







































Автор: Зайцев К.И.
Теги: отдельные машиностроительные и металлообрабатывающие процессы и производства сварка справочник полимеры
ISBN: 5-217-00312-Х
Год: 1988
Похожие



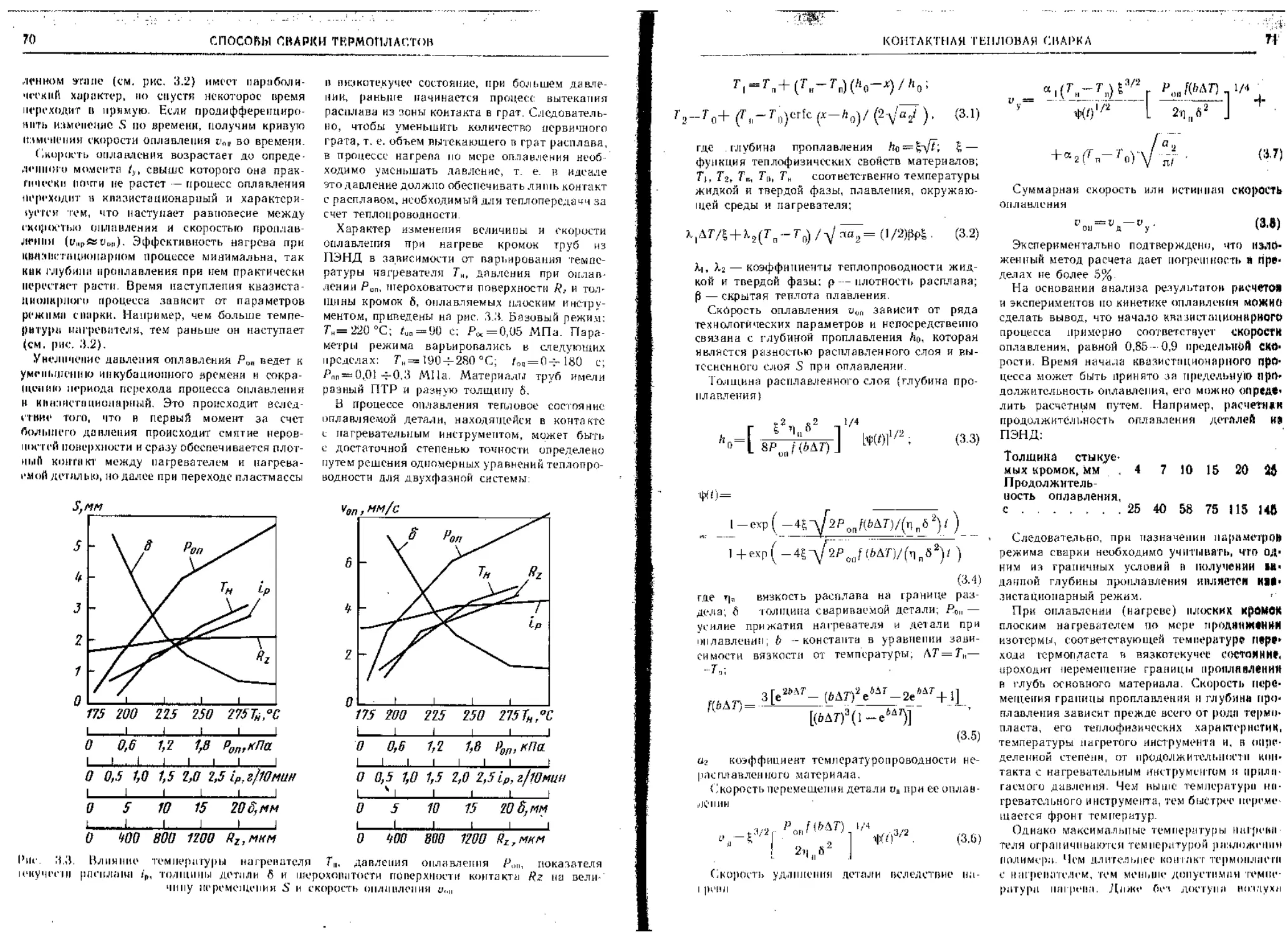
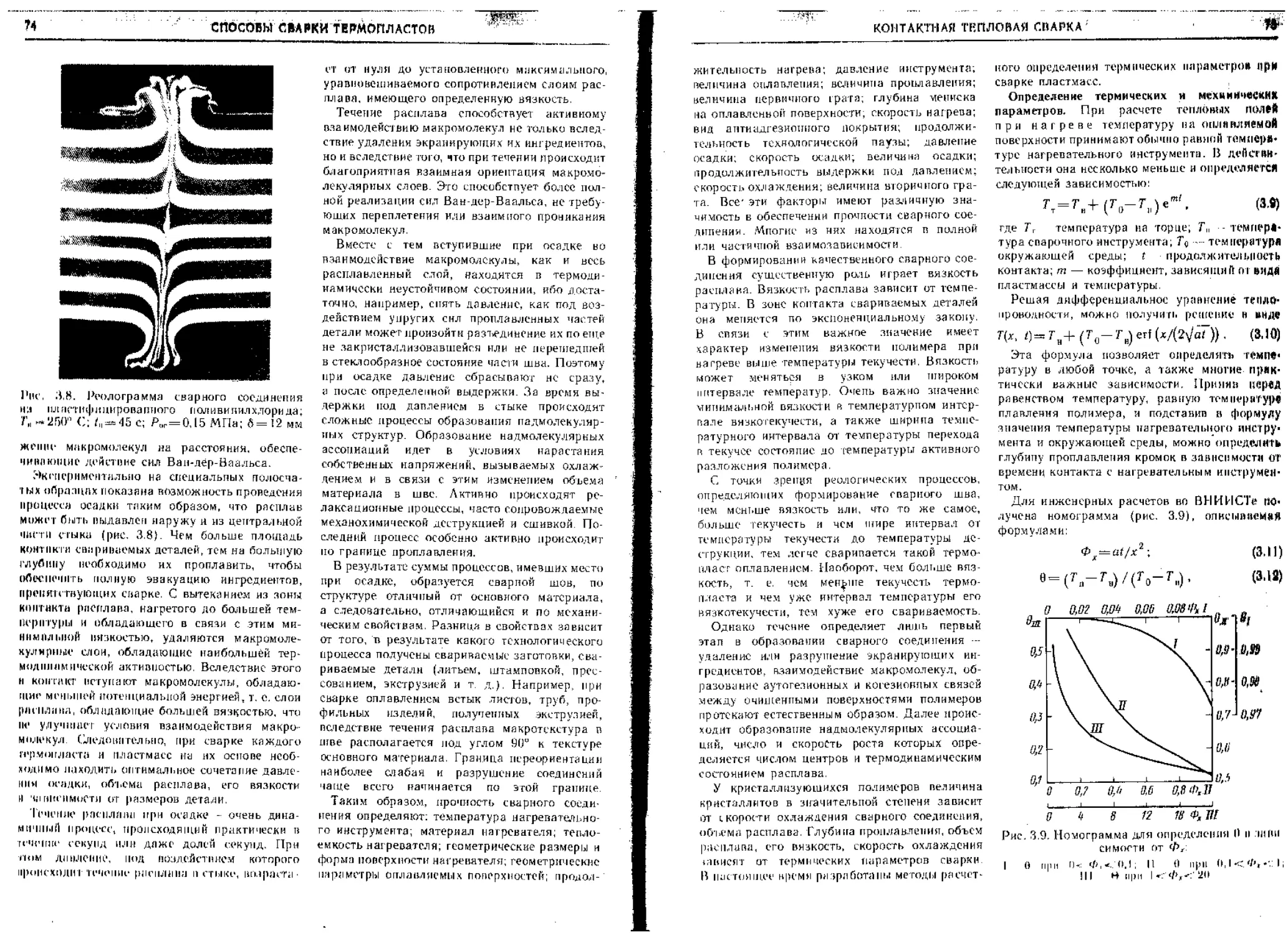
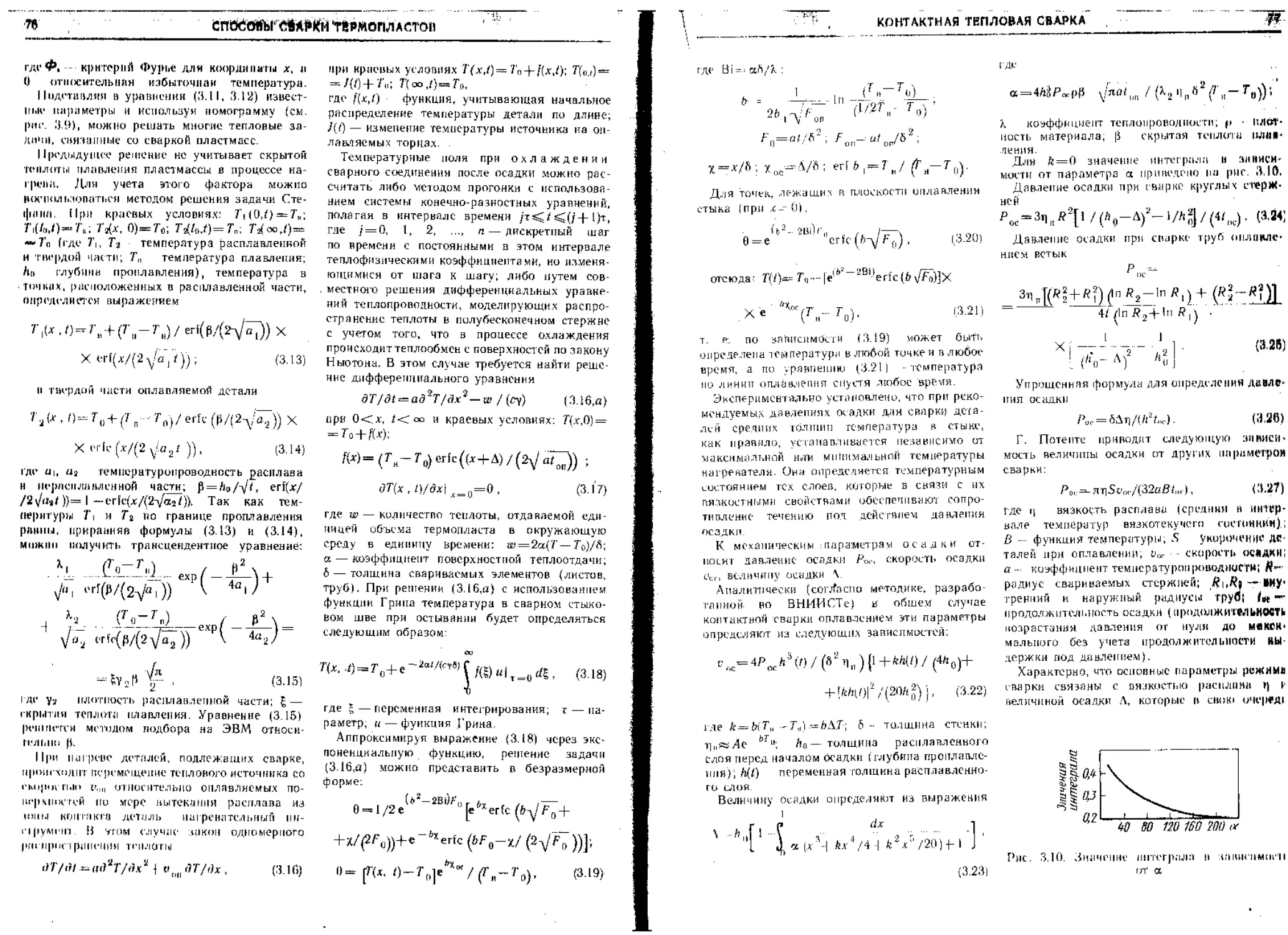
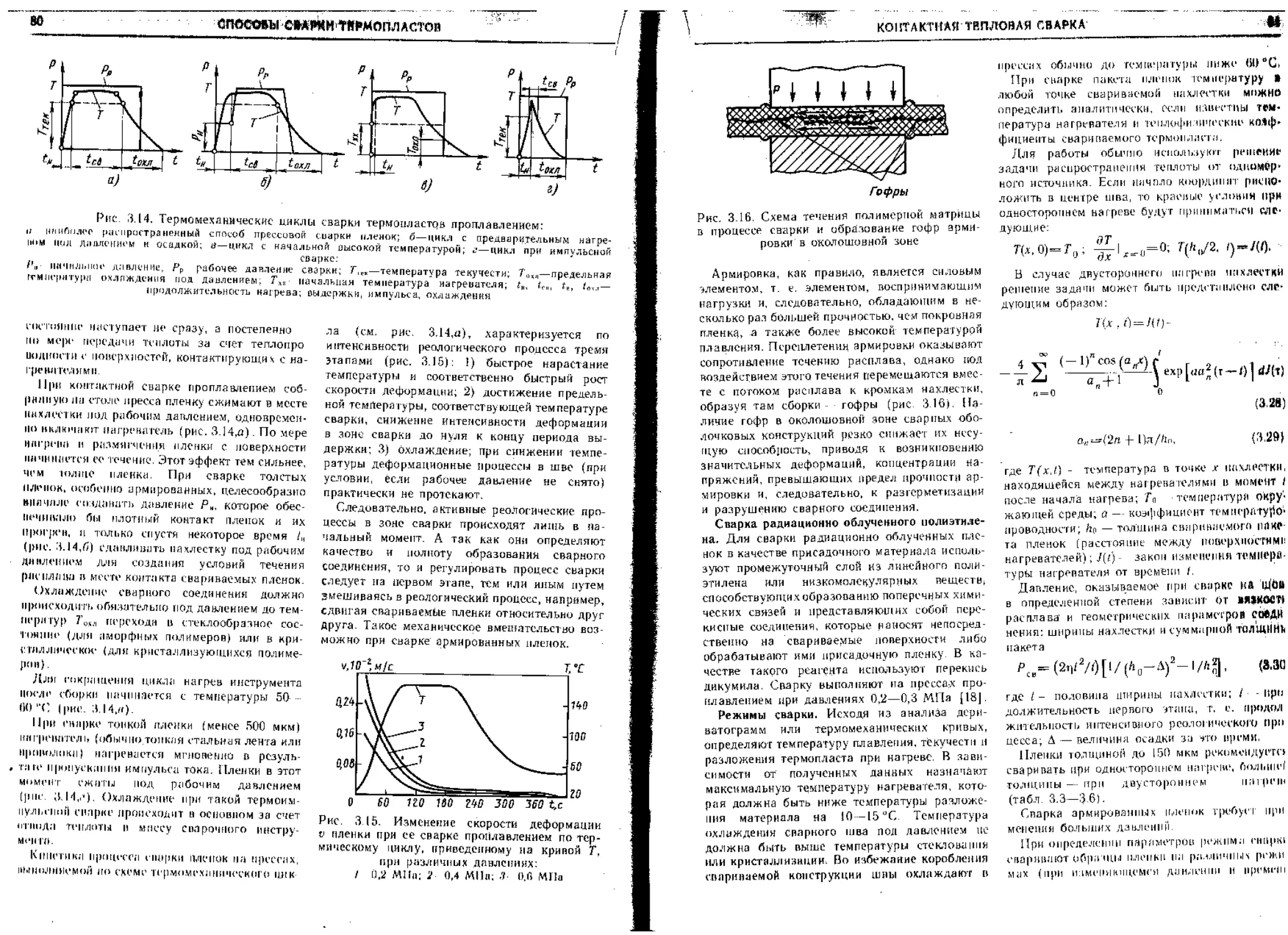
Текст
СВАРКА
ПОЛИМЕРНЫХ
МАТЕРИАЛОВ
справочник
WELDWORLD.RU
5ВК 34.64
С24
/ДК 678.029.43(035)
Авторы:
II. .'киЧцгн, ,//. //. Мацюк., Л. Й. Богданове кий, С. С. Болков, Г. й. Комаров, А. В. Сладкое,
В. П. Соловьев, И. Г: Федорова, В. А. Шишкин
Рецензент Ю. В. Холопов
Снарка полимерных материалов: С правой ни к/К. И. Зайцев,
24 Л, II. Мацюк, А. В. Богдашевский и др.; Под общ. ред. К. И. Зай-
цева, Л. П. Мацюк. М.: Машиностроение, 1988.—312 с.: ил.
ISBN 5-217-00312-Х
11рн нелепы снедение но свариваемости термопластов и реактопластов. Освещены вопросы техноло-
iMMvriiiix возможностей современных способов сварки полимерных материалов. Приведены техни-
’нч.'кпе хHpiiKTi'ptrc । ики оборудовании дли ручной и механизированной сварки. Даны примеры тарных
КИНГ 1 рукппй Illi IIM'IHJK, листов, труб, профильных заготовок.
Длн jiHJkciii'piio-TL'Xiiических работников, занимающихся сваркой конструкции нз полимерных
M.lTVpHHJlOH.
27»<1ОШИМ) 604
------------- 27« 87
IU8(0() №
ББК 34.64
UN 5-217-00312-Х
СО Издательство «Машиностроение», 1988
IIРЁДИСЛОВМ I!
Документами XXVII съезда КПСС и после-
дующих пленумов ЦК КПСС предусмотрено
расширение производства и интенсивное исполь-
зование пластмасс и пластмассовых конструк-
ций в народном хозяйстве.
Изготовление пластмассовых конструкций,
как правило, менее трудо- и энергоемко, чем из
других материалов. Они с успехом заменяют
конструкции из легированных сталей, драгоцен-
ных металлов, бетона и дерева, позволяя эко-
номить промышленно важные материалы, в ряде
случаев исключить проблему зашиты от корро-
зии, в 10 15 раз продлить срок их службы по
сравнению со стальными, в 8 —10 раз умень-
шить массу и не менее чем па 15—20% сни-
зить расходы на транспорт. Из пласт масс мож-
но изготовлять оригинальные конструкции, ко-
торые невозможно сделать из других материа-
лов (мягкие, герметичные оболочковые сооруже-
ния, антифильтрационные экраны, консерваци-
оннуго тару с выборочной газопроницаемостью
для хранения пищевых продуктов и др.).
По объему применения, многообразию тех-
нологических вариантов, числу различных типов
оборудования и оснастки среди методов изготов-
ления изделий из пластмасс сварка занимает од-
но из важнейших мест. Этот технологический
процесс получения неразъемных соединений в
максимальной степени позволяет реализовать
основные преимущества пластмасс.
При сварке не нарушаются герметичность и
целостность заготовок и изделий, как это проис-
ходит при клепке и шитье, при сварке не тре-
буется многостадийных технологических процес-
сов, как это необходимо при склеивании (очист-
ка поверхности, нанесение клея, выдержка, суш-
ка и т. д.).
В настоящее время сварка пластмасс все шире
используется в различных отраслях народного
хозяйства, й по мере роста объемов и видов
пластмасс, выпускаемых промышленностью,
увеличивается номенклатура сварных изделий
на них, в том числе и высокоотаетствепных, ра-
ботающих в экстремальных условиях (в космосе,
под водой, в вакууме, в коррозионно-активных
средах).
Традиционными областями крупномасштаб-
ного применения сварки являются химическое,
нишевое ацпаратостроение, строительство тру-
бопроводов всевозможного и аз на чей и я, изго-
товление емкостей, пленочной тары и у па ко»'
ки. В автомобильной и ромы шлеи ногти свйрК»
используется для изготовлении внутренней оби>-
ки автомобилей, топливных баков, бамперов,
корпусов аккумуляторов, приборной панели,
воздуховодов, крышек багажников и т. д, Свар-
ные изделия изготовляют не только из полу-
фабрикатов (профилей, пленок, труб, тканей},
по я все в большей мере из фасонных дета-
лей.
Широкая номенклатура выпускаемых пласт-
масс, необходимость изготовления рнзиообрм-
ных конструкций из них способствовали раз-
работке многочисленных способен свирки и соот-
ветствующей техники для реализации новых тех-
нологий их изготовления. Динамичное развитие
сварки пластмасс, появление новых ее pik-ыювнд-
постой способствуют совершенствованию клас-
сификации ее способов. До настоящего времени
идет уточнение терминологии в области сварки;
в частности, при соединении термопластов Пред-
лагается различать сварку: нагретым инстру-
ментом; нагретым газом; расплавом; гбКЯМИ
высокой частоты (ТВ Ч) и сверхвысокой
частоты (СВЧ); ультразвуком (УЗ-свиркн}; тре-
нием; излучением.
Сейчас уже невозможно выделить квКОЙ-ЛИбС
единственный способ, который удовлетворял бн
всем технологическим, экономическим И эксплу-
атационным требованиям. Не все пластмассы
могут свариваться всеми перечисленными спо-
собами. Например, быстроокисляющиеся 11*11*'
лесообразно сваривать излучением, полмол*фи-
ны не свариваются ТВЧ из-за низкого коэф'
фициепта диэлектрических потерь, без специйЛЫ
пых приемов не свариваются ультразвуков
пластмассы с низким модулем упругости н т, д
Если ранее преобладала контактная тепло-
вая сварка, то в настоящее время все tjgHpt
применяют сварочные процессы с высокой точ
ностыо дозирования вводимой энергии, напри
мер используя ультразвук, трение, ТВЧ, СВЧ
1 I росте жива юте я тенденции нроектированиг
сварочных устройств и агрегатов с ncnonb.ioitii
нисм унифицированных узлов (модулей) и при
менение в органах управлении и регулировшнй
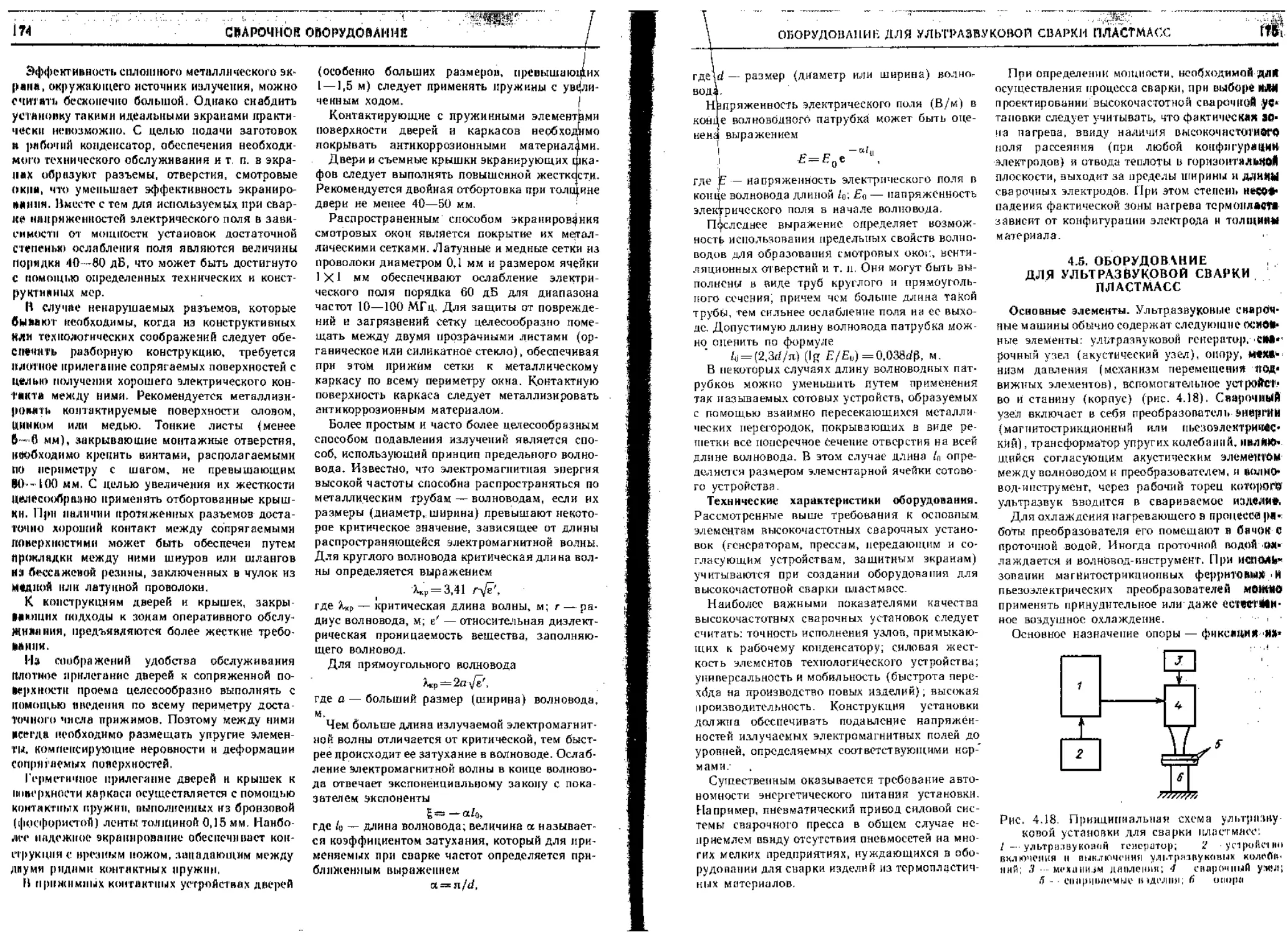
режимов сварки микропроцессоров (рис. I)
Для производства сварных конструкций сов
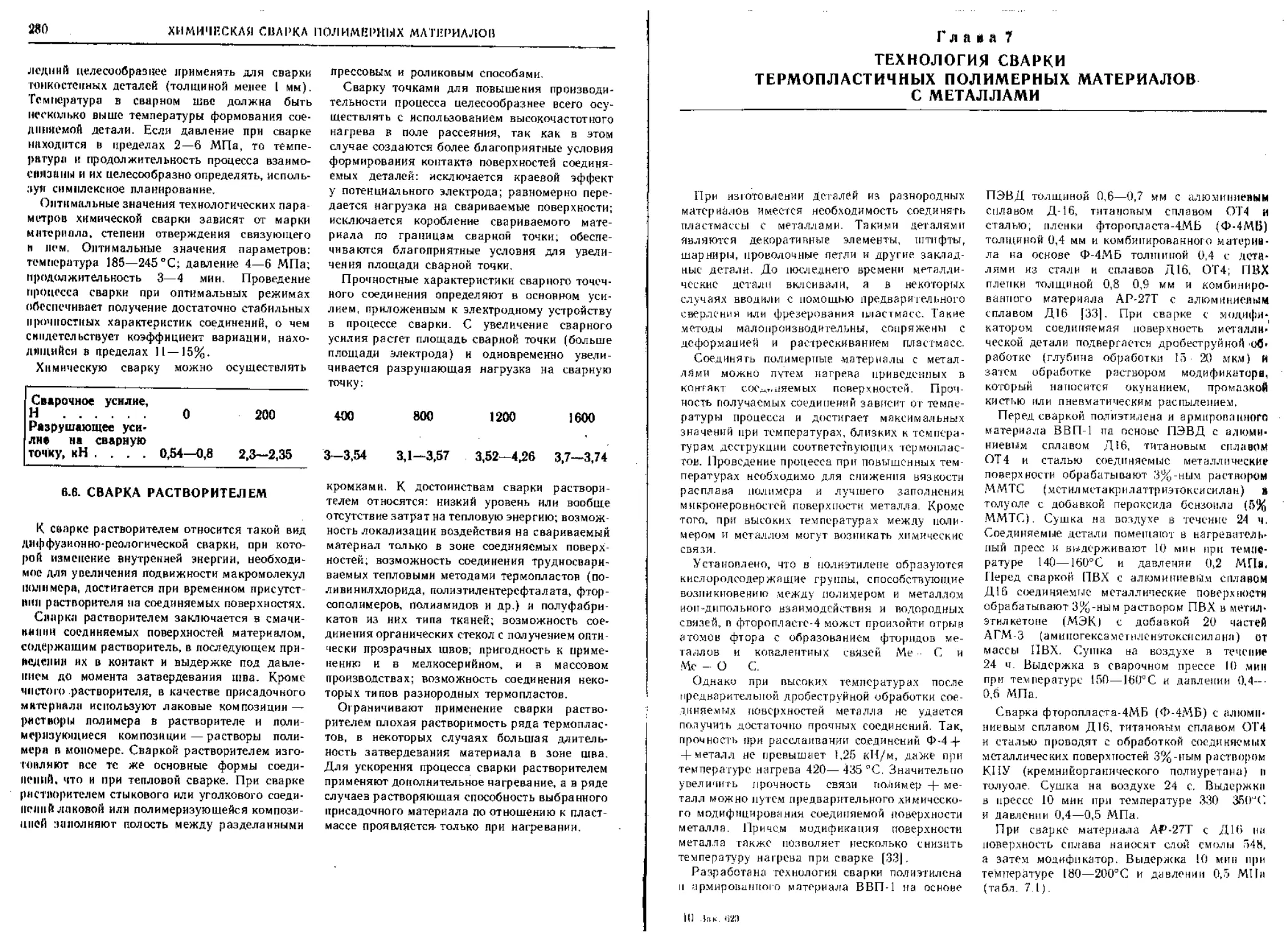
Pile. I, 11ерсдвижная установка УСПТ-7М.С программным управлением конструкции ВНИИСТ
для снарки пластмассовых труб диаметром 140-. 355 мм:
I рнма ТЮн’ЖКЦ; 2 маслобак: 3— кронштейны для крепления телескопического дышла; 4, .8 , подъем-
рЬлпкп для корректировки зазора между кромками труб при сборке; 5 — неподвижные цанговые
iieitTpK(оры: В .четакипам фреза; 7 — подвижные цанговые центраторы; 9 — пульт программного управле-
ния; /В — колесо; /7 —гидропульт; 72— нагреватель '
ЛИНЫ спец иял и :шр о но иные производственные
MtiUBKK'Tii---цеха, оснащенные линиями по
сдирки пластмасс, на которых обеспечен весь
Комплекс опери или от формола пня деталей до
контроля и улиновки сваренных изделий.
На доупх’тронтельных комбинатах выпускают -
СИ и гиговом виде сварные полотнища лино-
леума, поставляются сварные узлы сантехничес-
кого оборудования и трубопроводов для жилых
вданнй городского и поселкового типа. Разрабо-
таны и внедрены технологии сварки в полевых
уел они их пластмассовых газопроводов и нефте-
проиодон для транспортирования нефти и газа с
примесями сероводорода н углекислоты. Разра-
бшiiiii.i технология и оборудование для сварки
piiciiJiHiuiriiной присадкой защитных покрытий
iHi'Jie.'iofteToimbfx и бетонных конструкций, техно-
логи я сварки газовым теплоносителем анти-
фи urrpyiouuix экранов для создания искусст-
венных озер. Сашины новые технологии свар-
ки совместимых и несовместимых полимерных
материалов и др.
Справочник составлен на основании анализа
отечественной и зарубежной литературы, с уче-
том опыта изготовления сварных конструкций
па предприятиях Советского Союза' й резуль-
татов исследований, выполненных институтами,
конструкторскими бюро и другими организа-
циями, а также с учетом личного опыта авто-
ров, много лет посвятивших делу сварки пласт-
масс
Справочник не охватил всего разнообразия
вопросов, однако приведенные в нем конкрет-
ные режимы сварки различных пластмасс и
опыт сварки некоторых конструкций могут быть
использованы специалистами в практической ра-
боте.
Авторы с большой признательностью примут
все замечания и предложения по совершенство-
ванию справочника.
Г л а в а I
СВАРКА ПЛАСТМАСС. ОСНОВНЫЕ ПОНЯТИЯ
1.1. СУЩНОСТЬ ПРОЦЕССА СВАРКИ;
МЕХАНИЗМ ОБРАЗОВАНИЯ
С ВАР Н ЫХ СОЕДИНЕНИЙ;
ОСНОВНЫЕ СТАДИИ ПРОЦЕССА
Соединение термопластичных полимерных
материалов. между собой при сборке из них
конструкций может осуществляться механичес-
ким путем с помощью болтов, заклепок и .Дру-
гих крепежных элементов, путем склеиваний
с использованием различных клееных составов,
а также с помощью сварки.
Из всех перечисленных методов только при
сварке отсутствует необходимость введения в
зону соединения инородных материалов и пред-
ставляется возможным получить в этой зоне свя-
зи и надмолекулярные образования, характер-
ные для исходного материала, следовательно,
максимально приблизить соединение к исходно-
му материалу по механическим свойствам,
газопроницаемости, диэлектрическим характе-
ристикам й другим свойствам. Поэтому -в тех
случаях, когда к соединениям в конструкциях
предъявляются высокие требования в отноше-
нии прочности, герметичности и других, свойств,
сборку конструкций предпочтительно осущест-
влять с помощью сварки.
Процесс сварки термопластов состоит в
образовании соединений, за счет контакта акти-
вированных нагревом соединяемых поверхнос-
тей [12]. Последовательность операций может
быть различной: свариваемые материалы внача-
ле приводят в плотный контакт, а затем
происходит активация соединяемых поверхнос-
тей; соединяемые поверхности вначале подвер-
гают активации, а затем обеспечивают их кон-
такт; контактирование и активацию соеди-
няемых поверхностей осуществляют одновре-
менно.
Введение энергии, необходимой для акти-
вации соединяемых поверхностей, и прило-
жение давления, требуемого для достижения
между ними контакта, возможно с помощью
одних и тех же либо различных инстру-
ментов.
При сварке термопластов, так же как и при
сварке металлов, в сварочной зоне проте-
кают следующие процессы: преобразование
энергии, обеспечивающей активацию сваривае-
мых поверхностей; взаимодействие актипиро-
ванных свариваемых поверхностей при т
контакте; формирование структуры материк/
в зоне контакта.
Активация свариваемых поверхностей
происходить в результате контакта их с TCruii
носителями—нагретыми инструмслтвмн, гн»,
ми либо присадочными материалами', а твкй
за счет поглощения и преобразования sueprl
высокочастотных электрических колебяин
лучистой энергии, механической энергии треш
либо энергии высокочастотных механичбСК!
колебаний.
В конечном счете активация, пездиЯСШ
от способа ее осуществления, СОСТОИТ
нагреве свариваемых поверхностей и про ЯМ
ется в повышении энергии теплового двпжей!
макромолекул, Вблизи температуры стеклои
ния (в случае стеклообразных полимсро
возникает возможность движения отделы»;
сегментов макромолекул; при температур»
близких к температурам текучести, макромо/
кулы путем последовательного переметен
сегментов могут перемещаться относиТ'ЙЛЬ
друг друга. Иногда процессу нагрева ИрвДЦИИ
вует и сопутствует ряд других явлен»
обусловленных специфическими особенности
применяемых источников энергии: смешен
диполей под воздействием высокопДстотШ.
электрического поля при высокочнеготн
сварке; механические колебания yjitpnftnyKQfl
частоты при сварке ультразвуком и др.
случае растворимых полимеров для tiKTHIHUl
свариваемых поверхностей могут быт»1 licnofliti
ваны также растворители; при ХНМИЧМ»
сварке вещества, вступающие в хнмнчве»
взаимодействие со спариваемым матерщин
Процессы взаимодействия активпровжни
свариваемых поверхностей при вх КОИГМ
наиболее ответственны за свойства обр*№
вшегося сварного соединения, сак как iwn
при реализации в зоне контакта взаимод
ствия между макромолекулами полимера,
рактерного для исходного материала, новмон
получение соединения, близкого к нему
свойствам. Силы меж мол скул яр ПО ГО 11311ИМ0Д
ствия (силы Ван-дер-Ваальса) и особый ।
межмолекул ирного взаимодейеппш полир
пая связь, проявляются на расстояниях, ptini
(3-4-<1| -10 ' ММ. Поэтому СуЩНОСТ!. ЭТОЙ (Ч'П/
СВАРКА ПЛАСТМАСС. ОСНОВНЫЙ ПОНЯТИЯ
.toiU'i'vH состоит н сближении макромолекул
№Д>1НЯ1'мых поверх постен на такие расстоя-
(И, чтобы между ними проявились силы неж-
ил окулярного взаимодействия.
