


























































































Текст
А. Г. МАЗЕЛЬ
ТЕХНОЛОГИЧЕСКИЕ
СВОЙСТВА
ЭЛЕКТРОСВАРОЧНОЙ ДУГИ
ИЗДАТЕЛЬСТВО «МАШИНОСТРОЕНИЕ»
Москва 1969
621.7&1.7 : 621.3.014.31.002.612
Технологические свойства электросварочной дуги. М а-
з е л ь А. Г. «Машиностроение», 1969, 178 стр.
В книге рассмотрены технологические свойства электр, -
сварочных дуг при сварке низкоуглеродистыми электродами
с различными покрытиями. Показано влияние энергетически:
процессов у катода, анода и в столбе дуги на производитель-
ность расплавления и проплавляющее действие электродов
а также на перенос металла в дуге и устойчивость ее горения.
Установлен характер изменения энергетического состояния от-
дельных зон дуги при внесении в нее различных веществ.
На основе теории распространения тепла при сварке разра-
ботаны способы расчета некоторых технологических характер''
стик электродов.
Книга рассчитана на инженеров, научных работников и ас»
ппрантов, интересующихся вопросами применения дугового раз-
ряда и его энергетическими особенностями.
Илл. 98. Табл. 46. Библ. 194 назв.
Рецензент д-р техн, наук В. В. Фролов
241—69
3-12-6
ВВЕДЕНИЕ
Свойства электрической дуги должны оказывать решающее
влияние на особенности процесса сварки электродами. Это свя-
зано с тем, что дуга является основным источником тепловой
энергии. Другие возможные источники энергии (подогрев элект-
рода током и тепло химических реакций при плавлении покры-
тия) имеют второстепенное значение. Это подтверждается сле-
дующими данными. При нагреве сварочным током стержней
диаметром 4—5 мм из низкоуглеродистой стали при плотности
тока до 20 а/'мм2 в них выделяется лишь около 20% тепла, не-
обходимого для плавления, причем основное количество тепла
выделяется в конце расплавления электрода, когда значительно
возрастает его омическое сопротивление из-за разогрева [80,
105]. Термический эффект химических реакций для наиболее
распространенных промышленных электродов, определенный в
работе [138] с помощью специальной методики калориметриро-
вания, не превышает ±8—9% мощности дуги.
Энергетические характеристики сварочных дуг зависят от
типа покрытия электрода. Эта зависимость может быть уста-
новлена при одинаковом токе I по разнице в напряжении го-
рения дуги Да> так как мощность дуги составляет IUg. Целе-
сообразно сравнивать между собой величины так называемого
поминального напряжения горения дуги (напряжение дуги, ха-
рактерное для данного электрода при оптимальном режиме
сварки [27]).
Ниже приведены значения номинального напряжения горе-
ния дуги, полученные А. А. Ерохиным [26] для низкоуглероди-
стой проволоки с различными тонкими покрытиями на постоян-
ном токе прямой полярности (в в):
Без покрытия.........................................18
Тонкий слой жидкого стекла...........................17
Мел и жидкое стекло..................................15
Кварцевый песок и жидкое стекло......................24
Каолин и жидкое стекло . ............................28
Очевидно, что сварочные дуги с более высоким номинальным
напряжением при прочих равных условиях будут более мощ-
ными Причина изменения мощности сварочной дуги при нане-
сший тех или иных покрытий кроется в изменении физических
3
условии существования дугового разряда, вызываемом покры-
тиями.
В настоящее время характеристики конкретных электриче-
ских дуг при сварке различными электродами изучены чрезвы-
чайно слабо. В определенной степени известны лишь явления
в столбе дуги. В то же время почти не исследованы процессы
в приэлектродпых областях, имеющие большое значение для
понимания технологической роли электрической дуги в свароч-
ном процессе. Результаты исследований иесварочных электри-
ческих дуг дают некоторое представление <> явлениях в при-
электродных областях сварочных дуг. Так. в связи с разнообра-
зием типов электрических дуг физиками делались попытки
приблизительно классифицировать их по явлениям па катоде
А. Энгель [135] считает, что самоподдерживающие электриче-
ские дуги целесообразно разделить па две группы: дуги, у ко-
торых катоды заметно испаряются при температурах, когда
термоэлектронная эмиссия еще отсутствует (дуги с «холодным»
катодом), и дуги, в которых катоды имеют температуру, доста-
точную для значительной термоэлектронной эмиссии (дуги с
термокатодом).
Основу7 низкоуглеродистых сварочных электродов составляет
железо, температура кипения которого равна примерно
2740° С [22]. Имеющиеся в стали примеси могут приводить к
снижению температуры кипения электрода или к избиратель-
ному кипению при температуре ниже температуры кипения же-
леза. Например, маргапец испаряется уже при 1900° С, потери
его при сварке за счет испарения могут быть значительными
[4]. Поверхность капель на конце электрода почти всегда по-
крыта шлаками и окислами, температура кипения которых
также может быть ниже температуры кипения железа (А120з
2250е С, SiO2 — 2230е С и т. д.). Температура железных като-
дов, покрытых шлаками и окислами в связи с их испарением
в дуге и значительными затратами энергии на такое испаре-
ние, может не достигать температуры кипения железа
При сравнительно низкой температуре кипения железа и
возможных примесей и шлаков заметная термоэлектронная
эмиссия с поверхности капель при атмосферном давлении теоре-
тически невозможна и поэтому сварочные дуги с плавящимися
электродами должны быть отнесены по классификации Энгеля к
дугам с «холодным» катодом. Следует отметить, что разделение
дуг, предложенное Энгелем, не является строгим. Исследования
показали, что благодаря локальным повышениям давления и
температуры в катодной области в дугах с «холодным» катодом
также возможна термоэлектронная эмиссия.
В последнее время появились более тонкие феноменологиче-
ские градации дуг. Так, В. Финкельнбург и Г. Меккер [122]
считают, что существуют дуги без катодного пятна, дуги с
4
весьма сжатым и неподвижным катодным пятном и нестацио-
нарные туги с катодным пятном, находящимся в быстром и
хао। нческо.м движении. В нестационарных дугах очень мало
время существования катодного пятна, которое при своем
исчезновении сменяется вновь образующимся подобным пят-
ном (или несколькими пятнами). Эти дуги по своим параметрам
(гок, давление, состояние поверхности катода) наиболее близко
ho i ходят к сварочным дугам с плавящимся электродом.
В работе [8] указывается, что на интенсивность движения
шина существенно влияет материал катода. Найдена связь
меж i\ интенсивностью испарения катода и перемещением пятна.
11рп iijioxo испаряющихся катодах пятно перемещается интсн-
। пипсе.
Чу га с катодным пятном при некоторых условиях может пе-
рехо шть в дугу без пятна. По мнению В. Венцеля, в дуге без
haio,iiioio пятна существенную роль играет термическая эмис-
сия ыектропов с катода. В дуге же с катодным пятном в конт-
рагпрованной плазме у катода образуется облако положитель-
ных ионов, вырывающее из него электроны [122].
Дуга без пятна на переменном токе должна гореть без пи-
кон напряжения в каждый полупериод из-за большой тепло-
вой инерции электродов. В дуге с катодным пятном всегда
наблюдается пик напряжения в начале каждого из полуперио-
к в. Энергия, затрачиваемая на этот пик, расходуется на пере
ориентацию облака положительных ионов и создание необходи-
мых /мисспонных условий у катода.
Изучение явлений в катодной области, несомненно, имело бы
важное значение и для сварочных дуг, однако для дуг с пла-
вящимся электродом это затруднено, так как малая длина
AVI и наличие втулочки из покрытия и перенос капель металла
мешают прямым наблюдениям в катодной области.
Несмотря на это, могут быть получены некоторые данные,
хбеждающие в существенном отличии процессов на катоде у
г нарочных дуг различных электродов. Например, анализируя
(парку на переменном токе по осциллограммам напряжения,
можно установить, что дуги различных электродов по харак-
теру возбуждения в каждый полупериод и, следовательно, по
характеристикам катодов отличаются друг от друга. В случае
>лектродов ЦМ7, 0ММ5 и ЦЦ1 пики напряжения при возбуж-
дениях дуги существуют в каждом полупериоде, и по В. Вен-
целю такие дуги могут быть отнесены к дугам с катодным
пятном. Наибольшие пики напряжения наблюдаются у элект-
родов ЦЦ1. Электроды с основным покрытием (УОНИ13, СМИ,
112) при таких же режимах образуют дугу с пиком напряже-
ния только в одном полуперноде (рис. 1).
От.П1ЧИЯ имеются и в интенсивности блуждания пятна. На-
пример, как показывает скоростная киносъемка, на электродах
5
с меловым покрытием катодное пятно перемещается медленно,
в то время как на электродах с покрытием из плавикового шпа-
та оно быстро передвигается по поверхности капли
Перемещение пятна непостоянно. Некоторое время оно мо-
жет находиться в относительном покое и затем внезапно начать
Рис. 1. Осциллограммы тока и напряжения на переменном
токе 150 а:
а — электроды ОММ5 диаметром 4 мм; б — электроды УП2/45 диа-
метром 4 мм
двигаться. Пятно может совершать быстрые вращательные дви-
жения вокруг капли. По кинокадрам, снятым со скоростью
5000 кадров в 1 сек, трудно судить, является ли перемещение
пятен непрерывным или скачкообразным. В случае очень бы-
строго движения пятна создается впечатление, что оно гаснет
и мгновенно вновь возникает в новом более благоприятном ме-
сте, которое может находиться даже с другой стороны капли.
6
Анодное пятно, подобно катодному, также может интенсивно
блуждать. Таким образом, поведение активных пятен свароч-
ной дуги соответствует по классификации В. Фипкельнбурга
и Г. ЙАеккера '[122] третьему типу дуг с нестационарным катод-
ным пятном.
Весьма вероятно, что природа перемещения пятна на жид-
ком катоде при сварке близка к природе блуждания пятна на
ртутном катоде, который также относится к катодам «холод-
ного» типа. Катодное пятно на ртути состоит из отдельных
ячеек [39]. Перестройка этих ячеек (появление новых и исчезно-
вение старых) приводит к быстрому хаотическому перемеще-
нию всего пятна. Размеры ячеек весьма малы. Плотность тока
в одной ячейке составляет около 106 а!см2. Дуги с ртутных
катодов благодаря ячеистому строению катода могут гореть
одновременно с нескольких катодных пятен [39]. Аналогичное
явление в ряде случаев наблюдается при скоростной киносъемке
сварки низкоуглеродистой проволокой при плотности тока бо-
лее 18 а! мм'2 на прямой полярности.
Таким образом, даже чисто феноменологическое рассмотре-
ние показывает, что электрические дуги при сварке различными
Электродами имеют существенные отличия в протекающих в
них физических процессах. Эти отличия и являются причинами
изменения как мощности дуги, так и ее устойчивости при на-
несении различных покрытий.
Отличия в физических и энергетических характеристиках
дуг неизбежно должны приводить к разным технологическим
характеристикам электродов. Наблюдения показывают, что сва-
рочные дуги, потребляющие большую мощность, характеризу-
ются более интенсивным блужданием активных пятен. Впервые
па связь между номинальным напряжением дуги и ее устой-
чивостью обратил внимание Г. М. Тиходеев [118]. Номинальное
напряжение связано также со скоростью плавления электрода.
Это было установлено И. Д. Давыденко [20] и А. А. Ерохи-
ным [26].
Несмотря на практическую важность этих фактов, взаимо-
связи технологических характеристик электродов с особенно-
стями электрических сварочных дуг посвящено сравнительно
мало работ. Можно указать лишь на несколько работ в этом
направлении.
Так, К- К- Хренов [131] показал, что вещества с низким
потенциалом ионизации, вводимые в дугу даже в небольших
количествах, способствуют повышению ее устойчивости и позво-
ляют производить сварку на переменном токе. В этой работе
повышение устойчивости дуги связывалось с увеличением сте-
пени ионизации плазмы.
А. А. Ерохин [26] установил, что коэффициент расплавления
при прямой полярности увеличивается с ростом номинального
7
напряжения дуги. При обпатной полярности коэффициент рас-
плавления в меньшей степени зависит от номинального напря-
жения. Этот результат исследований А. \ Ерохина, как будет
показано ниже, имеет принципиальное значение.
В ряде работ было показано, что свойства сварочных дуг
с плавящимся электродом и технологические .характеристики
процесса зависят от полярности при сварке, материала элект-
родов, состояния их поверхности и атмосферы дуги [118, 1,37,
163, 165]. Однако в этих работах в большинстве случаев не де
лается попыток связать энергию дуги и технологические харак-
теристики электродов.
Исследования в основном посвящены рассмотрению явлений
в столбе дуги. Можно указать, например, на характерные в
этом отношении монографии К. 1\. Хренова [131] А. Я. Броуна
и Г. И. Погодина-Алексеева [10], Г М. Тиходеева [120]. Однако
столб сварочной дуги обычно потребляет незначптечьную долго
энергии и не может оказать существенного влияния на взаимо-
действие дуги и электродов. Значительно большее влияние на
это взаимодействие должны оказать малоизученные приэлект-
родные области дуги.
На большое значение энергии, выделяемой в приэлектрод-
ных областях, при оценке теплового действия дуги па электрод
обратил внимание Б. Е. Патон [80], который пишет: .-.Наши ис-
следования и исследование, проведенное в последнее время в
Институте электросварки Д. М. Бабкиным, показали, что основ-
ная тепловая энергия, идущая на нагрев и плавление электрода,
выделяется в приэлектродной области».
Из работ, посвященных сварочной дуге, можно назвать лишь
несколько, в которых плавление электрода исследуется в связи
с характеристиками приэлектродных областей. Д. М. Рабкии
[99] рассмотрел действие приэлектродных областей мощной
сварочной дуги под флюсом па плавление электродной прово-
локи. Хотя некоторые положения работы Д. М. Бабкина (рав-
ное значение электронного и ионного тока на катоде) встре-
чают возражения, им впервые высказана важная идея о необ-
ходимости раздельного рассмотрения действия приэлектродных
областей на плавление электрода и выполнены соответствующие
расчеты. Японский исследователь С. Одзава [179] сделал анало-
гичную попытку рассмотреть плавление различных электродов
в связи с энергией в приэлектродных областях дуги.
Определенное отрицательное влияние на развитие исследо-
ваний приэлектродных зон сварочной дуги оказало неверное
положение К. Комптона о том, что для дуг высокого давления
катодное падение напряжения численно равно потенциалу иони-
зации дугового газа. Это создавало иллюзию возможности рас-
чета падения напряжения в катодной области сварочной дуги по
величине потенциала ионизации паров металла электрода без
8
проведения специальных измерений. На основе такой точки зре-
ния, например, была сделана попытка создать модель сварочной
дуги, в которой катодное падение напряжения различных дуг с
плавящимся электродом из пизкоуглеродистой стали во всех
случаях равнялось 8 в, что примерно соответствовало потенциалу
ионизации паров железа [ 120] В действительности катодное
падение напряжения сварочной lyrii может сильно отличаться
в зависимое।п or состояния поверхности электрода, типа покры-
тия или флюса, режима сварки, и такая модель не является
обоснованной.
Очевидная связь между явлениями в дуге и технологически-
ми характерно гиками сварочных электродов создает определен-
ные возможности по регулированию технологических свойств
сварочных электродов, которое можно осуществлять нескольки-
ми путями. Можно в определенных пределах стабилизировать
процессы в дуге (улучшить устойчивость горения и уменьшить
разбрызгивание) за счет соответствующего выбора электриче-
ских параметров источников тока и сварочной цепи. Принцип
такого регулирования заключается в подборе правильных обрат-
ных связен в системе дуга — сварочная цепь — источник тока,
что связано главным образом с установлением определенной
формы вольт-амперной характеристики источника тока и его
щпамических свойств.
Эти явления подробно исследованы Б. Е. Патоном [80].
В. П. Никитиным [74], И. Я. Рабиновичем [101], В. К. Лебеде-
вым и М. Н. Сидоренко [50], Д Б. Кейта [162] и др.
Этот способ можно назвать внешним способом регулирования
гехпологических свойств.
Другой, значительно менее изученный способ регулирования
технологических свойств электродов заключается в активном
воздействии на энергетические, процессы в самой дуге за счет
введения в дугу различных веществ, иногда в весьма малых ко-
личествах.
Результатам исследования возможности такого регулирования
технологических свойств электродов посвящена данная книга1.
’ Исследования проводились во ВНИИСТе. В постановке и проведении
экспериментов автору помогали Р. II. Бурлакова, И. Н. Ворновицкнй,
Т. И. Минаева, II. ГТ. Сбарская, Е. М. Рогова, Л. И. Сорокин и В. Д. Тар-
.пшекнй.
ГЛАВА I. ЭЛЕКТРИЧЕСКАЯ ДУГА КАК ИСТОЧНИК ТЕПЛА
ПРИ СВАРКЕ
§ 1. ОСОБЕННОСТИ ПРОТЕКАНИЯ ТОКА, ЗАТРАТЫ ЭНЕРГИИ
И ВЫДЕЛЕНИЕ ТЕПЛА В РАЗЛИЧНЫХ ОБЛАСТЯХ ДУГИ
В электрической сварочной дуге, как и во всяком самостоя-
тельном дуговом разряде, наблюдается резко неравномерное
распределение электрического поля в межэлектродном простран-
стве. Как видно из рис. 2, вблизи электродов имеются скачки
потенциала. Они обусловлены
скоплениями пространственно-
го заряда у поверхностей элек-
тродов в связи с особыми усло-
виями протекания тока на гра-
нице металл — газ. Поэтому,
рассматривая электрические
дуги, в них всегда различают
три области: анодную, катод-
Рис. 2. Схема падения напряжения ную и столб, находящийся в
по длине дуги состоянии плазмы.
Для оценки воздействия
сварочной дуги на электрод и ванну целесообразно рассмотреть
отдельно характеристики столба, катодной и анодной областей
и их взаимодействие между собой.
1. Столб дуги (плазма)
Столб любой электрической дуги, в том числе и сварочной,
содержит свободные электроны и ноны. Благодаря этому он
способен пропускать электрический ток с катода на анод.
В столбе непрерывно происходят процессы ионизации и ре-
комбинации заряженных частиц Энергия, необходимая для
ионизации газа, затрачивается источником сварочного тока.
В установившейся сварочной дуге существует подвижное равно-
весие: энергия, затрачиваемая на ионизацию газа, уравновеши-
вается потерями энергии поверхностью столба на амбиполярную
диффузию заряженных частиц и конвекцию, а также потерями
на излучение. Плазма столба сварочной дуги при атмосферном
давлении является весьма однородной. Расчеты показывают, что
величина Дебаевского радиуса, характеризующего сферу, в ко-
торой возможно устойчивое разделение смеси зарядов, не пре-
вышает 16 А.
10
При рассмотрении столба сварочной дуги представляют
интерес как процессы, обеспечивающие необходимую электро-
проводность плазмы, так и потери энергии, определяющие теп-
ловое воздействие столба дуги на электроды и окружающую
атмосферу.
Рассмотрим основные характеристики плазмы столба свароч-
ной дуги как проводника электрического тока.
Ток в плазме создается направленным движением частиц
обоих знаков (электронами и ионами). Вследствие того, что
масса иона значительно (на три порядка) больше массы элект-
рона, вклад ионов в проводимость составляет всего лишь около
1%, н им можно пренебречь. Можно считать, что весь ток
переносится электронами. Па каждый электрон плазмы дей-
ствует внешнее электрическое поле, перемещающее его от ка-
тода к аноду.
В процессе движения электрон за 1 сек испытывает v столк-
новений с ионами и нейтральными атомами. Условие равно-
весия сил, действующих на электрон, будет иметь вид [7]
meuv — Ее, (1.1)
где те — масса электрона;
и — его средняя направленная скорость;
Е — напряженность электрического поля;
е — заряд электрона.
Следовательно,
1
где т=------средний промежуток времени между двумя по-
следовательными столкновениями электрона.
Если известна концентрация электронов в 1 см3 плазмы пе,
то плотность электрического тока в плазме определится следую-
щим образом:
/ = епси = —ZfC— хЕ. (3.1)
те
Формулу (3.1) можно представить в виде
i= (4.1)
Таким образом, р характеризует удельную электропровод-
ность плазмы:
пее2
Р
»lz,
В случае плазмы с невысокой степенью ионизации, когда
торможение электрона происходит благодаря столкновению с
11
нейтральными атомами и молекулами (случай, характерный
для сварочных дуг),
Т=-----1, (6.1)
где /?0 концентрация нейтральных частиц;
ст» — эффективное сечение столкновения электрона с таки-
ми частицами;
ve — скорость электронов.
Величина оа (функция типа частицы и энергии электрона)
в большинстве случаев неизвестна. Для слабо ионизованного
газа проводимость равна
тс veia
Черта над произведением veon означает, что взято среднее
значение этого произведения с учетом распределения электро-
нив по скоростям и зависимости от ve. Для грубой оценки
обычно принимают V,. равным средней тепловой скорости элект-
ронов и для о,, берут величину эффективного сечения при этой
скорости.
Полный ток, который может пройти через столб сварочной
дуги, равен
/ vpER1 2, (8.1)
где R — токопроводящий радиус столба дуги.
Известно, что в столбе самостоятельного дугового разряда
действуют внутренние механизмы саморегулирования, опреде-
ляющие оптимальное соотношение между входящими в урав-
нение (8.1) параметрами р, Е п R '. Рассмотрим, каким образом
г> сварочной дуге может происходить изменение этих парамет-
ров.
Величина удельной электропроводности плазмы р, как это
следует из уравнения (7.1), должна расти по мере увеличения
отношения iielti'j, 1. е. при увеличении степени ионизации столба
Пе
дети х =--------Степень ионизации столоа сварочной дуги, в
пе + «о
связи с тем что он находится в термодинамическом равновесии,
может быть найдена из уравнения Саха [131, 125]. Это уравнение
1 Внутреннее саморегулирование электросварочной дуги может происхо-
дить. если удовлетворяется известное условие устойчивости ес сл шествова-
ния, выражаемое неравенством
dUg dUjt
dl > di ’
12
для газа, состоящего из атомов одного сорта, имеет следующий
вид:
— 1 1 60013
р = 4,9- 1CW . (9.1)
1 х! Чч
где Л' степень ионизации;
р — давление газа в столбе в мм;
Г,) — температура в ° К;
I , потенциал ионизации в в;
4i< ч Чч—квантовые статистические веса состояний моле-
кул п образующихся ионов.
равнение Саха может быть применено для смеси газов.
В ном случае используется понятие о средней степени иониза-
ции и решается система уравнений, подобных уравнению (9.1)
[109, 131]. Из уравнения Саха видно, что степень ионизации
увеличивается по мере роста температуры столба дуги Поэтому
\ щльная электропроводность столба дуги в отличие от метал-
лических проводников тока увеличивается с ростом тсмнера-
। уры.
Иа температуру столба дуги можно воздействовать различ-
ными путями. Например, если сжать столб дуги, заключив его
г, узкую трубку или охладив его поверхность водой, то можно
наблюдать повышение температуры осп столба вплоть до
г>()000' К. Температура дуги может быть также изменена при
введении в столб паров веществ с различным потенциалом
ионизации. В связи с этим 1\. К. Хренов предложил следую-
щее простое соотношение:
7’0 = 810^. (10.1)
Как показано в работе [10]. соотношение (10 1) удовлетво-
рительно соответствует результатам опытов при сварке элект
родами из инзкоуглеродистой стали на токе 280 а. На соответст-
вие этого соотношения опытам указывает также Г. 11. Лесков
]55]. Однако изменение температуры столба дуги только за счет
введения веществ с разным потенциалом ионизации И, почти
не изменит электропроводности плазмы р, так как одновре-
менное пропорциональное изменение Та и V,- мало меняет сте-
пень ионизации х [см. уравнения (6.4) и (7.4) и рис. 95].
Существенное влияние на электропроводность р может ока-
<ать подогрев плазмы извне (например, потоками перегретых
паров из приэлектродных областей). В этом случае подогрев
должен увеличить удельную электропроводность р и в соот-
ветствии с уравнением (8.1) одновременно уменьшить градиент
напряжения в столбе Е (при условии сохранения R~const).
Охлаждение плазмы приведет к обратной картине.
Процессы саморегулирования в столбе дуги можно наблюдать
13
и при изменении тока. Спектрографическими исследованиями
столба было установлено для плавящихся электродов из низко-
углеродистой стали, что увеличение тока с 5 до 280 а повышает
температуру плазмы с 5300 до 6100° К, т. е. на 800° [10]. Меха-
низм саморегулирования в данном случае приводит к увеличе-
нию числа носителей тока за счет повышения степени терми-
Рис. 3. Изменение диамет-
ра столба дуги С-—Fe+ с
увеличением тока в разных
атмосферах [120]
ческой ионизации плазмы. Г. М. Ти-
ходеев [120] установил, что при изме-
нении тока в сварочной дуге происхо-
дит саморегулирование также по ее
диаметру (рис. 3).
Напряженность электрического по-
ля в столбе дуги благодаря саморегу-
лированию всегда устанавливается
таким образом, что при данном токе
/ и данной среде в дуге затрачивает-
ся минимальная энергия. Этот прин-
цип, известный как принцип миниму-
ма Штеенбека [183], математически
выражается приравниванием нулю пер-
вых производных напряженности поля
по температуре и радиусу столба.
Изучение напряженности электриче-
ского поля в столбе дуги представ-
ляет значительный интерес как для
оценки его общей электропроводно-
сти, так и в связи с определением не-
обходимых затрат электроэнергии на
поддержание ионизованной плазмы.
Напряженность электрического поля (градиент напряжения)
в короткой дуге зависит от воздействия приэлектродных обла-
стей иа плазму, что видно из следующих данных. В. В. Бург-
сдорф [12] в опытах с очень длинными дугами, имеющими
столбы 3—11 м, установил, что градиент в столбе при измене-
нии тока от 250 до 2400 а остается постоянным и не зависит
от длины дуги. В этом случае приэлектродные области практи-
чески не воздействуют на столб.
При малой длине дуги приэлектродные области воздейст-
вуют на столб и напряженность поля в нем может изменяться.
При небольших токах (до 10 а), когда мощности, затрачивае-
мые в приэлектродных областях, малы, столб дуги может ох-
лаждаться электродами. В этом случае В. Ноттингем [177] уста-
новил, что наибольший градиент напряжения в столбе наблю-
дается у дуг длиной менее 1 мм. При увеличении длины дуги
градиент в столбе падает. В сварочных дугах при токах 100—
850 а и обычной длине дуги в несколько миллиметров охлаж-
дающего действия электродов не установлено [121]. В этом.
14
члучае мощность, выделяемая в приэлектродных областях, в
большинстве случаев достаточна для прогрева столба и ком-
пенсации теплоотдачи в электроды.
Градиент напряжения в столбе сварочных дуг определяли
экспериментально. По данным Г. М. Тиходеева '[120], Г. И. Ле-
скова [52] и И. Я Рабиновича [101], при токе 200—300 а для
разных дуг он изменяется от 2 до 4 в/мм. С целью установле-
ния конкретных величин градиента напряжения в столбе дуги
при сварке различными низкоуглеродистыми проволоками и по-
крьиыми электродами автором были выполнены специальные
исследования.
Проводилась скоростная киносъемка сварочной дуги камерой
( КС-1 и одновременное синхронное осциллографирование на-
пряжения дуги. По пленкам и осциллограммам были получены
зависимости Е<).м=1 (1р. м), где Ud м-—мгновенное напряже-
ние дуги в в; 10 м —мгновенная длина дуги в мм. Зависимости
были получены для ряда проволок и тонкопокрытых электро-
дов диаметром 4 мм, горевших с различным номинальным на-
пряжением дуги (см. табл. 1). Сварка во всех случаях выпол-
нялась па прямой полярности от сварочного преобразователя
’ IC-300 при неизменной установке регулятора тока. Поддержи-
валась обычная длина дуги, обеспечивающая сварку при номи-
нальном напряжении дуги.
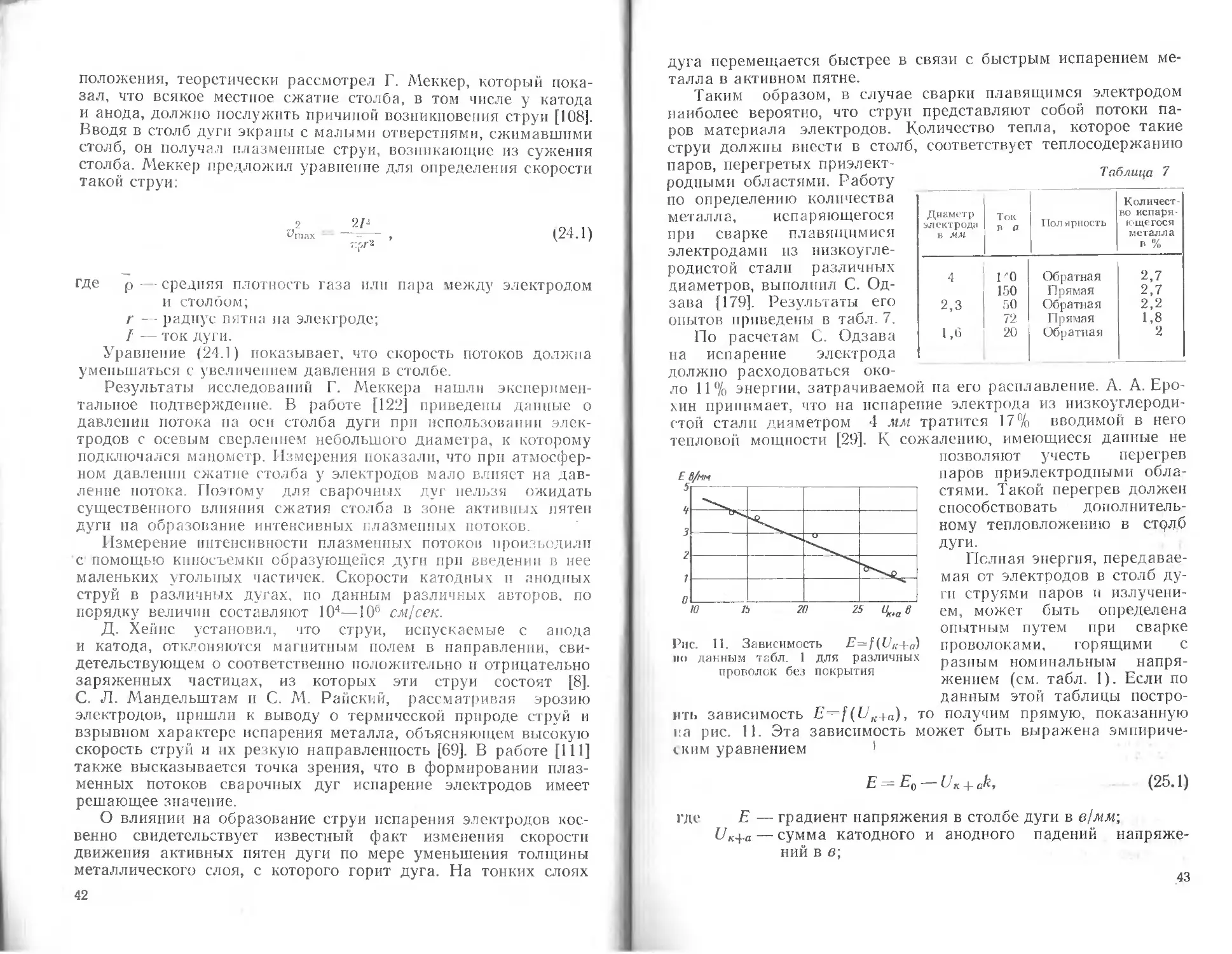
Из результатов, представленных на рис. 4, видно, что па-
дение напряжения в столбе дуги во всех случаях зависит от
длины дуги:
Е д. м — Г к I- а "Г Е1д. м, (11-0
1де ^и+а — сумма катодного и анодного падений напряже-
ний, отсекаемая прямыми (111) на оси орди-
нат при 1г1 л->0;
Е — градиент напряжения в столбе дуги в в/мм, оп-
ределяемый как тангенс угла наклона прямой
(11.1) к оси абсцисс.
Поэтому падение напряжения в столбе
Ucm — Eld.cp, (12.1)
где 1д. ср— среднее значение длины дуги, определенное не ме-
нее чем из 20 замеров мгновенных значений дли-
ны дуги м на кинопленке.
Результаты обработки экспериментальных данных приведе-
ны в табл. 1.
Для определения градиента напряжения в столбе дуги при
сварке толстопокрытыми электродами были взяты электроды
УОНИ13/55 (фтористокальциевое покрытие), ЦМ7 (руднокис-
.юе покрытие), ВСЦ1 (целлюлозное покрытие) и ВСР50
(рутилокарбонатное покрытие) диаметром 4 мм с по-
15
степенно увеличивающейся толщиной покрытия от 0,7 до 3 мм
на сторону. При сварке такими электродами ио мере утолще-
ния покрытия увеличивалась глубина втулочки из нерасплав-
ленного покрытия на конце электрода и соответственно
удлинялась дуга.
в
Рис. 4. Зависимость U,).v = для проволок и однокомпонептных элек-
тродов с разным номинальным напряжением горения дуги:
а—Св-08А с СаСОл: б — Св-10Г2; в- Св-08А: г — Св-08Л травленая; д- Св-0йЛ нике-
лированная; е — плавка № 2; -ж - Св-08А с CaF
Таблица 1
Сварочная проволока I в а U j в в 1 4- о в в ^д.с-) в мм В в! ММ UCII В в 1 ’с п 100% “д
Св-08Л с мрамором . . . 170 17 12 1 5 5 29,4
Св-10Г2 . . 165 19 13,7 1,32 4 5,3 27
Св-08А .... 165 21,2 16 1,45 3,6 .3 5,25 24,8
Св-08А травленая 150 25,1 21 1,7 5,1 19,5
Св-08А никелированная 150 28,3 25,5 1,9 1,5 2,85 10
Плавка №2* Св-08А с плавиковым 1 '0 29,8 28 1,83 1,2 2,2 7,4
шпатом 140 34,2 31,8 2,35 1 2, 6 7
Химический состав пре Р- о,ооь%. волоки с - о,с 2%, Мп — 1,5? в. Si—0, 4 2%, S - 0.02%,
Тангенс угла наклона кривых, представленных на рис. 5,
характеризует градиент напряжения в столбе. Градиенты напря
женин в столбе почти не изменялись при его удлинении (зави-
симости близки к прямолинейным) и для одной и той же марки
электрода оставались практически одинаковыми при токе 150 и
16
200 а на обеих полярностях. Электроды УОНН 13/55 имели
значение градиента 2—2,6 в/мм, ВСР50— 2 в/мм, ВСЦ1 —
в.мм и ЦМ7—4—5 e/лглг. Значения градиентов напряжений
по порядку величии ана-
логичны приведенным в
табл. 1.
Особо следует отме-
ни!., ню деионизатор —
плавиковый шпат, со-
держащийся в покрытии
5 0111113/55 или нанесен-
ный топким слоем па
проволоку Св-08А. сни-
зил градиент напряжения
в столбе дуги. Наоборот,
гонкий слой ионизатора
мрамора повысил гради-
ент напряжения. Полу-
ченные данные о влиянии
типа покрытия представ-
ляют не только теорети-
ческий интерес, ио могут
иметь и практическое
значение при автоматиза-
ции сварочных процессов.
Очевидно, сварочные ма-
териалы, обеспечиваю-
щие большие градиенты
напряжения в столбе
в
Длина
втулочки
Рис. 5. Зависимое!I. напряжения дуги ос
длины втулочки нерасплавленного покры
тия на конце электрода:
----- прямая полярность / -203 о: - об-
ратная полярность / 200 а: прямая по-
лярность, / 150 «; х. / обратная поляр-
ность, / 150 и
дуги, должны способствовать лучшей отработке возмущений по
длине дуги в процессе автоматической сварки как за счет
повышения интенсивности саморегулирования длины дуги при
сварке с постоянной подачей проволоки, так и в случае при-
менения систем с регуляторами напряжения дуги.
Столб сварочной дуги является не только проводником
электрического тока, но и источником тепловой энергии. Табл. 1
показывает, что мощность, выделяемая сварочным током в стол
бе при прямой полярности, составляет всего 7—29,4% общей
мощности дуги. Остальная часть мощности выделяется в при-
электродных областях. По мере увеличения номинального на-
пряжения дуги доля мощности столба в общей мощности дуги
f-y*- 100%) понижается.
Таким образом, роль столба в общем энергетическом балан-
се дуги невелика. На поддержание плазмы и перемещение в
пей электрических зарядов при сварке голыми проволоками,
тонкопокрытыми и промышленными электродами требуется ме-
нее 30% общей энергии, затрачиваемой в дуге. Основная доля
энергии дуги расходуется на преодоление сопротивления про-
теканию тока в приэлектродных областях.
Энергия, затрачиваемая в столбе, отдается в виде излуче-
ния, а также путем теплопроводности и конвекции. В плазме
могут существовать различные виды излучения. Тормозное из-
лучение электронов, возникающее благодаря мгновенному
изменению их скорости при столкновениях, создает непрерывный
спектр излучения, так как энергии электронов, находящихся в
плазме, сильно различаются. Однако этот тип излучения при
температурах, характерных для сварочной дуги, уносит очень
небольшую долю лучистой энергии. Значительно большую энер-
I ию излучения обеспечивают процессы рекомбинации, а также
излучение возбужденных атомов и ионов. Излучение в послед-
нем случае имеет линейчатый спектр и зависит от температуры
и химического состава плазмы. Так как плазма сварочной дуги
находится в магнитном поле, должно возникать также бета-
тронное излучение с линейчатым спектром. Однако величина
этого излучения в связи с низкой напряженностью магнитного
поля сварочной дуги мала.
В связи с высокой концентрацией энергии излучающими
•являются также приэлектродные области дуги. Полученные в
работе [155] данные измерения мощности полного излучения по
отношению к общей мощности дуги показывают, что при токах
до 400 а на излучение затрачивалось до 15% общей мощности
дуги.
В работе [138] при помощи специального калориметра и тер-
мопары установили для семи различных покрытых сварочных
электродов диаметром 4 мм, что потери на радиацию состав-
ляют 16—30% электрической мощности, затрачиваемой в дуге
И. Д. Кулагин и А. В. Николаев [46] с помощью чувстви-
тельного элемента установили, что при прямой и обратной по-
лярности и токах до 1200—1500 а в сварочной дуге Fe —Fe.
имеющей столб длиной 5—6 мм, на излучение затрачивается
всего 10—15% общей мощности дуги.
Для определения доли мощности дуги, затрачиваемой на из-
лучение, автором было произведено калориметрирование пла-
стин из пизкоуглеродистой стали, по-разному ориентированных
в пространстве и различным образом воспринимающих лучи-
стую энергию при сварке. Результаты опытов представлены ниже
(электроды диаметром 4 мм, ток 150 а, обратная полярность):
Электрод Св-08А УОНИ 13/55 фл итвелд 5 МР 3 ЦМ 7
Мощность излучения дуги по отношению к о5щей мощности дуги в % *. . . 21,8 20,8 16 12,8 17,6
18
Полученные значения доли мощности, затрачиваемой на
излучение, соответствуют имеющимся в литературе и состав-
ляют в среднем 15—20% общей мощности дуги. Примерно'
половина лучистой энергии сварочной дуги воспринимается ос-
новным металлом. Остальная энергия излучения, составляющая
7.5—10% общей мощности дуги, теряется в окружающую атмо-
сферу. Потери на конвекцию и теплопроводность из сварочной
туги также составляют около 10% и близки к потерям на из-
лучение.
Аналогичные данные для ртутных дуг получены Б. Н. Кляр-
фсльдом [42], который установил, что при атмосферном давле-
нии теплоотдача стенкам разрядной трубки путем конвекции и
теплопроводности оказалась близкой к теплоотдаче лучеиспу-
сканием.
В связи с тем, что излучение сварочной дуги в основном
происходит в пределах видимой части спектра, опа является
мощным источником света. Полученные автором результаты
по изменению световой отдачи при сварке различными элект-
родами (Флитвелд 5, Шилдарк 85, ВСПЗ, MP3, УОПИ13/55,
ЦМ7) диаметром 4 мм на разных токах и полярностях при
длинной и короткой дуге приведены в табл. 2. Световая отдача
мало зависит от типа электрода, тока и полярности и сильно
увеличивается при удлинении столба дуги.
Таблица- ?
Ток в а Полярность Характери- стика длины Дуги Освещен- ность В ЛК Сила света в лм Сила света на единицу расходуемой мощности в дуге в iMfem
1С0 Обратная Короткая 29—98,6 "1 401—4 762 0,32—1,2
ieo » Длинная 243,6—400,? 11 766—19 330 2,35—3,69
160 Прямая Короткая 23,2—81,2 1 120—3 922 0,21—1,18
160 » Длинная 101,5—365,4 4 902—17 649 1,15-3,8
2Е0 Обратная Короткая 24,5—98,1 1 180—4 740 0,19—0,89
250 » Длинная 261,7—577 13 600 -28 800 1,9—4,1
250 Прямая Короткая '0,7—98,8 1 960—-1 760 0,28—0,69
250 » Длинная 110—405,2 5 340—19 500 0,9—2,6
2. Область катодного падения напряжения
Область катодного падения напряжения играет чрезвычайно
важную роль в дуговом разряде. Поэтому закономерности про-
хождения тока через эту область давно привлекают внимание
исследователей. Акад. В. Ф. Миткевич еще в начале этого сто-
летия высказал предположение о термическом характере выхода
электронов с катода в столб дуги. Выход электронов представ-
лялся как преодоление электронами высоких энергии потен-
циального барьера на границе металл—газ (рис. 6).. Если
19.
'ia - - высота потенциального барьера и ось Л' направлена пер-
пендикулярно к поверхности эмиттера, то те электроны, для
которых в результате нагрева
т£и?
— - >/?„, преодолеют барьер
и окажутся эмиттпрованпыми.
В соответствии с уравне-
нием Ричардсона-Дешмена
плотность тока термоэлектрон-
ной эмиссии при отсутствии
электрического поля у катода
равна
<г
j 17 А; (13.1)
где /1 эмиссионная постоян-
ная;
Т абсолютная темпера-
тура;
<1 - эффективная работа
выхода электрона;
k постоянная Больц-
мана.
Уравнение (13.1) выведено
не только на основе указанных
потенциального барьера, но и
Pile. 6. Формы потенциального
барьера на поверхности катода:
а электрическое поле отсутствует;
б-к катоду приложено электрическое
иоле, извлекающее электроны; в элек-
трическое иоле, извлекающее элек
ТРОНЫ
представлений о существовании
на основе термодинамики, исходя из предположения об испа-
рении электронов из металла.
С. Шоттки уточнил уравнение Ричардсоиа-Дешмеиа для
случая, когда потенциальный барьер снижается электрическим
полем перед катодом (рис. 6 уровень //), и получил следую-
щее выражение [18]:
£1/2
1g/ = 1g /О +
(14.1)
где - напряженность поля перед катодом;
jo — плотность тока, вычисленная по уравнению Ричард-
сона-Дешмена без учета действия поля;
В постоянный множитель.
В связи с тем, что теория, основанная только на термо
электронной эмиссии, не могла объяснить эмиссии электронов
с «холодного» катода, имеющего низкую температуру кипения,
Ленгмюр [166] предложил теорию автоэлектронной эмиссии
электронов под действием положительного пространственного
заряда у катода.
Автоэлектронная теория, хотя и рассматривала действие
20
внешнего электрического поля на высоту и форму энергетиче-
ского барьера, имела существенный недостаток, так как не
учитывала выход электронов сквозь барьер в связи с и.х волно-
выми свойствами (туннельный эффект). Сущность этого явле-
ния заключается в том, что благодаря небольшой ширине
барьера и его благоприятной форме при приложении поля
электронные волны могут огибать барьер в случае даже, если
электроны имеют низкую энергию. Этот недостаток теории Ленг-
мюра был преодолен волново-механической теорией автоэлект-
ронной эмиссии, в соответствии с которой плотность тока насы-
щения определяется по формуле Фаулера-Нордгепна [150]:
j cLE2he , (15.1)
где
е заряд электрона;
/и,. — масса электрона,
h - постоянная Планка;
Wf — энергия Ферми для электрона в металле.
