы используют в процессах производства масел, парафина, церезина, серы.
100
На установках депарафинизации масел нашли применение кристаллизаторы поверхностные и смешения. Более широкое распространение получили кристаллизаторы с теплообменом через поверхность. Они подразделяются на два основных типа: «труба в трубе» и кожухотрубчатые. В этих аппаратах кристаллизация парафиновых углеводородов происходит в растворе на внутренней поверхности труб, снаружи омываемых охлаждающей средой. В зависимости от применяемой охлаждающей среды кристаллизаторы получили названия регенеративных, охлаждаемых холодным раствором масла, и аммиачных, пропановых, этановых, в которых хладагентом служит испаряющийся аммиак, пропан, этан.
В кристаллизаторах типа «труба в трубе» (рис. 35) внутренние трубы соединены двойниками и образуют непрерывный змеевик, их диаметр составляет 168 мм, наружных — 219 мм. Кожухотрубчатый кристаллизатор (рис. 36) имеет кожух внутренним диаметром 800 мм, в котором размещены семь теплообменных труб диаметром 168 мм (6 по правильному шестиугольнику и одна в центре). Для уменьшения температурных усилий и напряжений на наружных трубах кристаллизатора типа «труба в трубе» и кожухе кожухотрубчатого кристаллизатора установлены компенсаторы. Внутри теплообменных труб установлены скребковые устройства, вращающиеся в растворе кристаллизующейся смеси. Они удаляют со стенок внутренних труб отложения парафиновых кристаллов, улучшая теплоотдачу от охлаждаемого раствора к стенке трубы. Скребковое устройство представляет собой вал (частота вращения около 14 мин-1) из частей длиной до 3,3 м, на котором на подпружиненных опорах попарно во взаимно перпендикулярных плоскостях по длине установлены скребки длиной до 600 мм. Такая конструкция обеспечивает достаточно хороший контакт скребков с поверхностью трубы. На выходе вала скребкового устройства со стороны привода находится сальник. Привод скребковых устройств осуществляют от электродвигателя через редуктор или от мотор-редуктора.
101
1
Рис. 35. Кристаллизатор типа «труба в трубе»: подвода хладагента; 4 - электродвигатель; 5 редуктор; 6
" ~ с— ~9 - " лектор отвода паров хладагента
Рис. 36. Кристаллизатор кожухотрубчатый:
1 — емкость хладагента; 2 — кожухотрубчатая секция; 3 — штуцер ввода масляного раствора; 4 — мотор-редуктор; 5 — коллектор отвода паров хладагента; 6 — коллектор подвода паров хладагента; 7 — штуцер вывода суспензии; 8 — компенсатор
Вращение на валы секций кристаллизатора «труба в трубе» передается единой цепной передачей, существуют также конструкции с индивидуальным электроприводом каждого скребкового вала. Кристаллизаторы «труба в трубе», охлаждаемые испаряющимся хладагентом, устанавливают с небольшим наклоном в сторону привода. Жидкий хладагент из верхней емкости по коллектору поступает в каждую секцию со стороны привода, испаряется, и благодаря наклону пары с другого конца секций уходят по выводному коллектору в верхнюю емкость. В зависимости от поверхности охлаждения кристаллизаторы включают от 10 до 48 трубчатых секций (поверхность охлаждения соответственно от 70 до 340 м2).
В кожухотрубчатом кристаллизаторе вращение от центральной шестерни каждой секции передается на шесть периферийных. Хладагент поступает в нижнюю часть кожуха, а пары уходят с верха. Кристаллизатор состоит из двух или четырех кожухотрубчатых секций и имеет соответственно поверхность охлаждения 90 и 180 м2.
Материальное исполнение кристаллизатора зависит от допустимой температуры охлаждения, которая составляет в аммиачных —40 °C, в пропановых —70 °C, в этановых —90 °C.
Кристаллизатор смешения представляет собой вертикальный аппарат внутренним диаметром 1200 мм и высотой 17 м. Внутри аппарата установлены поперечные перфорированные перегородки и по оси вал со скребками в виде двух радиальных лопастей. Сырье вводится в низ аппарата, холодный растворитель в нижнюю часть и в четырех сечениях по высоте, с верха отво-дится продукт в виде суспензии кристаллов в растворе.
Для отверждения расплавов применяются ленточные, барабанные и дисковые кристаллизаторы.
Ленточные кристаллизаторы обеспечивают охлаждение расплавов в тонком слое на медленно движущейся стальной ленте (рис. 37). При этом охлаждение может производиться различными способами: путем подачи хладагента (обычно воды) на нижнюю поверхность ленты; за счет естественного теплообмена с окружаю-
104
Рис. 37. Схема ленточных кристаллизаторов фирмы «Sandvik» с различными загрузочными устройствами:
а — двойной отжимной вал; б — переливное устройство; в — полосоразливочное устройство; г — ротационный гранулятор; 1 — приводные барабаны; 2 — стальная лента; 3 — форсунки для подачи охлаждающей воды; 4 — загрузочное устройство; 5 — вращающийся вал со скребками; 6 — бункер для отвержденного продукта; 7 — нож
щей средой или обдува продукта газообразным хладагентом; непосредственным орошением продукта холодной водой или погружением ленты с продуктом в ванну с проточной водой. Последние два способа применимы только для водонерастворимых веществ (например, серы, эпоксидных смол, пека и др.). Полученный отвержденный продукт удаляется с ленты при ее изгибе на приводном барабане с помощью вращающегося вала со скребками или ножом.
Выбор типа загрузочного устройства зависит от свойств расплава, его температуры и вида готового продукта. При использовании двойного отжимного вала или переливного устройства можно получить готовый продукт в форме чешуек. Полосоразливочное устройство позволяет получить готовый продукт в виде полосок разной длины. При раскалывании отвержденного продукта на отдельные частички образуется пыль, что является недостатком таких конструкций. Ротационный гранулятор позволяет производить беспыльный сыпучий продукт однородной формы и является наиболее прогрессивной конструкцией.
ЛИТЕРАТУРА: [12, 55, 65].
Кристаллизация (англ, crystallization) — процесс перехода вещества из раствора или расплава в твердое состояние. Кристаллизация применяется в ряде производств нефтегазоперерабатывающей, химической, металлургической, пищевой промышленности. В нефтепереработке кристаллизацию используют при депарафинизации масел, производстве парафинов и церезинов, серы, разделении ксилолов. В газодобывающей промышленности имеет место образование кристаллогидратов компонентов природного газа — физических соединений, включающих молекулы воды. Это явление наблюдается при температурах ниже точки росы. Во избежание гидратообразования производят осушку газа и ингибирование.
Процесс кристаллизации может проходить только в
106
пересыщенных растворах. По способам создания таких растворов различают следующие методы: 1) удаление части растворителя путем его испарения или вымораживания (изотермическая кристаллизация); 2) изменение температуры раствора — при положительной растворимости раствор охлаждают, при отрицательной — нагревают (изогидрическая кристаллизация осуществляется при постоянном количестве растворителя); 3) высаливание (добавление в раствор вещества, понижающего растворимость); 4) пересыщение в результате химической реакции; 5) комбинированные способы, такие как вакуумная кристаллизация (охлаждение раствора за счет его частичного испарения), дробная или фракционированная кристаллизация (при последовательном извлечении из раствора нескольких веществ). Кристаллизация, при которой одновременно получают большое количество кристаллов, называют массовой.
Кристаллизация сопровождается выделением тепла для веществ с положительной растворимостью и поглощением тепла — для веществ с отрицательной растворимостью. Теплоту кристаллизации принимают равной теплоте растворения с обратным знаком.
Диаграмма состояния растворов вещества в координатах концентрация — температура линией насыщения АВ делится на области ненасыщенных и пересыщенных растворов (рис. 38). В последней области вблизи линии насыщения существуют устойчивые или метастабиль-ные растворы и вне этой зоны — неустойчивые или лабильные растворы. Границы метастабильной области зависят от температуры раствора, скорости его охлаждения, перемешивания и других факторов. Пересыщенные лабильные растворы кристаллизуются мгновенно, а метастабильные существуют то или иное время без изменения. Это время называют индукционным (латентным, скрытым) периодом. Его длительность зависит от степени пересыщения, температуры, механических воздействий, перемешивания, вибраций. В зависимости от характера диаграммы состояния растворов выбирают метод кристаллизации и способ ее осуществления. Степень чистоты получаемого продукта при кристаллиза-
107
Рис. 38. Диаграмма состояния раствора:
АВ — линия насыщенных растворов; I — область ненасыщенных растворов; II — область пересыщенных растворов
ции зависит от качества исходного сырья, условий кристаллизации и последующих операций: промывки, фильтрования, вторичной перекристаллизации.
Кристаллизация из расплавов используется при производстве серы, щелочей, реактивов, удобрений, при отверждении которых получают гранулы, пластинки, чешуйки и т.п. Этот процесс применяется также для фракционного разделения бинарных и многокомпонентных смесей на отдельные компоненты или на фракции, обогащенные некоторыми компонентами (на-
Рис. 39. Диаграмма фазового равновесия для расплава
пример, в производстве бензола, ксилола, нафталина и ДР-)-
Фазовое равновесие при переходе из жидкого состояния в кристаллическое обычно характеризуется диаграммой давление — температура (рис. 39). Линия АВ характеризует равновесие между твердой фазой и жидкостью, линия АС — между паром и твердой фазой, линия AD — между паром и жидкостью. Переход влево через линию АВ соответствует кристаллизации, вправо — плавлению.
АИТЕРАТУРА: [23, 40].
Массообмен (англ, mass exchange) — диффузионный процесс переноса массы распределенного вещества из одной фазы в другую или внутри фазы в неоднородном поле концентраций. Движущей силой служит градиент концентраций, парциальных давлений, химических потенциалов и температур (при термодиффузии). Массообмен лежит в основе таких широко распространенных процессов разделения веществ, как перегонка, ректификация, абсорбция, адсорбция, эсктракция, сушка, кристаллизация.
Количество вещества М, уходящее из данной фазы в другую через поверхность их раздела F за время т, следующее: М = KF(C — Ср)т, где К — коэффициент массопередачи; С — концентрация вещества в данной фазе; Ср — концентрация вещества в данной фазе, равновесная с его концентрацией в другой фазе. Коэффициент массопередачи зависит от физико-химичес-ких свойств массообменивающихся фаз, гидродинамических условий контактирования и конструкции аппарата. Значение коэффициента массопередачи относят к единице поверхности контакта фаз или к единице объема, в котором взаимодействуют фазы.
Процесс массообмена включает перенос вещества как в пределах фаз, так и через разделяющую их поверхность. Массообмен между данной фазой и границей раздела с другой фазой называется массоотдачей.
109
Массообмен осуществляется путем молекулярной, турбулентной и конвективной диффузии, из которых наиболее медленной является первая. Основное сопротивление массообмена происходит в пограничных слоях у границы раздела фаз. Увеличение массообмена может быть достигнуто повышением относительных скоростей фаз, что ведет к уменьшению толщины пограничного слоя, росту турбулентной и конвективной составляющих переноса вещества, увеличению поверхности контакта взаимодействующих фаз и движущей силы процесса, например, путем повышения коэффициента про-тивоточности или изменения рабочих условий — температуры, давления. Различают два варианта массообмена: односторонний (например, при абсорбции компоненты из газовой фазы переходят в жидкую) и двухсторонний (при ректификации).
ЛИТЕРАТУРА: [3, 23, 31, 67].
Массообменные аппараты (англ, mass exchangers) — аппараты для проведения массообменных или диффузионных процессов, предназначенных для разделения смесей. Массообменные аппараты получили широкое распространение в нефтяной, нефтеперерабатывающей, химической и газовой промышленности. К ним относятся ректификационные колонны, абсорберы, адсорберы, экстракторы, сушилки, кристаллизаторы.
В массообменных аппаратах вступают в контакт по крайней мере две фазы, например, жидкая и паровая (ректификационные колонны), жидкая и газовая (абсорберы), твердая и парогазовая (адсорберы), две жидких (экстракторы), твердая и жидкая (адсорберы, экстракторы). Размеры массообменных аппаратов определяются коэффициентом массопередачи, отражающим уровень интенсификации процесса (см. Массообмен). Чем больше значение коэффициента массопередачи, тем меньших размеров требуется аппарат для передачи заданного количества вещества. Одновремен-
но
но следует воздействовать и на величину поверхности раздела фаз, стремясь к ее максимальному развитию и обновлению в единице объема аппарата. Наибольшее влияние на интенсивность массообмена оказывают гидродинамические и конструктивные факторы, определяющие характер взаимодействия контактирующих фаз. Этим, в частности, определяется широкое разнообразие конструкций массообменных аппаратов, применяемых в промышленности.
ЛИТЕРАТУРА: [3, 5, 31, 53, 55].
Мешалки (англ, mixers) — аппараты для механического перемешивания в жидкой среде. Широко применяются в различных отраслях промышленности и, в частности, в нефтепереработке в процессах производства масел, смазок, присадок, смазочно-охлаждающих технологических средств, синтетических жирных кислот.
Основными узлами мешалки являются корпус, привод и перемешивающее устройство (рис. 40). Для охлаждения или подогрева перемешиваемых сред корпус мешалки может иметь наружную рубашку (гладкостенную или из полутруб), а внутри мешалки может быть размещен трубчатый змеевик. Для герметизации вывода вала из корпуса мешалки применяют гидрозатворы, сальниковые и торцовые уплотнения. В качестве привода мешалки используют электродвигатель с зубчатым редуктором или ременной передачей или специальный мотор-редуктор.
Перемешивающие устройства, применяемые в мешалках, разнообразны по конструктивному оформлению и условно разделяются на быстроходные и тихоходные (рис. 41). Первые работают преимущественно при турбулентном и переходном режимах движения жидкости, вторые — при ламинарном и применяются для перемешивания высоковязких неньютоновских жидкостей. К быстроходным относятся лопастные, турбинные открытого и закрытого типов, пропеллерные,
111
Рис. 40. Мешалка якорная:
1 — мотор-редуктор; 2 — муфта; 3 — уплотнение; 4 — люк; 5 — крышка; 6 — вал; 7 — якорное перемешивающее устройство; 8 — корпус; 9 — рубашка; 10 — опора; 11 — труба передавливания. Потоки: I — вход исходной среды; II — выход теплоносителя (хладагента); III — вход теплоносителя (хладагента); IV — выход продукта
Рис. 41. Перемешивающие устройства:
а—г — быстроходные; д—з — тихоходные; а — лопастное; б — шестилопастное с наклонными лопастями; в — турбинное открытого типа; г — пропеллерное; д — якорное; е — рамное; ж — ленточное; з — шнековое
перемешивающие устройства, к тихоходным — якорные, рамные, ленточные и шнековые.
По преобладающему характеру движения жидкости выделяют мешалки с потоками: круговым (лопастные с вертикальными лопастями, турбинные открытого типа, якорные, рамные); осевым (лопастные с наклонными лопастями, пропеллерные, ленточные, шнековые); радиальным потоком (турбинные закрытые). Применяют также мешалки со сложным планетарным движением перемешивающих устройств. У мешалок с осевым потоком жидкости внутри соосно корпусу может устанавливаться циркуляционная труба, при этом поток проходит последовательно через трубу и кольцевое пространство между ней и корпусом. Для предотвращения воронкообразного движения жидкости внутри на корпу-се устанавливают пластинчатые радиальные перего-родки. ЛИТЕРАТУРА: [10, 22, 53].
Нагревание (англ, heating) — процесс подвода тепла к среде для повышения ее температуры, изменения агрегатного состояния или химических превращений. Нагревание широко применяется в промышленности, в частности, в нефтепереработке нефть (сырье) на установках обессоливания и обезвоживания нагревают до температуры 140—160 °C, при атмосферной перегонке — до 300 — 360 °C, при вакуумной перегонке мазута — до 380 — 420 °C. В условиях вторичных процессов сырье нагревают до более высоких температур: на установках термического крекинга — до 520 — 540 °C, на установках коксования — до 510 — 520 °C, на установках каталитического крекинга до 460 — 560 °C, на установках каталитического риформинга — до 480 — 540 °C, в процессах пиролиза и конверсии углеводородных газов — до 750 — 900 °C, при производстве технического углерода — до 1300 — 1550 °C.
Для нагрева в качестве теплоносителя используют продукты сгорания топлива в трубчатых печах; водяной пар (теплота его конденсации 2260 кДж/кг при давлении 9,8* 104 Па); горячую воду; высокотемпературные жидкие теплоносители; дымовые газы в аппаратах с движущейся насадкой, аккумулирующей тепло (воздухонагреватели трубчатых печей). В ряде случаев для нагрева используют электронагреватели сопротивления (индукционные, высокочастотные). На НПЗ нагрев поступающего сырья производят в теплообменниках горячими продуктами переработки. Это позволяет регенерировать часть тепла и снизить расход топлива на нагрев сырьевых потоков.
ЛИТЕРАТУРА: [22, 39, 53].
Окислительная колонна (англ, oxidizing tower) — вертикальный пустотелый аппарат (рис. 42) диаметром 3,0 —3,4 м и высотой 23 м. В низу колонны для подачи воздуха расположен коллектор-барботер. Уровень жидкой фазы в колонне составляет 114
Рис. 42. Окислительная колонна:
1 — коллектор-барботер для подачи воздуха; 2 — корпус; 3 — штуцер ввода гудрона;
4 — штуцер ввода воздуха; 5 — люки; 6 — штуцер вывода газов окисления; 7 — штуцер ввода воды; 8 — штуцер вывода продукта; 9 — штуцер дренажа
Рис. 43. Схема окислительной колонны с квенчинг-секцией:
1 — секция окисления; 2 — секция квен-чинга и сепарации; 3 — перфорированная перегородка; 4 — переток с регулирующим клапаном и гидравлическим затвором. Потоки: I — сырье; II — газы окисления; III — битум; IV — воздух
14—15 м, высота парового пространства на верху колонны — не менее 5 м. Выделяющаяся в результате реакции окисления теплота идет на нагревание сырья до температуры реакции (200 — 280 °C). При недостатке тепла часть сырья подогревают в трубчатой печи, при избытке тепла — его отводят путем ввода на верх колонны воды или водяного пара. В связи с тем, что битумы и гудроны при избытке воздуха способны воспламеняться, ограничивают концентрацию кислорода в газах окисления (менее 5 % по объему). С прекращением подачи рециркулята подача воздуха автоматически отключается.
Окислительная колонна с квенчинг-секцией (рис. 43) разделена перфорированной перегородкой на две части: нижнюю (меньшего диаметра) — секцию окисления и верхнюю (большего диаметра) — секцию квенчинга и сепарации. Это обеспечивает оптимальные условия течения процесса. Сырье в квенчинг-секцию поступает под уровень раздела фаз, где происходит смешение его с окисленной горячей (290 — 300 °C) газожидкостной смесью, обусловливающей быстрое охлаждение и прекращение реакции окисления (англ, quenching). Жидкая фаза из квенчинг-секции самотеком по трубопроводу с гидрозатвором поступает в окислительную секцию, где движется вниз противотоком воздуху. Газы окисления выводятся с верха колонны, битум — с низа. Благодаря такой конструкции колонны в ее окислительной части поддерживается высокая температура, что обусловливает более эффективное окисление и интенсивное использование кислорода воздуха.
ЛИТЕРАТУРА: [55г 70].
Отстаивание (англ, settling) — процесс разделения неоднородных жидких сред (суспензий, эмульсий, пен) на составляющие: сплошную (дисперсионную) и распределенную (дисперсную) фазы под действием силы тяжести. Отставание используется для разделения водонефтяных эмульсий при подготовке
116
нефти к транспорту и переработке, для очистки сточных вод и нефтепродуктов, в ряде технологических процессов нефтегазопереработки, например, при обессоливании, экстракции.
При отстаивании неоднородных систем наблюдается постепенное увеличение концентрации частиц дисперсной среды в направлении сверху вниз (рис. 44). При этом по высоте условно можно выделить следующие четыре зоны: слой осадка или шлама, зону сгущенной суспензии, зону свободного осаждения и слой осветленной жидкости. В зоне сгущенной суспензии происходит стесненное осаждение частиц, сопровождаемое их взаимным соударением и трением между ними, более мелкие частицы тормозят движение более крупных. Последние увлекают за собой мелкие частицы, ускоряя их движение, что приводит к коллективному осаждению частиц со скоростями, близкими в каждом поперечном сечении аппарата, но различными по его высоте. По мере приближения к поверхности осадка происходит постепенное уплотнение частиц, обусловленное уменьшением их скоростей движения в связи с обратным движением вытесняемой жидкости. Выше зоны стеснённого осаждения образуются зона свободного осаждения и слой осветленной жидкости. При периодиче-
Рис. 44. Схема процесса отстаивания:
1 — слой осадка (шлама);
2 — зона сгущенной суспензии; 3 — зона свободного осаждения; 4 — слой осветленной жидкости
117
ском процессе с течением времени высоты зон свободного и стесненного осаждения изменяются.