I [вконец, в процессе образования сварных
И1ДИнеж1Й происходит формирование надмоле-
М1Я|Жой структуры в зоне контакта. Надмоле-
(лнриая структура в значительной степени
(релеляет физико-механические и другие
ЮЙстин материала. Поэтому для того чтобы ма-
||>иил епприого шва был максимально близким
J свойствам к исходному материалу, необхо-
1мо еолдать в шве надмолекулярные струк-
']1Ы, хпринтерные для целого материала. Ха-
IKTfp надмолекулярных структур зависит как
1 гвойггв полимерных молекул, так и от усло-
1Й, и которых происходит формирование струк-
’Р-
Существенное влияние на характер надмо-
тулнрных структур оказывают условия охлаж-
>цни рнсплава. Особенно условия охлаждения
«дует учвтывитъ В том случае, если при свар-
1 полностью нарушалась исходная надмоле-
'ЛЯрННЯ структура материала на контакта-
'ВМых поверхностях.
Механизм образования сварных соединений
IH свирке термопластов (без применения ве-
ВС'ГВ, Способных вступать в химическое взаи-
(Действие со спариваемым материалом) может
IMB'ibtIiCH в зависимости от температуры.
п1 «(норой опа осуществляется [ 12]. Если
BpifB Происходит при температурах ниже тем-
ритуры текучести полимера, т. е. если
свариваемые поверхности находятся в высоко-
эластическом состоянии, образование сварных
соединений обусловлено главным образом
диффузией сегментов через границу раздела.
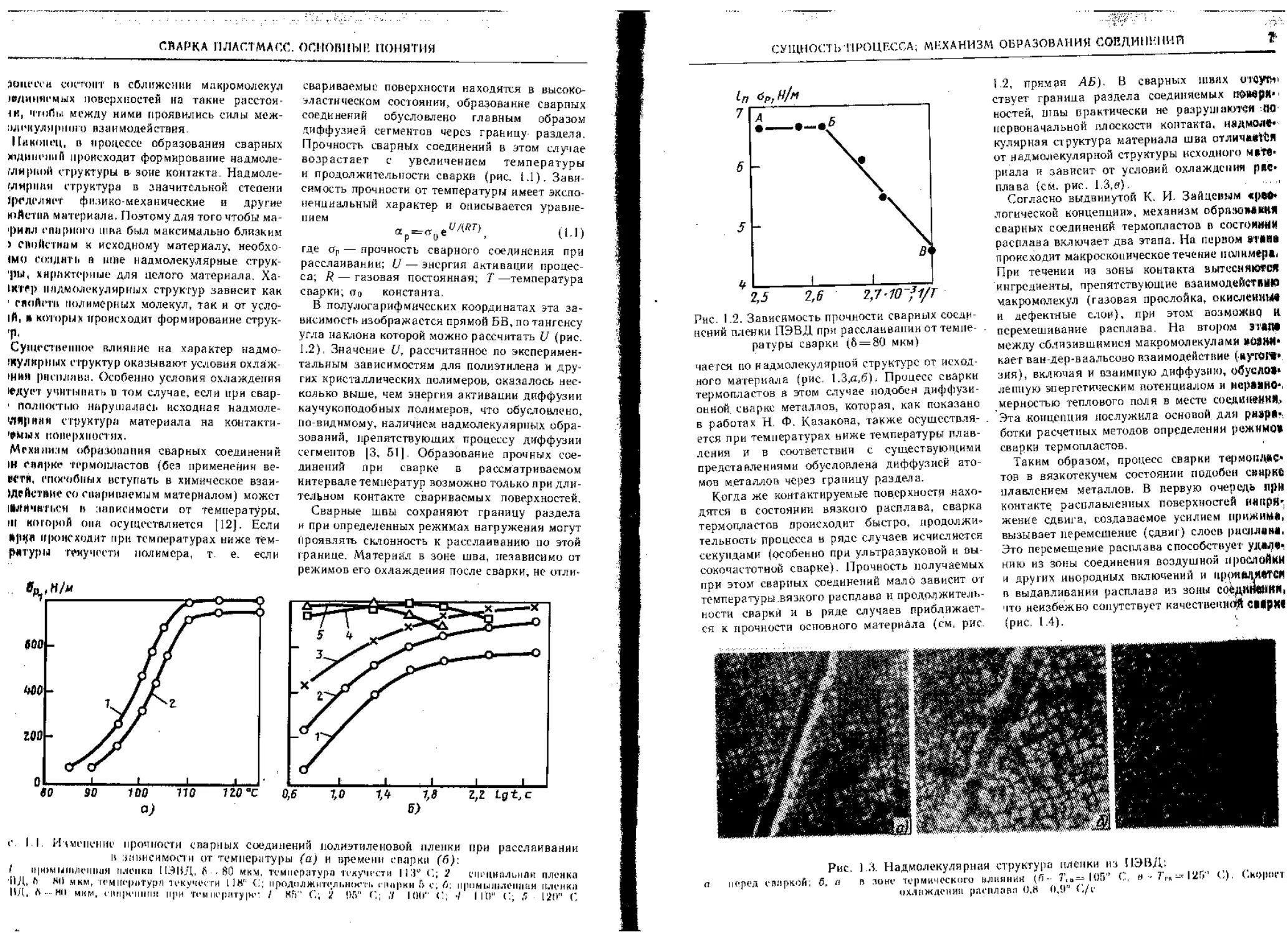
Прочность сварных соединений в этом случае
возрастает с увеличением температуры
и продолжительности сварки (рис. 1.1). Зави-
симость прочности от температуры имеет экспо-
ненциальный характер и описывается уравне-
нием
(М)
где <1п — прочность сварного соединения при
расслаивании; U — энергия активации процес-
са; /?— газовая постоянная; Т—температура
сварки; пр константа.
В полулогарифмических координатах эта за-
висимость изображается прямой БВ, по тангенсу
угла наклона которой можно рассчитать U (рис.
1.2), Значение (7, рассчитанное по эксперимен-
тальным зависимостям для полиэтилена и дру-
гих кристаллических полимеров, оказалось нес-
колько выше, чем энергия активации диффузии
каучукоподобных полимеров, что обусловлено,
не видимому, наличием надмолекулярных обра-
зований, препятствующих процессу диффузии
сегментов )3, 51]. Образование прочных сое-
динений при сварке в рассматриваемом
интервале температур возможно только при дли-
тельном контакте свариваемых поверхностей.
Сварные швы сохраняют границу раздела
и при определенных режимах нагружения могут
проявлять склонность к расслаиванию но этой
границе. Материал в зоне шва, независимо от
режимов его охлаждения после сварки, не отли-
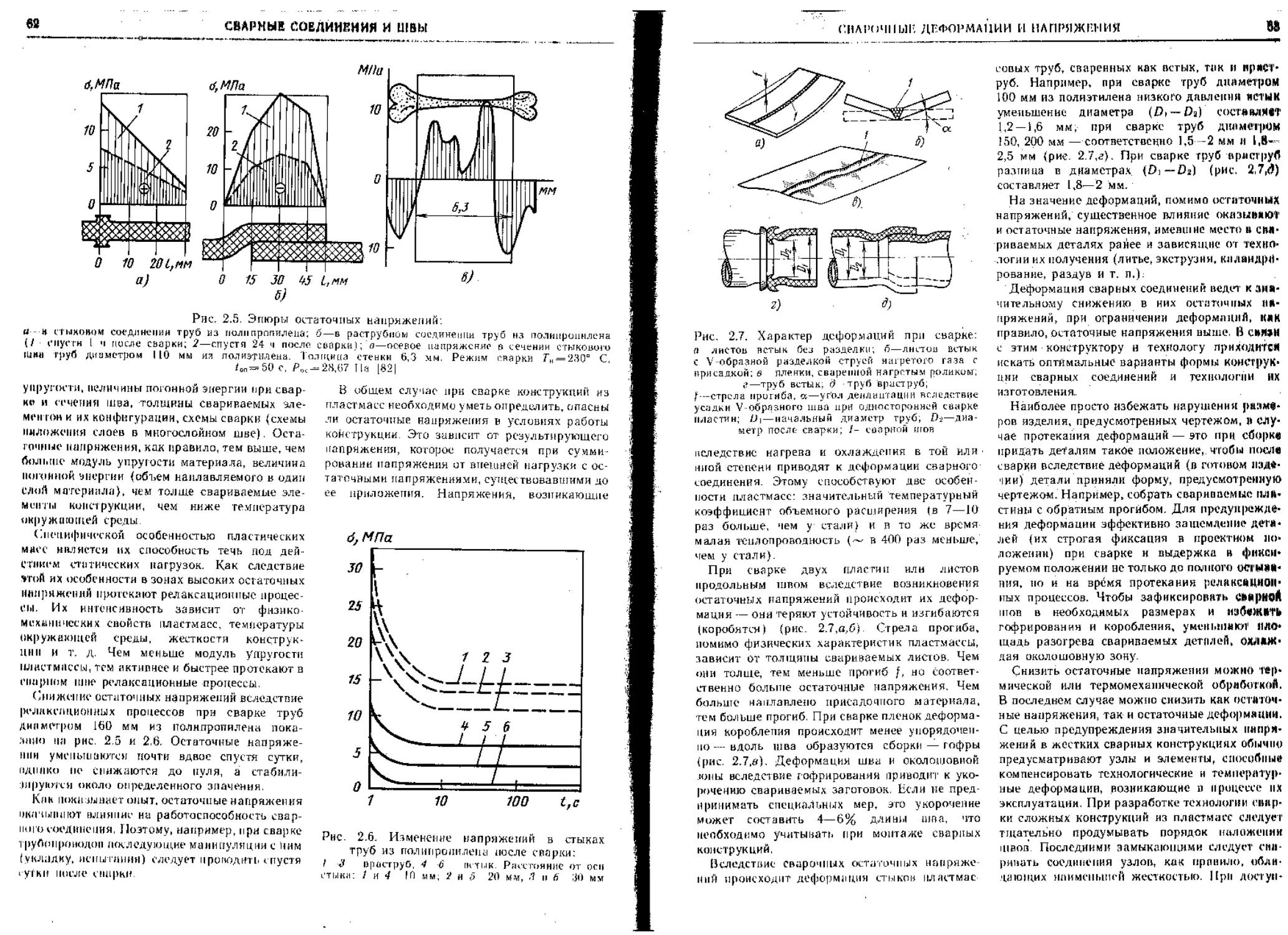
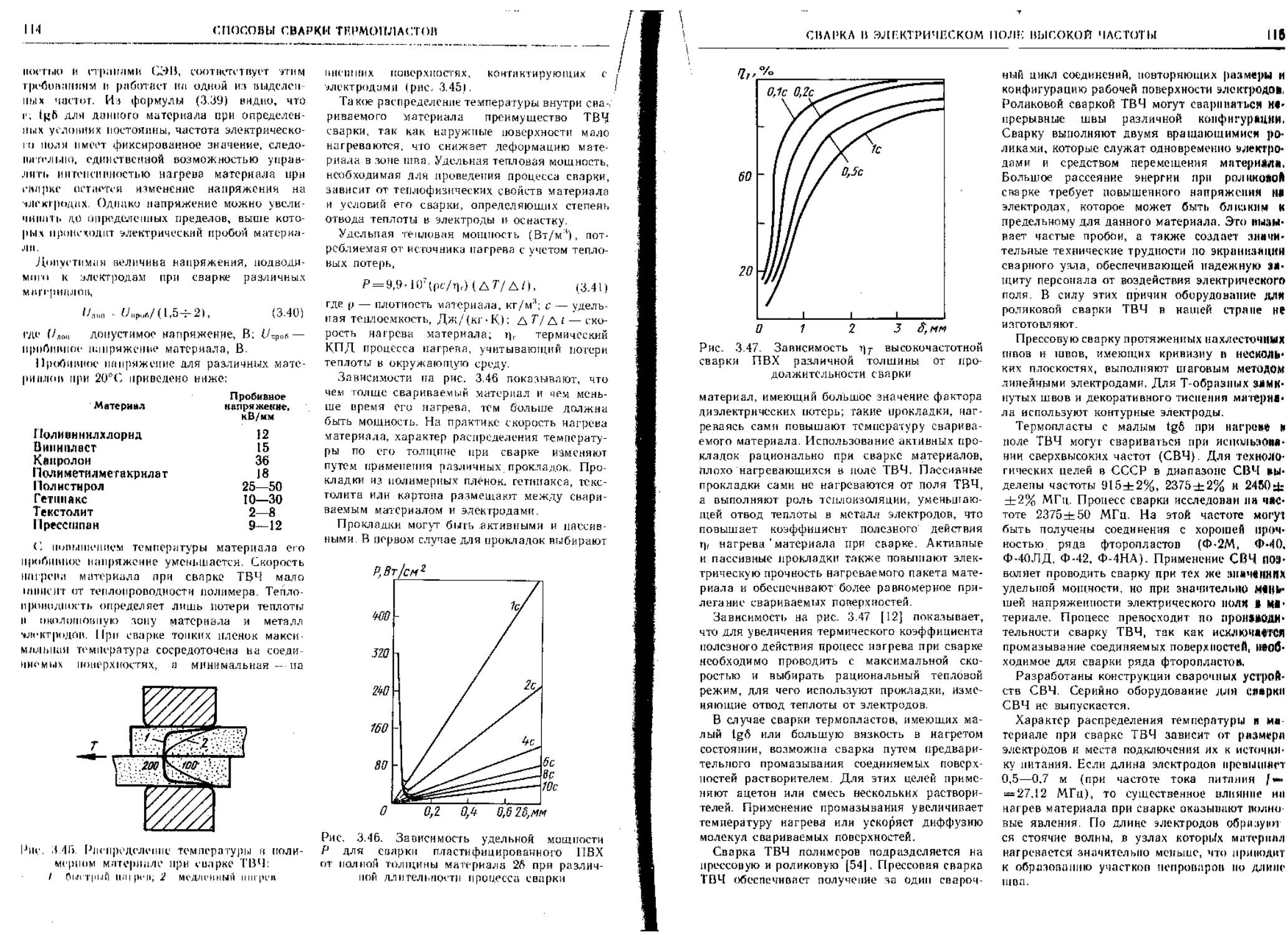
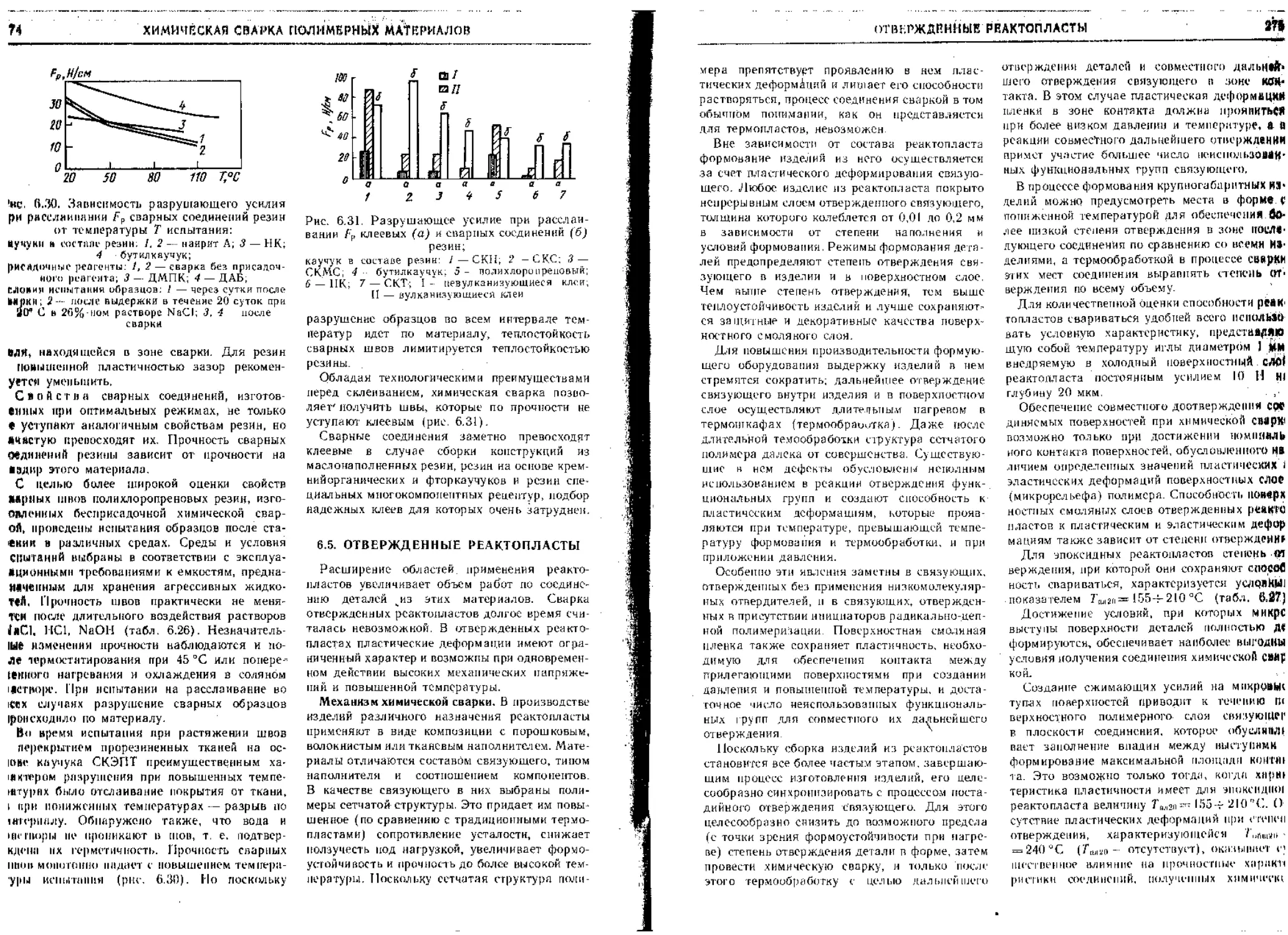
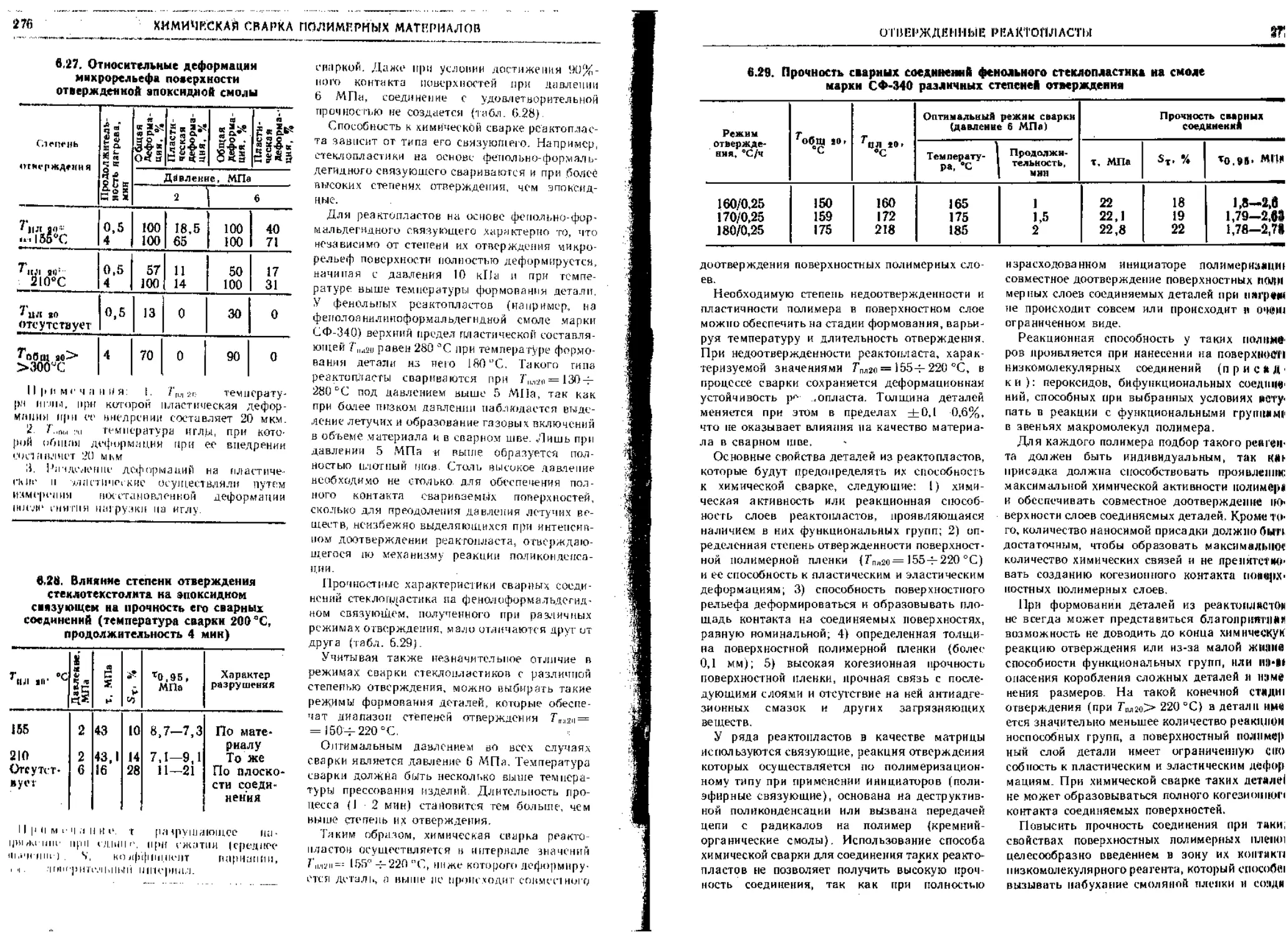
с. II Изменение прочности сварных соединений полиэтиленовой пленки при расслаивании
и зависимости от температуры (а) и времени сварки (б):
I »|>омы1чл<'1пч|Я пленки ПЭВД, А • 80 икм, температура текучести II,Ч1’ С; 2 специальна и пленка
ПД, fi 8(1 мкм, темпернтурп текучести 118" <1; иродчлжител1.ньет1. евнркн Г> с, б; промышленная пленка
ИД. А - -МП мим. 'тем церату ре: I 8ГГ С; 2 11,ri" С; ,7 НЮ” С; ! Il(lu С; 5 120" С
СУЩНОСТЬ ПРОЦЕССА; МЕХАНИЗМ ОБРАЗОВАНИЯ СОЕДИНЕНИЙ ft
Рис. 1.2. Зависимость прочности сварных соеди-
нений пленки ПЭВД при расслаивании от темпе-
ратуры сварки (6 = 80 мкм)
чается по надмолекулярной структуре от исход-
ного материала (рис. 1.3,а,б). Процесс сварки
термопластов в этом случае подобен диффузи-
онной сварке металлов, которая, как показано
в работах Н. Ф. Казакова, также осуществля-
ется при температурах ниже температуры плав-
ления и в соответствии с существующими
представлениями обусловлена диффузией ато-
мов металлов через границу раздела.
Когда же контактируемые поверхности нахо-
дятся в состоянии вязкою расплава, сварка
термопластов происходит быстро, продолжи-
тельность процесса в ряде случаев исчисляется
секундами (особенно при ультразвуковой и вы-
сокочастотной сварке). Прочность получаемых
при этом сварных соединений мало зависит от
температуры .вязкого расплава и. продолжитель-
ности сварки и в ряде случаев приближает-
ся к прочности основного материала (см, рис
1.2, прямая ДЬ). В сварных швах (лоугщ
ствует граница раздела соединяемых н&МврЯ-
ностей, швы практически не разрушаются ПО
первоначальной плоскости контакта, надмолв*
кулярная структура материала шва отличапКя
от надмолекулярной структуры исходного мяте-
риала и зависит от условий охлаждения ряе-
плава (см. рис. 1.3,в).
Согласно выдвинутой К. И. Зайцевым <рвО«
логической концепции», механизм образования
сварных соединений термопластов в состоянии
расплава включает два этапа. На первом этапа
происходит макроскопическое течение пелнмера.
При течении из зоны контакта вытесняются
ингредиенты, препятствующие взаимодействию
макромолекул (газовая прослойка, окисленные
и дефектные слои), при этом возможно И
перемешивание расплава. На втором эталя
между сблизившимися макромолекулами ВОЗНИ*
кает ван-дер-ваальсово взаимодействие (ауГОГЯ*
зия), включая и взаимную диффузию, обусЛОЯ*
лепную энергетическим потенциалом и мерам НО-,
мерностью теплового поля в месте соедннеННЯл
Эта концепция послужила основой для рнзра-,
ботки расчетных методов определения режиме»
сварки термопластов.
Таким образом, процесс сварки терМОПДКС»
тов в вязкотекучем состоянии подобен снарке
плавлением металлов. В первую очередь при
контакте расплавленных поверхностей ианря*.
жение сдвига, создаваемое усилием кркжнмв,
вызывает перемещение (сдвиг) слоев расплава,
Это перемещение расплава способствует удале-
нию из зоны соединения воздушной прослойки
и других инородных включений и ярряШЮТСИ
в выдавливании расплава из зоны еофдиНвНКИ,
что неизбежно сопутствует качественно^ СВЯрМ
(рис. 1.4).
Рис. 13. Надмолекулярная структура пленки из ПЭВД;
о перед сваркой; б, а в зоне термического влияния (б- 7’1В— 105'’ С, в - 7’i «-* 126" С). ('.kopiHT
охлаждении расплава (),В 0,9” <’./с
СНАРКА ПЛАСТМАСС, ОСНОВНЫЕ ПОНЯТИЯ
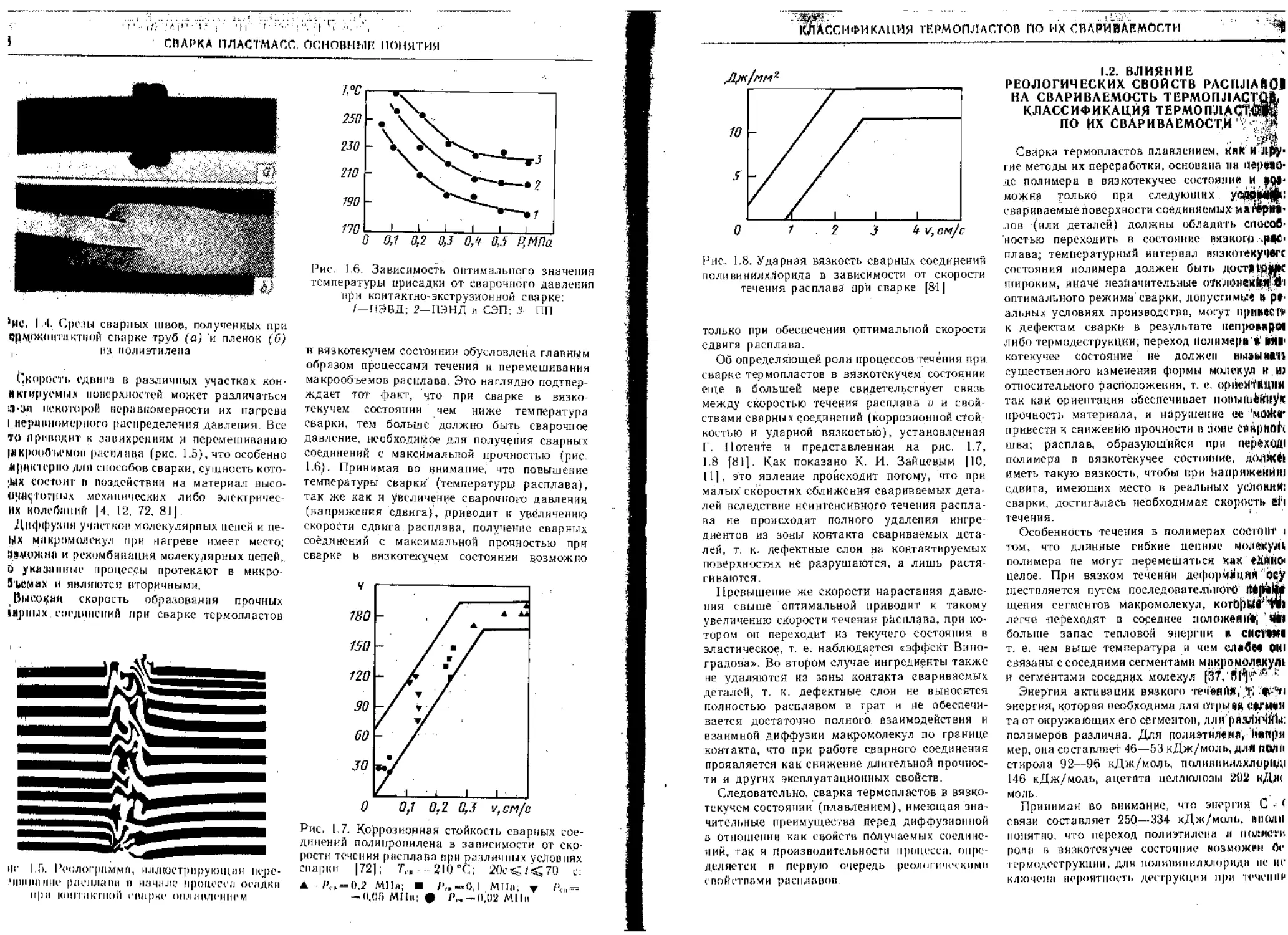
Рис. 1.6. Зависимость оптимального значения
температуры присадки от сварочного давления
при контактно-экструзионной сварке:
/—ПЭВД; 2— ПЭНД и СЭП; .?• ПП
'ИС. 1.4. Срезы сварных швов, полученных при
9|1М.ок<штактной снарке труб (а) и пленок (б)
, на полиэтилена
Скорость сдвига в различных участках кон-
цитируемых поверхностей может различаться
:3-3и некоторой не равномерности их нагрева
I неравномерного распределения давления. Все
ТО Приводит к завихрениям и перемешиванию
[ИКрообъемон расплава (рис. 1.5), что особенно
ЙрМК'И'рио для способов сварки, сущность кото-
;Ш состоит в воздействии на материал высо-
О'ШСТогных механических либо электричес-
ИХ колебаний |4, 12, 72, 81].
Диффузия участков молекулярных пеней и це-
ЫХ макромолекул при нагреве имеет место;
ЭДМОЖНВ и рекомбинация молекулярных цепей,
О указанные процессы протекают в микро-
Тимах и являются вторичными,
Высокая скорость образования прочных
Шриых соединений при сварке термопластов
не 1.5. 1’<Ч1Лог|ШМмГ1, иллюстрирующая нерс-
.чпнвииие рпенлави в начале процесса осадки
при контактной сварке оплавлением
в вязкотекучем состоянии обусловлена главным
образом процессами течения и перемешивания
макрообьемов расплава. Это наглядно подтвер-
ждает тог факт, что при сварке в вязко-
текучем состоянии чем ниже температура
сварки, тем больше должно быть сварочное
давление, необходимое для получения сварных
соединений с максимальной прочностью (рис.
1.6). Принимая во внимание, что повышение
температуры сварки (температуры расплава),
так же как и увеличение сварочного давлении
(напряжения сдвига), приводит к увеличению
скорости сдвига, расплава, получение сварных
соединений с максимальной прочностью при
сварке в вязкотекучем состоянии возможно
Рис. 1.7. Коррозионная стойкость сварных сое-
динений полипропилена в зависимости от ско-
рости течения расплава при различных условиях
сварки |72]; Т,., - - 210 “С; 20с«;/<70 с:
А /’„ = 0,2 МПа; /’,.,-0,1 МПа; ▼
-0,()Г> МПю • /’„-0,02 МНп
КЛАССИФИКАЦИЯ термопластов по их свариваемости
Рис. 1.8. Ударная вязкость сварных соединений
поливинилхлорида в зависимости от скорости
течения расплава при сварке [81]
только при обеспечении оптимальной скорости
сдвига расплава.
Об определяющей роли процессов течения при
сварке термопластов в вязкотскучем состоянии
еще в большей мере свидетельствует связь
между скоростью течения расплава и и свой-
ствами сварных соединений (коррозионной стой-
костью и ударной вязкостью), установленная
Г. I (отенте и представленная на рис. 1.7,
1.8 [81]. Как показано К. И. Зайцевым [10,
11], это явление происходит потому, что при
малых скоростях сближения свариваемых дета-
лей вследствие неинтенсивного течения распла-
ва не происходит полного удаления ингре-
диентов из зоны контакта свариваемых дета-
лей, т. к. дефектные слои на контактируемых
поверхностях не разрушаются, а лишь растя-
гива ются.
Превышение же скорости нарастания давле-
ния свыше оптимальной приводит к такому
увеличению скорости течения расплава, при ко-
тором он переходит из текучего состояния в
эластическое, т е. наблюдается «эффект Вино-
градова». Во втором случае ингредиенты также
не удаляются из зоны контакта свариваемых
деталей, т. к. дефектные слои не выносятся
полностью расплавом в грат и не обеспечи-
вается достаточно полного, взаимодействия и
взаимной диффузии макромолекул по границе
контакта, что при работе сварного соединения
проявляется как снижение длительной прочнос-
ти и других эксплуатационных свойств.
Следовательно, сварка термопластов в вязко-
текучем состоянии (плавлением), имеющая зна-
чительные преимущества перед диффузионной
в отношении как свойств получаемых соедине-
ний, гак и производительности процесса, опре-
деляется в первую очередь реологическими
е по истин ми расплавов.
1.2. ВЛИЯНИЕ
РЕОЛОГИЧЕСКИХ СВОЙСТВ РАС ПЛАНЫ
НА СВАРИВАЕМОСТЬ ТЕРМОПЛАСТЫ.
КЛАССИФИКАЦИЯ ТЕРМОПЛАСТОВ^
ПО ИХ СВАРИВАЕМОСТИ ; ; фИ
Сварка термопластов плавлением, как
гие методы их переработки, основана па перний'
де полимера в вяэкотекучее состояний и »О|-
можна только при следующих ус^Й№
свариваемые Поверхности соединяемых мягеряп-
лов (или деталей) должны обладать способ-
ностью переходить в состояние вязкого рас-
плава; температурный интервал вязкотекучвгс
состояния полимера должен быть д,ост|'^М|(
широким, иначе незначительные оТклОнеЙкЖвч
оптимального режима сварки, допустимый И р»-
альных условиях производства, могут ilpimciT
к дефектам сварки в результате неп]юяяр<и
либо термодеструкции; переход Полимерй'*' ЙЯ1<
котекучее состояние не должен выэЫВДТ!
существенного изменения формы молекул Н ИЗ
относительного расположения, т. е. opiielWltUHH
так как ориентация обеспечивает поРъииЙГПУ1С
прочность материала, и нарушение ее 'мбкса*
привести к снижению прочности в эоне СВЯрНрЦ
шва; расплав, образующийся при перехЦЦ!
полимера в вязкотекучее состояние, ДОЛЙСЙ
иметь такую вязкость, чтобы при Напряжения]
сдвига, имеющих место и реальных условий:
сварки, достигалась необходимая скорость й(ч
течения.