Формула (15.1) справедлива для эмиссии невозбужденных
Ферми-электронов посредством туннельного эффекта. При этом
ь отличие от термоэлектронной эмиссии не происходит татрат
энергии и охлаждения катода. В случае, если катод обладает
даже неограниченной эмиссионной способностью, плотность
тока эмиссии должна ограничиваться пространственным заря-
дом самого тока. Математическое решение для напряженности
поля перед катодом при наличии положительного пространст-
венного заряда, ослабляемого током эмиссии электронов, дал
С. Маккоуп 1170]:
Е2 = —г' (i [ЛЙ - i | /т7е.)| U~K, (16.1)
Р 2с
где М и /и,. — массы иона и электрона;
i+ и I —соответственно ионный и электронный ток у
катода;
U к—катодное падение напряжения.
Были сделаны попытки совместного решения уравнения
Фаулера-Нордгепна и Маккоуна, позволяющие получить зави-
симость между величиной катодного падения напряжения, эф-
фективной работой выхода, ионным током на катод и электрон
пым током с катода [39]. Однако такие решения не имеют боль-
шой ценности, так как остается неизвестным соотношение между
величиной ионного и электронного тока в катодной области.
21
Уравнение Фаулера-Нордгейпа исследовалось применительно
к «холодному» катоду ртутной дуги в вакууме. До 1948 г в
связи с невысокой техникой эксперимента плотность тока на
катоде ртутной дуги оценивалась не более 4-Ю3 ajcM2 [39] и
уравнение Фаулера-Нордгейна давало большое расхождение
с опытом. Это привело к кризису теории автоэлектронной эмис-
сии и возникновению ряда новых гипотез и теоретических раз-
работок.
Следует указать на работу И. Слепяпа [185]. II. Слепян пред-
положил, что ток на катоде переносится только положительны-
ми ионами. Образование ионов происходит за счет термической
ионизации в плазме перед катодом.
В другой гипотезе С. Ротштейна высказывалась точка зре-
ния о том, что область у катода находится в особом паро-
образном состоянии и способна эмпттпровать термоэлектро-
ны [39].
А. Робсон и А. Энгель сделали предположение, что электро-
ны могут извлекаться из холодного катода действием возбуж-
денных атомов пара металла, диффундирующих обратно к
катоду [39].
Гипотеза Г. И. Лескова [55] предполагает существенное влия-
ние квантов излучения катодной области на извлечение элект-
ронов из катода подобно тому, как это происходит при фото-
электрическом эффекте.
Идея И. Слепяна о токе положительных ионов на катод
была в дальнейшем использована в контракционной теории,
математически разработанной В. Венцелем, Р. Ромпе и М. Ше-
ном и усовершенствованной Г. Эккером. Эта теория отводит
центральную роль процессу сжатия столба вблизи катода и
сопровождающим его явлениям в газах или парах. В связи
с этим объясняются не только явления у катода, но и у анода,
вблизи которого также наблюдается сжатие [108].
Сжатие столба играет двоякую роль. Во-первых, по мере
уменьшения поперечных размеров столба растет его темпера-
тура, увеличивается степень ионизации и улучшается электро-
проводность. Во-вторых, малая площадь контакта между сгуст-
ком плазмы и катодом позволяет горячей плазме прибли-
зиться непосредственно к катоду и обеспечивать ток положи-
тельных ионов на катод без существенного охлаждения.
Г. Эккер пришел к выводу, что в сжатой плазме у катода
должно существовать местное повышенное давление газа и
пара.
Расчеты Т. Вассераба с использованием контракционной тео-
рии показали, что перед катодом ртутной дуги должно разви-
ваться давление около 2000 ат. При таком давлении ртуть в
тонком поверхностном слое может перегреваться до 2100° С
[108].
22
Используя идеи контракционной теории и предположив
возможность одновременного существования различных типов
• миссии электронов, А. Бауер предложил теорию Т—F-^уги,
представляющую попытку синтеза термоэлектронной и авто-
-лектронной теорий. Предполагалось, что благодаря по-
вышенному давлению температура кипения катода может повы-
ситься до значений, достаточных для термоэлектронной эмис-
сии. Одновременно сильное поле у катода будет вызывать
автоэлектронную эмиссию. Однако простое сложение термо-
электронного и автоэлектронного токов, вычисляемых раздель-
но по известным формулам, как показал Т. Ли, не дает пра-
вильных результатов. Исследования в этом направлении
выявили существование непрерывного перехода между термо-
электронной и автоэлектронной дугами в зависимости от соот-
ношений температуры катода, напряженности поля у катода и
его работы выхода [108].
Вычисления, произведенные в соответствии с теорией
7 —F-дуги, показали, что при больших напряженностях поля у
катода (5- 107 в/см) температура катода мало влияет на ха-
рактер эмиссии — она остается автоэлектронной. Однако даже
незначительное уменьшение напряженности поля резко увеличи-
вает вероятность возникновения наряду с автоэлектронной так-
же и термоэлектронной эмиссии.
Наглядное представление о возможности существования в
дуге одновременно нескольких типов эмиссии электронов дает
В. И. Гапонов [18]. По мнению Гапонова, электронный ток с
поверхности нагретого катода, на который действует электриче-
ское поле пространственного заряда ионов, должен склады-
ваться из «собственно термоэлектронов» с энергией hx—
О
mv~
= — >/z„ (/i.v выше уровня /—I на рис. 6), из Шоттки-элект-
ронов, энергии которых лежат между уровнями I—I и II—II
и «туннельных электронов» с энергиями ниже уровня /7—II.
При низкой температуре катода и сильном электрическом
поле преобладают «туннельные электроны». При слабом поле
и высокой температуре катода «туннельных электронов» почти
нет в связи с большой шириной потенциального барьера и на-
блюдается термоэлектронный ток, в большей или меньшей сте-
пени измененный эффектом Шоттки.
Наметившийся кризис наиболее последовательной теории ав-
тоэлектронной эмиссии «холодного» катода недавно начал прео-
долеваться благодаря работам К. Фрума. К- Фрум показал, что
плотность тока в катодном пятне ртутной дуги на несколько
порядков выше, чем предполагали ранее, и составляет 2-106-4-
107 а/см2-. При этом расчеты по уравнению Фаулера-Нордгейна
дают лучшее совпадение с опытом [39].
23
Приведенный краткий обзор показывает, что представления
о явлениях на катодах электрических дуг, особенно д> г с «холод-
ным» катодом, отличаются большим разнообразием идей. Фи
Рис. /. Зашлакованные торцы электродов и тонкая пленка шлака на поверх
ности расплавленного металла [156]
зикамп по существу пересмотрены почти все известные нуги
извлечения электронов с поверхности тела, причем между этими
способами не сделано окончательного выбора, хотя именно в
этом заключалась проблема.
В случае сварочных дуг с плавящимся электродом возни-
кает целый ряд новых вопросов. Имеющиеся теории эмиссии
электронов из однородных катодов в этом случае могут дать
лишь весьма схематические представления о возможном харак-
тере процессов в катодной области, так как катоды таких сва-
рочных дуг не являются однородными. При сварке электродами
капля и ванна расплавленного металла покрыты относительно
толстым слоем жидкого шлака. Об этом свидетельствует то, что
улавливаемые из дуги брызги металла почти всегда покрыты
корочкой шлака. Зашлакованы капли и на конце электрода
(рис. 7). Количество расплавленного шлака по отношению к
количеству расплавленного металла по весу достаточно велико,
а по объемам достигает 50%; коэффициенты шлакообразования
(отношение веса шлака к весу расплавленного металла электро-
да) различных электродов в процентах приведены ниже:
Руднокислые ИМ 7 фтористокальцпе- вые УОНИ 13/55 Рутиловые ’МР 3 Органические ФлитвелД 5
3^6—ЗВ/ 28,7—33,8 35,8—38,5 6,1—5,8
35.5 31.6 •э7,6 6,2
24
Таким образом, сварочная дуга должна гореть между двумя
слоями шлака, покрывающими каплю и ванну. Если даже
шлаки оттесняются давлением дуги, на поверхности металла
благодаря его хорошей смачиваемости шлаком должны суще-
ствовать топкие (возможно мо.чомолекулярные) слои шлака,
как известно сильно изменяющие свойства катодов. Разрушение
и распыление пленок па поверхности катода падающими части-
цами может наблюдаться в том случае, когда энергия бомбар-
дирующих частиц превышает пороговую величину Еп. Значе-
ние Еп лежит в пределах 20—100 эв [2], что существенно
выше энергии частиц, падающих на катод в электросварочной
дуге.
Известно, что получение атомночистых металлических по-
верхностей вообще является сложной технической задачей. По
данным работы [2], такие поверхности получаются при глубо-
ком вакууме в результате длительного нагрева при высокой
температуре и бомбардировке поверхности пучком ионов инерт-
ных газов с энергией 30 40 кэв.
По данным работы {29], шлаки при сварке покрытыми элект-
родами могут не только покрывать поверхность, но и попадать
внутрь капель. Опыты с радиоактивными изотонами, введен-
ными в электродное покрытие, также показывают, что вещество
покрытия может быстро распространяться по объему кап ш (см.
рис 74).
Присутствие расплавленных шлаков обычно не должно
препятствовать горению дуги. К. К. Хренов {131] показал, что
«уга может устойчиво гореть между угольным электродом и
расплавленным оконным стеклом, флюсом для автоматической
сварки и т. п. Учитывая важность вопроса, автор повторил
опыты К. К. Хренова как с прореагировавшими сварочными
шлаками электродов, так и пепрореагировавшимп покрытиями.
Сварочные шлаки, собранные со шва, или покрытия электродов
тасыпали в графитовый тигель, помещенный в угольный поро-
шок, через который пропускался ток, разогревающий тигель
Шлаки и покрытия нагревались в тиглях до расплавления и
затем охлаждались. Температуру расплава измеряли вольфра-
мо-вольфраморениевой термопарой. В процессе охлаждения
фиксировали возможность возбуждения дуги со шлаков и по-
крытий на угольный электрод при С\-А=70 в и обратной поляр-
ности (-{- па электроде). Температуры шлаков и покрытий,
ниже которых дута уже не возбуждалась, приведены в
табл. 3.
Прореагировавшие шлаки, соответствующие находящимся в
сварочной ванне, поддерживают дугу при температуре, близкой
к началу размягчения. Нагретые покрытия, еше не прореагиро-
вавшие с металлом (такое состояние характерно для покрытия
i o втулочке па конце электрода), поддерживают дугу примень
25
ших температурах, чем шлаки, что можно объяснить наличием
в них неокисленного железа, проводящего ток.
Рис 8. Электропроводность
шлаков электродов различ-
ных типов [156]
Электрод О) £ з- ГС го t s а гс л •- д- Г) к ГС 03 Е К
Шилдарк
85 . . . 12"5
Флитгелд 5 1170
ВСЦ1 1170
ОЗЦ1 1120
ЦМ7 . 1Р5
MP3 . . . 1195
У ОНИ 13/51 1245
Таблица 3
Температура в К
расплавле- ния шлака возбуждения дуги
Шлак Покры тне
1420 1120 620
1370 1120 920
Р20 1220 670
1420 1095 820
1295 1170 995
1395 1020 520
1395 1295 920
Шлаки п покрытия современных сварочных электродов весь-
ма сложны по химическому составу и, как показано в работе
[4], значительно отличаются ио минералогическому строению.
Б табл. 4 приведены химические и минералогические составы
шлаков некоторых электродов, взятые из этой работы.
Сварочные шлаки электродов по своей электрической при-
роде могут быть отнесены к диэлектрикам или полупроводни-
кам. Исследованиям диэлектрических свойств покрытий и шла-
ков некоторых сварочных электродов посвящена работа [156]
Авторы изучали немецкие электроды с рутиловым, руднокис
лым и фтористокальциевым покрытием, а также свойства не-
которых окислов и химических соединений. Шлаки, покрытия
и другие исследованные окислы и соединения были разделены
на незначительно увеличивающие электропроводность при на-
греве (обладающие полупроводниковыми свойствами уже при
комнатной температуре) и сильно повышающие электропровод-
ность Последние при комнатной температуре обладали очень
низкой электропроводностью, характерной для диэлектриков,
(рис. 8).
А. Ф Иоффе [36] разделяет полупроводники на девять групп.
Из них в наибольшей степени исследована первая группа, к ко-
торой относятся вещества с решеткой типа алмаза (алмаз,
кремний, германий, серное олово, селенистая ртуть, сурьмяни-
стый индий и т. п.). Применительно к этим полупроводникам
разработана «зонная» теория электропроводности. Для свароч
ной техники наибольший интерес представляют другие три
группы полупроводников (окислы и шпинели; аморфные и жид-
26
Таблица 4
Электрод SiO, 1 тю2 1 I FeO ' 1 Fe2Os I MnO CaO Al,О, Na,О к.о Минералогиче - ский состав шлака
ш 37,03 10,52 13,02 10,91 8,99 6,11 9,42 3,78 Пироксен, магнетит, ильменит, пирофанит, стеклэ деви- трифицирэ- взнное
ОММ5 24,58 12,08 20,9 0,16 31,56 0,36 3,46 3,37 1,86 Оливин—54%, ильменит+ шпинель—33%, пирофанит—5%, стекло—8%
Родонит перовски- товый 31,7 15,8 14,1 — 18,7 12,7 — — — Пироксен—38%, оливин 2—24%, пирофанит-р гейкилит—29%, шпинель—8%, стекло—3%
ЦМ6 41 — 21,7 3 23, з; 4,35 Сле- ды 3 — —
УОНИ 13/55 31 2,2 7,9 — 1 ,3 42 — — — —
кие полупроводники; стекла и полимеры), теория которых раз-
работана в значительно меньшей степени.
Среди окислов и шпинелей имеются как электронные
(ZnO; TiO2), так и дырочные (Cu2O; UO2) полупроводники.
Собственная проводимость рутила (TiO2) при комнатной тем-
пературе менее 10-1,ozi-1ai_1. По мере повышения температуры
/>на увеличивается и при 1000° С достигает Ю-'о-м-’л-1.
27
Исследования свойств чистых кристаллов показывают, что
применяемые в электродных покрытиях МпО; М113О4; Ее2О?
при точном стехиометрическом составе являются диэлектри-
ками.
Нагревание этих веществ в кислороде приводит к иоявле
пню дырочной проводимости. Fe3O4 при точном стехиометриче-
ском составе является хорошим полупроводником, тогда как
при наличии дефектов в кристаллической решетке его электро-
проводность уменьшается.
Полупроводниками являются некоторые шпинели, получае
мые при соединении Е'е3О4 с MgCr2O4; Fe<04 и ZnCr2O4; Fe3O4
и AlgAl2O4. Электропроводность шпинелей ниже, чем Fe3O,t
Она мало изменяется при небольших отклонениях от стехио-
метрического состава.
В связи с тем, что сварочные шлаки при горении дуги на-
ходятся в жидком состоянии, особый интерес представляют жид-
кие и аморфные полупроводники. Большие работы в этой об-
ласти проведены А. Р. Регелем [103], который указывает, что
в свял) с отсутствием дальнего порядка в жидких и аморфных
телах (т. е. кристаллической структуры) «зонная» теория строе-
ния полупроводников применена быть не может. Электронная
проводимость жидкостей и аморфных тел качественно объяс-
няется на основе туннельного эффекта.
Работы А. Р. Регеля и сотрудников показали, что электрон-
ная проводимость при плавлении полупроводников не исчезает
а, наоборот, обычно возрастает. В настоящее время можно
уверенно говорить о существовании электронной проводимо-
сти не только у жидких металлов и их сплавов, но и у расплав
лепных диэлектриков и полупроводников.
Интересны данные об изменении электропроводности при
плавлении. Изменение происходит скачкообразно. Кремний уве-
личивает электропроводность в 30 раз, германий в 15—1G раз.
Абсолютная величина электропроводности полупроводников в
жидком состоянии приближается к электропроводности жидких
металлов н составляет около 100 ом 'м 1 Замечена зависи-
мость между плотностью веществ и их электропроводностью.
Если при плавлении плотность полупроводника увеличивается,
то увеличивается и его электропроводность.
В связи с тем, что в покрытиях электродов в качестве свя-
зующих широко используются жидкие стекла и начинают нахо-
дить применение некоторые полимерные материалы, безуслов-
ный интерес представляют полупроводники девятой группы
(стекла и полимеры). Однако полупроводники этих типов толь-
ко начинают изучать [36].
Жидкие металлургические шлаки, как известно, во многих
случаях имеют ионную природу и часто рассматриваются как
электролиты. Сварочные шлаки по своему составу весьма близ-
28
i-.ii к металлургическим и их ионная проводимость, наряду i
электронной, должна иметь большое значение.
На существенную роль поверхностных пленок в металличе-
ских дугах типа сварочных указывает С. Браун [8]. Он приво-
дит тайные во образованию цуг при катодах, покрытых орга-
нической пленкой толщиной 5-10 5 см. бомбардируемых поло-
жительными ионами из ионной пушки. При чистом металличе-
ском катоде дуга не возникала даже при напряжении 6 - 103 «
При том же катоде, покрытом пленкой, дуга возникала уже
при 34 в.
Наличие на катодах сварочных дуг пленок жидкого элект-
ропроводного шлака значительно усложняет и без того сложную
картину протекания тока через такие катоды. При пленочных
катодах электроны должны преодолеть энергетический барьер
между металлом и пленкой шлака, где всегда существует кон-
тактная разность потенциалов; пройти слой шлака п, наконец,
преодолеть потенциальный барьер на границе «шлак—газ».
В литературе почти нет разработок теории и цепочных като-
дов, за исключением специальных катодов, применяемых в
электронике (оксидный катод, работа торированпы.х вольфра-
мовых катодов и др.), работающих в вакууме при относитель-
но малых токах. В связи с разработкой теории таких катодов
рассматривали эмиссионные характеристики полупроводников
1102]. Термоэлектронная эмиссия е полупроводника равна
i Д,Г<;
(17.1)
где у - расстояние от дна зоны проводимости до мини-
мального значения энергии электрона в вакууме;
11 -величина, определяющая положение энергетических
уровнен полупроводника относительно уровня
Ферми металла при его контакте с полупроводни-
ком.
Формулы (17.1) и (13.1) по своей структуре аналогичны, и
работа выхода полупроводника равна (/Т-Б). Если к полупро-
воднику приложено внешнее ускоряющее поле, то это приводит
не только к снижению высоты потенциального барьера, как в
случае металлической поверхности, но и к другим эффектам.
В полупроводник поле проникает на некоторую глубину.
Вследствие этого повышается плотность электронов у поверх-
ности, что приводит к дополнительному увеличению тока эмис-
сии. Теоретически этот вопрос изучен советским физиком
Н. Д. .Моргулисом.
Рассматривая катоды, покрытые пленками, в сравнении
чистыми металлическими катодами, нельзя не учитывать вопро-
сы, связанные с эмиссией вторичных электронов при бомбарди-
ровке попами и нейтральными молекулами.
29
Академик П. А. Капица впервые высказал мысль, что испу-
скание медленных электронов, наблюдаемое при ионной бом-
бардировке пленочных катодов, вызвано местным нагревом,
ведущим к термоэлектронной эмиссии. Это подтверждается тем,
что скорости вторичных электронов невелики и соответствуют
местной температуре около 10 000° К [36].
При ионной бомбардировке диэлектриков коэффициент вто-
ричной эмиссии электронов может доходить до 500% и более
[2]. При этом, помимо истинной вторичной электронной эмиссии,
может возникнуть электростатическая эмиссия, вызываемая
действием поля положительных зарядов, образовавшихся на по-
верхности диэлектрика.
При рассмотрении вторичной электронной эмиссии катодов,
покрытых толстой полупроводниковой или диэлектрической
пленкой, представляет интерес эффект Малтера [21, 24, 25, 341.
Эмиссия в этом случае может быть очень интенсивной. Одна
падающая на катод частица может выбивать из катода 100—
1000 вторичных электронов. Обычно этот эффект наблюдают
при бомбардировке быстрыми электронами. Однако такая эмис-
сия может быть вызвана световыми квантами, положитель-
ными ионами и другими частицами, способными создать поло-
жительный пространственный заряд в пленке. Эмиссия может
быть вызвана также приложением к пленке высокого напря-
жения.
В соответствии с гипотезой М. И. Елинсона и Д В. Зернова
[25] сильное электрическое поле на границе металл — пленка
должно быть приписано неоднородному распределению потен-
циала по толщине диэлектрической пленки. Практически все
падение потенциала сосредоточено на узком участке пленки тол-
щиной 100—250 А, прилегающем к металлу. Напряженность
поля здесь такова, что может быть обеспечен практически лю-
бой внутренний автоэлектронный ток из металла. По мере уда-
ления от металла в пленку электрическое поле быстро ослабе-
вает. При малой напряженности поля в пленке на некотором
удалении от границы с металлом уже невозможно образование
электрических лавин; возможно лишь возбуждение и ударная
ионизация туннельными электронами. Высокая напряженность
электрического поля у поверхности металла создается не на
всех участках пленки, что объясняет «пятнистость» эмиссии.
Установлен ряд закономерностей малтеровской эмиссии [24]:
потенциал поверхности пленки относительно подложки по по-
рядку величин близок к катодному падению напряжения; эмис-
сия развивается лишь при толщинах пленки не менее 10-4 см\
спектры эмиттируемых электронов состоят из двух групп, одну
из которых составляют медленные, истинно вторичные электро-
ны и другую быстрые малтеровские электроны с энергией,
близкой к уровню Ферми подложки.
.30
Определенное влияние на эмиссию электронов с пленочного
катода может оказывать известное из теоретической металлур-
гии образование двойного электрического слоя на поверхности
металл — шлак в процессе плавки стали [75, 76]. В поверхност-
ном слое жидкого металла образуются отрицательные, а в со-
прикасающемся с ним жидком шлаке положительные заряды
Состояние двойного слоя нестабильно и может нарушаться за
счет хаотического теплового движения.
Рассматривая эмиссионные характеристики катодов свароч-
ных дуг, покрытых большими количествами шлака, следует
считаться также степловой эмиссией ионов, так как температура
шлака весьма высока. Нагретые шлаки, так же как нагретые
стекла и соли, эмигрируют ионы различных знаков [104]. На
основании исследования эмиссии различных солей Шмидт сфор-
мулировал следующее правило: «Соли, в которых подвижны
только положительные или отрицательные ионы, при соответ
ствующпх температурах эмигрируют соответственно либо только
положительные, либо только отрицательные ионы. Если при
электролизе преобладает подвижность попов одного знака, то
при соответствующих температурах более подвижные ионы
эмиттируются в большем количестве». А. Л. Рейман [104] счи-
тает, что это правило Шмидта справедливо только в качествен-
ном отношении и не дает возможности получить количествен-
ные зависимости.
Примеси в железе и других металлах также могут испа-
ряться в виде положительных ионов. Особенно устойчива эмис-
сия из железа, содержащего ничтожные примеси окислов ще-
лочных и щелочноземельных металлов. С такого специально
обработанного эмиттера Кусман при его накаливании в ва-
кууме получал токи порядка 10 4 а/см2. Эмиссия ионов с по-
верхности расплавленных шлаков может приводить к образо-
ванию объемных зарядов, также влияющих на характер эмис-
сии электронов с катода.
Сложный характер эмиссии с пленочных катодов и их
практическая важность для ряда областей электронной техники
привели к интенсивному изучению таких катодов. В настоящее-
время в СССР и за рубежом имеется обширная литература по-
этому вопросу. Очевидно, что в дальнейшем необходимы спе-
циальные физические исследования сварочных катодов.
Все изложенное выше убеждает в том, что попытки деталь-
ного анализа энергетических явлений на поверхности катода
сварочной электрической дуги, основанные на классических
представлениях о эмиссии электронов, имеют лишь качествен-
ный характер и далеко не отражают фактических процессов
Характерно, что почти все авторы, пытавшиеся составить
шергетический баланс в катодном пятне на основе элементар-
ных процессов, по-разному трактуют эти процессы и, следова-
31
доли электронной составляющем тока
аккомодации положительных попов
/ 2 3 4
Рис. 9. Схема переходных <он г, катодной
области сварочной дуги:
J — переходное сопротивление. металла
J пленка жидкого шлака: 3 область
гстьпого пространственного заряда; 4
отрицательного свечения (переходная
электрода
Энергия
электронов
Энергия
электронов
3/2 КТ
Столб дуги
(плазма)
ПОЛОЖИ -
область
зона)
тельно, статьи расхода и прихода энергии [99, 131. 111, 179].
Прп подобных расчетах, даже применительно к чисто металли-
ческим катодам, возникает неопределенность из-за незнания
на катоде, коэффициента
и т. д. Поэтому можно
вполне согласиться с мне-
нием И. Г. Кесаева [39]
о том, что: «.Составление
баланса энергии для ка-
тода при настоящем уров-
не знании связано со
значительным крон -.во-
лом в выборе входящих
в него величин, вследст-
вие чего этот метод реше-
ния задачи является за-
ведомо порочным».
Чрезвычайно высокие
концентрации энергии в
катодном пятне и приле-
гающей к нему контраги-
рованной плазме, по мне-
нию Л. Леба [51], делают
вообще проблематичным для поверхности пятна применение
таких понятий, как работа выхода электронов, теплопровод-
ность, температура, теплота испарения, давление и т. Поверх-
ность катода в области пятна на глубине в несколько атомных
расстоянии настолько разрыхлена, что становится неясным, со-
ответствует ли этот слон сильно разрушенной структуре твер-
дого тела или состоянию чрезвычайно сжатой плазмы Воз-
можно предположить возникновение промежуточного состоя-
ния между сильно нагретым твердым телом и плазмон . вы-
сокой плотностью частиц.
Трудности определения энергетического баланса элементар-
ных частиц на поверхности катодного пятна могут быть прео-
долены, если рассматривать не поверхность катода, а катод-
ную область как малый участок дуги, заключенный между
плазмой столба дуги и токоподводящей частью катода.
В этом случае катодная область, заключенная между сече-
ниями дуги /- П (рис. 9), включает границу металл — пленка
шлака (или окислов), самое шлаковую (или окисную) пленку,
границу пленка — газ, область положительного пространствен-
ного заряда и зону отрицательного свечения, являющуюся пере-
ходной к равновесной плазме.
В связи с очень малой величиной Дебаевского радиуса про-
тяженность зоны отрицательного свечения в сварочной дуге
чрезвычайно мала и общая протяженность катодной области
32
невелика. В физике протяженность катодной области на чистых
металлах обычно оценивают величиной порядка 103 см.
Как указывалось выше, ток в металле электрода и в плазме
столба является практически чисто электронным. Электроны
в металле находятся в состоянии вырожденного электронного
газа, подчиняющегося статистике Ферми — Дирака. Энергия
этих электронов близка к уровню Ферми (Wf) и мало зависит
от температуры [18].
Электроны в термической равновесной плазме можно рас-
сматривать как частицы идеального газа, подчиняющегося ста-
тистике Максвелла. Кинетическая энергия этих электронов
равна zl%kT (где k — постоянная Больцмана, Т — температура
плазмы в °К). Потенциальная энергия электронов в плазме
равна их полной работе выхода из металла в плазму <р„.
Благодаря процессам саморегулирования в сварочной дуге
в катодной области между сечениями / и II возникает катодное
падение напряжения U к. Мощность, расходуемая источником
тока в этой области Шк, частично затрачивается на повышение
энергии электронов проводимости при их переходе с уровня
I на уровень Л. Это повышение энергии электронов равно
I (% + kT - wf) - z (g> + -|- kT),
где ф — эффективная работа выхода электронов с катода.
Другая часть мощности IUK расходуется на нагрев в катод-
ной области Р„ , создающий необходимые температурные усло-
вия в дуге для поддержания эмиссии. Эта часть энергии может
рассматриваться как энергетические потери, связанные с эмис-
сией электронов с катода. Таким образом, к. п. д. процесса
эмиссии
Исходя из указанных предпосылок, для катодной области
может быть составлен следующий баланс энергии:
f <р -|—— kT j 4- Рк.
(18.1)
Энергия 1(^
столба дуги на
/\ выделяется
зом, мощность,
3 \
+ kT \ переносится электронами через плазму
анод, где она выделяется в виде тепла. Тепло
непосредственно на катоде дуги. Таким обра-
затрачиваемая источником тока в катодной об-
ласти, лишь частично превращается в тепло непосредственно
па катоде.
X Г. Мазель
33
Составление баланса энергии в целом для катодной области
оправдано для дуги высокого (в частности, атмосферного) дав-
ления. Для дуг, горящих при низком давлении, свободные про-
беги частиц увеличиваются, катодная область размывается и
подобный расчет для оценки нагрева в катодной области теряет
смысл. В этом случае необходимо рассчитывать баланс энер-
гии только для поверхности катода, что представляет значитель-
ные трудности.
Быстрое накопление большого количества тепловой энергии
в небольшой по объему катодной области сварочной дуги (при
/= 150 а и Uк = 10 в, как будет показано ниже, каждую секунду
накапливается 150000 кдж/см3) может периодически вызывать
нарушение термического равновесия с окружающей средой и
приводить к взрывам этой области. Это, по-видимому, является
одной из важных причин блуждания пятна и ограничения его
размеров по диаметру. Выделение энергии при разрушении
катода имеет кумулятивный характер. Кумулятивные процессы
на катоде должны оказывать существенное влияние на обра-
зевание так называемых катодных струй, представляющих со-
бой потоки паров, выбрасываемых с катода.
Так как тепловая мощность Рл у различных типов дуг раз-
лична, это неизбежно оказывает существенное влияние на тех-
нологические характеристики электродов.
3. Область анодного падения напряжения
При изучении электрических дуг явлениям у анода уделя-
лось значительно меньше внимания, чем явлениям в столбе
дуги и у катода. Обычно считают, что на анод движутся элект-
роны из столба, которые отдают аноду кинетическую и потен-
циальную энергию. Как показал Д. Самервилл [108] на
основе несложных рассуждений, энергия, затрачиваемая в ка-
тодной области, должна быть существенно выше энергии, затра-
чиваемой у анода, и, следовательно, катодное падение напря-
жения должно существенно превышать анодное.
Упрощенная схема дуги, рассмотренная Самервиллом, не
учитывает влияния диффузии и рекомбинации частиц в плазме,
а также контрагирования плазмы вблизи анода, что может
создавать дополнительное сопротивление протеканию тока и
приводить к некоторому повышению приэлектродных падений
напряжений, в том числе и анодного.
При сварке покрытыми электродами анод, как и катод дуги,
покрывается пленкой жидкого шлака. Поэтому на аноде воз-
можна поляризация контактного слоя шлак — металл. Возможно
также выбрасывание ионов в связи с сильным разогревом.
Все это должно оказывать существенное влияние на напряжен-
ность поля в анодной области.
34
Исследования, проведенные в последние годы, указывают на
сложный характер элементарных процессов на аноде электри-
ческих дуг. Так, Б. Н. Клярфельд и Л. С. Первова [44],
Б. Н. Клярфельд и Н. Л. Неретина [43] показали, что в ртутной
дуге низкого давления анодное падение может менять не только
свою величину, но и знак.
Наиболее подробно изучен анод угольной дуги с малой
плотностью тока. Плотность тока на аноде такой дуги состав-
ляет около 40 а)см?. Если ток повышать таким образом, что
его плотность на аноде из-за ограниченности его размеров на-
чинает возрастать, то дуга становится неустойчивой и начинает
шипеть. Напряжение у анода резко снижается. В анодной об-
ласти появляются движущиеся микропятна, плотность тока в
которых оценивается 5 • 104 а/см2 [108].
При применении угольной дуги с фитилем из солей металла
анодное падение резко уменьшается по сравнению с чистым
углем.
Протяженность анодной области при измерениях с помощью
подвижных зондов оказалась около 10 3 см, т. е. одного поряд-
ка с длиной свободного пробега электрона.
В сварочных дугах область анодного падения почти не изу-
чена. Это приводит к различным оценкам. Так, Д. М. Рабкин
[99] считает, что анодное падение в мощной сварочной дуге с
плавящимся электродом — величина постоянная, а Г. М. Ти-
ходеев [120] приходит к противоположному выводу о том, что
анодное падение зависит от тока, длины дуги и других трудно
учитываемых факторов.
По существу единственным теоретическим исследованием
прианодных областей электрической дуги являются работы
В. Бэза и К- Хеккера. Область анодного падения разделяется
ими на четыре зоны: зону, граничащую со столбом, переходную
зону, ускоряющую зону и зону ионизации. В зоне у столба на-
пряженность поля по направлению к аноду начинает медленно
нарастать. Электроны от дрейфового движения в столбе пере-
ходят к направленному движению. Разгоняющийся электрон
свободно проходит переходную и ускоряющую зоны. В ускоряю-
щей зоне энергия электрона становится достаточной для иони-
зации. Образующиеся ионы движутся в обратном направлении.
В связи с тем, что свободный пробег ионов меньше, чем
электронов, они испытывают столкновения с нейтральными ча-
стицами уже в переходной зоне. При этом энергия упорядочен-
ного движения переходит в энергию теплового движения, соот-
ветствующего температуре плазмы [122].
Указанный механизм явлений предполагает, что температу-
ра плазмы у анода мала и образование зарядов в анодной зоне
обеспечивается за счет энергии электронов, разгоняемых анод-
ным падением.
2* 35
При увеличении плотности тока и, следовательно, росте тем
пературы плазмы у анода длина свободного пробега электро
на уменьшится, а длина свободного пробега ионов до столкно-
вения с нейтральными частицами увеличится. При этом в анод-
ной области основную роль в образовании ионов и электронов
начинает играть термическая ионизация. Напряженность поля
у анода в этом случае имеет меньшее значение.
В работе [151] высказывается предположение, что анодная
струя, оттекающая от анода, в этом случае способствует оттал
киванию в столб положительных ионов, движущихся от анода
со скоростью 102 см!сек, и не оказывает существенного влияния
на быстрые электроны, движущиеся к аноду. Это способствует
увеличению избыточного отрицательного пространственного за-
ряда перед анодом. В работе [122] указывается также па опре-
деленное воздействие на анодное падение напряжения хорошо
сформированной катодной струи, котовая в угольной дуге сни-
жала анодное падение до 1—2 в за счет прижатия положитель-
ных ионов к поверхности анода.
По внешним проявлениям дуги в парах металла могут быть
разделены на дуги со сжатием столба у анода и без сжатия.
Дуги с металлическими электродами, горящие в воздухе, как
правило, образуют весьма сильно сжатое анодное пятно. Сжа-
тие должно приводить, как и у катода, к сильному повышению
температуры. Надежные изменения температуры плазмы у анода
отсутствуют. По имеющимся оценкам на анодах выделяется
большое количество энергии, в ряде случаев достаточное для
достижения температуры кипения электрода.
Плотность тока на аноде металлических электродов оцени-
вается 103 а/см2. Анодное пятно перемещается, хотя иногда
имеет тенденцию оставаться более неподвижным, чем катодное
пятно. Если дугу перемещать магнитным полем, то движение
анодного пятна может стать скачкообразным [122].
К аноду сварочной дуги в связи с его локализацией может
быть применен такой же принцип расчета баланса энергии,
как и для катода. На протекание тока в анодной области рас-
ходуется энергия IUa. Кроме того, электроны, входящие в анод,
отдают свою внутреннюю энергию
Поэтому
Pa = lL'a + I^ + ^-kT} , (19.1)
где Ua — анодное падение напряжения в в;
ф — эффективная работа выхода электронов из анода в в\
Ра — тепловая мощность, выделяемая в анодной обла
сти в вт.
36
Анодная область, по мнению большинства исследователей,
имеет несколько большую протяженность и объем, чем катод-
ная Поэтому концентрация энергии в этой области обычно
ниже, чем па катоде, и кумулятивные процессы при ее разру-
шении должны в большинстве случаев протекать более вяло.
§ 2. ТЕПЛОВОЕ ДЕЙСТВИЕ ДУГИ НА ЭЛЕКТРОД И ВАННУ
1. Схема трех источников тепла в дуге
В теории распространения тепла при сварке сварочную дугу
рассматривают как единый источник нагрева. Количество тепла,
передаваемое электроду и основному металлу, учитывается ко-
эффициентами о., и т]„, определяемыми эмпирическим путем;
причем, если количество тепла, введенное в изделие t\uIUg,
легко определить из калориметрического опыта, то количество
тепла, введенное в электрод грД/,», определить значительно
сложнее {105].
Изучение теплового воздействия сварочной дуги па элект-
род и основной металл может быть значительно облегчено, если
дугу рассматривать не как единый источник нагрева, а как
сумму нескольких самостоятельно действующих источников
тепла в катодной, анодной области и в столбе дуги, каждый
из которых имеет своп закономерности в изменении мощности
с изменением состава покрытия и режима сварки.
Общую электрическую мощность, затрачиваемую источни-
ком питания па поддержание дуги, можно представить суммой
Н'д 1UK + Il\ [ JUa^ViK + Wc + Wo, (20.1)
где UK - падение напряжения в катодной области в в;
Uc — падение напряжения в столбе в в;
U„ — падение напряжения у анода в в.
Из уравнения (18.1) следует, что не вся электрическая мощ-
ность, затраченная на катоде WK = IUK, может быть превра-
щена в теплоту. Часть затраченной мощности
Q
г9 / ? + -у
уносится из этой области электронами в виде их внутренней
энергии. Поэтому тепловая мощность катодного источника на-
грева
рк
Соответственно тепловая мощность анодного источника на-
грева
ра r„ + w3.
37
Очевидно, что суммарная тепловая мощность приэлектрод-
ных источников нагрева составит
Рк 4- Ра = WK + Wa = IUK + a. (21.1)
Тепловая мощность, выделяемая в столбе дуги протекающим
током, PC=W7. Локализация областей, в которых выделяется
тепловая энергия Рк и Рп, позволяет следующим образом схе-
Рис. 10. Схема трех ис-
точников тепла в дуге
матизировать дугу как совокупность
источников тепла. Один источник мощ-
ностью Рк расположен в плоском
слое на поверхности катода, другой,
имеющий мощность Ра,— в плоском
слое на поверхности анода и третий
мощностью Рс распределен по объему
столба дуги (рис. 10).
Источники у катода и анода весь-
ма концентрированы и могут быть
представлены в виде цилиндров, ос-
нования которых равны соответствен-
но площадям катодного или анодного
пятен, а высота равна длине зон ка-
тодного или анодного падения напря-
жения.
Столб дуги имеет во много раз
большие размеры. Внешне он пред-
ставляет собой усеченный конус, высота которого непрерывно
изменяется по мере переноса капли. 11ногда столб дуги бывает
бочкообразным. В среднем длина столба при ручной сварке
1—2 мм, а его средний диаметр близок к диаметру электро-
да. Благодаря высокой температуре столба вокруг него суще-
ствует область высокого нагретого и частично ионизованного
газа. Рассматривая структуру столба дуги, в нем отмечают не-
сколько зон: внутреннюю ярко светящуюся и состоящую, по-ви-
димому, из паров металла и шлака, и наружную более тем-
ную.
Представляя дугу в виде суммы трех источников тепла,
можно записать
1Рд =Рк + Рс + Ра.
(22.1)
Для удобства последующего рассмотрения действия при-
электродных источников целесообразно ввести понятия об эф-
фективных тепловых значениях катодного и анодного падений
напряжений (в в):
и к = и к - ftp + -|- ЙТ) ; иэа = Ua + ftp + -|- kT^ . (23.1)
38
Эффективные падения напряжений в приэлектродных обла-
стях отличаются от истинных, но их сумма LP , а = UK+a-
Введение условных эффективных напряжений позволяет
представить тепловую мощность прпэлектродпого источника у
катода как Рк=1иэк и у анода Pa=IU4a.
С целью использования схемы трех источников для техноло-
гических расчетов необходимо рассмотреть теплообмен этих
источников.
2. Взаимодействие источников и нагрев электродов
а) Оценка взаимодействия между приэлектродными
областями
В дуге происходит передача энергии с катода па анод с по-
током электронов. Эта энергия реализуется в виде тепла только
па аноде, и учитывается введением условных значений эффек-
тивных приэлектродных падений напряжений. Важно также
установить, могут ли катод и анод дуги передавать друг другу
путем теплообмена часть тепловой энергии Рк и Рп, выделя-
ющейся непосредственно в этих областях.
Так как катодная и анодная области не соприкасаются,
обмен тепла между ними возможен только путем излучения и
потоками выбрасываемых паров и 1азов. В связи с малыми
размерами приэлектродных областей лучистый теплообмен меж-
ду ними не имеет существенного значения, тем более, что пло-
хая прозрачность столба из-за большого количества паров ме-
талла препятствует лучистому теплообмену приэлектродных
областей.
Рассмотрим теплообмен потоками паров и газов, выбрасы-
ваемых из катода и анода. Как показано в работе [122], такие
потоки сталкиваются в столбе дуги, образуя плазменную «таре-
лочку» Логично предположить, что столкновение потоков ис-
ключает их прямое тепловое воздействие на противоположную
приэлектродную область и должно приводить только к нагреву
столба.
В литературе имеются другие точки зрения [46, 111]. Предпо-
лагается, что катодный поток (струя) может подавлять анод-
ный поток (или наоборот), и это существенно влияет на произ-
водительность плавления электрода и проплавляющее действие.
Если предположения о прямом «кинжальном» тепловом воз-
действии потоков на противоположный электрод правильны, то
удлинение дуги должно ослаблять их действие, так как тепло-
вая интенсивность таких потоков обычно уменьшается пропор-
ционально квадрату расстояния от места выбрасывания струи.
Однако опыты не обнаруживают такой зависимости. Сварка
газозащитными электродами, обладающими высокой проплав-
39
ляющей способностью, при возможно минимальной длине дуги
(с опиранием втулочки на изделие) и при максимальном длине
дуги происходит практически с одинаковой производительно-
стью расплавления электрода. Это справедливо для обеих по-
лярностей (табл. 5).
Таблица 5
Электрод Поляр- ное гь тока Длина дуги Напряже- ние дуги в в Коэффи- циент расплав- лени я в г/а ч
Флит- велд 5 Обрат- ная Опирание покрытия Максимально возможная 26,3 30,3 12,06 12,12
Прямая Опирание покрытия Максимально возможная 34,1 39,5 16,2 16,62
ВСЦ1 Обрат- ная Опирание покрытия Максимально возможная 26,1 28,5 11,22 11,55
11рямая Опирание покрытия Максимально возможная 32,5 36,5 15,48 16,44
Примечания: 1. Приведены данные в среднем из трех определений. 2. Диаметр электрода 4 ж. 3. Установка тока на машине 150 а. 4. Ток и напряжение записывались регистрирующими приборами. 5. Сварка производилась 20 сек.
Отсутствие существенного теплового взаимодействия катода
и анода доказывается также опытом с вращающимся диском,
выполненным И. Р. Пацкевичем [85]. И. Р. Пацкевич производил
наплавку на неподвижную стальную пластину и медный диск,
вращающийся со скоростью до 220 мм/сек, при прямой и об-
ратной полярностях проволокой без покрытия, меловым элект-
родом и электродом ОММ5. Электроды имели диаметр 5 мм.
Данные работы [85] в обобщенном виде приведены в табл. 6.
Результаты табл. 6, а также опыты А. А. Ерохина {28] по
наплавке на быстровращающуюся трубу показывают, что тип
основного металла и скорость его движения практически не
влияют на производительность расплавления электрода.
В случае, если бы струя паров, выбрасываемая из ванны,
оказывала тепловое воздействие на электрод, такое влияние
было бы заметно, так как изменение типа основного металла
изменило бы тепловую интенсивность струи, а увеличение ско-
40
Таблица 6
Электрод Полярность Неподвижная стальная пластина Вращающийся диск
Ток в а Коэффициент расплавле- ния в efa-H Ток в а Коэффициент расплавле- ния в г[а-ч
Проволока: без покры- Прямая 190—275 10—10,9 183—280 9,55—10,5
тия Обратная 180—280 11,95-12,45 190-285 11,6—12,4
с меловым Прямая 157—330 5,25—6,5 169—340 5,05—6,0
покрытием Обратная 165—345 10-11,9 166—338 10,5—11,2
ОММ5 Прямая 190-270 8,3—10,8 200 -290 7,5—10,8
Обратная 190-270 8,8—10,1 195—280 7,5—10,1
ростп его перемещения удлинило дугу. Кроме того, очень быст-
рое движение основного металла, как показывает киносъемка,
приводит к смещению оси струи из ванны относительно оси
дуги таким образом, что она проходит мимо электрода. Приве-
денные данные позволяют сделать вывод о незначительной роли
прямого теплообмена между прнэлектродными областями сва-
рочной дуги.
