
















































































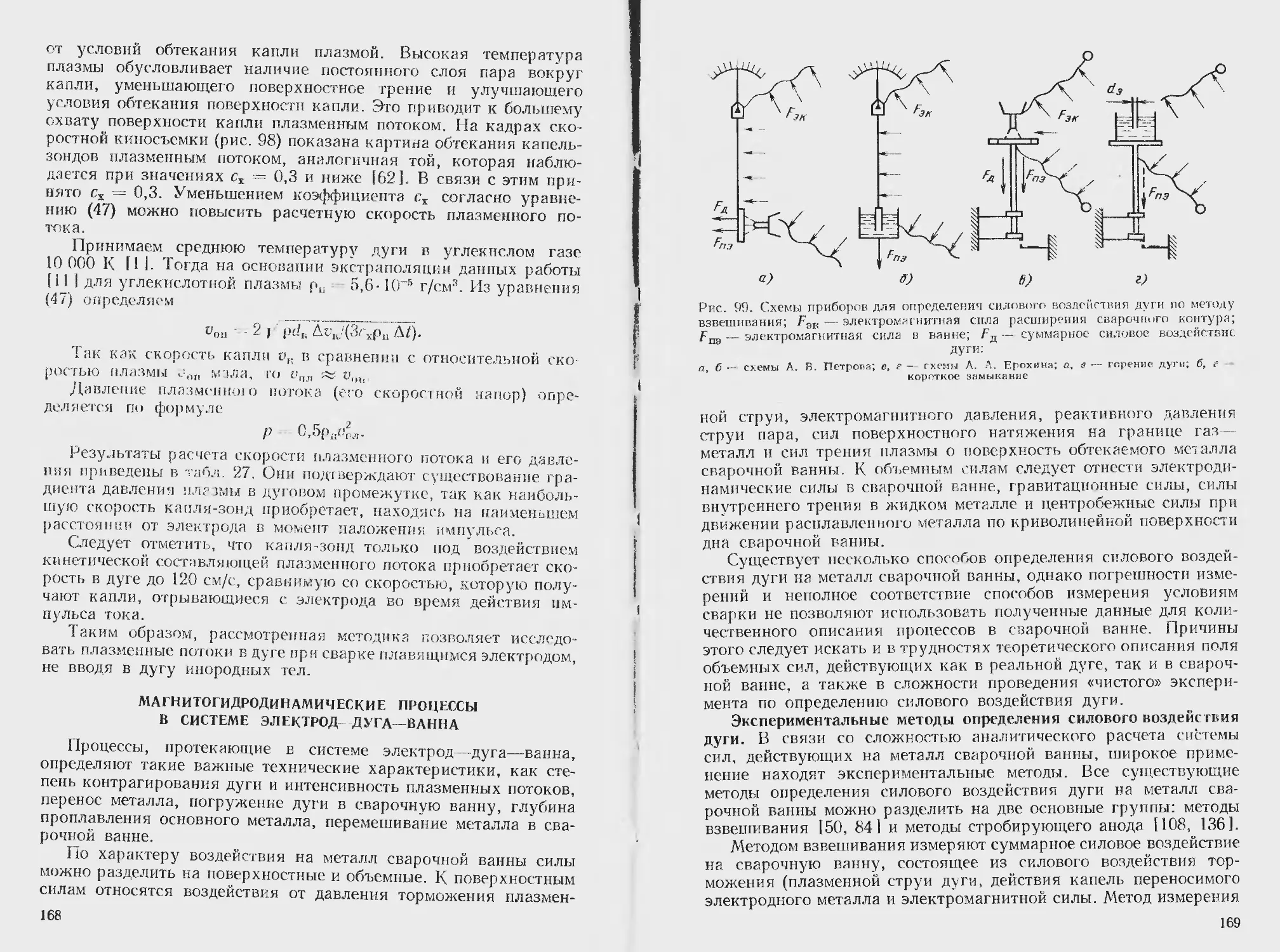








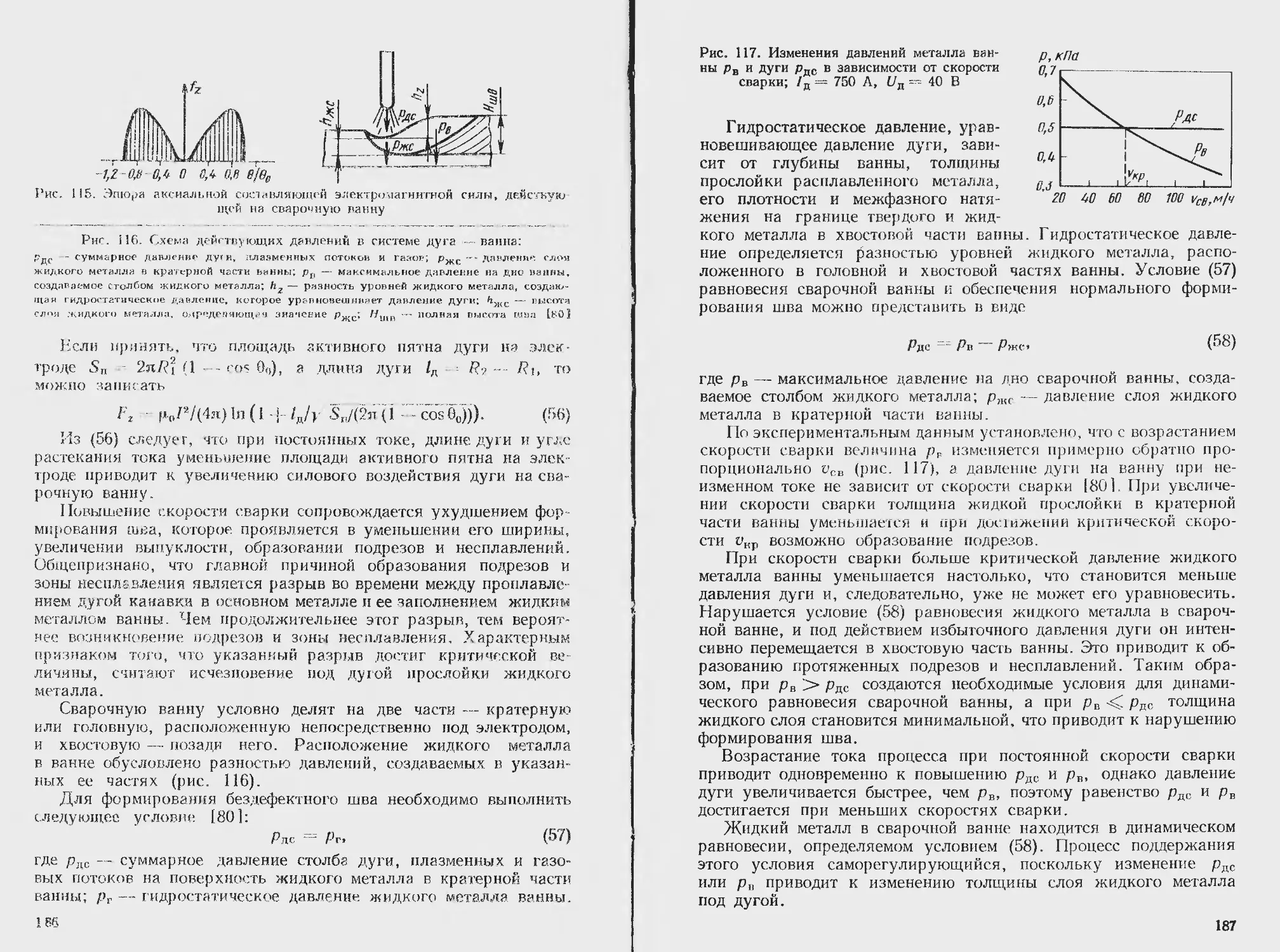











































Текст
л ччд'
ВАЛенивкин
НГДюргеров
ХНСагиров
ТЕХНОЛОГИЧЕСКИЕ
СВОЙСТВА.
сварочной
луш
ВЗ/Ш1ИТНЫХ
МЗАХ
ВАИенивкин
НГАюргеров
ХНСагиров
ТЕХНОЛОГИЧЕСКИЕ
СВОЙСТВЛ.
сварочной
дуги
в злшитных
ИЗЛХ
iClu'iG
Москва
«Машиностроение»
1989
ББК 34.641
Л44
УДК 621.791.754.01
Рецензент А. Г. Потапьевский
Ленивкин В. А. и др
Л44 Технологические свойства сварочной дуги в защитных
газах/В. А. Ленивкин, Н. Г. Дюргеров, X. Н. Сагиров. —
М.: Машиностроение, 1989. —264 с.: ил.
ISBN 5-217-00437-1
Рассмотрены технологические свойства сварочной дуги постоянного
тока с плавящимся электродом в защитных газах. Показана связь техно-
логических свойств дуги с ее физическими свойствами. Изложены мето-
дики экспериментального исследования различных характеристик дуги.
Показаны пути управления ее технологическими свойствами.
Для инженерно-технических работников, занимающихся сваркой
в защитных газах, может быть использована студентами сварочных спе-
циальностей.
2704060000—161
Л 038 (01)—89 161-80 ББК 34-64’
Производственное издание
ЛЕНИВКИН Вячеслав Андреевич, ДЮРГЕРОВ Никита Георгиевич,
САГИРОВ Христофор Никитович
ТЕХНОЛОГИЧЕСКИЕ СВОЙСТВА СВАРОЧНОЙ ДУГИ
В ЗАЩИТНЫХ ГАЗАХ
Редактор Т. Е. Черешнева
Переплет художника В. А. Аткарской
Художественный редактор А. С. Вершинкин
Технический редактор О. В. Куперман
Корректор О. Е. Мишина
ИВ Xs 6214
Сдано в набор 02.06.88. Подписано в печать 10.10.88. Т-17345.
Формат бОхЭО1/^. Бумага офсетная № 1.
Гарнитура литературная. Печать офсетная. Усл. печ. л. 16,5.
Усл. кр.-отт. 16,5. Уч.-изд. л. 18,17. Тираж 8800 экз.
Заказ № 506. Цена 1 р. 40 к.
Ордена Трудового Красного Знамени издательство «Машиностроение»,
107076, Москва, Стромынский пер., 4
Ленинградская типография № 6 ордена Трудового Красного Знамени
Ленинградского объединения «Техническая книга» им. Евгении Соколовой
Союзполиграфпрома при Государственном комитете СССР
по делам издательств, полиграфии и книжной торговли.
193144, г. Ленинград, ул. Моисеенко, 10.
ISBN 5-217-00437-1
© Издательство «Машиностроение», 1989
ПРЕДИСЛОВИЕ
Прогресс сварочной техники в области дуговой сварки, су-
щественное совершенствование технологии, создание новых тех-
нологических процессов происходят только на основе установле-
ния новых физических свойств сварочной дуги и присущих ей
закономерностей, причем основные достижения в изучении свойств
дуги получены благодаря экспериментальным исследованиям
Такое положение объясняется чрезвычайной сложностью и мно-
гообразием процессов, протекающих в дуге.
Несмотря на большое количество работ по сварочной дуге
в отечественной и зарубежной литературе, за последнее десяти-
летие не было публикаций, систематизирующих исследования
в области сварки плавящимся электродом.
В предлагаемой книге обобщены результаты исследований
технологических свойств сварочной дуги с плавящимся электро-
дом в защитных газах, выполненные авторами и различными ор-
ганизациями в (ХСР и за рубежом в последние годы: влияние
химического состава материала электрода на энергетические свой-
ства дуги; закономерности пространственной устойчивости дуги;
исследование электропроводимости дуги; закономерности само
регулирования процесса дуговой сварки; исследование процесса
з 1жигания дуги; связь физических свойств дуги с ее технологи-
ческими свойствами.
В связи с отсутствием единого мнения по основным фунда-
ментальным проблемам сварочной дуги для решения поставленной
задачи авторы настоящей книги отступили от традиционного из
ложения материала, когда вначале рассматривались теоретические
положения, а затем их практическое осуществление. В этой книге
физические свойства дуги рассмотрены совместно с ее технологичес-
кими свойствами (плавление электрода, проплавление основного ме-
талла, перенос электродного металла). Более того, изучение поведе
ния дуги в различных условиях (погруженная дуга, дуга с активи-
рованным электродом, дуга в различных газовых средах), на
наш взгляд, служит основой для выявления ее физических
свойств.
В книге последовательно рассмотрены разновидности процесса
дуговой сварки, связь свойств дуги с характером процесса, ос-
новные типы сварочных дуг. Отдельная глава посвящена началь-
ному зажиганию дуги и установлению процесса сварки.
При изучении катодных и анодных процессов проанализиро-
ваны в основном явления, протекающие у электрода. Процессы,
протекающие у основного металла, рассмотрены в главе, посвя-
щенной свойствам дуги в целом. Такой порядок изложения обо-
снован тем, что проплавляющее действие дуги зависит не только
от приэлектродных падений напряжения, но и от действия пото-
1* 3
ков в дуге, ее расположения относительно свариваемого металла,
погружения дуги и других факторов.
В отдельных случаях, касающихся процессов в основном ме-
талле, рассмотрена дуга с неплавящимся электродом. Поскольку
сварочная дуга является элементом системы «дуга—источник
питания», ее свойства в совокупности с параметрами источника пи-
тания и сварочной цепи определяют работу этой системы. В книге
рассмотрены системы с постоянной независимой скоростью подачи
электрода.
Большие возможности современной вычислительной техники
создают определенные предпосылки для описания сложных про-
цессов, протекающих в дуге, путем решения системы уравнений.
Сложность такого рода задач состоит в их постановке, правильном
определении краевых и начальных условий.
Обобщение и анализ этих исследований позволят более обос-
нованно выбирать сварочные материалы, рациональные режимы
сварки, обеспечивающие получение качественных сварных соеди-
нений с минимальным расходом сварочных материалов и электро-
энергии, необходимое оборудование, системы автоматизации про-
цесса.
В книге имеются положения дискуссионного характера. Учи-
тывая сложность рассматриваемых вопросов, авторы не гаранти-
рованы от некоторых ошибок или одностороннего освещения
материала и с благодарностью примут все сделанные читателями
замечания и пожелания.
ГЛАВА 1. РАЗНОВИДНОСТИ ПРОЦЕССА
ДУГОВОЙ СВАРКИ
ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ и типы
СВАРОЧНЫХ ДУГ
РАЗНОВИДНОСТИ ПРОЦЕССА
ДУГОВОЙ СВАРКИ
Для анализа технологических особенностей процесса дуговой
сварки, определения его стабильности, требований к системам
управления и характеристикам источников питания необходимо
прежде всего рассмотреть не отдельные способы сварки, а харак-
терные разновидности процесса (типовые процессы).
Сварка плавящимся электродом может осуществляться не-
прерывным и прерывистым током. В свою очередь, процесс с не-
прерывным током осуществляется с прерывистым горением дуги -
процесс с частыми периодическими замыканиями дугового про-
межутка (сварка короткой дугой) и с непрерывным (сварка дли-
нной дугой) горением дуги. Процесс с прерывистым током харак-
теризуется периодическими перерывами (обрывами) в горении
дуги (рис. 1).
Таким образом, можно выделить три разновидности процесса
дуговой сварки, т. е. три типовых процесса: сварку короткой ду
гой; сварку длинной дугой; процесс с периодическими переры-
вами в горении дуги.
Сварка короткой дугой. Сварка короткой дугой является есте-
ственным импульсным процессом и осуществляется с постоянной
скоростью подачи электрода. Весь процесс может быть разделен
на ряд циклов, в пределах которых происходят все характерные
для него явления. Циклом принято называть время между нача-
лами двух соседних замыканий дугового промежутка или одина-
ковыми (одноименными) фазами процесса (рис. 2). Особенность
этого процесса — частые периодические замыкания дугового про-
межутка. Частота замыканий дугового промежутка может до-
стигать 150 замыканий в секунду и определяется многими фак-
торами, важнейшие из которых: напряжение между электродами,
скорость подачи и диаметр электрода, индуктивность сварочной
цепи, свойства защитной среды.
Процесс протекает следующим образом. После разрыва пере-
мычки между сварочной ванной и электродом последний быстро
оплавляется (скорость плавления электрода, соответствующая
пиковому току короткого замыкания, больше скорости его подачи),
и дуговой промежуток несколько увеличивается. Этому способ-
ствует отбрасывание сварочной ванны и расплавленного металла
5
СВарка
плавящимся электродом
1 ток непрерывный |
| Тон прерыВистый j
Дуга
длинная ,
процесс
Процесс с периодическими]
перерывами В горении
дуги
F Дуга
’.короткая
i процесс
струйный
капельный
крупно-
капельный
cmpyiiHoBpa-
щательный
мелко-
капельный
мелко-
капельный
Рис. 1. Классификация разновидностей процесса дуговой сварки
на конце электрода вследствие электрического взрыва, происхо-
дящего в результате разрыва перемычки. После зажигания дуги
объем капли расплавленного металла на конце электрода увели-
чивается, а скорость его плавления уменьшается.
Скорость подачи электрода остается неизменной, и в процессе
горения дуги расплавленный металл не удаляется с его торца.
Поэтому электрод с каплей приближается к сварочной ванне,
которая в это время движется ему навстречу, что приводит к ко-
роткому замыканию и переходу части металла капли в сварочную
ванну. При этом ток достигает пикового значения, происходит
разрыв перемычки и зажигания дуги. Цикл повторяется. Такое
описание механизма замыканий общепризнанно [35, 105].
Снижение скорости плавления электрода объясняют ухуд-
шением условий теплопередачи от дуги к электроду по мере роста
капли [105]. Однако, по нашему мнению, основной причиной
снижения скорости плавления электрода в этом случае является
уменьшение тока после зажигания дуги.
В соответствии с приведенным описанием механизма замыка-
ний дугового промежутка можно утверждать, что последние оп-
ределяются движением электрода, ростом капли и перемещением
сварочной ванны. Релаксационные колебания тока обусловлены
сравнительно быстрым переходом в сварочную ванну образовав-
шейся капли и разрывом перемычки, которая играет роль нели-
нейного элемента (ключа) [35].
Возможны две разновидности процесса сварки короткой ду-
гой. В первом случае характерны большие пиковый ток и частота
замыканий и минимальный ток значительно меньше среднего.
Короткие замыкания в этом случае неизбежны, так как из-за
низкого напряжения источника питания сварочный ток в режиме,
близком к статическому, мал и даже при сокращении дугового
промежутка до нуля (в конце цикла) не обеспечивает скорости
6
Рис. 2. Типичная осцил-
лограмма тока и напря-
жения процесса сварки
короткой дугой:
а — осциллограмма сварки
в СО2 при d3 — 2 мм: /д =
« 170 А; ид = 20 В; ип =
= 90 м/ч; б = обозначение
параметров: /п — пиковый
ток; /н — ток, необходимый
для плавления электрода
со скоростью, равной ско-
рости подачи; /0 — устано-
вившейся ток короткого за-
мыкания; ^mln “ мини-
мальный ток, предшеству-
ющий короткому замыка-
нию; /у — установившийся
ток дуги: fK — время корот-
кого замыкания: /ц — время
цикла; — время горения
дуги; Tj — постоянная вре-
мени сварочной цепи; UK —
напряжение короткого за-
мыкания; ^шах — макси-
мальное напряжение
плавления электрода, равной скорости его подачи. Очевидно, что
в этом случае короткие замыкания неизбежны даже при непрерыв-
ном удалении расплавленного металла с электрода. Первая раз-
новидность процесса соответствует наиболее характерным режи-
мам сварки короткой дугой (рис. 3, а). Во второй — пиковый
ток короткого замыкания лишь в 1,5—2 раза превышает устано-
вившийся ток горения дуги, короткие замыкания носят законо-
мерный характер, а их частота относительно невелика (рис. 3, б).
Определим установившееся значение тока для двух состояний
сварочной цепи: при коротком замыкании и горении дуги.
При коротком замыкании
4 = и^/кц,
Рис. 3. Осциллограммы тока и напряжения между электродами при сварке
в СО2:
a- <fs = 1,2 мм; — 90 A; Uxx =20 В; П„=16 В: б — йэ =1.6 мм; 7Д = 230 А;
ихх = 25 В; Пд = 24 В
7
где /0 - - установившийся ток короткого замыкания; t/xx на
пряжение холостого хода источника питания; — полное со-
противление сварочной цепи, включая сопротивление источника
питания.
При горении дуги
— (^хх — Ец)/(Кц 4- ^дт)>
где /у — установившийся ток дуги; £д - противо ЭДС дуги.
Еп — UKa 4" kRln; UKa — сумма приэлектродных падений на
пряжений; kR — градиент потенциала в столбе дуги; /д — длина
дуги; йдт — крутизна статической характеристики дуги.
Разрыв перемычки между электродом и сварочной ванной про-
исходит при определенном токе — пиковом токе короткого за-
мыкания 1а. Надежный разрыв перемычки происходит при оире
деленном «запасе» по току /п С О,77о.
В случае управления процессом сварки короткой дугой воз
можен разрыв перемычки между электродом и сварочной ванной
при токе меньше пикового тока короткого замыкания естествен
ного процесса [36].
С ростом градиента потенциала в столбе дуги kR для обеспече-
ния постоянства тока дуги требуется более высокое значение 77хх,
что приводит к увеличению /п и более надежному разрыву пере-
мычки между электродом и сварочной ванной. Поэтому процесс
сварки короткой дугой более стабилен для защитных газов, харак-
теризующихся сравнительно высоким градиентом потенциала
в столбе дуги — углекислого газа, азота, гелия и, наоборот,
менее стабилен для газов с низким kR, например, для аргона. С ро-
стом ka растет среднее напряжение на дуге.
При сварке короткой дугой имеет место мелкокапельный пере-
нос электродного металла с частотой, равной частоте коротких
замыканий.
Сварка короткой дугой обладает рядом технологических преи-
муществ: возможность осуществления процесса при низких зна-
чениях тока и, как следствие, сварка во всех пространственных
положениях; высокая стабильность процесса и малые потери ме-
талла на разбрызгивание при оптимальных электрических пара-
метрах сварочной цепи.
Сварка длинной дугой. Многие известные способы сварки —
ручная дуговая, сварка под флюсом и в защитных газах — могут
осуществляться длинной дугой. Это наиболее изученная разно-
видность процесса дуговой сварки плавящимся электродом. Про-
цесс с редкими случайными замыканиями дугового промежутка
условно отнесен к сварке длинной дугой.
При сварке длинной дугой в зависимости от режима сварки,
защитных газов и применяемых сварочных материалов наблюда-
ются различные формы переноса металла: крупнокапельный,
мелкокапельный, струйный и струйно-вращательный.
8
Рис. 4. Осциллограммы процесса с периодическими перерывами в горении дуги:
а - перерывы малой длительности; б — перерывы большой длительности
Стабильность процесса сварки длинной дугой и его техноло-
гические характеристики определяются прежде всего простран-
ственной устойчивостью дуги и другими ее свойствами. Эти во-
просы подробно рассмотрены ниже.
Процесс с периодическими перерывами в горении дуги (с обры-
вами дуги). Это процесс с прерывистым током. В естественных
условиях существуют две его разновидности — с перерывами
в горении дуги малой и большой длительности.
Процесс с перерывами малой длительности наблюдается при
очень низком напряжении источника питания — ниже суммы
приэлектродных падений напряжения дуги. Обрывы дуги в пре-
делах цикла происходят при уменьшении ЭДС самоиндукции во
время горения дуги после разрыва перемычки между электродом
и сварочной ванной. Последующее зажигание дуги начинается
с короткого замыкания (рис. 4). Полный цикл этого периодиче-
ского процесса включает короткое замыкание, горение дуги и
холостой ход. Время перерыва в горении дуги мало и составляет
0,002—0,08 с. Процесс с обрывами дуги малой длительности
характерен для дуг с высоким градиентом потенциала в столбе.
Повышение напряжения при постоянной скорости подачи элект-
трода приводит к такому удлинению дуги, при котором происходит
ее обрыв и возникает процесс с перерывами в горении дуги боль-
шой длительности. Такой процесс наблюдается при сварке в за-
щитных газах и под флюсом.
Процессы с естественными перерывами в горении дуги не-
стабильны и не могут быть рекомендованы для практического ис-
пользования. В тоже время управляемый процесс с принудитель-
ными перерывами в горении дуги обеспечивает надежный разрыв
перемычки между электродом и сварочной ванной, и заданное
время горения дуги после короткого замыкания может найти
практическое применение для сварки металла малых толщин.
Обрывы дуги могут быть вызваны мощным плазменным по-
током, направленным от изделия к электроду. Такие потоки воз-
никают, например, при сварке изделий с лакокрасочными и ме-
таллическими антикоррозионными покрытиями.
9
ЭЛЕМЕНТАРНЫЕ СОСТАВЛЯЮЩИЕ
ПРОЦЕССА ДУГОВОЙ СВАРКИ
В рассмотренных разновидностях процесса дуговой сварки
можно выделить ряд элементарных составляющих, определенная
совокупность которых и образует ту или иную разновидность
процесса. К таким элементарным составляющим процесса отно-
сятся короткое замыкание между электродом и сварочной ванной
(к. з.); разрыв перемычки между электродом и сварочной ванной
(р. п.); повторное зажигание (возбуждение) дуги постоянного тока
(п. з. д.); горение дуги (г. д.); обрыв дуги (о. д.).
Структура разновидностей процесса в зависимости от образую-
щей ее совокупности элементарных составляющих приведена
в табл. 1.
Рассмотрим кратко указанные элементарные процессы.
При коротком замыкании происходит переход
расплавленного электродного металла в сварочную ванну. При
сварке короткой дугой переход осуществляется в три этапа:
соприкосновение электрода с каплей на конце с поверхностью
сварочной ванны, перетекание металла в ванну и разрыв пере-
мычки. Разрыв перемычки выделен в самостоятельный элементар-
ный процесс.
На первом этапе короткого замыкания необходимо слияние
расплавленного электродного металла с металлом сварочной ванны,
т. е. образование жидкой перемычки между электродом и свароч-
ной ванной. В некоторых случаях на практике наблюдается оттал-
кивание расплавленного металла электрода от поверхности сва-
рочной ванны. При этом возникает кратковременное короткое за-
мыкание дугового промежутка, которое не сопровождается пере-
носом металла.
Условия образования жидкой перемычки при переносе ме-
талла с короткими замыканиями дугового промежутка рассмо-
трены в работе [53], в которой на основе анализа изменения
энергии системы определен предельный ток, являющийся функ-
цией радиуса кривизны поверхности капли и поверхностного
натяжения. Дальнейший рост тока будет приводить к отталкива-
нию капли от ванны и процесс сварки с короткими замыканиями
Таблица 1
Характер процесса Элементарные составляющие процесса
к. 3. р. п. П. 3. д. Г. д. О. д.
Сварка короткой дугой + + + +
Сварка длинной дугой — + —
Процесс с периодическими перерывами в го- рении дуги + + + + +
10
станет невозможным. На основании полученных результатов це-
лесообразно для слияния капли с ванной снижать на первой ста-
дии короткого замыкания сварочный ток и скорость его нара-
стания.
Условия разрыва перемычки определяют стабиль-
ность процесса сварки короткой дугой и разбрызгивание металла.
Разрыв перемычки происходит следующим образом После того,
как электрод с каплей расплавленного металла коснулся свароч-
ной ванны и произошло их слияние, начинается перетекание
металла капли в сварочную ванну. Под действием сил гравитации
и поверхностного натяжения формируется перемычка. Роль
гравитационной силы оценивается капиллярной постоянной
V2оп/^Р (гДе °п — коэффициент поверхностного натяжения,
g — ускорение свободного падения, р — плотность), как правило,
влияние гравитационной силы невелико. Перемычка устойчива
и могла бы существовать сколь угодно долго при отсутствии элект-
родинамической силы пинч-эффекта.
В период короткого замыкания нарастание тока вызывает
увеличение электродинамических сил, пропорциональных квад-
рату тока. Некоторое время размеры перемычки изменяются не-
значительно, затем образуется шейка, диаметр которой быстро
уменьшается. При уменьшении радиуса до определенного зна-
чения происходят разрыв шейки перемычки и зажигание дуги.
Таким образом, последней стадией переноса металла является
разрыв перемычки.
Определение закономерностей разрыва перемычки — сложная
задача магнитной гидродинамики [32, 44, 115]. Авторы работы
[32 ] при рассмотрении условия разрыва перемычки как потери
устойчивости ее формы определяли, произойдет ли разрыв пере-
мычки при данной совокупности параметров режима сварки и сва-
рочной цепи или нет, и находили время существования перемычки
(время короткого замыкания).
Используя предельное соотношение между пиковым током
короткого замыкания и его установившимся значением ап =
= /П/Л> — 0,54-0,7, а также зависимость времени короткого за-
мыкания от скорости подачи электрода tK = tK0 + kvvn (tK0 —
время короткого замыкания, соответствующее t?n = 0), получим
неравенство, характеризующее условия разрыва перемычки:
ТК0 In [(1 Сх)/(1 Пп)1 (^и/^1) Г’п»
гдр тк0 — безразмерное время разрыва перемычки, тк0 =
= WTi'. а — Imm/Io', — постоянная времени сварочной цепи.
Коэффициент kv зависит от диаметра электрода и для da =
= 1; 1,6 и 2 мм составляет 0,03; 0,12 и 0,15 с2/м соответственно.
Перемычка надежно разрывается при достаточно большой
dl/dt. При /п -► /0 dl/dt -* 0, наблюдаются длительные замыка-
ния, t„ изменяется в больших пределах и нарушается стабиль-
11
ность процесса, так как после длительного короткого замыкания
обычно следует обрыв дуги.
При определенных условиях перемычка между электродом и
сварочной ванной не разрывается, это приводит к погружению
электрода в сварочную ванну, что, в свою очередь, вызывает выб-
рос участка вылета электрода, обрыв дуги и нарушение стабиль-
ности процесса.
К факторам, препятствующим разрыву перемычки, относятся
увеличение диаметра электрода d0, скорости его подачи vn, силы
поверхностного натяжения, вязкости расплавленного металла.
Разрыв перемычки облегчается с ростом dl/dt, которая определя-
ется напряжением холостого хода источника и его индуктивнос-
тью L.
Методом анализа размерности найден безразмерный критерий
стабильности процесса сварки короткой дугой лх:
“ f (^3» ^П» Р’ И, £, Од),
= (vjU) z Lgd.
При изменении параметров uu, U, L в широких пределах,
но так, чтобы оставался постоянным, коэффициент вариации /к
не превышал 10 %. Оптимальное значение лх, обеспечивающее
разрыв перемычки и стабильность процесса, мало зависит от диа-
метра электрода и составляет 2—4.
Основной причиной разбрызгивания металла при сварке
короткой дугой является электрический взрыв, происходящий
при разрыве перемычки между электродом и сварочной ванной.
Мощность взрыва пропорциональна пиковому значению тока
короткого замыкания 1и, которое определяется условиями раз-
рыва перемычки.
Повторное зажигание (возбуждение) дуги про-
исходит всякий раз после разрыва перемычки между электродом и
сварочной ванной. Значительный перегрев металла перемычки
в конце короткого замыкания, а также высокая напряженность
электрического поля, обусловленная малыми межэлектродным
промежутком и ЭДС самоиндукции сварочной цепи, возникающей
при разрыве перемычки, обеспечивают надежное зажигания дуги.
Если перемычка расплавленного металла между электродом
сварочной ванной не разрывается, происходит длительное корот-
кое замыкание. Разрыв цепи на участке вылета электрода на-
блюдается, как правило, у токоподводящего наконечника. Об-
разующаяся при этом дуга гаснет.
Горение дуги характеризуется технологическими
свойствами дуги, рассмотрению которых посвящена основная
часть данной книги.
Обрыв дуги в большинстве случаев возникает при не-
соответствии длины дуги приложенному к электродам напряже-
12
нию, т. е. когда напряжение недостаточно для поддержания дуги
данной длины.
Рассмотренные элементарные процессы связаны между собой.
Для каждого из трех рассмотренных типовых процессов они про-
ходят в определенной последовательности, сменяя друг друга,
причем выходные параметры одного процесса служат входными
параметрами другого.
ОБЛАСТИ СУЩЕСТВОВАНИЯ
РАЗНОВИДНОСТЕЙ ПРОЦЕССА
Каждый типовой процесс сварки плавящимся электродом (раз-
новидность процесса дуговой сварки) характеризуется определен-
ной совокупностью параметров режима. При определенном изме-
нении параметров режима происходит переход от одного типо-
вого процесса к другому.
Ранее было показано, что частые периодические замыкания
дугового промежутка происходят в том случае, если вследствие
низкого напряжения источника питания энергия, выделяемая
в дуговом промежутке, мала, и непрерывное плавление электрода
со скоростью, равной скорости его подачи, становится невоз-
можным, хотя для цикла условие равенства скоростей плавления
и подачи электрода выполняется.
С повышением напряжения источника питания возрастает
количество металла, расплавленного за время горения дуги
в пределах цикла, увеличиваются объем капли и дуговой проме-
жуток, образующийся после ее перехода, а частота периодических
замыканий уменьшается. Процесс сварки короткой дугой перехо-
дит в процесс сварки длинной дугой.
При очень низком напряжении холостого хода (12—18 В)
источника питания с жесткой или пологопадающей характеристи-
кой снижение скорости подачи электрода не может привести
к процессу без замыканий дугового промежутка, так как напря-
жение источника питания близко или даже может оказаться ниже
суммы приэлектродных падений напряжений сварочной дуги.
В этом случае возможны лишь процессы с прерывистым горением
дуги, когда благодаря наличию индуктивности в сварочной цепи
становится возможным прохождение тока, необходимого для плав-
ления электрода, со скоростью, равной скорости его подачи.
Процесс с редкими случайными замыканиями дугового про-
межутка (3—10 замыканий в секунду) целесообразно отнести
к процессу сварки длинной («стационарной») дугой [87].
Характер расположения границ, разделяющих типовые про-
цессы (рис. 5), наблюдается для всех исследованных случаев
сварки в защитных газах электродами различного диаметра и
химического состава на токе прямой и обратной полярности и
для сварки под флюсом.
13
Рис. 5. Схема областей существова-
ния разновидностей процесса дуговой
сварки:
I — сварка короткой дугой; // — сварка
длинной дугой; III — процесс с периоди-
ческими перерывами в горении дуги
Рис. 6. Области существования раз-
новидностей процесса дуговой сварки;
СО2, полярность обратная, Св-08Г2С,
dQ = 2 мм:
I — сварка короткой дугой; II — сварка
длинной дугой; III — процесс с периоди-
ческими перерывами в горении дуги
Процесс сварки длинной дугой характеризуется отсутствием
замыканий дугового промежутка, а процесс сварки короткой ду-
гой — частыми периодическими замыканиями. Поэтому харак-
терные режимы сварки короткой дугой по напряжению ограни
чены штриховой кривой, лежащей ниже границы перехода одного
процесса в другой (рис. ф.
Экспериментами установлено, что на возрастающем участке
крутизна кривой, разделяющей сварку короткой и длинной ду-
гой, близка к крутизне статической характеристики дуги с уче-
том сопротивления вылета электрода RB:
dU/dl = k„ + RB.
При плотностях тока выше 125 А/мм2 происходит некоторое
снижение напряжения перехода от процесса сварки короткой ду-
гой к процессу сварки длинной дугой с увеличением скорости
подачи электрода (см. рис. 5). Это связано с заметным уменьшением
размера капель при повышении плотности тока и погружением
дуги. Характерно, что ток, соответствующий максимуму гра-
ничной кривой U = f (!) перехода процесса сварки короткой ду-
гой к процессу длинной дугой при сварке в аргоне, приблизи-
тельно равен критическому току (см. гл. 4).
При напряжении, несколько превышающем напряжение пере-
хода, когда короткие замыкания отсутствуют, и относительно
больших токах наблюдаются значительные колебания тока. Ха-
рактерно, что скорость нарастания тока к моменту перехода
капли не уменьшается. Это дает основание полагать, что подобные
колебания тока вызваны не только изменением дугового проме-
14
жутка вследствие плавления, подачи электрода и роста капли,
но и перемещением сварочной ванны.
Положение границ, разделяющих типовые процессы, может
несколько измениться, например при наложении импульсов тока.
Так, при наложении на дугу синусоидальных импульсов большой
длительности процесс сварки короткой дугой может перейти
в процесс сварки длинной дугой. Это объясняется повышением
среднего напряжения на дуге.
При сварке длинной дугой возможны режимы, когда наложе-
ние импульсов приводит к вытягиванию капли до замыкания ее
со сварочной ванной (перенос металла с замыканиями, вызванными
импульсами тока). В этом случае наблюдается мелкокапельный
управляемый перенос металла. Данный процесс разработан в Ин-
ституте электросварки имени Е. О. Патона АН УССР и имеет опре-
деленные технологические преимущества.
При / < Д процесс сварки короткой дугой с повышением на-
пряжения переходит в процесс с перерывами в горении дуги,
характеризующийся крупнокапельным переносом металла. При
/2 > / > /х сварка короткой дугой переходит с повышением на-
пряжения в процесс с редкими замыканиями дугового промежутка
и далее — к сварке длинной дугой с крупнокапельным переносом
металла. Дальнейшее повышение напряжения при оп = const
может привести к процессу с перерывами в горении дуги и крупно-
капельному переносу металла. Одновременное увеличение на-
пряжения дуги и плотности тока в электроде приводит к умень-
шению размера капель и последовательному переходу от мелко-
капельного переноса металла при сварке короткой дугой к про-
цессу с редкими короткими замыканиями, далее к крупнокапель-
ному переносу металла и мелкокапельному или струйному пере-
носу в зависимости от защитной среды и состава электрода.
Построение границы типовых процессов (см. рис. 6) выпол-
няли по осциллограммам тока и напряжения дуги для различных
скоростей подачи электрода. Для питания дуги использовали
источник с жесткой внешней статической характеристикой. По-
скольку ток для данной скорости подачи электрода зависит и
от напряжения на дуге, шкала тока указана ориентировочно
(см. рис. 6).
При использовании графиков областей существования раз-
новидностей процесса необходимо знать влияние внешней харак-
теристики источника питания и его динамических свойств на по-
ложение границ перехода от одной разновидности процесса к дру-
гой. Для выяснения этого вопроса на плоскости U, I выбирали
рабочие точки, расположенные близко к границам перехода, по-
лученным при использовании источника питания с жесткой внеш-
ней характеристикой. Падающие внешние характеристики источ-
ника питания получали включением баластного реостата в свароч-
ную цепь с одновременным повышением напряжения, чтобы все
характеристики проходили через одну рабочую точку.
15
Положение границ не зависит от крутизны внешней статиче-
ской характеристики источника питания и его динамических
свойств. Эта независимость характера процесса от внешних ха-
рактеристик источников питания позволяет наносить на графики
областей эти характеристики и определять вид типового процесса
для известной скорости подачи электрода.
Анализ приведенных данных позволяет сделать следующее
обобщение: при малых токах I < 1г процесс сварки короткой
дугой с ростом V переходит непосредственно в процесс с периоди-
ческими перерывами в горении дуги; сварка длинной дугой воз-
можна на токе, превышающем некоторое значение при сварке
в аргоне длинной дугой ток 12, соответствующий максимуму на-
пряжения, приблизительно равен критическому току; граница,
разделяющая процессы сварки короткой и длинной дугой U =
= f (/), имеет максимум, а крутизна ее возрастающего участка
приблизительно равна крутизне статической характеристики
дуги.
Минимальный ток устойчивого процесса сварки длинной
дугой оказывается значительно большим минимального тока при
сварке короткой дугой, особенно для тонкой электродной про-
волоки (для d3 = 1 мм в углекислом газе Д = 160 А; минималь-
ный ток при сварке короткой дугой в этих условиях 60 А).
Сварку на переменном токе осуществляют обычно длинной
дугой, причем минимальный ток устойчивого горения дуги при-
близительно равен току
СВОЙСТВА ДУГИ
И ТИПОВЫЕ ПРОЦЕССЫ СВАРКИ
Свойства сварочной дуги условно могут быть разделены на
три группы: технологические, физические и внешние. Под тех-
нологическими свойствами сварочной дуги понимается совокуп-
ность ее теплового, механического и физико-химического воз-
действия на электроды, определяющая интенсивность плавления
электрода, проплавление изделия, характер переноса металла,
формирование и качество шва. К технологическим свойствам дуги
относится также ее пространственная устойчивость и эластич-
ность.
Технологические свойства дуги взаимосвязаны и определя-
ются параметрами режима сварки: скоростью подачи, диаметром
электрода, напряжением, защитной средой, полярностью и хи-
мическим составом электродов.
Параметры режима сварки также взаимосвязаны. Например,
диаметр электрода и скорость его подачи определяют ток для дан-
ной защитной среды, полярности и напряжения. Между током
и напряжением дуги должно быть соответствие, определяемое тре-
бованиями формирования шва и минимального разбрызгивания.
Существуют также определенные предельные соотношения между
основными параметрами режима сварки.
16
Физические свойства дгги характеризуются величинами, опре-
деляющими распределение потенциала в дуге, потенциалом иони-
зации Ui, а также распределениями температуры, теплопровод-
ности и электропроводимости дуги по радиусу ее столба, эмис-
сионной способностью электродов, долей электронного (ионного)
тока в катодной области дуги, минимальным током ее горения.
Физические свойства дуги не являются независимыми. Так,
катодное падение напряжения Uv связано с потенциалом иони-
зации Ut и градиентом потенциала в столбе дуги, а также долей
электронного тока в катодной области. Между физическими и тех-
нологическими свойствами дуги существует тесная связь. Напри-
мер, характер воздействия дуги на электроды во многом зависит от
приэлектродных падений напряжения. Переход от крупнока-
пельного переноса металла к струйному характеризуется изло-
мом статической характеристики дуги при некотором снижении
напряжения.
Установление взаимосвязей между физическими и технологи-
ческими свойствами дуги открывает возможности для совершен-
ствования и управления процессом дуговой сварки.
К внешним относят визуально выявляемые свойства дуги,
такие, как ее форма, расположение относительно изделия (не-
погруженная или погруженная), наличие потоков и зон, положе-
ние активных пятен на электродах, характер переноса металла,
пространственная устойчивость. Внешние свойства дуги также
связаны между собой. Так, для погруженной дуги наблюдается
мелкокапельный или струйный перенос металла. Форма дуги часто
определяется взаимодействием потоков с электродов. Одни и те
же свойства дуги могут быть отнесены к категории внешних и
технологических. Вначале рассмотрим влияние свойств дуги
на элементарные процессы, а затем — на типовые.
Технологические свойства дуги мало влияют на такие элемен-
тарные процессы, как короткое замыкание, разрыв перемычки,
повторное зажигание дуги. С ростом градиента потенциала в
столбе дуги несколько облегчается процесс разрыва перемычки.
Основное влияние технологические свойства дуги оказывают на
процесс ее горения. Однако требования к этому процессу при
сварке короткой и длинной дугой различны.
При сварке короткой дугой длина дуги мала и непрерывно
изменяется от максимального значения после разрыва перемычки
до нуля. Перенос металла происходит принудительно во время
короткого замыкания. Поэтому пространственная устойчивость
дуги практически не оказывает влияния на процесс. Использова-
ние пространственно неустойчивых дуг, характеризующихся
высоким градиентом потенциала в столбе и относительно большим
катодным падением напряжения, приводит при прочих равных
условиях к росту .установившегося тока короткого замыкания, что
способствует разрыву перемычки между электродом и сварочной
ванной и повышению стабильности процесса,-
При сварке длинной дугой в защитных газах ее пространст-
венная устойчивость является необходимым условием стабиль •
ности процесса. Отсутствие пространственной устойчивости —,
основная причина повышенного разбрызгивания металла и неу-
довлетворительного формирования шва. Высокое значение при-
электродных падений напряжения приводит к росту скорости плав-
ления электрода и неудовлетворительному переносу металла.
Поэтому при сварке длинной дугой ее технологические свойства
имеют решающее значение для сварочного процесса.
ТИПЫ СВАРОЧНЫХ ДУГ
Большое разнообразие сварочных дуг в защитных газах мо-
жет быть сведено к характерным типам (табл. 2). Предлагаемое
деление сварочных дуг составлено по их внешним признакам
с указанием необходимых исходных параметров. В связи с тем,
что активирование электрода является эффективным средством
изменения технологических свойств дуги, рассмотрены типы дуг
с активированным и неактивированным электродом в инертных
(аргон, гелий) и активных защитных газах, а также их смесях.
Из активных защитных газов наиболее широкое применение при
изготовлении конструкций из низкоуглеродистых и низколегиро-
ванных сталей находит углекислый газ и его смеси с аргоном и
кислородом. Азот очень редко применяют при сварке сталей, но
довольно широко используют при сварке меди и ее сплавов, для
которых он является нейтральной средой.
При рассмотрении предлагаемых типов дуг учитывалось сле-
дующее. Влияние состояния поверхности сварочной проволоки
и активаторов на технологические свойства дуги проявляется
в основном при сварке током прямой полярности. Поэтому при
сварке током обратной полярности состояние поверхности сва-
рочной проволоки не оговаривается. В данной работе активиро-
ванным следует считать электрод с нанесенными на его поверх-
ность активаторами из водных растворов солей щелочных и ще-
лочно-земельных металлов (поверхностное активирование). Для
сварки в аргоне можно применять как однокомпонентные, так и
двухкомпонентные активаторы. Для сварки в активных защитных
газах применяют двухкомпонентные активаторы.
Сварочная дуга в активных защитных газах при токе обрат-
ной полярности имеет слабо выраженную коническую форму без
заметно выраженных зон (тип 1). Анодное пятно в этом случае
располагается, как правило, на торце электрода (капле). С ростом
капли активное пятно перемещается интенсивно под ней и сме-
щает ее от оси электрода на его боковую поверхность. При отрыве
такой капли от электрода она переносится несоосно. Это приводит
к тому, что часть капель электродного металла не попадает в сва-
рочную ванну, увеличивая потери металла.
С ростом тока размеры капель монотонно уменьшаются, и
дуга погружается в сварочную ванну (тип 2). В связи с погруже-
18
сч
Св
W
к
ч
\о
Ki
Н
Краткое описание дуги 6 3 Й S ° 2 ® £ х S 2 S п « • я Ж „я п, >> и ~ 5 S а кз о « R S Р У I « X В К сх в с « И ’о о в о х Л S в в - о >> Й ч й >, 2 ж о 0,3 3 „ Р <u га S £• " Е „§ о 3 Е g 2 w д <v рт д . гцддьо,фКдс)ч До«й>к?гаьОсз ХсосЗС(Т)^иМЬ Дуга погружен- ная, конической фермы, простран- ственно устойчивая со струйным пере- носом металла, раз- брызгивание мини- мальное
Плот- ность тока Средняя Высокая
Состояние поверхности электрода Поверх- ность, очи- щенная от загрязне- ний То же
Поляр- ность тока 1 Обрат- ная То же
Защит- | ная среда Угле- кислый газ, азот То же
19
фотография
Внешний вид дуги
схема
Продолжение табл. 2
Защит- ная среда Поляр- ность тока Состояние поверхности электрода Плот- ность тока Краткое описание дуги
Угле- кислый газ, азот, гелий 1 Обратная Активиро- ванный электрод (актива- тор — соли щелочных металлов) Высокая Дуга полупогру- женная, кониче- ской формы, актив- ное пятно охваты- вает конец электро- да, пространствен- но устойчивая со струйным перено- сом металла, раз- брызгивание мини- мальное
Угле- кислый газ, азот Прямая Тщательно очищенная поверх- ность Средняя Дуга цилиндри- ческой формы, зо- ны отсутствуют, катодное пятно имеет ячеистое строение и переме- щается по электро- ду с большой ско- ростью, простран- ственно неустойчи- вая, перенос метал- ла крупнокапель- ный, коэффициент расплавления элек- трода и потери на разбрызгивания ма- ксимальны
Продолжение табл. 2
eg Внешний вид дуги Зашит- Поляр- Состояние
5 * фотография ная ность поверхности
н « схема среда тока электрода
Плот-
ность
тока
Краткое описание
дуги
Угле-
кислый
газ,
азот,
гелий
Прямая
Электрод,
активиро-
ванный
двухком-
понентным
активато-
ром (соли
щелочных
металлов)
Средняя
и высо-
кая
Дуга коническая
с тремя зонами-, ка-
тодное пятно имеет
две зоны, дуга про-
странственно
устойчивая, пере-
нос металла струй-
ный, потери мини-
мальные
Аргон
Обрат-
ная
Поверх-
ность, очи-
щенная от
загрязне-
ний
Низкая
На докритиче-
ском токе форма
дуги приближается
к цилиндрической,
две зоны, анодное
пятно рассредото-
чено, с небольшой
скоростью переме-
щается по электро-
ду, дуга простран-
ственно устойчи-
вая, перенос метал-
ла крупнокапель-
ный
? д C if ж е н е т а б 2
Защит- ная среда Поляр- ность ГОК Состояние поверхности электрода Плот- ность тока Краткое описание Дуги
Аргон Обратная Поверхность очищенная от загряз- нений Высокая На токе выше критического фор- ма дуги кониче- ская, три зоны, ак- тивное пятно охва- тывает конец элек- трода, дуга про- странственно устойчивая, пере- нос металла струй- ный, потери мини- мальные
Аргон Прямая Тщательно очищенная поверх- ность Низкая Дуга колоколо- образной формы, зоны отсуттвсуют, активное пятно за электроде рассре- доточено, дуга про- странственно устойчива, перенос металла крупно- капельный
Продолжение табл. 2
1 Тип 1 ДУГИ Внешний вид дуги Защит- ная среда Поляр- ность тока Состояние поверхности электрода ПЛОТ- НОСТЬ тока Краткое описание Дуги
фотография схема
9 1 А Аргон Прямая Тщательно очищенная поверх- ность Средняя Дуга конической формы, охватывает электрод, три зоны, пространственно неустойчивая, струйно-враща- тельный перенос металла
10 ьэ W Аргон Прямая Электрод, активиро- ванный одноком- понентным активато- ром (соли щелочных металлов кроме цезия) Низкая Дуга колоколо- образной формы с двумя зонами, ка- тодное пятно сжато и движется по гра- нице оплавления электрода, про- странственно не- устойчивая, пере- нос металла капель- ный
24
Продолжение табл.
нием в сварочную ванну
не удается четко опреде-
лить форму дуги. Однако
из специально снятых ки-
нограмм процесса сварки
погруженной дугой вид-
но, что торец электрода
принимает коническую
форму (тип 2). Осцилло-
граммы свидетельствую'.',
что дуга становится про-
странственно устойчивой
со струйным переносом
металла. Для данного
процесса характерно глу-
бокое и узкое проплавле-
ние и грибовидная форма
шва [31
При сварке активиро-
ванным электоодом полу-
погружеш ой дугой на
токе обратной полярности
в активных защитных га-
зах сварочная дуга об-
ладает хорошими техно-
логическими свойствами:
пространственно устой
чива, характеризуется
струйным переносом ме-
талла, малым разбрызги-
ванием, хорошим форми-
рованием шва и плавным
очертанием зон сплавления
и проплавления (тип 3).
Сварка током прямой
полярности в активных
защитных газах не нахо-
дит практического приме-
нения из-за неудовлетво-
рительных технологичес-
ких свойств дуги: про-
странственной неустойчи-
вости, крупнокапельного
переноса металла, боль-
шого разбрызгивания (тип
4). Дуга однородна, по
форме приближается к ци-
линдрической. В отличие
25
от сварки в аргоне капли не имеют правильной формы.
После отрыва капли дуга горит с торца электрода. По мере
роста объема капли жидкого металла под действием плазмен-
ного потока и благодаря интенсивному перемещению активного
пятна дуги по капле к торцу электрода капля смещается в сто-
рону и располагается на боковой поверхности электрода.
Иногда жидкий металл даже поднимается по электроду. Смещение
дуги из-под торца электрода на жидкий металл способствует вы-
тягиванию капли в сторону и тем больше, чем больше ток про-
цесса. Такие капли, отрываясь от электрода, летят в сторону и
часть из них не попадает в сварочную ванну. Они создают интен-
сивное набрызгивание в околошовной зоне.
При сварке в активных защитных газах активированным элект-
родом током прямой полярности (выше критического) дуга имеет
коническую форму с тремя зонами (тип 5). Центральная зона
представляет собой узкий канал, внутри которого перемещаются
капли расплавленного металла. Эта зона окружена ярко светя-
щейся плазмой, опирающейся на активное пятно электрода.
Третья, слабо светящаяся зона, представляет собой ореол дуги.
Торец электрода имеет сферическую форму; по оси дуги вытяги-
вается узкий конус жидкого металла, с вершины которого от-
деляются капли и по центральному каналу переносятся в свароч-
ную ванну. У основания этого конуса наблюдается ярко светя-
щееся пятно, перемещающееся с большой скоростью по малой
площади вокруг оси электрода (конуса). С электрода по направ-
лению к сварочной ванне действует плазменный поток. Вследствие
малой амплитуды колебаний катодного пятна в целом дугу можно
считать пространственно устойчивой с достаточно хорошими тех-
нологическими свойствами.
Аналогичное строение имеет дуга в аргоне (тип 13). Отличи-
тельными особенностями этой дуги являются более узкий цент-
ральный канал и самый низкий коэффициент расплавления элект-
рода.
Дуга в аргоне на докритическом токе обратной полярности
имеет колоколообразную форму с двумя выраженными зонами
(тип 6). Центральная — более яркая зона — хорошо просматри-
вается после отрыва капли от электрода. В этом случае дуга горит
с торца электрода, несколько расширяясь к пластине с одновре-
менным снижением яркости по длине. По мере роста капли на
торце электрода центральная зона расширяется и яркость свече-
ния ее понижается. Активное пятно интенсивно перемещается по
поверхности образующейся капли, причем это перемещение про-
ходит с торца капли на боковую поверхность хаотически. Актив-
ное пятно редко переходит на шейку капли.
Внешняя колоколообразная зона дуги, менее яркая, чем цент-
ральная, образуется на границе плавления электрода. Перемеще-
ние центральной зоны дуги влечет за собой в ту же сторону внеш-
нюю зону. Перемещение центральной зоны достаточно интенсивно.
26
Перенос металла происходит в виде отдельных крупных капель.
В зависимости от материала электродной проволоки диаметр
капель в 2—4 раза больше диаметра электрода. По мере роста
тока более четко выделяется центральная зона дуги. Блуждание
центрального канала уменьшается. Пространственная устойчи-
вость дуги возрастает. По мере увеличения скорости подачи
электрода наблюдается скачок тока, резко меняется форма дуги
и происходит переход к струйному переносу металла.
Ток, при котором наблюдается этот переход, называю^ крити-
ческим. При сварке на токе выше критического (тип /) д^1.- при
обретает конусообразную форму с тремя хорошо различаемыми
зонами. Конец электродной проволоки принимает конусообраз-
ную форму, из вершины которого исходит узкая центральная
зона, несколько расширяющаяся в сторону пластины. В этой
зоне происходит перенос капель расплавленного металла в сва-
рочную ванну. В месте нахождения капли наблюдается деформа-
ция центральной зоны. Вторая зона дуги охватывает конусообраз-
ную часть электрода и расширяется по мере удаления от него.
Третья зона — ореол, начинается от основания конуса расплав-
ленного металла на электроде и охватывает две зоны дуги. Пере-
нос металла — струйный с мелкими каплями правильной формы.
Дуга в этом случае пространственно устойчивая и относительно
жесткая. С электрода на пластину направлен мощный плазмен-
ный поток.
При сварке в аргоне током прямой полярности дуга однородна,
имеет колоколообразную форму, охватывает каплю выше зоны
расплавления электрода (тип 8) Дуга менее подвижна, «ем при
сварке током обратной полярности. Перенос металла осуществля-
ется крупными относительно правильной формы каплями по оси
дуги. С ростом тока постепенно начинает выявляться центральная
зона дуги. Расплавленный металл на торце электрода начинает
вытягиваться вдоль оси дуги.
С ростом плотности тока при тщательно очищенной электрод-
ной проволоке дуга имеет две ярко выраженные зоны со слабым
выделением центрального канала. На конце электрода вытяги-
вается длинный конус расплавленного металла, вершина которого
совершает вращательное движение, образуя струйно-вращатель-
ный перенос металла. Дуга охватывает значительную часть элект-
рода. Граница дуги располагается выше границы оплавления
электрода (тип 9).
Дуга при сварке в аргоне активированным электродом на
малых плотностях тока имеет колоколообразную форму с двумя
ярко выраженными зонами (тип 10). Ярко светящаяся зона дуги
исходит из активного пятна, которое перемещается по границе
оплавления электрода. Капли, образующиеся на торце электрода,
имеют правильную сферическую форму. В случае, когда капля
достигает размеров, превышающих диаметр электрода, она начи-
нает вращаться вокруг оси электрода со скоростью, равной ско-
27
роста вращения активного пятна по поверхности электрода. Од-
нако перенос металла осуществляется соосно с электродом. После
отрыва капли дуга горит с торца электрода и по мере роста капли
активное пятно дуги переходит на границу оплавления электрода.
Дуга пространственно неустойчива. Однако скорость перемеще-
ния дуги низка.
При сварке в аргоне активированным электродом током пря-
мой полярности выше критического строение и свойства дуги
в значительной степени определяются количеством и составом
активирующего покрытия Для однокомпонентных активирующих
покрытий на основе щелочных металлов, кроме цезия, дуга имеет
ярко выраженные три зоны (тип 11). Высота конуса расплавленного
металла на конце электрода зависит от свойств активирующего
элемента. Катодное пятно при этом занимает всю поверхность
конуса. С уменьшением работы выхода электрона для активирую-
щего покрытия высота конуса уменьшается. Дуга пространственно
устойчивая.
В случае применения в качестве активирующих элементов
солей цезия или бария, обладающих наименьшей работой выхода
электронов, конус расплавленного металла отсутствует. Катод-
ное пятно сильно сжато и с большей скоростью перемещается
по плоскому торцу электрода (тии 12). Дуга пространственно не-
устойчива. Аналогичная картина для этих активаторов наблю-
дается и в активных защитных газах.
С точки зрения приемлемых технологических свойств и прак-
тического применения, наибольшее значение имеют дуги типов
1, 2, 3, 5, 7 и 13, горящие в углекислом газе и аргоне при токе
обратной полярности, в том числе погруженная дуга с неактиви-
рованным и активированным электродом, а также дуга с активи-
рованным электродом в углекислом газе и аргоне при токе пря-
мой полярности. Для дуг в аргоне приемлемые технологические
свойства достигаются при токе выше критического.
Таким образом, при рассмотрении технологических свойств
сварочных дуг с плавящимся электродом видно, что они определя-
ются свойствами защитной среды, химическим составом электрода,
полярностью тока и режимом сварки. Это создает необходимые
предпосылки для разработки путей управления технологическими
свойствами дуги. Реализация этого направления требует изучения
связей между физическими свойствами дуги и ее технологическими
свойствами.
ГЛАВА 2 ЗАЖИГАНИЕ ДУГИ И УСТАНОВЛЕНИЕ
ПРОЦЕССА СВАРКИ
КЛАССИФИКАЦИЯ И ХАРАКТЕРИСТИКА
СПОСОБОВ ЗАЖИГАНИЯ ДУГИ
При механизированных способах сварки зажигание (возбуждение) дуги
и установление процесса — важные 1ехнологические операции, оказывающие
влияние на качество начальных участков швов, расход сварочных материалов и
электроэнергии, особенно при выполнении коротких и прерывистых швов и
говой точечной сварке. Эти операции важны при выполнении сварки на поточнт-
механизированных линиях, роботами и роботизированными системами, а так>
для синхронизации работы многоголовочных автоматов
Процесс дуговой сварки можно условно разделить на три стадии: начал
стабильное течение процесса и его окончание. Обычно под началом процесса noir
мают время установления стабильного процесса сварки, включающее зажиг
ние дуги и переход к заданным параметрам режима.
Признаком установления стабильного процесса при сварке длинной дуп й
является непрерывность горения дуги на заданном режиме, а при сварке корот
кой дугой (с частыми периодическими замыканиями дугового промежутка)
непрерывность тока и периодичность процесса.
Все существующие способы зажигания дуги могут быть сведены к трем основ-
ным группам: размыканием контактов или разрывом перемычки в цепи с током,
электрическим пробоем газового или вакуумного промежутка; переходом какого
либо маломощного электрического разряда в дуговой.
Примером способа зажигания дуги в последней группе может служить пере-
ход тлеющего разряда в дуговой.
Известно, что существование дуги как самостоятельного разряда возможно
лишь при токе, превышающем некоторое минимальное значение. Поэтому зажи-
ганию дуги всегда предшествует маломощный электрический разряд в газах типа
низковольтного импульсного, искрового или тлеющего разряда.
Для процессов дуговой сварки удобно различать контактные и бесконтакт-
ные способы зажигания дуги. К контактным способам относятся размыкание
контактов в непи с током, а к бесконтактным — электрический пробой межэлек-
троцного промежутка (рис. 7).
Существующие бесконтактные способы зажигания дуги применяют преиму-
щественно для сварки непчавящимся и покрытым электродом. Эти способы осу-
ществляют при непрерывном сближении электродов путем ионизации и электри
ческого пробоя межэлектродного промежутка: подачей на межэлектродный про-
межуток импульсов напряжения амплитудой 100—300 В с помощью генераторов
импульсов; искровым разрядом, создаваемым источником высокочастотного
высоковольтного напряжения — осциллятором; вспомогательной дугой, кото-
рая, как правило, зажигается осциллятором; ионизирующим излучением.
Перечисленным бесконтактным способам зажигания дуги присущи недо-
статки: радиопомехи по сети и эфиру; повышенные требования к надежности
изоляции; повышенная опасность для обслуживающего персонала.
Контактные способы зажигания дуги применяют как при сварке электро-
дами большого диаметра путем предварительного закорачивания электрода с по-
следующим его отрывом от основного металла или применения легкоплавких
вставок и других промежуточных проводящих материалов, так и при сварке
29
I спосовы зажигания дуги
~--г
[Бесконтактныег
I Контактные
Электрическим
провоем
межзлектродного
промежутка
Ионизацией
межзлектродного
промежутка
Генератором i
ин пульсоб
Замыканием
межзлектродного
промежутка
зпектропроводящим
напюриалом
JL
Осциллятором
Легкоп.лайкой
Вставкой
Опусканиемзлект, ода
до замыкании
и последующим
его отрывом
Вертикальны
опусканием
и подъемом
Вспомогательной
дугой
Ионизирующим
излучением
Подачей струи
ионизированного
газа
Тугоплавким
стержнем
(Вольфрам,
гршрит)
движением
конца
электрода
Вдоль изделия
(„эффект
спички")
Г
Рис. 7. Классификация способ» зажигания сьар иной дуги
электродами малого диаметра (2,5 мм и меньше) непрерывной гюдачей элекгр.
к основному металлу до их соприкосновения.
Рассмотрим существующие предста ления о механизме зажигания дуги.
Л. А. Сена при анализе процесса зажигания дуги размыканием контактов рас
сматривал межэлектродный промежут хак конденсатор переменной емко.
Расчеты показывают, что при зазоре Между электродами 3 нм, который дос г
гается через 8-10“’ с при их разведении, напряженность электрического поля
проходит через максимум и составляет 3-10’ В/м. На основании этих данных
Л. А. Сена сделал вывод, что полученная напряженность поля оказывается доста-
точной для возникновения автоэлектронной эмиссии и зажигания дуги.
По мнению В. Т- Золотых, для зажигания дуги и ее развития необходима
не только напряженность поля, обеспечивающая автоэлектронную эмиссию,
но и приобретение электронами энергии, достаточной для ионизации газа. Это
условие может быть выполнено при межэлектродном расстоянии не менее длины
свободного пробега электрона. Если учесть, что длина свободного пробега элек
тронов в водороде, кислороде, азоте и аргоне составляет 0,5—1,1 мкм, то в этом
случае напряженность поля согласно модели Л. А. Сена оказывается на два по-
рядка ниже необходимой для автоэлектронной эмиссии.
Известно, что зажигание дуги может осуществляться электрическим про-
боем межэлектродного промежутка. Анализ данных работы [70] показывает,
что напряженность поля, обеспечивающая электрический пробой при атмосфер-
ном давлении, составляет 10е—10’ В/м. Это на два-три порядка ниже напряжен-
ности электрического поля, необходимой для возникновения автоэлектронной
эмиссии.
М. Я. Броун и Г. И. Погодин-Алексеев объясняют зажигание и развитие
электрической сварочной дуги, исходя из активной роли термической ионизации
при размыкании электродов в цепи с током. В момент размыкания электродов
благодаря высокой плотности тока температура контакта сильно возрастает,
металл электродов расплавляется и частично испаряется. Образуется промежу-
ток, заполненный парами металла, потенциал ионизации которых ниже потен
циала ионизации компонентов воздуха. Нарастает .ионизация, которая осуще
ствляется электронами, освобожденными из катода термо- и автоэлектронной
эмиссией. Ввиду малого расстояния между электродами и высокой степени воз-
буждения и ионизации паров быстро развивается устойчивый дуговой разряд.
30
дов. Все контактные способы зажигания дуги основаны на разрыве контакта
между электродами или перегорании электрода на участке вылета. При этом
создаются благоприятные условия для зажигания ду1и: высокая температура
контактных участков электродов или участка вылета в месте его перегорания и
высокая напряженность электрического поля, обусловленная малым межэлек-
тродным расстоянием, образующимся при разрыве цепи, и возникающей при
этом ЭДС самоиндукции. Все это обусловливает гарантированное зажигание
дуги во всех случаях, аналогично повторному зажиганию дуги в пределах каж-
дого цикла при сварке короткой дугой В последнем случае благодаря наличию
перемычки расплавленного металла между электродом и сварочной ванной зна-
чительно облегчаются условия разрыва цепи. Он происходит при токе меньше
установившегося тока короткого замыкания и не сопровождается выбросом
участков вылета электрода.
Однако при контактных способах начальное зажигание дуги не является
достаточным условием установления процесса сварки (особенно тонкими элек-
тродными проволоками), который носит, как правило, циклический характер.
В этом случае стабильный процесс устанавливается после нескольких относи-
тельно длительных замыканий электрода, при которых ток короткого замыкания
в большинстве случаев достигает установившегося значения. Каждое такое замы-
кание электрода с основным металлом характеризуется разогревом вылета элек-
трода проходящим током, перегоранием и выбросом отрезков электродной про-
волоки, возникновением и погасанием дуги. Возможно несколько таких циклов
до установления процесса. Поэтому основное значение для начала сварки при
контактных способах зажигания дуги имеет не собственно зажигание дуги, а уста-
новление процесса.
Сокращение и стабилизация времени установления процесса при контактных
способах зажигания дуги (рис. 8) достигаются путем подготовки конца элект-
трода заточкой или действием магнитного поля, препятствующего образованию
31
крупной капли, а также программным уменьшением напряжения в период окон-
чания процесса сварки; программным изменением напряжения и тока процесса;
программным изменением скорости подачи электрода; изменением параметров
сварочной цепи путем уменьшения ее индуктивности и активного сопротивления.
Известны также комбинированные способы, ускоряющие установление про-
цесса, сочетающие, например, программирование скорости движения электрода
с изменением электрических параметров сварочной цепи, уменьшением капле-
образования и др.
При сварке в защитных газах плавящимся электродом наибольшее практи-
ческое значение имеет установление процесса для электродных проволок диа
метром до 2,5 мм.
В работах [88, 105] приведено феноменологическое описание установления
процесса сварки плавящимся электродом диаметром до 2,5 мм. Показано, что
устойчивый процесс сварки начинается после второго или большего числа замы-
каний электрода с основным металлом.
Управление установлением процесса сварки плавящимся электродом целе-
сообразно рассмотреть с помощью математической модели.
УСТАНОВЛЕНИЕ ПРОЦЕССА СВАРКИ
ПРИ КОНТАКТНОМ СПОСОБЕ
ЗАЖИГАНИЯ ДУГИ
Описание установления процесса сварки. Установление процесса сварки для
систем с постоянной скоростью подачи электрода (рис. 9) происходит в несколько
стадий: замыкание электрода с изделием и нагрев электрода протекающим то-
ком; перегорание электрода на участке вылета, зажигание, горение и погасание
дуги; перемещение электрода к основному металлу до следующего замыкания.
На первой стадии момент соприкосновения электрода с основным металлом
характеризуется резким падением напряжения между электродами и нарастанием
тока короткого замыкания, который в этом случае (при первом замыкании), как
правило, достигает установившегося значения. Электрод на участке между изде-
лием и токоподводящим наконечником за время короткого замыкания нагревается
протекающим током. Обычно при первом замыкании электрода с основным метал-
том наибольшее количество теплоты выделяется на участке вблизи токоподво-
дящего наконечника. О таком характере нагрева можно судить по испарению
элементов технологической смазки с поверхности электродной проволоки.
На второй стадии в месте перегорания электрода на участке вылета обра-
зуется дуга, которая горит между электродом и отделившейся его частью. Послед-
няя быстро теряет устойчивость. Это приводит к резкому возрастанию длины
дуги, и дуга переходит на основной металл. При этом возможны два случая:
если расстояние от основного металла до точки разрыва меньше разрывной длины
дуги /р, то образовавшаяся дуга не гаснет и устанавливается устойчивый про-
цесс сварки; если расстояние от основного металла до точки разрыва больше раз-
рывной длины дуги, то ток быстро уменьшается и дуга гаснет.
Оставшаяся часть электродной проволоки с прослойкой жидкого металла
на торце, приближаясь к изделию, остывает до тех пор, пока не произойдет оче-
редное замыкание. За время следующего короткого замыкания процесс нагрева
и перегорания электрода с образованием дуги повторяется. Если расстояние от
изделия до точки разрыва снова окажется больше разрывной длины дуги, то она
гаснет, а непрерывное перемещение остывающего электрода приведет к очеред-
ному замыканию
Анализ кинограмм показал, что от замыкания к замыканию увеличиваются
время горения дуги (от момента возникновения дуги до ее погасания), нагрев
торца электрода и уменьшается длина дуги, образующаяся в момент перегора-
ния электрода на участке вылета. При значительном нагреве торцовой части
электрода или образовании капли при очередном замыкании происходит разрыв
перемычки между электродом и изделием. В этом случае наблюдается гаранти-
рованное установление процесса сварки. Таким образом, тепловые процессы,
протекающие в электроде, являются определяющими при установлении про-
цесса сварки.
32
0,1с
Рис. 9. Осциллограмма
установления процесса
сварки
Причины, обусловливающие перегорание вылета электрода у токоподвода
при первом замыкании. Для выявления причин повышенной температуры элек-
трода у токоподводящего наконечника проведены исследования контактных со-
противлений электрод — токоподводящий наконечник RK1, электрод — основ-
ной металл /?к2 и общего сопротивления Ru — RKl + Rli2 г RB, включающего
сопротивление вылета электрода RB (рис. 10).
Контактное сопротивление электрод — токоподводящий кт ак /?к1
в начальный период короткого замыкания уменьшается Эго связано с т-м, что
электрод при замыкании деформируется и усилие его прижатия к токоподводя-
щему наконечнику возрастает. Затем по мере разогрева электрода и потери им
упругих свойств сопротивление контакта возрастает.
Контактное сопротивление электрод — изделие Rrs. в начальный момент
замыкания имеет наибольшее значение. С ростом усилия сжатия электродов,
их разогрева и смятия микровыступов RK2 уменьшается
Для исследования условий подвода тока токоподводящнм наконечником
к электроду во время короткого замыкания разработан специальный разрезной
гокоподводящий наконечник, представляющий собой набор токоподводящих
пластин с потенциометрическими выводами для измерения тока. Установлено,
что ток, протекающий через нижний участок тскоподводящего наконечника,
достигает 90 % общего тока и не зависит от параметров режима сварки.
Для проверки влияния контактного сопротивления электрод — токоподво-
дящий наконечник на установление процесса сварки изготовлено устройство,
в котором отсутствовало указанное контактное сопротивление (электрод при-
паян к токоподводящему наконечнику). Вся система электрод - то^рподвод
подавалась в зону дуги. Характер изменения тока и напряжения, а также изгиба
электрода в период короткого замыкания такой же. как при обычном тоцсссе
в случае подачи электродной проволоки. Однако место перегорания электрода
располагалось у изделия Таким образом, основную роль в перегорании элек-
трода у токоподводящед-а наконечника играют* два фактора повышенное контакт-
ное сопротивление электрод — токоподводящчй наконечник; подвод основной
доли тока к электроду через точечный контакт в торцовой части токиподводя-
щего наконечника.
Модель установления процесса. Установление процесса сварки имеет цикли-
ческий характер, обусловленный тепловыми процессами, протекающими в си-
стеме токоподводящий наконечник— электрод— пластина (рис. 11) *.
Для анализа тепловых явлений на всех стадиях установления процесса
сварки с учетом его цикличности необходимо определить распределение темпе-
ратуры в вылете элек1рода.
При коротком замыкании происходит нагрев вылета электрода протекаю-
щим током. Если пренебречь потерями энергии на излучение и конвекцию ввиду
малого времени короткого замыкания (до 0,08 с), фазовыми переходами, нерав-
номерностью распределения плотности тока по сечению электрода, а также
считать, что диаметр проволоки мал по сравнению с ее длиной, то процесс нагрева
электрода на участке 0 х I можно описать уравнением 1118]:
dT/dt = (д (к дЦдх)!дх + 16Z2 (t) R (t)/(ndiy)/cp, (1)
* Расчеты распределения температуры по вылету электрода выполнены
Р. Я. Докторским.