Особенность течения в полимерах состоит i
том, что длинные гибкие цепные молекулI
полимера не могут перемещаться как йДЙНО1
целое. При вязком течении деформицйЯ 'бсу
ществляется путем последовательного’ 1Ш|ЙЙ0
щеп ня сегментов макромолекул, котЬ])йв'Мп
легче переходят а соседнее положении, ’ММ
больше запас тепловой энергии н СИСТ1Й1
т. е. чем выше температура н чем ельбм 0UI
связаны с соседними сегментами макромолекул]
и сегментами соседних молекул [fir. fii*]/ri:
Энергия активации вязкого -геченй#,'$
энергия, которая необходима для отрыва с*ГМ*11
та от окружающих его сегментов, для разЛ/пЛ;
полимеров различна. Для полиэтилена, ЙПря
мер, она составляет 46—53 кДж/моль, для ПСИII
стирола 92—96 кДж/моль, полнвииилхлррид|
146 кДж/моль, ацетата целлюлозы 292 кДж
моль.
Принимая во внимание, что энергия С • <
связи составляет 250—334 кДж/моль, в пол и
понятно, что переход полиэтилена и полисти
рола в внзкотскучее состояние возможен Ос
термодеструкшш, для поливинилхлорид» не нс
ключена вероятность деструкции при 'ц-чешп1
и для iiiit'TH'rii целлюлозы п’Ч(‘ии1’ беи деструкции
практически шчяi;iможно.
6.'|СДО|Щтелы1о, и случае таких полимерии, как
iKijiH'iTiuieii, полистирол и им подобные (поэнер-
гии активации низкого течения), опасность
термической деструкции при сварке плавлением
принт и пер кн отсутствует; в случае поливинил-
хлорида необходимо изыскивать специальные
технологинеские процессы, позволяющие осу-
ществлять с парку плавлением без существенной
тсрмодеетрукцни, сваривать плавлением ацетат
целлюлозы и ему подобные полимеры не пред-
ставляете я возможным.
Что ннсастся вязкости расплава*, то в от-
личие от анергии активации она определяется
сонокупными затратами на перемещение всех
ССГМеитпн макромолекулы и поэтому зависит от
нх числа, т. с. от молекулярной массы.
Й оЛпщ’тн милых молекулярных масс вязкость
Ци пропорциональна молекулярной массе Aia.
Т^и kM и., (1.2)
где k константа пропорциональности.
! 1нЧ1П ня е некоторой молекулярной массы,
ЛЯ экое Т1> рис плава растет не только потому.
Что макромолекулы становятся длиннее, по и
Потому. что увеличивается количество зацеп-
лений между длинными молекулами и возникает
флуктуационная сетка, образованная узлами
переплетения или ассоциатами сегментов.
.Э'ТО определяет большую зависимость вяз-
кости О!' молекулярной массы
1]и ~ ЙА1:£,4. (1.3)
Молекулярная масса выпускаемых промы-
Ul.'leli костью полимеров разлит па: у прлиа МИ-
ДОВ и полиэфиров порядка десятков тысяч,
у. вблкэгилена, полипропилена и полистиро-
ла порядка сотен тысяч, у фторопласта-4
дие1игщ’т 500 000, у каучуков может достигать
миллиона.
Йникость расплавов у полиамидов и полиэ-
фиров находится в диапазоне 10- 10- Па, с;
полиэтилен, полипропилен, полистирол, а также
Широкая номенклатура плавких фторопластов
Имеют вязкость расплавов, равную 10а— 10s
!||не; фторопласт-4 практически не переходит
В. вязко текучее состояние (вязкость расплава
III1" 1111 ‘‘ 11а• с); высокой вязкостью распла-
м характеризуются каучуки.
II связи е указанным, снарка, плавлением
* I) технологической практике для оценки
1Шзко('тн рагплява применяют показатель теку-
чее си рисилана (I HP). IITP выражается в грам-
мах полимера, прошедшего через стандартное
л шли in 10 мни ирн определенных темпера-
туре н давлении.
фторопласт»-4 и каучуков возможна только в
случае изыскания методов, обеспечивающих рез-
кое снижение вязкости расплавов в процессе
сварки. Все остальные термопласты с этой точки
зрения должны свариваться плавлением доста-
точно хорошо.
Для сварки плавлением ориентированных тер-
мопластов следует применять методы, обеспе-
чивающие сохранение ориентации материала в
зоне шва либо позволяющие создать в про-
цессе сварки ориентированную структуру, близ-
кую к исходной.
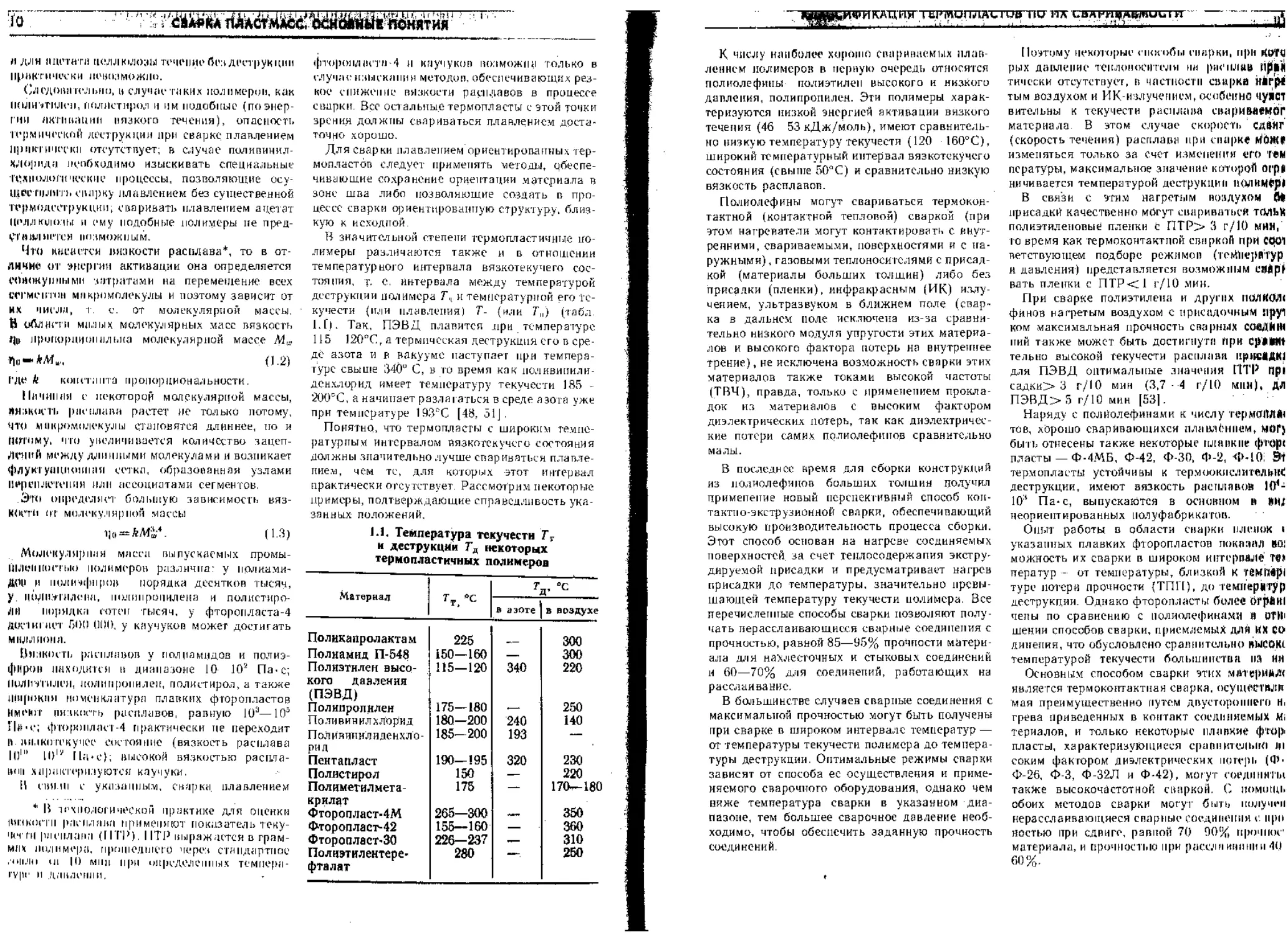
В значительной степени термопластичные по-
лимеры различаются также и в отношении
температурного интервала вязкотекучего сос-
тоя пня, т. е. интервала между температурой
деструкции полимера Т, и температурной его те-
кучести (или плавления) Т- (или Т„) (табл.
1.1). Так, ПЭВД плавится .при температуре
115 120°С, а термическая деструкция его в сре-
де азота и в вакууме наступает при темпера-
туре свыше 340° С, в то время как поливипили-
ден.хлорид имеет температуру текучести 185 -
200'С, а начинает разлагаться в среде азота уже
при температуре 193'С [48, 51].
Понятно, что термопласты с широким темпе-
ратурным интервалом вязкотекучего состояния
должны значительно лучше свариваться плавле-
нием, нем те, для которых этот интервал
практически отсутствует. РассмоГрим некоторые
примеры, подтверждающие справедливость ука-
занных положений.
1.1, Температура текучести Гт
и деструкции Тд некоторых
термопластичных полимеров
Материал гт, °с гд, »с
в азоте в воздухе
По л ика прол акта м 225 300
Полиамид П-548 150—160 — 300
Полиэтилен высо- кого давления (ПЭВД) 115—120 340 220
Полипропилен 175—180 -—‘ 250
Поливинилхлорид 180—200 240 140
Полииииилиденхло- рил 185-200 193 —
Пентапласт 190—195 320 230
Полистирол 150 — 220
Полиметилмета- крилат 175 — 170—180
Фторопласт-4М 265—300 -W4 350
Фторопласт-42 155—160 — 360
Фторо пласт-30 226—237 310
Полиэтилентере- фталат 280 250
' . |^|^>4ФЙ1КЛЦ'НЯ~ТСТ)ОП7IACШВТТСГ пл сдлннд ASffimjTTr
К числу наиболее хорошо свариваемых плав-
лением полимеров в первую очередь относятся
полиолефины полиэтилен высокого и низкого
давления, полипропилен. Эти полимеры харак-
теризуются низкой энергией активации вязкого
течения (46 53 кДж/моль), имеют сравнитель-
но низкую температуру текучести (120 160°С),
широкий температурный интервал вязкотекучего
состояния (свыше 50°С) и сравнительно низкую
вязкость расплапов.
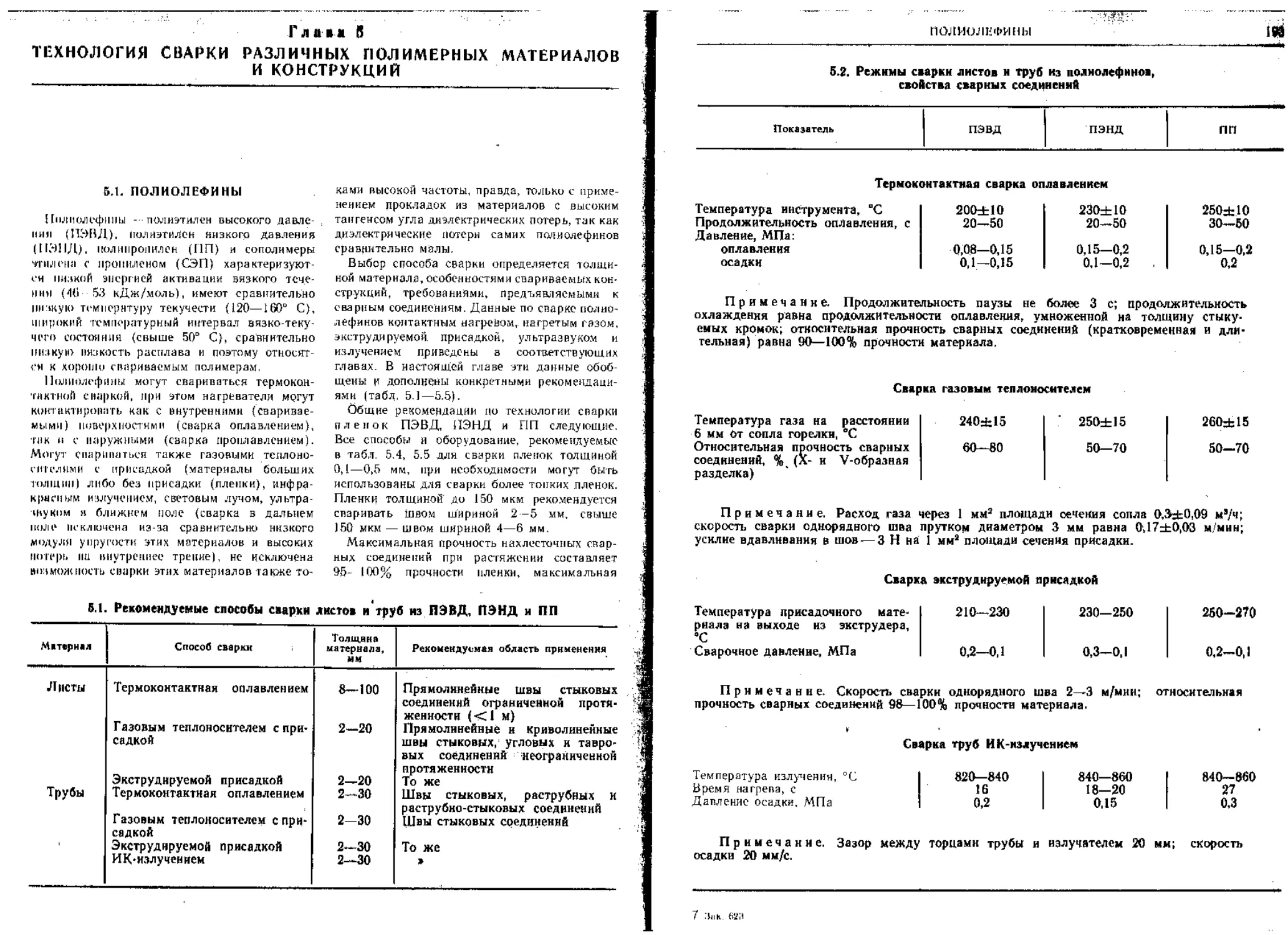
Полиолефины могут свариваться термокон-
тактной (контактной тепловой) сваркой (при
этом нагреватели могут контактировать с внут-
ренними, свариваемыми, поверхностями и с на-
ружными) , газовыми теплоносителями с присад-
кой (материалы больших толщин) либо без
присадки (пленки), инфракрасным (ПК) излу-
чением, ультразвуком в ближнем поле (свар-
ка в дальнем поле исключена из-за сравни-
тельно низкого модуля упругости этих материа-
лов и высокого фактора потерь на внутреннее
трение), не исключена возможность сварки этих
материалов также токами высокой частоты
(ТВЧ), правда, только с применением прокла-
док из материалов с высоким фактором
диэлектрических потерь, так как диэлектричес-
кие потери самих полиолефинов сравнительно
малы.
В последнее время для сборки конструкция
из полиолефинов больших толщин получил
применение новый перспективный способ кон-
тактно-экструзионной сварки, обеспечивающий
высокую производительность процесса сборки.
Этот способ основан на нагреве соединяемых
поверхностей за счет теплосодержания экстру-
дируемой присадки и предусматривает нагрев
присадки до температуры, значительно превы-
шающей температуру текучести полимера. Все
перечисленные способы сварки позволяют полу-
чать нерасслаивающисся сварные соединения с
прочностью, равной 85—95% прочности матери-
ала для нахлесточных и стыковых соединений
и 60—70% для соединений, работающих на
расслаивание.
В большинстве случаев сварные соединения с
максимальной прочностью могут быть получены
при сварке в широком интервале температур —
от температуры текучести полимера до темпера-
туры деструкции. Оптимальные режимы сварки
зависят от способа ее осуществления и приме-
няемого сварочного оборудования, однако чем
ниже температура сварки в указанном диа-
пазоне, тем большее сварочное давление необ-
ходимо, чтобы обеспечить заданную прочность
соединений.
Поэтому некоторые способы снарки, при КОТС
рых давление теплоносителя ни расплав iipift
тически отсутствует, в частности сварка
тым воздухом и ИК-излучением, особенно чуя СТ
вительны к текучести расплава сваривиемог
материала. В этом случае скорость сдвиг
(скорость течения) расплава при снарке ЙОЖК
изменяться только за счет изменения его тем
псратуры, максимальное значение которой ог'рм
ничивается температурой деструкции полимер)
В связи с этим нагретым воздухом б»
присадки качественно мбгут свариваться тальк
полиэтиленовые пленки с ПТР> 3 г/10 мни,
то время как гермоконтактпой сваркой при СОО1
ветствующем подборе режимов (тсМИерй'тур
и давления) представляется возможным сийр(
вать пленки с ПТРС1 г/10 мин.
При сварке полиэтилена и других ПОЛКОЛТ
фйнов нагретым воздухом с присадочным lipyl
ком максимальная прочность сварных СОвДЙШ
пий также может быть достигнут» При Ср* Mt
тельно высокой текучести расплава нрневдк!
для ПЭВД оптимальные значения ПТР Прi
садки2> 3 г/10 мин (3,7-4 г/10 мни), дл
ПЭВД> 5 г/10 мин [53].
Наряду с полиолефинами к числу термОПЛЖ
тов, хорошо сваривающихся плавлением, МОГ)
быть отнесены также некоторые плппкие фтор<
пласты — Ф-4МБ, Ф-42, Ф-30, Ф-2, Ф-10; ЭТ
термопласты устойчивы к термооклслнгелин£
деструкции, имеют вязкость расплавов 101-
l0:t Па-с, выпускаются в основном в Н1Ц
неориентированных полуфабрикатов.
Опыт работы в области сварки пленок i
указанных плавких фторопластов покапал во;
можность их сварки в широком интервале' те>
ператур - от температуры, близкой к TfiMOipi
туре потери прочности (ТПП), до температур
деструкции. Однако фторопласты более ОГрВн!
чепы по сравнению с полиолефинами и oTIli
шении способов сварки, приемлемых ДЛЯ ИХ 60
динепия, что обусловлено сравнительно ВЫСОК!
Температурой текучести большинства нН ни
Основным способом сварки этих материале
является гермокоптактная сварка. осуществля
мая преимущественно путем двустороннего Hi
грева приведенных в контакт соединяемых M,
териалов, и только некоторые плавкие фтор'
пласты, характеризующиеся сравнительно щ
соким фактором диэлектрических потерь (Ф-
Ф-26, Ф-3, Ф-32Л и Ф-42), могут соединят
также высокочастотной сваркой. С помощь
обоих методов сварки могут быть получен
нерасслаивающиеся сварные соединения с. при
ностью при сдвиге, равной 70 90% прочное
материала, и прочностью при pace.'iii ининии 40
60%.
ts ' 1 p
Рис, 1,!}. Относительная прочность сварных
мединский при расслаивании в зависимости
:>т показателя текучести расплава (ПТР) для
пленок:
, I -Ф 4МБ; 2 Ф-4МБ-2
Исследования, приведенные на пленках из
Ф-4М, Ф-4МБ, Ф-4МБ-2 с различным показате-
1вм текучести расплава (с ПТР=0,5~20 г/10
Нин при 300С), показали, что соединения
" ..........ой прочностью могут быть полу-
чены только п случае применения пленок с опре-
деленным интервалом значений ПТР; для
пленок Ф 4MB I 1ТР==24-9 г/10 мин; для пленок
1ь4МБ-2 ПТР= 2~ 3 г/10 мин (рис. 1.9). Изме-
нение ПТР пленки в сторону наименьших
|НЙчепнЙ затрудняет сварку и вызывает необхо-
димость повышения температуры сварки (при
гохраненни постоянным сварочного давления)
Либо попышения давления (при сохранении
;1 петойнной температуры). Например, при по-
ТГОЙНИОМ давлении, рапном 0,35 МПа, для плен-
Риг. 1.1(1. Илняппе показателя текучести рас-
IJNiiui пленки Ф-4МБ па оптимальную темпе-
ратуру снарки и оптимальное сварочное давле-
ние при примени сварки 20 с:
л 1>„ 1),3,3 Mll.-i; б 7‘|П.-. 280" С
Ки Ф-4М15 с ПТР = 9 г/10 мин оптимальная
температура сварки 260°С, а для пленки с
ПТР=2 г/10 мин 320°С (рис. 1.10, а).
При постоянной температуре сварки, равной
280°С, для пленки с ПТР = 9 г/10 мин опти-
мальное давление 0,3—0,35 МПа, а для пленки
с ПТР = 2 г/10 мин 0,7—0,75 МПа (рис. 1.10,6).
Для пленок с ПТР<11, даже при максимально
высоких температурах и давлениях, получение
нерасслаивающихся сварных соединений оказа-
лось невозможным.
Эксперименты подтверждают справедливость
решающей роли скорости сдвига (скорости тече-
ния) расплава при сварке термопластов плав-
лением. Для фторопластов с низким показате-
лем текучести расплава необходимая скорость
сдвига расплава достигается при повышенных
температурах и давлениях. Если вязкость рас-
плава такова, что обеспечить необходимую ско-
рость сдвига не представляется возможным,
сварка плавлением исключена.
Особо следует рассмотреть вопрос понижен-
ной прочности сварных соединений пленок с вы-
соким ПТР.
Разрушение таких соединений при растяже-
нии происходит хрупко, практически без дефор-
мации, при этом пониженная деформативность
сварных соединений начинает наблюдаться при
значительно меньших ПТР, чем пониженная
прочность. Так, сварные соединения из пленок
Ф-4МБ с ПТР >5 г/10 мин разрушаются уже
при очень малых деформациях, в то время
как пониженная прочность Соединений при
расслаивании наблюдается только для пленок
с Г1ТР> 9 г/10 мин.
Низкая прочность сварных соединений из
фторопластовых пленок с высоким ПТР обус-
ловлена повышенной хрупкостью таких пленок,
проявляющейся при условиях нагружения, ха-
рактерных для испытания сварных соединений
на расслаивание.
При исследовании особенностей и закономер-
ностей сварки фторопластовых пленок установ-
лен еще один интересный факт, подтверждаю-
щий решающее влияние реологических свойств
термопластов на поведение их при сварке
плавлением. При сварке пленок Ф-4МБ и Ф-40
расплав, вытекающий из зоны соединения, в
ряде случаев не сплавляется с околошовной
зоной (рис. 1.11, а). Такое формирование свар-
ных швов приводит к получению соединений,
характеризующихся низкой прочностью, особен-
но при ударных и изгибающих нагрузках.
Вероятность образования указанных швов осо-
бенно велика в случае пленок, для которых
характерно быстрое увеличение ПТР с повы-
ХЯЖбИФИКАЦИЯ Т&РМППЛАСТОВ ПО их сваринямостн
Рис. Г.11. Тёрмокон^актвая
сварка пленки Ф-4МБ;
а ч-поперечные срезы наиболее
опасных видов сварных швов;-,
б --за виси.мос^ь ПТР от темпера-
туры для'ллёноК, менее (J) и бо-
леё (2)' склонных к образованию
таких швов :
ПТР, е/Юмин I
260 JOO
шепнем температуры в интервале сварочных
температур (рис. 1.11,6, кривая 2), и значи-
тельно меньше в случае пленок, характеризую-
щихся медленным ростом ПТР (рис. 1.11,6,
кривая /). .
Следовательно, наряду с указанными реоло-
гическими характеристиками полимеров, сва-
риваемость , их зависит от степени изменения
вязкости расплава (градиента вязкости) в ин-
тервале сварочных температур.
Иначе обстоит дело в случае сварки поли-
винилхлорида, ноливинилиденхлорида, полиэ-
тил е нт ср еф та л а та и других термопластов, пере-
ход которых в вязкий расплав сопровождается
изменением химической природы цепных моле-
кул ;(пол,ивин.ил хлорид) либо изменением формы
молекул и их относительного расположения
(ориентированные полиэтцлептерефталатные
пленки).
Сварка таких термопластов плавлением воз-
можна только при условии расплавления тон-
кого слоя соединяемых поверхностей без про-
плавления материала по толщине; варьирование
температурного режима практически исключено
из-з^ возможности термодеструкции.
Ддя. поливинилхлорида и поливинилиденхло-
рнда наиболее приемлемыми оказались сварка
газовым теплоносителем с присадкой, термо-
контактная сварка при контакте нагревателя
ер свариваемыми поверхностями (нагретым
клином) И сварка током высокой частоты (вы-
сокочастотная сварка).
Для тонкой полиэтилентерефталатной пленки
указанные способы не обеспечивают прочных
сварных соединений. Термоконтактная сварка
приводит к получению хрупких швов с низкой
прочностью из-за проплавления материал* ,fl£
всей толщине и нарушения его ориентации.
Высокочастотная сварка, обеспечниающак ,ЛЦ[
кальиый нагрев свариваемых поверхностей 1
данном случае оказалась неприемлемой
низкого фактора диэлектрических потерь пл^цкг
и малой ее толщины. Наиболее переиективцыц
оказался способ ультразвуковой сварки спада
знщим инструментом. Ч||
При ультразвуковой сварке, благодари ,уд*'
рам по материалу инструмента, колеблющее Оф
с ультразвуковой частотой, достигается быстры!
ввод энергии в материал и максимальное тепло
образование на его соединяемых поверхности!
в результате сдвиговых колебаний И деформи
ции материала. Это позволяет нш'рЙит!» Д<
температуры текучести только сварнвайМЫ* ПО
верхности полиэтилентерефталатной ПДвИКН в*!
проплавления материала по толщине п обесла
чивает получение соединений с достаточно Ш
сокой и стабильной прочностью при СДМГ<
(60—70% прочности материала), с хорошей ТвН
лостойкостью и морозостойкостью.
Ультразвуковой сваркой скользящим инстру
ментом с успехом соединяют также ориен'гм
рованные пленки из поликапролактама, пола
пропилена, поликарбоната.
Значительную трудность представляет снарк;
плавлением фторопласта-26 и фторопласта
4НА. Эти полимеры по свойствам занимаю
промежуточное положение между пластиками i
каучуками и имеют характерную для киучуко;
высокую вязкость расплава, равную !(? Н)
Пате.
Пленки из фторопласта-211 широко применит
п технике дли изготовления рнзличлых конструк-
ций. Обеспечить получение 11 ер псслии веющих си
еннрных соединений при сварке этих пленок
без применения вспомогательных материалов,
т, е. обеспечить сварку этих пленок плавле-
нием, до последнего времени не представлялось
возможным, Сварные соединения, полученные с
Помощью термоконтактпой и высокочастотной
свнрнн, даже при температурах сварки, близ-
ких к температуре термодеструкции полимера,
рисслдишнотся по первоначальной плоскости
контакта при напряжениях, не превышающих
20 00% прочности пленок.
Обнадеживающие результаты в отношении
ГИйркн плавлением пленок из фторопласта-26
И Других термопластов с высокой вязкостью
ркеилпил впервые получены при использовании
ИДЯ этих целей энергии сверхвысокой частоты
(CR4). В этом случае оказалось возможным за
2 Зе получить перасслаивающиеся соединения
' высокой прочностью [31]. Воздействие поля
СВЧ па расплавы полимеров приводит к замет-
ному снижению их вязкости и именно благо-
дари этому обе почивает высокую скорость
brtpaaoiiHiiiffi перасслаивагащихся сварных сое-
1!!неш|й.
Особым является вопрос сварки термоплас-
I'oii, которые не переходят в вяэкотекунее
JWTinniiiv н поэтому не могут свариваться
рл пилением. Например, фторопласт-4 еще срав-
нительно не ди впо считался несвар.нваемым и в
2DH3II с отсутствием надежных методов соеди-
ИЧШН находил весьма ограниченное применение
3 конструкциях. Изучение деформационных
;аойстн фторопласта-4 в широком интервале
Температур показало, что фторопласт-4 может
^привиться только термоконтактной сваркой
туп.'м двустороннею нагрева приведенных в кон-
гмт соединяемых материалов в узком интер-
шле температур 380- 39()°С (при более низких
Температурах не обеспечивается достаточная
!к<1рость сварки; при более высоких —
тожег иметь место деструкция материала).
Продолжительность сварки и сварочное дав-
iciiae зависят от толщины материала: в олу-
ше пленок время сварки 2 - 3 мин, свароп-
IW давление 0,15 0,2 МПа. а случае боль-
вих толшин время сварки 10—15 мин,
широнпое давление 0,5 1,5 МПа.
Прочность сцврпых соединений при растя-
Кенни при температурах — 60^- + 20°С соетав-
1(11'1 НО 90% прочности материала; при высо-
П11 температурах (200-j-250°C) сварные соеди-
leiutfi рпирупинотся по первоначальной плос-
;гц in контакта при усилиях, не превышающих
(0%, прочности материала.
В нестоящее время термокоптактную сварку
достаточно широко применяют при сборке кон-
струкций из фторопласта-4 (пленок, листов,
труб); технология сварки и сварочное обору-
дование подробно рассмотрены в гл. 3, 4
Результаты многолетних исследований, на-
правленных на разработку технологии сварки
различных полимерных материалов и конструк-
ций из них, позволили разделить все извест-
ные термопласты по. их свариваемости на
три группы И сформулировать общие положе-
ния сварки термопластов каждой из этих
груш и.
Группа 1 — неориентированные термопласты
С энергией активации вязкого течения значи-
тельно меньшей, чем энергия разрушения хими-
ческой связи (не более 150 кДж/моль),
температурным интервалом вязкотекучего сос-
тояния (7\—Л^бО^С), вязкостью расплава,
равной 10г— 10s Па-с в интервале сварочных
температур.
Вес эти термопласты хорошо свариваются
плавлением, сварка возможна с помощью
различных способов в широком интервале тем-
ператур: от температуры текучести до темпера-
туры деструкции.
Сварные соединения с максимальной проч-
ностью могут быть получены только на мате-
риалах с оптимальной вязкостью расплава при
оптимальной скорости сдвига (скорости тече-
ния) расплава в процессе сварки. В случае
высокой температуры текучести расплава
(>-200’0 для изготовления сварных конструк-
ций следует использовать материалы с гради-
ентом вязкости в интервале сварочных темпера-
тур не более 5.
Группа 2 — термопласты с энергией актива-
ции вязкого течения, близкой к энергии раз-
рушения химической связи, узким температур-
ным интервалом вязкотекучего состояния (менее
50°С) или сравнительно высокой вязкостью
расплава (10'- КУ1 Па-с), а также ориентиро-
ванные полуфабрикаты из всех известных термо-
пластичных материалов. Все эти термопластич-
ные материалы относятся к трудносвариваемым.
Для термопластов с высокой энергией акти-
вации вязкого течения существует опасность
деструкций при нагреве их до вязкотекучего
состояния; термопласты с узким температурным
интервалом между Тд и Тт могут разлагаться
при незначительном перегреве; для ориентиро-
ванных термопластов при нагреве их др вяз-
котекучего состояния неизбежно нарушение ори-
ентированной структуры, обеспечивающей проч
ность материала; для термопластов с высокой
вязкостью расплавов трудно обеспечить доста-
ХЯ^ПЙЙеМКАЦНЯ ТЯРЛЮПЛАСТОВ ПО'МХ СВАРИВАЕМОСТИ ф|
точную скорость течения и перемешивание
рас ruia ва.
Все эти термопласты могут свариваться
плавлением, однако только при некоторых
обязательных условиях. Для ориентированных
материалов н материалов с высокой энергией
активации вязкого течения и узким интерва-
лом между 7'., и Г, сварка плавлением
не должна вызывать дезориентацию и деструк-
цию материала, что возможно только при
условии быстрого и локального нагрева до тем-
пературы текучести свариваемых поверхностей
без проплавления материала по толщине.
Для термопластов с вязкостью расплава свы-
ше 10 s Па-с сварка плавлением может ока-
заться возможной только при условии сниже-
ния вязкости их расплава в процессе сварки.
Следовательно, для обеспечения возможности
сварки плавлением термопластов, принадлежа-
щих к этой группе, в каждом отдельном
случае необходимо изыскивать оптимальные
способы и технологические приемы их сварки.
Эта группа термопластов наиболее обширна.
К ней относятся поливинилхлорид, поливинили-
денхлорид, пснтаиласт, полиэтилептерефталат,
некоторые фторопласты и др.
Группа 3—термопласты, энергия активации
вязкого течения которых превышает энергию
химической связи, а также термопласты, вяз-
кость расплава которых составляет 10н -1012
Па-с. Эти термопласты практически нс могут
быть переведены в вязкотекучее состояние,
следовательно, возможность сварки их плавле-
нием практически исключена.
Образование сварных соединений таких тер-
мопластов возможно только за счет диффузи-
онных процессов па границе раздела при усло-
вии, если необходимый для этого контакт
создается высокоэластической деформацией ма-
териала. Диффузионная сварка осуществляется
путем длительного контакта соединяемых по-
верхностей, продолжительность контакта, необ-
ходимая для обеспечения заданной прочности
сварных соединений, тем выше, чем ниже тем-
пература сварки. Диффузионную сварку следует
выполнять при максимальных температурах и
давлениях, соответствующих пределу вынужден-
ной эластичности материала при этих темпера-
турах.
Для растворимых полимеров с высокой
энергией активации вязкого течения и высокой
вязкостью расплава процесс диффузионной
сварки может быть ускорен путем предвари-
тельной пластификации соединяемых поверхнос-
тей растворителями либо растворами соответ-
ствующих полимеров; это уменьшает межмо-
лекулнрнос взаимодействие н ускоряет диффу-
зионные процессы. '<
Принимая в качестве основного крнт*рМИ
свариваемости термопластов их репиогпиесЖШ
свойства, представляется возможным лровноин-
ровать свариваемость различных новых термо-
пластических материалов и их модификаций,
в каждом конкретном случае выбирать напбОЛН
предпочтительные способы сварки, определят!
требования к данному термопласту в отно-
шении вязкости (скорости течения) риспЛйМ
градиента вязкости в интервале сварочных тем-
ператур. -
При этом необходимо иметь в виду, что мио
гис из известных термопластичных полимярм
могут в значительной степени изменять реоло-
гические свойства и свариваемость н резуль-
тате введения добавок и воздействии различ-
ных внешних факторов -- высокой температуры
ультрафиолетового излучения, воды, Например
исследования, проведенные на нолнэтИлСНОВЫ!
пленках, изготовленных из одной партии ijOfltt
этилена и различающихся по содержанию С*ЖИ
показали, что увеличение содержания си Ж И I
материале свыше 2% ухудшает сварнваемРЙТЬ
Минимальная температура, при которой ббес
печивастся получение нерасслаивающихся СВЯр
ных соединений для иестабилизнрованной идеи
;кн, содержащей 2% сажи, 115“С, 3% сажи
125°С, 5% сажи — 135°С. Указанное нплеиж
обусловлено способностью сажи взаимодейстио
вать с полиэтиленом с образованием как фи
зичсских, так и химических связей, npeiiftT
ствующих переходу полимера н вязнотекуц»!
состояние при свойственной для него темпе
ратуре.
Введение парафина в полиэтиленовые ЛЛвН
ки снижает температуру плавления ПШ1ЙИМ
лена и обеспечивает в связи с этим' СНЙЖО
ние температуры начала образования иериссла
нвающихся сварных соединений.
Заметное ухудшение свариваемости ПСР1Н>
тиленовых пленок вызывает кратковременно-
храпение их в течение 3 4 суток ин ррбо
чих столах в помещениях, освещаемых ecfeCT
венным светом, особенно в условиях повышен
ной влажности (80- 90%).
