







































































































































































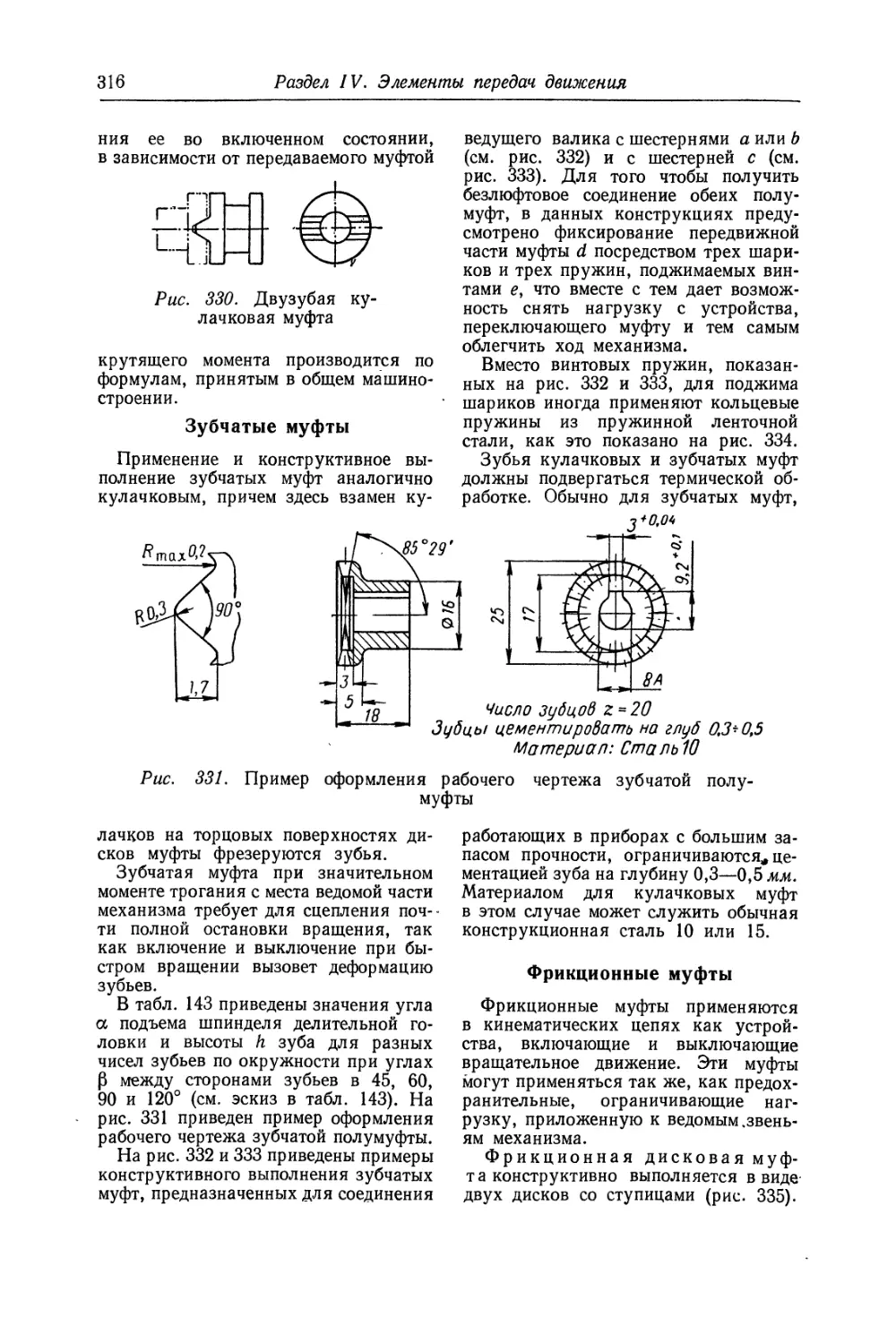
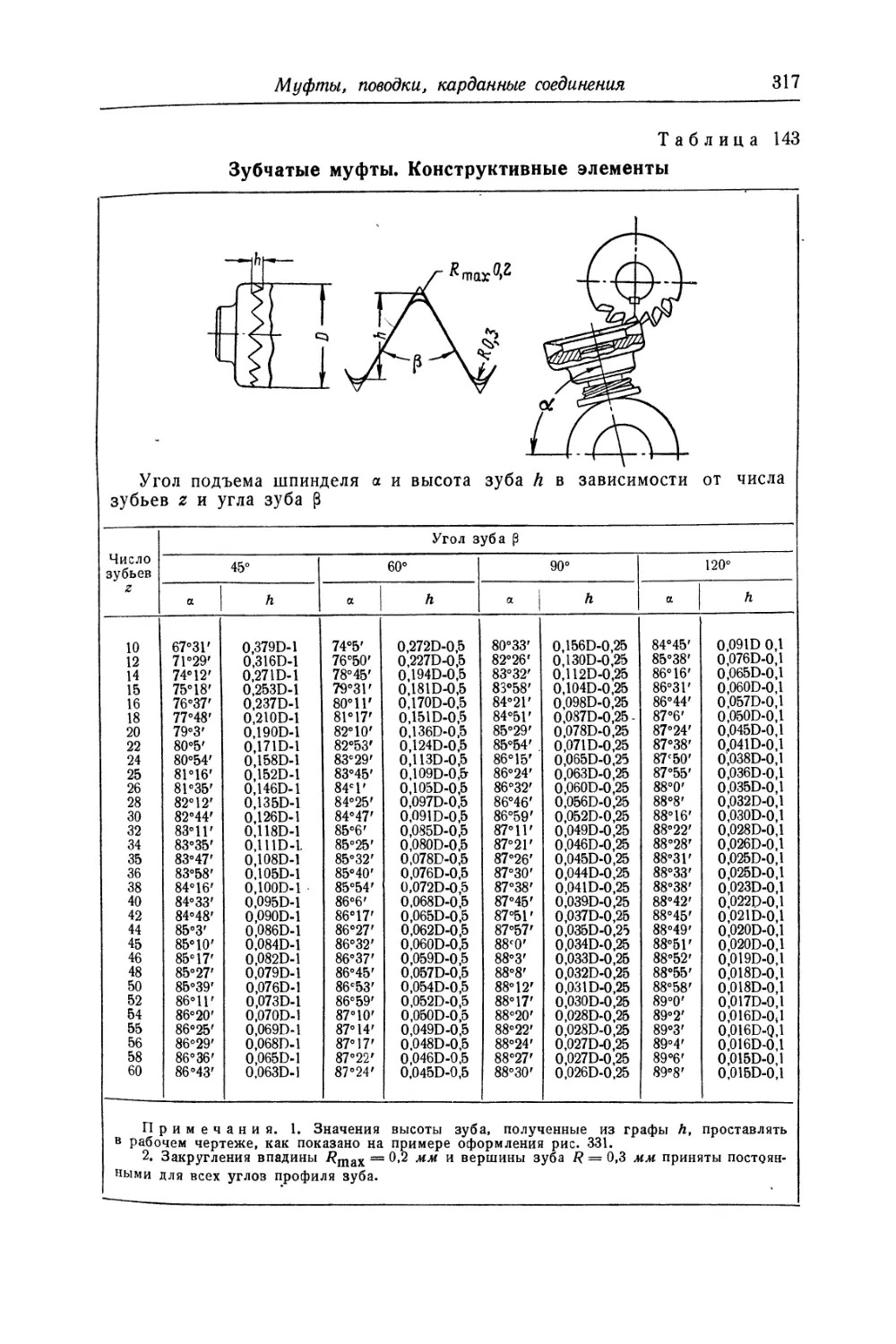

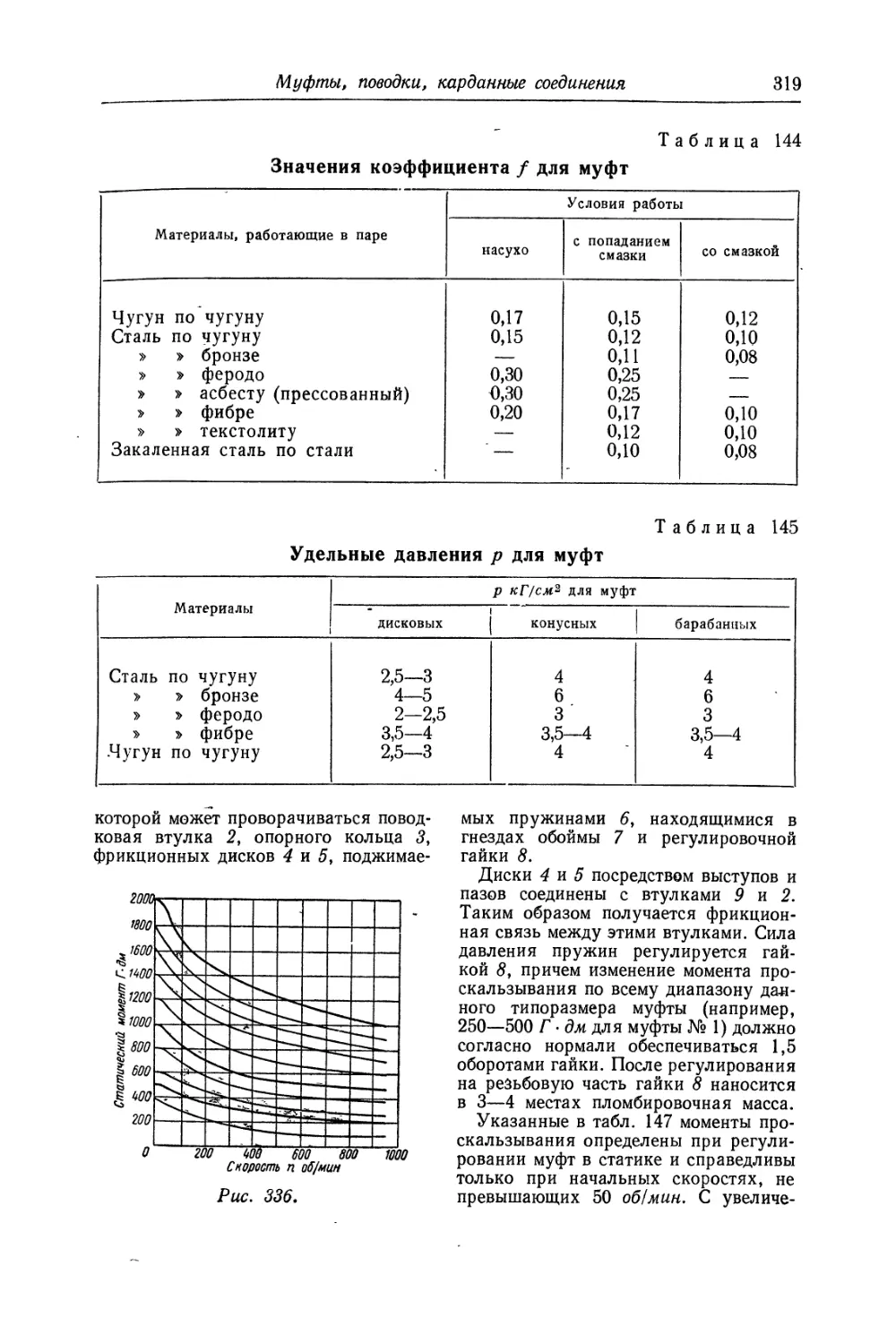






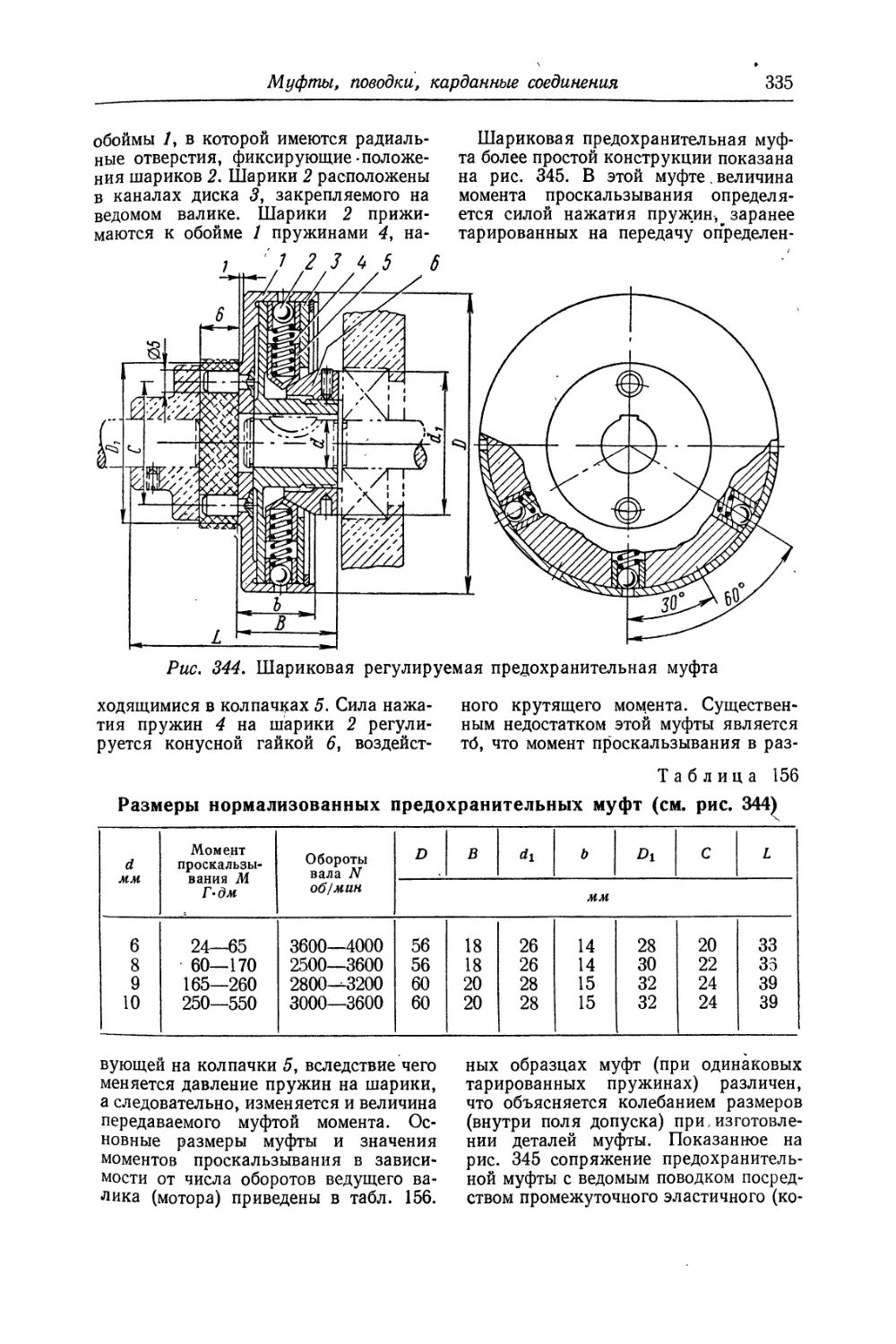
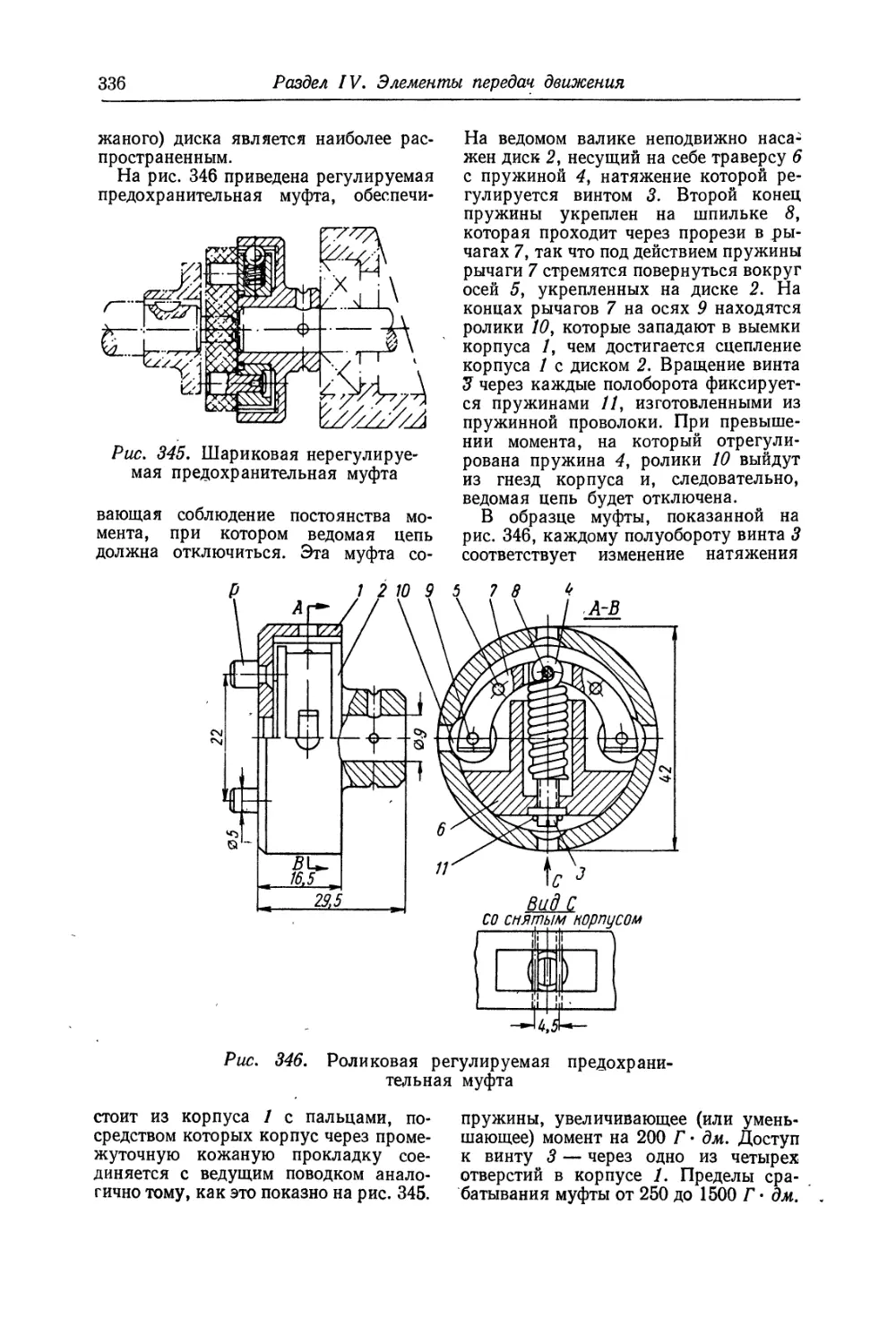
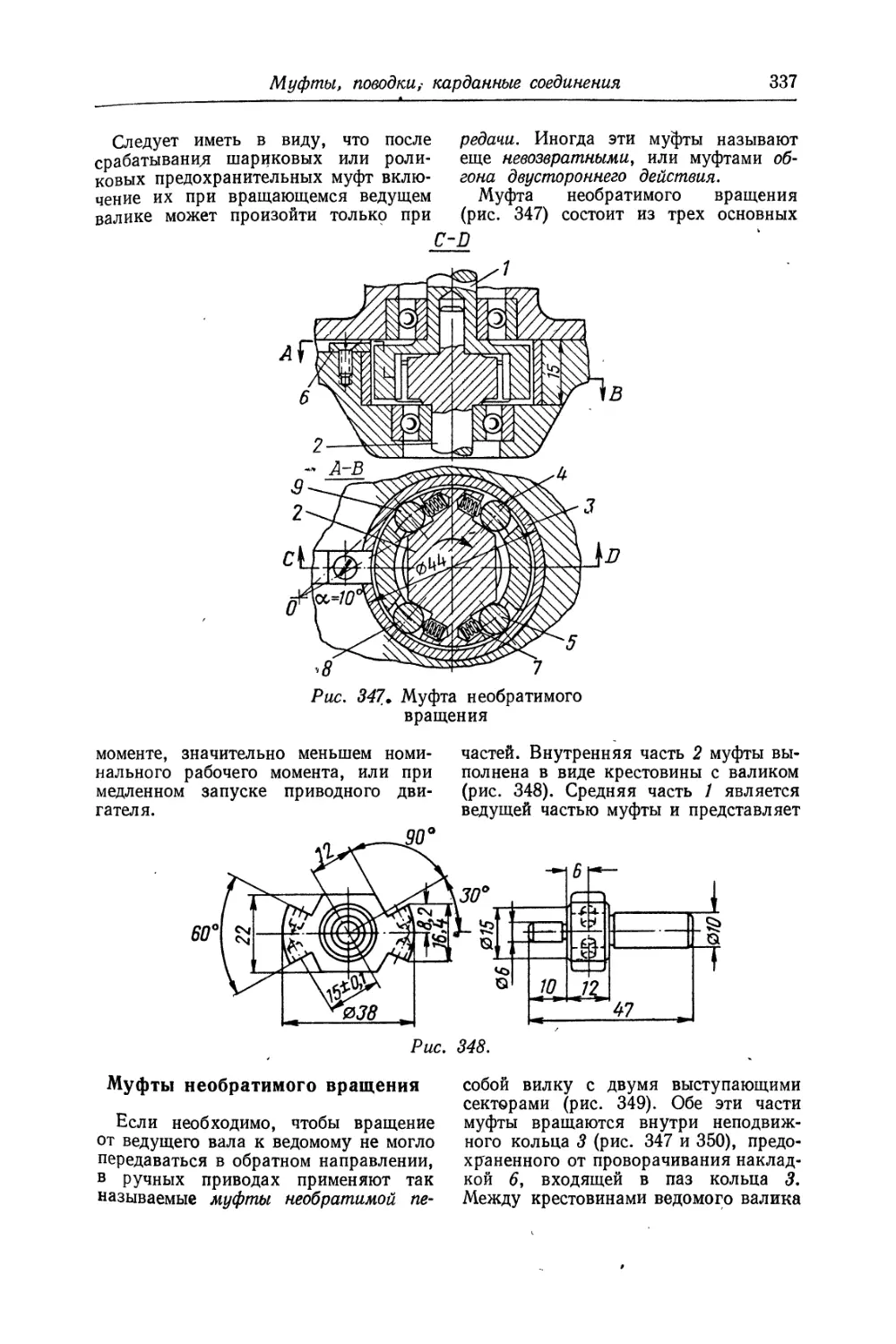

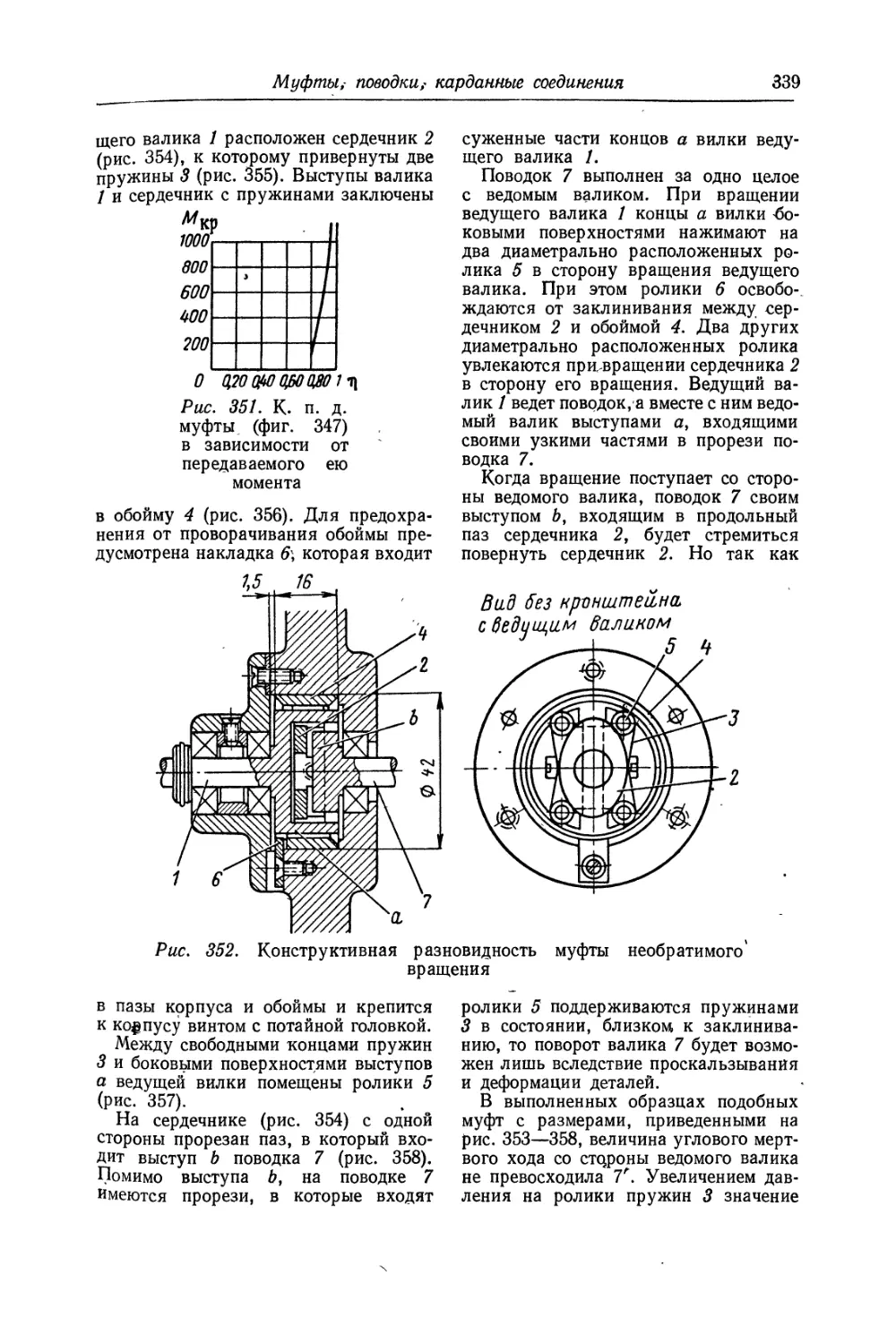








































































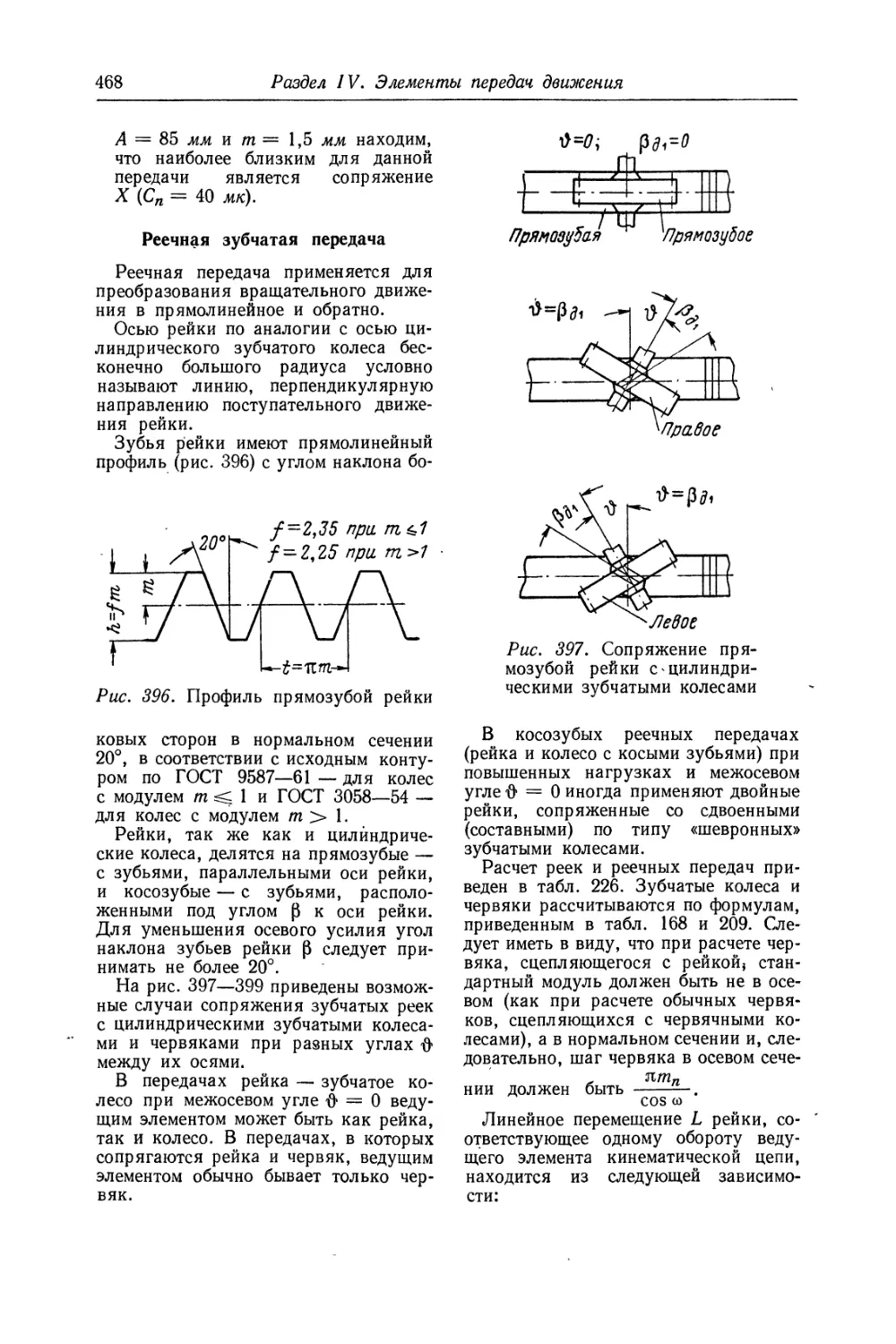
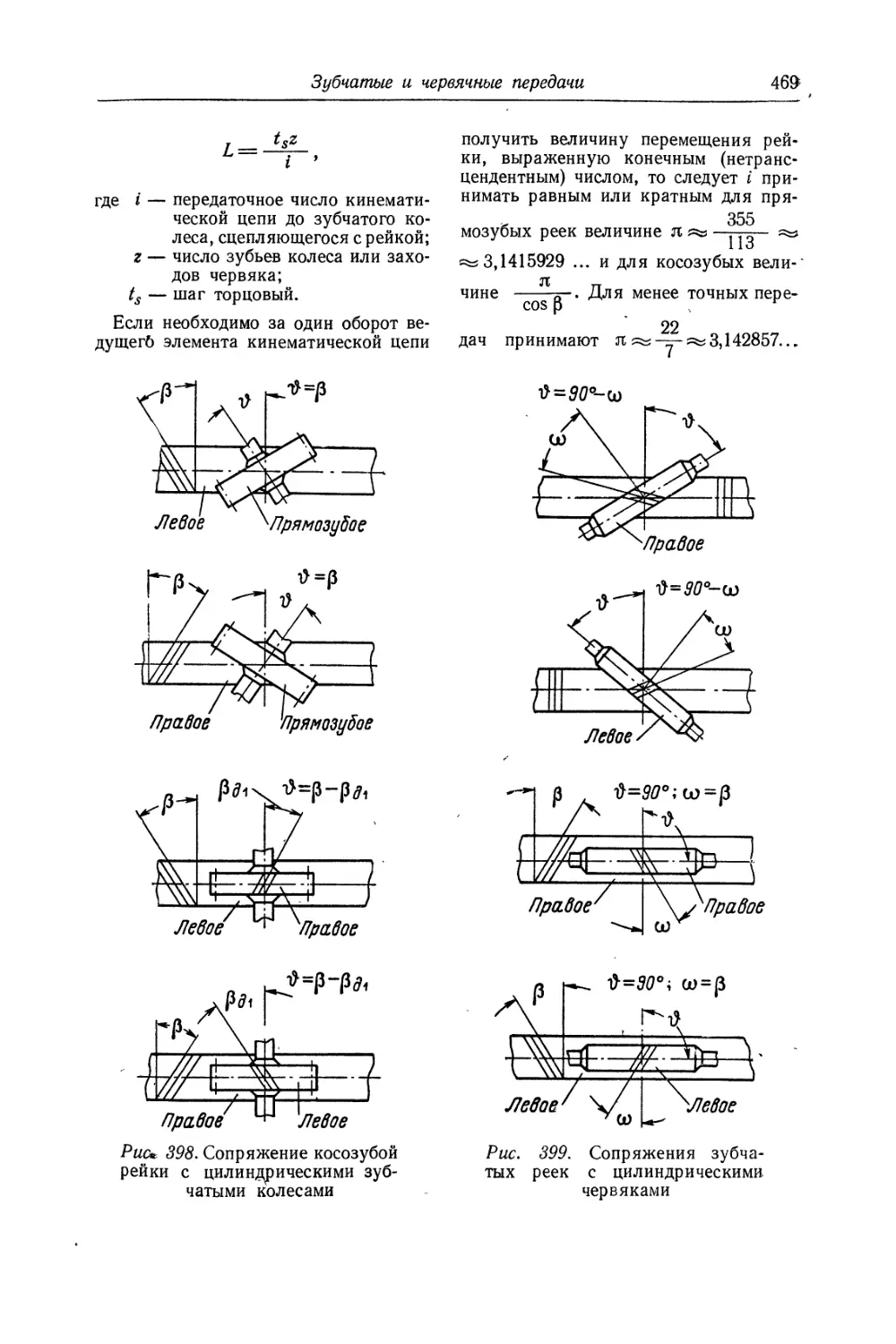





















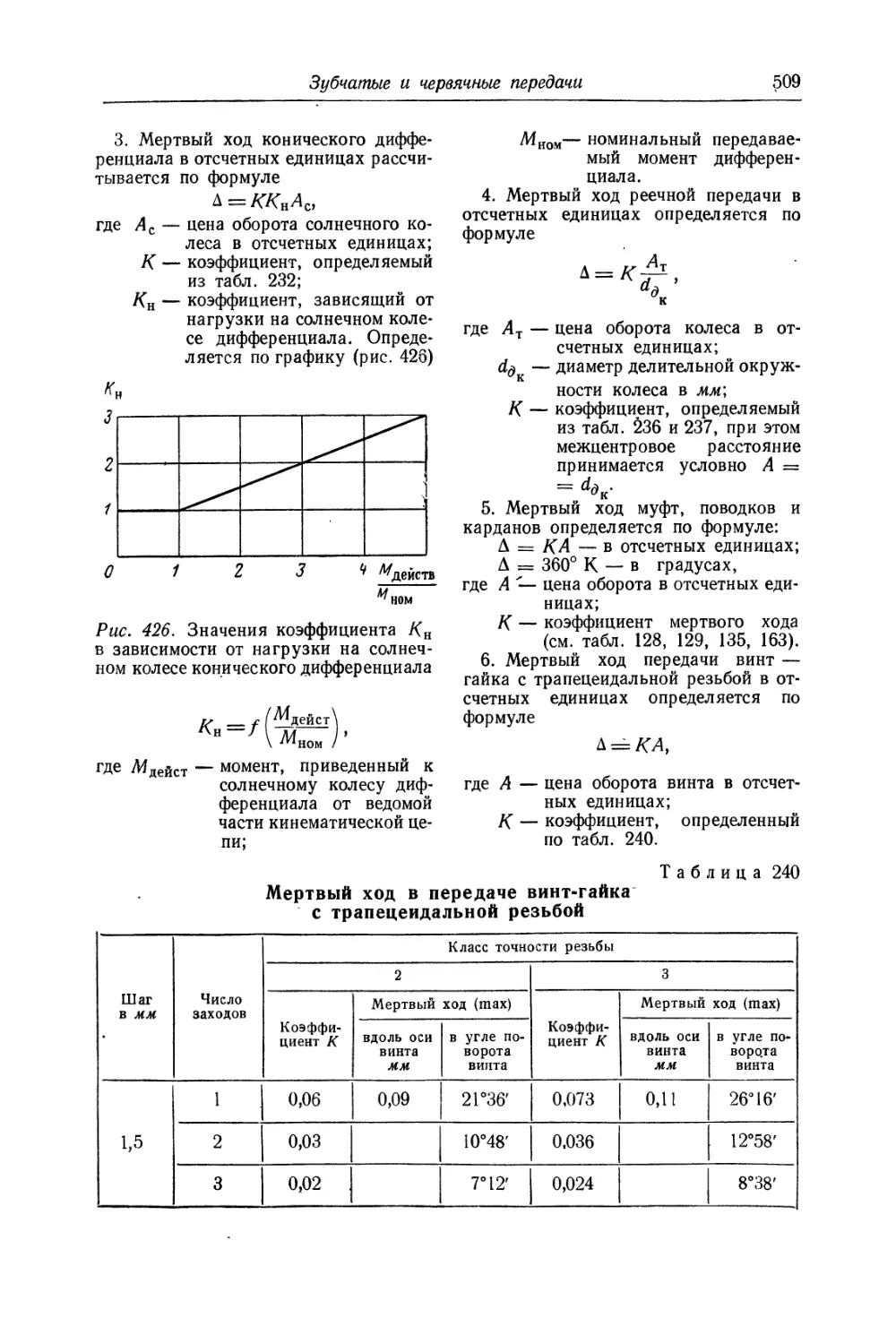












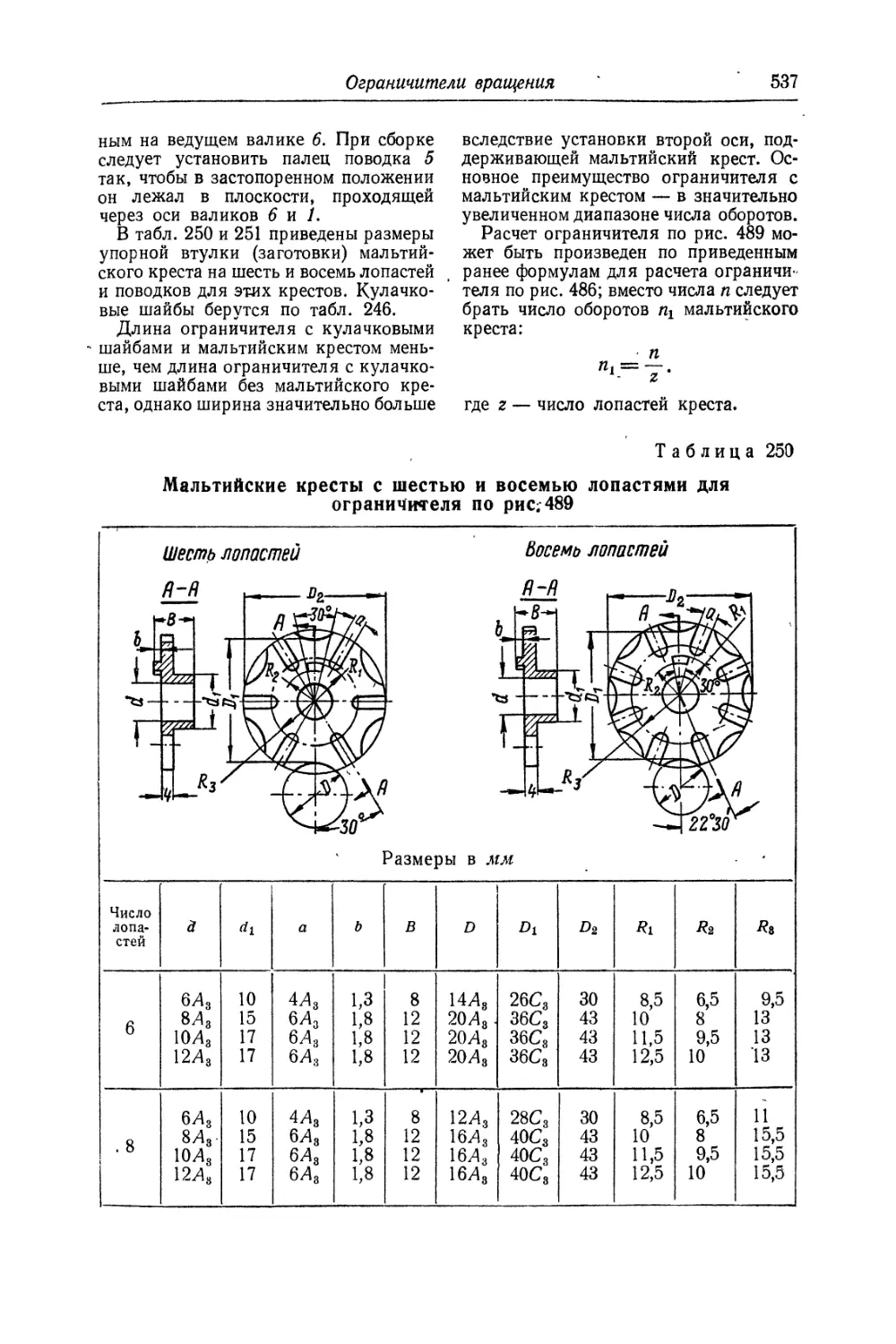
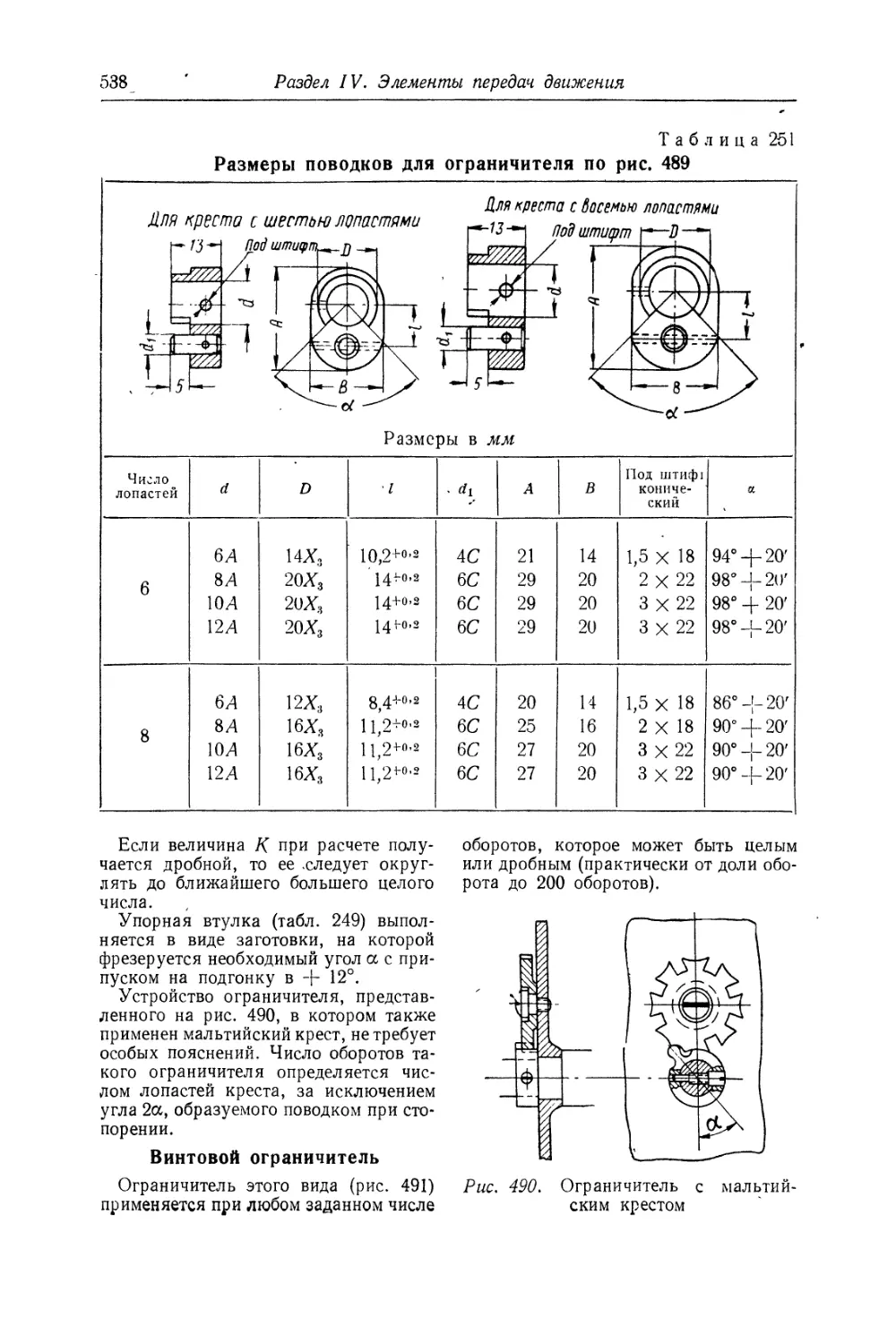
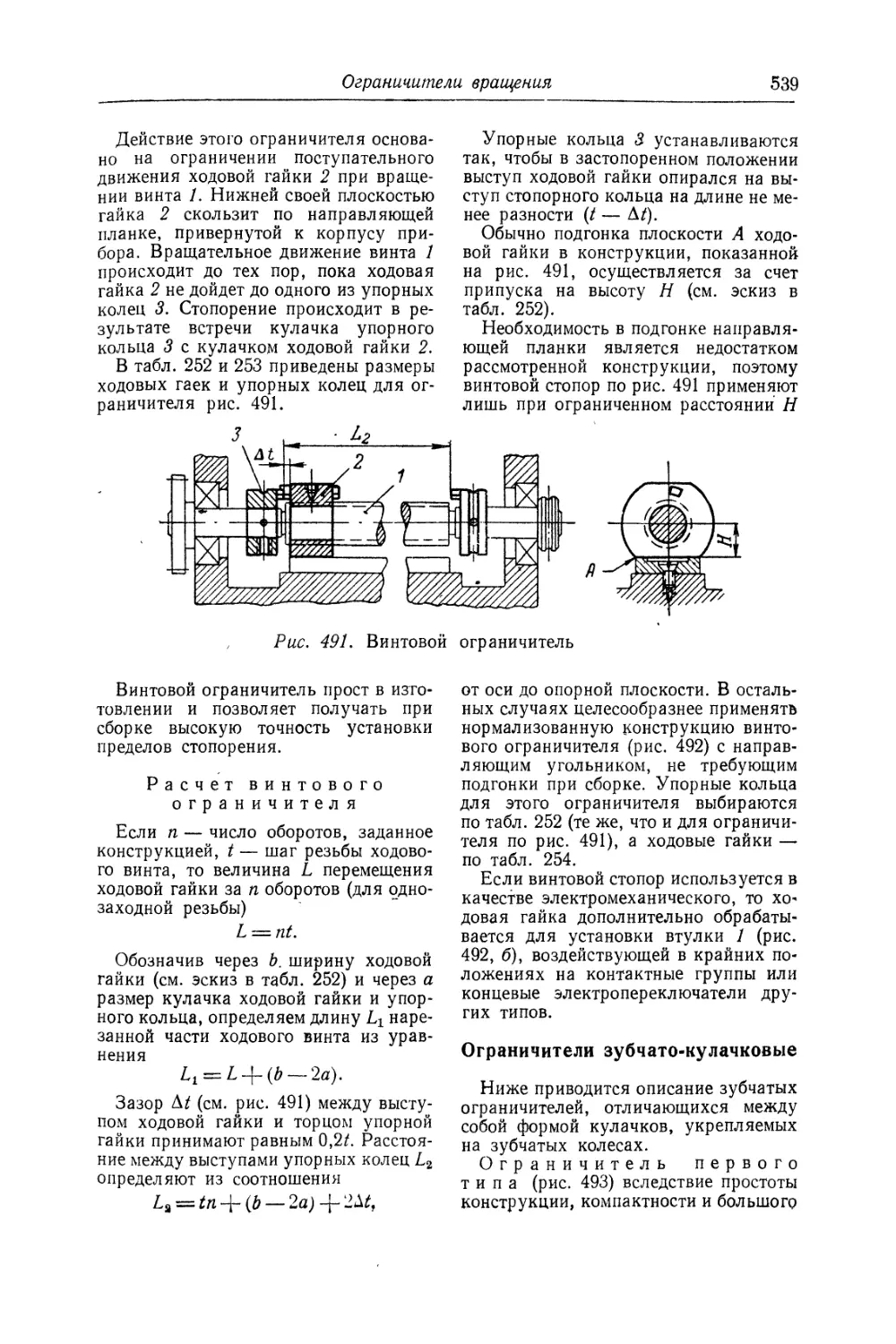
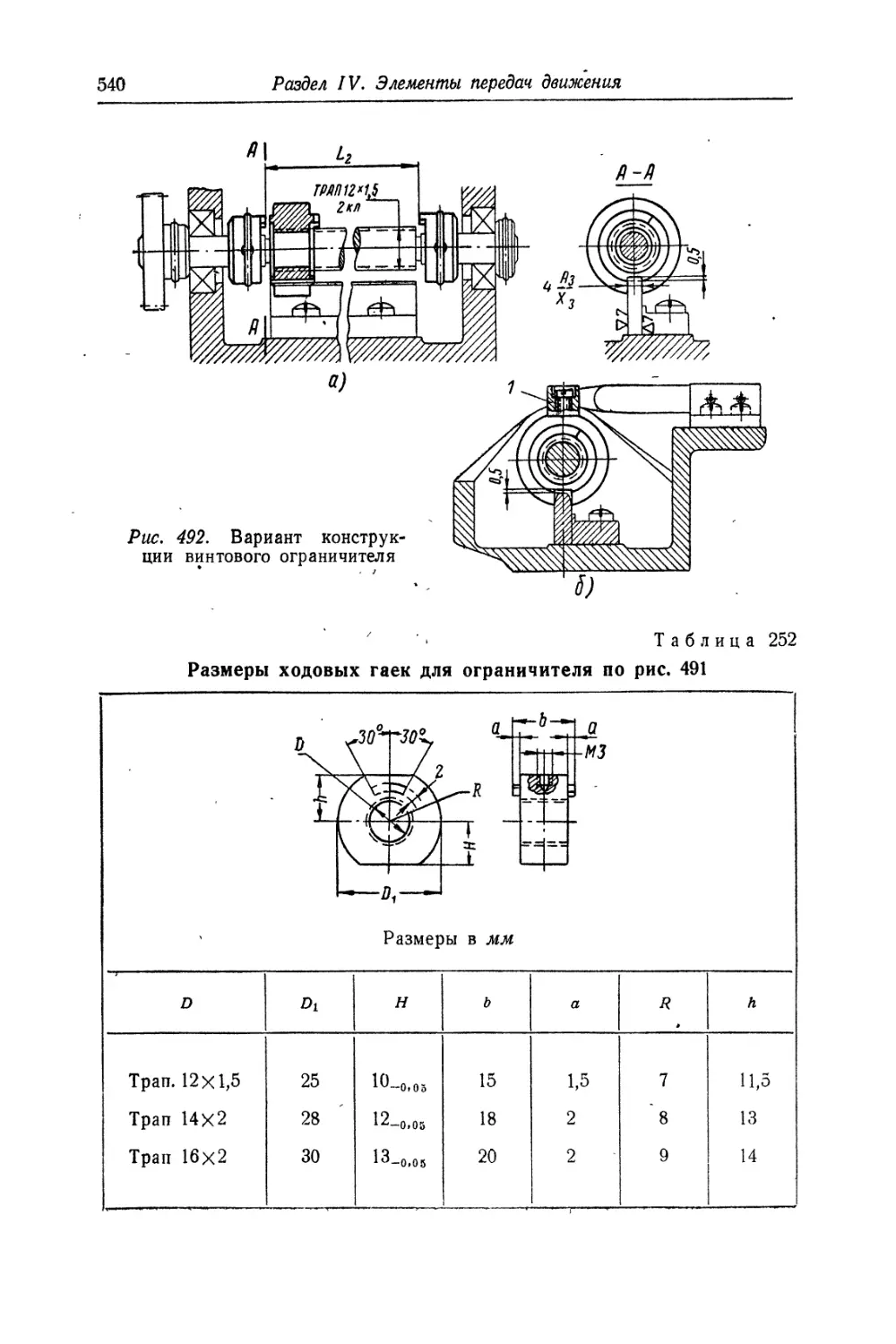




































































































Текст
И. Я. ЛЕВИН
СПРАВОЧНИК
КОНСТРУКТОРА
ТОЧНЫХ
ПРИБОРОВ
1 ПРАВОЧНИК
КОНСТРУКТОРА
ТОЧНЫХ
ПРИБОРОВ
И. я. ЛЕВИН
СПРАВОЧНИК
КОНСТРУКТОРА
ТОЧНЫХ ПРИБОРОВ
ТРЕТЬЕ ИЗДАНИЕ
ИЗДАТЕЛЬСТВО
«МАШИНОСТРОЕНИЕ»
Москва 1967
УДК 681. 2 (03)
Справочник содержит широкую техническую информацию по
допускам и посадкам, неразъемным и разъемным соединениям,
направляющим для вращательного и прямолинейного движения,
элементам кинематических цепей, пружинам и конструкционным
материалам. Кроме того, в справочнике имеются различные об-
щие сведения, необходимые конструктору.
В третье издание внесены изменения и дополнения, учиты-
вающие новые ГОСТы и ведомственные нормали, а также ряд
заводских практических материалов.
Справочник рассчитан на инженеров и техников приборостро-
ительной промышленности, вместе с тем он может быть полезен
студентам высших и средних технических учебных заведений.
ПРЕДИСЛОВИЕ К ТРЕТЬЕМУ ИЗДАНИЮ
В современной науке, промышленности, транспорте и сельс-
ком хозяйстве приборы являются как бы усовершенствованными
органами человека, которые служат ему для выполнения мате-
матических действий, для контроля, регистрации и управления
разнообразными процессами, при измерениях, регулировании и
пр. От того, насколько совершенны приборы, во многом зависит
дальнейший прогресс всех областей народного хозяйства.
Приборостроение стало крупной отраслью промышленности,
которая должна развиваться опережающими темпами, чтобы удов-
летворить растущие потребности всех отраслей народного хозяйства.
Директивы XXIII съезда КПСС по пятилетнему плану раз-
вития народного хозяйства СССР на 1966—1970 гг. предусмат-
ривают увеличение выпуска приборов почти вдвое. Коренным об-
разом изменится и качественный состав нашей продукции. Обно-
вится половина всей номенклатуры приборов.
Высокий уровень технических параметров, надежность, техно-
логичность конструкции — вот основные требования, которые
предъявляет к приборам современный уровень науки и техники.
Цель настоящего справочника — дать конструктору-приборо.-
строителю основные сведения, в которых чаще всего возникает
надобность при конструировании механических приборов и их
элементов.
При переиздании представилось целесообразным для удобства
пользования объединить большую часть справочных данных в
таблицы, содержащие окончательные сведения, не требующие по-
яснений в тексте.
Справочник содержит семь разделов:
I — допуски и посадки; II — неразъемные соединения; III — разъ-
емные соединения; IV — элементы передач движения; V — направ-
ляющие движения; VI —пружины и VII — таблицы физико-меха-
1*
4
Предисловие к третьему изданию
нических свойств материалов. Разделы „Математика" и „Меры ве-
личин" в третье издание не включены, что позволило расширить
объем сведений в остальных разделах справочника.
При подготовке справочника для третьего издания частично
были использованы главы, написанные для первого издания
А. И. Фроловым и М. В. Никитиным, В. В. Романовым и
3. С. Стальской, и глава „Специальные шарикоподшипники", со-
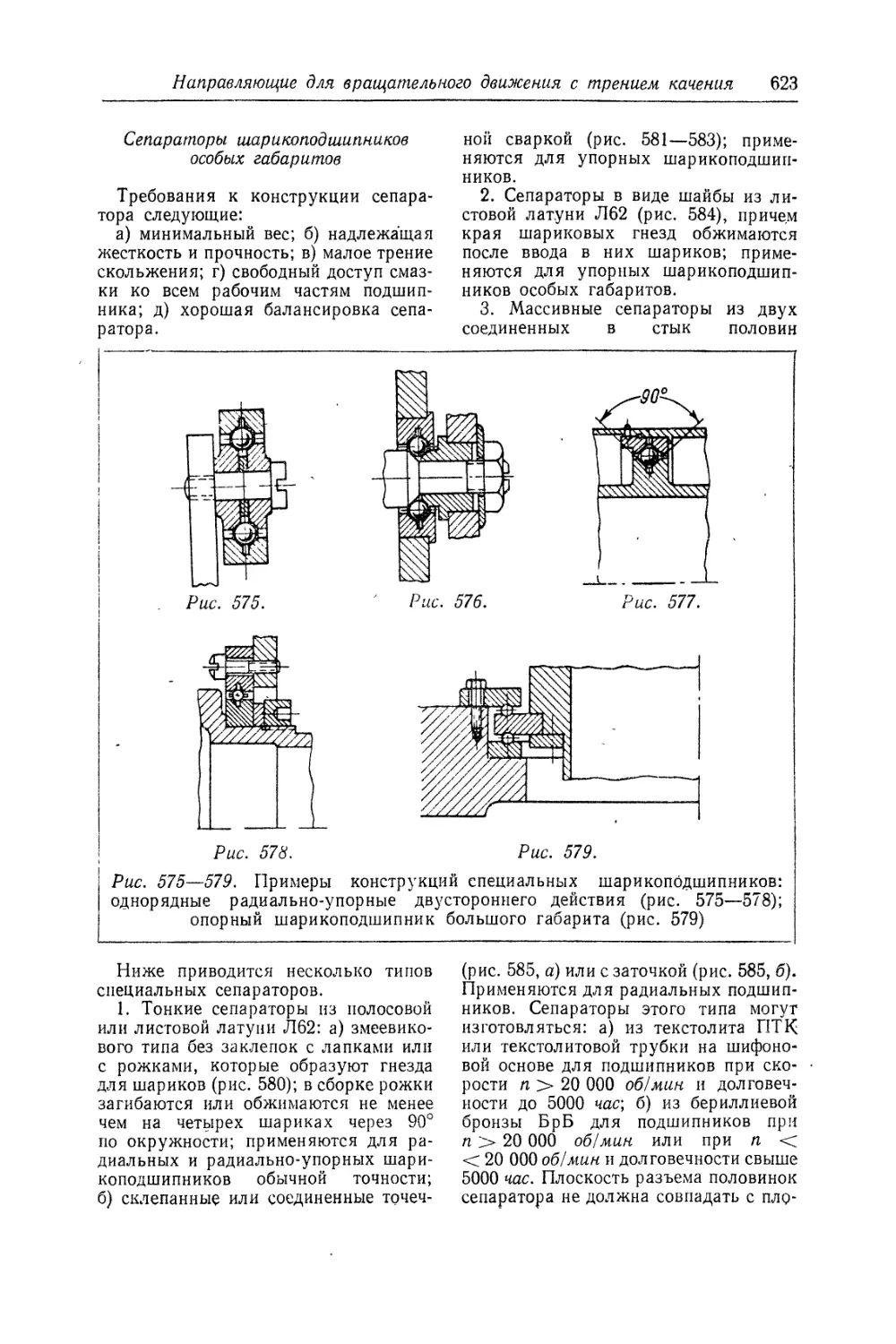
ставленная автором совместно с инженером И. М. Карпухиным.
Раздел „Допуски и посадки" и раздел „Зубчатые и червячные пе-
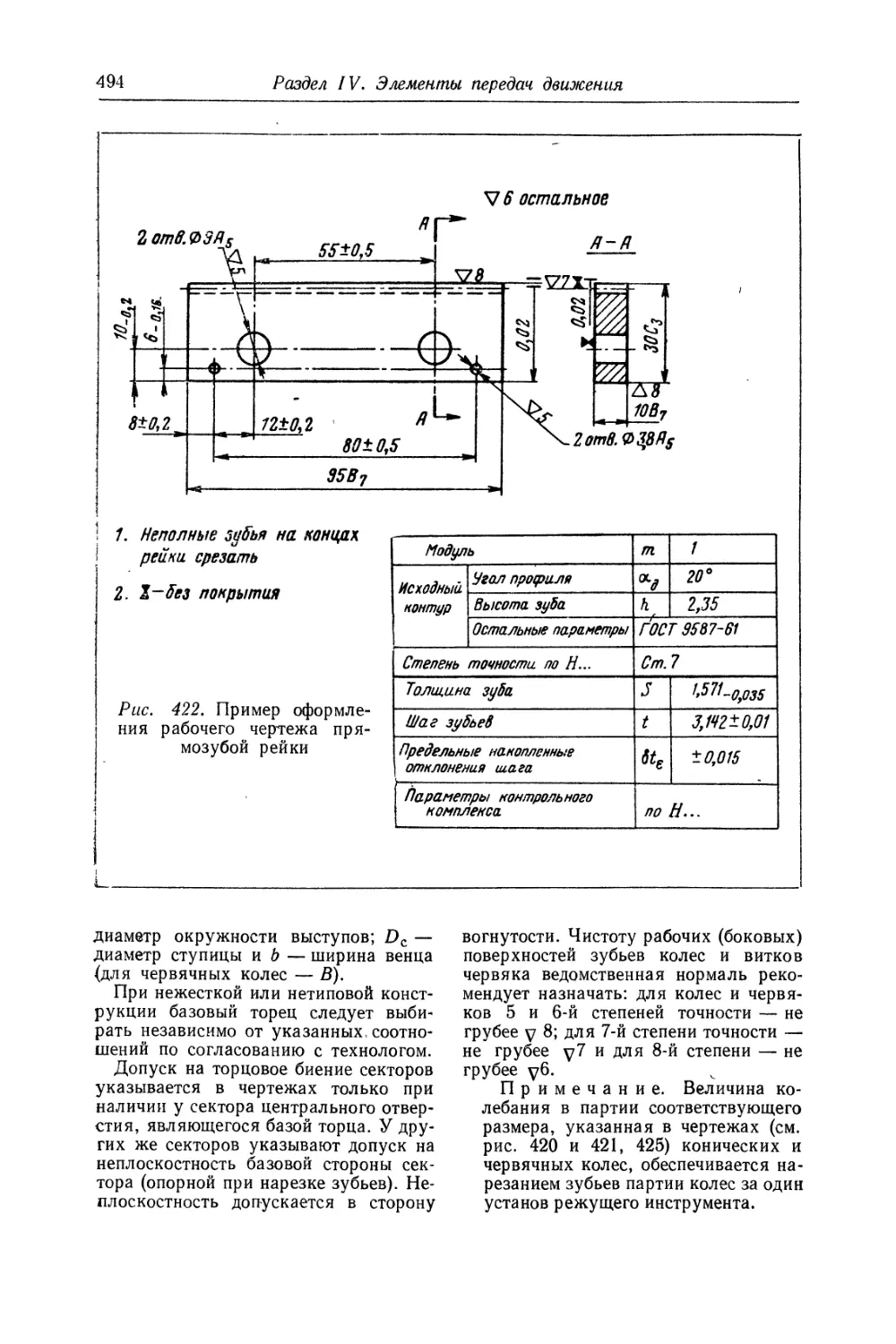
редачи", в который включена глава „Расчет моментов и мертвых
ходов", написанная инженером Р. Н. Бурдаевым, подверглись
значительной переработке.
В остальные разделы справочника внесены изменения и до-
полнения, учитывающие ряд заводских практических материалов,
новые государственные стандарты и ведомственные нормали. Кро-
ме того, учтены и внесены также замечания и пожелания чита-
_ телей.
Большое количество писем, полученных после первых изданий
книги, позволяют надеяться, что читатели и в дальнейшем не от-
кажут автору в помощи по переработке справочника, направляя
свои замечания и пожелания по адресу: Москва, К-51, Петров-
ка, 24, издательство „Машиностроение".
РАЗДЕЛ I
ДОПУСКИ и посадки
1. ОСНОВНЫЕ понятия
ИОПРЕДЕЛЕНИЯ. ТАБЛИЦЫ
ДОПУСКОВ И ПОСАДОК
Для достижения взаимозаменяе-
мости, правильного соединения и
сопряжения деталей необходимо, что-
бы размеры их находились в опре-
деленных пределах, допускаемых кон-
струкцией механизма и задаваемых
в чертеже.
ГОСТ .7713—62 распространяется
на гладкие цилиндрические соедине-
ния и соединения с параллель-
ными плоскостями.
В соединении двух деталей, входя-
щих одна в другую, различают охва-
тывающую и охватываемую поверх-
ности соединения. В цилиндрических
соединениях охватывающая поверх-
ность носит общее название «отвер-
стие», а охватываемая — «вал». На-
звания «отверстие» и «вал» условно
применимы также и к другим охватыва-
ющим и охватываемым поверхностям.
Номинальный размер есть основ-
ной расчетный размер, служащий на-
чалом отсчета отклонений.
Действительным называется раз-
мер, полученный в результате изме-
рения с допускаемой погрешностью.
Примечание. Предельные от-
клонения и допуски, устанавливае-
мые стандартами, относятся к дета-
лям, размеры которых определены
при температуре 20° С ГОСТ 9249—59.
Предельными называются два пре-
дельных значения размера, между
которыми должен находиться действи-
тельный размер. Большее из них на-
зывается наибольшим предельным
размером, меньшее — наименьшим
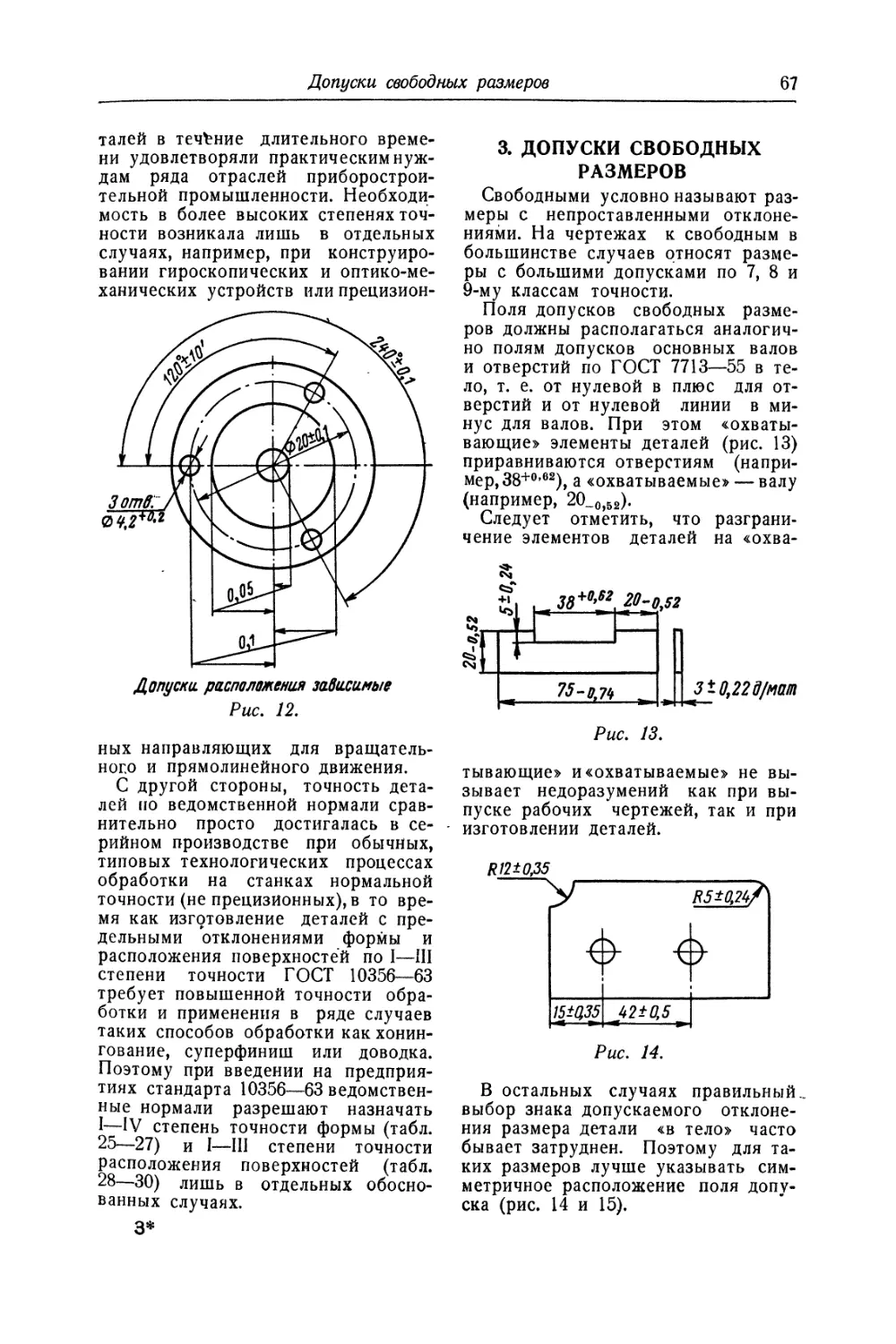
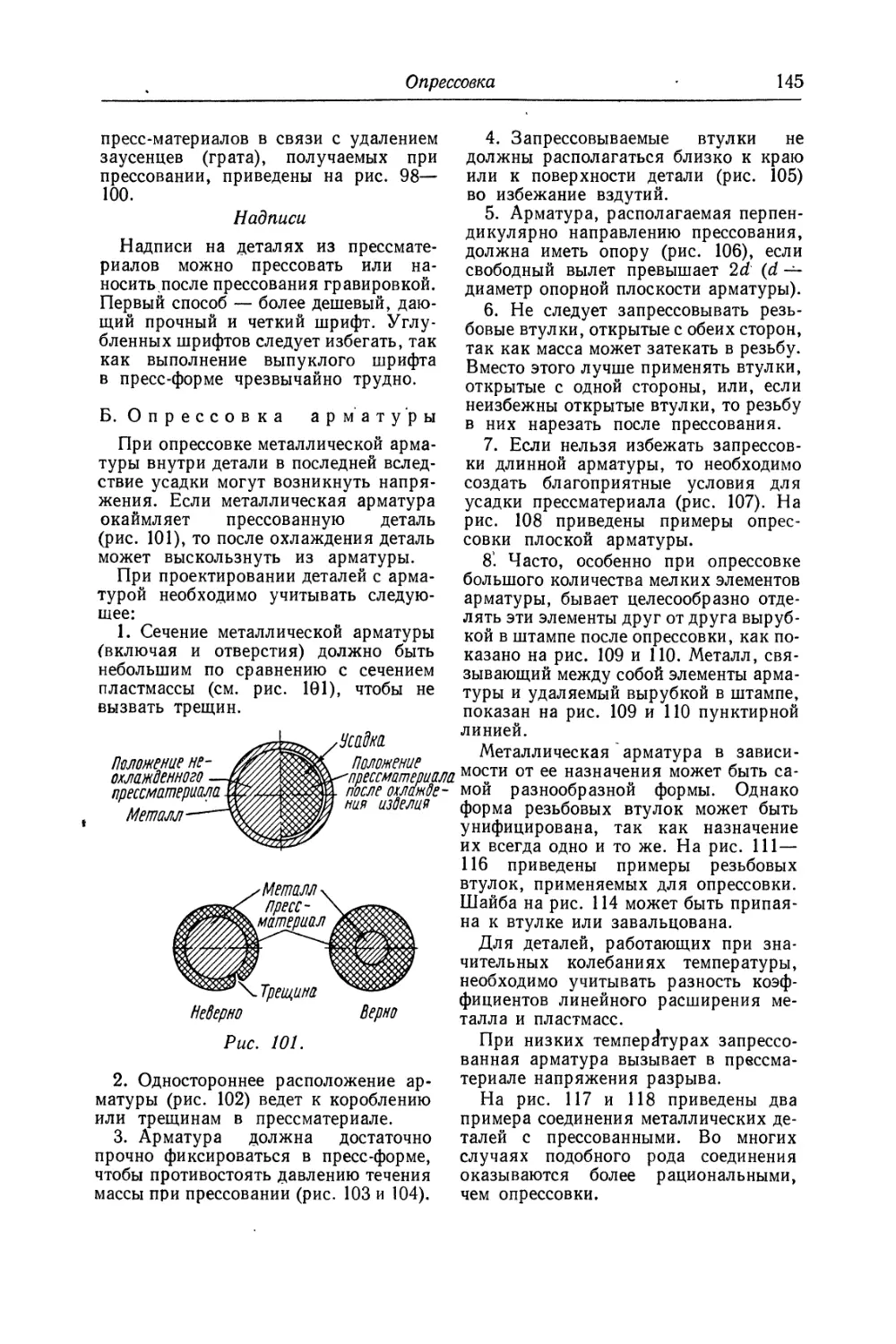
предельным размером (рис. 1).
Отклонением размера называется
алгебраическая разность между раз-
мером и его номинальным значени-
ем. Отклонение является положи-
тельным, если размер больше номи-
нального, и отрицательным, если раз-
мер меньше номинального.
Действительным отклонением на-
зывается алгебраическая разность
между действительным и номиналь-
ным размерами.
Верхним предельным отклонением
называется алгебраическая разность
между наибольшим предельным раз-
мером и номинальным, а нижним
предельным отклонением—алгебраи-
ческая разность между наименьшим
предельным размером и номиналь-
ным.
Допуском размера называется раз-
ность между наибольшим и наимень-
шим предельными размерами.
Нулевой линией называется линия,
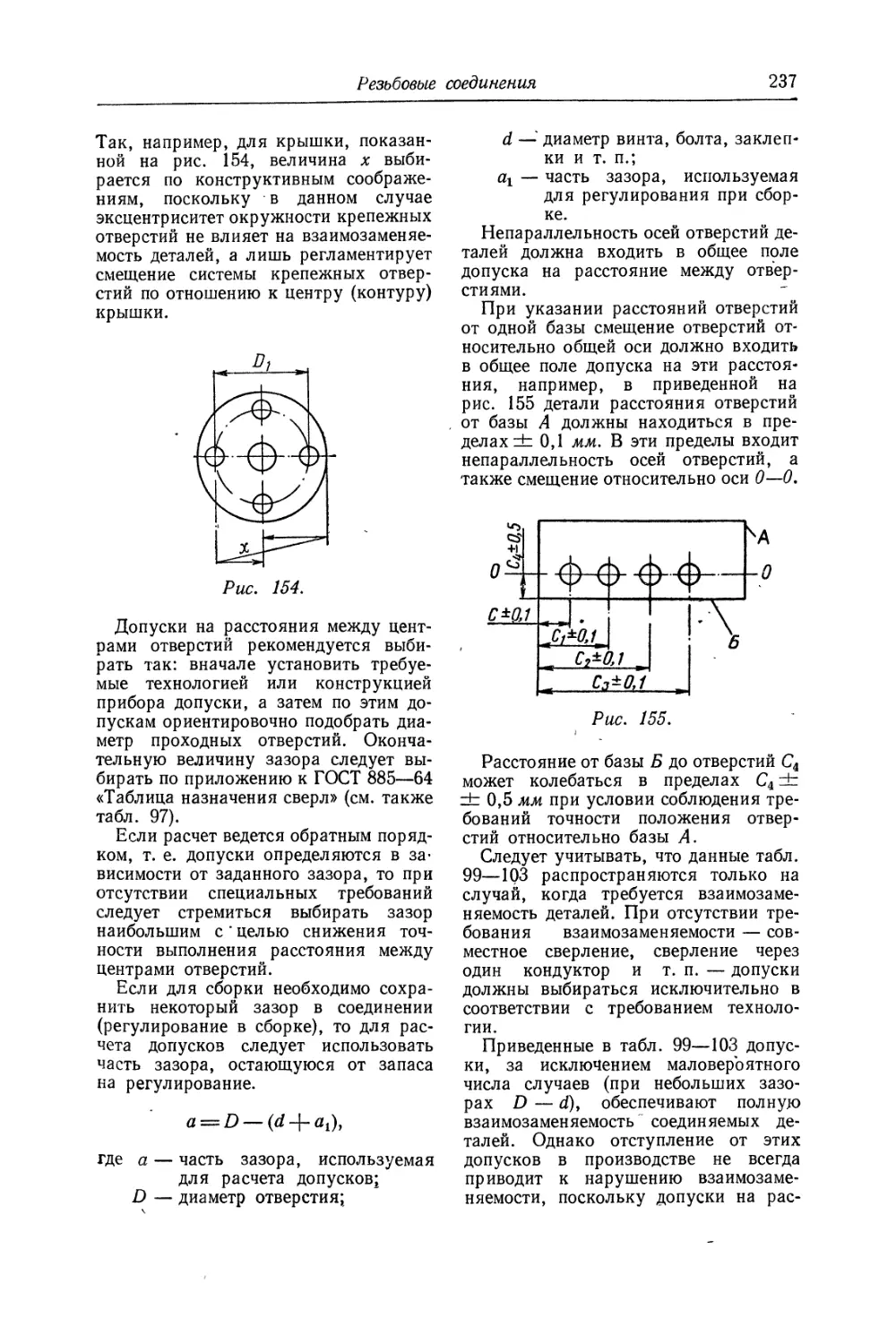
соответствующая номинальному раз-
меру, от которой откладываются от-
клонения размеров при графическом
изображении допусков и посадок
(см. рис. 1). Положительные откло-
нения откладываются вверх от
нулевой линии, отрицательные —
вниз.
Полем допуска называется интервал
значений размеров, ограниченный
предельными размерами; оно опре-
деляется величиной допуска и его
расположением относительно номи-
нального размера. На схеме ттоле до-
пуска изображается зоной между ли-
ниями, соответствующими верхнему
и нижнему предельным отклонениям.
Верхняя граница поля допуска соот-
ветствует наибольшему предельному
размеру, нижняя — наименьшему пре-
дельному размеру.
6
Раздел I. Допуски и посадки
Посадкой называется характер со-
единения деталей, определяемый ве-
личиной получающихся в нем зазоров
или натягов. Посадка характеризует
большую или меньшую свободу от-
носительного перемещения соединяе-
б) посадки с натягом, при которых
обеспечивается натяг в соединении;
в) переходные посадки, при кото-
рых возможно получение как натя-
гов, так и зазоров.
Наибольшим и наименьшим зазо-
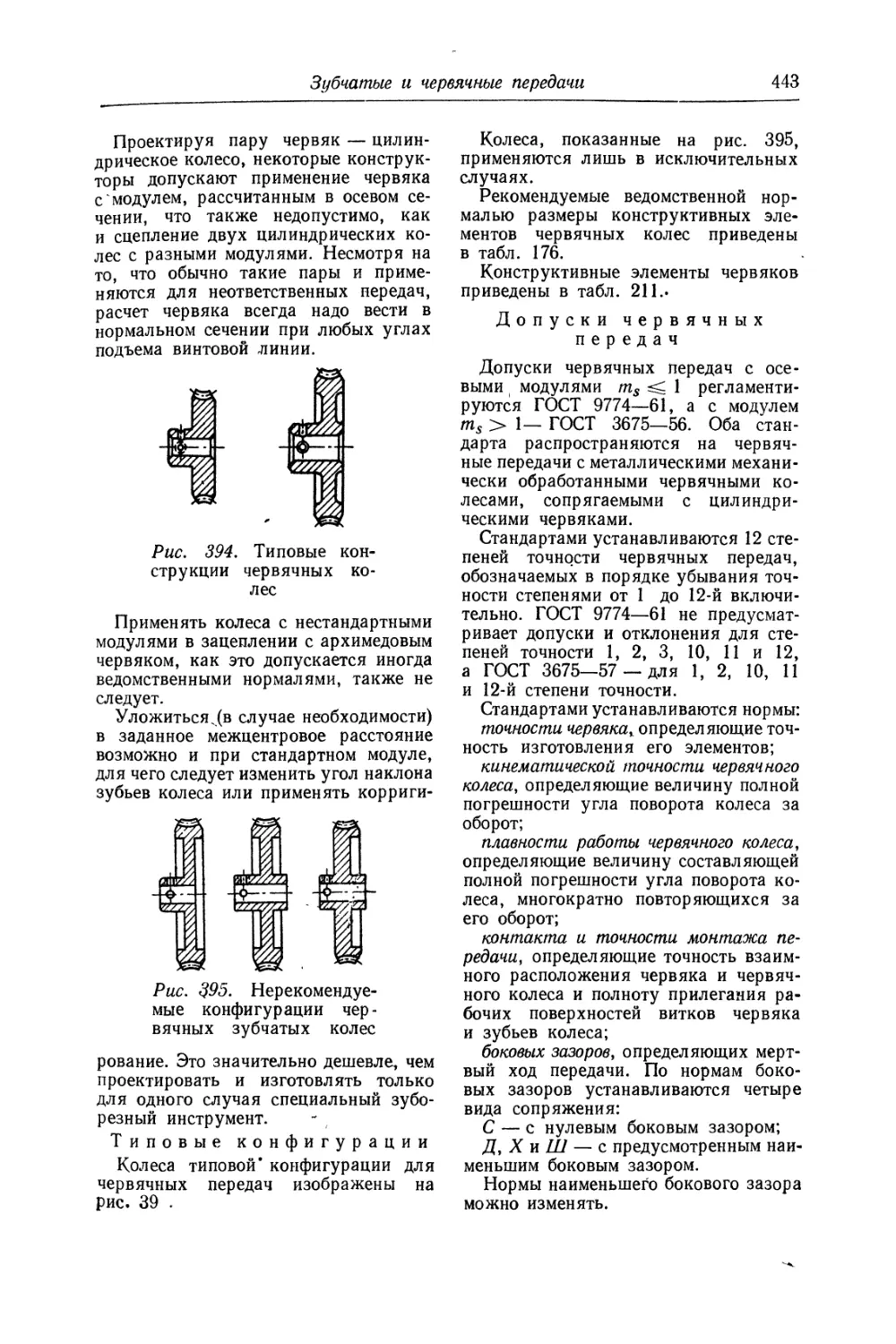
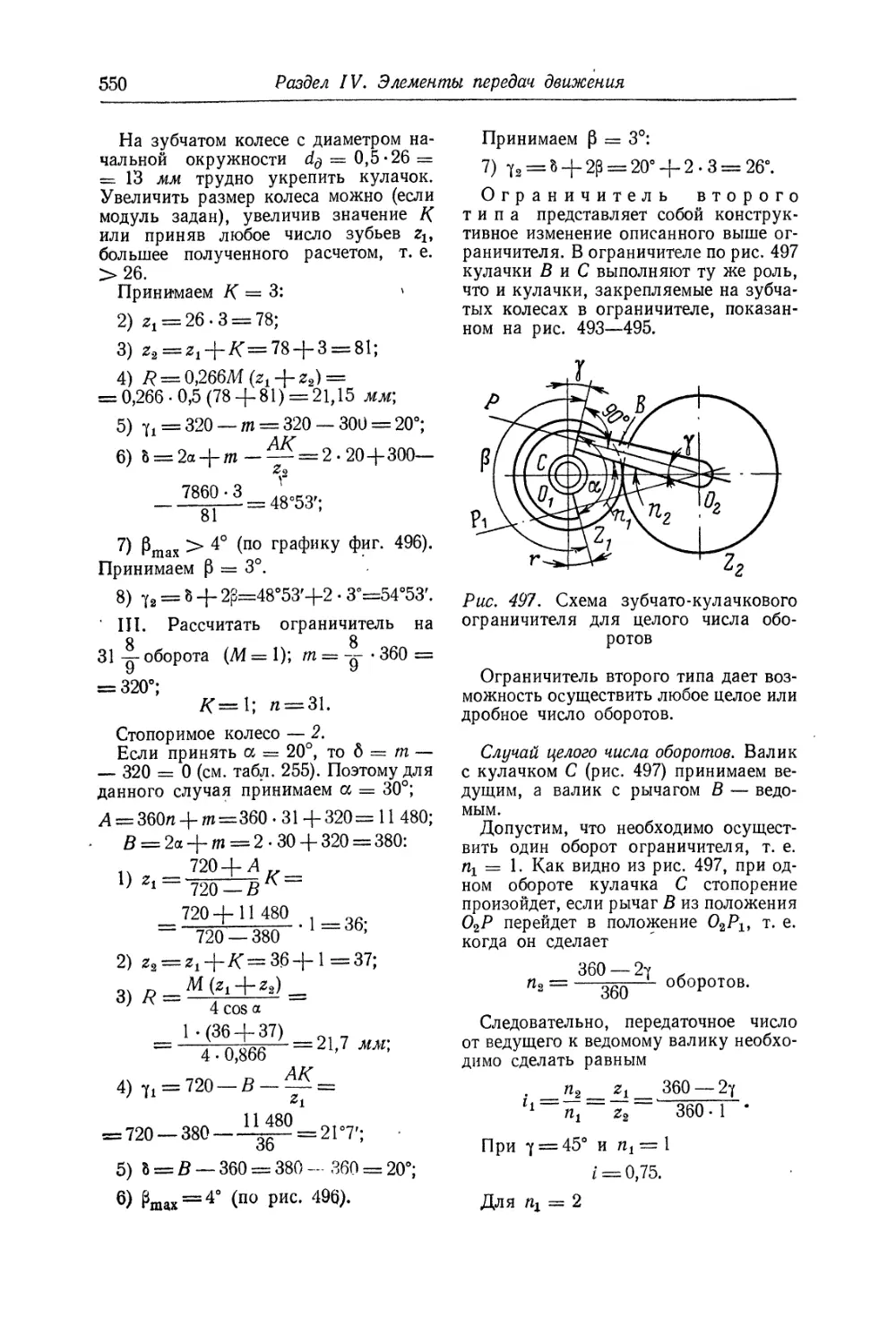
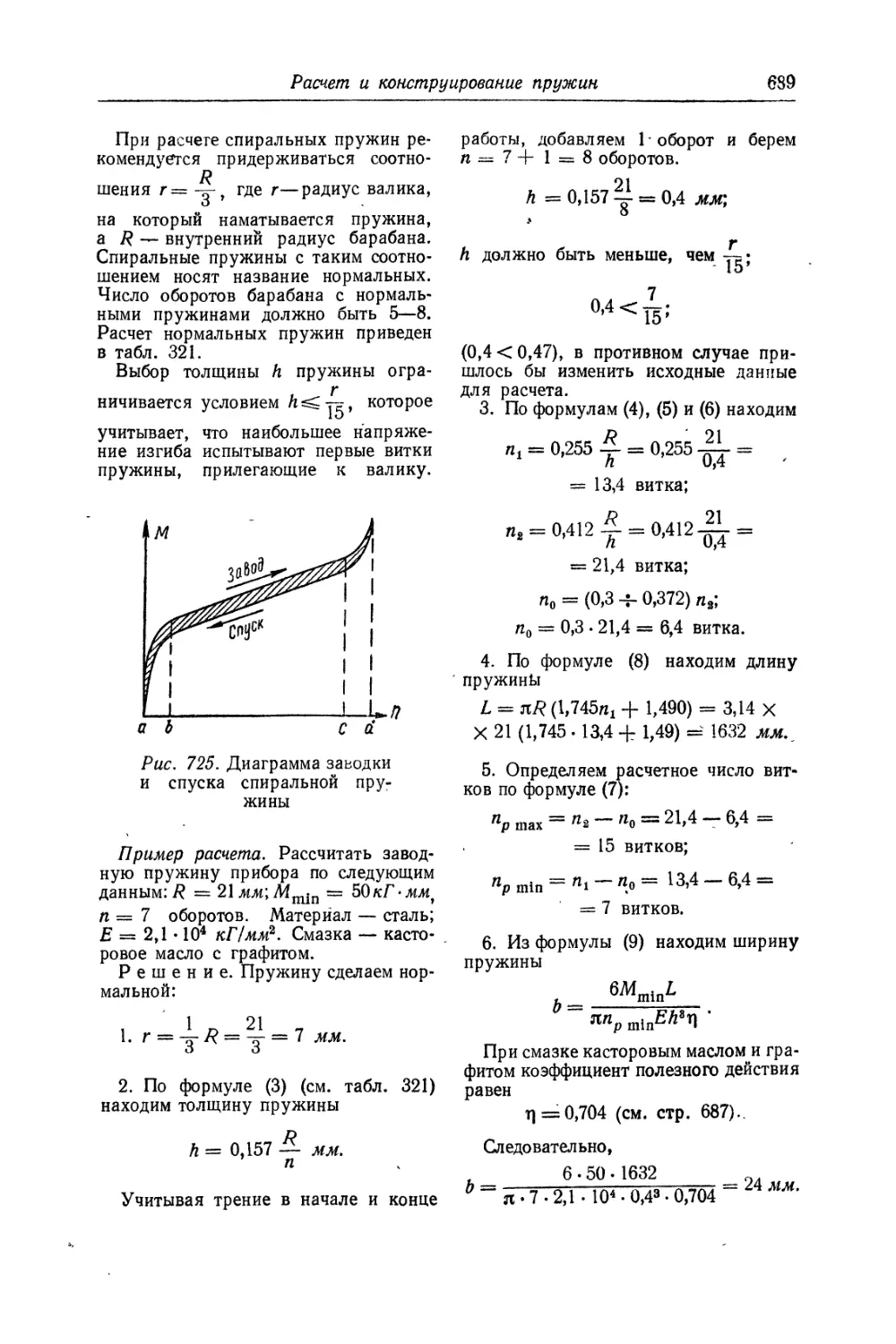
Рис. 1.
мых деталей или степень сопро-
тивления их взаимному смещению.
. Зазором называется положитель-
ная разность между размерами от-
верстия и вала (размер отверстия
больше размера вала).
Натягом называется положитель-
ная разность между размерами вала
и отверстия до сборки деталей (раз-
мер вала больше размера отверстия).
Посадки подразделяются на три
группы:
а) посадки с зазором, при которых
обеспечивается зазор в соединении.
К этим посадкам относятся также и
«скользящие» посадки, в которых
нижняя граница поля допуска от-
верстия совпадает с верхней грани-
цей поля допуска вала;
ром (или натягом) называются два
предельных значения, между кото-
рыми должен находиться зазор (или
натяг).
Допуском посадки называется раз-
ность между наибольшими и наи-
меньшими зазорами (в посадках с
зазором) или наибольшим и наимень-
шим натягом (в посадках с натягом).
В переходных посадках допуск по-
садки равен алгебраической разности
между наибольшим и наименьшим
натягами или сумме наибольшего
натяга и наибольшего зазора.
Основными называются посадки,
образованные сочетаниями полей до-
пусков валов или отверстий с поля-
ми допусков основных отверстий или
основных валов одного и того же
Основные понятия и определения. Таблицы допусков и посадок
7
класса точности. Комбинированными
называются посадки, образованные
сочетаниями стандартизованных по-
лей допусков отверстий и валов из
разных классов точности и разных
систем.
Системой отверстия называется
совокупность посадок, в ' которых
предельные отклонения отверстий
одинаковы (при одном и том же
классе точности и одном и том же
номинальном размере), а различные
посадки достигаются изменением
предельных отклонений вала. Во всех
стандартных посадках системы отвер-
стия нижнее отклонение отверстий
равно нулю. Такое отверстие называ-
ется основным отверстием. Поля допу-
сков основных отверстий обознача-
ются буквой «А».
Системой вала называется сово-
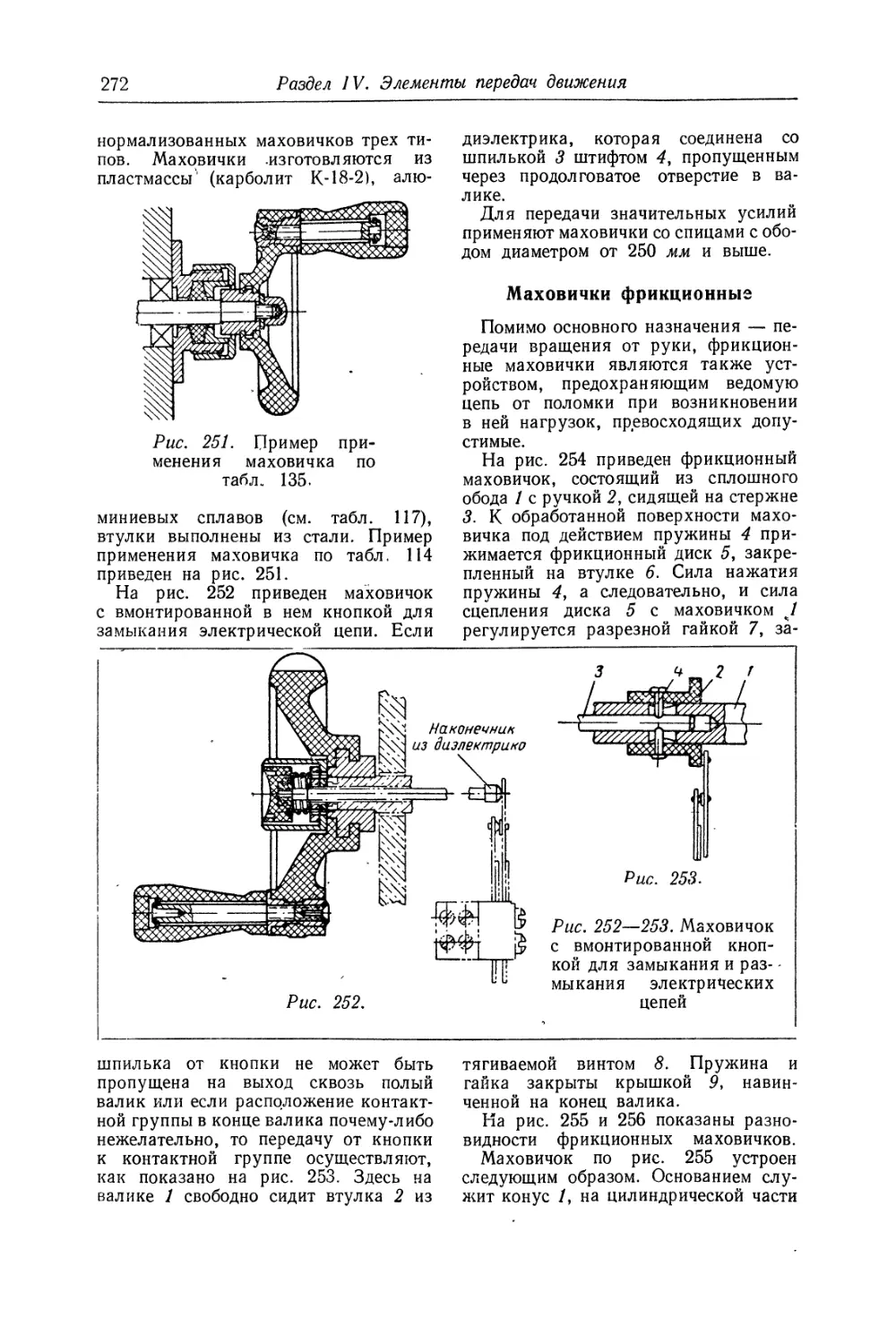
купность посадок, в которых пре-
дельные отклонения валов одинако-
вы (при одном и том же классе точ-
ности и одном и том же номиналь-
ном размере) а различные посадки
достигаются изменением предельных
отклонений отверстий. Во всех стан-
дартных посадках системы вала верх-
нее отклонение вала равно нулю. Та-
кой вал называется основным валом.
Поля допусков основных валов обоз-
начаются буквой «В».
Классы точности. В зависимости
от величины допусков отверстий и
валов ряды допусков и посадок груп-
пируются по классам точности. По
стандартам посадки установлены в
следующих классах точности:
для размеров от 0,1 до 1 и от 1
до 500 мм—1; 2; 2а; 3; За; 4
и 5;
для размеров свыше 500 до
10000 мм — 2; 2а; 3; За; 4 и 5;
для размеров менее 0,1 мм (по
ГОСТ 8809—58) установлены лишь
ряды допусков в классах точности
01; 0; 1; 2; 2а; 3; За; 4 и 5.
Когда нет необходимости в допу-
сках, предусмотренных для валов и
отверстий стандартных посадок, уста-
новлены «большие допуски»:
для размеров от 0,1 до 1 мм —
классы 6 и 7 по ГОСТ 3047—54;
для размеров от I до 500 мм —
классы 7; 8 и 9 по ОСТ 1010;
для размеров свыше 500 до
10000 мм — классы 7; 8; 9; 10 и
11 поГОСТ 2689—54.
Для предпочтительного примене-
ния при номинальных размерах 1—500
мм устанавливаются два ряда полей
допусков отверстия и валов. В пер-
вую очередь должны применяться
поля допусков 1-го ряда, а затем 2-го
ряда. Остальные стандартизованные
поля допусков могут применяться
только тогда, когда невозможно ис-
пользовать предпочтительные поля
допусков.
Проектируя какую-либо деталь и
устанавливая для нее определенную
точность, конструктор' должен учи-
тывать, что для измерения этой де-
тали потребуется специальный ка-
либр— пробка или скоба, а для из-
готовления— развертки, оправки и
т. п. Чем меньше будет деталей раз-
личных диаметров на производстве,
тем технологичнеё будет прибор в
целом. Поэтому номинальные разме-
ры детали должны выбираться из
ряда нормальных диаметров и длин,
принятых для данной отрасли про-
мышленности, как ограничение ГОСТ
6636—60 (см. табл. 1). ,
Допуски и посадки по системе от-
верстия и системе вала приведены
в табл. 2—16.
В табл. 4—14 обозначения полей
допусков предпочтительного приме-
нения 1-го ряда заключены в рамки
с толстыми линиями, 2-го ряда — в
рамки с тонкими линиями.
В табл. 17 приведены посадки,
принятые на ряде приборостроитель-
ных заводов, как ограничение обще-
союзной системы допусков. Практи-
ка показывает, что приведенные в
табл. 17 посадки, за исключением не-
большого числа случаев, полностью
удовлетворяют нуждам приборо-
строительной промышленности.
В табл. 18 приведены общие ука-
зания по выбору посадок, перечис-
ленных в табл. 17.
В табл. 19 приведены нормальные
конусности по ГОСТ 8593—57.
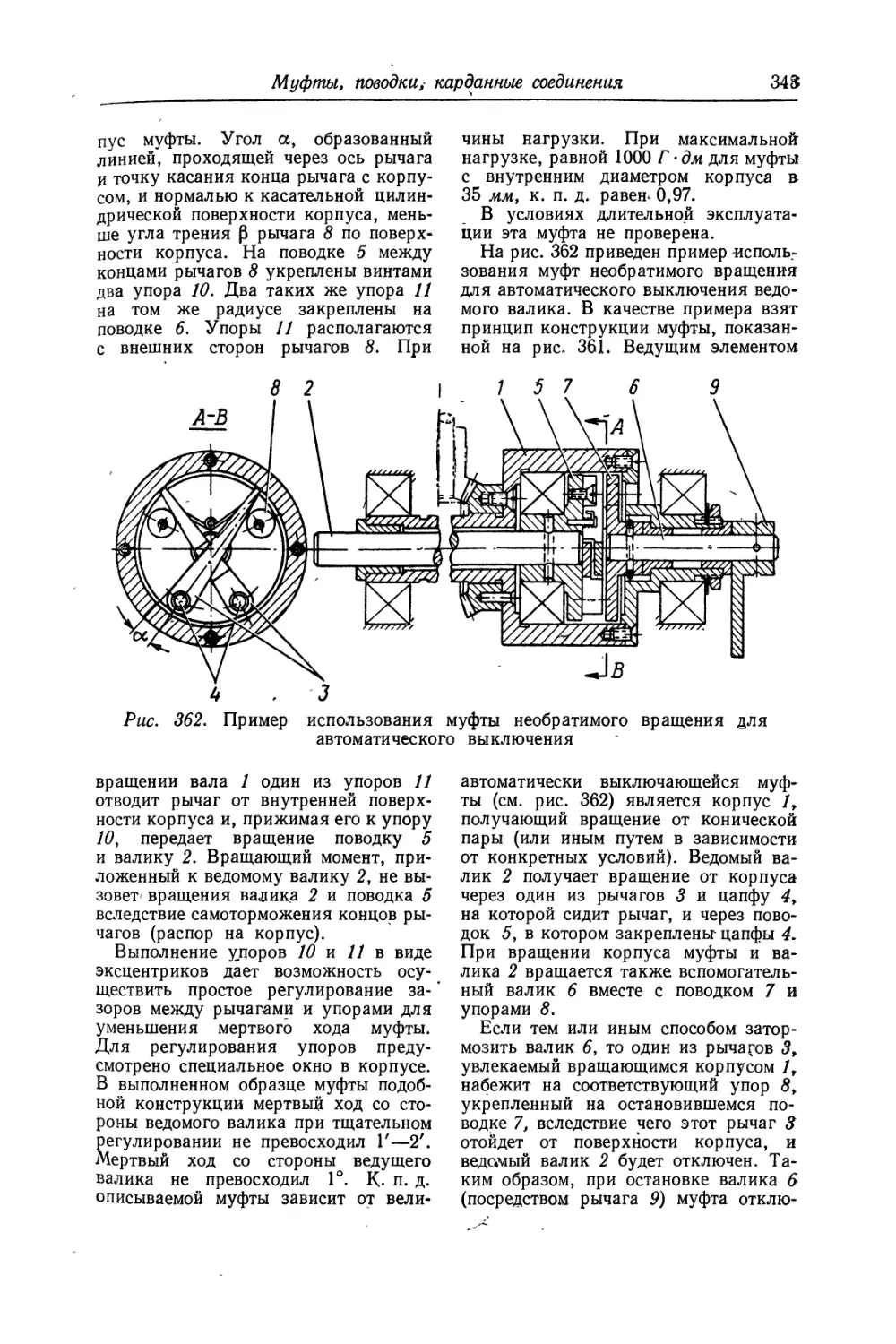
Величины допусков на угловые
размеры выбираются по табл. 20 в
зависимости от требуемой точности
и длины меньшей стороны угла —
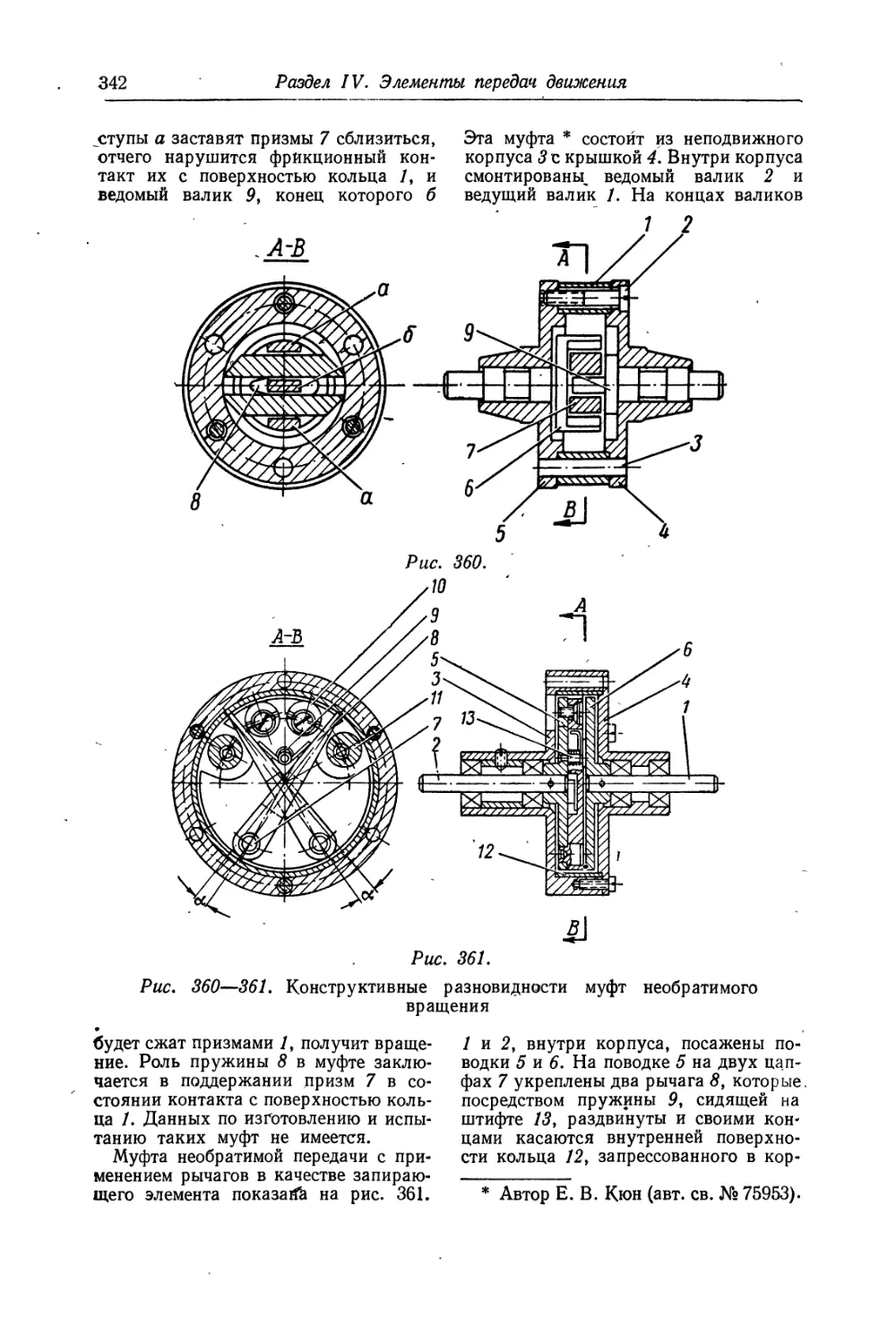
величина а на эскизе в табл. 20. Ве-
личины а подсчитаны для наиболь-
8
Раздел I, Допуски и посадки
шего и наименьшего значений в дан-
ной группе длин и приведены в таб-
лице как справочные. В чертежах
проставляются только угловые вели-
чины отклонений. Конструктору пре-
доставляется право применять не-
симметричное расположение откло-
нений при соблюдении абсолютной
величины допуска.
В табл. 21 приведены ориентиро-
вочные данные о применяемости до-
пусков на угловые размеры и неко-
торые методы получения заданной
точности угловых размеров.
Допуски на гравировку шкал
В табл. 22 приведены допуски на
неточность гравировки угловых и ли-
нейных шкал. Для шкал, получаемых
методом печатания, а также для шкал
грубого отсчета допустимые откло-
нения на расстояния между любыми
рисками (в том числе и от риски к
риске) в пределах всей шкалы уста-
навливаются ведомственной нор-
малью: для угловых шкал ± 20 мин.
и для линейных шкал ± 0,2 мм.
Допустимый эксцентриситет системы
рисок по отношению к центру шкалы
в угловых шкалах не должен превы-
шать 2-го класса допусков на эксцен-
триситет, приведенных в табл. 31.
При изготовлении конусных рисок
отклонения на половину угла профи-
ля а/2 (рис. 2) не должны превы-
шать zt 2° для всех видов шкал.
(См. далее текст на стр. 52.)
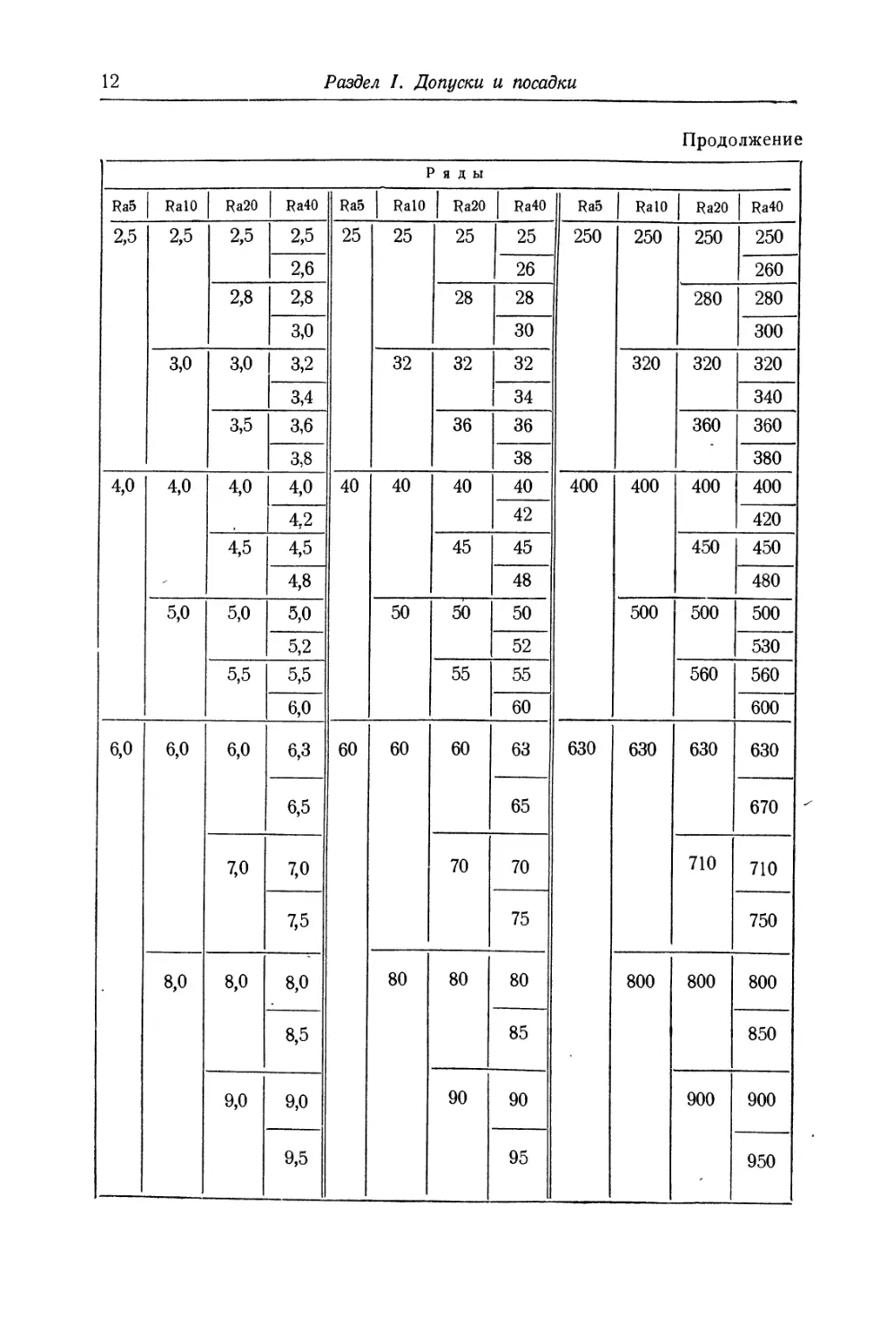
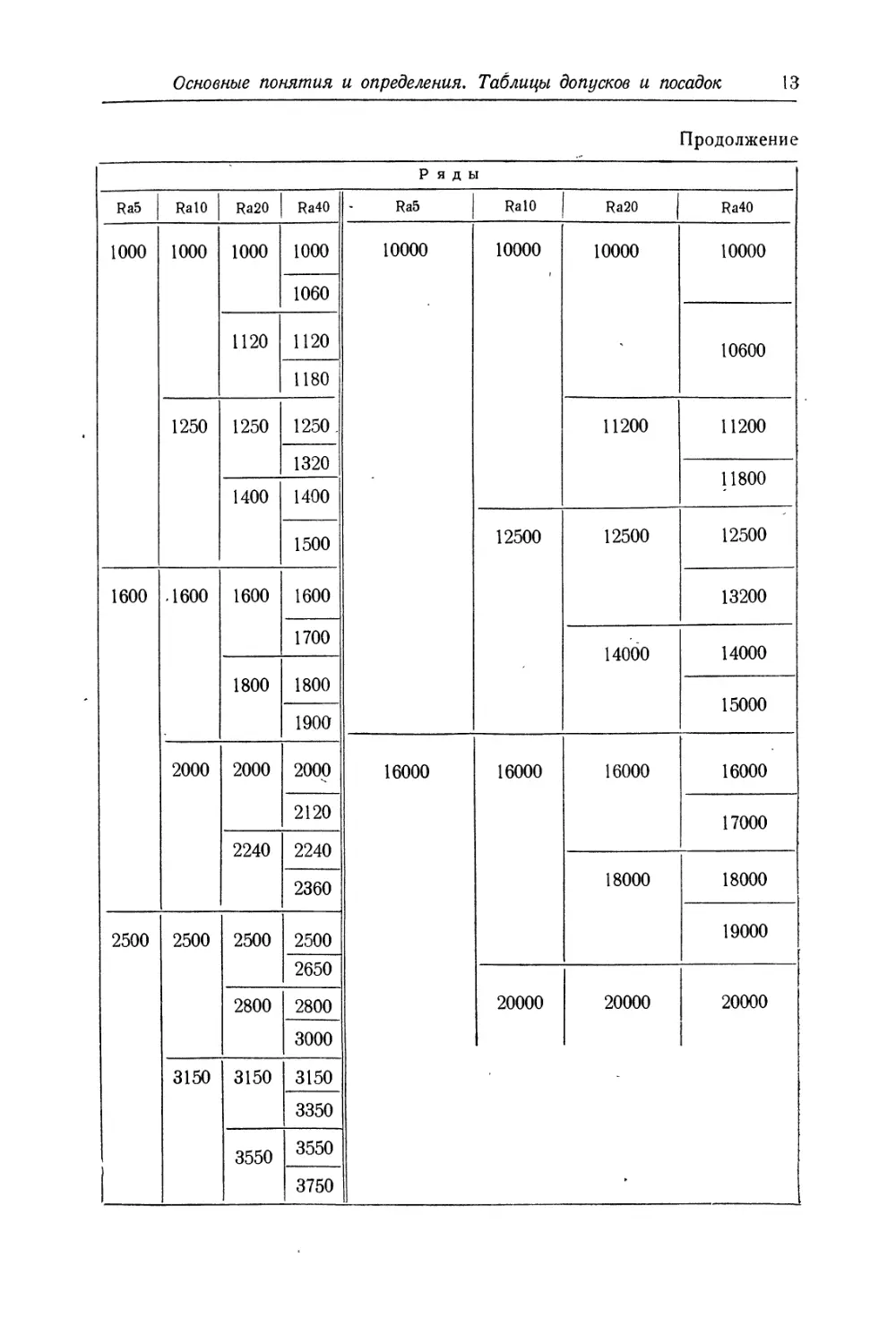
Таблица 1
Нормальные линейные размеры
(по ГОСТ 6636—60)
Ряды
Ra5 RalO Ra20 Ra5 RalO | Ra20 • Ra40 Ra5 RalO Ra20 Ra40
0,001 • 0,010 0,010 0,010 0,100 0,100 0,100 0,100 0,105
0,011 0,110 0,110 0,115
0,012 0,012 0,012 0,120 0,120 0,120
0,013 0,130
0,014 0,014 0,140 0,140
0,015 0,150
Основные понятия и определения. Таблицы допусков и посадок
9
Продолжение
Ряды
Ra5 • RalO Ra20 Ra5 RalO Ra20 - Ra40 Ra5 RalO Ra20 | Ra40
0,002 0,016 0,016 0,016 0,016 0,160 0,160 0,160 0,160
0,017 0,170
0,018 0,018 0,180 0,180
0,019 0,190
0,020 0,020 0,020 0,200 0,200 0,200
0,021 0,210
0,022 0,022 0,220 0,220
0,024 0,240
0,003 - 0,025 « 0,025 0,025 0,025 0,250 0,250 0,250 0,250
0,026 0,260
0,028 0,028 0,280 0,280
0,030 0,300
0,032 0,032 0,032 0,320 0,320 0,320
0,034 0,340
0,036 0,036 0,360 0,360
0,038 0,380
10
Раздел I. Допуски и посадки
Продолжение
Ряды
Ra5 - RalO Ra20 Ra5 RalO Ra20 Ra40 Ra5 RalO Ra20 Ra40
0,004 0,004 0,040 0,040 0,040 0,040 0,400 0,400 0,400 0,400
0,042 0,420
0,045 0,045 0,450 0,450
0,005
0,048 0,480
0,050 0,050 0,050 0,500 0,500 0,500
0,052 0,520
0,055 0,055 0,550 0,550
0,060 0,600
0,006 0,006 0,006 0,060 0,060 0,060 0,063 0,600 0,600 0,600 0,630
0,007 0,065 0,650
0,070 0,070 0,700 0,700
0,075 0,750
0,008 0,008 0,080 0,080 0,080 0,800 0,800 0,800
0,009 0,85 0,850
0,090 0,090 0,900 0,900
0,095 0,950
Основные понятия и определения. Таблицы допусков и посадок
11
Продолжение
Ряды
Ra5 RalO Ra20 Ra40 Ra5 RalO Ra20 Ra40 Ra5 RalO | Ra20 Ra40
1,0 1,0 1,0 1,0 10 10 10 10 100 100 100 100
1,05 10,5 105
1,1 1,1 11 11 110 110
1,15 11,5 120
1,2 1,2 1,2 12 12 12 125 125 125
1,3 13 130
1,4 1,4 14 14 140 140
1,5 15 150
1,6 1,6 1,6 1,6 16 16 16 16 160 160 160 160
1,7 17 170
1,8 1,8 18 18 180 180
1,9 19 190
2,0 2,0 2,0 20 20 20 200 200 200
2,1 21 210
2,2 2,2 22 22 220 220
2,4 24 240
12
Раздел I. Допуски и посадки
Продолжение
Ряды
Ra5 RalO Ra20 Ra40 Ra5 | RalO | Ra20 | Ra40 Ra5 RalO Ra20 Ra40
2,5 2,5 2,5 2,5 25 25 25 25 250 250 250 250
2,6 26 260
2,8 2,8 28 28 280 280
3,0 30 300
3,0 3,0 3,2 32 32 32 320 320 320
3,4 34 340
3,5 3,6 36 36 360 360
3,8 38 380
4,0 4,0 4,0 4,0 40 40 40 40 400 400 400 400
4,2 42 420
4,5 4,5 45 45 450 450
4,8 48 480
5,0 5,0 5,0 50 50 50 500 500 500
5,2 52 530
5,5 5,5 55 55 560 560
6,0 60 600
6,0 6,0 6,0 6,3 60 60 60 63 630 630 630 630
6,5 65 670
7,0 7,0 70 70 710 710
7,5 75 750
8,0 8,0 8,0 80 80 80 800 800 800
8,5 85 850
9,0 9,0 90 90 900 900
9,5 95 950
Основные понятия и определения. Таблицы допусков и посадок
13
Продолжение
Ряды
Ra5 RalO Ra20 Ra40 Ra5 RalO Ra20 Ra40
1000 1000 1000 1000 10000 10000 10000 10000
1060
1120 1120 10600
1180
1250 1250 1250. 11200 11200
1320
11800
1400 1400
12500 12500 12500
1500
1600 Л 600 1600 1600 13200
1700 14000 14000
1800 1800
15000
1900
2000 2000 2000 16000 16000 16000 16000
2120 17000
2240 2240
18000 18000
2360
2500 2500 2500 2500 19000
2650
20000 20000 20000
2800 2800
3000
3150 3150 3150
3350
3550 3550
3750
14
Раздел I, Допуски и посадки
Продолжение,
Ra5 RalO Ra20 Ra40
4000 4000 4000 4500 4000 4250 4500 4750 Примечания. 1. В отдельных технически обо-
5000 5000 5600 5000 ные размеры: ———— интервалы 5300 1,2—2,6 мм кратные 0,05 ‘ 2,6—5 > кратные 0,1 5600 5—12 > с цифрами 2 и 8 после запятой АООО 12—26 > кратные 0,5 26—50 > выраженные целыми числами
6300 2. (см. та размер в друг Р чисел С НИХ ре также 3. крупнс ряду Г К ДОВ, П( ногэ и и имеют 6300 8000 ГОСТ ( блицу), 1 >ов (диам тим стан их отрас яды лине по ГОС'1 тандарт юмеров 1 на разм< . При вы )й гр ад аг (а40). роме ось злучаемь того же [з основн неодина 6300 7100 8000 9000 5636-60 которые етров, д дартом < лях прол зйных ра ' 8032—51 не распр а параме зры, уст, [боре рас щей (RaJ 10ВНЫХ р IX ИЗ ОС! ! основнс ЫХ рЯД01 новые 31 0300 50—120 > оканчивающиеся на 2 и 8, а также ———— размер 115 6700 120—260 » кратные 5» 7100 260—5Q0 > кратны? 10, затем кратные 5 500—1200 > оканчивающиеся на 20 и 80, затем 7500 кратные 10 1200—2600 > кратные 50, затем оканчивающиеся 8000 на 20 и 8 окпп 2600—5000 > кратные 100, затем кратные 50 5000—12000 > оканчивающиеся на 200 и 800, затем 9000 кратные 100 , _ - 12000—2000 > кратные 500, затем оканчивающиеся 9500 на 200 и 800 устанавливает ряды линейных размеров в интервале 0,001—20000 см должны применяться при назначении градации и величин линейных лин, высот и др.) в машиностроении. :ледует также руководствоваться при назначении линейных размеров !ышленности. змеров в стандарте установлены на основе рядов предпочтительных 6 с округлением некоторых чисел. юстраняется на производные размеры, зависящие от принятых исход- :тров, в том численна технологические межоперационные размеры, а ановленные ранее в стандартах на конкретные изделия. змеров предпочтение должно отдаваться числам из рядов с более > следует предпочитать ряду RalO; ряд RalO — ряду Ra20; ряд Ra20— ядов, указанных в таблице, допускается применение производных ря- говных путем отбора каждого второго, третьего или n-го члена од- ню ряда. в можно составлять ряды, которые в различных диапазонах ряда заменатели прогрессии.
Таблица 2
Допуски размеров менее 0,1 мм
(по ГОСТ 8809—58)
Интервалы номинальных размеров мм Классы точности
0,1 1 0 1 1 1 2 1 12а 1 3 1 За | 1 4 1 5
Величины допусков в мк
До 0,01 Св. 0,01 до 0,03 » 0,03 » 0,06 » 0,06 > 0,1 (исключительно) 0,3 0,5 0,8 1,2 0,5 0,8 1,2 2 0,8 1,2 2 3 1,2 2 3 4 2 3 4 6 3 4 6 10 6 10 16 16 25 £1 1 1
Примечание. Поля допусков относительно номинального размера могут распо- лагаться в плюс, в минус или же симметрично. В последнем случае указывается половина допуска со знаком
Таблица 3
Допуски и посадки размеров менее 1 мм
(по ГОСТ 3047—54)
Система отверстия
Класс точности Номи- нальные диаметры мм Отклоне- ния от- верстия мк у . . ...... ..... . . ... — Посадки
прессо- вая 3-я ПрЗ прессо- вая 2-я Пр2 прессо- вая 1-я Пр\ напря- жен- ная Н плот- ная П сколь- зящая С движе- ния Д ходо- вая X легко- ходовая Л широ- коходо- вая 1-я Ш\ широ- коходо- вая 2-я Ш2
Отклонения валов в мк
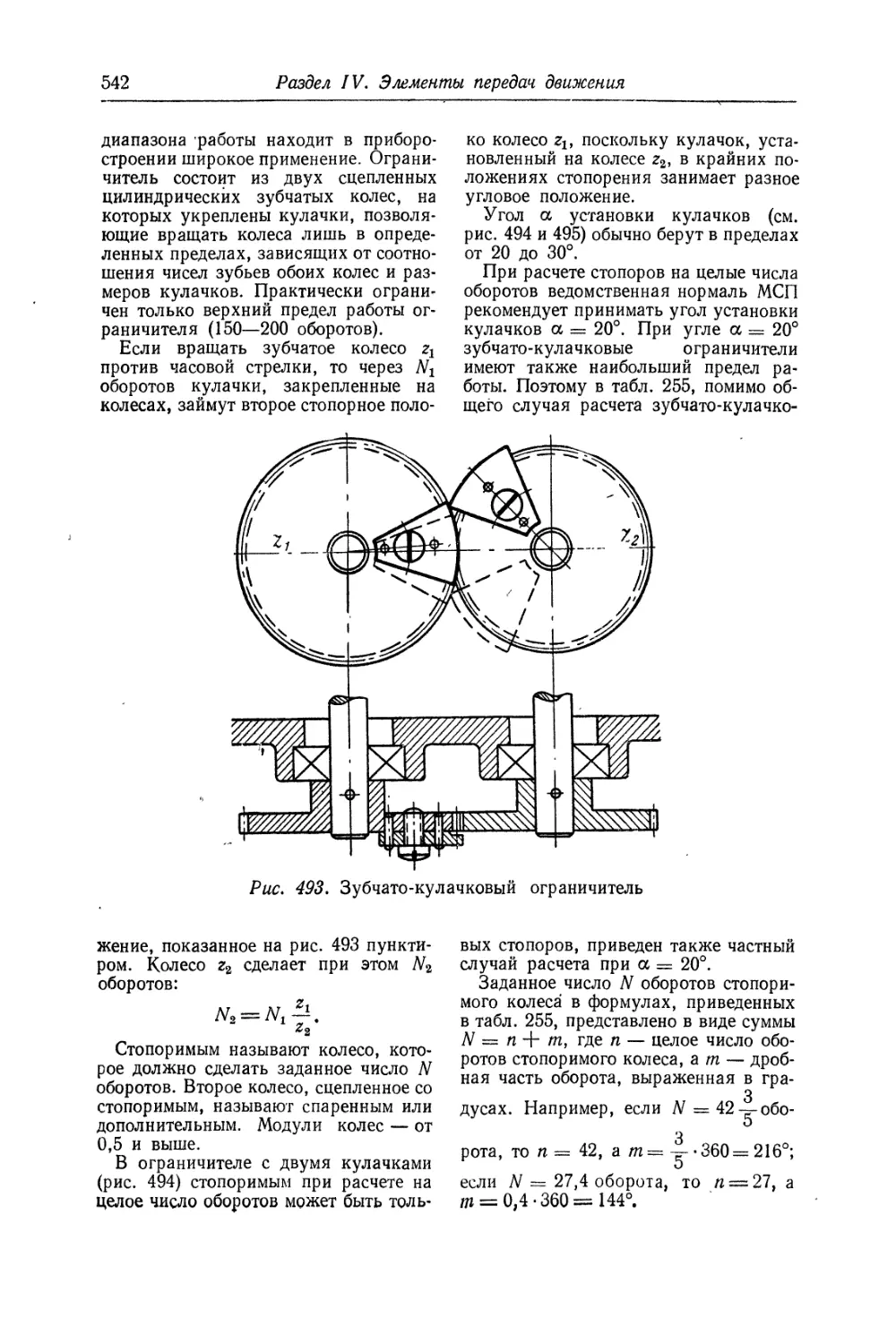
1 От 0,1 до 0,3 4-з 0 +10 +7 +8 +5 — +30 — 0 —3 — —3 —6 —6 —9 — —
Св. 0,3 до 0,6 о +4 +12 +8 +10 +6 — +4 0 — 0 —4 — —4 —8 —8 —12 — —
Св. 0,6 до 1 о +5 +14 +9 +12 +7 — +5 0 — 0 —5 — —5 —10 —10 —15 ' — —
2 От 0,1 до 0,3 4-5 0 +20 +15 +15 +ю — +5 0 +3 —2 0 —5 —2 —7 —3 —8 —6 —11 —15 —20 —
Св. 0,3 до 0,6 0 +6 +22 +16 +17 +Н — +6 0 +з —3 0 —6 —2 —8 ~4—10 —8 — 14 —19 —25 —
Св. 0,6 до 1 » +7 +25 +18 +19 +12 — +7 0 +4 —3 0 —7 —2 —9 —5 —12 —10 —17 —23 —30 —
Таблицы допусков и посадок
Продолжение
Система отверстия
Класс точности Номи- нальные диаметры мм Отклоне- ния от- верстия мк 'Посадка
прессо- вая 3-я ПрЗ прессо- вая 2-я Пр'2 прессо- вая 1-я Пр\ напря- женная Н плот- ная П сколь- зящая С движе- ния Д ходовая X легкохо- довая Л широкс- ходовая 1-я широ- кохо- довая 2-я ZZZ2
Отклонения валов в мк
2а От 0,1 до 0,3 +8 0 — +29 +21 — +8 0 +4 —4 0 —8 — —3 —11 —6 —14 —15 —23 —
Св. 0,3 до 0,6 +10 0 — +33 +23 — +10 0 +5 —5 0 —10 — ~4—14 —8 —18 —19 —29 —
Св. 0,6 до 1 +12 0 — +37 +25 — +12 0 +6 —6 0 —12 — —5 —17 —10 —22 —23 —35 —
3 От 0,1 до 0,3 + 13 0 — — +31 +18 +13 0 +7-6 0 —13 — —3 —16 —6 —19 —15 —28 —
Св. 0,3 до 0,6 +15 0 — — +35 +20 +15 0 +8 —7 0 —15 — 4—19 —8 —23 —19 —34 —
Св. 0,6 до 1 »+'8 — — +41 +23 +18 0_ +9 —9 0 —18 — —5 —23 —10 —28 —23 —41 —
За От 0,1 до 0,3 +20 0 — — — — — 0 —20 — — —6 —26 —15 —35 —
Св. 0,3 до 0,6 +25 0 — — — — — 0 —25 — — —8 —33 —19 —44 —35 —60
Св. 0,6 до 1 +30 0 — — — — — 0 —30 — — —10 —40 —23 —45 —75
1 1 1 1 1 1
Раздел I. Допуски и посадки
Il 1 1
4 От 0,1 до 0,3 +35 0 — — —
Св. 0,3 до 0,6 +40 0 — — —
Св. 0,6 до 1 +45 0 — — —
5 От 0,1 до 03 +50 0 — ' — —
Св. 0,3 до 0,6 +60 0 — — —
Св. 0,6 до 1 +75 0 — — —
Класс точности Номи- нальные диаметры мм Отклоне- ния вала мк
прессо- вая 3-я ПрЗ прессо- вая 2-я Пр2 прессо- вая 1-я Пр\
1 От 0,1 до 0,3 0 —3 —7 —10 —5 —
Св. 0,3 ДО 0,6 0 —12 —6 —10 —
Св. 0,6 до 1 0 —5 —9 —14 —7 —12 —
1
— — 0 —35 — — — —15 —50 —
— — 0 —40 — — — —19 —59 —35 —75
— — 0 — — — —23 —68 ~^90
— — 0 —50 — — — — —
— — 0 —60 — — — — —
— — 0 —70 — — — — —
Система вала
Посадка
напря- женная Н плот- ная П сколь- зящая С движения Д ходовая X легкохо- довая Л широко- ходовая 1-я широ- кохо- довая 2-я ШЧ
Отклонения отверстия в мк
0 —3 — +3 0 — +6 +3 +9 +6 — —
0 — +4 0 — +8 +4 +12 +8 — —
0 —5 — »+5 — 4-ю +5 +15 +ю — —
Таблицы допусков и посадок
Продолжение
Класс точности
Система вала
Посадка
Номи- нальные Отклоне- диаметры ния вала мм мк прессо- вая 3-я ПрЗ прессо- вая 2-я Пр2 прессо- вая 1-я Пр\ напря- женная Н плот- ная П -сколь- зящая С движения Д ходовая X легкохо- довая Л широко- ходовая 1-я Ш\ широ- коходо- вая 2-я LLT2
Отклонения отверстия в мк
2 От 0,1 до 0,3 0 —5 —15 —20 —10 —15 — 0 —5 -3+2 +5 0 +7 +2 +8 4-3 +П +6 ‘ +20 +15 —
Св. 0,3 ДО 0,6 0 —6 —16 —22 —11 —17 — 0 —6 +3 4-6 0 +8 +2 4 +10 +4 +14 +8 +25 +19 —
Св. 0,6 до 1 0 —7 —18 —25 —12 —19 — 0 —7 -4+3 +7 0 +9 +2 +12 +5 +17 +ю +30 +23 —
2а От 0,1 до 03 0 —8 — —21 —29 — 0 -4+4 +8 0 — +Н +3 +14 +6 +23 +15 —
Св. 0,3 до 0,6 0 —10 — -23 — 0 —10 +5 —5 +10 0 — +14 +4 +18 +8 +29 +19 —
Св. 0,6 до 1 0 —12 — —25 — 0 —12 -6+6 0+'2 — +17 +5 +22 +ю +35 +23 —
3 От 0,1 до 0,3 0 —13 — — —18 —31 0 —13 +6 —7 + 13 0 — +16 +3 +19 +6 +28 +15 .—
Св. 0,3 до 0,6 0 —15 — — —20 —35 0 —15 -8+? +15 0 — +19 +4 +23 +8 +34 +19 —
Св. 0,6 до 1 0 —18 ' — — —23 —41 0 —18 +9 —9 +18 0 — +23 +5 +28 +ю +41 +23 —
i 1 1 1 1 1 1
Раздел I. Допуски и посадки
I ' ! I III
3a От 0,1 до 0,3 0 —20 — — — — —
Св. 0,3 до 0,6 0 —25 — — — — —
Св. 0,6 до 1 0 —30 — — — — —
4 От 0,1 до 0,3 0 —35 — — — — —
Св. 0,3 до 0,6 0 —40 — — — — —
Св. 0,6 до 1 0 —45 — — — — —
5 От 0,1 до 0,3 0 —50 — — — — —
Св. 0,3 до 0,6 0 —60 — — — — —
Св. 0,6 до 1 0 . —70 — — — — —
1
+20 0 — — +26 +6 +35 +15 4 —
+25 0 — — +33 +8 +44 +19 ' +60 +35
+30 0 — — +40 +ю +53 +23 +75 +45
+35 0 — — — +50 +15 —
+40 Ь — — — +59 ’ +19 +75 +35
• +45 0 — — — +68 +23 +90 +45
+50 0 — — — — —
+60 0 — — — — —
+70 0 — — — — —
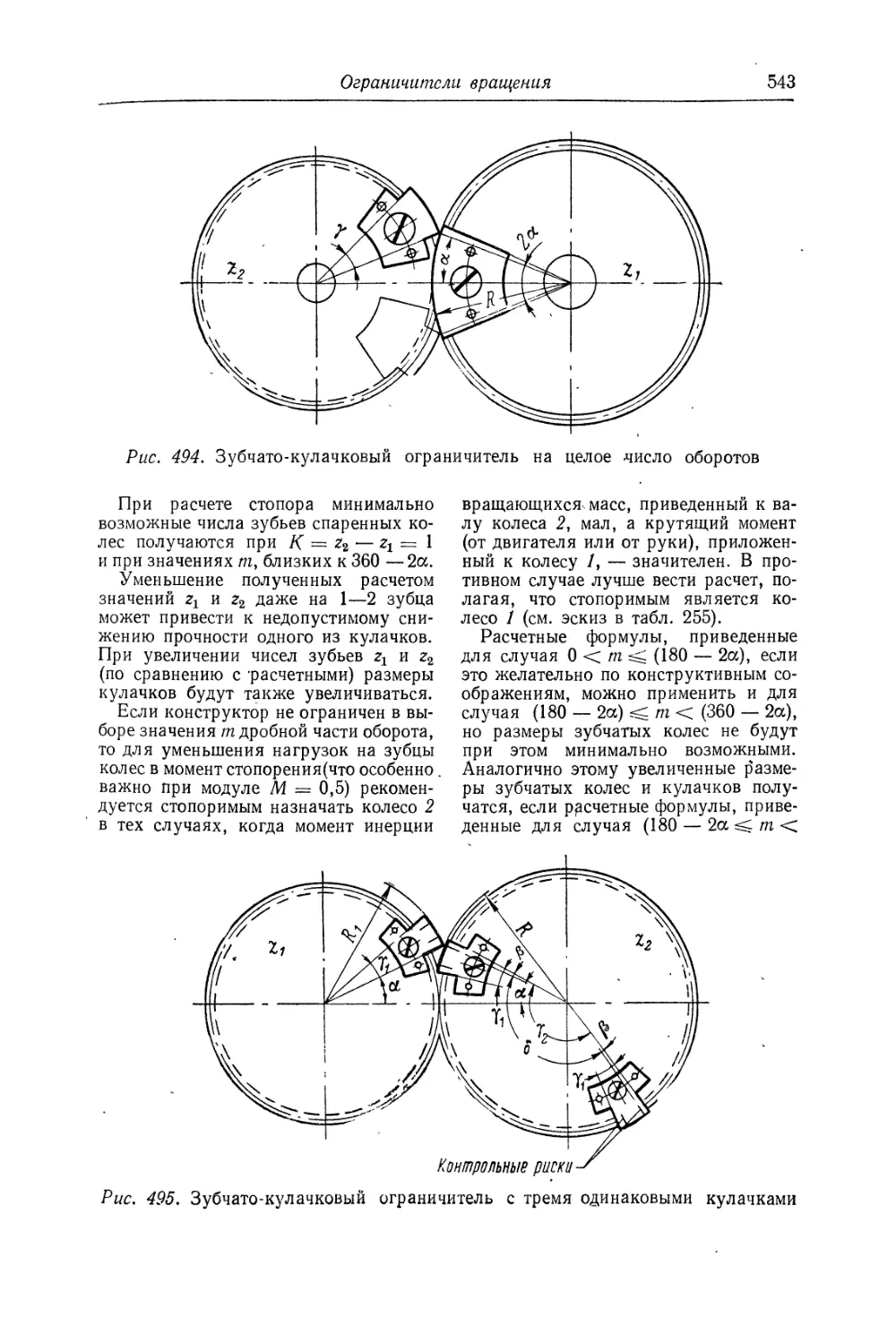
Таблицы допусков и посадок
co
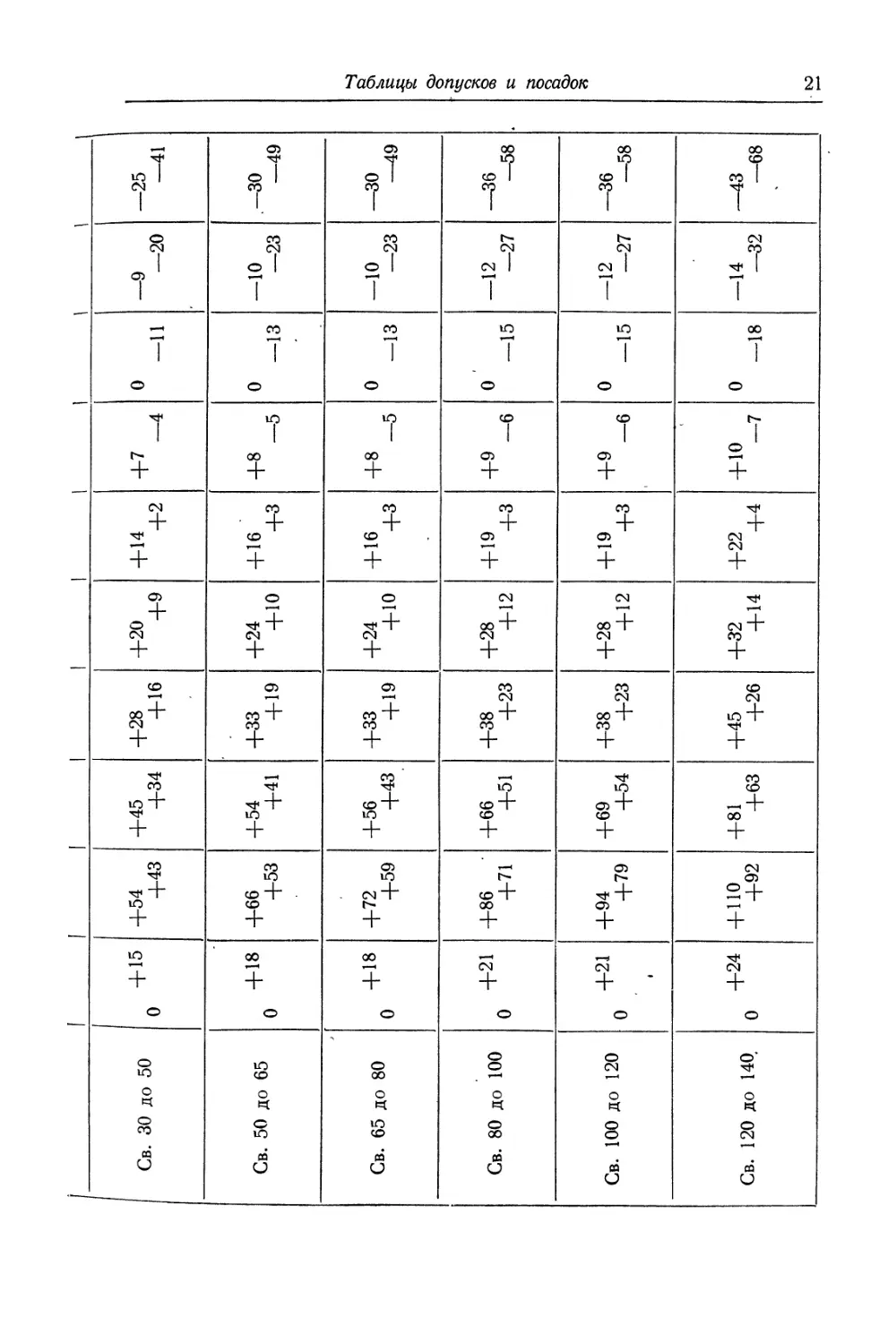
Таблица 4
Допуски и посадки Система отверстия 1-й класс точности По ОСТ НЕМ 1011 ОСТ НЕМ 1041
Номинальный диаметр мм Размеры в мк (1 мк — 1р. = 0,001 мм)
Откло- г нения отверстия Л1 Посадки
2-я прес- совая Z7p2i 1-я прес- совая Z/ph глухая тугая Т\ напря- женная плотная сколь- зящая Ci=Bx движе- ния Д1 ходовая Xi
Отклонения вала
в. н. в. н. в. н. в. . н. в. Ч- в. н. в. н. в. н. в. н. в. н.
От 1 ДО 3 » +в +20 +15 +17 +12 +10 +6 +8 +4 +5 +1 +2-2 0 3 —8 —6 —12
Св. 3 до 6 0 +24 +19 +20 +15 +13 +8 +ю +5 +6 +1 +3 —2 0 —5 —4 —9 —10 —18
Св. 6 до 10 0 +’ +29 +23 +25 +19 +16 +9 +12 ' +6 +8 +2 +4 / —з 0 —6 —5 —И —13 —22
Св. 10 до 18 +11 0 +36 +28 +31 +23 +20 +Н +15 +7 +ю ' +2 +5 0 —6 —14 —16 —27
Св.* 18 до 30 +13 0 +44 +35 +37 +28 +24 +13 +17' +8 +12 +2 +6 _з 0 —9 —7 —16 —20 —33
! 1 1
Раздел /. Допуски и посадки
1 1 ! 1 1 1 1
Св. 30 до 50 + 15 0 +54 +43 +45 +34 +28 +16 +20 +9 +14 +2 +7 4 0 —11 —9 —20 —25 —41
Св. 50 до 65 0 +18 +66 +53 +54 +41 +33 +19 +24 +ю +16 +3 +8-5 0 —13 —10 —23 -30 —49
Св. 65 до 80 о +18 +72 +59 +56 +43 +33 +19 +24 +ю +16 +3 +8 —5 0 —13 —10 —23 —30 —49
Св. 80 до 100 о +2' +86 +71 +66 +51 +38 +23 +28 +12 +19 +3 +9 —6 0 —15 —12 —27 —36^
Св. 100 до 120 о +21 +94 +79 +69 +54 +38 +23 +28 +12 +19 +3 +9 —6 0 —15 —12 —27 —36 —58
Св. 120 до 140 +24 0 +110 +92 +81 +63 +45 +26 +32 +14 +22 +4 +ю —7 0 —18 —14 —32 —43 —68
Таблицы допусков и посадок
Продолжение
Номинальный диаметр мм Размеры в мк (1 мк = 1р. == 0,001 мм)
Откло- нения отверстия Посадки
2-я прес- совая Пр^ 1-я прес- совая ПрЧ глухая Л тугая напря- женная плотная сколь- зящая Ci = Bx движения Д1 ходовая Xi
Отклонения вала
в. н. в. н. в. н. в. н. в. н. в. н. в. н. в. н. в. н. в. н.
Св. 140 до 160 +24 0 +118 +100 +83 +65 +45 +26 +32 +14 +22 +4 +10 —7 0 —18 —14 —32 —43 —68
Св. 160 до 180 +24 0 +126 + 108 +86 +68 +45 +26 +32 +14 +22 +4 +ю —7 0 —18 —14 —32 4—68
Св. 180 до 260 +27 0 — — +52 +30 +36 +16 +25 -+4 +1,-8 0 —20 —16 —36 —50 —79
Св. 260 до 360 +30 0 — — +58 +з5 +40 +18 +28 +4 +13 —9 0 —22 —18 ' —40 —56 —88
Св. 360 до 500 +35 0 — — +65 +40 +45 +20 +32 +5 +15 —10 0 —25 —20 —68 —108
Раздел /. Допуски и посадки
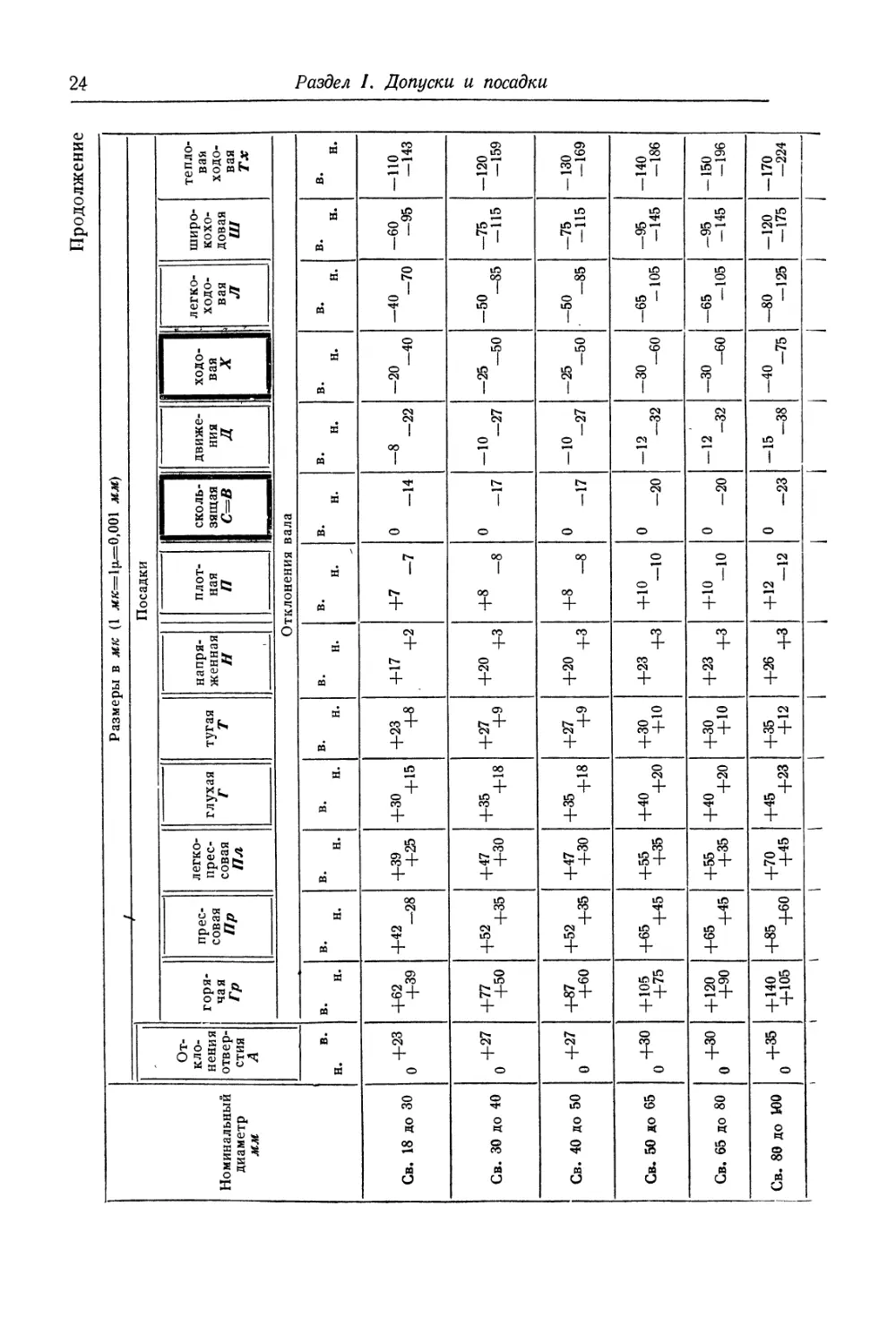
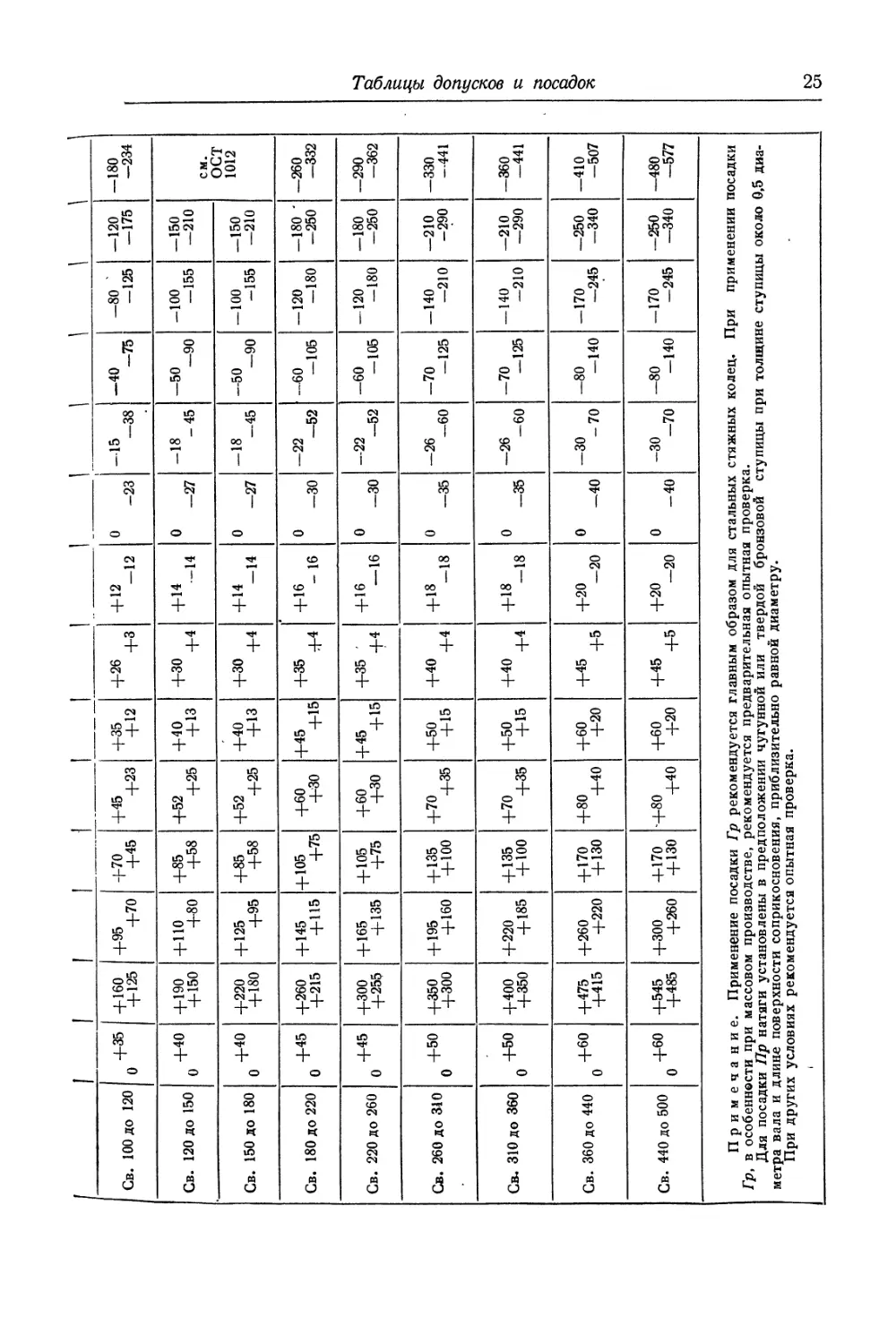
Таблица 5
Допуски и посадки Система отверстия 2-й класс точности По ОСТ 1012, ОСТ 1042, ОСТ 1043, ОСТ 1044
Номинальный диаметр мм г Размеры в мк (1 лг/с=+=0,001 мм)
От- кло- нения отвер- стия А Посадки
горя- чая Гр прес- совая Пр легко- прес- совая Пл глухая Г тугая Т напря- женная И плот- ная П сколь- зящая движе- ния а ходо- вая X легко- ходо- вая л широ- кохо- довая Ш тепло- вая ходо- вая Тх
Отклонения вала
в. н. в. н. в. н. в. н. в. н.- в. н. в. н. в. н. в. н. в. н. в. н. в. н. в. н. в. н.
От 1 до 3 0+1° 4-27 +17 +18 +12 +16 +ю +13 +6 +10 +4 +7 +1 +3 _3 0 -6 -3 —9 -8 -18 —12 —25 -18 -35 -60 -74
Св. 3 до 6 о+13 4-33 Н-20 +23 +15 +21 +13 +16 +8 +13 +5( +9 +1 +4 -4 0 —8 -4 -12 —10 —22 -17 —35 -25 -45 -70 -83
Св. 6 до 10 +16 0 +39 +23 +28 +18. +26 +16 +20 +ю +16 +6 +12 +2 +5 -5 0 -10 -5 -15 -13 -27 —23 -45 -35 -60 -80 -102
Св. 10 до 18 +19 0 - +48 +29 +34 +22 +32 +20 +24 +12 +19 , +7 +14 +2 +6 -6 0 -12 -6 -18 -16 -33 —30 -55 -45 -75 -95 -122
Таблицы допусков и посадок
to
Продолжение
Номинальный диаметр мм Размеры в мк (1 мк= 0,001 мм) t .
От- кло- нения отвер- стия А Посадки
горя- чая Гр прес- совая Яр легко- прес- совая Пл глухая Г тугая Т напря- женная И плот- ная П сколь- зящая С=В движе- ния Д ходо- вая X легко- ходо- , вая Л широ- кохо- довая Ш тепло- вая ходо- вая Тх
Отклонения вала
в. н. в. н. в. н. в. н. в. н. в. н. в. н. в. н. в. н. в. н. в. н. в. н. в. н. в. н.
Св. 18 до 30 +23 0 +62 +39 +42 -28 +39 +25 +30 +15 +23 +8 +17 +2 +7 —7 0 -14 -8 —22 —20 —40 —40 -70 —60 -95 -НО -143
Св. 30 до 40 +27 0 +77 +50 +52 +35 +47 +30 +35 +18 +27 +9 +20 +3 +8 -8 0 -17 -10 -27 -25 —50 -50 -85 -75 -115 —120 -159
Св. 40 до 50 о+27 +87 +60 +52 +35 +47 +30 +35 +18 +27 +9 +20 +3 +8 —8 0 -17 -10 -27 -25 -50 -50 -85 -75 -115 -130 —169
Св. 50 до 65 +30 0 +105 +75 +65 +45 +55 +35 +40 +20 +30 +10 +23 +з +10 -10 0 -20 -12 —32 —30 —60 -65 -105 -95 -145 -140 -186
Св. 65 до 80 +30 0 +120 +90 +65 +45 +55 +35 +40 +20 +30 +10 +23 +з +10 -10 0 -20 —12 -32 -30 -60 —65 -105 -95 -145 -150 -196
Св. 80 до 100 +35 0 +140 +105 +85 +60 +70 +45 +45 +23 +35 +12 +26 +з +12 -12 0 -23 —15 -38 -40 -75 -80 —125 -120 -175 —170 -224
Раздел I. Допуски и посадки
1 \ \ \ +35 4-12 1 1 1
Св. 100 до 120 +35 0 + 160 + 125 +95 +70 +70 +45 +45 +23 +26 4-3 4-12 -12 0 -23 -15 -38 —40 -75 -80 4 -125 -120 -175 —180 —234
Св. 120 до 150 +40 0 +190 +150 +110 +•80 +85 +58 +52 +25 +40 4-13 +30 4-4 4-14 -14 0 -27 -18 -45 —50 -90 -100 -155 —150 —210 см. ОСТ 1012
Св. 150 до 180 +40 0 +220 +180 +125 +95 +85 +58 +52 +25 +40 4-13 +30 4-4 4-14 -14 0 -27 -18 —45 -50 —90 —100 -155 —150 —210
Св. 180 до 220 +45 0 +260 +215 +145 +115 +105 +75 +60 +30 +45 4-15 +35 4-4 4-16 - 16 0 -30 —22 —52 —60 —105 —120 -180 —180 ' -250 —260 -332
Св. 220 до 260 о+45 +300 +255 +165 +135 +105 +75 +60 +30 4-45 4-15 +35 ' +4 4-16 —16 0 -30 -22 -52 -60 -105 —120 -180 -180 —250 —290 -362
Св. 260 до 310 +50 0 +350 +300 +195 +160 +135 +100 +70 +35 +50 4-15 +40 4-4 4-18 -18 0 —35 —26 -60 -70 —125 -140 -210 —210 -290 -330 —441
Св. 310 до 360 +50 0 +400 +350 +220 +185 +135 +100 +70 +35 +50 4-15 +40 4-4 4-18 -18 0 -35 —26 -60 -70 —125 — 140 -210 -210 —290 —360 —441
Св. 360 до 440 +60 0 +475 +415 +260 +220 +170 +130 +80 +40 +60 +20 +45 4-5 +20 -20 0 -40 -30 -70 -80 -140 -170 —245 -250 -340 -410 -507
Св. 440 до 500 +60 0 +545 +485 +300 +260 +170 +130 '+80 +40 +60 +20 +45 4-5 +20 —20 0 -40 -30 -70 -80 —140 -170 —245 -250 -340 —480 -577
Примечание. Применение посадки Гр рекомендуется главным образом для стальных стяжных колец. При применении посадки Гр, в особенности при массовом производстве, рекомендуется предварительная опытная проверка. Для посадки Пр натяги установлены в предположении чугунной или твердой бронзовой ступицы при толщине ступицы около 0,5 диа- метра вала и длине поверхности соприкосновения, приблизительно равной диаметру. При других условиях рекомендуется опытная проверка.
Таблицы допусков и посадок
Си
а>
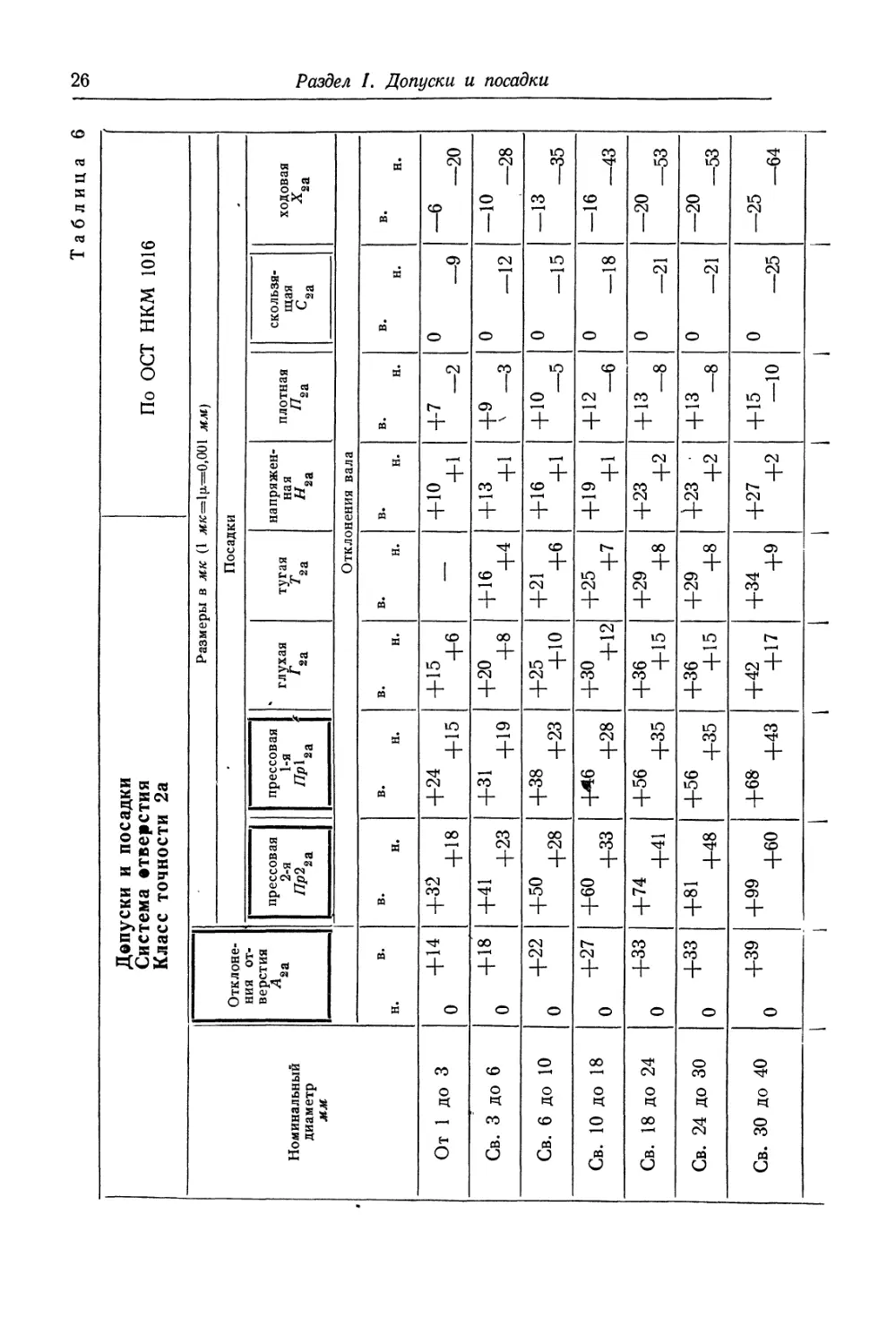
Таблица 6
Допуски и посадки Система отверстия Класс точности 2а По ОСТ НКМ 1016
Номинальный диаметр Отклоне- ния от- верстия Л2а Размеры в мк (1 лск=1р-=0,001 мм)
Посадки
прессовая 2-я Яр22а прессовая 1-я глухая Гза тугая Т 2а напряжен- ная "за плотная "за скользя- щая с2а ходовая Х2а
Отклонения вала
в. н. в. н. в. н. В. н. в. н. в. н. В. н. в. н. в. н.
От 1 до 3 » +14 +32 +18 +24 +15 +15 +6 — +10 +1 4-7 —2 0 —9 6 —20
Св. 3 до 6 о +18 +41 +23 +31 +19 +20 +8 +16 +4 +13 +1 +9 ' —3 0 —12 —10 —28
Св. 6 до 10 +22 0 +50 +28 +38 +23 +25 +ю +21 +6 +16 +1 +10 —5 0 —15 —13 —35
Св. 10 до 18 +27 0 +60 +33 +46 +28 +30 +12 +25 +7 +19 +1 +12 —6 0 —18 —16 —43
Св. 18 до 24 +33 0 +74 +41 +56 +35 +36 +15 +29 +8 +23 +2 + 13 —8 0 —21 —20 —53
Св. 24 до 30 +33 0 +81 +48 +56 +35 +36 +15 +29 +8 4-23 +2 + 13 —8 0 —21 —20 —53
Св. 30 до 40 +39 0 +99 +60 +68 +43 +42 +17 +34 +9 +27 +2 +15 —10 0 —25 —25 —64
1 ! 1 ; 1 1
Раздел I. Допуски и посадки
Ill I
' Св. 40 до 50 +39 0 +109 +70 +68 +43 +42 +17 +34 +9 +27 +2 +15 —10 0 —25 —25 —64
Св. 50 до 65 +46 0 +133 +87 +83 +53 +50 +20 +41 +И +32 +2 +18 . —12 0 -30 —30 —76
Св. 65 до 80 +46 0 +148 +102 +89 +59 +50 +20 +41 +Н +32 +2 +18 —12 0 —30 —30 —76
Св. 80 до 100 +54 0 +178 +124 +106 +71 +58 +23 +48 +13 +38 +3 +20 —15 0 —35 —36 —90
Св. 100 до 120 +54 0 +198 + 144 +114' +79 +58 +23 +48 +13 +38 +3 +20 —15 0 —35 —36 —90
Св. 120 до 140 +63 0 +233 +170 +132 +92 +67 +27 +55 +15 +43 +3 +22 —18 О' —40 —43 —106
Св. 140 до 160 +63 0 +253 +190 + 140 +100 +67 +27 +55 +15 +43 +3 +22 -18, 0 —40 —43 —106
Св. 160 до 180 +63 0 +273 +210 +148 + 108 +67 +27 +55 +15 +43 +3 +22 —18 0 -40 —43 —106
Св. 180 до 220 +73 0 +308 +236 +162 + 122 +78 +31 +64 +17 +51 +4 +24 • —23 0 —47 —50 —122
Св. 220 до 260 +73 0 +356 +284 +186 ' +140 +78 +31 +64 +17 +51 +4 +24 —23 О —47 —50 —122
Св. 260 до 310 +84 0 +431 +350 +222 +170 +90 +36 +74 +20 +58 +4 +27 —27 0 —54 —56 —137
Св. 310 до 360 +84 0 ’ +471 , +390 +242 +190 +90 +36 +74 +20 +58 +4 +27 —27 0 —54 —56 —137
Св. 360 до 440 +95 0 +557 +460 +283 +220 +102 +40 +85 +23 +67 +5 +31 —31 0 —62 —68 —165
Св. 440 до 500 +95 0 +637 +540 +315 +252 +102 +40 +85 +23 +67 +5 +31 —31 0 —62 —68 —165
Таблицы допусков и посадок
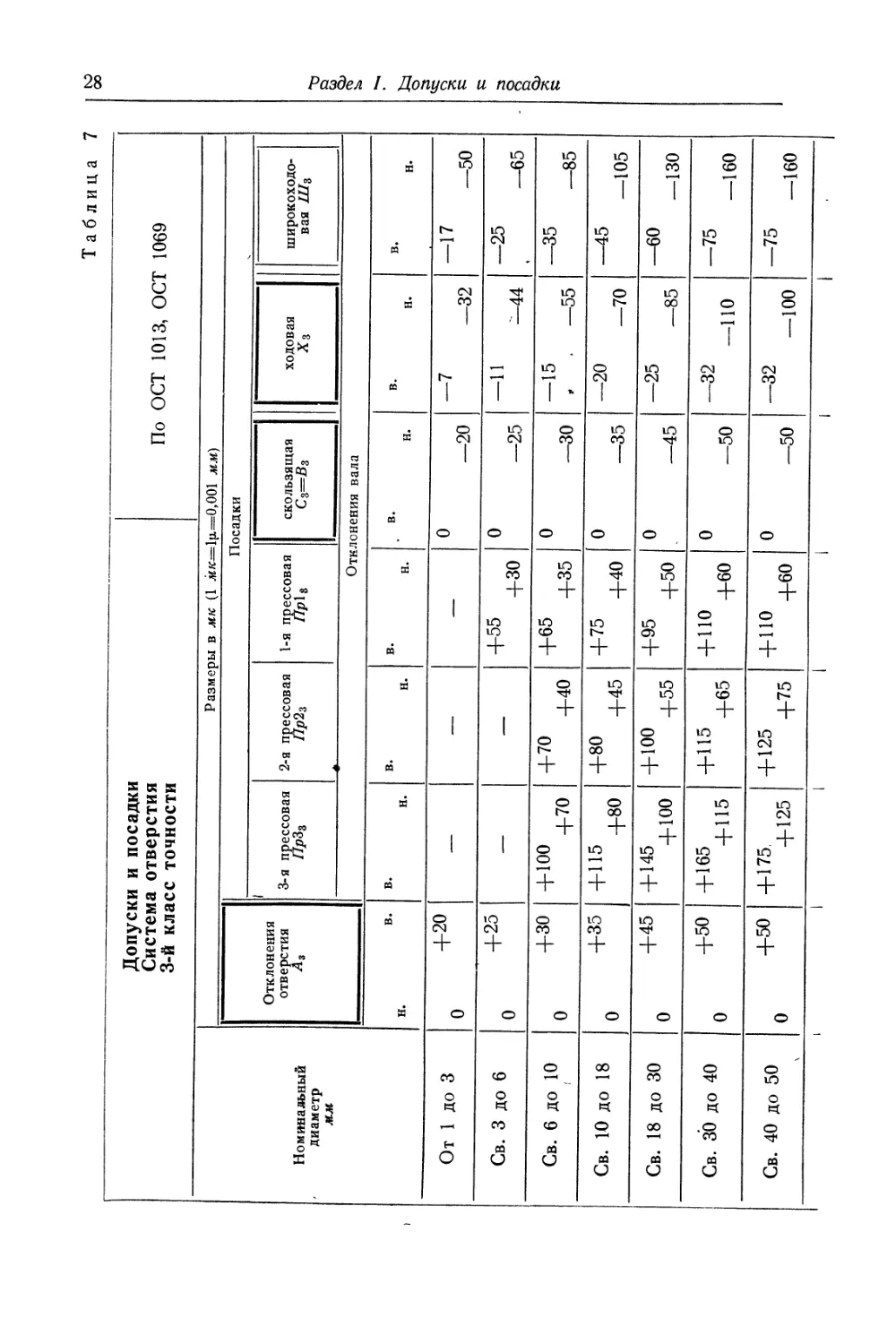
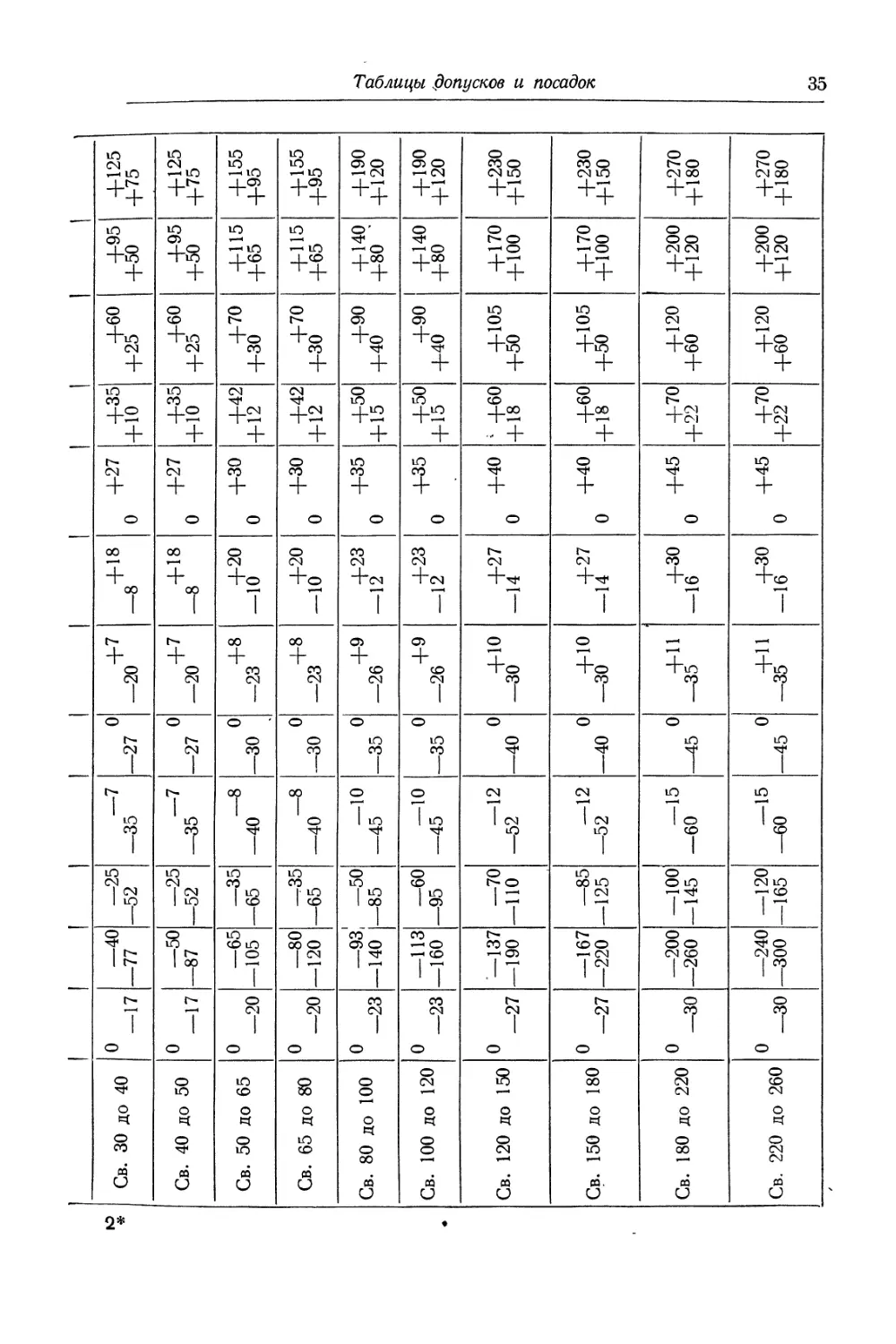
Таблица 7
Допуски и посадки Система отверстия 3-й класс точности По ОСТ 1013, ОСТ 1069
Номинальный диаметр мм Размеры в мк (1 л«л:=1{х=0,001 мм)
Отклонения отверстия ^3 Посадки
У 3-я прессовая /7р33 2-я прессовая /7р23 1-я прессовая 77р18 скользящая С3=В3 ходовая Х3 широкоходо- вая ZZZ3
Отклонения вала
в. в. н. н. в. н. в. н. в. н. в. н. в. н.
От 1 до 3 +20 0 — — 0 —20 —7 —32 —17 —50
Св. 3 до 6 1 +25 0 — +55 +30 0 —25 —11 —44 —25 —65
Св. 6 до 10 +30 0 +100 +70 +70 +40 +65 +35 0 —30 —15 , . —55 —35 —85
Св. 10 до 18 +35 0 +115 +80 +80 +45 +75 +40 0 —35 —20 —70 —105
Св. 18 до 30 +45 0 +145 +100 +100 +55 +95 +50 0 —45 —25 —85 —60 —130
Св. 30 до 40 +50 0 +165 +115 +115 +65 +110 +60 0 —50 —32 —НО —75 —160
Св. 40 до 50 +50 0 +175, +125 +125 +75 +110 +60 0 —50 —32 —100 —75 —160
Illi
Раздел I. Допуски и посадки
1 1 ’ 1 1 1 1
1 Св. 50 до 65 4-60 0 4-210 +150 +150 +90 4-135 +75 0 —60 —40 —120 —95 —195
Св. 65 до 80 4-60 0 +225 +165 + 165 +105 4-135 +75 0 —60 —40 —120 —95 —195
Св. 80 до 100 +70 0 +260 +190 +195 +125 +160 +90 0 —70 —50 —140 —120 —235
Св. 100 до 120 +70 0 +280 +210 +210 +140 4-160 4-90 0 —70 —50 —140 —120 —235
Св.' 120 до 150 +80 0 +325 +245 +245 +165 +185 +105 0 —80 —60 —165 —150 —285
Св. 150 до 180 +80 0 +355 +275 +275 +195 +200 +120 0 —80 —60 —165 —150 —285
Св. 180 до 220 +90 0 +410 +320 +325 +235 +230 +140 0 —90 —75 —195 —180 —330
Св. 220 до 260 +90 0 +450 . +360 +365 +275 +250 +160 0 —90 —75 —195 —180 —330
Св. 260 до 310 +100 0 +515 +415 +420 +320 +285 +185 0 —100 —90 —225 —210 —380
Св. 310 до 360 +100 0 +565 +465 +470 +370 +305 +205 0 —100 —90 —225 —210 —380
Св. 360 до 440 + 120 0 +670 +550 4-550 4-430 +360 +240 0 —120 — 105 —255 —250 —440
Св. 440 до 500 +120 0 +740 +620 +620 +500 +395 +275 0 —120 —105 —255 —250 —440
Примечание. При применении прессовых посадок, особенно в массовом производстве, рекомендуется предварительная опытная проверка. Для получения натягов, по возможности близких к средним теоретическим, рекомендуется подбор сопрягаемых диаметров.
Таблицы допусков и посадок
Таблица 8
Допуски и посадки Система отверстия Классы точности За, 4 и 5-й По ОСТ 1014 ОСТ 1015; ОСТ НКМ 1017
Размеры в мк (1 л«/с=1|х=0,001 мм)
Кдасс За 4-й класс 5-й класс
! Номинальные диаметры мм Откло- нения отвер- стия Лза Посадка скольже- ния Сза=Вза Откло- нения отвер- стия . ^4 Посадки Откло- нения отвер- стия Посадки
сколь- зящая С 4=^4 ходо- вая *4 легко- ходо- вая широкохо- довая сколь- зящая с5=в5 ходо- вая *5
Отклонения вала Отклонения вала Отклонения вала
в. н. в. н. в. н. в. н. В. н. в. н. в. н. в. н. в. н. в. н.
От 1 до 3 +40 0 0 —40 +60 0 0 —60 —30 —90 —60 —120 —120 —180 +120 0 0 —120 —60 —180
Св. 3 до 6 +48 0 0 —48 +80 0 0 —80 —40 —120 —80 —160 —160 —240 +160 0 0 —160 —80 —240
Св. 6 до 10 +58 0 0 —58 +100 0 0 —100 —50 —150 —100 —200 —200 —300 +200 0 0 —200 —100 —300
Св. 10 до 18 +70 0 0 —70 +120 0 0 —120 —60 —180 —120 —240 —240 —360 +240 0 0 —240 —120 —360
Раздел I. Допуски и посадки
j_______i______L______
— Св. 18 до 30 +84 0 0 —84 +140 0 0 —140 —70 —210 —140 —280 —280 —420 +280 0 0 —280 —140 —420
Св. 30 до 50 + 100 0 0 —100 -+-170 0 0 — 170 —80 —250 —170- —340 —340 —500 +340 0 0 —340 —170 —500
Св. 50 до 80 +120 0 0 —120 +200 0 0 —200 —100 —300 —200 —400 —400 —600 +400 0 0 —400 —200 —600
Св. 80 до 120 + 140 0 0 —140 +230 0 0 —230 —120 —350 —230 —460 —460 —700 +460 0 0 —460 —230 —700
Св. 120 до 180 + 160 0 0 —160 +260 0 0 —260 —130 —400 —260 , —530 —530 —800. +530 0 0 • —530 —260 —800
Св. 180 до 260 +185 0 0 —185 +300 0 0 —300 —150 —450 ,—300 —600 —600 —900 +600 0 0 —600 —300 —900
Св. 260 до 360 +215 0 0 —215 +340 0 0 —340 —170 —500 —340 —680 —680 —1000 +680 0 0 —680 —340 —1000
Св. 360 до 500 +250 0 0 —250 +380 0 0 —380 —190 —570 —380 —760 —760 —1100 +760 0 0 —760 —380 —1100
Таблицы допусков и посадок
32
Раздел I. Допуски и посадки
Таблица 9
Допуски большие Классы точности 7, 8 и 9-й По ОСТ 1010
Номинальный диаметр ♦ мм Размеры в мк
7-й класс 8-й класс 9-й класс
Отвер- стие а? Вал в7 Отверстие Вал в8 Отверстие Вал Во
Отклонения
в. н. в. н. в. н. в. н. в. н. в. н.
От 1 до 3 +250 0 0 —250 +400 0 0 —400 +600 0 0 —600
Св. 3 до 6 +300 0 0 —300 +480 0 0 —480 . +750 0 0 —750
Св. 6 до 10 +360 0 0 —360 +580 0 0 —580 +900 0 0 —900
Св. 10 до 18 +430 0 0 —430 +700 0 0 —700 +1100 0 0 —1100
Св. 18 до 30 +520 0 0 —520 +840 0 0 —840 +1300 0 0 —1300
Св. 30 до 50 +620 0 0 —620 +1000 0 0 —1000 +1600 0 0 ' —1600
Св. 50 до 80 +740 0 0 —740 +1200 0 0 —1200 +1900 0 0 —1900
Св. 80 до 120 +870 0 0 —870 + 1400 0 0 —1400 +2200 0 0 —2200
Св. 120 до 180 +1000 0 0 —1000 +1600 0 0 —1600 +2500 0 0 —2500
Св. 180 до 260 +1150 0 0 —1150 +1900 0 0 —1900 +2900 0 0 —2900
Св. 260 до 360 +1350 0 0 —1350 +2200 0 0 —2200 +3300 0 0 —3300
Св. 360 до 500 +1550 0 0 —1550 +2500 0 0 —2500 +3800 0 0 —3800
Примечание. Во всех случаях, когда по условиям технологическим или конструк- тивным не требуется иного расположения, поля допусков должны располагаться аналогично полям допусков основных валов и отверстий по ГОСТ 7713—62 в тело, т. е. от нулевой ли- нии в плюс для отверстий (охватывающих размеров, внутренних размеров) и от нулевой линии в минус для валов (охватываемых, наружных размеров). В этих случаях допуски ва- лов обозначаются В7, В8 и Вд, а допуски отверстий А7, Д8 и Ад.
Таблицы допусков и посадок
33
Таблица 10
Допуски и посадки Система вала 1-й класс точности По ОСТ НКМ 1021
Номинальные диаметры мм Размеры в мк (1 м«;=1ul^=0,001 мм)
Откло- нения вала В1 ' Посадки
глухая Л тугая Т\ напря- женная Hi плот- ная сколь- зящая C1==4i движе- ния Д1 ходо- вая Х1
Отклонения отверстия
в. н. в. н. в. н. в. н. в. н. в. н. в. н. в. н.
От 1 до 3 0 —4 —4 — 10 —2 —8 +1 —5 +4 —2 +6 0 +10 +3 +16 +6
Св, 3 до 6 0 —5 —5 — 13 —2 —10 +1 —7 -3+5 +8 0 +12 +4 +22 +ю
Св. 6 до 10 0 —6 —6 —16 —3 —12 + 1 —8 +6 —4 +9 0 +14 +5 +28 +13
Св. 10 до 18 0 —8 —8 —20 —4 —15 + 1 —10 +7 —5 + И 0 + 17 +6 +34 + 16
Св. 18 до 30 0 —9 -10 —24 — 4 —17 4-2 —12 +8 —6 +13 0 +20 +7 4-41 4-20
Св. 30 до 50 0 —11 -12 —28 —5 —20 +2 —14 +9 —7 +15 0 +25 +9 4-50 4-25
Св. 50 до 80 0 — 13 -14 —33 —5 —24 +2 —16 +ю —8 + 18 0 +29 +10 +60 +30
Св. 80 до 120 0 — 15 —17 —38 —6 —28 +3 — 19 + 12 —9 +21 0 +34 + 12 +71 +36
Св. 120 до 180 0 — 18 —20 —45 —7 —32 4-3 —22 +14| -Ю । +24 1° 4-39 4-14 +83 +43
Св. 180 до 260 0 -20 —23 —52 —8 —36 +3 -25 + 16 —11 +27 0 +43 +16 +96 +50
Св. 260 до 360 0 -22 —27 —58 —9 -40 +4 —28 + 18 —13 4-зо 0 4-48 4-18 4-108 4-56
Св. 360 до 500 0 -25 —30 —65 —10 —45 4-5 —32 4-20 —15 4-35 0 4-55 4-20 + 131 +68
2 И. Я. Левин
Таблица И
Допуски и посадки Система вала 2-й класс точности По ОСТ 1022, ОСТ 1142, ОСТ 1143
Номинальные диаметры мм Размеры в мк (1 л<й:=1р=0,001 мм)
Откло- нения вала В Посадки •
горя- чая Гр прес- совая Пр глухая Г тугая Т напря- жен- ная Н плотная П сколь- зящая С=Д движе- ния Д ходовая X легко- ходо- вая Л широ- кохо- довая Ш
Отклонения отверстия
в. н. в. н. в. н. в. н. в. н. в. н. в. н. в. н. в. н. в. н. в. н. в. н.
От 1 до 3 0 —13 —27 —18 8 —2 —13 0 —10 +з —7 -3 +7 +10 0 +13 +3 4-22 +8 +30 +12 4-38 +18
Св. 3 до 6 0 —8 —15 —10 —23 —16-3 0 —13 4-4 —9 - 4 +’ +13 0 +17 +4 +27 +ю +40 +17 +50 +25
Св. 6 до 10 0 —10 —17 —39 —12 —28 —20 4 0 —16 +4 —12 +11 +16 0 +21 +5 +33 +13 +50 +23 +65 +35
Св. 10 до 18 0 —12 —22 —48 —15 —34 —5 —24 0 —19 +5 —14 -6+13 +19 0 4-25 +6 +40 +16 +60 +30 +80 +45
Св. 18 до 30 0 —14 —30 —62 —19 —42 —6 —30 0 —23 +6 —17 +16 —7 +23 0 4-зо +8 +50 +20 +80 +40 +105 +60
1 1 1 1 1
Раздел 1. Допуски и посадки
1
Св. 30 до 40 0 —17 —40 —77 —25 —52 —7 —35 0 —27 +7 —20 -8+18 4-27 0 4-35 +10 +60 +25 +95 +50 +125 +75
Св. 40 до 50 0 —17 —50 —87 —25 —52 —7 —35 0 —27 +7 —20 +18 +27 0 4-35 +10 +60 +25 +95 +50 +125 +75
Св. 50 до 65 0 —20 —65 —105 —35 —65 —40 0 —30 —23 +20 —10 +30 0 4-42 +12 +70 +30 +115 +65 +155 +95
Св. 65 до 80 0 —20 —80 —120 —35 —65 —40 0 —30 +8 —23 +20 —10 +30 0 4-42 +12 +70 +30 +115 +65 +155 +95
Св. 80 до 100 0 —23 —93 —140 —50 —85 —10 —45 0 —35 +9 —26 +23 —12 +35 0 4-50 +15 +90 +40 +140 +80 ' +190 +120
Св. 100 до 120 0 —23 —113 —160 —60 —95 —10 —45 0 —35 +9 —26 +23 —12 +35 0 4-50 +15 +90 +40 +140 +80 +190 +120
Св. 120 до 150 0 —27 —137 —190 —70 —ПО —12 —52 0 —40 +10 —30 +27 —14 +40 0 ; 4-60 + 18 +105 +50 +170 + 100 +230 +150
Св. 150 до 180 0 —27 —167 —220 —85 —125 —12 —52 0 —40 +10 —30 +27 —14 +40 0 4-60 +18 +105 +50 +170 +100 +230 +150
Св. 180 до 220 0 —30 —200 —260 —100 — 145 —15 —60 0 —45 _з+н +30 —16 +45 0 4-70 +22 +120 +60 +200 +120 +270 +180
Св. 220 до 260 0 —30 —240 —300 —120 —165 —15 —60 0 —45 -з+п +30 —16 +45 0 +70 +22 +120 +60 +200 +120 +270 +180
Таблицы допусков и посадок
Продолжение
Номинальные диаметры мм Замеры в мк (1 мк= 1ц—0,001 мм)
Откло- нения вала В Посадки
горя- чая Гр прес- совая Z7p глухая тугая Т напря- жен- ная Н плотная П сколь- зящая С=Д движе- ния Д ходовая X легко- ходо- вая Л широ- кохо- довая Ш
Отклонения отверстия
в. в. в. в. в. в. в. в. в. в. в. в.
н. н. н. н. ,н. н. н. н. н. н. н. н.
Гк 960 пп .410 0 —285 —145 —18 0 +12 +35 +50 +80 +140 +230 +310
£UV ДО Olv —35 —350 —195 —70 —50 —40 — 18 0 +26 +70 +140 +210
Cr .410 пл 460 0 —335 —170 —18 0 +12 +35 +50 +80 +140 +230 +310
KjD. Olv ДО Ovv —35 —400 —220 —70 —50 —40 —18 0 +26 +70 +140 +210
C'r 460 no 440 0 —395 —200 —20 0 +15 +40 +60 +90 +160 +270 +365
—40 —475 —260 —80 —60 —45 —20 0 +30 +80 +170 +250
C'r 440 no 500 0 —465 —240 —20 0 +15 +40 +60 +90 + 160 +270 +365
VjD. t±4±V Ди ovv —40 —545 —300 —80 —60 —45 —20 0 +30 +80 +170 +250
Примечание. При применении посадки Гр, в особенности при массовом производстве, рекомендуется предварительная опытная
проверка.
Для посадки Пр натяги установлены в предположении чугунной или твердой бронзовой ступицы при толщине ступицы около 0,5 диа-
метра вала и длине поверхности соприкосновения, приблизительно равной диаметру. При других условиях рекомендуется опытная проверка.
Раздел /. Допуски и посадки
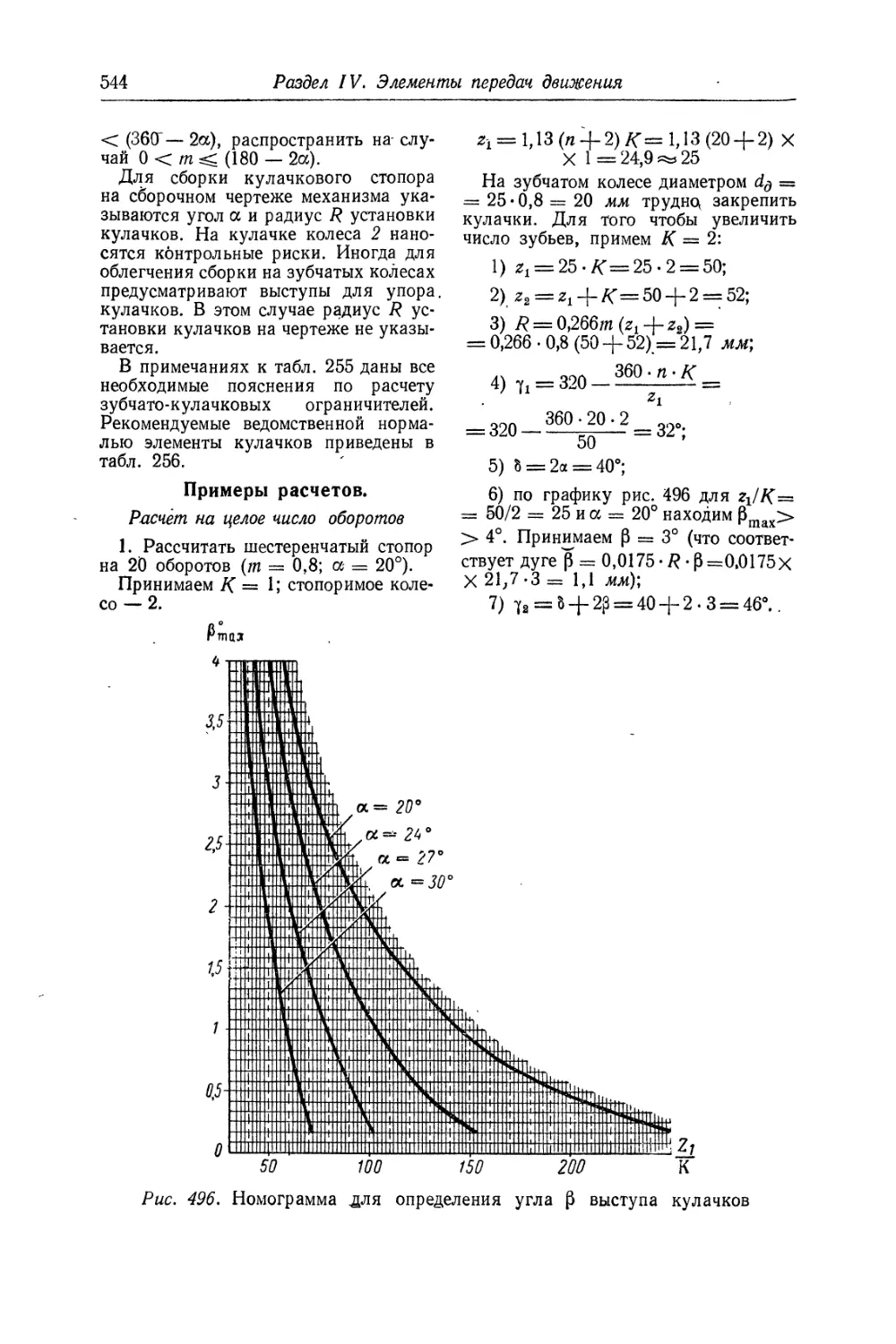
Таблицы допусков и посадок
37
Таблица 12
Допуски и посадки Система вала Класс точности 2а По ОСТ НКМ 1026
Номинальные диаметры мм Размеры в мк (1 лгк=1р.=0,001 мм)
Отклоне- ние вала В2а Посадки
глухая г2а тугая 12а напряжен- ная "2а плотная +а сколь- зящая ^23“^ 2 а
Отклонения отверстия
в. н. в. н. в. н. в. н. в. н. в. н.
От 1 до 3 0 —9 —1 —15 4-4 —10 4-7 —7 +14 0
Св. 3 до 6 0 —12 —2 —20 +1 —17 +5 —13 + 18 0
Св. 6 до 10 0 —15 -3 —25 +1 —21 +6 —16 +12 —10 4-22 0
Св. 10 до 18 0 —18 —3 —30 +2 —25 4-8 —19 +15 —12 +27 0
Св. 18 до 30 0 —21 —3 —36 +4 —29 4-ю —23 4-20 —13 4-зз 0
Св. 30 до 50 0 —25 —3 —42 ' +5 —34 4-12 —27 +24 -15 +39 L2
Св. 50 до 80 0 —30 —4 —50 +5 —41 + 14 —32 +28 —18 +46 0
Св. 80 до 120 0 —35 —4 —58 +6 —48 4-Ю —38 4-34 —20 4-54 0
Св. 120 до 180 0 —40 —4 —67 +8 -55 4-20 —43 +41 —22 4-63 0
Св. 180 до 260 0 —47 —5 —78 —64 +22 —51 4-49 —24 о +73
Св. 260 до 360 0 —54 —6 —90 4-10 —74 4-26 —58 +57 —27 4-84 0
Св. 360 до 500 0 —62 —7 —102 4-ю —85 4-28 —67 4-64 —31 +95 J
Примечание. Кроме посадок, приведенных в данной таблице, ОСТ НКМ 1026 пре- дусматривает также прессовую посадку
38
Раздел 1. Допуски и посадки
Таблица 13
Допуски и посадки Система вала 3-й класс точности По ОСТ 1023
Номинальные диаметры мм * Размеры в мк (1 д«№1р.=0,001 мм)
Посадки
Отклонения вала Вз скользящая Сз=Аз ходовая Х3 широкоходовая
Отклонения отверстия
в. н. в. н. в. н. в. н.
От 1 до 3 0 —20 4-20 0 4-32 +7 4-50 +17
Св. 3 до 6 0 —25 4-25 0 4-44 4-11 4-65 4-25
Св. 6 до 10 0 —30 4-зо 0 4-55 +15 4-85 4-35
Св. 10 до 18 0 —35 4-35 0 4-70 4-20 4-105 4-45
Св. 18 до 30 0 —45 4-45 0 4-85 4-25 4-130 4-60
Св. 30 до 50 0 —50 4-50 0 4-юо 4-32 4-160 4-75
Св. 50 до 80 0 —60 4-60 0 4-120 4-40 4-195 4-95
Св. 80 до 120 0 —70 4-70 0 4-140 4-50 4-235 4-120
Св. 120 до 180 0 —80 4-80 0 4-165 4-60 4-285 4-150
Св. 180 до 260 0 —90 4-90 0 4-195 +75 4-ззо 4-180
Св. 260 до 360 0 —100 4-юо 0 4-225 4-90 4-380 4-210
Св. 360 до 500 0 —120 4-120 0 4-255 4-105 4-44(Г 4-250
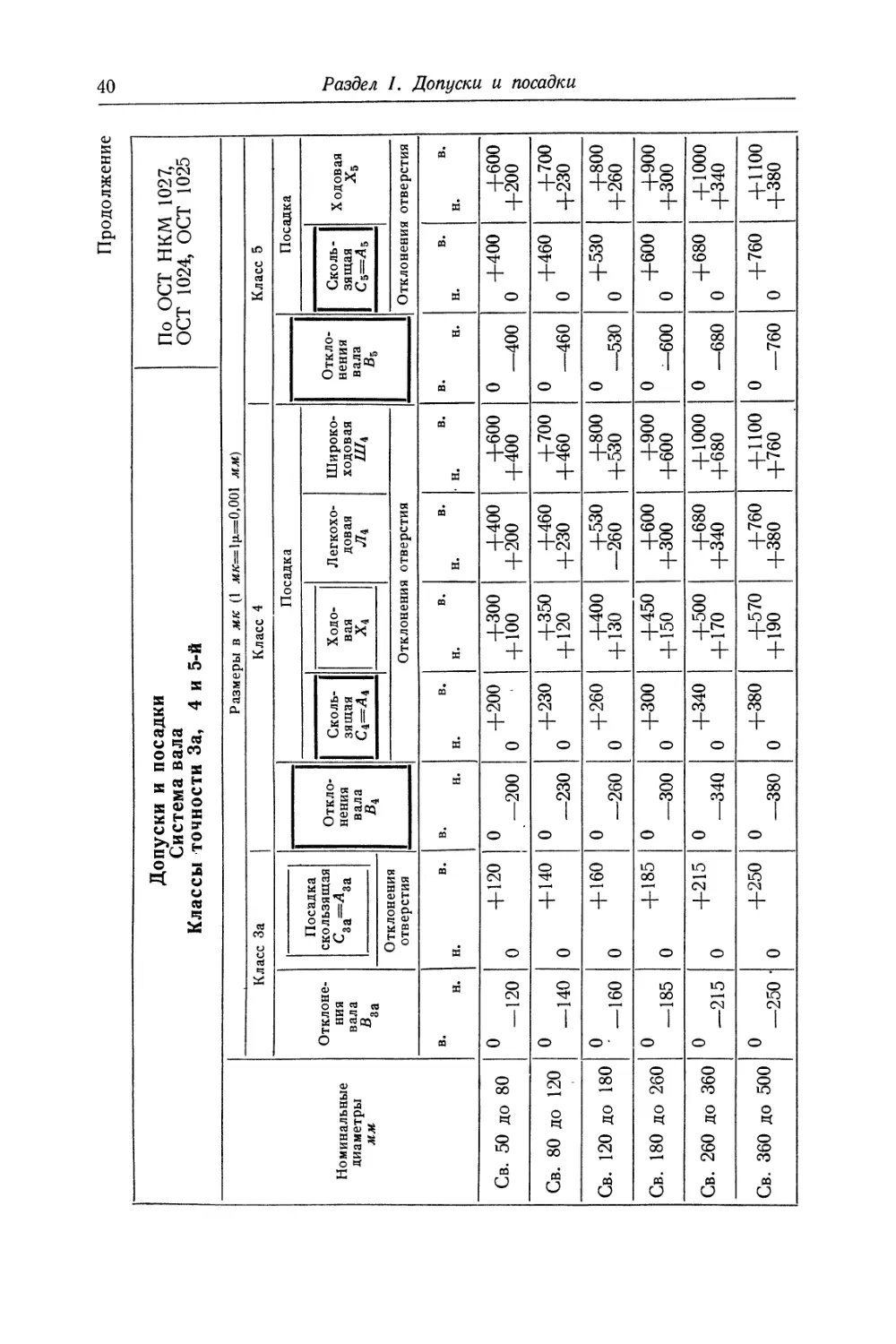
Таблица 14
Допуски и посадки Система* вала Классы точности За, 4 и 5-й По ОСТ НКМ 1027, ОСТ 1024, ОСТ 1025
Номинальные диаметры мм Размеры в мк (1 р.=0,001 мм)
Класс За Класс 4 Класс 5
Отклоне- ния вала Вза Посадка скользящая Сза=Лза Посадка Посадка
Откло- нения вала В4 Легко хо- довая Л4 Широко- ходовая LLI4 Откло- нения вала в5 Ходовая х5
Сколь- зящая С 4=А 4 Ходо- вая Сколь- зящая
Отклонения отверстия
Отклонения отверстия Отклонения отверстия
в. н. в. н. в. н. в. н. в. н. в. н. в. н. в. н. в. н. в. н.
От 1 до 3 0 —40 4-40 0 0 —60 +60 0 +90 +30 +120 +60 +180 +120 0 —120 +120 0 +180 +60
_Св. 3 до 6 0 —48 +48 0 0 —80 +80 0 +120 +40 +160 +80 +240 +160 0 —160 +160 0 +240 +80
Св. 6 до 10. 0 —58 +58 0 0 —100 +100 0 +150 +50 +200 +100 +300 +200 0 —200 +200 0 +300 +100
Св. 10 до 18 0 —70 +70 0 0 —120 +120 0 +180 +60 +240 +120 +360 +240 0 —240 +240 0 +360 +120
Св. 18 до 30 0 —84 +84 0 0 —140 +140 0 +210 +70 +280 +140 +420 +280 0 —280 +280 0 +420 +140
Св. 30 до 50 0 —100 +100 0 0 —170 +170 0 +250 +80 +340 +170 +500 +340 0 —340 +340 0 +500 +170
Таблицы допусков и посадок
Продолжение
Допуски и посадки Система вала Классы точности За, 4 и 5-й По ОСТ НКМ 1027, ОСТ 1024, ОСТ 1025
Номинальные диаметры мм Размеры в мк (1 мк— 1р.=0,001 мм)
Класс За Класс 4 Класс 5
Отклоне- ния вала Вза — Посадка Посадка
Посадка скользящая ^за^^за Откло- нения вала В4 Легкохо- довая Широко- ходовая Ш4 Откло- нения вала в5 Ходовая х5
Сколь- зящая С4==Л4 Ходо- вая х4 Сколь- зящая С 5=^5
Отклонения отверстия
Отклонения отверстия Отклонения отверстия
В. н. в. н. в. н. в. н. в. н. в. н. в. • н. в. н. в. н. в. н.
Св. 50 до 80 0 —120 +120 0 0 —200 +200 0 +300 + 100 +400 +200 +600 +400 0 —400 +400 0 +600 +200
Св. 80 до 120 0 —140 + 140 0 0 —230 +230 0 +350 +120 +460 +230 +700 +460 0 —460 +460 0 +700 +230
Св. 120 до 180 0 ' —160 + 160 0 0 —260 +260 0 +400 + 130 +530 —260 +800 +530 0 —530 +530 0 +800 +260
Св. 180 до 260 0 —185 + 185 0 0 —300 +300 0 +450 +150 +600 +300 +900 +600 0 —600 +600 0 +900 +300
Св. 260 до 360 0 —215 +215 0 0 —340 +340 0 +500 +170 +680 +340 +1000 +680 0 —680 +680 0 +1000 +340
Св. 360 до 500 0 —250 * +250 0 0 —380 +380 0 +570 +190 +760 +380 +1100 +760 0 —760 +760 0 + 1100 +380
Раздел I. Допуски и посадки
Таблица 15
Допуски и посадки (кроме прессовых) размеров свыше 500 до 10000 мм Система отверстия Классы точности 2-й и 2а По ГОСТ 2689—54 (ограничение)
Интервалы номинальных размеров мм Класс точности 2 Класс точности 2а
Обозначения полей допусков Обозначения полей допусков
отверстия валов отверстия валов
А Г т П 1 с 1 i Л ^2а Гаа 1 «2а 1 П2а 1 Сза 1 ^2 a 1 1 Х2а
Предельные отклонения в мк Предельные отклонения в мк
в. н. в. •н. в. н. в. н. в. н. в. н. в. н. в. н. В. н. В. н. В. н. В. н. в. н. в. н.
Св. 500 до 630 -|-70 0 +93 +48 +70 +25 +45 0 +23 —22 0 -45 -35 -80 +110 0 +145 +75 +70 0 +35 -35 0 —70 -35 —105 — 100 —170
Св. 630 до 800 4-80 0 +105 +55 +80 +30 +50 0 +25 —25 0 -50 —40 -90 +120 0 +160 +80 +80 0 +40 -40 0 -80 —40 —120 -110 —190
Св. 800 до Д000 4-90 0 +118 +63 +90 +35 +55 0 +28 -27 0 -55 —45 — 100 +130 0 +175 ,+85 +90 0 +45 -45 0 -90 -45 -135 -120 -210
Св. 1000 до 1250 +100 0 + 130 +70 + 100 +40 +60 0 +30 -30 0 —60 -50 — ПО +150 0 +200 +100 +100 0 +50 -50 0 — 100 —50 —150 —130 —230
Св. 1250 до 1600 +110 0 4-143 +78 +110 +45 +65 0 +33 —32 0 -65 -55 — 120 +170 0 +225 +115 +110 0 +55 -55 0 -110 -55 —165 —150 -260
Св. 1600 до 2000 + 120 0 +158 +83 +120 +45 +75 , 0 +38 -37 0 -75 —60 -135 +190 0 +250 +130 +120 0 +60 -60 0 -120 -60 -180 —170 —290
Св. 2000 до 2500 +130 0 +173 +88 +130 +45 +85 0 +43 -42 0 -85 -70 -155 +210 0 +275 +145 +130 0 +65 -65 0 -130 -70 -200 —190 —320
Св. 2500 до 3150 +150 0 +200 + 100 +150 +50 +100 0 +50 — 50 0 -100 -80 -180 +230 0 +305 +155 +150 0 +75 —75 0 —150 -80 —230 —210 —360
Св. 3150 до 4000 — — — — — — - +260 0 — — — 0 -170 -90 —260 —240 -410
Таблицы допусков и посадок
Таблица 16
Допуски и посадки (кроме прессовых) размеров свыше 500 до 10000 мм Система отверстия Классы точности 3-й, За, 4 и 5-й ПоГОСТ 2689—54 (ограничение)
Интервалы номиналь- ных раз- меров мм Класс точности 3 Класс точности За Класс точности 4 Класс точности 5
Обозначения полей допусков Обозначения пэлей доп. Обозначения полей допусков Обозначение полей доп.
отвер- 1 стия | валов отвер- стия валов отвер- стия^ | валов отвер- стия | валов
С3 х3 | Л3 | Ш3 Аза сза 1 Шза Д4 | С4 | Xi | *^4 ^5 1 с*
Предельные отклонения в мм Пред, отклон. в мм Предельные отклонения в мм Пред, отклон. в мм
в. н. в. н. в. н. В. н. в. н. в. н. в. н. В. н. в. н. в. н. в. н. в. н. в. н. в. н. в. н. в. н.