В зоне свободного осаждения на частицу действует сила тяжести, архимедова сила, сила сопротивления движению со стороны жидкости. Скорость осаждения при ламинарном обтекании частицы жидкостью определяется по уравнению Стокса: со = d2g(p4 — рж)/18ц, где d — диаметр частицы, м; д — ускорение силы тяжести, м/с2; рч и рж — плотности соответственно частицы и жидкости, кг/м3; ц — динамическая вязкость, Па-с.
Интенсификацию процесса отстаивания осуществляют добавлением в разделяемую неоднородную среду деэмульгаторов, коагулянтов, флокулянтов — веществ разрушающих сольватированные оболочки, способствующих коагуляции, агрегатированию, слипанию частиц. В результате размеры и скорость осаждения частиц увеличиваются. При разделении водонефтяных эмульсий их подогревают, что уменьшает вязкость сплошной фазы и интенсифицирует процесс отстаивания.
ЛИТЕРАТУРА: [22, 39, 53].
Отстойники (англ, settlers) — аппараты и сооружения для разделения неоднородных жидких сред (суспензий, эмульсий) под действием гравитационных сил. Отстойники применяются в нефтяной и нефтегазоперерабатывающей промышленности для разделения водонефтяных эмульсий, очистки нефти от песка и частиц породы, при подготовке и очист- ке воды в системах водоснабжения. Отстойники выпол-
Рис. 45. Схема радиального отстойника-нефтеловушки:
а — поперечный разрез; б — различные стадии работы нефтесборных скребков; 1 — коаксиально-козырьковый водораспределитель; 2 — центральная опора; 3 — приямок; 4 — донные скребки; 5 — ферма; 6 — корпус; 7 — погружные стенки; 8 — водосборный лоток; 9 — нефтесборные скребки; 10 — центральный привод скребкового механизма; 11 — ходовой мостик; 12 — нефтесборный желоб; 13 — трубопровод с брызгальными насадками; 14 — шарнир; 15 — противовес. Потоки: I — сточная вода; II — очищенная вода; III — нефть; IV — шлам
118
няют в виде горизонтальных и вертикальных аппаратов.
Отстойники разделяются по характеру работы — на периодические и непрерывные, по способу удаления осадка — с механическим и гидравлическим удалением, по направлению движения среды — вертикальные, горизонтальные, радиальные.
В системах очистки сточных вод отстойники используют в качестве песколовок — для предварительной очистки воды от твердых частиц и нефтеловушек — для очистки воды от нефти, нефтепродуктов и остатков твердых частиц.
Радиальный отстойник-нефтеловушка (рис. 45) представляет собой железобетонный круглый резервуар диаметром 30 м (24 м) с коническим дном, в центр которого в среднюю часть по высоте подается исходная эмульсия. Эмульсия движется в отстойнике в радиальном направлении от центра к его периферии. Для удаления с поверхности воды всплывших нефти и нефтепродуктов и образующегося на дне осадка в отстойнике устанавливаются вращающиеся нефтесборный скребок и донные скребки. Нефть и нефтепродукты выводятся из отстойника по радиально расположенному нефтесборному желобу, а осадок — по трубе из приямка в центре днища. Расчетная пропускная способность нефтеловушки диаметром 30 м составляет 1100 м3/ч эмульсии. При использовании радиальных нефтеловушек обеспечивается значительная экономия капитальных и эксплуатационных затрат, улучшается качество очистки сточных вод и упрощается работа эксплуатационного персонала.
В ряде конструкций отстойников применяют многополочные многоярусные пластинчатые устройства, что позволяет увеличить поверхность осаждения, сократить площадь отстойника и повысить производительность отстойника. Поперечный разрез такого аппарата — напорного нефтеотделителя показан на рис. 46. Подача нефтесодержащей воды на очистку и отвод очищенной воды производится через штуцера, расположенные по центру торцовых днищ аппарата. Параллельные пласти-
120
6
Рис. 46. Поперечный разрез напорного нефтеотделителя:
1 — корпус; 2 — штуцер для отвода уловленной нефти; 3 — параллельные пластины; 4 — штуцер для отвода очищенной воды; 5 — опора; 6 — штуцер для отвода осадка; 7 — перфорированная перегородка
ны в нефтеотделителе располагают на расстоянии 100 мм друг от друга. Уловленная нефть отводится через штуцера, расположенные в верхней части нефтеотделителя, осадок выводится снизу отстойника.
ЛИТЕРАТУРА: [22, 43, 53, 55].
Охлаждение (англ, cooling) — процесс отвода тепла от вещества с целью понижения его температуры, изменения агрегатного состояния или химического превращения. Охлаждение используется в промышленности, в частности, в нефтепереработке охлаждают отходящие горячие продукты, отводят тепло из аппаратов, создавая требуемый температурный режим для проведения технологических процессов (про-
121
цессы абсорбции, низкотемпературной ректификации, депарафинизации масел).
В зависимости от уровня температуры и применяемых хладагентов различают естественное и искусственное охлаждение. При естественном охлаждении достигаемая температура определяется температурой окружающей среды — воды, воздуха, льда. В зависимости от времени года температура речной воды изменяется от 4 до 25 °C, артезианской — от 8 до 15 °C; температура оборотной воды примерно равна 30 °C. Воздух имеет большую, чем вода, разницу сезонных температур. Оборотную воду охлаждают в градирнях воздухом. Отходящие продукты на нефтеперерабатывающих заводах охлаждают водой и воздухом в поверхностных теплообменных аппаратах. Искусственное охлаждение осуществляют в основном двумя способами: посредством отвода тепла испаряющимися низкокипящими жидкостями — хладагентами (до 393 °C) и понижения температуры вследствие расширения предварительно сжатых газов (ниже 393 °C) путем простого дросселирования или расширения с совершением внешней работы в тур-бодетандерном агрегате. В качестве испаряющихся хладагентов применяют сжиженные газы: аммиак, пропан, этан. В технологических установках, где применяют искусственное охлаждение, холод отходящих продуктов регенерируют, используя их как хладагенты для начального охлаждения поступающего сырья.
ЛИТЕРАТУРА: [22, 39, 53].
Первичная переработка нефти (англ, primary rafining) — физический процесс разделения нефти, включающий ее электрообезвоживание и электрообессоливание, атмосферную перегонку с выделением светлых продуктов, разделение мазута под вакуумом с получением масляных фракций или широкой фракции как сырья для вторичных процессов, вторичную перегонку бензина с получением узких бензиновых фракций и газофракционирование. При первич-122
ной перегонке нефти получают в остатке гудрон, который в дальнейшем используют как сырье для производства бензина, кокса, котельных топлив, остаточных масел. Углеводородные газы, выделяющиеся из нефти при ее первичной перегонке, относятся к предельным углеводородам и используются: сухие — как топливо, а жирные — как сырье для дальнейшей переработки.
ЛИТЕРАТУРА: [7, 21, 28, 37, 48].
Перегонка нефти (англ, preliminary distillation) — процесс разделения нефти ректификацией на отдельные фракции. Ректификацию нефти осуществляют при атмосферном давлении (0,1—0,2 МПа), выделяя из нефти фракции светлых продуктов: бензина, реактивного топлива, керосина, дизельного топлива (зимнего и летнего) и в качестве остатка темный продукт — мазут. Перегонку мазута производят под вакуумом при остаточном давлении 20 — 60 мм рт. ст. В зависимости от варианта переработки (масляного или топливного) мазут могут разделять на масляные фракции (соляровую, веретенную, машинную) с целью дальнейшей выработки масел или выделять из него широкую фракцию как сырье для каталитического крекинга или гидрокрекинга. Остаток перегонки мазута — гудрон служит сырьем для коксования, производства битума или остаточных масел.
Установки первичной перегонки нефти различают на атмосферные (АТ), вакуумные (ВТ) и атмосферновакуумные (АВТ). В состав этих установок могут входить блоки электрообезвоживания и обессоливания нефти (ЭЛОУ), стабилизации и вторичной перегонки бензина.
На установках разделения нефти наряду с простыми применяют сложные ректификационные колонны, позволяющие проводить отбор двух-четырех боковых погонов. В зависимости от числа ректификационных колонн и общей схемы разделения процесс ведут с одно-, двух-, трех- и четырехкратным испарением.
123
Рис. 47. Комбинированная атмосферно-вакуумная установка ЭЛОУ-АВТ:
1,3 — теплообменники; 2 — электродегидраторы; 4 — колонна предварительного отбензинивания; 5, 8, 16 — трубчатые печи; 6 — емкость; 7 — атмосферная колонна; 9 — вакуумная колонна; 10 — аппаратура, создающая вакуум; 11 — дебутанизатор бензина; 12—15 — колонны вторичной перегонки бензина; 17 — рибойлер. Потоки: I — нефть; II — деэмульгатор; III — содощелочной раствор; IV — оборотная вода; V — соленая вода; VI — легкий бензин и газ; VII — отбензиненная нефть; VIII — тяжелый бензин; IX — фракция 180 — 220 °C; X — фракция 220 — 280 °C; XI — фракция 280 — 350 °C; XII — водяной пар; XIII — мазут; XIV — газы разложения; XV — нефтепродукт; XVI — водяной конденсат; XVII — легкий вакуумный газойль; XVIII — широкая масляная фракция; XIX — затемненная фракция; XX — гудрон; XXI — нестабильный бензин; XXII — сжиженная фракция С2 —С4; XXIII — углеводородный газ; XXIV — фракция С5 — 62 °C; XXV — фракция 62 — 105 °C; XXVI - фракция 62-85 °C; XXVII - фракция 85-105 °C; XXVIII -фракция 105—140 °C; XXIX — фракция 140—180 °C
При разделении нефти и мазута для снижения температуры путем понижения парциального давления нефтяных паров вводят водяной пар в низ основной атмосферной и вакуумной колонн и стриппинг-секций. При этом температура нагрева нефти составляет 350 — 370 °C, а мазута - 410-420 °C.
Комбинированная атмосферно-вакуумная установка ЭЛОУ-АВТ трехкратного испарения (рис. 47) включает блоки электрообезвоживания и обессоливания, атмосферной перегонки нефти, вакуумной перегонки мазута и вторичной перегонки бензина. Исходная нефть нагревается в теплообменниках 1 теплом отходящих фракций до температуры 135 °C и проходит две ступени электродегидраторов 2, между ступенями подается оборотная вода. Обезвоженная и обессоленная нефть нагревается в теплообменниках 3 до 205 °C и поступает в колонну предварительного отбензинивания 4. С низа колонны частично отбензиненная нефть после трубчатой печи с температурой 365 °C поступает в питательную секцию основной атмосферной колонны 7. Из колонны отводятся три боковых погона. Остаток (мазут) направляется в трубчатую печь бис температурой 395 °C поступает в вакуумную колонну 9, где от него в виде боковых пого-нов выделяют три масляные фракции. С низа вакуумной колонны получают гудрон.
В низ атмосферной колонны, стриппинги и вакуумную колонну подается водяной пар. С верха вакуумной
125
колонны вакуумсоздающей аппаратурой отсасываются газы разложения и водяной пар.
Отходящий с верха атмосферных колонн ректификат (пары бензина) конденсируют. Конденсат после отстаивания частично поступает на орошение, а балансовый бензин из емкости 6 направляют в дебутанизатор бензина 11, а затем в колонны блока вторичной перегонки бензина 12—15. Тепло в низ трех первых колонн подводится при помощи трубчатых печей, а в низ колонны 15 — рибойлером.
ЛИТЕРАТУРА: [4, 21, 28, 37, 55].
Перемешивание (англ, mixing) — гидромеханический процесс, осуществляемый для получения эмульсий, суспензий, растворов, а также для интенсификации диффузионных, тепловых и химических процессов. Перемешивание широко применяется в химической, нефтеперерабатывающей, нефтехимической, пищевой, строительной и других отраслях промышленности. Например, в нефтепереработке перемешивание используют при очистке нефтепродуктов с помощью химических реагентов и растворителей, при производстве масел и пластичных смазок.
Роль перемешивания в процессе определяется природой процесса. При приготовлении эмульсий интенсивное дробление дисперсной фазы обеспечивается в зоне с наибольшим градиентом скорости. В случае гомогенизации, приготовления суспензий, растворов в результате перемешивания происходит снижение концентрационных и температурных градиентов. В процессах тепло- и массопередачи, при проведении химических реакций за счет турбулизации ускоряется подвод тепла и вещества в зону реакции, к границе раздела фаз, уменьшается толщина пограничного слоя и ускоряется обновление поверхности, что интенсифицирует эти процессы. Качество перемешивания характеризуется эффективностью, которая при получении эмульсий и суспензий оценивается равномерностью распределения дисперсной фазы, 126
при химическом процессе — степенью превращения или расходом реагента, при интенсификации тепловых и массообменных процессов — отношением коэффициентов тепло- и массопередачи при перемешивании и без него. Интенсивность перемешивания оценивается продолжительностью процесса и расходом энергии на его осуществление.
Имеются следующие основные способы перемешивания: механическое при помощи мешалок различных конструкций; пневматическое посредством барботажа газа через слой жидкости; гидравлическое в трубопроводах с помощью статических смесителей — сопел, диафрагм, завихряющих устройств. При гидравлическом перемешивании используются насосы.
ЛИТЕРАТУРА: [9, 10, 53].
Периодические и непрерывные процессы (англ, periodical and continual processes) — процессы, протекающие в технологических аппаратах; различаются между собой способом осуществления.
Периодические процессы проводятся в аппаратах, в которые через определенные промежутки времени загружают исходные материалы, после их обработки из аппаратов выгружают конечные продукты. Затем цикл работы аппарата и процесс, протекающий в нем, повторяются. Все стадии периодического процесса протекают в одном месте (аппарате), но в разное время. Для периодических процессов характерен нестационарный (неустановившийся) режим, при котором параметры процесса (скорости, температуры, концентрации и др.) изменяются во времени.
Непрерывные процессы осуществляются в проточных аппаратах. Поступление исходных материалов в аппарат и выгрузка продуктов проводятся одновременно и непрерывно. Все стадии процесса происходят одновременно, но разобщены в пространстве — осуществляются в разных частях аппарата или в различных аппаратах. Для непрерывных процессов типичен
127
стационарный (установившийся) режим, при котором параметры, характеризующие режим, постоянны во времени. При этом только в периоды пуска и остановки аппаратов наблюдается нестационарный режим. Непрерывные процессы отличаются от периодических по времени пребывания частиц среды в аппарате. В периодически действующем аппарате все частицы среды находятся одинаковое время, в непрерывно действующем аппарате времена пребывания частиц среды могут значительно различаться. Процесс может быть комбинированным, т.е. включать как непрерывно, так и периодически действующие стадии.
Непрерывные процессы по сравнению с периодическими обладают следующими преимуществами: отсутствуют перерывы в выпуске продукции, связанные с загрузкой исходных материалов и выгрузкой продуктов; стационарность процессов представляет более широкие возможности для контроля, автоматизации, механизации и обеспечения заданного качества продукции; обеспечиваются большая компактность оборудования; а также более полная рекуперация тепла и меньшая энергоемкость процесса. Благодаря указанным преимуществам непрерывных процессов при их проведении увеличивается производительность аппаратуры, уменьшается потребность в обслуживающем персонале, улучшаются условия труда и качество продукции. По этим причинам в многотоннажных производствах применяются преимущественно непрерывные процессы. Периодические процессы используются главным образом в малотоннажных производствах (в том числе опытных) с разнообразным ассортиментом продукции и при проведении исследований, где их применение позволяет достичь большей гибкости в использовании оборудования при меньших затратах. Так, в нефтепереработке перегонка нефти на технологических установках является непрерывным процессом, а перегонка нефти и ее фракций в заводской лаборатории с целью получения их качественных характеристик осуществляется как периодический процесс.
ЛИТЕРАТУРА: [53].
128
Питатели (англ, feeders) — механические и пневматические устройства для равномерной регулируемой подачи твердых сыпучих материалов. Применяются в различных отраслях промышленности и,
Рис. 48. Схемы механических питателей:
а — плунжерного: 1 — вал; 2 — загрузочная воронка; 3 — шнек; 4 — корпус; 5 — разгрузочный патрубок; б — шлюзового: 1 — корпус; 2 — ротор с ячейками; 3 — приводной вал; в — тарельчатого: 1 — сбрасывающий поворотный нож; 2 — манжета; 3 — приемный бункер; 4 — тарелка
129
в частности, в нефтяной — при получении промывочных жидкостей и цементных растворов, в нефтеперерабатывающей — для подачи катализатора в реакторных блоках установок каталитического крекинга. Для подачи крупнозернистых материалов применяют цепные, пластинчатые, ленточные, лотковые, вибрационные питатели. Для подачи мелкозернистых материалов используют питатели шнековые, шлюзовые, тарельчатые, плунжерные (рис. 48). Производительность питателей зависит от частоты вращения или числа ходов в единицу времени подающего органа — шнека, секторного колеса, тарелки, плунжера, вибратора. Для мелкозернистых материалов кроме механических питателей применяют пневматические.
ЛИТЕРАТУРА: [53].
Полимеризация (англ, polymerization) олефинов — процесс получения низкомолекулярных полимеров пропилена и бутилена. Цель процесса — производство моторного топлива (полимербензина) и сырья для нефтехимии.
Основой процесса служит реакция соединения молекул низкомолекулярных веществ — мономеров в продукты с большей молекулярной массой — полимеры, не сопровождающаяся образованием побочных продуктов. Ограниченная реакция полимеризации с получением низкомолекулярных соединений называется олигомеризацией.
Сырьем процесса олигомеризации служит пропан-пропиленова (ППФ) и бутан-бутиленовая (ББФ) фракции, получаемые на газофракционирующих установках разделения непредельных газов.
Полимеризацию ППФ осуществляют в двух вариантах: 1) получение полимербензина; 2) производство тримеров и тетрамеров пропилена как сырья для нефтехимического синтеза. При выработке полимербензина получают следующие продукты: 1) полимербензин — компонент автомобильного бензина (обладает низкой 130
стабильностью), октановое число 96 — 97 (исследовательский метод); 2) фракцию выше 205 °C — компонент дизельного топлива; 3) отработанную пропан-пропиленовую фракцию. При выработке сырья для нефтехимии полимеризат делится на фракции н.к. — 125 °C; 125 — 175 °C; 175 — 260 °C соответственно димеров, тримеров и тетрамеров пропилена.
Полимеризацией ББФ получают изооктан, который в последующем путем гидрирования переводят в технический изооктан.
Катализатором в процессе служит фосфорная кислота, нанесенная на кизельгур или кварц. Условия процесса: температура 190 — 230 °C, давление 1,7 — 8 МПа, объемная скорость подачи сырья 0,5— 10 ч-1.
Реакция полимеризации олефинов протекает с выделением тепла, примерно 1550 и 725 кДж на 1 кг пропилена и бутилена соответственно. На технологических установках используют два типа реакторов: камерные и трубчатые. В камерных реакторах катализатор размещают послойно и теплоотвод осуществляется непосредственным смешением — вводом охлажденной пропанпропиленовой фракции между отдельными слоями. В трубчатых реакторах кожухотрубчатого типа или типа «труба в трубе» катализатор помещен в трубном пространстве, тепло отводится через стенку кипящей водой, циркулирующей через межтрубное пространство.
Схема установки полимеризации приведена на рис. 49. Сырье из емкости высокого давления после нагрева в теплообменнике 2 и подогревателе 3 поступает в реактор 4. С низа реактора продукты реакции после охлаждения в теплообменнике и холодильнике 5 направляются в депропанизатор 6. С верха депропанизатора б пропан-пропиленовая фракция поступает на орошение колонны, а также в межсекционные пространства реактора как хладагент; балансовое количество фракций отводится с установки. С низа депропанизатора получают полимербензин. В случае выработки сырья для нефтехимии остаток колонны 6 разделяют в колоннах 7 и 8 на отдельные фракции: смеси
131
///
Рис. 49. Схема установки полимеризации пропан-пропиленовой фракции:
1 — емкость; 2 — теплообменник; 3 — подогреватель; 4 — реактор; 5 — холодильник; 6 — депропанизатор; 7,8 — ректификационные колонны. Потоки: I — свежая пропан-пропиленовая фракция; II — отработанная пропан-пропиленовая фракция; III — смесь димеров и тримеров пропилена; IV — смесь тетрамеров пропилена; V — тяжелые полимеры; VI — полимер-бензин
димеров и тримеров пропилена (фракция и.к. — 175 °C), тетрамеров (фракция 175 — 260 °C) и на тяжелые полимеры.
ЛИТЕРАТУРА: [1, 55].
Производство битумов (англ, bitum production). Нефтеперерабатывающая промышленность выпускает дорожные, строительные, кровельные, изоляционные, специальные битумы. Они могут быть в твердом, полутвердом и жидком состоянии.
Различают битумы: остаточные (содержатся в остатках от перегонки смолистых нефтей и дистиллятов крекинга); окисленные (полученные высокотемпературным окислением воздухом гудронов, крекинг-остатков и
132
других остаточных продуктов нефтепереработки); компаундированные (полученные смешением остаточных и окисленных битумов).