Еще больше влияет на свариваемость полил
тиленовых пленок пребывание их под слое г
воды. Так, нестабилизироваиная полнэтнлеш;
вая пленка практически теряет способность
образованию нерасслаивающих ей сварных сое
дипений после выдержки п поде в течеии
72 ч; пленка, стабилизирован паи сажей,
течение 24 ч. Некоторое ухудшение свари на
емости после пребывания под слоем вод!
IB л,;;Шт
наблюдается и дли пленок из Ф-4М15, Ф-10
и Др.
II результате пребывания поли этиле помой
пленки в поде на ее поверхности образу-
ется мономолекул я рный слой воды, препят-
гтпующий процессу течения и перемешивания
рис и ли па. Образование указанного слоя на
пленке, стабилизированной сажей, происходит
быстрее, так как она поглощает воду примерно
и 2 раза больше, чем пленка, не стабили-
зированная сажей.
Резко ухудшается свариваемость полиэтиЛе-
ниных кленок, как стабилизированной, так и
не стабилизированной, после кратковременного
воздействия на них солнечной радиации. Сте-
пень и скорость изменения свариваемости за-
висит от продолжительности воздействия сол-
нечной радиации и ультрафиолетового излу-
чении: при облучении в феврале пленки
теряют свариваемость через 7 суток облу-
чении. л шопе через сутки. Физико-механи-
ческие свойства пленок при этом не изме-
няются
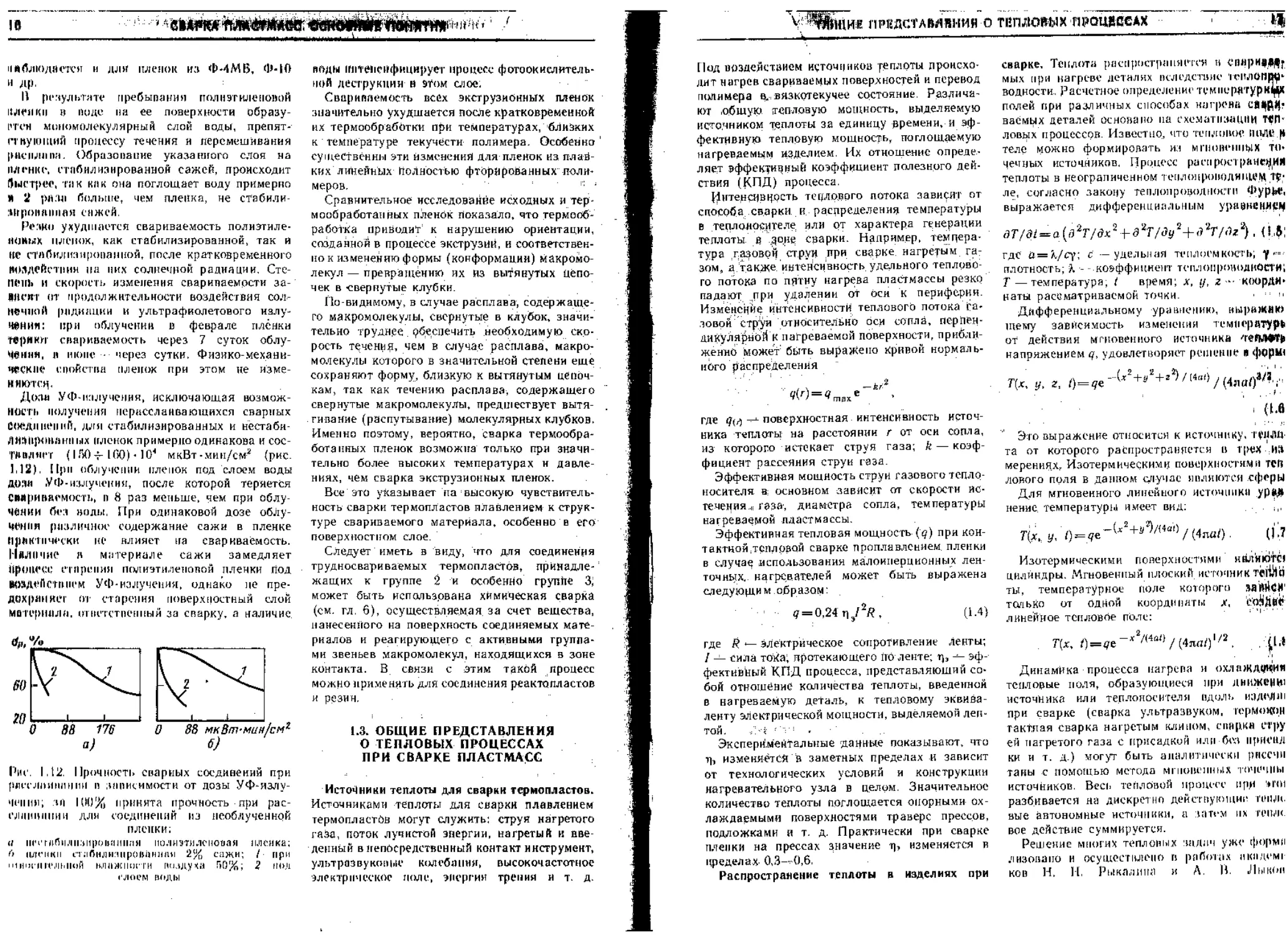
Доли УФ-излучения, исключающая возмож-
ность получения нернссланвающихся сварных
Соади шт ий, для стабилизированных и нёстаби-
ЛНЙ Ирона иных пленок примерно одинакова и сос-
ТВидясг (150 4- 1(50) • W мкВт - мин/см^ (рис.
1.12). При облучении пленок под слоем воды
ДО пи У Ф-излучен и я, после которой теряется
Свариваемость, п 8 раз меньше, чем при облу-
чении без налы, При одинаковой дозе облу-
чения различное содержание сажи в пленке
Практически не влияет на свариваемость.
|-1влпчи(‘ я материале сажи замедляет
Процесс старения полиэтиленовой пленки под
воздействием УФ-излучения, однако пе пре-
дохраниег от старения поверхностный слой
материала, ответственный за сварку, а наличие
Рис. 1.12. Прочность сварных соединений при
рлеглоининии в записнмости от дозы УФ-излу-
Чения; in 1(И)% принята прочность при рас-
елииви।in и дли соединений из необлученной
пленки।
а нс е г nil пл из и ро ни и н а в иолиэти ле нона я пленка;
6 пленки ст а бнд из и p(i nil и и пи 2% сажи; / при
111 н । ic и ге,|| иной нл и ж 11 ai-i' и гниду хи 50%; 2 rru.'i
глосм НОДЫ
поды 1тте11епфнцнрует процесс фотоокислитель-
ной деструкции н этом слое.
Свариваемость всех экструзионных пленок
значительно ухудшается после кратковременной
их термообработки при температурах, близких
к температуре текучести полимера. Особенна ’
существенны эти изменения для пленок из плав-
ких линейных Полностью фторированных поли-
меров. . • г: ,
Сравнительное исследование исходных и тер-
мообработанных пленок показало, что термооб-
работка приводит1 к нарушению ориентации,
созданной в процессе экструзий, и соответствен-
но к изменению формы (конформации) макромо-
лекул — превращению их из вытянутых цепо-
чек в -свернутые клубки.
По-видимому, в случае расплава, содержаще-
го макромолекулы, свернутые в клубок, значи-
тельно труднее «обеспечить необходимую ско-
рость течения, чем в случае расплава, макро-
молекулы которого в значительной степени еще
сохраняют форму, близкую к вытянутым цепоч-
кам, так как течению расплава, содержащего
свернутые макромолекулы, предшествует вытя-
гивание (распутывание) молекулярных клубков.
Именно поэтому, вероятно, сварка термообра-
ботанных пленок возможна только при значи-
тельно более высоких температурах и давле-
ниях, чем сварка экструзионных пленок.
Все это указывает на высокую чувствитель-
ность сварки термопластов плавлением к струк-
туре свариваемого материала, особенно в его
поверхностном слое.
Следует иметь в виду, что для соединения
трудносвариваемых термопластов, принадле-:
жащих к группе 2 и особенно групйе 3;
может быть использована химическая сварка
(см. гл. 6), осуществляемая за счет вещества,
нанесенного на поверхность соединяемых мате-
риалов и реагирующего с активными группа-
ми звеньев макромолекул, находящихся в зоне
контакта. В связи с этим такой процесс
можно применять для соединения реактопластов
и резин.
1.3. ОБЩИЕ ПРЕДСТАВЛЕНИЯ
О ТЕПЛОВЫХ ПРОЦЕССАХ
ПРИ СВАРКЕ ПЛАСТМАСС
Источники теплоты для сварки термопластов.
Источниками теплоты для сварки плавлением
термопластов могут служить: струя нагретого
газа, поток лучистой энергии, нагретый и вве-
денный в непосредственный контакт инструмент,
ультразвуковые колебания, высокочастотное
электрическое поле, энергия трения и т. д.
VWfoftMii! Л РОСТА МИНИН О ТЕПЛОВЫХ'ПРОЩИЮАХ 1 " Ц
-> ------------------------------------------------- ..иди»
Под воздействием источников реплоты происхо-
дит нагрев свариваемых поверхностей и перевод
полимера ц,,вязкотекучее состояние. Различа-
ют общую тепловую мощность, выделяемую
источником -реплоты за единицу времени, и эф-
фективную тепловую мощность, поглощаемую
нагреваемым изделием. Их отношение опреде-
ляет эффективный коэффициент полезного дей-
ствия (КПД) процесса.
Интенсив кость теплового потока зависит от
способа сварки И. распределения температуры
в теплоносителе или от характера генерации
теплоты в лене сварки. Например, темпера-
тура газовой струн при сварке нагретым га7
зом, а также интенсивность удельного теплово-
го потока по пятну нагрева пластмассы резко
падаюг при удалении от оси к периферии.
Изменение интенсивности теплового потока га-
зовой струи относительно оси сопла, перпен-
дикулярной к нагреваемой поверхности, прибли-
женно можёт: быть выражено кривой нормаль-
ного распределения
а(г) = й е
где поверхностная интенсивность источ-
ника теплоты на расстоянии г от осн сопла,
из которого истекает струя газа; k — коэф-
фициент рассеяния струи газа.
Эффективная мощность струи газового тепло-
носителя в: основном зависит от скорости ис-
течения и газа", диаметра сопла, температуры
нагреваемой пластмассы.
Эффективная тепловая мощность (?) при кон-
тактнойдсплрвой сварке проплавлением пленки
в случае использования малоиперционных лен-
точных. нагревателей может быть выражена
следующи м образом:
: <7 = 0,24 п/2#, (1.4)
где R *— электрическое сопротивление ленты;
! — сила тока; протекающего по ленте; т|э — эф-
фективный КПД процесса, представляющий со-
бой отношение количества теплоты, введенной
в нагреваемую деталь, к тепловому эквива-
ленту электрической мощности, выделяемой леп-
той. ,:< ' г .
Экспериментальные данные показывают, что
т), изменяется в заметных пределах и зависит
от технологических условий и конструкции
нагревательного узла в целом. Значительное
количество теплоты поглощается опорными ох-
лаждаемыми поверхностями траверс прессов,
подложками и т. д. Практически при сварке
плевки на прессах значение т], изменяется в
пределах, 0,3--0,6,
Распространение теплоты в изделиях при
сварке. Теплота распространяется и cnapH^j
мых при нагреве деталях вследствие геилоп|К)-
водности. Расчетное определение темиера'гурКЦХ
полей при различных способах нагренн
ваемых деталей основано па схематизации теп-
ловых процессов. Известно, что тепловое пиде.р
теле можно формировать и.ч мгновенных то-
чечных источников. Процесс раса рост рангу.ИИ
теплоты в неограниченном теп.'кщроволнщщц ТС"
ле, согласно закону теплопроводности Фурье,
выражается дифференциальным уравнение^
дТ/д1=а(д2Т/дх2 ^Т/ду^+^Т/Лг*) ,
где а=А/су; с —удельная теплоемкость; у,«
плотность; А •- - коэффициент теплопроводности;
Т — температура, t время; х, у, z - коорди-
наты рассматриваемой точки. .....
Дифференциальному уравнению, выражаю
тему зависимость изменения те мн ер ату pt
от действия мгновенного источника чеПЛФТр
напряжением у, удовлетворяет решение в форт
Т(х, у, г, 0=?е’(л2+^+^/(4“0/(4л«0*/’/!
i (t.fl
Это выражение относится к источнику, TpU№
та от которого распространяется в трех ИЗ
мерениях, Изотермическими поверхностями тс В
нового поля в данном случае являются сферы
Для мгновенного линейного источники УрКД
пение, температуры имеет вид; •
Т{х,. у, 7) = ?e”tj;2+i'^(4a') / (4пв(). (J J
Изотермическими поверхностями hhjiwtci
цилиндры. Мгновенный плоский источник TfriOit)
ты, температурное поле которого заЙЙСИ
только от одной координаты .г, ёо.^ЙИ*’
линейное тепловое поле: :
. Т(х, () = уе -^/(4ai) / (4л«/)|/2 . . jl.t
Динамика процесса нагрева и охлаждения
тепловые поля, образующиеся при дниженю
источника или теплоносителя вдоль кзл<«ДП1
при сварке (сварка ультразвуком, термоцпн
тактная сварка нагретым клипом, сварка игру
ей нагретого газа с присадкой или без ирнснл
ки и т. д.) могут быть аналитически рнссчи
таны с помощью метода мгновенных точечны
источников. Весь тепловой яроцегс при *гш
разбивается на дискретно действующие тещн.
вые автономные источники, а затем их гепл<
вое действие суммируется.
Решение многих тепловых задач уже форма
лизовапо и осуществлено в работах икадемг
ков Н. ]-[, Рыкллипа и А. В. Лыкоп
ТВ ....-- :
нримеяшелыю к изделиям и» металл и ti<wu>-
П;нпстно решений справедливы для риснетов
при снарке плпстмасс. При этом следует учи-
тывнть, что пластмассы имеют другие тепло-
физические характеристики и для них требуют-
ся менее мощные источники теплоты.
Изменение температуры во времени в линей-
ном поле описывается уравнением
ЛТ/Ы^адЧ/дх*. (1.9)
Гюлыиннстно задач, связанных с расчетом
тепловых процессов при сварке пластмасс раз-
личными способами, может быть сведено к схе-
ме линейного теплового поля.
Дифференциальные уравнения тсплораспре-
делеиия применительно к конкретным задачам
ргццшт с учетом граничных условий. Исполь-
яуи чти уравнения, можно определять скорости
мигрени и охлаждения деталей в зоне
свирки и околсиповной зоне, МОЖНО ВЫЧИСЛЯТЬ
1'Лубииы проплавления в зависимости от тер-
мических параметров сварки, в свою очередь
чисчо .швисящих от механических парамет-
ров. 11лирнмер, при сварке трением они за-
висит от скорости вращения иля частоты колеба-
ний отрицаемых деталей.
1.4. МАТЕРИАЛЫ ДЛЯ ИЗГОТОВЛЕНИЯ
СВАРНЫХ КОНСТРУКЦИИ
Для изготовления сварных конструкций наи-
более широко применяют листы, трубы и плен-
КН из термопластичных полимеров—полиами-
Дои, полиолефинов, хлор- н фторсодержащих
полимеров и сополимеров, полиакрилатов, поли-
стирола, поликарбонатов, полиэтилентерефтала-
ТИ JАН, 52).
К полиамидам относятся гетсроцелные поли-
мер IJ. содержащие а основной цепи макромо-
лекулы амидные группы — СО—NH
11олиамиды могут быть алифатическими и
Иромитическлми в зависимости от того, с ка-
димо радикалами связаны группы — СО—NH .
Получи юг полиамиды поликонденсацией из диа-
минов и ди кар боновых кислот либо из ы-
яминокнелот или их эфиров, а также полимери-
вяцпей из лактамов аминокислот.
Ппзданин полиамидов складываются из при-
ставки «поли*, одного или двух корней,
пйочнпчию|цих исходные компоненты, и окон-
чания «амил», Широко применяют также сле-
дующие обозначения-, рядом ео словом
полипмад ставят одну или несколько цифр,
об(пнш1яютих число атомов углерода в исход-
им* продуктах. Например, полиамид, получен-
ный нз гексиметилеидипмина и адипиновой кис-
лоты, называете и поли гекса метилена ди пина ми-
лом или полиамидом-66.
Как алифатические, так и ароматические по-
лиамиды в большинстве случаев — кристалли-
ческие вещества с резко выраженной темпе-
ратурой плавления. Ароматические полиамиды
характеризуются более высокой теплостой-
костью и рядом других ценных свойств (устой-
чивы к воздействию растворителей и химических
реагентов, трудно воспламеняются, сохраняют
физико-механические и диэлектрические показа-
тели при высоких температурах).
В настоящее время отечественная промыш-
ленность выпускает главным образом алифати-
ческие полиамиды, используемые, для изготов-
ления волокоп, пленок, деталей машин. Из аро-
матических полиамидов промышленное приме-
нение получил только п ол н-п- фен и лена мид
(фенил отг).
Группа хлорсодержащих пластиков включает
главным Образом материалы на основе поли-
меров и сополимеров винилхлорида и винили-
детгхлорцда, а также центапласт [поли-
3,3-бис (хлорметил) океациклобутан]. Наибо-
лее широкое применение получили материалы
на основе поливинилхлорида в связи со срав-
нительно низкой их стоимостью, хорошими фи-
зико-механическими и электрическими свойства-
ми, а также способностью перерабатываться
практически всеми известными способами.
Поливинилхлорид (ПВХ) ••• полимер линейного
строения (—С На СНС1—.) с молекулярной
массой 50 000—120 000 и степенью кристалли-
зации до 10%. Основное количество поливинил-
хлорида, выпускаемого промышленностью, ис-
пользуется дли производства винипласта и плас-
тиката.
Винипласт представляет собой жесткий тер-
мопластичный материал, в состав которого кро-
ме поливинилхлорида входят наполнители, ста-
билизаторы, модификаторы и пластифицирую-
щие агенты; выпускается в виде листов, стерж-
ней, труб Пластикат -это техническое назва-
ние термопластичных смесей пластифицирован-
ного поливинилхлорида; применяется для изго-
товления прокладок, трубок, лент.
Значительный объем в производстве поли-
винилхлоридных материалов занимают пленки.
В зависимости от содержания пластификатора
различают пленки жесткие (0,5% пластифика-
тора) , полужесткис (до 15%) и мягкие
(более 15%). Мягкие пленки называются пле-
ночным пластикатом; жесткие — пленочным ви-
нипластом.
На основе поливинилхлорида изготовляют
также пенопласты. Обязательным компонентом
МДФ)Й»ЙЛ,ТЬ! ДЛЯ ИЗГОТОВЛЕНИЯ СВАРНЫХ КОНСТРУКЦИЙ
•..•я
смеси для производства пенопластов являются
пластификатор!.!, содержание которых опреде-
ляет степень их жесткости. Наиболее извест-
ны жесткие пепогюливинилхлориды - ПВХ-Г,
ПВХ-2, ПВС-1 и .эластичные •• ПХВЭ, винипор,
iieiiosji а ст.
Значительно более ограниченное применение
имеет пол и винилиден хлорид (—СН2—ССЬ ),
ввиду затруднений, связанных с его-переработ-
кой и стабилизацией. В промышленности ис-
пользуются главным образом сополимеры ви-
нилидепхлорида с винилхлоридом.
Кристаллические сополимеры-, содержащие
80 —95% випилиденхлорида (саран), использу-
ют для изготовления пленок, жестких И гибких
труб и других материалов, аморфные с
содержанием винилидепхлорида до 20% —для
изготовления жесткого листового материала
и различных негорючих деталей с. точными
размерами.
Очень 1(е]хт(ективеп хлорссдсржащий линейный по-
лимер пента пласт [ ^ОСЬЬС (СП-гС1) иСНг ],
ог.||ичато(цийся высокой-химическом стойкостью
и стойкостью к воздействию- органических
растворителей.
Пентапласт выпускают в виде листов,
используемых главным образом для футеровки
крупногабаритных химических аппаратов.
Под названием полиолефины принято подра-
зумевать группу материалов на основе высо-
комолекулярных соединений, образующихся при
гомо- или сополимеризации олефинов. К ним
принадлежат полиэтилен, полипропилен, поли-
изобутилен, поли ви и ил циклогексан, И0ЛИ-4-ме-
тилиентеп-1 и др.
Из -сополимеров олефинов наибольшее зна-
чение имеют этилеппроп иле новые каучуки. Боль-
шинство полиолефинов являются кристалличес-
кими полимерами со сравнительно высокой
степенью кристаллизации. По масштабу про-
мышленного производства и разнообразию
областей применения первые места среди полио-
лефинов принадлежат поли этилену и полипро-
пилену. Это обусловлено цепными технически-
ми свойствами этих полимеров, легкостью
их переработки в изделия, а также наличием
дешевого сырья. •
Полиэтилен ]- СН2—СН2 ]„ получают в на-
стоящее время несколькими способами; в зави-
симости от способа производства различают
пати этилен высокого давления (ПЭВД), или
низкой плотности (ПЭНП), и полиэтилен низ-
кого давления (ИЭНД), или полиэтилен высо-
кой плотности (ПЭВП1. ПЭНД отличается
т ПЭВД большей прочностью, жесткостью,
! । он ы ше । и гой тс пл ос той к ост!, ю.
Дли itwiiinpori плена | С|]} СЛЦСПзЦ»
характерно наличие трех стереоизомер о», р*1ЛЦ“
чающихся по свойствам. В техническом ОТМСИ
шепни наиболее важен изотактический ' ПОФФ
пропилен. При промышленном произиодеТ1Н
изотактического полипропилена всегда полу
чают полимер, представляющий собой смет!
практически всех стереоизомеров,
Области применения полиэтилена и полииро
пилена очень разнообразны: изготовление ПДО.
нок, труб, листов, изоляции, строительны)
деталей, емкостей, контейнеров и ряд други)
Изделий.
В зависимости от назначения в 1ЮЛН0ЛС
фины для придания им требуемых экенлув
тационных свойств вводят различные добвякр —
наполнители, пластификаторы, стабилизиторы
красители.
Фторопласты (фторлоны) это группа
тиков па основе полимеров различных, HW(I
сыщеппых фторсодержащих соединений,
В нашей стране разработано и выпуск*
ется большое число фторсодержащих ПОЛИМе
ров с самым разнообразным сочетанием фй
зико-мсхапических. термических, химическим )
реологических свойств [39].
Наибольшее техническое применение сред)
фтор содержащих полимеров получил фторо
пласт-4 (фторлон-4) — политетрафторэтилен
не содержащий никаких добавок и моднфикк
торов.
В отличие от других термопластов, фторо
пласт-4 не переходит в вязкотекучее согтоЯяН'
даже при температуре деструкции (Выше 41в“С
и поэтому не перерабатывается оВЪГЧИЫЙ!
для термопластов методами. Это затЬудЙяк
изготовление изделий из фторопласта-4 нЙ’ЬйД'
случаев исключает возможность np))KTH4ttH$Pi
применения его в конструкции. '
В настоящее время промышленностью' яы
пускается ряд новых плавких фгоропЛЯРГОН
способных заменить политетрафторэтилен, 3>Tt
фторопласты Ф-4М, Ф-40, Ф-42, Ф-3,' Ф-32Л
Ф-4НА, Ф-2 и др. Преимущество плавких фтб
роялистов СОСТОИТ В том, ЧТО ОШ! ЯВЛНЮТС!
термопластичными полимерами и могут под
вергаться многократной высокотемпературно!
переработке высокопроизводительным и методн
ми. Некоторые ил плавких фторопластов облн
дают избирательной растворимостью в прении
ческих растворителях. К таким растворнмыл
плавким фторопластам отроеитен фтороплие)i
Ф-42, Ф-32Л, Ф-4НЛ, Ф-2, Ф-2М.
Наиболее близок к фторопласту-4 по сонокуп
пости свойств фторогышст-4М (фторлоп4М)
его разновидности (Ф-4МБ, Ф-4МД); фторе
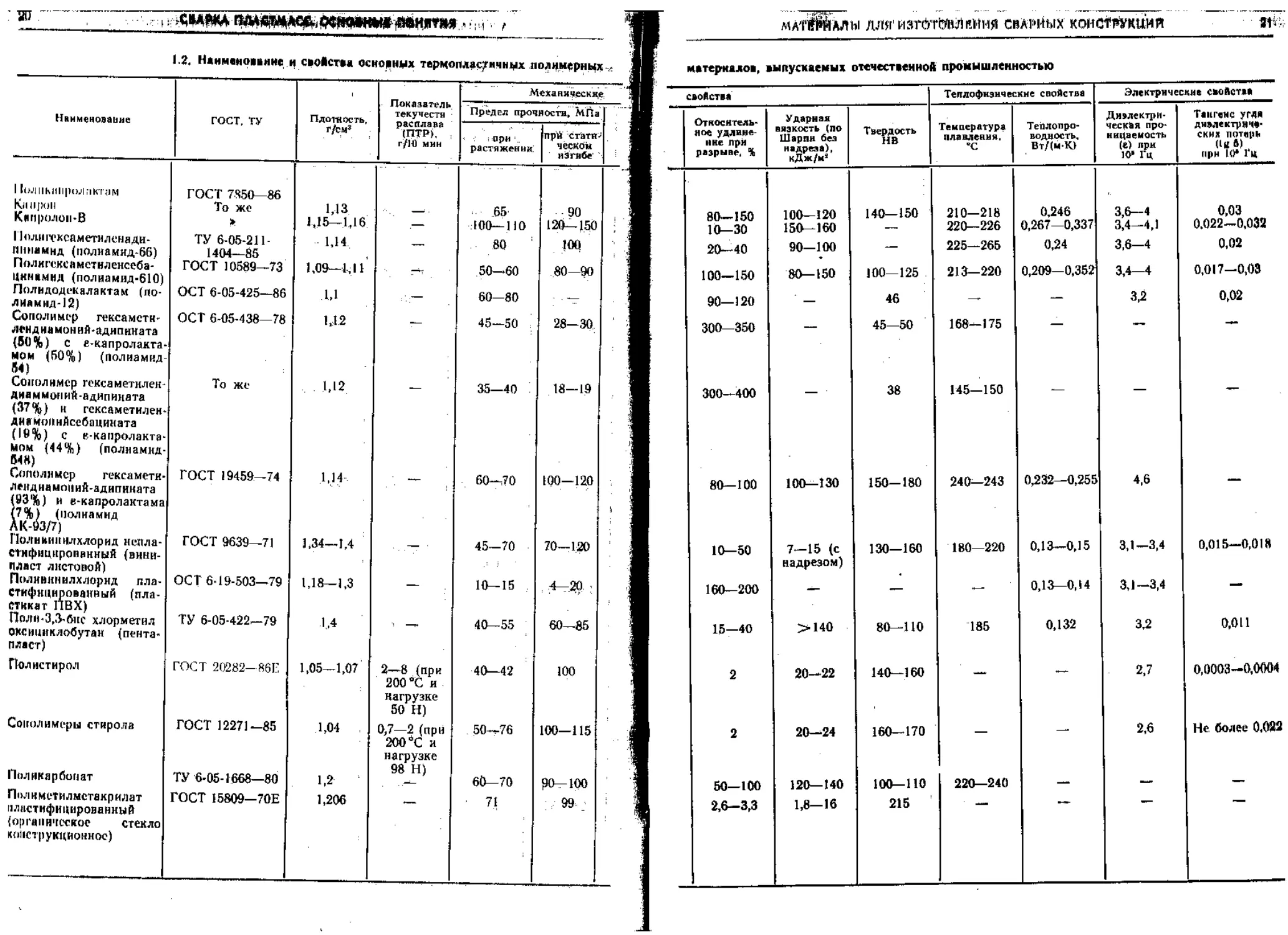
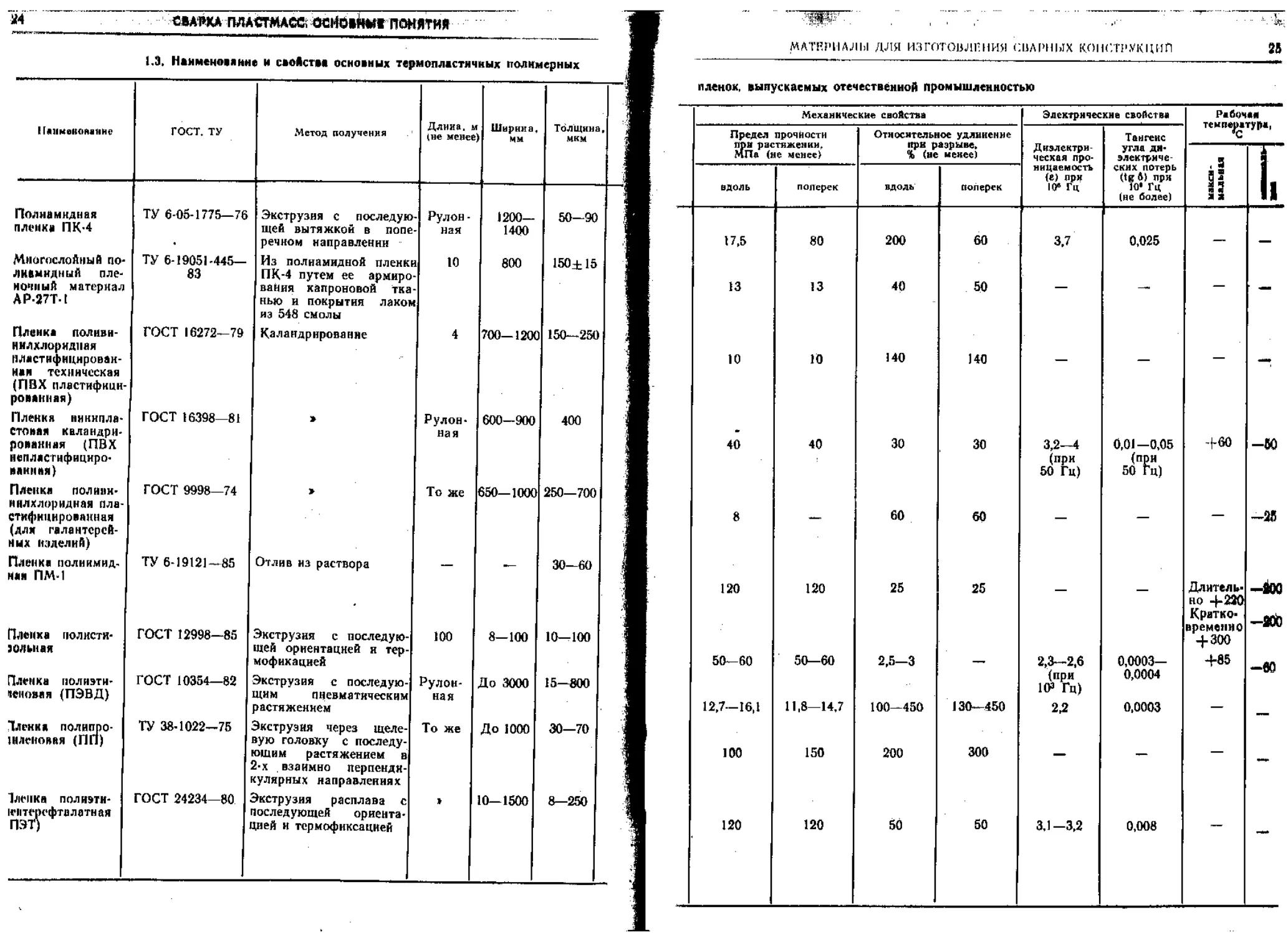
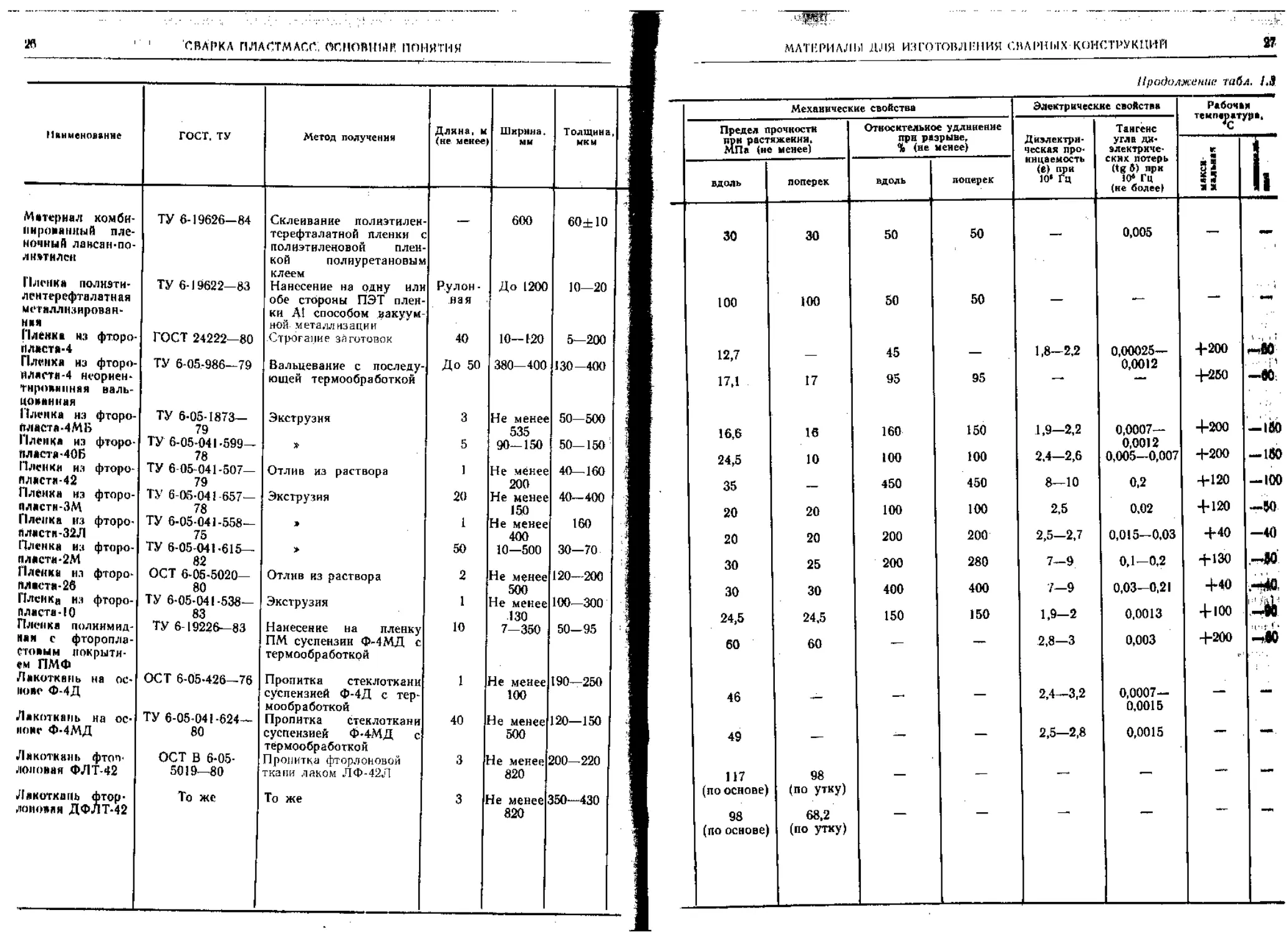
1.2. Наименование и свойства ос ионных термопластичных полимерных
Наименование ГОСТ, ТУ Плотность, г/см® Показатель текучести расплаве (ПТР>, г/Ц] мин Механические Предел прочности» МПа
•: ПРИ растяжении: . .. ттрй •ст'аТй* ческой изгибе
1 liWI 11КII11 рол II КТ<1 м ГОСТ 7850—86
Ки II 1)011 То же 1,13 : . : 65' 90
Кипролои-В > 1,15—1,16 — 400—110 120-150
П о л. и гексяметн лена ди- пнмамнд (полиамид-66) ТУ 6-05-211- 1404—85 1,14 80 10Q
П о л и гекс а м ст и л енсеб а - цкнкмнд (полиамид-610) ГОСТ 10589—73 1,09—1,11 7*1 50—60 80—90
Полидодекалактам (по- лиамид-12) ОСТ 6-05-425—86 1,1 60—80 • “Г"
Сополимер гексаметн- лендиамоннй-адипнната (80%) с в-капролакта- Мом (60%) (полиамид- М) ОСТ 6-05-438—78 1,12 45—50 : 28—30
Сополимер гексаметилен- диаммоний-адипината (37%) н гексаметилен- диамоиийсебацината (19%) с е-капролакта- мои (44%) (полиамид- 54 8) Сополимер гексамети- лендиамоний-адипината (93%) и в-капролактама (7%) (полиамид АК-93/7) То же 1,12 35—40 18—19
ГОСТ 19459—74 1,14 60—70 100—120
Полииипилхлорид непла- стнфициропинный (вини- пласт листовой) ГОСТ 9639—71 1,34—1,4 45—70 70—120
Поливинилхлорид пла- стифицированный (пла- стикат ПВХ) ОСТ 6-19-503—79 1,18—1,3 — 10—15 . 4 2(’ ;
Полн-3,3-бпс хлорметнл оксициклобутан (пента- пласт) ТУ 6-05-422—79 1,4 —* 40—55 60—85
Полистирол ГОСТ 20282—86Е 1,05—1,07 2—8 (при 200 °C и нагрузке 50 Н) 40—42 100
Сополимеры стирола ГОСТ 12271—85 1,04 0,7—2 (при 2006С и нагрузке 98 Н) 50—76 100—115
Поликарбонат ТУ 6-05-1668—80 1,2 60—70 р0—1Q0
Пол и метилметакрилат пластифицированный (органическое стекло конструкционное) ГОСТ 15809—70Е 1,206 ' 7!. 99 _
МатЖЙАЛЬ1 ДЛЯ' ЙЗГб'ТЙНЛКЙНЯ СВАРНЫХ КОНСТРУКЦИЯ at
материалов, выпускаемых отечественной промышленностью
свойства Теплофнзические свойства Электрические свойстаа
Относитель- ное удлине- ние при разрыве. % Ударная вязкость (по Шарли без надреза), кДж/м3 Твердость НВ Температура плавления. 'С Теплопро- водность, ВтДм-К) Дивлектри- ческая про- ницаемость (е) ври 10* Гц Тангенс угла днвле игр Ине- скин потерь (Ы а) при К)» Гц
80—-150 100—120 140—150 210—218 0,246 3,6—4 0,03
10—30 150-160 — 220—226 0,267—0,337 3,4-4,) 0.022—0,032
20—40 90—100 — 225—265 0,24 3,6—4 0,02
100—150 80—150 100—125 213—220 0,209—0,352 3,4—4 0,017—0,03
90—120 — 46 — — 3,2 0,02
300—350 — 45—50 168—175 — — —
300—400 — 38 145—150 — — —
80—100 100—130 150—180 240—243 0,232—0,255 4,6 —
10—50 7—15 (с надрезом) 130—160 180—220 0,13—0,15 3,1—3,4 0,015-0,018
160—200 — 0,13—0,14 3,1—3,4 —
15—40 >140 80—110 185 0,132 3,2 0,011
2 20—22 140—160 — — 2,7 0,0003-0,0004
2 20—24 160—170 — — 2,6 Не более 0,022
50—100 120—140 100—110 220—240 —. —. КН
2,6-3,3 1,8—16 215
Г Л
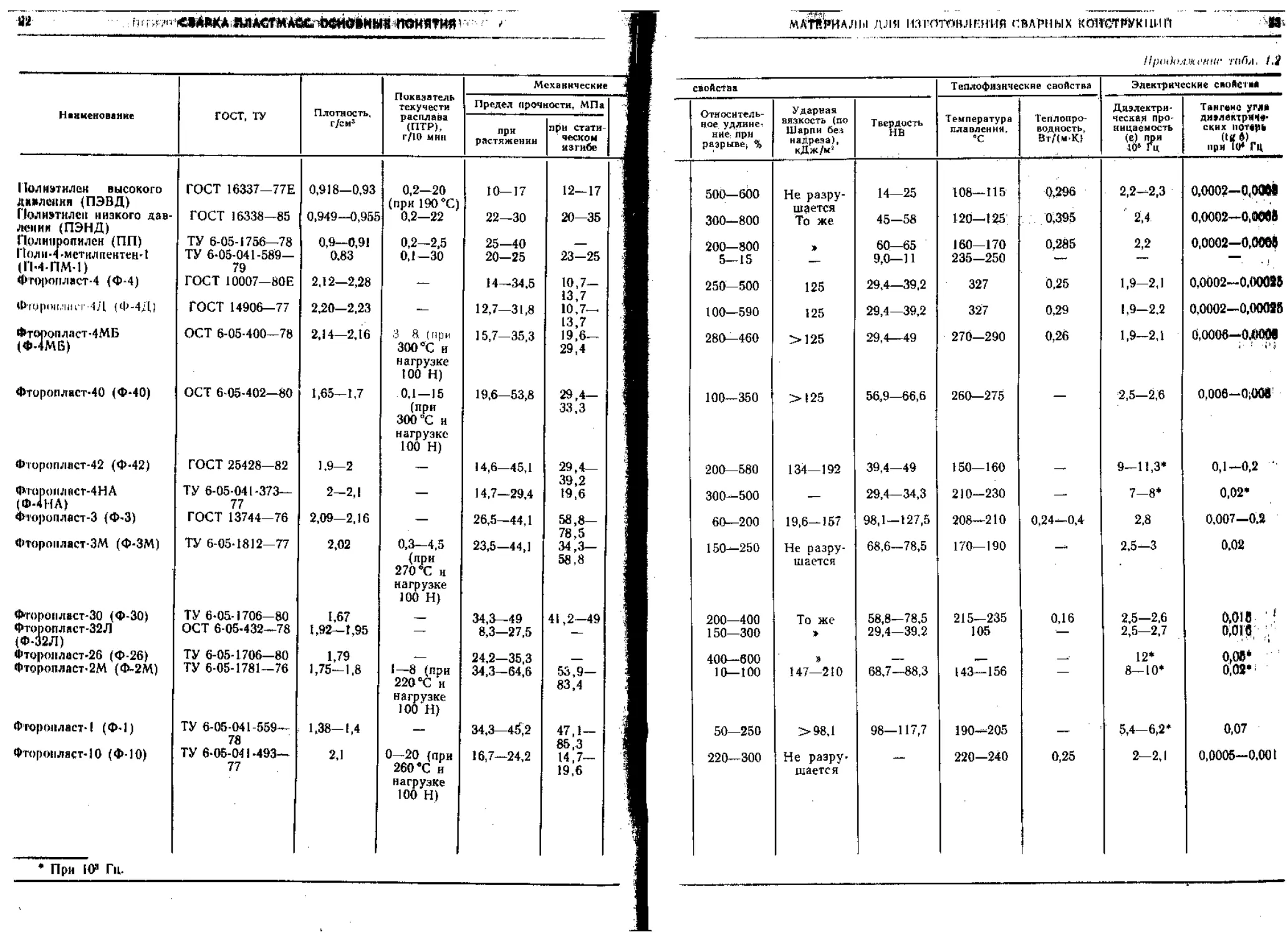
МЛТЙ^НАЛЫ для ИЗГОТОВЛЕНИЯ СВАРНЫХ КОНСТРУКЦИИ -W
flj><ll')l>.'lMi'Htt<- ТЧГ>Л. i.3
Наименование ГОСТ, ТУ Плотность, г/см3 Показатель текучести расплава (ПТР), г/10 мин Механические свойства Т еп лофиз нческ н е свойства Электрические своАстин
Предел проч кости, МПа Относитель- ное удлинен ние лрн разрыве, % Ударная вязкость (по Шарли fiea надреза), кДж/м1 Т вердисть НВ Температура плавления, X Теплопро- водность, ВтДм-К) Диэлектри- ческая про- ницаемость (е) при 10* Гц Тангенс угла диэлектриче- ских ПОТЧВЬ (tH S) при 10* Гц
при растяжении при стати- ческом изгибе
Полиэтилен высокого ГОСТ 16337-77Е 0,918—0,93 0,2—20 10—17 12-17 500—600 Не разру- 14—25 108—115 0,296 2,2—2,3 0,0002—0,00»
давления (ПЭВД) (при 190 °C)
Полиэтилен низкого дав- лении (ПЭНД) ГОСТ 16338—85 0,949—0,955 0,2—22 22—30 20—35 300—800 То же 45—58 120—125 0.395 2,4 0,0002—0,006ft
Полипропилен (ПП) ТУ 6-05-1756—78 0,9—0,91 0,2—2,5 25—40 — 200—800 60—65 160—170 0,285 2,2 0,0002—0,00»
11оли-4.метнлпентен-1 ТУ 6-05-041-589— 0,83 0,1—30 20—25 23-25 5 15 9,0—11 235—250 __
(П-4-ПМ1) 79
Фгорогтласт-4 (Ф-4) ГОСТ 10007—80Е ГОСТ 14906—77 2,12—2,28 — 14—34,5 10,7- 13,7 250—500 125 29,4—39,2 327 0,25 1,9—2,1 0,0002-0,00028
Ф’гор<>п..'нп’1-4Д (Ф-4Д) 2,20—2,23 — 12,7—31,8 10,7— 13,7 19,6— 100—590 125 29,4—39,2 327 0,29 1,9—2.2 0,0002—0,00028
Фтсмюп л а ст • 4 МБ ОСТ 6-05-400—78 2,14—2,16 3 8. (при 15,7—35,3 280—460 >125 29,4—49 270—290 0,26 1,9-2,1 о,ооов-олом
(Ф-4МБ) 300 °C и нагрузке 100 Н) 29,4 j • ; i1.?