Св. 500 до 630 +0,14 0 0 -0,14 -0,12 —0,26 -0,19 -0,33 —0,28 —0,42 +0,28 0 0 —0,28 -0,28 -0,56 +0,45 0 0 —0,45 —0,23 —0,68 -0,45 —0,90 —0,90 -1,35 +0,90 0 0 —0,90 -0,45 -1,35
Св. 630 до 800 +0,15 0 0 —0,15 —0,13 -0,28 —0,21 —0,36 -0,30 -0,45 +0,30 0 0 -0,30 —0,30 —0,60 +0,50 0 0 -0,50 -0,25 -0,75 -0,50 —1,00 -1,00 —1,50 +1,00 0 0 —1,00 -0,50 —1,50
Св. 800 до 1000 +0,17 0 0 -0,17 -0,15 - 0,32 —0,24 .-0,41 -0,35 -0,52 +0,35 0 0 -0,35 —0,35 -0,70 +0,55 0 0 -0,55 —0,28 -0,83 -0,55 —1,10 -1,10 -1,65 +1,10 0 0 —1,10 -0,55 —1,65
Св. 1000 до 1250 +0,20 0 0 —0,20 —0,17 -0,37 -0,27 -0,47 —0,40 —0,60 +0,40 0 0 —0,40 —0,40 —0,80 +0,60 0 0 —0,60 — 0,30 -0,90 —0,60 —1,20 —1,20 —1,80 +1,20 0 0 —1,20 —0,60 -1,80
Св. 1250 до 1600 +0,22 0 0 —0,22 -0,19 —0,41 —0,30 —0,52 -0,45 -0,67 +0,45 0 0 — 0,45 -0,45 —0,90 +0,65 0 0 -0,65 -0,33 -0,98 -0,65 —1,30 -1,30 -1,95 +1,30 0 0 —1,30 —0,65 —1,95
Св. 1600 до 2000 +0,25 0 0 —0,25 -0,21 —0,46 -0,34 -0,59 -0,50 -0,75 +0,50 0 0 —0,50 —0,50 —1,00 +0,75 0 0 -0,75 —0,38 -1,13 -0,75 —1,50 -1,50 —2,25 +1,50 0 0 —1,50 -0,75 —2,25
Св. 2000 до 2500 +0,28 0 0 -0,28 —0,23 -0,51 -0,38 -0,66 —0,55 -0,83 +0,55 0 0 —0,55 -0,55 —1,10 +0,90 0 0 —0,90 —0,45 —1,35 —0,90 -1,80 -1,80 -2,70 +1,80 0 0 —1,80 -0,90 -2,70
Св. 2500 до 3150 +0,30 0 0 -0,30 —0,26 —0,56 —0,42 —0,72 —0,60 —0,90 +0,60 0 0 —0,60 —0,60 —1,20 +1,00 0 0 —1,00 —0,50 —1,50 —1,00 —2,00 —2,00 -3,00 +2,00 0 0 —2,00 —1,00 —3,00
Св. 3150 до 4000 +0,35 0 0 -0,35 —0,30 -0,65 —0,48 —0,83 - 0,70 —1,05 +0,70 О' 0 —0,70 —0,70 -1,40 +1,10 0 0 -1,10 —0,55 —1,65 —1,10 —2,20 -2,20 —3,30 +2,20 0 0 —2,20 -1,10 -3,30
Раздел I. Допуски и посадки
Таблицы допусков и посадок
43
Таблица 17
Посадки, принятые в приборостроении
(ограничение общесоюзной системы допусков)
Система отверстия
Характер посадок Класс точности Посадки ост
наименование обозначение
отверстие вал
Неподвижные 2 Г лухая Тугая Напряженная А Г Т н 1012
Подвижные Скользящая Движения Ходовая с Д X 1012
Неподвижные .3 Прессовая Пр\3 1069
Подвижные 3 Скользящая Ходовая Л с,. *3 1013
За Скользящая ^за ^за НКМ 1017
4 Скользящая Ходовая л4 с4 1014
5 1 Скользящая ^5 С5 1015
7 | Скользящая А7 в7 1010
Система вала
Характер посадок Класс точности Посадки ост
наименование обозначение
вал отверстие
Неподвижные 1 Напряженная * Плотная * — н, П, НКМ 1021
2 Тугая Напряженная Плотная * В т н п 1022
Подвижные Ходовая X
* Для гнезд под шарикоподшипники.
44
Раздел 1. Допуски и посадки
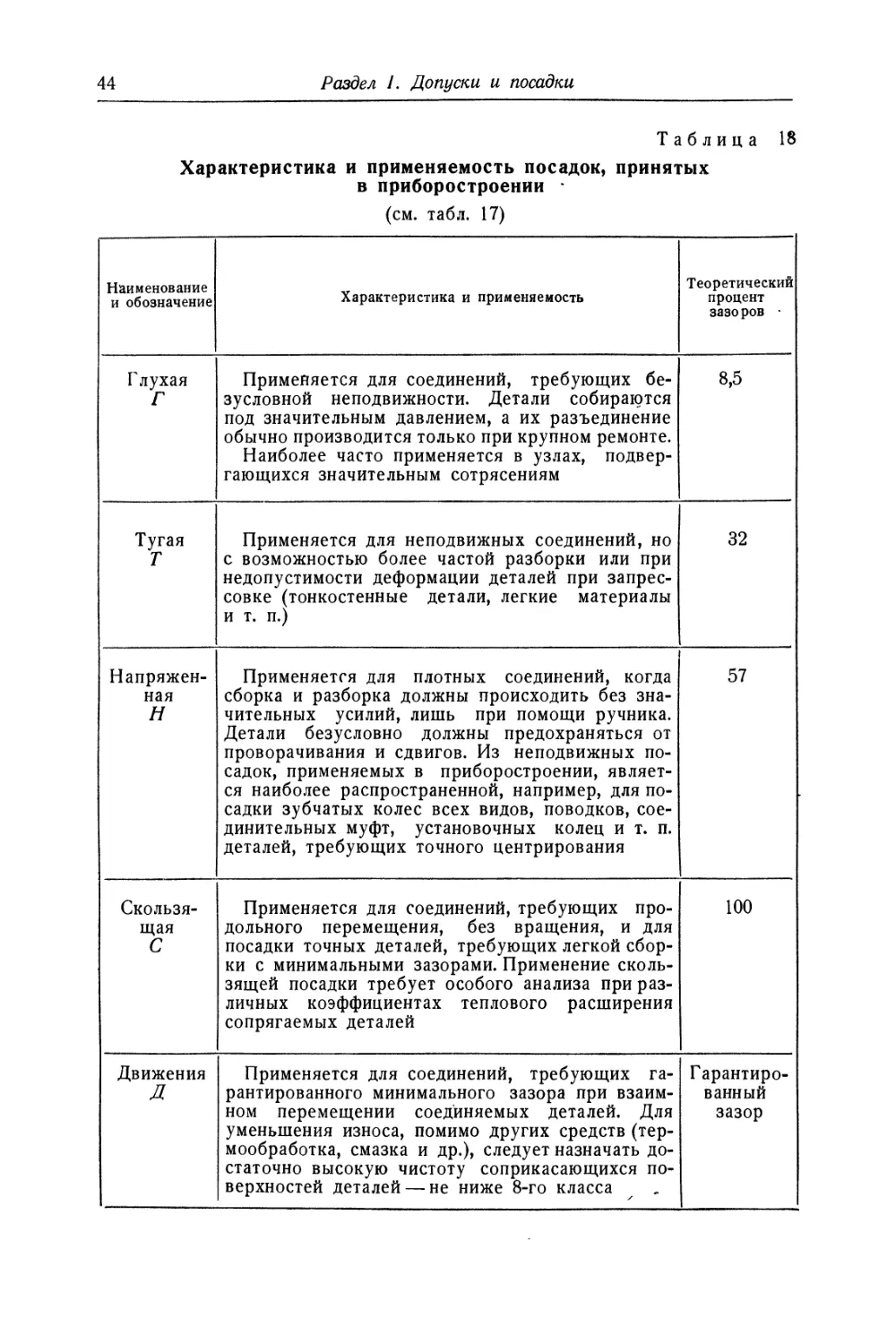
Таблица 18
Характеристика и применяемость посадок, принятых
в приборостроении
(см. табл. 17)
Наименование и обозначение Характеристика и применяемость Теоретический процент зазоров -
Глухая Г Применяется для соединений, требующих бе- зусловной неподвижности. Детали собираются под значительным давлением, а их разъединение обычно производится только при крупном ремонте. Наиболее часто применяется в узлах, подвер- гающихся значительным сотрясениям 8,5
Тугая Т Применяется для неподвижных соединений, но с возможностью более частой разборки или при недопустимости деформации деталей при запрес- совке (тонкостенные детали, легкие материалы и т. п.) 32
Напряжен- ная Н Применяется для плотных соединений, когда сборка и разборка должны происходить без зна- чительных усилий, лишь при помощи ручника. Детали безусловно должны предохраняться от проворачивания и сдвигов. Из неподвижных по- садок, применяемых в приборостроении, являет- ся наиболее распространенной, например, для по- садки зубчатых колес всех видов, поводков, сое- динительных муфт, установочных колец и т. п. деталей, требующих точного центрирования 57
Скользя- щая С Применяется для соединений, требующих про- дольного перемещения, без вращения, и для посадки точных деталей, требующих легкой сбор- ки с минимальными зазорами. Применение сколь- зящей посадки требует особого анализа при раз- личных коэффициентах теплового расширения сопрягаемых деталей 100
Движения Д Применяется для соединений, требующих га- рантированного минимального зазора при взаим- ном перемещении соединяемых деталей. Для уменьшения износа, помимо других средств (тер- мообработка, смазка и др.), следует назначать до- статочно высокую чистоту соприкасающихся по- верхностей деталей — не ниже 8-го класса ж Гарантиро- ванный зазор
Таблицы допусков и посадок
45
Продолжение
Наименование и обозначение Характеристика и применяемость Теоретический процент зазоров
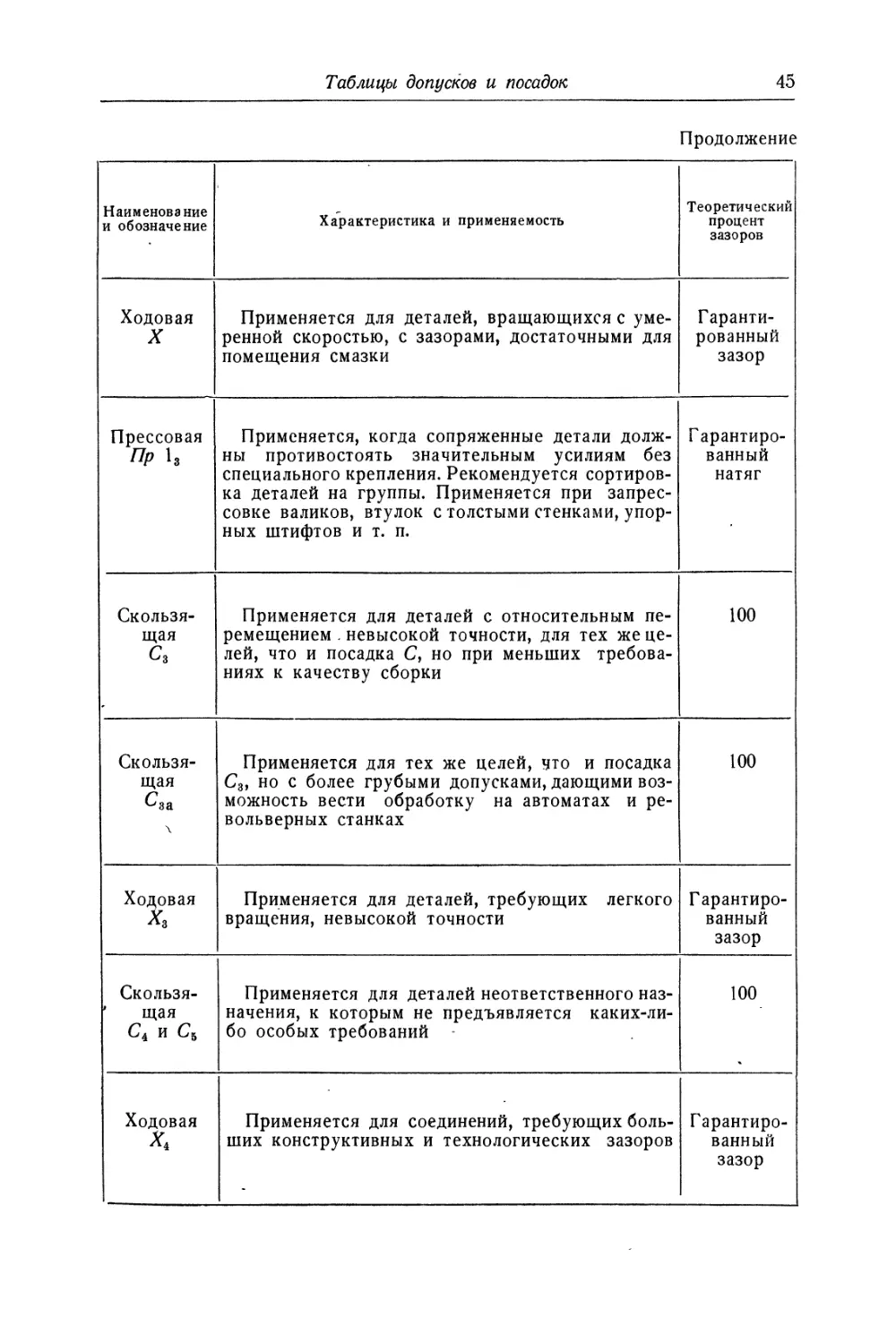
Ходовая X Применяется для деталей, вращающихся с уме- ренной скоростью, с зазорами, достаточными для помещения смазки Гаранти- рованный зазор
Прессовая Пр 1з Применяется, когда сопряженные детали долж- ны противостоять значительным усилиям без специального крепления. Рекомендуется сортиров- ка деталей на группы. Применяется при запрес- совке валиков, втулок с толстыми стенками, упор- ных штифтов и т. п. Гарантиро- ванный натяг
Скользя- щая Сз Применяется для деталей с относительным пе- ремещением . невысокой точности, для тех же це- лей, что и посадка С, но при меньших требова- ниях к качеству сборки 100
Скользя- щая ^за Применяется для тех же целей, что и посадка С3, но с более грубыми допусками, дающими воз- можность вести обработку на автоматах и ре- вольверных станках 100
Ходовая *3 Применяется для деталей, требующих легкого вращения, невысокой точности Гарантиро- ванный зазор
Скользя- ' щая С4 и С5 Применяется для деталей неответственного наз- начения, к которым не предъявляется каких-ли- бо особых требований - 100
Ходовая х4 Применяется для соединений, требующих боль- ших конструктивных и технологических зазоров Гарантиро- ванный зазор
46
Раздел I. Допуски и посадки
Таблица 19
Конусы
Нормальные конусности
(по ГОСТ 8593—57)
_ 1 . г
/C = ^=2tg« -
Конусность К Угол конуса 2a Угол уклона a Исходное значение (К или 2a)
1:200 1 :100 1:50 1 :30 1 :20 1 : 15 1 : 12 1 : 10 1:8 1:7 1 :5 1:3 1 : 1,866 1 : 1,207 1 :0,865 1 : 0,652 1 :0,500 1 :0,289 0°17'1Г 0°34'23" 1°8'45" 1°54'35" 2°5Г5Г 3°49'6" 4°46'19" 5°43'29' T9'19" 8°10'16' Н°25'16" 18°55'29' 30° 45° 60° 75° 90° 120° 0°8'36" 0°17'1Г 0°34'23" 0°57'1Г 1°25'56* Г54'33" 2°23'9" 2°51'45" 3°34'35" 4°5'8" 5°42'38" 9°27'44" 15° 22°30' 30° 37°30' 45° 60° 1 :200 1 : 100 1 :50 1 :30 1 :20 1 :15 1 :12 1 :10 1:8 1:7 1:5 1:3 30° 45° 60° 75° 90° 120°
Примечания. 1. ГОСТ 8593—57 устанавливает нормальные конусности общего наз- начения, применяемые для конических соединений. Кроме^конусностей общего назначения, могут применяться конусности специальных назначений, область распространения которых регламентирована в стандартах на конкрет- ные изделия. 2. Расчетные значения угла конуса и угла уклона приведены в таблице с точностью до Г', а расчетные значения знаменателя в выражении, определяющем конусность, — с точ- ностью до 0,001. Значения, принятые исходными при расчете, указаны в таблице.
Таблицы допусков и посадок
47
Таблица 20
Нормальные углы и допуски на угловые размеры
(ограничение ГОСТ 8908 — 58)
а) Нормальные углы
1-й ряд 2-й ряд З-й ряд 1-й ряд 2-й РЯД З-й ряд 1-й ряд 2-й ряд З-й ряд
0° 0° 0° 10° 10° ' 70°
0°15' 12° 75° 75°
0°30' 0°30' 15° 15е 15° 80°
0°45' 18° 85°
1° 1° 20° 20° 90° 90° 90°
1°30' 22° 100°
2° 2° 25° 110°
2°30' 30° 30° 30° 120° 120° 120°
3° 3° 35° 135°
4° 40° 150°
5° 5° 5° 45° 45° 45° 180°
6° 50° 270°
7° 55° 360°
8° 8° 60° 60° 60°
9° 65°
Примечания. 1. ГОСТ 8908—58 не распространяется на угловые размеры, свя-
занные расчетными зависимостями с другими принятыми размерами, и на угловые размеры
конусов (нормальные конусности — по ГОСТ 8593—57).
2. При выборе углов первый ряд следует предпочитать второму, а второй — третьему.
48
Раздел 1. Допуски и посадки
Продолжение
б) Допуски на угловые размеры
& — допуск угла в угловых величинах;
а — допуск угла в линейных величинах.
Интервалы длин мень- шей сто- роны угла мм Отклонения Степени точности
1 2 3 4 5 6 7 8 9 10
Предельные отклонения углов ± (значения а/2 в мк)
До 3 &/2 40" Г 1'30’ 2'30" 4' 6' 10' 25' 1° 2°30'
а12 0,6 0,9 1,4 2,3 3,6 5,4 9 22,5 54 135
Св. 3 До 5 &/2 30" 50" Г15’ 2' 3' - 5' 8' 20' 50' 2°
а/2 0,4 0,8 0,7 1,3 1,1 1,9 1,8 3 2,7 4,5 4,5 7,5 7,2 12 18 30 45 75 108 180
Св. 5 До 8 &/2 25" 40" Г 1'30" 2'30" 4' 6' 15' 40' 1°30'
а!2 0,6 1 1 1,6 1,5 2,4 2,3 3,6 3,8 6 6 9,6 9 14,4 22,5 36 60 96 135 216
Св. 8 До 12 Ъ'Д 20" 30" 50" ) 1'15" 2' 3' 5' 12' 30' Г15'
а]2 0,8 1,2 1,2 1,8 2 3 3 4,5 4,8 7,2 7,2 10,8 12 18 28,8 43,2 72 108 180 270
Св. 12 До 20 &/2 15’ 25’ 40’ 1' 1'30" 2'30" 4' 10' 25' 1°
а12 0,9 1,5 1,5 2,5 2,4 4 3,6 6 5,5 9 9 15 14,5 24 36 60 90 150 216 360
Таблицы допусков и посадок
49
Продолжение
Интервалы длин мень- шей сто- роны угла мм Отклонения Степени точности
1 2 3 4 5 6 7 8 9 10
Предельные отклонения углов + (значения а/2 в мк)
Св. 20 До 32 &/2 12" 20" 30" 50’ 1'15" 2’ 3' 8' 20' 50'
0/2 1,2 1,9 2 3,2 3 4,8 5 8 7,5 12 12 19 18 29 48 77 120 192 300 480
Св. 32 До 50 5/2 10" 15" 25" 40" Г ГЗО" 2'30" 6' 15' 40'
а/2 1,6 2,5 2,4 3,8 4 6 6,5 10 9,5 15 14,5 22,5 24 37,5 57,5 90 144 225 384 600
Св. 50 До 80 5/2 8" 12" 20" 30" 50’ 145" 2' 5' 12' 30'
0/2 2 3,2 3 4,8 5 8 7,5 12 12,5 20 19 ' 30 30 48 75 120 180 288 450 720
Св. 80 До 120 5/2 6" 10’ 15' 25' 40" Г ГЗО" 4' 10' 25'
0/2 *2,4 3,6 4 6 6 9 10 15 16 24 24 35 36 54 96 144 240 360 600 900
Св. 120 До 200 5/2 5" 8" 12" 20' 30" 50’ 1'15" 3' 8' 20'
0/2 3 5 4,8 8 7 12 12 20 18 30 30 50 45 75 108 180 288 480 720 1200
Св. 200 До 320 5/2 4" 6" 10" 15’ 25" 40" Г 2'30" 6' 15'
л/2 4 6,5 6 9,5 10 16 15 24 25 40 40 64 60 96 150 240 360 576 900 1440
Св. 320 До 500 5/2 3" 5’ 8" 12’ 20" 30" 50" 2' 5' 12'
0/2 4,8 7,5 8 12,5 13 20 19 30 32 50 48 75 80 125 192 300 480 750 1152 * 1800
Примечания. 1. Допуски на угловые размеры выбираются в зависимости от тре- буемой точности и длины меньшей стороны угла или образующей конуса-величины L на эскизе. 2. Величины а подсчитаны для наибольшего и наименьшего значенйй L в данной груп- пе длин и приведены в таблице (десятичные дроби под чертой) как справочные. В чертежах проставляются только угловые величины отклонений.
50
Раздел 1. Допуски и посадки
Таблица 21
Применяемость допусков на угловые размеры деталей
Степень точности по ГОСТ 8908-58 Применяемость допусков
6 Фрикционные детали — конусы, втулки, концы осей и т. п., изготовляемые без подгонки (взаимозаменяемые)
7 Кулачки и шайбы стопоров повышенной точности Колеса зубчатые конические и т. п.
8 Фрикционные детали с последующей приработкой конусов, втулки центрирующие концы осей. Направляющие планки, ка- ретки и т. п.
9 Части деталей, передающие движение, стопорящие и т. п., по- водки ограничителей вращения (если по расчетам не требуется более высокой точности), кольца для электродвигателей, звездоч- ки фиксаторов, втулки стопорные к поводкам и т. п.
10 Угольники и другие детали из листового материала Контуры вырубок, прессованные детали и т. п.
Степень точности по ГОСТ 8908-58 Методы получения точности угловых размеров деталей
6 Слесарная обработка высокой точности. Шлифование в цент- рах. Развертывание конической разверткой высокой точности. Прецизионная обработка на токарных и автоматно-револьвер- ных станках
7 Точение по копировальной линейке. Слесарная обработка. Нор- мальное шлифование. Развертывание конической разверткой
8 Фрезерование высокой точности с п(?воротом детали дели- тельным механизмом. Точение широким резцом (по всей обра- зующей конуса с одной установки), точение со смещением зад- ней бабки. Фрезерование фасонными фрезами мелких деталей. Шлифование с установкой на столе и в приспособлении. Обра- ботка на револьверных станках и автоматах
9 Фрезерование с установкой на столе и в приспособлении с выверкой установок детали по разметке Фрезерование обычной точности с поворотом детали дели- тельным механизмом. Чистовое фрезерование по разметке. Стро- гание в приспособлении. Вырубка контура высокой* точности
10 Гибка в штампах высокой точности. Фрезерование и строга- ние невысокой точности Вырубка контура деталей. Разного рода черновая обработка
Таблицы допусков и посадок
51
Таблица 22
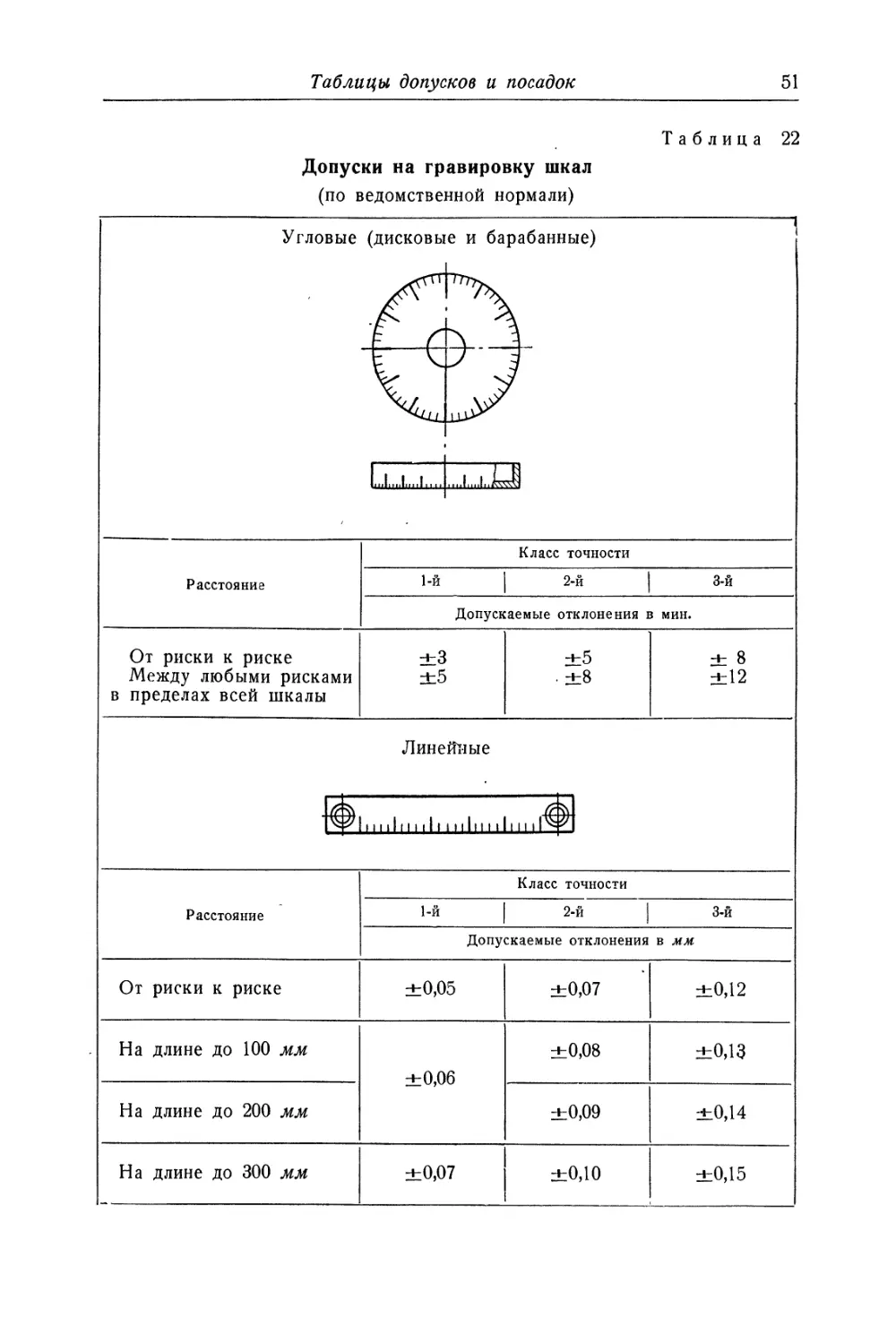
Допуски на гравировку шкал
(по ведомственной нормали)
Угловые (дисковые и барабанные)
Расстояние Класс точности
1-й | 2-й | 3-й
Допускаемые отклонения в мин.
От риски к риске Между любыми рисками в пределах всей шкалы ±3 ±5 ±5 • ±8 ± 8 ±12
Линейные
iimliitih ihIihiI h । и
Расстояние Класс точности
1-й | 2-й | 3-й
Допускаемые отклонения в мм
От риски к риске ±0,05 ±0,07 ±0,12
На длине до 100 мм ±0,06 ±0,08 ±0,13
На длине до 200 мм ±0,09 ±0,14
На длине до 300 мм ±0,07 ±0,10 ±0,15
52
Раздел I. Допуски и посадки
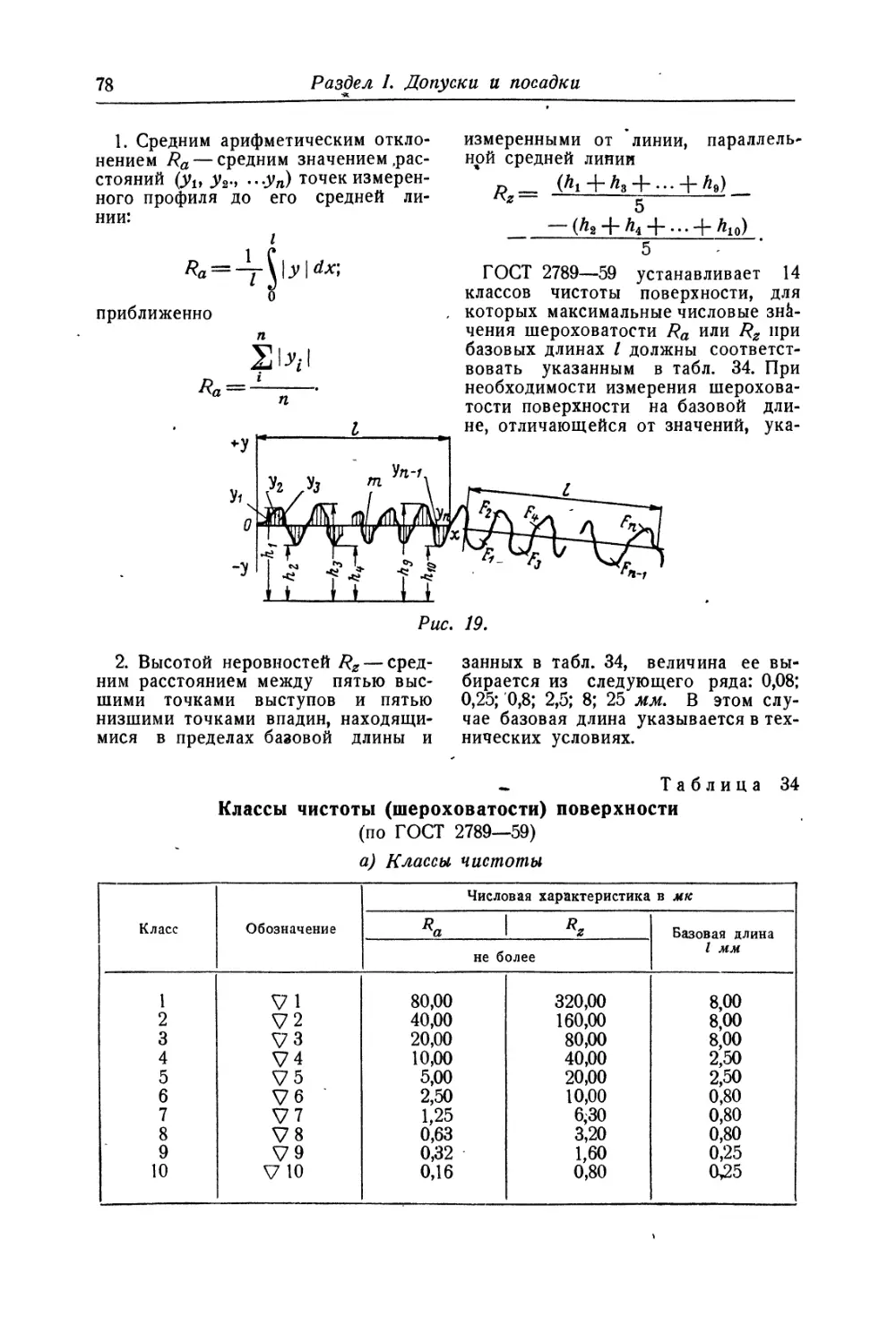
2. ОТКЛОНЕНИЯ ФОРМЫ И
РАСПОЛОЖЕНИЯ
ПОВЕРХНОСТЕЙ
Эксплуатационные параметры при-
бора при заданной структурной схе-
ме его работы определяются в ос-
новном комплексом физико-механи-
"ческих свойств деталей и точностью
выполнения их размеров и геомет-
рической формы. В некоторых, на-
пример, контрольно-измерительных
или гироскопических приборах тре-
бование к точности выполнения фор-
мы и расположения поверхностей де-
талей является одним из основных,
определяющих класс прибора, ре-
сурс его работы и условия взаимо-
заменяемости узлов и деталей при
сборке и ремонте. Однако, если от-
клонения размеров деталей и состоя-
ние(шероховатость) поверхности рег-
ламентируются давно действующими
государственными стандартами, то
для ограничения отклонений форм и
расположения поверхностей кон-
структор мог пользоваться лишь
ведомственными или заводскими ма-
териалами с неясными и подчас про-
тиворечивыми определениями, поня-
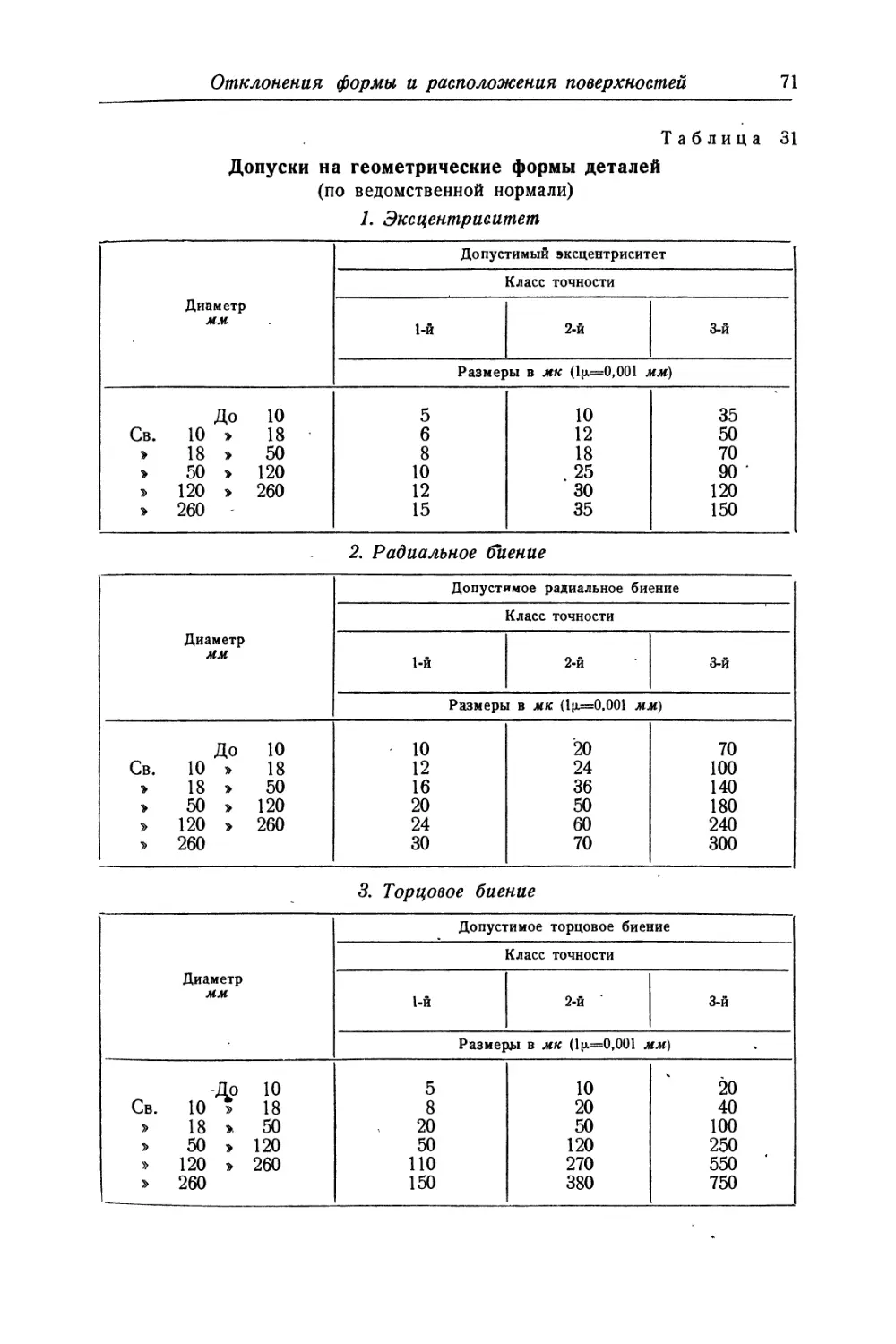
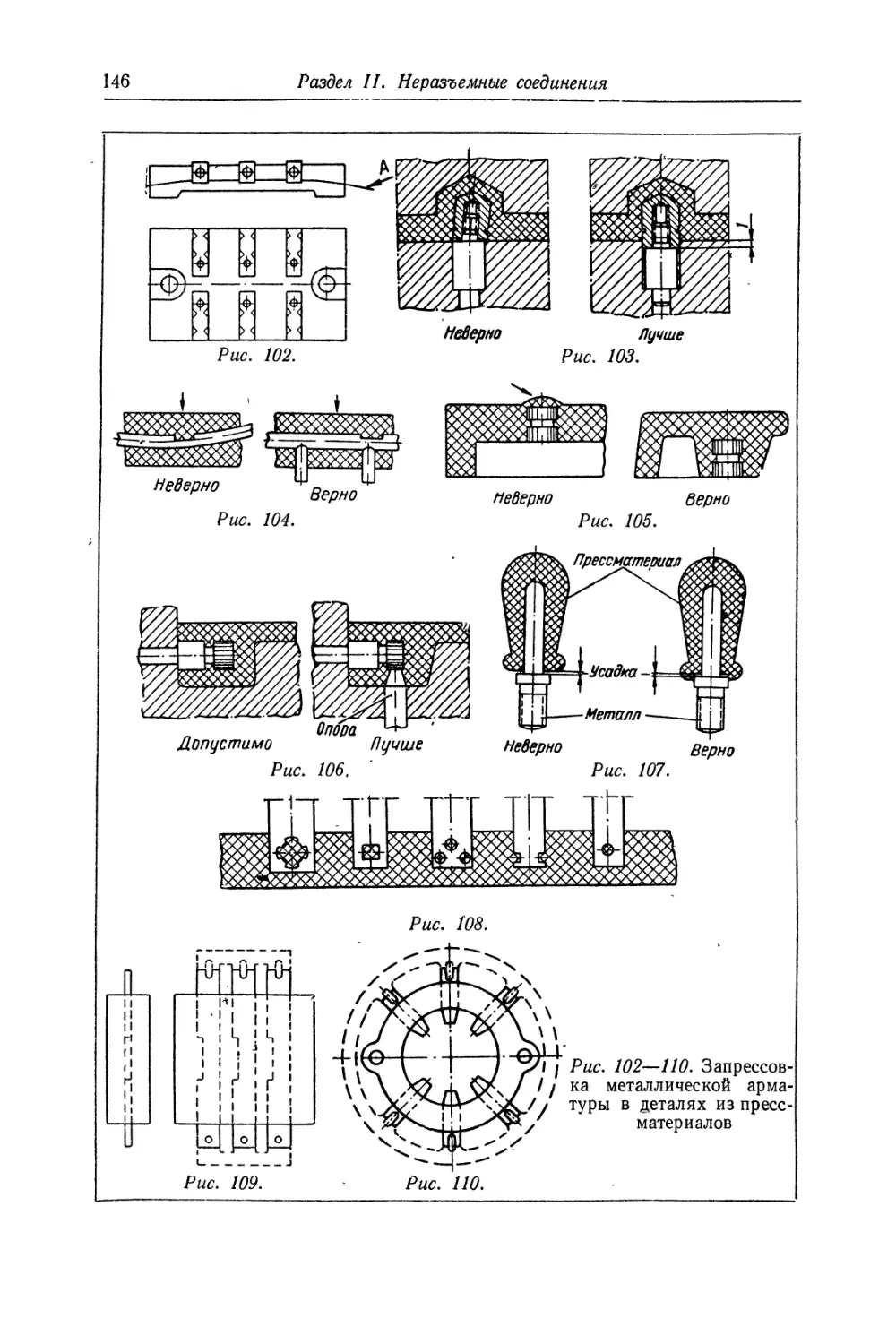
Касательные плоскости
Реальная
поверхность
Ппалегаюиаая плоскость
тиями и различным численным нор-
мированием отклонений. Этот пробел
восполняет ГОСТ 10356—63 «Откло-
нения формы и расположения поверх-
ностей», введенный в действие с 1
января 1964 г.
ГОСТ 10356—63 устанавливает тер-
мины, определения и ряды предель-
ных отклонений формы и располо-
жения плоских и цилиндрических по-
верхностей. Этот стандарт не распро-
страняется на те изделия, для кото-
рых предельные отклонения формы и
расположения поверхностей установ-
лены в ранее утвержденных стандар-
тах.
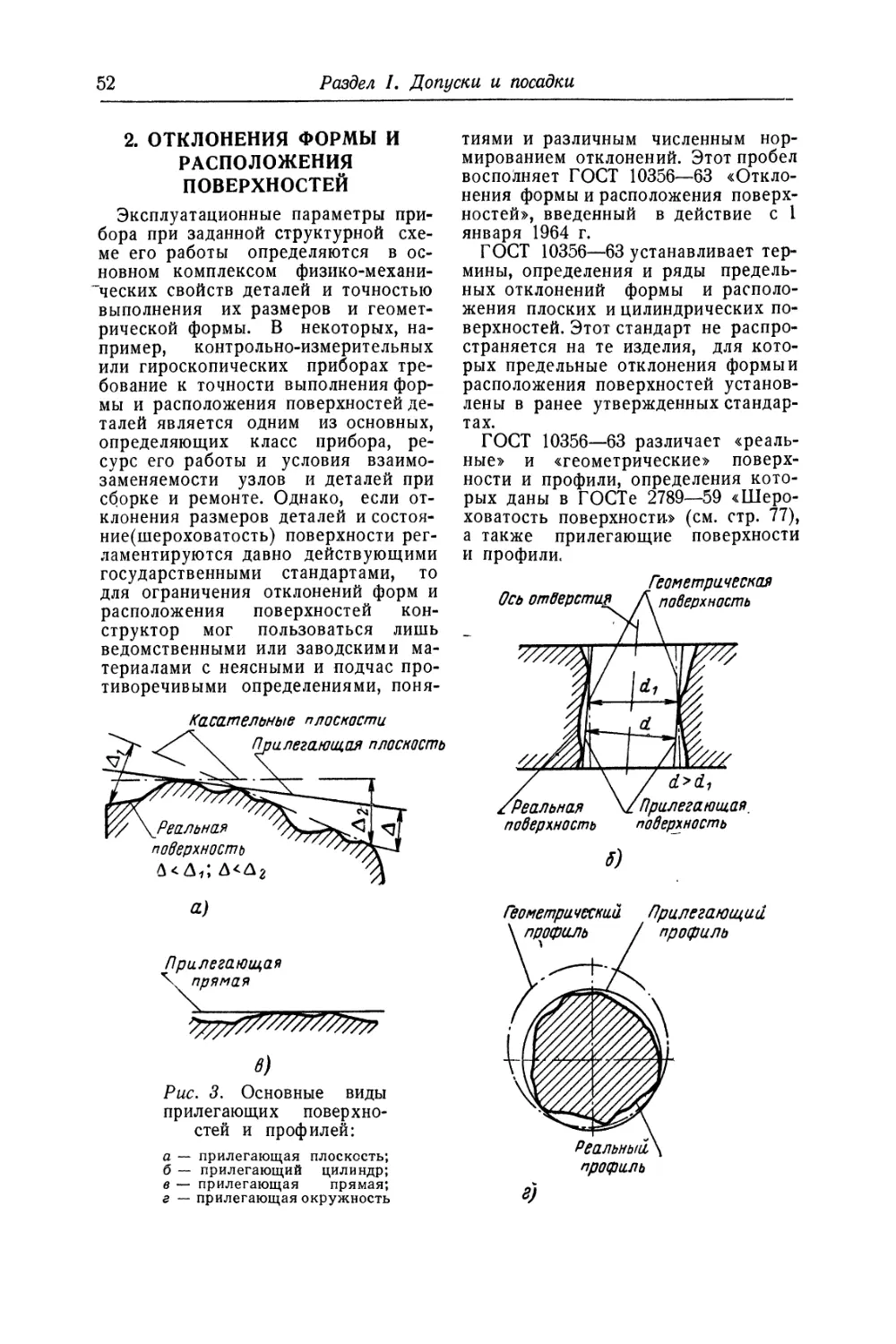
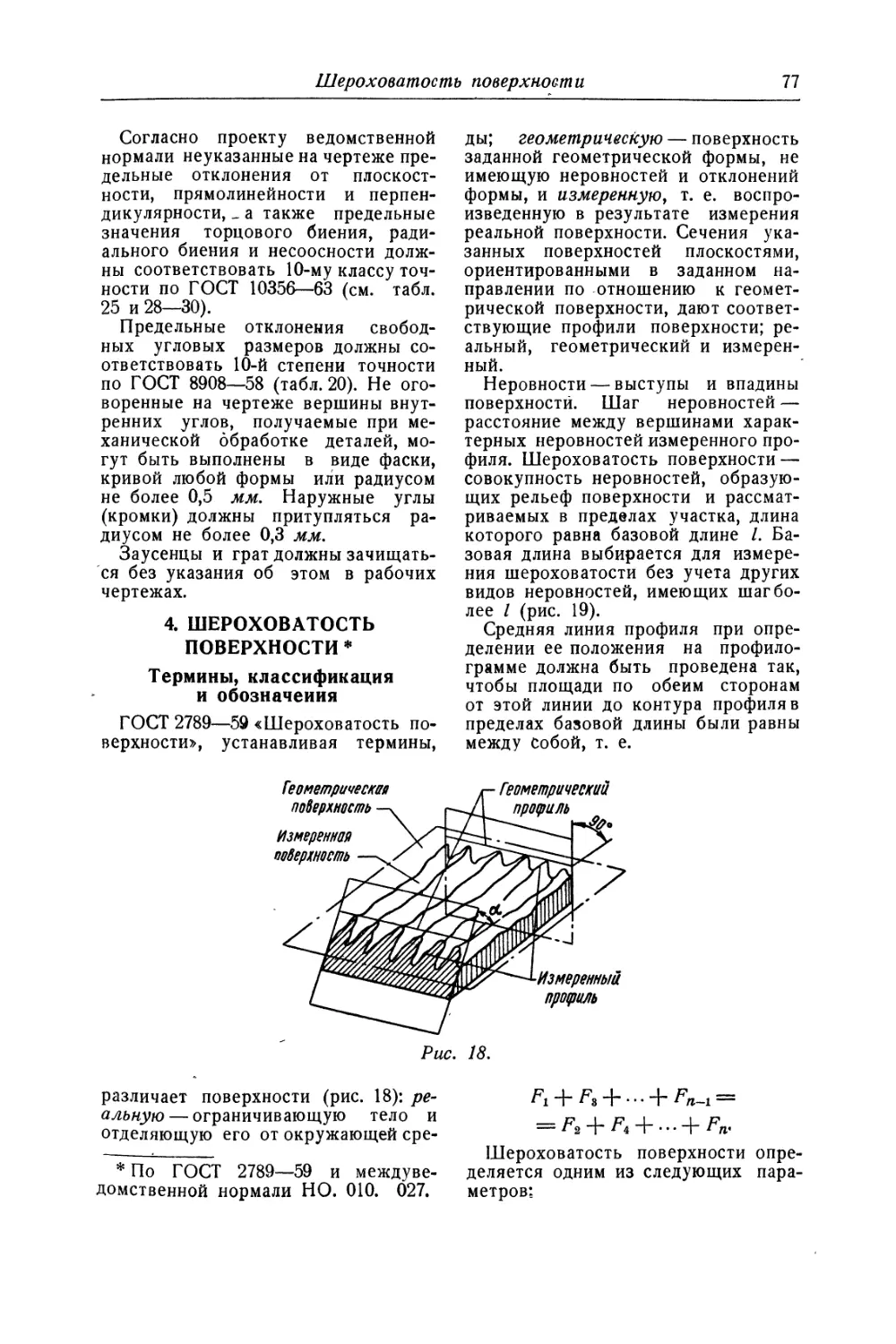
ГОСТ 10356—63 различает «реаль-
ные» и «геометрические» поверх-
ности и профили, определения кото-
рых даны в ГОСТе 2789—59 «Шеро-
ховатость поверхности» (см. стр. 77),
а также прилегающие поверхности
и профили.
в)
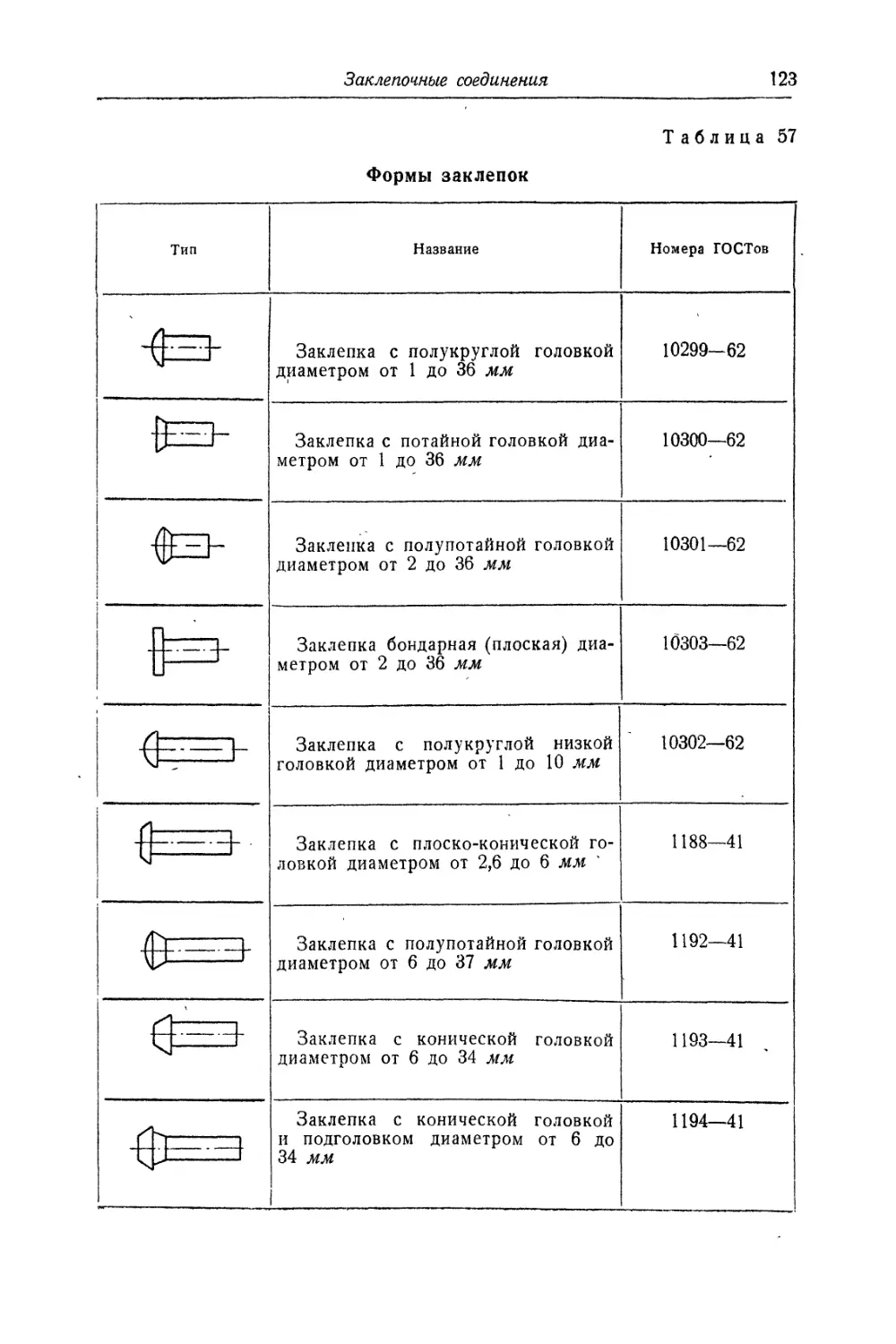
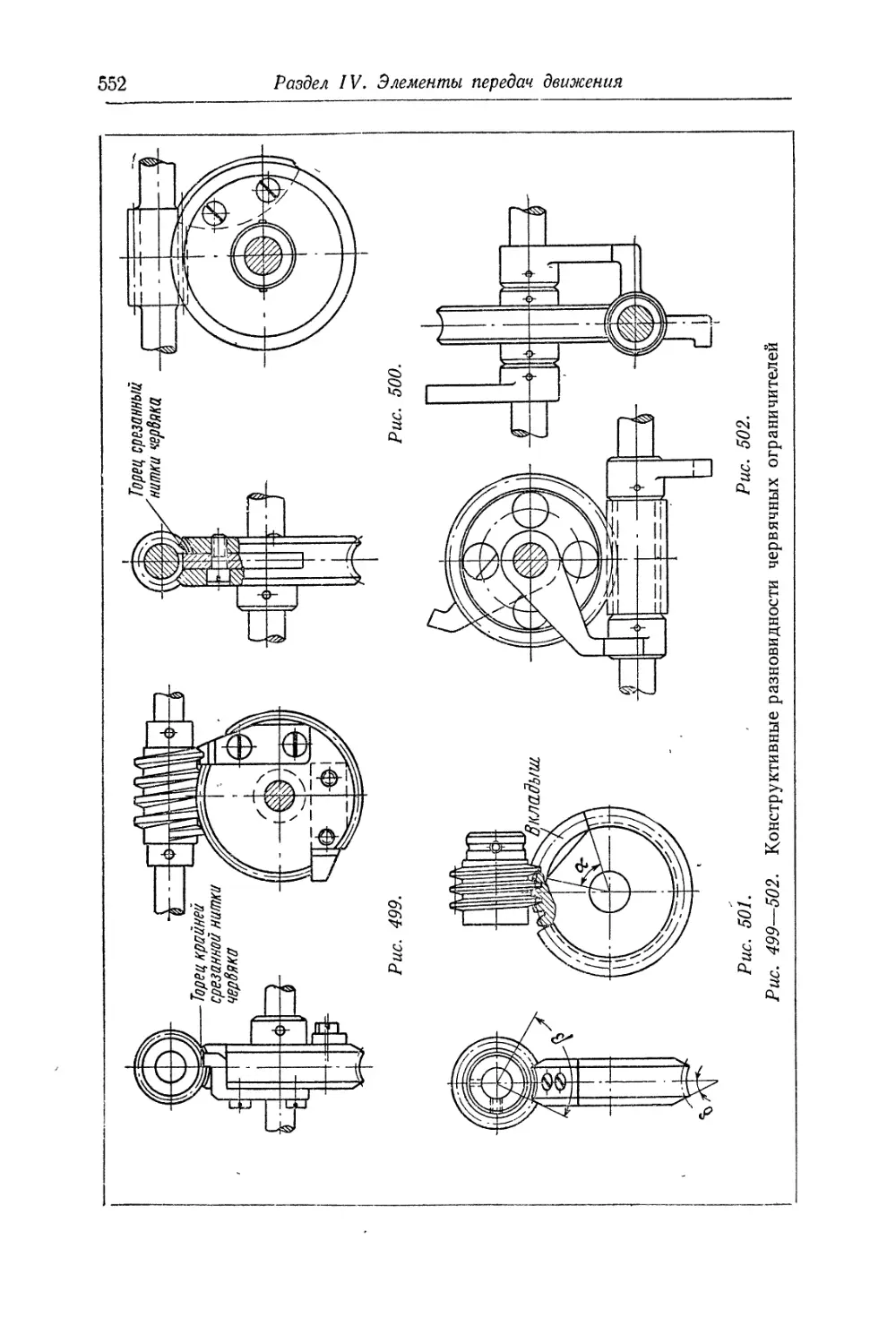
Рис. 3. Основные виды
прилегающих поверхно-
стей и профилей:
а — прилегающая плоскость;
б — прилегающий цилиндр;
в — прилегающая прямая;
г — прилегающая окружность
Отклонения формы и расположения поверхностей
53
Основными видами прилегающих
поверхностей и профилей являются:
а) Прилегающая плос-
кость — плоскость, соприкасающая-
ся с реальной поверхностью вне ма-
териала детали и расположенная по
отношению к реальной поверхности
так, чтобы расстояние от ее наибо-
лее удаленной точки до прилегаю-
щей плоскости было наименьшим
(рис. 3, а)
Прилегающий цилиндр
— для отверстия — цилиндр наиболь-
шего возможного диаметра, вписан-
ный в реальную поверхность (см.
рис. 3, б).
— для вала — цилиндр наименьше-
го возможного диаметра, описанный
вокруг реальной поверхности.
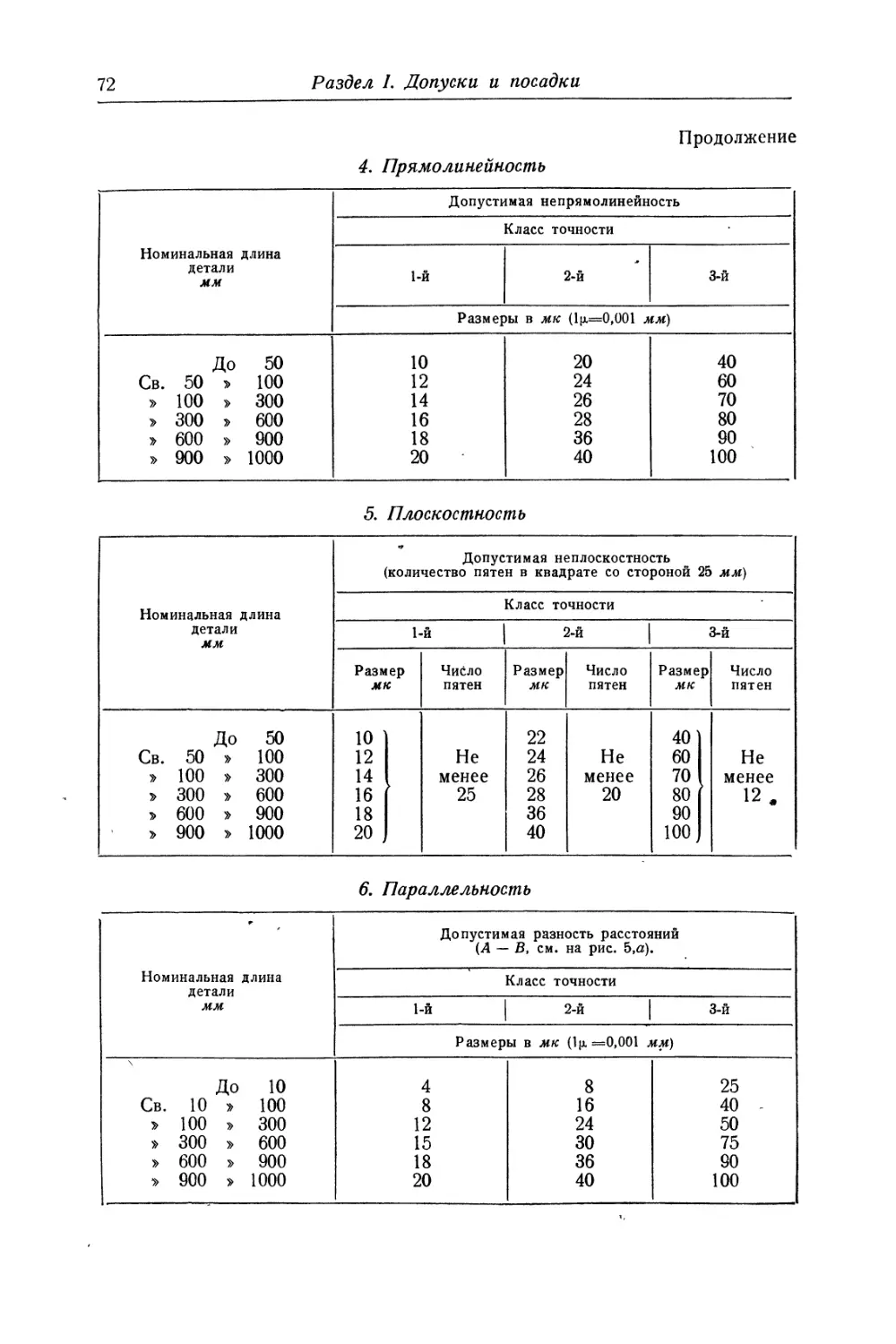
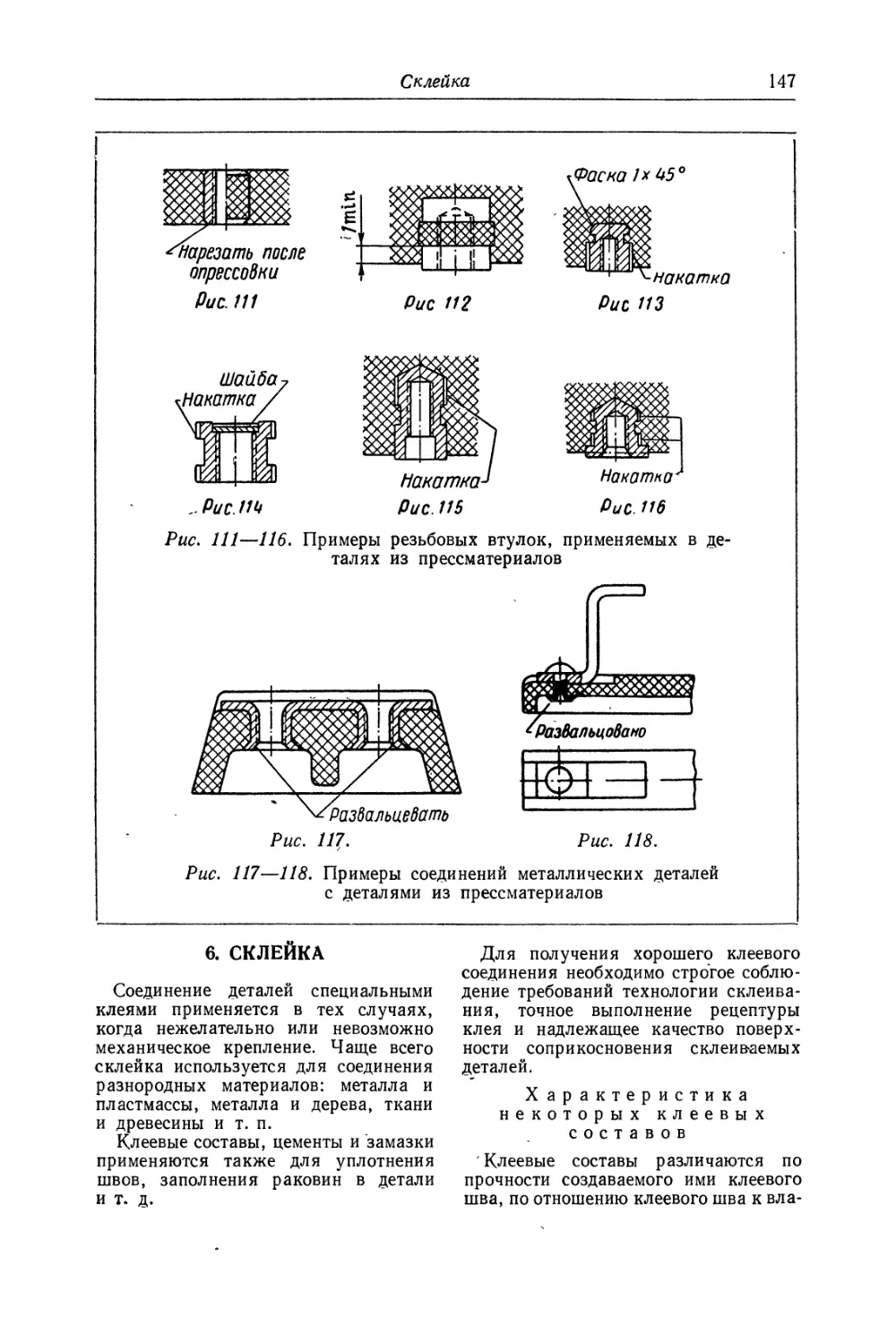
Неплоскостность
Прилегающая
плоскость
поверхность
Прилегающая пряма я—
прямая, соприкасающаяся с реальным
профилем вне материала детали и
расположенная по отношению к ре-
альному профилю так, чтобы рас-
стояние от его наиболее удаленной
точки до прилегающей прямой было
наименьшим (см. рис. 3, в).
Прилегающая окруж-
ность
— для отверстия — окружность наи-
большего возможного диаметра, впи-
санная в реальный профиль;
— для вала — окружность наимень-
шего возможного диаметра, описан-
ная вокруг реального профиля (см.
рис. 3, г).
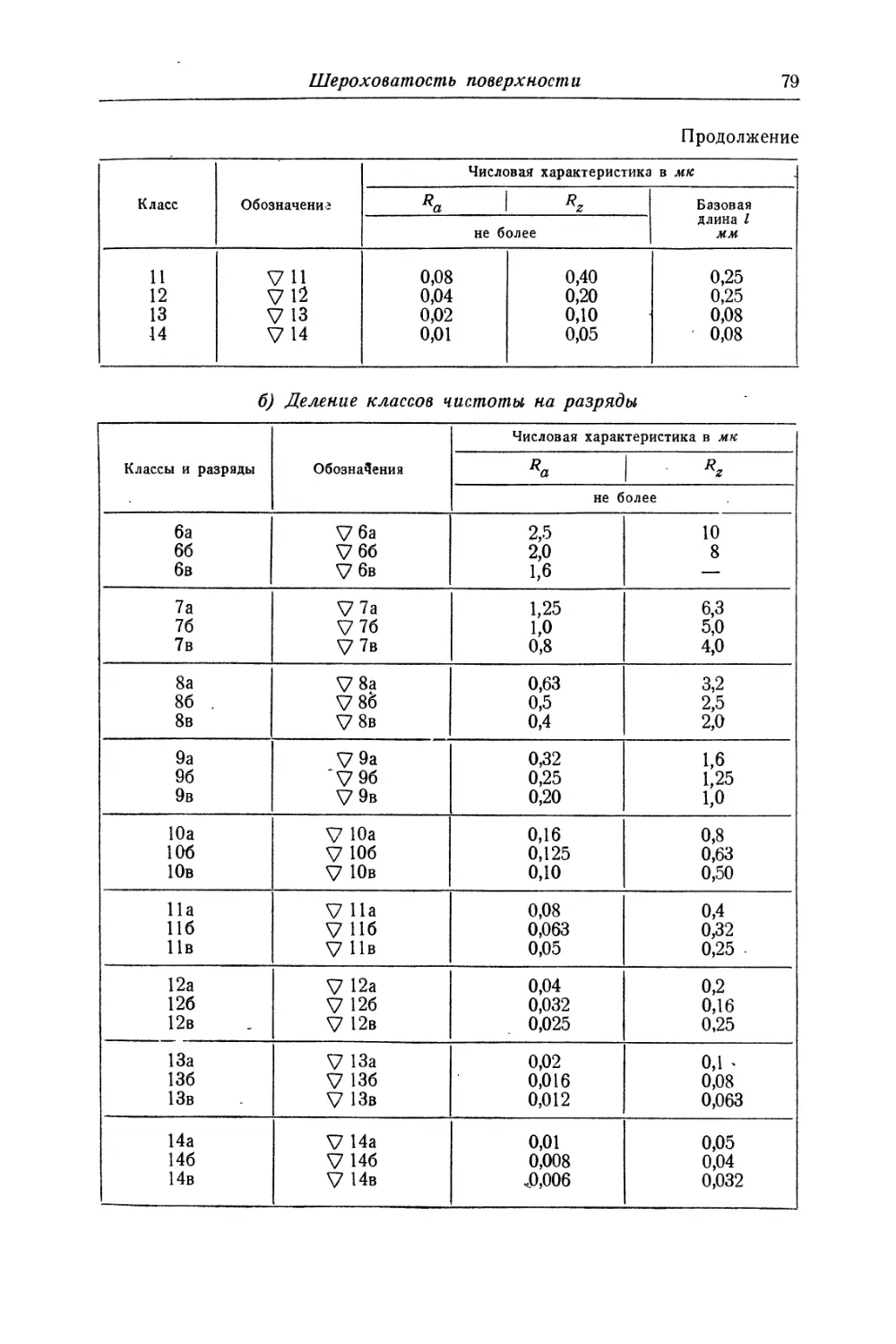
Отклонение формы — отклонение
формы реальной поверхности или ре-
ального профиля от формы геомет-
рической поверхности или геометри-
ческого профиля. Шероховатость по-
Прилегающоя прямая
\ Заданная
\ • длина
Реальный профиль
_Непрямолинеиность
д)
^Отклонение профиля
продольного сечения
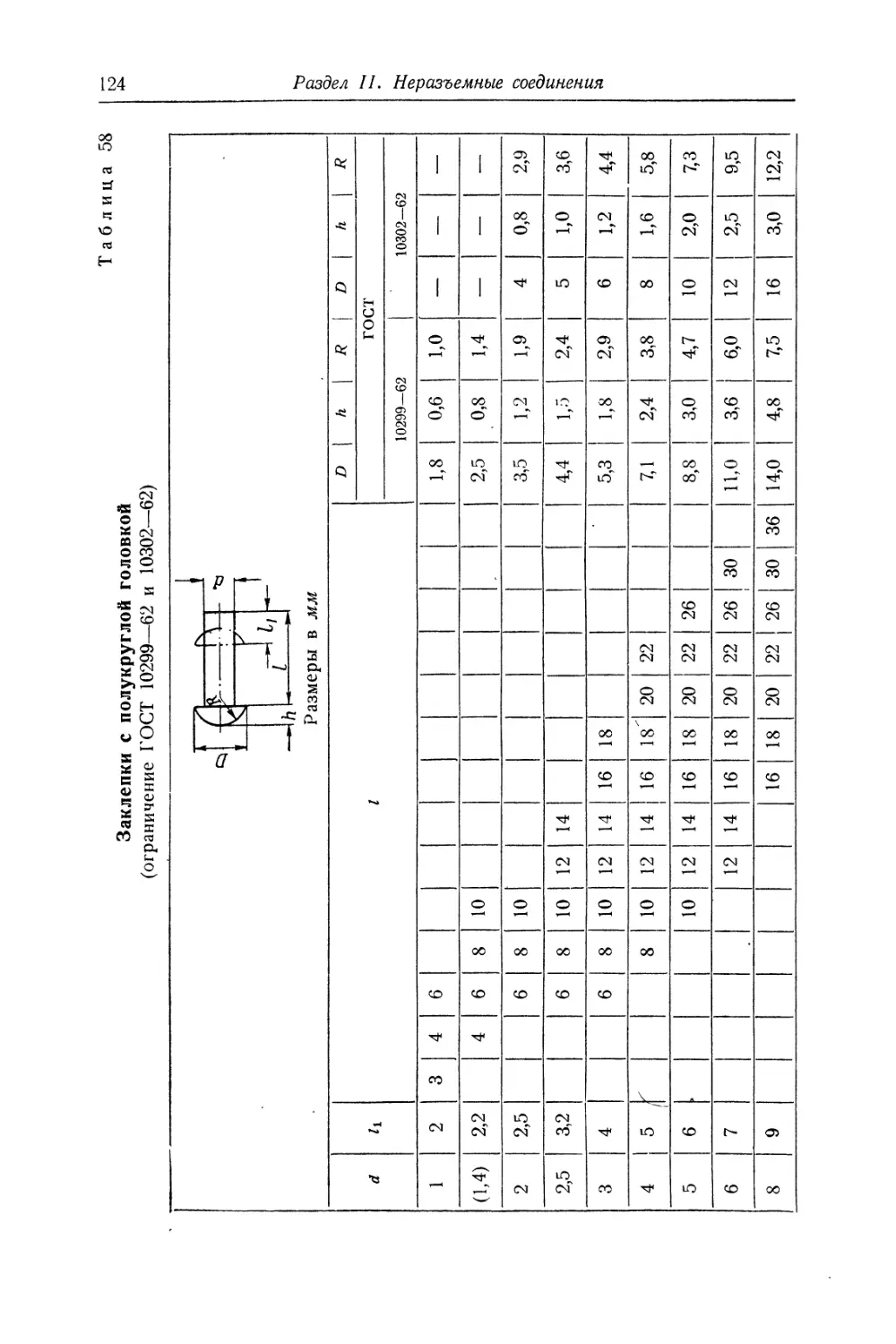
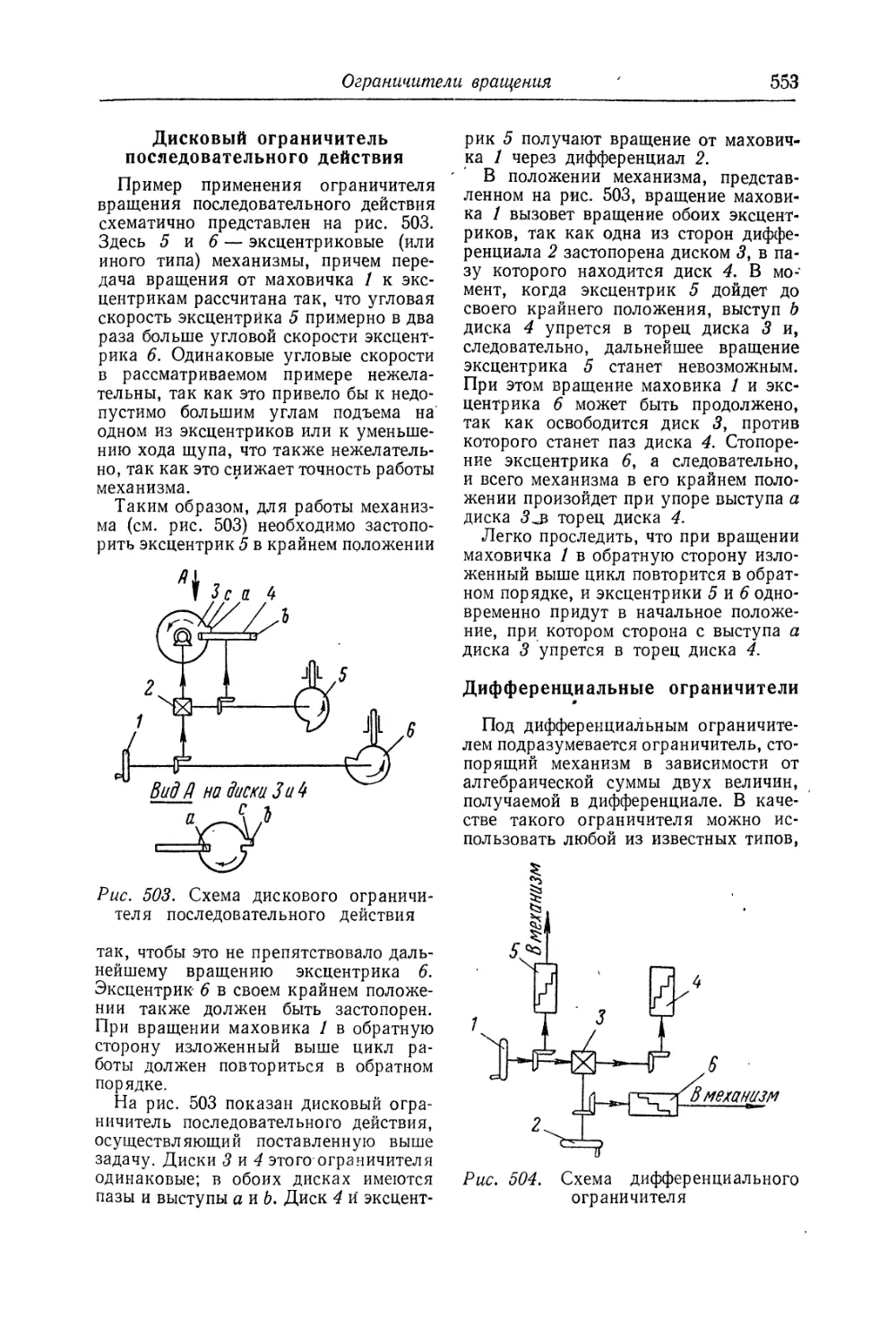
Рис. 4. Основные виды откло-
нения формы поверхностей:
а — неплоскостность; б — непрямо-
линейность; в — нецилиндричность;
е — некруглость; д — отклонение
профиля продольного сечения ци-
линдрической поверхности
54
Раздел I. Допуски и посадки
верхности при рассмотрении отклоне-
ний формы исключается. ГОСТ
10356—63 рассматривает следующие
виды отклонения формы:
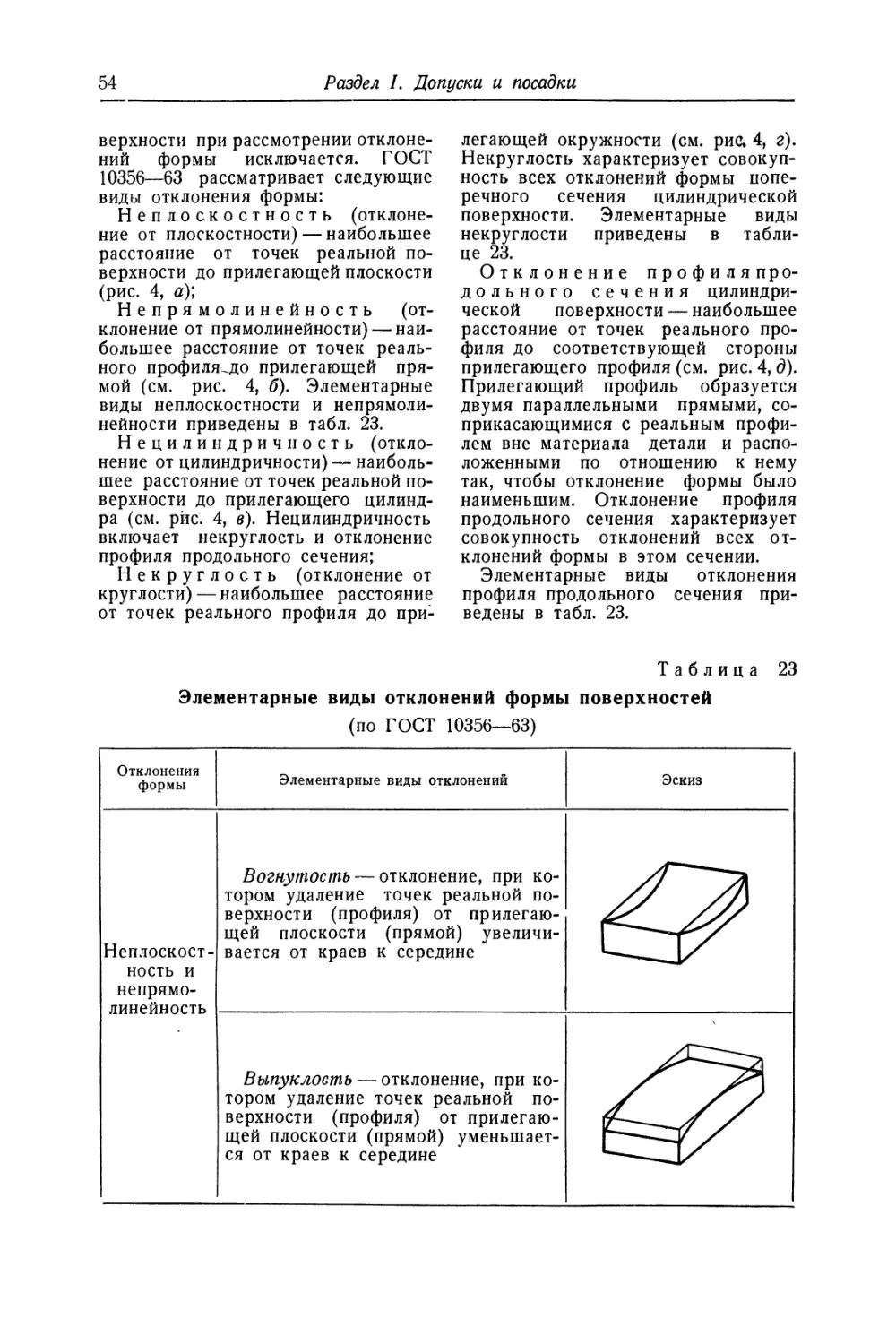
Неплоскостность (отклоне-
ние от плоскостности) — наибольшее
расстояние от точек реальной по-
верхности до прилегающей плоскости
(рис. 4, а);
Непрямолинейность (от-
клонение от прямолинейности) — наи-
большее расстояние от точек реаль-
ного профи ля.до прилегающей пря-
мой (см. рис. 4, б). Элементарные
виды неплоскостности и непрямоли-
нейности приведены в табл. 23.
Нецилиндричность (откло-
нение от цилиндричности) — наиболь-
шее расстояние от точек реальной по-
верхности до прилегающего цилинд-
ра (см. рис. 4, в). Нецилиндричность
включает некруглость и отклонение
профиля продольного сечения;
Некруглость (отклонение от
круглости) — наибольшее расстояние
от точек реального профиля до при-
легающей окружности (см. рис. 4, г).
Некруглость характеризует совокуп-
ность всех отклонений формы попе-
речного сечения цилиндрической
поверхности. Элементарные виды
некруглости приведены в табли-
це 23.
Отклонение профиляпро-
дольного сечения цилиндри-
ческой поверхности — наибольшее
расстояние от точек реального про-
филя до соответствующей стороны
прилегающего профиля (см. рис. 4, д).
Прилегающий профиль образуется
двумя параллельными прямыми, со-
прикасающимися с реальным профи-
лем вне материала детали и распо-
ложенными по отношению к нему
так, чтобы отклонение формы было
наименьшим. Отклонение профиля
продольного сечения характеризует
совокупность отклонений всех от-
клонений формы в этом сечении.
Элементарные виды отклонения
профиля продольного сечения при-
ведены в табл. 23.
Таблица 23
Элементарные виды отклонений формы поверхностей
(по ГОСТ 10356—63)
Отклонения формы Элементарные виды отклонений Эскиз
Неплоскост- ность и непрямо- линейность Вогнутость — отклонение, при ко- тором удаление точек реальной по- верхности (профиля) от прилегаю- щей плоскости (прямой) увеличи- вается от краев к середине
Выпуклость — отклонение, при ко- тором удаление точек реальной по- верхности (профиля) от прилегаю- щей плоскости (прямой) уменьшает- ся от краев к середине
Отклонения формы и расположения поверхностей
55
Продолжение
Отклонение
формы
Элементарные виды отклонений
Эскиз
Некруг-
лость
Отклонения
профиля
продольно-
го сечения
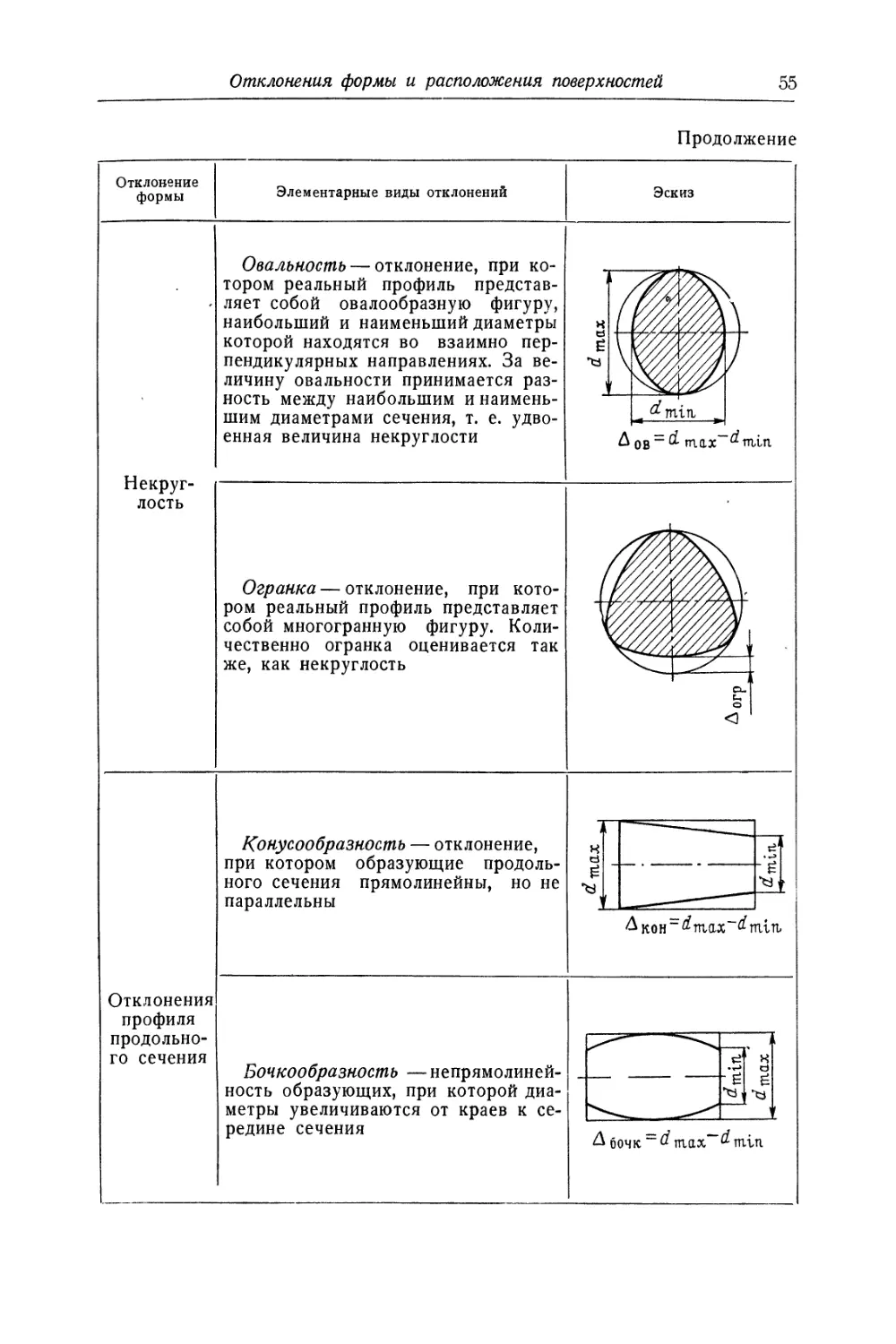
Овальность — отклонение, при ко-
тором реальный профиль представ-
ляет собой овалообразную фигуру,
наибольший и наименьший диаметры
которой находятся во взаимно пер-
пендикулярных направлениях. За ве-
личину овальности принимается раз-
ность между наибольшим и наимень-
шим диаметрами сечения, т. е. удво-
енная величина некруглости
Огранка — отклонение, при кото-
ром реальный профиль представляет
собой многогранную фигуру. Коли-
чественно огранка оценивается так
же, как некруглость
Конусообразность — отклонение,
при котором образующие продоль-
ного сечения прямолинейны, но не
параллельны
Бочкообразность —непрямолиней-
ность образующих, при которой диа-
метры увеличиваются от краев к се-
редине сечения
Дкон“^пгах ^пггть
А бочк d пгах ^тпъп.
56
Раздел I. Допуски и посадки
Продолжение
Отклонения
формы
Отклонения
профиля
продольно-
го сечения
Элементарные виды отклонения
Седлообразностъ — непрямолиней-
ность образующих, при которой диа-
метры увеличиваются от краев к се-
редине сечения
Изогнутость — непрямолинейность
геометрического места центров по-
перечных сечений цилиндрической
поверхности
Отклонение расположения —
отклонение от номинального распо-
ложения рассматриваемой поверх-
ности, ее оси или плоскости симмет-
рии относительно баз или отклоне-
ние от номинального взаимного рас-
положения рассматриваемых поверх-
ностей. Под базой понимается сово-
купность поверхностей, линий и то-
чек, по отношению к которым опре-
деляется расположение рассматривае-
мой поверхности.
Номинальное расположение опре-
деляется номинальными линейными
и угловыми размерами между рас-
сматриваемыми поверхностями, их
осями или плоскостями симметрии.
В общем случае при рассмотрении
отклонений расположения (кроме ра-
диального и торцового биения) от-
клонения формы поверхности исклю-
чаются. При этом реальные поверх-
ности заменяются прилегающими.
За центры, оси, плоскости симмет-
рии и тому подобные элементы ре-
альных профилей и поверхностей
принимаются соответственно центры,
оси, плоскости симметрии и т. п.
элементы прилегающих профилей и
поверхностей.
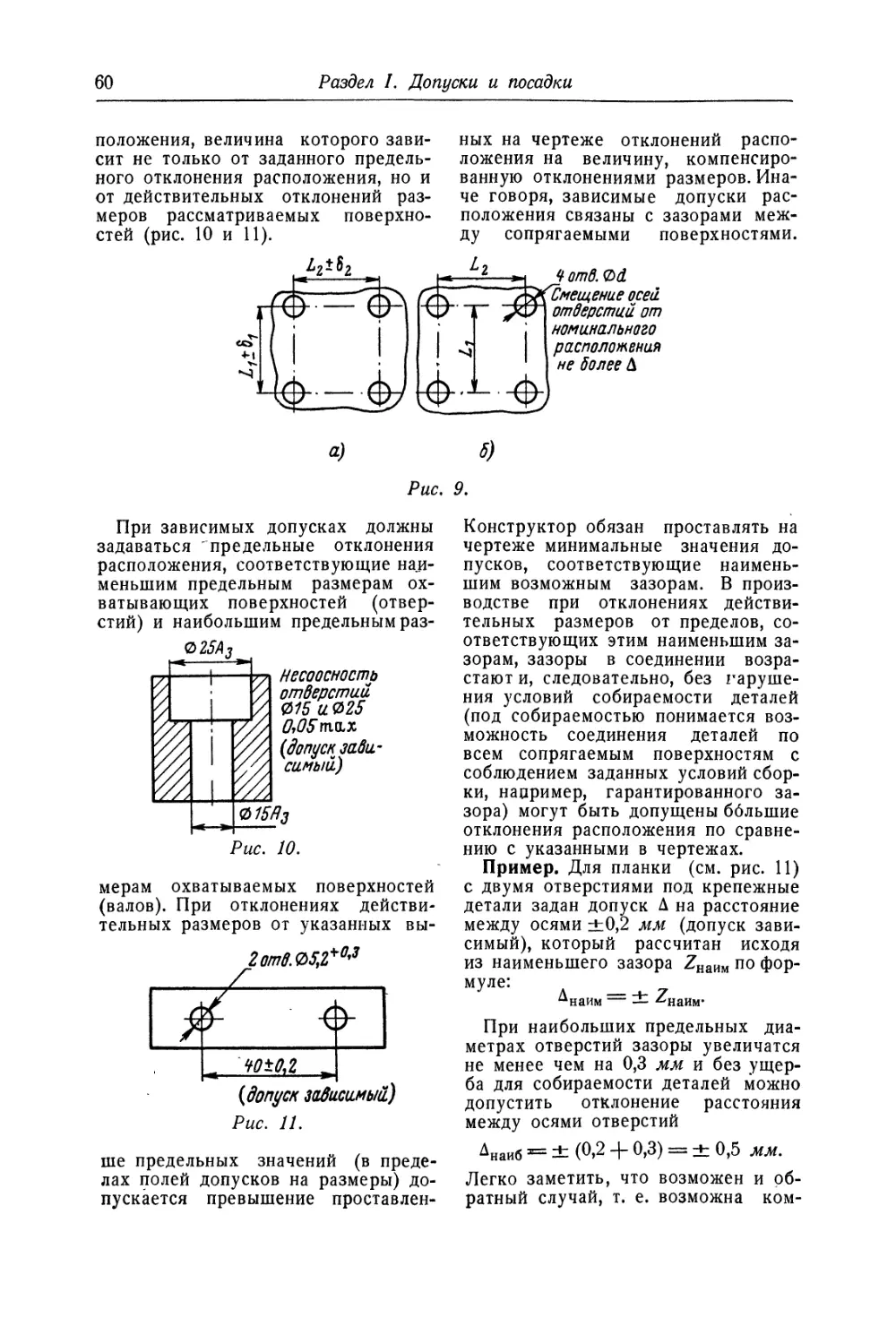
В обоснованных случаях допус-
кается нормировать отклонения фор-
мы и расположения совместно, на-
пример, неплоскостность совместно с
непараллельностью и неперпендику-
лярностью.
ГОСТ 10356—63 рассматривает сле-
дующие виды отклонений располо-
жения:
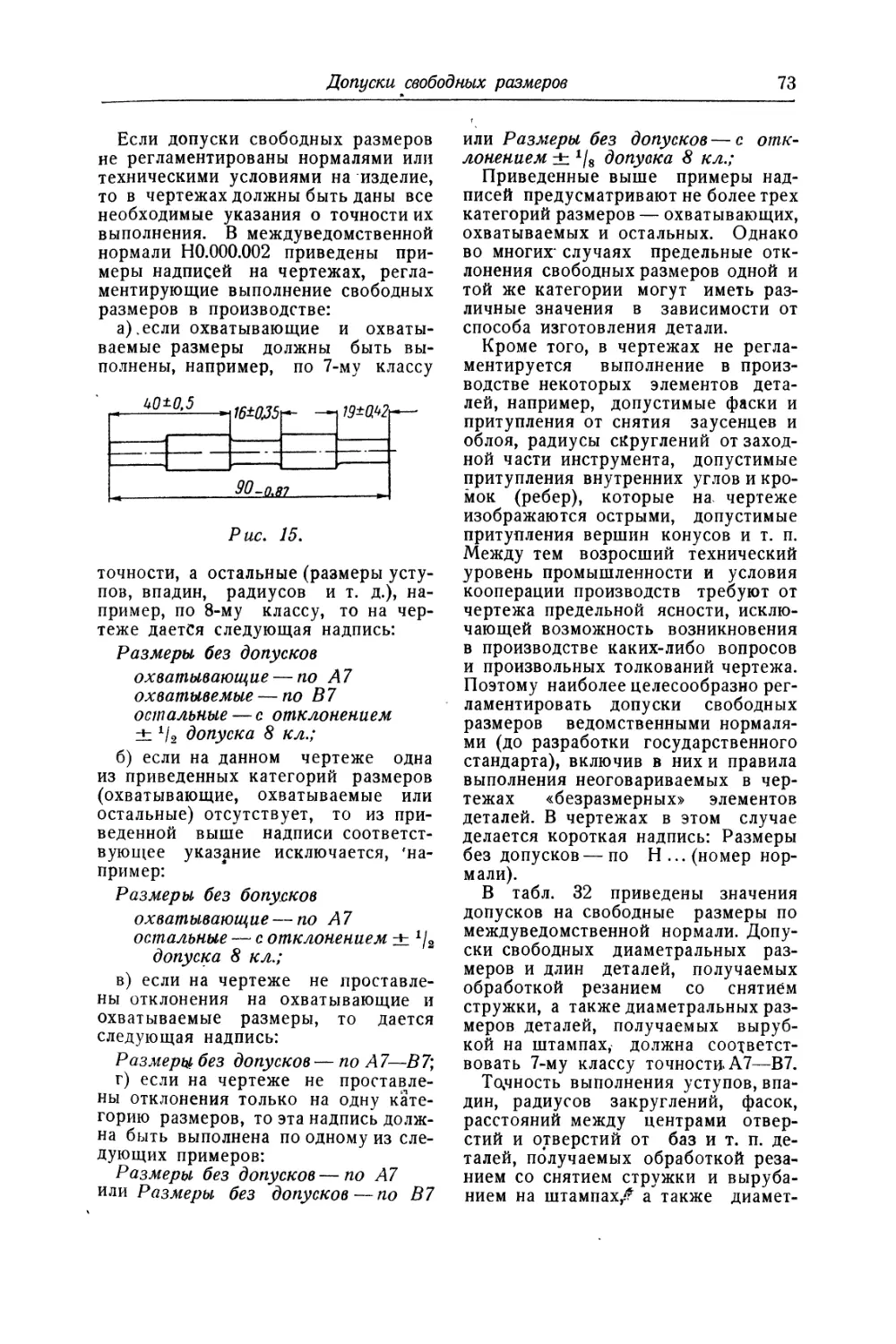
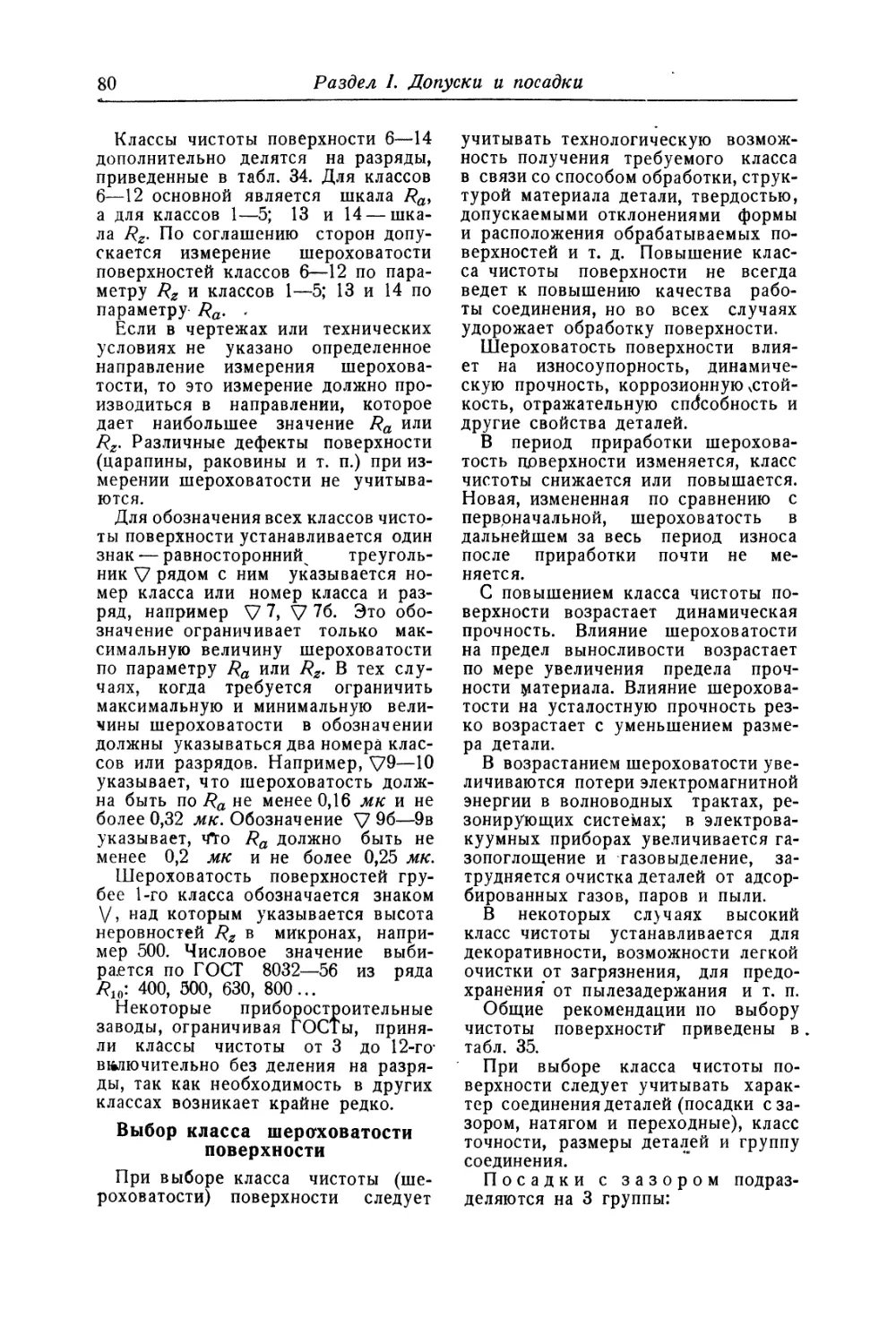
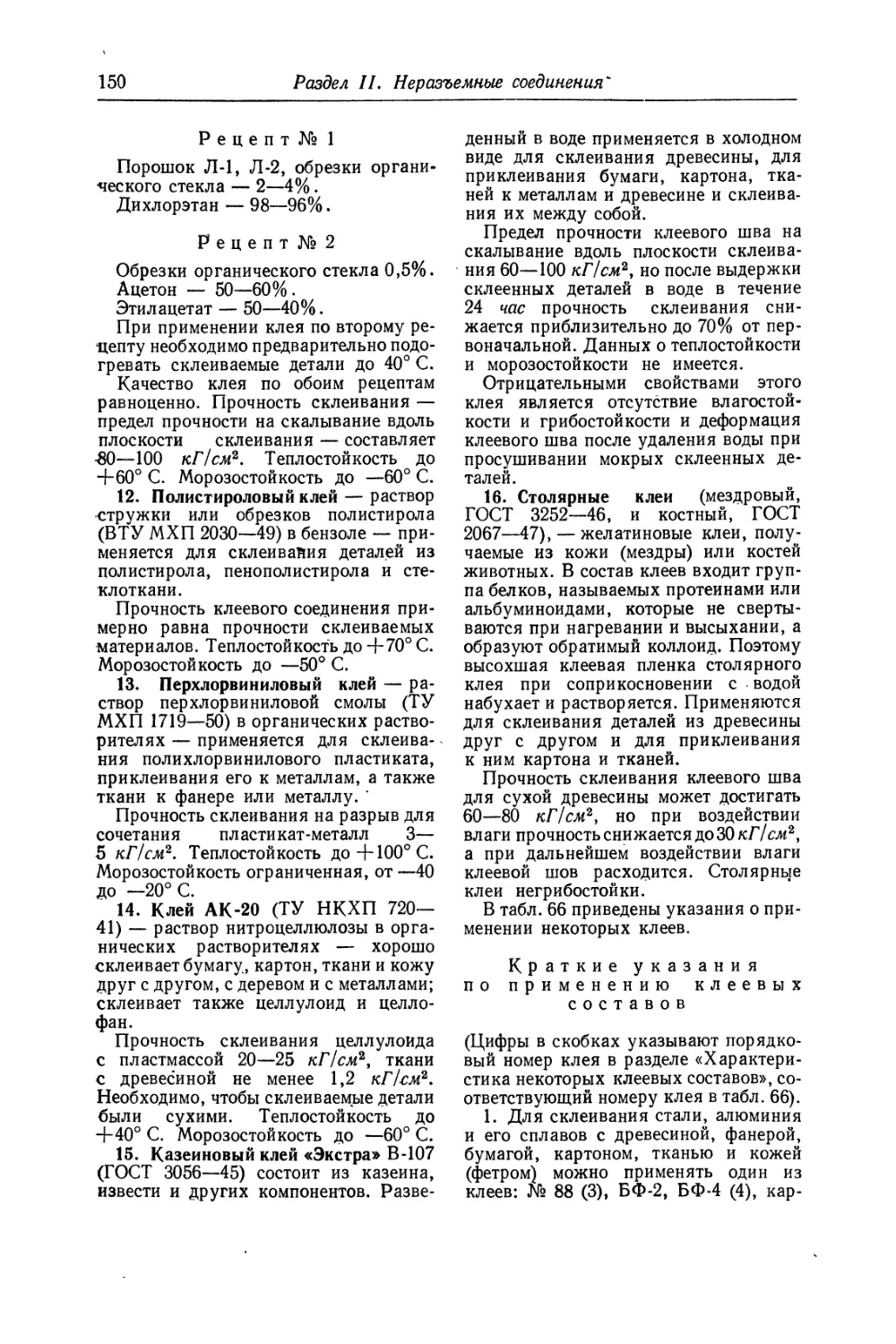
Непараллельность (откло-
нение от параллельности) плос-
костей— разность наибольшего и
наименьшего расстояний между при-
легающими плоскостями на заданной
площади или длине (рис. 5, а).
Непараллельность пря-
мых в плоскости — разность
наибольшего и наименьшего расстоя-
ний между прилегающими прямыми
на заданной длине (см. рис. 5, б).
Непараллельность осей
поверхностей вращения
(или прямых в пространстве) — не-
параллельность проекций осей на их
Отклонения формы и расположения поверхностей
57
общую теоретическую плоскость,
проходящую через одну ось и одну
из точек другой оси (см. рис. 5, в).
Перекос осей (или прямых
в пространстве) — непараллельность
проекций осей на плоскость, перпен-
на заданной длине (рис. 6, а). Откло-
нение от перпендикулярности опре-
деляется от прилегающих поверх-
ностей или линий.
Пр имечание. Если длина, к
которой следует относить перечис-
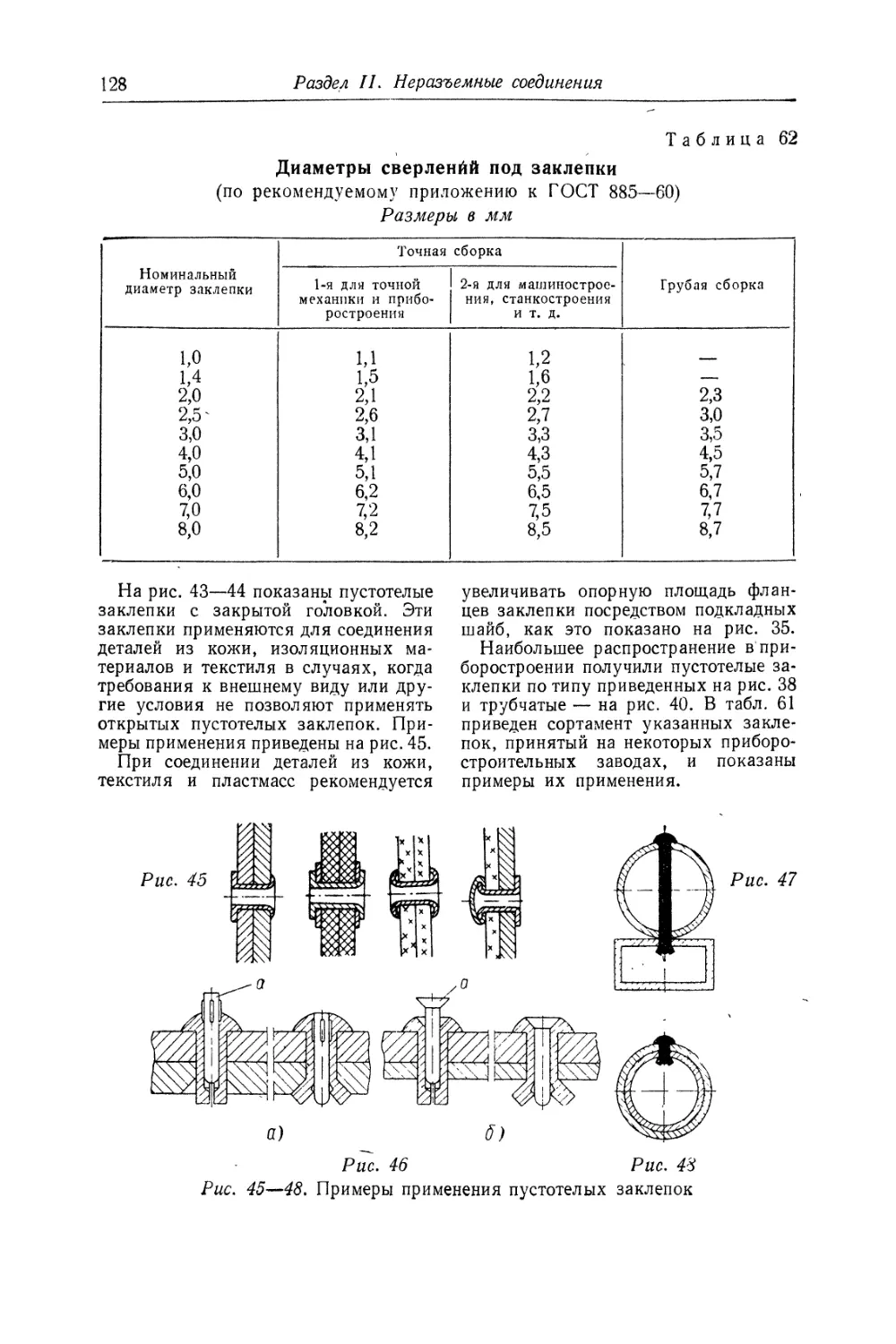
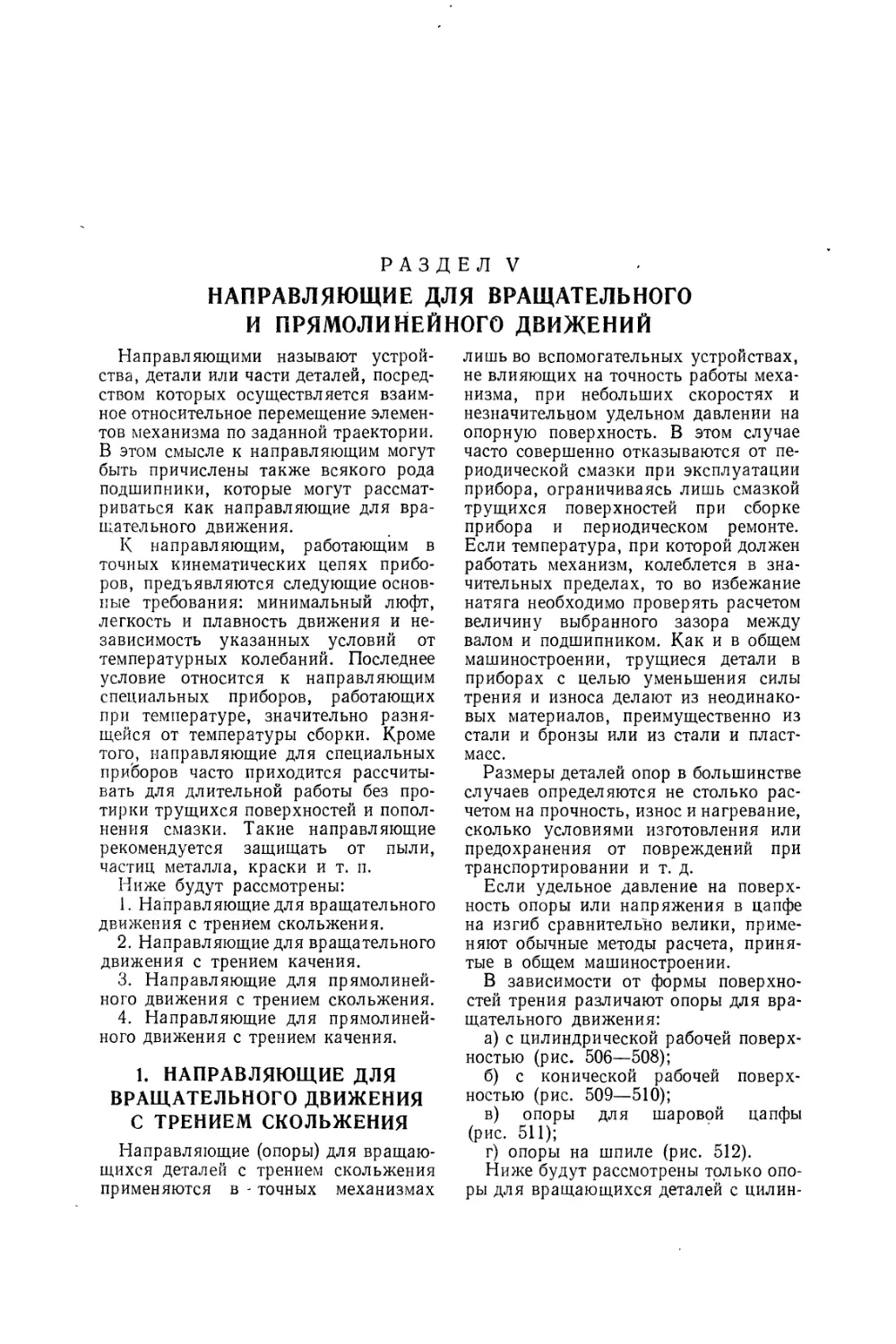
Рис. 5. Виды отклонения
расположения. Отклонения
от параллельности
а — непараллельность плоско-
стей; б — непараллельность пря-
мых в плоскости; в — непарал-
лельность осей поверхностей
вращения и перекос осей (или
прямых в пространстве); г —
непараллельность оси поверх-
ности вращения и плоскости
дикулярную к общей теоретической
плоскости и проходящую через одну
из осей (см. рис. 5, в).
Непараллельность оси
поверхности вращения и
плоскости — разность наиболь-
шего и наименьшего расстояний
между прилегающей плоскостью и
осью поверхности вращения на за-
данной длине (рис. 5, в).
Неперпендикулярность
(отклонение от перпендикулярности)
плоскостей, осей или оси
и плоскости — отклонение угла
между плоскостями, осями или осью
и плоскостью от прямого угла (90°),
выраженное в линейных единицах
длина
Непараллельность =А~В
г)
ленные выше отклонения располо-
жения, не задана, то отклонениядолж-
ны определяться на всей длине рас-
сматриваемой поверхности.
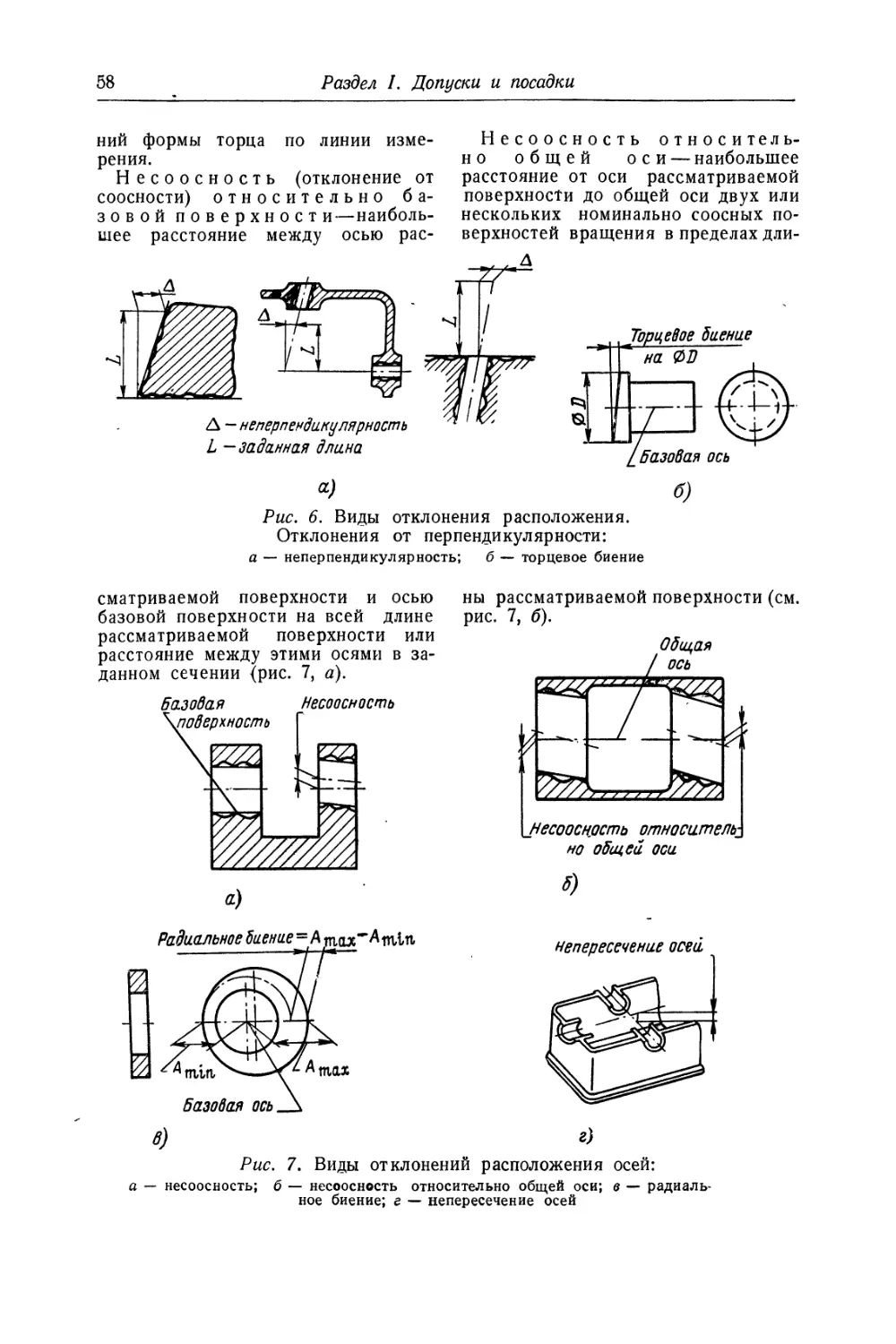
Торцовое биение — раз-
ность наибольшего и наименьшего
расстояний от точек реальной тор-
цовой поверхности, расположенных
на окружности заданного диаметра,
до плоскости, перпендикулярной к
базовой оси вращения (см. рис. 6, б).
Если диаметр не задан, то торцовое
биение оси определяется на наиболь-
шем диаметре торцовой плоскости.
Торцовое биение является результа-
том неперпендикулярности торцовой
поверхности к базовой оси и отклоне-
58
Раздел I. Допуски и посадки
ний формы торца по линии изме-
рения.
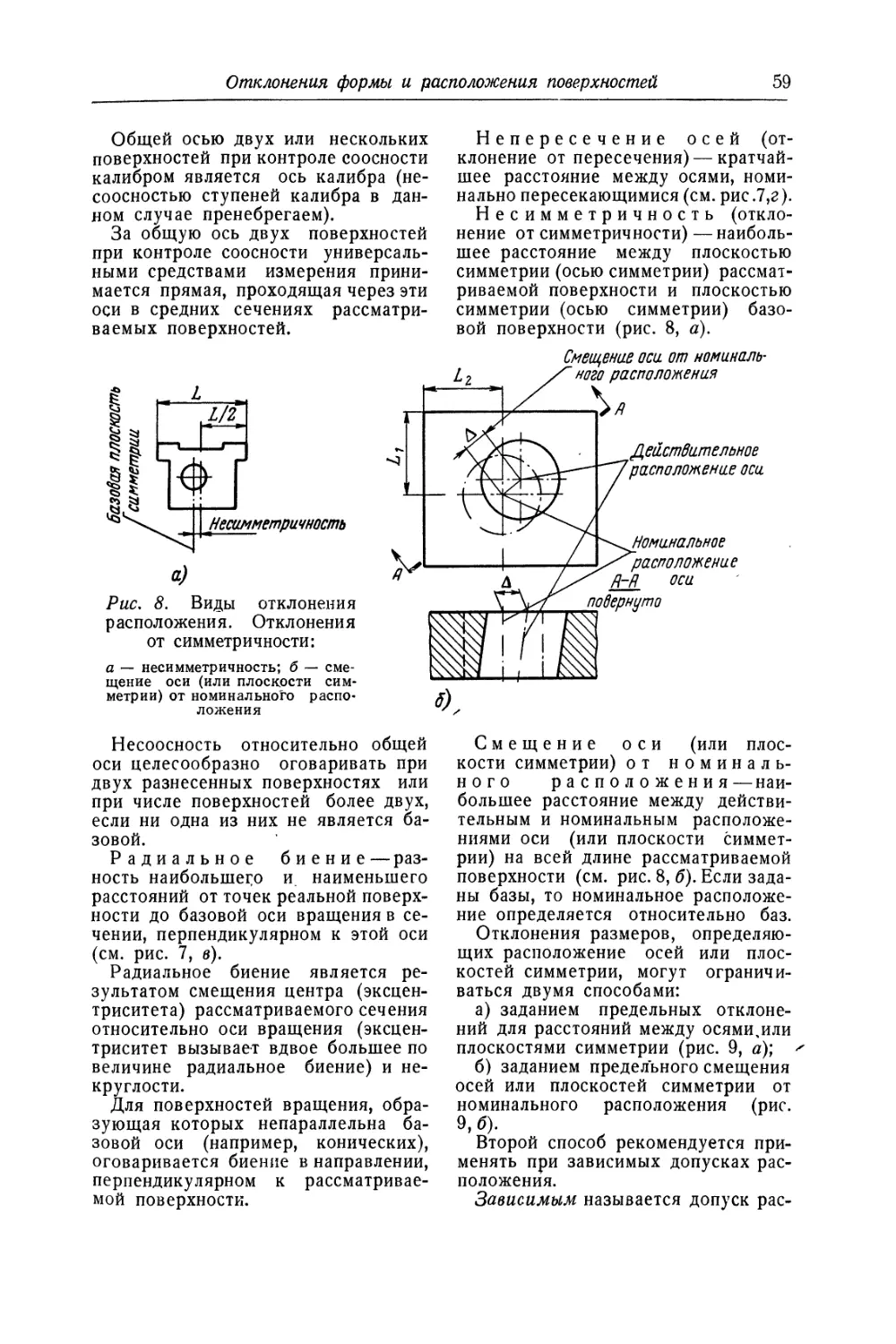
Несоосность (отклонение от
соосности) относительно ба-
зовой поверхност и—наиболь-
шее расстояние между осью рас-
Несоосность относитель-
но общей оси — наибольшее
расстояние от оси рассматриваемой
поверхности до общей оси двух или
нескольких номинально соосных по-
верхностей вращения в пределах дли-
Д — неперпендикулярность
L —заданная длина
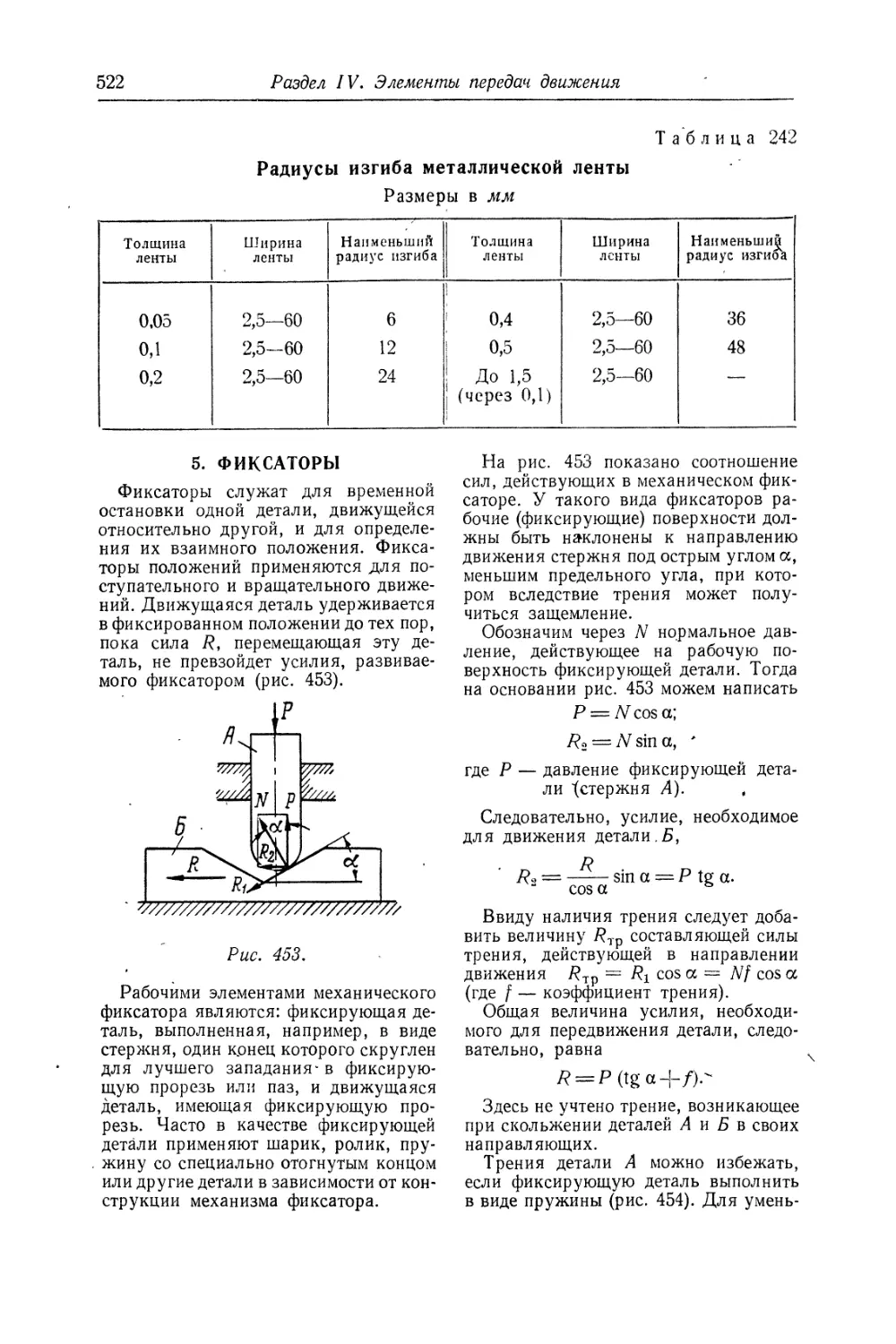
б)
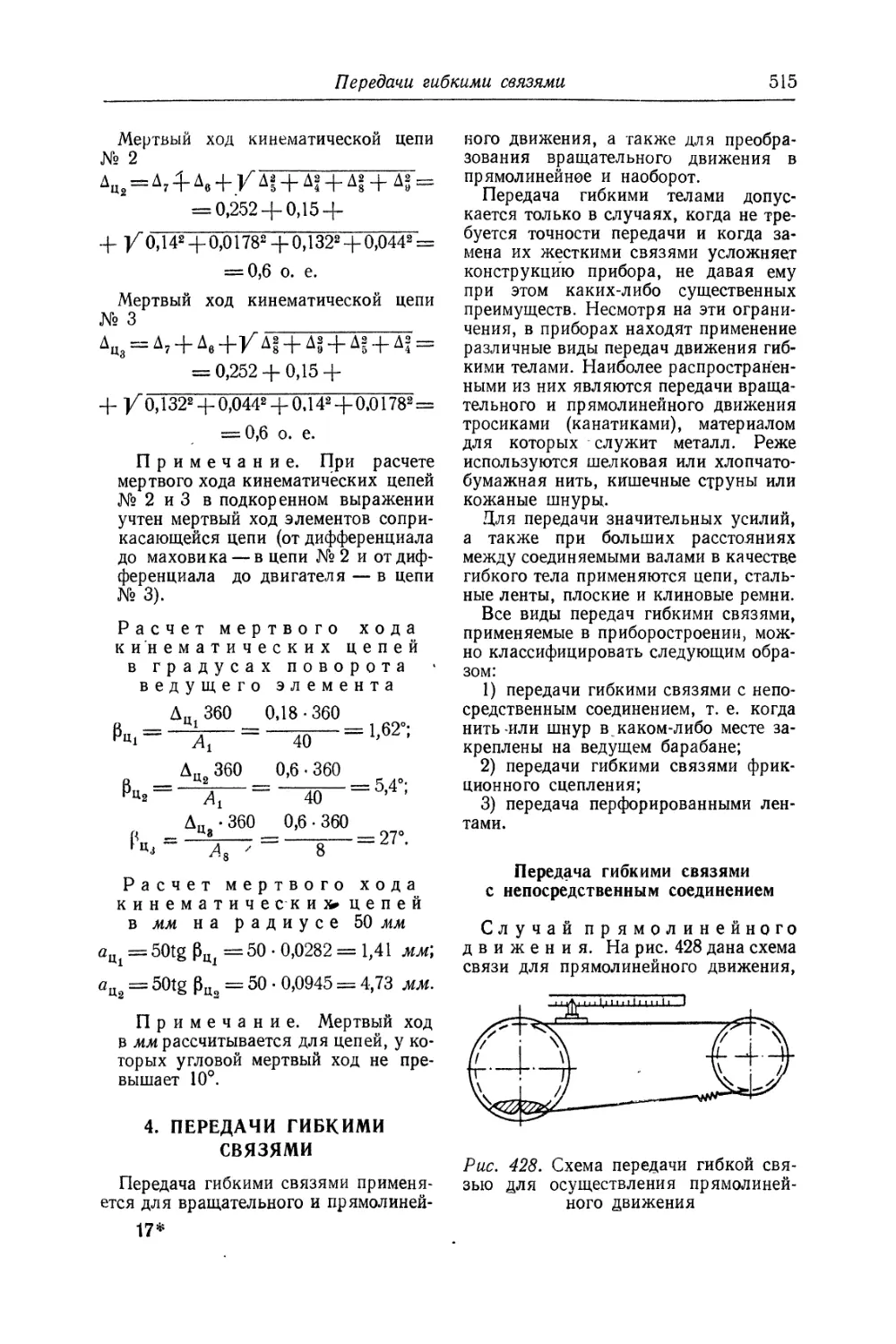
Рис. 6. Виды отклонения расположения.
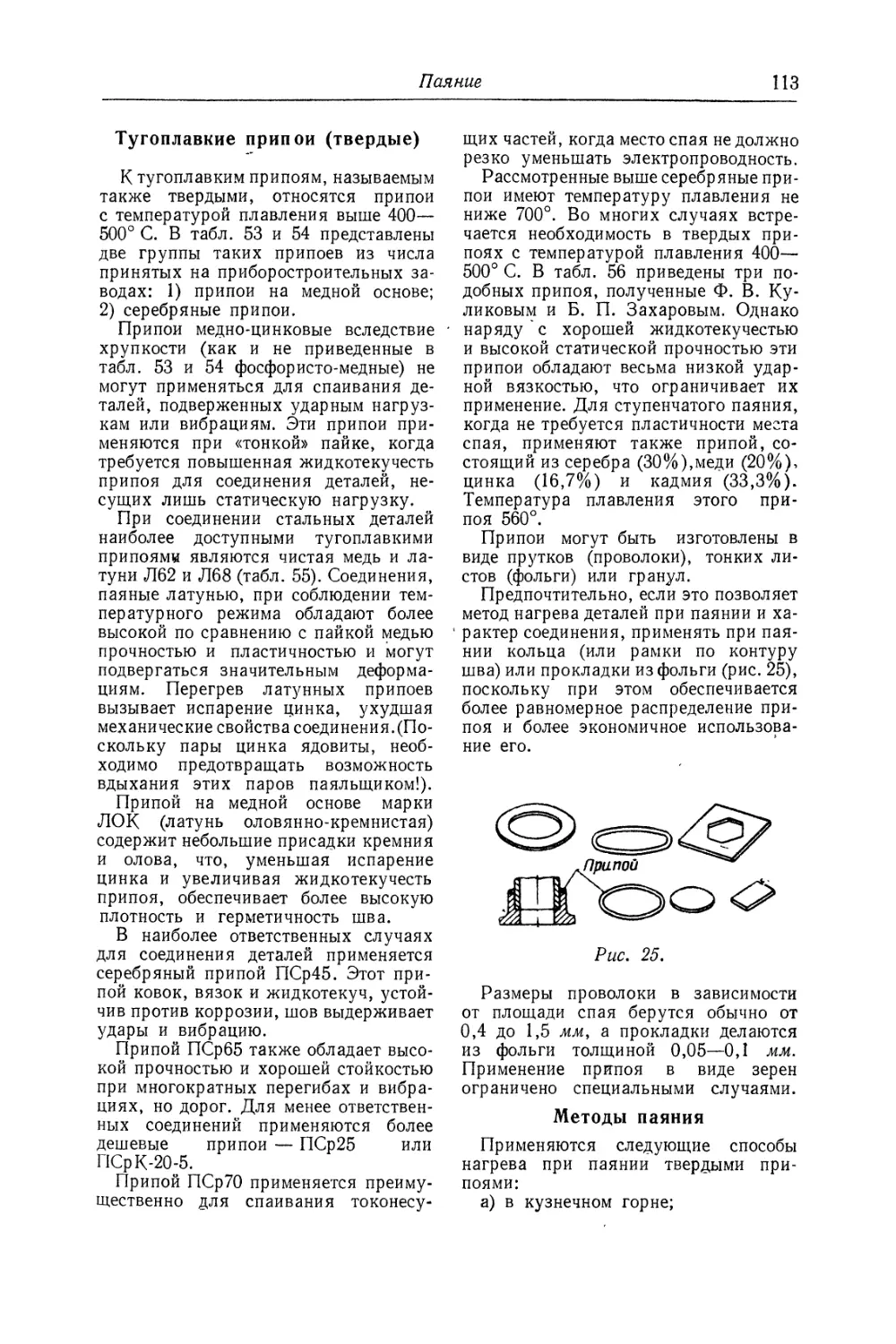
Отклонения от перпендикулярности:
а — неперпендикулярность; б — торцевое биение
сматриваемой поверхности и осью
базовой поверхности на всей длине
рассматриваемой поверхности или
расстояние между этими осями в за-
данном сечении (рис. 7, а).
ны рассматриваемой поверхности (см.
рис. 7, б).
а)
в) г)
Рис. 7. Виды отклонений расположения осей:
а — несоосность; б — несоосность относительно общей оси; в — радиаль-
ное биение; е — непересечение осей
Отклонения формы и расположения поверхностей
59
Общей осью двух или нескольких
поверхностей при контроле соосности
калибром является ось калибра (не-
соосностью ступеней калибра в дан-
ном случае пренебрегаем).
За общую ось двух поверхностей
при контроле соосности универсаль-
ными средствами измерения прини-
мается прямая, проходящая через эти
оси в средних сечениях рассматри-
ваемых поверхностей.
Непересечение осей (от-
клонение от пересечения) — кратчай-
шее расстояние между осями, номи-
нально пересекающимися (см. рис.7,г).
Несимметричность (откло-
нение от симметричности)—наиболь-
шее расстояние между плоскостью
симметрии (осью симметрии) рассмат-
риваемой поверхности и плоскостью
симметрии (осью симметрии) базо-
вой поверхности (рис. 8, а).
а)
Рис. 8. Виды отклонения
расположения. Отклонения
от симметричности:
а — несимметричность; б — сме-
щение оси (или плоскости сим-
метрии) от номинального распо-
ложения
б)
Несоосность относительно общей
оси целесообразно оговаривать при
двух разнесенных поверхностях или
при числе поверхностей более двух,
если ни одна из них не является ба-
зовой.
Радиальное биение — раз-
ность наибольшего и наименьшего
расстояний от точек реальной поверх-
ности до базовой оси вращения в се-
чении, перпендикулярном к этой оси
(см. рис. 7, в).
Радиальное биение является ре-
зультатом смещения центра (эксцен-
триситета) рассматриваемого сечения
относительно оси вращения (эксцен-
триситет вызывает вдвое большее по
величине радиальное биение) и не-
круглости.
Для поверхностей вращения, обра-
зующая которых непараллельна ба-
зовой оси (например, конических),
оговаривается биение в направлении,
перпендикулярном к рассматривае-
мой поверхности.
Смещение оси (или плос-
кости симметрии) от номиналь-
ного расположения — наи-
большее расстояние между действи-
тельным и номинальным расположе-
ниями оси (или плоскости симмет-
рии) на всей длине рассматриваемой
поверхности (см. рис. 8, б). Если зада-
ны базы, то номинальное расположе-
ние определяется относительно баз.
Отклонения размеров, определяю-
щих расположение осей или плос-
костей симметрии, могут ограничи-
ваться двумя способами:
а) заданием предельных отклоне-
ний для расстояний между осями,или
плоскостями симметрии (рис. 9, а);
б) заданием предельного смещения
осей или плоскостей симметрии от
номинального расположения (рис.
9,6).
Второй способ рекомендуется при-
менять при зависимых допусках рас-
положения.
Зависимым называется допуск рас-
60
Раздел I. Допуски и посадки
положения, величина которого зави-
сит не только от заданного предель-
ного отклонения расположения, но и
от действительных отклонений раз-
меров рассматриваемых поверхно-
стей (рис. 10 и 11).
ных на чертеже отклонений распо-
ложения на величину, компенсиро-
ванную отклонениями размеров. Ина-
че говоря, зависимые допуски рас-
положения связаны с зазорами меж-
ду сопрягаемыми поверхностями.
а)
S)
Рис. 9.
отв. <Z)d
'Смещение осей
отверстий от
номинального
1пипц.пц.л описи
расположения
не более А
При зависимых допусках должны
задаваться предельные отклонения
расположения, соответствующие наи-
меньшим предельным размерам ох-
ватывающих поверхностей (отвер-
стий) и наибольшим предельным раз-
02%
015
Несоосность
отверстий
0/5 и 025
0,05 шах
(допуск зава’
самый)
Рис. 10.
мерам охватываемых поверхностей
(валов). При отклонениях действи-
тельных размеров от указанных вы-
2omS.<Z>5tf0'3
Wt0,2
(допуск задишмый.)
Рис. 11.
ше предельных значений (в преде-
лах полей допусков на размеры) до-
пускается превышение проставлен-
Конструктор обязан проставлять на
чертеже минимальные значения до-
пусков, соответствующие наимень-
шим возможным зазорам. В произ-
водстве при отклонениях действи-
тельных размеров от пределов, со-
ответствующих этим наименьшим за-
зорам, зазоры в соединении возра-
стают и, следовательно, без гаруше-
ния условий собираемости деталей
(под собираемостью понимается воз-
можность соединения деталей по
всем сопрягаемым поверхностям с
соблюдением заданных условий сбор-
ки, например, гарантированного за-
зора) могут быть допущены ббльшие
отклонения расположения по сравне-
нию с указанными в чертежах.
Пример. Для планки (см. рис. 11)
с двумя отверстиями под крепежные
детали задан допуск Д на расстояние
между осями ±0,2 мм (допуск зави-
симый), который рассчитан исходя
из наименьшего зазора ZHaHM по фор-
муле:
J А--------ь- 7
инаим — — -^наим-
При наибольших предельных диа-
метрах отверстий зазоры увеличатся
не менее чем на 0,3 мм и без ущер-
ба для собираемости деталей можно
допустить отклонение расстояния
между осями отверстий
Днаиб з= ± (0,2 0,3) = ± 0,5 мм.
Легко заметить, что возможен и об-
ратный случай, т. е. возможна ком-
Отклонения формы и расположения поверхностей
61
пенсация заниженных против номи-
нала диаметров отверстий за счет
разности между максимальными,
проставленными на чертеже, и дей-
ствительными значениями отклоне-
ний расположения.
В серийном производстве контроль
деталей с учетом компенсации зави-
симых допусков может дать значи-
тельный эффект. Рациональным сред-
ством контроля расположения по-
верхностей при зависимых допусках
являются проходные комплексные ка-
либры. Годность детали определяет-
ся тем, входит ли калибр в деталь.
При этом, как указывалось выше,
действительные отклонения располо-
жения могут быть больше простав-
ленных на чертеже за счет взаим-
ной компенсации отклонений разме-
ров- поверхностей и их расположе-
ния.
Независимым называется допуск
расположения, величина которого оп-
ределяется только заданным предель-
ным отклонением расположения и не
зависит от действительных отклоне-
ний размеров рассматриваемых по-
верхностей. Независимыми являются,
например, допуски на расстояния
между осями зубчатых колес, на со-
осность, параллельность или перпен-
дикулярность осей гнезд под шари-
коподшипники для валов, редукторов
и т. п.
Правила постановки отклонений
форм и расположения поверхностей
на чертежах приведены в табл. 24.
Таблица 24
Обозначения отклонений формы и расположения поверхностей
на чертежах
(по ГОСТ 3457—46 и МНСЧХ)
Обозначения на чертеже детали
Примеры записей на поле чертежа
Отклонения от прямолинейности,
образующих ф 25С не более 0,01
мм на всей длине
Просвет при контроле лекальной
линейкой, образующих по ф25С не
более 0,01 мм
Отклонение от плоскостности
поверхности А не более 0,02 мм на
длине 100 мм
Для поверхности А допускается
вогнутость не более 0,02 мм на
длине 100 мм
Для поверхности А допускается
вогнутость не более 0,02 мм на
длине 100 мм и не более 0,01 мм
по всей ширине
62
Раздел I. Допуски и посадки
Продолжение
я
о
а «
о «
Обозначения на чертеже детали
Примеры записей на поле чертежа
Отклонение от параллельности
плоскости А относительно опор-
ной плоскости В не более 0,02 мм
Отклонение от параллельности
плоскости А к В не более 0,03 мм
на длине 300 мм
Непараллельность осей 1 и 2 не
более 0,02 мм
или
Непараллельность осей отвер-
стий ф 10Аъ не более 0,02 мм
Овальность ОДО5 мм
Овальность по ф 25Х% не более
0,005 мм
Конусность не более 0,01:100
Отклонения формы и расположения поверхностей
63
Продолжение
Обозначения на чертеже детали
Примеры записей на поле чертежа
Конусность не долее 0,01мм
Конусность по 018С% не более
0,01 мм; допускается только умень-
шение диаметра в направлении к тор-
цу
Примечание. Стрелка указывает, в каком направлении диа-
метр может уменьшаться.
Биение при контроле в центрах
на участках А и С не более 0,1 мм,
на участке В не более 0,2 мм
о
з
д
ч
S
Биение поверхности 0 30Съ отно-
сительно поверхности 0 10 А% не бо-
лее 0,1 мм
или
Биение 0 30Съ относительно
ф 10Аз не более 0,1 мм
Биение поверхностей А и С отно-
сительно В не более 0,02 мм
или
Биение ф8С и фЮН относитель-
но 0 12Х не более 0,02 мм
Биение торца А при проверке на
оправке в центрах не более 0,05 мм
или
Биение торца А относительно
к поверхности ф!2А8 не более 0,05 мм
о
64
Раздел I. Допуски и посадки
Продолжение
Обозначения на чертеже детали
Примеры записей на поле чертежа
В
Отклонение от перпендикуляр-
ности А К В по угольнику не бо-
лее 0,01:100
Неперпендикулярностъ торца А к
поверхности фЗН не более 0,05 мм
Отклонение от соосности (экс-
центриситет) отверстий не более
0,02 мм;
или .
Несоосностъ (эксцентриситет)
отверстий фЮА и ф20А не более
0,02 мм
Несоосностъ (эксцентриситет)
ступеней относительно фЗОН:
ф18С3 не более 0,03 мм
фЮАь не более 0,02 мм
ф20Сй не более 0,003 мм
Отклонения формы и расположения поверхностей
65
Продолжение
Обозначения на чертеже детали
Примеры записей на поле чертежа
Отклонение от симметричного
расположения прорези 6Аг относи-
тельно ф16А% не более 0,02 мм
Отклонение от симметричного
расположения паза 8С относитель-
но ф ЗОН не более 0,02 мм
Отклонение от симметричного
расположения отверстия ф8А от-
носительно размера 40В7 не бо-
лее 0,1 мм
Отклонение от симметричного
расположения двух отверстий ф 7
относительно размера 50В 7 не бо-
лее 0,2 мм
3 И. Я. Левин
66
Раздел I. Допуски и посадки
Продолжение
Обозначения на чертеже детали
Примеры записей на поле чертежа
Отклонения от симметричного
расположения: отверстия ф 8 от-
носительно размера 50В7 не более
0,2 мм;
Двух отверстий ф 5 относитель-
но отверстия ф 8 не более 0,1 мм
Отклонение от симметричного
расположения углового паза 90° от-
носительно размера 30 не более 15'
ГОСТ 10356—63 не регламентиру-
ет обозначение зависимых допусков
на чертежах. Впредь до выхода со-
ответствующего стандарта рекомен-
дуется зависимые допуски оговари-
вать на чертежах надписями. Если
указаний о вице допуска нет, то он
понимается как независимый. При-
меры надписей при небольшом коли-
честве зависимых допусков на черте-
же приведены на рис. 10—12. В слож-
ных случаях при большом числе за-
висимых допусков" проставлять над-
писи у каждого размера затрудни-
тельно. Поэтому впредь до разра-
ботки стандарта следует выделять эти
допуски способом, принятым на пред-
приятии, например подчеркиванием,
скобками или иным способом с пояс-
нением надписью на поле чертежа,
например: «Допуски в скобках — за-
висимые». Если на данном чертеже
все допуски расположения зависи-
мые, то это оговаривается на черте-
же общей надписью: «Допуски рас-
положения — зависимые».
Предельные отклонения
и выбор степеней точности
Значения предельных отклонений
формы и расположения поверхно-
стей по ГОСТ 10356—63 приведены
в табл. 25—30. Для сравнения в табл.
31 приведены применявшиеся ранее
на ряде приборостроительных заво-
дов допуски на геометрические фор-
мы деталей по ведомственной нор-
мали. Из сопоставления таблиц сле-
дует, что показатели 1-го класса точ-
ности по ведомственной нормали на-
ходятся в интервале V—VII степени
точности по ГОСТ 10356—63, а
большая часть показателей 2-го клас-
са находится в интервале VI—VIII
степени точности.
Данные, приведенные в табл. 31,
допуски геометрической формы де-
Допуски свободных размеров
67
талей в течение длительного време-
ни удовлетворяли практическим нуж-
дам ряда отраслей приборострои-
тельной промышленности. Необходи-
мость в более высоких степенях точ-
ности возникала лишь в отдельных
случаях, например, при конструиро-
вании гироскопических и оптико-ме-
ханических устройств или прецизион-
Допуска расположения зависимые
Рис. 12.
ных направляющих для вращатель-
ного и прямолинейного движения.
С другой стороны, точность дета-
лей по ведомственной нормали срав-
нительно просто достигалась в се-
рийном производстве при обычных,
типовых технологических процессах
обработки на станках нормальной
точности (не прецизионных), в то вре-
мя как изготовление деталей с пре-
дельными отклонениями формы и
расположения поверхностей по I—III
степени точности ГОСТ 10356—63
требует повышенной точности обра-
ботки и применения в ряде случаев
таких способов обработки как хонин-
гование, суперфиниш или доводка.
Поэтому при введении на предприя-
тиях стандарта 10356—63 ведомствен-
ные нормали разрешают назначать
I—IV степень точности формы (табл.
25—27) и I—III степени точности
расположения поверхностей (табл.
28—30) лишь в отдельных обосно-
ванных случаях.
3*
3. ДОПУСКИ СВОБОДНЫХ
РАЗМЕРОВ
Свободными условно называют раз-
меры с непроставленными отклоне-
ниями. На чертежах к свободным в
большинстве случаев относят разме-
ры с большими допусками по 7, 8 и
9-му классам точности.
Поля допусков свободных разме-
ров должны располагаться аналогич-
но полям допусков основных валов
и отверстий по ГОСТ 7713—55 в те-
ло, т. е. от нулевой в плюс для от-
верстий и от нулевой линии в ми-
нус для валов. При этом «охваты-
вающие» элементы деталей (рис. 13)
приравниваются отверстиям (напри-
мер, 38+0’62), а «охватываемые» — валу
(например, 2О_о>62).
Следует отметить, что разграни-
чение элементов деталей на «охва-
3±0,22д/мат
Рис. 13.
тывающие» и «охватываемые» не вы-
зывает недоразумений как при вы-
пуске рабочих чертежей, так и при
изготовлении деталей.
В остальных случаях правильный.,
выбор знака допускаемого отклоне-
ния размера детали «в тело» часто
бывает затруднен. Поэтому для та-
ких размеров лучше указывать сим-
метричное расположение поля допу-
ска (рис. 14 и 15).
68
Раздел I. Допуски и посадки
Таблица 25
Предельные отклонения от плоскостности и прямолинейности
Интервалы номи- нальных длин Предельные отклонения в мк при степени точности
I п ш IV V VI VII VIII IX X
мм
До 10 0,25 0,4 0,6 1,0 1,6 2,5 4 6 10 16
Св. 10 до 25 0,40 0,6 1,0 1,6 2,5 4,0 6 10 16 25
» 25 > 60 0,60 1,0 1,6 2,5 4,0 16,0 10 16 25 40
» 60 » 160 . 1,00 1,6 2,5 4,0 6,0 10,0 16 25 40 60
» 160 » 400 1,60 2,5 4,0 6,0 10,0 16,0 . 25 . 40 60 100
» 400 » •1000 2,50 4,0 6,0 10,0 16,0 25,0 40 60 100 160
1000 » 2500 4,00 6,00 10,0 16,0 25,0 40,0 60 100 160 250
» 2500 » 6300 6,00 10,0 16,0 25,0 40,0 60,0 100 160 250 400
» 6300 » 10000 10,00 16,0 25,0 40,0 60,0 100,0 160 250 400 600
Примечание. Допускается нормирование плоскостности числом пятен на заданной
площади при контроле «на краску».
Таблица 26
Предельные значения нецилиндричности, некруглости, отклонения
профиля продольного сечения, огранки и изогнутости
Интервалы номи- Предельные значения в мк при степени точности
нальных диаметров мм I II ш IV V VI VII VIII IX X
До 6 0,3 0,5 0,8 1,2 2 3 5 8 12 20
Св. 6 до 18 0,5 0,8 1,2 2,0 3 5 8 12 20 30
» 18 » 50 0,6 1,0 1,6 2,5 4 6 10 16 25 40
50 » 120 0,8 1,2 2,0 3,0 5 8 12 20 30 50
» 120 » 260 1,0 1,6 2,5 4,0 6 10 16 25 40 60
* 260 » 500 1,2 2,0 3,0 5,0 8 12 20 30 50 80
» 500 » 800 1,6 2,5 4,0 6,0 10 16 25 40 60 100
» 800 » 1250 2,0 3,0 5,0 8,0 12 20 30 50 80 120
1250 » 2000 2,5 4,0 6,0 10,0 16 25 40 60 100 160
Примечание. При отсутствии указаний о предельных отклонениях формы ци-
линдрических поверхностей эти отклонения ограничиваются полем допуска на диаметр.
Отклонения формы и расположения поверхностей
69
Таблица 27
Предельные значения овальности, конусообразности,
бочкообразности и седлообразности
Интервалы номи- нальных диаметров Предельные значения в л<я ; при степени точности
v I п in IV V VI VII VIII IX X
мм
До 6 0,6 1,0 1,6 2,5 4 6 10 16 25 40
Св. 6 до 18 1,0 1,6 2,5 4,0 6 10 16 25 40 60
» 18 » 50 1,2 2,0 3,0 5,0 8 12 20 - 30 50 80
» ' 50 » 120 1,6 2,5 4,0 6,0 10 16 25 40 60 100
» 120 » 260 2,0 3,0 5,0 8,0 12 20 30 50 80 120
260 » 500 2,5 4,0 6,0 10,0 16 25 40 60 100 160
» 500 » 800 3,0 5,0 8,0 12,0 20 30 50 80 120 200
У> 800 » 1250 4,0 6,0 10,0 16,0 25 40 60 100 160 250
» 1250 » 2000 5,0 8,0 12,0 20,0 30 50 80 120 200 300
Примечание. При отсутствии указаний о предельных отклонениях формЪ1 ци-
линдрических поверхностей эти отклонения ограничиваются полем допуска на диаметр.
Таблица 28
Предельные отклонения от параллельности и перпендикулярности
и предельные значения торцового биения
Интервалы номи- нальных размеров Предельные отклонения в мк при степени точности
I п ш IV V VI VII VIII IX X XI XII
мм
До 10 0,4 0,6 1 1,6 2,5 4 6 10 16 25 40 60
Св. 10 до 25 0,6 1,0 1,6 2,5 4,0 6 10 16 25 40 60 100
» 25 » 60 1,0 1,6 2,5 4,0 6,0 10 16 25 40 60 100 160
» 60 » 160 1,6 2,5 4,0 6,0 10,0 16 25 40 60 100 160 250
» 160 > 400 2,5 4,0 6,0 10,0 16,0 25 40 60 100 160 250 400
» 400 » 1000 4,0 6,0 10,0 16,0 25,0 40 60 100 160 250 400 600
1000 » 2500 6,0 10,0 16,0 25,0 40,0 60 100 160 250 400 600 1000
» 2500 » 6300 10,0 16,0 25,0 40,0 60,0 100 160 250 400 600 1000 1600
» 6300 > 10000 16,0 25,0 40,0 60,0 100,0 160 250 400 600 1000 1600 2500
Примечания. 1. Под номинальным размером понимается длина, на которой за-
дается предельное отклонение от параллельности и перпендикулярности, или диаметр, на
котором задается предельное торцовое биение.
2. При отсутствии указаний о предельных отклонениях от параллельности эти откло-
нения ограничиваются полем допуска на расстояние между поверхностями, их осями или
плоскостями симметрии.
70
Раздел /. Допуски и посадки
Таблица 29
Предельные значения радиального биения
Интервалы номиналь- ных диаметров мм Предельные значения в мк при степени точности
I п Ш IV V VI VII VIII IX х.
До 6 — 3 5 8 12 20 30 50 80
Св. 6 до 18 1,6 2,5 4 6 10 16 25 40 60 100
18 » 50 2,0 3,0 5 8 12- 20 30 50 80 120
» 50 » 120 2,5 4,0 6 10 16 25 40 60 100 160
» 120 » 260 3,0 5,0 8 12 20 30 50 80 120 200
260 к 500 4,0 6,0 10 16 25 40 60 100 160 250
500 > 800 5,0 8,0 12 20 30 50 80 120 200 300
» 800 > 1250 6,0 10,0 16 25 40 60 100 160 250 400
1250 » 2000 8,0 12,0 20 30 50 80 120 200 300 500
Таблица 30
Предельные значения несоосности и несимметрии
Интервалы номиналь- ных диаметров Предельные значения в мк при степени точности
I п ш IV V VI VII VIII IX X
(размеров) мм
До 6 — — 1,6 2,5 4 6 10 16 25 40
Св. 6 до 18 0,8 1,2 2,0 3,0 5 8 12 20 30 50
18 » 50 1,0 1,6 2,5 4,0 6 10 16 25 40 60
50 » 120 1,2 2,0 3,0 5,0 8 12 20 30 50 80
120 » 260 1,6 2,5 4,0 6,0 10 16 25 40 60 100
» 260 »' 500 2,0 3,0 5,0 8,0 12 20 30 50 80 120
500 > 800 2,5 4,0 6,0 10,0 16 25 40 60 100 160
» 800 » 1250 3,0 5,0 8,0 12,0 20 30 50 80 120 200.
» 1250 » 2000 4,0 6,0 10,0 16,0 25 40 60 100 160 250 *
Отклонения формы и расположения поверхностей
71
Таблица 31
Допуски на геометрические формы деталей
(по ведомственной нормали)
1. Эксцентриситет
Диаметр мм Допустимый эксцентриситет
Класс точности
1-й 2-й З-й
Размеры в мк (1р=0,001 мм)
До 10 5 10 35
Св. 10 18 6 12 50
18 50 8 18 70
50 120 10 25 90 '
120 260 12 30 120
260 15 35 150
2. Радиальное биение
Диаметр мм Допустимое радиальное биение
Класс точности
1-й 2-й З-й
Размеры в мк (1р=0,001 мм)
До 10 10 20 70
Св. 10 18 12 24 100
18 50 16 36 140
50 120 20 50 180
» 120 260 24 60 240
260 30 70 300
3. Торцовое биение
Диаметр мм Допустимое торцовое биение
Класс точности
1-й 2-й ’ З-й
Размерь! в мк (1р=0,001 мм)
-Др 10 5 10 20
Св. 10 ? 18 8 20 40
» 18 » 50 20 50 100
> 50 > 120 50 120 250
» 120 > 260 ПО 270 550 ‘
> 260 150 380 750
72
Раздел I. Допуски и посадки
Продолжение
4. Прямолинейность
Номинальная длина Допустимая непрямолинейность
Класс точности
1-й 2-й З-й
детали мм
Размеры в мк (1рь=0,001 л 1М)
До 50 10 20 40
Св. 50 » 100 12 24 60
» 100 » 300 14 26 70
» 300 » 600 16 28 80
» 600 » 900 18 36 90
» 900 » 1000 20 40 100
5, Плоскостность
Номинальная длина детали мм Допустимая неплоскостность (количество пятен в квадрате со стороной 25 мм)
Класс точности
1-й 2-й | З-й
Размер мк Число пятен Размер мк Число пятен Размер мк Число пятен
До 50 Св. 50 » 100 » 100 » 300 » 300 » 600 » 600 » 900 » 900 » 1000 10 12 14 16 18 20 Не менее 25 22 24 26 28 36 40 Не менее 20 40] 60 70 80 90 100 Не менее 12 ,
6. Параллельность
Номинальная длина детали мм Допустимая разность расстояний (А — В, см. на рис. 5,а).
Класс точности
1-й 1 2-й | З-й
Размеры в мк (1р. =0,001 мм)
До 10 4 8 25
Св. 10 > 100 8 16 40 -
» 100 » 300 12 24 50
» 300 » 600 15 30 75
> 600 > 900 18 36 90
» 900 > 1000 20 40 100
Допуски свободных размеров
73
Если допуски свободных размеров
не регламентированы нормалями или
техническими условиями на изделие,
то в чертежах должны быть даны все
необходимые указания о точности их
выполнения. В междуведомственной
нормали Н0.000.002 приведены при-
меры надписей на чертежах, регла-
ментирующие выполнение свободных
размеров в производстве:
а) .если охватывающие и охваты-
ваемые размеры должны быть вы-
полнены, например, по 7-му классу
№0,5
90-0.87
Рис. 15.
точности, а остальные (размеры усту-
пов, впадин, радиусов и т. д.), на-
пример, по 8-му классу, то на чер-
теже дается следующая надпись:
Размеры без допусков
охватывающие — по А7
охватывемые— по В 7
остальные — с отклонением
zt допуска 8 кл.;
б) если на данном чертеже одна
из приведенных категорий размеров
(охватывающие, охватываемые или
остальные) отсутствует, то из при-
веденной выше надписи соответст-
вующее указание исключается, 'на-
пример:
Размеры без допусков
охватывающие — по А7
остальные — с отклонением ± 1/2
допуска 8 кл.;
в) если на чертеже не проставле-
ны отклонения на охватывающие и
охватываемые размеры, то дается
следующая надпись:
Размеры без допусков— по А7~В7\
г) если на чертеже не проставле-
ны отклонения только на одну кате-
горию размеров, то эта надпись долж-
на быть выполнена по одному из сле-
дующих примеров:
Размеры без допусков—по А7
или Размеры без допусков — по В7
или Размеры без допусков — с отк-
лонением ± х/8 допуска 8 кл.;
Приведенные выше примеры над-
писей предусматривают не более трех
категорий размеров — охватывающих,
охватываемых и остальных. Однако
во многих* случаях предельные отк-
лонения свободных размеров одной и
той же категории могут иметь раз-
личные значения в зависимости от
способа изготовления детали.
Кроме того, в чертежах не регла-
ментируется выполнение в произ-
водстве некоторых элементов дета-
лей, например, допустимые фаски и
притупления от снятия заусенцев и
облоя, радиусы скруглений от заход-
ной части инструмента, допустимые
притупления внутренних углов и кро-
мок (ребер), которые на чертеже
изображаются острыми, допустимые
притупления вершин конусов и т. п.
Между тем возросший технический
уровень промышленности и условия
кооперации производств требуют от
чертежа предельной ясности, исклю-
чающей возможность возникновения
в производстве каких-либо вопросов
и произвольных толкований чертежа.
Поэтому наиболее целесообразно рег-
ламентировать допуски свободных
размеров ведомственными нормаля-
ми (до разработки государственного
стандарта), включив в них и правила
выполнения неоговариваемых в чер-
тежах «безразмерных» элементов
деталей. В чертежах в этом случае
делается короткая надпись: Размеры
без допусков—по Н... (номер нор-
мали).
В табл. 32 приведены значения
допусков на свободные размеры по
междуведомственной нормали. Допу-
ски свободных диаметральных раз-
меров и длин деталей, получаемых
обработкой резанием со снятием
стружки, а также диаметральных раз-
меров деталей, получаемых выруб-
кой на штампах, должна соответст-
вовать 7-му классу точности* А 7—В7.
Точность выполнения уступов, впа-
дин, радиусов закруглений, фасок,
расстояний между центрами отвер-
стий и отверстий от баз и т. п. де-
талей, получаемых обработкой реза-
нием со снятием стружки и выруба-
нием на штампах/ а также диамет-
74
Раздел I. Допуски и посадки
ральные размеры, получаемые при
вытяжке, должны соответствовать
8-му классу точности с симметрич-
ным расположением поля допуска
(см. рис. 13—15). Все виды разме-
ров, получаемых при гибке, сварке
(до 180 мм), горячей штамповке, от-
бортовке вытяжек, а также длины,
уступы, впадины, радиусы и т. д., по-
инструмента, фасок и радиусов за-
круглений шарико- и роликоподшип-
ников и на их сопряжения с валами
и конусами.
Отклонения формы и располо-
жения поверхностей. В соответст-
лучаемые при вытяжке, должны со-
ответствовать 9-му классу точности
с симметричным расположением по-
ля допуска (рис. 16 и 17).
Номинальные размеры радиусов за-
круглений и фасок для деталей, изго-
товляемых из металла и пластмасс, сле-
дует выбирать по ГОСТу 10948—64,
который введен с 1 июля 1965 г. (см.
табл. 33). ГОСТ 10948—64 не распро-
страняется на размеры радиусов за-
круглений (сгиба) гнутых деталей,
фасок на резьбах, радиусов прото-
чек для выхода резьбообразующего
вии с ГОСТ 10356—63 при отсутст-
вии в чертежах указаний о пре-
дельных отклонениях формы цилин-
дрических поверхностей (см. табл.
26 и 27) эти отклонения ограничи-
ваются полем допуска размера диа-
метра, в данном случае полем до-
пуска свободного размера. Анало-
гично-*этому неоговоренные на чер-
тежах предельные отклонения от па-
раллельности (см. табл. 28) ограни-
чиваются полем допуска на расстоя-
ние между поверхностями, их осями
или плоскостями симметрии.
Ъ а б л и ц а 32
Допуски,на свободные размеры
(по ведомственной нормали «Допуски большие»)
Методы получения Виды размеров Класс точности Методы получения Виды размеров Класс точности 1
Обработка резанием со снятием стружки Диаметральные размеры валов и отверстий 7 Гибка Все виды размеров 9
Допуски свободных размеров
75
Продолжение
Методы получения Виды размеров Класс точности Методы получения Виды размеров Класс I точности
Обработка резанием со снятием стружки Длины 7 Сварка До 180 ММ Все виды размеров .9
Св. 180 мм 8
Уступы, впади- ны, радиусы, рас- стояния между центрами отвер- стий и отверстий от баз, фаски и т. д. 8 Горячая штам- повка Все виды размеров 9
Выруба- ние на штампах л Диаметральные размеры валов и отверстий 7 Отбор- товка вытяжек Все виды размеров 9
Длины, уступы, впадины, радиусы, расстояния между центрами отвер- стий и т. п. 8 Прессо- вание из пласт- масс До 30 мм Все раз- меры, па- раллельные плоскости разъема формы 7
Св. 30 мм 8
Вытяжка Диаметральные 8 До 30 мм Все раз- меры, пер- пендику- лярные плоскости разъема формы 8
Длины, уступы, впадины, радиусы и т. д. 9 Св. 30 мм 9
Примечание. Расположение отклонений устанавливается:
а) для диаметральных размеров валов и отверстий, а также размеров между охваты-
вающими и охватываемыми поверхностями — одностороннее;
б) для всех остальных линейных размеров — симметричное относительно номинального
размера, причем верхнее и нижнее отклонения равны половине .поля допуска соответст-
вующего класса точности.
76
Раздел I. Допуски и посадки
Таблица 33
Радиусы закруглений и фаски
(по ГОСТ 10948—64)
1-й ряд 2-й ряд 1-й ряд 2-й ряд 1-й ряд 2-й ряд 1-й ряд 2-й ряд
0,1 0,1 — 1,2 — 8,0 — 50
— 0,2 1,6 1,6 10 10 60 60
— 0,3 — 2,0 12 — 80
0,4 0,4 2,5 2,5 16 16 100 100
— 0,5 • — 3,0 — 20 — 125
0,6 0,6 4,0 4,0 25 25 160 160
— 0,8 — 5,0 — 32 — 200
1,0 1,0 6,0 6,0 40 40 250 250
Примечания. I. При выборе размеров радиусов и фасок 1-й ряд следует пред-
почитать 2-му.
2. В обоснованных случаях допустимо применение фасок с углами, отличными от 45°.
Шероховатость поверхности
77
Согласно проекту ведомственной
нормали неуказанные на чертеже пре-
дельные отклонения от плоскост-
ности, прямолинейности и перпен-
дикулярности, _ а также предельные
значения торцового биения, ради-
ального биения и несоосности долж-
ны соответствовать 10-му классу точ-
ности по ГОСТ 10356—63 (см. табл.
25 и 28—30).
Предельные отклонения свобод-
ных угловых размеров должны со-
ответствовать 10-й степени точности
по ГОСТ 8908—58 (табл. 20). Не ого-
воренные на чертеже вершины внут-
ренних углов, получаемые при ме-
ханической обработке деталей, мо-
гут быть выполнены в виде фаски,
кривой любой формы или радиусом
не более 0,5 мм. Наружные углы
(кромки) должны притупляться ра-
диусом не более 0,3 мм.
Заусенцы и грат должны зачищать-
ся без указания об этом в рабочих
чертежах.
4. ШЕРОХОВАТОСТЬ
ПОВЕРХНОСТИ *
Термины, классификация
и обозначения
ГОСТ 2789—59 «Шероховатость по-
верхности», устанавливая термины,
ды; геометрическую — поверхность
заданной геометрической формы, не
имеющую неровностей и отклонений
формы, и измеренную, т. е. воспро-
изведенную в результате измерения
реальной поверхности. Сечения ука-
занных поверхностей плоскостями,
ориентированными в заданном на-
правлении по отношению к геомет-
рической поверхности, дают соответ-
ствующие профили поверхности; ре-
альный, геометрический и измерен-
ный.
Неровности — выступы и впадины
поверхности. Шаг неровностей —
расстояние между вершинами харак-
терных неровностей измеренного про-
филя. Шероховатость поверхности —
совокупность неровностей, образую-
щих рельеф поверхности и рассмат-
риваемых в пределах участка, длина
которого равна базовой длине I. Ба-
зовая длина выбирается для измере-
ния шероховатости без учета других
видов неровностей, имеющих шаг бо-
лее I (рис. 19).
Средняя линия профиля при опре-
делении ее положения на профило-
грамме должна быть проведена так,
чтобы площади по обеим сторонам
от этой линии до контура профиля в
пределах базовой длины были равны
между Собой, т. е.
различает поверхности (рис. 18): ре-
альную— ограничивающую тело и
отделяющую его от окружающей сре-
^По ГОСТ 2789—59 и междуве-
домственной нормали НО. 010. 027.
Л + /?8 + --« + /;,Л-1 =
= F2 + F4 + ...+ Fn.
Шероховатость поверхности опре-
деляется одним из следующих пара-
метров:
78
Раздел 1. Допуски и посадки
1. Средним арифметическим откло-
нением Ra— средним значением ^рас-
стояний (уи у2., ...уп) точек измерен-
ного профиля до его средней ли-
нии:
1
приближенно
п
21^1
i
измеренными от линии, параллель-
ной средней линии
п (^i -Wa + ••• + ^9)____
Kz 5
__ —(^2 + ^4 + --+ ^ю)
5
ГОСТ 2789—59 устанавливает 14
классов чистоты поверхности, для
которых максимальные числовые зна-
чения шероховатости Ra или Rz при
базовых длинах / должны соответст-
вовать указанным в табл. 34. При
необходимости измерения шерохова-
тости поверхности на базовой дли-
2. Высотой неровностей Rz— сред-
ним расстоянием между пятью выс-
шими точками выступов и пятью
низшими точками впадин, находящи-
мися в пределах базовой длины и
занных в табл. 34, величина ее вы-
бирается из следующего ряда: 0,08;
0,25; 0,8; 2,5; 8; 25 мм. В этом слу-
чае базовая длина указывается в тех-
нических условиях.
- Таблица 34
Классы чистоты (шероховатости) поверхности
(по ГОСТ 2789—59)
а) Классы чистоты
Класс Обозначение Числовая характеристика в мк
1 1 Базовая длина Z мм
не б' олее
1 VI 80,00 320,00 8,00
2 V2 40,00 160,00 8,00
3 V3 20,00 80,00 8,00
4 V4 10,00 40,00 2,50
5 V5 5,00 20,00 2,50
6 V6 ' 2,50 10,00 0,80
7 V7 1,25 6,30 0,80
8 V8 0,63 3,20 0,80
9 V9 0,32 1,60 0,25
10 V 10 0,16 0,80 (Х25
Шероховатость поверхности
79
Продолжение
Класс Обозначение Числовая характеристика в мк
Ra 1 Rz Базовая длина 1 мм
не более
11 V и 0,08 0,40 0,25
12 V 12 0,04 0,20 0,25
13 V 13 0,02 0,10 0,08
14 V 14 0,01 0,05 0,08
б) Деление классов чистоты на разряды
Числовая характеристика в мк
Классы и разряды Обозначения Ra 1
не более
ба V 6а 2,5 10
бб V66 2,0 8
бв V 6в 1,6 —
7а Via 1,25 6,3
76 V 76 1,0 5,0
7в V 7в 0,8 4,0
8а V За 0,63 3,2
86 , V86 0,5 2,5
8в V 8в 0,4 2,0
9а \7Эа 0,32 1,6
96 V96 0,25 1,25
9в V 9в 0,20 1,0
10а V Юа 0,16 0,8
106 V Юб 0,125 0,63
10в V Юв 0,10 0,50
11а V На 0,08 0,4
116 V 116 0,063 0,32
Ив V Пв 0,05 0,25 -
12а V 12а 0,04 0,2
126 V 126 0,032 0,16
12в V 12в 0,025 0,25
13а V 13а 0,02 0,1 '
136 V 136 0,016 0,08
13в V 13в 0,012 0,063
14а V 14а 0,01 0,05
146 V 146 0,008 0,04
14в V 14в 4),006 0,032
80
Раздел 1. Допуски и посадки
Классы чистоты поверхности 6—14
дополнительно делятся на разряды,
приведенные в табл. 34. Для классов
6—12 основной является шкала Rai
а для классов 1—5; 13 и 14 — шка-
ла Rz. По соглашению сторон допу-
скается измерение шероховатости
поверхностей классов 6—12 по пара-
метру Rz и классов 1—5; 13 и 14 по
параметру Ra. <
Если в чертежах или технических
условиях не указано определенное
направление измерения шерохова-
тости, то это измерение должно про-
изводиться в направлении, которое
дает наибольшее значение Ra или
Rz. Различные дефекты поверхности
(царапины, раковины и т. п.) при из-
мерении шероховатости не учитыва-
ются.
Для обозначения всех классов чисто-
ты поверхности устанавливается один
знак — равносторонний треуголь-
ник V рядом с ним указывается но-
мер класса или номер класса и раз-
ряд, например V 7, V 76. Это обо-
значение ограничивает только мак-
симальную величину шероховатости
по параметру Ra или Rz. В тех слу-
чаях, когда требуется ограничить
максимальную и минимальную вели-
чины шероховатости в обозначении
должны указываться два номера клас-
сов или разрядов. Например, V9—Ю
указывает, что шероховатость долж-
на быть по Ra не менее 0,16 мк и не
более 0,32 мк. Обозначение V 96—9в
указывает, что Ra должно быть не
менее 0,2 мк и не более 0,25 мк.
Шероховатость поверхностей гру-
бее 1-го класса обозначается знаком
V, над которым указывается высота
неровностей Rz в микронах, напри-
мер 500. Числовое значение выби-
рается по ГОСТ 8032—56 из ряда
/?10: 400, 500, 630, 800...
Некоторые приборостроительные
заводы, ограничивая ГОСТы, приня-
ли классы чистоты от 3 до 12-го*
включительно без деления на разря-
ды, так как необходимость в других
классах возникает крайне редко.
Выбор класса шероховатости
поверхности
При выборе класса чистоты (ше-
роховатости) поверхности следует
учитывать технологическую возмож-
ность получения требуемого класса
в связи со способом обработки, струк-
турой материала детали, твердостью,
допускаемыми отклонениями формы
и расположения обрабатываемых по-
верхностей и т. д. Повышение клас-
са чистоты поверхности не всегда
ведет к повышению качества рабо-
ты соединения, но во всех случаях
удорожает обработку поверхности.
Шероховатость поверхности влия-
ет на износоупорность, динамиче-
скую прочность, коррозионную ^стой-
кость, отражательную способность и
другие свойства деталей.
В период приработки шерохова-
тость поверхности изменяется, класс
чистоты снижается или повышается.
Новая, измененная по сравнению с
первоначальной, шероховатость в
дальнейшем за весь период износа
после приработки почти не ме-
няется.
С повышением класса чистоты по-
верхности возрастает динамическая
прочность. Влияние шероховатости
на предел выносливости возрастает
по мере увеличения предела проч-
ности материала. Влияние шерохова-
тости на усталостную прочность рез-
ко возрастает с уменьшением разме-
ра детали.
В возрастанием шероховатости уве-
личиваются потери электромагнитной
энергии в волноводных трактах, ре-
зонирующих системах; в электрова-
куумных приборах увеличивается га-
зопоглощение и газовыделение, за-
трудняется очистка деталей от адсор-
бированных газов, паров и пыли.
В некоторых сл>чаях высокий
класс чистоты устанавливается для
декоративности, возможности легкой
очистки от загрязнения, для предо-
хранения* от пылезадержания и т. п.
Общие рекомендации по выбору
чистоты поверхнострГ приведены в
табл. 35.
При выборе класса чистоты по-
верхности следует учитывать харак-
тер соединения деталей (посадки с за-
зором, натягом и переходные), класс
точности, размеры деталей и группу
соединения.
Посадки с зазором подраз-
деляются на 3 группы:
Шероховатость поверхности
81
Рекомендации по выбору класса чистоты
(шероховатости) поверхности
Таблица 35
Класс чистоты Примеры применения
V Поверхности отливок в землю. Над знаком V проставляется число, обозначающее высоту неровностей: 400, 500, 630, 800
VI V2 Очень грубые поверхности, не подвергающиеся механиче- ской обработке, поверхности отливок повышенного (V 1) и высокого ( V 2) качества
V3 Грубые не соприкасающиеся друг с другом поверхности.. Отверстия 7-го класса точности на проход винтов, болтов, заклепок и т. п.
V4 Поверхности кронштейнов, муфт, втулок, колец, фланцев,* колес и других деталей, не соприкасающиеся с другими по- верхностями и не используемые в качестве технологических баз Отверстия 5-го класса точности на проход винтов, болтов, заклепок и т. п. Поверхности профиля наружной и внутренней резьбы 3-го класса точности
V5 Поверхности кронштейнов, втулок, поводков, сальников, крышек, корпусов и других деталей, прилегающие к другим поверхностям, не трущиеся и не подвергающиеся износу; по- верхности, зенкованные под винты Цилиндрические поверхности и фаски защитных стекол Поверхности профиля наружной и внутренней резьбы 2-го класса точности
V6 Прилегающие друг к другу, но не трущиеся поверхности высокого качества Торцы деталей, прилегающие к кольцам шарикоподшипни- ков Опорные плоскости реек, прямолинейных направляющих Базовые поверхности, предназначенные для установки де- талей, допуски расположения которых находятся в пределах допусков на неточность изготовления до 3-го класса включи- тельно Рабочие поверхности шпонок и пазов под сегментные шпон- ки Поверхности головок винтов. Декоративные поверхности хорошего качества
82
Раздел L Допуски а посадки
Продолжение
К^асс чистоты Примеры применения
V7 Трущиеся поверхности, к которым не предъявляются вы- сокие требования в отношении износостойкости и стабиль- ности сохранения зазора или взаимного расположения Базовые поверхности, предназначенные для установки де- талей, допуски расположения которых ограничены в соответ- ствии с ГОСТом 10356—63 или находятся в пределах допу- сков на неточность изготовления 2а и более высоких классов точности Рабочие поверхности муфт сцепления, шпоночных пазов и зубчатых колес нормальной точности Поверхности валиков под напряженную посадку зубчатых колес, установочных колец и шарикоподшипников классов Н и П. Посадочные поверхности гнезд иод шарикоподшип- ники классов Н и П
V8 Соприкасающиеся поверхности, достаточно хорошо проти- востоящие износу Рабочие поверхности точных направляющих — призматиче- ских и типа ласточкина хвоста и зубчатых колес высокой точности Поверхности цапф для посадки шарикоподшипников клас- сов точности В и А и гнезд в корпусах для посадки шари- коподшипников классов В, А и С Поверхности электрических контактов Декоративные поверхности высокого качества
V9 Трущиеся поверхности, хорошо противостоящие износу. Поверхности деталей с повышенными требованиями к точ- ности и коррозионной стойкости (не подвергающиеся защит- ным покрытиям), поверхности точных шаровых соединений и цапф под посадку шарикоподшипников класса С Декоративные поверхности особенно высокого качества
V ю Трущиеся поверхности особенно ответственных деталей Поверхности качения высокого качества Плоскости, для обеспечения контроля которых необходима притираемость (контроль интерференционным способом) Внутренние поверхности корпусов волномеров (с полиро- ванием)
V 11 Рабочие поверхности качения высокой точности, например поверхности шарикоподшипников класса А, фрикционных ме- ханизмов
V 12 Поверхности качения высшей точности, например рабочие поверхности специальных шарикоподшипников типа класса С
Шероховатость поверхности
83
Продолжение
Класс чистоты Примеры применения
V 13 Измерительные поверхности точных приборов , Подпятники особо точных опор, поверхности шариков осо- бо точных специальных шарикоподшипников
V 14 Опорные поверхности измерительных, контрольных и других приборов- высшей точности Полированные поверхности оптических деталей: линз, се- ток, светофильтров, зеркал, в том числе металлических, на которых недопустимы следы недополирования
Примечание. Термин «качество поверхности» относится только к показателям, определяющим степень шероховатости. Микротвердость, наклеп и другие показатели каче- ства не учитываются.
1-ая группа. Стабильность зазора
определяет качество соединения. Вал
должен вращаться или продвигаться
вдоль оси с минимальным трением,
нагрузка значительная. Отклонения
формы ограничены величиной, со-
ставляющей 0,25 и менее величины
поля допуска на неточность изготов-
ления.
2-я группа. Стабильность зазора
имеет значение, но в процессе рабо-
ты соединение не испытывает нагру-
зок, ведущих к значительному изно-
су деталей (небольшие удельные дав-
ления, малые числа оборотов и т. п.).
Трение имеет меньшее значение, чем
в соединениях 1-й группы. Отклоне-
ния формы ограничены величиной,со-
ставляющей более 0,25 величины по-
ля допуска на неточность изготовле-
ния, или должны находиться в пре-
делах всего поля допуска на неточ-
ность изготовления.
3-я группа. Зазор в соединении
предусмотрен для обеспечения лег-
кости соединения двух деталей или
для центрирования (скользящая по-
садка). Сопрягаемые детали не име-
ют относительного движения илиЪоз-
можно только частичное проворачи-
вание деталей с моментом трения,
не имеющим значения. Отклонения
формы в пределах поля допуска на
неточность изготовления.
Рекомендуемые классы чистоты по-
верхности деталей, соединяемых по
посадкам с зазором, приведены в
табл. 36.
Таблица 36
Классы чистоты поверхности для посадок с зазором
Класс точности Группа соединения Класс чистоты при диаметре в мм
до 1 св. 1 до 10 св. 10 до 50 св. 50 до 80 св. 80
1 1 10 9 8- 9
2 9 8—9 8
84
Раздел I. Допуски и посадки
Продолжение
Класс Группа Класс чистоты при диаметре в мм
точности соединения
до 1 | св. 1 до 10 | св. 10 до 50 св. 50 до 80 | св. 80
1 9 | 8 7
2 2 9 8 7
3 1 7 6—7
8 | 7—8 | 7
2а—3 2 7
3 6—7 | 6
1 i —
За—4 2 1 7
3 1 6 | ' 5—1 6
5 1 — 4—6
Посадки с натягом и пе-
реходные подразделяются на 2
группы:
1-я группа. Соединения высокой
точности, испытывающие относитель-
но большие нагрузки (удары, инер-
ционная нагрузка и т. п.) и требую-
щие высокой стабильности посадки
(минимальные допуски натяга и за-
зора), а также соединения, допускаю-
щие повторную сборку и разборку
без существенного искажения посад-
ки (переходные посадки).
Отклонения формы ограничены ве-
личиной, составляющей 0,5 и менее
величины поля допуска на неточ-
ность изготовления.
2-я группа. Менее ответственные
соединения высокой точности, не ис-
пытывающие больших нагрузок, ра-
ботающие в относительно легких ус-
ловиях или представляющие собой
только фиксацию деталей в опреде-
ленном положении.
Отклонения формы ограничены ве-
личиной, большей 0,5 величины поля
допуска на неточность изготовления,
или должны находиться в пределах
этого допуска.
Рекомендуемые классы чистоты по-
верхности деталей, соединяемых по
посадкам с натягом или переходным,
приведены в табл. .37.
Таблица 37
Классы чистоты поверхности для посадок с натягом и переходных
Класс точности Группа соединения Класс чистоты при диаметре в мм
до 3 | св. 3 до 50 | св. 50
1 1 | 9 | 8
2 | 9 | 8 | 7
2 1 | 9 | 8 | 7—8
2 | 8 | 7 | 7
2а 1 1 8 | 7
2 | 7 | 6—7
Шероховатость поверхности
85
Если условия эксплуатации требу-
ют ограничения отклонений формы
или расположения поверхностей при-
менительно к ГОСТу 10356—63, то
соответственно необходимо ограни-
чить и шероховатость поверхности.
Соотношения между Rz и величиной
отклонений А формы и расположе-
ния поверхностей приблизительно
следующее:
плоскостность, прямолинейность и
торцовое биение
/?^0,25Д;
параллельность
Rz 0,2Д.
Допускается выбор величины не-
ровностей, превышающий величину
отклонения расположения, например
непараллельность. В этом случае па-
раллельность должна контролиро-
ваться только от прилегающей по-
верхности, например от измеритель-
ной плиты.
Рекомендуемые классы чистоты не-
цилиндрических поверхностей в за-
висимости от степени точности фор-
мы и расположения этих поверх-
ностей приведены в табл. 38 и 39.
Если отклонения формы и распо-
ложения поверхностей ограничены
полным допуском на неточность из-
Таблица 38-
Класс чистоты поверхности в зависимости от
плоскостности и прямолинейности
Интервалы номиналь- Класс чистоты при степени точности
ных длин мм III IV V VI VII VIII IX XII
До 10 12 11 11 10 9 9 8 7W
Св. 10 до 25 11 11 10 9 9 8 7 7*
» 25 » 60 И 10 9 9 8 7 7 6
» 60 » 160 10 9 9 8 7 7 6 6
160 » 400 9 9 8 8 7 6 5 4
» 400 » 1000 9 8 7 7 6 5 4 4
Таблица 30
Класс чистоты поверхности в зависимости от
параллельности и торцового биения
Интервалы номиналь- ных размеров Класс чистоты при степени точности
III IV V VI VII VIII IX X XI XII
мм
До 10 12 11 10 10 9 ‘ 8 8 7 6 6
Св. 10 до 25 11 10 10 9 8 8 7 6 5 5
25 » 60 10 10 9 8 8 7 6 5 5 4
60 » 160 10 9 8 8 7 6 5 5 4 4
160 » 400 9 8 8 7 6 5 5 4 з- 3
400 » 1060 8 8 7 6 5 5 4 3 3 2
86
Раздел I. Допуски и посадки
готовления, то при отсутствии осо-
бых требований к состоянию поверх-
ности рекомендуется выбирать ше-
роховатость в зависимости от вели-
чины допуска. Например, если не-
параллельность плоскостей А и Б де-
тали (рис. 20) должна находиться в
пределах поля допуска размера 90,
что приблизительно соответствует
ХП степени точности ГОСТ 10356—63,
то по табл. 39 для этих поверхностей
может быть установлен 4-й класс чи-
стоты.
Шероховатость поверхности
в зависимости от обработки
При данном виде обработки шеро-
ховатость поверхности изменяется в
зависимости от состояния оборудо-
вания, режимов обработки, качества
инструмента, смазки, материала дета-
ли и других факторов.
Классы чистоты поверхности, ха-
рактерные для различных видов обра-
ботки деталей, приведены в табл.
40—42. В этих таблицах знаком «—»
отмечены классы чистоты, которые
могут быть получены при данном ви-
де обработки. Знаком « + » отмечен
класс чистоты оптимальный эконо-
мически наиболее целесообразный
для данного вида обработки.
. При обработке со снятием струж-
ки (исключая абразивную) деталей
из цветных сплавов (латунь, бронза,
дюралюминий и т. п.) заданный класс
чистоты достигается относительно
проще, чем при обработке из стали.
При абразивной обработке высокие
классы чистоты поверхности дости-
гаются проще на материалах высо-
кой твердости, в частности, закален-
ных.
Повышение класса чистоты отно-
сительно оптимального усложняет и
удорожает обработку деталей, сни-
жает'срок службы пресс-форм, штам-
пов, разверток и т. п. Снижение клас-
са чистоты относительно оптималь-
ного позволяет уделять меньше вни-
мания износу форм, штампов и т. д.
Таблица 40
Шероховатость поверхностей металлических деталей
при обработке со снятием стружки
Вид обработки Класс чистоты
1 2 3 4 5 6 7 8 9 10 11 12 13 14
Отрезка механической приводной пилой — + —
резцом — — +
фрезой — + 1
абразивом + —
Шероховатость поверхности
87
Продолжение
Вид обработки Класс чистоты
1 2 3 4 5 6 7 8 9 10 11 12 13 14
Подрезка торцов — + — — —
Долбление — —
Строгание черновое — +
чистовое — + —
Фрезерование цилиндрической фрезой — + — —
торцовой фрезой — + — —
скоростное — + — —
Центрование — + —
Сверление — + —
Зенкерование — +
Развертывание — + —
Растачивание чистовое + — —
алмазное — + —
Протягивание — + — —
Точение чистовое — + —
алмазное — + —
88
Раздел /. Допуски и посадки
Продолжение
Вид обработки Класс чистоты
1 2 3 4 5 6 7 8 9 10 и 12 13 14
Шабрение — + —
Шлифование чистовое — + — — —
тонкое — + — £
Хонингование + — —
Полирование механическое — + — — — — —
электрическое — — — + — — — — —
Суперфиниш плоскостей — + — — — —
цилиндров — — + — — —
Доводка грубая +
средняя ' + —
тонкая + 1 — -—
Нарезание резьбы плашкой, мет- чиком + — —
резцом, гребен- кой — + —
абразивом — +: — —
Шероховатость поверхности
89
Продолжение
Вид обработки Класс чистоты
1 2 3 4 5 6 7 8 9 10 11 12 13 14
Нарезание зубьев колес строгание — + —
фрезерование + —
шевингование — + —
шлифование — + —
Ультразвуковая обработка кремния, герма- ния — + — —
твердых сплавов — + — —
Электроискровая обработка — + — — —
Т а б л и ца 41
Шероховатость поверхности маталлических деталей
при бесстружечной обработке
Вид обработки R в мк Z Класс точности
630 500 400 1 2 3 4 5 6 7 8 9 10 11 12
Литье в землю — +
в оболочковые формы — + — —
в кокиль — + — —
центробежное — + — — —
по выплавляемым моделям — + —
90
Раздел I. Допуски и посадки
Продолжение
Вид обработки 7? в мк Z Класс точности
630 500 400 1 2 3 4 5 6 7 8 9 10 11 12
Литье . по ртутным моделям — + —
под давлением — —
Сварка (шов) — + — — —
Газовая резка -— + — —
Порошковая металлургия — + —
Ковка — + —
Вырубание штампом обычное — — +. — —
зачистное + — — ч
Чистовая обработ- ка дав- лением холодный прокат и волочение * * — — + —
Раска- тывание отверстий — + — — -
валов — + — —
плоскостей — + —
Накатывание резьбы — + —
* При дополнительной прокатке и волочении на предприятиях-потребителях.
Шероховатость поверхности
91
Таблица 42
Шероховатость поверхности при обработке деталей из пластмасс
Вид обработки Класс чистоты
2 3 4 5 6 7 8 9 10 И 12
Штампование (вырубание) 4" — — —
Фрезерование +* + —
Сверление + —
Точение фенопласта, винипласта, оргстекла, капрона и т. п. — + —
волокнита, текстолита и т. п. + — —
Полирование — + —
Шлифование + — —
Прессование — + — — —
Литье — — + — —
* Для волокнита.
Шероховатость поверхности
в зависимости от гальванических
покрытий
Шероховатость поверхности не ме-
няется при окисном покрытии дета-
лей из стали, алюминия и алюминие-
вых сплавов. Шероховатость поверх-
ности ухудшается приблизительно на
один класс при твердом, анодиза-
ционном оксидировании деталей из
алюминия и его сплавов, при цинко-
вании, никелировании и хромирова-
нии деталей из стали,' меди и'мед-
ных сплавов и при кадмировании
стальных деталей.
Раздел II
НЕРАЗЪЕМНЫЕ СОЕДИНЕНИЯ
1. СВАРКА
В практике работы конструктора
могут возникнуть вопросы, связанные
со сваркой металлов, которые трудно
осветить подробно в краткой главе
справочника. В этом случае следует
обратиться к специальной литерату-
ре по сварке.
Электродуговая сварка
Электродуговая сварка * (сварка
электрической дугой) может произ-
водиться вручную или автоматически
под флюсом. При ручной сварке ка-
чество сварного шва в большой мере
управляемый механизмами и аппара-
тами, происходит при оптимальном
технологическом режиме.
В табл. 43—46 приведены (по ГОСТу
5264—58) конструктивные элементы
подготовки кромок для швов при руч-
ной электродуговой сварке углероди-
стых и низколегированных сталей.
При сварке встык кромок листов
разной толщины (S и Sx) следует при-
держиваться следующего правила:
при 3 мм разность —S должна
быть не более 0,7S мм\
при S = 4—8 мм разность — S
должна быть не более 0,6S мм',
при S = 9—11 мм разность — S
должна быть не более 0,4S мм\
Рис. 21.
зависит от квалификации сварщика.
При автоматической сварке дуга го-
рит под слоем флюса, и весь про-
цесс образования сварного шва,
* Электродуговая сварка была изо-
бретена в России Н. Н. Бенардосом,
предложившим в 1882 г. способ свар-
ки металлов угольным электродом, и
Н. Г. Славяновым, применившим для
этой цели (в 1888 г.) металлический
электрод. Изобретения Н. Н. Бенар-
доса и Н. Г. Славянова основывались
на выдающихся работах академика
В. В. Петрова, открывшего в 1802 г.
явление электрической дуги и впер-
вые указавшего на возможность рас-
плавления этой дугой металлов.
при S — 12—15 мм разность —S
должна быть не более 5 мм.
В этом случае подготовка кромок
под сварку производится так же, как
и для листов одинаковой толщины.
Если разность толщин кромок, сва-
риваемых встык, превышает указан-
ную выше величину Sj—S, то на ли-
сте, имеющем большую толщину, дол-
жен быть сделан скос с одной или
с двух сторон листа длиной Z,=5 (St—
—S)—при одностороннем превышении
кромок и 2,5 (Sx — S) — при двусто-
роннем превышении до толщины тон-
кого листа согласно рис. 21.
Соединения, свариваемые ручным
способом, могут выполняться при лю-
бом положении шва в пространстве.
Швы стыковых соединений S = Si (ограничение ГОСТ 5264—58)
Таблица 43
Условное обозначение
графическое буквенно- цифровое
JL С1
JC С2
][ СЗ
Подготовка кромок
а
Выполненный шов
С отбортовкой
Односторонние
Размеры
мм
TZZZZ
Без скоса кромок
а
Двусторонние
Односторонние
S 14-2 3
а 0+1 0+Ь5
b 2S+2 2S+3
5 34-3,5 44-4,5 54-5,5 6 7 8
а 1±?:S 2+l:S
b 8 z±z 4 9+1
h 0+2 О+з
s 1 1,5 2 2,5 34-3,5 44-6
a 0,5 0,5 1 ±1,0 2,0±§;g
b . 5 + 2 6±2 9±4
h 0+b5 0+2,5 | 0+3
Сварка
CD
Продолжение
Условное обозначение
графическое буквенно- цифровое
X С4
Подготовка кромок
Выполненный шов
Размеры
мм
С5
С6
Односторонние с подкладкой.
[Значения S, b и h — см. в таб-
личке для СЗ]
V-образные со скосом одной кромки
50°i5a
1
f 2*2 u t
Двусторонние
Односторонние
У
С7
50°t5^ .
I 3i"^ t 1
Односторонние с подилодкой
ж
S 34-7 8 4-11 124-17 184-26
Ъ S+i2 S+14 $+16 $+19
h 0+з 0+4
S2 lz±zl,0 2±1
Раздел II. Неразъемные соединения
V-образные со скосом двух кромок
Двусторонние
S 34-8 94-14 154-21 224-26
ь S+13 5+15 5+ie
*h О+з 0+4
1±1,0 2±J
Сварка
Таблица 44
со
с»
Швы угловых соединений
Условное обозначение
графическое буквенно- цифровое
JL У1
К У2
][ УЗ
Подготовка кромок
Выполненный шов
С отбортовкой
а
2
Размеры
мм
Односторонние
b г-
^SSSSSSSSS&\
S 14-2 3
а 0+1 0+1.5
b 2S+2 2S+3
Без скоса кромок
-Цу, 1
£
при L —
Двусторонние впритык
Односторонние впритык
:sss)
Размер kt — ориентировочный
s 1 14-2,5 | 34-5 1 6
Sx 1 24-6
b I 6+3 I 8 ±;4 1 Ю+4
h 1 0+1’5 | 0+2 | 0+3
Раздел II. Неразъемные соединения
Левин
S
>Q
Сварка
Продолжение
Условное обозначение
графическое буквенно- цифровое
V Уб
\/ V У7
Подготовка кромок
Выполненный шов
Размеры
JAM
Со СКОСОМ одной кромки
Двусторонние
Ъ ,
Односторонние
1
Раздел II. Неразъемные соединения
Условное обозначение
графическое
буквенно-
цифровое
Подготовка кромок
Таблица 45
Швы тавровых соединений
Выполненный шов
Без скоса кромок
Односторонние
Размеры
мм
Сварка
Продолжение
Условное обозначение
графическое буквенно- цифровое
Подготовка кройок
Выполненный шов
Размеры
мм
С ОДНИМ СКОСОМ одной кромки
V
Т8
Двусторонние
S
44-7
84-11
124-17 184-26
т
T9
Односторонние
S
ь
h
Кл
$2
3+11
3+13
S+16
3+3
4+3
5+3
3
2±!
АГ1 — ориентировочно
Раздел II. Неразъемные соединения
Таблица 46
Швы соединений внахлестку
Условное обозначение
графическое буквенно- цифровое
117 1 . .. .. Н1
|\ Н2
Подготовка кромок
Выполненный шов
Размеры
мм
Без скоса
кромок
Xi
~ 1 т
Двусторонние
Л-
«I
Односторонние
прерывистые^
дли
И
—
Размеры /, t устанавливаются при
проектировании
Сварка
Продолжение
Условное обозначение,
графическое буквенно- цифровое
о НЗ
( ) Н4
Подготовка кромок
Выполненный шов
Размеры
мм
С круглыми отверстиями
Односторонние
.0”
3
d
С удлиненным отверстием
Односторонние
1. Размеры) С, U, t устанавливаются при
проектировании.
2. При d >> 30 мм допускается проварка по
внутреннему контуру отверстий без полного
его заполнения А7= 0,83 — 3, при этом для
толщин листа < 8 мм раззенковка отверстий
не обязательна. Для 3 = 8—16 раззенковка
выполняется на всю толщину. Для 3 >> 16 мм
раззенковка производится на величину, обес-
печивающую провар.
Примечание. Швы НЗ могут выполняться со
сквозным проплавлением.
3 1 =52
к I 0,8S 4- S
т 1 =5 28
г | 0,5/72
1. Размеры С, U, L устанавливаются при
проектировании.
2. Допускается полное заполнение по вну-
треннему контуру .отверстий.
Раздел II. Неразъемные соединения
Сварка
103
При автоматической сварке под слоем
флюса свариваемые детали должны
находиться в горизонтальном поло-
жении, а рабочий инструмент — свер-
ху. При применении автоматов спе-
циальной конструкции возможно на-
ложение горизонтального шва на
вертикальной стенке.
При автоматической сварке под
флюсом необходимо принимать меры
для предотвращения протекания
жидкого металла через зазоры сое-
динений (медные прокладки, сварка
на флюсовог! подушке, ручная или
автоматическая подварка шва со сто-
роны, обратной основному, и др.).
Аргоно-дуговая сварка
Аргоно-дуговая сварка выполняется
горелками, позволяющими окружать
электрическую дугу завесой из инерт-
ного газа аргона, подводимого к го-
релке из баллона. Такая газовая заве-
са препятствует окислению сварочной
ванны. Поэтому аргоно-дуговую свар-
ку особенно целесообразно применять
при сварке легко окисляющихся ме-
таллов и сплавов. Этот способ сварки
позволяет сваривать детали малой тол-
щины, дает минимальное коробление
и позволяет получить соединения с вы-
сокими механическими и противокор-
розионными свойствами.
Аргоно-дуговой сваркой можно сва-
ривать нержавеющие, жароупорные и
кислотоупорные стали, алюминий, маг-
ний и их сплавы, которые плохо свари-
ваются другими способами. В послед-
нее время аргоно-дуговая сварка при-
меняется также для сварки меди и ее
сплавов.
Аргоно-дуговая сварка требует тех
же приемов подготовки кромок для
шва, как и другие способы сварки. При
сварке тонколистовых изделий приме-
няют подкладки под шов, которые
предотвращают протекание металла и
его окисление с обратной стороны шва.
Сварка может производиться с приса-
дочным металлом и без него. Перед
сваркой кромки должны быть тщатель-
но очищены от окислов.
Атомно-водородная сварка
При атомно-водородной сварке элек-
трическая дуга горит между двумя
неплавящимися вольфрамовыми или
угольными электродами в атмосфере
водорода или смеси водорода с азотом.
Образующийся при сгорании водорода
факел пламени защищает металл от
воздействия воздуха. Помимо защит-
ного и теплового действия на металл,
атомный водород хорошо восстанавли-
вает окислы почти всех металлов. Про-
цесс сварки сопровождается обезугле-
роживанием металла, а также неко-
торым насыщением жидкой ванны воль-
фрамом, попадающим в нее при испа-
рении электродов (при сварке вольфра-
мовыми электродами).
Процесс плавления металла, форми-
рования шва и техника ведения го-
релки такие же, как при газовой свар-
ке. Присадочная проволока для свар-
ки назначается по ГОСТ 2246—60.
Атомно-водородная сварка дает хо-
рошие результаты при сварке мало-
углеродистых низколегированных кон-
струкционных, нержавеющих хромо-
никелевых сталей, а также алюминия.
Контактная электросварка
Контактная электросварка осущест-
вляется путем электрического нагрева
мест соединения металлов при одно-
временном действии сжимающей силы,
направленной перпендикулярно к пло-
скости соединения. Контактная элек-
тросварка делится на: стыковую, то-
чечную, рельефную и роликовую.
Стыковая электросварка.
Принципиальная схема стыковой свар-
ки показана на рис. 22, а. Свариваемые
детали 1 и 2 укрепляются в медных за-
жимах 3 и 4, к которым подключены
концы вторичной обмотки сварочного
трансформатора. Давление в стыке сва-
риваемых деталей создается силой Р,
перемещающей один из зажимов.
Стыковая сварка может производить-
ся двумя способами: сопротивлением
и оплавлением. При сварке сопротив-
лением процесс ведется без расплавле-
ния металла в зоне стыка. Детали сжи-
маются силой Р, после чего включается
ток, приводящий к интенсивному на-
греву деталей в зоне их контакта и
свариванию.
При сварке оплавлением включается
ток, детали сближаются до возникно-
вения на торцах деталей электриче-
104
Раздел II. Неразъемные соединения
ского контакта. Концы деталей интен-
сивно нагреваются до оплавления, пос-
ле чего быстрым приложением усилия
Р (с одновременным выключением то-
ка) детали сжимаются и свариваются.
Стыковая сварка применяется для
удлинения конструктивных элементов,
соединения деталей из разных метал-
лов и сплавов (например, сварка ин-
струментальной стали с поделочной),
для образования деталей замкнутого
контура (кольца, узлы сварных кар-
касов), для сварки стали с медью и ла-
тунью, для сварки меди и латуни и др.
Типы соединений и допустимые от-
клонения размеров в стыке приведены
на рис. 23. При этом
С + сп
d + -- —— для сплошных се-
чений;
С + С
Л^5б + ——-—для трубчатых се-
чений,
где d— диаметр круглого стер-
жня или толщина по-
» л осы;
б — толщина стенки трубы
или толщина тонкого
листа;
С + С — общий припуск на оп-
лавление и осадку для
двух свариваемых де-
талей (табл. 47 и 48)
Таблица 47
Припуски на оплавление и осадку стальных заготовок
круглого сечения (на две детали)
Диаметр заготовки мм Припуски при ручном управлении процессом мм Общий припуск при автоматиче- ской сварке непрерывным оплавлением Са+Св
общий припуск са+св припуск на опла- вление припуски на осадку
под током без тока суммар- ный
6 6 4 0,5 1,5 2,0 6
10 8 6 0,5 1,5 2,0 8
14 8 6 0,5 1,5 2,0 12
18 10 7 0,75 2,25 3,0 16
22 12 8,5 0,90 2,60 3,5 18
28 14 10 1,0 3,0 4,0 22
36 18 12,5 1,40 4,1 5,5 28
45 22 15,5 1,6 4,9 6,5 34
55 24 17 1,8 5,2 7,0 40
Таблица 48
Припуски на автоматическую сварку непрерывным оплавлением
листов и тонкостенных труб (на две детали) в мм
Толщина листа или стенки трубы Общий припуск Припуск на оплавление Припуск на усадку
1,2 5,0 3,0 2,0
2,5 13,0 10,5 2,5
3,0 16,0 12,5 3,5
4,0 17,0 13,5 3,5
5,0 19,5 15,5 4,0
6,2 22,0 17,0 5,0
10,0 24,0 18,5 5,5
Сварка
105
При сварке труб во избежание по-
тери устойчивости стенки при осадке
диаметр D не должен превышать
(25—40) д, где 6 — толщина стенки.
рами и при точных исходных заготов-
ках в серийном производстве могут
быть обеспечены следующие резуль-
таты: отклонение по длине узла в пре-
На специальных машинах могут сва-
риваться встык оплавлением листы
толщиной от 0,7 мм при длине стыка
до 2000 мм.
Точность сварного соединения по-
делах ±1,0 мм; смещение осей 0,5 мм
при d< 18 мм; 1,0 мм при d = 18—
30 мм и 1,5 мм при d > 30 мм; стрела
прогиба — не более 2 мм на 100 мм
длины.
Рис. 23. Примеры соединения деталей при стыковой
сварке
вышается при автоматизации процес-
са, при увеличении жесткости стыко-
вой машины и сварке калиброванных
заготовок. При хорошем состоянии
машины и зажимов, при сварке с упо-
Подготовка деталей. Для
сварки сопротивлением детали должны
иметь механически обработанные тор-
цы, плотно прилегающие друг к другу
после установки в зажимах машины.
106
Раздел II. Неразъемные соединения
Для сварки оплавлением на неавтома-
тических машинах торцы деталей могут
обрабатываться любым способом. На-
личие при сборке зазора в стыке до
10% суммарного припуска на оплавле-
ние не влияет на результаты сварки.
При автоматической стыковой сварке
требуется точная сборка стыка с зазо-
ром не более 0,5 мм и предварительная
механическая обработка торцов. При
сварке деталей большого сечения не-
большая конусность торца облегчает
поддержание процесса непрерывного
оплавления. Свариваемые торцы стерж-
ней, а также их боковые поверхности
на участке, закрепляемом в токопод-
водящих зажимах, очищаются от ржав-
чины, окалины и грязи.
Точечная сварка может
быть двусторонней (см. рис. 22, б) и
односторонней (см. рис. 22, в). При
двусторонней сварке две или более
деталей 1 сжимаются усилием Р меж-
ду электродами 2 точечной машины.
При включении тока детали интенсив-
но нагреваются на участке, зажатом
между электродами. Вследствие высо-
кой теплопроводности электродов, из-
готовляемых обычно из меди, сопри-
касающиеся с ними поверхности дета-
лей нагреваются медленнее их внутрен-
них слоев. Нагрев, как правило, про-
должается до расплавления металла
в центральной, наиболее нагретой зо-
не. Затем выключается ток и снимается
усилие с электродов. После кристалли-
зации расплавленного металла образу-
ется сварная точка, имеющая в сечении
чечевицеобразное литое ядро.
При односторонней сварке (см. рис.
22, в) ток, протекающий во вторичной
цепи трансформатора, распределяется
между верхним и нижним листами 1
и 2, причем сварка осуществляется той
частью тока, которая протекает через
нижний лист (для увеличения этого
тока применяется медная подкладка 3).
Хорошо свариваются низкоуглеро-
дистая холоднокатаная сталь, горяче-
катаная низкоуглеродистая сталь после
специальной, очистки поверхности, не-
ржавеющая сталь типа 18% Сг — 9%
Ni. Удовлетворительно свариваются
низкоуглеродистая сталь с защитными
покрытиями (оцинкованная и освинцо-
ванная — лучше; луженая, хромиро-
ванная, кадмированная и алитирован-
ная — хуже); жаропрочные хромони-
келевые стали (типа 25% Сг — 20%
Ni); алюминиевые сплавы типа дуралю-
мина, АМц и др., латунь (Л62); крем-
нистая бронза; никель и его сплавы
(нихром, монель-металл, мельхиор и
др.). Плохо свариваются алюминий,
медь и ее сплавы с высокой электро-
проводностью.
Число свариваемых деталей в пакете
с нерасчетными соединениями не дол-
жно превышать четырех, в расчетных
соединениях — трех. Наиболее ста-
бильная прочность сварных точек обе-
спечивается при сварке двух деталей.
Двусторонняя одноточечная сварка
деталей неодинаковой толщины (Smax
и Smin) из одинакового материала при
двух деталях в пакете не встречает за-
труднений при Smax/Smin sg 3. При
сварке трех деталей более толстую де-
таль желательно располагать внутри
пакета.
Сварка круглых прутков одинаково-
го диаметра и разных диаметров вкрест
дает хорошие результаты. Сварка прут-
ков (вдоль образующей) с листами лег-
ко осуществляется при толщине листов
до 3 мм.
Размещение сварных точек опреде-
ляется технологическими и конструк-
тивными требованиями, обеспечиваю-
щими одинаковую прочность сварных
точек и основного металла. Данные
табл. 49 найдены из условия, что проч-
ность последующих точек в соединении
двух деталей составляет 80—95% проч-
ности первой точки, сваренной без шун-
тирования тока, а при трех деталях
в пакете — не * менее 70%.