б) Взаимодействие приэлектродных областей
со столбом дуги
В коротких сварочных дугах, характеризуемых весьма интен-
сивным разогревом областей у катода и анода, должно наблю-
даться тепловое воздействие этих областей на столб дуги. Сжа-
тие столба дуги у катода и анода вызывает образование в этих
местах сгустков контрагированной плазмы, температура кото-
рых, по некоторым данным, может достигать 50 000° К [122]. Теп-
ловая энергия из приэлектродных областей передается столбу
струями паров и плазмы, неизбежно возникающими при высо-
кой концентрации энергии в этих областях. Часть энергии пере-
дается излучением.
Плазменные потоки в сварочных дугах от катода и анода
наблюдали А. В. Петров [86]. Г. Б. Сердюк [111], И. Д. Кулагин
и А. В. Николаев [46]. Эти потоки наблюдались автором на
кадрах скоростной киносъемки в моменты погасания дуги или
ре итого смещения активного пятна от оси столба.
В ряде работ движение струй в сторону столба объясняется
сжатием дуги у активных пятен и появлением аксиальной
составляющей электромагнитного поля, перемещающей плазму.
()бразование струй в столбе дуги, исходя из такого пред-
41
положения, теоретически рассмотрел Г. Меккер, который пока-
зал, что всякое местное сжатие столба, в том числе у катода
и анода, должно послужить причиной возникновения струи [108].
Вводя в столб дуги экраны с малыми отверстиями, сжимавшими
столб, он получал плазменные струи, возникающие из сужения
столба. Меккер предложил уравнение для определения скорости
такой струи:
(24.1)
где р — средняя плотность газа или пара между электродом
и столбом;
г - - радиус пятна на элекгроде;
I — ток дуги.
Уравнение (24.1) показывает, что скорость потоков должна
уменьшаться с увеличением давления в столбе.
Результаты исследований Г. Меккера нашли эксперимен-
тальное подтверждение. В работе [122] приведены данные о
давлении потока па оси столба дуги при использовании элек-
тродов с осевым сверлением небольшого диаметра, к которому
подключался манометр. Измерения показали, что при атмосфер-
ном давлении сжатие столба у электродов мало влияет на дав-
ление потока. Поэтому для сварочных дуг нельзя ожидать
существенного влияния сжатия столба в зоне активных пятен
дуги на образование интенсивных плазменных потоков.
Измерение интенсивности плазменных потоков производили
с помощью киносъемки образующейся дуги при введении в нее
маленьких угольных частичек. Скорости катодных н анодных
струй в различных дугах, по данным различных авторов, по
порядку' величин составляют 104—106 см!сек.
Д. Хейнс установил, что струи, испускаемые с анода
и катода, отклоняются магнитным полем в направлении, сви-
детельствующем о соответственно положительно п отрицательно
заряженных частицах, из которых эти струи состоят [8].
С. Л. Мандельштам и С. М. Райский, рассматривая эрозию
электродов, пришли к выводу о термической природе струй и
взрывном характере испарения металла, объясняющем высокую
скорость струй и их резкую направленность [69]. В работе [111]
также высказывается точка зрения, что в формировании плаз-
менных потоков сварочных дуг испарение электродов имеет
решающее значение.
О влиянии на образование струи испарения электродов кос-
венно свидетельствует известный факт изменения скорости
движения активных пятен дуги по мере уменьшения толщины
металлического слоя, с которого горит дуга. На тонких слоях
42
дуга перемещается быстрее в связи с быстрым испарением ме-
талла в активном пятне.
Таким образом, в случае сварки плавящимся электродом
наиболее вероятно, что струи представляют собой потоки па-
ров материала электродов. Количество тепла, которое такие
струп должны внести в столб, соответствует теплосодержанию
паров, перегретых приэлект-
родпыми областями. Работу
по определению количества
металла, испаряющегося
при сварке плавящимися
электродами из низкоугле-
родистой стали различных
диаметров, выполнил С. Од-
зава (179]. Результаты его
опытов приведены в табл.7.
По расчетам С. Одзава
на испарение электрода
должно расходоваться око-
ло 11% энергии, затрачиваемой
хин принимает, что на испарение электрода из низкоуглероди-
стой стали диаметром 4 мм тратится 17% вводимой в него
тепловой мощности [29]. К сожалению, имеющиеся данные не
Таблица 7
Диаметр электрода в мм Ток в а Пол яркость Количест- во испаря- ющегося металла в %
4 1'0 Обратная 2,7
150 Прямая 2,7
2,3 50 Обратная 2,2
72 Прямая 1,8
1,6 20 Обратная 2
расплавление. А. А. Бро-
на его
Рис. 11. Зависимость E=f{UK-{.a)
но данным табл. 1 для различных
проволок без покрытия
ить зависимость E=f(UK+a), то
позволяют учесть перегрев
паров приэлектродными обла-
стями. Такой перегрев должен
способствовать дополнитель-
ному тепловложенню в столб
дуги.
Полная энергия, передавае-
мая от электродов в столб ду-
ги струями паров и излучени-
ем, может быть определена
опытным путем при сварке
проволоками, горящими с
разным номинальным напря-
жением (см. табл. 1). Если по
данным этой таблицы постро-
получим прямую, показанную
па рис. 11. Эта зависимость может быть выражена эмпириче-
ским уравнением 1
Б=Е0-Пк + Л
(25.1)
где Е — градиент напряжения в столбе дуги в в/мм;
Uк+а — сумма катодного и анодного падений напряже-
ний в в;
43
Ео — постоянная величина, равная для рассматривае-
мого случая 7,5 в/мм;
k — коэффициент, характеризуемый тангенсом наклона
прямой на рис. 11 и равный 0,023 .ши-1.
Умножая обе части па /, получим
IE 1EU—IEK ak, (26.1)
1Е0—энергия, которую необходимо было бы затратить па
единице длины столба для поддержания дуги при
отсутствии нагрева из приэлектродных областей;
lUK+ak—энергия, поступающая в единицу длины столба из
приэлектродных областей с парами и излучением.
Благодаря поступлению этой энергии и вызываемой
этим дополнительной термической ионизации столба
градиент в столбе снижается с £0 до Е.
Таким образом, увеличение мощности приэлектродных обла-
стей в короткой сварочной дуге (что наблюдается при внесении
деионизаторов) должно приводить к дополнительному прогреву
столба дуги и снижению в нем градиента напряжения. Этим,
в частности, объясняется отмеченное в табл. 1 влияние плави
нового шпата, сильно увеличивающего IJK)(, и снижающего
градиент напряжения в столбе дуги.
В рассматриваемом случае величина /г, характеризующая
толю мощности приэлектродных областей, передаваемую еди-
нице длины столба, оказалась постоянной для дуг с разным
поминальным напряжением. В табл. 6 приведены значения сум-
марной мощности приэлектродных источников и мощности,
передаваемой от них столбу дуги, для ряда проволок диаметром
4 мм, горевших с разными поминальными напряжениями (см.
табл. 1).
Таблица 8
Сварочная проволока 4- а в вт 1^к+ а»д | В Часть мощности приэлек- тродных источников, затра- чиваемой на нагрев столба дуги, в %
!сб-10Г2 . . 2230 680 30
;Св-08А • 2640 880 33,4
Св-08А травленая . . . 3000 1170 39
Св-08А никелированная 3830 1670 43,7
Плавка № 2 ..... . 3920 1650 42,1
Как видно из табл. 8, теплопередача из приэлектродных об-
ластей в столб излучением и перегретыми струями паров со-
ставляет для рассматриваемых дуг 30—42% мощности этих
44
областей, причем с увеличением суммарной мощности, выде-
ляемой у катода и анода, теплопередача увеличивается.
Струи паров, выброшенные из каждого электрода, сталки-
ваясь в столбе, должны образовывать над поверхностью соот-
ветствующих электродов облака ионизованного пара. Часть энер-
гии этого пара будет передаваться обратно электроду, другая
часть будет теряться в
атмосферу через поверх-
ность столба.
Оценку потерь тепла
столбом можно произве-
сти следующим образом.
Предположим, что дуга
является поверхностным
излучателем и все потери
пропорциональны поверх-
ности столба. В случае
сварки проволокой без
покрытия допустим, что
горец проволоки и по-
верхность ванны улавли-
вают тепло в соответст-
Рис. 12. Поверхность, воспринимающая
гепло столба дуги при сварке проволокой
(а) и покрытым электродом (б)
вин со схемой па рис.
12, а (размерами активных пятен дуги пренебрегаем). Тогда,
например, при длине дуги 1,32 мм, полученной по данным ки-
носъемки для проволоки Св-10Г2 диаметром 4 лии, относитель-
ные потери тепла в воздух составят
r-dl,,
nil,) +
4
= 0,4.
Аналогичные потери в воздух должны наблюдаться при по-
крытых электродах диаметром 4 мм, если втулочка будет иметь
длину 1 мм, а зазор между втулочкой и ванной составит 2 мм
(рис. 12, б):
rd (1д — а) = q 4
2 -------- + T:dl,)
4
Таким образом, в соответствии со схемами на рис. 12 только
около 40% тепла, передаваемого столбом в окружающую среду,
может быть бесполезно потеряно. Остальные 60% тепла будут
вновь улавливаться и полезно использоваться на нагрев капли
и ванны, а в случае покрытых электродов—также и покрытия.
45
Потери тепла при сварке в процентах от всей мощности дуги
составят
_ (0,475/0 + 0,4^ + ^) ]00= Vc + UK^Jdd) 40 (27 j-
Ue \ >
Значения 4fmen,„ для различных проволок и электродов при-
ведены на рис. 13. Тепловые потери во всех случаях составляли
около 20%- Таким образом, тепловой к. п. д. при сварке прово-
локами и электродами на режимах, приведенных в табл. 1, при-
о
6
о о
мерно постоянен и состав-
Winenm^ ляет около 80%.
Тепловые к. п. д. при
сварке различными элект-
родами, определявшиеся
разными авторами путем
калориметрирования, хоро-
шо совпадают с этим рас-
15 20 35 30 35 в четным значением.
Рис. 13. Зависимость потерь тепла в Так, по данным работы
окружающую атмосферу, рассчитанная [30], тепловые К. П. Д. Т]и
по уравнению на основе данных для проводок, меловых и
целлюлозных электродов, а
также электродов ВИАМ25,
УОНИ13, ОММ5 и ЦМ7 с различным коэффициентом веса по-
крытий при сварке на постоянном токе прямой и обратной по-
лярности и на переменном токе изменялись от 68 до 87 % и
в среднем составляли около 80%.
По данным II. Н. Рыкалина [105], т\и для открытой дуги
изменяется от 70 до 85%, что мало отличается от результатов
в работе [30].
Удовлетворительная сходимость расчетных значений тепло-
вого к. п. д. с имеющимися результатами калориметрирования
показывает, что принятая схематизация теплообмена в дуге в
основном правильно отражает взаимодействие между различ-
ными областями дуги.
Полученные данные об особенностях выделения тепла в ка-
тодной, анодной областях и столбе дуги, а также исследование
энергетического взаимодействия этих областей позволяют в слу-
чае сварки электродами принять следующую схему действия
трех источников тепла в дуге.
Тепло, выделяемое в катодной области Рк, поступает только
в катод и затрачивается на его плавление. Соответственно тепло
анодной области Ра затрачивается только на плавление анода.
Тепло, выделяющееся в результате протекания тока по столбу
дуги Рс, теряется в окружающем пространстве и рассматри-
вается как потери тепла при сварке.
Такая схема, не отражая всех этапов сложного теплового-
46
взаимодействия внутри дуги, приблизительно правильно харак-
теризует итог этого взаимодействия.
Оценим возможную ошибку при использовании схемы трех
источников тепла при сварке плавящимся электродом диамет-
ром 4 мм на оптимальном режиме (140—180 а). Если принять,
что ц„ = 80%, то для полного соответствия схемы с опытом
необходимо, чтобы 100 = 80%. В действительности-^2^- 100
Uq иг1
100 п калориметрические значе-
Рис. 14. Расчетные
ния теплового к. п. д.
может не равняться 80%. Наблюдаемые отклонения являются
ошибкой, допускаемой при применении схемы трех источников.
На рис. 14 показана доля мощности дуги, затрачиваемой в
приэлектродных областях. Эти
большого количества опытов
по определению UK+a Для
электродов с разным номи-
нальным напряжением (см.
рис. 20).
Отклонения фактически на-
блюдаемой мощности при-
электродных областей от по-
лезной мощности, вводимой в
изделие, в пределах наиболее
часто встречающихся поми-
нальных напряжений 17—35 в
достигают примерно ±12%.
При Л7с)₽«24 в мощность, вы-
деляемая в приэлектродных об-
ластях, совпадает с полезной мощностью, вводимой в изделие.
При t/d<24 в, кроме нагрева приэлектродными областями,
имеет место некоторый дополнительный нагрев электродов из
столба. При Пр >24 в, наоборот, часть мощности приэлектрод-
Рис. 15. Влияние изменения напря-
жения дуги за счет ее удлинения на
производительность расплавления
электрода типа D 4312 диаметром
4 мм при токе 120 в [136]
47
ных источников не используется электродами, поступает в столб
и теряется в атмосфере.
В целом схема трех источников достаточно удовлетвори-
тельно соответствует опытным данным.
Практически возможные при сварке колебания длины дуги
нс должны оказывать заметного влияния на распределение
энергии и, следовательно, на возможность применения схемы
трех источников тепла для расчетов. В работе [137] установ-
лено, что удлинение дуги на 30% с соответствующим увеличе-
нием мощности столба за счет возрастания напряжения изме-
няет скорость плавления электрода всего на 2%. В работе [136]
при сварке электродами D 4312 диаметром 4 мм при 120 а на
прямой и обратной полярности также установлено, что увели-
чение длины дуги незначительно влияет на скорость плавления
электродов (рис. 15).
Для использования принципа независимого действия трех
источников при расчетах плавления электрода и основного
металла необходимо получить данные о значениях U3K, U30 и Ис
в различных исследуемых дугах.
ГЛАВА II. ПРИЭЛЕКТРОДНЫЕ ПАДЕНИЯ НАПРЯЖЕНИЙ
В СВАРОЧНЫХ ДУГАХ
§ 1. МЕТОДЫ ИЗМЕРЕНИЙ И ОЦЕНКИ ВЕЛИЧИН КАТОДНОГО
И АНОДНОГО НАПРЯЖЕНИЙ В ЭЛЕКТРИЧЕСКИХ ДУГАХ
Энергетическая структура короткой сварочной дуги опреде-
ляется в основном приэлектродными падениями напряжений,
величина которых устанавливается благодаря процессам само-
регулирования в дуге.
Измерение этих напряжений в сварочных дугах представляет
существенные трудности по ряду причин. Во-первых, современ-
ными методами зондовых измерений трудно точно ограничить
по оси дуги зону действия катодного и анодного напряжений.
Во-вторых, измерениям мешает блуждание активных пятен,
перенос металла в дуге и весьма высокие температуры в зоне
дуги.
Большинство современных данных о катодных и анодных
напряжениях основано па определении их усредненных значе-
ний, причем широко используются косвенные методы измерений,
особенно для мощных дуговых разрядов типа сварочных.
Кратко рассмотрим наиболее часто применяемые методы
определения UK и Ua. Если сдвигать электроды, то между ними,
в конце концов, должно установиться напряжение, равное нх
сумме—UK+n- Это верно лишь с некоторым приближением, так
как практически невозможно получить дугу со столбом менее
0,1 мм. Как показывает скоростная киносъемка, при более тес-
ном сближении столб «выскальзывает» из-под электродов в
сторону. Вторая трудность заключается в том, что Ок и Un
могут изменяться с изменением длины дуги. Для коротких сва-
рочных дуг эта трудность не имеет существенного значения, од-
нако в дугах с длинным столбом нужны соответствующие по-
правки.
В табл. 9 приведены результаты определения UK а методом
сближения электродов [147].
Значения UK+a можно также получить, измеряя изменение
напряжения дуги при изменении ее длины. Строя зависимости
=f(ld) и экстраполируя их до /г-> =0, получаем Ик+а- Зная
сумму приэлектродных напряжений, можно отдельно опреде-
лить UK и L7n, исследуя разогрев обоих электродов, который
зависит от падения напряжения вблизи электродов. A. Baj ер и
П. Шульц разработали метод дифференциального определения
UK и Ua по разнице между температурами электродов на
49
Таблица 9
1 Материал обоих электродов Пределы тока в а Наименьшие напряжения
в в
Железная проволока 0 4 мм .... 5-20 11,7
То же, с. тонкой обмазкой . 5- 20 12,7
Медная проволока щ 4 мм . 2—20 11,3
Графит 0 8 льм . I 5 - 20 21
Р1уть | 1,5—10 8,1
постоянном и переменном токе. При постоянном токе поляр-
ность фиксировалась. На переменном токе полярность непре-
рывно менялась [108].
Подобный метод с некоторыми уточнениями в последнее
нремя нашел наибольшее применение при определении катод-
ного и анодного падений напряжения в сварочных дугах [3,
99, 179].
Известен метод раздельного измерения UK и Ua с помощью
зондов. В настоящее время в качестве зондов применяются про-
волочки диаметром 0,2- -0,3 мм из тугоплавких металлов. При
высоких температурах плазмы, характерных для дуг высокого
давления, применять стационарные зонды нельзя. Можно ис-
пользовать зонды, пересекающие дугу с высокой скоростью.
Запись напряжения должна производиться шлейфовым или ка-
тодным осциллографом. Дополнительные трудности возникают
из-за того, что зонд получает отрицательный потенциал отно-
сительно плазмы. Кроме того, вокруг зонда образуется зона
пониженной температуры плазмы. Это вносит значительные ис-
кажения в показания и требует внесения специальных попра-
вок. Теория зондов при больших давлениях газа в столбе раз-
работана еще недостаточно [122]. Метод зондов используется
главным образом для малоамперных дуг с неплавящимся элек-
тродом, горящих в вакууме.
Известен также метод определения UK по размыканию кон
такта. При размыкании контакта мгновенно устанавливается
начальное напряжение. Считают, что это наименьшее напряжение
при неустановившемся режиме дуги, когда еще не успел сфор-
мироваться положительный столб, равно величине UK [139, 152].
Этот метод неприменим к сварочной дуге, так как в начальный
момент размыкания контакта практически отсутствует та атмо-
сфера дуги, которая устанавливается при сварке. Кроме того,
дополнительные искажения может создавать электрический
контур сварочной цепи.
50
В настоящее время накоплен значительный эксперименталь-
ный материал по величинам катодного и анодного падений на-
пряжений в различных электрических дугах. Одно время при-
держивались точки зрения, что UK численно равняется
потенциалу ионизации газов или паров, находящихся перед ка-
тодом. Однако имеющийся сейчас экспериментальный материал
не подтверждает правильности этого положения. Так,.
Б. Н. Клярфсльд и В. Н. Соболев, а также Е. Ламора и
К- Комптон установили, что падение напряжения в катодной
области ртутной дуги, горящей в вакууме в парах ртути, ниже,
чем потенциал ионизации ртути [39, 45].
Известен установленный X. Бартеле факт уменьшения ка-
тодного падения напряжения ртутной дуги с ростом давления
ртутных паров с 11 до 8 в [39]. Для медного электрода, наобо-
рот, увеличение давления с 0,1 мм рт. ст. до атмосферного вы-
звало повышение UK с 8 до 13 в [152]. По зондовым измере-
ниям Д. Мюллера и В. Финкельнбурга катодное падение в
угольной дуге с током 200 а составляет всего 3±1 в, что на-
много ниже потенциала ионизации газов и паров в дуге [122].
Катодное падение напряжения зависит от тока дуги. Напри-
мер, по данным, приведенным в работе [122], для аргоновой
дуги с вольфрамовым катодом, горящей при атмосферном дав-
лении, оно уменьшается от довольно больших значений при
малом токе до величин, значительно меньших даже первого
потенциала возбуждения газа дуги. Интересно отметить, что
при токе дуги более 100 а вновь начинается некоторый рост
катодного падения напряжения.
С. Майер с помощью зондов нашел в дугах с железными
>лектродами при токах 1,5—5 а и длине дуги 0,5 см катодное
падение напряжения 16,5 в, что значительно выше потенциала
ионизации железа [172]. Дуги с электродами из Al, Ag, Си, Fe
и Pt при атмосферном давлении имели значения UK , значи-
тельно превышающие потенциалы ионизации паров соответст-
вующего металла.
Весьма различны имеющиеся данные о падении напряжения
I анодной области. Некоторые сведения приведены в работе [122].
Измерения анодного падения напряжения мощной угольной
дуги дают наиболее вероятные значения около 36 и 20 в
В угольных дугах, анод которых имел присадки солей метал-
лов, было обнаружено значительно меньшее анодное падение
напряжения. Оно снижалось от 16 до 10 в при росте тока от 10
до 40 а. Анодное падение при малом токе для дуг с анодом из
металлов или их окислов, горящих в воздухе или в парах ме-
таллов, составляет 3—12 в.
По измерениям Д. Бус-Пейкерта и В. Финдельнбурга анод-
ное падение напряжения в азотных дугах между вольфрамовым
катодом и охлаждаемым медным анодом линейно снижается с
51.
17 до 2 в при увеличении тока от 50 до 200 а. А. Бауер и
II. Шульц получили для вольфрамовой дуги в среде ксенона
при токе 3—16 а катодное падение напряжения 9,5—13 в, а
анодное 0,7 1,0 в.
Приведенные результаты отдельных исследований в основ-
ном касались либо дуг с угольным пли вольфрамовым электро-
дом, либо малоамперных дуг с металлическими электродами.
В литературе имеются сведения
о катодном и анодном падениях
напряжений также в более мощ-
ных дугах с металлическими
электродами.
Для тонкообмазанных сва-
рочных электродов при токе
200 a UK = 10,14-10.9 в [135].
М. Рёлл нашел, что при сварке
медными, алюминиевыми и сталь-
Рие 16. Падения напряжения дуг 11 электродами на токах
со стальными, медными и алю- 100 -70 а значения нриэлект-
Ниниевыми электродами [180] родных напряжений остаются
для данного типа электрода при
близптельпо постоянными
(рис. 16) [180].
С. Конради выполнил около 2000 замеров зондами па же-
лезной, медной и алюминиевой дугах при токах 50—250 а и
напряжениях 32 - 45 в при длинах дуг 6—24 мм [112]. Получен-
ные при этом величины катодного и анодного падения напря-
жения изменялись в узких
пределах и их значения при-
ведены в табл. 10. Катодное
падение напряжения во всех
случаях оказалось выше,
чем анодное. Особенно
большая разница наблюда
лась при железных элект-
родах.
А. Энгель провел расчет
катодного падения напря-
жения сварочной дуги, за-
давшись изменением тока положительных ионов 50—33% пол-
ного тока. Расчетная величина катодного падения напряжения
составила 7,5—13,6 в [147].
По измерениям С. Одзава для сварочных дуг со стальными
электродами диаметром 1,6—4 мм при токах 5—170 а катодное
падение напряжения составляло 12,11—17,22 в, а анодное 0,7—
4,2 в [179].
Краткий обзор экспериментального определения величин
Материал элек-
трода
Железо
Медь . .
Алюминий
Таблица 10
Падение напряже-
ния в в
катодное
анодное
16—17
13—12
14—13
6-9
11—10
11—10
52
приэлектродных падений напряжений показывает, что величи-
на этих напряжений значительно изменяется в зависимости от
большого числа различных трудно учитываемых факторов.
§ 2. ЭФФЕКТИВНЫЕ КАТОДНЫЕ И АНОДНЫЕ ПАДЕНИЯ НАПРЯЖЕНИЙ
В СВАРОЧНЫХ ДУГАХ С ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ
1. Методика измерений
Методы определения фактических приэлектродных падений
напряжений по тепловому балансу дуги при некотором уточне-
нии могут быть использованы для непосредственного экспери-
ментального определения эффективных тепловых приэлектрод-
ных падений напряжений. Предлагаемая методика определения
эффективных значений катодного и анодного падений напряже-
ний в сварочных дугах основана на определении их суммы с по-
следующим ее разделением по тепловому балансу электродов.
Эта методика предполагает независимое действие трех ис-
точников тепла в дуге. Как было показано выше, U3K+a=UK+a-
Поэтому определение суммы эффективных значений приэлек-
тродных падений напряжений можно заменить определением
суммы их фактических значений. Uк+а зависит от полярности
при сварке. Если 1/эк п и U3a п—эффективные катодное и
анодное падения напряжений при прямой полярности, a U3K п
и U3 о —соответствующие падения напряжений при обратной
полярности, то можно написать
С'(к 4 а)п - 1'к.п Е L а. п\ (1-2)
Е(к-1 П)о = о + Uа. о, (2.2)
где Цк+а)п и ^(«+а)о — соответственно суммы фактических при-
электродных падений напряжений на прямой и обратной по-
лярностях.
Сумма фактических катодного и анодного падения может
быть найдена двумя способами:
а) по отрезку оси ординат, отсекаемому прямой M
=f(lgM) (см. рис. 4). Этот метод удобен для проволок и тон-
кообмазанных электродов, когда дуга не углублена в основной
металл (/ = 8-4-16 а/мм2) и втулочка из покрытия не мешает
наблюдению за концом капли. Метод требует проведения ско-
ростной киносъемки дуги, совмещенной с осциллографирова-
нием напряжения;
б) по значению падения напряжения на осциллограмме в
момент сливания капли со сварочной ванной (рис. 17). Метод
требует только осциллографирования и пригоден в случаях,
когда процесс происходит с короткими замыканиями.
53
Определение UK+a этими двумя способами дает достаточно
удовлетворительное совпадение результатов (табл. 11).
Таблица 11
Электрод ик+ а в »
по первому способу по второму способу*
Св-08Л, обратная полярность ......... Св-08Л, прямая полярность Св-08Л с меловым покрытием, обратная поляр- ность Св-08Л с покрытием FeTi, обратная полярность 28,7 17,9 19,7 22,6 28 17 18,5 19,3
* Получено в среднем из 10 измерений,
Рис. 17. Определение Ux+n по ос-
циллограмме напряжения при корот-
ком замыкании:
/ — ток: 2—напряжение: 3 — нулевые ли-
нии; а — сумма катодного и анодного па-
дения напряжений m — падение на-
пряжения на вылете электрода
Недостатком первого способа является необходимость учи-
тывать падение напряжения в сварочной цепи (в вылете элек-
трода п других участках, включенных в цепь вольтметра).
Удобство способа состоит в
прямолинейности зависимости
L'd. M=f(Jv. л<) при не очень
большом удлинении дуги, что
значительно облегчает экстра-
поляцию. Прямолинейный вид
зависимости U0.M =f(l<>.м) для
сварочной дуги, по-видимому,
является общим правилом и
отмечен Г М. Тиходеевым [120]
также для дуг С-- Fe+; Fe—
—Fe и W—(Cr—Ni).
Преимущество второго спо-
соба определения Ъ'к+а в непо-
средственном измерении. При
этом не надо учитывать паде-
ния напряжения в сварочной цепи. В процессе опыта это сопротив-
ление выявляется как величина т (рис. 17) и при замере С'к+(1
не учитывается. Недостатком этого способа является то, что,
как показывает киносъемка, перед коротким замыканием дуга
может отклоняться в сторону и тогда капля жидкого металла
шунтирует столб. В момент короткого замыкания фиксируется
напряжение (JK +(1 + Uc т1п. Для снижения погрешности, вноси-
мой величиной t/cmin. опыты по замыканию в каждом случае
повторяли не менее 10 раз и выбирали наименьшее значение.
Поскольку градиент столба примерно на порядок меньше, чем
54
падение напряжения е приэлектродных областях, искажения,
вносимые шунтированием столба при замыкании, невелики.
В последнее время в Институте электросварки им. Е. О. Па-
тона И. К. Походня разработал усовершенствованный метод
скоростной рентгеновской киносъемки дуги (97]. Кинорентгено-
съемка ранее хже использовалась в работах [29, 187] для ис-
следования переноса металла у покрытых электродов. Приме-
нение такого метода с целью определения Гк+а представляет
несомненный интерес для покрытых электродов, особенно при
больших токах, когда сварка происходит без коротких замы-
каний.
Для определения эффективных приэлектродных падений
напряжений, помимо уравнений (1-2) и (2.2) с четырьмя неиз-
вестными, необходимы еще два дополнительных условия.
Первое такое условие может быть получено, если принять,
что эффективное анодное падение напряжения не зависит от
того, г тс находится анодное пятно — на капле или на ван-
не, т. е.
Га = Га. п - 1а. (3.2)
Это допущение с точки зрения физики явлений вполне ло-
гично Отличия в температурах и состоянии поверхности ванны
п капли в наименьшей степени должны сказаться на явлениях
анода дуги.
Второе дополнительное условие может быть получено, ис-
ходя из различного теплового воздействия приэлектродных ис-
точников па электрод при прямой и обратной полярностях на
одииаковом токе.
Па прямой полярности мощность, вводимая в электрод, рав-
на PK=/U3K п. Часть этой мощности п тратится на рас-
плавление стержня, а часть (1—т]С)/(/^ м— на плавление по-
крытия. Соответственно на плавление стержня и покрытия при
обратной полярности тратится pWC’ и (I—Тепловая
мощность, вводимая в электродный стержень, связана со ско-
ростью его плавления следующими уравнениями [105]:
Тс'Т к. л - ~ ’ 7 ($«. п -
4
а = (SK. п
(4.2)
где vn и vr, — скорости плавления соответственно на пря-
мой и обратной полярностях;
d — диаметр электродного стержня;
п и SKi о — теплосодержания капель металла, отрываю-
щихся с электрода, соответственно при пря-
мой и обратной полярностях;
55
Sm— теплосодержание
ва током 7.
металла стержня от нагре-
Поделпв правые и левые части двух уравнений
(4.2), запи-
тем второе дополнительное условие в виде
си = - U*'п — 'п (5 2)
P(i u3a v<c> 9 — ^т)
Если плавление электрода производить не более 20 сек,
то подогрев стержня протекающим током будет мал (Sm=0).
уравнение (5.2) можно упростить:
ш = = _Ед_ к. (6.2)
Го §к. о vo
Из уравнения (6.2) следует, что отношение эффективных
катотного и анодного падении напряжений пропорционально
Рис. 18. Зависимость к от тока по данным калори-
метрических опытов:
1 — электрод 05 мм. Св-08Л [29]; 2 — электрод 04 мм. за-
чищенный до металлического блеска 1179]; 3 — элек-
трод 0 4 мм в состоянии поставки [179]; 4 — электрод
4 мм. тонкое меловое покрытие 1179]
отношению скоростей плавления электрода на одинаковом токе
при прямой и обратной полярностях, умноженному на попра-
вочный коэффициент к, характеризующий различное теплосо-
держание отрывающихся капель металла на разных поляр-
ностях.
В литературе имеются некоторые сведения о теплосодержа-
нии капель на прямой и обратной полярностях, полученные при
калориметрировании. Результаты работы [179] для низкоугле-
родистых проволок диаметром 4 мм и электродов с тонким ме-
ловым покрытием того же диаметра, обработанные в виде
приведены на рис. 18. На этом же рисунке нанесены
коэффициенты к, рассчитанные по данным работы [29] для про-
волоки Св-08Л диаметром 5 мм.
Экспериментальные данные показывают, что для рассматри-
вавшихся электродов к мало отличается от единицы и нахо-
дится в пределах 0,84—1. Величина к может быть установлена
на основе теоретической зависимости (14.3).
56
Используя эту зависимость, получим
v„ (vn + Мо)
03 =-------------.
v„ (Vo + Мо)
Сравнивая формулы (6.2) и (7.2), легко видеть, что
Ц, Мо
__ vn ~Ь Мо _ уо______у0
vo -Ь м0 J । мп
Vo
Л1
Для низкоуглеродисгой проволоки Л1о= — =3,54-3,8 cmIcck.
Уравнение (8.2) позволяет получить номограмму для опре-
геления к в зависимости от V" и vo (рис. 19). Из номограммы
vo
Рис. 19. Номограмма для определения величины
к при плавлении низкоуглеродистых электродов
диаметром 4 мм
следует, что при — =1 к=1. При vn<vo к<1. При vn>v„
vo
к>1. В целом значение к мало отличается от единицы и при
изменении — от 0,7 до 1,5 и vo от 0,3 до 1 см!сек изменяется
Vo
примерно от 0,93 до 1,13, что по порядку величин соответствует
данным калориметрпрования.
Используя экспериментальные величины скоростей плавле-
ния на прямой и обратной полярностях и определяя к по номо-
грамме на рис. 19, легко вычислить у>. Совместное решение
57
уравнений (1.2); (2.2); (3.2) и (6.2) позволяет определить эф-
фективные приэлектродные падения напряжений:
(9-2)
Наибольший интерес представляют значения л и (А, так
как с их помощью можно рассчитывать мощность, вводимую
дугой в электрод.
2. Суммы приэлектродных падений напряжений
Определенно 1'к.п производилось как при экстраполяции
статических характеристик Ua_ м =f(ld. ДО значений /с, = 0
с внесением соответствующей поправки на падение напряжения
в вылете электрода, так и при замерах падения напряжения в
моменты коротких замыканий. UK+a для одного и того же элек-
трода при одинаковом токе зависит от полярности при сварке
Сумма приэлектродных падений напряжений зависит также от
тока.
Зависимость UK^a от полярности обусловлена различными
условиями существования катодного пятна на капле и ванне
главным образом из-за разной температуры последних. Имеет
значение также отличие в физическом состоянии плавящегося
в дпссоципрх ющего покрытия на кайле и шлака на ванне. Уве-
личение UK+a с ростом тока объясняется в основном образова-
нием перед катодом более мощного объемного заряда положи-
тельных ионов в связи с усилением процессов автоэлектронной
эмиссии.
Наиболее четко проявляется зависимость между суммой ка-
тодного и анодного падения напряжений и общим напряжением
горения дуги, так как при небольших длинах дуг, характерных
для плавящихся электродов, величина напряжения дуги почти
полностью определяется UK+a. Эта зависимость приведена на
рис. 20 для проволок разного состава (Св-10Г2, Св-08А,
Св-10ГС, плавок № 1, 2 и 3); проволоки Св-08А с омед-
ненной, никелированной, вороненой, травленой и зачищенной
поверхностью; проволоки Св-08А с тонкими однокомпонентными
покрытиями из мрамора, плавикового шпата, ферротитана, по-
левого шпата, рутила, каолина, гематита, титанового концен-
трата, ферромарганца; электродов марок Флитвелд 5, Шнл-
58
дарк 85, ВСЦ1, ОЗЩ, ОК-44Р, ЦМ7, MP3, УСНИ 13/55. Диа-
метр проволок и электродов 4 мм.
Обработка зависимости UK+a=f(UB) на рис. 20 позволяет
предложить для определения суммы приэлектродных падений
напряжений эмпирическую формулу:
+ о = (10.2)
Формула (10.2) пригодна при прямой
стей для токов 100—200 а (электроды и
. ~ 0,65/
4 л!.м). Слагаемое---- численно равно
U о
в столбе. В соответствии с физиче-
ским смыслом явлений в дуге это17*’0®
слагаемое увеличивается с ростом
тока, усиливающим реактивные си-
лы отталкивания, действующие па
каплю и повышающие длину дуги,
и уменьшается с повышением номи-
нального напряжения, когда усили
вается нагрев столба приэлектрод
ними областями, вызывающий по-
нижение в нем градиента напряже-
ния.
и обратной полярно-
проволоки диаметром
падению напряжения
Рис. 20. Зависимость = полу-
ченная по данным скоростной киносъемки,
совмещенной с осцилло!рафированием, и
по осциллограммам напряжения.
Проволоки и однокомпонентные электроды:
/ — !4u-i-160 а: I —прямая полярность, проволоки;
А — то же. электроды; X — обратная полярность,
проволоки; —то же, электроды: / =200ч-220 а;
Л прямая полярность, проволоки.
Промышленные электроды:
□ —обратная полярность; 2=100^-116 а, <—то
же. 7=1214-144 сг. А—прямая полярность. /==
= 75—118; а И то же. 7=1284-160 а
30
10
30
20
10
оо us в
3. Эффективные и фактические катодные и анодные
падения напряжений
Для разделения суммы приэлектродных падений на эффек-
тивные катодное и анодное напряжения были найдены их от-
ношения (о. Значения со для проволоки Св-08А с различной
обработкой поверхности при токе 140—190 а приведены в
табл. 12; для проволоки Св-08А с однокомпонентными покры-
тиями при токе 140 а — в табл. 13 и для промышленных элек-
тродов при токе 100—190 а — в табл. 14. Диаметр проволок и
-хтектродов во всех случаях 4 мм.
59
Таблица 12
Ток в а Напряжение дуги в в Скорость плавления В CMlC'K
Свароч- ная про- волока к . « р. „ 2 к £ Обратная поляр- ность Прямая поляр- ность Обратная поляр- ность s £ К Г S и *“ о о Пек к Hi vo К
Св-08А, 144,1 161,5 195,8 1М,1 157 192 21 25,7 23,8 25,5 24,8 25,8 0,583 0,691 0,738 0,603 0,605 0,791 0,967 1,14 0,932 0,99 1,02 0,98 0.96 1,16 0,91
Св-08Л, луженая 139,1 151,6 187 1'14,1 151,6 190,3 25,5 29 31 24,8 25 26,5 0,758 0,928 1,076 0,623 0,646 0,81 1,215 1,435 1 ,33 1,04 1,07 1,06 1,26 1,53 1,41
;Св-08А, никели- рованная 141 156,3 192 Г’ 145,3 155 194,3 26,5 27,3 28,5 24,6 25,5 26,2 0,733 0,833 0,951 0,591 0,636 0,783 1,24 1,308 1,215 1 1,03 1,05 1 ,04 1,28 1,37 1,26
1 Св-08Л, | 142,5 травле- 189,3 ; ная 1 11 р и м г ч а 1 2. ('варка npi 3. Приведены 145,3 193,6 ня: 1. эм з води/ средни 25,2 21 29,6 24,8 П родол ж и те л I ась от выпрям значения из т 0,591 0,976 ноеть плав, ителя GL-4 рех — пяти 1 0,603 0,98 0,763 1,28 тения электродов 1 00- опытов. 1 1,05 5 Сек. 0,98 1,34
Таблица 13
Компонент покрытия Напряжение дуги в в Скорость плав- ления в с.м сек vn vo К
Прямая поляр- ность К сч К • о о О Е К Прямая поляр- ность Обратная поляр- ность
Мрамор 19 17,6 0,367 0,492 0,74 0,97 0,72
Доломит 20,1 19,7 0,415 0,545 0,76 0,97 0,74
Сидерит . . 23,9 22,3 0,572 0,495 1,15 1,02 1,17
Мел .... 17 17,8 0,371 0,472 0,79 0,97 0,77
Кварцевый песок 32,4 33,4 0,655 0/88 1,34 1,01 1,39
Полевой шпат 29,8 27,2 0,6 0,518 1,16 1,02 1,18
Гранит . . 27,1 25,2 0,597 0,513 1,17 1,02 1,19
Тальк . 32,2 26,6 0,592 0,512 1,16 1,02 1,18
Каолин 32,5 27,7 0,625 0,511 1,22 1,03 1,26
Асбест 31,7 2о,3 0,59 0,501 1 ,16 1,02 1,18
Двуокись титана белая 22 19,7 0,452 0/25 1.06 1,01 1.07
Двуокись тигана желтая 23,5 19,2 0,467 0,428 1,09 1,01 1,1
Титановый концентрат 26 23,4 0,33 0,345 0,96 1 0,96
Гематит . . ...... 23,2 22,3 0,354 0,364 0,97 1 0,96
Марганцевая руда . . 23,9 26,6 0,458 0,47 0,97 1 0,97
60
Продолжение табл. 13
— Компонент покрытия Напряжение дуги в в Скорость плав- ления в см- сек с п vo К
1 Прямая поляр- ность Обратна I поляр- ность Прямая пол яр- кость обратная пол яр- кое? ь
Ферромарганец МН-1 28 22,7 0,546 0,39 1,4 1,04 1,45
Ферросилиций Си-45 30,9 24,1 0,612 0,451 1,21 1,02 1,21
Ферротитан Ти-0 . 17,3 19,7 0,33 0/02 0,82 0,98 0,8 ।
Полевой шпат .31,1 25,6 0,634 0/76 1,33 1 ,04 1,38;
Целлюлоза . . . . 35,7 32.2 0,636 0,563 ЦП 1,02 1,15 1
Древесная мука . 35 29,1 0,64 0,548 1,17 1,02 1,19
Примечания: 1 (^покомпонентные покрытия толщиной и. 5 мм наносили
на прессе высокого давления с применением натриевого жидкого сгекла плотностью
1,4 8 и модулем 2,9.
2. Продолжительность плавления электродов 15 сек.
3. Сварка производилась от выпрямителя GL-400.
4. Приведены средние значения из трех -пяти опытов.
Таблица 14
Ток в а Напряжение Скорость плавления
дуги в в в см,сгк
Элек- трод Прямая поляр- ность Обратная поляр- ность Прямая поляр- ность Обратная поляр- ность «л с: -° к г н 3*0 о Сея Обратная поляр- ность сп К
MP3 100 100 17,1 19,9 0,25 0,27 0,93 1 0,93
150 150 18,4 19,4 0,372 0/07 0,92 0,99 0,91
190 190 19,5 21,5 0,474 0,526 0,9 0,99 0,89
ЦМ7 100 100 25,9 25,6 0,44 0,305 1,44 1 ,04 1,5
150 150 30,4 25,3 0,603 0/85 1,24 1,03 1 ,28
190 190 32 28 0,729 0,585 1,24 1,04 1 ,3
УОНИ 100 100 20,6 22,1 0,282 0,298 0,95 1 0,95
13/55 150 150 22 2 2Ц9 0/35 0,438 1 1 1
190 190 26,1 25,6 0,58 0,547 I ,06 1 ,01 1 ,07
ВСЦ1 100 100 25,2 23,5 U/39 0,317 1,38 1,03 1,42
150 150 27,9 0,624 0,505 1 ,24 1,03 1,28
190 185 27 26,5 0,8 0,62 1,24 1,03 1,28
Флит- 100 100 28 25,1 0,477 0,38 1,25 1,03 1,29
велд 5 145 150 32,2 24,9 0,601 0,511 1,18 1,02 1,2
180 185 34,8 29,1 0,698 0,617 1,13 1,02 1,15
Шил- 100 100 26,6 25,6 0,451 0,37 1,22 1,02 1,2'
дарк 85 145 150 29,7 26 0,582 0,502 1,16 1,02 1,18
180 190 34,4 28,7 0,690 0,593 1,16 1,02 1,18
Примечания: 1. Продолжительность плавления электродов 15 сек.
2. Сварка производилась от выпрямителя GL-400.