2 Ленивкин
33
Рис. 10. Изменения общего Ro и контактных 7?в1,
Rk2 сопротивлений во время короткого замыкания
электрода с пластиной; Св-08Г2С, dB = 1,6 мм, пп =
= 230 м/ч, t/xx = 20 В
Рис. 11. Расчетная схе-
ма нагрева электрода про-
текающим током
где с, р, 1 — удельная теплоемкость, плотность и теплопроводность материала
электрода соответственно.
При построении математической модели приняты допущения. В окрестности
точки А часть выделяющейся энергии, которая определяется коэффициентом k
(0 k «С 1), поступает в электрод, а остальная расходуется на нагрев токо-
подводящего наконечника. С учетом нагрева участка электрода длиной Д (~6 мм)
выше точки А зависимость (1) на участке — Д < х < 0 дополняется уравне-
нием (2)
дТ (х, t)/dt = (ЛШТ (дТ/дх)* + kd277cU2)/cp (2)
с граничными условиями (3), (4).
Т (— Д, /) = 293 К; (3)
| 97 I kl* (t) RKl (t)
дх |x=—о дх |х=+о 1
где RKl (/) — контактное сопротивление в точке А.
Условие (3) соответствует тому, что на достаточно большом расстоянии от
точки А за время короткого замыкания температура не успевает измениться.
В окрестности точки В принято, что пластиной является цилиндрический
участок металла длиной Д и сечением, равным сечению электрода. Причем тем-
пература изделия меняется только за счет выделения теплоты в контакте В.
Поэтому система (1)—(4) на участке I < х < I + Д дополнена уравнением (2)
с граничными условиями (5), (6):
Т (I + Д, t) = 293 К; (5)
дТ | дТ I 1* (<) Rk2 (t)
дх |х=/—о дх |х=л-о XF8 ’ ' '
где /?к2 (/) — контактное сопротивление в точке В.
Характер изменения температуры по вылету электрода, полученный с по-
мощью математической модели, показывает, что место перегорания определяется
в основном перераспределением теплоты в контакте электрод — токоподводя-
щий наконечник в период короткого замыкания (точка Л), которое задавалось
постоянным коэффициентом k. При k > 0,75 электрод всегда перегорает у токо-
подводящего наконечника, при k < 0,75 электрод перегорает у пластины
(рис. 12). При k = 0,75 температура плавления одновременно достигается на
34
Рис. 12. Распределение температуры по вылету в момент перегорания электрода
при коэффициенте k передачи теплоты в электрод:
а — 0,8; б — 0,5
Рис. 13. Динамика изменения температуры по вылету электрода в период корот-
кого замыкания:
1 0,011 с; 2 — 0,02 с; 3 — 0,032 с; 4 — 0,047 с; 5 — 0,054 с; 6 — 0,06 с; 7 — 0,068 с
участках вылета электрода у токоподводящего наконечника и пластины, что
должно привести к одновременному перегоранию электрода на этих участках
(рис. 13). Такой характер перегорания электрода с двойным дугообразованием
наблюдается практически.
С целью упрощения модели на границе электрод—токоподводящий наконеч-
ник (точка А) граничные условия вместо (3), (4) заменены более простым (7)
[1221:
Т (0, 0 = т0.
(7)
Расчеты при различных значениях То показывают, что если значение То
меньше некоторого критического значения Тир, то устойчивый процесс сварки
устанавливается со второго замыкания. Если же То > Тир, то устойчивый про-
цесс сварки не устанавливается вообще. Поэтому при моделировании Т'о задавали
различным, меняющимся от замыкания к замыканию случайным образом, так
что оно могло принимать значения как меньше, так и больше Ткр.
2*
35
Рис. 14. Распределение температуры по вылету электрода:
а ~~ в конце первого замыкания электрода с пластиной при 70 - 938 К; б — после пер-
вого перегорания электрода и погасания дуги; в — в конце второго замыкания электрода
с пластиной при То 940 К; г — после второго перегорания электрода и погасания дуги;
д — в конце третьего замыкания электрода с пластиной при То— 861 К; е — после треть-
его перегорания электрода и погасания дуги; ж— в конце четвертого замыкания элек-
трода с пластиной при То = 921 К
Для упрощения граничных условий на участке электрод—пластина
(точка В) были рассмотрены два случая: разогрев пластины происходит с той же
скоростью, что и разогрев электрода; пластина не разогревается совсем.
Как показали расчеты, наложение того или иного условия оказывает незна-
чительное влияние на качественную сторону результатов. Поэтому условия (3),
(5), (6) заменили более простым:
т (I, t) = Т„, (8)
причем температуру пластины Т„ задавали в интервале 375—573 К.
Изменение тока во время короткого замыкания происходит по экспонен-
циальному закону:
/(/)=/„(!- ехр (-//т,). (9)
где т,— постоянная времени сварочной цепи.
Изменение тока во время горения дуги от момента перегорания вылета
до ее погасания описывается уравнением
Л (0 =/о ехр (—//Та), (10)
где т2 — постоянная времени сварочной цепи с учетом сопротивления дуги.
Энергия дуги, расходуемая на нагрев и плавление электрода:
СО
IT =г]э(/д/0 J exp (—//та)Л = т)эПд/ота, (11)
0
где т]8 — эффективный КПД нагрева электрода дугой.
По величине Ц7 определяется длина расплавленной части электрода. Пред-
полагалось, что на остальной части электрода температура изменяется по линей-
ному закону от 293 К при х — 0 до Тпл. Затем во время его выхода из токопод-
36
водящего наконечника до следующего замыкания с изделием происходит пере-
распределение теплоты в вылете электрода, описываемое уравнением (2) с гра-
ничными условиями (12) и (13):
Т (0, 0 = 293 К; (12)
дТ/дх (I, f)= 0. (13)
Граничное условие (13) является адиабатическим, так как не учтены потери
теплоты на конвекцию и излучение.
Адекватность предложенной модели проверяли при введении следующих
данных: I = 20 мм; d3 = 1,6 мм; р = 7,5 г/см3; оп = 11 см/с; установившийся
ток короткого замыкания /0 = 900 А; 1/д = 25 В; -q = 1 мс; т2 = 1,5 мс; /р —
= 4 мм; т]э = 0,3.
Анализ полученных зависимостей (рис. 14) показывает, что место перегора-
ния электрода определяется пиками распределения температуры. Один из них
связан со случайным изменением температуры на границе электрод—токопод-
водящий наконечник, другой — с наличием участка электрода, расположенного
у его торца и разогретого в результате предыдущего замыкания. Если темпера-
тура электрода Го у токоподводящего наконечника окажется больше некоторого
критического значения 7кр (для проволоки Св-08Г2С 7'кр = 943 К), то разрыв
электрода будет происходить всегда в этом месте, и процесс сварки не устано-
вится вообще.
При температуре электрода у токоподводящего наконечника меньше ее кри-
тического значения установление процесса произойдет в том случае, если после
очередного замыкания температура конца электрода будет не менее 673 К-
Таким образом, число замыканий электрода с изделием до установления
устойчивого процесса сварки меняется случайным образом (от двух и более)
и зависит главным образом от случайных значений Тв.
Для установления процесса необходимо уменьшить переходное контактное
сопротивление электрод—токоподводящий наконечник или создать условия,
чтобы вылет электрода перегорал на расстоянии от изделия, не превышающем
разрывную длину дуги.
СОВЕРШЕНСТВОВАНИЕ КОНТАКТНЫХ
СПОСОБОВ ЗАЖИГАНИЯ ДУГИ
Анализ распределения температуры по вылету электрода, проведенный
с помощью рассмотренной математической модели, позволяет наметить пути
улучшения установления процесса: созданием условий для поддержания горе-
ния дуги, образующейся при перегорании вылета электрода у токоподводящего
наконечника; уменьшением количества теплоты, выделяющейся в электроде
у токопроводящего наконечника; локальным увеличением сопротивления элек
трода на расстоянии от его торца, меньшем разрывной длины дуги.
Поддержание горения дуги путем подачи повышенного напряжения на меж-
электродный промежуток. Перегорание электрода происходит, как правило,
у товоподводящего наконечника. Образующийся дуговой промежуток значи-
тельно превышает разрывную длину дуги. В связи с тем, что сварка в защитных
газах осуществляется от источников с жесткими или пологопадающими характе-
ристиками, напряжение, приложенное к электродам, оказывается недостаточ-
ным для поддержания горения дуги, и она погасает.
Устойчивое горение дуги на длине, практически равной расстоянию между
изделием и токоподводящим наконечником, возможно в том случае, если на
межэлектродный промежуток подается повышенное напряжение.
Экспериментальным путем определены напряжения, обеспечивающие под-
держание дуги после перегорания вылета электрода для различных расстояний
между электродом и пластиной (рис. 15).
Полученные значения напряжений описываются уравнением
U = A (l/Ra + k„l),
37
Рис. 15. Зависимость напряжения,
необходимого для поддержания горе-
ния дуги, от расстояния между элек-
тродом и пластиной в период установ-
ления процесса сварки; СО2, поляр-
ность обратная, Св-08Г2С
Рис. 16. Зависимость требуемого то-
ка от расстояния между электродом и
пластиной в период установления про-
цесса сварки; СО2, полярность обрат-
ная, Св-08Г2С, диаметр электрода:
1 —‘ 2 мм; 2 — 1,6 мм; 3 1,2 мм
где I - расстояние между электродом и основным металлом, образующееся
после перегорания электрода.
Прямая 1 соответствует случаю горения дуги соосно с электродом. В этом
случае А = 1. Прямая 2 соответствует возможному отклонению дуги (А -
= 1,14-1.5).
Для различных диаметров электрода при сварке током обратной и прямой
полярности в среде углекислого газа напряжение, поддерживающее горение
дуги, зависит только от расстояния между электродом и основным металлом.
Для стабилизации горения дуги помимо повышенного напряжения необхо-
димо устанавливать определенный ток (рис. 16). Уменьшение тока ниже указан-
ных значений приводит к значительному блужданию и погасанию дуги. Экспе-
риментальная проверка показала, что рекомендуемые значения напряжения
и тока, необходимые для поддержания горения дуги, обеспечивают установле
ние процесса сварки после первого короткого замыкания в широком диапазоне
режимов.
Время установления процесса сварки зависит от скорости приближения
торца электрода к основному металлу. Для уменьшения времени установления
процесса сварки необходимо создать такие условия, при которых скорость сокра-
щения дугового промежутка была бы максимальной. Это осуществляется про-
граммным изменением тока, при котором после перегорания электрода на участке
между токоподводящим наконечником и основным металлом устанавливается
минимальный ток на время, необходимое для стабилизации дуги. Затем ток сни-
жается для уменьшения скорости плавления электрода (рис. 17). Рекомендуемые
параметры режима установления процесса сварки приведены в табл. 3.
Таким образом, для установления процесса сварки с первого замыкания
электрода (диаметром до 2,5 мм) с основным металлом необходимо обеспечить
двухступенчатую программу изменения напряжения и тока. При перегорании
вылета электрода требуется подавать на межэлектродный промежуток повышен-
ное напряжение, обеспечивающее ток, необходимый для стабильного горения
дуги и образования жидкой прослойки на торце электрода, затем ток должен
снижаться для поддержания торца электрода в расплавленном состоянии, умень-
шения скорости его плавления и более быстрого подхода к основному металлу.
Время горения дуги на пониженном токе определяется скоростью приближения
электрода к основному металлу на расстояние, равное нулю в случае сварки ко-
роткой дугой. Такой характер изменения тока обеспечивает образование на торце
электрода жидкой капли, при соприкосновении которой с основным металлом
происходит разрыв перемычки по жидкому металлу, как при сварке короткой
Дугой.
38
Рис. 17. Установление
процесса сварки после
первого замыкания элек-
трода с пластиной с про-
граммным изменением то-
ка; СО2, полярность
обратная, Св-08Г2С,
da — 1,6 мм
0,1с
В случае сварки длинной дугой время установления процесса определяется
скоростью подхода торца электрода к основному металлу на расстояние, равное
номинальной длине дуги.
Уменьшение количества теплоты, выделяющейся в электроде у токоподво-
дящего наконечника. Анализ распределения температуры по вылету электрода
показал, что при коротком замыкании происходит его неравномерный нагрев.
На кривой распределения температуры по длине вылета электрода (см. рис. 12)
наблюдаются два участка с повышенной температурой: один — у токоподводя-
щего наконечника, другой — у торца электрода, находящегося в контакте с пла-
стиной. Протяженность участка электрода с повышенной температурой у токо-
подводящего наконечника составляет около 4 мм. При первом коротком замы-
кании температура электрода у токоподводящего наконечника, как правило,
достигает температуры плавления раньше, чем у основного металла. Электрод
перегорает в этом месте с образованием Дуги, которая обычно погасает.
Для исключения перегорания электрода у токоподводящего наконечника
с целью более быстрого установления процесса сварки с первого замыкания необ-
ходим отбор теплоты, выделяющейся за время первого короткого замыкания
на участке электрода у токоподводящего наконечника.
Количество теплоты, которое необходимо отбирать на этом участке, опреде-
ляли расчетным путем на основе рассмотренной математической модели.
Расчетное распределение температуры по длине вылета показало, что при
отборе не менее 50 % теплоты от электрода у токоподводящего наконечника тем-
Таблица 3
Диаметр элек- трода, мм Расстоя- ние от пластины до токо- подводя- щего наконеч- ника, мм Скорость пода- чи электрода, м/ч Напря- жение, поддер- жива- ющее горение дуги, В Ток первой сту- пени, А Время горения дуги при повышен- ном токе, с Ток второй сту- пени, А Время горения дуги при понижен- ном токе, с Время установ- ления процесса сварки, с
1,2 12 200 300 34—42 60 0,1 0,075 45 40 0,22 0,125 0,32 0,2
400 0,05 35 0,09 0,14
1,6 16 200 300 48—56 120 0,125 0,1 80 70 0,225 0,14 0,35 0,24
400 0,075 60 0,105 0,18
2 20 200 300 59- 67 190 0,15 0,1 130 ПО 0,4 0,24 0,55 0,34
400 0,075 90 0,145 0,22
Примечание. Электродная проволока Св-08Г2С. Данные усреднены
не менее чем по 50 замерам.
39
Таблица 4
Способы установления процесса сварки Скорость подачи электрода, м/ч Время установления процесса сварки, мс
Без воздействия на процесс 300 400 570—590 330 -340
Программное изменение напряжения и тока после первого замыкания 300 400 230—240 150—160
Отбор теплоты от электрода у токоподводящего наконечиика 300 400 30—40 25 -35
Локальное увеличение сопротивления электрода на длине 1 мм и расстоянии от торца 5 мм 300 400 со оо LL о о
Пр плечами е. Расход СО2 15 л/мин, электродная проволока Св-08Г2С
dB 1,6 мм, расстояние между токоподводящим наконечником и пластиной
20 мм, 30 В.
пература на участке вылета электрода у пластины достигает температуры плав
ления раньше, чем в любом другом месте. Это приводит к перегоранию электрода
на расстоянии, меньшем, чем разрывная длина дуги, и установлению процесса
сварки после первого короткого замыкания. Реализация этого способа установле
ния процесса встречает значительные трудности, особенно при механизирован-
ной сварке.
Локальное увеличение сопротивления электрода. Электрод перегорает в месте
наибольшего выделения теплоты, которое характеризуется повышенным локаль-
ным сопротивлением. Измерения сопротивлений на различных участках вылета
электрода позволили установить, что во время короткого замыкания сопротивле
ние участка вылета электрода у токоподводящего наконечника возрастает. Сопро
тивление участка вылета электрода у основного металла вначале уменьшается,
а затем остается практически постоянным. Это вызвано смятием торца электрода
и улучшением его контакта с пластиной.
Для установления процесса сварки после первого короткого замыкания жела-
тельно, чтобы электрод перегорал в точке его соприкосновения с основным ме
таллом. Это может быть достигнуто увеличением контактного сопротивления
электрод — основной металл. Однако ввиду сложности создания таких условий
из-за непрерывной подачи электрода к пластине можно увеличивать сопротив-
ление участка вылета электрода у пластины путем локального уменьшения се-
чения электрода (в 1,4 раза и более) на длине менее 1 мм. Уменьшенное сечение
электрода должно быть расположено от его торца на расстоянии меньше разрыв-
ной длины дуги. Соблюдение указанных условий позволяет осуществлять уста
новление процесса сварки после первого замыкания электрода с пластиной.
Несмотря на малое время установления процесса рассматриваемый способ не
находит практического применения из-за необходимости выполнения специаль-
ной операции по уменьшению сечения электрода. В табл. 4 приведено время для
различных способов установления процесса сварки
Из рассмотренных способов установления процесса наибольшее практи-
ческое значение имеет способ с программным изменением напряжения и тока
после первого замыкания.
Реализация предложенных способов приводит к сокращению времени уста-
новления процесса сварки. Однако контактным способам зажигания дуги при-
40
Рис. 18 Блок-схема программы расчета охлаждения капли:
1 — блок ввода исходных данных; 2 — блок расчета распределения
температуры по вылету электрода; 3 — блок имитации процесса охла-
ждения и кристаллизации капли после погасания дуги 4 — блок рас-
чета времени охлаждения капли
сущи следующие недостатки: большое время установления про-
цесса; потери сварочных материалов и электроэнергии; низкое
качество начала шва (набрызгивание металла и малая глу-
бина проплавления); отсутствие универсальности для элек-
тродов разного диаметра.
ВЛИЯНИЕ ПРЕДВАРИТЕЛЬНОГО НАГРЕВА
ЭЛЕКТРОДА
В тех случаях, когда время перехода от окончания
одного шва к началу другого меньше времени полного ос-
тывания электрода, зажигание дуги и установление процесса
сварки происходит подогретым электродом. Это имеет место при выполнении
прерывистых и коротких швов, дуговой точечной сварке и оказывает положитель-
ное влияние на установление процесса. Поэтому необходимо определение допу-
стимого времени перерыва в горении дуги, при котором процесс сварки уста-
навливается после наименьшего числа замыканий электрода с основным метал-
лом Окончание процесса сварки осуществляется, как правило, прекращением
подачи электродной проволоки при неизменном напряжении источника питания.
При этом дуга удлиняется и на торце электрода формируется капля, темпера-
тура которой изменяется от температуры плавления на границе электрод -
жидкий металл до температуры кипения в активном пятне дуги. После погасания
дуги происходит охлаждение капли и выравнивание температуры по длине вы-
лета электрода.
Для определения закономерностей охлаждения капли рассмотрены тепло-
вые процессы, протекающие в системе токоподводящий наконечник—электрод-
капля в период нагрева электрода с каплей в процессе горения дуги, кристалли-
зации капли после погасания дуги и охлаждения вылета электрода после кри-
сталлизации капли. Перечисленные этапы смоделированы и представлены в виде
блоков программы (рис. 18). Вылет электрода условно разделен на три участка:
жидкая капля /-/0; участок, примыкающий к капле /0—твердая часть вылета
/1—0 (рис. 19). Принято допущение, что температура капли меняется по линей-
ному закону от температуры кипения Тыт (в активном пятне дуги) до темпера-
туры плавления 7’пл на границе капля—электрод [152]. При расчете распреде-
ления температуры по вылету электрода во время горения дуги не учитывались
потери энергии на излучение, конвективный теплообмен, эффект Томсона, энер-
гия химических реакций, протекающих в электроде, фазовые переходы. Поэтому
распределение температуры на участке 0—1г описывается уравнением, учиты-
вающим только нагрев электрода проходящим током [27, 100]:
dT!dx = /2р,/(Г^рвп)
с граничным условием Т |ж=0 = 7'0, которое согласно данным работы [27 ] при-
нимали 473 К (р< — Pt (Г) и с — с (Т) — зависимости удельного электросопро-
тивления и удельной теплоемкости материала электрода от температуры).
Нагрев участка вылета электрода /j—/0, имеющего длину 1 —1,5 мм, опре-
деляется как величиной проходящего тока, так и теплотой, выделяемой дугой.
Распределение температуры вдоль этого участка принято линейным.
Время, необходимое для кристаллизации капли после погасания дуги,
определяется запасенной «дополнительной» тепловой энергией, которая склады-
вается из энергии скрытой теплоты плавления и энергии, связанной с перегре-
вом металла капли выше температуры плавления. Можно считать, что капли
закристаллизуются после потери этой «дополнительной» тепловой энергии, кото-
41
Рис. 19. Схема распределения темпе-
ратуры по вылету электрода во время
горения дуги
Рис. 20. Изменение температуры элек-
трода у токоподводящего наконечника
после погасания дуги; tt — время до-
стижения максимальной температу-
ры Тта11
рая расходуется путем излучения и теплоотдачи в нерасплавленную часть элек-
трода. Распределение температуры в капле по оси электрода принято линейным.
Тепловая энергия, передаваемая в твердую часть электрода от капли, повы-
шает его температуру. Для определения этой энергии в любой момент времени
достаточно знать распределение температуры вдоль твердой части вылета элек-
трода, которое описывается дифференциальным уравнением (14) с граничными
условиями (15) и (16):
dT/dt = (дК/дТ (дТ/дх)2 + №Т/дхг —
- nd^cn (T/100)4)/(cp), (14)
где е. = е (Г) — зависимость степени черноты от температуры; с0 — постоянная
излучения абсолютно черного тела;
rU=o=7’oW; (15)
Т U/ = Т’пл- 06)
Изменение температуры электродов у токоподводящего наконечника во вре"
мени То (f) определено экспериментальным путем.
Условие (16) отражает принятое допущение, что положение границы между
твердым и жидким металлом не зависит от времени и проходит по сечению капля—
электрод до момента затвердения капли.
После окончания кристаллизации капли, процесс дальнейшего остывания
электрода на участке 0 Zo описывается уравнениями (14) и (15), а на участке
10—I — уравнением (17), учитывающим шарообразную форму капли, тепловую
энергию химических реакций и излучение при адиабатическом граничном усло-
вии (18):
dT/dx = ((d2/4 — г2) (дК1дТ (дТ/дх)2 + М2Т/дх2) — 2Д дТ/дх —
- dKec0 (Т/100)4)/(ср (d*/4 - г2) - xdK), (17)
где г = rQ (х) = х — 1ц, (ц — координата центра капли; р = 6G/(nd^j__плот-
ность капли; 0 — масса; х — удельная энергия, выделяющаяся при химических
реакциях в капле [2, 39];
дТ/дх |х=0 = 0. (18)
Рассмотрим условие (15). В процессе сварки происходит нагрев токоподво-
дящего наконечника. Однако его температура не оказывает заметного влияния
на нагрев электрода, который непрерывно подается в зону сварки. По окончании
процесса электрод останавливается, дуга гаснет. С этого момента температура
42
Рис. 21. Охлаждение капель на торце электрода после погасания дуги:
а —• расчетные данные: 1 I = 10 мм, = 2,8 мм, тк = 0,09 г; 2 —• I - 10,4 мм,
dK = 4 мм, тк = 0,24 г; 3 — I = 10,4 мм, dK = 4,4 мм. тк = 0,38 г; б — эксперимен-
тальные: 1 — I ~ 15,5 мм, dK — 3,2 мм, тк = 0,13 г; 2 — I — 12,2 мм, = 3,6 мм,
тк = 0,18 г; 3 — I — 10,6 мм, dK — 4,2 мм, тк — 0,26 г
Рис. 22. Изменение температуры токоподводящего наконечника:
а — в зависимости от длительности горения дуги; б — после погасания дуги; время горе-
ния дуги: 1 — 5 с; 2 — 40 с
электрода в точке х — 0 определяется температурой токоподводящего наконеч-
ника, а затем скоростью его охлаждения (рис. 20).
Предлагаемая математическая модель охлаждения электрода, учитывающая
перечисленные явления, позволила, в частности, рассчитать изменения темпера-
туры капли на торце электрода (рис. 21, а). С помощью модели [122] определено,
что процесс сварки устанавливается после первого замыкания электрода с основ-
ным металлом, если температура у торца электрода составит не менее 673 К.
Распределение температуры вдоль остальной части вылета при этом не оказы-
вает существенного влияния. Исходя из найденной температуры по расчетным
зависимостям охлаждения электрода определяли максимально допустимое время
перерыва в горении дуг, обеспечивающее установление процесса сварки после
первого замыкания электрода с основным металлом.
Для подтверждения адекватности полученных зависимостей реальному
процессу экспериментально определено время охлаждения капель. Температуру
капли на конце электрода измеряли контактным методом с помощью хромель-
алюмелевых термопар диаметром 0,2 мм, показание которых фиксировалось
светолучевым осциллографом Н-115. По экспериментальным данным построены
кривые охлаждения капель для различных масс и вылета электрода, хорошо
согласующиеся с расчетными данными (рис. 21, б).
43
8 12 l, мм 2 3 Ы^ннО 0,15 0,3mK,r
а) О) В)
Рис. 23. Полигоны рас-
пределения частот:
а — вылета электрода;
б — диаметра капли; в —
массы капли для различных
напряжений холостого хода
источника: 1 — £/хх =
= 25 В; 2 — {/хх =35 В
Аналогично с помощью термопары измеряли температуру у торца токопод-
водящего, наконечника. Его температура достигает установившегося значения
через 30 с после начала процесса. После погасания дуги происходит охлаждение
капли и токоподводящего наконечника, а также перераспределение теплоты
в системе (рис. 22).
Таким образом, на время остывания капли оказывают влияние ее диаметр dK,
масса тк, вылет электрода /, а также температура токоподводящего наконечника.
Для расчета времени остывания капли необходимо определить зависимость
указанных параметров (dK, тк, I) от режима сварки (скорости подачи электрода
и напряжения источника питания). Статистическая обработка опытных данных
показала, что основное влияние на dK, тк и I оказывает напряжение источника
питания, с увеличением которого диаметр и масса капель возрастают, а вылет
электрода уменьшается (рис. 23). При равных диаметрах капли их масса может
быть различной. Это связано с образованием пустот внутри капли в результате
химических реакций, протекающих на стадии ее остывания. Поэтому время
охлаждения капель с равными диаметрами может быть разным.
На основании экспериментальных данных в табл. 5 для различных напря-
жений холостого хода источника питания приведены значения /, г/,: и ть. с дове-
рительной вероятностью 95%, удовлетворяющие условиям / I, dK^sdK,
тк тк. Эти значения вводились программой, и по ним рассчитывалось допу-
стимое время перерывов горения дуги, которое обеспечивало бы установление
процесса сварки после первого замыкания электрода с основным металлом.
Расчетные данные подтверждаются экспериментально (рис. 24).
Согласно табл. 5, с ростом напряжения холостого хода источника питания
уменьшается допустимое время перерыва в горении дуги для последующего уста-
новления процесса сварки после первого короткого замыкания несмотря на воз-
растание диаметра капли на конце электрода. Эго связано с тем, что с умень-
шением вылета электрода улучшаются условия охлаждения капли.
После остановки электрода и погасания дуги начинается выравнивание тем-
пературы в электроде. При этом вследствие нагрева электрода от токоподводя-
Таблица 5
Напряжение холостого хода источника питания, Б Диаметр капли dK, мм Масса капли тк» г Вылет электрода 1, мм Расчетное допустимое время перерыва в горении дуги, с
20 2 0,03 16 11,1
25 2,5 0,08 13 11,6
30 3 0,13 10 11
35 3,5 0,18 7 8,7
Примечания: 1. Электродная проволока Св-08Г2С, da = 1,6 мм.
2. Источник питания с жесткой внешней характеристикой.
44
Рис. 24. Осциллограмма
установления процесса
сварки при времени пе-
рерыва в горении дуги
10 с; СО2, полярность
обратная, Св-08Г2С,
d3 = 1,6 мм, оп = 310 м/ч,
1УХХ = 30 В
щего наконечника теплоотвод от капли уменьшается. Участок вылета, непо-
средственно примыкающий к капле, будет обладать наибольшим локальным
электросопротивлением вследствие достаточно высокой температуры (не ниже
673 К) и меньшего сечения, чем сечение капли. Поэтому при замыкании электрода
с основным металлом перегорание его происходит на этом участке. Процесс сварки
в этом случае устанавливается после первого замыкания электрода с основным
металлом, так как диаметр капли всегда меньше разрывной длины дуги. В этом
случае не требуется дополнительных устройств, улучшающих установление про-
цесса сварки.
Таким образом, установление процесса сварки с предварительно нагретым
электродом осуществляется после первого замыкания электрода с основным
металлом, если время перерыва между окончанием одного шва и началом дру-
гого не превышает 3—11 с.
БЕСКОНТАКТНОЕ ЗАЖИГАНИЕ ДУГИ
В связи с развитием автоматизации процессов дуговой сварки плавящимся
электродом, расширением применения станков-автоматов и сварочных роботов
к установлению процессов сварки предъявляется ряд требований: должна обе-
спечиваться управляемость установления процесса; время установления про-
цесса должно быть минимальным и стабильным; должно обеспечиваться быстрое
нарастание глубины проплавления в начале шва.
Указанным требованиям в большей степени удовлетворяют бесконтактные
способы начального зажигания дуги при условии устранения присущих им недо-
статков. При бесконтактных способах зажигания дуги значительно ускоряется
установление процесса сварки. Бесконтактные способы зажигания дуги всегда
осуществляются электрическим пробоем межэлектродного промежутка. Рас-
смотрим возможность электрического пробоя межэлектродного промежутка
в условиях сварки. Для заранее установленного зазора между электродами в раз-
личных газовых средах (воздух, углекислый газ, аргон, гелий) получены значе-
ния напряжений электрического пробоя.
На рис. 25 показана зависимость напряженности поля, соответствующая
напряжению пробоя, от состава защитного газа и расстояния между электро-
дами. Обращает на себя внимание известный факт увеличения напряженности
поля при переходе к меньшим меж-
электродным промежуткам.
Расчетная кривая для воздуха на
рис. 25 построена по уравнению [70]
7/пр = 24,556 + 6,66 Кб,
где (7пр — напряжение электричес-
кого пробоя, кВ; 6 — расстояние
между электродами, см.
Рис. 25. Зависимость напряженности
поля, соответствующей электрическо-
му пробою, от расстояния между элек-
тродами и состава защитного газа:
1 — COS; 2 — воздух; 3 — воздух (расчет-
ный); 4 — Аг; 5 — Не
l/xx ******* и
i)
Рис. 26. Осциллограмма зажи-
гания дуги электрическим про-
боем межзлектродного проме-
жутка (I/ mtn — минимальное
напряжение пробоя):
а — пробой, переходящий в корот-
кое замыкание; б — пробой, пере-
ходящий в стабильный процесс
сварки; б — пробой, обрыв дуги и
стабильный процесс сварки
межэлектродного промежутка в усло-
Исследование электрического пробоя
виях сварки при напряжении на электродах, не превышающем напряжение хо-
лостого хода серийных источников питания постоянного тока, и непрерывной
подаче электродной проволоки к пластине с постоянной скоростью показало,
что в этом случае возможны две разновидности процесса:
при определенном расстоянии между электродами наступает пробой, кратко-
временно зажигается дуга, затем она гаснет, происходит длительное короткое
замыкание, перегорание электрода, зажигание дуги и ее обрыв;
между электродами наступает электрический пробой, зажигается дуга и
устанавливается процесс сварки.
При этом может быть перерыв в горении дуги, но длительность его невелика
(не более 80 мс) и он не оказывает влияние на установление процесса. Осцилло-
граммы указанных случаев зажигания дуги показаны на рис. 26.
Необходимыми условиями электрического пробоя между сближающимися
электродами являются определенная напряженность электрического поля и
приложенное напряжение. Опытным путем установлено, что минимальное на-
пряжение электрического пробоя между сближаемыми электродами составляет
около 15 В и мало зависит от состава защитной среды и материала электродов.
Рассматривая различные условия возникновения дуги, следует отметить,
что, по-видимому, имеет место пробой межэлектродного промежутка с возникно-
вением низковольтного импульсного разряда
и
его переход в дуговой. Все про-
межуточные стадии перед ду-
говым разрядом являются неу-
стойчивыми [101 ]. Статистичес-
кое время запаздывания разря-
да составляет примерно 10-8 с,
а время развития разряда
10-8—10~7 с при атмосферном
давлении
дуговой
считать неизменным по длине.
Параметры низковольтного
импульсного разряда (напря-
жение, ток) соответствуют
с при а
[140]. За это время
промежуток можно
Рис. 27. Изменение тока и на-
пряжения при бесконтактном
зажигании дуги между стальны-
ми электродами в воздухе,
t/xx = 40 В, /д = 5,5 А
46
аналогичным параметрам дугового разряда. Поэтому резкие изменения тока
при переходе от одной формы разряда к другой не наблюдаются.
С помощью специальной методики на базе электронного осциллографа опре-
делены основные закономерности электрического пробоя между сближаемыми
электродами при временном разрешении до 0,1 мкс на одно деление экрана осцил-
лографа (рис. 27).
Для бесконтактного зажигания дуги и установления процесса большое
значение имеет форма оплавленного конца электрода, образовавшаяся от пре-
дыдущего горения дуги при окончании процесса сварки. Опытным путем уста-
новлено, что диаметр капли, застывшей на конце электрода, не должен превы-
шать двух диаметров электрода. При большем диаметре капли развитие процесса
после электрического пробоя может не произойти. В этом случае возникает корот-
кое замыкание.
Бесконтактное зажигание дуги возможно и при сварке под флюсом даже без
очистки зашлакованного конца электрода. В литературе имеются сведения, что
напряжение электрического пробоя под флюсом ниже, чем в воздухе [63].
Применение бесконтактного способа начального зажигания дуги, основан-
ного на электрическом пробое сокращающегося межэлектродного промежутка,
позволяет гарантированно обеспечивать стабильное начало процесса сварки
Решение проблемы управления начальным зажиганием дуги с плавящимся
электродом является необходимой предпосылкой автоматизации сварочного
процесса.
ГЛАВА 3 КАТОДНЫЕ ПРОЦЕССЫ
В СВАРОЧНОЙ ДУГЕ
КЛАССИФИКАЦИЯ ДУГ В ЗАВИСИМОСТИ
ОТ ХАРАКТЕРА КАТОДНЫХ ПРОЦЕССОВ
Катодные процессы играют определяющую роль в дуговом
разряде, так как их совокупность обеспечивает прохождение
электрического тока из относительно холодного тела катода
в плазму столба дуги.
В зависимости от внешних условий и параметров разряда дуга
может гореть преимущественно в парах материала катода либо
в газовой среде.
К первому типу относятся разряд в вакууме, когда дуга не
только в катодной области, но и во всем пространстве горит в парах
материала катода; разряд с плавящимся электродом.
Ко второму типу относятся дуги с неплавящимся, слабо испа-
ряющимся или плавящимися, но интенсивно охлаждаемыми элект-
родами. Такое деление дуг весьма условно. Возможны случаи,
когда дуга в прикатодной области является газовой, а в прианод-
иой — преимущественно паровой.
Газы могут не только специально подаваться в зону дуги, но
и интенсивно выделяться из электродов. По данным В. М. Ива-
ненко и Н. М. Будника, интенсивность выделения газов при сварке
проволоками диаметром 1,6—3 мм достигает 5—8 л/мин, что
составляет 25—50 % по отношению к расходу газа, подаваемого
для защиты дуги в зону сварки.
Катодная область дуги характеризуется чрезвычайно высо-
кими плотностями тока. Это указывает на то, что вблизи поверх-
ности катода должна существовать область с высокой концентра-
цией атомов. В разрядах низкого давления и в вакуумной дуге
единственным источником необходимой высокой концентрации
частиц в катодной области разряда может служить испарение
катода, а также выделение газов из электродов.
Дуги с плавящимися электродами являются по существу
дугами с испаряющимся катодом. Катодная область дуг с испаря-
ющимся катодом имеет, как правило, вид ярко светящегося пятна,
совершающего относительно быстрое хаотическое перемещение по
катоду, и называется катодным пятном. Термин «катодное пятно»
имеет два значения. Одни авторы считают катодным пятном часть
поверхности катода, эмиттирующую электроны. Другие — обо-
48
значают этим термином всю катодную область дуги, включая ак-
тивный участок поверхности катода.
Высокая концентрация энергии и частиц у поверхности катода
является замечательным свойством дуги, определяющим ее важ-
нейшие технологические характеристики, и главным условием
ее существования. Именно процессы в области катодного пятна
обусловливают различие между дугой и другими формами элект
рического разряда в газах. По мнению И. Г. Кесаева, проблема
изучения дуги, ее наиболее характерных свойств сводится к ис-
следованию катодного пятна. Необходимо отметить, что характер
ные свойства дуги: низкое напряжение горения, малое катодное
падение напряжения, высокая концентрация частиц в катодной
области, высокая плотность тока у поверхности катода (порядка
К)6—10е А/см2) определяются катодными процессами.
Процессы, протекающие в катодной области дуг высокого дав
ления, различны. В работах [28, 1261 рассмотрены дуги тре^
типов в зависимости от характера катодных процессов.
1. Дуги с тугоплавкими электродами в парах ртути или
инертных газах при относительно небольших токах. Они харак
теризуются сильно сжатым, но неподвижным в пространство
катодным пятном. Это дуги с явно выраженным катодным пятном.
2. Дуги без явно выраженного катодного пятна, образующи
еся из дуг первого типа путем увеличения тока выше некоторого
значения При этом токовый шпур у катода скачком расширяется
температура катода возрастает, катодное пятно исчезает. Эти дуги
характеризуются высокой температурой катода. Между катодом
и столбом дуги часто наблюдается темнее пространство, протя-
женностью во много раз превосходящее длину свободного про-
бега электрона.
3. Нестационарные дуги с катодным пятном. Это дуги, харак
терные для большинства металлов. Для них свойственно сильно
сжатое катодное пятно, находящееся в быстром хаотическом дви
жении по поверхности катода. В дугах с нестационарным катодным
пятном плотность тока на порядок выше, чем в дугах со стацио-
нарным катодным пятном. Такое поведение катодного пятна
характерно и для дуг низкого давления. В настоящее время от-
сутствует удовлетворительное объяснение причин перемещения
катодного пятна дуги.
Изучение сварочной дуги в защитных газах с плавящимся
электродом показывает, что в этом случае наблюдается два типа
дуг: с малоподвижным катодным пятном и с быстроперемещаю-
щимся катодным пятном.
Дуги без явно выраженных активных пятен самостоятельно
на плавящемся электроде не наблюдаются. Есть предположе
ние, что такая дуга может существовать в комбинации с дугой
с малоподвижным катодным пятном 1101.
49
СТРОЕНИЕ КАТОДНОЙ ОБЛАСТИ ДУГИ
И ОСНОВНЫЕ ПРОЦЕССЫ В НЕЙ
В катодной области дуги существует скачок потенциала,
называемый катодным падением напряжения. В этой области
происходит генерация и перенос заряженных частиц между като-
дом и столбом дуги. Катодное падение напряжения ускоряет
ионы, движущиеся к катоду, обеспечивает эмиссию электронов
благодаря повышенной температуре поверхности, бомбардируе-
мой ионами, создает у поверхности катода сильное электрическое
поле, ускоряет эмиттированные электроны до уровней энергии,
необходимой для образования заряженных частиц в прикатодной
области.
Наиболее простая модель катодной области состоит из двух
слоев (рис. 28) [91 ]. Слой I, прилегающий к поверхности катода,
меньше длины свободного пробега электронов. В этом слое вслед-
ствие относительно большой (по сравнению со столбом) доли
ионного тока и малой подвижности ионов возникает избыточный
положительный пространственный заряд, приводящий к появ-
лению скачка потенциала у катода. Доля ионного тока в слое I
постоянна.
Слой // находится между первым слоем и столбом дуги и на-
зывается ионизационным. В нем, как и в столбе дуги, выполня-
ется условие квазинейтральности и происходит генерация заря-
женных частиц благодаря энергии, приобретенной электронами
в слое I.
Из слоя II в слой I к катоду движутся ионы. Возможно и дви-
жение так называемых «обратных» электронов (согласно теории
Г. Эккера), испытывающих в этом случае тормозящее действие
электрического поля [91]. Ионы, достигая поверхности катода,
нейтрализуются электронами металла. От катода движутся эмит-
тированные его поверхностью электроны и атомы, образующиеся
в результате интенсивного испарения. Последние снижают сте-
пень ионизации.
Электроны, наоборот, попадая в слой II, увеличивают
степень ионизации и концентрацию заряженных частиц.
На границе со столбом дуги достигаются значения степени иони-
зации и концентрации
заряженных частиц, близкие к равновес-
ному. Доля электронного тока в слое
II растет, а ионного — соответственно
уменьшается. Суммарный ток остается
постоянным. Напряженность электри-
ческого поля снижается, достигая
в предельном случае значения гра-
диента потенциала в столбе дуги.
Рис. 28. Строение катодной области дуги; / —
плотность тока, /$, je — ионная и электронная
составляющие плотности тока
50
Рис. 29. Схема катодных процессов дуги
В материале катода и слоях катодной зоны протекают сложные
и взаимосвязанные процессы: нагрев катода проходящим током
и теплотой поверхностных источников; испускание поверхностью
катода атомов и электронов; нейтрализация ионов; аккомодация
атомов, электронов и ионов на поверхности катода и передача
ей энергии; образование избыточного пространственного заряда и
скачка потенциала перед катодом, ускорение ионов и эмиттиро-
ванных электронов в зоне пространственного заряда, торможение
«обратных» электронов; возбуждение и ионизация атомов, реком-
бинация заряженных частиц; формирование потоков ионов и
«обратных» электронов.
Все катодные процессы представляют собой цепь связанных
физических явлений, протекающих одновременно в теле катода,
на его поверхности и в катодной области дуги.
Упрощенная схема взаимосвязи катодных процессов, при-
веденная в работе [91 ], показана на рис. 29.
ТЕОРИЯ КАТОДНЫХ ПРОЦЕССОВ В ДУГЕ
Одним из основных вопросов теории катодных процессов в дуге
является механизм образования первичных электронов. Как
справедливо отмечает И. Г. Кесаев [471, в различных теориях
51
дугового разряда использованы все известные способы освобожде-
ния электронов. Была даже сделана попытка провести аналогию
между поведением катодного пятна и явлением взрыва проволочек.
Большое количество гипотез и теорий, посвященных механизму
эмиссии электронов из катода, сводится к трем основным теориям
с многочисленными вариациями: теория термоэлектронной эмис-
сии; теория, основанная на действии сильных электрических
полей (теория автоэлектронной эмиссии); теория термической ио-
низации.
Существует теория термоавтоэлектронной (Т—F) эмиссии,
представляющая собой комбинацию двух первых теорий. Кроме
того, есть указания на то, что в сварочных дугах имеет место
взрывная эмиссия [74].
Подробный критический обзор теорий приведен в моногра-
фиях [47, 98, 126 [. В данной книге ограничимся лишь краткими
замечаниями.
Теория термоэлектронной эмиссии удовлетворительно объяс-
няет наблюдаемые экспериментально плотности тока на неплавя-
щихся тугоплавких электродах из графита и вольфрама, когда
плотность тока не превышает 10“ А/см2. Однако теория термо-
электронной эмиссии не может объяснить наблюдаемые на холод-
ных катодах плотности тока 107 А/см2 и выше. Для этого исполь-
зуют теорию автоэлектронной эмиссии. Согласно этой теории
существует взаимосвязь между плотностью тока эмиссии и на-
пряженностью электрического поля. Плотности тока / > 107 А/см2
соответствует напряженность поля 107—108 В/см. Обе теории ис-
пытывают затруднение при объяснении наблюдаемых на практике
плотностей тока в катодных пятнах порядка 105—10® А/см2.
Такие плотности тока объяснимы с позиций термоавтоэлектронной
эмиссии, учитывающей одновременное воздействие сильного элект-
рического поля на катоде и высокой температуры.
В противоположность теории автоэлектронной эмиссии теория
термической ионизации предполагает, что основными носителями
тока в катодной области дуги являются ионы. Эта теория не
может объяснить наблюдающиеся плотности тока в катодном пятне
дуги порядка 107 А/см2 и также приводит к ряду противо-
речий.
Теория термической ионизации была использована в так
называемой контракционной теории, в дальнейшем развитой и
модифицированной Г. Эккером [1011. Теория отводит главную
роль процессу сжатия столба дуги вблизи катода и сопровождаю-
щим его явлениям в газах и парах. Сжатие выполняет две функ-
ции: уменьшение поперечных размеров столба дуги приводит
к росту температуры и степени ионизации, что обеспечивает
большую плотность тока без роста градиента продольного элект-
рического поля; благодаря сжатию вследствие малой площади
контакта между плазмой и электродом «горячая» плазма может
приблизиться к катоду без значительного увеличения теплоотдачи
52
от столба к катоду. При этом ток к катоду переносится в основном
положительными ионами, выходящими из плазмы. Значительные
плотности тока могут быть достигнуты только при высоком дав-
лении пара или газа.
Высокая плотность тока (порядка 107 А/см2) имеет место только
в нестационарном катодном пятне. В стационарном катодном
пятне плотности тока намного ниже и не могут быть объяснены
с позиций автоэлектронной эмиссии.
По мнению Г. Эккера, в каждой точке поверхности катода
напряженность электрического поля подвержена колебаниям
во времени в соответствии с флуктуациями пространственного за-
ряда, и средняя плотность тока автоэлектронной эмиссии не равна
плотности тока от средней напряженности электрического поля.
Поправка на усреднение тока по возможным электрическим полям
позволяет объяснить автоэлектронной эмиссией плотности тока
порядка 10е А/см2.
При термоавтоэлектроиной эмиссии, в которой прини-
мают участие электроны с энергией выше уровня Ферми,
возможны более низкие плотности тока порядка 105 А/см2, на-
блюдаемые в стационарном катодном пятне. Однако в этом слу-
чае, как показали расчеты, катодное падение напряжения полу-
чается на порядок выше наблюдаемого.
Для согласования данных расчета и опыта Г. Эккер ввел
гипотезу о наличии термоэлектронной эмиссии из прикатодной
части области сжатия в зону пространственного заряда. Электроны,
двигаясь против поля, проникают в зону пространственного за-
ряда положительных ионов и частично его компенсируют. Поэ-
тому падение потенциала в зоне пространственного заряда сни-
жается до 5 раз по сравнению с величиной, полученной без учета
компенсирующего действия термоэлектронов. Как указывает
Дж. Самервилл, в своих поздних работах Г. Эккер придает опре-
деленное значение эмиссии электронов с катода Таким образом,
роль эмиссии катода в механизме горения дуги должна быть
признана.
В дугах без катодного пятна существенную роль играет термо-
электронная эмиссия с катода.
В дугах с явно выраженным катодным пятном при-
катодные процессы во многом определяются контрагиро-
ванной высокотемпературной плазмой, расположенной у ка-
тода и отдающей ему положительные ионы, а в столб дуги
электроны; определенную роль в этом случае играет автоэлектрон-
ная эмиссия.
В дугах с быстроперемещающимся катодным пятном и испаря-
ющимся катодом главную роль играет, по-видимому, автоэлектро-
ная эмиссия.
По мнению В. С. Гвоздецкого, основные затруднения термо-
электронной и автоэлектронной теорий объясняются тем, что они
не учитывают возможные изменения эмиссии в электрической дуге
53
за счет приходящих на катод ионов, а также вследствие существо-
вания области нейтральной компоненты газа и паров материала
катода.
В. С. Гвоздецкий считает, что ионы (приходящие в катодную
область из плазмы и возникающие в результате автоионизации),
приближаясь к поверхности катода, своим собственным электри-
ческим полем вырывают из катода электроны, которые под дей-
ствием катодного падения напряжения уходят в катодную об-
ласть и, таким образом, переносят электронную компоненту тока
[22, 231.
Рассмотрим подробней эмиссию электронов положительными
ионами и возбужденными атомами. Положительные ионы и воз-
бужденные метастабильные атомы могут вырвать электроны из
металла, если сумма их кинетической и потенциальной энергии
превышает работу выхода. Такой баланс энергии для ионов
AaFK 1 eUt~^ 2<p; (19)
для возбужденных агомов
W + eU* > <р, (20)
где ka — коэффициент, характеризующий передаваемую кинети-
ческую энергию (коэффициент аккомодации); WK — кинетиче-
ская энергия частиц; U* — потенциал возбуждения атомов.
При непосредственном столкновении иона массой М с электро-
ном максимально передаваемая энергия равна 4meWK/M. При
этом ka имеет максимальное значение 2-10~3. Передача энергии
с помощью нагрева дает ka = 0,34-0,9.
В этом случае лишь несколько процентов энергии идет на
термическую ионизацию. Поэтому член обычно мал и усло-
вие ионизации (19) примет вид et/; 2ф. Коэффициент 2 берется
из условия освобождения еще одного электрона, необходимого для
нейтрализации образовавшегося иона
Освобождение электронов происходит вследствие прямого
переноса освобождающейся энергии ионизации на электрон в
металлической решетке (эффект Аугера).
Об эмиссии катода, вызванной возбужденными атомами, очень
мало сведений. Из теоретических соображений можно сделать
заключение, что каждый отдельный атом, достигший поверхности
металла, освобождает электрон, если выполняется условие (20).
Ввиду большого количества теорий и гипотез о процессах
в катодной области дуги особое значение приобретают критерии
отбора теорий эмиссии катода в дуговом разряде. И. Г. Кесаев
указывает на два таких критерия [47]: способность теории объяс-
нить наблюдаемые на практике плотности тока в катодном пятне;
способность теории описать замкнутый цикл процессов в дуге.
54
Основные трудности, связанные с измерениями в катодной
области, рассмотрены Дж. Самервиллом [101 1. Следует указать
на чрезвычайную сложность описываемых процессов в катодной
области дуги. Й. Г. Кесаев совершенно справедливо отмечает, что
остались непонятными такие особенности дуги, как стягивание
тока к малой области катодного пятна, непрерывное хаотическое
его перемещение по металлу, его самопроизвольный распад.
Нет достаточных сведений о температуре катода и доле ионного
тока в катодной области дуги. Пока нет достоверности в определе-
нии этих данных, нельзя отдавать предпочтение той или иной тео-
рии. Ни одна из приведенных теорий не описывает удовлетвори-
тельно переход дуги от режима с катодным пятном к режиму тер-
моэлектронной дуги без пятна.
Существует так называемая проблема состояния поверхности
катода. При столь высоких концентрациях энергии в катодном
пятне (порядка 1000 кВт/см2) использование таких характери-
стик, как работа выхода электрона, теплота испарения, тепло-
проводность и др. вряд ли правомерно. По-видимому, в катодной
области вещество находится в промежуточном состоянии между
сильно нагретым телом и плазмой.
Все указанные обстоятельства чрезвычайно затрудняют реше-
ние практических задач управления технологическими свойствами
дуги, поскольку решение технических задач должно опираться
на достижения естественных наук. В этих условиях решающее
значение приобретают эмпирические методы, инженерный подход
к решению практических задач.
Г. М- Тиходеев указывает, что поскольку все предложенные
до сих пор теории относительно области катодного падения носят
гипотетический характер и при существующих возможностях
не могут быть проверены опытным путем, в настоящее время сле-
дует считать бесплодными попытки расчета различных энергети-
ческих соотношений и параметров в области катодного падения.
Остается единственный путь — экспериментальный, на котором
пока и основываются те или иные выводы, имеющие практический
интерес в отношениии сварочной дуги [117]. Перейдем к экспери-
ментальному описанию основных процессов в катодной области
сварочной дуги.
ОСОБЕННОСТЬ КАТОДНЫХ ПРОЦЕССОВ
В СВАРОЧНЫХ ДУГАХ
Сварочные дуги с плавящимся электродом характеризуются
следующими отличительными признаками, оказывающими влия-
ние на катодные процессы: это дуги значительной мощности и вы-
сокого давления (порядка атмосферного); атмосфера дуги состоит
в большей степени из паровой фазы, образованной в результате
плавления и испарения материала электродов; рассматриваемые
дуги являются дугами с холодным катодом; в процессе выполнения
55
сварки дуга принудительно перемещается в пространстве! большое
влияние на строение и свойства дуги оказывают плазменные
потоки с электродов и перенос материалов; во всех защитных газах,
кроме аргона, дуги с плавящимся электродом отличаются низкой
пространственной устойчивостью (наблюдается явление блуждания
Дуги).
Сварочные дуги с плавящимся электродом в зависимости от
режима сварки, применяемых сварочных материалов, состояния
поверхности электродов и состава защитной среды имеют различ
ное строение.
При рассмотрении катодных процессов в сварочных дугах
наибольший интерес представляют следующие вопросы плот
ность тока в катодном пятне; катодное падение напряжения;
связь катодного падения напряжения с площадью катодного
пятна; влияние состава электрода и защитной среды на катодное
падение напряжения; саморегулирование и взаимосвязь катод-
ных процессов.
При рассмотрении технологических свойств дуги практиче-
ский интерес представляют три группы вопросов: оценка катод-
ного падения напряжения, определяющего энергетические свой-
ства сварочной дуги; пространственная устойчивость дуги, явля-
ющаяся основной проблемой сварки в защитных газах длинной
дугой; саморегулирование катодных процессов.
Знание этих вопросов необходимо для управления процессами
в дуге. Вопросы пространственной устойчивости дуги рассмотрены
в гл. 6.
ПОВЕДЕНИЕ КАТОДНОГО ПЯТНА
СВАРОЧНОЙ ДУГИ
Процессы, протекающие в катодном пятне, непосредственно
влияют на поддержание дугового разряда и устойчивость дуги.
Подвижность катодного пятна изменяет тепловое воздействие дуги
па электроды.
Анализ данных, приведенных в табл. 2, показывает, что ка-
тодное пятно может находиться не только на капле, но и на боко-
вой поверхности электрода. Часто катодное пятно располагается
на границе оплавления электрода. Это связано, по-видимому,
с изменением физических условий его существования. Во-первых,
работа выхода электронов с расплавленной поверхности металла
выше, чем с твердой. Во-вторых, эмиссия с жидкого катода сни-
жается из-за исчезновения микровыступов при расплавлении
электрода. Таким образом, условия эмиссии электронов с жид-
кого катода хуже, чем с твердого. Поэтому переход катодного
пятна с жидкого на твердый металл катода, и наоборот, должен
сопровождаться резким изменением условий эмиссии электронов
и возникновением колебаний напряжения. Для дуги с твердым
катодом амплитуда колебаний напряжения оказывается на порядок
меньше, чем для дуги с жидким катодом при одинаковых токах.
56
Возможно одновременное существование двух или трех види-
мых катодных пятен. Для дуги с плавящимся электродом наблюда-
ется два типа катодных пятен [98 |: с высокими скоростями пере-
мещения — возникающие на всех металлах; малоподвижные -
возникающие только на металлах с низкой теплопроводностью,
теплоемкостью, температурой плавления и кипения.
Устойчивые и длительно существующие катодные пятна обра-
зуются на материалах с низкой теплопроводностью и высокой
упругостью пара. Нестационарные, быстро перемещающиеся ка-
тодные пятна чаще возникают на металлах с высокой теплопро-
водностью и низкой упругостью пара.
Наибольшая плотность тока в катодном пятне наблюдается
у дуг с активированным электродом, если в качестве активатора
использованы цезий и барий. В этом случае катодное пятно обо-
соблено, сжато и быстро перемещается по торцу электрода, за
нимая только часть его поверхности. Плотность тока в пятне
достигает 105 А/см2 (тип дуги 12, табл. 2). Дж. Кобайн, К Гал-
лахер, Дж. Самервилл и В. Блюин определили для различных метал-
лов плотность тока в катодном пятне порядка 105- -10е А/см2 11011.
Полученное из опыта значение плотности тока в катодном
пятне 5-106 А/см2 для дуги с электродом, активированным це-
зием, является, по-видимому, максимальным для сварочных дуг
с плавящимся электродом. При этом нетрудно видеть, что опреде-
ление плотности тока в электроде путем деления тока на площадь
его сечения недопустимо и, как правило, приводит к ошибочным
результатам — заниженным, как в рассмотренном случае дуги
с электродом, активированным цезием или барием, когда катодное
пятно занимает часть поверхности торца электрода, или завышен-
ным, когда имеется охват дугой боковой поверхности электрода,
как в случае активирования его натрием или калием для дуги
в аргоне (тип дуги 11, табл. 2). Плотности тока на катоде и аноде
для различных дуг приведены в табл. 6.
Активирующие покрытия, состоящие из солей металлов ще-
лочной и щелочно-земельной групп, уменьшают площадь катод-
ного пятна, катодное падение напряжения и коэффициент рас-
плавления электрода-катода с ростом порядкового номера металла
в группе или с возрастанием периода системы Д. И. Менделеева
(табл. 7). Меньший диапазон изменения указанных величин ха-
рактерен для группы щелочно-земельных металлов.
Для активирующих покрытий в виде солей, состоящих из
одного металла и различных кислотных остатков, площадь ка-
тодного пятна и катодное падение напряжения несколько увеличи-
ваются с ростом молекулярной массы кислотного остатка.
Анализ кинограмм процесса и результатов зондирования дуги
показал связь между катодным падением напряжения и разме-
рами катодного пятна, площадь которого изменяется благодаря
охвату дугой боковой поверхности электрода [17].
57
Таблица 6
Электродная проволока Состояние поверхности электрода Защит- ная среда Ток Дуги, А Плотность тока, к А/см* Скорость перемещения катодного пятна, см/с
Марка Диаметр, мм на аноде на катоде
Очищенная 300 1 — —
Активированная 5 % К2СО3 5 % Cs2CO3 5 % Ba(NO3)2 5 % Cs2CO3 5 % ВаСО3 Аг 330—350 325—400 325—370 400—600 400—600 1,1 4,5—5,6 2 14—15 23—30 —
Очищенная 300 3,6 — —
Св-08Г2С 1,6 Активированная 5 % К2СО3 5 % Cs2CO3 5 % Ba(NO5)2 со2 320 -370 330—370 330—390 1,6—1,8 3,5—3,9 8,6—11 — —
7,3 % Cs3CO3 + + 1,2 % Na2CO3 115 200 260 350 580 5,2 5,7 7 7,5 11,6 268 220
Очищенная Комби- ниро- ванная защита 1 250 1,6 — —
Продолжение т а б л. 6
Электродная проволока Состояние поверхности электрода Защит- ная среда Ток Дуги, А Плотность тока, кА/см2 Скорость перемещения катодного пятна, см/с
Марка ММ на аноде на катоде
Ml 2 Очищенная Аг 220 3,7 580
Активированная 2 % Cs2CO3 2 % Cs2CO3 5 % Cs2CO3 150—180 280—300 320 1 1 1 4,7—5,7 5,6—6,0 15,3 290—435 -
БрКМц 3-1 2 Очищенная Аг 56С 7,5 — —
Активированная 2 % Cs2CO3 4 % Cs2CO3 + 4 % К2СО3 560 200 420 — 3,6 4,5 2,3 145 72—75 100
Очищенная n2 500 1,3—1,5 8 —
Активированная 4 % Cs2CO3 + 4 % К2СО3 210 420 — 6,7 11,3 280
МНЖКТ 5-1-0,2-0,2 ЭП-367 2 1,6 Очищенная Аг 200 240 0,6 3,9 —
1 Защита в виде двух коаксиальных потоков: внутренний Аг — 2,5 л/мин, наружный СО2 — 15 л/мин.
Таблица 7
Активиру- ющее покрытие Площадь катодного пятна, мм2 Плотность тока в катодном пятне, кА/см2 Коэффициент расплавления электрода, г/(А- ч) Катодное падение напряжения, В
NaNO3 26,6 1,2 22 21
KNOg 22,2 1,43 19,5 19,6
RbNOg 10 3,2 11,5—13 15,3
CsNOg 3,9 8,2 9—10,5 9,5
KF 17,5 1,84 20,7 17,5
KC1 20 1,6 20,6 18
KBr 23 7 '1,36 21,2 19,5
KJ 26 1,23 22,5 20
Примечание. Дуга в Аг, электродная проволока Св-08Г2С, d3 —
= 1,6 мм, для активирующих растворов азотно-кислых солей 1Я — 320 А; для
солей KF—KJ /д = 3704-415 А. В качестве активирующих покрытий исполь-
зованы растворимые в воде соли щелочных металлов в количестве 0,02—0,04 %
массы проволоки.
С ростом охвата электрода дугой катодное падение напряжения
и коэффициент расплавления электрода увеличиваются, а при
уменьшении — снижаются. Изменение размеров катодного пятна
меняет условия теплоотдачи от дуги к электроду и, как следствие,
скорость плавления электрода.
Таким образом, катодное падение напряжения, площадь
катодного пятна и коэффициент расплавления электрода взаимо-
связаны. Это открывает определенные возможности для управления
плавлением электрода. Уменьшая, например, степень охвата ду-
гой электрода с помощью магнитного поля, можно снизить ско-
рость плавления электрода и повысить проплавляющее действие
Дуги.
ОПРЕДЕЛЕНИЕ КАТОДНОГО ПАДЕНИЯ
НАПРЯЖЕНИЯ
Катодное падение напряжения для различных металлов опре-
делено И. Г. Кесаевым. Установлена связь минимального катод-
ного падения напряжения с потенциалом ионизации паров ме-
талла [47].
Для металлов первой группы периодической системы эле-
ментов Менделеева в условиях вакуумной дуги установлено,
что отношение минимального катодного падения напряжения
к потенциалу ионизации UKrn\n/Ui составляет 1,7—3, а для ме-
таллов второй группы — 0,7—1,3. Такое различие значений
UvJUt объясняется тем, что для металлов первой группы проис-
ходит прямая ионизация паров в катодной области дуги, а для
металлов второй группы — ступенчатая ионизация благодаря
60
наличию у них метастабильных уровней. Установлено также умень-
шение отношения Uк! U, при увеличении атомной массы металла
катода.
По данным М. Риса, приведенным В. И. Раховским [98],
катодное падение напряженности зависит от теплофизических
свойств материала катода и растет с увеличением произведения
условной температуры кипения на теплопроводность. Исключение
составляют ферромагнитные металлы, для которых наблюдается
повышенное катодное падение напряжения. Нагрев выше точки
Кюри и потеря ферромагнитных свойств приводят к уменьшению
ик.
Существует мнение, что минимальное катодное падение на-
пряжения равно сумме потенциала ионизации (7г и потенциала
выхода электрона ф':
U к mln U i “1“ Ф •
Обширные исследования катодного падения напряжения про-
ведены В. Е. Граковым. Подробный критический анализ получен-
ных результатов выполнен В. И. Раховским [98].
Необходимо отметить, что И. Г. Кесаев и В. Е. Граков изу-
чали вакуумные дуги, горящие в парах материала электродов.
Катодное падение напряжения измеряли на очень коротких ду-
гах, получаемых размыканием контактов. Падение напряжения
между электродами такой дуги отождествлялось с катодным па-
дением напряжения. На поведение сварочной дуги существенное
влияние оказывает защитная газовая среда и ее давление. Следует
особо подчеркнуть влияние химического состава электродов на
катодное падение напряжения. Опыт применения активированного
электрода показывает существенное изменение UK благодаря вве-
дению активирующих примесей в количествах, не выявляемых
химическим путем.
И. Г. Кесаев [47 ] приводит четыре группы основных методов
экспериментального определения катодного падения напряжения:
измерение потенциала пространства в непосредственной близо-
сти от катодного пятна с помощью электрических зондов с после-
дующей экстраполяцией результатов измерений к границе катод-
ного падения напряжения; измерение разности потенциалов
непосредственно на электродах короткой вакуумной дуги в ста-
ционарном режиме; определение начального напряжения на дуге
в момент размыкания контактов; определение напряжения на дуге
со сближающимися электродами непосредственно перед их смы-
канием.
Второй, третий и четвертый методы определения t/K отождест-
вляют измеряемое напряжение на дуге с катодным падением на-
пряжения.
Переходя непосредственно к сварочным дугам, можно указать
следующие группы методов определения катодного падения на-
пряжения.
61
Рис. 30. Схема (а) и устройство (б) для зондирования:
I сварочная головка; 2 — узел зондирования; 3 — зонд; 4 — электрод; 5 — дуга;
з наплавляемый образец; 7 — скоростная кинокамера, 8, 9 — вибраторы осцилло-
। эфа; 10 — эксцентриковый толкатель; 11 — привод зонда; 12 — каретка; 13 — возврат-
ная пружина, 14- 16 — механизмы настройки по вертикали, поперек и вдоль шва соот-
ветственно
К группе зондовых методов относятся: непосредственное по-
перечное зондирование катодной области дуги; поперечное зон-
дирование столба дуги с помощью двойного зонда; продольное
зондирование дуги при неподвижном электроде через отверстие
в нем; продольное зондирование дуги через сварочную ванну при
движущемся электроде.
Первый, третий и четвертый зондовые методы не нуждаются
в последующей экстраполяции результатов, так как зоны в конце
измерения соприкасаются с катодным пятном.
Второй, третий и четвертый зондовые методы позволяют полу-
чить полную картину распределения потенциала в дуге и, в част-
ности, могут служить для определения анодного падения напря-
жения и градиента потенциала в столбе дуги.
К группе методов сближающихся электродов относятся: опре-
деление минимального напряжения в момент, предшествующий
короткому замыканию при сварке с частыми периодическими за-
мыканиями дугового промежутка; определение минимального на-
пряжения дуги путем фиксации напряжения в момент электри-
ческого пробоя межэлектродного промежутка между сближаю-
щимися электродами.
Метод размыкания контактов состоит в определении суммы
приэлектродных падений напряжения из статических характери-
стик дуги.
Калориметрический метод позволяет определить эффективные
приэлектродные падения напряжения.
Рассмотрим зондовые методы определения приэлектродных
падений напряжения сварочных дуг.
62
Рис. 31. Осциллограмма
процесса зондирования; UB —
напряжение зонда; Uv —
катодное падение напряже-
ния; t/B — падение напря-
жения на вылете электрода
и в контакте электрод — то-
коподвод
Метод непосредственного поперечного зондирования катодной
области дуги. Методика зондирования описана в работе [17].
Зонд представляет собой вольфрамовую проволоку диаметром
0,35 мм, помещенную в кварцевую трубку, закрепленную на
каретке (рис. 30). Зонд движется в горизонтальной плоскости,
перпендикулярной к оси электрода. С помощью механизмов
настройки зонд легко перемещается в нужную точку измерения.
Схема управления обеспечивала необходимую последовательность
включения аппаратуры. Изменения напряжения во время зонди-
рования процесса показаны на рис. 31.
Результаты измерений катодного падения напряжения при-
ведены в табл. 7 и 8. Анализ результатов зондирования по длине
вылета электрода, охваченного дугой, показал, что в момент ка-
сания зондом электрода в любой точке наблюдается одинаковый
скачок потенциала, равный, по-видимому, катодному падению
напряжения UK. Полученное значение UK может отличаться от
истинного на 2 ± 1 В согласно работе [126]. Оставшееся напря-
жение UB — падение напряжения в вылете электрода и в контакте
электрод — токоподводящий наконечник.
Метод поперечного зондирования дуги с помощью двойного
зонда. Двойной зонд вращается и проходит через плазму столба
дуги. В этом случае компенсируются отрицательные потенциалы
зондов, обусловленные диффузией электронов из плазмы, и по-
грешности измерений уменьшаются. Снимая потенциалы двух
точек, расположенных на эквипотенциальных поверхностях (две
параллельные плоскости, перпендикулярные к оси дуги), и
зная по кинограммам координаты этих точек, а также потенциал
какой-либо одной точки относительно электрода, ее координаты,
общее напряжение на дуге и ее длину, можно получить картину
распределения потенциала в дуге и путем экстраполяции найти
приэлектродные падения напряжения (рис. 32).
Метод продольного зондирования дуги через отверстие в элект-
роде [92]. Установка для продольного зондирования состоит из
сварочной горелки, механизма отрыва и перемещения ее на фик-
сированное расстояние [61 ], устройства для продольного пере-
мещения зонда, скоростной кинокамеры и светолучевого осцил-
63
i 4
Продолжение табл.
лографа (рис. 33). Зонд
представляет собой
вольфрамовую прово-
локу диаметром 0,1—
0,3 мм, помещенную в
кварцевую трубочку
диаметром 1,3 мм так,
чтобы неизолирован-
ным оставался только
торец проволоки. Ниж-
ний электрод — пла-
стина имеет сменную
вставку диаметром 3 мм
с отверстием диаметром
1,6 мм для прохода
зонда.
В исходном положе-
нии электрод замкнут
накоротко на пластину.
При включении кон-
тактора К по свароч-
ной цепи проходит ток,
срабатывает электро-
магнит 13 и освобож-
дает стопор 12. Сва-
рочная горелка Sc элек-
тродом отрывается от
пластины на фиксиро-
ванное расстояние и за-
жигается дуга. После
[этого срабатывает элек-
тромагнитная муфта 2,
зонд 5 осуществляет
продольный прострел
дуги через отверстие в
пластине посредством
толкателя 4 и кулач-
ка 3. Скорость движе-
ния зонда в дуговом
промежутке постоян-
ная. Зонд снимает по-
тенциал в каждой то-
чке дугового проме-
жутка, а полученная
осциллограмма пред-
ставляет собой кривую
распределения потен-
циала между электро-
65
3 Ленивкин
Рис.32. Схема распределе-
ния потенциала в дуге:
/ и 2 — точки зондирования
Рис. 33. Схема установки для продольного зонди-
рования сварочной дуги:
1 »— электродвигатель постоянного тока с редуктором;
2 — электромагнитная муфта; 3 — кулачок; 4 — толка-
тель; 5 — зонд; 6 — пластина; 7 — осветитель; 8— сва-
рочная горелка; 9 — пружина; 10 — шток механизма от-
рыва; 11 — регулировочная гайка; 12 — стопор; 13 —
электромагнит; 14 — вибратор для регистрации тока
дуги; 15 — сварочный генератор; 16 — вибратор для ре-
гистрации распределения потенциала в дуге; 17 — вибра-
тор для регистрации напряжения на дуге; 1 8— скорост-
ная кинокамера
дами дуги (рис.
34). Пр иэ лектр од-
ные падения напря-
жения определяют
непосредственно из
осциллограммы, а градиент потенциала в столбе дуги как
отношение
ka = [Va - (UK + иа)]/1я.
Изменение потенциала по длине дуги
dU/dl = (l/v3) (dU]dt),
где v3 — скорость перемещения зонда.
Из осциллограммы следует, что dU/dt = const. Поэтому для
= const градиент потенциала в столбе дуги kn = dU/dl есть
величина постоянная.
За время между зажиганием дуги и прострелами зонда 0,05—
0,08 с успевает расплавиться конец электрода, и зонд попадает
в каплю расплавленного металла, что приближает условия опытов
к реальным условиям сварки. Зондирование дуги можно осущест
лять не только при прямом, но и при обратном ходе зонда. В
табл. 9 приведены результаты измерений распределения потен-
циала в дуге в различных газовых средах.
Для дуги с плавящимся электродом в защитных газах часто
наблюдается интенсивное блуждание катодного пятна, что за-
трудняет попадание в него зонда. Представленные в табл. 9 ре-
зультаты получены при токе обратной полярности, более достовер-
ные результаты относятся к определению анодного падения на-
пряжения. Данная методика успешно применена и для неплавя-
щегося электрода.
Метод продольного зондирования дуги через сварочную ванну.
Рассмотренная методика продольного зондирования дуги через
отверстие в пластине-электроде имеет ряд недостатков. Эта ме-
тодика пригодна лишь для небольших токов 100—150 А при
66
б)
Рис. 34. Осциллограмма (а) и кадр
скоростной киносъемки (б) при зонди-
ровании дуги; Аг, Св-08Г2С, с!а = 2 мм,
1/д = 18,5 В, UK — падение напря-
жения в катодной области, Ua — то
же, в анодной области. Uc — то же,
в столбе дуги
неподвижном электроде. Кроме того, условия зондирования от-
личаются от реальных тем, что в нижнем электроде помещают
специальную медную вставку с отверстием для прохода зонда.
Тепловые процессы в электродах не успевают установиться.
Отмеченные недостатки устранены в методике продольного зон-
дирования дуги через сварочную ванну.
Установка для продольного зондирования состоит из обычной
сварочной головки, закрепленной неподвижно, перемещающейся
каретки с устройством для зондирования дуги, скоростной кино-
камеры и светолучевого осциллографа (рис. 35). Данный зонд
аналогичен ранее описанному продольному зонду. Зонд установ-
лен в глухом отверстии в пластине, расположенном по оси наплав-
ляемого валика.
Устройство для зондирования устанавливают так, что при
проходе зонда под электродом (дугой) происходит расплавление
металла над отверстием, срабатывает механизм перемещения и
зонд при простреле попадает в электрод. Командные кулачки 5,
Таблица 9
Защитная среда Ток дуги, А Катодное падение напряжения, В Анодное падение напряжения, В Градиент потенциала в столбе дуги, В/мм
Аг 100 7,8 5,6 1
Не 140 9 7,7 2
n2 112 13,2 7,5 ' 2,9
Примечание. Электродная проволока Св-08Г2С, dg — 2 мм.
3*
67
Рис. 35. Устройство для зондирования дуги:
1 •— электромагнит; 2—4 — вибраторы для регистрации тока, напряжения и потенциала
зонда соответственно; 5, 6 — кулачки; 7 — демпфирующее устройство; 8— пружина
пластинчатая; 9- зонд; 10 - чека для взвода пружины; ИП — сварочный источник
питания; jRS — шунт; Rl, 1\2 — резисторы; SB1, SB2 •— микровыключатели
6 установлены на каретке так, что за 0,3 с до прострела зонда
срабатывает конечный выключатель SB2, включающий осцилло-
граф и скоростную кинокамеру (рис. 36). Конечный выключатель
SB\' включает электромагнит, который вырывает предохрани-
тельную чеку 10, и под действием пружины 8 осуществляется про-
стрел дугового промежутка зондом.
Скорость перемещения зонда регулировали изменением усилия
пружины 8 и демпфирующим устройством 7. Измерения проводили
только при прямом ходе зонда (рис. 37). Некоторые результаты
зондирования дуги приведены в табл. 10.