При условии равной прочности свар-
ной точки и основного металла при од-
носрезных точках (две детали в пакете)
flmin “ и ^min “2d;
для двухсрезной точки (три детали
в пакете)
и 3d,
где d — расчетный диаметр сварной
точки;
amin — минимальное расстояние меж-
ду центрами точек, располо-
женных вдоль действующего
усилия;
Сварка
101
Cinin — минимальное расстояние от
центра точки до края листа в
направлении действующего
усилия. В соединении с двух-
срезными точками для внеш-
них листов Cmin = 2d, для
внутреннего листа Cmin — 3d.
Расчетный диаметр сварной точки d,
т. е. диаметр чечевицеобразного, ядра,
получаемого при сварке, определяется
параметрами технологического процес-
са. Обычйо d — (0,8—1,2) d3, где d3—
диаметр контактной поверхности элек-
трода. При толщине металла s 2 мм
можно принимать d ~ 0,8d3; при s >
>2 мм, d— 1,0^э (при этом d9 ~
= 2s + 3 мм, где s — толщина более
тонкой из свариваемых деталей в мм).
При подготовке к сварке детали из
конструкционной стали очищаются от
окалины (кроме холоднокатаной и дека-
пированной сталей), ржавчины и гря-
зи. Для снятия окалины применяются:
а) травление в 10%-ной серной кислоте
(иногда азотной) с последующей ней-
трализацией в растворе NaOH, про-
мывкой и сушкой (лучший способ для
массового производства); б) опеско-
струивание; в) механическая очистка
абразивами.
Таблица 49
Рекомендуемые минимальные расстояния при контактной
точечной сварке
Толщина одной детали мм Минимальный шаг точек мм Минимальное расстояние от центра точки до края детали в направлении, перпендикулярном усилию, мм Минимальное расстояние от центра точки до ребер и отбортовок мм
при сварке двух деталей при сварке трех деталей
1 15 20 6 8
2 25 30 9 12
3 30 40 10 18
4 40 50 12 ’ 25
6 50 ' 70 15 30
8 60 100 20 40
Таблица 50
Размеры выступов при рельефной сварке стальных деталей в мм
D
S | d | h . | D | Si I R
0,6 ' 1,20 0,60 2,75 0,60 0,40
0,8 1,20 0,75 3,10 0,75 0,40
1,1 1,20 1,00 3,10 0,90 0,40
1,4 1,40 1,00 3,70 1,15 0,40
1,8 1,90 1,15 4,30 1,40 0,40
2,4 1,90 1,25 4,50 1,65 0,40
5 1 d 1 h о ! Di 1 Ло <h
3,0 2,0 1,40 4,40 2,0 2,5 3,50
4,0 2,0 1,50 4,40 2,0 3,1 3,90
5,0 2,0 1,80 5,10 2,4 4,6 - 5,20
108
Раздел II. Неразъемные соединения
Опескоструиванию и механической
очистке могут подвергаться только уча-
стки детали в зоне сварки, но обяза-
тельно с обеих ее сторон.
Ржавчина на деталях из холоднока-
таной стали (без окалины) может уда-
ляться стальной щеткой.
Алюминиевые сплавы перед точечной
сваркой промываются бензином, дена-
турированным спиртом, ацетоном или
специальной авиационной смывкой и
подвергаются механической (наждач-
ной шкуркой 0 или 00) или химической
очистке от пленки А12О3. Механиче-
ская очистка обычно производится
только со стороны, прилегающей во
время сварки к электроду.
Травление может осуществляться в
растворе ортофосфор ной кислоты
(Н2РО4) и хромпика (К2Сг2О7) с после-
дующей тщательной промывкой в воде
и просушкой.
Механически очищенные детали из
алюминиевых сплавов желательно сва-
ривать не позднее 6—24 час, а трав-
ленные — не позднее 24—72 час с мо-
мента очистки. При более длительном
интервале между очисткой и сваркой
образуется новая пленка А12О3, за-
трудняющая получение сварных точек
стабильного качества.
Перед точечной сваркой медных спла-
вов необходима механическая или хи-
мическая очистка их от окисной плен-
ки/
Рельефная сварка. При
рельефной сварке детали 1 (см. рис.
22, г) и 5 зажимаются между контакт-
ными плитами 3 и 4 сварочного пресса
(или достаточно мощной точечной ма-
шины с вертикальным перемещением
верхнего электрода), соединенными с
трансформатором. В местах, подлежа-
щих сварке, на одной из деталей 1 пред-
варительно выштамповываются высту-
пы 2. После достаточного нагрева вы-
ступы расплющиваются усилием Р, и
детали свариваются.
Форма и размеры выступов приведе-
ны в табл. 50. Особенностью этих вы-
ступов является уменьшение толщи-
ны металла в сечении выступа, дости-
гающее для толстых листов (S
4,0 мм) — более 50% исходной тол-
щины.
Наиболее распространенное очерта-
ние выступов — круглое.
Минимальное расстояние между цен-
трами смежных выступов
(2,3 ч- 2,5) D',
минимальное расстояние от центра
выступа до края детали
С ^2D.
Рельефная сварка дает хорошие ре-
зультаты при сварке деталей из мало-
углеродистой стали и цветных сплавов
с низкой электропроводностью и высо-
кой механической прочностью (напри-
мер, кремнистая бронза). Основная об-
ласть применения — массовое произ-
водство.
Основные условия получения каче-
ственных результатов: точная подго-
товка деталей — одинаковая высота
всех выступов и плотное прилегание
деталей при сборке.
Необходимая для рельефной сварки
мощность сварной установки в зависи-
мости от толщины и конфигурации де-
талей находится в пределах 25—27
ква на один выступ (низкоуглеродистая
сталь). Необходимое усилие сжатия
100—500 кг на один выступ. Иногда
применяется цикл сварки с перемен-
ным давлением, возрастающим при
осадке на 50—100% по сравнению с
давлением, приложенным во время
сварки. Хорошие результаты дает рель-
ефная сварка при включении свароч-
ного тока несколькими последователь-
ными импульсами с помощью синхрон-
ного прерывателя.
Роликовая сварка (см.
рис. 22, д) осуществляется непрерыв-
ным рядом частично перекрывающихся
сварных точек. Свариваемые детали 1
собираются внахлестку и сжимаются
между электродами-роликами 2 уси-
лием Р. Один или оба ролика имеют
принудительное вращение. Ток под-
водится к роликам от трансформатора.
После сжатия деталей одновременно
включается ток и начинается переме-
щение деталей. Ток подается непре-
рывно (непрерывная сварка) или крат-
ковременными импульсами, чередую-
щимися с паузами (прерывистая свар-
ка). Правильное чередование импуль-
сов и пауз установленной длительности
осуществляется прерывателем. Преры-
вистая сварка обеспечивает более вы-
Сварка
109
сокое качество соединения и является
основным методом роликовой сварки.
Свариваемость при роликовой сварке.
Наилучшие результаты дает роликовая
сварка холоднокатаной малоуглероди-
стой и тонкой нержавеющей стали
(типа 18% Сг — 9% Ni). Хорошо сва-
ривается тщательно очищенная горя-
чекатаная малоуглеродистая сталь,
кремнистая бронза и некоторые алю-
миниевые сплавы (дуралюмин, алюми-
ниевомарганцевый сплав АМц).
Предельная толщина свариваемых
деталей зависит от электрической и
механической мощности сварочного обо-
рудования. На машинах мощностью
до 150 ква (для сварки сталей) и до
300 ква (для сварки цветных металлов)
можно сваривать детали толщиной:
декапированная сталь 2,0 +2,0 мм
горячекатаная сталь. . 1,75+1,75 »
нержавеющая сталь . . 1,50+1,50 »
кремнистая бронза. . . 1,50+1,50 »
дуралюмин............. 1,50+1,50 »
Сварка без прерывателя и с прерыва-
телем. Сварка без прерывателя допу-
стима (но нежелательна) при соедине-
нии листов толщиной до 1,0 мм из мало-
углеродистой стали. В остальных слу-
чаях следует применять прерыватели.
Обычно детали подаются непрерывно,
ток включается периодически; иногда
детали подаются периодически, и ток
включается при неподвижной детали.
Подготовка и сборка деталей. Очи-
стка деталей перед роликовой свар-
кой — одно из обязательных условий
получения стабильного качества шва.
Лучшие результаты' получаются при
химической очистке (травлении). Для
малоуглеродистой стали применяются
также опескоструивание и (местная)
механическая очистка абразивами. Де-
капированная и нержавеющая стали
должны обезжириваться. Алюминие-
вые и медные сплавы очищаются от
окисной пленки травлением с обеих
сторон детали или механически со сто-
роны, прилегающей во время сварки
к электроду.
Детали надо собирать с минималь-
ными зазорами (до 0,1—0,5 мм), без
гофров. Прихватка выполняется то-
чечной сваркой.
Типы соединений при роликовой свар-
ке и простейшие конструктивные узлы
показаны на рис. 24: а—соединение
с отбортовкой; б — нормальное соеди-
нение внахлестку; в — соединение вна-
хлестку с расплющиванием кромок
листов; г — соединение внахлестку с
предварительным скашиванием кро-
мок; д — соединение в стык с приса-
дочной проволокой.
При сварке по рис. 24, а, б и г ши-
рина нахлестки а не должна быть мень-
ше:
для S — 1,0 мм................ 10 мм
» S = 1,5 » ................ 14 »
» S = 2,0 » ................ 16 »
Рис. 24. Основные виды соединений
при роликовой сварке
При сварке по рис. 24, в ширина
а — 3—4 мм.
Газовая сварка
Процесс газовой сварки заключается
в расплавлении кромок свариваемых
деталей и вводимого в жидкую ванну
присадочного материала теплом сва-
рочного пламени. Газовая сварка при-
меняется при изготовлении листовых
и трубчатых конструкций из простых
углеродистых и специальных сталей
небольших толщин, при сварке'серого
чугуна и цветных металлов. Газовой
сваркой свариваются также детали из
пермаллоя (молибденового), а также
из пермаллоя с железом армко.
В отношении прочности и пластич-
ности металла шва и сварного соедине-
ния газовая сварка уступает ручной
дуговой сварке качественными элек-
по
Раздел 11. Неразъемные соединения
тродами. В табл. 51 приведены кон-
структивные элементы подготовки кро-
мок для типовых сварных соединений
при газовой сварке.
Свариваемость конструкционных
сталей
Основные конструкционные стали,
применяемые в приборостроении, ма-
рок 10, 20 и 35 хорошо свариваются
между собой в любых комбинациях
дуговой и контактной электросваркой,
аргоно-дуговой, атомно-водородной и
газовой. Сведения о свариваемости
конструкционных углеродистых и низ-
колегированных сталей приведены в
табл. 52.
Соединения при газовой сварке
Размеры в мм
Таблица 51
Тип соединения Толщина 3 Зазор а Притупле- ние Ь
С отбортовкой кро- мок, без присадоч- ного металла 1—2 Не делается —
Встык, без скоса кромок, усиление с двух сторон 2—5 1—3 —
£1 70%90° V-образный, усиле- ние с одной стороны 5—15 2—4 2—3
/ 70°+90° ^20 V-образный, усиле- ние с двух сторон 5—15 3—4 2—3
См 70° +90° /у//- > Х-образный,- усиле- ние с двух сторон Свыше 15 3—4 2—3
Примечание. Таблица составлена для левого способа сварки. При правом спо- собе угол разделки кромок уменьшают до 60—70°.
Таблица 52
Группы свариваемости конструкционных сталей
Свариваемость Характеристика группы Марка стали Примечание
L Хорошо сва- ривающаяся сталь Сваривается при хорошем качестве соединений в широ- ком диапазоне толщин, кон- структивных форм узлов и режимов сварки Углеродистые стали с содер- жанием С 0,3%; низколеги- рованные: НЛ-1, НЛ-2, 15Г/20Г, 10Г2, 15Х, 20Х, 15ХГ, 12ХН2А, 15НМ, 25Н, 15ХФ Необходимость в подогреве не исключена при толщине металла более 20 мм, а также при жестких узлах и темпера- туре металла ниже —5° С .
II. Удовлетвори- тельно свариваю- щаяся сталь Мало склонна к образова- нию холодных трещин. Удов- летворительные свойства сое- динений достигаются регули- рованием режимов сварки. При осложняющих условиях необ- ходим подогрев Углеродистые стали с со- держанием С = 0,3 4- 0,42%; низколегированные: 25НЗ, 20Н5А, 18ХНМА, 25ХНМА, 20ХМА, 20ХГС, 20ХНЗА, ЗОХ, 20ХФ Необходимость в термооб- работке после сварки сталей I и II групп определяется на- значением конструкции
III. Ограниченно сваривающаяся сталь При сварке в большинстве случаев необходим подогрев. Возможность улучшения меха- нических свойств соединений выбором режимов сварки огра- ничена. Склонна к образованию трещин ' Углеродистые стали с со- держанием С — 0,42 ч- 0,55%; низколегированные: ЗОГ, 30Г2, 40Х, ЗОХМА, ЗОХГС, 25ХН4, 35ХНМ, ОХ, ЗЗХСА, 35СГ, 35ХМА, ОХМ, 30Г2, 35ХМФА При сварке с присадочным металлом перлитного класса после сварки для стали тол- щиной более 8 мм желатель- на термообработка
IV. Плохо сва- ривающаяся сталь Весьма склонна к образова- нию трещин. Удовлетворитель- ная сварка возможна при стро- го ограниченных условиях сварки и термообработки Углеродистые, стали с со- держанием С >> 0,55%; низко- легированные: 40ХС, 35ХГС, 60С2, ОХНЗМ, 50Г, 60Г, 50Г2, 55Х, 55ХН Термообработка после свар- ки обязательна. Исключение составляют соединения, сва- ренные аустенитным электро- дом
Сварка
112
Раздел II, Неразъемные соединения
2. ПАЯНИЕ
Паянием называют способ соедине-
ния друг с другом двух или нескольких
металлических или металлизирован-
ных деталей посредством связующего
металла или сплава (припоя), темпера-
тура плавления которого ниже темпе-
ратуры плавления спаиваемых частей.
Процесс паяния заключается в следую-
щем. В зазор между нагретыми соеди-
няемыми металлами вводят жидкий
расплавленный припой, который при
охлаждении затвердевает и прочно
соединяет спаиваемые части. Сопри-
касающиеся поверхности перед спаи-
ванием очищают от грязи, жира и
окисной пленки. Чтобы удалить окис-
ную пленку, образующуюся на металле
при паянии, и создать необходимые
условия для-смачивания металла при-
поем, применяют специальные хими-
ческие вещества, называемые флю-
сами. Различают два вида флюсов:
кислотные и бескислотные. В случаях,
когда после паяния невозможно или
трудно очистить деталь от остатков
флюса (например, при электромонтаж-
ных работах), во избежание усиленной
коррозии металла в местах пайки по-
следнюю производят, применяя бес-
кислотный флюс, что следует оговари-
вать в чертежах или ТУ на изделия.
В зависимости от температуры плав-
ления все припои могут быть подраз-
делены на легкоплавкие (с темпера-
турой плавления до 400° С) и туго-
плавкие (с температурой плавления
выше 400° С).
Легкоплавкие припои (мягкие)
Из числа легкоплавких припоев наи-
более широко распространены оловян-
но-свинцовые, состоящие из свинца и
олова, взятых в различных соотноше-
ниях. Иногда, кроме свинца и олова,
в сплав вводят висмут и кадмий, по-
нижающие температуру плавления, или
сурьму, увеличивающую прочность
шва.
В табл. 53 и 54 приведены данные
различных марок оловянно-свинцовых
припоев, применяемых на приборо-
строительных заводах. Эти припои име-
ют низкую температуру плавления и
незначительную прочность.
В приборостроении паяние мягкими
припоями применяется при электро-
монтажных работах для соединения
проводов с выводами электроэлемен-
тов и для других подобных соединений.
Сохранение герметичности паяных
швов для изделий, подверженных ви-
брации, можно считать надежным
лишь при условии жесткой механиче-
ской связи соединяемых деталей.
Не следует применять мягкие при-
пои для соединения деталей, несущих
нагрузку или подвергающихся дейст-
вию сил ускорения, возникающих при
ударах или вибрации, или работаю-
щих при температуре выше 100° С.
Можно допустить соединение деталей
мягким припоем лишь в отдельных слу-
чаях, когда механические усилия, дей-
ствующие на место спая, малы, а пло-
щадь соприкосновения деталей, свя-
зываемая припоем, достаточно велика.
Ввиду отсутствия каких-либо прове-
ренных норм на подобного рода соеди-
нения следует в каждом отдельном слу-
чае проверить прочность спаянного
узла опытным путем исходя из задан-
ных сроков его службы и условий ра-
боты.
Во всех случаях паяния мягким
припоем для ускорения процесса и
получения более надежного соединения
соприкасающиеся поверхности спаи-
ваемых деталей предварительно лудят
(должно быть оговорено в чертежах).
Паяние алюминия и его
сплавов возможно лишь при условии
удаления пленки окислов в процессе
паяния. Разрушение этой пленки может
производиться химически, ультразву-
ковым паяльником или соскабливани-
ем пленки непосредственно под слоем
расплавленного припоя. Поверхности,
облуженные одним из перечисленных
выше способов, могут быть затем без
особых затруднений спаяны между
собой.
К недостаткам мягких припоев для
паяния алюминия следует отнести не-
значительную механическую прочность
соединения и плохую сопротивляемость
коррозионным разрушением. Более на-
дежны тугоплавкие припои на алюми-
ниевой основе, содержащие кремний,
цинк и медь. Температура плавления
таких припоев лежит в пределах 520—.
650° С.
Паяние
113
Тугоплавкие припои (твердые)
К тугоплавким припоям, называемым
также твердыми, относятся припои
с температурой плавления выше 400—
500° С. В табл. 53 и 54 представлены
две группы таких припоев из числа
принятых на приборостроительных за-
водах: 1) припои на медной основе;
2) серебряные припои.
Припои медно-цинковые вследствие
хрупкости (как и не приведенные в
табл. 53 и 54 фосфористо-медные) не
могут применяться для спаивания де-
талей, подверженных ударным нагруз-
кам или вибрациям. Эти припои при-
меняются при «тонкой» пайке, когда
требуется повышенная жидкотекучесть
припоя для соединения деталей, не-
сущих лишь статическую нагрузку.
При соединении стальных деталей
наиболее доступными тугоплавкими
припоями являются чистая медь и ла-
туни Л62 и Л68 (табл. 55). Соединения,
паяные латунью, при соблюдении тем-
пературного режима обладают более
высокой по сравнению с пайкой медью
прочностью и пластичностью и могут
подвергаться значительным деформа-
циям. Перегрев латунных припоев
вызывает испарение цинка, ухудшая
механические свойства соединения.(По-
скольку пары цинка ядовиты, необ-
ходимо предотвращать возможность
вдыхания этих паров паяльщиком!).
Припой на медной основе марки
ЛОК (латунь оловянно-кремнистая)
содержит небольшие присадки кремния
и олова, что, уменьшая испарение
цинка и увеличивая жидкотекучесть
припоя, обеспечивает более высокую
плотность и герметичность шва.
В наиболее ответственных случаях
для соединения деталей применяется
серебряный припой ПСр45. Этот при-
пой ковок, вязок и жидкотекуч, устой-
чив против коррозии, шов выдерживает
удары и вибрацию.
Припой ПСр65 также обладает высо-
кой прочностью и хорошей стойкостью
при многократных перегибах и вибра-
циях, но дорог. Для менее ответствен-
ных соединений применяются более
дешевые припои — ПСр25 или
ПСр К-20-5.
Припой ПСр70 применяется преиму-
щественно для спаивания токонесу-
щих частей, когда место спая не должно
резко уменьшать электропроводность.
Рассмотренные выше серебряные при-
пои имеют температуру плавления не
ниже 700°. Во многих случаях встре-
чается необходимость в твердых при-
поях с температурой плавления 400—
500° С. В табл. 56 приведены три по-
добных припоя, полученные Ф. В. Ку-
ликовым и Б. П. Захаровым. Однако
наряду с хорошей жидкотекучестью
и высокой статической прочностью эти
припои обладают весьма низкой удар-
ной вязкостью, что ограничивает их
применение. Для ступенчатого паяния,
когда не требуется пластичности места
спая, применяют также припой, со-
стоящий из серебра (30%),меди (20%),
цинка (16,7%) и кадмия (33,3%).
Температура плавления этого при-
поя 560°.
Припои могут быть изготовлены в
виде прутков (проволоки), тонких ли-
стов (фольги) или гранул.
Предпочтительно, если это позволяет
метод нагрева деталей при паянии и ха-
рактер соединения, применять при пая-
нии кольца (или рамки по контуру
шва) или прокладки из фольги (рис. 25),
поскольку при этом обеспечивается
более равномерное распределение при-
поя и более экономичное использова-
ние его.
Рис. 25.
Размеры проволоки в зависимости
от площади спая берутся обычно от
0,4 до 1,5 мм, а прокладки делаются
из фольги толщиной 0,05—0,1 мм.
Применение припоя в виде зерен
ограничено специальными случаями.
Методы паяния
Применяются следующие способы
нагрева при паянии твердыми при-
поями:
а) в кузнечном горне;
Припои. Физические свойства и химический состав
Таблица 53
Наименование и марка припоя Удельный вес Г/см* Интервал кристаллиза- ции. в ° С Удельное электро- сопроти- вление МКОМ/см Химический состав в % При- меси ' не более
начало конец серебро | медь олово цинк кадмий, свинец и др.
Медно- i цинковые (ГОСТ 1534—42) ПМЦ36 7,7 825 800 — — 36 — Осталь- ное — 0,6
ПМЦ48 8,2 865 850 — — 48 — » — 0,6
ПМЦ54 8,3 880 876 — — 54 — — 0,6
Серебряные (ГОСТ 8190—56) ПСр72 9,9 779 779 2,2 j 72 28 — — — 0,25
ПСр50 9,3 850 779 2,5 50 , 50 — — — 0,25
ПСр70 9,8 755 730 4,2 70 26 — 4 — , 0,5
ПСр65 — — — — 65 20 — 15 — 0,5
ПСр45 9,1 725 660 9,7 45 30 — 25 — _ 0,5
ПСр25 8,7 775 745 6,9 25 40 — 35 — 0,5
ПСр12М 8,5 825 780 7,6 12 52 — 36 — 0,5
ПСрЮ 8,45 850 815 6,5 10 53 — 37 — 0,5 !
ПСр71 9,8 795 750 7 71 28 '— — Фосфор — 1 0,5 |
ПСр25ф 8,5 710 650 18 25 70 — — > 5 0,5
ПСр15 8,3 810 635 22 | 15 80,2 — — » 4,8 0,5
Раздел II. Неразъемные соединения
Серебряные (ГОСТ 8190—56) ПСрбОкд 9,3 650 635 7,2 50 16 — 16 Кадмий —18 0,5
ПСр44 8.9 800 650 19 44 27 — 16 Кадмий 8, никель 2, марганец 3 0,5
ПСр40 8,4 605 595 — 40 16,7 — 17 Кадмий 26, никель 0,3 0,5
ПСр37,5 8,9 810 725 31 37,5 48,8 — 5,5 Марганец 8,2 0,5
ПСрЗкд 8,7 325 300 7,8 3 — — 1 Кадмий 96 0,5
ПСр62 9,7 700 660 22 62 28 10 — — 0,5
ПСрЗ н,з 305 300 20 3 — — — Свинец 97 0,5
ПСр2,5 11,0 305 295 22 2,5 — 5,5 — > 62 0,5
ПСр2 9,6' 235 225 17 2 — 301 — Свинец 63, кадмий 5 0,5
ПСр1,5 10,4 ’ 270 265 20 1,5 — 15 — » 83,5 0,5
I Оловянно-свинцовые | (ГОСТ 1499—54) ПОС90 7,6 222 183 — — — , 90 — Сурьма 0,5; свинец—остальн. 0,294
ПОС61 8,6 198 183 — — — 61 — » 0,8 ъ » 0,314
ПОС50 8,9 209 183 — — —• 50 — » 0,8 » > 0,314
ПОС40 9,3 235 183 — — — 40 — >2 ъ » 0,32
ПОСЗО 9,7 256 183 — — — 30 — » 2 » » 0,424
ПОС18 10,2 277 183 — — — 18 — » 2,5 i ъ » 0,424
ПОС 4-6 10,7 265 245 — — — 4 — >6 » » 0,424
Паяние
Припои. Механические свойства и назначение
Таблица 54
Наименование и марка припоя Предел прочности с кГ[мм2 Сопроти- вление срезу тср кГ[мм2 Относи- тельное удлинение 3% Ударная вязкость ан 1!Гм [СМ2 Твердость по Бринелю НВ Металлы, подвергаемые пайке Назначение припоя } (примеры йрименения) ’
Тугоплавкие Медно-цинковые ПМЦ 36 Хрупкий — — — — Латунь и другие медные сплавы с содержанием меди до 68%, а также тонкая пайка по бронзе Для соединений, не подвер- гающихся ударам, вибрации и изгибу i
ПМЦ 48 21 — 3 — 130 Латунь и другие медные сплавы с содержанием ме- ди свыше 68%
ПМЦ 54 35 — 20 • — 128 Медь, томпак, бронза, сталь нейзильбер
Серебряные 1 ПСр 70 30-35 — — — — Медь, латунь, серебро Для паяния деталей в слу- чаях, когда места спая не дол- жны резко уменьшать электро- ! проводность 1
ПСр 65 30-35 — — — — Сталь Для паяния ленточных пил 1
ПСр50 i — — - — — Сталь Для паяния встык тонкой । луженой стальной проволоки , в кабельном производстве ,
ПСр45 30 28 - 5 — Медь, латунь, стали хро- мистые и нержавеющие Для паяния деталей в слу- чаях, когда требуется проч- ; ность (при ударах, вибрации), I стойкость против коррозии, ; чистота места спая j
ПСр 25 28 25 — 4 — Сталь, медь и медные сплавы
1 ПСр 12М 19 20 — — — Латунь, с содержанием меди >50% Для паяния деталей из лату- i ни с высоким содержанием меди
Раздел II. Неразъемные соединения
Оловянно-свинцовые
ПСрЮ — - - — — Медь, медные сплавы Для паяния примусных горе- лок
ПСрЗ — — — — — Медь, медные сплавы Применяется при ступенча- той пайке и в случаях, требую- щих повышенной механической прочности по сравнению с прочностью припоев ПОС
ПОС 90 4,3 2,7 25 1,85 13,0 Латунь, медь Для паяния медицинской ап- паратуры и пищевой посуды
ПОС 61 — — — — — Латунь, медь ( Для паяния ответственного назначения — металла с кера- микой, выводных концов рото- ра к ламелям коллектора и т. п., а также для ступенча- тых паек
ПОС 50 3,6 3,5 32 4,59 15,6 Латунь, медь, сталь лу- женая Для паяния авиационных радиаторов
ПОС 40 3,2 3,7 63 4,75 12,6 Латуць, медь, малоугле- родистая сталь, никель, лу- женый в местах пайки Паяние латуни, токопрово- дящих деталей, проводов, на- конечников, лепестков и т. ш
ПОС 30 3,3 2,9 58 4,67 10,1 Латунь, медь и ее спла- вы, малоуглеродистая сталь Для паяния и лужения раз- личных деталей
ПОС 18 2,8 ' 2,5 67 3,86 10,5 Сталь оцинкованная, сви- нец, медь и ее сплавы Для паяния деталей неответ- ственного назначения, а также при ремонте оборудования
ПОС4-6 5,9 — 24 0,8 14,2 Сталь малоуглеродистая, латунь, медь, белая жесть, свинец Применяется при различных клепаных замочных швах и в других случаях, когда пони- женная ударная вязкость при- поя позволяет применить его
Паяние
118
Раздел II. Неразъемные соединения
б) погружением в расплавленный
припой;
в) в соляных ваннах, температура
которых должна быть несколько выше
температуры плавления припоя;.
г) электродуговым способом;
д) электрическим способом с по-
мощью электроконтактных аппаратов;
е) пламенем газовой горелки; ‘
ж) токами высокой частоты;
з) в печах.
Выбор того или иного метода нагрева
зависит в основном от серийности спаи-
ваемых деталей, от их размеров, конст-
рукции и требований, предъявляемых
к стыку деталей в отношении чистоты
шва и заполнения зазора припоем.
Так, детали, которые при нагреве га-
зовым пламенем коробились, успешно,
без коробления спаивались при нагреве
в печах. Во многих случаях наилучшие
Таблица 55
Латунные припои. Химический состав и физико-механические свойства
Марка припоя или латуни Химический состав в % Примеси (не более)
медь олово кремний цинк свинец железо
ЛОК 59-1-03 ЛОК 62-06-04 Лат. Л62 Лат. Л68 58—60 60—68 61—63 67—70 0,7—1,1 0,5—0,7 0,2—0,4 0,3—0,4 Остальное 0,1 0,1 0,1 0,03 0,15 0,2 0,2 0,1
Марка припоя или латуни Физико-механические свойства
плот- ность Г/см* темпера- тура пла- вления 0 С коэффи- циент ли- нейного расшире- ния а•10-е удельное электро- сопроти- вление 2 мм*1м предел прочности °в кГ)мм* относи- тельное удлинение 3 % твер- дость НВ
ЛОК 59-1-03 ЛОК 62-06-04 Лат. Л62 Лат. Л62 8,5 8,6 985 905 905 938 20 19 0,071 0,071 45 36 33 38 40 56
Таблица 56
Серебряные припои с температурой плавления <550° С
Химический состав в % Температура плавления ° С
серебро медь сурьма
50 20 30 435
60 20 20 480
70 20 10 520
Паяние
119
результаты дает нагрев индукцион-
ными токами. Нагрев изделия по
этому способу производится- посред-
ством специальных катушек — индук-
торов (рис. 26), соединенных с источ-
Рис. 26. Типы индукторов, применяе-
мых для высокочастотного нагрева де-
талей при пайке
ником энергии — машинным или лам-
повым генератором высокой частоты.
В зависимости от размеров и материала
нагреваемых изделий индукторы де-
лаются одновитковыми или многовит-
ковыми так, чтобы витки катушки охва-
тывали изделие в месте спая с 'некото-
рым зазором (рис. 27).
Рис. 27. Положение индуктора относи-
тельно припоя при паянии
Отличные результаты, получаемые
при паянии с нагревом токами высокой
частоты, можно объяснить тем, что
нагрев локализуется в месте шва,
а самый процесс паяния протекает
очень быстро (несколько секунд), что
уменьшает окисление спаиваемых по-
верхностей. В результате этого, а
также благодаря равномерности наг-
рева достигается более чистое пая-
ние и высокое качество соединения.
Возможность локализовать нагрев на
необходимых участках паяния, помимо
экономической целесообразности, пред-
ставляет собой также и благоприятный
технический фактор, если учесть, что
жидкий серебряный припой течет рань-
ше в направлении наиболее нагретых
мест. При положении индуктора, по-
казанном на рис. 27 слева, расплавлен-
ный припой больше стремится распро:
страниться вниз. Если же приподнять
индуктор, как это показано на рис. 27
справа, то вследствие концентрации
тепла над припоем (серебряным коль-
цом) последний будет течь вверх и
образует небольшой буртик при выходе
из зазора между трубками.
Возможность подобного воздействия
на жидкий припой может быть с успе-
хом использована в некоторых спе-
циальных случаях конструирования
паяных изделий.
Прочность шва при правильном про-
цессе паяния серебряным припоем зави-
сит от марки самого припоя, от пло-
щади и формы поверхности стыка дета-
лей и от зазора между ними. Всякого
рода канавки, фаски и галтели на пути
затекания припоя, нарушая явление
капиллярности, не должны допускаться
при конструировании паяных соеди-
нений. Как и при паянии мягкими
припоями, следует избегать вследствие
малой прочности соединений деталей
встык, как это показано на рис. 28.
Узел А (рис. 29) представляет пло-
хую конструкцию, так как здесь не
только само соединение слабо, но и
взаимное расположение деталей не
фиксировано, что затрудняет паяние.
Соединение Б уже несколько лучше,
а соединение В обеспечивает макси-
мальную прочность спаиваемых дета-
лей.
Если же иметь в виду условия нагре-
ва деталей при пайке (в особенности
нагрев токами высокой частоты), то наи-
лучшим соединением следует признать
соединение Г, так как оно даст возмож-
ность локализовать тепло в месте спая
лучше всех предыдущих. Аналогично
этому при спайке трубы с торцовой за-
глушкой соединения типа Ж и 3 проч-
нее и удобнее в работе, чем соединения
Д и Е.
На рис. 30 показаны различные спо-
собы размещения серебряного припоя
(проволочного кольца) при соединении
двух трубчатых деталей. В случае А
припой при нагреве потечет вниз
120
Раздел II. Неразъемные соединения
в зазор между трубами. В случае Б
после расплавления припоя и затека-
ния его в зазор между трубами послед-
ние сдвигают до плотного соприкосно-
вения внутренних торцов. Иногда луч-
ший результат заполнения зазора при-
поем дают способы размещения припоя
в кольцевых канавках, как показано
на рис.' 30 в узлах В и Г.
фактором, от которого зависит проч-
ность соединения деталей серебряным
припоем, является величина зазора
между ними. По опытным данным при
соединении двух латунных труб, по-
добно тому как это показано на рис. 30,
прочность шва при разрыве была не
менее прочности материала самих труб
при зазоре между ними в 0,015—
Плохо
Хорошо
Хорошо
и///7л777^
Удовлетворит.
Плохо
Плохо
Хорошо
Хорошо
Удовлетворит.
Рис. 28.
Плохо Лучше Хорошо Отлично
Плохо Лучше Хорошо Хорошо
Рис. 29.
Рис. 28—29. Примеры соединения деталей паянием
При нагреве подобных соединений
расплавленное серебро вытекает из
канавки и течет в стороны к торцам.
При конструировании паяных сое-
динений из разнородных металлов
следует учитывать коэффициенты ли-
нейного расширения каждой из соеди-
няемых частей. Так, например, узел б
на рис. 31 сконструирован правильно,
потому что при остывании деталей
после паяния наружная латунная де-
таль плотно обожмет стальную. При
остывании узла а внутренняя латун-
ная деталь, сокращаясь более сталь-
ной, стремится ослабить и разорвать
шов.
Как уже отмечалось, главнейшим
0,03 мм. При зазоре в пределах 0,1 —
0,15 мм прочность шва падала до
60—50%, а при зазоре в 0,3—0,4 мм
прочность спая равнялась лишь проч-
ности самого припоя.
При конструировании паяных сое-
динений (особенно из металлов, обла-
дающих высокой теплопроводностью)
не следует забывать, что если узлы
подвергаются нескольким пайкам в
близлежащих местах, то следует при-
менять припои с различной темпера-
турой плавления с тем, чтобы начинать
паяние наиболее тугоплавкими при-
поями и постепенно переходить на
более легкоплавкие без вреда для пре-
дыдущих паек.
Заклепочные соединения
121
Паяние в печахс защитной
или восстановительной атмосферой не
вызывает термических напряжений в
спаиваемых деталях, позволяет кон-
струировать сложные узлы, состоящие
из большого числа деталей, и обеспе-
чивает высокое и стабильное качество
соединения при массовом изготовле-
нии паяных изделий. Особое внимание
при паянии в печах должно быть обра-
щено на надежную фиксацию деталей
и припоя (в виде проволоки или фоль-
ги), который помещают в специальные
канавки, выточки. Взаимная фиксация
соединяемых деталей и припоя часто
производится специальными приспо-
соблениями.
ребряного припоя при соедине-
нии двух трубчатых деталей
а) б)
Рис. 31. Соединение паянием двух
трубчатых деталей из разнородных ме-
таллов
3. ЗАКЛЕПОЧНЫЕ СОЕДИНЕНИЯ
Под заклепочным соединением подра-
зумевают неразъемное соединение, де-
Закладная
головка
Закладная
голодна
^Замыкаю-
щая голодна
Замыкаю-
щая голодна
Рис. 32. Соединение деталей заклеп-
ками
талей, получаемое при помощи закле-
пок (рис. 32) или цапфами, исполняю-
щими роль заклепок (рис. 33).
Замыкаю-
Замыкаю-______________
тая головка /щдя головка
Рис. 33. Соединение деталей цапфа-
ми, выполняющими роль заклепок
Различают следующие виды закле-
почных соединений:
1. При помощи особых деталей —
заклепок и пистонов.
2. Без особых деталей при помощи
цилиндрических цапф или призмати-
ческих выступов
Соединение заклепками
и пистонами
Материал и'форма
заклепок
ГОСТ 10304—62 рекомендует для
заклепок следующие марки материа-
лов и покрытия, (в скобках указаны
номера подгрупп материалов по
ГОСТ 10304—62):
для остальных заклепок — 10 кп
или Ст. 2 (00), 20кп (01), 09Г2 (10),
Х18Н9Т (20);
для заклепок из цветных металлов
и сплавов — латунь Л62 (62), медь
М3 (64), алюминиевые сплавы АД1 (70)
и Д18П (71).
Покрытия заклепок в зависимости
от условий работы выбираются из
следующих групп (см. табл. 79):
стальных — 0, 1, 2, 5 и 6 (Хим.
Фос.);
латунных — 0, 1, Зиб (Хим. Пас.);
медных — 0, 3 и 6 (Хим. Пас.);
из алюминиевых сплавов —. 0 и 1
(Ан. Оке. хр.).
Форма заклепок определяется фор-
мой закладной головки. Стандартные
формы заклепок приведены в табл. 57,
в которой для справок указаны так-
же номера аннулированных стандар-
тов (41 г.) на заклепки с головками
специальной формы.
122
Раздел II. Неразъемные соединения
В приборостроении преимущест-
венно применяются заклепки с полу-
круглыми и потайными головками и
отчасти (для склепывания тонких ли-
стов) заклепки с полупотайной голов-
Заклепка 4Х 12—011 ГОСТ 10300-
62‘,
В обозначении заклепок с голов-
ками иной формы меняется только
номер ГОСТа.
Рис. 34—37. Примеры применения заклепок
с полукруглой, потайной и полупотайной за-
клепками
кой. Примеры применения заклепок
приведены на рис. 34—37. Сортамент
заклепок приведен в табл. 58—60.
Размер /х, приведенный в табл. 58 и
59, указывает припуск на длину за-
клепки, необходимый для образования
головки. Диаметры сверлений под за-
клепки приведены в табл. 62.
Пример условного обозначения за-
клепки с потайной головкой диамет-
ром 4 мм, длиной 12 мм, из мате-
риала подгруппы 01 (сталь 20 кп) с
покрытием по группе I (Ц. хр.):
Пустотелые заклепки разных форм
изображены на рис. 38—44. На рис. 38
и 39 изображены заклепки с засверлен-
ным концом. Подобные заклепки часто
применяют в случаях, когда не хотят
подвергать соединяемые детали ударам.
На рис. 40—42 изображены открытые
пустотелые заклепки в виде трубок
с фланцами. Отверстия в этих заклеп-
ках часто используются для пропуска
электрических проводников, крепеж-
ных винтов или других деталей соот-
ветствующего размера.
Заклепочные соединения
123
Формы заклепок
Таблица 57
Тип Название Номера ГОСТов
Заклепка с полукруглой головкой диаметром от 1 до 36 мм 10299—62
Заклепка с потайной головкой диа- метром от 1 до 36 мм 10300—62
Заклепка с полупотайной головкой диаметром от 2 до 36 мм 10301—62
- —Ч~ Заклепка бондарная (плоская) диа- метром от 2 до 36 мм 10303—62
И Заклепка с полукруглой низкой головкой диаметром от 1 до 10 мм 10302—62
-0=^ Заклепка с плоско-конической го- ловкой диаметром от 2,6 до 6 мм 1188—41
^3 Заклепка с полупотайной головкой диаметром от 6 до 37 мм 1192—41
ез Заклепка с конической головкой диаметром от 6 до 34 мм 1193—41
[ Заклепка с конической головкой и подголовком диаметром от 6 до 34 мм 1194—41
Таблица 58
Заклепки с полукруглой головкой
(ограничение ГОСТ 10299—62 и 10302—62)
1
с:
L Л С ►
—Ч 1 * ’азмеры в мм
d Z1 1 ° 1 Л 1 ° h 1 R
гост
10299—62 10302—62
1 2 3 4 6 1,8 0,6 1,0 — — —
(1,4) 2,2 4 6 8 10 2,5 0,8 1,4 — — —
2 2,5 6 8 10 3,5 1,2 1,9 4 0,8 2,9
2,5 3,2 6 8 10 12 14 4,4 1,5 2,4 5 1,0 3,6
3 4 6 8 10 12 14 16 18 5,3 1,8 2,9 6 1,2 4,4
4 5 1 8 10 12 14 16 18 20 22 7,1 2,4 3,8 8 1,6 5,8
5 6 10 12 14 16 18 20 22 26 8,8 3,0 4,7 10 2,0 7,3
6 7 12 14 16 18 20 22 26 30 11,0 3,6 6,0 12 2,5 9,5
8 9 16 18 20 22 26 30 36 14,0 4,8 7,5 16 3,0 12,2
Раздел II. Неразъемные соединения
Таблица 59
Заклепки с потайной головкой
(ограничение ГОСТ 10300—62)
90°(^ Ра -h L3M' м । 1 еры в мм
d ii 1 D h
3 4 6 8 10 12 14 16 18 20 22 26 30 36
1 0,8 3 4 6 1,9 0,5
(1,4) 1,2 4 6 8 10 2,7 0,7
2 1,5 6 8 10 - 3,9 1,0
2,5 2 6 8 10 12 14 4,5 1,1
3 2,5 8 10 12 14 16 18 5,2 1,2
4 3 10 12 14' 16 18 20 7,0 1,6
5 4 12 14 ' 16 18 20 22 8,8 2,0
6 5 14 16 18 20 22 26 10,3 2,4
8 6 18 20 22 26 30 36 13,9 3,2
Заклепочные соединения
Таблица 60
Заклепки с полупотайной головкой
(ограничение ГОСТ 10301—62)
Размеры в мм
d 1 D т е R
4 6 7 | 8 9 10 12 14 16 18 20 | 22 24 26 28
2 4 6 6 0,5 1,2 9,7
2,5 , 6 8 7 0,7 1,4 10,0
,3 6 7 8 9 10 8 0,8 1,6 11,8
(3,5) 8 10 9,5 0,9 1,8 13,6
4 8 9 10 12 10,5 1.0 2,0 15,4
5 10 12 14 16 13,0 1,3 2,5 18,5
6 14 18 22 26 11,0 1,5 3,0 12,7
8 12 16 20 24 28 15,0 2,0 4,0 17,0
Примечание. Угол конуса головки 143° соответствует ГОСТ 1190—41, действовавшему до 1964 г. По ГОСТ 10301—62 угол конуса равен 120° для заклепок с диаметром d =5 5 мм и 90е — для заклепок с диаметрами -d 6 и 8 мм.
Раздел II. Неразъемные соединения
Заклепочные соединения
127
Таблица 61
Заклепки пустотелые
(по ведомственной нормали)
Материал: Сталь 10 ГОСТ 1050—60.
Латунь Л62 ГОСТ 1019—47.
Трубчатые
Материал: Труба латунная Л62 ГОСТ 494—52.
128
Раздел IP Неразъемные соединения
Таблица 62
Диаметры сверленйй под заклепки
(по рекомендуемому приложению к ГОСТ 885—60)
Размеры в мм
Номинальный диаметр заклепки Точная сборка Грубая сборка
1-я для точной механики и прибо- ростроения 2-я для машинострое- ния, станкостроения и т. д.
1,0 1,1 1,2
1,4 1,5 1,6 —
2,0 2,1 2,2 2,3
2,5' 2,6 2,7 3,0
3,0 3,1 3,3 3,5
4,0 4,1 4,3 4,5
5,0 5,1 5,5 5,7
6,0 6,2 6,5 6,7
7,0 7,2 7,5 7,7
8,0 8,2 8,5 8,7
На рис. 43—44 показаны пустотелые
заклепки с закрытой головкой. Эти
заклепки применяются для соединения
деталей из кожи, изоляционных ма-
териалов и текстиля в случаях, когда
требования к внешнему виду или дру-
гие условия не позволяют применять
открытых пустотелых заклепок. При-
меры применения приведены на рис. 45.
При соединении деталей из кожи,
текстиля и пластмасс рекомендуется
увеличивать опорную площадь флан-
цев заклепки посредством подкладных
шайб, как это показано на рис. 35.
Наибольшее распространение в при-
боростроении получили пустотелые за-
клепки по типу приведенных на рис. 38
и трубчатые — на рис. 40. В табл. 61
приведен сортамент указанных закле-
пок, принятый на некоторых приборо-
строительных заводах, и показаны
примеры их применения.
Заформовка
129
В некоторых случаях при конструи-
ровании или ремонте аппаратуры воз-
никает необходимость соединения дета-
лей в условиях, когда образование
замыкающей головки на заклепке не-
возможно. В авиационной промышлен-
ности для этой цели применяют так
называемые «взрывные» заклепки, в ко-
торых замыкающая головка образуется
взрывом помещенного в конце заклепки
заряда.
В аналогичных случаях могут при-
меняться также специальные заклепки,
примеры применения которых показаны
на рис. 46—48. Заклепки засверлены
(см. рис. 46) со стороны закладной го-
ловки, а конец заклепки двумя кресто-
образными надрезами разделен на че-
тыре части. При заколачивании стер-
жень а раздвигает надрезанные концы
заклепки и образует прочноесоединение.
На верхнем конце стержня а преду-
смотрены штампованные выступы (см.
рис. 46, а), способствующие удержанию
стержня в заклепке. На рис. 46, б
показано видоизменение этой конструк-
ции: стержень после заколачивания
кернится в головке заклепки.
Выбор заклепок
В точной механике соединения при
помощи заклепок редко рассчитывают-
ся на прочность. Большей частью
выбор типов заклепочного соединения
и определение размеров и формы закле-
пок определяются конструкцией изде-
лия. В общем случае можно руковод-
ствоваться следующим соотношением
для определения диаметра заклепок:
при суммарной толщине S склепывае-
мых 'деталей от 2 до 10 мм d = 1 +
+ 0,5S, где d — диаметр стержня
заклепки в мм'
В отдельных случаях при значитель-
ных нагрузках или при неблагоприят-
ных условиях работы (например, при
вибрациях, ударах) заклепочное соеди-
нение должно быть рассчитано по фор-
мулам, применяемым в общем машино-
строении.
Заклепочное соединение
непосредственным склепыванием
(без заклепок) при помощи
выступов (цапф)
Заклепочное соединение при помощи
выступов, которые используются как
5 и. Я. Левин
заклепки, применяется в точной меха-
нике очень часто. На рис. 49 показан
один из простых видов такого соеди-
нения. На рис. 50 и 51 выступы снаб-
жены специальными выточками. На
рис. 52 показаны выступы с засверлов-
кой. Последние три вида выступов
применяются в случаях, когда соеди-
няемые детали не хотят подвергать
ударам.
Для обеспечения правильного взаим-
ного положения склепываемых деталей
применяют различные способы соеди-
нений, так, например, на выступе за-
пиливают одну или две плоскости
(рис. 53) или делают накатку (рис. 54).
Соединение загибкой или расклепы-
ванием призматических отростков при-
меняется в приборостроении сравни-
тельно редко. На рис. 55—58 приве-
дены примеры подобных соединений.
Недостатком их является то, что изго-
товление., прямоугольных или квадрат-
ных отверстий является трудоемкой
операцией. Поэтому соединение дета-
лей призматическими отростками на-
шло применение в тех случаях, когда
отверстие может вырубаться штампом.
4. ЗАФОРМОВКА
В некоторых случаях конструктор-
ской практики приходится прибегать
к соединению одних металлических
деталей с другими при отливке одной
из этих деталей. Такой метод неразъ-
емного соединения деталей назы-
вается заформовкой и применяется или
в целях взаимного соединения отдель-
ных деталей, или для создания в литье
отдельных участков с иными свойст-
вами, например, более твердых или
более мягких. Заформовываться могут
детали из различных металлов: из
стали, бронзы, латуни и т. д. в сплавы
алюминиевые, цинковые, в литую ла-
тунь и т. п. Заформовка может произ-
водиться при литье под давлением
в формы, а также при литье в кокили
или в землю.
Усадка литья при остывании способ-
ствует хорошему схватыванию зафор-
мовываемых деталей. Однако прихо-
дится принимать меры против расша-
тывания залитой детали псд действием
нагрузок, для чего ее снабжают бур-
тиками или канавками. На бур гиках
130
Раздел Л. Неразъемные соединения
Рис. 56
Рис. 58
Рис. 49—58. Примеры соединений при помощи выступа на одной*
из деталей
'Ч’/УМ’/У/А
делается накатка или выемка, если
требуется предохранить деталь от про-
вертывания. При передаче больших
усилий на заформовываемой детали
делаются значительные фрезерован-
ные плоскости для надежного закреп-
ления детали в литьё.
При заформовке деталей больших
размеров из материалов, имеющих
разные коэффициенты температурных
удлинений, приходится опасаться раз-
рывов литья при остывании вследствие
возникновения больших внутренних
напряжений. Возможность заформов-
ки в подобных случаях может быть
установлена только опытным пу-
тем.
В качестве примера удачной зафор-
мовки можно привести заливку пакета
статорного железа силумином в малога-
баритных электродвигателях (рис. 59).
Неровности собранного пакета надеж-
но закрепляют пакет в литье.
На рис. 60 изображен рычаг, отли-
тый из силумина, с заформованной
в нем стальной втулкой. Втулка зали-
вается в месте крепления рычага на
валу.
Опрессовка
131
Установка шпонки или штифта непо-
средственно в силумин вызывает при
больших нагрузках деформацию втул-
ки шпонкой или штифтом. Стальная
втулка, залитая в рычаг, передает
нагрузку с вала рычагу из силумина
Рис. 59. Заливка силумином
статорного железа электродвига-
теля
через специально фрезерованные вы-
ступы на большой площади соприка-
сания втулки и рычага, что уменьшает
удельные нагрузки и устраняет опас-
ность смятия литья. Отливка ведется
в землю. Модель рычага в этом случае
делается со стержневыми знаками,
на место которых при формовке уста-
навливается специально удлиненная
стальная втулка. Выступающие части
втулки срезаются при обработке.
где Р — передаваемое выступами уси-
лие в кГ;
F — площадь смятия в см2.
Если рычаг передает момент М
кГ *см, то усилие определится по урав-
нению
м
г ’
где г — средний радиус выступов в см.
При применении втулки, показанной
на рис. 60,
F=nhl,
где п — число впадин; h — высота вы-
ступа в см\ I — длиьга выступа в см\
осм — допускаемое напряжение в
кГ/см2 на смятие. При расчете берется
осм для более слабого материала, из
которого делается соединение. Обычно,
берутся следующие значения:
Материал литья | а кГ/см2
Силумин 200
Латунь литая 400
На рис. 61 показана заливка пробок
из стали в специальный сплав для по-
стоянных магнитов. Сплав имеет очень
Рис. 60. Заформовка стальной
втулки в силуминовом рычаге
При передаче втулкой (или другой
заформованной деталью) значительных
усилий место соединения деталей про-
веряется расчетом. Расчет на смятие
ведется по обычной формуле
Р = FaCM)
Рис. 61. Залив-
ка пробок из
мягкой стали в
твердом сплаве
для постоянных
магнитов
большую твердость и его механическая
обработка возможна лишь шлифова-
нием. Стальные пробки в данном случае
заливаются для получения отверстий
с резьбой для крепления магнита.
5. ОПРЕССОВКА
(запрессовка)
В данном разделе рассматриваются
неразъемные соединения, получаемые
посредством опрессовки металлических
деталей (арматуры) специальными, пре-
б*
132
Раздел II. Неразъемные соединения
имущественно изолирующими мат^
риалами, называемыми прессматериа-
лами, или пресспорошками. Опрессов-
ка деталей производится на прессах
в специальных металлических пресс-
формах с подогревом для расплавле-
ния пресспорошка. Процесс опрессовки
металлических деталей не отличается
от процесса прессования деталей, не
имеющих металлической арматуры;
различие заключается лишь в кон-
струкциях пресс-форм.
А. Конструирование
изделий из
прессматериалов
Выбор материала. При вы-
боре материалов для прессованных
изделий можно руководствоваться
табл. 63 и 64, в которых приведены
марки наиболее употребляемых пресс-
материалов, области их применения
(табл. 63) и их физико-механические и
диэлектрические свойства (табл. 64).
Обычно, на заводах номенклатура
применяемых прессматериалов ограни-
чивается несколькими видами, вполне
отвечающими всем нуждам производ-
ства, что предопределяет выбор пресс -
материала для вновь конструируемых
деталей.
Точность. Прессованные изделия
получаются с отклонениями в размерах
вследствие колебаний усадки, неточ-
ности в изготовлении и износа пресс-
форм. В табл. 65 приведены допуски
для изделий, прессуемых из фенол-
и аминопластов с различными напол-
нителями. Предпочтительно выбирать
нормальное расположение отклонений
от номинальных размеров, т. е. «плюс»
для отверстия и «минус» для вала.
Точность выполнения расстояний ме-
жду центрами отверстий в прессован-
ных деталях может быть выдержана
в пределах допусков на расстояния
между центрами крепежных отверстий
(болтовое соединение), приведенных в
разделе «Резьбовые соединения».
Конструирование изделий из пресс-
материалов требует знания свойств
применяемых материалов, правил кон-
струирования пресс-форм и правил
оформления отдельных элементов изде-
лия. Обычно хорошо сконструирован-
ная деталь из прессматериала является
результатом совместной работы кон-
структора изделия и технолога-кон-
структора пресс-формы. Основные пра-
вила конструирования деталей из
прессматериалов приведены ниже на
примерах правильного и неправиль-
ного выполнения их.
Рассмотрены следующие элементы
конструирования:
1 — конусность; 2 — толщина сте-
нок; 3 — ребра жесткости; 4 — зак-
ругления; 5 — края изделия; 6 —
опорные поверхности; 7 — поднутре-
ния; 8 — накатка; 9 — отверстия;
10 — резьба; 11 — заусенцы; 12— над-
писи.
Конусность
Вертикальные стенки детали, распо-
ложенные в направлении прессования,
должны иметь конусность, чтобы облег-
чить удаление детали из пресс-формы.
Отвесные стенки допускаются только
в случае необходимости и на незначи-
тельной высоте. Величину номиналь-
ного уклона можно рекомендовать в
размере 1 : 100 (т. е. 1 мм на каждые
100 мм высоты).
Когда заранее трудно предвидеть,
где будет оставаться деталь после разъе-
ма пресс-формы — на пуансоне или
в матрице — то для обеспечения опре-
деленного местоположения детали пос-
ле разъема предусматривают обратную
конусность или специальное поднутре-
ние (в матрице или пуансоне).
При конструировании деталей, мат-
рицы для которых будут изготовляться
выдавливанием, обязательно предус-
матривать конусность наружных сте-
нок детали, так как иначе нельзя бу-
дет выдавить матрицу.
Примеры оформления конусности в
деталях показаны на рис. 62—63.
Толщина стенок
Как правило, следует избегать в де-
талях неравномерной толщины, стенок
и местных утолщений, так как вслед-
ствие неравномерного отвердевания де-
тали при прессовании и неравномерной
усадке возникают напряжения, веду-
щие к короблению и появлению тре-
щин. Чрезмерная толщина стенок так-
же нерациональна, потому что расхо-
дуется лишний прессматериал и уве-
Опрессовка
133
Таблица 63
Пресспорошки. Сортамент и назначение
Марка ГОСТ или ТУ Техническое наименование и назначение
1. Пресспорошки общего назначения
К-15-2 К-18-2 К-20-2 К-110-2 ГОСТ 5689—60 Фенопласты. Для изделий техни- ческого и бытового назначения, обла- дающих удовлетворительной механи- ческой прочностью и пониженными диэлектрическими свойствами Детали из пресспорошков по ТУ М665-56 обладают повышенной тепло- стойкостью по сравнению с деталями из пресспорошков по ГОСТ 5689—60
К-15-25 К-18-25 К-20-25 ТУ М665-56
Монолит-1 Монолит-7 Монолит-ФФ ГОСТ 5689—60 Фенопласты. Для изделий техничес- кого и бытового назначения, к кото- рым предъявляются повышенные тре- бования по механической прочности и внешнему виду
К-115-2-ЦО и ЦС К-Ю2-2-ЦО и ЦС К-117-2-ЦО и ЦС ТУ МХП 4344—54 Фенопласты. Цветные пресспорош- ки—для изделий технического и бы- тового назначения, обладающие удов- летворительной механической проч- ностью при пониженных диэлектри- ческих свойствах Буквы ЦО или ЦС означают цвет- ные однотонные и цветные смеси
К-15-202 К-20-202 К-110-202 К-214-203 ТУ МХП 3864—53
К-77-51 ТУ МХП 3883—53 Аминопласты. Применяются для из- готовления цветных деталей неслож- ной конфигурации, обладающих удов- летворительной механической проч- ностью и пониженными диэлектриче- скими свойствами (кнопки, колпачки сигнальных ламп, детали низковольт- ных приборов зажигания и др.).
К-78-51 ТУ М559—55
2. Пресспорошки электроизоляционного назначения
К-21-22 К-211-2 К-220-23 ГОСТ 5689—60 Фенопласты. Для изделий, обладаю- щих удовлетворительной механиче- ской прочностью и повышенными электрическими свойствами при час- тоте 50 гц. Например, основания и платы электроэлементов, изоляцион- ные втулки, клеммные колодки и др. Пресспорошок К-214-2 применяют для изделий, из которых недопустимо вы- деление аммиака при эксплуатации. Пресспорошок К-114-35 (Б) — для из- делий, работающих в условиях повы- шенной влажности и повышенных напряжений
К-220-21 ТУ МХП 4451—55
К-214-2 ТУ 53—47
К-114-35 (Б) ТУ МХП 3462—52
134
Раздел II. Неразъемные соединения
Продолжение
Марка ГОСТ или ТУ Техническое наименование и назначение
К-114-35 (А) ТУ МХП 3462—52 Фенопласты. Для изготовления из- делий с высокими диэлектрическими свойствами, работающих в условиях высокой частоты. Пресспорошок К-114-35 (А) приме- няют для изделий, работающих в усло- виях повышенной влажности, токов повышенной частоты и ‘повышенных напряжений. Пресспорошок К-211-34 применяют для опрессовки слюдяных конденсаторов
К-211-3 К-211-4 ТУ МХП 1386—47 *
К-211-34 ТУ МХП 2339—54
Полистирол ПМХС ВТУ ГХКП М529—59 Стиропласты. Полистиролы ПМХС и ПДХС применяют при особых тре- бованиях к высокочастотной электро- изоляции
Полистирол ПДХС ТУ М254—59
3. Пресспорошки для изделий с повышенной водостойкостью и теплостойкостью
К-18-42 ТУ МХП 2293—50 Фенопласты. Для изделий техничес- кого и бытового назначения, к кото- рым предъявляются повышенные тре- бования по водостойкости и тепло- стойкости при пониженных диэлек- трических свойствах
К-214-42 ТУ МХП 3862—53
К-18-53 ТУ МХП 2475—51
4. Пресспорошки для изделий с повышенной прочностью на удар
ФКП-1 ВТУ ГХП М218—53 Фенопласты. Пресспорошок ФКПМ-10 применяется для изготов- ления цоколей электровакуумных при- боров. ФКПМ-15—для изготовления электроизоляционных и радиотехни- ческих изделий с серебряной арма- турой, работающих в условиях повы- шенных температур и влажности
ФКПМ-10 ВТУ ГХП М634—55
ФКПМ-15 ВТУ П-89—57
АГ-4с ОМ ТУ 431—57 Фенопласт. Применяется для дета- лей, требующих механическую проч- ность. Для стабилизации электроизо- ляционных свойств изделия подвер- гаются специальной термообработке
5. Пресспорошки разного назначения
К-104-205 ВТУ 590—55 Для изготовления полупроводнико- вых изделий
Монолит № 4 и 6 ТУ М208-52 Для изготовления деталей рентге- новской аппаратуры
Опрессовка
135
Продолжение
Марка ГОСТ или ТУ Техническое наименование и назначение
К-17-23 К-18-23 ТУ МХП 226—57 Для изготовления крышек и про- бок аккумуляторных баков
Акрилат СМСН: А Б ТУ М435—57 Акрилопласты. Для изготовления деталей оборудования автомобилей и др.
Волокнит ТУ МХП 4591—41 Фенопласты. Для изготовления де- талей, обладающих повышенной ме- ханической прочностью и антифрик- ционными свойстами
К-217-57 ТУ М-232—52
К-6 К-6 ВТ У М364—53 ТУ МХП 412—52 Для низковольтных коллекторов Для высоковольтных коллекторов
Фторопласт 3 Фторопласт 4 ВТУ М518—54 ВТУ М162—54 Применяются для изготовления электроизоляционных и других дета- лей, работающих в агрессивных сре- дах при температурах от —60 до +150° С (Ф-3) и от —60 до +250° С (Ф-4)
Полиэтилен: ПЭ-150 кабельный ВТУ МХП 4138—55 ТУ МХП 2524—53 Для изготовления высокочастотных деталей, работающих при темпера- туре от —60 до 4-80° С. Влагостоек, грибостоек
Полиамидная смола № 68 Капрон ВТУ МХП Мб 17—57 ТУМ М191-54 Литьевые материалы на основе по- лиамидных смол. Применяются для изготовления электротехнических де- талей, а также деталей механизмов: подшипников скольжения, втулок, зубчатых колес и др.
ПКН-Д-10 Продукт 10 ВТУ ГХПК М395—53 ВТУ М636—55 Литьевые материалы на основе по- листирола. Продукт 10—для изготов- ления высокочастотных, влагостой- ких деталей, работающих при темпе- ратуре от —60 до -j-110° С; ПКН-Д-10— для армированных деталей, работаю- щих при температуре от —60 до 4-90° в условиях тропической влаж- ности
Примечание. Приведенное в таблице деление пресспорошков на группы не
является определяющим: например, для низковольтных электроизоляционных деталей могут
быть применены пресспорошки из группы водо-теплостойких и других групп. Для тру-
щихся деталей, работающих при повышенной температуре, могут быть применены прес-
спорошки К-6 и др.
136
Раздел II. Неразъемные соединения
Таблица 64
Прессматериалы. Физико-механические и диэлектрические свойства
Марка прессматериала Физико-механические свойства Диэлектрические свойства
Плотность г)см^ Предел прочности при статическом изгибе кПсм* Удельная ударная вязкость кГ • см!см% Теплостойкость по Мартенсу °C Водопогло- щение за 24 часа Удельное поверхност- ное электросопротив- ление в ом Удельное объемное электросопротивле- ние в ом • см Электрическая проч- ность в кв / мм Тангенс угла ди- электрических потерь при частоте 1 Л4гц
% г!дм%
К-18-2 1,4 550 4,0 ПО 0,12 1 . 109 1 . 109 10
Монолит-1 1,5 650 4,5 по — 0,12 1 . 1010 2- 1010 7
К-18-25 1,4 550 4,0 125 — 0,12 1 . 109 1 • 109 10
К-15-202 1,4 500 4,0 НО 0,15 — —
К-20-202 1,4‘ 500 4,0 ПО — 0,15 — — — —
К-21-22 1,4 600 4,2 100 — 0,1 1 . 1013 5 • 1012 13 0,09*
К-211-3 1,9 500 3,0 150 0,06 — 8- 1012 1 • 1014 12 0,01
К-211-4 1,9 550 4,0 140 0,08 —- 8 • 1012 1 • 1013 12 0,02
К-114-35 (А) 1,85 900 5,0 118 — — 1 • 1014 1 • 1014 17 0,01
К-114-35 (Б) 1,85 850 4,5 115 — — 5- 1013 5- 1013 16 0,012
К-214-2 1,4 500 4,5 ПО 0,25 — 8- 1012 5- 1012 13 0,06
К-211-34 1,95 500 2,9 150 0,05 — 1 • 1014 1 • 1014 15 0,01
К-220-21 1,4 550 4,2 ПО — 0,1 1 • 1013 5- 1012 13 0,09*
К-18-42 1,7 500 4,0 140 — 0,04 1 • 1010 1 • 109 2
К-214-42 1,85 450 3,5 145 — 0,07 1 • 1011 1 • 1011 10 —
ФКП-1 1,4 500 8 ПО — 0,19 1 • 1010 1 • 1010 10
ФКПМ-10 1,4 450 7,5 ПО — 0,10 1 • 1011 1 • 1011 12 —
ФКПМ-15 — 450 7 140 — 0,06 — 1 • 1012 15 —
АГ-4С 1,8 >2000 >100 280 — 0,05 1 . 1012 1 • 1012 13 0,05
Волокнит 1,4 500 9 ПО 0,4 — 1'. 107 1 • Ю7 2
К-217-57 1,8 700 21 200 — 1,0 — — —
(асбоволокнит) К-6 (ВТУ 1,95 700 20 200 0,7 0,5
М364—53) К-6 (ТУ 1,95 700 18 200 0,5 1 . 10е 1,1
МХП-412—52) К-77-51 1,7 500 4,0 0,1 12
К-78-51 1,7 500 4,0 — — 0,1 — — 12 —
Полистирол 1,4 350 2,5 110 0,03 — — 1 . 1015 19 0,0004
(ПДХС) Акрилат СМСН: А 1,1 1000 13 72 0,08 4- Ю16 2,9 0,018
Б 1,1 900 13 67 — 0,1 — 4- 1016 2,9 —
* Норма указана при частоте 50 гц.
Опрессовка
137
Таблица 65
Допуски для изделий, прессуемых из фенол- и аминопластов
Номинальный диаметр мм Точность изготовления в мм
нормальная повышенная
До 6 Св. 6 до 10 » 10 » 18 » 18» 30 » 30 » 50 » 50 » 80 » 80 » 120 » 120 » 180 » 180 » 260 » 260 » 360 » 360 » 500 0,3 0,4 0,5 0,6 0,8 1,0 1,3 1,7 2,4 3,0 4,0 0,12 0,16 0,20 0,30 0,40 0,55 0,75 1,00 1,40 1,90 2,60
Примечания. 1. Приведенные в таблице значения точностей действительны только
для размеров деталей, не связанных с подвижными элементами пресс-форм, как, например,
выталкивателями, съемными знаками и т. д. Точность изготовления деталей по высоте, за-
висящая от посадки пуансона, снижается по сравнению с приведенной в таблице на 0,2—
0,5 мм в зависимости от формы детали, конструкции пресс-формы и способа прессования.
2. Допуски не учитывают конусности, необходимой по условиям прессования, если ее
невозможно получить в пределах допуска. В этом случае конусность задается заранее.
3. Коробление и деформация в таблице не учтены и оговариваются особо.
личивается время выдержки в пресс-
форме. Внутри толстых сечений пресс-
материал не полностью отвердевает,
даже при длительной выдержке, следо-
вательно, прочность детали соответ-
ственно уменьшается. Необходимое
увеличение прочности лучше обеспе-
чить введением ребер жесткости.
Минимальной толщиной стенок в из-
делиях из фенол- и аминопластов сле-
дует считать 1 мм.
Примеры выполнения стенок в дета-
лях из прессматериалов приведены на
рис. 64—67.
s Ребра жесткости
Ребра жесткости повышают проч-
ность тонкостенных деталей и противо-
действуют их короблению. Ребра долж-
ны иметь конусность в направлении
прессования, равномерную толщину
и закругленные внутренние и внешние
края. Замена плоских поверхностей
сферическими, а также профилирова-
ние поверхностей повышают прочность
изделия и устраняют коробление.
Примеры оформления ребер жестко-
сти приведены на рис. 68—70.
Рис. 62—63. Примеры оформления конусности в деталях из прессматериалов
138
Раздел IL Неразъемные соединения
Рис. 66
Рис. 64—67. Примеры выполнения стенок в деталях из пресс-
материалов
Закругления
В изделиях из пластических масс
следует избегать острых “наружных и
внутренних углов. Острые углы могут
быть сохранены лишь там, где это
связано с сопряжением оформляющих
деталей пресс-формы.
Если по каким-либо соображениям
требуется получить острые углы, сле-
дует указывать на чертеже радиус
0,2—0,3 мм.
Примеры закруглений в деталях
из прессматер налов приведены на
рис. 71—73.
Оформление края детали
На оформление верхнего края полых
деталей следует обращать особое вни-
мание. Край должен быть прочным и
Опрессовка
139
Неверно Верно .
Рис, 69
Поверхность упрочнено ребрами упрочнены сферой
Рис, 70
Рис. 68—70. Примеры оформления ребер жесткости
в деталях из прессматериалов
вместе с тем без чрезмерного утолще-
ния. Наличие буртика по краю не
всегда целесообразно, так как буртик
уменьшает упругую податливость де-
тали.
Оформление нижнего края, по кото-
рому выталкивается деталь, требует
особого анализа; рис. 74 поясняет это
положение.
Примеры оформления края в деталях
из прессматериалов приведены на
рис. 74—77.
Опорные поверхности
Опора на всю площадь основания де-
тали нецелесообразна, так как практи-
чески трудно получить одинаковый
уровень для всех точек основания.
Сплошную опорную поверхность за-
меняют отдельными выступами, бор-
тами или ножками.
Крепежные проушины и выступы
должны быть достаточно прочны, чтобы
выдержать напряжение крепления. При
этом следует избегать резких' перехо-
дов, слишком тесных отверстий для
болтов, чрезмерно слабых сечений и
недостаточной площади опоры крепеж-
ного выступа.
Примеры оформления опорных по-
верхностей приведены на рис. 78—81.
Поднутрения
В деталях из пластмасс следует избе-
гать поднутрений, так как последние
вызывают необходимость применения в
пресс-формах дорогих разъемных мат-
риц, боковых съемных знаков и других
140
Раздел II. Неразъемные соединения
Неверно Верно
Рис. 71
Рис. 72 Рис. 73
Рис. 71—73. Примеры выполнения закруглений в деталях из пресс-
материалов
Рис. 74
Рис. 75
Рис. 76 Рис. 77
Рис. 74—77. Примеры оформления края деталей из пресс-
материалов
____________,__________________________I
Опрессовка
141
Рис. 78
Рис. 79
Неверно Верно
Рис. 80
неверно
Опора на все основание
Выступ для крепле-
ния недостаточно
прочен
Рис. 81
Верно
Опора только
на выступ
Последний
упрочнен
Рис. 78—81. Примеры оформления опорных плоскостей
деталей из прессматериалов
конструктивных деталей, что снижает
производительность прессования.
Кроме того, по линии разъема матрицы
неизбежно получается дополнитель-
ный грат (заусенцы), что вызывает до-
полнительную механическую обработку
и понижает качество наружных по-
верхностей деталей из пластмасс.
На рис. 82—86 приведены примеры
изделий, в которых избегли поднут-
рений.
Накатка
Накатка на деталях типа ручек, кно-
пок, маховичков и т. п. служит для'
создания поверхности, удобной для
удержания рукой. Иногда накатка
вводится специально для облегчения
свинчивания детали после прессования.
Как правило, накатка в изделиях из
пластмасс может быть только прямой.
Ромбическая или ‘ сетчатая накатка
142
Раздел IL Неразъемные соединения
Рис.86
Лучше
Рис. 85
Рис. 82—86. Примеры поднутрений в деталях из прессматериалов
нецелесообразна, так как она трудно
получается прессованием.
На рис. 87—93 приведены примеры
различных типов накаток и углубле-
ний, легко получаемых прессованием.
Отверстия
Отверстия в деталях из пластмасс
могут выполняться тремя способами:
1) полное оформление отверстия при
прессовании; 2) частичное оформление
отверстия при прессовании с последую-
щим досверливанием его; 3) сверление
отверстия в отпрессованной детали.
Полное оформление отверстия может
осуществляться двояко: а) после прес-
сования остается пленка, которая про-
сверливается или проламывается (см.
рис. 67); б) делается сквозное отвер-
стие.
Отверстия, оформляемые прессова-
нием, должны иметь конусность в на-
правлении прессования. Рекомендуется
конусность в размере 1/50.
Резьба
Резьба в деталях из пластмасс в боль-
шинстве случаев изготовляется прессо-
ванием. Нарезание резьбы в деталях,
прессуемых из порошкообразных пресс-
материалов, применяется лишь для
диаметров выше 3—4 мм.
Если винт из металла, а гайка из
пластмасс, то прессованная резьба при-
меняется лишь в тех случаях, когда от-
винчивание детали по условиям экс-
плуатации производится редко. При
частом отвинчивании в деталь необ-
ходимо запрессовать металлическую
Опрессовка
143
Рис. 87—93. Тины накаток и углублений, легко получаемых
в деталях из^ прессматериалов
резьбовую втулку (см. далее раздел
«Опрессовка арматуры»).
Конец прессованной резьбы должен
иметь короткий цилиндрический прида-
ток, чтобы не откалывалась первая нит-
ка резьбы. Резьба может ^ыть любого
профиля, но чаще применяется круглая
и метрическая, редко — трапецеидаль-
ная. Рекомендуется применять резьбы
с крупными шагами ГОСТ 9150—59
(табл. 68). Примеры оформления резьб
приведены на рис. 94—97.
Заусенцы (грат)
Заусенцы в деталях получаются всег-
да в местах сопряжения матрицы с пуан-
соном, выталкивателем, съемными зна-
ками и по линии разъема составных
матриц. Способ сопряжения пуансона
с матрицей определяет направление
грата: может получаться вертикальный
и горизонтальный грат.
Местоположение и направление зау-
сенцев необходимо учитывать при кон-
струировании детали. Решение этих
вопросов определяется тремя основ-
ными факторами: 1) внешним видом
детали, 2) конструкцией пресс-формы
и 3) обработкой детали после прессо-
вания для снятия заусенцев.
Снятие заусенцев после прессования
ухудшает поверхность детали. Поэтому
надо выбрать наиболее удобное в этом
отношении расположение заусенцев.
Характер грата определяет способ сня-
тия его механическим путем. Так,
например, горизонтальный грат сни-
мается на токарном станке, а верти-
кальный — на наждачном круге. Вто-
рой способ значительно дешевле,
144
Раздел 11. Неразъемные соединения
Рис. 96 Рис. 97
Рис. 94—97. Примеры оформления резьб в деталях из пресс-
материалов
однако при этом необходимо учитывать
некоторые повреждения всей шлифуе-
мой поверхности детали. Если эта
поверхность не является лицевой сто-
роной изделия, то очевидно, что пред-
почтение следует отдавать вертикаль-
ному грату.
Если периметр, по которому обра-
зуются заусенцы, имеет сложную кон-
фигурацию, то при горизонтальном
направлении заусенцев обработка их
чрезвычайно усложняется. Поэтому це-
лесообразно во многих случаях вводить
переходный круглый бортик (рис. 99).
Введение специального бортика может
также облегчить положение в том
случае, если желательно дать заусен-
цам вертикальное направление и вместе
с тем не повредить поверхность детали
при снятии грата на наждачном кру-
ге.
Примеры оформления деталей из
Допустимо Лучше
Рис. 98.
Рис. 98—100 Удаление заусенцев (грата) в деталях из пресс-
материалов г
Рис. 100.
Опрессовка
145
пресс-материалов в связи с удалением
заусенцев (грата), получаемых при
прессовании, приведены на рис. 98—
100.
Надписи
Надписи на деталях из прессмате-
риалов можно прессовать или на-
носить после прессования гравировкой.
Первый способ — более дешевый, даю-
щий прочный и четкий шрифт. Углу-
бленных шрифтов следует избегать, так
как выполнение выпуклого шрифта
в пресс-форме чрезвычайно трудно.
Б. Опрессовка арматуры
При опрессовке металлической арма-
туры внутри детали в последней вслед-
ствие усадки могут возникнуть напря-
жения. Если металлическая арматура
окаймляет прессованную деталь
(рис. 101), то после охлаждения деталь
может выскользнуть из арматуры.
При проектировании деталей с арма-
турой необходимо учитывать следую-
щее:
1. Сечение металлической арматуры
(включая и отверстия) должно быть
небольшим по сравнению с сечением
пластмассы (см. рис. 101), чтобы не
вызвать трещин.
Усадка,
Положение
•прессматериала
после охлажде-
ние изделия
Положение не-
охлажденного
прессматериала
Металл
Рис. 101.
2. Одностороннее расположение ар-
матуры (рис. 102) ведет к короблению
или трещинам в прессматериале.
3. Арматура должна достаточно
прочно фиксироваться в пресс-форме,
чтобы противостоять давлению течения
массы при прессовании (рис. 103 и 104).
4. Запрессовываемые втулки не
должны располагаться близко к краю
или к поверхности детали (рис. 105)
во избежание вздутий.
5. Арматура, располагаемая перпен-
дикулярно направлению прессования,
должна иметь опору (рис. 106), если
свободный вылет превышает 2d (d ~
диаметр опорной плоскости арматуры).
6. Не следует запрессовывать резь-
бовые втулки, открытые с обеих сторон,
так как масса может затекать в резьбу.
Вместо этого лучше применять втулки,
открытые с одной стороны, или, если
неизбежны открытые втулки, то резьбу
в них нарезать после прессования.
7. Если нельзя избежать запрессов-
ки длинной арматуры, то необходимо
создать благоприятные условия для
усадки прессматериала (рис. 107). На
рис. 108 приведены примеры опрес-
совки плоской арматуры.
8'. Часто, особенно при опрессовке
большого количества мелких элементов
арматуры, бывает целесообразно отде-
лять эти элементы друг от друга выруб-
кой в штампе после опрессовки, как по-
казано на рис. 109 и НО. Металл, свя-
зывающий между собой элементы арма-
туры и удаляемый вырубкой в штампе,
показан на рис. 109 и ПО пунктирной
линией.
Металлическая арматура в зависи-
мости от ее назначения может быть са-
мой разнообразной формы. Однако
форма резьбовых втулок может быть
унифицирована, так как назначение
их всегда одно и то же. На рис. 111—
116 приведены примеры резьбовых
втулок, применяемых для опрессовки.
Шайба на рис. 114 может быть припая-
на к втулке или завальцована.
Для деталей, работающих при зна-
чительных колебаниях температуры,
необходимо учитывать разность коэф-
фициентов линейного расширения ме-
талла и пластмасс.
При низких температурах запрессо-
ванная арматура вызывает в прессма-
териале напряжения разрыва.
На рис. 117 и 118 приведены два
примера соединения металлических де-
талей с прессованными. Во многих
случаях подобного рода соединения
оказываются более рациональными,
чем опрессовки.
146
Раздел II. Неразъемные соединения
Рис. 104.
Неверно
верно
Рис. 105.
Рис. 108.
Рис. 109.
Рис. 102—ПО. Запрессов-
ка металлической арма-
туры в деталях из пресс-
материалов
Рис. ПО.
Склейка
147
Нарезать после
опрессовки
Рис. 111
Рис ИЗ
Рис. НО
Рис. И6
Рис. 117—118. Примеры соединений металлических деталей
Рис. 111—116. Примеры резьбовых втулок, применяемых в де-
талях из прессматериалов
Рис. 118.
с деталями из прессматериалов
6. СКЛЕЙКА
Соединение деталей специальными
клеями применяется в тех случаях,
когда нежелательно или невозможно
механическое крепление. Чаще всего
склейка используется для соединения
разнородных материалов: металла и
пластмассы, металла и дерева, ткани
и древесины и т. п.
Клеевые составы, цементы и замазки
применяются также для уплотнения
швов, заполнения раковин в детали
и т. д.
Для получения хорошего клеевого
соединения необходимо строгое соблю-
дение требований технологии склеива-
ния, точное выполнение рецептуры
клея и надлежащее качество поверх-
ности соприкосновения склеиваемых
деталей.
Характеристика
некоторых клеевых
составов
Клеевые составы различаются по
прочности создаваемого ими клеевого
шва, по отношению клеевого шва к вла-
148
Раздел II. Неразъемные соединения
ге и температурным изменениям, а
также по тому, какие материалы скре-
пляются (склеиваются) данным клее-
вым составом.
Наибольшее распространение на
предприятиях радио- и приборострое-
ния нашли следующие клеевые составы:
1. Термопреновый клей —раствор
сухого термопрена (ТУ НКХП 351-Н)
в бензине — применяется для склеи-
вания металла с резиной, прорезинен-
ной ткани с древесиной или картоном
и т. п.
Прочность склеивания (сила сцепле-
ния) между металлом и резиной не
ниже 2,5 кГ/см2.' Теплостойкость до
+ 50° С. Морозостойкость до —40° С.
Не рекомендуется склеивать этим
клеем детали, в которых отсутствует
резина (например, металл с древеси-
ной, с пластмассой и т. п.).
2. Резиновый торговый клей
(ГОСТ 2199—43) — раствор резиновой
смеси в бензине — применяется для
склеивания резины, древесины (сухой)
с резиной, кожи и ткани, прорезинен-
ной и чистой в различных сочета-
ниях.
Прочность склеивания на отрыв не
менее 4 кГ. Теплостойкость +50° С.
Морозостойкость ограниченная.
Нельзя применять этот клей в тех
случаях, когда склеенные детали долж-
ны будут работать в среде органических
растворителей (бензина, керосина
и т. п.). •
3. Клей № 88 (ТУ МХП 1542—49) —
раствор резиновой смеси на основе Се-
ванита и синтетической смолы в органи-
ческом растворителе -*• применяется в
самых разнообразных случаях склеива-
ния металлов с неметаллическими ма-
териалами.
Прочность склеивания с металлами
по сопротивлению на отрыв 11 —
13 кГ/см2. Теплостойкость до + 70° С.
Морозостойкость до —40° С.
4. Клеи БФ-2 и БФ-4 (ТУ МХП
1367—49) — это растворы в спирте или
ацетоне специальных синтетических
смол, особенностью которых является
свойство полимеризоваться и перехо-
дить в неплавкое и нерастворимое со-
стояние при постепенном повышении
температуры от 50 до 150° С. Приме-
няются для склеивания пластмасс с дре-
весиной, металлами и кожей.
Прочность склеивания зависит от со-
четания склеиваемых материалов и ко-
леблется для клея БФ-2 от 60 до
385 кГ/см2, а для клея БФ-4 — от 45
до 600 кГ/см2. Теплостойкость до-
+ 120° С. Морозостойкость до —60° С.
5. Бакелитовый клей — бакелито-
вый лак (ГОСТ 901—56) с добавлением
2—3% уротропина. Этот клей поли-
меризуется при постепенном повыше-
нии температуры до 120° С. Может
применяться для тех же целей, что
и клеи БФ-2 и БФ-4, но для соеди-
нения тонкостенных (толщиной не бо-
лее 4 мм) и небольших деталей (с пло-
щадью склеивания не более 20 см2),
а также для склеивания бумаги, ткани
и древесины.
Прочность склеивания на разрыв от
30 до 50 кГ/см2 (в зависимости от
склеиваемых материалов). Теплостой-
кость до +180° С. Морозостойкость
до —60° С.
6. Бакелизированный клей-цемент
содержит бакелитовый лак с кани-
фолью и минеральным наполнителем.
Имеется много вариантов рецептуры
такого клея-цемента. Приводим два
рецепта, которые приняты на некото-
рых приборостроительных заводах:
Рецепт № 1
Мраморная пыль — 60%.
Бакелитовый лак (уд. вес 0,92—
0,93) — 37%.
Канифоль — 3%.
Рецепт № 2
Мраморная пыль (или отмученный
мел, тонкая окись цинка) — 70%.
Бакелитовый лак (вязкость 18—20
по воронке НИЛКа) — 23%.
Канифоль—1,2%.
Уротропин — 1,2%.
Спирт этиловый ректификованный —
4,6%.
Малахитовая зелень — 0,023% от
веса всей массы цемента.
Цвет клея-цемента по рецепту № 2
изменяется в процессе затвердевания от
зеленого до коричневого.
Детали, соединенные клеем-цемен-
том, должны подвергаться постепен-
ному нагреву для полимеризации клее-
вого шва по следующему режиму;
Склейка
149
при 30— 50° С — 1 час
» 50— 80° С — 1 »
» 80—100° С — 1 »
» 100—120° С — 3 »
Клей-цемент применяется для соеди-
нения различных неметаллических ма-
териалов (пластмассы, древесины, кожи
и т. п.) с металлами.
Прочность склеивания от 10 до
40 кГ/см2 в зависимости от сочетания
материалов. Данных по теплостойкости
и морозостойкости не имеется.
7. Эпоксидный клей горячего отвер-
ждения — синтетическая эпоксидная
смола ЭД-6 (ВТУ М-646—55) с доба-
влением наполнителя (окиси алюми-
ния, алюминиевого порошка, железной
пудры и т. п.) и вещества-отвердителя
смолы. Применяется для склеивания,
цементации и герметизации неразъем-
ных соединений деталей из стали,
меди и ее сплавов, алюминия и его
сплавов, ферритов, керамики, стекла
и других материалов в различных со-
четаниях, когда необходимо прочное
термостойкое соединение.
Температура отверждения до
+ 160° С. Прочность склеивания на
сдвиг от 25 до 200 кГ/см2 в зависи-
мости от сочетания склеиваемых мате-
риалов. Клей токсичен. Теплостойкость
до +120° С. Морозостойкость клея
до —70° С. Морозостойкость клеевого
шва зависит от конструкции склеивае-
мых деталей — при закругленных
краях и округлых ребрах — до —50° С;
наличие острых граней и ребер резко
снижает морозостойкость клея, и швы
трескаются.
8. Эпоксидный клей холодного от-
верждения отличается по составу от
клея, описанного в п. 7. Применяется
для тех же целей и материалов, что и
клей, описанный в п. 7, но в тех слу-
чаях, когда недопустима температура
отверждения выше +60° С (при склеи-
вании термопластов, пенопластов, дре-
весины и т. п.).
Температура отверждения+20±5°С.
Прочность склеивания на 20—30%
ниже, чем у клея горячего отвержде-
ния (п. 7). Клей токсичен. Теплостой-
кость и морозостойкость такие же,
как у клея горячего отверждения
(п. 7).
9. Теплостойкий клей ВС-ЮТ (ВТУ
УХП 72—58) — раствор специальной
синтетической смолы в органических
растворителях — применяется для
склеивания деталей из стали, дуралю-
мина, ферритов, стеклопластиков, теп-
лостойких пенопластов, керамики
и т. п. в различных сочетаниях в тех
случаях, когда необходима высокая
стойкость к повышенной температуре.
Прочность склеивания на сдвиг от
20 до 150 кГ/см2 (в зависимости от со:
четания материалов). Теплостойкость
длительная (до 200 час) до +200° С,
кратковременная (до 5 час) +300° С.
Морозостойкость — 50° С.
10. Карбинольный клей (АМТУ
319—52) — сиропообразный частично
заполимеризованный карбинол. В обыч-
ных условиях карбинол полимеризует-
ся и твердеет в течение 50—80 суток.
В присутствии катализаторов (перекиси
бензоила, крепкой азотной кислоты)
время полимеризации карбинола сокра-
щается до нескольких часов. Карби-
нольный клей применяют также в виде
цемента, для чего вводят наполнители
(окись цинка, каолин, мел, алюминие-
вый порошок).
Применяется для соединения разно-
образных материалов (кроме меди и ее
сплавов): стали, дуралюмина, пласт-
масс, стекла, фарфора и т. п., в част-
ности, в тех случаях, когда необходимо
обеспечить прозрачность клеевого шва.
Предел прочности клеевого шва на
разрыв (для склеивания стали) карби-
нольного клея до 200 кГ/см2, карби-
нольного цемента 70—90 кГ/см2. Проч-
ность клеевого шва снижается в среде
с повышенной влажностью и при тем-
пературе выше +60° С, так как кар-
бинол не влагостоек и термопластичен.
Теплостойкость до +60° С. Морозо-
стойкость до —60° С.
Не рекомендуется применять карби-
нольный клей для соединения меди и
ее сплавов, органического стекла (пле-
ксигласа), а также для склеивания
кожи с резиной. '
11. Клеи для органического стекла
(плексигласа) — растворы полиметил-
метакрилового порошка Л-1 (ТУ МХП
1311—49) или Л-2 (ТУ МХП 2363—50),
или обрезков органического стекла
в различных органических растворите-
лях. Приводятся два рецепта, приня-
тые в практике ряда предприятий:
150
Раздел II. Неразъемные соединения'
Р е ц е п т № 1
Порошок Л-1, Л-2, обрезки органи-
ческого стекла — 2—4%.
Дихлорэтан — 98—96%.
Рецепт №2
Обрезки органического стекла 0,5%.
Ацетон — 50—60%.
Этил ацетат — 50—40%.
При применении клея по второму ре-
цепту необходимо предварительно подо-
гревать склеиваемые детали до 40° С.
Качество клея по обоим рецептам
равноценно. Прочность склеивания —
предел прочности на скалывание вдоль
плоскости склеивания — составляет
-80—100 кГ/см2. Теплостойкость до
+60° С. Морозостойкость до —60° С.
12. Полистироловый клей — раствор
стружки или обрезков полистирола
(ВТУ МХП 2030—49) в бензоле — при-
меняется для склеивания деталей из
полистирола, пенополистирола и сте-
клоткани.
Прочность клеевого соединения при-
мерно равна прочности склеиваемых
материалов. Теплостойкость до +70° С.
Морозостойкость до —50° С.
13. Перхлорвиниловый клей — ра-
створ перхлорвиниловой смолы (ТУ
МХП 1719—50) в органических раство-
рителях — применяется для склеива-
ния полихлорвинилового пластиката,
приклеивания его к металлам, а также
ткани к фанере или металлу. ’
Прочность склеивания на разрыв для
сочетания пластикат-метал л 3—
5 кГ/см2. Теплостойкость до+100° С.
Морозостойкость ограниченная, от —40
до —20° С.
14. Клей АК-20 (ТУ НКХП 720—
41) — раствор нитроцеллюлозы в орга-
нических растворителях — хорошо
склеивает бумагу, картон, ткани и кожу
друг с другом, с деревом и с металлами;
склеивает также целлулоид и целло-
фан.
Прочность склеивания целлулоида
с пластмассой 20—25 кГ/см\ ткани
с древесиной не менее 1,2 кГ/см2.
Необходимо, чтобы склеиваемые детали
были сухими. Теплостойкость до
+40° С. Морозостойкость до —60° С.
15. Казеиновый клей «Экстра» В-107
(ГОСТ 3056—45) состоит из казеина,
извести и других компонентов. Разве-
денный в воде применяется в холодном
виде для склеивания древесины, для
приклеивания бумаги, картона, тка-
ней к металлам и древесине и склеива-
ния их между собой.
Предел прочности клеевого шва на
скалывание вдоль плоскости склеива-
ния 60—100 кГ/см2, но после выдержки
склеенных деталей в воде в течение
24 час прочность склеивания сни-
жается приблизительно до 70% от пер-
воначальной. Данных о теплостойкости
и морозостойкости не имеется.
Отрицательными свойствами этого
клея является отсутствие влагостой-
кости и грибостойкости и деформация
клеевого шва после удаления воды при
просушивании мокрых склеенных де-
талей.
16. Столярные клеи (мездровый,
ГОСТ 3252—46, и костный, ГОСТ
2067—47), — желатиновые клеи, полу-
чаемые из кожи (мездры) или костей
животных. В состав клеев входит груп-
па белков, называемых протеинами или
альбуминоидами, которые не сверты-
ваются при нагревании и высыхании, а
образуют обратимый коллоид. Поэтому
высохшая клеевая пленка столярного
клея при соприкосновении с водой
набухает и растворяется. Применяются
для склеивания деталей из древесины
друг с другом и для приклеивания
к ним картона и тканей.
Прочность склеивания клеевого шва
для сухой древесины может достигать
60—80 кГ/см2, но при воздействии
влаги прочность снижается до 30 кГ/см2,
а при дальнейшем воздействии влаги
клеевой шов расходится. Столярные
клеи негрибостойки.
В табл. 66 приведены указания о при-
менении некоторых клеев.
Краткие указания
по применению клеевых
составов
(Цифры в скобках указывают порядко-
вый номер клея в разделе «Характери-
стика некоторых клеевых составов», со-
ответствующий номеру клея в табл. 66).
1. Для склеивания стали, алюминия
и его сплавов с древесиной, фанерой,
бумагой, картоном, тканью и кожей
(фетром) можно применять один из
клеев: № 88 (3), БФ-2, БФ-4 (4), кар-
Таблица 66
Клеевые сочетания
Склеиваемые материалы Древесина, фанера Бумага, картон Ткани Кожа, фетр Резина Пластмассы термо- пластичные Пластмассы термо- реактивные Стекло Керамика, фарфор Ферриты Медь и ее сплавы Алюминий и его сплавы Сталь
Сталь 3, 4, 10 3, 4, 10,14 3, 5, 10,13 3, 4, 10,14 1, з 8 4, 6, 7, 8, 9, 10 7, 8, 9 4, 7, 8 1, 9, 10
Алюминий и его сплавы
Медь и ее сплавы 3, 4, 8 7, 8, 9 4, 7, 8 4, 7, 8, 9
Ферриты 8 8, 10 3 7, 8 t
Керамика, фар- фор 4, 8, 10 3, 4, 10 4, 5, 6, 7, 8, 9, 10 4, 7, 8, 9, 10
Стекло 3, 4, 10 3, .10, 14 3, 4, 10,14 1, 3
Пластмассы термореактивные 3, 4, 5, 6, 8, 10 3, 4, 5, 8, 10 8, 10, И, 12, 13, 14
Пластмассы, термопластичные 3, 8, 10, 11, 12, 13, 14
Склейка
Продолжение
Склеиваемые материалы Древесина, фанера Бумага, картон Ткани Кожа, фетр Резина Пластмассы термо- пластичные Пластмассы термо- реактивные Стекло . Керамика, фарфор Ферриты Медь и ее сплавы Алюминий и его сплавы Сталь
Резина * 1, 2, 3
Кожа; фетр 3, 4, 10, 14 Обозначения клеев 1. Термопреновый 9. ВС-ЮТ
Ткани Бумага, картон Древесина, фанера 3, 10, 13, 14, 15 3, 10, 14, 15, 16 3, ю, 14, 15 2. Резиновый торговый 10. Карбинольный 3. № 88 11. Для органического 4. БФ-2, БФ-4 стекла 5. Бакелитовый 12. Полистироловый 6. Бакелитовый клей-цемент 13. Перхлорвиниловый 7. Эпоксидный горячего от- 14. АК-20 верждения 15. Казеиновый 8. Эпоксидный холодного 16. Столярный отверждения
Раздел II. Неразъемные соединения
Склейка
153
бинольный. Для приклеивания бумаги
(картона) и кожи (фетра) можно также
применять казеиновый клей (15), а
для ткани — перхлорвиниловый клей
(13).
2. Для склеивания стали, алюминия
и его сплавов с термореактивными
пластмассами (гетинаксом, текстоли-
том, изделиями из пресспорошков
и т. п.), стеклом и керамикой (фарфо-
ром) можно применять клеи на основе
бакелитовых смол: БФ-2, БФ-4 (4),
бакелизированный клей-цемент (6),
клеи на основе эпоксидных смол (7
или 8), термостойкий клей ВС-ЮТ
(9) или карбинольный клей (10) в за-
висимости от требований повышенной
термоустойчивости изделия или, на-
оборот, при необходимости избегать
повышенной температуры.
3. При склеивании стали и алюминия
и его сплавов друг с другом можно при-
менять те же клеи, что и в предыдущем
случае, за исключением бакелизиро-
ванного клея-цемента.
4. Медь и ее сплавы имеют понижен-
ную адгезию (способность к сцепле-
нию) с другими материалами. Поэтому
выбор клеев в данном случае ограни-
чен. При склеивании меди и ее сплавов
с древесиной (фанерой), бумагой (кар-
тоном), тканью и кожей (фетром) можно
применять клеи: № 88 (3), БФ-2, БФ-4
(4) или эпоксидный клей холодного
отверждения (8). Склеивать медь и ее
сплавы с термореактивными пластмас-
сами, ферритами (оксиферами) можно
эпоксидными клеями (7, 8) и термо-
стойким клеем ВС-ЮТ (9).
5. Для склеивания ферритов следует
применять клеи в зависимости от типа
приклеиваемых материалов. Так, для
материалов, которые могут выдержать
повышенную температуру (термореак-
тивные пластмассы, керамика, метал-
лы) можно применять эпоксидный клей
горячего отверждения (7) или термо-
стойкий клей ВС-ЮТ (9). Для мате-
риалов, не выдерживающих повышен-
ной температуры, можно применять
только эпоксидный клей холодного от-
верждения (8) или карбинольный клей
(10) в соответствии с указаниями
табл. 66.
6. Для склеивания термопластиче-
ских пластмасс (органического стекла,
полистирола, полихлорвинила и т. п.)
следует применять клеи в соответствии
с типами пластмасс: полистироловый
(12) — для органического стекла (11),
перхлорвиниловый (13) — для поли-
хлорвинила, АК-20 (14) — для нитро-
целлюлозы, или клеи, при склеивании
которыми не требуется повышенной
температуры: № 88 (3) или эпоксидный
клей холодного отверждения (8).
РАЗДЕЛ HI
РАЗЪЕМНЫЕ СОЕДИНЕНИЯ
1. РЕЗЬБОВЫЕ СОЕДИНЕНИЯ
Основные понятия и
определения
Винтовой линией называется ли-
ния, которую образует на прямом
круговом цилиндре (рис. 119) прямая
АВ, если навернуть на цилиндр
клин ВАС.
Углом подъема винтовой линии
{резьбы) называют угол ф клина.
Правой называют винтовую линию,
•если она поднимается по цилиндру
слева направо; левой — если она под-
нимается по цилиндру справа налево.
Если перемещать по винтовой ли-
нии треугольник так, чтобы плоскость
его при продолжении все время про-
ходила через ось цилиндра, то полу-
ченный таким образом винт будет
иметь треугольную резьбу. Форма
перемещаемого по винтовой линии
геометрического элемента опреде-
ляет профиль резьбы: треугольная,
квадратная, трапецеидальная и др.
Одноходовым называют винт, обра-
зованный одной винтовой линией.
Винты, образованные двумя, тремя
и более параллельными винтовыми,
линиями, называются двухходовыми,
трехходовыми или многоходовыми
винтами.
Шаг резьбы S — расстояние между
соседними витками, измеренное вдоль
оси. Если резьба однозаходная, то
шаг резьбы равен «ходу» — осевому
перемещению винта за один оборот.
Для многозаходной резьбы ход вин-
та— осевое перемещение за один
оборот—составляет Sn, где п—число
заходов.
Длиной свинчивания называю? дли-
ну нарезанной части болта, которая
соприкасается с нарезанной частью
гайки.
Выбор резьб
В точных приборах для резьбовых
соединений применяются метрические
крупные и мелкие резьбы. В отдель-
ных случаях находит еще применение
дюймовая резьба—нормальная и труб-
ная, а также круглая резьба для сое-
динения тонкостенных, давленых или
штампованных деталей. Окулярная
многоходовая резьба (ГОСТ 5359—50)
применяется преимущественно в опти-
ческих приборах.
Для ходовых винтов, являющихся
элементами точных приборов, приме-
няется трапецеидальная резьба, основ-
ное преимущество которой по'Срав-
нению с прямоугольной заключается
в возможности более легкого и бы-
строго изготовления винтов высокой
точности, а по сравнению с метри-
ческой резьбой — в более высоком
к. п. д.
Размеры перечисленных выше
резьб приведены в табл. 67—76.
(См. далее текст на стр. 170.)
Резьбовые соединения
155
Таблица 67
Резьба метрическая для диаметров от 0,25 до 0,9 мм
(по ГОСТ 9000—59)
Размеры в мм
Диаметры резьбы
Шаг резьбы Высота профиля h
наружный d средний внутренний di
0,25 0,201 0,169 0,075 0,041
0,3 0,248 0,213 0,08 0,044
(0,35) 0,292 0,253 0,09 0,049
0,4 0,335 0,292 0,1 0,054
(0,45) 0,385 0,342 0,1 0,054
0,5 0,419 0,365 0,125 0,068
(0,55) 0,469 0,415 0,125 0,068
0,6 0,503 0,438 0,15 0,081
(0,7) 0,586 0,511 0,175 0,095
0,8 0,670 0,583 0,2 0,109
0,9 0,754 0,656 0,225 0,122
Примечания. 1. Диаметры резьб, указанные в скобках, в новых конструкциях не
применять.
2. Резьбы должны обозначаться буквой М и размером диаметра, например: МОД-
МО,6 и т. д.
156
Раздел IIP Разъемные соединения
Таблица 68
Резьбы метрические с крупными шагами для диаметров от 1 до 68 мм
(по ГОСТ 9150—59)
/7 = 0,86603-5
h = 0,54125- 5
5*
Размеры в мм
Болт и гайка
Диаметр резьбы Шаг резьбы Высота профиля Диаметр резьбы Шаг резьбы Высота профиля
наруж- ный средний внут- ренний наруж- ный средний вн ут- ренний
d di 5 h d di h
1 0,838 0,730 0,25 0,135 12 10,863 10,106 1,75 0,947
1Д 0,938 0,830 0,25 0,135 14 12,701 11,835 2 1,082
1,2 1,038 0,030 0,25 0,135 16 14,701 13,835 2 - 1,082
1,4 1,205 1,075 0,30 0,162 18 16,376 15,294 2,5 1,353
1,6 1,373 1,221 0,35 0,189 20 18,376 '17,294 2,5 1,353
1,8 1,573 1,421 0,35 0,189 ‘ 22 20,376 19,294 2,5 1,353
2 1,740 1,567 0,40 0,216 24 22,051 20,752 3 1,624
2,2 1,908 1,713 0,45 0,243 27 25,051 23,752 3 1,624
2,5 2,208 2,013 0,45 0,243 30 27,727 26,211 3,5 1,894
3 2,675 2,459 0,50 0,270 33 30,727 29,211 3,5 1,894
3,5 3,110 2,850 0,60 0,325 36 33,402 31,670 4 2,165
4 3,546 3,242 0,70 0,379 39 36,402 34,670 4 2,165
4,5 4,013 3,688 0,75 0,406 42 39,077 37,129 4,5 2,435
5 4,480 4,134 0,80 0,433 45 42,077 40,129 4,5 2,435
6 5,350 4,918 1 0,541 48 44,752 42,587 5 2,706
7 6,350 5,918 1 0,541 52 48,752 46,587 5 2,706
8 7,188 6,647 1,25 0,676 56 52,428 50,046 5,5 2,977
9 8,188 7,647 1,25 0,676 60 56,428 54,046 5,5 2,977
10 9,026 8,376 1,5 0,812 64 60,103 57,505 6 3,247
11 10,026 9,376 1,5 0,812 68 64,109 61,505 6 3,247
Примечания: 1. Пример обозначения: резьбы с крупным шагом обозначаются
буквой М, диаметром и классом точности, например: М12 кл. 2.
2. Классы точности — см. примечание 2 в табл. 69.
Резьбовые соединения
157
Таблица 69
Резьбы метрические с мелкими шагами для диаметров от 1 до 80 мм
(по ГОСТ 9150—59)
Размеры в мм
Болт и гайка
Шаг резьбы Диаметр резьбы Высота j профиля Шаг резьбы Диаметр резьбы Высота профиля
наруж- ный средний внутрен- ний наруж- ный средний внутрен- ний
d di h d d% di h
CN О 1 1Л 1,2 1,4 1,6 1,8 0,870 0,970 1,070 1,270 1,470 1,670 0,783 0,893 0,983 1,183 1,383 1,583 00 о о 6 7 8 9 10 11 12 5,513 6,513 7,513 8,513 9,513 10,513 11,513 13,513 5,188 6,188 7,188 8,188 9,188 10,188 11,188 13,188
см 2 1,838 1,730 ю 00 Ю 14 О о
2,2 2,038 1,930 о о~ 16 15,513 15,188 <5
2,5 2,273 2,121 о 18 17,513 17,188
00 3 2,773 2,621 00 20 19,513 19,188
о 3,5 3,273 3,121 o' 22 24 27 30 33 21,513 23,513 26,513 29,513 32,513 21,188 23,188 26,188 29,188 32,188
4 4,5 5 5,5 6 3,675 4,175 4,675 5,175 5,675 3,459 3,959 4,459 4,959 5,459
8 7,350 6,918
7 6,675 6,459 9 8,350 7,918
8 7,675 7,459 10 9,350 8,918
9 8,675 8,459 о 11 10,350 9,918
© 10 9,675 9,459 см 12 11,350 10,918
11 10,675 10,459 о 14 13,350 12,918
12 11,675 11,459 15 14,350 13,918 VO o'
14 13,675 13,459 16 15,350 14,918
16 15,675 15,459 17 16,350 15,918
18 17,675 17,459 18 17,350 16,918
20 19,675 19,459 20 19,350 18,918
22 21,675 21,459 22 21,350 20,918
158
Раздел III. Разъемные соединения
Продолжение
Болт и гайка
Диаметр резьбы № : i Диаметр резьбы «
Шаг резьбы наруж- ный средний внутрен- ний Высота профил Шаг резьбы наруж- ный средний внутрен- ний Высота профил
5 d б? о di h d di h
- 24 25 27 28 30 33 36 39 42 45 48 . 52 56 60 64 68 72 76 80 23,350 24,350 26,350 27,350 29,350 32,350 35,350 38,350 41,350 44,350 47,350 51,350 55,350 60,350 63,350 67,350 71,350 75,350 79,350 22,918 23,918 25,918 26,918 28,918 31,918 34,918 37,918 40,918 43,918 46,918 50,918 54,918 59,918 62,918 66,918 70,918 74,918 78,918 0,541 г-4 42 45 48 50 52 55 56 58 60 62 64 65 68 70 72 75 76 80 41,026 44,026 47,026 49,026 51,026 54,026 55,026 57,026 59,026 61,026 63,026 64,026 67,026 69,026 71,026 74,026 75,026 79,026 40,376 43,376 46,376 48,376 50,376 53,376 54,376 56,376 58,376 60,376 62,376 63,376 66,376 68,376 70,376 73,376 74,376 78,376 0,812
18 16,701 15,835
1,25 10 12 14 9,188 11,188 13,188 8,647 10,647 12,647 со со о 20 22 24 25 18,701 20,701 22,701 23,701 25,701 26,701 28,701 30,701 31,701 37,701 38,701 40,701 43,701 46,701 48,701 50,701 53,701 54,701 56,701 58,701 60,701 62,701 63,701 66,701 68,701 17,835 19,835 21,835 22,835 24,835 25,835 27,835 29,835 30,835 36,835 37,835 39,835 42,835 45,835 47,835 49,835 52,835 53,835 55,835 57,835 59,835 61,835 62,835 65,835 67,835
г-4 12 14 15 16 17 18 20 22 24 25 26 27 30 32 33 35 36 38 39 40 11,026 13,026 14,026 15,026 16,026 17,026 19,026 21,,026 23,026 24,026 25,026 26,026 29,026 31,026 32,026 34,026 35,026 37,026 38,026 39,026 10,376 12,376 13,376 14,376 15,376 16,376 18,376 20,376 ✓ 22,376 23,376 24,376 25,376 28,376 30,376 31,376 33,376 34,376 36,376 37,376 38,376 0,812 (N 27 28 30 32 33 39 40 42 45 48 50 • 52 55 56 58 60 62 64 65 68 70 1,082
Резьбовые соединения
159
Продолжение
Болт и гайка
Шаг резьбы Диаметр резьбы Высота профиля Шаг резьбы Диаметр резьбы Высота профиля
наруж- ный средний внутрен- ний наруж- ный средний внутрен- ний
5 d di. h 5 5 | ^2 h
сч 72 75 76 7Я 70,701 73,701 *74,701 76,701 78,701 69,835 72,835 73,835 75,835 77,835 1,082 00 75 76 80 73,051 74,051 78,051 71,752 72,752 76,752 1,624
80 42 45 48 52 55 56 58 60 62 64 65 68 70 72 75 76 80 39,402 42,402 45,402 49,402 52,402 53,402 55,402 57,402 59,402 61,402 62,402 65,402 67,402 69,402 72,402 73,402 77,402 37,670 40,670 43,670 47,670 50,670 51,670 53,670 55,670 57,670 59,670 60,670 63,670 65,670 67,670 70,670 71,670 75,670
00 30 33 36 39 40 42 45 48 50 52 . 55 56 58 60 62 28,051 31,051 34,051 37,051 38,051 40,051 43,051 46,051 48,051 50,051 53,051 54,051 56,051 58,051 60,051 26,752 29,752 32,752 35,752 36,752 38,752 41,752 44,752 46,752 48,752 51,752 52,752 54,752 56,752 58,752 1,624 2,165
65 68 70 72 63,051 66,051 68,051 70,051 61,752 64,752 66,752 68,752 С£> 70 72 76 80 66,103 68,103 72,103 76,103 63,505 65,505 69,505 73,505 3,247
П р и м е ч ной таблице не а н и я. 1. помещены. Резьбы для диаметров свыше 80 мм по ГОСТ 9150—59 в дан-
2. Допуски метрических резьб с крупными и мелкими шагами для диаметров от 1 до 600 мм даны в ГОСТ 9253—59. Класс точности резьбовых соединений определяется по ГОСТ 9253—59 только величиной полного допуска среднего диаметра.
Устанавливаются три класса точности:
первый класс точности (кл. 1), второй » » (кл. 2), третий » » (кл. 3).
Для метрических резьб с мелкими шагами можно также пользоваться допусками, по классу точности 2а (кл. 2а).
Выбор класса точности для отдельных резьбовых соединений производится в зависи- мости от их назначения и стандартом не регламентируется. В приборостроении принят в основном второй класс точности.
3. Пример обозначения резьбы с мелким класса точности: М12 X 1 кл. 2. шагом диаметром 12 мм (шаг 1 мм) второго
160
Раздел III. Разъемные соединения
Резьба
Сводная таблица
Размеры
Наружный диаметр резьбы Резьба метрическая .
по ОСТ НКТП 273 по ГОСТ 9150-59 1
те Я га о я о с те те я те ср S те те те & ч СР 2 те см те те М си S те ео те те те 0, 2 те 4 те те И те СР S те । s 3. s я £ ЛЯ и s о S4 с мелкими шагами
шаг
1 1,1 1,2 1,4 1,6 1,7 1,8 2 2,2 2,3 2,5 2,6 3 3,5 4 4,5 5 5,5 6 7 8 9 10 11 12 14 15 16 17 18 20 22 0,25 0,25 0,3 0,35 0,4 0,4 0,45 0,5 0,6* 0,7 0,8 1 1* 1,25 1,25* 1,5 1,5* 1,75 2 2 2,5 2,5 2,5 0,2 0,2 0,2 0,2 0,25 0,25 0,35 0,35 0,35 0,5 0,5 0,5 0,5* 0,75 0,75* 1 1* 1 1* 1,25 1,5 1,5 1,5 1,5 1,5 0,5 0,5 0,75 0,75 0,75 0,75 1 1 1 1 1 1 0,5 0,5 0,5 0,5 0,75 0,75 0,75 0,75 0,75 0,75 0,35 0,35 0,35 0,5 0,5 0,5 0,5 0,5 0,5 1II111111II 1 11 1 1 1 1 1 1 1 1 1 1 1 1 1 1 II 1 1 0,25 0,25 0,25 0,3 0,35 0,35 0,4 0,45 0,45 0,5 0,6 0,7 0,75 0,8 1 1 1,25 1,25 1,5 1,5 1,75 2 2 2,5 2,5 2,5 0,2 0,2 0,2 0,2 0,2 0,2 0,25 0,25 0,35 0,35 0,35 0,5 0,5 0,5 0,5 0,75 0,75 1 1 1,25 1,5 1,5 1,5 1,5 1,5 2 2 2 0,5 0,5 0,75 0,75 1 1 1,25 1,25 1,5 1,5 1,5 0,5 0,5 0,75 0,75 1 1 1 1 1 1 1 1 0,5 0,5 0,75 0,75 0,75 0,75 0,75 0,75 0,5 0,5 0,5 0,5 0,5 0,5 -
1. Резьбы для диаметров 80—600, предусмотренные в ОСТ НКТП 273 и в ГОСТ 9150-59,
2. Резьбы, отмеченные звездочкой, ОСТ НКТП 273 рекомендует по возможности не приме
3. Для авиационной и подшипниковой промышленности ОСТ НКТП 273 допускает примене
Для авиационной промышленности
Диаметр Шаг Диаметр Шаг
12 1,5 20 2
18 2 22 2
Резьбовые соединения
161
Таблица 70
метрическая
диаметров и шагов
в мм
о. <D Резьба метрическая
по ОСТ НКТП 273 по ГОСТ 9150—59
S я я я я Я s
« rt Я Я я ч м ч я ч я ч Л J-j Д 03 с Й
я 05 О S S 8 8 3 £э с мелкими шагами
а 3 а £ я « К о ся к сч я со я 4 я lO « к о 3
X шаг
24 3 2 1,5 1 0,75 3 2 1,5 1 0,75
25 — — — — — — — 2 1,5 1,5 1,5 1,5 2 9 1 — — —
ZO 27 90 3 2 1,5 1 0,75 — 3 2 9 1 1 0,75 — —
Zo 30 09 3,5 2 1,5 1 0,75 — 3,5 Z 3 1 1,5 1,5 1,5 1,5 1,5 1,5 1,5 1,5 2 1 0,75 —
oZ 33 3,5* 2 1,5 1 0,75 — 3,5 3 Z 2 1 0,75 —
оЭ 36 эо 4 3 2 1,5 1 — 4 3 2 1 — —
ио 39 4* 3 2 1,5 1 — 4 3 о 2 9 1 — —
4U 42 4,5 3 2 1,5 1 0,75 4,5 о 4 Z 3 1,5 1
45 4,5 5 3 2 1,5 1 0,75 4,5 4 3 2 1,5 1 —
48 3 2 1,5 1 0,75 5 4 3 2 1,5 1 —
50 3 2 1,5 — —
52 5* 3 2 1,5 1 0,75 5 4 3 2 1,5 1 —
55 — — — —- — — — 4 3 2 1,5 — —
56 5,5 4 3 2 1,5 1 5,5 4 3 2 1,5 1 —
58 — — — — — — — 4 3 2 1,5 — —
60 5,5* 4 3 2 1,5 1 5,5 4 3 2 1,5 1 —
62 — — — — — —'Ч — 4 3 2 1,5 — —
64 6 4 3 2 1,5 1 6 4 3 2 1,5 1 —
65 — — — — — — 4 3 2 1,5 — —
68 6* 4 3 2 1,5 1 6 4 3 2 1,5 1 —
70 — — — — — — 6 4 3 2 1,5 —
72 6 4 3 2 1,5 1 — 6 4 3 2 1,5 1
75 — — — — — — — — 4 3 2 1,5 —
76 70 6 4 3 2 1,5 1 — 6 4 3 2 9 1,5 1
/о 80 6 4 3 2 1,5 1 — 6 4 3 Z 2 1,5 1
в данной таблице не приведены,
нять.
ние следующих резьб:
Для подшипниковой промышленности
Диаметр Шаг Диаметр Шаг Диаметр Шаг Диаметр Шаг
25 35 1,5 1,5 40 50 1,5 1,5 55 65 2 и 1,5 2 и 1,5 70 75 2 2
6 И. Я. Левин
162
Раздел I IL Разъемные соединения
Таблица 71
Резьба трапецеидальная. Предпочтительные диаметры и шаги резьб
(по ГОСТ 9484—60)
Размеры в мм
Диаметры d Шаги 5 Диаметры d Шаги 5
1-й ряд 2-й ряд З-й ряд 1-й ряд 2-й ряд З-й ряд
10 - 3 2 34 10 6 3
12 3 2 36 10 6 3
14 3 2 38 10 6 3
16 4 2 40 10 6 3
18 4 2 42 10 6 3
20 4 2 44 12 8 3
22 8 5 2 46 12 8 3
24 8 5 2 48 12 8 3
26 8 5 2 50 12 8 3
28 8 5 2 52 12 8 3
\30 10 6 3 55 12 8 3
32 10 6 3 60 ' 12 8 3
Примечания. 1. При выборе диаметров резьб следует предпочитать первый ряд
второму, а второй — третьему.
62 -2 640 ДаННУЮ таблицу не включены приведенные в ГОСТ 9484-60 диаметры d резьб
3. Пример обозначения резьбы трапецеидальной одноходовой правой с диаметром 26 мм
и шагом 4 мм «Трап 26 X 4»
Резьбовые соединения
163
Таблица 72
Резьба трапецеидальная. Элементы профиля резьбы
(по ГОСТ 9484—60)
Размеры в мм
Шаг резьбы Глубина резьбы Рабочая высота профиля Зазор Радиус Шаг резьбы Глубина резьбы Рабочая высота профиля Зазор Радиус
£ hi h Z г 5 hi h Z г
2 1,25 1 0,25 0,25 12 6,5 6 0,5 0,25
3 1,75 1,5 16 9 8 1 0,5
4 2,25 2 20 11 10
5 3 2,5 0,5 24 13 12
6 3,5 3 32 17 16
8 4,5 4 40 21 20
10 5,5 5 48 25 24
6*
Таблица 73
Резьба дюймовая с углом профиля 55°
(по ОСТ НКТП 1260)
t0 = 0,96049-5' / — п «лоз . с / 7/Ш/Л 7/Ш///Ш,
^2 — // £ ^(Vxv ; у.
г/ К4 1 xv
5tfJ7/77x Ра: р 1
•*S шеры 4 4 & •ч в мм
Номинальный диаметр резьбы (дюймы) Диаметр резьбы Шаг резьбы Высота профиля Зазоры Число ниток на 1"
наружный средний внутренний
d do % di S *2 е' С' п
*11. (’lie) */. (9/le) 5/s 4,762 6,350 7,938 9,525 11,112 12,700 14,288 15,875 4,085 5,537 7,034 8,509 9,951 11,345 12,932 14,397 3,408 4,724 6,131 7,492 8,789 9,989 11,577 12,918 1,058 1,270 1,411 1,588 1,814 2,117 2,117 2,309 0,677 0,814 0,903 1,017 1,162 1,355 1,355 1,479 0,152 0,186 0,209 0,238 0,271 0,311 0,313 0,342 0,132 0,150 0,158 0,165 0,182 0,200 0,208 0,225 24 20 18 16 14 12 12 11
Раздел III. Разъемные соединения
’/« ?/8 1 1*/8 19,050 22,225 25,400 28,575 17,424 20,418 23,367 26,252 15,798 - 18,611 21,334 23,929. 2,540 2,822 3,175 3,629 1,626 1,807 2,033 2,323 0,372 0,419 0,466 0,531 0,240 0,265 0,290 0,325 10 9 8 7
н/4 31,750 29,427 27,104 3,629 2,323 0,536 0,330 7
(13/8) 34,925 32,215 29,504 4,233 2,711 0,626 0,365 6
р/2 38,100 35,390 32,679 4,233 2,711 0,631 0,370 6
(15м 41,275 38,022 34,770 5,080 3,253 0,7'43 0,425 5
13'4 44,450 41,198 37,945 5,080 3,253 0,755 0,430 5
(1’/8) 47,625 44,011 40,397 5,644 3,614 0,833 0,475 4'1*
2 50,800 47,186 43,572 5,644 3,614 0,838 0,480 41/3
2*/4 57,150 53,084 49,019 6,350 4,066 0,941 0,530 4
21/а 63,500 59,434 55,369 6,350 4,066 0,941 0,530 4
23/4 69,850 65,204 60,557 7,257 4,647 1,073 0,590 З1/.,
3 76,200 71,554 66,907 7,257 4,647 1,073 0,590 з1/;
3^4 82,550 77,546 72,542 7,815 5,004 1,158 0,640 3^4
3\2 88,900 83,896 78,892 7,815 5,004 1,158 0,640 3‘/4
Зз/4 95,250 89,829 84,409 8,467 5,421 1,251 0,700 3
4 101,600 96,179 90,759 8,467 5,421 1,251 0,700 3
Примечания. 1. Диаметры резьб, 2. Дюймовая резьба может применяться взятые в скобки, соответствуют наименее ходовым резьбам. лишь при изготовлении запасных деталей и не должна применяться при проектировании
новых деталей. 3. Допуски для дюймовой резьбы: 2-й класс точности — по ОСТ НКТП 1261; З-й класс точности — по ОСТ НКТП 1262.
4. Зазор С/2 численно равен половине верхнего отклонения наружного диаметра болта по ОСТ на допуски дюймовых резьб.
Пример обозначения резьбы дюймовой диаметром П/з" (6 ниток на Гг
Резьбовые соединения
166
Раздел III. Разъемные соединения
Таблица 74
Резьба трубная цилиндрическая
(по ГОСТ 6357—52)
t0 = 0,96049 • S f2= 0,64031 г = 0,13733.8 с 25,4 127 •э — —• —' п nt i 1 1 1/ да 1 Разме !рЬ
Обозна- чение резьбы в дюймах Диаметр резьбы
наруж- ный средний внутрен- ний
do % di
О'») 74 ’.'в Чз (7з) 74 (78) 1 (17s) 174 17s) 17s (1’7) 2 (274) 27s (274) 3 (37s) 4 5 6 9,729 13,158 16,663 20,956 22,912 26,442 30,202 33,250 37,898 41,912 44,325 47,805 53,748 59,616 65,712 75,187 81,537 87,887 100,334 113,034 138,435 163,835 9,148 12,302 15,807 19,794 21,750 25,281 29,040 31,771 36,420 40,433 42,846 46,326 52,270 58,137 64,234 73,708 80,058 86,409 98,855 111,556 136,957 162,357 8,567 11,446 14,951 18,632 20,588 24,119 27,878 30,293 34,941 38,954 41,367 44,847 50,791 56,659 62,755 72,230 78,580 84,930 97,376 110,077 135,478 160,879
Примечание. Резьбу 1/%" по возмс iVs"; i3/s"; i3/<"; 21/4", 2«/<rr и 3V2" при предусмотрены стандартами.
(//////'//77. //Л/Муфта
1 1
>1 В МЛ 1
Шаг резьбы Высота профиля Радиус Число ниток
на 1 дюйм на 127 мм
S 4 г п ГЦ
0,907 1,337 1,337 1,814 1,814 1,814 1,814 2,309 2,309 2,309 2,309 2,309 2,309 2,309 2,309 2,309 2,309 2,309 2,309 2,309 2,309 2,309 0,581 0,856 0,856 1,162 1,162 1,162 1,162 1,479 1,479 1,479 1,479 ’1,479 1,479 1'479 1,479 1,479 1,479 1,479 1,479 1,479 1,479 1,479 0,125 0,184 0,184 0,249 0,249 0,249 0,249 0,317 0,317 0,317 0,317 0,317 0,317 0,317 0,317 0,317 0,317 0,317 0,317 0,317 0,317 0,317 28 19 19 14 14 14 14 11 11 11 И 11 11 11 11 11 11 11 11 11 11 11 140 95 95 70 70 70 70 55 55 55 55 55 55 55 55 55 55 55 55 55 55 55
ожности не применять. Резьбы 5/в''; 7/в"; [менять лишь для изделий, для которых они
Резьбовые соединения
167
Таблица 75
Резьба окулярная для оптических приборов
(ограничение ГОСТ 5359—50)
Размеры в мм
Болт Болт и гайка Гайка Число ходов резьбы (рекомендуемое)
диаметр резьбы средний диаметр шаг резь- бы диаметр резьбы
на- руж- ный внутрен- ний наруж- ный внутрен- ний
dQ di d ср 5
10 8,8 9,45 1,5 10,1 8,9 1 2
12 10,8 11,45 12,1 10,9 1 2 4'
14 12,8 13,45 14,1 12,9 1 2 4
16 14,8 15,45 16,1 14,9 1 2 4 6
18 16,8 17,45 18,1 16,9 1 2 4 61
20 18,8 19,45 20,1 18,9 1 2 4 6
22 20,8 21,45 22,1 20,9 2 4 6 8
24 22,8 23,45 24,1 22,9 4 6 8
26 24,8 25,45 26,1 24,9 4 6 8 1 12
28 26,8 27,45 28,1 26,9 4 6 8 112
30 28,8 29,45 30,1 28,9 4 6 8 112
32 30,8 31,45 32,1 30,9 4 6 1 8 112
34 32,8 33,45 34,1 32,9 4 6 8 | 12
36 34,8 35,45 36,1 34,9 4 6 8 I12
38 36,8 | 37,45 38,1 36,9 4 6 8 12
168
Раздел III. Разъемные соединения
Продолжение
Болт Болт и гайка Гайка Число ходов резьбы (рекомендуемое)
диаметр резьбы средний диаметр ср шаг резь- бы 5 диаметр резьбы
на- руж- ный внутрен- ний di наруж- ный внутрен- ний а'1
40 38,5 39,3 2 40,1 38,6 6 8 12 16
42 40,5 41,3 42,1 40,6 6 8 12 16
44 42,5 43,3 44,1 42,6 6 8 12 16
46 44,5 45,3 46,1 44,6 6 8 12 16
48 46,5 47,3 48,1 46,6 6 8 12 16
50 48,5 49,3 50,1 48,6 6 8 12 16
52 50,5 51,3 52,1 50,6 6 8 12 16
55 53,5 54,3 55,1 53,6 6 8 12 16
58 56,5 57,3 58,1 56,6 8 12 16 20
60 58,5 59,3 60,1 58,6 8 12 16 20
62 60,5 61,3 62,1 60,6 8 12 16 20
65 63,5 64,3 65,1 63,6 8 12 16 20
68 66,5 67,3 68,1 66,6 8 12 16 20
70 68,5 ,69,3 70,1 68,6 8 12 16 20
75 73,5 74,3 75,1 73,6 12 16 20
80 78,5 79,3 80,1 78,6 12 16 20
Обозначение четырехходовой правой окулярной резьбы диаметром 20 мм, с шагом (рас-
стоянием между соседними двумя витками) 1,5 мм и ходом 4\ 1,5 = 6 мм:
<ОК20 X (4 X Г5) ГОС Т 5359—50).
То же для ходовой левой окулярной резьбы диаметром 12 мм и с шагом 1,5 мм:
<ОК12Х 1,5 левая ГОСТ 5359—50).
Таблица 76
Резьба круглая для цоколей и патронов электрических ламп
(по ГОСТ 6042—51)
Размеры в мм
1 Обозначение резьбы Общие размеры Предельные размеры диаметров
Число ниток на 1 дюйм г цоколя патрона
dQ d'o
не менее не более не менее | не более не менее не более не менее не более
цю 14 1,814 0,531 9,36 9,53 8,34 8,51 9,61 9,78 8,59 8,76
Ц14 9 2,822 0,822 13,70 13,89 12,10 12,29 13,97 14,16 12,37 12,56
Ц27 7 3,629 1,025 26,15 26,45 23,96 24,26 26,55 26,85 24,36 24,66
ЦЗЗ 6 4,233 1,187 32,65 33,05 30,05 30,45 33,15. 33,55 30,55 30,95
Ц40 4 6,350 1,850 39,05 39,50 35,45 35,90 39,60 40,05 36,00 36,45
Пример обозначения: <Щ27 ГОСТ 6042—51».
Резьбовые соединения
170
Раздел III. Разъемные соединения
В исключительных случаях, когда
необходимо применить резьбу, диа-
метр которой не содержится в таблице,
следует для резьб до 100 мм включи-
тельно выбирать диаметры из ряда
целых чисел, а для резьбы свыше
100 мм — диаметры, оканчивающиеся
на 5,2 и 8.
Метрические резьбы согласно стан-
дартам на допуски резьб могут вы-
полняться 1, 2 и 3-го классов точности.
Для крепежных резьб в приборострое-
нии применяют в основном 2-й класс
точности.
В табл. 70 для сравнения приве-
дены размеры резьб по ОСТ НКТП
и ГОСТ 9150—59, поскольку в течение
длительного периода времени в обра-
щении будут находиться чертежи,
оформленные по этим стандартам.
Расчет резьбовых соединений
Обозначения:
do — наружный диаметр резьбы;
— внутренний диаметр резьбы;
г — средний радиус резьбы по сред-
нему диаметру резьбы dcp;
S — шаг винта;
п — число заходов винта;
ф — угол подъема винтовой линии;
f — коэффициент трения;
р — угол трения.
Соотношение сил и к. п. д.
Прямоугольная резьба.
Связь между движущей силой Q
(рис. 120) и нагрузкой Р, действующей
по оси винта, выражается условием
Q = Ptg(l|) + p).
Скручивающий момент, приклады-
ваемый при этом к резьбе, равен
AfKp = Qr = Ptg(i|) + p) г.
Если сила Q приложена на плече L
(на ключе), то
= 01>4-р).
а скручивающий момент, приклады-
ваемый к резьбе,
м«р — Qr = Р tg 0|> 4- р).
Практически имеют место отклонения
от этого равенства в зависимости от со-
стояния поверхности нарезок, смазки
и других факторов.
Коэффициент полезного действия
винта т| выражается следующими соот-
ношениями:
а) при подъеме груза Р
я W + p)’
б) при опускании груза Р
tg 0|>—Р)
tgi|> •
Максимальное значение т)тах коэф-
фициента полезного действия винто-
вой пары достигается при угле подъема
винтовой линии, равном
t = 45’~
при этом наивыгоднейшем угле подъема
%ax = tg2
Самоторможение винта имеет место,
если
tg ф < tg р или ф < р.
Косоугольная резьба. Со-
отношения сил и к. п. д. для косоуголь-
ной резьбы могут быть выражены фор-
мулами, приведенными выше для пря-
моугольной резьбы, если в этих фор-
мулах для угла трения р взять зна-
чение р', учитывающее угол профиля
резьбы а:
P’ = arctg—
C0ST
Резьбовые соединения
171
Для метрической резьбы, имеющей
а = 60°,
tg р' 1,17/^ 1,17 tg р.
Для дюймовой резьбы, у которой
а = 55°,
tg р' 1,13/1,13 tg р.
Для трапецеидальной резьбы с углом
а = 30°
tg p'^/=tg р.
Упрощенный расчет
резьбовых соединений
Прочность резьбы при постоянном
внутреннем диаметре болта и постоян-
ной высоте гайки возрастает с увеличе-
нием площади, занимаемой основанием
витка резьбы, и с уменьшением глу-
бины резьбы или с увеличением угла
профиля резьбы. Следовательно, при
указанных условиях остроугольная
резьба должна оказаться прочнее дру-
гих профилей, а мелкие резьбы, имею-
щие меньшую глубину нарезки, долж-
ны быть прочнее крупных резьб с тем
же углом профиля, поэтому иногда та-
кие мелкие резьбы предпочитают там,
где имеют место толчки, удары и сотря-
сения. Следует, однако, отметить, что
в некоторых литейных сплавах, как,
например, в широко распространенных
алюминиевокремнистых сплавах (силу-
минах) с большим процентом содержа-
ния кремния, мелкие резьбы с неболь-
шим шагом получаются недостаточно
доброкачественными, поэтому в дета-
лях; отлитых из этих сплавов, мелкие
резьбы нежелательны.
Стойкость болтов при динамических
нагрузках может быть повышена специ-
альными мерами, например, правиль-
ным, без перекосов, положением опор-
ных поверхностей головок винта или
гаек, применением гаек специальной
конструкции, увеличением упругой по-
датливости болта (например, увеличе-
нием длины нарезанной части бол та-
ил и уменьшением диаметра его нена-
резанной части), посредством разгруз-
ки концентрированных напряжений в
галтелях, переходах и кольцевых вы-
точках, применением шпилек вместо
болтов и дюймовой резьбы вместо
метрической.
Ниже приводятся упрощенные фор-
мулы для расчета болтов при стати-
ческой нагрузке. Размерность входя-
*щих в формулы величин: силы — кГ,
длины — см, площади — см2.
Простое растяжение и сжатие
Сюда относятся болты, стержень ко-
торых подвержен преимущественно ра-
стяжению или сжатию, причем осевая
нагрузка Р прикладывается к болту
после его установки, а скручиваю-
щий момент, возникающий при за-
тяжке болта, невелик, так что им
можно пренебречь. Условие прочности
0,25лб?| = Ор,
откуда
</,««1,13 1/ — ,
у V
где ор — допускаемое напряжение при
растяжении.
Растяжение и скручивание
Сюда относятся болты или винты, за-
тягиваемые под нагрузкой. Напряже-
ния возникающие при этом в болте от
действия крутящего момента, как это
указывалось выше, зависят от ряда
трудно учитываемых факторов — со-
стояния поверхности резьбы, смазки,
силы рабочего, приложенной к ключу,
и др. Ввиду этой неопределенности на
практике пользуются формулой, вы-
веденной для случая простого растя-
жения болта, но расчет ведут по умень-
шенным значениям допускаемых на-
пряжений или по завышенному уси-
лию Р. При этом различают два основ-
ных случая:
а) Крутящий момент создается толь-
ко осевой силой (например, при стяги-
вании). В этом случае расчет ведут по
формуле
0,25л^ор = (1,25 4-1,3) Р,
откуда
-ж /~ Р~
^ = (1,254-1,30) у
б) Гайку продолжают затягивать пос-
ле того, как торец ее упрется в опорную
поверхность, и во время работы допол-
нительно подтягивают. В этом случае
расчет ведут по формуле
0,25лб?|ор = (1,5 4- 2) Pt
172
Раздел III. Разъемные соединения
откуда
d. = (1,4 4- 1,6) J/ .
В табл. 77 приведены значения ор
при статической нагрузке для болтов,
изготавливаемых из стали 10, имеющей
предел текучести от = 2000 кГ/см2.
В табл. 78 указаны допускаемые на-
грузки на болты при статической на-
грузке в соответствии со значениями
допускаемых напряжений, приведен-
ных в табл. 77.
Для болтов из других марок стали
табличные значения ор увеличиваются
пропорционально отношению предела
текучести материала болта к пределу
текучести стали 10.
При переменных нагрузках (от 0 до
максимальной) табличные значения ор
надо уменьшить в 2,5 раза для болтов
диаметром до 14 мм и в 3 раза — для
болтов диаметром от 14 до 30 мм.
, Расчет болтов для случая «б» являет-
ся условным, так как при этом недо-
статочно полно учитываются напряже-
ния в болте, возникающие от усилий
затяжки; болты малых диаметров мо-
гут быть сорваны неопытным рабочим
еще при установке. В ответственных
случаях расчет болтов следует вести
по методике, принятой в общем маши-
ностроении *.
Срез
Сюда относятся болты или винты, со-
единяющие две детали, которые при от-
носительном сдвиге стремятся срезать
Рис. 121.
болт, поставленный в отверстия без за-
зора. Условие прочности
* И. А. Биргер, Расчет резьбо-
вых соединений, Оборонгиз, 1951; Спра-
вочник машиностроителя, т. 4, Маш-
гиз, 1955.
0,25л ^тср Q,
откуда
</„5=1,13 ТЛЯ-,
Т ^ср
где тср — допускаемое напряжение на
срез;
тср^(0,2-ь0,3) ог;
Q — поперечная сила, смещающая сое-
диняемые болтом детали.
Если болт, соединяющий два элемен-
та, поставлен в отверстия с зазором
(рис. 121) и при этом никаких специаль-
ных устройств, воспринимающих дей-
ствие поперечных сил Q, не предусмат-
ривается, величину осевой силы Р,
которую нужно приложить к болту,
чтобы предотвратить смещение стяги-
ваемых элементов, можно определить
- Q
из соотношения Р -у.
Однако такое
решение не рационально, так как даже
при коэффициенте трения f — 0,2,
РЭ=^, т. е. сила Р должна быть
в пять раз больше поперечной силы Q,
чтобы предотвратить смещение скреп-
ляемых деталей. В этом случае следует
применять штифты или иные способы
разгрузки болтов от поперечных сил.
Проверка прочности резьбы
Прочность резьбы болта, получен-
ного расчетом или выбранного по тем
или иным соображениям, проверяют по
формулам:
а) на срез осевой силой Р:
для болта
для гайки
Р
ndtSzk
тср>
Р
nd0Szk
ср>
б) на смятие витков:
Р _
< асм-
^(dl-dl)z
В этих формулах:
S — шаг резьбы; г — число работаю-
щих витков; при z 8 принимается
г=8; k—коэффициент полноты резьбы:
Резьбовые соединения
173
для треугольных резьб k = 0,88;
для трапецеидальных резьб k = 0,65;
для квадратной резьбы k = 0,5.
При проверке прочности резьбы до-
пускаемые напряжения принимают
тср^ (0,10 4- 0,15) от;
асм = (0,15 4- 0,20) от.
При определении числа витков в гай-
ке следует учитывать припуски на зен-
ковку.
Винтовые соединения
В приборостроении винтовые соеди-
нения осуществляются посредством
стандартных крепежных деталей —
болтов, винтов, гаек и пр. (см. табл.
79ч- 95) и специальных деталей^ необ-
ходимость применения которых вызы-
вается конструкцией прибора или ус-
ловиями его эксплуатации. При этом,
если в общем количестве крепежных де-
талей, применяемых в приборостроении,
основную часть составляют стандарт-
ные изделия сравнительно небольшого
числа типов, то по соотношению форм
или типов болтов, винтов и гаек преоб-
ладают специальные крепежные де-
тали. Применяются преимущественно
«чистые» болты, винты и гайки, по-
скольку частичное применение «полу-
чистых» и «черных» крепежных де-
талей, давая некоторый экономический
эффект, в то же время усложнило бы
комплектацию крепежных деталей, ус-
ловия их хранения и распределения по
сборочным операциям. Поэтому вопрос
о применении «получистых» и «чер-
ных» болтов, винтов и гаек должен
решаться конструктором не только
исходя из требований, предъявляемых
к конструкции прибора, но и из усло-
вий его изготовления — номенклатуры
изделий на заводе и их серийности.
Длина свинчивания для болтов или
винтов берется равной (0,8 4- l)d —
для стальных, бронзовых или латун-
ных деталей (гаек) и (1,5 4- l,8)d —
для деталей (гаек) из алюминия и
его сплавов, где d — наружный диа-
метр резьбы. Большие значения длин
свинчивания принимают для резьб
диаметром до 3 мм, а также для глу-
хих резьбовых отверстий с учетом
сбега резьбы на конце винта и фасок
на гайке.
Элементы винтовых соединений при-
ведены в табл. 96 и 97.
В табл. 98 приведены габариты «под
ключ» при пользовании нормальным
инструментом.
Допуски на расстоянии между цент-
рами крепежных отверстий приведены
в табл. 99—103.
Во всех случаях проектирования
с целью удешевления изделий следует
стремиться к максимальному сокраще-
нию позиций крепежа в специфика-
циях этих изделий за счет унификации
в первую очередь диаметров резьбы,
а затем типоразмеров самих болтов,
если даже по расчетам некоторые из
этих болтов или винтов окажутся не-
догруженными.
Сортамент болтов, винтов и гаек
Механические свойства и рекомен-
дуемые марки материала, а также по-
крытия болтов, винтов и гаек должны
соответствовать техническим требова-
ниям, изложенным в ГОСТ 1759—62
(см. табл. 79).
Изготовление болтов, винтов и гаек
из цветных металлов и нержавеющих
сталей допускается стандартом в осо-
бых, технически обоснованных слу-
чаях.
Резьба согласно стандарту должна
быть выполнена способом накатки или
нарезки по выбору предприятия-изго-
товителя, если об этом нет специаль-
ных указаний в размерных стандартах
(см. табл. 81—85). Размеры резьб —
по ГОСТ 9150—59, допуски — по ГОСТ
9253—59, причем для резьб с крупными
шагами класс точности 2 или 3, с мел-
кими 2а или 3. Выход резьбы, сбеги,
проточки и фаски — по ГОСТ 8234—60
(см. табл. 96).
Изготовлять резьбу без концевой
фаски можно, если применяется метод
накатки. Метки на левых деталях —
по ГОСТ 2904—45. ГОСТ 1759—62
по соглашению сторон допускает изго-
товление болтов и винтов с увеличен-
ной длиной резьбовой части. .
Применение крепежных деталей
Болты с шестигранной головкой
применяются преимущественно, когда
требуется более значительная сила
(См. далее текст на стр. 232).
Таблица 77
Допускаемые напряжения сгр в кГ/см- для болтов из стали 10
Показатели Диаметр в мм
6 8 10 12 14 16 18 20 22 24 27 30 36 42 48
Без затяжки 260 320 380 450 500 550 600 650 700 750 820 900 1000 1150 1250
С затяжкой 200 250 300 350 400 450 500 530 560 600 660 725 825 925 1000
Таблица 78
Нагрузки на болты, винты и шпильки, соответствующие значениям допускаемых напряжений ар,
приведенных в табл. 77
(Р = 0,25 nd?ap)
Показатели Диаметр основной метрической резьбы dQ в мм
6 8 10 12 14 16 18 20 22 24 27 30 36
Наибольшая допускаемая нагрузка Р кГ при отсут- ствии предварительной и последующей затяжки 45 100 190 330 500 775 1100 1420 1900 2350 3450 4500 7000
То же при наличии за- тяжки 35 80 150 250 400 635 900 1150 1500 1900 2500 3600 5750
Раздел III. Разъемные соединения
Таблица 79
Рекомендуемые марки материала и покрытия для болто^ винтов и гаек общего назначения
(по ГОСТ 1759—62) *
Материалы Механические свойства деталей, не менее 1 Категория покрытия Покрытия
Номера групп Вид материала Термообработка Номер подгруппы Рекомендуемые марки !. Наименование и обозначение по ГОСТ 9791—61 (толщина слоя покрытия не регламентируется)
Временное сопротивление кГ!мм2 Предел текучести кГ{мм2 Относительное удлинение % Ударная вязкость кГ • м/см% Без покрытия Цинковое, хро- матированное Ц. хр. Кадмиевое хроматирован- ное Кд. хр. Никелевое многослойное МН Хромовое многослойное МНХ или MX Окисное Хим. Оке. Фосфатное Хим. Фос. Полирование или травле- ние 4 Пассивирова- ние Хим. Пас. Медное М Оловянное (лужение) О Серебряное Ср.
Номера групп по ГОСТ 1759—62
0 1 1 1 2 1 3 1 । 4 1 5 1 1 6 1 6 1 6 1 7 1 7 1 8
Обозначения (общие) материала и покрытия
0 Углеродистые стали — 00 10 30 — 8 — — 5
I 001 003
II 002 004
III 1 005 006
— 01 20 50 7 — 010
I он 013
II 012 014
III 015 016
Резьбовые соединения
сд
Продолжение
Материалы Механические свойства деталей, не менее 1 Категория покрытия Покрытия
Номера групп Вид материала Термообработка Номер подгруппы Рекомендуемые марки Наименование и обозначение по ГОСТ 9791—61 (толщина слоя покрытия не регламентируется)
Временное сопротивление кГ/мм2 Предел текучести кГ/мм2 Относительное удлинение % Ударная вязкость кГ - м/см2 Без покрытия Цинковое, хроматирован- ное Ц. хр. Кадмиевое хроматирован- ное Кд. хр. Никелевое многослойное МН Хромовое многослойное МНХ или MX Окисное Хим. Оке. Фосфатное Хим. Фос. Полирование или травле- ние 4 Пассивирова- ние Хим. Пас. Медное М Оловянное (лужение) О Серебряное Ср.
Номера групп по ГОСТ 1759—62
0 1 ' 1 1 2 1 1 3 1 1 4 1 1 5 1 6 1 1 6 1 1 6 1 1 7 1 1 7 1 8
Обозначения (общие) материала и покрытия
0 Углеродистые стали — 02 25 60 6 020 | 1 1 1 !
1 0211 I 023
п | | 022 | 1 0241 1 1
1111 1 1 1 1 ! 025 1 | 026 |
т 05 35 80 Не регламен- тируется 050 | 1 ! 1 1
1 1 |051| 053
П 1 | 052 j 054 | 1 1 1 1 1 1
111! 055 056 1
1 Легированные стали т 10 35Х 90 80 12 7 100
1 101 J 103
п 102] 104
III 105 106 1 1
Раздел III. Разъемные соединения
1 Легирован- ные стали
Т 12 ЗОХГСА НО 85 10 5 1 1 121е 1 ^3
II 122 [ 124 1 1 1 1 1
III 1 1 1 125| 126 | I !
2 Нержавеющие стали — 20 2X13 44 — — | 200 | 1 1 1 1 1 1 1
»>11 1 1 2061 1
ш 1 1 i I 1 207 | 208
т 23 85 65 10 6 230j j 1 1
I, п 1 I 236 1
III 237 238
6 Цветные металлы и сплавы — 60 ЛС-59-1 32 — 600 1
I Никелевое однослойное Н. Обозначение 603
II Хромовое многослойное MX или однослойное X. Обозначение 604
III 601 602 60$ 606 607 | 608
— 61 ЛС-59-1’ 32 — — 610
III 1 1616| 1 1
7 — 70 Д1-Т 38 — I, II Окисное, наполненное раствором хромпика Ан. Оке. Хр. Обозначение — 701
Примечания. 1. Буква Т в графе «Термообработка» указывает, что механические свойства соответствуют деталям после термо- обработки. 2. Разрешается применять другие марки, обеспечивающие механические свойства не ниже указанных. Предел текучести, относитель- ное удлинение и ударная вязкость являются характеристиками материала и в готовых изделиях не проверяются. Значения этих величин, не приведенные в данной таблице, см. в соответствующих стандартах. 3. Категория покрытий (рекомендуемые): I — для легких условий работы; II — для средних и жестких условий и тропического климата; III — для специальных условий работы. 4. Полирование всех поверхностей, кроме резьбы, с последующим пассивированием, или травление с последующим пассивированием. 5. Не обозначается. 6. Для болтов и винтов с диаметром резьбы 10 мм и более покрытие брать по группе 2. 7. Латунь антимагнитная.
Резьбовые соединения
178
Раздел III, Разъемные соединения
Болты, винты и гайки, изготовляемые по техническим
требованиям ГОСТ 1759—62
Таблица 80
Вид Наименования Диаметр резьбы мм ГОСТ
г Исполнение! Болты с шестигранной го- ловкой нормальной точности повышенной точности Болты с шестигранной уменьшенной головкой нормальной точности повышенной точности 6—48 6—48 8—48 8—48 7798—62 7805-62 7796—62 7808—62
г
L 1 Исполнение!!
—Ф“Г
ИсполнениеШ
|Ш 1 i1 1 1
&
t t Испон Испол ^Испон лен не! нениеП мнение Ш Болты с шестигранной уменьшенной головкой и направляющим подголов- ком нормальной точности повышенной точности 6—48 6—48 7795—62 7811—62
у t Исполнен Исполнен ие 1 леИ Болты с шестигранной уменьшенной головкой для отверстий из-под развертки 6—48 / 7817—62
4 Болты с полукруглой го- ловкой и усом Болты с увеличенной по- лукруглой головкой и усом 6—24 6—12 7801—62 7803—62
Болты с полукруглой го- ловкой, подголовком и усом 6—24 7783—62
— — —
Резьбовые соединения
179
Продолжение
Вид Наименования Диаметр резьбы мм гост
Болты с полукруглой го- ловкой и квадратным под- головком Болты с увеличенной по- лукруглой головкой и квад- ратным прдголовком 5—24 5—12 7802—62 7804—62
V *——
а ... —
Болты с потайной голов- кой и усом 6—24 7785—62
—
Болты с потайной голов- кой и квадратным подго- ловком 6—20 7786—62
Болты шинные 6—16 7787—62
С Винты с цилиндрической головкой 1—20 1491—62
4 : L
— 1
в
ZZ~~
J
180
Раздел III. Разъемные соединения
Продолжение
Вид Наименования Диаметр резьбы мм гост
। Винты с полукруглой го- ловкой 1—20 1489—62
Hi
IE —J Винты с потайной голов- кой 1—20 1490—62
— 1 1 1 1 1 1
II/
и; ш J Винты с полупотайной го- ловкой 1—20 1475—62
111 I i 1 । ।
и: Ш Винты с цилиндрической головкой и шестигранным углублением «под ключ» 4—42 5993—62
—
*
Резьбовые соединения
181
Продолжение
Вид Наименования Диаметр резьбы мм ГОСТ
i Гайки шестигранные (нор- мальной точности) высокие (77 = О,8б/) низкие 2—48 (1)—48 5915—62 5916—62
и — Гайки шестигранные (по- вышенной точности) особо высокие высокие (/7 = 0,8d) низкие высокие, с уменьшен- ным размером «под ключ» низкие, с уменьшенным размером «под ключ» 3—48 1,6—48 6—48 8—48 8—48 5931—62 5927—62 5929—62 2524—62 2526—62
- 1 Гайки шестигранные про- резные и корончатые (нор- мальной точности) высокие низкие Гайки шестигранные про- резные и корончатые (по- вышенной точности) высокие низкие Гайки шестигранные про- резные низкие с уменьшен- ным размером «под ключ» (повышенной точности) 5918—62 5919—62 5932—62 5933—62 5935—62
Примечание. Механические свойства и рекомендуемые марки материала, а также
покрытия болтов, винтов и гаек должны соответствовать указанным в табл. 79
182
Раздел I IL Разъемные соединения
ГОСТ 7805—62 повышенной точности,
ГОСТ 7798—62 нормальной точности
Исполнение L
С уменьшенной головкой:
ГОСТ 7808—62 повышенной точности;
ГОСТ 7796—62 нормальной точности
Исполнение I
Df х 0,955
Болты с шестигран
(ограни
Размеры
d Н D г Шаг резьбы
круп- ный <1> s S И
М2 4,0 1,4 4,6 0,2 — 0,4 —
М2,5 5,0 1,7 5,8 0,2 — 0,45 —
М3 5,5 2,0 6,3 0,2 — 0,5 ' —
М4 7,0 2,8 8,1 0,4 1,5 0,7 —
М5 8,0 3,5 9,2 0,4 1,5' 0,8 —
Мб 10 4,0 11,5 0,5 1,8 1,0
М8 14 5,5 16,2 0,5 2,0 1,25 1,0
М10 17 7,0 19,6 0,6 2,5 1,5 1,25
М12 19 8,0 21,9 0,8 3,0 1,75 1,25
(М14) 22 9,0 25,4 0,8 3,5 2,0 1,5
М16 24 10 27,7 1,0 4,0 2,0 1,5
(М18) 27 12 31,2 1,0 4,0 2,5 1.5
М20 30 13 34,6 1,0 4,0 2,5 1,5
М8 12 5 13,8 0,5 1,8 1,25 1,0
М10 14 6 16,2 0,6 1,8 1,5 1,25
М12 17 7 19,6 0,8 2,0 1,75 1,25
(М14) 19 8 21,9 0,8 2,0 2,0 1,5
М16 22 9 25,4 1,0 3,0 2,0 1,5
(М18) 24 10 27,7 1,0 3,0 2,5 1,5
М20 27 11 31,2 1,0 3,0 2,5 1,5
3141
Длина
X
X
X
X
X
Резьбовые соединения
18$
Таблица 81
ной головкой
чение ГОСТ)
в мм
Длина болта I
| 5 | 6 | (7)| 8 | 10 | 12 | 14 | 16 1(18)| 20 |(22)| 25 |(28)| 30 |(32)| 35 |(38)| 40 1(42)| 45 |(48)1 50 | 55 | 60 | 65 | 70
резьбы /0, включая сбег резьбы (знаком X отмечены болты с резьбой на всей длине стержня)
X X X X X X 10 10 10
X X X X X X 10 10 10 10 10 10
X X X X X X 12 12 12 12 12 12
X X X X X X 14 14 14 14 14 14 14 14 14
X X X X X X X 16 16 16 16 16 16 16 16 16 16 16 16
X X X X X X X 18 18 18 18 18 18 18 18 18 18 18 18 18 18 18 Ifr
X X X X X X X X X 22 22 22 22 22 22 22 22 22 22 22 22 22 22
X X X X X X X X X X 26 26 26 26 26 26 26 26 26 26 26 26
X X X X X X X X X 30 30 30 30 30 30 30 30 30 30 30
X X X X х) X X X X X 34 34 34 34 34 34 34 34 34
X X X X X X X X X X X 38 38 38 38 38 38 38
X X X X X X X X X X X X 42 42 38 38 38
X X X X X X X X X X X 46 46 46 46
X X X X X X X X X 22 22 22 22 22 22 22 22 22 22 22 22 22 22
X X X X X X X X' X X 26 26 26 26 26 26 26 26 26 26 26 26
X X X X X X X X X 30 30 30 30 30 30 30 30 30 30 30
X X X X X X X X X X 34 34 34 34 34 34 34 34 34
X X X X X X X X X X X 38 38 38 38 38 38 38
X X X X X X X X X X X X 42 42 42 42 42*
X X X X X X X X X X X 46 46 46 Л6
184
Раздел III. Разъемные соединения
ГОСТ 7811-62
Исполнение I
D^0,95S
Исполнение III
ГОСТ 7817—62
Исполнение I
' d $ Н D di d2 г Шаг резьбы
и к <и s S И
Мб 10 4 11,5 6С5 1,5 3 0,5 1 —
М8 12 5 13,8 8С5 1,8 4 0,5 1,25 1
М10 14 6 16,2 юс5 1,8 5 0,6 1,5 1,25
М12 17 7 19,6 12С5 2,0 6 0,8 1,75 1,25
(М14) 19 8 21,9 14С5 2,0 7 0,8 2 1,5
М16 22 9 25,4 16С5 3,0 8 1,0 2 1,5
(М18) 24 10 27,7 18С5 3,0 9 1,0 2,5 1,5
М20 27 И 31,2 20С5 3,0 10 1,0 2,5 1,5
Мб 10 4 1,5 7С3 4 1,5 0,5 1 -
М8 12 5 13,8 9С3 5,5 1,5 0,5 1,25 1
М10 14 6 16,2 НСз 7 2 0,6 1,5 1,25
М12 17 7 19,6 13С3 8,5 2 0,8 1,75 1,25
(М14) 19 8 21,9 15С3 10 3 0,8 2 1,5
М16 22 9 25,4 17С3 12 3 1,0 2 1,5
(М18) 24 10 27,7 19С3 13 3 1,0 2,5 1,5
М20 27 11 31,2 21С3 15 4 1,0 2,5 1,5
10,5
10,5
Примечания. 1. Размеры болтов, заключенные в скобки, по возможности не приме
2. Исполнение И болтов, отличается от исполнения I наличием отверстия в стержне для
3. По ГОСТ 7698—62 и ГОСТ 7796—62 изготовляются болты, для которых величины Zo рас
4. Резьбы по ГОСТ 9150—59. Допуски резьб по ГОСТ 9253—59: для резьб с крупными ша
Предпочтительно применение резьб с крупными шагами и класса точности — 3.
5. Примеры условных обозначений болта диаметром 12 мм, длиной 40 мм с классом точ
С крупным шагом резьбы (исполнение I): «Болт М12Х 40 кл. 2— 011 ГОСТ 7805— 62»’
С мелким шагом резьбы (исполнение I): «.Болт М12Х 1>2$Х 40 кл. 2а — 011 ГОСТ7805—
Исполнение II или III указывается после слова «болт», например: «.Болт II М12 . . .»;
6. Болты по ГОСТ 7817—62 при необходимости разрешается применять с допускаемым от
В этом случае к условному обозначению после слова «болт» добавляется буква Н.
7. Для болтов из материала подгруппы 00, без покрытия (группа 00) материал и покрытие
Класс точности резьбы 3 в обозначении также не указывать.
Резьбовые соединения
185
Продолжение
Длина болта I
1(22) 25 | (28) | 30 | (32) | 35 (38) 40 (42) 45 | (48) | 50 | 55 | 60 н 70 1751 80 (85) 1 90 (95) | 100
Длина резьбы Zo (включая сбег резьбы)
18 18 18 18 18 18 18 18 18 18 18 18 18 18 18
22 22 22 22 22 22 22 22 22 22 22 22 22 22
26 26 26 26 26 26 26 26. 26 26 26 26 26 26 26 26
30 30 30 30 30 30 30 30 30 30 30 30 30
34 34 34 34 34 34 34 34 34 34 34
38 38 38 38 38 38 38 38 38 38
42 42 42 42 42 42 42 42 42
46 46 46 46 46 46 46 46
10,5 10,5 10,5 10,5 13,5 13,5 13,5 13,5 13,5 13,5 13,5 13,5 13,5 13,5 13,5 13,5 13,5
13,5 13,5 13,5 13,5 16,5 16,5 16,5 16,5 16,5 16,5 16,5 16,5 16,5 16,5 16,5 16,5
16 16 16 18 18 18 18 18 18 18 18 18 18 18 18 18 18 18 18
20 20 20 20 20 20 20 20 20 20 20 20 20 20 20 20 20 20
22 22 22 22 22 22 22 22 22 22 22 22 22 22 22
25 25 25 25 25 25 25 25 25 25 25 25 25
27 27 27 27 27 27 27 27 27 27
28 28 28 28 28 28 28 28 28 28
нять.
шплинта.
положены справа от ломаной линии,
гами класс точности 2 или 3, с мелкими 2а или 3.
ности 2 и 2а, из материала подгруппы 0,1 с покрытием по группе I (см. табл. 79)
62».
«.Болт III М12 ...» и т. д.
клонением размера d\ по посадке Н.
Например, «Болт НМ12 кл. 2— 011 ГОСТ 7817—62»
в обозначении не указывать.
386
Раздел III. Разъемные соединения
Винты с прямым
Размеры
Исполнение I
Исполнение И
Ведомственная нормаль
остальное
Исполнение И
Ограничение ГОСТ 1491—62
Ограничение ГОСТ 1490—62
Исполнение I
а D Н R ъ h г (1.5) 121 1(2.5)| з |(3,5) и 5
Длина резьбы /0»
Ml 2 0,7 — 0,32 0,3 0,2 X X X X X X X
Ml,2 2,3 0,8 — 0,32 0,4 0,2 X X X X X X
Ml,4 2,6 1,0 - 0,4 0.5 0,2 X X X X X X
Ml,6 3,0 1,2 — 0.4 0.6 0,2 X X X X X X
М2 3,5 1,4 — 0,5 0,7 0,2 X X X X X
M2.5 4,5 1,7 0,6 0,9 0,2 X X X X
М3 5,0 2,0 — 0,8 1,0 0,2 X X X X
M4 7,0 2,8 — 1,0 1,4 0,4 X X
M5 8,5 3,5 — 1,2 1,7 0,4
Мб 10 4,0 — 1,6 2,0 0,5
М8 12,5 5,0 — 2,0 2,5 0,5
М10 15,0 6,0 — 2,5 3,0 0,6
Ml,4 2,6 0,8 4,5 0,4 0,5 0,2 X X X
Ml,6 3,5 1,0 4,5 0,4 0,6 0,2 X X X X
М2 4 1,2 5,0 0,5 0,7 0,2 X X X X
М2,5 5 2,0 5,0 0,6 1,0 0,2 X X
М3 6 2,2 6,0 0,8 1,2 0,2 X X
М4 8 3,0 8,0 1,0 1,5 0,4 X X
М5 10 3,8 10 1,2 2,0 0,4
Мб 12 4,5 12 1,6 2,5 0,5
М8 16 6,0 16 2,0 3,0 0,5
М10 20 7,5 20 2,5 3,7 0,6
Ml 2,0 0,6 — 0,32 о,з 0,2 X X X X X X
Ml,2 2,4 0,7 — 0,32 о,з 0.2 X X X X X
(Ml,4) 2,8 0,8 — 0,4 0,4 0,2 X X X X
Ml,6 3,2 1,0 — 0,4 0,4 0,2 X X X X
М2 4,0 1,2 — 0,5 0,5 0.2 X X X X
М2,5 5,0 1,4 — 0,6 0,7 0,2 X X X
М3 6,0 1,6 — 0,8 0,9 0,2 X X X
M4 7,5 2,0 1,0 1,1 0,4
M5 9,0 2,5 — 1,2 1,2 0,4
Мб 11,0 3,0 — 1,6 1,5 0,5
М8 15,0 4,0 — 2,0 2,0 0,5
М10 18,0 4,8 — 2,5 2,5 0,6
Резьбовые соединения
187
(прорезным) шлицем
в мм
Таблица 82
Длина винта 1
6 1 (7) 8 10 12 14 I 16 | (18)| 20 | (22)| 25 | (28)| 30 | (32) | 35 | (38)| 40 | (42)| 45 | (48)| 50 55 60
включая сбег резьбы (знаком X отмечены винты с резьбой на всей длине стержня)
X X
X X X 8
X X X X X 10
X X X X X 10 10 10
X X X X X 10 10 10 10 10 10 ,
X X X X X X 12 12 12 12 12 12 12 12 12 12 12 12 12 12 12 12 12
X X X X X X X К 14 14 14 14 14 14 14 14 14 14 14 14 14 14 14
X X X X X X х х 16 16 16 16 16 16 16 16 16 16 16 16 16 16 16
X X X X X X X X 18 18 18 18 18 18 18 18 18 18 18 18 18 18
X X X X X X X 22 22 22 22 22 22 22 22 22 22 22 22
X X X X X X 26 26 26 26 26 26 26 26 26 26
X 5 5 5
X X 6 6 6 6
X X X 8 8 8 8 8 8 8 9 9
X X X X 9 9 9 9 9 9 9 9
X X X X X 12 12 12 12 12 12 12 12 12 12 15 15 15
X X X X X - X 12 12 12 12 12 12 12 12 12 15 15 15
X X X X X X X 15 15 15 15 15 15 15 15 15 20 20
х X х X 15 15 20 20 20 20 20 20 20 20 20
X X X X 15 15 20 20 25 25 30 30 30
X X
X X X X
X X X X X 10
X X X X X 10 10 10
X X X X X X 10 10 10 10 10
X X X X X X X 12 12 12 12 12 12 12 12 12 12 12 12 12 12 12 12
X X X X X X X 14 14 14 14 14 14 14 14 14 14 14 14 14 14 14
X X X X х X X 16 16 16 16 16 16 16 16 16 16 16 16 16 16
X X X X X X X X 18 18 18 18 18 18 18 18 18 18 18 18 18
X X X X X X X X X 22 22 22 22 22 22 22 22 22 22
X X X X X X X 26 26 26 26 26 26 26 26
188
Раздел III. Разъемные соединения
Ограничение 1489—62
Исполнение I
п W остальное
R г»
Исполнение П
Ограничение ГОСТ 1475—62
d D H R b h hi r 2 | (2,5)| 31 (3,5) | 4 1 5
Длина резьбы Zq,
(Ml) 2,0 0,6 1,8 0,32 0,4 0,3 0,2 X X X X X x
(Ml,2) 2,4 0,7 2,2 0.32 0,4 0,35 0,2 X X X X x
(Ml,4) 2,8 0,8 2,7 0,4 0,5 0,4 0,2 X X X X
Ml,6 3,2 1,0 3,1 0,4 0,6 0,45 0,2 X X X
- М2 4,0 1,2 4,2 0,5 0,7 0,5 0,2 X X X X
М2,5 5,0 1,4 4,8 0,6 0,8 0,7 0,2 X X
М3 6,0 1,6 6,0 0,8 0,9 0,8 0,2 X X
M4 7,5 2,0 7,5 1,0 1,2 1,0 0,4
M5 9,0 2,5 8,4 1,2 1,8 1,3 0,4
M6 11,0 3,0 10,8 1,6 2,0 1,5 0,5
M8 15,0 4,0 15,0 2,0 2,5 2,0 0,5
M10 18,0 4,8 17,5 2,5 3,2 2,5 0,6
Ml 2,0 1,0 1,0 0,32 0,5 — 0,2 X X X X X X
Ml,2 2,3 1,2 1,2 0,32 0,6 — 0,2 X X X X X X
(Ml,4) 2,6 1,3 1,3 0,4 0,7 — 0,2 X X X X X X
Ml,6 3,6 1,5 1,5 0,4 0,8 — 0,2 X X X X X X
М2 3,5 1,8 1,8 0,5 1,0 — 0,2 X X X X X
М2,5 4,5 2,1 2,3 0,6 1,2 0,2 X X X X
М3 5,5 2,5 2,8 0,8 1,4 — 0,2 X X X X
M4 7,0 3,2 3,5 1,0 1,8 — 0,4 X x
M5 9,0 4,0 4,5 1,2 2,2 — 0,4
M6 10,5 4,5 5,3 1,6 2,5 0,5
M8 13,0 6,0 6,5 2,0 3,2 — 0.5
M10 16,0 7,5 8,0 2,5 3,8 — 0,6
Примечания. 1. Размеры винтов, заключенные в скобки, по возможности не приме-
2. Винты (исполнение I), для которых размеры Iq расположены в таблице слева от ло
3. Винты, отмеченные знаком X, в исполнении II не изготовляются.
4. Винты с диаметром резьбы d 6 мм изготовляются только с крупным шагом резьбы,
диаметром d = 10 мм — с мелким шагом резьбы 1,25 мм.
5. Диаметр di лежит в пределах среднего диаметра резьбы.
6. Резьбы — по ГОСТ 9150 —59. Допуски резьб — по ГОСТ 9253—59: для резьбы с крупными
дует предпочитать мелким и класс точности резьбы 3 — классам точности 2 и 2а.
7. Примеры условных обозначений винта диаметром 100 мм, длиной 40 мм, с классом точ
С крупным шагом резьбы (исполнение I): «Винт М10\40 кл. 2—011 ГОСТ 1489—62»
С мелким'шагом резьбы (исполнение I): «Винт Ml 0X1 >25X40 кл. 2а—011 ГОСТ 1489—62».
Исполнение II указывается после слова «винт», например «Винт II М10Х40* * •> или
Для винтов из материала подгруппы 00, без покрытия (группа 01 материал и покрытие
Класс точности резьбы 3 в обозначении также не указывать. '
Резьбовые соединения
189
Продолжение
Длина винта I
| 6 | (7) | 8 | 10 | 12 | 14 | 16 | (18)] 20 | (22)| 25 | (28)| 30 | (32)| 35 | (38)| 40 | (42)| 45 | (48)| 50 | 55 | 60
включая сбег резьбы (знаком X отмечены винты с резьбой на всей длине стержня)
нять.
маной линии, допускается изготовлять с длиной резьбы до головки.
Винты диаметром d = 8 мм изготовляются также с мелким шагом резьбы 1 мм, а винты
шагами классы точности 2 или 3, с мелкими — 2а или 3. При выборе резьб крупные шаги сле-
ности резьбы 2 и 2а, из материала подгруппы 01, с покрытием по группе I (см. табл. 79)
(номер соответствующего ГОСТа).
<Вият II М10\1,25..
в обозначении не указывать.
Винты с крестообразным шлицем
Таблица 83
ГОСТ 10755—64
(ограничение)
Длина винта I
3 | 4 | 5 | 6 | 8 | 10 | 12 | 14 | 16 | 20 | 25 | 30 | 35 | 40 | 45 | 50 | 55 | 60 | 65 | 70
Длина резьбы винта Zo, включая сбег резьбы
М2
М2,5
М3
М4
М5
Мб
М8
мю
4,0
5,0
6,0
7,5
9,0
11
15
18
1,2
1,4
1,6
2,0
2,5
3,0
4,0
4,8
1,8
2,6
2,8
4,0
4,5
6,5
7,4
9,4
0,9
1,1
1,3
1,6
2,1
2,5
3,4
4,1
0,2
0,2
0,2
0,4
0,4
0,5
0,5
0,6
10
12
14
16
18
12
14
16
18
12
14
16
18
22
12
14
16
18
22
26
12
14
16
18
22
26
12
14
16
18
22
26
12
14
16
18
22
26
12
14
16
18
22
26
12
14
16
18
22
26
12
14
16
18
22
26
ГОСТ 10756-64
(ограничение)
М2
М2,5
М3
М4
М5
Мб
М8
МЮ
4,0
5,0
6,0
7,5
9,0
11
15
18
1,2
1,6
2,0
2,5
3,0
4,0
4,8
4,2
4,8
6,0
7,5
8,4
10,8
15,0
17,0
2,1
3,0
3,3
4,6
5,3
7,2
8,7
10,9
1,3
1,5
1,8
2,1
2,9
3,2
4,7
5,6
0,2
0,2
0,2
0,4
0,4
0,5
0,5
0,6
Раздел III. Разъемные соединения
X
Продолжение
Длина винта I
г 3 | 4 | 5 | 6 | 8 | 10 | 12 | '14 | 16 | 20 | 25 | 30 | 35 | 40 | 45 | 50 | 55 | 60 | 65 | 70
Длина резьбы винта /0» включая сбег резьбы
ГОСТ 10757—64
(ограничение)
М2
М2,5
М3
М4
М5
Мб
М8
М10
3,5 1,8 1,8 2,1
4,5 2,1 2,3 2,8
5,5 2,5 2,8 3,1
7,0 3,2 3,5 4,2
9,0 4,0 4,5 5,0
10,5 4,5 5,3 6,6
13,0 6,0 6,5 7,7
16,0 7,5 8,0 9,7
10
12
14
16
10
12
14
16
18
X
X
12
14
16
18
22
26
12
14
16
18
22
12
14
16
18
22
26
12
14
16
18
22
26
12
14
16
18
22
26
12
14
16
18
22
26
12
14
16
18
22
26
12
14
16
18
22
26
Резьбовые соединения
Примечания. 1. Винты изготовляются в исполнении I — накатные (см. эскизы) и в исполнении И — точеные. Винты, отмечен-
ные знаком X (с резьбой по всей длине стержня) в исполнении II не изготовляются. Винты в исполнении I, для которых величины распо-
ложены слева от ломаной линии, можно изготовлять с длиной резьбы до головки.
2. Стандарты предусматривают также (по возможности не применять) винты с размерами Z: 3,5; 7; 18; 22; 28; 32; 38; 42 и 48.
3. Винты диаметром до 6 мм изготовляются только с крупным шагом резьбы; для винтов диаметром 8 мм принят также шаг (мелкий)
1 мм, а для винтов диаметром 10 м — шаг (мелкий). 1,25 мм, ,
4. Крестообразный шлиц выполняется по ГОСТ 9253—59. Резьбы — по ГОСТ 9150—59. Допуски резьб — по ГОСТ 9253 —59: для резьб
с крупными шагами класс точности 2 или 3, с мелкими — 2а или 3.
5. Пример условного обозначения винта (исполнение I) с потайной головкой диаметром 8 мм, длиной 40 мм, с классом точности резьбы
2 и 2а, из материала подгруппы 01 с покрытием по группе 1, с крупным шагом резьбы:
„Винт М8Х4О кл. 2—011 ГОСТ 10755—64*
То же, с мелким шагом резьбы:
„Винт М8Х 1X40 кл. 2—011 ГОСТ 10755—64*
Исполнение II указывается после слова „Винт*. Например: „Винт IIM8...*
В обозначении винтов с другой формой головки меняется только номер ГОСТа.
Класс точности резьбы 3 в обозначении не указывается.
Таблица 84
Винты с шестигранным углублением «под ключ»
Размеры в мм
ГОСТ 5993-62
Исполнение 1
d D Н h г Шаг резьбы
CL J3 Ьй я мелкий]
(М4) 7 3 4 2,5 0,4 0,7
(М5) 8,5 4 5 3 0,4 0,8 —
Мб 10 5 6 3,5 0,5 1 —
М8 12,5 7 8 4 0,5 1,25 1
М10 15 8 10 5 0,6 1,5 1,25
М12 18 10 12 7 0,8 1,75 1,25
(М14) 21 12 14 9 0,8 2 1,5
М16 24 12 16 9 1,0 2 1,5
(М18) 27 14 18 11 1,0 2,5 1,5
М20 30 14 20 11 1,0 2,5 1,5
Длина винта I
8 | 10 | 12 |, 14 | 16 |(18)| 20 |(22)| 25 | 30 | 35 | 40 | 45 | 50 | 55 | 60 | 65 | 70
Длина резьбы Zo, включая сбег резьбы (знаком X отмечены
винты с резьбой на всей длине стержня)
14 14
16 16
X 18
X X
14 14 14
16 16 16 16 16
18 18 18 18 18
22 22 22 22 22
X 26 26 26 26
X 30 30 30 30
X X 34 34 34
X х X 38 38
X X X X 42
X X X X X
18
22
26
30
34
38
42
46
22 22 22
26 26 26
30 30 30
34 34 34
38 38 38
42 42 42
46 46 46
Раздел III. Разъемные соединения
Примечания. 1. Винты, имеющие размеры, заключенные в скобки, по возможности не применять.
2. Винты, отмеченные знаком X» в исполнении II не изготовляются.
3. Резьбы — ГОСТ 9150—59. Допуски резьб — ГОСТ 9253—59: для резьб с крупными шагами класс точности 2 или 3, с мелкими—
2а или 3.
Предпочтительно применять резьбы с крупными шагами и класса точности — 3.
4. Условные обозначения винтов аналогичны приведенным в табл. 82 с заменой номера ГОСТа.
Винты невыпадающие
Таблица 85
Левин
ГОСТ 10336—63 *
Исполнение I
с*Ч5с
zfs
А
н
~г?
to
I
о
А
ГОСТ 10337—63
А \7Ч остальное
to.
О
ГОСТ 10339—63
£ Vх о с таг, > г с.* 'ьное 45°
3-
ЕЙ 1‘ <0
d di D н R ь h г с /о Длина винта 1
6 1 8 1 101 121 16 1 20 | 25 | 32 40 50 60 80
М2,5 1,6 4,5 1,7 — 0,6 0,9 0,2 0,8 3 X X X х X
М3 2,0 5,0 2,0 — 0,8 1,0 0,2 1,0 4 X X X X X X х X X X X
М4 2,8 7,0 2,8 — 1,0 1,4 0,2 1,2 5 X X X х X X X X X X
М5 3,5 8,5 3,5 — 1,2 1,7 0,4 1,6 6 X X X X X X X V X X
Мб 4,0 10,0 4,0 — 1,6 2,0 0,4 2,0 8 X X X X X X X X X
М8 5,5 12,5 5,0 — 2,0 2,5 0,5 2,5 10 X X X X X X
мю 7,0 15,0 6,0 — 2,5 3,0 0,5 3,0 12 X X X X X X
М12 9,0 18,0 7,0 — 3,0 3,5 0,6 4,0 16 X X X X
М2,5 1,6 4,5 1J 3,9 0,6 0,9 0,2 0,8 3 X X X X X
М3 2,0 5,0 2,0 4,3 0,8 1,0 0,2 1,0 4 X х X X х X х X X X X
М4 2,8 7,0 2,6 5,6 1,0 1,4 0,2 1,2 5 X X X X X X X X X X
М5 3,5 8,5 3,0 7,1 1,2 1,7 0,4 1,6 6 х X X X X X X X X X
Мб 4,0 10,0 3,5 9,4 1,6 2,0 0,4 2,0 8 X X X X X X X X X
М8 5,5 12,5 5,0 и,о 2,0 2,5 0,5 2,5 10 X X X X X X
МЮ 7,0 15,0 6,0 13,0 2,5 3,0 0,5 3,0 12 X X X X X X
М12 9,0 18,0 7,0 16,0 3,0 3,5 0,6 4,0 16 X X X X X
М2,5 1,6 5,0 1,4 0,6 0,7 0,2 0,8 3 X X X X X
М3 2,0 6,0 1,6 — 0,8 0,9 0,2 1,0 4 X X х X х X X X X X X
М4 2,8 7,5 2,0 — 1,0 1,1 0,2 1,2 5 X X X X X к X X X X
М5 3,5 9,0 2,5 — 1,2 1,2 0,4 1,6 6 X X X X X X X X х X
Мб 4,0 11 3,0 — 1,6 1,5 0,4 2,0 8 X X X X X X X X X
М8 5,5 15 4,0 — 2,0 2,0 0,5 2,5 10 X X х X X
МЮ 7,0 18 4,8 — 2,5 2,5 0,6 3,0 12 X х х X х X
М12 9,0 22 5,6 — 3,0 2,5 0,6 4,0 16 X X X X X
Резьбовые соединения
Продолжение
ГОСТ 10340—63 d ^1 D н R ь h г с /о Длина винта 1
61 8 1 1 >0 112 16 20 25 32 40 50 | 60 80
Л о*'/ V к» 1 в пл V4 остальное г с*Ч5° М2,5 М3 М4 М5 Мб М8 МЮ М12 1,6 2,0 2,8 3,5 4,0 5,5 7,0 9,0 5,0 6,0 7,5 9,0 11 15 18 22 1,4 1,6 2,0 2,5 3,0 4,0 4,8 5,6 4,6 6,0 7,5 8,4 10,8 15,0 17,5 21,7 0,6 0,8 1,0 1,2 1,6 2,0 2,5 3,0 0,8 0,9 1,2 1,8 2,0 2,5 3,2 3,6 0,2 0,2 0,2 0,4 0,4 0,5 0,5 0,6 0,8 1,0 1,2 1,6 2,0 2,5 3,0 4,0 3 4 5 6 8 10 12 16 X X X X X X X X X X X X X X X X X X X X X X X X X X X X X X X X X X X X X X X X X X X X X X X X X X X X X X X X X
-4р^=—Т- - — ъ
z л
hl 7 л 1о г <3
h >
ГОСТ 10341—63 ЧЧ остальное Г С *45° *М2,5 М3 М4 М5 Мб М8 МЮ М12 1,6 2,0 2,8 3,5 4,0 5,5 7,0 9,0 4,5 5,5 7,0 9,0 10,5 13,0 16,0 18,5 2,1 2,5 3,2 4,0 4,5 6,0 7,5 9,0 2,3 2,8 3,5 4,5 5,3 6,5 8,0 9,3 0,6 0,8 1,0 1,2 1,6 2,0 2,5 3,0 1,2 1,4 1,8 2,2 2,5 3,2 3,8 4,2 0,2 0,2 0,2 0,4 0,4 0,5 0,5 0,6 0,8 1,0 1,2 1,6 2,0 2,5 3,0 4,0 3 4 5 6 8 10 12 16 X X X X X X X X X X X X X X X X X X X X X X X X X X X X X X X X X X X X X X X X X X X X X X X X X X X X X X X
’ К__L—и ‘X
«У — —— — — >
- ।— - — -\3
rv А
hv > Л~2 &
—1
Раздел III. Разъемные соединения
Продолжение
ГОСТ 10344—63
h
остальное
Исполнение 1 с^5 °
S . _ TV* < R J*-— I . Io, mgv
i^ZR
ГОСТ
10338—63
30°
о
Л
n^0,95S
L
S
V4 остальное
d di D Н R b h г С \ Длина винта 1 *
‘° 6 I 8 I 10 | 12 16 1 20 1 25 | 32 1 40 50 | 60 | 80
М2,5 М3 М4 М5 Мб ' М8 М10 М12 1,6 2,0 2,8 3,5 4,0 5,5 7,0 9,0 5,0 6,0 8,0 9,0 И 14 18 20 Г 4,0 0,4 0,6 0,9 4,8 0,5 0,8. 1,0 6,5 0,8 1,0 1,4 7,5 0,8 1,2 1,7 9,0 1,0 1,6 2,0 11 1,25 2,0 2,5 14 1,5 2,5 3,0 16 2,0 3,0 3,5 0,2 0,2 0,2 0,4 0,4 0,5 0,5 0,6 0,8 1,0 1,2 1,6 2,0 2,5 3,0 4,0 3 X X 4 X X 5 X 6 8 10 12 16 XXX XXX XXX XXX X X X X X X X X X X X X . X X X X X X X X X X X X X X X X X X Хя X X X X X X X X X X X X
d di D S н h г с 4 Длина винта 1
20 | 25 | 32 | 40 50 | 60
I 80 100
Мб М8 М10 , М12 М16 М20 4,0 5,5 7,0 9,0 11 14 11,5 16,2 19,6 21,9 27,7 34,6 10 14 17 19 24 30 4,0 5,5 7,0 8,0 10 13 — 0,4 0,5 6,5 0,6 0,8 0,8 2,0 2,5 3,0 4,0 5,0 6,0 8 10 12 16. 20 25 X X X X X X X X X X X X X X X X X X X X X X X X X X X X X
Резьбовые соединения • 195
Продолжение
d di D S н h г с ^0 Длина винта 1
20 25 32 40 50 | 60 80 too
Мб 4,0 10,0 5. 6 3,5 0,4 2,0 8 X X X х X X
М8 5,5 12,5 . 7 8 4 0,5 2,5 10 X X X X X X X
МЮ 7,0 15,0 8 10 5 0,5 3,0 12 X X X X X X X
М12 9,0 18,0 10 12 7 0,6 4,0 16 X X X X X X
М16 11 24,0 14 16 9 0,8 5,0 20 X X X X
Мб 4,в 10,0 4,5 8 1,6 0,4 2,0 8 X X X X X X
М8 5,5 12,5 6,0 10 2,0 0,5 2,5 10 X X X X X X —
МЮ 7,0 15,0 7,5 12 2,5 0,5 3,0 12 х X X X X X —
М12 9,0 18,0 9,0 16 3,0 0,6 4,0 16 X X X X X —
М16 11 24,0 12 20 4,0 0,8 5,0 20 X X X —
ГОСТ 10342—63
W остальное
сх45'
ГОСТ 10343—63
7^ остальное
4jt
0^5^ и'd
’Н
1,-с
Раздел III. Разъемные соединения
18 22 ^28 *45 *55 *7’0 Стандарты предусматривают также (не рекомендуемые для применения) следующие размеры длин I винтов: 14,
2. Резьба винтов крупная — по ГОСТ 9150—59. Допуски на резьбу — по ГОСТ 9253—59 (класс точности 2 или 3)
3. ГОСТ 10336—63 и 10344—63 предусматривают исполнение II винтов с отверстием d2 в головке для пломбирования; для винтов с диа-
метрами d от 4 до 6 мм d2 — 1+о’18 * * * * * * 25 мм’, для винтов с диаметрами d > 6 мм, d2 — 1,2+о’25 мм. 9
ГОСТ 10336—63 предусматривает также исполнение III винтов — с углублением в головке, получаемой при штамповке.
4. Условное обозначение винта с цилиндрической головкой диаметром 8 мм, длиной 25 мм, с классом точности резьбы 2, из материала
подгруппы 01, с покрытием по группе 1, исполнение I:
«.Винт М8 X 25 кл. 2—011 ГОС Т 10336—63».
То же, исполнение II, класс точности 3: 4 ’
«Винт II М8 X 25—ОН ГОСТ 10336—63».
В обозначении винтов с другой формой головки указывается соответствующий номер ГОСТа. Для винтов из материала подгруппы 00,
без покрытия (группа 0), материал и покрытие в обозначении не указывается.
Класс точности резьбы 3 в обозначении также не указывается.
Винты самонарезающие для металла и пластмассы
Таблица 86
ГОСТ 10619—63 d D Н b h R Длина винта 1
6 8 10 121 14 16 18 20 22 25 30 36 40 45 50
/\ Ч костальное 25 3 4 5 6 8 5 6 7,5 9 И 15 1,4 1,6 4 2 2,5 3 4 0,6 0,8 1 1,2 1,6 2 Х),7 0,9 1,1 1,2 1,5 2 — X X X X X X X X X X X X X X X X X X X X X X X X X X X X X X X X X X X X X X X X X X X X X X X X X X х- X X X X X X
Csj/ |>
г-uj тшгх h
н 1
гост 10620—63 V7 остальное 25 3 5 6 1,4 1,6' 0,6 0,8 0,8 0,9 4,8 6 X X X X X X X X X X X X X X
<£,/ ' X g
JvA 1 ч/~ ______ 4 5 6 8 7,5 9 11 15 2 25 3 4 1 1,2 , 1,6 2 1,2 1,8 2 2,5 7,5 8,4 10,8 15 X X * X X X X X X X X X X X X X X X X X X X X X X X X X X X X X X X X X X X X X X X X
4я~
Г—и,0 I11U. н к
И 1 г1
1
ГОСТ 10621—63 ^74 остальное R < . Г 2,5 3 4 5 6 8 4,5 5,5 7 7 10,5 13 2,1 2,5 3,2 4 4,5 6 0,6 0,8 1 1,2 1,6 2 1,2 1,4 1,8 2,2 25 3,2 2,3 2,8 3,5 4,5 5,3 6,5 X X X X X X X X X X X X X X X X X X X X X X X X X X X X X X X X X X X X X X X X X X X X X X X X X X X X X X X X
X" чз- L_£_? : :
», —П trt П :х 1
в Г Ц)О пси
— И rU-z—*
Резьбовые соединения
Продолжение
5
Концы винтов с шагом резьбы:
а) крупным
б) мелким
d Винты с шагом резьбы
крупным мелким
^1 d3 5 /о с di d3 5 h с
2Д-о,12 1, 2,0 1,25 2,9 1,25 2—0,12 2,2 1,0 3,5 2,5
, 3-0»12 2,5 1,25 2,9 1,25 2’3-0,12 2,5 1,0 3,5 3,0
4-0,16 2’8-о.13 3,0 1,75 4,3 1,75 2,9 -0,12 3,5 * 1,5 5 4,0
5-0,16 35-0,1в 3,8 2,0 5,7 2,0 3,9 -0,16 4,5 1,5 5 5,0
5 — 0,16 . ^-0,1 в '4,8 2,5 5,7 2,5 4,9 -0,16 5,5 1,75 6 6,0
8-0,20 5-7-о,ю 6,0 3,5 6,1 1 3,5 4,9 - 0,20 7,5 2,0 7 8,0
Примечания. 1. В соответствии с техническими требованиями ГОСТ 10618—63 винты должны быть термообработаны. Твердость
для винтов с крупным шагом HRC 56—62, с мелким шагом HRC 42- 46.
2. Допускается изготовлять винты с крестообразным шлицем.
3. Для проверки качества самонарезающих винтов по ГОСТ 10618—63 винты с крупным шагом ввинчивают в пакет из двух листов стали
10 или 15, а вицты с мелким шагом — в лист из дуралюмина Д16А-Т. Толщина пакета стальных листов и листа из дуралюмина — с, диа-
метр отверстий — л?2 (см. табл.)
4. При выборе шагов резьб крупные шаги следует предпочитать мелким.
. 5. Пример условного обозначения винта с потайной головкой диаметром 5 мм, длиной 30 лсж, из материала подгруппы 02 с покрытием
по группе 1, с крупным шагом резьбы:
«.Винт 5X 30 — 021 ГОСТ 10619—63ъ.
То же, с мелким шагом резьбы: *
*Винт5ХГ5Х 30 — 021 ГОСТ 10619—63ъ.
В обозначении винтов с другой формой головки меняется только помер ГОСТа.
Раздел III. Разъемные соединения
Резьбовые соединения
199
Таблица 87
Винты установочные
Размеры в мм
V Ч- остальное
Ограничение ГОСТ 1476 —64
Ограничение ГОСТ 1479—64
V# остальное
Примечания. 1. Стандарты на установочные винты предусматривают вариант
исполнения конца винта (со шлицем) по сфере
2. Винты с диаметром резьбы до 5 мм (включительно) изготовляются только с крупным
шагом резьбы.
3. Условные обозначения установочных винтов аналогичны условным обозначениям
винтов, приведенным в табл. 82 с заменой номера ГОСТа.
Таблица 88
Шурупы
Раздел III. Разъемные соединения
Продолжение
ГОСТ 1145—60
Исполнение Б
ГОСТ 1146—60
Б 2 ~
d dl D Н В R 5 b h hi Длина шурупа
6 8 10 12 16 18 20 22 25 30 36 40 45 50 60 70 85 100
1,6 1,0 3,2 1,0 — 3,1 0,8 0,4 0,4 0,6 X X X X
2,0 1,4 4,0 1,2 - 4,2 1,0 0,5 0,5 0,7 X X X X X
2,5 1,8 5,0 1,4 — 4,8 1,25 0,6 0,7 0,8 X X X X X X X X X -
3,0 2,1 6,0 1,6 2,0 6,0 1,25 0,8 0,9 0,9 X X X X X X X X X X
4,0 2,8 7,5 2,0 3,0 7,5 1,75 1,0 1,1 1,2 X X X X X X X X X X X X X
5,0 3,5 9,0 2,5 3,5 8,4 2,0 1,2 1,2 1Л • X X X X X X X X X X X X X
6,0 4,4 11,0 3,0 4,5 10,8 2,5 1,6 1,5 2,0 X X X X X X X X X X X X X X X
8,0 5,7 15,0 4,0 6,0 15,0 3,5 2,0 2,0 2,5 X X X X X
10 7,2 18,0 4,8 7,5 17,5 4,5 25 2,5 3,2 X X
120
Примечания. 1. Длина резьбы /0, включая сбег, не менее 0,6/.
2. Допускается изготовление шурупов длиной до 22 мм включительно с резьбой до головки.
3. Механические свойства, рекомендуемые марки материала и покрытия шурупов должны соответствовать ГОСТ 1759—62 (см. табл. 79).
4. Длина I шурупов не должна выходить за пределы следующих минусовых допусков: при I до 10 мм вкл. — 1,0 мм; при I от 12 до
40 мм вкл. — 1,6 мм; при I от 45 до 70 мм вкл. — 2,0 мм; при I от 85 до 120 мм вкл. — 3,0 мм.
5. Примеры условных обозначений шурупа диаметром 3 мм, длиной 30 мм\
с полукруглой головкой — «.Шуруп 3X30 ГОСТ 1144—60»; с потайной головкой (исполнение А) — «Шуруп А 3X30
ГОСТ 1145—60»; с полупотайной головкой — «Шуруп ЗХ 30 ГОСТ 1146—60».
Резьбовые соединения
202
Раздел III. Разъемные соединения
Гайки
Размеры в мм
Таблица 89
Ограничение ГОСТ 5927—62 d s D н Шаг резьбы
круп- ный мелкий
Ml,6 М2 М2,5 М3 3,2 4 5 5,5 3,7 4,6 5,8 6,3 1,3 1,6 2 2,4 —0,25 0,35 0,4 0,45 0,5 —
(г/ % 0,8а) V 4 осталы юс М4 М5 Мб М8 7 8 10 14 8,1 9,2 11,5 16,2 3,2 4 • 5 6 —0,48 0,7 0,8 1,0 1,25 1,0
~Ь| н V к М10 М12* 17 19 19,6 21,9 8 10 -0,58 1;5 1,75 1,25 1,25
8 (М14) М16 (М18) М20 22 24 27 30 25,4 27,7 31,2 34,6 11 13 14 16 f 1,5 1,5 1,5 1,5
0,-0,958 —0,70 2,0 2,0 2,5 2,5
ГО Ограничение СТ 5929—62 (низкие) 574 остальное Мб М8 М10 10 14 17 И,5 16,2 19,6 4 5 6 —0,48 1,0 1,25 1,5 1,0 1,25
М12 (Ml 4) М16 (М18) 20 19 22 24 27 30 21,9 25,4 27,7 31,2 34,6 7 8 8 9 9 —0,58 1,75 2,0 2,0 2,5 2,5 1,25 1,5 1,5 ч 1,5 1,5
Н Mi - )
8
0s око *0.958
Ограничение ГОСТ А - М8 12 13,8 6 —0,48 1,25 1,0
cd 1 -uz, уменьшенным размером S) V 4 остальное М10 М12 14 17 16,2 19,6 8 10 —0,58 1,5 ' 1,75 1,25 1,25
Ш»1 (Ml 4) М16 (Ml 8) М20 19 22 24 27 21,9 25,4 27,7 31,2 11 13 . 14 16 —0,70 2,0 2,0 2,5 2,5 1,5 1,5 1,5 1,5
Aj 'г
0,^0,958 J
Резьбовые соединения
203
Продолжение
Ограничение ГОСТ 2526—62 (низкие с умень- шенным размером S) V4 остальное d S D я Шаг резьбы
круп- ный мелкий
М8 МЮ 12 14 13,8 16,2 5 6 —0,48 1,25 1,5 1,о 1,25
М12 (Ml 4) М16 (М18) М20 17 19 22 24 27 19,6 21,9 25,4 27,7 31,2 7 8 8 9 9 —0,58 1,75 2,0 2,0 2,5 2,5 1,25 1,5 1,5 1,5 1,5
J М ‘«I [V Vх ш)
5 г
Di -0,95S "
Ограничение ГОСТ 5932—62 (Я>ф d S D н ь h Шаг резьбы
круп- ный мел- кий
Исполнение! М4 М5 Мб М8 МЮ М12 (Ml 4) М16 (Ml 8) М20 7 8 10 14 17 19 22 24 27 30 8,1 9,2 11,5 16,2 19,6 21,9 25,4 27,7 31,2 34,6 5 6 7,5 9 11 14 16 19 20 22 1,2 1,2 2,0 2,5 2,5 4,0 4,0 5,0 5,0 5,0 3,2 4,0 5,0 6,0 8,0 10 11 13 14 16 0,7 0,8 1,0 1,25 1,5 1,75 2,0 2,0 2,5 2,5 1,0 1,25 1,25 1,5 1,5 1,5 1Л
D^0,95S ^1 - 1 ие.
Испс 1лнен |д S _ и
Ограничение ГОСТ 5933—62 (H^d) Исполнение I Мб М8 МЮ М12 (Ml 4) М16 (М18) М20 10 14 17 19 22 24 27 30 11,5 16,2 19,6 21,9 25,4 27,7 31,2 34,6 6 7 8 10 11 12 13 13 2,0 2,5 2,5 4,0 4,0 5,0 5,0 5,0 3,5 4,0 5,0 6,0 7,0 7,0 8,0 8,0 1,0 1,25 1,5 1,75 2,0 2,0 2,5 2,5 1,0 1,25 1,25 4,5 1,5 1,5 1,5
| 4j>. fe_J йд ^0,358 -^ibj -
Я _
Исполнение D Wr 1X1
204
Раздел III. Разъемные соединения
Продолжение
ГОСТ 10657—63
остальное
181 £ ' _ с
Е 7Г
Ограничение
ГОСТ 3032—45
d D Di c H R b h Шаг резьбы
круп- ный мел- кий
Ml 2,5 0,1 1,0 0,32 0,7 0,25
Ml,2 3,0 — 0,1 1,2 — 0,32 0,8 0,25 —
(Ml,4) 3,0 — 0,1 1,5 — 0,4 1,1 0,3 —
Ml,6 3,5 — 0,2 2,0 — 0,4 1,4 0,35 —
М2 4,0 — 0,2 2,0 — 0,5 1,4 0,4 —
М2,5 5,0 — 0,2 2,5 — 0,6 1,6 0,45 —
М3 6,0 — 0,2 2,5 — 0,8 1,8 0,5 —
M4 8,0 — 0,4 3,5 — 1,0 2,5 0,7 —
M5 10 — 0,4 4,0 — 1,2 2,8 0,8 —
M6 11 — 0,4 5,0 — 1,6 3,0 1,0 —
M8 14 — 0,6 6,0 — 2,0 3,5 1,25 1,0
M10 18 — 0,8 8,0 — 2,5 4,5 1,5 1,25
M12 22 — 1,0 10 — 3,0 6,0 1,75 1,25
M4 8 7 24 10 4,5 1,5 4 0,7
M5 10 8 28 12 5,5 2,0 5 0,8 —
M6 12 10 32 14 5,5 2,5 6 1,0 —
M8 15 13 40. 18 6,0 3,0 8 1,25 1,0
M10 18 ‘ 15 48 22 7,0 3,5 10 1,5 1,25
M12 22 19 58 27 8,5 5,0 12 1,75 1,25
Примечаний. 1. Размеры гаек, заключенные в скобки, по возможности не приме-
нять.
2. В таблице приведены номера стандартов на гайки повышенной точности. Номера
стандартов на гайки нормальной точности см. в табл. 80.
3. Технические требования, материал и покрытия — по ГОСТ 1759—62 (см. табл. 79).
4. Примеры условных обозначений гайки диаметром 12 мм, с классами точности 2 и 2а,
из материала подгруппы 01, с покрытием по группе 1.
с крупным шагом резьбы — «Гайка Л12 кл. 2—011 ГОСТ 5927—62»,
с мелким шагом резьбы — «Гайка М12\ Г25 кл. 2а—011 ГОСТ 5927—62»
Исполнение II указывается после слова «гайка», например, «Гайка II М12...»
Для гаек из материала подгруппы 00, без покрытия (группа 0) материал и покрытие
в обозначении не указывать. Класс точности 3 в обозначении также не указывать.
5. Условное обозначение гайки-барашка М12:
с крупным шагом резьбы — «.Барашек М12—1 ГОСТ 3032—45»
с мелким шагом резьбы — «Барашек 1М12—1 ГОСТ 3032—45».
6. Резьбы по ГОСТ 9150—59. Допуски резьб для шестигранных и круглых резьб по
ГОСТ 9253—59: для резьб с крупными шагами класс точности 2 или 3, с мелкими — 2а или
3. Предпочтительно применение резьб с крупными шагами и класса точности 3.
Резьбовые соединения
205
Шайбы
Таблица 90
1
ж Размеры в мм
>2 27
Диаметр болта Шайбы
Нормальные ГОСТ 11371-65 Уменьшенные ГОСТ 10450—63 Уйеличенные ГОСТ 6958—65
d D d D d D
1 1,2 3,5 0,3 1,2 3,0 0,3 1,2 4 0,5
1,2 1,4 4,0 1,4 3,5 1,4 4
1,4 1,6 4,0 1,6 3,5 1,6 5 0,8
1,6 1,8 4,5 1,8 4,0 1,8 5
2 2,2 5,5 0,5 2,2 4,5 2,2 6 1,о
2,5 2,7 6,5 . 2,7 5,0 0,5 2,7 8
3 3,2 7,0 3,2 6,0 3,2 10
4 4,3 9,0 0,8 4,2 8,0 0,8 4,3 12 1,2
5 5,3 10 1 5,2 10 5,3 16 1,6
6 6,4 12,5 1,2 6,3 12 ' 1,0 6,4 ' 18
8; 8,4 17,5 1,6 8,4 16 1,6 8,4 24 2,0
10 10,5 21 2,0 10,5 18 10,5 30 3,0
12 13 24 2,5 12,5 21 2,0 13 36
14 15 28 3,0 14,5 24 15 42
16 17 30 16,5 27 17 48 4,0
18 19 34 18,5 30 2,5 19 55
20 21 37 . 4,0 21,0 32 21 60 5,0
Примечания. 1. Предельные отклонения диаметров d — Л5; предельные отклоне- ния размеров толщины щайб и шероховатость опорных поверхностей обеспечиваются исход- ным, листовым или полосовым материалом. 2. В технически обоснованных случаях при 2S < (D — d) допускается по соглашению сторон изготовление шайб толщиной: 0,1; 0,2; 0,3; 0,5; 0,8; 1; 1,2; 1,4; 1,6; 2; 2,5; 3; 4; 5; 6; 8 и 10 мм. 3. Примеры условных обозначений шайб диаметром 12 мм из материала подгруппы 01 с покрытием по группе I ГОСТ 1759—62 (см. табл. 79): указанной в стандарте толщины — «.Шайба 12—011 ГОСТ 11371—65», допускаемой толщины 4 мм — «Шайба 12 X 4- 011 ГОСТ 11371—65». L
206
Раздел Ill. Разъемные соединения
Шайбы пружинные
Размеры в мм
Таблица 91
Шайбы
Шайбы пружинные ГОСТ 6402—61 Диаметр болта легкие нормаль- ные тяжелые
ь 5=6 S ъ
2 2,5 3 2,1 2,6 3,1 4-0,25 0,5 0,6 0,8 0,8 0,8 1,0 0,5 0,6 0,8 1,0 1,2
/OlCxj. -нСИч 4 5 6 4,1 5,1 6,1 4-0,3 0,8 1,0 1,2 1,2 1,2 1,6 1,0 1,2 1,4 1,2 1,6 1,8 1,6 2,0 2,4-
Ч у \ 8 10 8,2 10,2 4-0,58 1,6 2,0 2,0 2,5 2,0 2,5 2,5 3,0 3,5 4,0
ггьД-\^ w щах — 0,7! /7=2S±15°/o 12 14 16 12,2 14,2 16,3 4-0,7 2,5 3,0 3,2 3,5 4,0 4,5 3,0 3,2 3,5 3,5 4/) 4.5 5,0 5,5 6,0
18 20 24 18,3 20,5 24,5 4-0,84 3,5 4,0 4,5 5,0 5,5 6,0 4,0 4,5 5,5 4,8 5,5 6,5 6,5 7,0 8,5
Примечания. 1. Пружинные шайбы должны изготовляться из стали марки 65Г по ГОСТ 1050—60, из стали марки 3X13 по ГОСТ 5949—51 (термостойкие) или в технически обоснованных случаях — из бронзы маркй БрКМцЗ-1 по ГОСТ 493—54. Допускается при- менение других марок сталей и бронз с качественными характеристиками не ниже указан- ных марок. 2. Примеры условных обозначений пружинной шайбы для болта (винта, шпильки) с диаметром резьбы 12 мм: легкой из стали марки 65Г — «Шайба пружинная 12Л65Г ГОСТ 6402—61»', нормальной из бронзы КМцЗ-1 — «Шайба пружинная 12Н БрКМцЗ-1 ГОСТ 6402—61»; тяжелой из стали 3X13 — «Шайба пружинная 12Т 3X13 ГОСТ 6402—61».
Резьбовые соединения
207
Т а б л и ц а 92
Шайбы стопорные с зубьями
Размеры в мм
ГОСТ 10462—63 Диаметр резьбы d D Di S н Число зубьев
2 2,5 2,2 2,7 + 0,12 5 6 4,2 4,9 0,2 3s 6
3 4 5 3,2 4,2 5,2 + 0,16 7 9 10 5,0 6,5 7,5 0,3 0,4 7
0,7 2,5s 8 9 40 11
JJ 6 8 6,3 8,4 + 0,20 12 14 9,0 11,0
0,8 1,0 1,2
У , Л \\
+г •—J—++ 10 12 14 16 10,5 12,5 14,5 16,5 + 0,24 17 19 22 24 13,5 15,4 18,0 20,0
2,3s 12
1,4
2,2s 14
18 20 18,5 21,0 + 0,28 27 30 22,5 24,8 1,7
ГОСТ 10463—63 > 2 2,5 2,2 2,7 + 0,12 5 6 3,0 4,0 0,2 0,3 0,4 0,7 3s 6
л 3 4 5 3,2 4,2 5,2 + 0,16 7 9 10 4,5 6,2 7,2 8 9 10 12
. П
6 8 6,3 8,4- + 0,20 12 14 9,2 Н,2
0,8 1,0 1,2 1,4 16
10 12 14 16 10,5 12,5 14,5 16,5 + 0,24 17 19 22 24 14,0 16,0 18,6 20,6 2,5s
18
2,3s 20
18 20 18,5 21,0 + 0,28 27 30 23,6 26,2 1,7 22
208
Раздел III. Разъемные соединения
Продолжение
ГОСТ 10464—63 4d=# \90°/ \\ Диаметр резьбы d D S 1 Число зубьев
3 4 5 3,2 4,2 5,2 4-0,30 6,1 7,8 9,8 0,2 0,3 0,4 0,7 0,8 0,9 12 13
D 6 8 10 ' 12 6,3 8,4 10,5 12,5 4-0,36 4-0,48 11,8 15,6 19,2 22,6 0,7 0,8 1,1 1,8 2,4 2,8 14 16 20
Примечания. 1. Шайбы по ГОСТ 10462—63 (с внутренними зубьями) предназна-
чены для применения с гайками и болтами с уменьшенными размерами «под ключ», а
также с винтами. Шайбы по ГОСТ 10463—63 (с наружными зубьями) — для применения
с гайками и болтами нормальных размеров «под ключ». Шайбы по ГОСТ 10464—63 — для
применения с. винтами с потайной и по лупотайной головкой с углом 90°.
2. Материал шайб согласно техническим требованиям ГОСТ 10461—63 — сталь марки
65Г или бронза КМцЗ-1. Твердость стальных шайб HRC 44—48, бронзовых — не менее HRB
90. Разрешается применять другие марки материалов, обеспечивающие упругие свойства
шайб.
3. Покрытия стальных шайб должны соответствовать указанным в следующей таблице:
Условия работы Наименования и обозначения покрытий по ГОСТ 9791—61 Обозначения (общие) материала и покрытия
- Без покрытия 080
Под открытым небом • Кадмиевое хроматированное Кд. хр. Хромовое многослойное МНХ или MX 082 084
В открытых неотапливаемых помещениях Цинковое хроматированное Ц. хр. Никелевое многослойное МН 081 083
ч Внутри отапливаемых поме- щений Окисное Хим. Оке. Фосфатное Хим. Фос. 085 086
4. Пример условного обозначения стопорной шайбы с внутренними зубьями из стали
подгруппы 08, с покрытием по группе I (общее обозначение материала и покрытия — 081)
для болта или винта с диаметром резьбы 8 мм:
«.Шайба 8—081 ГОСТ 10462—63».
В обозначении шайб стопорных других типов меняется только номер ГОСТа.
Резьбовые соединения
209
Шайбы стопорные (отгибные)
Размеры в мм
Таблица 93
С двумя лапками по
ГОСТ 3693—52
С одной лапкой по
ГОСТ 3693—52
Диаметр болта d D £1 в В1 L г
2,6 2,8 5 8 3 6 10 4 0,4 1 2,5
3 3,2 5 10 4 7 12 5
4 4,3 8 14 5 9 1 14 1 7
5 5,3 9 17 6 11 16 8 0,5
6 6,5 11 19 7 12 18 9 4
8 8,5 14 22 8 17 20 11 2 3'
10 И 17 26 10 20 22 13 6
12 13 22 32 12 26 28 16 1 10
14 15
16 17 27 40 . 15 32 32 20
18 19 32 45 18 38 36 22
20 21
22 23 36 50 20 42 42 25
-24 25
Пример обозначения стопорной шайбы диаметром d —15 мм\ с двумя лапками —
«Шайба стопорная 15—2 ГОСТ 3693—52»-, с одной лапкой — «Шайба стопорная 15
ГОСТ 3693—52».
210
Раздел III. Разъемные соединения
Продолжение
I
Р к
н 'di' У- । 'ft
С наружным носком
по ГОСТ 3695—52
Диаметр болта d D ь 1 t
2,6 2,8 10 2 3,5 0,4 3 2,5
3 3,2 12 2,5 4,5 3
4. 4,3 14 5,5
5 5,3 17 3,5 7 0,5 4 4
6 6,5 19 7,5
8 8,5 22 8,5
10 11 26 4,5 10 0,5 5 5
12 13 32 12 1 6
14 15 32
16 17 40 5,5 15 6
18 19 45 6 18 7 7
20 21 45
22 23 50 7 . 20 8
24 25 50
Пример обозначения стопорной шайбы диаметром d=12 мм- «Шайба стопорная 12
ГОСТ 3695—52».