3. Приведены средние значения из трех - пяти опытов
61
Таблица 15
Сварочная проволока Ток в а э a “Ь СО <в У «В га е Ct <55 га о <□ + и В «О а о 05 *
Св-08А 144,1 16,5 0,96 8,4 8,1 21 12,6
157—161,5 21,6 1,16 10 11,6 20,7 10,7
192—195,8 18,5 0,91 9,7 8,8 21 11,3
Св-08Л 139,1 — 144,1 22 1,26 9,7 12,3 21 11 3
луженая 151 ,6—15',6 25,6 1,53 10 15,6 21 11
187—190,3 27,1 1,41 11,3 15,8 21,8 10,5
Св-08А 1 И—145,3 23 1.28 10,1 12,9 20,8 10,7
нике.тиро- 155- 156.3 21,6 1,37 10 13,6 21,5 11,5
ванная 192 191,3 21,1 1,25 10,7 13,4 21,4 10,7
I Св-08А 142,5—145,3 21,5 0,98 10,9 10,6 20.1 9.2
травленая 189—193,6 25,4 1,34 10,8 14,6 19,7 8,9
Таблица 16
Компонент покрытия <в га о в" U> 1 1. га rt <3 U) <53 га с Ct 40 га с? -ь СО га о <t *
Мрамор ... 14 0,72 8,1 5.9 12,4 4,3
Доломит 15 0,71 8,6 6,4 15,1 6,5
Сидерит 20 1,17 9,2 10,8 16 6,8
Мел ... ... 13 0,77 7,4 5,6 12,7 5,3
Кварцевый песок ... 30 1,39 12,5 17,5 29,2 16,7
Полевой шпат ...... 27,5 1,18 12,6 14,9 21 11,4
Гранит . 24 1,19 И 13 21,6 10,6
Т альк ' 0 1 18 11,7 16,3 23,2 9,5
Каолин 30 1,26 13,1 16,7 24,4 11,1
Асбест 29,5 1,18 13,5 16 22,8 9,3
Дв, окись титана белая . 17,5 1,07 8,4 9,1 15,1 6,7
Двуокись титана желтая 19,6 1 ,1 9,3 10,2 14,5 5,2
Титановый концентрат 22,5 0,96 11,5 11 19,5 8
Г ематит 19 0,96 9,7 9,3 18,2 8,5
Марганцевая руда .... 20 0,97 10,1 9,9 23,2 13,1
Ферромарганец МН-1 25 1,45 10,2 14,8 18,7 8,5
Ферросилиций Си-45 28,5 1,21 12,8 15,7 20,3 7,5
Ферротитан Ти-0 . . 12 0,8 6,7 5,3 15,1 8,4
Плавиковый шпат 29 1,18 12,2 16,8 22 9,8
Целлюлоза .... 34,2 1,15 15,7 18,5 29,4 13,7
Древесная мука ...... 32,4 1,!9 14,8 17,6 26,3 11,5
62
По известным значениям UK+a и ю в соответствии с форму-
лой (9.2) были рассчитаны эффективные приэлектродпые паде-
ния напряжений. Результаты расчетов для проволоки Св-08А с
разной обработкой поверхности приведены в табл. 15. для
электродов с однокомпонентными покрытиями — в табл. 16 и
для промышленных электродов--в табл. 17 (рис. 21 и 22).
Из рис. 21 видно, что 77’ и 77’ растут по мере увеличения
номинального напряжения, причем эффективное катодное паде-
ние напряжения возрастает быстрее, чем анодное. Увеличение
Рис. 21. Зависимость эффективных приэлектродных напряжений от номи-
нального напряжения дуги для электродов с одпокомпонентными и промыш-
ленными покрытиями и проволоки Св-08А с различной обработкой поверх-
ности при токах 100—200 а
63
Таблица 17
Электрод Т ок в а |£/(к+и)« в в "а в« п В в и , . (к+о)о в в ик. о " «
100 13,3 0,93 6,8 6,5 16,6 9,8
-MP3 150 13,1 0,91 6,8 6,3 14,4 7,6
1 190 13,2 0,89 7 6,2 15,8 8,8
100 22 1,5 8,8 13,2 22 13,2
ЦМ7 150 27,5 1,28 12,1 15,4 21,4 9,3
190 28,1 1,3 12,2 15,9 23,6 11,4
100 17,5 0,95 9 8,5 19,2 10,2
УОН И13/55 150 17,8 1 8,9 8,9 19,8 10,9
190 21,4 1,07 10,3 11,1 20,8 10,5
100 22,6 1,42 9,3 13,3 20,7 11,4
| ВСЦ1 150 185 2’,4 1,28 10,6 13,8 21,1 10,5
190 22,4 1,28 9,8 12,6 22 12,2
100 25,7 1,29 11,2 14,5 22,5 11,3
145
1 Флитвелд 5 150 180- 29,3 1,2 13,3 16 21 7,7
185 31,4 1,15 14,6 16,8 25 10,1
100 24,2 1,21 10,8 13,4 23 1 12,3
1’5
Шилдарк 85 150 26,5 1,18 12,2 14,3 22,3 10,1
180
190 31 1,18 14,2 16,8 24,4 10,2
гока, как видно из рис. 22, мало влияет на U3 п, Сэа и U3K 0
Можно лишь отметить слабый рост U3K п и U\ для электродов,
горящих с высоким номинальным напряжением.
Рассмотренная методика определения эффективных катод-
ного и анодного падений напряжений позволяет определить
фактические приэлектродные падения напряжений лишь в слу-
чае, если известна эффективная работа выхода электронов с
катода и температура столба дуги.
Работа выхода для чистого железа составляет 4,31 в.
Поэтому были определены эффективные катодное и анод-
ное падения напряжений для травленой и зачищенной до ме-
таллического блеска ннзкоутлеродпстой проволоки Св 08А при
-.04
токе 160 a: U3K п =16,2 в; U3a =9,8 в. Полагая <[ = 4,31 эа и Т =--
= 6000° К. из выражения (23.1) получаем
(A.n = (4„ + -f-feT 16.2 + 0,8 Н 4.31 21, Зе;
L’a-la — ~kT ф 9,8 — 0,8— 1,31 = 4,7е.
Для проволок и электродов других типов фактические ка-
тодное и анодное падения напряжений прямым путем рассчи-
таны быть не могут, так как неизвестна работа выхода электро-
нов. Это затруднение можно преодолеть, если допустить, что
= const, т. е., что в катодной области энергия, уносимая
электронами в столб дуги, и энергия, расходуемая па нагрев
электрода, имеют во всех случаях одинаковое отношение:
ср -|- kT
5 = —-------- const. (11.2)
При таком допущении для различных исследовавшихся
электродов и проволок можно рассчитать ориентировочные ве-
личины фактических катодных и анодных падений напряжений:
t « = С'к(1+В) И L„ = t'< (1L (12.2)
Расчеты были произведены в предположении, что 5=0,3
(гр. „ а+4%). Такая величина g была получена для указанного
выше случая сварки проволокой Св-08А с травленой и очпщен-
№
и3ав
Л/П-ная fra oSpaSomKU
t/fl в
20
20г~
20
15
10
Лужения I
\ НикелироВанная
а)
15
10
Травленая /1 уженая
'"’<£ез Никелированная обработки 1
15
10
5
Травленая ибрабагпки
1W 150 ПО 1901а 190 150 ПО
Никелированная \ '
_______| Травленая
ISO la 190 150 170 1901а
5
5
6)
Рис. 22. Зависимости эффективных приэлектродных напряжений от тока;
диаметр электродов и проволок 4 мм:
а — для электродов и б — для проволоки Св-08А с различной обработкой поверхности
3 А. Г. Мазель
ной поверхностью. Результаты расчетов по данным рис. 21 при-
ведены на рис. 23.
Фактическое анодное падение напряжения очень слабо ра-
стет с увеличением номинального
напряжения дуг и в среднем сос-
тавляет 6—8 в. Почти постоянная
величина анодного падения напря-
жения у разных электродов хороню
соответствует имеющимся физиче-
ским представлениям о явлениях в
дуге. Катодное напряжение во всех
Рис. 23. Зависимость фактиче-
ских катодною и анодного
падений напряжений от номи-
нального напряжения дуги п
случае переноса электронами
30% энергии катодной обла-
сти на анод
случаях сильно растет с увеличением номинального напряжения
и изменяется от 8 до 26 в.
Полученные значения фактических приэлектродных падений
напряжений, несмотря на их приближенный характер, показы
вают, что изменение энергетических характеристик сварочных
дуг при нанесении на стержни различных покрытий связаны в
основном с изменением эмиссионных характеристик катодов
Роль анода невелика.
ГЛАВА III. ПЛАВЛЕНИЕ МЕТАЛЛА ПРИ СВАРКЕ
§ 1. НАГРЕВ И РАСПЛАВЛЕНИЕ ЭЛЕКТРОДА ДУГОЙ
1. Закономерности плавления электрода
При рассмотрении действия сварочной дуги на плавящийся
электрод в первую очередь необходимо установить основные
закономерности его плавления под действием вводимой тепло-
вой мощности. Известно, что скорость плавления электродного
стержня связана с вводимой мощностью следующим уравне-
нием [105]:
P = VFy(SK-Sm), (1.3)
где S,. — теплосодержание отрывающихся капель;
S,n — теплосодержание стержня от нагрева током.
Уравнение (1.3) не позволяет найти однозначной зависимо-
сти между вводимой мощностью и скоростью плавления, так
как в него входит еще одно неизвестное — теплосодержание
отрывающихся капель. В то же время такая однозначная зави-
симость существует, так как при данных теплофизических ха-
рактеристиках стержня и известной величине подогрева током
S,„ каждой заданной мощности Р соответствует единственное
значение скорости плавления электрода v.
Для нахождения такой зависимости примем ряд допущений:
I Предположим, что температура в тонком поверхностном
слое капли, прилегающем к активному пятну дуги, достигает
температуры кипения стали и затем спадает по направлению к
стержню по экспоненциальному закону.
2. Теплоотдачей с поверхности капли пренебрегаем. Если
принять для проволоки диаметром 4 мм неблагоприятные ус-
ловия: весьма большую длину капли I см, время ее существо-
вания 1 сек и температуру 2500° С, то количество тепла, теряе-
мое в воздух поверхностью такой капли при коэффициенте
полной теплоотдачи пт = 0,084 дж/см2сек-СК, равно 26,0 дж!сек,
или всего около 2°/о мощности, обычно поступающей в элек-
трод.
3. Скорость перемещения границы плавления между каплей
и стержнем (скорость плавления в момент роста капли) при-
мем постоянной. Это допущение требует пояснений. А. А. Еро-
хин с помощью скоростной киносъемки методом реперного
3* 67
отсчета установил, что по мере роста отдельной капли скорость
перемещения границы плавления несколько уменьшается [29].
Если данные А. А. Ерохина по ряду последовательно обра-
зующихся капель совместить на одном графике, то можно за-
метить, что скорость роста капель колеблется от капли к капле,
по-видимому, по случайным причинам. В среднем скорость
роста капель можно принять постоянной.
Продолжительность существования капли
Рис. 24 Перемещение границы «капля стержень» трех последовательно об-
разовавшихся капель при сварке проволокой Св-08А диаметром 4 мм при
токе 200 а па обратной полярности:
I — первая капля; II — вторая капля; /// — третья капля
Опыты автора по скоростной киносъемке в процессе плав-
ления проволоки Св-08А диаметром 4 мм при токе 200 а на
обратной полярности с применением методики реперного отсчета
также позволяют считать скорость роста капель постоянной
(рис. 24). Наблюдения за перемещением границы жидкого ме-
талла по кадрам киносъемки не обеспечивают необходимой
точности из-за трудности визуальной фиксации этой границы
ее отклонений от перпендикулярного положения по отношению
к оси стержня. Более точным является метод рентгеновской
скоростной киносъемки разрезанного электрода, примененный
И. К. Походней п Б. А. Костенко [98], которые установили, что
при сварке электродами УОНИ13 центральная часть границы
плавления перемещается по электроду с постоянной скоростью.
Рассмотрим тепловую схему расплавления электродного
стержня с учетом принятых допущений. Температурное поле в
части капли, оставшейся на электроде сразу после переноса
металла, приведено на рис. 25, а пунктиром. Такое начальное
поле должно установиться в связи с разрывом шейки, образу-
ющейся при переносе металла (в месте разрыва из-за высокой
плотности тока должна достигаться температура кипения
Тки„). По направлению к стержню (начало координат совме-
щаем с концом капли) температура капли в начальный момент
ее роста спадает по закону
Т = Ткип^, (2.3)
68
где k0 — коэффициент, характеризующий темп падения темпе-
ратуры по направлению к стержню в начальный мо-
мент образования капли в \/см.
За время роста капли tK расплавится часть электрода дли-
ной vtK, где V — скорость перемещения границы плавления в
см]сек. По мере роста капли закон распределения температуры
Рис. 25. Изменение температурного поля в капле, при плавлении
электрода:
а — при экспоненциальном распределении температуры; б — при равномерном
нагреве капли
в ней будет меняться в соответствии с рис. 25, а. На конечном
этапе образования капли перед ее переносом распределение
температуры в капле будет иметь следующий вид:
т = ТкшГ^, (3.3)
где k\ — коэффициент, характеризующий темп падения темпе-
ратуры по направлению к стержню на конечной ста-
дии образования капли в 1/см.
Количество тепла, которое будет передано капле и стержню
от источника нагрева за время образования одной капли, как
видно из рис. 25, а, составит
PtK = F-i
(Ха + Vt Хц '
f KTKun^dx-\ TK:ine-^dx
o b
4 vtKCnjl vtKSm
(4.3)
где Спл — теплота плавления стержня в дж)г\
S,,, — теплосодержание стержня от его предварительного
69
нагрева током (с учетом потерь от теплоотдачи в
воздух) в дж]г\
х0— часть расплавленного металла, оставшаяся на
стержне сразу после переноса капли, в <лц
С теплоемкость стержня в дж)г °К;
F — сечение стержня в слг2.
Интегралы в выражении (4.3) легко взять
vlKC„^ vtKSm
(5.3)
Для получения из уравнения (5.3) зависимости только меж
ду мощностью источника, скоростью плавления электрода н
теплосодержанием стержня
от нагрева током необходи-
мо рассмотреть условия пе-
редачи тепла через границу
капля—стержень (рис. 26).
По разные стороны гра-
ницы металл находится в
различных агрегатных сос-
тояниях. Кайля интенсивно
перемешивается и перенос
тепла в ней к границе плав-
ления происходит как за
счет диффузионной тепло-
проводности, так и путем
Рис. 26. Схема теплопередачи через
границу плавления между каплей
и стержнем:
/ —- участок диффузионно-конвективного пере-
носа тепла в жидком металле; 2 — участок
диффузионного переноса в жидком металле;
3 — участок введения скрытой теплоты плав-
ления: 4 — участок диффузионного переноса
конвекции в жидком метал-
ле. В тонком слое капли,
прилегающем к границе
плавления, конвективная
теплопередача отсутствует,
так как скорость движения
тепла в твердом стержне МСТЭЛЛа КЭПЛИ СТреМИТСЯ К
нулю. На участке, прилега-
ющем к границе плавления с другой стороны, благодаря скрытой
теплоте плавления в нерасплавленном стержне имеется топкий
слой с постоянной температурой, равной температуре плавления.
В этом слое градиент температуры в направлении стержня от-
сутствует. Наличие па границе плавления двух тонких слоев, об-
ладающих разным характером теплопроводности, создает терми-
ческое сопротивление. По разные стороны границы капля—стер-
жень, включающей эти два тонких слоя, должна возникать раз-
ность температур. При постоянной скорости плавления стержня
70
тепловой поток через границу капля—стержень должен иметь
постоянную величину. Этот тепловой поток можно рассчитать
по правилу Ньютона:
Q = «F(7’„p--7'nj), (6.3)
где а — коэффициент теплопередачи через границу между
каплей и стержнем в дж!см?сек° К. Физический
смысл и размерность этого коэффициента анало-
гичны применяемым в теплотехнике коэффициен-
там теплопередачи между жидкостью и стенкой,
газом и стенкой;
Тпр— температура капли на начальном участке жидкой
прослойки вблизи границы плавления в 'К (см.
рис. 26);
Т„л —температура плавления стержня в °К.
Тепловой поток через границу плавления определяет ско-
рость плавления стержня в соответствии с уравнением
v =------, (7.3)
Fy(Snj,-S,n)
где SnJI — удельное теплосодержание стержня при темпера-
туре плавления, включая скрытую теплоту плав-
ления, в дж/г.
Из уравнений (6.3) и
формулой
V =
(7.3) граничное условие выразится
а(Т„о-Тг_„)
у (£„, — 3,,,)
(8.3)
Из выражения (8.3) следует, что при постоянной скорости
плавления v и постоянных значениях а и Sm температура капли
вблизи границы плавления Тпр в процессе роста капли должна
сохраняться постоянной. Поэтому из (2.3) и (3.3) имеем
Т —Т <'-^хо — Т^ е~ к< О» + vtF> (9 3)
1 пр 1 китг 1 КцПс * • V'»’-'/
Из (5.3) и (9.3) после несложных преобразований получаем
Р = ( Тпр-Т.^п—С + Сп - S') vF{. (10.3)
'\пТпр — \пТкап J
Определяя Тпр из граничного условия (8.3) и подставляя в
(10.3), получаем зависимость только между мощностью, вво-
димой в стержень, скоростью плавления и теплосодержанием
стержня от нагрева током:
( 7 т \ <г
( v * пл ) * кип
\ a J
1 ( ^пл Stn) \ 1 'Г
v Н- Тп< } - In Ткип
\ а J
CFCn-Sm
vF'f.
(П-З)
71
Для начального момента расплавления низкоуглеродистой
проволоки диаметром 4 мм (первые 15—20 сек), когда тепло-
содержание от нагрева током мало (Sm<cS„,), зависимость
имеет вид, показанный на рис. 27 сплошными линиями.
При малых а скорость плавления при увеличении мощности
Р, вводимой из дуги, нарастает медленно, и капля быстро пере-
гревается. Пересечения сплошных и пунктирных кривых па
рис. 27 соответствуют ус-
Рпс. 27. Зависимость P—f(v)
при Sm==0:
Сп , 272 дж/г; С-0.84 дж/г °К; ,, = 1723° К;
Т,,„„ Ж<"К: =1340 дж/г’К
ловиям закипания капель
во всем объеме, когда
дальнейшее увеличение
скорости плавления не-
возможно и все дополни-
тельно вводимое тепло за-
трачивается на испаре-
ние.
По мере увеличения
а зависимость между
мощностью и с коростыо
плавления приближается
к линейной, а закипание
капель наблюдается при
более высоких мощностях
и скоростях плавления.
При а->оо достигается
предельная теоретически
возможная скорость
плавления при данной
мощности источника в связи с отсутствием термического сопро-
тивления на границе капля—стержень. Закипание капли при
этом становится невозможным при любой вводимой мощности
В уравнении (11.3), по аналогии с (1.3), множитель перед С
представляет собой среднюю температуру отрывающихся
капель:
Т к.ср
[ 1У ($пл $т) , 1 т"
К’ Г J д? — J кип
I а
In Ь--------------+ Тпл — In Ткип
U 2.3)
Средняя температура капель не зависит от диаметра элек-
тродной проволоки, числа переносов, от количества жидкого
металла, остающегося на стержне после переноса, и является
функцией только скорости плавления проволоки, интенсивности
подогрева стержня током и теплофизических характеристик ме-
талла стержня.
Зависимость (12.3) между средней температурой капельи ско-
72
ростью плавления проволоки из низкоуглеродистой стали при
S,n=0 выражается серией лучевых линий, близких к прямым,
кажтая из которых соответствует определенной величине а.
Такая зависимость показана сплошными линиями на рис. 28.
С увеличением а температура кн
большей скорости плавления.
Средняя температура капель
при принятой схеме распределе-
ния температуры в капле (рис.
25, </) никогда не может быть
ниже температуры
т ___т
Т _ 1 кип 1 п.1
^Тки„-\пТП1
Аппроксимируя кривые
рис. 28 к прямым линиям,
но записать
капель достигается при
Рис. 28. Зависимость между ско-
ростью плавления проволоки и
средней температурой капель
($П.4 —
7 к ср
т _____т
1 кип 1 о । у
т _. т ' °'
1 кип 1 пл
(13.3)
Это уравнение более удобно для расчетов, чем выражение
(12.3), так как оно содержит величину скорости только в виде
множителя. Используя упрощенную зависимость (13.3), легко
показать, что кривые на рис. 27 могут рассматриваться как се-
рия парабол вида
Р = п(Лп
(14.3)
где . 1 и — коэффициенты, зависящие только от теплофизи-
ческих свойств стержня и предварительного по-
догрева током,
,с „ . ТКПп -
\°пл ^т) гр гр
А =------------; м = СТ0 4 Ctll — S,n.
а
Су
Для низкоуглсродистой проволоки при Sm = 0 и а =
= 8,4 дж/смгсек°К Л =490 дж- сек!смг и Л1=1900 дж/г.
Уравнение (14.3) можно записать в виде
——--Av + A4. (15.3)
cFy
Очевидно, что —------это удельная энергия, затрачиваемая
vly
па расплавление и перегрев 1 г металла стержня. Обозначим
эту удельную энергию SB вт/г.
73
На расплавление дугой 1 г электрода без его перегрева не-
обходимо затратить энергию (S,r<—S,„) ет/а. Отношение
_ S,,,) =1, является тепловым к. п. д. плавления электрод-
кого стержня источником, действующим с его торца на
Из соотношения
каплю.
(15.3)
Рис. 29. Зависимость теплового к. п. д.
стержня и,,,, и доли тепла, иду-
плавления
щего па перегрев капель от скорости
[ , плавления: р
----по
--------------по
рис 25. а :
рис. 25 б .
имеем
Доля тепла прпэлек-
тродното источника, за-
трачиваемая на беспо-
лезный для расплавления
электрода перегрев ка-
пель, составит
'Чпе,,= 1 — 'Чет- (,7-3)
Тепловой к. п. д.
плавления стержня зави-
сит только от его тепло-
физических свойств, по-
"^ догрева током и вводи-
" мой мощности (скорости
плавления). На этот ко-
эффициент не влияют
ло переносов капель и количество
диаметр проволоки, чис-
металла,
остающееся на
электроде после переноса.
На рис. 29 приведены значения т]ст и т]пер в функции скоро-
сти плавления для проволоки из низкоуглеродистой стали при
•Sm=0. Тепловой к. п.д. плавления электрода ц, т понижается с
увеличением скорости плавления проволоки. Снижение т]гт про-
исходит тем интенсивнее, чем меньше коэффициент теплопере-
дачи а. При «->оо в случае экспоненциального распределения
температур в капле qrm достигает максимума (70%) и не зави-
сит от скорости плавления стержня.
Тепло, не используемое для плавления стержня и идущее на
перегрев капель i\nepP, должно участвовать в создании зоны
проплавления изделия. Это тепло полезно при необходимости
большего проплавления изделия. В то же время тепло, полез-
но используемое для раептавления стержня ч\,тР, практически
не оказывает влияния на размеры зоны проплавления и лишь
способствует замедлению остывания сварного шва. Исходя из
сказанного, можно полагать, что доля участия основного ме-
талла в металле шва должна повышаться при увеличении ско-
74
рост» плавления электрода (повышении мощности, действую-
щей на каплю) даже при неизменной мощности приэлектрод-
ного источника, действующего на ванну.
Рассмотренная схема плавления электродного стержня мо-
жет быть упрощена, если принять, что вся капля имеет по-
стоянную температуру по объему благодаря быстрому переме-
щению по поверхности капли активного пятна и интенсивному
перемешиванию металла. В этом случае Тпр=Тк. Решая урав-
нение (8.3) относительно Тк и подставляя полученное значение
в выражение (1.3), после преобразований с учетом, что
= СТК + СП1, получим
Р 21£_L^(s„yi-Sra)YF, (18.3)
О
где В = —— .
Су
Параболы, соответствующие этому уравнению, на рис. 27 не-
сколько смещаются в сторону меньших мощностей (пунктир-
ные линии), т е., для плавления электрода с равномерно нагре-
той каплей с той же скоростью требуются несколько меньшие
мощности. Температуру равномерно нагретой капли получаем
из уравнения (8.3), полагая Тпр=Тк'.
Тк = s^v. (]93)
Зависимости температуры капель от скорости плавления,
как и при расчетах по уравнению (13.3), выражаются пучком
прямых (пунктирные линии на рис. 28). Однако температуры
капель во всех случаях оказываются меньшими. Минимально
возможная температура нагрева капель при упрощенной схеме
стремится к температуре плавления Тпл. Уравнение (19.3) яв-
ляется частным случаем соотношения (13.3), если принять
Та=Тпл. Значения цст и r]nciJ при равномерном нагреве капель
указаны на рис. 29 пунктирными линиями. В этом случае при
it - * оо r)fm= 100%.
Если весь объем капли достигает температуры кипения, то
схема с экспоненциальным распределением температуры в кап-
ле превращается в схему с равномерным нагревом, так как при
этом Тпр=ТКип и коэффициенты в показателе степени уравне-
ний (9.3) k0 и Л] обращаются в нули, т е. экспонента стано-
вится прямой линией. Поэтому при достижении каплей темпе-
ратуры кипения во всем объеме значения температур, опреде-
ленные по первой и второй схемам, совпадают (рис. 28).
Момент достижения всем объемом капли температуры кипения
характеризуется также точками пересечения сплошных и пунк-
тирных кривых на рис. 27 и 29.
75
Использование упрощенной схемы нагрева капель, по-види-
мому, целесообразно в случае высоких плотностей тока, когда
блуждание активного пятна по поверхности капли становится
очень интенсивным. В случае сварки на малых плотностях
тока, особенно при наличии втулочки из покрытия, фиксирую-
щей активное пятно в нижней части капли, более целесообраз-
на схема с экспоненциальным распределением температуры
в капле.
В приведенных выше расчетах теплофизические коэффици-
енты С и а приняты постоянными для всех значений темпера-
туры капель, что делает полу-
ченные уравнения линейными.
Если величина коэффициента
С известна вплоть до высо-
ких температур 1600 1700°С
и допущение о его поз гоянст-
ве оправдано, то значения ко-
эффициента а неизвестны, и
предположение о постоянном
значении этого коэффициента
при разном количестве тепла,
вводимого в каплю, требует
доказательства.
Величина коэффициента а
была найдена из следующего
опыта1. Одна и та же элект-
родная проволока расплавля-
лась шриэлектродным ИСТОЧ-
НИКОМ! одинаковой мощности
после ее предварительного на-
грева до разных температур. Очевидно, что более нагретая про-
волока должна расплавляться быстрее, так как ее исходное
теплосодержание Sm выше. В каждом! случае плавление про-
волоки будет происходить в соответствши с уравнением (14.3).
Приравнивая в этом уравнении мощности и делая преобразо-
вания, получим
Таблица 18
, £
О
S S И
t- —
2
§
а-
и
150 '
200
6
423 0,613 8,5
67'3 । 0,683
523
818
0,92
1,05
7,4
Примечания:
замерялась контактной
2. • Теплоемкость г
с.ж/г-:К; То —2300 К.
1. Температура
i термопарой,
принята С=0,71
с Ткип -- Тп (Sn,i - S'm) ef — - S’n) v*
7кип 1*n л T’i44]
(20.3)
где ' 1 Vi — скорость плавления стержня при его теплосо-
’ держании до плавления S'm;
v2 — скорость плавления стержня при его теплосо-
держании до плавления (Sm;
Мг и М-— коэффициенты в уравнении (14.3) при предва-
рительном теплосодержашии стержня до плав-
ления соответственно S’m и5’и.
76
Определение коэффициента а производилось при расплавле-
нии подогретой до разных температур низкоуглеродистой про-
волоки Св-08А диаметром 4 мм при двух значениях тока 150 и
200 а (табл. 18).
Из табл. 18 видно, что значения коэффициента теплопере-
дачи и могут быть приняты равными 8 дж/см2 • сек° К- Хорошее
совпадение теоретических расчетов при этом значении коэффи-
циента теплопередачи с экспериментальными данными видно из
рис. 30. На этом рисунке приведены экспериментальные значе-
ния скорости плавления проволоки Св-08Л диаметром 4 им с
сЛ/сж
7,5
7,0
0,5
0
Рис. 30. Теоретическая зависимость скорости плавления от мощности, вве-
денной в электрод, и экспериментальные данные для проволоки Св-08А диа-
метром 4 мм с различной обработкой поверхности, ток прямой и обратной
полярности 140- 195 а, нагрев стержня током мал (Sm=0)
различной обработкой поверхности при токах от 140 до 195 а
для прямой и обратной полярности, взятые из табл. 12, в зави-
симости от мощностей приэлектродных источников тепла по
данным табл. 15. Кривая на рис. 30 соответствует теоретической
зависимости (14.3) для низкоутлеродистой проволоки диаметром
4 ,ил1 при значении а = 8 дж/см2 • сек° К . Теоретическая
кривая и экспериментальные значения хорошо совпадают во всем
исследованном диапазоне режимов сварки.
2. Производительность расплавления
различных электродов
В соответствии со схемой трех источников тепла производи-
тельность расплавления электрода определяется мощностью
приэлектродного источника, действующего на каплю. Законо-
мерности плавления проволок рассмотрены в п. 1. При нали-
чии покрытия часть мощности приэлектродного источника рас-
ходуется на испарение, диссоциацию и плавление электродного
покрытия. Поэтому закономерности, полученные для проволок,
77
могут быть применены для покрытых электродов лишь в случае,
если вместо всей мощности приэлектродиого источника учиты-
вать только ее часть, расходуемую на плавление электродного
стержня и]'сР [см. уравнение (4.2)].
Регулировать мощность приэлектродиого источника можно
двумя путями: изменяя ток или катодное падение напряже-
ния.
Регулирование производительности расплавления электрода
за счет изменения тока широко известно и не нуждается в ка-
ком-либо специальном рассмотрении. Следует лишь отметить,
что возможность повышения производительности расплавления
прутковых электродов за счет увеличения тока ограничена в
связи с перегревом электродного стержня. При автоматических
и полуавтоматических способах сварки это ограничение менее
существенно из-за малых вылетов проволоки.
Поэтому для прутковых электродов особый интерес пред-
ставляет регулирование производительности за счет изменения
катодного падения напряжения. Такое регулирование связано
с изменением состояния поверхности катода в результате обра-
ботки поверхности проволоки или нанесения электродных по-
крытий разного типа. Регулирование состояния катода изменяет
скорость плавления не только самого катода, но и анода в связи
с передачей ему части тепловой энергии с катода электронами
проводимости.
В литературе по сварке имеется большое количество иссле-
дований расплавления различных электродов. Критическое рас-
смотрение результатов этих исследований и их систематизация
с точки зрения развитых выше представлений должны помочь
вскрыть пути рационального регулирования катодного падения
напряжения и оценить его влияние на производительность,
а также внести ясность в ряд наблюдаемых явлений, до сих пор
не имевших удовлетворительного объяснения.
Рассмотрим известные из литературы основные эксперимен-
тальные данные по плавлению электродов. В ряде работ указы-
вается па существенное влияние состояния поверхности элек-
тродной проволоки и ее химического состава. Так, И. Р. Пацке-
вич [83], сравнивая низкоуглеродистые электродные проволоки,
изготовленные по различной технологии, нашел, что при прямой
полярности коэффициент расплавления неизвестковаинои про-
волоки на 45% выше, чем у проволоки обычного производства,
а у проволоки, волоченой с мылом, выше на 13,4%. Наиболь-
ший коэффициент расплавления наблюдался у проволоки нор-
мального производства, зачищенной до металлического блеска.
Зачистка увеличивала производительность расплавления на
70%. Такие же данные по влиянию зачистки проволоки были
получены затем в работах [16, 48]. Влияние на скорость плавле-
ния различной поверхностной обработки проволоки диаметром
78
4 мм при токе 150 о прямой полярности установлено также в
работе [136] (рис. 31).
Л. Лесневич при сварке в газах, активируя поверхность тон-
кой низкоуглеродистой проволоки малыми количествами хло-
рида кальция, установил, что при прямой полярности по мере
нанесения активатора скорость плавления сначала несколько
увеличивается, а затем интенсивно уменьшается [165]. Влияние
активаторов на скорость расплавления при прямой полярности
Рис. 31. Влияние по-
oepxnociroii обработки
проволоки на скорость
плавления; состав про-
волоки:
и 0.08" С: 0.41% Мп,
0.01% Si- 0.013% Р: 0.01% S;
0.15% Си; 0.03'? Ni- 0.047,
Сг; б — 0.06 , С; 0,48% Мп,
0.1)1® Si; 0.015 , Р; 0,024% S;
O.I7,. Си. 0.18' Ni; 0.07% Cl
отмечает также Б. Кил [163]. В его опытах при сварке в газах
нанесение на проволоку 0,003% активаторов (BaO; RbCO3;
CsRbCR; CsNO3; КСО3; SrCO3; ThO2; LiCO3) при одинаковом
токе значительно снижало скорость плавления.
В работе [169] было установлено, что при прямой полярно-
сти скорость плавления зависит от химического состава, связан-
ного со способом изготовления проволоки (кипящая, полуспо-
койная, спокойная). Проволока из спокойной стали плавится
быстрее. После зачистки и травления проволоки из кипящей
стали плавятся на прямой полярности быстрее, чем в состоянии
поставки. Проволоки из спокойней стали не меняют при этом
скорости плавления.
Авторы работ не делают попыток объяснить причины раз-
личного плавления проволок. В данном случае проявляется
действие различных тонких пленок на катоде. Пленки изменяют
работу выхода электронов и, следовательно, мощность катод-
ного источника тепла.
Состояние поверхности и хчмический состав проволоки
влияют на скорость ее плавления только при прямой полярности
сварочного тока. При обратной полярности скорость плавления
при данном токе практически мало зависит от состояния по-
верхности проволоки и химического состава [83, 169]. Следова-
79
тельно, распределение тепла в дуге между электродом и основ-
ным металлом зависит и от полярности тока при сварке.
Влияние состояния поверхности проволоки, ее химического
состава и полярности при сварке на скорость плавления прово-
локи установлено и в настоящей работе. Как легко видеть, на-
пример, из табл. 12, скорости плавления у разных типов прово-
лок, особенно на прямой полярности, значительно отличаются.
Производительность расплавления в большинстве случаев не
одинакова на прямой и обратной полярностях.
Скорость расплавления электрода зависит и от типа основ-
ного металла. Например, при прямой полярности проволоки из
кипящей стали плавятся бы-
стрее при сварке спокойной
стали, чем мри сварке кипя-
щей {169]. Нельзя ожидать су-
щественного теплового воз-
действия одного электрода на
другой. Влияние основного
металла на скорость расплав-
ления электрода может быть
объяснено тем, что в процессе
коротких замыканий (при
сварке проволокой без покры-
тия при плотности тока до
15 а/мм2 всегда наблюдаются
короткие замыкания) происходит перемешивание капли на кон-
це электрода с металлом ванны. После разрыва перемычки и
нового возбуждения дуги часть основного металла может ос-
таться на конце электрода-катода, изменяя его эмиссионные
характеристики.
Таблица 19
Электрод Химический состав в %
капли шва
Сг Ni Сг Ni
УОНН 13/55 Нет Нет 7,2 3,8
УОНН 13/45 » 7,2 3,8
УОНН 13/45 0,25 Следы 7,15 •3,8
ЦМ7 0,29 » 6,3 3,5
ЦМ7 Следы » 6,3 3,5
ЦМ7 1,25 0,81 6,3 3,5
То, что такой процесс перемешивания действительно проис-
ходит, видно из следующих опытов. На хромоникелевую сталь
18-8 производилась наплавка электродами УОНИ13/45 и ЦМ7
при токе 150 а на обратной полярности. В процессе наплавки
сварочный ток обрывался быстродействующим реле. Капли на
конце электрода подвергали спектральному анализу на хром
и никель. Результаты анализа приведены в табл. 19.
Из табл. 19 видно, что хром и никель могут переходить из
основного металла в каплю на конце электрода. Содержание
хрома и никеля в капле изменялось от 0 до 24% содержания
этих элементов в шве.
Влияние основного металла на химический состав капли
следует в целом считать несущественным. В то же время даже
малые примеси могут значительно влиять на работу выхода
электронов, изменяя мощность приэлектродного источника теп-
ла и производительность расплавления. Были проведены
80
ледуюшпе опыты. На прямой полярности производилась
наплавка одной и той же проволокой Св-08А на одну и ту же
1ластпну из стали МСт. 3 при одинаковом токе 180 а. В одном
случае поверхность пластины была покрыта тонким слоем
окпслов (окалина, ржавчина), в другом — пластина была про-
травлена и зачищена металлическими щетками до блеска.
Скорость расплавления проволоки при наплавке оказалась
разной. Попадание окислив на поверхность капли в моменты
коротких замыканий повышало скорость плавления проволоки
~на 20%. Например, для поверхности без обработки v-=
0,11 0.52 ,
0 см/сск-, для травленой и зачищенной поверхности
0.38 0.43 , „ ,
v о 41 " см'сек- *ИК,1М образом, характеристики плавле-
ния электрода могут в определенных случаях изменяться в за-
висимости от состава и состояния поверхности основного ме-
тала в результате взаимодействия между каплей на электроде
и сварочной ванной.
Основной металл попадает в каплю на конце электрода в
незначительном количестве. Поэтому его действие на расплав-
ление электрода легко может быть подавлено нанесением по-
крытий. Опыты показали, что нанесение тонкого мелового
покрытия полностью выравнивает скорость расплавления элек-
тродной проволоки при сварке различного металла.
Большое число исслсдовагелей отмечают значительное влия-
ние на скорость расплавления при одном и том же токе типи
электродного покрытия и его толщины. Данные по влиянию
типа покрытия были получены еще в 1938 г. И. Д. Давыденко
[20], который наносил на низкоуглеродпетую проволоку диамет-
ром 5 мм различные однокомпонентные покрытия слоем тол-
щиной 0,3 мм и установил следующую зависимость при сварке
на прямой полярности. Компоненты, имеющие основной харак-
тер, снижают напряжение дуги и уменьшают скорость плавле-
ния электрода. Компоненты кислого характера увеличивали
напряжение дуги и повышали скорость плавления электрода.
Раскислители также увеличивали скорость плавления электро-
дов, что, по мнению И. Д. Давиденко, было связано с увели-
чением выделения теплоты за счет реакций в сварочной дуге.
Органические вещества повышают напряжение дуги и увели-
чивают скорость плавления электродов.
В работе [20] не дается анализа причин различной скоро-
сти плавления электродов. В определении существенной роли
термического эффекта химических реакций в дуге, как это бы-
ло показано выше, мнение И. В. Давиденко ошибочно. Наи-
больший интерес в работе [20] представляет впервые установ-
ленная зависимость между номинальным напряжением дуги и
скоростью расплавления электрода.
81
II. А. Липецкий [56], рассматривая результаты работы [20],
установил связь между внутренней энергией кристаллической
решетки компонентов покрытия и скоростью плавления элек-
тродов. Причины этой связи вскрыты не были. Вероятно, наи-
большее значение имеет то, что увеличение внутренней энергии
решетки должно сопровождаться увеличением работы выхода
электронов с катода в дуговом разряде. Работы [20] и [56]
являются одними из первых оценок влияния типа покрытия на
производителность расплавления. Большое количество анало-
гичных результатов было получено и в последующих работах
советских и зарубежных авторов.
Влияние типа покрытия на производительность расплавле-
ния электрода установлено и в настоящей работе для одно-
компонентных, двухкомпоиенгных и промышленных покрытий.
На проволоку Св-ObA диаметром 4 мм одной плавки наносили
окунанием слоем толщиной около 0,3 мм на сторону мрамор,
плавиковый шпат, рутил, ферромарганец, ферросилиций, фер-
ротитан, кварцевый песок, гранит, доломит, марганцевую руду,
титановый концентрат, гематит, замешанные на жидком стекле.
Наплавку выполняли на токе 180—190 а прямой полярности на
один и тот же основной металл. При сварке определяли сред-
нюю скорость расплавления электрода в течение первых 25 сек,
что исключало заметное влияние разогрева стержня током
Скорости расплавления в среднем из трех измерений приведе-
ны в табл. 20.
Таблица 20
Покрытие проволоки Скорость 1 распланле- < 1 ним в см] сек | Покрытие проволоки Скорость расплавле- ния в сг^сек
Мрамор 0,403 Кварцевой песок 0,665
Плавиковый шпат 0,75 Гранит . 0,56
Рутил 0,54 Доломит 0,54
' Ферромарганец . . 0,653 Марганцевая рута . . . 0,45
i Ферросилиций . 0,62 Титановый концентрат . 0,545
1 Ферротиган . 0,56 Гематит 0,54
Существенные отличия в скорости плавления связаны с
влиянием покрытий на эмиссию электронов с катода. При этом
неизбежно должно наблюдаться изменение катодного падения
напряжения, которое, в свою очередь, должно вызывать соот-
ветствующее изменение номинального напряжения горения ду-
ги. Поэтому имеется зависимость между номинальным напря-
жением дуги и скоростью плавления электрода.
Такая зависимость была ранее получена А. А. Ерохиным
[26] и хорошо подтверждается опытами по сварке электродами
82
с тонким однокомпонентным покрытием, приведенными в
табл. 20 (рис. 32, а). Из рис. 32,а следует, что скорость рас-
плавления увеличивается с ростом номинального напряжения
L д. Аналогичная зависимость между Ug и скоростью расплавле-
ния выявляется и при рассмотрении двухкомпонентных покры-
тий. Двухкомпонентные покрытия с переменным соотношением
Рис. 32 Зависимость скорости плавления от номинальною напряжения 1уги
при прямой полярности:
а - проволока Св-08Л с однокомпонентными покрытиями; б проволоки е различно
обработанной поверхностью и разного состава
входящих компонентов наносили слоем 0,5 мм на проволоку
Св-08А. Исследовали системы СаСО3—SiO2, марганцевая руда
CaF2 и CaF2—SiO2. Сварку производили на прямой полярности
(катод на электроде). Во всех случаях увеличение Ug сопро-
вождалось увеличением скорости плавления электродов при-
мерно по аналогичному закону (рис. 33).
Как и для тонкопокрытых электродов была получена пря-
мая зависимость между скоростью расплавления и при
сварке в тех же условиях проволокой Св-08А без покрытия, но
с различным состоянием поверхности (без обработки, никели-
рование, воронение, цементирование, омеднение, травление) и
для низкоуглеродистых и низколегированных проволок различ-
ных типов (рис. 32,6).
Зависимость скорости плавления от номинального напряже-
ния при обратной полярности отличается от наблюдаемой при
прямой полярности. В случае сварки на обратной полярности
электродами с тонкими однокомпонентными покрытиями номи-
нальное напряжение дуги почти такое же, как и на прямой по-
лярности. Близкие напряжения на обоих полярностях объяс-
няются тем, что катод, расположенный на сварочной ванночке,
покрывается шлаком, изменяющим его эмиссионные характе-
ристики.
Как видно из рис. 34, при обратной полярности скорость
расплавления электродов практически не зависит от номиналь-
83
Рис. 33. Скорость плавления и номи-
нальное напряжение дуги при дпухком-
понентных покрытиях
Рис. 34. Зависимость скорости плав-
ления от номинального напряжения
дуги для электродов с тонкими од-
покомпонеитными покрытиями (про-
волока Св-08А, установка тока па
190 а)
ного напряжения дуги. Эго
справедливо при неизмен-
ной внешней вольт-ампер-
ной характеристике свароч-
ной машины (неизменном
положении регулятора то-
ка). Если сваркх разными
электродами выполнять при
строго одинаковом токе, не-
сколько изменяя положение
регулятора машины при из-
менении номинального на-
пряжения горения дуги, то
скорость плавления будет
незначительно возрастать с
увеличением номинального
напряжения.
При сварке па обратной
полярности пизкоуглероди-
стыми проволоками с раз-
лично обработанными по-
верхностями или с несколь-
ко отличающимся химиче-
ским составом, катод, рас-
положенный на ванночке,
не покрыт шлаком и благо-
даря перемешиванию с ос-
новным металлом и выго-
ранию элементов в дуге
имеет незначительные отли-
чия в химическом составе и
состоянии поверхности. По-
этому номинальное напря-
жение дуги во всех случаях
было близким. В связи с
незначительным.I отличия-
ми мощности анодного ис-
точника тепла производи-
тельность расплавления
различных проволок на об-
ратной полярности при
одинаковом токе 180 и ока-
залась практически посто-
янной (табл. 21).
Таким образом, в связи
с передачей на анод элект-
ронами сравнительно не-
84
Таблица 21
Проволока “д В 6 Производи- тельность расплавления в кг/ч Прово- лока Производи- нп тельность в в расплавления 1 в л?/ч
Св-08Л 27,3 никелированная . . ! 27,3 вороненая ... 28,2 цементованная . 27,3 омедненная . . 29,1 травленая .... | 27,3 Примечание. Химические си Мп—1 ,34%; Si—0,15%; S 0,03%; Г S—0,02%; Р—0,006%; № 3 С—0,03? 2,52 2,63 2,59 2,69 2,63 2,64 :тивы проволо 0,005";,; № 2 Мп— 1 ,47%; № 3 № 1 Св-10Г2 Св-10ГС № 2 к следукнц С—0,02%; 7 Si—следы; S 30 28,2 28,2 27,3 27,3 не’ V? 4п -1 .5' -0,030 2,52 2,59 2,5 2,69 2,65 1 С—0 ,02%; ... Si-0, (2%; Р-0,0 1%.