Фторопласт-40 (Ф-40) ОСТ 6-05-402—80 1,65—1,7 0,1—15 19,6—53,8 29,4— 100—350 >125 56,9—66,6 260—275 2,5—2,6 0,006—0)008-
(при 300 °C и нагрузке 100 Н) 33,3
Фтороплист-42 (Ф-42) ГОСТ 25428—82 1,9—2 — 14,6—45,1 29,4— 39,2 19,6 200—580 134—192 39,4—49 150—160 — 9—11,3* 0,1-0,2 -
Фгороплйст-4НА ТУ 6-05-041-373— 2—2,1 14,7—29,4 300—500 29,4—34,3 210—230 7—8* 0,02*
(Ф-4нл> 77
Фторопласт-3 (Ф-3) ГОСТ 13744-76 2,09—2,16 — 26,5—44,1 58,8— 78,5 34,3— л 60—200 19,6—157 98,1—127,5 208—210 0,24—0,4 2,8 0,007-0.2
Фторопласт-ЭМ (Ф-ЗМ) ТУ 6-05-1812—77 2,02 0,3—4,5 23,5—44,1 150—250 Не разру- 68,6—78,5 170—190 2,5-3 0,02
(при 270 Т и 58,8 шастся
нагрузке 100 Н)
Фгоропласт-30 (Ф-30) ТУ 6-05-1706—80 1,67 — 34,3—49 41,2—49 200—400 То же 58,8—78,5 215—235 0,16 2,5-2,6 0,01В ' (
Фторопласт-32 Л (Ф-32Л) ОСТ 6-05-432—78 1,92—1,95 — 8,3—27,5 — 150—300 » 29,4—39,2 105 •— 2,5—2,7 о,ore-
Фторопласт-26 (Ф-26) ТУ 6-05-1706—80 1,79 -— 24,2—35,3 400—600 „• 12* 0.08*
Фторопласт-2М (Ф-2М) ТУ 6-05-1781—76 1,75-1,8 1—8 (при 34,3—64,6 53,9— 10—100 147—210 68,7—88,3 143—156 — 8—10* 0,02*;
220 °C и нагрузке 100 Н) 83,4
Фторопласт-1 (Ф-1) ТУ 6-05-041-559— 1,38—1,4 — 34,3—45,2 47,1— 50—250 >98,1 98—117,7 190—205 5,4—6,2* 0,07
Фторопласт-10 (Ф-10) 78 85,3
ТУ 6-05-041-493— 2,1 0—20 (при 16,7—24,2 14,7- 220—300 Не разру- 220—240 0,25 2—2,1 0,0005-0,001
77 260 ’С н нагрузке 100 Н) 19,6 шается
* При КУ Гц.
М " ' СВАРКА ПЛАСТМАСС ОСНОВНОЙ ПОНЯТИЯ
1.3. Наименование и свойств* основных термопластичных полимерных
11» н новошн не ГОСТ. ТУ хМетод получения Длина, м (не менее] Ширина. Мм Толщина мкм
Полиамидная пленка ПК-4 ТУ 6-05-1775—76 Экструзия с последую- щей вытяжкой в попе- речном направлении Рулон ная 1200— 1400 50—90
Многослойный по- лиамидный пле- ночный материал АР-27Т-1 ТУ 6-19051-445— 83 Из полиамидной пленки ПК-4 путем ее армиро- вания капроновой тка- нью и покрытия лаком из 548 смолы 10 800 150± 15
Пленка поливи- нилхлоридная пластифицирован- ная техническая (ПИХ пластифици- рованная) ГОСТ 16272—70 Каландрирование 4 700—1200 150—250
Пленка нинипла- стовая каландри- рованная (ПВХ непластнфнциро- ванмвя) ГОСТ 16398—81 Рулон* ная 600—900 400
Пленка поливи- нилхлоридная пла- стифицированная (для галантерей- ных изделий) ГОСТ 9998—74 > То же 650—1000 250—700
Пленка полнимид- наи ПМ-1 ТУ 6-19121—85 Отлив из раствора — 30—60
Пленка нолисти- эольная ГОСТ 12998—85 Экструзия с последую- щей ориентацией и тер- мофикацией 100 8—100 10—100
Пленка полнэтн- иеновая (ПЭВД) ГОСТ 10354—82 Экструзия с последую- щим пневматическим растяжением Рулон- ная До 3000 15—800
Пленка полнпро- 1нленоаая (ПП) ТУ 38-1022—75 Экструзия через щеле- вую головку с последу- ющим растяжением в 2-х взаимно перпенди- кулярных направлениях То же До 1000 30—70
Пленка полиатн- ivii терефталатная ПЭТ) ГОСТ 24234—80 Экструзия расплава с последующей ориента- цией и тсрмофиксацией 10—1500 8—250
МАТЕРИАЛЫ ДЛЯ ИЗГОТОВЛЕНИЯ СВАРНЫХ КОНСТРУКЦИИ
35
пленок, выпускаемых отечественной Промышленностью
Механические свойства Электрические свойства Рабочая температура.
Предел прочности при растяжении, МПа (не менее} Относительное удлинение при разрыве, % (не иенее) Диэлектри- ческая про- ницаемость (е) при 10“ Гц Тангенс угла дя- электриче- ских потерь (tg 6) при 10' Гц (не более)
, 3 н 11
ВДОЛЬ поперек ВДОЛЬ поперек
17,5 80 200 60 3,7 0,025 — —
13 13 40 50 — — — —
10 10 140 140 — — — ма*
40 40 30 30 3,2—4 (при 50 Гц) 0,01-0,05 (при 50 Гц) -1-60 -60
8 — 60 60 — — — -и
120 120 25 25 — — Длитель- но 4-220 Кратко- временно -)-зоо -200 -sob
50—60 50—60 2,5—3 -*• 2,3—2,6 (при 1№ Гц) 0,0003- 0,0004 4-85 -во
12,7—16,1 11,8—14,7 100—450 130*—450 2,2 0,0003 — —
100 150 200 300 — — —
120 120 50 50 3,1-3,2 0,008 __ "И*
26
СВАРКА ПЛАСТМАСС, ОСНОВНОМ ПОНЯТИЯ
Наименование ГОСТ. ТУ Метод получения Длина, м (не менее) Ширина, мм Толщина, ним
Материал комби- пнроваиный пле- ночный лансан-по- лнэтнлсн ТУ 6-19626-84 Склеивание полиэтилен- терефталатной пленки с полиэтиленовой плен- кой полиуретановым клеем — 600 60±10
1 Ijh’iikh по л нэт и- лентерефталатная металлизирован- ная ТУ 6-19622—83 Нанесение на одну или обе стороны ПЭТ плен- ки Д1 способом вакуум- ной- металлизации Рулон на я До 1200 10—20
Пленка из фторо- ri ласта-4 ГОСТ 24222—80 .Строгание заготовок 40 10—120 5-200
Пленка из фторо- пласта-4 неориен- тнроинцная валь- цованная ТУ 6-05-986—79 Вальцевание с последу- ющей термообработкой До 50 380—400 130—400
Пленка из фторо- пласта-4МБ ТУ 6-05-1873— 79 Экструзия 3 Не менее 535 50—500
Пленка нз фторо- пласта-40Б ТУ 6-05-041-599— 78 5 90-150 50—150 «
Пленки нз фторо- пласта-42 ТУ 6-05-041-507— 79 Отлив из раствора 1 Не менее 200 40—160
Пленка нз фторо- Пластн-ЗМ ТУ 6-06-041-657— 78 Экструзия 20 Не менее 150 40—400
Пленка нз фторо- пласт к-32 Л ТУ 6-05-041-558— 75 э 1 Не менее 400 160
Пленка из фторо- пласти-2М ТУ 6-05-041-615— 82 > 50 10—500 30—70
Пленка нз фторо- пласта-26 ОСТ 6-05-5020— 80 Отлив из раствора 2 Не менее 500 120—200
Пленка нз фторо- пласта- ю ТУ 6-05-041-538— 83 Экструзия 1 Не менее .130 100—300
Пленка полним и д- аан с фторопла- стовым покрыти- ем ПМФ ТУ 6-19226—83 Нанесение на пленку ПМ суспензии Ф-4МД с термообработкой 10 7-350 50—95
Лакоткань на ос- нове Ф-4Д ОСТ 6-05-426—76 Пропитка стеклоткани суспензией Ф-4Д с тер- мообработкой 1 Не менее 100 190—250
Лакоткань на ос- нове Ф-4МД ТУ 6-05-041-624— 80 Пропитка стеклоткани суспензией Ф-4-МД с термообработкой 40 Не менее 500 120—150
Лакоткань фтоп- лоиовая ФЛТ-42 ОСТ В 6-05- 5019—80 Пропитка фторлоновой ткани лаком ЛФ-42Л 3 Не менее 820 200—220
Лакоткань фтор- лоновяя ДФЛТ-42 То же То же 3 Не менее 820 350—430
МАТЕРИАЛЫ ДЛЯ ИЗГОТОВЛЕНИЯ СВАРНЫХ КОНСТРУКЦИЙ
27
Продолжение табл J.3
Механические свойства Электрические свойства Рабочая
Предел прочности при растяжении. МПа (не менее) Относительное удлинение при разрыве, % (не менее) Диэлектри- ческая про- Тангенс угла дк< электриче- те*сп«|М1 «г гур
ВДОЛЬ поперек вдоль поперек ницаемость (е) при 10' Гц скнк потерь (tg в) при 10* Гц (не более) МДКО1- калъви 1
30 100 12,7 17,1 16,6 24,5 35 20 20 30 30 24,5 60 46 49 117 (по основе) 98 (по основе) 30 100 17 16 10 20 20 25 30 24,5 60 98 (по утку) 68,2 (по утку) 50 50 45 95 160 100 450 100 200 200 400 150 50 50 95 150 100 450 100 200 280 400 150 1,8—2,2 .1,9—2,2 2,4—2,6 8—10 2,5 2,5—2,7 7—9 7—9 1,9-2 2,8—3 2,4—3,2 2,5—2,8 0,005 0,00025— 0,0012 0,0007— 0,0012 0,005-0,007 0,2 0,02 0,015—0,03 0,1—0,2 0,03-0,21 0.0013 0,003 0,0007— 0,0015 0,0015 4-200 4-250 4-200 4-200 4-120 + 120 +40 +130 +40 +юо +200 —-во ... .и -во —tab -150 -100 -50 -40 —ДО Ж -jo амв
CRAPKA ПЛАСТМАСС! ОСНОВНЫЕ ПОНЯТИЯ
и.'кк'т-'К) (фторлон-40) и фтороилпст-2 (фтор-
,iniit-2| отличаются исключительно высокой ат-
М1К’фе|Н)(.'1ойкост1>к> и радиационной стойкостью;
фторопласт 42 (фт орд он-42) способен образо-
выпить прочное волокно; фторопласт-3 (фтор-
jkiii 3) является практически без диффузионным
материалом, фтор он л а ст-26 (фторлон-26) от-
личает! высокой эластичностью и исключн-
ie,in.no высокой стойкостью к раздиру,
Вее плавкие фторопласты перерабатываются
методами прессования, экструзии, литья под
дшоетин м а могут быть использованы для из-
готовления пленок, труб, шлангов, листов, элек-
тро1гиц|Яциониых и стойких к агрессивным сре-
дам изделий.
Полистирол линейный высокомолекуляр-
ный полимер легко перерабатывается литьем
под даилепием, обладает хорошими оптически-
ми свойствами и низким фактором диэлек-
трических потерь при средних частотах. С дру-
гой стороны, полистирол легко подвергается
действию многих растворителей, имеет низкую
ит мосферостой кость, характеризуется низкой
теплостойкостью и высокой хрупкостью.
Создана серия сополимеров стирола с а-ме-
тиле) пролом, акрилонитрилом, метилметакри-
латом ; получен ряд сополимеров а-мстилстн-
P'juiu с акрилонитрилом и создана группа ак-
рил опитрнлбуТадненетирольных (АБС) пласти-
ков, отличающихся от полистирола повышен-
ной теплостойкостью и ударной прочностью.
Полимеры и сополимеры стирола используют
для изготовления пленок, нитей, пенопластов,
деталей светотехнической арматуры, деталей
холоди,.'шинков, облицовочных листов и плиток.
Группа акриловых пластиков включает тюли-
меры н сопол и меры акриловой и метакрило-
вой кислот и их производных. Наибольшее
чип пен и е среди акриловых пластиков имеет
пол н метил мета к рил ат, который в промышлен-
ности нолучпется преимущественно свободно-
радикальной полимеризацией метилметакрила-
та. Н зависимости от назначения в состав
шмимерн Ч1ННОННОЙ смеси могут входить пласти-
фикаторы, красители, стабилизаторы, а также
другие ,'|крилоиые мономеры.
Метилметакрилат представляет собой аморф-
ный прозри ни ый полимер, обладающий высокой
проницаемостью для излучения видимого и УФ-
ciieiiipn. IIpii нагреве до температуры выше
I2ITL г111лиметил метакрилат размягчается,
переходи т и выснкоэл нети чес кое состояние и лег-
ки формуется; выше температуры 200°C начи-
киетея 1ПМСТ1ШЯ деполимеризация полимера.
I h >л имен in мега к ]Ш ли г 1кит пил яетс я гл а вны м
поразим и пиле листового органического стекла.
Достаточно широкое применение получили
также сополимеры метилметакрилата с акри-
лонитрилом. По сравнению с полиметилме-
такрилатом эти сополимеры обладают более вы-
сокой твердостью и прочностью, применяются
главным образом для изготовления безосколоч-
ного ударопрочного органического стекла для
самолетов, автобусов и различных сооружений.
К поликарбонатам относятся сложные полиэ-
фиры угольной кислоты с общей формулой
(— О—R—О—СО—)„, Наибольший интерес
представляютлинейные ароматические поликар-
бонаты, получаемые путем поликонденсации
угольной кислоты и дифенолов. Это высоко-
плавкие. самозатухаюшие термопластичные по-
лимеры белого цвета.
Промышленное применение нашел главным
образом поликарбонат на основе бис-фенола А,
благодаря доступности исходного сырья, Это оп-
тически прозрачный материал, обладающий хо-
рошими диэлектрическими и поляризационными
свойствами.
Поликарбонат характеризуется более высокой
вязкостью расплава, чем другие термопласты,
однако может перерабатываться всеми широко
распространенными методами. Литьем под дав-
лением из него получают детали для холо-
дильников, телевизоров, калориферов. Методом
экструзии изготовляют стержни, листы, трубы,
шланги, пленки (с последующим раздувом),
а также различные полые детали. Прессова-
нием получают прозрачные панели с гладкой
поверхностью.
Благодаря низкой склонности полимера к пол-
зучести, изделия из поликарбоната характери-
зуются высокой стабильностью размеров, Свой-
ства основных промышленных марок термо-
пластов приведены в табл 1.2.
По масштабу промышленного производства
и разнообразию областей применения одно из
первых мест среди термопластичных полимер-
ных материалов занимают пленки. Наибольшее
распространение получили пленки из полиами-
дов, поливинилхлорида, полиолефинов, поли-
стирола, поливинилиденхлорнда, полиэтиленте-
рефталата, поливинилового спирта. Большинст-
во термопластов перерабатывается в пленки
методом экструзии; промышленное применение
получили также способы изготовления пленок
поливом из растворов и дисперсий, каландриро-
ванием, строганием заготовок, прессованием,
Полимерные пленки находят широкое приме-
нение в качестве упаковочных и электро-
изоляционных материалов, используются для со-
оружения искуственных водоемов, каналов, пар-
никовых крыш, теплиц, применяются и качест-
МАТЕРИАЛЫ ДЛЯ ИЗГОТОВЛЕНИЯ СВАРНЫХ КОНСТРУКЦИИ
ве кипофотбматерйалов и декоративно-отде-
лочных материалов.
Свойства и ассортимент основных : марок
гермопластичных полимерных пленок, выпуска-
емых' отечественной промышленностью, приве-
дены в табл. 1.3.
В последнее время значительно увеличился
объем применения пластмассовых труб для со-
оружения магистральных трубопроводов И тех-
нологических трубопроводов на предприятиях
химической, нефтехимической, металлургичес-
кой и других отраслей промышленности. Для
изготовления труб применяют полиэтилен,
винипласт, полипропилен и фторопласт-4.
Трубы из полиэтилена, винипласта и поли-
пропилена изготовляют методом 'экструзии; гру-
бы из фторопласта-4 - методом прессовании
порошка Ф-4 в бесшовную стальную трубу-
матрицу с последующей термообработкой,
Сортамент труб, выпускаемых промышлен-
ностью, приведен в табл. 1.4 - 1.6.
Достаточно широкое применение получили
1.4. Размеры напорных труб Из полиэтилена низкого давления,
полиэтилена высокого давления (ГОСТ 18590—83)
«г полипропилена (ТУ 38-102-100—78)
Средний Полвэтнлер низкого давления (высокой плотности) Полиэтилен высокого давления (ннакой плотности) Полипропилен
диаметр, мм Толщина стеган, мм Толщина стенки, мм Толщина станки, МИ
л сл | с т « i сл | с 1 т Л 1 с т
10 2 —— 2 —.
12 . 2 __ —г— 2
16 - 2 2 2,7 омыв,
20 1, 1,1^ 2 2,2 3,4 <«•
25 — 2 2,3 WV4 2 2,7 4,2 1* —
32 2 3 2 2,4 3,5 5,4 — 2.5
40 . 2 2,3 3,7 2 3 4,3 6,7 — 3.1
50 2 2,8 4,6 2,4 3,7 5,4 8,4 — 2,4 3.9
63 2 2,5 3,6 5,8 3 4,7 6,8 10,5 3 4.9
75 2 2,9 4,3 6,9 3,6 5,6 8,1 12,5 3,6 5.1
90 2.2 3,5 5,1 8,2 4,3 6,7 9,7 15 4,3 7
110 2,7 4,3 6,3 10 5,3 8,1 И,8 18,3 2,3 5,3 3,5
125 3,1 4.8 7,1 Н .4 6 9,3 13,4 20,9 2,6 6 •Л
140 3,5 5,4 8 ' 12,8 6,7 10,4 — 2,9 6,7 0,3
160 3,9 6,2 9,1 14,6 7,7 11,9 — 3,3 7.7 м
180 4,4 7 10,2 16,4 — — 3,7 8,6 8 9
200 4,9 7,7 11,4 18,2 — —— 1 4,1 9,6 5,4
225 5,5 8,7 12,8 20,5 4,6 10,8
250 6,1 9,7 14,2 22,8 -ме 5.1 11.9
280 6,9 10,8 15,9 25,5 . ___ *** 5,8 13,4
315 7,7 12,2 17,9 28,7 6,5 15
355 8,7 13,7 20,1 32,3 —И, m
400 9,8 15,4 22,7 36,4 ь— __ ми —а
450 И 17,4 25,5 41 —
500 12,2 19,3 28,3 45,5
560 13,7 21,6 31,7 —1 — —— — __ —
630 15,4 24,3 35,7 ; —— —
710 17,4 27,4 40,2 — -
800 19,6 30,8 45,3 — __ —
900 22 34,7 _— —
1000 24,4 38,5 —
1100 29,3 46,2 —W — ‘— — — — — —
Примечание. Л — легкий тип на рабочее давление до 0,25 МПа; СЛ — средне-
легкий тип на рабочее давление до 0,4 МПа; С — средний тип на рабочее давление ДО
0,6 МПа; Т — тяжелый тип на рабочее давление до 1 МПа.
30
СВАРКА ПЛАСТМАСС. ОСНОВНЫЕ ПОНЯТИЯ
1.5. Размеры труб ПВХ-100
(ТУ 6-19-231—83)
1.6. Сортамент труб нз фторопласта-4
(ТУ 6-05-987—79)*
Средний наружный диаметр, Толщина стенки, мм Условный проход труб, мм Наружный диаметр, им Толщнна стенкн, мм
СЛ с Т ОТ
25 2,5
32
10 . 1 40 50 3
12 1 50 58 4,5
16 1,2 50 64 4
20 — 1.5 55 68 4
26 —— 1,5 1.9 60 79 5
32 1,8 2,4 75 87 5; 6
40 __ 1,8 1,9 3 80 95 6
80 1,8 2,4 3,7 100 115 6; 7
63 ММ, 1,9 3 4,7
76 1.8 2,2 3,6 5,6 * Для транспортировки агрессивных сред
№ 1,8 2,7 4,3 6,7 при давлении до 0,5 МПа.
110 2,2 3,2 5,3 Я 2 -
9,3
126 2,6 3,7 6 также листовые термопластичные материалы
140 2,8 4,1 6,7 10,4 для футеровки химических аппаратов, изго-
160 160 200 3,2 3,6 4 4,7 5,3 5,9 7,7 8,6 9,6 11,9 13,4 14,9 товления оборудования гальванических цехов (гальванических ванн и других деталей),
226 4,5 6,6 10,8 16'7 остекления самолетов, автобусов и других
260 4,9 7,3 1^9 18,6 сооружений.
280 5,5 8,2 13,4 20,8 В виде листов выпускается полиэтилен
316 6,2 9,2 15 23,4 (НУИД и 11ЭВД), полипропилен, винипласт, пластикат, пентапласт, полистирол, полиметил-
Примечание. СЛ — среднелегкий тип метакрилат, поликарбонат.
иа рабочее давление до 0,4 МПа; С—сред- Отечественная промышленность выпускает
ний тип на рабочее давление до 0,6 МПа; наполненные пластики; армированные пленки,
Т — тяжелый 1 МПв- ОТ — тип на рабочее давление до лсойо тяжелый тип на оабо* обладающие высокой прочностью; трубы и дета-
чее давление 1,6 МПа. ли из термопластов, наполненных стекловолок- ном. Выпускаются пластики сложных комиози-
-------------------------------------------------- НИЙ.
:W
Глава 2
СВАРНЫЕ СОЕДИНЕНИЯ И ШВЫ
2.1. ТИПЫ ШВОВ
И СВАРНЫХ СОЕДИНЕНИЙ;
КОНСТРУКТИВНЫЕ ЭЛЕМЕНТЫ;
УСЛОВНЫЕ ИЗОБРАЖЕНИЯ
И ОБОЗНАЧЕНИЯ
Основные типы сварных соединений из поли-
этилена и полипропилена толщиной 1 —100 мм,
выполненные газовым теплоносителем с приса-
дочным прутком, экструдируемой присадкой и
термоконтактной (контактной тепловой) свар-
кой, а также из винипласта толщиной 2—20 мм,
выполненные газовым теплоносителем с приса-
дочным прутком, определены ГОСТ 16310—80.
Различные способы сварки по ГОСТ lf>310
80 обозначаются следующим образом: Г
газовым теплоносителем с присадочным прут-
ком; Э экструдируемой присадкой; К—
термоконтактная. Условные изображения и обо-
значении различных типов сварных соединений,
диапазон толщин свариваемых деталей, приме-
няемые способы сварки, конструктивные эле-
менты и размерь; подготовленных кромок и швов
сварных соединений, а также допустимые откло-
нения от указанных размеров, установленные
стандартом, приведены в табл. 2.1—2.3.
При газовой и экструзионной сварке разно-
толщинных деталей на детали, имеющей боль-
шую толщину, должен быть сделан скос с одной
или двух сторон до толщины тонкой детали.
Конструктивные элементы и размеры подго-
товленных кромок и швов угловых и тавровых
соединений распространяются на соединения
при угле между деталями 90±5с.
Некоторые типы сварных соединений, ука-
занные в настоящем стандарте, с гТомощью
таких методов сварки могут быть выпол-
нены из других материалов. Так, все типы сты-
ковых, угловых, тавровых и нахлесточных сое-
динений могут быть выполнены из пентапласта
толщиной 2- 20 мм нагретым газом и экстру-
зионной сваркой; соединения Н, и Н; из фто-
ропласта-4 ТОЛЩИНОЙ 1.3 мм могут быть вы-
полнены термоконтактной сваркой; этим же ме-
тодом могут быть выполнены стыковые соедине-
ния типа С| из органического стекла толщиной
2 100 мм. Помимо тех типов сварных соеди-
нений, которые установлены ГОСТ 16310 80
при сварке полиэтилена, полипропилена, пента-
пласта, фторопласта-4 и органического стекле,
термоконтактной сваркой может быть выполнено
стыковое соединение со скосом двух кромок
с условным обозначением Сщ.
Основные типы сварных соединений из поли-
этиленовых пленок толщиной 30— 500 мкМ,
выполненных термоконтактной сваркой (кон-
тактной тепловой, в том числе и тер моим пул ве-
ной), газовым теплоносителем, инфракрасным
излучением и экструдируемой присадкой усы-
новлены ОСТ 1.41117—87. В этом ста.ндярт»
приняты следующие обозначения способом смр-
ки: ГТ — газовыми теплоносителями бел при-
садки, К — термоконтактная, КТИ - КОНТХХТ-
ная термоимпульсная, ПК - - инфракрасным Из-
лучением, ЭП — экструдируемой присадкой. Ус-
ловные изображения и обозначения различных
типов сварных соединений, конструктивные эле-
менты и размеры подготовленных кромок Сб-
риваемых деталей и выполненных швов при-
ведены в табл. 2.4.