Резьбовые соединения
211
Таблица 94
Шайбы установочные (шиберы)
(по ведомственным нормалям)
Тип I
Тип II
5г
Размеры в мм
Шайба
Вал
Тип d $1 D ь R dz К
1 4 з С6 0.6U1 10 0,6 ± 0,06 3 А5 3 4 6,5 6,5 9 ±0,1 2 2
5 4 14 4 2 2
6—7 5 озш 18 0,8 ± 0,08 5 2,4 2
8—9 7 18 7 2,4 2
11 Свыше 9 до 12 8 24 8 2,4 —
Свыше 12 до 15 10 14-0.1 *+о.з 27 1 it 0,09 10 11 3,2 —
Свыше 15 до 18 14 32 14 13 3,2 —
212
Раздел III. Разъемные соединения
Продолжение
Размеры в мм
Вал d D ъ 51 Ri
2,5 24-0»0в 4,5 1,6 0,6 0,6 1,6 0,2
3 2,3+0’06 6 1,8 0,6 0,64 2,1 0,3
4 3,2+0’06 7 2,7 0,6 0,64 2,5
5 4+o.os 9 3,4 0,7 ' 0,75 3,3 0,5
6 5+0.08 11 4,3 0,7 0,75 4
8 7+ол 14 6,2 0,9 0,94 5,2 0,7
10 9+0’1 18 .8 1 1,04 6,8
Примечание. Материал шайб типа I и 1Г. сталь 50IIIH лист Б х/к ГОСТ 914—56.
Материал шайб типа III: сталь 60С2, ГОСТ 2283—57 (калить HRC 52—56) или бронза
БрОФ 6,5—0,15Т по ГОСТ 1761—50 —для шиберов, которые должны обладать антимагнит-
ными или токопроводящими свойствами.
Резьбовые соединения
213
Таблица 95
Шплинты
(по ГОСТ 397—64)
Условный диаметр
шплинта dQ равен диа-
метру отверстия
Размеры в мм
Длина шплинта Z d * в
do d D /1 /2 4 5 6 8 10 12 14 16 18 20 22 25 28 32 36 40 45 50 55 60 70 80 О) a m и о к
0,6 0,8 1,0 1,2 0,45 0,60 0,80 1,0 1,1 1,4 1,8 2,25 1,6 2,0 2,5 3,0 1,6 X XX XXX X X X X XXX X X X 2 2,8 3,6 4,5 2,8 3,6 4,5 5,5
1,6 2,0 2,5 1,2 1,6 2,0 2,85 3,6 4,5 4,0 4,5 5,0 2,5 X XX X X X XXX XX X 5,5 7 9 7 9 И
3,2 4,0 5,Q 2,7 3,5 4,5 5,95 7,55 9,5 6,3 8,0 10 4 X XX XXX XXX XX X И 14 20 14 20 28
♦ Рекомендуемый диапазон диаметров валов, болтов и винтов для каждого'размера
шплинта.
Примечания. 1. Для стальных шплинтов ГОСТ 397—64 рекомендует стали с со-
держанием углерода не свыше 0,20% по ГОСТ 380—60 и ГОСТ 1050—60. Изготовление
шплинтов из цветных металлов и нержавеющей стали допускается в особых технически
обоснованных случаях.
2. Для шплинтов, изготавливаемых из указанных выше сталей, ГОСТ 397—64 рекомен-
дует следующие покрытия:
Условия работы Наименования и обозначения покрытий по ГОСТ 9791—61 Обозначения (общие) материала и покрытий .
Под открытым небом Кадмиевое хроматированное Кд. хр. Хромовое многослойное МНХ или MX 002 004
В открытых неотапливае- мых помещениях Цинковое хроматированное Ц. хр Никелевое многослойное МН * 001 003
Внутри* отапливаемых поме- щений Окисное Хим. Оке. Фосфатное Хим. Фос. 005. 006
3. Пример условного обозначения стального шплинта с диаметром = 5 мм, длиной
28 мм, с покрытием Ц. хр. (общее обозначение материала и покрытия — 001):
«Шплинт 28 — 001 ГОС Т 397—64ъ.
Для стальных штифтов без покрытия, материал и покрытие в обозначении не ука-
зывать.
Таблица 96
to
£
Выход резьбы. Сбеги, недорезы, проточки и фаски
(по ГОСТ 10549—63)
Для наружной метрической резьбы , Тип 1 Тип П-упрочненнь/й ГтР.пи
b
В 1! 1 11 ' 1 с *45 ° Т43 5 *5
>азл !еры в мм ' X/ X. Л
JL2 I
Шаг резь- бы Сбег Недорез * Проточка Фаска ci
max ^2 max Тип I Тип II di при сопряже- нии с внутрен- ней резьбой с проточкой типа II для всех других слу- чаев
при угле заборной части инструмента ** нор- маль- ней умень- шен- ный Нормальная Узкая
20° I 30° 45° Ъ ТУ b v 1 г»! b ТУ
0,2 0,4 0,3 0,2 0,5 0,4 — — — — — — — — — — 0,2
0,25 0,5 0,6 0,5
0,3 0,4 0,7
0,35 0,6 0,3 0,8 0,6 d — 0,6 d — 0,7’ 0,3
0,4 о,7 0,5 1,0 0,8 1,0 0,3 0,2
0,45 0,8
Раздел III. Разъемные соединения
l._. a
0,5 1,0 0,6 0,4 1,6 1,0 1,6 0,5 0,3 1,0 0,3 0,2 d — 0,8 0,5
0,6 1,2 0,7 d — 0,9
0,7 1,3 0,8 0,5. 2,0 2,0 d —1,0
0,75 1,5 1,6 1,6 0,5 0,3 d — 1,2
0,8 0,9 0,6 3,0 3,0 1,0
1 1,3 1,2 0,7 . 2,0 2,0 3,6 2,0 d— 1,5 2,0
1,25 2,2 1,5 0,9 1,0 0,5 4,4 х 2,5 d—1,8 2,5
1,5 2,8 1,6 1,0 4,0 2,5 4,0 2,5 4,6 d — 2,2 3,0 1,5
1,75 3,2 1 2,0 | 1,2 1,о 5,4 3,0 d — 2,5 3,5
2 3,5 2,2 1 1,4 5,0 3,0 5,0 3,0 0,5 5,6 d—3,0 2,0
2,5 4,5 | 3,0 | 1,6 6,0 4,0 6,0 1,5 4,0 . 7,3 4,0 d— 3,5 5,0
_3 5,2 1 3,5 2,0 7,6 d — 4,5 6,5 2,5
3,5 6,3 1 4,0 2,2 8,0 5,0 8,0 2,0 5,0 10,2 5,5 d— 5,0 7,5
4 7,1 4,5 2,5 1,0 1,5 10,3 d —6,0 1 8,0 , ’ 3,0
4,5 8,0 5,0 3,0 10,0 6,0 10,0 6,0 12,9 7,0 d — 6,5 9,5
5 1 9,0 1 5,5 3,2 3,0 1,0 13,1 d — 7,0
5,5 10,0 6,0 3,5 12,0 8,0 12,0 8,0 2,0 15,0 1 8,0 d —8,0 10,5 4,0
6 1 11,0 4,0 16,0 1 8,5 d —9,0
* Недорез равен сумме сбега и недовода. Недовод резьбы — величина ненарезанной части детали между концом сбега и опорной
поверхностью детали. ‘
' ♦♦ Для наружной метрической .резьбы при выполнении резьбы на проход рекомендуется применять резьбообразующии инструмент
с углом заборной-части 20°; при выполнении резьбы в упор в случае применения нормального недореза ненормальной ширины проточки
типа I и проточки типа II — с углом заборной части 30°; в случае применения уменьшенного недореза и узкой проточки — с углом заборной
части 45°.
Резьбовые соединения
Продолжение
to
о>
Для внутренней метрической резьбы
Тип И-упрочненный
Размеры в мм
Шаг резь- бы Сбег Недорез Проточка Фаска ci
z3max ^шах Тип I Тип II di при сопряже- нии с наруж- ной резьбой с проточкой типа II для всех Других слу- чаев
нор- маль- ный умень- шен- ный нор- маль- ный умень- шен- ный Нормальная Узкая t
S1 1 г Г1 bi г Г1 bi г
0,2 0,5 0,3 0,8 0,6 — — — — л— X — ' — — — 0,2 0,3
0,25 0,6 0,4 1,0 0,8
0,3 0,7 0,5 1,2 I 0,9
0,35 0,8 1,4 1 1,0'
0,4 0,9 0,6 1 1,6 I 1,2
0,45 | 1,1 0,7 1,8 | ' 1,4
0,5 | 1,2 1 0,8 2,0 | 1,5 | 2,0* 0,5 0,3 1,0* 0,3 0,2 ^4-о,з 0,5
0,6 t 1 1,5 1 1,0 2,4 1,8 — — — — — — —
0,7 i 1,8 1 1,2 1 2,8 2,1
1 !
Раздел III. Разъемные соединения
/ 1 1 1 i 1 1 1
0,75 1,9 1,3 ' 3,0 2,2 3,0* 1,0 0,5 1,0* | 03 0,2 d-j-0,4
0,8 2,1 1,4 3,2 2,4 — — — — — — • 1,0
1 2,7 1,8 4,0 3,0 4,0 1,0 0,5 1,6 0,5 0,3 3,6 2,0 dJ-0,5 2,0.
1,25 3,3 2,2 5,0 3,8 5,0 2,0 4,5 2,5 2,5
1,5' 4,0 2,7 6,0 4,5 6,0 1,5 2,5 5,4 3,0 d 4-0,7 1,5
1J5 4,7 3,2 7,0 5,2 .7,0 1,0 6,2 3,5 3,0
2 5,5 3,7 8,0 6,0 8,0 2,0 3,0 6,5 d-f-1,0 2,0
2,5 7,0 4,7 10,0 75 4,0 0,5 8,9 5,0 4,0
3 5,7 9,0 10 11,4 6,5 <74-1,2 2,5
3,5 6,6 10,5 1,о 5,0 13,1 7,5 5,5
4 7,6 12,5 12 1,5 14,3 8,0 fi?+l,5 3,0
4,5 8,5 14,0 14 3,0 6,0 16,6 9,5 7,0
5 9,5 16,0 1,0 18,4 <74-1,8
5,5 16 8,0 2,0 18,7' 10,5 8,0 4,0
6 18,9 <7 4-2,0 8,5
♦ Ширина^ проточек дана для диаметров 6 мм и более. Приме ч.а н и я. 1. Для внутренней метрической резьбы при выполнении резьбы в упор в случае применения нормального недореза и нормальной ширины проточки типа I рекомендуется -применять резьбообразующий инструмент с длиной заборной части не более 3 шагов. В случае применения уменьшенного недореза и проточки типа II — не более 2 шагов разрешается для внутренней метрической резьбы увеличивать сбег до 6 шагов, если это допустимо по условиям конструкции. 2. При изготовлении гаек допускается применять фаски сгиод углом 60° между образующей и осью конуса. 3. Для наружной и внутренней резьбы допускается применять вместо проточек типа I при b 2 мм симметричные проточки (без фаски) с радиусом закругления с обеих сторон, равным г. 4. Проточки нормальной ширины и нормальный недорез должны иметь предпочтительное применение. Узкйе проточки и уменьшенный недорез допускается применять в обоснованных случаях (когда это необходимо для уменьшения габаритов конструкции). 5. Допуски на диаметр и ширину проточки назначаются исходя из конструктивных требований к изготовляемым деталям. Предпочти- тельно применение 7-го класса точности с симметричным расположением отклонений.
Резьбовые соединения
Таблица 07
Элементы винтовых соединений
Размеры в мм
d Диаметр резьбы 1 1,2 1,4 1,6 2 2,5 3 4 5 6 8 10 12 1 14 I 16 18 20
Отверстия сквозные по ГОСТ 11284—65 1-й ряд 2-й ряд З-й ряд 1,2 1,3 1,4 1,5 1,6 1,7 1,8 1,9 2,2 2,4 2,6 2,7 2,9 3,1 3,2 3,4 3,6 4,3 4,5 4,8 5,3 5,5 5,8 6,4 6,6 7,0 8,4 9,0 10 10,5 11 12 12,5 13 15 14,5 15 17 16,5 17 19 18,5 19 21 21 22 24
в сталь 1 1,2 1,5' 1,8 2,2 2,8 3,2 4 5 6 7 8 9 10
I Глубина ввинчивания стальных винтов в латунь 1,2 1,5 .1,8, 2,2 2,8 3,2 4 5 6 7 8 9 10 И
в легкие сплавы 2,5 2,8 3,5 4 5 6 7 8 10 12 15 18 20 22 25
218 Раздел III. Разъемные соединения
ll Запас резьбы (полной) 1 1,5 2 2,5 3 3,5 4 4,5 5
ls Запас глубины сверления - 2 2,5 3 4 5 6 8 9 11 12 13 15
h Высота конуса (для справок) 0,2 0,3 0,4 0,6 0,7 1 1,2 1,4 1,9 2,4 2,9 3,4 4 4,4 5
D Винты ГОСТ 1490—62 и ГОСТ 1475—62 2,2 2,6 3 3,6 4,4 5,3 6,2 8 10 12 16. 19,6 — — — — —
D. Винты ГОСТ 1491—62 и ГОСТ 1489—62 2,5 3 3,5 3,5 4 5 6 8 10 12 15 18 — — — — —
Ds Болты ГОСТ 7805—62 — — — — 6 7 7 9 10 13 18 21 24 27 30 33 36
Dt Болты ГОСТ 7808—62 1 — 15 118 1 21 . 24 27 30 33
Болты и винты с шайбами нормальными — ГОСТ 11371—65 уменьшенными — ГОСТ 10450—63 увеличенными — ГОСТ 6958—65 4 3,5 4,5 4,5 4 4,5 4,5 4 6 5 4,5 6 6 5 7 7 6 9 8 7 11 10 9 13 11 11 18 14 13 20 19 18 27 23 20 33 27 23 38 30 27 44 33 30 50 36 33 56 40 36 62
D, стопорными — ГОСТ 10462—63 — — — — 6 7 8 10 11 13 16 19 21 24 27 30 33
A стопорными — ГОСТ 10463—63 18 21 24 27 30 33 36
Примечания. 1. Глубина ввинчивания I рассчитана для равнопрочного резьбового соединения.
2. Размеры гнезд D^ — D^ даны с учетом возможного смещения стержня болта или «винта на величину di — d, соответствующую 2-му
ряду сквозных отверстий. Для 3-го ряда сквозных отверстий при полном использовании зазора d\_—d диаметры гн?зд должны быть уве-
личены.
3. При независимой обработке отверстий каждой детали (с расстоянием между осями наиболее удаленных отверстий менее 500 мм) для
соединений, к которым предъявляются лишь требования собираемости, ряды сквозных отверстий рекомендуется выбирать из приводимой
ниже таблицы, составленной по приложению к ГОСТ 11284—65.
Резьбовые соединения
Продолжение
Черт 1 Черт. 2
Количество и расположение отверстий Способ образования отверстий Тип соединения Ряд отверстий
Любое количество отверстий и любое их располо- жение Обработка отверстий по кондукторам Болтовое Винтовое 1-й
Отверстия расположены в один ряд и координиро- ваны относительно оси отверстия или базовой плос- кости (черт. 1,а) Отверстия (с числом до четырех) расположены в два ряда и координированы относи 1ельно их осей (черт. 1, б) Пробивка отверстий штампами повышенной точно- сти, литье под давлением и лигье по выплавляемым моделям повышенной точности Болтовое
"Винтовое 2-й
Обработка отверстий по разметке, пробивка штам- пами обычной точности, литье нормальной точности Болтовое
Винтовое З-й
Отверстия расположены в два и более ряда и ко- ординированы относительно осей отверстий или базо- вых плоскостей (черт. 2, а). Отверстия расположены по окружности (черт. 2, б) Пробивка отверстий штампами повышенной точ- ности, литье под давлением и литье по выплавляемым моделям повышенной точности Болтовое 2-й
Винтовое
Обработка отверстий по разметке, пробивка штам- пами обычной точности, литье нормальной точности Болтовое З-й
4. Для соединений, к которым предъявляются требования собираемости и дополнительные требования к величине относительного переме-
щения деталей, а также к соединениям, к которым предъявляются лишь требования собираемости, но с расстояниями между осями наиболее уда-
ленных отверстий в деталях 500 л£Л£ и более, допускается принимать более грубые (по сравнению с рекомендуемыми) ряды сквозных отверстий.
5. При совместной обработке отверстий в деталях соединения (для заклепочных и неразбираемых болтовых соединений) номинальный
диаметр сквозного отверстия рекомендуется принимать равным наибольшему предельному размеру диаметра стержня крепежной детали.
При этом отверстия должны быть раззенкованы на размер, соответствующий переходному радиусу между головкой и стержнем.
220 Раздел III. Разъемные соединения
Резьбовые соединения
221
Таблица 98
Габариты мест под ключи гаечные
(по нормали машиностроения)
Г---Р
d М2 М2,5 М3 М4. М5 Мб М8* М8 МЮ МЮ М12 М12 М14 М14 М16 М16 М18 М18 М20
S 4 5 5,5 7 8 10 . - 12 14 17 19 22 24 27
D — — — — 20 22 26 28 32 36 40 45 50
А 10 И 12 14 17 21 25 30 34 38 45 48 52
Л1 — — — — 16 18 20 22 26 30 32 36 40
В 4 5 5 6 7 9 10 12 14 16 18 18 22
С 8 8 8 9 10 12 15 18 20 22 25 28 32
Е 6 6 6 7 9 И 13 15 18 20 | 22 25 28
К 18 20 20 26 32 36 48 52 60 68 | 76 80 90
L 14* 15 15 20 25 26 38 40 45 50 | 55 60 65
* Нижнему ряду номинальных диаметров резьбы соответствует уменьшенный размер
<под ключ».
222
Раздел III. Разъемные соединения
Таблица 99
Допуски на расстояния между центрами отверстий,
расположенных на прямых линиях .
(обозначения см. стр. 236)
Два. отверстия
не связанные
с вазами
D — d в мм 0,2 0,3 0,4 0,5 0,6 0,7 0,8 1 2 3 4 5. 6
1 Соединение 1 болтовое дс 0,3 0,4 0,5 0,5 0,6 0,7 0,8 1 2 3 4 5 6
винтовое 0,15 0,2 0,25 0,3 .0,3 0,4 0,4 0,5 1 1,5 2 2,5 3
Одно и долее отверстии t
связанных с дозами
Три и долее отверстии,
не связанных с вазами
D — d в мм 0,2 0,3 0,4 0,5 0,6 0,7 0,8 1 2 3 4 5 6
Соединение болтовое ДС 0,15 0,2 0,25 0,3 0,3 0,4 0,4 0,5 1 1,5' 2 2,5 3
винтовое 0,08 0,1 0,1 0,15 0,15 0,2 0,2 0,25 0,5 0,8 1 1,2 1,5
Резьбовые соединения
223
Продолжение
Два, три и
четыре от-
верст ия,не
связанные
с (Разами
D — d в мм 0,2 0,3 0,4 0,5 0,6 0,7 0,8 1 2 3 4 5 6
I Соединение 1 болтовое ДС 0,2 0,25 0,3 0,4 0,4 0,5 0,6 0,7 1,4 2 2,8 3,5 4,2
винтовое 0,1 0,1 0,15 0,2 0,2 0,25 0,3 0,4 0,7 1 1,4 1,8 2,1
Одно й, долее отверстий. Многорядные соединена^ с осевыми вазами
D — d в мм 0,2 0,3 0,4 0,5 0,6 0,7 0,8 1 2 3 4 5 6
Соединение болтовое дс 0,1 0,15 0,15 0,2 0,2 0,25 0,3 0,4 0,7 1 1,5 1,8 2
винтовое 0,06 0,07 0,08' 0,1 0,1 0,15 0,15 0,2 0,4 0,5 0,7 о,а 1
Таблица 100
Допуски на расстояния между центрами отверстий, расположенных
на окружности
Соединение болтовое
Если зазор между D2 и
отсутствует, то ADj прини-
мается равным половине
табличного
Di в мм D— d в мм | 0,2 | 0,3 | 0,4 | 0,5 | 0,6 | 0,7 | 0,8 | 1 1 2 1 3 1 4 1 5 1 6
свыше до Допускаемые отклонения (ADj В ММ И Да в град и мин)
1 12 AZ)i 0,2 | 0,3 | 0,4 | 0,4 0,4 0,6 | 1 1 1 1 1 1
Аа | 1° 1 1° I 1°30' | 2° 1 2‘ 1 2’ 1 1 1 1
12 20 ДО1 1 0,2 0,2 1 °>31 0,4 1 0,4 | 1 °>5 | 0,6 | 1 1 1
Аа | 30' | '• 1 1’ 1 1» 1 1°30' | изо' । 1°30' | 1
20 40 1 0,2 | 0,3 0,3 | 0,4 1 о>4 1 0,5 | 0,6 0,7 1 И 1 1 1
Аа | 15' | 20' | 30' 1 35' 1 45' 1 1 45' | 1° 1 1° 1 2°30' | | 1 1 1 1 1
40 60 AZ)t | 0,2 | 0,2 | 0,3 1 0,4 1 0,4 1 0,5 | 0,6 | 1 0,7 1 1 1 1 1 ! 1
Аа | 10' | 15' | 15’ 1 20' 1 30' | 1 30' | 30' | 45' 1 2’ | I 1
60 80 до, 1 0,2 | 0,2 1 0,2 | 0,3 1 0,4 1 0,4 | 0,4 | 0,6 1 1 1 i 1 1
Аа | 5' I 15' | 20' | 20' 1 25' | 30' 1 30' 1 45' | 1°30' 1
80 100 Д0х 1 0,2 | 0,2 1 1 0,2 | 0,3 1 0,4 | 1 0,4 1 0,4 I 1 0,4 1 0,8 1 1 1
Аа | 5' 1 15' | 1 15' I 20' 1 20' | 25' | 30' 1 30' 1 1 1° I- 1 1
Раздел III. Разъемные соединения •
Левин
I | 100 120 ADt I 0,2 0,2 0,2 0,3 1 0,3 | 0,4 0,4 | 0,4 | 0,8 | | | |
Да 1 5' 10' 15' 15' I 15' | 15' | 20' | 25' | 50' | | | |
120 160 ADi 1 0,2 0,2 0,3 | 0,3 | °’4 1, 0,4 0,4 | 0,8 | 1,2 | 1
Да 1 1 5' ! 10' 10' 1 10' 1 10' 1 20' | 20' | 40' | 1° 1 1 1
160 200 AD, 1 0,2 0,2 1 °’3 1 0,3 | 0,3 0,4 | 0,4 | 0,8 | 1,2 I 1,61 1 I
Да 1 1 5' 8' 1 8’ 1 10' 1 10' I 10' I 15' I 30' 1 45' | 1° 1
200 250 ДОх | | 0,2 0,2 | 0,2 | 0,2 | 0,3 0,3 1 0,6 | 1 1 1,61
Да 1 1 5' 1 5' | 5' | 8' | 10' 1 15' I 25' | 45' | 50' |
?50 300 А©! | ' | 0,2 0,2 1 0,2 | 0,2 | 0,3 I 0,3 I 0,6 | 1 1 1,6 | 1,6 1
Да 1 ' 1 4' -5’ | 5' 1 8' 1 8' 1 10' I 20' | 30' I 40' | 45' |
300 400 д/л | | 0,2 1 0,2 | 0,2 | 0,2 | 0,2 | 0,3 I 0,6 | • 1 1,6 I 1,6 | 2
Да | | | 4' 1 5' | 5' I 6' 1 7' | 8' 1 15' I 25' | 30' | 40' | 50'
400 500 ДРх | 1 | 0,2 1 0,2 1 0,2 | 0,2 | 0,2 | 0,3 I 0,6 | 1 1 1,4 | 1,6 1 2
Да | 3' 1 4' | 4' | 5' I 6’ 1 6' 1 12' | 20' | 25' 1 30' 1 40'
500 700 Д£)1 | | 1 °>2 1 0,2 | 0,2 | 0,3 1 1 0,3 | 0,5 | 1 f 1,4 | 2 1 2
Да | 1 1 1 3' | 4' | 5' 1 5' 1 5' 1 10' 1 15' | 18' 1 22' ! ЗО'~~
700 1000 | | 1 1 0,2 | 0,2 | 0,3 1 0,5 | 1 1 1,4 I 2 1 2
Да I I 1 ♦ | 3' 1 4' | 4' 1 7’ 1 10' | 12' | 16' 1 20Г
1000 1300 1 | I 1 1 1 1 1 0,5 1 1 1,4 I 2 1 2
Да 1 I | 1 1 | 1 1 1 5' 1 8' | Н' 1 *12' | 167"
1300 1600 1 j 1 1 1 1 0,5 | 1 | 1,6 | 2 1 2
Да 1 I 1 1 1 . 1 1 4' | 6' 1 8' 1 10' | 12'
1600 200б ДО. | j | 1 1 1 1 1 1 I1 1 1 1 1 2 2 1 2
Да 1 1 1 1 1 1 1 1 1 5' I 6' 1 8' | 10'
Резьбовые соединения
Таблица 101
Допуски на расстояния между центрами отверстий, расположенных
на окружности
Соединение винтовое
Если зазор между D2 и dt
отсутствует, то №)г прини-
мается равным половине
табличного
Di в мм D—dв мм| 0,2 0,3 1 °-4 1 0,5 | 0,6 | 0,7 | 0,8 | 1 | 2 | 3 j 4 1 5 1 6
свыше ДО Допустимые отклонения (A-Dj в мм и Да в град и мин)
1 12 Д/\ | 0,16 | 0,2 1 °’21 0,2 | 0,2 | ( о-2 1 1 1
Да | 15' I 30' 1 35' | 45’ | 1° | Г20' 1 1 1 1 I
12 20 | 0,08 1 0,16 1 °’2 1 0,2 | 0,2 1 °’2 1 0,2 1 1 1 1 1
Да | 15' 1 1 15' 1 20' | 30' 1 45' | 1° 1 1° 1 1 1 1 1 1 1
20 40 Д2\ | 0,08 | 0,1 | 0,16 ( 0,2 | 0,2 1 °’2 1 0,2 1 0,3 1 0,6 1 | i
Да | 8' 1 15' 1 15' | 20' | 25' 1 30' 1 30' | 35' | 1’30' 1
40 60 1 0,08 | о,1 | 0,2 | 0,2 | 0,2 1 0,2 I 0,2 I 0,3 I 0,6 |
Да | 5' 1 8' 1 8' | 10’ | 10' 1 15' I 20' | 20' 1 45' | | 1
60 80 Д2?1 | | 0,1 1 °’2 1 0,2 | 0,2 | 0,2 | 0,2 1 о-3 1 | 0,6 | |
Да | 1 5' 1 5’ | 8' 1 10' 1 Ю' 1 15' 1 15' 1 35' | |
80 100 ADi I I 1 0,2 | 0,2 | 0,2 i 1 0,2 | 0,2 1 0,3 1 0,6 | 1
Да | 1 5' | 8' 1 10' 1 Ю' 1 10' | 15' 1 25' I 1 1 1
КЗ
Раздел III. Разъемные соединения
100 120 | 0,16 0,16 | 0,16 | 0,2 | 0,2 | 0,3 | 0,6 | | | |
Да | 1 5' 5' | 8' | 10' | 10' 1 10' 1 20' 1 1 1 1
120 160 до. | 1 0,16 | 0,16 [ 0,2 °’2 0,3 | 0,4 j 0,6 1 1
Да | 1 5' | 5' 1 5' | 8' 1 8' | 20' | 30' 1 1 1
160 200 ДО. | 1 0,1 | 0,2 1 °-2 I 0,3 j 0,4 0,6 | 0,8 | 1
Да' | 1 1 5' 1 5' 5' 1 5' | 15' I 25' | 30' | 1
200 250 до. | 1. о,1 I 1 °>2 | 0,3 | 0,5 1 0,8 | 1
Да | 5' | 5' | 10' 1 25' | 25' | 1
250 300 ДО. | 1 1 1 1 0,2 | 0,3 | 0,5 | 0,6 | 0,8 |
Да | 1 1 1 1 1 5‘ | 10' 1 15' ! 20' | 22' |
300 400 до, | 1 ! 0,16 | 0,3 | 0,5 | 0,8 j 0,8 | 1
Да | 1 1 1 1 1 1 4' | 8' 1 12' 15’ I 20' | 25'
400 500 ДО. | 1 1 1 1 1 | 0,16 | 0,3 | 0,5 | 0,6 | 0,8 | 1
Да | 1 1 1 3’ 1 6' 1 10' 1 12' | 15' I 20'
500 700 1 I 1 1 1 1 1 0,3 | 0,5 | 0,6 | 1 i 1
Да 1 1 1 1111 1 1 5' 1 8' 1 9' | 11' 1 15'
700 1000 до. | 1 1 1 1 1 1 0,3 | 0,5 | 0,6 | 1 1 1
Да | III 3' 1 5' 1 6' 1 8' 1 10'
1000 1300 до. | 1 1 1 1 1 1 1 1 0,5 | 0,6 | 1 1 1
Да | | 1 1 1 1 4' | 6’ 1 6' 1 8'
1300 1600 до. I I 1 ! 1 1 1 1 1 1 0,5 0,8 | 1 1 1
Да | 1 1 ! 1 1 1 1 3’ 1 4' | 5' 1 6'
1600 2000 до. | I Г 1 I 1 1 1 1 0,5 | 1 1 1 1 1
Да | | 1 1 1 1 1 1 1 1 3' 1 3' 1 4' i 5'
Резьбовые соединения
Таблица 102
№
Допуски на расстояния между центрами двух отверстий, расположенных
на секторе
Соединение болтовое
R В Af4f D—d в 0,2 0,3 0,4 | 0,5 | 0,6 | 0,7 | 0,8 | 1 1 2 1 3 1 4 1 5 1 6
свыше ДО Допускаемые отклонения (Д/? в мм и Да в град и мин)
1 6 ыг 0,15 0,2 0,3 0,4 0,4 0,5
Да- 2° 3° 3° 4° 4° 5°
6 10 АТ? 0,15 0,2 0,3 0,4 0,4 0,5 0,6
Да 1° 1°30' 2° 2° 3° 3° 3°
10 20 АТ? 0,1 0,2 0,3 0,3 0,4 0,5 0,6 0,7 1
Да 45' 1° 1° 1°30' 1°30' 1°30' 1°30' 2° 3°
20 30 АТ? 0,1 0,2 0,3 0,3 0,4 0,5 0,6 0,7 1
Да 30' 30' 45' 1° 1° 1° 1° 1°30' 3°
30 40 АТ? 0,1 0,2 0,2 0,3 0,4 0,4 0,4 0,6 1
Да 1 15' 25' | 45' 45' 45' | 1е 1 1 1” 1 1’30' 2°30'
40 50 АТ? | 1 ОД 1 0,2 0,2 0,3 0,4 1 0,4 | 0,4 1 0,4 1 0,8
Да | 15’ I 25’ 1 30' | 40' Г 40' | 45' | 1° 1 1° 1 2” 1 1 1
Раздел III. Разъемные соединения
Резьбовые соединения
229
— — — — — — — — 1 1,6| о о° 1,6 | 2 | 1°30' | Г40' I 1,6 I 2 ф СМ о 1 1 м 1 2 | 2 т—4 1 2 1 2 1 <0fr | | 1 2 | 2 1 ZS I &Z 1 1 2 | 2 1 ЛЕ | W | 1 2 | 2 | 16' | 20' 1
1 1,6 о СМ 1 1,6 ф 0 ф 8 т—4 1 1,6 | V—Н 1 1,4 | 1 50' | 1 1,4 ф СО 1 1,4 | 24' 1 1,4 см см 1 1,6 ф г-н см | 12'.
1 1,2 сч 1 1,2 | 1°30' г—1 ф со 1 1 м '—1 г-И 1 ,09 | | 40' 8 Г—< | 20' 1 1 16' ,21 | с>
18<0 1 | Г45' | 00 о | 1°30’ 8‘0 | г—< 1 0,6 г—< 9‘0 | ю схо ф 1 30' 1 а> см 1 0,5 8 1 0,5 | 14' 1 0,5 | 10' 1 0,5 00
о 0,4 Га 0,4 8 0,3 ф СО 0,3 8 0,3 ф 0,3 см 0,3 О г-И 0,3 00
0,4 | 1 ж о I ,ое о 20' | 0,3 I | <02 0,3 I 8 0,2 | | ,и 0,2 | | ,21 | е‘о ф 0,2 | 00 -
о 30' 1 0,4 | 20' | 0,3 I 20' | 0,2 | 20' | 0,2 | О СМ 0,2 | 12’ 1 0,2 | ф 0,2 | о 0,2 | ф 1
0,4 | 1 25' | 1 е‘° I 20' 1 £‘0 1 20' | 1 S<0 1 1 Ю' 1 0,2 | ф ! 0,2 | О Т-*4 0,2 | 00 1 2‘0 00
0,2 | 0,3 25' | 25' | 0,2 0,3 20' | 20' | 0,2 | 0,3 | ,91 | ,91 0,2 | 0,2 | ,01 1 ,01 0,2 1 0,2 | о 00 0,2 | 0,2, | О 00 0,2 | 0,2 | 00 ф 1 г‘° 1 ф — — — — — — — —
1 г<0 1 15' I I Го 15' | ф ю г—<
o' 1 -si 1
| Д7? | Да <1 дя »v о; <1 »V <1 a <1 д/г a <1 Д/? в <1 Д/? ^а д/? a <1 Д/? «V * <1 ! Да д/г a <1
60 о 00 100 125 150 200 250 350 500 650 800 0001
50 60 S 100 125 150 200 250 350 500 650 800
Таблица 103
Допуски на расстояния между центрами двух отверстий, расположенных
на секторе
Соединение винтовое
R в мм D—d в мм 0,2 0,3 0,4 0,5 | 0,6 | 0,7 | 0,8 | 1 | 2 | 3 1 4 ! 5 1 6
свыше до Допустимые отклонения (Д£ в мм и Да в град и мин)
1 6 ыг 0,1 ’ 0,15 0,2 0,2 0,2 0,3
Да 1° 1° ГЗО' 2° 2° 2°
6 10 47? о,1 од 0,15 0,2 0,2 0;25 0,3
Да 30' 1° 1° 1° ГЗО' ГЗО' ГЗО'
10 20 47? 0,1 0,15 0,15 0,2 0,2 0,25 0,3 0,35 0,5
Да 15' 20' 30' 35' 45' 45' Г Г 2°30'
20 30 47? о,1 ОД 0,15 0,2 0,2 0,25 0,3 0,35 0,5
Да 10' 15' 15' 20' 30' 30' 30' 45' 2”
30 40 47? 0,1 0,1 0,1 0,15 0,2 0,2 0,2 0,3 0,5 -
Да 5' 15' 20' 20' 25' 30' 30' 45' ГЗО'
40 50 47? ОД 0,1 од 0,15 0,2 0,2 0,2 0,2 0,4
Да 5' 15' 15' 20' 20' 25' 30' 30' Г
Раздел III. Разъемные соединения
Резьбовые соединения
231
1 ДУ? | 0,1 I 0,1 1 0,1 I 0,15 0,15 1 0,2 I 0,2 | 0,2 | 0,4 J 1 1 i 1 1 1 1 1 bog 1 & 1 м 1 'Si 1 £1 1 -gi 1 '9l 1 'Qi 1 £ 1 • 1 1 Д/г | | 0,1 1 0,1 I 0,15 1 0,15 1 0,2 | 0,2 | 0,2 | 0,4 | 0,6 | | 1 Да | 1 5' 1 10' 1 10' I 10' 1 10' 1 20' | 20' 1 40' | 1° | | 1 | 1 Д/г I I 0,1 I 0,1 1 0,15 | 0,15 1 0,15 1 0,2 | 0,2 | 0,4 | 0,6 | 0,8 | | 1 1 1 °1 1 Ж 1 '0S | £1 | ,01 | <01 1 АН | ,8 1 ,8 1 ,S 1 1 I Д/? | 1 I 0,1 I 0,1 1 0,1 1 0,1 I 0,15 | 0,15 1 0,3 | 0,5 | 0,8 | | 1 1 1 'Qg 1 I & I '9l 1 '01 1 '8 | '£ 1 'S 1 '2 1 1 1 | ДЯ 1 | I 0,1 1 0,1 | 0,1 1 0,1 | 0,15 1 0,15 I 0,3 I 0,5 | 03 1 0.8 1 ' in о 8 8 О 00 00 ю ю Д/? | 1 1 о,1 I 0,1 I 0,1 I 0,1 I 0,1 I 0,15 1 0,3 1 0,5 I 0,8 1 0,8 | 1 Да | | | 4' | 5' | 5' | 6' | 7' | 8' | 15' I 25' | 30' | 40' | 50' | Д/г 1 ’ 1 | 0,1 1 0,1 1 0,1 I 0,1 1 0,1 1 0,15 1 0,3 | 0,5 I 0,7 1 0,8 | 1 Да 1 1 | 3' 1 4' 1 4' 1 5’ | 6' 1 6'‘ 1 12' 1 20' 1 25' | 30' | 40'. | Д/г 1 1 1 | 0,1 1 0,1 1 0,1 1 0,15 I 0,15 | 0,25 | 0,5 | 0,7 | 1 | 1 £ да 03 00 ю f—* о ю in ю 00 <1 Д/г | 1 I 1 1 1 0,1 1 0,1 1 0,15 1 0,25 1 03 I 0,7 1 1 j 1 Да I I I I I I 3' 1 4' 1 4' 1 7' 1 10' I 12' | 16' 1 20' | Д/г । ! |'| । 1 1 1 | 0,25 j 0,5 | 0,7 | 1 | 1 Да | | | | I | | | | 5' 1 8' | 11' | 12' | 16' | • Д/г 1 1 i 1 1 j 1 1 1 0,25 I 0,5 1 0,8 1 1 | 1 Да 1 1 i 1 1 1 1 1 1 4' | 6' 1 8' 1 10' 1 12' I д/г ! 1 I ! I 1 | | | I 03J i | i j i Да 1 | | | | | | | 1 | 5' 1 6' |. 8' 1 10' |
09 О 00 100 125 150 200 250 350 500 650 800 1000 '
5 > 1 09 80 100 125 150 200 250 350 500 650 800
232
Раздел III, Разъемные соединения
затяжки ключом (по сравнению с от-
верткой) или когда доступ к головке
винта для завинчивания стандартным
инструментом возможен только сбоку.
Шестигранная головка (как и цилин-
дрическая, но без шлица, с поперечными
отверстиями в головке) применяется
также для регулировочных болтов в тех
случаях, когда осевое давление от-
вертки влияет на точность регулировки
вследствие деформации детали-гайки.
Винты с цилиндрической головкой
находят в приборостроении наиболее
широкое применение, так как они про-
сты в изготовлении, могут быть сильно
затянуты отверткой без повреждений
шлица и допускают относительное сме-
щение соединяемых узлов и деталей
при сборке прибора.
Для расширения пределов регулиро-
вания применяют винты с увеличением
диаметром головки (табл. 82 — винты
по ведомственной нормали), если при-
менение подкладных шайб в этом, слу-
чае почему-либо нежелательно.
Цилиндрические винты с просверлен-
ными в головке поперечными отверстия-
ми применяются, когда нужно заплом-
бировать прибор; при протягивании
через эти отверстия проволоки винты
предохраняются от самоотвинчивания.
Винты с конической потайной или
полупотайной головками применяются,
когда головки винтов не должны вы-
ступать, а также тогда, когда требуется
более точная взаимная фиксация сое-
диняемых деталей. При этом винтам с
полупотайной головкой отдают пред-
почтение, когда требуется более кра-
сивый внешний вид прибора. При на-
личии установочных штифтов или по-
садочных диаметров применение вин-
тов с конической головкой должно
допускаться лишь в виде исключения,
так как требуемая при этом двойная
пригонка соединяемых деталей воз-
можна лишь при посредстве кондук-
торов для сверления в них отверстий
для прохода винтов и под резьбу.
Винты с конической головкой приме-
няют также для крепления деталей из
тонколистового металла.
Часто винты с потайной головкой
предпочитают другим типам, поскольку
они при хорошей затяжке лучше про-
тивостоят саморазвинчиванию; в от-
ветственных случа ях эти винты допол-
нительно предохраняются от самораз-
винчивания простым способом, пока-
занным на рис. 150.
Винты с полукруглой головкой при-
меняют преимущественно для крепле-
ния наружных деталей (крышек) в тех
случаях, когда применение винтов с
цилиндрической головкой портит внеш-
ний вид прибора или мешает его про-
тирке, а применение винтов с полупо-
тайной головкой невозможно вслед-
ствие малой толщины крышки или
близости крепежных отверстий к краю
крышки.
Недостатком винтов с полукруглой
головкой является то, что шлицы этих
винтов легко повреждаются при неуме-
лом пользовании отверткой.
Гайки шестигранные чистые с двумя
фасками нормальной высоты (Н ^0,8d)
применяются в приборостроении чаще
других типов. Низкие и облегченные
гайки используются относительно ред-
ко — в качестве контргаек и в случаях
когда габариты не позволяют приме-
нять нормальные гайки, а сильной
затяжки при этом не требуется.
Стандартные квадратные гайки и
специальные штампованные гайки при-
меняются в приборах массового изго-
товления и в условиях ограниченной
доступности, когда требуется предохра-
нить гайку от провертывания и выпа-
дания (рис. 122-424).
Гайки-барашки, как и круглые гай-
ки с накаткой, находят применение
в случаях, когда завертывание и отвер-
тывание гайки должно производиться
от руки, без применения ключей или
отверток.
Если гайки приходится утапливать,
а диаметр гнезда для гайки не позво-
ляет использовать торцовый ключ для
завертывания шестигранных гаек, при-
меняют круглые гайки с отверстиями
Или со шлицем. При этом, если завер-
тывание гаек со шлицем должно произ-
водиться обыкновенной отверткой, то
длину винта надо брать такой, чтобы
его конец не доходил до шлица.
Корончатые и прорезные гайки при-
меняются, когда предохранение от са-
моотвинчивания производится с по-
мощью шплинтов, проходящих через
прорези в гайках и отверстия в стержне
болта. Следует иметь в виду, что при
этом возможно некоторое ослабление
Резьбовые соединения
233
Рис. 122
Рис. 122—124. Способы предохранения
от выпадания и провертывания квадрат-
ных гаек
Рис. 123
винтового соединения за счет прово-
рота гайки на величину зазора между
шплинтом и стенками прорезей в гайке.
Глухие гайки применяют для улуч-
шения внешнего вида прибора, а также
тогда, когда винтовое соединение дол-
жно быть герметичным. В этом случае
под гайки подкладывают уплотнитель-
ные шайбы преимущественно из мягкой
меди.
Предохранение винтовых
соединений от саморазвинчивания
Винтовые соединения предохраняют-
ся от саморазвинчивания под действием
сил, возникающих во время работы
прибора или при вибрации, одним из
следующих способов:
1. Контргайками (рис. 125), высота
которых при сильной затяжке должна
быть равна высоте основной гайки.
2. Закаленными пружинящими коль-
цами или шайбами, подкладываемыми
под головку винта или под гайку
(рис. 126—128).
3. Специальными загибными шай-
бами и подкладками (рис. 129—132).
4. Специальными фиксирующими де-
талями (рис. 133—135).
5. Фиксирующими винтами в паре
с нормальной или специальной гай-
кой (рис. 136—142).
6. Деформированием гайки или бол-
та, рассчитанными специально для
этой цели (рис. 143—148).
7. Соединением двух или более вин-
тов проволокой, продергиваемой через
отверстия, просверленные в головках
винтов (рис. 149).
8. Совместной штифтовкой гайки и
болта штифтами или посредством раз-
водных шплинтов.
9. Раскерниванием конца винта или
материала детали — гайки — у шлица
головки винта, причем иногда для этой
цели в головке винта или детали делают
специальные запилы — канавки (рис.
150 и 151).
10. Покрытием лаком или краской
нарезанной части винта при установке
его на место.
Выбор того или иного способа пре-
дохранения винтовых соединений от
саморазвинчивания определяется кон-
струкцией изделия, материалом скреп-
ляемых деталей, условиями сборки и
эксплуатации изделия и необходимой
степенью надежности. Так, очевидно,
что пружинные шайбы (Гровера) не
могут быть использованы при соеди-
нении керамических деталей, а совмест-
ная штифтовка болта и гайки не может
быть допущена в тех случаях, когда
гайка должна периодически подтяги-
ваться. Всякого рода загибные шайбы
не могут быть рекомендованы в том
случае, если есть основание сомне-
ваться в качестве загибки этих шайб
при сборке изделия, так как при пло-
хом выполнении этой операции загиб-
ные шайбы не могут предотвра-
тить ослабления винтового соедине-
ния.
234
Раздел HL Разъемные соединения
Рис. 134
Рис. 131 Рис. 132 Рис. 133
Рис. 135
Рис. 137
Рис. 125—140.
Способы предо-
хранения вин-
товых соедине-
ний от самораз-
винчивания
Допуски на расстояния между
центрами отверстий под
крепежные детали
Допуски на расстояния между цент-
рами отверстий являются функцией
зазоров между проходными отверстия-
ми и крепежными деталями. Чем боль-
ше зазор, тем большие возможны до-
пуски между центрами отверстий. При
расчете допусков между центрами от-
верстий следует учитывать, что про-
ходные отверстия выполняются по
5-му классу точности Л5, а обтачива-
ние под резьбу винтов — по ходовой
или широкоходовой посадке 5 и 4-го
классов точности.
Вероятное увеличение зазоров между
винтом и отверстием необходимо при-
нимать в расчет, так как это позволяет
увеличить допуски между отверстиями.
Возможное несвинчивание деталей при
таком увеличении практически будет
мало вероятно.
Резьбовые соединения
235
Рис, /4/
Рис. 142
Рис. 143
Рис. 145
Рис. 146
Рис. 147
Рис 148
Рис 149
Рис. 150
Рис. 151
Рис. 141—151. Способы предохранения винтовых соедине-
. ний от саморазвинчивания
236
Раздел III. Разъемные соединения
При соединении деталей различают
два вида крепления:
винтовое — в одной детали отвер-
стия проходные, в другой — с резьбой;
болтовое и заклепочное — в обеих
деталях отверстия проходные.
В табл. 99—103 (см. стр. 222) при-
ведены допуски (по ведомственной нор-
мали) на расстояния между центрами
отверстий, расположенных на прямых
линиях и окружности. Для небольших
зазоров (D — d) допуски рассчитаны
с учетом вероятного распределения раз-
меров отверстий и крепежа в поле.
Обозначения, принятые в табл. 99—
103 и на рис. 152—153:
центральные отверстия соединяемых
деталей;
£)2 — наименьший предельный раз-
мер центрального отверстия;
а, ах, а2 и т. д. — углы между осе-
выми линиями отверстий^ направлен-
ными к центру окружности;
АС — абсолютная величина допу-
стимого отклонения от номинального
расстояния между центрами;
А У? и А£)х — абсолютные величины
допускаемых отклонений от номиналь-
ных значений R и Dx;
Аа — абсолютная величина допус-
каемого отклонения от номинального
значения а;
Рис. 152.
При гарантированном зазоре
без гарантированного зазора
Рис. 153. Определение величины х
D — наименьший предельный раз-
мер проходного отверстия;
d — наибольший предельный размер
винта, заклепки, болта и т. д.;
С, Сх и т. д. — расстояния между
центрами отверстий;
R — радиус окружности центров от-
верстий;
Dx — диаметр окружности центров
отверстий;
dr — наибольший предельный раз-
мер диаметра вала, проходящего через
х — допускаемый эксцентриситет
окружности центров крепежных отвер-
стий относительно центрального отвер-
стия.
Величина х определяется по форму-
лам, приведенным на рис. 153.
Допускаемый эксцентриситет х ок-
ружности центров отверстий D может
быть задан и относительно другого
конструктивного элемента детали, если
это требуется по условиям соединения
деталей или по другим соображениям.
Резьбовые соединения
237
Так, например, для крышки, показан-
ной на рис. 154, величина х выби-
рается по конструктивным соображе-
ниям, поскольку в данном случае
эксцентриситет окружности крепежных
отверстий не влияет на взаимозаменяе-
мость деталей, а лишь регламентирует
смещение системы крепежных отвер-
стий по отношению к центру (контуру)
крышки.
А
Рис. 154.
Допуски на расстояния между цент-
рами отверстий рекомендуется выби-
рать так: вначале установить требуе-
мые технологией или конструкцией
прибора допуски, а затем по этим до-
пускам ориентировочно подобрать диа-
метр проходных отверстий. Оконча-
тельную величину зазора следует вы-
бирать по приложению к ГОСТ 885—64
«Таблица назначения сверл» (см. также
табл. 97).
Если расчет ведется обратным поряд-
ком, т. е. допуски определяются в за-
висимости от заданного зазора, то при
отсутствии специальных требований
следует стремиться выбирать зазор
наибольшим с' целью снижения точ-
ности выполнения расстояния между
центрами отверстий.
Если для сборки необходимо сохра-
нить некоторый зазор в соединении
(регулирование в сборке), то для рас-
чета допусков следует использовать
часть зазора, остающуюся от запаса
на регулирование.
и == D — (d —|— #i),
где а — часть зазора, используемая
для расчета допусков;
D — диаметр отверстия;
d —* диаметр винта, болта, заклеп-
ки и т. п.;
аг — часть зазора, используемая
для регулирования при сбор-
ке.
Непараллельность осей отверстий де-
талей должна входить в общее поле
допуска на расстояние между отвер-
стиями.
При указании расстояний отверстий
от одной базы смещение отверстий от-
носительно общей оси должно входить
в общее поле допуска на эти расстоя-
ния, например, в приведенной на
рис. 155 детали расстояния отверстий
от базы А должны находиться в пре-
делах ± 0,1 мм. В эти пределы входит
непараллельность осей отверстий, а
также смещение относительно оси 0—0.
Расстояние от базы Б до отверстий С4
может колебаться в пределах С4 ±
± 0,5 мм при условии соблюдения тре-
бований точности положения отвер-
стий относительно базы А.
Следует учитывать, что данные табл.
99—103 распространяются только на
случай, когда требуется взаимозаме-
няемость деталей. При отсутствии тре-
бования взаимозаменяемости — сов-
местное сверление, сверление через
один кондуктор и т. п. — допуски
должны выбираться исключительно в
соответствии с требованием техноло-
гии.
Приведенные в табл. 99—103 допус-
ки, за исключением маловероятного
числа случаев (при небольших зазо-
рах D — d), обеспечивают полную
взаимозаменяемость соединяемых де-
талей. Однако отступление от этих
допусков в производстве не всегда
приводит к нарушению взаимозаме-
няемости, поскольку допуски на рас-
238
Раздел III. Разъемные соединения
положение осей крепежных отверстий—
зависимые и отклонения размеров £), d,
С, Сг (рис. 156) или £), d, R и а (см.
рис. 152) могут взаимно комплексиро-
ваться. (О зависимых и независимых
допусках см. стр. 59).
Рис. 156. Соединение болтовое
2. ШТЫКОВЫЕ СОЕДИНЕНИЯ
Штыковые (байонетные) соединения
предназначены для быстрого соедине-
ния и разъема деталей. Устройство
штыкового соединения заключается в
следующем. Полая цилиндрическая де-
таль (см. рис. 157,а) имеет прорезанную
с торца в одной или чаще в двух про-
тивоположных стенках прорезь. Дру-
гая деталь цилиндрической формы снаб-
жается выступами или штифтами. При
соединении выступ входит в прорезь
полой детали. Затягивается соедине-
ние поворотом одной детали в другой.
Когда соединение должно осущест-
вляться без поворота деталей, приме-
няют особую фасонную гайку.
Таким же способом соединяют плос-
кие детали одна с другой или с дета-
лями трубчатой формы. Штифты при
этом часто заменяют отогнутыми ла-
пами, клиновидными фланцами или
выдавками.
По способу обеспечения взаимного
положения соединяемых деталей все
штыковые соединения могут быть раз-
делены на:
1. Простые штыковые соединения:
а) без обеспечения взаимного поло-
жения соединяемых деталей;
б) с закреплением определенного
взаимного положения соединяемых де-
талей винтами.
2. Сложные штыковые соединения:
а) с применением пружин;
б) с затяжкой при помощи клина.
Простые штыковые соединения
а) Без обеспечения взаимного поло-
жения соединяемых деталей.
Соединения такого типа показаны
на рис. 157, причем на рис. 157 а, б, в
показано соединение деталей, имею-
щих форму пустотелых цилиндров,
а на рис. 157 г и д — деталей с плос-
кими поверхностями соприкосновения.
В то время как в деталях, имеющих
форму пустотелого цилиндра, доста-
точно иногда одного штифта или вин-
та, в плоских деталях необходимо ста-
вить по меньшей мере два штифта с
головкой или два винта. Для тонкостен-
ных деталей иногда применяют усили-
вающие втулки (см. рис. 157,6), которые
развальцовываются (расклепываются)
в детали — или соединяются с ней
иным способом, а также соединения,
показанные на рис. 157,6 и 157,бг.
Простые штыковые соединения без
фиксации взаимного положения сое-
диняемых деталей применяются в тех
случаях, когда детали предохраняются
от самопроизвольного разъединения
другими элементами конструкции при-
бора.
б) Штыковые соединения с закреп-
лением в определенном положении
соединяемых деталей.
Этот вид штыкового соединения при-
меняется только тогда, когда не тре-
буется быстрого соединения или разъ-
ема. В этих случаях вместо штифтов
(см. рис. 157,а и 157,г) или винтов (см.
рис. 157,6) применяют зажимные винты,
которые после соединения затягивают-
ся (см. рис. 158—159). Винты с полупо-
тайной головкой (рис. 158,6) лучше фик-
сируют соединения, так как они своей
головкой входят в коническую зенков-
ку в конце прорези. При закреплении
винтом можно вместо фигурной про-
рези делать прямую в направлении оси
трубы.
Сложные штыковые соединения
Соединения с пружиной
Пример такого соединения приведен
на рис. 160, где две детали имеют на
торцах кольца с плоскими поверхно-
Штыковые соединения
239
Рис. 157. Простые штыковые соединения
Рис. 158—159. Штыковые соединения с фиксацией взаимного
положения соединяемых деталей посредством винтов
стями соприкосновения. Необходимое
натяжение создается пружинящими ла-
пами а, имеющимися на фланце одной
детали. На фланце другой * детали
имеются соответствующие вырезы. Упо-
ром служит выдавленный на одном из
фланцев уступ б.
На рис. 161 и 162 показаны конструк-
ции штыкового соединения крышек
цилиндрических тонкостенных коро-
бок.
На рис. 163 и 164 приведены примеры
быстроразъемных штыковых соедине-
ний с пружинными фиксаторами.
240
Раздел 111, Разъемные соединения
Рис> 160 Рис< 161
Рис. 163
Рис. 162
Рис, 160—164. Штыковые соединения с
фиксацией взаимного положения соеди-
няемых деталей посредством пружины
Рис. 164
На рис. 165 приведена конструкция
штыкового пружинного замка, устрой-
ство которого заключается в следую-
щем. Винт 3 имеет на головке шлиц для
поворота с помощью отвертки или ме-
таллической пластинки (например, мо-
неты). В нижней части винта имеется
спиральная прорезь, в которую заво-
дится пружина 5, прикрепленная сво-
ими концами заклепками 1 (или шуру-
пами) к корпусу прибора (ящика).
Края отверстия в крышке, в которое
вставляется винт 5, усилены пистоном
2, предохраняющим от выпадания
винт 3.
Детали замка, показанного на рис.
165,, приведены на рис. 166—168.
Винты 3 изготовляются из стали 50
и закаливаются (HRC 30—36). Пру-
жина выполняется из проволоки клас-
са II по ГОСТ 9389—60. Пистон —
алюминиевый.
Примерами штыковых соединений с
защелкиванием могут служить соеди-
нения цоколя ламп накаливания в пат-
ронах «сван» (рис. 169 и 170) и соеди-
нение по рис. 171. Фиксация ламп осу-
ществляется силой Р пружинящего
контакта. Для предупреждения само-
произвольного разъединения прорезь
делают с особым вырезом (углубле-
нием).
Соединения с затяжкой при
помощи клина
Когда для соединения или разъёма
необходимо применить большое усилие,
а также когда требуется для соединения
деталей вращать одну из них на боль-
шой угол, целесообразно форму про-
Зажимы
241
Рис. 165. Сборка штыкового пружинного замка
рези выбрать такой^ чтобы при повер-
тывании получилось натяжение от дей-
ствия клина. Степень надежности тако-
го соединения увеличивается с умень-
шением угла подъема а (рис. 172).
Два примера штыковых соединений
с затяжкой приведены на рис. 173 и
174.
На рис. 175 показан пример .штыко-
вого соединения, оформленного в виде
фланцев с тремя выступами на одной
детали и тремя вырезами на другой.
Соприкасающиеся плоскости фланцев
скошены под углом для получения
натяга.
Другой пример конструкции штыко-
вого соединения с применением нарезки
показан на рис. 176. Резьба гайки и
винта сфрезерована в трех местах,
для того, чтобы можно было завести
винт в гайку простом поступатель-
ным движением вдоль оси, а затем по-
воротом на 60° соединить их.
3. ЗАЖИМЫ
Соединение деталей посредством раз-
ного рода зажимных устройств пред-
ставляет собой легко размыкаемое
соединение, в котором взаимное поло-
жение скрепляемых деталей обеспе-
чивается толькъ трением. Сила в зажи-
ме, препятствующая смещению деталей,
всегда значительно превышает силу,
которая приводит в действие зажим.
Чтобы получить такое соотношение сил,
в качестве зажимной детали в боль-
шинстве случаев используют клин,
эксцентрик или винт. Основные фор-
мулы для расчета таких зажимных
устройств приведены в табл. 104.
В зависимости от вида перемещения
соединяемых деталей зажимные устрой-
ства можно разделить на следующие
группы:
а) детали могут только вращаться
относительно общей оси;
б) детали могут только передвигать-
ся одна вдоль другой;
в) детали могут вращаться и переме-
щаться одна относительно другой;
г) детали могут только вращаться
около общего центра.
Зажимы группы «в» в большинстве
случаев легко могут быть приспособле-
ны для соединения деталей по типу
зажимов групп «а» и «б».
Детали могут только
вращаться около общей оси
Зажимы для подобных соединений
приведены на рис. 177—186. Шкала
барабанного типа, показанная на
рис. 177, после установки в нужном
угловом положении прижимается к
буртику на оси посредством трех вин-
тов и вспомогательной шайбы. Ана-
логичное крепление дисковой шкалы
показано на рис. 178. На рис. 179
показано соединение поворотного па-
трубка с трубой посредством накид-
ной гайки.
242
Раздел III. Разъемные соединения
Развертка прорези по наружному диаметру
Размеры, обозначенные
буквами, назначаются
в зависимости от
толщины S
(см. puc.16S)
Рис. 166
Зажимы
243
Рис. 169
Рис. 170
Пружинящая
деталь
Рис. 171
Рис. 169—171. Примеры штыковых со-
единений с фиксацией взаимного поло-
жения соединяемых деталей посред-
ством пружинящей детали
Таблица 104
Формулы для расчета некоторых зажимных устройств
Вид зажимного устройства Расчетные формулы Обозначения
if а °-rcpt^ + ?)^ Приближенно для метрических основных резьб от М8 до М42 и ср = 10°30' „ М г r-u Q . 0,ld [АгГ^ Q—усилие, развиваемое зажимом, в кГ М — момент в кГ - мм, создаваемый на рукоятке М — Р1, где Р — усилие на рукоятке (10—15 кГ) и 1 — длина рукоятки Для звездочек Л4 = 75 4-125 кГ-м гср— средний радиус резьбы в мм а — угол подъема резьбы <р — угол трения в резьбе d — наружный диаметр резьбы в мм Dh — наружный диаметр опорного торца гайки DB — внутренний диаметр опорного торца гайки р. — коэффициент трения
Q i D»—£>’ [ЛТ] rcptg(“+'f’) 1- з f- Приближенно для гаек нормальных разме- ров и [L — 0,18 Q Q,22d
Л
$Ни№
1‘1’д 2
ж -И Р Ж* ! Р — прилагаемое усилие в кГ а— угол клина р — угол трения на плоскостях клина
244 Раздел III. Разъемные соединения
шт г-Д~/? У У/7 У Л4 г _ Q — i i :—7 i с [ЛгГ] R sm ср -p P + e sin (a + ?) Условие самоторможения e==-^- (Яsin<f+p), где PC — коэффициент запаса, принимаемый 1,5—2,0
If t Q= Р [кП tg (“+<?)1
|| Z р р ' Q tg(«+?)+tg<h [кг]
М — момент в кГ'ММ, создаваемый на рукоятке
эксцентрика
R— радиус эксцентрика в мм
е — эксцентриситет в мм
—угол трения
а — угол поворота
р — радиус круга трения цапфы в мм —
где г — радиус цапфы
Р — прилагаемое
в кГ
а — угол ме&ду
цанги
ф — угол трения
цанги
— угол трения
осевое усилие затяжки цанги
образующей конуса и осью
на конической поверхности
на поверхности соприкасания
цанги и заготовки
Зажимы 245
246
Раздел III, Разъемные соединения
Устройство зажимов, приведенных
на рис. 180—186, особых пояснений
не требует.
Силу Р, которую нужно приложить
к лапкам зажима, схематично пока-
занного на рис. 187, можно вычислить
исходя из того, что момент трения Л4тр,
вызываемый силой Р, должен равнять-
ся или должен быть больше момента
вращения Л4вр, приложенного к валику
или к рычагу:
^тр ^вр-
Если через Q обозначить давление
каждой из лапок, ц — коэффициент
трения, d — диаметр валика, а — пле-
чо, на которое приложена сила Р
затяжки винта, и b — плечо, на кото-
рое действует давление Q, то, пренебре-
гая упругостью лапок, следует
МТр = 2fiQ = \>.Qd,
но
следовательно,
MTp = |*dP-^-; |xdPSs Л4вр
или
MBp6
\xda
Соответственно этому для зажима,
схематично показанного на рис. 188,
получим
^ВР
2fi а
•^вр___
fx(2C + d)-
Детали могут только
передвигаться одна вдоль
другой
Примеры зажимов для таких соеди-
нений приведены на рис. 189—194.
Для зажатия деталей в этих зажимах
в большинстве случаев используется
винт, который действует на зажимае-
мую деталь непосредственно (рис. 189)
или через промежуточную деталь (рис.
190—192), или как стяжной винт
(рис. 193).
На рис. 194 показан способ соеди-
нения передвижной стойки со столом
или плитой, имеющих Т-образные пазы.
Детали могут вращаться
и перемещаться одна
относительно другой
(рис. 195—200)
К зажимным устройствам, предназ-
наченным для таких соединений, могут
быть также отнесены зажимы, действие
которых основано на перекашивании и
«закусывании» соединяемых деталей.
Фиксация деталей путем их перекаши-
вания получается при коротких на-
правляющих и действии перекашиваю-
щей силы Р (или Рг), как показано
на рис. 201. В этом случае острые
кромки отверстия в детали А «закусы-
вают» валик D в точках С, препятствуя
его перемещению.
Простейшим примером такого зажи-
ма может служить телефонное оголовье
(рис. 202). Чтобы усилить действие за-
жима, отверстия в направляющих дета-
лях оголовья просверлены наклонно.
Недостатком таких зажимов является
то, что они повреждают поверхность за-
жимаемой детали и не точно фикси-
руют ее положение.
К зажимам, допускающим относи-
тельное перемещение и проворачивание
соединяемых деталей, могут быть отне-
сены зажимы, применяемые в электро-
технике (рис. 203—208), хотя особых
требований в отношении подвижности
деталей здесь не предъявляется. Основ-
ное требование к этим зажимам заклю-
чается в надежности получаемого с их
помощью контакта.
Особое внимание на выбор зажим-
ного устройства должно быть обра-
щено в тех случаях, когда зажим де-
тали не должен вызывать даже незна-
чительного смещения ее оси, проворота
или продольного смещения. В этих
случаях обычно применяют зажимы
цангового типа, примеры которых при-
ведены на рис. 209—216. Исходными
конструкциями при проектировании
таких зажимов являются два типа
цанговых зажимов, применяемых в
станкостроении (см. рис. 209 и 210). На
Зажимы
247
Рис. 178
Рис. 180 Рис. 181
Рис. 182 Рис. 183 Рис. 184
Рис. 177—186. Конструкции зажимов, допускающих только проворачи-
вание соединяемых деталей
248
Раздел III. Разъемные соединения
Рис. 187—194. Конструкции зажимов, допускающие только отно-
сительное продольное перемещение соединяемых деталей
Зажимы
249
Рис. 196
Рис. 19д
Рис 199
Рис. 200
Рис. 195—200. Конструкции зажимов, допускающие провора-
чивание и продольное перемещение соединяемых деталей
рис. 209 зажимаемая деталь (пруток)
проходит внутри цанги, а на рис. 210
устройство цанги рассчитано на зажим
детали по внутреннему диаметру.
Простейшим примером цанговых за-
жимов могут служить зажим грифеля
в циркуле (см. рис. 211) и зажим оси
потенциометра (см. рис. 212).
На рис. 213 показана другая кон-
струкция цангового зажима, предназ-
наченного для фиксации регулировоч-
ной гайки а. Цанговый зажим на
рис. 214 фиксирует положение винта Z,
предназначенного для тонной настрой-
ки высокочастотного узла.
Детали могут только
вращаться, около общего
центра
Эти зажимы в большинстве случаев
основаны на применении шарового шар-
нира; трение, необходимое для фикса-
ции положения шарнира, создается
действием винта (рис. 217 и 218), либо
винта и клина (рис. 219 и 220), либо
действием эксцентрика (рис. 221).
Различие в назначении зажимов обу-
словливает те или "иные особенности
конструкции. Так, например, в кон-
струкции, приведенной на рис. 218,
250
Раздел III. Разъемные соединения
применена пружина, которая создает
известное трение, и шарнирное соеди-
нение получается тугим даже при ос-
лаблении гайки.
Рис. 201. Схема
действия сил в сое-
динениях деталей
посредством «заку-
сывания»
Рис. 202. Зажим-
ное соединение
деталей спосо-
бом «закусыва-
ния»
Для изготовления шаровых головок
иногда используют стальные шары ша-
рикоподшипниковой промышленности.
Их подвергают термическому отпуску,
после чего производится необходимая
дополнительная механическая обработ-
ка.
4. СОЕДИНЕНИЯ ШТИФТАМИ
Штифты применяются для жесткого
соединения деталей или для обеспече-
ния их взаимного положения при пов-
торной сборке. Одновременно штифты
могут служить также для разгрузки
крепежных винтов от боковых, срезы-
вающих усилий. Иногда штифты при-
меняются как самостоятельные детали
для различных целей (рис. 222—231).
Во всех случаях применяются как
цилиндрические, так и конические
штифты. Основные типы штифтов при-
ведены в табл. 105.
Цилиндрические рассеченные штиф-
ты с бороздками на боковой поверх-
ности допускают, менее точную обра-
ботку отверстий и лучше предохра-
нены от выпадания благодаря тому,
что острые края бороздок врезаются
в тело соединяемых деталей.
Трубчатые, разрезные штифты изго-
товляются из пружинной листовой ста-
ли путем загибки или из трубок с по-
следующей разрезкой. Диаметр отвер-
стия под такой штифт должен быть
на 0,3—0,4 мм меньше наружного диа-
метра штифта. Трубчатые разрезные
штифты могут применяться для соеди-
нения деталей! при незначительных
силах среза. Цилиндрические рассе-
ченные штифты, так же как и трубча-
тые разрезные, в приборостроении не
нашли пока широкого применения.
Рис. 203 Рис. 204 Рис. 205
Рис.206 Рис. 207 Рис. 208
Рис. 203—208. Типы зажимов, применяемых в электротехнике
Зажимы
251
Рис, 214,
252
Раздел III. Разъемные соединения
Рис. 215
Рис. 216
Рис. 215—216. Примеры конструкций цанговых зажимов
Рис. 217 Рис. 219
Рис. 21д Рис. 220 Рис. 221
Рис. 217—221. Примеры конструкций для зажима шаровой
головки
Соединения штифтами
253
Рис. 228 Рис. 229 Рис. 230 Рис. 231
Рис. 222—231. Примеры применения штифтов в качестве само-
стоятельных деталей
В отдельных случаях находят при-
менение штифты с резьбой на тонком
конце, который предохраняется от вы-
падания гайкой (см. рис. 238), и раз-
водной штифт, концы которого после
монтажа разводятся (см. рис. 239).
Для крепления деталей на полых-осях
часто применяют тангенциальную ус-
тановку штифта (см. рис. 240).
В табл. 106 и 107 приведен сортамент
цилиндрических штифтов по ГОСТ
3128—60 и ГОСТ 10773—64, а в
табл. 108 сортамент конических штиф-
тов по ГОСТ 3129—60.
Сортамент установочных цилиндри-
ческих и конических штифтов с резь-
бовой цапфой по междуведомственной
нормали для приборостроительных за-
водов приведен в табл. 109. Эти штиф-
ты в отличие от штифтов по ГОСТам
имеют сферические концы, а цилиндри-
ческие установочные штифты имеют
еще направляющий конус. Кроме того,
ведомственной нормалью предусмотрен
также конический штифт с резьбовой
цапфой, который может быть удален
из отверстия при разборке прибора
навинчиванием гайки. Конические
штифты с резьбовой цапфой по ГОСТ
9465—60 в приборостроении не нахо-
дят применения.
Диаметр штифта рассчитывают из
условий его работы на срез.
254
Раздел III. Разъемные соединения
Типы штифтов
Таблица 105
Наименование Эскиз Интервал диаметров мм
Штифт цилиндрический (ГОСТ 3128—60) F——Е- 0,6—50
Штифт цилиндрический с направляю- щим конусом (междуведомственная нормаль) -Ц 1—10
Штифт конический (ГОСТ 3129—60) -[р И- 0,6—50
Штифт конический разводной (ОСТ 2074) -р—— 5—16
Штифт конический с резьбовой цапфой (ГОСТ 9465—60) F-' :~ЯЕЭ 4—12
Штифт конический с внутренней резьбой (ГОСТ 9464—60) -> а 4 6—60
Штифт конический с резьбовым концом —
Штифт трубчатый разрезной —
Штифт цилиндрический насечной (ГОСТ 10773—64) .3- ф- 1,6—25
Соединения штифтами
255
Для односрезного штифта (см.
рис. 241) условие прочности
itd2
Ртср,
где п — число штифтов.
Отсюда
Р
ТСПТср
Для двухсрезного штифта (фиг. 233)
2МКр ___л т
4 СР’
отсюда
г
где 2ИКр — крутящий момент, переда-
ваемый валиком. Для конических
штифтов d — средний диаметр, D —
диаметр вала.
Применение штифтов для
жесткого соединения деталей
Для жесткого, безлюфтового соеди-
нения деталей в приборостроении при-
меняются преимущественно конические
штифты (рис. 232—240). Штифтуют
детали следующим образом. В детали,
подлежащей посадке на валик, преду-
сматривается отверстие диаметром, рав-
ным диаметру тонкого конца штифта, и
резьбовое отверстие, как это показано
на эскизе в табл. 110. При сборке де-
таль посредством установочного винта
фиксируют на валике в нужном поло-
жении, а затем, используя отверстие
в ступице для направления сверла,
сверлят совместно' валик и ступицу и
развертывают полученное отверстие
конической разверткой. Установочный
винт после установки штифта уда-
ляется.
Конический штифт удерживается в
соединении силами трения, создавае-
мыми упругими деформациями мате-
риала деталей при заколачивании
штифта.
Надежность штифтового соединения,
помимо других причин, зависит в ос-
новном от точности выполнения угло-
вых размеров штифта и отверстия и от
монтажного натяга.
Предохранение от возможного выпа-
дания .гладких конических штифтов
при соединении вращающихся дета-
лей, работающих в условиях вибра-
ции, производится двумя способами: •
а) посредством пружинных колец
(табл. 110);
б) кернением (см. рис. 235).
Кернение обеспечивает сохранение
монтажного натяга и надежность штиф-
тового соединения, однако условия
сборки механизма не всегда допускают
применение этого способа.
В табл. 110, составленной по ведом-
ственной нормали, приведены основ-
ные данные для выбора штифтов и
пружинных колец в зависимости от
диаметра валика. Сортамент пружин-
ных колец приведен в табл. 111.
Применение штифтов для
сохранения взаимного положения,
деталей при повторной сборке
Примеры таких соединений приве-
дены на рис. 241—242. Цилиндри-
ческие штифты, применяемые в этих
случаях, называют также установоч-
ными.
Расстояние между штифтами с целью
повышения точности углового поло-
жения деталей должно быть возможно
наибольшим. Поэтому на деталях пря-
моугольной формы штифты размещают
в углах по диагонали (см. рис. 241).
Цилиндрические штифты без на-
правляющего конуса по ГОСТ 3128—60
(табл. 106) применяют преимущест-
венно для разгрузки винтов от среза
при соединении деталей, не подвер-
гающихся разборке (см. рис. 243).
В этом случае по предварительному
отверстию .в одной из деталей сверлят
совместно и развертывают отверстия
для получения выбранной посадки —
Т или Г.
Для сохранения взаимного положе-
ния съемных деталей применяют штиф-
ты с направляющим конусом. Пред-
варительное отверстие под штифт пре-
дусматривается обычно в чертеже съем-
ной детали, а в основной сверлится
при монтаже через отверстие в съем-
ной детали. Допускается, если это
256
Раздел 111. Разъемные соединения
' Рис.232 Рис. 233
Рис. 237
Рис. 239- Рис. 2Ь0
Рис. 232—240. Примеры применения штифтов для жесткого соеди-
нения деталей
Соединения штифтами
257
' Рис. 242
Рис. 241—244. Примеры применения штифтов для обеспечения взаимного
положения деталей при повторной сборке
необходимо по конструктивным или
технологическим соображениям, пред-
варительное сверление осуществлять
в основной детали, а также устанавли-
вать штифт направляющим конусом
наружу, как это показано на черт. 3
в табл. 113.
В некоторых случаях при симметрич-
ном расположении крепежных отвер-
стий деталь при повторной сборке
может быть установлена другой плос-
костью или может быть развернута на
180° против первоначального положе-
ния. Если необходимо исключить та-
9 и. я. Левин
кую возможность, то штифты следует
размещать под разными углами к осе-
вой (см. рис. 243—244). При одном
штифте последний должен быть сме-
щен с биссектрисы угла между сосед-
ними крепежными отверстиями.
Во избежание изгиба штифтов при
сборке илис разборке узла цилиндри-
ческая направляющая часть штифта
не должна выступать над опорной плос-
костью более чем на 1,5 его диаметра.
Выступающую часть штифта, включая
направляющий конус, обычно берут
равной двум диаметрам штифта.
258
Раздел I1L Разъемные соединения
Т а б л и ц а 106
Штифты цилиндрические (гладкие)
(ограничение ГОСТ 3128—60)
np2zQ V7 7 'Ч Г У 8 остальное С3^В3 V6 ^1 Уб ^1
-4 5^. 1-
с * 1 ~с 1 . 1
Размеры в мм * Острые кромки притупить
d 0,6 0,8 1,0 1,2 1,6 2 2,5 3 4 5 6 8 10
~С 0,1 0,2 0,3 0,4 0,5 0,6 0,7 0,8 1 1,2 1,5
1 , Вес 1000 штифтов в кг
2,5 3 4 5 6 8 10 12 14 16 18 20 22 25 28 30 32 36 40 45 50 55 60 0,006 0,007 0,009 0,011 0,013 0,018 0,010 0,012 0,016 0,020 0,024 0,032 0,039 0,047 0,055 0,015 0,018 0,025 0,031 0,037 0,049 0,062 0,074 0,086 0,097 0,111 0,021 0,026 0,035 0,044 0,052 0,070 0,088 0,107 0,125 0,142 0,160 0,178 0,197 0,220 0,047 0,063 0,079 0,095 0,126 0,158 0,189 0,221 0,252 .0,284 0,316 0,347 0,395 0,442 0,473 0,099 0,123 0,148 0,197 0,247 0,290 0,345 0,394 0,443 0,493 0,543 0,617 0,690 0,740 0,789 0,863 0,986 0,193 0,231 0,308 0,385 0,462 0,540 0,617 0,694 0,771 0,848 0,964 1,08 1,16 1,23 1,35 1,54 1,73 1,93 0,333 0,443 0,555 0,666 0,777 0,888 0,999 1,22 1,39 1,55 1,66 1J8 1,94 2,22 2,50 2,77 3,05 3,33 0,789 0,986 1,18 1,38 1,58 1,78 1,97 2,17 2,47 2,76 2,96 3,16 3,45 3,95 4,44 4,93 5,42 5,92 1,54 1,85 2,16 2,47 2,77 3,08 3,39 3,85 4,31 4,62 4,93 5,39 6,16 6,93 7,71 8,48 9,25 2,64 3,11 3,55 4,00 4,44 4,88 5,55 6,21 6,66 7,10 7,77 8,88 9,99 11,10 12,21 13,32 6,32 7,Н 7,90 8,69 9,86 11,06 11,85 12,64 13,83 15,80 17,78 19,75 21,73 23,70 12,33 13,56 15,41 17,26 18,50 19,93 21,58 24,66 27,74 30,83 31,91 36,99
Примечания. 1. Предельные отклонения диаметра d должны соответствовать: Пр2^ по ОСТ НКМ 1016; Г по ОСТ 1012 или Н по ГОСТ 3047—54 (для штифтов d < 1 леи); С3 = В3 по ОСТ 1013 и С4 = В4 по ОСТ 1014. 2. Предельные отклонения длины 1 штифтов по В7 ОСТ 1010. 3. Материал — сталь 45 по ГОСТ 1050—60, сталь А12 по ГОСТ 1414—54. По соглашению сторон допускается применение материалов других марок. 4. Термическая обработка штифтов оговаривается при заказе. Штифты с предельными отклонениями диаметров по С4 = В4 должны изготовляться только незакаленными (могут применяться под расклепку). 5. Обозначение цилиндрического штифта диаметром 10 мм и длиной 60 мм, предельные отклонения диаметра Пр2^. ^Штифт цилиндрический 10 Пр2^ X 60 ГОСТ 3128—60*. Аналогично обозначаются штифты с другими предельными отклонениями, например: «.Штифт цилиндрический 10 С4 X 60 ГОСТ 3128—60*.
Соединения штифтами
259
Таблица 107
Штифты цилиндрические насечные
(ограничение ГОСТ 10773—64)
\7Ч- остальное
с* 45° 'Г ''20°
jY v у
d | 1,6 | 2 | 2,5 | 3 | 4 | 5 | 6 | 8 | 10"
min | Г7 | 2,15 | 2,75 | 3,25 | 4,3 | 5,3 | 6,3 | 8,35 | 10,4
С | 0,3 | 0,4 | 0,5 | 0,6 | 0,7 | 0,8 | 1 | 1,2 | 1,5
Zi 0,5 | 0,6 | 0,7 | 0,8 | 1 | 1,2 | 1,5 | 1,8 | 2
1 Вес 1000 шт. в кг
4 0,063 0,099
5 0,079 0,123 0,193
6 0,095 0,148 0,231 0,383
8 0,126 0,197 0,308 0,443 0,789
10 0,158 0,247 0,385 0,565 0,986 1,54
12 0,189 0,290 0,462 0,666 1,18 1,85 2,64
14 0,221 0,345 0,540 0,777 1,38 2,16 3,11
16 0,252 0,394 0,617 0,888 1,58 2,47 3,55 6,32
18 0,284 0,443 0,694 0,999 1,78 2,77 4,00 7,11
20 0,316 0,493 0,771 1,11 1,96 3,08 4,44 7,90 12,3
22 0,347 0,543 0,848 1,22 2,17 3,39 4,88 8,69 13,5
25 0,617 0,964 1,39 2,47 3,85 5,55 9,86 15,4
28 0,690 1,08 1,55 2,76 4,31 6,21 11,0 17,2
30 1,16 1,66 2,96 4,62 6,66 11,8 18,5
32 1,23 1,78 3,16 4,93 7,10 12,6 19,9
36 1,94 3,45 5,39 7,77 13,8 21,5
40 2,22 3,95 6,16 8,88 15,8 24,6
45 4,44 6,93 9,99 17,1 27,7
50 4,93 7,71 11,1 19,7 30,8
Примечания. 1. Цилиндрические насечные штифты предназначены для соедине-
ния деталей. Применение этих штифтов для фиксирования взаимного положения деталей
не рекомендуется.
2. Предельные отклонения диаметров d до 3 мм — Сд, св. 3 мм — С4. Предельные
отклонения длины 1 штифтов — В7.
3. Материал — сталь марки 45 по ГОСТ 1050— 66, сталь калиброванная марки 45 по
1ОСТ 7417-57, сталь марки А12 по ГОСТ 1414—54, серебрянка по ГОСТ 2589—44. Допу-
скается, по соглашению сторон, применение других марок материалов.
4. Термическая обработка штифтов оговаривается в заказе.
5. Допускается изготовление штифтов со сферическими концами с высотой сферической
части, равной величине фаски С.
6. Пример условного обозначения штифта диаметром 3 мм ЗХ 16 ГОСТ 10773—64*. , длиной 16 мм'. ъШтифт
9*
260
Раздел III. Разъемные соединения
Таблица 108
Штифты конические (гладкие)
(ограничение ГОСТ 3129—60)
V4 осталы- Конусность Г-50 \ V2 — <0* ’★я
—
, 1 Размеры в дс и
d 0,6 0,8 1,0 1,2 1,6 2 2,5 3 4 5 6
С 0,1 0,2 0,3 0,4 0,5 0,6 0,8 1.0
1 Вес 1000 штифтов в кг
4 5 6 8 10 12 14 16 18 20 22 25 28 30 32 36 40 45 50 55 60 70 0,010 0,013 0,016 0,023 0,030 0,038 0,018 0,022 0,026 0,037 0,048 0,061 0,075 0,033 0,042 0,058 0,075 0,092 0,112 0,132 0,154 0,058 0,082 0,110 0,132 0,157 0,180 0,208 0,238 0,268 0,092 0,124 0,158 0,194 0,232 0,272 0,316 0,362 0,410 0,502 0,564 0,208 0,266 0,326 0,387 0,457 0,516 0,584 0,656 0,804 0,884 0,964 1,04 1,18 0,408 0,497 0,590 0,685 0,782 0,833 0,985 1,20 1,31 1,43 1,55 1J3 2,05 2,39 0,705 0,834 0,967 1,24 1,38 1,68 1,83 1,98 2,14 2,39 2,82 3,25 3,69 4,13 1,67 1,90 2,14 2,37 2,86 3,11 3,36 3,62 4,02 4,71 5,42 6,16 6,92 7,74 9,46 2,58 2,93 3,28 3,63 4,36 4,74 5,12 5,51 6,08 7,09 8,13 9,21 10,3 11,5 13,9 4,66 5,14 6,17 6,69 7,22 7,75 8,56 9,95 11,4 12,8 14,4 15,9 19,2
Примечания. 1. Предельные отклонения длины штифтов по В? ОСТ 1010. : 2. Допускается изготовление штифтов со сферическими концами, с высотой сфериче- ской части, равной величине С фаски. 3*. Материал — сталь 45 по ГОСТ 1050—60, сталь А12 по ГЦСТ 1414-54. Применение других материалов допускается по соглашению сторон. 4. Термическая обработка штифтов должна оговариваться в заказе. 5. Условное обозначение конического штифта диаметром 10 мм и длиной 60 мм: ъШтифт конический 10 X 60 ГОСТ 3129—60ъ.
Соединения штифтами
261
Таблица 109
Штифты установочные
(по междуведомственной нормали)
L Штифты цилиндрические
Размеры в мм
d 1 ♦ 1,5 2 3 4 5 6 8 10
г 0,4 ± 0,2 1,0 ± 0,25 2 ± 0,25 2,5+0,25
' 1 Вес 1000 стальных штифтов в кг
6 0,04
8 0,05 0,11 0,20
10 0,14 0,25 >
12 0,17 0,30 0,67
15 0,37 0,83 1,48
18 1,0 1,77 2,6
20 1,97 2,9
25 2,47 3,7 5,3
30 4,5 6,4 11,5
35 7,5 13,4
40 8,7 15,4 24,1
45 17,4 27,2
50 19,4 30,2
60 36,4
* Штифты ф 1 по возможности не применять.
Примечания. 1. Материал: сталь У10А серебрянка ГОСТ 2588—44, бронза БрКМцЗ-1
ГОСТ 5222—50, ГОСТ 1628—60 (только для немагнитных штифтов).
2. Стальные штифты изготовляются с предельными отклонениями диаметров — С или
Со, бронзовые только С.
3. Стальные штифты 2-го класса точности применять только для штифтовки закаленных
деталей.
262
Раздел III. Разъемные соединения
Продолжение
2. Штифты конические с резьбовой цапфой
Конусность 1:50 » / г 0,3*Ь5° \ V7 / / \ 0,5x45° VJ остальное т
Т-5 d 50 =йг-2г =fj
1 ъ? Gi df
1 к*?!,
43 г_ “ *ki к d,-.
ч
1 /77- ЙИ 4_Д х 1г >
'Л “S 2
' Т '
Форма нарезанной часта штифтов мю а М12 Размеры в мм
d (допуск ± 0,05) 3 I 4 1 5 1 \ 6 1 8 1 10 1 12
(2-й кл. точности) М3 М4 М5 | Мб 1 М8 1 • мю | М12
^3 (С5) 2,2 | 2,8 | 3,5 | 4,5 6 1 7,5 1 9
h (± ^7) 7,5 | 11,5 12,5 1 13 15 1 17,5 | 19,5
т (недовод резьбы) 1 1,5 2 1 3 I 4
г 0,2 0,3 0,5 | 1,1 | 1,25
R<+Al} 3 1 4 1 5,5 | 6 | 8,5 | 9 1 12
Шаг резьбы 0,5 | 0,7 | 0,8 | 1 1 1 1,5 | 1,75
1 I L Вес 1000 стальных штифтов в кг
15 I 24 | 1,33 1
18 I 30 | | 3,03 1 1
22 30 1 1,67 | .
35 1 1 1 6,9
28 40 1 4,1 |
42 I 9,3
32 ' | 45 | * 1 1 8,5 1 1 1
40 54 12,2 1
56 | 1 1 22,1
45 I 64 | 1 1 1 39,5 1
55 I 76 1 1 1 1 ! 67,5
- 60 I 76 1 1 30 |
Материал: сталь У10А серебрянка ГОСТ 2588—44, бронза БрКМцЗ-1 ГОСТ 5222—50, ГОСТ 1628—60 (для немагнитных штифтов).
Соединения штифтами
263
Таблица 110
Выбор штифтов и пружинных колец
Линейные размеры в мм
d D do* Штифт d2XZ Пружинное кольцо Канавка для пружинного кольца
di № по табл. 111 t т г
3 4 4 5 6 1 8 9 10 12 1 1 х ю 1 X 12 1 X 12 1,6 X 12 1,6 X 14 0,5 1 2 3 4 5 0,6 0,5+0,1 0,3
1,6
7—8 9 10 12 15 18 18 22 2 А 2х 18 2 X 22 3 х 22 3 х 25 0,8 6 7 7 8 1,0 1 ±0,2 0,5
3
14—15 17—18 20 22 25 25 28 32 35 40 4 4X30 4x32 5 X 35 5 X 40 6 X 45 1,0 9 10 И 12 13 1,2 0,6
5
6
* do — размер отверстия для штифта, указываемый в чертеже ступицы.
Примечание. Зазор 6 между головкой штифта и дужкой не регламентируется.
264
Раздел J11. Разъемные соединения
Таблица 111
Кольца пружинные для штифтовых соединений
Очертания выступающей
d дужки кольца
/7 / \ х\ ПРи ^12
U L_PLu v
При 12
D— диаметр контрольной оправки
Линейные размеры в мм
Условный № кольца D d н к h R Ri a° Вес 1000 шт. кг
1 5,5 8,3 6 0,029
2 ' 6,5 9,2 7 2,2 0,7 0,7 0,033
3 7,5 0,5 10,2 8 25° 0,039
4 8,5 11,2 9 2,5 1,0 1,0 0,042
5 10,5 13,2 11 0,048
6 12 15,6 3 1,5 1,5 20° 6,150
7 15 0,8 19 3,5 2,2 2,2 0,186
3 19 23 0,221
9 10 22 25 27 30 Z)4-2d 2,5 2,5 0,395 0,457
11 28 1,0 33 4,5 3,5 3,5 0,506
12 31 35,5 0,549
13 36 40 4 0,636
Материал: стальная проволока класса I по ГОСТ 9389—60 для d — 0,5 — 0,8 лслс; сталь-
ная проволока класса II по ГОСТ 9389—60 для d — 1 мм.
Соединения штифтами
265
Рекомендуемые размеры элементов
штифтовых соединений приведены в
табл. 113, при составлении которой
частично использованы материалы ве-
домственных нормалей.
Конические штифты с нарезным кон-
цом (табл. 109), как указывалось,
могут быть извлечены из отверстия
с помощью гайки, навинчиваемой на
резьбовой конец. Эти штифты приме-
няются для фиксации взаимного поло-
жения соединяемых деталей в слу-
чаях: 1) если разъем деталей в направ-
лении осей штифтов невозможен или
затруднен и для разъема деталей необ--
ходимо, следовательно, штифты уда-
лить; 2) если нет доступа к тонкому
концу штифта для его выколачивания
при разборке узла; 3) если установка
детали вследствие ее значительного
веса и условий монтажа может вызвать
изгиб несъемных штифтов.
Рекомендуемые размеры элементов
соединений с применением кониче-
ских нарезных штифтов приведены
в табл. 112.
Таблица 112
Элементы соединений коническими штифтами с резьбовой цапфой
Черт. 1 черт. 2
Размеры в мм
d ^0 /1 я* Примечание. В та- блице приведены рекомендуе- мые элементы штифтовых сое- динений при извлечении штифта стандартной гайкой (черт. 1). При извлечении штифта специальным ключом- гайкой (черт. 2) минимальный размер основания Н может быть принят равным: Н =г» (1,2 4-1,5) d. * Рекомендуемый
3 4 I 3 4 А. 4-40,5 54-9 Сл ft о 7,5 4- /2- /, 11,5-Н2—Z,
5 6 8 10 12 5 6 8 10 12 + О О CN СО тГ со г- оо о oj 7-4-12 9-4-13 134-20 15 18 12,5+ /2+ /, 13+ /,— /, 15+Zg—/, 17,5 + /2—/, 19,5 -|-/2—/,
Таблица 113
Элементы соединений цилиндрическими штифтами
(по ведомственной нормали)
Черт. 1 Черт. 2 черт. 3
Посадка штифта в отверстии: (Ц отв — подвижная
^2 отв — неподвижная
Размеры в мм
Толщина штифтуемой части съемной детали h 1-7-2 1-7-3 4 5 6 8 10 12 14 16 18 20 22 25 30
Диаметр штифта ^шт 1 1,5 2 3 4 5 6 84-Ю
Длина штифта L 6 8 10 15 18 20 25 30 35 40 45
Глубина неподвижной посад- ки для соединения по черт. 1 (для соединения по черт. 2 и 3 глубина неподвижной посадки равна h) Л, 3,54-2,5 4,54-3 5 7 9 12 10 16 14 17 22
Раздел 111. Разъемные соединения
Продолжение
Длина выступающей части штифта, входящей в отверстие с подвижной посадкой п 1,54-2,5 24-3,5 3 5 5 | 7 8 10 8 10 104-8) 15-5-13
4,54-3,5 64-4,5 5 4 7,5 5,5 6 9 7 9 7 10 для d = 8 12 для d == 10
Размер отверстия предварит, сверления (для сырых деталей) Размер, указы- ваемый в чертеже, штифту ем ой де- тали СП 1=4 <и Си с ^3 0,85 1,35 1,8 2,8 3,8 4,8 5,5 7,5; 9,5
4-0,07 4-0,12 ^5 At А,
Максимальный размер после сов- местного сверле- ния (рекоменд.) 0,95 1,45 1,9 2,9 3,9 4,9 5,9 7,8; 9,8
Оконча- тельный размер отверстия Для деталей из алюминиевых спла- вов ОТВ ^2 ОТВ Выполнение штифтового соединения должно обеспечить снятие съемной детали с оставлением штифта в отверстии d2 отв. При этом возможный зазор штифтового соединения в отверстии dt не должен нарушать тре- буемой точности фиксации узла
Для деталей из медных сплавов и стали (сырых) Произвести черновую развертку
Для неподвиж- ной ^осадки в за- каленных деталях ^2 ОТВ По номинальному диаметру штифта с посадкой Т
Рекомендуемое расстояние от края а 4 5 6 7 10 14
Зенковка отверстия съемной детали со стороны опорной по- в ерхн ост и f (0,34-0,5) X 45° (0,54-1,0) X 45° (14-1,5) X 45°
Прим ечанйе. При применении штифтов без направляющего конуса (по ГОСТ 3128—60) указанную в таблице длину L штифта сле- дует уменьшить на величину d; Li L — d.
Соединения штифтами
РАЗДЕЛ IV
ЭЛЕМЕНТЫ ПЕРЕДАЧ ДВИЖЕНИЯ
1. ДЕТАЛИ УПРАВЛЕНИЯ
К числу деталей управления отно-
сятся: 1) маховички простые; 2) махо-
вички фрикционные, 3) маховички
запирающиеся, 4) ручки простые,
Материалы, из которых выполняются
детали управления, должны быть проч-
ными, стойкими против коррозии от
пота рук и атмосферного воздействия,
а иногда отвечать и другим требованиям
эксплуатации.
Рис, 246
Рис. 245—250. Примеры конструкций простых маховичков
Рис. 247
5) ручки с фиксаторами, 6) кнопки,
7) педали. Большинство деталей управ-
ления в приборах служит для передачи
сравнительно небольших усилий, рас-
считанных главным образом на му-
скульную силу людей, обслуживающих
механизмы. Соответственно с этим
деталям управления придается форма,
удобная для захвата рукой или нажа-
тия пальцем (или ногой — для ножных
педалей).
Маховички простые
Простые маховички выполняются
сплошными или со спицами и могут
снабжаться рукоятками. По форме
обода маховички могут быть гладкими
или со впадинами.
На рис. 245—250 приведены простые
маховички, широко применяемые в
приборостроении.
В табл. 114—117 приведены размеры-
Таблица 114
Маховички со сплошным диском
(по ведомственной нормали)
Детали управления
Таблица 115
Маховички со спицами и грибовидной рукояткой
(по ведомственной нормали)
Размеры в мм
D d di н й t ь С ‘ k dz R п Данные крепления
Валик Гайка глухая Шайба
h \ | rfo L 1
125 10 24 77 41 7 • А, 20 23 9 42 53 40 10 Сз 1 Сз Мб 27 19 Мб ф 6,5
160 90 51 28 50 70 45
12 9 12 9 М8 30 19 М8 Ф 8,5
Раздел IV. Элементы передач движения
Детали управления
271
Таблица 116
Маховички со спицами и прямой ручкой
(по ведомственной нормали)
Размеры в мм
Крепление
Валик (см. табл. 115)
/1 do I L I I
Гайка Шай-
глухая ба
Мб 27 19 Мб
М8 30 | 19 I М8
Таблица 117
Маховички с откидной ручкой
(по ведомственной нормали)
d 1 L1 L Вес кг
' 6 12 61 27 0,065
8 15 63 29 0,075
10 18 63 29 0,034
Примечание. Материал корпуса: алюминиевый сплав АЛ2 по ГОСТ 2685—53-
Отливка под давлением.
272
Раздел IV. Элементы передач движения
нормализованных маховичков трех ти-
пов. Маховички .изготовляются из
пластмассы' (карболит К-18-2), алю-
Рис. 251. Пример при-
менения маховичка по
табл. 135.
миниевых сплавов (см. табл. 117),
втулки выполнены из стали. Пример
применения маховичка по табл. 114
приведен на рис. 251.
На рис. 252 приведен маховичок
с вмонтированной в нем кнопкой для
замыкания электрической цепи. Если
диэлектрика, которая соединена со
шпилькой 3 штифтом 4, пропущенным
через продолговатое отверстие в ва-
лике.
Для передачи значительных усилий
применяют маховички со спицами с обо-
дом диаметром от 250 мм и выше.
Маховички фрикционные
Помимо основного назначения — пе-
редачи вращения от руки, фрикцион-
ные маховички являются также уст-
ройством, предохраняющим ведомую
цепь от поломки при возникновении
в ней нагрузок, превосходящих допу-
стимые.
На рис. 254 приведен фрикционный
маховичок, состоящий из сплошного
обода 1 с ручкой 2, сидящей на стержне
3. К обработанной поверхности махо-
вичка под действием пружины 4 при-
жимается фрикционный диск 5, закре-
пленный на втулке 6. Сила нажатия
пружины 4, а следовательно, и сила
сцепления диска 5 с маховичком J
регулируется разрезной гайкой 7, за-
Рис. 252.
Рис. 252—253. Маховичок
с вмонтированной кноп-
кой для замыкания и раз- -
мыкания электрических
цепей
шпилька от кнопки не может быть
пропущена на выход сквозь полый
валик или если расположение контакт-
ной группы в конце валика почему-либо
нежелательно, то передачу от кнопки
к контактной группе осуществляют,
как показано на рис. 253. Здесь на
валике 1 свободно сидит втулка 2 из
тягиваемой винтом 8. Пружина и
гайка закрыты крышкой 9, навин-
ченной на конец валика.
На рис. 255 и 256 показаны разно-
видности фрикционных маховичков.
Маховичок по рис. 255 устроен
следующим образом. Основанием слу-
жит конус /, на цилиндрической части
Детали управления
273
Рис. 256.
Рис. 254—256. Конструктивные разновидности фрикционных
маховичков.
которого на резьбе укреплена втулка 2\
в этой втулке собран стопор, состоя-
щий из оси 3, пружины 4 и головки 5.
При установке маховичка на валик
ось 3 стопора под действием пружины
попадает в гнездо на валике и таким
образом соединяет конус 1 маховичка
с валиком. На конус 1 надет маховги-
чок 6, на котором шестью винтами
закреплены фрикционное кольцо 7
и крышка 8. В крышке расклепаны
оси 9 и 10, на которые надет поводок
274
Раздел IV. Элементы передач движения
Рис. 257. Рис. 258.
Рис. 259.
Рис. 257—259. Примеры конструкций запирающихся махо-
вичков
11 с регулировочным винтом 12.
Пружина 13 одним концом упирается
в выточку конуса, а другим нажимает
на поводок 11. Усилие пружины, регу-
лируемое винтом 12, передается на
крышку 8 маховичка, и фрикционное
кольцо 7, сцепляясь с конусом /, осу-
ществляет фрикционную связь махо-
вичка 6 (14 — ручка) с конусом /,
а следовательно, и с ведущим валиком.
Маховички запирающиеся
Запирающиеся маховички приме-
няются, когда необходимо предохра-
нить кинематическую цепь ручного
привода от случайных проворачива-
ний, а также взамен невозвратных
муфт. В зависимости от требований
к конструкции применяются запираю-
щиеся маховички со стопорением на
корпус и вращающиеся вхолостую.
На рис. 257 показан запирающийся
маховичок с нажимной ручкой. Подоб-
ные маховички применяются при малой
угловой скорости и небольшом числе
оборотов валов. Этот маховичок устроен
следующим образом. На конце валика
механизма с помощью шпонки 2 и
винта 3 крепится обод 1 с ручкой 4.
На ободе 1 укреплена втулка 5, в кото-
рую вставлен стопорный валик 6.
На втулку 5 надета пружина 7, упи-
рающаяся с одной стороны в кольцевой
выступ на втулке 5, а с другой —
в кольцо 8, за штифтованное на стопор-
ном валике 6. Ручка 4 закреплена
Детали управления
275
кольцом 9, заштифтованным на конце
валика 6. На стопорном же валике 6
винтом 11 укреплен зубчатый сектор 10,
предохраненный от проворачивания
выступом, входящим в паз обода 1.
В положении, показанном на рис. 257,
зубчатый сектор 10 сцеплен с зубчатой
втулкой 12, привернутой к корпусу
механизма, и маховичок, следователь-
но, будет застопорен. Для поворота
маховичка необходимо, нажав на руч-
ку 4, расцепить зубчатый сектор 10
с втулкой 12.
Запирающийся нормализованный ма-
ховичок другого типа с откидной руко-
яткой — показан на рис. 259, а пример
применения — на рис. 258.
Рукоятки простые
В зависимости от назначения простые
рукоятки могут быть подразделены на
рукоятки вращения и неподвижные.
Размеры и форма рукояток зависят от
величины усилия, которое необходимо
преодолеть для поворота ведомой оси,
условий места, в котором установлена
ручка, и от величины угла поворота.
Концы осей, предназначенных для уста-
новки ручек управления или для непо«
средственного регулирования элемен-
тов управления приборов радиотехни-
ческой и электронной аппаратуры,
должны выполняться по ГОСТ 4907—62
(табл. 118 и 119).
В основном рукоятки вращения пред-
назначены для захвата их пальцами
руки и передают малые моменты вра-
щения. Чтобы избежать скольжения
руки, поверхность рукояток вращения
делают обычно накатанной, рифленой
или покрывают резиной.
На рис. 260—268 приведены норма-
лизованные рукоятки вращения, вы-
полненные из пластмассы с металли-
Таблица 118
Концы осей элементов управления
(по ГОСТ 4907—62)
Размеры в мм
Обоз- наче- ние видов Наименование и конструктивные исполнения D i /1 а ь d
ОС-1 Гладкая 1 1 2 3* 4 6 8 10 Не менее 16 — — — —
ОС-2 С зубцами или накаткой по ОСТ 26016 та 1 J LxJ 2 3* 4 6 8 6±0,4 12+0,6 — — — —
276
Раздел IV. Элементы передач движения
Продолжение табл. 118
Обоз- наче- ние видов Наименование и конструктивные исполнения D i h а ь d
ОС-3 Со шлицем под отвертку 2 — 1,0+0,3 — 0,4 —
3*
D 4 0,8
а 6 1,6+0,3
8* 1,2
-
10 2,0+0,3 1,5
ОС-4 С лыской и 15Щ2 6И упором D 4 Не менее 16 — 3’4-0,2 — —
J к- -г, Ш 6 ^>^-0,2
4 .Е
1
ОС-5 С лыской С, .D. 4 Не менее 16 * Tjt Tf Ю ООО +! +1 +1 о о 3,2 — —
6 6+0,4 10+0,5 12+0,6 4,5
О -
L
10 12+0,6 8,0
ОС-6 С лыской и резьбой 1 4 Не менее 16 5+0,4 ' — — М2
6 14+0,6
1,; D 6 8+0,5 10+0,5 М3
_L J 6/
г-
8 16+0,6
tfmin
10 20 ±.0,7 М4
ОП-1 Гладкая 6 Не менее 16 — — — 4
8
10 6
12* 8
Детали управления
277
Продолжение табл. 118
Обоз-
наче-
ние
видов
Наименование
и конструктивные исполнения
О П-2
С ЛЫСКОЙ
10
Не
менее
16
12*
10±0,5
121:0,6
16±0,6
7,2
9,2
8
И,2
4
6
8
* В новых разработках не применять.
Примечания. На концах осей ОС-1 допускаются боковые гладкие и резьбойые
отверстия для крепления ручек или других органов управления.
1. Настоящий стандарт распространяется на концы сплошных осей диаметром до 10 мм
и полых осей диаметром до 12 мм, предназначенных для элементов управления радиоэлек-
тронной и другой аппаратурой. Стандарт не распространяется на части осей, не сопрягае-
мые с ручками или другими органами управления.
2. Виды и основные размеры концов осей должны соответствовать указанным в табл. 118.
Концы осей, изготовленные из неметаллических материалов, должны соответствовать тре-
бованиям настоящего стандарта к номинальным размерам.
3. Допускается изготовление полых осей с концами, указанными ниже на эскизе.
4. Предельные отклонения размеров осей должны соот-
ветствовать:
D (кроме ОС-2) — Х4 по ОСТ 1014;
а (кроме ОС-4) — С5 по ОСТ 1015;
Ь~А1 по ОСТ 1010 или ГОСТ 3047-54;
d — А4 по ОСТ 1014.
Предельные отклонения размера наружного диаметра D
должны быть выдержаны по всей длине стандартизуемого
конца оси Z.
5. Длина выступающей части оси L от плоскости, служащей базой для крепления, до
«конца оси должна соответствовать размерам, указанным в табл. 119.
ческой втулкой. Размеры обозначен-
ные на рис. 263—265, приведены
в табл. 120.
Примеры использования рукояток
(см. рис. 260 и 265) приведены на
рис. 269—272. Фрикционная шайба
и нажимная пружина (см. рис. 271)
применяются, чтобы исключить прово-
рачивание рукоятки при толчках или
вибрациях прибора в тех случаях,
когда собственный момент трения уст-
ройства, приводимого в движение,
недостаточен для этого.
В табл. 121 приведены размеры
звездообразных рукояток по ГОСТ
4742—57. Материал этих рукояток —
ковкий чугун марки КЧЗО-6 ГОСТ
1215—59 или сталь марки Ст. 3 ГОСТ
380—60. Отверстие db в рукоятке
типа В окончательно досверливается
и развертывается при сборке с пре-
дельным отклонением — по А. Ру-
коятки должны быть оксидированы
или фосфатированы.
На рис. 273 представлены поворот-
ные рукоятки для посадки на гладкий
валик. Размеры заготовок для этих
рукояток по ГОСТ 3065—45 приведены
на рис. 274. На рис. 275 даны примеры
применения рукояток рис. 273. Ука-
затель на рис. 275, а припаивается
к рукоятке медью, а шкала на
рис. 275, б закернивается или заваль-
цовывается.
Находит применение также прямые
рукоятки (табл. 122) по ГОСТ 8923—58
и шаровые ручки (табл. 123) к рукоят-
кам, выполненным по ГОСТ 8924—58
278
Раздел IV. Элементы передач движения
Рис. 261.
Рис. 263.
Рис. 260—264. Конструктивные разновидности рукояток
Детали управления
279
краской '
Рис. 265.
Рис. 268.
Рис. 265—268. Конструктивные разновидности рукояток
280
Раздел IV. Элементы передач движения
Таблица 119
Длина L выступающей части оси до плоскости крепления
или по специальным чертежам. Мате-
риалом рукояток служит сталь по
качественным показателям не ниже
марки 35. Рукоятки оксидируются или
фосфатируются.
На рис. 276 даны конструкция и
размеры рукояток захвата, вращаю-
щихся на оси. Эти рукоятки могут
применяться для маховичков и в дру-
гих случаях. Размеры деталей этих
рукояток приведены в табл. 124 и 125.
Простые неподвижные ручки пред-
назначаются для частей и деталей при-
боров, которые по условиям эксплуата-
ции должны быть съемными, перенос-
ными и т. п. К числу таких деталей
относятся крышки и стенки приборов,
щиты, дверцы, люки.
Таблица 120
Размеры ручек из пластмассы с металлической втулкой
(по ведомственной ^ормали)
Размеры в мм
№ рис. № по пор. d t D Di . Оз о4 н А В В1 С К Яз
1 4Л, — 16 14 —
2 643 16 14
263 3 4Л8 — 28 16 —
. 4 6Д3 — 28 16 —
1 8 А, 6Л8 65 60 15 46 13 22 10 13 6 4 4 10 5
264 2 ЮЛ, 7Л3 80 72 20 56 18 25 12 16 7 5 5 12 6 — —
1 4Л3 22 18 10 22 42 12 3 10 1 27 13 10 2,5
265 2 6Л8
3 8Л3 26 20 16 26 50 16 4 14 1,2 30 15 13 3,0
4 ЮЛ, ч
Детали управления
Таблица 121
Рукоятки звездообразные
(по ГОСТ 4742—57)
Рукоятки Примеры применения
00
ьз
СХЭ Остальное
Тип Б
Размеры в мм
D н Hi d di ^2 dz di d$ е f h Л1 Л2 R Rs *3 Штифт цилиндрический по ГОСТ 312^—46
32 21 20 12 18 Мб X 1 6,5 6Л3 1,9 6 10 10 2 50 13 2,5 2 2Г X 12
40 26 25 14 21 М8 X 1,25 8,5 8Л3 2,8 7 12 12 ' 2 60 14,5 3 2 ЗГ X 15
50 34 32 18 25 М10 X 1,5 10,5 10Л3 2,8 8 14 16 3 70 16 4 2,5 ЗГ X 18
62 42 40 20 32 М12 X 1,75 13 12Д3 3,8 10 17 20 3 80 21 5 3 4Г X 22
80 52 50 25 40 М16 X 2 17 16Л3 3,8 12 22 25 4 100 27 6 4 4Г X 26
Примечания. 1. Отверстие d$ досверлить и развернуть при сборке с предельным отклонением по Д3 ОСТ 1012.
2. Материал: ковкий чугун КЧЗО-6 по ГОСТ 1215—59; Ст. 3 по ГОСТ 380—60.
3. Рукоятки должны быть оксидированы или фосфатированы.
Пример условного обозначения рукоятки типа А с D — 32 мм: ^Рукоятка А32 ГОС Т 4742—57ъ.
Раздел IV. Элементы передач движения
Детали управления
283
Рукоятки прямые
(по ГОСТ 8923—58)
Таблица 122
W Остальное
Тил Я Л
1 ,0*45’ „ , 2
i*Sjh 1 -Ы—
z ч
1 7Л45’ Л>Й5 Тип б . .
1 ..... .
♦ ^dz
Размеры в мм
Тип А Тип Б Вес
L D ds . 1 с 1000 шт.
d S b di d2 кГ
М6 6_0>16 6 2+0'010 —— 12 8 8 1 —
65 41
70 65 М8 8 020 8 8+Ж з+0-010 14 10 10 1,2 -0,20 +0,010 8() 74
п 80 104
МЮ Ю_020 8 10+gg?g з+0-010 16 12 13 1,5
100 125
100 188
М12 12 п,4 10 12+2'°?£ 4+0,013 120 20 14 15 1,8 224
140 260
140 403
М16 14 02, 10 16±Ж 5+°-013 24 18 20 2 -0.24 +0,012 16() 459
ЛО о 160 687
М20 19 12 20+°^ б+01013 30 22 25 2,5 “°'28 +01013 200 88J
Примечания. 1. Отверстие d2 сверлить и развернуть при сборке.
2. Материал: сталь по качественным показателям — не ниже марки 35 ГОСТ 1050—60.
3. Отклонения свободных размеров: диаметральных—по 5-му классу точности ОСТ 1015;
линейных — по 7-му классу точности ОСТ 1010.
4. Рукоятки должны быть оксидированы или фосфатированы.
Примеры условных обозначений:
а) рукоятки типа А с резьбой Мб и L — 50 мм\ «Рукоятка АМ6\ 50 ГОСТ 8923—58>;
б) рукоятки типа Б с di = 6 мм и L = 50 мм: «.Рукоятка Бб 'Х 50 ГОСТ 8923—58*.
284
Раздел IV. Элементы передач движения
Таблица 123
Ручки шаровые
Исполнение из
стали
[Полировать
V6
Размеры в мм
D Di d 1 Z1 I fi Вес ручки в кг
стальной пласт- массовой
12 8+0,5 М5 9 8 0,7 0,8 0,007 0,001
16 10+0,5 Мб 12 10 0,7 1,0 0,017 0,003
22 12+0,5 М8 16 14 1,0 1,2 0,033 0,006
30 15+0,5 М8 22 18 1,0 1,2 0,103 0,018
Примечания. 1. Пластмассовые ручки с диаметрами d = 22 и D — 30 мм соот-
ветствуют ГОСТ 2194—43; остальные ручки — по нормали машиностроения МН6-58.
2. Цвет ручек из пластмасс: черный для переключения, красный —для пуска и останова.
3. Материал ручек по нормали машиностроения: стальных — Ст. 5 или 35; пластмассо-
вых - прессматериал К17-2 или К18-2 черного цвета и К17-2-А8 по ТУ МХП 3864-53
красного цвета.
4. Ручки навинчивать на стержень, смазанный бакелитовым лаком ГОСТ 901—56.
5. Обозначение ручки размером D = 30 мм по ГОСТ 2194—43:
черного цвета: «Ручка шаровая 30 ГОСТ 2194—43*; красного цвета: «Ручка шаровая
красная 30 ГОСТ 2194-43*. р
Детали управления
285
Таблица 124
Размеры рукояток для ручек захвата (рис. 276)
(по ведомственной нормали)
Размеры в мм
№ по пор. L D D2 £>з d R Ri r i /i b k
1 И 2 46 16 9 14 11 2 5 8 10 1 39 33,5 2,5 1,5 2,5
3 58 20 12 18 14 3 7 10 12 1,5 49 41,5 3,5 2 3,5
4 72 25 13 21 17 3 8 12,5 12 1,5 61 52,5 3,5 2 4
Таблица 125
Размеры осей для ручек захвата (рис. 276)
(по ведомственной нормали)
286
Раздел IV. Элементы передач движения
В табл. 126 приведены размеры нор-
мализованных металлических ручек
к стенкам и крышкам приборов, а в
табл. 127 и на рис 277 и 278 — ручки
того же назначения, выполненные из
пластмассы. Примеры использования
этих ручек показаны на рис. 279—
281.
На рис. 282—284 приведены примеры
так называемых вытяжных ручек, пред-
назначенных для захвата их пальцами
руки.
Детали управления
287
Конусности !18 R-^
X'____L
Мм
№ D L d-3
1 16 65 10 6,5
2 20 80 13 8,8
3 25 100 16 10,7
Рис. 274. Размеры заготовок по
ГОСТ 3065—45 для поворотных
рукояток
Л7Л7
№ h hi d di
1 13 5 8 2
2 16 6 10 3
3 20 7,5 12 4
Рис. 275. Примеры
применения рукояток
по рис. 273
Рис. 273. Поворотная ру-
коятка
№ L ^1 D d I
1 46 58 16 7 6
2 46 59 16 7 7
3 58 74,5 20 8 10
4 72 92J6 25 10 12
Рис. 276. Сборка вращающейся рукоятки (размеры
деталей см. в табл. 124 и 125)
288
Раздел IV. Элементы передач движения
Ручку ставить на
эпоксидном клее
Рис. 279.
Раскернить
Рис. 281.
Рис. 277—281. Ручки для съемных частей приборов и примеры
их использования
Детали управления
Таблица 126
Металлические ручки к стенкам и крышкам приборов
(по ведомственной нормали)
74 -В-
| J
Ur Sr/ 1
/ I
, Разм< -ф -d ;ры
d rfi н h D а hi d2 r Ri R сферы
М4 9 22 14 16 1,5 9,5 5 1 5,4 27
Мб 13 31 19,5 25 2,8 11,5 8 2 6,4 47
М8 16 39 ' 25 40 3,2 14,4 11 2,5 8,4 69
Таблица 127
Ручки из пластмассы к стенкам и крышкам приборов
(по ведомственной нормали)
«3 ~ R i MM 1 § § <=> J
k- Pa -*-z—— -—L змеры e
D шара Di d2 L i 1 h a R
12 10 7 16 9 2 М3 2'
16 13 8 20 10 2 M4 2
22 18 12 28 15 3 M5 3
32 26 18 38 20 3 M8 4
10 И. Я. Левин
290
Раздел IV. Элементы передач движения
Рукоятки запирающиеся
Запирающиеся рукоятки применяют-
ся для передачи вращения с фиксацией
положения ведущей оси на заданный
угол, когда необходимо предохранить
кинематическую цепь ручного привода
от случайных проворачиваний, а так-
Рис. 285. Рукоятка с запором
же взамен муфт необратимой пере-
дачи.
В зависимости от назначения и вели-
чины передаваемого момента рукоятки
с фиксаторами выполняются для вра-
щения одной и двумя руками. Фикси-
рующее устройство может быть заклю-
чено в самой рукоятке или соединено
с рукояткой в виде самостоятельного
узла конструкции.
Фиксирующее устройство распро-
страненной конструкции показано на
рис. 285.
Если рукояткой приходится редко
пользоваться, то применяют более про-
стые конструкции. Примеры рукояток
упрощенной конструкции приведены
на рис. 286 и 287.
На рис. 288—291 приведены кон-
струкция и основные размеры норма-
лизованных ручек трех типов с фик-
сатором на 2—10 положений.
Ручки (см. рис. 288 и 289), управляе-
мые одной рукой, рекомендованы для
передачи момента до 160 к,Г-см, а
ручка по рис. 291, вращаемая двумя
руками, — для моментов до 250 кГ • см.
Ручка (см. рис. 288) состоит из ме-
таллической рукоятки 7 с пластмассо-
вой накладкой 12. В пазу рукоятки 7
на оси 8 укреплен рычаг 10 с рифленой
пластмассовой накладкой //.На рычаг
10 воздействует пружина 9, которая
удерживает конец рычага 10 в. фикси-
рующей прорези шайбы 5. Шайба 5
крепится к втулке /, привертываемой
винтами к корпусу прибора. Число
прорезей в шайбе 5 определяет ^исло
возможных фиксированных положений
ручки. При обхвате и нажатии паль-
цами руки рычага 10 конец его выйдет
из прорези шайбы 5, и рукоятку вместе
с осью 6 (с которой она соединена
шпонкой и винтом) можно повернуть
на определенный угол. На конце оси 6
винтом 3 закреплен поводок 4 со штиф-
том 2, ограничивающим крайние поло-
жения поворота ручки. Поводок 4
в зависимости от конструкции соеди-
нительной муфты снабжается высту-
пами, как это показано на рис. 288,
или иными элементами, посредством
которых ручка сцепляется с ведомым
механизмом.
Ручка с фиксатором по рис. 289
отличается от ручки, показанной на
рис. 288, конструкцией поводка, при-
соединяемого к вращаемому механизму.
В этой детали предусмотрены резьбовые
отверстия для прикрепления к ней
ведомой детали (зубчатого колеса, ку-
лачка, рычага и др.).
Рйс. 286—287. Запирающиеся руко-
ятки упрощенной конструкции
Ручка, представленная на рис. 291,
рассчитана на вращение двумя руками
и отличается от ручек, показанных на
рис. 288 и 289, способом крепления ее
на корпусе прибора и поводковым
устройством. Пример применения этой
ручки приведен на рис. 292.
Детали управления
291
10*
Рис. 288—289. Рукоятки с фиксатором на 2—10 положе-
ний для передачи момента до 160 кГ см
292
Раздел IV. Элементы передач движения
Рис. 290. Пример примене-
ния рукояток по рис. 288—
289
Рис. 291. Рукоятка для передачи момента до 250 кГ • см
для захвата двумя руками
Детали управления
293
Кнопки
Кнопки служат для передачи прямо-
линейного движения, передаваемого
либо ладонью руки, либо пальцем. В
Кнопки, выполненные из кера-
мики, не рекомендуется применять на
внешних стенках приборов. При необ-
ходимости применять такие кнопки их
следует «утопить» в гнездо.
Рис. 292. Пример применения рукоятки по рис. 291
зависимости от этого кнопкам придают
соответствующую форму и размеры.
Диаметр кнопок, управляемых паль-
цем, выбирают в пределах от 6 до
25 мм. Кнопки, управляемые нажатием
Часто на стенках приборов разме-
щается несколько одинаковых кнопок,
имеющих различные назначения. Что-
бы легче различать их при эксплуата-
ции прибора, применяют кнопки раз-
Рис. 293.
Рис. 293—294. Конструктивные разновидности кнопок различ-
ного назначения
ладони, имеют в диаметре от 40 до
80 мм. Поверхность кнопок иногда
снабжают рифами или насечкой, чтобы
палец или ладонь не соскальзывали.
Как правило, кнопки, служащие для
замыкания или размыкания электриче-
ских цепей, изготовляют из пластмасс.
Поверхности кнопок из металла защи-
щают антикоррозионным покрытием.
личной окраски. При этом кнопкам
«пуск» или «включение» обычно при-
дают белую или черную окраску, а
кнопкам «стоп» или «отключение» —
красную.
Для кнопок, выходящих на внешнюю
стенку водозащищенных приборов, пре-
дусматривают в месте прохода стержня
кнопки соответствующее уплотнение.
294
Раздел IV, Элементы передач, движения
Выбор уплотнения зависит от условий
эксплуатации. Иногда применяют саль-
никовое уплотнение парафинирован-
ным шнуром или войлочными кольца-
ми, заложенными в уплотнительные
канавки кнопки (рис. 293).
Изоляция кнопки посредством рези-
новой диафрагмы, как это показано на
примере рис. 294, позволяет применять
в этих случаях обычные кнопки без
уплотнений.
В зависимости от назначения кон-
структивные формы кнопок могут быть
весьма разнообразными. На рис. 295—
304 приведены примеры оформления
кнопок различного назначения.
Педали и клавиши
Педали служат для передачи движе-
ния, передаваемого ногой, а клави-
ши — для передачи движения рукой.
Педали должны иметь форму, удобную
для установки на ней ступни ноги или
носка ступни. Педали для управления
ногой должны быть достаточно проч-
ными. Поверхность педали, соприка-
сающаяся с обувью, должна иметь
рифы во избежание соскальзывания
подошвы с педали. Поверхность кла-
виш, приводимых в действие рукой
(ладонью), часто также делается рифле-
ной.
Муфты, поводки, карданные соединения
295
Рис. 307.
Рис. 308.
Рис. 305—308. Примеры конструкций клавишей («руч
ных педалей»)
На рис. 305—308 приведены примеры
клавиш («ручных педалей»), а на
рис. 309 — схематический чертеж пе-
дали для нажима ногой.
Рис. 309. Схематический чертеж
ножной педали
2. МУФТЫ (ПОВОДКИ),
КАРДАННЫЕ СОЕДИНЕНИЯ
МУФТЫ
Для передачи вращения с одного ва-
лика на другой, расположенный на
одной оси с первым или с незначитель-
ным отклонением от соосности, приме-
няются соединительные муфты раз-
личных типов. Выбор типа муфты
определяется требованиями конструк-
ции. Наиболее часто применяются
соединительные муфты следующих ти-
пов: втулочные, поводковые (поводки),
плавающие, мембранные, кулачковые,
зубчатые, фрикционные, предохрани-
тельные, муфты необратимого враще-
ния, муфты одностороннего вращения.
Втулочные муфты
Наиболее простая муфта (рис. 310)
представляет собой втулку, насажен-
ную на концы соединяемых ею валиков,
с которыми муфта соединяется' при
помощи конических штифтов. Приме-
нение этой муфты требует точного сов-
падения геометрических осей соеди-
няемых валиков. Это условие ограни-
чивает применение втулочной муфты.
Прочность втулочной муфты можно
проверять из условия равной проч-
296
Раздел /V. Элементы передач движения
ности втулки и соединяемых ею валиков
по уравнению
Г)4 _
0,2й3ткр=0,2 —т'р)
где D — наружный диаметр втулки;
d — диаметр валика;
ткр — допускаемое напряжение на
кручение для материала ва-
лика;
ткр— допускаемое напряжение на
кручение для материала втул-
ки.
Конструктивно длина втулочной муф-
ты принимается от 3d до 5d. Размеры
Рис. 310. Втулочная муфта
конических штифтов выбираются в за-
висимости от диаметра валика.
Поводковые муфты (поводки)
Поводковые муфты часто применя-
ются для соединения двух валиков при
незначительном смещении их геометри-
ческих осей.
Рис. 311. Облегченная поводковая
однопальцевая муфта
вого хода за счет посадки пальца в пазу.
Величина мертвого хода увеличивается
по мере износа трущихся поверхностей
паза и пальца и определяется размером
образующегося зазора.
Для улучшения условий работы по-
водковой муфты предпочтительно при-
менять поводки с двумя пальцами.
В этом случае уменьшается износ
трущихся частей муфты, а также устра-
няется радиальное давление на валик,
наблюдаемое в однопальцевых повод-
ках. Двупальцевые поводки сложнее
в изготовлении и, кроме того, требуют
полной соосности соединяемых ею ва-
ликов, что затрудняет сборку меха-
низма.
Несовпадение геометрических осей
валиков, соединяемых однопальцевой
Рис. 312,
поводковой муфтой, вызывает ошибку
в передаваемом угле поворота.
На основании рис. 312 можем напи-
сать
sin б а
sin ср г ’
откуда
На рис. 311 приведен пример облег-
ченной однопальцевой поводковой муф-
ты. Эта муфта состоит из двух дисков
со ступицами, жестко укрепленных на
концах валиков. В одном из дисков
имеется палец, а во втором — паз, при
помощи которых соединяются диски
муфты.
Преимущество поводковых муфт за-
ключается в возможности осевого пере-
мещения соединяемых ею валиков,
а также в простоте конструкции. Не-
достатком их является наличие мерт-
Для определения величины д безраз-
лично, какой из дисков считать веду-
щим. Йз уравнения видно, что значение
угловой ошибки д изменяется по закону
синуса и имеет абсолютный максимум
при ср = 90 и 270°.
Следовательно,
Smax = arc sin у •
Пример. Ротор мотора соединен
с ведущим валиком поводковой муф-
Муфты, поводки f карданные соединения
297
той. Эксцентриситет геометрических
осей ротора и ведущего валика
а = 1 мм, г — 7 мм. Поворот ротора
на 360° соответствует 100 отсчетным
делениям.
Определить наибольшую ошибку
в отсчетных делениях вследствие
эксцентриситета осей:
8 = arc sin — = arc sin — = 8°4',
Шал у- Z* *
что составляет более двух отсчетных
делений.
Такая ошибка вследствие несовпа-
дения геометрических осей валиков
в рассматриваемом случае недопу-
стима, поэтому необходимо доби-
ваться уменьшения эксцентриси-
тета а.
При а = 0,5 мм и г = 7 мм
О 5
S = arc sin — = 4°5',
Шал р 7
что составляет ~1,1 отсчетного деле-
ния.
При а = 0,2 мм и г — 7 мм
0 2
8max = arc sin ^F = ГЗО',
что составляет ~0,4 отсчетного деле-
ния — ошибка в данном случае допу-
стимая
муфта имеет также мертвый ход вслед-
ствие зазора между пальцем и пазом
диска 2 (см. рис. 312).
Так как наружный диаметр пальца и
паз диска 2 выполняются по скользя-
щей посадке в большинстве случаев
2-го класса точности системы отверстия,
то, зная диаметр пальца 1, а следова-
тельно, зазор S и радиус г, нетрудно
определить угловую ошибку мертвого
хода в:
6 = 57,3 — [градусов].
Пример. Определить мертвый ход
поводковой муфты, приняв диаметр
пальца d = 5 мм, г = 10 мм.
Рис. 314,
Рис. 315.
Рис. 314—315. Поводковые муфты с выбор-
кой люфта пружинами
На рис. 313 приведен график зависи-
мости между 6тах и а при разных
значениях радиуса г.
Помимо ошибки д, являющийся след-
ствием относительного смещения гео-
метрических осей валиков, поводковая
Из таблицы значений величин до-
пусков 2-го класса точности для
скользящей посадки по системе от-
верстия определим максимальный
зазор S — dmax отв • d^in вала»
S = 5,013—4,992 = 0,021 мм.
298
Раздел IV, Элементы передач движения
Тогда ошибка от мертвого хода
Smax 0,021
0 = 57,3 -^ = 57,3-^ = 0,120°.
г 10
Полная угловая ошибка при передаче
вращения посредством поводковой муф-
ты будет равна сумме ошибок от экс-
Рис, 316. Поводковая муфта с от-
жимным пальцем
центриситета и мертвого хода. При этом
ошибка от эксцентриситета за каждый
оборот валика дважды меняет свое
значение от нуля до максимума.
Размеры нормализованных однопаль-
цевых поводковых муфт приведены
в табл. 128.
Если нужно уменьшить влияние
люфта в поводковых муфтах на точность
передачи, применяют поводки, в кото-
рых палец расположен на большом
плече. В примерах конструкций муфт
на рис. 314 и 315 показана возмож-
ность устранения люфта в соединении
пальца с пазом посредством пружин.
При этом муфта конструкции, показан-
ной на рис. 314, является более совер-
шенной. В этой муфте прорези- для
шариков сделаны продолговатыми, для
того чтобы, заменив трение скольжения
трением качения, облегчить взаимное
смещение полумуфт при несовпадении
осей валиков и тем самым увеличить
коэффициент полезного действия муфты
и срок ее службы.
В табл. 129 приведены размеры нор-
мализованных самозападающих муфт,
в которых ведущий палец удерживается
в гнезде кольцеобразной пружиной,
привернутой к диску поводка. Ответной
частью этой муфты служит поводок
с прорезью по табл. 128. Муфта, пока-
занная на рис. 316, отличается от нор-
мализованной формой пружины, к ко-
торой приклепан самозападающий па-
лец.
Рис, 318.
Самозападающие поводки приме-
няются при отсутствии свободного
доступа к месту соединения. Половины
такой муфты могут соединяться «всле-
пую», так как ведущий палец, не попав
в паз поводка, отожмется, а затем при
повороте ведущего валика сам заскочит
в паз.
Примеры применения нормализован-
ных самозападающих поводков приве-
дены на рис. 317 и 318.
Эластичная поводковая муфта приме-
няется для частичной амортизации
ударных нагрузок, когда вращение
передается рывками при частых ревер-
сах, а также для уменьшения вибраций
и шума. Недостаток муфты — неизбеж-
ный мертвый ход. Поэтому эластичную
муфту следует ставить в тех случаях,
когда мертвый ход совершенно не
влияет на точность работы механизма
или когда цена оборота валиков, соеди-
няемых эластичной муфтой, настолько
мала, что мертвый ход незначительно
влияет на точность передачи.
Муфты, поводка, карданные соединения
299
В нормализованной эластичной по-
водковой муфте, показанной на
рис. 319, кожаная прокладка имеет
четыре отверстия, расположенных по
вых) эластичных муфт, представленных
на рис. 319. В табл. 130 приведены два
варианта крепления поводков на ва-
лике: штифтом и на шпонке, а в
Рис. 319. Сборка эластичной поводковой муфты
по табл. 151 и 152
два на взаимно перпендикулярных осях.
В эти отверстия входят пальцы, ра-
склепанные в дисках. При этом два
табл. 131 — кожаные прокладки для
этих муфт.
Конструктивный вариант эластичной
Рис. 320. Эластичная поводковая муфта с быстрым включе-
нием и выключением
пальца принадлежат одному диску, два
Других — второму.
В табл. 130 и 132 приведены размеры
деталей нормализованных (поводко-
муфты, устройство которой позволяет
быстро включать и выключать ее при
остановленном ведущем валике, пока-
зан на рис. 320. На конце ведущего
300
Раздел IV. Элементы передач движения
валика неподвижно на штифте закреп-
лен диск 4, имеющий два паза, в кото-
рых установлены два откидных пальца
6, поворачивающихся на осях 7. Форма
и размеры откидных пальцев 6 позво-
ляют им при повороте выходить из
пазов шайбы 5, изготовленной из
упругого материала (кожа, резина).
Шайба 5, помимо пазов, в которые
входят откидные пальцы 6, имеет два
отверстия, в которые входят пальцы 2,
закрепленные в диске 7, сидящем
на подвижно на ведомом валике.
Положение откидных пальцев 6 в
выключенном и включенном положе-
ниях фиксируется пружиной 5, закреп-
ленной на ведущем валике вин-
тами 8.
Таблица 128
Однопальцевые поводковые муфты
Поводок с пазом е Поводок с пальцем
Размеры в мм
d D D1 в ь е di с С1 i ^2 h Для пружин- ного кольца Под штифт кониче- ский
П2 R
4/7 25 9 8 2 4А 4С 6 9 4 М2 3 8 0,3 1X12
35 11 14
5/7 25 10 8 2 4А 4С 6 9 4 М2 3 9 0,3 1,5 х 12
35 11 14
6/7 25 12 8 2 4А 4С 6 9 4 М3 3 11 0,3 1,5 X 15
35 11 14
8/7 30 15 12 3 5А 5С 8,5 12 5 М3 4 13 0,5 2Х 18
35 4А 4С 11 14 4
10/7 35 18 13 4 5А 5С 10,5 14 5 М3 5 16 0,5 3x22
12/7 22 6А 6С 10 6 20 0,5 3x25
Муфты, поводки, карданные соединения
301
Продолжение табл. 128
Характеристика однопальцевых поводковых муфт
d Ct Допусти- мый мо- мент Г'дм Мертвый ход в паре с поводком Смещение осей в мм
0,1 1 0,2 | 0,3 | 0,4 I 0,5
Угловая ошибка
3 9 90 7'12" 34'30" 1*09' 1*43' 2*17' 2*52'
4 9 120
14 4'48" 23'05" 46' 1*09' 1*32' 1*55'
5 9 350 7'12" 34'30" 1*09' 1*43' 2°17' 2*52'
14 4'18" 23'05" 46' 1*09' 1°32' Г 55'
6 9 400 7'12" 34'30" | 1*09' 1°43' 2°17' 2°52'
16 4'48" 23'05" 46' 1°09' 1*32' Г55'
8 12 950 | 6'00" 29'30" | 57' 1*26' 1*55’ 2°23'
14 1 4'48" 23'05" 1 I 46' 1°09' 1°32' 1*55'
10 12 14 2700 3200 5'12" 24'30" 49' 1*14' Г38' 2*03'
Примеры применения
302
Раздел IV. Элементы передач движения
Таблица 129
Поводки с самозападающим пальцем
Тип1
Тип 2
6,5
Н —Н
о d
038-
-038
Размеры в мм
d Н С di d% ds h hi * I Для пружин- ного кольца Допускаемый момент Г-дм
D R
4Н 17,5 3 9 М2 1 8 2 3,5 8 o,3 100
6Н 17,5 3 12 М3 1,5 8 2 3,5 11 0,3 350
8Н 25,5 4 15 М3 2 12 3 4,5 13 0,5 800
Примечания. 1. Сопряженные поводки с пазами см. табл. 123.
2. Мертвый ход в паре с поводком 10'.
3. Материал поводка и пальца: сталь 35 ГОСТ 1050—60.
Материал пружины: сталь У8А лента отожженная С ГОСТ 2283—57.
Таблица 130
Поводки двухпальцевые для эластичных муфт (см. рис. 319)
(по ведомственной нормали)
Крепление штифтом
Крепление шпонкой
Размеры в мм
1 № 1 муфты 1 d D Н Hi b t с Ci Di dz ds h I Для пружин- ного кольца Под штифт кони- ческий
п2 R
1 4Н 20 7 . 7 1 4,9 15 3 9 4 М2 2 4 8 0,3 1 X 12
2 6Н 28 9 9 2 ©„ О 7,2 сГ 20 3 12 5 М3 3 5 И о,з 1,5 X 15
3 8Н 30 12 12 2 I 9,2 + 22 4 15 5 М3 3 5 13 0,5 2 X 13
4 10/7 32 13 15 3 11,5 24 5 18 5 М3 4 5 16 0,5 3 X 22
Примечание. Материал поводков и пальцев: сталь 35 ГОСТ 1050—60.
Муфты, поводки, карданные соединения
303
Таблица 131
Диски кожаные для эластичных муфт
Примечание. Материал дисков: кожа техническая тяжелая 3-го сорта ГОСТ
1898—48.
Плавающие муфты
Конструктивно плавающая муфта
(крестовая, муфта Ольдгэма) выпол-
няется в виде двух дисков со ступи-
цами, жестко закрепляемыми на кон-
цах соединяемых валиков. Диски имеют
пазы, в которые входят выступы про-
межуточной детали, выполненной в
виде диска, на сторонах которого
имеются выступы, расположенные
взаимно перпендикулярно.
В табл. 132 приведены основные
размеры нормализованных плавающих
муфт с прямоугольными пазами и вы-
ступами, а в табл. 133 и 134 — размеры
дисков и крестовин к этим муфтам.
Плавающая муфта допускает значи-
тельно большее, чем у пальцевых повод-
ковых муфт, относительное смещение
геометрических осей, соединяемых ею
валиков, так как возникающие при
этом ошибки валиков равны по вели-
чине и противоположны по знаку.
Недостатком муфты является увели-
чение мертвого хода по мере износа
трущихся поверхностей дисков. При
этом чем больше смещение геометриче-
ских осей валиков, тем больше относи-
тельное скольжение, а следовательно,
и износ трущихся поверхностей.
Величину мертвого хода плавающей
муфты можно определить, зная ширину
и длину выступов, класс точности и их
посадку.
Плавающие муфты применяют также
для соединения валиков, которые дол-
жны быть электрически изолированы
друг от друга: в этом случае среднюю
часть муфты — крестовину — делают
из электроизоляционного материала.
Разновидностью плавающей муфты
является нормализованная муфта с не-
выпадающей крестовиной, основные
размеры которой приведены в табл. 135
и 136. Эта муфта (см. эскиз в табл. 135)
устроена следующим образом.
На ведущем валике штифтом закреп-
лен поводок /, имеющий два паза и
два выступа (см. эскиз в табл. 136).
На ведомом валике неподвижно поса-
жен поводок 2, имеющий два выступа.
Между поводками 1 и 2 находится
крестовина 3, имеющая четыре кресто-
образно расположенных паза. Кресто-
вина 3 своими двумя пазами посажена
на два выступа поводка 2 и предохра-
няется от разъединения с ним пластин-
кой 4, укрепленной на выступах муфты
винтами 5. При соединении поводка 1
с поводком 2 выступы поводка 1 входят
в пазы крестовины 3.
Видоизмененная конструкция пла-
вающей муфты с невыпадающей под-
вижной сердцевиной показана на
рис. 321. Эта муфта применяется, когда
требуется расцепить валики, не сдви-
гая с места механизмы и не нарушая
связи частей муфты с валиками, а также
когда валики соединяются «вслепую»
в трудно доступных местах.
Муфта (см. рис. 321) состоит из
диска 1, имеющего два радиально
расположенных выступа. Этот диск
жестко крепится на одном из валиков.
На втором валике укрепляется диск 2,
имеющий два паза. Между дисками
1 и 2 расположена сердцевина 3, кото-
304
Раздел IV. Элементы передач движения
Таблица 132
Основные размеры плавающих муфт
Размеры дисков к плавающим муфтам
(по ведомственной нормали)
Размеры в мм
№ муфты (см. табл. 132) d di D L п k 1 h Для пружин- ного кольца Под штифт кониче- ский
d$ R
1 4/7 8 * 20 10 2,2 4+0,025 6 3 М2 7 0,3 1 X 12
2 6/7 12 М3 11 1,5 X 15
3 8/7 15 25 15 3,2 5+0,025 9 4 13 0,5 2 X 18
4 ЮЛ/ 18 30 g+0,025 16 3 X 22
5 12/7 22 20 3 х 25
6 15/7 25 35 20 3,8 8+о,оз 14 6 М4 22,6 0,6 4 X 30
Муфты, поводки, карданные соединения
305
Таблица 134
Размеры крестовин плавающих муфт
(по ведомственной нормали)
Таблица 135
Плавающие муфты с невыпадающей .крестовиной. Основные размеры
(по ведомственной нормали)
Размеры в мм
№ муфты Диаметр валика d Общая длина муфты Допускаемый эксцентриситет Коэффициент мертвого хода
1 10 33,5 1—1,5 0,0003
2 12 33,5 1-1,5 0,00028
3 15 41 1,5—2 0,00025 '
4 18 45 1,5—2 0,00020
Таблица 136
Детали плавающей муфты (см. табл. 135) с невыпадающей крестовиной
(по ведомственной нормали)
Глубина проточки для пружинного кольца 1 мм
Размеры в мм
№ муфты (см. табл. 135) d D Di d2 L Li I k m mi H R для пружин Под штифт конический
1 10/7 40 18 28 19,5 21 10 5,5 4 4,3 20 0,5 Зх 18
2 12/7 40 22 28 19,5 21 10 5,5 4 4,3 20 0,5 3 х 22
3 15/7 46 25 32 24 25,5 12,5 7 5 5,5 22 0,6 4x25
4 18/7 46 28 32 26 27,5 14,5 7 5 5,5 22 0,6 4 х 28
Раздел IV. Элементы передач движения
Муфты, поводки, карданные соединения
307
рая имеет два выступа, входящих
в пазы диска 2, и два паза, в которые
входят выступы диска 1. В собранной
муфте для удержания сердцевины 3
в состоянии зацепления с диском 1
служит пружина 4. Положение серд-
в сторону детали 2 до выхода ее пазов
из зацепления с выступами диска
Размеры основных деталей нормали-
зованных муфт с невыпадающей сердце-
виной для крепления штифтами приве-
дены в табл. 137. В табл. 138 приведены
размеры тех же деталей для крепления
на шпонке.
Безлюфтовые плаваю-
щие муфты применяются при
передаче вращёния валиками, имеющи-
ми большую цену оборота, когда люфт
в соединениях обычной муфты может
внести недопустимые погрешности.
На рис. 322 и 323 показаны два типа
нормализованных безлюфтовых муфт,
предназначенные для присоединения
вращающихся трансформаторов типов
ВТ-1, ВТ-2 и ВТ-3. Максимальный
момент вращения, передаваемый муф-
тами, 150 Г 'дм. Смещение осей сое-
диняемых валиков — не более 0,3 мм.
Рис. 322. Муфта с плавающей крестовиной
d мм ь мм h мм Допускаемый момент Максим, мертвый ход Момент инерции Г’СМ'сек^
3 1,5 ± 0,1 1,50 150 Г дм 1'30' 0,155
4 2,1 Jt 0,1
Поводки и сердцевина муфты отли-
Цевины 3 на диске 2 ограничивается
пружинным кольцом 5. Для расцеп-
ления муфты сердцевина 3 отводится
ваются по выплавляемым моделям из
стали 35Л ГОСТ 977-58.
308
Раздел IV. Элементы передач движения
Ш5у
34
Допускаемый момент 150Г-дм
Максимальный мертвый ход 1'30"
Момент инерции 0,098 Г-см-сек2
Рис. 323.
Рис. 324.
Рис. 323—324. Безлюфтовые муфты с плавающей крестовиной
На рис. 324 показан вариант безлюф-
товой муфты, отличающейся от норма-
лизованной муфты по рис. 323 тем, что
трение скольжения между частями
муфты в этой конструкции заменено
трением качения. Это достигается тем,
что диаметры отверстий для шариков
больше диаметра шариков на удвоен-
ную величину допускаемой несоос-
ности соединяемых валиков, что позво-
ляет шарикам перекатываться при
работе муфты.
Замена трения скольжения трением
качения в муфте по рис. 324 повышает
ее коэффициент полезного действия
и уменьшает радиальную нагрузку на
валик ведомого прецизионного устрой-
ства.
Малоинерционные пла-
вающие муфты применяются
в высокоскоростных реверсивных сле-
дящих приводах, преимущественно для
присоединения электродвигателей и
тахогенераторов.
Детали нормализованной малоинер-
ционной муфты, показанной на рис. 325,
приведены в табл. 139. Накладка (сталь
10 ленточная толщиной 0,5 мм), при-
клепанная к крестовине двумя латуни
ными заклепками, удерживает кресто-
Таблица 137
Детали соединительных муфт с невыпадающей подвижной сердцевиной (рис. 321).
Вариант для крепления штифтами
(по ведомственной нормали)
Сборка диска с пазами, сердцевины и пружины Диск с выступами
Размеры в мм
d №** D Di d2 (Л 5) В Н L 1 h hi b (Л) bi (X) di с (С6> Под штифт конический
4; 5* 25 9 20 8 11,5 14 9 5,5 3 3 М2 18 1 X 12
35 30 4 28
6 25 12 20 3 М3 18 1,5 X 15
35 30 4 28
8 15 12 16 16 10 8,5 4 2 X 18
9 40 18 32 13 18 20 12 9 4 5 30 2 X 22
10 5 3 X 22
12 22 ЗХ 26
- 15* 50 25 41 15 | 20 24 14 10 6 6 M4 38 4X30
* Для d,= 5 мм Di = 10 мм, штифт 1,5 X 12. Для d = 15 мм ход сердцевины 5 мм.
** В скобках указаны допуски на размеры.
Муфты, поводки, карданные соединения
Таблица 138
Детали соединительных муфт с невыпадающей подвижной сердцевиной (рис. 321).
Вариант для крепления на шпонке
(по ведомственной нормали)
Размеры в мм
d (Н)* D Di (As) В н L 1 С Л b; Ьг (А) (X) t (Д4) а (Х3) k di
6 35 12 30 8 И,5 | — _ i - ! 5,5 3 4 7 2 — М3
8 15 12 | i 16 I 8,5 4 9,2 3 —
10 40 18 32 13 18 | — . — — 9 5 5 11,2 —
15 I | 50 25 | 1 41 15 20 24 14 38 10 6 6 17,2 5 5 М4
18 I | 55 28 | 48 45 20,2
20 | 60 1 32 | 1 51 18 24 28 17 48 12 6,5 8 22,7 6 6
22 I 65 1 35 | | 53 50 24,7
* В скобках указаны допуски на размеры.
Раздел IV. Элементы передач движения
Муфты, поводки, карданные соединения
311
вину от выпадения при снятом электро-
двигателе.
Смещение соединяемых валиков для
муфт по табл. 139 согласно нормали
не должно быть более 0,5 мм. Поводки
Рис. 325. Сборка малоинерционной
муфты с плавающей крестовиной
по табл. 139 изготовляются из стали
Ст. 35 ГОСТ 1050—60; крестовина —
из бронзы БрАМц9-2 ГОСТ 1628—60.
Мембранные муфты
Мембранные муфты применяются
главным образом для передачи вращения
при незначительных углах между ося-
ми, как устройства, заменяющие кар-
данные соединения. Применение мем-
бранных муфт в этих случаях обеспе-
чивает безлюфтовую передачу. Они
могут быть рекомендованы к примене-
нию в точных отсчетных механизмах,
там, где незначительные перекосы сое-
диняемых валов не допускают исполь-
зования муфт других конструкций.
В ответственных устройствах срок
службы муфты в зависимости от пере-
даваемого момента и числа оборотов
должен быть проверен опытным путем.
В табл. 140 приведены основные
размеры нормализованных мембранных
муфт. Эти муфты (см. эскиз в табл. 140)
состоят из поводков, к которым при-
креплены мембраны (в виде кольца или
сплошного диска), изготовленные из
кремнистой стали. Мембраны соеди-
нены между собой заклепками с рас-
порными втулками.
Применяется также мембранная муф-
та с одной мембраной. Муфта такой
конструкции приведена на рис. 326.
Одномембранные муфты менее на-
дежны в работе. Материал мембраны
«устает» и муфта выходит из строя.
Когда соединение ведущего и ведо-
мого валиков должно быть токонепро-
водящим, может применяться норма-
лизованная мембранная муфта, в кото-
рой между мембранами находится де-
таль из электроизоляционного мате-
риала. Эскиз этой муфты и основные
размеры для валиков от 4 до 12 мм
приведены в табл. 141. Техническая
характеристика муфт по табл. 140 и
141 приведена в табл. 142.
При использовании двухмембранной
муфты вместо карданного соединения
оси заклепок, связывающих мембраны
с поводками, должны лежать в одной
плоскости.
Рис. 326. Мембранная муфта с
одной мембраной
Упругий мертвый ход а мембранных
муфт определяется из соотношения
а = /С4,
где К — коэффициент упругого мерт-
вого хода;
А — число отсчетных делений на
1 оборот валика (цена обо-
рота).
Значения коэффициента К приведены
в табл. 142.
При уменьшении передаваемого мо-
мента упругий мертвый ход мембранных
муфт снижается. При величине пере-
даваемого момента менее 20% вели-
чины максимального момента, который
может передаваться муфтой, упругий
мертвый ход мембранной муфты можно
не учитывать.
Кулачковые муфты
Кулачковая муфта является кине-
матически жесткой муфтой. Простей-
шая кулачковая муфта (рис. 327)
состоит из двух дисков со ступицами:
на торцовых поверхностях дисков рас-
положены кулачки, с помощью кото-
312
Раздел IV. Элементы передач движения
Таблица 139
Детали малоинерционных муфт (см. рис. 325)
1. Поводки
d D н ь *1 h Штифт кониче- ский Шпонка сегментная Момент инерции Г>см-сек^
4/7 15 12 10 8 1 М2 10 . 4,9+°’’ 1,5 X 12 1 X 7 0,00070
5/7 15 10 — 8 — М2 10 — 1,5 X 12 — 0,00069
6/7 16 12 12 9 2 М3 12 7.2+0,1 1,5 X 15 2X7 0,00130
2. Крестовина
Момент инерции 0,00198 Г • см* сек?
Примечание. Материал поводков: сталь 35 ГОСТ 1050—60.
Материал крестовины: бронза БрАМц9-2, ГОСТ 1628—60.
Материал пружинной накладки: сталь 10 ленточная 0,5 X 20 ГОСТ 503—41.
Муфты, поводки, карданные соединения
313
рых ведущая часть муфты сцепляется
с ведомой. Для уменьшения износа
Рис. 327. Кулачко-
вая муфта
деталей переводной вилки переме-
щающейся обычно
часть муфты.
делают ведомую
В диаметральном сечении кулачки
муфты обычно имеют форму, схемати-
чески показанную на рис. 329. Когда
муфта включается в определенном,
согласованном положении ее частей,
предпочтительно для упрощения про-
изводства иметь кулачки (а следова-
тельно, и пазы), боковые стороны кото-
рых параллельны, аналогично тому
как это показано на рис. 330. В диа-
метральном сечении зубья такой муф-
ты имеют форму, показанную на
рис. 329, а. Число кулачков по окруж-
ности в этом случае берут равным двум
или четырем.
Расчет кулачковой муфты на проч-
Рис. 328. Профили кулачков кулачковых муфт
Преимуществом кулачковых муфт по
сравнению с фрикционными является
отсутствие относительного проскаль-
зывания дисков муфты, что важно при
применении таких муфт в точных от-
счетных цепях. Основной недостаток
кулачковой муфты заключается в не-
возможности включения ее на быстром
ходу. Включать муфту можно
при скоростях, не превышающих
100 об/мин. При полной остановке
вращения для сцепления половин муф-
ты может возникнуть необходимость
в дополнительном повороте одной из
половин муфты вместе с частью меха-
низма ведомой этой муфты.
Примеры профилей кулачков приве-
дены на рис. 328.
ность, а также расчет усилия, необхо-
димого для перевода муфты и удержа-
Рис. 329. Профили ку-
лачков в диаметральном
сечении кулачковых муфт
Таблица 140
Двухмембранная муфта
(по ведомственной нормали)
Размеры в мм
№ муфты d D Di d2 £>з h Л1 H L Под штифт конический
1 4 8 35 22 29 3 6 8 r 22,6 1 X 12
2 6 12 35 22 29 3 6 8 22,6 1,5 X 15
3 8 15 45 30 38 4 8 11 28,8 , 2X 18
4 9 18 45 30 38 4 8 11 28,8 2 X 22
5 10 18 55 ; 35 46 5 10 13 34,0 3 X 22
6 12 22 55 35 46 5 12 15 38,0 3 X 25
Раздел IV. Элементы передач движения
Муфты, поводки, карданные соединения
315
Таблица 141
Мембранная муфта с электроизоляционной прокладкой
(по ведомственной нормали)
d
D
№
муфты
1
2
3
4
5
6
4
6
8
9
10
12
8
12
15
18
18
22
Dl d2 DS Di h
35 22 29 40 3
35 22 29 40 3
45 30 38 50 4
45 30 38 50 4
55 35 46 58 5
55 35 46 58 5
hi H L Под штифт конический
6 8 29,6 1 X 12
6 8 29,6 1,5 X 15
8 11 35,8 2 X 18
8 11 35,8 2 X 22
10 13 40,0 3 x 22
12 15 40,0 3 x 25
Таблица 142
Техническая характеристика мембранных муфт
(по табл. 140 и 141 для валиков диаметром от 4 до 12 мм)
№ муфты по табл. 140 № муфты по табл. 141 Предельное сме- щение осей при использовании муфты для не- посредственной связи между валиками мм Предельный угол между валиками при использова- нии муфт в каче- стве безлюфтового кардана град Максимальный передаваемый момент -Мщах Г-дм Коэффициент упругого мертвого хода ^тах (при Мщах)
1 1,0 180 0,0003
2 — — 1,0 180 0,0003
3 — — 1,5 700 0,0004
4 — — 1,5 700 0,0004
5 — — 2,5 1800 0,00048
6 — — 2,5 1800 0,00048 '
— 1 ±0,3 180 0,00008
— 2 ±0,3 — 180 0,00008
— 3 ±0,5 — 900 0,0001
— 4 ±0,5 — 900 0,0001
— 5 ±0,7 — 2400 0,00012
— 6 ±0,7 — 2400 0,00012
316
Раздел IV. Элементы передач движения
ния ее во включенном состоянии,
в зависимости от передаваемого муфтой
Рис. 330. Двузубая ку-
лачковая муфта
крутящего момента производится по
формулам, принятым в общем машино-
строении.
Зубчатые муфты
Применение и конструктивное вы-
полнение зубчатых муфт аналогично
кулачковым, причем здесь взамен ку-
ведущего валика с шестернями а или b
(см. рис. 332) и с шестерней с (см.
рис. 333). Для того чтобы получить
безлюфтовое соединение обеих полу-
муфт, в данных конструкциях преду-
смотрено фиксирование передвижной
части муфты d посредством трех шари-
ков и трех пружин, поджимаемых вин-
тами е, что вместе с тем дает возмож-
ность снять нагрузку с устройства,
переключающего муфту и тем самым
облегчить ход механизма.
Вместо винтовых пружин, показан-
ных на рис. 332 и 333, для поджима
шариков иногда применяют кольцевые
пружины из пружинной ленточной
стали, как это показано на рис. 334.
Зубья кулачковых и зубчатых муфт
должны подвергаться термической об-
работке. Обычно для зубчатых муфт,
Число зубцов z = 20
Зубцы цементировать на глуб 0,3* 0,5
Материал: Сталь 10
Рис. 331. Пример оформления рабочего чертежа зубчатой полу-
муфты
лачков на торцовых поверхностях ди-
сков муфты фрезеруются зубья.
Зубчатая муфта при значительном
моменте трогания с места ведомой части
механизма требует для сцепления поч-
ти полной остановки вращения, так
как включение и выключение при бы-
стром вращении вызовет деформацию
зубьев.
В табл. 143 приведены значения угла
а подъема шпинделя делительной го-
ловки и высоты h зуба для разных
чисел зубьев по окружности при углах
Р между сторонами зубьев в 45, 60,
90 и 120° (см. эскиз в табл. 143). На
рис. 331 приведен пример оформления
рабочего чертежа зубчатой полумуфты.
На рис. 332 и 333 приведены примеры
конструктивного выполнения зубчатых
муфт, предназначенных для соединения
работающих в приборах с большим за-
пасом прочности, ограничиваются* це-
ментацией зуба на глубину 0,3—0,5 мм.
Материалом для кулачковых муфт
в этом случае может служить обычная
конструкционная сталь 10 или 15.
Фрикционные муфты
Фрикционные муфты применяются
в кинематических цепях как устрой-
ства, включающие и выключающие
вращательное движение. Эти муфты
могут применяться так же, как предох-
ранительные, ограничивающие наг-
рузку, приложенную к ведомым,звень-
ям механизма.
Фрикционная дисковая муф-
та конструктивно выполняется в виде
двух дисков со ступицами (рис. 335).
Муфты, поводки, карданные соединения
317
Таблица 143
Зубчатые муфты. Конструктивные элементы
Угол подъема шпинделя а и высота зуба h в зависимости от числа
зубьев z и угла зуба р
Число Угол зуба р
45° 60’ 90° 120°
зубьев
Z а h а h а h а h
10 67’31' 71’29' 0.379D-1 74’5' 0.272D-0.5 80’33' 0,156D-0,25 84’45' 0.091D 0,1
12 0.316D-1 76’50' 0.227D-0.5 82’26' 0.130D-0.25 85’38' 0.076D-0,!
14 74°12' 75°18' 0.271D-1 78’45' 0.194D-0.5 83’32' 0,112D-0,25 86’16' 0,065D-0,l
15 0.253D-1 79’31' 0.181D-0.5 83’58' 0,104D-0,25 86’31' 0.060D-0.1
16 76’37' 0.237D-1 80’11' 0,170D-0,5 84’21' 0,098D-0,25 86’44' 0.057D-0.1
18 77’48' 0.210D-1 81’17' 0,151D-0,5 84’51' 0,087D-0,25 - 87’6' 0,050D-0,1
20 79’3' 0.190D-1 82’10' 0,136D-0,5 85’29' 85’54' 0.078D-0.25 87’24' 0,045D-0,l
22 80’5' 0J71D-1 82’53' 0.124D-0.5 0.071D-0.25 87’38' 0,041D-0,l
24 80’54' 81’16' 81’35' 0.158D-1 83’29' 0,113D-0,5 8645' 0,065D-0,25 87’50' 0,038D-0,l
25 0.152D-1 83’45' 0.109D-0.& 86’24' 0.063D-0.25 87’55' 0.036D-0.1
26 0.146D-1 844' 0,105D-0,5 86’32' 0.060D-0.25 88’0' 0,035D-0,l
28 82°12' 0.135D-1 84’25' 0.097D-0.5 86’46' 0,056D-0,25 88’8' 0.032D-0.1
30 82’44' 0.126D-1 84’47' 85’6' 0.091D-0.5 86’59' 0.052D-0.25 88’16' 0,030D-0,l
32 83’11' 0,118D-l 0.085D-0.5 87’11' 0.049D-0.25 88’22' 0.028D-0.1
34 83’35' 0,111D-1. 85’25' 85’32' 0,080D-0,5 87’21' 0.046D-0.25 88’28' 0,026D-0,l
35 83’47' 0.108D-1 0,078D-0,5 87’26' 87’30' 0.045D-0.25 88’31' 0,025D-0,l
36 83’58' 0.105D-1 85’40' 0.076D-0.5 0,044D-0,25 88’33' O.O25D-O,!
38 8446' 0.100D-1 85’54' 0.072D-0.5 87’38' 0.041D-0.25 88’38' 0.023D-0.1
40 84’33' 0.095D-1 86’6' 0.068D-0.5 87’45' 0.039D-0.25 88’42' 0,022D-0,l
42 84’48' 0.090D-1 8647' 0,065D-0,5 87’51' 0,037D-0,25 88’45' 0,021D-0,l
44 85’3' 0.086D-1 86’27' 0.062D-0.5 87’57' 88’0' 0.035D-0.25 88’49' 0.020D-0.1
45 8540' 0.084D-1 86’32' 0,060D-0,5 0.034D-0.25 88’51' 0,020D-0,l
46 8547' 0.082D-1 86’37' 86’45' 0.059D-0.5 88’3' 0,033D-0,25 88’52' O,O19D-O,1
48 85’27' 0.079D-1 0.057D-0.5 88’8' 0.032D-0.25 88’55' 0.018D-0.1
50 85’39' 0.076D-1 86’53' 0.054D-0.5 88’12' 88’17' 88’20' 0,031D-0,25 88’58' 89’0' 0,018D-0,l
52 86’11' 0.073D-1 86’59' 0.052D-0.5 0.030D-0.25 0,017D-0,l
54 86’20' 0.070D-1 87’10' 0.050D-0.5 0.028D-0.25 89’2' 0.016D-0J
55 86’25' 0.069D-1 87’14' 0.049D-0.5 88’22' 0,028D-0,25 89’3' 0.016D-Q,!
56 86’29' 0.068D-1 8747' 0.048D-0.5 88’24' 0.027D-0.25 89’4' 0.016D-0.1
58 86’36' 0.065D-1 87’22' 0.046D-0.5 88’27' 0,027D-0,25 89’6' 0.015D-0,!
60 86’43' 0.063D-1 87’24' 0,045D-0,5 88’30' 0.026D-0.25 89’8' 0,015D-0,l
Примечания. 1. Значения высоты зуба, полученные из графы А, проставлять
в рабочем чертеже, как показано на примере оформления рис. 331.
2. Закругления впадины 7?тах = 0,2 мм и вершины зуба R = 0,3 мм приняты постоян-
ными для всех углов профиля зуба.
318
Раздел IV. Элементы передач движения
Один диск закреплен на ведущем
валике, а второй может переме-
щаться на скользящей шпонке вдоль
ведомого валика. На подвижный диск
постоянно воздействует в осевом на-
правлении пружина, с помощью кото-
ил и в* зависимости от допускаемого
удельного давления р (в кГ/см2) на
диски фрикциона
^тах 4 (^н ^в)
Рис. 332.
Рис. 334.
Рис. 333.
Рис. 332—333. Примеры конструктивного выполнения
безлюфтовых зубчатых муфт
рой оба диска плотно прижимаются
друг к другу. Чем больше сила нажа-
тия пружины, тем больше сила трения
Рис. 335. Схематический чертеж
фрикционной дисковой муфты
между трущимися поверхностями и тем
больше крутящий момент, передавае-
мый муфтой.
Силу Р (в кГ) нажатия пружины
в зависимости от передаваемого муфтой
крутящего момента Л4кр (в кПсм)
можно определить из условия
р 4 А _______________
f (£>н -Яв)
где К — коэффициент режима работы.
Для муфт, работающих в приборах
от электродвигателя или ручного при-
вода при равномерной нагрузке на
муфту, значение /С берут 1,2; в ос-
тальных случаях К — 1,5-т-2;
f — коэффициент сцепления. Значе-
ния /, рекомендуемые ЭНИМС для
муфт металлорежущих станков, при-
ведены в табл. 144;
р — удельное давление (в кПсм2)
на диске фрикциона. Значения р
для муфт, рекомендуемые ЭНИМС,
приведены в табл. 145;
Р — поправка, учитывающая (по ре-
комендации ЭНИМС) влияние окруж-
ной скорости (на среднем диаметре по-
верхности трения). Значения f при-
ведены в табл. 146;
DH и DB — наружный и внутренний
диаметры фрикционных дисков (см.
рис. 335).
Фрикционная многодисковая предох-
ранительная муфта по ведомственной4
нормали (см. эскиз в табл. 147) состоит
из центральной втулки 9, относительно
Муфты, поводки, карданные соединения
319
Таблица 144
Значения коэффициента f для муфт
Материалы, работающие в паре Условия работы
насухо с попаданием смазки со смазкой
Чугун по чугуну 0,17 0,15 0,12
Сталь по чугуну 0,15 0,12 0,10
» » бронзе — 0,11 0,08
» » феродо 0,30 0,25 —
» » асбесту (прессованный) 0,30 0,25 —
» » фибре 0,20 0,17 0,10
» » текстолиту — 0,12 0,10
Закаленная сталь по стали — 0,10 0,08
Т а б л и ц а 145
Удельные давления р для муфт
Материалы р кГ/см2 для муфт
дисковых конусных | барабанных
Сталь по чугуну » » бронзе » » феродо » » фибре Чугун по чугуну 2,5—3 2—2,5 3,5—4 2,5—3 4 6 3 3,5—4 4 4 6 3 3,5—4 4
которой может проворачиваться повод-
ковая втулка 2, опорного кольца 3,
фрикционных дисков 4 и 5, поджимае-
Рис. 336.
мых пружинами 6, находящимися в
гнездах обоймы 7 и регулировочной
гайки 8.
Диски 4 и 5 посредством выступов и
пазов соединены с втулками 9 и 2.
Таким образом получается фрикцион-
ная связь между этими втулками. Сила
давления пружин регулируется гай-
кой 8, причем изменение момента про-
скальзывания по всему диапазону дан-
ного типоразмера муфты (например,
250—500 Г • дм для муфты № 1) должно
согласно нормали обеспечиваться 1,5
оборотами гайки. После регулирования
на резьбовую часть гайки 8 наносится
в 3—4 местах пломбировочная масса.
Указанные в табл. 147 моменты про-
скальзывания определены при регули-
ровании муфт в статике и справедливы
только при начальных скоростях, не
превышающих 50 об/мин. С увеличе-
320
Раздел IV. Элементы передач движения
Поправка [В
Таблица 146
V м/сек 3 V м/сек 3 V м/сек 3
1 1,35 3 0,94 8 0,68
1,5 1,19 4 0,86 10 0,63
2 1,08 5 0,8 13 0,59
2,5 1,0 6 0,75 15 0,55
Таблица 147
Фрикционные многодисковые предохранительные муфты
(по ведомственной нормали)
№ муфты d мм Передаваемый момент Г-дм Количество пружин Под штифт конический Вес г
1 1А 250—500 3 2 X 22 160
2 9Д 155
3 300—1000 6 155
4 ИЛ 3 х 22 150
5 600—2000 12 151
Примечания. 1. Муфты должны обеспечивать изменение момента проскальзыва-
ния по всему Диапазону для данного типоразмера в пределах 1—1,5 оборота регулировоч-
ной гайки 8.
2. Разность между наибольшим и наименьшим показаниями нескольких (не менее трех)
замеров момента проскальзывания при различных взаимных’положениях деталей 2 и 9 и
неизменном поджатии регулировочной гайкой 8 не должна превышать 30% номинального
значения момента. За поминальное значение момента принимается среднее арифметическое
от суммы значений всех замеров.
3. Детали муфт см. в табл. 148.
Муфты, поводки, карданные соединения .
321
Таблица 148
Детали фрикционной дисковой муфты по табл. 147
V5 Остальное
V5 Остальное
Поводковая
втулка
1~6ез покрытия
Кольцо
11 И. Я. Левин
322
Раздел IV. Элементы передач движения
Продолжение табл. 148
Муфты, поводки i карданные соединения
323
Продолжение табл. 148
Центральная втулка
№ поз. по эскизу табл. 147 Наименование Материал Покрытие Количество для муфт №
1 и 2 | 3 и 4 | 5
1 Кольцо пру- жинное Проволока П-1 ГОСТ 9389—60 Щелочное во- ронение 1
2 Вт/лка повод- ковая Сталь 50 Цинкование с пассивирова- нием 1
3 Кольцо 1 Сталь 35 — 1
4 Диск внешний Сталь 50 — 3
5 Диск внутрен- ний Сталь 50 — 3
6 Пружина Проволока 11-0,8 ГОСТ 9389—60 Щелочное воронение 3 6 12
7 ' Обойма “ Сталь 35 Оцинковано с пассивирова- нием 1
§ Гайка Сталь 35 То же 1
9 Втулка цент- ральная Сталь 50 То же 1
% Примечания. 1. Размер d втулки (см. рис.) для муфты М 1 равен 7А, для муфт
№ 2 и 3—94 и для муфт № 4 и 5—114.
2. Трущиеся поверхности деталей при сборке смазать тонким слоем смазки ГОИ-54.
11*
324
Раздел IV. Элементы передач движения
нием начальной (пусковой) скорости
величина момента проскальзывания
уменьшается. Зависимость между этими
величинами приведена на графике
рис. 336. Например, при числе оборо-
тов 700 об/мин и желаемом моменте
шая сила нажатия пружины, большая
надежность сцепления при меньшем
износе трущихся поверхностей и мень-
шие габариты при передаче одинаковых
крутящих моментов. Однако фрик-
ционные конические муфты значитель-
нее. 337.
Рис. 338.
Рис. 337—338. Примеры применения фрикционных муфт по табл. 168
проскальзывания 500 Г • дм муфта
согласно графику должна регулиро-
ваться в статике на момент проскаль-
зывания, равный 1000 Г • дм.
Детали фрикционной муфты по
табл. 147 приведены в табл. 148.
Примеры применения муфты по
табл. 147 приведены на рис. 337 и 338.
Рис. 339. Схематический
чертеж фрикционной ко-
нической муфты
но сложнее в изготовлении. Фрикци-
онные конические муфты, как и диско-
вые, применяются для соединения и
отключения ведомой части механизма
при непрерывном движении ведущего
элемента. Они могут применяться как
тормоза при замыкании подвижной ча-
сти на неподвижный конус и как пре-
дохранители от перегрузки.
Включение и выключение может осу-
ществляться автоматически пружиной
или принудительно с помощью вилки
переключения.
В общем случае коническая фрикци-
онная муфта состоит из двух конусов
со ступицами (рис. 339), из которых
наружный конус жестко крепится на
одном из валиков, а внутренний конус
может перемещаться на скользящей
шпонке вдоль оси второго валика.
Зубчатое колесо (см. рис. 337), сое-
диненное с поводковой втулкой муфты,
в режиме проскальзывания проворачи-
вается относительно валика.
На рис. 338 поводковая втулка сое-
диняется с ведомым валиком посред-
ством крестовины аналогично плаваю-
щим муфтам. Осевой люфт поводковой
втулки относительно центральной втул-
ки согласно нормали должен быть
0,02—0,1 мм.
Фрикционная кониче-
ская муфта по сравнению с фрик-
ционными дисковыми обладает рядом
преимуществ. Основные из них: мень-
Рис. 340.
Конические поверхности прижимаются
друг к другу пружиной, постоянно да-
вящей в осевом направлении на под-
вижной конус. Сила нажатия пружины
регулируется гайкой. Ввиду боль-
шой распространенности фрикционных
Муфты, поводки; карданные соединения
325
конических муфт приводим необходи-
мые данные для их полного расчета.
Расчет обьщно ведется по повышен-
ному крутящему моменту Мпр про-
скальзывания, определяемому по фор-
муле
ности конуса (поверхности
трения) в см;
f — коэффициент сцепления;
р — удельное давление в кГ 1см2.
Значения f и р приведены в табл. 144
и 145. Обычно задаются соотношением
Рис. 341.
Рис. 342.
Рис. 341—342. Фрикционные муфты для расцеп-
ления на ходу
Л4пр — МКр/<С,
где Мкр — передаваемый муфтой кру-
тящий момент в кГ • см;
К — коэффициент режима ра-
боты.
Основные . геометрические размеры
муфты (рис. 340) определяются по
формуле
Мпр
0,637-^,
где Dcp — средний диаметр конуса
муфты в см;
I — длина образующей поверх-
Силу нажатия пружины Р опреде-
ляют по формуле
Р-2М
где а — половина угла при вершине
конуса;
а = 9 -4- 15° в зависимости от
конструкции. Для самовыключающих-
ся муфт а = 12°, для муфт принуди-
тельного выключения (с помощью вил-
ки) а = 10°. Во всех случаях во избе-
326
Раздел IV, Элементы передач, движения
жание заклинивания угол а должен
быть больше угла трения. Основные
размеры фрикционного конуса (см.
рис. 340) определяются по эмпириче-
ским формулам:
для самовыключающихся муфт
£>ср = (3 4- 3,5)6/; £ = (1,5 4-2) б/;
для муфт принудительного включения
£ = (2 4-3) 6/.
В табл. 149 приведены основные рас-
четные данные нормализованных фрик-
ционных конических муфт четырех ти-
Муфты типов III и IV (табл. 149)
рассчитаны на работу с принудитель-
ным выключением и могут быть ис-
пользованы как пусковые или как уст-
ройства, останавливающие вращение.
Конструктивно выгодно использо-
вать для образования конусов детали,
кинематически связанные с муфтой,
как это показано, например, на эски-
зах в табл. 149.
Фрикционные муфты, позволяющие
производить расцепление на ходу,
показаны на рис. 341 и 342.
Муфта (см. рис. 341) состоит из охва-
тываемого конуса /, выполненного
Рис. 343. ^Центробежная фрикционная предохра-
нительная муфта
пов, рассчитанных на Л1пр в пределах от
120 до 1750 Г • дм. При отсутствии в
таблицах требуемой величины момента
проскальзывания Л4пр необходимо оп-
ределить по приведенной выше фор-
муле значение Р, по которому из
табл. 150 выбирается длина £раб пру-
жины. Значение £pag пружины должно
быть указано на сборочном чертеже
примененной фрикционной конической
муфты.
В табл. 150—155 приведены размеры
деталей нормализованных конических
фрикционных муфт. Сопряженные раз-
меры валиков для посадки подвижных
фрикционных конусов и гаек приве-
дены в табл. 149.
Муфты типов I и II (табл. 149) могут
использоваться как предохранитель-
ные устройства, отключающие ведомую
часть цепи при возникновении в ней
Л1кр > Л4пр, полученного при расчете.
вместе с валиком, и охватывающего
конуса 6, который может перемещаться
вдоль валика 9 со шпонкой 8. Конусы 1
и 6 вращаются в шарикоподшипни-
ках 5, посаженных в корпусы 4 и 7
и связанных между собой байонетным
затвором. Шарикоподшипники закреп-
лены в корпусах шайбами 2.
Корпусы 4 и 7 через шарикоподшип-
ники упираются в установочные коль-
ца, заштифтованные на валиках 1 и 9.
В рабочем состоянии байонетный за-
твор штифтами 5 соединяет корпусы 4
и 7 с таким расчетом, чтобы натяжение
байонета вызывало необходимую силу
прижатия конусных поверхностей.
Внешняя поверхность корпусов 4 и 7
накатана. Это облегчает расцепление
муфты на ходу.
На рис. 342 показана муфта, в кото-
рой вместо металлических конусов
(см. рис. 341) применены плоские рези-
Таблица 149
Конические фрикционные муфты
(по ведомственной нормали)
ТипТ Тип Ц
Ошоъъые размеры мм , Пределы момента проскальзывания Детали
1500—300 1250-200 1000—120 800 1 2 3 4 5
М L z- М ^раб м ^раб ^раб Конус № Шпонка Пру- Гайка Установ.
D d .пр раб Jnp '.пр жина № винт
Г* дм мм Г-дм мм Г* дм мм Г-дм мм тип I тип II № (латунный)
20 1500 31 1250 36 1000 41 800 45 1 1 6 Х’6 X 30 1 1 М5 X 8
60 18 1500 31 1250 36 1000 41 800 45 2 2 5 X 5 X 20 1 1 М5 X 8
15 1500 33 1250 36 1000 39 800 41 , 3 3 . 5 х 5 X 20 2 2 М4 X 6
15 650 28 500 33 400 36 1 4 4 5 X 5 X 20 3 ' 2 М4 X 6
40 12 650 28 500 31 400 33 — — 5 5 4 х 4 X 15 4 3 М4 х 6
10 650 27 500 29 400 30 — — 6 6 3 Х« X 15 5 4 М3 X 6
10 300 22 200 26 120 29 7 7 ' 3 X 3 х 15 6 4 М3 X 6
28 9 300 22 200 26 120 29 —. — 8 8 3 X 3 X ю 6 5 М3 х 5
8 300 22 200 * 26 120 29 — — 9 9 3 х з X ю 6 5 М3 х 5
Муфты,- поводки,- карданные соединения
Продолжение табл. 149
Гил ill
Тип /V
3 Ч
5
Пределы момента проскальзывания
Детали
мм 1750 -300 - 1500 -200 1250 -120 1000 -400 1 2 3 4 5
Л4 ^раб М - ^раб Л4 ^раб Конус № Шпонка Пру- Г айка Установ.
D d Li П ПР „ ЦР г ПР г ПР рао жина № винт
Г* дм мм Г-дм мм Г'дм мм Г' дм мм тип III тип IV № (латунный)
20 22,5 1750 31 1500 35 1250 40 1000 44 1 1 6 X 6 X 30 1 1 М5 X 8
60 18 22,5 1750 31 1500 35 1250 40 1000 44 2 2 5 х 5 X 20 1 1 М5 X 8
15 • 22,5 1750 34 1500 36 1250 38 1000 41 3 3 5 X 5 X 20 2 2 М4 х 6
15 22,5 800 28 650 32 500 35 400 38 4 4 5 X 5 X 20 3 2 М4 X 6
лл 15 13 800 28 650 32 500 35 400 38 5 5 5 X 5 X 20 3 2 М4 X 6
4U 12 13 800 28 650 30 500 33 400 36 6 6 4x4x20 4 3 М4 х 6
10 13 800 27 650 29 500 30 400 31 7 7 3 X 3 X 15 5 4 М3 X 6
10 13 300 24 200 27 120 30 — — • 8 8 3 хз X 15 6 4 М3 X 6
10 7 300 24 200 27 120 30 — — 9 9 3 X 3 X 15 6 4 М3 X 6
Zo 9 7 300 24 200 27 120 30 — — 10 10 3 хз X 15 6 5 М3 X 5
8 7 300 24 200 27 120 30 — — 11 11 3x3x15 6 5 М3 X 5
Раздел IV. Элементы передач, движения
Муфты, поводки, карданные соединения
329
Таблица 150
Пружины для конических фрикционных муфт по табл. 149
ж 40
Число рабочих битков п-7
Ойцее число витков п^-9
Материал: стальн.пров. 1-1
ГОСТ 3383-60
№ пру- жины ^нар Рвн d t £св ^сж F сж ^раб ^раб р сж * ₽раб
мм кГ
1 35 29+0.8 3 8,4 62 24 38 / 38 24 13 8,4
2 29 2з+°.8 3 6,7 50 24 26 37 13 17 8,4
3 28 2з+0,8 2,5 6,5 48 20 28 33 15 10 5,3
4 24 19+0-8 2,5 5,5 41 20 21 31 10 И,5 5,3
5 21 1б+0’7 2,5 4,4 35 20 15 29 6 13,5 5,3
6 20 16+0.7 2 4,5 34 16 18 27 7 7,0 2,7
330
Раздел IV. Элементы передач, движения
Таблица 151
Внутренние конусы к муфтам типа I по табл. 149
Размеры в мм
№ ко- нуса D d 2>а С di L 1 G ь t а
’ 1 60+°.2 20Д 56,2 52 8 28 38 ’12 9 еда 22,7+0’14 0,02
2 60+°-2 18Д 56,2 52 8 28 35 12 9 к+0,044 °+о,ои 20,2+0’14 0,02
3 60+°’2 15Д 56,2 52 8 22 30 12 9 к+0,044 °+0,011 17,2+0,14 0,02
4 40+0,17 15Л 37. 34 6 22 28 9 7 к+0,044 °+о,он 172+°,14 0,02
5 40+0.17 12Д 37 34 6 18 24 9 7 д+0,044 *+0,011 13,7+0,12 0,02
6 40+0,17 ЮЛ 37 34 6 15 20 9 7 q+0,032 й+0,007 11,2+0'1 0,015
7 28+0-14 10А 25,9 23 4 15 20 7 5 q+0,032 °+0,007 11,2+оЛ 0,015
8 28+°,14 9Д 25,9 23 4 15 18 7 5 о+0,032 d+0,007 10,2+0-1 0,015
9 28+°.14 8Д 25,9 23 4 15 16 7 5 q+0,032 *5_|_0,007 9.2+0-1 0,015
Муфты,- поводки,' карданные соединения
331
Т а б л и ц.а 152
Внешние конусы к муфтам типа П по табл. 149
iz^w’
Материал сталь 35 _
Размеры в мм
№ ко- нуса D а D1 d2 di L k с i b t а
1 60-0,2 20Л 56,2 65 28 40 9 11 15 «4-0,041 °+о,оп 22,7+од4 0,02
2 60_о,2 18Л 56,2, 65 28 38 9 И 15 сЧ-0,041 °4-о,ои 2О,2+од4 0,02
3 60—0,2 15Л 56,2 65 22 33 9 11 15 к+0,041 °+о,оп 17,2+0,14 0,02
4 4О-о,17 15Л 37 44 22 30 7 9 12 ^4-0,041 °+0,011 17,2+од4 0,02
5 4О-о,17 12Л 37 44 18 27 7 9 12 44-0,041 4-0,011 13J+0.12 0,02
6 40-0,17 ЮЛ 37 44 15 24 7 9 12 □4-0,032 й+о,007 11,2+од 0,015
7 28-0,14 ЮЛ 25,9 32 15 24 5 7 10 о+0,032 °+0,007 11,2+0Д 0,015
8 28-0,14 9Л 25,9 32 15 20 5 7 10 d-4-0,032 °-|-0,007 1О,2+од 0,015
9 28-0,14 8Л 35,9 •» 32 15 20 5 7 10 d-4-0,032 й4-0,007 9,2+0Д 0,015
332
Раздел IV. Элементы передач движения
Таблица 153
Внутренние конусы к муфтам типа III по табл. 149
Размеры в мм
№ ко- нуса ,D d Di d2 L Li l h Za c d t b a
1 60+О.2 20Д 56,8 52 45 48 22,5 12 9 4 8 28 22,7+°'14 6+0,041 D+0,011 0,02
2 6о+°12 184 56,8 52 45 48 22,5 12 9 4 8 28 20,2+°'14 e+0,041 °+0,011 0,02
3 6О+0-2 154 56,8 52 45 48 22,5 12 9 4 8 22 17(2+°.i4 6+0,041 °+0,011 0,02
4 4О+0,17 154 37,5 34 38 45 22,5 9 7 3 6 22 17.2+0,14 6+0,041 °+0,011 0,02
5 40+0.17 154 37,5 34 35 35 13 9 7 3 6 22 17,2+0’14 6+0,041 °+0,011 0,02
6 40+0.17 124 37,5 34 35 32 13 9 7 3 6 18 13J+0.12 4+0,041 *+0,011 0,02
7 40+0.17 104 37,5 34 35 32 13 9 7 3 6 15 U,2+o-1 о+0,032 °4-0,007 0,015
8 28+°,14 104 26,2 23 26 30 13 7 5 3 4 15 11,2+0-1 о 4-0,032 °+0,007 0,015
9 28+°’14 104 26,2 23 22 25 7 7 5. 2 4 15 11,2+0'1 о 4-0,032 °+0,007 0,015
10 28+о.14 94 26,2 23 22 25 7 7 5 2 4 15 10,2+0-1 о 4-0,032 °+0,007 0,015
11 28+°.14 84 26,2 23 22 25 7 7 5 2 4 15 9,2+0,1 о 4-0,032 °+0,007 0,015
Муфты, поводки, карданные соединения
333
Таблица 154
Внешние конусы к муфтам типа IV по табл. 149
10°±10'
Z*
Материал: сталь 35
L
Размеры в мм
№ ко- нуса D а D1 d2 £ 11 1 Z1 Za с di t ъ a
1 60+0'2 204 56,8 65 45 50 22,5 15 9 4 11 28 22,7+0Д4 с+0,044 °4-о.ои 0,02
2 60+°'2 184 56,8 65 45 50 22,5 15 9 4 11 28 20,2+°-14 к+0,044 °+о,оп 0,02
3 6О+0-2 154 56,8 65 45 50 22,5 15 9 4 11 22 17.2+0-14 к+0,044 °+о,оп 0,02
4 40+0,17 154 37,5 44 38 48 22,5 12 7 3 9 22 172+°.’4 к+0,044 °+о,ои 0,02
5 40+ОД7 154 37,5 44 35 38 13 12 7 3 9 22 17>2+°.14 к+0,041 °+0,011 0,02
6 40+°’17 124 37,5 44 30 35 13 12 7 3 9 18 13,7+0'12 4+о.'“1 0,02
7 4О+О.17 104 37,5 44 30 35 13 12 7 3 9 15 11,2+0’1 о+0,032 d+0,007 0,015
8 28+°,14 104 26,2 32 26 32 13 10 5 3 7 15 11,2+0-1 q+0,032 б+0,007 0,015
9 28+0,к 104 26,2 32 22 28 7 10 5 2 7 15 п.г+о-1 q+0,032 d+0,007 0,015
10 28+о,14 94 26,2 32 22 28 7 10 5 2 7 15 10,2+ол q+0,032 °+0,007 0,015
11 28+°.и 84 26,2 32 22 28 7 10 5 2 7 15 9.2+0’1 q+0,032 d+0,007 0,015
334
Раздел IV. Элементы передач движения
Таблица 155
Гайки регулировочные к муфтам по табл. 149
Размеры в мм
№ гайки а - D Pi Di н h Л1 t S Л4
1 М18 X 1,5 36 28 32 20 5 3 6 27.0.25 М5
2 М14 X 1,5 30 22 26 16 5 3 6 22-0,25 М4
3 М12 X 1,25 26 18 24 14 4 2,5 4 19—0,25 М4
4 МЮ X 1 22 15 20 12 3 2 3 17—0,2 М3
5 М8 X 1 22 ’ 15 17 10 3 2 3 14—0,2 М3
новые шайбы. Устройство этой муфты
аналогично устройству муфты, при-
веденной на рис. 341.
На рис. 343 показана фрикционная
центробежная предохранительная муф-
та. На ведущем диске 1 закреплены
шарнирно два рычага 2. На рычагах 2
расположены тормозные колодки 3,
нажимающие иод воздействием пружин
4 на цилиндрическую поверхность
втулки 5, закрепленной на ведомом ва-
лике. Фрикционное сцепление тормоз-
ных колодок 3 с втулкой 5 достигается
применением кожаных вставок 6. Силу
натяжения пружин 4 можно регулиро-
вать винтом 7 и контргайкой 8. Муфта
допускает незначительное осевое сме-
щение валиков, перекос осей и отклю-
чает ведомый валик при возникновении
в ведомой цепи момента, превышающего
рассчитанный. Кроме того, отключение
муфты происходит за счет центробеж-
ных сил, отжимающих тормозные ко-
лодки при превышении заданного числа
оборотов.
Предохранительные муфты
Предохранительные муфты исполь-
зуются в кинематических цепях для
предотвращения поломки элементов ме-
ханизма при возникновении в них раз-
рушающих усилий или для защиты при-
водного двигателя. .
Кроме описанных выше фрикцион-
ных предохранительных муфт, в при-
боростроении применяются также пре-
дохранительные муфты, в которых
подвижные части сцепляются посред-
ством шариков или роликов. Эти муфты
обладают более стабильным по срав-
нению с фрикционными моментом сра-
батывания в условиях длительной эк-
сплуатации.
Показанная на рис. 344 шариковая
предохранительная муфта состоит из
Муфты, поводки, карданные соединения
335
обоймы /, в которой имеются радиаль-
ные отверстия, фиксирующие-положе-
ния шариков 2. Шарики 2 расположены
в каналах диска 3, закрепляемого на
ведомом валике. Шарики 2 прижи-
маются к обойме 1 пружинами 4, на-
Шариковая предохранительная муф-
та более простой конструкции показана
на рис. 345. В этой муфте. величина
момента проскальзывания определя-
ется силой нажатия пружин, * заранее
тарированных на передачу определен-
Рис. 344. Шариковая регулируемая предохранительная муфта
ходящимися в колпачках 5. Сила нажа-
тия пружин 4 на шарики 2 регули-
руется конусной гайкой 6, воздейст-
ного крутящего момента. Существен-
ным недостатком этой муфты является
тб, что момент проскальзывания в раз-
Таблица 156
Размеры нормализованных предохранительных муфт (см. рис. 344)
d мм Момент проскальзы- вания Л4 Г-дм Обороты вала N D в di ь С L
об/мин мм
6 24—65 3600—4000 56 18 26 14 28 20 33
8 60—170 2500—3600 56 18 26 14 30 22 33
9 165—260 2800—3200 60 20 28 15 32 24 39
10 250—550 3000—3600 60 20 28 15 32 24 39
вующей на колпачки 5, вследствие чего
меняется давление пружин на шарики,
а следовательно, изменяется и величина
передаваемого муфтой момента. Ос-
новные размеры муфты и значения
моментов проскальзывания в зависи-
мости от числа оборотов ведущего ва-
лика (мотора) приведены в табл. 156.
ных образцах муфт (при одинаковых
тарированных пружинах) различен,
что объясняется колебанием размеров
(внутри поля допуска) при, изготовле-
нии деталей муфты. Показанное на
рис. 345 сопряжение предохранитель-
ной муфты с ведомым поводком посред-
ством промежуточного эластичного (ко-
336
Раздел IV. Элементы передач движения
жаного) диска является наиболее рас-
пространенным.
На рис. 346 приведена регулируемая
предохранительная муфта, обеспечи-
Рис. 345. Шариковая нерегулируе-
мая предохранительная муфта
вающая соблюдение постоянства мо-
мента, при котором ведомая цепь
должна отключиться. Эта муфта со-
На ведомом валике неподвижно наса-
жен диск 2, несущий на себе траверсу 6
с пружиной 4, натяжение которой ре-
гулируется винтом 3. Второй конец
пружины укреплен на шпильке 5,
которая проходит через прорези в ры-
чагах 7, так что под действием пружины
рычаги 7 стремятся повернуться вокруг
осей 5, укрепленных на диске 2. На
концах рычагов 7 на осях 9 находятся
ролики 10, которые западают в выемки
корпуса /, чем достигается сцепление
корпуса 1 с диском 2. Вращение винта
3 через каждые полоборота фиксирует-
ся пружинами 11, изготовленными из
пружинной проволоки. При превыше-
нии момента, на который отрегули-
рована пружина 4, ролики 10 выйдут
из гнезд корпуса и, следовательно,
ведомая цепь будет отключена.
В образце муфты, показанной на
рис. 346, каждому полуобороту винта 3
соответствует изменение натяжения
Рис. 346. Роликовая регулируемая предохрани-
тельная муфта
стоит из корпуса / с пальцами, по-
средством которых корпус через проме-
жуточную кожаную прокладку сое-
диняется с ведущим поводком анало-
гично тому, как это показно на рис. 345.
пружины, увеличивающее (или умень-
шающее) момент на 200 Г • дм. Доступ
к винту 3 — через одно из четырех
отверстий в корпусе 1. Пределы сра-
батывания муфты от 250 до 1500 Г • дм.
Муфты, поводкикарданные соединения
337
Следует иметь в виду, что после
срабатывания шариковых или роли-
ковых предохранительных муфт вклю-
чение их при вращающемся ведущем
валике может произойти только при
редачи. Иногда эти муфты называют
еще невозвратными, или муфтами об-
гона двустороннего действия.
Муфта необратимого вращения
(рис. 347) состоит из трех основных
C-D
Рис. 347. Муфта необратимого
вращения
моменте, значительно меньшем номи- частей. Внутренняя часть 2 муфты вы-
нального рабочего момента, или при полнена в виде крестовины с валиком
медленном запуске приводного дви- (рис. 348). Средняя часть 1 является
гателя. ведущей частью муфты и представляет
Рис. 348.
Муфты необратимого вращения
Если необходимо, чтобы вращение
от ведущего вала к ведомому не могло
передаваться в обратном направлении,
в ручных приводах применяют так
называемые муфты необратимой пе-
собой вилку с двумя выступающими
секторами (рис. 349). Обе эти части
муфты вращаются внутри неподвиж-
ного кольца 3 (рис. 347 и 350), предо-
храненного от проворачивания наклад-
кой 6, входящей в паз кольца 3.
Между крестовинами ведомого валика
338
Раздел IV. Элементы передач движения
2 и выступающими секторами ведущей
вилки,/ расположены четыре ролика
4, 5, 8 и 9. На ролики постоянно дей-
ствуют пружины 7, помещенные в от-
верстиях крестовины.
Муфта необратимой передачи (см.
«рис. 347) работает следующим образом.
При вращении ведущей вилки / вы-
логичное заклинивание будет произ-
ведено роликами 4 и 8, отчего кресто-
вина 2 будет также застопорена. При
этом будут свободны ролики 5 и 9.
Таким образом, передача вращения
возможна лишь от ведущего валика /
к крестовине 2 и невозможна в обрат-
ном направлении.
Рис. 349.
ступающие ее секторы в зависимости
от направления вращения толкают ро-
лики 4 и 8 или 5 и 9, которые в свою
очередь сжимают соответствующие пру-
жины и увлекают крестовину ведомого
валика 2 в том или ином направлении.
Если движение вести от крестовины
ведомого валика 2, то при вращении
последней по стрелке ролики 5 и 9,
заклинившись между плоскостями кре-
стовины 2 и неподвижным кольцом 5,
застопорят крестовину, так как угол а
между плоскостью крестовины и ка-
сательной к неподвижному кольцу 3
в точке касания ролика образует угол
заклинивания, равный 10°. Ролики 4
и 8 в этом случае будут свободны.
При вращении ведомого валика с кре-
стовиной 2 в обратную сторону ана-
Основные размеры деталей, простав-
ленные на рис. 348—350, даны по за-
водским чертежам одной из муфт такой
конструкции.
Недостатком муфты, показанной на
рис. 347, является наличие сравни-
тельно большого люфта (до 1—2°),
который после остановки ведущей вил-
ки / должен быть выбран со стороны
ведомого валика 2, прежде чем этот
валик будет застопорен. Попытка
уменьшить этот люфт привела бы к не-
обходимое^ ограничить некоторые
размеры деталей допусками 1-го класса
точности. Коэффициент полезного дей-
ствия муфты в зависимости от переда-
ваемого ею крутящего момента пред-
ставлен на диаграмме (рис. 351).
Муфта необратимого вращения
(рис. 352) представляет собой конструк-
тивное видоизменение муфты, доказан-
ной на рис. 347, но обладает меньшей
величиной проскальзывания при вра-
щении со стороны ведомого валика.
Основные детали этой муфты с их но-
минальными размерами приведены на
рис. 353—358.
Устройство и принцип действия муф-
ты (рис. 352) заключается в следую-
щем. Ведущий валик /, выполненный
в виде вилки с двумя выступами*
(рис. 3J53), вращается в шарикопод-
шипниках. Между выступами а веду-
Муфты,- поводки/ карданные соединения
339
щего валика 1 расположен сердечник 2
(рис. 354), к которому привернуты две
пружины 3 (рис. 355). Выступы валика
1 и сердечник с пружинами заключены
Рис. 351. К. п. д.
муфты (фиг. 347)
в зависимости от
передаваемого ею
момента
в обойму 4 (рис. 356). Для предохра-
нения от проворачивания обоймы пре-
дусмотрена накладка 6\ которая входит
суженные части концов а вилки веду-
щего валика /.
Поводок 7 выполнен за одно целое
с ведомым валиком. При вращении
ведущего валика 1 концы а вилки ^бо-
ковыми поверхностями нажимают на
два диаметрально расположенных ро-
лика 5 в сторону вращения ведущего
валика. При этом ролики 6 освобо-
ждаются от заклинивания между сер-
дечником 2 и обоймой 4. Два других
диаметрально расположенных ролика
увлекаются превращении сердечника 2
в сторону его вращения. Ведущий ва-
лик 1 ведет поводок, а вместе с ним ведо-
мый валик выступами а, входящими
своими узкими частями в прорези по-
водка 7.
Когда вращение поступает со сторо-
ны ведомого валика, поводок 7 своим
выступом Ь, входящим в продольный
паз сердечника 2, будет стремиться
повернуть сердечник 2. Но так как
Вид без кронилтеИна
сведущим валиком
Рис. 352. Конструктивная разновидность муфты необратимого'
вращения
3
г
в пазы корпуса и обоймы и крепится
к корпусу винтом с потайной головкой.
Между свободными концами пружин
3 и боковыми поверхностями выступов
а ведущей вилки помещены ролики 5
(рис. 357).
На сердечнике (рис. 354) с одной
стороны прорезан паз, в который вхо-
дит выступ b поводка 7 (рис. 358).
Помимо выступа Ь, на поводке 7
имеются прорези, в которые входят
ролики 5 поддерживаются пружинами
3 в состоянии, близком к заклинива-
нию, то поворот валика 7 будет возмо-
жен лишь вследствие проскальзывания
и деформации деталей.
В выполненных образцах подобных
муфт с размерами, приведенными на
рис. 353—358, величина углового мерт-
вого хода со стороны ведомого валика
не превосходила 7\ Увеличением дав-
ления на ролики пружин 3 значение
340
Раздел IV. Элементы передач движения
Рис. 355.
Рис. 357.
Рис. 358.
Рис. 353—358. Детали
муфты, показанной на. фиг. 352
Муфты, поводки, карданные соединения
341
мертвого хода может быть еще более
снижено, но при этом возрастают по-
тери на трение внутри муфты.
Величина измеренного мертвого хода
со стороны ведущего валика, состав-
лявшая в выполненных образцах муф-
ты 2°, может быть снижена в основном
за счет зазоров между выступами веду-
щей вилки 1 и стенками пазов поводка 7
(что требует более тщательного изго-
товления деталей) или за счет увели-
чения диаметра муфты.
Крутящий момент, передаваемый
муфтой с размерами, приведенными на
рис. 352, практически достигает
2000 Г • дм. При испытании одной из
муфт этой конструкции, в которой
угол торможения был 11°30', к. п. д.
с увеличением нагрузки быстро возра-
стал и при нагрузке свыше 1000, Г *дм
достиг 93—97%.
На рис. 359 показана схема расчета
радиуса, которым очерчивается контур
рабочей поверхности сердечника 2.
Пример расчета.
Дано. Внутренний диаметр обоймы
муфты D = 39 мм, диаметр ролика
d = 6,7 мм, угол, под которым рас-
положены касательные двух смежных
роликов, проведенные из центра обой-
мы, ср = 43° и угол торможения р =
= 8°.
Требуется определить величину R.
1. Из треугольника АВЕ найдем
угол а
41- = sin а; BE = 3,35; АВ= 16,15;
Ad
q 05
sin a = = 0,20738; a = 1l°58'08'
16,15
2. Определим угол у:
ф = 90° — — а = 56’31'52';
у = 2а + <р + ф = 23’56'16’ + 43’ +
+ 56’31'52'= 123’28'08'
3. Из треугольника АВС определим
величину ВС:
НС— АВйаЧ _
sin(y + p) “
_ 16,15 sin 123’28'08’ _ ,7Q7R
sin (123’28'08' +8’) ~ 17,9'° MM
4. Определим величину AC:
ЛГ__ВС sinp__
/iCz-------------;--------
sm у
_ 17,975-sin8’ OOQ
"" sin 123’28'08’ “ 2,99 *M’
Тогда радиус R, которым очерчивает-
ся контур сердечника, будет
' R = BC—^= 17,98— 3,37 =
= 14,63 Jim,
а расстояние центра этого радиуса от
центра обоймы
ЛС = 2,99 мм,
Рис. 359.
На рис. 360 представлена муфта не-
обратимой- передачи другой конструк-
ции. Неподвижный корпус муфты со-
стоит из кольца 1, скрепленного вин-
тами 2 и штифтами 3 с фланцами 4 и 5.
До сборки корпуса в отверстие фланца
5 вставляется вилка 6, между высту-
пами а которой расположены две приз-
мы 7, поддерживаемые пружиной 8,
надетой на призматический конец б
ведомого валика 9, вращающегося во
фланце 4.
При вращении, передаваемом со
стороны ведомого валика 9, конец его б
прижмет призмы 7 к внутренней по-
верхности кольца 1, составляющего
часть неподвижного корпуса муфты,
в результате чего валик 9 и присоеди-
ненная к нему часть кинематической
цепи механизма будут застопорены.
При вращении, передаваемом со сто-
роны ведущего валика (вилки) 6, вы-
342
Раздел IV. Элементы передач движения
ступы а заставят призмы 7 сблизиться,
отчего нарушится фрикционный кон-
такт их с поверхностью кольца /, и
ведомый валик 9, конец которого б
Эта муфта * состоит из неподвижного
корпуса 5 с крышкой 4. Внутри корпуса
смонтированы^ ведомый валик 2 и
ведущий валик /. На концах валиков
Рис. 361.
Рис. 360—361. Конструктивные разновидности муфт необратимого
вращения
будет сжат призмами /, получит враще-
ние. Роль пружины 8 в муфте заклю-
чается в поддержании призм 7 в со-
стоянии контакта с поверхностью коль-
ца 1. Данных по изготовлению и испы-
танию таких муфт не имеется.
Муфта необратимой передачи с при-
менением рычагов в качестве запираю-
щего элемента показала на рис. 361.
1 и 2, внутри корпуса, посажены по-
водки 5 и 6. На поводке 5 на двух цап-
фах 7 укреплены два рычага 5, которые
посредством пружины 9, сидящей на
штифте 13, раздвинуты и своими кон-
цами касаются внутренней поверхно-
сти кольца 12, запрессованного в кор-
* Автор Е. В. Кюн (авт. св. № 75953).
Муфты, поводки, карданные соединения
34$
пус муфты. Угол а, образованный
линией, проходящей через ось рычага
точку касания конца рычага с корпу-
сом, и нормалью к касательной цилин-
дрической поверхности корпуса, мень-
ше угла трения р рычага 8 по поверх-
ности корпуса. На поводке 5 между
концами рычагов 8 укреплены винтами
два упора 10. Два таких же упора 11
на том же радиусе закреплены на
поводке 6. Упоры 11 располагаются
с внешних сторон рычагов 8. При
чины нагрузки. При максимальной
нагрузке, равной 1000 Г -дм для муфты
с внутренним диаметром корпуса в
35 мм, к. п. д. равен- 0,97.
В условиях длительной эксплуата-
ции эта муфта не проверена.
На рис. 362 приведен пример исполь-
зования муфт необратимого вращения
для автоматического выключения ведо-
мого валика. В качестве примера взят
принцип конструкции муфты, показан-
ной на рис. 361. Ведущим элементом
Рис. 362. Пример использования муфты необратимого вращения для
автоматического выключения
вращении вала 1 один из упоров 11
отводит рычаг от внутренней поверх-
ности корпуса и, прижимая его к упору
10, передает вращение поводку 5
и валику 2. Вращающий момент, при-
ложенный к ведомому валику 2, не вы-
зовет вращения валика 2 и поводка 5
вследствие самоторможения концов ры-
чагов (распор на корпус).
Выполнение упоров 10 и 11 в виде
эксцентриков дает возможность осу-
ществить простое регулирование за-
зоров между рычагами и упорами для
уменьшения мертвого хода муфты.
Для регулирования упоров преду-
смотрено специальное окно в корпусе.
В выполненном образце муфты подоб-
ной конструкции мертвый ход со сто-
роны ведомого валика при тщательном
регулировании не превосходил Г—2'.
Мертвый ход со стороны ведущего
валика не превосходил 1°. К. п. д.
описываемой муфты зависит от вели-
автоматически выключающейся муф-
ты (см. рис. 362) является корпус Д
получающий вращение от конической
пары (или иным путем в зависимости
от конкретных условий). Ведомый ва-
лик 2 получает вращение от корпуса
через один из рычагов 3 и цапфу 4,
на которой сидит рычаг, и через пово-
док 5, в котором закреплены цапфы 4.
При вращении корпуса муфты и ва-
лика 2 вращается также вспомогатель-
ный валик 6 вместе с поводком 7 и
упорами 8.
Если тем или иным способом затор-
мозить валик 6, то один из рычагов 3,
увлекаемый вращающимся корпусом lt
набежит на соответствующий упор 8,
укрепленный на остановившемся по-
водке 7, вследствие чего этот рычаг 3
отойдет от поверхйости корпуса, и
ведомый валик 2 будет отключен. Та-
ким образом, при остановке валика 6
(посредством рычага 9) муфта отклю-
344
Раздел IV. Элементы передач движения
чается. Корпус 1 продолжает вра-
щаться, но на валики 2 и 6 вращение
передаваться не будет.
Интересно отметить, что если после
отключения повернуть валик 2 в сто-
рону вращения корпуса на какой-
либо угол, то муфта автоматически
включится и валик 2 повернется на
такой же угол, т. е. муфта является
своеобразным синхронно-следящим
устройством одностороннего вращения.
Муфты одностороннего
вращения
Муфты одностороннего вращения
применяются, когда требуется переда-
вать приращение какой-либо величины
щения в большинстве выполненных
конструкций основано на использова-
нии принципов работы муфт необрати-
мой передачи.
На рис. 363 приведен пример муфты
одностороннего вращения, в основу
конструкции которой положен прин-
цип муфты необратимой передачи,
показанной на рис. 352. Любой из
валиков (7 или 2) муфты (см. рис. 363),
в том случае если он будет ведомым,
вращается в одном и том же направле-
нии независимо-от направления враще-
ния второго, ведущего, валика. Это
происходит вследствие того, что в за-
висимости \от направления вращения
валик 2 сцепляется с зубчатым кони-
ческим колесом 4 или с колесом 6„
Рис. 363. Муфта одностороннего вращения
без учета ее полного значения и знака
(«минус» или «плюс»), т. е. когда нужно,
чтобы ведомый валик вращался в одном
и том же направлении независимо от
направления вращения ведущего ва-
лика. Такие муфты применяются пре-
имущественно в счетно-решающих при-
борах в линиях определения скорости
изменения величин.
Легко представить себе устройство
муфты одностороннего вращения, осно-
ванное на применении двух храповых
механизмов. Однако вследствие срав-
нительно большого люфта («мертвого
угла»), который имела бы такая муфта
при перемене вращения ведущего вали-
ка, а также вследствие шума, прису-
щего храповым механизмам, такие
муфты не нашли практического при-
менения.
Устройство муфт одностороннего вра-
Сцепление, как и в муфте, показан-
ной на рис. 352, осуществляется зак-
линиванием между кулачками и сту-
пицами зубчатых колес роликов 3
и 5, поджимаемых пружинами 7 и 8.
Вследствие проскальзывания ведо-
мого валика относительно ведущего
при перемене последним направления
вращения муфты одностороннего вра-
щения могут применяться только для
передачи приращения (изменения) ка-
кой-либо величины, но не полного
ее значения.
Карданные соединения
Карданные соединения применяются
для передачи вращения между двумя
валиками с несовпадающими геометри-
ческими осями. В отсчетных механиз-
мах применяются исключительно двух-
шарнирные карданные соединения.
ч Муфты, поводки, карданные соединения
345
Схематический чертеж передачи с
применением двухшарнирного кардан-
ного соединения приведен на рис. 364.
Здесь А — ведущий валик, располо-
женный под углом ах к карданному
валику В, который передает вращение
на ведомый валик С, расположенный
под углом а2 к валику В.
Необходимым условием нормальной
работы такой карданной передачи в от-
счетных цепях механизмов является
соблюдение следующих требований:
ствие скручивания длинных карданных
валиков; наличие мертвого хода из-за
люфта в карданном шарнире.
Одношарнирное карданное соедине-
ние (рис. 365) может применяться для
неотсчетнызс передач вращения между
двумя валиками, расположенными под
углом а 45°. При этом в пределах
одного оборота ведущего валика угло-
вая скорость ведомого валика будет
неравномерной.
Если положение шарнира, показан-
Рис. 364—365. Схематические
чертежи карданных соединений
1. Оси валиков А и С должны быть
параллельны друг другу или должны
находиться под одним и тем же углом
по отношению к среднему валику В,
т. е. ах = а2. Валики Л, В и С должны
лежать в одной плоскости.
2. Вилки and, закрепленные на
концах среднего карданного валика
В, должны лежать в одной плоскости,
причем оси шарниров (например, b
и с) должны быть параллельны.
Расположение ведомого и ведущего
валиков под неравными углами (ах 7^
7^ (*2) или закрепление вилок на кон-
цах карданного валика В в разных пло-
скостях повлечет передачу вращения
с неравномерными угловыми скоро-
стями.
Недостатки карданных соединений:
наличие упругого мертвого хода вслед-
ное на рис. 365, считать началом
отсчета, то угол <рв поворота ведомого
валика В в зависимости от угла <рл
поворота ведущего валика А опреде-
ляется по следующей формуле
+ ^д
tg
в cos а ’
где а — угол между осями валиков.