большой доли энергии катода скорость расплавления на обрат-
ной полярности в меньшей степени, чем отри прямой, зависит
от состояния поверхности, состава электродной проволоки и ве-
тичины номинального напряжения дуги, определяемой соста-
вом покрытия.
Рис. 35. Зависимость коэффициента расплавления от толщины покрытия для
электродов диаметром 4 мм:
t — проволока Св-08А с различными однокомпонентными покрытиями (данные автора);
2 — электродные проволоки разного состава (данные автора); 3 — различные покрытые
электроды (данные А. А. Ерохина [26|); 4— различные покрытые электроды (данные
автоиа)
Наблюдаемые на практике разные производительности рас-
плавления промышленных электродов на обратной полярности
в наибольшей степени связаны с различным количеством по-
крытия на электроде (рис. 35). Большой разброс точек на
рис. 35 объясняется некоторыми отличиями в мощностях анодно-
го источника тепла, а также связан с различными теплофизиче-
скими свойствами покрытий у электродов разных марок.
При прямой полярности увеличение количества покрытия на
электроде благодаря сложным и малоизученным процессам в
85
катодной области может не только снижать, но и увеличивать
работу выхода электронов с катода. В случае увеличения ра-
боты выхода должно наблюдаться повышение катодного паде-
ния напряжения. Оно может быть таким, что скорость плав-
ления будет возрастать, несмотря на увеличение количества
покрытия и повышенные
иг
Рис. 36. Влияние одноком-
пснентпых покрытий раз-
ной толщины на произво-
дительность расплавления
электрода при прямой (а)
и обратной (б) полярно-
сти [136]
затраты тепла на его плавление.
Влияние различных однокомпо-
нентных 'покрытий разной толщины
па .производительность расплавле-
ния электродов может быть проил-
люстрировано данными работы
[136]. По мере увеличения толщи-
ны покрытия SiO2 и Fe2O3 при пря-
мой полярности способствуют ро-
сту коэффициента расплавления.
СаСО3, Са(ОН)2 и BaSO4 снижают
производительность расплавления
При обратной полярности все 'ком-
поненты с увеличением толщины
покрытия уменьшают производи-
тельность расплавления (рис. 36)
О сложном характере изменения
производительности расплавления
при прямой полярности в зависимо-
сти от толщины мелового покрытия
и покрытия электродов ОММ5 со-
общено в работе {26].
Для оценки влияния количест-
ва покрытия на .производитель-
ность расплавления электродов ав-
тором были нанесены покрытия из
плавикового шпата, мрамора и
кварцевого песка различной толщины на проволоку Св-08А од-
ной плавки диаметром 4 мм. Результаты опытов приведены в
табл. 22.
Таблица 22
Покрытие Толщина по- крытия на сторону в мм /вс ыс)вв v в см'сек “р В '/ач
Плавиковый шпат .... 0,3 175 30-35 0,77 17,3
1,2 152 35 -38 0,65 14,5
Кварцевый песок . 0,3 180 24—28 0,678 13,2
1,2 170 .30 -35 0,5 10,2
Мрамор ... . . 0,2 195 17-20 0,4 7,3
0,85 185 20-24 0,42 7,9
Примечание. Продолжительность сварки 30 сек, прямая полярность
86
Табл. 22 показывает несколько другие результаты по срав-
нению с рис. 36. В нашем случае SiC>2 не повысил производи-
тельность расплавления с увеличением толщины покрытия. В го
же время СаСО3 повысил производительность расплавления
(на рис. 36 SiO2 повышает, а СаСО3 понижает производитель-
ность расплавления). Результаты исследований покрытий из
СаСО3 в табл. 22 совпали с данными работы |26j.
Таблица 23
Проволока Св-08А Толщина покрытия СаСО3 в мм v в см/сек
Омедненная 0,25 0,355
Вороненная ... 0,3 0,4
Никелированная . 0,3 0,39
Травленая ... 0,38 0,385
Без обработки . 0,3 0,39
Примечание. Ток 1 50 а.
V,
см/сет
0,5
0,4
’ 5 6
Наружный диаметр электрода
Рис. 37 Зависимость скорости
расплавления опытных элек-
тродов с пластмассовым по-
крытием от толщины покры-
тия (ток 140 а, диаметр элек-
трода 4 мм)
Наблюдаемое несовпадение экспериментальных данных воз
можно связано с месторождениями исследуемых компонентов
и наличием в них примесей, существенно влияющих на работу
выхода электронов и, следовательно, на катодное падение на-
пряжения.
Возможность повышения производительности при прямой
полярности за счет утолщения некоторых сложных электрод-
ных покрытий имеет большое практическое значение. Харак-
терны в этом отношении электроды ЦМ7. Если у этих электро-
дов коэффициент веса покрытия увеличить с 40—50 до 50-
60%, то производительность расплавления повысится. В связи
с этим электродам ЦМ7 с увеличенным коэффициентом веса
покрытия была присвоена новая марка ЦМ7С. Автор не наблю-
дал уменьшения производительности расплавления опытных
электродов с пластмассовым покрытием ВСП по мере его утол-
щения, что также свидетельствует о некотором повышении мощ
ности приэлектродного источника с увеличением количества
шлака (рис. 37).
Выше было показано, что уже небольшие изменения в со-
стоянии поверхности проволоки-катода могут приводить к зна-
чительному изменению характеристик расплавления
(рис. 32,6). Однако нанесение на проволоки с разным состоя-
нием поверхности тонкого слоя покрытия, например мрамора
на жидком стекле, практически полностью выравнивает
87
производительность плавления на прямой полярности п подав-
ляет действие разной обработки проволоки (табл. 23).
Исключение составляют некоторые редкие случаи. Напри-
мер, покрытие АН1 не подавляет действия поверхностной обра-
ботки проволоки [83].
Рис. 38. Скорость плавления промышленных электродов
на прямой и обратной полярности при разных токах (по
данным табл. 14)
Так как плавление электрода при разных полярностях осу-
ществляется либо катодным, либо анодным источниками, мощ-
ность которых обычно различна, наблюдается тепловая асим-
метрия сварочной дуги.
Эксперименты показывают, что тепловая асимметрия может
быть весьма значительной не только у проволок и однокомпо-
нентных электродов, но и у промышленных электродов
(рис. 38).
Из рис. 38 видно, что электроды, имеющие высокое номи-
нальное напряжение (Флитвелд 5, Шилдарк 85, ВЦС1,
ЦМ7), плавятся быстрее на прямой полярности. Объясняется
это тем, что при одинаковом токе мощность катодного источ-
ника у них выше, чем мощность анодного источника U3K „>1/^
(см. табл. 17).
88
Электроды УОНИ13/15 и MP3 с меньшими значениями но-
минального напряжения и п при одинаковом токе ли-
бо имеют близкую скорость плавления на обеих полярностях,
либо быстрее расплавляются на обратной полярности.
У промышленных электродов, как у проволок и однокомпо-
нентных электродов, наблюдается повышение скорости плавле-
ния с ростом номинального напряжения дуги (рис. 38). Во
всех случаях кривые, соответствующие электродам с большим
номинальным напряжением, расположены выше кривых для
электродов с малым номинальным напряжением. Зависимость
скорости плавления от номинального напряжения выражена
более резко при прямой полярности, когда на электрод дейст-
вует катодный источник тепла. Таким образом, при разработке
высокопроизводительных электродов следует выбирать такие
композиции покрытия, которые обеспечивают наиболее высокие
номинальные напряжения горения дуги.
Зависимость характеристик плавления электродов от боль-
шого числа иногда трудно учитываемых факторов (месторож-
дение компонентов, технология производства электродов и
т. п.) приводит к тому, что электроды одной и той же марки,
полученные с разных заводов-изготовителей, могут иметь раз-
ные коэффициенты расплавления (табл. 24) [26].
Таблица 24
Марка электрода Завод-изго- товитель Диаметр электро- да в мм Коэффициент веса покры- тия в % Род тока Коэффи- циент рас- плавления в г а-ч
ОММ5 мэз 5 29 32 Постоянный, пря- 9
ОММ5 осз 5 30 -31 мая полярность И
УОНН 13 мэз 4 — Постоянный, об- 8,7
УОНИ13 мэз 4 37,5—38,5 ратная полярность 9,7
УОНН 13 лзмз 4 48,8 10,17
ЦМ7С ЦНИИТМАШ 5 56—61 Постоянный, пря- 12,6
ЦМ7С осз 5 59 65 мая полярность 9,8
Достаточно полное суждение о производительности плавле-
ния электрода той или иной марки может быть получено толь-
ко в результате статистической обработки результатов иссле-
дований большого числа партий. Приведенные данные о рас-
плавлении электродов касались сварки на постоянном токе. По
данным работ [26, 136], производительность расплавления на
переменном токе является промежуточной между производи-
89
тельностыо на прямой и обратной полярности. Это же наблю-
далось и в опытах автора.
При рассмотрении влияния различных технологических
факторов на плавление эчектрода во всех случаях выявляется
качественная зависимость между мощностью приэлектродиого
источника и производительностью расплавления. Однако наи-
больший интерес представляет нахождение количественных за-
висимостей. Такая количественная зависимость между вводи-
мой мощноттыо п скоростью плавления для проволоки Св-08Л
диаметром 4 мм с различной обработкой поверхности при то-
ке 140—195 а прямой и обратной полярности уже была пока-
зана на рис. 30.
По данным табл. 13, 14 и 16, 17, аналогичные зависи-
мости можно построить для электродов с разными однокомпо-
нентными п промышленными покрытиями, нанесенными на
проволоку Св-08А диаметром 4 мм (рис. 39, и и б) Из рис. 39
видно, что для обеспечения одинаковой скорости плавления
электродов и проволоки электродам требуется большая мощ-
ность приэлектродиого источника, чем проволоке.
Разница межд) мощностями приэлектродиого источника,
необходимыми для расплавления с одинаковой скоростью элек-
трода с покрытием и голой проволоки, на которой он изготов-
лен, соответствует мощности, затрачиваемой только на диссо-
циацию, плавление, испарение покрытия и протекание химиче-
ских реакций (графически эту мощность находят как — Р
а
= т)„ Р на рис. 39, б).
Часть мощности приэлектродиого источника, затрачиваемая
на диссоциацию, испарение и плавление электродного покры-
тия, включая тепло химических реакций, зависит от многих
факторов (рис. 39). Имеет значение тип покрытия, его количе-
ство на электроде и ток. Увеличение тока удлиняет втулочку
из покрытия и повышает затраты тепла на его плавление. Зна-
чения т]л в процентах для каждой марки электрода приведены
на рис. 39,6. В среднем они изменяются примерно от 20 до40%
общей мощности, вводимой в каплю.
Затраты тепла при плавлении покрытий, определяющие ве-
личину , складываются из затрат на плавление и перегрев
шлаков, плавление железной части покрытия, диссоциацию не-
которых компонентов (например, карбонатов) и испарение вла-
ги. В скрытом виде учитывается также тепло химических
реакций.
Теплосодержание шлаков промышленных электродов было
определено экспериментально. Шлаки расплавлялись в графи-
товом тигле угольной дугой И доводились до постоянной тем-
пературы 1673° К, измеряемой оптическим пирометром. Затем
90
91
шлаки сливали на медную тарелочку, плавающую на поверх-
ности водяного калориметра, и быстро погружали в калори-
метр. Теплосодержание (в кдж!кг) различных шлаков при
1673е С, включая теплоту плавления, приведено ниже:
УОНН 13/55 ЦМ7 ВСЦ 2 Флитвелд 5 MP3 ВСЦ 1
1500 1420 1510 1210 1420 1560
Теплосодержание шлаков мало отличается и в среднем со-
ставляет 1440 кдж)кг. В процессе сварки температура расплав-
Рпс. 40. Содержание влаги в на-
триевом жидком стекле при плот-
ности 1,48 и модуле 2,9 в зависи-
мости от температуры нагрева в
течение 1 ч
ленного шлака в разных точках
на конце электрода различна.
Можно принять, что средняя
температура нагрева шлака рав-
на 2073° К- Тогда его теплосо-
держание составит около 1840
кжд!кг.
Расход тепла на плавление
железной части покрытия, пере-
ходящей в наплавленный ме-
талл, диссоциацию химически
нестойких компонентов и испа-
рение абсорбированной кон-
ституционной влаги, а также
теплоту реакций дифференциро-
вано учесть весьма сложно. Можно лишь указать, что сумма этих
затрат в электродах некоторых типов имеет основное значе-
ние. Например, электроды газозащитного типа (ВСЦ1, Флит-
велд 5, Шплдарк 85) образуют в 3—5 раз меньшее количество
шлака, чем УОНИ13, ЦМ7 и MP3, а значение тц у этих элек-
тродов весьма высокое. Это объясняется сохранением значи-
тельного количества влаги в жидком стекле целлюлозных элек-
тродов из-за низкой температуры их прокалки — до 400° К
(рис. 40) и большими количествами жидкого стекла, необхо-
димыми для изготовления таких электродов. Кроме того, де-
струкция целлюлозы внутри покрытия при его разогреве и
плавлении, по-видимому, также требует значительных затрат
тепла. Имеет значение и интенсивное разложение ври высоких
температурах асбеста, талька, слюды и других материалов,
входящих в эти покрытия.
Рассматривая общую мощность дуги при сварке, мощность
прпэлектродного источника и затраты тепла на плавление по-
крытия, можно определить коэффициент использования всего
тепла дуги электродом щ,, коэффициент использования тепла
дуги электродным стержнем тр и покрытием гщ. Между эти-
ми коэффициентами существует следующая зависимость:
fic "Ь т1л------Т1Э-
(21.3)
92
Таблица 25
Электрод 7* > ‘с
Св-08А MP3 УОНН 13/55 ЦМ7 ВСЦ1 Флитвелд 5 Шилдарх 85 33-47 33—47
/0 32—38 6,4 -7,6 40 25,6—30,4
34 37 ^2,5 6,8 12,2-14 27,2 24,8—28,5
40 34- 52 13,2 12,3—18,3 26,8 21 ,7-32,7
4G _37—52 45 45 -51 16,5 11,1 -15,G 13,5 18—20,1 29,5 25,9- -36,4 31,5 27—31,9
50 42-50 20 16,8—20 '0 25,2 .'.О
47,5 19 28,5
В табл. 25 приведены значения г)с; гр,, и ip, в процентах
для шести промышленных электродов и проволоки Св-08Л
диаметром -1 мм. рассчитанные по данным табл. 12, 14, 15, 17 и
средним значениям тр, для каждого электрода на рис. 39,6.
Коэффициент использования тепла дуги электродом изме-
няется от 34 до 50%, повышаясь по мере увеличения номи-
нального напряжения.
Проведенные исследования позволяют проанализировать,
в каких пределах коэффициент расплавления, широко приме-
няемый на практике для оценки производительности расплав-
ления электродов, можно считать постоянной величиной и ка-
ким образом этот коэффициент связан с характеристиками
приэлектроднои области у капли.
Как известно, коэффициент расплавления является отноше-
нием веса расплавленного в единицу времени электродного
стержня к величине сварочного тока.
Впервые оценка производительности с помощью коэффици-
ента расплавления предложена В. П. Вологдиным [15] и
И. Ф. Наймушиным [73]. Н. Ф. Наймушин пишет: «Очевидно,
что один ампер при одних и тех же условиях создает одпнако
вый тепловой эффект, следовательно, при прохождении его че-
рез дугу весовое количество наплавляемого или же расплав-
ляемого вещества электрода будет величиной постоянной».
93
В действительности применение этого коэффициента не имеет
физического смысла, вкладываемого 11. Ф. Наймушиным, так
как электрод плавится не током, а за счет тепловой энер-
гии дуги.
Предложенная оценка производительности расплавления
по коэффициенту расплавления проста и практически удобна.
Оказалось, что электроды большинства марок в пределах оп-
тимальных токов сохраняют примерно одинаковое значение
этого коэффициента.
Рис. 41. Зависимость коэффициента расплавления от тока для некоторых
опытных электродов и различных проволок [179]:
и — коэффициент расплавления двухкомпоненгных покрытий целлюлоза — FeMn на пря-
мой полярности: б—коэффициент расплавления голых проволок диаметрами 1.6-5 мм
при обратной полярности
Однако это не является общим правилом. Возможны такие
композиции покрытий, при которых коэффициент расплавления
существенно зависит от тока. Например, в работе (179] деталь-
но исследовались двухкомпонентные покрытия целлюлоза —
FeMn, нанесенные на низкоуглеродистую проволоку диамет-
ром 4 мм. Оказалось, что нанесение одного FeMn приводит к
резкому снижению коэффициента расплавления с увеличением
тока. Нанесение покрытий из целлюлозы и целлюлозы в смеси
с 10—50% FeMn. наоборот, увеличивает коэффициент расплав
ленпя. В этой же работе были отмечены значительные измене-
ния коэффициента расплавления для некоторых зачищенных
проволок. При обратной полярности для проволок было отме-
чено увеличение коэффициента расплавления с уменьшением
тока ниже 50 а. Наиболее характерные результаты работы
(179] приведены на рис. 41.
Коэффициент расплавления аР может быть представлен
следующим образом. В соответствии с уравнением (14 3) теп-
91
левая мощность, вводимая дугой в электродный стержень,
равна
(1 — "к (а) = v (Ду г Л1) F '.
Легко заметить, что а{,— г!а-сек, откуда
Если ар, как это принято, выразить в г!а ч, то получим
, (1 <) 3600 _ ,,
” к{,,} Av i М - (
(22.3)
Таким образом, коэффициент расплавления равен эффектив-
ному приэлектродному падению напряжения, умноженному на
поправочный коэффициент Q. Для промышленных электродоз,
рассматриваемых в настоящей работе, диапазон изменения ско-
ростей плавления составлял примерно 0,4—1,0 см!сек\ ц^д^О.З.
Полагая для низкоуглеродистой стали Д = 490 дж-секшем-г и
44=1900 дж/г, получаем, что £2 = 1,2-4-1,05 г)а-ч-в, т. е. имеет
величину, близкую к единице. Поэтому для промышленных
электродов коэффициент расплавления приблизительно равен
°-р— 1 JE'A(n).
(23.3)
Для проволок без покрытия, когда = 0, в том же диапа-
зоне скоростей плавления 0,4 — 1 см/сек Q =1,74-1,5 г!а-ч-в.
Поэтому для проволок коэффициент расплавления связан с
эффективным приэлектродным падением напряжения следую-
щим соотношением:
1,64 ’(0).
(24.3)
Из соотношения (22.3) следует, что коэффициент расплав-
ления, строго говоря, не может рассматриваться как постоян-
ная величина. Он зависит от эмиссионных характеристик ка-
тода дуги (Е®(о)), скорости плавления электрода, количества
тепла, затрачиваемого на диссоциацию, испарение п плавле-
ние покрытия, и от подогрева электрода током, влияющим на
величину коэффициентов А и М. Такая сложная природа ко-
эффициента расплавления объясняет аномалии, установленные
в работе [179], и отмеченное рядом исследователей изменение
коэффициента расплавления при большом увеличении тока [38].
Характеризуя производительность расплавления электрода
какой-либо марки коэффициентом расплавления, следует иметь
95
в виду, что в связи с отличиями приэлектродиого падения на-
пряжения на разных полярностях этот коэффициент можно
использовать лишь для определенного рода тока.
3. Нагрев капель дугой
Температура капель на конце электрода определяет ход
металлургических реакций на стадии образования капель и
поэтому исследовалась в ряде работ. Однако от температуры
капель при сварке зависит не только ход металлургических
реакций, но и многие технологические свойства и в первую
очередь характер переноса металла.
Определение температуры капель опытным путем сложно и
связано с рядом погрешностей эксперимента. Такие определе-
ния проводились калориметрическим способом только для
проволок без покрытия пли с тонким покрытием [28, 47, 179].
Погрешности калориметрических опытов обычно связаны с
трудностями учета потерь на испарение летящих капеть. Для
улавливания капель в калориметр необходимо искусственно
удлинять дугу, что нарушает условия образования капель.
Кроме того, например, в работе [179] пластина из низкоуглеро-
днетой стали располагалась над калориметром в вертика ibhom
положении, что не исключало стекание в калориметр жидкого
металла из ванны и могло искажать результаты опытов.
Имеющиеся результаты калориметрических измерений не
позволяют с достаточной полнотой судить о влиянии на темпе-
ратуру капель номинального напряжения дуги, тока и его по-
лярности. Кроме того, калориметрирование из-за большого
количества шлака не позволяет определять температуру капель
при сварке современными толстопокрытымп электродами. По-
этому для определения средней температуры капель представ-
ляет интерес применить расчетную схему плавления электро-
да, рассмотренную в начале этой главы.
Расчет средней температуры капель может быть произведен
по уравнению (13.3), связывающему температуру капли со ско-
ростью плавления стержня v и его теплосодержанием от на-
грева током:
'г ____ Те (8пл Sm) Т'кип Тр , гр
К ср гр Гр ' О*
а 1 кип 1 пл
Это уравнение пригодно для проволок и электродов с по-
крытием. Для простоты сначала рассмотрим температуры ка-
пель в начальный момент плавления электрода, когда Sm=0.
Для низкоуглеродистой стали у = 7,8 г!см3, а=8 дж1см2сек. • ° К,
= 1340 дж/г, Ткип =3020° К; Т„л = 1720" К; То=2300° К.
По значениям скоростей плавления электродов и проволок в
табл. 12—14 могут быть рассчитаны средние температуры ка-
96
цель. Температура капель электродов с однокомпонентными по-
крытиями с увеличением номинального напряжения увеличива-
ется с 2540 до 2770°К (рис. 42). Разброс результатов связан
с разным коэффициентом веса покрытия и различными затра-
тами тепла на его диссоциацию, испарение и плавление.
По данным А. А. Ерохина, при использовании электродов
диаметром 4 лы< с тонкими покрытиями из мрамора, плавико-
вого шпата, двуокиси тита-
на и кварцевого песка, рас-
плавляемыми при токе
150 а прямой полярности, в
процессе калориметриче-
ских опытов температуры
капель составляли 2473
2673* К, что по порядку
величии удовлетворитель-
но совпадает с расчетными
значениями на рис. 42.
На рис. 43 приведена
температура капель при
сварке проволоками Темпе-
ратура повышается с уве-
личением тока и выше у
проволок, горящих с более
высоким номинальным на-
Рис. 42. Расчетная зависимость темпе-
ратуры капель от номинального напря-
жения дуги для электродов из низкэ-
углеродистон стали диаметром 4 мм с
однокомпонентными покрытиями тол-
щиной 0,5 мм при токе 140 a (Sm — 0)
пряжением. Влияние напряжения хорошо видно при прямой по-
лярности.
Хотя тенденции изменения температуры по расчету и по
приведенным на рис. 43 экспериментальным данным А. А. Еро-
хина совпадают, расчетная температура оказалась выше при-
мерно на 12—15%. Это может быть связано с разным составом
и состоянием поверхности проволок, примененных А. А. Еро-
хиным и автором. Имеет значение также и длительность
расплавления электрода, так как подогрев стержня током
снижает температуру капель. В наших опытах время
плавления не превышало 15 сек. Наконец, потери тепла кап-
лями металла при их полете в калориметр, возможно, превы-
шали принятые при калориметрировании (в работе [29] пред-
полагалось, что поверхность капель теряет всего 5% тепла,
уловленного калориметром). В работе [179] показано, что
стальная дробь весом 0,3 а, нагретая всего до 1273° К, при
свободном охлаждении в воздухе за 1 сек теряет около 5%
тепла. Капля на конце электрода нагрета до значительно бо-
лее высокой температуры и в полете интенсивно испаряется
(скоростная киносъемка показывает, что вокруг капли всегда
имеется ореол светящихся паров). Поэтому вполне вероятно,
что потери тепла существенно превосходят 5%. Если принять
4 А- Г. Мазель
97
большие значения потерь, то калориметрирование даст большие
значения температур капель.
С учетом сделанных замечаний можно считать результаты
расчетного определения температуры на рис. 43 удовлетвори-
тельными.
Рис. 43. Зависимость средней температуры капель от тока для проволоки
Св-08А диаметром 4 лиг с различной обработкой поверхности (Sra =0) (пунк-
тиром нанесены температуры капель, определенные калориметрированием
в работе [29]):
а — прямая полярность; б — обратная полярность
Рис. 44. Зависимость средней температуры капель от тока для промыт лен-
ных электродов из низкоуглеродистой стали диаметром 4 мм (Sm=0):
а — прямая полярность; б — обратная полярность
Для промышленных марок электродов расчетная темпера-
тура во всех случаях увеличивается с ростом тока (рис. 44).
Наиболее «холодные» капли наблюдаются у электродов MP3
98
и У0НИ13, характеризуемых низкими поминальными напря-
жениями и небольшой мощностью в приэлектродных областях.
Эти электроды имеют близкие значения температур капель па
обеих полярностях. Электроды с высоким номинальным напря-
жением дуги (ВСЦ1, ЦМ7, Флитвелд 5, Шилдарк 85) имели
более «горячие» капли, причем температура капель выше на
прямой полярности. Температура капель у промышленных
электродов при токах 100- -190 а изменялась примерно от 2460
до 2870 °К.
При всех рассмотренных режимах сварки проволоки и элек-
троды с одиокомпонептными и
имели средние температуры ка-
пель ниже температуры кипения
стали.
Калориметрическими опыта-
ми А. А. Ерохина [29] и С. Одза-
ва [179] при плавлении прово-
лок без покрытия установлено
юнижение средней температуры
капель на конце электрода при
его предварительном подогреве.
Эфт факт может быть объяснен
при анализе уравнения (13.3).
Очевидно, что температура ка-
пель будет снижаться лишь в
случае если в этом уравнении
по мере увеличения теплосодер-
жания стержня Sm произведение
промышленными покрытиями
Рис. 45. Скорость плавления
стержня, при которой достигает-
ся кипение капель во всем объ-
еме, в зависимости от его пред-
варительною разогрева током
&(Sn.,—Sm) уменьшается. Такое уменьшение действительно про-
исходит.
Известно, например, из работы [26], что при максимально
допустимых токах последняя треть электрода плавится со ско-
ростью ~1,3 раза выше, чем начало электрода. При этом
электродный стержень разогревается примерно до 1000‘К. В на-
чальный момент плавления электрода произведение v(Snjl—
—S,„) = 1340n(S,n=0). При нагреве до 1090° К l,3n(S„.;—Sm) =
= 1070 v, т. е. составляет 0,8 начального, и температура капель
должна снизиться. С точки зрения качества сварных соединений,
изменение температуры капель в процессе сварки является
нежелательным, так как при этом может измениться ход метал-
лургических реакций. Поэтому этот вопрос заслуживает даль-
нейшего более детального изучения.
Повышение теплосодержания стержня от нагрева током
сильно сдвигает в сторону более высоких значений максималь-
ную скорость расплавления, при которой достигается закипание
капли во всем объеме. Зависимость, представленная на рис. 45,
рассчитана по формуле (13.3) для проволоки из низкоуглероди-
стой стали с а=8 дж]см2 • сек • ° К.
99
4'
§ 2. ТЕПЛОВОЕ И ПРОПЛАВЛЯЮЩЕЕ ДЕЙСТВИЕ ДУГИ
НА ОСНОВНОЙ МЕТАЛЛ
1. Некоторые особенности передачи тепла дуги основному
металлу при плавящемся электроде
В соответствии со схемой трех источников на основной ме-
талл действует только тепло приэлектродных областей. Тепло
столба расходуется на потери в окружающую среду. Один из
приэлектродных источников, расположенный у ванны, вносит
тепло непосредственно в ванну, другой, расплавляющий Jk'K-
трод, вносит тепло с каплями металла и шлака, падающими
в ванну.
Во-первых, необходимо выяснить, можно ли считать действие
приэлектродного источника у ванны непрерывным. Вопрос о про-
должительности перерывов в горении дуги имеет существенное
значение для оценки теплового воздействия па основной металл
потому, что энергия, выделяемая в момент короткого замыкания,
примерно в 25—30 раз меньше, чем при горении дуги. В табл.
26—28 показана продолжительность горения дуги для ряда
рассматривавшихся электродов, подсчитанная по осциллограм-
мам напряжения и тока. В большинстве случаев перерывы в
горении дуги в результате коротких замыканий не превышают
5% общей продолжительности сварки. Только при малом токе
(электроды ЦМ7, табл. 27), а также в случае сварки электро-
дами Флитвелд 5 (табл. 26) перерывы достигли 12.8до-
полученные данные показывают, что при сварке электро-
дами, несмотря па наличие коротких замыканий, приэлектрод-
ный источник, расположенный на ванне, с точки зрения тепло-
вого воздействия па основной металл может считаться пепре-
Таблица 26
Электрод Ток в а На пря- жсние дуги в в Продолжительность в с ’к Суммарная продолжи- тельность ко- ротких замы- каний в сек Отношение продолжи- тельности го- рения дуги к продолжи- тельности сварки в %
сварки (за- пись на осцилло- грамме) горения дуги
ВН48 225 23 5 4,825 0,175 96,5
ОММ5 215 22 5 4,74 0,26 95
Флитвелд 5 210 29 4 3,49 0,51 87,2
ЦЦ1 210 30 5,5 5,26 0,24 95,7
УП2/45 225 22 5,3 5,08 0,22 96
ЦНИИЛС-Э 42 225 22 5,3 5,03 0,24 95,5
СМИ 225 2] 5,64 5,4 0,24 95,8
УОНН 13/45 220 23 5,6 5,44 0,155 97
Примечание. Диаметр электрода 5 мм, положение сварки нижнее, ток по- стоянный, полярность обратная.
100
Таблица 27
t Электрод Ток в а Напряжение дуги в в Нижнее положение Потолочное положение
Продолжи- тельность в сек Суммарная продол- жительность корот- ких замыканий в Сек Отношение продол- жительности горения дуги к продолжи - тельиости сварки в с Продолжи- тельность в сек Суммарная продол- жительность корот- ких замыканий в сек итношение продол- жительности горения дуги к продолжи- тельности сварки в %
сварки (за- пись на ос- циллограмме) горения дуги сварки (за- пись иа ос- циллограмме) горения дуги
ЦМ7 100 27 3,44 3,4 0,04 98,8 4 3,49 0,51 87,2
ЦМ7 130 27 3,5 3,34 0,16 98,4 3,7 3,42 0,28 92,5
1 ЦМ7 160 28 3,4 3,35 0,05 98,5 3,7 3,64 0,05 98,4
УОНИ 13/55 У ОНИ 13/55 100 22 3,5 3,41 0,09 97,4 3,88 3,5 0,38 92
1 >0 22 3,64 3,56 0.08 97,7 3 2,9 0,1 96,7
УОНИ 13/55 1С0 23 3,4 3,3 0,1 97 3,5 3,49 0,01 99,8
Примечание. Диаметр электрода 4 мм. ток постоянным, полярность обратная.
Таблица 28
Элеи;род Ток в а Напря- жение дуги в в Продолжительность в сет Суммарная продолжи- тельность ко- ротких замы- каний в сек Отношение продолжи- тельности го- рения дуги к продолжи- тельности сварки в %
сварки (за- пись на ос- циллограмме) горения дуги
г ММ5 130 04 3,6 3,44 0,16 95,6
11М7 120 27 О О 3,36 0,14 96
ЦН1Н-1ЛС-Э 130 21 3,6 3,52 0,08 97,8
12
Г; .) и м счал и о. Диаметр электрида 4 мм, положение сварки нижнее, ток по-
стоянный, полярность прямая.
рь’вно действующим. Действие такого источника подробно изу-
чено II. Н. Рыкалиным и не требует специальных пояснений
[105].
Тепловое действие источника, расположенного у электрода,
обладает рядом особенностей. Этот источник вносит тепло в
ванну вместе со значительными массами дополнительного ме-
талла, увеличивающими объем ванны, т. е. наряду с теплопере-
дачей происходит массопередача. Важным является то, что
металл-теплоноситель, вносимый в сварочную ванну, пе может
передать ванне всего тепла, полученного па электроде. Для
случая наплавки на пластину электродной проволокой без по-
крытия это может быть пояснено следующим образом
(рис. 46). Капли с электрода, попадая в сварочную ванну, ин-
тенсивно перемешиваются с металлом ванны. Одновременно
часть металла ванны выносится давлением в хвостовую часть.
101
где кристаллизуется (точка В) в виде усиления шва. Вес ме-
талла, поступившего с электрода в ванну за 1 сек, равный
весу металла, закристаллизовавшегося в усилении за 1 сек, со-
ставит
Gs =
(1-Ф)/
3600
(25.3)
где ар —коэффициент расплавления в г[а- ч;
ф — потери на угар и разбрызгивание;
I — сварочный ток в а.
Рис. 46. Схема передачи тепла из ванны ос-
новному металлу при плавящемся электроде
Поэтому количество тепла, выносимое из ванны с потоком
металла и аккумулируемое в усилении шва в момент кристал-
лизации, за 1 сек равно
(1 - Ф) Z
3600
(26.3)
где S„,l —теплосодержание стали при температуре плавления,
включая скрытую теплоту плавления, в дж)г.
Легко показать, что тепло, аккумулируемое усилением шва,
равно
= (27.3)
где Рк (О)— мощность приэлектродиого источника у электрода
при прямой (обратной) полярности;
Лет — тепловой к. п. д. плавления стержня (рис. 29).
Поэтому через стенки ванны BCD основному металлу может
быть передана только часть тепла, поступившая с электрода
с каплями металла, которая равна
<Зй = Рк(«)^(1-ф). (28.3)
Тепло Qb будет увеличивать зону проплавления, дополняя
этим действие приэлектродиого источника у ванны.
Тепло Qv, сосредоточенное в усилении, будет постепенно
передаваться основному металлу через плоскость АВ по мере
102
охлаждения шва при удалении дуги (рис. 46). Воздействие
этой части тепла на зону проплавления практически очень мало.
При сварке покрытыми электродами в процессе передачи
тепла участвует также шлак. Рассуждая аналогичным образом,
находим, что на проплавление основного металла используется
тепло капель металла
(1 'Чп)Рк la)Tlnep (I ’V)
и дополнительно тепло, содержащееся в перегретом шлаке, со-
ответствующее его теплосодержанию выше температуры плав-
ления стали.
Таким образом, применительно к источнику, действующему
на электрод, можно отметить следующее: тепло, полезно расхо-
дуемое на плазлепие электрода, не используется для проплав-
ления изделия. В проплавлении изделия участвует только та
часть мощности приэлектродиого источника, которая затрачи-
вается на перегрев металла капель и шлака выше температуры
плавления стали.
Из выражения (28.3) видно, что повышение потерь на угар
и разбрызгивание снижает проплавление. Формирование зоны
проплавления происходит только под действием тепла, распро-
страняющегося в изделии через стенки ванны. Поэтому при
плавящихся электродах для расчетов размеров зоны проплав-
ления следует пользоваться не полной калориметрической мощ-
ностью <у„, а ее эффективным значением с]Эф-
ЯэФ qu — (1 ~ — -- qu -- 0,37?„ (1 - '5) /. (29.3)
ЧЭСР !U . IU Р , J
Поправка 0,37ар(1—ф)/ может достигать 25—30% qu- Не-
обходимость применения поправки к q„ для расчета размеров
зоны проплавления хорошо подтверждается опытами А. А. Еро-
хина [26]. В работах Н. Н. Рыкалипа и А. А. Ерохина показано,
что в случае плавящихся электродов при использовании полной
калориметрической тепловой мощности дуги qu величина зоны
проплавления, определенная по уравнениям теории распростра-
нения тепла при сварке, обычно превышает фактическую.
Соответствие опыта с расчетом наблюдается лишь при непла-
вящемся электроде [107]. Совпадение опыта с расчетом для
плавящихся электродов оказывалось удовлетворительным лишь
при введении эмпирического поправочного коэффициента, сни-
жающего тепловую мощность qu. Этот коэффициент, по данным
А. А. Ерохина, оказался различным для разных марок электро-
дов. Произведенные автором расчеты площади зоны проплав-
ления по методике Н. Н. Рыкалина [105] с использованием
экспериментальных данных А. А. Ерохина [26] и заменой qu
на qa,p показали удовлетворительное совпадение теоретических
103
и экспериментальных значений Fnp без введения какого-либо
эмпирического коэффициента (рис. 47). Возможность определе-
ния размеров зоны проплавления по методике Н. Н. Рыкалина
с использованием уравнения (29.3) представляет практический
интерес.
Отличительной особенностью второго приэлектродиого источ-
ника является также дискретность внесения тепла в изделие.
Расчленение дуги на отдельные источники тепла позволяет
Рис. 47. Размеры зоны проплавления для различных электродов
(обработка экспериментальных данных А. А. Ерохина [26]):
/ — расчет с <7(|: 2 —расчет с ЧЭф- - экспериментальные значения
учесть расчетом влияние дискретного характера переноса тепла
с каплями металла на характер температурного поля в изде-
лии. С точки зрения теории распространения тепла расчет
может быть произведен следующим образом (без учета влияния
массопередачи, существенно усложняющей расчет). В случае
полубесконечного тела точечный источник тепла на ванне
мощностью Р\, перемещающийся по поверхности тела со ско-
ростью v, будет создавать квазистапионарпое температурное
поле с началом координат в источнике [105]:
-г Pi ( ™
vR \
2а I
(30.3)
На это поле будет накладываться температурное поле, воз-
никающее в изделии от тепла капель, падающих в ванну с
104
периодичностью , где п - - число переносов в 1 сек. Если
Р2 — мощность источника, действующего на каплю, то при
единичном переносе в ванну будет одновременно вноситься
количество тепла, равное Р2[п.
Рассмотрим температурное поле от падающих капель при
нахождении источника в произвольно взятой точке О (рис. 48).
1емпературу а точке C(R, х) можно рассматривать как резуль-
Гис. 48. Схема расчета тепловых полей в по-
лубесконсчном теле oi равномерно падающих
капель
тат совокупного действия бесконечно большого количества
Pi
мгновенных точечных источников мощностью —, приложенных
и
в точках Oi; О2; О3; О4 и т. д. в моменты, отличающиеся от
, . т , 1-Ьт
рассматриваемого времени I соответственно на t — ; ;
п п
. 2+т
I----!-- И Т. Д.
п
Температура от мгновенного источника, действующего в
точке О, [105],
щ. /') =---ехР f-----------тУ > <31-3)
г.су ) 1 \ 4at /
где = xf +//?+<?;
t' — время, прошедшее с момента приложения мгновен-
ного источника.
Температура от действия ряда таких источников, вносимых
в тело с периодичностью по времени 1/п и одновременным
, и
скачкообразным перемещением па величину— , выразится сле-
п
дующим рядом (начало координат совмещаем с движущимся
105
источником, принимаем бесконечно долгое перемещение источ-
ника до рассматриваемого момента):
Этот знакоположительный ряд сходится, так как при к->сю
член ряда ак —>0 и так как
при к -> со.
Температура в точке с(н„г) в подвижной системе координат
от действия обоих приэлектродных источников составит
Уравнение (33.3) для некоторых частных случаев было ре-
шено на электронно-вычислительной машине. При этом были
заданы следующие теплофизические коэффициенты для низко-
углеродистой стали с = 0,84 дж/г • °К; у=7,8 г!см\ ).=
=0,42 дж/см • °К • сек.-, /2=0,1 см21сек. Скорость сварки 0,2—
1,0 см/сек. Число переносов металла п= 14-100 в 1 сек. Суммар-
ная мощность приэлектродных источников была принята во
всех случаях 4180 вт, что при сумме катодного и анодного
падений напряжений! 25—28 в соответствует сварочному току
150—170 а. Рассматривался случай, когда мощности приэлек-
тродных источников, вводимые в ванну Pi и в каплю Р2> равны
и составляют по 2090 вт.
При равномерном капельном переносе металла с электрода
температурное поле в изделии должно пульсировать синхронно
с переносом металла. Для того чтобы оцепить эти пульсации,
рассматривались мгновенные температурные поля в различные
моменты времени после переноса металла с электрода.
106
На рис. 49 показана пульсация температурного поля в по-
движной системе координат с началом в источнике при пере-
мещении источника между двумя последовательными перено-
сами металла. Показаны сечения поля по осям ОХ и ОУ. Число
Рис. 49. Пульсации температурного поля между отдельными
переносами металла (/1=1, Р| = Р2=2090 вт);
а — и==0,2 см{сек\ б — и=0,5 см! сек*. в — г>==1,0 см[сек
переносов во всех случаях составляет п=1; скорости сварки
равны 0,2; 0,5 и 1 см/сек. Для сравнения нанесено распределе-
ние температур от единого точечного источника мощностью
2090X2 = 4180 вт по классической схеме [105]. Из рис. 49 видно,
что пульсации температурного поля наиболее интенсивны вбли
1117
зи источника. Температуры колеблются в обе стороны от изо-
термы классического распределения (сплошная линия). Пульса-
ции температурного поля имеют наибольшую амплитуду вбли-
зи источника и затухают по мере удаления от источника. Уве-
личение скорости сварки приводит к возникновению пульсаций
Рис. 50. Влияние числа переносов капель на пульсации тем-
пературного поля (t» = 0,5 см/cev, Р, = Л =2090 вт\-.
d — п=1; б — п ~2; в — г — п=20-. д — п=30: - п =100
температур не только в сварочной ванне, но и на границе плав-
ления и в нерасплавленном основном металле вблизи шва.
Аналогично влияние уменьшения .-числа переносов металла
(рис. 50).
108
Таким образом, капельный характер переноса перегретого
металла приводит к пульсациям температурного поля вблизи
источника с частотой, равной частоте переносов капель. При
режимах, характерных для ручной сварки, эти пульсации лока-
лизуются в основном в ванне и могут проявляться па границе
плавления и в нерасплавленном металле лишь впереди источ-
ника. Увеличение скорости сварки и уменьшение частоты пере-
носов металла расширяют области пульсаций температуры за
пределы ванны.
Проблема пульсации температурного поля может иметь су-
щественное значение при исследовании проплавления тонкого
металла в случае его сварки плавящимся электродом, а также
при автоматической сварке на больших скоростях. Известно,
что в обоих этих случаях весьма трудно обеспечить равномер-
ное проплавление, а при сварке на больших скоростях (более
80 100 м'ч) возникает проблема несплавлеппя кромок. При
сварке неплавящпмея электродом эти проблемы обычно не
возникают (например, при сварке вольфрамовым электродом
в аргоне встык без присадочного металла [58]).
2. Проплавляющее действие различных электродов
Одним из основных факторов, определяющих проплавление
при сварке, является общее количество тепла, вводимое в изде-
лие. Поэтому в первую очередь были рассмотрены отличия
в количестве тепла, передаваемого изделию различными элек-
тродами. Количество вводимого т^пла изучалось при наплавке
валиков в нижнем положении па Шастины размером 80X150 мм
в течение 20 сек на постоянном тске прямой п обратной поляр-
ностях (рис. 51).
Электроды существенно отличаются по тепловложению в
изделие. Особенно отчетливо эта разница проявляется при
сварке на прямой полярности. Электроды с органическим цел-
люлозным покрытием Флитвелд 5, Шилдарк 85 и ВСЦ1 во всем
диапазоне исследованных токов 100 -200 а имеют наибольший
тепловой эффект. Электроды ЦУ)7 по тепловому эффекту на
прямой полярности приближаются к целлюлозным электродам,
а на обратной--к УОНИ 13/55. Меньшим тепловым эффектом
на прямой и обратной полярностях обладают электроды MP3
и УОНИ 13/55.
Тепловой эффект у одних и тех же электродов при одина-
ковом токе различен на прямой и обратной полярностях, т. е.
имеет место тепловая асимметрия. Электроды Флитвелд 5,
Шилдарк 85, ВСЦ1 и ЦМ7 имеюг значительно больший тепло-
вой эффект на прямой полярности, а электроды MP3 и
УОНИ13/55 характеризуются блюкими значениями теплового
эффекта па обеих полярностях.
109
Разницу в тепловом эффекте на прямой и обратной поляр-
ностях нельзя объяснить разными потерями тепла с брызгами
металла.
Например, электроды целлюлозного типа, имеющие значи-
тельно больший тепловой эффект при сварке на прямой поляр-
ности, характеризуются большим разбрызгиванием также па
прямой полярности (табл. 29).
Рис. 51. Эффективная тепловая мощность дуги при разном токе.