Наиболее распространены установки по производству битумов с окислением сырья в окислительных колоннах или змеевиках трубчатых печей. Схема установки производства окисленных битумов приведена на рис. 50. Сырье — гудрон нагревается в трубчатой печи 1 и поступает на верх окислительной колонны 2. В колонне гудрон движется в противотоке с воздухом, поступающем к распределителю по внутренней трубе. Газообразные продукты окисления с верха окислительной колонны направляются в конденсатор смешения 4. Не-сконденсированные газы поступают в печь дожига продуктов окисления 6. На установке предусмотрена подача в колонны окисления рециркулята, который отбирается после воздушных холодильников.
Битум с низа окислительной колонны выводится
Рис. 50. Схема установки производства битумов:
1 — трубчатая печь; 2 — окислительные колонны; 3 — поршневые насосы; 4 — конденсатор смешения; 5 — воздушные холодильники; 6 — печь дожига газов окисления
133
поршневым насосом 3 и после охлаждения в воздушном холодильнике 5 поступает в раздаточные емкости для налива в железнодорожные цистерны и автобитумовозы или для розлива в 200-килограмовые бумажные крафт-мешки.
На рис. 51 показана современная линия упаковки битума, позволяющая формировать блоки весом до 25 кг. Жидкий битум подается на стальную ленту охладителя тремя отдельными полосами (ширина полосы 345 мм соответствует ширине конечной упаковки). Слой битума толщиной приблизительно 10 мм охлаждается в процессе его движения на стальной ленте над резервуарами с распыляемой водой. Поверхность стальной ленты разделена на три полосы резиновыми клиновыми направляющими, соединенными с лентой. В конце стального ленточного охладителя затвердевший битум подается на ленту для разрезания. Требуемое количество листов битума укладывают друг на друга, что позволяет регулировать массу готового блока. Сформированные блоки
Рис. 51. Схема упаковки битумов фирмы «Sandvik»:
1 — загрузочное устройство; 2 — ленточный охладитель; 3 — вытяжка; 4 — нагретый нож; 5 — формирование блоков; 6 — автоматический упаковочный узел
134
транспортируются на упаковочный узел, где они оборачиваются в полиэтиленовую термоусадочную пленку. ЛИТЕРАТУРА: [1, 7, 55].
Производство масел (lubricating oil production) — совокупность процессов, направленных на получение масляных фракций, их очистку, компаундирование и введение присадок для придания маслам заданных свойств. В зависимости от назначения в нефтепереработке выпускают следующие масла: моторные (для карбюраторных, дизельных и авиационных двигателей), трансмиссионные (для зубчатых передач), турбинные, компрессорные (для воздушных и холодильных компрессоров), электроизоляционные (для трансформаторов), индустриальные (общего назначения и специальные), приборные и др.
Технология производства масел включает следующие основные этапы (рис. 52): получение масляных фракций и в остатке гудрона путем вакуумной перегонки мазута; получение из масляных фракций и гудрона базовых масел путем очистки — удаления нежелательных компонентов; компаундирование — получение товарных масел.
В зависимости от исходного сырья масла разделяют на дистиллятные и остаточные. Получают базовые масла из масляных фракций и гудрона посредством использования процессов экстракции: селективной очистки масляных фракций избирательными растворителями (фенолом, фурфуролом, И-метил-2-пирролидоном); деасфальтизации гудрона пропаном; депарафинизации — выделения из перерабатываемого сырья парафинов и церезинов. В этих процессах, осуществляемых при помощи избирательных растворителей, происходит образование экстрактного и рафинатного растворов. При селективной очистке масел целевые компоненты переходят в рафинатный раствор, при деасфальтизации и депарафинизации — в экстрактные растворы.
135
м| с| о|
Масла-компоненты на компаундирование
Рис. 52. Блок-схема производства масел:
Продукты: М — маловязкий продукт; С — средней вязкости; В — вязкий; О — остаточный
На конечной стадии целевые масла подвергаются контактной или гидрогенизационной очистке и поступают на компаундирование и смешивание с присадками.
ЛИТЕРАТУРА: [48, 55, 65].
Псевдоожижение (англ, fluidization) — процесс перехода плотного слоя мелкозернистого сыпучего материала в псевдоожиженное (кипящее) состояние (см. псевдоожиженный кипящий слой).
ЛИТЕРАТУРА: [22, 53].
Псевдоожиженный (кипящий) слой (англ, fluidized bed) — слой мелкозернистых твердых частиц, находящихся в результате воздействия движущейся сквозь него газообразной или жидкой среды в псевдоожиженном (взвешенном, подвижном) состоянии, при котором силы тяжести, архимедовы силы и силы, обусловленные гидродинамическим сопротивлением и действующие на совокупность частиц слоя со стороны среды, уравновешены. При этом твердые частицы, перемещаясь в потоке в различных направлениях, находятся в движении в пределах слоя, а расстояние между ними и объем слоя меняются в зависимости от скорости среды, проходящей через него. Псевдоожиженный слой обладает следующим рядом свойств, аналогичных свойствам жидкости: подвижность, текучесть, вязкость, осаждение и всплывание твердых тел, барботаж газовых пузырей
В нефтепереработке псевдоожиженный слой применяют в реакционных аппаратах установок каталитического крекинга, риформинга, коксования, гидрокрекинга и др.
При фильтрации среды через неподвижный слой твердых частиц с ростом скорости W увеличивается гидравлическое сопротивление слоя Лр (рис. 53). При
137
Рис. 53. Зависимость гидравлического сопротивления слоя зернистого материала от скорости среды:
ОД — участок плотного слоя; АВ — участок, на котором преодолевается сцепление частиц; ВС — участок существования псевдоожиженного (кипящего) слоя
определенном значении скорости фильтрации сцепление между частицами нарушается и слой частиц переходит в псевдоожиженное состояние. Скорость среды, при которой слой твердых частиц переходит в псевдоожиженное состояние, называют критической или скоростью начала псевдоожижения Жк. В дальнейшем с увеличением скорости среды W слой расширяется, порозность его увеличивается и в результате гидравлическое сопротивление слоя потоку остается постоянным. Скачкообразное уменьшение гидравлического сопротивления в момент наступления псевдоожиженного состояния слоя на величину Др0 связано с преодолением сил сцепления частиц. При дальнейшем увеличении скорости среды наступает режим пневмотранспорта, когда частицы начинают уноситься из слоя. Верхним пределом существования псевдоожиженного слоя является скорость витания одиночной частицы WB. Отношение скорости среды в пределах интервала скоростей существования псевдоожиженного слоя WK — WB к скорости начала псевдоожижения называют числом псевдоожижения K = W/WK.
Достоинствами псевдоожиженного слоя являются: большая поверхность взаимодействия контактирующих фаз; интенсивное перемешивание твердой фазы, приво-
138
дящее к практическому выравниванию температур и концентраций в рабочем объеме, что исключает локальный перегрев (или переохлаждение) в тепловых и реакционных процессах; высокие значения коэффициентов эффективной теплопроводности и теплоотдачи от псевдоожиженного слоя к поверхности; подвижность (текучесть) слоя, что позволяет создавать аппараты для непрерывных процессов.
К недостаткам псевдоожиженного слоя можно отнести уменьшение движущей силы процесса в связи с интенсивным перемешиванием (однако это обычно компенсируют применением противоточно-ступенчатой схемы аппарата), износ твердых частиц, эрозию аппаратуры.
В зависимости от режима псевдоожижения и структуры слоя различают псевдоожиженные слои: однородный, неоднородный, с барботажем газовых пузырей, с каналообразованием и фонтанирующий (рис. 54). На характер псевдоожижения и структуру слоя оказывают влияние как технологические параметры (физические
Рис. 54. Псевдоожиженный слой (схемы):
1 — однородный; 2 — с барботажем газовых пузырей; 3 — с каналообразованием; 4 — с поршнеобразованием; 5 — с фонтанированием
139
свойства ожижающей среды, геометрические характеристики и плотность твердых частиц, скорость ожижающего агента, пульсации потока), так и конструктивные (высота и диаметр слоя, форма аппарата, конструкция газораспределительных устройств, секционирующие слой насадки и т. п.).
При использовании в качестве ожижающей среды жидкости наблюдается более однородная структура слоя, а газа — неоднородный псевдоожиженный слой, состоящий из непрерывной фазы и пузырей, при этом одна часть ожижающей среды проходит через пузыри, другая — фильтруется через непрерывную фазу слоя. В зависимости от особенностей реализации процесса может образовываться фонтанирующий слой (в конических аппаратах); сменно-циклический псевдоожиженный слой (подача среды в циклическом режиме или зонально со сменой во времени зон подачи по площади решетки); заторможенный — слой, высота которого ограничена верхней решеткой; секционированный — псевдоожижение в насадке. Псевдоожиженный слой получают в гравитационном поле и поле центробежных или магнитных сил (для ферромагнитных частиц), а также вибрационным способом (виброкипящий слой), сочетанием перечисленных воздействий на сыпучий материал. При использовании одновременно двух ожижающих сред (жидкой и газообразной) псевдоожиженный слой называют трехфазным.
ЛИТЕРАТУРА: [22, 53].
Реакторы (англ, reactors; от ре... и лат. actor — действующий, приводящий в движение) — аппараты для проведения химических реакций. В нефтехимической промышленности применяют реакторы термических процессов — крекинга, коксования, пиролиза, а также реакторы каталитических процессов — крекинга, риформинга, гидрогенизации (гидроочистки, гидрокрекинга, гидродеалкилирования), переработки легких углеводородов (алкилирования, полимеризации).
140
Важнейшими факторами, определяющими выбор типа реактора для осуществления данного химического процесса, являются: свойства катализатора и его расход; термодинамические особенности процесса (адиабатические, изотермические или политропические условия проведения химической реакции); методы теплообмена, используемые для обеспечения заданного температурного режима в зоне реакции; периодичность или непрерывность процесса.
Реакторы промышленных установок каталитического крекинга можно разделить на два принципиально различных типа: с неподвижным (реактор периодического действия) и циркулирующим катализатором (реакторы непрерывного действия).
Реакторы периодического действия (установки Гудри) уже ушли в прошлое, реакторы непрерывного действия — это современные системы крекинга с движущимся сплошным или псевдоожиженным (кипящим) слоем катализатора. Крекинг и регенерация катализатора на таких установках проводятся в разных аппаратах: реакторе и регенераторе. Крекинг сырья в сплошном, медленно опускающемся слое гранулированного шарикового катализатора реализован на отечественных установках 43-1 (впервые в мире применен пневмотранспорт катализатора) и 43-102, на зарубежных — типов термофор и гудрифлоу. Крекинг сырья в псевдоожиженном (кипящем) слое пылевидного или микросферического катализатора используются на отечественных установках 1-А, 1-Б, 43-103, 43-104, Г43-107, зарубеж- ных — типов флюид, ортофлоу.
Реакторные блоки установок с гранулированным катализатором значительно уступают по своим техникоэкономическим показателям блокам с кипящим слоем микросферического катализатора и блокам, в которых используется лифт-реактор с двухфазным потоком, где конверсия происходит в прямоточной восходящей части аппарата (рис. 55). Для быстрого отделения катализатора от нефтепродуктов в верхней части лифта-реактора установлен баллистический сепаратор, позволяющий исключить нежелательную излишнюю глубину превра-
141
10 IV
Рис. 55. Реактор каталитического крекинга с пылевидным катализатором:
1 — корпус; 2 — двухступенчатые циклоны; 3 — баллистический сепаратор; 4 — стояки циклонов; 5 — подвижная опора; 6 — форсунка для шлама; 7 — десорбер; 8 — лифт-реактор; 9 — сопло с многочисленными форсунками; 10 — штуцер
предохранительного клапана. Потоки: I — сырье; II — регенерированный катализатор; III — закоксованный катализатор; IV — продукты крекинга; V — водяной пар
Рис. 56. Реактор каталитического риформинга:
1 — штуцер ввода сырья; 2 — распределитель сырья; 3 — корпус; 4 — короба для распределения и ввода сырья в слой катализатора; 5 — сборник продуктов реакции; 6 — штуцер выгрузки катализатора; 7 — штуцер вывода продуктов реакции;
8 — опора; 9 — муфта для термопары; 10 — цилиндрический стакан; 11 — многозонная термопара. Потоки: I — сырье; II — продукты реакции
щения сырья и уменьшить время его контакта с катализатором. Несложная система циркуляции микросферического катализатора, а также большая гибкость по перерабатываемому сырью позволяют создавать реакторные блоки каталитического крекинга единичной мощности до 4,0 млн т/год.
На установках каталитического риформинга применяют реакторы с неподвижным или движущимся катализатором. Первые представляют собой адиабатические аппараты. В зависимости от направления движения обрабатываемой среды они подразделяются на реакторы с радиальным движением от периферии к центру (рис. 56) и аксиальным (нисходящим или восходящим потоком). В реакторах риформинга процесс проходит при значительных отрицательных тепловых эффектах, что вызывает необходимость непрерывного подвода тепла в зону реакции и создания каскада аппаратов со ступенчатым регулированием температурного режима. Разделение одного общего реакционного объема на несколько объемов в последовательно соединенных отдельных адиабатических реакторах с промежуточным подводом тепла в реакционные зоны от трубчатой нагревательной печи позволяет уменьшить перепад температур по высоте реакционного объема в каждом аппарате до невысоких значений (15 — 50 °C). Реакторы каталитического риформинга с неподвижным слоем катализатора рассчитаны на рабочее давление 1,5— 4,0
МПа.
Реакторы риформинга с движущимся катализатором отличаются более низким рабочим давлением и повышенной глубиной превращения сырья, что повышает технико-экономические показатели процесса. Реакторы риформинга конструктивно оформлены в едином блоке, расположены друг над другом соосно и связаны между собой системами переточных труб, по которым катализатор перетекает из реактора в реактор под действием силы тяжести.
Реакторы гидрогенизационных процессов применяются в нефтеперерабатывающей промышленности во всевозрастающем объеме. Они широко используются для
144
I
Рис. 57. Реактор гидроочистки дизельного топлива:
1 — распределительная тарелка; 2 — фильтрующее устройство; 3 — корпус; 4 — колосниковая решетка; 5 — коллектор для ввода водорода; 6 — фарфоровые шары; 7 — опорное кольцо; 8 — опора; 9, 11 — штуцеры для выгрузки катализатора; 10, 12 — термопары. Потоки: I — сырье; II — водород; III — продукты реакции
Рис. 58. Реактор сернокислотного алкилирования:
1 — корпус; 2 — циркуляционная труба; 3 — отражательные перегородки; 4 — трубчатый пучок; 5 — пропеллерная мешалка; 6 — привод. Потоки: I — хладагент; II — продукты реакции; III — кислота; IV — сырье
очистки бензиновых, керосиновых и дизельных фракций (рис. 57), дистиллятов каталитического крекинга и масляных фракций. Представляют собой аппараты с неподвижными одним или двумя слоями катализатора и аксиальным нисходящим или восходящим движением потоков. На входе сырья устанавливается распределительная тарелка, обеспечивающая равномерное его распределение по сечению аппарата. Каждый слой катализатора защищен от динамического воздействия потока среды слоем фарфоровых шаров. Высокие экзотермические эффекты повышают перепад температур по высоте аппарата, что способствует активизации нежелательных вторичных реакций. Для снижения перепада температур применяют ввод «холодного» водорода в перегретые зоны с одновременным секционированием аппарата, что приближает условия работы к адиабатическим.
Реакторы сернокислотного алкилирования выполняют в виде горизонтальных (рис. 58), вертикальных и каскадных аппаратов. Первые два — односекционные и для отвода тепла их снабжают трубчатыми пучками (холодильниками), через которые циркулирует хлад-агент — испаряющийся аммиак. В каскадном реакторе реакционная зона разделена на ряд последовательно соединенных секций. Особенность этого аппарата — отвод тепла за счет частичного испарения углеводородной фазы непосредственно из реакционной зоны.
Реакторы полимеризации представляют собой вертикальные трубчатые аппараты (теплообменного типа), трубки которых заполнены катализатором — фосфорной кислотой на кварце или кизельгуре.
Разработка и совершенствование конструкций реакторов связаны с появлением новых каталитических процессов, катализаторов повышенной активности, переходом на непрерывные безотходные энергосберегающие технологии.
ЛИТЕРАТУРА: [13, 14, 54, 55].
Ректификационные колонны (англ, rectifiers) — аппараты для разделения путем ректификации жидких смесей взаимно растворимых компонентов. Ректификационные колонны широко применяются в различных отраслях промышленности, в частности, в нефтегазопереработке для разделения нефти и мазута на установках первичной перегонки нефти (АВТ), бензина на установках вторичной перегонки, углеводородных газов на газофракционирующих установках (ГФУ) (см. газофракционирование), продуктов реакций на установках химической переработки углеводородного сырья (каталитический крекинг, термический крекинг, гидрокрекинг, коксование и др).
Ректификационные колонны обеспечивают противоточное контактирование восходящего потока паров с нисходящим потоком жидкости. Различают полные, неполные и сложные ректификационные колонны (рис. 59). Первая состоит из верхней (концентрационной, или укрепляющей) и нижней (отгонной, или исчерпывающей) частей, расположенных соответственно выше и ниже сечения ввода сырья (секции питания). Сверху колонны отводят ректификат, снизу — остаток. У неполной ректификационной колонны только одна часть: укрепляющая или отгонная. В первом случае особых требований к остатку не предъявляют, во втором — нет регламентации качества ректификата. В сложных ректификационных колоннах, кроме верхне- го и нижнего продуктов, выводят промежуточные фракции — напрямую или через внешние или внут-ренние (встроенные) отпарные секции (стриппинг-секции).
Для образования встречных потоков пара и жидкости на верху ректификационных колонн отводят тепло, в низу — подводят. Теплоотвод осуществляют тремя основными способами: при помощи парциального конденсатора; холодным (острым) испаряющимся орошением; циркуляционным неиспаряющимся орошением. Для подвода тепла применяют подогреватель (см. испарители] с паровым пространством (рибойлер); теплообменник кожухотрубчатый термосифонный или с принудительной циркуляцией; трубчатую печь (горячую струю).
148
а б в г д
I и
Рис. 59. Схемы ректификационных колонн:
а — полная; б — укрепляющая; в — отгонная; г — с отбором промежуточных фракций (D{ и W ) напрямую из основной колонны; д — с отбором дополнительного продукта Di через внешнюю отпарную секцию (стриппинг-секцию)
В аппаратах лабораторного масштаба используют электронагрев.
Внутри аппаратов установлены контактные устройства тарельчатого или насадочного типа. Они содействуют развитию межфазной поверхности и увеличивают относительную скорость взаимодействующих фаз. Тарельчатые контактные устройства различаются конструкцией, взаимным направлением движения фаз в зоне контакта, числом потоков жидкости, организацией ее перелива, направлением движения жидкости на полотне и другими признакам (рис. 60). По конструкции контактных элементов тарелки делятся на колпачковые, клапанные, ситчатые, решетчатые и др. Для перетока жидкости их снабжают специальными переточными (переливными) устройствами. У провальных тарелок пар и жидкость проходят через одни и те же отверстия в полотне, при этом места стока жидкости и прохода
149
Рис. 60. Схемы тарельчатых контактных устройств:
а — однопоточная (полотно с колпачковыми элементами или клапанными элементами); б — двухпоточная; в — каскадная; г — с кольцевым движением жидкости на тарелке; д — многосливная тарелка фирмы «Union Carbide Corp». Темные стрелки — поток жидкости; светлые стрелки — поток газа (пара)
паров случайным образом мигрируют по площади тарелки.
В зависимости от характера диспергирования взаимодействующих фаз и скорости паровой фазы при их контактировании на тарелке возникают следующие режимы: барботажный, когда дисперсной фазой является газ, а сплошной фазой — жидкость; переходный, когда происходит инверсия фаз; струйный, при котором сплошной фазой служит газ, а жидкость распределена в виде струй и капель.
При выборе тарельчатых контактных устройств учитывают следующие показатели: производительность; гидравлическое сопротивление; эффективность, диапазоны гидравлически устойчивой и эффективной работы, возможность ректификации сред, склонных к полимеризации и образованию осадков; ремонтопригодность, материалоемкость. В случаях, когда нагрузки по пару и жидкости значительно изменяются по высоте ректификационной колонны, ее выполняют из частей разного диаметра, используя тарелки с различным числом потоков жидкости и свободным сечением для прохода паров. У колонн большого диаметра при вводе сырья в парожидкостном состоянии применяют распределительные устройства, обеспечивающие отделение паровой части от жидкой и организованную подачу жидкости на расположенную ниже ввода сырья тарелку. Для снижения уноса жидкости потоком паров в колоннах над вводом сырья и наверху могут устанавливать отбойные сепарационные устройства жалюзийного, сетчатого, струнного типов.