Указанные в этом стандарте соединения Н ря-
де случаев могу'т быть выполнены с помощью
других способов сварки, а также из других
материалов. Так, соединения типа Ст С»,
Н( — Н3, Pi — Р5 можно выполнять тер,КОКОН-
тактной сваркой (К и КТИ) из пленок ПОДИ*
пропилена, плавких фторопластом (Ф-НМв,
Ф-40, Ф-42, Ф-4НА, Ф-ЗМ. Ф-30, Ф-32Л, <ММ,
Ф-10), термопластичного полиуретана (ТПУ)|
Н3, Р4 - из пленок фторопласта-4 п др, Cot-
динения типа Сз — Се, Hi — Ни, Р, — Рк МОГУТ
быть выполнены также высокочастотной мар-
кой в случае пленок, хорошо свариваемых WHM
методом — поливинилхлоридных, полиимид-
ных, некоторых фторопластовых пленок (Ф-2М.
Ф-32Л, Ф-26, Ф-42, Ф-4НА), пленок на термо-
пластичного полиуретана и др. Сварные сое-
динения типа И, и Pi могут быть выгни!-
пены ультразвуковой сваркой в случае тонких
ориентированных полиэтилеитерефталатных и
полипропиленовых пленок.
Помимо типов сварных соединений, уста-
новленных ОСТ 1.41117 87, при сварке пленок
можно применять нахлесточное соединение с
заделкой кромок, выполненное двусторонней
термокоитактной, высокочастотной либо ультрн-
звуковой сваркой (ем. табл, 2.5, условное обо-
значение ][?)-
Ткп соедивевял
н форма подтел ав-
ленвых кромок
Стыковое без ско-
са кромок
Стыковое со ско-
сом одной кромки
То же
Стыковое с двумя
симметричными
скосами одной
кромки
2.1. Услоааые обезяачемяя, жмбражиями и размеры (мм) стыковых
к нахлесточных сырных соедмешВ клвтаиш я аолмяромилена
тшвшюй 1—100 мм а вяияыаста толжино* 2—20 мм
Односторонний
Односторонний на
съемной подклад-
ке
Характер
выполкеавого шва
подготовленных кромок
свариваемых деталей
Односторонний на
остающейся под-
кладке
Двусторонний
Односторонний
Односторонний на
съемной подклад-
ке
Односторонний на
остающейся под-
кладке
Двусторонний
Двусторонний
Конструктиве ые элементы
шва сварного соединения
в
с д ! Г э 4—6 7—9 10-12 13—15 16—18 19—20 0 3 — 10 16 18 20 24 26 — 45
J я г э 4—6 7—9 10-12 13—15 16-18 19—20 2 3 — 10 16 18 20 24 26 — 45
Г 4-6 10
7—9 16
10-12 о 18
Э 13—15 2 20
16—18 24
19-20 26
45
Г 4—6 10
7—9 16
Э 10—12 13-15 0 3 3 18 20 3 45
16—18 24
19—20 26
Г 8—Ю 16
11—13 18
э 14-16 0 3 20 — 45
17—19 24
90 Ж
S
"Продолжена* табл. 2.1
Тп соединенна форма водготоя- леяных хромое Характер выпопеявого ява Условное обовкдчемне сварного сов- днаеннл Камстртктпвпк мекеяты Способ сыр- ки со 1 со -о 5 (l=F) ’> S ч в X ••а h> не бодая a* (d=3) |
подгеггоыепых громок свариваемых деталей шва сварного соединения
Односторонний
Си
£
Стыковое со ско-
сок двух кромок
То же
Односторонний на
съемной подклад-
ке
Г Э mfrr 8 0ОСЛВ»(ОО> 0 3 2 8 16 18 23 26 29
Г э 7—9 10—12 13—15 16-18 19—20 0 3 — 8 16 18 23 26 29
> Односторонний на остающейся под- кладке Cls Г>, 6. .С г / 1 1 г э 4—6 7—9 10—12 13—15 16—18 19-20 0 3 8 16 18 23 26 29 — 30
>SJ
рндд
15 min 2 min 11 1
Стыковое со ско- сом двух кромок Двусторонний 013 |— а. «*>| г э 4-6 7—9 10—12 13—15 16—18 19-20 0 3 8 16 18 2 30
«о
5=J £3 26 29 4
Стыковое с двумя симметричными скосами двух кро- мок > Си L'‘ lljLwa ’ 1 s=st
Стыковое со ско- сок кромок — Двусторонний - — Си ос <-Г, S4T,
Нахлесточное без скоса кромок Односторонний Н1 S,iS 8*2(1,+$?'} Ittl di
мМБ!
То же П » Ж КГ . « « « Двусторонний Н. : S,*S 8*2(1,+S2)
_/r Г э 8-10 11—13 14—16 17—19 20. 0 3 19 23 26 30 34 — 35
Ж к 3—5 5-10 10—15 15—20 к_ Г2— 18 ЕЯ- 25
K-J к с г э 2—20 1—20 0
в 9 !<|
J k-1 г 2-20 0 1
—И+ э 1—20
•L
СПАРНЫИ СОЕДИНЕНИЯ И Itltlhl I ТИНЫ ШВОВ И СВАРНЫХ СОЕДИНЕНИЯ; КОНСТРУКТИВНЫЕ ЭЛЕМЕНТЫ
е
Угловое со скосом одной кромки Односторонний у. 4 1 г Э 4—6 7—9 10-12 13-15 16—18 19-20 0 3 » 10 16 18 20 24 26 45
ь
То же У» rvi L г э 4—6 7—9 10—12 13—15 16-18 19-20 0 3 — 10 16 18 20 24 26 45
$!
Jb TJf*
Угловое с двумя сямметрнчнымн скосами двух кро- мок Двусторонний У} сс - Z '* г э 8—10 11—13 14—16 17—19 20 0 3 2 16 18 20 24 26 45
s, s^s
Угловое со скосом двух кромок Односторонний ув |< 1 £ -w-1 г э 4—6 7—9 10—12 13—15 16—18 19—20 0 3 — 8 16 18 23 26 29 30
J
ь S, P-S
То же » У. .ОС г э 4-6 7—9 10—12 13—15 16—18 19—20 0 3 2 8 16 18 23 26 29 30
is Р=$ 1 b c£i i
ТИПЫ IJIHOH II СВАРНЫХ СОЕДИНЕННО; КОНСТРУКТИВНЫЕ ЭЛЕМЕНТЫ
а»
38
спарник соединения и швы
2.3. Условные обозначения, изображения
соединений полиэтилена,
Тип соединения и форма подготоа- лваных кромок Характер выпод- ненаого шва Условное обозначе- ние сварного соеди- нения Конструкта вв ые
подготовленных кромок свариваемых деталей
Тивродое без ско- си кромок Односторонний L Ч' J S 'О .
То же Двусторонний Та
Тавровое со ско- сом одной кромки Односторонний т, * ts -'Лее
То же Двусторонний Т, I
5, »S
Тавровое с двумя симметричными скосами двух кро- мок ч Ъ о| № в и 1 ш
S, >5- ‘
ТИПЫ Итон И СВАРНЫХ COl-ДИПEHHR; КОНСТРУКТИВНЫЕ ЭЛЕМЕНТЫ
I
и размеры (мм) тавровых сварных
полипропилена « винипласта
элементы Способ сварки S й (+О е (+21 li не йолм ' 1 •т (»
шла сварного соединения
. . к г э 2—4 5—7 8—10 11—13 14—16 17-19 20 0 — 1 >.' м
л г э 2-4 5—7 8—10 11—13 14—16 17—19 20 0 —"
||| 1111 К
!
г э 4—6 7—9 10—12 13-15 16-18 19— 20 0 3 5 7 9 11 13 10 16 18 20 24 26 и 7
г2 1 г э 4—6 7—9 10—12 13—15 16—18 19—20 0 3 5 7 9 11 13 10 16 18 20 24 26 i-*;
г э 10-12 13-15 16—18 19—20 0 5 7 9 11 18 20 , 24 26
Ml ®!й!
Ковструэспокые вдемеяты
Тки соеди-
вевжя
Характер
выполненного шва
Лодготомеияых кромок
свариваемых деталей
шва сварного соедмненвя
6S
Стыковое
Односторонний без
дополнительных
накладок
Двусторонний без
дополнительных
накладок
Са
ЭП
ЭП
0,03—0,5
0,2—0,5
6?
5=83,
> Односторонний с одной дополни- тельной наклад- кой Сз С. к 0,03—0,1 4±!
Гнм1| 1 -U кти 0,03—0,2 4±;
Двусторонний с одной дополни- тельной наклад- кой С5 с, । w7||/£i к КТИ 0,1—0,2 0,2—0,5 4+Г 6±*
> Двусторонний с двумя накладками Ст “Ш 15тах, гиЗ С/5* ЕЗ Л к кти 0,03-0,2 5±J
Cs п
м л Птах ! I 4 ¥ — b=bf кти 0,2—0,5 «±1
Нахлесточ- ное Односторонний И]
Н»
Двусторонний н3
Односторонний с наружной уклад- кой экструдата н.
К 0,03—0,1 4+1(Для 3 = 0,034- 0,2); 6tf (для 3=0,24-0,5)
кти ГТ ик 0,03—0,2 0,03—0,2 0,03—0,5
кти 0,2—0,5
ЭП 0,03—0,2 —
Односторонний с
заделкой кромки
’,5max
Iff###
> Двусторонний с заделкой кромок н« !5тах, Н ГД=1
п
ЭП 0,03—0,5
ЭП 0,03-0,5 —
к 0,03—0,1 41} (для 3 = = 0,034-0,2); 6±} (для 3 = = 0,24-0,5)
кти ГТ 0,03—0,2 _
ик | (ЦЙ—03
1
42
СВАРНЫЕ СОЕДИНЕНИЯ И 1НВЫ
«ч
мхи
’ЯНЯНМвЭ
(МОН hod
ЛЯЗ ЯНН
< ЯММСОрО
»0НЖО1Г»Л
СВАРОЧНЫЕ ДЕФОРМАЦИИ И НАПРЯЖЕНИЯ
<1
Основные типы сварных соединений из ар-
мированных пленок толщиной 0,5 —1,5 мм как
равпотолщинных, так и разнотолщинных с дву-
сторонним и односторонним нанесением термо-
пластичного покрытия из поливинилхлорида,
полиамида, полиэтилена, полипропилена и дру-
гих термопластов, выполненные контактной теп-
ловой {термоконтактной) прессовой сваркой,
определены ОСТ 102-47—78. Условные изобра-
жения и обозначения различных типов сварных
соединений, конструктивные элементы и разме-
ры подготовленных кромок свариваемых деталей
и швов, установленные настоящим стандартом,
приведены в табл. 2.5--2.7; условное обозна-
чение способа термоконтактной (контактной теп-
ловой) прессовой сварки - КПТ (соответству-
ет обозначению К в ОСТ 1.41117—87).
Кромки швов сварных соединений из арми-
рованных пленок (за исключением соединения
типа Hj) должны быть заправлены слоем
термопласта, который герметизирует шов и об-
разует плавный переход к основному мате-
риалу, при этом толщина материала шва
должна быть не менее одинарной толщины
свариваемой пленки.
Сварные соединения армированных пленок
могут быть выполнены контактной термоим-
пулт.сной сваркой (КТ14), а также высокочастот-
ной прессовой сваркой в случае армированных
пленок и других комбинированных пленочных
материалов с двусторонним и односторонним на-
несением термопластичного покрытия, хорошо
свариваемого этим методом — поливинилхлори-
да, термопластичного полиуретана, некоторых
плавких фторопластов (Ф-2М, Ф-32Д Ф-26,
Ф-42, Ф-4НА) и др.
Типы сварных соединений трубопроводов из
полиэтилена высокого давления, полиэтилена
низкого давления и полипропилена, выполнен-
ные контактной тепловой (термоконтактной)
сваркой оплавлением, определены ОСТ
102-63-81. Условные изображения и обозначе-
ния различных типов сварных соединений трубо-
проводов, конструктивные элементы и размеры
подготовленных кромок свариваемых деталей и
швов, установленные указанным стандартом,
приведены в табл. 2.8—2.11.
Принятые обозначения способов контактной
тепловой сварки оплавлением: КТс - контакт-
ная тепловая стыковая, КТр- контактная теп-
ловая враструб, КТрс — контактная тепловая
раструбно-стыкова я,
Принятые обозначения конструктивных эле-
ментов: $ толщина стенки трубы, S, тол-
щина стенки присоединяемой детали (или трубы);
1)„ наружный диаметр трубы; d„ наружный
диаметр присоединяемой детали; с/Л ~ ннуг|н|)
иий диаметр присоединяемой детали; I — 1р
личина нахлестки соединяемых деталей я Tpyi
L — длина муфты, заглушки; С — зазор'в ей
ке; е— величина перекоса торца; b — ШНрН!
грата; h — высота грата; k — выпуклей?!
сварного шва; / — припуск на оплавление
осадку свариваемых торцов; <р — угол срез* ТО
ца трубы.
Основные типы сварных соединений, указа
ные в ОСТе, могут быть выполнены ко
тактной тепловой сваркой трубопроводов
других материалов — винипласта н 1№ЙТ
пласта.
При сварке трубопроводов из полнэтнлец
полипропилена, винипласта нагретым гя4ОМ
присадочным прутком и экструдируемой , пр
садкой могут быть выполнены отдельные тип
сварных соединений, установленные фля »Т1
материалов и методов сварки ГОСТ 16310—I
(С1т С2, Сз, Сю, С|Д, HQ. Особым иилХ*Т1
вопрос сварки труб из фторопласта-41 ткг
сварных соединений трубопроводов нз »to
материала рассмотрены в гл. 5. ,
2.2. СВАРОЧНЫЕ ДЕФОРМАЦИИ
И НАПРЯЖЕНИЯ
При выполнении сварки, если не Ир
принимать специальных мер, свариваемые де
ли деформируются. Деформации вызываю1
в основном двумя причинами: нерааиом^рн
нагревом и охлаждением свариваемыхдйта;
и усадочными процессами, протекающими
шве при его переходе из вяэкотекучеуб €
тояния в высокоэластнческое и стйКЛООфраэ
(в случае сварки аморфных плвСтмИСб)/, 1
при последующей кристаллизации (и фну
сварки кристаллических пластиков) 117] *
Сварочные деформации и папряже1|Ий
носятся к собственным, так как она нм*
место в сварной конструкции при (исутСТ!
внешних сил. Деформации свариваемых деги,
я конструкций, развивающиеся в них И и
цессе сварки, т. е. в процессе нагрева и нече
ющие по окончании сварки, называются врем
ними. Деформации, не исчезающие после си
ки, называются остаточными.
Деформации возникают под действием bi
ренних напряжений: <зг — продольные new
ные напряжения, действующие вдоль и
остаточные напряжения, действующие
перек шва; <ь — остаточные напряжении, ;
ствующие вглубь (перпендикулярно к плоек!
пластины), Напряжения о, могут аяметио i
CBAI'ilbir, <’.О1-.ДИН(.НИЯ И ШВЫ
2.6. Условные обозначения, изображения и размеры (мм) нахлесточных
тепловой (термоконтактной)
Характер
выполненного шм
Конструктивные элементы
шва сварного соединения
подготовленных кромок
свариваемых деталей
ТИПЫ I1IIJ0U И СВАРНЫХ СОЕДИНЕНИЙ; КОНСТРУКТИВНЫЕ ЭЛЕМЕНТЫ
4&
сварных соединений армированных пленок, выполненных контактной
прессовой сваркой
1 i 4, 1 В ь б m L Л е k У
j S’**—50 0 Не более 5 Не более 60
— — 20—50 — 0 — 20—50 Не более Б
Не более 1 15—40 0 Не более 60 5—10 30—50
Не более 1 Не более 1 20—30 0 Не более 5 Не более 70 20—30
№
СВАРНЫЕ СОЕДИИЯННЯ II ШНЫ
Характер
a wil штанного шня
Условное обозначь нне сварного соеди- нения Конструктивные вдемеаты
подготовленных кромок свариваемых деталей шва сварного соединения
Двусторонний с внутрен-
ний неармиронаиной
прокладкой
Не
L = С+2т
0,5—
1,5
Двусторонний с внут-
ренней армированной
прокладкой
С~В+2п $f = #
Двусторонний
Двусторонний с допол-
нительной неармирован-
ной накладкой
Н»
8^8
к^/гс+ш
l=S+’/2Mm
0,5—
1,5
0,5-
1,5
\ . .................................................. .................
\ ТИПЫ твои II СВАРНЫХ СОЕДИНЕНИЙ: конструктивные ЭЛЕМЕНТЫ 4Г1
Продолжение табл. З.б
si 1 s4 В Ь б т L Л С А V ♦
1 0,5-^ i 15-30 0 Не более 5 Не более 50 5,0 25—50
0,5—1,5 15—30 0 Не более 5 Не более 50 5 Не более 50
20—30 0 Не более 5 Не более 60 10^*1
0,5—1,5 20—30 0 Не более 5 Не более 60 20—30
Характер выпол-
неняого шва
Двусторонний без до-
полнительных накла-
док
Двусторонний с внут-
ренней армированной
прокладкой
Двусторонний с до-
полнительной неарми-
рованной прокладкой
Двусторонний с до-
полнительной арми-
рованной накладкой
2 7 Условные обозначения, изображения и размеры (мм) Т-образных сварных соединений (рантовых) армированных контактной тепловой (термоконтактиой) прессовой сваркоД
Конструктивные элементы Si з. S, 6, С ТИПЫ IIHJO
подготовленных кромок свариваемых деталей шва сварного соединения
<л,! 0,5— 1,5 0,5— 1,5 0 30-50 ® i |
^4 £ L .. 0,5- 1,5 0,5- 1,5 0,5- 1,5 0 0 20—50 Не | более 60 В 5 — ]
Г *Г| 0,5- 1,5 0,5— 1,5 0,5— 1,5 0 0 20—50 Не 1 более 1 ~ 60 ы
йнайН L
’’П £ 0,5— 1,5 0,5— 1,5 0,5—1 0 Не более 2 20-40 Не более 5 60 = 1 Й
снарнык соминншя II швы
2.8. Ос нои ные типы и размеры (мм) стыковых сварных соединений
выполненных контактной
Условное
обозначение
tun сварного
соединения
Конструкция соединения Конструктивные злементы Способ сварки
подготовленных кромок свариваемых деталей шва сварного соединения
Труб с трубами 1 1
с»
Втулок под флан-
цы с трубами
КТС
Фасонных частей
с трубами
Труб с трубами
с* Секторов колен (отводов) ш ф=(?-45° s=sr ктс
с* Патрубков с тру- бами в переход- ном тройнике ктс
ТИПЫ ШВОВ И ( ПАРНЫХ СОЕДИНЕНИЙ; КОНСТРУКТИВНЫЕ ЭЛЕМЕНТЫ lit
пластмассовых трубопроводов из ПВД (ПЭВД), ПНД (ПЭНД) и ПП,
тепловой стыковой сваркой
А 1 D* dH с б Примечания
номиналь- ное предель- ное откло- нение номиналь- ное предель- ное откло- нение
i 3—30 3-30 20—200 — 0 0,3 0 1 Для всех стыко- вых соединений высота грата 5«и = 14-3 мм для 5 до 7; /1—2+ 4 мм для 3 им = 74-18 мм; = 34-5 мм для 5 свыше 18 мм; ши- рина грат* Дам «(1,84-2,2)5; вы- пуклость сварного шва k болъш* 0, мм
225—400 — 0,5 2
450—630 — 0,7 4
3-30 3-30 32—200 0 0,3 0 1
225—400 — 0,5 2
450—630 —- 0,7 4
4—30 4—30 25—200 — 0 0,3 — —
225—400 — 0,5 —
450—630 — 0,7 —
6-23 6—23 110 63—75 0 0,3 — —
125 63—90
140 75—110
160 90-125 0,4
180 110—140
200 110—160
225 110—160
В2
сварнык соединения и швы
Условное
обовпеченне
шее сварного
соединения
Конструкция соединения Конструктивные влементы 1 Способ сварен L
подготовленных кромок свариваемых деталей шва сварного соединення
с,
Труб с трубами в
равнопроходном
тройнике
Иц Он
—
То же
А [Г
L
КТС
Пн ктс
кГ “Ё J&J?
Т- лн= <1н
ст
Ин
Труб с трубами в
крестовине
КТС
ТИПЫ ninon И ('.ПАРНЫХ <:<)1ДН1Н:НИН; КОНСТРУКТИВНЫ!- -Mll'MI’Illbl
63
Нрадалжеиие табл, ’2,tt
s Si .. D„ c в Пр it меч инне
номинал ь- ное предельное отклоне- ние номиналь- ное предельное отклоне- ние
4—20 4—20 25—75 25—75 0 0,3 — — Припуск на оплав- ление кромки и осадку f—2± ±0,5
90—180 90—180 0,4
200-315 200—315 0,5
4—30 4—30 25-200 25—200 0 0,3 —
225—400 225-400 0,5
450—630 450—630 0.7
4—30 4-30 25—200 25—200 0 0,3 '— —
225-400 225-400 0,5
450—630 450—630 0,7
fi'l
СВАРИ 1>п: СОГДИНГПНЯ И lllllh!
2.9. Основные типы и размеры (мм) раструбных и нахлесточных сварных
ПЛ, выполненных
ТИП СОВДН* нении Условное обозначение Шва сварного Соединения Конструкция соединения Конструктивные элементы
подготовленных кромок свариваемых деталей швя сварного соединения
Рдструб* ное Н, Труб с трубами мгп
г * ^1 —|-Ч
r=j.
J J
То же н, Труб с трубами 45°^ *1 гЧ
s'WKSS
£ ~!Г~ Г 3 -4 --
— -- ^L—
Lw&s.
5=J, ХУ^ПП
Нахлесточ- ное Н3 Патрубков се- дельчатых с тру- бами Sf,_ -Li
А Н- £Зё s! tzL Ad 4=^.
- >
Н, Накладок про- дольных с труба- ми Ж-^Г ЛЛ
Н» Накладок попе- речных с трубами -f А- £ i_g 1 А JjmdsSRJCSk
ТИПЫ I1IH0I1 И СВАРНЫХ СОЕДИНЕНИИ; КОНСТРУКТИВНЫЕ ЭЕМЕНТЫ 56
соединений пластмассовых трубопроводов из ПВД (ПЭВД), ПНД (ПЭНД),
контактной тепловой сваркой
Способ сварки S, Si D., 1 а ПрИМ*Ч1ЦИ«
КТр КТр 2—4 10—12 — — 10—11 — Диаметр раструб* или муфты должен быть и* 0,2—0,7 мм м«И№> ше DK. В соедине- нии нг длина муф- ты /,= 2/ -1- 0,1 &
16г—20 13—14
25—32 16—18
40—50 20—23
63—75 27—30
90—110 35—42
125—140 45-50
160—180 55—60
ктс 3—6 50 90 НО 40 50 90 1—2 — -*
ктс 6—16 40 — — 100 20 —
100 80
i.K Оаммые пши ж рапиры («) рмсаруВар^спшмк с*едядае>^
шспмссомх груба^амд— аз ПВД (ПЭВД), ПНД (ПЭНД) ПП,
и даа дан iMi и. к—rauwi тгимио! смрмВ
Услошое
обо1ване
вве шва
сжфвого
еведпе-
Ufl
Конструкция
с седин ежи
Комструхкжи мамеиа
подготовленных кромок
свариваемых деталей
шва сварного
соединения
Способ
сварки
Другие
размеры
НС,
Труб с трубами
То же
16—140 14—61
10—12
16—20
25-32
40—50
63—75
90—110
125—140
160—180
10—11
13—14
16—18
20—23
27—30
35—42
45-50
55—60
dm = Dn—
-(0,24-0,7);
L = 2l
Втулок для шту-
церных соедине-
ний с муфтами
КТрс 2—10 16—50 14-31
Втулок для дюри- товых соединений с муфтами ШЕЦЁЕ! 1= f?W!
44г~Д
НС* Втулок под флан- цы с трубами
Муфт с трубами
НС* Муфт с перехода- ми <Л| J
•— т|_"ъДд"
1 ^ВИ “ “ -(0,24-0,7)
КТрс 2-12 16—140 16—61
КТрс 3—12 20—140 16-61 dBH = DH — —(0,2-?0,7)
СВАРНЫЕ СОЕДИНЕНИЯ И ШВЫ ГИНЬ! ШВОВ И СВАРНЫХ СОЕДИНЕНИЙ; КОНСТРУКТИВНЫЕ ЭЛЕМЕНТЫ
с»
табл. 2.10
ТИПЫ ШПОН и СВАРНЫХ С0ЩИНН1ИЙ; КОНСТРУКТИВНЫ!- ЭЛЕМЕНТЫ
ею
2,11. Основные типы и размеры (мм)
тавровых сварных соединений
пластмассовых трубопроводов
из ПВД (ПЭВД), ПНД (ПЭНД) и ПП,
выполненных контактной тепловой сваркой
Условное обозначение шва сварного соединения Колет] соеди рукцня нения Конструктивные элементы Способ сварки
подготовленных кромок свариваемых деталей шва сварного соединения
Т1. т3 Патрубков с переходном Ы трубами в тройнике Г4 J Н2 1 л Si. |г J& _ ь кт.
т, То Же 1/ 3 1 А-А Ер ь. кт0
Продолжение табл. 2,1!
S 3, о„ d« b Примечание
6-30 7—36 ПО 125—-160 180—225 250—315 63 90 125 160 1 —"3 Утолщенный конец полу, чают по типу соедине- ния Hi или Hj
6—20 4—24 ПО 125—160 180—225 250—315 63 90 НО 160 1—3 Патрубок должен быть изготовлен из трубы на тип выше основной тру- бы
СВАРНЫЕ СОЕДИНЕНИЯ И ШВЫ
Pile. 2.1. Полярограммы изменения полей сва-
рпчиых нппряжений в стыковом соединении,
выполненном контактной тепловой сваркой:
н и . конце оплавления; б —в момент осадки;
и .* <ч>от11Стет|1г»но спустя 30, 60, 180, 600 н
1200 е после осадки; I сварочный нагреватель;
2 сгпяри^й шоп
ohjihibch в деталях повыше иной толщины
(30 40 мм).
При сварке пластмассовых пластин и листов
встык газовым теплоносителем с Присадкой,
экструдируемой присадкой (расплавом), а так-
же при контактной тепловой сварке вследствие
тепловых и усадочных процессов в шве возни-
кают растягивающие напряжения. Динамика
полей напряжений при контактной тепловой
сварке оплавлением иллюстрируется поляро-
граммами на пластинах из поликарбоната тол-
щиной 4 мм, спаренных па следующем режи-
ме: температура нагревателя 7'„ = 250°С, время
оплавления /„„=45 с, давление оплавления
/’„ = 0,01 МПа, давление осадки Р„с = 0,2 МПа
(рис. 2.1). В процессе оплавления зона,
располагающаяся на границе с материалом,
перешедшим в вязкотекучее состояние, сжата,
а при осадке и в процессе остывания, растя-
нута. Таким образом, все сварные швы после
сварки находятся под действием растягивающих
напряжений, значения которых весьма велики.
Например, после контактной сварки встык
пластин размером 75X62X3 мм из поликарбо-
ната продольные остаточные растягивающие на-
пряжения в шве о, достигают значений более
8 МПа (рис. 2.2,а). При этом в самом шве
напряжения имеют максимальные значения, на
расстоянии 4 мм от оси шва они снижаются до
пуля.
Поперечные напряжения дважды по длине
I сварного соединения меняют свой знак
(рис. 2.2,6). В средней части имеют место
напряжения растяжения, а ближе к концам они
переходят в напряжения сжатия, причем на кон-
цах наблюдается их значительный рост. Ха-
рактерно, что максимальные значения попе-
речных растягивающих напряжений почти в 2
Рш Й 2. Эпюры остаточных напряжений в стыковом соединении, выполненном контактной
’ тепловой сваркой;
о 'Т,; f> п(; и 1„;
I mu 1Щ1же1< ни ио ши пинт; 2 5 и »|niniwi>hi.ts сечей им* гооин'огнен im нл р .irenimiii их 111, 2(.i, 30, 40 мм
пн оси ниш
СВАРОЧНЫЕ ДЕФОРМАЦИИ И НАПРЯЖЕНИЯ
«I
Рис. 2.3. Эпюры остаточных напряжений в
стыковом соединении при сварке струей на-
гретого газа;
/ сварка обратноступенчатым способом; 2, 3-
сварка участками соответственно от кромок пластин
к центру и от центра к кромкам; 4— сварка
непрерывного шва
Рис. 2.4. Эпюры остаточных напряжений при
сварке кольцевой вставки диаметром 30 мм;
по напряжения вдоль шцщ щ радиальные
iiatip я женин
раза меньше значений продольных остаточных
растягивающих напряжений. Площади попе-
речных растягивающих и сжимающих напряже-
ний также равны. Как продольные, так и по-
перечные остаточные напряжения на расстоянии
свыше 15 толщин от линии сплавления рянны
нулю. Таким образом, остаточные сварочные
напряжения уравновешены.
Изменение способа сварки и изменение схемы
наложения швов приводит к изменению полей
остаточных напряжений.
Например, рассмотрим сварку встык пластин
размером 118X75X5 мм из поликарбоната с
помощью струи газа, нагретого до температуры
200 °C, со скоростью 0,33 мм/с: непрерывным
швом, двумя участками от середины к концам
и наоборот, обратноступенчатым способом,
Каждый участок сваривали после полного осты-
вания предыдущего.
Характер эпюр напряжений в этом случае
был различным в зависимости от схемы с.яярКИ
(рис. 2.3), максимальные значения продольных
остаточных напряжений щ соответствуют схеме
сварки от кромок к центру в месте стыка швов.
Величина этих напряжений более чем в 1,8 раза
выше максимальных продольных напряжений,
возникших при непрерывной сварке. Велики ос-
таточные напряжения в месте стыков участ-
ков шва и при обратноступенчатой снарке,
хотя они меньше, чем при «встречной» свирке.
Вместе с тем продольные остаточные напря-
жения минимальны между точками сопряжения
швов при обрат посту пенчатом способе снарки.
При сварке кольцевых швов остит очные
напряжения больше, чем. при сварке ПЛИСТНИ
прямолинейными швами. Например, При Сййркв
кольцевого шва диаметром 30 мм на илйСТИНЙ
размером 130X130 X3 мм газовой СТруйЙ,
нагретой до температуры 240 °C, при ЛЦИЙЙИОЙ
скорости 0,78 мм/с максимальные остаточные
напряжения в шве превышали 12 МПа
(см. рис. 2.4).
При сварке труб также возникают остаточные
напряжения, которые после окончания снарки
весьма высоки. В стыковых соединениях мак-
симальные остаточные напряжения возникают п
плоскости соединения и быстро умепыпнютси
при удалении от стыка. На расстоянии 30 ГЛ) мм
они уже практически равны нулю (рис. 2.5,а).
В раструбных соединениях максимальные ости
точные напряжения возникают в середине pnci
руба (рис. 2.5,6).
Значения остаточных напряжений в ргылич
пых элементах сварных конструкций .'iiibih'ht or
ряда условнй и прежде псе го от тепло1|нпн
чееких характерце 1 пк полимера, его модуля
«9
СВАРНЫЕ СОЕДИНЕНИЯ И ШВЫ
Рис. 2.5. Эпюры остаточных напряжений:
к -И стыковом соединении труб ид полипропилена; б—в раструбном соединении труб нз полипропилена
(/ спусти I ч после сварки; 2—спустя 24 ч после сварки); в—осевое напряжение в сечении стыкового
щ«н груб диаметром 110 мм из полиэтилена. Толщина стенки 6,3 мн. Режим сварки Г„ = ‘230° С,
ion= 50 с, Р,„-28,67 Па )82|
упругости, величины погонной энергии при свар-
ке и сечения шва, толщины свариваемых эле-
мент» и их конфигурации, схемы сварки (схемы
ниложеиия слоев в многослойном шве). Оста-
точные нШ1рнжеиия, как правило, тем выше, чем
больше модуль упругости материала, величина
погонной энергии (объем наплавляемого в один
слой материала), чем толще свариваемые эле-
менты конструкции, чем ниже температура
окружающей среды
Специфической особенностью пластических
мисс нплястея их способность течь под дей-
ствием етитичсских нагрузок. Как следствие
этой их особенности в зонах высоких остаточных
щшрнжений протекают релаксационные процес-
сы. Их интенсивность зависит от физико-
Мсханнческих свойств пластмасс, температуры
окружающей среды, жесткости конструк-
ции и т. д. Чем меньше модуль упругости
пласт массы, тем активнее и быстрее протекают в
епириом шае релаксационные процессы.
Снижение остаточных напряжений вследствие
релнкспционных процессов при сварке труб
диаметром 160 мм из полипропилена пока-
тано на рис. 2.5 и 2,6. Остаточные напряже-
нии уменьшаются почти вдвое спустя сутки,
однако не снижаются до нуля, а стаби,ли-
зируются около определенного значения.
Как показывает опыт, остаточные напряжения
пназыцщот влияние на работоспособность свар-
ного соединения, Поэтому, например, при сварке
грубо про подои последующие манипуляции с ним
(укладку, нснытппин) следует проводить спустя
сутки после свирки.
В общем случае при сварке конструкции из
пластмасс необходимо уметь определить, опасны
ли остаточные напряжения в условиях работы
конструкции. Это зависит от результирующего
iranряжения, которое получается при сумми-
ровании напряжения от внешней нагрузки с ос-
таточными напряжениями, существовавшими до
ее приложения. Напряжения, возникающие
Рис. 2.6. Изменение напряжений в стыках
труб из пол ипропилена после сварки:
I 3 враструб, 4 й истин. Расстояние от осн
стыни: 1 и 4 |П мм; 2 и ,5 20 мм, Я а 6 30 им
((НАРОЧНЫЕ ДЕФОРМАЦИИ И НАПРЯЖЕНИЯ
№
Рис. 2.7. Характер деформаций при сварке:
а листок встык (кз разделки; б—листов встык
с V -образной разделкой струей нагретого газа с
присадкой; в пленки, сваренной нагретым роликом';
г—труб встык; д труб враструб;
)—стрела прогиба, а—угол деилиитацни вследствие
усадки V образного шва при односторонней сварке
пластин; /J, — начальный диаметр труб; Di—диа-
метр после сварки; I- сварной шов
вследствие нагрела и охлаждения в той или
иной степени приводят к деформации сварного
соединения. Этому способствуют две особен-
ности пластмасс: значительный температурный
коэффициент объемного расширения (в 7—10
раз больше, чем у стали) и в то же время
малая теплопроводность в 400 раз меньше,
нем у стали).
При сварке двух пластин ми листов
продольным швом вследствие возникновения
остаточных напряжений происходит их дефор-
мация — они теряют устойчивость н изгибаются
(коробятся) (рис. 2.7,а,б) Стрела прогиба,
помимо физических характеристик пластмассы,
зависит от толщины свариваемых листов. Чем
они толще, тем меньше прогиб /, но соответ-
ственно больше остаточные напряжения. Чем
больше наплавлено присадочного материала,
тем больше прогиб. При сварке пленок деформа-
ций коробления происходит менее упорядочен-
но —- вдоль шва образуются сборки — гофры
(рис. 2.7,а). Деформация шва и околошовной
юны вследствие гофрирования приводит к уко-
рочению свариваемых заготовок. Если не пред-
принимать специальных мер, это укорочение
может составить 4—6% длины шва, что
необходимо учитывать при монтаже сварных
конструкций,
Вследствие сварочных остаточных напряже
нпй происходит деформация стыков пластмас-
совых труб, сваренных как встык, так и враст-
руб. Например, при сварке труб диаметром
100 мм из полиэтилена низкого давления истык
уменьшение диаметра (D> —DJ составляет
1,2 — 1,6 ми; при сварке труб диаметром
150, 200 мм — соответственно 1,5-2 мм а 1,8-
2,5 мм (рис. 2.7,а). При сварке труб враструб
разница в диаметрах (Di — Da) (рис. 2,7,<?)