а — прямая полярность; б — обратная полярность- 1 - - Флитвелд 5; 2 — IIIил-
дарк 85; 3 — ВСЦ1; 4 — УОНИ13/55; 5 — ЦМ7: 5 — MP3
Полярность
Прямая
Обратная
Таблица 29
Флитвелд 5 Шилдарк 85 ВСЦ1
38,4 52,5 *2,4—50,8 18,5— ’6,5
51,6 18,0—22,5 46,3 21,3- -27,3 30,0 12,2-21,8
19,3 24,5 18,3
Примечание. В числителе приведены минимальные и максимальные значения
коэффициента потерь в процентах, а в знаменателе—средние из 5—8 определений при
токе 170- 180 а.
Как видно из рис. 52, с увеличением суммарной электриче-
ской мощности приэлектродных областей калориметрическая
мощность при сварке также увеличивается. Однако полная
тепловая мощность, вводимая дугой в изделие, при данной
скорости сварки еще не определяет размеры и форму зоны
110
проплавления. Как было показано выше, размеры и форма
зоны проплавления должны также зависеть от характеристик
плавления электрода (потерь на угар и разбрызгивание, харак-
тера переноса металла, количества и температуры шлака).
Помимо влияния характеристик плавления электрода, имеет
значение давление, оказываемое дугой на сварочную ванну, и
блуждание активного пятна по поверхности ванны. Попытки
связать глубину про-
плавления при ручной
сварке с давлением дуги
делались Г. Доаном и
Р. Лоренцем {145], кото-
рые изучали влияние
давления дуги для слу-
чая ручной дуговой свар
ки в воздухе, гелии и
азоте на глубину обра-
зующегося кратера. Ока-
залось, что при сварке
на воздухе кратер обра-
зовывался вз всех слу-
Рис. 52. Зависимость эффективной тепло-
вой мощности </,, от мощности приэлек-
тродных источников тепла для разных
электродов при токе 100—200 а
чаях, а при сварке в ге-
лии и азоте отсутствовал, хотя давление дуги в гелии и азоте
в некоторых случаях было большим. Р. Воух и О. Эберлайн ис-
следовали глубину проплавления при сварке целлюлозными и
рутиловыми электродами и установили, что она уменьшается
с увеличением длины втулочки покрытия на конце электрода
[190]. Пытаясь объяснить эти результаты, авторы предположи-
ли, что при короткой втулочке бомбардировка ванны части-
цами с электрода более интенсивна, чем при длинной втулоч-
ке. Это предположение не подтвердилось при фотографиче-
ском изучении высоты подъема частиц при потолочной сварке
в моменты прохождения дуги через специальные прорези. От-
мечена даже обратная зависимость.
В связи с тем, что в литературе очень мало сведений
о давлении, оказываемом дугой на сварочную ванну при плот-
ности тока до 20 а[мм\ были поставлены специальные опыты.
Исследовалось давление дуги ряда промышленных электродов
диаметром 4 мм, известных своим различным проплавляющим
действием. Измерения производились на приборе типа весов
с ртутными контактами, аналогичными примененному А. В. Пет-
ровым [87] для определения давления дуги при сварке в среде
газов. Была применена методика определения давления, раз-
работанная А. В. Петровым.
Результаты измерений приведены на рис. 53 и 54. При
изменении тока от 150 до 265 а давление дуги возрастает
приблизительно пропорционально квадрату тока и изменяется
111
в среднем от 2 10 2 до 5,5-10 - н. Наблюдаются некоторые
отличия при одном и том же токе в зависимости от полярности.
Давление дуги на прямой полярности в среднем несколько выше.
Проведенные измерения показывают, что отличия в давлениях
дуги при одинаковом токе у разных электродов относительно
невелики. Однако с повышением тока значение давления дуги
в формировании зоны проплавления может возрастать в связи
Рис. 53. Давление дуги при пря-
мой полярности (промышленные
электроды диаметром I мм)
Рис. 54. Давление дуги при об-
ратной полярности (промышлен-
пые электроды диаметром 4 мм)
с углублением дуги в основной металл. Известно, например,
что при мощных сварочных дугах давление дуги, выбрасы-
вающее металл в хвостовую часть ванны, существенно влияет
па проплавление [92]
Влияние блуждания активного пятна па форму зоны про-
плавления можно показать, изменяя состояние поверхности
основного металла в случае сварки па обратной полярности
(катод на ванне). Нанося па поверхность металла вещества,
затрудняющие работу выхода, можно усилить блуждание катод-
ного пятна. Планки из стали МСт 3 одной и той же плавко
были подвергнуты следующей поверхностной обработке: трав-
лению с последующей зачисткой металлическими щетками,
омеднению слоем толщиной 0,05 мм, никелированию слоем тол-
щиной 0,05 лглг. Затем на поверхности планок производилась
наплавка проволокой Св-08А диаметром 1 мм одной плавки
при одинаковом токе 170 а. Электрод подавался через направ-
ляющую втулку, а основной металл перемещался под дугой
самоходной кареткой со скоростью 15 м'ч.
При сварке было отмечено следующее изменение номиналь-
ного напряжения дуги, характеризующее изменение эмиссионной
способности катода в зависимости от обработки поверхности
основного металла: омеднение 22,5 в; никелирование 25,5 в;
травление 27,5 в. Изменение номинального напряжения дуги
при примерно одинаковой ее длине сопровождалось изменением
геометрических характеристик шва. Средние результаты заме-
ров из 10 измерений приведены на рис. 55 По мере роста
112
напряжения дуги и усиления блуждания катодного пятна коэф-
фициент формы шва (отношение глубины проплавления к ши-
рине шва) уменьшается.
Рис. 55. Зависимость ко-
эффициента формы шва от
номинального напряжения
дуги при сварке на обрат-
ной полярности металла с
разным состоянием повер.х-
ности
Проведенные опыты показывают, что в ряде случаев, изме-
няя состояние поверхности свариваемых изделий, можно в не-
которых пределах влиять па форму шва и регулировать про-
плавление. При наведении па ванну сварочных шлаков, как это'
Рис. 57. Зависимость
плеша ди проплавления
от поминального напря-
жения 1\ги для элек-
тродов МЭЗ-Ш, 0ММ5,
ОЗС, УОПИ13/55, КП332,
опытных электродов
диаметром 4 мм при
обратной полярности
(/ 165 а, е = 24 м/ч)
Рис. 56. Зависимость плошали проплавле-
ния от номинального напряжения Дуги
для электродов MP3. ОК-44Р, УОПИ 13/55,
ВСЦ1, Флитвелд 5, Шнлдарк 85, ЦМ7 диа-
метром 4 .ц.к (/ 150 a, V- 15 лс/ч):
- прямая полярпСсть: б —-обпат!.ая тюлярисжт»
имеет место при сварке покрытыми
электродами или при сварке под
флюсом, действие поверхностных ве-
ществ обычно подавляется.
Для исследования проплавляющего действия электродов про-
изводилась наплавка на пластины из стали НСт. 3 размером
100X500 мм, толщиной 14 мм Пластины на специальной ка-
ретке перемещались с постоянной скоростью 15 м/ч. Электрод
подавался через неподвижную втулку без колебательных дни
женнй. Из каждой планки было изготовлено 7—10 попереч-
ных шлифов и определены площадь проплавления Fnp, плош иь
наплавки FH, глубина проплавления h, ширина шва F
Как и при расплавлении электродов, наблюдается зависи-
мость проплавляющего действия от номинального напряжения
горения дуги. С ростом Up при одинаковом токе увеличивается
Рис. 58. Зависимость глубины про-
плавления от номинального напря-
жения душ для электродов MP3.
ОК-44Р, УОНИ13/55, ВСЦ1, Флит-
велд 5, Шилдарк 85, IIM7 диамет-
ром 4 мм (/=150 а и п=15 м/чУ.
и — прямая полярность: б — обратная по-
лярность
площадь проплавления Fnp
(рис. 56 и 57), глубина про-
плавления h (рис. 58 и 59)
и ширина шва В (рис. 60)
Наблюдаемые зависимости
связаны с тем, что по мере
увеличения Ц, растет сум-
марная мощность приэлект-
родных источников гепла,
В данном случае асимметрия
оказывающих решающее
воздействие па проплавле-
ние
Проплавление при при-
менении одного и того же
электрода на прямой и об-
ратной полярностях харак-
теризуется асимметрией,
вызывается различными значе-
ниями UK-,.a на разных полярностях. Асимметрия проплавляю-
щего действия электродов иллюстрируется рис. 61 и 62.
Рис 59. Зависимость
глубины проплавления
от номинального напря-
жения дуги для элек-
тродов МЭЗ-Ш, ОММ5,
ОЗС. УОНИ 13/55,
КП332, опытных элек-
тродов диаметром 4 мм
при обратной полярно-
сти (/=165 а, п =
= 24 м]ч)
Рис. 60. Зависимость
ширины шва ог номи-
нального напряжения
дуги для электродов
МЭЗ-Ш. ОММ5. ОЗС.
УОНИ 13/55,
опытных
диаметром
обратной
(/=165 а,
КП332.
электродов
4 мм при
полярности
и = 24 ж/ч)
Для расчета коэффициента перехода легирующих элементов
из основного металла в металл шва представляет интерес опре-
деление доли участия наплавленного и основного металла в
металле шва. Долю участия определяли на поперечных шли-
фах наплавок. На рис. 63 показана доля участия наплавленного
( FH \
металла в шве при разных токах и полярностях 1——— .
114
Рис. 61. Зависимость площади
проплавления от гока при
сварке разными электродам ir
а - обратная полярность; б - пря-
мая полярность; / MP3; 2 -
УОНИ 13/55; 3—ЦМ7: 4 ОЗЦ1;
5—ВСЦ1; 6 — ОК-44Р; 7 Шил-
дарк 85; 8 Флитвелд 5
Рис. 62. Зависимость глубины
проплавления от тока при
сварке разными электродами:
а -обратная полярность; б -пря-
мая полярность; /- MP3; 2 OK-UP;
3- ЦМ7; 4—Шилдарк 85. •
УОНИ 13/55: 6 — Флитвелд 5:
ВСШ: 8 — ОЗЩ
Рис. 63. Доля участия наплавленного металла в шве
при разных электродах в зависимости от тока:
а — обратная полярность; б — прямая полярность: 1 — Шил-
дарк 85; 2—ВСЦ1- 3 — Флитвелд 5: 4 — ОЗЩ; 5 — OK 41Р; ь —
ЦМ7; 7 —УОНИ 13/55: 8 — MP3
Электроды MP3 и УОПИ13/55 с низкой мощностью приэлект-
родных источников и невысокой температурой перегрева капель
имели наибольшую долю участия наплавленного и наимень-
шую -основного металла. Эти электроды но действию на ос-
новной металл являются наиболее «холодными» из всех ис-
следованных электродов Электроды ЦМ7 могут считаться про-
Рис. 64. Зависимость доли участия основного миалла б шве or
мощности дуги
межуточными, а все электроды газозащитного типа «горячи-
ми». Доля участия основного металла при сварке увеличива-
ется по мере увеличения электрической мощности дуги сначала
быстро, а затем рост замедляется (рис. 64).
Полученные результаты показывают, что все исследованные
параметры сварных швов (площадь проплавления, ширина шва,
глубина проплавления, доля участия основного металла) увели-
чиваются при повышении мощности приэлектродных источников,
причем неважно, увеличивается ли эта мощность за счет изме-
нения тока или в связи с изменением номинального напряжения
дуги.
Наблюдаемые разбросы при определении параметров зоны
проплавления объясняются тем, что, помимо мощности приэлек-
тродных областей, на пх величину могут оказывать некоторое
влияние потери на угар и разбрызгивание, характер переноса
металла, давление дуги на ванну, блуждание активного пятна
по ванне н т. п.
ГЛАВА IV. ПЕРЕНОС МЕТАЛЛА И ВОПРОСЫ УСТОЙЧИВОСТИ
ГОРЕНИЯ ДУГИ
Перенос металла при дуговой сварке изучался многими ис-
следователями, но до сих пор не существует единого мнения
по основному вопросу: о силах, вызывающих этот перенос с
электрода в ванну. Не исследованы в достаточной мере и фор-
мы переноса при различных видах дуговой сварки.
Имеющиеся данные показывают, что силы, действующие на
каплю, п формы переноса металла могут быть весьма разнооб-
разными и зависят от плотности тока, диаметра электрода,
типа покрытия, атмосферы дуги, полярности при сварке и т. п.
Одностороннее изучение тех или иных сил, влияющих на пере-
нос металла, без учета их возможного изменения при различ-
ных условиях сварки не всегда может привести к правильным
заключениям.
Исследования энергетической структуры дуги позволяют
оценить силы, действующие на перенос металла при различных
условиях сварки, и во многих случаях объяснить причины раз-
ного характера переноса металла и поведения капель на конце
электрода. От характера переноса металла зависит устойчивость
горения дуги и разбрызгивание при сварке. Поэтому изучение
переноса металла при сварке плавящимся электродом целесо-
образно связать с исследованием ряда вопросов стабильности
горения сварочной дуги,
§ 1. СИЛЫ, ОПРЕДЕЛЯЮЩИЕ ПЕРЕНОС МЕТАЛЛА С ЭЛЕКТРОДА
Обычно считают, что на перенос металла влияют следую-
щие силы:
а) сила тяжести, направленная к изделию при сварке в ниж-
нем положении и препятствующая переносу в потолочном поло-
жении;
б) сжимающее действие собственного магнитного поля тока
на расплавленный металл электрода (пинч-эффскт). В соответ-
ствии с существующими представлениями при наличии шейки
между каплей и стержнем действие силы ппнч-эффекта всегда
направлено к изделию;
в) силы поверхностного (межфазного) натяжения. Эти силы
при существовании капли на электроде препятствуют ее пере-
носу в любом пространственном положении (до момента корот-
кого замыкания);
г) давление газов, расширяющихся внутри капель. Расши-
рение газов приближает поверхность капли к ванне и, таким
117
образом, способствует переносу металла с электрода на изде-
лие во всех пространственных положениях.
Кроме перечисленных сил, рассматривалось действие элек-
трических полей на перенос металла. Однако впоследствии, в
связи с тем, что перенос всегда происходит с электрода на из-
делие при любой полярности постоянного тока и на перемен-
ном токе, действие этих сил было признано несуществен-
ным [167].
При рассмотрений переноса металла до сих пор мало вни-
мания уделяли действию сил, возникающих периодически и не
имеющих строгой направленности. Скоростная киносъемка по-
казывает, что эти силы оказывают существенное воздействие на
перенос металла. К ним относится реактивное действие газов,
периодически выбрасываемых жидким металлом, а также дав-
ление активных пятен дуги, блуждающих по капле и ванне.
Суммарное действие этих сил обычно рассматривается как дав-
ление дуги на электроды [23, 145, 148]. Помимо указанных сил,
при дуговой сварке имеет значение и принудительное, переме-
щение капли в ванну. Например, при механизированных спосо-
бах сварки электродная проволока с каплей на конце может
подаваться в ванну со скоростями, достигающими 20 см/сек.
Очевидно, что силы тяжести и пинч-эффекта не должны за-
висеть от нагрева в дуге. В то же время силы поверхностного
натяжения и особенно силы, связанные с расширением газов
внутри капель, а также периодически действующие силы зави-
сят от нагрева в приэлектродных областях, т. е. от энергетиче-
ской структуры дуги и величины тока.
Рассмотрим имеющиеся в литературе данные о действии
различных сил на перенос металла при невысокой плотности
тока в электроде.
При низкой плотности тока до 20 а/мм2 силы пинч-эффекта
могут быть недостаточными для отрыва капель и перебрасыва-
ния их в ванну. Это, например, показал Д. Зак [187], проводив-
ший кинорентгеносъемку дуги со скоростью 50 кадров в 1 сек.
Оказалось, что при сварке в потолочном положении электрода-
ми диаметром 4 мм на постоянном токе 140 а расчетная энер-
гия отбрасывания капли силами пинч-эффекта составляла всего
3-10 8 дж, в то время как общая энергия летящей капли, вы-
численная по ее скорости и весу, была 23-10~7 дж. Расчеты
А. Л. Алова также показывают, что при токе 1'60—200 а на
электродах диаметром 5 мм, даже при образовании весьма тон-
кой шейки между каплей и стержнем, возникают аксиальные
силы пинч-эффекта не более 4- 10 3—6- 10 3 н. Аналогичного
мнения о незначительной роли пинч-эффекта при малой плот-
ности тока придерживается В. И. Дятлов [23].
В ряде работ, посвященных управлению переносом металла
при механизированных способах сварки в защитных газах, ука-
118
зывается, что силы пинч-эффекта оказывают основное влияние
на перенос металла лишь при наложении мощных импульсов
тока [78, 96]. При обычных условиях сварки гшнч-эффект замет-
но нс проявляется и основное значение имеют сила тяжести
[96] и сила поверхностного натяжения [78].
Л. Ларсон, анализируя различные силы, действующие на
каплю в дуге, приходит к выводу, что наибольшее значение при
низкой плотности тока имеет расширение газов в капле [167].
Капли могут разрываться ог давления газа пли, расширяясь,
замыкать дугу накоротко. Е. Ныоэл, рассматривая капли в
дуге с помощью проекционного фонаря, также пришел к выво-
ду, что они набухают в связи с расширением газа [178]. При
короткой дуге капли, достигая размера, равного длине дуги,
замыкают ее и переносятся в ванну силами поверхностного на-
тяжения. Разрезка капель, оставшихся на конце электрода,
обнаружила внутри них газовые пустоты. Образование газа
внутри капель металла на конце электрода при ручной сварке
наблюдал В. Л. Лапидус [49]. Д. Зак при рентгеносъемке дуги
также обнаружил поры в каплях у покрытых электродов1
[187]. Точка зрения о существенном влиянии газов в капле на
перенос металла при ручной сварке находит подтверждение и
в работах И. Р. Пацкевича [84, 85]. При автоматической сварке
в среде защитных газов расширение капель под действием па-
ров и газов наблюдал А. Г. Потапьевский [95].
Исследования Д. Доана и Р. Лоренца [145], определявших
в различных газовых атмосферах давление дуги на капли на
конце электрода (т. е. силу отталкивания, действующую на
капли), показали, что оно возрастает с увеличением тока и мо-
жет достигать 2-102-—2,5-10-2 н для покрытых электродов диа-
метром 4 мм при 160—200 а. Аналогичные давления на элек-
трод были найдены в настоящей работе (см. рис. 53 и 54). В
работе [48] установлено, что давление дуги зависит от влаж-
ности покрытия электродов. Например, при 250 а давление
дуги составляло 4-103н для прокаленных электродов, 8Х
X 10 3 н для электродов средней влажности и 1,2 • К)2 н для ув-
лажненных электродов.
Некоторые исследования сил, действующих на каплю при
режимах, характерных для ручной дуговой сварки, производи-
лись и автором. Исследования выполнялись на различных про-
волоках и тонкопокрытых электродах.
1 Метод рентгеносъемки не может считаться подходящим для выявле-
ния пор внутри капель. Проведенное просвечивание большого количества
концов электродов с застывшими каплями, в которых при спиливании обна-
руживались внутренние поры, очень слабо выявляло эти поры в связи со
сферической формой капли п малой контрастностью снимка на границе
поры. Поры могут выявляться лишь в случае их расположения у поверхно-
сти капли. При движении капель выявление в них пор при просвечивании
является еще более сложным.
119
Рассмотрение кадров скоростной киносъемки показало сле-
дующее. Влияние силы тяжести на перс нос металла становится
заметным лишь при удлинении дуги, исключающем короткие
замыкания при сварке. Этот режим сварки нельзя считать оп-
тимальным, так как такой дугой невозможно производить свар-
ку в потолочном и вертикальном положениях: образующиеся
капли летят вниз и не попадают в ванну. При сварке на опти-
мальном режиме, с короткими замыканиями, роль веса капли
Рис. 65. График увиженпя кругноп кап
ли (проволока Св-08.4 диаметром 4 леи.
обратная полярность, ток 200 а, ниж-
нее положение):
1 — начало образования шейки: 2 - сопрпкос
повение капли с ванной
по сравнению с другими силами в дуге незначительна. Напри-
мер, при сварке на токе 160 а обратной полярности прово-
локой Св-08А диаметром 4 мм в нижнем положении конец
капли прошел путь к ванне 1,5 мм за 0,49 сек. Таким образом,
средняя скорость движения капли составляла всего 0,0032 м/сек.
Если бы капля падала свободно только под действием силы
тяжести, она за 0,49 сек успела бы пролететь более 1 м. При
этом средняя скорость движения капли составила бы 2,4 м/сек.
Незначительное влияние силы тяжести на перенос металла
видно и при сварке в потолочном положении, когда скорость
движения конца капли оказалась выше, чем в нижнем поло-
жении.
Изучение движения капель показывает, что при ручной
сварке проволоками и тонкопокрытымн электродами диаметром
4 мм силы ппнч-эффекта не оказывают существенного влияния
на перемещение капли к ванне.
На рис. 65,6 приведен случай отрыва крупной капли диа-
метром 3,8 мм, двигающейся вдоль оси электрода. График дви-
женш центра этой капли приведен на рис. 65, а. Из рисунка
Рис. 66. Отшнуровывапие капли с последующим подтягиванием к электроду
против действия сил пинч-эффекта в шейке (проволока Св-08А диаметром
4 мм, обратная полярность, ток 200 а, нижнее положение):
а — момент образования шейки; б — вид капли сразу после образования шейки
121
видно, что, несмотря на образование тонкой шейки, ускорения
капли к изделию за счет действия аксиальных сил пинч-эффек-
та не происходит. При просмотре некоторых кипофильмоз отме-
чены случаи повисания капли на тонкой шейке с последующим
ее подтягиванием обратно на электрод против действия сил
пинч-эффекта (рис. 66). Кинофильмы показывают, что образо-
вание шейки между каплей и электродом диаметром 4 лм при
Рис. G7. Различные причудливые очертания капель перед коротким замыка-
нием (проволока Св-08А диаметром 4 лык обратная полярность, ток 200 а
нижнее положение)
плотности тока до 20 а]мм является весьма редким явлением.
Как правило, па капле до короткого замыкания не наблюдается
поперечного сжатия. Поэтому теоретическая схема возникнове-
ния аксиальных сил пинч-эффекта [131] в этом случае не мо-
жет быть признана удовлетворительной. Большое число кино-
кадров показывает, что капля может принимать самые причуд-
ливые очертания. Это также свидетельствует о малой роли сжи-
мающих сил нинч-эффекта на перенос металла в дуге (рис. 67).
После слияния капли с ванной действие сил пинч-эффекта
на перенос металла, по-видимому, является более определен-
ным. Пинч-эффект ускоряет разрыв жидкого столбика и способ-
ствует переносу металла.
Значительное влияние на перенос металла должно оказывать
поверхностное (межфазное) натяжение капель. Капли с малым
поверхностным натяжением имеют большую подвижность на
конце электрода, что приводит к увеличению числа переносов
при сварке. Наоборот, увеличение поверхностного натяжения
капель препятствует переносу металла.
Влияние сил поверхностного натяжения капли на характер
переноса металла видно из следующих опытов. На одну и ту
же проволоку Св-08А диаметром 4 мм были нанесены на жид-
ком стекле: гематит, марганцевая руда, рутил, мрамор, кварце-
вый песок и плавиковый шпат. Покрытия имели толщину 0,1—
0,3 мм на сторону, что исключило образование втулочки пли
односторонних козырьков при сварке и позволило поддерживать
122
короткую дугу. Сварка выполнялась при обратной полярности
от преобразователя ПС-300. Одновременно производилось ос-
цпллографирование сварочного тока и напряжения и по осцил-
лограммам подсчитывалось количество коротких замыканий.
Средняя длина дуги при сварке определялась с помощью одно-
временно проводившейся скоростной киносъемки. Условия опы-
тов приведены в табл. 30.
С некоторым приближением можно считать, что гематит яв-
ляется чистым Fe2O3, марганцевая руда — МпО2, рутил — TiO2,
мрамор — СаСО3, кварцевый песок — SiO2 и плавиковый шпат —
CaF2. Поверхностное натяжение капли, покрытой этими веще-
ствами, установлено в работах [157, 158]. Авторы определяли
Таблица 30
Покрытие в а я с: q> Средняя длина ду- ги в мм Суммарное время осцил- лографмрова- ния в Сек
FeoO3 151 23,8 1 ,67 22
МпО, 151 21 ,8 1,55 26,5
TiO2 161 20 1,7 25
SiO2 120 35 1,68 ; о
СаГ2 Р8 27,5 1,83 25
СаСО3 172 18 1.43 23,3
Таблииа 31
Вещество, нане- сенное на про- волоку Атмосфера вок- руг капли
со
Fe2O3 702 725
МпО„ 742 8<2
тю2 003 900
SiO2 932 987
CaF2 997 1022
СаСО3 879 993
величину поверхностного натяжения при расплавлении конца
низкоуглеродистой проволоки диаметром 2,4 мм в индукционной
печи в среде различных газов. Fla поверхность проволоки пред-
варительно наносились на керосиновой пленке тонкие слои ука-
занных веществ. Поверхностное натяжение определялось мето-
дом собирания капель. Величины сил поверхностных натяжений
^в— • 10 в атмосфере азота и угарного газа, представляющие
в случае сварки на воздухе наибольший интерес, приведены
в табл. 31 [158].
На рис. 68 показана зависимость числа замыканий в секун-
ду от сил поверхностного натяжения капель в атмосферах СО
и N2, по данным табл. 31 для различных однокомпонептных по-
крытий. Очевидна тенденция к укрупнению капель с увеличе-
нием сил поверхностного натяжения.
Если в процессе образования капли поверхностное (межфаз-
ное) натяжение препятствует переносу металла, то в моменты
короткого замыкания оно, наоборот, способствует переносу.
Скоростная киносъемка показывает, что при коротких замыка-
ниях образуется столбик жидкого металла. Основание столбика,
расположенное на ванне, имеет большую ширину, чем основа-
ние, расположенное на электроде, в связи со смачиванием
123
каплей поверхности ванны. Поэтому разрыв столбика приводит
к втягиванию значительной части капли в сварочную ванну.
В опытах (табл. 31 и рис. 63) данные о силах поверхностного
натяжения соответствовали постоянной температуре капли,
лишь несколько превышающей температуру плавления стали.
В действительных условиях сварки температура капель дол-
жна отличаться в связи с разной мощностью приэлектродиого
источника, что должно оказать воздействие на поверхностное
Рис. 68 Зависимость числа коротких замык iiinii при сварке от поверхиог г-
иого натяжения капли, определенного в работе [1.58]:
а — атмосфера азота; и атмосфера угарного газа
натяжение. Влияние температуры на поверхностное натяжение
исследовалось неоднократно [110]. Однако результаты экспери-
ментов по этому вопросу весьма противоречивы из-за трудно-
стей получения чистых поверхностей. Уравнение Этвеша, связы-
вающее температуру и поверхностное натяжение, показывает,
что между температурой и поверхностным натяжением сущест-
вует сложная зависимость. Можно лишь предполагать, что при
приближении температуры капель к температуре кипения ме-
талла поверхностное натяжение должно снижаться и относи-
тельное влияние сил пинч-эффекта на перенос металла должно
увеличиваться. Возрастанием роли сил пинч-эффекта по сравне-
нию с поверхностным натяжением, по-видимому, объясняется
внезапный переход от крупнопанельного к мелкокапельному
струйному переносу металла при сварке в среде защитных газов
на высоких плотностях тока (см. рис. 80).
При плотности тока до 20 а!мм2 на проволоках и тонкопо-
крытых электродах струйный перенос металла наблюдается
очень редко. При просмотре более 100 кинофильмов, снятых
при сварке различными проволоками и тонкопокрытыми элек-
тродами, струйный перенос удалось наблюдать лишь в отдель-
ные мгновения сварки проволокой плавки № 2. Кадры со струп-
ным переносом и отметки па осциллограмме тока и напряжения,
когда такой перенос возникал, приведены на рис. 69. Отличи-
тельной особенностью проволоки № 2 являлось весьма низкое
содержание углерода, высокое содержание марганца и кремния
124
/I . Я|
..¥ - ••
VVVV*VwWVVV*VWrfV«#VWnVV»Vvn5hf«»wV>W/*^r»^
Рис. 69. Возникновение струйного переноса металла при сварке проволокою
№ 2 (состав проволоки см. в примечании к табл. 1):
а — кадры киносъемки при скорости 2500 кадров в 1 сек-. б — осциллограмма тока
и напряжения с отметками моментов возникновения струнного переноса (/=200 а, об-
ратная полярность)
125.
п небольшое количество растворенных газов. Вероятно, мини-
мальное возмущающее действие от выделения газов при сварке
этой проволокой создало более благоприятные условия для про-
явления сил пинч-эффекта.
Таким образом, при сварке проволоками и тонкопокрытыми
электродами ни одна из рассмотренных сил (сила тяжести,
пинч-эффекта, поверхностное натяжение) не может обеспечить
перемещения капель к ванне и не способна преодолеть перио-
дически действующих сил отталкивания в дуге.
Как уже указывалось, ряд исследователей считает, что си-
лон, способствующей переносу металла, может быть давление
пузырьков газа, образующихся внутри капель при сварке.
Единственным прямым способом проверки правильности этой
гипотезы могла бы быть скоростная рентгеновская съемка
переноса металла. Однако сферическая форма капель затруд-
няет четкое выявление внутри них газовых пор даже при зна-
чительных экспозициях и неподвижных каплях. Поэтому при
экспериментальной оценке влияния выделения газов в каплях
на перенос металла пользуются косвенными методами.
Газы внутри капель могут выделяться в результате ряда
причин. Если температура капель высока и в металле содер-
жится углерод и кислород, то протекает реакция окисления
углерода. Реакция усиливается по мере увеличения темпера-
туры в связи с тем, что углерод при температурах 2300—2500° К
становится более активным раскислителем, чем марганец, крем-
нии п другие примеси, содержащиеся в металле капли. Очевид-
но, что чем выше температура и чем длительнее будет проте-
кать реакция (чем больше время существования капли), тем
больше в ней скопится газов.
Влияние окисления углерода па перенос металла подтверж-
дается тем, что сварка в потолочном положении безуглероди-
стыми проволоками невозможна. Например, проволоки плавок
ЛЬ 1 п 2, содержащие 0,02% С и малое количество раство-
ренного газа, а также проволока из армко-железа не позволили
выполнять сварку в потолочном положении. Киносъемка пока-
зывает, что капли стекали по стержню, не поднимаясь к основ-
ному металлу (рис. 70). Сравнение числа замыканий при сварке
проволокой Св-08А в состоянии поставки и с цементированной
поверхностью показало существенное возрастание числа корот-
ких замыканий после цементации при неизменном режиме
сварки и длине дуги, что можно объяснить усилением образова-
ния окиси углерода.
Образование окиси углерода, по-видимому, не является
единственной причиной появления и роста газовых пузырей.
В сварочной проволоке всегда содержится водород и азот. При
расплавлении стержня эти газы также могут диффундировать
в газовые полости внутри капель, способствуя их расширению.
126
Некоторые данные о газообразовании в каплях могут быть
получены при рассмотрении капель, застывших на конце элек-
трода. Рассмотрение застывших капель показывает, что роль
внешней атмосферы в образовании пор в каплях невелика. Это
подтверждается следующим опытом. Одна и та же тщательно
зачищенная проволока Св-08А расплавлялась на воздухе и в
камере, заполненной химически чистым азотом и аргоном. Во
всех случаях внутри застывших
капель обнаруживались пузы-
ри примерно одинакового разме-
ра (рис. 71 н 72). Очевидно, что
Рис. 70. Стекание капельно
стержню при сварке прово-
локой из аомко-жслеза
диаметром 4 мм в пото-
лочном положении (указа-
но стрелкой)
Рнс. 71. Поры в каплях зачищенной
проволоки Св-ОКА, расплавлявшейся
в среде активных тазов:
а - азот: 6 — воздух
если бы имела значение реакция кислорода воздуха с углеро-
дом проволоки или поглощение азота воздуха каплей, го поры
наблюдались бы в атмосфере воздуха и азота и отсутствовали
в атмосфере аргона. Примерно одинаковая интенсивность
пористости во всех трех средах свидетельствует о наибольшем
влиянии углерода и газов, содержащихся в проволоке, на об-
разование внутренних пор.
По мере увеличения размеров застывших капель объем га-
зовых пузырей увеличивается (рис. 73). Это объясняется более
длительным существованием крупных капель и более полным
выделением газов из металла.
Поры, наблюдаемые в уже застывших каплях, возникают
при сварке, когда капля находится в жидком состоянии, а не в
результате скачкообразного изменения растворимости водорода
127
Рис. 72. Поры в каплях зачищенной проволоки Св-08Л
при ее плавлении в аргоне I состава
Рис. 73. Увеличение размеров пор в каплях при увеличении объема
капель (проволока Св-08А)
128
и азота при кристаллизации капли. Это подтверждается при
сварке зачищенными проволоками без покрытия, когда наблю-
дается образование пор при отсутствии каких-либо источников
водорода. Образование пор в каплях после сварки этими про-
волоками в чистом аргоне показывает, что растворение в капле
азота воздуха также не является решающим. Поры, как пра-
вило, возникают внутри капель на границе плавления, где на
границе раздела фаз создаются наиболее благоприятные усло-
Рис. 74. Авторадиограммы капель на конце электрода
вия для возникновения газовых пузырей, растущих затем в
сторону более нагретого металла капли (рис. 73, 75 и 76).
Нанесение на электродную проволоку покрытий может су-
щественно повлиять на выделение газов в капле, так как бла-
годаря конвективным потокам последняя интенсивно взаимодей-
ствует со шлаком. Элементы, содержащиеся в шлаке, быстро
распределяются по всему объему капли. Это подтверждают
авторадиограммы капель на концах электродов, в покрытия
которых были введены радиоактивные сера (рис. 74, а) и же-
лезо (рис. 74,6). Аналогичные авторадиограммы были получены
в работе [11]. Об интенсивном взаимодействии капель со шла-
ками свидетельствуют имеющиеся данные о том, что химиче-
ские реакции при сварке часто почти полностью заканчиваются
на стадии образования капли [57]
Покрытия, взаимодействуя с каплей, изменяют ее химиче-
ский состав и либо способствуют, либо препятствуют образова-
нию газов внутри капли. Это видно из следующих опытов.
5 А. Г. Мазель
129
Были получены серии капель на концах электродов разных ма-
рок и зачищенных стержней без покрытия, из которых эти элек-
троды изготовляли. Затем капли спиливали для определения
пористости. Во всех случаях электродные стержни без покрытия
Рис. 75. Закристаллизовавшиеся капли при оплавлении прово-
лок различных электродов, очищенных от покрытия
образовывали капли с интенсивной пористостью, в то время как
капли на ряде покрытых электродов имели значительно боль-
шую устойчивость против образования пор (рис. 75 и 76).
Наибольшее сопротивление образованию пор в каплях на-
блюдается у электродов с основными покрытиями. Пониженная
130
склонность к пористости в каплях у электродов с основными
покрытиями объясняется сильным раскисляющим действием
этих покрытий, содержащих большое количество ферротитана,
а также относительно низкой температурой капель (см рис. 44),
что снижает интенсивность реакции окисления углеро ia.
Рис. 7b. Закристаллизовавшиеся капли при оплавлении электродов с раз-
личными покрытиями
Основные шлаки вносят в металл капли минимальное коли-
чество вредных примесей и газов. Проволоки без покрытия, а
5 А- Г. Мазель 131
также электроды с покрытиями рудно-кислого, рутилового и ор-
ганического типов образуют пористость как из-за высокой тем-
пературы капель, усиливающей выгорание хглерода, так и в
связи с внесением в каплю из покрытий углерода, кислорода,
водорода и других вредных примесей.
Образование пор в каплях может способствовать пористости
швов, так как не исключено попадание газовых пузырей вместе
с каплями в сварочную ванну. По-видимому, высокая устойчи-
вость против пористости в каплях является одной из причин
хорошей стабильности результатов механических испытаний
при сварке электродами основного тина. Однако даже у элек-
тродов основного типа при увеличении времени существования
капли за счет удлинения дуги или при чрезмерно большом токе,
повышающем температуру капель, удается получить поры
is каплях. Этим, в частности, может быть объяснена пористость
швов при сварке электродами основного типа, имеющими боль-
шой эксцентрицитет покрытия, способствующий удлинению
дуги.
Как показывает киносъемка, действие газов па перенос ме-
талла нельзя рассматривать как равномерный процесс. Газы
расширяя каплю, приближают ее к изделию. Выбросы газа
приводят к раскачиванию капли на конце электрода. Деформа-
ции и колебания капли происходят до тех пор, пока опа не кос-
нется ванны и не будет втянута в нее силами поверхностного
(межфазного) натяжения. Если в дуге создаются условия, не
способствующие интенсивном}' расширению газа в капле и его
выбрасыванию, то перенос должен происходить более устойчи-
во. Это действительно наблюдается при сварке проволоками па
короткой дуге при умеренных значениях мощностей приэлек-
тродных источников тепла у капли
Если в дуге возникают условия для разрыва капель внутрен-
ним газом еще до замыкания их с ванной (длинная дуга, боль-
шой ток), то наблюдается повышенное разбрызгивание и нена-
правленный перенос без коротких замыканий. На рис. 77, а
показан такой случай выбрасывания газа из капли на конце
проволоки Св-08А с образованием характерного «сапожка».
Заметное па кинофильмах и осциллограммах усиление вибрации
капли по мере ее роста вызывается в значительной мере усиле-
нием процесса выбрасывания газа из капли при увеличении ее
размеров.
Па выбросы газа существенное влияние оказывают тепловые
процесы в дуге, регулируемые типом покрытия. Скоростная
киносъемка показала, что нанесение на электрод тонких
покрытий из кварцевого песка или плавикового шпата, по-
вышающих номинальное напряжение и сильно увеличиваю-
щих мощность приэлектродных источников тепла, способствует
более бурному выделению газа и отталкиванию капли. Одно-
132
Рис. 77. Выбрасывание газов из капли (проволока Св-08Л диамет-
ра -i мм, обратная полярность, ток 200 а. нижнее положение):
а — i бг. чивапие характерного «сапожка»: б — разрыв газового пузыря при
коротком замыкании
5* 133
временно значительно ухудшается стабильность горения дуги
и возрастает разбрызгивание. Нанесение мела при тех же усло-
виях снижает мощность приэлектродных источников тепла.
Температура капли уменьшается и ее отталкивание становится
значительно менее заметным.
Помимо изменения интенсивности выделения газа при
нанесении различных тонких покрытий, можно указать на влия-
ние повышения тока, увеличивающего мощность, выделяемую
у электрода, и температуру капли, что также приводит к воз-
растанию сил отталкивания. В связи с этим стабильность го-
рения дуги на чрезмерно больших токах при ручной дуговой
сварке проволоками ухудшается.
Ухудшение устойчивости дуги с увеличением мощности при-
электродных источников тепла связано не только с увеличением
реактивных сил при выбрасывании газов из капель. Возникают
также реактивные силы другого типа, вызываемые периодиче-
ским разрушением активных пятен дуги с одновременным исте-
чением струй паров металла [35]. Разрушение приэлектродных
областей не только создает реактивные силы от возникающих
струй паров, по и способствует блужданию активных пятен по
поверхности электродов.
В связи с высокой частотой разрушений, имеющих характер
микров срывов, возникают локальные повышения давлений
в приэлектродных областях [108].
Возникновение этого эффекта, визуально воспринимаемого
как давление активных пятен на электроды, можно трактовать
следующим образом. В св’язи с небольшим объемом прпэлек-
тродиой области и высокими значениями эффективного падения
напряжения накапливаемая в приэлектродной области удельная
тепловая энергия намного превосходит удельную тепловую энер-
гию в столбе и жидком металле. Так как поверхность прпэлек-
тродной области мала, столбу и электроду будет передаваться
только небольшая часть энергии, накопленной этой областью.
После кратковременного существования приэлектродной обла-
сти в стационарном состоянии разность в концентрациях энер-
гии становится настолько значительной, что происходит тепло-
вой микровзрыв, обеспечивающий мгновенную передачу энергии,
разрушающий активное пятно и приводящий к его смещению
в повое положение.
Большую вероятность протекания таких процессов можно
подтвердить приблизительным расчетом. Удельная тепловая
энергия, накапливаемая в приэлектродной области, имеет сле-
дующее значение;
Q ^к(аУ , (1 4)
V
где 6 — протяженность приэлектродной области, обычно со-
ставляющая 10-3 см;
1.П
t — площадь активного пятна, составляющая не более
10-2 см2;
t—время стационарного существования приэлектродной
области в сек.
При токе 150 а и эффективном приэлектродной падении на-
пряжения К) 6 в приэлектродной области должна выделиться
удельная мощность 150 000 квт[см?. В столбе дуги, если считать,
что плотность тока составляет 2000 о/елг2 и градиент напряже-
ния в столбе 30 в!см, выделяется удельная мощность 60 квт/слт3.
Удельная мощность, выделяемая в жидкой стали при темпера-
туре, близкой к кипению, составляет всего около 20 квт!смя. Пои
таких больших отличиях уровней энергий контактирующих об-
ластей невозможно представить нормальный теплообмен между
ними, процесс имеет взрывной характер.
Должно существовать критическое значение накопленной
энергии QKpulll, при котором приэлектродная область еше может
находиться в стационарном состоянии. Этому критическому
значению энергии соответствует критическое время стационар-
ного существования приэлектродной области
f Qiipunfif /он
lUK(a)
откуда частота микровзрывов приэлектродной области, харак-
теризующая интенсивность блуждания активного пятна, выра-
зится зависимостью
^крит Qxpum'f
Из выражения (3.4) следует, что интенсивность блуждания
активного пятна усиливается с увеличением тока и эффектив-
ного приэлектродного падения напряжения. Такое усиление
блуждания пятен действительно наблюдается при сварке по
мере увеличения тока или номинального напряжения горения
дуги. Увеличение мощности приэлектродных источников также
приводит к увеличению силы микровзрывов, что при повышен-
ной их частоте воспринимается как повышение давления актив-
ных пятен на электрод.
Так как обычно U3K>U3a и протяженность катодной области
несколько меньше протяженности анодной области, давление
обычно должно сильнее проявляться в катодной области. Это
подтверждается результатами определения давления дуги на
электрод при прямой и обратной полярностях (рис. 53 и 54)
и просмотром кинофильмов. Практика сварки также показы-
вает, что подключение электрода к отрицательному полюсу ма-
шины при высоких номинальных напряжениях дуги делает
135
невозможным процесс сварки, так как приводит к сильному
блужданию пятна п разбрызгиванию капель.
Приведенное объяснение, конечно, не описывает всего много-
образия очень сложных явлений в приэлектродных областях.
Блужданию катодного пятпа, например, может способствовать
изменение работы выхода электронов по мере нагрева катода.
По данным В. С. Фоменко, большинство сложных катодов уве-
личивает работу выхода с повышением температуры [123]. Это
должно способствовать смещению катодного пятна на менее на-
гретый участок поверхности, усиливая его блуждание.
hill и п
Рис. 78. Особенности действия реактивных сил на каплю при наличии вт}
лочки из покрытия.
а - схема переноса металла под действием реактивных сил паров- б форма >икри
сталлизовавшнхея капель при сварке покрытыми электродами на большом токе (рент
гемограммы)
Частота микровзрывов т в сварочных дугах, по-видимому,
очень высока, так как даже при скорости киносъемки 5000 кад-
ров в секунду не удается замерить скорости перемещения
активных пятен.
Нанесение электродных покрытий в значительной мере ней-
трализует неблагоприятное действие реактивных сил на пере-
нос металла. Образование хорошо сформированной втулочки из
покрытия позволяет направить поток газов и паров в сторону
ванны и придать отталкивающим силам в дуге кумулятивный
характер. В этом случае отталкивающие силы должны способ-
ствовать переносу металла. Перенос металла при наличии вту-
лочки может происходить даже при отсутствии газов внутри
капли за счет давления активных пятен дуги в соответствии со
схемой на рис. 78, а. Увеличение мощности приэлектродных ис-
точников способствует раздроблению капель и образованию
плоских торцов электрода, часто имеющих сплющенную грибо-
видную форму (рис. 78,6).
При больших мощностях приэлектродных источников реак-
тивные силы могут стать настолько значительными, что раз-
дробление капель приведет к существенным потерям металла
на разбрызгивание.