Насадочные ректификационные колонны применяют в основном в малотоннажных производствах и для вакуумной ректификации. Насадки по сравнению с тарелками обладают более низким гидравлическим сопротивлением. Применяют насадки двух типов: насыпные и регулярные. В качестве насыпных насадок (рис. 61), загружаемых в колонну в навал, используют твердые тела различной формы (из металла, пластмасс, керамики), различающиеся формой (кольца, полукольца, седлообразной формы, сферические), размером (от 15 до
151
Рис. 61. Конструкции насыпных насадок:
а — кольца Палля (фирма «Glitsch»); б — кольца Ну-Pak (фирма «Norton»); в — полукольца М. Лева; г — кольца Cascade Mini Rings (фирма «Glitsch»); д — седлообразная насадка Intalox (фирма «Norton»); е — седлообразная насадка (фирма «Gitten Ltd»)
100 мм), наличием на поверхности дополнительных тур-булизирующих элементов (лепестков, просечек) и перфорации. Широкое распространение получают регулярные насадки (рис. 62), которые представляют собой
152
а б
в
Рис. 62. Конструкции регулярных насадок:
а — Меллапак (фирмы «Sulzer»); б — насадка Инталлокс (фирмы «Norton»); в — Ваку-пак (фирма «Apparate-und Anlagenbau Germania GmbH» — ВНИИ-нефтемаш)
уложенные регулярно насадочные элементы или пространственные структуры, образованные из сеток, просечно-вытяжных листов, гофрированных и регулярно деформированных листов.
Насадки размещают в колонне отдельными секциями высотой от 1 до 3 м на опорно-распределительных устройствах. Для равномерного распределения и сбора жидкой фазы при ее вводе и выводе применяют сборно-распределительные устройства. Важными характеристиками, определяющими эффективность работы насадок, являются удельная поверхность и свободный объем. Контактирование паров и жидкости обычно проис
153
ходит в пленочном режиме; с увеличением скорости пара жидкость начинает зависать на поверхности насадки, происходит инверсия фаз, начинается эмульгирование и захлебывание насадки.
Размеры колонных массообменных аппаратов, применяемых в промышленности, варьируются в широких пределах: диаметр колонн достигает 10 м, высота — 80 м. Для обслуживания ректификационных колонн при диаметрах больших 0,8 м их снабжают люками, при меньших диаметрах корпус колонны выполняют разборным из отдельных царг со съемными днищами на фланцах.
ЛИТЕРАТУРА: ]3, 34, 37, 42, 47, 53].
Ректификация (англ, rektification; от позднелат. rectificato — выпрямление, исправление) — физический процесс разделения жидких смесей взаимно растворимых компонентов, различающихся температурами кипения. Процесс ректификации широко используется в нефтегазопереработке, химической, нефтехимической, пищевой, кислородной и других отраслях промышленности. Процесс основан на том, что в условиях равновесия системы пар — жидкость паровая фаза содержит больше низкокипящих компонентов, а жидкая — больше высококипящих компонентов. Соотношение между мольными концентрациями z-ro компонента в паре (у) и жидкости (xz) определяется законами Рауля и Дальтона у^х, = Р/тг = Kif где Р, — давление насыщенных паров компонента, зависящее от температуры; я — давление в системе; К, — константа фазового равновесия или коэффициент распределения компонента между паром и жидкостью.
Ректификацию осуществляют путем противоточного многократного контактирования неравновесных фаз — более нагретой паровой фазы и жидкой фазы с меньшей температурой. При контактировании фаз протекает процесс тепломассообмена. По мере движения потоков в колонне происходят многократные частичные процес-
154
сы конденсации паров и испарения жидкости. При этом низкокипящие компоненты переходят из жидкости в пар, а высококипящие — из пара в жидкость, т.е. паровая фаза обогащается низкокипящими компонентами, а жидкая — высококипящими.
Процесс ректификации осуществляют в ректификационных колоннах с контактными устройствами тарельчатого или насадочного типа. Для образования нисходящего потока жидкости или флегмы (путем конденсации паров) на верху колонны отводят тепло, а для образования восходящего потока пара (частичным испарением жидкости) — в низ колонны подводят тепло. В колонне сверху получают ректификат, снизу — остаток.
Для характеристики способности сырья к разделению ректификацией используют коэффициент относительной летучести — соотношение давлений насыщенного пара z-ro компонента и k-го эталонного: aik = Pi/Pk- В качестве последнего обычно принимают наименее летучий, тогда aik > 1; чем ближе aik к единице, тем труднее разделить данные компоненты ректификацией.
Основными параметрами процесса ректификации являются число теоретических ступеней контакта (тарелок) N и флегмовое число R (отношение расхода флегмы к расходу ректификата). С увеличением значений N и R четкость ректификации в колонне улучшается. Теоретической тарелкой считают такую, на которой тепломассообменный процесс завершен полностью и между уходящими с тарелки паром и флегмой достигнуто состояние термодинамического равновесия. На реальной тарелке степень завершения процесса тепломассообмена меньше, чем на теоретической, поэтому для обеспечения необходимой четкости ректификации в колонне требуется большее число реальных тарелок Np = N/t|, где ц — к.п.д. тарелки.
Разделяющую способность насадочных контактных устройств оценивают высотой насадки, по своему разделяющему эффекту эквивалентной одной теоретической тарелке.
Основные параметры процесса ректификации N и R связаны обратной зависимостью (рис. 63). Любая точка
155
Рис. 63. Зависимость числа теоретических тарелок 7V от флегмового числа 7? при постоянном составе сырья и качестве продуктов
на этой кривой может быть выбрана в качестве рабочей, заданному качеству получаемых продуктов отвечает множество пар значений N и R. Оптимальные значения R и N соответствуют минимальные затратам на ректификацию.
Применяются два варианта расчета процесса ректификации: 1) заданы расход и состав сырья, качество (составы) продуктов — требуется определить основные параметры процесса (N и R); 2) заданы расход и состав сырья, N и R — требуется определить составы получаемых продуктов. Расчет сводится к составлению и решению систем уравнений равновесия, материальных и тепловых балансов, кинетики массопередачи, гидравлики. Для расчета ректификации многокомпонентных смесей используют метод последовательных приближений.
Снижение давления в колонне увеличивает коэффициент относительной летучести и улучшает показатели процесса ректификации. Ректификацию под вакуумом применяют для разделения термически нестабильных смесей, например мазута.
При повышении давления в колонне или при низких температурах (низкотемпературная ректификация) про-
156
водят разделение газовых смесей. Для снижения температур процесса ректификацию, например нефти и мазута, ведут в присутствии агента, понижающего парциальное давление углеводородных паров. В качестве такого агента обычно используют перегретый водяной пар.
По способу осуществления процесс ректификации может быть непрерывным и периодическим. В первом случае поддерживаются постоянными расходы сырья и получаемых продуктов, во втором — единовременно в куб аппарата загружают сырье, при этом состав получаемого ректификата изменяется во время проведения процесса.
При ректификации трудноразделяемых смесей (близ-кокипящие компоненты) для увеличения коэффициента относительной летучести в систему добавляют разделяющий агент. Если по сравнению с компонентами смеси он более летуч, то процесс называют азеотропной ректификацией, если менее летуч, то экстрактивной ректификацией. При азеотропной ректификации разделяющий агент выводят с ректификатом, при экстрактивной — с остатком. Выбор того или иного процесса связан со свойствами разделяющего агента и затратами на его регенерацию.
ЛИТЕРАТУРА: [3, 4, 23, 40, 53].
Селективная очистка масел (англ, selective lubrication oil treatment) — процесс улучшения химического состава масляных дистиллятов и деасфаль-тизатов путем экстракции полициклических ароматических углеводородов и смолистых соединений. В результате повышается индекс вязкости, снижается коксуемость, улучшается цвет масел.
В качестве селективных растворителей используют-ся фенол, фурфурол, Мметил-2-пирролидоп. Важными свойствами растворителей являются селективность — способность четко разделять исходное сырье на целевой и нежелательный продукты и растворяющая способ-
157
ность — показатель, характеризуемый количеством растворителя, необходимым для растворения заданного количества целевых компонентов.
Сырьем процесса селективной очистки являются масляные дистилляты и деасфальтизаты; целевыми продуктами — рафинаты, направляемые в последующем на депарафинизацию; побочными — экстракты, используемые как сырье для производства битумов, технического углерода, пластификаторов каучука при производстве резины или как компоненты котельного топ-лива.
Технологический режим зависит от качества сырья. При очистке фенолом вязкого масляного дистиллята из сернистых западно-сибирских нефтей температура в экстракционной колонне (см. экстракторы) лежит в пределах: верх 73 — 76 °C, низ 65 — 68 °C; кратность растворитель: сырье (по объему) (1,5 — 2) : 1; подача фенольной воды в экстракционную колонну (% на фенол): вверх 1 — 3, вниз 2 — 4.
Схема установки селективной очистки масел фенолом приведена на рис. 64. Сырье направляется через теплообменники в верхнюю часть абсорбера 1, где оно улавливает фенол из смеси паров фенола и воды. С верха абсорбера водяные пары поступают в конденсатор, и конденсат выводится с установки. С низа абсорбера сырье поступает в экстракционную колонну 2, на верх которой подается безводный подогретый фенол. С целью выделения из экстрактного раствора вторичного рафината в низ колонны предусмотрен ввод фенольной воды. С верха экстракционной колонны выходит раствор рафината в феноле (рафинатный раствор), с низа — раствор экстракта в феноле (экстрактный раствор). После этого из растворов выделяется фенол.
Из рафинатного раствора фенол выделяется в два этапа. Раствор последовательно проходит теплообменник, трубчатую печь 5; в испарительной колонне 3 происходит испарение фенола из раствора. С низа испарительной колонны 5 — 6 %-ный фенольный раствор по перетоку поступает в отпарную колонну 4, где происходит отпарка фенола водяным паром. Рафинат, выходя-
158
17/
Рис. 64. Схема установки селективной очистки масел фенолом:
1 — абсорбер; 2 — экстракционная колонна; 3, 8 — испарительные колонны; 4, 10 — отпарные колонны; 5, 7, 9 — трубчатые печи; 6 — сушильная колонна; 11 — емкость фенола. Потоки: I — сырье; II — фенол; III — рафинатный раствор; IV — экстрактный раствор; V — рафинат; VI — экстракт; VII — пары фенола и воды; VIII — водяной пар; IX — вода
щий с низа колонны 4, охлаждается в теплообменнике и холодильнике и выводится с установки.
Из экстрактного раствора фенол выделяется в три этапа. В сушильной колонне 6 из экстрактного раствора удаляется вода: пары воды выводятся с верха колонны в виде азеотропной водно-фенольной смеси. Выходящий с низа колонны 6 раствор после нагрева в печи 7 поступает в колонну 8, где из него отгоняется основная часть сухого фенола, которая после охлаждения и конденсации направляется в емкость 11. В низ колонны 8 тепло подводится циркуляцией остатка через печь 9. В колонне 10 из раствора с помощью водяного пара отпариваются остатки фенола, с низа колонны выводится экстракт.
Пары фенола и воды с верха колонн 6 и 10 поступают на абсорбцию в абсорбер 1. Колонны 3 и 10 орошаются фенолом, колонна 6 — фенольной водой.
ЛИТЕРАТУРА: [55, 65].
Скрубберы (англ, scrubbers, от scrub — скрести, чистить) — аппараты для мокрой очистки газовых потоков от взвешенных частиц и для охлаждения газа. В нефтеперерабатывающей промышленности скрубберы применяют для очистки от катализаторной пыли дымовых газов регенераторов каталитического крекинга, улавливания технического углерода из технологических газов, очистки газов от тумана серной кислоты.
В скрубберах в результате контакта газового аэрозольного потока с жидкостью происходит улавливание твердых (жидких) частиц и охлаждение газа. По способу осуществления контакта можно выделить следующие типы скрубберов: полые распыливающие; тарельчатые (барботажные или пенные); насадочные; ударно-инерционные (ротоклоны); центробежные (циклонные); скоростные (скрубберы Вентури); эжекторные; механические. Энергия, необходимая для осуществления процесса, подводится в аппарат с потоками жидкости (скруб-
160
беры распиливающие, эжекторные) и газа (скрубберы тарельчатые, насадочные, ударно-инерционные, центробежные, скоростные). На эффективность работы скрубберов в значительной степени влияет организация подвода и распределения орошающей жидкости. Для равномерного распределения жидкости применяют два вида устройств: форсунки и оросители. В полых, центробежных, скоростных и эжекторных скрубберах для диспергирования и распределения орошения используют механические (центробежные и струйные) и пневматические форсунки, в насадочных и тарельчатых скрубберах — оросительные устройства (плиты, желоба, трубчатые, щелевые, перфорированные). При работе скрубберов для уменьшения количества потребляемой жидкости применяют ее частичную рециркуляцию, а иногда и замкнутую систему оборотного водоснабжения.
Полые распыливающие скрубберы по направлению движения газов и жидкости делятся на противоточные, прямоточные и с поперечным подводом жидкости. Скорость потока газа в первых составляет от 0,6 до 1,2 м/с. При более высоких скоростях установливают каплеуловители. В распыливающем скруббере в зависимости от его размеров устанавливаются форсунки в одном или нескольких сечениях (рис. 65).
Барботажные и пенные скрубберы снабжают дырчатыми переливными или провальными тарелками решетчатого, трубчатого или колосникового типа. В насадочных скрубберах применяют неподвижную (насыпную и регулярную) и подвижную насадки. Первые, работающие в пленочном режиме, склонны к забиванию и их в основном применяют для улавливания туманов, хорошо растворимой пыли, охлаждения газов, абсорбции.
В скрубберах ударно-инерционного действия жидкость контактирует с газом за счет удара газового потока о поверхность жидкости с последующей их сепарацией.
В центробежном скруббере, устроенном по типу циклона, на стенки или в поток газа впрыскивается при помощи форсунок жидкость, улавливающая частицы.
161
Рис. 65. Схемы скрубберов:
а — полый распиливающий; б — насадочный с подвижной шаровой насадкой; 1 — форсунка; 2 — тарелка; 3 — шаровая насадка. Потоки: I — запыленный газ (аэрозоль); II — очищенный газ; III — жидкость; IV — шлам
Работа скрубберов Вентури основана на дроблении жидкости газовым потоком, движущимся с высокой скоростью (40— 150 м/с). В качестве примера на рис. 66 приведена принципиальная схема установки для мокрой очистки газов, включающая скруббер Вентури и барботажный пылеуловитель с тремя клапанными тарелками. Запыленный газ подается на вход трубы Вентури 1 и при прохождении ее горловины интенсивно смешивается с водой, часть которой подается по двум тангенци-
162
Рис. 66. Схема установки для очистки газа фирмы «Кох»:
1 — труба Вентури; 2 — диффузор; 3 — регулирующий конус; 4 — конфузор; 5 — сетчатый отбойник (демистер); 6 — клапанные тарелки. Потоки: / — вода; II — исходный газ; III — очищенный газ; IV — шлам
альным вводам в верхней части конфузора 4, другая часть вводится непосредственно в область горловины. Образовавшаяся газоводяная смесь поступает в промывную секцию, при входе в которую она проходит сквозь поток жидкости, сливающейся из переливного устройства нижней тарелки. Затем газовый поток последовательно проходит через барботажные слои трех клапанных тарелок б. Капли жидкости отделяются в сетчатом отбойнике 5, установленном над верхней тарелкой. При изменении количества очищаемого газа нужно поддерживать постоянной скорость газа в горловине трубы Вентури, что обеспечивает практически неизменной степень очистки. Для этой цели применяется регулирующий конус 3.
В эжекторных скрубберах газ засасывается потоком жидкости и гидравлическое сопротивление аппарата может быть равным нулю. Такие аппараты применяют при очистке низконапорных потоков газа и в тех случаях, когда нежелательна установка вентилятора.
Механический скруббер — дезинтегратор, характерной особенностью его является наличие вращающегося устройства — ротора с билами, обеспечивающего диспергирование жидкости и контактирование ее с газом. ЛИТЕРАТУРА: [35, 53, 56, 58].
Сушилки (англ, driers.) — аппараты для сушки влажных материалов. Сушилки широко применяются в различных отраслях промышленности и, в частности, в нефтепереработке при производстве твердых катализаторов и адсорбентов (см. адсорбция). Сушилки различаются по назначению (вид высушиваемого материала), способу передачи тепла, конструкции, режиму работы и другим признакам.
По способу передачи тепла сушилки бывают конвекционными — тепло передается путем непосредственного контакта сушильного агента (газа) с высушиваемым материалом; контактными — тепло передается высушиваемому материалу от теплоносителя через стенку; тер-
164
морадиационными — тепло передается инфракрасным излучением; высокочастотными — материал нагревается токами высокой частоты во всем его объеме; сублимационными — сушка осуществляется путем вымораживания влаги, непосредственного ее перехода из замороженного состояния в паровое.
Наибольшее распространение в промышленности получили конвекционные и контактные сушилки. Конвекционные сушилки разнообразны по конструкции (рис. 67, а —б)), основными их элементами являются: сушильная камера; топка или калорифер для получения нагретого сушильного агента (воздух, топочные газы, азот и др.); устройство (воздуходувка или вентилятор) для подачи сушильного агента; механизмы для дозировки, загрузки, перемещения и выгрузки высушиваемого материала; устройства, обеспечивающие необходимую поверхность контакта материала с сушильным агентом (гребки, ворошители).
В сушилках для мелкозернистых материалов на выходе сушильного агента устанавливаются циклоны и фильтры для отделения твердых частиц. В туннельной сушилке периодического действия материал перемещается на тележках по рельсовому пути; в ленточной сушилке — на ленточном транспортере, лента которого может иметь перфорацию; в барабанной сушилке — внутри наклонного барабана, пересыпаясь по насадке, улучшающей его контакт с сушильным агентом. В сушилках с псевдоожиженным слоем материал перемещается по распределительной решетке благодаря текучести слоя. В распылительной сушилке высушиваемый жидкий или пастообразный материал диспергируется при помощи механического или пневматического устройства (распылительные диски, пневматические форсунки).
В контактных сушилках высушиваемый материал не контактирует непосредственно с сушильным агентом, что важно, если в результате контакта нарушаются свойства материала или возникает опасность выноса пылевидного материала, пожара или взрыва. Кроме того, становятся возможными конденсация и сбор вы-
165
a
б
i
е
i
Рис. 67. Сушилки:
а — туннельная: 1 — воздуходувка; 2 — сушильная камера; 3 — калорифер; 4 — вагонетка с материалом; б — ленточная: 1 — питатель; 2 — камера; 3 — лента; 4 — опорные ролики; 5 — калорифер; в — барабанная: 1— бандаж; 2 — барабан; 3 — циклон; 4 — вентилятор; 5 — привод; 6 — опорный ролик; г — с псевдоожиженным слоем: 7 — топка; 2 — дозатор; 3 — камера; 4 — вентилятор; 5 — циклон; д — распылительная: 7 — камера; 2 — форсунка; 3 — циклон; 4 — рукавный фильтр; 5 — шнек; 6 — калорифер; 7 — воздуходувка; е — вальцовая сушилка для пастообразных материалов: 7 — бункер; 2 — формующий ролик; 3 — валок, 4 — шнек, 5 — нож для удаления высушенного материала. Потоки: I — исходный материал; II — высушенный материал; III — сушильный агент; IV — сушильный агент с влагой
делившейся влаги. В контактной вальцовой сушилке (рис. 67, е) пастообразный материал распределяется равномерно, налипая на поверхность полого валка, который нагревается поступающим внутрь теплоносителем. Высушенный материал удаляется ножевым способом с поверхности и выгружается шнеком.
Многообразие конструктивных исполнений сушилок во многом определяется различием свойств высушиваемых материалов и требуемых условий сушки.
ЛИТЕРАТУРА: [49, 53].
Сушка (drying, англ.) — термический диффузионный процесс удаления жидкости из твердых влажных материалов. Процесс широко используется в различных отраслях промышленности, в частности в нефтепереработке — при производстве катализаторов и адсорбентов.
Сушка требует передачи высушиваемому материалу достаточного количества тепла для испарения жидкости (влаги) и обеспечения ее диффузии изнутри материала во внешнюю среду. По своей физической сущности сушка — это совместный процесс тепло- и массопереноса. Влагообмен при сушке зависит от соотношения величин давления пара во влажном материале рм, обусловленного присутствием влаги и температурой, и парциальным давлением пара рп в окружающей среде. Процесс сушки протекает при условии, что рм > рп. Если рм < рп, материал будет поглощать влагу. При равновесной влажности материала (рм = рп) процесс прекращается.
По природе связей с высушиваемым материалом выделяют следующие виды влаги в порядке следования прочности связей: поверхностную; капиллярную, связанную капиллярными силами и силами смачивания; осмотическую (внутриклеточную, или влагу набухания); абсорбционно-химическую.