Колебания угловой скорости ведо-
мого валика (при а = 45°) показаны
на графике рис. 366. При повороте ва-
лика А в пределах первой четверти,
т. е. от 0 до 90° (безразлично в какую
сторону), углы поворота валика В
опережают углы поворота валика Л,
во второй четверти — отстают, в
третьей четверти — опережают и в чет-
вертой четверти опять отстают. Это
346
Раздел IV, Элементы передач, движения
отставание или опережение равно О
при углах поворота валика Д, равных
€; 90; 180; 270 и 360° и имеет наиболь-
шее значение в середине каждой чет-
верти, т. е. при углах поворота вали-
ка Д, равных 45; 135; 225 и 315°.
ворачивания посадкой на конус с риф-
леной поверхностью. В прорезь вилки 1
на скользящей посадке вставляется
полукольцо 4, соединенное при помощи
штифта 5 с головкой 6 карданного ва-
лика.
Применение в карданном соединении
такого разъемного шарнира позволяет
регулировать соединяемые механизмы,
проворачивая вилки при отпущенной
гайке на нужный угол. Стержень
головки 6 вставляется в карданный ва-
лик и закрепляется в нем при помощи
двух штифтов. Втулка 2 посредством
штифта укрепляется на валике 7.
Рис. 367. Карданное соединение с жестким (неразъемным) кардан-
ным валиком
С уменьшением значения угла а кри-
вая неравномерности угловой скорости
валика В приближается к прямой.
Свойства однокарданного шарнира
могут быть использованы, например,
в механизмах, решающих геометри-
ческую зависимость проекции угла.
Конструктивные выполнения кардан-
ных соединений весьма разнообразны.
Ниже приводятся наиболее распро-
страненные двухшарнирные карданные
соединения.
На рис. 367 приведено нормализо-
ванное карданное соединение с жестким
{неразъемным) карданным валиком.
Шарнир этого карданного соединения
выполняется либо в виде разъемной,
либо в виде неразъемной конструкции.
Разъемный шарнир (рис. 368) состоит
из вилки /, соединяемой со втулкой 2
при помощи гайки 3. Вилка / и втулка
2 предохраняются от взаимного про-
Неразъемный шарнир (рис. 369) кар-
данного соединения состоит из вилки
Рис. 368. Разъемный шарнир кар-
данного соединения
Муфты, поводки, карданные соединения
347
(см. табл. 157), закрепляемой штифтом
на конце ведущего или ведомого ва-
лика, и головки кардана по табл. 158.
Рис. 369. Неразъемный шарнир
карданного соединения
Размеры вилок разъемных шарни-
ров приведены в табл. 159. Размеры
карданных (промежуточных) валиков,
обозначенные на рис. 369 буквами,
дены значения к. п. д. передач в за-
висимости от угла а, найденные опыт-
ным путем.
Значения аксиального люфта (см.
рис. 367) карданного валика в зависи-
мости от типов шарниров и диаметра
валика гбловки кардана приведены
в табл. 162. Величина аксиального
люфта при одном регулируемом шар-
нире указана с учетом возможности
снятия карданного валика без расштиф-
товки и сдвига втулки разъемного
шарнира, закрепленного на конце ве-
домого (ведущего) валика.
Теоретические значения коэффициен-
та Д углового мертвого хода и вели-
чины Мкр, передаваемого нормализо-
ванными двухшарнирными карданными
соединениями (см. рис. 367), приведены
в табл. 163. Коэффициент К выражает
значение углового мертвого хода в до-
лях одного оборота.
Угловой мертвый ход, выраженный
в отсчетных делениях, определяется
по формуле
Дф = Дп,
где Дф — угловой мертвый ход в от-
счетных делениях;
Рис. 370. Карданное соединение со съемным промежуточным валиком
приведены в табл. 160. Как правило,
в разъемных карданных соединениях
Достаточно поставить только один
разъемный шарнир.
Предельный рабочий угол а данных
нормализованных карданных соеди-
нений равен 15°. При а < 15° умень-
шается износ шарнира и увеличивается
к. п. д. передачи. В табл. 161 приве-
К — коэффициент углового мерт-
вого хода (по табл. 16'3);
п — число отсчетных делений на
один оборот валика (цена
оборота валика).
Так, например, если вращение ва-
лика прибора пропорционально прой-
денному пути и на один оборот валика
приходится А метров, то при Д =
348
' Раздел IV. Элементы передач, движения
Таблица 157
Карданные соединения. Вилки неразъемных шарниров
(по ведомственной нормали)
OmB.ri.
-—L—
0)7*45
Размеры в мм
d b Di d2 в L 1 c m n k di Под штифт кониче- ский d2
4/7 8Д3 12 9 ^4-о ,ооб 17 10,5 4,5 6 2,5 3 М2 1 X 12
6/7 юд, 15 12 4+0,008 21 12,5 5,5 8 3 3 М3 1,5 x 15
8/7 12Д3 19 15 5+0,008 26 15 6,5 10 4 4 М3 2 X 18
9/7 14Л8 22 18 5+0,008 30 17,5 8 12 4 4 М3 2 x 22
1077 15Д3 23 18 g+0,008 30 17,5 8 12 5 5 М3 3 X 22
12/7 16Д3 25 22 7+0,010 35 19,5 10 15 .5 5 М3 ЗХ 25
15/7 18Л3 28 25 g+0,010 40 21,5 13 18 5 . 6 M4 4X30
Муфты,' поводки, карданные соединения
349
Таблица 158
Карданные соединения. Головки карданов
(по ведомственной нормали)
Размеры в мм
d D L 1 в Di h п h di ds f
4С 8Х4 28 15,5 3—0,006 12 14,5 7 22 1,5 3,6 0,2
6С 10Х4 36,5 21 4-0,008 15 17,5 8 29 2 5 0,5
8С 12Х4 42,5 22,5 5-0,008 19 21,5 10 33 2,5 6 1
9С 14Х4 45,5 23 5—0,008 22 24,5 11 34,5 3 7 1
ЮС 15Х4 49 25,5 5-0,008 23 25,5 11 37,5 3 8 1
12С 16Х4 56,5 31,5 7-0,010 25 27,5 12 44 3,5 9,5 1,25
15С 18Х4 66 39 8—0.010 28 30,5 14 52 4 11 2
Таблица 159
Карданные соединения. Вилки разъемных шарниров
(по ведомственной нормали)
Размеры в мм
d D d2 В L 1 Li С т п k D4 Р Под ключ S Под штифт кониче- ский d2
4/7 8Л3 12 9 22 з+о,ою 23 11,5 12 5 6 2,5 3 М16 X 0,75 6 М2 7 1 X 12
6/7 ЮЛ3 15 12 29 4+0,013 29 14,0 14,5 6,5 8 3 3 М22 X 0,75 7,5 М3 9 1,5 X 15
8/7 12Д3 19 15 34 5+0,013 37 Д8,0 18,5 8,5 11 4 4 М27 X 0,75 10 М3 t 11 2Х 18
9/7 14Д3 22 18 37 g+0,013 42 19,5 20,5 10,5 13 4 4 МЗО X 0,75 10 М3 14 2 X 22
10/7 15Л3 23 22 40 g+0,013 42 20,5 21,5 9 12 5 5 МЗЗ X 1 11 М3 17 3 х 25
12/7 16Л3 25 22 45 7+0,016 48 21,5 23 12 16 5 5 М36 X 1 12 М3 19 3 х 25
15/7 18Л3 28 25 52 8+0,016 53 23,5 25 12 ♦ 18 5 6 М42 X 1 15 М4 22 4X30
350 Раздел IV. Элементы передач движения
Муфты,' поводки,- карданные соединения
351
Таблица 160
Присоединительные размеры промежуточных карданных валиков
(см. рис. 369)
(по ведомственной нормали)
Размеры в мм
Головка кардана d 4 6 8 9 10 12 15
Сталь 35 D, 7 10 12 13 15 18 21
'З к 3* о ' Штифт конический d3 1 X 8 1,5 X 12 2 X 15 2х 15 3 X 18 3 х 20 4X25
Я О S Дуралю- мин Д1Т о, 8 11 14. 16 18 20 23
О сх с а S «Ч ео Штифт конический 1 X 10 1,5 X 12 2 X 18 2 X 20 3 X 22 3 X 22 4 X 25
CQ Lt 4 6 7 8 10 12 16
3 4 4 I 4 5 5 7
Таблица 161
Коэффициент полезного действия г) карданных соединений
в зависимости от угла а
а 2*30' 5° . 7°30' 10° 12°30' 15°
П 0,94 0,87 0,83 0,75 0,68 0,61
Таблица 162
Значения аксиального люфта карданных соединений
(см. рис. 367 и 371)
Диаметр валика d Типы вилок
обе нерегулируемые одна нерегулируемая, вторая регулируемая
4; 6 От 1 до 2 мм От 2 до 3 мм
8; 9; 10; 12; 15 От 1 до 2 мм От 3,5 до 4 мм
352
Раздел IV. Элементы передач движения
Таблица 163
Значения коэффициента К углового мертвого хода
и величин крутящих моментов для карданных соединений
(см. рис. 367)
Диаметр валика d в мм
4 6 8 9 10 12 ' 15
Коэффициент ЛГ углового мертвого хода 0,0048 0,0040 0,0035 0,0030 0,0027 0,0026 0,0024
Момент в Г-дм 185 330 940 2025 3940 6590 9000
= 0,005 угловой мертвый ход, выра-
женный в метрах, равен Дер = 0,005 А
метров.
На рис. 370 показано двухшарнир-
ное карданное соединение нормализо-
ванной конструкции с промежуточным
валиком, устройство которого поз-
воляет снять промежуточный валик
вместе с головками шарниров без
расштифтовки втулок, закрепленных на
соединяемых валиках. -Размеры, обоз-
наченные на рис. 370 буквами, при-
ведены в табл. 164.
В табл. 165 приведены размеры нор-
мализованной сборки съемного кардан-
ного валика с одной шарнирной голов-
кой и с соединительным стержнем для
удлинения. Конструкция шарниров
(вилка, головка) этого типа карданного
соединения такая же, как для кардан-
ного соединения, выполненного по
рис. 367.
Промежуточный валик карданного
соединения, представленного на
рис. 370, состоит из трубки /, на один
из концов которой насажена (припаяна
твердым припоем) втулка 2, имеющая
коническую прорезь, которая фикси-
рует положение штифта 5, закреплен-
ного в валике головки 4. В другом
конце трубки 1 закреплен валик 5
другой головки шарнира. Для снятия
карданного валика необходимо выве-
сти головку шарнира из вилки, сжав
пружину 6.
Вместо головки карданного шарнира
в трубку 1 может быть вставлен соеди-
нительный стержень, с помощью кото-
рого карданный* валик может быть
„удлинен (см. табл. 165). Пример кар-
дана такой конструкции приведен на
рис. 371. '
Значения крутящих моментов, допу-
скаемых карданными соединениями со
съемными валиками (см. табл. 166),
значительно ниже величин крутящих
Муфты, поводки, карданные соединения
353
моментов, передаваемых карданными
соединениями, представленными на
рис. 367 (см. табл. 163).
Уменьшение величин крутящих мо-
в автотракторной или станкострои-
тельной промышленности.
При изменяющемся расстоянии меж-
ду ведущим и ведомым валиками может
Рис. 371. Карданное соединение с удлиненным промежуточным валиком
ментов в этой конструкции вызывается
неблагоприятными условиями сопря-
жения штифта с плоскостью -конусной
быть использовано неразъемное шар-
нирное соединение с телескопическим
валиком (рис. 373). Шпонка внутрен-
Рис. 372. Карданное соединение для передачи ' зна чительных
крутящих моментов
прорези. При больших нагрузках это
может вызвать смятие плоскостей про-
резей и образование радиального люф-
та.
него валика этого кардана укреплена,
как показано на рис. 639. Если рабоче-.
му положению кардана соответствует
минимальное расстояние между вйл-
Рис. 373. Телескопическое карданное соединение
Приведенные выше конструктивные
разновидности нормализованных двух-
шарнирных карданных соединений яв-
ляются отсчетными, несиловыми. Для
передачи значительных крутящих мо-
ментов может быть применено двухшар-
нирное карданное соединение, устрой-
ство которого показано на рис. 372,
или силовые карданы, применяемые
12 И. Я. Левин
ками (телескопический валик «сло-
жен»), то на одной из вилок делают вы-
ступы, которые входят в пазы наружной
трубки. Таким образом, крайние
звенья телескопического валика за-
мыкаются, выбирая люфт в шпоночных
соединениях и снимая нагрузку со
шпонок и всех промежуточных дета-
лей,
Таблица 164
Размеры разъемных карданных соединений (см. рис. 370)
(по ведомственной нормали)
Размеры в мм
Валик d Лз min z4 Головка кардана D в А, h п di ds ds h a 7 Штифт d$ Ход У
4 124 136 8^4 3-о,ооб 12 14,5 11 7 1,5 3,6 1Н 20 1 4 2 X 15 16
6 129 144 10Л4 4-0,008 15 17,5 11 8 2 5 1H 20 8 4 2 X 15 16
8 ' 157 176 12^4 5-0,008 19 21,5 13 10 2,5 6 ч 9/7 25 11 5 2 X 15 20
9 1.68 190 14Х4 6-0,008 22 24,5 15 ’ll 3 7 10/7 30 12 5 3 X 18 22
10 181 204 15Х4 6-0,008 23 25,5 16 11 3 8 11/7 30 12 6 3 X 18 24
Раздел IV. Элементы передач движения
Таблица 165
12*
Разъемные карданные соединения
Карданный валик с соединительным стержнем для удлинения
(по ведомственной нормали)
d D L i в D1 h Ход V d2 D, т L1 к 12 п di d2 d%
4С 8Х4 136 16 3-о,ооб । 12 14,5 ' 16 11 14 18 93 130 124 1 1,5 3,6 7
6С юх4 146,5 21 4-0,008 15 17,5 16 11 14 18 93 139 131 8 2 5 7
8С 12%4 173,5 23 5-0,008 19 '21,5 20 13 18 20 ПО 164 154 10 2,5 6 9
9С 14%4 188 23 5-0,008 22 24,5 22 15 20 22 118 175 163 11 3 7 10
юс 15ЛГ4 201,5 26 5-0,008 23 25,5 24 16 22 25 126 190 188 11 3 8 11
Муфты, поводки, карданные соединения
356
Раздел IV. Элементы передач движения
Таблица 166
Расчетные значения величин допускаемых крутящих моментов,
передаваемых карданными валиками (см. рис. 371)
Диаметр валика мм Допускаемый момент Г • дм Диаметр валика мм Допускаемый момент Г • дм
- 4 175 9 660
6 195 10 840
8 440
3. ЗУБЧАТЫЕ И ЧЕРВЯЧНЫЕ
ПЕРЕДАЧИ
Система зацепления. Модули
Зубчатые передачи, применяемые в
приборостроении, основаны на тех же
принципах построения зацеплений и
теории расчета, что и в общем машино-
строении. Отличием является здесь
лишь то, что зубчатые передачи в
приборостроении1 в большинстве слу;
чаев предназначены для передачи не-
значительных усилий и размеры зубьев
определяются не расчетом на проч-
ность, а соображениями, относящи-
мися к их техническому выполнению и
конструктивному оформлению взаимо-
связанных с зубчатыми передачами
• узлов и деталей прибора. В отдельных
случаях (при значительных нагрузках)
прочность элементов зубчатых передач
должна быть проверена в соответствии
с нормами, принятыми в общем маши-
ностроении. При повышенном дав-
лении на зубья или при значительных
окружных скоростях необходимо осо-
бенно проверять износ зубьев. Расчет
ведется исходя из желаемой долговеч-
ности работы передачи, т. е. полного
числа оборотов, которые должна сде-
лать данная передача, прежде чем
люфт в ней вследствие износа достигнет
предельной допустимой величины.
Зубчатые передачи в йена гр ужен-
ных отсчетных линиях прибора в пер-
вую очередь должны отвечать требова-
нию постоянства передаточного числа
в любой момент времени, или иначе —
равномерности и плавности вращения
при отсутствии в передаче люфта.
Поэтому для того чтобы достичь в от-
счетных линиях быстрой приработки
сопряженной пары колес, выбирают
передаточные отношения в парах ко-
лес: i = 1; 2; 3; 4 ... или i = 1/2; VgJ
х/4 ... и т. д., т. е. число зубьев боль-
шего колеса должно без остатка де-
литься на число зубьев меньшего
колеса.
Для силовых передач с переменным
моментом нагрузки рекомендуется брать
передаточные числа в виде дроби,
у которой числитель и знаменатель —
числа, не имеющие общих множителей,
например, i = 26/2в; 30/47; 27/34 и т. д.
Передачи с таким значением i в наи-
большей степени обеспечивают равно-
мерный износ зубьев колес.
В приборостроении, как и в машино-
строении, наибольшее распростране-
ние получило эвольвентное зацепле-
ние (рис. 374), при котором боковые
профили зубьев образуются двумя сим-
метричными эвольвентами.
Часовое зацепление, представляю-
щее собой упрощенное циклоидальное
(головки зубьев вместо эпициклоид об-
разованы дугами окружности), приме-
няется в механизмах, подобных часо-
вым, главным образом потому, что
создает лучшие условия для передачи
момента в линиях, работающих на
ускорение, и имеет несколько меньший
и более равномерный по сравнению с
эвольвентным зацеплением износ про-
филя зубьев.
Основными достоинствами эвольвент-
ной системы зацепления, способство-
вавшими ее широкому распростране-
нию, являются:
.1. Сохранение передаточного отно-
шения и правильности зацепления при
изменении расстояния между осями со-
пряженных колес.
Зубчатые и червячные передачи
357
2. Независимость кинематики зацеп- Основные параметры исходного коп-
ления от чисел зубьев сопряженных тура (рис. 375):
колес. а) угол профиля = 20°;
Рис. 374. Эвольвентное зацепление
3. Простота технологии изготовле-
ния зуборезного инструмента, который
проектируется на базе простого исход-
ного контура.
Под исходным контуром зубчатых
колес подразумевается для цилиндри-
ческих колес контур зубьев рейки, для
конических колес — контур зубьев пло-
ского колеса в сечении, нормальном
к направлению зубьев.
Рейка и плоское колесо, зубья кото-
рых очерчены по впадинам исходного
контура, определяют форму и номи-
нальные размеры зубьев нарезаемых
колес в результате обкатки их при
номинальном положении рейки и
плоского колеса относительно заго-
товки.
б) глубина захода h3 = 2m, где
т — модуль в мм\
Рис. 375. Контур прямозубой
рейки по ГОСТу
в) профиль в пределах h3 — прямо-
линейный;
358
Раздел IV. Элементы передач движения
г) толщина зуба по линии, делящей
глубину захода пополам, равна ширине
впадины;
д) значения радиального зазора с
и радиуса скругления гг- приведены
в таблице:
Зубчатые колеса Исходный контур
ГОСТ 9587-61 т < 1 гост 3058-54 т > 1
Цилиндриче- ские с = 0,35m i <0,20 с = 0,25m i = 0,40
Конические с = 0,25m i < 0,10 с = 0,20m i = 0,20
При обработке цилиндрических ко-
лес долбяками и шеверами допускается
увеличение радиального зазора на
0,1m.
Модули. Ряд модулей для зубчатых
колес цилиндрических, конических и
червячных с цилиндрическим червяком
(ГОСТ 9563—60) приведен в табл. 167.
’Для косозубых колес модуль опреде-
ляется в сечении, перпендикулярном
направлению зубьев.
Для конических зубчатых колес мо-
дуль определяется по торцовому шагу
со стороны дополнительного конуса.
Для червячных колес с цилиндриче-
ским червяком модуль определяется
в осевом сечении червяка (по осевому
шагу).
С целью уменьшения номенклатуры
зуборезного и измерительного инстру-
мента ряд модулей, приведенный в
табл. 167, ограничивается ведомствен-
нымИч нормалями. Так, по нормали
радиоэлектроники
к 1-му ряду предпочтительности от-
несены модули: 0,3; 0,5; 1; 2; 3; 5;
Ко 2-му ряду — модули: 0,2; 0,8;
1,5; 2,5; 4; 6
к 3-му ряду модули: 0,15; 0,25; 0,4;
0,6; 0,7; 1,25; 3, 5 и 7. Модули, крат-
ные 7 (0,7; 3,5), иногда приходится при-
менять в отсчетных реечных переда-
чах, так как произведение тп полу-
чается кратным 22 с погрешностью
0,05% (7л = 21,91117).
Таблица 167
Колеса зубчатые. Модули в мм
(ограничение ГОСТ 9563—60)
1-й ряд 2-й ряд 1-й ряд 2-й ряд
0,1 0,11 1 1,125
0,12 0,14 1,25 1,375
0,15 0,18 1,5 1,75
0,2 0,22 2 2,25
0,25 0,28 2,5 2,75
0,3 0,35 3 3,5
0,4 0,45 4 4,5
0,5 0,55 5 5,5
0,6 0,7 6 7
0,8 0,9 8 9
Примечание. При назначении ве- личин модулей первый ряд следует пред-
почитать второму. •
Выбор материала
Мелкомодульные цилиндрические и
конические зубчатые колеса, работаю-
щие в передачах с небольшими окруж-
ными скоростями (до 3 м/сек), обычно
изготовляют из конструкционной стали
35. Эта сталь хорошо обрабатывается, (
и поэтому ее применяют и тогда, когда
по условиям работы передачи можно
было бы использовать стали с более
низкими механическими свойствами,
например, стали 10 или 20. В тихоход-
ных, малонагруженных передачах при-
меняют также колеса из алюминиевых
сплавов Д16-Т и В95-Т. Зубчатые ко-
леса из сплава В95-Т, склонного к по-
водкам, делают конструктивно .более
жесткими; заготовки колес из алюми-
ниевых сплавов подвергают терми-
ческому упрочнению.
Для передач с повышенными окруж-
ными скоростями колес и сравнительно
небольшим удельным давлением на
зубья применяют стали 45 и 50. Для
изготовления трибок и червяков на-
ряду с указанными выше марками ста-
лей применяют стали У8А и У10А.
Зубчатые и червячные передачи
359
Коррозионно стойкие зубчатые ко-
леса и червяки изготовляют из не-
ржавеющих сталей ЭП-378, 9X18,
ЭИ-474, 2X13 и 4X13. Для повышения
коррозионной стойкости деталей из
сталей ЭИ474, 2X13 и 4X13 назначают
более высокий класс чистоты рабочих
поверхностей зубьев (не ниже \7^) или
электрополировку.
Для изготовления зубчатых колес,
работающих в реверсивном режиме,
при окружных скоростях v 4 м/сек
и значительном удельном давлении на
зубья применяют легированные стали
12ХНЗА, 37XH3A, ЗОХГН, ЗОХГСА,
35ХГС, 50С2Г и хромистую сталь
40Х.
Нормальная термообработка колес
из этих сталей (до HRC 40—45) и по-
следующая шлифовка зубьев произво-
дится после их нарезания. Иногда,
чтобы избежать операции шлифования
зубьев, термически улучшают заго-
товку для колеса (закалка, отпуск до
HRC 28—32), после чего окончательно
обрабатывают заготовки и нарезают
зубья. Для колес, изготовляемых та-
ким способом, применяют преимущест-
венно сталь 40Х, а также стали
35ХГС и 50С2Г. Следует заметить, что
нарезание зубьев при повышенной твер-
дости заготовки требует увеличенного
числа проходов на станке, снижает
стойкость зуборезного инструмента
и т. д., поэтому этот метод целесооб-
разно применять только при отсутствии
зубошлифовальных станков. Избежать
операцию зубошлифования возможно,
применяя также сталь 40Х, достоин-
ством которой является то, что после
термообработки она дает весьма незна-
чительную деформацию. Зубчатые ко-
леса 8-й степени точности, а при доста-
точно жестких конфигурациях и 7-й
степени точности можно получить из
этой стали, нарезая зубья в сыром
виде с последующей термообработкой
и прикаткой в паре или с чугунным
эталоном.
В передачах, сопровождающихся
большим относительным скольжением
рабочих поверхностей, как, например,
в червячных и косозубых с пересекаю-
щимися осями, рекомендуется ведущую
деталь выполнять из стали, а ведомую—
из цветного металла. Для ведомых
колес чаще всего применяют бронзы:
БрОФЮ-1; БрОФ6,5-1,5; БрОЦС6-6-3;
БрАЖ9-4 и БрАМц9-2.
Оловянистые бронзы применяются
в наиболее ответственных случаях,
преимущественно для деталей с повы-
шенными требованиями к износоустой-
чивости.
Бронза АМц9-2 по механическим и
фрикционным свойствам^ стоит ниже
оловянистых и БрАЖ9-4, поэтому и
применяется для неответственных де-
талей.
Положительное свойство бронзы
БрАМц9-2 заключается в хорошей
обр абатываемости.
При выборе материала необходимо
учитывать также отношение времени
работы ’данной пары зубчатых колес
к общему времени работы прибора.
Так, при повышенных окружных ско-
ростях бывает целесообразно и при
г = 1 в основных передачах механизма
ставить пару из разнородных металлов
с малым коэффициентом трения. Наобо-
рот, в тихоходных передачах, работаю-
щих периодически, можно и при
2 ставить однородную пару.
Для изготовления зубчатых и чер-
вячных колес все больше применяются
пластмассы (текстолит, капрон, ней-
лон и др.) особенно в тех случаях,
когда передача должна длительное
время работать без смазки. Для мало-
нагруженных, мелкомодульных пере-
дач цилиндрическими и коническими
колесами с большим числом оборотов
(до 10 000) одним из лучших сочета-
ний для пары сопрягаемых колес яв-
ляется сталь и капрон (полиамидная
смола № 68 и поликапролактам Б,СТУ
73-1008—63). Чистоту обработки зубьев
стального колеса в такой паре рекомен-
дуется назначать не ниже 8-го класса
ГОСТ 2789—59.
Передача цилиндри-
ческими прямозубыми
колесами
Цилиндрические прямозубые колеса
служат для передачи вращения между
параллельными валами. Этот вид пере-
дачи нашел в приборостроении наибо-
лее широкое применение, что объяс-
няется сравнительной простотой изго-
360
Раздел IV, Элементы передач движения
товления точных цилиндрических ко-
лес и компактностью собираемых из
них редукторов.
Геометрический расчет передачи ци-
линдрическими прямозубыми колесами
с некорригированным * внешним и
внутренним зацеплением приведен в
табл. 168.
Таблица 168
Расчет передачи цилиндрическими прямозубыми колесами
(с некорригированным внешним и внутренним зацеплением)
Искомая величина Обо- значе- ние Формулы для колес
1 ' 2 3
Исходный контур ГОСТ 9587—61 для m < 1; ГОСТ 3058—54 для т > 1
Угол профиля исходного кон- тура ад = 20°
Передаточное число i Рассчитываются или выбираются конструктивно ; П1 ^2 . . П1 2з. Н, 2 — — ч -1. 3 — — * ’ ‘ П2 ’ х’ * П3 ’ п — число об]мин Шаг t — т • л
Модуль т
Число зубьев Z
Диаметр делитель- ной окружности ddl = mzj dd2 = mz2 ^дз — mz3
Диаметр окруж- ности выступов De = dfa + 2m De2 = ^02.4" Вез == ^дз—2m Ae A 15,2 • m Z3
* Расчет корригированных колес см.
Болотовская Т. П., Болотовский И. А. иСмирнов В. Э.,
Справочник по корригированию зубчатых передач, Машгиз, 1962.
Справочник металлиста, т. 2, Машгиз, 1958.
Зубчатые и червячные передачи
361
Продолжение табл. 168
Искомая величина Обо- значе- ние Формулы для колес
1 2 3
Радиальный зазор С с = 0,35т — для колес с модулем т 1 с = 0,25/п » » » » т > 1
Диаметр окруж- ности впадин Dt A*i — ddi — — 2 (771 + С) 7)^2 — — 2 (т + с) Ц’з — ^з + 2 (т + с)
Высота зуба h hr — Л2 — 2т Д- с h3 — Q,5(Dis—De3)
Длина зуба b b = (3 — 15) т\ нормально b — (5 — 6) т
Расстояние между осями А л _ + ^2 m 4~ ^дч . Д1-2 - 2 2' ’ л гз — г1 ^дз ^1,з - . 2 т- 2
Примечания. 1. Член Де учитывает условия зацепления колес 1 и 3 при наре-
зании колеса 1 инструментом реечною типа.
2. Радиальный зазор при обработке колес долбяками и шеверами допускается уве-
личить jna 0,1 т,
3. Формулы ддя расчета контрольных размеров колес приведены в табл. 192.
4.- Конструктивные элементы цилиндрических прямозубых колес приведены в табл. 169.
Конструктивные
и технологические,
требования
Передаточное число i = — = ——
n2 z1
в счетно-решающих механизмах в боль-
шинстве случаев находится в пределах
. - 1
5 > i :> — и сравнительно редко при-
о
ближается к предельным значениям
интервала 10 4- А-. Если усилия, дей-
ствующие на зубья колес, незначи-
тельны (вращение шкал, стрелок), то
передаточное число в паре колес, рас-
считанных на замедление (i > 1), может
быть неограниченно большим (в пределе
получаем зацепление зубчатого колеса
с рейкой).
Наименьшее, свободное от подреза-
ния число зубьев некорригированных
прямозубых колес, при ад — 20°
2min 5553 17. В точных передачах реко-
мендуется применять колеса с числом
зубьев не менее 25, так как при г < 25
на точность изготовления колес за-
метно сказываются погрешности зубо-
резного инструмента. Не рекомен-
дуется применять числа зубьев, за-
трудняющие настройку зуборезного
станка:
101, 103, 107, 109, 127, 131, 137, 149,
151, 157, 163, 167, 173, 179, 181, 187,
191, 193, 197, 199, 202, 203, 206, 209,
211, 212, 214, 217, 221, 223, 227,. 229,
233, 236, 239.
Число зубьев свыше 240 рекомен-
дуется принимать кратными десяти.
Типовые конструкции. При кон-
струировании зубчатых передач реко-
мендуется придерживаться типовых ко-
лес, показанных на рис. 376 и в табл.
169. Выточки на торцовых плоскостях
делаются для повышения технологич-
ности детали, облегчения ее веса и
уменьшения момента инерции. Необ-
ходимо иметь в виду, что у колес ма-
лых диаметров выточки технологии-
362
Раздел IV. Элементы передач движения
ностью не обусловлены, наоборот,
с технологической точки зрения они не-
желательны. Не рекомендуется вы-
полнять выточки, как показано на
Рис. 376. Типовые конструкции
цилиндрических колес
рис. 377. Такие выточки допускаются
лишь в исключительных случаях, если
по соображениям компактности внутрь
колеса должна входить другая деталь
или если «короткая» часть ступицы
Рис. 377. Нерекомендуемые
конфигурации цилиндриче-
ских зубчатых колес
служит упором для другой детали, на-
пример для шарикоподшипника, и
должна выступать за габариты колеса.
Отверстия облегчения сГ3 (см.
табл. 169) вводятся для уменьшения
веса и момента инерции колеса, а также
в тех случаях, когда эти отверстия ис-
пользуются при сборке механизма.
Если при размещении шести отвер-
стий перемычка К (рис. 378) получается
меньше указанной в табл. 169, то ре-
комендуется делать три больших и до-
полнительно три малых отверстия,
сохраняя минимальный размер пере-
тычки К. Размеры отверстий опреде-
ляются графически. Все отверстия ре-
комендуется располагать на одинаков
вом расстоянии от диаметра вы-
точки D2.
Момент инерции трех малых отвер-
стий составляет от 7 до 10% момента
инерции всего колеса. Если увеличе-
ние момента инерции на такую вели-
чину не имеет существенного значения,
то можно выполнять колеса лишь с тре-
мя большими отверстиями. Допустимо
также выполнение колеса без отверстий
облегчения, если эти отверстия не ис-
Рис. 379. Зубчатое колесо сборной
конструкции
пользуются при сборке механизма и
некоторое увеличение веса и момента
инерции колеса не имеет существен-
ного значения.
При больших наружных диаметрах
колес и относительно небольшой ши-
рине венца рекомендуется применять
колеса сборной конструкции (рис. 379),
у которых зубчатый венец нарезается
Зубчатые и червячные передачи
363
на диске. Для передач 7-й и более гру-
бых степеней точности зубчатый венец
может быть нарезан до сборки диска
собы выборки люфта в цилиндриче-
ских передачах, посредством пру-
жин.
Рис. 380. Способы выборки люфта в цилиндрических передачах
посредством пружин
со ступицей. Для передач 6-й и более
высоких степеней точности зубчйтый
венец нарезается в сборе заготовки со
ступицей. Колеса сборной конструк-
ции особенно могут быть рекомендо-
ваны, когда необходимо иметь венец
из цветного металла или пластмассы.
Тогда, изготовляя втулку стальной,
можно сэкономить цветной металл,
а в случае зубчатого венца из пласт-
массы — сохранить надежное соеди-
нение стальной втулки с валом и улуч-
шить условия отвода тепла от зубча-
того венца.
Рекомендуемые размеры элементов
зубчатых колес сборной конструкции
приведены в табл. 170—173. Следует
иметь в виду, что для колес, соединяе-
мых со втулками по прессовой посадке,
операции запрессовки и развальцовки
надо производить с большой тщатель-
ностью, чтобы избежать смещения гео-
метрических осей зубчатого венца и
втулки или трибки. При изготовлении
зубчатых колес 6-й и более высоких
степеней точности нарезать зубья сле-
дует, как,указывалось ранее, после за-
прессовки и развальцовки.
Часто применяются блочные, двух-
или трехвенцовые зубчатые колеса,
общая втулка которых обычно имеет
расточки под шарикоподшипники. Кон-
струкция таких колес должна быть
согласована с размерами для выхода
фрезы или долбяка, приведенными
в табл. 174. На рис. 380'показаны спо-
Определение координат
сопряженных цилиндри-
ческих зубчатых колес
В практике конструирования зуб-
чатых передач часто бывает (рис. 381),
что известны координаты а и b центров
и О2 ДВУХ зубчатых колес и нужно
найти координаты х и у центра О3
третьего колеса, сцепляющегося с дву-
мя первыми. Задача сводится к отыс-
канию координат х и у центра О3
окружности dd3, касательной к двум
данным окружностям ddl и dd2.
364
Раздел IV. Элементы передач движения
Таблица 169
Конструктивные элементы цилиндрических зубчатых колес
а di D Di Модуль m
от 0,2 до 0,5 свыше 0,5 до 1,0 свыше 1,0 до 2.5
b 1 £ i b bi £ 11 b bl £ 11
2,5 0,6 Ml,6 6 5 2,5 1,5 — 6 1 — — — — — — — —
3,0 0,8 М2 7 6 2,0; 3,0 — 7
4,0 8 7 3,0
5,0 1,0 9 8 0,5 9
6,0 1,4 М3 10 9 3,0 4,0 0,5; 1,2 42 1,0
7,0 1,8 12' 10 4,0 3,0; 4,0 0,5; 1,0 И
8,0 14 12
9,0 15 z 12 4,0; 5,0 l;0; 1,4 14
10,0 2,8 16 14 5,0 1,5 8; 10 2,5; 3,5 16 1,5
12,0 20 17 — — — — 5,0; 6,0 1,4; 1,8 16
14,0 3,8 М4 22 20 6,0
Зубчатые и червячные передачи
365
Продолжение табл. 169
Примечания. 1. Допускаемые отклонения размеров: — А§, D — I — + 0,1;
Z1 — Cg; Di, Di и di для колес 7-й и более точных "степеней — Д8, для колес 8-й и более
грубых степеней — Д7.
2. Выточка Di — D вводится, если ,# >: 3 мм и D^ — D — 2S >: 16, где S 1,5 (т + 1).
Диаметр Di округлять до целого числа единиц.
3. Отверстия облегчения da вводятся для колес с выточками, если Di — D 16, и для
колес без выточек, если D- — 3 12. Минимальный размер ^зт}п =5 — 6 мм.
4. Максимальный размер диаметра d$ равен:
р2_р_6
^зтах =------2------для колес с выточками;
D. — D — (Зт -j- 5)
rfgmax ~--------2---------ДЛЯ колес без выточек.
При этом величина перемычки К между отверстиями не должна быть менее- указанной
ниже:
Модуль мм Число зубьев
до 80 свыше 80 до 125 свыше 125 до 150 свыше 150
7Cmin в мм
От 0,2 до 0,5 3 4 5 6
Свыше 0,5 до 1 5 6 7 9
Свыше 1 до 2,5 6 8 10 12 '
5. Диаметр D3 окружности расположения центров отверстий определяется по форму-
лам:
D2 “I- D . .
с Di =5» —-------И 1 — для колес с выточками;
D, -|~ D — (Зт 1)
Di -- -|- 1 - для колес без выточек.
366
Раздел IV. Элементы передач движения
Таблица 170
Конструктивные элементы соединения зубчатого колеса
со втулкой винтами
(по ведомственной нормали)
—I— I
Размеры в мм
d | ds ^3 | di D Di |d2 |d3 b L i
2,5 0,6 Ml,6 1,0 Ml,6 6 5 8 12 0,8 1,5 10 1,5 2,5 3 1,5
3 0,8 М2 1,4 М2 7 6 1 10 I 14 i; 2 12 2 2
4 8 7 12 16
5 1,0 9 8i 14 I18
6 • 1,4 М3 М3 10 9 I18 J 24 2; 3 15 3
7 1,8 12 10 20 1 26 4 5 6 3
8 14 12 22 28
9 1,8 ~15~ 24 30
10 2,8 16 14
12 20 18 26 32 3; 4 18 4
14 3,8 M4 22
15 16 2,8 M4 25 22 32 40
17 18 28 25 36 44 4; 5 24 28 5 4
20 4,8 M5 M5 30 1 28 42 50
22 32 | 30
Примечание. Допустимые отклонения размеров: d^ — Л5; Zj — С5.
Зубчатые и червячные передачи
367
Таблица 171
Конструктивные элементы соединения зубчатого колеса
со втулкой расчеканкой
(по ведомственной нормали)
Размеры в
мм
d ^£min ^emax Z1 ^2ПНП h *1. Лр max кГ • см
До 6 0,3 1,5 40 0,4 1,2 0,6 0,6 2
Свыше 6 до 10 2,0 50 0,5 1,4 0,8 0,8 4
Свыше 10 до 16 0,4 60 0,6 1,6 1,0 1,0 6
Свыше 16 до 25 0,5 2,5 ' 80 0,7 1,8 1,2 1,2 8
Свыше 25 0,6 3,0 100 0,8 2,0 1,6 1,5 ' 10
п о d — di о do — d
П р и м е ч*а н и е. о =------; Sj =
368
Раздел / V. Элементы передач движения
Таблица 172
Конструктивные элементы соединения зубчатого колеса
с осью расчеканкой
(по ведомственной нормали)
Размеры
в мм
d ^2 min max ^2,min min r c ^Kpniax кГ • см
2,5 1,8 4 12 0,3 0,8 1,2 0,1 0,2 0,5 1
3,0 2,0 5 15
4,0 3,0 6 20, 0,4 1,0 1,6 0,6 2
5,0 3,5 8 30 0,5 2,0 0,7 3
6,0 4,5 9 40 1,2 0,2 0,3 0,8 4
8,0 6,5 10 50 0,6 1,4 1,0 5
Примечания. 1. &mjn = 0,8 мм.
2. Z — b 4- 0,1 для d — 2,5 и 3 мм.
I — b 4* ОДдля d — 4; 5 и 6 лии,
I — b 4* 0,3 для d = 8 мм.
Зубчатые и червячные передачи
369
Таблица 173
Конструктивные элементы соединения зубчатого колеса с трибкой
(по ведомственной нормали)
Размеры в мм
d di d2 D De ь L 1 71 МКр кГ см для колес
сталь- ных брон- зовых
От 2,5 до 3,0 От 1,6 до 3,0 От 0,2 I До 8 до 0,4 От Й0 до 25 От 0,8 до 1,0 От 2 до 4 От 1,0 до 1,2 От 0,24 до 0,30 5,0 2,5
Св. 3,0 до 4,0 Св. 3,0 до 4,0 Св. 0,4 до 0,9 От 6; до 161 Св. 25 до 30 Св. 1,0 до 1,2 Св. 4 до 6 Св. 1,2 до 1,4 Св. 0,30 до 0,36 6,0 3,0
Св. 4,0 до 6,0 Св. 4,0 до 6,0 Св. 0,9 ДО 1,6 Св. 30 до 50 Св. 1,2 до 1,5 Св. 6 до 8 Св. 1,4 до 1,7 Св. 0,36 . до 0,45 8,0 4,0
Св. 6,0 до 8,0 Св. 6,0 до 8,0 Св. 1,6 до 2,0 От 8 до 24 Св. 50 до 80 Св. 1,5 ДО 3,0 Св. 8 до 10 Св. 1,7 до 2,0 Св. 0,45 до 0,55 10,0 6,0
Примечания. 1. Допускаемые отклонения размера d± — С5.
2. MKpmax — максимально допустимый крутящий момент.
3. Материал трибки — сталь.
4. Зубчатые колеса из стали запрессовывать на гладкую поверхность трибки без сле-
дов от инструмента.
5. Зубчатые колеса из цветных металлов допускается запрессовывать на посадочную
поверхность трибки со следами от инструмента после нарезки зубьев глубиной не бо-
лее 0,5 мм.
370
Раздел IV. Элементы передач движения
Таблица 174
Выход зуборезного инструмента при обработке блочных
зубчатых колес
Модуль т, мм 1 мм Офр мм Угол наклона зубьев в град
0-5 | Св. 5 до 20 Св. 20 до 60
L в мм
До 1 3 30 18 21 . 22
Св. 1 до 1,5 4 50 30 36 38
Св. 1,5 до 2,5 5 60 36 40 42
где
На рис. 382
_ т2
9 — й2 + й2 ’
_ 1 /т2— п2
9 - У \ а2 + &2
Пример.
Дан о: а — 87,5; b — 40,75; т = 53;
п — 45. Требуется найти координаты
х и у.
Расчет проводим в следующем поряд-
ке:
я2 = 87,52 = 7656;
Ь2 = 40,752 = 1661;
д2 + #2 = 9317;
Расчет производят по следующим
формулам:
Если а < р,
т2 = 532 = 2809;
> п2 = 452 = 2025;
х = р а — b У q — р2,
у = р& + а — р2.
Если а > р,
х — ра — ЬУ q — р2,
У = ?ь + а —р2,
т2 — п2 = 784;
_ 1 (m* — n2 (
9 2 \a24-Z>2 + / .
= 1(^+1) = 0’5421:
т2 _ 2809
a2 + b2 “9317
= 0,3014;
Зубчатые и червячные передачи
371
р2 = 0,54212 = 0,2939
# — р2 = 0,0075’
= j/ 0,0075 = 0,066;
X = pa + b V'q^pi = 0,5421 87,5 =
= 40,75 • 0,0866 = 50,96;
у = pb—aVq — р2=
= 0,5421 • 40,75 — 87,5 • 0,0866 = 14,51.
Проверка:
/х2 + у2 — т?
х2 = 50,962 = 2596,92;
у2 = 14,512 = .210,54;
х2 + у2 = 2807,46
/х2 + у2 = /2807,46 = 52,99.
Передача цилиндрическими
косозубыми колесами
Цилиндрические косозубые колеса
применяют для передачи вращения
между валами, оси которых парал-
лельны или перекрещиваются. В по-
следнем случае цилиндрические косо-
зубые колеса имеют более широкий
зубчатый венец и их часто называют
винтовыми. В дальнейшем независимо
от расположения осей валов и ширины
зубчатого венца цилиндрические косо-
зубые (винтовые) колеса будем во
всех случаях называть косозубыми
колесами.
Наименьшее число зубьев косозубо-
го колеса, свободное от подрезания,
определяется по формуле
, 2cosftd
min sin2as ’
где Pd — Угол наклона зубьев;
— угол зацепления в торцовом
сечении:
tea = (е20°
* s COS Pd C°S Pd
Расчет передачи цилиндрическими
косозубыми колесами с некорригиро-
ванным зацеплением . приведен в
табл. 1^75.
Передача цилиндриче-
скими косозубыми коле-
сами при параллельных
валах
Такая передача применяется:
а) если нельзя подобрать цилиндри-
ческую прямозубую пару со стандарт-
ным модулем при заданном расстоянии
между осями;
б) если необходимо иметь малое ко-
лесо с небольшим числом зубьев при
повышенных требованиях к плавности
и равномерности передачи;
Рис. 383. Передача цилин-
дрическими косозубыми коле-
сами с параллельными осями
в) при окружных скоростях- колес
v 6 м!сек и повышенных требова-
ниях к бесшумности передачи.
Расчет передачи цилиндрическими
косозубыми колесами при параллель-
ных валах в общем случае ведется по
> формулам, приведенным в табл. 175.
Углы наклона зубьев ведущего и
ведомого колес равны между собой
[3^ = — Р^2 (рис. 383). Направление
зубьев — разноименное: у одного ко-
леса правое, у другого — левое. Для
уменьшения осевого давления следует
применять колеса с углом Р^ 20°.
Расчет цилиндрической косозубой
передачи с заданным передаточным
числом нормальным ‘модулем тп
и межосевым расстоянием А прово-
дится в следующем порядке:
а) выбираются числа зубьев и г2
. Zo
так, чтобы — = г-. 2;
Zi
б) угол наклона зубьев определяет-
ся по формуле
Если А задано приближенно, то
величина угла Р^ округляется1 до бли-
372
Раздел IV. Элементы передач движения
жайшего целого числа градусов, а вели-
чина А пересчитывается;
в) определяются все остальные раз-
меры колес по формулам, приведен-
ным в табл. 175.
Конструктивные элементы цилин-
дрических зубчатых колес, приведенные
в табл. 169—173, применимы как для
Расстояние L между венцами вычис-
ляется для фрезы по приближенной
формуле
L cos + -у- sin + 3,
где Офр и £фр—диаметр и длина фрезы
(согласовываются с технологом).
Минимальные значения L приве-
дены в табл. 174.
Сборные конструкции косозубых ко-
лес по типу шевронных более компакт-
ны по сравнению с двухвенцовыми фре-
зерованными колесами (рис. 385). При
этом следует иметь в виду, что штифто-
вать одну из пар этих колес следует при
сборке передачи или, если необходима
взаимозаменяемость, — при сопряже-
нии с эталонной парой колес.
прямозубых, так и для косозубых
колес, передающих вращение между
параллельными валами. При повышен-
ных требованиях к плавности работы
цилиндрической косозубой передачи,
а также при повышенных нагрузках
Рис. 385. Сборная
конструкция двух-
венцовых цилин-
дрических косозу-
бых колес
ширину зубчатого венца и другие
элементы косозубых колес лучше на-
значать по табл. 176. Элементы сило-'
вых колес проверяются расчетом и при
необходимости должны быть усилены.
В блочных, двухвенцовых колесах
направление зубьев для уравновеши-
вания осевого давления должно быть
разноименным (рис. 384).
Передача цилиндричес-
кими косозубыми колеса-
м-и с перекрещивающими-
ся осями валов
г
Общий случай. Оси валов скрещи-
ваются под углом ф 90°.
Дано: ft, тп, I.
1. Угол наклона Рд1 зубьев ведущего
колеса должен быть больше угла на-
клона Р^2 зубьев ведомого колеса,
а при обратимом движении направле-
ние зубьев одноименно и углы на-
клона зубьев равны между собой:
= Рд2- Значения углов скрещива-
ния осей $ в зависимости от направле-
ния зубьев ведущего и ведомого колес
приведены в табл. 177. '
2. От соотношения углов Рд1 и Рд2
зависит коэффициент полезного дей-
ствия передачи
l-jltgfa
1 + И tg fa ’
где |i — коэффициент трения скольже-
ния вдоль зубьев. При одноименном
направлении зубьев наивыгоднейшие
по значению к. п. д. углы и Рд2:
ft 1 ft
fa=y + yarctgH«=y + 3’,
ft 1 ft
= у — у arctgp.^ 2" — 3’.
Зубчатые и червячные передачи
373
Таблица 175
Расчет передачи цилиндрическими косозубыми колесами
(с некорригированным зацеплением)
Искомая величина Обо- значе- ние Формулы для колес
1 2
Передаточное число 1 Рассчитываются или выбираются конструктивно ^1 ^2 ^02 COS Ъ 2 пг ~ ddl cos Шаг торцовый ts = л • ms тп выбирать из табл. 167
Модуль нор- мальный тп
Число зубьев Z
Модуль тор- цовый ms msl = cos fol cos |3d2
Диаметр делительной окружности dd Л - m dai - mslzt - cog __ mnz2 ad2 - ms2z2 - cqs^
374
Раздел IV. Элементы передач движения
Продолжение табл. 175
Искомдя величина Обо- значе- ние Формулы для колес
1 2
Диаметр окружности выступов De Del — ^di + Z)e2 —
Радиальный зазор С c = 0,35mn—для колес с модулем тп^\; с — 0,25тп — для колес с модулем тп^> 1 (допускается увеличение указанных зазоров на 0,1тп)
Высота зуба h h = 2т п + с
Диаметр окруж- ности впадин Di Dii — ^ai — 2 (тп + с) — = Ое1-2й Div, — ddz — 2 (mn + c) = = De2l — 2h
Ширина зубча- того венца b b = (7-10) тп . Для колес с параллельными осями b max sin
Длина зуба bs . ь S1 cos Pai h - b s* - cos Paa
Угол наклона зуба на дели- тельном цилиндре c°sPa,= ^- При параллс COS — COS Pd! = R Z№n cospd2 = ad2 ?льных валах: COS P<?2 — ( 1 £4 2 mn
Расстояние между осями A д _ ddl + A~ 2
Угол исходного контура (нор- мальный) ad ad — 20°
Примечания. 1. Формулы для расчета контрольных размеров колес приведены в табл. 192. 2. Конструктивные элементы цилиндрических косозубых колес приведень! в табл. 169 (для колес параллельными осями) и в табл. 176 (для колес с перекрещивающимися осями).
Зубчатые и червячные передачи
375
Таблица 176
Конструктивные элементы цилиндрических косозубых
и червячных колес (по ведомственной нормали)
червячные
колеса
Примечания. 1. Допускаемые отклонения размеров: d — Н; di — Д5; D — В7;
/1 С5.
2. Для червячных колес размер В обода и рекомендуемые углы скоса 7 см. в
табл. 209.
3. Значения величий D2; и S см. табл. 169.
376
Раздел IV. Элементы передач движения
Таблица 177
Углы скрещения цилиндрических косозубых колес
(ft#: 90°)
Эскиз
Направление зубьев
колес
Угол между осями
. колес
Ведущее — косо-
зубое
ведомое — прямо-
зубое
Одноименное
О = Pdi +
Зубчатые и червячные передачи
377
Продолжение табл. 177
Направление зубьев
' колес
Угол между осями
колес
Разноименное
Ф — Pdl Рд2
Поэтому при заданном значении Ф,
если нет других ограничивающих ус-
ловий, рекомендуется выбирать углы
наклона зубьев исходя из наиболее
выгодных значений к. п. д. передачи.
3. Если величина к. п. д. не имеет
первостепенного значения, а жела-
тельно иметь оба колеса одного диа-
метра, то углы (3^х и Р^2 находят из
уравнений:
sfe-'"
откуда
п 1 — cos ft
g ₽di “ Sjn
_ 1 — i cos ft
tg “ i sin ft ’
Если выбрано соотношение диамет-
ров j^L == at то углы и Рд2 опреде-
ад2
ляются по формулам:
tg Рй1 =
al — cos ft t
sin ft ’
tg Pc>2
1 — at cos ft
ai sin ft
4. Исходя из заданного передаточ-
ного числа выбирают числа зубьев
zx и z2, после чего определяются все
остальные размеры по формулам, при-
веденным в табл. 175
Дано: ft, тп, ~i, А
1. Исходя из заданного передаточ-
ного числа выбирают числа зубьев
гх и z2.
2. Углы наклона зубьев определяют
из системы уравнений
। Чтп = 2Д;
COS PdX "Н COS Рд2
Рд1 + Рд2 = ft-
Эта система уравнений наиболее
просто решается графоаналитическим
способом.
Строят две прямые 1 и II, пересе-
кающиеся под углом ft (рис. 386).
Затем в произвольно выбранном ,мас-
штабе на прямой I откладывают отре-
зок О А = гх/пп и на прямой II —
отрезок О В = z2mn. В точках А и В
восстанавливают перпендикуляры
А — Лх и В — Вх соответственно к
I и II. Отложив на полоске кальки
отрезок CD = 2А (в выбранном мас-
штабе), накладывают кальку на чер-
378
Раздел IV. Элементы передач движения
теж так, чтобы прямая CD проходила
через точку О, а конечные точки С и D
лежали на перпендикулярах А — А±
и В — Вг.
Из рассмотрения треугольников
А ОС и BOD нетрудно убедиться, что
£ АОС = [Зд1, £ BOD = Рдг, отрезок
ОС = dfa и отрезок 0D ----- d^
Найденные таким образом прибли-
женные значения углов Рд1 и Р^2 под-
ставляем в систему уравнений и окон-
чательно определяем углы наклона
зубьев либо методом последователь-
ного приближения, либо путем опре-
деления ошибки угла. Обозначим ошиб-
ку угла через А, тогда
001 =
002 = 002 — А,
где Р^1 и 002 — найденные графически
приближенные значения углов.
Подставив эти значения в первое
уравнение и принимая sin А = А и
cos А = 1, поскольку угол А мал,
получаем уравнение второй степени
с одним неизвестным:
гуПп • ,
Cos — A sin “г
j________z^mn__________ 2Д
~ COS Р^2 + A sin Р^2 ’
из которого определяем значение А.
Как графическое, так и аналитиче-
ское решение может дать две комбина-
ции диаметров и углов наклона зубьев
(одного и разного направления). При
выборе целесообразной комбинации
следует иметь в виду, что направление
зубьев должно быть согласовано с тре-
буемым направлением вращения ко-
лес, а угол наклона зубьев ведомого
колеса во избежание заклинивания не
должен быть слишком велик.
В противном случае передача, по-
строенная на' основе численно пра-
вильного расчета, может не соответ-
ствовать предъявляемым к ней требо-
ваниям.
3- Остальные размеры колес опре-
деляются по формулам, приведенным
в табл. 175.
Частный случай. Оси валов скрещи-
ваются под углом $ = 90°. Направ-
ление зубьев обоих колес одноименное
(табл. 177). Угол наклона зубьев
Pdi ведущего колеса рекомендуется
делать больше угла наклона Р^2 ведо-
мого колеса, а при обратимом движе-
нии углы наклона зубьев равны между
собой:
Заданное передаточное число i может
быть получено:
1. при равных диаметрах ddl = d$2
за счет изменения соотношения
CQS 002 __
cos
2. при одинаковом угле наклона
зубьев = Рдг за счет соотношения
^02
диаметров ;
“01 Ч
3. при разных диаметрах и разных
углах наклона зубьев обоих колес как
результат произведения:
COS Рд2 ^02
COS Р01 dfa
Остальные элементы передачи опре-
деляются по формулам, приведенным
в табл. 175.
Углы наклона зубьев ведущего и
ведомого колес с одинаковыми диамет-
рами при пересекающихся под прямым
углом осях для наиболее часто встре-
чающихся передаточных чисел приве-
дены в табл. 208.
Следует иметь в виду, что при углах
наклона зубьев более 60° затрудняется
изготовление колес методом обката и
точность элементов колеса заметно
снижается.
Зубчатые и червячные передачи
379
Конструктивные элементы цилиндри-
ческих косозубых колес, применяемых
в передачах с перекрещивающимися
осями, приведены в табл. 176.
Таблица 178
Углы наклона зубьев винтовой
передачи
('6 = 90 ; ^^1"— ^2)
Переда- точное число i Угол наклона зубьев колес
ведущего ведомого (3^2
1,0 45°00' 45°00'
1,5 56° 19' 33°4Г
2,0 бЗ^бГ 26°34'
2,5 68° 12' 21°48'
3,0 71°34' 18°26'
3,5 74°03' 15°57'
4,0 75°58' 14°02'
4,5 77°36' 12°24'
5,0 78°41' 11°19'
Прим . cos $дг е ч а н и е. i — —
C°S ₽д1
Допуски цилиндрических
зубчатых передач
(по ГОСТ 1643—56 и ГОСТ 9178—59)
Допуски цилиндрических зубчатых
передач с параллельными и перекре-
щивающимися осями и модулями
т 1 мм регламентированы ГОСТ
9178—59. Допуски цилиндрических
зубчатых колес с модулями т > 1 рег-
ламентированы ГОСТ 1643—56, кото-
рый распространяется лишь ija зуб-
чатые передачи с параллельными ося-
ми валов.
Оба стандарта охватывают металли-
ческие, механически обработанные ци-
линдрические прямозубые и косозубые
колеса внешнего и внутреннего эволь-
вентного зацепления с углом профиля
исходного контура = 20°.
Степени точности
Устанавливаются двенадцать степе-
ней точности зубчатых колес и пере-
дач, обозначаемых в порядке убыва-
ния точности от 1 чдо 12, причем ГОСТ
9178—59 не предусматривает допуски
и отклонения для степеней 1, 2, 3,
11 и 12, а ГОСТ 1643—56 — для степе-
ней 1, 2 и 12.
Стандартом устанавливаются нормы:
кинематической точности колеса, плав-
ности работы, контакта зубьев и боко-
вых зазоров.
Нормы кинематической точности оп-
ределяют величину полной погреш-
ности угла поворота зубчатых колес за
оборот.
Нормы плавности работы определяют
величину составляющих полной по-
грешности угла поворота зубчатого
колеса, повторяющихся за оборот ко-
леса.
Нормы контакты зубьев определяют
полноту прилегания боковых поверх-
ностей сопряженных зубьев колес в
передаче.
Нормы боковых зазоров в передачах
с нерегулируемыми межцентровыми
расстояниями определяют мертвый ход
передачи.
По нормам боковых зазоров уста-
навливаются четыре вида сопряжений:
С — с нулевым боковым зазором,
Д — с уменьшенным » ,
X — с. нормальным -» ,
III — с увеличенным »
Примечание. Значения ве-
личин вероятных максимальных
боковых зазоров приведены
(для справок) в табл. 195.
Точность изготовления цилиндриче-
ских зубчатых колес и передач задает-
ся степенью по нормам кинематиче-
ской точности, плавности и контакта
и видом сопряжения по нормам боко-
вого зазора.
В передачах с регулируемым меж-
центровым расстоянием вид сопряже-
ния определяет допуск на смещение
исходного контура (допуск рекомен-
дуется назначать по сопряжению X).
Наименьшее смещение исходного кон-
тура для этих передач принимается
равным нулю.
Допускается взаимное комбинирова-
ние норм кинематической точности ко-
леса, плавности работы колеса и кон-
такта зубьев из разных степеней
"точности.
Область применения комбинирова-
ния норм по степеням точности уста-
навливается нормалями.
380
Раздел IV. Элементы передач движения
При комбинировании норм разных
степеней точности нормы плавности
работы колеса могут быть не более
чем на одну степень точнее или гру-
бее норм кинематической точности.
Точность колес и передач при комби-
нированных нормах обозначается по-
следовательным написанием номеров
степеней в виде трехзначного числа и
буквы.
Первая цифра числа означает номер
степени по нормам кинематической точ-
ности колес, вторая — степень по нор-
мам плавности работы колес, третья —
степень по нормам контакта зубьев,
а буква — вид сопряжения.
f
Примеры условных
обозначений
Условное обозначение передачи со
степенью по нормам кинематической
точности колес — 6, степенью по нор-
мам плавности.работы колес — 7, сте-
пенью по нормам контакта зубьев — 7,
сопряжение с нулевым наименьшим за-
зором — С:
Ст. 6—7—7—С ГОСТ 9178—59.
Условное обозначение передачи с
нерегулируемым межцентровым рас-
стоянием со степенью по нормам кине-
матической точности колес — 6, по нор-
мам плавности работы — 6, по нормам
контакта зубьев — 6, сопряжением
вида — Д:
Ст. 6—Д ГОСТ 9178—59.
Условное обозначение передачи с
регулируемым межцентровым расстоя-
нием 6-й степени по нормам кинемати-
ческой точности, нормам плавности и
нормам контакта и с допуском на сме-
щение исходного контура колес по
сопряжению X:
Ст. 6—РХ ГОСТ 9178—59.
Примечание. Для передач
с измененной величиной наименьшего
зазора,* не соответствующего одному
из указанных видов сопряжения,
буква, обозначающая вид сопряже-
ния, не указывается.
Йормы точности
(по ГОСТ 9178—59)
Допуски и отклонения на заготовки
колес приведены в табл. 179—180.
Допуски и отклонения по нормам ки-
нематической точности, нормам плав-
ности работы и нормам контакта зубьев
для различных степеней точности уста-
навливаются по табл. 181—183.
Нормы точности для косозубых ко-
лес, предназначенных для работы в
передачах с параллельными осями,
действительны при ширине венца не
более .
sm
Комплексы показателей точности ус-
танавливаются отраслевыми нормаля-
ми в зависимости от назначения и усло-
вий производства зубчатых колес.
Каждый установленный комплекс
показателей точности, используемый
при приемке колес и передач, равно-
правный.
Показателем кинематической точно-
сти колеса является: AFS или А/а>
или один из следующих комплексов:
е0 и A0L; е0 и A<ps; Аоа и A0L;
Аоа и A(ps
е0 — для 10-й степени точности.
Примечание. Допускается,,
чтобы одна из величин, входящих в
комплекс, превосходила предельное
значение, если суммарное влияние
этих величин не превышает dFa.
Нормы кинематической точности,
кроме Ео, доя и d0L, в зависимости от
условий работы по правым и левым
профилям можно назначать из разных
степеней точности.
Показателями плавности работы ко-
лес являются AF или один из следую-
щих комплексов: А/о и Af; А/ и А/;
А/о и А/; А^а.
Нормы плавности работы, кроме
в зависимости от условий работы
по правым и левым профилям можно
назначать из разных степеней точ-
ности.
Показателями колес, определяющими
контакт зубьев в передаче, являются
Таблица 179
Нормы точности заготовок цилиндрических зубчатых колес в мк
(по ведомственной нормали)
,1 Вж
£т па — II
Сте- Обозначе- Модуль Диаметр окружности выступов : * в мм
пень точ- ности Вид сопряжения ния откло- нений и допусков нормаль- ный т„ п мм До 12 Св. 12 до 20 Св. 20 до 30 Св. 30 до 50 Св. 50 до 80 Св. 80 до 120 Св. 120 до 200 Св. 200 до 320
5 ^т 5 6 6 6 8 10 12 14
7 9 10 11 14 16 19 21
6 ed 8 8 9 10 13 16 19 - 22
С, Д, X, ш До 8 9 11 12 14 18 20 24 26
7 13 - 14 15 16 21 25 30 35
Е, 11 14 16 18 22 25 30 34
8 Ed 21 22 24 25 32 40 48 55
ЕТ 14 i 18 20 22 28 32 38 42
* Для Е — диаметр опорной поверхности.
Зубчатые и червячные передачи
Продолжение табл. 179
Сте- пень точ- ности Вид сопряжения Обозначе- ния откло- нений и допусков Модуль нормаль- ный т„ п мм Диаметр окружности выступов* в мм
_ 1О Св. 12 Св. 20 Св. 30 Св. 50 Св. 80 Св. 120 Св. 200 Д° 12 до 20 до 30 до 50 до 80 до 120 до 200 до 320
5 С, Д X, ш &De До 8 Сх по ОСТ 1011 (С по ОСТ 1012)
6 С, Д
х, ш С по ОСТ 1012 (С2а по ОСТ 1016)
7 с, д
X, ш С2а по ОСТ 1016 (С3 по ОСТ 1013)
8 С, Д, X, ш
5 С, Д X, ш До 8 Не грубее по ОСТ 1011
6,7 Не грубее А по ОСТ 1012
8 Не грубее Л3 по ОСТ 1013
Примечания. 1. Принятые обозначения:
Eq— допуск на биение окружности выступов; Еу — допуск на торцовое биение; ДП^ — предельное отклонение диаметра окружности
выступов; Дб?о — предельное отклонение диаметра базового отверстия.
2. Предельные отклонения для валов 1-го класса точности по ГОСТ 2689—54.
3. По указанным в скобках посадкам назначаются отклонения ДП^ в том рлучае, если наружная цилиндрическая поверхность колеса
(сектора) не служит базой измерения или установки детали при зубообработке.
4. Для нормальных диаметров (ГОСТ 6636—60) предельные отклонения Д£)^ в чертежах указываются символом С, С^, С^, С3а,
Если диаметры окружностей выступов колес не нормальные, отклонения указываются в числовом^ выражении.
Для зубчатых колес внутреннего зацепления отклонения Д£)^ назначаются по тем же посадкам, но с противоположным знаком и в чер-
тежах проставляются только в числовом выражении.
Раздел IV. Элементы передач движения
Зубчатые и червячные передачи
383
Таблица 180
Нормы точности заготовок секторов в мк
Степень точности Вид со- пряжения Обозначе- ние до- пусков Угол сек- тора, град. л j е jSe 5 И ч Я « Диаметр окружности выступов * в мм
04 О К[ 04 Д О Св. 20 до 30 Св. 30 до 50 о iO о .0° М о и й Д о I О « Св. 120 до 200 Св. 200 до 320
F До 60 3 3 3 3 4 5 6 7
5 De Св. 60 до 120 4 5 5 5 6 8 10 11
^т. с До 60 4 5 5 6 7 8 9 11
Св. 60 до 120 6 7 8 9 11 13 15 17
До 60 4 4 5 5 7 8 9 И
6 Св. 60 до 120 6 6 7 8 10 13 15 18
До 60 5 6 6 7 9 10 12 13
С 77 ^т. с Св. 60 до 120 До 8 7 8 9 л 14 16 19 21
ЛА X ш До. 60 7 7 8 8 10 12 15 17
Св. 60 до 120 10 11 12 13 16 20 24 28
7 р До 60 6 7 •8 9 И 12 15 17
^т. с Св. 60 до 120 9 11 13 15 17 20 24 28
Е До 60 10 11 12 13 16 20 24 28
8 De Св. 60 до 120 17 18 19 20 26 32Х 38 45
^т. с До 60 7 9 10 12 14 16 19 21
Св. 60 до 120 12 14 16 18 22 26 30 34
* Для Др с ~ диаметр опорной поверхности. Примечание. Принятые обозначения: Д/)с — допуск на биение окружности выступов на дуге сектора; ^т с — допуск на торцовое биение на дуге сектора.
384
Раздел IV. Элементы передач движения
Таблица 181
Нормы кинематической точности колес
Степень точ- ности Обозначения отклонений и допусков Модуль нормаль- ный mn MM Единица измерения Диаметр делительной окружности в мм
До 12 - см — о .СХ| « о О £ о « о U « о со о . к о о « о _ tn о .00 м о О Ч о о оо см « о О S Св. 120 до 200 Св. 200 । до 320
До 0,5' 12 13 15 17 19 22 28 34
6FS Св. 0,5 до 1 14 16 18 19 22 25 30 38
Св. 1 до 2,5 — 25 25 25 32 36 42 50
До 0,5 9 10 11 12 15 19 25 32
6^2 Св. 0,5 до 1 10 11 12 Г4 17 20 26 32
Св. 1 до 2,5 — 16 16 16 20 25 30 36
МК
5 До 0,5 7 8 9 ' 10 11 13 16 20
Ео Св. 0,5 до 1 9 9 10 И 13 16 х 19 22
Св. 1 до 2,5 — 12 12 12 17 20 24 28
V До 1 3 3 4 4 6 8 11 15
Св. 1 до 8 — 6,5 6,5 6,5 9,5 11,5 14 19
До 1 115 70 55 45 36 32 28 25
o(ps Св. 1 до 8 — 95 95 95 58 48 38 28
До 0,5 20 22 24 26 30 36 45 55
6FS Св. 0,5 до 1 22 25 28 30 34 40 48 60
Св. 1 до 2,5 —1 40 40 40 50 55 65 80
До 0,5 14 15 17 20 24 30 4 40 50
Св. 0,5 до 1 16 18 20 23 26 32 42 52
Св. 1 до 2,5- — 25 25 25 32 40 48 55
До 0,5 МК 11 12 14 16 18 21 26, 32
E„ Св. 0,5 до 1 14 15 16 18 21 25 30 36
6 Св. 1 до 2,5 * — • 20 20 20 26 32 38 45
До 1 4 4 6 7 9 12 17 24
Св. 1 до 8 — 10,5 10,5 10,5 15 19 22 30
До 0,5 20 21 22 24 26 30 36 42
Св. 0,5 до 1 24 25 26 28 31 34 40 45
Св. 1 до 2,5 — 45 45 45 50 52 58 65
6<ps До 1 190 НО 90 70 55 50 45 40
Св. 1 до 8 — 150 150 150 95 75 58 48
Зубчатые и червячные передачи
385
Продолжение табл. 181
Степень точ- ности Обозначения отклонений и допусков Модуль нормаль- ный тп мм Единица измерения Диаметр делительной окружности в мм
До 12 сч о .04 « о о S о OJ о « о и S о со о . СО о и « Св. 50 до 80 Св. 80 до 120 Св. 120 до 200 Св. 200 до 320
До 0,5 30 34 38 42 48 58 72 90
6Аа Св. 0,5 до 1 36 40 44 48 55 65 78 95
Св. 1 до 2,5 — 36 50 55 65 75 90 ПО
До 0,5 22 24 28 32 38 48 62 j 80-
6^2 Св. 0,5 до 1 25 28 32 36 42 52 66 85
Св. 1 до 2,5 — 40 40 40 50 60 75 90 !
До 0,5 18 20 22 25 28 34 42 50
Ео Св. 0,5 до 1 22 24 26 28 34 40 46 55
7 Св. 1 до 2,5 МК — 32 32 32 42 50 58 70
Я 7 До 1 6 7 9 11 14 19 27 38
o0L Св. 1 до 8 — 17 17 17 24 30 36 48
До 0,5 . 32 34 36 38 42 48 55 65
Св. 0,5 до 1 38 40 42 45 50 55 65 70
'-'О1* Св. 1 до 2,5 — 70 70 70 80 85 95 105
бфа До 1 м 300 180 140 ПО 90 80 70 60
S Е7 До 0,5 50 52 58 65 75 95 115 140 i
о/72 Св. 0,5 до 1 55 60 65 75 90 100 130 1 150 ! 1 ;
До 0,5 34 38 45 50 - 58 75 100 130
6^2 Св. 0,5 до 1 38 45 52 58 65 85 105 140
Св. 1 до 2,5 — 60 60 60 80 100 115 140
До 0,5 28 32 36 40 45 55 66 80
EQ Св. 0,5 до 1 МК 36 38 42 45 55 65 75 90 ;
8 Св. 1 до 2,5 — 50 50 50 65 80 95 ПО j
м До 1 10 11 14 17 22 30 45 58
Св. 1 до 8 — 26 26 26 38 48 55 75
До 0,5 50 54 58 62 67 77 90 105
доа Св. 0,5 до 1 60 64 67 72 80 90 100 115
Св. 1 до 2,5 — ПО НО ПО 120 130 150 170
б<ра До 1 480 280 220 180 140 120 ПО 100
Принятые обозначения:
_ допуск на кинематическую погрешность колеса; — допуск на накопленную
погрешность окружного шага; Eq — допуск на радиальное биение зубчатого венца; 60L —
допуск на колебание длины общей нормали; — допуск на колебание измерительного
межцентрового расстояния за оборот колеса; — допуск на погрешность обката.
Примечание. Накопленная погрешность окружного шага на 1/в окружности (или
на длине дуги, соответствующей ближайшему целому числу зубьев) не должна превышать
половины допуска на накопленную погрешность окружного шага.
13 И. Я. Левин
386
Раздел IV. Элементы передач движения
Таблица 182
Нормы плавности работы колес в мк
Степень точности Обозначения отклонений и допусков Модуль нор- мальный тп п в мм Диаметр делительной окружности в мм
До 12 О1 — о . СО о о « S о .со и о О « Св. 30 до 50 Св. 50 до 80 Св. 80 до 120 Св. 120 до 200 Св. 200 до 320
5 6F До 0,5 4
Св. 0,5 до 1 5
Св. 1 до 2,5 6
> > a w До 0,5 ±4
Св. 0,5 до 1 ±5
Св. 1 до 2,5 ±6
6t До 1 5 5 6 6 6 6 6 7
V До 1 Св. 1 до 2,5 6 6 6 6 6 6 6 6 6,5 6 7 7 8 8 9
6 6^ До 0,5 6
Св. 0,5 до lz 8
Св. 1 до 2,5 | 10
До 0,5 + 6
Св. 0,5 до 1 | ±8
Св. 1 до 2,5 ±10
Ы До 1 8 8 9 9 9 10 10 11
V До 1 Св. 1 до 2,5' 9 9 10 10 10 10 10 10 10,5 10 11 11 12 12 14
До 0,5 9
Св. 0,5 до 1 10
Св. 1 до 2,5 22
7 До 0,5 10
Св. 0,5 до 1 12
Св. 1 до 2,5 16
Зубчатые и червячные передачи
387
Продолжение табл. 182
I Степень I точности Обозначения отклонений и допусков Модуль нор- мальный гп п в мм Диаметр делительной окружности в мм
До 12 2О .сч И о О ч о 04 о « о О Ч Св. 30 до 50 .°0 СО о U ч о о 00 04 М о О ч О 23 . ' Оч Св. 200 до 320
7 Ав^о Aj/o До 0,5 ± ю
Ов. 0,5 до 1 ± 12
Св. 1 до 2,5 ± 16
Ы До 1 Св. 1 до 2,5 12 12 14 14 14 14 14 14 15 16 16 ' 16 17 18 19
V До 1 Св. 1 до 2,5 14 14 ' 16 15 16 15 16 16 17 16 18 18 20 20 22
До 0,5 14
Св. 0,5 до 1 16
Св. 1 до 2,5 | 36
8 Ав^о Ан^о До 0,5 | ± 16
Св. 0,5 до 1 ±20
Св. 1 до 2,5 | ±25
До 1 Св. 1 до 2,5 20 20 22 22 22 22 22 22 ' 24 25 25 25 26 28 30
б/ До 1 Св. 1 до 2,5 22 22 25 24 25 24 25 25 26 25 28 28 32 32 36
<3 1 До 0,5 22
Св. 0,5 до 1 25
Св. 1 до 2,5 55
Принятые обозначения: 8Т7 — допуск на циклическую погрешность; Ы — допуск на разность окружных ша- гов; Дв^0 и Д^о — предельные отклонения основного шага; 3/ — допуск на профиль; — допуск на колебание измерительного межцентрового расстояния на одном зубе. Примечания. 1. При обеспечении в измерении угла зацепления равного углу зацепления в обработке колеса, колебание измерительного межцентрового расстояния на одном зубе не должно превосходить 0,8 8 а. 2. Для 4, 5, 6, 7 и 8-й степеней точности^наиболыпая разность основных шагов в пре- делах колеса допускается не более величины одностороннего отклонения Д/о.
13*
388
Раздел IV. Элементы передач движения
Таблица 183
Нормы контакта зубьев в передаче
Сте- пень точ- ности Обозначения откло- нений и допусков Модуль нормаль- ный тп, п мм Размер- ность Ширина колеса в мм
до 2 св. 2 до 5 св. 5 до 10 св. 10 до 55
5 6ВО До 1 МК 120 90 60 40
Св. 1 до 16 10,5
бх; бу До 1 25
Св. 1 до 16 » 10,5
Д<А= ДА Св. 1 до 16 ± 10,5
Св. .1 до 2,5 12
Св. 1 до 2,5 » 11
Лв^о’ ^в/о Св. 1 до 2,5 » ±10
6 6Во До 1 » 160 НО 80 50
Св. 1 до 16 » 13
бх; бу До 1 » 32
Св. 1 до 16 » 13
А В,; Д В. В L н Ь Св. 1 до 16 » ± 13
6Z>o Св. 1 до 2,5 16
ып Св. 1 до 2,5 » 14
Лв^о» Aj/o Св. 1 до 2,5 » ± 12
7 6В0 До 1 » 200 140 100 60
Св. 1 до 30 » 17
бх; бу До 1 » 40
Св. 1 до 30 » 17
Зубчатые и червячные передачи
389
Продолжение табл. 183
Сте- пень точ- ности Обозначения откло- нений и допусков Модуль нормаль- ный т. п мм Размер- ность Ширина колеса в мм
до 2 св. 2 до 5 св. 5 до 10 св. 10 до 55
7 Св. 1 до 30 МК ± 17
6*0 Св. 1 до 2,5 20
Св. 1 до 2,5 18
^в^о> ^н^о Св. 1 до 2,5 ± 16
8 <Ж ' До 1 1 250 180 120 80
Св. 1 до 50 21
бу До 1 50
Св. 1 до 50 » 21
Двб2’ ДНбЗ Св. 1 до 50 » ±21
6*0 Св. 1 до 2,5 » 25
66Я , - Св. 1 до 2,5 22
Ав^0> АцЛ) Св. 1 до 2,5 ±20
5 Пятно контакта До 1 % ' По высоте не менее 50 По длине не менее 70
Св. 1 до 50 » По высоте не менее 55 По длине не менее 80 j
6 До 50 [ По высоте не менее 50 По длине не менее 70
390
Раздел IV. Элементы передач движения
Продолжение табл. 183
Сте- пень точ- ности Обозначения откло- нений и допусков Модуль нормаль- ный т„ п мм Размер- ность Ширина колеса в мм
до 2 св. 2 до 5 св. 5 ДО 10 св. 10 до 55
7 Пятно контакта До 1 МК По высоте не менее 40 По длине не менее 50
Св. 1 до 50 » По высоте не менее 45 По длине не менее 60
8 До 50 По высоте не менее 40 По длине не менее 50
Примечания. 1. Принятые обозначения: 8В0 — допуск на направление зуба (для колес с модулем до 1 мм относится к длине 100 мм)', 8х, 8у — допуск на непараллельность и перекос осей; Лв^2’ Лн^2 ~ предельные отклонения осевых шагов; 8&о — допуск на форму и расположение контактной линии: - предельные отклонения основного шага для широких косозубых колес / < 4 \ 1с шириной венца более тп \ ' 2. Для передач зубчатыми колесами с модулем до 1 мм: а) допускается не назначать требований к размерам пятна контакта; б) при перекрещивающихся осях вместо 8х и 8у назначается допуск на угол скрещения осей, принимаемый равным 8х. 3. 8#0 и 8Ьп назначаются в зависимости от действительной длины контактной линии. 4. К косозубым колесам, предназначенным для работы в передачах с перекрещиваю- щимися осями, нормы контакта не относятся.
пятно контакта или АВ0, а для передач
с нерегулируемым расположением осей,
кроме того, Ах и Ку.
Нормы контакта зубьев в передаче,
кроме бх*и бг/, в зависимости от усло-
вий работы по правым и левым про-
филям можно назначать из разных
степеней точности.
Показателями, характеризующими
боковой зазор, являются: для ко-
лес — А/z или Аа, для переда-
чи — АЛ. <
Примечание. АЛ относится
к передачам с нерегулируемым рас-
положением осей.
При использовании наружной по-
верхности в качестве измерительной
базы погрешности, вносимые этой по-
верхностью, должны компенсироваться
уменьшенным производственным до-
пуском.
В тех случаях, когда взаимозаменяе-
мость не обязательна, можно прини-
мать за номинальные следующие эле-
менты одного из колес:
а) среднее значение действительного
размера основного шага;
б) действительное положение исход-
ного контура.
При этом смещение исходного кон-
тура для второго колеса определяется
наименьшим действительным смеще-
нием исходного контура на первом ко-
лесе и выбранным видом сопряжения
(бокового зазора в передаче).
Нормы бокового зазора
Отклонения и допуски по нормам бо-
кового зазора для различных видов
сопряжений устанавливаются по табл.
184 и 185, а наименьшее смещение
исходного контура АМЛ и допуск 6Л —
по табл. 185 и 186.
Зубчатые и червячные передачи
391
Таблица 184
Наименьшие боковые зазоры и отклонения межцентрового
расстояния в мк
Вид сопря- жения Обозначе- ния откло- нений и допусков Модуль нормаль- ный т. п мм Межцентровое расстояние в мм
до 12 св. 12 до 20 св. 20 до 30 св. 30 до 50 св. 50 до 80 св. 80 до 120 св. 120 до 200 св. 200 до 320
С С„ До 3 0 0 0 0 0 0 0 0
д До 1 Св. 1 5 5 42 6 42 7 42 8 52 10 65 12 85 14 105
X До 1 Св. 1 9 10 85 12 85 15 85 17 105 20 130 24 170 28 210
ш До 1 Св. 1 18 22 170 25 170 30 170 34 210 40 260 48 340 55 420
с ДвД ДНД До 1 Св. 1 ± 8 1+1+ 1+1+ со — Сл 1+1+ сл со 1+1+ СО — СО Qi 1+1+ со ~ О 00 ±20 ±42 1+1+ СЛ СО О 4^
д До 1 Св. 1 ± 12 1+1+ о S 1+1+ о оо 1+1+ 4^ СО О 1+1+ Сл Ю О 4^ 1+1+ СЛ Ю СЛ ОО ±32 ± 65 1+1+ ОО со ооо
X До 1 Св. 1 ±20 1+1+ 8К 00 О СМ СО +1 +1 ± 34 ±60 1+1+ оЙ ±45 ±90 ±50 ± 105 о ОО см LQ — +1+1
ш До 1 Св. 1 ±32 О СО О со — i +1+1 ±45 ± 100 ±52 ± 100 1+1+ — Сл СО 00 о 1+1+ 4^ О О 1+1+ — 00 а° 1+1+ ю со §сл
Для всех видов сопря- жений ! Дв« Для колес внешнего зацепления равно со знаком плюс Для колес внутреннего зацепления равно дЛ со знаком плюс
ДНЛ Для колес внешнего зацепления равно д/г со знаком минус Для колес внутреннего зацепления равно дуа со знаком минус
Принятые обозначения: 4 СЛ — наименьший боковой зазор; ДвА и ДНА — предельные отклонения межцентрового расстояния; Два и Дна — предельные отклонения измерительного межцентрового расстояния.
392
Раздел IV. Элементы передач движения
Таблица 185
Наименьшее смещение исходного контура Дмй
Диаметр колеса в мм
Сте- пень точ- ности Вид сопря- жения Модуль нор- мальный rri п мм до 12 св. 12 до 20 св. 20 до 30 «св. 30 до 50 св. 50 до 80 св. 80 до 120 св. 120 до 200 св. 200 до 320
V 1 в мк
С До 1 Св. 1 до 2,5 4 5 20 5 20 6 20 1 24 8 25 9 28 10 32
5 Д До 1 Св. 1 до 2,5 9 10 60 12 60 14 60 16 70 19 85 22 105 25 120
X До 1 Св. 1 до 2,5 15 18 100 21 100 24 100 28 120 32 150 36 180 42 220
ш До 1 Св. 1 до 2,5 26 30 180 36 180 42 180 48 220 55 270 65 340 75 420
с До 1 Св. 1 до 2,5 4 5 24 5 24 6 24 7 28 8 30 9 32 10 36
6 д До 1 Св. 1 до 2,5 9 10 65 12 65 14 65 16 75 19 85 22 105 25 130
X До 1 Св. 1 до 2,5 15 18 105 21 105 24 105 28 130 32 150 36 190 42 220
ш До 1 Св. 1 до 2,5 26 30 190 36 190 42 190 48 220 55 280 65 340 75 420
с До 1 Св. 1 до 2,5 4 5 ‘ 28 1 5 28 1 6 28 7 32 8 34 9 36 10 40
7 д До 1 Св. 1 до 2,5 9 10 65 12 65 14 65 16 80 19 90 22 НО 25 130
X До 1 Св. 1 до 2,5 15 18 110 21 110 24 НО 28 ' 130 32 160 36 190 42 220
ш До 1 Св. 1 до 2,5 26 30 190 36 190 42 190 48 220 55 280 65 360 75 420
с До 2,5 7 7 8 9 10 11 12 13
д До 1 Св. 1 до 2,5 14 15 75 17 75 19 75 21 85 23 100 25 120 30 140
8 X До 1 Св. 1 до 2,5 21 23 115 26 115 30 115 34 140 38 160 42 200 48 240
ш До 1 Св. 1 до 2,5 21 23 200 26 200 30 200 34 280 38 360 42 420 48 530
Зубчатые и червячные передачи
393
Таблица 186
Допуск на смещение исходного контура ЪН
д сопряжения ►дуль нормаль- й тп, мм Допуск на радиальное биение зубчатого венца в мк
до 6 св. 6 до 8 св. 8 до 10 св. 10 до 12 св. 12 до 16 св. 16 до 20 св. 20 до 25 св. 25 до 32 св. 32 до 40 св. 40 до 50 св. 50 до 60 св. 60 до 80 св. 80 до 100 св. 100 до 120 >
я QQ < а 6Л в мк
До 1 12 14 16 18 22 26 30 38 45 55 65 85 105 130
С
Св. 1 26 28 30 32 38 42 48 55 65 75 85 ПО 130 150
Д До 1 14 16 18 20 25 28 34 42 50 60 75 95 115 140
Св. 1 34 36- 40 42 48 52 60 70 80 95 ПО 140 170 190
До 1 15 18 20 22 28 32 38 45 55 70 80 105 130 150
X
Св. 1 42 45 50 55 60 1 70 80 90 105 120 140 180 210 250
До 1 17 19 22 26 32 38 45 55 65 80 95 130 150 180
ш
Св. 1 52 58 60 65 75 85 95 ПО 130 150 170 220 260 300
Пример определения смещения исходного контура для прямозубого колеса, т = 0,8;
z — 24, Межцентровое расстояние А = 28,8 мм.
Ст. 6-7-7-С ГОСТ 9178-59.
Наименьший боковой зазор (в передаче) Сп — 0 (табл. 184).
Наименьшее смещение исходного контура ДмЛ — — 5 мк (табл. 185).
По допуску на радиальное биение зубчатого венца Eq = 15 мк (табл. 181) находим до-
пуск на смещение исходного контура 5Л = 22 мк (табл. 186).
Утоняющее зуб смещение исходного контура:
наименьшее ДмА = — 5 мк,
наибольшее Д8Л = ДмА — 5Л == — 5 — 22 = — 27 мк (поле допуска 6Л — в тело колеса).
При изготовлении колес с комбини-
рованием норм различных степеней
точности наименьшее смещение исход-
ного контура устанавливается в зави-
симости от вида сопряжения и степени
точности по нормам плавности работы
колес.
При контроле размера по роликам,
средней длины общей нормали или
толщины зуба по постоянной хорде,
394
Раздел IV. Элементы передач движения
(табл. 187—194) взамен контроля сме-
щения исходного контура пересчи-
тываются величины AM/i и 6/г.
Рекомендуется этот пересчет вести
по следующим формулам:
а) наименьшее отклонение размера
по роликам
ДМЛ4 = А7(2 | АМЛ | + О,7Ео)
и допуск на размер по роликам (в тело
колеса)
6Л4 = 2АГ(д/г —О,7Ео),
• • t dp
inv = mv-ал — я—F -з—-—,
х ° 2z 1 cos а,/
б) наименьшее отклонение длины об-
щей нормали
АМА = 0,68 (| АМЛ | + О,35Ео)
и допуск на длину общей нормали
(в тело колеса)
дЛ = 0,68 (6Л — О,7£о);
в) наименьшее утонение толщины зу-
ба по постоянной хорде
AMS = 0,73 |Ам/г |
и допуск на толщину зуба по постоян-
ной хорде
= 0,73 д/г.
Выбор степени точности
и вида сопряжения
Государственные стандарты, уста-
навливая степени точности зубчатых
колес и передач, не содержат рекомен-
даций по их выбору. Эти рекоменда-
ции должны быть выработаны отрасле-
выми ведомствами, исходя из конструк-
тивного предназначения передачи, осо-
бенностей выполняемых ею функций,
конкретных условий эксплуатации и
производственных возможностей.
Зубчатые колеса 4 и 5-й степеней
точности — особо точные отсчетные ко-
леса, к которым предъявляются высо-
кие требования постоянства переда-
точного числа и плавности работы,
работающие в отсчетных цепях при
больших ценах оборота, а также измери-
тельные (эталонные) колеса. Изготов-
ление таких колес требует специаль-
ной подготовки производства.
Назначение 4- и 5-й степеней точ-
ности должно быть обосновано соот-
ветствующим расчетом и согласовано
с руководством предприятия.
Зубчатые колеса 6-й степени точ-
ности — высокоточные отсчетные ко-
леса, углы поворота которых должны
соответствовать отсчетным значениям
при больших ценах оборота, а также
колеса, предназначенные для плавной
работы при окружных скоростях бо-
лее 8 м/сек. Назначение 6-й степени
точности должно быть обосновано соот-
ветствующим расчетом.
Степень 7 — точные колеса, углы
поворота которых должны соответ-
ствовать отсчетным значениям /При
средних ценах оборота, а также колеса,
предназначенные для плавной ра-
боты при окружных скоростях до
8 м/сек.
Степень 8 — колеса средней точ-
ности, углы поворота которых должны
соответствовать отсчетным значениям
при малых ценах оборота, а также
колеса, работающие при окружных
скоростях до 5 м/сек.
Степень 9 — неответственные колеса,
предназначенные для работы в неотсчет-
ных кинематических цепях при окруж-
ных скоростях до 2 м/сек. Степень точ-
ности 7 и 8 примерно соответствует
классам точности 2 и 3 зубчатых колес
по ведомственным нормалям, действо-
вавшим до введения государственных
стандартов.
Для зубчатых колес с повышенными
окружными скоростями и повышенны-
ми требованиями к плавностц работы
или бесшумности нормы плавности ре-
комендуется назначать на одну степень
точнее норм кинематической точности.
Так, например, если по кинемати-
ческой точности зубчатые колеса дол-
жны быть изготовлены по 7-й степени,
то по плавности работы для них может
быть назначена 6-я степень.
В остальных отсчетных передачах
степень по нормам плавности должна
соответствовать степени по нормам
кинематической точности колес.
Для реверсивных передач с нерегу-
лируемым межосевым расстоянием и
Зубчатые и червячные передачи
395
длительным сроком службы, в тече-
ние которого мертвый ход не должен
превышать определенной заданной ве-
личины, нормы пятна контакта сле-
дует назначать на одну степень точ-
нее норм кинематической точности.
Это касается главным образом передач,
имеющих зубчатые колеса с увеличен-
ной шириной венца.
В передачах с регулируемым меж-
осевым расстоянием, которые состав-
лены из колес, имеющих небольшую
ширийу венца и прирабатываются
при монтаже, нормы пятна контакта
могут назначаться на одну степень
грубее норм кинематической точности.
Сопряжение С применяют для тихо-
ходных передач, к которым предъяв-
ляются наиболее жесткие требования
в отношении мертвого хода.
Для обеспечения в передаче с сопря-
жением С заданных величин мертвого
хода при применении нешевингованных
колес сборку проводят методом селек-
ции или применяют приработку колес
при сборке непосредственно в меха-
низме.
В передачах, работающих в условиях
большого перепада температур, зуб-
чатые колеса по сопряжению С и кор-
пус изготовляют из материалов, имею-
щих коэффициенты теплового расшире-
ния, одинаковые или близкие по своей
величине.
Сопряжения Д, X и Ш применяют
для зубчатых передач, у t которых по
условиям эксплуатации необходим га-
рантированный боковой зазор, напри-
мер, для передач, работающих в усло-
виях значительного перепада темпера-
тур, при разных материалах зубчатых
колес и корпуса, а также для передач,
работающих на повышенных окружных
скоростях при значительной разности
температур корпуса и колес.
Нормы наименьших боковых зазо-
ров в передаче с одинаковыми коэф-
фициентами расширения (11,09 • 10~6)
корпуса и колес компенсируют умень-
шение бокового зазора от нагрева пе-
редачи:
для сопряжения Ш — при разности
температур зубчатой передачи и кор-
пуса в пределах 25° С — для всех
межцентровых расстояний А,
для сопряжения X — при разности
температур передачи и корпуса:
в пределах 25° С — при А до 100 мм
» 15° С — » » 200 »
» 10° С— » » 320 »
для сопряжения Д — при разности
температур передачи и корпуса:
в пределах 25° С — при А до 30 мм
» 20° С— » » 45 »
» 15° С — » » 65 »
» 10° С — » » 150 »
Величина бокового зазора, соответ-
ствующая температурной компенсации,
рассчитывается по следующей формуле:
С; = 0,68А [а3 (t3 — 20°) —
ак (^к )],
где С'п — величина бокового зазора,
соответствующая температур-
ной компенсации;
А — межцентровое расстояние в
передаче;
а3 — коэффициент линейного рас-
ширения материала зубчатых,
колес;
ак — коэффициент линейного рас-
ширения материала корпуса;
/3 — предельная температура зуб-
чатого колеса;
/к — предельная температура кор-
пуса.
Пример. Межцентровое расстоя-
ние А = 36 мм. Колеса (с модулем
до 1 мм) из стали 35, для которой
а3 = 11,09-10-6. Корпус из сплава
АЛ9, для которого ак = 21,5* 10-6.
Передача тихоходная и не должна
заклиниваться при температуре
—40° С. С; = 0,68 -36 [ 11,09 • 10“6
(—40°—20°) — 21,5 •106 (—40°—
—20°)] = 0,68*36 [11,09*10-6 —
—21,5*10-6) (—60°)] = 0,015 мм.
Сравнивая полученный результат с
величинами наименьших боковых за-
зоров (табл. 184), определяем, что
наиболее подходящим сопряжением
для данной передачи является сопря-
жение X.
Следует иметь в виду, что заклини-
вание передачи возможно и при боко-
вых зазорах, вычисленных по приве-
денной выше формуле, а также при
а3 = ак, если передача должна ра-
ботать при быстрой смене окружающей
температуры, и температура корпуса
и колес не успеет выравняться.
396
Раздел IV, Элементы передач движения
Таблица 187
Размеры по роликам цилиндрических прямозубых колес
т dp 0,2 0,343 0,3 0,572 0,4 0,724 0,5 0,866 0,6 1,008 0,7 1,302 0,8 1,441 1,0 1,732 1,25 2,311 1,5 2,595 1,75' 3,177 2,0 3,468
Z Размер по роликам 2И в мм
10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29' 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 48 49 50 51 52 53 54 55 56 57 58 59 60 61 62 63 64 65 66 67 68 69 70 71 72 3,265 3,449 3,667 3,852 4,068 4,255 4,469 4,657 4,870 5,059 5,271 5,461 5,671 5,862 6,072 6,264 6,473 6,665 6,873 7,066 7,274 7,467 7,674 7,867 8,074 8,268 8,475 8,669 8,875 9,069 9,275 9,470 9,676 9,870 10,076 10,271 10,476 10,671 10,876 10,972 11,276 11,472 11,677 11,872 12,077 12,273 12,477 -12,573 12,877 13,073 13.277 13,474 13,677 13,874 14,078 14,274 14,478 14,674 14,878 3,866 4,133 4,474 4,746 5,080 5,357 5,686 5,965 6,290 6,572 6,894 7,177 7,497 7,782 8,100 8,386 8,703 8,990 9,305 9,593 9,908 10,196 10,510 10,799 11,111 11,401 11,713 12,003 12,314 12,605 12,916 13,207 13,517 13,809 14,118 14,410 14,719 15,012 15,320 15,613 15,921 16,214 16,522 16,815 17,123 17,416 17,724 18,017 18,324 18,618 18,925 19,219 19,526 19,820 20,126 20,421 20,727 21,022 21,327 21,622 21,928 22,223 22,528 5,039 5,395 5,847 6,210 6,653 7,021 7,458 7,830 8,262 8,637 9,066 9,443 9,869 10,248 10,672 11,053 11,474 11,857 12,276 12,660 13,078 13,463 13,880 14,266 14,682 15,068 15,483 15,870 16,285 16,672 17,086 17,474 17,887 18,276 18,688 19,077 19,489 19,879 20,290 20,680 21,090 21,481 21,891 22,282 22,692 23,083 23,493 23,884 24,293 24,685 25,094 25,486 25,894 26,287 26,695 27,088 27,496 27,888 28,296 28,689 29,096 29,490 29,897 6,179 6,623 7,185 7,638 8,191 8,650 9,195 9,659 10,198 10,666 11,201 11,672 12,204 12,677 13,206 13,682 14,208 14,686 15,210 15,689 16,212 16,692 17,213 17,695 18,214 18,697 19,216 19,699 20,217 20,701 21,218 21,703 22,218 22,704 23,219 23,706 24,220 24,707 25,221 25,708 26,221 26,709 27,222 27,710 28,223 28,711 29,223 29,712 30,224 30,713 31,224 31,714 32,225 32,715 33,225 33,716 34,225 34,716 35,226 35,717 36,226 36,718 37,226 7,315 7,847 8,521 9,064 9,725 10,276 10,929 11,486 12,132 12,693 13,335 13,900 14,537 15,105 15,739 16,309 16,941 17,513 18,142 18,717 19,343 19,920 20,544 21,122 21,745 22,325 22,946 23,527 24,149 24,729 25,348 25,930 26,549 27,132 27,749 28,333 28,950 29,534 30,151 30,736 31,351 31,937 32,552 33,138 33,752 34,339 34,952 35,540 36,153 36,741 37,353 37,941 38,554 39,142 39,754 40,343 40,954 41,543 42,155 42,744 43,355 43,945 44,555 8,924 9,547 10,341 10,975 11,653 12,397 13,163 13,815 14,572 15,229 15,980 16,641 17,387 18,051 18,793 19,460 20,198 20,868 21,603 22,274 23,007 23,680 24,411 25,086 25,814 26,491 27,218 27,895 28,621 29,299 30,023 30,703 31,426 32,106 32,828 33,509 34,230 34,912 35,632 36,315 37,034 37,717 38,435 39,119 39,837 40,522 41,238 41,924 42,640 43,326 44,041 44,728 45,443 46,129 46,844 47,531 48,245 48,933 49,646 50,334 51,047 51,735 52,448 10,057 10,769 11,672 12,397 13,284 14,019 14,894 15,637 16,502 17,251 18,109 18,863 19,715 20,473 21,320 22,082 22,925 23,689 24,529 25,296 26,133 26,902 27,736 28,507 29,339 30,112 30,942 31,716 32,544 33,320 34,147 34,923 35,749 36,526 37,351 38,129 38,953 39,732 40,554 41,335 42,156 42,937 43,757 44,539 45,359 46,141 46,960 47,743 48,561 49,345 50,162 50,947 51,763 52,548 53,364 54,150 54,965 55,751 56,566 57,352 58,167 58,954 59,768 12,357 13,249 14,372 15,276 16,382 17,300 18,390 19,318 20,397 21,333 22,403 23,345 24,409 25,356 26,413 27,365 28,417 29,372 30,421 31,379 32,424 33,385 34,427 35,390 36,429 37,394 38,432 39,399 40,434 41,403 42,436 43,406 44,437 45,409 46,439 47,412 48,441 49,415 50,442 51,417 52,443 53,419 54,445 55,421 56,446 57,423 58,447 59,425 60,448 61,427 62,449 63,429 64,450 65,430 66,450 67,432 68,451 69,433 70,452 71,434 72,453 73,435 74,453 15,894 17,007 18,421 19,556 20,943 22,094 23,462 24,624 25,977 27,149 28,491 29,670 31,002 32,188 33,513 34,703 36,022 37,217 38,530 39,728 41,037 42,239 43,543 44,748 46,049 47,257 48,554 49,764 51,059 52,271 53,564 54,778 56,068 57,283 58,572 59,788 61,076 62,293 63.579 64,798 66,082 67,302 68,585 69,806 71,088 72,310 73,591 74,813 76,093 77,317 78,595 79,819 81,097 82,322 83,599 84,825 86,101 87,328 88,603 89,830 91,105 92,333 93,606 18,526 19,859 21,546 22,905 24,562 25,940 27,575 28,968 30,586 31,990 33,595 35,008 36,603 38,024 39,610 41,037 42,616 44,049 45,621 47,058 48,625 50,067 51,630 53,075 54,634 56,082 57,637 59,088 60,641 62,094 63,644 65,099 66,646 68,103 69,648 71,108 72,651 74,112 75,653 77,116 78,655 80,119 81,656 83,122 84,658 86,125 87,660 89,127 90,661 92,130 93,663 95,132 96,664 98,134 99,665 101,137 102,666 104,139 105,667 107,141 108,669 110,143 111,670 22,075 23,633 25,609 27,198 29,137 30,747 32,660 34,287 36,179 37,818 39,695 41,346 43,210 44,869 46,722 48,389 50,233 51,906 53,743 55,420 57,251 58,934 60,759 62,446 64,266 65,957 67,773 69,466 71,279 72,975 74,784 76,483 78,289 79,990 81,794 83,497 85,298 87,003 88,802 90,509 92,306 94,015 95.809 97,520 99,313 101,024 102,816 104,528 106,318 108,032 109,821 110,536 113,323 115,040 116,826 117,544 120,328 122,047 123,830 124,550 127,333 129,053 130,835 24,727 26,504 28,754 30,567 32,776 34,613 36,794 38,650 40,808 42,680 44,821 46,705 48,831 50,726 52,841 54,744 56,849 58,759 60,857 62,773 64,863 66,785 68,869 70,'796 72,874 74,804 76,878 78,812 80,882 82,820 84,886 86,827 88,890 90,834 92,894 94,840 96,897 98,845 100,899 102,850 104,902 106,854 108,904 110,858 112,907 114,862 116,909 118,866 120,911 122,870 124,913 126,873 128,915 130,876 132,917 134,880 136,919 138,883 140,921 142,886 144,922 146,888 148,923
Зубчатые и червячные передачи
397
Продолжение табл. 187
т ТР 0,2 0,343 0,3 0,572 0,4 0,724 0,5 0,866 0,6 1,008 0,7 1,302 0,8 1,441 1,0 1,732 1,25 2,311 1,5 2,595 1,75 3,177 2,0 3,468
Z Размер по роликам М. в мм
73 15,074 22,824 30,290 37,718 45,145 53,136 60,555 75,436 94,836 113,145 132,556 150,890
74 15,278 23,129 30,697 38,227 45,755 53,849 61,369 76,454 96,108 114,671 134,337 152,924
75 15,475 23,424 31,091 38,718 46,346 54,538 62,156 77,437 97,338 116,146 136,059 154,892
76 15,678 23,729 31,498 39,227 46,956 55,250 62,970 78,455 98,609 117,672 137,839 156,925
77 15,875 24,025 31,891 39,719 47,546 55,939 63,757 79,438 99,840 119,148 139,561 158,893
78 16.078 24,330 32,298 40,227 48,156 56,651 64,570 80,455 101,111 120,672 141,340 160,926
79 16,275 24,625 32,691 40,719 48,746 57,340 65,358 81,439 102,341 122,149 143,063 162,895
80 16,478 24,930 33,098 41,228 49,356 58,051 66,171 82,456 103,612 123,673 144,842 164,927
81 16,675 25,226 33,492 41,720 49,947 58,741 66,959 83,440 104,843 125,151 146,566 166,897
82 16,878 25,530 33,899 42,228 50,556 59,452 67,772 84,456 106,114 126,674 148,343 168,928
83 17,075 25,826 34,293 42,720 51,148 60,142 68,560 85,441 107,345 128,152 150,068 170,899
84 17,278 26,131 34,^99 43,228 51,756 60,853 69,372 86,457 108,615 129,675 151,845 172,929
85 17,475 26,427 35,093 43,721 52,348 61.543 70,161 87,442 109,847 131,1^3 153,570 174,901
86 17,678 26,731 35,499 44,228 52,957 62,254 70,973 88,457 111,116 132,676 155,346 176,930
87 17,876 27,027 35,894 44,721 53,548 62,944 71,762 89,443 112,348 134,155 157,072 178,903
88 18,079 27,332 36,300 45,229 54,157 63,654 72,573 90,458 113,617 135,676 158,848 180,931
89 18,276 27,628 36,694 45,722 54,748 64,344 73,362 91,444 114,849 137,156 160,574 182.904
90 18,479 27,932 37,100 46,229 55,357 65,055 74,174 92,458 116,118 138,677 162,349 184,932
91 18,676 28,228 37,495 46,722 55,949 65,745 74,963 93,445 117,351 140,157 164,076 186,905
92 18,879 28,532 37,900 47,229 56,557 66,455 75,774 94,458' 118,619 141,677 165,850 188,933
93 19,076 28,829 38,295 47,722 57,149 67,146 76,564 95,445 119,853 143,158 167,578 190,907
94 19,279 29,133 38,700 48,229 57,757 67,856 77,375 96,459 121,120 144,678 169,351 192,934
95 19,476 29,429 39,095 48,723 58,349 68,547 78,164 97,446 122,353 146,159 171,080 194,908
96 19,679 29,733 39,501 49,229 58,958 69,257 78,976 98,459 123,621 147,678 172,852 196,935
97 19,876 30,029 39,896 49,723 59,550 69,948 79,765 99,447 124,855 149,160 174,582 198,910
98 20,079 30,333 40,301 50,229 60,158 70,657 80,576 100,459 126,122 150,679 176,354 200,936
99 20,276 30,630 40,696 50,723 60,750 71,348 81,366 101,447 127,358 152,160 178,083 202,911
100 20,479 30,934 41,101 51,230 61,358 72,058 82,176 102,460 128,623 153,679 179,855 204,937
101 20,676 31,230 41,496 51,723 61,951 72,748 82,966 103,447 129,857 155,161 181,584 206,913
102 20,879 31,534 41,901 52,230 62,558 73,458 83,776 104,460 131,124 156,680 183,356 208,938
103 21,077 31,830 42,296 52,724 63,151 74,149 ~ 84,566 105,450 132,358 158,162 185,085 210,914
104 21,279 32,134 42,701 53,230 63,758 74,859 85,377 106,460 133,625 159,680 186,857 212,938
105 21,476 32,430 43,096 53,724 64,351 75,551 86,166 107,448 134,360 161,163 188,587 214,915
106 21,679 32,734 43,501 54,230 64,959 76,259 86,977 108,461 136,125 162,681 190,358 216,939
107 21,876 33,030 43,897 54,724 65,552 76,950 87,767 109,448 137,361 164,164 192,086 218,916
108 22,080 33,334 44,301 55,230 • 66,159 77,660 88,577 110,461 138,626 165,681 193,859 220,939
109 22,278 33,631 44,697 55,724 66,752 78,350 89,367 111,449 139,863 167,165 195,589 222,918
НО 22,479 33,935 45,102 56,231 67,359 79,061 90,178 112,462 141,127 168,682 197,360 224,940
111 22,677 34,231 45,497 56,724 67,952 79,751 90,967 113,449 142,363 170,165 199,090 226,919
112 22,879 34,535 45,902 57,231 68,559 80,461 91,778 114,462 143,628 171,682 200,861 228,941
113 23,078 34,831 46,297 57,724- 69,152 81,151 92,567 115,449 144,864 173,166 202,591 230,920
114 23,280 35,135 46,702 58,231 69,759 81,862 93,378 116,462 146,129 174,683 204,361 232,941
115 23,478 35,431 47,097 58,725 70,352 82,552 94,168 117,450 147,366 176,167 206,092 234,920
116 23,679 35,735 47,502 59,231 70,959 83,262 94,978 118,463 148,629 177,683 207,862 236,942
117 23,878 36,032 47,898 59,725 71,553 83,952 95,768 119,450 149,867 179,167 209,593 238,921
118 24,080 36,335 48,302 60,231 72,159 84,663 96,578 120,463 151,130 180,684 211,363 240,942
119 24,278 36,632 48,698 60,725 72,753 85,353 97,368 121,451 152,367 182,168 213,094 242,921
120 24,479 36,936 49,103 61,232 73,359 86,063 98,179 122,464 153,630 183,684 214,863 244,943
121 24,678 37,233 49,499 61,726 73,953 86,755 98,972 123,452 154,868 185,168 216,595 246,921
122 24,881 37,537 49,903 62,232 74,559 87,463 99,780 124,464 156,131 186,684 218,364 248,943
123 25,077 37,834 50,299 62,726 75,153 88,155 100,572 125,452 157,368 188,168 220,096 250,922
124 25,280 38,137 50,704 63,232 75,759 88,863 101,380 126,464 158,631 189,684 221,865 252,944
125 25,478 38,434 51,099 63,727 76,353 89,556 102,173 127,454 159,869 191,169 223,597 254,924
126 25,679 38,736 51,504 64,232 76,959 90,263 102,981 128,464 161,132 192,685 225,366 256,944
127 25,879* 39,034 51,900 64,727 77,553 90,957 103,773 129,454 162,369 194,169 227,098 258,925
128 26,080 39,336 52,304 65,232 78,159 91,663 104,581 130,464 163,632 195,685 228,867 260,945
129 26,279 39,634 52,700 65,727 78,754 92,357 105,374 131,454 164,870 197,170 230,599 262,926
130 26,480 39,936 53,104 66,232 79,360 93,063 106,182 132,464 166,133 198,686 232,367 264,945
131 26,677 40,234 53,500 66,727 79,954 93,758 106,974 133,454 167,371 200,171 234,099 266,928
132 26,881 40,537 53,904 67,232 80,560 94,463 107,782 134,464 168,635 201,686 235,867 268,945
133 27,078 40,834 54,300 67,728 81,154 95,158 108,574 135,456 169,871 203,171 237,600 270,928
134 27,281 41,137 54,705 68,233 81,760 95,863 109,382 136,466 171,134 204,686 239,367 272,945
135 27,478 41,434 55,100 68,728 82,354 96,559 110,175 137,456 172,372 206,172 241,101 274,929
136 27,681 41,737 55,505 69,233 82,960 97,264 110,982 138,466 173,637 207,686 242,867 276,945
137 27,878 42,035 55,901 69,728 83,554 97,959 111,775 139,456 174,872 209,172 244,602 278,929
398
Раздел IV. Элементы передач движения
Продолжение табл. 187
т V 0,2 0,343 0,3 0,572 0,4 0,724 0,5 0,866 0,6 1,008 0,7 1,302 0,8 1,441 1,0 ' 1,732 1,25 2,311 1,5 2,595 1,75 3,177 2,0 3,468
Z Размер по роликам . М в мм
138 139 140 141 142 143 144 145 146 147 148 149 150 151 152 153 154 155 156 157 158 159 160 161 162 163 164 165 166 167 168 169 170 171 172 173 174 175 176 177 178 179 180 181 182 183 184 185 186 187 188 189 190 191 192 193 194 195 196 197 198 199 200 28,079 28,278 28,480 28,679 28,880 29,079 29,280 29,479 29,679 29,879 30,081 30,278 30,480 30,678 30,881 31,079 31,280 31,478 31,681 31,880 32,080 32,279 32,481 32,679 32,881 33,078 33,281 33,478 33,681 33,879 34,080 34,277 34,482 34,678 34,881 35,079 35,281 35,479 35,682 35,880 36,079 36,281 36,480 36,681 36,882 37,079 37,281 37,481 37,680 37,879 38,082 38,278 38,481 38,679 38,882 39,078 39,281 39,480 39,682 39,878 40,082 40,280 40,480 42,337 42,635 42,938 43,235 43,538 43,835 44,138 44,435 44,738 45,035 45,338 45,685 45,939 46,236 46,539 46,836 47,139 47,436 47,739 48,036 48,339 48,637 48,939 49,237 49,540 49,837 50,140 50,437 50,740 51,037 51,340 51,637 51,940 52,237 52,540 52,838 53,140 53,438 53,740 54,039 54,340 54,639 54,941 55,239 55,541 55,839 56,141 56,439 56,741 57,039 57,341 57,639 57,941 58,239 58,541 58,839 59,141 59,439 59,741 60,039 60,341 60,639 60,941 56,305 56,701 57,105 57,5,01 57,905 58,301 58,705 59,101 59,505 59,902 60,305 60,702 61,105 61,502 61,905 62,302 62,705 63,102 63,506 'бЗ.ЭОЗ 64,306 64,703 65,106 65,503 65,906 66,303 66,707 67,103 67,506 67,903 68,306 68,703 69,106 69,503 69,906 70,303 70,706 71,103 71,505 71,903 72,307 72,703 73,107 73,504 73,907 74,304 74,707 75,104 75,507 75,904 76,307 76,704 77,107 77,504 77,907 78,304 78,707 79,104 79,507 79,904 80,307 80,704 81,107 70,233 70,728 71,233 71,728 72,233 72,728 73,233 73,729 74,233 74,729 75,233 75,729 76,233 76,729 77,233 77,729 78,233 78,729 79,233 79,729 80,233 80,729 81,234 81,730 82,234 82,730 83,234 83,730 84,234 84,730 85,234 85,730 86,234 86,730 87,234 87,730 88,234 88,730 89,234 89,730 90,234 90,730 91,234 91,731 92,235 92,731 93,235 93,731 94,235 94,731 95,235 95,731 96,235 96,731 97,235 97,731 98,235 98,731 99,235 99,731 100,235 100,731 101,235 84,160 84,754 85,360 85,954 86,560 87,154 87,760 88,354 88,960 89,554 90,160 90,754 91,360 91,955 92,560 93,155 93,760 94,355 94,960 95,555 96,160 96,755 97,360 97,956 98,560 99,156 99,760 100,356 100,960 101,556 102,160 102,756 103,361 103,957 104,561 105,157 105,761 106,357 106,961 107,557 108,161 108,757 109,361 109,957 110,561 111,157 111,761 112,357 112,961 113,558 114,162 114,758 115,362 115,958 116,562 117,158 117,762 118,358 118,962 119,558 120,162 120,758 121,362 98,664 99,359 100,065 100,760 101,465 102,160 102,866 103,560 104,266 104,960 105,666 106,361 107,067 107,761 108,467 109,161 109,867 110,561 111,268 111,961 112,668 113,361 114,068 114,762 115,468 116,162 116,868 117,562 118,268 118,963 119,668 120,363 121,069 121,764 122,469 123,164 123,869 124,564 125,269 125,964 126,669 127,364 128,070 128,765 129,470 130,165 130,870 131,565 132,270 132,965 133,670 134,365 135,071 135,766 136,471 137,166 137,871 138,566 139,271 139,966 140,671 141,366 142,071 112,583 113,375 114,183 114,976 115,783 116,576 117,383 118,176 118,984 119,776 120,584 121,376 122,185 122,977 123,785 124,577 125,385 126,178 126,985 127,778 128,585 129,378 130,185 130,979 131,785 132,579 133,385 134,179 134,985 135,780 136,586 137,380 138,186 138,980 139,786 140,580 141,387 142,181 142,987 143,781 144,587 145,381 146,188 146,982 147,788 148,582 149,388 150,182 150,988 151,782 152,588 153,382 154,188 154,982 155,788 156,582 157,388 158,182 158,983 159,782 160,588 161,383 162,189 140,466 141,456 142,466 143,456 144,466 145,456 146,466 147,458 148,466 149,458 150,466 151,458 152,466 153,458 154,466 155,458 156,466 157,458 158,466 159,458 160,466 161,458 162,468 163,460 164,468 165,460 166,468 167,460 168,468 169,460 170,468 171,460 172,468 173 460 174,468 175,460 176,468 1У7.460 178,468 179,460 180,468 181,460 182,468 183,462 184,470 185,462 186,470 187,462 188,470 189,462 190,470 191,462 192,470 193,462 194,470 195,462 196,470 197,462 198,470 199,462 200,470 201,462 202,470 176,135 177,373 178,635 179,874 181,135 182,374 183,636 184,875 186,136 187,375 188,637 189,876 191,137 192,377 193,637 194,877 196,138 197,378 198,638 199,877 201,139 202,309 203,639 204,880 206,139 207,380 208,640 209,881 211,140 212,381 213,641 214,881 216,142 217,382 218,642 219,882 221,142 222,383 223,642 224,883 226,143 227,384 228,643 229,884 231,143 232,384 233,644 234,885 236,144 237,385 238,645 239,886 241,145 242,386 243,645 244,866 246,145 247,367 248,645 249,867 251,146 252,368 253,646 210,686 212,173 213,687 215,174 216,687 218,174 219,687 221,175 222,687 224,170 225,688 227,176 228,688 230,176 231,688 233,176 234,688 236,176 237,688 239,177 240,688 242,177 243,688 245,177 246,688 248,177 249,689 251,177 252,689 254,178 255,690 257,178 258,691 260,179 261,691 . 263,179 264,691 266,179 267,691 269,180 270,691 272,181 273,691 275,181 276,691 278,181 279,691 281,181 282,691 284,181 285,692 287,182 288,692 290,182 291,692 293,182 294,692 296,182 297,692 299,182 300,693 302,183 303,693 246,368 248,103 249,868 251,603 253,369 255,104 256,869 258,605 260,370 262,106 263,870 265,606 267,371 269,107 270,871 272,607 274,372 276,108 277,872 279,609 281,373 283,110 284,874 286,610 288,375 290,111 291,875 293,612 295,376 297,113 298,876 300,614 302,377 304,114 305,877 307,615 309,377 311,115 312,877 314,616 316,378 318,117 319,878 321,617 323,379 325,117 326,879 328,617 330,380 332,117 333,880 335,618 337,381 339,118 340,881 342,618 344,381 346,119 347,881 349,619 351,381 353,120 364,881 280,946 282,930 284,946 286,930 288,946 290,930 292,947 294,930 296,947 298,930 300,948 302,941 304,948 306,931 308,948 310,932 312,948 314,932 316,948 318,933 320,948 322,933 324,949 326,934 328,949 330,934 332,950 334,935 336,950 338,935 340,951 342,936 344,951 346,936 348,951 350,936 352,951 354,934 356,951 358,937 360,951 362,937 364,951 366,938 368,951 370,938 372,952 374,939 376,952 378,939 380,968 382,940 384,953 386,940 388,953 390,940 392,953 394,941 396,953 398,941 400,954 402,942 404,954
Зубчатые и червячные передачи
399 '
Таблица 188
Наименьшее отклонение и допуск размера по роликам в мм
в* Вид сопряже- ния к S Диаметр делительной окружности в мм
Степень то ности Обозначен] отклонений допусков Модуль нормаль- ный т. п в мм До 12 — о <м Л о О ч о <М о о О ч о СО О ,iO Л о о ч о О .°0 И о о ч Св. 80 до 120 Св. 120 до 200 Св. 200 до 320
С До 1 Св. 1 до 2,5 10 13 17 15 20 18 24 21 28 24 32 28 36 34 42
Д ДмМ До 1 Св. 1 до 2,5 18 22 24 26 30 32 38 38 48 45 58 55 70 65 85
X До 1 Св. 1 до 2,5 28 36 40 42 52 50 65 60 75 70 90 80 105 100 130
5 ш До 1 Св. 1 до 2,5 40 55 65 70 85 85 105 100 130 115 160 140 190 160 240
с До 1 Св. 1 до 2,5 14 15 16 16 18 18 21 20 24 . 24 28 28 32 32 36
д 6М До 1 Св. 1 до 2,5 16 17 18 19 20 22 24 25 28 28 32 34 36 38 42
- X До 1 Св. 1 до 2,5 18 20 21 22 24 24 26 28 30 32 34 38 40 45 50
ш До 1 Св. 1 до 2,5 20 21 22 24 25 26 28 30 34 34 38 40 42 50 55
с До 1 Св. 1 до 2,5 12 15 20 18 22 22 26 26 32 30 38 36 45 42 52
д ДмМ До 1 Св. 1 до 2,5 20 24 26 30 32 36 42 42 52 50 60 60 75 70 95
6 X До 1 Св. 1 до 2,5 28 38 42 45 55 55 70 65 85 75 100 90 120 , 105 140
ш До 1 Св. 1 до 2,5 45 58 70 70 90 85 НО 100 130 120 170 150 210 170 250
с 6Л4 До 1 Св. 1 до 2,5 16 17 19 19 22 21 26 24 30 28 36 34 40 40 50
400
Раздел IV. Элементы передач, движения
Продолжение табл. 188
i СИ s Диаметр делительной окружности в мм
Степень то* ности cu Е о Обозначен» отклонений допусков Модуль нормаль- ный тп в мм । До 12 <м — о . « о О § S о .00 Л о о Л о О « о 1П о 00 » о о Св. 80 до 120 Св. 120 до 200 Св. 200 до 320
Д До 1 Св. 1 до 2,5 19 21 24 24 26 28 30 34 38 38 ' 42 45 48 50 60
6 X 6М До 1 -Св. 1 до 2,5 24 26 28 30 32 34 36 40 45 45 50 50 55 60 70
ш До 1 Св. 1 до 2,5 30 32 34 36 38 40 45 48 55 55 65 65 75 80 85
с До 1 Св. 1 до 2,5 16 20 25 24 28 28 32 32 40 38 50 45 58 55 65
д дмм До 1 Св. 1 до 2,5 22 28 32 36 40 42 48 50 60 60 75 70 90 85 НО
X До 1 Св. 1 до 2,5 32 42 48 52 60 60 75 75 90 85 НО 100 130 120 160
ш До 1 Св. 1 до 2,5 48 60 75 75 95 90 115 НО 140 130 180 160 220 180 260
7 с До 0,5 i Св. 0,5 до 1 Св. 1 до 2,5 18 20 20 22 26 22 28 32 24 32 38 30 34 45 36 38 50 40 45 60 45 50 75
д 6М До 0,5 Св. 0,5 до 1 Св. 1 до 2,5 24 26 28 30 32 32 34 40 34 36 45 40 42 52 42 45 65 48 52 75 50 65 85
X До 0,5 Св. 0,5 до 1 Св. 1 до 2,5 30 32 34 38 40 38 45 48 40 50 55 50 58 60 60 65 70 65 70 80 70 80 100
Ill До 0,5 Св. 0,5 до 1 Св. 1 до 2,5 1 1 38 40 42 45 48 48 52 55 52 60 65 60 70 80 70 80 90 80 90 110 90 ПО 130
Зубчатые и червячные передачи
401
Продолжение табл. 188
Степень точ- ности Вид сопряже- ния Обозначения отклонений и допусков Модуль нормаль- ный тп п в мм Диаметр делительной окружности в мм
До 12 сч — о Л © Q к о CN О СО « ° и к о со о tin И О о § Св. 50 до 80 Св. 80 до 120 Св. 120 до 200 Св. 200 до 330
с До 1 28 32 38 45 52 1 60 1 70 85
о Св. 1 до 2,5 — 38 45 50 60 70 85 100
До 1 38 45 50 60 70 85 100 120
Д Дм/И Св. 1 до 2,5 — 50 60 70 85 105 130 150
До 1 ' 48 58 70 80 95 ПО 130 150
X Св. 1 до 2,5 — 65 80 95 120 140 170 200
До 1 65 80 95 ПО 130 150 180 220
ш Св. 1 до 2,5 — 90 120 140 170 200 250 300
До 0,5 25 28 34 38 45 55 70 80
8 с Св. 0,5 до 1 28 32 40 45 50 65 75 85
Св. 1 до 2,5 — 38 45 50 60 75 85 105
До 0,5 34 38 45 50 58 75 85 95
д Св. 0,5 до 1 36 40 50’ 58 65 80 90 105
дМ Св. 1 до 2,5 — 48 58 65 75 90 105 120
До 0,5 38 45 52 58 65 80 ПО 120
X Св. 0,5 до 1 42 50 65 70 80 95 120 130
Св. 1 до 2,5 — 60 75 80 90 120 130 150
До 0,5 50 55 65 75 90 ПО 140 160
ш Св. 0,5 до 1 55 60 85 95 105 130 160 ,180
Св. 1 до 2,5 — 70 90 100 115 150 170 210
Принятые обозначения:
ДмЛ4 — наименьшее отклонение размера по роликам;
5Л4 — допуск на размер по роликам.
402
Раздел IV, Элементы передач движения
Таблица 189
Длина общей нормали цилиндрических прямозубых колес
Число Число Модуль в мм
зубьев колеса зубьев в обхва- 0,2 0,3 0,4 0,5 1 °’6 °'7 1 0,8 I 1,0 | 1.25 | 1,50 | 1,75 ' | 2,0
Z те z' Длина общей нормали L в . ММ
10 2 1,370 1,827 2,284 2,741 3,198 3,655 4,568 5,710 6,852 7,994 9,136
11 2 1,374 1,833 2,291 2,749 3,208 3,666 4,582 5,727 6,873 8,018 9,164
12 2 1,379 1,839 2,298 2,758 3,217 3,677 4,596 5,745 6,894 8,043 9,192
13 2 1,383 1,844 2,305 2,766 3,227 3,688 4,610 5,762 6,915 8,067 9,220
14 2 0,925 1,387 1,850 2,312 2,774 3,237 3,699 4,624 5,780 6,936 8,092 9,248
15 2 0,927 1,392 1,855 2,319 2,783 3,247 3,711 4,638 5,797 6,957 8,116 9,276
16 2 0,929 1,396 1,861 2,326 2,791 3,257 3,722 4,652 5,815 6,978 8,141 9,304
17 2 0,933 1,400 1,867 2,333 2,800 3,266 3,733 4,666 5,832 6,999 8,165 9,332
18 2 0,936 1,404 1,872 2,340 2,808 3,276 3,744 4,680 5,850 7,020 8,190 9,360
19 3 1,529 2,294 3,058 3,823 4,588 5,352 6,117 7,646 9,557 11,469 13,380 15,292
20 3 1,532 2,298 3,064 3,830 4,596 5,362 6,128 7,660 9,575 11,490 13,405 15,320
21 3 1,535 2,302 3,070 3,837 4,605 5,372 6,139 7,674 9,592 11,511 13,429 15,348
22 3 1,538 2,307 3,075 3,844 4,613 5,382 6,151 7,688 9,610 11,532 13,454 15,376
23 3 1,540 2,311 3,081 3,851 4,621 5,392 6,162 7,702 9,627 11,553 13,478 15,404
24 3 1,543 2,315 3,086 3,856 4,630 5,401 6,173 7,716 9,645 11,574 13,503 15,432
25 3 1,546 2,319 3,092 3,862 4,638 5,411 6,184 7,730 9,662 11,595 13,527 15,460
26 3 1,549 2,323 3,098 3,872 4,647 5,421 6,195 7,744 9,680 11,616 13,552 15,488
27 3 1,552 2,327 3,103 3,879 4,655 5,431 6,207 7,758 9,697 11,637 13,576 15,516
28 4 2,145 3,217 4,290 5,362 6,435 7,507 8,580 10,725 13,405 16,086 18,767 21,448
29 4 2,148 3,222 4,295 5,369 6,443 7,517 8,591 10,739 13,422 16,107 18,791 21,476
30 4 2,150 3,226 4,301 5,376 6,451 7,527 8,602 10,753 13,440 16,128 18,816 21,504
31 4 2,153 3,230 4,307 5,383 6,460 7,537 8,613 10,767 13,457 16,149 18,840 21,532
32 4 2,156 3,234 4,312 5,390 6,468 7,546 8,624 10,781 13,475 16,170 18,865 ‘ 21,560
33 4 2,159 3,238 4,318 5,397 6,477 7,556 8,636 10,795 13,493 16,191 18,889 21,588
34 4 2,162 3,243 4,323 5,404 6,485 7,566 8,647 10,809 13,510 16,212 18,914 21,616
35 4 2,164 3,247 4,329 5,411 6,493 7,576 8,658 10,823 13,527 16,233 18,938 21,644
36 4 2,167 3,251 4,335 5,418 6,502 7,586 8,669 10,837 13,546 16,254 18,962 21,672
37 5 2,760 4,141 5,521 6,901 8,282 9,662 11,042 13,803 17,254 20,704 24,155 27,606
38 5 2,763 4,145 5,527 6,908 8,290 9,672 11,053 13,817 17,271 20,725 24,180 27,634
39 5 2,766 4,149 5,532 6,915 8,298 9,681 11,065 13,831 17,289 20,746 24,204 27,662
40 5 2,769 4,153 5,538 6,922 8,307 9,691 11,076 13,845 17,306 20,767 24,229 27,690
41 5 2,772 4,158 5,543 6,929 8,315 9,701 11,087 13,859 17,324 20,788 24,253 27,718
42 5 2,774 4,162 5,549 6,936 8,324 9,711 11,098 13,873 17,341 20,809 24,278 27,746
43 5 2,777 4,166 5,555 6,943 8,332 9,721 11,109 13,887 17,359 20,830 24,302 27,774
44 5 2,780 4,170 5,560 6,950 8,340 9,730 11,121 13,901 17,376 20,851 24,327 27,802
45 5 2,783 4,174 5,566 6,957' 8,349 9,740 11,132 13,915 17,394 20,872 24,351 27,830
46 6 2,786 5,064 6,752 8,440 10,128 11,816 13,505 16,881 21,101 25,321 29,542 33,762
47 6 3,379 5,068 6,758 8,447 10,137 11,826 13,516 16,895 21,118 25,342 29,566 33,790
48 6 3,382 5,073 6,763 8,454 10,145 11,836 13,527 16,909 21,136 25,363 29,591 33,818
49 6 3,384 5,077 6,769 8,461 10,154 11,846 13,538 16,923 21,154 25,384 29,615 33,846
50 6 3,387 5,081 6,775 8,468 10,162 11,856 13,549 16,937 21,171 25,405 29,640 33.874
51 6 3,390 5,085 6,780 8,475 10,170 11,866 13,561 16,951 21,189 25,426 29,664 33,902
52 6 3,393 5,089 6,786 8,482 10,179 11,875 13,572 16,965 21,206 25,447 29,689 33,930
53 6 3,396 5,094 6,791 8,489 10,187 11,885 13,583 16,979 21,224 25,468 29,713 33,958
54 6 3,398 5,098 6,797 8,496 10,196 11,895 13,594 16,993 21,241 25,489 29,738 33,986
55 7 3,992 5,988 7,984 9,979 11,975 13,971 15,967 19,959 24,949 29,939 34,928 39,918
56 7 3,995 5,992 7,989 9,986 11,984 13,981 15,978 19,973 24,966 29,958 34,953 39,946
57 7 3,997 5,996 7,995 9,993 11,991 13,991 15,990 19,987 24,984 29,980 34,977 39,974
58 7 4,000 6,000 8,000 10,000 12,000 14,001 16,001 20,001 25,001 30,001 35,002 40,002
59 7 4,003 6,005 8,006 10,007 12,009 14,010 16,012 20,015 25,019 30,022 35,026 40,030
60 7 4,006 6,009 8,012 10,014 12,017 14,020 16,023 20,029 25,036 30,043 35,051 40,058
61 7 4,009 6,013 8,017 10,021 12,026 14,030 16,034 20,043 25,054 30,064 35,075 40,086
62 7 4,011 6,017 8,023 10,028 12,034 14,040 16,046 20,057 25,071 30,085 35,100 40,114
63 7 4,014 6,021 8,028 10,035 12,043 14,050 16,057 20,071 25,089 30,106 35,124 40,142
64 8 4,607 6,911 9,215 11,518 13,822 16,126 18,430 23,037 28,796 34,555 40,315 46,074
65 8 4,610 6,915 9,220 11,526 13,831 16,136 18,441 23,051 28,814 34,576 40,339 46,102
66 8 4,613 6,920 9,226 11,533 13,839 16,146 18,452 23,065 28,831 34,597 40,364 46,130
67 8 4,616 6,924 9,232 11,540 13,847 16,155 18,463 23,079 28,849 34,618 40,388 46,158
68 8 4,619 6,928 9,237 11,547 13,856 16,165 18,474 23,093 28,866 34,639 40,413 46,186
69 8 4,621 6,932 9,243 11,554 13,864 16,175 18,486 23,107 28,884 34,660 40,437 46,214
70 8 4,624 6,936 9,248 11,561 13,873 16,185 18,497 23,121 28,901 34,681 40,462 46,242
71 8 4,627 6,940 9,254 11,568 13,881 16,195 18,508 23,135 28,919 34,702 40,486 46,270
72 8 4,630 6,948 9,260 11,575 13,890 16,204 18,519 23,149 28,936 34,723 40,511 46,298
Зубчатые и червячные передачи
403
Продолжение табл. 189
Число зубьев колеса Модуль в мм
зубьев в обхва- 0,2 о.з 0,4 0,5 | 0,6 ) °’7 1 6, 8 | 1,0 I 1,25 | 1,50 1,75 | 2,0
Z те z' Длина общей нормали L в . мм
g 5 223 7 834 То 446 13,058 15,669 18,280 20,892 26,115 32,644 39,172 45,701 52,230
/о 74 g 5 226 7’838 10,452 13,065 15,677 18,290 20,903 26,129 32,661 39,193 45,726 52,258
/т: 9 5 229 7 843 10,457 13,072 15,686 18,300 20,915 26,143 32,679 39,214 45,750 52,286
/О 7Д 9 5 231 7 847 10 463 13,079 15,694 18,310 20,926 26,157 32,696 39,235 45,775 52,314
/О 77 9 5234 7,851 10,468 13,086 15,703 18,320 20,937 26,171 32,714 39,256 45,800 52,342
7R 9 5 237 7 855 10’474 13,093 15,711 18,330 20,948 26,185 32,731 39,277 45,824 52,370
/ о 7Q 9 5 240 7 860 10,480 13,100 15,719 18,339 20,959 26,199 32,749 39,298 45,848 52,398
/У 80 9 5 243 7 864 10,485 13,107 15,728 18,349 20,971 26,213 32,766 39,319 45,873 52,426
81 9 5 245 7 868 16’491 13,114 15,736 18,359 20,982 26,227 32,784 39,340 45,897 52,454
82 10 5’838 8,758 11,677 14,597 17,516 20,435 23,355 29,193 36,491 43,789 51,088 58,386
83 10 5 841 8,762 11,683 14,604 17,524 20,445 23,366 29,207 36,509 43,810 51,112 58,414
Я4 10 5 844 8766 11,688 14,611 17,533 20,455 23,377 29,221 36,526 43,831 51,137 58,442
Я4 10 5847 8,770 11,694 14,618 17,541 20,465 23,388 29,235 36,544 43,852 51,161 58,470
OD 86 10 5 850 8,775 11,700 14,625 17,550 20,475 23,400 29,249 36,561 43,873 51,186 58,498
Я7 10 5 853 8,779 11,705 14,632 17,558 20,484 23,411 29,263 36,579 43,894 51,210 58,526
О/ яя 10 5 855 8,783 11,711 14,639 17,566 20,494 23,422 29,277 36,596 43,915 51,235 58,554
оо яо 10 5 858 8,787 11,716 14,646 17,575 20,504 23,433 29,291 36,614 43,936 51,259 58,582
0У СП 10 5 861 8,791 11,722 14,653 17,583 20,514 23,444 29,305 36,631 43,957 51,284 58,610
у и СИ ц 6454, 9,682 12,909 16,136 19,363 22,590 25,817 32,272 40,340 48,408 56,476 64,544
У1 Q9 И 6 457 9,686 12,914 16,143 19,371 22,600 25,828 32,286 40,357 48,429 56,500 64,572
93 ц 6 460 9,690 12,920 16,150 19,380 22,610 25,840 32,300 40,375 48,450 56,525 64,600
94 ц 6 463 9,694 12,925 16,157 19,388 22,619 25,851 32,314 40,392 48,471 56,550 64,628
95 ц 6,465 9,698 12,931 16,164 19,396 22,629 25,862 32,328 40,410 48,492 56,574 64,656
96 11 6,468 9,703 12,937 16,171 19,405 22,639 25,873 32,342 40,427 48,513 56,598 64,684
97 11 6,471 9,707 12,942 16,178 19,413 22,649 25,884 32,356 40,445 48,534 56,623 64,712
98 11 6,474 9,711 12,948 16,185 19,422 22,659 25,896 32,370 40,462 48,555 56,647 64,740
99 11 6,477 9,715 12,953 16,192 19,430 22,668 25,907 32,384 40,480 48,576 56,672 64,768
100 12 7,070 10 605 14,140 17,675 21,210 24,745 28,280 35,350 44,187 53,025 61,862 70,700
101 12 7,073 10,609 14,145 17,682 21,218 24,755 28,291 35,364 44,205 53,046 61,887 70,728
102 12 7,075 10,613 14,151 17,689 21,227 24,764 28,302 35,378 44,222 53,067 61,911 70,756
103 12 7,078 10,618 14,157 17,696 21,235 24,774 28,313 35,392 44,240 53,088 61,936 70,784
1п4 12 7,081 10,622 14,162 17,703 21,243 24,784 28,325 35,406 44,257 53,109 61,960 70,812
105 12 7,084 10,626 14,168 17,710 21,252 24,794 28,336 35,420 44,275 53,130 61,985 70,840
106 12 7,087 10,630 14,173 17,717 21,260 24,804 28,347 35,434 44,292 53,151 62,009 70,868
-1П7 12 7,089 10,634 14,179 17,724 21,269 24,813 28,358 35,448 44,310 53,172 62,034 70,896
108 12 7,092 10,638 14,185 17,731 21,277 24,823 28,369 35,462 44,327 53,193 62,058 70,924
109 13 7,685 11,528 15,371 19,214 23,057 26,900 30,743 38,428 48,035 57,642 67,249 76,856
Ио 13 7,688 11,532 15,377 19,221 23,065 26,909 30,754 38,442 48,052 57,663 67,273 76,884
111 13 7,691 11,537 15,382 19,228 23,073 26,919 30,765 38,456 48,070 57,684 67,298 76,912
112 13 7,694 11,541 15,388 19,239 23,082 26,926 30,776 38,470 48,087 57,705 67,322 76,940
113 13 7,697 11,545 15,393 19,242 23,090 26,939 30,787 38,484 48,105 57,726 67,347 76,968
114 13 7,699 11,549 15,399 19,249 23,099 26,948 30,798 38,498 48,122 57,747 67,371 76,996
115 13 7,702 11,554 15,405 19,256 23,107 26,958 30,810 38,512 48,140 57,768 67,396 77,024
116 13 7,705 11,588 15,410 19,263 23,116 26,968 30,821 38,526 48,157 57,789 67,420 77,052
117 13 7,708 11,562 15,416 19,270 23,124 26,978 30,832 38,540 48,175 57,810 67,445 77,080
118 14 8,301 12,452 16,603 20,753 24,904 29,055 33,205 41,506 51,882 62,259 72,635 83,012
119 14 8,304 12,456 16,608 20,760 24,912 29,064 33,216 41,520 51,900 62,280 72,660 83,040
120 14 8,307 12,460 16,614 20,767 24,920 29,074 33,227 41,534 51,917 62,301 72,684 83,068
121 14 8,309 12,464 16,619 20,774 24,927 29,084 33,238 41,548 51,935 62,322 72,719 83,096
122 14 8,312 12,469 16,625 20,781 24,937 29,093 33,250 41,562 51,953 62,343 72,734 83,124
123 14 8,315 12,473 16,630 20,788 24,946 29,103 33,261 41,576 51,970 62,364 72,758 83,152
124 14 8,318 12,477 16,636 20,795 24,954 29 Л13 33,272 41,590 51,988 62,385 72,783 83,180
125 14 8,321 12,481 16,642 20,802 24,962 29,123 33,283 41,604 52,005 62,406 72,807 83,208
126 14 8,323 12,485 16,647 20,809 24,971 29,133 33,294 41,618 52,023 62,427 72,832 83,236
127 15 8,917 13,375 17,834 22,292 26,750 31,209 35,667 44,584 55,730 66,876 78,023 89,168
128 15 8,919 13,379 17,839 22,299 26,759 31,219 35,679 44,598 55,748 66,897 78,047 89,196
129 15 8,922 13,384 17,845 22,306 26,767 31,228 35,690 44,612 50,765 66,918 78,072 88,224
130 15 8,925 13,388 17,851 22,313 26,776 31,238 35,701 44,626 55,783 66,939 78,096 89,252
131 15 8,928 13,392 17,856 22,320 26,784 31,248 35,712 44,640 55,800 66,960 78,121 89,280
132 15 8,931 13,396 17,862 22,327 26,792 31,258 35,723 Л4.654 55,818 66,981 78,145 89,308
133 15 8,933 13,400 17,867 22,334 26,801 31,268 35,735 44,668 55,835 67,002 78,170 89,336
134 15 8,936 13,405 17,873 22,341 26,809 31,277 35,746 44,682 55,853 67,023 78,194 89,364
135 15 8,939 13,409 17,879 22,348 26,817 31,287 35,756 44,695 55,869 67,043 78,217 89,390
136 16 9,532 14,299 19,065 23,831 28,597 33,364 38,130 47,662 59,578 71,493 83,409 95,325
137 16 9,535 14,303 19,071 23,838 28,606 33,373 38,141 47,676 59,595 71,514 83,434 95,653
404
Раздел IV. Элементы передач движения
Продолжение табл. 189
Число зубьев колеса Число зубьев в обхва- Модуль в мм
0.2 о,3 0.4 0.5 | 0,6 0,7 | 0,8 | 1.0 I 1,25 1,50 | 1,76 2,0
Z те z' Длина общей нормали L в . мм
138 16 9,538 14,307 19,076 23,845 28,614 33,383 38,152 47,690 59,613 71,535 83,458 95,381
139 16 9,541 14,311 19,082 23,852 23,859' 28,623 33,393 38,163 47,704 59,630 71,556 83,483 95,409
140 16 9,543 14,316 19,087 28,631 33.403 38,175 47,718 59,648 71,577 83,507 95,437
141 16 9,546 14,320 19,093* '23,866 28,639 33,413 38,186 47,732 59,665 71,598 83,532 95,465
142 16 9,549 14,324 19,09$ 23,873 28,648 33,422 38,197 47,746 59,683 71,619 83,556 95,493
143 16 9,552 14,328 19,104 23,880 28,656 33,432 38,208 47,760 59,700 71,640 83,581 95,521
144 16 9,555 14,332 19,110 23,887 28,664 33,442 38,219 47,774 59,718 71,661 83,605 95,549
145 17 10,148 15,222 20,296 25,371 30,444 35,518 40,592 50,741 63,426 76,111 88,796 101,481
146 17 10Д51 15,226 20,302 25,378 30,453 35,528 40,604 50,755 63,443 76,132 88,821 101,509
147 17 10,153 15,231 20,307 25,385 30,461 35,538 40,615 50,769 63,461 77,153 88,845 101,537
148 17 10'156 15,235 20,313 25,392 30,469 35,548 40 626 50,783 63,478 76,174 88,870 101,565
149 17 10,159 15*239 20,319 25,309 30,478 35,557 40,637 50,797 63,496 76,195 88,894 101,593
150 17 10,162 15*243 20,324 25,406 30,486 35,567 40,648 50,811 63,513 76,216 88,919 101,621
151 17 10,165 15,247 20,330 25,413 30,495 35,577 40,660 50,825 63,531 76,237 88,943 101,649
152 17 10,168 15,252 20,335 25,420 30,503 35,587 40,671 50,839 63,548 76,258 88,968 101,677
153 17 10,170 15,256 20,341 25,427 30,511 35,597 40,682 50,853 63,566 76,279 88,992 101,705
154 18 10,764 16,146 21,527 26,910 32,291 37,673 43,055 53,819 67,273 80,729 94,183 107,637
155 18 10,766 16,150 21,533 26,917 32,299 37,683 43,066 53,833 67,291 80,749 94,207 107,665
156 18 10,769 16,154 21,539 26,924 32,308 37,693 43,077 53,847 67,308 80,770 94,232 107,693
157 18 10,772 16,158 21,544 26,931 32,316 37,702 43,088 53,861 67,326 80,791 94,256 107,722
158 18 10,775 16,162 21,549 26,938 32,325 37,712 43,100 53,875 67,343 80,812 94,281 107,750
159 18 10,778 16,167 21,555 26,945 32,333 37,722 43,111 53,889 67,361 80,833 94,305 107,778
160 18 10,780 16,171 21,561 26,952 32,341 37,732 43,122 53,903 67,378 80,854 94,330 107,806
161 18 10,783 16,175 21,567 26,959 32,350 37,742 43,133 53,917 67,396 80,875 94,354 107,834
162 18 10,786 16,179 21,572 26,966 32,358 37,751 43,144 53,931 67,413 80,896 94,379 107,862
163 19 11,379 17,069 22,759 28,449 34,138 39,828 45,517 56,897 71,121 85,345 99,570 113,794
164 19 11,382 17,073 22,763 28,456 34,146 39,837 45,529 56,911 71,138 85,366 99,594 113,822
165 19 11,385 17,077 22,770 28,463 34,155 39,847 45,540 56,925 71,156 85,387 99,619 113,850
166 19 11,388 17,082 22,776 28,470 34,163 39,857 45,551 56,939 71,173 85,408 99,643 113,878
167 19 11,390 17,086 22,781 28,477 34,172 39,867 45,562 56,953 71,191 85,429 99,668 113,906
168 19 11,393 17,090 22,787 28,484 34,180 39,877 45,573 56,967 71,208 85,450 99,692 113,934
169 19 11,396 17,094 22,792 28,491 34,188 39,886 45,585 56,981 71,226 85,471 99,717 113,962
170 19 11,399 17,098 22,798 28,498 34,197 39,896 45,596 56,995 71,246 85,492 99,741 113,990
171 19 11,402 17,103 22,804 28,505 34,205 39,906 45,607 57,009 71,261 85,513 99,766 114,018
172 20 11,995 17,993 23,990 29,988 35,985 41,982 47,980 59,975 74,969 89,962 104,957 119,950
173 20 11,998 17,997 23,996 29,995 35,993 41,992 47,991 59,989 74,986 89,983 104,981 119,978
174 20 12,000 18,001 24,001 30,002 36,002 42,002 48,002 60,003 75,004 90,004 105,04)6 120,006
175 20 12,003 18,005 24,007 30,009 36,010 42,012 48,014 60,017 75,021 90,025 105,030 120,034
176 20 12,006 18,009 24,012 30,016 36,018 42,022 48,025 60,031 75,039 90,046 105,055 120,062
177 20 12,009 18,014 24,018 30,023 36,027 42,031 48,036 60,045 75,056 90,067 105,079 120,090
178 20 12,012 18,018 24,024 30,030 36,035 42,041 48,047 60,059 75,074 90,088 105,104 120,118
179 20 12,014 18,022 24,029 30,037 36,044 42.051 48.058 60,073 75,091 90,109 105,128 120,146
180 20 12,017 18,026 24,035 30,044 36,052 42,061 48,070 60,087 75,109 90,130 105,153 120,-174
181 21 12,610 18,916 25,221 31,527 37,832 44,137 50 442 63,053 78,816 94,579 110,343 126,106
182 21 12,613 18,920 25,227 31,534 37,840 44,147 50,454 63,067 78,834 94,600 110,368 126,134
183 ‘ 21 12,616 18,924 25,232 31,541 37,848 44,157 50,465 63,081 78,851 94,621 110,392 126,162
184 21 12,619 18,929 25,238 31,548 37,857 44,166 50,476 63,095 78,869 94,643 110,417 126,190
185 21 12,622 18,933 25,244 31,555 37,865 44,176 50,487 63,109 78,886 94,664 110,441 126,218
186 21 12,624 18,937 25,249 31,562 37,847 44,186 50,498 63,123 78,904 94,685 110,446 126,246
187 21 12,627 18,941 25,255 31,569 37,882 44,196 50,510 63,137 78,921 94,706 110,490 126,274
188 21 12,630 18,945 25,260 31,576 37,890 44,206 50,521 63,151 78,939 94,727 110,514 126,301
189 21 12,633 18,950 25,266 31,583 37,899 44,215 50,532 63,165 78,956 94,748 110,538 126,330
190 22 13,225 19,839 26,453 33,066 39,679 46,292 52,915 66,131 82,664 99,177 115,729 132,263
191 22 13,229 19,844 26,458 33,073 39,687 46,302 52,926 66,145 82,682 99,218 115,754 132,291
192 22 13,232 19,848 26,464 33,080 39,695 46,311 52,937 66,159 82,699 99,239 115,778 132,319
193 22 13,234 19,852 26,469 33,087 39,704 46,321 52,949 66,173 82,717 99,260 115,803 132,347
194 22 13,237 19,856 26,475 33,094 39,712 46,331 52,960 66,187 82,734 99,281 115,827 132,375
195 22 13,240 19,860 26,481 33,101 39,721 46,341 52,971 66,201 82,752 99,302 115,852 132,403
196 22 13,243 19,865 26,486 33,108 39,729 46,351 52,982 66,215 82,769 99,323 115,876 132,431
197 22 13,246 19,869 26,492 33,115 39,737 46,360 52,993 66,229 82,786 99,344 115,901 132,459
198 22 13,248 19,873 26,497 33,122 39,746 46,370 53,005 66,243 82,804 99,365 115,925 132,487
199 23 13,842 20,763 27,684 34,605 41,525 48,446 55,377 69,210 86,512 103,814 121,116 138,419
200 23 13,844 20,767 27,689 34,612 41,534 48,456 55,389 69,224 86,529 103,835 121,140 138,447
Зубчатые и червячные передачи
405
Таблица 190
Наименьшее отклонение и допуск длины общей нормали в мк
сопряже- к S Диаметр делительной окружности в мм
о н к и’2 щ к и Е ф о S и и Модуль нормаль- ный т„ п о °о о о о §о
С н О) о <5 S =* № S® О о ч До I » о О к Св. 5 до 3( to « о О « 00 Л о О И о О « « ° о W » о О S
с До 1 Св. 1 до 2,5 5 5 8 6 9 7 10 8 11 9 12 10 14 12 15
Д Дм£ До 1 Св. 1 до 2,5 8 9 12 10 13 12 16 14 18 16 22 19 25 22 30
X До 1 Св. 1 до 2,5 12 14 19 16 22 19 26 22 30 25 34 28 40 34 45
5 ш До 1 Св. 1 до 2,5 19 22 32 26 38 32 45 36 50 42 60 48 70 55 85
с До 1 Св. 1 до 2,5 6 6 7 7 8 7 9 8 10 8 10 8 11 10 12
д 6L До 1 Св. 1 до 2,5 7 7 9 8 9 8 10 10 12 11 13 12 14 13 15
X До 1 Св. 1 до 2,5 9 9 10 9 10 10 11 11 13 12 14 13 15 15 18
ш До 1 Св. 1 до 2,5 10 10 И 11 12 11 12 14 15 14 15 14 16 16 18
с До 1 Св. 1 до 2,5 6 6 9 7 10 8 11 9 12 10 14 12 16 14 19
д До 1 Св. 1 до 2,5 9 10 13 11 15 13 17 15 20 18 24 21 28 25 34
6 X До 1 Св. 1 до 2,5 13 15 20 18 24 21 30 24 34 26 38 30 45 36 50
ш До 1 Св. 1 до 2,5 20 24 34 28 39 32 45 38 52 42 65 52 75 60 88
с 6L До 1 Св. 1 до 2,5 7 7 9 8 10 9 11 10 12 11 14 13 15 .14 18
406
Раздел IV, Элементы передач движения
Продолжение табл. 190
Степень точ- ности Вид сопряже- ния Обозначения отклонений и допусков Модуль нормаль- ный т„ п в мм Диаметр делительной окружности в мм
До 12 — о . » о О « о см о .ео » о О W со о .tn М о О « о Л о со Л о О к Л о о « Св. 120 до 200 Св. 200, до 320
До 1 9 9 10 10 12 13 15 17
Д Св. 1 до 2,5 — 12 12 12 14 16 18 21
До 1 11 И 12 12 14 16 18 21
О X Св. 1 до 2,5 — 14 14 15 17 19 21 24
До 1 13 13 14 15 18 20 24 26
LL1 Св. 1 до 2,5 — 16 17 19 22 24 28 32
До 1' 7 8 9 10 12 14 16 19
С Св. 1 до 2,5 — 12 13 14 16 18 21 24
77 До 1 10 11 13 15 18 21 25 30
Д Св. 1 до 2,5 — 16 18 20 24 28 32 38
— —
у До 1 14 17 20 22 26 30 34 40
Л Св. 1 до 2,5 — 24 28 32 36 40 48 55
TTJ До 1 22 25 30 34 40 45 55 65
Ш Св. 1 до 2,5 — 36 42 48 58 70 80 90
До 0,5 8 8 9 10 12 14 16 18
7 С Св. 0,5 до 1 9 9 11 12 14 16 18 20
Св. 1 до 2,5 — 13 15 16 18 18 22 26
До 0,5 10 10 12 13 15 18 20 22
д Св. 0,5 до 1 12 12 14 15 18 18 22 24
Св. 1 до 2,5 — 16 18 19 21 24 26 30
— 6Z. —
До 0,5 13 14 15 17 17 21 25 28
X Св. 0,5 до 1 14 15 16 18 21 .25 28 30
Св. 1 до 2,5 — 18 19 20 24 28 32 36
До 0,5 16 16 18 18 22 24 30 38
ш Св. 0,5 до 1 18 19 22 24 26 28 34 45
Св. 1 до 2,5 — 22 24 28 30 34 40 48
Зубчатые и червячные передачи
407
Продолжение табл. 190
Степень точ- 1 но ст и Вид сопряже- ния Обозначения отклонений и допусков Модуль нормаль- ный гп п в мм Диаметр делительной окружности в мм
До 12 еч — о . « о О « о о .ОО « о О « R о .ш Л о О к о ш о ОО и О О t=t Св. 80 до 120 ' Св. 120 до 200 Св. 200 до 320
С До 1 12 13 14 16 19 22 25 28
Св. 1 до 2,5 — 18 19 21 24 28 32 36
п До 1 17 18 20 22 26 30 34 40
Св. 1 до 2,5 — 25 28 30 34 40 48 55
—
V До 1 22 24 26 30 34 40 45 52
Л Св. 1 до 2,5 — 32 36 40 48 55 60 70
ТТТ До 1 30 32 36 42 48 55 65 75
LU Св. 1 до 2,5 — 45 52 58 65 75 90 105
До 0,5 11 11 13 14 16 18 22 26
8 С Св. 0,5 до 1 12 12 16 18 20 24 26 30
Св. 1 до 2,5 — 18 20 22 24 30 34 38
До 0,5 13 14 15 16 19 24 28 32
Д Св. 0,5 до 1 15 16 18 18 24 30 34 36
Св. 1 до 2,5 — 22 24 26 32 36 40 48
— —
До 0,5 15 16 20 22 26 30 38 45
X Св. 0,5 до 1 18 19 25 28 30 34 40 48
Св. 1 до 2,5 — ; 25 32 34 38 45 52 58
До 0,5 21 22 24 28 32 38 45 52
ш Св. 0^5 до 1 24 26 32 36 40 48 52 58
Св. 1 до 2,5 — 34 38 40 45 52 60 70
Принятые обозначения:
Дм£ — наименьшее отклонение длины обшей нормали;
— допуск на длину обшей нормали.
408
Раздел IV. Элементы передач движения
Таблица 191
Расчетные значения Sx и hx в мм
Модуль нормальный тп Толщина зуба по постоянной хорде Sx Высота головки зуба до постоянной хорды hx
0,15 0,208 0,112
0,2 0,277 0,150
0,3 0,416 0,224
0,4 0,555 0,299
0,5 0,694 0,374
0,6 0,832 0,449
0,7 0,971 1 0,523
0,8 1,110 0,598
1,0 1,387 0,748
1,25 1,734 0,934 '
1,5 2,081 1,121
1,75 2,427 1,308
2,0 2,774 1,495
2,5 3,468 1,870
Таблица 192
Формулы для расчета контрольных размеров при измерении
смещения исходного контура
= 20°; g = 0)
Толщина зуба по постоянной хорде Sx
' Для цилиндрических прямозубых и косозубых колес (в нормальном
сечении) Sx = 1,387/пЛ; \MSX — 0,73 | ДМЛ |; 6S* = 0,73бЛ (в тело колеса)
Значения Sx для модулей от 0,15 до 2,5 мм приведены в табл. 191,
значения ДМЛ— в табл. 185.
Длина общей нормали L
Цилиндрические прямозубые колеса:
L=[n;(z'— 0,5) + z inv а^] zncos а^, где z'— число зубьев, охватываемое
при измерении Л, z' — + 0,5 (с округлением до ближайшего боль-
шего целого числа); inv — inv 20° = 0,014904 (см. табл. 193). Значения L
для- цилиндрических колес с числом зубьев до 200 приведены в табл.
189/Значения ДМЛ и 6Z, приведены в табл. 190.
Цилиндрические косозубые колеса
Ln = [л (z' — 0,5) + z inv а^] тп cos ай; z' = + 0,5; tg ads =
= s q— ; измерение возможно, если ширина зубчатого венца
cos р^
0,94 sin Ра
Зубчатые й червячные передачи
409*
Продолжение табл. 192
Размер по роликам Л4
Цилиндрические прямозубые колеса:
90°
При z четном Л4 = dx ± dp* При z нечетном М = dx cos — ± с?р, где
dx=dds^;
х и cos ах
dp л
mv ах = inv ад + -з-----тг-
х ° ddcosad 2z
Значения М и с?р для цилиндрических прямозубых колес с числом
зубьев до 200 приведены в табл. 187. Значения ДмМ и 6Л4 приведены
в табл. 188.
Цилиндрические косозубые колеса
При г, четном М = dxs ± dp
При г, нечетном М =; у 2 [1 — cos (у — <р)] + Sln^^ ± df,
где
d^ cos dp зт
dxS =------------a~ ; inv <*xs = inv Uds + “3-----------
* cosaX5cospd os ddcosad 2z
। л + sinv
Ф = Ф1 + А<р1; tgyi= ctg2pp jcosy ; .
Am АЛ1 Ctg2 ДЛ =<n Sin (У-Ф1)
Ф1 Ctg2 Pp + COS (y — Ф1) ’ 1 Ф1 Ctg2 pp
Размер M по роликам для косозубых колес проще рассчитывается
по следующим формулам, приведенным в нормали радиоэлектроники.
При z четном М = d$ + А + dp.
90°
При z нечетном М = (dd 4- Л) cos — + dp.
Поправку А определяют по формулам:
А = (Мприв dp) F WZnpHB^ гПрИВ — ГДе £ = р 3 £>
Значения С для различных углов наклона зубьев приведены
в табл. 194. Значения Л4прив берут из табл. 187 в соответствии с задан-
ным модулем и приведенным числом зубьев.
410
Раздел IV. Элементы передач движения
Продолжение табл. 192
Коэффициент F при зприв четном принимают равным 1, а при гприв
нечетном рассчитывают по формуле
^прив
Для значений зприв до 151 величины F приведены в табл. 194.
Пример. Определить размер М для цилиндрического косозубого ко-
леса: тп = 0,3 мм\ z — 58; = 10°28'; = 17,694 мм.
В табл. 194 находим, что С = 1,055: Следовательно, znpHB = Cz =
= 1,055 • 58 = 61 и /лгпрИв = 0,3 • 61 = 18,3 мм. В табл. 187 для гприв = 01
и тп = 0,3 находим, что Мприв = 19,219 мм (при с?р = 0,572 мм)
В табл. 194 для гпоив,= 61 находим F= 1,0003 и определяем по-
правку А: А = (19,219 — 0,572) • 1,0003— 18,3 = 0,353
Окончательно определяем размер ЛГ.
М = 17,694 + 0,353 + 0,572 = 18,619 мм.
При измерении шариками размер Л4Ш для косозубых колес опреде-
ляется по следующим формулам:
При z четном Мш = dxs ±_
90°
При z нечетном Мш = dxs cos-^- ±: dm,
где
, , COS 01л с . ^ru
dx~ = dd-----— ; inv а= inv cu<? + -5—-----------
xs 0 cosaX5 xs °s 1 c^cosa^ 2z
Примечание. В формулах с двумя знаками верхний относится к внешнему за-
цеплению, нижний — к внутреннему.
Таблица 193
Значения эвольвентной функции <р = inv a = tg a —a
a° Часть числа, общая для всей строки 0' 5' 10' 15' 20' 25' 30' 35' 40' 45' 50' 55'
1 0,000 00177 00225 00281 00346 00420 00504 00598 00704 00821 00950 01092 01248
2 0,000 01418 01603 01804 02020 02253 02503 02771 03058 03364 03689 04035 04402
3 0,000 04790 05201 05634 06091 06573 07079 07610 08167 08751 09362 10000 10668
4 0,000 11364 12090 12847 13634 14453 15305 16189 17107 18059 19045 20067 21125
5 0,000 22220 23352 24522 25731 26978 28266 29594 30963 32374 33827 35324 36864
Зубчатые и червячные передачи
411
Продолжение табл. 193
— ' ” 0' 5' 10' 15' 20' 25' 30' 35' 40' 45' 50' 55'
а0 Часть числа, общая для всей строки
6 0,00 03845 04008 04175 .04347 04524 04706 04892 05083 05280 05481 05687 03898
7 0,00 06115 06337 06564 06797 07035 07279 07528 07783 08044 08310 08582 08861
8 0,00 09145 09435 09732 10034 10343 10559 10980 11308 11643 11984 12332 12687
9 0,00 13048 13416 13792 14174 14563 14960 15363 15774 16193 1-6618 17051 17492
10 0,00 17941 18397 18860 19332 19812 20299 20795 21299 21810 22330 22859 23396
11 0,00 23941 24495 25057 25628 26208 26797 27394 28001 28616 29241 29875 30518
12 0,00 31171 31832 32504 33185 33875 34575 35285 36005 36735 37474 38224 38984
13 0,00 39754 40534 41325 42126 42938 43760 44593 45437 46291 47157 48033 48921
14 0,00 49819 50729 51650 52582 535?6 54482 55448 56427 57417 58420 59434 60460
15 0,00 61498 62548 63611 64686 65773 66873 67985 69110 70248 71398 725(э1 73738
16 0,0 07493 07613 07735 07857 07982 08107 08234 08362 08492 08623 08756 08889
17 0,0 09025 09161 09299 09439 09580 09722 09866 10012 10158 10307 10456 10608
18 0,0 . 10760 10915 11071 11228 11387 11547 11709 11873 12038 12205 12373 12543
19 о.о 12715 12888 13063 13240 13418 13598 13779 13963 14148 14334 14523 14713
20 0,0 14904 15098 15293 15490 15689 15890 16092 16296 16502 16710 16920 17132
21 0,0 17345 17560 17777 17996 18217 18440 18665 18891 19120 19350 19583 19817
22 о.о 20054 20292 20533 20775 21019 21266 21514 21765 22018 22272 22529 22788
23 0,0 23049 23312 23577 23845 24114 24386 24660 24936 25214 25495 25778 26062
24 0,0 26350 26639 26931 27225 27521 27820 28121 28424 28729 29037 29348 29660
25 0,0 29975 30293 30613 30935 31260 31587 31917 32249 32583 32920 33260 33602
26 о.о 33947 34294 34644 34997 35352 35709 36069 36432 36796 37166 37537 37910
27 0,0 38287 38666 39047 39432 39819 40209 40602 40997 41395 41797 42201 42607
28 0,0 43017 43430 43845 44264 44685 45110 45537 45967 46400 46837 47276 47718
29 0,0 48164 48612 49064 49548 49976 50437 50901 51368 51838 52312 52788 53268
30 0,0 53751 54238 54728 55221 55717 56217 56720 57226 57736 58249 58765 59785
31 0,0 59809 60336 60866 61400 61937 62478 63022 63570 64122 64677 65236 65799
32 0,0 66364 66934 67507 68084 68665 69250 69838 70430 71026 71626 722-30 72838
33 0,0 73449 74064 74684 75307 75934 76565 77200 77839 78483 79130 79781 80437
34 0,0 81097 81760 82428 83100 83777 84457 85142 85832 86525 87223 87925 88631
412
Раздел IV. Элементы передач движения
Продолжение табл. 193
а° Часть числа, общая для всей строки 0' 5' 10' 15' 20' 25' 30' 35' 40' 45' 50' 55'
35 о.о 89342 90058 90777 91502 92230 92963 93701 94443 95190 95942 96698 97459
36 0, 09822 09899 09977 10055 10133 10212 10292 10371 10452 10533 10614 10696
37 0, 10778 10861 10944 11028 11113 11197 11283 11369 11455 11542 11630 11718
38 0, 11806 11895 11985 12075 12165 12257 12348 12441 12534 12627 12721 12815
39 0, 12911 13006 13102 13199 13297 13395 13493 13592 13692 13792 43893 13995
40 0, 14097 14200 14303 14407 14511 14616 14722 14829 14936 15043 15152 15261
41 0, 15370 15480 15591 15703 15815 15928 16041 16156 16270 16386 16502 16619
42 0, 16737 16855 16974 17093 17214 17336 17457 17579 17702 17826 17951 18076
43 0, 18202 18329 18457 18585 18714 18844 18975 19106 19238 19371 19505 19639
44 0, 19774 19910 20047 20185 20323 20463 20603 20743 20885 21028 21171 21315
45 0, 21460 21606 21753 21900 22049 22198 22348 22499 22651 22804 22958 23112
46 0, 23268 23424 23582 23740 23899 24059 24220 24382 24545 24709 24874 25040
47 0, 25206 25374 25543 25713 25883 26055 26228 26401 26576 26752 26929 27107
48 0, 27285 27465 27646 27828 28012 28196 28381 28567 28755 28943 29133 29324
49 0, 29516 29709 29903 30098 30295 30492 30691 30891 31092 31295 31498 31703
50 0, 31909 32116 32324 32534 32745 32957 33171 33385 33601 33818 34037 34257
51 0, 34478 34700 34924 35149 35376 35604 35833 36063 36295 36529 36763 36999
52 0, 37237 37476 37716 37958 38202 38446 38693 38941 39190 39441 39693 39947
53 0, 40202 40459 40717 40977 41239 41502 41767 42034 42302 42571 42843 43116
54 0, 43390 43667 43945 44225 44506 44789 45074 45361 45650 45940 46232 46526
55 0, 46822 47119 47419 47720 48023 48328 48635 48944 49255 49568 49882 50199
56 0, 50518 50838 51161 51486 51813 52141 52472 52805 53141 53478 53817 54159
57 0, 54503 54849 55197 55547 55900 56255 56612 56972 57333 57698 58064 58433
58 0, 58804 59178 59554 59933 60314 60697 61083 61472 61863 62257 62653 63052
59 0, 63454 63858 64265 64674 65086 65501 65919 66340 66763 67189 67618 68050
Примечание. Таблица значений <р = inv а позволяет находить <р по а и решать уравнение tg а — а = <р, в котором <р дано, а а — неизвестное. Найденное значение а в градусах и минутах можно перевести в радианы. обратно —
Примеры.
1) inv 27°15' = = 0,039432, inv 27°17' = 0,039432 -|- 4 -0,000387 1 к = 0,039432 -(-0,000155=0,039587
(линейная интерполяция). 2) inv а = 0,0060460; по таблице а = 14°55'. Если значение inv а не находится в таблице, то, найдя ближайшее меньшее значение, вычисляют поправку (линейной интерполяцией).
Зубчатые и червячные передачи
413
Таблица 194
Значения коэффициентов С и F
Значения коэффициента С
Угол наклона зубьев град С Угол наклона зубьев р^ град С Угол наклона зубьев р^ град С Угол наклона зубьев град С Угол наклона зубьев р^ град С
5 1,01 22 1,25 32 1,64 42 2,44 ** 52 4,29
10 1,05 23 1,28 33 1,70 43 2,56 53 4,59
12 1,07 24 1,31 34 1,76 44 2,69 54 4,93
14 1,10 25 1,35 35 1,82 45 2,83 55 5,30
16 1,13 26 1,38 36 1,89 46 2,99 56 5,72
17 1,14 27 1,41 37 1,96 47 3,15 57 6,19
18 . 1,16 28 1,45 38 2,05 48 3,34 58 6,72
19 1,18 29 1,50 39 2,13 49 3,55 59 7,32
20 1,20 30 1,54 40 2,23 50 3,77 60 8,00
21 1,23 31 1,58 41 2,33 51 4,01
Значения коэффициента F
*прив F ^прив F z приз F *прив F ^прив F
11 1,0103 39 1,0008 67 1,0003 95 1,0001 123 1,0001
13 1,0073 41 1,0007 69 1,0003 97 1,0001 125 1,0001
15 1,0055 43 1,0006 71 1,0002 99 1,0001 127 1,0001'
17 1,0043 45 1,0006 73 1,0002 101 1,0001 129 1,0001
19 1,0034 47 1,0005 75 1,0002 103 1,0001 131 1,0001
21 1,0028 49 1,0005 77 1,0002 105 1,0001 133 1,0001
23 1,0023 51 1,0005 79 1,0002 107 1,0001 135 1,0001
25 1,0020 53 1,0004 81 1,0002 109 1,0001 137 1,00005
27 1,0017 55 1,0004 83 1,0002 111 1,0001 139 1,00005
29 1,0015 57 1,0004 85 1,0002 ИЗ 1,0001 141 1,00005
31 1,0013 59 1,0004 87 1,0002 115 1,0001 143 1,00005
33 1,0011 61 1,0003 89 1,0002 117 1,0001 145 1,00005
35 1,0010 63 1,0003 91 1,0002 119 1,0001 147 1,00005
' 37 1,0009 65 1,0003 93 1,0001 121 1,0001 151 1,00005
414
Раздел IV. Элементы передач, движения
Таблица 195
Вероятные максимальные боковые зазоры
(для модулей до 1 мм)
Межцентровое расстояние в мм
Степень точ- ности по нор- мам кинема- тической точности Сопряже- ние до 12 св. 12 до 20 св. 20 до 30 св. 30 до 50 св. 50 до 80 св. 80 до 120 св. 120 до 200 св. 200 до 320
мк
5 С Д X ш 22 32 45 70 22 36 50 75 26 40 58 90 ч 28 45 65 105 32 50 75 120 36 60 85 130 42 65 100 150 48 75 110 180
6 с д X ш 26 38 52 75 28 40 55 85 34 48 65 100 36 52 75 115 38 58 85 130 45 70 95 150 52 80 110 170 60 90 120 200
7 с д X III ' 34 45 60 90 36 50 65 95 42 58 80 115 45 65 85 130 50 70 95 140 58 80 ПО 160 65 95 130 190 75 105 150 220
8 с д X ш 48 60 75 105 48 65 80 115 58 75 100 140 60 80 105 150 65 90 120 170 75 100 130 190 90 120 160 220 105 140 180 260
Зубчатые и червячные передачи
415
Передача коническими зубчатыми
колесами
Конические прямозубые колеса при-
меняются для передачи вращения меж-
ду валами с пересекающимися осями.
Другие виды передач вращения между
пересекающимися или перекрещиваю-
щимися осями (например, ортогональ-
ные цилиндро-конические или гипоид-
ные) в приборостроении нашли весьма
ограниченное применение.
Передача коническими прямозубыми
колесами по сравнению с аналогичной
цилиндрической передачей обладает
меньшей плавностью, а образование
избегают применять конические пере-
дачи в точных отсчетных цепях, на
больших ценах оборотов.
В зависимости от угла между осями
колес различают:
а) передачи с углом между осями
Ф = 90°;
б) передачи с углом ф между осями,
отличным от 90° (рис. 387).
Передаточное число конической пары
при угле ф = 90° не должно быть
более 7,5 и в исключительных случаях
допускается до 10. При выборе пере-
дачи с межосевым углом ф, не равным
90°, следует исходить из технологи-
ческой возможности зуборезных стан-
ков, в соответствии с графиком рис. 388.
Пример пользования графиком
Проектируется передача с углом ф =
= 105°. Определить z'max для станка мо-
дели 523. От деления горизонтальйой
шкалы, соответствующего 105°, про-
водим вертикаль до пересечения с кри-
вой станка (мод. 523) и от точки пе-
ресечения проводим горизонталь до
шкалы ‘max- Получаем jma!i = 2.
Данные предельных возможностей
Рис. 388.
люфта в передаче, особенно в началь-
ном периоде приработки, происходит
быстрее, что объясняется особенностя-
ми технологии изготовления и монтажа
конической передачи. Вследствие этого
зуборезных станков приведены также
в табл. 196.
Углы делительных конусов кониче-
ских зубчатых колес ф^ (см. рис. 387)
должны находиться в пределах 5—85°.
Таблица 196
Предельные возможности зуборезных станков
Линейные размеры в мм
Размер Модель станка
Глисон 3" и мод. 523 Глисон 12" и мод. 526 Гарбек 12КН Гарбек 15КН. Гарбек 25КН Гарбек 50КН
min max тш max min max min max min max min max
Модуль т 0,3 2,5 — 8,5 0,25 1,5 0,5 5 — 8 — 10
L 13 57 13 305 — 60 15 105 — 143 — 283
14°2' 75°28' 5°42' 84° 18' 11°19г 90° 7°36' 82°24' 7°ЗГ 82°24' 7°36' 82°24'
‘max ПРИ ?=90° 4:1 10: 1 5:1 7,5: 1 7,5: 1 7,5: 1
d$ при /== 1 12 80 0 425 5 85 10 210 20 280 50 550
*тах 12 112 0 610 5 120 10 210 20 280 50 550
Примечание. Обозначения см. рис. 387.
416 Раздел IV. Элементы передач движения
Зубчатые и червячные передачи
417
Таблица 197
Установочные размеры, ход и перебег резца при нарезе
конических колес
Глисон 12" и модель 526
Гарбек 15КН
Глисон 3"
и модель 523
Гарбек 12КН
Наибольший ход и перебег резца
Модель станка Ход резца, мм Перебег резца в мм
вход выход
Глисоц 3" и модель 523 28 4 1,5
Глисон 12" и модель 526 101 8 5
Гарбек 12КН 30 5 2
Гарбек 15КН 60 6 4
Гарбек 25КН 80 8 5
Гарбек 50КН 100 8 5
-40 , н | Csj - 1 1 й
1
Гарбек 25КН
и Гарбек 50КН
14 И. Я. Левин
418
Раздел IV. Элементы передач движения
Минимально допустимое число зубьев
конического колеса без корригирова-
ния равно 15. Суммарно число зубьев
колес в передаче должно быть таким,
чтобы число зубьев производящего ко-
леса гс было не менее 25:
zc = У sf + — если межосевой
угол <р = 90°,
z. z%
zr == -—-— = -— -------если межосе-
sin уд1 sin <рд2
вой угол <р ф 90°.
Примечание. Производящим
называется колесо, по ' которому
обкатывается начальный конус на-
резаемого зубчатого колеса при об-
работке на зуборезном станке. Зубья
производящего колеса являются
следами последовательного движе-
ния прямолинейных режущих кро-
мок резца.
При конструировании колес с обрат-
ной ступицей следует проверить гра-
Рис. 389. Типовые конструкции
конических зубчатых колес
фически возможность выхода резцов из
впадин зубчатого венца по размерам,
приведенным в табл. 197. Диаметр
делительной окружности такого колеса
должен быть больше суммы D + 2е,
где е — минимальное расстояние от
делительной окружности до ступицы
колеса (см. табл. 199 и 200).
Типовые конструкции конических
зубчатых колес приведены на рис. 389,
нерекомендуемые конфигурации колес
на рис. 390.
Рис. 390. Нерекомендуемые конфигу-
рации конических зубчатых колес
Расчет передачи коническими прямо-
зубыми колесами с межосевым углом
Ф = 90° приведен в табл. 198.
Если межосевой угол ср не равен
90°, то:
при ф < 90°:
. I 4- cos ф
ctg'^‘= si---,
при ф > 90°:
+ Z —cos (180° —ф)
ctgsin (180°—<р)
^2 = <f> —
Остальные элементы определяются по
формулам, приведенным в табл. 198.
Конструктивные элементы конических
прямозубых колес приведены в
табл. 199. В нагруженных передачах
все элементы колес должны быть про-
верены расчетом и при необходимости
усилены.
Допуски конических зубчатых
передач
Допуски конических зубчатых пере-
дач с модулями колес т 1 регла-
ментируются ГОСТ 9368—60, а с моду-
лями т > 1 — ГОСТ 1758—56.
Оба стандарта распространяются на
зубчатые передачи с пересекающимися
осями с металлическими, механически
обработанными коническими зубчатыми
колесами с углом профиля исходного
контура = 20°.
Стандартами устанавливаются 12 сте-
пеней точности зубчатых колес и пе-
Зубчатые и червячные передачи
419
Таблица 198
Расчет передачи коническими прямозубыми колесами
\база, если
\Съ 8 мм-
баз а, если С<8мм
Плоскость, касатель-
ная к конусу 6надин
~Diz
’ &дг
Вег ~
Линейные размеры в мм, угловые — в градусах и минутах
Элемент передачи Обоз- наче- ние Формулы для колес
1 2
Исходный контур — ГОСТ 9587—61 для т < 1 ГОСТ 3058—54 для т > 1
Угол профиля исходного конту-' ра ад ад = 20°
Модуль Число зубьев Передаточное число т Z 1 Рассчитываются или выбираются конструктив- но , lit Zo dfio . i — — = — = : шаг t — itm n2 zt Ряд модулей см. в табл. 167
Радиальный зазор с с = 0,25 т — для т 1 ; с — 0,2 т — для 1
Межосевой угол ? <р = 90°; ср =
14*
420
Раздел IV. Элементы передач, движения
Продолжение табл. 198
Элемент передачи Обоз- наче- низ Формулы для колес
1 2 -
Угол делитель- ного конуса 4 Z1 Z2 tg = Zt~ — 90° — <pdi -
Угол дополни- тельного конуса & a1==90’-?dl ^=90°—^
Диаметр дели- тельной окруж- , ности 6?^ = mz{ dd2 = mz^
Диаметр окруж- ности выступов De Del = ddl + 2m cos Dea = dd2 + 2 m cos <fds
Диаметр окруж- ности впадин Di D/i — dfa — 2 (m + c) cos о Die = dds — 2 (m + с) X X COS cpda
Длина образую- щей делительного конуса ' L £ — _ ^$2 2 sin cpdI 2 sin <p^2
Длина зуба b b — (5 4- 8) m
Высота зуба h h=2m -J- c
Угол головки зуба 1'
Угол ножки зуба 1" 4 „ m + c ‘gT - Д
Угол конуса выступов Че ?ei = + 7' Vee = + 1’
Угол конуса впадин ?! = —7" ?Г2 ~ ?^2 f"
Ширина венца в Bt = h sin <fdl + + 6cos?el + (1 4-3) Ba = h sin cpd2 4" 4~ b cos cpe2 4“ (1 4-3)
Глубина выточки b’ b{ — 0,8 h sin <pdi + 4-(0,5 4-1.5) b2 ==0,8 Asin + (0,5 4- 1,5)
Зубчатые и червячные передачи
421
Продолжение табл. 198
Элемент передачи Обоз- наче- ние Формулы для колес
1 ( 2
Высота колеса И //1 = $; + (1,5ч-2)т 772 = ^2-|-(1,5-=-2) m
Высота ступицы Н’ н^н.-в,
Расстояние от опорного торца до основания конуса выступов 1 — #COS<pel l2 = H2 — Ь cos<pe2
Г /;=Bi—ь cos <pel /2 = B2 — ^cos?e2
Расстояние от опорного торца до вершины конуса к Ki —Hi -\-(L—b) cos<fel AT2 = //2 + (£— b) X X cos <f,2
к? Ar; = Bl 4- (L — b) cos <fel K’t = B + (L-b) X X cos <pe2
Толщина зуба по хорде делитель- ной окружности Sdl = Sd2 = 0,51 = 0,5 r.tn
Высота головки зуба до хорды делительной окружности hd m
Толщина зуба по постоянной хорде sx SXi = Sj£2 === 1 >387 tn
Высота головки зуба по постоян- ной хорды hx hxl = hx2 —0,748 m
Угол конусности зуба (в минутах) ф . 3438 Г S,? , , . 1 Ф = f - + (« + «) tg ad
Угол конусности впадины (в ми- нутах) ф' ,, 3438 Гw 1 Ф = 1-j (m — c) tgad 1
Осевое переме- щение шпинделя зуборезного станка X h cos t" X* sin <?Z1 h cos -f x2 =——— Sin ?/2
Примечания. 1. По таблице рассчитываются лишь элементы, размеры которых
указываются на чертеже зубчатого колеса (см. рис. 420).
2. Размеры К и I или К' и V рекомендуется указывать до торца, служащего техноло-
гической базой при нарезке зубьев.
3. Угол конусности зуба ф, необходимый для установки угла штосселей при настройке
зуборезного станка, рекомендуется указывать на чертежах колес, обрабатываемых методом
обката двумя резцами. Угол конусности впадин ф' указывается лишь в чертежах колес, об-
рабатываемых методом обката двумя дисковыми фрезами.
4. Линейные величины Н, Н', В и b рекомендуется округлять до целых единиц, Ы —
до 0,5. Значения остальных линейных величин округлять до 0,01.
5. Угловые величины Sj и 62 округлять до десятков минут, остальные углы—до минут.
6. Конструктивные элементы конических зубчатых колес приведены в табл. 199.____
422
Раздел IV. Элементы передач движения
Таблица 199
Конструктивные элементы конических прямозубых колес
(по ведомственной нормали)
d di d2 D Di
2,5 0,6 Ml,6 6 5_
3 0,8 М2 1 7 6
4 8_ 7_~
5 1,0 9 8
2,5
3
1,4
Размеры в
мм
Модуль т
От 0,2 до 0,5
0,8
10
10
Св. 0,5 до 1,0
Св. 1,0 до 2,5
bl
н0\ в ; z>i
6
~Т
8
тг
Тб"
12
14
15"
16
17
18
20
22
М3
10 | 9
12 | 10
14
15
12
12
1,5
14
2,8
3,8
4,8
M4
M5
"16 | 14
20 | 18
22 | 20
25 | 22
26 | 23
28 25
30 | 26
32 | 28
14 j 13
15
13
17 | 15
19
17
22
20
2,5
17 j 16 j 7
20 | 18
23
20
25
27
23
25
10
н
8
4
5
6
Я01 В | ъ{
8
3
4
в
н
5
6
3
9
4
5
Примечания. 1. Допускаемые отклонения размеров: di—Д5; I—С5.
2. Диаметр отверстий облегчения и их расположение определяются по формулам, при-
веденным в табл. 169, т. е, так же, как для цилиндрических зубчатых колес.
3. В колесах с отверстиями облегчения, а также во всех колесах с диаметром d > 70
мм предусматривается выточка Dg глубиной 0,5 мм:
D2 = dd- 25;
D2 округлять до ближайшего целого четного числа или чи:ла, оканчивающегося на 5.
Минимальные значения размеров е для всех колес и значений 5 для колес с отверстия-
ми облегчения приведены в табл. 200.
4. В колесах с модулем т > 0,8 мм и обычной ступицей со стороны дополнительного ко-
нуса рекомендуется при разности d& — D — 2s > 10 предусматривать с противоположной
стороны дополнительную малую ступицу (см. эскиз).
Зубчатые и червячные передачи
423
Таблица 200
Значения е и s для конических колес
Угол дели- тельного конуса <f>d Передаточное число i Значения е в мм при модуле т Значения $ в мм при модуле т ,
0,5 0,8 1,0 1,5 0,5 0,8 1,0 1,5
при ширине венца В, мм при ширине венца В, мм
6 8 6 8
До 18°26' До 1 3_ 3,0 3,5 4 5,0 5,5
Св. 18“ до 21’48' Св. 5 о 2 до - 5 4,0 5,5 6,0 7,5 8,0 9,0
Св. 2Г48' до 26°34' 2 Св. =7 5 1 до 2 3,5 5 6,0 7,0
Св. 26°34' до 33°41' Св. | 2 до3 4,0 6 8,0 7,0 8,5 10
Св. 33°4Г до 36°53' Св.§ 3 Д° 4 5,0 6,5 7,0 8,0
Св. 36°53' до 38°40' г 3 Св. 3 4 Д°5 4,5 8,5
Св. 38°40' 1 до 45°00- 4 Св. =• 5 ДО 1 5,5 7,0 8,0 6
Св. 45°00 до 51°20г Св. 1 5 Д°4 5,0 7,5 8,5 40,0 6,5 7,5
Св. 51’20' до 53’07' CQ О 4 до3 6,5 8,0 9,0 10,5 9,5
Св. 53’07' до 56’49' IOO оа О со IOJ о 5,5 9,5 н,о 7,5
Св. 56°49' до 63°26' п ю ГО1 СО, до 2 7,0 11,5 —
Св. 63’26' до 68’12' Св. 2 5 до 2 6,0 8,5 6,0 9,0
Св. 68’12' до 71’34' Ю LCN Ш и до 3 7,5 10 12,0 7,0
424
Раздел IV. Элементы передач движения
Продолжение табл. 200
Минимальные значения размера s для колес без отверстий облегчения
выбираются из следующей таблицы
Угол делительного конуса Размер $ в мм при модуле т
св. 0,2 до 0,5 св. 0,5 до 1,0 св. 1,0 до 2,0
До 18’30' 2,5 5,0 7,5
Св. 18°31' до 22° 4,5
Св. 22’ до 27° 7,0
Св. 27’ 10 12 15
редач, обозначаемых в порядке убыва-
ния точности степенями от 1 до 12-й
включительно. Оба стандарта не преду-
сматривают допуски и отклонения для
степеней точности 1—4 и 12, а ГОСТ
9368—60 также и для 11-й степени точ-
ности. Стандартами устанавливаются
нормы:
кинематической точности — опреде-
ляющие величину полной погрешности
угла поворота зубчатых колес за обо-
рот;
плавности работы колеса — опреде-
ляющие величину составляющих пол-
ной погрешности угла поворота зубча-
того колеса, многократно повторяю-
щихся за оборот колеса;
контакта зубьев — определяющие
полноту прилегания боковых поверх-
ностей сопряженных,зубьев колес в пе-
редаче;
боковых зазоров — определяющие
мертвый ход в нерегулируемых пере-
дачах.
По нормам боковых зазоров устанав-
ливаются четыре вида сопряжений:
С — с нулевым боковым за-
зором,
Д; X и Ш — с предусмотренным на-
именьшим боковым за-
зором.
Допускается взаимное комбинирова-
ние норм кинематической точности ко-
леса, плавности работы и контакта
зубьев из разных степеней точности
колес.
Область применения комбинирован-
ных норм по степеням точности уста-
навливается нормалями.
При комбинировании норм разных
степеней точности нормы плавности
работы колеса могут быть не более чем
на одну степень точнее или грубее
норм кинематической точности.
Точность колес и передач при комби-
нировании норм разных степеней точ-
ности обозначается последовательным
написанием номеров степеней в виде
трехзначного числа и буквы.
Первая цифра числа означает номер
степени по нормам кинематической
точности колес, вторая — степень по
нормам плавности работы колес, тре-
тья — степень по нормам контакта
зубьев, а буква — вид сопряжения.
Примеры условных
обозначений
а) передачи со степенью по нормам
кинематической точности — 7, сте-
пенью по нормам плавности работы—8,
степенью по нормам контакта зубьев —
8, сопряжением вида — С:
Ст. 7—8—С ГОСТ 9368—60
б) передачи со степенью по нормам
Таблица 201
Нормы точности заготовок конических зубчатых колес
(по ведомственной нормали)
Степень точности Вид сопряжения Обозначения отклонений и допусков Угол делительно- го конусй в градусах Единица измерения Диаметр окружности выступов в мм
до 12 св. 12 св. 20 до 20 до 30 св. 30 св. 50 св. 80 до 50 до 80 до 120 св. 120 до 200 св. 200 до 320
5 С, Д, X, ЯЛ — — Ci по ОСТ/НКМ 1011 (С по ОСТ 1012)
6 С, Д
X, ш С по ОСТ 1012 (С2а по ОСТ/НКМ 1016)
7 с, д
х,щ Сза по ОСТ/НКМ 1016 (С, по ОСТ 1013)
" 8 С, Д, х, ш
Зубчатые и червячные передачи 425
Продолжение табл. 201
Обозначения отклонений и допусков Диаметр окружности выступов в мм
Степень точности Вид сопряжения «угол делительно- го конуса в градусах Единица измерения до 12 св. 12 до 20 св. 20 до 30 св. 30 до 50 св. 50 до 80 св. 80 до 120 св. 120 до 200 св. 200 до 320
5 ; 6 с, Д X, ш 10 14 10 14 11 14 12 15 13 16 1 14 17 15 18 16 20
7 с, д X, ш — МК И 15 12 16 13 18 14 20 15 22 17 24 21 28 25 32
8 с, д X, ш 22 30 24 32 26 36 30 40 34 45 38 52 45 60 52 65
5;6 До 40 Св. 40 до Св. 60 60 10 8 11 9 5 12 10 6 16 11 6 18 12 7 20 14 9 18 10 11
7 — ЕТ До 40 Св. 40 до Св. 60 60 мк 12 10 14 11 7 16 12 8 20 14 8 22 16 9 25 18 11 22 12 14
8 До 40 Св. 40 до Св. 60 60 16 12 18 14 10 20 16 10 25 18 10 28 20 И 32 22 14 28 16 18
5 ±5
6 С, Д, X, ш мин :7
7 : 10
8 :15
426 Раздел IV. Элементы передач движения
Продолжение табл. 201
Степень точности Обозначения откло- нений и допусков Угол делительного конуса в градусах
до 20 | св. 20 до 40 | св. 40 до 60 | св. 60
мк
5;6 az 40 25 20 15
д/ ±: 100
7 8Z 50 30 25 20
д/ 2±z 120
8 Ъ1 60 40 30 25
д/ ±: 150
Принятые обозначения:
^De — предельное отклонение диаметра окружности выступов;
Ер—допуск на биение конуса выступов;
Ет — допуск на торцовое биение;
Дсре — отклонение угла конуса выступов;
6Z — допуск на колебание расстояния от базового торца до основания конуса выступов в партии колес;
Д/ — предельное отклонение расстояния от базового торца до основания конуса выступов колеса.
Примечание. По указанным в скобках посадкам назначаются отклонения Д£>е в том случае, если поверхность конуса выступов не
служит базой при измерении или установке детали на станке.
Зубчатые и червячные передачи
428
Раздел IV. Элементы передач движения
Таблица 202
Нормы кинематической точности конических зубчатых колес
« а Диаметр колеса в мм
Степень точности Обозначен! отклонений допусков Модуль тор- цовый тс мм S Единица измерения до 12 см 8& св. 20 до 30 св. 30 до 50 св. 50 до 80 св. 80 до 120 св. 120 до 200 св. 200 до 320
До 0,5 Св. 0,5 до 1 Св. 1 до 5 12 14 13 16 20 15 18 20 17 19 20 19 22 26 22 25 30 28 30 36 34 38 45
б bZj; До 0,5 Св. 0,5 до 1 Св. 1 до 2,5 МК 9 10 10 11 16 11 12 16 12 14 16 15 17 20 19 20 25 25 26 30 32 32 36
Ео До 0,5 Св. 0,5 до 1 Св. 1 до 2,5 7 9 8 9 12 9 10 12 10 11 12 11 13 17 13 16 20 16 19 24 20 22 28
До 1 Св. 1 до 5 сек 115 70 95 55 95 45 95 36 58 32 48 22 38 25 28
До 0,5 Св. 0,5 до 1 Св. 1 до 5 20 22 22 25 32 24 28 32 26 30 32 30 34 42 36 40 48 45 48 55 55 60 70
6 ^2 До 0,5 Св. 0,5 до 1 Св. 1 до 2,5 мк 14 16 15 18 25 17 20 25 20 23 25 24 26 32 30 32 40 40 42 48 50 52 55
Ео До 0,5 Св. 0,5 до 1 Св. 1 до 2,5 11 14 12 15 20 14 16 20 16 18 20 18 21 26 21 25 32 26 20 38 32 36 45
btPs До 1 Св. 1 до 5 сек 190 ПО 150 90 150 70 150 55 95 50 75 45 58 40 45
До 0,5 Св. 0,5 до 1 Св. 1 до 5 30 36 34 40 50 38 44 50 42 48 50 48 55 65 58 65 75 72 78 90 90 95 ПО
7 мк
До 0,5 Св. 0,5 до 1 Св. 1 до 2,5 22 25 24 28 40 28 32 40 32 36 40 38 42 50 48 52 60 62 66 75 80 85 90
Зубчатые и червячные передачи
429
Продолжение табл. 202
Степень точности Обозначения отклонений и допусков Модуль тор- цовый т мм Единица измерения Диаметр колеса в мм
до 12 св. 12 до 20 св. 20 до 30 св. 30 до 50 св. 50 до 80 св. 80 до 120 св. 120 до 200 св. 200 до 320
Ео До 0,5 Св. 0,5 до 1 Св. 1 до 2,5 МК 18 22 20 24 32 22 26 32 25 28 32 28 34 42 34 40 50 42 46 58 50 55 70
7 &о?и До 0,5 Св. 0,5 до 1 Св. 1 до 2,5 35 38 38 40 55 40 44 55 42 46 55 46 52 65 52 58 75 62 65 85 72 75 100
До 1 Св. 1 до 5 сек 300 180 240 140 240 НО 240 90 150 .80 115 70 95 60 70
8FS До 0,5 Св. 0,5 до 1 50 55 52 60 58 65 65 75 75 90 95 100 115 130 140 150
До 0,5 Св. 0,5 до 1 Св. 1 до 2,5 34 38 38 45 60 45 52 60 50 58 60 58 65 80 75 85 100 100 105 115 130 140 140
8 До 0,5 Св. 0,5 до 1 Св. 1 до 2,5 МК 28 36 32 38 50 36 42 50 40 45 50 45 55 65 55 65 80 65 75 95 80 90 НО
&о?и До 0,5 Св. 0,5 до 1 Св. 1 до 2,5 55 60 60 65 90 65 70 90 67 75 90 75 85 105 85 95 115 100 105 130 115 120 160
ч До 1 Св. 1 до 5 сек 480 280 380 220 380 180 380 140 240 120 190 ПО 150 100 по
Принятые обозначения:
— допуск на кинематическую погрешность колеса;
— допуск на накопленную погрешность окружного шага;
Eq — допуск на биение 'зубчатого венца;
— допуск на погрешность обката;
бо<ри — допуск на колебание измерительного межосевого угла за оборот колеса;
Примечания. 1. Кинематическая погрешность колеса и накопления погрешность
окружного шага на окружности (или на длине дуги, соответствующей ближайшему
большему целому числу зубьев) не должна превышать соответственно половины допуска
на кинематическую погрешность колеса или половины допуска на накопленную погреш-
ность окружного шага.
2. Допускается определение величины колебания измерительного межосевого угла
по соответствующему значению осевого перемещения одного из колес в плотном зацеплении.
430
Раздел IV. Элементы передач движения
Таблица 203
Нормы плавности работы конических зубчатых колес
к Диаметр колеса в мм
Л н gg о? S £»к м 1 S О Xi ф о Е 1 - Ж о в о ч о Модуль тор- цовый тс мм S до 12 св. 12 до 20 св. 20 до 30 св. 30 до 50 св. 50 до 80 св. 80 до 120 св. 120 до 200 св. 200 до 320
б 2 О о к мк
До 1 Св. 1 до 2,5 3 3,6 3 3,6 4 3,6 4 3,6 4 4 5 4,5 5 5 5 5,2
5 дв«с; До 1 Св. 1 до 2,5 ± з ±2,8 ±3 ± 2,8 ±3 ±2,8 + з ± 2,8 ± з ±2,8 ± 4 ±3,2 ±4 ± 3,2 ±4 ± 3,6
ы До 1 5 5 1 6 1 6 | 6 1 6 1 6 1 7
¥ До 1 6 6 6 6 ! 6 1 6 7 1 8_
До 1 Св. 1 до 2,5 5 5 5,5 6 5,5 6 5,5 6 6 7 7 7 8 8 8,5
6 Дв£с; До 1 Св. 1 до 2,5 ±5 ±4,5 ±5 ± 4,5 ± 5 ± 4,5 ± 5 ± 4,5 ±5 ±4,5 СО ю +1 +1 ±6 ±5 ±7 ± 5,5
it До 1 8 ’ 8 9 9 9 10 I 10 11
¥ ! До 1 9 9 10 10 ! ю 10 1 .11 1 12
ал До 1 Св. 1 до 2,5 8 8 9 9 9 9 9 10 10 11 11 и 12 12 13
7 До 1 Св. 1 до 2,5 ± 7 ±7 ± 7 ±7 00 г- +1 tl ±8 ± 7 ±8 ±7 О ОО +1 +1 ± ю ±8 ± Н ±9
It До 1 ! 12 12 14 | 14 14 16 16 18
¥ До 1 । 14 14 15 15 16 16 1 18 20
^?и До 1 Св. 1 до 2,5 17 17 24 18 24 18 24 19 24 19 24 21 25 22 28
bt До 1 Св. 1 до 2,5 20 20 22 22 22 22 22 22 24 25 25 25 26 28 30
8 ¥ До 1 22 22 24 24 24 I 25 28 32
\?и ~ До 1 Св. 1 до 2,5 26 26 38 ' . 28 38 28 38 30 38 . 30 38 34 40 36 45
Принятые обозначения: SF — допуск на циклическую погрешность; с' — пРеДельные отклонения окружного шага; Ы — допуск на разность окружных шагов; — допуск на колебание измерительного межосевого угла на одном зубе; 6/ — допуск на профиль.
Зубчатые а червячные передачи
431
Таблица 204
Нормы контакта зубьев в передаче коническими колесами
Степень точности Обозначения отклонений и допусков Модуль тор- цовый ms мм Размерность Длина зуба в мм
до 5 св. 5 до 10 св. 10
5 6^0 До 1 МК 4 6 10
6 5 8 12
7 6 10 16
8 8 12 1 20
5 Пятно контакта До 1 Св. 1 % По высоте и длине не менее 70 По высоте и длине не менее 75
6 До 2,5 По высоте и длине не менее 70
7 До 1 Св. 1 По высоте и длине не менее 50 По высоте и длине не менее 60
8 До 2,5 По высоте и длине не менее 50
Степень точности Обозначения допусков Модуль тор- цовый т$ мм Размерность Длина образующей делительного конуса в мм
до 12 св. 12 до 20 св. 20 до 30 св. 30 до 50 св. 50 до 80 св. 80 до 120 св. 120 до 200
5 Ъа До 1 МК 9 9 10 10 10 11 12
Св. 1 до 16 11,5
6 До 1 11 11 12 12 12 14 16
Св. 1 до 16 15
7 До 1 14 14 16 16 16 18 20
Св. 1 до 16 19
•В До 1 18 18 20 20 20 , 22 25
Св. 1 до 30 24
432
Раздел IV. Элементы передач движения
Продолжение табл. 204
Степень точности Обозначение отклонений Модуль тор- цовый ms мм Размерность Угол делительного конуса
до 30° св. 30° до 60° св. 60°
5 До 0,5 МК 0—25 0—12 0—10
Св. 0,5 до 1 0—32 0—16 0—12
Св. 1 до 2,5 0—19
6 До 0,5 0—32 0-16 0—12
Св. 0,5 до 1 0—40 0—20 0—16
Св. 1 до 2,5 0—24
7 До 0,5 0—40 0—20 0—15
Св. 0,5 до 1 0—50 0—25 0—20
Св. 1 до 2,5 0—30
8 До 0,5 0—50 0—25 0—19
Св. 0,5 до 1 0—60 0—32 0—25
Св. 1 до 2,5 0—38 /
Принятые обозначения:
ЬВо — допуск на направление зуба;
Ъа — допуск на непересечение осей;
ДВК и ДНК — предельные смещения вершины делительного конуса.
П р hjw е ч а н и я: 1. Разрешается не назначать норм на пятно контакта по высоте и
длине зуба для колес с модулями до 0,5 мм и по высоте для колес с модулями свыше
0,5 мм до 1 мм.
2. Для колес, на которые назначаются нормы на пятно контакта, разрешается не наз-
. начать допусков на направление и профиль зуба.
Зубчатые и червячные передачи
433
кинематической точности — 7, сте-
пенью по нормам плавности работы —7,
степенью по нормам контакта зубьев—
7, сопряжением вида — Д:
Ст. 7—Д ГОСТ 9368—60;
в) регулируемой передачи со сте-
пенью по. нормам .кинематической
точности — 7, степенью по нормам
плавности работы — 7, степенью по
нормам контакта зубьев — 7 и с до-
пуском на толщину зубьев по сопря-
жению X:
Ст. 7—РХ ГОСТ 9368—60.
Примечание. Для передач с
измененной величиной наименьшего
бокового зазора, не соответствую-
щего ни одному из указанных видов
сопряжения, буква, обозначающая
вид сопряжения, не указывается.
Нормы точности
Допуски и отклонения на заготовки
приведены в табл. 201.
Допуски и отклонения по нормам
кинематической точности, нормам плав-
ности работы и нормам контакта зубьев
для различных степеней точности уста-
навливаются в зависимости от торцо-
вого модуля и диаметра делительной
окружности колес, рассчитанных у
большего основания делительного ко-
нуса по табл. 202—204.
Комплексы показателей точности ус-
танавливаются нормалями в зависи-
мости от назначения и условий произ-
водства зубчатых передач. Каждой
установленный комплекс показателей
точности, используемый при приемке ко-
лес и передач, является равноправным.
Показателями кинематической точ-
ности колеса являются
или
или один из следующих комплексов:
и
Дофи и Д (для прямозубых колес)»
Д0Фи (для прямозубых колес степени
точности 9 и 10);
е0 (для колес степени точности 9 и 10).
Допускается, чтобы одна из вели-
чин, входящих в комплекс, превосхо-
дила предельное значение; если сум-
марное влияние этих величин не пре-
вышает &FS.
Нормы кинематической точности, кро-
ме Ео и Ьофи, в зависимости от условий
работы по правым и левым профилям
допускается назначать из разных степе-
ней точности.
Показателями плавности работы ко-
леса являются: AF или Д/с и Д/,
или AZ и А/, или Д^фи (только для
прямозубых колес).
Нормы плавности работы, кроме
&ТФИ, в зависимости от условий работы
по правым и левым профилям можно
назначать из разных степеней точности.
Показатели, определяющие контакт
зубьев:
для колес — ДВ0,
для передач нерегулируемых —
пятно контакта ДАТ и Да,
для передач регулируемых — пят-
но контакта и Да.
Нормы пятна контакта зубьев в пе-
редаче, в зависимости от условий ра-
боты по правым и левым профилям,
можно назначать из разных степеней
точности.
Показатели, характеризующие боко-
вой зазор:
для колес — AS или Дфи (для
прямозубых),
для передач — ДфЛ (для нерегули-
руемых).
В тех случаях, когда взаимозаменяе-
мость не обязательна, за номинальные
можно принимать следующие элементы
одного из колес:
действительную боковую поверх-
ность зубьев,
действительную толщину зубьев.
При этом толщина зуба для второго
колеса определяется действительной
толщиной зуба на первом колесе и вы-
бранным видом сопряжения (бокового
зазора) в передаче.
За действительное значение толщины
зуба принимается среднее арифмети-
ческое значений, определяемых изме-
рениями зубчатого венца.
При использовании в качестве изме-
рительной базы поверхностей, не сов-
падающих с монтажными базами, вно-
симые ими погрешности должны ком-
пенсироваться уменьшенным производ-
ственным допуском.
Нормы бокового зазора
Отклонения и допуски по нормам
бокового зазора для различных видов
434
Раздел IV, Элементы передач движения
сопряжений устанавливаются по
табл. 205 и 206, а наименьшее утонение
зубьев Дв5 — по табл. 207. При из-
готовлении колес с комбинированием
норм различных степеней точности
утонение зубьев (Дв5) устанавливается
в зависимости от вида сопряжения и
степени по нормам кинематической
точности колес.
Для справок в табл. 208 приведены
значения величин вероятных макси-
мальных боковых зазоров.
Пример определения предельных уто-
нений зуба.
Передача: зуб прямой; т = 1; zr =
= 20; г2 = 80; ср = 90°.
Длина образующей делительного ко-
нуса L = 41,24 мм\ Ст. 7—8—8—С
ГОСТ 9368—60.
Наименьший боковой зазор Сп = 0
(табл. 205).
Наименьшее утонение зуба по
табл. 207:
для малого колеса Дв^ = —12 мк,
для большого » Дв§2 — —мк.
По допуску на биение зубчатого вен-
ца (табл. 202):
для малого колеса £01 = 24 мк,
для большого колеса £02 = 34 мк.
Находим допуск на толщину зуба
(табл. 206):
для малого колеса = 22 мк,
для большого колеса SS2 = 34 » .
Наименьшее и наибольшее утонения
толщины зуба равны:
для малого колеса найм. ДН5Х =
— — 12 мк,
для малого колеса наиб. ДВ5Х =
— — 34 мк,
для большого колеса найм. Дн52 =
— —15 мк,
для большого колеса наиб. Дв52 ==
= —49 мк.
Выбор степени точности и вида
сопряжения
(по ведомственной нормали)
При выборе степени точности зуб-
чатых колес и передач следует исхо-
дить из приведенных ниже характери-
стик.
5-я степень — особо точные отсчет-
ные колеса, с углами поворота, соот-
ветствующими отсчетным значениям
при больших ценах оборота, к которым
предъявляются особые требования как
к постоянству передаточного отноше-
ния, так и к плавности работы, а также
колеса, работающие при окружных ско-
ростях более 8 м/сек, и измеритель-
ные (эталонные) колеса.
6-я степень — высокоточные отсчет-
ные колеса, углы поворота которых
соответствуют отсчетным значениям
при больших ценах оборота, а также
колеса, предназначенные для плавной
работы при окружных скоростях до
8 м/сек.
7-я степень — точные колеса, углы
поворота которых должны соответ-
ствовать отсчетным значениям при
средних ценах оборота, и колеса, пред-
назначенные для плавной работы при
окружных скоростях до 6 м/сек.
8-я степень — колеса средней точ-
ности, углы поворота которых соот-
ветствуют отсчетным значениям при
малых ценах оборота, а также колеса,
предназначенные для работы при ок-
ружных скоростях до 3 м/сек.
9-я степень — неответственные ко-
леса, предназначенные для работы в
неотсчетных кинематических цепях при
малых окружных скоростях (в руч-
ных приводах).
Для зубчатых колес с повышенными
окружными скоростями и повышенны-
ми требованиями к плавности работы
или бесшумности нормы плавности
следует принимать на одну степень точ-
нее норм кинематической точности.
Так, например, если по нормам ки-
нематической точности зубчатые ко-
леса должны быть изготовлены по 7-й
степени, то по плавности работы для
них может быть назначена 6-я степень.
Для нерегулируемых реверсивных
передач, предназначенных на длитель-
ный срок службы, в течение которого
мертвый ход не должен превышать оп-
ределенной заданной величины, нормы
пятна контакта следует назначать на
одну степень точнее норм кинемати-
ческой точности.
В регулируемых передачах, состав-
ленных из колес, которые имеют не*
большую ширину венца и прираба-
тываются при монтаже, нормы пятна
контакта могут быть назначены на
одну степень грубее норм кинемати-
ческой точности.