Метод определения катодного падения напряжения при сбли-
жении электродов. Определение наименьшего напряжения дуги
между электродами перед их замыканием из осциллограмм тока
и напряжения при сварке короткой дугой является по существу
методикой определения суммы приэлектродных падений напря-
жения UKa. Это относится и к минимальному напряжению на
Рис. 36. Схема управления
зондированием дуги; СКС —
скоростная кинокамера; Ml,
М2 — двигатели скоростной
кинокамеры; TV — авто-
трансформатор; Н-115 —
светолучевой осциллограф;
SB1, SB2 — микровыклю-
чатели; К1 — реле пуска
осциллографа; ЭМ — ка-
тушка электромагнита;
R — резистор
68
Р ис. 37. Осциллограмма зондирова-
ли я дуги; Аг, полярность обратная,
Св-08Г2С, da = 1,6 мм, Уд = 200 А
дуге при электрическом про-
бое дугового промежутка ме-
жду сближаемыми электродами.
В первом случае происходит
гашение дуги путем замыкания
электродов, а во втором, на-
оборот, — зажигание дуги пу-
тем электрического пробоя со-
кращающегося межэлектрод-
ного промежутка.
Методика определения <7ка
из осциллограмм процесса
сварки короткой дугой опи-
сана А. Г. Мазелем [651, од-
нако он не приводит t/Ka к ус-
ловному нулевому току. Не-
обходимость такого приведе-
ния диктуется тем, что К„а и
kn зависят от тока. Кроме
того, необходимо учитывать падение напряжения от минимального
тока процесса сварки короткой дугой на сопротивлении вылета
электрода и в контакте электрод — токоподводящий наконечник
Таблица 10
За- щит- ная среда Поляр- ность тока Скорость подачи электро- да, м/ч Ток Дуги, А Напря- жение на дуге, В Катод- ное падение напря- жения, В Анодное падение напряже- ния, В Градиент потенци- ала в столбе Дуги, В/мм
Обрат- 300 280 35 11,5 7,5 2,5
со2 на я Прямая 300 200 35-45 18,9 2,15 2,4
в 300 360 * 35 10,55 2 1,8
Обрат- 230 200 25 12,05 7 1
Аг ная То же 300 310 28 10,4 4,75 1,7
Прямая 210 270 * 21 5,3 1,75 1,4
Примечание. Электродная проволока Св-08Г2С, da = 1,6 мм.
* Электрод, активированный 7,3 % Cs2CO3 +1,2% Na2CO3.
69
Рис. 38. Вольт-амперная характе-
ристика дугового промежутка; СОа,
Св-08Г2С, da = 2 мм
Для определения £7иа
строили так называемую
вольт-амперную характери-
стику дугового промежутке
(рис. 38). Эта характери-
стика получена обработкой
кривых ия (/) и /д (f) с уче
том падения напряжения
на электродах при коротком
замыкании. Полученная характеристика Un — строго
говоря, не является статической характеристикой дуги, так ка>
ей соответствует целое семейство длин дуг. Однако, учитывая,
что длина дуги очень мала, с помощью этой характеристики
можно получить оценку сверху значения UKa = Ея, соответст-
вующего току, равному нулю. Согласно экспериментальным
данным получены следующие значения суммы приэлектродны?
падений напряжения.
Для сварки в углекислом газе электродной проволокой
Св-08Г2С для da = 2 мм Дка = 19,34-20 В, для da = 1,6 мм UKa
= 20 В, для da = 1 мм Ura = 18,34-19,5 В. Для сварки под
флюсом АН-348А электродной проволокой Св-08А для dg = 2 мм
UKa = 18,54-19 В.
Использование процесса зажигания дуги электрическим про
боем межзлектродного промежутка как методики определения
суммы приэлектродных падений напряжения имеет определенны
преимущества. Измерения можно выполнять при различных
токах, в том числе весьма малых. В этом случае практически
отсутствуют падения напряжения на вылете электрода и других
элементах цепи.
Рис. 39. Осциллограмма тока и напряжения дуги при электрическом тюбо?
межэлектродного промежутка
70
Таблица 11
Материал электродов Минимальное напряжение холостого хода источника питания, В Напряжение низковольтного импульсного разряда, В
начальное (пробивное) перед замыка- нием электродов
С4 С 20 20 18
Fe -р Fe 14 13,7 13,1
W + W 16 14 12,7
Al + Al 14 12,5 11,8
Sn + Sn 12 11 10,5
Активированный электрод Fe—Fe 10 8,5 8
Примечание. Источник питания — аккумуляторная батарея. Ин-
дуктивность цепи L s 0.
Минимальное напряжение измеряли между электродами из
одного материала, выполненными в виде стержня диаметром
1,6 мм и массивного диска диаметром 20 мм. При низких напря-
жениях пробоя, не превышающих напряжение холостого хода
серийных сварочных источников питания, длина межэлектродного
промежутка составляет несколько микрометров. В этих условиях,
как показали опыты, защитная среда не оказывает влияние на
параметры электрического пробоя. Поэтому существует мнение,
что наблюдаемый электрический разряд представляет собой осо-
бый вид разряда, названный низковольтным импульсным разря-
дом (рис. 39).
Результаты измерений напряжений электрического пробоя
приведены в табл. 11.
Обращают на себя внимание относительно низкие значения
напряжений пробоя. Напряжение разряда перед замыканием
электродов ниже начального напряжения пробоя. С ростом тока
низковольтный импульсный разряд переходит в дуговой.
Низковольтный импульсный разряд иногда называют короткой
дугой [961. Этот разряд является бесплазменным, так как рас-
стояние между электродами соизмеримо (меньше) с длиной сво-
бодного пробега электронов. Вопрос о природе этого разряда
дискуссионный. Поэтому полученные данные представляют само-
стоятельный интерес и их, по-видимому, нецелесообразно ото-
ждествлять с суммой приэлектродных падений напряжения дуги,
полученной с помощью других методик.
Метод размыкания контактов. Этот метод, как и метод опре-
деления минимального напряжения дуги между сближающимися
электродами, является методом определения суммы приэлектрод-
ных падений напряжения из статических характеристик дуги
путем экстраполяции. Методика и оборудование для ее осуществле-
71
ния описаны в работе [61]. Источник питания дуги и сварочная
цепь должны обладать минимальной индуктивностью, чтобы
измерение напряжения на дуге не включало ЭДС самоиндукции.
Определение суммы приэлектродных падений напряжения из
статических характеристик дуги. Этот метод широко известен.
Основное препятствие к его применению — трудность построения
статических характеристик дуги с плавящимся электродом из-за
необходимости поддержания постоянной длины дуги. Определе-
ние UKa выполняют с помощью экстраполяции статических харак-
теристик. Метод аналогичен методу размыкания контактов.
Калориметрический метод определения катодного падения
напряжения, Метод основан на том, что выделяемую в катодной
области энергию принимают равной энергии, отводимой в элек-
трод. Такое допущение не учитывает потерь теплоты в окружа-
ющую среду и дает оценку эффективному катодному падению
напряжения U’K снизу. Эффективное катодное падение напря-
жения Uк может быть выражено через так называемый вольтов
эквивалент теплового потока в электрод:
1/к-Сэ//, (21)
где Qg — тепловой поток, отводимый в электрод в единицу вре-
мени
Очевидно, что вольтов эквивалент не отражает составляющих
баланса энергии в катодной области дуги, а позволяет лишь
оценить эффективное (эквивалентное) катодное падение напря-
жения.
Связь между Uk и истинным катодным падением напряже-
ния Un может быть получена из уравнения баланса мощности
в катодной области дуги:
где ka — коэффициент аккомодации ионов в катодной области!
fe — доля электронного тока в катодной области дуги.
С другой стороны, Qo можно выразить через коэффициент
расплавления электрода ku!t:
Qa = ^пл^м» (22)
где SM — теплосодержание расплавленного металла электрода
или удельная энергия, затраченная на расплавление и перегрев
1 г металла электрода.
По данным калориметрических исследований, проведенных
А. А. Ерохиным [39] при сварке сталей в защитных газах на
низких режимах (70—265 А), 5М = 1550-4-1760 Дж/г. С ростом
тока теплосодержание расплавленного металла растет до 1920—
2090 Дж/г, а с увеличением вылета электрода теплосодержание
капель уменьшается. Резкое повышение теплосодержания капель
при переходе к струйному переносу металла сопровождается
снижением коэффициента расплавления электрода.
72
Из формул (21) и (22) нетрудно установить связь между эффек-
тивным катодным падением напряжения и коэффициентом рас-
плавления электрода:
Uk — ^пл^м-
Это выражение справедливо и для эффективного анодного
падения напряжения
При определении U'K, невидимому, необходимо вместо тепло-
содержания металла электрода оперировать разностью между
теплосодержанием капель электродного металла и теплосодержа-
нием металла вылета электрода, обусловленным его нагревом
проходящим током. Для обычных вылетов электрода эта поправка
сравнительно невелика и составляет в среднем 10—15 % С уве -
личением вылета электрода коэффициент расплавления растет,
а теплосодержание расплавленного металла падает [39]. Такой
характер изменения /?пл и SM способствует стабилизации значения
эффективного приэлектродного падения напряжения.
При токе прямой полярности коэффициент расплавления
электрода зависит от эмиссионных характеристик материала
и других составляющих баланса энергии на катоде и может изме-
няться в 3—4 раза. На обратной полярности относительное по-
стоянство коэффициента расплавления электрода обусловливает
и постоянство эффективного анодного падения напряжения. С уче-
том размерности величин kan и SM
П; = Лил(5к-5в)/3600, (23)
где SK— теплосодержание капель электродного металла, Дж/rj
SB — теплосодержание металла вылета электрода, обусловленное
его нагревом током.
При AS = SK — SB — 1668 Дж/г и knn = 15 г/(А-ч) U'K =
= 7 В.
Дуги с высоким коэффициентом расплавления электрода при-
нято называть высокоэффективными [105]. Высокий коэффициент
расплавления электрода обусловлен высоким эффективным катод-
ным падением напряжения, характерным для пространственно
неустойчивых дуг.
Таким образом, между пространственной устойчивостью дуги
и интенсивностью расплавления электрода существует связь,
которая объясняется тем, что как скорость плавления электрода,
так и пространственная устойчивость дуги определяются катод-
ными процессами. Исключение составляют дуги с электродом,
активированным однокомпонентным активатором Сг или Ва.
В этом случае с увеличением количества активатора снижается
катодное падение напряжения с одновременным уменьшением
пространственной устойчивости дуги.
По мнению И. И. Зарубы, высокая скорость плавления катода
и пространственная устойчивость дуги определяются одним фак-
тором — эффективным потенциалом ионизации дугового
газа [105].
73
Отношение эффективного приэлектродного падения напря-
жения к напряжению на дуге называют эффективным КПД на-
грева электрода дугой т]э. В данном случае
?1Э = ицик.
При сварке током прямой полярности в защитных газах т]э =
= 0,2-?-0,5.
Каждая из рассмотренных методик определения катодного
падения напряжения дуги имеет рациональную область примене-
ния в зависимости от длины дуги, расположения ее относительно
изделия, сварочного тока, состава защитной среды и т. д. Так,
методика поперечного зондирования дуги двойным зондом при-
менима лишь для длинных сварочных дуг. Методика продольного
зондирования дуги через сквозное отверстие в нижнем неплавя-
щемся электроде применима к невысоким режимам по току; для
больших токов зондирование целесообразно проводить через
сварочную ванну. При сварке короткой дугой необходимые данные
могут быть получены из осциллограмм процесса без внесения
в дугу зондов.
Анализ экспериментальных данных, полученных с примене-
нием указанных методик, показывает, что 0к в зависимости от
режима сварки, защитной среды, состава металла электродной
проволоки, состояния ее поверхности и состава активирующего
покрытия изменяется от 21 до 5 В. Наименьшее значение UK
отмечено у дуг тока прямой полярности в аргоне с электродом,
поверхностно-активированным углекислыми солями цезия,
большее — UK — 21 В при активировании солями NaNO3. Наи-
большее UK следует ожидать при сварке электродом с очищенной
поверхностью. Однако интенсивное блуждание дуги в этом случае
затрудняет получение числового значения UK.
На плотностях тока больше 150 А/мм2 UK мало зависит от
состава защитной среды. При плотностях тока 50 А/мм2 и ниже
наименьшее значение UK характерно для дуги в аргоне и воз-
растает последовательно для гелия, азота, углекислого газа.
С ростом сварочного тока наблюдается некоторое снижение UK
как для активированного, так и неактивированного электрода.
Активирование электрода заметно снижает UK в зависимости
от состава и количества активатора.
ПЛАВЛЕНИЕ ЭЛЕКТРОДА ПРИ СВАРКЕ
ТОКОМ ПРЯМОЙ ПОЛЯРНОСТИ
Интенсивность расплавления электрода, оцениваемая массой
расплавленной электродной проволоки в единицу времени, яв-
ляется важной характеристикой сварочного процесса и вы-
ражается коэффициентом расплавления электрода Апл. Коэффи-
циент расплавления электрода при сварке током прямой поляр-
ности определяется процессами в катодной области дуги, в ча-
74
стности, эмиссионными процессами. Механизм электронной эмис-
сии в дуге с плавящимся электродом исследован недостаточно
полно.
Но этому вопросу в литературе нет единого мнения.
А. А. Ерохин, И. И. Походня, А. Г. Мазель, М. Ф. Жуков, рас-
сматривая катодные процессы в дуге, признают важную роль
термоэлектронной эмиссии [37, 65, 89, 91 ]. В. С. Гвоздецкий,
Д. А. Дудко и В. С. Мечев отдают предпочтение автоэлектронной
эмиссии катода [21, 22]. При рассмотрении катодных явлений
Г. И. Лесков использует термическую теорию процессов у ка-
тода [61 ]. Существует мнение, что в сварочной дуге с «холодными»
катодами происходит последовательное протекание различных
эмиссионных процессов, например, переход ог термо- к авто-
электронной эмиссии, обусловленный изменениями температуры
и напряженности электрического поля у катода [47]. А. А. Еро-
хин и Г. М. Тиходеев допускают одновременное существование
термоэмиссионных процессов с термической ионизацией [37, 117 ].
В настоящее время отсутствуют надежные критерии, которые
позволили бы выделить удовлетворительную теорию катодных
процессов для сварочной дуги с плавящимся электродом. По мне-
нию И. Г. Кесаева, сложившаяся ситуация может быть разрешена
путем дальнейшего поиска надежных источников информации
о физических процессах в дуге и планомерного накопления досто-
верных данных [47].
Практический интерес изучения причин изменения kun за-
ключается в существовании связи между характеристиками плав-,
ления электродов и характером катодных процессов. Коэффициент
расплавления электрода, как известно, зависит от химического
состава сварочной проволоки [46, 58, 59]. Поэтому изучение этих
взаимосвязей, по-видимому, поможет выявить природу физиче-
ских процессов в катодной области дуги.
Кремнемарганцовистая и низкоуглеродистая сварочные про-
волоки имеют различные knn при токе прямой полярности. В ли-
тературе нет единого мнения о влиянии их химсостава на klvl.
В работе [37] увеличение интенсивности расплавления кремне-
марганцовистой проволоки объясняется действием кремния, а в ра-
боте [461 — действием марганца. Для выяснения этого вопроса
исследовали сварку на воздухе электродной проволокой Св-08
в состоянии поставки, на которую наносили намагниченные
порошки ферромарганца и ферросилиция. Порошок подавался
по водоохлаждаемой воронке к электродной проволоке, проходя-
щей через ее выходное отверстие диаметром 3 мм. Во время сварки
образующееся магнитное поле захватывало и удерживало частицы
порошка на электродной проволоке.
Установлено, что при токе прямой полярности происходит
увеличение knn в случае нанесения порошка как с марганцем,
так и с кремнием (табл. 12). При токе обратной полярности изме-
нений kun не наблюдается. Аналогично увеличивает /гпл при токе
75
Таблица 12
Покрытие электродной проволоки Ток, А Коэффициент расплавле- ния электрода, г/(А« ч)
Полярность тока Полярность тока
обратная прямая обратная прямая
В состоянии поставки Ферромарганец Ферросилиций 380—390 380 380 360—380 300—320 260—270 13,9—14,3 14,3 14,3 14,3—15,1 17—18,1 20,1—20,9
Примечание. Электродная проволока Св-08, da = 2 мм, оп = 230 м/ч,
расстояние от токоподводящего наконечника до основного металла 30 мм.
Таблица 13
Марка электродной проволоки Состояние поверхности электрода Коэффициент расплав- ления электрода, г/(А- ч)
Аг сог
Св-08Г2С В состоянии поставки Очищенная Очищенная и прокаленная на воз- духе Очищенная и прокаленная в вакууме 19—21,5 24—28 11,8 24-28 20—23 24—26 23—25 23—26
Св-08 В состоянии поставки Очищенная Очищенная и прокаленная на воз- духе Очищенная и прокаленная в вакууме 14—15 23—28 11,3 11,3—15 13,5—15 24—27 23—25 23—26
Примечание Полярность прямая, da = 1,6 мм, ип = 300 м/ч, рас-
стояние от токоподводящего наконечника до основного металла 20 мм.
прямой полярности алюминий, который, как марганец и кремний,
является раскислителем.
Можно предположить, что меньший /гпл электродной проволоки
Св-08 в состоянии поставки по сравнению с электродной проволо-
кой Св-08Г2С (табл. 13) объясняется весьма незначительным
содержанием в ее составе кремния и марганца. Для тщательно
очищенной поверхности электродных проволок от технологиче-
ской смазки при токе прямой полярности их knjI увеличивается
практически до одного и того же значения. Для тока обратной
полярности очистка поверхности электродной проволоки не влияет
на значение knn, который равен 13—15 г/(А-ч).
Таким образом, присутствие раскислителей в металле элек-
трода еще не объясняет высокое значение /гпл. Различное содер-
жание FeO в проволоках Св-08Г2С и Св-08 не влияет на значение
/гпл для очищенных проволок.
76
Нагрев очищенных электродных проволок Св-08Г2С
и Св-08 на воздухе до температуры 1025 К показывает, что при
токе прямой полярности в аргоне их knn уменьшаются более чем
в 2 раза и становятся примерно равными. Этот эффект объясняется
снижением работы выхода электронов с поверхности катода
с 4,31 эВ для чистого железа до 3,85 эВ в результате образования
FeO на поверхности электрода [1471. Высказано предположение,
что на поверхности электродной проволоки при прокалке обра-
зуется слой, работающий подобно оксидному катоду [71]. Обра-
зование такого слоя происходит при нагреве железа в присутствии
кислорода или FeO совместно со щелочными или щелочно-земель-
ными металлами и выдержке в течение определенного времени
[59]. Такими металлами являются натрий, калий и кальций,
присутствие которых установлено спектральным анализом в ме-
талле электрода и в технологической смазке. Работа выхода
электронов из такого слоя значительно меньше, чем из окиси
железа.
Для проверки выдвинутых предположений очищенные элек-
тродные проволоки Св-08Г2С и Св-08 прокаливали в вакуумной
камере при давлении 10,13 Па и температуре 923—1123 К, при
этом не наблюдалось окисления поверхности проволок.
Согласно табл. 13 в аргоне knn электродной проволоки Св-08,
содержащей FeO, стал равен kna проволоки, прокаленной на
воздухе, а у электродной проволоки Св-08Г2С он не изменился
по сравнению с /?пл очищенной проволоки. Таким образом, сни-
жение /гпл прокаленной на воздухе электродной проволоки опре-
деляется образованием поверхностного слоя, работающего подобно
оксидному катоду, а не образованием FeO. Наличие раскислителей
в электродных проволоках снижает содержание в них FeO, кото-
рая является необходимой составной частью оксидного катода.
Это не позволяет, например, заметно снизить knn электродной
проволоки Св-08Г2С в аргоне при наличии на его поверхности
технологической смазки.
Определенное влияние на коэффициент расплавления элек-
трода оказывает и состав защитной среды. Это влияние прояв-
ляется, во-первых, через окислительную способность защитной
среды и, во-вторых, через ее теплофизические свойства, оказыва-
ющие влияние на дугу.
При сварке в углекислом газе прокаленной электродной
проволокой снижение knn отсутствует. При сварке в аргоне элек-
тродными проволоками, на поверхности которых образуется слой,
подобный оксидному катоду, размеры катодного пятна увеличи-
ваются благодаря низкой теплопроводности аргона и малому
значению градиента потенциала в столбе дуги. Увеличение раз-
меров катодного пятна приводит к возрастанию тока при прочих
равных условиях. Для дуги в углекислом газе характерны высо-
кие значения теплопроводности и градиента потенциала в столбе
дуги, что препятствует увеличению размеров катодного пятна
77
и его перемещению на слой с низкой работой выхода электронов.
Это не позволяет снизить knn.
В работе [105] изменение коэффициента расплавления элек-
трода связывают с потенциалом ионизации защитной среды.
Вместе с тем известно, что количество легкоионизируемых эле-
ментов в очищенных и затем прокаленных проволоках примерно
одинаково, а коэффициенты расплавления их существенно раз-
личаются.
Если бы knjI определялся эффективным потенциалом иониза-
ции, то интенсивность расплавления была бы меньше для элек-
тродных проволок в состоянии поставки (с технологической
смазкой), а не после очистки и прокалки на воздухе. Большее
значение /г11Л для проволоки в состоянии поставки, чем для очи-
щенной и прокаленной на воздухе, объясняется, по-видимому,
меньшей эмиссионной способностью поверхности с технологиче-
ской смазкой, в состав которой входят органические вещества,
содержащие водород, увеличивающий работу выхода электронов.
Таким образом, коэффициент расплавления электрода
определяется эмиссионной способностью катода.
Изменение эмиссионных свойств электрода может быть до-
стигнуто его активированием. Рассмотрим влияние активирующих
покрытий на плавление электрода.
ВЛИЯНИЕ АКТИВИРУЮЩИХ ПОКРЫТИЙ
НА ПЛАВЛЕНИЕ ЭЛЕКТРОДА
Аналогично оксидному катоду работает поверхность элек-
трода, на которую в небольших количествах нанесено покрытие
из солей щелочных или щелочно-земельных металлов. Для более
широкого применения активированной электродной проволоки
необходимо дальнейшее изучение технологических особенностей
процесса, определяющих, в частности, характер воздействия дуги
на электроды.
В работе [17] приведены результаты исследований по сварке
в аргоне и углекислом газе электродной проволокой Св-08Г2С
диаметром 1,6 мм с активирующими покрытиями, содержащими
различные соли щелочных или щелочно-земельных металлов
в количестве 0,02—0,04 % массы проволоки.
Установлено (табл. 7 и 14), что knn зависит от состава активи-
рующего покрытия электрода. Наименьшее значение он принимает
при использовании солей цезия как в отдельности, так и вместе
с солями других щелочных металлов. Наибольший /г1!Л наблю-
дается при сварке электродом с тщательно очищенной поверх-
ностью.
Для установления связи между коэффициентом расплавления
электрода knn и изменением катодного падения напряжения UK
использована методика непосредственного поперечного зондиро-
вания дуги с одновременной киносъемкой процесса. Прослежи-
78
Таблица 14
Активирующее покрытие электрода Напряжение на дуге» В Ток Дуги, А Коэффициент расплав- ления электрода, г/(А- ч)
Na2CO3 25 290 29
к2со3 24 290 '26
Cs2COa 24 280 8
ВаС12 25 300 12,3
Sr(NO3)2 25 300 14,2
7%Cs2CO3+ l,2%Na2CO3 25 340 10,7
Без покрытия (очищенная поверх- ность) 25 360 30
Примечания: 1. Дуга в Аг, электродная проволока Св-08Г2С, da =
= 1,6 мм.
2. Покрытия наносили из водных растворов соответствующих солей с кон-
центрацией до 10 %.
3. Для двухкомпонентного покрытия из углекислых солей Cs и Na указана
их концентрация в водном растворе.
вается прямая связь между Ult и /г11Л (см. табл. 7). Причем с ростом
порядкового номера металла активирующей соли в группе пери-
одической системы элементов Менделеева происходит уменьше-
ние UK и А’пл. С возрастанием молекулярной массы кислотных
остатков активирующих солей одного и того же металла несколько
увеличиваются UK и knJ1. Вероятно, это связано с уменьшением
массы металла в покрытии при постоянном его количестве на
электроде. Поэтому влиянием кислотных остатков солей на UK
и kan можно пренебречь.
При сварке активированным электродом на токе прямой
полярности обеспечивается большая глубина проплавления и
меньший коэффициент расплавления электрода (меньшая доля
наплавленного металла в сварном шве) при той же величине тока
по сравнению с процессом сварки током обратной полярности.
Так, для дуги в углекислом газе при токе 1 = 400 А, скорости
сварки 25 м/ч, d3 = 1,6 мм коэффициент расплавления и глубина
проплавления соответственно составляют: для активированного
электрода 14 г/(А-ч) и 8 мм, а для процесса на токе обратной
полярности 17 г/(А-ч) и 6,5 мм.
Применение активированного электрода с различными по-
крытиями позволяет управлять интенсивностью расплавления
электрода и геометрическими размерами шва. С уменьшением
коэффициента расплавления электрода возрастает проплавля-
ющее действие дуги при благоприятной форме шва. Такие изме-
нения интенсивности расплавления электрода и проплавления
основного металла взаимосвязаны и обусловливают преимущество
процесса.
79
Таким образом, изменение эмиссионных свойств катода и по-
падание в дугу элементов с низким потенциалом ионизации поз-
воляет управлять коэффициентом расплавления электрода, энер-
гетическим балансом в дуге и ее технологическими свойствами.
Необходимо учитывать и такие факторы, как пространственная
устойчивость дуги, размеры активных пятен и их расположение
на электродах и др. Для управления процессами рассмотрим
механизм действия активирующих элементов в дуге, а также
особенности переноса металла при сварке активированным элек-
тродом.
МЕХАНИЗМ ДЕЙСТВИЯ АКТИВАТОРОВ
В КАТОДНОЙ ОБЛАСТИ ДУГИ
Существуют различия в механизме действия активаторов
на основе металлов щелочной и щелочно-земельной групп. Для
электрода с покрытием, состоящим из солей щелочных металлов
(натрия, калия), и покрытием из солей цезия с калием или на-
трием дуга в аргоне охватывает часть боковой поверхности элек-
трода и на некоторое расстояние от его торца вдоль электрода
распространяется узкий светящийся слой плазмы. Размеры этого
слоя и охват электрода с увеличением атомной массы элемента
сокращаются. Дуга в этом случае пространственно устойчива.
Жидкий металл на коние электрода имеет коническую и сфери-
ческую формы (типы 11, 13, табл. 2).
Для электрода с покрытием из солей щелочно-земельных
металлов (кальция, стронция, бария) дуга горит и перемещается
в основном под торцом электрода и практически не охватывает
его боковую поверхность. Вокруг электрода отсутствует светя-
щийся слой плазмы. С ростом атомной массы металла соли наблю-
дается более сильное сжатие дуги и возрастает скорость ее пере-
мещения. Жидкий металл на торце электрода деформирован
(тип 12, табл. 2). Такие различия в форме и поведении дуги свя-
заны с различным механизмом действия покрытий из солей щелоч-
ных и щелочно-земельных металлов.
Изменение некоторых технологических свойств дуги (снижение
коэффициента расплавления электрода) связывают с образова-
нием на электроде оксидных пленок с низкой работой выхода
электронов [39, 65 J Однако в работе [781 показано, что при
2300 К на поверхности катода уже отсутствуют какие-либо пред-
варительно созданные пленки, снижающие работу выхода элек-
тронов. Анализ физических свойств солей, применяемых в каче-
стве активирующих покрытий [1281, показал, что соли и оксиды
щелочных металлов имеют низкие температуры плавления и
разложения, не превышающие 1173 К- Так, углекислая соль
цезия, наиболее широко применяемая в качестве покрытия, при
1065 К диссоциирует на углекислый газ и окись цезия, которая,
в свою очередь, возгоняется при 623 К- Таким образом, на не-
80
Рис. 40. Зависимость разрывной длины дуги /р от количества покрытия 0р на
электроде; <2Э — 1,6 мм, t/xx = 35 В:
а — соли щелочных металлов: / - Cs2CO3; 4 — К2СО3 (прямая полярность); 2 — Cs2CO3;
3 — К2СО3 (обратная полярность); б — соли щелочно-земельных металлов Ba(NO3)s при
сварке током обратной полярности (/) и прямой полярности (2)
котором расстоянии от торца электрода происходит испарение
активирующего покрытия, пары которого, попадая в дугу, изме-
няют эффективный потенциал и степень ионизации в ней, градиент
потенциала в столбе дуги и ее температуру. Кроме того, вследствие
образования моноатомного слоя металла покрытия, который
может удерживаться на поверхности некоторое время при высоких
температурах [31] и инерционности процесса испарения, можно
предположить присутствие металла активирующего покрытия
вблизи торца на боковой поверхности электрода, что изменяет
эмиссионную способность этой поверхности.
Соли щелочно-земельных металлов плавятся при темпера-
турах, близких к 875 К, и при дальнейшем нагреве разлагаются
с образованием тугоплавких оксидов (с температурами разложе-
ния 3000—3770 К), имеющих низкую работу выхода электронов.
По-видимому, тугоплавкие оксиды в процессе плавления элек-
трода попадают на его торец, образуя участки с пониженной
работой выхода электронов. На таком участке фиксируется дуга
с ярко выраженным катодным пятном. Оксид под действием
высоких температур разлагается, и катодное пятно дуги переходит
на другой участок поверхности, покрытый слоем оксида. В ре-
зультате происходит быстрое движение пятна по торцу электрода,
что обусловливает пространственную неустойчивость дуги и по-
вышенное разбрызгивание электродного металла в виде мелких
капель.
По-видимому, для указанных количеств покрытия на элек-
троде щелочные металлы изменяют как катодные процессы, так
и свойства плазмы столба дуги, а щелочно-земельные металлы,
находясь на поверхности катода в виде тугоплавких оксидов,
снижают работу выхода электронов с поверхности катода.
81
Таблица 15
Активирующее покрытие Полярность тока Разрывная длина дуги, мм
12 %-ный раствор Прямая 4,5—5,2
Cs2CO3, нанесенный на пластину Слой Cs2CO3 Обратная 15,4—16,8
Прямая 6,9—10,3
Слой Ba(NO3)2 Обратная 15,1—20,3
Прямая 10,1—15
Обратная 14,7—15,9
Примечание. Электродная проволока Св-08Г2С; da = 1,6 мм; {/хх =
= 35 В; толщина слоя покрытия 2—3 мм.
Установлено, что в зависимости от состава и количества по-
крытия изменениям электрических и энергетических характери-
стик процесса соответствуют определенные изменения разрывной
длины дуги. Так, с уменьшением коэффициента расплавления
электрода (увеличением тока при постоянной скорости подачи
электрода), вызванным действием активирующего вещества, раз-
рывная длина дуги возрастает. Поэтому одним из критериев
оценки действия активирующих покрытий выбрана разрывная
длина дуги.
Для определения условий преимущественного действия акти-
вирующих покрытий в зависимости от их состава и количества,
а также полярности тока изучали разрывные длины дуг в воздухе
при нанесении покрытий на электрод (рис. 40) и на пластину
(табл. 15). Данные по каждой точке представляют собой среднее
значение 10 замеров.
Анализ действия активирующих покрытий, нанесенных на
электрод, показывает, что при малом количестве активатора
разрывная длина дуги при токе обратной полярности практически
остается постоянной. Дальнейшее увеличение количества актива-
тора приводит к некоторому росту разрывной длины дуги. Для
дуги при токе прямой полярности разрывная длина дуги по-
стоянно растет с увеличением количества активатора, нанесенного
на электродную проволоку.
Данные табл. 15 свидетельствуют о преимущественном дей-
ствии активаторов на разрывную длину дуги в том случае, когда
они находятся на катоде (основном металле). Большее значение
разрывной длины дуги при нанесении слоя активатора в виде
покрытия Cs2CO3 по сравнению с покрытием, нанесенным из
12 %-ного водного раствора Cs2CO3, объясняется большим коли-
чеством активатора, приходящегося на единицу длины шва.
Данные рис. 40 и табл. 15 свидетельствуют о преимуществен-
ном действии активаторов из щелочных металлов на катодные
82
Рис. 41. Спектрограммы металла тор-
цов электродов после сварки по слою
активатора:
а — Cs?COs; б — Ba(NO3)2; I — спектр
армко-железа; II — спектр металла прово-
локи Св-08Г2С после сварки по слою акти-
ватора; III — то же, до сварки
процессы. Поэтому активирую-
щие покрытия, содержащие
щелочные металлы, эффективны
только в случае их нанесения
на катод.
С увеличением количества
активирующего покрытия ще-
лочных металлов, по-видимому,
снижается эффективный потен-
циал ионизации в столбе дуги
и они, возможно, попадают в катодную область дуги независимо
от места их нанесения. Для покрытий из солей других щелоч-
ных металлов — рубидия, калия и натрия — качественная кар-
тина изменения разрывной длины дуги, приведенная на рис.
40, а, сохраняется; при этом металлам с меньшей работой вы-
хода электрона и меньшим потенциалом ионизации соответст-
вуют большие значения разрывных длин дуг.
На разрывную длину дуги определенное влияние оказывает
состав защитной среды. В ряде «аргон — воздух — углекислый
газ» при одинаковых условиях опытов последовательный переход
от аргона к углекислому газу приводите уменьшению разрывной
длины дуги. Такая зависимость обусловлена различиями в харак-
теристиках плазмы столба дуги (теплопроводности, температуры,
градиента потенциала) в этих газах.
Действие покрытий из солей щелочно-земельных металлов
и, в частности, из соли бария проявляется как при сварке током
прямой, так и обратной полярности независимо от их количества
в исследованном диапазоне и места нанесения (см. рис. 40, б
и табл. 15). Для случая обратной полярности (покрытие на элек-
троде-аноде), по-видимому, это можно объяснить тем, что под
действием высоких температур дуги соль на аноде разлагается,
барий испаряется и через дуговую или газовую среду попадает
на катод, где образует тугоплавкий оксид, снижающий работу
выхода электронов с поверхности.
Для проверки этого положения проведен спектральный анализ
торцов неактивированных электродов после сварки по пластинам,
на которые были нанесены исследуемые соли. Установлено, что
на электрод переходят щелочно-земельные металлы; присутствия
щелочных металлов не обнаружено (рис. 41).
Аналогично барию действуют покрытия из солей других
щелочно-земельных металлов (стронция и кальция).
83
U II UII II
o) 6) о) г) a)
Рис. 42. Форма концов электродов для различных покрытий (4Э = 1,6 мм, Схх =
= 35 В):
а — без покрытия; б — раствор 7,3 % Cs2CO3 + 1,2 % Na2CO3 на электроде; в — соль
Cs2CO8 на основном металле; г — 10 %-ный раствор Ba(NOs)a на электроде; д — соль
Ba(NO3)2 на основном металле
В исследованном диапазоне изменения массы покрытия вли-
яние щелочно-земельных металлов на параметры столба дуги
незначительно, так как потенциал ионизации бария, стронция
и кальция значительно выше, чем у калия и натрия, которые
в таких же количествах не влияют на разрывную длину дуги.
Таким образом, щелочно-земельные металлы изменяют свойства
дуги путем повышения эмиссионной способности поверхности
катода и их действия проявляются независимо от места нанесения
активирующего покрытия.
Исследования концов электродов после прекращения горения
дуги показали, что их форма зависит от состава покрытия и не
зависит от места его нанесения (рис. 42). Различная форма элек-
трода (сферическая при покрытии солями щелочных металлов
и деформированная при покрытии солями щелочно-земельных
металлов) подтверждает предполагаемый механизм действия
различных покрытий.
Введение внутрь металлической основы электродной про-
волоки большого количества легкоионизируемых активаторов
позволяет получить в углекислом газе благоприятный с техно-
логической точки зрения струйный (при токе прямой полярности)
или мелкокапельный (при токе обратной полярности) перенос
металла [79].
Полученный эффект, по мнению авторов указанной работы,
достигается тем, что легкоионизируемые компоненты активи-
рующих соединений способствуют расширению столба дуги и
активных пятен за пределы капли, в результате чего изменяется
направление действия электромагнитной силы в сторону ее от-
рыва. В качестве основных причин этого явления рассмотрены
уменьшение эффективного потенциала ионизации и рост степени
ионизации плазмы дуги, а также снижение теплопроводности
окружающего дугу газа. К такому же результату могут привести
изменения поверхностных явлений на электроде: снижение работы
выхода электронов [101 или поверхностного натяжения рас-
плавленного металла [20].
Сложность указанных явлений не позволяет количественно
оценить их вклад в изменение вида переноса электродного ме-
84
Таблица 16
Сварочный ток. А, полярность
Состояние поверхности электрода обратная прямая
Аг со2 Аг СО2
Без активатора Активированная 300 300 300 300
к2со3 330—350 320—370 300 -385 280—360
Cs2CO3 325—400 330—370 400—600 360—585
Ba(NO3)2 325—375 330—390 460—600 380—490
талла. Поэтому проведено экспериментальное исследование вли-
яния большого количества активаторов на дугу при нанесении их
на основной металл. Опыты выполняли путем наплавки валиков
на пластины из стали СтЗ толщиной 10 мм с отверстиями в один
ряд с шагом 7—8 мм, диаметром и глубиной 6 мм. В отверстия
до уровня поверхности пластины засыпали порошок активатора.
В качестве активаторов использовали углекислые соли цезия
или калия, а также азотно-кислую соль бария. Такой способ
активирования предотвращает выдувание с пластины активатора
газовым или плазменным потоком. Для наплавки применяли
электродную проволоку Св-08Г2С диаметром 1,6 мм. Валики
наплавляли со скоростью 26 м/ч, расстояние от торца токопод-
водящего наконечника до пластины выдерживали в аргоне равным
25 мм, а в углекислом газе — 20 мм. Скорость подачи электрода
оставалась постоянной.
При наплавке в аргоне током обратной полярности 300 А
по очищенной пластине наблюдается струйный перенос металла.
В дуге отчетливо выделяются три коаксиально расположенные
зоны разного свечения. Если в отверстия пластины засыпаны
активаторы, то сварочный ток увеличивается (табл. 16) и с поверх-
ности пластины появляются плазменные потоки, которые могут
вызвать нарушение струйного переноса металла. Активаторы
увеличивают длину дуги, причем тем больше, чем меньше потен-
циал ионизации металла активатора.
При наплавке током обратной полярности в углекислом газе
по очищенной пластине перенос металла происходит каплями,
размер которых достигает двух-трех диаметров электрода. Анод-
ное пятно и дуга относительно устойчивы и расположены в основ-
ном под каплей.
Дуга, горящая по слою активаторов, увеличивается в диа-
метре и становится пространственно неустойчивой вследствие
перемещения катодного пятна по поверхности активированной
пластины. Размер капель уменьшается до одного-двух диаметров
электрода, а частота их отделения повышается. При наплавке
по слою Cs2CO3 размеры дуги и ее анодного пятна увеличиваются
85
настолько, что дуга охватывает почти весь жидкий металл на
торце электрода. Тем не менее, активное пятно не выходит за
пределы капли, и струйный перенос металла не устанавливается.
Увеличение размеров анодного пятна, по-видимому, определяется
снижением теплопроводности дугового газа при попадании в него
легкоионизируемых элементов [43, 76, 127, 1481. Рост тока
(табл. 16) обусловлен снижением работы выхода электронов
с поверхности пластины-катода, катодного падения напряжения
и увеличением поперечных размеров дуги.
Для дуги током прямой полярности в аргоне с калиевым
покрытием электрода вид переноса металла качественно не изме-
няется. Дуга совершает колебания, периодически располагаясь
под торцом электрода или охватывая его боковую поверхность
В отличие от наплавки по очищенной пластине калий вдвое сни-
жает частоту колебаний охвата боковой поверхности электрода
дугой и примерно в 3 раза увеличивает время горения ее с боковой
поверхности электрода. Это приводит к возрастанию среднего
тока дуги благодаря уменьшению работы выхода электронов
с поверхности электрода.
Активирующие покрытия из углекислого цезия обеспечивают
максимальное приращение тока и струйный перенос металла,
аналогичный двухкомпонентному активирующему покрытию
состоящему из солей цезия и натрия.
Для дуги в аргоне, горящей по слою азотно-кислого бария,
катодное пятно и дуга перемещаются под каплей. С ее поверхности
в местах фиксации катодного пятна вытягиваются тоненькие
струйки металла. Однако основная масса металла все же пере-
носится каплями, поэтому такой вид переноса можно назвать
капельно-струйным.
Установлено, что переход к устойчивой дуге со струйным
переносом металла достигается уменьшением концентрации соли
бария в растворе ниже 0,5 %. Таким образом, для получения
струйного переноса металла в аргоне необходимо меньшее коли-
чество бария в покрытии, чем цезия. Если бы образование струй
ного переноса металла действительно зависело в основном от
уменьшения эффективного потенциала ионизации плазмы дуги,
как отмечено в работе [45], то бария в покрытии должно было
быть значительно больше, чем цезия, так как потенциал ионизации
бария — 5,81 эВ) выше, чем у цезия (С7г = 3,89 эВ).
Поэтому следует предположить, что значительное увеличение
тока (см. табл. 16) и установление струйного переноса металла
при наплавке валиков на пластины с активаторами, содержащими
цезий и барий, обусловлено снижением работы выхода электронов
с электрода-катода в результате образования на его поверхности
близких по своим свойствам слоев, состоящих из оксидов и обла-
дающих примерно одинаковой работой выхода электронов
(фс5го= 0,994-1,17 эВ и Фвао = 0,99 эВ). Попадание цезия,
а также других щелочных металлов на неактивированпую по-
86
верхность электрода-катода через дугу и из окружающей электрод
атмосферы объясняется тем, что независимо от схемы введения
активатора при наличии паров цезия в дуге возможно его попада-
ние на катод из столба дуги.
При наплавке током прямой полярности в углекислом газе
на очищенную пластину перенос металла происходит крупными
каплями, достигающими в размере четырех-пяти диаметров элек-
трода. Катодное пятно дуги быстро перемещается под каплей на
электроде и часто переходит на границу оплавления. Калиевое
активирующее покрытие на основном металле (пластине) не-
сколько увеличивает ток и приводит к уменьшению размера капель
примерно в 2 раза, однако изменения характера процесса не
происходит. Цезиевый активатор, как и в аргоне, вызывает обра-
зование струйного переноса металла и значительное увеличение
тока. На боковой поверхности электрода образуется неярко
светящаяся кольцевая зона катодного пятна дуги. Ярко светя-
щаяся зона пятна стабилизируется на торце электрода.
Перенос металла для дуги, горящей по слою бария в угле-
кислом газе, остается капельным. По поверхности капли и оксид-
ным пленкам попавшего на катод бария с высокой скоростью
перемещается сильно сжатое катодное пятно, увлекая за собой
столб дуги. В местах фиксации катодного пятна формируются
струйки металла, которые, разрушаясь, становятся источником
мелких капель, вылетающих за пределы шва. Тем не менее, там,
где разбрызгивание металла, вызванное неустойчивостью дуги
при попадании бария, не имеет значения, можно использовать
положительные стороны этого процесса — низкий коэффициент
расплавления электрода и высокую проплавляющую способность
дуги. Например, такой процесс был успешно реализован при
сварке под активированным флюсом.
Таким образом, характер действия покрытий из солей щелоч-
ных металлов определяется их составом, количеством и местом
нанесения. «Малые» количества покрытия оказывают действие
преимущественно на катодные процессы и эффективны только
на катоде; «большие» количества независимо от места нанесения
влияют как на катодные процессы, так и на процессы в столбе
дуги (степень и эффективный потенциал ионизации), что выра-
жается в изменении электрических и энергетических параметров
Дуги.
Щелочно-земельные металлы, находясь в покрытии на катоде
или попадая на него из дуги, действуют преимущественно на
катод, образуя тугоплавкие оксиды с низкой работой выхода
электронов, и не оказывают заметного влияния на процессы
в столбе дуги.
Попадание в дугу большого количества легкоионизируемых
активаторов оказывает заметное влияние на ионизационные про-
цессы в дуге и изменение теплофизических свойств дугового газа.
Несмотря на это, устойчивость дуги все же в основном опреде-
87
ляется эмиссионными процессами, и особенно при сварке током
прямой полярности.
Снижение работы выхода электронов на боковой поверхности
электрода объясняется, по-видимому, образованием на ней хемо-
сорбированного слоя из элементов активирующего по-
крытия [6, 43].
После нанесения активирующего покрытия на электрод его
удержание на поверхности должно осуществляться за счет поля-
ризационных сил. В этом случае наблюдается физическая адсорб-
ция активирующего соединения на поверхности электрода. Пере-
ход частиц в хемосорбированное состояние сопровождается раз-
рушением или резким ослаблением внутримолекулярных связей
и образованием новых химических связей с поверхностью адсор-
бента за счет обобществления валентных электронов.
Хемосорбция элементов активирующего покрытия может про-
исходить как в виде адсорбции металла покрытия непосредственно
на металле электрода, так и через промежуточный слой химически
активных газов, например кислорода, азота или водорода *.
Адсорбция атомов металла в пределах монослоя может со-
провождаться значительным изменением работы выхода электро-
нов с поверхности.
При физической адсорбции покрытия работа выхода электро-
нов с поверхности катода имеет промежуточное значение между
работой выхода поверхности чистого адсорбента и хемосорбиро-
ванного слоя покрытия.
Если физическая адсорбция не требует энергии активации,
то хемосорбция нанесенного на поверхность вещества может
протекать с заметной скоростью только выше определенной мини-
мальной температуры, при которой возможно подведение необ-
ходимой энергии активации. При сварке эта энергия может быть
подведена в активирующее покрытие в основном благодаря тепло-
передаче от электрода [10].
Ранее было установлено, что щелочные металлы, нанесенные
в виде покрытий из растворимых в воде солей в количестве (0,02—
0,04 %) массы проволоки, обеспечивают пространственную устой-
чивость дуги и струйный перенос металла в аргоне. Щелочно-
земельные металлы обеспечивают пространственную устойчивость
дуги и струйный перенос металла при нанесении их в количестве
на порядок ниже количества щелочных металлов. В углекислом
газе однокомпонентные активирующие покрытия из щелочных
и щелочно-земельных металлов не обеспечивают пространствен-
ную устойчивость дуги.
Опытным путем установлено, что при поверхностном активи-
ровании наилучшие технологические свойства дуги достигаются
путем применения двухкомпонентных активирующих покрытий
* Возможность образования хемосорбированного слоя на электроде выска-
зана Е. Н. Варухой.
88
Рис. 44. Изменение критического тока
в зависимости от концентрации Na2CO3
в двухкомпонентном активирующем
растворе при различном содержании
Cs2CO3 (СО2, Св-08Г2С, d3 = 1,6 мм):
1 — 2 %; 2 — 4 %; 3 — 6 %; 4 —
8 %
CsNO}°/<>
О 10 20 30 NaHO3^
Рис. 43. Диаграмма растворимости
азотно-кислых солей цезия и натрия
в воде [93]
на основе соли цезия с добав-
кой соли какого-либо другого
щелочного металла (натрий,
калий, рубидий) [77].
По мнению А. Лесневича и
пространственной неустойчивое
. Кушмана, основной причиной!
1 дуги при сварке электродом
с однокомпонентными активирующими покрытиями является низ-
кая температура разложения и кипения солей щелочных
металлов [143].
Положительное действие двухкомпонентных активаторов
на основе солей цезия А. Лесневич и Е. Кушман объясняют обра-
зованием эвтектических сплавов, температура кипения которых
выше, чем у отдельных оксидов [45, 125], что способствует их
более длительному удержанию на боковой поверхности электрода.
Рассмотрим строение активирующего слоя покрытия на элек-
троде. Известно, что в зависимости от соотношения солей двух
щелочных металлов в водном растворе при выпаривании влаги
в большинстве случаев наблюдается селективное выпадение солей
из раствора [93, 113]. В соответствии с диаграммой раствори-
мости азотно-кислых солей цезия и натрия (рис. 43) для соотно-
шения концентраций этих солей, лежащих, например, в области /
внутри отрезка ОА, выпаривание растворителя приводит к уве-
личению концентрации раствора до граничного (предельного)
значения в точке А. При дальнейшем выпаривании в твердую
фазу из раствора начинает выпадать соль цезия CsNO3 и соотно-
шение растворенных компонентов изменяется от соотношения
в точке А до соотношения в точке В. Чем больше будет массовое
отношение соли цезия к соли натрия в первоначальном растворе
при неизменной концентрации соли цезия, тем больше будет
юлщина выпавшего слоя соли цезия.
Достигнув соотношения и концентрации растворенных ком-
понентов в точке В, из раствора поверх уже выпавшего слоя
89
CsNO3 начинает выпадать двухкомпонентная твердая фаза эфто-
нического состава CsNO3—NaNO3, и в дальнейшем, до полного
выпаривания растворителя, состав выпадающей твердой фазы
уже не меняется.
По аналогичной схеме выпадают соли при выпаривании рас-
твора с соотношением компонентов, соответствующим области II.
В этом случае на поверхность проволоки выпадает слой NaNO3,
а затем двухкомпонентная твердая фаза эфтонического состава.
Если же соотношение солей в растворе и их концентрация соот-
ветствуют границе областей / и II (отрезок ОВ), то твердая фаза
после выпаривания растворителя будет целиком состоять из слоя
эфтонического состава.
Таким образом, активирующее покрытие, нанесенное из вод-
ного двухкомпонентного раствора солей, может иметь три раз-
личные структуры. Эти закономерности присущи и покрытиям,
нанесенным из растворов других солей щелочных метал-
лов [93, 113].
Рекомендуемые двухкомпонентные активирующие покрытия,
содержащие соль цезия и соль другого щелочного металла (на-
трия, калия, рубидия), имеют составы, соответствующие области I
диаграммы растворения этих солей. В этом случае на поверхности
электрода находится слой соли цезия, а поверх него слой эфтони-
ческого состава.
При постоянной концентрации соли цезия в растворе и увели-
чении концентрации соли другого щелочного металла уменьшается
толщина нижнего слоя, состоящего из соли цезия, и возрастает
толщина и масса слоя эфтонического состава. В этом случае
критический ток возрастает (рис. 44). Увеличение толщины слоя
эфтонического состава, полученное в результате увеличения кон-
центрации активирующего раствора при постоянном соотношении
солей цезия и другого щелочного металла, приводит к снижению
критического тока.
В образовании струйного переноса металла основную роль
играет слой соли цезия, который при нагреве разлагается и хемо-
сорбируется на поверхности электрода.
Верхний слой эфтонического состава при нагреве, по-види-
мому, полностью испаряется на некотором расстоянии от торца
электрода, оголяя хемосорбированный слой. Вместе с тем, верх-
ний слой оказывает определенное влияние на стабилизацию дуги,
так как в его отсутствие при сварке в углекислом газе (однокомпо-
нентное покрытие из соли цезия) электродом, содержащим рас-
кислители, не обеспечивается пространственная устойчивость
дуги и струйный перенос металла. При отсутствии раскислителей
в металле электрода дуга пространственно устойчива и наблю-
дается струйный перенос металла даже для однокомпонентного
цезиевого покрытия.
При нанесении на электрод двухкомпонентных покрытий из
активирующих растворов, соответствующих области II диаграммы
90
растворимости солей (см. рис. 43), в нижний слой покрытия вы-
падает соль другого компонента (натрия или калия). В этом случае
не удается достигнуть струйного переноса металла в диапазоне
реальных режимов сварки в углекислом газе (до 600 А) при
наличии соли цезия в верхнем слое эфтонического состава.
Таким образом, из активирующих покрытий только двух-
компонентные покрытия, состоящие из солей цезия и другого
щлочного металла (натрия или калия) и имеющие слоистое стро-
ение, когда на поверхности электрода располагается слой соли
цезия, а сверху него слой эфтонического состава, обеспечивают
струйный перенос металла на реальных режимах сварки в среде
углекислого газа. Критический ток и соответствующая ему ско-
рость подачи электрода при этом определяются количеством соли
цезия в нижнем слое покрытия.
Для малых количеств активаторов на катоде пространственная
устойчивость дуги достигается в том случае, когда скорость по-
ту плени я активаторов в дугу в виде хемосорбированного слоя
на электроде равна скорости их испарения.
При сварке в углекислом газе электродной проволокой
Св-08Г2С, активированной бихроматом калия с относительной
сой покрытия 0,1—1,5 %, удается получить некоторое улуч-
шение технологических характеристик процесса. Однако, как
следует из кинограмм 190], в этом случае не достигается харак-
рного для струйного переноса металла строения дуги. Улуч-
шение переноса металла достигается благодаря снижению поверх-
ностного натяжения при значительном количестве активатора
(0,6—0,75%) [20].
Возможности управления технологическими свойствами дуги
расширяются при увеличении количества активаторов, приходя-
щихся на единицу массы проволоки. Одним из эффективных
путей является введение активаторов в профилируемую проволоку
в количестве 3—6 % массы проволоки (АП-АН1 и АП-АН2) [791.
При таком количестве активаторов уменьшаются различия
между дугами прямой и обратной полярности. Однако, судя по
триведенному значению коэффициента расплавления —
20 г/(А-ч), при сварке током прямой полярности действие актива-
торов, помещенных в закатаные канавки сварочной проволоки,
не столь эффективно, как при поверхностно-активированном
электроде. В этом случае снижение разбрызгивания и измельчение
переносимых капель достигается в основном благодаря снижению
поверхностного натяжения.
ПЕРЕНОС МЕТАЛЛА ПРИ СВАРКЕ
АКТИВИРОВАННЫМ ЭЛЕКТРОДОМ
Наибольшей технологичностью при сварке плавящимся элек-
тродом в защитных газах отличается процесс со струйным пере-
носом металла, который устанавливается в определенных усло-
91
Рис. 45. Схема строения дуги при сварке поверхностно-
активированным электродом:
1 — электрод; 2 — кольцевая зона катодного пятна с низкой
работой выхода электронов; 3 — ярко светящееся катодное
пятно; 4 — центральный плазменный канал; 5 — основная ду-
га; 6 — кольцевая дуга
виях при достижении критического тока. Для сварки в аргоне
постоянным током обратной полярности В. Р. Верченко, В. И. Дят-
ловым и А. В. Петровым получены аналитические зависимости,
позволяющие приближенно определять критический ток при
использовании электродных проволок различных марок и диа-
метров, однако эти зависимости непригодны в случае сварки
поверхностно-активированным электродом током прямой поляр-
ности.
Для объяснения механизма возникновения струйного переноса
существует ряд гипотез [45, 79].
На основании изучения поведения активных пятен дуги и дей-
ствия активирующих покрытий [29] установлено, что на токе
ниже критического дута имеет ярко светящееся катодное пятно,
которое перемещается по электроду с большой скоростью. При
установлении струйного переноса металла (критический режим)
катодное пятно разделяется на две зоны (рис. 45). Первая, ярко
светящаяся зона стабилизируется на торце электрода, и между
нею и изделием продолжает гореть основная дуга. Вторая, не-
ярко светящаяся зона катодного пятна охватывает боковую
поверхность электрода; с нее загорается кольцевая дуга. Образо-
вание последней сопровождается скачкообразным увеличением
тока. Величина такого скачка, по-вндимому, определяется током
термоэлектронной эмиссии с поверхности второй зоны катодного
пятна, где находятся элементы активирующего покрытия. Рас-
считанная плотность тока в этой зоне составляет 1,2—6,3 А/мм2,
что соответствует известным значениям плотностей тока термо-
электронной эмиссии [147].
Сущность предлагаемой гипотезы струйного переноса металла
заключается в том, что ярко выраженное катодное пятно с отно-
сительно высоким катодным падением напряжения и преиму-
щественно автоэлектронной эмиссией стабилизируется на сравни-
тельно небольшом участке торца электрода (см. рис. 45). Отмечен-
ная стабилизация происходит в результате ограничения этого
участка второй неярко светящейся зоной катодного пятна (име-
ющей низкую работу выхода электронов), которая образуется
на боковой поверхности твердой и расплавленной части электрода.
Через пятно на торце проходит основная часть тока, что вызывает
локальный перегрев металла, снижение поверхностного натяже-
92
ния и способствует образованию устойчивого струйного переноса
металла.
Снижение работы выхода электронов с боковой поверхности
электрода объясняется, как указывалось ранее, по-видимому,
образованием монослоя из элементов активирующего покрытия,
который удерживается на поверхности в состоянии хемосорбции
значительно эффективнее, чем вышележащие слои, находящиеся
в состоянии физической адсорбции [43]. Полное испарение и
исчезновение монослоя, вероятно, происходит на границе ярко
и неярко светящихся зон катодного пятна.
Под стабилизацией ярко выраженного катодного пятна пони-
мается не остановка его на торце электрода, а ограничение поверх-
ности, по которой оно движется. Причем истинные размеры этого
пятна меньше ярко светящейся зоны на торце электрода, а ско-
рость его перемещения настолько высока, что даже на кадрах
киносъемки, полученных при скоростях до 2000 кадров/с, поло-
жение пятна в зоне яркого свечения представляется относительно
устойчивым. Лишь при больших скоростях киносъемки движение
и размеры такого пятна становятся определимыми.
Установлено, что движение ярко выраженного катодного
пятна на электроде происходит по границе раздела между зо-
нами 2 и 3 (см. рис. 45). Вероятно, это связано с перемещением
его на участки поверхности с большей эмиссионной способностью,
которые локализуются на границе ярко и неярко светящихся
зон катодного пятна, поскольку температура металла в этом месте
больше, чем в вышележащих точках
Отмеченные условия, а также то, что в дуге с ярко выраженным
катодным пятном катодное падение напряжения выше, чем у дуги
с неявно выраженным катодным пятном, должны препятствовать
увеличению длины основной дуги и перемещению ярко выражен-
ного катодного пятна на боковую поверхность электрода.
Для образования монослоя из элементов покрытия на поверх-
ности электрода требуется, чтобы разложилось и испарилось
покрытие в вышележащем слое, для чего необходимы определен-
ная температура и тепловыделение в вылете электрода. Для
проверки этого предположения осуществляли косвенный подогрев
активированного электрода на длине 175 мм до сварочного токо-
подводящего наконечника путем пропускания через него тока
от отдельного источника питания. В случае такого косвенного
подогрева электрода током 75 А при вылете 10—11 мм критический
ток равен 290—300 А. Без косвенного подогрева при таком же
токе струйный перенос металла не наблюдался. Вид переноса
аналогичен переносу на токе ниже критического. При указанном
вылете электрода струйный перенос металла обеспечивался только
при токе 360 А, т. е. косвенный подогрев позволил снизить кри-
тический ток на 60—70 А, что подтверждает зависимость появле-
ния струйного переноса металл? от количества теплоты, поступа-
ющей в покрытие из электрода. Очевидно, что при достижении
93
Рис. 47. Зависимость тока от скорости
подачи электрода при скачкообразном
снижении приэлектродного падения
напряжения U'n\ пкр — критическая
скорость подачи электрода
Рис. 46. Зависимость тока от скорости
подачи электрода; Св 08Г2С, d3 =
= 1,6 мм, ид = 32 В:
1,2 — электроды с активирующим покры-
тием, нанесенным из растворов 7, 3 %
CssCO3 + 1,2 % Na2CO3 и 1,8 % Cs2CO3 +
—0,3 % Na2CO8 соответственно; 3—элек-
трод с очищенной поверхностью
критического тока, если толщина активирующего покрытия по-
стоянна, тепловая мощность от электрода, расходуемая на раз-
ложение и испарение покрытия над монослоем и приходящаяся
на единицу площади боковой поверхности электрода, должна
быть неизменной.
Обеспечению указанных тепловых условий способствует по-
падание элементов активирующего покрытия в катодную область
и столб дуги. При этом сварочный ток в случае одинаковых ско-
ростей подачи электрода становится больше, чем при сварке
очищенной проволокой (рис. 46). Увеличение скорости подачи
приводит к возрастанию количества элементов покрытия, попада-
ющих в дугу, увеличению dl/dv и повышению тепловыделения
в вылете электрода. При достижении температуры и тепловыделе-
ния в вылете, достаточных для разложения и испарения покрытия,
образуется монослой и появляется струйный перенос металла.
Чем меньше количество активирующего покрытия, тем большие
скорости подачи электрода нужны для достижения этих усло-
вий. Таким образом, одной из функций элементов активирующего
покрытия можно считать увеличение тока и тепловыделения
в вылете электрода.
Баланс мощности, расходуемый на плавление электрода,
можно, как известно, представить в следующем виде:
Ча = Чв Чад»
где qB — мощность, расходуемая на повышение теплосодержания
металла электрода; qB — мощность, затрачиваемая на нагрев
вылета электрода от протекающего тока; q3Ji — мощность, вы-
деляемая в дуге и расходуемая на нагрев и плавление электрода.
94
Составляющие баланса можно выразить следующим образом:
<7э = ASi)m; ?в ~ 7?В7Д; ?эд “ t/п/д,
где AS — приращение теплосодержания металла электрода; vm —
массовая скорость плавления электрода; 776 — эффективное при-
электродное падение напряжения.
В общем случае составляющие баланса не являются незави-
симыми величинами. Так, AS растет с увеличением тока и умень-
шается с увеличением вылета электрода и сопротивления вы-
лета /?в, которое зависит от тока. Если в первом приближении
величины /д, AS и RB приняты независимыми, то уравнение ба-
ланса мощности примет следующий вид:
ASfm = 7?в7д-|- ип1д- (24)
Уравнение (24) относительно аргумента представляет собой
уравнение параболы с координатами вершины 76 = —776/(27?в);
ибо = •—(Е?г'1)7(4/?в AS) и точками пересечения с осями координат
7до = 0; /о = —77п/7?в-
Преобразуя (24) и переходя от массовой скорости к линейной
vn, можно выразить зависимость между vn и /д:
vu = а (/д7?в + /дС/пШр AS)*,
где q — црстоянный коэффициент, зависящий от размерности
входящих в формулу величин.
Характер зависимости 7Д (q) для двух значений t/б показан
на рис. 47. Переход от большего значения 7/6 к меньшему проис-
ходит при va = q:p.
Различный состав электродной проволоки, изменение вылета
электрода, количества и состава активирующего покрытия дают
различные значения критического тока. При этом переход к струй-
ному переносу металла происходит при разных скоростях подачи
электрода.
С увеличением напряжения на дуге переход к струйному
переносу металла осуществляется при больших скоростях подачи
электрода и соответственно большем токе. Зависимость тока дуги
от скорости подачи электрода в установившемся режиме при
различных значениях напряжения на дуге представлена на
рис. 48.
Для электродных проволок из медных сплавов переход к струй-
ному переносу металла осуществляется при различных скоростях
подачи электрода и сопровождается значительным увеличением
тока (в 2—5 раз большим, чем при сварке стальным электродом).
Минимальная скорость подачи наблюдается для электродной про-
волоки Ml, а максимальная—для БрКМц 3-1 (рис. 49, 50).
Эта взаимосвязь установлена П. И. Петровым.
95
Рис. 48. Зависимость сварочного тока
от скорости подачи электрода для раз-
личных напряжений на дуге; Аг, рас-
ход 25 л/мин, полярность прямая,
БрКМц 3-1, dg— 2 мм, активирующее
покрытие 4 % Cs2CO3 + 4 % К2СО3:
1 — 20 В. 2 — 24 В; 3 — 28 В
Рис. 49. Зависимость сварочного тока
от скорости подачи электрода различ-
ных марок; Аг, расход 25 л/мин, по-
лярность прямая, ds = 2 мм, =
= 21 В, активирующее покрытие 4 %
Cs2CO3 + 4 % К2СО3:
1 — Ml; 2 — МЧЖКТ5 1-0,20,2,
3 — БрКМц 3-1
Сопоставление графика зависимости /д — f (ип) при изменении
эффективного приэлектродного падения напряжения, получен-
ного из теоретических соображений, с аналогичными графиками,
полученными экспериментальным путем (см. рис. 48, 49), показы
вает их достаточно хорошее совпадение. Это также подтверждает
высказанное предположение, что переход к струйному переносу
металла сопровождается снижением катодного падения напря-
жения. Поскольку критической скорости подачи электрода икр
соответствуют два значения тока (разрыв функции /д — f (оп),
критическим током считают большее значение тока.
Начало перехода к струйному переносу металла соответствует
уменьшению напряжения на дуге. Время изменения напряжения
при этом не превышает обычно 0,02 с. Одновременно с уменьше-
нием напряжения на дуге начинает возрастать ток, причем этот
процесс более растянут во времени и может составлять 0,2—
0,8 с.
Прямые измерения катодного падения напряжения, приведен-
ные в табл. 8, полностью согласуются с данными на рис. 49. Дей-
ствительно, для электродной проволоки Ml наблюдается наиболь-
<7/
---------------------------------------------------------------------------------------g
0,2 с
н*---------
Рис, 50. Осциллограмма перехода к струйному переносу металла
96
Таблица 17
Состояние поверхности электрода Катодное падение напряжении, В Критиче- ский ток, А
Активированная: 2,5 % Cs2COs 5 % Cs2CO3 10 % Cs2CO3 12,2—13 11—11,8 8,9—9,7 215—255 235- 285 285—350
Примечание. Дуга в Аг, электродная проволока БрКМц 3-1, dB —
— 2 мм
шее изменение катодного падения напряжения (Д£7Н = 5,9 В),
а для проволоки БрКМц 3-1 - наименьшее (Д67н — 2,4 В).
Оптимальные условия струйного переноса металла при сварке
меди электродными проволоками БрКМц 3-1 и МН>ККТ 5-1-0,2-0,2
достигаются при нанесении активирующего покрытия из водного
раствора с концентрацией 4 % Cs2CO8 и 4 % К2СО3. Критический
ток существенно зависит от катодного падения напряжения.
С уменьшением UK требуемое значение /кр растет (табл. 17).
Такое изменение критического тока при = const объясняется
требуемым постоянством мощности в катодной области дуги.
Снижение катодного падения напряжения компенсируется ростом
критического тока.
Расчеты температуры и тепловыделения в вылете электрода
от нагрева проходящим током и теплотой дуги по методике, пред-
ложенной в работе 11001, показали, что теплота дуги при уста-
новившемся процессе распространяется в электрод на расстояние
не более 0,6 мм от его торца. Зона катодного пятна с низкой рабо-
той выхода электронов располагается на вылете электрода не-
сколько дальше от торца. Поэтому учитывали тепловыделение
и температуру в вылете электрода, обусловленные только про-
ходящим током.
Следовательно, для появления струйного переноса металла
при сварке поверхностно-активированным электродом необходимо
выполнение следующих условий: температура поверхности элек-
трода и нанесенного на него покрытия, обусловленная нагревом
вылета проходящим током, у торца электрода должна быть не
менее температуры разложения и испарения покрытия п;
количество теплоты, вводимой в покрытие с боковой поверхности
вылета электрода в единицу времени, должно быть достаточным
для образования хемосорбированного слоя разложения и испаре-
ния покрытия.
Используя приведенное в работе [1031 уравнение для распре-
деления температуры вдоль вылета электрода при его нагреве
4 Ленивкин
97
Таблица 18
Экспериментальные данные Расчетные данные
Диаметр электро- да, мм Концентрация активирующего раствора 6, % Вылет электро- Да hB. ММ Крити- ческий ток /кр, А Крити- ческая скорость подачи электро- да t>Kpr м/ч Т'кр. К ^кр’ Дж/(см’- с)
10 330 210 1056 470
14,6 % Cs2CO8 + 15 320 230 1292 491
+ 2,4 % Na2CO3 20 310 245 1505 501
25 300 260 1668 497
10 360 225 1143 582
7,3 % Cs2CO3 + 15 340 250 1337 564
+ 1,2 % Na2CO3 20 330 280 1492 565
25 320 300 1643 561
1.6 10 390 265 1140 682
3,6 % Cs2CO3 + 15 370 305 1302 662
+ 0,6 % NasCO3 20 360 330 1507 708
25 350 345 1716 687
10 415 320 1078 753
1,8 % Cs2CO3 + 15 400 360 1262 766
+ 0,3 % Na2CO3 20 390 400 1459 779
25 380 425 1635 788
1 1,2 2 7,3 % Cs2CO3 + + 1,2 % Na2CO3 15 170 225 480 420 345 205 1307 1341 1332 569 587 575
Примечание. Теплофизические константы электродной проволоки
Св-08Г2С: с = 0,543Дж/(г-К); р = 7,8 г/см3; ₽= 1,67-10~3 1/К; р0 =
= 30-10-6 Ом-см.
проходящим током, первое условие можно записать в следующем
виде:
Т’кр = Т^вЛнр + (1/₽) (е“в/^р - 1) > Тр. п> (25)
гДе Т’нр и То — температура электрода у торца и на выходе из
токоподводящего наконечника при критическом токе соответ-
ственно; икр, hB — критическая скорость подачи и вылет элек-
трода;
6 = ₽/2Ро/(ф),
(26)
где р — температурный коэффициент.
98
Рис. 51. Изменение величины
In (fcKp/fc0) в зависимости от концентра-
ции активирующего раствора 6 для
различных вылетов Лв и диаметров
электрода:
/ — йв — 1 см; 3, 5—7 — 1,5 см; 2—2 см;
4 — 2,5 см; 1—4 — d3 — 1,6 мм; Б —
1,2 мм; 6 — 2 мм; 7 — 1 мм
ккр /к I
Для выполнения второго условия определим количество теп-
лоты, выделяемой током в единицу времени и приходящейся на
единицу поверхности вылета электрода:
kKV = 9b/S8. (27)
Согласно работе [103]
<7в = fкрГ(Го + 1 /₽) (е^кр - 1) - FM2hBT0- (28)
5Э — площадь боковой поверхности вылета электрода;
Sg = (29)
Количественную зависимость критического тока от определяю-
щих его факторов устанавливали экспериментально при сварке
в углекислом газе током прямой полярности электродной прово-
локой Св-08Г2С диаметрами 1; 1,2; 1,6; 2 мм с нанесением на его
поверхность активизирующего покрытия из водных растворов
углекислых солей цезия и натрия различной концентрации.
По формулам (25)—(29) и экспериментальным данным рассчи-
таны значения 7кр и £ир (табл. 18) для принятой постоянной тем-
пературы То ="173 К [27]. Как видно, Ткр практически не за-
висит от концентрации активирующего раствора и диаметра элек-
трода, а определяется в основном его вылетом. При этом формула
(25), отражающая зависимость Ткр от вылета электрода, может
быть записана в следующем виде:
eft0-5 ( eh0-5 )
TKV = Toeh° + (1/0)(е » -1), (30)
где е = е/2р()Лв’5/(сриКр) — константа, отражающая инвариант-
ность отношения /кр/гв’^Икр, входящего в формулы (25) и (28).
Для рассматриваемого случая е = 0,577 см-0>6.
В свою очередь, параметр /гкр мало зависит от вылета и диа-
метра электрода и постоянен для данной концентрации активирую-
щего раствора, что подтверждает правильность предложенной
гипотезы образования струйного переноса металла. Зависи-
4* 99
Рис. 52. Расчетные зависимости критического тока 1кр (----) и критической
скорости подачи вкр (------) от вылета при различных диаметрах электрода ds
(а) и концентрации активирующего раствора (б):
а — 7,3 % Cs,COg 4- 1»2 % Na2COg; б —* 4Э = 2 мм; 1 ~ d3 — 1,2 мм; 2 — d3 =- 2 мм.
3 — 14,6 % Cs2CO, 4-2,4 % Na,СО»; 4 — 3,6 % Cs»CO8 + 0,6 % Na»CO»
мость /гкр от концентрации активирующего раствора 0, показан-
ная на рис. 51, может быть представлена эмпирической форму-
лой
Ч - koeNe~°-5, (31)
где k0 — удельный тепловой поток с боковой поверхности элек-
трода при минимальном критическом токе; N — безразмерный
коэффициент.
Критическую скорость подачи электрода определяют путем
совместного решения уравнений (26)—(31):
пкр = 4hBkvp / (ср4, ((То -ф 1/0) (еЕЛ°’5 - 1) - еТХ5)), (32)
а /нр находим из системы уравнений (30)—(32):
/кр = / (4₽р0 ((70 + 1/0) (eEft®'5 - 1) - еТоЛв’5))0’5.
(33)
Расчет показал, что значения с|(р и Ткр практически не зави-
сят от То. Поэтому формулы (32) и (33) могут быть значительно
упрощены, если принять То = 0:
цкр = 4рйв/гнр / [cpda (еЕЛв — 1)); (34)
/кр = (л'Х’Шкр / (4р0 (е6"”’8 - 1)))°’5 (35)
Для электродной проволоки Св-08Г2С при То = 0 значения
k0 = 356,7 Дж/(см2-с) и N = 1.
Экспериментальные данные имеют хорошую сходимость с рас-
четными (рис. 52). Полученные зависимости подтверждают пра-
вильность предложенного механизма образования струйного пере-
носа металла при сварке поверхностно-активированным электро-
дом на токе прямой полярности. Приведенные формулы пригодны
100
Рис. 53. Влияние давления контролируемой среды ид,В
(85 % СО, + 15 % О,) на перенос металла; поляр-
ность прямая, Св-08Г2С, da = 1,6 мм:
1 6,65 кПа; 2 — 19.85 кПа; S — 33,25 кПа 20
для расчета критического тока при свар
ке поверхностно-активированной элек-
тродной проволокой Св-08Г2С в аргоне. м
В этом случае входящие в них коэффи-
циенты имеют следующие значения:
356,7 Дж/(см9-с); N 0,15; е --
0,63 см \
Формулы (34), (35) можно применять также для расчетов при
сварке проволоками из коррозионно-стойких сталей. Так, в слу-
чае сварки в углекислом газе электродной проволокой
Св-06Х19Н9Т р 1,02 10’3 1/К, р0 = 73-10-® Ом-см, р =
7,9 г/см8, с= 0,502 Дж/(г-К), а коэффициенты составляют:
k , 800 Дж/(. м2-с), AZ 0,6, е = 0,767 см"0-8.