составляет 1,8—2 им.
На значение деформаций, помимо остаточных
напряжений, существенное влияние оказывают
и остаточные напряжения, имевшие место в сва-
риваемых деталях ранее и зависящие от техно-
логии их получения (литье, экструзии, каландри-
рование, раздув и т. и.):
Деформация сварных соединений ведет’ к .зна-
чительному снижению в них остаточных на-
пряжений, при ограничении деформаций, как
правило, остаточные напряжения выше, В связи
с этим конструктору и технологу приходите»
искать оптимальные варианты формы конструк-
ции сварных соединений и технологии их
изготовления..
Наиболее просто избежать нарушения разме-
ров изделия, предусмотренных чертежом, и слу-
чае протекания деформаций — это при сборке
придать деталям такое положение, чтобы после
сварки вследствие деформаций (в готовом надет
чин) детали приняли форму, предусмотренную
чертежом. Например, собрать свариваемые пл»,
стины с обратным прогибом. Для предупрежде-
ния деформации эффективно защемление дета-
лен (их строгая фиксация в проектном по-
ложении) при сварке и выдержка в фикси-
руемом положении не только до полного ОСТЫ»»-
ния, но и на время протекания релнкейцяоя-
ных процессов. Чтобы зафиксировать СВарноА
шов в необходимых размерах и избежать
гофрирован и я и коробления, уменьшают пло-
щадь разогрева свариваемых деталей, охлаж-
дая околошовную зону.
Снизить остаточные напряжения можно Тер-
мической или термомеханической обработкой.
В последнем случае можно снизить как остаточ-
ные напряжения, так и остаточные деформации.
С целью предупреждения значительных напря-
жений в жестких сварных конструкциях обычно
предусматривают узлы и элементы, способные
компенсировать технологические и температур-
ные деформации, возникающие и процессе их
эксплуатации. При разработке технологии свар-
ки сложных конструкций из пластмасс следует
тщательно продумывать порядок наложении
швов Последними замыкающими следует спи-
ринать соединения узлов, как пропило, обла-
дающих наименьшей жесткостью. При доступ-
(И
СВАРНЫЕ СОЕДИНЕНИЯ И JIIHbl
пос гн к соединению пластин с двух сторон
целесообразно применять вместо V-обраэиой
рпчделкн Х-образную (двусторонний симметрии-
иi.n'l скос двух кромок). Это позволит не только
уменьшить деформации, по и снизить расход
присадочного материала и трудоемкость.
2.3. ОСНОВЫ РАСЧЕТА СВАРНЫХ
СОЕДИНЕНИЙ НА ПРОЧНОСТЬ
11рн проектировании сварных конструкций из
нлистмнсс исходят из двух принципов: а) либо
ш.[Лирики конструктииное решение, при котором
itjHiniiocTii сварного соединения будет не ниже
нрочиоетн свариваемых элементов; в этом слу-
чае, как привило, получается наиболее эконо-
мичное решение; 6) либо исходят из того, что
11рги11ioi'tli сварного соединения ниже прочности
енирннаемых элементов конструкции и несущую
способность конструкции определяет сварное
соединение.
Кри расчете сварных соединений на проч-
ность учитывают лишь рабочие напряжения в
И1Ш1 х. Связующие напряжения, возни каю шве
игле лет вне совместных деформаций основного
мптсриала и шва, а также остаточные напря-
жения в расчете не учитывают, хотя при раз-
работке технологии- изготовления сварных кон-
струкций влияние их следует иметь в виду.
11ровность сварных соединений, сваренных
встык и работающих под действием продоль-
ных сил, рассчитывают в предположении равно-
мерного распределения напряжений по попереч-
ному сечению стенки и без учета выпуклости
11111’1
Условие прочности при растяжении прямых
швов
(2.1)
Расчетное условие прочности при сжатии
Г/тбХЙа, (2.2)
Валиковые швы соединений внахлестку рас-
считывают на срез
P/\l>,7kL) </?.(, (2,3)
где Р расчетное (эксплуатационное) усилие;
Р- допустимое напряжение растяжения;
IP, допустимое напряжение сжатия; /?; —
допустимое напряжение среза; а —длина шва;
б толщина сваренных элементов в месте шва;
/ длина шва; k • высота катета валикового
Hina.
Последняя формула применима для расчета
лобовых, фланговых, косых и комбинированных
iiiliun, выполненных сваркой газовым тепло-
носителем с присадочным прутком и сваркой
иге г руда рус мой присадкой.
2.12. Относительная прочность сварного
соединения Ко в зависимости
от конструкция сварного соединения
и способа сварки для ПЭВД, ПЭНД
и ПП 182—86]
Способ сварки Тип соединения и форма раздел- кн кромок Минимальное значение
Контактная тепловая Нахлесточное 0,9
То же Стыковое без разделки 0,8
Газовым теп- лоносителем с присадкой Стыковое с V- и X-о бра зной разделкой 0,4
Допустимые напряжения в сварных швах
назначают в зависимости от прочности мате-
риала свариваемых элементов (основного ма-
териала), в зависимости от того, какие дей-
ствуют нагрузки, каковы условия работы свар-
ного шва (растяжение, сжатие или срез),
в зависимости от вида применяемых способов
сварки, температуры окружающей среды и дру-
гих факторов.
Любые напряжения, вози и кающие в спарпых
швах и сварных соединениях , не должны
превышать допустимого дли них напряжения
R'
R' = "BKe/n. (2.4)
где <То - нормативное разрушающее напряже-
ние для основного материала; К,: относитель-
ная прочность сварного соединения..равная от-
ношению разрушающего напряжения сварного
шва о'в к разрушающему напряжению основ-
ного материала, (табл. 2.12, 2.13);
п коэффициент запаса прочности, зависящий
от вида нагрузки, условий сварки и эксплуа-
тации (табл. 2.14, 2.15).
Максимальная деформация к не должна
превышать допустимую деформацию
6доп = егр/"е’ (2-5)
где Е|-р — граничная деформация; — коэффи-
циент запаса исходя из требований допустимой
деформации (см. табл. 2.4).
Классификация условий эксплуатации.
I. Окружающая среда —воздух, статическая
нагрузка при нормальной температуре и при
небольшом давлении; конструкция простой фор-
мы, н случае отказа конструкции опасность
для окружающего персонала и оборудования
отсутствует.
.............
ОСНОВЫ РАСЧЕТА СВАРНЫХ СОЕДИНЕНИЙ НА ПРОЧНОСТЬ W
2.13. Относительная прочность сварного соединения Кс в зависимости от способа
сварки и температуры окружающей среды |82, 83, 86)
Способ сварки Материал Относительная прочность
кратковременная 1 длительная
20 °C 60 “С 20 "С «•с
Газовым теплоносителем с пвх 0,6 0.4 0,4
присадкой ПЭНД 0,6 — 0,4 0,4
пп 0,6 — 0.4 03
Контактная тепловая пвх 0,8 0,6 —
ПЭНД 0,8—1,0 R-» 0,8 0,8
Экструдируемой присадкой пп 0,8—1,0 —— 0,8 03
пвх — — ——
ПЭНД 0,7 — 0,Б 0,8
пп — — '— —
2.14. Коэффициенты запаса прочности п сварных соединений
для конструкций из винипласта [82, 83, 86J
Условия эксплуатации Значение л
1—1,4 1,5-2,2 2;3-а
Механическая нагрузка Рабочая температура Среда Климатические условия Статическая Постоянная Неагрессивная В помещении Статическая Постоянная Неагрессивная На открытом воздухе Динамическим Переменная Агрессивная На Открытом воздухе
2.1S. Коэффициент запаса прочности п для сварных соединений из термопластов
исходя из требований прочности и допустимой деформации |82, 83, 88]
Условия эксплуатации ПВХ, л ПВХ, ле ( егр =0,8) ПЭВД, п ПП, п, ( 'Гр>Ы)
I 2,5 0,7—1 1,3—1,5 1,5-Г,7
II 3,4 1 — 1,1 1,5—1,8 1 ,8—2
III 5 1,3 2—2,2 2,2’™-Э
II. Статическая нагрузка при переменной
температуре и среднем давлении; конструкция
простой формы; в случае отказа конструкции
опасность отсутствует.
III. Изменяющаяся нагрузка при переменной
температуре и высоком давлении; наличие сред,
не оказывающих химического воздействия; кон-
струкция сложной формы; в случае отказа кон-
струкции имеется опасность для персонала и
окружающих конструкций и устройств.
3 эаи. 1иа
2.4. МЕТОДЫ ПОВЫШЕНИЯ ПРОЧНОСТИ
СВАРНЫХ СОЕДИНЕНИЙ
Повышение прочности сварных соединений ин
пластмасс может быть обеспечено путем кон-
структивных решений, специальных пр нем он,
осуществляемых в процессе сварки; применения
нослеснарочной обработки.
Изменяя конструкцию соединения, можно из-
менить и его прочность. В случае снарки е
Oft С ПАРНЫЙ СОЕДИНЕНИЯ И !1ШЫ
присадками (нагретым газом, экструдируемой
Присадкой) повышения прочности сварного сое-
динения можно добиться, изменяя угол разделки
кромок. При контактной тепловой сварке, свар-
ке трением и излучением прочность можно
повысить, заменив перпендикулярный скос кро-
мок кососимметричным (сварка в «ус» или в
«шин»). Работоспособность сварного соедине-
ния может быть повышена также в результате
изменения угла наклона шва по отношению к
действию растягивающего усилия с расположе-
нием ninon, например, под углом 45° в растяну-
тых или соответственно сжатых элементах кон-
струкции. В случае сварки армированных пленок
эффективно применение армированных на-
кладок.
Повысить прочность соединения в процессе
Снарки можно путем применения нагревателей,
имеющих ребристую поверхность нагрева (в
случае снарки оплавлением), или ребристой
подложки (в случае сварки пленки проплав-
лением). Эффективно использование ребристых
нагревателей при стыковой сварке заготовок из
ПВХ. Относительная прочность соединения при
этом повышаете я в 1,5 раза. Целесообразна
интенсификация сдвиговых деформаций в про-
цессе сварки, путем смещения в процессе осадки
спариваемых деталей возвратно-поступательно
in I 2 мм перпендикулярно к направлению
оендки, н случае сварки плоских деталей
(листов, пластин) или колебательного движе-
ния относительно оси на I—2 мм при сварке
гел вращения {труб, круглых стержней). При
этом происходит перемешивание расплава в
шве. При сварке экструдируемой присадкой или
газовым теплоносителем с присадкой шов (при-
садку) следует уплотнять непосредственно за
рабочим инструментом роликом или ультразвук
ковым уплотнителем. Давление при сварке по
лиолефииов должно быть до I МПа, при сварке
ПВХ до 2—3 МПа.
Послесварочную обработку с целью упрочне-
ния и повышения стойкости сварного соеди-
нения можно осуществлять механической обра
боткой шва для устранения концентраторов
напряжений путем придания плавных очертаний
шву; термообработкой сварного соединения, с
целью снятия собственных остаточных напря-
жений... отпуском или даже изменением струк-
туры отжигом или закалкой (в случае кристал-
лических термопластов) ; термомеханической об-
работкой путем обжатия шва в нагретом до
температуры плавления состоянии и изменения
его формы и текстуры в шве; радиационной
обработкой у-излучением. В этом случае про-
исходит сшивка линейных макромолекул, что
способствует повышению не только прочности,
но и тем пер ат уростойкости сварного соединения.
". ........тлдтгна.......~—
СПОСОБЫ СВАРКИ ТЕРМОПЛАСТОВ
Способы сварки пластмасс различаются по
типу взаимодействия макромолекул на границе
раздела соединяемых поверхностей, т. е. меха-
низму образования сварного соединения; спосо-
бу активации свариваемых поверхностей; виду
энергии, применяемой для нагрева свариваемых
поверхностей и способу ее передачи; техно-
логическим и конструктивным признакам реали-
зации процесса (рис. 3.1).
Образование сварных соедшюний может
происходить в результате протекания на границе
раздела соединяемых поверхностей реологичес-
ких и диффузионных процессов, приводящих к
взаимному слиянию (коалесценции) поверх-
ностей, либо в результате протекания на грани-
це раздела химических реакций (химическая
сварка).
Активация свариваемых поверхностей (обес-
печение необходимой для протекания сварки
подвижности макромолекул полимера на свари-
ваемых поверхностях) при диффузионно-реоло-
гической сварке достигается путем нагрева
термопластов до температур, обеспечивающих
переход их в состояние вязкого расплава либо
путем дополнительного введения в зону средние*
ния растворителей, в которых свариваемый
полимер способен набухать; при химической
снарке путем нагрева и введения |> зону
соединения веществ, инициирующих образова-
ние химических связей, Нагревать соединяемые
поверхности можно с помощью внешних источ-
ников теплоты (нагретым инструментом, нагре-
тым газом, нагретой присадкой) либо путем
преобразоваЕтия в теплоту других видов
энергии энергии переменного электрического
поля высокой частоты, энергии механических
колебаний ультразвуковой частоты, механи-
ческой энергии трения, лучистой энергии.
В зависимости от способа нагрева соеди-
няемых поверхностей различаЕот сварку кон-
тактную тепловую нагретым инструментом
(термокоитактиую), нагретым газом (газовым
теплоносителем), экструдируемой присадкой
(расплавленной присадкой), токами высокой К
сверхвысокой частоты, ультразвуком, треинем и
излучением (см. рис. 3.1). При одном и том же
СоосоЪи сварки првсммасс
Рис. 3.1. Способы сварки полимерных матернгьп.щ
3*
«Я СПОСОБЫ СВАРКИ Т1ФМОПЛАСТ«П
"ЧЧ -.^-.*4 Ч-J . > .11 >. -г^г^т с-т.чл—^1^. 4 4J4WIW XI ••'. I. . .. . . ., ,
сшп-обс ннгрепп и ряде случаев передачв
теплоты (либо энергии) к сииринаемым нолерх-
поетим может псуш.ес-riuiяты.'я различными спо-
епГшми.
Тчк, при контактной тепловой сварке нагре-
тый инсгрумент может ко пт актировать непо-
средственно со спариваемыми поверхностями
(iTHijiKii оплавлением) .'Тибо с одной или двумя
mieni:i:iми поверхностями (сварка проплавле-
нием); при ультразвуковой сварке энергия мо-
жет вподитвси в материал на малом расстоянии
иг ноны соединения (контактная ультразвуко-
1111>1 сиирка| либо на большом расстоянии
(передиточна я ультразвуковая сварка).
Кроме -этого, при одном и том же способе
ниерепп снарка может различаться по техни-
ческим в технологическим признакам.
Тик, термоконтактпая сварка в зависимости
от тип» применяемого оборудования подразде-
лпется пи прессовую, термоимпульсную, клипом,
роликом, и и гретым телом, сварка нагретым
ГИЗОМ может осуществляться с применением
присадочного материала и без него; сварка тре-
нием может осуществляться путем вращения
одной или двух деталей либо вставки, а также
путем пибрицнн одной детали или вставки;
ври сварке экструдируемой присадкой экструдат
(расплав) можно укладывать в разделку при
Сохранении определенного расстояния между
соплом экструдера и свариваемым материалом
(чкет)>узн(шная снарка), либо при контакте
сопла экструдера с разделкой (контактно-
экструзионная сварка).
При всех способах сварки — независимо от
механизма образования сварного соединения;
энергии, применяемой для нагрева соедини-'
емых поверхностен и способа се подвода,
1 ехяпиеских и технологических особенностей
и pi и le се а образование сварных соединений
возможно только в случае приложения давле-
ния к зоне сварки. Давление обеспечивает
еближе, г не соединяемых поверхностей, иници-
ирует в зоне гваркн сдвиговые деформации,
спогобетвует протеканию реологических, диф-
фузноппых и химических процессов.
lien внешнего ддплення сварка, возможна
TiMHKi) и случае пленок с низкой вязкостью
рш ii,rlini;i; при этом пленки укладывают друг
ни лру| и, чижимают между двумя зажимами и
iu.li rytiiiionuift край оплавляют пламенем либо
и 1лучсинем.
II и же рассмотрены способы, различающиеся
in> виду энергии, применяемой для нагрева
lorKiiHiK'Mr.ix in11ieрх111к'гей матери пл», их финн-
четкая сущность, теоретические основы, техш>-
,'иiriinecKiie нозможпоегн н области прHMCiteitHH.
IJJ. КОНТАКТНАЯ ТЕПЛОВАЯ СВАРКА
Сущность процесса, Кои гактная тепловая
сварка (термоконтактпая) является способом,
при котором нагрев соединяемых: деталей осу-
ществляется путем контакта с заранее нагретым
или нагреваемым в процессе сварки инстру-
ментом [ 10 -15].
По методам подвода теплоты к свариваемым
поверхностям различают сварку оплавлением и
сварку проплавлением. Контактная тепловая
сварка, при которой'нагретый инструмент нахо-
дится в непосредственном контакте с соеди-
няемыми поверхностями, называется метоЛом
сварки оплавлением. Переход Термопласта в
вязкотекучее состояние при этом метоле про-
исходит начиная с поверхностей, подлежащих
соединению, и сопровождается в большинстве
случаев вытеканием расплава из-под нагреваю-
щего инструмента, т. е. соединяемые поверх-
ности оплавляются.
Тип ичным примером методи сварки оплав-
лением является сварка гсчастмассовых труб
встык и враструб. Так как л процессе оплав-
ления происходит укорочение заготовок на ве-
личину оплавления, то необходимо пред усматри-
вать соответствуют дни припуск-. Методом оплав-
ления сваривают, как правило, листы, трубы' и
профильные заготовки.
Контактная тепловая сварка, при которой
теплота поступает к свариваемым поверхностям
за счет теплопроводности свариваемого мате-
риала от инструмента, прикладываемого к их
внешней поверхности, называется методом свар-
ки проплавлением. Примером применения мето-
да сварки KipOTt'iявлением является соединение
пленок внахлестку на прессе, когда теплота
подводится от нагревателей, прилагаемых к
нахлестке снаружи, а сварка происходит внутри.
По режиму нагрева деталей при сварке
и роил явлением различают сварку при длитель-
ном нагреве по заранее заданному терми-
ческому режиму и сварку термонмпульсную,
при которой нагрев свариваемых деталей осу-
ществляется за счет кратковременного теплово-
го импульса, а скорость охлаждения определяет-
ся теплоотводом в основание и подложку
нагревателя и изделия. В зависимости от вида
инструмента-нагревателя различают сварку
ленточным или проволочным источником тепло-
ты; при зтом для нагрева свариваемых из-
делий используют стальные ленты или нити,
по которым пропускается электрический ток.
Тс 11 л оем кость таких лаг рев а Телей, ко i и а кт и -
рующнх со свариваемыми деталями, г i ракти-'
чс-скп ничтожна, поэтому их начинают мало
КОНТАКТНАЯ ТЕПЛОВАЯ СНАРКА
8»
инерционными. Для термон м пульс ной сварки
используют исключительно малоииерционные
нагреватели Иногда сварку классифицируют
но форме применяемого инструмента: роликом,
полозом, горячим клином, нагретым лезвием.
При сварке методом проплавления теплоту
можно подводить с одной стороны — это одно-
сторонняя сварка, в отличие от двусторонней,
при которой нагреватели располагают с двух
сторон относительно плоскости сварки.
Контактная тепловая сварка проплавлением,
при которой нагревательный инструмент не-
подвижен относительно изделия, называется
шаговой, или циклической. В этом случае сва-
ривается одновременно весь шов целиком Про-
тяженные швы сваривают по участкам, длины
которых равны длинам нагревателя (рабочего
сварочного инструмента) путем перестановки
сварочного инструмента на «шаг» с небольшим
перекрытием.
При непрерывной контактной тепловой сварке
нагретый инструмент, оказывая соответствую-
щее давление на шов, перемещается непрерывно
относительно изделия.
КОНТАКТНАЯ СВАРКА ОПЛАВЛЕНИЕМ
Процесс контактной тепловой сварки оплав-
лением толстостенных деталей (более 3 мм)
является двухэтапным. Первоначально детали,
подлежащие сварке, нагреваются (оплавляют-
ся) непосредственным контактом нагретого
(сварочного) инструмента, затем инструмент
удаляют и оплавленные кромки (поверхности)
осаживают под давлением и выдерживают под
этил' давлением определенное время, диктуемое
скоростью охлаждения и релаксационными про-
цессами в сварном соединении. Сварку оплав-
лением пленок можно осуществлять непрерывно
инструментом в виде клина, перемещающимся
внутри нахлестки. При этом процессе давление
прикладывают снаружи прижимным роликом,
следующим непосредственно за клином с той же
скоростью.
Основные технологические параметры при
сварке деталей оплавлением — температура на-
гревателя Тя', продолжительность нагрева
усилие прижатия сварочного инструмента к
свариваем.ой детали (давление оплавления)
Ро„, давление осадки Рое и продолжительность
выдержки под давлением после сварки Л,,л.
Иногда указывают скорость оплавления о(1|1
и скорость осадки цос, а также величину
осадки Л». При сварке оплавлением пленок
основными технологическими параметрами яв-
ляются температура сварочного инструмента
(горячего клина) Т,„ скорость его перемещения,
равная скорости сварки о,.„ и усилие при ЖИТИЯ
роликом нахлестки Рр.
От правильного выбора технологических ПВ-
раметров в значительной степени зависит кине-
тика тепловых и реологических процессов,
структурных превращений в шве и околошоиной
зоне, возникновение и развитие полей собствен-
ных напряжений и их релаксации.
Кинетика процесса оплавления. При контакт-
ной сварке оплавлением деталей на термо-
пластов (труб, листов, профильных изделиЙФ
блоков) встык нагревательный инструмент вво-
дят в непосредственный контакт с кромками
заготовок, подлежащих снарке. В процессе на-
грева происходит оплавление деталей и, следо-
вательно, их укорочение на некоторую величину
S в связи с тем, что часть расплавленного
материала под давлением инструмента пытохМТ
из зоны контакта.
Кинетика оплавления (укорочения), т. е, Из-
менение величины 5 во времени предста1у|е!1В
на рис. 3.2. Укорочение оплавляемой детали
происходит не сразу. В первый момент вслед-
ствие объемного расширения при нагреве деталь
удлиняется и только спустя некоторое время
t„, названное инкубационным, начиняет укора-
чиваться вследствие оплавления. Кривая укоро-
чения в зависимости от времени на опреде-
Рис. 3.2. Кинетика оплавления при контактном
нагреве и зависимости от температуры нагре
вателя;
S величина укорочения при Ыыниин'нии: Н,
Т-, -температура нагревателя; 1,; иродолж итен I.
ность ширена, в„„ скорость orui.-ouiiuimi; /.о,
инкубационное время; /,,, t,-j время лиетупле
ния кюпнетаципнариого (уста пони ишегоея) ipouer
си онлинления; глубина иронлпилыши
70
СПОСОБЫ СВАРКИ ТЕРМОПЛАСТОВ
,'Ц'нном этапе (см. рис. 3.2) имеет параболи-
чеекиЙ характер, ио спустя некоторое время
переходит в прямую. Если продифференциро-
ннть изменение S во времени, получим кривую
изменении скорости оплавления г.'л„ во времени.
Скорость оплавления возрастает до опреде-
ленного момента свыше которого она прак-
iiiiieCKii почти не растет — процесс оплавления
переходит н киазистационарпый и характери-
зуется гем, что наступает равновесие между
скоростью оплавления и скоростью проплав-
ления (и.фйязщ,). Эффективность нагрева при
квизпегациопариом процессе минимальна, так
как глубина проплавления при нем практически
перестает расти. Время наступления квазиста-
циоинрпог'о процесса зависит от параметров
режима снарки. Например, чем больше темпе-
ратура 1га|'ревателя, тем раньше он наступает
(см. рис. 3.2).
Увеличение давления оплавления Р„„ ведет к
уменьшению инкубационного времени и сокра-
щению периода перехода процесса оплавления
в квнэнстпциоцариый. Это происходит вслед-
ствие того, что в первый момент за счет
большего давления происходит смятие неров-
ностей поверхности и сразу обеспечивается плот-
ный копта кт между нагревателем и нагрева-
емой деталью, но далее при переходе пластмассы
и виэкоте.кучее состояние, при большем давле-
нии, раньше начинается процесс вытекания
расплава из зоны контакта в грат. Следователь-
но, чтобы уменьшить количество первичного
грата, т. е. объем вытекающего в грат расплава,
в процессе нагрева но мере оплавления необ-
ходимо уменьшать давление, т. е. в идеале
это давление должно обеспечивать лишь контакт
с расплавом, необходимый для теплопередачи за
счет теплопроводности.
Характер изменения величины и скорости
оплавления при нагреве кромок труб из
ПЭНД в зависимости от варьирования темпе-
ратуры нагревателя Т„, давления при оплав-
лении Ра„, шероховатости поверхности Р, и тол-
щины кромок 6, оплавляемых плоским инстру-
ментом, приведены на рис. 3.3. Базовый режим:
Т„='22О °C; <„„ = 90 с; Р„ = 0,(15 МПа. Пара-
метры режима варьировались в следующих
пределах: Т„= 1904-280 °C; /оп = 04-180 с;
Рпп = 0,01 4-0,3 М.Па. Материалы труб имели
разный ПТР и разную толщину S.
В процессе оплавления тепловое состояние
оплавляемой детали, находящейся в контакте
с нагревательным инструментом, может быть
с достаточной степенью точности определено
путем решения одномерных уравнений теплопро-
водности для двухфазной системы:
О 0,6 1,2 1,8 Роп,кПа
I , I.i.... I_I-1_I--1
О 0,5 1,0 1,5 2,0 2,5 iP, г/10мин
i i । ।____I__I
О 5 10 15 205, мм
t -I-. iiii
О W0 800 1200 Ог,мкм
0l______t-----1______I_____I-----
175 200 225 250 275ТН,°С
i_____I_____I______I-----1-----1
О 0,6 1,2 1,8 Рд„, кПа
I___I___I___I____I___I___I_____I
О 0,5 1,0 1,5 2,0 2,51Р,г/10мин
। 41 ।_____I_____I-----1
О 5 10 15 20 б,мм
I ,.1_____I_____I_____I------1
0 ООО 800 1200 О,, МИМ
Рис. 3.3. Влияние температуры нагревателя Тл, давления оплавления показателя
।скучени р(шилака ф, толщины детали б и шероховатости поверхности контакта Р? на вели-'
чипу перемещения 3 и скорость он л пиления а„„
КОНТАКТНАЯ ТКПЛОВАЯ СВАРКА
Г| = ^+(Гв-Тп)(Л0-^/й0;
? 2“^о+ (Л|~ Г11)СГ^С ('v —А о) / (2 \'а2* ) • (3'0
где глубина проплавления fto = ^i/F; Z —
функция теплофизических свойств материалов;
Г1; Та, 7„, Та, Т„ соответственно температуры
жидкой и твердой фазы, плавления, окружаю-
щей среды и нагревателя;
^\Т/1 + }.2(Тп~Та)/^ ™2= (1/2Ж. (3.2)
Ai, Хг — коэффициенты теплопроводности жид-
кой и твердой фазы; р — плотность расплава;
р — скрытая теплота плавления.
Скорость оплавления иШ| зависит от ряда
технологических параметров и не посредствен! го
связана с глубиной проплавления Аа, которая
является разностью расплавленного слоя и вы-
тесненного слоя S при оплавлении.
Толщина расплавленного слоя (глубина про-
плавления;
С 2 1/4
Л«=[ 8PoJ(6AT) ] Ш|1/2;
(3.3)
ф((1=
I—ехр( )
1 +ехр ( —4Е, дА2PJ )
(3.41
где тр вязкость расплава на границе раз-
дела; б толщина свариваемой детали; Р0|| —
усилие при жатия нагревателя и детали при
оплавлении; b -константа в уравнении зави-
симости вязкости от температуры, А7 = Т„—
-Т..г,
лг 3[е2МГ-(йДПУДГ-2е^г+1]
J [(6ДТ)Э(1 -е6Д7)]
(3-5)
и? коэффициент темисратуропроводности не-
рпе гит а в леи но го м а те р и а л а,
С корпеть не реме щели и детали при ее оплав-
йЮнин
3/2,- POIJ^T)
( чл .1
1/4
ф(Ч3''2
(ЗФ)
Скорость удн'ииЕения детали вследствие иа-
। реви
1/Г
ФМ1/2 I 2пГ1й2 J
+^-^75 <:,7;
Суммарная скорость или истинная скорость
оплавления
cra=w (ЗЛ)
Экспериментально подтверждено, что изло-
женный метод расчета дает погрешность а пре-
делах не более 5%.
На основании анализа результатов расчетов
и экспериментов по кинетике оплавления можно
сделать вывод, что начало квази стационарного
процесса примерно соответствует скорости
оплавления, равной 0,85-0,9 предельной Ско-
рости. Время начала квазистанионарного про-
цесса может быть принято за предельную про-
должительность оплавления, его можно опреде-
лить расчетным путем. Например, расчетная
продолжительность оплавления деталей Ий
ПЭНД:
Толщина стыкуе-
мых кромок, Мм , 4 7 10 15 20 26
Продолжитель-
ность оплавления,
с.............. 25 40 58 75 115 14ft
Следовательно, при назначении параметров
режима сварки необходимо учитывать, что од-
ним из граничных условий в получении 1И-
данной глубины проплавления нпляетсн КЯ(-
листациопарный режим.
При оплавлении (нагреве) плоских ИрОМОК
плоским нагревателем по мере продннжеНЙИ
изотермы, соответствую щей температуре пере-
хода термопласта в вязкотекучее состояние,
проходит перемещение границы проплпвленНЙ
в глубь основного материала. Скорость пере-
мещения границы проплавления я глубина про-
плавления зависят прежде всего от рода термо-
пласта, его теплофизических характеристик,
температуры нагретого инструмента и, в (Шре-
деле иной степени, от продолжительности кон-
такта с нагревательным инструментом н прила-
гаемого давления. Чем выше температура на-
гревательного инструмента, тем быстрее переме-
щается фронт температур.
Однако максимальные температуры нагрела-
теля ограничиваются температурой рнзложшшн
полимера. Чем длительнее контакт тер мои л пеги
с нагревателем, тем меньше допустимая темне-
ратурц ширена. Даже бет доступа нот,чухи
способы СВАРКИ ТЕРМОПЛАСТОВ
возможно разложение полимера по границе
контакта инструмент - деталь с выделением ле-
тучих составляющих. Вследствие этого по грани-
це контакта возможно возникновение газовых
пир (рис. 3.4). Время до начала образования
пор при данной температуре называется инку-
бационным периодом процесса газовыделения
Чнм ниже температура нагревателя, тем дли-
тельнее этот период.
Экспериментально установлено, что инкуба-
ционный период зависит и от материала нагре-
вателя Это объясняется, очевидно, каталити-
ческим действием. При нагреве нагревателем
Рис. 3.4. Поры на поверхности образца из
полиэтилена
Рис. 3.5. Схема воздействия тепловых потоков
на формирование границы проплавления при
контактной сварке проплавлением:
1—оплавляемая дс'| аль; 2 нагреватель;
г/1 тепловой поток от нагревателя;
цч —тепловой поток от эвакуируемого ра сплава;
ps тепловой радиационный поток выступающих за
границы детали участков нагревателя
из меди или ее сплавов порообразование
происходит интенсивнее, чем при нагреве
нагревателем из алюминия или из ею сплавов
При нагреве инструментом, изготовленным из
стали, порообразование меньше, чем при нагреве
инструментом из меди и алюминия. Хромиро-
вание и никелирование стальных нагревателей
не оказывает заметного влияния на интенсив-
ность порообразования. Применение аитиадге-
зионных покрытий из фторопластовой лакотка
ни, а также напыленного слоя из фторо-
пласта снижает интенсивность порообразо-
вания.
Рис. 3.6. Влияние на глубину проплавления й0
детали толщиной 14 мм из ПЭНД технологических
параметров;
а—температуры нагревателя —180” С; 2—240° С;
Д- 300’ С; б -продолжительности нагрева t„:l 30 с;
2 60 с; 3 ПО <; 4 120 с; в- давление прижатия натре-
Пателя I 0,02 МПа, 2 0,06 МП.1; 3 0,1 МПа;
базовый режим 7>--25О°С; с; ^,„-0,02 МПа
КОНТАКТНАЯ ТЕПЛОВАЯ СНАРКА
пт
_х_
Граница проплавления не адекватна плие-
кости нагреватели: и сечении она имеет па-
раболическую форму и выпуклостью направ-
лена а сторону нагревателя (рис. 3.5). В центре
оплавляемой кромки глубина проплавления ми-
нимальна, а у поверхности максимальна. Это
происходит вследствие теплоизлучения от нагре-
вателя, выступающего за границу нагреваемых
кромок, а также за счет теплоты, выносимой
вытекающим в грат расплавом.
Глубина проплавления растет с повышением
температуры (рис. 3.6); одновременно увели-
чивается кривизна линия проплавления, что
подтверждает влияние радиационных потоков
па ее форму. Увеличение продолжительности
контакта детали с нагревателем при данной
температуре ведет к увеличению проплавления,
но пе прямо пропорционально. Интенсивность
роста глубины проплавления с увеличением
продолжительности нагрева заметно умень-
шается.
Увеличение давления нагревателя при оплав-
лении приводит- к уменьшению глубины про-
плавления, так как при этом плавящийся
полимер выдавливается в грат. После проплав-
ления на определенную глубину нагреватель
о где ляегея от нагреваемых деталей, чтобы
можно было выполнить их стыковку (осадку).
Время, затрачиваемое на удаление нагреватель-
ного инструмента и до смыкания оплавленных
деталей, называют технологической паузой.
Рис 3.7. Изменение глубины вогнутого мениска
С он.а и пленной лега.ли из ПЭВД в зависимости
от 4iHi4riiirii тех|1о..,1<лт1|ц.'скнх параметров
При отделении инструмент вследствие идм*
зии к нему расплавленного полимера на
расплавленных кромках детали образуется вог-
нутый мениск. Глубина вогнутого мениск» С
зависит сиг глубины проплавления, чистоты по-
верхности инструмента, температуры нагрева-
теля и других параметров режима оплавления,
геометрических размеров и значения ВЯЗМрСТМ
полимера при переходе его в нязкотехучес
состояние (рис. 3.7). Глубина мениска С
растет с повышением температуры нагреватели
и времени оплавления. Особенно интенсивно
происходит рост глубины мениска и случае
увеличении давления оплавления.
Оплавленная и находящаяся при высокой
температуре поверхность после удаления нагре-
вательного инструмента при контакте с атмо-
сферой начинает активно окисляться, Интен-
сивность этого процесса глубина окисленного
слоя для каждой пластмассы различна и зависит
от активности полимера, температуры расплав»
и продолжительности контакта с атмосферой,
Толщина окисленного слоя может составлять
40—60 мкм и более. Поэтому продолжитель-
ность технологической паузы обычно сводят в
минимуму (не более 3- 4 с), связывая ее с
размерами свариваемых деталей.