Влага поверхностная и макрокапилллярная может быть удалена механически, наиболее прочно связанная химическая — химическими способами или прокалива-
168
нием, величина рм в этом случае наименьшая. Влагу, удаляемую сушкой, разделяют также на свободную и связанную. Первая испаряется с такой же скоростью, как жидкость со свободной поверхности (испарение происходит в начальном периоде или периоде постоянной скорости сушки), вторая — с уменьшающейся скоростью сушки.
Методы сушки влажных материалов, используемые в промышленности, различаются способом подвода тепла и обусловлены физико-химическими свойствами этих материалов, а также формой связи с влагой. В зависимости от метода различают следующие виды сушки: конвективную, контактную, терморадиационную, высокочастотную, сублимационную.
Наиболее распространена конвективная сушка, характеризующаяся непосредственным контактом высушиваемого материала с потоком нагретого газа (воздух, топочные газы, азот и т.п.), который сообщает тепло, одновременно поглощая и унося с собой образовавшиеся пары. Ее не применяют, если высушиваемые материалы не могут длительно соприкасаться с нагретыми газами.
При контактной сушке тепло сообщается высушиваемому материалу каким-либо теплоносителем через стенку, испарившаяся жидкость удаляется из сушилки и может быть сконденсирована. Последнее выгодно в случае удаления органических растворителей. В контактных сушилках часто создают вакуум, что позволяет ускорить процесс и проводить его при меньшей температуре.
Другие виды сушки имеют ограниченное использование. Например, при терморадиационной сушке, тепло передается инфракрасным излучением, и этот способ используют для высушивания тонколистовых материалов и лаковых покрытий. Высокочастотная сушка применяется для толстолистовых материалов и позволяет регулировать температуру и влажность материала не только на поверхности, но и в глубине. Эта сушка используется для пластмасс и других диэлектриков. Сублимационная сушка эффективна для термочувствитель
но
ных материалов. Влага из предварительно замороженного состояния переходит в парообразное минуя жидкое, процесс осуществляют при глубоком вакууме и низких температурах и применяют для некоторых медицинских препаратов.
Важными показателями процесса сушки являются производительность (скорость испарения), которая зависит от типа сушилки и колеблется в широких пределах [0,1 — 90 кг/(м -ч); 1 — 500 кг/(м3-ч)], и расход энергии (на единицу массы влаги составляет 3000— 13 000 кДж/кг).
ЛИТЕРАТУРА: [40, 50].
Теплоносители (англ, heat carriers) — вещества, используемые в качестве нагревающих агентов, к ним относятся водяной пар, перегретая вода, органические жидкости и их пары, неорганические жидкости — расплавленные соли, жидкие металлы.
На НПЗ распространенным теплоносителем является водяной пар. Достоинство водяного пара как теплоносителя — высокий коэффициент теплоотдачи при его конденсации и большая величина скрытой теплоты конденсации (2260 кДж/кг при давлении 9,8-104 Па). Обычно в качестве теплоносителя используют насыщенный водяной пар, так как расход перегретого водяного пара высок вследствие его малой теплоемкости, а коэффициент теплоотдачи от него мал. Однако насыщенный водяной пар как теплоноситель обладает сравнительно низкой температурой при высоком давлении. Например, при абсолютном давлении 0,98 МПа температура конденсации равна 179 °C и при этих условиях его можно использовать для нагрева до 170 °C. Для нагрева до 200 °C требуется насыщенный водяной пар с давлением 2,5-3,0 МПа.
В промышленной практике для нагрева до более высоких температур применяют органические теплоносители, конденсирующиеся при более низком давлении. Например, смесь дифенила и дифенилоксида (известная под названием даутерма) конденсируется при атмо-170
сферном давлении при 257 °C, а давление насыщенных паров даутерма при 350 °C составляет 0,6 МПа. В парообразном состоянии даутерм рекомендуется для нагрева до 380 — 400 °C, более высокие температуры приводят к заметному разложению даутерма.
При нагреве выше 200 °C часто используют высоко-кипящие нефтепродукты, которые нагревают в трубчатых печах.
При нагреве до температур выше 400 °C находит применение тройная эвтектическая нитрит-нитратная смесь, содержащая по массе 40 % азотистокислого натрия, 7 % азотнокислого натрия и 53 % азотнокислого калия, имеющая температуру плавления 142 °C.
Для нагрева до температур 400 — 800 °C применяют ртуть, а также легкоплавкие металлы (натрий, калий, свинец).
В качестве теплоносителя используют дымовые газы и горячий воздух, нагретый в топках под давлением. Сравнительно невысокий коэффициент теплоотдачи от них в этом случае может быть скомпенсирован созданием более высокого температурного напора.
ЛИТЕРАТУРА: [53].
Теплообмен (англ, heat exchange) — процесс переноса энергии в форме тепла, происходящий между телами с различной температурой. Теплообмен происходит в аппаратах технологических установок нефтегазопереработки при непосредственном контактировании сред с разной температурой, а также в поверхностных аппаратах, например, в трубчатых печах, теплообменниках при нагревании исходного сырья и охлаждении получаемых продуктов. Движущей силой теплообмена является разность температур между более и менее нагретым телами, при наличии которой тепло самопроизвольно в соответствии со вторым законом термодинамики переходит от более нагретого телу к менее нагретому. В результате теплообмена интенсивность движения частиц более нагретого тела снижается,
171
а менее нагретого — возрастает. Теплообмен между телами происходит на уровне обмена энергии между молекулами, атомами и свободными электронами.
Существуют три различных способа теплообмена: теплопроводность, конвективный и лучистый (радиационный).
Теплопроводность представляет собой перенос энергии в форме тепла вследствие беспорядочного (теплового) перемещения непосредственно соприкасающихся друг с другом микрочастиц: движение собственно молекул (газы, капельные жидкости), либо колебание атомов (кристаллические решетки твердых тел), или диффузия свободных электронов (металлы).
Конвективный теплообмен — процесс переноса энергии в форме тепла вследствие движения и перемешивания макроскопических объемов газообразной, жидкой или сыпучей среды. Конвективный перенос тепла возможен в условиях естественной конвекции (движение среды обусловлено только действием силы тяжести на неравномерно нагретую и, следовательно, неоднородную по плотности среду) или вынужденной (движение среды происходит под действием насосов, вентиляторов, мешалок). Если конвективный теплообмен сопровождается переходом среды из одного агрегатного состояния в другое (например, при кипении жидкости или при конденсации пара), то его называют конвективным теплообменом при изменении агрегатного состояния.
Лучистый теплообмен — это процесс распространения электромагнитных колебаний с различной длиной волн, обусловленный тепловым движением атомов или молекул излучающего тела. Все тела способны излучать энергию, которая поглощается другими телами и снова превращается в тепло. Таким образом, лучистый теплообмен складывается из процессов лучеиспускания и лучепоглощения.
В реальных условиях тепло передается комбинированным путем. Например, при теплообмене от более нагретой к менее нагретой жидкости (газу) через разделяющую их поверхность или твердую стенку тепло пе-
172
редается одновременно теплопроводностью, конвективным и лучистым теплообменом. Этот процесс носит название теплопередачи. Перенос тепла от стенки к газообразной (жидкой) среде или в обратном направлении называется теплоотдачей. В поверхностных теплообменниках при конвективной теплопередаче от одной среды к другой количество тепла Q, передаваемого через поверхность F за время т, пропорционально коэффициенту теплопередачи к и температурному напору, т.е. At : Q = kFAtx. Коэффициент теплопередачи характеризует интенсивность теплообмена и зависит от коэффициентов теплоотдачи к стенке и от нее и теплового сопротивления стенки.
ЛИТЕРАТУРА: [26, 39, 53].
Теплообменники (англ, heat exchangers) — аппараты для передачи тепла от среды с более высокой температурой к среде с более низкой. Теплообменники широко применяются в нефтяной, нефтеперерабатывающей, нефтехимической, газовой и других отраслях промышленности. Теплообменники по своей массе составляют до 30 % общей массы металла всего технологического оборудования НПЗ.
В зависимости от способа передачи тепла различаются теплообменники смешения и поверхностные.
В теплообменниках смешения передача тепла между теплообменивающимися средами происходит путем их непосредственного контакта. Такой способ передачи тепла позволяет значительно сократить расход металла на изготовление аппаратов. Однако их можно применять только в тех случаях, когда допустимо смешение потоков (например, подвод тепла с помощью горячей струи в низ ректификационных колонн, барометрический конденсатор вакуумной колонны).
В поверхностных теплообменниках передача тепла между теплообменивающимися средами осуществляется с использованием поверхности теплообмена. Они делятся на рекуперативные и регенеративные. В первых пе-
173
редача тепла осуществляется через поверхность теплообмена. К рекуперативным теплообменникам можно отнести кожухотрубчатые, типа «труба в трубе», аппараты воздушного охлаждения (АВО), погружные, оросительные, пластинчатые, спиральные. В регенеративных теплообменниках горячая и холодная среды омывают попеременно одну и ту же поверхность, аккумулирующую тепло.
В нефтегазоперерабатывающей промышленности широко используются поверхностные рекуперативные теплообменники — кожухотрубчатые, типа «труба в трубе», АВО.
По конструктивному исполнению кожухотрубчатые теплообменники подразделяются на следующие типы: с неподвижными трубными решетками, с плавающей головкой (рис. 68, а), с температурным компенсатором на корпусе, с U-образными трубами (рис. 68, б). В первых существенное различие между температурами труб и кожуха приводит к возникновению температурных усилий и напряжений, что может вызвать нарушение плотности соединения труб с трубной решеткой. Поэтому такие теплообменники применяют при разнице температур теплообменивающихся сред не более 50 °C. В теплообменниках с плавающей головкой подвижная трубная решетка позволяет трубному пучку свободно перемещаться независимо от корпуса. В таких аппаратах трубные пучки могут быть сравнительно легко удалены из корпуса, что облегчает их ремонт, чистку и замену. Кожухотрубчатые теплообменники с U-образными трубками имеют одну трубную решетку, в которую ввальцованы оба конца U-образных трубок, что обеспечивает свободное удлинение трубок при изменении их температуры. Преимущество теплообменников с U-образными трубками — отсутствие разъемного соединения внутри кожуха, что позволяет успешно применять их при повышенных давлениях. Недостатком таких аппаратов является трудность чистки внутренней и наружной поверхностей труб, вследствие которой они используются преимущественно для чистых продуктов.
174
Теплообменники типа «труба в трубе» можно разделить на два основных вида — однопоточные (неразборные и разборные) и многопоточные (разборные). Неразборные теплообменники типа «труба в трубе» применяют, если среды не дают отложений, вызывающих необходимость механической чистки поверхности теплообменных труб. Разборные теплообменники (рис. 69) позволяют чистить трубы механически. Разборные многопоточные теплообменники типа «труба в трубе» (рис. 69, б) в отличие от однопоточных предназначены для сравнительно больших расходов рабочих сред (в случае жидких сред от 10 до 200 т/ч в трубном пространстве и от 10 до 300 т/ч в кольцевом пространстве). В теплообменниках разборной конструкции внутренние трубы в ряде случаев с наружной стороны выполняют с оребрением, что позволяет в 4 —5 раз увеличить поверхность теплообмена. Отношение поверхности оребренной трубы к наружной поверхности гладкой трубы по основанию ребер называется коэффициентом оребрения ср.
В аппаратах воздушного охлаждения (рис. 70) в качестве хладагента используется атмосферный воздух, обтекающий в поперечном направлении параллельные ряды оребренных теплообменных труб, по которым движется охлаждаемый продукт. Движение воздуха осуществляется путем нагнетания или отсоса его вентилятором пропеллерного типа с диаметром колеса от 0,8 до 7 м, а зимой, в ряде случаев, в результате естественной циркуляции. Применение в АВО оребренных труб обусловлено необходимостью компенсировать низкий коэффициент теплоотдачи со стороны воздуха (для стандартизированных АВО коэффициент оребрения ср лежит в пределах 5,8 — 22,6). В конструкциях аппаратов воздушного охлаждения предусматриваются меры для регулирования режима работы в связи с сезонным и суточным изменением температуры воздуха. Работу аппаратов воздушного охлаждения можно регулировать следующим образом: изменением частоты вращения колеса вентилятора; изменением угла наклона лопастей вентилятора; жалюзийными устройствами, дроссели-
175
Оо
б
Рис. 68. Кожухотрубчатые теплообменники:
а — с плавающей головкой: 1 — крышка распределительной камеры; 2 — распределительная камера; 3 — неподвижная трубная решетка; 4 — кожух; 5 — теплообменная труба; 6 — поперечная перегородка; 7 — подвижная трубная решетка; 8 — крышка кожуха; 9 — крышка плавающей головки; 10 — опора; И — катковая опора трубчатого пучка; б — с U-образными трубками: 1 — распределительная камера; 2 — трубная решетка; 3 — кожух; 4 — теплообменная труба; 5 — поперечная перегородка; 6 — крышка кожуха; 7 — опора; 8 — катковая опора трубчатого пучка
л
V
6
Рис. 69. Теплообменные аппараты типа «труба в трубе»:
а — разборный однопоточный: 1 — теплообменная труба; 2 — кожуховая труба; 3 — опора; 4 — решетка кожуховых труб; 5 — поворотная камера; 6 — двойник; 7 — решетка теплообменных труб; б — разборный многопоточный: 1 — первая распределительная камера; 2 — решетка теплообменных труб; 3 — вторая распределительная камера; 4 — решетка кожуховых труб; 5 — опора; 6 — теплообменная труба; 7 — кожуховая труба; 8 — поворотная камера; 9 — двойник
Рис. 70. Аппараты воздушного охлаждения:
а — зигзагообразный; б — шатровый; 1 — трубная секция; 2 — жалюзи; 3 — механизм дистанционного поворота жалюзей с пневматическим приводом;
4 — коллектор впрыска химически очищенной воды; 5 — диффузор; 6 — колесо вентилятора; 7 — металлическая несущая конструкция; 8 — стяжка; 9 — тихоходный электродвигатель
рующими поток воздуха; отключением части или всех вентиляторов (в зимнее время года); рециркуляцией части воздуха и дренированием в атмосферу; увлажнением воздуха (в жаркое летнее время) за счет впрыска химически очищенной воды. Применение жалюзийных устройств, рециркуляция и дренирование воздуха не обеспечивают экономию электроэнергии и менее выгодны, чем другие способы.
При выборе теплообменников необходимо учитывать тепловую нагрузку аппарата, температуру и давление, при которых реализуется процесс, агрегатное состояние и физико-химические свойства теплоносителей, их химическую агрессивность, условия теплоотдачи, возможность загрязнения рабочих поверхностей аппарата, простоту устройства и изготовления, компактность аппарата, расход металла на единицу переданного тепла и другие технико-экономические показатели.
ЛИТЕРАТУРА: [33г 42г 53г 55г 57].
Термический крекинг (англ, termal cracking) — процесс переработки нефтяных фракций путем их термического разложения с целью получения дополнительного количества светлых нефтепродуктов (бензина), термогазойля для производства сажи и кре-кинг-остатка для производства игольчатого кокса. Одной из разновидностей термического крекинга является висбрекинг — процесс получения котельных топлив путем снижения вязкости тяжелого сырья (мазута и гудрона).
В процессе термокрекинга, наряду с реакциями разложения, в результате которых получаются газ и бензин, идут вторичные реакции уплотнения образовав-
181
шихся продуктов, в результате которых получается крекинг-остаток и кокс. На химизм процесса оказывают влияние его продолжительность (время пребывания углеводородов в реакционной зоне), характер исходного сырья, давление.
Продуктами промышленных установок термического крекинга являются газ, бензин, крекинг-остаток. Иногда отбирают еще и керосиновую или керосиногазойлевую фракцию. Повышение температуры увеличивает скорость протекающих реакций, глубину процесса, а также приводит к преобладанию реакций расщепления по сравнению с реакциями уплотнения. Глубина процесса оценивается выходом бензина, газа и кокса и их соотношением. Ее выбирают в зависимости от склонности исходного сырья к коксообразованию или газообразованию. С увеличением глубины превращения выход бензина вначале растет, затем достигает некоторого максимума и начинает снижаться. Данное явление связано с тем, что скорость разложения бензина на газ начинает превышать скорость образования бензина.
Влияние давления проявляется как непосредственно на направленности протекающих реакций, так и через изменение фазового соотношения в реакционной зоне. Давление влияет на состав продуктов крекинга, уменьшает выход газообразных продуктов и увеличивает выход продуктов уплотнения. С повышением давления уменьшается доля паров и увеличивается доля жидкости в реакционной зоне, что позволяет при заданном времени пребывания углеводородов значительно уменьшить объем реакционной зоны или углубить процесс.
Важный момент при термокрекинге — обеспечение требуемой селективности процесса. При достаточно широком молекулярном спектре углеводородов сырье сначала разделяют на фракции, а затем осуществляют их термокрекинг при оптимальных рабочих условиях в отдельных реакторах.
При достижении определенной глубины термического крекинга начинается образование твердого продукта — кокса, который представляет собой результат по-
182
следовательных превращении ароматических углеводородов в асфальтены и карбиды. Явление коксообразо-вания негативно сказывается на эксплуатации реакторных устройств термического крекинга, ограничивая их межремонтный пробег из-за необходимости очищать реакционную аппаратуру от коксоотложений.
С целью достижения требуемой глубины процесса при умеренной температуре без значительных коксооб-разований осуществляют рециркуляцию части получаемых продуктов на повторный крекинг.
Реакторным устройством служит трубчатая печь или трубчатая печь с выносной полой реакционной камерой. Последняя может быть заполнена только паром или иметь некоторый уровень жидкости.
Схема двухпечной установки термического крекинга с выносной реакционной камерой представлена на рис. 71. Сырье после нагрева в теплообменнике 7 теп-
Рис. 71. Схема двухпечной установки термического крекинга с выносом реакционной камеры:
1 — печь тяжелого сырья (легкого крекинга); 2 — печь легкого сырья (глубокого крекинга); 3 — выносная реакционная камера; 4 — испаритель высокого давления; 5 — ректификационная колонна; 6 — испаритель низкого давления; 7 — теплообменник; 8 — холодильник; 9 — газосепаратор низкого давления; 10, И — конденсатор-холодильник; 12 — газосепаратор высокого давления
183
лом отходящего крекинг-остатка подается в нижнюю часть ректификационной колонны 5 и в верхнюю часть испарителя низкого давления 6. Деление сырья на два потока позволяет более полно использовать избыточное тепло паров в этих аппаратах. Из верхней части испарителя 6 сырье, разбавленное газойлевыми фракциями, направляют в нижнюю часть колонны 5. Объединенный поток сырья и рециркулята с низа колонны 5 направляют в печь 1 легкого крекинга (тяжелого сырья) и далее на верх выносной реакционной камеры 3. Газойлевые фракции со сборной тарелки верхней части колонны 5 направляют в печь 2 глубокого крекинга (легкого сырья) и далее на верх реакционной камеры 3, откуда продукты крекинга поступают через редукционный вентиль в испаритель высокого давления 4. После отделения паров газойля с низа испарителя 4 крекинг-остаток поступает в испаритель низкого давления, в котором отделяются пары газойлевых фракций. Тяжелую часть этих паров в испарителе 6 конденсируют и возвращают с его сборной тарелки в низ колонны 5 и далее в смеси с сырьем направляют на крекинг в печь 1. С низа колонны 6 через теплообменники 7 и холодильник 8 выводят крекинг-остаток. Легкую часть паров выводят с верха испарителя 6 через конденсатор 10 и газосепаратор низкого давления 9 как крекинговый газойль. Пары из испарителя 4 поступают на разделение в колонну 5, с верха которой через конденсатор И выводят бензин и газ, которые поступают в газосепаратор высокого давления 12. В дальнейшем бензин поступает на стабилизацию, а газ на ГФУ.
Режим крекинга: выход печи тяжелого сырья — температура 470 — 490 °C, давление 2,2 —2,7 МПа, для печи легкого сырья соответственно 530 —540 °C и 2,2 — 2,8 МПа.
Выход бензина при термическом крекинге зависит наряду с прочими условиями от вида сырья: он составляет (по массе) для гудрона 10—12 %, мазута 30 — 35, газойля 50 — 55, керосина 60 — 65. Бензины термического крекинга содержат непредельные углеводороды и имеют низкое качество. В связи с этим процесс термиче-
184
ского крекинга не является перспективным, однако он завоевал историческую нишу и свое место в нефтепереработке.
ЛИТЕРАТУРА: [1, 28, 48, 54, 55].
Трубчатые печи (англ, pipe, tube furnace) — огневые нагреватели для нагрева, испарения, химического превращения нефтяного сырья, движущегося по трубчатому змеевику. Трубчатые печи широко распространены на нефтеперерабатывающих и нефтехимических предприятиях и являются составной частью технологических установок первичной переработки нефти, каталитического крекинга, риформинга, гидроочистки и др.