Полученные зависимости справедливы для материала электро-
дов с относительно низкой теплопроводностью. Применительно
к материалам высокой теплопроводностью (медь, алюминий)
также сохраняются описанные условия образования струйного
переноса металла, но при этом необходимо учитывать и нагрев
вылета электрода теплотой дуги.
Из формул (34) и (35) при условии постоянства вылета элек-
трода и количества активирующего покрытия на нем для практи-
ческого использования пол /чены простые соотношения подобия:
1/^кр 2 = : (^1/4эг) ;
Ь’кр l^al ~ ^кр 2^э2-
По известным критическому току и скорости подачи для элек-
трода одного диаметра можно рассчитать критические токи и со-
ответствующие им скорости подачи для электродов других диа-
метров.
При снижении давления окружающей среды активные пятна
дуги занимают большую поверхность электрода по сравнению
с дугой при нормальном давлении: снижается градиент потен-
циала в столбе дуги; дуга охватывает не только торец, но и бо-
ковую поверхность электрода.
Установлено, что струйный перенос металла в углекислом газе
током прямой полярности возможен в контролируемой атмосфере
при давлении 6,65—33,25 кПа только в случае добавки не менее
5 % кислорода (рис. 53).
При давлении выше 33,25 кПа получить струйный перенос
металла в контролируемой атмосфере углекислого газа и кисло-
рода не удается. При сварке током обратной полярности полу-
чить струйный перенос металла в этих условиях также не удается.
101
Линии /—o' (pi с. эЗ) разделяют область режимов со струйнь <
и капельным переносом металла Струйному переносу металла с.
ответствует более высокое напряжение на дуге. С увеличение
давления контролируемой среды требуемое напряжение для полу
чения струйного пер ,-талла возрастает.
При повышении : •.! наблюдается сжатие дуги, умею
шение площади ка -о пятна на электроде и увеличение гра-
диента потеш ия, о/си
£| 1Ш ы, >.. х
:</ X ИРОЦЕех.оЬ В ду: ..
В катодной области . i осутцествчяет- я переход тока из
ной проводят" ’ др »ую и о; сгочба дуги
ношение плот тройного плотности ионного
ie/ji не слит иг
Разнообра, е«.а u . i . спичи, приводит к
щественному различию процессов в катодной области дуги К.
указывает Дж 1л (101 ' к< , шые ш ь • в больше
степени с по, <
обходимый ТОТ
дуги. В O'l.ill
называемого >
<opi• • чива щгчу и
ре дную , от а года к сто ас
аморе! у пн i и и ния лек гр
nipt ванне' душ, ап ;.ei улирь.-ание
годных процесс < внутри шоре улирован те |
К напболе. в, дичина . а рнзукмцим npi це
в катодной оба । ни, как и.як тио « -нос ли работа выхо;
электронов, со ~ . ьтрот-нт и ионный токи
напряженность катодное надещ-с
тока, размеры к . того пятна
Из уравнений Фаулера -Нордгейма
напряж Г1Я, плотносг
jea = 1,55-10' 6Е/трexp ( (6,8b- 10V'2'£)4> (3,78- 1(Г* ( Ё/тр))
Ричардсона Дешмена
л?т 4.1.72елр( 'f/kT)
и уравнения Маккоуна
« 16л (т^.е)°‘5 U°K-bi/(l ц/М G /г//е 1),
(где jea плотность тока апюш сгриттой эми< < ни; i|> таб'
рованная функция; /,;т плотность тока термоэлектронной эм
сии) следует, чго уменьп' нпе работы выхода электронов ц; п
водит к росту /ет и /еа Отношение увеличивается. Поэте
напряженность поля в катодной области дуги £и должна умень
шиться. При снижении оощей плотности тока / напряженное ь
поля в катодной области должна также уменьшиться. Рассмотри
ные качественные изменения наблюдаются на практике.
102
Важным является вопрос об изменении параметров дуги
при возмущениях по напряжению источника питания и по длине
дуги. С ростом напряжения на дуге в первый момент всегда растет
ток дуги. Рост тока является следствием повышения напряжения
на дуге (в столбе дуги и в приэлектродных областях). Данные о
том, как перераспределяется избыточное напряжение между стол-
бом дуги и приэлектродными областями, отсутствуют. Однако
можно предположить, что избыток напряжения будет приходиться
на приэлектродные области, так как изменение градиента потен-
циала в столбе дуги не может быть значительным. Рост напряжен-
ности электрического поля при прочих равных условиях должен
приводить к росту тока.
Минимальное катодное падение напряжения должно обеспе-
чить регенерацию ионов в катодной области дуги В случае сни-
жения концентрации нейтральных частиц вероятность иониза-
ции уменьшается и для поддержания требуемой концентрации
ионов катодное падение напряжения повышается, увеличивается
энергия, выделяющаяся в катодной области, что позволяет под-
держивать ионизацию на необходимом уровне.
При изменении условий горения дуги и переходе от термоэлек-
тронной к автоэлектронной эмиссии катодное падение напря-
жения возрастает.
Саморегулированием процессов в дуге можно объяснить пере-
ход от одного вида дуги к другому при изменении условий ее
существования. Так, для дуги со стационарным катодным пят-
ном уменьшение тока ниже определенного значения, как известно,
приводит к перемещению катодного пятна. Это объясняется тем,
что при малом токе сжатие столба не может обеспечить требуемого
ионного тока и для существования дуги необходимо увеличение
электронной эмиссии катода. Это приводит к перемещению дуги
по микровыступам катода, где повышение автоэлектронной эмис-
сии обеспечивает поддержание дуги.
Другим проявлением саморегулирования дуги является из-
менение тока при переходе от одного типа катодных пятен к дру-
гому. В начале разряда образуется катодное пятно первого типа —
быстро перемещающееся пятно с высокой плотностью тока и пре-
обладающей автоэлектронной эмиссией. По мере разогрева катода
становится возможной термоавтоэлектронная эмиссия, появление
пятен второго типа, снижение плотности тока и уменьшение под-
вижности катодного пятна.
Саморегулирование процессов в дуге наглядно проявляется
в балансе энергии и во взаимосвязи между катодным падением
напряжения, потенциалом ионизации, отношением je/ji и работой
выхода электронов.
Необходимо отметить, что процессы внутреннего саморегули-
рования свойственны не только катодной области, но и дуге в це-
лом.
103
Уравнение Саха, устанавливающее связь между давлением,
температурой и степенью ионизации при заданном потенциале
ионизации, можно рассматривать как условие саморегулирования
процессов в столбе дуги.
Условием внутреннего саморегулирования дуги является также
известный принцип минимума Штеенбека. Согласно этому прин-
ципу в стационарной дуге устанавливается такое соотношение
между радиусом г и температурой столба Т, при котором напря-
женность поля Е имеет минимальное значение. Иными словами,
увеличение или уменьшение г или Т по сравнению с установив-
шимся состоянием приводит к росту напряженности поля в столбе
дуги. Принимая Е как функцию двух переменных г и Т, можно
записать следующие выражения-
дЕ/дг = О (Г = const); дЕ/дТ — 0 (г = const)
Принцип минимума часто позволяет получить замкнутую
цстему уравнений, описывающих процессы в столбе дуги.
При интенсивном охлаждении дуги и уменьшении радиуса
• е столба свойство дуги поддерживать ток приводит к росту плот-
юсти тока и температуры (дуга Гердиена), так называемому пара-
доксу Штеенбека.
ГЛАВА 4 АНОДНЫЕ ПРОЦЕССЫ
В СВАРОЧНОЙ ДУГЕ
Анодные процессы в сварочных дугах представляют большой
интерес прежде всего потому, что сварка в защитных газах пла-
вящимся электродом осуществляется, как правило, током обрат-
ной полярности.
При изучении анодных процессов сохраняются веете же труд
ности, что и при изучении катодных процессов: малая протяжен
ность анодной области, высокая концентрация энергии, высокая
температура. В дугах с плавящимся электродом наблюдается дви
жение анодного пятна, аналогично движению катодного пятна.
Анодным процессам в сварочной дуге свойственны некоторые
особенности: контракция дуги у анода выражена слабее, чем у ка-
тода; анодные активные пятна дуги обладают меньшей подвижно-
стью, чем катодные; в некоторых случаях наблюдается не хаотич-
ное, а направленное скачкообразное движение анодных пятен;
вольтов эквивалент анодного падения напряжения ниже катод-
ного и его значение в зависимости от условий горения дуги изме-
няется в весьма узких пределах; на процессы в анодной области
большое влияние оказывают потоки плазмы с катода, направлен-
ные на анод, а также собственный поток плазмы.
СТРОЕНИЕ АНОДНОЙ ОБЛАСТИ ДУГИ
И ОСНОВНЫЕ ПРОЦЕССЫ В НЕЙ
Теория анодных процессов дуги освещена в работах [28, 98,
101, 126]. Анодная область дуги состоит из четырех зон: зоны,
граничащей со столбом дуги; переходной зоны; ускоряющей зоны
и зоны ионизации. Эти зоны имеют существенное различие, обус-
ловленное поведением в них ионов и электронов.
В зоне, граничащей со столбом дуги, напряженность электри-
ческого поля возрастает в направлении к аноду от низкого зна-
чения, соответствующего градиенту потенциала в столбе дуги.
В этой области начинается переход от характерного для столба
дуги дрейфа электронов к их движению под действием поля.
Как в переходной, так и в ускоряющей зоне электроны уско-
ряются электрическим полем и в конце этой зоны приобретают
энергию, достаточную для ионизации. В зоне ионизации происхо-
105
дит образование ионов и электронов в результате ионизации по-
лем. Образовавшиеся ионы начинают двигаться к столбу дуги.
Ускоряющую зону ионы проходят в свободном движении, а в пере-
ходной зоне испытывают столкновения с нейтральными частицами.
При этом упорядоченное движение переходит в неупорядоченное
тепловое движение, соответствующее температуре плазмы столба
Дуги.
Описанный механизм анодных процессов предполагает отсут-
ствие эмиссии положительных ионов анодом. За исключением тех
случаев, когда в состав угольного анода вводят соли легкоионизи-
руемых металлов, анод не эмиттирует положительных ионов и ток
в анодной области переносится исключительно электронами.
Вблизи анода оказывается избыток отрицательного пространс-
венного заряда и появляется анодное падение напряжения. Если же
по каким-либо причинам поверхность анода способна эмиттировать
положительные ионы, то анодное падение напряжения снижается.
По данным Бус—Пейкерта и В. Финкельнбурга, в высокотемпера-
турной дуге в аргоне анодное падение напряжения зависит от
длины дуги [126 ].
Исходя из условий непрерывности тока в дуге, нетрудно уста-
новить, что в анодной области 1должна происходить ионизация.
Действительно, если суммарный ток дуги равен /, то в столбе ду-
ги — в квазинейтральной плазме, он состоит из суммы электрон-
ной и ионной составляющих 1 - 1е 4 Л- Ввиду большой подвиж-
ности электронов 1е Ц. В анодную область входят из столба
дуги /е/е электронов и уходит (нейтрализуется на аноде) 1/е
электронов. Следовательно, внутри анодной области должно соз-
даваться /,/е ионов и электронов, т. е. происходить ионизация
(при отсутствии диффузии и рекомбинации). Количество иониза-
ций, приходящихся на один электрон в единицу времени, состав-
ляет Ц/1е 10-2. Иными словами, 99 % электронов, приходящих
к поверхности анода, поступают из столба дуги и 1 % носителей
заряда (электронов и ионов) образуются в анодной области дуги.
Образование ионов в области анодного падения напряжения
может осуществляться электронами, ускоренными полем при до-
статочных длине их свободного пробега и значении анодного па-
дения напряжения (Е-ионизация или ударная ионизация).
В этом случае анодное падение напряжения должно быть соизмери-
мым с потенциалом ионизации газа или паров материала анода.
В случае ступенчатой ионизации анодное падение напряжения мо-
жет быть меньше и соответствовать потенциалу возбуждения.
Образование ионов может произойти и вследствие термической
ионизации, когда электрон совершает на протяжении зоны анод-
ного падения напряжения столкновения с тяжелыми частицами.
Скорости электронов обладают максвелловским распределением,
и в ионизации принимают участие быстрые электроны «хвоста»
этого распределения (Т-ионизация). При этом средняя энергия
электронов может быть значительно ниже потенциала ионйзации.
106
г’ис. 54. Распределение температуры, напряжения и
пряженяо гн электрического ноля у иочерхност.
анода; Те и 7'д те прратура эле) «рент и i. чя
(ребуемое анодное падение напряжения
снижается. Протяженность зоны анодного
падения напряжения становится больше,
чем при ионизации полем, ввиду большей
длины свободного пробега ионов, соответ-
ствующей более высокой температуре.
В столбе дуги процесс термической
ионизации уравновешивается рекомбина-
цией и радиальной диффузией заряженных
частиц. Радиальные потери ионов малы по
сравнению с числом рекомбинаций, поэтому
температура электронов должна быть не
> । ?лько выше температуры нейтрального газа, так как число
ионизаций должно несколько превышать число рекомбинаций.
В анодной области дуги помимо радиального имеется и осевое
перемещение ионов. Чем больше оно влияет на баланс ионов, тем
больше температура электронов должна превышать температуру
плазмы Энергия, необходимая для повышения температуры элек-
тронов, может быть получена тишь от электрического поля. Сле-
довательно, напряженность поля при переходе от столба дуги
к аноду должна возрастать. Практически она возрастает от зна-
чения градиента потенциала в столбе дуги 10- 100 В/см до зна-
чения напряженности электрического поля анодной области дуги
10s—104 В/см. На рис. 54 показан характер изменения темпера-
туры, напряжения и напряженности электрического поля у по-
верхности анола, по данным работы [136].
Наличие в-слоя связано с охлаждающим действием стенки
(анода). Протяженность е слоя намного больше (на два порядка)
протяженности зоны анодного падения напряжения. В сильно-
>очных дугах. е-слой меньше, чем в слаботочных, вследствие дей-
ствия катодной струи. 1ермическое равновесие в е-слое не выпол-
няется и Те > 7'д. Температура тяжелых компонентов может
приближаться к температуре анода, а температура электронов
остается существенно выше.
По аналогии с катодной областью, зону анодного падения
напряжения можно условно разделить на две части — зону уско-
рения и зону ионизации. С увеличением плотности тока (переходе
маломощной дуги в мощную) длина свободного пробега электрона
уменьшается, и он не может приобрести энергию, достаточную для
ионизации. В этом случае вступает в действие описанный меха-
низм Т'-ионизации, т. е. при определенной плотности тока осу-
ществляется переход от Е- к Т-ионизации, что характеризуется,
как указывалось ранее, снижением анодного падения напряже-
ния. Этот переход происходит скачкообразно
107
Наблюдающееся при таком переходе коятрагировйние дуги
И5ъ ;ня<“1Ч:я тем, что в uishtj анацно! области ионизация носит
гермиче •' у ~ р, ih : напрял си i пр
на длинный < ж На i? t r i кс пр > и,-. ионизация
голем 1 ольимм . водным пид» ни . напря • ни . татке и то.
пюй дт.щы Такое. »<-пред wn-н iи гя. ив .ъ кт оны
К ОСИ h .КИМ” I 'Г' i КЯТИВ НеV< I"ЙЧИRu. и ЗНЦДННН г >нец
дуги с Есршаг л< дни . - . ~ ь ч । >пг ирг. . •
до ьятна больших ри-i t ров ' , латин ри , :х пит испаре-
ние м ‘J ;jvi анод.
Опидаваемьл гния имс сход. т и пр, ценами рае-
। агриваекь/' ai, си зри - > ,1 . . шю
1 ••'к ра, :.ч с 134 . ।: ।н .. • । па и, ।р-.1 , ”,।. . , ।. ।
в н
,чр„ ।• ченьшение . г . и । [ 2 I. Прим i<”ii тс
иНТ’ шНОЙ I ill I. I il 1 . >
I Л.0 ' 1, I I 1 IH , 1ЖН.1 ' i ,
I I у КИТО' 1 <> И I. I : 1 •
ЩСГСН i . i IH i i. .. । : । , • i i i. . Ke . i ’ . i i
ной । । ни.’ . ди , i.ii i . . . । up । । । ।. i.।.. • । ij। j. ।
им. h. 1 •. Цо ициа . 1 i..... < .11. .. - , . 1 I 1
' . У U ' I I. Hd II ” i ' .1 I .1,1! I
ЛНЫн
..гран । пенных зарядов • , u c>: ij . . >» •. . . .'к. .....
ила гннс
жения ионов. 1и ..I.-- . । ,
кения ан н ;1 и е.:рмлы >. > । . .i ..।.
Чнодиый плаз,.» (й поток (струя),
К катоду, У В ЛИЧИВ.1' . , •; I
ill! ?Я В ”1 ЛИ Й о' 1.!. Гн
ог.1 гока ।, . . 1 и ни ;.
НО. )О 1
иаденц ндп । [12'1
<11 1ЦНЫЙ ’ . ни
К ано ту. р !ПЯ1 »Е' ет " . . . ; ,,
юго может аз -ит. ся pai нис и ..г ,
ствие под кани , к
пад^ни( напряя .ния при
огтька ионов треву< и ции . об ।
НИЯ Л,»И( 1ВИ. I Т НОн _Тр 1ЭВ’ „ * — {
ния между злектре । чи По о ту о.кид.н
► юнеч 1я „но щ 1 па я Hai pi . :
Ду I И
L дуг тк» М HJld
ч?нис ее глины крив ш . . ;vi
ке с доминирующим щны ,. •
длины дуги уменьшается. Это о.. 1сня я , ^..ширлк Цей* • фор чей
Струи И. loll
108
такой дуги меньше, чем в цуге г испаряющимся анодом Следует
тметить. иго интенсивность плазменных потоков растет с увели-
чением тока Таким об разом, может быть у( гановлена связь анод-
ного падения напряжения с о варочным током. С увеличением
тока анодное падение напряжения может возрас’ или "м^нь-
шаться в .ши ямс'‘ от д ,ия п .оков в уге
Аналсгнчп» .’иодным пятнам н .я у бра »уег< тнодное
пятно Обычно поди» с пиво одно 14 м ют» • данные о елении
ан цного пят л при большн < тлогнистях то, порядка 6-111'А/см2
на электродах г лова [981 Суще, ует мнение, ,ю для пуг
1ИЗКО1 о давления ан» п,ное пятно обеспечивает определенное ко
личе 'во паровой фа »», нс бходимо. для по ад. п> а ни я дуги.
При бОЛьШИ’ ТОКНХ приведших Г ИНТе нс испарению,
трои» >дит оллаж ни» темы 1 уп.я дццми рами металла
и как следствие, ати пер щепис ;н । тятна.
н,г. , ние пл । ток . । ..ладном п .. .к» бытт вы
полне» по ч шряж. ю ги ле гриче .ого .,ля в плют.тн -
ню,- loll. Плотно» ’ иодном пятне тави ; ; времени
up ни т (уги и 'нт ша то и которог п юг значе
нчя Время у мигт п.» относ । и ока «сит » теплофизиче-
• кнх св- тв материала ан» i и настаю . । ч» ни; мпера
уропр» дности am нарн пл» птость ток в и ттне при исте
тении струи 1 лазмы с аиица определят тс те ттоф- зичт ими пар а-
метрами электрода удельной тепл .костью, теплопроводно
тью и мнер. турой тет ютпй плавления Нац тыне»? значе-
ние плотности 'о л на ап о»»твегствугт меди, наименьшее
рифиту
В работе- [731 изуч 1.1ось влияние гегыоэи шчсских свойств
ноли на пороговый ток » ораювания анодного пятна в вакуумных
дугах. Значение порогового ток» ависит от скор» -ти нараста
ния токи и омы «физических свойств материала анода. Для
dljdl 1».'л :-1()5 А/с /,]f Т. , (ф!) а для dl/dt К)6 А/с
Тпа -= (Т^срл)1
В случае ограниченной плошад! анода установлено, что об-
разование анодного пятна » шровоЖдается резким снижением
анодного падения напряжения [49 j
Существует несколько методов яо пер" юнталытого опреде
тения плотности тока в ан-«дном гт.чтне: ио электрическому полю
в электроде-пластине, фотоснимками прианодной области дуги и
методом отпечатков (,пп»л рафог) дуги на поверхности электрода-
пластины Первый метод пригоден для пространственно устойчи
вых дуг Измерения выполненные но трем указанным методикам,
дают близкие резулт гиты [511 Полученные тиачения плотности
тока / (1 1,67) кА/см-’ соответствуют электродам большого
диаметра (порядка 10 мм) и средней длине дуги, соизмери.мой с диа-
метром ктектрода.
В работе |51 I установлено существенное различие в плотно-
стях тока, в анодном пятне в «ави. т-мости от того, лзт’р -тлен я«
Таблица 19
Ток дуги, А М? тер и. «л эм ода Плотность тока ь ансдиом питче,
900 с 1
'rtiS Гр 1 ЛЕ
if >0'i Си 1.67
КУП А! 1,8
поток плазмы на анод или он исходит из анодного пятна Гак,
для дуги Си4 W при /д - 300 Л и /д 6,3 мм плотность тока
составила 100 Л/см2, а для дуги Сн+- Fe~ при /д 1050 А и
/д = 10 мм средняя плотность тока составила 1810 Л/см®. Не
смотря на некоторое различие материала к л год * г- тока во втором
случае плазменный поток направлен с анода на катод, и плот-
ность тока на аноде резко возрастает.
Плотность тока в анодном пятне сварочных дуг в аргоне и
углекислом газе для электродов диаметром 1,6- -2 мм составляет
(6—ПО) кА/см’ и значительно выше значений плотностей тока,
полученных в работ \ 1'18, 51] (табл 19»,
Размер тис шоп» пятна определяется изотермой гемнературы
кипения материала анода.
Значения плотности тока в анодном пятне дуги для различных
материалов электродов и защитных сред приведены в табл. 6
Причиной перемещения анодного пятна дуги может служить
как перемещение катодною пятна, так и собственный механизм.
Отмечено скачкообразное перемещение анодною пятна, при этом
возможно его расщепление [981. Уменьшение давления приводит
к увеличению анодного пятна. Уменьшение атомной массы газа
защитной среды увеличивает подвижность анодных пятен.
Развитие анодного пятна определяется динамикой локального
разогрева анода и разлета металлического пара из пряанодной
области дуги [98]
АНОДНОЕ ПАДЕНИЕ НАПРЯЖЕНИЯ
Анодное падение напряжения Б'а, аналогично катодному,
можно определить всеми описанными методами зондирования дуги
Результаты определения т7е приведены в табл. 8—10 и 22.
Баланс мощности дуги в анодной области имеет следующий
вид:
! (^а + ф' Ч" ^г) — Wno 4 Сизл 4’ QkohI — Фв»
= (Qa +- «2ие + Оиз1 }- QkchW ~ (<₽' + t'-)>
где Ur — вольтов эквивалент потока газа (плазменного потока,
направленного на ачод)| Q&, QBC, (/К.1Л, QBWJ — мощности, рас-
110
Рис 65. Изменение теплисодрржлннн
металла злсктрода и коэффициент г
г ч-n.i.iti.l'. |'ч и записи-, ги г.' . iCk.i
lyin'. СОа, Св-0ЯГ2С. г/а 1.6 мм.
I 56 ' пение к<вффиця< ।
риснлавлепля ^ол (?) н наплавки кии (2)
•• • . i: iiv.< х in I n 'I VIIV. А Г. I ,
1.1 f , - JI В
ivcmi.h । нагрг анода, испэ-
ie металла, на потери и i_,
ж нием и H i конв' кии . cooi
венно Или упрощенно:
Qa / ( ' , Ч )
Эфф?к гивног анодно» паденщ тпр кс-ния U' Ч Ua
q явтяет(" в< “ говым »кв"1 ан( дн о ения напря-
жения,
Счит! г что в г. плов я мощное ь 0, идет на плавление эле.»
р Q . / >, 1 'Л Ра вычти - I )SM
т । 1 aai : , .• । и п - . , 1
Иесл I '.НИЯ, проведенные .1. Ч Рыбкиным. ПОЬаЩ.Ш относи
in п 1 напряже также ет
начет.i i мощных vjpo1 (ых. дуг Та определение
дне дно! падения напряг ния пиля! гея ег нижней оценкой,
гак ак при этом m учитывщ > щ пери энергии на испарение,
’leinie КОНВСК1ИВНЫЙ ч н. По аналогии с кап дными
пр - ‘осами эффектна, г 1НОДЧ1 г нис наппя-ения можно
выразить iepf коэффициен р :п к ния эл<_ гр< д и теплоо
г тпе par ленною эле) - -талла,
Прямьк и. ник того .ния ф женин с помощью
описанных ратч меч i-п рак нс коль.и "гличпы< результаты.
Так, ?ля дуги в аргоне ‘лектр: той проволокой Св 08Г2С диа-
метром 1.6 мм чоком '6 пой полярн ги 2и0 и 320 А анодное
падение напряжения 7 02 | 1.73 В. - оотвеп твенно,
-Ч ду . • 1 . 1 ! >• Or I». 1 10 И ? А К..-, ь 7,5 В
14
акчм образом, с ростом тока аиодион падение напряжения в дан
о.д случае уменыляетоя
Исследование плавления электрод;» анода показало, что связь
,е:кду коэффициентом расплавления и током выражается, как
гранило, нелинейной зав « лисы о (рис. 55 58) Сравнительные
исследования коэффшш'чы 1 расплавления при сварке током об
агной полярности в ря-личных з.'нцигных « азах, их смесях и
»'>бпш рованиой запиле при по< гяпном вылете электрида по
азалн, что защитная <-р$ . практически не оказывает влияния
а ею значение.
В свял этим высказано предположение, что такой характер
•вменения коэффициента расплавления <вязан увеличением
водного падения нагружения, гак как в данном случае плазмен
ый ноток н правлен с электрода-анода на катод (1261 '(ля выяс-
ения этого вопроса приеден расчет эфф ктивпого анодного па
ч.гя напряжения дл' песке । ки’ качений сварочного тока
учетом изменения теп юны юления в вылете »лектрста при по
, ;пней его 'ине ( . рв
яоцное г. .-•п, ’Н
5 Г
Iаьнм обр п" io"
< in.гения элецтр . а
>аст пнем а:нн <яо
Дл у I! токо 1 при
। гепие иапря сипя 11
I пн IT 1 *
.. 774 -ч)
г \ П.ця ин а 300 А эффес <ивное
• • 7,16 В । ия • >ка 150 А
яви . ть ьоч'рфгпчента рас-
( ток* 7>y< ювлен.з некоторым
141'яженит
«ciи . ji геки< лом тазе анодное
ги зависит от наличия активи-
провол и .оставляет 2 В.
I чпт» онт.nice анодное падение
апряжения, равное 1,5 В, по-
1 учено для дуги в аргоне током
у ямой полярности акт нейро-
нной э, ич тро гнои проволо-
Г,к . 57. J'.iwei гике K.w |'pnii,i ен га
;>»сг 1ав.ч*нпя 9*1€К|р.-да з За«пс* ?._ ги
' жа iy и < ' Х Св 0'г ’<'
15' . :
Рис 58. 11зм'’»|рние коэффипиеии
i- .«ап |енсч адектрода я зависимости
тока дуги в и:
I 1 ч • 1 19
“3 '•< ‘ X > (й„ ' • . )
1,6 мм:
мч
ЗнГ/уАгб,
Пй
Рис. 59. Распределение плотности то-
ка в анодном пяте при сварке.
I — с актIIющпм флюсом ФС 71; 2 —
б**з фчклса
Рис. 60. Распределение давлений ка
тодной плазменной струи в анодном
пятне на основном металле [16]:
1 — с активирующим флюсом ФС 71; 2
без флюса
кой Св-08Г2С диаметром 1,6 мм. Малое значение анодного паде-
ния напряжения для дуги током прямой полярности в аргоне и
углекислом газе объясняется, по-видимому, действием мощного
плазменного потока, направленного с катода на аиод-оеновной
металл, а также возможностью расширения анодного пятна дуги.
< >брашает на себя внимание некоторое противоречие между
характерами изменения анодного падения напряжения с ростом
тока: полученным зондовым методом и в результате приведенного
выше расчета, согласно которому анодное падение напряжения
несколько возрастает. Эго объясняется тем, что зондовыми мето-
дами измеряется истинное анодное падение напряжения, а кало-
риметрическим — эффективное.
Эффективный КПД нагрева электрода-анода дугой:
т]э == U'»/Un = (С/а 4- <p')/t/n.
При сварке током обратной полярности, по данным А. А. Еро-
хина 1371, Яэ = 0,3-г-0,4.
Общепризнанным является мнение, что в отличие от материала
катода химический состав материала анода не оказывает замет-
ного влияния на поведение дуги и его плавление 1371.
На конструкционных сталях, подвергнутых рафинирующему
переплаву, при сварке неплавящимся электродом в аргоне обна-
ружено интересное явление: значительное расширение столба
дуги и анодной области, а также снижение температуры дуги
вблизи анода на 700—1000 К, уменьшение глубины проплавления
и увеличение ширины шва 1102] Отмечено также уменьшение
глубины проплавления при сварке плавящимся электродом в ар-
113
'.3
fl ПК /2 Srf.’/a
Рис .1 .Згвигюъ- ’тоцног (/),
...того |2) падений напряжения и
гепта iuii цнала и :и>. бе дуг.! (3)
’.. 1 л||. 'рпv в
ззшнтний ' [7]
гоне р< ( unripe ’ , iH сталей
[18]. Это явкин чсняртся
' .!• Ц]1 ’ И I ры
и фянированных
сталях. Влиянии сеоы и кисло
сдав ч»ма существенно И и.и>,. , (нпих • .>••••>• ।
• °ь в пре . । х >» '«.I. при >р , .1 ь । |.,ч кои п.-сгри
pvr JJIeM' 'И. чр HL npOl
<n 4 । Q 1 мм [ 18.1. В ЗЛОМ СЛуч l И (; ( .1 I
лияние на анодные пр Цп . юшр ни \ pi ни
в анодной ласси ivr.i ......... .чирке неплавящимся ыпмтццом
использую! флч, ы-h । (i I. нано .. .• на пен ости исновн iro
галл 1
Хкгивит щш ... ФС 7 11 • и • : t i
иг rei1 и . пр И'?. , • i. । • i in’ । • ., । i.-i i.j ? ч >
1ЦНМ1 Я ' nTp " I . , , ,И1 , Г. ,, |-
изменяют характер нроце спа и
гака в анодном пятне (ри 591 [16] yw i . • я ute,
{даваемое катодной плазменной i труни (рис. 6'и [161; становится
’,а’.:с”н: зн нт
П1 1ВНЫЙ I ,Нр, г,
W фл1ос>~ . пок< ы ют so е ш :нт;га :ти пщий к*
аллов анода и флюса ' ше ’ кат ,пной т ен
)И I IJ> ,'И (п> 1J. и ' ни
НоГи Го IK.'I I I’JOB MCT.I. I I ! I I I ' ЧИП’ | ' ф [
I-Tli rio-ll'l'. li. I- 1 ' • .. "• ; Ч! .11 .. '.•г-p.,’ТИП ЭНСрГ ’В р 'ИОДНОМ
1 'НС ' . ’ ! 1 ' “НИ I ' 1 III. ' ( I , •. ' '/'Г. Г
появляется ярко светящаяся область, распололхеппая посередине
• । I । Состав налj ни пи ц Вры
лов анода н фДЮСЯ. Почвж-пие вводного потоке должно привести
р । гтюг j па чг напряг i
й рай" [7] г.лиянит 1ЛОГ’. -ов ..-р.-г-и- ги ]
матрив ли при нарке в юна к*п тыс
ПЬЮ Про ОЛЬНОГО ЯД ДНП! он ' В 1 г<
ОрЧЩ:Й В ДЛ ' Р 1 " : 11ПИТН I ср Н 1Ю Г
ит. лт нос П1'Ч jjriiu. -р.- I. —и,':" 1 'и?.1'7“ дуй: и пире-
гпрех лени
анода (рис. 61)
" ч»ен1 :г проплавля’- г 'й • гц — дно'
ения нппр’ ни
Г' 1 меенич ini । гы [41 пени онтрагирования дуги
при иь о кпвния о р"'пла в-
тенипп! ’ и тм пением - чюи-м ги и. 'р. гит ”.'ni г>
1 4
дуги возрастает. Уменьшение размеров анодного пятна и повы-
шение анодного паления напряжения обусловливают увеличение
нроплагляющей аккобности дуги, несмотря на снижение шири-
• iBHociP катодного потока, направленно ’о па анод.
(ТАВЦИТЕЛЬ'ЧЯ ОЦЕНКА
ЭФ Ф i' К Ш ВНЫ К >?₽ ИЭЛ ЕК П’Ол Н Ы X ПАЛЕНИЙ
НАПРЯЖЕНИЯ
Большой практический интерес нредсгавляе! вопрос: где
больше выделяется энергии - на аноде или катило дуги с пл Ч5Я-
циимся электродом. Мощность. выделяемая в пряэлексродной об-
лети, выражается формулой
Qa =
При дном значении тока энергия, выделяемая в нряэлектрод-
ной области, пре пориирнальпа эффективному прмэлектродиому
вдмию нгпряжспия.
Р'ффектип' юе при,лек гр эдиое падение шцгрмжения <л.рсде-
ляетсл из форм,.гы (Й):
Uti ! Sjt — Sr,)/3600. (Зб)
Опенку эффективных ариэлектродных падений напряжений
проводили для дуги в углекшлом газе, ’/[сходные данные, необхо-
димые для расчета, полученные опытным путем, приведены
в табл. 20.
Сопрогив’~нче вылет электрода определяется по формуле
/?в = Шп)/(/-эр)(£7’е 1 l)(e6h«V- 1),
где 6 r= (pp0)/(q>)
Для тока обратной поляугостп сопоотивленпе вылета =
= 24Д6-10-* Ом
/.‘.пшиость, выделяемая в вылете электрода, равна Qa
и составляет 282 7& Ддг/с
Т а б л и ц а 20
Полярность тока Скорость подачи электрода, Ток дуги, А Коэффициент расплавления элект редл, г/(А-ч) Т еп л ©содержа - ние капель распл а вл с н н ого электродного металл», Дж/г
Обратная 0.05 340 13 2167
11рямая 0,085 340 22,1 2011
» 0,05 215 20,6 1927
II р и м е ч а н и е. Электродная проволока Св-08Г2С, (!.л — 2 мм, вылет
1.54 см.
115
Теплосодержание металла вылете, об ус л н-.п к и ее преходя
щим юном, определяется рормслой
А'„ Qjv,
где vm vamb
Масса т 1 м „арочной прог олоки (,в-П8Г?С д. г иетр эм 2 мм
составляет z4,6 г.
Эффътивн анодн< падение напряжения при сварке током
обратной " гяр" гм в рас. ч т_ иваемом примера согласно фор
муле (Зф
U. U'a 6 95 В.
Для i (кого же .яиче гия тот.л прямой полярности изменяются
коэффн цмг |*т плавлг »я эодгтрода и сифрость его родя [и (ем
iao.ii. 20). Ра , покажи гет, что /?,, 22,3-10 1 От, Qv =
257,79 Да Зв 123 ДжД, U' 1<’ 1152 В.
Таким образ > при лпном и эм 1 сварочном токе на к .оде
вы деляг б.>лы нг pi и ч то
Рассмотри тюмс нпе э ф'ктивнгтго приэлектрвдного паг£
ния напряжения при перемене полярности и неизменной скорости
подачи элеа । г В этом слу ток на прямо, полярности ч,лк н
615 А коэффициент „плавлен! i трэда 30,6 i^(A г), ?ь
= 21,13-10 ’ (>м, Q 97,68 Дж 72,3 Дж/г-
= UK 10.5 В.
Для неизменной скорости подачи электрода эффективное ка-
тодное падение напряжения выше эффективного анодного падения
напряжения При перемене полярности с обратной на прямую
в связи с увеличением эффективною катодного падения напряже
ния у электрода варочный ток уменьшается, а козфопциенг рас-
плавления электрода увеличивается. Характерно, чт при изме
нении гюляря сти мощность приэлсктродной области дуги Li'^I
остается практически неизменно! для постоянной сю рои пи-
дачи электр "а
СТРУЙНЫЙ ПСРЬНОС МЕТАЛЛА
ПРИ СВАРКЕ ТОКОМ (ГБРАТНОЙ ПОЛЯРНОСТИ
т.'груйный перенос металла при сварке гоко:.. обр. гной поляр
пости наблюдается только в аргоне и аргонисодержащик смесях,
а также при сварке пы ружейной дугой Нэмболее важным срой
ством дун в ргоне является се про< грановенивя уйЙййчЖвость
в широком д! гоне изменения тока. Дуга в аргоне ит.-ег ко-
ническую 4|СР !’ явно выраженным центральным кав глом.
Дуга в аргоне хчракгеризуетсч ни эким градиент «м поынциала
и MonuibiN потоком, направленным с анода на капэд. Значения
критического тока для различных электродов при сварке в ар
гоне пр 'ведегы в габл 21
; IG
Таблица 21
Млркл
Д»»мм«*гр, мм
КрьтичесйоЛ v »к, А
< пЛМгб!
С.в-081 2С
1,6
2,0
1.6
<.6
ИО
220
180
300- 320
OMWA
< и I2XPH5T
-Н1612
ЭП367
'III I' КТ 5 <1--’12
2Ю
250
280
250
2А0
2*0
При грузни» /lepeiioue металла размер переносимых капель
меньше диаметра электрида, перенос металл; осуществляется
' .....ни '.I част со ыв I
; ' । ..ий тли
ПОЛус}х1.|.1,11.сК11Й|. Ду1 а с'аНоЬНГсЯ llpcxipaHT ни устойчивой
с центральным ярко светящимся каналам
Н<‘lift ' | • ,1 1,нр и , и .ЛЛ i р.‘ССмаТрИ
. , L . I Грин [< ’ IHJ
чеии-i you иных реит. -бходими отмстить, что простое сведе-
ние мсхаит ма струАшл э и. реноса металла к взаимодействию сил
поверхностного натяжения и электродинамических сил не отра-
ж: всей .1'/М1н .и Hui' ывземого явления. Характерно, что про
1Ы1 И Ц• ф.'зпм расчеты критического тока ло формулам
R Г) । । и: । .ни.\ результатов IS'.'] При ьарт.е
и тй । ттру 1ыт, пер н - 1Л.1. ip
1 ИС I ' }Н<| .ИНГИ ilj.U - .IV и а дут '
Интексивьое испарение анода влияет на характер переноса
металла. Так, для кадми ватной электро щ й проволоки
Св-08Г2С, zi9—1,6 мм Uв = 29 В критический i ж в арюне на
Oijpu I ".J. j К . ч .11, '1 А г 1Я ' I ' >и
проволоки — 240 А. Электродные проволоки, содержащие лег-
конепяряхвднеся элшейтм (лвтукные лр- ило,.•> им со*
|,ание\’ из..' I Трупный ||' |" 1'С металла
в аргоне.
1J7
Отношение
пи енцнал<
и он изапи»
к feiMoupoBOA
ноет и
i но,
и,Ь2
0,47
। ,2'
0 18
,1ь7
054
I ,025
Г) р и м с ч • р я: । 3чач₽ гя 7,,
run методом при /„ 100- 110 1
2. Зночени । А взяты Яри ~ [ [;•]. <
оотиетствую! 7’ 1ДЧ> К М»ч пргг
|лъны; газов ачения г l i
«.лят.ки?'. । -ювых сред, ли»
углскислпн газ, Вигоре тары
ин на 1<;ке обр«г '[ и лярг i <
г ООЫЧЧЫ < УСЛОВИЯХ подучить 11 ‘ •I i
млжносгл струнного переноса металла я гелии 6
и /д - 200-5-420 А [$9] Однако □ .п щ н i в
причем свароч ы>! п к по^гцгап 600 '
мялось от 30 до 4т В
Paccvoipu.M гч тичг гс тьшк еаИства арюпп ак гитног
1 аза и атмосферы дуги К” ним отцосятг я низг ая теп1 nipo ото
сравнительно высокий но>очинал ночи,- рг
•.кос сучение < гол сновс ни. низкая п. ют
большая илогца и» каго" • пятна ьро< >
ВОС1« ЛУГИ.
По нашему мнению, н.н'бз >е в, ноЛ
опа сде дяюпгей ее сь 'йегвз является о< ' пенг i
зацни газа к геплопроы'дног if дуги s аргоне но
тонне upi иимае паибодьшее значени'* (громе ксенона и рл
гона), а анодное падение напряжелия на м« гыи । , • ')
Харасгерпо, что умелый: nie значения 7/
стадию /-1д.
С ростом тока увеличивайся т-’нлос ер,г ie i
проггрансгвлчно усгойчмва), везр етае пень ионг* и
фекгивное сечение сюлкног.ений ионов электр нах ’ а
свободного пробега элей трона ум-льн асгся, и L ионизаппя г
ходпг в /’-иомизапию. Эти г переход осущсп i лче я <:; <>j»a
и сопровожкаег<:я снижением гребчсчо о няпряже <ч (пр’
чих равных уч юанях) вс гг» н»;<-м ; 1 н •;
U8
•' ' • гепч' ! «и и .’1и в >не । >1 экгat а
' > • ............ ”• гр ч >-• -
/ - fii.i.t ,, I I . ше критичен--i
ни< н пр I, oroHi венно свид гытвует о пре
-латании Г-проце< ' " 'г -пг'й области дуги
Ис«.•. । ипи и к'рдили । 1личче кв лс -ической ха
терне-ш. । i|> । крупнопанельного пер< а
‘titi.l i । 1.. оп ниыалицй статичЕСИп.! вольт-
1п. । icpii и г,1'и Fi на то1t ни и вып; кри-
। " । " I 1 1ир г ( так: чтобы не в ।
и t енно прово р’лись о< цил-
юграс| 1 рк< 62). Выбор I ?.тфи го
лек 1 и. I I ; люцит погр а < ние т в
НО! 1'Т I ГЬ Р ДЛИНу
При пере "I ' .I . . Крит и кого к гоку ышс крити-
чМ и •манси: пня на
прях.. в Bi: а < : । : р да со< шил ок< -лоЗ В, .1 крз изна ста-
гиче< । xapai рис । I upai | скг не изленилась и соста-
вила 0.62 В/А
Образ । ни ?тящ канала дуги
тоне ' ере > критич| - ий ток, вя-
1 ' в i4( ‘Hi и. . гнол'ти i^i г в электр< ме
Жимающим 1< ЙСТВИ1 и гика i !ависнт от газокинитического дав
леЕ1 I-" : 'лктикои импульсно-дуговой свирки,
: дий<: -шал появтяет! пре величенич гжа
в импульса
Неравн! .ср. распределения гфтенцыала в радиальном
направлении (прея гвенная Т-понизация в пятне и Е-иони-
зация на псриф» i t/кет привести к сжатию дуги.
Koci-cHHGi 1 атель^тво пази струйного переноса металла
процес( । । анодной обла ги наблюдаемое изменение ха-
рактера и металла в случае погр'женной дуги, когда из-
меняются условия тепло ивода и возникает мндкокапедьный или
струй’ ли п<: -- т ~алла Помещение дуги в узкую керамиче-
скую труб;: у даег и же эффект
Цобавка в api он до 8 % N2 при сварке неплавящимся электро-
I. ПО И Ы ТО Л 1ВЛ4 НИЯ В 1,3- 1,5
119
!’«за Ияксимальнмй । , наблюдали при добавлении 4 -5 %
азота. При иом проплавление возрастало на 2<) 25 % 1151.
,/к1рчр|'1 ifr ; ’> после .Mi is по, "jCj"h рее концентрации
। Итон <п рп одержани1 г< в О" 'оне. (>т
I П ' I И у ' По вчпммо у, ! катив
। "нт " н‘ »ии и проплавляющи< свой
0 I ' \
Н.1ЛЯНИГ ЛК1ИВЛТОРОВ НА ПРОЦЕССЫ
Р АНОДНОЙ ОБЛАСТИ ДУШ
Влияние I I ,, I. ц< Г я пюляя " . При перр-
" I " ' <Н......... • ОЙ ОВ >" к як
и , "• । пшрбванным
°i’ ювирон му • epv зуется
<<₽ 'про ,но 1 *у му при пере
4IF ИИ 1Н ЦО । ip.'iri нччипй P~6i ОЙ ВЫХОИЯ
’ : 'В поп <чя 41
'•Г ' I : Hli'1 •
h 'О1 пл 1111 > -.1 pl > у й.'Ч--,Гм, J н ll'lo's I ’•<Ло,’Ц1
II П' ’‘*рх-
Р< mu ipi Ч"1|||П₽
' 1 1 и (рис fi'i)
11ри । । чп । apt " н блк
hi ар (’•'.и. гия
г енг пиг . , браги й
|.п1ярч-'*1 м’- нчр rap .нее гадиыстгсу :?bvj‘ г.
После передо и ня {тпвнрованный участок наблюдается
т
120
дуги с повышен- ~ шин-и .рцх
потенциала ионизации и градиента . ген___ в столб*
ВоЗМ >ЖН > И Не ТОрОГ СНиЖеНИв Kdli ,Нш | Пи НИл Н пр Пня
Увеличение ижа в, зы кг >ю.*цее вс pa- . i - корт ,н
плавления электрода и , д длиг#ы дуг ы внешне! >о
ставляющси; в 1,4 1 6 р. Вел тын.- а юре; ирован.. я и
ГОК VM п„ е| Я (pH о4). Пс р НИЮ 1. 101,1 ГИ I.D । .
очищенным учаС1н элетрода по не переходного процесса <.ред
НИН ГЙГК ДуГп ) о, ,*ЙЧ11ВЩ л i.J 0 а ... ti,\ i р iicpviuxc
металла в дуге не изменяете я Если снизить напряжение и усгано
вигь первоначальную длину дуги и выле1 электрода, ток ста
новиггя практически равным току дуги при арке -идеппын
участь/ м элеырода ЛсДинаг льно. в. личегн. i- ,.i на 20 25 А
обу< ЛОВ пЁНО ТОЛЬ,- . , 4VI1I ВИ. Hi- ri ВЫ ЯЧ ЭЛсшр 1 а ал 1.1ВИру
гцее покрыт, в .ат, гх ко .ичеывах не гм ei на ГнцоДН&с пвден»п.
напряжешь.. Г. ы , р, изменение ионизационных пронес
ов влияет па р.гилбры столба душ Активирующие покрывая
из 1') %-ных растворов углекислых с >лсй калия или натрая щ
влияют на ток и длину дуги
При сварке в углекислс н газе очищенным участком вяектродэ
гокоч 300 А (ри? ЬЬ; перенос к галла ог у-щес. Нляен я к гилями
средне:о размера г характерным!, для обратной полярно, ги коде
банияглл I. ка и и гпряао аия на дуге Пер ход дуги на уча<лик
элекг >сда, акгивирое шный оЛыо ценя, выражен значиольн!
слабее, чем в аргоне Средний гол пог те переходного процесса
увелвчпвиется на 10 0 А Одина д и г >aj аг тег в 1,1 1,2 раза,
а вид nepenoi а мет > i.ia ш изменяется. Ноаму щепля по гоку и
напрягдеаш уменьшаются, и дуга горит более спокойно.
Для сварки в аргоне зге*, громом активированвы» 6 %-нт>п
раСГВО -М Ы ! , рчч ’:<! . Г»\ ие ISTdflJII Ь‘лГ|Ы1н>
121
«А
1А
1------РояВпгнир йдриц в дуге
и.02 с
Гис, 66. Осцилл грамма in
< очищенного участка н. ак^ивирл .."пьи. .) f
пгч свирК1 активированным участком элегтс
= 1,6 мм)
а, б — Аг, ип 366 м/ч, ,i оп 400 м/ч
дугу прив .шт к росту тока на 20- 50 А (рис ). 1
аид скачков напряжения, иго, по-видим< • у обуслопле) > п
ниеи барич с электрода на поверхность сварочной ванны и обра-
зованием на ней оксида бария Нестабильп — " . и "• грс ж,
ния при этом связана с перемещением I >го пят!
пости сварочной в. нны. Увеличение ока, вызванное ni рераспре-
делением напряже ния в дуге, при..' дит к ; > длины дуги
В 1,5- 2,3 раза Однако в отличие от проп н i6.ni' ai
при действии цезия, с увеличь < длины дуги п----г'
ение ви щ переноса металла с труйноп н” со-
временным j меныпением юк )нач< i чем на чи
щенном участке электрода (рис 06, 6) по бствует мощ-
ный плазменный поток, действующий с поверхности сварочной
ванны при попадании в нее бария
Через некоторое время скорость плавления электрода и "лина
дуги начинают уменьшать^ Сформировавшаяся на электроде
капля >i п ется 'нс ,?у [ •!, -r.;i ।
'22
a oil скачкообразно снижается на
i 6 и 1 эьI ш-инициально возрастает ток
j \> Приращение тока зависи, от его
я HI. С BalliiQS
10. гги ие «ваяется причиной экгно-
т к потенциал ионизации бария
ы. .енЦИаиа ионизации калия (4,33 В), попадание
нс ;лия< 1 ia ва{ очш 1Й ток Поэтому рассмагри
jвидимом^. с гопачдпнем в сварочную
тиа (рия и ею оксида, накопивших! я
ci аем та ты uu да электронов, ч№
l yiojo падения напряжения. Столь за-
• прир. ценне ока ( .о 240 А) сви ллельсгвует о значитель
" о ’ ч ”i ipo I он , сиг в Д’, г, при сварке нлавя-
ia ix, (-ли (ате^иале эл^ктро-
' на едятся тутск лавкц© элементы и
. ВЬЮ ЦВ цгктронов, В ЧК’ЯОСЫ,
барий, стр> нпнй и кчльнчй)
поце Вязанного с экспонснпгаль гым
чччзый ;vyii 'r.iji перенос л^Валлн
на 40 -70 А гол» ше. чем при сварке
тяв енчи мощного плазменного
in» стр нный пьренс»с металла мо*
ш I 1 процесс повторяется
аыив юш.ею раствора от ( до 1 %
| че г юнномс измен нию описанных
utrti ки i кыида еаздаю; значитель
и» видь -iy, влияют ’ а геометриче
они могу г вызвать обрывы дуги
:б‘.-( th тег чт плазменный ПОТОК С ПЛЗ^Т^ЧЫ
; ю И1 боаьщую длину и вамыкаегся
р нэрна. Ток в плазменном потоке с анода
и « 1- ис не- -и i Когда ж_е выгорит оксид бария
п > Bai йы в с -иованни к- юдного плазменного по
< лс 1 и произойдет обрыв дуги
Для дей вия бария в углекислом газе характерно примерно
’чк пбразнол ( ни кепы' напряжения и изменение гока,
ч аргоне (ри< 66, а). Однако колебания тока после попала
б_, ля в сварочь ю ванни знйчитеиьно меньше, что, во-види-
ано с юльшей иг генеивпзыыс аяодчого плазменного
гл . лом r. j и, . ле ;,оь?цельно, мег^шим влиянием
енного потока с кг ода.
призом зри гдарке гкгиьчрозакным электродом то-
поп) р\ ос 1 неустойчивость дуги в оенгвчом опреде-
н роцно'п ю этгнесмовной ио'Айрхносги катода.
оконная огнксич и поы?рхно(.гная ионизация на аноде
ка .г>аю зам-.inoro Ы1ИЯНИЧ на дугу, несмотря на то, что
.. ’ 1 ' 1 дей п /ет напрян.екие, ускоряющее гюложи-
123
тельные ионы Ле йетвие небольших i лич.--, тг актннаторгав на аноде
i эс^вляется через катодные процессы Изпе< гно, что пооерхиост-
ная ионизация и т°рмоионная эмиссия могут происходить даже
при запирающем напряжении 51
Приведенные данные свидетельствуют об отрицательном влия-
нии шел кчио-эём 1 "их ।ои при* r< i юти? i
чвети .1 . I. I i 1 f v । (
пр )цс с варки гое обратной t < т: .•; < . •..• । и .г i ,..., %
особенно 1 аргоне.
л "льн in и; * г ->ль
С||'ЛО'-'Н '’[ I' t.'f !. Л Л( 1 г - • '• 1, Ч. а о I ' I г. Л • • г. " Ln hi 111 ' ' I1 I. ы
в столбе дуги, гак и на катодные процессы, а чкгивируюшиг по-
крытии кэ солей щелочно-земельных металлов — лишь на ка-
годнь процессы
ВЛИЯНИЕ ПОГРЗЖГНИЯ ДУГИ
II? Fl ТЕХНОЛОГИЧЕСКИЕ НОЙГТВА
При ведении процесса сварки с погружением дуги в спароч
ную вакку увеличивается глубина пробл влеиия возрастает эф
i>".- .io I”.'.• к П.7
мелил снижаются потери электродного мгил.ч.ч на рэзбрызгивя-
и
Эффект погружения дуги при 'аяшнмся электродом
цзб. ч т. . п ! ।, - ,. т т -1. ;. ! , - । • г,, ,
обратной полярности и больше проявляется в -лщитных газах
01 ши м градие ।
этому пр, : ег< v прист ’ I .с р', ’.eif i . ’ •• • i , чанные
г образованием грибогил.Н' i 'pop шна и неудов.! c-i вор тельным
I злением м< гла ива i тчнпвпы» металлам (ри< 67 а)
С нельк . . niiei . техно.। . п'.с . . ь йен ivri при ска; е
•,'ГЛС,К1!'‘Л0М ' П С; 1 I " Г. ' л ' I' р ’ >||ЯК'*Л "Hi’H
!(Ир‘ I'. ' i!.I • .1' I ' ." К I" ' (ИН . - ' ,1.. - । > '. I ' 1
КТИ 1рую 1Х СТВ !—], ' I • I. >1 I.K пр,
)КИ I 19 1 П| И” I- : I с ' I•••.:•• -ПЛЯС
при вью | плотностях тока улучи ш • apai ер п пен оса ме-
I г (. ф. I при стрк (С 1 I .
/д И5 •' г, . '.I ; I, Г Г.
• «. ( 1, т. > <
. ''дн го пяти? 01 шкпл ей >< авляг им длины
>1И 1SII; /л ЗЮ А. , ’) и.'ч, рагх С02
Т> ямин; расстояние от токи он->дяклто наконеч-
ника до ni’HcpxiKK 41 ос нов 1 to м- шлля 20 мм,
viawi’ip лс.дного пятня < г и денном алектр
три /дв . - •
1 — актнпип । ’ьгй электр-д очищен тлй электро:
Г’ис ‘О ’гр} й перечес метал.•: ри варя
сгруженной Д'- Л ГС .. ОР, 2’ . 15 мн
активирующее т>кр> п> ! .•«уя в . тве 0,01 %
часа.- нр< лот.. . /j ; А, (7В В, vtB
33 м'> , price: яти- ко.........щ иакы оч-
ник др . вер? • н: некто г- т 20 м-
талла (благодаря и и-льчгнию капель при Сг т. 'иной дугой'
и формирован- ; ли (рис 57, б)
Общепринятым ечтчат я мнение, о одно тс малое ко-
личе в активно тощих ветцестч (0,01 -0 9 проволоки)
пл электроде не от взывает влияние на процесс сварки при токе
обратной полярности. Однако экспериментально установлено,
что малое количество активатора, даже однокомпонентного, на
пример углекислого калия, оказывает существенное влияние на
свойства дуги при погружении е< в се трочпук ванну.
Для выяснения причины такого влияния определяли в аимо-
связь между размерами анодного пятна и внешней составляющей
длины дуги для электродной проволоки Св-08Г2С с тщательно
очищенной поверхностью и с нанесенным активирут щим покры
тием из углекислого калия Результаты обработки опытных дан
ных, приведенные на рис. 68, показывают, что при внешней со-
ставляющей длины дуги более 3 мм размеры анодных пятен на
электроде одинаковые как при сварке очищенной, так и при сварке
активированной электродной проволокой. При уменьшении внеш-
ней составляющей длины дуги размеры активных пятен увеличи-
ваются и тем больше чем ближе к поверхности основного ме-
талла на годится торец электрода (капля на электроде), причем
размеры анодного пятна при сварке активированным электродом
больше, чем для очищенного электрода. Уменьшение внешней
составляющей длины дуги, горящей с активированного электрода
до 2 мм и менее, приводит к образованию струйного переноса
125
Рис. 70. Cxeasa установки для изучения пе;л.
носа металла при переходе дуги с плоского
образца в V образку»» разделку:
/ — скоростная кинокамера; 2 — образец; 3
сварочная головке; 4 - осветитель
металла (рис. 69), чего не наблюди
ется у электрода без покрытия даж
при полном погружении дуги в о<
ноапой металл
Возможной причиной этого явле
ния может быть действие глажении
потоков, исходящих из кратера сва
рочной ванны и омывающих пери
ферийпые участки столба дуги, ч>
тенсивно охлаждаемые углекислыь
газом. Плазменный поток из ванн-
можно рассматривать как дополни
тельный источник теплоты, подогревающей периферийные облэ-
cot дуги и снижающей теплоотвод от нее. Это должно способ
ствопать расширению токопроводящего качала дуги.
При сварке активированным электродом как в плазменное
потоке, так и в периферийных областях дуги содержатся легк
ионизируемые элементы покрытия.
Известно, что пары легко ионизируемых элементов щелочнь
металлов обладают низкой теплопроводностью. Причем пары к«
лия и цезия обладают более низкой теплопроводностью, чем aj
гон (см. рис. 78). Это должно способствовать расширению столб
дуги.
Из сварочной ванны действует отраженный плазменный поток,
направление которого определяется формой сварочной ванны
Для оценки влияния отраженного потока на анодное пятно и ду1 у
в качестве катода (основного металла) выбрали вольфрамовый
стержень диаметром 6 мм, торец которого имел сферическую
форму При горении дуги между такими электродами наблюдаете:
блуждание катодного пятна и отраженного плазменного потока
который меняет свое положение относительно оси элек
тродов.
При достаточно большом расстоянии от капли до плазменного
потока с вольфрамового электрода размеры токопроводящее
канала минимальны. Свечение газа, находящегося между стол-
бом дуги и плазменным потоком, незначительно. По мере прибль
жения отраженного плазменного потока к электроду (аноду)
свечение газа в этой области и размеры токопроводящего канал
увеличиваются. При этом ток возрастает на 30—35 А. Таким об
разом, плазменный поток из ванны способствует улучшении
условий горения дуги путем расширения токопроводящего кг
нала и анодного пятна лишь при определенном расстоянии (
поверхности основного металла, не превышающем 3 м»л.
126
Рис. 71. Характер с'ii'..f «ин р<'иивленмого металла на конце члектрода при
снарке: /я 3W A, IJB — 25 В. гс| 90 м/т
П.ъ I - • ,• < ,4k -г. . - 1 -..••, ! и .' сЛр-эную ра лку. в
а V oei -iaw* ра>делкс
Для гыгснензя м.?жг-т ' та°мг (ый поток из ванны быть
причиной перехода пт кглсльяого переноса металла i. erps иному
"[II т.'.;.' . (4 т ., J, rpr, -|,. .. прг,|., . ,-ц ,1-tTt :•••.••.
наплавки на спекпалг 'И.1Й графитовый образец (рис 70), состоя-
щий из двух частей, в ВИДЯ плоской чя.лн и ( выступами, пределав-
ЛЯЮ1ПИМ1» собой У’Образную \ кромок. Киносъемку про-
нгтса осуществляли ВДПЛН шил. как показано на pi. 7 ОГ.рз-
и п- • .3 1 •.. (.ни".-, । к .гветигелю при и«ч ,- дннжнпм
ПС’Л’ оКГНПП cv.ipo -ГГ-Й Г" I ВЯИ ("варку Начинали на ПЛОСКОЙ
I образна. Ro время КМНОСъеМКЯ регистрировали процесс
геренпя дуги как на плоской части образца, так и на части с ни-
ми (разделке). Скорость церемвцшм Образца относительно
электрода г< 9(1 м Кинограммы процесса (рис. 71)
инки и.тлт ч1.. на и и-.ir.H части .брлзиа дуга горы с торцовой
части электро • к| ’ пнокапе.тъпый При rr.pt-
HIU- си г \ <С|. 1Ц".11 ра: ч." '• а юра пла*"<нный поток
Мвпр ВЛяетСЯ I электрода, последний изостряется с об-
ра лис и струйном переноса металла, характерного для дуги
при сварке в аргоне
При сверке опнщрниой электродной презолокой и входе дуги
в У-|?бразную разделку перенос металла изменяется, но струйный
перенос нс ло< тнглсз?я
Пр I I 1 \ и - г;- \ -О СКЕ НЫМ 'Ором ШИ
рнно ' гтрг ли .in ..гр-'-’ талла н<
наб то . 'о 7J4 Н(Г .. . , электрета в зазор при
и ' ра р' пе; симых купель и, по-види
мом\ Е.ПЗМО. < I- '"’рунный перепей- МСТЭЛЛИ. ТаКЕМ Обра ом, ОС-
HuiMi , причин ip I' /рено. 4 м1лла в данных условиях
следует привиедъ действие отраженного плазменного потока из
Pi 72. X. • .
, |.| .ГП ... I 1.1 , ... . I
при смрве; /д ЗЛО А, (;я — в.
иС11 90 ч/'.
а *- ирн ивсде я V-ofij/Mnyic раадвлжу г
эавором 2 мм; о — о мл ; |
127
ванны, который формируется ее стенками и способствует расши-
рению дуги и анодного пятна. Это приводит, по-видимому, в свою
очередь, к повышению температуры анода, снижению поверхност-
ного натяжения металла на электроде, перераспределению сил,
действующих на расплавленный металл, и образованию струйного
переноса металла.
С этой точки зрения объясняется струйный перенос металла
в аргоне, который из всех применяемых защитных газов обла-
дает наименьшей теплопроводностью. При сварке активирован-
ным электродом с большим количеством активаторов попадание
их в столб дуги уменьшает теплопроводность плазмы. Кроме того,
снижается поверхностное натяжение металла на электроде.
ГЛАВА 5. ПРОЦЕССЫ В СТОЛБЕ ДУГИ
Столб дуги — это область прохождения самостоятельного тока
в газе, расположенная между катодной и анодной приэлектрод-
ными областями. Практически считают, что длина столба дуги
равна длине дуги, так как протяженность приэлектродных об-
ластей в направлении оси дуги на несколько порядков меньше
длины дуги.
В отличие от катодной и анодной областей дуги столб дуги
не связан так жестко с электродами. Столб дуги в зависимости
от протекающих в нем процессов может быть однородным и не-
однородным по длине. В дуге высокого давления (порядка атмос-
ферного и выше) столб однороден.
Известны три способа пространственной стабилизации столба
дуги: стабилизация стенками, стабилизация потоком жидкости
или газа и стабилизация электродами (короткая дуга). Для сва-
рочных дуг с плавящимся электродом возможны первые два спо-
соба стабилизации, причем не в таком «чистом» виде, как в физике
газового разряда.
К первому способу стабилизации дуги можно отнести процесс
сварки погруженной дугой и в щелевую разделку.
Второй способ характерен для дуги в защитных газах. Однако
расход газов, применяемых обычно для защиты зоны сварки, по-
видимому, мал для стабилизации столба дуги. Такая стабилиза-
ция осуществляется в плазмотронах при значительно большем
расходе газа. Рассмотренные способы стабилизации относятся
к дугам значительной длины. Дуги с плавящимся электродом
в защитных газах имеют сравнительно небольшую длину (не-
сколько миллиметров), и их пространственная стабилизации оп-
ределяется не процессами в столбе, а процессами на электродах
и в приэлектродных областях.
Третий способ стабилизации практического значения для сва-
рочных дуг с плавящимся электродом не имеет.
Для приближенного описания процессов в столбе дуги обычно
рассматривают плазму столба дуги как квазиизотермическую,
свойства которой определяются температурой и давлением. В от-
личие от изотермической плазмы, в которой grad Т = 0, в квази-
5 Ленивкин
129
изотермической плазме температура меняется от точки к точке,
но в каждой точке сохраняется локальное равновесие с одной и
той же равновесной температурой для всех частиц и процессов.
СХЕМА ТРЕХ ИСТОЧНИКОВ НАГРЕВА
При рассмотрении тепловых процессов сварочную дугу в це-
лом считают источником теплоты (точечным или линейным).
При более детальном рассмотрении и оценке количества теплоты,
расходуемой на плавление электрода и основного металла можно
использовать понятие эффективных приэлектродных падений на-
пряжения и принять схему трех источников [39, 701.
Напряжение на дуге равно сумме падений напряжения в при-
электродных областях и столбе дуги:
ип^ии + иа + ис, (37)
где Uс = &л/д.
Электрическая мощность дуги равна сумме мощностей при-
электродных областей и столба дуги:
Фд = Qk + Qa + Qe., (38)
где QK = U, Qa —' L/a/j Qc kplpl.
Из уравнений (37) и (38) следует условие равенства суммы
приэлектродных падений напряжений сумме их эффективных
значений:
Пк 4' а - - Фк 4~ о а.
Из этого условия получим соотношение между катодным па-
дением напряжения, долей электронного тока /е в катодной об-
ласти дуги и потенциалом ионизации (7г:
t/K = (l-feWe-
Физически это соответствует тому положению, что образова-
ние ионов, переносящих энергию на катод, происходит только
за счет энергии электронов, прошедших область катодного па-
дения напряжения, т. е. feUK = (1 — /е) U t. При этом коэффи-
циент аккомодации ионов на катоде принят равным 1. Катодное
падение напряжения, как правило, выше значения потенциала
ионизации, поэтому доля электронного тока fe должна быть
меньше 0,5.
При рассмотрении трех источников (катодной области, анод-
ной области и столба дуги) возникает вопрос об их независимости.
Протяженность областей приэлектродных падений напряже-
ния мала, а напряженность электрического поля в этих областях
велика. Поэтому значительная часть энергии дуги выделяется
у электродов. Катодная и анодная приэлектродные области дуги
имеют малую протяженность, и поэтому радиальными потерями
130
теплоты в них можно пренебречь. Роль теплопередачи от столба
дуги к электродам, по-видимому, невелика. Скорость плавления
электрода (при прочих равных условиях) практически не зависит
от длины дуги.
Вопрос взаимодействия приэлектродных областей со столбом
дуги чрезвычайно сложен но нескольким причинам: сжатие столба
дуги у катода и анода вызывает появление аксиальных сил и плаз-
менных потоков, которые могут переносить значительную энер-
гию; катодный и анодный плазменные потоки направлены на-
встречу друг другу и, как указывалось ранее, оказывают влияние
на процессы в столбе дуги и приэлектродных областях.
В настоящее время принята схема независимого действия трех
источников теплоты в дуге [39, 701. Считают, что теплота, выде-
ляемая в катодной области дуги, поступает только в катод; теп-
лота, выделяемая в анодной области, — только в анод, а теплота,
выделяемая в столбе дуги, рассеивается в окружающем простран-
. гве (конвекцией, теплопроводностью и излучением). Такое до-
пущение является весьма грубым, и в некоторых конкретных слу-
чаях необходимо вносить коррективы. Например, при сварке
погруженной дугой энергия, выделяемая в столбе дуги, исполь-
зуется для нагрева основного металла, и тем самым повышается
КПД дуги. То обстоятельство, что энергия столба дуги, как пра-
вило, не передается электродам, не означает, что процессы в столбе
дуги не оказывают влияния на ее технологические свойства.
Процессы в столбе дуги и в приэлектродных областях коорди-
нированы, так как эмиссионные процессы в электродах связаны
• образованием заряженных частиц (ионизационными процессами)
<• столбе дуги. Эта координация важна в квазиустановившемся
состоянии, а также, при различных возмущениях. Она определяет
механизм внутреннего саморегулирования в дуге.
Столб дуги является ареной взаимодействия катодного и анод-
ного потоков. При оценке технологических свойств дуги учиты-
вают не только энергетическое, но и механическое воздействие
дуги, которое определяется характеристиками результирующего
потока плазмы в столбе дуги. Необходимо знать условия контра-
гирования дуги. Знание процессов в столбе дуги необходимо и
для разработки систем регулирования дуговой сваркой. Здесь
большое значение имеет градиент потенциала в столбе дуги.
Влияние свойств защитных газов, используемых для сварки,
проявляется, главным образом, через процессы в столбе дуги.
гакие свойства защитных газов, как потенциал ионизации и воз-
буждения, теплопроводность, электропроводимость плазмы, энер-
гия диссоциации, оказывают решающее влияние на технологиче-
ские свойства дуги. При этом наибольшее значение имеют такие
процессы и характеристики, как градиент потенциала в столбе
дуги; способность дуги к контрагированию; плазменные потоки
а дуге и их воздействие на электроды; распределение электриче-
ской проводимости по сечению дуги; магнитогидродинамические
5*
131
процессы в системе электрод—дуга—сварочная ванна; магнит-
ное давление в дугах.
Указанные процессы во многом определяются явлениями пере-
носа в плазме столба дуги.
НЕКОТОРЫЕ ХАРАКТЕРИСТИКИ ПЛАЗМЫ
СТОЛБА ДУГИ
Газ, в котором часть атомов или молекул ионизирована, на-
зывается плазмой. Плазма газового разряда не является, строго
говоря, термически равновесной. Она нагревается благодаря энер-
гии, выделяющейся при прохождении электрического тока, и
охлаждается с поверхности вследствие соприкосновения с относи-
тельно холодными слоями окружающего газа. Кроме того, плазма
газовых разрядов термически неравновесна и в том отношении,
что она состоит из трех компонент: электронов, ионов и ней-
тральных атомов, нагретых неодинаково.
В отличие от газовых смесей, где все составляющие имеют
одинаковую среднюю кинетическую энергию хаотического теп-
лового движения, электроны, ионы и нейтральные атомы плазмы
имеют различную кинетическую энергию. Кинетическая энергия
электронов, как правило, превышает кинетическую энергию ио-
нов, а кинетическая энергия ионов может превышать кинетиче-
скую энергию нейтральных атомов и молекул. Поэтому различают
электронную, ионную и атомную температуры.
Средняя скорость хаотического теплового движения атомов
v = 1,3-10®/77л,
где v — средняя скорость, м/с; А — атомная масса.
Внешние источники электрической энергии, с помощью ко-
торых поддерживают разряд в газах, передают энергию непосред-
ственно электронам плазмы, так как они являются основными
носителями тока:
/= /е + /ь
где /е, ji — плотность электронного и ионного тока соответственно;
/ = пееис 4- n-tevt,
где пе и tit — концентрация электронов и ионов; е — заряд
электронов; ve и п, — скорости движения электронов и ионов;
ve = k)Eeke/(mu),
и — средняя квадратичная скорость беспорядочного движе-
ния электрона; kr — коэффициент, учитывающий размерность;
Ке — длина свободного пробега электрона.
Из выражений для /е и ve получим
/е/£ = k2Enee2/(mu),
где kz — коэффициент, учитывающий размерность.
132
Отношение je/E является электронной составляющей прово-
димости газа.
В дуговом разряде высокого давления, включая атмосферное,
электронная и ионная температуры близки, так как частые столк-
новения частиц обусловливают выравнивание температур Тв
uTt. Температура столба сварочных дуг не превышает 15 000 К
и плазма относится к низкотемпературной.
Квазинейтральность плазмы может быть количественно оце-
нена дебаевским радиусом экранирования гд:
rR-- у KokT^n^^D,
где е„ — диэлектрическая проницаемость свободного простран-
ства, Ф/м;
е0 = 10"в/(36а),
L> — линейный размер области, занятой плазмой.
Это неравенство следует понимать так: если размеры области,
занимаемой ионизированным газом с заданной концентрацией
электронов пе и электронной температурой Те, значительно пре-
вышают гд, то внутри этой области выполняется условие квази-
нейтральности, т. е. newrij. В этом случае при сильном откло-
нении пе от н; образующееся электрическое поле будет выталки-
вать заряженные частицы, находящиеся в избытке, и задерживать
уход частиц другого знака. При г гл электрические поля, воз-
ни кающие при отклонении пе от пг, будут малы и не будут оказы-
вать влияние на движение отдельных частиц.
Роль ионов в плазме столба дуги сводится к нейтрализации
пространственного заряда электронов.
Сечения столкновения частиц. Под эффективным сечением
столкновений понимается условная величина, которая служит
мерой интенсивности взаимодействия частиц и позволяет заме-
нить сложную картину истинных процессов столкновения про-
стой моделью попадания частиц в круглые мишени, хаотически
расположенные в пространстве.
Если эффективное сечение столкновений частиц Qj, длина сво-
бодного пробега частиц Xj, а концентрация частиц в единице объ-
ема п', тогда
К; = 1/(/г'<27). (39)
Формула (39) предполагает, что все частицы, кроме одной,
находятся в покое. Поэтому вводят поправку, учитывающую из-
менение вероятности столкновений частиц вследствие движения
мишеней:
Xj = l/y'2n'Qj) = 1 / (i^2nDfn'),
где Di — сумма радиусов частиц.
133
Из-за движения мишеней длина среднего пробега уменьшается
в 1,4 раза. Среднее время между двумя столкновениями
'С Х;/б,
где v — средняя скорость частицы.
Среднее число столкновений в единицу времени т п’«(?>,
или с учетом движения мишеней v = / 2h'vQj.
Во многих случаях представляет интерес оценка длины <>
бодного пробега электрона в различных газах.
Из кинетической теории газов
Х.в - = 4 у7 2лг,
где — свободный пробег молекул тех же газов.
В случае необходимости приведения к определенным
виям температуры и давления используют формулу
где 1еп — длина свободного пробега электрона при р„ и 7'., />,
и рп — давления; и Тл -температуры, Х,,о -длина сво :Л
кого пробега электрона при р,, — 1,33 кПа и Т„ 273 К.
Для кислорода при атмосферном давлении и темпер.-
Т — 273 К лев = 5,32-10 •’ см.