Вид сопряжения колес в передаче
выбирается в зависимости от требова-
Зубчатые и червячные передачи
435
Таблица 205
Наименьший боковой зазор и отклонения межосевого угла
Вид сопря- жения- Обозначений отклонений и допусков Модуль нор- мальный т„ п мм Длина образующей делительного конуса
до 12 св. 12 до 20 св. 20 до 30 св. 30 до 50 св. 50 до 80 св. 80 до 120 св. 120 до 200
мк
С Сп До 3 0 0 0 0 0 0 0
Д До 1 Св. 1 до 2,5 5 5 40 6 40 7 40 8 50 10 65 12 85
X До 1 Св. 1 до 2,5 9 10 85 12 85 15 85 17 100 20 130 24 170
ш До 1 Св. 1 до 2,5 18 22 170 25 170 30 170 34 210 40 260 48 340
с ^вЧп До 1 Св. 1 до 2,5 ±9 1+1+ QO ~ СО ОО +1 +1 Ю ОО +1+1 1+1+ со — ±20 ±28 со СО СО +1 +1
Д До 1 Св. 1 до 2,5 ±14 <£> ОО — СО +1+1 1 1+1+ со — ОО ОО 1+1+ ю со оо со со оо со со +1 +1 О LO со +1 +! 1+1+ . О1 со о о
X До 1 Св. 1 до 2,5 ±22 ±26 ±45 ±30 ±45 ±36 ±45 ±42 ±58 ОО О Тф Г- +1+1 00 о LQ ОО +1 +1
ш До 1 Св. 1 до 2,5 ±36 ±42 ±70 ±48 ±70 ОО О ю г- +1+1 1+1+ О1 о ±80 ±110 ±95 ±120
сдхш Дв?и Дн?и Дв<ри = — по табл. 203 со знаком плюс
Д^сри = “21^0° ~ ГДе — П0 та^л* 'со знаком минус.
Принятые обозначения:
Сп —• наименьший боковой зазор;
и — пРеДельные отклонения межосевого угла;
АВ<РИ и дн?и ~ предельные отклонения измерительного межосевого угла.
Т а б л и ц а 206
Допуск на толщину зуба &S
Вид соп- ряжения Модуль торцовый т Допуск на биение зубчатого венца в мк
до 12 св. 12 до 16 св. 16 до 20 св. 20 до 25 св. 25 до 32 св. 32 до 40 св. 40 до 50 св. 50 до 60 св. 60 до 80 св. 80 до 100 св. 100 до 120 ! св. 120 | до 160 св. 160 до 200 св. 200 до 250
65 в мк
С До 1 13 16 19 22 28 > 34 40 48 60 75 90 115 140 180
Св. 1 36 36 38 42 48 55 65 70 85 100 120 150 180 - 220
Д До 1 16 19 22 26 32 38 45 55 70 85 100 130 170 210
Св. 1 40 40 42 48 55 60 70 80 100 115 130 170 210 250
X До 1 19 22 26 30 38 45 52 60 80 100 115 150 190 240
Св. 1 45 45 48 52 60 70 80 90 ПО 130 150 190 240 280
ш До 1 22 26 '30 34 42 50 60 70 90 110 130 170 210 260
Св. 1 - 50 50 55 60 70 80 90 100 120 140 170 200 250 300
Примечание. Поле допуска на толщину зуба 65 — в тело колеса.
436 Раздел /V. Элементы передач движения
Зубчатые и червячные передачи
437
Таблица 207
Наименьшее утонение зуба ABS
Степень I точности Вид сопря- жения Модуль тор- цовый т мм Диаметр колеса в мм
до 12 св. 12 до 20 св. 20 до 30 св. 30 до 50 св. 50 до 80 св. 80 до 120 св. 120 до 200
Дв5 в мк
5 С До 1 8 1 8 1 9 9 ! 10 1 11 13
Св. 1 до 2,5 8 1 8 1 8 Ю,5 1 14 16
Д До 1 12 1 13 I 14 1 15 i 18 21 24
Св. 1 до 2,5 | 26 1 26 1 26 36 . 48 58
X До 1 i 17 1 18 21 24 28 32 38
Св. 1 до 2,5 — | 55 [ 55 55 1 70 85 105
ш До 1 28 1 30 34 1 40 | 48 55 65
Св. 1 до 2,5 — 100 100 100 130 160 190
6 с До 1 8 1 8 9 9 1 10 11 13
Св. 1 до 2,5 — 11 11 11 1 13 15 17
д До 1 12 1 13 1 14 1 15 18 21 . 24
Св. 1 до 2,5 _ 1 1 ! 28 1 28 28 38 48 60
X До 1 17 1 18 1 21 24 - 28 32 38
Св. 1 до 2,5 — 1 55 ! 55 | 55 70 85 105
ш До 1 28 | 30 | 34 40 48 55 65
Св. 1 до 2,5 1001 100 100 130 160 190
7 с - До 1 12 1 12 1 13 1 13 15 16 18
Св. 1 до 2,5 — 1 13 1 13 13 1 1 16 19 21
д До 1 16 17 1 18 1 20 | 22 25 - 28
Св. 1 до 2,5 — 38 | 38 ! 38 40 52 60
X До 1 21 22 | 25 28 32 36 40
Св. 1 до 2,5 — 55 55 | 55 70 85 НО
ш До 1 32 34 | 38 45- 50 60 70
Св. 1 до 2,5 — 100 100 100 130 160 200
8 с До 1 19 19 20 21 22 24 26
Св. 1 до 2,5 — — — — — — —
438
Раздел IV. Элементы передач движения
Продолжение табл. 207
Степень точности Вид сопря- жения Модуль тор- цовый ms мм Диаметр колеса в мм
до 12 св. 12 до 20 св. 20 до 30 св. 30 до 50 св. 50 до 80 св. 80 до 120 св. 120 до 200
Ав«$ в мк
8 Д До 1 22 23 | 24 26 28 30 ! 34
Св. 1 до 2,5 — | 42 | 42 42 | 48 | 58 | 70
X До 1 26 | 28 | 30 | 34 | 38 42 | 48
Св. 1 до 2,5 - 1 60 | 60 60 75 1 90 | НО
ш До 1 34 38 42 | 46 52 । 60 70
Св. 1 до 2,5 — I 100 | 100 1 100 130 160 | 200
Примечание. В регулируемых передачах с модулем колес до 1 мм разрешается
Дв«$ принимать равным нулю.
Таблица 208
Вероятные максимальные боковые зазоры
(для регулируемых передач с модулем конических колес до 1 мм)
= 6 д сопря- !НИЯ Длина образующей делительного конуса в мм
до 12 св. 12 до 20 св. 20 до 30 св. 30 до 50 св. 50 до 80 св. 80 до 120 св. 120 до 200
о ° м Я мк
с 24 24 25 26 28 30 32
5 д 34 34 36 38 40 45 52
X 45 48 48 50 55 60 75
ш 60 65 65 70 80 90 105_
с 26 28 30 36 40 45 52
а д 36 40 42 48 55 60 70
о X 50 52 55 60 70 75 95
ш 60 65 75 85 95 105 130
с 38 40 45 52 58 65 75
7 д 48 50 55 60 70 80 100
X 60 65 75 85 95 105 120
80 85 95 105 120 130 160
с 55 58 65 70 80 95 110
Q д 65 70 75 85 100 120 140
О X 80 85 95 105 120 140 170
ш 100 105 120 130 160 190 220
Зубчатые и червячные передачи
439
ний, предъявляемых к мертвым ходам
и моментам вращения колес.
Сопряжение С рекомендуется приме-
нять для тихоходных передач, к кото-
рым предъявляются наиболее жесткие
требования в отношении мертвого хода.
Если передача, проектируемая по
сопряжению С, должна работать при
большом перепаде температур, то зубча-
тые колеса и корпус следует изготов-
лять из материалов, имеющих одинако-
вые или близкие по своей величине
коэффициенты линейного расширения.
Сопряжения Д, X, Ш применяют
для зубчатых передач, у которых по
условиям эксплуатации необходим бо-
ковой зазор. К таким относят пере-
дачи, зубчатые колеса и корпус кото-
рых должны быть изготовлены из раз-
ных материалов и условия эксплуата-
ции которых характеризуются пере-
падом температур, а также передачи,
работающие на повышенных окруж-
ных скоростях, при значительной раз-
ности температур корпуса и колес.
Боковой зазор, необходимый для
температурной компенсации у кони-
ческой зубчатой передачи, корпус и
колеса которой, должны быть изготов-
лены из одного материала или из раз-
ных материалов, но с одинаковыми
коэффициентами линейного расшире-
ния, рассчитывается по формуле
Сп1 = °,68 (tg + tg ?ds) X
X [аз (^з 20 ) aK (tK 20 )],
где Cni — величина бокового зазора,
соответствующая темпера-
турной компенсации;
L — длина образующей делитель-
ного конуса;
<РдХ — угол делительного конуса
первого колеса;
<Рд2 — угол делительного конуса
второго колеса;
а3 — коэффициент линейного рас-
ширения материала зубча-
тых колес;
ак — коэффициент линейного рас-
ширения материала корпуса;
t3 — предельная температура зуб-
чатого колеса, для которой
рассчитывается боковой за-
зор;
/к — предельная температура кор-
пуса, для которой рассчиты-
вается боковой зазор.
В соответствии с полученной путем
расчета величиной бокового зазора и
заданными значениями т и L по табл.
205 определяем вид сопряжения.
Пример 1. Требуется определить
боковой зазор, необходимый для
температурной компенсации у кони-
ческой зубчатой передачи со следую-
щими данными:
Модуль т = 1 мм
Передаточное число i = 2.
Число зубьев первого колеса zx —
= 24.
Число зубьев второго колеса
г2 = 48.
Угол делительного конуса первого
колеса (p^i = 26°34
Угол делительного конуса второго
колеса ср^2 = 63°26
Длина образующей делительного
конуса L = 26,85 мм.
Корпус и колеса из одного металла
с коэффициентом линейного расши-
рения а = 11,09-10-6
Температура зубчатых колес в
процессе работы может превышать
температуру корпуса на 10° С, т. е.
t3 — tK = 10° С.
Подставив в формулу заданные зна-
чения, получим Сп1 = 0,68 • 26,85 X
X (0,5 + 2) • 11,09 • 10-е. 10 = 506 х
X 10“5 мм — 506 • 10~2 мк 5,06 мк
Наиболее близкими для данной пере-
дачи является сопряжение Д (Сп =
— 6 мк).
Пример 2. Требуется определить
боковой зазор, необходимый для тем-
пературной компенсации у конической
зубчатой передачи со следующими
данными:
Модуль т — 0,8 мм
Число зубьев первого колеса гх =
= 24
Число зубьев второго колеса
г2 = 72
Передаточное число i = 3
Угол делительного конуса первого
колеса ср^х = 16°26
Угол делительного конуса второго
колеса ср^2 = 7Г34
Длина образующей делительного
конуса L = 30,36 мм
Корпус из металла с коэффициен-
том линейного расширения ак =
= 11,6- 10~6
Колеса из металла с коэффициен-
440
Раздел IV. Элементы передач движения
том линейного расширения а3 =
= 15,8-10~6
Температура зубчатой передачи
изменяется от 20 до 55° С.
Температура корпуса изменяется
от 20 до 50° С.
Следовательно,
СЛ1 = 0,68 Z, (tg tg Ых
X [а3 (*з-20о)-ак (*к — 20°)].
Подставив в формулу заданные зна-
чения, получим
Сп1 = 0,68 • 30,36 (0,333 4- 3) X
X [15,8 - 10-8(55°— 20°) —
— 11,6 • 10~в (50°—20°] = 0,68 • 30,36 X
X 3,333 (15,8- 10-° - 35° — 11,6 X
X 10~6 • 30°) = 68,6 (553 - 10~с —
— 348 • IO"6) = 68,6 • 205 • IO'6
= 14100- IO"6 мм =14100- IO"3 мк^
= 14,1 мк
Наиболее близким для данной пере-
дачи является сопряжение X (Сп —
— 15 мк)-
Червячная передача
Червячная передача, как и винтовая,
применяется для передачи движения
при скрещивающихся (но не пересе-
кающихся) вала. Отличительными осо-
бенностями червячной передачи яв-
ляется то, что она: 1) дает возможность
большего редуцирования скоростей од-
ноступенчатым механизмом; 2) допус-
кает большее изменение передаточного
отношения между валами с заданным
межцентровым расстоянием и 3) обес-
печивает плавность и бесшумность за-
цепления.
Передаточное число в червячных
передачах доходит до i — 500. Пере-
дача, как правило, идет от червяка
к колесу, т. е. червяк является веду-
щим. Обратная передача — от колеса
к червяку (при несамотормозящихся
передачах) — имеет малый к. п. д. и
применяется лишь в отдельных слу-
чаях. *
Типы червячных передач
Червячные передачи делятся на два
основных типа:
1. Глобоидальные червячные пере-
дачи, в которых начальным телом чер-
вяка является поверхность, образован-
ная вращение^ дуги окружности (гло-
боид).
2. Геликоидальная червячная пере-
дача, в которой червяк цилиндрический
(начальное тело червяка — цилиндр).
Первый вид червячной передачи при-
меняется в силовых передачах.
В передачах точного приборострое-
ния применяется исключительно второй
вид червячной передачи (с цилиндри-
ческим червяком).
По тому, с каким колесом сцепляется
червяк, различают следующие типы
червячных передач:
а) — цилиндрический червяк — чер-
вячное колесо. Угол скрещивания осей
равен 90°. Ось червяка лежит в средней
плоскости червячного колеса;
б) — цилиндрический червяк — пря-
мозубое цилиндрическое колесо
(рис. 391, а). Такое сочетание допус-
Рис. 391. Зацепление цилиндри-
ческого червяка „
и а — с цилиндрическим прямозубым
колесом; б — с цилиндрическим ко-
созубым колесом
кается для неответственных передач:
при небольших нагрузках, малых ок-
ружных скоростях и малой точности.
Угол скрещивания осей
& = 90°—со0,
где (о° — угол подъема витков на де-
лительном цилиндре (допус-
кается со не более 20°);
в) — цилиндрический червяк—косозу-
бое (винтовое) колесо (рис. 391, б) —
применяется также для неответствен-
ных передач. Угол скрещивания осей
б1 = 90°. Направление винтовой линии
червяка и зубьев колеса одноименное,
углы равны между собой: со =
Зубчатые и червячные передачи
441
Углы подъема со более 20° применять
не рекомендуется.
Рабочий профиль червяка
В зависимости от формы винтовой
поверхности цилиндрические червяки
подразделяют на архимедовые, конво-
лютные и эвольвентные.
Архимедов червяк в осевом сечении
имеет прямолинейный профиль витка
(рис. 392). В торцовом сечении теоре-
тическим профилем витка является
спираль Архимеда.
Конволютный червяк имеет прямо-
линейный профиль витка в сечении,
нормальном к винтовой линии, и про-
филь, очерченный удлиненной или уко-
роченной Эвольвентой, в торцовом се-
чении (см. рис. 392, б).
Эвольвентный червяк в сечении плос-
костью, касательной к основному ци-
линдру, имеет виток с прямолинейным и
криволинейным профилем боковых сто-
рон (см. рис. 392, в). Профилем витка
в торцовом сечении является эволь-
вента.
Точность червячных передач зави-
сит в основном от точности выполнения
червячных колес и червяков (незави-
симо от типа последних) и от качества
сборки. Однако передача с эвольвент-
ным или глобоидальным червяком об-
ладает большей износостойкостью, осо-
бенно при повышенных величинах пере-
даваемого крутящего момента, вслед-
ствие чего люфты в таких передачах
в процессе эксплуатации образуются
медленнее, чем в передачах с архиме-
довым червяком.
В приборостроении наибольшее рас-
пространение получили передачи z*c
архимедовым червяком, что объяс-
няется легкостью изготовления точных
червяков этого типа.
Рис. 392. Виды червяков
а — архимедов червяк; б — конволютный;
в — эвольвентный
Расчет червячнойпередачи
Червячные передачи с архимедовым
червяком рассчитываются по формулам,
приведенным в табл. 209.
Ряд модулей для червячных пере-
дач тот же, что и для зубчатых.
В табл. 210 приведены значения уг-
лов подъема со и размеры по роликам
для нормального ряда червяков с коли-
чеством заходов от 1 до 4. Диаметры
измерительных роликов указаны в. при-
мечании к табл. 210.
В некоторых случаях при расчете
червячной передачи полезным может
оказаться график (рис. 393), показы-
вающий соотношение параметров ар-
химедовых червяков для самотормо-
зящихся и несамотормозящихся пере-
дач.
442
Раздел IV. Элементы передач движения
Пример пользования графиком
Требуется определить модуль и угол
подъема самотормозящегося одноза-
ходного (?! = 1) червяка с диаметром
ddl =5 мм для передачи, у которой
т] = 0,3:
а) из графика по значению tj = 0,3
находим q — 12;
б) определяем модуль
, ms = = -Д- «= 0,417 мм,
s q 12
принимаем ms = 0,4 мм\
снижается. Наивысшую точность имеют
передачи с однозаходным червяком.
Расчет переда чйи пр и сцеп-
лении червяка с цилиндрическим пря-
мозубым или косозубым колесом ре-
комендуется вести в следующем по-
рядке.
Из ряда стандартных модулей
(табл. 167) выбирают нормальный мо-
дуль колеса тп. Следовательно, чер-
вяк должен иметь в нормальном сече-
нии тот же модуль, что и колесо, а в
осевом сечении — нестандартный мо-
Рис. 393. Параметры архимедовых червяков: угол подъема со,
число модулей <7 = ^-, коэффициент полезного действия пере-
дачи 7]
в) по значениям ms\ zlt из
табл. 210 определяем со = 4°34'.
Расчет к. п. д. червячной передачи
см. на стр. 499. В многоходовых пере-
дачах для лучшей приработки и повы-
шения износоустойчивости рекомен-
дуется применять числа зубьев колес,
кратные числу заходов. Однако, если
превалирующим является требование
к точности передачи, то лучше приме-
нять числа зубьев колес, не кратные
числу заходов червяка и не имеющие
с ним общих множителей, например,
С увеличением числа заходов чер-
вяка точность червячной передачи
дуль, равный торцовому модулю ци-
линдрического зубчатого колеса. В этом
случае значение расчетного осевого
модуля ms будет равно
Дальнейший расчет червяка ведут
по формулам, приведенным в.табл. 209,
подставляя в формулы вместо ms его
П1„
расчетное значение, равное ——.
cos (О
Если со < 12°, то принимают cos со = 1.
Размеры колеса подсчитываются по
обычным формулам для цилиндриче-
ских прямозубых (табл. 168) или косо-
зубых колес (табл. 175).
Зубчатые и червячные передачи
443
Проектируя пару червяк — цилин-
дрическое колесо, некоторые конструк-
торы допускают применение червяка
с модулем, рассчитанным в осевом се-
чении, что также недопустимо, как
и сцепление двух цилиндрических ко-
лес с разными модулями. Несмотря на
то, что обычно такие пары и приме-
няются для неответственных передач,
расчет червяка всегда надо вести в
нормальном сечении при любых углах
подъема винтовой линии.
Рис. 394. Типовые кон-
струкции червячных ко-
лес
Применять колеса с нестандартными
модулями в зацеплении с архимедовым
червяком, как это допускается иногда
ведомственными нормалями, также не
следует.
Уложиться „ (в случае необходимости)
в заданное межцентровое расстояние
возможно и при стандартном модуле,
для чего следует изменить угол наклона
зубьев колеса или применять корриги-
Рис. 395. Нерекомендуе-
мые конфигурации чер-
вячных зубчатых колес
рование. Это значительно дешевле, чем
проектировать и изготовлять только
для одного случая специальный зубо-
резный инструмент.
Типовые конфигурации
Колеса типовой’ конфигурации для
червячных передач изображены на
рис. 39 .
Колеса, показанные на рис. 395,
применяются лишь в исключительных
случаях.
Рекомендуемые ведомственной нор-
малью размеры конструктивных эле-
ментов червячных колес приведены
в табл. 176.
Конструктивные элементы червяков
приведены в табл. 211..
Допуски червячных
передач
Допуски червячных передач с осе-
выми ( модулями ms 1 регламенти-
руются ГОСТ 9774—61, а с модулем
ms > 1— ГОСТ 3675—56. Оба стан-
дарта распространяются на червяч-
ные передачи с металлическими механи-
чески обработанными червячными ко-
лесами, сопрягаемыми с цилиндри-
ческими червяками.
Стандартами устанавливаются 12 сте-
пеней точности червячных передач,
обозначаемых в порядке убывания точ-
ности степенями от 1 до 12-й включи-
тельно. ГОСТ 9774—61 не предусмат-
ривает допуски и отклонения для сте-
пеней точности 1, 2, 3, 10, 11 и 12,
а ГОСТ 3675—57 —для 1, 2, 10, 11
и 12-й степени точности.
Стандартами устанавливаются нормы:
точности червяка, определяющие точ-
ность изготовления его элементов;
кинематической точности червячного
колеса, определяющие величину полной
погрешности угла поворота колеса за
оборот;
плавности работы червячного колеса,
определяющие величину составляющей
полной погрешности угла поворота ко-
леса, многократно повторяющихся за
его оборот;
контакта и точности монтажа пе-
редачи, определяющие точность взаим-
ного расположения червяка и червяч-
ного колеса и полноту прилегания ра-
бочих поверхностей витков червяка
и зубьев колеса;
боковых зазоров, определяющих мерт-
вый ход передачи. По нормам боко-
вых зазоров устанавливаются четыре
вида сопряжения:
С — с нулевым боковым зазором;
Д, X и Ш — с предусмотренным наи-
меньшим боковым зазором.
Нормы наименьшего бокового зазора
можно изменять.
444
Раздел IV. Элементы передач движения
Таблица 209
Расчет червячной передачи
(с архимедовым червяком)
/7-/7
Линейные размеры в мм
Искомая величина Обо- значе- ние Расчетные формулы
Передача Передаточное число i Рассчитывается или выбирается конструктивно i = z2lzi
Модуль осевой ms ms выбирать из ряда стандартных модулей (табл. 167)
Межосевое расстояние А 4 = 0,5^ + ^)
Радиальный зазор с с == 0,25т5
Червяк Число заходов Выбирается конструктивно
Диаметр делительного цилиндра ddl = (см- та^л- 210)
Диаметр окружности выступов Dei Dgi = d^l 2т$
Диаметр окружности впадин D{1 Dii = dfii — 2,5ms
Угол подъема витков на делительном цилиндре (О ° (см. табл. 210) d$i
Зубчатые и червячные передачи
445
Продолжение
Искомая величина Обозна- чение Расчетные формулы
Червяк Шаг червяка, осевой G ts—Ttms
Ход винтовой линии te = кт
Высота витка h f Л = 2,25т5
Толщина витка в нор- мальном сечении на де- лительном цилиндре S„ O KmS Sn— 2 cos <0
Угол профиля в осе- вом сечении а ° a = 20
Длина нарезанной ча- сти червяка 1 Z 2m s (j/Ч- 1)
Размер по роликам М tg an = tg a COS to
Число модулей в диа- метре делительного ци- линдра Q o = ddl ms
Червячное колесо Число зубьев z2 = izt
Диаметр делительной окружности в средней плоскости == ^5^2
Диаметр окружности выступов в средней плос- кости &ez== d$2 -|- 2ms
Диаметр окружности впадин в средней плос- кости ^1*2 D[2 — d^^ 2,5ms
Угол скоса Г Рекомендуемые значения см. ниже
Наибольший диаметр окружности выступов Dn = De + (ddl — 2,5mJ (1 — cos 7)
Ширина обода колеса в в = ms (q + 2,5) sin 7 °»25Z5
446
Раздел IV. Элементы передач движения
Продолжение
Искомая величина Обозна- чение Расчетные формулы
Червячное колесо Радиус выточки заго- товки R Z? — 0,5flf — tns
Ширина зуба у осно- вания ь Ь= + 2,5/Пс) sin у
Ширина среза зуба Ь' b' — 2,25ms sin 7
Высота зуба h h = 2,25ms
Углы скоса 7 червячных колес
Параметр червяка Угол у в град при числе зубьев z%
до 30 31—40 41—50 51—60 61-70 71-80 81-100
До 4,5 35 40 40 45 45 45 50
Св. 4,5 до 5,5 30 35 35 40 40 40 45
Св. 5,5 до 6,5 30 35 35 40
Св. 6,5 до 7,5 25 25 30 30 35 . 35
Св. 7,5 до 8,5 20 25 30 30
Св. 8,5 до 9,5 20 25 25 30
Св. 9,5 до 10,5 25
Примечания. 1. Не рекомендуется принимать более 6 и /2 менее 20. 2. Величину Ы округлять до 0,1 в сторону увеличения. 3. Значения размера по роликам и диаметра ролика d^ для наиболее ходовых раз- меров червяков см. в табл. 210.
Зубчатые и червячные передачи
447
Таблица 210
Углы подъема витка <о и размеры по роликам М в мм
для архимедовых червяков
Число заходов червяка
Мо- дуль осевой ddt мм 1 2 5 1
S (О м ш М (О м (D м
3 5*43' 3,957 1Г19' 3,961 16*42' 4,016 21*48' 4,066
5 3°26 5,953 9*51 5,961 10° 12 3,974 13*30 5,993
0,3 6 2*52 6,952 5°43 6,957 8*32 6,967 11*19- 6,980
7 2*27 7,952 4*54 , 7,956 7*20 7,963 9*39 7,972
8 2*09 8,952 4*17 8,958 6*25 8,960 8*32 8,967
10 Г43 10,952 3°26 10,953 5*09 10,957 6°51 10,961
5 4°34' 6,123 9°05' 6,139 13°30' 6,170 17°45' 6,206
6 3°49 7,119 7*36 7,133 11*19 7,154 14*56 7,181
0,4 7 3*16 8,119 6*31 8,128 9°39 8,143 12°53 8,164
8 2*51 9,117 5*43 9,124 8*32 9,112 11*19 9,154
10 2°17 11,118 4°34 11,123 6°51 11,129 9°05 11,139
12 1*54 13,118 3*49 13,119 5°43 13,124 7*36 13,133
6 4*46' 7,250 9°28' 7,272 14*02' 7,310 18°26' 7,363
7 4°05 8,242 9°08 8,264 12*06 8,293 15°57 8,332
8 3°35 9,244 7*07 9,258 10*37 9,279 14*02 9,310
10 2*52 11,244 5*43 11,251 8°32 11,266 11*19 11,287
0,5 12 2*23 13,242 4*46 13,250 7*08 13,258 9°28 13,272
15 Г54 16,244 3*49 16,245 5*43 16,251 7°36 16,262
16 1*47 17,240 3*35 17,244 5*21 17,250 7*07 17,258
18 1°36 19,244 3°11 19,245 4°46 19,250 6°20 19,256
20 1*26 21,242 2*52 21,244 4°17 21,248 5°43 21,251
8 4° 18' 9,371 8°32' 9,392 12*41' 9,431 16°42' 9,580
10 3*26 11,370 6*51 11,384 10*12 11,408 13*30 11,442
12 2*52 13,366 5*43 13,376 8*32 13,392 11*19 13,417
0,6 15 2°17 16,368 4°34 16,375 6°51 16,384 9*05 16,399
16 2*09 17,366 4*17 17,371 6*25 17,380 8°32 17,392
18 1*55 19,366 3*49 19,368 5*43 19,376 7*36 19,388
20 1*43 21,368 3°26 21,370 5*09 21,375 6°51 21,384
448
Раздел 1V. Элементы передач движения
Продолжение
Мо- дуль осевой ms ddi мм Число заходов червяка
1 2 3 4
й) м (О М со м со м
10 12 15 16 18 20 25 4°34' 3°49 3°03 2°52 2°33 2°18 Г50 12,216 14,206 17,206 18,203 20,203 22,203 27,206 9°05' 7°36 6°05 5°43 5°05 4°34 3°40 12,249 14,234 17,226 18,217 20,213 22,216 27,208 13°30' 11°19 9°05 8°32 7°36 6°51 5°29 12,310 14,275 17,249 18,240 20,234 22,227 27,218 17°45' 14°56 12°02 11°19 10°51 9°05 7°18 12,389 14,328 17,284 18,275 20,258 22,249 27,233
1,0 12 15 16 18 20 25 4°46' 3°49 3°35 3°11 2°52 2°18 14,496 17,488 18,485 20,485 22,481 27,481 9°28' 7°36 7°07 6°21 5°43 4°35 14,542 17,523 18,514 20,506 22,498 27,493 14°02' 1Г19 10°37 9°28 8°23 6°51 14,615 17,565 18,555 20,542 22,526 27,510 18°26' 14°56 14°02 12°32 11°19 9°05. 14,722 17,634 18,615 20,555 22,568 27,535
1,5 16 18 20 25 30 32 5°2Г 4°46 4°18 3°26 2°52 2°41 19,735 21,734 23,723 28,717 33,711 35,711 10°37' 9°28 8°32 6°51 5°43 5°21 19,827 21,779 23,778 28,754 33,735 35,735 15°42' 14°02 12°41 10°13 8°32 19,966 21,914 23,872 28,816 33,778 20°39' 18°26 16°42 13°30 11°19 20,166 22,072 24,005 28,898 33,840
2,0 25 30 32 4°35' 3°49 3°35 30,013 34,987 36,991 9°05' 7°36 7°07 30,085 35,052 37,039 13’30' 11’19 30,228 35,152 17°45' 14°58 30,420 35,279
Диаметры роликов dp при различных значениях модуля т$ в мм
ms 0,2 0,3 0,4 0,5 0,6 0,8 1 1,25 1,5 2 2,5
1 СХ £5 0,343 0,572 0,724 0,866 1,008 1,441 1,732 2,311 2,595 3,468 5,176
Зубчатые и червячные передачи
449
Таблица 211
Конструктивные элементы червяков
(по ведомственной нормали) ’
Размеры
в мм
d di d2 d3 D h h /4 Модуль от 0,5 до 1 Свыше 1 до 2,5
L 1 1 z2 L Li i | z2
3 0,8 М2 3,5 6 2,5 4 4 18— 34 22— 44 12— 24 io4" — — — —
4 4,5 7 3
5 1,о 5,5 8 6
6 1,4 М3 6,5 10
7 8 9 1,8 8,0 11 4 8 5
9,0 12
10 14
10 2,8 11 16 5 10 6 18— 34 22— 44 12— 24 4— 10 44— 60 56— 80 24— 48 12— 20
12 13 18
14 3,8 М4 15 20 6
15 17 22 12 — — — —
16 18 24
17 191 25
18 20 26
20 4,8 М5 22 130 14 8
22 24 | 32
Примечания. 1. Допускаемые отклонения размеров: d\ — Д3, li — С$.
2. Выточку делать в следующих случаях:
а) если L или Li больше 3d — при величине d до 6 мм\
б) > > > > > 2d — » > > свыше 6 мм.
3. Для червяков 5 и 6-й степеней точности допускаемые отклонения размера d следует
принимать по напряженной посадке |
15 И. Я. Левин
450
Раздел IV. Элементы передач движения
Точность изготовления червячных
передач задается степенью по нормам
кинематической точности и плавности
работы червячного колеса, а также
степенью по нормам контакта и видом
сопряжения по нормам боковых зазо-
ров.
Допускается взаимное комбинирова-
ние норм кинематической точности ко-
леса, плавности работы и контакта из
разных степеней точности.
Область применения комбинирования
норм по степеням точности устанавли-
вается нормалями.
При комбинировании норм разные
степеней точности нормы плавности
работы колеса могут ‘быть не более чем
на одну степень точнее или грубее
норм кинематической точности.
Степень точности червяка должна
быть одинакова со степенью кинемати-
ческой точности колеса.
Точность колес и передач при ком-
бинировании норм разных степеней
точности обозначается последователь-
ным написанием номеров степеней в
виде трехзначного числа й буквы.
Первая цифра числа обозначает но-
мер степени по нормам кинематической
точности колес и нормам точности
червяка, вторая — степень по нормам
плавности работы колес, третья — сте-
пень по нормам контакта зубьев ко-
леса и витков червяка, а буква — вид
сопряжения.
Примеры условных
обозначений
Передачи со степенью по нормам ки-
нематической точности колес 7, сте-
пенью по нормам плавности работы 8,
степенью по нормам контакта зубьев
колеса и витков червяка 8 и сопряже-
нием вида С:
Ст. 7—8—8—С ГОСТ 9774—61.
Передачи со степенью по нормам
кинематической точности колес 7, сте-
пенью по нормам плавности работы 7,
степенью по нормам контакта 7 и со-
пряжением вида Д:
Ст. 7—Д ГОСТ 9774—61.
Примечание. Для передач с
измененной величиной наименьшего
зазора, который не соответствует
одному из указанных видов сопря-
жения, буква, обозначающая вид
сопряжения, не указывается.
Нормы точности
Допуски и отклонения заготовок
червяков и червячных колес приве-
дены в табл. 212-—214.
Допуски и отклонения для червяков,
червячных колес и червячных пере-
дач различных степеней точности уста-
навливаются по табл. 215—218.
Комплексы показателей, точности ус-
танавливаются нормалями в зависи-
мости от назначения и условий произ-
водства червячных передач.
Каждый установленный комплекс
показателей точности, используемый
при приемке червяков, колес и пере-
дач, равноправный.
Показателями точности червяков яв-
ляются комплексы:
дгв и Д<в51
или Д£, Д£а, Д/ и е3.
Нормы точности червяков, кроме Ев,
в зависимости от условий работы по
правым и левым профилям можно на-
значать из разных степеней точности.
Показателями кинематической точ-
ности червячных колес являются
AFkS, или A/kS, или один из следую-
щих комплексов:
* и
или Доя и Дсра>
или е — для 9-й степени точности.
Допускается, чтобы одна из вели-
чин, входящих в комплекс, превосхо-
дила предельную величину, если сум-
марное влияние этих величин не пре-
вышает &FkS .
Нормы кинематической точности,
кроме Е и 60а, в зависимости от усло-
вий работы по правым и левым про-
филям допустимо назначать из разных
степеней точности.
Показателем плавности работы чер-
вячного колеса являются: .
Д/7 или Д</, или Д7«,
кроме того, для 4 и 5-й степеней точ-
ности — Др.
Зубчатые и червячные передачи
451
Нормы плавности работы колес, кро-
ме в зависимости от условий ра-
боты7 по правым и левым профилям
допустимо назначать из разных степе-
ней точности.
Показателями точности монтажа пе-
редачи и контакта боковых поверх-
ностей зубьев колеса и витков-черв яка
являются:
комплекс АЛ — Ag — Аг/ и пятно
контакта, а для передач с червячным
колесом, нерегулируемым в осевом на-
правлении, кроме того, Ag0.
Нормы пятна контакта в зависимости
от условий работы по правым и левым
профилям допустимо назначать из
разных степеней точности.
При специальных требованиях к фор-
ме и расположению или определению
пятна контакта нормы контакта и
монтажа передачи разрешается изме-
нять.
Показателями, характеризующими
боковой зазор, являются:
AS — для червяка;
АЛ0 или Аа — для колеса;
АЛ — для передачи.
При использовании в качестве изме-
рительной базы поверхностей, не сов-
падающих с монтажными базами, вно-
симые ими погрешности должны ком-
пенсироваться уменьшенным производ-
ственным допуском.
Таблица 212
Нормы точности заготовок червяков
Степень точности Вид сопряжения Обозначения отклонений и допусков Диаметр окружности выступов в мм
до 12 св. 12 до 20| св. 20 до 30 св. 30
мк
5 С, Д X, ш Еа ^т. ч 3 6 4 7 4 8 5 9
6 Ed FT. ч 5 7 6 9 6 10 6 11
7 Л 8 9 8 11 9 12 10 14
8 Ed ^т. ч 13 11 14 14 15 16 16 18
5 С, Д, X, ш Ci по ОСТ/НКМ 1011 (С по ОСТ 1012 для ш<2и С2а по ОСТ 1016 для т > 2)
6 С, Д, X, ш
7 с, д
X, ш С по ОСТ 1012 (Csa по ОСТ 1016 для т 2 и С3 по ОСТ 1013 для т > 2)
8 с, д, х, ш
5 С, Д, X, ш Не грубее Л1 по ОСТ/НКМ 1011
6,7 Не грубее Л по ОСТ 1012
8 Не грубее Л3 по ОСТ 1013
Принятые обозначения:
Ed — допуск на биение наружного цилиндра червяка;
2?т ч ~ Д°ПУСК на торцовое биение;
— предельное отклонение диаметра наружного цилиндра червяка;
Д^о ~ предельное отклонение диаметра базового отверстия.
15*
452
Раздел IV. Элементы передач движения
Т а б л и ц а 213
Нормы точности заготовок червячных колес
Степень точности Вид сопряжения Обозначе- ния откло- нений и допусков Диаметр окружности выступов в мм
до 12 св. 12 до 20 св. 20 до 30 св. 30 до 50 св. 50 до 80 св. 80 до 120 св. 120 до 200 св. 200
5 С, Д X, ш ж 5 7 6 9 6 10 6 11 8 14 10 16 12 19 14 21
6 ed r ^т. к 8 9 8 И 9 12 10 14 13 18 16 20 19 24 22 26
7 С, Д, X, ш ED ^т. к 13 11 14 14 15 16 16 18 21 22 25 25 30 30 35 34
8 ed R ^Т. к 21 14 22 18 24 20 25 22 32 28 • 40 32 48 38 55 42
5 С, Д, X, ш Cl по ОСТ/НКМ 1011 (С по ОСТ 1012 для msg2 и Csa по ОСТ 1016 для т > 2)
6 с, д
X, ш С по ОСТ 1012 (С2а по ОСТ 1016 для т 2 и С3 по ОСТ 1013 для т > 2)
7 с, д
X, ш С2а по ОСТ 1016 (С3 по ОСТ 1013 для т^2 и С4 по ОСТ 1014 для т > 2)
8 С, Д, X, ш
5 С, Д, X, ш Дй. Не грубее А, по ОСТ/НКМ 1011
6,7 Не грубее А по ОСТ 1012
8 Не грубее Д3 по ОСТ 1013
Принятые обозначения:
Ejy — допуск на биение окружности выступов;
^т к ~ Д°ПУСК на торцовое биение;
Д£^ — предельное отклонение диаметра окружности выступов;
Дб/0 — предельное отклонение диаметра базового отверстия.
Зубчатые и червячные передачи
453
Таблица 214
Допуски и предельные отклонения расстояний от базового торца
до средней плоскости заготовок червячных колес
£
Диаметр колеса в мм
И
ЪА
5,6
се
S
Я
г S
S’S
8Z
Вид
передачи
до 12
св. 12
до 20
св. 20
до 30
св. 30
до 50
св. 50
до 80
мк
св. 80 св. 120
до 120 до 200 св- 200
св. 120
Нерегули-
руемая
10
12
15
18
20
24
28
30
32
40
50
я
О «
8/
Регулируе-
мая
Д/
7
8
8Z
Нерегули-
руемая
15
20
24
28
32
38
45
48
8Z
40
50
60
AZ
Регули-
руемая
8Z
Нерегули-
руемая
24
32
38
45
50
58
70
75
8Z
50
60
80
AZ
Регули-
руемая
± 120
Принятые обозначения:
8Z — допуск на колебание расстояния от базового торца до средней плоскости радиусной
выточки заготовки колеса;
Д/ — предельное* отклонение расстояния от базового торца до средней плоскости радиусной
выточки заготовки колеса.
Примечание. Под регулируемой передачей имеется в виду передача, при монта-
же которой можно регулировать положение червячного колеса в осевом направлении или
червяка относительно средней плоскости колеса.
454
Раздел IV. Элементы передач движения
Нормы точности червяков
Таблица 215
Обозначение отклонений и допусков Диаметр червяка по делитель- ному цилиндру мм Модуль осевой ms мм 1 Степени точности
4 5 6 7 8
До 0,5 3 5 8
^в Св. 0,5 до 1 4 6 10 — —
Св. 1 до 2,5 4 6 10 — , —
До 0,5 6 10 16
^вЕ Св. 0,5 до 1 8 12 20 — —
Св. 1 до 2,5 8 12 21 — —
До 0,5 . ±2 ±3 ±5 ±8 ± 12
двг; До 50 Св. 0,5 до 1 ± 3 ±4 ±6 ± 10 ± 16
Св. 1 до 2,5 ±3 ±4 ±7 ± и ± 18
До 0,5 ±4 ±6 ± ю ± 15 ±24
^в^Е’ ^н^Е Св. 0,5 до 1 ±5 ± 7 ± 11 ± 18 ±28
Св. 1 до 2,5 ±6 ±8 ± 12 ±20 ±32
До 0,5 3 5 8 12 20
У Св. 0,5 до 1 4 6 10 15 24
Св. 1 до 2,5 4 6 10 17 26
До 6 3 5 7 11 18
р Св. 6 до 12 Пл Л 3 5 8 12 20
Св. 12 до 25 ДО 4 4 6 9 14 22
Св. 25 до 50 4 7 11 17 26
Принятые обозначения:
б/ ~ Допуск на отклонение винтовой линии червяка в пределах оборота;
6/ВЕ “ Допуск на отклонение винтовой линии червяка на длине червяка;
Дв/; — предельные отклонения осевого шага;
Лв Лн ““ предельные накопленные погрешности осевого шага;
6/ —допуск на профиль червяка;
2?в “ Допуск на радиальное биение витков червяка.
Примечание. Для многозаходных червяков, сопрягаемых с червячными колесами,
число зубьев которых кратно числу ,заходов червяка, допускается устанавливать значение
предельного отклонения осевого шага до удвоенной величины, указанной в таблице.
Зубчатые и червячные передачи
455
Таблица 216
Нормы кинематической точности червячных колес
i Степень 1 ТОЧНОСТИ 1 Обозначе- ния допу- сков Модуль осевой ms мм Единица измерения Диаметр колеса в мм
до 12 св. 12 до 20 св. 20 до 30 te, 30 до 50 св. 50 до 80 св. 80 до 120 св. 120 до-200 св. 200 до 320
5 &^кв До 0,5 Св. 0,5 до 1 Св. 1 до 2,5 МК 12 14 13 16 18 15 18 20 17 19 22 19 22 26 22 25 30 28 30 36 34 38 42
^кв До 0,5 Св. 0,5 до 1 Св. 1 до 2,5 9 10 10 11 12 11 12 13 12 14 15 15 17 18 19 20 22 25 26 28 32 32 34
Е До 0,5 Св. 0,5 до 1 Св. 1 до 2,5 7 9 8 9 10 9 10 11 10 И 12 И 13 15 13 16 18 16 19 20 20 22 24
До 1 Св. 1 до 4 сек 115 70 140 55 105 45 75 36 58 32 48 28 ' 38 25 28
6 К2 До 0,5 Св. 0,5 до 1 Св. 1 до 2,5 мк 20 22 22 25 28 24 28 32 26 30 34 30 34 40 36 40 48 45 48 55 55 60 70
^К2 До 0,5 Св. 0,5 до 1 Св. 1 до 2,5 14 16 15 18 19 17 20 21 20 23 24 24 26 28 30 32 36 40 42 45 50 52 52
Е До 0,5 Св. 0,5 до 1 Св. 1 до 2,5 И 14 12 15 16 14 16 17 16 18 19 18 21 24 21 25 28 26 30 32 32 36 38
Ка До 0,5, Св. 0,5 до 1 Св. 1 до 2,5 22 24 24 26 28 26 28 30 28 30 32 30 34 38 31 38 42 40 45 48 48 52 55
До 1 Св. 1 до 4 сек 190 НО 220 90 170 70 120 55 95 50 75 45 58 . 40 45
7 До 0,5 Св. 0,5 до 1 Св. 1 до 2,5 мк 30 36 34 40 45 38 44 50 42 48 55 48 55 65 58 65 75 72 78 90 , 90 95 100
^К2 До 0,5 Св.' 0,5 до 1 Св. 1 до 2,5 22 25 24 28 30 28 32 34 32 36 38 38 42 45 48 52 55 62 66 70 80 85 85
456
Раздел IV. Элементы передач движения
Продолжен иеч
| Степень 1 ТОЧНОСТИ Обозна- чения допусков Модуль осевой ms мм Единица измерения Диаметр колеса в мм
до 12 св. 12 до 20 св. 20 до 30 св. 30 до 50 св. 50 до 80 св. 80 до 120 св. 120 до 200 св. 200 до 320
До 0,5 .18 20 22 25 28 34 42 50
Е Св. 0,5 до 1 22 24 26 28 34 40 46 55-
Св. 1 до 2,5 — 26 28 30 38 45 52 62
МК
7 До 0,5 34 38 40 45 48 55 65 75
М Св. 0,5 до 1 38 42 45 48 55 60 70 80
Св. 1 до 2,5 — 45 48 50 58 65 75 85
s До 1 300 180 140 НО 90 80 70 60
Св. 1 до 4 сек — 350 270 200 150 115 95 70
До 0,5 50 52 58 65 75 95 115 140
8/?KS Св. 0,5 до 1 55 60 65 75 90 100 130 150
Св. 1 до 2,5 — 70 80 90 105 120 140 180
До 0,5 34 38 45 50 58 75 100 130
Св. 0,5 до 1 38 45 52 58 65 85 105 140
Св. 1 до 2,5 мк — 48 55 60 70 90 НО 140
8 До 0,5 28 32 36 40 45 55 66 80
Е Св. 0,5 до 1 36 38 42 45 55 65 75 90
Св. 1 до 2,5 — 42 45 48 60 70 85 100
До 0,5 55 60 65 70 80 90 100 120
80а Св. 0,5 до 1 60 65 70 75 85 100 115 130
Св. 1 до 2,5 — 70 75 75 90 105 120 140
• R.r, До 1 480 280 220 180 140 120 НО 100
Св. 1 до 4 сек — 560 420 320 240 190 150 110
Принятые обозначения:
З/'кЕ — допуск на кинематическую погрешность колеса;
6/К2 — допуск на накопленную погрешность окружного шага колеса;
Е — допуск на радиальное биение зубчатого венца;
6^2 — допуск на погрешность обката;
— допуск на колебание измерительного межосевого расстояния за оборот колеса.
Примечание. Кинематическая погрешность колеса и накопленная погрешность
окружного шага на 1/в окружности (или на длине дуги, соответствующей ближайшему
большему целому числу зубьев) не должны превышать соответственно половины допуска
на кинематическую погрешность колеса или половины допуска на накопленную погреш-
ность окружного шага.
Зубчатые и червячные передачи
457
Таблица 217
Нормы плавности работы колеса
1 Степень точности Обозна- чения допусков Модуль осевой ms мм Диаметр колеса в мм
до 12 св. 12 до 20 св. 20 до 30 св. 30 до 50 св. 50 до 80 св. 80 до 120 св. 120 до 200 св. 200 до 320
8FK До 0,5 Св. 0,5 до 1 Св. 1 до 2,5 4 5 6
5 V До 2,5 5 5 6 6 6 6 6 7
8р До 4 6 8 10
,8FK До 0,5 Св. 0,5 до 1 Св. 1 до 2,5 1 6 8 0 -
6 8ci До 2,5 Св. 2,5 до 4 8 8 9 10 9 10 9 11 10 11 10 11 11 13
До 2,5 11 11 12 12 13 14 14 15
BFK До 0,5 Св. 0,5 до 1 Св. 1 до 2,5 10 12 16
7 8ci До 1 Св. 1 до 2,5 12 12 13 14 14 14 14 14 15 16 16 16 17 18 19
¥ До 2,5 16 17 18 19 20 21 22 25
8 8ci До 1 Св. 1 до 2,5 20 20 21 22 22 22 22 22 24 25 25 25 26 28 30
¥ До 2,5 26 28 30 30 32 34 36 38
Принятые обозначения:
— допуск на циклическую погрешность колеса;
— допуск на разность соседних окружных шагов колеса;
— допуск на колебание измерительного межосевого расстояния на одном зубе;
ор — допуск на погрешность производящей поверхности инструмента.
Примечание. Для колес 4 и 5-й степеней точности допускается наличие единич-
ных местных погрешностей, не превышающих удвоенной величины допуска на циклическую
погрешность колеса.
458
Раздел IV. Элементы передач движения
Таблица 218
Нормы контакта и точности монтажа передачи
I Степень точности Обозначе- ния откло- нений и допусков Модуль осевой ms мм Единица измерения Межосевое расстояние в мм
до 10 св. 10 до 16 св. 16 до 25 св. 25 до 40 св. 40 до 60 св. 60 до'100 св. 100 до 160 св. 160
5 ДВД; ДНД До 1 Св. 1 до 4 МК ±5 1+1+ со ±8 ± ю О +1 +1 ± Н ± 14 ± 12 ± 17 ± 14 ±20 ± 17 ±24
Ав?; Ан? До 1 Св. 1 до 4 со +11 ±8 ±7 1+1+ оо — о — о +1 +1 ± 12 ± 12 ± 15 ± 14 ± 18 ± 17 ± 19 ± 19
Ав?о: АН?6 До 1 Св. 1. до 4 ° 1 +11 оо со +1 +1 ± ю ±7 оо +1 +1 сч 1 — 05 + 1 +1 ± 15 ± 12 ± 18 ± 14 ± 19 ± 17
*У До 1 Св. 1 до 4 25 32
6 ^н^ До 1 Св. 1 до 4 МК ± 8 ± ю ± 14 ± 12 ± 17 ± 14 ± 19 ± 17 ±22 ± 19 ±26 ±22 ±32 ± 26 ±38
ABg-; AHg До 1 Св. 1 до 4 ± Ю ± 12 ± Н ± 15 ± 12 ± 18 ± 14 '±20 ± 18 ±24 ±22 ±28 ±26 ±30 ±30
^В^О» Ан£о До 1 Св. 1 до 4 ± 10 ± 12 ± ю ± 15 ±11 ± 18 ± 12 ±20 ± 15 ±24 ± 19 ± 28 ±22 ±30 ±26
ъ» До 1 Св. 1 до 4 32 40
7 ДВД; ДНД До 1 Св. 1 до 4 МК ± 12 ± 16 ±22 ± 19 ±26 ±22 ±30 ±26 ±36 ±30 ±42 ±36 ±50 ±42 ±60
Дв?; Дн? До 1 Св. 1 до 4 ± 15 ±20 ± 18 ±24 ±20 ±28 ±22 ±32 ±28 ±38 ±36 ±45 ±42 ±48 ±48
^в^о« Дн£о До 1 Св. 1 до 4 ± 15 ±20 ± 16 ±24 ± 18 ± 28 ±20 ±32 ±24 ±38 ±30 ±45 ±36 ±48 ±42
*У До 1 Св. 1 до 4 40 50
8 ДВД; ДНД До 1 Св. 1 до 4 мк ±20 ±25 ±36 ± 30 ±42 ±36 ±48 ±42 ±55 ±48 ±65 ±52 ±80 ±65 ±95
Дв?; ан?о До 1 Св. 1 до 4 ±24 ±32 ±28 ±38 ±32 ±45 ±36 ±50 ±45 ±58 ±55 ±70 ±65 ±75 ±75
лв?«; Ан?0 До 1 Св. 1 до 4 ±24 ±32 ±25 ±38 ±28 ± 45 ±32 ±50 ±38 ±58 ±48 ±70 ±55 ±75 ±65
Зубчатые и червячные передачи
459
Продолжение
Степень точности Обозначе- ния откло- нений и допусков Модуль осевой т$ мм Единица измерения Межосевое расстояние в мм
ДО 10 св. 10 до 16 св. 16 до 25 св. 25 до 40 св. 40 до 60 св. 60 до 100 св. 100 до 160 св. 160
8 До 1 Св. 1 до 4 МК 50 60
5,6 Пятно контакта До 1 % По высоте не менее 55 По длине не менее 65
7,8 По высоте не менее 45 По длине не менее 50
5 6 Св. 1 до 4 По высоте не менее 60 По длине не менее 75
По высоте не менее 60 По длине не менее 70
7 8 По высоте не менее 60 По длине не менее 65
По высоте не менее 50 По длине не менее 50
Принятые обозначения: ДвЛ; ЛцЛ — предельное отклонение межосевого расстояния в передаче; Д Лн^ предельные смещения средней плоскости колеса в передаче; Д g0‘ Д go — предельные смещения средней плоскости колеса в обработке (назначаются для колес нерегулирующих при монтаже в осевом направлении); бу — допуск на перекос осей на длине 100 мм.
Нормы бокового зазора
Отклонения и допуски по нормам бо-
кового зазора устанавливаются по
табл. 219—224.
При изготовлении колес с комбини-
рованием норм различных степеней
точности наименьшее утонение чер-
вяка устанавливается в зависимости
от вида сопряжения и степени точ-
ности, по нормам кинематической точ-
ности колес.
В табл. 225 для справок приведены
значения величин вероятных макси-
мальных боковых зазоров в зацепле-
нии червячной передачи.
Выбор степени точности и вида
сопряжения
(по ведомственной нормали)
При выборе степени точности чер-
вячной передачи следует исходить из
приведенных ниже характеристик.
4 и 5-я степени точности — особо
точные отсчетные червячные' пере-
дачи с однозаходными червяками, к ко-
торым предъявляются высокие требо-
вания в отношении постоянства пере-
даточного отношения и плавности ра-
боты, а также передачи, работающие
при больших числах оборотов чер-
вяков (свыше 8000 об/мин). К этим
460
Раздел IV. Элементы передач движения
степеням точности относятся также
измерительные (эталонные) колеса и
червяки.
6-я степень точности — высокоточ-
ные отсчетные червячные передачи
(преимущественно с однозаходными чер-
вяками), предназначенные для плав-
ной работы, а также передачи, рабо-
тающие при повышенных числах обо-
ротов червяка (свыше 6000 об/мин).
7-я степень точности — отсчетные
червячные передачи, а также передачи,
работающие при средних числах обо-
ротов червяка (свыше 4000 об/мин).
Таблица 219
Наименьшие боковые зазоры
Вид сопря- жения Обозначения бокового за- зора Модуль осевой ms мм Межосевое расстояние в мм
до 10 св. 10 до 16 св. 16 до 25 св. 25 до 40 св. 40 до 60 св. 60 до 100 св. 100 до 160 св,. 160
мк
С Сп До 4 0 0 0 0 0 0 0 0
Д До 1 Св. 1 до 2,5 5 5 11 6 12 7 14 8 17 10 20 12 24 14 28
X До 1 Св. 1 до 2,5 9 10 22 12 25 15 30 17 34 20 40 24 45 28 55
ш До 1 Св. 1 до 2,5 18 22 42 25 50 30 58 34 70 40 80 48 95 55 110
Таблица 220
Предельные отклонения, регламентирующие толщину зуба колеса
.а н Я и £ о 5 = Обозна- чения отклоне- ний Модуль осевой ms мм Диаметр колеса в мм
до 12 св. 12 до 20 св. 20 до 30 св. 30 до 50 св. 50 до 80 св. 80 до 120 св. 120 до 200 св. 200 до 320
5 ° мк
5 ^в-^о» ^н^о До 4 ±5 ±6 ±8 ±9 ± Н ± 12 ± 14 ± 17
До 2,5 11 11 12 12 13 14 14 15
До 0,5 17 18 20 22 24 28 32 38
6 Дна Св. 0,5 до 1 20 21 22 24 28 32 35 42
Св. 1 до 2,5 — 22 24 25 30 34 38 45
^в^о> До 4 ±8 ± 10 ± 12 ± 14 ± 17 ± 19 ±122 ±26
Зубчатые и червячные передачи
461
Продолжение
Л 5 Я Б S о Обозначе- ния откло- нений Модуль осевой т мм Диаметр колеса в мм
до 12 св. 12 до 20 св. 20 до 30 св. 30 до 50 св. 50 до 80 св. 80 до 120 св. 120 до 200 св. 200 до 320
и ° мк
Два До 2,5 16 17 18 19 20 21 22 25
До 0,5 24 26 28 32 36 40 48 55
7 Св. 0,5 до 1 28 30 32 34 40 45 ' 52 60
Св. 1 до 2,5 — 32 34 36 45 52 58 68
Ав-^О До 4 ± 12 ± 16 ± 19 ±22 ±26 ± 30 ±36 ±42
Два До 2,5 26 28 30 30 32 34 36. 38
До 0,5 34 38 42 45 50 60 70 85
8 Дна Св. 0,5 до 1 42 45 48 52 60 70 80 95
Св. 1 до 2,5 — 48 52 55 65 75 90 105
^н^о До 4 ±20 ±25 ±30 ±36 ±42 ±48 ±52 + 65
Принятые обозначения:
и Дн« — предельные отклонения измерительного межосевого расстояния;
дв^°» дн^° предельные отклонения межосевого расстояния в обработке.
Таблица 221
Наименьшее утонение витка червяка
1 Степень | точности Вид сопря- жения Модуль осевой т„ мм S Обозначение отклонения Межосевое расстояние в мм
до 10 св. 10 до 16 св. 16 до 25 св. 25 до 40 св. 40 до 60 Св. 60 до 100 св. 100 до 160 св. 160
мк
5 С До 1 Св. 1 до 4 ABS 5 6 7 7 8 8 9 9 10 10 12 11 14 13 17
Д До 1 Св. 1 до 2,5 11 12 18, 14 20 16 22 18 26 20 32 24 ' 38 28 45
X До 1 Св. 1 до 2,5 15 17 28 20 32 24 38 26 45 30 52 36 60 42 72
ш До 1 Св. 1 до 2,5 24 28 50 32 58 38 65 42 80 ' 50 90 60 ПО 70 125
462
Раздел IV. Элементы передач движения
Продолжение
Степень точности Вид сопря- жения Модуль осевой т мм Обозначение отклонения Межосевое расстояние в мм
ДО 10 св. 10 ДО 16 св. 16 до 25 св. 25 до 40 св. 40 до 60 св. 60 до 100 св. 100 до 160 св. 160
мк
6 С До 1 Св. 1 до 4 двз 9 10 12 И 13 12 15 14 17 16 19 18 22 20 26
Д До 1 Св. 1 до 2,5 14 16 22 18 25 20 28 22 34 26 38 30 45 36 55
X До 1 Св. 1 до 2,5 18 20 34 24 38 28 45 32 52 36 60 42 68 48 80
ш До 1 Св. 1 до 2,5 28 32 52 38 63 45 72 50 85 58 100 65 120 75 140
7 С До 1 Св. 1 до 4 14 16 18 18 20 20 22 22 26 26 30 30 36 34 42
д До 1 Св. 1 до 2,5 19 22 30 25 32 28 38 32 45 36 58 42 60 48 70
X До 1 Св. 1 до 2,5 24 26 40 30 45 34 52 40 60 45 7Q 52 80 60 95
ш До 1 Св. 1 до 2,5 32 38 60 45 70 50 85 58 95 65 НО 75 130 85 150
8 с До 1 Св. 1 до 4 24 26 30 28 < 34 32 38 36 42 40 48 45 58 50 68
д До 1 Св. 1 до 2,5 30 32 42 36 45 40 52 45 58 50 68 55 80 65 95
X До 1 Св. 1 до 2,5 32 36 52 40 58 48 68 52 75 60 88 70 100 80 120
ш Св. 0,5 до 1 Св. 1 до 2,5 42 48 72 55 85 62 95 70 НО 80 125 90 150 105 175
Примечания. 1. Принятое обозначение Дв5 —наименьшее утонение витка червяка.
2. Величины наименьших утонений витка червяка соответствуют номинальной толщине
витка инструмента, используемого для окончательной обработки червячного колеса.
При изменении толщины витка инструмента вследствие переточки наименьшее утоне-
ние витка червяка устанавливается с учетом указанного изменения.
3. Для червяков, предназначенных для работы в передачах, при монгаже которых до-
пускается регулировка межосевого расстояния и приработка, наименьшее утонение витка
черЬяка принимается равным нулю.
Зубчатые и червячные передачи
463
Таблица 222
Допуск на толщину витка червяка
Степень точно- сти Вид сопря- жения Обозначение допуска Диаметр червяка в мм
до 6 | св. 6 до 12 | св. 12 до 25 | св. 25 до 50
мк
5 С • Д X ш as 10 13 17 25
6 с Д X ш 11 14 18 26 11 14 18 26 12 16 20 28 14 18 22 30 '
7 с д X ш 14 18 22 30 14 18 22 30 17 21 25 32 20 24 28 36
8 с д X ш 20 24 28 36 20 24 28 36 24 28 32 40 28 34 38 45
Примечание. Поле допуска — в тело червяка.
Таблица 223
Наименьшее отклонение размера по роликам (у червяков)
Степень точности Вид сопря- жения Модуль осевой т мм Обозначение отклонения Межосевое расстояние в мм
до 10 св. 10 до 16 св. 16 до 25 св. 25 до 4о св. 40 до 60 св. 60 до 100 св. 100 до 160 св. 160
мк
5 С До 1 Св. 1 до 4 16 19 19 22 22 25 25 28 28 30 32 34 38 38 45
д До 1 Св. 1 до 2,5 30 32 50 36 55 40 60 45 70 52 85 , 60 ’ 100 70 120
X До 1 Св. 1 до 2,5 38 45 75 52 85 60 100 70 120 80 140 90 160 110 200
ш До 1 Св. 1 до 2,5 65 75 140 85 160 100 180 115 220 140 250 160 ’ 300 | 190 | 340
464
Раздел IV. Элементы передач движения
Продолжение
Степень точности Вид сопряжения Модуль осевой т$ мм । Обозначение отклонения 1 Межосевое расстояние в мм
до 10 св. 10 ДО 16 св. 16 до 25 св. 25 до 40 св. 40 до 60 св. 60 до 100 св. 100 до 160 св. 160
МК '
6 С До 1 Св. 1 до 4 ДмМ 25 28 32 30 36 32 40 38 45 42 52 50 60 55 70
Д До 1 Св. 1 до 2,5 38 42 60 50 65 55 75 60 90 70 100 80 120 95 150
X До 1 Св. 1 до 2,5 50 55 90 65 100 75 120 85 140 100 160 115 180 130 220
ш До 1 Св. 1 до 2,5 75 85 140 100 170 120 190 140 220 160 260 170 320 200 380
7 с До 1 Св. 1 до 4 38 42 50 50 55 55 60 60 70 70 80 80 95 90 115
д До 1 Св. 1 до 2,5 52 60 80 65 85 75 100 85 120 95 150 115 160 130 190
X До 1 Св. 1 до 2,5 65 70 НО 80 120 90 140 ПО 160 120 190 140 220 160 260
ш До 1 Св. 1 до 2,5 85 100 160 120 190 140 220 160 260 180 300 200 360 220 420
8 с До 1 Св. 1 до 4 65 70 80 75 90 85 105 95 115 НО 130 120 160 130 190
д До 1 Св. 1 до 2,5 80 85 115 100 120 НО 140 120 160 130 180 150 220 180 260
X До 1 Св. 1 до 2,5 85 95 140 НО 160 130 190 140 210 160 240 190 280 22G 320
ш Св. 0,5 до 1 Св. 1 до 2,5 115 130 190 150 220 170 260 190 300 220 340 250 400 280 480
Примечания. 1. Принятое обозначение! Дм-Л4 — наименьшее отклонение размера
по роликам (в тело червяка).
2. Величины наименьших отклонений размера по роликам соответствуют номинальной
толщине витка инструмента, используемого для окончательной обработки червячного колеса.
При изменении толщины витка инструмента вследствие переточки наименьшее утоне-
ние витка червяка устанавливается с учетом указанного изменения.
3. У червяков, предназначенных для работы в передачах, при монтаже которых регули-
руется межосевое расстояние и производится приработка, наименьшее отклонение размера
по роликам принимается равным нулю.
Зубчатые и червячные передачи
465
Таблица 224
Допуск на размер по роликам (для червяков)
Диаметр червяка в мм
Степень точности Вид сопряжения Обозначение допуска до 6 св. 6 до 12 св. 12 до 25 св. 25 до 50
мк
5 С Д X ш 20 30 38 60
6 с д X ш ш 20 28 40 63 20 28 40 63 21 30 • 42 63 22 35 45 65
7 с д X ш 24 34 45 65 24 34 •45 65 25 36 45 65 32 42 52 75
8 с д X ш 30 40 50 70 30 40 50 70 35 45 55 80 40 55 70 85
Приме ч а н и е. Поле допуска — в тело червяка.
Таблица 225
Вероятные максимальные боковые зазоры в червячных передачах
(для модулей ms до 1 мм)
Степень точности Вид сопряжения Межосевое расстояние в мм
до 10 св. 10 до 16 св. 16 до 25 св. 25 до 40 св. 40 до 60 св. 60 до 100 св. 100 до 160 св. 160
С 21 22 25 26 30 34 40 42
С д 28 32 34 36 40 45 52 58
О X 36 38 42 48 52 60 70 75
ш 52 58 62 68 70 85 90 105
с 28 30 34 38 45 48 55 60
г» д 34 38 45 50 55 60 70 80
о X 42 48 55 60 70 75 85 95
ш 60 65 75 85 90 105 115 120
466
Раздел IV. Элементы передач движения
Продолжение
Степень точности Вид сопряжения Межосевое расстояние в мм
до 10 св. 10 до 16 св. 16 до 25 св. 25 до 40 св. 40 до 60 св. 60 до 100 св. 100 до 160 св, 160
С 40 45 52 60^ 70 75 85 95
7 Д 48 55 60 70 80 90 100 НО
1 X 55 65 70 80 90 100 115 130
ш 70 80 90 100 115 130 140- 160
с 65 70 80 90 105 115 120 140
Q д 70 80 90 100 120 130 140 160
о X 80 90 100 115 130 140 160 180
ш 95 105 120 130 150 165 180 210
8-я степень точности — отсчетные
передачи, работающие в менее ответ-
ственных кинематических цепях, а так-
же передачи, работающие при малых
числах оборотов червяка (до 2000
об/мин).
9-я степень точности — червячные
передачи, предназначенные для работы
в неотсчетных кинематических цепях и
при малых скоростях (в ручных при-
водах).
Для червячных колес с повышенными
требованиями к плавности работы или
бесшумности нормы плавности следует
принимать на одну степень точнее норм
кинематической точности.
Так, например, если по/нормам кине-
матической точности червячное колесо
должно быть изготовлено по 7-й сте-
пени точности, то по нормам плав-
ности работы для него может быть наз-
начена 6-я степень точности.
Для передач, предназначенных на
длительный срок службы, в течение
которого мертвый ход не должен пре-
вышать определенной заданной вели-
чины, нормы пятна контакта следует
назначать на одну степень точнее норм
кинематической точности.
В передачах, прирабатываемых при
монтаже, нормы пятна контакта могут
назначаться на одну степень грубее
норм кинематической точности.
Сопряжение червяка с колесом вы-
бирается в зависимости от требований,
предъявляемых к мертвым ходам и мо-
ментам вращения.
Сопряжение С рекомендуется при-
менять для передач, к которым предъ-
являются наиболее жесткие требова-
ния в отношении мертвых ходов.
При назначении передачи, проекти-
руемой по сопряжению С, для работы
с большим перепадом температур чер-
вячное колесо, червяк и корпус дол-
жны изготовляться из матерйалов,
имеющих близкие по своей величине
коэффициенты линейного расширения.
При различных коэффициентах ли-
нейного расширения следует передачу
проверить путем расчета на отсутствие
заклинивания и на соответствие до-
пустимым значениям мертвого хода
передачи.
Сопряжения Д, X, Ш применяются
для червячных передач, у которых по
условиям эксплуатации необходим бо-
ковой зазор. Это передачи, у которых
червячные колеса, червяк и корпус из-
готовлены из разных материалов и ус-
ловия эксплуатации которых характе-
ризуются перепадом температур, а
также передачи, работающие при зна-
чительной разности температур чер-
вячной передачи и корпуса.
Боковой зазор, необходимый для
температурной компенсации у червяч-
ной передачи, рассчитывается по фор-
муле '
СЛ1 = sin ад cos со [(aKddK +
ач^ч) (t пер 20 ) 2Дакор X
X (t кор 20 )],
Зубчатые и червячные передачи
467
где Сп1 — величина бокового зазора,
соответствующая темпера-
турной компенсации;
ад — угол профиля червяка в осе-
вом сечении;
со — угол подъема витка червяка
на делительном цилиндре;
ак — коэффициент линейного рас-
ширения металла колеса,
d^K — диаметр делительной ок-
ружности колеса;
ач — коэффициент л инейного рас-
ширения металла червяка;
d$4 — диаметр делительного ци-
линдра червяка;
акор — коэффициент линейного
расширения материала кор-
пуса;
/пер — предельная температура
червячной передачи (ко-
леса и червяка), для ко-
торой рассчитывается бо-
ковой зазор;
/кор— предельная температура
корпуса, для которой рас-
считывается боковой зазор;
А — межосевое расстояние.
В соответствии с величиной боково-
го зазора, полученной расчетом, и за-
данными значениями т и А по табл. 249
определяем вид сопряжения.
Пример !• Требуется выбрать вид
сопряжения для червячной передачи
со следующими данными:
Модуль т............... 1 мм
Диаметр делительной ок-
ружности червячного колеса
^дк.................... 200 >
Диаметр делительного ци-
линдра червяка ........ 30 »
Межосевое расстояние Л . 115 »
Число заходов червяка z± 3
Угол подъема витка чер-
вяка на делительном цилин-
дре со..................... 5°43'
Червяк из металла с коэф-
фициентом линейного расши-
рения ач................. 11-10“®
Червячное колесо из метал-
ла с коэффициентом линей-
ного расширения ак.......18,1-10“®
Корпус из металла с ко-
эффициентом линейного рас-
ширения акор ...........11,6-10“®
Угол профиля червяка в
осевом сечении .......... 20°
Температура корпуса и передачи
изменяется о"г 20 до 45° С.
Cnl=sin 20° • cos 5°43 [(18,1 - 10“6Х
х 200 + 11 • 10“® - 30) X (45° — 20°)--
— 2 • 115 • 11,6 • 10“® (45° — 20°)] =
=0,342 - 0,9951 X [(3620 - 10“®+330х
X 10“®) • 25 — 230 - 11,6 • 10“® Х25]=
= (98750 - 10“® — 66700 - 10“®) =
= 0,3403 - 32050 • 10“® = 10906,615 X
X 10"® мм= 0,0109 мм^ 11 мк.
По полученной величине Сп1 =
= 11 мк и по заданным величинам
А = 115 мм и т— 1 мм находим,
что наиболее близким для данной
передачи является сопряжение
Д (Сд= 12 мк}.
Пример 2. Требуется выбрать вид
сопряжения для червячной передачи
со следующими данными:
Модуль т............... 1,5 мм
Диаметр делительной ок-
ружности червячного ко-
леса ddK................. 150 »
Диаметр делительного
цилиндра червяка dd4... 20 »
Межосевое расстояние А 85 »
Число заходов червяка 1
Угол подъема витка чер-
вяка на делительном ци-
линдре со............... 4° 18
Червяк из металла с коэф-
фициентом линейного рас-
ширения ач.............11,09 • 10“®
Червячное колесо из ме-
талла с коэффициентом ли-
нейного расширения ак. . 15,8 • 10“®
Корпус из металла с коэф-
фициентом линейного рас-
ширения акор...........21,5*10“®
Угол профиля червяка
в осевдм сечении . . . 20°
Предельная температура
корпуса /°кор..........—60° С
Предельная температура
передачи /°пер.........—55° С
Cnl=sin 20° • cos 4° 18' [(15,8 - 10“6х
X 150 + 11,09 • 10“6 • 20) X (— 55° —
— 20°) —2*85* 21,5 * 10“® (— 60° —
—20°)] = 0,342 • 0,9972 [(2370 * 10“®+ -
+221,8 • 10“®) (—75)—3655Х(—80)х
X10“®] =0,341042 • (—194385 • 10“®+
+ 292400 • 10“®) = 0,341042 - 98015 X
X 10“®=0,0334 мм==&Ъ&мкя&№ мк.
По полученной величине Сп1
33 мк и по заданным величинам
468
Раздел IV. Элементы передач движения
А = 85 мм и т — 1,5 мм находим,
что наиболее близким для данной
передачи является сопряжение
X (Сп = 40 мк).
Реечная зубчатая передача
Реечная передача применяется для
преобразования вращательного движе-
ния в прямолинейное и обратно.
Осью рейки по аналогии с осью ци-
линдрического зубчатого колеса бес-
конечно большого радиуса условно
называют линию, перпендикулярную
направлению поступательного движе-
ния рейки.
Зубья рейки имеют прямолинейный
профиль (рис. 396) с углом наклона бо-
Рис. 396. Профиль прямозубой рейки
Рис. 397. Сопряжение пря-
мозубой рейки с цилиндри-
ческими зубчатыми колесами
ковых сторон в нормальном сечении
20°, в соответствии с исходным конту-
ром по ГОСТ 9587—61 — для колес
с модулем т 1 и ГОСТ 3058—54 —
для колес с модулем т > 1.
Рейки, так же как и цилиндриче-
ские колеса, делятся на прямозубые —
с зубьями, параллельными оси рейки,
и косозубые — с зубьями, располо-
женными под углом р к оси рейки.
Для уменьшения осевого усилия угол
наклона зубьев рейки Р следует при-
нимать не более 20°.
На рис. 397—399 приведены возмож-
ные случаи сопряжения зубчатых реек
с цилиндрическими зубчатыми колеса-
ми и червяками при разных углах $
между их осями.
В передачах рейка — зубчатое ко-
лесо при межосевом угле 4 = 0 веду-
щим элементом может быть как рейка,
так и колесо. В передачах, в которых
сопрягаются рейка и червяк, ведущим
элементом обычно бывает только чер-
вяк.
В косозубых реечных передачах
(рейка и колесо с косыми зубьями) при
повышенных нагрузках и межосевом
угле 6* = 0 иногда применяют двойные
рейки, сопряженные со сдвоенными
(составными) по типу «шевронных»
зубчатыми колесами.
Расчет реек и реечных передач при-
веден в табл. 226. Зубчатые колеса и
червяки рассчитываются по формулам,
приведенным в табл. 168 и 209. Сле-
дует иметь в виду, что при расчете чер-
вяка, сцепляющегося с рейкой, стан-
дартный модуль должен быть не в осе-
вом (как при расчете обычных червя-
ков, сцепляющихся с червячными ко-
лесами), а в нормальном сечении и, сле-
довательно, шаг червяка в осевом сече-
х Птп
нии должен быть ------— .
cos (О
Линейное перемещение L рейки, со-
ответствующее одному обороту веду-
щего элемента кинематической цепи,
находится из следующей зависимо-
сти:
Зубчатые и червячные передачи
46Э
£ = _£й_
I ’
где i — передаточное число кинемати-
ческой цепи до зубчатого ко-
леса, сцепляющегося с рейкой;
г — число зубьев колеса или захо-
дов червяка;
ts — шаг торцовый.
Если необходимо за один оборот ве-
дущего элемента кинематической цепи
получить величину перемещения рей-
ки, выраженную конечным (нетранс-
цендентным) числом, то следует i при-
нимать равным или кратным для пря-
355
мозубых реек величине л
3,1415929 ... и для косозубых вели-
чине —Для менее точных пере-
cos р
22
дач принимают л ^ — ^3,142857...
Рис. 399. Сопряжения зубча-
тых реек с цилиндрическими
червяками
Рис* 398. Сопряжение косозубой
рейки с цилиндрическими зуб-
чатыми колесами
470
Раздел IV. Элементы передач движения
Таблица 226
Расчет реечной зубчатой передачи
Искомая величина Обозначе- ние Формулы для реек
прямозубой косозубой
Модуль нормальный Рассчитывается или выбирается кон- структивно. Ряд модулей см. в табл. 167
Шаг нормальный — пгпп
Угол наклона зубьев рейки 3 — Рекомендуется ?<20°
Модуль торцовый — m S COS Р
Шаг торцовый ts ts “ t — tn s COS P
Радиальный зазор с с — 0,35/пл для реек с модулем тп 1 с = 0,25/71^ » > » » тп > 1
Высота зуба рейки h h = 2mn-\-c
Высота головки зуба рейки h’ h' — mn
Высота ножки зуба рейки h" h"mn-\-c
-Ширина рейки b * = (5—10) тп
Длина зуба b' . b’ — b b, __ b COS P
Линейное перемеще- ние рейки, соответст- вующее углу 7 поворо- та сцепленного с ней зубчатого колеса или червяка L r teZ L~'i 360 z— число зубьев колеса или число заходов червяка
Угол профиля в йор- мальном сечении ad ад = 20°
Зубчатые и червячные передачи
471
Допуски зубчат ы х , р е е к
Допуски и отклонения элементов
зубчатых реек приведены в табл. 227,
составленной по ведомственной нор-
мали принятой на ряде приборострои-
тельных заводов до разработки соот-
ветствующего стандарта. Допуски зуб*
чатых реек с модулями свыше 1 мм
приведены в ГОСТ 10242—62.
Базовую плоскость (см. эскиз в
табл. 227) рекомендуется назначать и
в тех случаях, когда> эта плоскость не
используется при сборке механизма
(например, для регулируемых реек),
поскольку это упрощает обработку и
контроль рейки. Когда конфигурация
рейки исключает возможность получе-
ния базы, на чертеже указывается не-
плоскостность выступов зубьев в пре-
делах Д6.
Значения наибольшей накопленной
погрешности Д/2, отклонений Д/, Д£
и АЬ проставляются на чертеже рейки.
Допуск на профиль зуба б/, предельное
отклонение направления зубьев
и отклонения ДЛ^ и &Мп (при
измерении по роликам) включаются
в контрольный комплекс.
В табл. 228 приведены величины диа-
метров роликов и расстояний К от ро-
ликов до делительной линии рейки,,
которые необходимо знать для расчета
контрольного размера М от роликов
до плоскости, принятой за базу^ при
измерениях.
Если профиль'проверяется раздель-
но измерением ошибки угла и непрямо-
линейности профиля, то согласно нор-
мали на7 ошибку угла следует относить
2/3 допуска на профиль.
Таблица 227
Допуски и отклонения размеров зубчатых реек
(по ведомственной нормали)
Отклонения и допуски Обо- значе- ния Модуль нормаль- ный т. п мм Степень точности 6 | 7 | 8 микроны
Предельные отклонения шага Д7 0,3—0,8 1—1;75 2—4 ±5 ±6 ±8 +1 +1 +1 СЧ Ю 00 +HI+I
Предельные на- копленные откло- нения шага Длина рейки в мм до 100 до 200 до 500 0,3—4 1+1+1+ 4^,ЬО — О Си ОО ОО GO О СЧ СО СО +1 +1 +1 ±45 ±55 ±80
472
Раздел IV. Элементы передач движения
Продолжение .
Обо- значе- ния Модуль Степень точности
Отклонения и допуски нормаль- ный тп 6 1 7 1 8
мм микроны
Допуск на профиль х ¥ 0,3—0,8 1—1,75 2—4 8 10 15 12 15 18 18 22 25
Допуск на толщину зуба д$ 0,3—0,8 1—1,75 2—4 —18 —20 —25 —30 —45 9ВВ И
Допуск на отклонение направления зуба (на длине 100 мм) 0,3—0,8 1—1,75 2—4 40 50 60 70 90 НО 120 150 180
Предельное отклонение размера от базовой плоскости рейки до ролика, помещенного во впадину ДМр 0,3—0,8 1—1,75 2—4 —25 —28 —34 —40 —48 —60 —60 —75 —95
Разность размеров от базовой плос- кости до ролика, помещаемого в две соседние впадины 0,3—0,8 1—1,75 2—4 12 15 18 18 22 28 28 35 42
Наибольшая раз- ность размеров от базовой плоскости до ролика, поме- щаемого во впади- ны на всей длине рейки Длина рейки в мм до 100 ' до 200 до 500 дм„ 0,3—4 18 22 28 30 35 40 40 50 60
Предельное отклонение ния от базовой плоскости кости выступов расстоя- до плос- д& 0,3—0,8 1—1,75 2—4 —15 —20 —25 —25 —30 —40 —40 —50 —60
Примечания. 1. Когда профиль проверяется раздельно измерением ошибки угла и непрямолинейност и профиля, на ошибку угла следует относить 2/3 допуска на профиль 6/. 2. Непараллельность плоскости выступов относительно базовой плоскости, а также ее неплоскостность должны находиться в пределах допуска Д&. 3. Размер К (для подсчета контрольного размера Л4О) и диаметры d роликов см. в табл. 228.
Зубчатые и червячные передачи
413
Таблица 228
Значения величин dp и К в мм
Модуль тп Диаметр ролика dp Размер К ,
0,3 0,572 0,475
0,4 0,724 0,557
0,5 0,866 0,620
0,6 1,008 0,683
0,7 1,302 1,044
0,8 1,441 1,101
1 . 1,732 1,240
1,25 2,311 1,837
1,5 2,595 1,855
1,75 3,177 2,457
2 3,468 2,488
2,5 4,211 2,866
Дифференциалы
Дифференциалы применяются для
алгебраического суммирования угло-
вых или линейных перемещений эле-
ментов кинематической цепи. Известны
более 40 типов дифференциальных
устройств, основанных на применении
рычагов, кулис, зубчатых колес и реек,
червячных и винтовых передач, бло-
ков и др. Ниже будут рассмотрены три,
наиболее широко распространенных
вида дифференциалов, называемых зуб-
чатыми, так как конструкция их осно-
вана на применении зубчатых зацеп-
лений.
В зависимости от вида примененной
зубчатой передачи различают дифферен-
циалы: реечные (линейные), цилин-
дрические, конические.
Реечный дифференциал
состоит из двух зубчатых реек / и 5,
находящихся в зацеплении с одним
(рис. 400, а) или двумя (рис. 400, б)
зубчатыми колесами. Если закрепить
движок 2, на котором укреплены зуб-
чатые колеса, то перемещение любой
из зубчатых реек вызовет такое же
по величине, но обратно направленное
перемещение второй рейки. Если же
закрепить одну из реек, то:
— при перемещении второй рейки
на величину а движок 2 переместится
в ту же сторону на величину а/2;
— при перемещении движка 2 на
величину а вторая рейка переместится
в ту же сторону на величину 2а.
Рис. 400. Схематические черте-
жи зубчатых реечных дифферен-
циалов:
а — с одним цилиндрическим зубча-
тым колесом; б — с двумя цилиндри-
чески ии колесами
Конструкция реечного дифференциа-
ла обычно приспосабливается к уст-
ройству и условиям работы механизма,,
в котором он монтируется.
Цилиндрический диф-
ференциал нормализованной
конструкции (рис. 401) состоит из
валика 4, на котором свободно вра-
щаются два цилиндрических зубчатых
колеса / и <?, называемых солнечными,
и укрепленной на валике 4 обоймы 5
с двумя парами цилиндрических зуб-
чатых колес 2 и 2', называемых сател-
литами. Солнечные колеса и сателлиты
находятся, в последовательном зацеп-
лении аналогично тому, как это пока-
зано для реечного дифференциала' рис.
400, б.
При неподвижном валике 4 и, сле-
довательно, обоймы 5 с сателлитами
поворот любого из. солнечных колее
вызовет такой же по величине, но на-
правленный в противоположную сторо-
ну поворот второго солнечного колеса.
474
Раздел IV. Элементы передач движения
Рис. 401. Цилиндрический дифференциал
нормализованной конструкции
Если же застопорить какое-либо из
солнечных колес, то при повороте вто-
рого солнечного колеса на угол а валик
4 с обоймой 5 и сателлитами повернется
в ту же сторону на угол а/2; при пово-
роте валика 4 на угол а второе сол-
нечное колесо повернется в ту же сто-
рону на угол 2а.
В табл. 229 приведены размеры нор-
мализованных обойм с сателлитами для
цилиндрических дифференциалов по
рис. 401, а в табл. 230 размеры посадоч-
ных мест для обойм на валиках. Сол-
нечные колеса для этих дифференциа-
лов выполняются по специальным чер-
тежам, применительно к условиям ком-
поновки механизма.
Таблица 229
Размеры обойм для цилиндрических дифференциалов (см. рис. 401)
-
Н , В 7
Размеры в мм
Модуль тп Число зубьев Z d di D Di в н С h hi h2
0,6 30 12 18 45 62 35 30 18 27 3 13,5
1,0 18 14 22 52 72 45 34 18 31 4,5 | 15,5
Зубчатые и червячные передачи
475
Таблица 230
размеры валиков для цилиндрических дифференциалов (см. рис. 401)
Размеры в мм
Модуль тп d ^3 D i h
0,6 12 8 12 Г8 24,5 4 3 4 .
1,0 14 10 14 22 30 5 4,5 5
Иногда вращение обоймы с сателли-
тами проще осуществляется не через
валик 4, а посредством цилиндриче-
ского зубчатого или червячного колеса,
укрепляемого непосредственно на
обойме, как это показано на при-
мере двух спаренных дифференциалов,
служащих для алгебраического сумми-
рования трех величин (рис. 402). Кон-
струкция специального цилиндриче-
ского дифференциала, примененного
в программном механизме, приведена
на рис. 403. Для уменьшения размеров
механизма здесь оказалось целесообраз-
нее использовать втулки солнечных ко-
лес для установки на них кулачков, от
которых по заданной программе сраба-
тывают контактные группы.
Рис. 402. Пример спаренного цилиндрического дифференциала,
служащего для алгебраического суммирования 3 величин
476
Раздел IV. Элементы передач движения
Рис. 403. Пример конструкции специального цилиндрического диффе-
ренциала дляЛпрограммного механизма
Конический дифферен-
циал нормализованной конструкции
(рис. 404) состоит из двух солнечных
колес 1 и 5, находящихся в зацеплении
с сателлитами 2, вращающимися на
осях 5, которые вместе с валиком 4
образуют жесткую крестовину. Шайбы
6 и 7 служат для регулировки зацеп-
ления сопряженных колес. В этом диф-
ференциале соотношения углов пово-
рота и зависимость направлений вра-
щения солнечных колес и валика 4
с сателлитами такие же, как и в опи-
санном выше цилиндрическом диффе-
ренциале (и, если провести условную
-аналогию между угловыми и линей-
ными перемещениями, — такие же, как
и в реечных дифференциалах) рис. 400.
Последнее обстоятельство может слу-
жить простым мнемоническим прави-
лом для определения передаточных
чисел и направлений вращения элемен-
тов цилиндрического или конического
дифференциала, для чего солнечные
колеса этих дифференциалов следует
мысленно заменить рейками, находя-
щимися в зацеплении с сателлитами.
На рис. 405 показаны нормализован-
ные крестовины, а в табл. 231 —
размеры солнечных колес сборной
конструкции для дифференциала по
рис. 404. Размеры колес, приведенные
в табл. 231, могут быть использованы
также при выпуске специальных чер-
тежей солнечных колес блочной (не-
разъемной) конструкции.
Рис. 404. Конический дифференциал нормализованной кон-
струкции
Зубчатые и червячные передачи
477
т-0,5
Рис. 405. Крестовины для конического дифференциала нормализованной
конструкции
Иногда конструкция механизма уп-
рощается, если вращать солнечное ко-
лесо посредством валика, соосного
с валиком дифференциала. В этом слу-
чае втулка сборного солнечного колеса
соединяется с полуосью, как показано
на рис. 406.
Рис. 406. Соединение солнеч-
ного колеса конического диф-
ференциала с полуосью
Основные данные и техническая
характеристика дифференциалов при-
ведены в табл. 232.
Конический дифференциал по срав-
нению с цилиндрическим (при одина-
ковых модулях колес) имеет некото-
рые преимущества по трудоемкости из-
готовления, моменту инерции, габа-
ритным радиальным размерам и по
первоначальному мертвому ходу в пе-
редачах. Габаритный размер по длине
(оси дифференциала) и упругий мерт-
вый ход меньше у цилиндрического
дифференциала.
При сборке конического дифферен-
циала легче выбирается мертвый ход
в сопряженных зубчатых колесах, кро-
ме того, в коническом дифференциале
в последовательном зацеплении нахо-
дится меньшее число колес, поэтому
первоначальная точность конических
478
Раздел IV. Элементы передач движения
Таблица 231
Размеры солнечных колес для конических дифференциалов (см. рис. 404)
Зубчатые и червячные передачи
479
Продолжение
Линейные размеры в мм
Модуль т 1 Число зубьев z L (min) в' ь bi h hi D (#i) fa d2 d di R Да
0,5 50 54° 15' 18 4 3 1 6 3,5 19 22 40 15 M4 16 20'
0,8 40 55° 18 5 4 1,5 6 3,5 20 24 42 16 M4 17 20'
1,0 Во 51°20' 22 8 8 2 7 4,5 32 38 60 26 M5 25 10'
15 45 51°20' 25 11 10 2,5 8 4,5 35 42 63 30 M5 27 10'
Таблица 232
Характеристика конических дифференциалов (см. рис. 404)
Модуль rn n MM Число зубьев z Номиналь- ной момент Г. дм Максималь- но-допусти- мый мо- мент Г. дм Мертвый ход на сол- нечном ко- лесе мин Коэффи- циент мертвого хода К К. п. д. Вес г
солнеч- ного колеса сател- лита
0,5 50 36 40 50 - Т 0,00032 0,75—0,9 27,5
0.8 40 28 150 250 5'24" 0,00025 0,75—0,9 56,6
1,0 50 40 250 800 4' 0,00018 0,7—0,95 249,7
1,5 45 36 400 2200 3'30" 0,00016 0,8—0,95 411,8
дифференциалов несколько выше ци-
линдрических. Однако в процессе экс-
плуатации конический дифференциал
быстрее теряет полученную при сбор-
ке точность, что, по-видимому, объяс-
няется неточностью монтажа колес при
сборке.
Более жесткие конструкции кони-
ческих дифференциалов с двумя опо-
рами для осей сателлитов показаны на
рис, 407 и 408. При небольших оборо-
тах и незначительных нагрузках с
целью уменьшения габаритов дифферен-
циала иногда отказываются от шарико-
подшипников. Примеры конструкций
таких миниатюрных дифференциалов
приведены на рис. 409 и 410.
Рис. 407—408. Примеры конструкций конических дифференциалов с двумя
опорами для осей сателлитов.
480
Раздел IV. Элементы передач движения
Рис. 408.
Рис. 409.
Рис. 410.
Рис. 409—410. Примеры конструкций миниатюрных дифференциалов
Зубчатые и червячные передачи
481
ОФОРМЛЕНИЕ ЧЕРТЕЖЕЙ
ЗУБЧАТЫХ КОЛЕС И ЧЕРВЯКОВ
(по ГОСТ 9250—59)
Общие положения
ГОСТ 9250—59 устанавливает пра-
вила оформления зубчатых венцов ко-
лес и витков червяков с модулем свы-
ше 1 мм.
Данные, необходимые для изготов-
ления и контроля зубчатого венца,
указываются в таблице параметров, рас-
полагаемой в правой верхней части
поля чертежа (рис. 411—415). Осталь-
ные данные о форме зубьев или витков,
например о форме торцовых кромок
или головок, или данные о термообра-
ботке должны располагаться под таб-
лицей или при отсутствии места рядом
с таблицей с левой стороны. В осталь-
ном оформление рабочих чертежей
зубчатых колес и червяков должно
соответствовать стандартам на черте-
жи в машиностроении.
При наличии на чертеже двух или
более венцов одного вида в таблице
дается соответствующее количество ко-
лонок, обозначаемых прописными бук-
вами русского алфавита, как указано
на рис. “412.
При наличии на одном колесе двух
или более венцов разного вида (напри-
мер, цилиндрического или кониче-
ского) для каждого вида составляются
две (или более таблицы), которые рас-
полагаются рядом (в соответствии с
расположением на изображении) или
одна под другой.
Если конструкция колеса сборная
и зубья должны обрабатываться в сбо-
ре, то все данные, относящиеся к зуб-
чатым венцам, следует помещать толь-
ко на сборочном чертеже. При обра-
ботке венца сборного колеса в несоб-
ранном виде данные, относящиеся к
зубчатому венцу, на сборочном чер-
теже не повторяются.
Таблицы параметров зубчатого вен-
ца или витков червяка делятся на три
части, содержащие данные для изго-
товления, контроля и справок.
Данные для изготовления зубчатого
венца, вписанные в первую часть таб-
лицы, прямому контролю на детали не
подлежат.
16 И. я Левин
Во вторую часть таблицы вписывают-
ся данные, необходимые для контроля
точности в виде одного из контрольных
комплексов, установленных стандар-
тами. Если нормы точности в виде кон-
трольного комплекса не вписываются,
то вторая часть таблицы исключается
и точность венца определяется сте-
пенью точности, указанной в первой
части таблицы, а в числе справочных
указываются следующие данные:
Делительный диаметр
Толщина зубьев по дуге делительной окружности So
В третью часть таблицы вписываются
справочные данные, используемые для
проверки и наладки оборудования и
контрольных приборов и не подлежа-
щие последующему контролю на колесе
или червяке. Здесь же при необходи-
мости указываются основные данные
или обозначение чертежа сопряжен-
ного колеса или червяка.
Цилиндрические колеса
В первой части таблицы (см. рис. 411)
в графе (1) указывается:
а) для прямозубого колеса — значе-
ние стандартного модуля;
б) для косозубого (со стандартным ’
модулем в сечении, нормальном к зубь-
ям) — стандартный модуль с индексом
п — тп\
в) в остальных случаях указывают-
ся значения тп и ms, например:
Модуль Нормальный тп 4,5
Торцовый tns 4,789
В графе (2) указывается число зубь-
ев. Для зубчатых секторов указывается
число зубьев на полной окружности;
фактическое число зубьев на секторе
определяется углом сектора, указан-
ным на изображении.
482
Раздел IV. Элементы передач движения
15 min
20
Модуль т (1)
Число зубьев Z (2)
Угол наклона зубьев (3)
Направление зубьев —
Исходный контур Угол профиля
Коэффициент высоты головки г
НОЖКИ / f" .—(4)
Радиус закругления ri
Срез головки высота hc
угол фланка аф
Коэффициент смещения исходного контура ё (5)
Степень точности по ГОСТ... (6)
G) (7)
(Контрольный комплекс) (8) ' (8)
*
(Справочные данные) (9-H) * (9-H)
(12) (12)
Рис. 411. Таблица параметров цилиндрических зубчатых колес
Зубчатые и червячные передачи
483
8
20
8 Зубчатые венцы А Б
Модуль т . (1) (1)
Число зубьев Z (2) (2)
Рис. 412. Таблица параметров двухвенцовых зубчатых колес
Графы (3) заполняются для косозу-
бых колес. Для прямозубых колес
эти графы прочеркиваются или ис-
ключаются из таблицы.
В графах (4) указываются парамет-
ры исходного контура в том случае,
если они отличаются от стандартных.
Стандартный исходный контур за-
дается ссылкой на ГОСТ 9587—61—
для колес с модулем т 1 или на
ГОСТ 3058—54 — для колес с моду-
лем т > 1, ^например:
Со срезом головки (с фланкирова-
нием)
Исходный кон- тур со срезом — ГОСТ 3058—54
Без среза головки
Исходный контур — ГОСТ 3058—54
При этом остальные неиспользуемые
графы (4) из таблицы исключаются.
При стандартном исходном контуре
без среза головки можно все шесть
граф (4), относящиеся к исходному
контуру, из таблицы исключить.
В графе (5) при отсутствии корриги-
рования проставляется «0».
В графе (6) указывается степень точ-
ности и вид сопряжения по соответ-
ствующему стандарту.
Во второй части таблицы, в гра-
фах (7) и (8), в приведенной ниже по-
следовательности указываются пара-
метры комплексов, принятых для кон-
ч
троля: толщины зуба, кинематической
точности, плавности работы, контакта
зубьев. Варианты контрольных ком-
плексов приведены в разделе «До-
пуски и посадки цилиндрических зуб-
чатых колес».
В третьей части таблицы, если в
контрольном комплексе используется
отклонение профиля б/ или если боко-
вые поверхности зубьев колеса под-
вергаются доводочным операциям (ше-
вингование или шлифование) на всю»
глубину захода, то в графе (9) указы-
вается диаметр основной окружности d0.
Графа (10) в этом случае не заполняет-
ся, а в графе (Щ указывается допуск
на профиль б/ или отклонение основ-
ного шага А/о (если они не входят
в контрольный комплекс). Для колес,
зубья которых могут быть обработаны
только долбяком, в графах 9, 10 и И
указывается или обозначение чертежа,,
или параметры сопряженного колеса,
например:
Сопря- женное колесо Число зубьев Z
Коэффициент сме- щения исходного контура е
Диаметр выступов
При оформлении чертежа по обез-
личенной системе или при нескольких,
вариантах зацепления указываются па-
раметры г, | и De для сопряженного
колеса с максимальным числом зубьев..
16*
484
Раздел IV. Элементы передач движения
В графе (12) записываются:
— осевой шаг Bs — при наличии
в контрольном комплексе (во второй
части таблицы) параметра ДВЕ или
— ход винтовой линии /в — при на-
личии в контрольном комплексе па-
раметра ДВ0;
— толщина зубьев по хорде S и из-
мерительная высота hM — при нали-
чии в контрольном комплексе пара-
метра Да или размера по роликам М.
Конические колеса
Форма таблицы параметров для ко-
нических колес приведена на рис. 413.
Заполнение граф (1) и (2) пояснений
не требует. В графе (3) указывается
тип зубьев: прямые, круговые и т. д.
Графы (4) для прямозубых колес про-
черкиваются или исключаются из таб-
лицы.
В графах (5) стандартизованный ис-
ходный контур задается ссылкой на
ГОСТ 9587—61, если т 1, или ссыл-
кой на ГОСТ 3058—54, если т > 1,
с указанием полной высоты зуба Л,
например:
Исход- ный контур Параметры — гост 9587—61
Высота зуба h
Неиспользуемые графы (5) можно ис-
ключить из таблицы. В графе (6) для
колес с некорригированным зацепле-
нием проставляется «0».
В графе (7) указывается степень точ-
ности и вид сопряжения по соответ-
ствующему стандарту.
Во второй части таблицы, в графах
8 и 9, указываются параметры комп-
лексов, принятых для контроля в сле-
дующей последовательности: толщина
зуба, кинематическая точность, плав-
ность работы, контакт зубьев.
Варианты контрольных комплексов
приведены в разделе «допуски и по-
садки конических зубчатых колес».
В третьей части таблицы в качестве
-справочных данных указываются:
— межосевой угол б, если он отли-
чается от 90°;
— толщина зубьев по хорде де-
лительной окружности S и измери-
тельная высота ДЛМ, если в контроль-
ном комплексе задано отклонение
измерительного межосевого угла
Д(ри или боковой зазор в паре Сп;
— угол конусности зубьев — бу.
Червяки
Форма таблицы параметров для чер-
вяков приведена на рис. 414. Запол-
нение граф (1) и (2) пояснений не тре-
бует. В графе (3) тип червяка с прямо-
линейным профилем в осевом сечении
указывается следующим образом:
Тип червяка — Архимедов
Расположение прямолинейных образующих — В осевой плоскости
Заполнение граф (4), (5), (6) и (7)
пояснений не требует. В графе (8) ука-
зывается степень точности и вид сопря-
жения по соответствующему стандарту
(условные обозначения см. на стр. 450).
Во второй частице таблицы, в графах
9 и 10, указываются параметры комп-
лексов, принятых для контроля, в та-
кой последовательности: толщина вит-
ка, точность червяка.
Варианты контрольных комплексов
приведены в разделе «Допуски червяч-
ных передач».
В третьей части таблицы (при нали-
чии в контрольном комплексе для тол-
щины витка параметра Да) в графе 11
указывается толщина витка по нор-
мали S и измерительная высота hM.
Червячные колеса
Форма таблицы параметров для чер-
вячных колес приведена на рис. 415.
Заполнение граф (1), (2) и (3) пояс-
нений не требует. В графе (4) указы-
вается номинальное межосевое рас-
стояние в обработке Ао с предельными
отклонениями. В графе (5) указывается
степень точности и вид сопряжения по
соответствующему стандарту (услов-
ные обозначения см. на стр. 450).
Зубчатые и червячные передачи
485
Во второй части таблицы, в графе 6,
указываются параметры комплексов,
принятых для контроля в следующей
последовательности: толщина зубьев,
кинематическая точность, плавность
работы, контакт.
Варианты контрольных комплексов
приведены в разделе «Допуски червяч-
ных передач».
В третьей части таблицы, в графах
(7) — (11), указываются для справок
параметры сопряженного червяка, в
графе (12) — данные для зуборезного
инструмента.
Графы (7) —(11) можно не запол-
нять или исключать из таблицы, заме-
нив их ссылкой на чертеж сопряжен-
ного червяка, например:
Зацепляются с червяком — (№ чертежа)
Модуль т (1)
Число зубьев Z (2)
Тип зубьев — (3)
Угол спирали зубьев ► (4)
Направление зубьев — \/
Исходный контур Угол профиля
Высота головки зуба h' (5)
Высота зуба h
Радиус закругления П
Коэффициент смещения исходного контура 5 (6)
Стспень^точности по ГОСТ... — (7)
(8) (8)
(Контрольный комплекс) • (9) • (9)
(Справочные данные) ► (10—14) (10—14)
Рис. 413. Таблица параметров конических зубчатых колес
486
Раздел IV. Элементы передач движения
Модуль осевой ms (1)
Число заходов (2)
Тип червяка — (3)
Расположение прямолинейных образующих — > \ /
Угол подъема витка X (4)
Направление витка —
Ход винтовой линии * te (5)
Исходный контур Угол профиля <*д (6)
Высота витка h G)
Степень точности по ГОСТ .... __ (8)
(9) . (9)
>
(Контрольный комплекс) (10) • (Ю)
(Справочные данные) —(11)— .—(11)—
Рис. 414. Таблица параметров червяков
Зубчатые и червячные передачи
487
Модуль осевой (1)
Число зубьев (2)
Сопряженный червяк Число заходов *1 (3)
Направление витка —
Межосевое расстояние в обработке Л (4)
Степень точности по ГОСТ .... __ (5)
(Контрольный комплекс) . (б) • (6)
Сопряженный червяк Тип червяка — (7)
Расположение прямолиней- ных образующих — (8)
Ход винтовой линии (9)
Угол профиля исходного контура ад (Ю)
Диаметр выступов Dei (И)
Зуборезный инструмент Толщина зуба «и (12)
Радиальный зазор во впадинах колеса
Рис» 415» Таблица параметров червячных колес
488
Раздел IV. Элементы передач движения
Оформление чертежей зубчатых
колес и червяков
(по междуведомственной нормали)
Междуведомственная нормаль «Си-
стема чертежного хозяйства», приня-
тая на многих предприятиях приборо-
строительной промышленности, раз-
работана на основе ГОСТ 9250—59 и
распространяется на все виды зуб-
чатых колес, реек и червяков безотно-
сительно к величине модуля.
Таблица параметров в соответствии
со стандартом должна располагаться
в правой верхней части поля чертежа,
однако на формате 11 можно распола-
гать таблицу в правой нижней части
поля чертежа (рис. 420—423). Осталь-
ные технические требования следует
располагать под таблицей или (при
недостатке места) рядом с таблицей,
с левой стороны.
Таблица параметров в соответствии с
ГОСТ 9250—59 делится на три части,
в которые вписываются данные для
изготовления, контроля и справок.
Во второй части таблицы в качестве
обязательного контрольного параметра
для цилиндрических зубчатых колес
и червяков с модулем до 1 мм указы-
вается размер по роликам М ~ .
На чертежах колес с модулем более
1 мм, а также на чертежах зубчатых
секторов следует указывать длину об-
щей нормали L дв^; на чертежах
конических колес — толщину зуба по
постоянной хорде Sx abqx> на чеР’
V 5 остальное
Зубчатые и червячные передачи
489
V 5 остальное
тежах реек — толщину зуба по
делительной прямой. Для секторов с
числом зубьев меньшим, чем это необ-
ходимо для измерения длины общей
нормали, толщина зуба указывается
по постоянной хорде.
Остальные параметры контрольного
комплекса в таблице не приводятся,
так как предполагается, что эти пара-
метры регламентированы заводскими
или ведомственными нормалями в зави-
симости от характера производства
и наличия станочного оборудования и
контрольных приборов.
Значения размеров по роликам М
приведены в табл. 187, длины общей
нормали L — в табл. 189 и толщины
зуба по хорде Sx — в табл. 191.
Отклонения размера Л4: верхнее
ДВЛ4 == ДМЛ4 и нижнее ДНЛ4 = (ДМЛ4+
+ дМ) определяются по табл. 188;
соответственно этому отклонения ДВЛ =
= ДМЛ и ДНЛ = (ДМЛ + 6L) опреде-
ляются по табл. 190 и отклонения
^В^Х = ^М^Х И AHSX — (AMSX 4” 6SX)
по табл. 192.
Размеры М и L для чисел зубьев, не
указанных в таблицах, рассчитываются
по формулам, приведенным в табл. 192.
Допуск на торцовое биение для ци-
линдрических и червячных колес про-
ставляют на два торца: опорный и
прижимной при зубообработке.
Опорным торцом является торец
зубчатого венца.
Прижимным торцом может быть:
а) торец ступицы, если De — Dc
< 20 мм при b 3 мм и De — Dc
< Ю мм при b < 3 мм.
б) второй торец венца, если De
— мм при b 3 мм и De
— мм при b < 3 мм, где De
I I I Л А
490
Раздел IV. Элементы передач движения
V 5 остальное
* Размеры для справок
l-дез покрытия
Модуль т 1 Рис. 418. Пример оформления рабочего чертежа зубчатого сектора
Число зубьеб на полной окружности. Z ПО
Коэффициет смещения исходного контура X 0
Степень точности ГОСТ 9178~59 Ст. 7-РА
Длина одщей нормали L
Параметры контрольного комплекса по Н..
Диаметр делительной окружности dd 110
Зубчатые и червячные передачи
491
46 остальное
Ц-дез покрытия
Зубчатый, денец А 6
Модуль т 1 0,8
Число зудьев Z 50 40
Коэффициент смешения исходного контура е 0 0
Степень точности ГОСТ 9178-59 Ст7-Д Ст 7-Д
Размер по роликам при диа- метре ролика /?-17732,Б~1,Ц 41 м с9-0,0Ч8 ^-0,084 7a it”0)040 04,10-0,0??
Параметры контрольного комплекса поН---
Диаметр делительной окружности dd 50 32
Рис. 419. Пример оформления рабочего чертежа двух-
венцового зубчатого колеса
492
Раздел IV. Элементы передач движения
\76 остальное
1_.
НВ7
3 фаски
0,3x45°
Ш2
1 отв. М3 кл.З
3,3+0,12 (колебание
д партии 0,02)
23,6*
* Размеры для справок
1-5ез покрытия
Рис. 420. Пример оформления
рабочего чертежа конического
зубчатого колеса
Модуль т 0,8 I
Число зубьев Z 60
Коэффициент смещения исходного контура к 0
Степень точности ГОСТ 9368-60 Ст. 7-Д
Толщина зуба по корде Зх i ii~0,020 1,1-0,052
Параметры контрольного комплекса по Н..
Угол конусности зубьев f 2°24'
высота головки зуба до хорды 0,598
Зубчатые и червячные передачи
493
Зубчатый венец Б
Модуль т 1
Число зубьев Z 36
Коэффициент смещения исходного ьонтура £ 0
Степень точности. ГОСТ 9178-59 Ст.7-Д
Размер по роликам при диаметре ролика 1,7а2 м 36ЧЗ~0,0Ц0
Параметры контрольного комплекса поН...
Диаметр делительной . окружности d8 36
Зубчатый венец А
Модуль ТП 0,8
Число зубьев Z 60
Коэффициент смещения исходного контура 1 0
Степень точности ГОСТ 9366-60 Ст 7-Д
Толщина зуба по хорде $х <<<-0,020 v'-ojez
Параметры контрольного комплекса по Н.
Угол конусности зубьев 2°Ц'
Высота головки зуба до хорды 0,598
Рис. 421. Пример оформления рабочего чертежа двухвенцового (конического
ицилиндрического) зубчатого колеса
494
Раздел IV. Элементы передач движения
V 6 остальное
! 1. Неполные зу&ья на конца*
рейки срезать
2. 1~6ез покрытия
Рис. 422. Пример оформле-
ния рабочего чертежа пря-
мозубой рейки
Модуль т 1
Исходный Угол профиля 20°
контур высота зуба h 2,35
Остальные параметры ГОСТ 9587-61
Степень точности, по И... Ст. 7
Толщина зуба 3 1*571-0,035
Шаг зубьев t 3,142+0,01
Предельные накопленные отклонения шага 6te + 0,015
Параметры контрольного комплекса по Н...
диаметр окружности выступов; Dc —
диаметр ступицы и b — ширина венца
(для червячных колес — В).
При нежесткой или нетиповой конст-
рукции базовый торец следует выби-
рать независимо от указанных, соотно-
шений по согласованию с технологом.
Допуск на торцовое биение секторов
указывается в чертежах только при
наличии у сектора центрального отвер-
стия, являющегося базой торца. У дру-
гих же секторов указывают допуск на
неплоскостность базовой стороны сек-
тора (опорной при нарезке зубьев). Не-
ллоскостность допускается в сторону
вогнутости. Чистоту рабочих (боковых)
поверхностей зубьев колес и витков
червяка ведомственная нормаль реко-
мендует назначать: для колес и червя-
ков 5 и 6-й степеней точности — не
грубее у 8; для 7-й степени точности —
не грубее и для 8-й степени — не
грубее
Примечание. Величина ко-
лебания в партии соответствующего
размера, указанная в чертежах (см.
рис. 420 и 421, 425) конических и
червячных колес, обеспечивается на-
резанием зубьев партии колес за один
установ режущего инструмента.
Зубчатые и червячные передачи
495
2 отв. ®9Д5
А
50*0,5
V5 остальное
б AzA
А
8*0,2
12±0$
75*0,5
00В7
О
~ЯГ
1ZB7
I отв. Ф 3,8 А у
Вид Б
1. Неполные зубья на концах
рейки срезать
2. Х~ без покрытия
Рис. 423. Пример оформле-
ния рабочего чертежа косо-
зубой рейки
Модуль нормальный тп Г
Исходный контур Угол профиля <ч 20°
высота зуба h 2,35
Остальные параметры ГОСТ 9587-61
Угол наклона зубьев 30°
Направление зубьев левое
Степень точности по И... Ст. 7
Толщина зуба в нормальном сечении ^^-0,035
Шаг зубьев в нормальном сечении 3,192*0,01
Предельные накопленные отклонения тага 8te *0,015
Параметры контрольного комплекса по Н..
496
Раздел IV. Элементы передач движения
6 остальное
Ш7
X “ дез покрытия
Модуль осевой 1
Число заходов г/ 2
Тип червяка Прямолинейный профиль в осевом сечении
Угол подъема витков на делительном цилиндре 5°ЧЗ'
Направление витков правое
Ход винтовой линии ^в 6,283
Исходный контур Угол профиля в осевом сечении <*д 20°
Высота витка h 2,2
Степень точности ГОС7 Ст 7~Х
Размер пороликам при диаметре ролика 1,732 м п7 с ~0,02 1£)Э-0,06
Параметры контрольного комплекса поН ..
Диаметр делительного цилиндра 20
Рис. 424. Пример оформления рабочего чертежа
червяка
Зубчатые и червячные передачи
497
46 остальное
ZS*±1°
R9
SZi
ГУ
5 ±0,1
1 отв._
М3 кл.З
5*0,2
(колебание
впартии 0,06}.
10В7
3 (раски 0,5*45*
18В?
* Размеры для справок
1-без покрытия
Рис. 425. Пример оформле-
ния рабочего чертежа чер-
вячного колеса
Нодуль осевой 711 3 1
Число зубьев Z 47
Червяк Прямолинейный профиль в осевом сечении
Число заходов zf 2
Угол подъема витков на делительном цилиндре О) 5°43'
Направление витков правое
Степень точности ГОСТ... Ст. 7-Х
Измерительное межцент- ровое расстояние А 33,5*0,022
Параметры контрольного комплекса по В.
Диаметр делительной окруж- ности в средней плоскости dd 47
498
Раздел IV. Элементы передач движения
Расчет моментов и мертвых ходов
в кинематической цепи *
Расчет моментов трения. Для конт-
роля качества сборки механизмов необ-
ходимо знать статический момент тре-
ния, приведенный к ведущему валу.
Расчет моментов производится от ведо-
мых звеньев к ведущему по формуле
М< = —т-1
+-Л1С1,
где Mt — момент на ведущем валу;
М2 — момент на ведомом валу;
?2
z = — — передаточное число;
г| — к. п. д. передачи;
2ИС1 — собственный момент трения v
ведущего вала.
Коэффициент полезного действия зуб-
чатой передачи определяется в зависи-
мости от окружного усилия Р на зубча-
том колесе
r г 20Ма
mz2 ’
где т — модуль зубчатой передачи в
мм;
z2 — число зубьев колеса.
К. п. д. ** зубчатых передач рассчи-
тывается по формулам:
1. Для прямозубой цилиндрической
передачи с углом зацепления 20°
7]= 1
Г ( 1 I 1 \
\ ^2 /
где р — коэффициент трения в зацеп-
лении;
Р -4- 992
С = * если Р^ЗООО Г,
Р 17,4
С = 1, если Р > 3000 Г.
Для стальных колес при наличии
смазки и средней чистоте (7 7) рабочих
поверхностей зубьев ц принимают рав-
ным 0,10 (для шлифованных зубьев до
0,08). В табл. 233, составленной по ве-
* Автор инж. Р. Н. Бурдаев.
** Расчет к. п. д. подробнее см.
в книге К. А. С а н н и к о в а, «Расчет
усилий и моментов в счетно-решающих
механизмах», Оборонгиз, 1948.
домственной нормали, приводятся зна-
чения к. п. д. стальных прямозубых
цилиндрических передач при переда-
точном числе i = 1.
При i ф 1
_ _ ’ll + ’ls
th-2 - ---2----’
где т]1_2 — к. п. д. передачи с переда-
точным числом
rfo — к. п. д. передачи при =
— к. п. д. передачи при i2_2 =
= 1;
^2
2. Для косозубых колес с параллель-
ными осями
где Ci==
У+311
W+18,5 *
Нормальное усилие N определяется
по формуле
cos 3d2 cos
гДе Рдг — Угол наклона зубьев ведомо-
го колеса по делительному
цилиндру;
ад — угол зацепления в нормаль-
ном сечении.
К. п. д. передачи цилиндрическими
косозубыми колесами с параллельными
валами при ад = 20° мало отличается
от к. п. д. прямозубых цилиндрических
колес.
Для передач косозубыми (винтовыми)
колесами с осями, перекрещивающими-
ся под углом 90°:
с
(Pd2 + Р)
г =
W+240
> — угол трения ^tg р = —
Зубчатые и червячные передачи
499
3. Для конических колес с углом
зацепления 20°
tg со
7)=1 — 1,б2Срт^ £21^1
COS \
ч I
где е —
W+ 105 .
W-j-240 ’
г Р + 292
со — угол подъема винтовой линии
червяка;
р — приведенный угол трения.
Нормальное усилие М определяется
по формуле:
и Фдг — углы делительных ко-
нусов колес.
В табл. 234, составленной по ведом-
ственной нормали, даны значения
к. п. д. стальных конических колес при
передаточном числе i = 1 и (р = ср^ +
+ Фдг = 90°. (
4. Для червячных передач с враще-
нием от червяка к колесу
рк
cos со cos а
где Рк — окружное усилие на червяч-
ном колесе;
а — профильный угол витка чер-
вяка в осевом сечении.
К. п. д. передачи с выборкой мерт-
вого хода снижается в 1,5—2 раза.
Таблица 233
Коэффициент полезного действия т| цилиндрических прямозубых
передач при i=1
£0 <D 40 Р — окр^
т* О 2 6 10 20 30 40
ч
S
10 0,24 0,36 0,45 0,58 0,66 0,71
12 0,36 0,47 0,54 0,65 0,72 0,76
15 0,49 0,57 0,63 0,72 0,77 0,81
18 0,58 0,64 0,69 0,77 0,81 0,84
20 0,62 0,68 0,72 0,79 0,83 0,85
25 0,70 0,74 0,78 0,83 0,86 0,88
30 0,75 0,79 0,82 0,86 0,89 0,91
40 0,81 0,84 0,86 0,90 0,91 0,93
50 0,85 0,87 0,89 0,92 0,93 0,93
60 0,87 0,89 0,91 0,93 0,94 0,95
70 0,89 0,91 0,92 0,94 6,95 0,96
80 0,90 0,92 0,93 0,95 0,96 0,96
90 0,92 0,93 0,94 0,95 0,96 0,97
100 0,92 0,94 0,94 0,96 0,97 0,97
НО 0,93 0,94 0,95 0,96 0,97 0,97
120 0,94 0,95 0,95 0,97 0,97
140 0,95 0,95 0,96 0,97
160 0,96 0,96 0,97 0,97
180 0,96 0,96 0,97
»ужное усилие в Г
60 80 100 200 500 1000 3000
0,77 0,81 0,85 0,87 0,89 0,81 0,84 0,87 0,89 0,90 0,83 0,86 0,89 0,91 0,92 0,89 0,91 0,92 0,94 0,94 0,95 0,96 0,97 0,92 0,94 0,95 0,96 0,96 0,94 0,95 0,96 0,96 0,97 0,95 0,95 0,96 0,97 0,97
0,91 0,92 0,93 0,95 0,96 0,97 0,97
0,93 0,94 0,95 0,96 0,94 0,95 1—
0,96 0,97 0,97 0,97 — 1
0,97 0,97
0,97 0,97 0,98
0,99
500
Раздел IV. Элементы передач движения
Таблица 234
Коэффициент полезного действия г) конических передач при Z=1
:ло зубьев Р — окружное усилие в Г
2 6 10 20 30 40 60 80 100 200 500 1000 3000
к У
10 0,12 0,26 0,36 0,52 0,61 0,67 0,74 0,78 0,81 0,87 0,91 0,93 0,94
12 0,27 0,39 0,47 0,60 0,67 0,72 0,78 0,82 0,84 0,89 0,93 0,94 0,95
15 0,42 0,51 0,58 0,68 0,74 0,78 0,82 0,85 0,87 0,91 0,94 0,95 0,96
18 0,51 0,59 0,65 0,73 0,78 0,81 0,85 0,88 0,89 0,93 0,95 0,96 0,96
20 0,56 0,63 0,68 0,76 0,80 0,83 0,87 0,89 0,90 0,93 0,96 0,96 0,97
25 0,65 0,71 0,75 0,81 0,84 0,87 0,89 0,91 0,92 0,95 0,96 0,97 0,97
30 0,71 0,75 0,79 0,84 0,87 0,89 0,91 0,93 0,94 0,96 0,97 0,98 0,98
40 0,78 0,82 0,84 0,88 0,90 0,92 0,93 0,94 0,95 0,97 0,98 0,98 0,98
45 0,81 0,84 0,86 0,89 0,91 0,93 0,94 0,95 0,96 0,97 0,98 0,98
50 0,82 0,85 0,87 0,90 0,92 0,93 0,95 0,96 0,96 0,97 0,98
60 0,85 0,88 0,89 0,92 0,93 0,94 0,96 0,96 0,97 0,98
70 0,87 0,89 0,91 0,93 0,94 0,95 0,96 0,97 0,97 0,98
80 0,89 0,91 0,92 0,94 0,95 0,96 0,97 0,97 0,98 0,98 0,99
90 0,90 0,92 0,93 0,95 0,96 0,96 0,97 0,98 0,98
100 0,91 0,93 0,94 0,95 0,96 0,97 0,97 0,98 0,98
120 0,93 0,94 0,95 0,96 0,97 0,97 0,98 0,98 0,98
Расчет моментов инерций. Моментом
инерции J тела относительно точки, оси
или плоскости называется сумма про-
изведений элементов массы тела на
квадраты их расстояний до точки, оси
или плоскости.
При определении момента инерции
сложной детали последнюю разбивают
на элементарные части, моменты инер-
ций которых известны (см. табл. 235).
Трансформация моментов инерций
через кинематические пары от вала п
ведомого к валу п — 1 ведущему про-
изводится по формуле
Jn~l = Т) "i2 + 7соб«-1 >
. . Z„ .
где i = —— > 1 — передаточное чи-
£/1-1
ело;
г) — к. п. д. зубчатой пары;
Jco6 — собственный момент инер-
ции вала вместе с укреплен-
ными на нем деталями.
Момент от сил инерции определяется
по формуле
где 8 — ускорение системы в неустано-
вившемся режиме работы.
Ускорение передается по валам ре-
дуктора по формуле
en-i =
Момент от сил инерций приводится
к ведущему валу через промежуточные
передачи так же, как и момент трения
(см. расчет моментов трения).
Зубчатые и червячные передачи
501
Таблица 235
Моменты инерции однородных тел
^Xi Л” — моменты инерции относительно осей х, yt z g
где M — масса тела; у — удельный вес; v — объем тела; g—ускорение силы тяжести
Прямоугольный параллелепипед
4 = ^(«2 + О; ^ = ^(й2 + с2); Л = -^(а2+62)
Л4 = — abc\ 0 — центр тяжести
Прямой круглый цилиндр
Jx = Jy = (Зг2 + й2) = r*h (Зг2 + й2)
Jy (Зг+ Л2+ 12Й2) =^(3г2 + й24-12й2)
4 = г2 = g г*Л; }г, = у (г2 + 2а2).
Полый цилиндр
J, = (Я2 + г2) = - J й - г*)
Прямой круглый конус
ЗЛ4 Н 4 1.
Л = “Т7Г г = 77Г- Г h
z 10 10g
502
Раздел IV. Элементы передач движения
Продолжение
Шар
Jx = = Jz = — R* - R*
x * z sg 15g
Шаровой сектор
1-(3r — Л) Л= ~ (3r —й) г2Л2
о log
Усеченный конус
ЗМ /Я5 — г6 \ iq (R* — г2
10 \/?3 — rsj \Gg\ R—r
Полый шар
=тЗ<я‘-'">
Шаровой сегмент
=та(2г'П)'-\+3'‘‘)
R . Кольцо прямоугольного сечения Л = М (я2 4-1 (r* 4-1 Rab '
4 . . . 1— - 7
1 ~77 а/г а/1
Зубчатые и червячные передачи
503
Продолжение
Кольцо круглого сечения (ТОР)
Jy = (4/?2 + 5г2) = (47?» + 5г») Rr
л о **g
(47?» + Зг») = (47?» + Зг») 7?г2
Кольцо эллиптического сечения
М
/^ = ^(47?» + За» + 26») =
= (47?» + За» Н- 26») Rab
J,=^- (47?» + За») == $ (47?» + За») Rab
О 4g
Расчет мертвых ходов. Мертвым хо-
дом называется величина рассогласова-
ния в движениях ведущего и ведомого
звеньев кинематической цепи при пере-
мене направления движения.
Мертвый ход возникает за счет зазо-
ров в соединениях и упругих деформа-
ций элементов кинематической цепи.
В приборостроении расчет мертвого
хода кинематической цепи производят
в отсчетных единицах, поэтому необхо-
димо определить цены оборотов всех
элементов кинематической цепи в этих
единицах.
Ценой оборота вращающегося эле-
мента является число отсчетных единиц
(о. е.), которое приходится на один
оборот элемента. Например, если ма-
ховичок за 25 оборотов через ряд пере-
дач поворачивает шкалу на 400 о. е., то
цена оборота маховичка в отсчетных
400 1С
единицах составит 16 о. е.
25
Цены оборотов в отсчетных единицах
рассчитываются по формуле
Л2 = Ati,
где А± — цена оборота ведущего
элемента в отсчетных еди-
ницах;
А2 — цена оборота ведомого
элемента в отсчетных еди-
ницах;
г2
i = — — передаточное число кине-
матической пары;
и г2 — числа зубьев ведущего и
ведомого колес.
1. Расчет мертвого хода цилиндри-
ческой, конической и винтовой зубча-
тых передач в отсчетных единицах
производится по формуле
mz 9
где А — цена оборота колеса с числом
зубьев z в отсчетных единицах;
т — модуль зуба в лш (для винто-
вых колес т = тп);
К — коэффициент, определяемый
по табл. 236 при регулируе-
мом и по табл. 237 при нере-
гулируемом межцентровом
расстоянии.
При расчете мертвого хода передач
с сектором или передач с ограниченным
углом вращения коэффициенты /< из
табл. 236 и 237 умножаются на Кс =
= 0,5 при угле вращения до 60° и на
Кс = 0,8 при угле вращения, до 120°.
Мертвый ход зубчатой передачи в
градусах определяется по формуле
360/С
Р mz 9
где К — коэффициент, определенный
по табл. 236 и 237;
т — модуль передачи в мм;
г — число зубьев колеса, на валу
которого определяется' мерт-
вый ход.
Мертвый ход зубчатой передачи в мм
(на радиусе делительной окружности
зубчатого колеса) определяется по
формуле
а = 7сТ<,
/( — определяется по табл. 236 и 237,
504
Раздел IV. Элементы передач движения
Таблица 236
Коэффициент К для расчета мертвого хода зубчатых передач
с регулируемым межцентровым расстоянием
Степень точности Модуль т в мм Межцентровое расстояние в мм
до 12 св. 12 до 20 св. 20 до 30 св. 30 до 50 св. 50 до 80 св. 80 до 120 св. 120 до 200 св. 200 до 320
5 До 0,5 0,0018 0,002 0,0023 0,0026 0,003 0,0034 0,0042 0,0052
Св. 0,5 До 1 0,0023 0,0025 0,0027 0,003 0,0034 0,0042 0,005 0,0057
Св. 1 До 2,5 0,0026 0,0028 0,0032 0,0038 0,0045 0,0052 0,0062
6 До 0,5 0,0026 0,0029 0,0032 0,0036 0,004 0,005 0,006 0,0072
Св. 0,5 До 1 0,0028 0,0034 0,0038 0,004 0,005 0,0058 0,0068 0,0078
Св. 1 До 2,5 0,0037 0,004 0,0044 0,0054 0,0065 0,0075 0,0087
7 До 0,5 0,0032 0,0035 0,004 0,0045 0,005 0,0062 0,0075 0,009
Св. 0,5 До 1 0,0038 0,0042 0,0047 0,005 0,0062 0,0072 0,0084 0,01
Св. 1 До' 2,5 0,0046 0,005 0,0055 0,0068 0,0082 0,0096 0,011
8 До 0,5 0,007 0,009 0,01 0,0115 0,013 0,015 0,018 0,022
Св. 0,5 До 1 0,01 0,0113 0,012 0,013 0,015 0,018 0,021 0,026
Св. 1 До 2,5 0,012 0,013 0,014 0,017 0,02 0,025 0,029
Примечания. 1. В передаче с коническими колесами за межцентровое расстояние
условно принимается величина
•4К = ~2~ 4“ ^з)»
где т — модуль в мм;
Z1 и г$ — числа зубьев конических колес.
2. В реечной передаче за межцентровое расстояние принимается величина
A =mz = ddt
где
т — модуль в мм;
z — число зубьев колеса.
Зубчатые и червячные передачи
505
Таблица 237
Коэффициент К для расчета мертвого хода зубчатых передач
с нерегулируемым межцентровым расстоянием
Степень труд- х ности Вид сопря- жения Модуль т в мм Межцентровое расстояние в мм
до 20 св. 20 до 50 св. 50 до 80 св. 80 до 120 св. 120 до 200 св. 200. до 320
5 С До 1 0,006 0,008 0,010 0,012 0,014 0,016
Св. 1 До 2,5 — 0,011 0,013 0,015 0,018 0,021
Д До 1 0,010 0,013 0,015 0,018 0,021 0,023
Св. 1 До 2,5 0,012 0,015 0,018 0,021 0,023 0,027
X До 1 0,014 0,018 0,021 0,025 0,028 0,034
Св. 1 До 2,5 0,018 0,023 0,028 0,032 0,035 0,045
ш До 1 0,021 0,026 0,032 0,038 0,045 0,052
Св. 1 До 2,5 0,027 0,035 0,042 0,050 0,058 0,068
6 с До 1 0,008 0,010 0,013 0,016 0,020 0,024
Св. 1 До 2,5 — 0,013 0,016 0,019 0,023 0,027
д До 1 0,012 0,015 0,018 0,021 0,025 0,029
Св. 1 До 2,5 0,015 0,018 0,020 0,024 0,027 0,032
X До 1 0,016 0,019 0,023 0,026 0,030 0,037
Св. 1 До 2,5 0,020 0,026 0,030 0,035 0,043 0,052
ш До 1 0,023 0,031 0,037 0,044 0,052 0,060
Св. 1 До 2,5 0,030 0,039 0,046 0,055 0,063 0,074
506
Раздел IV, Элементы передач движения
Продолжение
Степень труд- ности Вид сопря- жения Модуль т мм Межцентровое расстояние * в мм
до 20 св. 20 до 50 ‘ св. 50 до 80 св. 80 до 120 св. 120 до 200 св. 200 до 320
7 С До 1 0,012 0,014 0,017 0,020 0,024 0,027
Св. 1 До 2,5 — 0,018 0,021 0,025 0,028 0,033
Д До 1 0,014 0,020 0,023 0,0.27 0,032 0,036
Св. 1 До 2,5 0,018 0,023 0,027 0,032 0,036 0,044
X До 1 0,020 0,025 0,030 0,035 0,042 0,048
Св. 1 До 2,5 0,025 0,030 0,035 0,042 0,048 0,058
ш . До 1 0,028 0,036 0,043 0,050 0,060 0,072
Св. 1 До 2,5 0,035 0,045 0,053 0,061 0,073 0,084
8 с До 1 0,018 0,024 х 0,028 0,033 0,038 0,045
Св. 1 До 2,5 — 0,026 0,030 0,036 0,041 0,047
д До 1 0,023 0,029 0,035 0,041 0,050 0,057
Св. 1 До 2,5 0,027 0,033 0,038 0,046 0,054 0,062
X До 1 0,030 0,037 0,043 0,049 0,058 0,068
Св. 1 До 2,5 0,033 0,041 0,047 0,053 0,063 0,074
ш До 1 0,036 0,044 0,052 0,061 0,075 0,085
Св. 1 До 2,5 0,045 0,056 0,065 0,073 0,085 0,100
* См. примечания к табл. 236.
Зубчатые и червячные передачи
507
2. Мертвый ход червячной передачи
в отсчетных единицах рассчитывается
по формулам
КА* КА"
dr. cosco dd sinco ’
К ч
где Лк и Ач — цены оборотов червяч-
ного колеса и червяка;
dd и dd —диаметры делительных
к ч
окружностей червячно-
го колеса и червяка;
К — коэффициент, опреде-
ляемый по табл. 238
при регулируемом и по
табл. 239 при нерегули-
руемом межцентровом
расстоянии
Мертвый ход червячной передачи в
градусах определяется по формулам
по 360° К ,
Рк = (на валу червячного
колеса)
или
do 360° к ,
6°=—------;--- (на валу червяка),
Гч dd sm со
ч
где dd и dd — диаметры делитель-
к ч
ных окружностей ко-
леса и червяка;
со — угол подъема винтовой
линии;
/С — коэффициент, опреде-
ляемый из табл. 238
или 239.
Таблица 238
Коэффициент К для расчета мертвого хода червячной передачи
при регулируемом межцентровом расстоянии
Степень Модуль осевой ms мм Диаметр делительной окружности колеса в мм
точности до 12 св. 12 до 20 св. 20 до 30 св. 30 до 50 св. 50 до 80 св. 80 до 120 св. 120 до 200 св. 200 до 320
5 До 0,5 Св. 0,5 до 1 Св. 1 до 2,5 0,0020 0,0022 0,0021 0,0023 0,0024 0,0023 0,0024 0,0026 0,0024 0,0026 0,0028 0,0027 0,0030 0,0034 0,0030 0,0035 0,0039 0,0057 0,0042 0,0044 0,0044 0,0047 0,0050
6 До 0,5 Св. 0,5 до 1 Св. 1 до 2,5 0,0028 0,0034 0,0030 0,0036 0,0038 0,0035 0,0039 0,0040 0,0039 0,0042 0,0044 0,0044 0,0049 0,0053 0,0048 0,0055 0,0060 0,0050 0,0057 0,0070 0,0070 0,0076 0,0080
До 0,5 0,0047 0,0052 0,0055 0,0060 0,0068 0,0078 0,0095 0,0105
7 Св. 0,5 до 1 0,0053 0,0057 0,0052 0,0065 0,0075 0,0087 0,010 0,0115
Св. 1 до 2,5 — 0,0060 0,0065 0,0068 0,0085 0,0095 0,011 0,0125
8 До 0,5 Св. 0,5 до 1 Св. 1 до 2,5 0,0072 0,0085 0,008 0,009 0,010 0,009 0,010 0,0105 0,0097 0,0105 0,011 0,0105 0,0125 0,013 0,0125 0,014 0,015 0,0145 0,016 0,017 0,016 0,0185 0,020
508
Раздел IV. Элементы передач движения
Т а б л и ц а 239
Коэффициент К для расчета мертвого хода червячной передачи
, при нерегулируемом межцентровом расстоянии
Степень точности Вид сопряжения Модуль мм Межцентровое расстояние в мм
до 20 св. 20 до 50 св. 50 до 80 св. 80 до 120
С До 1 | 0,006 0,010 0,011 0,013
Св. 1 до 2,5 | 0,008 | 0,012 | 0,012 0,015
D До 1 | 0,009 | 0,013 | 0,015 0,017
5 Св. 1 до 2,5 | 0,015 | 0,024 | 0,026 0,032
X До 1 | 0,011 | 0,016 | 0,019 | 0,023
Св. 1 до 2,5 | 0,025 | 0,038 | 0,044 0,055
Ш До 1 | 0,016 | 0,027 | 0,027 0,032
Св. 1 до 2,5 | 0,040 | 0,061 | 0,076 0,085
С До 1 | 0,009 | 0,014 | 0,015 0,018
Св. 1 до 2,5 | 0,011 | 0,016 | 0,018 0,022
D До 1 | 0,012 | 0,018 ! 0,020 0,025
6 Св. 1 до 2,5 | 0,018 | 0,028 | 0,031 0,038
X До 1 | 0,013 | 0,022 | 0,024 0,028
Св. 1 до 2,5 | 0,028 | 0,042 | 0,047 0,062
Ш До 1 | 0,019 | 0,030 | 0,034 0,040
Св. 1 до 2,5 | 0,044 | 0,066 | 0,077 0,095
С До 1 | 0,013 | 0,022 | 0,024 0,029
Св. 1 до 2,5 | 0,016 | 0,024 | 0,028 0,032
D До 1 | 0,014 | 0,025 | 0,027 0,035
7 Св. 1 до 2,5 | 0,023 | 0,035 | 0,038 0,045
X До 1 | 0,017 | 0,030 | 0,032 0,040
Св. 1 до 2,5 | 0,034 | 0,050 | 0,054 0,068
ш До 1 | 0,023 | 0,037 | 0,040 0,053
Св. 1 до 2,5 | 0,050 | 0,072 | 0,086 0,114
с До 1 | 0,020 | 0,035 | 0,036 0,044
Св. 1 до 2,5 | 0,032 | 0,046 | 0,050 0,062
D До 1 | 0,023 | 0,038 | 0,040 0,045
8 Св. 1 до 2,5 | 0,041 | 0,060 | 0,068 0,085
X До 1 | 0,025 | 0,040 | 0,046 0,053
Св. 1 до 2,5 | 0,052 | 0,062 | 0,072 0,095
Ш До 1 | 0,030 | 0.048 | 0,051 0,065
Св. 1 до 2,5 | 0,060 | 0,078 | 0,086 0,124
Зубчатые и червячные передача
509
3. Мертвый ход конического диффе-
ренциала в отсчетных единицах рассчи-
тывается по формуле
Д=ЛХНДС,
где Ас — цена оборота солнечного ко-
леса в отсчетных единицах;
К — коэффициент, определяемый
из табл. 232;
/Сн — коэффициент, зависящий от
нагрузки на солнечном коле-
се дифференциала. Опреде-
ляется по графику (рис. 426)
Рис. 426. Значения коэффициента /<н
в зависимости от нагрузки на солнеч-
ном колесе конического дифференциала
где Мдейст — момент, приведенный к
солнечному колесу диф-
ференциала от ведомой
части кинематической це-
пи;
Мном— номинальный передавае-
мый момент дифферен-
циала.
4. Мертвый ход реечной передачи в
отсчетных единицах определяется по
формуле
д=^/х.
ч
где Ат — цена оборота колеса в от-
счетных единицах;
— диаметр делительной окруж-
ности колеса в мм',
К — коэффициент, определяемый
из табл. 236 и 237, при этом
межцентровое расстояние
принимается условно А =
= .
5. Мертвый ход муфт, поводков и
карданов определяется по формуле:
А = КА — в отсчетных единицах;
Д = 360° К — в градусах,
где А — цена оборота в отсчетных еди-
ницах;
К — коэффициент мертвого хода
(см. табл. 128, 129, 135, 163).
6. Мертвый ход передачи винт —
гайка с трапецеидальной резьбой в от-
счетных единицах определяется по
формуле
Д = /С4,
где А — цена оборота винта в отсчет-
ных единицах;
К — коэффициент, определенный
по табл. 240.
Таблица 240
Мертвый ход в передаче винт-гайка
с трапецеидальной резьбой
Шаг в мм Число заходов Класс точности резьбы
2 3
Коэффи- циент К Мертвый ход (шах) Коэффи- циент К Мертвый ход (шах)
вдоль оси винта мм в угле по- ворота винта вдоль оси винта мм в угле по- ворота винта
1,5 1 0,06 0,09 21°36' 0,073 0,11 26° 16'
2 0,03 10°48' 0,036 12’58'
3 0,02 7° 12' 0,024 8°38'
510
Раздел IV. Элементы передач движения
Продолжение
Шаг мм Число заходов Класс точности резьбы
2 3
Коэффи- циент К Мертвый ход (шах) Коэффи- циент К Мертвый ход (max)
вдоль оси винта мм ' в угле поворота винта вдоль оси винта мм в угле поворота винта
1,75 1 0,054 0,095 19°26' 0,068 0,12 24°28'
2 0,027 9°42' 0,034 12°14'
3 0,023 8° 16'
2 1 0,052 0,104 18°42' 0,065 0,13 23°24'
2 0,026 9°22' 0,032 1Г42'
3 0,018 6°28' 0,022 7°54'
, 3 1 0,04 0,12 14°24' 0,048 0,144 17°18'
2 0,02 7°12' 0,024 , 8° 19'
3 0,014 5°02' 0,016 5°40'
4 1 ! 0,035 0,14 12°36' 0,043 0,172 15°28'
2 0,018 6°28' 0,021 7°34'
3 0,012 4° 12' 0,015 5°24'
5 1 0,032 0,16 11°30' 0,04 0,2 14°24'
2 0,016 5°45' 0,02 7° 12'
3 0,011 3°58' 0,014 5°02'
Примечание. Резьбы с шагом 1,5 и 1,75 мм — специальные. Остальные по ГОСТ 9484—60.
Упругий мертвый ход определяется
в основном углом закручивания вали-
ков под действием нагружающих мо-
ментов.
Угол закручивания вала круглого
сечения на длине I определяется по
формуле
МК1
^=GJ-P’
где <р — угол закручивания вала в
радианах;
' Л4К — крутящий момент;
I — длина вала;
G — модуль сдвига;
Jp — полярный момент инерции
сечения вала.
Полярный момент инерции опреде-
ляется по формулам:
Зубчатые и червячные передачи
511
для сплошного вала
Jp = 2J =
л/)4
32 ’
для полого вала
, л£)4 Z1 .. d
УР = -32~(1-а): а==ТГ>
где D — наружный диаметр вала;
d — внутренний диаметр вала.
При определении угла закручивания
ступенчатого вала производится сум-
мирование по участкам.
Упругий мёртвый ход безлюфтовой
муфты с плавающей крестовиной и
упругий мертвый ход зубчатой пере-
дачи с выборкой мертвого хода (люфто-
торых мертвый ход не
зависит от угла пово-
рота;
У] Д| — представляет собой ко-
рень квадратный из.
суммы квадратов вели-
чин мертвых ходов в
отсчетных единицах
всех тех звеньев цепи,
мертвые ходы которых
зависят от угла пово-
рота.
Примечание. При расчете
мертвых ходов в разветвленных по-
Передаваемый момент Г-дм до 20 Св. 20 до 40 Св. 40 до 60 Св. 60 до 80 Св. 80 до 100 Св. 100 до 120 Св. 120 до 140 Св. 140 до 160 Св. 160
0,0005 0,0006 0,0008 0,001 0,0012 0,0014 0,0016 0,0018 0,002
выбирающие колеса с пружиной, рабо-
тающей на растяжение или сжатие) в
отсчетных единицах определяется по
формуле
д —
D ’
где А — цена оборота вала муфты или
зубчатого колеса в отсчетных
единицах;
D — расчетный (по кулачкам) ди-
аметр муфты, для зубчатых
колес D = тг\
— коэффициент, зависящий от
величины передаваемого мо-
мента; значения /<м приве-
дены ниже в табл.
Мертвый ход кинематической цепи
в отсчетных единицах определяется по
формуле
t=п f k = m
i=\ У k=\
i = n
где 2 А; — представляет собой сум-
/ = 1 му мертвых ходов в от-
счетных единицах по-
водков, муфт, карда-
нов, дифференциалов и
других элементов, у по-
средством дифференциала кинемати-
ческих цепях все линии, соприкаса-
ющиеся с рассчитываемой, считаются
застопоренными на конечных элемен-
тах и величины мертвых ходов во
всех линиях до точек стопорения
включаются в мертвый ход рассчиты-
ваемой цепи?
Мертвый ход кинематической цепи
в градусах поворота ведущего элемента
определяется по формуле
_ 360°Дц
А, ’
где Рц — мертвый ход кинематической
цепи в градусах;
Дц — мертвый ход цепи в отсчет-
ных единицах;
Д1 — цена оборота ведущего эле-
мента в отсчетных единицах.
Для кинематической цепи, имеющей
мертвый ход не более 10°, рассчиты-
вается мертвый ход в мм на радиусе
R = 50 по формуле
a = 7?tg Pn = 60tg₽u,
где рц — мертвый ход кинематической
цепи в градусах.
512
Раздел IV. Элементы передач движения
Если мертвый ход элементов кинема-
тической цепи рассчитывается в граду-
сах, то мертвый ход всей цепи опреде-
ляется по формуле
₽«=+ад л+-••+₽»-!. л«.
где ₽1,2; ₽з,4'. ₽«-!,»— мертвый ход от-
дельных пар в
градусах;
— передаточное чи-
сло от данной
пары до ведуще-
го вала.
Пример расчета максимального
статического момента
Кинематическая схема механизма
дана на рис. 427. Необходимо рассчи-
тать максимальные статические момен-
ты, приведенные к валу двигателя и
маховика.
Исходные данные для расчета:
Статический момент ВТ равен
150 Г*см.
Статический момент двигателя ДВ
равен 5 Г • см.
Статический момент, потенциометра
ПТ 300 Г -см.
Диаметры валиков.
№ вала 1 2 3 4 5 6 7 8
d В ММ 5 5 6 8 — 8 5 5
В зубчатой передаче для вы-
борки мертвого хода колесо г — 150
выполнено из двух частей, разворачи-
ваемых относительно друг друга пру-
жиной.
Таблица моментов Таблица мертвых ходов
Ведущее звено Максимальный. Приме- чание Звено Допустимый мертвый ход
статический момент, ГДМ Ведущее Ведомое Отсчетные единицы Гра- дусы мм при R=50mm Приме- чание
Двигатель ДВ 7,5 ДвигательДВ ВТ Ордо.е 1°37' 1,41
Маховик 5,7 ,, ПТ 0,6 о.е 5°24' 4,73
Маховик ПТ 0,6 о.е 27° —
Рис. 427.
Зубчатые и червячные передачи
513
Расчет момента, приведенного
к валу двигателя.
Момент на валу 4
М4 ==Л4вг4-^соб4 = 150 4-20 =
= 170 Г-см.
Окружное усилие на зубе разрезной
шестерни
2»Ч= 45 Г.
z4m 150 • 0,5
К. п. д. зубчатой передачи с выбор-
кой мертвого хода
п _П. + тк_0£Щг87_<)68
1Ъ-4“ 2АГ 2-1,5 ,Ь’
т|3, т|4 — определяются по табл.
233;
К, = 1,5 — для передачи с выборкой
мертвого хода. ’
Момент, приведенный к валу 3
л, Д . _ 170 25 ,
Мз ~ '3-4П8-4 М соб« “ 150 • 0,62 +
4*15 = 61 Г-см.
Момент, приведенный к валу 2 от ва-
лов 4* vl 3
Р. _“5,^1, = 20,4 Г,
8 Z3m 120-0,5
М3 , Л/Г 61 • 24
Ms ~ WhT8 + Мсоба -120 • о,8б +
4-10 = 24 Г-см.
Момент на валу 6
/VI0 = мпт 4~ мд,
где Мпт — статический момент потен-
циометра.
Момент эксцентрика микровыключа-
теля определяется по формуле
M3 = Ptg (а4-р)/?4-М0,
где Р — усилие, необходимое дття пе-
ремещения микровыключа-
теля;
а — угол подъема эксцентрика;
Р = arc tg р,;
р, = 0,16 — коэффициент трения
скольжения;
R = 2,5 см — максимальный ра-
диус эксцентрика; '
17 И. Я. Левин
Мо = 20 Г -см — момент трения
опор эксцентрика;
М3 = 400 • 1,38 • 2,5 4- 20 = 1400 Г- см\
М, = 300 4-1400 = 1700 Г- см.
Момент, приведенный к солнечному,
колесу дифференциала
1дПд+ сОб'Д
4-40 = 910 Г-см
Момент на валу 2, приведенный от
валов 6 и 5
р_20Я = »_™ М2Д
zbm 120 • 0,5
Пг + Пб = 0,984-0,97 _ 0,975;
1700
2 • 0,98
м.
2 ~~ 2
М5 _ 910-40
z2_5 т)2- 5- 120-0,975
= 312 Г- см.
Суммарный момент на валу 2 от двух
кинематических цепей
М 2- = М' 4- М'' = 24 4- 312 = 336 Гем.
Момент, приведенный к валу двига-
теля,
р==20Мз=20..336 9 Г
mza 0,5 • 90 ’
_ Пх + _ 0,98 4- 0,9 _
Л1-2 — —2 —
2
М-.
М2 . _ 336-18
Ч-s П1-2+ со61 “ 90 • 0,94
4-3 = 75 Г-см.
Максимальный статический момент
на валу двигателя
Мх = 7,5 Г-дм.
Расчет момента, приведенного
к валу маховика.
Момент, приведенный к валу 7,
20М5_20-910_
mZ5 0,5-105
V, = b±3-=?*±W = »,97,
£ 4
514
Раздел IV. Элементы передач движения .
т] = 0,48
= W^7 +* 10 = 324 Г-см-
Момент, приведенный к валу махо-
вика,
Р = 20М, = 20 324 = 260
mZ7 0,5 • 50
по табл. 233.
М7 , лл
ЬЛ4соб8 =
Л48
Z7-8 Л7-8
324
йли+ 10 = 37 г'“
Максимальный статический момент
на валу маховика
Л48 = 3,7 Г • дм.
Пример расчета мертвых ходов
(см. рис. 427).
Расчет цен оборотов
элементов в отсчетных
единицах
Исходные цены оборотов элементов
указаны на схеме.
Определяем цены оборотов остальных
валиков
90
Д2 = = 40 = 200 о. е.;
1о
120
Д3 = А.12_, — 200 -777- = 1000 о. е.;
3 “ 2 ° 24
, 120
Д5 = Д2г2_5 = 200 ~ = 600 о. е.;
5 0 40
Ае = ^5г’диф = 600 -2=1200 о. е.;
35
д7==Д5г5_7 = 600.~ = 200 о. е.
lUO
Расчет мертвого хода
элементов кинематиче-
ской схемы в отсчетных
единицах
1. Зубчатая передача г4 = 150, г3 =
= 25 с разрезной шестерней z, = 150;
# = 0,0005.
Д __ — 0,0005-6000 _
1 mz, mz, . 0,5- 150
s=. 0,04 о. е.
2. Муфта с плавающей крестовиной
(с выборкой мертвого хода) D = 50 мм',
К 0,0005.
. КА, 0,0005-6000
^=-£Г =----------50-----= 0’06 °- е-
3. Зубчатая передача г3 = 120; г2 =
= 24, К = 0,0045 (по табл. 236).
' КА, 0,0045-1000
д —-----i = — — — — 0,075 о. е.
mz, 0,5 -120
4. Зубчатая передача г2 = 90, ~
= 18, К = 0,004.
a, = a = £SL®» = 0.0178o. е.
mz. 0,5 • 90
5. Зубчатая передача = 40, z5 =
= 120, К = 0,014.
КА. 0,014-200 А1.
-—-------------— 0,14 о. е.
Дз — mz2 — 0,5 • 40
6. Дифференциал
К = 0,00025.
^ = КАЪ = 0,00025 -600 = 0,15 о. е.
7. Муфта с пружинящей крестови-
ной •
£=±50, /<=0,00021.
Д7 = КА, = 0,00021 • 1200 = 0,252 о. е.
8. Зубчатая передача z5 =' 105, г7 =
= 35, К = 0,0115.
Л КА~. 0,0115-600
д8 = = = ПЕ 1-АК =0,132 о. е.
mz, 0,5 -105
Червячная передача
К = 0,0055.
КА, _ 0,0055.8
ddsin<o 16-0,0625”
асчет мертвого
инематической
отсчетных единицах
9.
До
Ю,044 о. е.
хода
цепи
р
к
в
На схеме (см. рис. 427) имеются сле-
дующие кинематические цепи:
1. Двигатель ДВ. — ВТ.
2. "Двигатель ДВ. — потенциометр
ПТ.
3. Маховик — потенциометр ПТ.
Мертвый ход кинематической цепи
№ 1.
4 = + \ + =
= 0,06 4- 0,04 + у 0,075-’ + 0,01782 =
= 0)18 о. е.
Передачи гибкими связями
515
Мертвый ход кинематической цепи
№ 2
ч = 4- А. 4-К + Al + А? + AS =
= 0,252 + 0,15 +
+ У 0,142 + 0,01782 + 0,1322 + 0,0442 =
= 0,6 о. е.
Мертвый ход кинематической цепи
№ 3
Дцз-Дт + Ав+К Д| + AS + AS + Д1 =
= 0,252 + 0,15 +
+ У 0,1322 + 0,0442 + 0.142 + 0.01782 =
= 0,6 о. е.
Примечание. При расчете
мертвого хода кинематических цепей
№ 2 и 3 в подкоренном выражении
учтен мертвый ход элементов сопри-
касающейся цепи (от дифференциала
до маховика — в цепи № 2 и от диф-
ференциала до двигателя — в цепи
№ 3).
Расчет мертвого хода
кинематических цепей
в градусах поворота
ведущего элемента
Д„ 360 0,18-360
^Лг-^-40— 1’62’
А, “40
Д„ • 360 0,6 • 360
р ~ з_____—________— 27°
А8 - 8
Расчет мертвого хода
кинематические цепей
в мм на радиусе 50 мм
аЦ1 = 50tg РЦ1 = 50 • 0,0282 = 1,41 мм;
= 50tg рЦз = 50 • 0,0945 = 4,73 мм.
Примечание. Мертвый ход
в мм рассчитывается для цепей, у ко-
торых угловой мертвый ход не пре-
вышает 10°. 4 * * *
4. ПЕРЕДАЧИ ГИБКИМИ
СВЯЗЯМИ
Передача гибкими связями применя-
ется для вращательного и прямолиней-
17*
кого движения, а также для преобра-
зования вращательного движения в
прямолинейное и наоборот.
Передача гибкими телами допус-
кается только в случаях, когда не тре-
буется точности передачи и когда за-
мена их жесткими связями усложняет
конструкцию прибора, не давая ему
при этом каких-либо существенных
преимуществ. Несмотря на эти ограни-
чения, в приборах находят применение
различные виды передач движения гиб-
кими телами. Наиболее распространен-
ными из них являются передачи враща-
тельного и прямолинейного движения
тросиками (канатиками), материалом
для которых служит металл. Реже
используются шелковая или хлопчато-
бумажная нить, кишечные струны или
кожаные шнуры.
Для передачи значительных усилий,
а также при больших расстояниях
между соединяемыми валами в качестве
гибкого тела применяются цепи, сталь-
ные ленты, плоские и клиновые ремни.
Все виды передач гибкими связями,
применяемые в приборостроении, мож-
но классифицировать следующим обра-
зом:
1) передачи гибкими связями с непо-
средственным соединением, т. е. когда
нить-или шнур в каком-либо месте за-
креплены на ведущем барабане;
2) передачи гибкими связями фрик-
ционного сцепления;
3) передача перфорированными лен-
тами.
Передача гибкими связями
с непосредственным соединением
Случай прямолинейного
движения. На рис. 428 дана схема
связи для прямолинейного движения,
Рис. 428. Схема передачи гибкой свя-
зью для осуществления прямолиней-
ного движения
516
Раздел IV. Элементы передач движения
например, для перемещения индекса
вдоль шкалы.
Непосредственная связь может ис-
пользоваться также для изменения на-
правления действующего усилия с по-
мощью рычага, как это показано на
рис. 429.
Рис. 429. Ис-
пользование
гибкой связи
для изменения
направления
действия силы
теля шкалы радиоприемника. Гибкая
нить 1 неподвижно закреплена концами
в барабане 2. Вращение ручки 3 пере-
мещает нить и закрепленный на ней
указатель 4. Направление нити осуще-
ствляется роликами 5. Для натяжения
нити один конец ее соединен с бараба-
ном через пружину 6. В качестве гиб-
кого тела для таких передач может
использоваться тонкий крученый мно-
гожильный металлический канатик или
текстильная нить.
Для передачи значительных усилий
применяют стальные канатики по ГОСТ
3062—55, ГОСТ 3069—55, ГОСТ
3093—55, ГОСТ 3096—55, ГОСТ
3098—55, ГОСТ 3070—55 и ГОСТ
2172—43 (см. табл. 241).
Случай вращательного
движения. На рис. 431 даны при-
меры схем для вращения стрелки, за-
крепленной на ролике. При передаче
Другой пример использования гиб-
кой связи с непосредственным соедине-
нием приведен на рис. 430, где показана
схема устройства для перевода указа-
вращательного движения угол враще-
ния ограничивается углом менее 360°,
если конструкция не допускает наматы-
вания нескольких витков гибкого тела.
Рис. 431. Схемы гибкой связи для вращения стрелки, закрепленной
на ролике
Передачи гибкими связями
517
Когда по условиям конструкции тре-
буется передавать вращение на углы
более 360°, гибкое тело может наматы-
ваться на барабан или катушку в не-
сколько слоев (лента) или располагать-
ся виток к витку с шагом не менее диа-
метра гибкого тела (нити, канатика).
На рис. 432 и 433 показаны примеры
конструктивного выполнения бараба-
нов для наматывания нити, тросика (см.
рис. 432) или ленты (рис. 433). При
числе витков больше четырех поверх-
ность барабана, на которую наматы-
вается нить или тросик, рекомендуется
снабжать винтовой канавкой.
Рис. 432.
Рис. 433.
Рис. 432—433. Примеры конструкций
барабанов для наматывания нити, тро-
сика или ленты
Передача вращения с непосредствен-
ным соединением гибкого тела может
осуществляться с переменным переда-
точным числом. Это достигается тем,
что один из роликов, к которому при-
креплено гибкое тело, имеет фигурную
поверхность. Криволинейная поверх-
ность может быть придана и двум ро-
ликам. Такая передача может быть
использована в случаях, когда требует-
ся равномерная градуировка шкалы,
с которой считываются показания, по-
ступающие от механизма, решающего
какую-либо непрямолинейную функ-
цию.
На фиг. 434 представлена схема полу-
чения равномерных делений отсчетной
шкалы посредством криволинейного
ролика, вращающегося от механизма,
решающего непрямолинейную функ-
цию.
Рис. 434. Схема получения равномер-
ного деления отсчетной шкалы -по-
средством гибкой связи
Если требуется поворот на угол более
360°, то гибкий шнур можно намотать
на барабан, имеющий форму кониче-
ского червяка (рис. 435). Другой конец
закреплен на цилиндрическом бара-
бане.
Рис. 435. Схема получения неравно-
мерного вращения посредством гибкой
связи
На рис. 436—443 приведены примеры
закрепления концов гибкого тела в пе-
редачах с непосредственным соедине-
нием.
На рис. 436 показан способ закрепле-
ния трОсика на шкиве с приспособле-
нием для натяга. Тросик / впаивается
в засверленный конец стержня 3, кото-
рый может передвигаться в расположен-
ном по хорде шкива 4 отверстии и сто-
пориться винтом 2.
Более удобным для подтягивания
тросика или ленты является способ,
показанный на рис. 437, где натягива-
ние производится винтом. В конструк-
ции, показанной на рис. 438, лента
впаивается в паз кольцевого сектора.
Кроме того, сектор имеет паз, через
который проходят винты, крепящие его
на шкиве, благодаря чему сектор имеет
518
Раздел IV. Элементы, передач движения
возможность перемешаться по окруж- диуса шкива. На рис. 439 показано
ности шкива. Внутренний радиус сек- крепление, не позволяющее подтяги-
тора для прочного сцепления со шки- вать ленту. На рис. 440 показано за-
вом делают на 0,1—0,2 мм меньше ра- крепление конца тросика с помощью
Рис. 438.. Рис. 439.
Рис. 441*
Рис. 442. Рис. 443,
Рис. 436—443t Способы закрепления концов гибкого тела в передачах
с непосредственным соединением
Передачи гибкими связями
519
накладки, привинчиваемой к диску
ролика, а на рис. 441 — закрепление
на ролике тросика накладкой и винтом.
На рис. 443 показано закрепление
тросика посредством эксцентрика.
Передача гибкими связями
фрикционного сцепления
На все применяемые в приборах виды
передач гибкими связями, осуществля-
емых за счет фрикционного сцепления
между гибким телом и ведущим (или
ведомым) элементом, распространяются
теоретические обоснования расчета этих
передач, принятые в общем машиност-
роении. Плоскоременные передачи при-
меняются в приборах как исключение.
Чаще находят применение ремни круг-
лого сечения, шнуры из текстиля и кли-
новые ремни (тексропы). Наряду с этим
применяются также шелковые и хлоп-
чатобумажные нити, а также жильные
струны.
Ввиду значительного проскальзыва-
ния, вытягивания гибкого тела и дру-
гих недостатков передач^гибкими свя-
зями фрикционного сцепления они не
могут использоваться в отсчетных цепях
механизмов. Передачи гибкими телами
фрикционного сцепления в приборо-
строении используются в разного рода
вспомогательных механизмах, напри-
мер, для привода вентилятора, для ди-
станционного включения или выключе-
ния каких-либо устройств, для переда-
чи вращения в силовых приводах и т. п.
Шкивы и ролики, применяемые в
приборах для передач гибкими связями,
конструируются по принципам, приня-
тым в общем машиностроении. На роли-
ках для шнуров делают канавку, про-
филь которой берут таким, чтобы полу-
чить возможно большую площадь со-
прикосновения шнура со стенками ка-
сс
Рис. 444 - Рис. 445
Рис. 444—445. Профили канавок для
• гибкого шнура
навки (рис. 444), или делают его кли-
новидным, чтобы вызвать защемление
шнура (рис. 445). В этом случае угол
защемления а для хлопчатобумажных и
шелковых шнуров, струн, тросов берут
равным 40—50°, а для кожаный 60°.
Если применяется проволочный трос,-
то профиль канавки делается по
рис. 444, а стенки иногда накатывают.
.Для соединения концов гибких тел
применяют различные конструкции со-
единительных устройств в зависимости
от материала и конструкции гибкого
тела. На рис. 446 показано соединение
Рис. 446. Соединение круглого кожа-
ного шнура пружиной
кожаного круглого ремня пружиной.
Применяется также склейка кожаных
ремней и сшивка текстильных. Тросы,
шнуры и нити.соединяются сплетением
отдельных жил с таким расчетом, чтобы
в месте соединения не образовывалось
утолщения, большего чем 1,2 диаметра
троса или шнура.
Влияние вытягивания гибкого тела
может устраняться натяжным устрой-
ством, конструкции которого весьма
разнообразны. На рис. 447—450 при-
ведено несколько схем натяжных уст-
ройств. При применении натяжного ро-
лика (леникса) следует стремиться
располагать его на ведомой ветви вбли-
зи ведущего шкива для увеличения угла
охвата гибким телом канавки шкива.
Для силовых передач гибкими свя-
зями рекомендуется использовать кли-
новые ремни (тексропы). Клиноремен-
ная передача применяется при малом
междуосном расстоянии валов,- при
больших передаточных числах и реже—
при больших расстояниях между ва-
лами. Передаточное отношение доводят
д0 f = 7 — 10. Максимально допусти-
мая скорость клинового ремня v =
= 25 м/сек. Однако они применимы и
при скоростях 3—5 м/сек, хотя к. п. д.
передачи получается при этом более
520
Раздел IV. Элементы передач движения
низким. Размеры клиновых ремней и
данные для расчета клиноременной
передачи приведены в ГОСТ 1284—57.
мендуется. Для устранения проскаль-
зывания металлическую ленту перфо-
рируют, а шкив или барабан снабжают
специальными зубьями.
Материалом для передач металличе-
скими лентами может служить лента
стальная холоднокатаная (ГОСТ 2284—
43 и ГОСТ 2283—57).
На рис. 451 приведена конструкция
барабана с запрессованными штифтами.
Рис. 451. Конструкция барабана для
перфорированной ленты
Рис. 449.
Рис. 450.
Эти штифты, как правило, выполняются
из термически обработанной стали (ре-
комендуется также применение для
этой цели стали серебрянки. У8А и
У10А).
Не следует выбирать шкивы слишком
малых диаметров (барабанов). Наи-
меньшие радиусы изгиба ленты в зави-
симости от ее размеров приведены в
табл. 24Й.
Концы ленты соединяются сваркой
или пайкой латунью с сохранением ша-
га перфорации, как показано на
рис. 452. Шаг перфорации выбирается
Рис. 447—450. Схема натяжных
устройств
Сборка или пайка
латунью
Передача металлическими лентами
Особым видом передачи гибкими свя-
зями является передача гладкими ме-
таллическими лентами. Гладкие метал--
лические ленты применяются главным
образом для передач с непосредствен-
ным соединением гибким телом веду-
щего и ведомого элементов кинематиче-
ской цепи. Применение гладких метал-
лических лент для передач, основанных
на фрикционном сцеплении гибкого
тела с ведущим элементом ввиду зна-
чительного проскальзывания не реко-
Рис. 452. Соединение концов металли-
< ческой перфорированной ленты
от 6 до 20 мм в зависимости от толщины
ленты. Иногда металлическую ленту
перфорируют по типу и размерам пер-
форации кинофильмов. В этом случае
для протяжки ленты используются
зубчатые барабаны, применяемые в ки-
нопроекционных аппаратах. #
Передачи гибкими связями
521
Т а б л и ц а '241
Ленты и тросики металлические, применяемые для передач
движения
(Ограничение ГОСТ).
Ленты
Марка гост Группа проч- ности Предел прочности при растя- Ряд значений в мм
стали жении ав кГ/мм* толщины ширины
65Г 48А ТУ по ГОСТ 2283—57, сортамент по ГОСТ 2284—43 — 75—120 0,10—0,12—0,15— 0,18—0,20—0,25 4-5—6—8—10— 12—14—15—16— 18—20—22—24— 25—26—28—30— 32—34—35—36
60С2А ТУ и сорта- ш 130—160 0,08—0,10—0,12— ю 1 | | । 14 7 I 1 1 1 in Й77 1 со
70С2ХА мент по ГОСТ 2614—65 2П 161—190 0,14—0,16—0,18— 0,20—0,22—0,25
ЗП более 190 20—22—25—28— 30—32—35—36—40
Тросики
Эскиз гост Диаметр Площадь сечения тросика мм* Разрывное усилие тросика кГ Радиус изгиоа 7?niin
тросика D мм проволоки d х мм
i ТУ и сор- 0,6* 0,20 0,22 40 6
Г 4- j тамент по ГОСТ 0,72* 0,24 0,32 50 10
2172—43 0,84* 0,28 0,43 70 12
( -Р 1,02 0,34 0,64 ПО 14 '
1,2* 0,40 0,88 150 16
Г) 1,5 0,50 1,37 225 19
м jj
Примечания. 1. Группы прочности, предел прочности при растяжении и ряды
значений толщины и ширины ленты относятся к любой из перечисленных марок стали.
2. В отдельных случаях находят применение ленты, нарезаемые из ленточной корро-
зионностойкой стали марок 2X13, Х18Н9Т, 2Х18Н9 по ГОСТ 4986—54 и из немагнитной
ленточной стали марки ЭИ702 по ЧМТУ 5834—57.
3. Тросики, отмеченные звездочкой, получают отделением одной пряди из канатиков
7 X 7—1,8 (тросик 0,6 мм); 7 X 7—2 (тросик 0,72 мм); 7 X 7—2,5 (тросик 0,84 мм); 7x7—19
(тросик 1,2 мм). Предпочтительно получать эти тросики по специальному заказу, так как
выпрямление отдельных прядей требует специальной технологии. Тросики (канатики) изго-
товляются из холоднотянутой оцинкованной проволоки ./углеродистой стали марок 50, 60,
65 по ГОСТ 1050-60.
522
Раздел IV. Элементы передач движения
Таблица 242
Радиусы изгиба металлической ленты
Размеры в мм
Толщина ленты Ширина ленты Наименьший радиус изгиба Толщина ленты Ширина ленты Наименьший радиус изгиоа
0.05 2,5—60 6 0,4 2,5—60 36
0,1 2,5—60 12 ! 0,5 2,5—60 48
0,2 2,5—60 24 До 1,5 (через 0,1) 2,5—60 —
5. ФИКСАТОРЫ
Фиксаторы служат для временной
остановки одной детали, движущейся
относительно другой, и для определе-
ния их взаимного положения. Фикса-
торы положений применяются для по-
ступательного и вращательного движе-
ний. Движущаяся деталь удерживается
в фиксированном положении до тех пор,
пока сила R, перемещающая эту де-
таль, не превзойдет усилия, развивае-
мого фиксатором (рис. 453).
Рабочими элементами механического
фиксатора являются: фиксирующая де-
таль, выполненная, например, в виде
стержня, один конец которого скруглен
для лучшего западания” в фиксирую-
щую прорезь или паз, и движущаяся
деталь, имеющая фиксирующую про-
резь. Часто в качестве фиксирующей
детали применяют шарик, ролик, пру-
жину со специально отогнутым концом
или другие детали в зависимости от кон-
струкции механизма фиксатора.
На рис. 453 показано соотношение
сил, действующих в механическом фик-
саторе. У такого вида фиксаторов ра-
бочие (фиксирующие) поверхности дол-
жны быть наклонены к направлению
движения стержня под острым углом а,
меньшим предельного угла, при кото-
ром вследствие трения может полу-
читься защемление.
Обозначим через N нормальное дав-
ление, действующее на рабочую по-
верхность фиксирующей детали. Тогда
на основании рис. 453 можем написать
Р — //cos а;
Р2 = N sin а, '
где Р — давление фиксирующей дета-
ли "(стержня А). ,
Следовательно, усилие, необходимое
для движения детали,Б,
Р>
Ro —-----sin а — Р tg а.
cos а ь
Ввиду наличия трения следует доба-
вить величину /?тр составляющей силы
трения, действующей в направлении
движения /?тр = /?х cos а — Nf cos а
(где f — коэффициент трения).
Общая величина усилия, необходи-
мого для передвижения детали, следо-
вательно, равна
Здесь не учтено трение, возникающее
при скольжении деталей А и Б в своих
направляющих.
Трения детали А можно избежать,
если фиксирующую деталь выполнить
в виде пружины (рис. 454). Для умень-
Фиксаторы
523
шения силы трения применяют также
роликовое (рис. 457) или шариковое
зацепление (рис. 456).
Центр вращения рычажка, использу-
емого в качестве фиксирующей детали
(рис. 455 и 457), следует располагать
так, чтобы фиксирующий конец ры-
чажка перемещался примерно перпен-
дикулярно к ’ направлению движения
фиксируемой детали.
Г
~I
Рис. 454.
R Р1
Ьольшие значения отношения —
Р о
берутся, когда от фиксатора требуется,
чтобы он, входя во впадийу, принуди-
тельно провернул механизм силой своей
пружины (автоматически действующие-
фиксаторы), а меньшие значения бе-
рутся, когда от фиксатора требуется,
чтобы он давал руке лишь ощущение
фиксированного положения, а меха-
низм доводится до фиксированного по-
ложения рукой (фиксаторы с принуди-
тельным управлением). Практически
. pi
необходимое значение отношения —
Pq
достигается регулированием силы пру-
жины фиксатора при сборке.
Ниже приводится метод определе-
ния усилий и размеров одного из рас-
пространенных * типов фиксаторов
(рис. 458). Этот фиксатор служит для
остановки щеток электрического пере-
ключателя на контактных ламелях и
приводится в движение рукой.
Рис. 455.
Рис. 456.
Рис. 457.
Рис. 458.
При расчете фиксирующих устройств
следует иметь в виду, что фиксация,
четко ощущается рукой лишь в том
случае, если усилие* Рь необходимое
для того, чтобы вывести механизм из
фиксированного положения, превосхо-
дит величину силы Ро сопротивления
движению механизма в промежутках
между фиксированными положениями
не менее чем в 1,2—1,5 раза.
Усилие прижатия контактных .пру-
жин к неподвижным контактам обозна-
чим через Q. Сила трения, возникаю-
щая при скольжении щеток; будет Qf,
где / — соответствующий коэффициент
трения. При отсутствии фиксирующего
устройства для вращения переключа-
теля был бы необходим момент —
= Qfi\ (если пренебречь трением оси
переключателя в подшипнике). К этому
524 •
Раздел IV. Элементы передач движения
моменту следует прибавить еще момент
сил трения, возникающих от действия
фиксатора во время перехода фиксирую-
щей детали из одной впадины звездочки
в другую.
Обозначим силу натяжения пружины
через F. Сила действуёт на расстоянии а
(рис. 458) от центра вращения фикси-
рующей детали (рычажка). Тогда дав-
ление, действующее на фиксирующий
конец рычага на расстоянии b от того
_ _ а
же центра вращения, равно Р = г t
а соответствующая сила трения будет
F~ f±, где Д — коэффициент трения
между рычагом и звездочкой. Эта сила
трения создает момент М — F fTr2,
где г2 — радиус звездочки фиксатора по
его средней окружности.
Полный момент, преодолеваемый при
вращении переключателя, между фик-
сирующими впадинами
Мо = Mt + Л42 = Qfrt + F $/trs.
В фиксированных положениях со-
гласно анализу соотношения усилий,
выведенных ранее, добавляется еще
сила
7? = Ptg a = Fytga.
Эта сила приложена также на плече г2,
следовательно, она вызывает момент
., „ а
Момент Мд должен быть тем больше,
чем больше момент Л40, т. е. момент,
соответствующий нагрузке при нахож-
дении фиксирующего конца рычажка
вне впадин звездочки.
Рис. 459,
Уменьшение момента трения, вызы-
ваемого фиксатором, достигается при-
менением ролика на конце фиксирую-
щего рычажка (см. рис. 457) и разгру-
зкой оси звездочки от бокового дав-
ления посредством двух симметрич-
но расположенных фиксирующих
устройств (рис. 459).
В положениях фиксации полный мо-
мент равен сумме моментов Л40 +
Этим следует руководствоваться при
выборе размеров и конструкций звез-
дочки.
Определение размеров
фиксирующей детали
и звездочки фиксатора
При определении размеров основных
элементов фиксатора следует учиты-
вать величину хода h фиксирующей
детали.
На рис. 460 фиксирующий рычаг
имеет на конце ролик, западающий во
впадины звездочки.
Обозначим через t шаг звездочки, а
через a — угол подъема (рис. 460),
тогда ход ролика будет
л=41£ а~г
1 — cos a
cos a *
Если шаг t и угол а даны, а ход h
обеспечивается деформацией пружины,
то радиус ролика г определяется из
соотношения
. Г = [у tg a — h
cos a
1 — cos a ’
При этом нужно иметь в виду, что мини-
мальный ход hQ ролика получается,
когда скосы впадин касаются окруж-
ности ролика вершинами зубьев.
Фиксаторы
525
Как видно из рис. 461, в этом случае
. имеем соотношение
t
2 f*max sin
Поэтому наибольшее значение радиуса
ролика равно
_ t
rmax — 2 sin а ’
а ход ролика
•, Z1 . t 1—cos а
Ло = гтах(1-cosa) =у—.
X* оНХ \л
Чаще всего применяются углы подъема
a = 30 и 45°.
Так как отношение -т-р , характе-
рно
ризующее качество фиксатора (см. вы-
ше), зависит лишь от величины угла
подъема а, а не от хода Л, то жела-
тельно так выполнять конструкцию,
чтобы h — h0. Следовательно, радиус
ролика нужно было бы делать равным
гтах* для того чт°бы во всех слу-
чаях, даже при неточном выполнении,
обеспечить прилегание скоса впадин
к ролику по касательной, рекомендует-
ся во избежание слишком сильного
изнашивания вершин зубьев радиус
ролика брать несколько меньше гтах.
Существующие виды фиксаторов
можно классифицировать следующим
образом:
1) фиксаторы с трением скольжения;
2) фиксаторы с трением качения.
Наряду с приведенной выше класси-
фикацией фиксаторы можно разделять
в зависимости от расположения силы
давления, производимого фиксирующей
деталью в направлении оси звездочки.
В конструкциях, приведенных на
рис. 462 и 463, давление фиксирующей
детали действует по радиусу звездочки,
а в конструкциях, приведенных на
рис. 464—466, это давление действует
в осевом направлении. Для равномер-
ного распределения давления фикси-
рующей детали на опоры применяют
две фиксирующие детали, расположен-
ные так, чтобы их давления взаимно
уравновешивались (рис. 467—470).
Фиксаторы с трением скольжения
Пример конструкции фиксатора с
прямолинейным ходом фиксирующей де-
тали представлен на рис. 462. Фикси-
рующая деталь оформлена в виде штиф-
та, закругленный конец которого при
вращении рукоятки на оси западает
под действием плоской пружины во впа-
дины, расположенные на поверхности
втулки рукоятки.
Фиксирующая деталь в конструкции,
показанной на рис. 464, оформлена
в виде штампованной шайбы с высту-
пами, которая соединена с плоской
пружиной. Под действием пружи-
ны, постоянно давящей на фиксирую-
щую шайбу, ее выступы западают при
вращении оси фиксатора в соответст-
вующие впадины второй шайбы, за-
крепленной на валике прибора. Анало-
гично устроен фиксатор, представлен-
ный на рис. 465.
В фиксаторах с поворотной фиксиру-
ющей деталью для упрощения и удеше-
вления конструкции взамен вращаю-
щегося рычажка (см. рис. 458) часто
применяют плоские пружины, которым
придают различные формы (см.
рис. 465—470). Эти пружины делаются
из бронзы, если, выполняя функции
фиксирующей детали, они одновре-
менно являются и контактными эле-
ментами переключателей электриче-
ской цепи, т. е. являются токоведу-
щими.
Для уменьшения трения в качестве
фиксирующих деталей часто применяют
шарики. Шариковые фиксаторы в ра-
боте аналогичны фрикционным, так
как соотношение сил в таких фиксато-
рах, как правило, складывается так,
что шарик не вращается, а скользит по
скосу впадины (см. рис. 456) и прямо-
линейно перемещается вдоль направ-
ляющего отверстия. Все же замена
скользящего цилиндрического штифта
(см. рис. 462) шариком имеет то преи-
мущество, что трение скольжения срав-
нительно мало у тщательно полирован-
526
Раздел IV. Элементы передач движения
Рис. 462—466. ' Конструк-
тивные разновидности фикса-
торов с трением скольжения
Фиксаторы
527
Рис. 467.
Рис. 468.
Рис. 469.
Рис. 470.
Рис. 467—470. Конструктивные разновидности фиксаторов с трением
скольжения
ных стальных шариков. Кроме того,
благодаря подвижности шариков в за-
цепление всегда вступают новые точки
шаровой поверхности, благодаря чему
они меньше изнашиваются.
На рис. 471—478 приведены примеры
конструктивного выполнения фиксато-
ров с шариками в качестве фиксирую-
щей детали. Нормализованный шарико-
вый фиксатор (см. рис. 478) состоит из
втулки /, внутри которой помещена
пружина 5, с одной стороны упираю-
щаяся в регулирующую гайку 2, а
с другой — в буртик упора 4, прилега-
ющего к шарику 5.
На рис. 479 показан пример приме-
нения этого нормализованного шарико-
вого фиксатора. Размеры звездочки для
фиксатора рис. 479 определяются из
соотношения
где г — число зубьев звездочки, на-
значаемое в зависимости от
числа фиксируемых положе-
ний;
D3B — наружный диаметр звездоч-
ки. .
Диаметр впадин звездочки d опреде-
ляется по формуле
“ ^ЗВ
Наружный диаметр звездочки £>зв
должен быть не меньше диаметра сту-
пицы ПЛЮС 7 Л!Л1.
Расстояние Н от опорной плоскости
обоймы фиксатора до центра звездочки
/7 = ^“ 4-4,5.
528
Раздел IV, Элементы передач движения
Ограничители вращения
529
Рис. 479. Пример применения фик-
сатора рис. 478
Угол впадин звездочки 90°.
Примеры конструктивного выполне-
ния фиксаторов с роликами приведены
на рис. 480—485. Устройство этих фик-
саторов особых пояснений не требует.
6. ОГРАНИЧИТЕЛИ ВРАЩЕНИЯ
Превышение пределов величин, вво-
димых в приборы с помощью рукояток
или двигателей, может повлечь за собой
поломку, рассогласование или иное на-
рушение работы механизмов. Для огра-
ничения вращения валиков механизмов
в пределах заданного числа оборотов
или в пределах заданного угла пово-
рота применяют ограничители враще-
ния, называемые иначе стопорами.
В тех случаях, когда источником
вращения является электродвигатель,
применение механического ограничи-
теля может вызвать сильный динамиче-
ский удар и повлечь сгорание обмотки
двигателя. Поэтому необходимо не-
сколько ранее момента стопорения ме-
ханизма разрывать электрическую цепь
двигателя, сохраняя возможность его
включения для вращения в обратную
сторону.
Электрическая цепь электродвига-
теля должна прерываться несколько
ранее механического стопорения с та-
ким расчетом, чтобы оставшуюся часть
электродвигатель и ведомый им меха-
низм прошли по инерции. Для умень-
шения выбега электродвигателя схемы
управления часто предусматривают его
электрическое торможение.
Ограничители, снабженные электри-
ческими контактами для выключения
электродвигателя при подходе к пре-
дельным положениям, носят название
электромеханических’ ограничителей.
В качестве электромеханических сто- ’
поров могут быть использованы неко-
торые из описываемых ниже механиче-
ских ограничителей при установке на
них электрических контактов, сраба-
тывающих в предельных положениях
стопора.
Ограничитель с контактным устрой-
ством должен быть сконструирован
так, чтобы разрыв контактов происхо-
дил возможно быстрее: Необходимо
также предусмотреть возможность ре-
гулирования времени опережения раз-
рыва контактов (или замыкания — в
зависимости от схемы управления элек-
тродвигателем) по отношению к момен-
ту механического стопорения.
Для механического стопорения наи-
более часто используются следующие
конструктивные разновидности огра-
ничителей:
1) ограничитель с кулачковыми шай-
бами;
2) ограничитель с кулачковыми шай-
бами и мальтийским крестом;
3) винтовой ограничитель;
4) ограничители зубчато-кулачковые;
5) червячные ограничители;
6) дисковый ограничитель последо-
вательного действия;
7) дифференциальные ограничители.
Выбор конструкции ограничителя
вращения обусловливается следующи-
ми основными факторами:
1) числом оборотов, на которое дол-
жен быть рассчитан ограничитель;
2) величиной усилия, которое возни-
кает при стопорении;
3) собственным моментом, потребля-
емым ограничителем;
4) предельными габаритами ограни-
чителя вращения, которые допускаются
местом его установки;
5) удобством сборки и регулирова-
ния (подгонки) стопорящих элементов
ограничителя;
6) точностью, с которой должны
фиксироваться крайние положения эле-
ментов стопорного устройства ограни-
чителя.
530
Раздел IV. Элементы передач движения
Рис. 480—485. Примеры конструктивного выполнения фиксаторов
с роликами
Ограничители вращения
531
Общим для всех ограничителей вра-
щения недостатком является довольно
значительная ударная нагрузка, появ-
ляющаяся в момент стопорения. По-
этому детали, непосредственно воспри-
нимающие ударную нагрузку, должны
быть достаточно прочными. Помимо
этого, для предохранения от поломки
элементов механизма, жестко связан-
ных с ограничителем вращения, вклю-
чают в кинематическую цепь (до ограни-
чителя вращения) предохранительное
устройство, например шариковую или
фрикционную муфту. При вращении
механизма двигателем включение предо-
хранительного устройства обязательно.
Если привод осуществляется от руки,
причем момент вращения, который
может быть развит рукой, ограничен
(например, малым диаметром махови-
ка), то в кинематическую цепь предо-
хранительное устройство можно не
вводить.
Ограничитель вращения необходимо
располагать вблизи маховика или дви-
гателя, максимально уменьшая количе-
ство элементов кинематической цепи,
Ограничитель с кулачковыми
шайбами
Нормализованный ограничитель та-
кого вида (рис. 486) применяется для
механического стопорения на целое или
дробное число оборотов.
Упорная втулка 1 неподвижно за-
крепляется на корпусе механизма, а
поводок 2 закреплен на валике штиф-
том. Кулачковые шайбы 3 сидят на
валике свободно. При вращении валика
поводок 2 своим кулачком упрется в
кулачок ближайшей шайбы 5, увлекая
ее в сторону своего вращения. В свою
очередь шайба 3 своим кулачком захва-
тит следующую шайбу и т. д. Цикл
будет повторяться до тех пор, пока по-
следняя шайба своим кулачком не уп-
рется в кулачок упорной втулки /, не-
подвижно закрепленной на корпусе
прибора. При вращении валика в об-
ратную сторону весь цикл повторяется
в обратном порядке.
На рис. 487 показано положение ку-
лачковых шайб во время работы огра-
ничителя этого вида.
Вид Д
Рис. 486. Ограничитель с кулачковыми шайбами
воспринимающих удар в момент стопо-
рения. В отдельных случаях при нали-
чии в кинематической цепи вращающих
масс, обладающих большим моментом
инерции, стремятся стопорить непос-
редственно эти массы, чтобы разгрузить
передачи от сил инерции.
При выборе конструкции ограничи-
теля большое значение имеет возмож-
ность простого и удобного регулирова-
ния или подгонки элементов ограничи-
теля.
Для ограничителей с кулач-
ковыми шайбами (см. рис. 486)
число оборотов принимают не более
18—20.
Значения максимально допустимого
момента для этого ограничителя, рас-
считанные в зависимости от диаметра
валика, приведены в табл. 243.
Габариты ограничителя с кулачко-
выми шайбами определяются количе-
ством кулачковых шайб. Число К ку-
лачковых шайб (без поводка и упорной
532
Раздел IV. Элементы передач движения
втулки) определяется по формуле
/х 360 п «j
где п — число оборотов стопора;
а — угол кулачка шайб и поводка. ~
При а = 30° формула (1) принимает
вид
/<=1,2л—1. (2)
Угол (см. рис. 486) кулачка упор-
ной втулки подсчитывается по формуле
а, = (360 — 2а) АГ—360 (n—1)—<х; (3)
при а = 30°
ах = 300/<-]“* 330 — 360 п
Пример подсчета.
Д а н о: п = 17,3 оборотов; а = 30°.
По формуле (2) имеем -
К= 1,2 • 17,3 — 1 = 19,76.
Округляем К до 20, тогда угол упор-
ной втулки согласно формуле (3) будет
= (360—2 • 30) • 20—360 (17,3—1)—
—30 = 300 • 20-360 • 16,3—30 = 102°.
Практически упорная втулка выпол-
няется в виде заготовки, на которой
фрезеруется необходимый угол с при-
Рис. 488. Ограничитель с кулачковыми шайбами и распределительными
втулками
Точность работы ограничителя с ку-
лачковыми шайбами может быть до-
стигнута достаточно высокой соответ-
ствующей подгонкой кулачка упорной
втулки, для чего необходимо преду-
сматривать определенный припуск.
При подсчете числа шайб по формуле
(1) значение /С получается обычно дроб-
ным. В этом случае значение /< округ-
ляют до ближайшего большего целого
числа, а тот излишек угла поворота,
который при этом появится, может
быть выбран увеличением угла кулачка
упорной втулки, если необходимо точно
выдержать заданное число оборотов.
пуском +5°, используемым при под-
гонке ограничителя.
В табл. 244—246 приведены размеры
заготовок упорной втулки, поводка и
кулачковых шайб для нормализован-
ного ограничителя, представленного на
рис. 486.
При числе кулачковых шайб более 20
рекомендуется применять ограничитель
с распределительными втулками (рис.
488). В этом ограничителе применены
те же кулачковые шайбы, что и в огра-
ничителе, представленном на рис. 486;
упорные и распределительные втулки
следует выбирать по |Табл. 277 и 278.
Ограничители вращения
533
Таблица 243
Величины допускаемых крутящих моментов для ограничителя
с кулачковыми шайбами (см. рис. 486)
Диаметр валика d мм Допускаемый момент ^КР кГ • см Диаметр валика d мм Допускаемый момент ?кр кГ • см
6 10,0 10 30,0
8 20,0 12 30,0
Таблица 244
Размеры заготовок упорной втулки для ограничителя
с кулачковыми шайбами (см. рис. 486)
fi
Размеры в жж
Диа- метр валика di D dl D2 Di D4 D~o A в b c Ri Д d2 Под винт
6С 1 ЮТА 15 13 17 22H 35 10 6 3 1,3 14±0,l +20' 3,5 M3X8
8С 9 22Z7i 17 16 20 25/7 42 12 7 4 1,8 16±0,l ±20' 4,5 M4X10
ЮС И 30Z7x 24 19 23 35/7 55 14 9 4 1,8 22+0,1 ±10' 4,5 М4хЮ
12С 13 32/7Х 26 20 25 35/7 55 15 10 4 1,8 22+0,1 ±10' 4,5 M4X10
534
Раздел IV. Элементы передач движения
Таблица 245
Поводки для ограничителя с кулачковыми шайбами (см. рис. 486)
12 В г*- - • - ЛоЗ Г2
X _ 4,
Ра; 1— ь 'жк-*" >меры в мм
d D Я? ь В •Под штифт конический
6/7 8/7 10/7 12/7 12 15 18 19 8,5 10 11,5 12,5 1,5 2 2 2 6 8 10 10 1,5X15 2X18 3x22 3x22
Таблица 246
Размеры кулачковых шайб для ограничителей (см. рис. 486, 488 и 489)
J f-fr - 'ey — — в 4 Размеры и— L 6о° в л 1— X/ 1М 1г
d 1 D /?2 ь в
6Л5 8Л ЮЛ, 12Л6 12 15 18 19 8,5 10 11,5 • 12,5 6,5 8 9,5 10.0 1,5 2 2 2 2,8 3,8 3,8 3,8
Ограничители вращения
535
Таблица 247
Размеры заготовок упорной втулки для ограничителя по рис. 488
d (Рис. 488) d2 D Di d2 Ds Di Dj A в b c P A dA Под винт
'8С 1 19/Л 15 16 20 22H 36 10 6 3 1,3 14±0,l + 20' 3,5 xV13x8
ЮС 9 22П, 18 19 23 25/7 42 12 7 4 1,8 16zt_0,l + 20' 4,5 M4X8
12С 11 30/7, 24 20 25 35/7 55 14 9 4 1,8 22+0,1 + 10' 4,5 <44x10
Таблица 248
Втулка распределительная для ограничителя по рис. 488
Размеры в мм
.2 _ D di (фиг. 488) d2 ^3 D Pl P2
6C 8C3 . 8
1 j О 15 10
-~^-8 33,3 8C 8/Y. 10C\ 18 18 9,5
10C 10X3 12C3 19 19 10
536
Раздел IV, Элементы передач движения
Таблица 249
Размеры заготовок упорной втулки для ограничителя по рис. 489
' 4 ((v77T -*5 *1 v Под шт и (pm Размеры в мм
d di Di ъ в Под штифт конический
6/7 12 17 1,5 8 1,5X15
8/7 15 - 20 2 8 2X18
10/7 18 23 2 10 3X22
12/7 19 25 2 10 3x22
Ограничитель с кулачковыми
шайбами и мальтийским крестом
Конструкция нормализованного ог-
раничителя такого вида (рис. 489) при-
меняется для механического стопоре-
ния только на целое число оборотов в
пределах от 6 до 160. При числе оборо-
тов п > 160 будут в значительной мере
возрастать требования к точности изго-
товления кулачковых шайб.
Ограничитель нормализованной кон-
струкции с кулачковыми шайбами и
мальтийским крестом, показанный на
рис. 489, устроен следующим образом.
На неподвижном валике 1 свободно
вращается мальтийский крест 2, кула-
чок которого ведет кулачковые шайбы 3
до встречи с кулачком упорной втул-
ки 4, неподвижно закрепленной на ва-
лике 1. Мальтийский крест 2 приводит-
ся во вращение поводком 5, закреплен-
4 3 2 1
Рас. 489. Ограничитель с кулачковыми шайбами и мальтийским крестом
Ограничители вращения
537
ным на ведущем валике 6. При сборке
следует установить палец поводка 5
так, чтобы в застопоренном положении
он лежал в плоскости, проходящей
через оси валиков 6 и /.
В табл. 250 и 251 приведены размеры
упорной втулки (заготовки) мальтий-
ского креста на шесть и восемь лопастей
и поводков для этих крестов. Кулачко-
вые шайбы берутся по табл. 246.
Длина ограничителя с кулачковыми
шайбами и мальтийским крестом мень-
ше, чем длина ограничителя с кулачко-
выми шайбами без мальтийского кре-
ста, однако ширина значительно больше
вследствие установки второй оси, под-
держивающей мальтийский крест. Ос-
новное преимущество ограничителя с
мальтийским крестом — в значительно
увеличенном диапазоне числа оборотов.
Расчет ограничителя по рис. 489 мо-
жет быть произведен по приведенным
ранее формулам для расчета ограничи -
теля по рис. 486; вместо числа п следует
брать число оборотов щ мальтийского
креста:
где г — число лопастей креста.
Таблица 250
Мальтийские кресты с шестью и восемью лопастями для
ограничителя по рис;489
Шесть лопастей Восемь лопастей
Размеры в мм
Число лопа- стей д <h. а ь В D Di D2 Ъ
6Д, 10 4Л3 1,3 8 14Л3 26С3 30 8,5 6,5 9,5
8Л3 15 6Д3 1,8 12 20 Д3 36С8 43 10 8 13
о ЮЛ8 17 6Л3 1,8 12 20Д, 36С8 43 11,5 9,5 13
12Д, 17 6Д3 1,8 12 20Д3 36С8 43 12,5 10 13
6Л, 10 4 Л3 1,3 8 12Д3 28С3 30 8,5 6,5 ii
о 8Д3- 15 6Л3 1,8 12 16Д, 40С8 43 10 8 15,5
. о 104, 17 6Д8 1,8 12 16Д, 40С3 43 11,5 9,5 15,5
12Д3 17 6Л3 1,8 12 1бд3 40С3 43 12,5 10 15,5
538
Раздел IV. Элементы передач движения
Таблица 251
Размеры поводков для ограничителя по рис. 489
Для креста с шестью лопастями
Под п
•0—1
Для креста с восемью лопастями
Под штишт
Размеры в мм
Число лопастей d D 1 . di А в Под штиф! кониче- ский а
6Д 14Х3 10,2+0’2 4С 21 14 1,5 X 18 94° + 20'
6 8Д 20Х3 ' 144-0.2 6С 29 20 2 х 22 98°+ 20'
ЮЛ 20Х, 14+0,2 6С 29 20 3 X 22 98° -4- 20'
12Д 20Х, 14+0.2 6С 29 20 3x22 98°+ 20'
6Д 12Х3 8?4+о,2 4С 20 14 1,5 X 18 86° + 20'
g 8А 16Х3 11,2-0.2 6С 25 16 2 X 18 90° + 20'
10А 16Х3 Ц,2-Н),2 6С 27 20 3 X 22 90°+ 20'
12А 16Х3 Ц,2Н).2 6С 27 20 3 X 22 90° + 20'
Если величина К при расчете полу-
чается дробной, то ее .следует округ-
лять до ближайшего большего целого
числа.
Упорная втулка (табл. 249) выпол-
няется в виде заготовки, на которой
фрезеруется необходимый угол а с при-
пуском на подгонку в + 12°.
Устройство ограничителя, представ-
ленного на рис. 490, в котором также
применен мальтийский крест, не требует
особых пояснений. Число оборотов та-
кого ограничителя определяется чис-
лом лопастей креста, за исключением
угла 2а, образуемого поводком при сто-
порении.
Винтовой ограничитель
Ограничитель этого вида (рис. 491)
применяется при любом заданном числе
оборотов, которое может быть целым
или дробным (практически от доли обо-
рота до 200 оборотов).
Рис. 490. Ограничитель с мальтий-
ским крестом
Ограничители вращения
539
Действие этого ограничителя основа-
но на ограничении поступательного
движения ходовой гайки 2 при враще-
нии винта 1. Нижней своей плоскостью
гайка 2 скользит по направляющей
планке, привернутой к корпусу при-
бора. Вращательное движение винта 1
происходит до тех пор, пока ходовая
гайка 2 не дойдет до одного из упорных
колец 3. Стопорение происходит в ре-
зультате встречи кулачка упорного
кольца 3 с кулачком ходовой гайки 2.
В табл. 252 и 253 приведены размеры
ходовых гаек и упорных колец для ог-
раничителя рис. 491.
Упорные кольца 3 устанавливаются
так, чтобы в застопоренном положении
выступ ходовой гайки опирался на вы-
ступ стопорного кольца на длине не ме-
нее разности (/ — А/).
Обычно подгонка плоскости А ходо-
вой гайки в конструкции, показанной
на рис. 491, осуществляется за счет
припуска на высоту Н (см. эскиз в
табл. 252).
Необходимость в подгонке направля-
ющей планки является недостатком
рассмотренной конструкции, поэтому
винтовой стопор по рис. 491 применяют
лишь при ограниченном расстоянии Н
Рис. 491. Винтовой ограничитель
Винтовой ограничитель прост в изго-
товлении и позволяет получать при
сборке высокую точность установки
пределов стопорения.
Расчет винтового
ограничителя
Если п — число оборотов, заданное
конструкцией, t — шаг резьбы ходово-
го винта, то величина L перемещения
ходовой гайки за п оборотов (для одно-
заходной резьбы)
L — nt.
Обозначив через Ь. ширину ходовой
гайки (см. эскиз в табл. 252) и через а
размер кулачка ходовой гайки и упор-
ного кольца, определяем длину Lx наре-
занной части ходового винта из урав-
нения
Z,1==/, + (£ —2а).
Зазор А/ (см. рис. 491) между высту-
пом ходовой гайки и торцом упорной
гайки принимают равным 0,2/. Расстоя-
ние между выступами упорных колец £2
определяют из соотношения
L^tn + (b — 2а) + 2Д/,
от оси до опорной плоскости. В осталь-
ных случаях целесообразнее применять
нормализованную конструкцию винто-
вого ограничителя (рис. 492) с направ-
ляющим угольником, не требующим
подгонки при сборке. Упорные кольца
для этого ограничителя выбираются
по табл. 252 (те же, что и для ограничи-
теля по рис. 491), а ходовые гайки —
по табл. 254.
Если винтовой стопор используется в
качестве электромеханического, то хо-
довая гайка дополнительно обрабаты-
вается для установки втулки 1 (рис.
492, б), воздействующей в крайних по-
ложениях на контактные группы или
концевые электропереключатели дру-
гих типов.
Ограничители зубчато-кулачковые
Ниже приводится описание зубчатых
ограничителей, отличающихся между
собой формой кулачков, укрепляемых
на зубчатых колесах.
Ограничитель первого
типа (рис. 493) вследствие простоты
конструкции, компактности и большого
540
Раздел IV. Элементы передач движения
0)
Рис. 492. Вариант конструк-
ции винтового ограничителя
Таблица 252
Размеры ходовых гаек для ограничителя по рис. 491
Л х - R -6— 1 Q -М3
It —ь F V i / — >азме]: 1 з: _1 )Ы В ММ £
D D1 н ь а Р h
Трап. 12x1,5 Трап 14x2 Трап 16x2 25 28 30 Ю-0,0 5 12—0,05 13-0,05 15 18 20 1,5 2 2 1 8 9 11,5 13 14
Ограничители вращения
541
Таблица 253
Размеры упорных колец для ограничителя по рис. 491 и 492
lx f цй4- под штифт Размеры в мм
Резьба ходо- вого винта d Di А а R Под штифт конический
Трап. 12x1,5 Трап. 14x2 Трап. 16x2 8/7 10/7 12/7 18С4 20С4 22С4 10 12 14 1,5-0,1 2-о>1 2-o,i 7 8 9 2x22 3x25 3x25
Таблица 254
Ходовые гайки для ограничителей по рис. 492
Тип 1 Тип П
для механического стопора для электромеханического стопора
Тип d D h Al В ь R
I Трап. 12x1,5 2-й класс 25 8-0,5 — 15 15-оа 7
II 11,6-0,0
I Трап. 14x2 \ 28 9,5-0,5 — 18 18-0,, 8
11 га-о.о
542
Раздел IV. Элементы передач движения
диапазона работы находит в приборо-
строении широкое применение. Ограни-
читель состоит из двух сцепленных
цилиндрических зубчатых колес, на
которых укреплены кулачки, позволя-
ющие вращать колеса лишь в опреде-
ленных пределах, зависящих от соотно-
шения чисел зубьев обоих колес и раз-
меров кулачков. Практически ограни-
чен только верхний предел работы ог-
раничителя (150—200 оборотов).
Если вращать зубчатое колесо z1
против часовой стрелки, то через Nx
оборотов кулачки, закрепленные на
колесах, займут второе стопорное поло-
ко колесо поскольку кулачок, уста-
новленный на колесе z2, в крайних по-
ложениях стопорения занимает разное
угловое положение.
Угол а установки кулачков (см.
рис. 494 и 495) обычно берут в пределах
от 20 до 30°.
При расчете стопоров на целые числа
оборотов ведомственная нормаль МСП
рекомендует принимать угол установки
кулачков а = 20°. При угле а = 20°
зубчато-кулачковые ограничители
имеют также наибольший предел ра-
боты. Поэтому в табл. 255, помимо об-
щего случая расчета зубчато-кулачко-
Рис. 493. Зубчато-кулачковый ограничитель
жение, показанное на рис. 493 пункти-
ром. Колесо г2 сделает при этом N2
оборотов:
«2
Стопоримым называют колесо, кото-
рое должно сделать заданное число N
оборотов. Второе колесо, сцепленное со
стопоримым, называют спаренным или
дополнительным. Модули колес — от
0,5 и выше.
В ограничителе с двумя кулачками
(рис. 494) стопоримым при расчете на
целое число оборотов может быть толь-
вых стопоров, приведен также частный
случай расчета при а = 20°.
Заданное число N оборотов стопори-
мого колеса в формулах, приведенных
в табл. 255, представлено в виде суммы
N = п + т, где п — целое число обо-
ротов стопоримого колеса, ат — дроб-
ная часть оборота, выраженная в гра-
3
дусах. Например, если W = 42-=-обо-
о
рота, то п — 42, а т~ |—360= 216°;
если N ~ 27,4 оборота, то п = 27, а
щ = 0,4 -360 = 144°.
Ограничители вращения
543
Рис. 494. Зубчато-кулачковый ограничитель на целое число оборотов
При расчете стопора минимально
возможные числа зубьев спаренных ко-
лес получаются при = ?2 — = 1
и при значениях т, близких к 360 —2а.
Уменьшение полученных расчетом
значений zx и z2 даже на 1—2 зубца
может привести к недопустимому сни-
жению прочности одного из кулачков.
При увеличении чисел зубьев и г2
(по сравнению с расчетными) размеры
кулачков будут также увеличиваться.
Если конструктор не ограничен в вы-
боре значения т дробной части оборота,
то для уменьшения нагрузок на зубцы
колес в момент стопорения(что особенно
важно при модуле М — 0,5) рекомен-
дуется стопоримым назначать колесо 2
в тех случаях, когда момент инерции
вращающихся масс, приведенный к ва-
лу колеса 2, мал, а крутящий момент
(от двигателя или от руки), приложен-
ный к колесу /, — значителен. В про-
тивном случае лучше вести расчет, по-
лагая, что стопоримым является ко-
лесо 1 (см. эскиз в табл. 255).
Расчетные формулы, приведенные
для случая 0 < т (180 — 2а), если
это желательно по конструктивным со-
ображениям, можно применить и для
случая (180 — 2а) т < (360 — 2а),
но размеры зубчатых колес не будут
при этом минимально возможными.
Аналогично этому увеличенные разме-
ры зубчатых колес и кулачков полу-
чатся, если расчетные формулы, приве-
денные для случая (180 — 2а т <
Рис. 495. Зубчато-кулачковый ограничитель с тремя одинаковыми кулачками
544
Раздел IV. Элементы передач движения
< (360Г — 2а), распространить на- слу-
чай 0 < т (180 — 2а).
Для сборки кулачкового стопора
на сборочном чертеже механизма ука-
зываются угол а и радиус R установки
кулачков. На кулачке колеса 2 нано-
сятся контрольные риски. Иногда для
облегчения сборки на зубчатых колесах
предусматривают выступы для упора
кулачков. В этом случае радиус R ус-
тановки кулачков на чертеже не указы-
вается.
В примечаниях к табл. 255 даны все
необходимые пояснения по расчету
зубчато-кулачковых ограничителей.
Рекомендуемые ведомственной норма-
лью элементы кулачков приведены в
табл. 256.
Примеры расчетов.
Расчёт на целое число оборотов
1. Рассчитать шестеренчатый стопор
на 20 оборотов (тл = 0,8; а = 20°).
Принимаем R = 1; стопоримое коле-
со — 2.
Ртлая
= 1,13 (п + 2) К = 1,13 (20 + 2) X
X 1 = 24,9 «ь 25
На зубчатом колесе диаметром d$ =
— 25 • 0,8 — 20 мм трудно^ закрепить
кулачки. Для того чтобы увеличить
число зубьев, примем К = 2:
1) z1 = 25./<=25-2 = 50;
2) z2 = z1-|-/<=50-|-2 = 52;
3) У? = 0,266/л (zx 4-z2) =
= 0,266 • 0,8 (50 + 52) = 21,7 мм;
4) = 320 — 360' ”' =
Z1
_за_36|,.2|,.2 =
50
5) & = 2а = 40°;
6) по графику рис. 496 для гг/К=
= 50/2 = 25 и а = 20° находим ₽тах>
> 4°. Принимаем р = 3° (что соответ-
ствует дуге Р = 0,0175 • R -р =0,0175X
X 21,7 -3 = 1,1 мм);
7) = &4-2р = 40 + 2 • 3 = 46°..
3,5
3
2,5
2-
in luiiiHin
и i n mi iifM
ll i н IHl HIM
HI IMHUlilll
in i u riininil
mi i л ими И1П
mi i inminiil
ini i л.........
tin I '•
Ilin I
MINI
HIUI1 .............
llllll! II llfll’ltlinw
ПП1 ini---------
IINI HI
HUH "
llllll
urn
IUNI
iiiml. ...
iiiuinii
"iiiiiiiiii
lll lll JIIlM
nil’ll HUM
llllll IMINI
...iiiKiuirniii
in mu j mu mil
IIII
I1UI
Г1П1
I UI
II III
II Ml
= 20°
I
мая miiiyjM
in iniiiPiiilR
1П nilkMIM
пн интпИ
и niimiiij
UN IIMN"”’
II шли
Ilk INI IT
Ш 1“^
а =* 240
а « 27°
а = 50
niHniiM
iiiil
--------уЯШ или
nun iuhiHhhii nii.mil
anai tiaatF^Bk iiiaiM uhilMi
7,5
IINIIIKIIIIII iuhHhhii n uil
UUIIIH IIRIIHrihll IN
nuiiiuiiui ptf i n min m*
imiiiuHinmin v in ui
. JlNIIIHI Lil H II I U III
lllllllinihlll niNIIIUJII Nl
HlfllllNIVNI ПГ И 1ПК И UI
HllilllMlli III NUN IMIIM III
и u ч йЯ^В
ikSiS
................. II II IINI Л1И1
liyinMinMIhNIIlOlllhHinil И HUI Itj’Wl
ll H IINI
’I U HUI
5,5-
0
iiinni
ННГ
HUI
HUH
uni
HIS!
llllll
IU
III
IN
111
in
IN
.JU
Hill
K’NIII
ur —
и
n
ll
III lllh?iiUnl^B
nmiiimiiuiifr'iii
ir iiMiiiHMiuiiiiiii:
H IIUIIINHinillHII i------------
III linillHIHUIIIIIII HIPIIIIIIIIl.-.
iu 'iuiiihiiii --------
in pr.........
III!!.......................................................
Illi
liiiitiiniiiiiiiniiiiniiiniiiiiiiib.
IIIHIIIUIIIMIIIUIIIUIIlUillMIIIMIIIUIIIUIIIUIIIIIIIIUIIIUIIIUIIIMlIlL..
к
50 100 150 200 К
Рис. 496. Номограмма для определения угла (3 выступа кулачков
Таблица 255
Расчет зубчато-кулачковых ограничителей вращения
/ 2
Контрольная риска
Левин
р %
В приведенных ниже формулах
А = 360п -|- т;
В = 2а -|- т\
K—Zz —
Линейные размеры в мм
Угловые в град.