Трубчатая печь состоит из камеры радиации и конвекции. В первой (топочной камере) сжигается топливо и размещен радиантный экран, трубы которого поглощают тепло в основном от радиации факела, трехатомных газов сгорания и вторичного излучения кладки. В камере конвекции расположены трубы, получающие тепло от потока дымовых газов главным образом конвекцией. Газы сгорания из радиантной поступают в камеру конвекции, откуда направляются в воздухоподогреватель и через дымоход в атмосферу. В камере конвекции также размещаются трубы котла-утилизатора для получения перегретого водяного пара. Нагреваемая среда сначала поступает в конвекционные трубы, а затем в радиантные. Для змеевиков применяют бесшовные трубы диаметром от 60 до 325 мм из углеродистых и легированных сталей и сплавов, обладающих жаропрочными свойствами. Соединяют трубы крутоизогнутыми фитингами сваркой или при помощи двойников, допускающих механическую чистку внутренней поверхности трубы от кокса.
Конструкции трубчатых печей (рис. 72, 73) разнообразны и зависят от следующих факторов: назначения; вида топлива (жидкое, газообразное, комбинированное); формы корпуса — коробчатые (ширококамерные, узко-
185
5
10
9
Рис. 72. Коробчатая узкокамерная трубчатая печь беспламенного горения с резервным жидким топливом:
1 — беспламенные панельные горелки; 2 — змеевик радиантных труб; 3 — змеевик конвекционных труб; 4 — футеровка; 5 — дымовая труба; 6 — каркас; 7 — выхлопное окно; 8 — смотровое окно; 9 — люк-лаз; 10 — резервные горелки
мН фХ
-ф-ф ~
УЛ.
фф-мй ФФ
мН
<£ф ЕЙ
-ф-ф
^Уд уу Ф ф ф Ф
Рис. 73. Цилиндрическая трубчатая печь со свободным факелом:
1 — горелка; 2 — змеевик радиантных труб; 3 — каркас; 4 — футеровка; 5 — змеевик конвекционных труб; 6 — шибер; 7 — дымовая труба. Потоки: I — продукт на входе; II — продукт на выходе
7
6
камерные) и цилиндрические; способа сжигания топлива — беспламенные, со свободным или настильным факелом, с дифференциальным подводом воздуха по высоте факела; расположения труб в камерах радиации и конвекции (вертикальное, горизонтальное, винтовое и др.); числа секций или камер радиации; относительного расположения труб и осей факела (параллельное и перпендикулярное); числа потоков в трубчатом змеевике; конструкции стен (подвесной, легковесный кирпич, торкрет-бетон, волокнистые материалы, специальные блоки-панели); расположения камеры конвекции относительно радиантной (верхнее, нижнее, боковое).
Теплопроизводительность трубчатых печей находится в пределах 0,12 — 240 МВт, поверхность нагрева радиантных труб составляет 15 — 2000 м2 , производительность по нагреваемой среде достигает 8-105 кг/ч. Температура среды на выходе из печи зависит от технологического процесса и достигает 900 °C, а давление в змеевике — от 0,1 до 30 МПа. В реакционных трубах печей конверсии углеводородных газов, парового риформинга, каталитического пиролиза размещают гранулированный катализатор. В трубчатых печах с факельным способом сжигания топлива применяют комбинированные горелки, рассчитанные на жидкое и газообразное топливо (теплопроизводительность от 2,0 до 5,8 МВт), в трубчатых печах со стенами из панельных горелок применяют беспламенные панельные горелки (от 0,052 до 0,32 МВт) и щелевые беспламенные горелки (0,349 МВт).
Важным показателем, характеризующим работу трубчатых печей и эффективность использования трубчатого змеевика, является теплонапряженность поверхности нагрева. Величина тепловой напряженности зависит от назначения трубчатой печи, способа сжигания топлива, равномерности теплового потока по длине и окружности трубы змеевика, опасности термического разложения нагреваемой среды, теплоустойчивости и жаростойкости материала трубы. Средняя теплонапряженность радиантных труб (кВт/м2) печей установок атмосферной перегонки нефти 30 — 60, вакуумной пере
188
гонки мазута 20 — 40, вторичной переработки 30 — 60, замедленного коксования 20 — 40, пиролиза бензина 12 — 24. Коэффициент полезного действия трубчатых печей лежит в пределах 0,65 —0,85.
ЛИТЕРАТУРА: [53г 62, 66].
Фильтрование (англ, filtration) — процесс разделения суспензий или аэрозолей при помощи фильтровальных перегородок, задерживающих твердые частицы. Процесс широко применяется в неф-тегазопереработке, в частности, при производстве масел, парафина, церезина, очистке нефтепродуктов.
Применяют различные виды перегородок: насып- ные — слой мелкозернистых материалов (гравий, песок и др.); набивные (вата хлопчатобумажная, шлаковая, стеклянная, синтетическая или асбестовое волокно и т.п.); тканевые (ткань из тех же материалов); керамические или спеченные металлокерамические пористые плитки; плетеные — сетки из тонкой металлической проволоки или синтетических нитей.
При фильтровании суспензий твердые частицы с частью жидкой фазы между ними образуют на перегородке слой осадка. Важной его характеристикой, от которой зависит гидравлическое сопротивление, является пористость. Осадок из твердых кристаллических частиц с неизменяемой при фильтровании пористостью называется несжимаемым. У сжимаемых осадков, состоящих из мягких деформируемых частиц, пористость при фильтровании уменьшается и гидравлическое сопротивление фильтрату увеличивается.
Для защиты фильтровальных перегородок от забивания применяют вспомогательные вещества (перлит, диатомит, активированный уголь и др.), которые наносят слоем на перегородку или вводят в суспензию для регулирования свойств осадка. Кроме того, для улучшения показателей процесса в суспензию могут вводить различные коагулянты или флокулянты, агрегатирую-щие твердые частицы.
189
При расчете фильтрования считают, что течение фильтрата в порах осадка и через перегородки происходит в ламинарном режиме. Движение жидкости через перегородки и слой осадка связано с преодолением гидравлического сопротивления, которое обусловлено перепадом давления, служащего движущей силой процесса. Последняя при фильтровании может быть создана гидростатическим столбом суспензии или давлением газовой подушки, подачей суспензии насосом, отсосом ее под вакуумом, центробежным способом.
Процесс фильтрования характеризуется скоростью — количеством фильтрата в единицу времени с единицы площади поверхности фильтрования, величиной перепада давления на фильтре и гидравлическим сопротивлением перегородки и осадка. В зависимости от изменения этих параметров во времени различают два предельных режима фильтрования: при постоянном перепаде давления — скорость фильтрования с ростом толщины осадка уменьшается (фильтрование гидростатическое с постоянным столбом жидкости над перегородкой, вакуумное или при подаче суспензии центробежным насосом при постоянном давлении на выкиде); при постоянной скорости — с ростом толщины слоя осадка давление увеличивается (подача суспензии поршневым или плунжерным насосом). При подаче суспензии центробежным насосом без специального регулирования скорость фильтрования уменьшается, а давление на входе фильтра возрастает.
Разделение суспензий на фильтрах включает, кроме основной операции фильтрования, вспомогательные операции: промывку осадка (промывочной жидкостью фильтрат выдавливается из пор осадка), продувку и сушку его воздухом или инертным газом, удаление. В зависимости от конструкции фильтров процесс фильтрования может быть периодическим или непрерывным. ЛИТЕРАТУРА: [22, 24, 39, 53].
Фильтры (англ, filters) — аппараты для разделения неоднородных жидких (суспензий) или газовых сред, содержащих твердые частицы, с использованием пористых перегородок, задерживающих эти частицы. В результате фильтрования получают фильтрат и осадок.
В зависимости от вида неоднородной среды различают жидкостные и газовые фильтры. Жидкостные фильтры применяют в нефтеперерабатывающей промышленности в процессах депарафинизации масел, производства парафина, церезина, пластичных смазок, при контактной очистке масел. Газовые фильтры используют на установках производства технического углерода, отделения химических реактивов, особо чистых химических веществ и других ценных продуктов от газов, отходящих от технологических установок распы-ливающего типа и печей кипящего слоя.
По способу создания движущей силы фильтры разделяют на две группы: фильтры, работающие под давлением, и вакуумные.
Наиболее простым по конструкции являются емкостные фильтры, применяемые при периодическом процессе производства и при малых объемах обрабатываемой суспензии. Емкостные фильтры представляют собой открытый или закрытый цилиндрический сосуд с ложным дном, являющимся основанием для фильтровальной перегородки. Верхняя часть сосуда служит приемником суспензии, нижняя — предназначена для приема фильтрата. Процесс фильтрования в емкостных фильтрах осуществляют под вакуумом или под давлением. В зависимости от конструкции фильтров осадок в виде разжиженной пасты выгружают вручную или механизированным способом.
К фильтрам, работающим под давлением, относят рамные, камерные, листовые, патронные фильтры-прессы. Рамный фильтр-пресс (рис. 74) состоит из ряда чередующихся рам и плит, между которыми проложена фильтровальная ткань (салфетка). Рамы и плиты опираются на балки и сжимаются винтовым (с ручным либо электрическим приводом) или гидравлическим
191
Рис. 74. Фильтрпресс рамный:
а — общий вид; б — с закрытым отводом фильтрата; в — с открытым отводом фильтрата; 1 — опорная
плита; 2 — рама; 3 — плита; 4 — шпрен-
гельная балка; 5 — нажимная плита; 6 — зажимное гидравлическое устройство. Потоки: I — суспензия; II — фильтрат; III — жидкость гидропривода
приспособлением. Плиты фильтров имеют рифленую поверхность. В рамах, плитах и салфетках на периферии выполнены совпадающие друг с другом отверстия, образующие каналы. Суспензия под давлением по одному из каналов поступает в полости рам, где выделяется осадок; фильтрат, пройдя фильтрующую ткань, собирается в полостях рифлений и выводится индивидуально от каждой плиты при открытом выводе либо через общий канал при закрытом отводе. При индивидуальном выводе легко проверить качество фильтрата от каждой плиты.
При необходимости осадок промывают прямоточной или противоточной подачей промывной жидкости (рис. 75). Для прямоточной промывки требуется частичное заполнение рамного пространства осадком. Промывную жидкость подают по каналу для подачи суспензии, а отводят по каналу для фильтрата. При противоточной промывке промывная жидкость поступает в плиты через одну по специальному каналу, и отводится из плит через одну также по специальному каналу.
Рамные фильтры-прессы различаются размером и числом рам, площадью фильтрующей поверхности, объемом рамного пространства. Для стандартных фильтров-прессов размеры рам в свету составляют от 315x315 до 1000x1000 мм, число рам колеблется от 10 до 68, площадь фильтрующей поверхности — от 2 до 140 м2.
Наряду с подобными конструкциями рамных и камерных фильтров-прессов находят применение более совершенные конструкции автоматических камерных фильтров-прессов ФПАКМ, у которых все операции автоматизированы.
Внутри корпуса листового фильтра-пресса размещены на некотором расстоянии друг от друга фильтрующие элементы. Фильтрующий элемент представляет собой рамку (обруч), внутри которой расположена крупная каркасная сетка, образующая полость для сбора фильтрата, покрытая с двух сторон мелкой сеткой и фильтровальной тканью. На стадии фильтрования осадок заполняет пространство корпуса между фильтрующими элементами, а фильтрат отводится из полости
193
a
б
Рис. 75. Схема работы рамного фильтра-пресса:
а — при фильтровании и прямоточной промывке; б — при противоточной промывке: 1 — опорная плита; 2 — рама; 3 — плита; 4 — фильтровальная ткань (салфетки); 5 — нажимная плита; 6 — осадок. Потоки: I — суспензия; II — фильтрат; III — промывная жидкость; IV — промывной фильтрат
элемента по выводной трубе, подсоединенной к общему коллектору.
Вакуумные фильтры — это в основном непрерывно действующие аппараты. По форме фильтрующей по-
194
верхности они разделяются на барабанные, дисковые, ленточные. Основными узлами барабанного вакуум-фильтра для депарафинизации масел (рис. 76) являются барабан с закрепленной на нем фильтрующей поверхностью и корпус фильтра, состоящий из нижнего полукорыта и верхней крышки. Поверхность барабана разделена на секции, в которых уложена каркасная сетка, образующая полости для сбора фильтрата. Поверх каркасной сетки размещена мелкая сетка для поддержания фильтровальной ткани. Ткань прижимается навитой сверху проволокой. Внутри барабана имеется система сборно-распределительных труб, связывающих секции поверхности барабана с вращающимся диском, приваренным к торцу правой цапфы. К вращающемуся диску плотно прижата своей торцовой поверхностью неподвижная распределительная головка. При вращении барабана (рис. 77) под действием вакуума от фильтрующей поверхности через распределительную головку в зоне фильтрования а выводится фильтрат, на нескольких секциях осадок подсушивают (угол (3) и отводится инертный газ с остатком фильтрата, в зоне промывки (угол у) — промывная жидкость, в зоне сушки (угол 5) — инертный газ с остатком промывной жидкости. В зоне 8 по распределительным трубам к поверхности барабана подается инертный газ для отдувки осадка при его съеме, зона v называется «мертвой зоной». Рабочая полость головки разделена перегородками на три части, соответствующие рабочим зонам фильтра: v + а + [3, у + 5, 8. Корпус фильтра находится под небольшим внутренним давлением инертного газа (0,01 МПа), что предотвращает попадание воздуха внутрь фильтра. Барабан приводится во вращение механизмом привода, установленным на левой цапфе. Поверхность фильтрации барабанных фильтров лежит в пределах от 1 до 60 м2. На нефтеперерабатывающих заводах применяют фильтры с поверхностью фильтрации 50 м2, с частотой вращения барабана от 0,3 до 0,8 мин-1.
Фильтры для очистки газов от твердых взвешенных частиц в зависимости от вида фильтрующей перегородки разделяют на следующие группы: с гибкими перего-
195
Рис. 76. Барабанный вакуум-фильтр:
1 — привод; 2 — корпус; 3 — барабан; 4 — фильтровальная ткань; 5 — отводные трубки; 6 — устройство подачи промывочной жидкости; 7 — вращающийся диск; 8 — сменный диск распределительной головки. Потоки: I — суспензия; II — осадок; III — газ отдувки; IV — инертный газ; V— промывной фильтрат; VI — фильтрат
Рис. 77. Схема работы барабанного вакуум-фильтра:
1 — барабан; 2 — продольные перегородки; 3 — фильтровальная ткань; 4 — устройство подачи промывочной жидкости; 5 — отводные трубки. Потоки: I — суспензия; II — осадок; III — газ отдувки; IV — промывной фильтрат; V — фильтрат
родками из тканей и нетканых природных и синтетических волокон; с полужесткими перегородками из металлических сеток, волокон, стружки и т.п.; с жесткими перегородками из керамики, пластмасс, спеченных или спрессованных металлических порошков; с зернистыми слоями из гравия, песка и т.п. Наибольшее применение получили тканевые или мешочные фильтры — аппараты, внутри которых размещены вертикальные открытые снизу рукава диаметром от 100 до 300 мм, высотой от 5 до 10 м. В зависимости от конструкции фильтров среда может перемещаться из рукава наружу или наоборот.
197
Для удаления осаждающихся на поверхности рукавов твердых частиц производят регенерацию рукавов — сбрасывание в бункер накопившейся пыли. Для регенерации используют обратную, импульсную продувку очищенным газом или импульсную струйную продувку сжатым воздухом, а также механическое встряхивание рукавов, висящих на подпружиненных опорах. Регенерацию фильтров осуществляют периодически или непрерывно. В последнем случае для продувки используют сжатый воздух во время фильтрования через обращенные в сторону рукавов щели в кольцах, плотно прилегающих к рукавам и движущихся возвратно-поступательно вдоль рукава. Для рукавов применяют ткани из различных материалов в зависимости от температуры, например, из хлопка и льна до 80 °C, из стекловолокна до 400 °C, из кремнезема до 1000 °C. У стандартных фильтров площадь поверхности фильтрования лежит в пределах от 5 до 6300 м2.
ЛИТЕРАТУРА: [12, 16, 53, 63, 64].
Хладагенты (англ, cooling agents) — вещества, служащие для отвода тепла от охлаждаемых поверхностей. В качестве хладагентов используют воду, воздух, водные растворы хлористых солей натрия, калия, магния (рассолы), сжиженные газы — аммиак, пропан, этан, фреоны и др. В нефтепереработке для конденсации и охлаждения нефтепродуктов широко применяют воду и воздух. Использование воды часто является источником загрязнения водоемов и требует осуществления комплекса мероприятий по очистке воды перед ее сбросом. Важнейшим элементом по охране окружающей среды является так называемое оборотное водоснабжение, при котором отсутствуют стоки воды в водоемы. При оборотном водоснабжении
нагретая вода повторно используется после ее охлаждения путем частичного испарения в градирнях, специальных бассейнах или под вакуумом.
Применение воды в качестве хладагента приводит к
198
загрязнению наружной поверхности холодильников и конденсаторов вследствие отложения накипи и других возможных отложений, содержащихся в воде. При этом снижается коэффициент теплоотдачи, а также ухудшаются условия охлаждения и требуется сравнительно трудоемкая периодическая очистка поверхности охлаждения. Расход воды на нефтеперерабатывающих и нефтехимических предприятиях высок и составляет от 30 до 150 м3 на 1 т нефти, а затраты на сооружение системы водоснабжения и канализации составляет 9—12 % стоимости завода, поэтому актуальной задачей является сокращение расхода воды на предприятиях.
Применение воздуха в качестве хладагента позволяет существенно снизить расход воды. В этом случае атмосферный воздух при помощи вентиляторов нагнетается в аппараты воздушного охлаждения (см. теплообменники). Массовый расход воздуха в 4 раза превышает расход воды вследствие сравнительно низкой его теплоемкости [1,0 кДж/(кг-К)]. Сравнительно низкий коэффициент теплоотдачи со стороны воздуха [до 58 Вт/(м2-К)] компенсируют значительным оребрением наружной поверхности теплообменных труб. К недостаткам воздуха как хладагента следует отнести существенные колебания начальной температуры воздуха, обусловливаемые как географическим местом расположения, так и временем года и суток. Наиболее трудные условия охлаждения при помощи воздуха имеют место при жарком климате и в летнее время. В стандартных аппаратах воздушного охлаждения предусматривается возможность снижения начальной температуры воздуха путем его увлажнения, за счет впрыскивания воды с помощью форсунок.
При необходимости охлаждения до низких температур, например, при низкотемпературной переработке нефтяных и природных газов, используют испаряющийся аммиак, пропан, этан (температуры кипения при атмосферном давлении соответственно —33,4; —42,1; — 88,6 °C) и другие сжиженные газы. При испарении сжиженных газов скрытая теплота, необходимая для превращения жидкости в пар, отнимается от охлаждае
199
мого потока. Образующиеся пары хладагентов подвергаются компрессии или абсорбции, вновь сжижаются и возвращаются в процесс.
ЛИТЕРАТУРА: [53].
Центрифуги (англ, centrifuges) — аппараты для разделения суспензий, эмульсий и удаления влаги из материалов в поле центробежных сил. В нефтеперерабатывающей и нефтехимической промышленности центрифуги применяются для отделения воды и твердых частиц от нефти и нефтепродуктов, разделения суспензий с нерастворимой твердой фазой (обработка поливинилхлорида, полистирола, полиэтилена высокого давления, сажевой пульпы и т.д.), при производстве парафина, церезинов и других процессах.
По назначению и величине фактора разделения К (отношение центробежного ускорения к ускорению силы тяжести) центрифуги разделяются на нормальные (К < 3500) и сверхцентрифуги (К > 3500). Первые могут быть отстойными (используются ддя разделения суспензий и эмульсий) и фильтрующими (для разделения суспензий). Сверхцентрифуги являются аппаратами отстойного типа и подразделяются на трубчатые, предназначенные для разделения тонкодисперсных суспензий, и жидкостные сепараторы, служащие для разделения эмульсий.
По способу организации процесса центрифуги бывают непрерывно и периодически действующими и отличаются методами удаления осадка и конструкцией ротора (рис. 78). Выгрузка и съем осадка при полной остановке ротора производятся без применения специальных механизмов вручную, а также контейнерным или кассетным способом; на ходу (при полной или уменьшенной частоте вращения ротора) — при помощи ножей или скребков; при непрерывной работе машины — шнеком, вращающимся относительно ротора, поршнем-толкателем, движущимся возвратно-поступательно (пульсирующим), а также под действием центро-
200
Рис. 78. Схемы роторов центрифуг:
а — с ножевой выгрузкой; б — со шнековой выгрузкой; в — с поршневой выгрузкой; г — с концентрическими цилиндрическими перегородками; 031, оэ2 — угловые скорости выгружающего устройства и ротора соответственно. Потоки: / — сырье (суспензия); II — фугат; III — осадок
Рис. 79. Конструкция саморазгружающейся тарельчатой центрифуги фирмы «Alfa-Laval»:
1 — электродвигатель; 2 — тормоз; 3 — червячный редуктор; 4 — вал; 5 — подвижное днище; 6 — разгрузочные щели; 7 — пакет тарелок; 8 — ротор; 9 — кожух; 10 — напорный диск легкой жидкости; 11 — напорный диск тяжелой жидкости. Потоки: I — исходная жидкость; II — легкая жидкость; III — жидкость; IV — осадок
бежной силы или силы тяжести и вибраций. Роторы центрифуг выполняют пустотелыми в форме оболочек вращения, а также с концентрическими цилиндрическими перегородками, разделяющими внутреннее пространство ротора на отдельные камеры. При работе центрифуги суспензия последовательно проходит эти камеры. Камеры постепенно заполняются осадком, который после остановки центрифуги удаляют при разборке ротора.