Значения длин свободного пробега молекул и электронов дум
7’ = 273 К и р - 1,33 кПа приведены ниже:
Длина свободного пробега, мкв н< А, На ЬУ О, 11. I
7Г (молекулы) 131 11,6 133 ъ3,3 72,2 г
/.(. (электроны) 74.1 65,7 75,3 35,8 40,9 А
Средняя длина свободного пробега электронов особенно и мо-
лекулярных газах является сложной функцией температуры
При анализе процессов в сголбе дуги наибольший ипге. этс
представляет взаимодействие электронов с нейтральными ча*.'тс
цами. При относительно небольшой концентрации заряженных
частиц (как эго имеет место в плазме столба дуги) на их движш ш-
в большей степени будут влиять столкновения с нейтральными
атомами, чем столкновения с заряженными частицами. При столк-
новении электронов с нейтральным атомом возможно упругое
рассеяние с изменением направления скорости и небольшой пере-
дачей энергии. Возможны столкновения, приводящие к возбуж-
дению и ионизации. Эффективное сечение при столкновении элек-
трона с атомом зависит от природы атома и энергии электрона.
Зависимость эффективного сечения упругого рассеяния элек-
тронов Qea от их энергии в Н2, Не, Аг, Кг показана на рис. 73.
Для всех рассмотренных газов Qea с ростом энергии электронов
уменьшается. В области малых значений энергии электр' 'он
для Кг и Аг наблюдаются глубокие минимумы (7еа. Это явление
134
Рис. 73. Зависимость эффективного
сечения упругого рассеяния электро-
нов от их энергии для различных газов
(1 ам = 10~18 м)
Qi, пар ионов /см
Рис. 74. Зависимость относительной
ионизации от энергии электронов для
различных газов при р = 0,133 кПа
носит название эффекта Рамзауэра -Таунсенда. Оно объясняется
тем, что в процессах упругого взаимодействия с атомами электроны
ведут себя как волны и при определенном соотношении между
длиной волны, соответствующей движущемуся электрону, и раз-
мером атома создаются благоприятные условия для беспрепятст-
венного прохождения волны через атом.
Сечение Рамзауэра при температуре сварочной дуги примерно
10 000 °C соответствует энергии электронов около 1 эВ и состав-
ляет для инертных газов аргона и криптона 10"14 см2. Аргон
относится к газам с ярко выраженным эффектом Рамзауэра—
Таунсенда.
Атомы щелочных металлов благодаря большим размерам элек-
тронной оболочки обладают большими сечениями столкновений,
чем атомы инертных газов. Для цезия сечение столкновения элек-
трона с атомом Qea достигает 5 10-14 см2.
К неупругим столкновениям электронов с атомами относятся
процессы возбуждения и ионизации.
Возбуждение и ионизация. Ионизация в газе происходит бла-
годаря соударению частиц, поглощению квантов энергии — фото-
ионизации, а также благодаря эффекту Пеннинга.
Для ионизации соударением необходимо, чтобы сумма потен-
циальной и кинетической энергии превышала соответствующие
потенциалы возбуждения и ионизации. Вероятность ионизации
при U </ Ui равна нулю. Мерой вероятности ионизации является
относительная ионизация, определяемая как число пар ионов
(ион и электрон), образованных одним первичным электроном на
пути в 1 см при давлении 1,33 кПа и температуре 273 К. Относи-
тельная ионизация численно равна сечению ионизации Q;.
Кривые Qi как функции энергии электронов имеют крутой
передний фронт при U = Ut (рис. 74) [140].
135
Для большинства газов максимум Q, соответствует энергии
электронов 70—100 эВ, а для щелочных металлов — 15—30 эВ;
соответствующие значения Qi составляют 1—15 пар ионов/см.
С увеличением энергии электронов U, Qt и О,, (сечение возбужде-
ния атома) падают вследствие ослабления взаимодействия электро-
на с атомом из-за его кратковременности.
Термическая ионизация и возбуждение. К ионизации приводят
процессы столкновения атомов и электронов при высокой темпера-
туре. Степень ионизации пи как функция температуры, давления
и потенциала ионизации выражается уравнением Саха. При ма-
ной степени ионизации ии 1 в системе СИ
ав — 0,183 (gegi/gn)°-5 T5'V1/2 exp ( 5800(7 j/T), (40)
где ge, gi, gn — статистические веса квантовых состояний элек-
,-роиа, иона и атома соответственно
Концентрация электронов
пе - 1,33- 102V'57’0 zl’(^egj/^n)b,bexp^ -58006/gT).
Степень ионизации растет с ростом температуры и падает при
повышении давления. При пользовании уравнением Саха необ-
ходимо учитывать ограничения: это уравнение применимо только
к случаю термического равновесия; электроны должны иметь
максвелловское распределение по скоростям; излучение не должно
уходить из системы, не поглощаясь.
В открытой системе стационарное состояние ионизации может
не совпадать с состоянием термодинамического равновесия.
Расчеты по уравнению осложняются тем, что параметры (Д,
Т и р взаимосвязаны. Степень ионизации в сварочных дугах, как
показывает расчет, не превышает нескольких процентов. Для
газов заметная степень ионизации наблюдается, начиная с тем-
пературы 6000 К, а для паров металлов — с 3000—4000 К.
Сварочные дуги существуют в атмосфере смесей газов и паров
нередко с различными свойствами отдельных компонентов. Поэ-
тому представляет интерес определение эквивалентного или эф-
фективного потенциала ионизации Ut аф такой смеси.
Расчеты с учетом значительной ионизации каждой компоненты,
приращения парциального давления компонент за счет их элек-
тронных составляющих и с учетом различия статистических весов
приведены в работе [191. В работе [42] даны расчеты (7;афс уче-
том статистических весов атомов и ионов, а также коррекции
энергии ионизации за счет влияния кулоновского взаимо-
действия и флуктуирующих микрополей в плазме.
Наиболее заметное снижение эффективного потенциала иони-
зации вызывают присадки с низким потенциалом ионизации, при-
чем это влияние выражено более сильно при относительно низ-
ких температурах (рис. 75). В связи с этим авторы работы [19]
считают, что при введении в дугу соединений щелочных металлов
электропроводимость периферийных областей столба дуги должна
136
иэ<р,в
Рис. 75. Зависимость эффективного потенциала ионизации систем железо- -
цезий (а) и железо—калий (б) от относительной концентрации активирующих
присадок при различных температурах и р — 98,1 кПа
возрастать сильнее, чем на оси. Это должно привести к умень
шению сжатия дуги и улучшению переноса металла.
Расчет степени ионизации для аргоновой плазмы при Т =
= 70004-12 ООО К без учета статистических весов атомов и ио
нов и AIV'; дает заниженное значение степени ионизации на 60—
80 %.
Ионизация газов и паров может осуществляться световыми
квантами. Пары щелочных металлов ионизируются фотонами
с энергией, близкой (одного порядка) энергии ионизации. Тре-
буемое излучение лежит в ультрафиолетовой области. Для иони-
зации паров металлов, молекулярных и инертных газов требуются
кванты с энергией мягких рентгеновских лучей.
Ионизация в газе может происходить благодаря эффекту Пен-
нинга [83 ]. Он состоит в том, что если в газе А присутствуют атомы
газа В и их потенциал ионизации 77 г ниже потенциала возбужде-
ния U* атомов газа А, то при столкновении возбужденного атома А
с невозбужденным В последние ионизируются. Вероятность та-
ких процессов велика. Например, возбужденные атомы неона (77*==
= 16,6 В) ионизируют атомы аргона (77 г = 15,8 В).
В электроотрицательных газах происходит исчезновение элек-
тронов вследствие прилипания их к молекулам или атомам с об-
разованием отрицательных ионов. Этот процесс зависит от энер-
гии электронов и природы газа. Потери электронов на прилипа-
ние имеют место в кислороде, кислородосодержащих смесях (в воз-
духе) и в углекислом газе.
Прилипание чаще всего происходит в парных столкновениях
с одновременной диссоциацией молекул [97]:
О2 4- е О" 4- О; СО2 + е 0“ ]- СО.
В литературе нет данных о возможности протекания этих про-
цессов в углекислом газе. Вместе с тем, поведение дуги в угле-
кислом газе по внешним признакам подтверждает возможность
137
указанного механизма, так как имеют место сжатие дуги, потеря
пространственной устойчивости и высокий градиент потенциала
в столбе дуги.
Для дуг в инертных газах наблюдается интересное явление —
низкий потенциал горения дуги, меньший потенциал возбуждения
нижнего метастабилыюго уровня. В этом случае возможна сту-
пенчатая ионизация за счет «хвоста» максвелловской функции
распределения электронов по скоростям. Возбужденные атомы
могут ионизироваться благодаря взаимодействию со свободными
электронами (образуются атомарный ион и электрон), либо ассо-
циации с атомом в основном состоянии — ассоциативная иони-
зация (образуются молекулярный ион и электрон) [8]. Имеются
данные А. Я - Бродского о чрезвычайно низком напряжении горе-
ния дуги в аргоне и гелии —порядка 3—3,5 В. Это явление объ-
ясняют совместным действием ступенчатой ионизации и особым
колебательным режимом горения дуги.
Существенное влияние на ионизационные процессы в столбе
дуги оказывают галогены, вводимые для улучшения технологиче-
ских свойств дуги. Галогены, попадая в столб дуги, могут нахо-
диться в четырех состояниях: в виде нейтральных атомов, моле-
кул, положительных и отрицательных ионов. По оси дугового
разряда, где преобладают электроны с большими энергиями,
наиболее вероятно нейтральное атомное состояние с ничтожным
количеством положительно заряженных ионов (потенциал иони-
зации фтора, хлора и брома— 16,9; 13; 11,84 В соответственно).
Атомы галогенов вследствие высокого значения потенциала ио-
низации практически не ионизируются и поэтому в осевой зоне
столба не оказывают влияния на температуру дуги, так как все
процессы определяются элементами с более низким потенциалом
ионизации [ПО].
Вероятность образования отрицательных ионов за счет при-
соединения электронов к атому очень мала вследствие малого
эффективного сечения атома и практически может не рассматри-
ваться. Отрицательные ш'ны образуются в результате захвата
электрона молекулой галогена, эффективное сечение которой пре-
вышает сечение атома. Следовательно, отрицательные ионы могут
появиться только при температуре молизации галогена и более
низкой, которая в данном случае должна совпадать с температу-
рой «прилипания», т. е. в периферийных областях столба дуги
возможен захват электрона частицей галогена и образование отри-
цательного иона. Снижение на периферии количества электронов
(основных переносчиков заряда) снижает проводимость перифе-
рии столба дуги, что приводит к эффекту сжатия разряда. Поэтому,
чем выше температура молизации галогена, тем эффективней
должно быть сжатие столба дуги и увеличение плотности
тока.
138
СВОЙСТВА ЗАЩИТНЫХ ГАЗОВ
КАК АТМОСФЕРЫ ДУГИ
К наиболее важным свойствам газов, применяемых в качестве
защитных при дуговой сварке, относятся энергия диссоциации для
-олекулярных газов, потенциалы возбуждения и ионизации, на-
I ачш* метастабильпых уровней, теплопроводность, электрическая
проводимость.
Молекулярные газы, водород, кислород, азот, углекислый газ
• иссоциируют в зоне горения дуги. Равновесный состав газовой
меси при диссоциации углекислого газа показан на рис. 76.
Процессу ионизации газа с повышением температуры предшест-
вует диссоциация, причем начало ионизации соответствует окон-
чанию диссоциации (рис. 77). Потенциал диссоциации газа су-
щественно ниже потенциала его ионизации. Диссоциация простых
сложных молекул может осуществляться различными путями.
. !ри этом наиболее вероятны процессы, требующие меньшей энер-
гии диссоциации. Значения потенциала диссоциации, наимень-
шего потенциала возбуждения я потенциала ионизации приве-
дены в табл. 23.
Теплопроводность столба дуги. Теплообмен между столбом
Туги и окружающим его пространством возможен путем передачи
.-.перши различными механизмами теплопроводности и излуче-
нием. Для свободных дуг, горящих в струе защитных газов, оп-
ределенную роль в передаче энергии играет конвекция.
Теплопроводность плазмы столба дуги X характеризуется коэф-
фициентом теплопроводности, который определяется как сумма
коэффициентов контактной и реактивной теплопроводности:
Рис. 76. Зависимость равновесного
•чкчава газовой смеси от температуры
при диссоциации углекислого газа
(по данным II. М. Новожилова)
^к I 7./;,
где Хк, Хи — контактная и ре-
актииная теплопроводность со-
ответственно;
циации Пд и степени ионизации аи
азота от температуры при атмосфер-
ном давлении [126]
139
Таблица 23
Защитная
среда
Потенциал
диссоциации, В
Наименьший
потенциал
возбуждения, В
Г1 отенциал
ионизации, В
Аг
Не
СО,
N2
Н2
со
О2
5,5
7,38
11,16
4,36
9,6
5,75
6,5
7,05
1,6
6,3
7,0
6,2 *
7,9 *
15,69
24,48
14,4
15,65
15,37
14,1
13,6 ‘
18,6 *
* Атомарный газ.
где Ха, Хмол, Хиои, Хвл — атомная, молекулярная, ионная, элект-
ронная теплопроводность соответственно
ХНн + Хди ф- ХЛх,
где Хйд, ХКв, Лди, XRx — реактивная теплопроводность, обус-
ловленная диссоциацией, возбуждением, ионизацией и химиче-
скими реакциями соответственно [1241,
Для плазмы большую роль играет диффузионный перенос энер-
гии. Диффузионная теплопроводность — перенос энергии дис-
социации, возбуждения и химических реакций — определяется
коэффициентом амбиполярной диффузии. Диссоциировавшие
атомы, соединяясь в молекулы на периферии, отдают энергию
диссоциации. Электроны и ионы передают энергию окружающему
газу как обычным механизмом теплопроводности, так и путем
рекомбинации; возбужденные атомы, в том числе и метастабиль-
ные, отдают энергию возбуждения.
Наибольший практический интерес представляет определение
суммарной теплопроводности плазмы и ее зависимость от темпера-
туры. Для инертных газов теплопроводность в интервале темпера-
тур (700—12 000 К) изменяется плавно, увеличиваясь с ростом
температуры (рис. 78) [76]. Для легко ионизируемых металлов
щелочной группы (цезия и калия) коэффициент теплопроводности
имеет характерные максимумы, которые, по-видимому, обуслов-
лены ионизационным механизмом. С понижением давления окру-
жающей среды максимум сдвигается в сторону меньших темпера-
тур, что находится в полном соответствии с уравнением Саха.
140
Рис. 78. Зависимость теплопровод-
ности плазмы от температуры для
инертных газов и щелочных металлов
Рис. 79. Характер зависимости тепло-
проводности плазмы X, ее электропро-
водимости о для азота от температуры
Для молекулярных газов и паров металлов в диапазоне реаль-
ных температур столба дуги теплопроводность является слож-
ной функцией температуры. На рис. 79 [101] показан характер
зависимости теплопроводности азота от температуры. При низ-
кой температуре теплопроводность обусловлена молекулярным
азотом. Участок АВ соответствует диссоциации азота. В точке В
весь азот практически диссоциирован. Это обусловливает макси-
мум теплопроводности. Затем теплопроводность снижается.
В точке С теплопроводность обусловлена атомами азота и электро-
нами. В точке D появляется максимум, обусловленный иониза-
цией и диффузией ионов из столба дуги. Теплопроводности за-
щитных газов показаны на рис. 80. У одноатомных газов тепло-
проводность с температурой изменяется плавно, поэтому темпера-
тура от оси дуги к периферии столба также меняется плавно.
У молекулярных газов энергия передается через участки с ин-
тенсивной диссоциацией. Вследствие диссоциации возникают зна-
чительные градиенты концентраций, приводящие к диффузии
атомов к периферии, а молекул — внутрь столба дуги. Переходя
в зону более высокой температуры, молекулы диссоциируют, пог-
лощая энергию. Таким образом, энергия от более горячих зон
передается к более холодным не с помощью классической тепло-
проводности (переносом кинетической энергии), а благодаря пере-
носу энергии диссоциации. Поэтому столб дуги в молекулярных
газах может иметь резко очерченные оптические, термические и
электрические границы [101].
Столб дуги генерирует излучение атомного и молекулярного
спектров, излучение, связанное с рекомбинацией внутри объема
газа, и тормозное излучение. Представляет интерес оценить
долю энергии, теряемую излучением. Такие исследования про-
ведены для дуги в аргоне (табл. 24) [14].
14!
Рис. 80. Зависимость t сил о провод
нести газов от температуры
Рис. 81. Завис и м с кть у де л ь н ой эпок
тро с ровод и мости плазм ы (и* i е м пера -
туры
Перенос энергии излучением растет с увеличением радиуса
дуги и давления и составляет в зависимости от условий горения
дуги 2—29 % для рассмотренного примера.
Электропроводимость столба дуги. Электропроводимость плазмы
с ростом температуры газа быстро нарастает на участке, соответ-
ствующем росту концентрации электронов. Удельная электро-
проводимость в зависимости от температуры для защитных газов
и щелочных металлов показана на рис. 81 [761. Удельную электро-
проводимость газа о определяют из закона Ома / • аЕ, откуда
о — j/E. Если считать, чго ток в плазме переносится только элек-
тронами, то
о пееЪе,
где Ьк ve[E — подвижность электронов (м'2/В -с).
В слабо ионизированной плазме подвижность электронов оп-
ределяется по С. Чепмену [133]:
Ъе 0,532 (c/QB!1p)
где Qm — эффективное сечение упругих столкновений электрона
с нейтральной частицей, м*; тс -= 9.1083-10'31 кг.
Удельная электропроводимость в этом случае
nn.3,82-lQ^\,/(Qen-T^5),
где аи — степень ионизации по уравнению Саха [см. формулу
142
Таблица 24
Показатель Температура столба дуги, К
10 000 12 500 15 000 12 500 10 000
Радиус столба дуги, см Мощность, вкладываемая в единицу столба дуги, Дж/(см-с) Отношение энергии излу- чения к вкладываемой энер- гии Давление, Па 0,3 161 0,02 0,3 731 0,17 0.3 2280 0,25 0,4 877 0,27 0,3 175 0,29
105 10е
Удельная электропроводимость сильно ионизированной плазмы
определяется по Л. Спитцеру 11121:
а, = = 1,52-10-27’1"6/1пЛп,
где kn — параметр кулоновского взаимодействия
kn = 8,75-1 (УТ1 '5Л?°-5.
Для частично ионизированного газа
о = (1/щ„ + l/os). (41)
Для электроотрицательных газов в формулу (41) должны быть
введены поправки. В работе [761 при расчете о для слабоионизи-
рованной плазмы вместо Qen взята сумма сечений всех взаимодей-
ствий SnfQj.
Обращает на себя внимание резкое возрастание удельной
электропроводимости (участок Т—J, см. рис. 79) в диапазоне
температур, характеризующихся ионизацией и возрастанием кон-
центрации электронов пе. Далее с ростом температуры электро-
проводимость может оставаться примерно на одном уровне, если
нет изменений концентрации электронов и средней длины их
свободного пробега (например, для азота). При более высоких
температурах возможно даже снижение электропроводимости.
Дуга при больших токах может иметь возрастающую статическую
характеристику, так как рост электропроводимости с повышением
температуры происходит недостаточно интенсивно [101 ]. Расчет-
ные значения электропроводимости плазмы [76 ] хорошо совпа-
дают с экспериментальными [124).
Ввиду сложности процессов, протекающих в столбе сварочной
дуги, расчетное определение электропроводимости не может быть
признано вполне достоверным хотя бы потому, что такие пара-
метры, как температура, эффективный потенциал ионизации и се-
чения столкновений, не могут быть определены с гарантирован-
143
ной точностью. Поэтому для изучения строения дуги и анализа
протекающих в столбе дуги процессов большой интерес представ-
ляет экспериментальное определение радиального распределения
электропроводимости столба дуги.
Радиальное и аксиальное распределение электропроводимости
пространственно устойчивых дуг. Определение радиального и
аксиального распределения электропроводимости столба дуги
возможно лишь для пространственно устойчивых дуг (в аргоне
и аргоносодержащих смесях при токе обратной полярности и при
сварке активированным электродом током прямой полярности).
Столб таких дуг состоит из двух-трех коаксиальных зон, отличаю-
щихся интенсивностью свечения. В центре столба вдоль его оси
выделяется ярко светящийся плазменный канал, по которому
с электрода в сварочную ванну переносится расплавленный ме-
талл в виде относительно мелких капель (меньше диаметра элек-
трода). Переносимая капля при этом деформирует плазменный
канал, увеличивая его поперечное сечение в месте своего нахож-
дения.
Плазменный канал окружен второй зоной с меньшим свече-
нием. В некоторых случаях наблюдается третья наружная зона
(см. рис. 45). Можно предположить, что такое строение столба
дуги связано с изменением его свойств (в частности, электропрово-
димости) в радиальном направлении. Это, в свою очередь, должно
отразиться на технологических свойствах дуги.
Известные методики косвенного определения электропроводи-
мости дуги [68] в основном применимы для дуг, горящих в инерт-
ных газах с неплавящимся электродом, и не позволяют непосред-
ственно измерять ее электропроводимость. Эти методики основаны
на измерении температуры дуги и последующем расчете концен-
трации носителей зарядов.
Для прямого локального измерения электрических параметров
плазмы столба дуги применяют зондовые методы, теория которых
освещена в работах [30, 131 ]. На этой основе разработана зондо-
вая методика, позволяющая проводить локальные измерения элек-
трических параметров плазмы дуги в различных точках посред-
ством двойных зондов.
Устройство для зондовой диагностики дуги, структурная
схема которого представлена на рис. 82, состоит из двойных по-
тенциометрических зондов 1, установленных в зондовой головке 2,
генератора 3 прямоугольных стабилизированных импульсов тока,
ключа 4 и регистратора напряжения 5 (осциллографа). Зонды пред-
ставляют собой вольфрамовые нити диаметром 0,2 мм, помещенные
в кварцевые тонкостенные трубочки и выступающие из них со
стороны рабочего торца на 0,2—0,5 мм. Зондовую головку уста-
навливали в устройстве для прострела дуги (см. рис. 30, б).
Скорость прострела дуги зондами равна 0,15 м/с. Плоскость зон-
дирования, в которой находились зонды, располагали перпенди-
кулярно к оси дуги.
144
Рис. 83. Временные диаграммы зонди-
рующего тока /3 и напряжения С/3
между зондами
Рис. 82. Структурная схема устрой-
ства для зондовой диагностики дуги
При введении потенциометрических зондов в плазму дуги
ключ размыкает выходные клеммы генератора импульсов тока,
собранного по схеме усилителя-ограничителя, и на зонды подаются
калиброванные прямоугольные импульсы тока /3 (рис. 83). Па-
дение напряжения между зондами U3, возникающее при прохож-
дении импульсов тока через плазму, снимается и фиксируется
светолучевым осциллографом.
По полученной диаграмме напряжения строили огибающие
и U2, определяющие напряжение между зондами во время пауз,
между импульсами и при установившихся значениях тока импуль-
сов. Если зонды (вольфрамовые нити) находятся на одной экви-
потенциальной поверхности, то напряжение U1 равно нулю. В про-
тивном случае (Д отлично от нуля.
При помещении в однородную проводящую среду двух ци-
линдрических зондов, расположенных друг от друга на расстоя-
нии, сравнимом с их диаметром, удельная электропроводимость
среды между ними определяется (если пренебречь эффектом расте-
кания тока на торцах зондов) по формуле [75]
a = Zaln(/3/7?)/(^3/),
где Ua — U2 — Ux — напряжение между зондами, обусловленное
прохождением в плазме зондирующего тока I„\ R, I — радиус и
длина вольфрамовой нити, выступающей из кварцевой трубочки;
1Я — расстояние между осями зондов.
При зондировании осуществляли синхронную двухпроекцион-
ную скоростную киносъемку дуги в двух взаимно перпендикуляр-
ных плоскостях. Для этого применяли кинокамеру СКС-1М и
зеркальную стереоскопическую приставку. По двум проекциям
зондов фиксировали их положение в дуге (рис. 84).
В связи с тем, что в литературе имеются данные, касающиеся
электропроводимости дуги при сварке неплавящимся электродом
в аргоне [69], отработку методики зондирования прово-
145
Рис. 84. Кадр двух проекционной
дили в тех же условиях. Осцил-
лограмма зондирования и график
распределения о по радиусу от
оси дуги к ее периферии на раз-
личных расстояниях от торца
электрода приведены на рис.85,а
и рис. 86, а. Характер изменения
электропроводимости дуги при
сварке вольфрамовым электродом
диаметром 5 мм совпадает с ха-
рактером аналогичных данных,
приведенных в работе [691.
скоростной киносъемки Отработанную методику приме-
няли для зондирования простран-
ственно устойчивых дуг со струйным переносом металла. В ка-
честве плавящегося электрода применяли сварочную проволоку
Св-08Г2С диаметром 2 мм.
При сварке в аргоне плавящимся электродом на некотором
расстоянии от оси дуги обнаружено резкое снижение электропро-
водимости (см. рис. 86, б). Совмещение осциллограммы (см.
рис. 85, б) и кинограммы процесса зондирования показало, что
граница резкого уменьшения электропроводимости наблюдается
при касании зондами ярко светящегося центрального канала
столба дуги (см. рис. 84). Такое уменьшение о, по-видимому,
связано с охлаждающим действием паров металла электрода,
переносимых внутри -центрального канала дуги. Аналогичное
снижение о при плазменно-дуговой сварке в аргоне отмечено
в работе [151 1, где указано на наличие в центральном канале дуги
паров металла при температуре 7000 К. В периферийной зоне дуги,
окружающей центральный канал, температура достигает 13 000 К,
а пары металла отсутствуют. Таким образом, можно предположить,
Рис. 85. Осциллограммы процес-
са зондирования дуги:
а — неплапящийся электрод. Аг, по-
лярность прямая, Iд --• 250 A, Uд —
= 25 В; б — плавящийся электрод. Аг,
полярность обратная, /д -= 400 А,
1/д — 30 В; в — плавящийся активи-
рованный электрод, СО2, полярность
прямая, /д — 400 A, — 40 В
146
Рис. 86. Изменение удельной электропроводимости по радиусу дуги на различ-
ном расстоянии от торца электрода (а—в — данные рис. 85)’
а: 1 — 3,6 мм: 2 — 4,7 мм; 3 — 5,8 мм;
б: 1 — 2 мм; 2 — 4,8 мм; 3 — 7,5 мм:
е\ 1 — 1,4 мм; 2 — 3 мм; 3 — 5,3 мм
что наибольшая электропроводимость и плотность тока дуги бу-
дут иметь место на внешней границе центрального канала, где
пары металла нагреты до более высокой температуры.
Если зонды не попадают в центральный канал дуги, то «про-
валов» электропроводимости не наблюдается. Характер распреде-
ления удельной электропроводимости в этом случае аналогичен
характеру ее распределения в дуге с неплавящимся электродом.
С помощью предложенной методики не удалось четко выявить
снижения электропроводимости дуги в ярко светящемся централь-
ном канале ее столба при сварке в углекислом газе активирован-
ным электродом. Это связано с относительной неустойчивостью
центрального канала дуги меньшего поперечного сечения, чем
в аргоне, и с более низкой температурой плазмы в углекислом газе,
обладающего высокой теплопроводностью. Поэтому наличие боль-
шого количества паров металла в центральном канале такой дуги,
147
Рис. 87. Форма проплав-
ления коррозионно-стой-
кой стали (а) и меди (6);
Ai, полярность прямая,
электрод активирован-
ный, d.j — 1,6 мм, 1„~
=-= 480 A, Un = 24 В:
а - Св-1)6Х I'lHD'f; б
Г.рКМцЗ 1
по-видимому, не приводит к заметному снижению его электропро-
водимости.
Вследствие значительных возмущений, вносимых зондами
в столб дуги, полученные результаты могут быть использованы
только как качественные для определения характера распреде-
ления о по сечению столба дуги.
Зондированием установлено, что для всех исследованных дуг
электропроводимость плазмы снижается с удалением от торца
электрода (поверхности капли).
Несмотря на столь различное распределение, удельной электро-
проводимости в дугах со струйным переносом металла при токах
обратной и прямой полярности, сварные швы имеют одинаковую
пальцеобразную форму проплавления [116|. Следовательно, та-
кая форма проплавления определяется не только значением тока
и его распределением, но и другими факторами. По-видимому,
определенную роль играют тепловые процессы, так как для сва-
риваемых металлов, обладающих более высокой теплопроводно-
стью, чем сталь, пальцеобразное проплавление становится менее
выраженным и для меди оно исчезает полностью (рис. 87). По
мнению В. Эссерса и Р. Волтера [1461, причина пальцеобразной
формы проплавления заключается в более эффективной передаче
теплоты от дуги и перегретых капель электродного металла на дно
сварочной ванны в результате уменьшения толщины жидкой про-
слойки в месте непрерывных ударов капель о ее поверхность.
Сила удара зависит от скорости капель, которая определяется не
только электромагнитными силами при отрыве капли от электрода,
но и, как показано в работе [801, силовым действием на нее плаз-
менных потоков.
Известно, что между кинетической составляющей давления дуги
(плазменных потоков) и глубиной проплавления существует пря-
мая связь. В пространственно неустойчивых дугах рассредоточе-
ние силового воздействия плазменных потоков и капель электрод-
ного металла на поверхности сварочной ванны приводит к умень-
шению глубины проплавления.
ОПРЕДЕЛЕНИЕ ГРАДИЕНТА ПОТЕНЦИАЛА
В СТОЛБЕ ДУГИ
Градиент потенциала ka характеризует напряженность элек-
трического поля в столбе дуги в направлении тока. В работе [61 1
предложена методика расчета градиента потенциала в столбе
148
дуги, исходя из уравнений баланса мощности единицы длины
столба дуги, уравнения Саха степени термической ионизации,
уравнения Ланжевена, а также принципа минимума Штеенбека.
Анализ полученного выражения показывает, что оно вряд ли при-
менимо к сварочной дуге с плавящимся электродом.
При определении kn предполагают, что электроды имеют не-
ограниченное сечение и радиус столба дуги является варьируемой
величиной. Устанавливающаяся при этом плотность тока является
функцией /гд, давления, температуры и потенциала ионизации.
Независимо от вида потерь энергии столбом дуги решения задачи
приводят к зависимости /гяЕ-/-|/3, что не соответствует эксперимен-
тальным данным для сварочных дуг с плавящимся электродом
при плотности тока порядка 50 А/мм2 и выше.
В действительности, с ростом тока растет плотность тока,
поскольку сечение электрода ограничено и некоторый рост пло-
шали активного пятна на электроде возможен лишь за счет увели-
чения охвата дугой боковой поверхности электрода. Поэтому
принимаемая многими авторами модель [61 ] не соответствует
дуге с плавящимся электродом.
Если принять допущение, что отдача теплоты от столба дуги
происходит благодаря теплопроводности, т. е.
/д^д = —Q.nr’kdT/dr,
то нетрудно установить, что
kn - (к dTldrf13.
Различные факторы, увеличивающие теплоотдачу столба дуги,
приводят к росту градиента потенциала. С увеличением давления
газа градиент потенциала растет: kn = р1'6 [20].
Экспериментально градиент потенциала в столбе дуги опреде-
ляют как отношение Д1/д/А/д в удаленной от электродов области.
Рассмотрим, насколько это правомерно.
Для систем с постоянной скоростью подачи электрода уравне-
ние статической характеристики саморегулирования имеет вид
/д = /3 Ч~ kcnUц/(^ст Ч~ ^дт^ен)> (42)
где /3 — задающий ток; kCT, kc„ — коэффициенты саморегули-
рования дуги по току и напряжению; /гдт — крутизна статической
характеристики дуги.
Из (42) определяем связь между 7Д и ил:
— ^СН^д/(^СТ 4“ ^ДТ^Сн)’ (46)
где 4Д и ил— приращения тока и напряжения на дуге соответ-
ственно.
149
'Г б л и ц л i*>
Электродная проволока Состояние поверхности электрод» Защит- ная среда Пол VJ; ilGCT!- тпка Гик ДУГ»> Градиент потенциа- ла в столбе дуги, В/ММ
Марка S ш £ К S Ча
Воздух 165 2,3
Св 08Г2С 2 1,6 Очищенная <’А Комби ни ро- ка и на -г Аг Обрат- ная 200 320 400 500^ 230 150 200 250 300 200 1,17 - 1,06 3,0- -3,1 3.3 й^- 2,0 1л» LSI 1,79 13‘й 0 9 J.Cfi
350 200 210 360 0,9- : 2 2 ,с- ! .65- : ,9
Актив ир ова и пая 7,3 % CsjCOs 4 + 1,2 % NafC.Og, ал Прям-",я
СвАМгб! Химически очи- щенная Аг Обрат- ная 200 300 400 500 0.8 1,19 1 1-’з
МНЖКТ5-1-0,2-0,2
2 Активированная 4 % Cs?COs + 4- 4% К2СО3 500 500 i ,()J
БрКМпЗ-1 1 Ip ч и;и> 500 500 .3 1,25
Аг 190 - 0.8—0,86
ЭГ1367 В состоянии по- ставки Обрат чая 195 170 - 180 1 O-IJ.
II римечани е. Комбинированная защита состоит из потока аргона,
который подается вокруг электрода (2,5—3 л/мин), и концентрического наруж-
ного потока углекислого газа (12—15 л/мин).
150
С другой стороны, изменения напряжения на дуге можно пред-
ставить суммой
Нд Ufit —Ufit &д^д Ч” ^дт^д»
Г/ dJJ . п ди
где Uд1 — д1 , Udi = д1 .
(44)
Подставляя значение 1д из (43) в формулу (44), окончательно
получим
1д \ «СТ /
При /гдт = 0 или kCH -- О
АПД/Л/Д = kn.
Анализ этого выражения в общем случае показывает, что
^сн^дт/^ст 'Д 1 ’
Действительно: при &сн = 0,004 см(/с-В), kCT = 0,0135 см(/с-А)
и /гдт = 0,03 В/A поправка kcakn^lkCT = 0,01.
Таким образом, градиент потенциала можно практически
определять как AUn//\lR. Полученные экспериментально значе-
ния градиента потенциала в столбе дуги приведены в табл. 25.
В работе Г. И. Лескова [61 ] выражение для kR не учитывает
специфики тепловых потерь для дуг в различных защитных га-
зах. По экспериментальным данным дуга в водороде имеет гра-
диент потенциала на порядок выше, чем в аргоне [101 I, хотя
потенциал ионизации аргона выше, чем водорода.
Для атомарных газов при низких давлениях (1,33. -1330 Па)
более высоким значениям потенциала возбуждения и ионизации
соответствует большее значение градиента потенциала в столбе
дуги. Для молекулярных газов kR выше, чем для атомарных, так
как электроны могут терять энергию, расходуя ее на вращатель-
ные переходы молекул. При высоких давлениях (порядка атмо-
сферного) значение kn связано с теплопроводностью газа и выше
у молекулярных газов в связи с диссоциацией их молекул. Для
малых плотностей тока значение kR с ростом тока уменьшается.
ГЛАВА 6. ВЗАИМОСВЯЗЬ ПРОЦЕССОВ
В ПРИЭЛЕКТРОДНЫХ ОБЛАСТЯХ
И В СТОЛБЕ ДУГИ
В предыдущих главах рассмотрены отдельно процессы в при-
электродных областях и столбе сварочной дуги. Изложена кон-
цепция трех источников нагрева: катодной, анодной областей и
столба дуги, а также принцип независимости их действия. Вместе
с тем процессы во всех областях дуги взаимосвязаны и координи-
рованы. Например, координация эмиссионных процессов в при-
электродных областях и ионизационных в столбе дуги обеспечи-
вает непрерывность тока дуги.
Плазменные и газовые потоки, направленные на электроды,
изменяют приэлектродные падения напряжения и их зависимость
от тока. Поэтому после анализа процессов в различных областях
дуги целесообразно рассмотреть дугу в целом, а также те процессы,
которые протекают одновременно в различных областях дуги
и определяют ее технологические свойства. Сюда относятся такие
вопросы, как пространственная устойчивость дуги, распределение
потенциала и баланс энергии в дуге, магнитогидродинамические
процессы в системе электрод—дуга—сварочная ванна, а также
действие плазменных и газовых потоков. Здесь же рассматри-
вается и проплавляющее действие дуги, поскольку оно обуслов-
лено не только соответствующим приэлектродным падением на-
пряжения, но и действием потоков в дуге.
ПРОСТРАНСТВЕННАЯ УСТОЙЧИВОСТЬ
СВАРОЧНОЙ ДУГИ
Пространственная устойчивость — важнейшее технологическое
свойство дуги. Интенсивность расплавления электрода, тепло-
содержание расплавленного металла, его перенос в дуге, раз-
брызгивание и проплавление основного металла определяются
в значительной мере пространственной устойчивостью дуги, кото-
рая является необходимым условием сварки в защитных газах
длинной дугой.
Гипотезы. Изучением вопросов пространственной устойчи-
вости различных типов дуг занимались Г. М. Тиходеев, В. С. Гвоз-
децкий, Д. А. Дудко, В. С. Мечев, Б. А. Урюков, И. Г. Кесаев,
152
Г. И. Лесков, В. И. Раховский и др. В их работах отмечено, что
основная причина пространственной неустойчивости (блуждания)
дуги — перемещение катодного пятна по поверхности электрода.
Приняв допущение, что радиальные размеры положительного
объемного заряда в катодной области дуги больше радиальных
размеров отрицательного объемного заряда, поступающего с ка-
тода, В. С. Гвоздецкий и др. [21], объясняют перемещение ка-
тодного пятна дуги компенсацией части положительного объем-
ного заряда в центре ионизационной области автоэлектронным
током с катода. В результате максимум напряженности электри-
ческого поля должен располагаться по окружности на периферии
ионизационной области. Повое катодное пятно в этом случае,
по мнению авторов [21 1, может возникнуть в любой из точек по-
верхности катода, соответствующих максимуму поля положитель-
ного заряда.
Если принять точку зрения авторов работы [211, то незави-
симо от природы эмиссии электронов с катода все дуги оказы-
ваются пространственно неустойчивыми и стационарные дуги
невозможны. Компенсация части положительного объемного за-
ряда вследствие эмиссии электронов должна приводить к сни-
жению катодного падения напряжения [21 ]. В действительности,
катодное падение напряжения перед переходом катодного пятна
на новый участок поверхности катода возрастает [47 [.
По мнению Г. И. Лескова, основной причиной перемещения
катодного пятна является «охлаждение» ионизационного про-
странства катодной области дуги непрерывно поступающими
в нее парами материала катода [61 [. Образующаяся паровая фаза,
как считает Б. А. Урюков [1211, имеет меньшую электропрово-
димость, чем плазма, поэтому дуге «удобнее» гореть на краю пер-
воначального пятна, где концентрация пара значительно меньше.
Такое объяснение неубедительно, так как отсутствует прямая
связь между испарением катода и подвижностью катодного пятна.
В практике известно значительное испарение вольфрамового
электрода, что, однако, не вызывает нарушения пространственной
устойчивости дуги.
По мнению В. С. Мечева [671, основной причиной подвижности
катодного пятна является деформация положительного объемного
заряда относительно первоначального катодного пятна, получае-
мая в процессе столкновения с перезарядкой между атомами ме-
талла, испаряющегося с катода в катодную область, и ионами
плазмы дуги, приближающимися к катодной области. При столк-
новении с перезарядкой ионы вследствие кулоновских взаимодей-
ствий между собой отклоняются от направления своего движения
под углом до 90°. В связи с этим ионы должны поступать на катод
преимущественно в стороне от первоначального катодного пятна,
что обусловливает появление нового катодного пятна па другом
участке поверхности. Наиболее вероятной в этом случае является
резонансная перезарядка.
153
Такое объяснение вызывает ряд возражений. Вывод о том,
что при интенсификации процесса испарения металла увеличи-
вается блуждание дуги, не находит экспериментального под-
тверждения. В. С. Мечев объясняет большее блуждание дуги при
токе прямой полярности в углекислом газе более интенсивным
испарением металла с катодного пятна. Вместе с тем известно, что
испарение электродного металла при токе прямой полярности и
соответственно теплосодержание расплавленного металла значи-
тельно меньше, чем при токе обратной полярности [89].
Из практики дуговой сварки известно, что теплосодержание
электродного металла (степень его перегрева выше температуры
плавления) и поток паров из активного пятна дуги будут тем
больше, чем выше пространственная устойчивость дуги. Этим,
в частности, объясняется более высокое теплосодержание капель
электродного металла при сварке током обратной полярности
в углекислом газе, чем при сварке током прямой полярности, не-
смотря на то, что эффективное катодное падение напряжения выше
анодного. Таким образом, высокая плотность паров всегда пред-
полагает пространственную устойчивость дуги и не может быть
причиной ее блуждания.
Всякая пространственно устойчивая дуга, независимо от по-
лярности, всегда характеризуется невысоким коэффициентом рас-
плавления электрода и значительной долей теплоты, идущей на
перегрев и испарение электродного металла. Наоборот, переме-
щающаяся пространственно неустойчивая дуга характеризуется,
как правило, высоким коэффициентом расплавления электрода,
относительно малым теплосодержанием расплавленного металла
и малой интенсивностью испарения материала электродов.
Резонансная перезарядка может привести к рассредоточению
катодного пятна и не может вызвать его направленного переме-
щения, как это имеет место в действительности.
Проведенные И. Г. Кесаевым [47 ] исследования позволили
установить, что дуги с металлическими электродами, относящиеся
к категории холодных дуг, обладают внутренней неустойчивостью,
которая проявляется в колебаниях напряжения на электродах,
обусловленных непрерывной перестройкой и распадом катодного
пятна. Это явление названо «кризисом» катодного пятна и харак-
теризуется уменьшением тока с одновременным увеличением
напряжения на электродах.
И. Г. Кесаев допускает, что распад катодного пятна может
произойти вследствие изменения условий на поверхности металла
под действием самого разряда. По-видимому, основные изменения
при этом претерпевают эмиссионные свойства поверхности катода
и для дальнейшего существования дуги катодное пятно должно
перейти на новое место.
Изменение эмиссионных свойств электрода достигается его
активированием. Для дуг с активированным электродом переход
к струйному переносу металла сопровождается повышением про-
154
!'hc №.. П(св.лс с г. А* проволокой СвО8Г2С, da — 1,6 мм:
► .\<м чу г ? ' М’ Г.. • - 1Юьерхнос1ь электрода; 3— -4 — горение дуги
i«f. «XiKQHOy /«>»(. рл> осчн мот роди; 6--t> - переход с боковой поверхности на торец
?,л<мтрода
страветвенной устойчивости. Поэтому представляет интерес опре-
д<лг ••• • или. ti:>, -.ск-ь-ща осктродов и активирования на про-
странственную устойчивость дуги в защитных газах.
' с .-рьг л аь?«. лаиным электродом переход к струйному
переносу металла сопровождается одновременным повышением
нростраисгвечн.»А устойчивое гм дуги. Поэтому нахождение при-
чин, определяющих устойчивость дуги и условия перехода от
ндусюичвкои пространственно устойчивой дуге, может спо-
гюбствовят;- пониманию механизма струйного переноса металла.
.'ю ы.(.-мю исследования. Изучение пространственной
устойчивости душ проводили при сварке в аргоне и углекислом
кгзе электродной проволокой Св-08Г2С диаметром 1,6 мм в со-
то»'11 поставки и с различной степенью очистки ее поверхности
136 L Ь.л? тпания дуги использовали преобразователь ПСГ-500.
Поведение дуги на электроде и ее параметры фиксировали по-
средством скоростной киносъемки с синхронным осниллографи-
рованием.
При сварке в аргоне с постоянной скоростью подачи электрод-
ной проволоки, очищенной от технологической смазки и с удален-
ным поверхностным слоем металла, наблюдаются периодические
(с частотой несколько десятков колебаний в секунду) скачкооб-
разные яймснения размеров и положения дуги, а также ее напря-
жения, сопровождающиеся экспоненциальным изменением тока
(рис. 88).
При наибольшем напряжении на дуге, близком к напряжению
холостого хода источника питания, наблюдается ярко выраженное
катодное пятно, расположенное под каплей на торце электрода.
При скачкообразном снижении напряжения дуга охватывает бо-
ковую поверхность электрода, представляющую собой зону ка-
тодного пятна. При этом происходит возрастание сварочного
тока, а яркость дуги под торцом электрода снижается.
На охваченной дугой поверхности электрода с высокой ско-
ростью перемещаются несколько ярко светящихся ячеек катодного
пятна, из которых в плазму поступают потоки металлического
пара. Г1о-видимому, в процессе нарастания тока колебания на-
155
Рис . 89. Схема изменения электриче-
ских параметров дуги при ее переме-
щении по электроду; А—горение
под торцом; 5 — горение с боковой
поверхности
пряжения определяются пере-
мещением таких ячеек, кото-
рые постепенно передвигаются
к верхней границе охвата
электрода дугой. При дости-
жении верхней границы напряжение скачком возрастает, дуга
на боковой поверхности гаснет, и катодное пятно вновь фор-
мируется под каплей на электроде Интенсивность свечения
катодного пятна и дуги под торцом электрода при этом
опять возрастают. После возрастания напряжения ток дуги на-
чинает снижаться. Погасание дуги на боковой поверхности не
всегда происходит скачкообразно. В этом случае напряжение на
дуге возрастает плавно до значения, предшествующего его скачко-
образному снижению.
Изменения электрических параметров дуги при ее перемеще-
нии по электроду показаны на рис. 89, а результаты обработки
осциллограмм приведены в табл. 26.
При сварке в аргоне электродной проволокой в состоянии
поставки наблюдаются более длительные промежутки времени
горения дуги при охвате ею боковой поверхности электрода.
Таблица 26
Состояние поверхности электрода Защит- ная среда Изменение напряженья, В Измене- ние то- ка, А Время горе- ния дуги на боковой поверхности электрода, с
At/, А6/г
В состоянии поставки Аг 10,3— 14,6 0—10 45—360 0,03—0,05
СО2 15,0— 21,4 — 70—260 —
Очищенная наждачной бумагой Аг 6,8—14,7 0—11,2 90—265 0,01—0,022
со2 10—22,4 — 30—230 —
С удаленным поверх- костным слоем металла Аг 8—14,7 0—11.4 100—250 0,002—0,016
СОг 7,7—11,2 — 30—90 —
Примечание. Электродная проволока Св-08Г2С, da~ 1,6 мм, ип —
— 300 м/ч
156
Рис. 90. Изменение электрических параметров процесса сварки в СО8, поляр-
ность:
а прямая; б — обратная
Улучшение очистки поверхности электрода приводит к умень-
шению этого времени.
При сварке в углекислом газе и любом состоянии поверхности
проволоки наблюдаются периодические скачкообразные измене-
ния напряжения большой амплитуды и соответствующие им изме-
нения в положении дуги относительно электрода (рис. 90, а).
При горении дуги под каплей в определенные .моменты времени
наблюдается уменьшение тока и возрастание напряжения дуги,
которое может стать больше напряжения холостого хода источ-
ника питания. Затем напряжение скачком снижается, а ток
начинает увеличиваться. Это явление вызвано переходом катод-
ного пятна дуги на границу плавления электрода независимо от
того, произошел отрыв капли или нет. Свечение катодного пятна
при этом снижается.
Характер изменения напряжения и тока во время перехода
капли с электрода в ванну при сварке в углекислом газе током
обратной полярности (см. рис. 90, б) отличается от аналогичного
процесса для тока прямой полярности. В этом случае перед от-
рывом капли от электрода происходит постепенное уменьшение
длины дуги и увеличение тока, в результате чего напряжение сни-
жается. Отрыв капли сопровождается скачкообразным увеличе-
нием напряжения и уменьшением тока вследствие увеличения
длины дуги.
Указанные изменения электрических параметров дуги при
сварке током прямой полярности соответствуют дуге с переме-
щающимся катодным пятном |47]. При сварке плавящимся элек-
тродом в защитных газах наблюдаются колебания напряжения
на дуге с частотой до нескольких килогерц, что, по-видимому,
обусловлено микроперемещенпями катодного пятна.
В работе [611 отмечено, что горение дуги с боковой поверх-
'ности электрода при сварке в аргоне током прямой полярности
157
Рис. 91. Вольт-амперная характерис-
тика дуги при горении под торцом
(/—,>) и с боковой поверхности {!' 3')\
А1, полярность прямая, Св-08Г2С,
d.A — 1,6 мм, оп 300 м/ч
Рис. 92. Охват дугой боковой поверх
пости электрода; Аг, полярность при
мая, Св-08Г2С в состоянии наставки
1К 400 A, U1{ = 30 В
можно объяснить меныппм сечением столкновения (рамзауэров
скпм сеченном) у атомов аргона и меньшим градиентом потен
впала в столбе дуги, чем в нарах металла электродов. Однако
наличие скачков по напряжению в активных газах, сходных со
скачками в аргоне, не может быть объяснено с этой точки зрения,
так как сечения столкновения атомов с электронами в парах
материалов электрода и в активных газах близки и значительно
отличаются от рамзауэровского сечения для аргона.
При постоянных электрических параметрах сварочной цепи,
скорости подачи электрода и напряжении источника питания ток'
дуги может изменяться благодаря изменению градиента потен-
циала столба дуги, катодного падения напряжения и эквивалент-
ного сопротивления дуги. Опыты по сварке током обратной по
ляриости электродной проволокой в состоянии поставки и с раз-
личной степенью очистки поверхности показали, что технологи-
ческая смазка, находящаяся па поверхности электрода и в ее-
поверхноетном слое, не оказывает влияния на сварочный ток.
Следовательно, градиент потенциала столба дуги не меняется
Для выяснения причин скачкообразного изменения напряже-
ния на дуге по результатам обработки осциллограмм строили
зависимости напряжения от тока при горении дуги под торцом
электрода и при охвате его боковой поверхности (рис. 91). Полу-
ченные зависимости являются в первом приближении вольт-
амперными характеристиками, соответствующими незначитель-
ным изменениям длины дуги. Методом экстраполяции полученных
зависимостей определяли противо-ЭДС дуги и ее эквивалентное
сопротивление. При горении дуги с охватом боковой поверхности
противо-ЭДС меньше, чем при горении дуги под торцом электрода
на величину, приблизительно равную скачку напряжения. Сопро-
тивление дуг (определяемые крутизной вольт-амперных характе-
ристик) в аргоне при горении ее под торцом электрода и при
158
охвате его боковой поверхности отличаются незначительно, в пре-
делах погрешности измерений. Таким образом, можно считать, что
скачкообразное изменение напряжения, вызывающее нарастание
и спад тока, определяется изменением катодного падения напря-
жения при переходе катодного пятна дуги с одного участка по-
верхности плавящегося электрода на другой.
Снижение катодного падения напряжения происходит, по-
видимому, в результате уменьшения работы выхода электронов
с поверхности катода при образовании на ней эмиссионного слоя,
работающего подобно оксидному катоду.
В ярко светящихся ячейках и катодном пятне на поверхности
электрода, по-видимому, происходит разрушение и удаление
эмиссионного слоя активирующего покрытия. После разрушения
этого слоя в области данного катодного пятна дуга скачком пере-
ходит на другой участок поверхности с низкой работой выхода
электрона (с большей эмиссионной способностью). Дуга занимает
такое положение, при котором ее напряжение будет наимень-
шим, при этом длина дуги может быть больше кратчайшего рас-
стояния между электродами. Таким образом, перемещение ка-
тодного пятна дуги происходит в полном соответствии с принци-
пом минимума напряжения Штеенбека.
Ухудшение эмиссионных свойств поверхности катода, проис-
ходящее в результате воздействия на нее дуги, приводит к росту
катодного падения напряжения и общего требуемого напряжения
на дуге, а это перемещение катодного пятна и дуги на новое
место, где катодное падение напряжения меньше.
В работе [123] установлено, что катодное пятно стремится
перейти, на участок поверхности катода, покрытый оксидной
пленкой, и такой переход сопровождается снижением напряже-
ния А(/ = 2 В. Он обусловлен снижением работы выхода элек-
тронов с окисленной поверхности по сравнению с неокисленной
поверхностью основного металла. Причиной перемещения катод-
ного пятна является уменьшение катодного падения напряжения
на дуге. Катодное пятно, зафиксировавшись в определенной точке
окисленной поверхности катода, переходит на соседний участок
после появления чистого металла на прежнем месте фиксации
пятна. При этом подвижность катодного пятна определяется
погонной энергией и интенсивностью катодного распыления 1129].
При сварке в аргоне током прямой полярности электродной
проволокой в состоянии поставки с ростом скорости ее подачи
увеличивается время горения дуги с боковой поверхности элек-
трода и снижается скорость перемещения катодного пятна вверх
по электроду. Устойчивый охват дугой боковой поверхности
электрода достигается при определенной скорости его подачи
(рис. 92). Пространственная устойчивость дуги повышается, и
возможен струйный или струйно-вращательный перенос металла.
При сварке активированным электродом на основе солей ще-
лочных металлов с увеличением количества покрытия на единицу
159
длины электрода устойчивость дуги достигается при меньшей
скорости подачи электрода.
Таким образом можно предположить, что как в случае неакти-
вированного (в состоянии поставки), так и в случае активирован-
ного электрода пространственная устойчивость дуги достигается
при равенстве скоростей удаления и поступления эмиссионного
слоя на поверхности электрода в зону горения дуги.
Неравномерность нанесения активирующего покрытия на по-
верхность электрода может служить одной из причин простран-
ственной неустойчивости дуги.
На пространственную устойчивость дуги определенное влия-
ние оказывают свойства защитного газа. Для дуги в углекислом
газе вследствие значительной теплопроводности плазмы и вы-
сокого градиента потенциала в столбе дуги условия охвата дугой
боковой поверхности электрода ухудшаются. Это отрицательно
сказывается на пространственной устойчивости дуги. Другим
фактором, действующим в том же направлении, является высокая
концентрация энергии в катодном пятне дуги. Для углекислого
газа, как окислительной среды, характерно продолжительное су-
ществование катодного пятна под каплей. Следовательно, воз-
действовать на пространственную устойчивость дуги в защитных
газах, подобных углекислому, можно путем одновременного по-
вышения эмиссионных свойств поверхности электрода-катода и
изменения теплофизических свойств защитного газа (снижения
его теплопроводности).
Основываясь на приведенных соображениях о причинах про-
странственной неустойчивости дуги, можно наметить следующие
пути повышения ее устойчивости: снижением градиента потен-
циала столба дуги: применением катодов, характеризующихся
химической однородностью; снижением удельной тепловой мощ-
ности на катоде (уменьшением катодного падения напряжения и
плотности тока в катодном пятне); обеспечением равенства ско-
ростей поступления и удаления эмиссионного слоя активирую-
щего покрытия на электроде.
Снижение градиента потенциала в столбе дуги достигается
применением защитных газов с низкой теплопроводностью (аргона
и газовых смесей на его основе), комбинированной защиты путем
создания коаксиального потока газов (внутренний — аргон, пе-
риферийный — углекислый газ), применением активирования элек-
тродной проволоки и сваркой в контролируемой атмосфере при
пониженном давлении.
Химическая однородность не гарантирует отсутстствие блуж-
дания дуги, однако исключает одну из возможных ее причин.
Снижение удельной тепловой мощности (}UK) достигается
уменьшением плотности тока и катодного падения напряжения.
Управление пространственным положением дуги возможно
двумя способами: с помощью флюсов-паст, наносимых на основной
металл, и с помощью магнитного поля. Флюсы-пасты помимо
160
изменения энергетических характеристик дуги стабилизируют
ее пространственное положение, чем также достигается увеличе-
ние глубины проплавления. Пространственное положение дуги
можно изменять действием внешнего и собственного магнитного
поля. Внешнее магнитное поле может служить для стабилизации
катодного пятна дуги, например, при сварке испаряющимся элек-
тродом в вакууме. Отклонение дуги под действием собственного
магнитного поля можно использовать для улучшения формирова-
ния шва созданием поперечных колебаний дуги путем коммутации
токоподвода.
ПОТОКИ ПЛАЗМЫ В СВАРОЧНЫХ ДУГАХ
В сварочной дуге с плавящимся электродом имеют место плаз-
менные (газовые) потоки, истекающие с катодного и анодного
пятен дуги и направленные перпендикулярно к поверхности элек-
тродов, из которых они истекают. Потоки плазмы увлекают за
собой окружающий газ и поэтому всегда сопровождаются газовыми
потоками. Поэтому под понятием поток в дальнейшем будем по-
нимать совместные плазменный и газовый потоки.
В дуге постоянного тока с плавящимся электродом катодный
и анодный потоки взаимодействуют. В зависимости от ряда усло-
вий тот или иной поток может оказаться интенсивней. Во многих
случаях поток с электрода, направленный к основному металлу,
является превалирующим. Определенную роль может играть и
отраженный от основного металла поток. Вследствие относительно
малой длины дуги с плавящимся электродом потоки не всегда
заметно выражены.
Потоки плазмы часто наблюдаются (проявляются) при слу-
чайной деформации столба дуги, вызванной внешним возмуще-
нием, либо вследствие неустойчивости активного пятна дуги.
Иногда потоки хорошо выявляются перед естественным обрывом
дуги при ее удлинении.
Плазменные потоки в дуге возникают на всех исследованных
металлах и имеют следующие особенности: направлены перпен-
дикулярно к поверхности электродов и имеют вид резкоочерчен-
ных пучков; возникают как на катоде, так и на аноде при опре-
деленном токе и длине дуги; образуются при различном давлении
окружающей среды и в различных защитных средах, в том числе
в вакууме.
Искусственное уменьшение сечения дуги вызывает поток, на-
правленный из мест уменьшенного сечения. Потоки, исходящие
из мест с уменьшенной площадью сечения (активных пятен дуги),
имеют электромагнитную природу. Электромагнитное давление,
возникающее в результате взаимодействия тока с собственным
магнитным полем в столбе дуги, и обусловленный этим взаимо-
действием пинч-эффект являются главной причиной возникнове-
ния потоков плазмы. Определенную роль при этом играют и теп-
^/g6 Леннвкнн 161
левые процессы, а также повышение давления, связанное с кон-
центрированным нагревом и интенсивным испарением материала
электродов. Резкое очертание потоков свидетельствует об элек-
тромагнитном их происхождении.
Потоки плазмы возникают через (1—2) 10“в с после зажигания
дуги при достижении определенного тока и длины дуги. Воз-
никновение потоков с электродов может произойти при изменении
их тепловых и эмиссионных свойств.
Подогрев катода посторонним источником теплоты ослабляет
исходящий из него поток плазмы. Искусственное охлаждение
электродов усиливает потоки плазмы. Повышение давления и
улучшение теплоотвода от столба дуги способствует уменьшению
потоков. Снижение давления и ухудшение теплоотвода, наоборот,
приводят к усилению интенсивности потоков [9].
Максимальная скорость движения частиц плазмы в потоке,
полученная из уравнения Навье-Стокса:
vM = / р0//7(2лр),
где р.о — магнитная проницаемость.
Согласно расчетам vM « 102 м/с. Начальная скорость потока
пара с активного пятна дуги определяется уравнением 191
vu = Спэ/(Р7и).
где QU3 — плотность энергии в активном пятне, Qn3 — Un], где
U'n — эффективное приэлектродное падение напряжения; р —
плотность паров; qn — удельная теплота испарения (количество
теплоты, необходимой для нагрева и испарения 1 г металла элек-
трода).
При малых токах ом £> он. С увеличением тока дуги значе-
ние он резко возрастает и может значительно (в несколько раз)
превышать гм. Вследствие большой плотности энергии в активных
пятнах дуги, достигающей 107 Вт/см2, реактивное давление паров
материала электрода нарастает столь быстро, что образуются
микровзрывы, сопровождающиеся выбросом паров, воспринимае-
мым как потоки плазмы [91.
Для дуги с плавящимся электродом плотность тока в катодном
пятне составляет обычно (2—3) 104 А/см2 и лишь на, активирован-
ном катоде достигает 3-106 А/см2. Катодное падение напряжения
составляет при этом в среднем около 10 В, и, таким образом,
плотность энергии на катоде достигает обычно (2—3) 105 Вт/см2,
т. е. значительно меньше, чем указано в работе [9].
Изучать потоки плазмы в реальных условиях дуги с плавя-
щимся электродом сложно из-за того, что анодный и катодный
потоки раздельно в обычных условиях практически не прояв-
ляются, а при возмущениях могут появляться раздельно весьма
кратковременно.
Для изучения действия потоков в дуге с плавящимся электро-
дом Л. М. Ронский предложил методику разделения потоков
162
Рис. 93. Потоки в дуге между параллельно располо-
женными электродами (Ф+ и Ф~ — собственное магнит-
ное поле дуги; Ф — внешнее поле)
Рис. 94. Появление плазменного потока с пластины-
катода с лакокрасочным покрытием ФЛ-ОКЗ
в дуге между параллельными вертикально расположенными не-
подвижными электродами с помощью поперечного магнитного
поля (рис. 93). При развитии дугового разряда образуются по-
токи с электродов, направление которых нормально к их торцовой
поверхности. Под действием собственного магнитного поля дуги
потоки несколько расходятся и замыкаются между собой слабо-
светящейся плазмой, которая под действием поля перемещается
вверх в виде выгнутого токопроводящего шнура.
Потоки с электродов развиваются неодинаково. При высокой
плотности тока в дуге, горящей между электродами диаметром
2 мм, быстрее развивается поток с катода. Развитие анодного
потока несколько отстает. В дугах с малой плотностью тока более
интенсивно развивается анодный поток по сравнению с катодным.
В обоих случаях анодный поток является доминирующим. Разде-
ление потоков с электродов под действием поперечного магнитного
поля свидетельствует о том, что они состоят из ионизированных
частиц.
В дуге между расположенными горизонтально и подающимися
навстречу друг другу электродами диаметром 2 мм анодный по-
ток подавляет катодный поток. Это же явление имеет место при
увеличении диаметра анода до 5 мм.
Таким образом, плазменные потоки возникают не только в ду-
гах с электродами разного сечения, где можно предположить обя-
зательное наличие осевой составляющей силы пинч-эффекта, но
и в симметричных дугах с электродами равного диаметра. Для
симметричных горизонтально расположенных электродов диа-
163
метром 2 мм при токе 385—400 А и напряжении на дуге 35 В ско-
рость плавления катода составляет 13,3 см/с, а анода — 8,83 см/с.
И. Д. Кулагин и А. В. Николаев отмечают интересное явле-
ние — инверсию плавления электродов при изменении тока дуги.
На токе прямой полярности до 150 А на электрод приходится
40—45 % выделяющейся энергии дуги, а на основной металл —
30—35 %. При токе 300 А и выше доля энергии, выделяемая на
электроде, составляет 30—35 %, а на основном металле — 45—
50 %, т. е. увеличивается примерно в 1,4 раза. Это явление
авторы объясняют изменением направления доминирующего по-
тока в дуге. На токе обратной полярности во всех случаях доми-
нирующий поток направлен с электрода на основной металл.
В этом случае на электроде выделяется 20—25 % энергии, а на
основном металле 55—60 %.
В сварочной дуге с плавящимся электродом плазменные
потоки оказывают влияние на ее пространственную устойчивость.
Взаимодействие катодного и анодного потоков определяет кон-
фигурацию дуги. Потоки оказывают тепловое и механическое
действие на электроды, влияют на перенос металла и проплавля-
ющее действие дуги. Потоки воздействуют и на приэлектродные
процессы в дуге.
Анодный поток, направленный к столбу дуги, увеличивает
скорость оттока ионов, так как скорость анодного потока соиз-
мерима со скоростью дрейфа ионов, которая в зоне, граничащей
со столбом дуги, составляет 102 см/с. Увеличение ионного тока
вызывает необходимость дополнительной ионизации в анодной
области дуги, что приводит к росту анодного падения напряже-
ния [126].
Катодная струя, направленная на анод, оказывает сильное
влияние на анодное падение напряжения. Если скорость этой
струи превышает у анода скорость дрейфа ионов, то струя препят-
ствует оттоку ионов в столб дуги. К поверхности анода подтекает
плазма. При этом необходимость в ионизации у анода отпадает,
так как отсутствует отток ионов, и анодное падение напряжения
снижается.
Плазменные потоки удобно наблюдать в дуге с активирован-
ным электродом. Так, при сварке в аргоне активированным
электродом элементы активирующего вещества, попадая на основ-
той металл — катод, образуют оксидные пленки с низкой работой
выхода электрона, о чем свидетельствует периодическое кратко-
временное появление из хвостовой части ванны плазменных по-
токов (рис. 94).
Плазменные потоки с катода создают значительные возмуще-
ния по току и влияют на геометрические размеры шва, кроме
того, они могут вызвать обрывы дуги (рис. 95). Это, вероятно,
обусловлено тем, что плазменный поток с основного металла шун-
тирует дугу и, имея большую длину, замыкается на электроде
выше его торца. Ток в плазменном потоке с анода уменьшается, и
164
А -,.-ч
о ----------------------—,----------------------™
0,02с
---эН----h*----
Рис. 95. Процесс обрыва ду1-и в аргоне, вызванный плазменным потоком с основ-
ного металла
поток исчезает. Когда же испарится оксид активирующего эле-
мента на поверхности ванны в основании катодного плазменного
потока, последний также исчезает и происходит обрыв дуги.
При сварке очищенной электродной проволокой в аргоне по
основному металлу — катоду с отверстиями, предварительно за-
полненными активаторами, при переходе с участка без актива-
торов на участок с активаторами при постоянной скорости подачи
электрода возрастает ток дуги и с поверхности основного металла
появляются плазменные потоки, которые приводят к нарушению
струйного переноса металла. Активаторы увеличивают длину
дуги и тем больше, чем меньше потенциал ионизации металла
активатора. При сварке в углекислом газе по слою активаторов
увеличивается диаметр капель и ухудшается устойчивость дуги.
Для оценки действия плазменных потоков и их влияния на
технологические свойства дуги необходимо определить параметры
этих потоков.
ОПРЕДЕЛЕНИЕ ПАРАМЕТРОВ
ПЛАЗМЕННОГО ПОТОКА
Методика определения скорости и давления плазменного
потока основана на анализе движения в ней капли-зонда. При
импульсно-дуговой сварке в активных защитных газах активи-
рованным электродом током прямой полярности в конце действия
импульса тока на торце электрода остается струйка расплавлен-
ного металла, вытянутая к сварочной ванне и разрушающаяся
под действием капиллярных сил с образованием одной—трех
капель диаметром 0,2—0.5 мм, подобных каплям Плато [24],
которые используются в качестве капель-зондов. Характерной
особенностью этих капель электродного металла является их
первоначальное движение вверх к электроду. Иногда капля
достигает электрода и поглощается расплавленным металлом на
его конце; в другом случае, несколько переместившись вверх,
она задерживается плазменным потоком, а затем перемещается
вниз к сварочной ванне (рис. 96).
Таким образом, в дуговом промежутке между электродом и
сварочной ванной образуется капля, служащая естественным
зондом для исследования движения плазменного потока. Так как
6 Ленивкнн
165
Гис. 96. Кинограмма образования : двюыния ьзили-зонда: d,, --- 1,6 мм; ско
рость <п«-.ч->« 2!'. надрог.'е
скорость перемещения капли ..'.окда « дую » какой-то момент
времени равна нулю, то можно г читан., что дальнейшее переме-
щение этой капли происходит н. действием плазменного потока
и силы гравитации Харакн-р движения капли зонда к сварочном
ванне позволяет суцнгь о ксро.тн н кинетической составляющей
плазменного пог<«ка.
Влияние тока дуг ч на параметры плазменной) потока опре-
деляли путем подбора режима сварки таким образом, чтобы на
каплю-зонд, находящуюся в дугогюм промежутке, действовал
импульс тока. Характер движения-капли-зонда в дуге исследо-
вали с помощью скоростной киносъемки и синхронного осцилло-
графирования процесса
Анализ кинограмм и осциллограмм п«казал, что для получе-
ния капель-зондов необходимо \м щ«п<1ЬЛиВй1ь минимальный для
стабильного течения процесса базовый ток, так как при высоком
его значении капля-зонд имеет большую скорость и импульс
тока не успевает ее настичь в дуговом промежутке.
По кинограммам строили графики перемещения капель-зон-
дов в дуге и методом графического дифференцирования определяли
скорости их перемещения (рис. 97) Капля в дуге первоначально
перемещается к электроду; при этом скорость ее уменьшается
вследствие действия гравитационной силы и плазменного потока
с электрода, и в какой-то момент времени скорость капли дости-
гает нулевого значения, а затем капля движется ускоренно вниз.
Постепенно ее скорость стабилизируется и определяется величи-
ной тока. Во время действия импульса тока скорость движения
капли возрастает. Это обусловлено возникновением газодинамиче-
ского течения плазмы от катода к аноду (от электрода к изделию).
Приращение скорости капли Аок за время А/ происходит под
действием силы лобового сопротивления капли кинетической
составляющей плазменного потока. Считая массу капли тк за
время AZ постоянной, получаем
Ал =-- тк hvK/M, (45)
где Ад — сила лобового сопротивления.
166
Ji 97. Изменение тока дуги, пути
'.корости капли-зонда; dK — 0,4 мм,
d„ = 1,6 мм
Рис. 98. Характер обтекания капли-
i плазменным потоком; da —
i,6 мм, dB = 0,4 мм, /д — 300 А
С другой стороны, сила лобового сопротивления для капли
рмческой формы [621
/*" л — ЗХб'хО’опРдТ/к/В, (46)
гье ех — коэффициент газодинамического сопротивления; иоп —
.сительная скорость плазменного потока; цоп — иил — t>„;
— абсолютная скорость плазменного потока); ра — плот-
;:«• гь плазмы; dK — диаметр капли-зонда.
Из равенств (45) и (46) следует, что
^оиСхРп = 4р4 Аок/(ЗА/). (47)
Значения правой части уравнения (47) определены экспери-
ментально по движению капель-зондов при плотности расплав-
ленной стали р = 5 г/см3 [901 и приведены в табл. 27.
Для определения относительной скорости плазменного по-
тока необходимо знать величины сх и рп. Коэффициент сх зависит
Таблица 27
Диаметр .капли- зонда, нм Расстояние капли-зонда от электрода в момент наложения импульса тока, мм м/с. А/, мс 4р</кАок/(ЗДП, кПа *ПЛ’ км/с р, кПа
0,4 0,65 0,63 0,816 2,16 1,12 3,52
0,35 0,5 0,73 0,91 1,93 1,09 3,52
0,25 0,45 0,84 0,668 2,01 1,1 1.11 3,39
0,45 0.4 0,35 0,527 2,08 3,45
0,3 0,4 0.48 0,445 2,3 1,17 3,84
0,5 0,4 1,5 0,646 2,48 1,21 4,1
0,3 0,1 1,25 0,278 8,66 2,27 14,5
167
от условий обтекания капли плазмой. Высокая температура
плазмы обусловливает наличие постоянного слоя пара вокруг
капли, уменьшающего поверхностное грение и улучшающего
условия обтекания поверхности капли. Это приводит к большему
охвату поверхности капли плазменным потоком. На кадрах ско-
ростной киносъемки (рис. 98) показана картина обтекания капель-
зондов плазменным потоком, аналогичная той, которая наблю-
дается при значениях сх = 0,3 и ниже |62]. В связи с этим при-
нято сх = 0,3. Уменьшением коэффициента щ согласно уравне-
нию (47) можно повысить расчетную скорость плазменного по-
тока.
Принимаем среднюю температуру дуги в углекислом газе
10 000 К П1. Тогда на основании экстраполяции данных работы
[ill для углекислотной плазмы ри = 5,6-10-5 г/см3. Из уравнения
(47) определяем
^ои ' I Дь'и.• xpu АГ).
Так как скорость капли о,. в сравнении с относительной ско-
ростью плазмы со„ мала, го да
Давление плазменною потока (его скоростной напор) опре-
деляется гю формуле
р С,5ра0рЛ.
Результаты расчета скорости плазменного потока и его давле-
ния приведены в табл. 27. Они подтверждают существование гра-
диента давления плазмы в дуговом промежутке, так как наиболь-
шую скорость капля-зонд приобретает, находясь на наименьшем
расстоянии от электрода в момент наложения импульса.
Следует отметить, что капля-зонд только под воздействием
кинетической составляющей плазменного потока приобретает ско-
рость в дуге до 120 см/с, сравнимую со скоростью, которую полу-
чают капли, отрывающиеся с электрода во время действия им-
пульса тока.
Таким образом, рассмотренная методика позволяет исследо-
вать плазменные потоки в дуге при сварке плавящимся электродом,
не вводя в дугу инородных тел.
МАГНИТОГИДРОДИНАМИЧЕСКИЕ ПРОЦЕССЫ
В СИСТЕМЕ ЭЛЕКТРОД ДУГА—ВАННА
Процессы, протекающие в системе электрод—дуга—ванна,
определяют такие важные технические характеристики, как сте-
пень контрагирования дуги и интенсивность плазменных потоков,
перенос металла, погружение дуги в сварочную ванну, глубина
проплавления основного металла, перемешивание металла в сва-
рочной ванне.
По характеру воздействия на металл сварочной ванны силы
можно разделить на поверхностные и объемные. К поверхностным
силам относятся воздействия от давления торможения плазмен-
168
Рис. 99. Схемы приборов для определения силового воздействия дуги по методу
взвешивания; Гэк — электромагнитная сила расширения сварочного контура;
/пв — электромагнитная сила в ванне; Fn — суммарное силовое воздействие
дуги:
а, б — схемы А. В. Петрова; о, г - схемы А. А. Ерохина; а, в — горение дуги; б, г -
короткое замыкание
ной струи, электромагнитного давления, реактивного давления
струи пара, сил поверхностного натяжения на границе газ—
металл и сил трения плазмы о поверхность обтекаемого металла
сварочной ванны. К объемным силам следует отнести электроди-
намические силы в сварочной ванне, гравитационные силы, силы
внутреннего трения в жидком металле и центробежные силы при
движении расплавленного металла по криволинейной поверхности
дна сварочной ванны.