1. Общий случай
Искомая величина Расчетные формулы в зависимости от значения т
т = 0 (расчет на целоё число оборотов) 180° — 2а 180—2а < т 360—2а 360 — 2а < т < 360° См. примечания
Стопоримое колесо 2 2 1 2
Число зубьев 180(п-|-2) 1 — 180—а Л _720 + Л 1 360 — В * _720+Д+В Zi в К 720 + Л 1 720 — В^ П. 1
Число зубьев ^2 ^2 = ^1+^
Ограничители вращения
Продолжение
Искомая величина Расчетные формулы в зависимости от значения т
т = 0 (расчет на целое число оборотов) 0 < т < 180° — 2а 180 —2а <т< 360—2а 360—2а < т < 360° См. примечания
Радиус установки кулачков R Л4 (zi —1— z2) /»* \ /? = —4 ^Og a " — модуль зубчатых колес)
Угол кулачка 71 360И/С Y1 —Зои—2а 71=360—0—— Z1 11==360 — В 71=720—В —— п. 2
Угол кулачка 5 5 = 2а Ъ = В— — z2 8 = £ —360 п. 3
Угол выступов ₽ Максимальное значение £ определяется по графику рис. 496 или менее точно по формуле: ?тах=/(с— zj мин., где f и с — коэффициенты, приведенные в табл. 257 п. 4
Угол кулачка 7s ' Т2 = » + 2₽ п. 5
2. Частный случай (а = 20°)
Искомая величина Расчетные формулы в зависимости от значения т См. примечания
т = 0 ^расчет на целое число оборотов) 0< 140° 140° < т < 320° 320° < т < 360°
Стопоримое колесо 2 2 1 2
Число зубьев zt = 1,13 (п+2) К _720+Л 1 320—т * 760+Л+ т 1 40 + т * _720 + Д 1 680 — тК П. 1
Раздел IV. Элементы передач движения
Искомая величина Расчетные формулы в зависимости от значения т См. примечания
m — Q (расчет на целое число оборотов) 0 < т < 140° 140° < т < 320° 320° < т < 360°
Число зубьев z2 22 — R
Радиус установки кулачков R R=zQ2S&M(zt-\-zs), (М — модуль зубчатых колес)
Угол кулачка 71 ,, = .320-« 71=320—т— -- 21 = 320 — т = 680—т — zx П. 2
Угол кулачка Ь а = 40° В = 2а —т Ъ = 2а -J- т — *2 Ъ = т — 320 п. 3
Угол выступов Максимальное значение £ определяется по графику рис. 496 или менее п. 4
3 точно по формуле: ₽niax=/(c — z^) мин, где f и с — коэффициенты,
приведенные в табл. 257
Угол кулачка ч2 72 = &4-2р п. 5
Примечания. 1. Если z^ получается дробным, то следует взять ближайшее целое число. Минимальное значение z± получается при
К — 1. Если по конструктивным соображениям желательно увеличить Zi, то это можно сделать двумя способами:
а) принять К равным любому положительному целому числу, например 2, 3 и т. д., что приведет к увеличению чисел зубьев обоих
колес в К раз;
б) оставить К=1, задаться любым значением zi, большем полученного по расчету, и продолжать расчет с этим выбранным числом
зубьев. Уменьшить полученное расчетом число зубьев z^ (при К — 1) можно лишь за счет изменения дробной части оборота т. хЧинималь-
ное число зубьев получается при значениях т, близких к 360— 2а.
2. Угловые размеры кулачков при одном и том же значении N увеличиваются с увеличением z^ и z^
3. Если при значениях т, близких к 360—2а/желательно увеличить размер 5 кулачка, то это можно сделать соответствующим выбором
угла а установки кулачков.
4. Угол (3 проще и точнее можно определить по рис. 496. При округлении (в меньшую сторону), размера угла 3 выступов кулачка сле-
дует учитывать, что длину дуги на радиусе R кулачка, соответствующую углу 3, желательно иметь не менее 0,6—0,7 мм. Длина дуги
3 — 0,0175 • R • 3
5. Угловой размер одного из кулачков в некоторых случаях может доходить до 180°. Такой кулачок целесообразно разбить на два,
равных кулачку, установленному на втором колесе, что позволит вместо двух чертежей кулачков иметь лишь один чертеж (рис. 495).
Конструктивные элементы кулачков приведены в табл. 256.
Ограничители вращения
548
Раздел IV. Элементы передач движения
Элементы кулачков
(по ведомственной нормали)
Таблица 256
D пН Г^го -j—t ( АО? । ж 1 L __ и
1 ' ^7
V 0,5
Крепление
Модуль зубчатых колес т н D а винт штифт цилиндр.
До 0,5 Св. 0,5 до 1 Св. 1 до 3 2,5- 3 5 2,8 3,2 5,5 1,4- 1,9 2,9 М2,6—5 М3—6 М5—10 Ф1,5—6 Ф2—8 ФЗ—12
Материал: сталь 10, цементировать и калить. Примечания. 1. Размеры yj и R находятся по формулам табл. 255. 2. Размеры у, и R> выбираются по конструктивным соображениям, причем R — Ri > 2 R (1 — cos а). 3. В рабочем чертеже кулачка, установленного на колесе 2, предусмотреть контроль- ные риски в соответствии с рис. 494 или 495.
Таблица 257
Значение коэффициентов с и /
к Угол установки а
20° 24.° 27° 30°
с 1 f 1 / с | I с 1 f
От 20 до 36 1^4°
Св. 36—50 74 7,5 61 10,
» 50—70 ИЗ 4,3 95 5,2 88 4,7 72 5 1
ъ 70—100 147 2,4 128 2,3 104 2,5 — —
» 100—140 188 1,3 153 1,2 — — — —
» 140—200 243 v 0,6 — — — — —
» 200—280 283 0,3 — — — — — —
Ограничители вращения
549
Увеличить число зубьев обоих колес
можно также (при К — 1), задаваясь
любым числом зубьев, большим полу-
ченного по расчету при /С = 1, т. е.
большим 25. Примем, например, zL =
= 60;
1) Z2 = Zi+ к= 60+ 1 = 61;
2) Р = 0,26644 (zt + z2) = 0,266 X
X 0,8 (60 + 61) % 25,7 мм;
3) 71 = 320 — 360 • ” • _
‘ Zi
„ЗЗО-”^-1 =20»';
оО
4) 6 = 2» = 40°;
5) ₽тах—3°50' (по графику рис. 495).
Принимаем 0 = 2°30', что соответст-
вует дуге
3 = 0,0175 - 25,7 - 2,5% 1,1 мм;
6) 70 = 5 + 23 = 40 + 2-2,5 = 45°.
В соответствии с примечанием (п. 5)
к табл. 255 кулачок-yj = 200° целесо-
образно разбить на два кулачка, рав-
ных кулачку у2, что позволит иметь
один чертеж для всех трех кулачков.
II. Рассчитать стопор на 120 оборо-
тов (44 = 0,5; а — 20°).
Принимаем К — 1:
1) z, = 1,13 (п + 2) = 1,13 (120+2) X
Х1 = 137,9% 138;
2) 22 = г1 + ЛГ= 138+ 1 = 139;
3) Р = 0,266 (Zl + zz) М =
= 0,266 • (138 + 139) 0,5 = 36,8 мм;
4) ^320-3-+^ =
zi
= 320 ”+'„га-.
loo
Дуга, соответствующая углу 6°34',
равна
Ь = 0.0175 • Р • 7i = 0,0175 • 36,8 - 6,57=
= 4,2 мм.
Желательно угол ух кулачка увели-
чить. Для этого зададимся числом зу-
бьев ...........
1)
2)
з?......................
= 0,266 • 0,5 (144 + 145) = 38,4 мм;
гх = 144 (> 138):
zt = 144;
144 + 1 = 145;
/? = 0,26644^ + ^) =
4) 71 = 320 — —
zt
= 320-360-g°-1=20-;
144
5) 5 = 40°;
6) Ртах = Г (по графику фиг. 496);
что соответствует дуге [3 = 0,0175 х
X 38,4-1 % 0,7 мм.
Принимаем 0=1°.
7) 72 = S + 23 = 40 + 2.1 =42°.
Расчет на дробное число оборотов
I. Рассчитать стопор на 35,2 оборота
(44 = 0,8; а = 20°).
Принимаем /С = 1; стопоримое коле-
со — 2:
п = 35: т = 0,2 • 360° = 72°;
А = 360 • п + ш=360 • 35 + 72= 12 672.
1)
, - 720 +
2‘ — 320 — т К~
_ 720+12 672
320 — 72 ’ — °4’
z = Zi + Z<=54+ 1 =55;
7? = 0,266Л4 + + s2) =
= 320—72-
2)
3)
= 0,266 • 0,8 (54 + 55) = 21,1 мм;
4) 71 = 320 — =
zl
*^?11 = 1зж
54
5) д = 2« + /л = 2 • 20 + 72 = 112°;
6) Зтах > 4° (по графику фиг. 496);
принимаем [3 _ 3°;
7) у2 = 6+20 = 112 + 2 • 3 = 118°.
5
II. Рассчитать стопор на 21 — оборо-
та (М = 0,5; а = 20°).
Принимаем
5
Р=1; п = 21; /п = ~ 360° = 300°;
о .
стопоримое колесо — 1;
А = 360л + т = 360 • 21 + 300 = 7860:
760 + Д + /П
Zi== 40 + т-К-
760 + 7860 + 300
— 40 + 300
550
Раздел IV. Элементы передач, движения
На зубчатом колесе с диаметром на-
чальной окружности dd == 0,5-26 =
= 13 мм трудно укрепить кулачок.
Увеличить размер колеса можно (если
модуль задан), увеличив значение /<
или приняв любое число зубьев zlt
большее полученного расчетом, т. е.
>26.
Прини'маем К — 3: '
2) ^ = 26-3 = 78;
3) ^ = ^ + /<=78 + 3 = 81;
4) /? = 0,266714 (^ + ?2) =
= 0,266- 0,5 (78 + 81) = 21,15 мм\
5) Yi = 320 — т = 320 — 300 = 20°;
6) 6 = 2а-]-т—— = 2.20-4-300—
_ 48’53';
81
7) Ртах > 4° (по графику фиг. 496).
Принимаем р = 3°.
8) = 6 4- 2₽=48°53'+2 • 3',=54°53'.
’ III. Рассчитать ограничитель на
о я
31 оборота (М = 1); т == • 360 =
9 У
= 320°;
ЛГ=1; л = 31.
Стопоримое колесо — 2.
Если принять а = 20°, то б = т —
— 320 = 0 (см. табл. 255). Поэтому для
данного случая принимаем а = 30°;
Д = 360л + /п=360 - 31 + 320 = 11 480;
В = 2а + //2 = 2-30 + 320 = 380:
п 2 - 720+*У-
1) «1— 720 —В
720-J-11 480 .
= 720 - 380-,1==36:
2) г, = г1 + ЛГ=36+1 =37;
3) п _ M(zt + z8) =
' 4 COS а
1 .(36 + 37) _0, _
— 4-0,866 — 2 ,7 ММ’
4) 71 = 720-В-^ =
= 720 — 380---1^5 = 21’7’; •
оо
5) 8 = В — 360 = 380 — 360 = 20°;
6) ?max = 4° (по Рис> 496>-
Принимаем р = 3°:
7) ь = ^ + 2р = 20° + 2 - 3 = 26°.
Ограничитель второго
типа представляет собой конструк-
тивное изменение описанного выше ог-
раничителя. В ограничителе по рис. 497
кулачки В и С выполняют ту же роль,
что и кулачки, закрепляемые на зубча-
тых колесах в ограничителе, показан-
ном на рис. 493—495.
Рис. 497. Схема зубчато-кулачкового
ограничителя для целого числа обо-
ротов
Ограничитель второго типа дает воз-
можность осуществить любое целое или
дробное число оборотов.
Случай целого числа оборотов. Валик
с кулачком С (рис. 497) принимаем ве-
дущим, а валик с рычагом В — ведо-
мым.
Допустим, что необходимо осущест-
вить один оборот ограничителя, т. е.
лх = 1. Как видно из рис. 497, при од-
ном обороте кулачка С стопорение
произойдет, если рычаг В из положения
О2Р перейдет в положение O2Plf т. е.
когда он сделает
360 — 2у .
n2 = —оборотов.
out)
Следовательно, передаточное число
от ведущего к ведомому валику необхо-
димо сделать равным
. _п2_______ 360 — 2?
ll~360-1 •
При 7 = 45° и «! = 1
Z = 0,75.
Для = 2
Ограничители вращения
551
В том случае, когда число оборотов
ограничителя щ является целым чис-
лом, угол выреза кулачка определяется
по формуле
180 — 27,
а угол Р по формуле
р = 360 — а= I8O + 27.
Передаточное число i выразится че-
рез угол 7 следующим образом:
. __п.2 _ 360 — 27
11 ?г1 360 • ’
Случай дробного числа оборотов.
Дробное значение числа оборотов огра-
ничителя осуществляется соответству-
ющим изменением выреза угла а кулач-
ка (рис. 498).
Рис. 498. Схема зубчато-
кулачкового ограничителя
для дробного числа оборотов
Допустим, что
JP
360’
где К — целое число оборотов стопора;
Ф — число градусов, составляю-
щее дробную часть оборота
ограничителя.
Например, при щ = 5,25 оборота
«1— К +зб0~ 5 '360'
Передаточное число в этом случае
определяется по формуле
i = —,
«1
. З6О — 27 ,
где п2 = а -|--L {а — значение
целого числа оборотов ведомого вали-
ка).
Тогда
п2__360 + 360а —27
1~~ п~ 360 • K-Y Ф ’
при а = 0
. __ 360—27
*— 36ОА7 4-<р •
При дробном значении щ угол выреза
кулачка а = 180 — 2; + ф и |3 =
— 360 — а. Возможен случай, когда
значение угла ф близко к 360°, вследст-
вие чего угол (3 окажется настолько
мал, что прочность кулачка становится
недостаточной.
Недостаток ограничителей второго
типа (см. рис. 497 и 498) заключается в
ограниченности максимальных и мини-
мальных значений чисел оборотов в
связи с применением одной пары зубча-
тых колес. Этот недостаток может быть
устранен посредством зубчатого пере-
бора или иной передачи вращения с за-
медлением от ведущего на ведомый ва-
лик ограничителя.
< Червячный ограничитель
Существует несколько разновидно-
стей червячных ограничителей, из ко-
торых наиболее употребительны:
а) с накладками на червячном колесе
(рис. 499);
б) со вставным сухарем на червяч-
ном колесе (рис. 500);
в) с привертным вкладышем (рис.
501);
г) с применением упорных рычагов,
неподвижно закрепленных на валике
червячного колеса и на валике червяка
(рис. 502).
В ограничителях, показанных на
рис. 499—501, стопорение происходит
при упоре торцов крайних срезанных
ниток червяка с накладками или суха-
рем. Устройство ограничителя по
рис. 502 не требует особых пояснений.
Расчет червячного ограничителя весь-
ма прост и сводится к определению
угла поворота червячного колеса соот-
ветственно пределам стопорения.
СИ
Рис. 499.
Рис. 500.
Рис. 502.
Рис. 501.
Раздел IV. Элементы передач движения
Рис. 499—502. Конструктивные разновидности червячных ограничителей
Ограничители вращения
553
Дисковый ограничитель
последовательного действия
Пример применения ограничителя
вращения последовательного действия
схематично представлен на рис. 503.
Здесь 5 и 6 — эксцентриковые (или
иного типа) механизмы, причем пере-
дача вращения от маховичка 1 к экс-
центрикам рассчитана так, что угловая
скорость эксцентрика 5 примерно в два
раза больше угловой скорости эксцент-
рика 6. Одинаковые угловые скорости
в рассматриваемом примере нежела-
тельны, так как это привело бы к недо-
пустимо большим углам подъема на'
одном из эксцентриков или к уменьше-
нию хода щупа, что также нежелатель-
но, так как это снижает точность работы
механизма.
Таким образом, для работы механиз-
ма (см. рис. 503) необходимо застопо-
рить эксцентрик 5 в крайнем положении
Рис. 503. Схема дискового ограничи-
теля последовательного действия
так, чтобы это не препятствовало даль-
нейшему вращению эксцентрика 6.
Эксцентрик 6 в своем крайнем положе-
нии также должен быть застопорен.
При вращении маховика 1 в обратную
сторону изложенный выше цикл ра-
боты должен повториться в обратном
порядке.
На рис. 503 показан дисковый огра-
ничитель последовательного действия,
осуществляющий поставленную выше
задачу. Диски 3 и 4 этого-ограничителя
одинаковые; в обоих дисках имеются
пазы и выступы а и Ь. Диск 4 и эксцент-
рик 5 получают вращение от махович-
ка 1 через дифференциал 2.
В положении механизма, представ-
ленном на рис. 503, вращение махови-
ка 1 вызовет вращение обоих эксцент-
риков, так как одна из сторон диффе-
ренциала 2 застопорена диском 5, в па-
зу которого находится диск 4. В мо-
мент, когда эксцентрик 5 дойдет до
своего крайнего положения, выступ b
диска 4 упрется в торец диска 3 и,
следовательно, дальнейшее вращение
эксцентрика 5 станет невозможным.
При этом вращение маховика 1 и экс-
центрика 6 может быть продолжено,
так как освободится диск 5, против
которого станет паз диска 4. Стопоре-
ние эксцентрика 6, а следовательно,
и всего механизма в его крайнем поло-
жении произойдет при упоре выступа а
диска торец диска 4.
Легко проследить, что при вращении
маховичка 1 в обратную сторону изло-
женный выше цикл повторится в обрат-
ном порядке, и эксцентрики 5 и 6 одно-
временно придут в начальное положе-
ние, при котором сторона с выступа а
диска 3 упрется в торец диска 4.
Дифференциальные ограничители
Под дифференциальным ограничите-
лем подразумевается ограничитель, сто-
порящий механизм в зависимости от
алгебраической суммы двух величин,
получаемой в дифференциале. В каче-
стве такого ограничителя можно ис-
пользовать любой из известных типов,
Рис. 504. Схема дифференциального
ограничителя
554
Раздел IV. Элементы передач движения
например, любой из числа, приведен-
ных в настоящем справочнике. 7
На рис. 504 ограничители 4, 5 и 6
показаны в условном графическом обоз-
начении. Стопоримый валик ограничи-
теля 4 вращается пропорционально
сумме переменных величин х и у, кото-
рая получается в дифференциале 3.
Одновременно с этим устанавливаемые
маховичками 1 и 2 значения х и у
вводятся в механизм.
Пусть отрезок ОВ на оси ординат
(рис. 505) представляет собой вели-
чину, пропорциональную максимально-
му значению переменной у, отрезок ОН
по оси абсцисс — величину, пропорцио-
нальную хшах так, что К-ОВ = z/max;
К • ОН — хтах, где /< — коэффициент
пропорциональности (масштаб).
Рис. 505. Области работы дифферен-
циального ограничителя
Если бы ограничитель 4 в схеме
рис. 504 отсутствовал, то ограничите-
ли 5 и 6 осуществляли бы нормальную
схему стопорения механизма, при кото-
рой прямоугольник ОБСН представлял
бы область работы механизма.
Однако при проектировании счетно-
решающих устройств иногда возникает
необходимость в ограничении работы
механизма областью иной формы.
В этом случае в схеме механизма пре-
дусматривают ограничитель, в который
значения переменных величин вводятся
через дифференциал, как это показано
на рис. 504. Рассмотрим на нескольких
примерах работу механизма по схеме
рис. 504.
Пример 1. Предположим, что работу
механизма нужно ограничить обла-
стью, представленной на диаграмме
рис. 505 треугольником ОБН, причем
ОБ = ОН.
Для решения этой задачи достаточно
иметь один ограничитель 4. Согласно
предыдущему К-ОВ = z/max и К * 0/7=
= %гпах. По условию задачи необходимо
уменьшить предел r/max переменной у на
величину, пропорциональную отрезку
ВБ\ новый предел переменной у будет,
следовательно, представлен отрезком
ОБ = ОН. Предел работы ограничите-
ля устанавливаем пропорциональным
величине К'ОВ = К • ОН. Следова-
тельно, сумма любых двух значений х
и у, вводимых в механизм, не сможет
превзойти максимального значения,
равного К-ОБ или К-ОН. Так как
геометрическое место точек, соответст-
вующих максимуму суммы х + у, ле-
жит на прямой БН, то, следовательно,
работа механизма будет ограничена
областью, представленной на рис. 505
треугольником ОБН.
Пример 2. Требуется ограничить ра-
боту механизма областью, представлен-
ной на диаграмме рис. 505 треугольни-
ком ОВН\
Хтах — % * ^тах % ’
Этот случай приводится к предыду-
щему (в примере 1), если значения у,
вводимые на ограничитель 4, помно-
жить (посредством зубчатых колес) на
ОВ
численную величину отношения .
Ub
В механизм же значения у должны
поступать без искажений; следова-
тельно, когда в механизм будет введено
максимальное значение r/max = /< • ОВ,
на ограничитель поступит лишь вели-
чина, пропорциональная К* ОБ.
Таким образом, несмотря на то, что
пределы работы ограничителя соответ-
ствуют треугольнику ОБН, действи-
тельные пределы работы механизма
будут представлены треугольником
овн.
Пример 3. Ограничить работу меха-
низма областью, представленной на
Ограничители вращения
555
диаграмме фигурой ОВМРН. Как и
в предыдущих примерах, %тах = X
хб^; утах = К-ОВ.
В данном случае, так как отрезок
ОГ, отсекаемый прямой МР на оси ор-
динат, больше отрезка ОВ, а отрезок
ОТ больше ОН, то для выполнения
задания необходимо включить в схему
рис. 504 также и ограничители 5 и 6.
Предел ограничителя 5 устанавливаем
равным К • ОВ, предел ограничителя
6 — равным К • ОН.
На ограничитель 4 значения х и у
Л ог
должны передаваться в масштабе
ОТ
для переменной у и - для перемен-
ной х. В этом случае работа механизма
будет ограничена согласно заданию
областью, представленной фигурой
ОВМРН.
Если посредством стопоров 5 и 6 ог-
раничить также и нижние пределы ве-
личины хну, например, величинами,
пропорциональными OD и О А, то- об-
ласть работы механизма в примере 1
будет представлена на рис. 505 треу-
гольником в примере 2 — треу-
гольником ЕЗЛ и в примере 3 — фигу-
рой ЕИМРП.
Таким образом, используя совмест-
ную работу стопоров 4, 5 и 6, можно
с известными ограничениями «обре-
зать» область работы счетно-решающе го
устройства при двух вводимых в меха-
низм переменных величинах.
РАЗДЕЛ V
НАПРАВЛЯЮЩИЕ ДЛЯ ВРАЩАТЕЛЬНОГО
И ПРЯМОЛИНЕЙНОГО ДВИЖЕНИЙ
Направляющими называют устрой-
ства, детали или части деталей, посред-
ством которых осуществляется взаим-
ное относительное перемещение элемен-
тов механизма по заданной траектории.
В этом смысле к направляющим могут
быть причислены также всякого рода
подшипники, которые могут рассмат-
риваться как направляющие для вра-
щательного движения.
К направляющим, работающим в
точных кинематических цепях прибо-
ров, предъявляются следующие основ-
ные требования: минимальный люфт,
легкость и плавность движения и не-
зависимость указанных условий от
температурных колебаний. Последнее
условие относится к направляющим
специальных приборов, работающих
при температуре, значительно разня-
щейся от температуры сборки. Кроме
того, направляющие для специальных
приборов часто приходится рассчиты-
вать для длительной работы без про-
тирки трущихся поверхностей и попол-
нения смазки. Такие направляющие
рекомендуется защищать от пыли,
частиц металла, краски и т. п.
Ниже будут рассмотрены:
1. Направляющие для вращательного
движения с трением скольжения.
2. Направляющие для вращательного
движения с трением качения.
3. Направляющие для прямолиней-
ного движения с трением скольжения.
4. Направляющие для прямолиней-
ного движения с трением качения.
1. НАПРАВЛЯЮЩИЕ ДЛЯ
ВРАЩАТЕЛЬНОГО ДВИЖЕНИЯ
С ТРЕНИЕМ СКОЛЬЖЕНИЯ
Направляющие (опоры) для вращаю-
щихся деталей с трением скольжения
применяются в - точных механизмах
лишь во вспомогательных устройствах,
не влияющих на точность работы меха-
низма, при небольших скоростях и
незначительном удельном давлении на
опорную поверхность. В этом случае
часто совершенно отказываются от пе-
риодической смазки при эксплуатации
прибора, ограничиваясь лишь смазкой
трущихся поверхностей при сборке
прибора и периодическом ремонте.
Если температура, при которой должен
работать механизм, колеблется в зна-
чительных пределах, то во избежание
натяга необходимо проверять расчетом
величину выбранного зазора между
валом и подшипником. Как и в общем
машиностроении, трущиеся детали в
приборах с целью уменьшения силы
трения и износа делают из неодинако-
вых материалов, преимущественно из
стали и бронзы или из стали и пласт-
масс.
Размеры деталей опор в большинстве
случаев определяются не столько рас-
четом на прочность, износ и нагревание,
сколько условиями изготовления или
предохранения от повреждений при
транспортировании и т. д.
Если удельное давление на поверх-
ность опоры или напряжения в цапфе
на изгиб сравнительно велики, приме-
няют обычные методы расчета, приня-
тые в общем машиностроении.
В зависимости от формы поверхно-
стей трения различают опоры для вра-
щательного движения:
а) с цилиндрической рабочей поверх-
ностью (рис. 506—508);
б) с конической рабочей поверх-
ностью (рис. 509—510);
в) опоры для шаровой цапфы
(рис. 511);
г) опоры на шпиле (рис. 512).
Ниже будут рассмотрены только опо-
ры для вращающихся деталей с цилин-
Направляющие для вращательного движения с трением скольжения 557
Рис. 506—512. Опоры для вращательного движения с трением
скольжения с цилиндрической рабочей поверхностью (рис.
506—508); с конической рабочей поверхностью (рис. 509—
510); опоры для шаровой цапфы (рис. 511); опоры на шпиле
(рис. 512)
дрической рабочей поверхностью. Опо-
ры с конической рабочей поверхностью,
а также опоры для шаровой цапфы и
опоры на шпиле применяются преиму-
щественно в измерительных приборах
и часовых Механизмах, которые не
рассматриваются в данном справоч-
нике.
Различают два вида опор для вра-
щающихся деталей с цилиндрической
поверхностью трения:
1) опоры для вращающихся валиков
или цапф (см. рис. 508);
2) неподвижные оси — опоры для
вращающихся деталей (см. рис. 506
и 507).
Опоры для валиков и цапф
В точных механизмах в большинстве
случаев в качестве опор для валиков
или вращающихся деталей с цапфами
применяют подшипники из бронзы или
латуни. Эти подшипники вследствие
простоты их формы часто называют
в чертежах втулками, гнездами или
вкладышами. Для смазки цапф иногда
предусматривают масленки, смазоч-
ные канавки (рис. 513) или просто
отверстия (рис. 514). Во многих слу-
чаях ограничиваются лишь смазкой
трущихся поверхностей при сборке
прибора и его ремонте.
Для предохранения осей от сдвига
в продольном направлении могут слу-
жить упорные поверхности (уступы,
буртики) на осях, установочные кольца
или торцовые поверхности насаживае-
мых на ось деталей (см. рис. 513 и 514).
Для воспринятия осевых усилий
часто применяют шарики, которые упи-
раются в каленые шайбы (рис. 515),
или скругляют для этой цели конец
оси, подвергая его термической обра-
ботке (рис. 516).
Если регулировка прибора требует
подвижной оси, то подшипники для
таких осей делают «плавающими»
(рис. 517). Такой подшипник при сбор-
ке фиксируется в нужном положении
двумя установочными штифтами.
На рис. 518—524 приведены примеры
крепления втулок (подшипников) для
вращающихся цапф. Втулка на рис. 518
припаяна к несущей детали; в случае
пайки оловянистым припоем поверх-
ности соприкосновения втулки и несу-
щей детали должны быть предвари-
тельно облужены. Латунная втулка,
показанная на рис. 519, припаяна
558 Раздел V. Направляющие для вращательного и прямолинейного движения
Рис. 513—516. Примеры способов ограничения
осевого перемещения валиков
Рис. 515
Рис. 515
Рис 521 Рис 522 Рис 523 Рис 524 Рис 525
Рис. 517—525. Примеры конструкций подшипников
скольжения для вращающихся цапф
к несущей детали медно-цинковым
припоем ПМЦ-54.
На рис. 520 и 521 приведены при-
меры заформовки втулок в отливке
п в пластмассе. В обоих случаях
втулкам придана форма, препятст-
вующая их осевому перемещению и
проворачиванию. Втулки по рис. 522
и 523 соединены с несущей деталью
расклепкой. Втулка, показанная на
рис. 524, соединена с текстолитовой
деталью посредством развальцовки.
- Втулка, -приведенная на рис. 525,
образована вытяжкой. Для ориенти-
ровки можно указать, что при при-
менении вязкой латуни и при наружном
Направляющие для вращательного движения с трением качения 559
диаметре оси 2 мм можно получить
путем вытяжки отверстия следующей
глубины (А):
при толщине листа 0,5 мм h = 2 мм\
при толщине листа 1,0 мм h — 2,5 мм;
при толщине листа \$мм1г= 3,5 лш.
При этом нужно иметь в виду, что
края отверстий таких тянутых втулок
не получаются гладкими и требуют
дополнительной обработки. Иногда
приходится крепить валик на тонкой
стенке (рис. 526), причем вследствие
Рис. 526. При-
мер' крепления
валика на тон-
кой стенке
конструктивных особенностей приме-
нение каких-либо втулок нежелатель-
но, так как это увеличивает габарит
узла в направлении оси валика (или
по другим соображениям). В этом
случае отверстие в стенке используется
главным образом для центрирования
валика; устойчивость валика дости-
гается здесь созданием опорной базы
по плоскостям стенки посредством
деталей, жестко соединенных с вали-
ком. Служащая для этой цели шайба
(рис. 526) запрессована на трибке.
Ручка с накаткой укреплена на оси
трибки двумя винтами.
Неподвижные опоры (оси)
для вращающихся деталей
На рис. 527—533 приведены примеры
закрепления консольных осей, а на
рис. 534—543 — осей на двух опорах.
Следует отметить, что способы крепле-
ния осей, приведенные на рис. 534—
539, могут быть применены и для креп-
ления консольных осей.
Выбор того или иного способа креп-
ления осей зависит от нагрузки на ось,
требований к точности ее расположе-
ния, необходимости предохранить ось
от проворачивания и продольного пере-
мещения и от условий сборки и экс-
плуатации механизма. Ось на рис. 529
образована фрезерованием; ось на
рис. 532 заформована в отливке под
давлением.
Интересны способы закрепления
осей, приведенные на рис. 542 и 543.
Здесь оси закладываются во фрезеро-
ванные канавки, а затем предохраняют-
ся от выпадания ударами кернера или
зубила. Остальные способы крепления
осей особых пояснений не требуют.
2. НАПРАВЛЯЮЩИЕ ДЛЯ
ВРАЩАТЕЛЬНОГО ДВИЖЕНИЯ
С ТРЕНИЕМ КАЧЕНИЯ
Назначение направляющих для вра-
щательного движения — подшипников
с трением качения — заключается в
том, чтобы трение скольжения в этих
подшипниках заменялось трением ка-
чения. Достигается это включением
между цапфой и опорной поверхностью
втулки роликов или шариков. Ролико-
вые подшипники предназначены пре-
имущественно для тяжелых нагрузок,
не характерных для точных приборов,
поэтому в дальнейшем рассматриваются
только шарикоподшипники.'Основными
преимуществами шарикоподшипников,
благодаря которым они получили широ-
кое применение в точном приборострое-
нии по сравнению с подшипниками
скольжения, являются:
1) меньшие потери на трение и, что
очень важно, меньший момент страги-
вания с места подвижных частей при-
бора, опирающихся на шариковые
опоры;
2) меньшая чувствительность момента
трения к колебаниям температуры;
3) невысокие требования к смазке:
шарикоподшипники длительное время
(обычно до ремонта прибора) работают
на смазке, закладываемой при сборке
прибора на заводе.
Кроме того, применение шарикопод-
шипников облегчает сборку и ремонт
приборов, позволяет применять для
валов металлы, плохо сопротивляю-
щиеся износу. Для высокоскоростных
устройств и механизмов, требующих
чувствительного подвеса (малый мо-
мент страгивания с места), шарикопод-
шипники незаменимы. К недостаткам
шарикоподшипников по сравнению с
560 Раздел V. Направляющие для вращательного и прямолинейного движения
Рис. 5^0
Рис. 547
Рис. 527—543. Неподвижные' опоры (оси) для вращающихся
деталей
подшипниками скольжения следует от-
нести менее плавный и шумный ход
первых и больший диаметр.
Различают два вида шарикоподшип-
ников, применяемых в приборострое-
нии:
— стандартные шарикоподшипники,
изготовляемые специализированными
заводами, в соответствии с действую-
щими стандартами;
— специальные шарикоподшипники,
отвечающие специальным требованиям
или приспособленные для узлов при-
боров, в которых стандартные шарико-
подшипники не могут быть применены
по своим габаритам.
Основные типы шарикоподшипников
(по ГОСТ 3395—57)
Таблица 258
Эскиз Наименование (тип) шарикоподшипника Условное обозначение типа № стандартов Направление и относительная величина воспринимаемых нагрузок
Шарикоподшипники радиальные
Однорядные 00000 „ ГОСТ 8338—57 Радиальное. Осевое в обе стороны — до 70% неисполь- зованной допустимой радиаль- ной нагрузки
В
Однорядные с канавками на наружном кольце 50000 гост 2893 —54 Радиальное. Осевое в обе стороны
Однорядные с одной защит- ной шайбой 60000 ГОСТ 7242—54 Радиальное. Осевое в обе стороны—до 70% неисполь- зованной допустимой радиаль- ной нагрузки
ы Однорядные с двумя защит- ными шайбами 80000 ГОСТ 7242—54 Радиальное. Осевое в обе стороны — до 70% неисполь- зованной допустимой радиаль- ной нагрузки
Направляющие для вращательного движения с трением качения
Продолжение табл. 258
Эскиз 4» Наименование (тип) шарикоподшипника Условное обозначение типа № стандартов Направление и относительная величина воспринимаемых нагрузок
Однорядные с односторон- ним уплотнением • 160000 — Радиальное. Осевое в обе стороны—до 70% неисполь- зованной допустимой радиаль- ной нагрузки
| 1 а 1 Однорядные с двусторонним уплотнением 180000 — Радиальное. Осевое в обе стороны—до 70% неисполь- зованной допустимой радиаль- ной нагрузки
-у*~ЛК Однорядные с односторон- ним фетровым уплотнением 20000 гост 4061—48 Радиальное. Осевое в обе стороны—до 70% неисполь- зованной допустимой радиаль- ной нагрузки
... Однорядные с двусторонним фетровым уплотнением 30000 ГОСТ 4061—48 Радиальное. Осевое в обе стороны — до 70% неисполь- зованной допустимой радиаль- ной нагрузки
562 Раздел V. Направляющие для вращательного и прямолинейного движения
Продолжение табл. 258
Эскиз Наименование (тип) шарикоподшипника Условное обозначение типа № стандартов Направление и относительная величина воспринимаемых нагрузок
Двухрядные сферические (самоустанавливающиеся) 1000 ГОСТ 5720—51 Радиальное
Шарикоподшипники радиально-упорные
р Однорядные с расчетным углом контакта Р=12° (разъ- емные) 6000 гост 831—54 Радиальное. Осевое только в одну сторону — до 30% не- использованной допустимой радиальной нагрузки
о
. В Однорядные с расчетным углом контакта Р=12° (не- разъемные) 36000 ГОСТ 831—54 Радиальное. Осевое только в одну сторону—до 70% не- использованной допустимой радиальной нагрузки
7/1^ О То же с углом р = 26° 46000 ГОСТ 831—54 Радиальное. Осевое только в одну сторону—до 150% не- использованной допустимой радиальной нагрузки
То же с углом р = 36° 66006 ГОСТ 831—54 Радиальное. Осевое только в одну сторону — до 200% не- йспользованной допустимой ра- диальной нагрузки
Направляющие для вращательного движения с трением качения
Продолжение табл. 258
Эскиз Наименование (тип) шарикоподшипника Условное обозначение типа № стандартов Направление и относительная величина воспринимаемых нагрузок
Г Однорядные с двумя наруж- ными кольцами 116000 — Радиальное. Осевое в обе стороны
| Однорядные с двумя внут- ренними кольцами 126000 — Радиальное. Осевое в обе стороны
р р Сдвоенные (наружные коль- ца обращены друг к другу широкими торцами) с расчет- ным углом контакта Р=Г2° То же с углом f —26° То же с углом (3 — 36° 236000 ГОСТ 832—57 Радиальное. Радиальная на- грузка в 1,8 раза больше, чем у соответствующего одноряд- ного подшипника. Осевое в обе стороны. Осевая нагрузка такая же, как у однорядного подшипника
j 1 246000 266000
р р -- Сдвоенные (наружные коль- ца обращены друг к другу узкими торцами) с расчетным углом контакта f—12° То же с углом 0 = 26° То же с углом £ = 36° 336000 346000 гост 832—57 Радиальное. Радиальная на- грузка в 1,8 раза больше, чем у соответствующего одноряд- ного подшипника. Осевое в обе стороны. Осевая нагрузка та- кая же, как у однорядного подшипника
366000
564 Раздел V. Направляющие для вращательного и прямолинейного движения
Продолжение табл. 258
Эскиз Наименование (тип) шарикоподшипника Условное обозначение типа № стандартов ' Направление и относительная величина воспринимаемых нагрузок
□ Однорядные со сношенным бортом внутреннего кольца с расчетным углом контакта Р=12° То же с углом |3 = 26О То же с углом р = 36° 536000 546000 566000 — Радиальное. Осевое только в одну сторону — до 70% не- использованной допустимой радиальной нагрузки То же, но с увеличением осевой нагрузки до 150% То же, но с увеличением осевой нагрузки до 200%
[-J Двухрядные (с цельными кольцами) 56000 гост 4252—48 Радиальное. Осевое в обе стороны — до 80°/0 неисполь- зованной допустимой радиаль- ной нагрузки
J ш Двухрядные с цельным на- ружным и двумя внутренними кольцами 86000 — Радиальное. Осевое в обе стороны—до 80% неисполь- зованной допустимой радиаль- ной нагрузки
rd Двухрядные с цельным внут- ренним и двумя наружными кольцами (с трехточечным контактом) — — Радиальное. Осевое в обе стороны
Направляющие для вращательного движения с трением качения
Продолжение табл. 258
Эскиз Наименование (тип) шарикоподшипника Условное обозначение типа № стандартов Направление и относительная величина воспринимаемых нагрузок
Со Двухрядные с цельным внут- ренним и двумя наружными кольцами 456000 — х Радиальное. Осевое в обе стороны—до 80% неисполь- зованной радиальной нагрузки
дч 1 ..-та Радиально-упорные миниа- тюрные — — Радиальное. Осевое только в одну сторону
'Н Ж Радиально-упорные чашеч- ные 506000 — Радиальное. Осевое только в одну сторону
Упорные шари Одинарные К О П О д ш и 8000 п н И К И ГОСТ ' 6874—54 Осевое в одну сторону
£t=i Двойные 38000 гост 7872—56 Осевоё в обе стороны
566 Раздел V. Направляющие для вращательного и прямолинейного движения
Направляющие для вращательного движения с трением качения 567
Стандартные шарикоподшипники
Классификация, характе-
ристика основных типов
и сортамент
Классифицировать шарикоподшип-
ники можно по различным признакам.
По направлению действия восприни-
маемой нагрузки шарикоподшипники
делятся на радиальные, радиально-
упорные, упорно-радиальные и упор-
ные.
Шарикоподшипники указанных ти-
пов приведены в табл. 258.
Шарикоподшипники ра-
диальные однорядные мо-
гут работать под осевой нагрузкой при
высоких оборотах, т. е. в условиях,
для которых упорные шарикоподшип-
ники непригодны. При этом величина
осевой нагрузки не должна превышать
70%, от неиспользованной допустимой
радиальной ‘ нагрузки при заданной
долговечности.
Предельно допустимые числа оборо-
тов радиальных однорядных шарико-
подшипников могут быть повышены за
счет более точного их изготовления
и применения массивных сепараторов
из антифрикционных материалов: тек-
столита, латуни, дуралюмина и др.
Радиальные однорядные шарикопод-
шипники имеют наименьшие потери на
трение по сравнению с другими типами
подшипников соответствующих габа-
ритов. Поэтому при проектировании
приборов следует отдавать предпочте-
ние этому типу подшипника, если
расчетный срок его службы отвечает
требованиям эксплуатации прибора.
Следует отметить, что радиальные
однорядные шарикоподшипники могут
работать с перекосом внутреннего коль-
ца по отношению к наружному не более
% градуса. При больших перекосах
долговечность шарикоподшипников
резко снижается. Поэтому при кон-
струировании узлов приборов следует
обеспечивать необходимую соосность
посадочных мест и торцовое биение
опорных заплечиков для подшипников
на валах и в корпусах.
Конструктивными разновидностями
основного типа радиального одноряд-
ного шарикоподшипника являются:
1) шарикоподшипники радиальные
однорядные с канавкой, через которую
вставляют шарик; вследствие большого
количества шариков эти подшипники
способны воспринимать большие ра-
диальные нагрузки, однако наличие
канавки на наружном и внутреннем
кольце не дает возможности восприни-
мать увеличенные осевые нагрузки,
вследствие чего данные шарикоподшип-
ники имеют весьма ограниченное при-
менение;
2) подшипники с канавкой ца наруж-
ном кольце для стопорной шайбы. Ука-
занная конструкция подшипников по-
зволяет растачивать корпусы на проход
без заплечиков; 1
3) подшипники с одной и двумя за-
щитными шайбами, а также со встроен-
ными фетровыми и резиновыми уплот-
нениями применяются при ограничен-
ных габаритах подшипникового узла,
когда затруднена возможность уста-
новки самостоятельных уплотняющих
устройств в корпусе подшипникового
узла или невозможна подача смазки к
подшипникам в процессе эксплуатации.
Шарикоподшипники сфе-
рические (самоустанавливающиеся)
типа 1000 в основном предназначены
для восприятия радиальной нагрузки.
Величина осевой нагрузки, действую-
щей .одновременно с радиальной, не
должна превышать 20% от неиспользо-
ванной допустимой- радиальной нагруз-
ки при заданной расчетной долговеч-
ности.
Шарикоподшипники типа 1000 могут
работать при значительном перекосе
(до 3°) внутреннего кольца относитель-
но наружного, вызванном несоосностью
посадочных мест или прогибом вала
под нагрузкой.
Шарикоподшипники ра-
диально-упорные (условные
обозначения 6000, 36000, 46000, 66000)
предназначены для воспринятия ком-
бинированных нагрузок, действующих
в радиальном и осевом направлениях.
Одинарный подшипник названных
типов может воспринимать и одну чисто
осевую нагрузку, действующую в од-
ном направлении. Для фиксации вала
в обоих направлениях эти подшипники
следует устанавливать попарно и пре-
дусматривать возможность регулиро-
вания осевого натяга.
Шарикоподшипники упор-
ные обычно применяются в приборо-
568 Раздел V. Направляющие для вращательного и прямолинейного движения
строении лишь в тех случаях, когда для
воспринятая осевой нагрузки не могут
быть использованы радиальные или ра-
диально-упорные шарикоподшипники.
Упорные шарикоподшипники изготов-
ляются одинарными для воспринятия
осевой нагрузки в одном направлении
и двойными — для воспринятия осевых
нагрузок, действующих в обоих направ-
лениях.
Одно из колец одинарного подшип-
ника (тугое) монтируется на вал с соот-
ветствующей посадкой; второе кольцо,
так называемое свободное, устанавли-
вается в корпус. Внутренний диаметр
свободного кольца, как правило, боль-
ше внутреннего диаметра тугого кольца
примерно на 1 мм. Так как несовпаде-
ние осей вала и корпуса приводит к
преждевременному выходу из строя
упорных подшипников, то для возмож-
ности самоустановки колец рекомен-
дуется производить монтаж «свобод-
ного» кольца в корпус с зазором
0,3—0,6 мм по диаметру.
Двойные упорные шарикоподшип-
ники состоят из одного тугого кольца
с' двумя дорожками качения и двух
свободных колец' с двумя комплектами
шариков в сепараторе.
При эксплуатации под действием
центробежных сил ненагруженный ряд
тел качения, особенно у двойных упор-
ных шарикоподшипников, стремится
выйти из желобов, при этом смещаются
оси вращения шариков и возникает
трение скольжения между шариками
и желобами колец, которое вызывает
повышение температуры и разрушение
поверхности шариков и желобов колец.
Во избежание подобного явления ре-
комендуемся ненагруженный ряд тел
качения вместе со свободным кольцом
загружать постоянно действующими
пружинами.
Сортамент и конструктивные элемен-
ты стандартных шарикоподшипников
с диаметром внутренних колец до
50 мм приведен в табл. 259—267.
Таблица 259
Шарикоподшипники радиальные однорядные
(по ГОСТ 8338—57)
С — коэффициент работоспособности подшипника;
QCT—допускаемая радиальная статическая нагруз-
ка в кГ;
п — предельное число об/мин
Условное обозначение подшипника Размер в мм Вес
d 1 D 1 6 1 г С ^ст п кг
1000091 1000092 1000093 1000094 1000095 1000096 • 1000097 1000098 1 2 3 4 5 6 7 8 Све] 4 6 8 И 13 15 17 19 рхлегкг 1,6 2,3 3 4 4 5 5 6 1я серп 0,2 0,2 0,2 0,3 0,4 0,4 0,5 ' 0,5 [я диаметр )ов 9 0,0025
Направляющие для вращательного движения с трением качения 569
Продолжение табл. 259
Условное обозначение подшипника Размер в мм С Q VCT п Вес кг
d D ь г
1000099 9 20 6 0,5
1000900 10 22 6 0,5
1000901 12 24 6 0,5
1000902 15 28 7 0,5
1000903 17 30 7 0,5
1000904 20 37 9 0,5
1000905 25 42 9 0,5
1000906 30 47 9 0,5
1000907 35 55 10 1,0
1000908 40 62 12 1,0
1000909 45 68 12 1,0
1000910 50 72 12 1,0
Особо легкая серия диаметров 1 (узкая ширина)
7000101 12 28 7 0,5
7000102 15 32 8 0,5
7000103 17 35 8 0,5
7000104 20 42 8 0,5
7000105 25 47 8 0,5
7000106 30 55 9 0,5
7000107 35 62 9 0,5
7000108 40 68 9 0,5
7000109 45 75 10 1,0
7000110 50 80 10 1,0
Особо легкая серия диаметров 1 (нормальная ширина)
17 7 19 6 0,5 3400 ПО ' 25000 0,007
18 8 22 7 0,5 3700 130 25000 0,012
19 9 24 7 0,5
100 10 26 8 0,5
101 12 28 8 0,5
102 15 32 9 0,5
103 17 35 10 0,5
104 20 42 12 1,0 5900 420 16000 0,069
105 25 • 47 12 1,0
106 30 55 13 1,5
107 35 62 14 1,5
108 40 68 15 1,5
109 45 75 16 1,5
110 50 80 16 1,5 24000 1100 8000 0,25
Легкая серия диаметров 2
23 3 10 4 0,3 610 20 25000 0,0016
24 4 13 5 0,4 1160 40 25000 0,003
25 5 16 5 0,5 2000 70 25000 0,005
26 6 19 6 0,5 3400 НО 25000 0,008
27 7 22 7 0,5 3700 130 25000 0,019
28 8 24 7 0,5
29 9 26 8 1,0 5400 19Q 25000
200 10 30 9 1,0 7100 250 20000 0,03
570 Раздел V. Направляющие для вращательного и прямолинейного движения
Продолжение табл. 259
Условное Размер в мм х Вес
обозначение подшипника d D ь г С Q VCT п кг
201 12 32 10 1,0 7100 260 20000 0,037
202 15 35 11 1,0 8500 340 16000 0,045
203 17 40 12 1,0 11300 420 16000 0,06
204 20 .47 14 1,5 15000 600 16000 0,1
205 25 52 15 1,5 16000 700 13000 0,12
206 30 62 16 1,5 22000 950 13000 0,19
207 35 72 17 2,0 30000 1300 10000 0,27
208 40 80 18 2,0 39000 1700 10000 0,37
209 45 85 19 2,0 39000 1700 8000 0,42
210 50 90 20 2,0 42000 1900, 8000 0.47
34 4 С 16 редняя 5 серия 0,5 диаметро] 2000 в 3 70 25000 0,005
35 5 19 6 0,5 3400 ПО 25000 0,008
300 10 35 И 1 10000 370 16000 0,05
301 12 37 12 1,5 12300 450 16000 0,06
302 15 42 13 1,5 13500 520 16000 0,08
303 17 47 14 1,5 17100 650 13000 0,11
304 20 52 15 2 19000 750 13000 0,14
305 25 62 17 2 27000 1000 10000 0,23
306 30 72 19 2 33000 1400 10000 0,35
307 35 80 21 2,5 40000 1700 8000 0,44
308 40 90 23 2,5 48000 2100 8000 0,63
309 45 100 25 2,5 57000 2500 6300 0,83
310 50 ПО 27 3 72000 6300 3500 1,08
403 17 Т£ 62 [желая 17 серия 2 диаметро! 29000 5 4 1100 10000 0,27
404 20 72 19 2 39000 1600 10000 0,40
405 25 80 21 2,5 47000 2000 8000 0,51
406 30 90 23 2,5 60000 2500 8000 0,72
407 35 100 25 2,5 68000 3100 6300 0,93
408 40 ПО 27 3 78000 3500 6300 1,20
409 45 120 29 3 92000 4400 6300 1,55
410 50 130 31 3,5 108000 5300 5000 1,91
Направляющие для вращательного движения с трением качения 571
Таблица 260
Шарикоподшипники радиальные однорядные с защитными шайбами
(по ГОСТ 7242—54)
Тип 60000
Тип 80000
Обозначение Размер в мм Обозначение Размер в мм
тип тип тип тип
60000 80000 d D В г П 60000 80000 d D в Г1
Особо легкая серия 60203 80203 17 40 12 1,0 1,0
60018 80018 8 22 1 0,5 0,5 60204 80204 20 47 14 1,5 1,5
60104 80104 20 42 12 1,0 1,0 60205 80205 25 52 15 1,5 1,5
60105 80105 25 47 12 1,0 1,0 60206 80206 30 62 16 1,5 1,5
60106 80106 30 55 13 1,5 1,5 60207 80207 35 72 17 2,0 2,0
60107 80107 35 62 14 1,5 1,5 60208 80208 40 80 18 2,0 2,0
60108 80108 40 68 15 1,5 1,5 60209 80209 45 85 19 2,0 2,0
60210 80210 50 90 20 2,0 2,0
Легкая серия
Средняя серия
60024 80024 4 13 5 0,3 0.3
60025 80025 5 16 5 0.5 0,3 60034 80034 4 16 5 0,5 0,3
60026 80026 6 19 6 0,5 0,3 60035 80035 5 19 6 0,5 0,3
60027 80027 7 22 7 0,5 0,3 60305 80305 25 62 17 2,0 2,0
60028 80028 8 24 8 0,5 0,3 60306 80306 30 72 19 2,0 2,0
60029 80029 9 2G 8 1,0 0,5 60307 80307 37 80 21 2,5 2,5
60200 80200 10 30 9 1,0 0,5 60308 80308 40 90 23 2,5 2,5
60201 80201 12 32 10 1,0 0,5 60309 80309 45 100 25 2,5 2,5
60202 80202 15 35 11 1,0 0,5 60310 80310 50 НО 27 3,0 3,0
Примечание. Значения коэффициента работоспособности С, допускаемой радиаль-
ной статической нагрузки QcT наибольшего числа оборотов п в минуту берутся по табл. 259
для соответствующих размеров подшипников.
Шарикоподшипники радиальные однорядные с фетровым уплотнением
Таблица 261
(по ГОСТ 4061—48)
Условные обозначения подшипников
(Подшипники типов 20000, 520000, 30000 и 530000 не имеют стопорных канавок)
5 20005 — — — 30005 — —
6 20006 — — — 30006 ' — — —
7 20007 — — — 30007 — — —
8 20008 — — — 30008 — — —
9 20009 — — — 30009 — — —
10 20200 120200 520200 620200 30200 130200 530200 630200
12 20201 120201 520201 620201 30201 1302U1 530201 630201
15 20202 120202 520202 620202 30202 , 130202 530202 630202
17 20203 120203 520203 620203 30203 130203 530203 630203
20 20204 120204 520204 620204 30204 130204 530204 630204
25 20205 120295 520205 620205 ' 30205 130205 530205 ' 630205
30 20206 120206 520206 620206 30206 130206 530206 630206
35 20207 120207 520207 620207 30207 130207 530207 630207
40 20208 12U208 520208 620208 30208 - 130208 530208 630208
45 20209 120299 520209 620299 30209 130209 530209 630209
50 20210 120210 520210 620210 30210 130210 530210 630210
572 Раздел V. Направляющие для вращательного и прямолинейного движения
Направляющие для вращательного движения с трением качения
573
574 Раздел V. Направляющие для вращательного и прямолинейного движения
Таблица 262
Канавки на наружных кольцах и установочные кольца
для радиальных однорядных шарикоподшипников
(по ГОСТ 2893—54)
без защитной шайбы С защитной шайбой Размеры сечения установочного кольца
Размеры канавки
Размеры в мм
Наружный диаметр подшипника D Канавка Установочное кольцо
Di А в г наиб. j D-2, наиб. н С R Г1 ь
я к S о допуск, отклонение к S о я допуск, отклонение Я S 2 допуск, отклонение к S о а допуск, отклонение
30 28,2 —0,25 2,05 —0,15 1,3 0,4 34,6 3,2 —0,15 1,10 0,6 0,4 +0,1 3
32 30,2 36,6
35 33,2 39,6
Направляющие для вращательного движения с трением качения 575
Продолжение табл. 262
Наружный диаметр подшипника D Канавка Установочное кольцо
Di А в г наиб. \о S S Q н С R ъ
я S S о я допуск, отклонение номин. допуск, отклонение номин. допуск, отклонение S S О Я допуск, отклонение
37 34,8 —0,25 2,05 —0,15 1,3 0,4 41,2 3,2 —0,15 1,10 0,6 0.4 +0,1 3
40 38,1 44,5
42 39,8 46,2
47 44,6 2,45 52,6 4,0 —0,25 4
52 49,7 57,7
62 59,6 —0,5 3,25 —0,20 1,9 2,7 0,6 67,6 1,7' 1,0 0,6
72 68,8 78,8 5,0 5
80 76,8 86,8
85 81,8 91,8
90 86,8 96,8 2,45 1,5
100 96,8 106,8
110 106,8 116,8
120 115,2 4,05 3,1 129,2 7,0 —0,5 2,8 2,0 +0,2 7
Примечания. 1. Размеры и b относятся к установочным кольцам, собранным с подшипниками. 2. Примеры условного обозначения: а) подшипника 305 ГОСТ 833S—57, но выполненного с канавкой для установочного кольца: <50305 ГОС '1 2893—54»; б) подшипника с защитной шайбой 60206 ГОСТ 7242—54, но выполненного с канавкой для установочного кольца <150206 ГОСТ 2893—54».
576 Раздел V. Направляющие для вращательного и прямолинейного движения
Таблица 263
Шарикоподшипники радиальные сферические двухрядные
(по ГОСТ 5720—51)
D
| ! \ С — коэффициент работоспособно-
сти подшипника;
Ост—допускаемая радиальная ста-
1^9 —тическая нагрузка в кГ',
' L— J ‘ п — предельное число об‘[мин
Условное Размеры в мм Вес
обозначение С QCT п кг
подшипника D В г
Легкая серия
1005 5 19 - 6 0,5 2400 56 25000 0,009
1006 6 19 6 0,5 2400 56 25000 0,009
1007 7 22 7 0,5 2800 70 25000 0,016
1008, 8 22 7 0,5 2800 70 25000 0,015
1009 9 26 8 1,0 4100 100 20000 0,022
1200 10 30 9 1,0 5400 140 20000 0,033
1201 12 32 10 1,0 6100 155 20000 0,04
1202 15 35 11 1,0 8000 215 16000 0,05
1203 17 40 ' 12 1,0 9300 250 16000 0,07
1204 20 47 14 1,5 11600 330 16000 0,12
1205 25 52 15 1,5 15000 420 13000 0,14
1206 30 62 16 1,5 20000 610 13000 0,22
1207 35 72 17 2,0 22000 710 10000 0,32
1208 40 80 18 2,0 27000 920 10000 0,42
1209 45 85 19 2,0 31000 1000 8000 0,47
1210 50 90 20 2,0 33000 1100 8000 0,53
Легкая широкая серия
1500 10 30 14 1,0 7100 180 20000 —
1501 12 32 14 1,0 7500 200 20000 —
1502 15 35 14 1,0 8500 230 16000 —
1503 17 40 16 1,0 11000 300 16000 —
1504 20 47 18 1,5 14000 420 16000 0,14
1505 25 52 18 1,5 15500 450 13000 0,16
1506 30 62 20 1,5 20000 600 13000 0,26
1507 35 72 23 2,0 28000 850 10000 0,40
1508 40 80 23 2,0 31000 1000 10000 0,51
1509 45 85 23 2,0 34000 1100 8000 0,55
1510 50 90 23 2,5 35000 1200 8000 0,59
Направляющие для вращательного движения с трением качения 577
Таблица 264
Шарикоподшипники радиально-упорные однорядные
(ограничение ГОСТ 831—54)
36000, 46000 и 66000
С — коэффициент работо-
способности подшип-
ника;
QCT—допускаемая статиче-
ская нагрузка в кГ;
п — предельное число
об1мин
Условное обозначе-
ние подшипника
Размеры в мм
С
(в тыс.)
@ст
(в тыс.)
тип 6000 (₽ == 12°) тип 36000 (0 = 12») тип 46000 (0 26») d D ь Т г /*1 Тип шарикоподшипника п об/мин (в ть
наиб. 1 Ж S СО К о § 1 1 i <£> 36000 46000
Особо легкая серия
6016 36016 6 17 6 6 5,8 0,5 0,5 0,3
6017 к 36017 —. 7 19 6 6 5,8 0,3
6018 36018 — 8 22 7 7 6,8 0,5 0,3
6019 36019 — 9 24 7 7 6,8 0,5 0,3
6100 36100 46100 10 26 8 8 7,7 0,5 0,3 6,1 0,24
6101 36101 46101 12 28 8 8 7,7 0,5 0.3
6102 36102 46102 15 32 9 9 8,7 0,5 0,3
6103 36103 46103 17 35 10 10 9,7 0,5 0,3
6104 36104 46104 20 42 12 12 11,7 1 0,3
—. — 46105 25 47 12 12 Н,7 1 0,3
— — 46106 30- 55 13 13 12,7 1,5 0,5
— — 46107 35 62 14 14 13,7 1,5 0,5
— 46108 40 68 15 15 14,7 1,5 0,5
— — 46109 45 75 16 16 15,7 1,5 0,5
— — 46110 50 80 16 16 15,7 1,5 0,5
19 И, Я. Левин
578 Раздел V. Направляющие для вращательного и прямолинейного движения
Продолжение табл. 264
Условное обозначе- ние подшипника Размер в мм С (в тыс.) о VCT (в тыс.) п об!мин (в тыс.)
тип 6000 (₽ = 12°) тип 36000 (₽ = 12°) Тип 46000 (f> = 26е) d D ь ю S св Т S S св И г Г1 о § СО Гип ш g 8 со арикс 8 о шедши 8 8 ' 1ПНИК I 1 а § $
6023 6024 6025 6026 6027 6028 6029 6200 6201 6202 6203 6204 36023 36024 36025 36026 36027 36028 36029 36200 36201 36202 36203 362U4 36205 36206 36207 36208 36209 36210 36303 36304 36305 36306 36307 36308 36309 36310 46200 46201 46202 46203 46204 46205 46206 46207 46208 46204 46210 46303 46304 46305 46306 46307 46308 46309 46310 46405 46406 46407 46408 46409 46410 3 4 5 6 7 8 9 10 12 15 17 20 25 30 35 40 45 50 17 20 25 30 35 40 45 50 25 30 35 40 45 50 10 13 16 19 22 24 26 30 32 35 40 47 52 62 72 80 85 90 47 52 62 72 80 90 100 [но 80 90 100 НО 120 130 4 5 5 6 7 7 8 9 10 11 12 14 15 16 17 18 19 20 14 15 17 19 21 23 25 27 21 23 25 27 29 31 4 5 5 6 7 7 8 9 10 11 12 14 15 16 17 18 19 20 । 14 15 17 19 21 23 25 27 1 21 23 25 27 29 31 Легк 3,8 4,8 4,8 5,8 6,8 6,8 7,8 8,7 9,7 10,7 1-1,7 13,7 14,7 15,7 16,7 17,7 18,7 19,7 Сред 13,6 14,6 16,6 18,6 20,6 22,6 24,6 26,6 'яже. 20,6 22,6 24,6 26,6 28,6 30,6 :ая с< 0,3 0,4 0,5 0,5 0,5 0,5 1 1 1 1 1 1,5 1,5 1,5 2 2 2 2 НЯЯ ( 1,5 2 2 2 2,5 2,5 2,5 3 лая с 2,5 2,5 2,5 3 3 3,5 ерия 0,3 0,3 0,3 0,3 0,3 0,3 0,3 0,3 0,3 0,3 0,5 0,5 0,5 0,5 1 1 1 1 зерня 0,5 1 1 1 1,2 1,2 1,2 1,5 :ерия 1,2 1,2 1,2 1,5 1,5 2 2,6 2,6 5,1 I 7,5 8,1 9,3 14 18 20 27 35 49 52 54 7,1 7,5 8,1 12,3 16,7 18 25 33 42 44 48 19 21 31 38 46 57 70 80 0,09 0,09 0,18 0,3 0,34 0,38 0,6 0,8 0,9 1,3 1,9 2,4 2,6 2,8 0,27 0,31 0,38 0,5 0,75 0,8 1,2 1,6 2,1 2,2 .2,4 0,77 0,9 1,4 1,7 2,1 2,8 3,6 4,4 20 * 20 16 16 16 13 13 10 10 8 8 13 13 10 10 8 8 6,3 6,3
Примечания. 1. Подшипники типа 66000 средней и тяжелой серий с углом кон- такта (3 = 36° и диаметром d > 25 мм имеют такие же размеры, как и подшипники типа 46000. В обозначении этого типа подшипника вместо первой цифры 4 указывается цифра 6. 2. Значения С, Q и п приведены по данным каталогов.
Направляющие для вращательного движения с трением качения 579
Таблица 265
Шарикоподшипники упорные одинарные и двойные
(ограничение ГОСТ 6874—54 и TOQT 7872—56)
D
di
Тип 8000 ГОСТ 6874—54 Тип 38000 ГОСТ 7872—56
rt «^0,1 (d —d2)
^ = ^4-0,2
С — коэффициент работоспособности;
Ост — допустимая статическая нагрузка в кГ',
п — предельное число об1мин.
Условное обозначение подшипника Размер в мм С (в тыс.) ^ст (в тыс.) п (в тыс.) Вес в кг
тип 8000 тип 38000 d d% D н //1 а г тип 8000 тип 38000
Особо легкая серия
8100 — 10 — 24 9 — — 0,5 10 1,0 10 0,02
8101 — 12 — 26 9 — — 0,5 10,6 1,1 10 0,022
8102 — 15 — 28 9 — — 0,5 11,3 1,2 8 0,024
8103 — 17 — 30 9 — — 0,5 12,5 1,4 8 0,03
8104 — 20 — 35 10 — — 0,5 16,7 2,0 6,3 0,04
8105 — 15 — 42 11 — — 1 19 2,4 6,3 0,06
8106 — 30 — 47 11 — — 1 21 ' 2,7 6,3 0,07
8107 — 35 — 52 12 — — 1 28 3,7 5 0,09
8108 — 40 — 60 13 — — 1 35 4,8 5 0,12
8109 — 45 — 65 14 — — 1 37 5,2 5 0,15
8110 — 50 — 70 14 — — 1 39 5,7 4 0,16
19*
580 Раздел V. Направляющие для вращательного и прямолинейного движения
Продолжение табл. 265
Условное обозначение подшипника Размер в мм С (в тыс.) <?ст (в тыс.) п (в тыс.) Вес в кг
тип 8000 тип 38000 d D Н я2 а г тип 8000 тип 38000
8200 10 26 И Т [егкая сери? 1 1 11,9 1,3 8 0,03
8201 12 — 28 11 — 1 13,2 1,4 8 0,034
8202 38202 15 10 32 12 22 5 1 15 1,7 8 0,041 0,09
8203 17 — 35 12 — — 1 16 1,8 6,3 0,053 —
8204 38204 20 15 40 14 26 6 1 24 2,8 6,3 0,08 0,15
8205 38205 25 20 47 15 28 7 1 31 3,8 6,3 0,12 0,23
8206 38206 30 25 52 16 29 7 1 35 4,4 5 0,15 0,28
8207 38207 35 30 62 18 34 8 1,5 48 6,4 5 0,22 0,42
8208 38208 40 30 68 19 36 9 1,5 57 7,5 5 0,27 0,54
8209 38209 45 35 73 20 37 9 1,5 60 8,5 4 0,32 0,62
8210 38210 50 40 78 22 39 9 1,5 70 9,9 4 0,39 0,71
8305 38305 25 20 52 18 С 34 редня: 8 я серк 1,5 [Я 39 4,7 5 0,18 0,33
8306 38306 30 25 60 21 38 9 1,5 50 6,4 4 0,27 0,49
8307 38307 35 30 68 24 44 10 1,5 62 8 3,2 0,39 0,71
8308 38308 40 30 78 26 49 12 1,5 78 10 3,2 0,55 1,06
8309 38309 45 35 85 28- 52 12 1,5 90 12,5 3,2 0,69 1 1,29
8310 38310 50 40 95 31 - 58 14 2 108 15,5 2,5 1,86
Таблица 266
Рекомендуемые размеры проточек и заплечиков вала
и корпуса для упорных шарикоподшипников
d Л d h.i
Размеры в мм
Серии
d Особо легкая Легкая Средняя Тяжелая
h Проточка h hi Проточка h hi Проточка- h hi Проточка
шир. глуб. шир. глуб. шир. глуб. шир. ! глуб.
10 4 0,6 0,1 4,5 0,8 0,2
12 4 0,6 0,1 4,5 0,8 0,2
15 4 0,6 0,1 б 2,5 0,8 0,2
17 4 0,6 0,1 5 0,8 0,2
20 4 0,6 0,1 6 2,5 0,8 0,2
25 5 0,8 0,2 6 2,5 0,8 0,2 7,5 2,5 1,5 0,3 10 5 1,5 0,3
30 5 0,8 0,2 7,5 2,5 0,8 0,2 10 2,5 1,5 О.з 12,5 5 1,5 0,3
35 5 0,8 0,2 7,5 2,5' 1,5 0,3 10 2,5 1,5 0,3 12,5 5 1,5 0,3
40 6 0,8 0,2 7,5 5 1,5 0,3 10 5 1,5 0,3 15 5 1,5 0,3
45 6 0,8 0,2 7,5 5 1,5 0,3 12,5 5 1,5 0,3 15 5 1,5 0,3
50 6 0,8 0,2 7,5 5 1,5 0,3 12,5 5 1,5 о.з 17,5 5 2 0,4
Т а б л и ц а 267
Рекомендуемые размеры галтелей г (или проточек) и заплечиков вала и корпусы для радиальных
и радиально-упорных шарикоподшипников
Размеры в мм
Диаметр вала d ' Серии
Легкая и легкая широкая Средняя и средняя широкая , Тяжелая
h hi /?2 г max Проточка h и hi Л 2 г max Проточка h и hi а2 г max Проточка
шир. глуб. шир. глуб. шир. | глуб.
3 1 1 0,2 0,6 0,1 . I
4 1,25 1,25 — 0,2 0,6 0,1 1,5 — о,з 0,6 0,1 — — — — —
5 1,5 1,25 — 0,3 0,6 0,1 2* о.з 0,6 0,1 — — — — —
6 1,5 1,5 — 0,3 0,6 ОД — —' — — — — — — — —
7 2,25 2 —— 0,3 0,6 0,1 — — — — — — — — — —
8 2,25 2 — 0,3 0,6 0,1 — — — — — — — —
9 2,5 2 — 0,6 0,8 0,2 — — — — — — —
10 3 2,5 2,5 0,6 0,8 0,2 2,5 — 0,6 0,8 0,2 — — — — —
12 3 3 2,5 0,6 0,8 0,2 3 — 1 1.5 0,3 — — — — —
15 3 2,5 3 0,6 0,8 0,2 3 3,5 1 1,5 0,3 — — — — —
17 3 2,5 3,5 1 1,5 0,3 3 4 1 1,5 О.з 4,5 1 1,5 0,3
20 3,5 3 4 1 1,5 о,з 3,5 4,5 1 1,5 0,3 4,5 — 1 1,5 0,3
25 3,5 3,5 4,5 1 1,5 о.з 3,5 4,5 1 1,5 0,3 5 7 1,5 2 0,4
30 3,5 3 5 1 1,5 о,з 3,5 5,5 1 1,5 0,3 5 7 1,5 2 0,4
35 3,5 3,5 5,5 1 1,5 0,3 4,5 6 1,5 2 0,4 5 7,5 1,5 2 0,4
40 4 4 6 1 1,5 о.з 4,5 7 1,5 2 0,4 5,5 8 2 2 0,4
45 4 5 6 1 1,5 0,3 4,5 7,5 1,5 2 0,4 5,5 8,5 2 2 0,4
50 4 , 5 6 I 1,5 0,3 5 8 2 2 0,4 6 9 2 2 0,4
* hi = 1,5.
Направляющие для вращательного движения с трением качения
582 Раздел V. Направляющие для вращательного и прямолинейного движения
ТОЧНОСТЬ
ШАРИКОПОДШИПНИКОВ
Классы точности
По точности основных размеров и по
точности вращения ГОСТ 520—55 уста-
навливает следующие классы шарико-
подшипников и их обозначения
Класс точности । Условное обозначение f
Нормальный н
Повышенный п
Высокий В
Особо высокий А
Сверхвысокий С
Подшипники могут изготовляться
также и по промежуточным классам
точности ВП, АВ, СА, где буква слева
указывает класс точности внутреннего
кольца, а буква справа — наружного
кольца. ,
По приведенным выше классам точ-
ности изготовляются следующие типы
шарикоподшипников:
1. По классам С и СА:
а) шарикоподшипники радиальные
однорядные (ГОСТ 8338—57 серии 200
и 300);
б) шарикоподшипники радиально-
упорные (ГОСТ 831—54, серий и типов
6000, 36100, 36200, 46100, 46200);
в) шарикоподшипники радиально-
упорные сдвоенные (ГОСТ 832—57, лег-
кие серии с углом контакта Г2° и 28°).
2. По классам А и АВ: шарикопод-
шипники, указанные для классов точ-
ности С и СА, а также:
а) шарикоподшипники радиальные
однорядные по ГОСТ 8338—57 серии
400;
б) шарикоподшипники радиально-
упорные по ГОСТ 831—54, серий
36300, 66300, 46400, 66400, 46300;
в) шарикоподшипники радиально-
упорные сдвоенные по ГОСТ 832—57,
средние и тяжелые серии;
г) шарикоподшипники сферические
двухрядные с внутренним диаметром
до 80 мм (ГОСТ 5720—51);
д) шарикоподшипники упорные по
ГОСТ 6874—54, тип 8000 (изготовляют-
ся только по классу А).
3) По классам В, П и ВП:
Шарикоподшипники, указанные для
классов точности С, СА, А, АВ, а
также:
а) шарикоподшипники радиально-
упорные двухрядные по ГОСТ 4252—48;
б) шарикоподшипники радиальные
однорядные с защитными шайбами по
ГОСТ 7242—54;
в) шарикоподшипники сферические
двухрядные по ГОСТ 5720—51.
4. По классу Н:
все типы стандартных шарикоподшип-
ников, приведенные в табл. 258.
Точность основных размеров
шарикоподшипников
К основным размерам радиальных
шарикоподшипников относятся внут-
ренний и наружный диаметры и ширина
колец. Допуски на внутренние и на-
ружные диаметры, на ширину колец,
на непараллельность и биение торцов
в зависимости от класса точности ша-
рикоподшипников приведены в
табл. 268—270.
Для замены шарикоподшипников при
ремонте при наличии износа шеек
валов допускается изготовление под-
шипников нормального класса точ-
ности, у которых поле допуска на
диаметр отверстия внутреннего кольца
смещено в минусовую сторону на вели-
чину допуска на средний диаметр.
Такие подшипники должны иметь впе-
реди условного обозначения знак «М».
Соответственно этому допускается из-
готовление подшипников нормального
класса точности, у которых поле допу-
ска на наружный диаметр кольца сме-
щено в плюсовую сторону на величину
допуска на средний диаметр наружного
кольца. Такие подшипники должны
иметь впереди условного обозначения
знак «Б».
Конусность отверстий шарикопод-
шипников всех классов, кроме В и ВП,
допускается не более 50% допуска на
dc. Вследствие овальности, конусности
и других отклонений от точной цилин-
дрической поверхности при измерении
могут быть получены различные зна-
чения величины диаметра в одном или
в разных сечениях. Действительные
отклонения среднего (dc, £>с), наиболь-
шего (4наиб» ^наиб) и наименьшего
(4аим, £>наим) значений Диаметра в
Направляющие для вращательного движения с трением качения
583
зависимости от классов точности долж-
ны быть не более величин, указанных
в табл. 268 и 269. Среднее значение
(dc, Dc) определяется как среднее ариф-
метическое наибольшего (^Наиб, ^наиб)
и наименьшего (с/Наим> Г>наим) значе-
ний диаметра, полученных при изме-
рении:
л __^наиб ~4~ ^наим,
^с— 2 ’
Л £>наиб &найм
~ .
Вращается
Точность вращения
шарикоподшипников
Точность вращения шарикоподшип-
ников характеризуется следующими
параметрами: а) радиальным биением
внутреннего (рис. 544) и наружного
(рис. 545) колец; б) боковым биением
по дорожке качения внутреннего
(рис. 546) и наружного (рис. 547)
колец.
В зависимости от характера посадки
подшипника на валу большое влияние
на точность вращения оказывает тор-
цовое биение внутреннего кольца ша-
рикоподшипника. 4
Допускаемые значения величин бие-
ний, определяющих точность вращения
шарикоподшипников, приведены в
табл. 268—270.
Рис. 546.
Рис. 54Z.
Рис. 544—547. Биение колец в соб-
ранных шарикоподшипниках: ра-
диальное биение внутреннего (рис.
544) и наружного колец; боковое
биение по дорожке качения внут-
реннего (рис. 546) и наружного
(рис. 547) колец
Таблица 268
Допускаемые отклонения размеров, формы и точности вращения
внутренних колец радиальных и радиально-упорных
шарикоподшипников
(по ГОСТ 520—55)
Размеры в мк
- Классы точности
Н I П | В и ВП I А и АВ | С и СА
Допускаемые отклоне- ния по внутреннему диаметру 0 -2
—10 | 1 —8
^наиб 1 +3 1 0
^наим | -13 —10
Допускаемые отклонения по ширине внутренних и наруж- ных колец 0 -100 0 -60
584 Раздел V. Направляющие для вращательного и прямолинейного движения
Продолжение табл. 268
Классы точности
Н п В и ВП А и АВ С и СА
Допускаемая непараллельность торцов 20 16 10 7 4
Допускаемое торцовое биение 20 16 1 10 7 4
Допускаемое радиальное бие- ние 13 юч 10 5 3
Допускаемое боковое биение по дорожкам качения 40 32 20 13 8
Примечания 1. В таблице приведены данные для внутренних колец подшипника с диаметром d (валиков) до 30 мм, 2. Конусность отверстий шарикоподшипников классов В, ВП, А, АВ, С и СА допу- скается не более 50% допуска на d .
- Таблица 269
Допускаемые отклонения размеров, формы и точности вращения
наружных колец радиальных и радиально-упорных подшипников
(по ГОСТ 520—55)
Размеры в мк
Номинальные наружные диа- метры D в мм Классы точности
свыше до Н 1 П и ПВ I | В и АВ А и СА | с
Допускаемые отклонения по наружному диаметру Ос — 18 0 —8 —2 —6
18 30 0 - —9 —2 —7
30 50 0 —И сч оо 1 1
50 80 0 —13 —3 —10
^наиб ^наим — 18 ' +2 —10 0 —8
18 30 ±?, 0 —9
30 50 0 —11
50 80 ±1? 0 —13
Допускаемое радиаль- ное биение — 30 15 12 7 5 3
30 50 20 16 10 7 4
50 80 25 20 12 8 5
Допускаемое боковое биение по дорож- кам качения — 30 40 32 20 13 8
30 50
50 80
Примечания. 1. и #наИм Даны для диаметральных серий особо легкой
(1.7), легкой, средней и тяжелой.
2. Конусность наружной цилиндрической поверхности подшипников классов В, АВ, А,
СА и С допускается не более 50% допуска на D^.
Направляющие для вращательного движения с трением качения 585
Таблица 270
Допускаемые отклонения размеров, формы и точности вращения
упорных шарикоподшипников
(по ГОСТ 520—55)
Размеры в мк
Номинальные диаметры * мм Допускаемые отклонения по Допускаемы^ отклонения на
внутренним диаметрам d и ds наружному диаметру D непараллельность до- рожек качения проти- воположным торцам (осевое биение) сво- бодного и тугого кольца одинарных и двойных подшип- ников радиальное биение (удвоенная эксцент- ричность) дорожек качения тугих колец
Классы точности
свыше до верхи. нижн. верхи. нижн. Н | В | А | н 1 В 1 1 А
не более
30 50 80 30 50 80 120 0 0 0 0 —10 —12 —15 —20 0 0 0 0 —30 —36 -45 —60 15 15 20 25 10 10 10 15 5 6 7 8 40 40 50 50 30 30 40 40 15 18 22 26
* Допускаемые непараллельность и биение установлены в зависимости от размера внутреннего диаметра свободного кольца. Примечание. На свободные кольца упорных шарикоподшипников, монтируемых в узлы с большими зазорами, допуск на диаметр утроен.
Нагрузки, применяемые при контро-
ле биений радиальных и радиально-
упорных шарикоподшипников, не долж-
ны превышать следующих величин
Внутренний диа- метр подшипника мм Величина груза в кГ
свыше ДО Радиаль- ные шари- коподшип- ники Радиально- упорные шарикопод- шипники
30 0,5 4
30 50 1 8
Биения радиальных шарикоподшип-
ников с диаметром отверстия до 25 мм
включительно проверяются на гори-
зонтальных или вертикальных оправ-
ках без груза. Боковое биение колец
сферических шарикоподшипников не
контролируется.
Выбор шарикоподшипников
Выбираются шарикоподшипники в
следующем порядке:
1. Определяется тип шарикоподшип-
ника в зависимости от величины и
направления нагрузки (радиальная,
осевая, комбинированная) и требова-
ний к подшипнику, предъявляемых
конструкцией узла механизма (необхо-
димость самоустанавливаемости под-
шипника в опоре £ целью компенсации
перекоса вала, обеспечение перемеще-
ния вала в осевом направлении, необ-
ходимость регулирования радиальной
и осевой игры подшипника, требования
к габаритам узла, к жесткости и точности
вращения и т. д.).
2. Определяются размеры подшип-
ника в зависимости от действующих
нагрузок, числа оборотов и требуемого
срока службы.
3. Назначается класс точности под-
шипника исходя из требований к точ-
ности вращения.
586 Раздел V. Направляющие для вращательного и прямолинейного движения
Подшипник выбирается требуемого
типоразмера по коэффициенту его рабо-
тоспособности С. Этот коэффициент
является основной характеристикой
подшипника и зависит от внутренней
конструкции подшипника, материала,
из которого он изготовлен, и ряда
других параметров.
Для обеспечения бесперебойной ра-
боты подшипникового узла при высоком
числе оборотов (в этом случае действую-
щие нагрузки должны быть снижены)
необходимо не только правильно вы-
брать конструкцию и тип подшипника,
но и обратить внимание на конструктив-
ное оформление узла, строгое соблю-
дение правильной геометрии посадоч-
ных мест под подшипники и на смазку
подшипников, которая должна соот-
ветствовать режимам его работы.
При выборе типа и класса точности
шарикоподшипника следует учитывать
стоимость подшипника, которая, как
это видно из помещенной ниже таблицы,
резко возрастает с повышением требо-
ваний к точности его вращения.
Класс точности Сравни- тельная стоимость Класс точности Сравни- тельная стоимость
н 1 АВ 3
п 1,3 А 4
ВП 1,7 СА 7
в 2 С 10
Расчет долговечности
шарикоподшипников
Под расчетной долговечностью под-
шипника понимается время, выражен-
ное в рабочих часах, в течение кото-
рого не менее 90% партии подшипни-
ков должны проработать в идентичных
условиях без признаков усталости
металла.
Характерными признаками усталости
являются следы выкрашивания металла
на рабочих поверхностях в виде рако-
вин или отслаивания (шелушения).
Долговечность шарикоподшипника
зависит от величины и направления
нагрузки, числа оборотов, коэффи-
циента работоспособности и других
факторов, влияние которых на долго-
вечность учитывается при расчете усло-
вной нагрузки.
Связь между расчетной долговеч-
ностью h, условной нагрузкой Q, чис-
лом оборотов п и коэффициентом рабо-
тоспособности С определяется следую-
щим эмпирическим равенством:
0(пЛ)°’3 = С.
Это равенство справедливо при
п > 10 об/мин, но не превышающем
предельного числа оборотов, допускае-
мого для данного подшипника: при
п — 1 4- 10 об/мин коэффициент рабо-
тоспособности С подсчитывается, как
для 10 об/мин; при п<1 об/мин
действующая нагрузка принимается
как статическая и при выборе подшип-
ника сравнивается с допускаемой стати-
ческой нагрузкой для конкретного
подшипника.
Коэффициент работоспособности,
предельное число оборотов и допускае-
мая статическая нагрузка для стан-
дартных шарикоподшипников приве-
дены в табл. 259—265.
Q
Значения (n/i)0,3 = приведены в
табл. 271.
Условная нагрузка Q учитывает как
характер и направление действующих
нагрузок, так и особенности кинемати-
ки и температуру узла. Для радиаль-
ных шарикоподшипников условная на-
грузка
Q = (WK + /n/l)/<6ArT,
для радиально-упорных
' Q=[<K + /n(A-S)]WT,
для упорных подшипников
где R — радиальная осевая нагрузка
в кГ;
А — осевая нагрузка в кГ;
S — осевая сила (реакция), воз-
никающая в радиально-упор-
ном шарикоподшипнике от
действия радиальной на-
грузки;
т — коэффициент, учитывающий
неодинаковое влияние ра-
диальных и осевых нагрузок
на срок службы подшипни-
ка;
Направляющие для вращательного движения с трением качения 587
/Сб — коэффициент, учитывающий
влияние характера нагрузки
на срок службы подшипни-
ка;
/Ст — коэффициент, учитывающий
влияние на срок службу
подшипника температурного
режима работы подшипника;
/Ск — коэффициент, учитывающий
зависимость срока службы
подшипника от того, какое
кольцо подшипника враща-
ется относительно вектора
нагрузки.
Значения коэффициентов Kg, К’т,
и т приведены в табл. 272—275.
Радиальные шарикоподшипники вы-
бираются по формуле
С = (% + mA) КбКт (пЛ)0,3.
Пример. По условиям работы узла
выбран радиальный однорядный шари-
коподшипник, на который действуют
нагрузки: радиальная R = 5,5 кГ и
осевая А = 2,7 кГ при числе оборотов
наружного - кольца п ~ 1250 об/мин.
Вектор нагрузки неподвижен относи-
тельно внутреннего кольца. Подшипник
в процессе работы подвергается легким
ударам и небольшим кратковременным
перегрузкам. Рабочая температура под-
шипника не свыше 100°. Желаемая
долговечность 5000 час.
Коэффициент работоспособности
определяется по приведенной выше
формуле:
С = (% + т А) (nh)°’s,
где Kg = U2 (по табл. 274); ‘
= 1,0 (по табл. 275); .
Кк = 1,4 (по табл. 273).
Значение коэффициента т опреде-
ляется по табл. 272, согласно которой
R 55
т ~ 1,5; имея в виду, что — = =
= 2, увеличиваем значение т на 15%.
т = 1,5 • 1,15= 1,725.
Подставив найденные значения коэф-
фициентов в формулу, определим вели-
чину коэффициента работоспособно-
сти С: С=(5,5-1,4 + 1,725-2,7) 1,2х
X 1,0-(1250Х5ООО)°’3= 1800. [По табл.
271 находим, что (1250х5000)0,3=110].
Следовательно, для заданных усло-
вий работы необходим радиальный ша-
рикоподшипник, коэффициент работо-
способности которого С имеет величину
не менее, чем 1800. Этому значению
С соответствует (см. табл. 259) шарико-
подшипник 25 легкой серии (d ~
— 5 мм; С = 2000) или шарикопод-
шипник 34 средней серии (d а= 4 мм;
С = 2000).
Если по конструктивным соображе-
ниям желательно увеличить посадоч-
ный диаметр валика, например др
d = 6 мм, то шарикоподшипник 26 лег-
кой серии, имея коэффициент работо-
способности С = 3400, при заданных
условиях работы обеспечит большую
долговечность.
Радиально-упорные шарикоподшип-
ники выбираются по формуле
С = [ЯКк + т (А - S)] КбКТ (пЛ)0’3.
Под действием радиальной нагрузки
на радиально-упорные шарикоподшип-
ники ' вследствие углового контакта
шариков с кольцами возникает сила S,
направленная вдоль оси вала. Эта сила
разгружает подшипник от действую-
щей осевой нагрузки. В некоторых
случаях при определенном соотноше-
нии радиальных нагрузок на два под-
шипника, установленных разноимен-
ными торцами друг к другу, эти осевые
силы будут взаимно уравновешиваться
и, следовательно, в расчете могут не
учитываться; тогда условная нагрузка
определяется, как для радиальных
шарикоподшипников.
Если осевые составляющие взаимно
не уравновешиваются, то условная
нагрузка определяется по формулам,
приведенным в табл. 276, составленной
для различных схем расположения
,радиально-упорных шарикоподшипни-
ков и различных соотношений радиаль-
ной нагрузки R, осевой нагрузки А
и осевой составляющей S. Величина
осевой составляющей S от радиальной
нагрузки R подсчитывается по формуле
S^l,3tg р,
где р — угол контакта шариков с до-
рожкой качения наружного
кольца подшипника (см.
табл. 258).
588 Раздел V. Направляющие для вращательного и прямолинейного движения
Значе
h
Час
W 16 20 25 32 40 50 63
80 100 125 160 200 250 320
100
125
160
200
250
320
400
500
630
800
1000
1250
1600
2000
2500
3200
4000
'5000
6300
8000
10000
12500
16000
20000
25000
32000
40000
50000
63000
80000
8,0
8,5
9,2
9,8
10,5
11,2
12,0
13,0
13,8
14,8
16,0
17,0
18,2
19,5
21,0
22,4
24,0
25,7
27,5
29,5
32,0
34,0
36,3
39,0
41,7
44,7
48,0
51,3
55,0
59,0
9,2
9,8
10,5
11,2
12,0
13,0
13,8
14,8
16,0
17,0
18,2
19,5
21,0
22,4
24,0
25,7
27,5
29,5
32,0
34,0
36,3
39,0
41,7
44,7
48,0
51,3
55,0
59,0
63,0
67,6
9,8
10,5
И,?
12,0
13,0
13,8
14,8
16,0
17,0
18,2
19,5
21,0
22,4
24,0
25,7
27,5
29,5
32,0
34,0
36,3
39,0
41,7
44,7
48,0
51,3
55,0
59,0
63,0
67,6
72,5
10,5
11,2
12,0
13,0
13,8
14,8
16,0
17,0
18,2
19,5
21,0.
22,4
24,0
25,7
27,5
29,5
32,0
34,0
36,3
39,0
41,7
44,7
48,0
51,3
55,0
59,0
63,0
67,6
72,5
77,7
И,2
12,0
13,0
13,8
14,8
16,0
17,0
18,2
19,5
21,0
22,4
24,0
25,7
27,5
29,5
32,0
34,0
36,3
39,0
41,7
44,7
48,0
51,3
55,0
59,0
63,0
67,6
72,5
77,7
83,2
12,0
13,0
13,8
14,8
16,0
17,0
18,2
19,5
21,0
22,4
24,0
25,7
27,5
29,5
32,0
34,0
36,3
39,0
41,7
44,7
48,0
51,3
55,0
59,0
63,0
67,6
72,5
77,7
83,2
89,0
13,0
13,8
14,8
16,0
17,0
18,2
19,5
21,0
22,4
24,0
25,7
27,5
29,5
32,0
34,0
36,3
39,0
41,7
44,7
48,0
51,3
55,0
59,0
63,0
67,6
72,5
77,7
83,2
89,0
95,5
13,8
14,8
16,0
17,0
18,2
19,5
21,0
22,4
24,0
25,7
27,5
29,5
32,0
34,0
36,3
39,0
41,7
44,7
48,0
51,3
55,0
59,0
63,0
67,6
72,5
77,7
83,2
89,0
95,5
102
14,8
16,0
17,0
18,2
19,5
21,0
22,4
24,0
25,7
27,5
29,5
32,0
34,0
36,3
39,0
41,7
44,7
48,0
51,3
55,0
59,0
63,0
67,6
72,5
77,7
83,2
89,0
95,5
102
НО
16,0
17,0
18,2
19,5
21,0
22,4
24,0
25,7
27,5
29,5
32,0
34,0
36,3
39,0
41,7
44,7
48,0
51,3
55,0
59,0
63,0
67,6
72,5
77,7
83,2
89,0
95,5
102
ПО
117
17,0
18,2
19,5
21,0
22,4
24,0
25,7
27,5
29,5
32,0
34,0
36,3
39,0
41,7
44,7
48,0
51,3
55,0
59,0
63,0
67,6
72,5
77,7
83,2
89,0
95,5
102
ПО
117
126
18,2
19,5
21,0
22,4
24,0
25,7
27,5
29,5
32,0
34,0
36,3
39,0
41,7
44,7
48,0
51,3
55,0
59,0
63,0
67,6
72,5
77,7
83,2
89,0
95,5
102
ПО
117
126
135
19,5
21,0
22,4
24,0
25,7
27,5
29,5
32,0
34,0
36,3
39,0
41,7
44,7
48,0
51,3
55,0
59,0
63,0
67,6
72,5
77,7
83,2
89,0
95,5
102
ПО
117
126
135
145
21,0
22,4
24,0
25,7
27,5
29,5
32,0
34,0
36,3
39,0
41,7
44,7
48,0
51,3
55,0
59,0
63,0
67,6
72,5
77,7
83,2
89,0
95,5
102
ПО
117
126
135
145
155
22,4
24,0
25,7
27,5
29,5
32,0
34,0
36,3
39,0
41,7
44,7
48,0
51,3
55,0
59,0
63,0
67,6
72,5
77,7
83,2
89,0
95,5
102
ПО
117
126
135
145
155
166
Направляющие для вращательного движения с трением качения 589
ния (n/z)0,3 ' Таблица 271
об/мин
400 500 630 800 1000 1250 1600 2000 2500 3200 4000 5000 6300 8000 10000
24,0 25,7 27,5 29,5 32,0 34,0 36,3 39,0 41,7 44,7 48,0 51,3 55,0 59,0 63,0
25,7 27,5 29,5 32,0 34,0 36,3 39,0 41,7 44,7 48,0 51,3 55,0 59,0 63,0 67,6
27,5 29,5 32,0 34,0 36,3 39,0 41,7 44,7 48,0 51,3 55,0 59,0 63,0 67,6 72,5
29,5 32,0 34,0 36,3 39,0 41,7 44,7 48,0 51,3 55,0 59,0 63,0 67,6 72,5 77,7
32,0 34,0 36,3 39,0 41,7 44,7 48,0 51,3 55,0 59,0 63,0 67,6 72,5 77,7 83,2
34,0 36,3 39,0 41,7 44,7 48,0 51,3 55,0 59,0 63,0 67,6 72,5 77,7 83,2 89,0
36,3 39,0 41,7 44,7 48,0 51,3 55,0 59,0 63,0 67,6 72,5 77,7 83,2 89,0 95,5
39,0 41,7 44,7 48,0 51,3 w 59,0 63,0 67,6 72,5 77,7 83,2 89,0 95,5 102
41,7 44,7 48,0 51,3 55,0 59,0 63,0 67,6 72,5 77,7 83,2 89,0 95,5 102 ПО
44,7 48,0 51,3 55,0 59,0 63,0 67,6 72,5 77,7 83,2 89,0 95,5 102 ПО 117
48,0 51,3 55,0 59,0 63,0 67,6 72,5 77,7 83,2 89,0 95,5 102 ПО 117 126
51,3 55,0 59,0 бз;о 67,6 72,5 77,7 83,2 89,0 95,5 102 ПО 117 126 135
55,0 59,0 63,0 67,6 72,5 77,7 83,2 89,0 95,5 102 ПО 117 126 135 145
59,0 63,0 67,6 72,5 77,7 83,2 89,0 95,5 102 ПО 117 126 135 145 155
63,0 67,6 72,5 77,7 83,2 89,0 95,5 102 ПО 117 126 135 145 155 166
67,6 72,5 77,7 83,2 89,0 95,5 102 ПО 117 126 135 145 155 166 178
72,5 77,7 83,2 89,0 95,5 102 ПО 117 126 135 145 155 166 178 191
77,7 83,2 89,0 95,5 102 НО 117 126 135 145 155 166 178 191 204
83,2 89,0 95,5 102 ПО 117 126 135 145 155 166 178 191 204 219
89,0 95,5 102 ПО 117 126 135 145 155 166 178 191 204 219 235
95,5 102 ПО 117 126 135 145 155 166 178 191 204 219 235 251
102 110 117 126 135 145 155 166 178 191 204 219 235 251 269
ПО 117 126 135 145 155 166 178 191 204 219 235 251 269 289
117 126 135 145 155 166 178 191 204 219 235 251 269 289 309
126 135 145 155 166 178 191 204 219 235 251 269 289 309 331
135 145 155 166 178 191 204 219 235 251 269 289 309 331 355
145 155 166 178 191 204 219 235 251 269 289 309 331 355 380
155 166 178 191 204 219 235 251 269 289 309 331 355 380 407
166 178 191 204 219 235 251 269 289 309 331 355 380 407 437
178 191 204 219 235 251 269 289 309 331 355 380 407 437 469
590 Раздел V. Направляющие для вращательного и прямолинейного движения
Таблица 272
Значения коэффициента т
Наименование подшипника Обозначение типа и серии подшипника Внутренний диаметр подшипника мм т
Шарикоподшипники радиальные однорядные 100, 200, 300, 400 Для всех диаметров 1,5
Шарикоподшипники сферические легкой серии 1200 и 11200 до 17 20—40 45 и выше 2,5 3,5 4,5
Шарикоподшипники сферические средней серии 1300 и 11300 до 30 35 и выше 3 4
Шарикоподшипники сферические широких серий 1500, 1600 11500, 11600 Для всех диаметров 2,5
Шарикоподшипники радиально- упорные однорядные 36000 46000 66000 То же 1,5 0,7 0,5
Шарикоподшипники магнетные 6000 То же 2
Примечание. Коэффициент т зависит от отношения радиальной R и осевой А нагрузок: При -д- > 2 значения берутся по данной таблице. Р R При -д- 2 значение т увеличивается на 15%; при -д-^1 значение т увеличивается на 25%; при чисто осевой нагрузке значение т увеличивается на 35% (это не относится к подшипникам типов 46000 и 66000). При -д- > 5 осевую нагрузку можно не учитывать. Коэффициент т зависит от угла контакта дорожки качения с телами качения.
Т а б л и ц а 273
Значения коэффициента Кк
Какое кольцо вращается относительно вектора нагрузки
Внутреннее кольцо 1
Наружное кольцо:
для сферических подшипников 1,1
для прочих подшипников 1,4
Направляющие для вращательного движения с трением качения 591
Таблица 274
Примерные значения коэффициента Кв
Характер нагрузки на подшипник к6
Спокойная нагрузка; толчки отсутствуют 1
Легкие толчки, кратковременные перегрузки до 125% от > нормальной (расчетной) нагрузки 1-1,2
Умеренные толчки. Вибрация нагрузки. Кратковременная пе- регрузка до 150% от нормальной (расчетной) нагрузки 1,3—1,8
Нагрузка со значительными толчками и вибрацией; кратко- временные перегрузки’до 200% от нормальной (расчетной) нагрузки 1,8—2,5
Нагрузки с сильными ударами и кратковременные перегруз- ки до 300% от нормальной (расчетной) нагрузки 2,5—3
Таблица 275
Значения температурного фактора АГТ
Рабочая температура подшипника °C 125 150 175 200 225 250
Ят 1,05 1,1 , 1,15 1,25 1,35 1,4
Значение коэффициента т для при-
ближенных расчетов берется по
табл. 272. При более точных расчетах
он определяется по формуле
__ 1
W_2,6tgp-
Пример. На радиально-упорные ша-
рикоподшипники, установленные по
схеме, приведенной в табл. 276 для
вариантов 9—15, действуют следующие
нагрузки: /?х = 20 кГ, — 42 кГ,
А — 18 кГ при числе оборотов вала
п = 2000 об[мин. Вектор нагрузки
перемещается относительно внутренне-
го кольца. Подшипник во время работы
подвергается умеренным толчкам с ви-
брацией нагрузки. Рабочая темпера-
тура подшипника не свыше 60° С. Же-
лаемая долговечность 5000 час. Тре-
буется определить размеры подшипни-
ков, отвечающих заданным условиям.
В данном случае < /?2 и Л > 0,
следовательно, условные нагрузки надо
определять по варианту «15» табл. 276,
следующим образом:
1. Для подшипника 1:
Qi = {/?Лк + т [Д +
Таблица 276
Формулы условных радиальных нагрузок для радиально-упорных шарикоподшипников
Эскиз Вариант | Соотношение усилии Расчетные формулы
1 /?!=0 Д^О A^S, Q1==m(S2 —А)АГбАГт <?2 = /?аЛГкАГб/<т
2 Д>0 A^S, <?х = 0 Qs = [Т?2 Кк -\-т(А — S2) K6Kt
3 Я. 7^0 яа=о д^о Любое соотношение А и Si Q^RiKkK6Kt
АГ 4 д^о — Qi = (Ra_KK + mA)K6KT
5 R1 /?2 д^о Любое соотношение А и (Si— S2) q1 = riKkK^ Qs = {Я8АГк + m [A 4- (St — S2)]} R6KT
6 Ri R2 д^о A^(Ss-S1) Qi = {ЯЛк + m [(Sg — S.) — А)]} ЛГб^т Q^ = R.KkK6K^
7 Д>0 Л>(8,- SJ Qi^RiKnRsRT Qs - {T?2ATK -1- m [A — (Ss — SJ]} КбКТ
592 Раздел V, Направляющие для вращательного и прямолинейного движения
Направляющие для вращательного движения с трением качения 593
/ 5 ОТ ^7 . И ъ g lit о Ч Я£ Т ОТ О +ч ч: g” II II <5 О а 41 ^со 'Is о-ц IN О' со 1 4° gH ** SI +о Сс т о £ н 8Ч +*: 5 о SI II о- о \о । L 0'S -+ от QJ II «1 о Qi = WCK + т [ А - (S, - S3)]} КбКт (?2 = /?3/<бЛГкА'т = zb {K’s—8s)+И ш+= ’0 Qi = К?Лк + т (А - S J] К6КТ Q^R.KOC^
ОТ СО л У ! - geo о я 8 ч: у о О S хо а 2 СО V/ т со А\ 1 >-от со |_ со V ^ОТ со со л ч; (У 3е? g 1 Н от о со О V S хо 2 g е; а л ч:
о л •ч; о л\ •ч: о А\ ч: о л ч: о л\ ч; о А\ ч; о Л т о А\ •ч: ф л
gigo? = я s 2 о Е? о а о д С£ о о 11% Я'Я? О о % II 0J я? от QJ II от QJ Л я? от я;. V £ , , | от % О oQ> g a 2 о 5 ® =?ЗЭс£
00 О р т-ч СМ ц J2 2
в J*-? Зг £я’ Подшипник радиаль- ный плавающий. ее А / «ч/б rJs Пл СЬ* J г 1 ее ! ^’§ 24 §1 * и —IJ з§ ч1\. сВ‘5 Ч х<о
594 Раздел V. Направляющие для вращательного и прямолинейного движения
Для радиально-упорных шарикопод-
шипников с углом контакта (3 = 26°,
т ~ 0,7 (см. табл. 272). Осевые состав-
ляющие S от радиальной нагрузки
находят по формулам
= S2 = 1,3/?3 tg 32;
tg₽i = tg₽2 = tg 26° = 0,487,
тогда
Si = 1,3 • 20 - 0,487 = 12,6 кГ\
s2 = 1,3.42 • 0,487 = 26,6 кГ.
По заданным условиям для обоих
подшипников можно принять
Кб = 1,5 (см. табл. 274);
7<T==1 (см. табл. 275);
/Ск=1 (см. /абл. 273),
тогда
0 = {20- 14-0,7 [18 4-2 (26,6 —
— 13,6)]} 1,5 х 1,0 = 63,5 кГ.
Коэффициент работоспособности под-
шипника 1 должен быть равен
С = Q (nh) °’3 = 63,5 (2000 х
X 5000)0,3 8000.
Этому коэффициенту работоспособ-
ности соответствует радиально-упор-
ный шарикоподшипник 46202 с габа-
ритами 15-35-11 мм (табл. 264).
2. Для подшипника 2:
02 = ^к^т-
Подставляя числовые значения, полу-
чим
02 = 42-1,0- 1,5-1,0 = 63 кГ.
Требуемый коэффициент работоспособ-
ности найдется из зависимости
С = 02 (п^)0,3 = 63 (2000 • 5000)0,3 =
= 8000.
Этому коэффициенту работоспособности
отвечает тот же шарикоподшипник
46202.
Упорные шарикоподшипники выби-
раются по формуле, приведенной для
радиально-упорных шарикоподшипни-
ков, если принять R = 0 и т~ 1:
0 = Д/^ЛГт(пЛ)<Ч
Метод выбора коэффициентов для
упорных подшипников не отличается от
описанных выше методов выбора ра-
диальных и радиально-упорных шари-
коподшипников
Подшипники, работающие при пере-
менной нагрузке и ' переменном числе
оборотов, выбираются по эквивалент-
ной нагрузке Q9KB и условному числу -
оборотов пэкв.
Допустим, что подшипник работает
при чередующихся по времени нагруз-
ках Qi, Q2, Оз, ..., Qa и соответствующих
им числах оборотов щ, п2, п3, ...,
пп. Продолжительность работы под--
шипника при каждом режиме относи-
тельно общего срока его службы в до-
лях единицы составляет аь а2, аз> •••»
ая-
Задаваясь условным числом оборотов
п, которое обычно принимается равным
числу оборотов превалирующего ре-
жима, имеем:
3==_^; р2 = -^Ц
н п г п ’
R — Лз
о _ Пп .
Г’
тогда эквивалентная нагрузка Q9KB
определяется (для всех подшипников,
за исключением подшипников с витыми
роликами) по формуле
+
В некоторых случаях эквивалентная
нагрузка может быть определена по
упрощенным формулам. Так, напри-
мер, если нагрузка меняется по закону
прямой линии от величины Qmin до
величины Qmax, ТО' эквивалентная на-
грузка может быть определена с доста-
точной точностью по формуле:
______ Qmin 20тах
Ч/экв — д
Условная нагрузка, по которой выби-
рается подшипник, определяется по
формуле
0==
Направляющие для вращательного движения с трением качения 595
При действии на подшипник комби-
нированной нагрузки условные нагруз-
ки предварительно подсчитываются по
формуле
или по формулам, ' приведенным в
табл. 276.
Пример определения эквивалентной
нагрузки.
Подшипник должен работать при
следующем переменном режиме:
= 30 кГ\ nt = 640 об1мин; = 0,2;
Q2 — 25 » ; п2 = 1075 » ;а2 = 0,3;
Q3 = 10 » ;п3 = 2000 » ;а3=0,5.
Принимаем условное число оборотов
п равным 2000 — числу оборотов треть-
его режима как превалирующего в дан-
ном случае. Тогда
₽=
640
2000
= 0,32;
1075
2000
0,537;
«1
п
₽2 = —
г п
, __ п3 __ 2000 ___
'3“ zz " 2000 “
Подставляя в формулу эквивалент-
ной нагрузки значения а, Р и Q, по-
лучим
__________Оэкв--------------------
0,2 • 0,32 • 303,33 +0,3 х
X 0,537 • 253’38 +0,5 • 103’33
= 17,4 к Г.
Требуемый коэффициент работоспо-
собности подшипника определяется из
равенства
С=(?эквАГбЛГтАГк(/гЛ)о>3,
где п — условное число оборотов, при-
нятое при определении Q9KB (в данном
примере п = 2000 об/мин).
Выбор шарикоподшипников
на статическую нагрузку
Если подшипник под нагрузкой на-
ходится в неподвижном состоянии или
вращается со скоростью менее одного
оборота в минуту, то такой подшипник
выбирают по статической грузоподъ ем-
кости. Значения допускаемой статиче-
ской нагрузки QCT для стандартных
шарикоподшипников приведены в
табл. 259—264. Действующая на под-
шипник нагрузка не должна превы-
шать его статической грузоподъем-
ности.
При ударных нагрузках или особых
требованиях по точности вращения QCT
выбранного подшипника должно быть
в два раза больше действующей на-
грузки.
Выбор шарикоподшипников г
по таблице условных
нагрузок
В табл. 277 даны допускаемые на
подшипник нагрузки Q в зависимости
от числа оборотов п и величины С при
расчетной долговечности п — 5000 час.
Если необходимо выбрать подшипник
для другого значения долговечности, то
в формулу подсчета условной нагруз-
ки Q вводится поправочный коэффи-
циент Kg, зависящий от величины
желаемой расчетной долговечности.
Числовые значения коэффициента дол-
говечности Kg приведены в табл. 278.
По подсчитанной величине условной
нагрузки Q и по заданному числу оборо-
тов по табл. 277 определяется значение
соответствующего им коэффициента ра-
ботоспособности, по которому, поль-
зуясь таблицами характеристик под-
шипников, подбирается необходимый
типоразмер шарикоподшипника.
Посадки стандартных
шарикоподшипников
(ГОСТ 3325—55)
Выбор посадок колец шарикопод-
шипника зависит от величины, направ-
ления и характера действующих на
подшипник нагрузок, от типа и размера
подшипника и способа его установки
в узел, а также от класса точности
подшипника — требуемой точности вра-
щения. Режим работы шарикоподшип-
ников характеризуется' расчетной дол-
говечностью последних: более тяжелый
режим работы подшипника требует
более плотных посадок. Характер рас-
пределения напряжений внутри под-
шипника различен для внутреннего и
596 Раздел V. Направляющие для вращательного и прямолинейного движения
Т а б л и ц а 277
Условные нагрузки в зависимости от коэффициента работоспособности
С и числа оборотов подшипника
Коэффициент работоспособ- ности С (в тыс.) Условная нагрузка в кГ при долговечности в 5000 подшипника в минуту час при числах оборотов
10 25 50 100 250 350 500 750 1000 1500 2500 3500 5000 7500 10000
1,7 66 50 40 33 25 23 20 18 16 15 12 11 10 9 8
2,0 78 60 48 39 30 27 24 21 19 17 15 13 12 10 . 9
2,4 94 70 58 47 35 32 29 25 23 21 17 16 14 12 11
2,6 100 76 62 50 38 35 31 27 25 23 19 17 15 13 12
2,8 по 82 67 55 41 37 33 29 27 24 20 18 16 14 13
2,9 114 86 70 57 43 39 35 31 29 25 21 19 17 15 14
.3,1 120 92 75 60 46 42 38 33 31 27 23 21 19 17 16
3,4 132 100 80 - 66 50 46 40 36 33 30 25 23 20 18 17
3,7 144 ПО 90 72 55 50 45 40 36 32 28 25 23 20 18
4,1 160 120 98 80 60 56 49 44 40 36 30 28 25 22 20
4,3 168 126 104 84 63 58 52 46 42 37 32 29 26 23 21
4,7 184 138 114 92 69 64 57 50 46 41 35 32 28 25 23
5,4 210 160 130 105 < 80 72 65 57 53 47 40 36 33 28 26
5,9 230 174 142 115 87 80 71 •62 58 52 44 40 36 31 29
’6,1 238 180 146 119 90 82 73 65 59 53 45 41 37 32 29,5
6,4 250 188 155 125 94 87 78 69 63 56 48 44 40 35 32
7,1 276 208 170 138 104 96 85 75 69 62 52 48 42 37 34
7,5 292 220 180 146 ПО 100 90 80 72 65 55 50 45 40 36
8,0 312 236 192 156 118 107 96 85 78 70 59 54 48 43 39
8,5 330 250 204 165 125 114 102 90 83 74 62 57 51 45 41
8,8 342 260 212 171 130 118 106 94 86 77 65 59 53 47 43
9,3 362 274 224 181 137 126 112 100 90 80 68 63 56 50 45
9,6 374 282 230 187 141 128 115 102 94 84 70 64 58 51 47
10,0 390 294 240 195 147 134 120 106 98 87 74 67 60 53 49
10,6 4 ГО 312 254 205 156 142 127 113 103 92 78 71 62 56 52
11,0 430 324 264 215 162 148 132 117 108 96 81 74 66 59 54
11,3 440 332 270 220 166 152 135 120 ПО 98 83 76 69 60 55
Н,б 450 340 280 225 170 156 140 124 113 100 85 78 70 62 56
12,3 480 360 290 240 180 165 145 130 120 107 90 83 73 65 60
12,5 490 370 300 245 185 168 150 133 123 108 93 84 75 66 62
Направляющие для вращательного движения с трением качения 597
Продолжение
Коэффициент работоспособ- ности С (в тыс.) Условная нагрузка в кГ при долговечности в 5000 час при числах оборотов подшипника в минуту
10 25 50 100 250 350 500 750 1000 1500 2500 3500 5000 7500 10000
13,0 500 380 310 250 190 175 155 138 125 113 95 88 78 69 63
13,5 530 400 320 265 200 180 160 145 132 115 100 90 80 73 66
14,0 545 415 335 273 208 190 168 150 135 120 104 95 84 75 68
14,6 570 430 350 285 215 196 175 156 142 127 107 98 87 78 71
15,0 585 440 360 292 220 202 180 160 146 130 ПО 101 90 80 72
15,5 600 460 360 300 230 210 180 170 150 135 115 105 90 85 75
16,0 620 475 380 310 235 215 190 172 155 140 118 108 95 86 .78
16,7 660 490 400 330 245 225 200 180 165 145 123 112 100 90 83
17,1 670 500 410 335 250 230 205 185 170 150 125 115 103 93 85
18,0 700 530 430 350 265 245 215 192 175 160 135 123 107 96 88
19,0 740 560 455 370 280 255 225 205 185 165 140 128 115 103 92
20,0 780 590 480 390 295 265 245 215 195 175 148 132 123 108 98
21,0 840 635 520 420 315 285 260 230 210 180 155 143 130 115 105
22,0 870 660 540 435 330 300 270 240 212 195 165 150 135 120 109
24,0 940 710 580 470 355 325 290 265 235 210 178 163 145 128 118
25,0 970 740 600 485 370 340 300 270 245 220 185 170 150 135 122
26,0 1010 760 620 505 380 350 310 280 250 225 190 175 155 140 125
27,0 1060 800 650 520 400 365 325 290 265 235 200 183 163 145 132
28,0 1090 830 670 545 415 380 335 300 275 245 210 190 170 150 138
29,0 ИЗО 860 700 565 430 390 350 310 285 255 215 195 175 155 143
30,0 1180 890 720 590 445 405 360 320 295 265 223 203 180 160 148
31,0 1210 910 750 605 455 415 375 330 310 275 230 207 190 165 155
32,0 1250 940 770 625 470 425 385 340 315 280 235 210 193 170 158
33,0 1290 970 790 645 485 440 395 350 323 290 243 220 198 175 162
34,0 1330 1000 820 665 500 460 405 360 335 300 250 230 205 180 168
35,0 1360 1030 840 680 515 470 420 370 340 305 255 235 210 185 170
36,0 1400 1060 860 700 530 485 430 385 350 315 265 243 215 193 175
37,0 1440 1090 890 720 545 500 445 395 360 325 273 250 223 198 180
38,0 1480 1120 910 740 560 510, 455 405 370 335 280 255 228 203 185
39,0 1540 1160 950 770 580 530 475 420 385 345 290 265 235 210 190
40,0 1560 1180 960 780 590 540 480 425 390 350 295 270 240 213 195
41,0 1600 1200 980 800 600 550 490 440 400 360 300 275 245 220 200
598 Раздел V. Направляющие для вращательного и прямолинейного движения
Продолжение
Коэффи- циент рабо- тоспособно- сти С (в тыс4 Условная нагрузка в кГ при долговечности в 5000 час при числах оборотов подшипника в минуту
10 25 50 100 250 350 500 750 1000 1500 2500 35Оо| 5000 1 7500 10000
42,0 1640 1240 1010 820 620 565 505 450 410 370 308 280 250 225 205
43,0 1680 1270 1030 840 635 575 515 460 420 375 315 288 255 230 210
44,0 1720 1300 1060 860 650 590 530 470 430 385 325 295 265 235 215
45,0 1760 1330 1080 880 665 610 540 480 440 395 335 305 270 240 220
46,0 1790 1350 1100 895 675 620 550 490 445 400 340 310 275 245 223
47,0 1830 1380 ИЗО 915 690 630 565 500 455 410 345 315 283 250 228
48,0 1870 1410 1150 935 705 650 575 510 470 420 355 325 290 255 235
49,0 1910 1440 1170 955 720 660 585 520 475 425 360 330 295 260 238
50,0 1950 1470 1200 975 735 670 600 530 485 430 370 335 300 265 243
52,0 2020 1530 1240 1010 765 700 620 550 505 450 385 350 310 275 250
54,0 2100 1590 1300 1050 795 730 650 570 525 470 400 365 325 285 260
57,0 2220 1680 1370 1110 840 770 685 600 555 500 420 385 340 300 280
60,0 2340 1770 1440 1170 885 810 720 640 585 520 445 405 360 320 290
62,0 2410 1830 1500 1200 915 830 . 750 660 600 540 455 415 375 330 300
64,0 2490 1890 1540 1250 945 860 770 680 625 560 475 430 385 340 310
66,0 2570 1940 1580 1280 970 890 790 700 640 580 485 445 395 350 320
68,0 2650 2000 1630 1320 1000 910 815 720 660 595 500 455 405 360 330
70,0 2700 2060 1680 1360 1030 940 840 740 680 610 515 470 420 370 340
72,0 2800 2120 1730 1400 1060 970 865 760 700 625 530 485 430 380 350
74,0 2880 2180 1770 1440 1090 990 885 780 720 640 545 495 440 390 360
76,0 2950 2240 1820 1470 1120 1020 910 810 740 660 560 510 455 405 370
78 3040 2300 1870 1520 1150 1040 935 830 760 680 575 520 465 415 380
80 3110 2350 1920 1550 1170 1070 960 850 775 690 585 535 480 425 390
82 3190 2410 1970 1600 1200 1100 975 870 800 710 600 550 490 435 400
84 3270 2470 2020 1630 1230 ИЗО 1010 890 810 730 615 565 405 445 405
86 3350 2530 2060 1670 1260 1150 1030 920 835 750 630 575 515 460 420
88 3420 2590 2110 1710 1290 1180 1050 940 855 770 645 590 525 470 428
90 3500 2650 2160 1750 1320 1210 1080 960 870 780 660 605 540 480 435
92 3580 2700 2200 1790 1350 1230 1100 980 890 800 675 615 550 490 445
94 3660 2770 2260 1830 1380 1260 ИЗО 1000 920 820 690 630 560 500 460
96 3740 2820 2300 1870 1410 1290 1150 1020 930 840 705 645 570 510 465
98 3860 2910 2380 1930 1450 1330 1190 1050 960 860 720 665 590 520 480
100 3890 2940 2400 1940 1470 1340 1200 1060 970 870 730 670 600 530 485
Направляющие для вращательного движения с трением качения 599
Значения коэффициента Kg
Таблица 278
Желаемая долговечность час Желаемая долговечность час Желаемая долговечность час KS
500 0,50 2000 0,78 10 000 1,24
750 0,56 3000 0,83 15000 1,40
1000 0,62 5000 1,00 25 000 1,65
1500 0,70 7500 1,12 * 50000 2,00
наружного колец, поэтому, как пра-
вило, требуются различные посадки
колец подшипника на вал и в корпус.
Условия работы внутренних и на-
ружных колец в основном зависят от
того, вращается или неподвижно дан-
ное кольцо относительно действующей
на подшипник радиальной нагрузки.
В соответствии с этим различают сле-
дующие виды нагружения колец: мест-
ное, циркуляционное, колебательное.
Местным называется такое нагру-
жение, когда действующая на подшип-
ник нагрузка Рп постоянно восприни-
мается лишь ограниченным участком
дорожки качения и передается также
на ограничейный участок посадочной
поверхности вала или корпуса. Такое
нагружение внутреннего кольца имеет
место, когда кольцо не вращается отно-
сительно нагрузки (рис. 548, а). При-
мером местного нагружения является
также нагружение неподвижного на-
ружного кольца при постоянной по
направлению нагрузке и вращающемся
внутреннем кольце (см. рис. 548, б).
Циркуляционным называется такое
нагружение, когда действующая на
подшипник нагрузка Рп последователь-
но воспринимается всей окружностью
дорожки качения и передается также
последовательно на всю окружность
посадочной поверхности вала или кор-
пуса. Такое нагружение наблюдается,
когда кольцо вращается относительно
постоянной по направлению нагрузки
или когда направление нагрузки изме-
няется (вращающаяся нагрузка) по
отношению к неподвижному кольцу
(рис. 549).
Рис. 549. Виды циркуляционного на-
гружения колец:
а — на внутреннем кольце; б — на наруж-
ном кольце
а) 5)
Рис, 548. Виды местного нагружения
колец:
а — на внутреннем кольце; б — на наруж-
ном кольце
Колебательным называется такое на-
гружение, когда на подшипник сов-
местно действуют постоянная по на-
правлению нагрузка Рп и вращаю-
щаяся нагрузка Рв, причем равнодей-
ствующая нагрузок не совершает пол-
ного оборота, а колеблется на опре-
деленном участке невращающегося
кольца; такое же нагружение имеет
посадочная поверхность вала или кор-
пуса (рис. 550 и 551).
600 Раздел V. Направляющие для вращательного' и прямолинейного движения
Рис. 550. Эпюра
колебательного на-
гружения:
Рн — радиальная на-
грузка постоянного
напряжения; PR —
вращающаяся ради-
альная нагрузка;
Р р — равнодействую-
щая нагрузка
Если нагрузка Рп постоянного на-
правления меньше вращающейся Рв,
то кольца являются либо местно на-
груженными, либо циркуляционно на-
груженными в зависимости от схемы
приложения сил (рис. 552).
Рис. 552. Виды нагружения колец:
а — местное нагружение на внутреннем
кольце, циркуляционное — на наружном;
о —циркуляционное нагружение на внутрен-
нем кольце, местное — на наружном
Р^Ъ
Рис. 551. Виды нагружения колец:
а — колебательное нагружение на на-
ружном кольце, циркуляционное — на
внутреннем; б — циркуляционное нагру-
жение на наружном кольце, колебатель-
ное — на внутреннем
Виды нагружения колец в зависимо-
сти от условий работы приведены
в табл. 279.
Т а б л и ц а 279
Виды нагружения колец шарикоподшипников
Условия работы Виды нагружения
Радиальные нагрузки, воспринимаемые шарико- и ролико- подшипниками Какое кольцо вращается внутреннего кольца наружного кольца
Постоянная по направлению Внутреннее Циркуляционное Местное
Наружное Местное Циркуляционное
Постоянная по направлению и вращающаяся — меньшая по величине Внутреннее Циркуляционное Колебательное
Наружное Колебательное Циркуляционное
Направляющие для вращательного движения с трением качения 601
Продолжение
Условия работы Виды нагружения
Радиальные нагрузки, воспринимаемые шарико- и ролико- подшипниками Какое кольцо вращается внутреннего кольца наружного кольца
Постоянная по направлению и вращающаяся — большая по величине Внутреннее Местное Циркуляционное
Наружное Циркуляционное Местное
Постоянная по направлению Внутреннее и на- ружное кольцо в одном или про- тивоположных направлениях Циркуляционное Циркуляционное
Вращающаяся с внутренним кольцом Местное Циркуляционное
Вращающаяся с наружным коль- цом Циркуляционное Местное
Выбор посадок
шарикоподшипников
Для соединения шарикоподшипников
с валами (осями) и корпусами машин
и механизмов ГОСТ 3325—55 устанав-
ливает следующие посадки и их обозна-
чения:
Посадки Обозначение посадок
Для тонкостенных корпусов Глухая подшипни- ковая Тугая » Напряжения » Плотная » Скользящая » Движения » Ходовая » £ CQ с еЧ е й й S ; 5 с
Индекс п означает посадки, относя-
щиеся к подшипникам качения. Обозна-
чения посадок для подшипников долж-
ны указываться только в сборочных
чертежах.
Допускаемые отклонения валов и
отверстий подшипниковых посадок те
же, что у соответствующих обычных
стандартных посадок по системе отвер-
стия и системе вала. Так, например,
Гп соответствует Г, Г1п соответствует
1\ и т. д. Следовательно, в зависимости
от характера требуемого соединения
поля допусков валов выбираются по
системе отверстия:
Л; Ti\ Пх\ Сх; Д - по ОСТ НКМ
1011;
Г; Т; Н\ ГЦ С; Д\ X — по ОСТ 1012,
а поля допусков отверстий корпусов
по системе вала:
Л; Л; //f, 77х; Сх — по ОСТ НКМ 1021;
Г; Т\ Н\ ГЦ С- Д — по ОСТ 1022;
Сз — по ОСТ 1023;
Р7 — (для тонкостенных
корпусов) — см.
табл. 280.
Рекомендуемые ГОСТ 3325—55 по-
садки на вал и в корпус в зависимости
от условий работы, диаметра и типа
подшипника приведены в табл. 281 и
282. Режимы работы, указанные в этих
602 Раздел V. Направляющие для вращательного и прямолинейного движения
Таблица 280
Посадка Р7. Предельные отклонения
Номинальные диаметры мм Допускаемые отклонения наружного диаметра подшипника мк Предельные отклонения отверстия корпуса , мк
свыше до верхи. | нижн. нижн. верхи.
— 18 0 —8' —29 —11
18 30 0 —9 —35 —14
30 50 0 —11 —42 —17
50 80 0 —13 —51 —21
80 120 0 —15 —59 —24
120 150 0 —18 —68 —28
таблицах, характеризуются следующей
расчетной долговечностью: легкий ре-
жим — свыше 10 000 час, нормаль-
ный— свыше 5000 до 10 000 час, тя-
желый — свыше 2500 до 5000 час.
При ударных и вибрационных на-
грузках посадки для подшипников вы-
бираются по нормам тяжелого режима
работы независимо от расчетной долго-
вечности.
Для упорных шарикоподшипников
всех типов применяется посадка Пп.
Свободное кольцо упорного подшипни-
ка монтируется в корпус с некоторыми
зазорами, обеспечивающими самоуста-
новку в радиальном направлении.
указанных в табл. 284—286. При вы-
числении отклонений по табл. 284
полученные величины следует округ-
лять до целых микронов.
Посадочная поверхность на валу
*—0м та5л 285
- Овальность см та$л. 28^
Рис. 553.
Чистота обработки
и отклонения от геометри-
ческой формы посадочных
поверхностей
Чистота обработки мест посадки под-
шипников должна быть не ниже классов
чистоты по ГОСТ 2789—59, указанных
в табл. 283.
Допускаемые отклонения от правиль-
ной геометрической формы посадочных
поверхностей валов и корпусов (рис.553
и 554) не должны превышать величин,
ООальность _
см.тадл. 280-
Посадочная поверх-
ность стакана
корпуса *-------
Рис. 554.
Посадки шарикоподшипников на валы
(по ГОСТ 3325—55)
Таблица 281
Условия, определяющие выбор посадки Диаметры шарикоподшип- ников в мм / Посадки Примеры выбора посадок
вид нагруже- ния внутрен- него кольца и вращение вала режим работы радиальных радиально- упорных Наименование машин и узлов подшипников
Местное, вал не вра- щается Легкий или нормальный / Подшипники всех диаметров Д« Ролики ленточных транспортеров, конвейеров и подвесных дорог для небольших грузов
Д/П Xfi Передние и задние колеса автомобилей и трак- торов, колеса вагонеток, самолетов и т. п.
Нормальный или тяжелый
Сп Натяжные ролики (лениксы), блоки, ролики ме- ханизмов управления самолетами
Циркуля- ционное, вал вра- щается Легкий или нормальный До 40 До 100 Нп'у Hfl Сельскохозяйственные машины, центрифуги, центробежные насосы, вентиляторы, электромо- торы, редукторы, коробки скоростей станков
До 100 Св. 100 Нin', Пп
Нормальный или тяжелый До 100 До 100 Нп> Пп Электродвигатели мощностью до 100 кет, стан- ки, подшипники кривошипно-шатунных механиз- мов, коробки передач автомобилей и тракторов, редукторы, шпиндели металлорежущих станков
Св. 100 Св. 100 Т1П> Тп
Тяжелый .и ударная нагрузка Подшипники всех диаметров Гп> Тп Электродвигатели свыше 100 кет, коленчатые валы двигателей, железнодорожные и трамвай- ные буксы, ролики рольгангов тяжелых станков
Примечания. 1. Режим работы шарикоподшипников характеризуется расчетной долговечностью последних: легкий — при расчетной долговечности более 10 000 час; нормальный — более 5000 до 10 000 час; тяжелый - более 2500 до 5000 час. При ударных и вибрационных нагрузках посадки для подшипников выбираются, как для „тяжелого" режима работы, независимо от расчетной долговечности. 2. Приведенные в таблице рекомендации ГОСТ 3325 — 55 по выбору посадок имеют в виду, что материал валов и корпусов — сталь и чугун и что подшипники при работе не нагреваются до температуры более 100° С.
о
со
Направляющие для вращательного движения с трением качения
604 Раздел V. Направляющие для вращательного и прямолинейного движения
Таблица 282
Посадки шарикоподшипников в корпус
Условия, определяющие выбор посадки Посадки Примеры выбора посадок
Вид нагруже- ния наружно- го кольца, вращение вала или корпуса Режим работы Наименования машин и подшипниковых узлов
Циркуляци- онное. Вращается корпус Тяжелый (при тонкостенных кор- пусах) р. Колеса самолетов, передние и задние колеса автомобилей и тракторов
Нормальный Тп, Нп Ролики ленточных транспор- теров, натяжные ролики (ле- никсы), сельскохозяйственные машины
Нормальный или тяжелый Гп Ролики рольгангов, подшип- ники коленчатых валов ком- прессоров, ходовые ' колеса мостовых кранов
Нормальный или тяжелый (для точ- ных узлов) Подшипники шпинделей тя- желых станков (расточных и фрезерных)
Местное. Ьращается вал Нормальный Пу» Пп Центробежные насосы, вен- тиляторы, центрифуги, под- шипники шпинделей станков (металлорежущих)
Нормальный или тяжелый (переме- щение вдоль оси невозможно) Ра< Нп', Пп Конические роликоподшип- ники коробок передач, задних мостов автомобилей и тракто- ров
Нормальный или тяжелый Сп Большинство подшипников общего машиностроения, ре- дукторы, железнодорожные и трамвайные буксы
Местное или коле- бательное. Вращается вал Нормальный или тяжелый с: t S /ё И а: Подшипники шпинделей шлифовальных станков, корен- ные подшипники коленчатых валов двигателей
Легкий или нор- мальный (разъем- ные корпуса) Трансмиссионные валы и уз- лы, не требующие точного вращения, сельскохозяйствен- ные машины
Направляющие для вращательного движения с трением качения 605
Таблица 283
Чистота обработки посадочных мест шарикоподшипников
Посадочные поверхности Классы точности шарикоподшип- ников Номинальные диаметры в мм
до 80 | более 80 до 500
Классы чистоты по ГОСТ 2789-59
Валы Н и П В и А С V7 V8 V9 V6 ?7 V8
Отверстия корпусов Н и П V7 V6
В, А и С V8 V7
Торцы заплечиков валов Н и П V6 V6
и корпусов В, А и С . -X. V7 V6
Таблица 284
Допускаемые отклонения от правильной геометрической формы
вала и корпуса
Для посадки шарикоподшипников класса точности . Овальность Конусность (разность диаметров в крайних сечениях посадочной поверхности)
Н, П и В */3 допуска на диаметр в любом сечении поса- дочной поверхности Vs допуска на диаметр посадочной поверхности
А и С Vi то же ^4 то же
Таблица 285
Биение заплечиков валов
Номинальные диаметры валов мм Классы точности шарикоподшипников
Н и П в 1 А 1 с
свыше До Величины в микронах (не более)
50 20 10 7 4
50 120 25 12 8 6
120 250 30 15 10 8
250 315 35 17 12 —
315 400 40 20 13 —
606 Раздел V. Направляющие для вращательного и прямолинейного движения
Таблица 286
Биение заплечиков отверстий корпусов
Номинальные диаметры отверстий мм Классы точности шарикоподшипников
Н и П 1 в 1 А 1 с
свЪнпе до Величины в микронах (не более)
80 40 20 13 8
80 120 45 22 15 9
120 150 50 25 18 10
150 180 60 30 20 12
Шарикоподшипники
специального назначения*
В зависимости от конструкции, раз-
меров и материалов деталей шарико-
подшипники специального назначения
могут быть разделены на 2 группы:
1) специальные — стандартных габа-
ритов и конструкций, изготовляемые
предприятиями подшипниковой про-
мышленности по специальным техни-
ческим условиям, отличным от ТУ
ГОСТ 520—55. В эту группу могут
быть включены также шарикоподшип-
ники стандартных размеров, изготов-
ляемые из специальных материалов,
например из нержавеющей стали, или
содержащие нестандартные детали, на-
пример специальные сепараторы;
2) специальные — нестандартных га-
баритов и конструкции, изготовляемые
по специальным чертежам примени-
тельно к конкретным условиям работы
подшипникового узла. Подшипники
второй группы применяют лишь тогда,
когда это экономически целесообразно
или когда эксплуатационные свойства
приборов не мЪгут быть достигнуты при
применении шарикоподшипников стан-
дартной конструкции.
В зависимости от требований, предъ-
являемых к опорам, шарикоподшипни-
ки специального назначения можно
разделить на:
— скоростные шарикоподшипники;
— чувствительные шарикоподшип-
ники, т. е. 'шарикоподшипники, обла-
* Этот раздел написан совместно
с инж. И. М. Карпухиным.
дающие меньшим по сравнению со
стандартным моментом трения при
страгиван-ии с места и во время устано-
вившегося движения;
— подшипники особых габаритов.
Шарикоподшипники последней груп-
пы могут сочетать в себе также свойства
скоростных или чувствительных под-
шипников.
Неполный сортамент приборных ско-
ростных и чувствительных шарико-
подшипников, изготовляемых пред-
приятиями подшипниковой промыш-
ленности по специальным техническим
условиям, приведен в табл. 287.
Предельное число оборотов для под-
шипников с массивными текстолитовы-
ми или металлическими сепараторами
устанавливается по результатам испы-
таний этих подшипников в изделиях.
Для подшипников с корончатыми сепа-
раторами предельное число оборотов
также устанавливается по результатам
испытаний; в общем случае оно на
40—50% меньше, чем для соответст-
вующих подшипников со штампован-
ными змейковыми или коробчатыми
сепараторами.
Скоростные шарикоподшипники
Скоростными считают шарикопод-
шипники, рабочее число оборотов кото-
рых превышает предельное число обо-
ротов в минуту, указанное для анало-
гичных стандартных подшипников.
В зависимости от числа оборотов,
долговечности и особых требований по
биению и вибрации применяются в ос-
новном скоростные шарикоподшипники
классов В, А, С и промежуточных
классов между ними.
Специальные шарикоподшипники
Таблица 287
В
Радиальные
Радиально-упорные'
Момент трения или страгивания
Шарики
Размер в лслс
Условное обозначение подшипника d D j В Di г Диаметр мм Коли- чество Момент трения Г • см Момент страгивая* НИЯ Г • см Нагрузка при проверке момента кГ Приспособ- ление для проверки
А23 3 10 4 1 5,55 Ради 7,85 а л ь н 1 0,3 де о д н с 1,587 > р я Д Б 7 г ы е 0,6* 0,1 С-21
А24 4 13 '5 6,3 10,1 0,3 2,381 6 0,5 — — ДМП-20
А34 4 16 5 7,55 12,6 0,5 3,175 6 0,4 — — ДМП-20
А1000095 /5 13 4 7,35 10,1 0,4 2,0 8 — 1 2 МДШ-1
А25 5 16 5 7,55 10,1 0,5 3,175 6 0,4 — — ДМП-20
А1000096 '6 15 5 8,8 12,2 0,4 2,381 8 — 1,2 1 МДШ-1
А26 6 19 6 9,0 15,45 0,5 3,969 6 0,6 — — ДМП-20
А17 7 19 6 10,2 16,0 0,3 3,969 6 — 1,2* — МДШ-1
А18 8 22 7 11,5 18,05 0,5 3,969 7 — 0,8 — МДШ-1
А200Б 10 30 9 15,9 24,1 1,0 5,953 6 — 10 2 С-22
А301Е 12 37 12 19,5 29,5 1,5 7,938 6 — — — —
Направляющие для вращательного движения с трением качения
Oi
Продолжение
Условное обозначение подшипника Размер в мм Шарики Момент трения или страгивания
d D В di Di г Диаметр мм / Коли- чество Момент трения^ Г • см Момент страгива- ния Г • см Нагрузка при проверке момента кГ Приспособ- ление для проверки
СЦКБ23371 2,5 8 2,8 Р а д р 3,95 I а л ь н 6,35 о-у П( 0,2 э р н ы е с 1,588 ) Д В Ор 6 i я д н ы е 0,3 0,5 С-24
С2076083Е1Т 3 7 2,7 4,1 5,7 0,3 1,3 6 0,4 — 0,5 С-24
С6023Е 3 10 4 5,55 7,85 0,3 1,588 6 — 0,7 0,5 МДШ-1
С6003Е1 3 16 5 8,0 12,7 0,3 3,175 7 — — — —
СЦКБ1350К 4 16 10 7,5 10,0 0,3 2,0 7 2,2 — 2 С-24
СЦКБ368 5 13 4 7,35 10,1 0,4 2,0 7 2,2 — 2 С-24
С6025Е 5 16 5 8,1 12,8 0,5 3,175 8 — — — —
А1006096Е 6 15 5 8,8 12,2 0,5 2,38 8 _— — — —
С6026Е 6 19 6 10,2 15,8 0,5 3,969 6 — — — —
С6027Е 7 22 7 10,7 17,6 0,5 4,763 6 — — — —
А6008Е 8 24 7 12,1 19,0 •0,5 4,763 7 — — — —
А6010Е 10 - 28 8 16,6 23,2 0,5 5,556 8 — — — —
С6101Е 12 28 8 16,6 23,2 0,5 4,763 9 — — — —
А6301Е 12 37 12 19,5 29,5 1,5 7,938 6 — — — —
* На пару шарикоподшипников. Примечания. 1. В таблице приведен неполный перечень скоростных и чувствительных шарикоподшипников, изготовляемых по спе-
циальным техническим условиям, в дополнение к ГОСТ 520 — об. 2. Все приведенные в таблице радиально-упорные шарикоподшипники, а также радиальные подшипники А200Б и А301Е применяются пре-
имущественно для скоростных опор. Остальные радиальные шарикоподшипники, кроме этого, применяются для маломоментных, чувстви-
тельных опор. 3. Материал сепараторов шарикоподшипников , обозначенных буквой ,,Е“, — текстолит, буквой „Б“ — бронза; остальные шарикоподшип-
ники имеют латунные сепараторы. 4. Применение шарикоподшипников, приведенных в данной таблице, требует согласования с ВНИИПП.
608 Раздел V. Направляющие для вращательного и прямолинейного движения
Направляющие для вращательного движения с трением качения 609
Скоростные шарикоподшипники, по-
мимо. точной геометрической формы,
должны иметь также малый момент
трения в установившемся движении,
что уменьшает износ поверхностей ка-
чения и нагрев подшипника при боль-
ших скоростях и обеспечивает, таким
образом, долговечность и надежность
работы скоростного устройства.
Создание скоростного шарикопод-
шипника требует специального опыта
и учета ряда требований к материалу,
точности изготовления и качеству по-
верхностей колец, шариков и сепарато-
ров, требований к шарикоподшипнику
в целом, к технологии его изготовления
и методам контроля. Поэтому проекти-
рование и изготовление скоростных
шарикоподшипников (как и чувстви-
тельных) в настоящее время становится
специальной отраслью подшипниковой
промышленности, к опыту которой и
следует обратиться при необходимости
получения нового типа подшипника.
Надежность скоростного узла при
заданной долговечности и конкретных
условиях работы подшипника (наличие
динамических нагрузок, способ смаз-
ки — одноразовая или периодическая,
температура подшипника и др.) зависит
не только от качества шарикоподшип-
ника, но и от конструкции и точности
изготовления самого узла, которые
должны отвечать требованиям к уста-
новке скоростных шарикоподшипни-
ков. В противном случае даже высоко-
качественный подшипник быстро вый-
дет из строя. Неточности геометриче-
ской формы деталей подшипника, соче-
таясь с неточностями опорных, присое-
динительных деталей, могут давать
в результате перекосы, влияющие на
работу узла (возникновение вибрации,
усиленный износ подшипника, перегрев
и др.) тем сильнее, чем больше число
оборотов.
Допускаемые отклонения от пра-
вильной геометрической формы поса-
дочных поверхностей под подшипники
качения и чистота обработки этих
поверхностей выбираются в соответст-
вии с ГОСТ 3325—55 (см. табл. 283—
286).
Допускаемый эксцентриситет, или
величина несоосности, посадочных диа-
метров на валах и в корпусах не имеет
строго регламентированных норм и
20 И. я. Левин
устанавливается каждым предприятием
на основе опыта проектирования ско-
ростных узлов и при учете особенно-
стей конструкции и принятой техноло-
гии изготовления. При этом несоос-
ность диаметров посадочных поверх-
ностей допускается тем меньшей, чем
больше число оборотов вала. Для
скоростных узлов с числом оборотов
вала п > 20000 об/мин часто прини-
мают, что величина смещения осей
(эксцентриситет) посадочных диаметров
не должна превышать половины поля
допуска на неточность изготовления
размера диаметра, выполняемого с
большей величиной допуска. Получен-
ная таким путем величина смещения
осей округляется до 1 мк в большую
сторону.
Угловое смещение осей гнезд под ша-
рикоподшипники в корпусах не должно
превышать Г — 2' — для высокоскоро-
стных узлов (п 30 000 обiмин) и
5' — для скоростей до 10 000 об/мин.
При сборке узла часто удается сни-
зить вредное влияние смещения и пере-
коса осей (возникновение вибрации,
дисбаланс, ускоренный износ подшип-
ников и др.) проворачиванием наруж-
ного неподвижного кольца подшипника
и фиксацией его в положении, при
котором неточности геометрической
формы деталей подшипника и посадоч-
ных мест частично компенсируются.
Для обеспечения точности вращения
и стабильности положения вращаю-
щихся частей относительно корпуса
шарикоподшипники скоростных узлов
в большинстве случаев устанавливают-
ся с некоторым осевым натягом внут-
ренних или наружных колец. Регули-
рование осевого зазора .(особенно для
радиальных подшипников) или уста-
новка осевого натяга (для радиально-
упорных шарикоподшипников) весьма
ответственная операция, поскольку
чрезмерный натяг снижает долговеч-
ность и надежность работы прибора.
Поэтому конструкция подшипникового
узла должна обеспечить возможность
точной установки осевого натяга по
величине и направлению.
На рис. 555 показан способ осуще-
ствления осевого натяга посредством
тарированной пружины. На^ рис. 556
пружина поджимается гайкой /, поло-
жение которой фиксируется цанговым
610 Раздел V. Направляющие для вращательного и прямолинейного движения
зажимом при вращении фиксирующей
гайки 2. Цанговый зажим применен
здесь потому, что он не нарушает
положения гайки 1 в момент ее фикса-
Рис. 555.
Рис. 556.
Рис. 555—556. Способы осуществления
осевого натяга в шарикоподшипниках
посредством тарированной пружины
(рис. 555) и регулируемой пружины
(рис. 556)
ции. Иногда для создания осевого
натяга шарикоподшипников вместо
пружин используют упругость корпуса
или крышки прибора, работающей
в этом случае как мембрана.
Посадка скоростных ша-
рикоподшипников. При вы-
боре посадок скоростных шарикопод-
шипников практически важно знать
усилия посадки, степень деформации
поверхностей качения колец, моменты
их проворота относительно посадочных
мест, степень износа'посадочных мест
и долговечность подшипника в зависи-
мости от посадочного натяга.
Теоретическое определение зависи-
мостей указанных величин от натяга
в соединении в общем виде невозможно
вследствие влияния на них большого
количества взаимосвязанных факторов.
Однако практически это можно сделать
для частного случая посадок в конкрет-
ных условиях. В качестве примера
ниже приводятся обобщенные данные
по посадкам колец скоростного шарико-
подшипника 6025Е (класса С) *.
На рис. 557 показан общий вид
шарикоподшипника и посадочные места
для его колец. В табл. 288 приведены
данные по размерам, точности геометри-
* По результатам исследований, про-
веденных инж. А. Н. Деревянных,
И. М. Карпухиным и Н. М. Федосее-
вым.
Рис. 557. Шарикоподшипник 6025Е (класса С) и посадочные места для его колец
Направляющие для вращательного движения с трением качения
611
ческой формы, чистоте и способу обра-
ботки посадочных поверхностей. Мате-
риал и твердость пар указаны в
табл. 289. Диаметры посадочных по-
верхностей определялись как средние
арифметические нескольких измерений.
При этом разности соответствующих
средних арифметических значений диа-
метров посадочных пар дают в резуль-
тате средние натяги и средние зазоры
в соединении.
На рис. 558 представлена зависи-
мость усилия Ръ посадки внутреннего
кольца подшипника на цапфу от натяга
Рис. 558. Зависимость усилия по-
садки на цапфу внутреннего КЪльца
шарикоподшипников С6025Е от на-
тяга (зазора) у в соединении .
в соединении. Из графика следует, что
посадка без усилия соответствует за-
зору в соединении, равному ~ 0,004—
0,005 мм. Посадка внутренних колец
на цапфу при нулевом зазоре требует
усилия ~ 9 кГ.
На рис. 559 представлена зависи-
мость усилия Рн посадки наружного
кольца подшипника в гнездо корпуса
от зазора у в соединении. Из графика
следует, что посадка кольца без усилия
соответствует зазору в соединении,
равному примерно 0,006—0,008 мм.
Посадка этого кольца в гнездо при
нулевом натяге требует усилия
17 кГ. Такой результат объясняется
тем, что при нулевом зазоре, вычис-
20*
ленном как разность средних арифмети-
ческих значений диаметров посадочных
поверхностей, в соединении фактиче-
-4-3-2-10123456 7 у мк
Рис. 559. Зависимость усилия Рн по-
садки в гнездо наружного кольца
шарикоподшипников С6025Е от натяга
(зазора) у в соединении
тяги, которые и вызывают усилие по-
садки при нулевом зазоре.
Рассмотренный пример представляет
собой случай холодной прессовой по-
садки, когда неточности геометрической
формы соизмеримы с зазорами и натя-
гами в соединении.
На рис. 560 приведена зависимость
деформации поверхностей качения
Рис. 560. Зависимость деформации &dB
поверхностей качения внутренних ко-
лец шарикоподшипников С6025Е от
натяга (зазора) у в соединении
612 Раздел V. Направляющие для вращательного и прямолинейного движения
внутренних колец шарикоподшипников
от натяга у в соединении.
Из графика следует, что деформация
поверхностей качения при рассматри-
ваемых натягах не выходит за пределы
точности измерений ~ 2 мк.
На рис. 561 приведена зависимость
деформации поверхностей качения
Рис. 561. Зависимость деформации
поверхностей качения наружных ко-
лец шарикоподшипников С6025Е от
натяга (зазора) у в соединении
наружных колец шарикоподшипников
от натяга у в соединении. Как следует
из графика, менее жесткое наружное
кольцо получает при заданных натягах
уже ощутимые деформации. Так, при
натяге 2 мк уменьшение диаметра по-
верхности качения составляет ^4 мк.
Такой результат, когда деформация
наружного кольца в 4 мк превышает
средний натяг в соединении 2 мк,
объясняется тем, что в соединении дей-
ствуют значительно большие местные
натяги.
На рис. 562 и 563 приведены зави-
симости моментов проворачивания
внутреннего Л4В и наружного Л4Н колец
шарикоподшипников относительно
своих посадочных мест от натяга у
в соединении. Из графиков следует, что
даже при средних зазорах в соединении
момент, потребный для того, чтобы
провернуть кольцо относительно поса-
дочного места, на два порядка выше,
чем момент трения, действующий в
скоростном шарикоподшипнике.
Таблица 288
Шарикоподшипник С6025Е
Размерные характеристики посадочных мест
Посадочная поверхность Диаметр в мм Неточность геометриче- ской формы (суммарная) мк Чистота поверхности Метод обработки
средние значения предель- ные значения
Внутреннего кольца ш/п С6025Е R-0.002 и-0>008 6 0,000 и-о,ою 3 V 9- Шлифование
Цапфы вала 0(000 0,005 — 3 V 9. Шлифование и доводка
Наружного кольца ш/п С6025Е 1 fi-0,002 1и-0,006 16 0’000 0,008 2 V 9. Шлифование
Гнезда корпуса 1 6+0,001 1 0,010 —- 6 V 8. Доводка после растачивания
Направляющие для вращательного движения с трением качения 613
Таблица 289
Шарикоподшипник С6025Е
Материал и твердость посадочных мест
Детали посадочных пар Внутреннее кольцо ш/п С6025Е Цапфа вала Наружное кольцо ш/п С6025Е Гнездо корпуса
Материал ШХ15 38ХМЮА ШХ15 Сталь 35
Твердость HRC 60 4-65 35-4-37 63 4-65 . 30
На основе результатов испытаний
целесообразно выбрать усилия посадки
для колец шарикоподшипников С6025Е,
указанные в таблице:
Вращается кольцо Усилия посадки в кГ
р* рн
Внутреннее 5—15 0,2—1,5
Наружное 1—3 4—12
При указанных усилиях достигаются
достаточная прочность соединения, не-
значительные деформации колец и лег-
кость монтажа и демонтажа подшип-
ника.
-3-2-10 1 2 3 ь у мк
Рис. 562. Момент Мъ проворачивания
внутренних колец шарикоподшипни-
ков С6025Е относительно цапф в за-
висимости от натяга (зазора) у в со-
единении
Рис. 563. Момент Л4Н проворачивания
наружных колец шарикоподшипников
С6025Е относительно цапф в зависи-
мости от натяга (зазора) у в соединении
Температурный режим
работы скоростного подшипника яв-
ляется одним из важнейших факторов,
определяющих надежность и долго-
вечность работы прибора.
Количество выделяемого в подшип-
нике тепла зависит в основном от: типа
и размера подшипника, нагрузки, вос-
принимаемой подшипником, числа обо-
ротов, качества и количества смазки,
конструкции узла.
Помимо внешних источников тепла
(например, обмотки электродвигателя),
подшипник нагревается также в ре-
зультате работы сил трения непосред-
ственно в самом подшипнике. При
работе в вакууме и отсутствии внешних
614 Раздел V. Направляющие для вращательного и прямолинейного движения
источников тепла потери на трение
в скоростных подшипниках являются
основными. При этом температура в
местах контакта шариков с поверх-
ностями качения может быть несколько
выше температуры основного металла.
Степень нагрева внутренних и наруж-
ных колец может отличаться друг от
друга в зависимости от условий работы
на 5—10° С, что влияет на зазоры
в подшипнике и на момент трения.
Чрезмерное повышение температуры
нагрева подшипника особенно опасно,
так как вызывает разложение смазки
и способствует быстрому расходованию
ее, что в конструкциях с одноразовой
закладкой смазки выводит подшипник
из строя. Температура подшипникового
узла, равная 100° С, считается близкой
к предельной (в особенности для ско-
ростных подшипников).
Чувствительные
шарикоподшипники
Чувствительные шарикоподшипники
применяются для установки на осях
приборов, точность работы которых
зависит от момента трения в опорах
«чувствительной оси». Чем меньше мо-
мент трения в узле шарикоподшипника,
тем меньше зона застоя или нечувстви-
тельности его подвижных систем. По-
мимо этого, момент трения чувствитель-
ного подшипника должен быть постоян-
ным и равномерным по всей окружности
качения шариков при вращении в лю-
бую сторону. При этом различают
момент трения в установившемся дви-
жении и момент трения при страгива-
нии с места. ,
На рис. 564 приведена диаграмма из-
менения момента /Ит трения шарико-
подшипника при постоянной нагрузке
в зависимости от угла $ поворота
внутреннего кольца по отношению к
наружному. Средний действующий мо-
мент трения на заданном участке пово-
рота определяется средней линией про-
филя кривой, как это показано на
диаграмме. Однако абсолютная вели-
чина среднего момента трения не сохра-
няется постоянной при изменении на-
правления вращения подшипника. В ка-
честве примера в табл. 290 приведены
числовые значения моментов трения
в радиальном шарикоподшипнике № 23
при различных направлениях вращения
внутреннего кольца относительно непо-
движного наружного.
Рис. 564. Изменение момента трения
/Ит шарикоподшипника при постоян-
ной нагрузке в зависимости от угла О
поворота внутреннего кольца по отно-
шению к наружному
В качестве чувствительных может
работать большинство скоростных ша-
рикоподшипников преимущественно
высоких классов, поскольку все требо-
вания к точности выполнения этих
подшипников полностью совпадают.
Основное отличие чувствительных ша-
рикоподшипников от скоростных за-
ключается в конструкции сепараторов,
которые в чувствительных подшипни-
ках не несут больших нагрузок, свя-
занных с высокими скоростями враще-
ния, и могут поэтому выполняться
с целью уменьшения момента инерции
более легкими и менее прочными.
В отличие от скоростных подшипни-
ков, в которых посредством предвари-
тельного натяга ограничивается свобо-
да перемещения вращающихся масс
в осевом и радиальном направлениях,
в чувствительных подшипниках всегда
существует радиальный зазор. Этот
зазор должен быть достаточным, чтобы
обеспечить легкость вращения при всех
возможных сочетаниях неточностей гео-
метрической формы колец, тел враще-
ния и посадочных мест, микронеровно-
стей поверхностей и неточностях уста-
новки шарикоподшипников в прибо-
рах. В то же время этот зазор должен
быть минимальным для обеспечения
точности поворота, более равномерного
Направляющие для вращательного движения с трением качекия 615
Шарикоподшипник № 23
Средние значения моментов трения
Таблица 290
Направление вращения внутреннего кольца относительно наружного Момент трения в Г • см при горизонтальном положении вала и нагрузке Q = 155 Г
Покой | Движение
+ 0,335 0,357 0,281 0,300
Отношение моментов 1,066 1,070
распределения нагрузки между шари-
ками и равномерности момента трения
по углу поворота.
В зависимости от габаритов и класса
точности чувствительные шарикопод-
шипники имеют радиальный зазор от
0,005 до 0,010 мм.
Особое внимание при установке чув-
ствительных шарикоподшипников дол-
жно быть уделено их размагничиванию,
т. е. устранению в них остаточного
магнетизма и защите подшипников от
намагничивания в приборах, в которых
создается магнитное поле. Вредное
влияние намагничивания шарикопод-
шипников сказывается не только в уве-
личении момента трения, но и в притя-
жении мельчайших металлических ча-
стиц, засоряющих подшипник.
Уменьшение моментов трения в под-
шипниковых узлах приборов может
быть достигнуто следующими спосо-
бами:
1. Введение смазки уменьшает тре-
ние скольжения, элементы которого
имеют место в шарикоподшипниках,
и способствует большей стабильности
величины момента трения во времени.
Для чувствительных шарикоподшип-
ников в качестве смазок применяются
преимущественно масла, имеющие ма-
лую вязкость (см. ниже «Смазка шари-
ко под ш и пн и ков»).
2. Обкатка или- приработка шарико-
подшипников приводит к некоторому
уменьшению моментов трения подшип-
ников, так как наряду с перемалыва-
нием и наклепом неровностей, получен-
ных при механической обработке, на
поверхностях качения при обкатке
образуются новые неровности, но мень-
шей величины.
На рис. 565 приведены опытные дан-
ные по изменению величины момента
трения в шарикоподшипнике в зависи-
мости от времени приработки. Как
Мг*1СГг Г-см
без приработки После 2 часов После( U часов После 12 часов
приработки приработки приработки
Рис. 565. Изменение величины момента трения в шарикоподшип-
нике в зависимости от времени приработки
616 Раздел V. Направляющие для вращательного и прямолинейного движения
следует из диаграммы, с увеличением
времени приработки уменьшаются и
средние значения момента трения и
амплитуда отклонения от этого сред-
него значения, т. е. значительно улуч-
шается равномерность момента трения
шарикоподшипника. Обкатка подшип-
ников должна производиться со смаз-
кой. После обкдтки необходима тща-
тельная промывка шарикоподшипника
для удаления продуктов износа деталей
подшипника.
3. Вибрация опор вызывает значи-
тельное снижение трения (в 5—10 раз).
При этом лучшие результаты наблю-
даются в тех случаях, когда при
вибрации ускорения достигают 1,2—
1,4g. Ускорения нарушают статическое
равновесие сил; вследствие изменения
знака у хил инерции при «подскоке»
системы, силы взаимного давления меж-
ду кольцами и шарами снимаются и
система на мгновение частично освобо-
ждается от сил трения.
При создании вибрационного режима
работы опор следует учитывать и отри-
цательные стороны вибрации. В част-
ности, колебания, распространяющиеся
от источника вибрации, могут вызвать
резонансные явления в приборе, повре-
ждение деталей или ошибки в показа-
ниях различных датчиков. Кроме того,
непрерывная повышенная вибрация
вызывает ускоренный износ опор.
4. Относительное перемещение под-
шипников и цапф в соответствии с прин-
ципом проф. Н. Е. Жуковского также
во много раз уменьшает трение в опо-
рах. Практически предложение Н. Е.
Жуковского осуществляется тремя спо-
собами.
По первому способу наружным коль-
цам обоих шарикоподшипников, слу-
жащих опорой для чувствительной си-
стемы, сообщают принудительное вра-
щение в разные стороны с большим
числом оборотов. Вследствие этого при
небольшой угловой скорости чувстви-
тельной оси моменты трения в обоих
подшипниках будут примерно равны
по величине, но противоположны по
знаку, в результате чего суммарный
момент трения будет приближаться
к нулю.
При втором способе наружным коль-
цам шарикоподшипников сообщают ко-
лебательное движение вокруг оси цапф
в разные стороны с равной амплитудой,
что дает такой же эффект, как и враще-
ние колец по первому способу. Колеба-
тельное движение колец шарикопод-
шипников осуществляется посредством
электромагнитов или с помощью элек-
тродвигателя и эксцентрикового или
кривошипно-шатунного механизма.
Второй способ снижения моментов
трения в опорах дает несколько лучшие
результаты по сравнению с первым.
На рис. 566 и 567 приведен пример
подшипникового узла с принудитель-
ным качанием или вращением наруж-
ных колец шарикоподшипников стан-
дартной конструкции.
Рис. 567.
Рис. 566—567. Примеры конструкций
подшипниковых узлов с принудитель-
ным вращением или качением наруж-
ных колец шарикоподшипников стан-
дартной конструкции
На рис. 568 показан подшипниковый
узел такого же назначения, в котором
применен специальный шарикоподшип-
Направляющие для вращательного движения с трением качения 617
ник. Преимущество этой конструкции,
помимо ее простоты, заключается также
в увеличении точности поворота чув-
Рис. 568. Пример конструкции под-
шипникового узла с принудительным
вращением или качением наружных
колец шарикоподшипников специаль-
ной конструкции
ствительной системы вследствие умень-
шения числа сопряженных деталей,
требующих точного выполнения их
геометрической формы.
По третьему способу моменты трения
в опорах снижаются посредством отно-
сительного возвратно-поступательного
движения подшипников и цапф вдоль
их общей оси. Это наиболее сложный
способ и применяется лишь в отдельных
случаях, например в некоторых кон-
струкциях сельсинов.
5. Уменьшение габаритов подшипни-
ков с целью снижения моментов трения
привело к созданию миниатюрных ша-
рикоподшипников, моменты трения в
которых измеряются сотыми долями
Г*см. В табл. 321 приведены некото-
рые типы миниатюрных шарикопод-
шипников, изготовляемых предприя-
тиями подшипниковой промышленно-
сти.
В некоторых случаях для уменьше-
ния радиуса трения в подшипниках
создают специальные подшипниковые
узлы (рис. 569—572), в которых функ-
ции колец шарикоподшипников выпол-
няют сопрягаемые детали приборов.
Помимо того, опоры такой конструкции
для скоростных и чувствительных
устройств позволяют достигнуть значи-
тельного увеличения точности враще-
ния вала и стабильности его положения
за счет уменьшения числа сопрягаемых
деталей опор.
Рис. 569—572. Примеры конструкций подшипниковых узлов,
в которых функции колец шарикоподшипников выполняют
детали конструкций
Таблица 291
Шарикоподшипники радиально-упорные, чашечные и миниатюрные
618 Раздел V. Направляющие для вращательного и прямолинейного движения
Продолжение
Условное обозначение подшипника Размер в мм Шарики Момент трения Г-см Осевая нагрузка** кГ
d D 13 г d2 ак диаметр мм коли- чество
506057 8,8 16 ' 5,5 . 0,5 — . 6,2 — 3,969 5 0,4 4- 0,6- 1
506057К1 — —
506057К 2 — —
516053 3 9 4 0,3 0,2 4 __ 2 5 0,3 0,4
526055 5 11 6 0,5 0,5 — — 3,175 5 0,3 0,4
536057К 8,8 17,6 5,5 0,3 0,2 6,2 — 3,969 5 0,4 1
♦ Диаметр касания конической цапфы с шариками. ** Нагрузка, приложенная к подшипнику при определении момента трения. Значения момента трения и осевой нагрузки даны по книге С. П. Воронцова и С. А. Майорова «Приборные шарикоподшипники» (Оборонгиз, 1951).
Направляющие для вращательного движения с трением качения
Продолжение
620 Раздел V. Направляющие для вращательного и прямо линейного-движения
Продолжение
Условное обозначение подшипника Размер в мм Шарики а° Момент трения Г • см Осевая нагрузка** кГ
d D в 4 диаметр мм количество
ОКБ-279 0,44 1 0,75 — 0,36 3 45° — —
ОКБ-273 0,85 1,8 1,1 0,32 0,68 3 60° 0,05 0,1
ОКБ-384 0,85 1,8 1,1 — 0,605 4 60° — —
ОКБ-224 0.85 4 1,7 — 1 5 — — —
ОКБ-203 1 2,5 1,5 — 0,9 3 60° — —
ОКБ-223 1,1 2,5 1,3 0,48 0,84 4 60° 0,06 0,1
ОКБ-272 2,5 4 2,05 1,53 1 6 60° 0,1 0,1
ОКБ-385 2,5 4 2,15 — 1 6 90° — —
ОКБ-355 2,5 4 2,05 — 1,4 3 60° — —
ОКБ-381 | 2,8 6 3 — 2 4 1 60° 1 - —
ОКБ-378 2,8 6 1 3 — 1,588 5 | 90° —
ОКБ-356 | | 2,8 6 1 1 3 2 3 ! 60» —
ОКБ-357 | 2,8 6 1 3 1 — 1,588 5 6Э° 1 — —
* Диаметр касания конической цапфы с шариками. ♦* Нагрузка, приложенная к подшипнику при определении момента трения. Значения момента трения и осевой нагрузки даны по книге С. П. Воронцова и С. А. Майорова «Приборные шарикоподшипники» (Оборонгиз, 1951).
Направляющие для вращательного движения с трением качения
622 Раздел V. Направляющие для вращательного и прямолинейного движения
Шарикоподшипники особых
габаритов
Эти подшипники используются, ког-
да геометрические размеры конструк-
ции узла не позволяют применять стан-
дартных подшипников. Ниже приве-
дено несколько типов подобных шари-
коподшипников, к которым не предъяв-
ляется особых требований поточности
и легкости вращения (как к скоростным
и'ли чувствительным подшипникам).
Обычно требования к точности изгдтов-
ления таких подшипников не выхо-
дят за пределы классов точности
Н и П.
Рис. 573.
2. Однорядный радиально-упорный
шарикоподшипник двустороннего дей-
ствия (рис. 575—578) одинаково рабо-
тает при радиальной и осевой нагруз-
ках обоих направлений. Этот шарико-
подшипник выполняется: а) с разъем-
ными кольцами внутренними (рис. 575
и 576) или наружными (рис. 577);
б) с неразъемными кольцами (рис. 578).
Сборка шарикоподшипников с не-
разъемными кольцами производится
,путем взаимного подбора маркирован-
ных по отклонениям колец с последую-
щей подборкой к ним групп шариков,
соответствующих заданному люфту.
Для сборки этих шарикоподшипников
применяются отсортированные через
2 мк шарики, так что шарики в ком-
плекте для одного подшипника отли-
чаются друг от друга не более чем на
2 мк.
Рис. 574.
Рис. 573—574. Специальные шарикоподшипники для восприня-
тия односторонней и двусторонней нагрузки
1. Однорядный радиально-упорный
шарикоподшипник одностороннего дей-
ствия (рис. 573) применяется преиму-
щественно при малых числах оборотов
и больших диаметрах. Образующая
конуса внутреннего кольца подшипни-
ка и секущая ON, проходящая через
точки касания шарика и внешнего
кольца подшипника, должны пересе-
каться в одной точке на оси враще-
ния:
. „ Я . n г sin а
smp = —;
а = dj — (3.
Для воспринятия двусторонней осе-
вой нагрузки применяют парные под-
шипники (рис. 573) или комбинирован-
ный подшипник (рис. 574).
3. Опорные однорядные или двухряд-
ные шарикоподшипники (рис. 579)
применяются в том случае, когда
габариты изделия не позволяют исполь-
зовать стандартные шарикоподшип-
ники. Часто значения нагрузок, дей-
ствующих на эти подшипники, позво-
ляют упростить технологию их изго-
товления закаливанием колец до твер-
дости, при которой возможна чистовая
обработка канавок на ^токарном станке.
Затем собранный в изделии или в спе-
циальном приспособлении подшипник
с тремя или четырьмя калиброванными
шариками в сепараторе подвергается
накатке под значительной нагрузкой
до тех пор, пока на канавках не нака-
тываются беговые дорожки для шари-
ков шириной от 0,25 до 0,4 диаметра
шарика.
Направляющие для вращательного движения с трением качения 623
Сепараторы шарикоподшипников
особых габаритов
Требования к конструкции сепара-
тора следующие:
а) минимальный вес; б) надлежащая
жесткость и прочность; в) малое трение
скольжения; г) свободный доступ смаз-
ки ко всем рабочим частям подшип-
ника; д) хорошая балансировка сепа-
ратора.
ной сваркой (рис. 581—583); приме-
няются для упорных шарикоподшип-
ников.
2. Сепараторы в виде шайбы из ли-
стовой латуни Л62 (рис. 584), причем
края шариковых гнезд обжимаются
после ввода в них шариков; приме-
няются для упорных шарикоподшип-
ников особых габаритов.
3. Массивные сепараторы из двух
соединенных в стык половин
Рис. 579.
Рис. 578.
Рис. 575—579. Примеры конструкций специальных шарикоподшипников:
однорядные радиально-упорные двустороннего действия (рис. 575—578);
опорный шарикоподшипник большого габарита (рис. 579)
Ниже приводится несколько типов
специальных сепараторов.
1. Тонкие сепараторы из полосовой
или листовой латуни Л62: а) змеевико-
вого типа без заклепок с лапками или
с рожками, которые образуют гнезда
для шариков (рис. 580); в сборке рожки
загибаются или обжимаются не менее
чем на четырех шариках через 90°
по окружности; применяются для ра-
диальных и радиально-упорных шари-
коподшипников обычной точности;
б) склепанные или соединенные точеч-
(рис. 585, а) или с заточкой (рис. 585, б).
Применяются для радиальных подшип-
ников. Сепараторы этого типа могут
изготовляться: а) из текстолита ПТ К
или текстолитовой трубки на шифоно-
вой основе для подшипников при ско-
рости п > 20 000 об/мин и долговеч-
ности до 5000 час; б) из бериллиевой
бронзы БрБ для подшипников при
п > 20 000 об/мин или при п <
< 20 000 об/мин и долговечности свыше
5000 час. Плоскость разъема половинок
сепаратора не должна совпадать с пло-
624 Раздел V. Направляющие для вращательного и прямолинейного движения
скостью центров шариков. Окончатель-
ное обтачивание и обработка отверстий
производится в комплекте из двух
половинок, клепка — при сборке под-
шипника.
4. Массивные сепараторы барабанно-
го типа для магнетных подшипников
(рис. 586): а) из текстолита ПТК или
текстолитовой трубки на шифоновой
основе для шарикоподшипников, ра-
ботающих при п > 20 000 об/мин и
долговечности до 5000 час; б) из
бериллиевой бронзы БрБ для ша-
рикоподшипников, работающих при
п > 20 000 об/мин или при п <
<20 000 об/мин и долговечности свыше
5000 час.
Тонкие сепараторы центрируются по
шарикам с зазором от буртиков колец
не менее 0,5 мм на сторону. При этом
шарики должны свободно вращаться
в гнездах сепаратора с зазором, не
превышающим 0,3 мм. Массивные сепа-
раторы должны центрироваться по
буртикам внутреннего (предпочтитель-
но) или наружного колец. При этом
должна быть обеспечена свобода пере-
мещения сепаратора относительно оси
вращения — «зазор плавания» — от
0,2 до 0,3 мм. Зазор между сепаратором
Рис. 580.
Рис. 581 <
Рис. 584.
шарикоподшипников
Рис. 580—586. Примеры конструкций сепараторов для специальных
Направляющие для вращательного движения с трением качения 625
и буртиком нецентрирующего кольца
должен быть не менее 0,2 мм при
крайнем смещении сепаратора в преде-
лах зазора плавания.
Моменты трения
шарикоподшипников
Момент трения шарикоподшипника
слагается из следующих составляющих:
а) моментов трения качения шариков
с наружным и внутренним кольцами;
б) моментов трения скольжения шари-
ков с кольцами; в) моментов трения
скольжения шариков с сепаратором и
сепаратора с центрирующим кольцом;
г) момента, вызываемого сопротивле-
нием движению смазки.
Момент трения увеличивается при
повышении нагрузки и более густой
смазке.
Радиальные шарикопод-
шипники. Момент трения (в Г -см)
радиального подшипника, нагружен-
ного радиальной нагрузкой, прибли-
женно определяется по формуле
Л4 = Л4о + 1,25ЛГ^-7?,
где Мо — момент трения ненагружен-
ного шарикоподшипника в
Г •см;
R — радиальная нагрузка в Г;
— диаметр шарика в см;
Do — диаметр окружности центров
шариков в см;
К — коэффициент трения качения
(в см), изменяется в пределах
от 0,005 до 0,001.
Момент трения (в Г • см) радиального
шарикоподшипника при осевой на-
грузке определяется по формуле
М = Мв + 1,5кО-А,
где А — осевая нагрузка.
Момент трения радиального шарико-
подшипника при радиальной и осевой
нагрузках определяется по формуле
м = Мо + (1,5 А + 1,25
dtfl
Для стандартных шарикоподшипни-
ков значение наибольшего допустимого
момента трения Мо (в Г-см) опреде-
ляется по следующим формулам:
Мо = 4£>0 — для однорядных ша-
рикоподшипников;
Мо = 6£>о — для двухрядных ша-
рикоподшипников;
Мо = Ш)о—для однорядных ша-
рикоподшипников с
призматическим же-
лобом.
Радиальные шарикопод-
шипники с внутренним
диаметром 5—12 мм. Моменты
трения этих шарикоподшипников, ши-
роко применяющихся в приборострое-
нии, более точно по сравнению с при-
веденными выше формулами можно
определить по следующим эмпириче-
ским соотношениям:
1. Для радиальных нагрузок R до
500 Г
2. Для радиальных нагрузок R свыше
500 Г
м = Мо -4- 500 (К, — Kt) 4- KtR;
значения собственного момента трения
Мо радиальных шарикоподшипников и
коэффициентов К± и /С2 приведены в
табл. 292.
3. Для осевых нагрузок
М = М0+7<3Л
(значения коэффициента /С3 приведены
в табл. 292).
4. При совместном действии радиаль-
ных и осевых нагрузок
М^Мо+^+^Д—при ^500 Г;
м=м0+5оо
при R > 500 Г.
Для отборных по легкости хода
шарикоподшипников величина' собст-
венного момента трения Мо умень-
шается в два раза.
При ориентировочных расчетах мо-
мент одного радиального шарикопод-
шипника принимается равным 10 Г -см.
Упорный шарикопод-
шипник. Момент трения упорного
шарикоподшипника определяется по
формуле
а,
где А — осевая нагрузка в Г;
626 Раздел V. Направляющие для вращательного и прямолинейного движения
Таблица 292
Шарикоподшипники радиальные. Значения собственного момента
трения 7И0 и коэффициентов К2 и
Диаметр оси d мм ЛГо Г • см Ki см «2 СМ к* см
одно- рядные двух- рядные одно- рядные двух- рядные одно- рядные двух- рядные
5 5,6 ' 8,9 0,0156 0,0163 ’ 0,0016 0,0075 0,005
6 5,6 7.8 0,0099 0,0110 0,0013 0,0022 0,005
7 5,6 7,0 0,0094 . 0,0104 0,0018 0,0026 0,006
8 5,6 7,0 0,0091 0,0095 0,0023 0,0035 0,006
10 7,2 9,2 0.0069 0,0088 0,0035 0,0052 0,008
12 10,8 14,1 0,0124 0,0160 0,0050 0,0092 0,010
Do — диаметр беговой дорожки по
центрам шариков;
dLU — диаметр шарика в см;
К — коэффициент трения качения
в см.
Смазка шарикоподшипников
Смазка в шарикоподшипниках вы-
полняет следующие основные функции:
снижает трение; предохраняет от кор-
розии поверхности шариков и рабочие
поверхности колец; уменьшает шум;
содействует равномерному распределе-
нию тепла во всех частях подшипника
и отводу от него тепла, появляющегося
в результате работы трения; способст-
вует защите рабочих поверхностей от
коррозии и загрязняющих веществ.
При выборе смазки следует учиты-
вать нагрузку, скорость и рабочую
температуру в подшипнике. Чем больше
нагрузка и выше температура, тем боль-
шей вязкостью должна обладать смазка.
При малых нагрузках, низких темпера-
турах и высоких скоростях применяют
маловязкое масло.
Из консистентных смазок наибольшее
распространение в приборостроении по-
лучили смазки ГОИ-54, ЦИАТИМ-221;
смазки ОКБ и смеси из разных весовых
соотношений масел ГОИ-54 и МВП.
Из маловязких масел наибольшее при-
менение находит приборное вазелино-
вое масло МВП и специальные смазки
ОКБ и ВНИИ НП.
Уплотняющие устройства
шарикоподшипниковых узлов
Уплотняющие устройства шарико-
подшипниковых узлов предназначены
для предотвращения вытекания смазки
из корпуса подшипника и защиты под-
шипника от попадания пыли, грязи,
влаги и других посторонних веществ.
Наибольшее распространение получили
следующие типы уплотняющих уст-
ройств.
Фетровые (войлочные) уплотнения
(рис. 587—593) могут применяться,
если окружная скорость вала в месте
касания с фетровым кольцом не пре-
вышает 4—5 м/сек при шлифованном
вале и 7—8 м/сек, — при полированном
вале и высококачественном фетре. При
больших скоростях трение фетра о вал
вызывает повышение температуры, что
приводит к затвердеванию фетра и на-
рушению нормальной работы уплотне-
ния.
Фетровые уплотнения в основном
предназначены для защиты подшипни-
ков, работающих в условиях малой за-
пыленности с применением консистент-
ных смазок; однако в комбинации с дру-
гими типами уплотняющих устройств
они могут быть использованы для за-
щиты подшипниковых узлов, запол-
няемых жидкой смазкой.
На рис. 590—593 показаны конструк-
ции уплотнений, предусматривающие
возможность периодического или
Направляющие для вращательного движения с трением качения 627
Рис. 587—605. Примеры уплотняющих устройств в шарикоподшипни-
ковых узлах
62§ Раздел К Направляющие для вращательного и прямолинейного движения
постоянного поджима к валу фетровых
колец по мере их износа. Перед уста-
новкой фетровые (войлочные) уплотня-
ющие кольца должны быть пропитаны
горячим (100—110° С) минеральным
маслом.
Кольцевые зазоры и проточки (жи-
ровые канавки) работают на основе
создания между валом и крышкой кор-
пуса малого кольцевого зазора, запол-
няемого консистентной смазкой, кото-
рая предотвращает проникновение в
корпус подшипника посторонних ве-
ществ.
Для лучшего удержания консистент-
ной смазки в кольцевом зазоре в крыш-
ке корпуса (а часто одновременно и на
валу) предусматривают проточки —
жировые канавки (рис. 595—596). Этот
гип уплотнения может работать в тех
случаях, когда подшипниковый узел
смазывается консистентной смазкой и
работает в сравнительно чистой окру-
жающей среде. Окружная скорость
вала этими уплотнениями не ограничи-
вается. Температура разжижения смаз-
ки, заполняющей кольцевые зазоры,
должна быть выше рабочей температу-
ры узла во избежание вытекания ее из
зазора.
Защитные шайбы и фланцы, наиболее
iacTo встречающиеся в практике, при-
зедены на рис. 597—603. Защитные
лайбы могут быть неподвижными или
вращающимися. Уплотняющее действие
неподвижных шайб незначительно.
Вследствие наличия узкой кольцевой
цели между шайбой и валом неподвиж-
ные шайбы механически препятствуют
нытеканию смазки или проникновению
з корпус подшипника посторонних ве-
цеств.
Вращающиеся шайбы и фланцы под
влиянием возникающих центробежных
•ил отбрасывают попадающие на них
наело или посторонние частицы; эти
иайбы более эффективны по сравнению
неподвижными.
Вращающиеся фланцы и шайбы ра-
ютают тем надежнее, чем выше их ок-
ружная скорость. Неподвижные шайбы
[рименяются главным образом в уз-
ах, работающих на консистентных
мазках; вращающиеся шайбы — при
юбых смазках.
Для предотвращения утечки из кор-
уса жидкой смазки широко исполь-
зуются маслоотражательные кольца
(рис. 604—607). Смазка, вытекающая
из корпуса, попадает на отражательное
кольцо или в канавку и центробежной
силой отбрасывается в полость крышки,
откуда стекает обратно в корпус под-
шипника по специально предусмотрен-
ному для этой цели каналу. Маслоотра-
жательные кольца могут выполняться
за одно целое с валом (рис. 604) или
устанавливаться в канавку на валу
(рис. 605). Маслоотражательные канав-
ки могут быть одинарными (рис. 606)
или двойными (рис. 607). Эти уплотне-
ния работают наиболее эффективно при
высоких окружных скоростях и только
в узлах, смазываемых жидкими мас-
лами.
Манжетные уплотнения включают в
качестве уплотняющего элемента кожа-
ные, резиновые, пластмассовые и дру-
гие манжеты, которые могут быть за-
ключены в металлические кассеты
(рис. 608—611). Контакт уплотняющего
элемента с валом осуществляется либо
за счет упругих сил манжеты, либо
при помощи специальной металличе-
ской пружины.
Если необходимо предотвратить утеч-
ку смазки из корпуса, то манжетное
уплотнение устанавливается уплотня-
ющей кромкой в сторону подшипника.
Если же требуется защитить подшип-
ник от загрязнения извне, то уплотне-
ние устанавливается кромкой в обрат-
ную сторону. Когда решаются обе за-
дачи одновременно, применяют сдвоен-
ные уплотнения, устанавливаемые уп-
лотняющими кромками в разные сторо-
ны (рис. 611).
При среднем качестве отделки тру-
щейся части вала применение манжет-
ных (кожаных) уплотнений допустимо
при окружных скоростях вала, не пре-
вышающих 6—7 м/сек, а при тщатель-
ной отделке — до 15 м/сек.
При монтаже уплотнений с кожаными
манжетами последние пропитываются
смесью, состоящей из 50% керосина и
50% минерального масла при 45—50° С.
Манжетные уплотнения надежно рабо-
тают в самых тяжелых условиях как
при консистентных, так и при жидких
смазках.
Лабиринтные уплотнения надежно
работают при сравнительно тяжелых
условиях эксплуатации подшипников.
Направляющие для вращательного движения с трением качения 629
Рис. 607.
Рис. 610.
Пружинная
, шайба
Рис. 611.
Рис. 613.
Рис. 618.
Рис. 606—619. Примеры уплотняющих устройств в шарикоподшипниковых
узлах
630 Раздел V. Направляющие для вращательного и прямолинейного движения
Уплотняющее действие лабиринтного
устройства основано на создании мало-
го зазора сложной извилистой формы
между вращающимися и неподвижными
деталями узла. Зазор заполняется кон-
систентной смазкой. Этот вид уплотне-
ния имеет значительные преимущества
перед фетровыми и манжетными ти-
пами: малое внутреннее трение смазки,
отсутствие изнашивающихся деталей,
невысокая требовательность к уходу и
неограниченность окружных скоростей
вала. Вне зависимости от рода приме-
няемой смазки для заполнения корпуса
подшипника лабиринтная щель всегда
должна заполняться консистентной
мазью.
Лабиринтные уплотнения, работаю-
щие в комбинации с другими типами
уплотняющих устройств, являются наи-
более надежны]/ и эффективным видом
уплотнений.
В зависимости от конструкции узла
могут применяться осевые (рис. 612)
или радиальные лабиринты (рис.' 613).
Осевой лабиринт должен быть предох-
ранен от опасности касания вращаю-
щихся и неподвижных элементов уплот-
нения при тепловых удлинениях вала
или корпуса.
Комбинированные уплотнения. Ни
один из приведенных выше типов уп-
лотняющих устройств не является уни-
версальным. Поэтому на практике, осо-
бенно в тяжелых эксплуатационных
условиях, часто применяют комбини-
рованные устройства, состоящие из опи-
санных выше основных элементов, по-
добранных в соответствующем сочета-
нии для достижения наибольшего эф-
фекта. Примеры таких уплотняющих
устройств приведены на рис. 614—619.
Комбинированное уплотнение, состоя-
щее из фетрового кольца и лабиринта
показано на рис. 614 и 615. В уплотни-
тельном устройстве, представленном на
рис. 616, кроме фетрового кольца,
имеется отражательный фланец, кото-
рый при вращении отбрасывает масло
в полость крышки корпуса и этим пре-
дотвращает его утечку. Узкая кольце-
вая щель между валом и крышкой кор-
пуса заполняется консистентной смаз-
кой, вследствие чего повышается надеж-
ность защиты подшипников от загряз-
нения посторонними веществами йз
внешней среды. На р.ис. 617—619 пока-
заны комбинированные уплотнения, со-
стоящие из лабиринтов и кольцевых
жировых канавок.
Рекомендуемые размеры некоторых
уплотнений для нормальных эксплуата-
ционных условий приведены в табл.293.
Установка валиков
на шарикоподшипниках
На рис. 620—631 приведены примеры
установки валиков на шарикоподшип-
никах, наиболее часто применяемых в
приборостроении.
Наличие зазоров в шарикоподшипни-
ках нарушает точность вращения вали-
ков, вызывает радиальную и осевую
вибрации вала и создает шум, который
может усиливаться резонансом корпуса
или опор. Поэтому шарикоподшипники
устанавливаются в приборах с предва-
рительным осевым натягом, который
выбирает зазоры в подшипниках и вы-
зывает некоторую установочную упру-
гую деформацию рабочих поверхностей
шарикоподшипника. Предварительный
натяг применяется как для радиаль-
ных, так и для радиально-упорных
шарикоподшипников.
При небольших нагрузках на под-
шипники величина осевого натяга в
чертежах механизмов обычно не огова-
ривается, поскольку при чрезмерном
натяге не сможет быть достигнут указы-
ваемый в кинематических схемах допу-
скаемый момент вращения механизма.
В ответственных случаях, при значи-
тельных нагрузках на подшипники или
при больших оборотах вала величина
натяга определяется методами, приня-
тыми в общем машиностроении, или
опытным путем и оговаривается в чер-
тежах.
Предварительный натяг шарикопод-
шипников осуществляется смещением
вдоль оси их внутренних или наружных
колец. Если фиксация вдоль оси про-
изводится штифтуемыми деталями (ус-
тановочными кольцами, поводками,
зубчатыми колесами и др.), как это
показано на рис. 620—624, то выборка
зазоров в шарикоподшипниках цели-
ком зависит от опытности механизма-
сборщика и не поддается дальнейшей
регулировке. Поэтому предпочтитель-
нее фиксировать валики гайками, как
это показано на рис. 625 и 627, хотя
Направляющие для вращательного движения с трением качения 631
Таблица 293
Размеры фетровых, щелевых и лабиринтных уплотнений
/ = 5е; Z = 2,5S
Размеры в мм
Диаметр отверстия подшипника (вала) d di D а b с е г 5
10 11 23 6 4,3 5 0,2 1,5 0,6
15 16 28 6 4,3 5 0,2 1,5 0,6
20 21 33 6 4,3 5 0,2 1,5 0,6
25 26 38 6 4,3 5 0,2 1,5 0,6
30 31 43 6 4,3 5 0,2 1,5 0,6
35 36 48 6 4,3 5 0,2 1,5 0,6
40 41 59 9 6,5 8 0,2 1,5 0,6
45 46 64 9 6,5 8 0,2 1,5 0,6
50 51,5 69 9 6,5 8 0,3 2 0,8
наличие резьбы насколько усложняет
обработку валика или корпуса.
Если выборка зазоров в шарикопод-
шипниках является непременным усло-
вием правильной работы узла (напри-
мер, в гироскопах и других высокоско-
ростных устройствах), то для создания
постоянного осевого натяга применяют
пружины (см. рис. 555—556 и 625) или
используют упругость тонких стенок
корпуса (или крышек), которые рабо-
тают в этих конструкциях как упругие
мембраны.
Когда относительные температурные
удлинения валика и корпуса могут
вызвать деформацию узла и защемле-
ние подшипников, последние фикси-
руются в гнездах в осевом направлении
лишь с одного конца валика, другой
конец (плавающий) может свободно
перемещаться вдоль оси, как это пока-
зано на рис. 629—630. Плавающий
подшипник обычно закрепляют на ва-
лике, а отверстие под посадку наруж-
ного кольца этого подшипника выпол-
няют по калибру С. В тех случаях,
когда точность вращения валика не
имеет особого значения, фиксация его
в осевом направлении может произво-
диться на одном шарикоподшипнике
632 Раздел V. Направляющие для вращательного и прямолинейного движения
Рис. 620—625. Примеры установки валиков на шарикоподшипниках
Направляющие для вращагпельнбго движения с трением качения 633
634 Раздел V. Направляющие для вращательного и прямолинейного движения
(см. рис. 630 и 631). В более ответствен-
ных случаях на неподвижный (вдоль
оси) конец валика устанавливают два
подшипника, чтобы предварительным
натягом выбрать зазоры в подшипниках
(см. рис. 627 и 629). При этом кониче-
ские зубчатые колеса или колеса чер-
вячных передач устанавливают на ва-
лике вблизи его неподвижного конца,
чтобы изменение длины валика не
влияло на зацепление.
Наибольшие радиальные нагрузки
на валики также лучше сосредоточи-
вать вблизи неподвижных опор.
Шарики
Стальные шарики, изготовляемые
для стандартных шарикоподшипников,
применяются в приборостроении для
специальных шарикоподшипников, а
также как самостоятельные детали.
Согласно ГОСТ 3722—60 по величине
допускаемых отклонений от номиналь-
ных диаметров шарики должны делить-
ся на четыре группы: В (высокого
класса); П (повышенного класса); Н —
(нормального класса); Р (разного на-
значения).
Допускаемые отклонения шариков
от номинальных диаметров для указан-
ных групп должны соответствовать
данным табл. 294.
Точность шариков характеризуется
отклонениями от сферичности и разно-
размерностью шариков в данной отсор-
тированной группе. Под разноразмер-
ностью подразумевается разность ме-
жду наибольшим и наименьшим из
всех диаметральных размеров в одной
отсортированной группе шариков, по-
лученных при их измерении в любых
диаметральных сечениях. Степени точ-
ности шариков должны соответствовать
данным табл. 295.
Материал для шариков — сталь ша-
рико- и роликоподшипниковая ГОСТ
801—60 и ГОСТ 4727—49. Шарики
должны быть термически обработаны:
диаметром до 45 мм до твердости HRC
62—66, диаметров свыше 45 мм — до
твердости HRC 60—66.
Таблица 294
Допускаемые отклонения диаметров шариков от номинала
Размерь? в мм
Интервалы номинальных диаметров шариков Допускаемые отклонения (для всех степеней точности^
Группы
свыше ДО В П Н Р
0,8 3 ±0,0025 ±0,005 х ±0,01 +0.025 —0,05
3 6 ±0,005 ±0.01 ' ±0,025 +0,05 —0.1
6 10 ±0,005 ±0,025 ±0,05 - +0,075 —0,15
10 18 ±0,01 ±0,05 ±0,1 +0,1 —0,2
18 30 ±0,01 ±0,05 ’ ±0,15 +0,15 —0,3
30 180 ±0,02 ±0,1 ±0,2 +0,3 —0,4
180 260 ±0,02 ±0,1 ±0,25 +0,4 —0,6
Направляющие для вращательного движения с трением качения 635
Шарики дйаметром от 3 до 45 мм
должны подвергаться испытанию на
разрушающую нагрузку по схеме, при-
веденной на рис. 632. Разрушающие
нагрузки при этих испытаниях должны
быть не менее указанных в табл. 296.
Шары диаметром свыше 45 мм дол-
жны подвергаться испытанию на сжа-
тие.
Обозначение размеров
и точности шариков
Полное обозначение шариков данного
размера и степени точности должно со-
стоять из группы допускаемых отклоне-
ний от номинального диаметра, степени
точности и номера стандарта.
Номинальные диаметры шариков в
условном обозначении указываются в
мм или дюймах, а группа предельных
отклонений буквой согласно табл. 294.
Степень точности проставляется впе-
реди номинального диаметра. Полное
обозначение шариков, поставляемых
без сортировки на группы по табл. 295,
дополняется буквой Б, проставляемой
впереди степени точности.
Примеры обозначения
размеров шариков II и III
степени точности
«II10 мм Н ГОСТ 3722—54» — шари-
ки диаметром в пределах 9,925—
10,075 мм с разноразмерностью не более
2 мк и отклонением от сферичности не
более 1 мм в каждой отсортированной
группе.
«III дюйма Н ГОСТ 3722—54» —
шарики диаметром в пределах 12,6—
12,8 мм с разноразмерностью не более
3 мк и отклонением от сферичности не
более 1,5 мк в каждой отсортированной
группе.
Примеры обозначения
размеров шариков IV и
V степени точности (постав-
ляемых с разноразмерностью, не соот-
ветствующей табл. 295, или без сорти-
ровки на группы).
«50IV3/§ дюйма Р ГОСТ 3722—54» —
шарики диаметром в пределах 9,375—
9,6 ио* с разноразмерностью не более
50 мк и отклонением от сферичности не
более 2,5 мк в каждой отсортированной
группе.
«Б V V4 дюйма Р ГОСТ 3722—54» —
шарики диаметром 6,2—6,425 мм без
сортировки на группы и отклонением
от сферичности не более 5 мк в постав-
ляемом количестве шариков.
Сортамент шариков, изготавливае-
мых из стали ШХ, приведен в табл. 297.
Сортамент шариков (до 1"), изготовляе-
мых из нержавеющей стали Х18, приве-
ден в табл. 298.
' Таблица 295
Допускаемые отклонения от сферичности й допускаемая
разноразмерность шариков в партии
(по ГОСТ 3722—54)
Степень точности шариков Z Диаметр шариков мм Допускаемые отклонения от сферичности (овальность, огранность) мк Допускаемая разноразмер- ность мк Классы чистоты поверхности по ГОСТ 2789-59
свыше ДО
02 0,8 3 3 6 0,1 0,15 0,2 0,3 13
01 ' 0,8 3 3 6 0,15 0,2 0,3 0,4 13
G36 Раздел V. Направляющие для вращательного и прямолинейного движения
Продолжение
Степень Диаметр шариков мм Допускаемые отклонения от сферичности Допускаемая разноразмер- Классы чистоты
точности шариков свыше до (овальность, странность) мк ность мк поверхности по ГОСТ 2789-59
0 0,8 3 6 30 0,25 0,4 0,5 0,8 13
1 0,8 3 30 50 0,5 0,8 1 1,5 12
II 0,8 30 50 30 50 80 1 1,5 2 2 3 4 11
III 0,8 30 50 30 50 80 1,5 2 2,5 3 4 5 10
IV 0,8 30 50 . 30 50 80 2,5 3 4 5 6 8 9
V 0,8 30 z 50 30 50 80 5 8 10 10 16 20 9
VI 0,8 30 50 30 50 80 25 40 60 50 80 120 8
v Таблица 296
Разрушающие нагрузки при испытании шариков на раздавливание
Диаметр шарика Разрушающая нагрузка (Не менее) кГ Диаметр шарика Разрушающая нагрузка 1не менее) кГ
дюймы мм дюймы ММ
*/, 3,175 550 15/04 5,953 1850
6/82 3,969 860 */4 6,350 2170
3/10 4,763 1230 8/82 7,144 2750
ъ 5,556 1660 6/1в 7,938 3350
Направляющие для вращательного движения с трением качения 637
Продолжение
Диаметр шарика Разрушающая нагрузка (не менее) кГ Диаметр шарика Разрушающая нагрузка (не менее) кГ
дюймы ММ дюймы ММ
и/ /32 8,731 4 050 1О/32 15,081 11 900
23/ /64 9,128 4 400 7s 15,875 13 100
8/8 9,525 4 800 27з2 16,669 14 500
25/в4 9,922 5 300 11/ /16 17,463 15 800
18/з2 10,319 5 600 23/Зо 18,256 17 200
- ’/10 11,113 6 500 3/4 19,050 18 700
2а/ /й4 11,509 7 000 25/ /32 19,844 20 300
15/38 11,906 7 500 13/16 20,638 21 900
81/04 12,303 8 000 78 22,225 25 200
*/3 12,700 8 500 29/ /32 23,019 26 300
‘7з2 13,494 9 600 15/ /16 23,813 28 700
’/« 14,288 10 700 1 25,400 32 500
Таблица 297
Сортамент шариков из подшипниковой стали ШХ
Диаметр шарика Вес 1000 шт. кг Количество в 1 кг шт. Диаметр шарика Вес 1000 шт. кг Количество в 1 кг шт.
дюймы ММ дюймы ММ
— 1 0,004 250 000 7з2 ^,556 0,700 1428
716 1,588 0,016 62 500 15/б1 5,953 0,860 1162
— 2 0,0326 30 303 — 6 0,88 1136
3/з2 2,381 0,055 . 18 181 74 6,350 1,03 970
— 2,5 0,064 15 625 — 6,5 1,116 896,1
— 3 0,110 9 090 — 7 1,395 716,8
7в 3,175 0,130 7 692 7з2 7,144 1,50 666
— 3,5 0,174 5 747,1 716 7,938 2,05 487
7з2 3,969 0,250 4 000 — 8 2,082 ' 480,3
— 4 0,26 3 846 1732 8,731 2,68 373
— 4,5 0,371 2 695,4 — 9 2,964 . 337,4
716 4,763 0,440 2 272 7з 9,525 3,55 281
—. 5 0,51 1 961 25/ /С4 9,922 3,98 251
13/04 5,159 0,559 1 788 — 10 4,1 244
— 5,5 0,676 1 479,3 13/ /32 10,319 4,43 225
638 Раздел V. Направляющие для вращательного и прямолинейного движения
Продолжение
Диаметр шарика Вес 1000 шт. кг Количество в 1 кг шт. Диаметр шарика Вес 1000 шт/ кг Количество в 1 кг шт.
дюймы мм дюймы мм
— 11 5,412 184,8 — 19 28,0 35,7 /
7116 11,113 5,64 177 ^4 19,05 28,4 35,6
“/а. 11,906 6,93 144 19,844 32,4 30,9
— 12 7,1 140 13/ /16 20,638 36,2 27,6
ч, 12,7 8,42 118 2//32 21,431 40,1’ 24,9
17/32 13,494 .10,1 99 7/8 22,225 45,2 22,1
— 14 . н,з 88,5 28/з2 23,019 50,0 20,0
8/16 14,288 12 83,3 15/ /16 23,813 55,5 18,0
— 15 13,9 71,8 1 25,4 67,4 14,8
5/8 15,875 16,5 60,6 в/1в 26,988 80,8 12,37
— 16 16,8 59,6 М/в 28,576 95,5 10,45
21/ /33 16,669 19,1 52,3 — 30 110,426 9,1
— 17 20,03 > 49,9' 1*/а 31,750 131,9 7,58
11 1 /16 17,463 21,9 45,9 113/33 35,720 185,6 5,38
23/ /за 18,256 25,0 40,0 н/8 38,100 227,3 4,40
Таблица 298
Сортамент шариков из нержавеющей стали Х18 (ЭИ229)
Диаметр шарика Вес 1000 шт. кг Количество в 1 кг шт. Диаметр шарика Вес 1000,шт. кг Количество в 1 кг шт.
дюймы мм дюймы ММ
*/а 3,175 0,130 7692 о/ /16 14,288 12,0 83,3
— 4 0,260 4000 и/ /16 17,463 21,9 45,9'
3/16 4,763 0,440 2272 з, /4 . 19,05 28,4 35,6
—- 5 0,510 1961 7/ /8 22,225 45,2 22,1
44 6,350 1,03 970 1 25,4 67,4 14,8
416 7,938 2,05 487 Н/4 31,75 131,9 7,58
— 10 4,1 244 l*/8 38,1 227,3 4,40
4з 12,7 8,42 118 2 50,80 538,8 1,85
Направляющие для прямолинейного движения с трением скольжения 639
НАПРАВЛЯЮЩИЕ
ДЛЯ ПРЯМОЛИНЕЙНОГО
ДВИЖЕНИЯ
Направляющие для прямолинейного
движения в зависимости от характера
трения, возникающего между их под-
вижными частями, могут быть подраз-
делены (как и направляющие для вра-
щательного движения) на два вида:
направляющие с трением скольжения
и направляющие с трением качения.
Требования, предъявляемые к кине-
матическим звеньям точных приборов:
минимальный люфт, легкость и плав-
ность щвижения и независимость ука-
занных условий от температурных ко-
лебаний, предопределили преимущест-
венное распространение в этих прибо-
рах направляющих с трением качения.
Направляющие с трением скольжения
применяются лишь в механизмах, ра-
ботающих при незначительном колеба-
нии температуры и приводимых в дви-
жение рукой или двигателем, обладаю-
щим достаточным запасом мощности,
чтобы преодолеть повышенный момент
трения, возникающий в направляющих
при изменении температуры и застыва-
нии смазки.
НАПРАВЛЯЮЩИЕ ДЛЯ
ПРЯМОЛИНЕЙНОГО ДВИЖЕНИЯ
С ТРЕНИЕМ СКОЛЬЖЕНИЯ
В зависимости от формы поверхности
соприкосновения пары деталей — на-
правляющей и направляемой — разли-
чают направляющие с трением сколь-
жения по цилиндрическим поверхно-
стям (рис. 633) и плоским (рис. 634).
Рис. 633. Рис. 634. Рис. 635.
Рис. 633—635. Виды направляющих
с трением скольжения
Реже применяются комбинированные
направляющие (рис. 635) и весьма
редко, в специальных случаях, находят
применение направляющие, сечение ко-
торых образует криволинейную фи-
гуру.
Цилиндрические направляющие про-
ще других в производстве и могут быть
изготовлены с большой степенью точ-
ности. Недостатком цилиндрических
направляющих является невозмож-
ность выборки зазора по мере износа
трущихся поверхностей. Для уменьше-
ния износа обычно применяют пару из
разнородных металлов, преимущест-
венно сталь — бронза, сталь — латунь.
Когда необходимо избежать взаим-
ного проворачивания деталей цилинд-
рических направляющих, на одной из
них делают выступ, а на другой — со-
ответствующий паз в направлении,
параллельном движению. При незначи-
тельных усилиях достаточно в качестве
выступа иметь штифт (рис. 641) или
головку винта (рис. 637). При больших
усилиях целесообразно применить
шпонку (рис. 638) или сухарь (рис. 639),
который плотно вставляется в паз,
фрезеруемый в конце цилиндрического
стержня, и штифтуется через отверстие
в охватывающей детали.
На рис. 642—643 показаны устрой-
ства, в которых выступами снабжаются
наружные, охватывающие детали, а
в цилиндрическом стержне делается
шпоночный паз.
Реже применяется способ предохра-
нения от проворачивания, показанный
на рис. 644. Можно также предохра-
нить детали от проворачивания путем
устройства дополнительных направля-
ющих (рис. 645—648). Когда угловое
проворачивание должно быть мини-
мальным, целесообразно помещать до-
полнительную направляющую возмож-
но дальше от основной.
Направляющие с трением скольже-
ния по плоским поверхностям не нашли
широкого применения в точных счетно-
решающих механизмах, главным обра;
зом, вследствие зависимости их работы
от температурных условий и состояния
смазки. В точных приборах такого рода
направляющие применяются лишь в
простейших случаях, когда допустимы
большие зазоры, или как вспомогатель-
ные направляющие в случаях, анало-
гичных приведенным на рис. 645—648.
Однако при проектировании всякого
рода вспомогательных, измерительных
640 Раздел V. Направляющие для вращательного и прямолинейного движения
Рис. 636—644. Способы предохранения от взаимного проворачивания
цилиндрических направляющих
Рис. 6U6
Рис.бкд
Рис. 645—6$8. Предохранение деталей от проворачивания посредством до-
полнительных направляющих
или специальных лабораторно-испыта-
тельных приборов этим направляющим
отдают предпочтение, так как они могут
воспринимать большие нагрузки, а из-
нос трущихся поверхностей устраняют
регулированием (рис. 649—655).
В направляющей по рис. 655 износ
трущихся поверхностей не может быть
выбран поджимом накладки а, что яв-
ляется недостатком этой конструкции.
Преимуществом ее является возмож-
ность совместной обработки плоскостей
b и с подвижной части и станины, что
избавляет от необходимости точно вы-
держивать угол а — угол ласточкина
хвоста.
При конструировании направляю-
щих следует исключить возможность
их перекашивания и защемления (за-
едания).При работе направляющих по
схеме рис. 656 подобное защемление
можно избежать правильным соотно-
шением рабочей длины L направляю-
щей и плеча приложенной силы. Если
Направляющие для прямолинейного движения с трением скольжения 641
Рис. 6^9 Рис. 650
Рис. 651 Рис. 652
Рис. 653 Puc.65U Рис. 655
Рис. 649—655. Примеры конструкций направляющих с трением
скольжения по плоским поверхностям
сила Р, приложенная к направляю-
щей, имеет плечо /, то нормальная реак-
ция N определится из равенства мо-
ментов
Р1
Pl = NL-t
в противном случае неизбежно заеда-
ние. Теория и опыт показывают, что
при правильном выборе материала и
обработки (р, 0,2) призматические
направляющие надежно работают, если
отношение
Рис. 656.
Сила трения, создаваемая реакциями,
F=2A7ja = ^-..
Движение будет возможно, если F < Р:
L ’
отсюда
^<1,
21 И. Я. Левин
Для цилиндрических направляющих
берут отношение
1<V.
Для направляющих типа ласточкина
хвоста (см. рис. 651) при угле а = 60°
берут
Для случая распределения сил при
перекосе, приведенном на рис. 657,
когда сила, передвигающая стержень
вдоль направляющей, направлена под
углом а к оси, необходимо для избежа-
ния защемления, чтобы
(Л\ + АУ И < Р cos а 0)
642 Раздел V. Направляющие для вращательного и прямолинейного движения
Проектируя все силы на вертикаль-
ную ось и составляя уравнения момен-
тов относительно кромки отверстия,
Рис. 657.
где приложена сила получим два
уравнения с двумя неизвестными
и Л^:
= N2 -|- Р sin «j
N2l=.p sin а Л,
откуда
KT n • H” I
Nt = P sin a —;
ЛГ n • h
/v2 = P sm a —.
Подставив найденные значения Nr и
в выражение (1), получим
п . 2Л-4-/
Р sm a —— pi < Р cos a,
откуда
tga< (2й + /)|Л •
Обозначая отношение I : h = X, имеем
*“<-<5+4?
ИЛИ
2ц tg a
1—ц tg a •
Принимая X равной какой-либо оп-
ределенной величине в зависимости от
материала трущихся поверхностей и
условий смазки, можно получить зави-
симость X от а. Для р, = 0,2 такая зави-
симость дана на рис. 658.
Для получения защемления надо X
приравнять бесконечности, откуда
т. е. р. tg сс < 1 или для р, = 0,2:
tg a < 5,
откуда a < 78°.
Таким образом, при угле а > 78°
направляющие (при р, = 0,2) работать
Если на стержень (движок, щуп) дей-
ствует нагрузка Q, то для перемещения
стержня силой Р, приложенной под
углом к линии движения стержня (см.
рис. 657), необходимо, чтобы
р~_____________2-----------
cos a- Hsina(Z + ^ + Hc)
(Р — в Г; /, h и с — в см).
4. НАПРАВЛЯЮЩИЕ ДЛЯ
ПРЯМОЛИНЕЙНОГО ДВИЖЕНИЯ
С ТРЕНИЕМ КАЧЕНИЯ
В этих направляющих трение сколь-
жения заменено трением качения, при-
менением шариков, катков или роли-
ков, которые крепятся на одной из дета-
лей и служат опорой для другой.
В последнем случае трение скольжения
исключается лишь частично, так как
остается трение скольжения ролика
относительно его оси. Вследствие этого
в качестве роликов часто применяют
шарикоподшипники, что полностью ис-
ключает трение скольжения.
' На рис. 659 схематично показаны ос-
новные части направляющих на шари-
ках или на роликах, не закрепленных
на осях (на катках). На рис. 660 ролики
направляющих вращаются на осях.
Направляющие для прямолинейного движения с трением качения 643
(Обе схемы имеют обозначения, соот-
ветствующие схеме рис. 657). Для под-
счета давления на опоры и для опреде-
ления сил трения могут быть примене-
ны приведенные на стр. 642 соотноше-
ния; только коэффициенты трения р,
в этом случае меньше, поэтому угол а
может быть допущен значительно боль-
шим без риска получить защемление
направляющей.
Рис. 660.
Рассматривая направляющую на
рис. 659, надо иметь в виду, что при
передвижении детали на расстояние а
центр ролика (или шарика) проходит
расстояние а/2.
Ниже приводятся описания наиболее
распространенных в приборостроении
направляющих с трением качения. Под-
вижные части этих направляющих бу-
дем в дальнейшем называть каретками.
Направляющие с роли-
ками на закрепленных
осях
Простейший пример конструкции по-
добного рода направляющей приведен
на рис. 661. В качестве роликов здесь
применены стандартные шарикопод-
шипники, что, как указывалось ранее,
исключает трение скольжения ролика
относительно оси. Такие направляющие
применяют лишь при незначительных
нагрузках, действующих на каретку
21*
в направлении, параллельном осям ро-
ликов, и в том случае, когда допустимо
некоторое перемещение каретки («иг-
ра») в этом же направлении. Эта «игра»
получается, главном образом, за счет
зазоров в шарикоподшипниках. Кроме
того, в направляющих (см. рис. 661)
остается трение скольжения между
буртиками -каретки и торцовыми по-
верхностями наружных колец шарико-
подшипников.
Конструкции направляющих, пока-
занные на рис. 662, несколько лучше
предыдущей по способности восприни-
мать нагрузки разных направлений и
по устойчивости каретки. В этих конст-
рукциях ролики обычно собирают на
двух шарикоподшипниках (рис. 663),
что позволяет устранить качку ролика
натягом внутренних колец шарикопод-
шипников. Вследствие такого натяга,
увеличения числа шарикоподшипни-
ков, а также трения между кареткой
и роликами легкость хода направляю-
щей, показанной на рис. 662, несколько
меньше, чем направляющей, представ-
ленной на рис. 661.
При наличии значительных нагрузок
консольные оси (см. рис. 663), поддер-
живающие ролики, могут оказаться
недостаточно прочными. Увеличение
диаметра этих осей приводит к увели-
чению размеров ролика, что обычно
нежелательно. В этих случаях приме-
няют оси на двух опорах. Примеры
подобных конструкций приведены на
рис. 664 и 665.
Направляющая на рис. 666 представ-
ляет собой конструктивный вариант на-
правляющей рис. 661. Такого рода на-
правляющие с роликами, укрепленными
на каретке, применяются в тех случаях,
когда пространство для перемещения
каретки ограничено.
Лучшими по способности восприни-
мать нагрузки разных направлений и
по устойчивости каретки (отсутствие
«игры») являются направляющие, при-
веденные на рис. 667—669.
На рис. 670 приведена направляю-
щая, в которой каретка типа ласточки-
на хвоста движется между роликами,
расположенными на горизонтальных и
наклонных осях.
На рис. 671 показана конструкция
направляющей на роликах для переме-
щения клинового компенсатора в даль-
644 Раздел V. Направляющие для вращательного и прямолинейного движения
Рис. 661—666. Примеры конструкций направляющих
с трением качения
Направляющие для прямолинейного движения с трением качения 645
Рис. 667.
Рис. 668.
Рис. 670.
1 2 3 Ь
Рис. 671. Рис. 672.
Рис. 667—672. Примеры конструкций направляющих с трением качения
646 Раздел V. Направляющие для вращательного и прямолинейного движения
номере. Следует указать, что -в боль-
шинстве выполненных конструкций ро-
ликовых направляющих оси роликов
делаются эксцентричными. После вы-
борки зазоров между кареткой и роли-
ками эти оси фиксируются расклепкой,
установочными винтами или иными спо-
собами.
Примером направляющей на регули-
руемых шарикоподшипниках для боль-
ших нагрузок может служить конструк-
ция (рис. 672), разработанная народ-
ным предприятием К. Цейсс (г. Иена).