Конструкции центрифуг отличаются по способу крепления вала ротора и его расположению в пространстве. По этому признаку выделяют центрифуги висячие, подвешенные на колонках; горизонтальные с промежуточным и консольным расположением ротора; наклонные; с нижней опорой вала. Центрифуги приводятся в действие электродвигателем, соединенным с валом центрифуги муфтой, редуктором или через ременную передачу. В ряде случаев он монтируется в общем блоке на одном валу с ротором. Центрифуги также разделяют по степени герметичности и взрывозащищенности.
На рис. 79 представлена конструкция саморазгру-жающейся тарельчатой сверхцентрифуги с центробежной пульсирующей выгрузкой осадка. На вертикальном валу 4 установлен ротор 8, внутри которого помещен пакет 7 тонкостенных вставок — тарелок, имеющих несколько отверстий по окружности. Тарелки собраны так, что их отверстия совпадают и образуют сквозные каналы, в которые из центрального патрубка поступает исходная жидкость. В корпусе ротора установлено подвижное днище 5, которое периодически опускается и открывает разгрузочные щели 6. Из разгрузочных щелей под действием центробежной силы выбрасывается осадок, который затем собирается в полости кожуха 9 и выводится из центрифуги. Для отвода легкой и тяжелой жидкости используют неподвижные напорные диски 10 и 11. Привод сепаратора — через червячный редуктор 3 от электродвигателя 1.
ЛИТЕРАТУРА: [12, 45, 53, 68].
Центрифугирование (англ, centrifugation, от центр и лат. fuga — бегство, бег) процесс разделения неоднородных систем, в частности эмульсий и суспензий, в поле центробежных сил. В нефтяной и нефтеперерабатывающей промышленности центрифугирование применяется при обработке промывочных жидкостей (регенерация утяжелителя), депарафинизации масел, производстве парафинов, церезинов, очистке нефтепродуктов.
Центрифугирование осуществляется в центрифугах и жидкостных центробежных сепараторах, основным рабочим элементом которых является ротор. Процесс происходит: а) по принципу отстаивания — в отстойных центрифугах с ротором, имеющим сплошные боковые стенки; б) по принципу фильтрования — в фильтрующих центрифугах, имеющих ротор с перфорированными боковыми стенками, покрытыми фильтрующим материалом и образующих фильровальную перегородку.
Процесс разделения эмульсий в отстойных центрифугах называют сепарацией. При сепарации различают центробежное осветление и центробежное отстаивание. В первом случае из жидкости удаляются содержащиеся в ней в незначительном количестве твердые примеси, во втором — разделяются суспензии с высокой концентрацией твердой фазы.
Процесс разделения суспензий в фильтрующих центрифугах называют центробежным фильтрованием. При этом могут последовательно выполняться операции фильтрования с образованием осадка, промывки и отжима его с целью уменьшения влажности и удаления осадка. В аппарате под действием центробежных сил частицы более тяжелой фазы стремятся к периферии барабана ротора. Интенсивность процесса центробежного осаждения по сравнению с гравитационным осаждением оценивают фактором разделения Кц, представляющим собой отношение действующих на осаждающуюся частицу центробежной силы и силы тяжести или соответствующих ускорений: Кц = со2г/д = гп2/900, где со — угловая скорость, рад/с; г — радиус враще
204
ния, м; д — ускорение силы тяжести, м/с2; п — частота вращения, мин-1. При осаждении частиц в поле центробежных сил значения радиуса осаждения и поверхности кольцевого сечения, через которое проходит осаждающаяся частица или сепарируемая фаза, величины переменные. Процессы центрифугирования осуществляются периодически и непрерывно.
ЛИТЕРАТУРА: [39, 53].
Циклоны (англ, cyclones) — аппараты для разделения неоднородных систем газ — твердые частицы. Циклоны нашли применение в различных отраслях промышленности, в частности, в нефтепереработке — на установках каталитического и термического крекинга, при производстве технического углерода (сажи), сушке твердых материалов в потоке нагретых газов, измельчении, пневмотранспорте и др.
В циклонах под действием центробежной силы происходит процесс сепарации твердых частиц. Поток среды со взвешенными частицами через тангенциальный ввод поступает со скоростью 15 —25 м/с в циклоны и движется спиралеобразно в кольцевом пространстве между корпусом циклона и центральной выхлопной трубой (рис. 80). Под действием центробежной силы взвешенные частицы перемещаются к стенке корпуса и далее скользят по ней вниз, ссыпаясь в бункер, а газ, совершив несколько оборотов, по выхлопной трубе уходит из циклона. Внутри циклона возникают два вращательных потока — нисходящий на периферии и восходящий в центральной части. Для преобразования вращательного движения очищенного газа в прямолинейное в верхней части циклона установлена камера очищенного газа в форме «улитки».
Степень очистки оценивают отношением массового количества отделенных частиц к массовому количеству частиц в исходной газовзвеси. Степень очистки рассчитывают для определенного размера частиц или фракции частиц. Величина степени очистки зависит от величины
205
atL‘i ao‘z
Рис. 80. Циклон:
1 — камера очищенного газа в виде «улитки»; 2 — выхлопная труба; 3 — корпус; 4 — бункер; 5 — люк. Потоки: I — запыленный газ; II — очи-щенный газ; III — уловленные частицы
центробежного ускорения а = v^/r (где v — линейная окружная скорость; г — радиус траектории частицы). С уменьшением радиуса циклона при той же скорости потока степень его очистки возрастает.
В отечественной промышленности распространение получили циклоны НИИОгаз (по стандарту предусмотрены аппараты с диаметром корпуса до 3600 мм), применяемые для очистки потоков газовзвеси с содержанием твердой фазы до 0,2 —0,4 кг/м3. Производительность циклона с диаметром корпуса 800 мм достигает 2 м3/с. Степень очистки газов в таких циклонах для частиц диаметром 5 мкм составляет 30 — 85 %, с увеличением диаметра частиц она повышается до 95 — 99 % для частиц размером более 10 мкм.
В НИИОгазе разработано несколько моделей циклонов. В пределах каждой модели циклоны геометрически подобны: конструктивные размеры их выражены через определяющий размер циклона — диаметр корпуса D. При расчете циклона на заданную производительность определяют только диаметр корпуса.
Для очистки больших потоков газа циклоны в аппаратах устанавливают параллельно, подключая их к общему сборнику газа и бункеру для пыли. Для улучшения степени очистки газа циклоны последовательно соединяют в две или три ступени, причем диаметр последующих ступеней циклонов принимают меньшим, чем в предыдущей. Так в реакторах и регенераторах каталитического крекинга с микросферическим катализатором для улавливания частиц катализатора установлены параллельно работающие группы циклонов, состоящие из двух или трех последовательно соединенных аппаратов. Циклоны изнутри защищены от эрозии износостойким бетоном.
Батарейные циклоны или мультициклоны являются разновидностью центробежных пылеуловителей. В таких аппаратах в общем корпусе установлены несколько десятков работающих параллельно циклонных элементов небольшого диаметра (около 250 мм). Запыленный газ поступает в элементы сверху. В кольцевом пространстве между корпусом и выхлопной трубой ддя
207
a
Рис. 81. Батарейный циклон:
а — схема циклона; б — завихряющие устройства: 1 — корпус; 2 — циклонный элемент; 3, 4 — трубные решетки; 5 — винтовая лента; 6 — лопастная розетка. Потоки: I — запыленный газ; II — очищенный газ; III — частицы
закручивания потока газовзвеси установлены устройства в виде винтовой ленты или лопастной розетки (рис. 81). В батарейных циклонах достигается лучшая степень очистки.
На нефтепромыслах для очистки нефти от взвешенных твердых частиц нашли применение гидроциклоны, которые по своему устройству аналогичны циклонам. ЛИТЕРАТУРА: [53, 58].
Экстракторы (англ, extractors) — аппараты для разделения жидких или твердых веществ с помощью избирательных растворителей. Экстракторы применяются в различных отраслях промышленности и, в частности, в нефтепереработке при производстве масел (селективная очистка, деасфальтизация),
208
очистке нефтепродуктов, извлечении ароматических углеводородов из легких нефтяных фракций.
Экстракторы различаются по способу смешения и разделения фаз, по характеру энергии, интенсифицирующей контакт фаз. Существуют два основных типа экстракторов: смеситель-отстойник и колонные. Смеситель-отстойник характеризуется определенным числом ступеней, в каждой из которых происходит контактирование исходных фаз и последующее разделение вновь образующихся. В целом в аппарате за счет соединения ступеней по потокам рафинатных и экстрактных растворов реализуется противоточное движение фаз. Разделение фаз осуществляется методом отстаивания или центробежным способом, премешивание фаз — при помощи механических мешалок, статических смесителей, насосов, инжекторов. Многоступенчатые экстракторы, выполненные в общем корпусе, получили название ящичных.
Экстракторы колонного типа с непрерывно изменяющимся составом фаз бывают пустотелыми (распылительные колонны) и снабженными внутренними устройствами, в качестве которых используют насадки (насыпные и регулярные, например, жалюзийного типа), тарелки, роторно-дисковые устройства (рис. 82). Многообразие конструкций внутренних устройств обусловлено широким спектром рабочих условий процесса экстракции и физических характеристик контактирующих фаз. Для равномерного распределения фаз по сечению экстрактора используют распределительные решетки и коллекторы из перфорированных труб. В экстракторах колонного типа в результате разности плотностей контактирующих фаз происходит противоточное движение. Интенсификация процесса разделения достигается как за счет энергии потоков, так и внешней энергии (использование перемешивающих устройств, создание пульсации, вибраций, ультразвукового воздействия). В пульсационных экстракторах пульсации подвергается поток поступающей жидкости, в вибрационных — вибрации сообщаются пакету ситчатых тарелок, установленных в аппарате.
209
a
*-III
4
б
Рис. 82. Экстракторы колонного типа: а — насадочный; б — вибрационный; в — роторно-дисковый; 1 — распределительная тарелка; 2 — слой насадки из колец Раши-га; 3 — глухая тарелка; 4 — промежуточные холодильники; 5 — вариатор частоты колебаний; 6 — штанга; 7, И — распределители; 8 — стержень; 9 — перфорированные пластины; 10 — отбойные перегородки; 12 —
нижняя опора штанги; 13, 17 — распределительные решетки; 14 — кольцо статора; 15 — диск ротора; 16 — вал ротора. Потоки: I — сырье; II — растворитель; III — рафинатный раствор; IV — экстрактный раствор
В аппаратах колонного типа уровень раздела легкой и тяжелой фаз может находиться на различной высоте. Положение уровня раздела фаз выбирается в зависимости от условий проведения процесса экстракции. В тех случаях, когда плотность растворителя выше плотности исходного сырья, повышение уровня раздела фаз связано с увеличением количества растворителя в аппарате. Вместе с тем вязкость экстрактного раствора (тяжелая фаза) обычно меньше вязкости рафинатного раствора. Поэтому, когда тяжелая фаза является сплошной, диспергирование и контактирование более вязкой легкой фазы облегчаются. В этом случае желателен более высокий уровень раздела фаз.
В центробежном экстракторе конструкции Подбель-няка (рис. 83) тяжелая фаза вводится в центр, а выводится с периферии, легкая — наоборот. Противоточное движение фаз происходит более интенсивно в поле
Рис. 83. Схема центробежного экстрактора Подбельняка:
1 — станина; 2 — вал ротора; 3 — кожух; 4 — ротор; 5 — перфорированные концентрические цилиндры. Потоки: ЛФ — легкая фаза; ТФ — тяжелая фаза
211
центробежных сил по сравнению с гравитационными силами. Под действием центробежных сил тяжелая фаза в каналах насадки перемещается к периферии ротора, а легкая — от периферии к оси вращения. Ввод и вывод обеих фаз осуществляется через специальные каналы во вращающемся валу. Оптимальная величина частоты вращения обычно составляет 600ч-1200 об/мин. В ранних моделях таких экстракторов применяли навитую в виде спирали ленту (около 30 витков), образующую каналы прямоугольного сечения для прохода жидкостей. В этих каналах жидкости движутся противотоком в тесном контакте друг с другом. В экстракторах последних моделей установлены перфорированные концентрические цилиндры с отверстиями или щелями, служащими ддя прохода обеих жидкостей.
Температура влияет на процесс экстракции: при ее повышении увеличивается растворяющая способность и уменьшаются избирательность и вязкость среды. Для обеспечения необходимого температурного режима в колонных экстракторах применяются промежуточные кожухотрубчатые холодильники и встроенные в виде трубчатых пучков подогреватели.
ЛИТЕРАТУРА: [23, 40, 53].
Экстракция (англ, extraction от позднелат. extrac-tio — извлечение, экстрагирование) — процесс избирательного извлечения компонентов жидкой (или твердой) фазы при ее обработке селективным (избирательным) растворителем, который хорошо растворяет извлекаемые компоненты и ограниченно или практически не растворяет другие компоненты исходного сырья. Экстракция применяется в различных отраслях промышленности: в нефтеперерабатывающей, химической, коксохимической, фармацевтической, пищевой и др. Жидкостная экстракция в нефтепереработке используется при производстве масел (процессы деасфальтизации и селективной очистки), очистке нефтепродуктов, извлечении ароматических углеводородов из
212
легких нефтяных фракций; в химической промышленности — для извлечения уксусной и муравьиной кислот из водных растворов, выделения кислот, альдегидов, кетонов и спиртов из продуктов окисления природного газа; в пищевой промышленности — для рафинирования масел и очистки жиров.
В результате смешения исходного жидкого сырья с растворителем образуется гетерогенная система, состоящая из двух жидких фаз — экстрактного и рафинатного растворов. Извлекаемые компоненты распределяются между экстрактным и рафинатным растворами в соответствии с законом фазового равновесия: Xi/x2 = = К, где Xi, х2 — равновесные концентрации извлекаемых компонентов в соответствующих фазах; К — коэффициент распределения, который зависит от природы системы, ее состава и температуры; его значение определяется экспериментально. Экстрактный и рафинатный растворы имеют различную плотность, их разделяют отстаиванием под действием или гравитации, или центробежных сил. Продуктами процесса экстракции являются экстракт и рафинат, получаемые соответственно из экстрактного и рафинатного растворов после отделения растворителя.
Растворители должны обладать определенными растворяющей способностью и селективностью извлечения компонента, которые для каждого растворителя не являются величинами постоянными и зависят как от технологических условий процесса, так и от химического состава исходного сырья. От растворяющей способности растворителя зависит его расход, необходимый для растворения извлекаемых компонентов. Как правило, селективность и растворяющая способность адиабатны, рост одного показателя ведет к снижению другого. Регулирование указанных свойств растворителя проводится изменением температуры процесса или добавлением в систему третьего компонента. С повышением температуры растворяющая способность увеличивается, а селективность ухудшается. Понижение растворяющей способности и повышение селективности достигают добавлением в систему компонента, хорошо растворяе
213
мого в растворителе и значительно хуже — в исходной смеси. Для повышения растворимости исходной смеси в растворителе и понижения его селективности в систему добавляют компонент, хорошо растворяющийся как в растворителе, так и в исходной смеси. В качестве растворителей при селективной очистке масел применяют фенол, фурфурол, Г4-метил-2-пирролидон; при деасфальтизации — сжиженный пропан; при депарафинизации — метилэтилкетон, толуол, ацетон, метилизобу-тилкетон.
Процесс экстракции осуществляют однократным и многократным способами (рис. 84). Однократный способ включает две последовательные стадии: смешение сырья с растворителем и разделение отстаиванием экстрактного и рафинатного растворов. Многократная
Рис. 84. Схемы экстракции:
а — однократной; б — многократной противоточной с одним растворителем; в — многократной противоточной с двумя растворителями. С — смеситель; О — отстойник; F — сырье; L, L — растворители; R — рафинатный раствор; S — экстрактный раствор; 1 — п — ступени
214
экстракция состоит из ряда ступеней, в каждой из которых добавляют растворитель и выводят из процесса экстрактный раствор. При противоточной экстракции обеспечивается более глубокое разделение по качеству продуктов при достаточно высоких выходах.
В нефтеперерабатывающей промышленности в качестве экстракторов используют, главным образом, аппараты колонного типа тарельчатые, насадочные, роторнодисковые (см. экстракторы), а также системы ступенчато-противоточного типа, состоящие из смесителей и отстойников.
Основные технологические параметры процесса экстракции — температура процесса и кратность подачи растворителя на сырье зависят от вида процесса, характеристик сырья, выбранного растворителя. Так, при селективной очистке масел фенолом температура в экстракционной колонне составляет 65 — 90 °C, кратность подачи фенола на сырье может находиться в пределах 2,5 —3,0. При деасфальтизации остаточного сырья с использованием в качестве растворителя жидкого пропана эти параметры составляют соответственно 50 — 85 °C и 4,5-7,0.
ЛИТЕРАТУРА: [23, 39, 53, 61].
Электродегидраторы (англ. electrodegidrators, elektrodesaltors) — аппараты для обезвоживания и обессоливания нефти и очистки светлых нефтепродуктов (сжиженного газа, бензина, керосина, дизельного топлива) в электрическом поле. Электродегидраторы используют на технологических установках нефтегазоперерабатывающих заводов. Электрическое поле ускоряет разделение водонефтяных эмульсий и удаление из них мелких капель воды, содержащих соли, щелочь, кислоты.
На отечественных электрообезвоживающих и обессоливающих установках или соответствующих блоках установок первичной переработки нефти применяют электродегидраторы с переменным электрическим по-
215
лем промышленной частоты с напряжением между электродами от 22 до 50 кВ. Процесс обезвоживания происходит на основе диполь-дипольного механизма, когда капли воды становятся диполями под действием электрического поля, они деформируются, оболочки их ослабляются. Капли при столкновениях коагулируют и осаждаются.
Электродегидраторы разделяют: по способу ввода нефти — с вводом в нижнюю часть аппарата в слой воды и в среднюю часть в межэлектродное пространство; по форме корпуса — вертикальные, горизонтальные и сферические. Типовые горизонтальные электродегидраторы имеют внутренний диаметр 3400 мм и длину 8,24, 18,64 и 23,45 м, объем аппаратов соответственно равен 50, 160 и 200 м3. Производительность таких аппаратов составляет от 2 до 2,5 объемов в час.
В качестве примера на рис. 85 показан горизонтальный электродегидратор ЭГ200-10 конструкции ВНИИ-Нефтемаша вместимостью 200 м3 на давление 1 МПа (10 кг/см2), предназначенный для обезвоживания и обессоливания нефти и газовых конденсатов на промысловых и нефтезаводских установках. В корпусе 1 аппарата размещены электроды (верхний 3 и нижний 4), подвешенные на изоляторах 2, распределитель 10 нефти, сборник 8 соленой воды, два сборника 5 обессоленной нефти и промывочный коллектор 9. На корпусе электродегидратора смонтированы трансформатор 6 и ввод 7 высокого напряжения. Каждый электрод разделен на две равные части, которые для обеспечения равномерной загрузки трансформатора соединены так, что каждая половина верхнего электрода соединена с другой половиной нижнего электрода.
Нефть, вводимая в середину распределителя 10, равномерно распределяется по всему сечению аппарата и после промывки в слое воды, уровень которой поддерживается автоматически выше распределителя на 200 — 300 мм, движется вертикально вверх. При этом нефть сначала в объеме между уровнем раздела нефть — вода и плоскостью нижнего электрода обрабатывается в слабом электрическом поле, а затем в силь-
216
Рис. 85. Горизонтальный электро дегидратор ЭГ200-10:
1 — корпус; 2 — изолятор; 3 — верхний электрод; 4 — нижний электрод; 5 — сборник обессоленной нефти; 6 — трансформатор; 7 — ввод высокого напряжения; 8 — сборник соленой воды; 9 — промывочный коллектор; 10 — распределитель нефти. Потоки: I — выход обессоленной нефти; II — вход нефти; III — удаление шлама; IV — ввод воды на промывку аппарата; V — выход дренажной воды
А-А
ном электрическом поле между электродами, после чего собирается сборниками обессоленной нефти 5 и выводится из аппарата. Различие в напряженности электрического поля позволяет вначале обеспечить выделение из эмульсии более крупных глобул воды и таким образом разгрузить зону между электродами для выполнения более сложной задачи — отделения мелких капель воды. Соленая вода собирается в нижней части электродегидратора сборником 8 и выводится из аппарата. Для промывки аппарата без его вскрытия предусмотрен промывочный коллектор 9, отверстия в котором направляют струи воды на стенки корпуса.