Существует несколько способов определения силового воздей-
ствия дуги на металл сварочной ванны, однако погрешности изме-
рений и неполное соответствие способов измерения условиям
сварки не позволяют использовать полученные данные для коли-
чественного описания процессов в сварочной ванне. Причины
этого следует искать и в трудностях теоретического описания поля
объемных сил, действующих как в реальной дуге, так и в свароч-
ной ванне, а также в сложности проведения «чистого» экспери-
мента по определению силового воздействия дуги.
Экспериментальные методы определения силового воздействия
дуги. В связи со сложностью аналитического расчета системы
сил, действующих на металл сварочной ванны, широкое приме-
нение находят экспериментальные методы. Все существующие
методы определения силового воздействия дуги на металл сва-
рочной ванны можно разделить на две основные группы: методы
взвешивания 150, 54] и методы стробирующего анода [108, 136].
Методом взвешивания измеряют суммарное силовое воздействие
на сварочную ванну, состоящее из силового воздействия тор-
можения (плазменной струи дуги, действия капель переносимого
электродного металла и электромагнитной силы. Метод измерения
169
Рис. 100. Схема метода стробирующего анода для изме-
рения силового воздействия дуги:
/ — :>лек?род; 2 • дуга; S — изделие-анод; 4 — манометр
учитывает и возможное реактивное воздей-
ствие струи пара из активного пятна дуги
(рис. 99, а). В зависимости от конструкции
измерительной системы, формы и размер;»;
токопроводящей зоны электромагнитные силы
могут достигать значительной величин >.'
Поэтому в схемах измерений (841 для
выделения силового воздействия дуги на
ванну предлагается из суммарного воздействия, определяе-
мого в основном опыте, вычитать электромагнитную силу,
определяемую в опыте короткого замыкания (рис. 99, О;.
Следует отметить, что составляющая электромагнитной силы
в опыте с коротким замыканием и при горении дуги (при равны.:
токах) будет одинакова только в том случае, когда будут одина-
ковы магнитные поля тока в обоих случаях, чего, как правило,
практически достичь сложно. Эго неизбежно ведет к ошибке при
определении силового воздействия дуги на поверхность металла..
В других схемах метода взвешивания (38,501, предназначен-
ных только для дуги с неплавящиыся электродом (рис. 99,
предлагается сравнивать силовое воздействие разных дуг на одной
измерительной установке путем компенсации электромагнитной
силы расширения контура (рис. 99, а).
Методы стробирующего анода (рис. 100) позволяют определить
локальные значения суммы давления от электромагнитных сил я
давления торможения плазменной струи дуги на поверхности
неплавящегося охлаждаемого медного анода. Суммарное давление
определяется путем графического интегрирования функции рас-
пределения давления по радиусу дуги, получаемого при переме-
щении сварочной головки над стробирующим каналом. В работе
[1091 показано, что такие измерительные системы инерционны
и точность измерения зависит от скорости перемещения электри-
ческой дуги над стробирующим каналом. При условии пренебре-
жимо малых искажений манометрической системы максимально
допустимая скорость измерения распределения давления может
быть определена на основании уравнения переходной характе-
ристики из неравенства v^t/D <^0,01. В этом неравенстве D —
диаметр осесимметричного пятна давления дуги, осв — скорость
перемещения дуги над стробирующим каналом, % — постоянная
времени системы. Конечные размеры отверстия стробирующего
канала приводят к усреднению мгновенных значений давления
плазменной струи —- к апертурным искажениям кривой распре
деления давления, которые не позволяют судить о реальном его
распределении по поверхности анода В литературе часто не у.<й--
зывают скорость перемещения дуги, диаметр отверстия сгроби •
170
рующего канала, постоянные времени измерительной системы,
что не позволяет проверить требуемое условие для переходной
характеристики.
Количественное сопоставление результатов исследований, про-
веденных разными авторами по силовому воздействию дуги па
металл сварочной ванны, затруднено из-за несовершенства изме-
рительных приборов и отсутствия единых методик измерения.
Кроме того, следует отметить, что как характер распределения
воздействия дуги по поверхности сварочной ванны, так и суммар-
ное воздействие дуги на реальную сварочную ванну будут отли-
чаться от аналогичных величин, измеренных на медном охлаж-
даемом плоском аноде из-за кривизны поверхности сварочной
ванны. Поэтому перенос результатов измерений с плоского анода
на реальную сварочную ванну без корректировки может привести
к значительным погрешностям.
При условии учета динамических свойств измерительной
системы и апертурных искажений метод стробирующего анода
является более совершенным по сравнению с методом взвешивания
при определении поверхностных сил, действующих на плоский
анод.
Вопросу определения силового воздействия дуги на сварочную
ванну уделялось большое внимание советскими и зарубежными
учеными.
Известно, что силовое воздействие дуги пропорционально
квадрату сварочного тока и для коротких дуг (длиной 1п менее
3 мм) описывается выражением
F =3,57.10’s/«//S’5.
Исследования, проведенные с помощью рассмотренных мето-
дик, полностью подтвердили квадратичную зависимость силового
воздействия дуги от сварочного тока:
F = kBI2„
где kB — коэффициент, который зависит от длины и формы дуги
и некоторых других факторов (табл. 28).
Наименьшее значение kB имеет сварочная дуга с неплавящимся
электродом и несколько больше — дуга с плавящимся электро-
дом. Значение kB тем выше, чем меньше диаметр электрода (выше
плотность тока), сильнее проявляется пинч-эффект и, соответ-
ственно, больше кинетическая составляющая плазменного по-
тока дуги.
Физический смысл выражения для силового воздействия дуги
заключается в том, что оно определяется главным образом элек-
тромагнитными силами, возникающими в электроде при взаимо-
действии тока с собственным магнитным полем.
Рассмотрим особенности воздействия некоторых сил на по-
верхность сварочной ванны. Сила, вызванная потоком электронов,
и электростатическая сила действуют на металл (при сварке то-
171
Т а б л и ц а 28
Яясктродная * 4>с»аолсжа тока Tft. д’.-ги. А Дли- на ДУГИ, мм Напря- feB, ьккН/А#
марка диа- метр,, мм на дуге, В
Вольфрам 4 Дуга Прямая и Аг 200- 260 1 0,21— 0,44
OXI9H9T 1,6 2 2 Прямая » Обратнам 150 -450 5—10 22 25 0,62 0,58 0,65
! н-ЮХбН 1 1 1 0,5 Обратная 150 - 450 2 5 10 10 28 30 32 28- 30 0,64 0,61 0.55 0,7
. X.05 С EivJh/j. покрытием Ым 5 Дуга в Прима« воздухе j Ы) 300 0,45
С.В-08А 3 4 5 Перемен ВЫЙ 450- 800 450 -875 500- 900 0.33 0.27 0,24
Дуга при сварке покрытыми электродами
УОНИ-13/55 5 Прямая Обратная 120 -220 0,55 0,65
У-340 5 Прямая Обратная 140—250 0.64 0,57
Примечав и я: 1. При сварке в Аг в качестве основного металла при-
меняли медь, во всех остальных случаях — сгаль.
2. Таблица составлена по результатам исследований А. В. Петрова, Э. Д. Рай-
монда, Н. В. Шиганова и В. А. Петрунпчева.
ком прямой полярности) в пределах анодного пятна дуги и обус-
ловлены объемным электрическим зарядом у поверхности анода.
Направления действия электростатической силы и силы от воздей-
ствия электронов противоположны, и в первом приближении
можно считать, что они компенсируют друг друга, не оказывая
влияния на сварочную ванну.
Касательные напряжения трения на границе раздела плазма—
жидкий металл определяются вязкостью и скоростью течения
плазмы относительно поверхности сварочной ванны. Струя плазмы,
воздействуя на поверхность кратера ванны, обтекает его. Однако
при сварке свободно горящей дугой трение плазмы незначи-
тельно, поэтому этими силами можно пренебречь.
172
Взаимодействие тока с собственным магнитным полем вызы
вает плазменный поток в дуге, оказывающий динамическое воз
действие на сварочную ванну, и гидростатическое давление, дей-
ствующее в столбе дуги (как в проводнике) и на сварочную ванну
Кроме того, в металле сварочной ванны возникают объемные
электромагнитные силы [132].
Вопрос о взаимодействии дуги с собственным магнитным
полем рассмотрел Г. Меккер [126]. Теоретическое описание осу
ществлено с помощью уравнений энергии, движения, уравнения
Максвелла и закона Ома [40, 139, 141].
В большинстве известных работ принят ряд упрощающих
предположений: постоянство массовой скорости по сечению дуги,
линейная зависимость электропроводимости от температуры, ап
риорное задание формы дуги.
В связи с тем, что электромагнитные силы играют основную
роль в воздействии дуги, то для качественной оценки целесооб
разно рассмотреть модели дуги, расчетные формулы которых
при указанных упрощающих допущениях могут обеспечить до
статочно хорошее совпадение с экспериментальными данными
(541. Такими моделями являются цилиндрическая и коническая
модели дуги.
Цилиндрическая модель сварочной дуги. Рассмотрим, насколько
эта модель применима для анализа процессов, протекающих при
сварке, с точки зрения магнитной гидродинамики.
Пусть вдоль оси цилиндрического проводника протекает элек-
трический ток. Этот ток создает вокруг себя (как внутри провод-
ника, так и вне его) магнитное поле, вектор которого лежит
в плоскости, перпендикулярной к оси проводника z (рис. 101).
Поле имеет составляющие Нх, Ну и /17, причем Hz = 0, а / =
= rot Н. Внутри проводника магнитное поле в произвольной
точке связано с плотностью тока в этой точке соотношением
/г — дНу/дх — dHJdy, а вне. проводника, где ток отсутствует,
dlly/dx — dlljdy -= 0,
электромагнитная сила f — р0 (/ X Я) имеет составляющие fy —
— —VojzHx и fx := —НоЛДу- Так как вдоль проводника величины
не меняются (д/dz — 0), то из всех составляющих ротора силы
остается лишь г составляющая [25, 134]:
(rot f)2 = dfy/dx.dfjdy = p0 djjdx + Hv djjdy), (48)
где p0 — магнитная проницаемость.
По причине замкнутости линий поля div И ~ 0
jz(dHx/dx-}-dHv/dy) = O.
Если плотность электрического тока распределена симме-
трично относительно оси z, то правая часть в выражении (48)
обращается в нуль, и воздействие электромагнитной силы сво-
173
Рис. 101. Цилиндрическая
модель сварочной дуги
Рис. 102. Коническая модель свароч-
ной дуги
дится к радиальному сжатию проводника и возникновению дав-
ления в нем.
Для цилиндрической модели дуги в случае равномерного рас-
текания тока по сечению дуги азимутальная составляющая поля
— /гг/2, т. е. поле равно нулю на оси дуги и достигает макси-
мального значения на его границе.
Радиальная составляющая электромагнитной силы
fr = Но/^ф = Ио/2 г/2-
Так как составляющая электромагнитной силы fz = 0, то в этом
направлении не может быть стационарного течения, создается
поле давлений, градиент которого компенсирует электромагнит-
ные силы:
dp fd г —
Интегрируя это выражение от г до R, получаем избыточное
давление
Ар = р — р0 = (ц0/2/4) (R2 — г2) =
= (Ио/2/(4л2/?2)) (1 - г2Д?2), (49)
где р — давление, соответствующее текущему радиусу г; р0 —
давление окружающей среды.
Из (49) следует, что максимальное давление достигается на
оси дуги и на Apmax = щ№/(4я2/?8) превышает давление окру-
жающей среды.
Давление, обусловленное электромагнитными силами, не
только стремится уменьшить диаметр столба дуги, но и является
основной причиной возникновения продольных потоков плазмы
в дуге [1261.
174
Главным недостатком рассматриваемой модели является
го, что она предполагает неподвижность плазмы в дуге. Поэтому
для приближения к условиям реальной сварочной дуги, имеющей
в большинстве случаев колоколообразную форму и характери-
зующейся наличием плазменных потоков, необходимо рассмо-
треть модель дуги в виде усеченного конуса.
Коническая модель сварочной дуги. Построение конической
модели проведено с использованием подхода, предложенного в ра-
боте [25]. При построении модели дуги приняты следующие основ-
ные допущения: несжимаемость токопроводящей среды, отсут-
ствие вязкости, возможность приложения полного тока, проте-
кающего через часть исследуемой сферической поверхности
в точке О, которая служит геометрическим центром этой сферы.
Такой подход к анализу магнитогидродинамических процессов
в дуге использован и в работах [135, 1371.
Принято, что дуга представляет собой усеченный осесимме-
тричный конус, являющийся частью шарового сектора (рис. 102).
Образующие конуса продлены до пересечения с осью дуги
е точке О. Полный ток, протекающий в дуге., приложен в точке О —
центре сферических координат. Верхняя и нижняя границы дуги
образованы поверхностями шаровых секторов с радиусами /Д
к /?2. Любая точка внутри дуги имеет координаты: 7Д R
угловые координаты 0 0 и 0 -С <р <' 2л..
Если поле вектора плотности тока / осесимметрично, то инте-
гральное воздействие пространственной плотности электромагнит-
ных сил в аксиальном направлении можно рассчитать, не зная
конкретного распределения вектора j в среде.
Для упрощения анализа принимаем равномерное распределе-
ние тока по сечению радиусом /?, тогда плотность тока
/н - //(2лД2 (1 - cos е0)).
а напряженность магнитного поля
//ф ~ / (1 cos 0)/(2л7? (1 - cos 0О) sin 0).
Электромагнитная сила, приложенная к элементарному объему:
dv — Д2 sin 6 d0 dtp dR,
fo — (I — cos 6)/(4л® (1 — cos 0O)2 R3 sin 0).
Эта сила направлена перпендикулярно к линиям тока и может
быть разложена на радиальную и аксиальную компоненты.
Радиальная компонента приводит к сжатию столба дуги, а аксиаль-
ная компонента вызывает движение плазмы вдоль оси дуги в на-
правлении от меньшего ее сечения к большему. Таким образом, на
поверхность сварочной ванны действуют две составляющие: ста-
тическая — от радиальной компоненты электромагнитной силы
и кинетическая — от ее аксиальной компоненты. При этом основ-
ной особенностью движения плазмы в расширяющейся дуге яв-
175
ляется то, что аксиальный градиент давления, направленный
в сторону расширения столба дуги, ускоряет плазму только в цен-
тральных областях дуги, а на ее периферии тормозит движение
плазмы [139]. Это объясняют тем, что при расширении столба
дуги давление на его периферии будет больше, чем в расположен-
ном ближе к электроду меньшем сечении, и градиент давления
на периферии столба оказывается направленным в сторону мень-
шего сечения.
Таким образом, аксиальный градиент давления, создаваемый
радиальной электромагнитной силой, не приводит в расширя-
ющейся дуге к появлению дополнительного силового воздействия
на основной металл (сварочную ванну). По мнению авторов ра-
боты 1139 I, появление динамического воздействия дуги на основной
металл обусловлено аксиальной компонентой электромагнит-
ной силы.
Выделяя аксиальную компоненту как /у /е sin 0, можно
определить суммарную силу, действующую на поверхность сва-
рочной ванны, путем интегрирования по объему:
Рz - \fzdu р0/о(4л) 111(^2/7?,)-
еТ
V
Полученное выражение соответствует известной формуле
Двайта. Предполагая, что суммарная электромагнитная сила
реализуется в движение плазмы сварочной дуги и затем уравно-
вешивается реакцией поверхности сварочной ванны, можно
рассчитать среднее, давление па поверхность ванны:
Р<-Р. к Рг/^н - In (Z?9/7?i)/(8nz(l - cos00) 7?о) (50)
согласно принятой модели (см. рис. 102). Из геометрического по-
добия /?2//Д ----- А’/г (где R, г — радиусы сечения дуги у сварочной
ванны и у электрода соответственно) можно определить радиус
дуги у основного металла как R — г -|- /д tg 60. Тогда уравне-
ние (50) можно переписать в следующем виде:
Р<-р. к ----- Ио A2 In (1 4- /д tg 0от)/(4л2 (1 — cos Оо) (г 4- /д tg О0)2). (51)
Уравнение (51) удобно для анализа влияния размеров и формы
сварочной дуги на кинетическую составляющую плазменного
потока, действующего на сварочную ванну.
ИЗМЕРЕНИЕ КИНЕТИЧЕСКОЙ СОСТАВЛЯЮЩЕЙ
ДАВЛЕНИЯ ПЛАЗМЕННЫХ ПОТОКОВ
В СВАРОЧНОЙ ДУГЕ
Качество формирования шва при дуговой сварке во многом
определяется воздействием плазменных потоков дуги на поверх-
ность сварочной ванны. Очевидно, что от распределения воздей-
ствия плазменных потоков по поверхности сварочной ванны за-
висит ее форма и при одинаковом тепловом воздействии дуги
176
проплавляющая способность будет больше у той дуги, которая
создает большее давление.
Воздействие плазменных потоков дуги на сварочную ванну
определяется их скоростью и плотностью. Сжатие дуги при сварке
в защитных газах с высокой теплопроводностью приводит к новы
шепию температуры в столбе дуги. Такие дуги, как правило,
обладают большой проплавляющей способностью. Введение в дугу
легкоионпзируемых элементов приводит к снижению средней
температуры дуги [52, 111]. Однако такие дуги также имеют
высокую проплавляющую способность Уменьшение размеров
активного (опорного) пятна дуги на электроде (при сварке активи-
рованным электродо-4) согласно магнитогидродинамической мо-
дели дуги приводит 1. увеличению ее давления на поверхность
сварочной ванны в основном благодаря росту кинетической со-
ставляющей плазменного потока.
Приведенные ранее методики измерения силового воздействия
дуги на сварочную ванну и распределения давления дуги по
поверхности сварочной ванны дают суммарную величину стати-
ческого давления дуги и кинетической составляющей плазменных
потоков. Выделение кинетической составляющей дуги плазмен-
ного потока имеет определенные трудности.
Скорость и давление в движущихся жидких и газообразных
средах можно определять пассивными и активными методами.
К активным методам относятся механические, пневматические,
термодинамические, электрические н др., а к пассивным методам —
акустические, радиометрические и оптические. Каждый из на-
званных методов имеет свои разновидности.
Все активные методы предполагают введение в исследуемую
среду инородных тел или веществ, которые заведомо нарушают
картину распределения скоростей и давлений или однородность
среды. Пассивные методы измерения лишены этих недостатков
и позволяют судить о скоростях движущихся сред, для которых
известны состав и температурные поля [26, 30]. Однако для
сварочных дуг применение этих методов связано с большими
трудностями, обусловленными большой оптической плотностью
дуги, переносом электродного металла и наличием сварочных
аэрозолей.
В работе [60] предложена методика, позволяющая получить
распределение кинетической составляющей плазменного потока
по сечениям, перпендикулярным к оси дуги, за одно измерение.
Предлагаемая методика измерения силового воздействия плаз-
менных потоков сварочной дуги основана на использовании в ка-
честве чувствительного элемента кварцевого пьезопреобразователя
с собственной частотой порядка сотен герц (рис. 103). Преобразо-
ватель представляет собой консольно закрепленный пьезоэле-
мент, к которому крепится цилиндрический зонд из термостойкого
немагнитного материала (кварцевого стержня) диаметром 1,4 мм.
С целью уменьшения помех из-за вибрации, возникающей при
177
Рис, 103. Схема установки для измерения силового воздействия сварочной дуги:
/ — дуга; 2 — зонд: 3 — пьезопреобразователь; 4 — согласующий усилитель; 5 -
электронный осциллограф; 6 — программное устройство; 7 — свеголучевой осцилло
граф; 8 -- привод механизма ускоренного перемещения сварочной головки; 9— кино-
камера; Sj и Sn — сечения зонда в 1-йи n-й зонах; pj и рп — соответствующ ие да вл «гни к
на зонд
работе сварочного оборудования, пьезопреобразователь установ
лен на виброизолированной массивной станине. Для защиты
от теплового излучения дуги он помещен в теплоизолирующий
корпус.
Механизм подачи электрода со сварочной горелкой установлен
на подвижной тележке, которая обеспечивает равномерное пере-
мещение дуги. Зонд предварительно устанавливают перпендику-
лярно к направлению движения горелки и параллельно поверх-
ности образца на заранее выбранном расстоянии от нее. Скорость
перемещения тележки выбирают так, чтобы за время нахождения
в дуге зонд не деформировался от ее теплового воздействия.
Устройство программного управления при подходе дуги
к зонду на определенном расстоянии от него включает «.запись»
светолучевого осциллографа, регистрирующего параметры ре-
жима сварки. Спустя 0,3—0,5 с подается команда на запуск
привода ускоренного перемещения тележки, электронного осцил-
лографа и затвора фотокамеры.
При пересечении неподвижного зонда дугой сигнал с пьезо-
преобразователя через согласующий усилитель подается на элек-
тронный осциллограф, работающий в режиме ждущей развертки.
Сила воздействия плазменных потоков в дуге на зонд может быть
определена из формулы (46):
где сх — коэффициент лобового сопротивления; Ss — площадь
лобового сопротивления зонда; рс — кинетическая составляющая
плазменного потока в исследуемой зоне дуги.
178
Vi тройства потоком
Рис. 104. Осцчл-И'' р**ммы G Л7н‘»г’кхн г,">»нпельно’*о
эррмн?; । .к «*;!. 4J«.< »»я. л/м^ь
I - ЬО; 2 - И1 i - 30
При пересечении зонда дугой птощадь его лобового сопротив-
ления изменяется в зависимости or положения зонда относительно
оси дуги (см. рис ЮЗ):
где d3-— диаметр зонда. рад,, \с дую в зондируемом сече-
нии; г — расстояние между о. ими дни и зонда.
Перед измерением силы ио. „с«•!.<-'я плазменных потоков на
зонд пьезопреоира юватель 1 над ; <=!>. ;> поюком аргон,. пода-
ваемым через прямоугольную 1(н размерами 12 1,5 мм. Для
обеспечения ламинарности потока впекающего газа использо-
вали трубку длиной <00 мм с нр грилем. плавно изменяющимся
от круглого до прямоугольного, [пупку чадпенляли на месте
сварочной горелки перпендикулярно к плоскости образца. Зонд
располагали на расстоянии 0,5 -0,7 мм 01 среза торца трубки.
По амплитуде прямоугольною импульса [.рис. 104), вырабаты-
ваемого пьезопреобразователем при пересечении зонда потоком
аргона, и размерам щели рассчтывали силу, действующую на
зонд.
Для проверки правильности iрадуирсвки проводили прямое
измерение силы, действующей на юнд. Для этого на чаше анали-
тических весов пьезопреобразователь закрепляли так, чтобы
зонд выступал за ее край. Весы уравновешивали. Затем над
зондом устанавливали трубу, через которую подавали аргон.
Отклонение чаши весов компенсировали гирьками до полного
равновесия. Расчетные и экспериментальные данные достаточно
хорошо совпадают.
Правильность работы преобразователя проверяли при раз-
личных расходах аргона и различных расстояниях зонда от
среза сопла при постоянном расходе аргона. Величина интеграль-
ной силы, действующей ио оси дуги на зонд в зависимости от рас-
стояния от горна электрода до зонда при постоянном токе и внеш-
ней составляющей длины душ для различных условий сварки,
приведена на рис. 105.
179
Рис. 105. Зависимость интегральной си-
лы FK, действующей по оси дуги на зонд, от
расстояния между торцом электрода и зон-
дом; расход Аг 25 л/мин, /д = 400-ь 420 А,
внешняя составляющая длины дуги 10—
12 мм:
1 ~~ полярность тока прямая, БрКМц 3-1, d3 =
= 2 мм, активатор 4 % Cs2COs + 4 % К«СО3; 2 —
полярность тока обратная, тот же электрод; 3
полярность тока прямая, вольфрамовый электрод
ЭВИ-1, d3 = 5 мм
Характерные осциллограммы распределения интегральной
силы по сечению для дуг разных типов показаны на рис. 106.
Среднюю кинетическую составляющую плазменных потоков
в дуге, необходимую для дальнейших расчетов, определяли по
осциллограммам силы, действующей на зонд в измеряемом сече-
нии при сварке плавящимся и неплавящимся электродом:
р = Гл/(2СХ,У'”^-:?).
Распределение кинетической составляющей плазменного по-
тока по сечению дуги рассчитывали на ЭВМ по специально разра-
ботанной программе с помопгью преобразования Абеля:
R
Ртх - -—(!/«) J (dp (y)!dy) (dy/y - г2).
Г
Полученные таким образом зависимости показаны на рис. 107.
Следует отметить, что давление ря является текущим значением
кинетической составляющей воздействий плазменных потоков
в дуге.
Характер распределения воздействия плазменного потока дуги
на поверхности основного металла согласуется с данными работы
[141 1. Распределение кинетической составляющей давления от
Рис. 106. Осциллограммы распределения интегральной силы по сечению дуги;
расход Аг 25 л/мин, /д — 400-;-420 А, расстояние от торца электрода до оси
зонда 7,5—8 мм:
1 — полярность тока прямая, электрод ЭВИ-1, = 5 мм; 2 — полярность тока обрат-
ная, электрод БрКМц 3-1, = 2 мм; 3 — полярность тока прямая, тот же электрод
180
Рис. 107. Распределение давления от кинетической
составляющей плазменного потока по сечению дуги
на расстоянии от оси зонда до торна электрода 5 мм
для различных токов; Аг, полярность прямая,
> БрКМц 3-1, ds = 2 мм:
1 ~ 400 Л; 2 — 300 А; 3 — 200 А
аксиальных электромагнитных сил, по-
лученное теоретически, имеет минимум
по оси дуги [139], что подтверждено
экспериментами. Предложенная методика
в отличие от известных позволяет выде-
лить кинетическую составляющую давле-
ния и получить ее распределение по сечению дуги. Для вы-
явления взаимосвязи между статической составляющей давле-
ния дуги и ее кинетической составляющей рассмотрим
отношение их средних значений. Воспользуемся известной фор-
мулой Г. Меккера [126] и определим у поверхности сварочной
ванны среднее значение статической составляющей давления
дуги:
рср. ст = J pr dr dtp = р-о/2/(8л2Rl). (52)
s
Тогда из (51) и (52)
Рср. к/РсГ. ст = 2 In (R/ra) 2 In (1 + /д tg е0/гэ), (53)
где 7?3 — радиус поперечного сечения столба дуги у поверхности
сварочной ванны (см. рис. 102); гэ — радиус электрода.
На границе столба дуги существует переходная зона толщиной
около 1 мм, где параметры среды претерпевают разрыв [55],
и скачок температуры на этой границе составляет около 900 К.
Для расчета давления от аксиальной (кинетической) и стати-
ческой составляющих электромагнитной силы в сварочной дуге
необходимо определить ее геометрические размеры.
Геометрические размеры дуги определяли по кадрам кино-
и фотосъемки (рис. 108), а также с помощью зондовых методик,
описанных в работах [17, 138]. Для поддержания постоянной
Рис. 108. Форма дуги при различной ее длине; расход Аг 25 л/мин, полярность
обратная, Св-08Г2С, ds — 2 мм:
a — 6 мм; б — 9 мм; в — 13 мм
181
Рис. 109. Очертание цен-
трального канала (—/ ) и
внешней зоны (-----/-) дуги
для различных напряжений
на дуге; расход Аг 24 л/мин,
Св-()8Г2С, ф, -- 1.6 мм. /д=~-
- ?<Х1 А:
а — <1илярн<кть тока обратная;
6 полярность тока прямая,
актияиропаниый влектрид
нала н внешней зоны ду< ра ч:н и д
величины тока при од
ной и той же скорости
подачи электрода и
разных длинах дуг вы-
держивали постоянным
вылет электрода По
обобщенным результа-
там измерений свето-
вого и токового ра-
диу< он достроены очер-
тания центрального ка.
липы током прямой и об-
ранкш полярности (рис
но ее длине при сварке
1О'Л, Характер изменения формы дуги
током прямой и ибг ггной полярности
ИДеНТИЧСН, ПО рЯД-' \ I Ы pit тЛИЧНЫ
Согласно рис. 1()М и 10!) увеличение длины дуги приводит
к уменьшению Оо до тех пор. пока
ТIIЧССКО^О ЗПйЧРНИЯ / j t Ю’
1;1 кр 8-1-10 мм. При / ’ ,.г.
длина дуги не
ЧОО А ЧГЦ|
... ...... . .
превышает кри-
сварке в а
можно считать, что угол 0о
Рис. 110. Распределение кинегич< скпй составляющей иляамечнык поточив по
сечению дуги; Аг, БрКМц 3-1, (L, =*-- 2 мм, /д----- 400 А, длина дуги 8 мм;
а полярность точа обратная; б — полярность тока прямая, активированный электрод;
рас «тонн кг от торца .электрода до зонда.
/ -- &/• м.м; 2 - - 3,5 мм; 3 - 1,5 мм
18’2
!’нс. НЕ Расчетная заиисимосиъ средне
•о давления аксиальной составляющей
электромагнитных сил па поверхность сва-
рочной ванны от длины дуги; Лг.
БрКМц 31, <1Я 1,6 мм, /д - 300 А:
* •-* полярность тика обратная; ? - поляр*
гисть row а прямая, актииороягнянГ* электрод
остается постоянным, а увеличение длины дуги приводит к пояВ’
ленто и увеличению цилиндрической части столба дуги. Радиус
дуги при I <_ 1Я И), меньше, радиуса цилиндрической части ее
столба. При I > /д ,!р дуга принимает цилиндрическую форму.
Подставляя в (51) и (52) реальные значения геометрических
параметров дуги из овинных. данных, получим, чю кинетическая
составляющая давления в несколько раз превышает статическую
и должна оказывать значительное влияние на глубину проплав-
ления основного металла Из приведенных на рис. НО зависимо-
стей, полученных путем расчетов по экспериментальным данным,
видно, что кинетическая составляющая воздействия плазменного
потока в дуге при сварке в аргоне током прямой полярности
активированным электродом в 2 раза больше, чем при обратной
полярности. Расчет среднего давления дуги от аксиальной со-
ставляющей электромагнитных сил по геометрическим размерам
границы дуги (51) показал, что результаты оказываются более
чем на порядок заниженными по сравнению с эксперименталь-
ными. Совпадение расчетных и экспериментальных значений до-
стигается в том случае, если />ср. к рассчитывать по геометриче-
ским размерам центрального канала дуги (рис. 111). При этом
следует принять, что по поперечному сечению центрального ка-
нала протекает 0,6 полного тока дуги.
Графическое интегрирование зависимостей, приведенных на
рис. 110, показало, что значения рср. к, полученные эксперимен-
тально и расчетным путем для тока 300 А и длины дуги (3—-4) мм,
составляют при сварке током обратной полярности 600 Па,
током прямой полярности 900 Па.
Как установлено анализом макрошлифов поперечных сечений
швов, наилучшее формирование шва и большая глубина проплав-
ления наблюдается при /д те 0,5/д кр (2-1-3) da.
Из уравнения (51), экспериментальных и расчетных данных
следует, что для каждого значения тока и конкретных условий
сварки существует длина дуги, при которой обеспечивается ма-
ксимальное давление от плазменного потока с электрода на сва-
рочную ванну.
Определим влияние теплопроводности и удельной электриче-
ской проводимости плазмы столба дуги на радиус дуги и ее ста-
тическое давление на вамну. Уравнение теплопроводности в ци-
183
линдрических координатах при отсутствии конвективного и лу-
чистого теплообмена с окружающей средой примет вид
'К \ 2 'Г —аЕ2,
где V2 — оператор Лапласа;
Принимая граничные условия
tR..-° " ’’1-= -Т-
получим выражение для радиуса дуги:
R .^-/|ко(Т 7л!Г‘'2, (54)
где Т и Тв - средняя температура плазмы и окружающей среды.
Подшавляя значение R в (52), получим
Рср. ст О.БрД-т (Т - Тн). (55)
Из уравнений (54) и (55) следует, что увеличение удельной
электропроводимости и теплопроводности плазмы приводит
к уменьшению радиуса и увеличению статического давления дуги.
Введение легкоионизирующнхея элементов в плазму при сварке
током прямой гюляриосги приводит к увеличению ее электропро-
водимости, снижению теплопроводности и температуры дуги.
Эти факторы действуют па рср. ст по-разному. Поэтому не пред-
ставляется возможным в общем виде оценить изменения рср, ст.
Таким образом, одним из основных факторов, определяющих
проплавляющую способность пространственно устойчивой дуги,
является кинетическая составляющая воздействия плазменного
потока с электрода. Его величина зависит от тока и геометрических
размеров дуги.
ВЛИЯНИЕ СВОЙСТВ ДУГИ
НА ФОРМИРОВАНИЕ ШВА
Воздействие дуги на сварочную ванну весьма сложно. От того,
каким образом ток распределяется по поверхности жидкого
металла сварочной ванны, зависит поле электромагнитных сил и
соответственно направленность и интенсивность потоков жидкого
металла. Количественная оценка параметров этих потоков сопря-
жена с трудностями расчетов и описания процессов в сварочной
ванне. Поэтому до настоящего времени в литературе практически
отсутствуют расчетные данные, описывающие движение жидкого
металла сварочной ванны.
Объем сварочной ванны (рис. 112) ограничен сферическими ра-
диусами /?2В и телесным углом 2Е)0. Форма поверхности
184
сварочной ванны и толщина про-
слойки жидкого металла под дугой
определяется балансом давлений со
стороны дуги и сварочной ванны. При
условии равномерного растекания тока
и отсутствия движения металла в сва-
рочной ванне среднее давление от
электромагнитных сил можно опреде-
лить как сумму Рср. ст и ргр. к.
С увеличением ргг. ст и рср. к глу-
бина проплавления основного металла
увеличивается. Замкнутый объем ванны
обусловливает наличие замкнутых
потоков жидкого металла в поперечном
сечении и незамкнутого в продольном
(рис. 113) [1321.
Рис. 112. Схема сварочной
ванны
С углублением дуги в основной металл можно предположить,
что размеры активного пятна на поверхности ванны уменьшаются.
При этом возрастает интенсивность потоков жидкого металла,
что в свою очередь приводит к увеличению глубины проплавле-
ния и изменению ее формы (рис. 114).
Анализ выражения для аксиальной составляющей электро-
магнитной силы fz показывает, что на оси дуги ее значение равно
нулю (/z /е sin 0), рис. 115. Поэтому следует ожидать, что
по оси дуги на сварочную ванну будет действовать только стати-
ческая составляющая электромагнитной силы. Это может привести
к «выпучиванию» центральной части ванны и углублению ее краев.
Выпучиванию сварочной ванны препятствует в основном стати-
ческая составляющая давления дуги. Электромагнитные силы,
возникающие в жидком металле сварочной ванны, также могут
способствовать выпучиванию ее центральной части. Такое дей-
ствие аксиальной составляющей электромагнитной силы и элек-
тромагнитных сил в металле сварочной ванны могут привести
к образованию подрезов в сварном шве.
Рис. 113. Потоки жидкого металла в
сварочной ванне от действия электро-
Рис. 114. Форма сварочной ванны при
размерах активного пятна дуги на ее
поверхности:
а — больших; б — малых
магнитных сил
185
Рис. 1 15. Эпюра аксиальной соелннляющей электромагнитной силы, дебетную
щей на сварочную ванну
Рис. i 16. Схема действующих давлений в системе дуга ванна:
еде " суммарное давление дуги, плазменных потоков и газон; ржс --давление слоя
жидкого металла в кратерной части ванны; рю — максимальное давление на дно ванны,
создаваемое столбом жидкого металла; hz — разность уровней жидкого металла, создаю-
щая гидростатическое удавление, которое уравновешивает давление дуги; ^жс — высота
слоя .жидкого металла, од редел я ющ»’** значение ржс; #шв — полная высота типа [80]
Нели принять, что площадь активного пятна дуги на элек-
троде S„ 2л/? 1 (1 - - cos 0о), а длина дуги /д = ₽? —- /?j, то
можно записать
1'г рр/2/(4л)1л(1 ln/y 5п/(2я(1 - -cosOojj). (56)
Из (56) следует, что при постоянных токе, длине, дуг и и yr.se
растекания тока уменьшение площади активного пятна на элек-
троде приводит к увеличению силового воздействия дуги на сва-
рочную ванну.
Повышение скорости сварки сопровождается ухудшением фор-
мирования tuna, которое проявляется в уменьшении его ширины,
увеличении выпуклости, образовании подрезов и несплавлений.
Общепризнано, что главной причиной образования подрезов и
зоны несплДвлеяия является разрыв во времени между проплавле-
нием дугой канавка в основном металле и ее заполнением жидким
металлом ванны. Чем продолжительнее этот разрыв, тем вероят-
нее возник|^ение подрезов и зоны веедлавления. Характерным
признаком того, что указанный разрыв достиг критической ве-
личины, считают исчезновение иод дугой прослойки жидкого
металла.
Сварочную ванну условно делят на две части — кратерную
или головную, расположенную непосредственно под электродом,
и хвостовую — позади него. Расположение жидкого металла
в ванне обусловлено разностью давлений, создаваемых в указан-
ных ее частях (рис. 116).
Для формирования бездефектного шва необходимо выполнить
следующее условие [801:
Рлс Рг, (57)
где рлс — суммарное давление столба дуги, плазменных и газо-
вых потоков на поверхность жидкого металла в кратерной части
ванны; р? — гидростатическое давление жидкого металла ванны.
1 №
Рис. 117. Изменения давлений металла ван-
ны рв и дуги р„с в зависимости от скорости
сварки; /д = 750 Л, Un — 40 В
Гидростатическое давление, урав-
новешивающее давление дуги, зави-
сит от глубины ванны, толщины
прослойки расплавленного металла,
его плотности и межфазного натя-
жения на границе твердого и жид-
кого металла в хвостовой части ванны. Гидростатическое давле-
ние определяется разностью уровней жидкого металла, распо-
ложенного в головной и хвостовой частях ванны. Условие (57)
равновесия сварочной ванны и обеспечения нормального форми-
рования шва можно представить в виде
Рдс = Рв — Ржс> (58)
где рв — максимальное давление на дно сварочной ванны, созда-
ваемое столбом жидкого металла; ржс_— давление слоя жидкого
металла в кратерной части ванны.
По экспериментальным данным установлено, что с возрастанием
скорости сварки величина рв изменяется примерно обратно про-
порционально vCB (рис. 117), а давление дуги на ванну при не-
изменном токе не зависит от скорости сварки [801, При увеличе-
нии скорости сварки толщина жидкой прослойки в кратерной
части ванны уменьшается и при достижении критической скоро-
сти ty.p возможно образование подрезов.
При скорости сварки больше критической давление жидкого
металла ванны уменьшается настолько, что становится меньше
давления дуги и, следовательно, уже не может его уравновесить.
Нарушается условие (58) равновесия жидкого металла в свароч-
ной ванне, и под действием избыточного давления дуги он интен-
сивно перемещается в хвостовую часть ванны. Это приводит к об-
разованию протяженных подрезов и несплавлений. Таким обра-
зом, при рв > ряс создаются необходимые условия для динами-
ческого равновесия сварочной ванны, а при рв •< ряс толщина
жидкого слоя становится минимальной, что приводит к нарушению
формирования шва.
Возрастание тока процесса при постоянной скорости сварки
приводит одновременно к повышению рдс и рв, однако давление
дуги увеличивается быстрее, чем рв, поэтому равенство рдс и рв
достигается при меньших скоростях сварки.
Жидкий металл в сварочной ванне находится в динамическом
равновесии, определяемом условием (58). Процесс поддержания
этого условия саморегулирующийся, поскольку изменение рдс
или рв приводит к изменению толщины слоя жидкого металла
под дугой.
187
Рис. 118. Изменение пути (а) и скорости (б) движения переднего фронта волны
металла ванны при сварке сплава АМц в нижнем положении; dB — 1,6 мм, /д —
= 140 A, UK — 19 В, исв — 32 м/ч (цифрами обозначены номера капель)
При изменении тока и напряжения на дуге вследствие сравни-
тельно продолжительных колебаний напряжения питающей си-
стемы, неравномерности подачи электродной проволоки динами-
ческое равновесие ванны сохраняется до тех пор, пока выпол-
няется условие (58).
Типичным случаем изменения соотношения между рдс и рв
является отклонение положения ванны от заданного, обуслов-
ленное наклоном свариваемых деталей. В этом случае при сварке
на спуск при сравнительно незначительном изменении рдс уве-
личивается рп, что способствует росту толщины жидкой прослойки
под дугой и уменьшает вероятность образования дефектов форми-
рования шва. При сварке на подъем при тех же условиях сни-
жается рв, в связи с чем уменьшается толщина жидкой прослойки
под дугой и возрастает опасность возникновения дефектов. Измене-
ние наклона свариваемых деталей позволяет управлять геометри-
ческими параметрами шва.
Если сварка выполняется с небольшой скоростью, толщина
жидкого металла и создаваемое им давление ржс относительно
велики. В этих условиях допустимы значительные колебания рдс
и рв без нарушения формы шва. При повышении скорости сварки
толщина жидкого слоя и создаваемое им давление ржс умень-
шается. Поэтому при сварке с повышенной скоростью недопу-
стимы значительные колебаний рдс и рв и для получения швов
с нормальным формированием необходимо более строгое поддер-
жание стабильности параметров режима и условий сварки.
Таким образом, при повышении скорости сварки необходимо
принимать меры, обеспечивающие снижение давления дуги, для
чего применяют электроды больших диаметров, используют на-
клон электрода, распределяют давление дуги на большую пло-
щадь посредством колебания электрода и дуги и т. д. Давление
жидкого металла ванны повышают наклоном изделия, направ-
ленным перемещением металла ванны в результате воздействия
188
Рис. 119. Изменение пути (а) и
скорости (б) движения передне-
го фронта волны металла ванны
при импульсно-дуговой сварке
сплава АМц в потолочном поло-
жении под действием давления
дуги во время импульса (слева)
и кинетической энергии капли
(справа); dg = 1,6 мм, /д =
= 115 A, 18 В, /D—
= 320 А, «и = 2,5 с, f ==
— 50 имп/с:
1 максимальное значение; 2 *—
минимальное значение
на него бегущего магнитного поля, механическим воздействием
на ванну, увеличением коэффициента расплавления электрода и
плавления основного металла путем их предварительного подо-
грева и т д. [80].
Жидкий металл из головной части сварочной ванны вытес-
няется в хвостовую под действием давления дуги, создаваемого
электродинамическими силами в металле ванны, и механическим
воздействием капель переносимого электродного металла. В связи
со сложностью расчета формы и размеров сварочной ванны их
определяют экспериментально по продольным и поперечным
макрошлифам швов. Очертания ванны определяют удалением
жидкого металла из нее струей газа (обычно аргона), направляе-
мым в головную часть ванны, или опрокидыванием образца.
Первый способ удаления металла более предпочтителен, так как
одновременно с удалением жидкого металла из ванны поток газа
гасит дугу.
Движение потоков металла в сварочной ванне можно наблю-
дать с помощью скоростной киносъемки ее хвостовой части. Анализ
кинограмм процесса показывает, что при обычной аргонодуговой
сварке плавящимся электродом в нижнем положении заметного
перемещения жидкого металла из головной части ванны в хвосто-
вую под действием давления дуги не наблюдается. Заметное
направленное перемещение металла имеет место в том случае,
когда в ванну попадают капли электродного металла. Обратного
перемещения из хвостовой части в головную не наблюдается.
Неравномерность естественного переноса электродного металла
приводит к значительному изменению объема капли и скорости
перемещения металла в сварочной ванне (рис. 118).
При наложении импульса тока на дугу резко возрастает дав-
ление дуги и металл из головной части ванны вытесняется в хво-
стовую. При попадании капли в ванну под действием ее кинети-
ческой энергии происходит вторичное перемещение металла в том
же направлении (рис. 119).
189
Таблица 29
Частота Скорость Объем Масса вы-
Электродная Напряжение подачи сварочной тесненного
проволока имп/с на дуге, В электрода, м/мин ванны, мм8 металла, г
17 170 0,46
25 19 3,24 180 0,49
21 212 0,58
17 150 0,41
СвАМц 50 19 3,24 170 0,46
21 191 0,52
17 112 0,31
100 19 3,24 148 0.4
21 188 0,51
17 48 0,13
25 19 2,2 59 0,16
СвАД1 21 — —
17 113 0,31
50 19 3,2 — -—
21 153 0,41
3,53 42 0,11
СвАМгб 50 19 5.45 92 0.24
6 240 0,63
Примечания: 1. Результаты замеров представляют среднее значение
трех измерений.
2. Диаметр электрода СвАМц, СвАД! 2 мм; СвАМгб 1,6 мм.
Сравнение данных, приведенных на рис. 118 и рис. 119, по-
казывает, что скорость перемещения переднего фронта волны
жидкого металла при импульсно-дуговой сварке значительно
больше, чем при сварке без наложения импульсов. Необходимо
отметить также, что скорость перемещения жидкого металла под
действием капель зависит от скорости их полета в дуговом про-
межутке, которая определяется мгновенным значением тока в мо-
мент отрыва капли от электрода. Таким образом, условия пере-
мещения жидкого металла в ванне при сварке без наложения
и с наложением импульсов тока различны.
При импульсно-дуговой сварке за один цикл жидкий металл
вытесняется из головной части ванны в хвостовую дважды. По-
этому с увеличением частоты импульсов при прочих равных
условиях (постоянство значений тока в импульсе и напряжения
на дуге) возрастает частота перемещения жидкого металла в ванне
190
Рис. 120. Макроструктура продоль-
ного сечения шва (Х4); сплав АМц,
СвАМц, rfs = 2 мм, /„ = 140 А, Ua •
= 19 В. цсв — 28 м/ч:
а ™ шов в нижнем положении без налож?'
ни» иь. пульсов; б — шов в вертикально*
положении с наложением импульсов, )и
~ 350 A, 2,2 мс„ / — 25 цып /с
и уметывается количество не
за цикл мгтзл аа»
кагорый « р и ста л л и зу ет< .я бо >к <
тонким слоем. К]юме того,
можно предположить, что при
движении жидкого металла по
кристаллизирующемуся отла-
мываются твердые частицы кристаллов, которые, в свою очередь,
служат дополнительными центрами кристаллизации. Все это спо-
собствует улучшению первичной кристаллизации металла шва.
Анализ данных табл. 29 показывает, что при одном и том же
тоже и напряжении на дуге с увеличением частоты импульсов
объем вытесненного жидкого металла сварочной ванны несколько
уменьшается. Изучение продольных макрошлифов швов пока-
зало, что шов образуется в виде криталлизационных слоев, при-
чем их число соответствует частоте переносимых капель, а при
г'ияульсно-дуговой сварке—-частоте импульсов тока (рис. 120).
Гаким образом, с увеличением частоты импульсов возрастает число
кристаллизационных слоев. Поэтому с увеличением тока при
импульсно-дуговой сварке в различных пространственных поло-
жениях, кроме нижнего, для удержания металла сварочной
ванны необходимо повышать частоту импульсов.
БАЛАНС МОЩНОСТИ В ДУГЕ
При рассмотрении катодных и анодных процессов в столбе
дуги принята схема независимого действия трех источников
нагрезя. Энергия, выделяемая на катоде, состоит из кинетической
и потенциальной энергии поступающих на катод ионов и расхо-
дуется на эмиссию электронов, нагрев, плавление и испарение
материала катода.
Кинетическая энергия ионов, поступающих на катод в единицу
времени:
Скип ” (1 — /й)
где /с — доля электронного тока.
Потенциальная энергия ионов в единицу' времени
= /дал--<р').
Уравнение баланса мощности на катоде
(I - А) ^t/к + (1 - А) /д Vi - ф') - Мдф' + + Сие
191
где /е/дф' — мощность, расходуемая- на эмиссию электронов;
ф1: — мощность, расходуемая на нагрев и плавление катода;
Фис — мощность, расходуемая на испарение.
После преобразований
1Я ((1 - fe) (U* 4 Ui) - ф') - Фк 4 Фис- (59)
Уравнение (59) предполагает коэффициент аккомодации ионов
на катоде, равный 1, а также отсутствие потерь теплоты на кон-
векцию и излучение.
Аналогично баланс мощности на аноде можно представить
уравнением
/д((/а + ф')= Фа 4 Фис- (60)
Мощность, приходящаяся на единицу длины столба дуги:
Фс -= ^4д-
Примем условия равенства суммы катодного и анодного паде-
ний напряжения сумме их эффективных значений. Тогда из (59)
и (60) получим
(1 М4Ф |И.) б';,
откуда, как отмечалось ранее, соотношение между катодным па-
дением напряжения, долей электронного тока и потенциалом
ионизации:
= (1 - A) Ui/fe-
Подставляя это выражение в (59), получим, что мощность,
выделяемая на катоде и идущая на нагрев, плавление и испарение
электрода:
Фк ’!" Фис ^д(Фк Ф )“
При рассмотрении баланса мощности в дуге и ее областях
необходимо учитывать ряд обстоятельств.
Составляющие баланса мощности не являются независимыми.
Уменьшение работы выхода электронов приводит к возрастанию
тока эмиссии катода и соответствующему уменьшению доли
ионного тока в катодной области дуги. Это приводит к компен-
сации части положительного пространственного заряда и сниже-
нию катодного падения напряжения 195].
Большое влияние на плавление электродов, приэлектродные
падения напряжения и форму дуги оказывают плазменные по-
токи. Поэтому уравнения (59) и (60) баланса мощности на катоде
и аноде, полученные из формальных соображений, недостаточно
полно отражают действительное положение. Потоки плазмы пе-
реносят значительную энергию и оказывают на электроды не
только тепловое, но и механическое воздействие.
При рассмотрении баланса мощности на электродах необхо-
димо учитывать и другие факторы, такие, как размеры активных
пятен дуги и их расположение на электродах, пространственную
устойчивость дуги, расположение дуги относительно поверхности
основного металла (степень погружения дуги). Все эти факторы
оказывают заметное влияние на баланс мощности в дуге.
192
ГЛАВА 7. САМОРЕГУЛИРОВАНИЕ И СТАБИЛЬНОСТЬ
ПРОЦЕССА ДУГОВОЙ СВАРКИ
Процесс дуговой сварки определяется не только физическими
явлениями, протекающими в дуге, но и свойствами питающей
системы. Такие характеристики пронес® как устойчивость си-
стемы дуга—источник питания (Д—ИП), реакция системы на
действующие технологические возмущения, изменение электри-
чЯких параметров (тока и напряжения на дуге), в переходных
процессах определяются свойствами системы Д—ИН. Выбор
оптимальных параметров питающей системы является необходи-
мым условием осуществления импульсных прошчйюв сварки
(сварка короткой дугой и ими у льсно-дуговая сварка). Совокуп-
ность технологических свойств дуги и характеристик питающей
системы определяет стабильность процесса дуговой сварки.
Стабильным процессом дуговой сварки принято считать про-
цесс, обеспечивающий постоянство геометрических размеров свар-
ного шва или отклонение последних в допустимых пределах.
Под стабильностью, таким образом, понимается технологическая
устойчивость процесса сварки.
Под устойчивостью понимается структурная и параметриче-
ская (математическая) устойчивость, как это принято в теории
автоматического регулирования.
Дуговой сваркой с саморегулированием называют процесс,
осуществляемый с постоянной скоростью подачи электрода. Сле-
дует различать саморегулирование дуги и дуговую сварку с само-
регулированием процесса.
Саморегулированием дуги (самовыравниванием) называется
свойство дуги с плавящимся электродом восстанавливать устой-
чивое энергетическое состояние после выхода системы из равно-
весия под действием возмущений без применения регулирующих
устройств. Такое восстановление равновесия становится возмож-
ным благодаря зависимости скорости плавления электрода от тока
и напряжения на дуге, изменяющихся под действием возмущений,
и непрерывному удалению расплавленного металла с торца элек-
трода.
Понятие дуговой сварки с саморегулированием процесса яв-
ляется более общим и включает как процессы с непрерывным го-
рением дуги и удалением расплавленного металла с торца элек-
193
трода (собственно саморегулирование дуги или идеальное само-
регулирование), так и с прерывистым юрс-ннем дуги без непрерыв-
ного удаления расплавленного металла с торца электрода в период
горения дуги (интегральное саморегулирование).
Под интегральным саморегулированием понимается свойство
системы (с постоянной скоростью подачи электрода) Д- 14П об-?"
печивать равенство скоростей подачи и плавления электрода ;п
цикл в условиях значительного периодического изменения мои-
ности дуги или прерывистого ее горения. Периодическое измене
ние мощности дуги характерно для иыпульсно дуговой свари. <
и сварки модулированным током, а прерывистое iпрение дл.
сварки короткой дугой.
Электрической дуге присуще внутреннее саморегулирование,
заключающееся в том, что в зависимости от внешних условий ил
меняются параметры дуги таким образом, чтобы в ноных уело
зиях обеспечить ее устойчивое горение. Эго свойство характерно
для дуг с плавящимся и ненлавящнмся электродом. Внутренне
саморегулирование может касаться различных процессов в дуге
Саморегулирование же дуги является но существу саморегулнро
ванием плавления электрода. В настоящее время дуговая свари-
плавящимся электродом осуществляется в подавляющем бол1
шинстве случаев с саморегулированием процесса
Существовало общее мнение, что применение систем с постоя!
ной скоростью подачи электрода нецелесообразно в облачи ни:,
ких плотностей тока вследствие недостаточного бмстродействн
саморегулирования дуги. Однако опыт сварки короткой дугой
импульсно-дуговой сварки, обеспечивающих стабильный пронес-
при относительно низких плотностях тока, заставляет пересмс
треть это положение, во всяком случае к сварке в защитны
газах.
Наиболее полно вопросы стабильности процесса дуговой
сварки изучены Г. М. Каспржаком, Л. Е. Алехиным примени
тельно к условиям идеального саморегулирования дуги. В этом
случае предполагалось, что система саморегулирования дуги
устойчива, и нарушение стабильности рассматривалось как след
ствие различных внешних возмущений (по длине дуги, скорости
подачи электрода, напряжению питающей системы и т. д.).
Развитие сварки в защитных газах, появление новых процес-
сов, характеризующихся значительным изменением мощности
дуги в пределах цикла или прерывистым ее горением, вызывал?
необходимость рассмотрения особенностей саморегулирования л
стабильности процесса в этих условиях.
Стабильность процесса дуговой сварки определяется многим:
факторами режима и условиями выполнения сварки. Основную
роль при этом играют энергетические параметры процесса. Они
определяют необходимые условия стабильности процесса. Достг -
точные условия стабильности процесса, оцениваемые по измене
нию геометрических параметров шва, весьма относительны и
194
определяются в каждом конкретном случае в зависимости от
(схиических условий на сварное соединение..
Для определения роли дуги и ее свойств в системе Д—ИП рас-
смотрим свойства дуги как элемента электрической цепи.
СВАРОЧНАЯ ДУГА КАК ЭЛЕМЕНТ
ЭЛЕКТРИЧЕСКОЙ ПЕНИ В СИСТЕМЕ Д—ИП
Для анализа стабильности itpoiiecca дуговой сварки, опреде-
ления ус. ..-Вий перехода от непрерывного к прерывистому горению
дуги, рассмотрения переходных процесс;):: в системе Д—ИИ,
определения \с:-ейчивестj этой системы необходима знать свойства
сварочной дуги как элемента электрический цепи. К этим свой-
ствам относятся пряэлехтподные падения напряжения и градиент
потенциала в солСе дуги, статические и динамические волы-
ампервыс характеристики дуги и ее. инерционность, значение ми-
нимального тока, при котором возможно горение дуги.
Зная рас вреде.теине потечн-гала в дуге, ее статические и дина
мические свойства, можно составит эквивалентную схему дуги
или так называемую схему ее замещения.
Вольт-амперные характеристики дуги. Вольт-амперные харак-
теристики дуги выражают .’Вк между напряжением, током дуги
и их производными «и времени :ри постоянной длине дуги. Раз-
личают статические и динамические вольт-амперные характери-
стики дуги. Статические вольт-амперные характеристики дуги
выражают зависимость Ъ'л / (ij при di /di 0 и dl.’/dt О,
а динамические ту же зависимое!ь в условиях быстрых измене-
ний тока и напряжения на дую, т. е. при dl/dt О и dU!dt 0.
Для обеих характеристик должно выполняться условие постоян-
ства длины дуги.
Построение статических и динамических вольт-амперных ха-
рактеристик дуги с плавящимся электродом сопряжено с боль-
шими трудностями, связанными с необходимостью поддержания
постоянства длины дуги и сложностью ее измерения. Определе-
ние длины дуги осложняется необходимостью измерения ее скры-
той составляющей.
В существующих методиках построения статических характе-
ристик дуги для достоверности измерения ее длины применяют
графитовую пластину в качестве основного металла либо проводя!
измерения через небольшое время после зажигания дуги, когда
сварочная ванна еще не успела образоваться (61. 1171.
Для получения динамических и статических вольт-амперных
характеристик душ при постоянной ее длине разработана мето-
дика, заключающаяся в наложении на дугу синусоидальных
униполярных импульсов тока. Для поддержания постоянной
длины дуги во время снятия характеристик параметры импульсов
выбирали такими, чтобы исключить возможность переноса металла
и значительной деформации капли на конце электрода, а условия
196
Рис. 121. Динамические характеристики дуги с гистерезисом при dlldt ~
- 1,7- 106 А/с (а) и без гистерезиса при dl/dt — 0,66- 10е А/с (б); Аг, СвАМгб!,
do = 2 мм
проведения опытов не допускали, как правило, погружение дуги
в основной металл. Даже в случае погружения дуги в основной
металл, когда достоверно измерить ее длину затруднительно,
можно гарантировать, что полученная характеристика соответ-
ствует практически постоянной длине дуги. Это позволяет опреде-
лить наиболее важный параметр статической характеристики
дуги — ее крутизну.
Петлеобразная форма динамических характеристик (теорети-
чески соответствующая эллипсу) свидетельствует о наличии ги-
стерезиса (рис. 121, а). Начало характеристики находится
в точке 1. Координаты ее определяются начальными (базовыми)
значениями тока /6 и напряжения на дуге t/6. Верхняя кривая
соответствует переднему фронту импульса, а нижняя — заднему.
В некоторых случаях при сварке плавящимся электродом на-
блюдаются аномалии динамических характеристик дуги: кривая
спада тока располагается выше кривой нарастания тока. Это
явление рассмотрено в работе 1341.
Гистерезис динамических характеристик дуги, как известно,
обусловлен тем, что кинетическая энергия нейтральных частиц и
концентрация носителей заряда остается от предыдущих моментов
времени заниженной при нарастании тока и завышенной при спаде
тока. Поэтому одному и тому же току в первом случае соответ-
ствует большая напряженность электрического поля, чем во вто-
ром. Таким образом, гистерезис характеризует инерционность
Дуги.
Отсутствие гистерезиса динамических характеристик дуги
при низкой собственной частоте возмущений (малых скоростях
изменения тока) является признаком того, что в этих условиях
инерционность дуги не проявляется (рис. 121,6) и можно считать,
что полученная динамическая характеристика дуги совпадает
с ее статической характеристикой. Таким образом, одну и ту же
методику можно использовать для получения статических и ди-
намических характеристик дуги.
196
Определение динамических свойств дуги. Рассмотрение ос-
новных форм энергии электрического тока в газе: магнитной,
электрического поля, ионизации и кинетической энергии частиц
показывает, что главное значение для сварочных дуг имеет кине-
тическая энергия частиц и энергия ионизации.
Проведем сравнительную оценку кинетической энергии и энер-
гии ионизации для единицы объема газа. Кинетическая энергия
единицы объема газа = (3/2) nkT (где п — число частиц в еди-
нице объема). Энергия ионизации в единице объема газа W„ —
= nea„Ut. Для дуги в парах железа при Т = 6000 К аи = 0,02
и Ut = 7,83 В; постоянная Больцмана k = 1,38х10-23 Дж/К;
Гк/Ги = Зй77(2аиеП;) - 4,75.
Для дуг в многоатомных диссоциирующих газах основным ре-
зервуаром энергии является энергия диссоциации, которая, как
показали расчеты, для единицы объема может превышать энергию
ионизации в несколько десятков раз. Тепловая энергия ней-
тральных частиц и энергия диссоциации — основные для столба
сварочных дуг.
Уравнение динамической характеристики дуги может быть
получено с помощью различных подходов, в частности, на основе
анализа тепловых процессов в столбе дуги. Этот подход основан
на приведенных экспериментальных данных (см. табл. 24), из
которых следует, что столб дуги теряет энергию в основном благо-
даря теплопроводности.
Аналитическое определение динамических свойств дуги сложно
из-за трудности учета тепловой инерции электродов и отсутствия
полных данных о свойствах газов при высоких температурах.
Определение динамических свойств цилиндрической дуги,
теория которой разработана Г. Меккером [66 ], выполнено с уче-
том следующих допущений: рассматриваются только процессы
в столбе дуги, ионизация и деионизация не учитываются, конвек-
тивный теплообмен и излучение отсутствуют. Такое упрощение
для сварочных дуг допустимо [14, 28 [.
В качестве исходного используем уравнение Фурье, которое
в данном случае примет следующий вид:
dT/dt = aV2T + о£2/(спр), (61)
где а — коэффициент температуропроводности; ср — удельная
теплоемкость дугового газа.
Введем функцию обобщенной теплопроводности S = J Kdt.
о
Тогда при £ = 0 (переходный процесс, вызванный выключением
тока) получим
dS/dt = aV2S.
(62)
197
Уравнение (61) при условии цилиндрической симметрии для
стационарного случая можно записать в следующем виде:
(63)
г dr \ dr / ’ ' >
где г — текущий радиус столба дуги.
Граничные условия:
~| — О, S = S0; 4--I — SU-0,
dr J г =о dr |s_^ o (2зтг) 1
где Qc — мощность, приходящаяся на единицу длины столба дуги.
Начальные условия: X о --- S (г), где X (г) получаем из реше-
ния уравнения Фурье для стационарного случая.
Для решения уравнения (63) используют метод кусочно-
линейной аппроксимации функции a (X) [661 или вводят аппро-
ксимирующие функции одного вида, например, алгебраический
полином с целыми показателями степени.
Из частного или обобщенного решения уравнения (62), харак-
теризующего одноемкостный объект [1181, получаем значение
постоянной времени дуги:
тд = S0/(aEV0),
где сто — значение электропроводимости, соответствующее линей-
ной функции о (X) при X = Хо.
В том случае, когда теплопроводность X в диапазоне рабочих
температур может быть принята постоянной:
тд = сррТо/(Е2ао).
По полученным формулам определены значения тд для дуг
в азоте и аргоне. При этом использованы данные о теплофизиче-
ских свойствах газов при высоких температурах [11, 76].
Для дуги в азоте при То = 7000 К, р = 36-Ю"3 кг/м3, ср =
Af1,32 кДж/(кг-К), <т0* - 1,5-Ю3 1/(0м-м) и Е = 3- 10я В/м
Тд = 2,47-1СГ6 с.
Для дуги в аргоне при То = 8000 К, р = 80-10~3 кг/м3, ср =
=- 0,519 кДж/(кг-К), <то = 103 1/(0м-м) и Е = 103 В/м т„ =
= 3,34-10-* с.
Значение 1, по данным работы [28], усреднено и принято
постоянным. Полученные значения тд для дуг в азоте и аргоне яв-
ляются весьма приближенными.
Опыты по приближенной оценке инерционности сварочной дуги
и экспериментальному определению ее постоянной времени дают
значения тд = 10“*4-10~5 с, что совпадает по порядку с теоре-
тической оценкой этой величины.
Уравнение динамической характеристики дуги отражает связь
между напряжением и током и их производными по времени.
В самом общем виде электропроводимость дуги есть функция
198
тепловой энергии, накопленной в дуге, и выражается уравнением
1/^д = f (Я,
где W — тепловая энергия, накопленная в дуге;
(64)
Умножив обе части (64) на Rn:
f' (W) dW
~f(W) dt
(65)
после преобразования (65) окончательно получим уравнение ди-
намической характеристики дуги
/ 1 di I dU \ f(W) _ dW
VI dt и" dt ) f'(W) " ' dt
Если считать дугу одноемкостным линейным объектом, а возму-
щающее воздействие синусоидальным, то уравнение динамической
характеристики примет вид:
i =-= (i0/U0) (й cos т]д — u2sinrQ, (66)
где i и и — текущие значения приращений тока и напряжения
на дуге в безразмерной форме; i0 и UQ — соответствующие ампли-
тудные значения; т]д—угол сдвига по фазе между током и на-
пряжением на дуге. Таким образом, уравнение (66) в общем слу-
чае является уравнением эллипса, оси которого повернуты отно-
сительно осей координат.
Влияние технологических факторов на характеристики дуги.
Вид динамических характеристик заметно изменяется в зависи-
мости от режима сварки, состава газовой среды и параметров
зондирующих импульсов.
Площадь петли динамической характеристики представляет
собой мощность или, с учетом времени импульса, энергию, затра-
ченную на повышение электропроводимости дуги.
Инерционность дуги оценивали экспериментально по площади
петли динамической характеристики (выраженной в киловаттах)
для постоянного диапазона изменения тока импульса Л/ =
= /п — /6 (где /„ и /6 — амплитудное и базовое значения тока)
и постоянной его длительности.
Инерционность дуги при изменении параметров импульсов
показана на рис. 122, а, а динамические характеристики, соответ-
ствующие различным амплитудам импульсов, на рис. 122, б.
С увеличением амплитуды и уменьшением длительности импульсов
площадь петли динамической характеристики растет. При одина-
ковой амплитуде импульсам меньшей длительности соответствует
большая площадь петли.
199
Q,K0A
Рис. 122. Зависимость площади петли динамической характеристики дуги от
параметров импульсов (с) и динамические характеристики (б) для различных
амплитуд импульсов; Аг, Св-08Г2С, ds = 2 мм, ип = 126 м/ч:
/ — <н = 0.9 мс; 2 — /н = 2 мс; 3 — <и — 4 мс; 4 — /„ = 1300 А. (и = 2 мс; 5 — /п =.
= 700 А; <и= 2 мс
Рис. 123. Зависимость площади петли динамической характеристики от напря-
жения на дуге при сварке сплава АМгб в Аг (а) и динамические характеристики (б)
для импульсов разной длительности; da = 2 мм, Un = 26 В, /п = 900 А, оп =
= 20 м/ч:
1 — /и = I мс: 2 — <и = 2 мс
Полученные закономерности объясняются тем, что с увеличе
нием амплитуды и уменьшением длительности возрастает скорость
изменения тока dl/dt. С ростом dl/dt тепловое состояние столба
дуги в большей степени не соответствует значению тока для дан-
ного момента времени, в результате чего сильнее проявляется
инерционность дуги.
Характер зависимости мощности Q от параметров импульсов
для различных материалов один и тот же. Однако числовое зна-
чение Q при прочих равных условиях зависит от материала элек-
трода. Например, при одних и тех же возмущениях (/п = 1000 А,
/и = 0,9 мс) для электрода СвАМгб, d3 = 2 мм и среднем токе /д =
= 150 A Q = 1,66 кВ-А, а для электрода Св-08Г2С, dB = 2 мм
и среднем токе 1Д = 170 A Q = 2,5 кВ-А.
200
Рис. 124. Зависимость площади петли динамической характеристики от тока
дуги при сварке сплава ЛМгб в Аг (а) и динамические характеристики (6) для
импульсов разной длительности, dg = 2 мм, UK = 22,5 В, /п = 820 А, ьп =
— 126 м/ч.
/ >-•= 1,3 мс, 2 - — 2,4 Siu
Изменение инерционности дуги (площади петли) при иосюян
ных возмущающих воздействиях и скорости подачи электрода для
различных длин дуг показано на рис. 123, а, а динамические
характеристики дуг при одинаковом напряжении, соответствую-
щие импульсам разной длительности, — на рис. 123, б. С ростом
напряжения инерционность дуги возрастает тем быстрее, чем
меньше длительность импульсов, т. е. выше di/dt.
Влияние тока процесса на инерционность дуги показано на
рис. 124, а, а соответствующие динамические характеристики —
на рис. 124, б. С ростом тока инерционность дуги уменьшается.
Можно предположить, что наблюдаемое влияние напряжения и
тока на инерционность дуги объясняется изменением ее длины и
объемной концентрации энергии. Инерционность дуги возрастает
с увеличением ее длины.
Исследования влияния состава газовой среды на площадь
петли динамической характеристики, выполненные на одинаковых
режимах, показали, что большие значения площади петли соответ-
ствуют двухатомным газам, а меньшие — одноатомным (рис. 125).
Это объясняется, по-видимому, наличием дополнительного резер-
вуара энергии у двухатомных газов — энергии диссоциации.
Характерно, что гелий, имеющий наибольший потенциал иониза-
ции, дает наименьшую площадь петли. Это подтверждает то, что
основными в столбе дуги являются тепловые процессы. Используя
динамические характеристики, можно установить влияние раз-
личных газов и газовых смесей на инерционность дуги.
Обращает на себя внимание некоторое противоречие между
теоретическими и экспериментальными данными. Согласно пер-
вым постоянная времени дуги в азоте меньше, чем в аргоне. К ана-
логичным выводам, но с меньшей разницей в количественной
7 Ленивкик
201
Q, кВ-A
Рис. 125. Диаграмма Q дли различ-
ных газовых сред; Св О8Г2С, da =
= 2 мм, ид — 26 В, /u -== 900 A, i>u =
= 105 м/ч, /и = 2 мс
Рис. 126. Статические характеристи-
ки дуги Fe+ - С- (СО2, Св-08Г2С da =
— 2 мм), построенные:
1 и Г — по динамическим характеристи-
кам; 2 и 2' — по обычной методике
оценке тд пришел Э. М. Эсибяи. По экспериментальным данным,
площадь петли динамической характеристики дуги в азоте, харак-
теризующая ее инерционность, больше, чем в аргоне. Теория не
учитывает всей сложности протекающих процессов и, в частности,
диссоциацию молекулярных газов. Энергия диссоциации может
быть довольно высокой, например, для азота она составляет
7,37 эВ.
Разработанные методика и установка для снятия динамиче-
ских характеристик сварочной дуги дают возможность получать и
статические характеристики дуги.
Для дуги Fe+—С- (на графитовой пластине), когда можно
достаточно точно замерить длину дуги, получены статические
вольт-амперные характеристики по рассмотренной методике для
снятия динамических характеристик и обычным способом измере-
ния тока и напряжения на дуге при постоянной ее длине (рис. 126,
табл. 30). Для приведенных на рис. 127 статических характе-
ристик дуги наблюдаются те же закономерности. Крутизна их
Таблица 30
Длина дуги, мм Крутизна вольт-амперных характеристик дуги, В/A, полученная по методике
обычной предлагаемой
3 0,029 0,036
5 0,04 0,04
6 0,045 0,043
6,5 — 0,045
Примечание. Дуга в СО2, полярность обратная, Св-08Г2С, d3 = 2 мм.
202
Рис. 127. Статические характеристи-
ки дуги (Аг, СвАМгб, ds = 2 мм) при
длине дуги:
/ — 8,6 мм; 2 — 5,8 мм; 3 — 2,3 мм
Рис. 128. Граница перехода статиче-
ской дуги в динамическую в зависи-
мости от dl!dt и напряжения на дуге
при da — 2 мм:
1 — Аг СвАМгб, ип — 265 м/ч; 2 — СО 2,
Св-08Г2С, ип = 135 м/ч; 3 — Аг. Св-08Г2С,
Рп — 156 м/ч
увеличивается с ростом длины дуги. Так, при 1п — 2,3 мм кру-
тизна статической характеристики &дт — 0,022 В/А, при /д =
- 5,8 мм Адт — 0,027 В/A, а при /я — 8,6 мм £дт = 0,034 В/А.
Дуга в аргоне с неплавящимея лантанированным вольфрамо-
вым электродом (da — 2 мм) при UK — 9,5 В и /д = 90 А имеет
практически горизонтальную статическую характеристику. Дуга
г. плавящимся электродом Св-08А под флюсом ATI-348 А при О'д -=
34 В и /д — 240 А имеет статическую характеристику с кру
гизиой 0,01 В/A. Сводные данные по крутизне статических вольт-
амперных характеристик дуги приведены в табл. 31.
Представляет интерес переход статической дуги в динамиче-
скую в зависимости от факторов, определяющих ее инерционность.
Цля краткости статической будем называть дугу, инерционность
которой в данных условиях не проявляется, а динамической —
Таблица 31
Материал Защитная среда Диапазон изменения тока, А Крутизна статической характеристики дуги, В/А
Электродная проволока Основной металл
:вО8Г2С СвАМгб! :в-08Г2С :в-08А Графит АМгб СтЗ СтЗ со2 Аг со2 Флюс АН-348А 200—500 100—500 280—400 250 0,036—0,045 0,022—0,034 0,03 - 0,034 0,01
Пр и м е ч а н и е. Полярность — обратная, d3 — 2 мм.
7*
203
дугу, инерционность которой проявляется в наличии гистерезиса.
Условия перехода статической дуги в динамическую зависят от
режима сварки, химического состава электродов и защитной
среды. Графически границу перехода удобно изображать в коор-
динатах: скорость изменения тока импульса — исследуемый пара-
метр (напряжение, ток или длина дуги) (рис. 128).
Значения dljdt больше ординат граничной кривой соответ-
ствуют динамической дуге.
Переход статической дуги в динамическую с увеличением длины
дуги наступает при меньшей скорости изменения тока. Это под-
тверждается также различным влиянием тока и напряжения на
условия перехода статической дуги в динамическую.
С ростом длины дуги ее инерционность возрастает. Характерно,
что у двухатомных газов переход статической дуги в динамиче-
скую наблюдается при меньшем значении dlidt. Для открытой
дуги со стальными электродами Г. И Лесков дает опенку пре-
дельного значения dl!dt перехода примерно 2,5-105 А/с [61 Г
Целение дуг на статические и динамические условно, так как вы-
явление инерционности дуги зависит при прочих равных условиях
от чувствительности методов ее определения.
Эквивалентная схема дуги. Анализ полученных результатов
ио определению крутизны статических характеристик дуги (/гдт —
— суммы прнэлектродных падений напряжений и градиента
потенциала в столбе дуги позволяет сделать некоторые обобщения.