К неподвижной станине привинчена на-
правляющая линейка /, по которой
стол 2 совершает на шарикоподшипни-
ках возвратно-поступательное движе-
ние. Шарикоподшипники 7 посажены
на эксцентриковые оси 5, которые по-
сле установки в нужном положении
надежно закрепляются в угольнике 3
при помощи гаек 4, нажимающих на
разрезные конические втулки 6.
Направляющие на
шариках
Направляющие на шариках компакт-
ны, обладают большой легкостью хода
и хорошо воспринимают нагрузки раз-
ных направлений.
В большинстве выполненных конст-
рукций профиль канавок для шариков
образован прямыми линиями (рис. 673),
так как обработка таких канавок проще
обработки канавок иного профиля. Для
точных направляющих с большой лег-
костью хода отклонение от прямоли-
нейности калиброванного шарика при
движении его по канавке не должно
превышать 5 р,.
Для удержания шариков в канавках
применяются плоские прямые сепарато-
ры (рис. 674 и 675) или специальные
устройства (рис. 676).
Сепаратор 1 (см. рис. 674) имеет от-
верстия для шариков и вырез, в кото-
ром помещается штифт 2, ограничиваю-
щий перемещение сепаратора. Такую
же форму имеет и сепаратор, приведен-
ный на рис. 675, но вместо штифта
здесь применена накладка /, приверну-
тая к каретке двумя винтами.
Если ход каретки равен а мм, то
длина выреза в сепараторе должна
быть у+ а, где а — ширина накладки
в месте выреза, или диаметр штифта,
ограничивающего перемещение сепара-
тора.
На рис. 676 показана сборка направ-
ляющей, в которой шарики удержива-
ются в канавках устройством, состоя-
щим из зубчатых реек 1 и 2, укреплен-
ных на каретке и на неподвижных ча-
стях направляющей, и плоских (1,5—
2 мм) звездочек (шестеренок) 3, кото-
рые сцеплены с рейками и служат обой-
мами для шариков. При широкой ка-
ретке вместо одной двусторонней рейки,
показанной на рис. 676, применяют две
односторонние. Устройство для удер-
жания шариков в канавках направляю-
щих, приведенное на рис. 676, широко
применяется в счетно-решающих меха-
низмах.
В описанных выше направляющих
шарики перекатываются в сторону дви-
жения каретки на величину, вдвое
меньшую хода каретки. Это обстоятель-
ство приводит к необходимости удли-
нять каретку и максимально ограничи-
вать опорную базу — расстояние ме-
жду шариками по длине каретки.
На рис. 677 показан узел с шарика-
ми, который может быть жестко соеди-.
нен с направляющей или кареткой.
Шариковая опора, изображенная на
рис. 677, выполнена так, что каждый
из направляющих шариков 4 опирается
по окружности на ряд маленьких, вспо-
могательных шариков 2. Опорная по-
верхность каретки перпендикулярна
линии С—М, проходящей между точ-
ками А и В, в которых шарик 4 сопри-
касается с шариками 2. При движении
каретки точки соприкосновения шари-'
ков располагаются по кругу, перпенди-
кулярному к плоскости рис. 677 и про-
ходящему через точки Л и В. При этом
шарики 2 будут. перекатываться в ци-
линдрическом гнезде корпуса 3 подшип-
ника. Козырек 1 предохраняет шари-
ки 4 и 2 от выпадания из гнезда.
Направляющие для прямолинейного движения с трением качения 647
Д—6 -JZ7
Рис. 674.
Рис. 675,
Рис. 676.
Рис. 677. Рис. 678. Рис. 679.
Рис. 674—679. Примеры конструкции направляющих на шариках
648 Раздел V. Направляющие для вращательного и прямолинейного движения
Зазоры при сборке направляющей
регулируются перемещением корпуса 3
в направлении, перпендикулярном дви-
жению каретки, после чего корпус за-
крепляется винтами (на рис. 677 винты
не показаны).
Регулирование зазоров упрощается
при резьбовом соединении корпуса с
направляющей, как это показано на
рис. 678.
В тех случаях, когда габариты узла
не имеют особого значения, применяет-
ся конструкция шариковой опоры, по-
казайная на рис. 679, в которой
вместо насыпных шариков применен
стандартный радиально-упорцый ша-
рикоподшипник, что упрощает изго-
товление опоры и уменьшает момент*
трения.
На рис. 680, 681 и 682 показаны три
типа направляющих, разработанных
предприятием К. Цейсс, в которых при-
менены шариковые узлы по рис. 677.
На рис. 683 показано применение ша-
риков в конструкции цилиндрической
направляющей, устройство которой не
требует особых пояснений.
Расчет усилий для перемещения
кареток
• Усилие, необходимое для перемеще-
ния каретки, нагруженной силой F,
можно определить по следующим фор-
мулам:
1) для кареток на четырех шарико-
подшипниках (см. рис. 666)
₽=7>[‘(2f> + t) +
2) для каретки на восьми шарикопод-
шипниках (см. рис. 669)
р Го/? f2F ’4- ^cos а I ^s^na\ I
Z>L \ 1 + 4sinp +
+ МШ1 + Мшз 4“ Мш4 4“ Мш5 j;
3) для кареток на шариках (см.
рис. 676): •
а) без звездочек
гш sm Р L \sm р * cos р J ’
б) со звездочками
р—Ц |2f1Z+
rmsrnpL \sm р cosp/J *
। р k f Q . Fcosa „ Q ,
+ 777- P1ZC°SPH-----—ctgP4-
4 Гзв \
j F sin a\
+ 2 •
Условные обозначения в формулах:
Р — сила, перемещающая каретку,
в Г;
D — наружный диаметр шарикопод-
шипника в см\
k — коэффициент трения качения в
см\
Fr = 5000—10 000 Г — радиальная
нагрузка на шарикоподшипник, полу-
чающаяся при сборке;
F — внешняя нагрузка на каретку
в Г\
гш — радиус шарика в см\
г — число шариков в направляющих;
гзв — начальный радиус звездочки
(шестеренки) в см',
р, — коэффициент . трения скольже-
ния;
т) = 0,9 — коэффициент полезного
действия звездочки;
Р — половина угла профиля направ-
ляющей (см. рис. 676);
Л1Ш2, Л1щ3, Л4щ4 и А1щ5 мо-
менты трения шарикоподшипников в
Г * см, нагруженных радиальными си-
лами^, F2, F3, F4 и F5 соответственно,
т. е.
момент Л4Ш1 определяется силой Ff,
момент Л4ш2 определяется силой
момент Л4ш3 определяется силой
= A
Feos а ж
4 sin р ’
момент Л4Ш4 определяется силой
р-р 1 fsina.
Л —Л+ 4cos0,
момент Л4ш5 определяется силой
р______F . Feos a Fsin a
5 1 4 sip P ' 4 cos p*
Направляющие для прямолинейного движения с трением качения 649
650 Раздел V. Направляющие для вращательного и прямолинейного движения
Если внешняя сила F отсутствует (ве-
сом каретки пренебрегаем), то значе-
ния Р, полученные при этом условии,
представят собой усилия, необходимые
для преодоления сил трения, имеющие
место при движении ненагруженных ка-
реток. Эти силы в основном зависят от
давления F19 которое получается при
сборке направляющих. Максимальные
(а иногда и минимальные) значения Р
(или должны оговариваться в черте-
жах или технических условиях на изде-
лие.
Выбор материала и его
термической обработки
Направляющие из высоко углероди-
стой стали при закалке в масле или воде
неизбежно деформируются. Вследствие
этого согласно опыту некоторых заво-
дов направляющие небольшой длины
рекомендуется изготовлять из стали
с содержанием углерода 0,15—0,2%,
с последующей цементацией на глубину
0,5—1 мм и закалкой.
Хорошие результаты’ достигаются
при изготовлении направляющих слож-
ного профиля из стали 38ХМЮА с нит-
рированием плоскостей канавок на
глубину 0,4 мм. Направляющие более
простого профиля с успехом изготов-
ляются из сталей ШХ15 и 40Х.
В последнее время на приборных за-
водах широкое применение находит
высокочастотная закалка, которая по
сравнению с другими способами значи-
тельно сокращает время, потребное для
термической обработки направляю-
щих.
Направляющие, работающие при ма-
лой нагрузке и при пониженных требо-
ваниях к их точности и износу, могут
изготовляться из углеродистых сталей
без термической обработки. Долговеч-
ность работы таких направляющих зна-
чительно увеличивается, если их канав-
ки подвергнуть наклепу прокатыванием
под нагрузкой калиброванного шарика
в специальном приспособлении или при
сборке.
РАЗДЕЛ VI
ПРУЖИНЫ
1. КЛАССИФИКАЦИЯ,
МАТЕРИАЛЫ, ВЫБОР
ДОПУСКАЕМЫХ НАПРЯЖЕНИЙ
Класси ф. и к а ц и я. Пружины
можно классифицировать по различ-
ным признакам, например по конструк-
тивной форме, по характеру приложе-
ния нагрузки, по виду деформации
и др.
По характеру напряжений, возника-
ющих в материале нагруженных пру-
жин, последние делятся на три группы.
1. Пружины, материал которых ис-
пытывает напряжение от кручения:
а) цилиндрические винтовые пружи-
ны сжатия и растяжения;
б) конические винтовые пружины
сжатия и растяжения;
в) прямые торсионные пружины.
2. Пружины, материал которых ис-
пытывает напряжение от изгиба:
а) плоские пружины;
б) спиральные пружины;
в) цилиндрические винтовые пружи-
ны скручивания.
3. Пружины, материал которых ис-
пытывает напряжения одновременно от
изгиба и кручения. Пружины этого
класса применяются сравнительно ред-
ко.
По условиям работы в приборах и
точности изготовления все пружины
могут быть разделены на две группы:
Группа 1 — пружины, характери-
стики которых должны лежать в преде-
лах расчетного допуска. Обычно это
нерегулируемые пружины и пружины,
требующие тарировки.
Группа 2 — пружины, условия ра-
боты которых допускают разброс полу-
чаемого усилия, аЧакже большинство
регулируемых пружин.
Пружины 2-й группы обычно, рассчи-
тываются приближенно или подбирают-
ся по таблицам и номограммам. Пру-
жины 1-й группы требуют более точ-
ного расчета с учетом колебаний полу-
чаемого усилия вследствие допускае-
мых отклонений от номинальных раз-
меров пружин при их изготовле-
нии.
В зависимости от принадлежности
пружины к той или иной группе, а так-
же в зависимости от важности данной
пружины в приборе назначаются испы-
тания из готовлен но fi пружины.
Применяемые матери а-
л ы. Ниже рассмотрены только мате-
риалы, наиболее часто применяемые
для изготовления пружин в приборо-
строении. Иногда, в связи со специфи-
ческими условиями работы пружин,
применение перечисленных ниже ма-
териалов невозможно. В этом случае
следует обратиться к специальной ли-
тературе по данному вопросу.
1. Пружинная стальная углероди-
стая проволока по ГОСТ 9389—60 (вза-
мен ГОСТ 1070—41, 1546—53,
5047—49). ГОСТ 9389—60 распростра-
няется на углеродистую холоднотяну-
тую проволоку круглого сечения диа-
метром от 0,14 до 8 мм, применяемую
для изготовления пружин, навиваемых
в холодном состоянии и не подвергае-
мых закалке.
Проволока должна изготовляться из
стали ГОСТ 1050—60 или ГОСТ
1435—54.
В зависимости от механических
свойств — временного сопротивления,
числа перегибов и скручиваний —
пружинная стальная проволока (ГОСТ
9389—60) подразделяется на три клас-
са: I, II и III. Сортамент этой прово-
652
Раздел VI, Пружины
локи приведен в табл. 299, а механиче-
ские свойства — в табл. 300.
2. Проволока стальная пружинная
термически обработанная, ответствен-
ного назначения ГОСТ 1071—41.
Стандарт распространяется на прово-
локу круглого сечения диаметром от
1,2 до1 5,5 мм, применяемую для из-
готовления пружин ответственного на-
значения, не подвергающихся термиче-
ской обработке или подвергающихся
только низкому отпуску (вороне-
нию).
Проволока должна изготовляться из
катанки ГОСТ 2052—53.
В зависимости от количества переги-
бов и скручиваний проволока ГОСТ
1071—41 подразделяется на два класса:
I и II.
Размеры проволоки приведены в
табл. 301, механические свойства в
табл. 302.
Таблица 299
Проволока стальная углеродистая пружинная
Диаметры и допускаемые отклонения
(по ГОСТ 9389—60)
Размеры в мм
Диаметр проволоки Допу- скаемые отклоне- ния Диаметр проволоки Допу- скаемые отклоне- ния Диаметр проволоки Допу- скаемые отклоне- ния Диаметр проволоки Допу- скаемые отклоне- ния
0,14 0,45 1,20 3,00 1 ±0,03
0,15 0,50 ±0,02 (1,30) 3,20
0,16 । 0,56 (1,40) (3,40)
0,18 +0,02 (0,60) (1,50) (3,50)
0,20 —0,015 0,63 1,60 3,60 ±0,04
0,22 0,70 (1,70) ±0,03 4,00
0,25 (0,75) 1,80 4,50
0,28 0,80 +0,03 —0,02 2,00 5,00
0,30 (0,85) 2,20 5,60
0,32 0,90 (2,30) 6,30
0,36 ±0,02 1,00 2,50 7,00 ±0,05
0,40 1,10 ±0,03 2,80 8,00
Примечания. 1. Проволоку диаметров, указанных в скобках, применять не реко-
мендуется.
2. Приведенные в таблице значения допускаемых отклонений соответствуют группе
точности ГТ4 по ГОСТ 2771-^7.
3. Овальность проволоки не должна превышать половины допуска^на диаметр.
Классификация, материалы, выбор допускаемых напряжений
653
Таблица 300
Проволока стальная углеродистая пружинная
Механические свойства
(по ГОСТ 9389—60)
Диа- метр прово- локи мм Механические свойства проволоки
класс I класс II класс III
Временное сопротив- ление кГ/мм^ к О £ £ Ч л, S S ф £ 0? 4) S Я ё ЛИ ф ЗГ S S3 Временное сопротив- ление кГ/мм2 «с? » О 4) Я О S £ Ч 4) S Я Ф £ Т к* ф ф g И »S | о S ЛИ Ф 5 и 2 и Временное сопротив- ление кГ/ мм2 “ф о ® S ч Й Ж я ф £ Г СС а? । S « S Л® 4) juSs
0,14 0,15 0,16 0,18 0,20 0,22 0,25 0,28 0,30 0,32 0,36 0,40 0,45 0,50 0,56 0,60 0,63 0,70 0,75 0,80 0,85 0,90 1,00 1,10 1,20 1,30 1,40 1,50 1,60 1,70 1,80 2,00 2,20 2,30 2,50 2,80 3,00 3,20 3,40 3,50 3,60 4,00 4,50 5,00 5,60 6,00 6,30 7,00 8,00 270-310 270-310 270-310 270-310 270-310 270-310 270-310 270-310 270-310 265-305 265-305 265-305 265—305 265-305 265-305 265-305 260-300 260—300 260-300 260-300 255-290 255-290 250-285 240—275 240—270 230-260 230-260 220—250 220—250 210—240 210—240 200—230 190—220 190-220 180-205 175-200 170-195 170-195 165-190 165-190 165-190 160-185 150-175 150-175 145-170 145-170 11 11 10 9 8 7 19 17 15 13 11 10 8 7 6 6 7 4 4 3 3 3 4 4 3 5 3 35 34 33 31 30 29 27 26 23 22 22 20 17 16 16 16 16 16 16 16 16 16 16 16 16 16 16 16 16 15 15 14 13 13 12 И 10 10 9 8 7 6 6 4 4 2 225-270 225-270 225-270 225-270 ' 225-270 225-270 225-270 225—270 225-270 220—265 220-265 220 -265 220—265 220- 265 220-265 220-265 215-260 215—260 215-260 215-260 210-255 210-255 205—250 195—240 195—240 190—230 190—230 185-220 185-220 180-210 180-210 180—210 170-200 170-200 165-195 165-195 165-195 155-185 155-180 155-180 155-180 150-175 140-165 140-165 135-160 135-160 125-145 125-145 125-145 12 11 11 . 10 8 7 18 17 15 13 10 10 9 8 7 7 9 5 5 5 5 5 6 5 4 6 6 6 6 5 35 34 33 31 30 29 27 26 23 22 22 21 < 20 19 19 18 18 18 17 ' 17 17 17 17 17 17 17 ' 17 17 17 17 17 16 15 15 15 14 13 13 13 13 13 13 < 12 9 6 4 175-225 175-225 175-225 175-225 175-225 175-225 175—225 175-225 175-225 170-220 170—220 170—220 170-220 170—220 170-220 170-220 170-215 170-215 170-215 v 170-215 X 165-210 165—210 165-210 155—200 155-200 150-190 150-190 145-185 145-185 140-180 140—180 140-180 140-175 140-175 130-165 130-165 130-165 120-155 120-155 120-155 120-155 115-150 115-145 110-140 105-135 105-135 100-125 100—125 100-125 12 11 11 10 9 8 18 17 15 13 11 11 10 9 8 8 10 7 7 6 5 5 6 5 4 6 6 6 6 5 35 34 33 31 30 29 27 26 23 22 22 21 20 19 19 18 18 18 17 17 17 17 17 17 17 17 17 17 17 17 17 16 15 15 15 14 13 13 13 13 13 13 ’ 12 9 6 4
Примечание. Для проволоки диаметром менее 0,8 мм испытание на перегиб
заменяется испытанием на разрыв с узлом, при котором разрывающее усилие должно
составлять не менее 50% разрывающего усилия той же проволоки при испытании ее
без узла.
Пример условного обозначения проволоки класса 1 диаметром 1,2 мм. Проволока
1-1,2 ГОСТ 9389—60.
654
Раздел VI. Пружины
3. Хромованйдиевая сталь превосхо-
дит углеродистые стали по вязкости.
Кроме того, она хорошо выдерживает
высокие температуры (до 300° С). Хро-
мованадиевая сталь хорошо противо-
стоит ударным нагрузкам и обладает
высокой усталостной прочностью.
Стальная хромованадиевая проволо-
ка ГОСТ 3704—47 для пружин, подвер-
гаемых после навивки термической об-
работке, изготовляется диаметрами от
0,5 до 14 мм.
4. Для пружинящих деталей и пру-
жин (кроме заводных), изготовляемых
из ленты, применяется стальная термо-
обработанная лента (ГОСТ 2614—55)
толщиной от 0,08 до 1,5 мм и шириной
от 1,6 до 80 мм.
5. Для изготовления плоских пру-
жин применяется также сталь 60С2А,
ленты из сталей 65Г, У8А и У10А по
ГОСТ 2283—57.
6. Ленты из кремнистой стали 60С2А
применяются преимущественно для из-
готовления пружин, от которых тре-
буется повышенное сопротивление уста-
лости.
7. Для спиральных заводных пру-
жин применяется преимущественно на-
гартованная лента из сталей У8А и
У10А и лента из стали 70С2ХА
ГОСТ 2283—57.
8. Фосфористая бронза БрОФ6,5—
0,15 и оловянистоцинковая бронза
БрОЦ4-3 ГОСТ 1761—50 применяются
для плоских и спиральных пружин,
когда пружина должна обладать хоро-
шей электропроводностью или когда
нельзя обеспечить достаточную стой-
кость против коррозии стальных пру-
жин. В этих случаях иногда применяют
также ленту из нейзильбера НМ65-20
ГОСТ 5187—49.
9. Бериллиевая бронза БрБ2 (ленты
ГОСТ 1789—.50, проволока ЦМ/ТУ
673—41) обладает высокими механиче-
скими свойствами. Ее предел устало-
сти даже выше, чем у пружинной стали.
Она обладает высокой стойкостью про-
тив коррозии. Недостатком этой брон-
зы является ее высокая стоимость.
10. Бронза КМцЗ-1 (проволока ГОСТ
5222—50, ленты ГОСТ 4748—49) де-
шевле бронз БрОФ6,5-0,15 бериллиевой
Таблица 301
Проволока стальная пружинная термически обработанная
ответственного назначения
Диаметры и допускаемые отклонения
(по ГОСТ 1071—41)
Размеры в мм
Диаметр проволоки Допускаемые отклонения Диаметр проволоки Допускаемые отклонения Диаметр проволоки Допускаемые отклонения
1,2 4-0,03 —0,02 2,5 2,75 +0,05 —0,02 3,75 4,0 4,5 +0,07 —0,03
1,4 1,6 1,8 +0,04 —0,02 3,0 +0,05 —0,03
3,2 3,4 3,6 +0,07 ' —0,03 5,0 5,5 +0,08 —0,03
2,0 2,3 +0,05 —0,02
Примечания. 1. По требованию потребителя допускается изготовление проволоки:
а) с меньшими допусками по диаметру;
б) промежуточных диаметров с техническими показателями и с допускаемыми отклоне-
ниями, равными техническим показателям и допускаемым отклонениям проволоки ближай-
шего большего диаметра.
2. Овальность проволоки не должна превышать половины допуска на диаметр.
Классификация, материалы, выбор допускаемых напряжений
655
Таблица 302
Проволока стальная пружинная термически обработанная
ответственного назначения
Механические свойства
(по ГОСТ 1071—41)
Диаметр проволоки мм Временное сопротивление разрыву (не менее) кГ/мм- Количество перегибов для проволоки Количество скручиваний для проволоки
I класса II класса I класса | II класса
не менее
1,2 1,4 1,6 1,8 2,0 2,3 2,5 2,75 3,0 3,2 3,4 3,6 3,75 4,0 4,5 5,0 5,5 180 175 175 170 170 165 165 165 160 160 160 150 145 145 140 135 130 8 7 6 5 5 4 3 3 6 6 6 5 5 4 3 2 2 7 6 5 5 4 3 2 2 5 5 5 4 4 3 2 2 2 19 18 17 16 16 15 15 15 13 13 13 11 10 10 9 8 6 15 14 14 13 13 . 12 12 12 10 9 9 8 8 7 6 5 4
Примечание. Радиус закругления губок при испытании на перегиб берут равным 10 мм для проволоки диаметром 3,0 мм и более; для проволоки диаметром менее 3,0 мм радиус губок берут равным 5 мм. Пример условного обозначения проволоки II класса диаметром 3,2 мм\ <Проволока 3,2 II ГОСТ 1071—41>.
и оловянистоцинковой ОЦ4-3 и находит
поэтому самое широкое применение,
особенно для плоских пружин.
Механические свойства проволоки и
лент, идущих на изготовление пружин,
в значительной мере зависят от одно-
родности материала, способа его обра-
ботки — как термической, так и меха-
нической, состояния поверхности ит. д.
Кроме того, механические свойства за-
висят от диаметра проволоки и толщины
лент. Большие значения ав соответст-
вуют проволоке малых диаметров (см.,
например, табл. 300 и 302) и лентам
малой толщины.
Выбор допускаемых напряжений.
Значение допускаемого напряжения и
выбор коэффициента запаса прочности
зависят не только от характера нагруз-
ки и качества материала, но и от каче-
ства его обработки, степени точности
производимого расчета, термической об-
работки, важности пружины в работе
механизма (т. е. вызовет ли поломка
пружины только остановку работы или
аварию), срока службы и т. д. Поэтому
выбор допускаемых напряжений яв-
ляется наиболее трудным вопросом
при расчете пружин.
Нагрузки пружин можно разбить на
следующие группы:
1) постоянная;
2) переменная по величине, плавно и
сравнительно медленно меняющаяся во
656
Раздел VI. Пружины
времени (например, нагрузки пружин,
прижимающих щупы к эксцентрикам
счетно-решающих приборов);
3) переменная, быстро меняющаяся
(пульсирующая) (например, нагрузки
клапанных пружин).
Кроме того, нагрузки по первым
двум группам (реже по третьей группе
могут сочетаться с резкими ударными
нагрузками, имеющими, например, ме-
сто в спускных устройствах, в кулачко-
вых механизмах и др.
Нагрузки по 2 и 3-й группам могут
также меняться по знаку (растяжение—
сжатие, изгиб в разные сторо-
ны).
Наибольшие значения допускаемых
напряжений принимаются при статиче-
ской нагрузке пружин. Пружины, не-
сущие нагрузки по 2-й группе, и пру-
жины 3-й группы с ограниченным чис-
лом циклов нагрузки (до 100 000) рас-
считывают по тем же формулам, что и
статически нагруженные пружины, но
с уменьшенными значениями допускае-
мых напряжений.
Пружины с быстро пульсирующей
(вибрационной) нагрузкой с большим
числом циклов должны рассчитываться
на выносливость, исходя из требований
надежности и срока службы, по форму-
лам, принятым в общем машинострое-
нии.
При проектировании пружин с пуль-
сирующей, ударной и знакопеременной
нагрузками особое внимание следует
обращать на выбор материала, который
должен обладать достаточной усталост-
ной прочностью или хорошо выдержи-
вать ударные нагрузки с учетом цик-
личности, температурных и других
условий работы пружины. Надежность
работы таких пружин в большой мере
зависит от состояния поверхности и
соблюдения режима. термообра-
ботки.
С целью повышения несущей способ-
ности пружин при упругих деформа-
циях применяется «заневоливание».
Для этого пружину нагружают макси-
мальной нагрузкой (Аля пружин сжа-
тия — до соприкосновения витков) и
выдерживают в этом состоянии в тече-
ние 6—48 час, до получения пружиной
некоторой остаточной деформации. Рас-
чет пружин, подвергающихся «занево-
ливанию», может быть проведен по
формулам, принятым в общем машино-
строении.
Стандарт С1-332-52 Министерства су-
достроительной промышленности пред-
лагает рассчитывать пружины, подвер-
гаемые «заневоливанию», по условным
напряжениям, завышенным примерно
на 20% . По стандарту к этой группе мо-
гут быть отнесены, главным образом,
пружины, нагружаемые статически.
Средние значения допускаемых на-
пряжений при изгибе, принятые на
ряде приборостроительных заводов, для
первых двух случаев нагрузки выра-
жаются следующими соотношениями:
°И1 - 9 , иИ2 -- 3 •
При этом для пружин, материал кото-
рых работает на кручение, принимают
_ 3 . _ 4
Тд1 — тд2 — у ^на-
значения допускаемых напряжений
при изгибе и кручении для ответствен-
ных пружин (замена и регулирование
которых при эксплуатации нежелатель-
ны), рекомендуемые ведомственной нор-
малью ГКС, приведены в табл. 303.
Как это следует из таблицы для
пульсирующей нагрузки нормаль МСП
ограничивается введением постоянного
коэффициента а снижения допускаемого
напряжения по сравнению с допуска-
емым напряжением для пружин 1-й
группы, не дифференцируя его в зави-
симости от показателя асимметрии на-
грузок на пружину и общего числа
циклов ее деформации за время работы
механизма. Для проволок классов I и
II по ГОСТ 9389—60 этот коэффициент
может быть получен из отношения
0,256^
О— а— 0,625, что при коэффи-
циенте асимметрии нагрузок —->
* max
> 0,5 соответствует 10 000 000 циклов
и свыше (см. табл. 305).
Более верным практически будет
выбор допускаемых напряжений для
пружин знакопеременной и пульсирую-
щей нагрузки, когда исходные значения
этих напряжений, принимаемые для
пружин статической нагрузки (см.
табл. 304), корректируются при расче-
тах коэффициентами в зависимости от
Классификация, материалы, выбор допускаемых напряжений
657
Допускаемые напряжения для пружин
(по нормали МСП)
Таблица 303
Марка материала или класс проволоки Профиль материала Предел .прочности а кГ/мм2 Допускаемые напряжения на изгиб кГ/мм* Модуль сдвига О в кГ/мм* и модуль упругости Е в кГ/мм^
аи1 аИ2 аиз
I Проволока по ГОС? 9389—60 310—145 0,4ав 0,32ов 0,25ов (7 = 8 000 Е — 20 000
II 270—125 0,4ав 0,32ов 0,25сгв
Сталь 65Г Проволока квадратная 130—190 65 52 45
Лента
Сталь У8А Ле/iT а
Сталь 70С2ХА Лента
Бронза БрКМцЗ-1 Проволока 78 4-90 0,4ав 0,32ав 0,25ов 0 = 4000 В = 12 000
Лента 65-=-75
БрОФ6,5-0,15 Лента 65 4-55 25 20 16 (7 = 4000 Е = 10 009
БрБ2 Проволока 75 31 25 25 (7 = 5000 £=12 500
Лента 66 24 19 18
Нейзильбер НМц65-20 Проволока 35 — для мягкого мате- риала 20 16 13 (7 = 5100
Лента 55 — для твердого мате- риала
Примечания. 1. Предел прочности ав в зависимости от диаметра проволоки I и
II классов см. в табл. 300.
2. Допускаемое напряжение <у принимается при статической нагрузке пружины; аиз —
при плавно меняющейся нагрузке; о — при пульсирующей нагрузке одного знака.
3. Допускаемое напряжение на кручение при расчете пружин сжатия — растяжения
находится из отношения
где сти берется из данной таблицы в зависимости от характера нагрузки.
4. Приведенные в таблице значения ств для бронз КМцЗ-1, ОФ6,5-0,15 и Б2 соответст-
вуют твердому нагартованному материалу.
658
Раздел VI. Пружины
г Таблица 304
Допускаемые напряжения для пружин статической нагрузки
(по нормали НИИХИММАШ)
Марка материала или класс проволоки' Диаметр d в мм Механические свойства
проволоки прутка Допускаемое напряжение при кручении т кГ/мм2 Д Модуль сдвига G кГ/мм?
I по ГОСТ 9389—60 0,2—8,0 — 0,6ов 8000
11 по ГОСТ 9389—60 0,2—8,0 — 0,6<тв
65Г — Св. 5,0 50
60С2 — Св. 5,0 75 8000
50ХФА 0,5—14,0 — 75
— Св. 5,0
4X13 1,0—6,0 — 45
— Св. 5,0
60С2Н2А — Св. 5,0 100
БрКМцЗ-1 0,3—10,0 — 45 4000
БрОЦ4-3 0,3—10,0 — 40
Примечания. 1. Предел прочности ств в зависимости от диаметра проволоки классов 1 и II см. в табл. 300. 2. Механические свойства сталей 65Г, 60С2, 50ХФА и 60С2Н2А даны с учетом термо- обработки по ГОСТ 2052—53. 3. Во всех случаях рекомендуется применять прокат повышенной точности. 4. Допускается применение других материалов, предназначенных для пружин. Допу- скаемое напряжение при кручении рекомендуется брать: для стали 0,55—0,6ств; для бронзы 0,45—0,50ст .
Расчет и конструирование пружин
659
Таблица 305
Значения коэффициента долговечности а
Количество циклов деформации пружины Отношение -р— = = г (коэффициент асимметрии)
0 1 0,15 | 0,25 | 0,40 0,50 0,60 1 °-75 1 0,90
Коэффициент а
100 1000 10 000 100 000 1 000 000 10 000000 и свыше 1,0 0,84 0,67 0,52 0,42 0,40 * 1,0 0,85 0,70 0,56 0,47 0,46 1,0 0,86 0,73 0,60 0,51 0,50 1,0 0,88 0,76 0,65 0,58 0,56 1,0 0,90 0,78 0,68 0,62 0,60 1,0 0,93 0,82 0,74 0,68 0,68 1,0 0,96 0,88 0,83 0,80 0,80 1,0 1,0 0,98 0,96 0,95 0,95
степени ответственности пружины (ко-
эффициент у) и желаемой долговечности
(коэффициент а).
Степень ответственности пружины со-
гласно нормали НИИХИММАШа опре-
деляется следующими признаками:
А. Высокая — когда поломка
пружины или потеря ею нормальных
рабочих свойств может вызвать аварию
механизма или недопустимое наруше-
ние режима его работы (коэффициент
у = 0,75).
Б. Повышенная — когда выход
из строя пружины связан только с
длительной остановкой механизма вви-
ду сложности замены пружины (коэф-
фициент у — 0,9).
В. Нормальная — когда при-
знаки, характеризующие степени от-
ветственности А и Б, отсутствуют (коэф-
фициент у = 1).
Коэффициент долговечности вводится
согласно нормали для сохранения пер-
воначального показателя рабочей де-
формации пружины в пределах време-
ни, потребного для её работы в усло-
виях циклического нагружения, т. е.
когда необходимо срок службы пру-
жины поставить в зависимость от задан-
ного количества циклов, после чего от-
работавшая пружина должна заменять-
ся новой.
Значения коэффициента а в зависи-
мости от количества циклов и коэффи-
Р,
циента асимметрии нагрузки г ~
(где Рх и Р2 соответственно равны мини-
мальному и максимальному значениям
рабочей нагрузки), приведены в табл.
305. Таким образом, допускаемое на-
пряжение тд, принимаемое при расчетах
пружин сжатия — растяжения, соглас-
но нормали НИИХИММАШа равно
Тд = ТсТ6И/,
гдетст — допускаемое напряжение для
статически нагруженных пружин Нор-
мальной ответственности (табл. 304).
2. РАСЧЕТ
И КОНСТРУИРОВАНИЕ
ПРУЖИН
Цилиндрические винтовые
пружины растяжения и сжатия
Расчет цилиндрических винтовых
пружин растяжения и сжатия,проще
вести, выбрав предварительно подходя-
щую пружину по табл. 306.
Пружины с индексом С < 4 приме-
нять не следует, так как вследствие
большой кривизны витков в них возни-
кает перенапряжение внутренних воло-
кон и навивка таких пружин затрудни-
тельна. х
Цилиндрические винтовые пружины
растяжения часто изготовляют с витка-
ми, навитыми вплотную друг к другу,
причем иногда им дают уже при изго-
товлении некоторое начальное напря-
жение. Такая пружина с предваритель-
ным напряжением способна без растя-
жения выдержать некоторый груз Ро,
соответствующий этому напряжению.
Для пружин, не имеющих предвари-
тельного напряжения, Ро = 0.
660
Раздел VI. Пружины
Рекомендуется при d < 5 принимать
Ро 0,ЗЗР2, при d 5—Pq 0,25Р2,
Р^ (0,34-0,8) Р2; Р3^ (1,14-1,2)Р2,
где Р± и Р2 — соответственно наи-
меньшая и наибольшая
нагрузки, которые при-
кладываются к пружи-
не при работе механиз-
ма;
Для пружин сжатия во избежание
выпучивания отношение длины пружи-
ны в свободном состоянии к ее среднему
/7
диаметру т = ут— выбирается не бо-
лее 3. Значение т можно увеличивать
до 5, если пружина работает в направ-
ляющих на стержне или в стакане.
Расчет пружин растяжения и сжатия
Рис. 689-
ИЙ11
6о*
Рис. 687
Рис. 686
Рис. 688
Рис. 684—696. Примеры оформления концов пружин растяжения
Р3 — предельная допускае-
мая нагрузка на пру-
жину при ее испытании,
регулировании и уста-
новке.
Для пружин сжатия обычно прини-
мают Р3 = Рсж, где под Рсж понимается
усилие, сжимающее пружину до сопри-
косновения витков. Исключение состав-
ляют пружины с большим шагом, ко-
торые нельзя сжимать до полного со-
прикосновения вследствие возникнове-
ния при этом напряжения, превосходя-
щего предел упругости.
с круглым сечением проволоки выпол-
няется по формулам, приведенным в
табл. 307 и 308. Подбор пружин, нави-
ваемых из проволоки классов I, II и
III ГОСТ 9389—60, можно производить
по табл. 306.
Действительные характеристики пру-
жины (прогиб, развиваемое усилие)
будут всегда несколько отклоняться от
вычисленных величин из-за неизбеж-
ных колебаний в размерах пружины и
упругих свойствах применяемого мате-
риала. Эти отклонения, если нужно,
могут быть компенсированы регулиро-
Расчет и конструирование пружин
661
Рис. 697—701. Способы
крепления цилиндриче-
ских винтовых пружин
растяжения с регулиров-
кой натяжения
ванием натяжения пружины при сбор-
ке. Пружины с нерегулируемым натя-
жением можно рассчитывать по форму-
лам, указанным в табл. 307 и 308,
с учетом допусков на размеры прово-
локи и самой пружины. Такой расчет
на максимум и минимум дает крайние
пределы, внутри которых будут лежать
действительные характеристики пру-
жины.
Порядок расчета пружины по приве-
денным формулам зависит от требова-
ний, которым должна удовлетворять
пружина. Эти требования определяют
исходные данные для расчета. В приме-
рах, приведенных ниже, рассмотрены
некоторые возможные случаи расчета.
Dcp
При отношении С = ---=<15 реко-
мендуется во избежание ошибок учиты-
вать поправку на возникающее в пру-
жине напряжение среза. Для этого
служит коэффициент К, значения кото-
рого даны в табл. 310.
В табл. 311 показаны различные спо-
собы оформления концов пружин сжа-
тия и даны формулы для подсчета сво-
бодной длины пружины и длины пру-
р
Рис. 702.
жины, сжатой до соприкосновения вит-
ков. По этим же формулам можно опре-
делить рабочее число витков в готовой
пружине. Из приведенных в таблице
способов наиболее рекомендуется по-
следний.
662
Раздел VI. Пружины
На рис. 684—696 приведены примеры
оформления концов пружин-» работаю-
щих на растяжение.
Наиболее просты в изготовлении кон-
цы, которые получаются посредством
отгибки крайних витков (рис. 684—
687). При выборе концов следует учи-
тывать, что ' наибольшие напряжения
при работе пружины наблюдаются в
петлях (или крючках), так как здесь
одновременно возникают напряжения
от изгиба и от растяжения. С целью
снижения напряжения в петле умень-
шают диаметр петли, хотя это и не-
сколько сложнее при изготовлении.
Полностью этот вопрос разрешают спо-
собы крепления, приведенные на рис.
695 и 696.
На рис. 697—701 приведено несколь-
ко способов крепления пружин с регу-
лируемым натяжением.
При больших нагрузках для эконо-
мии места применяют двойные и трой-
ные пружины (рис. 702), так как обык-
новенная одинарная пружина получи-
лась бы очень громоздкой. Рассчиты-
ваются такие пружины по тем же фор-
мулам, что и одинарные. Общая для
всех пружин сила будет распределять-
ся между отдельными пружинами про-
порционально жесткости каждой пру-
жины. При трех пружинах
. — ^общ_____
1 'П1 + '»Ъ + 'Пз
• — ^общ
2 П. + ’Ъ + 'П
' — ^*общ
3 ni+m+n»
где т)!, т]2, Лз — жесткости отдельных
пружин.
Жесткость пружины (нагрузка в кГ
на 1 мм прогиба)
1
где п — число витков пружины;
f — эластичность (см. табл. 308).
Во избежание попадания витков од-
ной пружины между витками другой
внутренняя пружина навивается с ле-
вой спиралью (если внешняя пружина
имеет правую спираль).
Необходимо отметить, что приведен-
ные в табл. 307 и 308 формулы годятся
лишь для расчета пружин с углом подъ-
ема винтовой линии не более 12°. При
больших углах подъема следует обра-
титься к специальной литературе’ по
данному вопросу.
Примеры расчета
пружин
Цилиндрическая винтовая
пружина растяжения
Условия. Наибольшая рабочая
нагрузка Р2 ~ 6 кГ. Рабочий ход пру-
жины F — 8 мм} D =£= 16 мм} тд
= 0,25ав. Разность Р2—Pi желательно
иметь наименьшей. Проволока клас-
са II ГОСТ 9389—60.
Вариант I
Принимаем Ро = 0.
р; = 0,75Р2 = 0,75-6 = 4,5 кГ.
Р3 = 1,2Р2 = 1,2-6 = 7,2 кГ. '
Индекс пружины С определяем,
руководствуясь табл. 306, в которой
находим подходящую к заданным усло-
виям пружину: D — 16 мм} Р —
= 6,11 кГ} d — 1,8 мм} С = 7,9.
Для проволоки класса II диаметром
1,8 мм по табл. 300 находим ав =
= 180~.
ММ*
Следовательно,
тд = 0,25ов = 0,25 • 180 = 45 кГ!мм?.
1.
2.
3.
4.
5. По табл. 310 для С — 7,9 находим
1,18.
6. Уточняем диаметр проволоки:
Г Тд
-./“б- 7,9-1,18_
Y 45 ““
1,79 мм.
В соответствии с сортаментом прово-
локи (табл. 299) принимаем d = 1,8 мм:
£)ср = 16—1,8= 14,2 мм.
7. Эластичность пружины
8ZTL 8-14,22
7 (?d4 8000 • 1,84
= 0,27 мм)кГ.
Расчет и конструирование пружин
663
Таблица’ 306
Подбор цилиндрических винтовых пружин растяжения и сжатия
а
fp — прогиб одного витка под действием силы Р
Класс проволоки ГОСТ 9389—60
d II Jr? I п Ш
мм мм Р кГ fP мм Р кГ fp мм Р кГ fP мм
2 0,2 9 0,1 0,37 0,08 0,30 0,06 0,23
3 0,2 0,3 14 9 0,07 0,24 0,97 0,56 0,06 . 0,19 0,78 0,45 0,05 0,15 0,60 0,35
4 0,3 0,4 0,5 12,3 9 7 0,17 0,38 0,80 1,10 0,71 0,51 0,14 0,31 0,64 0,88 0,57 0,41 0,11 0,24 0,49 0,68 0,44 0,32
5 0,3 0,4 0,5 0,6 15,6 Н,5 9 7,3 0,14 0,34 0,63 1,12 4,80 1,17 0,93 0,73 0,11 0,27 0,51 0,89 1,45 0,94 0,75 0,58 0,09 0,21 0,39 0,72 1,17 0,73 0,58 0,47
6 0,4 0,5 0,6 0,7 0,8 14 11 9 7,6 6,5 0,27 0,52 0,93 1,37 2,03 ' 1,92 1,39 1,14 0,85 0,70 0,22 0,42 0,74 1,И 1,56 1,54 1,12 0,90 0,69 0,54 0,17 0,32 0,60 0,86 1,25 1,19 0,87 0,73 0,53 0,43
7 0,5 0,6 0,7 0,8 1,0 13 10,7 9 7,8 6 0,46 0,77 1,21 1,77 3,27 2,04 1,56 1,26 1,00 0,71 0,37 0,61 0,98 1,36 2,55 1,64 1,24 1,02 0,83 0,55 0,29 0,49 0,77 Ь09 2,03 1,27 1,00 0,78 0,68 0,44
8 • 0,6 0,7 0,8 1,0 1,2 12,3 10,4 9 7 5,7 0,68 1,05 1,56 2,88 5,19 2,12 1,71 1,47 0,99 0,78 0,54 0,85 1,20 2,25 4,10 1,68 1,38 1,13 0,77 0,62 0,44 0,65 0,96 1,79 3,24 1,36 1,05 0,90 0,61 0,49
664
Раздел VI. Пружины
Продолжение табл. 306
Класс проволоки ГОСТ 9389—60
D d °ср I п Ш
мм мм С--Т Р кГ fP мм Р кГ /р мм Р кГ fp мм
10 0,8 1,0 1,2 1,4 1,5 11,5 9 7,3 6,1 5,7 1,26 2,35 3,86 5,77 6,76 2,41 1,71 1,26 0,95 0,82 0,97 1,83 3,05 4,77 5,84 1,84 1,33 1,00 0,79 0,71 0,78 1,45 2,41 3,64 4,30 1,47 1,06 0,79 0,60 0,52
12 1,2 1,4 1,5 1,6 1,8 9,0 7,6 7,0 6,5 5,7 3,25 4,88 5,74 6,90 9,48 1,96 1,51 1,31 1,19 0,96 2,57 4,03 4,96 5,80 8,10 1,56 1,25 1,13 1,00 0,82 2,03 3,07 3,66 4,39 _ 6,29 1,23 0,95 0,83 0,76 0,37
14 1,2 1,4 1,5 1,6 1,8 10,7 9,0 8,3 7,7 6,8 2,81 4,22 4,94 - 6,02 8,07 3,09 2,20 1,88 1,76 1,39 2,22 3,49 4,18 5,06 6,92 2,44 1,82 1,62 1,48 1,19 1,75 2,66 3,08 3,83 5,38 1,93 1,39 1,19 1,12 0,92
16 1,5 1,6 1,8 2,0 2,2 9,7 9,0 7,9 7,0 6,3 4,38 5,28 7,13 9,25 11,62 2,64 2,41 1,95 1,59 1,31 3,78 4,44 6,11 8,09 10,4 2,28 2,03 1,67 1,39 1,17_ 2,79 3,36 4,75 6,01 7,95 1,68 1,54 1,30 1,03 0,90
18 1,6 1,8 2,0 2,2 2,5 10,2 9,0 8,0 7,2 6,2 4,72 6,38 8,36 10,36 14,29 3,17 2,59 2,13 1,74 1,36 3,97 5,47 7,26 9,27 13,1 2,67 2,22 1,86 1,56 1,25 3,00 4,25 5,39 7,09 9,94 2,02 1,72 1,38 1,19 0,95
20 2,0 2,2 2,5 2,8 3,0 9,0 8,1 7,0 6,1 5,7 7,51 9,39 12,98 17,61 20,84 2,74 2,27 1,76 1,45 1,10 6,57 8,40 11,9 16,1 19,0 2,40 2,03 1,63 1,33 1,00 4,88 6,43 9,03 12,07 14,71 1,78 1,55 1,23 1,00 0,77
22 2,2 2,5 2,8 3,0 3,5 9,0 7,8 6,9 6,3 5,3 8,63 11,89 16,19 19,08 28,82 2,86 2,26 1,86 1,62 1,21 7,72 10,9 14,8 17,4 26,2 2,56 2,07 : 1,70 1,48 1,10 5,91 8,27 11,10 13,47 20,96 1,96 1,57 1,27 1,15 0,88
Расчет и конструирование пружин
665
Продолжение табл. 306
Класс проволоки ГОСТ 9389—60
D d °ср С—Т I II ш
мм мм Р кГ fP мм р кГ fP мм Р кГ fP мм
25 2,5 2,8 3,0 3,5 4,0 9,0 7,9 7,3 6,1 5,2 10,36 14,44 17,00 25,85 36,95 3,02 2,56 2,24 1,72 1,33 9,50 13,2 15,5 23,5 33,5 2,77 2,34 2,04 1,56 1,21 7,21 9,90 12,00 18,80 25,01 2,10 1,75 1,58 1,25 0,92
30 3,0 3,5 4,0 4,5 5,0 9,0 7,6 6,5 5,7 5,0 13,38 21,89 31,32 44,66 54,53 3,25 2,71 2,15 1,81 1,36 12,2 19,9 28,4 38,7 48,6 2,96 2,46 1,95 1,57 1,22 9,44 12,92 21,54 29,76 38,88 2,29 1,97 1,48 1,21 0,98
1. Таблица рассчитана по формулам 8 (D - d)3 Р p-°-393 (D_5)K= fp- м • Допускаемое напряжение при кручении т принято равным 0,25<?в, где <jb — меньшие значения величин временного сопротивления, приведенных в табл. 300 для каждого диа- метра проволоки. Модуль сдвига принят равным G = 8000 kP/mmZ.. 2. Расчет допускаемой нагрузки Р и прогиба пружины для значений -г, отличных от табличных, производится на основе пропорциональности Р, f и -т.
Таблица 307
Расчет цилиндрических винтовых пружин растяжения
, D
Hz____:
___th.
Наименование Обозна- чение Размер- ность Расчетные формулы
Наружный диаметр пружины D ММ Один из диаметров выби- рается по(конструктив- ным соображениям
Средний диаметр пружины Т^ср ММ
Сила предварительного натя- жения в свободном состоя- нии пружины Ро кГ Po=gO,33Pa
666
Раздел VI. Пружины
Продолжение табл. 307
Наименование Обозна- чение Размер- ность Расчетные формулы
Предварительное значение наименьшей рабочей на- грузки Р[ кГ Определяются условиями работы механизма Нормально р; = (0,3 -F 0,8) Р2
Наибольшая рабочая нагрузка Р1 кГ
Предельно допускаемая на- грузка р> кГ Р8 = (1,14-1,2)Р2
Допускаемое напряжение при ' кручении тд кГ\мм2 Определяется в зависимо- сти от условий работы пружины
Индекс пружины с — d Выбирается по табл. 306 и 309
Коэффициент формы сечения и кривизны витка к — Определяется по табл.310
Диаметр проволоки d мм ^1,6-l/w (См. примечание, п. 1)
Эластичность пружины—про- гиб одного витка под на- грузкой в 1 кГ f мм1кГ 7 ~(7d4 G — модуль сдвига
Рабочий ход пружины—изме- нение длины пружины при работе механизма F мм Определяется конструк- цией механизма
Число рабочих витков п шт. __ F п ЛР'-Р1) (См. примечание, п. 2)
Действительное значение наименьшей рабочей на- грузки pl кГ F Р^Р, — — nf (См. примечание, п. 3)
Высота пружины в свобод- ном состоянии И мм . И— nd
Высота пружины под нагруз- кой Pt Hl мм
Высота пружины под нагруз- кой Р2 н, мм Hs = H + nf(Ps-P0)
Расчет и конструирование пружин
667
Продолжение табл. 307
Наименование Обозна- чение Размер- ность Расчетные формулы
Высота пружины под нагруз- кой Р8 Я, ММ Ht = H+nf(Pt-P9)
Угол подъема витков пружи- ны в свободном состоянии а град d tg а = —ут— Л£>СР
Длина развернутой проволоки L мм £=--^п + 2£1 сой а 1 — длина прицепа
Напряжение в материале пру- жины под нагрузкой (про- верка выбранной или за- данной пружины) т кГ[мм? 2,56 • DC0P • ЛГ Т d* (См. примечание, п. 4)
Примечания. 1. Ближайшее значение d выбирается по сортаменту проволоки. 2. Число витков округляется до целого числа, если п>20, или до полувитка, если /г<20. 3. Pi может отличаться от Р' вследствие округления или изменения числа витков. 4. При проверочных расчетах порядок вычислений изменяется в зависимости от за- данных условий.
Таблица 308
Расчет цилиндрических винтовых пружин сжатия
Наименование Обозна- чение Размер- ность Расчетные формулы
Наружный диаметр пружины D ММ . Один из диаметров выби- рается по конструктив- ным соображениям
Средний диаметр пружины ^ср ММ
Предварительное значение наименьшей рабочей на- грузки Pi кГ Определяются условиями работы механизма Нормально Р[ (0,3 -4- 0,8)
Наибольшая рабочая нагрузка pt кГ
668
Раздел VI. Пружины
Продолжение табл. 308
Наименование Обозна- чение Размер- ность Расчетные формулы
Предельно допускаемая на- грузка Рз КГ Р, = (1,1 4- 1,2)
Допускаемое напряжение при кручении тд кПмм2 Определяется исходя из условий работы пружины
Индекс пружины С — £>ср С = ~2 выбирается по табл. 306 и 309
Коэффициент формы сечения и кривизны витка к — Определяется по табл. 310
Диаметр проволоки d мм Г тд (См. примечание, п. 1)
Эластичность пружины — про- гиб одного витка под на- грузкой в 1 кГ f мм]кГ 8D® 7 Cd4 ' G—модуль сдвига
Рабочий ход пружины—изме- нение длины пружины при работе механизма F мм Определяется условиями работы механизма
Число рабочих витков пру- жины п шт. _ F п f(ps-p'l) (См. примечание, п. 2)
Действительное значение наименьшей рабочей на- грузки Pl кГ р-=р--£ (См., примечание, п. 3)
Прогиб одного витка пружи- ны под нагрузкой Р3 fa мм ft=fp»
Шаг пружины t мм t—fz d округляется в сторону увеличения до десятых долей миллиметра
Полное число витков - N шт.
Высота пружины в свободном состоянии H мм См. табл. 311
Высота пружины под нагруз- кой Hl мм H^H-fnP^Hs + F
Высота пружины под нагруз- кой Р2 H3 мм H2~H—fnP2
Расчет и конструирование пружин
669
Продолжение табл. 308
Наименование Обозна- чение Размер- ность Расчетные формулы
Высота пружины под нагруз- кой Р3 ns ММ Н., = И--/пР3
Угол подъема витков пружи- ны в свободном состоянии а град + t ga лОср
Длина развернутой проволоки L мм ttZ^cp L — n. ~ cos a
Напряжение в материале пру- жины при нагрузке Р (про- верка выбранной или за- данной пружины) т кГ/мм 2,56 • T d3 (См. примечание, n. 4)
Примечания. 1. Ближайшее значение d выбирается по сортаменту проволоки. 2. Число витков рекомендуется до кратного полувитка. 3. Р* может отличаться от Р' вследствие округления или изменения числа витков. 4. При проверочных расчетах порядок вычислений изменяется в зависимости от задан- ных условий.
Таблица 309
Значения индекса пружины С
Диаметр прово- локи d в м 0,2-0,4 0,42-1,0 1,2—2,5 2,6-6,0 6,2-14
r C~'d 16—8 12—6 10-5 10—4 8—4
Таблица 310
Значения коэффициентов К и Kt
C К Kt c К Kt
4 1,40 1,25 6,8 1,22 \ 1,13
4,2 1,38 1,23 7,0 1,21 1,12
4,4 1,36 1,22 7,5 1,20 1,11
4,6 1,34 1,21 8,0 1,18 1,11
4,8 1,32 1,20 8,5 1,17 1,10
5,0 1,31 1,19 9,0 1,16 1,09
5,2 1,30 1,18 9,5 1,15 1,09
5,4 1,28 1,17 10 1,14 1,08
5,6 1,27 1,16 11 1,13 1,07
5,8 1,26 1,16 12 1,12 1,07
6,0 1,25 1,15 13 1,H 1,06
6,2 1,24 1,14 14 1,10 1,06
6,4 1,23 1,14 15 1,09 1,05
6,6 1,23 1,13 16 1,09 1,05
670
' Раздел VI. Пружины
Таблица 311
Длина цилиндрических винтовых пружин сжатия
в зависимости от формы концов
Крайние витки не обработаны Крайние витки подогнуты Крайние витки сош лифов аны Крайние витки подогнуты и сошлифованы
Н — nt + d H = nt -+ Зб/ H~nt H = nt-\-2d
Н == nd —d /7СЖ = nd + 3d 7/сж Ч” nd ^сж nd + 2d
t_H-d n п п » 1 № ft.
N=n W=n + 2 дг=п4-1,5 ЛГ=п-}-1,5
Примечание. Условные обозначения см. в табл. 308.
8. Число витков
F 8
" = 0,27 (6—4,5? = 2°’
принимаем п = 20, следовательно, зна-
чение наименьшей рабочей-нагрузки не
изменится: Рг = Р[.
9. Высота ненагруженной пружины
И ~ nd = 20 • 1,8 = 36 мм.
10. Высота пружины под нагрузкой
Л
+ — Ро) = 36 + 2О X
X 0,27 (4,5 —0) = 60,3 мм
Если принять ?х = 0,7?2 = 0,7*6=
= 4,2 кГ, то число витков
_ F __
п f(pt-pl)~
—_______§______15 5
^0,27(6 — 4,2)
а установочная высота пружины
Н. = nd-[-nf (?i — Ро) = 16,2.1,8 +
+ 16,5 • 0,27 (4,2 — 0) = 48,4 мм
Остальные размеры пружины просто
подсчитываются по формулам, приве-
денным в табл. 307.
Вариант II
При тех же данных, но с целью умень-
шения Н± (или Н2) назначаем
Ро = 0,3 • Р2 = 0,3 * 6 = 1,8 кГ.
.Число витков оставляем прежним,
т. е. 20. В этом случае полученные в
первом варианте расчета, до определе-
ния Нъ численные значения парамет-
ров пружины останутся те же. Продол-
жаем расчет.
Высота пружины под нагрузкой Рг:
tf1==tf + n/(?! — /%) ==36 +
+ 20 * 0,27 (4,5 — 1,8) = 50,6 мм
(в первом варианте расчета Н± было
равно 60,3 мм).
Растяжение пружины при изменении
нагрузки от ?! до ?2 для случая, когда
Po<zPi остается таким же, как и при
Рр = о.
Расчет и конструирование пружин
671
Цилиндрическая винтовая
пружина сжатия
Условия. Наибольшая рабочая
нагрузка Р2 = 1,4 кГ.
Разность Р2—желательно иметь
наименьшей. Рабочий ход пружины
F ~ 3 мм; D — 7-7-8 мм; тд = 0,30 ов.
Проволока II класса.
Решение:
1. Р; = 0,75Р2 = 0,75 ‘ 1,4 = 1,05 кГ.
2. Р3 = 1,2Р2 = 1,2 • 1,4 = 1,68 кГ.
3. В табл. 306 находим пружину,
подходящую к заданным условиям:
D = 8 мм; d = 0,8 мм; С = 9; Р =
= 1,2 кГ. "
4. По табл. 310 для С = 9 находим
К = 1,16.
5. По табл. 300 для проволоки
II класса диаметром 0,8 мм находим
ов = 215 кГ/мм.
6. Тд=0,30ов==0,30-215^=64 кГ!мм2.
Т Тд
Принимаем d = 0,8 мм.
8-7,2s
8’ Gd4 ~ 8000 • 0,84 ~ 0,73 мм1кГ‘
9 п- F -
/(р2-р;)
—---------------= 117.
0,73 (1,4— 1,05) ’ ,
Для увеличения Рг принимаем п =
= 15,5.
10. Действительное значение наи-
меньшей рабочей нагрузки
р __ р ____ — 1 4_______3 - _
12 п-/ ' 15,5-0,73“
= 1,13 кГ.
П. f^fp^ о,73 • 1,68 = 1,23 мм.
12. + 1,23 + 0,8 = 2,03.
Принимаем t — 2,1 мм.
13. Крайние витки подгибаем и сош-
лифовываем (см. табл. 311). Тогда Н —
= nt+ 2d= 15,5-2,1 + 2-0,8 =
= 34,2 мм.
14. = 77—/г • Pi =34,2—0,73х
X 15,5-1,13 = 21,4 мм.
15. Н2 = H—f -п-Р2 = 34,2—0,73 X
X 15,5 • 1,4 = 18,3 мм.
16. H^H-f-n-P^ 34,2—0,73 X
X 15,5 • 1,68 = 15,2 мм.
Остальные размеры пружины опре-
деляются по формулам, приведенным
в табл. 308.
Определение основных
параметров пружин
растяжения и сжатия
при выборе их по табл. 306
Расчет пружин растяжения и сжатия
в большинстве случаев проще вести,
исходя из параметров готовых пружин,
приведенных в табл. 306.
Если индексом «з» обозначить задан-
ные значения Р, fp и т, а индексом «т» —
табличные значения этих же величин,
то следует
fp3 т3 fpT
fpj Тт ' Рт
где fp — прогиб одного витка под на-
грузкой Р; fp = f • Р.
Если тт.> т3, то из табл. 306 следует
выбирать пружину, допускающую на-
грузку Рт > Р3; соответственно этому,
если тт < т3, то следует выбирать пру-
жину, допускающую нагрузку Рт < Р3.
Пример. Рассчитать пружину по сле-
дующим данным: Р2 = ЗкГ; Р± = 2кГ;
D— ll-г-12Рабочий ход F = 6 мм.
Допускаемое напряжение при кручении
т3 = 0,2ов. Проволока 1Г класса.
Решение. При составлении табл.
306 принято тт = 0,25ов. По условию
т3 = 0,2ов. Поскольку тт > т3, выби-
раем пружину: D = 12 4t4t; d = 1,4 мм;
РТ = 4,03 kF; fp = 1,25 мм.
Нагрузка при т3
— 3,2 кГ (задано 3 кГ).
Прогиб одного витка под нагрузкой
в 1 кГ:
/рт 1,25
^=£=4/13 = °’31
Число витков пружины
F _ 6 _
”~/(Р2-Р1) 0,31(3 — 2)
= 19 витков.
672
Раздел VI. Пружины
Остальные размеры пружины вычис-
ляются по формулам, приведенным в
табл. 307.
Расчет цилиндрических
винтовых пружин
растяжения и сжатия
с проволокой квадрат-
ного или прямоуголь-
ного сечения
Пружины сжатия и растяжения из
проволоки квадратного или прямо-
угольного сечения могут рассчиты-
ваться с достаточной для практики точ-
ностью по тем же формулам, что и
пружины из круглой проволоки, за
исключением следующего:
— сечение проволоки определяется
не диаметром, а высотой h и шириной b
(см. эскиз в табл. 312):
Таблица 312
Значение коэффициента А
b/h д
1 0,5 0,2 0,1 0,02 2,797 2,750 2,594 2,51 1,385
— максимально допустимая нагруз-
ка определяется по формуле
где v — коэффициент, определяемый
по формуле
1
у =---------г;
эластичность пружины, т. е. сжатие
где
одного витка под нагрузкой в 1 кГ,
определяется по формуле
(D — Ь)8 (Ь2 + /?2) Д
7 Gh3bs
Д — коэффициент, значения кото-
рого в зависимости от отно-
шения b/h приведены в
табл. 312;
К — коэффициент, определяемый
по табл. 310 при замене С =
— ~ср на С —
- d на G “ h
Конические винтовые пружины
растяжения и сжатия
Конические винтовые пружины обла-
дают более высокой стойкостью на бо-
ковой изгиб при сжатии без оправки,
чем цилиндрические винтовые пружи-
ны. Применяются они обычно в тех слу-
чаях, когда нельзя применить напра-
вляющий стержень или гильзу и когда
высота пружины в сжатом состоянии
должна быть минимальной.
Если у конической пружины гори-
зонтальный шаг (расстояние между вит-
ками в плане) больше толщины прово-
локи -------ц > (обозначения см.
табл. 313), то пружина может быть
сжата до толщины проволоки. Кониче-
ские пружины имеют вес в 1,5—2 раза
больший, чем цилиндрические, рассчи-
танные на те же условия работы.
При нагрузке конической пружины
наибольшие напряжения возникают в
витке с наибольшим радиусом. Поэтому
этот виток определяет допустимую на-
грузку на пружину. Если при сжатии
конической пружины с горизонтальным
шагом, меньшим диаметра проволоки,
D2-~D1 ,
-------jy <а, произойдет соприкосно-
вение двух наибольших витков, прежде
чем возникнет опасное напряжение, то
можно допустить большую нагрузку на
пружину, произведя соответствующий
перерасчет на диаметр наибольшего, не
коснувшегося витка. В такой пружине
зависимость Р = <р (f) уже не будет
линейной.
Основные формулы для расчета ко-
нических винтовых пружин с постоян-
ным шагом навивки, работающих на
растяжение или сжатие, приведены в
табл. 313.
Расчет и конструирование пружин
Ш
Таблица 313
Формулы для расчета конических пружин, работающих
на сжатие
(Линейные размеры в мм, Р в кГ, G и тд в к Г) мм2)
Форма пружины Наибольшая допустимая нагрузка Прогиб всей пружины 1
С круглы ПрОЕ А М2- м се 0Л01 чением <и nd3 Р ~ 8 D2 Тд . 2Рп (Dj + D3) (Оа + £>,) _ Gd‘ пп (Dl+D^(Di + Dl) 4GD2d
L С квадратн пров и Г-д 2-J ым сечением олоки /7^ Рп п F = 1,414 = 0,628 тд (z<24 Ga А
. га •X ft @3 С прямоугольным сечением проволоки п п ллл b2h р== 0’444 о7Тд 4 F = 0,707^.^
Примечание. Формулы для квадратного и прямоугольного сечений проволоки приближенные.
Цилиндрические винтовые
пружины кручения
Примеры применения цилиндриче-
ских винтовых пружин, работающих на
кручение, приведены на рис. 703—705.
Материал таких пружин испытывает
*/а22 и. Я. Левин
напряжение от изгиба. Пружины этой
группы обычно работают на оправках.
Внутренний диаметр витков должен
обеспечивать свободное вращение пру-
жины вокруг оправки. Для уменьшения
усилия, действующего на оправку, ре-
комендуется пружины, работающие при
674
Раздел VI. Пружины
небольшом углезакручивания, распола-
гать так, чтобы концы их были в рабо-
чем положении параллельными (см.
рис. 705).
В табл. 314 приведены формулы рас-
витками, которьтй должен быть не ме-
нее 0,3 мм. Длинные пружины круче-
ния, помимо расчетов на прочность и
передаваемый момент, следует прове-
рять на устойчивость.
Рис. 703—705. Примеры применения цилиндрических винтовых пру-
жин кручения
чета цилиндрических винтовых пру-
жин, работающих на кручение с прово-
локой круглого сечения.
Высота пружин кручения опреде-
ляется числом витков и зазором между
Для того чтобы не было изгиба пру-
жины относительно ее оси, максималь-
ный угол закручивания не должен пре-
вышать значений, приведенных в табл.
315.
Таблица 314
Расчет цилиндрических винтовых пружин кручения
Наименование
Обо-
значе-
ние
Размер-
ность
Расчетные формулы
Внутренний диаметр пру-
жины
мм
Средний диаметр пружины £>ср
мм
Один из диаметров выби-
рается по конструктивным
соображениям
Расчет U конструирование пружин
675
Продолжение табл. 314
Наименование Обо- значе- ние Размер- ность Расчетные формулы
Предварительное значение наименьшего рабочего момента Наибольший рабочий мо- мент м\ Ms кГ' ММ кГ- ММ Определяется условиями ра- боты механизма Нормально М[ (0,3 0,8) М2
Предельно допустимый момент Я КГ-ММ я = (1,1 4-1,2) М2
Допускаемое напряжение при изгибе а и кГ\мм2 Определяется условиями ра- боты пружины (см. табл. 303)
Индекс пружины С — _ Дер „ С d (Выбирать по табл. 309 и 317)
Коэффициент формы сече- ния и кривизны витка к. — Определяется по табл. 310
Диаметр проволоки d мм . -.‘/32. d — 1/ «а Г лаи {Лад, У-0,1аи (См. примечание, п. 1)
Угол закручивания одного витка под действием мо- мента в 1 кГ-мм Y град/кГ-мм 3668 • Dcp Y~ Ed4 Е—модуль упругости
Рабочий угол закручива- ния пружины при ра- боте механизма Ф град Определяется из условий работы механизма
Число рабочих витков пружины п шт. п = ф y(M2-m;) Уточняется в зависимости от формы и расположения прицепов
Действительное значение наименьшего рабочего момента м, кГ • мм м. = м, — 1 2 у-и Если полученное расчётом число витков п не меняет- ся, то
*/222*
676
Раздел VI. Пружины
Продолжение табл. 314
Наименование Обо- значе- ние Размер- ность Расчетные формулы
Угол закручивания пружи- ны под действием мо- мента <Р1 град Ф, = упМ1
Угол закручивания пружи- ны под действием мо- мента М2 ф2 град <р2 = упМ3 (См. примечание, п. 2)
Угол закручивания пружи- ны под действием мо- мента Л43 Фз град Фз = упЛ43
Шаг пружины t мм t = d 4- (0,3 -ь 0,5)
Угол подъема витков в свободном состоянии пружины а град . t 18 “-SO-
Развернутая длина прово- локи L мм L = —^— + Llt cos a —длина прицепов
Напряжение в материале пружины при моменте М (проверка выбранной или заданной пружины) °и кГ^мм2 Сти~ nd3 '"'О,Id3 (См. примечание, п. 3)
Примечания. 1. Ближайшее значение d выбирается по сортаменту проволоки. 2. Угол закручивания пружины <о2 не должен превосходить значения, указанного в табл. 315. 3. При проверочных расчетах порядок вычислений изменяется в зависимости от задан- ных условий.
Для экономии металла (примерно в
1,3 раза) выгоднее применять проволо-
ку не с круглым, а с квадратным или
прямоугольным сечением. Основные
соотношения для расчета пружин из
проволоки квадратного и прямоуголь-
ного сечения приведены в табл. 316.
Пример расчета.
Условия. Внутренний диаметр
пружины D± == 10 мм. Наибольший
рабочий момент М2 = 20 кГ-мм. Угол
закручивания пружины 45° при изме-
нении момента от до М2. Нагрузка
плавно меняющаяся. Проволока II
класса; d = 1,6.
Решение:
1. Л4{=:0,6 • Л42=0,6 • 20=12 кГ- мм.
2. Л43=1,2 • М2=1,2 • 20=24 кГ- мм.
3. Руководствуясь характеристика-
ми пружин, приведенными в табл. 317,
определяем индекс пружины
r-D^ + d- 10 + 7
С d 1,6 ^7‘
4. В табл. 310 для С = 7 находим
1,12.
5. Для проволоки II класса диамет-
ром 1,6 мм по табл. 300 находим ств =
= 185 кГ/мм2.
В соответствии с табл. 303 нахо-
дим аи = 0,32 ав = 0,32 • 185 =
Расчет и конструирование пружин
677
Таблица 315
Максимально допустимые углы закручивания цилиндрических
винтовых пружин кручения
Рабочее число витков пружины Допустимый угол закру- чивания град Рабочее число витков пружины Допустимый угол закру- чивания град Рабочее число витков пружины Допустимый угол закру- чивания град
1 123,1 11 224,3 21 263,5
2 146,2 12 229,0 22 266,8
3 162,36 13 233,6 23 269,6
4 • 175,68 14 238,0 241 272,5
5 183,6 15 242,3 25 275,4
6 192,6 16 246,2 26 277,9
7 201,3 17 250,2 27 280,8
8 207,0 18 253,8 28 283,3
9 213,1 19 257,0 29 285,8
10 218,9 20 260,3 30 288,7
Примечание. Таблица рассчитана (при запасе устойчивости, равном 2) по формуле
<р° = 123,1 -Уп,
где п - число витков пружины.
Таблица 316
Основные формулы для расчета цилиндрических винтовых пружин
кручения с проволокой квадратного и прямоугольного сечения
(Линейные размеры в мм; Л4кр в кГ-мм; ои и Е в кГ1 мм2;
6 — в радианах; L — развернутая длина пружины)
Сечение проволоки Наибольший допустимый момент Угол закручивания от момента ^кр .
Л сз 1 6Z3 Л1кр = ^аи 1« см II о» сч II CD
Сто^ лелы- оона О. ш оси А t3 -пара Л' npy^UHbi МКр g~ <?и 12Л4крЛ (Уи 0 ~ Eab* Е b , ——
22 II Я Левин
678
Раздел VI, Пружины
= 59,2 кГ/мм2. Принимаем аи =
= 60 кГ/мм2.
6. Уточняем диаметр проволоки:
d —
А Г 20.1,12
/ 0,1ан — V 0,1-60
= 1,55.
В соответствии с сортаментом прово-
локи (табл. 299) принимаем d = 1,6 мм,
3668. Z)co 3668- 11,6
7 .. ________________________ _ о©
Edi 2.104 • 1,64
8. Число витков
„ — Ф____________45 __ । gg
п “ Y (М2 — М[) “ 3 (20 — 12) '
Исходя из расположения концов пру-
жины принимаем п = 2,5.
9. Действительное значение наимень-
шего рабочего момента
Ml = М2 — ^ = 20 — gr-g-g =
= 14 кГ.
9. Угол закручивания пружины фг =
= у пМх = 3-2,5.14= 105°.
10. Угол закручивания пружины
<р2 = 3-2,5.20 = 150°. По табл. 315
допустимый угол закручивания равен
~ 154°. .
11. Угол закручивания пружины ф3 =
= 3 -2,5 -24 = 180°. Остальные разме-
ры пружины просто вычисляются по
табл. 314.
Определение основных
параметров пружин
кручения при выборе их
по табл. 317
Расчет пружин кручения в большин-
стве случаев проще вести, выбрав под-
ходящую по параметрам пружину из
табл. 317.
Если индексом «з» обозначить задан-
ные значения Л4Х, <рм и ои, а индексом
«т» — табличные значения этих же ве-
личин, то следует
Фмз _ стиз . __ <рмт
фмт 44т о'нт * Л4Т
Если аит > оиз, то из табл. 317 сле-
дует выбирать пружину, допускающую
момент А4Т > М3; соответственно это-
му, если оит < оиз, то следует выби-
рать пружину, для которой Мт “< М3.
Пример. Рассчитать пружину по сле-
дующим данным. М2 = 5кГ-мм, =
= 0,6 - А42 = 0,6.5 = 3 кГ-мм. Ра-
бочий угол закручивания ф = 30°;
= 6 мм. Проволока II класса,
стиз = 0,4ав.
Решение. При расчете табл. 317
принято аит = 0,25ав. Поскольку аит<
< оиз, выбираем из табл. 317 пружину,
для которой Мт < М3, а именно: DL —
— 6 мм; d = 1 мм; М = 4,26 кГ -мм;
фмт = 5°,5. Наибольший рабочий мо-
мент, который можно приложить к этой
пружине:
М = Л4Т = 4,26 • =
аит 0,25ов
= 5,45 кГ-мм (задано 5 кГ-мм).
Угол закручивания одного витка под
действием момента в 1 кГ • мм
v _ Фмт _ 5,5 _
Y - Мт “ 4,26 1 ’
Число витков
п=_^_ф_________=
Y(M2-Mi)
_ 30
1,28-(5 — 3)“ ’
Остальные размеры пружины вычи-
сляются по формулам, приведенным в
табл. 314.
Цилиндрические винтовые
пружины. Допуски
и технические требования
Ниже приводятся регламентирован-
ные вёдомственной нормалью для ряда
приборостроительных заводов техниче-
ские условия на проектирование и из-
готовление цилиндрических винтовых
пружин, работающих на растяжение,
сжатие или кручение с проволокой кру-
глого сечения.
По условиям работы в приборах и
точности изготовления все пружины
делятся на две группы.
Группа I — пружины, характеристи-
ки которых должны лежать в пределах
расчетного допуска. Обычно это нере-
гулируемые пружины и пружины, тре-
бующие тарировки.
Группа II — пружины, условия ра-
боты которых допускают разброс полу-
Расчет и конструирование пружин
679
Таблица 317
Подбор цилиндрических винтовых пружин кручения
Фм — Угол закручивания одн< -U )го витка । иод действием момента М
D1 мм d мм c = “rfE_ d Класс проволоки по ГОСТ 9389—60
I п III
М кГ'ММ <РМ град М кГ-мм град М кГ'ММ град
2 0,2 0,3 0,4 11,0 7,7 6,0 0,05 0,16 0,36 12,2 8,2 6,2 0,04 0,13 0,30 10,1 6,8 5,1 0,03 0,10 0,23 8,5 5,2 3,9
2,5 0,2 0,3 0,4 0,5 13,5 9,3 7,2 6,0 0,05 0,16 0,37 0,71 15,2 10,2 7,7 6,2 0,04 0,13 0,31 0,59 12,6 8,5 6,4 5,1 0,03 0,10 0,24 0,45 9,7 6,5 4,9 3,9
3 0,3 , 0,4 0,5 0,6 11,0 8,5 7,0 6,0 0,16 0,38 0,73 1,22 12,2 9,2 7,4 6,2 0,13 0,32 0,60 0,97 10,1 7,6 6,1 4,9 0,10 0,25 0,46 0,78 8,5 5,8 4,7 3,9
4 0,3 0,4 0,5 0,6 0,8 14,3 11,0 9,0 7,7 6,0 0,17 0,39 0,75 1,26 1,9 15,8 12,2 9,8 8,2 6,1 • 0,13 0,32 0,61 1,00 1,46 13,1 10,1 8,1 6,5 4,7 0,10 0,25 0,47 0,81 1,17 10,1 8,5 6,2 5,2 3,8
5 0,4 0,5 0,6 0,8 1,0 13,5 н,о 9,3 7,2 6,0 0,39 0,76 1,29 1,95 5,34 15,1 12,3 10,3 7,5 5,9 0,32 0,63 1,02 1,50 4,17 12,5 9,0 8,13 5,8 4,6 0,25 0,48 0,82 1,20 3,31 9,6 7,0 6,6 4,6 3,7
6 0,5 0,6 0,8 1,0 1,2 13,0 11,0 8,5 7,0 6,0 0,77 1,31 1,99 5,46 8,85 14,6 12,2 9,1 7,0 5,6 0,64 1,04 1,52 4,26 7,0 12,1 9,7 7,0 5,5 4,3 0,49 0,84 1,22 3,38 5,53 9,3 7,8 5,6 4,3 3,5
22*
680
Раздел VI. Пружины
Продолжение табл. 317
мм d мм а Класс прозолоки по ГОСТ 9389—60
I п ш
М кГ- мм град м кГ’М м град М кГ> мм град
8 0,6 0,8 1,0 1,2 1,5 14,3 11,0 9,0 7,7 6,3 1,33 2,04 5,63 9,16 16,0 16,1 12,0 9,3 7,5 5,5 1,05 1,57 4,39 6,80 13,8 12,8 9,2 7,3 5,9 4,8 0,85 1,25 3,49 5,73 10,18 10,3 7,4 ' 5,8 4,7 3,5
10 0,8 1,0 1,2 1,5 1,8 2,0 13,5 11,0 9,7 7,7 6,6 6,0 2,07 5,71 9,35 16,3 26,5 34,2 14,9 11,5 9,2 6,9 5,4 4,7 1,59 4,45 7,39 14,2 22,7 29,9 11,4 9,0 7,3 6,0 4,6 4,1 1,27 3,54 5,84 10,43 17,65 22,23 9,2 7,1 5,7 4,4 3,6 3,0
12 1,0 1,2 1,5 1,8 2,0 2,2 13,0 11,0 9,0 7,7 7,0 6,4 5,90 9,45 16,6 27,0 34,9 43,7 14,0 11,0 8,2 6,5 5,6 4,9 4,60 7,42 14,86 23,1 30,5 39,1 10,9 8,1 6,4 5,6 4,9 4,4 3,66 5,89 10,50 17,50 22,68 29,90 9,9 6,9 4,7 4,3 3,6 3,4
14 1,2 1,5 1,8 2,0 2,2 2,5 2,8 12,7 10,3 8,8 8,0 7,4 6.6 6,0 9,56 16,9 27,6 35,5 44,5 60,8 79,9 12,8 9,5 7,6 6,5 5,7 4,7 4,0 7,56 14,6 23,7 31,1 39,8 „ 55,8 73,0 10,1 8,2 6,5 5,7 5,1 4,3 3,7 5,97 10,75 18,40 23,07 30,44 43,90 54,81 8,0 6,2 5,1 4,2 3,9 3,4 2,7
16 1,2 1,5 1,8 2,0 2,2 2,5 2,8 3,0 14,3 11,7 9,9 9,0 8,3 7,4 6,7 6,3 9,62 17,3 28,2 36,0 46,0 61,8 85,1 98,6 14,6 10,8 8,8 7,4 6,6 5,4 4,8 4,2 7.6 14,94 24,2 31,5 41,2 56,7 77,7 89,9 11,5 9,3 7,4 6,5 5,9 4,9 4,4 3,8 6,01 11,0 18,85 23,40 31,50 44,62 58,38 69,61 9,1 6,9 5,7 4,8 4,5 3,9 3,3 3,0
Расчет и конструирование пружин
681
Продолжение табл. 317
D1 мм d мм С — — р d Класс проволоки по ГОСТ 9389—60
I п ш
М кГ-мм ^м град м кГ*мм ^м грао М кГ^мм <РМ град
18 1,5 • 1,8 2,0 2,2 2,5 2,8 3,0 13,0 11,0. 10,0' 9,2 8,2 7,8 7,0 17,6 28,5 37,0 46,4 63,9 86,5 102 12,4 9,9 8,5 7,3 6,2 5,4 4,8 15,1 24,4 32,4 41,5 58,6 79,1 93,0 10,7 8,5 7,4 6,5 5,6 4,9 4,4 11,13 18,97 24,05 31,73 46,14 59,42 72,00 7,9 6,6 5,5 5,0 4,5 3,7 3,4
Примечания. 1. Таблица рассчитана по формулам (Рз (Z>! + d) М М-0,1 у = 3668 Edi . Допускаемое напряжение при изгибе принято равным = 0,25ов. где ав — меньшие зна- чения величин временного сопротивления, приведенных в табл. 300 для каждого диаметра проволоки. Модуль упругости принят равным Е — 2 *104 кГ/мм2, 2. Допускаемый момент М и угол закручивания <р пружины для значений суи, отличных от табличного, рассчитывается на основе пропорциональности М, <р и сИ.
чаемого усилия, а также большинство
регулируемых пружин.
Пружины II группы обычно рассчи-
тываются без учета колебаний получае-
мого усилия вследствие допускаемых
отклонений в размерах проволоки и са-
мой пружины. <
Численные значения допусков на гео-
метрические размеры и форму пружин,
рекомендуемые ведомственной норма-
лью, приведены в табл. 318.
, Наружный диаметр пружин указы-
вают на чертеже только для пружин,
помещаемых в стаканах или гильзах.
Во всех остальных случаях следует
проставлять на чертеже размер по
внутреннему диаметру. Допуски на от-
клонение общего числа витков пружи-
ны и плоскости симметрии прицепа от
оси пружины по усмотрению конструк-
тора могут на чертеже не простав-
ляться.
Для точных пружин I группы в от-
дельных случаях допускается ужесто-
чать допуски на свободную высоту и
равномерность шага пружины по срав-
нению с приведенными в табл. 318.
У пружин сжатия с обработанными
торцами допускается;
а) при размере угла опорного торца
270° (3/4 окружности) отклонение до
zb 25° (245—295°);
б) неперпендикулярность оси пру-
жины по отношению к торцам: до
0,5 мм на 100 мм высоты —у пру-
жин I группы; до 1 мм на
100 мм высоты — у пружин II груп-
пы. В общее число витков, охва-
тываемое допуском, не должны входить
витки, отогнутые для образования при-
цепов пружин растяжения и захватов
пружин кручения,
У пружин сжатия или растяжения до-
пуск на величину рабочей нагрузки Р2
при заданной высоте Я2 принимается:
а) zb 20% Р2 — для пружин II груп-
пы, изготовляемых из проволоки d >
> 0,5 мм;
±. 25% Р2 — для пружин II группы,
изготовляемых из проволоки d <
< 0,5 мм;
б) zb 15% Р2 — для пружин I груп-
пы, величина усилия которых может
регулироваться при сборке меха-
низма;
dz 10% Р2 — для нерегулируемых
или регулируемых в небольших преде-
лах пружин I группы.
Допуски на размеры и форму пружин
Таблица 318
Допуски на диаметр на- ружный или внутренний в мм Допуски на высоту свобод- ной пружины сжатия, рас- тяжения и кручения в мм Допуски на общее число витков пружины в коли- честве витков Допуски на неравномер- ность шага в свободном состоянии пружин сжатия в мм Допускаемые отклонения плоскости симметрии при- цепа от оси пружины растяжения в мм
при значении диаметра группа пружины при значении высоты Н группа пружины при значении п группа пружины при зазоре t — d группа пружины при значении группа пружины
I II I II 1 II I II 1 II
До 5 ±0,1 ±0,3 До 20 +1,0 — 0,5 +1,5 -1,0 До 4 ±0,15 +0,2 -0,4 До 2 0,2 0,4 До 5 0,3 0,6
Св. 5 до 12 ±0,2 ±0,4 Св. 20 до 40 +1,5 -0,5 +2,0 -1,0 Св. 4 до 6 ±0,15 +0,2 -0,4 Св. 2 до 3 0,3 0,4 Св. 5 до 12 0,4 0,7
Св. 12 до 25 ±0,3 ±0,5 Св. 40 до 70 +1,5 -1,0 +2,5 -1,5 Св. 6 до 8 ±0,2 +0,2 -0,5 Св. 3 до 4 0,4 0,5 Св. 12 до 25 0,5 0,9
Св. 25 до 40 ±0,4 ±0,8 Св. 70 до 110 +1,5 -1,0 +3,0 -1,5 Св. 8 до 10 ±0,2 +0,25 -0,55 Св. 4 до 5 0,5 0,5 Св. 25 до 40 0,7 1,1
Св. 40 до 55 ±0,5 ±1,1 Св. ПО до 170 +2,0 —1,0 +4,0 -2,0 Св. 10 до 12 ±0,2 +0,25 —0,55 Св. 5 до 6 0,6 0,6 Св. 40 до 55 0,8 1,3
Св. 55 до 80 ±0,7 ±1,5 Св. 170 до 240 +3,0 -1,5 +5,0 -2,5 Св. 12 до 15 ±0,25 +0,3 -0,7 Св. 6 до 7 0,7 0,7 Св. 55 до 80 1,0 1,7
-Св. 80 до 110 ±1,0 ±2,0 Св. 240 до 330 +3,0 —1,5 +6,0 —3,0 Св. 15 до 20 ±0,3 +0,4 -0,8 Св. 7 до 8 0,8 0,8 Св. 80 до ПО 1,4 2,2
Св. НО до 150 ±1,3 ±2,7 Св. 330 до 450 +4,0 —2,0 +8,0 -4,0 Св. 8 до 9 0,9 0.9 Св. НО до 150 1,8 2,8
Св. 158 до 200 ±1,7 ±3,5 Св. 450 +5,0 -2,5 +ю,о -5,0 Св. 9 до 10 1,0 1,0 Св. 150 до 200 2,3 3,5
Св. 20Э ±2,0 ±4,0 / Св. 10 до 12 1,2 1,2 Св. 200 2,5 3,5
Раздел VI. Пружины
Расчет и конструирование пружин
683
Для пружин кручения допуск на ве-
личину рабочего момента при заданном
угле закручивания принимается:
а) ±: 15% Л42 — для пружин I груп-
пы;
б) ±: 20% М2 — для пружин II груп-
пы.
Дополнительные технические требо-
вания, обычно предъявляемые к пру-
жинам, следующие:
а) качество торцовых плоскостей
пружин сжатия I группы должно обес-
печить отсутствие качки при установке
пружины на контрольную плоскость;
б) отдельные витки пружины не
должны выходить за пределы как на-
ружного, так и внутреннего ее диаметра
более чем на 2% величины наружного
диаметра пружины.
Для ответственных, нерегулируемых
пружин I группы, изготовляемых из
проволоки d < 0,5 мм, для получения
расчетных величин нагрузок диаметр
или шаг пружины подбирается опыт-
ным путем, что должно быть оговорено
надписью на чертеже.
Примеры надписей:
«Для получения указанных на диаг-
рамме нагрузок при заданной длине
пружины допускается изменение диа-
метра пружины в пределах...».
«Для получения приведенной на ди-
аграмме характеристики пружины до-
пускается изменение шага пружины t
в пределах...».
Приведенные выше технические тре-
бования и допуски относятся к цилинд-
рическим винтовым пружинам, прошед-
шим окончательную термическую обра-
ботку и технологическое упрочнение и
стабилизацию механических свойств.
Для контроля механических свойств
пружин в производстве на чертежах
пружин наносятся диаграммы сжатия,
растяжения или скручивания (рис.
706—708).
Прямые (торсионные) пружины,
работающие на кручение
Прямые пружины, работающие на
кручение, иначе называемые торсион-
ными, применяются в приборостроении
довольно редко, преимущественно в
измерительных приборах в качестве
подвесок. Однако применение их в
последнее время в общем машинострое-
нии указывает на возможность более
широкого использования их в ка-
честве силовых пружин и в приборо-
строении.
Основные расчетные формулы для
пружин с круглым и прямоугольным
сечением проволоки даны в табл. 319;
Таблица 319
Формулы для расчета прямых торсионных пружин
, (Линейные размеры в мм; М. в кГмм; G и 7?кр в кГ{мм2)
Форма пружины Скручивающий момент Угол поворота торцевого сечения в радианах
Wg-i х М = ^8тКр _ 32Л4Л __ 2Лткр TCd^G dG
9
д-Й2ЛТКр
<р^З,6Л4/-таД2;
-08Z. &2 + Л2Т
bh2Q Ткр
Примечание. Для пружин с прямоугольным сечением приведены приближенные
формулы.
684
Раздел VI. Пружины
Рис. 707.
м3
£
Рис. 708.
Рис. 706—708. Построение диаграмм (по форме а или б) на
рабочих чертежах пружин растяжения (рис. 706), сжатия
(рис. 707) и скручивания (рис. 708)
Расчет и конструирование пружин
685
Плоские пружины,
работающие на изгиб
При конструировании плоских ли-
стовых пружин следует по возможности
выбирать для них наиболее простые
формы, допускающие четкий и ясный
расчет. В табл. 320 приведены фор-
мулы для определения наибольшей
допустимой нагрузки и прогиба от
нагрузки для различных видов пру-
жин.
Примеры креплений плоских пру-
жин приведены на рис. 709—710.
Наиболее часто применяются следую-
щие соотношения размеров для креп-
ления плоских пружин (см. рис.
710).
, . JJ-p
ШЖ1 I?
Рис. 709.
Рис. 710.
Рис. 709—710. Примеры
крепления плоских пружин
Таблица 320
Формулы для расчета плоских пружин (Линейные размеры в мм\ Р в кГ; ои и Е в кГ[мм2)
। Вид пружины Наибольшая допустимая нагрузка Прогиб от силы Р
1 __J ка J k. P p_ 6 I / F==4—— = b№ Е 3hE
Г • 1 14: 1 LX4 4 'J * 6 i „ Я t3 Р F — 6 7-т» “о = bh3 Е _ Р <*и ~Т~Е
♦ _J I..*’. 1... I L 6 i п (п— число пружин) t = tt = ... tn = — 1 п п п Р bh3 Еп I2 <Ун ^ТТп
686
Раздел VI. Пружины
Крепление винтами Крепление заклепками
d^0,56 а от 3d до 4d d 0,36 а от 3d до 4d с 0,56
Пружины, воспринимающие одно-
стороннюю нагрузку, часто изготов-
ляются с предварительным изгибом.
Такая пружина в свободном состоянии
имеет изогнутую форму. При помощи
специальной упорной пластинки пру-
жина изгибается до прямого положе-
ния, приобретая, таким образом, пред-
варительное натяжение. Такая пру-
жина начнет прогибаться только тогда,
когда нагрузка ‘достигнет определен-
ной величины. Упорные пластинки
ставятся так, что подпирают пружину
почти в самом ее конце (см. рис. 709
и 710). Опорный край пластинки дол-
жен быть закруглен.
Ниже приводится примерный расчет
пружины с предварительным изгибом.
Пример. Листовая пружина из брон-
зы БрОФ6,5-0,15 должна при рабочей
нагрузке Рр = 0,3 кГ давать на длине
I = 80 мм прогиб Гр = 5 мм. Пружина
должна быть с предварительным напря-
жением и выдерживать нагрузку Ро =
= 0,1 кГ, не давая прогиба. Рас-
считать размеры сечения пружины при
ои = 15 кГ/мм2 и Е— 1,15 • 104 кГ[мм2.
Решение.
1. Находим Го — предварительный
прогиб (рис. 711)
Pp_rp + F0
Ро Ро :
р
р — р 0 —
° rp р _____р —
- 5 03 — ОД мм-
2. По формулам, приведенным в табл.
320, определяем
F
тах 3 Eh и’
отсюда
ь__ 2_____________
3 Е(Гр + Г0)-
=_____2^80^15______
3-1,15-104 (5+ 2,5) ’
Берем h = 0,7, округляя в меньшую
сторону.
РР
3. Из уравнения F = 4 (табл.
320) находим
Ей»Е0
4.0,1.803 оло
- 1,15 • 104 • 0,7s • 2,5 - 20,8 21 ММ‘
4. Найдем возникающее в пружине
напряжение изгиба:
6Рр/ 6 • 0,3 • 80
Ь№ 21 • 0,72 кГ[Мм2.
Для воспринятия предварительной
нагрузки Ро пружина должна иметь
упор. На рис. 711 схематично показана
изогнутая пружина с упором.
Спиральные (ленточные)
пружины
Спиральные пружины, употребляе-
мые в качестве заводных пружин, за-
ключаются обычно в барабан для обес-
печения смазки и придания пружине
определенных внешних размеров. Иног-
да в неответственных конструкциях для
удешевления изделия применяются спи-
ральные пружины и без барабанов.
Внутренний конец пружины укреп-
ляется на заводном валике, наружный
конец крепится к барабану. Внутрен-
ний конец (на валике) крепится часто
при помощи выступа, который захва-
тывает пружину за пробитое в ней от-
верстие. Конец пружины, охватываю-
Расчет и конструирование пружин
687
щий валик, обычно подвергается от-
пуску. Отверстие в конце пружины для
уменьшения местных напряжений и
для устранения мелких трещин сперва
пробивается небольшим пробойником,
а затем распиливается до нужных раз-
меров. Отверстие не должно иметь
острых углов и должно быть располо-
жено точно посредине ленты.
На рис. 712—715 приведены примеры
различных способов крепления внут-
реннего конца пружины на валу.
Недостатком способов крепления, по-
казанных на рис. 712 и 713, является
Рис. 712. Рис. 713.
Рис. 714. Рис. 715.
Рис. 712—715. Способы крепления
внутреннего конца спиральной
пружины на валу
то, что пружина на втором обороте
будет изгибаться вокруг головки винта
или штифта.
Способ крепления наружного конца
пружины оказывает большое влияние
на работу пружины в барабане.
Примеры крепления наружного
конца пружины к барабану приведены
на рис. 716—724.
Для достижения плавной работы пру-
жины с моментом, строго пропорциона-
льным деформации, желательно, чтобы
витки пружины при работе располага-
лись концентрично с зазором между
витками. В этом случае наилучшие
результаты дают способы крепления
пружины к барабану, показанные на
рис. 723 и 724.
На рис. 716—720 показаны более
простые способы крепления, которые,
несмотря на ряд существенных недо-
статков, применяются там, где не важна
особая плавность в работе пружин и
строгая пропорциональность развивае-
мого момента и деформации.
Для пружин, не вкладываемых в за-
водной барабан, применяется преиму-
щественно способ крепления, показан-
ный на рис. 716.
К. п. д. спиральных
пружин
Коэффициентом полезного действия
спиральных пружин называется отно-
шение работы, развиваемой пружиной
при ее развертывании, к работе, затра-
ченной на ее заводку. Из-за механиче-
ского и молекулярного трения к. п. д.
пружины сравнительно мал. Ниже при-
ведены к. п. д. пружин в зависимости
от применяемой смазки *.
Смазывающее вещество к. п. д.
Касторовое масло с гра- фитом Машинное масло Чистое касторовое мас- ло Без смазки 70,4% 68,6% 61,2% 60,0%'
На рис. 725 показана диаграмма за-
водки и спуска спиральной пружины.
Наличие трения вызывает потерю энер-
гии, равную заштрихованной площади.
При проектировании спиральной пру-
жины необходимо учесть, что вследст-
вие сильного трения между витками в
начале и конце завода пружина не бу-
дет правильно работать в течение
0,25—1,5 оборота барабана (участки
ab и cd на рис. 725).
Следует избегать толстых пружин,
так как они работают очень неплавно,
что ведет к перенапряжениям в мате-
риале пружины и к поломке. Для пру-
жинных моторов самопишущих прибо-
ров толщина пружины берется обычно
0,2—0,4 мм.
* Подробнее см. Ф. В. Д р о з.л о в,
Детали приборов, Оборонгиз, 1948.
688
Раздел VI. Пружины
Рис. 716
Рис. 719
Рис. 720
Рис. 716—724. Способы крепления наружного конца спиральной
пружины
Расчет и конструирование пружин
689
При расчете спиральных пружин ре-
комендуется придерживаться соотно-
/?
шения г — где г—радиус валика,
о
на который наматывается пружина,
а R — внутренний радиус барабана.
Спиральные пружины с таким соотно-
шением носят название нормальных.
Число оборотов барабана с нормаль-
ными пружинами должно быть 5—8.
Расчет нормальных пружин приведен
в табл. 321.
Выбор толщины h пружины огра-
г
ничивается условием которое
10
учитывает, что наибольшее напряже-
ние изгиба испытывают первые витки
пружины, прилегающие к валику.
Рис. 725. Диаграмма заводки
и спуска спиральной пру-
жины
Пример расчета. Рассчитать завод-
ную пружину прибора по следующим
данным:/? = 21 мм\ Mmin = 50 кГ-мм*
п = 7 оборотов. Материал — сталь;
Е = 2,1 • 104 кГ/мм*. Смазка — касто-
ровое масло с графитом.
Решение. Пружину сделаем нор-
мальной:
1. г = ~/? = ^ = 7 мм.
о о
2. По формуле (3) (см. табл. 321)
находим толщину пружины
h = 0,157 — мм.
п
Учитывая трение в начале и конце
работы, добавляем 1’оборот и берем
п — 7 + 1 = 8 оборотов.
21
h = 0,157 — = 0,4 мм\
о
h должно быть меньше, чем -7-=*
15
0,4 <i:
(0,4 <0,47), в противном случае при-
шлось бы изменить исходные данные
для расчета.
3. По формулам (4), (5) и (6) находим
= 0,255 -5- == 0,255 44 =
1 h 0,4
= 13,4 витка;
О ?1
ns = 0,412 А = 0,412^.=
= 21,4 витка;
п0 = (0,3 ~ 0,372) п2;
п0 = 0,3 * 21,4 = 6,4 витка.
4. По формуле (8) находим длину
пружинк
L = л/? (1,745Л1 + 1,490) = 3,14 х
X 21 (1,745.13,4 + 1,49) = 1632 мм.
5. Определяем расчетное число вит-
ков по формуле (7):
Пр max = ^2 "о 2=2 21,4 —- 6,4 =
= 15 витков;
пр min = П» — «о = 13,4 — 6,4 =
= 7 витков.
6. Из формулы (9) находим ширину
пружины
ппр min£Zt811 ’
При смазке касторовым маслом и гра-
фитом коэффициент полезного действия
равен
т] = 0,704 (см. стр. 687)..
Следовательно,
6-50.1632 _
" “ Л. 7 • 2,1 • 104 • 0,43.0,704 ~ мм'
690
Раздел VI. Пружины
Таблица 321
Расчет спиральных ленточных пружин
Пру/ни на спущена Пру/ни на заведено
Наименование Обо- значе- ние Размер- ность Расчетная формула
Радиус барабана (внутренний) R ММ В большинстве случаев задаются конструктив- но (см. примечание, п. 1)
Рабочее число оборотов бара- бана п —
Радиус валика пружины г ММ а) о (См. примечание, п. 2)
Внешний радиус заведенной пружины, равный внутрен- нему радиусу спущенной мм Г1 = 0,745Л> (2)
Толщина пружины h мм й = 0,157 — • А (3) п ’ 15. (См. примечание, п. 3)
Число витков заведенной пру- жины (в барабане) — п3 = 0,412 А (4)
Число витков спущенной пру- жины (в барабане) "1 — п, = 0,255 А (5)
Расчет и конструирование пружин
691
Продолжение табл. 321
Наименование Обо- значе- ние Размер- ность Расчетная формула
Число витков свободной пру- жины (вне барабана) «о — л0 я» (0,3 4-0,372) па (6)
Расчетное число витков пру- жины «р — Лр шах Ло для заведенной пружины, Лр min = (?) для спущенной пружины
Длина пружины (развернутой) L мм L = л (7? -j- rj nt + 2лт L = n/?(l,745nx + 1,490) (8) для нормальной пружины
Ширина пружины b мм QLM , (См. примечание, п. 4)
Максимальный момент на ва- лике пружины •^тах кГ-мм яЕЬ№пп Чпах =
Минимальный момент на вали- ке пружины 4nin кГ-мм м . = я = min б£ 1 = Чпах^П О1* ГПа Л. н 1 Лр шах
692
Раздел VI. Пружины
Продолжение табл. 321
Наименование Обо- значе- ние Размер- ность Расчетная формула
Проверка пружины на проч- ность вМщах (12) пи — допускаемое напря- жение при изгибе
Примечания. 1. Рабочее число оборотов барабана при расчете следует увеличи- вать на 0,5—1,5 для покрытия потерь на трение, 2. Рекомендуемое соотношение. Пружины с таким соотношением называются нор- мальными. 3. При несоответствии толщины или ширины пружины данным сортамента расчет следует возобновить по истинным (ближайшим) размерам, взятым из сортамента. Если толщина h пружины получается больше , то следует изменить исходные 10 данные для расчета. 4. Е—модуль упругости в кГ/мм2\ ^—коэффициент полезного действия; приведенные на стр. 687 значения т] в зависимости от смазки могут быть увеличены на 10—15%, если наружный конец пружины крепится к барабану, как показано на рис. 723 или 724.
РАЗДЕЛ VII
ФИЗИКО-МЕХАНИЧЕСКИЕ СВОЙСТВА МАТЕРИАЛОВ
1. УСЛОВНЫЕ ОБОЗНАЧЕНИЯ
МЕХАНИЧЕСКИХ СВОЙСТВ
МАТЕРИАЛОВ
ов — предел прочности — напряже-
ние, отвечающее наибольшей
нагрузке, предшествующей раз-
рушению образца:
р
ав=-р кГ/см2,
г о
де Р — наибольшая нагрузка, пред-
шествующая разрушению в
кГ;
Fq — площадь сечения образца
В СМ2',
ат — предел текучести (физичес-
кий) — наименьшее напря-
жение, при котором образец
деформируется без заметного
увеличения нагрузки;
ат = ~ кГ]см2.
* о
апц — предел пропорциональности
(условный) — напряжение,
при котором отступление от
линейной зависимости между
напряжениями и деформа-
циями достигает величины,
устанавливаемой техничес-
кими условиями, например,
величины, при которой тан-
генс угла, образуемого кри-
вой деформаций сгпц= f(AZ)
с осью напряжения, увели-
чивается на 10, 25, 50% свое-
го первоначального значе-
ния:
^пц = ^-КГ',еМг.
г о
— удельная ударная вязкость.
ан = -ф кГ-м/см2,
г
где Лк — работа удара, затраченная
на излом образца; F — площадь попе-
речного сечения образца в месте над-
реза. Стандартный образец для испы-
тания на ударную вязкость имеет длину
55, сечение 10 X 10 мм с прорезью
2 х 2 мм посредине.
д, б5, д10 — относйтельное удлинение
при разрыве в %; <
6 = ^-=^ 100%,
*0
где 1г — длина образца после раз-
рыва в мм;
lQ — расчетная (начальная) дли-
на его в мм;
65д10 — для образцов с отношением
длины к диаметру, равным
соответственно 5 и 10;
ф — сжатие поперечного сече-
ния при разрыве в %.
Относительное сужение
где /д — площадь поперечного сече-
ния образца в месте раз-
рыва (в шейке) в лш2;
Е — модуль упругости в кГ/см2;
G — модуль сдвига в кГ/см2;
Н — коэффициент Пуассона;
НВ — твердость по Бринелю в
кГ/мм2.
В табл. 322—330 приведены общие
свойства тел, в табл. 331—351 физико-
механические свойства металлов и их
сплавов и в табл. 352—360 — физико
механические свойства неметалл ичс
ских материалов.
694
Раздел VII. Физико-механические свойства материалов
2. ОБЩИЕ СВОЙСТВА ТЕЛ
Таблица 322
Удельный, (объемный) вес некоторых твердых и жидких тел
(средние значения)
Материал Удельный вес Г/см* Материал Удельный вес Г/см?
Алмаз Алюминий и алюминие- 3,52 Вольфрам Гетинакс 19,3 1,3—1,4 < 1
вне сплавы: чистый деформируемые сплавы Алюмель (НМцАК) Аминопласты Асбест: бумага картон шнур Асботекстолит Асфальт Баббит Балинит: плиточный листовой Белила: свинцовые цинковые Бронза: оловянистая специальная фосфористая Бумага писчая Ванадий 2,7 2,65—2,8 8,48 1,45—1,55 0,7—0,9 1,0—1,4 1,11 1,5—1,7 1,1—1,8 7,5—10,5 1,3—1,4 1,3—1,45 6,7 5,6 8,6—9,3 7,5—8,9 8,8 0,70—1,15 5,50 Гипс: обожженный сухой Глет свинцовый: искусственный натуральный Графит Гуммигут Гуттаперча Дельта-древесина Дерево (при 15% влаж- ности): береза бук граб дуб клен липа орех самшит сосна Древесина прессованная Железо химически чи- стое Жиры 1,87 0,97 9,3—9,4 7,83—7,98 1,9—2,3 1,20 0,981 1,3—1,4 0,62—0,66 0,69 0,81 0,71 0,69—0,74 0,46—0,48 0,67 0,97 0,46—0,57 1,18 7,87 0,92—0,94
Висмут: Золото:
самородный литой Войлок технический: сальники прокладки фильтры и фитили 9,78 9,82 0,36—0,38 0,32—0,34 0,20—0,24 литое прокованное Изумруд Иридий Кадмий Калий 19,25 19,30—19,35 3,95 22,4 8,65 0,86
Общие свойства тел
695
Продолжение
Материал Удельный вес Г/см* Материал Удельный вес Г/см3
Кальций 1,55 Масло машинное 0,90-0,95
Канифоль 1,07 Медь:
Картон асбестовый z 1,10—1,4 чистая 8,94
Каучук 0,93 литая 8,6—8,9
Кварц 2,5—2,8 прокованная или про- тянутая 8,8—9,0
> прозрачный, плав- ленный 2,10—2,21 Мельхиор (НМ81) 8,9
Молибден 10,0—10,3
Кобальт 8,9 Монель (НМЖМц) 8,8
» порошкообраз- ный 9,5 Мрамор:
Колокольный металл 8,81 обыкновенный 2,52—2,85
Константан (НММц) каррарский Натрий 2,72
8,9 0,972
Корунд 3,9—4,0 Нейзильбер (НМц) 8,85
Кость 1,655—2,00 Неолейкорит 1,3
Кремний 2,4 Никель:
Лантан 6,15 чистый 8,9
Латунь 8,4—8,85 литой 8,3
Лед 0,88—0,92 марганцовистый 8,76
Нихром (НЖХМц) 8,4
Линолеум 1,15—1,3 Олово *7,3—7,5
Литий 0,53 Палладий 12,16
Магнезия 3,20 Паронит 2,0
Магний чистый 1,74 Пемза 0,4
Пластикат хлорвинило- 1,28—1,3'7
Магниевые сплавы: вый
литейные 1,8—1,83 Пластикат композицион-
ный:
деформируемые 1,76—1,8 К-18-24; К-21-22 1,3-1,4
Манганин (НММц) 8,4 К-6 КФ-3 1,75—1,85 2,0
Марганец 7,15—7,39 Платина 21,5
696
Раздел VII, Физико-механические свойства материалов
Продолжение
Материал Удельный вес Г/см8 Материал Удельный вес Г/см8
Припои: Углерод 2,22
мягкие 7,6—10,7 Уран 18,7
твердые 8,1—8,3 Фанера клееная (при
серебряные 8,6—9,5 влажности 6—9%):
Пробка 0,24 березовая на баке- 0,77—0,85
Резина вулканизиро- 1,00 литовом клее
ванная березовая на альбу- 0,67—0,70
Ртуть твердая при—40°С 15,632 миновом клее
Ртуть при 20° С 13,55 сосновая 0,54
Свинец 11,3—11,4 Фарфор 2,48—2,78
Селен 4,47—4,8 Фибра:
Серебро: флак БЦОФ КГФ 1,25 1,1—1,4
литое 10,4—10,75
Ферро-нихром 8,37
прокованное 10,5—10,6 Фосфор 1,84—2,34
Сланец (шифер) 2,87 Хлопок 1,95
Слюда 2,8—3,2 Хром 7,14
Снег (в среднем) 0,125 Хрусталь горный 2,6
Сталь: Целлулоид 1,35—1,4
катаная 7,85—8,0 Цемент 1,82—1,95
Цинк:
литая 7,5—7,92
литой 6,6—7,05
Стекло: прокованный 7,125
зеркальное 2,42—2,72 Цинковые сплавы:
оконное 2,5—2,7
для литья 6,65—6,75
органическое 1,18
флинт 2,94—3,86 прессованные 5,25— 7,25
крон 2,48-3,32 Чугун:
хрустальное 2,89—3,0 белый 7,2—7,6
Сурик 6,14 ковкий 7,2—7,4
Сурьма 6,62 серый 6,6—7,4
Тальк 2,7 половинчатый 7,0—7,1
Тантал 16,6 Шелк 1,56
Текстолит 1,3—1,4 Шерсть 1,61
Томпак 8,8—8,85 Эбонит диэлектрический 1,25
Турмалин 2,94—3,24 Янтарь 1,08
Таблица 323
Термические коэффициенты
Теплопроводность (А), теплоемкость (С), температура плав-
ления (/пл) и коэффициент линейного расширения (а)
некоторых металлов
Металл X ккал С ккал пл а-10-6 (в интервале температур) 20-100° С)
м • час °C (X = 0—20° С)
кг °C
Алюминий 175 0,2 658 23,8
Бронза 55 0,091 900 17,6
Латунь 73,5 0,09 900 17,8—18,2
Медь 330 0,091 1083 16,6—17,1
Никель 50 0,11 1450—1500 13,3
Олово 55 0,054 231,8 23,8
Свинец 30 0,031 327 29,1
Сталь 39 0,011 1300—1400 .10,6—12,2
Цинк 95 , 0,094 419 39,5
Чугун 54 0,12 1280 8,7—11,1
Магний — 0,25 650 26,1
Железо 55 0,115 1530 12,2
Серебро 354 0,056 960,5 19,6
Висмут — 0,030 269 13,4
Вольфрам — 0,034 3000 3,3—3,4
Золото 250 0,031 1064 14,3
Платина 60 0,032 1760 9,1
Константан 20 1 0,098 630 ' 15,2
Таблица 324
Электрическое сопротивление металлов
и сплавов
(при 18° С)
Металлы и сплавы Сопротивление р в ом проволоки в 1 м длины и 1 мм2 сечения Длина в м прово- локи сечением в 1 мм2, имею- щей сопротив- ление в 1 2
Металлы
Алюминий 0,029 34
Вольфрам 0,056 18
Железо 0,1—0,15 10—6,7
Золото 0,023 43
Магний 0,046 22
Медь 0,0162—0,0175 62—57
Никель 0,08—0,11 12—9
Олово 0,113 ' 8,8
Платина 0,1—0,14 10—7
Ртуть при 18°С 0,958 1,044
Свинец 0,21 4,8
Серебро 0,016 61
Сурьма 0,45 2,2
Цинк 0,06 17
Сплавы
Константан 0,5 2
Латунь —>0,08 ~12
Манганин 0,43 2,3
Нейзильбер 0,2—0,4 2,5—5
Никелин 0,4 2,5
Нихром 1,1 0,9
Сталь мягкая 0,1—0,2 5—10
» закаленная 0,4—0,5 2—2,5
Примечание. Приведенные в таблице данные
могут колебаться в небольших пределах даже для чистых
металлов (кроме ртути) в зависимости от способа обра-
ботки и от присутствия в металле примесей.
Общие свойства тел
698
Раздел VII. Физико-механические свойства материалов
Т а б л и ц а 325
Коэффициенты трения при покое и скольжении
(ориентировочные значения)
Сила трения F~fR, где 7? — нормальная реакция тела: f—коэффи-
циент трения скольжения, причем / = tg ад (® — угол трения).
R
v/7>7//7///77//a
Коэффициент трения зависит от материала, состояния трущихся по-
верхностей и величины относительной скорости.
м атериалы трущихся тел Коэффициент трения /
покоя движения
насухо со смаз- кой насухо со смаз- кой
Сталь — сталь 0,15 0,1—0,12 0,15 0,05—0,1
Сталь — мягкая сталь — — 0,2 0,1—0,2
Сталь — чугун 0,3 — 0,18 0,05—0,15
Металл Мягкая сталь — чугун 0,2 — 0,18 0,05—0,15
по металлу Сталь — бронза 0,12 0,08—0,12 0,10 0,07—0,10
Мягкая сталь — бронза 0,18 — 0,15 0,07—0,12
Чугун — бронза — — 0,15—0,2 0,07—0,15
Бронза — бронза — 0,1 0,2 0,07—0,1
Мягкая сталь — дуб 0,6 0,12 0,4—0,6 0,1
Металл Мягкая сталь — вяз — — 0,25 —
по Чугун —дуб . 0,65 — 0,3—0,5 0,2
дереву Чугун—вяз, тополь — — 0,4 0,1
Бронза — дуб 0,6 — 0,3 —
Дерево — дерево 0,4—0,6 о,1 0,2—0,5 0,07—0,15
Прочие пары Кожа лицевой сторо- ной — дуб 0,6 — 0,3—0,5 —
Кожа бахтармой — дуб 0,4 — 0,3—0,4 —
Кожа— чугун 0,3—0,5 0,15 0,6 0,15
Резина — чугун — — 0,8 0,5
Пеньковый канат — дуб 0,8 — 0,5 —
Общие свойства тел
699
Таблица 326
Коэффициенты трения при качении
Трение качения. При ка-
чении цилиндра по плоскости момент
пары сопротивления качению выра-
жается формулой
мтр=ту.л;
где N — нормальная реакция пло-
скости, а К— коэффициент
трения качения или плечо
трения качения, выражаю-
щееся в единицах длины.
При относительном каче-
нии двух цилиндров, имею-
щих закрепленные оси и
прижимаемых один к дру-
гому силой момент со-
противления качению вы-
ражается так:
Л41р = ж(1+^,
где гг — радиус ведущего, г2 — ра-
диус ведомого цилиндра.
При перемещении груза на плат-
форме, опирающейся на катки, пол-
ная сила сопротивления выразится
формулой
где N — нагрузка, приходящаяся на
каток,
d — диаметр катка; /( и —
коэффициенты трения каче-
ния соответственно между
платформой и катком и
между катком и неподвиж-
ной опорой
Трущиеся тела Коэффициент трения качения см
Бакаут по бакауту 0,047
Дерево — сталь 0,04
Мягкая сталь — мяг- 0,005
кая сталь
Закаленная сталь — 0,001
закаленная сталь -
Таблица 327
Твердость некоторых материалов
Твердость, определенная методом царапа- ния (шкала твердости по Моосу) Твердость по Бринелю для мягких (отожженных) металлов
Материал Число твер- дости Материал Число твер- дости Наименование НВ кГ/мм^ Наименование НВ кГ/мм%
Алюминий 16-20 Молибден тя- 147
Олово 1,5-1,8 Марганец 6 Вольфрам 160 нутый Молибден 70
Кадмий 2 Молибден 6 Железо 60—80 отожженный
Цинк 2,5 Кремний 6-7 > литое 100-150 Никель 70-90
Магний 2,6 Вольфрам 6,5-7,5 Золото 13,6-33 > литой 90-110
Алюминий 2-2,9 Кварц 7 » литое 19-25 Олово 5-52
Золото 2,5-3 Топаз 8 Кобальт литой 86 Платина 24-26
> жесткая 31—34
Медь 2,5-3 Корунд 9 Магний 25 Свинец 4-4,2
Латунь 3-4 Хром 9 Марганец 20 Серебро 25
Железо 4-5 Алмаз 10 Медь электро- 28-30 » литое 30
Никель 5 литическая Медь 99,89% 30—40 Хром Цинк 90-91 30-46
Таблица 328
Сравнение чисел твердости по Бринелю (НВ), Виккерсу (HV), Роквеллу (HRC — шкала С; RB — шкала В)
и Шору (НШ)
НВ HV HRC нш НВ HV HRC нш НВ HRB HRC нш нв HRB нш НВ HRB
780 1224 71 99 429 460 45 59 269 — 28 38 183 89 28 131 72
745 1116 68 97 415 435 44 57 262 — 27 37 179 88 27 128 71
712 1022 66 95 401 423 43 55 255 — .26 36 174 87 27 .126 69
682 941 65 93 388 401 41 53 248 — 25 36 170 86 26 123 69
653 868 63 88 375 390 40 52 241 100 24 35 167 85 26 121 67
627 804 61 85 363 380 39 50 235 99 23 34 163 84 26 118 66
601 746 59 . 81 352 361 38 49 229 98 22 33 159 83 25 116 65
578 694 58 78 341 344 37 47 223 97 21 33 . 156 82 24 114 64
555 650 56 75 331 334 36 46 217 97 20 32 152 81 24 111 62
534 606 54 72 321 320 35 45 212 96 19 31 149 80 23 109 61
514 587 52 70 311 311 34 44 207 95 18 30 146 78 23 107 59
495 551 51 68 302 303 33 42 201 94 — 30' 143 76 22 105 58
477 534 49 66 293 292 31 41 197 93 — 29 140 76 103 57
461 502 48 64 285 ' 285 30 40 192 92 — 29 137 75 — 101 56
444 474 47 61 277 278 29 39 187 91 — . 28 134 74 — ' 99 54
Раздел VII. Физико-механические свойства материалов
Общие свойства тел
701
Таблица 329
Контактная коррозия металлов
Анодный конец ряда
Магний
Сплавы магния
Цинк
Сплав АМг
Сплав АМц
Алюминий
Д1 плакированный
Силумины
Кадмий
Д18
Д1 неплакированный
Д16
Железо
Стали 10, 35 и т. п.
Чугун
Хромистые стали 4X13 и др.
Хром
Припой ПОС
Свинец, олово
Стали 1Х18Н9, 2Х18Н9 — непассивированные
Никель
Латунь Л62, ЛС59-1
Латунь ЛО62, ЛАН52-3-2
Бронза АМц9-2, БрА5, БрА7
Бронза КМцЗ-1, БрОФ6,5-0,15
Медь Ml, М2
Медноникелевые сплавы
Стали 1Х18Н9, 2Х18Н9 — непассивирован-
ные
Припой ПСр
Серебро
Графит
Золото
Платина
Катодный конец ряда
Примечание. Заштрихованные области указывают допустимый контакт для алю-
миниевых сплавов, сталей и сплавов меди.
702 Раздел VII. Физико-механические свойства материалов
Таблица 330
Средние значения модуля упругости £, модуля сдвига G и
коэффициента Пуассона р для некоторых материалов
(при температуре ~20° С)
Материал Е • 108 кГ/см? а . Ю5 кГ1см* И
Алюминиевый сплав литейный 0,67—0,71 2,4—2,7 0,32—0,36
Бакелит (без наполнителей) 0,02—0,06 0,07—0,21 0,35—0,38
Бронза фосфористая катаная 1,15 4,2 0,32—0,35
Дуралюмин после отжига при 370° С 0,7—0,75 2,6—2,7 —
Железо армко 2,1 8,27 —
» сварочное 1,6—2,0 ~7,7 0,28
Латунь холоднотянутая 0,91—0,99 3,5—3,7 0,32—0,42
Медь холоднотянутая прокатная 1,1—1,3 4,9 —
Монель-металл 1,76 6,8 —
Свинец 0,17 0,70 0,42
Стальное литье 1,75 — —
Стали углеродистые 2,0—2,1 7,7—8,5 0,24—0,28
Стали хромоникелевые 2,0—2,1 8,1 0,25—0,30
Стекло 0,49—0,63 2,1—2,3 0,24—0,27
Текстолит 0,06—0,10 — —
Целлулоид 0,017—0,020 0,06—0,07 0,39
Цинк катаный 0,84 3,2 0,27
Чугун серый, белый 1,55—1,60 4,5 0,23—0,27
» ковкий до 1,55 2,9—4,0 0,23—0,27
3. ФИЗИКО-МЕХАНИЧЕСКИЕ СВОЙСТВА МЕТАЛЛОВ И СПЛАВОВ
Таблица 331
Автоматные стали. Механические свойства
(по ГОСТ 1414—54)
Марка Горячекатаная Холоднокатаная
а в кГ1мм~ S5 Ф НВ кГ/мм2 ст в кГ/мм* при диаметре прутка % НВ кГ/мм^
не менее % до 20 мм 20—30 мм
А12 42—57 22 36 160 60—80 55—75 7 167—217
А20 46—61 20 30 168 62—80 57—76 7 167—217
АЗО 52—67 15 25 185 64—84 60—80 6 174—223
А40Г 60—75 14 20 207 — — — —
Физико-механические свойства металлов и сплавов
703
Таблица 332
Листовая сталь. Механические свойства
(по ГОСТ 914—56)
Группа вытяжки
Марка вг Г и Н вг | г н | вг 1 г 1 н
Временное сопро- Относительное удлинение в %, не менее
тивление в кГ/мм2 Холоднокатаные листы Горячекатаные листы
05кп 26—36 26—38 34 30 30 29 27
08кп 28—37 28—39 34 32 30 30 29 27
Юкп 28—40 28—42 32 30 28 28 27 25
10 30—42 30—44 30 29 28 27 26 24
Юкп 32—44 32—46 29 28 27 27 26 24
15, 20кп 34—46 34—48 27 26 25 26 25 24
20 36—50 36—51 26 25 24 25 24 24
25 — 40—55 — 24 23 — 23 22
30 — 45—60 — 22 21 — 21 20
35 — 50—65 — 20 19 — 19 18
40 — 52—67 — —. 18 — — 17
45 — 55—70 — — 16 — — 15
50 — 55—73 — — 14 — — 13
Для листов толщиной менее 2 мм нормы относительного удлинения снижаются на 1%
(абсолютный) против величин, указанных в таблице.
Таблица 333
Углеродистая качественная конструкционная сталь.
Механические свойства
(по ГОСТ 1050—60)
ат 1 °в 8 1 * ан Марка стали ’т I i °в 81 Ф а н
Марка кГ/мм2 % кГ • м/см2 кГ/мм2 % кГ * м/см2
не менее не менее
08кп 18 30 35 60 65 42 71 10 30 -
08 20 33 33 60 — 70 43 73 9 30 —
.Юкп 19 32 33 55 — 75 90 ПО 7 30 —
10 21 34 31 55 • 80 95 110 6 30
Юкп 21 • 36 29 55 — 85 100 115 6 30
15 23 38 27 55 — 15Г 25 42 26 55 —
20кп 23 39 27 55 20Г 28 46 24 50 —
20 25 42 25 55 —— 25Г 30 50 22 50 9
25 28 46 23 50 9 ЗОГ 32 55 20 45 8
30 30 50 21 50 8 35Г 34 57 18 45 7
35 32 54 20 45 7 40Г 36 60 17 45 6
40 34 58 19 45 6 45Г 38 63 15 40 5
45 36 61 16 40 5 50Г 40 66 13 ‘ 40 4
50 38 64 14 40 4 60Г 42 71 11 35 —
55 39 66 13 35- 65Г 44 75 9 30 —
60 41 69 12 35 — 70Г 46 80 8 30 —
Примечания. 1. Механические свойства стали при испытании на растяжение опре-
делены на образцах, изготовленных из нормализованных заготовок; ударная вязкость опре-
делена на термически обработанных образцах.
2. Приведенные в таблице нормы механических свойств относятся к стали диаметром
или толщиной до 80 мм. Для размеров свыше 80 мм допускается снижение относительного
удлинения на 2% (абсолютных) и сужение поперечного сечения на 5% (абсолютных) против
норм, указанных в таблице.
704
Раздел VII. Физико-механические свойства материалов
Таблица 334
Низколегированная сталь. Механические свойства
(по ГОСТ 5058—57)
Толщина ав СТ 1 т
Марка проката мм кПмм* (не менее) 810 %
15ГС 4—10 50 35 18
11—20 48 34 18
18Г2С 6—8 60 40 14
25Г2С 6—40 60 40 14
10Г2СД (МК) 4—32 50 35 18
14ХГС 4—10 50 ' 35 18
11—20 50 34 18 -
ЗОХГ2С 10—32 90 60 6
14ХГСН 4—10 52 37 18
10ХГ2СН 4—10 50 37 18
10ХГСНД (МС-1) 4—32 54 40 16
33—40 51 37 15
10ХГСНД (СХЛ-4) 4—32 54 40 16
33—40 51 37 15
15ХСНД (СХЛ-1, НЛ-2) 4—32 52 35 18
12ХГ (БНЛ-2) 8—20 46 33 15
12ХГН 4—10 50 35 18
11—20 50 33 18
21—30 48 31 18
10ХГ2Н 4—12 50 36 18
15ХГН 4—10 52 36 18
11—20 . 49 35 18
14ХГ2Н 4—10 53 37 16
14Г 4—10 46 29 18
19Г 4—10 47 30 18
24Г 4—10 49 33 18
11—20 47 30 18
09Г2 4—10 46 31 18
11—24 45 30 18
25—30 44 30 18
14Г2 . 4—10 48 34 18
11—20 47 33 18
ЮГ|1Д 4—10 52 38 15
11—20 50 38 15
14ГНД 4—10 54 * 40 15
11—20 ’ 52 40 15
10ХНДП 4—12 48 | 35 18
Примечания. 1. В таблице приведены механические свойства стали в состоянии
поставки.
2. Нормы механических свойств, указанные в таблице, для сортовой, фасонной и широ«
кополосной стали относятся к продольным образцам, для листовой стали — к поперечным
образцам.
Физико-механические свойства металлов и сплавов
705
Таблица 335
Легированная машиностроительная сталь. Механические свойства
(по ГОСТ 4543—57)
Марка ат кГ/мм2 а в кГ/мм2 О» Ф % % кГ • м/см2 НВ кГ/мм2
27СГ 85 100 12 40 5 217
35СГ 75 90 15 40 6 229
36Г2С 60 80 15 45 6 229
15Х 60 75 • 14 45 8 179
20Х 65 80 12 45 6 179
ЗОХ 75 90 13 45 7 187
35Х 80 95 12 50 7 197
38ХА 85 100 12 ' 50 9 207
40Х 85 100 10 - 45 6 207
45Х 90 105 9 45 5 217
50Х 95 ПО 9 40 . 5 229
38ХК) 80 95 42 50 8 217
ЗЗХС 80 95 13 50 .8 241
38ХС 85 100 12 50 8 255
40ХС НО 125 12 40 5 255
16ХСН 50 65 12 45 — 156
15ХФ 65 80 14 50 8- 187
20ХФ 70 85 13 50 8 197
40ХФА 75 90 10 50 9 241
50ХФА 115 130 10 45 (4) 255
20ХГ 75 90 10 45 (6) 187
40ХГ , 85 100 9 45 6 229
35ХГ2 70 85 12 45 8 229
20ХГС 65 80 12 45 ' 7 207
25ХГС 95 ПО 10 40 6 217
зохгс 95 ПО 10 45 5 229
18ХГТ 95 115 10 50 8 217
ЗОХГТ 130 150 9 45 6 229
35ХГТ 95 115 10 50 8 229
40ХГТ 105 125 9 45 6 241
20ХН 65 80 14 • 55 10 197
40ХН 85 100 11 45 7 207
45ХН 90 105 10 45 7 207
50 ХН 95 ПО 9 40 5 207
706
Раздел VII. Физико-механические свойства материалов
Продолжение
Марка стт кГ/мм2 а в кГ/мм2 з % Ф % ан кГ-м/см2 НВ кГ/мм2
13Н2ХА 45 60 14 50 12 207
12ХН2 70 85 12 50 9 207
12ХНЗА 85 100 12 55 10 217
20ХНЗА 80 95 12 55 10 229
ЗОХНЗА 90 ПО 10 50 8 241
12Х2Н4А 100 120 10 50 9 255
20Х2Н4А 120 140 9 45 8 269
ЗОХГСНА 140 165 9 45 6 255
18ХГН 70 85 12 50 7 197
ЗОХГНА 85 ПО 10 45 7 229
38ХГН 80 90 12 45 10 229
30Х2ГН2 135 150 10 45 7 255
15Х2ГН2ТА 90 100 12 55 11 269
25Х2ГНТА 135 150 10 45 7 269
40ХНМА 85 100 12 । | 55 10 269
18Х2Н4ВА 105 120 12 55 11 269
40ХНВА 95 ПО 12 50 8 269
35ХН1В 95 105 12 50 8 269
35XH3B 100 ПО 12 50 8 269
30Х2Н2ВА 100 120 10 45 8 229
15ХГНВА 65 90 12 55 14 255
ЗОХГНВА 100 115 10 50 9 269
40ХГНВА 100 120 8 50 6 269
30ХН2ВФА 80 90 10 45 9 269
30Х2Н2ВФА 85 105 12 55 10 269
35ХНЗВФ ПО 120 12 50 8 269
38ХМЮА 85 100 15 50 9 229
12ХМ 27 42 24 60 14 156
15ХМ 30 45 22 60 12 156
зохм 85 100 12 45 8 229
35ХМ 90 105 12 45 8 241
35ХВ 90 100 12 50 8 229
12ХМФ 23 45 22 50 10 156
25Х2МФА 80 95 14 55 . 8 241
12Х1МФ 25 : 50 22 50 9 156
38ХВФЮ 85 100 15 50 9 229
16М 25 40 25 60 12 149
Примечания. 1. Механические свойства стали определены на образцах, изготов-
ленных из термически обработанных заготовок. Режим термической обработки заготовок
приведен в ГОСТ 4543—57.
2. Значения НВ даны для стали в отожженном или отпущенном состоянии.
Физика-механические свойства металлов и сплавов
707
Таблица 336
Сталь качественная рессорно-пружинная горячекатаная
(по ГОСТ 2052—53)
Нормы механических свойств в термически обработаннохМ состоянии
Режим Tej обраб эмической отки Нормы механических свойств
Группа стали Марка (рекомендуемый) ат 1 а в 6 1 ф
Темпера- тура закалки темпера- тура отпуска кГ/мм2 %
ч не менее
Углеродистая 65 70 75 85 840 830 820 820 480 480 480 . 480 80 85 90 100 100 105 ПО 115 9 8 7 6 35 30 30 30
Марганцовистая 55ГС 65Г 820 830 480 480 80 80 100 100 8 8 30 30
Кремнистая 50С2 55С2 60С2 60С2А 63С2А 70СЗА 870 870 870 870 860 860 460 460 460 , 460 460 460 ПО 120 120 140 140 160 120 130 130 160 160 180 6 6 5 5 5 5 30 30 25 20 20 25
Хромомарганцо- вистая 50ХГ 50ХГА 840 840 490 490 ПО 120 130 130 5 6 35 35
Хромомарганцово- ванадиевая 50 X ГФ А 850 520 120 130 6 35
Хромованадиевая 50ХФА 850 520 ПО 130- 10 45
Хромокремнистая 60С2ХА 870 420 160 180 5 20
Хромокремне- ванадиевая 60С2ХФА 850 410 170 190 5 20
708
Раздел VII. Физика-механические свойства материалов
Продолжение
Группа стали Марка Режим термической обработки (рекомендуемый) Нормы механических свойств
’т I а В 5 |
темпера* т^ра закалки темпера- тура отпуска кГ/мм2 %'
не менее
Вольфрамокрем- нистая 65С2ВА 850 420 170 190 5 20
Никелькремнистая 60С2Н2А 850 420 160 175 5 20
Кремнемарганцо- вистая 55СГ 60СГ 60СГА 880 860 860 460 460 460 120 120 140 130 130 160 6 5 5 30 25 25
Примечание. Закалочная среда для сталей 50С2 и 55С2 масло или вода, для остальных сталей — масло. Твердость неотожженной стали в состоянии поставки должна соответствовать следую- щим нормам:
Марка Диаметр отпечатка (не менее) мм Твердость НВ не более) кГ/мм2
65 3,8 255
70, 65Г 1 3,7 269
75, 55ГС, 50С2, 55С2, 55СГ, 6ОСГ, 60СГА 3,6 285
85, 60С2, 60С2А, 70СЗА, 50ХГ, 50ХГА, 50ХФА, 60С2ХФА, 65С2ВА, 60С2Н2А, 63С2А 3,5 302
60С2ХА, 50ХГФА 3,4 321
Примечание. Твердость отожженной стали устанавливается дополнительными техническими условиями, согласованными между поставщиком и заказ тиком. Сортамент круглой стали ГОСТ *2590—57, квадратной — ГОСТ 2591—57, рессорной — ГОСТ 7419-55.
Физико-механические свойства металлов и сплавов
709
Таблица 337
Твердость инструментальных углеродистых сталей
(по ГОСТ 1435—54)
Марка Твердость после отжига НВ (не более) кГ/мм- Твердость после закалки HRQ (не менее) кГ/мм2 Марка Твердость после отжига НВ (не более) кГ/мм2 Твердость после закалки HRC. (не менее) кГ/мм^
У7, У7А 187 62 У10, У10А 197 62
У8, У8А 187 62 У11, У11А 207 62
У8Г, У8ГА 187 62 У12, У12А 207 62
У9, У9А 192 62 У13, У13А 217 62
Таблица 338
Лента стальная холоднокатаная из инструментальной и пружинной
стали
(по ГОСТ 2283—57)
Марка Лента нагартован- ная Лента после низкого отжига
предел прочности при растяжении кГ/мм^ предел прочности при растяжении (не более) кГ/мм^ относительное удлинение (не менее) %
65Г, 60Г, 50Г, У7, У7А, У8, У8А 75-120 65 20
У8Г, У8ГА, У9, У9А, У10, У10А, УН, У11А, У12А, У12, 85 75—120 75 10
У13, У13А — 90 —
Х05, 85ХФ — 95 —
60С2, 60С2А, 65С2ВА, 50ХФА 80—120 90 10
70С2ХА 80—120 85 8
Примечание. Сортамент ленты — ГОСТ 2284—43.
710, Раздел VII. Физико-механические свойства материалов
Таблица 339
Отливка из углеродистой стали. Механические свойства
(по ГОСТ 977—58)
ат °в ф ан
Марка кГ/мм2 % кГ • м/см2
не менее
15Л 20 40 24 35 5,0
20Л 22 42. 22 ' 35 5,0
25Л 24 45 19 30 4,0
ЗОЛ 26 48 17 30 3,5
35Л 28 50 15 25 3,5
40Л 30 53 14 25 3,0
45Л 32 55 12 20 3,0 •
50Л 34 58 11 20 2,5
Примечание. По качественным показателям отливки делятся на три группы:
группа I — отливки обыкновенного качества;
» II — » повышенного качества;
» , III — » особого качества.
В таблице указаны механические свойства стали для отливок групп II и III в нормали-
зованном или отожженном состоянии.
Таблица 340
Нержавеющие стали. Механические свцйства
Марка ГС отпуска Механические свойства
по проекту ГОСТ завод- ская 9 кГ/мм2 ав кГ/мм2 «5 % 510 % Ф % ан кГ • м/см2
Х13 ЭЖ1 500 100 8 50 7
2X13 ЭЖ2 500 — 125 ' 7 — 45 5
3X13 эжз 600 — 95 9 — 45 5
4X13 ЭЖ4 700 — 90 10 — 45 4
0Х18Н9 ЭЯО — 22 56 — 45 — —
Х18Н9 ЭЯ1 — 25 60 — 45 х —
Х18Н9Т ЭЯ1Т — 25 56 — 45 — —
Физико-механические свойства металлов и сплавов
711
Таблица 341
Латуни, обрабатываемые давлением. Механические свойства
(средние значения)
Механические свойства (средние значения)
Марка ст 6 - стт а НВ
кГ! мм.2 % при 0,2% кПим2 н - кГи/см2 к Г/ мм2
Л90 (томпак) М26 М40 М13 М18 М53
Л62 М36 М47 М12 М14 М56
ЛАН59-3-2 М38 М52 лзо — М75
ЛЖМц59-1-1 М46 г М50 М17 М12 М88
ЛМц58-2 М44 М36 Л15 Л12 М85
ЛС59-1 М42 М42 М14 М5 М90
ЛС60-1 М35 М45 М13 — —
ЛС64-2 МЗЗ М55 мю — —
' ЛС74-3 М35 М52 мю — —
Л062-1 М38 М40 М15 Л8 М85
ЛО70-1 М35 М62 М16 Л12 М57
ЛО90-1 М28 М45 М9 — 57
ЛН65-5 М38 М65 М17 — 65 /
ЛК80-3 МЗО М58 Л 10,5 Л14 —
Принятые обозначения:
М — обработанный мягкий (отожженный металл);
Л — литой металл.
Таблица 342
Сортовая оловянная бронза. Механические свойства
(средние значения)
Марка Состояние материала Механические свойства
ств кГ/мм2 6 % НВ кГ/мм2
БрОФ6,5-0,15 Лента твердая толщиной 0,1—2 мм 55 5 —
Лента мягкая толщиной 0,1— 2 мм 30 38 —
Прутки твердые тянутые 45 15 130—160
Проволока Ф 0,1—0,4 мм 42—45 5-6 —
БрОФ4-0,25 Трубы мягкие 33 40 —
Трубы твердые 60 1,5 —
Проволока твердая ФР,3— 0,6 мм 80—90 0,5—2 —
БрОЦ4-3 Лента мягкая 30 38 —
Лента твердая 55 5 —
1 твердая 55 5 —
БрОЦС4-4-2,5 Лента > полутвердая 43 10 —
J мягкая 30 35 —
712
Раздел VII. Физико-механические свойства материалов
Таблица 343
Вторичная литейная оловянная бронза. Механические свойства
(по ГОСТ 613-50)
Марка Механические свойства*
ств кГ/мм2 б % нв кГ/мм2
БрОЦСЗ-7-5-1 18; 21 8; 5 60
БрОЦСЗ-12-5 18; 21 8; 5 60
БрОЦСб-6-3 •15; 18 6; 4 60
БрОЦС5-5-5 15; 18 6; 4 60
БрОЦС4-4-17 15 5 60
БрОЦСЗ,5-6-5 15; 18 6; 4 60
* Первое число — для литья в землю, второе — для литья в кокиль.
Таблица 344
Литейная безоловянистая бронза. Механические свойства
(по ГОСТ 493—54)
Марка Вид литья Вид изделия ст в кГ/мм2 б % НВ кПмм-
БрАМц9-2Л В КОКИЛЬ Фасонное литье 40 20 80
БрАМцЮ-2 В землю и в кокиль То же 50 12 НО
БрАЖ9-4Л В землю Поковки и фасонное 40 10 100
В кокиль литье 50 12 100
БрАЖМц 10-3-1,5 Прутки, поковки, трубы и фасонное литье 50 12 120
БрАЖН10-4-4Л Поковки и фасонное литье 60 5 170
БрАЖН 11-6-6 В землю и в кокиль Фасонное литье 60 2 250
БрСЗО В кокиль Кокильное литье 6 4 25
БрСН60-2,5 Фасонное литье 3 5 14
Примечания, обработанным. 1. Механические свойства относятся к бронзам, термически не
2. Механические свойства полуфабрикатов (лент, полос, прутков и . руюгся стандартами на соответствующую продукщ|ю. др.) регламенти-
Физико-механические свойства
металлов и сплавов
713
Таблица 345
Литейные медноцинковые сплавы (латуни). Механические свойства
(по ГОСТ 1019-47)
Наименование Марка ’В кГ/мм- 0 %
Латунь алюминиевая ЛА67-2,5 40 30 15 12
Латунь алюминиевожелезистомарганцовистая ЛАЖМц66-6-3,2 65 60 - 7 7
Латунь железистоалюминиевая ЛАЖ60-1-1Л 42 38 18 20
Латунь кремнистая ЛК80-ЗЛ 30 25 15 10
Латунь кремнистосвпнцовистая ЛКС80-3-3 30 25 15 7 ,
Латунь марганцовистосвинцовистая ЛМцС58-2-2 35 25 8 10
Латунь марганцовистооловянносвинцовистая ЛМцОС58-2-2-2 30 30 4 6
Латунь марганцовистожелезистая ЛМцЖ55-3-1 50 45 10 15
Латунь марганцовистожелезистая | ЛМцЖ52-4-1 50 15
Латунь свинцовистая ; ЛС59-1Л j 20 20
* Первая строка для лигья в кокиль, вторая — для литья в землю.
Таблица 346
Медноникелевые конструкционные сплавы. Механические свойства
Марка Состояние материала ств кГ/мм- 8 %
МН А 13-3 Прутки прессованные 70 1
МНА 6-1,5 1 Ленты и полосы твердые | 55 3
МНЮ («монетный сплав») Ленты и полосы мягкие Ленты и полосы твердые 30 40 25—30 2,5—3
МНЦ15—20 (нейзильбер) Ленты и полосы мягкие » » твердые Проволока ФО,2— Ф5 мягкая » Ф 0,2 — ф 5 твердая Прутки тянутые мягкие (7)6— Ф 50 мм Прутки твердые фб — Ф22 мм Прутки твердые Ф23 — ФЗО мм 35 55 35 55 30 ' 45 40 35 1 20—30 0,5—1,5 30 5 7
МНЖ Мц-30- 0,8-1 (мельхиор) Трубы конденсаторные мягкие » » полутвердые 38 50 23 8—20
23 И. Я Левин
714
Раздел VII. Физика-механические свойства материалов
Таблица 347
Цинковые сплавы. Химический состав и механические свойства
Сплав Химический состав в %* Механические свойства
А1 Си Mg а в « % Ф НВ %
4 3 0,03 30—35 2—4 90—120 5—8
Для литья под 4 1 0,03 27—32 2—6 — 80—100 6—11
давлением 4 <0,5 0,04 25—30 2—6 — 60—90 7—12
Для обработки 0,2 4 4 1 0,03 30—36 36—40 25—40 8—10 60—70 52 80—90 85—95 1—2 1,5-2
давлением 10 2 0,03 40—50 6—14 44—60 100—120 1,7—2,2
(в прессован- 15 0,05 44—48 5—8 105—115 2,2
ном состоянии) 1 >20 >25 — >50 —
♦ Остальное — Zn.
Таблица 348
Деформируемые алюминиевые сплавы. Механические свойства
(средние значения)
Марка Состояние Механические свойства
а в кГ/мм2 Ст* 0,2 кГ/мм- 8 % Ф % НВ кГ/мм2
н 22 8 5 50 55
АМц п 13 17 10 55 40
м 13 5 23 70 30
АМг п м 25 29 21 10 6 23 64 60 45
АМгЗ п 25 18 12 — 70
м 20 10 22 — 50
АМг5 п 30 20 14 — 80
м 26 14 22 — 65
АМг7 п 37 25 12 — 95
м 32 . 17 20 — 80
Д1 т 42 24 15 30 113
м 21 11 18 — 45
Д6 т 46 30 15 —
М' 22 И 15 48 —
Д16 ** т 42, 46 28, 30 18 30, 30 105
м 18, 21 10, 11 18 40, 35 42
Д18 т 30 17 24 50 70
м 16 6 24 — 38
АВ т 33 28 16 20 95
м 18 — 30 65 30
Физико-механические свойства металлов и сплавов
715
Продолжение
Марка Состояние Механические свойства
а В кГ!мм* а* 0.2 кГ!мм- 8 % Ф % НВ кГ[мм*
АК2 42 28 13 — 115 -
АК4 TQ 44 27 10 — 120
АК6 1 С) 42 30 13 — 120
АК8 49 38 12 — 105
В95 ТЗ I 55 46 10 150
м 22 — 15 — —
Принятые обозначения:
Н — нагартованный: П - - полунагартованный; М — отожженный; Т — закаленный и
естественно состаренный; ТЗ — закаленный и искусственно состаренный.
♦ Условный предел текучести при пластической деформации 0,2%.
♦* Первое число для плакированных листов, второе — для остальных полуфабрикатов.
Таблица 349
Литейные алюминиевые сплавы. Механические свойства
(по ГОСТ 2685—53)
Марка Вид литья Вид термиче- ской обработки Механические свойства
ст в кГ[мм2 - 8 % НВ кГ1мм-
не менее
АЛ1 В землю и в кокиль Т5 20 0,5 95
В землю и в кокиль с 15 4 50
,АЛ2 модифицированием В кокиль 16 2 50
Под давлением — 16 1 .50
В кокиль 16 0,5 65
В землю — 12 — 65
В землю и в кокиль Т1 17 1 70'
То же Т2 12 — 65
АЛЗ В землю Т5 21 — 75
В кокиль Т5 24 0,5 75
В землю и в кокиль Т7 20 1 70
То же Т8 18 2 65
Под давлением — 15 0,5 65
23*
716
Раздел VII. Физико-механические свойства материалов
Продолжение
Марка Вид литья Вид термиче- ской обработки Механические свойства
% кГ!мм2 б % НВ кПмм'2
не мензе
В землю 12 65
В кокиль — 16 0,5 65
АЛЗВ В землю В кокиль Т5 Т5 21 24 0,5 75 75
В землю Т8 15 1 65
В кокиль Т8 18 2 65
АЛЗВ* В землю В кокиль — 13 16 6,5 .1,0 65 65
В землю и в кокиль • 15 2 50
АЛ4 В кокиль Т1 20 1,5 70
В землю с модифициро- Тб 23 3 70
ванием
В кокиль Тб 24 3 70
В землю и в кокиль 16 0,3 70
АЛ4В В землю Тб 24 0,4 80
В кокиль Тб 25 0,4 90
В землю и в кокиль Т1 16 — 65
АЛ5 В землю Т5 , 20 — 70
В землю и в кокиль Т7 18 1 65
АЛ 6 В землю и в кокиль . Т2 15 1 45
Под давлением — 15 1 45
В землю Т4 20 6 60
Л 117 В кокиль Т4 21 6 60
гг«/1 1 В землю Т5 22 3 70.
В кокиль Т5 23 3 70
В землю 13 0,5 55
АЛ7В В кокиль — 16 1 55
В землю Т5 22 1 ’ 70
В кокиль Т5 25 2 70
АЛ8 В землю Т4 28 9 60
В землю и в кокиль - 16 ' ' 2 50
В землю Т4 18 ‘ 4 50
АЛ9 В кокиль Т4 19 4 50
В‘землю Т5 20 2 60
В кокиль Т5 . 21 2 60
В землю и в кокиль Т2 15 2 50
Физико-механические свойства металлов и сплавов
717
’ Продолжение
Марка Вид литья Вид термиче- ской обработки Механические свойства
кГ/мм^ СИ НВ кГ1мм*
не менее
АЛ9В В землю В кокиль В землю В кокиль Т5 Т5 13 16 20 22 0,5 0,5 0,5 0,5 60 60 75 75
АЛ 10В В землю В кокиль В землю В кокиль То же Тб Тб Т1 12 16 13 20 17 1 1 1 1 1 80 80 80 100 90
АЛ11 В землю В кокиль — 20 / 25 2 1,5 80 90
АЛ12 В землю и в кокиль Тб 17 — 100
АЛ13 В землю и в кокиль — 15 1 55
АЛ14В В землю и в кокиль В кокиль В землю В кокиль Т5 Т5 13 17 20 24 ' 0,5 0,5 0,5 0,5 70 70 85 85
АЛ 15В В землю В кокиль В землю В кокиль Т5 Т5 15 18 20 22 0,5 0,5 70 70 80 85
АЛ17В В землю В кокиль В землю В кокиль Т5 Т5 ' 17 18 20 22 0,5 0,5 65 65 ' 75 75
АЛ18В В кокиль — 18 — 80
АЛЮ В землю То же Т4 Т5 30 34 8 3 80 100
Примечание. Условные обозначения видов термической обработки: Т1 — старе- ние; Т2 — отжиг; Т4 — закалка; Т5 — закалка и частичное старение; Тб — закалка и полное старение до максимальной твердости; Т7 — закалка и стабилизирующий отпуск; Т8 — за- калка и смягчающий отпуск. * Содержание магния 0,25—0,5?£. марганца 0,2—0,6%.
718
Раздел VII. Физико-механические свойства материалов
Таблица 350
Магниевые литейные сплавы. Механические свойства
Марка Состояние сплава * Механические свойства
а в кГ[мм2 Ст кГ[мм- 5 % Ф % НВ кГ[ мм'1
МЛ2 — 12 3,5 4 1 6 35
млз — 18 5,5 8 ! 12 1 45
18 9,5 5 6 50
МЛ4 Т4 25 8,5 9 13 55
Тб 26 12 4 6 75
16 9,5 3 4 50
МЛ5 Т4 25 8,5 9 15 60
Тб 25 12 4 8 . 75
— 16 11 1,5 2,5 50
МЛ6 Т4 25 10 5 12 60
Тб 26 15 1 3 80
МЛ7-1 — 18 7 6 8 55
МЛН 13 8,5 3 5 60
22 12 11 7,5 60
МЛ12 Т1 25 14 8 8 60
Тб 27 16 6 8 70
♦ Условные обозначения см. в табл. 349.
Таблица 351
Физические свойства сплавов высокого омического сопротивления
(по ГОСТ 492—52)
Наименование Марка Температура плавления ° С Плотность Г!см$ Коэффициент ли- нейного расшире- ния а•10-6 Теплопроводность кал!см • сек °C Удельное электро- сопротивление ом • мм^/м Температурный коэффициент электросопроти- вления а •• 10“4 э
Алюмель НМцАК2-2-1 1440 8,5 0,25—0,35 26,0
Хромель (1 И 2) НХ9,5 и НХ9 1435 8,72 12,8 — 0,6—0,7 4,90
Копель МНМц43—0,5 1290 8,89 14,0 0,058 0,49—0,50 1,4
Константан МНМц40—1,5 1260 8,90 14,4 0,05 0,48 0,206
Манганин МНМцЗ—12 1010 8,4 16,0 0,052 0,435 0,10—0,30
Сплав ТП МН0,6 1084 8,96 — 0,65 , 0,031 27,58
Нихром Х1-5Н60 1390 8,4 16,0 0,033 1,124 1,34 '
Физико-механические свойства неметаллических материалов
719
4. ФИЗИКО-МЕХАНИЧЕСКИЕ СВОЙСТВА
НЕМЕТАЛЛИЧЕСКИХ МАТЕРИАЛОВ
Таблица 352
Листовая фибра. Свойства и область применения
(по ГОСТ 6910—54)
Показатели Марка фибры
ФТ ФЭ ФК ФП, ФПК
Предел прочности при растяжении в продольном направлении (не менее) в кГ)см2:
при толщине фибры в мм:
0,6 и 0,8 600 650 — 550
' 1,0—3,0 650 700 650 550
3,5—5,0 600 650 — —
6,0—12,0 500 500 — —
13,0—25,0 500 — — ——
То же вх поперечном направлении при толщине фибры в мм:
0,6 и 0,8 400 450 — 350
1,0—3,0 450 450 400 350
3,5—5,0 350 400 — —
6,0—12,0 300 300 —— —
13,0—25,0 300 — — —
Объемный вес в зависимости от толщины фибры в Псм9 1,05—1,15 1,1—1,2 1,2 1,05—1,10
Электрическая прочность при тем- пературе 20 zt 5° С в зависимо- сти от толщины фибры в кв1мм не менее 3,5—7
Примечание. Фибра марки ФТ — фибра техническая, предназначается для, изго-
товления деталей в машиностроительной, электротехнической и приборостроительной про-
мышленности; марки ФЭ — фибра электротехническая для применения в качестве электро-
изоляционного материала; марки ФП — фибра поделочная; марки ФПК — фибра прокладоч-
ная кислородная для изготовления деталей, соприкасающихся с кислородом.
720
Раздел VII. Физика-механические свойства материалов
Слоистые пластмассы.
Наименование Стандарт или технические условия Плотность Г [см* Т еплостойкость по Мартенсу в °C Т еплопроводность ккал!м • час °C Коэффициент ли- нейного теплового расширения а • 10“5
Текстолит4 марки ПТК ГОСТ 5—52 1,3—1,4 125 0,20—0,29 3,3—4,1
> » ПТ ГОСТ 5—52 1,3—1,4 125 0,20—0,29 3,3—4,1
» » А ГОСТ 2910—54 1,3—1,45 135 0,18—0,29 2—4
» v Б ГОСТ 2910—54 1,3—1,45 125 0,18—0,29 2—4
» » ВЧ ГОСТ 2910—54 1,3—1,45 125 0,18-0,29 2—4
» у> Г ГОСТ 2910—54 1,3-1,45 128 0,18—0,29 2—4
» Ст ГОСТ 2910—54 1,6—1,85 185 0,18—0,29 2—4
Гетинакс5 марки А ГОСТ 2718—54 1,3—1,4 150 0,18—0,29 2
» » Б ГОСТ 2718—54 1,25-1,4 150 0,18—0,29 2
» » В ГОСТ 2718—54 1,3—1,4 150 0,18—0,29 2
» » Г ГОСТ 2718—54 1,3—1,4 — 0,18—0,29 —
» » Ав, Дв ГОСТ 2718—54 1,3-1,4 — 0,35—0,45 —
» » Гв Стеклотекстолит 6 марки: ГОСТ 2718—54 1,3—1,4 — 0,35—0,45 —
КАСТ-1 ТУ МХП М-682—56 1,35—1,55 — ' 0,18—0,29 —
КАСТ-В ТУ МХП 2182—54 1,85 250 . 0,22—0,25 0,8—1,1
СКМ-1 ВТУ 0ЭПП 503-001—57 1,8 —250 — 6—10
СВФЭ-2 ВТУ СИИ-503-053—54 1,6 >200 — —
1 Водопоглощаемость при t = 4* 20 -f- 2° С после 24 час пребывания в дистиллированной
- После выдержки при температуре 70° С в течение 4 час с последующей выдержкой при
3 При растяжении — вдоль листа (по основе ткани), при сжатии и изгибе — перпендикулярно
4 Преимущественное применение: конструкционный (поделочный) текстолит (марки ПТК
изоляционный — для работы при температуре —60-------р70° С (марки А, Б, ВЧ, Г) на воздухе
применяют текстолит марки СТ, для высокочастотной радиоаппаратуры — текстолит марки ВЧ.
5 Преимущественное * применение: гетинакс марок А и Б — для деталей высоковольтных
отличается более высокой по сравнению с маркой А механической прочностью и применяется
марки Г отличается стабильностью электрических свойств при повышенной влажности. Гетинакс
устройств.
в Стеклотекстолит марок КАСТ-1, КАСТ-В и СКМ-1 применяется преимущественно в каче
с рабочей температурой от —60 до +200° С.
Физико-механические свойства неметаллических материалов
721
Физико-механические свойства
Таблица 353
Водопоглощение 1 Г/дм* Удельное электрическое сопротивление Тангенс угла диэлектриче- ских потерь . при частоте Пробивное напряжение 2 кв>мм Предел прочности кГ1мм"2 3 при Удельная ударная вязкость к Г • см! см- Твердость НВ кГ/мм-
поверх- ностное ом объем- ное ом • см 50 гц 106 гц растя- жении сжа- тии стати- ческом' изгибе
0,35 — — — — — 10 25 16 35 34
0,35 — — — — — 8,5 23 14,5 35 34
0,6 10й 1010 — — >5 6 22 14 20 30
0,3—0,6 1011 109 — — >2 6,5 22 14 25 30
0,28—0,58 1010 1010 — 0,07 >5 5 22 14 — 30
0,3—0,6 10й — — — >2 6,5 22 14 27 30
0,3—0,55 10й 1010 — — >10 9 22 14 50 30
0,5 1011 10п 0,1 ' — — 8 — 10 13 25
0,5 1010 Ю10 0,07 — — 7 — 8 — 25
0,6 1010 10i0 — — 10 8 13 20 25
0,5 — — — — — 9 8 13 13 25
0,5 1011 1011 — 0,45 25 8 — — — —
0,5 1012 1012 — 0,03$ 25 8 — — — —
0,9 1011 1013 0,03 0,03 — 27 5 — 125 —
>1 3- 1012 3. 1012 0,18 — — 22 — — 60 35
0,7 10w >1014 0,01 — >10 >16 >10 — >50 25
0,55 >1010 >109 0,06 — >12 >13 — 13 —•
воде.
/==20° С и относительной влажности 65% в течение не менее 6-час.
слоям ткани.
и ПТ) — для деталей механизмов — зубчатых передач, вкладышей подшипников и др.; электро-
(марки Б, ВЧ, Г) и в трансформаторном масле (марка А). При температуре от —60 до -Ц-13О0 С
устройств (масляных выключателей, трансформаторов, дросселей и т. п.). Гетинакс марки В
как конструкционный материал для изготовления деталей низковольтных устройств. Гетинакс
марок Ав, Гв и Дв (панельный) применяется для электроизолирующих деталей высокочастотных
стве конструкционного материа ла, марки СВФЭ-2 — в качестве электроизоляционного материала
722
Раздел VII. Физико-механические свойства материалов
Блочные пластмассы.
Наименование Стандарт или технические условия Плотность Псм* Теплостойкость по Мартенсу °C Теплопроводность ккал/м • час °C Коэффициент линейного теплового расширения а-10-5
Органическое стекло ТУ МХП 1783—53 1,18 60 и 901 0,12—0,17 8,5—13,5
То же товарное ТУ ХП 26—46 1,18 58—72 0,12—0,17 8,5—13,5
Неолейкорит ТУ НКХП621—41 1,3 60 и 702 — —
Целлулоид авиа- ционный АВ-1 ОСТ 10043—38 1,35-1,4 40 — 10—14
Полиэтилен ПЭ-150 ВТУ 4138—55 МХП 0,95 105-1304 — 10—18
Полиуретан ПУ-1 ТУ 216—52 МХП 1,21 > 150е — 13
Полиамид 68 ТУ ГХП М617—57 1,13 > 170е — 12
Винипласт листовой ТУ МХП 3823—53 1,35 75 0,13 7
Фторопласт 4 ТУ № М162—54 — >65 — —
Полистирол блоч- ный Д и Т ТУ МХП М241—54 1,05 80 — 6,8
Пенопласт ПС-1 ТУ МХП 3202—54 0,1—0,2 — ~0,04
> ПС-4 ВТУ МХП 3691—54 0,05—0,08 — ~0,035 —
Капрон ТУМ 191—54 2,1—2,3 100—110е — 10
1 Соответственно для пластифицированного и непластифицирова иного оргстекла.
2 Соответственно для первого и второго сорта.
з По Роквеллу.
4 Температура размягчения.
5 мГ/дм2.
6 Теплостойкость в °C по ВИКА.
7 кГ!м2.
Физико-механические свойства неметаллических материалов
?23
Физико-механические свойства
Таблица 354
Водопоглощение за 24 часа в % привеса Удельное электриче- ское сопро- тивление Тангенс угла диэлектрических потерь при частоте Диэлектрическая прони- цаемость при 10е гц Пробивное напряжение кв / м м Предел прочности кГ/см2 при Удельная ударная вязкость кГ • см/см2 Твердость НВ кГ/мм2
поверхност- ное ом объемное ом • см 50 гц йг 901 растяжении S * и статическом изгибе
0,3 — 1018 0,02—0,06 3,2—3,6 18 650 1100 950 12 ~20
0,3 — — — 0,025 — ~30 — — — 8,5 7
0,02 — — — — — — 500 600 700 ^7 ~30
1,25—2 1010 ю11 — — — — >300 — — — 6
<0,015 — 1015 — 0,0005 <2,5 40 100 — 150 15—20 1153
7,5 1013 1013 — 0,03 3,8 20 900 — 850 50 11
1Л 1013 1013 — 0,035 3,6 >15 500 — 700 100 12
0,01 1012 ~1012 0,02 0,015 3,1—4 20—40 500 800' 1000 120 15
— 1013 1013 — 0,00025 2,2 — __ — — —
0,07 1014 1014 0,008 0,0004 2,6 20 >200 >800 800 15 20
0,37 1012 1013 — 0,001 1,3 >4 14 8 — 1,4—1,8 —
0,37 1012 1013 — 0,001 1,4 >4 9 4 — 1,7 —
1,5 1015 ю16 0,18 0,0003 1,9-2,2 — >140 >200 НО 100 4
Листовая резина
(по ГОСТ 7338—55)
Таблица 355
Показатели Нормы для резины
Кислотощелоче- стойкая Теплостойкая Морозбстойкая Маслобензостойкая Пишевая
DC OS S средней твердости повышенной твердости мягкая средней твердости повышенной твердости I мягкая средней твердости повышенной твердости Марка А Марка Б марка В по- вышенной твердости ГС сс S средней твердости
мягкая средней твердости повышен’ ной твер- дости мягкая средней твердости повышен- ной твер- дости
Предел прочности при разрыве х в кГ/см2, не менее Относительное удлинение в % не менее Остаточное удлинение в % не более Твердость по ТШМ-2 в кГ/см2 в пределах Коэффициент старения не менее 35 350 25 0,65 45 250 25 7,1-12 0,65 55 200 20 12,1—20 0.65 40 300 18 4,5—7 0,7 45 250 15 7,1—12 0,7 60 100 15 12,1—26 0,7 40 250 25 4-7,5 0,7 50 200 20 7,6-12 0,7 65 200 20 12,1-20 0,7 60 250 30 4-6.5 0,7 90 250 30 6,6—12 0,7 95 200 20 12,1-21 0,7 45 409 40 4-6 0,7 50 300 40 6,1-13 0,7 55 180 15 13,5—22 0,7 45 150 15 10-12 0.7 45 350 35 4-7,5 0.7 40 300 20 7.6- 10 0,7
Примечание. Техническая листовая резина ГОСТ 7338 — 55 предназначается для изготовления прокладок, уплотнителей, амортиза-
торов и других деталей,
В зависимости от твердости листовая резина подразделяется на мягкую, средней твердости и повышенной твердости. Пищевая резина
подразделяется на мягкую и средней твердости.
Все типы листовой резины работоспособны при температуре от —30 до 4-50° С. Теплостойкая листовая резина предназначается для
работы при температуре в среде воздуха до -J-9O0 Сив среде водяного пара до -f-140° С; морозостойкая — при температуре до —45° С.
Раздел VII. Физико-механические свойства материалов
Т а б л и ц а 356
Резина для уплотнительных шнуров
(по ГОСТ 6467—57)
Нормы для резины
Кислотощелоче- стойкая Теплостойкая Морозостойкая Маслобензостойкая Пище- вая
Физико-механические показатели резины го го а Я »Я о Ф О Я ГО fct CU Ф Ф вышенной ердости го Я Я •и и Ф О Я ГО ГО CU ф ф вышенной ердости я го я я »Я о Ф О Я ГО ГО CU Ф Ф 1вышенной ердости го го «Я о Ф О я го ГО CU ф ф «я о я£ ф о 3g з 2. И Ф я « О Ф о я го ГО CU ф ф
го S Си И О Н ёе го й си я о н с ® го S схя го S СчЯ g Н схм и н
Предел прочности при разрыве (не менее) в кГ'1см'~ 40 40 60 35 35 50 40 45 65 50 . 55 80 30
Относительное удлинение (не менее) в % 350 250 200 300 250 100 350 200 175 400 300 190 250
Остаточное , удлинение (не более) в °/о 35 30 25 25 25 25 25 '25 20 40 40 25 30
Твердость по ТШМ-2 в кГ/см2 4—7 7,1— 11,0 11,1— 20,0 4—7 7,1— 11,0 11 — 20,0 4—7 7,1 — 11,0 11,1 — 20,0 4—7 7,1 — 11,0 11,1— 20,0 7,1 — 11,0
Примечание. Шнуры резиновые ГОСТ 6467 — 57 изготовляются круглого, квадратного и прямоугольного сечения.
В зависимости от твердости резины шнуры подразделяются на мягкие, средней твердости и повышенной твердости (кроме пищевого
шнура, который изготовляется только из резины средней твердости).
Все типы шнура работоспособны при температуре от —30 до -|-50° С. Теплостойкий шнур (тип II) предназначен для работы при темпе-
ратуре в среде воздуха до 4-90° Сив среде водяного пара до -4-140° С; морозостойкий — при температуре до —45° С.
Физико-механические свойства неметаллических материалов
Таблица 357
Резина невулканизированная. Назначение и физико-механические свойства
Преимущественное назначение резины Марка резины Обозначе- ние среды, в которой . может работать резина Температура при эксплуа- тации °C Предел прочности кГ!см2 Удлинение % Твердость по ТМ-2 (Шору) Коэффициент старе- ния по Iиру через 144 часа при 70 °C Температура хруп- кости в °C Обозначение техно- логических свойств
от до относительное остаточное
1. Резины мягкие, особо 3701 Вд, Вз, СГ —50 4-80 200 500 15 35—40 0,8 —55 к, ф, В
эластичные, для работы в уело- ВИАМ-2 То же —50 4-80 170 600 32 30—45 0,8 —55 К, Ф, в
виях значительного растяже- ния и небольшого сжатия 3311 » —50 4-80 150 700 25 35—50 0,8 —50 к, Ф, в
2. Резины мягкие и средней 1432 Вд, Вз —30 4-80 40 350 30 35—50 0,75 —43 К, Ф, в
твердости, работающие в усло- 3508 Б, М —40 4-1зо 70 450 20 50—65 — —40 ф
виях небольшого сжатия в ка- 2961 Б, М —40 4-130 80 450 25 50—60 0,78 —40 Ф, ш
честве уплотнительных прокла- 3687 Вд, СГ —50 4-1зо 130 500 30 40—55 0,75 55 ф
док, амортизаторов и для дру- гих целей 4ж, 6ж Вд, Вз —50 4-80 120 500 35 35—50 0,6 — ф
3. Резины средней и повы- 3909 Вд, Вз, СГ —40 4-80 35 200 25 45—60 0,7 45 Ф, ш
шенной твердости для профиль- 2667 То же —50 4-80 35 200 20 40—55 0,7 —55 Ф, ш
ных уплотнительных прокла- док, работающих в условиях небольшого сжатия 4327 Вд, Вз, Б, М —45 4-80 80 170 12 65—80 0,7 —50 Ф, ш
4. Резины средней твердости 200а Вд, Вз —45 +80 200 500 40 50—65 0,8 ф
для деталей, работающих в тя- 16р8 То же .—45 +80 200 500 40 50—65 0,8 — ф
желых условиях на сжатие и скручивание К-4355 —45 +80 200 600 36 50—60 0,7 — ф
Раздел VII. Физико-механические свойства материалоё
5. Резины средней и повышен- ной твердости, работающие в качестве амортизатрров и уплотнителей в условиях зна- чительного сжатия 1626 2671 4591 Вд, Вз То же —45 —35 4-60 4-80 4-80 100 50 130 400 200 300 30 15 14 45—60 50—65 60—75 0,7 0,7 0,7 —50 —35 Ф К, Ф, Ш Ф
6. Резины специальные, обес- печивающие глянцевую повер- хность деталей, работающих в качестве уплотнительных ман- жет, сальников для вращаю- щихся валов и т. п. 3825 А 3826с 3834 1Вд, Вз, 4004 j Б, М —30 -30 —30 —30 -100 -100 -100 -100 100 80 70 100 120 300 250 200 10 20 30 20 80—90 65—75 50—65 75—90 0,8 0,75 0,8 0,7 —30 —28 —33 —15 Ф, Ш То же » »
7. Резины мягкие, средней и повышенной твердости, рабо- тающие с металлом в качестве амортизаторов 1847 2462 2959 7864 Вд, Вз, СГ То же » —45 —45 —45 —45 [-80 -80 -80 -80 160 100 160 160 600 300 500 600 25 30 32 25 35—45 65—80 50-60 35—45 0,8 0,7 0,8 0,8 Ю О Ю , 7 н 1 К, Ф, В То .же » »
8. Резины для деталей, рабо- тающих в электрическом поле, в приборах тропического ис- полнения при деформации око- ло 1О°/о 14р-2 14р-6 14р-15 Воздух Озон —60 —60 —60 4-250 4-200 4-200 22 25 25 100 160 160 — —60 —65 —65 Ф; Ш - То же »
9. Резины для деталей, со- прикасающихся с посеребрен- ными поверхностями МАК-44 НО-68-1 Вд, Вз То же —65 4-80 4-80 30 90 250 250 16 12 35—50 55—70 0,8 0,7 —65 —55 ф ф
П р и.м ечания. 1. Принятые обозначения: для сред: Вд — вода, Вз — воздух, СГ — спиртоглицериновая смесь, Б — бензин, М — мас- ло. Для технологических свойств: К — каландруется, Ф — формуется, В — викелюется, Ш — шприцуется. 2. Резины марок 200а, 16р8, К-4355, 1626, 4591 и 7864 — по ТУ 204 — 54р. Резины марок 14р-2, 14р-6 и 14р-15 по ТУ МХП № УТ 741—57; резина марки МАК-44 — по ТУ МХП 3813—57; остальные марки резин — по ТУ МХП 1166 — 58.
Физико-ме ханические свойства неметаллических материалов
Радиотехническая керамика. Физико-механические свойства
(по ГОСТ 5458—57)
Таблица 358
Материал КоэффИ’ циент линейного рас шире’ НИЯ а•10-6 Электри- ческая прочность кв! мм Удельное объемное сопротив- ление при темпера- туре +100±5° С ом • см Тангенс угла диэлектрических потерь (/ == 1 Мгц) не более при Диэлек- трическая проницае- мость П редел прочности при стати- ческом изгибе кГ/мм -
Тип Класс Группа 20° С 80° С 100° с после увлажне- ния
1 а б 12 8 6 8 10“ 10й 0,006 0,006 0,0008 0,0008 0,001 0,0012 0,0008 0,0008 130—190 65—100 8 8
5S 11 а б 8 8 8 8 10й 10“ 0,006 0,006 0,0008 0,0008 0,001 0,0012 0,0008 0,0008 31—50 17—30 7 7
2 X о III — 8 8 10“ 0,006 0,008 0,0012 0,0008 12—30 7
го а 8 20 1012 0,001 0,0012 0,0012 <7,5 14
о IV б 8 20 1012 0,002 0,003 — 0,0022 <8 14
о в 3 20 1012 0,006 0,0008 — 0,0008 <7,5 8
ей
V — 6 20 1012 0,0012 0,0018 — 0,0015 <9 20
Vi ! 1 1 " । — i 6 — 1012 — — — — <7,5 6
VII — 6 18 11“ 0,005 0,007 — 0,006 <7,5 6
6 g а 12 2 1010 0,04 0,05 * — 0,07 <2800 5
со 2 Г) VIII б 12 3 1010 0,04 0,05 ! 0,1 <2000 5
-*• х х X ? 1 в 12 6 10й 0,005 0,005 — 0,007 < 1000 5
Раздел VII. Физика-механические свойства материалов"
Физико-механические свойства неметаллических материалов
729
Таблица 359
Слюда. Физико-механические свойства
Свойства Мусковит Флагопит Биотит
Показатель пре- ломления Цвет Прозрачность * 1,561—1,594 Бесцветный, фио- летовый, желтый, бурый, зеленый Высокая прозрач- ность по отноше- нию к видимым лучам 1,562—1,606 Разнообразный от черного до белого Прозрачен лишь в тонких пластинках 1,541—1,574 Темно-зеленый, светло-бурый и светло-зеленый Непрозрачен или полупрозра- чен
Удельный вес В 2/CJW3 Предел прочности: при растяжении в кг/мм2 при сжатии в mjсм2 Модуль упругости в кг1см2 * Расщепляе- мость **** 2,76-3,0 16,6 8,3—12,5 ** (1,5—1,8) 10е Легкая 2,78—2,85 16,0—22,3 3,0—6,0 *** (2,2—2,4) 10е Средняя 2,7—3,1 3,0—4,5 ** Трудная
Твердость по мине- ральной шкале Удельное объем- ное электросопро- тивление при ком- натной температу- ре в ом • CJW***** Диэлектрический коэффициент оо 'сп to о ьо сл X о 1 1 1 — to "с© Сл О О ел 2,5—3 5,1 • 1013—1,6- 10п 2,5—10,0 2,5—3 5,0 - 1010—1,16.1012 2,5—10,0
Теплоемкость в ккал ’С Температура плав- ления в °C Теплопроводность в кал/см • сек 0 С Теплостойкость В °C , 0,2049 , 1255-1260 0,00110—0,00134 525 (при 580’ обнару- живается замет- ная потеря в весе) 1270—1330 0,00130—0,00165 700 (при 825’ начи- нается заметная потеря в весе) 1145—1150 Обладает большей теплостойкостью, чем флагопит
* По отношению к ультракрасным и ультрафиолетовым лучам слюда прозрачна.
Биотиты особенно прозрачны по отношению к ультракрасным, а мусковиты к ультрафио-
летовым.
** Образец превращается в порошок.
*** Образец расщепляется и после снятия давления вспучивается.
**** Расщепляемость зависит от рода среды, соприкасающейся с вновь возникающими
поверхностями: ксилол затрудняет, а вода облегчает расщепление.
***** в направлении плоскости спайки.
Древесно-слоистые пластики
Таблица 360
Показатели ДСП-А ДСП-Б ДСП-Б-а ДСП-Б-Э ДСП-Б-М > ДСП-Б-Т дсп-в дсп-в-э дсп-в-м дсп-г дсп-г-м
Объемный вес (не ме- нее) в Г/см* 1,33 1,3 1,25 1,3 1,23 1,28 1,3 1,3 1,23 1,3 1,23
Влага + летучие (не более) в % 6 7 4—6 6 7 10 7 6 7 7 7
Водопоглощение за 24 часа (не более) В °/о — 5 — 5 — — 5 5 — 5 —
Предельное водопо- глощение (не более) в °/0 20 20 — — — — — — — — —
Предельное разбуха- ние (не более) в % 22 22 — — — — — — — — —
Предел прочности при растяжении вдоль воло- кон (не менее) в кГ/см2 — 2600 3000 2600 2000 — 1400 1400 1300 — —
Предел прочности при сжатии вдоль воло- кон (не менее) в кГ1см2 1800 1600 1850 1600 1300 — 1250 1250 1000 1250 1000
Предел прочности при статическом изгибе (не менее) в кГ/см 2800 — 2800 2200 — 1800 1800 1400 1500 840
Удельная ударная вязкость (не менее) в кГ • см/см2 — 80 80 80 60 70 30 30 25 30 17
Раздел VII. Физико-механические свойства материалов
Предел прочности при скалывании по клеевому шву (не менее) в кГ[см2 150 150 160 150 125 ПО 140 140 125 140 125
Предел прочности пр'и скалывании по древеси- не (не менее) в кГ)см2 — — 350 — — — — — — — —
Твердость торцовой поверхности по Бринелю (не менее) в кГ)мм* 25 25 — 25 — — 25 25 — — —
Маслостойкость в трансформаторном масле при температуре 105 ± ±i 2° С в час — — — 6 — — — 6 — — —
Нагревостойкость при температуре воздуха 105 zt 2° С в час — — — 24 — — — 24 — — —
Примечание. Древесно-слоистые пластики изготовляются на основе древесного шпона,\ пропитанного искусственными смолами. Ос- новная область применения — конструкционный материал для различных деталей машин и приборов, а также 'отделочный материал для футляров приборов и т. п. Древесно-слоистые пластржки (ГОСТ 8697 — 58) выпускаются 4 основных марок: ДСП-А — пластик с параллельным расположением волокон в соседних слоях. Это дает максимальную прочность на растяжение и сжа- тие вдоль волокон; ДСП-Б — пластик, в котором каждые 5 — 20 слоев шпона с параллельным направлением волокон разделяются одним слоем с перпен- дикулярным расположением волокон; ДСП-В — пластик с перпендикулярным расположением волокон в смежных слоях, прочность которого одинакова как в продольном, так и в поперечном направлении; ДСП-Г — пластик, у которого волокна смежных слоев расположены под углом 15 — 30°; прочность материала одинакова в любо,м направ- лении, что позволяет изготовлять из этого пластика такие детали, как зубчатые колеса, шкивы и т. п. Остальные марки пластиков (производные из указанных) применяются: ДСП-Б-а — для изготовления деталей авиационных конструкций; ДСП-Б-Т — для изготовления деталей текстильных конструкций; ДСП-Б-М, ДСП-В-М и ДСП-Г-М — пластики, пропитанные минеральным маслом, применяются в качестве самосмазывающего, антифрик- ционного материала. ДСП-Б-Э и ДСП-В-Э — для изготовления электротехнических деталей. Электроизолирующие свойства этих материалов сравнительно не- высоки, особенно после увлажнения. х
Физико-механические свойства неметаллических материалов
ТАБЛИЦЫ, ПОМЕЩЕННЫЕ В СПРАВОЧНИКЕ
Раздел I.
ДОПУСКИ И ПОСАДКИ
1. Нормальные линейные раз-
меры . . ....................
2. Допуски размеров менее
0,1 мм.......................
3. Допуски и посадки размеров
менее 1 мм...................
4. Допуски и посадки. Система
отверстия. 1-й класс точно-
сти .........................
5. Допуски и посадки. Система
отверстия. 2-й класс точно-
сти .........................
6. Допуски и посадки. Система
отверстия. Класс точности 2а
7. Допуски и посадки. Система
отверстия. З-й класс точ-
ности .......................
8. Допуски и посадки. Система
отверстия. Классы точности
За, 4 и 5-й...............
9. Допуски большие. Классы
точности 7, 8 и 9-й..........
10. Допуски и посадки. Система
вала. 1-й класс точности. . .
11. Допуски и посадки. Система
вала. 2-й класс точности . . .
12. Допуски и посадки.. Система
вала. Класс точности 2а . . .
' 13. Допуски и посадки. Система
вала. З-й класс точности. . .
14. Допуски и посадки. Система
вала. Классы точности За,
4 и 5-й........................
15. Допуски и посадки (кроме
прессовых) размеров свыше
500 до 10000 мм. Система от-
верстия. Кассы точности 2-й
и 2а...........................
16. Допуски и посадки (кроме
прессовых) размеров свыше
500 до 10 000 мм. Система
отверстия. Классы точности
З-й, За, 4 и 5-й...............
Стр. Стр.
17. Посадки, принятые в прибо-
8 ростроении................. 43
18. Характеристика и применяе-
14 мость посадок, принятых в
приборостроении............ 44
15 19. Конусы. Нормальные конус-
ности ............................. 46
20. Нормальные углы и допуски
20 на угловые размеры....... 47
21. Применяемость допусков на
угловые размеры деталей . . 50
23 22. Допуски на гравировку шкал 51
23. Элементарные виды откло-
26 нений формы поверхно-
стей .............................. 54
24. Обозначение отклонений фор-
28 мы и расположения поверх-
ностей на чертежах............... 61
25. Предельные отклонения от
. 30 плоскостности и прямо-
линейности .................... 68
32 26. Предельные значения неци-
линдричности, некруглости,
33 отклонения профиля про-
дольного сечения, огранки
34 и изогнутости..................... 68
27. Предельные значения оваль-
37 ности, конусообразности,
бочкообразности и седло-
38 образности................... 69
28. Предельные отклонения от
параллельности и перпенди-
39 кул яркости и предельные
значения торцового биения 69
29. Предельные значения ра-
диального биения............ 70
30. Предельные значения несо-
осности и несимметрии . . 70
31. Допуски на геометрические
формы деталей.................. 71
32. Допуски на свободные раз-
42 меры............................. 74
Таблицы, помещенные & справочнике
733
Стр.
Стр.
33. Радиусы закруглений и фас-
ки ............................ 76
34. Классы чистоты (шерохова-
тости) поверхности ..... 78
35. Рекомендации по выбору
класса чистоты (шерохова-
тости) поверхности........... 81
36. Классы чистоты поверхности
для посадок с зазором ... 83
37. Классы чистоты поверхности
для посадок с натягом и пе-
реходных '..................... 84
38. Классы чистоты поверхности
в зависимости от плоскост-
ности и прямолинейности . . 85
39. Классы чистоты поверхности
в зависимости от параллель- - -
ности и торцового биения 85
40. Шероховатость поверхности
металлических деталей при
обработке со снятием струж-
ки ............................ 86
41. Шероховатость поверхности
металлических деталей при'
бесстружечной обработке . . 89
42. Шероховатость поверхности
при обработке деталей из
пластмасс...................... 91
Раздел II. НЕРАЗЪЕМНЫЕ СОЕДИНЕНИЯ
Стр.
Стр.
43. Швы стыковых соединений
5 = ^........................ 93
44. Швы угловых соединений . . ,96
45. Швы тавровых соединений . 99
46. Швы соединений внахлестку 101
47. Припуски на оплавление и
осадку стальных заготовок
круглого сечения............ 104
48. Припуски на автоматиче-
скую сварку непрерывным
оплавлением листов и тонко-
стенных труб................. 104
49. Рекомендуемые минималь-
ные расстояния при контакт-
ной точечной сварке .... 107
50. Размеры выступов при рель-
ефной сварке стальных дета-
лей ......................... 107
51. Соединения при газовой
сварке........................ ПО
52. Группы свариваемости кон-
струкционных сталей .... 111
53. Припои. Физические свой-
ства и химический состав. . . 114
54. Припои. Механические свой-
ства и назначение............. 116
55. Латунные припои. Химиче-
ский состав и физико-меха-
нические свойства ..... 118
56. Серебряные припри с темпе-
ратурой плавления < 550°С 118
57. Формы заклепок ...... 123
58. Заклепки с полукруглой го-
ловкой ....................... 124
59. Заклепки с потайной голов-
. кой....................... 125
60. Заклепки с полупотайной
головкой...................... 126
61. Заклепки пустотелые .... 127
62. Диаметры сверлений под за-
клепки ....................... 128
63. Пресспорошки. Сортамент и
назначение............... . . . 133
64. Прессматериалы. Физико-
механические и диэлектриче-
ские свойства ................ 136
65. Допуски для изделий, прес-
суемых из фенол- и амино-
пластов ...................... 137
66. Клеевые сочетания........ 151
Раздел III. РАЗЪЕМНЫЕ СОЕДИНЕНИЯ
Стр.
Стр.
67. Резьба метрическая для диа-
метров от 0,25 до 0,9 мм ... 155
68. Резьбы метрические с круп- -
ными шагами................... 156
69. Резьбы метрические с мелки-
ми шагами..................... 157
70. Резьба метрическая. Свод-
ная таблица диаметров и ша-
гов ........................... 160
71. Резьба трапецеидальная.
Предпочтительные диамет-
ры и шаги резьб................ 162
"Таблицы, помещенные в справочнике
Стр.
72. Резьба трапецеидальная.
Элементы профиля резьбы 163
73. Резьба дюймовая с углом
профиля 55°.................. 164
74. Резьба трубная цилиндри-
ческая ...................... 166
75. Резьба окулярная для опти-
ческих приборов.............. 167
76. Резьба круглая для цоколей
и патронов электрических
ламп......................... 169
77. ’ Допускаемые напряжения
ар в кГ/см2 для болтов из
стали 10 . . ................ 174
78. Нагрузки на болты, винты
и шпильки, соответствую-
щие значениям допускаемых
напряжений ор, приведен-
ных в табл. 77............... 174
79. Рекомендуемые марки мате-
риала и цркрытия для бол-
тов, винтов и гаек общего на-
значения .................... 175
80. Болты, винты и гайки, изго-
товляемые по техническим
требованиям ГОСТ 1759—62 178
81. Болты с шестигранной голов-
кой ......................... 182
82. Винты с прямым (прорезным)
шлицем..................'. . 186
83. Винты с крестообразным
шлицем....................... 190
84. Винты с шестигранным уг-
лублением «под ключ» ... 192
85. Винты невыпадающие .... 193
86. Винты самонарезающие для
металла и пластмассы . . . 197
87. Винты установочные .... 199
88. Шурупы............. 200
89. Гайки.............. 202
90. Шайбы.............. 205
91. Шайбы пружинные...... 206
92. Шайбы стопорные с зубьями 207
93. Шайбы стопорные (отгиб-
ные)................... 209
94. Шайбы установочные (шибе-
ры) ......................... 211
95. Шплинты............ 213
Стр.
96. Выход резьбы. Сбеги, недо-
резы, проточки и фаски . . 214
97. Элементы винтовых соеди-
нений........................ 218
98. Габариты мест под ключи
гаечные...................... 221
99. Допуски на расстояния меж-
ду центрами отверстий, рас-
положенных на прямых ли-
ниях ........................ 222
100. Допуски на расстояния
между центрами отверстий,
расположенных на окруж-
ности. Соединение болто-
вое ......................... 224
101. Допуски на расстояния
между центрами отверстий,
расположенных на окруж-
ности. Соединение винто-
вое ......................... 226
102. Допуски на расстояния
между центрами двух от-
верстий, расположенных
на секторе. Соединение бол-
товое ....................... 228
103. Допуски на расстояния
между центрами двух от-
верстий, расположенных
на секторе. Соединение вин-
товое ....................... 230
104. Формулы для расчета не-
которых зажимных уст-
ройств . ,................... 244
105. Типы штифтов............ 254
106. Штифты цилиндрические
(гладкие).................... 258
107. Штифты цилиндрические
пасечные..................... 259
108. Штифты конические (глад-
кие) ........................ 260
109. Штифты установочные . . . 261
ПО. Выбор штифтов и пружин-
ных колец................ 263
111. Кольца пружинные для
штифтовых соединений . . . 264
112. Элементы соединений ко-
ническими штифтами с резь-
бовой цапфой..................265
113. Элементы соединений ци-
линдрическими штифтами . 266
Таблицы, помещенные в справочнике
735
Раздел IV. ЭЛЕМЕНТЫ ПЕРЕДАЧ ДВИЖЕНИЯ
Стр.
114. Маховички со сплошным
диском.................... 269
115. Маховички со спицами и
грибовидной рукояткой . . 270
116. Маховички со спицами и
прямой ручкой................ 271
117. Маховички с откидной руч-
кой ......................... 271
118. Концы осей элементов уп-
равления .................... 275
119. Длина L выступающей ча-
сти оси до плоскости креп-
ления ....................... 280
120. Размеры ручек из пласт-
массы с металлической
втулкой...................... 281
121. Рукоятки звездообразные . 282
122. Рукоятки прямые........ 283
123. Ручки шаровые.......... 284
124. Размеры рукояток для ру-
чек захвата ............. . 285
125. Размеры осей для ручек
захвата...................... 285
126. Металлические ручки к
стенкам и крышкам прибо-
ров ......................... 289
127. Ручки из пластмассы к
стенкам и крышкам при-
боров ....................... 289
128. Однопальцевые поводковые
муфты........................ 300
129. Поводки с самозападающим
пальцем...................... 302
130. Поводки двухпальцевые
для эластичных муфт .... 302
131. Диски кожаные для эла-
стичных муфт................. 303
132. Основные размеры плаваю-
щих муфт .................... 304
133. Размеры дисков к плаваю-
щим муфтам................... 304
134. Размеры крестовин пла-
вающих муфт.................. 305
135. Плавающие муфты с невы-
падающей крестовиной. Ос-
новные размеры............... 305
136. Детали плавающей муфты
с невыпадающей крестови-
ной ......................... 306
137. Детали соединительных
муфт с невыпадающей под-
вижной сердцевиной. Ва-
риант для крепления шти-
фтами ....................... 309
Стр.
138. Детали соединительных
муфт с невыпадающей под-
вижной сердцевиной. Ва-
риант для крепления на
шпонке...................... 310
139. Детали малоинерционных
муфт......................... 312
140. Двухмембранная муфта . . 314
141. Мембранная муфта с элек-
троизоляционной проклад-
кой ......................... 315
142. Техническая характери-
стика мембранных муфт . . 315
143 Зубчатые муфты. Конст-
руктивные .элементы .... 317
144. Значение коэффициента f
для муфт..................... 319
145. Удельные давления р дЛя
муфт......................... 319
146. Поправка р.............. 320
147. Фрикционные многодиско-
вые предохранительные
муфты ....................... 320
148. Детали фрикционной диско-
вой муфты по табл. 147 . . 321
149. Конические фрикционные
муфты ....................... 327
150. Пружины для конических
фрикционных муфт по табл.
149 ........................ 329
151. Внутренние конусы к муф-
там типа I по табл. 149 . . . 330
152. Внешние конусы к муфтам
типа II по табл. 149 ... . 331
153. Внутренние конусы к муф-
там типа III по табл 149 . . 332
154. Внешние конусы к муфтам
типа IV по табл. 149 .. . 333
155. Гайки регулировочные к
муфтам по табл. 149 . . . 334
156. Размеры нормализованных
предохранительных муфт 335
157. Карданные соединения.
Вилки неразъемных шарни-
ров .................... 348
158. Карданные соединения. Го-
ловки карданов............... 349
159. Карданные соединения.
Вилки разъемных шарни-
ров ......................... 350
160. Присоединительные разме-
ры промёжуточных кардан-
ных валиков................. 351
736
Таблицы, помещенные в справочнике
Стр,
161. Коэффициент полезного
действия т] карданных сое-
динений в зависимости от
угла а...................... 351
162. Значения аксиального люф-
та карданных соединений 351
163. Значения коэффициента К
углового мертвого хода и
величин крутящих момен-
тов для карданных соедине-
ний <................... 352
164. Размеры разъемных кар-
данных соединений .... 354
165. Разъемные карданные сое-
динения ...................... 355
166. Расчетные значения вели-
чин допускаемых крутящих
моментов, передаваемых
карданными валиками . . . 356
167. Колеса зубчатые.. Модули 358
168. Расчет передачи цилиндри-
ческими прямозубыми ко-
лесами ....................... 360
169. Конструктивные элементы
цилиндрических зубчатых
колес......................... 364
170. Конструктивные элементы
соединения зубчатого коле-
са со втулкой винтами . . . 366
171. Конструктивные элементы
соединения зубчатого коле-
са со втулкой расчеканкой 367
172. Конструктивные элементы
соединения зубчатого коле-
са с осью расчеканкой . . . 368
173. Конструктивные элементы
соединения зубчатого коле-
са с трибкой.................. 369
174. Выход зуборезного инстру-
мента при обработке блоч-
ных зубчатых колес .... 370 <
175. Расчет передачи цилиндри-
ческими косозубыми коле-
сами ......................... 373
176. Конструктивные элементы
цилиндрических косозубых
и червячных колес............ 375
. 177. Углы скрещения цилин-
дрических косозубых колес
(ft ф 90°)................ 376
178. Углы наклона зубьев вин-
товой ’ передачи (ft = 90°;
= ^2)................ 379
179. Нормы4 точности заготовок
цилиндрических зубчатых
колес . . .................... 381
Стр,
180. Нормы точности заготовок
секторов..................... 383
181. Нормы кинематической точ-
ности колес.................. 384
182. Нормы плавности работы
колес....................... 386'
183. Нормы контакта зубьев в
передаче.................... 388
184. Наименьшие боковые зазо-
ры и отклонения межцен-
трового расстояния.......... 391
185. Наименьшее смещение ис-
ходного контура Дм/г . . . 392
186. Допуск на смещение исход-
ного контура................. 393
187. Размеры по роликам ци-
линдрических прямозубых
колес........................ 396
188. Наименьшее отклонение и
допуск размера по роликам 399
189. Длина общей нормали ци-
линдрических прямозубых
колес....................... 402
190. Наименьшее отклонение и
допуск длины общей нор-
мали ........................ 405
191. Расчетные значения Sx и hx 408
192. Формулы для расчета кон-
трольных размеров при из-
мерении смещения исход-
ного контура............. 408
193. Значения эвольвентнойфун-
кции G................... 410
194. Значения коэффициентов
С и F ........................ ИЗ
195. -Вероятные максимальные
боковые зазоры........... 414
196. Предельные возможности
зуборезных станков .... 416
197. Установочные размеры, ход
и перебег резца при нарезе
конических колес........ 417
198. Расчет передачи конически-
ми прямозубыми колесами 419
199. Конструктивные элементы
конических прямозубых ко-
лес ......................... 422
200. Значение е и s для кониче-
ских колес................... 423
201. Нормы точности заготовок
конических зубчатых ко-
лес ......................... 425
202. Нормы кинематической точ-
ности конических зубчатых
колес ....................... 428
Таблицы, помещенные в справочнике
737
Стр.
203. Нормы плавности работы
конических зубчатых ко-
лес ......................... 430
204. Нормы контакта зубьев в
передаче коническими ко-
лесами ...................... 431
205. Наименьший боковой зазор
и отклонения межосевого
угла......................... 435
206. Допуск на толщину зуба
6S....................... 436
207. Наименьшее утонение зу-
ба ABS ...................... 437
208. Вероятные максимальные
боковые зазоры............... 438
209. Расчет червячной передачи 444
210. Углы подъема витка со и
размеры по роликам М в мм
для архимедовых червяков 447
211. Конструктивные элементы
червяков..................... 449
212. Нормы точности заготовок
червяков..................... 451
213. Нормы точности заготовок
червячных колес.............. 452
214. Допуски и предельные от-
клонения расстояний от ба-
зового торца до средней
плоскости заготовок чер-
вячных колес................. 453
215. Нормы точности червяков 454
216 Нормы кинематической точ-
ности червячных колес . . 455
217. Нормы плавности работы
колеса....................... 457
218. Нормы контакта и точности
монтажа передачи............ 458
219. Наименьшие боковые зазо-
ры .................... .... 460
220. Предельные отклонения,
регламентирующие толщи-
ну зуба колеса............... 460
221. Наименьшее утонение вит-
ка червяка................... 461
222. Допуск на толщину витка
червяка...................... 463
223. Наименьшее отклонение
размера по роликам (у
червяков).................... 463
224. Допуск дМ на размер по
роликам (для червяков) . . 465
225. Вероятные максимальные
боковые зазоры в червяч-
ных передачах ............... 465
226. Расчет реечной зубчатой
передачи..................... 470
Стр.
227. Допуски и отклонения раз-
меров зубчатых реек .... 471
228. Значения величин d? и К 473
229. Размеры обойм для цилин-
дрических дифференциалов 474
230. Размеры валиков дл^я ци-
, линдрических дифференци-
алов .................... 475
231. Размеры, солнечных колес
для конических дифферен-
циалов .................. . 478
232. Характеристика кониче-
ских дифференциалов ... 479
233. Коэффициент полезного
действия т] цилиндрических
прямозубых передач при
i = 1 ................ 499
234. Коэффициент полезного
действия 1] конических пе-
редач при i — 1 ............. 500
235. Моменты инерции однород-
ных тел...................... 501
236. Коэффициент К для рас-
чета мертвого хода зубча-
тых передач с регулируе-
мым межцентровым рас-
стоянием .................... 504
237. Коэффициент /С для расчета
мертвого хода зубчатых пе-
редач с нерегулируемым
межцентровым расстоянием 505
238. Коэффициент ТС для расчета
мертвого хода червячной
передачи при регулируе-
мом межцентровом расстоя-
нии.................... 507
239. Коэффициент К для рас-
чета мертвого хода червяч-
ной передачи при нерегули-
руемом межцентровом рас-
стоянии ..................... 508
240. Мертвый ход в передаче
винт — гайка с трапеце-
идальной резьбой............. 509
241. Ленты и тросики металли-
ческие, применяемые для
передач движения............ 521
242. Радиусы изгиба металличе-
ской ленты.................’ • 522
243. Величиныдопускаемых кру-
тящих моментов для огра-
ничителя с кулачковыми
шайбами................; 533
244. Размеры заготовок упорной
втулки для ограничителя
с кулачковыми шайба ми . . 533
738
Таблицы, помещенные в справочнике
Стр.
245. Поводки для ограничителя
с кулачковыми шайбами . . 534
246. Размеры кулачковых шайб
для ограничителей........... 534
247. Размеры заготовок упорной
втулки для ограничителя
по рис. 488 ................. 535
248. Втулка распределительная
для ограничителя по рис.
488 ......................... 535
249. Размеры заготовок упорной
втулки для ограничителя
по рис. 489 ................. 536
250. Мальтийские кресты с ше-
стью и восемью лопастями
Стр.
для ограничителя по рис.
489 ..................... 537
251. Размеры поводков для ог-
раничителя по рис. 489 . . 538
252. Размеры ходовых гаек для
ограничителя по рис. 491 540
253. Размеры упорных колец
для ограничителя по рис.
491 и 492 ............... 541
254. Ходовые гайки для ограни-
чителей по рис. 492 .... 541
255. Расчет зубчато-кулачковых
ограничителей вращения . 545
256. Элементы кулачков .... 548
257. Значения коэффициентов с
и f...................... 548
Разделу. НАПРАВЛЯЮЩИЕ ДЛЯ ВРАЩАТЕЛЬНОГО
И ПРЯМОЛИНЕЙНОГО ДВИЖЕНИЯ
258. Основные типы шарикопод-
шипников ..................
259. Шарикоподшипники ради-
альные однорядные . . . .
260. Шарикоподшипники ради-
альные однорядные с за-
щитными шайбами ...........
261. Шарикоподшипники ради-
альные однорядные с фет-
ровым уплотнением . . . .
262. Канавки на наружных
кольцах и установочные
кольца для радиальных
однорядных шарикопод-
шипников ..................
263. Шарикоподшипники ра-
диальные сферические двух-
рядные ....................
264. Шарикоподшипники ра-
диально-упорные одноряд-
ные .......................
265. Шарикоподшипники упор-
ные одинарные и двойные
266. Рекомендуемые размеры
проточек и заплечиков вала
и корпуса для упорных
шарикоподшипников . . . .
267. Рекомендуемые размеры
галтелей г (или проточек)
и заплечиков вала и корпу-
са для радиальных и ра-
диально-упорных шарико-
подшипников ...............
268. Допускаемые отклонения
Стр,
561
568
571
572
574
576
577
579
580
581
Стр.
размеров, формы и точно-
сти вращения внутренних
колец радиальных и ра-
диально-упорных шарико-
подшипников ............. 583
269. Допускаемые отклонения
размеров, формы и точности
вращения наружных колец
радиальных и . радиально-
упорных подшипников . . 584
270. Допускаемые отклонения
размеров, формы и точности
вращения упорных шари-
коподшипников ............... 585
271. Значения (п/г)0’3.. 588
272. Значения коэффициента т 590
273. Значения коэффициента Кк 590
274. Примерные значения коэф-
фициента Кб............. 591
275. Значения температурного
фактора /Ст ................. 591
276. Формулы условных ради-
альных нагрузок для ра-
диально-упорных шарико-
подшипников ................. 592
277. Условные нагрузки в зави-
симости от коэффициента
работоспособности С и чис-
ла оборотов подшипника 596
278. Значения коэффициента Kg 599
279. Виды нагружения колец
шарикоподшипников . . . 600
Таблицы, помещенные в справочнике
739
Стр.
Стр.
280. Посадка Р7. Предельные от-
клонения ................... 602
281. Посадки шарикоподшипни-
ков на валы................. 603
282. Посадки шарикоподшипни-
ков .в корпус............... 604
<283. Чистота обработки поса-
дочных мест шарикопод-
шипников ............... 605
284. Допускаемые отклонения
от правильной геометричес-
кой формы вала и корпуса 605
285. Биение заплечиков валов 605
286. Биение заплечиков отвер-
стий корпусов............... 606
287. Специальные шарикопод-
шипники .................... 607
288. Шарикоподшипник С6025Е.
Размерные характеристики
посадочных мест............. 612
289. Шарикоподшипник С6025Е.
Материал и твердость поса-
дочных мест................. 613
290. Шарикоподшипник № 23.
Средние значения моментов
трения...................... 615
Раздел VI.
Стр.
299. Проволока стальная угле-
родистая пружинная. Диа-
метры и допускаемые от-
клонения ................ 652
300. Проволока стальная угле-
родистая пружинная. Ме-
ханические свойства .... 653
301. Проволока стальная пру-
жинная термически обрабо-
танная ответственного наз-
начения. Диаметры и до-
пускаемые отклонения . . . 654
302. Проволока стальная пру-
жинная термически обрабо-
танная ответственного наз-
начения. Механические
свойства..............Г . . . 655
303. Допускаемые напряжения
для пружин (по нормали
МСП)..................... 657
304. Допускаемые напряжения
для пружин статической на-
грузки (по нормали
НИИХИММАШ).................. 658
305. Значения коэффициента
долговечности 659
291. Шарикоподшипники ради-
ально-упорные, чашечные
и миниатюрные............... 618
292. Шарикоподшипники ради-
альные. Значения собствен-
ного момента трения Л40 и
коэффициентов Klt /С2 и ^з 626
293. Размеры фетровых, щеле-
вых и лабиринтных уплот-
нений ...................... 631
294. Допускаемые отклонения
диаметров шариков от но-
минала ..................... 634
295. Допускаемые отклонения от
сферичности и допускаемая
разноразмерность шариков
в партии.................... 635
296. Разрушающие нагрузки
при испытании шариков
на раздавливание............ 636
297. Сортамент шариков из под-
шипниковой стали ШХ . . 637
298. Сортамент шариков из не-
ржавеющей стали Х18
(ЭИ229) .................... 638
ПРУЖИНЫ
Стр.
306. Подбор цилиндрических
винтовых пружин растяже-
ния и сжатия ............... 663
307. Расчет цилиндрических
винтовых пружин растя-
жения ...................... 665
308. Расчет цилиндрических
винтовых пружин сжатия 667
309. Значения индекса пружи-
ны С ....................... 669
310. Значения коэффициентов
К и Кг...................... 669
311. Длина цилиндрических'
винтовых пружин сжатия
в зависимости от формы
концов...................... 670
312. Значения коэффициента А 672
313. Формулы для расчета кони-
ческих пружин, работаю-
щих на сжатие.............* 673
314. Расчет цилиндрических
винтовых пружин круче-
ния ........................ 674
.315. Максимально допустимые
углы закручивания цилиц-
740
Таблицы, помещенные в справочнике
Стр.
Стр.
дрических винтовых пру-
жин кручения..........‘. 677
316. Основные формулы для рас-
чета цилиндрических вин-
товых пружин кручения с
проволокой квадратного и
прямоугольного сечения . . 677
317. Подбор цилиндрических
винтовых пружин кручения 679
318. Допуски на размеры и фор-
\му пружин................. 682
319. Формулы для расчета пря-
мых’торсионных пружин . 683
320. Формулы для расчета пло-
ских пружин................ 685
321. Расчет спиральных ленточ-
ных пружин................. 690
Раздел VII. ФИЗИКО-МЕХАНИЧЕСКИЕ СВОЙСТВА
МАТЕРИАЛОВ
Стр.
Стр.
322. Удельный (объемный) вес
некоторых твердых и жид-
ких тел...................... 694
323. Термические коэффициенты 697
324. Электрическое сопротивле-
ние металлов и сплавов . . 697
325. Коэффициенты трения при
покое и скольжении . . . . 698
326. Коэффициенты трения при
качении...................... 699
327. Твердость некоторых мате-
риалов ...................... 699
328. Сравнение чисел твердости
по Бринелю (НВ), Виккер-
су (HV), Роквеллу (Я^С-
шкала С; RB — шкала В)
и Шору (НШ\.................. 700
329. Контактная коррозия ме-
таллов ...................... 701
330. Средние значения модуля
упругости Е, модуля сдви-
га G и коэффициента Пуас-
сона ц для некоторых мате-
риалов .................. 702
331. Автоматные стали. Меха-
нические свойства....... 702
332. Листовая сталь. Механи-
ческие свойства 703
333. Углеродистая качественная
конструкционная сталь.
Механические свойства . . 703
334. Низколегированная сталь.
Механические свойства . . 704
335. Легированная машиностро-
ительная сталь. Механиче-
ские свойства................. 705
336. Сталь качественная рес-
сорно-пружинная горяче-
катаная ...................... 707
337. Твердость инструменталь-
ных углеродистых сталей 709
338. Лента стальная холоднока-
таная из инструменталь-
ной и пружинной стали . . 709
339. Огливки из углеродистой
стали. Механические свой-
ства ........................ 710
340. Нержавеющие стали. Ме-
ханические свойства .... 710
341. Латуни, обрабатываемые
давлением. Механические
свойства . . . .............. 711
342. Сортовая оловянная брон-
за. Механические свойства 711
343. Вторичная литейная оло-
вянная бронза. Механичес-
кие свойства................. 712
344. Литейная безоловянистая
бронза. Механические
свойства .................... 712
345. Литейные медноцинковые
сплавы (латуни). Механиче-
ские свойства................ 713
346. Медноникелевые конструк-
ционные сплавы. Механи-
ческие свойства.............. 713
347. Цинковые сплавы. Хими-
ческий состав и механиче-
ские свойства................ 714
348. Деформируемые алюминие-
вые сплавы. Механические
свойства..................... 714
349. Литейные алюминиевые
сплавы. Механические свой-
ства ........................ 715
350. Магниевые литейные спла-
вы. Механические свой-
ства ........................ 718
351. Физические свойства спла-
вов высокого омического
сопротивления ............... 718
Таблицы, помещенные в справочнике
741
Стр.
352. Листовая фибра. Свойства
и область применения ... 719
353. Слоистые пластмассы. Фи-
зико-механические свой-
ства ......................... 720
354. Блочные пластмассы. Фи-
зико-механические свой-
ства ................... 722
355. Листовая резина......... 724
356. Резина для уплотнительных
шнуров................... 725
Стр.
357. Резина невулканизирован-
ная. Назначение и физи-
ко-механические свойства 726
358. Радиотехническая керами-
ка. Физико-механические
свойства..................... 728
359. Слюда. Физико-механиче-
ские свойства................ 729
360. Древесно-слоистые пласти-
ки.. . ...................... 730
СОДЕРЖАНИЕ
Стр.
Предисловие к третьему изданию...................................... 3
Раздел 1
Допуски и посадки
Стр.
1. Основные понятия и опреде-
ления. Таблицы допусков и
посадок........................ 5
2. Отклонения формы и располо-
Р а з,
Стр.
жен и я поверхностей....... 52
3. Допуски свободных разме-
ров ........................... 67
4. Шероховатость поверхности 77
е л II
Неразъемные соединения
1. Сварка...................... 92
2. Паяние..................... 112
3. Заклепочные соединения ... 121
4. Заформовка............... 129
5. Опрессовка................ 131
6. Склейка.................. 147
Раздел III
Разъемные
1. Резьбовые соединения .... 154
2. Штыковые соединения .... 238
соединения
3. Зажимы.................. 241
4. Соединения штифтами .... 250
Раздел IV
Элементы передач движения
1. Детали управления.......... 268
2. Муфты (поводки), карданные
соединения................... 295
3. Зубчатые и червячные пере-
дачи ..................... 356
4. Передачи гибкими связями . . 515
5. Фиксаторы............... 522
6. Ограничители вращения . . . 529
Раздел V
Направляющие для вращательного и прямолинейного движения
1. Направляющие для враща-
тельного движения с трением
скольжения..........-. . . 556
2. Направляющие для враща-
тельного движения с тре-
нием качения............... 559
3. Направляющие для прямоли-
нейного движения с трением
скольжения................ 639
4. Направляющие для прямо-
линейного движения с тре-
нием качения.............. 642
Содержание
743
Раздел VI
Пружины
1. Классификация, материалы,
выбор допускаемых напря-
жений ....................... 651
2. Расчет и конструирование
пружин..................
659
Раздел VII
Физико-механические
свойства материалов
1. Условные обозначения меха-
нических свойств материа-
лов ......................... 693
2. Общие свойства тел......... 694
3. Физико-механические свой-
ства металлов и сплавов . . . 702
4. Физико-механические свой-
ства неметаллических мате-
риалов .................... 719
Таблицы, помещенные в справочнике
732
Иосиф Яковлевич Левин
СПРАВОЧНИК КОНСТРУКТОРА ТОЧНЫХ ПРИБОРОВ
Редактор С. И. Виноградская
Художник Л. А. Витте
Технич. редактор А. Я. Новик
Корректор А. А. Сюбаева
Т-12026. Сдано в набор 4/II-1967 г. Подписано в печать 2/XI-1967 г.
Формат бОХЭО’Лв. Печ. л. 46,5. Уч.-изд. л. 45,65. Бумага типографская № 3.
Бум. л. 23,25. Тираж 70 000 экз. Цена 2 р. 48 к. Тем. план 1967 г. № 57.
Зак. 843.
Издательство «Машиностроение», Москва, К-51, Петровка, 24.
Ордена Трудового Красного Знамени Ленинградская типография № 1
«Печатный Двор» имени А. М. Горького Главполиграфпрома Комитета по
печати при Совете Министров СССР, г. Ленинград, Гатчинская ул., 26.