Питание электродов осуществляется от сдвоенного трансформатора мощностью 160 кВ-A, позволяющего получить между электродами напряжение 30, 35, 40, 45 и 50 кВ. Трансформатор к электродам присоединяют с помощью двух вводов высокого напряжения.
Для обезвоживания и очистки нефтепродуктов (сжиженные газы, бензин, керосин, дизельное топливо и др.) применяют аппараты с электрическим полем постоянного регулируемого напряжения 8 — 30 кВ, которые называются электроразделителями. Электрическое поле поляризует частицы воды, которые за счет диполь -дипольного и кулоновского взаимодействия коалесцируют и осаждаются. Типовые конструкции таких электроразделителей — вертикальные аппараты объемами 16, 32 и 50 м3 с внутренним диаметром соответственно 2200, 2800 и 3400 мм и горизонтальные — объемами 50 и 100 м3 и диаметром 3400 мм. Внутри вертикальных аппаратов установлены положительный электрод сотового типа в виде камер квадратного сечения и отрицательный электрод, стержни которого проходят по оси камер. Очищаемый продукт движется снизу вверх, разбивается на отдельные потоки и обрабатывается электрическим полем в каналах между электродами. Объемная скорость обычно не превышает 1,0—1,5 объема в час. Внутри горизонтальных электроразделителей установлены электроды в виде вертикальных поперечных пластин, каждая пара соседних пластин разнополярна. ЛИТЕРАТУРА: [36, 53, 55, 69].
218
Электроосаждение (англ, electric sedimentation) — процесс осаждения твердых или жидких частиц в электрическом поле. В нефтепереработке используется при разделении неоднородных дисперсных систем. В частности, на установках каталитического крекинга — в электрофильтрах для выделения твердых частиц катализатора из потока дымовых газов, уходящих из регенератора; на установках по обезвоживанию и обессоливанию нефти — в электродегидраторах при разделении водонефтяных эмульсий; при очистке светлых нефтепродуктов и сжиженных газов — в электроразделителях ддя выделения воды и щелочи.
В электрофильтрах между отрицательно заряженным коронирующим электродом и положительно заряженным осадительным электродом создается неоднородное электрическое поле (рис. 86). При достижении некоторой критической величины напряженности электрического поля (кВ/м) в потоке возникает лавинная ионизация газа, на коронирующем электроде появляется корона с голубовато-фиолетовым свечением. При этом газ образует ионы, заряженные положительно и отрицательно, и свободные электроны, движущиеся к электродам с противоположным знаком. Поскольку отрицательно заряженные ионы и электроны более подвижны, то соприкасаясь с ионами и электронами, твердые частицы и взвешенные в газе капельки приобретают в большей части отрицательный заряд. Заряженные частицы движутся к электродам и оседают на их поверхности. Осевшие твердые частицы периодическим встряхиванием электродов удаляют из аппарата, капли жидкости стекают. Коронирующие электроды обычно выполняют из проволоки, осадительные — из труб (у трубчатых электрофильтров) и пластин (у пластинчатых). Электрофильтры работают на постоянном токе при напряжении 40 — 75 кВ. Расход электроэнергии на очистку газа в электрофильтрах сравнительно невелик — в среднем он составляет 0,5 —0,8 кВт-ч на 1000 м3 газа. Электрофильтры применяют при больших объемах очищаемого газа и когда отсутствует опасность пожара или взрыва.
219
Рис. 86. Схемы трубчатых (л) и пластинчатых (6} электродов:
1 — коронирующие электроды; 2 — трубчатые осадительные электроды; 3 — силовые линии; 4 — пластинчатые осадительные электроды. Потоки: I — исходный газ; II — очищенный газ
В электродегидраторах и электроразделителях осаждение воды из эмульсии проводят в электрическом поле как переменного, так и постоянного напряжения. Под воздействием электрического поля капли воды стано-
220
вятся диполями, деформируются, уменьшается прочность их оболочек. Они начинают двигаться, коагулируют при столкновениях и далее под действием гравитационных сил осаждаются.
ЛИТЕРАТУРА: [53, 55].
Электрофильтры (англ, electrostatik precipitators) — аппараты для очистки технологических газов и аспирационного воздуха от твердых и туманообразных загрязнений (пылей и туманов), выделяющихся в технологических процессах. Электрофильтры используют в различных отраслях промышленности, например, в нефтеперерабатывающей промышленности их применяют для очистки от катализаторной пыли дымовых газов, уходящих из регенераторов установок каталитического крекинга; для улавливания сажи из газовой смеси на установках производства технического углерода; для улавливания тумана серной кислоты из хвостовых газов в сернокислотном производстве.
При пропускании загрязненного газа через электрофильтры частицы пыли или тумана заряжаются и под действием электрического поля постоянного напряжения (40 — 75 кВ) осаждаются на электродах. После накопления определенного слоя осадка пыль удаляется механически.
В зависимости от вида улавливаемых частиц и способа их удаления электрофильтры делятся на сухие и мокрые. В сухих электрофильтрах для очистки поверхности электродов от пыли используются механизмы встряхивания ударно-молоткового типа. Пыль из бункеров выводится в сухом виде. В мокрых электрофильтрах поверхность электродов очищают от пыли промывкой водой. В электрофильтрах, предназначенных для очистки газов от туманов кислот и смол, уловленные частицы с поверхности электродов удаляются самотеком или периодической промывкой слабой кислотой. На время промывки электродов с электрофильтров снимается высокое напряжение. Равномерное газорас-
221
9
Рис. 87. Электрофильтр сажевый горизонтальный:
1 — предохранительный клапан; 2 — газораспределительная решетка; 3 — механизм встряхивания решетки; 4 — люк для обслуживания; 5 — корпус; 6 — коллектор для поддува в изоляторные коробки; 7 — изоляторная коробка; 8 — механизм встряхивания коронирующих электродов; 9 — рама подвеса коронирующих электродов; 10 — коронирующий электрод; 11 — осадительный электрод; 12 — механизм встряхивания осадительных электродов; 13 — нижняя рама для подвеса коронирующих электродов с грузами; 14 — механизм ворошения уловленных частиц. Потоки: I — исходный газ; II — уловленные частицы; III — очищенный газ; IV — поддув
пределение по сечению электрофильтров достигается при помощи установки решеток и газонаправляющих устройств.
Электрофильтры — аппараты с корпусами прямоугольной или цилиндрической формы. Внутри корпусов смонтированы осадительные и коронирующие электроды.
Электрофильтры различаются числом электрических полей по ходу газового потока (до девяти полей); по направлению движения потока газа (горизонтальные и вертикальные); по конструкции осадительных электродов (трубчатые или пластинчатые, пластины могут быть набраны из прутков).
Эффективность очистки газов электрофильтрами изменяется от 96 до 99,7 % и зависит от ряда факторов: физико-химических параметров пылегазового потока; скорости и времени пребывания газа в электрофильтрах; конструкции электродной системы; электрического режима работы электрофильтров; режима встряхивания электродов и др.
На рис. 87 представлен электрофильтр сажевый горизонтальный типа ЭСГ-15-3, применяемый для улавливания технического углерода из газовой смеси с температурой от 100 до 250 °C или катализаторной пыли на установках каталитического крекинга с пылевидным катализатором. Электрофильтр имеет площадь активного сечения 15 м2 и три электрических поля, что обеспечивает степень очистки 98 %. Удаление уловленного продукта с электродов обеспечивается механизмами ударного действия для встряхивания коронирующих и осадительных электродов.
Электрофильтры с бункерами, оснащенными меха-
223
низмом ворошения, применяются для улавливания технического углерода, без механизма ворошения — для улавливания катализаторной пыли. Ворошение уловленных частиц и их выгрузка производятся непрерывно. К особенностям рассмотренной конструкции электрофильтра следует отнести наличие над каждым из полей предохранительных клапанов большого сечения, а также систему обдувки изоляторов, предотвращающих отложение пыли в изоляторных коробках.
ЛИТЕРАТУРА: [16, 53].
СПИСОК ЛИТЕРАТУРЫ
1. Абросимов А.А. Экологические аспекты производства и применения нефтепродуктов. — М.: Изд-во «БАРС», 1999. — 732 с.
2. Абросимов А.А. Экология переработки углеводородных систем: Учеб. — М.: Химия, 2002. — 608 с.
3. Александров И.А. Массопередача при ректификации и абсорбции многокомпонентных смесей. — А.: Химия, 1975. — 320 с.
4. Александров И.А. Перегонка и ректификация в нефтепереработке. — М.: Химия, 1981. — 352 с.
5. Александров И.А. Ректификационные и абсорбционные аппараты. Методы расчета и основы конструирования. — 3-е изд., перераб. — М.: Химия, 1978. — 280 с.
6. Баннов П.Г. Процессы переработки нефти. — М.: Изд. ЦНИИТЭнефтехим, 2000. - 224 с.
7. Баннов П.Г. Процессы переработки нефти. — М.: Изд. ЦНИИТЭнефтехим, 2001. - 415 с.
8. Берне Ф.г Кордонье Ж. Водоочистка. Очистка сточных вод нефтепереработки. Подготовка водных систем охлаждения: Пер. с франц. / Под. ред. Е.И. Хабаровой и И.А. Розди-на. — М.: Химия, 1997. — 288 с.
9. Брагинский Л.Н., Бегачев В.И., Барабан В.М. Перемешивание в жидких средах. Физические основы и инженерные методы расчета. — А.: Химия, 1984. — 336 с.
10. Васильцов Э.А., Ушаков В.Г. Аппараты для перемешивания жидких сред: Справ, пособие. — А.: Машиностроение, 1979. - 271 с.
11. Видинеев Ю.Д. Дозаторы непрерывного действия. — М.: Энергия, 1978. — 183 с.
12. Вахман Г.Л., Круглов С.А. Основы конструирования аппаратов и машин нефтеперерабатывающих заводов. — 2-е изд. — М.: Машиностроение, 1978. — 328 с.
13. Владимиров А.И. Каталитический крекинг с кипящим (псевдоожиженным) слоем катализатора. Реакторно-регенера-торный блок. — М.: Нефть и газ, 1992. — 47 с.
14. Владимиров А.И. Установки каталитического риформинга. — М.: Нефть и газ, 1993. — 60 с.
225
15. Владимиров А.И., Щелкунов В.А., Круглов С.А. Основные процессы и аппараты нефтегазопереработки (краткий справочник). — М.: Нефть и газ, 1996. — 155 с.
16. Газоочистное оборудование. Каталог МНПО «Газоочистка». — М.: Изд. ЦИНТИхимнефтемаш, 1988. — 120 с.
17. Гаузнер С.И., Кивилис С.С., Осокина А.П., Павловский А.Н. Измерение массы, объема и плотности. — М.: Издательство стандартов, 1982. — 527 с.
18. Гриценко А.И., Александров И.А., Галанин И.А. Физические методы переработки и использования газа. — М., Недра, 1981. - 224 с.
19. Гриценко А.И., Истомин В.А., Кульков А.Н., Сулейманов Р.С. Сбор и промысловая подготовка газа на северных месторождениях России. — М.: ОАО «Издательство «Недра», 1999. - 473 с.
20. Гроссман Н.Я., Шнырев Г.Д. Автоматизированные системы взвешивания и дозирования. — М.: Машиностроение, 1988. - 292 с.
21. Гуревич И.Л. Технология переработки нефти и газа. В 3 ч. Ч. 1. — 3-е изд., перераб. и доп. — М.: Химия, 1972. — 360 с.
22. Дытнерский Ю.И. Процессы и аппараты химической технологии: Учеб, для вузов. В 2 ч. Ч. 1: Теоретические основы процессов химической технологии. Гидромеханические и тепловые процессы и аппараты. — 2-е изд. — М.: Химия, 1995. - 400 с.
23. Дытнерский Ю.И. Процессы и аппараты химической технологии: Учеб, для вузов. В 2 ч. Ч. 2: Массообменные процессы и аппараты. — 2-е изд. — М., Химия, 1995. — 368 с.
24. Жужиков В.А. Фильтрование. Теория и практика разделения суспензий. — 4-е изд. — М.: Химия, 1980. — 400 с.
25. Зиберт Г.К., Седых А.Д., Каицицкий Ю.А., Михайлов Н.В., Демин В.М. Подготовка и переработка углеводородных газов и конденсата. Технология и оборудование. — М.: ООО «Недра-Бизнесцентр», 2001. — 316 с.
26. Исаченко В.П., Осипова В.А., Сукомел А.С. Теплопередача. — 4-е изд. — М.: Энергоиздат, 1981. — 417 с.
27. Каминский Э.Ф., Хавкин В.А. Глубокая переработка нефти: технологический и экологический аспекты. — М.: Техника. ООО «Тума Групп», 2001. — 384 с.
28. Капустин В.М., Кукес С.Г.г Бертолусини Р. Г. Нефтеперерабатывающая промышленность США и бывшего СССР. — М.: Химия, 1995. — 304 с.
29. Капустин В.М., Сюняев З.И. Дисперсные состояния в
226
каталитических системах нефтепереработки. — М.: Химия, 1992. - 160 с.
30. Каталымов А.В., Любартович В.А. Дозирование сыпучих и вязких материалов. — Л.: Химия, 1990. — 240 с.
31. Кафаров В.В. Основы массопередачи: системы газ — жидкость, пар — жидкость, жидкость — жидкость: Учеб, для вузов. — 3-е изд., перераб. и доп. — М.: Высшая школа, 1979. - 439 с.
32. Кельцев Н.В. Основы адсорбционной техники. — 2-е изд., перераб. и доп. — М.: Химия, 1984. — 591 с.
33. Кожухотрубчатые теплообменные аппараты общего и специального назначения: Каталог ВНИИнефтемаш. — М.: Изд. ЦИНТИхимнефтемаш, 1991. — 106 с.
34. Колонные аппараты: Каталог ВНИИнефтемаш. — М.: Изд. ЦИНТИхимнефтемаш, 1992. — 26 с.
35. Коузов П.А., Малыгин АД., Скрябин Г.М. Очистка от пыли газов и воздуха в химической промышленности. — СПб.: Химия, 1993. - 316 с.
36. Левченко Д.Н., Бернштейн И.В., Николаева Н.М. Технология обессоливания нефтей на нефтеперерабатывающих предприятиях.— М.: Химия, 1985. — 168 с.
37. Мановян А.К. Технология первичной переработки нефти и природного газа: Учеб, пособие для вузов. — М.: Химия, 1999. - 568 с.
38. Оборудование для промысловой подготовки нефти, газа и воды: Каталог. — М.: Изд. ЦИНТИхимнефтемаш, 1990. — 18 с.
39. Общий курс процессов и аппаратов химической технологии: Учеб.: В 2 кн. / В.Г. Айнштейн, М.К. Захаров, Г.А. Носов и др.; Под ред. В.Г. Айнштейна. — М.: Лагос; Высшая школа, 2002. — Кн. 1. — 912 с.
40. Общий курс процессов и аппаратов химической технологии: Учеб.: В 2 кн. / В.Г. Айнштейн, М.К. Захаров, Г.А. Носов и др.; Под ред. В.Г. Айнштейна. — М.: Лагос; Высшая школа, 2002. — Кн. 2. — 872 с.
41. Основные процессы и аппараты химической технологии: Пособие по проектированию / Г.С. Борисов, В.П. Брыков, Ю.И. Дытнерский и др.; Под. ред. Ю.И. Дытнерского. — 2-е изд., перераб. и доп. — М.: Химия, 1991. — 486 с.
42. Основы расчета и проектирования теплообменников воздушного охлаждения: Справочник / А.Н. Бессонный, Г.А. Дрейцер, В.Б. Кунтыш и др.; Под. общ. ред. В.Б. Кунтыша и А.Н. Бессонного. — СПб.: Недра, 1996. — 512 с.
227
43. Пономарев В.Г., Иоакимис Э.Г., Монгайт И.Л. Очистка сточных вод нефтеперерабатывающих заводов. — М.: Химия, 1985. - 256 с.
44. Промышленные установки каталитического риформинга / В.А. Гуляев, Г.А. Ластовкин, Е.М. Ратнер и др.; Под. ред. Г.А. Ластовкина. — Л.: Химия, 1984. — 232 с.
45. Промышленные центрифуги: Каталог. — М.: Изд. ЦИНТИхимнефтемаш, 1986.— 112 с.
46. Рамм В.М. Абсорбция газов. — М.: Химия, 1976. — 656 с.
47. Расчеты основных процессов и аппаратов нефтепереработки: Справ. / Г.Г. Рабинович, П.М. Рябых, П.А. Хохряков и др.; Под ред. Е.Н. Судакова. — 3-е изд., перераб. и доп. — М.: Химия, 1979. — 568 с.
48. Рудин М.Г., Драбкин А.Е. Краткий справочник нефтепереработчика. — Л.: Химия, 1980. — 328 с.
49. Сажин Б.С. Основы техники сушки. — М.: Химия, 1984. - 320 с.
50. Сажин Б.С., Сажин В. Б. Научные основы техники сушки. — М.: Наука, 1997. — 448 с.
51. Сиденко П.М. Измельчение в химической промышленности. — 2-е изд. — М.: Химия, 1977. — 368 с.
52. Синайский Э.Г. Разделение двухфазных многокомпонентных смесей в нефтегазопромысловом оборудовании. — М.: Недра, 1990. - 272 с.
53. Скобло А.И., Молоканов Ю.К., Владимиров А.И., Щелкунов В.А. Процессы и аппараты нефтегазопереработки и нефтехимии. — 3-е изд., перераб. и доп. — М.: ООО «Недра-Бизнесцентр», 2000. — 677 с.
54. Смидович Е. В. Технология переработки нефти и газа. В 3 ч. Ч. 2. Крекинг нефтяного сырья и переработка углеводородных газов. — 3-е изд., перераб. и доп. — М.: Химия, 1980. - 328 с.
55. Справочник нефтепереработчика / Под ред. Г.А. Ластовкина, Е.Д. Радченко, М.Г. Рудина. — Л.: Химия, 1986. — 648 с.
56. Справочник по пыле- и золоулавливанию / М.И. Биргер, А.Ю. Валъдберг, Б.И. Мягков и др.; Под общ. ред. А.А. Ру-санова. — 2-е изд., перераб. и доп. — М.: Энергоатомиз-дат, 1983. — 312 с.
57. Справочник по теплообменникам. В 2 т. Т. 2: Пер. с англ. / Под ред. О.Г. Мартыненко и др. — М.: Энергоатомиз-дат, 1987. — 352 с.
228
58. Страус В. Промышленная очистка газов: Пер. с англ. — М.: Химия, 1981. — 616 с.
59. Суханов В.П. Каталитические процессы в нефтепереработке. — 3-е изд., перераб. и доп. — М.: Химия, 1979. — 343 с.
60. Технология катализаторов / И.П. Мухленов, Е.И. Добкина, В.И. Дерюжкина, В.Е. Сороко; Под ред. И.П. Мухлено-ва. — 2-е изд., перераб. — Л.: Химия, 1979. — 328 с.
61. Трейбал Р. Жидкостная экстракция. — М.: Химия, 1966. - 742 с.
62. Трубчатые печи: Каталог. — М.: Изд. ЦИНТИхимнефтемаш, 1998. — 28 с.
63. Фильтры для жидкостей: Каталог НПО «НИИхиммаш». В II ч. Ч. II. Кн. I. Фильтры периодического действия. — М.: Изд. ЦИНТИхимнефтемаш, 1992. — 44 с.
64. Фильтры для жидкостей. Каталог УкрНИИхиммаш. В II ч. Ч. II. Кн. II. Фильтры периодического действия, фильтр-прессы, патронные керамические фильтры. — М.: Изд. ЦИНТИхимнефтемаш, 1991. — 70 с.
65. Черножуков Н.И. Технология переработки нефти и газа. В 3 ч. Ч. 3. Очистка и разделение нефтяного сырья, производство товарных нефтепродуктов. — М.: Химия, 1978. — 424 с.
66. Шарихин В.В., Ентус Н.Р., Коновалов А.А., Скороход А.А. Трубчатые печи нефтегазопереработки и нефтехимии: Учебное пособие. — М.: Изд. «Сенсоры. Модули. Системы», 2000. - 392 с.
67. Шервуд Т.г Пигфорд Р., Уилки Ч. Массопередача: Пер. с англ. / Под ред. В.А. Малюсова. — М.: Химия. 1982. — 695 с.
68. Шкоропад Д.Е., Новиков О.П. Центрифуги и сепараторы для химических производств. — М.: Химия, 1987. — 255 с.
69. Электродегидраторы. Трехфазные сепараторы. Электр оразделители: Каталог ВНИИнефтемаш. — М.: Изд.
ЦИНТИхимнефтемаш, 1992. — 7 с.
70. Эрих В.Н., Расина М.Г., Рудин М.Г. Химия и технология нефти и газа. — 3-е изд., перераб. — Л.: Химия, 1985. — 408 с.
229