Для исследованных дуг с плавящимся электродом А1—А1,
Fe—Fe, Fe —С в различных газовых средах статическая вольт-
амперная характеристика дуги является возрастающей dUJdl =
= - £дт > 0, и ее крутизна находится в пределах 0,01—0,05 В/А.
В зависимости от материала электрода, состава защитной среды и
режима сварки сумма прнэлектродных падений напряжений со-
ставляет 13—25 В. Градиент потенциала в столбе дуги зависит от
состава защитной среды: для дуги в аргоне между электродами из
сплава АМгб изменяется от 5,7 до 13,4 В/см, а в углекислом
газе — от 16,6 до 33 В/см.
По полученным экспериментальным данным сумма приэлек-
тродных падений напряжения возрастает с увеличением тока. Это
хорошо согласуется с результатами исследований Д. М. Рабкина,
по данным которого катодное падение напряжения пропорцио-
нально току, а анодное падение напряжения постоянно и состав-
ляет 2,5 ± 0,5 В. Анодное падение напряжения с ростом тока
может возрастать или уменьшаться в зависимости от направления
действия результирующего плазменного потока в дуге.
Постоянная времени дуги согласно теоретическим и экспери-
ментальным данным составляет 0,1—0,01 мс. Постоянная времени
сварочной цепи обычно равна 10—1 мс, т. е. на один-два порядка
больше. Таким образом, в подавляющем большинстве случаев
инерционностью сварочной дуги можно пренебречь и рассматри-
вать ее как статическую модель.
204
В качестве такой модели дугу с плавящимся электродом можно
представить в виде последовательно соединенных противо-ЭДС
и сопротивления. В общем виде сопротивление дуги может быть
положительным и отрицательным, однако экспериментами не
обнаружено случаев, когда dUR/d! < 0 для плавящегося элек-
трода. Уравнение статической характеристики дуги можно запи-
сать в следующем виде:
(/Д=ЕД + МД, (67)
где Ея — противо-ЭДС дуги;
—- (7ка -}-
С/ка и кц условно соответствуют значению тока 1Я = 0. Коэффи-
циент йдт характеризует возрастание суммы прнэлектродных
падений напряжения с ростом тока.
Если статическая вольт-амперная характеристика дуги в общем
случае является нелинейной, то линеаризация ее путем разло-
жения функции (/д = f (7д) в ряд Тейлора приведет к тому же
результату — формуле (67). Следует отмстить, что введение поня-
тия о противо-ЭДС или так называемой «поляризации» дуги —
чисто формальный прием, необходимый для линеаризации харак-
теристик дуги и применения закона Ома к содержащим ее цепям.
Минимальный ток горения дуги. Минимальный ток горения
дуги — один из параметров, характеризующих ее физическую
устойчивость. Знание минимального тока необходимо для оценки
стабильности процесса при действии различных возмущений.
Имеются данные о преддуговых токах для дуги переменного тока,
пороговых и ячеечных токах для дуги постоянного тока [47, 61 I.
Методика определения минимального тока дуги заключается
в уменьшении сварочного тока путем введения в цепь резистора
с активным сопротивлением. Измерения проводили по осцилло-
граммам на участках, где di/dt = 0, т. е. где устанавливался ста-
ционарный процесс горения малоамперной дуги. Время горения
дуги выбирали 20 мс, что вполне достаточно для окончания пере-
ходных процессов в системе Д—ИН. При определенном сопротив-
лении время горения малоамперной дуги было меньше 20 мс. т. е.
наблюдался обрыв дуги. За минимальный принимался ток, соот-
ветствующий максимальному сопротивлению, при котором еще
наблюдается непрерывное горение дуги в течение 20 мс. Для фикса-
ции малых токов была разработана специальная нелинейная полу-
проводниковая приставка.
Независимо от состава газовой среды, химического состава и
диаметра электрода, полярности минимальный ток горения дуги
изменяется в узких пределах.
Так, для дуги в углекислом газе электродной проволокой
Св-08Г2С диаметром 1.6 и 2 мм минимальный ток составляет 2—3
и 3—4 А, соответственно. Для дуги в аргоне электродной проволо-
кой СвАМгб! минимальный ток равен 2—3 А. Значение мини-
205
мального тока а среде углекислого газа практически не зависит
ст напряжения на дуге в диапазоне его изменения 25—45 В. Для
сравнения пороговый ток Дуги для стальных электродов равен
!,5А, а для алюминиевых — 1 А [471.
ИНТЕГРАЛЬНОЕ САМОРЕГУЛИРОЙАНИЕ
ПРОЦЕССА
Обнаруженное В. И Дятловым явление саморегулирования
г ги при сварке плавящимся электродом, как указывалось ранее,
зклюЧается в способности системы Д,---ИП восстанавливать
устойчивое энергетическое состояние без применения регули-
рующих устройств после нарушения равновесия под действием
возмущений.
Развитие дуговой сварки в защитных газах, использование
импульсных процессов (естественных и с принудительным на-
ложением импульсов), характеризующихся различными формами
переноса металла, значительным изменением во времени мощ-
ности дуги, а в некоторых случаях прерывистым ее горением,
вызывает необходимость дополнить и обобщить понятие саморе-
гулирования дуги. Это диктуется и тем, что все перечисленные
процессы осуществляются системами с постоянной скоростью по-
дачи электрода.
Рассмотрим три практически наиболее важных процесса:
.'•варку длинной дугой, сварку короткой дугой и импульсно-дуго-
.ую сварку.
В первом случае при мелкокапельном или струйном переносе
металла горение дуги сопровождается непрерывным удалением
•^сплавленного металла с торца электрода.
Во втором случае периоды горения дуги чередуются с корот-
кими замыканиями (прерывистое горение дуги) Плавление элек-
трода происходит во время горения дуги, а перенос металла —
ври коротком замыкании. В пределах цикла изменяется мощность
дуги.
В третьем случае процессы плавления и переноса металла, как
ч во втором случае, обычно разделены во времени, но не столь
сильно, как при сварке короткой дугой. Мощность дуги периоди-
чески изменяется при непрерывном ее горении, причем эти изме-
нения, как правило, значительно больше, чем при сварке корот-
кой дугой.
Сварка длинной дугой. Восстановление равновесия в системе
Д—ИП, содержащей дугу с плавящимся электродом, происходит
благодаря зависимости скорости плавления электрода от тока и
напряжения на дуге, величина которых изменяется под действием
возмущений, и непрерывному удалению расплавленного металла
с торца электрода. Определенную роль в процессе саморегулиро
аания дуги играет и сварочная ванна.
Непрерывное удаление расплавленного металла возможно
лишь при мелкокапельном и струйном переносе металла. При от-
Й06
сутствии возмущений скорость плавления электрода в любой мо-
мент времени равна скорости его подачи. Назовем саморегулиро-
вание дуги в этом случае идеальным. Процесс идеального саморе-
гулирования исследован достаточно полно Л. Е. Алекиным и
Г. М. Каспржаком. Система саморегулирования дуги обеспечивает
стабилизацию тока. Последняя достигается благодаря изменению
противо-ЭДС дуги при всех видах внешних возмущений (по длине
дуги /д, питающему напряжению и эквивалентному сопротив-
лению источника питания Т?8). Степень стабилизации тока опре-
деляется крутизной статической характеристики саморегулирова-
ния дуги /гдс = dUp/dl > 0.
Скорость плавления электрода растет с увеличением тока и
уменьшается с повышением напряжения. Поэтому статические
характеристики саморегулирования дуги Un — f (/д) при vn =
= const имеют определенную крутизну (статизм), обусловленную
изменением тепловыделения в вылете электрода. Назовем условно
такой статизм отрицательным.
Сварка короткой дугой. В этом случае равенство скоростей
подачи и плавления электрода па выполняется только за цикл:
vn = (l/U J v3(t)dt. (68)
о
Стабилизация сварочного тока при изменении напряжения
между электродами осуществляется с положительным статизмом,
так как характеристики U — f (!) при vu = const имеют противо-
положный наклон по сравнению с аналогичными характеристи-
ками при сварке длинной дугой, т. е. knc — dUv!d! < 0. Это
указывает на возрастание скорости плавления с ростом напряже-
ния между электродами и на разрегулирующее действие по-
следнего.
При сварке короткой дугой диапазон возможного изменения
параметров режима под действием внешних возмущений весьма
узкий. Небольшие возмущения по напряжению источника пита-
ния ии могут привести либо к изменению характера процесса
(увеличение [/„), либо к нарушению его стабильности (уменьше-
ние U„).
Изменение эквивалентного сопротивления Re также возможно
в нешироких пределах. Для каждого диаметра электрода суще-
ствует некоторая предельная крутизна статической характери-
стики источника питания А?пр, например, для da = 1 мм она
составляет 0,2 Ом, а для d3 = 2 мм — 0,08 Ом. При Rg > RDp
ток короткого замыкания сильно ограничен и возникают длитель-
ные короткие замыкания электрода с изделием.
При искусственном уменьшении тока, например кратковре-
менном включении резистора, в первый момент после повторного
зажигания дуги ток, предшествующий короткому замыканию,
207
itili - —------ — —---------..
tin F ........
I ZU : ..' . 1-----I....... J
li,J 0,5 0,7 0,9 L.'-t!»-
129 ЗОДИСИНО* Г. (/) .3
*у>фсктьвного (2) токов от индуктив-
ности при свагже короткой Д'той; СОг,
. 6НГ2С, Ja 1.6 мм, I/- Р,
- ;3/ м/ч
no p
ZOu j
РрС 136 .< : 1. -• .4..,.’ 1 ;} I
среднего /ср (2) и эфф-.чсп. ною л.ф fjt)
токов от амплитуды импульсов
Лк Мн, А 2 fri ; — 100 .{
/и s . i нс, - л«/ч
»чм>ма । и чес к и возрастает» т е. иронеколит иерера^прецеленнс
ча Дуе;г ь креде »и\ яиг. па и пс < . п-
Стабилизация сварочного тока при действии внешних возку-
•сн.мй осуществляется благодаря каменевши средней яр>тя!ьо
’LIC дуги, что приводит к изменению частоты коротких хагшканий
Изменение индуктивности <чарочной цепи в широт пределах
фактически не приводит к изменению среднего и эффект и эком
оков (рис. 129)
Таким образом, при сварке короткой дугой проислоди! <аию»-
окулирование плавления электрода, которое выражает*.» в под
держании относительно постоянными среднего н ьффектнш'.ого
оков (при заданных va и d,,) благодаря изменению частоты торос-
<нх замыканий или перераспределению тока в пределах цикла,
в этом случае имеет смысл говорить не о саморегеллрованпи
дуги, а о саморегулировании плавления электрода
Импульсно-дуговая сварка. Импульсы тока генерируютея до
дачей на дугу повышенного напряжения. Частота сдедовання
импульсов / обычно такова (33, 50, 100 имп/с), что система само-
регулирования дуги не успевает отрабатывать эти возмущения
•г в этом смысле система с плавящимся электродом ведет себя
так же, как е неплавящимея.
Сварочный ток может изменяться а широких пределах. Ампли-
туда импульса может превышать на порядок базовый ток. При
идентичности циклов выполняется очевидное условие (63).
Импульсно дуговая сварка менее подвержена таким возму-
щениям, как нерегулярность переноса металла, нестабильность
с замеров капель, блуждание дуги. Наложение импульсов оиазы
лает стабилизирующее воздействие на процесс 1< основным
.•'.озмущениям процесса следует отнести возмущения цп амплитуде
импульсов, их длительности н частоте спедования
‘308
Э« перв ментально установлено, что при изменении параметрон
кипучъсор и чзскгп» цх следования в широких пределах эффек
ншннй и средний ток изменяются незначительно. При переходе
, '« чымяулм’лого процесса к импульсному средний ток несколько
ум •Н1.ша»'гся, и эффективный незначительно возрастает. При
'toi« ?лек»рич-’<кая мощность дуги, равная, как 'известно, Од --
/"-..Mi-t. /'rC-i осгастсч практ «пески постоянной при неиз
иной настройке источника питания Происходит перераспре
•лени: оперши м»ж;ту импульсом р паузой Увеличение, ампли
.. -‘ы -xMHjJ-bca . ’i-'- длительности неизбежно приводит к умень
щенню битового тока и. наоборот (рис. 130). Этим осуществляется
мс-р‘?1 улироеанш* процесс.? плавления электрода.
Га.кям образом, для систем Д ИН с постоянной скоростью
шщл- •< алекгродя независимо от характера процесса и работы
|вита*дцен системы имеет место саморегулирование плавления
•«•чем рода или интетналыюе саморегулирование. Саморегулирова
• <щ ау; ц <тпля₽!ся чя< тн.ым случаем интегразьнечО саморет у
ШПОйгЦШЯ
। Hwri'j пильное саморегулирование происходит благодаря изме
щ-кию щипшн* !,и' дуги, вследствие «ет э в системе Д ИЦ осу
я; есть льется стабилизация сварочного тока. Это наиболее общее
>й иц-'С' р ыо ною саморегулиротынця
;з<ом образом для систем Д -ИП при сварке плавящимся
^.'ii'K'iTiO./TOM с посгочиш.-й скоростью его подачи изменение элек
ця«че-ки* параметров контура, таких, как эквивалентное сопро
гивленре сварочной пени, ее инпукгивность или напряжение
i источняка питания, не приводит к существенному изменению
тока Все возмущения, приводящие к изменению тока, кроме
вомлушепип г«,- скорости цпдач!! электрода, отрабатываются си
СТ РМОЙ.
' . ХАР.ЧКТИ’ИСТЙКИ CBCTFftiы
J T-AWH’EI ?’,-»«Гт>ВАПпЯ ДУГ'А
/бе>анизированная «.варка плавящимся электродом в среде
защитных газов производится преимущественно устройствами
с независимой (постоянной) скоростью подачи электродной про
волоки. А'тллиз настройки системы Л, -ИП на заданный режим
производят совместным рассмотрением статических характери
стик саморегулирования дуги (так называемых кривых устойчи
I вой работы головок с постоянной скоростью подачи электрода)
; а внешних статических характеристик питающей системы.
Статические характеристики саморегулирования дуги рас-
смогцены я работе (105 L Полученные уравнения, содержащие
коэффициенты саморегулирования дуги по току и напряжению,
не отражают влияния ряда фзкторотз на положение этих характе-
ристик на плоскости U, I. Наибольший интерес представляе!
аналитическое выражение для крутизны статической харякгери-
гтики сислемы саморетулироваиня дуги.
20Р
Известно, что скорость плавления электрода определяется
тепловой мощностью qan, вводимой дугой в электрод, и qB, вы-
деляющейся в вылете электрода от проходящего тока:
— ?эд 4“ <]в-
Из статической характеристики саморегулирования
/д = 0п/(^ст АгнЛдФ) ~|~ ^сн^д/(^ст + ^сн^дт) (^9)
следует, что с повышением напряжения при постоянной скорости
подачи электрода v„ возрастает ток дуги, но при этом скорость
плавления электрода остается неизменной.
Теплосодержание капель электродного металла при сварке
в защитных газах в диапазоне применяемых токов обратной по-
лярности практически постоянно и зависит в основном от состава
защитной среды 1891.
При сварке током прямой полярности теплосодержание капель
изменяется незначительно и в первом приближении также может
быть принято постоянным. Для постоянной скорости подачи
электрода изменение тепловой мощности, вводимой дугой в элек-
трод, должно компенсироваться изменением тепловой мощности,
выделяющейся в вылете электрода, т. е.
19эд I — 1I-
Тепловая мощность, выделяющаяся в вылете электрода от
проходящего тока, согласно работе [86], определяется как
Я» = vnFocp (1/р) (exp (—бЛв/о„) — 1), (70)
где 6 = —₽Ро/7(ср)-
Тепловая мощность дуги, расходуемая на плавление электрода:
<7эд = Лэ^дПд.
Известно, что с изменением напряжения на дуге при посто-
янной скорости подачи электрода величина т]э меняется. Поэтому
экспериментально определен характер изменения т]8.
Для этого найдена тепловая мощность qa по теплосодержанию
капель 5’к и массовой скорости плавления электрода vm. Расчет-
ным путем но уравнению (70) и экспериментальным данным
(току, напряжению на дуге, скорости подачи и вылету электрода)
получен т]э:
Пэ = ~~ ^вЛ^д^д)-
Зависимости т)э -- f (Ua) для' различных скоростей подачи
электрода, защитных сред и полярности тока показаны на
рис. 131.
Зависимость т]а — f (Un) описывается уравнением вида:
Пэ = ехр (лС7д), (71)
где a, k, п — постоянные коэффициенты, определенные методом
наименьших квадратов.
210
Рис. 132. Изменение тока при возму-
щении по напряжению дуги:
1 — статическая характеристика саморе-
гулирования; 2, 2' — статическая харак-
теристика дуги до и после возмущение
Коэффициенты a, k и п изме
пяются в узком диапазоне; а 1,
Рис. 131. Зависимость эффективного
КПД нагрева электрода дугой от на-
пряжения на дуге; Св-08Г2С, с1э —
— 1,6 мм:
1 -3 — активированный электрод, поляр-
ность прямая (/ — Аг, ип -- 305 м/ч; 2 —-
СО2, —250 м/ч; 3 — СО2, vn — 350 м/ч);
4—q — электрод с очищенной поверх-
ностью, полярность обратная (4 - - СО»,
»п -= 350 м/ч: 6 — Ar,. гц — 300 м/ч)
k = 1.45-:-1,59; п 0,0075-:
0,0086,причем меньшему значе-
нию k соответствует и меньшее значение п. Значения г|а, рассчи
тайные но (71) при принятых значениях k — 1,54 и п — 0,008
для различных напряжений на дуге, отличаются от приведенных
на рис. 131 третьим знаком.
В принятом условии постоянства тепловой мощности, расхо-
дуемой на нагрев и плавление электрода, зависимость I — [ (1/д)
выражена в неявной форме. Поэтому наклон статической харак-
теристики саморегулирования /гдс находят- по правилу дифферен-
цирования неявных функций:
di ф 0.
д! 1 dt/ 1 Э/гв в
Значение dkn (где Л.в — расстояние от торца токоподводя-
щего наконечника до границы плавления электрода) определим
следующим образом. Возмущение по напряжению на дуге
иД = ид1 4 ид1, (73)
где Uet --- Лд/Л — изменение напряжения в зависимости от длины
дуги при неизменном токе; Uai = kR.rin — изменение напряжения
в зависимости от тока при постоянной длине дуги.
Из статической характеристики саморегулирования (рис. 132)
7Д = и^.
(74)
211
Защитная среда Полярность тока Состояние поверхности электрода чп, м/ч 7д, Л Ид. в
со2 Прямая Обратная Активиро- ванная Очищенная 250 350 300 330 430 390 25 35 39
Аг Прямая Обратная Активиро- ванная Очищенная 250 300 440 410 28 34
Примечание. feCT = feIUI/(28,3(>d32), где p в г/см3, d3 в мм.
I
Подставляя (74) в (73) и решая относительно получаем
^д ~ (^д/^д) (1 ^дт/^дс)-
Так как kRC dU/dl и /д — —dhB, то
dhB — (&дТ//гд) di — (1 /£д) dl/. (75)
Крутизну статической характеристики саморегулирования
дуги определим из (72) при подстановке в него dhB из (75):
дс ~ \д] * 1 dhB kn J Ч dU ~ dhB kJ' Vb>
Подставляя значения частных производных в (76) и проводя пре-
образования, получим
k ! (Ро/Л^) 1 (2Лв + (*дт/*д) 1 ) exp (Pp0/,2ftB/(cp^t.fi))
1 (Ро'/^Л.) ехР (PPf/VC^X)) — Пэ (1 — * + nt/д))
Из выражения (69) следует, что
^ДС — (^ст ^дЧсн)/^сп- (78)
Зная kac, из формулы (78) находим
^СН = ^Ст/(^ДС ^дт)‘ (79)
Подставляя (79) в (69), получим уравнение статической ха-
рактеристики саморегулирования дуги:
7д ~ (1/^дс) ((^дс ^дт) "Ь 6/д)
ИЛИ
7д ~ ^3 6/д/^дС,
Где /3 (^дс ^дт) ^«/(^дс^ст)-
212
Таблица 32
kv В/см fcF, ем ч-, Крутизна статической карактеристики само- регулирования дуги, В/А Коэффициент саморегулирова- ния дуги по току {расчет), см/(с- А)
Эксперимент Расчет
20,7 1,86 0,195 0,239 0,24 0,02946
20,7 26 1,56 1,7 0,149 0,18 0,22 0.4 0,221 0,4 0,034 0,0277
11 0,84 0,168 0,1 0.098 0,04
11 0,95 0,197 0,196 0,193 0,0332
Зная устойчивый режим сварки, из (77) можно определить
/?дс, а из (79) найти /гС1(. По полученному значению knc определяют
изменение тока при возмущении по напряжению дуги.
Для проверки полученных выражений экспериментально по-
строены статические характеристики саморегулирования при
сварке электродной проволокой Св-08Г2С в аргоне и углекислом
газе током прямой и обратной полярности очищенной и активи-
рованной проволокой (рис. 133). Расчетные и экспериментальные
данные приведены в табл. 32.
Рис. 133. Статические характеристики саморегулирования дуги; Св-08Г2С,
«1Э = 1,6 мм, расстояние от токоподводящего наконечника до основного металла
20 мм; полярность тока:
а —прямая; б —обратная*
1 4, 6, 8—электрод активированный; 5—7 — электрод очищенный;
1 — СО2» % — 250 м/ч; 2 — СО2, % ~ 350 м/ч; 3 — Аг. с»и — 250 м/ч; 4 — Лг, гп --
— 350 м/ч; 5 СО2. ои — 350 м/ч; 6 — СО2» г,п “ 350 м/ч; 7 и 8 — Ar, v51 -= 350 м/ч
213
Расчеты осуществляли при следующих исходных данных:
4-1,6 мм, р0 = 30-10'° Ом-см, р-1,67-10-3 1/К, с-
--- 0,52 Дж/(г- К), р — 7,85 г/см3.
Экспериментально установлено, что в некоторых случаях
в зависимости от напряжения на дуге сварочный ток изменяется
так, что тепловая мощность в вылете электрода от проходящего
тока остается практически постоянной, т. е. §эд — 0. В этом
случае
— Zhvkylln + /гдт. (80)
При горизонтальной характеристике дуги k,!y — 0с учетом,
что k№ — = /гдйв, из (80) получим 21д//д — hjhn,
т. е. относительное изменение тока дуги в 2 раза больше относи-
тельного изменения вылета электрода.
Для качественного анализа влияния различных факторов на
крутизну статической характеристики саморегулирования дуги
можно использовать упрощенную формулу:
4с — 4'г ~Ь 4 Щ 2/дР(;Лв)/(ро7д).
Таким образом, крутизна статической характеристики само-
регулирования дуги определяется свойствами материала элек-
трода, его диаметром, защитной средой и сопротивлением дуги.
УСТОЙЧИВОСТЬ СИСТЕМЫ д-ип
Необходимым условием стабильности процесса сварки длинной
дугой является устойчивость системы саморегулирования дуги.
Исследования последних лет в области сварки в защитных
газах, сварочной дуги и источников питания позволяют дополнить
отдельные положения теории саморегулирования дуги. К числу
таких вопросов относятся параметрическая устойчивость системы
Д-ИП.
Характеристическое уравнение системы саморегулирования
дуги имеет вид [94]:
LP2 + (4 + 444) Р + 4 (4т + kcaky) - 0, (81)
где L — индуктивность сварочной цепи; р — оператор Лапласа,
р — d/dt\ ky — полное сопротивление системы Д—ИП или коэф-
фициент устойчивости системы;
4 = dUK/cll — dUa/dI.
Характеристическое уравнение (81) соответствует источнику
питания, эквивалентная схема которого представляет собой апе-
риодическое звено (цепь R, L).
Из (81) получены два условия устойчивости:
4т + 4н4>0; (82)
k7 + МсиЬ > 0. (83)
214
Рис. 134. Кривые устойчивой работы
при наплавке короткой дугой в охла-
ждающей жидкости; Св-08, d8 = 1,4 мм:
J —• ип = 108 м/ч; 2 — «п = 120 м/ч; 3 —
оп = 132 м/ч
Первое условие (82) явля-
ется условием статической ус-
тойчивости системы. Из (82) и
(83) следует, что при ky > 0
система устойчива во всех слу-
чаях; система может быть ус-
тойчива и при ky < 0 вследствие саморегулирования дуги по
напряжению; с ростом индуктивности L запас устойчивости
системы повышается.
Таким образом, устойчивость системы дуга -источник питания
при идеальном саморегулировании зависит как от свойств дуги
(/?д, knT, kCT), так и от характеристики питающей системы (k„n -
di/dUn, L). Существует связь между устойчивостью системы
и статическими характеристиками саморегулирования дуги. Поло-
жение и крутизна статических характеристик саморегулирования
дуги зависят от ее свойств: градиента потенциала в столбе дуги и
крутизны статической характеристики дуги, режима сварки и
вылета электрода.
Из условия (83) следует, что с увеличением индуктивности
сварочной цепи (включая индуктивность источника питания)
запас устойчивости системы возрастает. Однако чрезмерное уве-
личение индуктивности может привести к колебательному пере-
ходному процессу в системе Д—-ИП. Условием отсутствия такого
переходного процесса является неравенство (84), полученное из
характеристического уравнения (81) для частного случая, когда
^сн 0.
^>4/Л;тЛп, (84)
откуда определяется максимально допустимое значение индук-
тивности:
L < ^у./(4Лст^д).
Рассмотрим связь статических характеристик саморегулиро-
вания дуги с устойчивостью системы Д—ИП.
При сварке короткой дугой, когда имеет место интегральное
саморегулирование, характеристики устойчивости работы имеют
противоположный наклон по сравнению с аналогичными характе-
ристиками, построенными для условия непрерывного горения
дуги (рис. 134), и их нельзя называть статическими характери-
стиками саморегулирования дуги, поскольку сварка короткой
дугой является импульсным динамическим процессом. Описывае-
мое явление объясняется тем, что при сварке короткой дугой и
ростом напряжения на дуге растет отношение времени цикла
215
к времени короткого замыкания и увеличивается энергия, расхо-
дуемая на плавление электрода, поскольку оно происходит во
время горения дуги. Скорость плавления электрода с ростом
напряжения на дуге при прочих равных условиях возрастает,
что и находит свое отражение в наклоне характеристики саморе-
гулирования.
Для случая сварки длинной дугой преобразуем условие ста-
тической устойчивости системы (82), разделив обе части неравен-
ства на (kw > 0), и подставим значение ky:
^ет/^сн i ”'ДТ 1/^пкИЛИ (&ет I ^дт^сн)/^сн 1'^кс
Нетрудно видеть, что отношение (Аст | Льт&гн)/&сн — knc -
dl)v/dl является крутизной статической характеристики само-
регулирования дуги, а 1/Лос - dUJdl -- крутизной статической
характеристики источника питания.
Таким образом, условие устойчивости системы Д—ИП выра-
зится неравенством
tilled! dUjdl > 0.
Анализ экспериментальных данных показывает, что крутизна
статических характеристик саморегулирования /гдс — dUv/dI
сравнительно велика и составляет 0,25—10 В/A. Источники пи-
тания с характеристиками подобной крутизны для сварки плавя-
щимся электродом системами с постоянной независимой скоростью
подачи электрода нецелесообразны.
Поэтому система саморегулирования дуги с плавящимся элек-
тродом практически во всех случаях оказывается устойчивой.
Быстродействие системы саморегулирования дуги оценивается
значением постоянной времени саморегулирования тс.
Из характеристического уравнения системы (81) при L = 0
путем приведения его к виду тср ф- 1 ~ 0 получим значение по-
стоянной времени саморегулирования дуги:
Для дуги в углекислом газе при £д = 25 В/см, /гст ~
---- 0,0135 ем/(с-А), Аси = 0,004 см/(с-В) и ky - 0,04 В/A тс =
== 0,12 с. Для дуги в аргоне значение градиента потенциала
в столбе дуги меньше, чем в углекислом газе, в 2,5—3 раза. Не-
сколько увеличивается коэффициент саморегулирования дуги по
напряжению, что, однако, мало отражается на величине тс, кото-
рая превышает постоянную времени саморегулирования дуги
в углекислом газе в 2,5 —3 раза.
СТАБИЛИЗАЦИЯ ГЛУБИНЫ ПРОПЛАВЛЕНИЯ
В СИСТЕМЕ САМОРЕГУЛИРОВАНИЯ ДУГИ
При стабилизации скорости подачи электрода основным внеш-
ним возмущающим воздействием, изменяющим сварочный ток и,
следовательно, геометрические размеры шва, является отклонение
напряжения на дуге от заданного режимом сварки значения.
216
Рис. 135. Зависимость глубины проплавления от тока при постоянном напряже-
нии (а) и от напряжения дуги (б) при постоянном токе
В определенном диапазоне изменения параметров режима, как
следует из экспериментальных данных (рис. 135), зависимости
глубины проплавления су от тока и а2 от напряжения на дуге
можно описать линеаризированными уравнениями:
«г = «т + ((/д = const):
аг = он — kBUK (/д = const),
где k.r, kH — коэффициенты пропорциональности.
При изменении тока и напряжения на дуге
Аах = kT А/д; Аа2 = —kK &ия.
Для определения отклонений по току и напряжению (А/д)
А(7Д), вызванных возмущениями, рассмотрим семейство статиче-
ских характеристик саморегулирования дуги (рис. 136).
При постоянном напряжении на дуге
А/д = /2 - /х. (85)
Ток в точках с и d может быть определен в следующем виде:
/1 = 131 + (86)
/2=/з2+^дДдс2, (87)
где /ах, /32 — заданные токи для статических характеристик
саморегулирования 1 и 2, зависящие от скорости подачи электрода;
&дсх, ^дсг — крутизна стати-
ческих характеристик саморе-
гулирования 1 и 2.
Подставляя выражения (86)
и (87) в уравнение (85), полу-
чаем
А/д = (/зг-/з1) +
+ (1/^дс 2 1/^дс 1)-
Рис. 136. Схема определения откло-
нений параметров режима сварки:
/ — оПя; 2 — vni; «П1 < t>n,
217
Рис. 137. Статические характеристики саморегулирования дуги; Св-08Г2С,
dg = 1,6 мм:
№ Поверхность электрода Полярность тока Защитная среда Крутизна характеристики, В/А
1 Очищенная Прямая Аг 0,4
2 » Обратная СО2 0,23
3 » » Аг 0,196
4 Активирован- Прямая СО2 0,15
ная
5 То же Аг 0,095
Рис. 138. Зависимость глубины проплавления от напряжения на дуге при
различной крутизне статических характеристик саморегулирования £дс
(данные см. рис. 137, 3, 4, 5)
Для стабилизации тока при возмущении по напряжению дуги
необходимо перейти на другую статическую характеристику само-
регулирования, т. е. изменить скорость подачи электрода (см.
рис. 136). Например, с увеличением напряжения на Л/7Д необ-
ходимо с характеристики 2 перейти на характеристику 1. Откло-
нение по напряжению связано с отклонением по току дуги:
А6/д = kBC Л/д.
В реальных условиях сварки при возмущении по напряжению
одновременно изменяются параметры режима: ток и напряжение
на дуге; общее отклонение глубины проплавления зависит как
от изменения тока, так и от изменения напряжения:
Да = Лах + Ла2 = kT Д7д — kB &Un‘,
с учетом Л7/д
Ла = Л/д (/г, — \feAC). (88)
Из уравнения (88) следует, что величина и знак отклонения
глубины проплавления зависят от крутизны статической харак-
теристики саморегулирования дуги. Для проверки этого условия
проведена серия опытов, по результатам которых построены ста-
тические характеристики саморегулирования дуги (рис. 137).
218
Затем для каждой характеристики саморегулирования получены
зависимости глубины проплавления от напряжения на дуге
(рис. 138). При постоянной скорости подачи электрода наклон
статической характеристики саморегулирования дуги опреде-
ляется составом защитной среды, полярностью тока и составом
покрытия электрода (см. рис. 137). При этом с увеличением на-
пряжения, несмотря на возрастание тока при больших значе-
ниях /гдс, глубина проплавления уменьшается, а при малых
/гдс — возрастает.
При возмущении по напряжению глубина проплавления может
оставаться постоянной, т. е. Ап — 0 при &т//ги = /гдс-
Если k.Jkn < /гдс, то с ростом напряжения дуги глубина про-
плавления уменьшается, при k^/k„ г> /едс — возрастает.
Таким образом, при определенной крутизне статической ха-
рактеристики &дс =- k^/ka система саморегулирования становится
инвариантной к действию возмущений по напряжению дуги на
глубину проплавления.
Анализ уравнения (77), описывающего зависимость йдс от
энергетических параметров режима сварки, диаметра и теплофи-
зических свойств электрода, дает возможность наметить пути
управления наклоном статической характеристики саморегулиро-
вания дуги. Значение &дс снижается при уменьшении вылета
электрода, эффективного приэлектродного падения напряжения,
энергии, выделяемой в активном пятне на электроде, градиента
потенциала в столбе дуги и увеличении диаметра электрода.
Таким образом, изменяя наклон характеристики саморегули-
рования дуги, можно в значительной степени снизить отклонение
глубины проплавления от заданного значения при действии воз-
мущений, что важно для обеспечения работоспособности сварных
соединений. Активным фактором воздействия на наклон статиче-
ской характеристики саморегулирования является изменение
состава защитной среды и активирование электрода.
Рассмотренные свойства дуги, как элемента электрической
цепи и системы Д—ИП, показывают, что совокупность ее физи-
ческих и технологических свойств оказывает влияние на работу
системы. От свойств дуги зависит положение статической харак-
теристики саморегулирования, что необходимо учитывать при
настройке системы на заданный режим.
ГЛАВА 8. УПРАВЛЕНИЕ
ТЕХНОЛОГИЧЕСКИМИ СВОЙСТВАМИ
СВАРОЧНОЙ ДУГИ
Управление технологическими свойствами сварочной дуги —
это управление ее воздействием на электрод и основной металл.
В связи с этим необходимо рассмотреть дугу в системе «источник
питания—дуга—сварочная ванна» (ИП—Д—СВ).
ХАРАКТЕРИСТИКА СВАРОЧНОЙ ДУГИ
КАК ОБЪЕКТА УПРАВЛЕНИЯ
При рассмотрении сварочной дуги в качестве объекта управ-
ления необходимо знание свойств и характеристик дуги как эле-
мента электрической цепи (нагрузки) в системе ИП—-Д и ее тех-
нологических свойств как звена, воздействующего на сварочную
ванну в системе ИП—Д—СВ.
Рассматривая сварочную дугу в качестве основного элемента
контура управления ИП—Д и главного инструмента технологиче-
ского пронесся дуговой сварки плавлением, можно представить
упрощенную структурную схему системы «источник питания—
дуга—сварочная ванна—шов» (Р1П—Д—СВ—Ш) в виде четырех-
контурной системы, образованной обратными связями (рис. 139).
В первом контуре сварочная дуга является объектом управле-
ния; поэтому необходимо знать ее свойства как элемента электри-
ческой цепи. Эти свойства определяются крутизной статической
вольт-амперной характеристики дуги, ее динамической характе-
ристикой, распределением потенциала в дуге (суммой прнэлек-
тродных падений напряжения и градиентом потенциала в столбе
дуги). Перечисленные свойства определяют эквивалентную схему
дуги или так называемую схему ее замещения.
Сварочную дугу можно рассматривать не только как объект
управления, но и в качестве датчика. Различные возмущения из-
меняют свойства дуги, что может быть использовано для получе-
ния информации и управления процессом. Та.к, в системах для
направления электрода по стыку при смещении сварочной головки
относительно стыка нарушается симметричность сварочной ванны,
что обнаруживается сканированием дуги в сечении, перпенди-
кулярном оси шва, и приводит к изменению электрических пара-
метров процесса. Применение дуги в качестве датчика может быть
использовано и в системах управления другого назначения.
220
Рис. 139. Функциональная схема системы ИП—Д—СВ—Ш:
ИП — источник питания; Д — дуга; СВ — сварочная ванна; Ш — шов; П — привод
электрода; ЗУ! иЗУ2 — задающие устройства; Гип, Гд, FB, Fn — возмущения, действую-
щие на элементы схемы: источник питания, дугу, сварочную ванну, привод подачи элек-
тродной проволоки
Во втором контуре в качестве объекта управления принимают
сварочную ванну, а основным инструментом технологического
целенаправленного воздействия на процесс ее формирования —
сварочную дугу. В третьем контуре может осуществляться регу-
лирование по глубине проплавления путем воздействия на источ-
ник питания, а в четвертом — напряжения на дуге воздействием
на привод подачи электродной проволоки.
В зависимости от места приложений возмущений к системе
(контуру) ИП—Д—СВ—LLI различают возмущения, приложенные
к источнику питания Fnn, дуге Дд, сварочной ванне FB и приводу
подачи электрода F„. Исходя из упрощенной структуры свароч-
ного контура ИП—Д—СВ—Ш, при разработке систем управле-
ния, отрабатывающих технологические возмущения Fa и F„a
в контуре ИП—Д, в качестве объекта управления принимают сва-
рочную дугу. Основной задачей этих систем является стабилиза-
ция электрических параметров дуги, таких, как ток, напряжение
(длина дуги) в условиях действующих возмущений FR и F„n.
Разработка систем сводится к выбору источника питания с опре-
деленной вольт-амперной характеристикой и построению регуля-
торов напряжения дуги. Эти системы малоэффективны при FB У= О,
приложенном к объекту управления — сварочной ванне.
При наличии всей группы технологических возмущений раз-
рабатывают системы управления для контура ИП—Д—СВ, где
сварочную ванну рассматривают как объект управления. Эти
системы имеют обратные связи по критериальным параметрам
процесса, например, глубине проплавления [641.
КЛАССИФИКАЦИЯ И АНАЛИЗ
ТЕХНОЛОГИЧЕСКИХ ВОЗМУЩЕНИЙ
Для получения качественного сварного соединения необхо-
димо управлять параметрами, которыми оно определяется. Появ-
ление дефектов при сварке непосредственно связано с влиянием
221
на процесс большого количества факторов: конструктивных
технологических и эксплуатационных.
Технологические факторы можно рассматривать как техноло
гические возмущения. Они проявляются через особенности ра
боты сварочного оборудования и режим сварки, качество под-
готовки и сборки сварного соединения, состояние исходных
сварочных материалов и положение сварочной головки (элек
трода) относительно сварного соединения
Наиболее важны возмущения ио параметрам режима сварки
(рис. 140). Они, в свою очередь, подразделяются на возмущения,
связанные с дугой, питающей системой, сварочной головкой и
основным металлом (сварочной ванной).
Рассмотрим некоторые особенности влияния технологических
возмущений на качество сварки.
В процессе сварки параметры режима (ток и напряжение
на дуге, скорость сварки, расход защитного или плазмообразую-
щего газа и т. д.) не остаются строго постоянными и отклоняются
в ту или иную сторону от установленных значений. Отклонение
этих параметров от номинальных непосредственно связано с уров-
нем дефектности шва и, в частности, характеризующими его гео-
метрическими параметрами и формой.
Допустимые отклонения размеров сварного шва обычно за
дают техническими условиями. В этом случае появляется воз-
можность по допустимым отклонениям параметров шва экспери-
ментально или расчетным путем оценить допустимые отклонения
параметров режима. При решении этой задачи удобно использо-
вать методы расчета по статическим ошибкам и критериям ка-
чества шва. В основу расчетов может быть положен однофактор-
ный эксперимент, при котором все независимые переменные, за
исключением одной, полагают постоянными на принятом уровне,
а одна переменная изменяется во всем выбранном диапазоне зна
чений. Затем аналогичные опыты повторяют для других факторов
Но полученным зависимостям определяют допустимые отклоне-
ния параметров режима от номинальных. Недостатком метода
является необходимость проведения большого количества опытов.
Использование многофакторного эксперимента и методов теории
подобия для определения связи между параметрами режима и
геометрическими размерами шва позволяет получать данные для
допустимых отклонений параметров режима с учетом их одновре-
менного изменения в процессе сварки.
Отклонение геометрических размеров свариваемых элементов
и дефекты сборки такие, как смещение кромок, изменение зазора,
отклонение параметров разделки, следует считать наиболее опас-
ными возмущениями в процессе сварки. Полностью устранить эти
возмущения технически сложно. Однако для обеспечения условий
нормального формирования сварного шва величины этих возму-
щений могут быть ограничены до разумных пределов. Учитывая
возможность одновременного изменения параметров режима, тре
222
Рис. 140. Классификация возмущений при дуговой сварке
223
бОВЭНИЬ К ТОИН^сгн сбор-Хй ДОЛЖНА бятъ .?аВ1ЫП«еИН, !fso и условиях
11рОИ‘'ИЧ>Я<”> ад СДеЛЯ^ -'rjr>r= »п. Пг»‘ПГГ1Му' !>№« m аффеК^П^ЫХ
<- it,-v"»Cx>B сгзбилизатцти над»метров шва в что г условиях является
nrbO^gfcfcgiMg <,HCWN> рСгя>Л-!р>Ч)а.ННй •'' cfitro-СнТМИ ' НЯЗЧМЯ П«'
"рс гер«а^ь:>ым t цр<>ае<ч’л, !’ 1вв|&яякмупм itwrpi»
v,!;' в* гдеЯе^’.ием на p’V’Oitia-
!sp<> г.^гпяг* fs?6<’’? i-efiorfcj ва*из систем удобно'
P'Hto >«'ЛО<П».|4»|>гП’ ф-<<;, 'flftf'Ff ;« - «Т-> :'ХД'.'-О/-. i‘H>, ’ ’
угк'i<iWt;i'v i.^opn !•; '•метцен.н(^<р#>мог nft«i uwjur к дефек-
тах jj ДИД! г.». H'-Vips*<'.ч P n„..’'•.)>>. 11 с.» цйн*»М*:*М. Uost<-.m\
..Щ4>г<е НОИ »»C<H«'>4fc3O’»3Hi‘ : систем ajH 'W ><ЧЗДК и о pfe{ улировяои»»
4 н o'fti'K.HPfjHH Kfi’.'gi' быы >> даняче. ।-
Изм•н<нн? я<к •>д?ра»«стч^?но1'0 п'. лужения <оарудчой Яловки
(зисктрода) с;н<Х¥^'-г,’»НО 'ЛЛиг’НЯ наиболее распг-гс- р-5-
я< иным ис-зму-рнярц занрнмер. iiti гнарв: и^дечии с различным
про'. "рано гГ-рным Д->-«|ЯяБ| 'X ген fhjb. . п>м возмущены ,’/
''З/ача: >'5ЛСХ ?<“. IH". i.-opoft Н’юсквуги (сварил
:-ьр9»Ч!1|1гУ?')!5а.< : ^*Ы?з 'ц:!г-‘ > {Л- /рмглЗкай и гори
н ; ', if г-;.;.; in .'- s'/Fir: а ан • ачестаендо! (> i'Skjfi
еОйДннеаг н 2Г=Л1 г‘ чУ1Д>ч;- <'а- »; ., угг ,;-<>.,к. >ле(<ГйОД
;.' !!ЛОСК0Л}И ,.‘.<i‘a ио fsO.j u-,h К )1Ой4|»’’ • Ю* Г';!<'
;> ст ОД' -'!:. < «{»'Лог ,и о;' . i> ;t.nr <"!ЯН' ('"
riitp-paps;:!
CVC’Cvo^ УШ ЧгМЙвЙаЯ «‘а '<.РО‘ЯК*Й
''•'г,ф>”.вл‘{вже евяро‘Ц дуг -п и за сжуйстг-зм.:: г.реслед^г дзе
тех нож» ичеекне ив процее»^, связзпн&ге е эле* •
тродом (уирязление ндаю-«няем v переносом металла), и воз
действие на пронесем ’ саарочной ванне и околошовной зоне
(управление ЗГСивИНЯОЙ гжед.я : Г' §р.з и ГДрч'Н’ТС-
«Х'ГНМ ЦКХЯЙМ г- 'ЭК’?.10^Э''8К1''< -аАЦе) 1Тр''П<М2'М Э.ЗГК-
ЧрО.ДОМ. н И ' нярцчаой H4VI- Ц|); Щ I. И' уг 8С’П*^'3 ’’ Ие.‘т<Х?1Чк
Дрйегчием ПО в Другими ф|¥’'>ргма И^,ч»'гср
пЖк’Н'еинон1 мап’ипюео гкнш.
Краткий обзор ' нособов уагаклеяий ттро^сом сварки корот-
кой дутой приэе,^дп 9 иабодг 13S I. В цянной кпите рассмогунн^
вопросы у|ф?вления сварочной дуой и ед свойствами (рис 141}.
Следует различать упрявлснре сварочной дугой « управление ее
свойствами. Так, к уноэвлейпю дугой относите;), например,
механическое упраплекке, нри котором изменяется положение
дуги в пространстве без ммеяяння М- пну трении» свойств В не-
которых случаях >•-. уиранлеви)?» дугой можно отне< ;и га к ?ке газо
динамическое и магнитное управление. В остальном рассматри-
ваемые спасобы откосятся к способам управления свойствами дугн
Управление дугой может привести к изменению ее своййж*
Так, принудительное перемещение дуги е большой скорость»^
вызывает нптетк'чзное о к ла?*де в ие п соо^егсгвующее изменение
?й*
tO
Ряс. 141. Кдавсвфкквййя сйособо
ее свойств: сжатие, повышение температуры столба дуги, увеличе-
ние градиента потенциала в столбе дуги и др. Такие случаи, однако,
не характерны для сварочных дуг и здесь не рассмотрены.
Механическое управление дугой с помощью попереч-
ных колебаний электрода позволяет получить швы с оптимальным
соотношением параметров независимо от значений тока и напря-
жения на дуге. Поперечные колебания электрода обычно приме-
няют для сварки короткой дугой, а также для дуги с неплавя-
щимся электродом. При сварке короткой дугой повышение на-
пряжения с ростом тока, необходимое для удовлетворительного
формирования шва, приводит к изменению характера процесса.
В этом случае поперечные колебания электрода позволяют полу-
чить приемлемую форму шва без нарушения процесса.
При сварке короткой дугой относительно низкое напряжение
(менее 18 В) не обеспечивает необходимое значение тока корот-
кого замыкания, при котором устойчиво происходит разрыв пере-
мычки между электродом и сварочной ванной. Применение в этом
случае колебаний (вибрация) электрода позволяет повысить ста-
бильность процесса путем механического разрыва перемычки
между электродом и сварочной ванной.
Г азоди нами ческое управление широко применено
для дуги в плазмотронах. Применительно к плавящемуся элек-
троду этот способ управления заключается в дополнительном,
кроме дуги, воздействии на сварочную ванну газовой струи
с целью увеличения глубины проплавления. Газовая струя воз-
действует не только непосредственно на сварочную ванну, но и
на дугу. И в этом смысле можно говорить о газодинамическом уп-
равлении свойствами дуги. Управляющий газовый поток взаимо-
действует с потоками дуги, приводит к ее сжатию, уменьшению
тока и длины дуги, увеличению коэффициента расплавления
электрода. Имеются сведения об использовании этого способа
управления проплавлением при сварке алюминиевых сплавов
в аргоне и сталей в углекислом газе.
Магнитное управление пространственным положением
дуги применяют при сварке электродной лентой для обеспечения
равномерного ее плавления при значительной ширине и для разо-
грева торцов соединяемых встык деталей (магнитоуправляемая
дуга), а также для изменения геометрии шва путем поперечных
колебаний дуги. Последние можно осуществлять, в частности,
изменением места токоподвода. Такой способ исключает необхо-
димость применения различных соленоидов, подвергаемых воз-
действию дуги.
Имеются сведения о магнитном управлении переносом металла.
Возможности управления переносом металла с помощью магнит-
ного поля основаны на действии выталкивающей силы, обуслов-
ленной взаимодействием магнитного поля индукционных (вихре-
вых) токов жидкой капли с внешним магнитным полем. Однако
создание такой системы встречает большие технические трудности.
226
С помощью магнитного поля можно управлять процессами
i сварочной ванне, в частности, осуществлять перемешивание
металла и удерживать ванну на весу, что важно при больших
заторах между свариваемыми элементами.
Электрическое управление сварочной дугой включает
< «действие на процессы, связанные с электродом (импульсно-
дуговая сварка) и сварочной ванной (сварка пульсирующей дугой).
В первом случае процесс характеризуется относительно высо-
кой частотой импульсов (30—150 имп/с), малой их длительностью
амплитудой, превышающей критический ток. Управление пере-
носом металла при импульсно-дуговой сварке основано на взаимо-
действии сварочного тока с собственным магнитным полем.
Во втором случае процесс характеризуется невысокой частотой
нмиульсов (несколько импульсов в секунду), большими длитель-
ностями импульса и паузы. Управление кристаллизацией свароч-
ной ванны и термическим циклом в околошовной зоне основано
«га дозированном вводе энергии дуги в основной металл.
Управление свойствами дуги путем изменения пар аме-
4 р о в режима является одним из самых распространенных и
(Ьфективных способов. К основным параметрам, с помощью кото-
рых управляют свойствами дуги, относятся ток, напряжение,
,аклон электрода, его вылет, давление газа при сварке в кон-
тролируемой атмосфере.
Изменение тока дуги в аргоне и аргоносодержащих смесях
риводит к переходу от крупнокапельного переноса металла на
• оке ниже критического к струйному переносу — на токе выше
критического. При этом сильно изменяются и другие технологиче-
ские свойства дуги.
гТзменение напряжения приводит не только к изменению
свойств дуги, но и к изменению характера процесса (переход от
сварки короткой к сварке длинной дугой). В зависимости от соот-
ношения между током и напряжением на дуге процесс осуще-
ствляется полупогруженной или погруженной дугой, свойства
которой существенно отличаются от свойств обычной дуги.
Давление защитного газа при сварке в контролируемой атмо-
сфере существенно изменяет технологические свойства дуги.
Изменяются процессы в приэлектродных областях и столбе дуги.
В литературе имеется мало сведений о дуге с плавящимся элек-
тродом в контролируемой атмосфере. В определенной степени
,ч этому вопросу относится подводная сварка.
У правление свойствами дуги путем изменения химиче-
ского состава электрода •— это один из распространен-
ых путей воздействия на дугу. К разновидностям описываемого
способа относятся изменение химического состава электрода
ведением редкоземельных элементов металлургическим путем,
применение порошковых и фитильных электродных проволок
i пециального состава, а также проволоки сплошного сечения с за-
латанными внутрь активирующими и шлакообразующими эле-
227
ментами. Вводимые элементы оказывают влияние не только на
свойства дуги, но, образуя шлаковые системы, снижают поверх-
ностное натяжение и обеспечивают мелкокапельный перенос
металла как на прямой, так и на обратной полярности.
К этой группе способов относится сварка активированным
электродом со всей совокупностью различных способов активи-
рования.
Улучшение технологических свойств дуги, ее проплавляющей
способности достигается нанесением на кромки изделия флюсов-
паст. Этот способ более широко применяют для сварки неплавя-
щимся электродом.
УПРАВЛЕНИЕ ТЕХНОЛОГИЧЕСКИМИ СВОЙСТВАМИ
ДУГИ ИЗМЕНЕНИЕМ СОСТАВА ЗАЩИТНОЙ СРЕДЫ
Свойства защитных газов существенно влияют на физические
и технологические параметры дуги. Поэтому изменение состава
защитной среды является эффективным способом управления тех-
нологическими свойствами дуги.
Защитные газы подразделяют на инертные (аргон и гелий);
активные (углекислый газ, азот, кислород); газовые смеси.
В свою очередь, газовые смеси бывают трех типов: смеси инерт-
ных газов, смеси активных газов и смеси инертных газов с актив-
ными. По химическому действию газы делят на инертные, окис-
лительные и восстановительные.
По способу защиты различают защиту потоком газа, комбини-
рованную, при которой газы подаются двумя коаксиальными
потоками — внутренним (обычно аргон) и наружным (углекислый
газ, азот), и защиту, осуществляемую в камерах с контролируе-
мой атмосферой.
Дуги в инертных газах обладают рядом особенностей: отсут-
ствием диссоциации и отрицательных ионов, низким напряжением
горения благодаря наличию метастабильных уровней возбуждения
и ступенчатой ионизации. Практически в сварочной технике
используют только два инертных газа: аргон и гелий. Плотность
гелия при температуре 273 К составляет 0,178 кг/м3, а аргона —
1.78 кг/м3, т. е. в 10 раз больше. Поэтому расход гелия для за-
щиты зоны сварки по сравнению с аргоном увеличивают в 2—
3 раза.
При дуговой сварке плавящимся электродом в гелии на высо-
ких плотностях тока наблюдается мелкокапельный перенос ме-
талла. Гелий вследствие высокого градиента потенциала в столбе
дуги является хорошей защитной средой для сварки короткой ду-
гой. Благодаря высокой теплопроводности гелиевая плазма рас-
ширяется, увеличивая ширину шва. Значительная тепловая мощ-
ность дуги позволяет получить глубокое проплавлнние и увеличе-
ние скорости сварки. Дуга в гелии имеет определенные преиму-
щества для выполнения соединений со щелевой разделкой кро-
228
мок. Падение напряжения в столбе дуги в гелии больше, чем
в аргоне, и изменения длины дуги удобно использовать для управ-
ления процессом.
Дуга в аргоне характеризуется значительно более низким
(на 5—10 В) напряжением, чем в гелии при прочих равных усло-
виях. Для дуги в аргоне характерно наличие центрального ка-
нала, обусловливающего большую глубину проплавления по оси
шва [1161. Дуга в аргоне и смесях, содержащих свыше 80 % Аг,
характеризуется струйным переносом металла на токах выше кри-
тического. Это позволяет осуществлять управляемый перенос
металла при токе ниже критического благодаря импульсному
ведению процесса.
Имеются сведения о том, что в зависимости от применяемого
инертного газа изменяется поверхностное натяжение на гра-
нице металл—газовая фаза, причем поверхностное натяжение
жидких хромоникелевых аустенитных сталей в гелии меньше,
чем в аргоне [99]. Поэтому в гелии наблюдается более плавный
переход от выпуклости сварного шва к основному металлу.
Различные технологические свойства сварочных дуг в аргоне
и гелии делают целесообразным применение их смесей. Изменяя
состав смеси, можно в определенных пределах изменять геометри-
ческие размеры шва (рис. 143) [144]. Состав такой смеси может
содержать 25—75 % Аг. Смесь 35 % Аг и 65 % Не применяют
при сварке алюминиевых сплавов и высоколегированных сталей.
Аргоногелиевые смеси применяют для сварки меди и медных
сплавов.
Достаточно широкое применение получили смеси защитных
газов на основе аргона с добавками активных газов — угле-
кислого газа и кислорода. Это смеси Аг -Т 20 % СО2 и Аг +
+ (3~7)% О2 + 20% СО2, Аг + (34-5)% О2 [106]. Смеси Аг + СО2 и
Аг + СО2 + О2 практически равноценны по своим сварочно-
технологическим свойствам.
Технологические преимущества процесса сварки в газовых
смесях на основе аргона проявляются в том, что возможен струй-
ный и управляемый перенос металла, малы потери на разбрыз-
гивание, более благоприятна форма швов — меньше выпуклость
сварного шва, швы имеют чешуйчатую поверхность, металл швов
характеризуется более высокой ударной вязкостью при низких
температурах.
Сварку в аргоносодержащих смесях целесообразно применять
для многослойных швов в щелевую разделку, при форсированных
режимах, а также в тех случаях, когда по техническим условиям
229
а, мм
е,мм
Рис. 143 Изменение ширины валика е
и глубины проплавления а в зависи-
мости от содержания гелия в защитной
газовой среде [144]
недопустима приварка брызг к
элементам констр укций.
Для сварки низколегирован-
ных сталей применяют смесь
75 % Аг 4- 25 % СО2.
Рис 144. Глубина проплавления при
различных способах сварки в защит-
ных газах; /„ — 4004-420 А, t?CB —
~~ 18 м/ч:
1 — Аг, полярность прямая, ЭВИ-f, -~-
5 мм, 3 — Аг, полярность об} аткэя,
БрКМц 3-1, 2 мм; 3 -- Аг, поляр
ность прямая, активированная проволока
БрКМц 3-1, d.^ --2 мм; 4 — то же, в Ns
Такая смесь обеспечивает неглубокое про-
плавление. Во избежание прожогов при больших зазорах приме-
няют смесь 95 % Аг 4- 5% СО2, которая дает расширяющуюся
по сечению в сторону изделия дугу и предотвращает прожоги
[144]. Смесь Аг 4 О2 применяют для сварки высоколегирован-
ных сталей. Аргонокислородная смесь с содержанием 3—9 % О2
поставляется централизованно.
Для сварки меди в качестве инертного газа применяют азот
и его смеси с аргоном. В среде азота на токе обратной полярности
глубина проплавления в 1,4—1,8 раза больше, чем в аргоне
при прочих равных условиях (рис. 144).
Среди активных защитных газов наиболее распространен
углекислый газ, на основе которого применяют различные газо-
вые смеси. Основное назначение таких газовых смесей — устра-
нение известных недостатков, свойственных процессу сварки
в углекислом газе.
Смесь СО2 + О2 применяют для сварки углеродистых
и низколегированных сталей. По сравнению с СО2
она обеспечивает хорошее формирование шва и лучший его внеш-
ний вид, стабильность процесса сварки, минимальное разбрыз-
гивание и стойкость сварных швов против образования кристалли-
зационных трещин. Оптимальное содержание О2 в смеси состав-
ляет 20—30 % [104].
Для газовой смеси СО2 4- О2 применяют не только кремне-
марганцовистые электродные проволоки, но и проволоки, леги-
рованные цирконием и редкоземельными элементами.
230
Таблица 33
Состав, %, защитные среды Нормальное
Число про- окислитель- ные инертные восстано- витель- ные Тип газа содержание кислорода в металле шва
ходов со, О, Аг Не н, (0,02 % ки- слорода в проволоке), %
1 1 2 100 25—75 100 Осталь- Инертный 0,02 0,02 0,02
2 85—95 ное Осталь- Восстало- 0,02
ное вительный
2 1—3 Осталь- Слегка <0,03
2 3 2—5 2—5 1—3 ное То же окисли- тельный
2 15—30 Осталь-
3 2 5—15 1—4 4—8 ное То же » Окисли- тельный 0,03—0,05
2 30—40 Осталь-
2 3 3 1 5—20 15—20 100 9—12 4—6 1—3 ное То же » 0,05
По отношению к стали азот является активным газом и как
аустенитизатор применяется для сварки аустенитных сталей.
Водород как защитный газ иногда применяют в смеси с арго-
ном для сварки цветных металлов и аустенитных сталей.
Классификация защитных газов для дуговой сварки плавя-
щимся электродом, предложенная МИС, приведена в табл. 33
П44].
Установлена связь между площадью активного пятна дуги на
электроде и глубиной проплавления. С уменьшением этой площади
глубина проплавления растет. Основными факторами, определяю-
щими проплавляющую способность дуги, являются соответ-
ствующее приэлектродное падение напряжения и кинетическая
составляющая плазменного потока в дуге. Поэтому проплавляю-
щая способность дуги током прямой полярности активированным
электродом в 1,5 раза выше, чем при сварке током обратной по-
лярности в той же защитной среде.
231
УПРАВЛЕНИЕ ПЕРЕНОСОМ
ЭЛЕКТРОДНОГО МЕТАЛЛА
Для получения управляемого переноса металла при дуговой
сварке плавящимся электродом применяют различные способы
управления: механические, электрические, магнитные и комби-
нированные.
Механическое управление переносом металла осуществляется
при вибродуговой наплавке, заключающейся в периодическом
принудительном замыкании и размыкании дугового промежутка.
При этом перенос металла с электрода в сварочную ванну проис-
ходит во время короткого замыкания. Амплитуда вибрации элек-
трода мала и составляет 0,5—2 мм, а частота до 100 колебаний/с.
Известны некоторые механические и электромеханические си-
стемы, создающие определенные предпосылки для управления
переносом расплавленного металла, при сварке как короткой,
так и длинной дугой благодаря поступательно-прерывистому (им-
пульсному) движению конца электрода [72]. Возможность исполь-
зования инерционных сил для переноса металла может быть реа-
лизована благодаря программированию скорости подачи элек-
тродной проволоки с применением малоинерционных безредук-
торных приводов, не содержащих вращающихся элементов [120].
Однако в производственных условиях такие системы пока еще
применения не нашли.
В практике дуговой сварки получают развитие способы управ-
ления сварочной дугой, основанные на взаимодействии собствен-
ного магнитного поля дуги с магнитными полями управляющих
систем. Возможности создания новых эффективных способов
управления процессом сварки на этой основе весьма перспек-
тивны. В работе [145] указано, что под действием магнитного поля
при сварке в защитных газах можно получить мелкокапельный
перенос металла. Однако для практического использования этого
способа управления процессом сварки требуются дальнейшие
исследования.
Для улучшения технологических характеристик дуги при
сварке в активных газах применяют различные способы управле-
ния электрическими параметрами
различные способы питания дуги
режима. Для этого применяют
пульсирующим или модулиро-
ванным током. Модулирова-
ние тока при сварке в угле-
кислом газе позволяет сни-
зить разбрызгивание металла
и улучшить формирование
Рис. 145. Осциллограмма тока и
напряжения на дуге при импульс-
но-дуговой сварке плавящимся
электродом
232
сварных швов, ироводоиг. снарку с; вертикальном полож&едщ чи
равлять плавлением и переносом металла. Основное назначение
способа сварки модулированным током — периодическое измене-
ние количества теплоты, вводимой в сварочную ванну, для удер-
жания ее при сварке в положениях, отличных от нижнего.
Наибольшее практическое применение находит способ управ-
ления переносом металла путем наложения относительно мсщнзд
импульсов тока на дугу.
Управление переносом электродного металла путем налнж*н«я
импульсов тока. Импульсно-дуговая сварка плавящимся электро-
дом — процесс программного управления плавлением и перегб-
сом металла путем изменения тока в виде импульсов значительной
мощности. Основными параметрами импульсно-дуговой сварки
плавящимся электродом помимо известных параметров процесса
сварки являются амплитуда импульса 7В, длительности импузп- '..ч
1И, паузы /п и цикла iti — tu 4- tn, частота импульсов f = 1,4Я,
ток в промежутках между импульсами - базовый ток /б (рис. г'Н
Управляемый перенос металла можно осуществить лишь
в пространственно устойчивых дугах, когда размер капель пере-
носимого металла резко уменьшается с ростом тока в узком цнапа
зоне его изменения, т е. когда в данных условиях имеется крити-
ческий ток (рис. 146). При значениях тока ниже критического
перенос металла крупнокапельный, выше критического.. струй-
ный. К таким условиям следует отнести сварку всех известных
металлов и сплавов в аргоне, смеси защитных газов на основе
аргона и в комбинированной защитной среде на токе обратной
146. Зависимость частоты пере-
хода капель от тока; Аг:
3 d3 1,6: м.м; 4 - d3 •= 2 и»; (1 --
С»АМц; 2 — ЭП 642: 3 - ЭП 367; 4 -
СвАМц)
полярности, а также сварку ак-
тивированным электродом на
токе прямой полярности. Им-
пульсно-дуговую сварку ведут
обычно на токе ниже критичес-
кого. Критический ток при свар-
Рис. 147. Изменение эффективно-
го /эф (/), среднего 7ср (2) и базового
тока Jfj (3) в зависимости от амплиту-
ды импульсов; СО2, электрод активи-
рованный, da— 1,6 мм, f — 100 имп/с,
/и — 4,5 мс
5 Ленинкии
233
Табл и ц а 34
Элек грид aid Я Промч.л ща 3 идит на я среда Критм - ческий Тик, А Пол яр HOC ft. тока Состояние поверхности электрода
Mei рК<4 Дм «гмеар, 83-М
СвАМгб! 5,6 180
Св (18Г2С !,(> Ai 210 Обратная Очищенная
ЭП 642 1,6 240
< ;в О8га<: 1,2 со., 200 320 Прямая Активиро-
2 " 400 ванная
При е ч в п к А Ч11К.11.-1. ВОД) 11.» л раыьор 7,3 % Cs2COa р 1,2 %
№2(’О3
хе ь арюнг швисит о» снойсю мигеринла мл» юрода, его диаметра
и выло.•. ) 1ри сын i<v ,;n гшшрсваиным электродом в активных защит
пых Гл sax и гелия ьр.инчсс.кий и-к иимвмо указанных факторов
зависит от сослала 11 nojiiintvi ва ак ншпора, места eio нахожде-
ния - в cut iviBi Металла проволоки или на ее поверхности —
и практически не мвиенг от акива защитною таза (углекислого
газа, азота, гелия). Добавки в защитный tat до 5 % О2 снижает
критический ток. Значения критического тока в зависимости от
марки эле»: (родной проволоки, ее диаметра и защитной среды
приведены в табл. 34 и табл. 21.
При имнульсво-дуювой сварке плавящимся электродом ток
изменяется в широких пределах от /& до /П. Опытным путем
установлено, что при постоянной скорости подачи электрода
с изменением параметров импульсов (амплитуды, длительности,
частоты) в широких пределах эффективный и средний токи изме-
няются незначительно. С ростом амплитуды и длительности
импульсов эффективный ток несколько возрастает, а средний
уменьшается, при этом базовый ток резко снижается (рис. 147).
С увеличением длительности импульсов снижение базового тока
происходит интенсивнее. Таким образом, происходит перерас-
пределение тока в пределах цикла, благодаря которому осуще-
ствляется саморегулирование плавления электрода.
Управление переносом металла в аргоне. Основным условием
управляемого переноса металла при импульсно-дуговой сварке
плавящимся электродом в аргоне является отрыв капли каждым
импульсом гика и возможность управления частотой их переноса.
Для получения управляемого переноса металла величина ампли-
туды импульса должна превышать критический ток.
Отрыв капли от электрода в зависимости от параметров им-
пульса тока может происходить в различной его фазе. По кино-
234
Рис. 148. Изменение пу
та (я) и скорости (б) ниж-
ней точки капли при
импульсно-дуговой снар-
ке; сплав АМц, dt —
~ 1,о мм:
I - 160 А. Jn =
- 560 А, ?й =-1,5 чс; ? -*
/Чф = 1!а A, А.
1Я ----- 2 5 чо
граммам строили графики нереыещеп-ля и скорости нижней точки
капли во время ее нахождения на электроде и при движении в ду-
говом промежутке после ее отрыва от электрода (рис. 148).
Скорость перемещения капель электродного металла в дуговом
промежутке при сварке без наложения импульсов на токе выше
критического обычно не превышает 0,8 -1 м/с. При одинаковых
значениях эффективного тока естественного и импульсного про-
цессов скорость полета капель в дуговом промежутке при импульс-
но-дугоесй сварке плавящимся электродом всегда выше, причем
большей скорости полета всегда соответствует больший ток им-
пульса в момент отрыва капав табл. 35.
Б случае отрыв?- капли при амплитудном значении тока им-
пульса скорость полета капли может достигать 8 м/с. Капли,
пеоемещаккциеси г. такой скоростью, ударяясь о сварочную
ванну, вызывают разбрыш г.пание металла в виде околошовных
выплесков и напыления мелких капель, образующихся при раз-
рыве шейки между электродом и каплей. При отрыве капли
в конце действия импульсов, когда значение тока близко к зна-
чению базового /б. скорость ее нонета составляет 1,2—2 м/с.
В этом случае обеспечивается управляемый перенос металла во
всех пространственных положениях с минимальными потерями
на разбрызгивание
Таблица 35
Амплитуда импульса, А Ток отрьйЖ каими, А Частота импуль- сов, и мп/с Скорость полета капли в дуге, м/с
340 80 50 1,4
460 290 100 2,4
460 370 50 2,7
560 560 100 6,4
П римечаыие Электродлая проволока СвАМц. d^ — 1,6 мм.
8*
235
При малой энергии импульса капля отрывается не каждым
импульсом тока. При большой энергии импульса капля отры-
вается на переднем фронте или при амплитудном значении. В этом
случае под действием одного импульса могут отрываться не-
сколько капель.
Таким образом, оптимальным управляемым переносом ме-
талла является такой перенос, при котором каждым импульсом
тока в конце его действия отрывается одна капля.
При импульсно-дуговой сварке плавящимся электродом для
заданных диаметра электрода da, его материала (характеризую-
щего поверхностное натяжение о„) и режима (сварочный ток /)
оптимальный управляемый перенос металла достигается при опре-
деленном сочетании основных параметров импульсного про-
цесса — амплитуды импульсов, их длительности и частоты.
Минимальную амплитуду импульсов определяли эксперимен-
тально при импульсно-дуговой сварке материалов с различными
физико-механическими и теплофизически ми свойствами (алюми-
ниевые сплавы, конструкционные стали, высоколегированные
стали и сплавы).
На основании экспериментальных данных построены графики
зависимости минимальной амплитуды импульсов тока 1„ ,„1П от
тока процесса /, длительности i„ г. частоты импульсов f при по-
стоянных остальных параметрах режима.
Под минимальной амплитудой импульса тока /п га11. принято
такое его значение, которое обеспечивает переход от неуправляе-
мого переноса металла к управляемому. Амплитуда импульсов
тока зависит от поверхностного натяжения оп свариваемых ма-
териалов, диаметра электрода и параметров режима сварки:
/пшш == F U, f, tK, d3, ov).
Зависимость 1„ т1я от каждой из указанных величин пред-
ставляет собой степенную функцию. Показатели степени и по-
стоянный коэффициент определены методом наименьших ква-
дратов:
/п га1п = 2,85 • 104о0п-Ч/°’245/(/ОЛ65/^6). (89)
Значения коэффициента поверхностного натяжения приве-
дены ниже [6, 1071:
Материал
Температура, К Поверхностное натяжение, Н/м
Сталь СтЗ 1873 1.448
Сталь 45 . 1873 1.608
Сталь ЗОХГСА . 1873 1,735
Сталь 18Х2Н4ВА . 1873 1,75
Алюминий . 1973 0,35
Медь . . . 1356 ’-.3
Железо 2000 1,46
Титан 2043 1,39
236
Inmin ,А
Рис. 149. Изменение минимальной амплитуды импульсов в зависимости от ча-
стоты: СвАМгб, dE, — 1,6 мм (a), da ; 2 мм (б) и различных эффективных токах
процесса /Эф (расход Аг 12 л/мин, /и = 2 мс):
1 — 100 А; ? — 140 Л; 3 — 180 А: 4 - 200 А
Inmint A
Единицы входящих в формулу (89) величин даны в системе
СИ. По результатам расчетов /п Г1|п построены кривые (рис. 149—
151), на которые нанесены экспериментальные данные, соответст-
вующие частотам 33} 50 и 100 имп/с. Удовлетворительное совпа-
дение экспериментальных и расчетных данных подтверждает
правильность выбора уравнения. Полученные кривые являются
границами перехода от неуправляемого переноса металла к, уп-
равляемому. Амплитуды импульсов выше граничных кривых обе-
спечивают управляемый перенос металла.
Рис. 150. Изменение минимальной
амплитуды импульсов тока от частоты
при различной длительности импуль-
сов /и; СвАМгб, Дэ -- 2 мм, I = 100 А:
1 — 1,8 мс; 2 — 2,2 мс; 3 — 2,5 мс; 4 —<
3 мс
Рис. 151. Изменение минимальной
амплитуды импульсов тока в зависи-
мости от частоты при сварке различ-
ных металлов, /8ф = 140 A, tn —
= 2,2 мс, dg ~ 1,6 мм:
1 — Ат, сплав ЭП-202, проволока ЭП-642;
2 — комбинированная защита, низкоугле-
родистая сталь, электродная проволока
Св-08Г2С; 3 — Аг, сплав АМгб, проволока
СвАМгб
237
Рис. 152. Изменение максимальной амплитуды импульсов в зависимости от
частоты:
сплав АМгб» проволока СвАМгб!, --- 2 мм:
а — при различных значениях J; I — 240 А; 2 180 кг 3 — 140 А, 4 — 100 А; (и —
)8 мс;
б при различных значениях длительности импульсов; / 5,4 мс; 2 1,8 мс, 3 —
2,2 мс; /эф== 200 А
Для удобства расчетного определения параметров импульсов
упростим (89), округлив показатели степени и введя соответствую-
щую поправку в коэффициент А:
1 п nht, — Лiondl yr~flI. (90)
Уравнение (90) можно представить в более общем виде:
J l2{t)dt^A^/lHc- (91)
о
Левая часть уравнения (91) представляет собой так называе-
мый «интеграл действия». Несмотря на то, что формула (89) явля-
ется эмпирической, она отражает физические процессы, происходя-
щие при отрыве капли. Действительно, импульс тока осуществ-
ляет плавление электродного металла и его перенос в сварочную
ванну. Тепловое и электродинамическое действие импульса, про-
порциональное квадрату тока, определяется левой частью (91).
Для уменьшения потерь металла на разбрызгивание амплитуда
импульса тока не должна превышать l,l/ninin-
Результаты исследований показывают, что для обеспечения
управляемого переноса металла с увеличением диаметра электрода,
частоты следования импульсов и применением при сварке материа-
лов с большим поверхностным натяжением 7П „щ необходимо
увеличивать. С уменьшением сварочного тока /ПП11п необходимо
также увеличивать. Однако увеличение /11т1п ограничено усло-
виями непрерывности горения дуги, заключающимися в умень-
шении базового тока при увеличении амплитуды, частоты и дли-
тельности импульсов. При уменьшении базового тока ниже мини-
238
I п, к A
О 50 100 f, имп/с
Рис. 153. Области допустимых ампли-
тудных значений импульсов тока; Аг,
сплав АМгб, Л.ф " 140 А:
1, 2 — tlt 1,4 мс; 2' — -- 2.2 мс
Рис. 154. Изменение относительного
количества несоосных капель и коэф-
фициента разбрызгивания металла и
зависимости от базового тока, па/п —
отношение несоосвых капель к обще-
му числу капель; О-08Г2С, <!л ~
= 1,6 мм, ----- 180 м/ч, /( г - - 200-;-
220 Л
мального тока устойчивого горения дуги возникают ее обрывы
и нарушается стабильность процесса сварки. Это условие исполь-
зуется и для оценки максимальных значений параметров импуль-
сов (рис. 152) 133, 361.