136
На рис 79 показано значение коэффициента потерь в зави-
симости от тока для промышленных электродов диаметром 4 мм
при прямой и обратной полярностях. В целом потери растут по
мере хвелмчепия мощности приэлектродных источников у капли.
Как п в случае плавления электродов и основного металла,
можно отметить асимметрию потерь металла при разных поляр-
ностях. [Электроды с высоким номинальным напряжением име-
ют существенно более высокие потери на прямой полярности.
Электроды с малым номинальным напряжением имеют мень-
шую разницу в величине потерь при разной полярности. Одна-
ко эта асимметрия выражена менее четко, чем при плавлении,
так как на разбрызгивание металла, помимо мощности, вводи-
мой в каплю, влияет интенсивность разрушения перемычек при
коротких замыканиях, количество растворенных газов и меж-
фазное натяжение на границе шлак — металл. Многообразие
действующих факторов является причиной сложного хода кри-
вых на рис. 79 для некоторых марок электродов.
Локализация давлений в приэлектродных областях выра-
жена в наибольшей степени, когда столб дуги имеет контакт
с окружающей атмосферой на большом протяжении, т. е. при
большой длине дуги. Если электрод с покрытием постепенно
приближать к сварочной ванне и сокращать кольцевой зазор
между втулочкой из покрытия и поверхностью ванны, то давле-
ние начнет увеличиваться во всем объеме дуги в связи с обра-
зованием замкнутого пространства. В предельном случае свар-
ки опиранием общее среднее давление дуги достигнет макси-
мального значения.
Опыты по сварке с опиранием при различных давлениях
груза на электроды показали, что дуга может гореть без
137
обрыва при давлениях, превышающих давления при сварке на
весу, приблизительно на три порядка.
Скоростная киносъемка показывает, что при этом втулочка
из покрытия часто опирается на поверхность нерасплавленного
металла. Ио-видимому, величина давления груза на электрод
в значительной степени определяется различной прочностью
втулочки у разных электродов. Однако определенное значение
имеет и давление, возникающее внутри втулочки, так как при
различных токах и полярностях максимальная величина груза
V ОДНОГО И Torn ------
у одного
(табл. 32).
ТОГО
же электрода
существенно отличается
Таблица 3'2
Электрод Поляр- ность Нагрузка, вы- зывающая К() ротное замы- кание дуги, в кг Электрод 11оляр- ность Нагрузка, вы- зывающих ко- роткое замы какие дуги, в кг
“ Ток в а
Ток с а
135 185 135 185
MP3 ЦМ7 УОНИ13/.Ю Прямая Обратная Прямая Обратная Прямая Обратная . 6,8 8,5 4,9 6,3 4,9 5,5 9,4 10,2 7,8 9,8 6,8 8 BCLI1 Флитвелд 5 Шнлдарк 85 Прямая Обратная Прямая Обратная Прямая Обратная 5,4 4,9 8 3,7 7,3 5.5 8.2 9,6 8,2 9,2 8,2 10
Возможность некоторого регулирования давления дуги за
счет прижатия электрода к кромкам изделия имеет практиче-
ское значение при сварке корневого слоя шва стыковых соеди-
нении. этом случае повышенное давление дуги выбрасывает
частицы металла через зазор соединения и обеспечивает равно-
мерное формирование обратного валика с гарантированным
проваром. Особенно целесообразна такая технология сварки
корня шва целлюлозными электродами, имеющими малое коли-
чество шлака и топкое покрытие, хорошо вписывающееся в раз-
делку кромок. 1
§ 2. ХАРАКТЕР ПЕРЕНОСА МЕТАЛЛА С ЭЛЕКТРОДА
Еще в 1920 г. О. Эшхольц из энергетических соображений
пришел к выводу, Что 85-90% металла в дуге переходит
в жидкой фазе и только до 10-15%-в виде паров [149].
д. доан н д. ид исследовали характер переноса металла
с помощью полированного металлического зеркала, перемещав-
138
шегося под дугой со скоростью 4,2 см)сек [146] (диаметр элек-
трода 4 мм, ток 150 а, напряжение дуги 20 в). Металл форми-
ровался в виде отдельных капель, многие из которых имели
газовые пустоты. Диаметр капель составлял 1,3—5 мм. Часть
паров металла осаждалась на поверхности в виде Fe3O4, обра-
зующейся в результате окисления паров и мелких брызг Опыты
показали, что в виде паров
более 10% общего количест-
ва металла, и таким обра-
зом главная форма перено-
са металла — это капли.
Эта точка зрения в об-
щем не претерпела измене
ний. Сделанные в работе
[179] уточнения для дуг с
плотностью тока до 45п/л/.и2
показывают, что количество
испаряющегося металла сос-
тавляет не более 4 - 5%.
На рис. 80 приведены
данные из работы [165] о
числе и весе капель, полу-
ченные при скоростной ки-
носъемке дуг, горящих при
разной плотности тока. При
плотности тока примерно до
130 а!мм2 во всех случаях н
Рис. 80. Влияние плотности тока на
размеры капель (/) и интенсивность
их переноса (2), электродная прово-
лока из низкоуглеродистой стали
диаметром 1,6 мм, постоянный ток
обратной полярности, сварка в
Аг+1% О2
блюдается крупнокапельпый пере-
нос металла, хотя размеры капель с ростом тока несколько
уменьшаются. Затем по мере увеличения тока при определенной
плотности тока происходит внезапное изменение характера пе-
реноса. Размеры капель резко уменьшаются, а количество их
увеличивается, так что образуется непрерывная струя мелких
капель, стекающих с электрода. Этот тип переноса, характер-
ный для высоких плотностей тока, получил название струйного,
а ток, при котором наблюдается образование струи, — крити-
ческим.
А. В. Петров назвал критическим ток, при котором отноше-
ние минимального диаметра струи к диаметру электрода рав-
но 2/з [86]. Дальнейшее увеличение тока приводит к вращению
струп вокруг электрода [165]. Ток, при котором начинает наблю-
даться такой струйно-вращательный перенос металла, называют
вторым критическим током.
Исследования показали, что критический ток, при котором
перенос металла становится струйным, тем больше, чем больше
диаметр электрода и меньше вылет электродной проволоки из
мундштука [165]. Критический ток увеличивается при возраста-
нии поверхностного натяжения расплавленной капли на конце
139
электрода [14]. На величину критического тока влияет поляр-
ность.
Возможность перехода к струйному переносу зависит также
от атмосферы дуги. Например, сварка в углекислом газе про-
волокой диаметром 2 мм не позволяет получить струйного
переноса металла даже при токе 1000 а [191].
Причина перехода от капельного переноса металла к струй-
ному до сих пор нс ясна. В работе [14] указывается, что при
токах выше критических основную роль в переносе .металла на-
чинают играть силы пинч-эффекта. Такая же точка зрения вы-
сказывается в работе [168], где сообщается о результатах иссле-
дования с помощью скоростной киносъемки сварки низкоугле-
родистой проволокой диаметром 1.6 мм в среде аргона. Для
гоков 440, 415 и 245 а силы, действующие па капли, вычислен-
ные по их траектории и скорости, оказались равными соответ-
ственно 8,85-10 3, 6,55-10 3 и 4,1 -10 3 я. Сжимающее действие
тока на проводник может вызывать появление сил такой вели
чипы. В то же время капли ускорялись в дуговом промежутке.
Это свидетельствует о том, что на капли продолжают действо-
вать силы уже после их отрыва от электрода. Природа этих сил
неясна.
Интересную работу по изучению образования капель в дуге
выполнил В. Конн [143]. По мнению В. Конна, при сварке про-
волокой на ее конце образуется цилиндр расплавленного ме
талла. Он становится неустойчивым при определенном
отношении длины к диаметру. Неустойчивость зависит также от
материала электрода и давления газа. Неустойчивость прояв-
ляется в том, что цилиндр приобретает форму ожерелья, кото-
рое распадается на отдельные капельки. Размеры капелек за-
висят от сил поверхностного натяжения. Такая же неустойчи-
вость наблюдается, например, при электрическом взрыве тонких
проволочек. Наблюдаемый при сварке струйный перенос мел-
ких капель представляет собой, по мнению В. Коппа, результат
потери устойчивости торцом электрода.
При ручной дуговой сварке плотности тока обычно не пре-
вышают 20 а!мм2. Поэтому критические значения тока и струй-
ный перенос металла обычно не достигаются. Это подтверж-
дается исследованием переноса металла при ручной дуговой
сварке с помощью скоростной киносъемки, осциллографпрова-
ния и кинорентгеносъемки.
А. Хилперт произвел фотографирование дуги со скоростью
2000 кадров в секунду [160]. Эти фотографии впервые показали,
что капли периодически замыкают дугу. В другой работе
А. Хилперт [161] опубликовал результаты дополнительных ис-
следований, в которых скоростная киносъемка дуги была син-
хронизована с осциллографированием. Испытывались покрытые
электроды и проволоки. Число коротких замыканий у покрытых
140
Рис. 81. Зависимость чис-
ла коротких замыканий от
изменения напряжения ду-
ги за счет ее удлинения
для р\тиловых электро юз
диаметром 4,76 мм при
разных токах [175]
электродов оказалось меньше, чем у проволок. Автор утверж-
дает, что весь металл при ручной дуговой сварке переносится
при коротких замыканиях.
В работе [175] для анализа числа коротких замыканий при
ручной дуговой сварке применили электронный счетчик. Иссле-
довались электроды с целлюлозным, рутиловым и руднокислым
покрытиями диаметром 4,76 мм. Счетчик фиксировал короткие
замыкания различной продолжи-
тельности у целлюлозных и рутило-
вых электродов и не отмечал замы-
каний у руднокислых электродов.
С увеличением длины дуги число
замыканий снижалось (рис. 81).
А. А. Алов оспиллографировал
дугу при сварке проволоками диа-
метром 5,2 мм при токе 220 а. На
прямой полярности число замыка-
ний составляло 13 14 в 1 сек. При
удлинении дуги количество замы-
каний снижалось. Изменение про-
странственного положения при
сварке не изменяло числа замыка-
ний.
И. И. Фрумпп, обобщая ряд ра-
бот по переносу металла при свар-
ке открытой дутой и под флюсом,
обработал данные Пацкевича И. Р.. Петрова А. В., Рабкпна Д. М.
в предположении, что плотность жидкой стали в дуге составляет
7 г)см3, и получил зависимость размера капель от тока [128]. Не-
смотря на различные условия опытов, во всех случаях наблюда-
лась одинаковая закономерность — размер капель уменьшался
с увеличением тока. В работе [128] также приведены данные о пе-
реносе металла под флюсом АН348-А и АН20 при сварке различ-
ными проволоками па массивный вращающийся графитовый
диск. При токе около 410 а установлено, что металл в основном
переносится в виде капель. Лишь очень небольшая доля металла
испаряется и конденсируется в виде капель размером в не-
сколько микрон. Отмечено сильное дробление капель в резуль-
тате образования окиси углерода при сварке проволокой из
стали 70.
Некоторые исследователи изучали характер переноса ме-
талла в дуге по размерам частиц, вылетающих из дуги или
улавливаемых в дуге с помощью вводимых зондов [29. 84. 85,
146, 167, 190]. На основе этих исследований были сделаны вы-
воды о возможности переноса металла мелкими капельками
без коротких замыканий.
Перенос металла без коротких замыканий обычно наблю-
141
дается при плотностях тока, больших 10 15 а!мм2. Перенос
без замыканий при сварке иод флюсом наблюдал Б. Е. Па-
тон [81]. Сварка выполнялась проволокой диаметром 2 мм под
флюсом АП 348 при токах НО 370 а. Г. М. Тиходеев, приме-
няя рентгеносъемку, нашел, что при сварке под флюсом АН 348
проволокой 2,4 мм па токе в 330 а могут появляться короткие
замыкания [120]. Замыкания наблюдались при прямой полярно-
сти тока при длине дуги 4 мм. При обратной полярности они
исчезали уже при длине дуги более 2 мм. Увеличение тока так-
же приводило к исчезновению коротких замыканий.
Отсутствие замыканий можно наблюдать при сварке на вы-
соких плотностях тока в аргоне алюминия и некоторых других
металлов.
При сварке иизкоуглеродистыми проволоками и топкопокры-
тыми электродами при плотности тока до 20 а]мм2 перенос ме-
талла в виде «дождя» мелких капель вообще не наблюдается.
Образование мелких капель носит случайный характер и их
движение не имеет определенного направления. В случае нане-
сения толстых покрытий втулочка из нерасплавленного покры-
тия должна несколько изменять характер переноса металла.
При высокой мощности приэлектродиого источника тепла капля
металла внутри втулочки под действием тепла может раздроб-
ляться газами и парами. Движение таких капель в сторону
ванны будет направляться втулочкой, и сварка будет происхо-
дить без замыканий. Такой процесс при сварке покрытыми
электродами руднокислого типа отмечен в работе [175]. На воз-
можность такого характера переноса при сварке рутиловыми
электродами указывается в работе [98].
Однако характер переноса металла при сварке покрытыми
электродами зависит не только от типа покрытия, но и от режи-
ма сварки. В работе [189] отмечается, что при сварке покрыты-
ми электродами перенос металла может быть капельным, взры-
вообразным и с разбрызгиванием Капельный перенос с замы-
каниями характерен для электродов с основным покрытием
и может наблюдаться у электродов других типов при умерен-
ных токах. Перенос взрывного типа наблюдался у целлюлозных
электродов, а перенос с разбрызгиванием — у электродов с руд-
нокислым покрытием. Независимо от типа электродов с увели-
чением тока от 100 до 200 а имеется тенденция перехода от
капельного переноса к взрывному и затем к переносу с разбрыз-
гиванием. Высказывается предположение, что существует одно-
временно несколько типов переноса металла. Взрывообразному
переносу металла способствует введение в зону сварки кисло-
рода. Например, введение кислорода в зону дуги электродов
основного типа изменило характер переноса металла. Перенос
вместо капельного с короткими замыканиями стал взрывообраз-
ным. Данные работы [189] хорошо согласуются с представле-
112
пиями о кумулятивных процессах в приэлектродных областях
и их усилении при увеличении мощности приэлектродных
источников.
Краткий обзор литературы показывает, что характер пере-
носа металла зависит от плотности тока, защитной газовой
атмосферы, сварочных материалов и т. п. Наблюдаемые отли-
чия вызываются различным проявлением сил в дуге, рассмот-
ренных в предыдущем параграфе.
Так как имеющиеся данные не позволяют сделать опреде-
ленных выводов об особенностях переноса металла для различ-
ных электродов и проволок, был поставлен ряд опытов.
У проволок и тонкопокрытых электродов характер переноса
металла изучали при помощи скоростной киносъемки теневым
методом, совмещенной с осциллографированием. Во всех слу-
чаях при нормальной длине дуги перенос металла происходил
с короткими замыканиями дугового промежутка. Иногда из
крупной капли на конце электрода или из ванны выбрасыва-
лись мелкие капли в различных направлениях. Выбрасывание
мелких капель и наблюдающийся при очень длинной дуге от-
рыв крупных капель без коротких замыканий практически не-
возможно отметить на осциллограммах в связи с тем, что коле-
бания тока и напряжения соизмеримы с колебаниями от других
возмущений в дуге. Короткие замыкания дуги фиксировались
на осциллограммах весьма четко, и во всех случаях имело место
полное совпадение числа коротких замыканий па осциллограм-
мах и кинопленках. Число коротких замыканий при сварке
проволоками диаметром 4 мм различного состава с разной об-
работкой поверхности при сварке па обратной полярности и токе
180 200 а приведено ниже:
Проволока Плавка Св 1СТС Св - 0 8 А
№ 3 № 1 № 2
Число коротких замыка- ний в секунду 17 11 и 21 20
П р о I о л ж е н и е
Проволока Св-ОНА
никели- рованная омеднен- ная протрав- ленная вороне- ная цементо- ванная
Число коротких замыка- ний в секунду 2 9 8 8 40
143
При сварке проволоками число замыканий изменяется от 2
до 40 в секунду в зависимости от состава и обработки прово-
локи. В среднем число замыканий составляет 12—17 в 1 сек.
Нанесение на проволоку Св-08А одной плавки диаметром 4 мм
тонких одпокомпонентных покрытий существенно повлияло на
число замыканий (табл. 33).
Таблица 33
j Число корот -
[кпх замыканий
в секунду
2,1
15,з
5,7
0,1
3,1
13,7
4,1
0,2
Тип покрытия
Плавиковый шпат .
Полевой шпат ........
Ферросилиций . . . .
Кварцевый песок
II 1 и м е ча и и е. Ток 1 70- 11)0 а.
Тип покрытия
Гранит ..............
Доломит ..............
Марганцевая руда .
Титановый концентрат .
Число корот-
ких замыканий
в секунду
Для более подробной характеристики переноса металла
с электрода на изделие целесообразно рассмотреть поведение
капли между двумя последовательными короткими замыкания-
ми, а также различные случаи выбрасывания мелких капель.
При изучении перемещения конца капли к ванне по оси
электрода и при выбрасывании мелких капель из ванны вверх
к электроду за базу отсчета выбиралась поверхность основного
металла. Выбор такой базы отсчета оказался возможным бла-
годаря установке оси кинокамеры параллельно поверхности ос-
новного металла, так что на кинокадрах опа проектировалась
в прямую линию. При выбрасывании капель в сторону от элек-
трода за базы отсчета выбирались два перпендикулярных обре-
за кинокадра. Время во всех случаях отсчитывалось по следам
вспышек неоновой лампочки на перфорации кинопленки.
Сначала было рассмотрено поведение конца капли при свар-
ке проволокой Св-08Л на прямой и обратной полярностях в
нижнем положении при токе 160 а. На рис. 82,/ и /// представ-
лены графики движения конца капли. Сначала капля удалялась
от ванны под действием сил, взрывающих перемычку при ко-
ротком замыкании, и затем приближалась к ней. Как на пря-
мой, так и на обратной полярностях имела место значительная
вибрация конца капли.
При прямой полярности ванна несколько приподнималась
навстречу капле и поэтому средняя скорость движения конца
капли имела отрицательную величину — 0,0014 м)сек. В этом
144
случае ванна как бы снимала каплю с электрода. Аналогичное
подтягивание ванны к капле на прямой полярности наблюда-
лось при повторных опытах на большом токе 192 а (рис. 82,//).
Скорость движения капли составляла также отрицательную ве-
личину— 0,003 м/сек.
Наблюдавшийся в этом случае перегрев ванны при прямой по
ляриости усиливал ее кипение и вызывал подъем по направле-
I II III IV V
Полярность Прямая Прямая Обрат- ная Обрат- ная Обрат- ная
Полол свис Нижнее Н нжное Ниж- нее Пото- лочное Ниж- ние
Ток в а 160 192 160 200 200
Рис. ко Графики движения конца капли между короткими замыканиями,
I IV проволока Св-08Л; V проволока Св-08А с меловым покрытием:
7 - положение конца капли сразу после замыкания; 2 — условное обозначение корот-
кого замыкания
нию к электроду за счет образующихся внутри ванны газов.
Па рис. 82, IV показан случай сварки в потолочном положе-
нии. Сварка производилась проволокой Св-08А при токе 200 а
па обратной полярности. Средняя скорость переноса металла
между двумя замыканиями оказалась в этом случае даже
выше, чем при сварке в нижем положении, и составляла
0,013 м/сек. В потолочном положении также наблюдалась виб-
рация конца капли.
В ряде случаев отмечалось выбрасывание капель из ванны
по направлению к электроду. Для таких двух случаев сделаны
145
расчеты движения капель в плоскости кинокадра (рис. 83, tz и б).
Рассматривая полученные результаты, можно отметить, что на-
чальная скорость полета капель несколько больше конечной,
однако замедление в пределах кинокадра незначительно. Сред-
ние скорости выбрасывания капель из ванны в плоскости кино-
Рис. 83. График диижешп’ мелких капель,
выбрасываемых из вангы и с конца элек-
трода (сварка в нижнем положении на
обратной полярности, ток 200 п):
а - Св-08Л. капля 0 0.72 мм выбрасывается и$
ванны и попадает на электрод; б - Св-08Л. кап-
ля 0 0,91 л/л/ выбрасывается и» ванны н летит
вверх параллельно электроду; з - Св-08Л, капля
G 1,75 мм выбрасывается с конца электрода в сто-
рону; г Св-10ГС. капля > 1 0.73 мм выбрасыва-
ется с конца электрода в сторону; Св-ЮГС.
капля Э1,09 мм выбрасывается комцм электро-
да в стороне
кадра (0,46 и 0,9 м/сек) оказались во много раз большими, чем
средние скорости перемещения концов капель от электрода
к изделию.
При скоростной киносъемке было проанализировано также
выбрасывание мелких капель с конца электрэда (рис. 83, в, г, <3).
Средние скорости полета мелких капель в плоскости кадра со-
ставляют 0,5 1 м/сек при сравнительно небольшом замедлении
в пределах кинокадра. Эти скорости также значительно выше
средних скоростей перемещения конца капли с электрода
в ванну. На кинокадрах хорошо видно, что выбрасывание ка-
пель из ванны и из электрода производится газами и парами,
выделяющимися при сварке
При сварке толстопокрытыми электродами втулочка из по-
крытия закрывает значительную часть дуги. Наблюдению за
переносом металла мешают также стекающие капли шлака.
В связи с этим при киносъемке приходится искусственно удли-
нять дугу, что нарушает нормальный перенос металла. Нагляд-
ное определение характера переноса металла при покрытых
электродах возможно при применении скоростной рентгенов-
ской съемки, методика которой разработана И. К- Походнеп [97]
Некоторые особенности переноса металла при сварке покры-
тыми электродами можно изучать по осциллограммам напря-
жения и тока дуги. Осцпллографирование в связи с его малой
инерционностью может рассматриваться как рациональный
I к>
метод оценки поведения капель при
сварке различными электродами, хотя
и не может дать исчерпывающей ха-
рактеристики переноса металла.
Осциллографическому исследова-
нию подвергались электроды для
сварки низкоуглеродистых и низколе-
гированных сталей следующих марок:
УОНИ 13/45, УП2/45, СМИ, ОММ5,
ЦМ7, ЦНИИЛС-Э42, ЦЦ1, ВН48 и
Флитвелд 5. Сварка производилась
на специально приспособленном авто-
мате АДС1000-1, обеспечивающем ав-
томатическое поддержание дуги и пе-
ремещение электродов. В основном
опыты производились с питанием дуги
от сварочной машины постоянного
тока ПС300.
При рассмотрении осциллограмм
оказалось возможным достаточно чет-
ко оценить характер коротких замы-
каний дугового промежутка.
То, что при сварке покрытыми
электродами замыкания на осцилло-
граммах соответствуют касанию ка-
пель и ванны, а не являются резуль-
татом шунтирования дуги электропро-
водным шлаком или покрытием, пока-
зывают результаты киносъемки,
совмещенной с осциллографирова-
нием. Во многих случаях при сварке
наблюдалось касание покрытием по-
верхности металла (козырек, сварка
опиранием), а также стекание с по-
крытия электрода в шов непрерывной
струи шлака. Во всех этих случаях на
осциллограммах напряжения не отме-
чалось каких-либо существенных из-
менений по сравнению с горением
дуги без шунтирования.
При сварке наблюдались осцилло-
граммы двух основных типов. Первый
тип характеризовался сравнительно
редкими равномерными короткими за-
мыканиями (рис. 84). Результаты об-
работки осциллограммы этого типа
при сварке электродами УОНИ13/45
Рис 84. Вид осциллограммы при редких равномерных замыканиях, дуги
(порядок расположения кривых на рис. 84—89 см. на рис. 1/)
147
диаметром 4 мм на постоянном токе обратной полярности, при-
веденные в табл. 34, позволили сделать следующие заключения.
Таблица 34
Промежуток времени между корот- кими “замы- каниями в сек Продолжи- тельность короткого замыкания в сек Ток дуги перед замыка- нием в а Максималь- ный ток короткого замыкания в а Ток дуги после замыка- ния в а Напряжение дуги в в
перед за- мыканием после за- мыкания
0,435 0,011 151 257,5 121 19,2 21,5
0,013 166,6 276 106 15,4 23,1
0,411 0,011 136,3 260,6 115,1 19,2 23,1
0,008 157,5 246 127,3 16,9 26,9
0,289 0,009 152 261 109 15,4 26,9
0,321 0,0068 152 2-12,8 94 15,4 19,2
0,005 152 230,5 133,5 16,2 23,1
0,247 0,008 152 242,8 106 14,6 25,4
0,264 0,005 140 240 100 19,2 27
0,344 0,015 148,5 276 91 16,2 25,4
0,008 170 261 136,5 15,4 23,1
0,246 0,01 — 246 136,5 — 19,2
0,324 0,0098 143 258 121,3 16,2 21,5
0,323 0,006 147 283 106 29,2 33,2
0,0045 177 265 156 20,8 21,7
0,319 0,0102 173,7 318 132 20,8 29,2
0,272 0,008 132,5 294 118 29,2 25
0,479 0,0083 147,2 300 132 25 23,2
0,0083 156 294 147 16,7 23,3
0,464 0,0094 176,5 318 129,5 20.8 25,8
0,302 0,014 147 274 88 20,8 25,8
0,013 147 286 88 25,8 29,2
0,0366 0,009 147 256 91 18,3 29,2
0,0098 147 241 91 20,8 29,2
0,464 0,008 135 265 118 20,8 29,2
0,326 0,0092 152,2 267,7 115,7 19,3 25,5
В секунду наблюдается два - четыре коротких замыкания. Про-
должительность замыкания составляет 0,005— 0,015 сек. Напря-
жение при коротком замыкании не остается постоянным. Оно по-
степенно увеличивается (рис. 85). Увеличение напряжения сви-
детельствует о возрастании омического сопротивления капли
в процессе короткого замыкания. Между короткими замыкания-
ми происходит постепенное увеличение тока, вызываемое при
ближением капли расплавленного металла к сварочной ванне
(мгновенный ток увеличивается в среднем с 115,7 до 152,2 а).
Соответственно увеличению тока снижается напряжение дуги
(мгновенное напряжение уменьшается в среднем с 25,5 до
148
19,3 «). Когда капля близко подходит к сварочной ванис, она
испытывает усиленные колебания, что видно из кривой напряже-
ния (рис. 84). В этот момент возможны касания каплей поверх-
ности ванны, вызывающие весьма кратковременные короткие
замыкания (рис. 86).
Наблюдается еще одна особенность. Иногда вместо одного
короткого замыкания одно за другим происходит два или три
коротких замыкания (рис. 87), т. е. капля переносится в сва-
Рие. 85. Момент короткого замыкания па осциллограмме
рочную ванну несколькими частями. По-видимому, при переносе
большой капли разрыв перемычки происходит с оставлением
значительного количества металла на конце электрода. Разрыв
приводит к колебанию оставшейся капли и повторному замыка-
нию. Это явление наблюдается сравнительно редко.
Второй тли осциллограмм характеризуется примерно в 7
10 раз более частными замыканиями дугового промежутка; при-
чем наблюдаются частые замыкания дугового промежутка с от-
носительно равномерным расположением пиков и одинаковой
их величиной (рис. 88) и частые короткие замыкания с весьма
неравномерным расположением пиков и различной их величи-
ной (рис. 89).
Обработка осциллограмм показала, что электроды
УОНИ13/45, УП2/45, В1148 и СМИ имеют перенос металла
первого типа, а электроды ЦЦ1, Флитвелд 5, ЦМ7 и 0ММ5 —
второго типа; причем электроды ЦЦ1 и Флитвелд 5 имеют срав-
нительно равномерные пики замыканий, а ЦМ7 и 0ММ5 — хао-
тический перенос металла. Электроды ЦНИИЛС-Э42 по числу
и характеру коротких замыканий занимают промежуточное
<5 А. Г. Мазель
149
Рис. 86. Кратковременное касание каплей ванны до пере-
носа металла при коротком замыкании
Рис. 87. Перенос металла при коротком замыкании в не-
сколько приемов
150
P:ic. 89, Осциллограмма переноса металла с частыми неравномерными короткими замыканиями
6*
положение между электродами с первым и вторым типом ос
циллограмм.
Для того чтобы утверждать, что выявленные закономерно-
сти присущи не только данным испытанным партиям электро-
дов, а характерны для исследованных марок электродов, было
проведено осциллографироваиие при сварке электродами типа
УОНИ13 и ЦМ7, полученными от разных поставщиков,
(табл. 35).
Таблица 35
Электрод Способ изготовления и поставщик I в а иа в я Число коротких замыканий в секунду
УОНИ 13/45 Опрессовка, ЛЗМЗ 125 23 4
УОНИ 13/45 Окунание, ВНИИСТ 125 22 5,35
УОНИ 13/45 Окунание, Таганрогский завод «Красный котельщик» 130 22 2,84
У ОНИ 13/55 Опрессовка, Ленинградский завод 1.30 22 5,12
ЦМ7 Опрессовка. ЛЗМЗ 125 27 23,8
ЦМ7 Опрессовка. ЦНИИТМАШ 125 27 20
Примечания 1. Опрессовка электродов на ЛЗМЗ производилась на прессах
«Оргметалл» с низким давлением. Опрессовка остальных электродов выполнялась па прессах высокого давления. 2. Скорость сварки 0.3 см[сек, ток постоянный обратной полярности.
Таблица 36
Электрод 1 в а из В в Число коротких замыканий в секунду
УОНИ13/45 125 23—24 л ,61
ПМ7 130 26—27 20,6
Из табл. 35 видно, что разброс результатов по числу корот-
ких замыканий в секунду для электрода одной марки, изготов-
ленного разными заводами по разной технологии, намного
меньше, чем отличия между электродами УОНИ13 и ЦМ7, ха-
рактеризуемыми различной частотой коротких замыкании.
Приведенные результаты получены при сварке на автомате.
Для оценки влияния возможных колебаний длины дуги при
ручной сварке на характер замыканий было проведено осцилло-
графпрование ручного способа сварки электродами УОНИ13/4&
и ЦМ7. 11з табл 36 видно, что
характер замыканий при свар-
ке вручную остается таким же,
как при автоматическом спосо-
бе подачи электрода, и, следо-
вательно, колебания руки свар-
щика при электродах диамет-
ром 4 мм недостаточны для
воздействия на перенос метал-
ла в дуге.
Может быть установлена определенная связь между видом
осциллограмм и составом покрытия. Так, электроды, ха-
рактеризуемые редкими замыканиями дугового промежутка.
152
в отличие от электродов, имеющих частые замыкания, содержат
в покрытиях в больших количествах CaF2, СаСОз и некоторое
количество кремния. Все покрытия электродов, характеризуе-
мые частыми замыканиями, содержат органические вещества,
значительные количества углерода, марганца и глинозема. Элек-
троды ЦНИИЛС-Э42 с промежуточным числом коротких замы-
каний имеют также среднее между указанными группами элек-
тродов содержание в покрытии органических составляющих
и СаСО3.
Iia характер переноса металла оказывает влияние не только
состав покрытия, но и различные технологические факторы. По-
скольку процесс сварки во многих случаях протекает с корот-
кими замыканиями, следует ожидать некоторого влияния на
перенос металла динамических свойств источника тока. От ско-
рости нарастания тока короткого замыкания зависит сила взры-
ва при разрушении перемычки и, следовательно, интенсивность
разбрызгивания и отбрасывания к электроду оставшейся на
нем части капли. Влияние динамических свойств источника
тока на интенсивность разбрызгивания при ручной сварке уста-
новлено, например, в работах [50, 101].
Влияние увеличения тока на число замыканий при сварке
проволокой Св-08А диаметром 4 мм иллюстрируется табл. 37.
Таблица 37
Длина 1 Дуги в мм Поляр- ность I в а В в Число коротких замыканий в секунду
1,44 Обратная 120 Ж,3 1 10,2
1,2 » 200 11,5
1,63 » 310 25,4 3,8
1,35 Прямая 157 21,2 11,5
1,36 » 192 24,2 8,15
1,62 » 232 25,3 3,96
Примечание. Длина дуги оп-
ределялась по кинокадрам, как расстоя-
ние между концом капли и поверхностью
ванны в среднем из 2 0 измерений.
Таблица 38
| Электрод 1 Простран- ственное положение сварки / в а Число коротких замыканий, в секунду
УОНИ13/«5 Нижнее 100 130 ко 3,65 3,1 5,75
Потолоч- 100 2,25
ное 130 1(0 5,23 0,57
ЦМ-7 Нижнее юс 130 160 17,2 30,7 12,1
Потолоч- 1С0 27
ное 130 160 18,9 4,57
Влияние тока при сварке электродами УОНИ 13/45 и ЦМ7 на
обратной полярности на число замыканий в нижнем и потолоч-
ном положениях показано в табл. 38.
153
Из табл. 37 и 38 следует, что чрезмерное увеличение свароч-
ного тока снижает число коротких замыканий. Это наблюдается
для проволоки, когда ток больше 200 -250 а, и для покрытых
электродов в потолочном положении при токе 160 а.
Рассмотрение кинофильмов при сварке проволоками пока-
зало, что чрезмерное увеличение тока приводит к более интен-
сивному кипению капли, усилению отталкивания от вагин,i (в
результате чего растет длина дуги) и снижению числа замыка-
ний. Это происходит в связи с увеличением мощности при^лек-
тродного источника. В то же время, если величина тока по вы-
ходит за пределы его оптимальных значений, некоторое его
повышение может увеличить число замыканий, как это вИд|Д
при сварке проволокой на обратной полярности и св.арке
УОНИ13/45 в нижнем и потолочном положениях, а для ЦЛ\7
в нижнем положении. Возрастание числа замыканий, вероятно,
связано с более интенсивным расширением газов внутри капель.
Осциллографировапие сварки в нижнем положении электро-
дами УОНИ13/55, ЦМ7, MP3, ОК-44Р, ВСЦ1, Флитвелд 5
и Шилдарк 85 диаметром 1 мм при токе 220—250 а показало,
что отталкивающие силы увеличиваются настолько, что корот-
кие самыкания исчезают. Перенос металла в этом случае дол-
жен происходить летящими капельками, образующимися При
раздроблении капли, растущей внутри втулочки гн покрытия.
Из табл. 37 видно, что при сварке проволокой Св-08Д на
прямой и обратной полярностях при близких значениях Длины
дуги и тока число замыканий отличается незначительно. Влия-
ние рода тока на число коротких замыканий для ряда покры-
тых электродов видно пз табл. 39. В этом случае также отме-
Таблица 39
Электрод Род тока / в а ид в в Число КОРОТКИХ замыканий в секунду
ОММ5 Постоянный, прямой полярности 140 -145 23 24,3
Переменный 140—141 22 П,7
Постоянный, обратной полярности 130 22 17
ЦН7 Постоянный, прямой полярности 130 27 1%3
Переменный 135—140 25 1(1,7
Постоянный, обратной полярности 125—130 24 17
ЦНИИЛС-Э42 Постоянный, прямой полярности 140 25 <3,4
Постоянный, обратной полярности 135-140 23 9,25
Примечани е. Электроды диаметром 4 мм. Опыт в ыполиен на автомат е.
чается незначительное влияние рода сварочного тока на ’шело
замыканий. Малое влияние полярности на число замываний
объясняется относительно небольшой разницей в мощности ка-
тодного и анодного источников тепла при одинаковом токе
154
Изменение пространственного положения при близких зна-
чениях длины дуги и токе 170 180 а практически не изменило
числа коротких замыканий при сварке различными проволоками
диаметром 4 мм (табл. 40).
Таблица 40
Нижнее положение 11ог<>л очное поло женне
Сварочная Длина Число Длина Число
проволока коротких коротких
Дуги замыкан nii Дуги замыкании
в м и в секунду в секунду
Св-ЮГС 2 12 2,56 11.4
Св-10Г2 2,95 4,7 2,18 6,65
№ 3 1,79 11,6 2,2 12,5
Скоростная киносъемка в потолочном положении показы-
вает, что для эффективного переноса металла с электродной
проволоки на изделие необходимы два основных условия: ко-
роткая дуга, обеспечивающая захват капли свисающей ванной,
и достаточно интенсивное кипение капли, препятствующее ее
стеканию по стержню.
В табл. 41 показано влияние пространственного положения
на число коротких замыканий при сварке покрытыми электро-
дами. Электроды, горящие с частыми короткими замыканиями
дуги, в вертикальном и потолочном положениях снижают число
замыканий в 1,5—2 раза по сравнению с нижним положением
(главным образом за счет уменьшения числа мгновенных каса-
ний колеблющихся капель и поверхности ванны). Электроды,
характеризуемые редкими замыканиями дуги, почти не меняют
числа замыканий при изменении пространственного положения
сварки.
Эксперименты по определению числа коротких замыканий
характеризуются значительным разбросом данных. Это в зна-
чительной мере объясняется тем, что длина дуги (контролиро-
вать которую при сварке плавящимся электродом трудно) ока-
зывает на размер капель и, следовательно, на число коротких
замыканий большее влияние, чем другие рассмотренные техно-
логические факторы. Это видно из рис. 90, где показано число
замыканий при разной длине дуги для проволоки Св-08А при
сварке в нижнем положении. Длина дуги при этих опытах опре-
делялась как среднее расстояние между концом капли и по-
верхностью ванны из большого числа замеров на кинокадрах.
При сварке покрытыми электродами изменение длины дуги
для электрода одной и той же марки может быть оценено по
изменению напряжения дуги. Результаты опытов с электродами
155
Таблица 41
октрод П рострачстрсниос положение снарки 1 в а Число коротких замыканий в секунду
ши Нижнее . . 130 140 21
Вертикальное . 125 -130 14,2
Потолочное . . . . 125 130 11
ОММ5 Нижнее , . 135 145 25
Вертикальное . . . . 130 13,2
Потолочное . . 130 17
ЦМ7 Нижнее . . , 1 Ю 150 25,5
Вертикальное 125—130 19,5
Потолочное ..... 120—130 17
ЦНИИЛС-Э42 Нижнее ..... 135- 140 5,25
Вертикальное 125 130 8,2
Потолочное . 135 4
СМИ Нижнее 1’0 150 2
Вертикальное 130 2,18 2
Потолочное 130 -140
ВН48 Нижнее 150 2,5
Вертикальное 130 1.25
Потолочное 130 140 2
УЛ2/45 Нижнее . . 130 2,25
Вертикальное .... 125 130 1 ,59
Потолочное 135 3.1
У ОНИ 13/45 Нижнее . . . 135—140 4
Вертикальное 125 2,65
Потолочное ..... 125 135 2,1
Примечание. Электроды диаметром 4 мм, ток постоянный об-
ратной полярности. Опыт иыполнен на автомате.
Рис. 90. Влияние длины
дуги на число коротких за
мыканий при сварке в
нижнем положении про-
волокой Св-08А диаметром
4 мм
Таблица 12
Электрод 1 в а Число коротких замыканий в секунду
У ОНИ 13/45 130 20 6,48
130 24 2,2
130 27 0,83
ЦМ7 10 23 53,5
130 26 28,3
130 31 4,17
Примечание. Опыт выполнен на автомате.
Электроды диаметром 4 мм, ток постоянный обрат-
ной полярности.
156
меж ту двумя погледова-
гельными короткими за-
мыканиями mH л;*кгро юн
тонкими однокомпонеит-
I ЫМИ покрытиями В Н;ВИ-
имости от номинального
папря-Kt гия 4vi и при гоке
140 1G0 а
УО11И13/45 и ЦМ7 при сварке в нижнем положении приведены
в табл. 42.
Из табл. 42 видно, что при электродах одной и той же марки
увеличение длины дуги (напряжения дуги) приводит к сильно-
му уменьшению числа коротких замыканий при сварке.
Исследование влияния номиналь-
ного напряжения дуги для 11 тонких
однокомпопснтпых покрытий показа-
ло, что по мере увеличения номиналь-
ного напряжения усиливается оттал-
кивание капли от ванны и снижается
число коротких замыканий (рис. 91).
В этом случае основное значение име-
ет перегрев капель при высоком поми-
нальном напряжении, увеличивающий
реактивное действие выбрасываемых
паров и газов.
§3. ДЕЙСТВИЕ КОМПОНЕНТОВ ЭЛЕКТРОД-
НЫХ ПОКРЫТИЙ НА УСТОЙЧИВОСТЬ
СВАРОЧНОЙ ДУГИ
Введение в состав электродных по-
крытий веществ с низким потенциа-
лом ионизации, как известно, способ-
ствует улучшению устойчивости горе-
ния дуги. Этот вопрос подробно рас-
смотрен в литературе, посвященной
исследованию сварочных дуг как в
экспериментальном, так и в теорети-
ческом плане. Были разработаны раз-
личные количественные оценки влия-
ния отдельных компонентов электрод-
ных покрытий на устойчивость дуги
Наиболее известна оценка К. К. Хре-
нова по разрывной длине дуги, примененная для исследований
в ряде работ [31, 77. 131].
Изучение влияния ионизаторов па устойчивость дуги приве-
ло к мнению о том, что решающее влияние на повышение
устойчивости дуги имеют пары ионизаторов, попавшие в столб
дуги. Пары обеспечивают повышение степени ионизации плаз-
мы и повышают электропроводность столба. Однако не все
имеющиеся экспериментальные факты подтверждают такую
точку зрения.
К- К. Хренов [131] исследовал величину разрывной длины
дуги для 138 различных веществ. Было установлено, что соеди-
нения ряда сильных ионизаторов характеризуются низкой раз-
157
рывной длиной дуги, несмотря на их интенсивное испарение
в столб дуги. К. К. Хренов объясняет это тем, что образую-
щиеся при диссоциации анионы (особенно галоиды) деионизуют
столб дуги за счет образования тяжелых отрицательных ионов,
имеющих высокое сродство к электрону. При этом отмечается,
что такое объяснение требует дополнительной эксперименталь-
ной проверки.
С мнением о решающем влиянии ионизации столба дуги на
ее устойчивость трудно согласиться, так как оно противоречит
приведенным данным о малой энергетической роли столба по
сравнению с нрнэлсктродными областями. Если бы состояние
столба саморегулируемой сварочной дуги определяло все ее
существование, то источник тока должен бы был в столбе за-
трачивать основную часть своей энергии. В действительности
в столбе расходуется менее 30% энергии источника тока, а ос-
новная доля энергии расходуется в приэлектродных областях
дуги.
В связи с этим замечанием целесообразно рассмотреть одну
л,-, ранних работ Г. М. Тнходеева [НЯ], посвященных изучению
устойчивости горения дуги. Термин «блуждающая дуга» при
сварке проволокой без покрытия применен Г М Тиходсевым
для следующих внешних условий. Напряжение дуги при прямой
полярности тока увеличивается примерно до 25 в вместо 16
18 в па обратной полярности. Дуга горит неустойчиво с силь-
ным шумом. Капля увеличивается в размерах; наблюдается
увеличение разбрызгивания. Катодное пятно блуждает по боко-
вой поверхности ближе к основанию кати. При присоединении
такой проволоки к положительному полюсу машины явление
неустойчивости исчезает и ее сварочные свойства становятся
таким к же, как у обычных электродов на обратной полярности
Было установлено, что явление «блуждающей дуги» связано
с повышенным содержанием кремния в проволоке (0,21
0,24и/о) Анализ неметаллических включений в таких проволо-
ках показал, что их количество доходит до 0,06%, причем до
75% этого количества приходится па долю SiO2. В некоторых
образцах было обнаружено повышенное содержание А12О3 (до
0,007%). На основании этого Г. М. Тиходеев предположил, что
А12О3 и SiO2 отрицательно влияют на устойчивость дуги.
При внесении А12О3, SiO2 и FeSi в винтовую нарезку на
поверхность зачищенной кипящей проволоки было отмечено
увеличение напряжения дуги и ухудшение стабильности. Одно-
временно уменьшилось число коротких замыканий с 28 в се-
кунду до 1—2. При обратной полярности явление блуждания
дуги исчезало
На рис. 92 показано изменение номинального напряжения
дуги в зависимости от типа и количества вносимых компонен-
тов [118]: I— стабилизаторы дуги; II— не изменяют устойчн-
158
весть дуги; III — ухудшают устойчивость дуги даже в малых
количествах.