С учетом постоянства эффективного тока в работе 1331 опре-
делены значения базового тока как функции тока процесса и пара-
метров импульсов. Для униполярных импульсов тока (затухаю-
щая синусоида), полученных разрядом конденсатора на дугу
в цепи с активным сопротивлением R и индуктивностью L (им-
пульсные источники с накоплением энергии), определена макси-
мальная амплитуда импульса:
/п max < 2/с/(л/J°'5) ( -1- /~) / (/ц ( 1 - ехр
(92)
На рис. 153 показаны зависимости минимально необходимой
амплитуды тока импульса (кривые /, /')> рассчитанные по фор-
мулам (89), (91), и максимально допустимой амплитуды (кривые 2,
2'), рассчитанные по формуле (92), от частоты при различной дли-
тельности импульсов. Кривые 1, Г являются границей перехода
от неуправляемого переноса металла к управляемому, кривые
2, 2' — границей перехода к перерывам в горении дуги. Кривые
1, Г и 2, 2' ограничивают область режимов импульсно-дуговой
сварки плавящимся электродом.
Из (89) и (92) следует, что с увеличением частоты импульсов
их минимально необходимая амплитуда возрастает, а максимально
допустимая уменьшается, интервал амплитуд импульсов су-
жается. Под предельной частотой fnp принята такая частота, при
которой минимально необходимая амплитуда равна максимально
239
Таблица 36
ы {Ы. л Я € 5. »' р к -я. НОЙ НрОВОЛОКН Сварочный ток, А Предельные частоты, имп/с, при длительности импульсов Естествен- ная частота переноса капель, капель/с
1,4 мс 2,2 мс
100 82 79 6
140 158 153 25
i 1Т» ! 180 259 252 69
200 318 310 НО
240 456 443 174
100 34 33 1
140 65 63 5
о/ 180 106 103 14
200 131 127 17
240 188 182 34
100 43 41
140 82 80 —
» 2ч > 180 135 131 —
200 166 161 —
240 237 231 55
у >им«»й Эту частоту можно определить, решая совместно
; оценил, описывающие /п тщ и /и111ах.
..шаченвя предельной частоты импульсов тока при сварке
аргоне (d.„ — 1,6 мм) приведены в табл. 36.
Предельная частота импульсов обычно значительно выше ча-
с тогы естественного переноса металла. Поэтому импульсно-дуго-
вую сварку' плавящимся электродом можно осуществлять в широ-
ксм диапазоне частот импульсов. Наложение на дугу импульсов
тока с частотой выше предельной приводит либо к перерывам
в горении дуги, либо к неуправляемому переносу металла. При
с. рке в вертикальном и потолочном положении, когда необхо-
дима большая скорость полета капель, чем при естественном
переносе, наложение импульсов на дугу следует осуществлять
даже тогда, когда сварочный ток соответствует мелкокапельному
переносу металла. В связи с этим возникает задача согласования
частоты перехода капель с частотой импульсов. Для оценки та-
кого согласования предложен коэффициент нерегулярности пере-
носа £нр = /к/f, где fK — частота перехода капель при действии
импульсов. Для управляемого переноса металла kup — 1.
Управление переносом металла в активных защитных газах.
При сварке в активных защитных газах на токе прямой и обратной
полярности наложение импульсов тока с параметрами, применя-
емыми для сварки в аргоне, не обеспечивает управляемый пере-
нос металла. Наложение импульсов при сварке активированным
электродом током прямой полярности приводит к стабилизации
ду и, которая принимает форму, соответствующую току выше кри-
24С
Рис. 155. Изменение разбрызгивания металла в
зависимости от амплитуды импульсов для разной
их длительности; полярность прямая, электрод
активированный, Св-08Г2С, ds~ 1,6 мм, f —
— 100 имп/с:
/ — с'п — 189 м/ч, tn — 2,2 мс; 2 - г>п — 180 м/ч, tK --
— 4,6 мс
тического. В промежутках между им-
пульсами, когда ток меньше критичес-
кого, дуга интенсивно блуждает. Если
переход капли с электрода происходит
в конце действия импульса, когда ток
снижается до значения ниже критического, отрыв и перенос ес
осуществляется в условиях блуждающей дуги. В промежутках
между импульсами происходит плавление электрода и на его конц
всегда имеется некоторый объем расплавленного металла. Веле,»
ствие блуждания дуги капля, образующаяся на конце электрода,
как правило, смещается относительно его оси и при нгложени'-
импульса может не попадать в сварочную ванну. Таким образе.--,
наложение импульсов тока длительностью 1,8—1,2 мс, хотя к
приводит к отрыву капель от электрода каждым импульсом тока
но не обеспечивает направленного переноса металла и характере,
чуется повышенным разбрызгиванием.
Установлено, чго несоосные капли при наложении импульсов
тока в большей мере отклоняются от оси электрода, чем соосные.
Наибольшее количеств'» несоосных капель отрывается от элект-
рода под углом 20 30°. а соосных - • под углом, не превышающим
10°.
Смещенные относительно оси электрода капли часто не попа-
дают в сварочную ванну при действии импульса и служат основ
ной причиной повышенного разбрызгивания металла (рис. 154)
Обработка кинограмм и осцилограмм процесса показывает,
что чем больше базовый ток, тем выше количество несоосных
капель и больше потерь металла на разбрызгивание. В диапазоне
средних токов при сварке электродными проволоками диаметром
1,6—2 мм наложение кратковременных импульсов длительностью
1,8—2,2 мс с амплитудой, равной (1,6—2) /кр, практически не
снижает разбрызгивания металла (рис. 155). При длительности
импульсов 4—5 мс вследствие интегрального саморегулирования
базовый ток снижается и к моменту действия импульса на конце
электрода образуется небольшой объем расплавленного металла,
и, несмотря на блуждание дуги во время паузы, при наложении
импульса капля, как правило, попадает в сварочную ванну, что
обусловливает малое разбрызгивание (см. рис. 155). Таким обра
зом, для уменьшения разбрызгивания металла при сварке активи-
рованным электродом в активных защитных газах и гелии необ
ходимо совмещать процессы плавления и перенося металла. Плав-
241
Рис. 156. Изменение координаты гра-
ницы оплавления электрода h, скоро-
сти плавления v3 и тока дуги /д во вре-
мени; электрод активированный,
Св-08Г2С, da= 1,6 мм, /ср= 200 Л,
/п — 615 А, /и --- 4,5 мс, оп — 180 м/ч,
f — 100 имп/с
ление электрода должно осуще-
ствляться при токе выше кри-
тического, когда дуга про-
странственно устойчива и не
вызывает отклонения траекто-
рии капель, переходящих в
межэлектродный промежуток.
Это достигается тем, что на
непрерывно горящую дугу на-
кладываются импульсы тока
той же полярности с мини-
мально возможной амплитудой
возможной длительностью, рав-
ной 4-10 мс, для частоты следования импульсов соответственно
100 50 имп/с. При этом базовый ток выбирают минимальным,
гак чтобы во время паузы электрод практически не плавился.
Снижение амптитулы импульсов ниже 1,5/кр не позволяет
получить струйного переноса металла. Так, критический ток для
активированного электрода двухкомпонентными солями цезия
и натрия (7 % Cs2CO3 | 1,2 % Na2CO3) диаметром 1,6 мм состав-
ляет 330—350 А, а минимальная амплитуда тока импульса 500 А.
Увеличение амплитуды импульсов при постоянной скорости по-
дачи электрода при условии постоянства эффективного тока 133,
57 | может привести к нарушению непрерывности тока и к исчезно-
вению всех преимуществ процесса.
Максимальное значение амплитуды тока импульса следует вы-
бирать из условия минимального разбрызгивания (см. рис. 155).
Чрезмерно большая амплитуда импульсов тока приводит к вы-
плескиванию металла из сварочной ванны.
Характер образования капли на конце электрода и перенос
металла в дуговом промежутке в значительной степени определяют
стабильность процесса сварки, разбрызгивание металла, формиро-
вание и качество шва, а также влияют на интенсивность металлур-
гически х процессов.
Наложение импульсов тока на дугу вызывает изменение ее
энергетических параметров в процессе сварки, что приводит
к периодическому изменению тепловой мощности и изменению
скорости плавления электродной проволоки.
Импульсно-дуговая сварка осуществляется при постоянной
скорости подачи электродной проволоки. Условием стабильности
процесса при этом является равенство скорости подачи и инте-
242
Таблица 37
Средний ток про- цесса, А Амплитуда импульса тока, А Базовый ток, А Длитель- ность им- пульсов, мс Доля расплавленного металла, %, за время
импульса паузы
240 600 155 3 57 43
200 610 55 4,5 79 21
320 800 80 5 83 17
Примечание. Частота следования импульсов 100 имп/с, активиро-
ванная электродная проволока Св-08Г2С, da = 1,6 мм.
тральной скорости плавления электродной проволоки за один
цикл [см. формулу (68) 1.
Скорость плавления электрода определяют экспериментально
путем дифференцирования кривой перемещения Гранины плав-
ления, получаемой путем обработки кинограмм скоростной кино-
съемки (рис. 156).
При наложении импульса скорость плавления электрода va
становится больше скорости его подачи. Во время паузы скорость
плавления электрода уменьшается и определяется значением ба-
зового тока. Сравнительные данные о количестве расплавленного
металла за время импульса и паузы приведены в табл. 37.
При относительно малых значениях базового тока плавление
электрода происходит в основном во время действия импульса.
Для максимального перехода легирующих элементов из элект-
родной проволоки в шов необходимо, чтобы металл после расплав-
ления сразу переносился в сварочную в ванну. С этой точки зре-
ния наиболее целесообразен процесс с малым базовым током,
но его значение должно быть таким, чтобы не происходило нару-
шения непрерывности горения дуги.
Согласно работам [81,82] при управляемом переносе элект-
родного металла основную роль играют электродинамические
силы (пинч-эффект) и силы поверхностного натяжения. При струй-
ном переносе металла кроме этих сил, по-видимому, существенную
роль играют силы воздействия плазменных потоков. Особенностью
переноса металла является то, что при наложении импульсов тока
происходит сначала отрыв капли, а затем во время действия им-
пульса имеет место струйный перенос металла. Скорость отрыва
первой капли от электрода и скорость ее полета в дуге определя-
лась из кинограмм по изменению координаты нижней точки капли
относительно риски, наносимой подающим роликом на электрод.
Изменение координаты нижней точки капли, тока дуги при дей-
ствии импульса и скорости перемещения капли показаны на
рис. 157.
Обработкой экспериментальных данных установлено, что во
время действия импульса тока нижняя точка капли перемещается
243
Рис. 157. Изменение тока дуги /ц,
пути h и скорости движения капли v
во времени; Св-08Г2С, d3 -= 1,6 мм,
/ср = 230 A, Z„ - 560 Л, 1п = 5 мс,
f — 100 имп/'с
к сварочной ванне по осн электрода ускоренно и к моменту отрыва
капли от электрода ускорение достигает максимального значения.
Отрыв первой капли происходит на переднем фронте импульса
при токе (1,4-:-1,5) /кр. При этом вытягивается струйка жидкого
металла диаметром до 0,4 мм, на конце которой находится капля
диаметром, не превышающим половину диаметра электрода.
После отрыва от струйки капля перемещается в дуговом про-
межутке практически с постоянной скоростью, равной скорости
в момент ее отрыва от электрода, а оставшийся па электроде рас-
плавленный металл во время действия импульса вытягивается и
стекает по оси электрода в виде изменяющейся по форме струнки
диаметром 0,1 - 0,4 мм и длиной до 5 -8 ее диаметров 1 ip и дости-
жении такой длины струйка начинает разрушаться на отдельные
капли диаметром 0,3—0,6 мм. Перенос металла происходит без
коротких замыканий дугового промежутка. Иногда имеет место
локальное увеличение диаметра струйки расплавленного металла.
Это, по-видимому, происходит под действием таза, образующегося
внутри жидкого металла. Перенос металла заканчиваете;! раньше
окончания действия импульса при токе 150—180 А, при этом
струйка расплавленного металла теряет устойчивость и разруша-
ется под действием сил поверхностного натяжения на отдельные
капли правильной сферической формы. Но окончании действия
импульса дуга начинает блуждать.
Капля, движущаяся в дуговом промежутке, обладает запасом
кинетической энергии, величина которой пропорциональна квад-
рату скорости движения капли. Если скорость ее движения
больше 2,5 м/с, то при ударе капли о сварочную ванну возможно
Т а б л и ц а 38
Амплитуда импульса тока, А Ток отрыва капли, А Скорость полета каяли, м/с
510 475 1,55
555 500 2
630 565 2,2
Примечание. Активированная электродная проволока Св-08Г2С,
da = 1,6 мм, частота следования импульсов 100 имп/с, /и- 5 мс.
244
Рис. 158 Изменение глубины проплавления (с), ширины шва (е) и выпуклости
пшя _/ в зависимости от «мили-гулы импульсов; электрод активированный,
Св 08Г2С, ds --- 1 6 мм,- t„ - -- 4,5 мс, / 1СЧ> имп/с, иСГ1 — 35 м/ч:
а ~ !ср /кч- б'д = 21 в, v„ 180 м/ч: б — /ср - i кр, <7„ - 28 Н. еп =- 360 м/ч
разбрызгивание и образование околошовных выплесков. Скорость
движения капли в дуговом промежутке зависит от тока импульса,
действующего в момент ее отрыва от электрода (табл, 38).
При оптимальных параметрах процесса импульсно-дуговой
сварки в углекислом газе активированным электродом скорость
движения капель в дуювом промежутке равна 1—2 м/с. При
таких скоростях полета капель околошозные выплески практи-
чески не образуются.
Капли переносятся в направлении оси электрода даже в том
случае, когда электрод находится под углом к свариваемой детали.
«/Жесткость» дуги и малый размер капель обеспечивают возмож-
ность сварки во всех пространственных положениях.
Одним из основных параметров, определяющих геометриче-
ские размеры шва при импульсно-дуговой сварке активированным
электродом в защитных газах, является амплитуда импульсов.
При сварке на режимах ниже критического тока наложение им-
пульсов приводит к увеличению глубины проплавления, а на ре-
жимах выше критического тока — к уменьшению глубины про-
плавления (рис. 158).
Рост глубины проплавления при токе ниже критического
связан с тем, что ври действии импульса тока дуга стабилизи-
руется, возникает мощный катодный поток, приводящий к уве-
личению силового воздействия дуги па ванну и вытеснению ме-
талла из нее, что вызывает уменьшение толщины жидкой про-
слойки под дугой и улучшение условий теплопередачи основному
металлу.
При сварке на токе выше критического наложение импульсов,
хотя и увеличивает силовое воздействие дуги на ванну, однако
вследствие большого объема расплавленного металла во время
паузы, когда снижается силовое воздействие дуги, металл свароч-
ной ванны подтекает под дугу, ухудшает условия теплопередачи
основному металлу, и глубина проплавления уменьшается.
245
Рис. 159 Изменение юяффч.еиентов расплавления
&ПЛ, наплавки kn и потерь металла тр в зависи-
мости от эффекттиия*? тока при импульсно-ду-
говой сварке, СОЯ, полярность прямая, электрод
активированный, Св-Э8Г2С, а3~ 1,6 мм, (Уп =
- 25 R. /и - 4.5 мс, f'=- ЦК) имп/с
Возможность управления глуби-
ной проплавления при импульснг.»-
дугочс-н снарке является важным
преимуществом пропссса, снс-'обству-
ющим расширению диапазона приме-
няемых ток..»в, я позволяет уменьшить
вероятность прожогов при изготовлении конструкций толщиной
от 4 мм и выше. При сварке в углекислом газе током обрат-
ной полярности электродной проволокой диаметром 1,6 мм на
относительно больших токах невозможно получить уцовлевтори-
тельного формирования шва в вертикальном положении
Направленный перенос металла и жесткость дуги позволяют
проводить импульсно-цуговую сварку активированным электро-
дом угловых и тавровых соединений в вертикальном положении
сверху вниз на относительно высоких токах.
Коэффициент расплавления электрода при импульсно-дуговой
сварке активированным электродом током црг-мой полярности
практически равен коэффициенту расплавления при сварке током
обратной полярности при одинаковых условиях. Потери на угар
и разбрызгивание определяются параметрами процесса сварки и
на оптимальных режимах не превышают 3 5 % (рис. 159).
В табл. 39 приведены сравнительные показатели процесса
сварки в углекислом газе с наложением и без наложения импуль-
сов тока.
Таким образом, процесс импульсно- дугой ой сварки плавящимся
электродом имеет существенные технологические преимущества
по сравнению с обычной сваркой плавящимся электродом в за-
щитных газах: управляемый и нэнравлепвый перенос металла;
Т а б л и ц а 39
Показатели И мп улье нс-ду гова я сварка активиро ванным электро- дом, ток прямо? полярности Сварка током обратной полярности
Коэффициент расплавления, г/(Ач) Разбрызгивание, % Параметры шва, мм: глубина проплавления ширина выпуклость шва Примечание. rf8 = 1,6 мм, / 16 3 - 5 6—7 13—14 3-4 =• 301)4-320 А, <?св 16 12-15 5-5,5 15—16 3 - 25 м/ч.
246
малые потери металла на угар и разбрызгивание; возможность
сварки длинной дугой на низких режимах; возможность выпол-
нения сварки во всех пространственных положениях и у прощение
техн ки сварки; уменьшение сварочных деформаций; улучшение
качества сварных соединений благо чарт большей концентрации
энертии источника нагрева и лучшим условиям первичной кри-
сталлизации; облегчение, начального зажигания дуги; улучшение
техиолигци сварки в щелевую разделку< улучшение. санитарно-
гигиенических условий труда благодаря уменьшению выделения
аэрозолей.
ПОТЕРИ МЕТАЛЛА НА Т А ЦЦ’ЫЗТ ИВАНН Т
И МЕРЫ ЬОРЬЧЫ С НИМИ
Потери металла ла хгар и разбоызгпвание при сварке в защит-
ных газах являются одной из важных технологи веских харлктери
стик процесса. При свары в углекислом газе в зависимости ет
условий потери металла на разоры?! ившше могут с*.с. являть
3 -25%. Разбрызгивание основ,н.п шдлетаток е&нмгк в за-
щитных газах плавящимся электродом приводит к повышенному
расходу сварочных материалов (электродной прог- «локи защитных
газов) и электроэнергии и требу- дополнительных трудовых
затрат на удаление брызг с поверх ногти свариваемых детален и
аппаратуры.
Капли расплавленного металла, попадая на поверхность де
талей, могут вызвать «ожоги», ко эрые являются очагами корро
зии, особенно ДЛЯ логирОр-,ЗН!?НМ СТЭЛСЙ.
Вопросу выявления причин потерь металла на разбрызгивание
и изысканию путей их снижения посвящен ряд работ советских
и зарубежных исследователей 1.87, 88. 1и5]
Выяснение причин разбрызгивания металла целесообразно про
водить на основе рассмотрения типовых процессов и видов пере
носа металла, которые определяют! ’ характером пронесся, соста-
вом .защитной среды и элекгр-.щя. а также режимом сварки
Рассмотрим два типовых процесса сварку короткой и длин-
ной дугой.
При сварке короткой дугой под действием электродинамиче-
ских сил во время коротких замыканий осуществляется принуди-
тельный мелкокапельный перенос металла с электрода в сварочную
ванну. Этот процесс характерен для сравнительно низких режи-
мов, тонких электродных проволок (d., 0,84-1,4 мм) и защитно;*
среды с высоким градиентом потенциала в столбе дуги (углекис-
лый газ. азот, гелий). При разрыве перемычки между электродом
и сварочной ванной возникает электрический взрыв и газодина-
мический удар, оказывающий основное воздействие на сварочную
ванну: иногда при разрушении перемычки образуются менки? кап-
ли. При большой мощности взрыва (большой пиковый ток корот-
кого замыкания) происходит выплескивание краев сварочной
247
Ггс. 160. Изменение разбрызгивания
зависимое ги от индуктивности сва-
рочной цепи:
- <ГЭ — 1.6 мм, t/д = 24 В, /Ср ~ 225 А;
<?, --= 1,6 мм, Чл --- 20 В, Ц,, - 210 4;
Л, 2 мм, 17д - 25 В, / с.р — 250 Л
Рис. 161 Изменение разбрызгивания
металла в зависимости от тока; СО2,
полярность обратная, Св 08Г2С [87]:
/ • -= 1,2 мм; 2 — d3 - 1,6 мм; 3
- ? ?’М
занны и образование околопювпых выплесков, т. е. основную массу
•югерь составляет металл сварочной ванны. Снизить разбрызги-
•липе можно путем уменьшения мощнос«п дуги а начальный ми
мент ее зажигания после короткого замыкания.
Существуют два основных способа борьбы с разбрызгиванием,
«снованные на уменьшении мощности взрыва, — путем снижения
амплитудного значения тока короткого замыкания с помощью
индуктивности или активного сопротивления сварочной цени.
Первый способ используют давно, второй способ еще не нашел
практического применения. Однако в обоих случаях изменяются
условия разрыва перемычки, что сужает диапазон режимов и мо
жег привести к нарушению стабильности процесса.
Па рис. 160 показана зависимость потерь электродного ме-
алла от индуктивности сварочной цепи при сварке в углекислом
< азе для электродных проволок различного диаметра. Для каж
кого диаметра электрода существует оптимальная индуктивность,
обеспечивающая минимальные потери металла па разбрызгивание:
Диаметр электродной
проволоки, мм........... 0,8 I 1,2 1,6 й
Значение чндуктивно-
сч, мГн.................. 0,3 0,3—0,4 0,4—0,5 0,6 0,8 1,0—1,4
При оптимальных режимах и параметрах сварочной цепи по-
тери металла на угар и разбрызгивание составляют 4—5%.
В работе (130] предложен способ снижения разбрызгивания путем
изменения тока по определенной программе. Системы управления
процессом сварки короткой дугой, предназначенные для снижения
разбрызгивания, приведены в работе [36].
Для типового процесса сварки длинной дугой возможно не-
сколько видов переноса металла) крупнокапельный (dK > 2da),
Й48
перенос металл? каплями средних размеров (da < dK < 2d8).
мелкркапельный (dK Д dB), струйный и струйчо-врат
1ельПдш.
Размер переносимых в дуге капель уменьшается с увеличь
лием сварочною юка, причем характер этой зависимости опреде
ляется защитной средой. Для дуги в активных защитных газа-
и гелии размер капель электродного металла монотонно убывав'
с увеличением тока. При сварке в аргоне током обратной поляр
посты и активированным электродом в инертных и активных газ? к
током прямой полярности существует критический ток, при кото-
ром происходит резкое уменьшение размеров переносимых к;
цель в ванну. Это позволяет осуществлять управление переносом
электродною металла.
Анализ экспериментальных данных изменения разбрызгива
ния металла в зависимости от сварочного тока для напряжений
обеспечивающих удовлетворительное формирование шва (рис. 161)
показывает, что на низких токах (область Л) и низких напряже
ниях на дуге перевес электродного металла происходит с койот
кими замыканиями дуговою промежутка. В диапазоне средни
токов (область Б) перенос металла крупнокапельный, наблюдя
ется повышенное разбрызгивание. Часть капель переходит в сва
ротную ванну при редких коротких замыканиях дугового пре
межутка, а часть — без них. Разбрызгивание происходит вслед
ствие выброса мелких капель, образующихся при перегорание
шейки между каплей и .электродом, и частого выброса крупных
капель. С увеличением внешней составляющей длины дуги, .?.
также с усилением ее блуждания выброс крупных капель резко
возрастает.
В диапазоне больших токов (область В) перенос электродного
металла происходит без коротких замыканий дугового промежутка
с погружением дуги в сварочную ванну. С повышением тока по-
гружение дуги возрастает. Разбрызгивание металла в этом слу
чае уменьшается и происходит в основном путем выброса мелких
капель. С повышением напряжения дуга удлиняется и потери
на разбрызгивание возрастают. При сварке погруженной дугой
возможно нарушение формирования шва.
Для выяснения причин повышенного разбрызгивания при
сварке в активных защитных газах длинной дугой па средних
плотностях тока необходимо рассмотреть поведение дуги и капли
на конце электрода.
При сварке в аргоне на токе обратной полярности ниже кри-
тического имеет место крупнокапельный перенос металла. После
отрыва капли от электрода на его торце образуется новая капля,
которая растет, располагаясь симметрично относительно элект-
рода, и все время, включая перенос, оказывается охваченной дугой
(рис. 162, о). По мере роста капли увеличивается и диаметр
столба дуги. Блуждания дуги в этом случае не наблюдается и
дугу можно считать пространственно устойчивой.
249
Рис. 162. Кинограммы процес-
са в Аг (а) и СО2 (б)
тически под каплей, и чг
При сварке током прямой поляр-
ности ниже критического наблюда-
ется перемещение активных /гятен
дуги по электроду со скоростью
40—120 см/с. Активное пятно пере-
мещается в основном по границе
оплавления электрода. Капли при
этом имеют правильную форму и
располагаются соосно с электродом.
Перемещение дуги по электроду при
водит к медленному вращению капли.
_____ Отрыв капли происходит по обра-
зующейся шейке, а ее перенос
в ванну — по оси электрода.
При сварке в углекислом газе
с крупнокапельным переносом ме-
талла капля, как правило, форми-
руется на боковой поверхности
электрода и перемещается по ней.
Активное пятно перемещается хао-
о ее перенос происходит вне столба
дуги (рис. 162, б). Скорость движения активных пятен дуги для
электродной проволоки Св-08Г2С d3 — 2 мм составляет 45
335 см/с на катоде и 93—750 см/с на аноде.
Для электродной проволоки Св-08 d3 ~ 1,6 мм при токе
350 А прямой полярности перенос металла мелкокапельный. Ско-
рость движения анодного пятна достигает 1600 см/с, а разбрыз-
гивание металла составляет 30—35 % .
Сварка в аргоне на токе обратной полярности выше критиче-
ского сопровождается струйным переносом металла. Дуга в этом
случае пространственно устойчива и потери металла не превы-
шают 5 %.
При сварке активированным электродом током прямой поляр-
ности, когда в качестве активатора применены элементы щелочно-
земельной группы, особенно при использовании солей бария, дуга
с большой скоростью перемещается по торцу электрода, а перенос
металла осуществляется мелкими каплями в виде «душа», потери
металла составляют до 40%. Таким образом, характер переноса
металла играет существенную роль в возникновении разбрызги-
вания, но не является определяющим.
Анализ поведения капли на торце электрода при сварке в ак-
тивных газах, в частности в углекислом газе, показывает, что
капля расплавленного металла испытывает давление нейтрализую-
щихся на катоде ионов, реактивное давление паров испаряющегося
металла электрода, действие магнитогидродинамических струй,
тепловых микровзрывов. Основной причиной подбрасывания капли
на боковую поверхность электрода считают реактивное давление
паров испаряющегося металла ИЗО].
250
Рис 163. Изменение относи гельных Ф <7-
я аб-у.лу'ннх <•/ 2} пигсрь элелтр: ц,- >•
металл ’ завченмосгк эт расстояния «>• ж
гоког^диошпцим на кол »я>п,ом и ачде на -
при сА.-.рк* стали J2X18U1O1, Св-ПбХЩ'Н!
</э =- !„<! мм,/'о “ 400 А, ил - ~ 34 В, п-,.11
И' JC*’ГЬ * •) 1
/. Г —д'бшыя (»•?<- РХ» рОВ^НЧЫп ...,,'<И'8 п • •;
2„ ? * — 5 ') яМ а Ч 0 П <Л( •; • а Я К.ТИ В г. pOF II J< m J £,
' .,3 ^А-. '-.'Ч^ЛЛ-Ч J ' >2 ‘X, N3jC» й/
и.щбрасыв.шие капли на
М-.’.х ;!1изм подбрасывания
i.i .ак нельзя считать вы
Однако имеются факты но
торые не могут быть объяснены
ИСХОДЯ ИЗ ЭТОГО Предположен Ч>:
Так, в углекислом газе нсиаренне
металла электроду нроис ходит б<,
лее интенсивно при сварке нч
токе обратной пс-лярчости, тогда и;н-
прямой полярности выражено силшзт
капли на боковую цо»черхяог1 ь :.лск ц>
ясненным. Ввиду то; о. что переменгеиш .ипьвнш пятен дуги ио
электродам происходит с различной к«>;>.ч г* вомшкаст сила,
которая смешает каплю номере ее обил v «юния на его боковую по-
верхность, С ростом капли передни ж*-«нп- активно!о пиша дуги
под ней приводит нее дефорнанпи .•<•< ^бегвует поддержанию
капли на боковой поверхности э;ек1;>( я дг.нжению по его пе-
риметру с относительно низкой о . » гью Отделение капли
от электрода носит взрывообрззнып >.«ракгер иод действием
электродинами ческих сил.
В случае расположения капли на ^•о»-гим»й поверхности элект-
рода электродинамическая сила нзпр-н•.спи под углом к дейст-
вию гравитзгн-юннон •.илы и силе, нодбрасываюпг% каплю.
Линии действие сил не совпадают, и кап:;» в момент отрыва от
электрода получает вращающий момент, который приводи! не
во вращение, и она щ-£Л"са<1 ги л углом к ан электрода я направ-
лении, зависящем от люмен га, определ-юмого силами, действую-
щими на каплю. В большинстве случаев такие капли ее попадают
в ванну п происходит разбрызг ивлние металла крупными
каплями.
Таким образом, главная причина рз (брызгиваиия металла при
сварке длинной дугой — блуждание дуги и колебания крупных
капель, приводящих к случайному par положению дуги « капли
в момент ее отрыва от электрода. С, ро« гом внешней составляющей
длины дуги блуждание ее возрастай в чаще происходит выброс
крупных капель. Поэтому для дуги н нндитных газах необходимо
исключить средние режимы снарки ;см рис. 1Ы). характеризую-
щиеся крупиокапельным переносом м<-' члз е высоким разбрызги-
ванием, или применять меры, напраил п-аич на повышение про-
странственной устойчивости дуги
251
Другим видом разбрызгивания является выброс мелких брызг
из капель или нарыв капель, находящихся на электроде, при вы-
делении обраЯющихся в них газов. Такое разбрызгивание на-
блюдается при сварке электродной проволокой с неудаленпой
технологической смазкой, покрытой ржавчиной или с повышенным
содержанием углерода и недостаточным количеством раскислите-
лей. Этот вид разбрызгивания устрзЛгтся очисткой поверхности
электродной проволоки от ржавчины и технологической смазки.
При сварке электродными проволоками с высоким удельным
электросопротивлением значительное влияние на разбрызгивание
металла оказывает вылет электрода. Перегрев электрода сварочным
током приводи; к отделению расплавленных участков электрода,
возникновению Колебаний длины дуги и повышенному разбрызги-
ванию (ряс. 163). В этом случае для уменьшения потерь на раз-
брызгивание сварку необходимо проводить при малом вылете
электрода и обеспечивать его постоянство.
Для умен’ чтения разбрызгивания металла при сварке короткой
дугой необходимо применять рациональные режимы сварен при
оптимальных > гатпяеекпч и длммюИскид свойствах питающей
системы. Для л огЪ Процесса предпочт Лслвны дуги, характеризую-
щиеся высоким значением градиента потенциала в столбе.
При сварке длинной дугой необходимым условием ее приемле-
мых технологнч-. скпх свойств п минимального разбрызгивания
является пространственная устойчивость дуги. Это достигается
применением аргона и аргоносодержащнх смесей и ведением про-
цесса на токах выше критического, активированием электрода и
совмещением во времени процесса плавления и переноса металла
при сварке в активных защитных газах, использованием эффекта
погружения дуги в сварочную ванну (сварка погруженной дугой).
ЗАКЛЮЧЕНИЕ
Создание новых тех вс в»-ическях " *йДсов и суад <”?венное
совершенствгяание »чьж-.'<51«и сИф.сн .whi» ни» н* основе
изучения н ищюльзтогппи' и . <> не-.Ййь. t> ч прису-
щих ей законом. рне. «ей.
Целесо<«€р.»зн<' тоиме-'ВЬ'Ие ,!yq о чтцшык ра остей
процесса ,.,.гов‘Н •Нг>;.ки ......пых г-.г дго <« •эткой и
длинной дупл: При • ••-« нл "'пи’’ и перенос
металла разделены в<> •-’••• ; ...:рке до • ?й дугой
онн еов^егцдаы i , ю .ю -нч-кйм свой. ! >: дуги
ДЛЯ ЭТИХ иродссео.* ' '.ЛГ 1.ЗД . H! Л CCOf 1 i.'ipr*L•'!! ду-
гой ПДйИПЛ1* ГИТО. e;<;s ;> «it' VCffK , ye t’i: ВЫ-
СОКИМ ГраДГ^ИТоЧ J ’(- .>•< . (t д.щнццй ^.той ее
нро<трат г в*. .!' '•! лт •!>!!> <>:•;!> ApflCHfJci- ||W ’’'Wt-e»
приемлЛрх то; ноле и нс ;• ».
Катодное <(> ы iH'p.'itov pe.'p'-."RH3H(vio рапе, в дуговом
разряде. При bi took Л но г -тодное надешВ «’аиря-
ж-ения мало за» ..о - г ч ; дцнМф1 среаы « с рось уока
нескольк») . ИН.н.кч<'Я Эм--> 01!01.!|н,е «,. > ! ;J<1 та-оце. ВЛИЯЮТ НЗ
энер!етинеасий (iaAsie- в П.<эвы«оение ЭА’ИСС1ияпюй •шЕоб-
иости катода приводит к енцдй5;'и;<> уд- липой производительности
расплавления электрода, И »;,чо<;орог i 1р<к-транствепная устойчи-
врЬть дуги о; леделясз'?ч !.:и< .иьяш! itin.iiece.TM.if. Перемещение
катодного пятна юл ело-ю'.Лю 'C.»iobiK)w снижением эмиссионной
сносойноЛ; линер,хцг-cr i .дн> !.1<здейетвии на нее цутп.
Аноднор л^ешщ нлсряжеда'! pa pfct с увеличением тока
если доминирующий плазменный щправлен с анода на
кагод,Я.уменыиье,1ся н случае нротивоп^й.-кного его направления.
Возможность упрзвлеки® переносом .^Я/алла npil сварке длин-
ной дугой определяется ее Цросгрюктнелмой устойчивостью.
При этом основное значение имеет от'тШ^не потенциала иониза-
ции ззлн.итной среды к е^ тепло1!^ово*насЛ5» увеличение которого
сиособйгвует жруйедл'. 'i₽p<'Hifcv кю-гдла.
Пр;?рлавля:мнео дг» -ивт дуги ынне- т ле тощ.ко ч" coors>eT-
стзующего ираэйеюгролного индена наир .женл? к< н кине-
тической состзнКклщ-й иущ епного uoi жа
Взаимо'ззязг. процессов г. системе эйвк"род- дута -ст-лрочн::--»
ванна "рйявляегся в ^вЙВ что ув^'шчеч. у дельщ>й прлилвол.нп-ль-
иосгн расплавления .'‘лекзгода принс*•;пi к <.-«и!жеки1Л'’дропл.1в1|,,1ю-
щего действия дут*), в щн.борот.
Полученные закономерности изменения энергетической струк -
туры и технологических свойств дуги открывают возможности
для управления процессом сварки с целью оптимального с точки
зрения ресурсе- и энергосбережения использования дуги, как
основного инструмента технологического процесса.
Для пространственно устойчивых дуг приемлемые технологи-
ческие свойства достигаются при сварке длинной дугой ля токе
выше критического или импульсно-дуговой сварке на токе ниже
критического.
Для пространственно неустойчивых дуг, какими являются
большинство сварочных дуг в защитных газах с плавящимся
электродом, приемлемые технологические свойства достигаются:
— ведением процесса с частыми замыканиями дугового проме-
жутка (переход к сварке короткой дугой);
— ведением процесса на высоких плотностях тока;
— совмещением процессов плавления и переноса метал,'fa при токе
выше критического, для чего необходимо применение импульсно-
дуговой сварки активированным электродом;.
— применением активированного электрода и ведением процесса
током прямой полярности;
— применением активированного электрода с большим количест-
вом активирующих и шлакообразующих веществ, снижающих
поверхностное натяжение;
— использованием эффекта погружения дуги.
Эффективными способами управления технологическими свой-
ствами дуги являются:
— изменение параметров режима сварки;
— программное изменение электрических параметров процесса
путем наложения импульсов тока или его модуляции;
— изменение состава защитной газовой среды;
— активирование электрода;
— применение комбинированных, способов.
Активирование электрода является эффективным средством
улучшения технологических свойств дуги. Поэтому требуется раз-
работка и совершенствование промышленных способов производ-
ства активированной электродной проволоки.
В перспективе необходимы дальнейшее изучение физических
свойств дуги и разработка на этой основе новых технологических
процессов и математических моделей системы электрод—дуга—
сварочная ванна, обеспечивающих управление технологическими
свойствами дуги.
ОСНОВНЫЕ УСЛОВНЫЕ ОБОЗНАЧЕНИЯ
.4 —• атом нал масса;
а — глубина проплавления. коэффициент температу-
рОПро«оДНО("ГИ;
«д степень диссоциации;
а„ — степень ионизации;
i) - подинжность частиц;
с — удельная теплоемкость-
сг, — удельн; «с -»чк1ктъ при постоянном дав-
лен Р, , ;
da — дь 'р элем 'чд.а,
Е --- н&иряжешкм'гь электрического ноля;
Яя — прптнво-ЭПС дети;
е — зпря/ ^лек грона, ширит циза;
/-’а — площадь ?.и f г да;
F — сила-
f -—час; а и- •)!!, фтчкечя
/е доля ал кг он ”> ь'ка г. к?[очи-- 'ласти дуги;
g - ускорение. свобе» щ.то п.-депня,
&> <?<• Йп статистически веса квантовых ейсгеднтнй элект-
рона иона и пома;
Н И." пряи-ечиосп МаПИГ'НсЬО ji.--.-t
/;„ — вылет электрод?.. пу ы>;
/ — гок;
i возмущение по c-kv:
/ - - плотность тока;
1г — и ост: и; иная Больцмана,
knn...- KO3(jxl'ioinenT расплавления электрода;
— градиент потенциала в столбе дуги;
ьолффии!? пг саморегу.чировапн ч по току дуги;
/гсн коэффт<-.:ь•в'- ,>>• operjAiipcwHHBi по напряже-
ний’ пи ‘.усе?;
е0 — днэлег! ичскха-! щктоинная:
ц - эс|хректнвяый КПД нагрева электрода дугой,
угол ц^вига по фазе между током и напряжением
на дуге.
О — угол;
z — удельна я концентрация онер -ни. выделяемой
при химических реакциях в капле;
X — теплопроводность;
К. — длина свободного пробега электрона;
р,, - маинг иая прпи-инаемос гь;
р .. плотность, удельное электросопротивление;
а — удельная электропроводимость:
о1( — коэффиь-сеит пог-ерлностного натяжения;
т — постоянная времени;
v — частота;
255
Ф — работа выхода электрона;
ф' — потенциал выхода электрона;
Ф — коэффициент теперь на угар и разбрызгивание
при сварке;
/гдт крутизна естественной статической характери-
стики дуги;
/г;К! крутизна статической характеристики системы
саморетулирования дуги;
Л.|Г — коэффициент питающей системы;
/гу коэффициент устойчивости системы дут а—-источ-
ник питания;
/, —- индуктивность;
I — длина;
т -- масса частиц;
п - концентрация частиц;
р - давление,
р,.,, к среднее давление от аксиальной составляющей
электромагнитной силы (скоростной напор плаз-
менного потока в дун?) или кинетическая состав-
ляющая давления дуги;
,.т среднее давление от статической составляющей
электромтни гной силы;
текущее значение давления дуги, получаемое
расчетным путем но интегральной силе, дейст-
вующей на зонд;
Q • тепломощность, эффективное сечение столкно-
вения частиц;
q - мощность;
R — радиус, электрическое сопротивление;
г — текущая координата, радиус;
/в - радиус электрода;
S теплосодержание, площадь поверхности, спе-
циальная функция теплопроводности;
Т — температура;
t — время;
U — падение напряжения;
U} — потенциал ионизации;
U* — потенциал возбуждения;
(/„, — катодное и анодное падение напряжения;
— сумма катодного и анодного падений напря-
жения;
L?n — эффективное приэлектродное падение напряже-
ния;
U — возмущение по напряжению;
v скорость;
W — энергия;
Р температурный коэффициент удельного электри-
чески! о сопротивления.
СПИСОК ЛИТЕРАТУРЫ
1. Акулов А. И., Копаев Б- В. О воздействии потока плазмы на кап ио при
сварке в аргоне//Сварочное производство. 19'72. № 7. С. 47—48.
2. Акулов А. И. О количестве тепла, приносимого в дугу нагретым этек-
тродом//Автоматическая сварка. 1966. № 5. С. 35—38.
3. Акулов А. И., Спицин В. В. Влияние режима и пространственного поло
жения па размер шва при сварке в С02//Сварочное производство. 1971. Ks 2.
С. 27—29.
4. Амосов В. 1Й-, Карелин В. А., Кубышким В- В. Электродные материалы
на основе тугоплавких металлов. М.: Металлургия, 1976. 223 с.
5. Андерсон Дж. Э. Явлении переноса в термодинамической плазме М
Энергия, 1972. 151 с.
6. Андронов В. Н.,ЧепинБ. В., Нестеренко С. В. Жидкие металлы и шлаки
М.: Металлургия, 1977. 127 с.
7. Бадьянов Б. Н., Колупаев Ю, Ф., Давидов В. А. Продольное распре-
деление потенциала в дуге, горящей в смеси аргона и гексафторида серы//Авто-
матическая сварка. 1980. № 4. С. 68 69.
8. Бакшт Ф. Г., Иванов В. Г. Особенности механизма ионизации в низко
вольтной дуге в инертных газах//.ЖТФ. 1978. № 4. С. 688 - 699.
9. Брон О. Б., Сушков Л. К- Потоки плазмы в электрической дуге выклю-
чающих аппаратов. Л.: Энергия, 1975, 211 с.
10. Варуха Е. И., Ленивкин В. А., Дюргеров Н. Г. Определение условий
установления струйного переноса металла при сварке поверхностно-активиро-
ванным электродом//Автоматическая сварка. 1984. № 1. С. 41—45.
II. Варуха Е. Н., Ленивкин В. А., Дюргеров И. Г. Эффект поверхностного
активирования при сварке током обратной полярности в защитных газах//Сва-
рочное производство. 1985. № 5. С. 35—37.
12. Варуха Е. Н., Ленивкин В. А. Перенос электродного металла при сварке
по слою активаторов//Сварочное производство. 1986. № 5. С. 32—34.
13. Варуха Е. Н., Ленивкин В. А. Условие образования струйного переноса
металла при сварке током прямой попярности//Сварочное производство. 1986.
Ks 2. С. 39—41.
14. Ветлуцкий В. Н., Онуфриев А. Т., Севостьяненко В. Г. Расчет цилиндри-
ческой электрической дуги с учетом переноса энергии излучением. Низкотемпе-
ратурная плазма. М.: Мир, 1967. С. 395—407.
15. Влияние азота на свойства столба сварочной дуги в аргоне/М. М. Новокре
щенов, В. А. Виноградов, Е. И. Романенков и др.//Сварочное производство.
1974. № 3. С. 1—3.
16. Влияние активирующих флюсов на проплавляющую способность сва-
рочной дуги и концентрацию энергии в анодном пятне/О. Е. Островский,
В. Н. Крюковский, Б. Б. Бук и др.//Сварочное производство, 1977. № 3. С. 3—4.
17. Влияние покрытия сварочной проволоки на технологические свойства
дуги в защитных газах/В. А. Ленивкин, И. Г. Дюргеров, П. И. Петров, Е 11. Ва
руха//Сварочное производство. 1978. № 5. С. 8—10.
18. Влияние рафинирования на проплавление металла при дуговой сварке/
А. М. Макара, М. М. Савицкий, Б. Н. Кушниренко и др.//Автоматическая сварка.
1977. № 9. С. 7—10.
19. Воропай Н. М., Кривцун И. В. Эффективный потенциал ионизации мно-
гокомпонентных систем с активирующими присадками//Автоматическая сварка.
1978. № 2. С. 66—67.
257
20. Вороиай Н. М. Поверхностное натяжение расплавленного металла сва-
рочных проволок//Автоматическая сварка. 19/3. № 9. С. 68.
‘/' 1. Гвоздецкий В. С., Дудко Д. А.,. Мечев В. С. Блуждание катодного пятна
электричек кой ду н'/Автомат нчс. кая сварка. 1966. № 6. С 38 — 41.
22. Гвоздецкий В. С. К теории нт .ин«х процессов в электрической дуге//
Автоматическая сварка. 1969. № 1. ( . 33-37.
23. Гвоздецкий В. С. К теории кзтадныл up-диссов в электрической дуге//
Автоматическая сварка 1969. № и С. 1 4.
24. Гегузин Я. F. Капля. М . Натка, 1973. 160 (..
25 Гельфгат Ю. Н. Щербинин •) В. Жидкий металл под действием элек-
трона! ни.-ны.» сит i'en.- Зипатне. '976. 2^7 с.
26. Гиерс Г., Улевбуш Д. Диагностика стационарных дуговых разрядов
нс рассечнпю с вся г Свойства низкотемпс ггурпой г лаймы и методы ее диагно
стики/Пид гид. I; Ф. Жукова. 1 ювосибг,?*. s: Наук... 1977. С. 176—192.
27. Гоборсв Л Лященко 8. Ф , Ма сли Л. Г. Определение нагрева
эле кт года при автоматической -• арке -и- ц .п-у. ом/; Автоматическая сварка.
1972 ’№ 6. < . Ь -6.
2' Грапомийк В. Л. .'п.с м i.i'.-.i । in к» г |,о;<и.!<н.;)ийс.я ток).
М.. Наука, 1971 543 с
59. Дейч твме ал( чииру ,ощи . сп-.рсрни пр * . варке в .«ццигных i азах/Б. А. 7;е-
нивкчн, Н 1 /люсгеров, Г. И У,<с 1, U. 11. Нетнов,, Сварочное производство.
19'9 К“ 11 > -И •>!.
..> 0 Диагностика й;т*ии i », ! . и тс i, С. Деонарда. М.: Мир,
1967 ;'>:< с.
11 Добре ЦО В 21 fl., 11 Мено и>ы ” В. ♦ . >, I.-! улечуроника. М.: Наука.
1966 564 с.
_<Й Дюр-. II Г К ю в В X ,-. .'П,-> ’ iойчнbooth цилиндри-
ческой г, ремы иг е. - ч •-. в < >|пн '.(«иной -.лиричное производ-
стве 1978 № 7, С. .14 55.
оЗ. Дюргероп Н. Г Л-поиски» Б А., С-инрзд X. И. О стабильности про-
цесса (.мну <11.сьт л1, с1 -в-г еч'-.д и .-•:«.»я».т.г,ч «• • роГ'он’.Счаричное производ-
ство, 1966. Ай 7. С, i3 — -1
34. Дюргеров Н I Св- >-< .-./ни пичимиь» ких характеристик дуги
с славящимся элект г-здом//Фнзи«а ч хеми», обр iMhkh материалов 1973. № 2.
С. 148--150.
35. Дюргеров Н. Г. >1р1’Ч1пы щрп здич«к'ких тамыкапий дугового проме-
жутка при сварке кср-чхой ду: й'/Снаро-ное производство >974. № 9. С. 1—3.
36. Дюргеров И. Г., Сатиров X. Н , Ленивкин В. А. Оборудование для
импульсно-дугов Л -. варки плав пцимся электродом. Ч.: Энергоатомиздат, 1985.
80 с.
37. Ерохин А. Л. Кинетила металлургических процессов дуговой сварки.
М.: Машиностроение, 19б4. 252 с.
38. Ерохин А. А. Определение величины силового воздействия дуги на рас-
плавленный металл//Автоматическая сварка. 1977 № 11. С., 62—64.
39. Ерохин А. А. Основы свавкл плавлением. М.: Машиностроение, 1973.
448 с.
40. Жуков Н. Ф., Коротаев А. С., Урюков Ь. А. Прикладная динамика
теоретической плазмы. Нсчюсибнрс.к, П сука, 1975. 298 с.
41. Замков В. Н., Прилуцкий В. В., Гуревич С. Л1. Влияние состава флюса
на процесс сварки титана иеплаеягшмея электродом//Автоматическая сварка.
1977. № 4. С. 22- 26.
42. Замков В, Н., Нрилуцкий В. П., Фортунатова И. II. Расчет степени
ионизации плазмы сварочной дуги, 'Аг -оматищч кая . парка. 1985 № 9. С. 33—35.
43. Зандберг 3. Я., Ионов И. И. Поверхностная ионизация. М.: Наука,
1969. 432 с.
44. Заруба И. И. ('б устойчивости перемычки между плавящимся электро-
дом и ванной//С«арочисе нрои.ии-дс' во 1971 N’> i“ С. 59 52.
45. Ибатуллин Б. Л., Мухин В. Ф. У-слокия струг*эго переноса электрод-
ного металла при саарке и углекислом газе'/Автомат и четкая сварка. 1980. № 7.
С. 25 -27.
258
46. Йаанеико В« М. Характеристика плавления малоуглеродистой и кремне-
марганцовистой электродных проволок.У/Сварочное производство. 1964. № 7.
С. 4-6.
47. Кесаев И. Г. Катодные процессы электрической дуги. М. Наука, 1968.
244 с.
48. Кулагин И. Д., Николаев А. В. Тепловой баланс сварочной дуги постоян-
ного тока в газах в период формирования капли//Изв. АН СССР, ОТН. 1958,
№11. С. 89—91.
49. Кумблин С. У. Эрозия электродов и ионизационные процессы в приэлек-
тродных областях вакуумных дуг при атмосферном давлении/УЭксперименталь-
ное исследование плазмотронов/Под ред. М. Ф. Жукова. Новосибирск: Наука,
1977. С. 226—253.
50. Кубланов В. Я., Ерохин А. А. Силовое воздействие дуги на ванну рас-
плавленного металла/УСварочное производство. 1974. №5. С. 11—12.
51. Кулагин И. Д., Николаев А. В. О плотности тока в анодном пятнеУУФизика
и химия обработки материалов. 1969. № 6. С. 3—9.
52. Лапин И. Л. Определение температуры сварочной дуги по атомным ли-
ниям медиУ/Сварочное производство. 1966. № 8. С. 1—2.
53. Лебедев В. К., Заруба И. И., Андреев В. В. Условия образования жидкой
перемычки при капельном переносе металла с короткими замыканиями дугового
промежутка//Автоматическая сварка. 1975. № 9. С. 1—3.
54. Лебедев В. К., Пентегов И. В. Силовое воздействие сварочной
дуги//Автоматическая сварка. 1981. № 1. С. 7—15.
55. Лебедев А. Д., Урюков Б. А. Теоретическое и экспериментальное иссле-
дование электрической дуги в свободной струе//Теория электрической дуги
в условиях вынужденного теплообмена. Новосибирск: Наука, 1977. С. 6—32.
56. Ленивкин В. А , Дюргеров Н. Г., Варуха Е. Н. Повышение устой-
чивое! и дуги при сварке плавящимся электродом током прямой полярности//
Сварочное производство, 1981 № 12 С. 28—30.
57. Ленивкин В. А. Непрерывность тока при импульсно-дуговой сварке
с различной формой импульсов//Сварочное производство. 1981. № 2. С. 10—12.
58. Ленивкин В. А., Варуха Е. Н., Дюргеров И. Г. Зависимость коэффи-
циента расплавления сварочной проволоки от ее химического состава и состоя-
ния поверхности//Автоматическая сварка. 1982. № 4. С. 59—61.
59. Ленивкин В. А., Варуха Е. И., Дюргеров И. Г. Причины различий,коэф-
фициентов расплавления электродных проволок на прямой полярности//Авто-
матическая сварка. 1982. № 9. С. 70.
60. Ленивкин В. А., Петров П. И., Дюргеров Н. Г. Определение скоростного
напора плазмы сварочной дуги/УСварочное производство. 1984. К» 7. С. 3—4.
61. Лесков Г. И. Электрическая сварочная дуга. М.: Машиностроение,
1970. 334 с.
6. 2. Лойцянский Л. Г. Механика жидкости и газа. М.: Наука, 1973. 847 с.
63. Лугин В. П., Костенко С. П., Клестов Ю. Р. Исследование электри-
ческого подобия межэлектродного промежутка под сварочным флюсом//Автома-
тическая сварка. 1976. № 3. С. 29—30.
64, Львов Н. С., Гладков Э. А. Автоматика и автоматизация сварочных про-
цессов. М.: Машиностроение, 1982. 302 с.
65. Мазель А. Г. Технологические свойства сварочной дуги. М.: Машино-
строение, 1969. 177 с.
66. Меккер Г. О характеристиках цилиндрической дуги//Движущаяся
плазма/Под ред. Е. В. Кудрявцева. М. Иностр, лит., 1961. С. 438—477.
67. Мечев В. С. Блуждание дуги при сварке плавящимся электродомУ/Сва-
рочное производство. 1984. № 4. С. 5—7.
68. Мечев В. С., Ерошенко Л. Е. Аксиальное распределение температуры
электрической дуги в ар гоне//Автоматическая сварка. 1975. № 6. С. 14—17.
69. Мечев В. С., Ерошенко Л. Е. Электропроводность электрической дуги
в аргоне/УАвтоматическая сварка. 1974. № 7. С. 13—16.
70. Мик. Дж., Крегс Дж. Электрический пробой в газах. М.: Иностр, лит.
1960. 605 с.
259
7) Мойле; Б, Я. Физические процессы з оксидном катоде. М. Наука,
1968. 479 с.
72. Найденов А. М. J механик,-управлении переносом электродного
мггад.лй/.'\в: час пче.'кщ. с«а'-; a i'ifi’j >« '2 С -1 3?
78 »я-«-»ап!.' в«ч Я. Г Б->ячмт, ft. Е... Смири-э А. В. <» поротных токах
образомшия гмгяо uei—а . са»vv-н -ых детях До»ляд»< АН БССР, 198!,
№ 9. , . 803- -«!<'
Невмалываемые к. атолы *’•<> “’.Ч М. И 1йги»-.’-> а ., Советское радио,
1474 33/. -
"5 1м уши» Л. В . lU.n, к<»»ож К. И Оспг.з . ли 'iq-newi Ч. 3. Теория
эпекгрйак г»,,!-! ’и ч • г ..ч-р-оизто, tOp.G 1<г. с.
1: О; .303» <Ыг. 1ПОРСЧ.Д ,,,-)!.• ЫХ irllOl; ВЫСОКИХ ’1 .-Mtffipa 1 V рЯХ. СпрЯ-
ко‘-.1ИД. !1 i |>< к? > 1;' ” Ч<е.м'.и;; С. Ромм»т<м, О Н Фаворский. М :
Мтнингк. то • ли- . 1964. 1 ' < .
//. Ос о»лн-и.ич ь и- । »•>" I • нс-- । .к г- нрог.апж-й проголокой
р. -цлею дом -т з* io,i fm,oi» iK-'b.pu-i-oi'l! Ч Будчвя В М. Евчепко.
К). 1 . be.-*- Ь <• -о.-.!!-,-а" .«>;, е ищ.гг"в->д !<.. До /. С 28- -31.
78 < «*»♦»••»ян к:?а»лкт »*с г..' ‘ ,. !!. грен . 3. Л. Петросов,
Д Про--. b Б '-'Ди >• । Т; а , i.pni а»-я ...и-ик.ч и техническая
ф) ..их.. < .19'
?•) Ib-l.it; ! ЙеИОрйЙ Н *» (Vpn . М|.«,'1ППЯ31('-Ы‘. .членящимся элек-
i,o ид-ой ( Ча--«е .»Лсд| < Л., Ен,»»*»'»* > Ь i 1 {екпгоные особенности
и р,s-ч и -к- и. 1 - ч ь р 1 -’ " . -»яшч« чая сварка.
:: Г> ' »" f ,t. кий I .. J лил.; Н Б. 1 -льсно-дугоняя
, ,, si- - юн - ’ м- jn; [г процесст?/7>вто-
евдрд я Ио, ' i
г? г., IHrg, п >1. , 1, •ск.'-е » . осой при дуговой
гч..?М1 в- 4s 'С- 1.- Ч' г, - I'ircK t c-ipf-.i I'.Vih. .Nc 5, i }
-33 Uciihhi Ф. I ii « max. '"i : •! •>.. и. лк-.: I960 100 c.
M Петое: \ B.C-MCi- i*' c,,>! - ;i-i во <,-<ч'н дуги Авгома-
, -rapr- T
Hf-рев А. В Пер? я к* MSJ ' i т-? при гс-лскг* плавящимся электро-
дом и - Г--1Г апир.ггнух 1 г» ‘ "‘гоч и - I eiiapK ; М 2. С. 26—-33.
86 . Петров .». Н- !Тт»«<>1“!Ш|- -е-ри-Г' да ir .ч -локи при аргоялдугс.вей
,тй1'г=//Сраро-,нс-с птя'-и-й-' ’ 'J'- Е> у <’ -I -7
87 'Пспгпм ’-оий А ! J .ирвиим к г». Рг. |бры?н<гя'-и-про сварке в углс-
кпсЛом -х рр: '('.j.-ii'i' | Са ’М )Tt>,«--,i-.i :(i2' 8 С. 29—-12.
8Я. П'п cr-iii-.-с'лкй А п':.»и»<».»> га'н - г симгя электродом.
М.: Л1?Щ'!Н'-'Г;-ОГ1Н-’, -7-» <2
ЬУ. Ясмдея И. Е 1 -зы -п.лл ,;.. ал. М. .Ча.-i.построение, 1972.
Орле» Л. Ч, Бейямш Л. А. Влипни активирования
металла при ‘-варке в утлекислс-м газе/,'Автоматическая
/М ф. Жуков, Н. П. Коз-
г-щщессы в дуговых
256 с
98 Походая К.
на п---ге- (V плектрелнси о
сеарга. 1976 л» 1 С. 1
91, Прилдектротные
лов, А. В. Пуетасйрон и др. Новосибирск, Наука. 1982. 157 с.
92. Пгндольвое зондирование дуги между плавящимися электродами/
Ю. К Тс-гчвй, В. А. Каменев. Н Г. Дюргсоов, В. А. ЛеннвкинУ/Автоматическая
сварка. 1973. № 11. 26—2/.
93. Проценко П. И., Разумовская О. Н., Брыкова Н. А. Справочник по
р?ст1«>рямсн ти нитридных и нитратных солевых систем. .11.: Химия. 1971. 272 с.
91. Рабинович И. Я. 1!ечот-.>рые вопросы теории устойчивости источников
питания и < ч< тем регулирования луговой сварпи//Новые проблемы сварочной
техники. Киев. Техника, 1964. С. 384 397.
95 Рабкив Д Н., Иванова О. Н Исследование дуги при сварке вольфра-
мсьым алекгродо»1//Автоматическая снарка. 1968. № 5 С 16 - 20.
96. Разумихин М. А. Эрозионная устойчивость маломощных контактов.
М.—Л., Энсу-гия, 1964. 81 с.
260
97. Райзер К). Л. Основы современной физики газоразрядных процессов.
М.: Наука, 1980. 415 с.
98. Раховский В. И. Физические основы коммутации электрического тока
в вакууме. М_: Наука, 1970. 536 с.
99. Руссо В. Л. Дуговая сварка в инертных газах. Л.: Судостроение, 1984.
120 с.
100. Рыкалин Н. si. Расчеты тепловых процессов при сварке. М.: Машгиз,
1951. 256 с.
101. Самервилл Дж. М. Электрическая дуга. М.—Л. Госэиергоиздат, 1962.
120 с.
102. Свариваемость конструкционных сталей, подвергшихся рафинирую
тему переплаву/Б. Е. Патон. А М. Макара, Б И. Медовар и др.//Автоматиче-
ская сварка. 1974. Xs 6. С 1 4.
103. Сварка в машиностр-н-нии- Справочник в 4-х т./Т. 1; под ред. Н. А. Оль-
шанского. М.: Машиностроение, 1978. 504 <•.
104. Сварка в смеси активных газов/Л г Ас тс, Л. М. Гутман, В. Р. Покла-
дий, 9 Н. Юзкив. Киев- Наукой.- думке, 198? 214 с.
105 Сварка в углекислом газе, 11. И. Загула, Б. С Касаткин, Н. 11. Кахов-
ский, А. Г. Потапьевскпй. Киев: Пхника, 1966 291
’06 Сварочные материалы цля механизированных .собой дуг твой , нарки/
В. Г. Соединений, В И. Галшш •. Д. Н. К-ппи । , А. М. О и гель. М.. Маши ho-
st -роение, i’iS3. 102 с
107. Свойства элементов. Физические спой ли ’/Нод Г. В. Самгоиоза.
Ч. 1. М.: Металлургия, 1976 599 с.
108. Селянснкон В. И. Распределение давления с--г.. <>' а-.*й v.ii юегич.-г
пого тока,'/Сварочное производство. 1974 М? 7. Г. 1 >.
109 С.еляменков В. Н.. Сайфнев Р. 3. Ступа-м яко 1 Г и-г.-г,и ни..
давления сварочной avui постоянного тока//(у<аг.очпае г i,-n.o 975.
Xs 6. С. 14 45.
110. Симонии А. Г., Петвиашвили В. И., Иванот А. Л. Эффект контракта
ции дугового разряда при введешь- электроотрвч-.ныч >темектовХ/Сиаречное
производство. 1976. X» 3. С. 49—51
111. Симоник А. Г., Понгильскэя Л. Н. Ашгрочс имацич температуры столба
дуги через эффективный потенциал ионизации и сварочный ток//Сварочное про-
изводство. 1974. Л» 2. С. 5—6.
112. Спитцер Л. Физика полностью ионизированного газа. М.: Иностр,
лит , 1957. 112 с.
113. Справочник экспериментальных данных нс растворимости многоком-
понентных водосолевых систем. В 3-х г./А. Б. Зданоьский. Е. Ф Соловьева.
Е. И. ЛяхОвская и др. Л,- Химия, 1973. Т. 1. кн. 1 568 с., кн 2. 502 с.
114. Степанов В. В., Нечаев В. И. О давлении плазменной дуги//(.варочное
производство. 1974. Xs 11. С. 4—5.
115. Степанов В. В., Остров Д. Д., Белоусов В. Н. Устойчивость перемычки
между плавящимся электродом и ванной при сварке в СО2//Сварочное производ-
ство. 1976. Xs 6. С. 55—56.
116. Технология электрической сварки металлов и сплавов плавлением/Под
ред. Б. Е. Патона. М.: Машиностроение, 1974. 786 с.
117. Тиходсев Г. М. Энергетические свойства электрической сварочной дуги.
М.--Л.: АН СССР, 1961. 254 с.
118. Тихонов А. Н., Самарский А. Л. Уравнения математической физики.
М.: Наука, 1972. 736 с.
119. Трепнел Б. Хемосорбция. М.: Иностр, лит., 1958. 326 с.
120. Управление процессом дуговой сварки пугем программирования ско-
рости подачи электродной проволоки/Б. Е. Патон, Н. Н. Вороний, В. Н. Бучин
ский и др.//Автоматическая сварка. 1977. Xs 1. С. I—5, 15.
121. Урюков Б. А. Теория эрозии электродов в нестационарных пятнах
электрической дуги//Экспериментальное исследование плазматронов. Новоси-
бирск: Наука, 1977. С. 371—383.
261
122. Установление (г’о.'Г'у»4a<-niif) процесса дуговой сварки плавящимся
электродом/Б. Л. Лен-вкчп. X Н I„пиров, Р. ‘А. Докторский и др.//Сварочное
производство. 1982 ,17 Я. С о II
123. Фан Ван Лин Л»<« *-» кятс. чого пятяа дуги при парке алюминие-
вого сплава;//1втсмзт»г:гг! г. я • ь.ц.ка. № 6. С. 19—20.
124. Физика и техника ин, •< :• мперагурной илазм,>;/11.<д ред С. 11. Цреепива.
М.: Лтомизлат. 1972 352 .
• 25. Фи «яко~хнм|гкч г :><* .тоРсткя окислов: Сиравочяик/Г. 1>. Саишнон,
А. Я. Борисова, Т Г '••Кчлкогч и др М.; Металлургия, 1!*78. 472 с.
126. Фяньельнбу :»1 В- и !Й.>мг<|» Г. Элек грй’к^кис дуги и гермичг.ск^.х плазма.
М.: Инссгр. лит.. ;9(>1 >*/> •
12,7 Фскннкн В С , !1<* hi ,л*» «а 1/. А. Зх кссноню.е и адсорэцн»,анке свой*
оВИ . Г.. 1; М.7,•'ср: <' . ..,.•! >ЧЧИК. М, , Ат-ДДДТ, 1975. 320 С.
128 Фоменко В. С .Ъ1< • >:н»д- стйс->-ва химических элемгчпм и гХ ’о-:ди-
сеелй: CiipaBiHiiiiK. h «’•> дум? • i'ii4 193 •.
129. Фурсов и А. »’ . г.. г..годного -апз гьарочпоН ду( ш'/ЛьТОматл-
41 екая сварка. 1975. ,N- n. » :.Х;
!./ Аейф»„д A. J1. . г < л г<--о •< е btKOivpuiij rnrocx j/t* ум чъщгнИл
разбрызгивали ч мс. .л a ’ob 'в <М2/Автоматическая снарка. i58u. .-'Is 3.
13! ;4сн Ф., Тжм'л». Я . .ей:*. К. Э.'-ект;мчеекне К-иды в не.гчдяил»«ой и
двия>ущ..ися плазме г .им<**.К'Н’и). -Ччр, 1973 26;
134 (Чгрклъф ?1ж г- «т ' . лдк< •пики, >ft . М!’р, 1'417 З’Л' с.
i37l. Шм..» F.. И.. ЩгрГ-мнче .» Г К- R ... а, cf(; AV1
с;-..".- .,:> < к.>‘к< ' |',’ '< 1 <’ .’i.'i 33.
13ь Шеей И. ><-I . л, в.чй“л ••нергп» на аноде • кчьиэто*; <х Д’'-
.срящял г ;<?.,«фс-'.'- .м'м-’п’нле чрейпек-- тсалооомек.-. М.—
Энерп л. С. 1>Ч - |.г>
г/1-.‘ -Sas •• -» Г¥ „„ . „ ... Я 4Vf.. . .
Ю» 1МСр'>ИК»Н' . ,Г1-Ло‘ ‘ 1- ченмл. « ,цу 1 »i»/x»4d4 и«л с-.л п,
г7<др1<р<н.ам?1ка. 19/3 /Ф 1. • .<’
138. Эксяерименталкнск • .^Л'- л^ прог-дниоегк евхрачмей ду|н/В. Л. Ле-
нивкнн. Е, И Варухз W И Реи-ь : др.//Сгарочпсх! ароиааэдегво. .’982. № 11
С. 9--11.
139 Элекгромапдаиме .нтн в сварочной дуге/В С. Мечел, В. С. Слабо-
дяпзйс, М. Л Самсонов. В • '• 6.••с."ькиЛ'А<ят’'П'Чо&.’кзя ейазка 1980. Х-> 8.
С. 17-.2П.
140. Зллмк Л. Рои. «< ........ гя'м. Л!.: Фнзма/аиз, 1953 332 с.
’•11 Энгельшз В. С., ?&<tii('i,s<b Ж. Эчсвжическая дуга в приближении да-
Mi.riiipHcro мапштогазеднн’ ’ '-!1" п^граничного слоя/Л'еория электрической
дуги в условиях вы.п\'ад< uik-.io теалии&йена. Новосибирск: Наука, 1977.
С. 32—49.
142. Явойсхнй В. 11. <>»! . стала и методы се контроля. М.: Метал-
лургия, 1970. 288 с.
143 Beal R. Е., Taylor l<. С>. Mcchameal electrode ascillaticii i:t dip transfer
welding/ZMetall const: темп», зг. ’ Btibsri Welding Journal, 1969, M 4. P. 174—178.
144. Bioblow R. Иод. I--’ ihi’b'ed Mc.ial Arc 'We’dingZ/Weiding Desing and
Fabrication, 1978. V. 51, N 10 P 63--69. 71--72.
145. F.rdrnan-jesnitzei F Baskr H. B. Baintlus&ung vun Schiitzgas—Scbweib-
verfanicn aurch longitudiiiaie M<’r,.''ettelder//Technischc Mitieilungen, 1971, N 7.
S. 286—292.
14o. Essers W. G., Waller R Some aspects of the penetration mechanism in
meta’-inert-gas (MIG) u’eldirig Paper II. Arc. physics and metal pool behaviour.
International Conference, toiid.m. 1979, Preprints, Arlington, 1979. P. 289—300.
147. Lesnewich A. Elcchatle activation for inert-gas shielded metal-ars Wel-
ding//Welding J., 1955, N 12, P. 1167—1178.
262
(48. Muller J. Gase, Gasgemische und Dampfe fur das Schutzgasschweissen//
Schweisstechnik, 1965, N 15. № 11. S. 501—506.
149. Needham G. C. Puls controlled welding arcs//British Welding J., 1965,
N 4 P. 191—197.
150. Nishiguchi Kimiyuki, Matsunawa Akira Houmasaki. Характеристики
дух и при сварке в атмосфере аргона под высоким давлением. — Ееэцу Гаккойси//
J. Jap. Weld Soc., 1977, V. 46. N 8., P. 553—560.
151. Ton H. Physical properties of the plasma-MIG welding arc//J. Physics D:
Applied Physics, 1975, N 8, P. 922-933.
152. Wazink J. H., M. van den Heyvel G. J- P. Measurement and calculation
of the resistance of the wire extention in arc welding. Papert 12. In: Arc physics
and weld pool behaviour. Intern. Conf., London, 1979, Preprints. Adington, 1979.
P. 227- 239
ОГЛАВЛЕНИЕ
Предисловие .
3
I л а в a 1. Разновидности процесса дуговой сварки плавящимся элек* 1-
1 родом и типы сварочных дуг .................. 5
Разновидности процесса дуговой сварки .......................... 5
Элементарные составляющие процесса дуговой сварки . . 10
Области существования разновидностей процесса.................. 13
Свойства дуги и типовые процессы сварки....................... 16
Типы сварочных дуг............................................. 18
Глава 2. Зажигание дуги и установление процесса сварки............... 29
Классификация и характеристика способов зажигания дуги ... 29
Установление процесса сварки при контактном способе зажига-
ния дуги ...................................................... 32
Совершенствование контактных способов зажигания дуги .... 37
Влияние предварительного нагрева электрода.................... 41
Бесконтактное зажигание духи............ ................... 45
Глава 3. Катодные процессы в сварочной дуге.......................... 48
Классификация дуг в зависимости от характера катодных процессов 48
Строение катодной области дуги и основные процессы в ней ... 50
Теория катодных процессов в дуге............................... 51
Особенность катодных процессов в сварочных дугах............... 55
Поведение катодного пятна сварочной дуги....................... 56
Определение катодного падения напряжения....................... 60
Плавление электрода при сварке током прямой полярности ... 74
Влияние активирующих покрытий на плавление электрода .... 78
Механизм действия активаторов в катодной области дуги .... 80
Пе ренос металла при сварке активированным электродом .... 91
Саморе! улчревание катодных процессов в дуге.................. 102
Г лава 4. Анодные процессы в сварочной дуге . . 105
Строение анодной области дуги и основные процессы в ней. . . 105
Диодное падение напряжения.................................... 110
263
i .pabrisiiv'.cUdu опенка эфф.-ктяьныс приз-te:ci родне•» падений на-
пряжения ..................................................... 115
Струйный перенос металла при еварие гоном обрашон полярьосги 116
Влияние активаторов на процессы в анодной области дуги . . 120
Влияние погружения душ на ее технологические свойства 12-!
га 5. Процессы в столбе дуги 129
Схема трех источников нагрева . 130
Некоторые характеристики плазмы стопой дуги 132
Свойства защитных газов как атмосферы дуги 1.39
Определение градиента потенциала в столбе дуги 143
; а (г. взаимосвязь процессе*» г» мри» к»иро,«иыл > •>«. в . ilic
дуги . !.'
Пространственная устойчивость еввричнот: ьугв 15'..'.
Потоки плазмы в сварочных дугах . 161
Определение параметров плавленного потока 185
Магнг.тогидродинаынтеекае процессы и системе , »Р.
ванна............................................ ... 168
Измерение кинетической состанпякнцей даачстшя п.чизмекаы:; ио
гонок в сварочной дуге ..... 1/5
Влияние свойств дуги на формирование гена 1S4
Баланс мощности в дуге . -д;
а 7. Саморегулирование и стаоилькосте. 1>р..цесса м'юьой ымр»и !ЧЗ
стирочная дуга как элемент электрической пени в системе Д ИП !?:»
Лнгег ральиое саморегуликование процесса . 206
Статические характеристики системы саморегулирования др и 209
Устойчгаость системы Д ПИ . . ........................ 214
Стабилизация глубины проплавления и системе саморегулирова-
ния дуги . . ............... , 216
I ' .’ а 8. Управление гехиологи-тст'кими сеой.-гдами сварочной дуги 220
Характеристика сварочной дуги как объекта управления . . 220
Классификация и анализ гехполотических возмущений 221
Способы управления сварочной дугой . . ........................ 224
Управление технологическими свействами дуги изменением состава
защитной среды .......................... . . 22й
Управление переносом электродного металла . 232
Потери металла на разбрызгивание и меры борьбы с ними . 247
."-KznwitHHe................ . .................... 253
v< очные условные обозначения . . 255
Слисок литературы.................................................... 257