Отмечается положительное влияние на устойчивость дуги
окислов железа. После удаления слоя окалины и травления по-
верхности проволоки дуга становилась неустойчивой. Г М. Ти-
Рпс. 92. Влияние раз-
личных веществ, вве-
денных в винтовую на-
резку электродной про-
волоки диаметром 5 ми,
на напряжение и устой-
чивость горения дуги
[118] (химический со-
став проволоки:
0,07% С: Si — следы: 0.37%
Мп; 0,014% S; 0,02% Р)
Таблица 43
Окисел, покрывающий катод Темпера- тура нагрева катода в К Плотность тока эмиссии в а!см2
MgO 1600 1 02 10—1
СаО 1 '00 2,1910-1
ВаО 1200 3,55-10-!
а!2О3 1873 6,2-10—7
А12О3 2200 5,9-10 -2
SiO2 2200 8,5-10—*
ходеев связывает явление блуждания дуги с эмиссией электро-
нов. Вещества, улучшающие эмиссию, уменьшают блуждание.
В табл. 43 приведен ток эмиссии с платиновой проволоки, по-
крытой окислами различных элементов [118].
Из табл. 43 видно, что Л12О3 и SiO2, ухудшавшие устойчи-
вость дуги, одновременно уменьшали эмиссию электронов с ка-
тода. Таким образом, точка
зрения Г. М. Тиходеева о роли
ионизаторов и деионизаторов
в сварочной дуге с плавящим-
ся электродом, высказанная
им еще в 1935 г., существенно
отличается от представления
о том, что ионизатор улуч-
шает, а деионизатор ухудшает
стабильность дуги, лишь испа-
ряясь в столб.
Точка зрения Г.
деева, считавшего,
бильность горящей
ионизацией столба, а эмиссионной способностью катода дуги,
как будет показано ниже, правильно отражает физическую при-
роду явлений, протекающих в различных зонах дуги.
Действие паров ионизаторов на степень ионизации и, следо-
вательно, способность столба горящей дуги проводить ток
М. Тихо-
что ста-
дуги постоянного тока определяется не
159
следует рассматривать с учетом их влияния не только иа по-
тенциал ионизации газов столба, но и на его температуру. Сте-
пень ионизации в соответствии с уравнением Саха определяется
давлением в столбе, его потенциалом ионизации и температу
рой. Кроме того, между
температурой столба Tg и
потенциалом ионизации ду-
гового газа W существует
теоретическая зависимость
Рис. 93. Изменение температуры столба
угольной дуги при нанесении на катод
элементов с разным потенциалом
ионизации [109]
(10.1).
О. П. Семенова [109]
получила аналогичную за-
висимость, эксперименталь-
но определяя температуру
столба угольной дуги при
введении на катод различ-
ных элементов. Эта зависи-
мость (рис. 93) близка к
(10.1) и выражается следу-
ющим уравнением:
Тд =600 (К; -[- 1,5). (4.4)
Уравнение Саха при давлении 1 ат, характерном для сва-
рочных дуг, имеет следующий вид:
1g , х2-~ = 2,51g Тд-----Vt - 6,5 + 1g а\ (5.4)
I — х- I 0
В правой части о2 дает поправку, учитывающую статистиче-
ские веса электрона, положительного иона и нейтрального ато-
ма. Значение этой поправки для элементов с правильным строе-
нием электронной оболочки вычислено К. К. Хреновым [132]
Группа элементов периодической системы I II III 1\ VI VII VIII
Поправка 1 4 1 7з % 8/з 3 4
При предположении, что температура столба не изменяется
с введением ионизаторов, расчеты по уравнению (5.4) показы-
вают резкое увеличение х с уменьшением потенциала ионизации
дугового газа. Такой случай для Тд =6000° К показан на рис. 94.
Однако, если учесть, что одновременно с изменением потенциа-
ла ионизации дугового газа изменяется его температура, урав-
16Q
иение Саха может быть преобразовано следующим образом
При решении совместно с уравнением (10.1)
1g—-------= 2,51g К, —5.45 +1g а2. (6.4)
1 — X2
При решении совместно с эмпирическим уравнением (4.4)
1g 2,5 lg (V.-+1.5)--^4-+ 0.45+Igo2. (7.4)
1 — х2 Vi + 1,5
Рис. 94. Изменение степени
ионизации дугового газа в
зависимости от потенциала
его ионизации при темпе-
ратуре 6000° К:
(7—VIII— группы элементов пе-
риодической системы Менде-
леева)
Уравнения (6.4) и (7.4) представлены графически на рис. 95;
1гчет изменения температуры столба с введением в дугу паров
различных элементов дает другие
зависимости по сравнению с рис. 94,
где температура предполагалась
постоянной. Поэтому в реальных
тутах, сравниваемых при близких
эежпмах сварки, введение иониза-
торов либо не скажется на степени
ионизации плазмы (рис. 95,6), ли-
бо будет уменьшать степень иониза-
чин (рис. 95. о), но во всяком слу-
чае нельзя ожидать заметного
улучшения ионизации, которое мог-
ло бы объяснить наблюдаемое фак-
тически повышение стабильности
горения дуги с введением иониза-
торов.
Как следует из расчетов
(рис. 95), степень ионизации плаз-
мы сварочной дуги невысока. Она в наиболее благоприятных
случаях (элементы II и VIII групп периодической системы) не
превышает 15%. Такая плазма относится к типу «холодных».
Приведенные расчеты свидетельствуют о том, что введение в
столб сильных деионизаторов (фтор, хлор и др.), относящихся
к VII группе периодической системы, также не может являться
причиной снижения электропроводности столба.
Результаты расчетов степени ионизации с учетом изменения
температуры столба согласуются с приведенными выше дан-
ными опытов. В табл. 1 показано, что при внесении в зону дуги
деионизатора — плавикового шпата—наблюдается даже умень-
шение градиента напряжения в столбе и, следовательно, улуч-
шение его электропроводности по сравнению с введением
ионизатора — мрамора. Такое уменьшение градиента объяс-
няется тем, что при введении CaF2 короткий столб сварочной
дуги интенсивнее нагревается из приэлектродных областей
и степень его термической ионизации увеличивается.
Промышленные электроды УОНИ13 и ВСР50, обладающие
пониженной стабильностью дуги, не позволяющей использовать
161
их при сварке на переменном токе, также имели градиент на
пряжения в столбе ниже, чем электроды других типов (см.
рис. 5)
То, что парам галлоидов нельзя приписывать деионизирую-
щее действие па плазму непрерывно горящей дуги, видно также
из следующего опыта. При нанесении химически чистых, обез-
Рпс. 95. Изменение степени ионизации дугового газа х в зависимости от
потенциала его ионизации V; с учетом изменения температуры столба дуги
при расчете температуры столба по К. К- Хренову (п) J131] и по О. II. Се
меновой (б) [109]:
(/ — VIII — группы элементов периодической системы Менделеева)
солей ВаС12, MgCl2 и РЬС12 на проволоку
/ блица 44
Условия опыта Разрывная длина дуги в мм
Голая проволока 6—12
8,14
С засыпкой 2,5—8,3
MgCl2 5,26
С засыпкой 4—10,4
ВаС12 6,1
С засыпкой 11—19,5
РЬС12 13,6
Примечание. Данные по
разрывной длине дуги получены
как среднее из 10 определений.
воженных хлористых . _ -
Св-08А было установлено, что РЬС12 хорошо стабилизирует
дугу, а ВаС12 и MgCl2, хотя и в разной степени, по ухудшают
стабильность.
Результаты визуальных наблюдений были подтверждены
при определении разрывной длины дуги. Определение разрыв-
ной длины дуги с засыпкой солей
на основной металл МСт.З (поляр-
ность обратная, регулятор тока вы-
прямителя GL-400 установлен на
175 а, проволока Св-08А диаметром
4 мм одной плавки) дало результа-
ты, приведенные в табл. 44.
Наименьшие потенциалы одно-
кратной ионизации элементов, вхо-
дящих в указанные соли, состав-
ляют: Ва—5,9 в; Mg — 7,61 в; РЬ —
7,4 в и С1 — 13,0 в. Из всех солей
наименьшую энергию диссоциации
имеет РЬС12. Поэтому плазма дуги
при сварке с этой солью должна
наиболее интенсивно насыщаться
ионами хлора, считающимися ак-
тивными деионизаторами.
162
Таким образом, приведенные примеры убедительно показы
на ют, что стабильность горящей дуги не имеет прямой связи
со степенью ионизации плазмы и должна быть связана с усло-
виями протекания тока на катоде дуги. Возможно, что в опыте
с разными хлористыми солями РЬСЬ улучшает эмиссию элект-
ронов на катоде за счет того, что эта соль эмиттирует при на-
греве только отрицательные ионы [104] и пленка соли, покры-
вающая катод, получает положительный заряд, снижающий по-
тенциальный барьер на поверхности катода. Действие MgCP
Рнс. 96. Зависимость между потенциалом ионизации и работой вы-
хода электронов для разных элементов [37]
будет обратным, так как она при нагреве эмиттирует только
положительные ионы [104] и заряжается отрицательно, увели-
чивая потенциальный барьер па поверхности катода. ВаС12 при
нагреве выбрасывает ионы обоих знаков и поэтому оказывает
промежуточное действие на стабильность дуги.
Рассмотрим, каким образом элементы с низким потенциа-
лом ионизации могут влиять на электропроводность катода
дуги. Потенциал ионизации элемента связан с работой выхода
электрона из этого элемента (рис. 96) [37]. Поэтому, вводя
на электроды вещества с низким потенциалом ионизации, всег-
да уменьшают работу выхода электронов с катода, понижают
в связи с этим катодное падение напряжения и повышают
электропроводность катодной области, улучшая этим устойчи-
вость дуги. Помимо прямого влияния на электропроводность,
введение таких элементов при плавящемся электроде должно
снизить колебания капли, так как при низком катодном
163
I
I
\
\
\
\
\
\
I
\
I
\
\
\
\
I
\
I
I
I
Таблица 54
Тип покрытия Номинал l нос напряжение дуги в в Разрывная длина дуги в мм Характеристика
Мрамор ..... Полевой шпат .... Доломит Ру ГИ Л Каолин . ... Гематит . Титановый копнен.ear Проволока Св-08Л без покрытия Ферротитан ... Гранит Ферромарганец Мп-1 Ферросилиций Сн-45 Плавиковый шпат . . Кварцевый песок . . | 1 ',8 16,1 18,8 20,6 20,6 21,8 22 23 24,6 25 2. 29.1 31 32,1 11—2’ 15,7 17- 18 17,5 12 -21 15,8 9,5 1 1,5 10,9 10 1 1 10,.j 6 18,5 П ,'1 6 11,5 9.8 6,5 10,5 8,3 д ,5- 10 6,9 9 12, ~ 10,6 5—5 5 -5 5 ",5 6,5 5,1 7,5 8,5 8,1 I 1 1 1 Хорошие стабилизаторы Нс оказывают заметного влияния на стабильность Сильно ухудшает стабильность
Примечания: 1. Номинальное напряжение и разрывная длина
дуги приведены Для прямой полярности.
2. Номинальное напряжение определяли по осциллограммам.
3. Разрывную длину дуги определяли на преобразователе ПС-300
при установке регулятора тока на 190 а.
164
падении напряжения уменьшается отталкивающее действие ду-
ги на каплю. Снижается также блуждание активных пятен дуги
Например, на рис. 82, V видно, что нанесение тонкого мелового
покрытия уменьшило колебание капли на конце электрода и
сделало перенос металла более устойчивым.
Уменьшение катодного падения напряжения при введении
на катод веществ с малой работой выхода должно приводить
к уменьшению общего падения напряжения дуги, так как по-
следнее в основном определяется падением напряжений в при-
электродных областях.
Поэтому существует зависимость между устойчивостью дуги.
Рис. 97. Зависимость разрывной дли-
ны дуги от номинального напряже-
ния ее горения для электродов с
однокомпонеитными покрытиями:
I — горит на переменном токе; II — горит
на переменном токе; неустойчиво; III
не горит на переменном токе
I
Рис 9b. Схема изменения
гока и напряжения при
\длипении дуги до естест-
венного обрыва (пункти-
ром показаны вольт-ампер-
ные характеристики свароч-
ных дуг разной длияЦ):
I ток при возбуждении дуги-
I — ток при обрыве дуги
характеризуемой ее разрывной длиной. п номинальным напри-
жением ее горения. Такая зависимость, например, для прово-
локи Св-08А без покрытия и с различными однокомпонеитными
покрытиями приведена в табл. 45 и на рис. 97. Чем выше
номинальное напряжение горения дуги, тем меньше ее разрыв-
ная длина при одинаковых условиях опыта.
Влияние на разрывную длину дуги величины приэлектрод-
ных падений напряжений становится очевидным, если рассмот-
реть условия горения удлиняющейся дуги при падающей вольт-
амперной характеристике источника питания. После возбужде-
ния, когда длина дуги еще мала, между электродом и основ-
ным металлом должно возникнуть напряжение UK.a (рис. 98).
Соответственно в точке /1 устанавливается начальный свароч
пый ток Iн . Величина этого тока будет тем меньше, чем боль-
ше Uк, 3. Затем дуга начинает удлиняться. Напряжение ее ра
16,5
Таблица 46
Показатель Св-08А с СаСО, СВ-08Л Св-08А с CaFg
Градиент напряжения Е в в>.и.н .... 5 3,6 1
ик+а в 6' 12 16 31,8
U А в в 17 21,2 34,2
Разрывная длина дуги в *и 15,7 8,4 5,3
Примечания: 1. Разрывная длина дуги определялась при прямой полярности
при установке регулятора тока ПС-300 на 190 а.
2. Градиент напряжения, UK±a и определены при скоростной киносъемке и
синхронном осциллографировании напряжения дуги.
стет, а ток уменьшается. В точке Б дуга обрывается. Причины
обныва туги можно проанализировать, рассматривая табл. 16.
.Улучшение электропроводности столба (снижение градиента/<)
ш привело к повышению разрывной длины дуги. Наблюдается
шже обратная завн< нмоегь Поэтому обрыв дуги происходит
главным образом из-за ухудшения условий электронной эмис-
сии в связи с недостаточной бомбардировкой катода положи-
тельными ионами на малом токе /,,, соответствующем точке Б.
Очевидно, чем больше затруднена эмиссия электронов с катода
(выше катодное падение напряжения), тем при большей вели-
чине разрывного тока /, и меньшей длине дуги должен
происходить ее обрыв (см. рис. 98).
ЗАКЛЮЧЕНИЕ
Монография посвящена малоизученной проблеме регулиро-
вания технологических характеристик сварочных электродов,
таких как производительность расплавления, проплавляющее
действие, перенос металла в дуге и устойчивость ее горения.
Регулирование производилось при воздействии различными
электродными покрытиями на приэлектродные области и столб
электросварочной дуги.
Особенно большое значение в сварочной дуге имеют энерге-
тические свойства ее приэлектродных областей, изучение кото-
рых и позволило рассмотреть некоторые способы регулирова-
ния и методы расчета технологических характеристик элек-
тродов.
Обобщая материалы, изложенные в монографии, можно
сделать следующие основные выводы:
1. Основное количество тепла при сварке (более 70%) вы-
деляется в приэлектродных областях дуги. Энергетическая
роль столба относительно невелика. Количество тепла, выде-
ляющегося в приэлектродных областях, зависит не только от
величины тока, но и от эффективных тепловых значений катод-
ного и анодного падений напряжений, определяющих энергети-
ческую структуру дуги.
Эффективное катодное падение напряжения меньше, а анод-
ное—-больше соответствующих фактических приэлектродных
падений, так как на их величину влияет передача энергии с
катода на анод электронами проводимости.
2. Энергетическая структура дуги может быть изменена при
нанесении на сварочную проволоку покрытий или при специ-
альной обработке ее поверхности. Физическая природа этих
изменений связана с образованием на поверхности катода раз-
личных электропроводных пленок жидкого шлака, окислов или
загрязнений. Пленки, затрудняющие эмиссию электронов, мо-
гут увеличить выделение тепла в приэлектродных областях в
2,5—3 раза при неизменном сварочном токе.
3. В случае количественного анализа влияния энергетиче-
ской структуры дуги на основные технологические характери-
стики электродов дуга может рассматриваться как сумма трех
независимых источников тепла: катодного, анодного и распре-
деленного по столбу дуги. При этом с достаточной точностью
можно принять, что плавление электрода производится теплом,
выделяемым только приэлектродной областью у капли, нагрев
167
основного металла осуществляется теплом, выделяемым обо-
ими приэлектроднымп источниками, а тепло, выделяемое в
столбе, рассеивается в атмосферу.
4. Для анализа расплавления электрода была получена тео-
ретическая зависимость между мощностью приэлектродного
источника и скоростью плавления электрода, которая соответ-
ствовала опытным данным. На основе этой зависимости уда-
лось установить: долю тепла дуги, расходуемого на плавление
различных электродов; количество тепла, расходуемое па ис
парение, диссоциацию и плавление различных электродных
покрытии; долю тепла, затрачиваемую на перегрев капель
выше точки плавления; закономерности изменения температуры
капель от типа электрода и режима сварки. Полученное урав-
нение плавления электрода позволило также проанализировать
коэффициент расплавления как характеристику, широко ис-
пользуемую для оценки производительности различных элект-
родов, и показать его связь с мощностью приэлектродного
источника тепла, действующего на каплю.
5. Для определения теплового действия обоих прпэлектрод-
ных источников на основной металл получено уравнение тем-
пературного поля, учитывающее дискретный перенос тепла с
каплями металла, и уравнение, учитывающее массопередачу с
электрода в ванну. Эти уравнения позволили оценить влияние
па проплавление и нагрев основного металла не только общей
тепловой мощности, вводимой в изделие, и скорости сварки,
по и характеристик расплавления электрода.
6. При увеличении тепловой мощности приэлектродных
областей возрастают реактивные силы отталкивания, дейст-
вующие на каплю и ванну. Возникновение этих сил связано с
периодическим выбрасыванием из расплавленного металла га-
зов и паров. Чрезмерное возрастание тепловой мощности прп-
электродных областей, помимо возмущающего действия на пе-
ренос капель, значительно усиливает блуждание активных пя-
тен и увеличивает потери на разбрызгивание, что снижает
устойчивость дуги. Поэтому повышение производительности
сварки за счет регулирования энергетической структуры дуги
имеет предел, определяемый устойчивостью ее горения и пере-
носа металла. Образование на конце электрода втулочки из
нерасплавленного покрытия снижает отрицательное дей-
ствие реактивных сил, так как придает им кумулятивный ха-
рактер.
7. Испарение ионизаторов в столб дуги не только снижает
потенциал ионизации плазмы, но и одновременно уменьшает
температуру столба. Из-за противоположного действия этих
факторов степень ионизации и электропроводность столба прак-
тически не изменяются. Положительное влияние ионизаторов
на стабильность дуги состоит в том, что они облегчают эмиссию
168
электронов с катода, так как всегда обладают малой работой
выхода. Введение ионизаторов позволяет существенно изме-
нять энергетическую структуру дуги в связи с уменьшением
выделения энергии в приэлектродных областях.
* *
*
Изучение приэлектродных областей электросварочных дуг
позволило наметить пути создания электродов с высокой произ-
водительностью, большой проплавляющей способностью и ря-
юм других специальных свойств. Такими свойствами обладают,
например, электроды типа ВСЦ с целлюлозными покрытиями,
разработанные во ВНИИСТе и получившие широкое примене-
ние при сварке магистральных трубопроводов.
Ряд закономерностей, установленных для дуг с низкой
плотностью тока, несомненно, справедлив и для дуг с высокой
плотностью тока при автоматической сварке под флюсом и в
среде газов. Изучение распределения энергии в таких мощных
лугах будет способствовать дальнейшему улучшению техноло-
гических характеристик процесса автоматической сварки.
Выявленные закономерности поведения электросварочных
дуг убеждают в необходимости дальнейшей разработки теории
сварочных катодов и анодов, которая сегодня еще сильно от-
стает от теории столба электросварочной дуги.
ЛИТЕРАТУРА
1. Адам Н. К. Физика и химия поверхностей. М., Гостехиздат, 1947.
2. А к и ш и и А. И. Лонная бомбардировка в вакууме. М.—Л., Гос-
энергоиздат, 1963
3. Акулов А И. К вопросу о падении напряжения в приэлсктрод-
пых областях сварочной дуги. «Авюмагпчс 'кая сварка», 1964, № 9.
4. Алов А. А. Основы теории металлургии дуговой сварки малоуг-
леродистых сга.тсй «Вопросы теории сварочных процессов». Труды
ЦНИИ! МАШ кн. 14, 1948.
5. А л о в А. А.
па процесс дуговой
1958, № 9.
6. Алов А. А.
построенне», 1964
7. А р ц и м о в и
дат, 1963.
и Виноградов В. С. Влияние вибрации электрода
сварки и свойства швов. «Сварочное производство».
Основы теории процессов сварки и пайки. М . «Маши-
ч Л. А. Элементарная физика плазмы. М„ Госатомиз-
8. Б р а у и С. Элементарные процессы в плазме газового разряда. М..
Госатомиздат, 1961
9. Бродский А. Я. Аргоно-дуговая сварка вольфрамовым электро-
дом. М., Машгп.3, 1956.
10. Броун А. Я. и Погодин Алексеев Г. И. Термическая тео-
рия электросварочной дуги. М.. Машгпз, 1951.
11. Брук Б. И. Радиоактивные изотопы в металлургии и металлове-
дении сварки. Л., Судпромгнз, 1959.
12. Бургсдорф В. В. Исследование электрических дуг большой
мощности. Труды научно-технической сессии ВНИТОЭ по перенапряже-
ниям. М., Госэнергонздат, 1950.
13. Б р ю и и и п г Ф. Физика и применение вторичной электронной эмис-
сии. М., «Советское радио», 1958.
14. Верченко В. Р. Перенос металла в дуге при сварке плавя-
щимся электродом в среде защитных газов. «Автоматическая сварка»,
1958, № 11.
15. Володгпн В. П. Исследование скорости плавления электродов
при сварке металлической вольтовой дугой. «Вестник Дальневосточного
отделения АН СССР», 1932, № 1—2.
16. Ворновицкий И. Н. и Мазель А. Г. Разработка и исследо-
вание электродов с органическим покрытием для сварки магистральных тру-
бопроводов. Труды ВНИИСТ. Вып. 16. М., 1963.
17. Гвоздецкий В. С. Об электрическом поле объемного заряда
у катода электрической дуги. «Автоматическая сварка», 1965, № 6.
18. Гапонов В. И. Электроника. Т. 1. М., Физматгиз, 1960.
19. Грановский В. Л. Электрический ток в газе. М., Гостехиздат,
1040
20. Д а в ы д е н к о И. Д. Скорость плавления электродов и напряже-
ние на дуге в зависимости от компонентов обмазок. «Автогенное дело»,
1938, № 1.
21. Дебрецов Л. Н. Электронная и ионная эмиссия. М.—Л., Гос-
техиздат, 1952.
22. Д о б р о х о т о в Н Н. Применение термодинамики в металлургии.
Изд-во. АН УССР, 1955.
23. Дятлов В. И. Элементы теории переноса электродного металла
при электродуговой сварке. Сб. «Новые проблемы сварочной техники».
Киев, «Техника», 1964.
24. Ели неон М. И. и Васильев Г. Ф. Автоэлектронная эмиссия.
М., Машгиз, 1958.
25. Е л и н с о н М. И. и Зернов Д. В. К вопросу о механизме элек-
тронной эмиссии тонких диэлектрических слоев под действием сильного
электрического поля (эффект Малтера). «Журнал радиотехники и элект-
роники», № 1, том II, вып. 1. 1957.
26. Ерохин А. А. Технологические характеристики электродов для
дуговой сварки. Труды НИ АТ, 1949, № 10
27. Ерохин А. А. Напряжение на дуге как характеристика типа
(марки) электрода. «Автогенное дело», 1949, № 2.
28. Е р о х и и А. А О температуре капель расплавленного электрод-
ного металла при дуговой сварке. «Известия АН СССР ОТН», 1955, №9.
29. Е р о х п н А. А. Кинетика металлургических процессов дуговой
сварки. М., «Машиностроение», 1961
30. Е р о х п и А. А. Об учете особенностей передачи теплоты дуги
свариваемому изделию при расчетах размеров зоны расплавления. Сб.
Процессы плавления основного металла при сварке». М., изд-во АН СССР,
1960.
31. Ерохин А. А. Основные измерители технологических свойств
электродов и методика их определения. Труды НИАТ. АГ, Оборонгиз,
1949, № 1.
32. Залесский А. М Электрическая дуга отключения. М. —Л., Гос-
энергоиздат, 1963.
33. Заруба И. II. Некоторые особенности автоматической сварки под
флюсом постоянным током. «Автоматическая сварка», 1951, № 2(17).
34. Зернов Д. В. и Кульварская Б. С. Исследование темпера-
турной зависимости электронной эмиссии диэлектрических пленок под влия-
нием поля положительного объемного заряда. Ж.Т.Ф. Т. XVII. Вып. 3, 1947.
35. Ильин С. С. и Лебедев П. Г С) разрушении электродов при
электрических разрядах с большой плотностью тока. Ж. Т. Ф. Т. XXXII,
1962, № 8.
36. Иоффе А. Ф. Физика полупроводников. М.—Л., изд-во
АН СССР, 1957.
37. Капцов Н. А. Электроника. М., Госэнергонздат, 1956.
38. К а т л е р С. М. Исследование условий расплавления электродной
проволоки при дуговой сварке на нормальных и повышенных плотностях
тока. Автореферат диссертации па соискание ученой степени кацд. техн
наук. Л., 1956.
39. К е с а е в И. Г. Катодные процессы ртутной дуги и вопросы се
устойчивости. Труды ВЭИ. Вып. 67. М.—Л., Госэнергонздат, 1961.
40. К е с а е в И. Г. Исследование устойчивости металлических вакуум-
ных дуг. Ж. Т. Ф. Т. XXXIII. Вып. 5. 1963.
41. Кирдо И. В. О физических процессах при повторном зажигании
дуги переменного тока. «Автоматическая сварка», 1956, № 3.
42. К л я р ф е л ь д Б. Н. Электронные и ионные приборы. Труды ВЭИ.
Вып. 41. М.—Л., Госэнергонздат, 1940.
43. Клярфельд Б. Н. и Неретина И. А. Анодная область в га-
зовом разряде при низких давлениях. Ж.Т.Ф. Т. XXVIII, 1958, № 2.
44. Клярфельд Б. Н и Первое а Л. С. Отрицательные и поло-
жительные анодные падения в разряде низкого давления. Ж. Т. Ф. Т. XV,
1945, № 9.
45. Клярфельд Б. И. и Соболев В. И. Катодная область ртут-
ной дуги. Ж. Т. Ф. Т. XVII, 1947.
171
170
I 46. Кулагин II. Д. и Николаев А. В. Тепловой баланс сварочной
дуги постоянного тока в газах в период формирования капли. Изо.
АН СССР. ОТН», 1958. № 11.
47. Кульчицкий Л. О. Енсргетичний баланс дуги при зварю-
вании металличными электродами. Киев, АН УССР, 1941.
48. Кушнарев Л. И., Катлер С. М. и билль В. И. Исследова-
ние процесса сварки под флюсом па повышенных плотностях тока приме-
нительно к разработке шланговых автоматов и полуавтоматов. «Технология
сварки». ВНИТОС. М,—Л„ Машгпз, 1951.
49. Лапидус В. А. Электроды для наплавки. М. Машгпз, 1957.
50. Лебедев В К. и Сидоренко М. II. О динамических свойст-
вах источников питания постоянного тока для ручной дуговой сварки. Сб
«Новые проблемы сварочной техники». Киев, «Техника», 1964
51. Леб Л. Основные процессы электрических разрядов в газах. М.
ГИИ ГЛ, 1950.
52. Лесков Г. II. Распределение потенциала в дугах открытых и под
флюсом. «Автоматическая сварка», 1954, № 1.
53. Лесков Г. И и Погодин-Алексеев Г. И. Термическая тео-
। рия электрической дуги. «Автоматическая сварка», 1958, № 5.
54 Л е с к о в Г. Н. и Заруба И. И. Пути повышения устойчивости
высокоэффективных сварочных дуг. «Автоматическая сварка», 1959, № 12.
55. Лесков Г. II. Электрическая сварочная дуга и ее питание пере-
менным током. Автореферат диссертации па соискание ученой степени д-пя
техн, паск Киев, 1964.
56. Липецкий II. А. Зависимость скорости плавления электродов от
величины внутренней энергии кристаллической решетки. «Автогенное дело».
1947, №2.
57. Л ю б а в с к и й К. В. Металлургия автоматической сварки малоуг-
леродистой стали под флюсом. Труды ЦНИИТМАШа. М.. Машгпз, 194».
№ 14.
58. М азе ль А. Г. Сварка встык без присадочного металла. Труды
HIIAT, М., Оборонгпз, 1949, № 8.
59. М а з е л ь А. Г. Перенос металла при ручной дуговой сварке. «Ав-
томатическая сварка», 1961, № 1.
60. Мазель А. Г., Рогова Е. М. и Сорокин Л. И. Электроды
для сварки с пластмассовым покрытием. ЦИТЭНН. Вып. 26, 1961.
61. Мазель А. Г., Рогова Е. М. и М а р ч е и к о Ю. И. Об оцен-
ке переноса металла в луге при ручной сварке по осциллограммам тока и
|..шряже11пя дуги. «Сварочное производство». 1957, № 12.
62. Мазель А. Г., Рогова Е. М. и Марченко Ю. II Выбор-
электродов для снарки яалоуглсродпстых сталей. Труды ВИНИТИ, тема 12
,\ь М-58-62/6. М-. 1958.
63. Мазель А. Г. Расплавление электрода и проплавление осповногр
металла при ручной дуговой сварке. «Сварочное производство», I960 № i
64. М а з е л ь А. Г. Влияние сил поверхностного натяжения на пере
пос металла и коэффициент потерь при ручной дуговой сварке. «Сварочной
производство», 1960. № 8.
65. Мазель А. Г. и Иейфельд И. F. Вопросы взаимодействия
капли, обмазки и основного металла в сварочной дуге. «Автоматическая
сварка», 1960. № 11.
66. Мазель А. Г. К вопросу об электропроводности и стабильности
туги при сварке. «Автоматическая сварка», 1960, № 12.
67. Мазель А. Г. Технологические свойства сварочной дуги Труды
ВНИИСТ. М„ 1962, № 13.
68. Мазель А. Г., В о р и о в и ц к и й И. Н. и Та рл и некий В. Д.
Влияние особенностей выделения тепла в дуге на плавление металла при
сварке различными электродами. «Автоматическая сварка», 1962, № 12.
69. Мандельштам С. Л., Райский С. М. О механизме электри-
ческой эрозии металлов. «Изв. АН СССР. Серия физ.» Т. 13, 1949.
172
70. М и к Д и К р е г с Д Электрический пробой в газе. М., изд-во
иностр, лит., 1960.
72. Михеев М. Л. и Михеева И. М. Краткий курс теплопередачи.
М. Л., Госэнергоиздат. 1960.
73. Н а й м у ш и н Н. Ф Исследование сварки в подвижном состав.'
и пути. Труды Института инженеров железнодорожного транспорта. М,.
1936.
74. Н и к и т и н В. И. Электрические машины и трансформаторы для
дуговой сварки. ОНТИ, 1937.
75. Н и к и т п н Ю. И. О строении двойного электрического слоя на
границе металла со шлаком Труды УПИ им. Кирова. Свердловск, 1959,
№ 93. |
76. Никитин Ю. И. и Есин О. А. Электронапнлляриыс явления
в пирометаллургпческих системах. Доклады АН СССР. Т. 107. 1956, Me 6.
77. Остапенко И. Г Об эластичности сварочной дуги, горящей под
флюсом. «Автогенное дело», 1947, № 12.
78 Патон Б. Е. и Шей ко П. И. Управление переносом металла
при дуговой сварке плавящимся электродом. ''Автоматическая сварка».
1965, № 5.
79. П а т о н Б. Е. Об оценке стабилизирующих свойств флюса для ав-
томатической сварки. «Автоматическая сварка», 1950, № 2. (II).
80. Патон Б. Е. Исследование условий устойчивого горения свароч-
ной дуги и се регулирования. Автореферат диссертации па соискание уче-
ной степени д-ра техн, наук, 1951.
81. Патон Б. Е. О размере электродных капель при сварке под
флюсом. «Автоматическая сварка», 1950, № 4, (13).
82. Пацкевич И. Р. Исследование переноса электродного металла
в сварочной дуге. Автореферат диссертации на соискание ученой степени
канд. техн. наук. Свердловск, 1952.
83. Пацкевич И. Р. О причинах неудовлетворительного расплавле-
ния некоторых партий электродных проволок. Сб. «Вопросы сварочного про-
изводства», № 7. М. —Свердловск, Машгпз, 1955.
84. Пацкевич И. Р. Исследование размеров электродных капель
при ручной дуговой сварке. «Автоматическая сварка», 1954, Me 1
85. Пацкевич И Р. Исследование переноса электродного металла
в сварочной дуге. «Автоматическая сварка», 1954, № 2.
86. Петров А. В. Исследование процесса аргоно-дуговой сварки пла-
вящимся электродом нержавеющей стали. Автореферат диссертации па
соискание ученой степени канд. техн, наук, 1953.
87. П е т р о в А. В. Давление дуги на сварочную ванну в среде за-
щитного газа. «Автоматическая сварка», 1955, № 4.
88. Петров А. В. Плавление электродной проволоки при автомати-
ческой аргоно-дуговой сварке. «Сварочное производство», 1955, № 2.
89. Петров А. В. Перенос металла в дуге при сварке плавящимся
электродом в среде защитных газов. «Автоматическая сварка», 1955, №2,
90. Петров А. В. Перенос металла в дуге и проплавление основного
металла при сварке в среде защитных газов. «Автоматическая сварка»,
1957, № 4.
91. Петров Г. Л. и Кох Б. А. Коэффициент ввода тепла в свари-
ваемое изделие при ручной сварке плавящимся электродов. Труды ЛПИ,
№ 183. М.—Л„ 1951.
92. Петру ничев В. А. Тепловое и механическое воздействие дуги
большой мощности на сварочную ванну. Сб. «Процессы плавления основ-
ного металла при сварке». Изд-во АН СССР, 1960.
93. П е н и н г Ф. Электрические разряды в газах. М., изд-во иностр,
лит., 1960.
94. П о г о д и н - А л е к с е е в Г. И. Теория сварочных процессов. М,
Машгпз, 1950.
95. Потапьсвскнй А. Г. Плавление и перенос металла при сварке
173
тонкой проволокой в среде углекислого газа. «Автоматическая сварка»,
1958. № 7.
96. По т а п ье в с к и й А. Г., Ланч и нс кий В. Ф. и Бунин-
ский В. II. Перенос металла при импульсно-дуговой сварке в аргоне.
«Автоматическая сварка», 1965, № 6.
97. По ход н я И. К. Метод исследования процесса плавления и пе-
реноса электродного металла при сварке. «Автоматическая сварка», 1964,
№ 2.
98. По ходи я II К п Костенко Б. А. Исследование кинетики
плавления электродов при сварке. «Автоматическая сварка», 1965, № 4.
99. Р а б к и н Д. М. Энергетические исследования приэлектродных об-
ластей мощной сварочной дуги. «Автоматическая сварка», 1951, № 2.
100. Р а б к п н Д. М. и Медовар Б. И. К вопросу о стабилизирую-
щих свойствах сварочных флюсов. «Автогенное дело», 1946, № 1.
101. Рабинович И. Я. Оборудование для дуговой электрической
сварки. М.. Машгиз, 1958.
102. Райт Д. Полупроводники. М., изд-во иностр, лит., 1957.
103. Регель А. Р. О связи электронной проводимости жидкостей с их
структурой. Сб. «Вопросы теории и исследования полупроводников и про-
цессов полупроводниковой металлургии». АН СССР, 1955.
104. Рейман А. Л. Термоионная эмиссия. Пер. с англ. М. Л., Гос-
технздат. 1940.
105. Р ы к а л п и II И Расчеты тепловых процессов при сварке. М.,
Машгиз, 1931.
106. Рыка л ин И. II. Тепловые основы сварки. Ч 1. «Процессы рас
пространения тепла при дуговой сварке», М. Л., изд-во АН СССР. 1947.
107. Рыка л п и Н. И. Производительность и эффективность процесса
проплавления металла сварочной дугой. Сб «Процессы плавления основ-
ного металла при сварке». Изд-во АН СССР. 1960.
108. С а мер в и л л Дж. М. Электрическая дуга. М.—Л., Госэнергоиз-
дат. 1962.
109. Семенова О. П. К вопросу о механизме дугового разряда.
Доклады АН СССР, т. L1, № 9, 1946.
110. Семенченко В. К. Поверхностные явления в металлах и спла-
вах. М„ Металлургнздат. 1957.
111. Сердюк Г. Б. К вопросу о причинах появления газовых потоков
в сварочной дуге. «Автоматическая сварка», 1958, № 11.
112. Сергеев П. В. Прпэлектродные падения напряжения и плотно-
сти тока электродных пятен электрической дуги. < Изв. АН Казахской ССР,
серия энергетическая». Вып. 1(21) 1962.
113. Сине льни ков К. Д. и Рудкевич Б. Н. Лекции по, физике
плазмы. Харьков, изд. Харьковского Государственного университета
им. А. М. Горького, 1964.
114. С и е о я и Г. А. Электрическая дуга в электрической печи. М.. Ме-
таллургиздат, 1961.
115. Славинский VI. И. Физико-химические свойства элементов. М
Металлургнздат, 1952.
116. Сунь-Цзы-цень. Исследование процесса переноса металла
в открытой сварочной дуге. Автореферат диссертации на соискание ученой
степени канд. техн. наук. Киев, 1959.
117. Таран В. Д. Природа брызг при дуговой сварке. «Автогенное
дело», 1937, ,№ 9.
118. Тихо дее в Г М. Явление блуждающей (неустойчивой) свароч-
ной дуги. «Труды центрального института металлов», „Nb 19. Ленинград,
1936.
119. Тиходесв Г. М. Исследование электрического режима дуги
между железными электродами. «Электричество», 1930, № 4.
120. Тиходесв Г. М. Энергетические свойства электрической свароч-
ной дуги. М.—Л., изд-во АН СССР, 1961.
174
121. Тиходесв Г. М. К теории электрической дуги большой мощно-
сти. Построение статических характеристик сварочной дуги. «Изв. АН СССР.
ОТ”». 1953, № 3.
122. Финке .чьи бург В. и Меккер Г. Электрические дуги и терми-
ческая плазма. М., изд-во иностр, лит., 1961.
123. Фоменко В. С. Эмиссионные свойства элементов и химических
соединений. Киев, «Наукова думка», 1964.
124. Фр анк- Каменецкий Д. А. Лекции по физике плазмы. Атом-
пзцат. 1964.
125. Фролов В. В. Физико-химические процессы в сварочной дуге.
М., Машгиз, 1954.
126. Фру мин И. И. и Походи я И. К. Исследование средней тем-
пературы сварочной ванны. «Автоматическая сварка», 1955, № 4.
127. Фру мин И. И. Автоматическая электродуговая наплавка. Харь-
ков, Металлургнздат, 1961.
128. Фру мин И. И. О размерах капель металла при переносе в дуге.
«Автоматическая сварка», 1957, № 5.
129. Хольм Р. Электрические контакты. М., нзд-во иностр, лит., 1961.
130. Хер ипг К. и Нпкольс М. Термоэлектронная эмиссия. М.,
изд-во иностр, лит., 1950.
131. Хренов К К. Электрическая сварочная дуга. М. — Киев, Маш-
гиз. 1949.
132. Хренов К. К. Об одном уточнении уравнения Сага. «Сварочное
производство», 1961, № 9.
133. Царев Б. М. Контактная разность потенциалов. М., Гостехиз-
лат. 1955.
134. Ш о р и н С. Н. Теплопередача. М., Стройпздат, 1964.
135. Энгель А. Ионизованные газы. М... Физматгиз, 1959.
136. Андо, У э я м а, М а н к и. Изучение скорости плавления электро-
да «Есэуц гаккайси», № о, 1958.
137. Berg I., Lari gal die A. «Melting rale of coated electrodes».
The Welding Journal, 1952, N 5.
138. Berg I., Larigaldie A. «Thermal efficiency of arc welding»
The Welding Journal, 1956, N 5.
139. Betz P. L. Kazzer S. «Characteristic of the Copper Arc. During
the Formation Period» Phys. Rew, 49. 1936, N 10.
140. Benner R .It. Jones T. B. «Atmospheric water vapour effects
on d—c arc electrode burn—off rates». The Welding Journal, 1957 N 4.
141. Compton K T «The Electric Arc». JAIEE, 1927.
142. Conradv S. «Spaniiuiigsverteilung in schweisslichtbogen» Elect-
roschweissung, 1937, N 8
143. Conn W. M. ♦An Instaiility of the Molten». The Welding Journal,
1962, N 4.
144. Doan Ci. 1 «Cathode Energy of the Welding Arc». Trans AIEE
49, 1930.
145. Doan G. E. Lorentz R. E. «Crater Formation and the force of
the Elcctricc Welding Are in various Atmospheres». The Welding Journal,
1941, N 1.
146. Doan G. E., Weed J. M. «Metal Deposition in Electric Arc wel-
ding». Journal of the American Welding Society», 1932, N 9.
147. Engel A «Die energetischen Verholtnisse an den Elektroden eines
Metallbogcii» Wise verdff. Simens-konz», 14, N 3, 1935.
148. Erdinann-jesnitzer, Prinike. Heat Output, Penetration and
are Force of welding Electrodes. The Welding Journal, N 10, 1957.
149. Esch hoi z О. H. Metal Deposition in Arc Welding «Electrical
Welding», 75, 1920.
150 Fouler R. FL, Nordgein L. H Electron Emisson in Intense
Electric Fields «Pore. Roy Soc» London, N 119, 1928.
175
ОГЛАВЛЕНИЕ
Введение
Глава I. Электрическая дуга как источник тепла при сварке 10
§ 1. Особенности протекания тока, затраты энергии и выделе-
ние тепла в различных областях дуги . .10
1. Столб дуги (плазма) 10
2. Область катодного падения напряжения 10
3. Область анодного падения напряжения . 34
§ 2. Тепловое действие дуги на электрод и ванну 37
1 Схема трех источников тепла в дуге...............37
2 . Взаимодействие источников и нагрев электродов . 39
Г лава II Приэлектродные падения напряжений в сварочных дугах 49
§ 1. Методы измерений и оценки величин катодного и анод-
ного напряжений в электрических дугах...................49
§ 2. Эффективные катодные и анодные падения напряжений
в сварочных дугах с плавящимся электродом . . .53
1. Методика измерений ... .53
2. Суммы приэлектродных падений напряжений . . . 58
3. Эффективные и фактические катодные и анодные па-
дения напряжений.................................. .59
Глава III. Плавление металла при сварке . ... 67
§ 1 Нагрев и расплавление электрода дугой 67
1. Закономерности плавления электрода . . .67
2. Производительность расплавления различных элек-
тродов .............................................77
3. Нагрев капель дугой............................9Г>
§ 2. Тепловое и проплавляющее действие дуги иа основной
металл....................................... . . .100
I. Некоторые особенности передачи тепла дуги основно-
му металлу при плавящемся электроде . . .100
2. Проплавляющее действие различных электродов 109
Г шва /I Перенос металла и вопросы устойчивости горения дуги 117
§ 1. Силы, определяющие перенос металла с электрода .117
§ 2. Характер переноса металла с электрода . .138
§ 3. Действие компонентов электродных покрытий на устой-
чивость сварочной дуги ... ... 157
Заключение . . .....................................,г-7
Литература........................................................,10
178
Александр Григорьевич М а з е л ь
«Технологические свойства
электросварочной дуги •>
Редактор издательства Т. Е. Черешнева
Технический редактор Н. В. Тимофеева
Корректор Е. В. Сабынич
Обложка художника
Сдано в производство 8/IV 1968 г.
Подписано к печати 24/1 Т-00350
Тираж 7000 экз. Печ. л. 11,25
Бум. л. 5,63 Уч.-изд. л. 12,5
Формат 60х90‘/1в Цена 66 коп.
Зак. № 1065
с
Издательство «МАШИНОСТРОЕНИЕ» .
Москва. Б-66 1-й Басманный пер.. 3
Московская rniioi рафия № <>
1 'л а виол н гра фп ро м а
комитета по печати
при Сонете Министров СССР
Москва. Ж KS. I - it К)ж но-портовый пр., 17.