Осадка обеспечивает непосредственный
физический контакт оплавленных кромок и рев-
лиз ует взаимодействие макромолекул ПО
поверхности свариваемых деталей дли образо-
вания сварного соединения.
Основным технологическим параметром про-
цесса осадки является давление I1,,,,, важны
также величина Д и скорость осадки и«-,
В процессе осадки из зоны контакт» МОЙ-
ходимо удалить газовую прослойку, КФПДОЙ
образуется в этой зоне вследствие 3BXBNT»
воздуха неровностями оплавленных крОМОК> •
также пористым слоем, образовавшимся При
разложении полимера. При этом требуется так-
же либо удалить окисленный слой, обршю-
вавшийся и результате контакта расплавленной
поверхности с атмосферой, либо добиться
нарушения его сплошности.
При сближении расплавленных поверхностей
происходит течение расплава. Чем мепылс
вязкость расплава в зоне контакта, гем интен-
сивнее при данном давлении происходит его
течение, а следовательно, тем быстрее возможно
освобождение соединяемых поверхностей <л
ингредиентов, препятствующих макромолеку
лирному взаимодействию. В принципе дли по
лучения полного взаимодействии макромолекул
ио всей поверхности контакта необходимо удя
ление всех экранирующих ингредиентов и сбли
?4................ ' СПОСОБЫ СВАРКИ ТЕРМОПЛАСТОВ
Рис, 3,8. Реолограммя сварного соединения
ни пластифицированного и ал и винил хлорида;
Т„ 2Г>()” С; /„ = 15 с; Р„г = 0,15 МПа; 6=12 мм
жен и с макромолекул на расстояния, обеспе-
чиниющис действие сил Ван-дер-Ваальса.
Экспериментально на специальных полосча-
тых образцах показана возможность проведения
процесса осадки таким образом, что расплав
может быть выдавлен наружу и из централ иной
чисти стыка (рис. 3.8)- Чем больше площадь
контакта свариваемых деталей, тем на большую
глубину необходимо их проплавить, чтобы
обеспечить полную эвакуацию ингредиентов,
препятствующих сварке. С вытеканием из зоны
контакта расплава, нагретого до большей тем-
пературы и обладающего в связи с этим ми-
Ннмал иной вязкостью, удаляются макромоле-
кулярные слои, обладающие наибольшей тер-
модинамической активностью. Вследствие этого
н контакт вступают макромолекулы, обладаю-
щие меньшей потенциальной энергией, т. е. слои
рпгнлана, обладающие большей вязкостью, что
не улучшает условия взаимодействия макро-
молекул. (.д|едонателыю, при сварке каждого
rep мои ласта и пластмасс на их основе необ-
ходимо находить оптимальное сочетание давле-
ния осадки, объема расплава, его вязкости
>1 чигшенмости от размеров детали.
Течение рпспллвн при осадке - очень дина-
мичный процесс, происходящий практически в
г счеши* секунд или даже долей секунд. При
ткни дпнление, под воздействием которого
происходит течение расняина п стыке, щыраста
ст от нуля до установленного максимального,
уравновешиваемого сопротивлением слоям рас-
плава. имеющего определенную вязкость.
Течение расплава способствует активному
взаимодействию макромолекул не только вслед-
ствие удаления экранирующих их ингредиентов,
но и вследствие того, что при течении происходит
благоприятная взаимная ориентация макромо-
лекулярных слоев. Это способствует более пол-
ной реализации сил Ван-дер-Ваальса, не требу-
ющих переплетения или взаимного проникания
макромолекул.
Вместе с тем вступившие при осадке во
взаимодействие макромолекулы, как и весь
расплавленный слой, находятся в термоди-
намически неустойчивом состоянии, ибо доста-
точно, например, спять давление, как под воз-
действием упругих сил проплавленных частей
детали может произойти разъединение их по еще
не закристаллизовавшейся или не перешедшей
в стеклообразное состояние части шва. Поэтому
при осадке давление сбрасывают нс сразу,
а после определенной выдержки. За время вы-
держки под давлением в стыке происходит
сложные процессы образования надмолекуляр-
ных структур. Образование надмолекулярных
ассоциаций идет в условиях нарастания
собственных напряжений, вызываемых охлаж-
дением и в связи с этим изменением объема
материала в шве. Активно происходят ре-
лаксационные процессы, часто сопровождаемые
механохимической деструкцией и сшивкой. По-
следний процесс особенно активно происходит
по границе проплавления.
В результате суммы процессов, имевших место
при осадке, образуется сварной шов, по
структуре отличный от основного материала,
а следовательно, отличающийся и по механи-
ческим свойствам. Разница в свойствах зависит
от того, в результате какого технологического
процесса получены свариваемые заготовки, сва-
риваемые детали (литьем, штамповкой, прес-
сованием, экструзией и т. д.). Например, при
сварке оплавлением встык листов, труб, про-
фильных изделий, полученных экструзией,
вследствие течения расплава макротекстура в
шве располагается под углом 90° к текстуре
основного материала. Граница переориентации
наиболее слабая и разрушение соединений
чаще всего начинается по этой границе
Таким образом, прочность сварного соеди-
нения определяют; температура нагревательно-
го инструмента; материал нагревателя; тепло-
емкость нагревателя; геометрические размеры и
форма поверхности нагревателя; геометрические
параметры оплавляемых поверхностей; продол-
КОНТАКТНАЯ ТЕПЛОВАЯ СВАРКА''
жи дельность нагрева: давление инструмента;
величина оплавления; величина проплавления;
величина первичного грата; глубина мениска
на оплавленной поверхности, скорость нагрева;
вид а пти адгезионного покрытия; продолжи-
тельность технологической паузы; давление
осадки; скорость осадки; величина осадки;
продолжительность выдержки под давлением;
скорость охлаждения; величина вторичного гра-
та. Все'эти факторы имеют различную зна-
чимость в обеспечении прочности сварного сое-
динения. Многие из них находятся в полной
или частичной взаимозависимости.
В формировании качественного сварного сое-
динения существенную роль играет вязкость
расплава. Вязкость расплава зависит от темпе-
ратуры. В зоне контакта свариваемых деталей
она меняется по экспоненциальному закону.
В связи с этим важное значение имеет
характер изменения вязкости полимера при
нагреве выше температуры текучести. Вязкость
может меняться в узком или широком
интервале температур. Очень важно значение
минимальной вязкости R температурном интер-
вале вязкотекучести, а также ширина темпе-
ратурного интервала от температуры перехода
в текучее состояние до температуры активного
разложения полимера.
С точки зрения реологических процессов,
определяющих формирование сварного шва,
чем меньше вязкость или, что то же самое,
больше текучесть и чем тире интервал от
температуры текучести до температуры де-
струкции, тем легче сваривается такой термо-
пласт оплавлением. Наоборот, чем больше вяз-
кость, т. е. чем меньше текучесть термо-
пласта и чем уже интервал температуры его
вязкотекучести, тем хуже его свариваемость.
Однако течение определяет лишь первый
этап в образовании сварного соединения —
удаление или разрушение экранирующих ин-
гредиентов, взаимодействие макромолекул, об-
разование аутогезионных и когезионных связей
между очищенными поверхностями полимеров
протекают естественным образом. Далее проис-
ходит образование надмолекулярных ассоциа-
ций, число и скорость роста которых опре-
деляется числом центров и термодинамическим
состоянием расплава.
У кристаллизующихся полимеров величина
кристаллитов в значительной степени зависит
от скорости охлаждения сварного соединения,
объема расплава. Глубина проплавления, объем
расплава, его вязкость, скорость охлаждения
га висят от термических параметров сварки.
В настоящее время ри зри бота II ы методы расчет-
ного определения термических пара метро» пр»
сварке пластмасс.
Определение термических и мехииНчеСКНХ
параметров. При расчете тепловых полей
при нагреве температуру на оплавляемой
поверхности принимают обычно равной темпера-
туре нагревательного инструмента. В лейсгни-
тедыгости она несколько меньше н определяете»
следующей зависимостью:
(3-®)
где Г,- температура на торце; Г„ - темпера-
тура сварочного инструмента; Тц - температуря
окружающей среды; t продолжительность
контакта; m — коэффициент, зависящий от ВПДЙ
пластмассы и температуры.
Решая дифференциальное уравнение тепло-
проводности, можно получить решение н пиле
н+ (7о-г^егЦх/^аГ)), (3.10)
Эта формула позволяет определять темпе-
ратуру в любой точке, а также многие прак-
тически важные зависимости. Приняв перед
равенством температуру, равную температур»
плавления полимера, и по дета вин в формулу
значения температуры нагревательного инстру-
мента и окружающей среды, можно определить
глубину проплавления кромок в зависимости от
времени контакта с нагревательным инструмен-
том.
Для инженерных расчетов во ВНИИСТе по-
лучена номограмма (рис. 3.9), олксы»«сИ«Я
формулами:
Фх = й(Д2; (3.11)
в=(Л1-Ч/(7'о-Л,)- (3.12)
Г_________I________I I .________I
О 4 8 12 18 Ф, П[
Рис. 3.9. Номограмма для определения 11 и тии
си мости от Фг
I 0 при Г),: Ф,<.-0.!: II 0 при 11|1<Ф,-::1;
III Нири I --г Ф,':' НО
*Г
0.S9
a,si
w
СПОСОБЫ CtAPKH ‘ТЙРМОПЭ А стоп
гдвФ,критерий Фурье для коордипаты х. и
О относнтелышя избыточная температура.
11ид1'тигы!яя и уравнения (3.11, 3.12) извест-
ные параметры и используя номограмму (см.
риг. 3.9), можно решать многие тепловые за-
jui'ih, связанные со сваркой пластмасс.
Предыдущее решение не учитывает скрытой
теплоты плавления пластмассы в процессе на-
грей и. Для учета этого фактора можно
1нкчки11ыопат11Ся методом решения задачи Сте-
фина. При краевых условиях: 7'| (0,0 = 7,;
ТМ~Т,; Т&Х, О)=7о; 7^,7)= 7„; ТУ «>,/)=
""7’<i (где 7|, Тч температура расплавленной
н твердой части; 7„ температура плавления;
/in глубина проплавления), температура в
точках, расположенных, в расплавленной части,
определи стен выражением
Ч* (Л.”7,,)/ erf(₽/(^^)) X
X erf(x/(2-усг j 7)J ; (3.13)
в твердой части оплавляемой детали
Т,(х , 7о+(7п - 70)/ erk (0/(2^)) X
X ег 1с (х/(‘2 )), (3.14)
где <1|, <12 температуропроводность расплава
н иераендавлен ной части; 0 = Ло /у/С erf(x/
))= I — er[c(x/(2-/as/)). Так как тем-
пературы 7'| и Те по границе проплавления
равны, приравняв формулы (313) и (3.14),
М11ЖПН получить трансцендентное уравнение:
Л ......Г') ........ exp/-J^ +
7"i егГ(р/(2д/а ।)) ' ''
, Ч.........ехп/
ег1с(0/(2'7й2 ))
. (3.15)
где уа плотность расплавленной части; £ —
скрытия теплота плавления. Уравнение (3.15)
решпегся методом подбора на ЭВМ относи-
тельно 0.
11ри нагреве деталей, подлежащих сварке,
происходит вс ре мощен не теплового источника со
скорое ri.io и,,,, относительно оплавляемых по-
пер хши-тей по мере вытекания расплава из
iohm контакта деталь нагревательный i in-
i' । румгнч. В атом случае закон одномерного
раскроет рщпчши теплоты
.)7/<В | <П/,)х , (3.1ft)
при краевых условиях T(x,t)= f(x.i); Т((и) =
= J(() + 7„; T(tx> ,t)~Ta,
где функция, учитывающая начальное
распределение температуры детали по длине;
7(() — изменение температуры источника на оп-
лавляемых торцах.
Температурные ноля при охлаждении
сварного соединения после осадки можно рас-
считать либо методом прогонки с использова-
нием системы конечно-разностных уравнений,
полагая в интервале времени jx^t (7 + 1)т,
где у = 0, I, 2, п — дискретный шаг
по времени с постоянными в этом интервале
теплофизическими коэффициентами, но изменя-
ющимися от шага к шагу; либо путем сов-
местного решения дифференциальных уравне-
ний теплопроводности, моделирующих распро-
странение теплоты в пол/бесконечном стержне
с учетом того, что в процессе охлаждения
происходит теплообмен с поверхностей по закону
Ныотона. В этом случае требуется найти реше-
ние дифференциального уравнения
dT/dt~ad2T/дх*-- w / (еу) (3.16,а)
при 0<х, 7-< оо и краевых условиях; 7(.е,0) =
= Го + КД
fw=(V4^((*w(2V<j);
дТ(х , t)/dx\ z = 0=O ,
(3.17)
где w — количество теплоты, отдаваемой еди-
ницей объема термопласта в окружающую
среду в единицу времени: гв=2а(Г —Г0)/6;
а — коэффициент поверхностной теплоотдачи;
6 — толщина свариваемых элементов (листов,
труб). При решении (3.16,а) с использованием
функции Грина температура в сварном стыко-
вом шве при остывании будет определяться
следующим образом:
= (3.18)
где s — переменная интегрирования; г — па-
раметр, и — функция Грина.
Аппроксимируя выражение (3.18) через экс-
поненциальную функцию, решение задачи
(3.16,0) можно представить в безразмерной
форме:
0 = 1/2е^ 11 [e6xerfc п +
+%/(2^))+е “6Х erfc (ЬГ0-Х/ (2^ ЭД.
0= fU ')-Т()/Х"7(7„-7-й), (3.19)
\ . КОНТАКТНАЯ ТЕПЛОВАЯ СВАРКА
где [3ft. ай/?-:
». ft. .пr^ft
Л() = «(/А2; Fiy-:atJ^-,
7^х/.Ъ\ ft:ic-A/6: егГ 6 , = 7 н/
Д..чя точек, лежащим в плоскости оплавления
стыка (при х - (J),
Ц2-anile,. , I—,
0 = е erfc (ftд/, (3.201
отсюда: Тп — |е|Ь — 2B'Jeric(f>
/j-y
.Хе 'ХЭП
т. е. по затшсимбсти (3.19) может быть
определена температура в любой точке и в любое
время, а по уравнению (3.21) - температура
по линип оплавления спустя любое время.
Экспериментально установлено, что при реко-
мендуемых давлениях осадки дня сварки дета-
лей средних тол тип температура в стыке,
как правило, устанавливается независимо от
максимальной или минимальной температуры
нагревателя. Она определяется температурным
состоянием тех слоев, которые в сняли с их
вязкостными свойствами обеспечивают сопро-
тивление течению под действием давления
осадки.
К механическим параметрам осадки от-
носят давление осадки ft»., скорость осадки
су,-, величину осадки V
.Аналитически (согЛаспо методике, разрабо-
танной- во ВНИИСТе) в' обшей случае
контактной сварки оплавлением эти параметры
определяют из следующих зависимостей;
с «= *росh л / (fi 1; ’1.1) Р + ! (4h о)+
4Ч^М|’/(2Мп) [. (3.22)
где к=ЫТ„ -Т,,} -Ь\Т-\ 5 -- толщина стенки;
1],, Ле 1!; ha — толщина расплавленного
слоя перед началом осадки ( глубина проилапле-
ннн); h(l) переменная толщина расплавленно-
го слоя.
Величину осадки определяют из выражения
\ Ч'. f < ( dx 3»................ 1
L Д a (л -( ftr /4 -| kx" /20Н I J
(3.23)
где
a=4/tiJft„,;pfj х.'Лй(|ш / (Х2 1(„ й2 (7 |t-7и));
л коэффициент теплопроводности; р плот-
ность материала, [3 скрытая теплота шпи-
ле ни я.
Для ft = 0 значение интегра.ча в ни писи-
мости от параметра а, принедено па рис. 3,10.
Давление осадки при сварке круглых стерж-
ней
(з.м;
Давление осадки при свирке груб oiuiujuuy
нксм встык
р„г-
(In 7?г-1п Д|) + (ft2-/?2)]
4( (In Д2+ In /?,) .
Упрощенная формула для определения Давле-
ния осадки
= (й,26)
Г. Потенте приводит следующую зависи-
мость величины осадки от других наршиетрои
сварки:
лт]$1.'„./(32аВ(|„), (3.27)
где г| вязкость расплава (средняя н интер-
вале температур вязкотекучего состоянии).;
В — функция температуры, ,S Укорочение де-
талей при оплавлении, t>al. - скорость оеддкн;
а - коэффициент темпер ату рои роводиигти; /?-
радиус свариваемых стержней; вну-
тренний и наружный радиусы труб; /и —
продолжительность осадки (продолжительновТк
возрастания давления от нудя до макси-
мального без учета продолжительности вы-
держки под давлением).
Характерно, что основные параметры режима
сварки связаны с вязкостью расплннн >) (
величиной осадки А, которые в свою оче-ред»
Рис. 3.10. Значение интеграл а н п а ihhti м i h-i i
от a
м спосовы сварки темопллс-тгж
'щииеят от тсмш’ратуры нагревателя, времени
ши реви.
В и ;i стоящее время при снарке оплавлением
Щ|бн'1нщлст<41 две тепдепшпе первая - при ко-
брой сварку выполняют на режимах, исклю-
чпюгпих деструкцию помтнмсра при оплавлении,
Рис. ill I. Термомехапичеекая н.нкинограмма
«- контактной сварки оплавлением:
'Г,, температура нагревателя; Лин, начальное
и вторичное давления; Ро,:—давление осадки;
ton, i%ty—продолжительность начального и вторич
него приложения давлении; /г—пауза; /и<; fRkbl. /.=,—
продолжительность осадки, выдержки при охлажде-
нии, свирки; у,,и? —скорость оплавления при
начальном и вторичном давлении; у.„-—скорость
осадки; S(:|I|; Son2 - укорочение при начальном и
вторичном давлениях; S(li- ••••укорочение при осадке
т. е. сварочный инструмент имеет темпера-
туру, незначительно превышающую темпе-
ратуру текучести пластмассы свариваемых де-
тален; и вторая - при которой инструмент
нагревается на 100— 150 £’С выше темпера-
туры текучести, но при этом продолжительность
оплавления резко сокращается.
Типичная термомехапичеекая циклограмма
контактной тепловой сварки оплавлением встык
Рис. 3.12. Схемы сварки оплавлением:
н встык; /5 втавр; в вварка зяплаты; ? приварки накладки:
/, 2........свариваемые материалы; J—нагреватель
ЭЛ. Ориентировочные параметры режима контактной тепловой сварки
некоторых термопластов встык [50]
Материал Температура инструмента» ФС Пр одолж нтельность оплавления, с Давление. МПа
оплавления осадки
ПЭНД 220±10 20-50 0,5—0,1 0,15—0,2
ПЭВД 200±10 20—50 0,5—0,1 0,15—0,2
ПП 240—260 30—50 0,5—0,1 0,15-0,2
Полна мкд-6 220—260 15—50 0,5—0,1 0,15—0.25
Полистирол 220—250 10-50 0,5—0,1 0,3-0,35
Поликарбонат 350-400 20—40 0,5—0,2 0,15-0,2
Винипласт 230—240 30-60 0,1—0,5 0,35—0,5
Пластикат ПВХ 200—230 20-30 0,5-0,1 0,15—0,2
Примечания: 1* Детали из поликарбоната перед сваркой следует просушить от
илйги при температуре 120 °C в течение S—12 ч, а после сварки выдержать при тем пер а ту,
ре 130 0С н течение 60 мин*
2 Продолжиri'JibiuHTL плуты госта нл нет не более 3 с, продолжительность осадки равна
। ipr । к од ж игсл ы locni ощ'шилещш, умноженной пи толщи ну стыкуемых кромок.
КОНТАКТНАЯ ТИЛЛОВАЯ СВАРКА
3.2. Ориентировочные параметры сварки
пленок толщиной 0,1—2 мм нагретым
клином внахлестку (скорость сварки
0,04—0,3 м/с) [50]
Матеря ал Температуре инструмен- те, -с Давление роликом, Н/си
ПЭНД 300-650 30-60
ПЭВД 300—650 30—60
ПП 300—650 30-60
ПВХ 300—650 50-60
Пластифицирован- ный полиамид-6 400—650 50—60
|рр одета плел а на рис. 3.11, а схемы сварки
пиля н.лением на рис. 3.12.
Режимы сварки. Соблюдение режима снарки,
обеспечение стабильности основных параметров
обеспечивает гарантию получении качественных
сварных соединений (табл. 3.11.
Режимы сварки, указанные в табл. 3.1 для
стыковых соединений, могут быть рекомен-
дованы н для контактной тепловой сварки
оплавлением соединений втавр, угловых сое-
динений, для присоединений шпилек, бобышек.
Сварку оплавлением пленки можно выполнять
нагретым клином (паяльником) внахлестку.
При этом нагретый инструмент перемещают
вдоль уложенных внахлест деталей либо нагре-
тый инструмент (клин) закрепляют, а пере-
мета ют ио нему детали. Непосредственно
после оплавления нахлестку прижимают снару-
жи роликами либо скользящими полозами.
Разного рода накладки из пленки толщиной
ill -2 мм можно приваривать горячим клином.
Преимущество этого метода заключается в его
простоте и возможности получать швы непре-
рывным способом со значительной скоростью
вручную во всех пространстве иных положениях
и машинным способом в нижнем положении.
Сварке могут подвергаться пленки из пласти-
фицированного поливинилхлорида, полиэтиле-
на, полипропилена, полиамида и других
термопластов, в том числе и армированных
(табл. 3.2).
КОНТАКТНАЯ СВАРКА ПРОПЛАВЛЕНИЕМ
I. Контактную снарку проплавлением, как
правило, применяют для изготовления пленоч-
ных, оболочковых конструкций из армирован-
ных и пеармированных пленок толщиной не
более 2,5 мм. Пленки толщиной 0,5 -2,5 мм
спа рн па ют па прессах шаговым способом.
(1,ленки толщиной менее 1 мм .можно свари-
Рис. 3 13. Конструкции сварных соединений
пленок:
а- нахлесточное; б-—Т-образное (рантовое); й-
нахлестанное с армировкон; г нахлесточное б*)
заделки кромок; д—нахлесточное с врм гром и ИНОЙ
прокладкой; е—соединение с накладкой
пять нагретым роликом непрерывно леп'ГОЧЯЫМИ
машинами либо шаговым способом вручную
нагреваемым полозом. Пленки толщиной менее
500 мкм могут быть сварены термон мп ул ЯСНЫМ
способом.
Конструкции сварных соединений. Типы
сварных соединений неармированных и арми-
рованных пленок при различных способах свер-
ки приведены в табл. 2.4 и 2.5/
При контактной тепловой сварке неармнрен
ванных пленок проплавлением имеется ДИВ
основных типа соединений, отличающихся ПО
схеме их работы под нагрузками - нахлесточ-
ное и Т-образное или рантовое (рис, 3,13),
В случае армированных пленок тип соединения
зависит от того, какова армировка И КНКОВО
покрытие армировки. Главным геометрИЧВСКНМ
параметром конструкции соединений, СНйрИМЯ-
мых проплавлением, является величиНН НИХЛМТ-
кн. Армированные пленки можно СВИрМВЯТЬ С
накладками, в таком случае необходимо ЗИЯТЬ
и ширину накладок.
Кинетика процесса сварки пропланленИВМ.
Основными технологическими параметримн ре-
жима контактной сварки пропдавлением явля-
ются температура нагревателя давление при
нагреве Р„ и рабочее давление Рр, продол-
жительность нагрева время выдержим под
давлением после сварки
При сварке на прессах пленка в месте
нахлестки может прогреваться с одной стороны
или одновременно с двух сторон. Но н любом
случае течение материала в зоне контакта пле-
нок будет происходить лишь тогда, ногдн
температура в зоне раздела достигнет значений
превышающих температуру текучести. Тяког
во
СПОСОВЫ C&AWM ТИРМОПЭ АСТО11
Рис 3.14. Термомеханические циклы сварки термопластов проплавлением:
и нииЛплес распространенный способ прессовой сварки пленок; б—никл с предварительным нагре-
ном Пол давлением и осадкой; а—цикл е начальной высокой температурой; е—цикл при импульсной
сварке:
!'„ |щчн.чы1че давление, Рр рабочее давление сварки; Г,„—температура текучести; 7'0IJI—предельная
1тмперитури охлаждения под давлением; Тля- начальная температура нагревателя; t„, tt„, tK,
продолжительность нагрева; выдержки, импульса, охлаждения
гостинице наступает не сразу, а постепенно
по мерс передачи теплоты за счет теплопро
водности с поверхностей, контактирующих с на-
тре ннтелимп.
При контактной сварке про плавлением соб-
ранную па столе пресса пленку сжимают в месте
инхлестки под рабочим давлением, одновремен-
но нключают нагреватель (рис. 3.14,а). По мере
Матрена и размягчения пленки с поверхности
начинается ее течение. Этот эффект тем сильнее,
чем толще и лепка. При сварке толстых
пленок, особенно армированных, целесообразно
впичале создавать давление Р„, которое обес-
печила ло бы плотный контакт пленок и их
прогрен, п только спустя некоторое время („
(рис. 3.14,6) сдавливать нахлестку под рабочим
давлением для создания условий течения
рне ила на в месте контакта свариваемых пленок.
Охлаждение сварного соединения должно
происходить обязательно под давлением до тем-
ператур 7’м,.| перехода в стеклообразное сос-
тояние (для аморфных полимеров) или в кри-
сталлическое (для кристаллизующихся полиме-
рии).
Для 1Ч)кра|цеиня цикла нагрев инструмента
После сборки начинается с температуры 50....
00 "С |риг. 3.14,и).
При снарке тонкой пленки (менее 500 мкм)
нагреватель (обычно топкая стальная лента или
проволоки) нагревается мгновенно в резуль-
тат пропускания импульса тока. Пленки в этот
момент сжаты под рабочим давлением
(рие. 3.14,,'). Охлаждение при такой термоим-
нульсиой снарке происходит в основном за счет
птицда теплоты и массу сварочного инстру-
мепга.
Кинетика процесса спорки пленок на прессах,
пы пол и не мой ио схеме термомех a начесного цик-
ла (см. рис. 3.14,и), характеризуется по
интенсивности реологического процесса тремя
Этапами (рис. 3.15): 1) быстрое нарастание
температуры и соответственно быстрый рост
скорости деформации; 2) достижение предель-
ной температуры, соответствующей температуре
сварки, снижение интенсивности деформации
в зоне сварки до нуля к концу периода вы-
держки; 3) охлаждение; при снижении темпе-
ратуры деформационные процессы в шве (при
условии, если рабочее давление не снято)
практически не протекают.
Следовательно, активные реологические про-
цессы в зоне сварки происходят лить в на-
чальный момент. А так как они определяют
качество и полноту образования сварного
соединения, то и регулировать процесс сварки
следует па первом этапе, тем или иным путем
вмешиваясь в реологический процесс, например,
сдвигая свариваемые пленки относительно друг
друга. Такое механическое вмешательство воз-
можно при сварке армированных пленок.
Рис. 3.15. Изменение скорости деформации
ч пленки при ее сварке проплавлением по тер-
мическому циклу, приведенному на кривой Т,
при различных давлениях:
I 0,2 МПа; 2 0,4 Mllll; ') ().С> МПа
КОНТАКТНАЯ ТЕПЛОВАЯ СВАРКА
М
Рис. 3.16. Схема течения полимерной матрицы
в процессе сварки и образование гофр арми-
ровки в околошовной зоне
Армировка, как правило, являегся силовым
элементом, т. е. .элементом, воспринимающим
нагрузки и, следовательно, обладающим в не-
сколько раз большей прочностью, чем покровная
пленка, а также более высокой- температурой
плавления. Переплетении армировки оказывают
сопротивление течению расплава, однако под
воздействием этого течения перемещаются вмес-
те с потоком расплава к кромкам нахлестки,
образуя там сборки гофры (рис 3 16). На-
личие гофр в околощовной зоне сварных обо-
лочковых конструкций резко снижает их несу-
щую способность, приводя к возникновению
значительных деформаций, концентрации на-
пряжений, превышающих предел прочности ар-
мировки и, следовательно, к разгерметизации
и разрушению сварного соединения.
Сварка радиационно облученного полиэтиле-
на. Для сварки радиационно облученных пле-
нок в качестве присадочного материала исполь-
зуют промежуточный слой из линейного поли-
этилена или низкомолекулярных веществ,
способствующих образованию поперечных хими-
ческих связей и представляющих собой пере-
кисные соединения, которые наносят непосред-
ственно на свариваемые поверхности либо
обрабатывают ими присадочную пленку. В ка-
честве такого реагента используют перекись
днкумила. Сварку выполняют на прессам про-
плавлением при давлениях 0,2—0,3 МПа [18].
Режимы сварки. Исходя из анализа дери-
ватограмм или термомеханических кривых,
определяют температуру плавления, текучести н
разложения термопласта при нагреве. В зави-
симости от полученных данных назначают
максимальную температуру нагревателя, кото-
рая должна быть ниже температуры разложе-
ния материала на 10 —15 “С Температура
охлаждения сварного шва под давлением не
должна быть выше температуры стеклования
или кристаллизации. Во избежание коробления
свариваемой конструкции шны охлаждают в
прессах обычно до температуры ниже 00 °C,
При сварке пакета пленок температуру *
любой точке свариваемой нахлестки можно
определить аналитически, если известны тем-
пература нагревателя и те илофи .чипе екни коэф-
фициенты свариваемого термопласта.
Для работы обычно используют решение
задачи pacnpocTpaiieiniH теплоты от одномер-
ного источника. Если начало координат pnciiO-
дожить в центре шва, то краевые условия при
одностороннем нагреве будут г i р и н и и а п.гц сле-
дующие:
Л*.о)=то; ''(V2- 9-/(0-
В случае двустороннего нагрева ипхлестки
решение задачи может быть предстаилено сле-
дующим образом:
Tix . =
х -гХ ( — 1)" cos /сх\с
—<+1 ехр (г~ d7(t)
п = 0 П 0
(3.28)
а,: — (2п ф 1)л//;п, (3,29)
где Т(х,1} - температура в точке х пахлеетки,
находящейся между нагревателями в момент I
после начала нагрева; Та температур!! окру-
жающей среды; а — коэффициент температуро-
проводности; lio — толшина свариваемого пйИС-
та пленок (расстояние между поверхностями
нагревателей); J(t') - закон изменении темпера-
туры нагревателя от времени /.
Давление, оказываемое при сварке НА ЩРВ
в определенной степени зависит От 1Я|КОеТ1
расплава' и геометрических параметров СОвДИ
нения: ширины нахлестки и суммарной ТОЛЩЙНЬ
пакета
/’с- (2п/2А)[1/(А0-Д)а-1/й*|, (S.3Q
где I- половина ширины нахлестки; I - Itph
долж'ительность первого этапа, т. е. продол
жителыюсть интенсивного реологического При
цесса; А — величина осадки за это иреми,
Пленки толщиной до 15(1 мкм рекомендуете!
сваривать при одностороннем нагрет-, боЛ1ШИ'(
толщины — при двустороннем нагрет
(табл. 3.3—3.6).
Сварка армированных пленок требует при
менепия больших давленпн.
При опредеэкшпн параметров режима I'Hiipiii
сваривают обршщы пленки па различных ре ж и
мах (при и:1мс1!инчн.смся дин,.тении и lipcMi-ш
СЛее08ЬГ^АЯ(И'Т1!₽МОШ1ЛС:тоН
3.3. Параметры режима тар моим пул асн ой
сварки пленок при двустороннем нагреве
и давлении 0,2 МПа [50]
Материал Толщина, мкм Продолжи* тельность нмлульсв, с
ПЭНД 25 0,35
50 0,4
100 0,47
ПЭВД 25 0,33
50 0,36
100 0,4
ПП 25 0,42
50 0,45
ПВХ нспластнфи- 100 0,55
40 0,5
ииропанный 50 0,58
100 0,72
ПВД пластифнци- 30 0,5
рован ный 50 0.55
100 0,6
200 0,7
300 1
Полиамнд-6 60 0,4
Ацетилцеллюлоза 25 0,5
Полнвнннлацетат 50 0,6
Полиуретан 90 0.5
240 0.6
П р и м с ч а и и е Продолжительность ох •
лижденнн 3 с; напряжение на нагревательной
лейте U— 16 В; мощность импульса 1,2 кВт;
тилы соединений — нахлесточные н Т-образ-
ные; раздельная антиадгезнонная прокладка—
стеклоткань с покрытием из силиконовой ре-
зины толщиной 130 мкм.
ЭЛ. Параметры режима контактной
тепловой сварки пленок при одностороннем
нагреве |&0]
Материал Тол* гцина, мкм Темиера- гура пц- trp v.m еит а, ’°C Дав- ление. МПа Продол житель кость контак- та, с
ПЭНД 25 240 0.2 0,55
50 0,6
[00 0,67
ПЭВД 25 210 0,2 0,53
50 0,56
100 0,6
ПП 25 240 3,2 0,6
50 0.
too 0.75
ПВХ непла- 40 235 0,2 1
стифици- 50 1,08
рованный 100 1,22
ПВХ пла- 30 200 0,2 I
стифициро- 50 1,05
ванный 100 1,2
нагрева] . В качестве параметра оптимизации
принимают прочность сварного сот.-тнс-пия при
испытании его на расслаивание.
После определения опт им ал т.н ы;< параметров
сварки устанавливают минимальную величину
нахлестки. Нз сварных тпвов вырубают образцы
типа двусторонней .юпатачкн с шириной рабочей
части 50 мм и испытывают на одноосное
р астяж они е.
3.5. Параметры режима контактной тепловой сварки пленок
при двустороннем нагреве [12 J
Материал Толщина, мкм Температура инструмента, ’С Давление, МПа Продолжи- тельность, “С
ПЭНД ПП Пол нн мид-6 Фторопласт-1 150—600 150—300 130—200 100—200 160—170 180—200 210—220 390—400 0,08—0,09 0,09 0,04—0,05 0,05—0,2 2—3 2-3 10-15 120—150
3.6. Параметры режима контактной тепловой сварки
армированных пленок при двустороннем нагреве
Мап'рялл Толщина, ми Температура кис тру мента, *С Давление, МПа Продолжитель- ность контакта, с
Полиэтилен армн- 1ЮИИП1ГЫЙ Ila nciitiBi' ПВХ Б 0,5—0,8 170 150 155 0,5-0,6 0,9- -1,2 300 30-60
КОНТАКТНАЯ ТЕПЛОВАЯ СВАРКА W*'
ПРОЧНОСТЬ СВАРНЫХ СОЕДИНЕНИЙ
Наиболее рациональным соединением с точки
(рения работоспособности при контактной теп
ловой сварке изделий, свариваемых оплавле-
нием, являете и стыковое. Длительная прочность
сварных соединений ниже прочности ос ионного
материала в связи с тем, что в шве происходят
сложные физико-химические процессы, являю-
щиеся следствием термомехаиичеекого цикла
сварки.
При нагреве и оплавлении наблюдаются
деформации материала и плавление над-
молекулярных ассоциаций. Под воздействием
прилагаемого при осадке давления проис-
ходит течение расплава, направленность кото-
рого. как правило, не совпадает с направлен-
ностью течения материала свариваемых- дета-
лей при их получении. Это ведет к фиксации
макротекстуры, ориентированной иначе, чем
текстура осиовеюго материала. Кроме того,
иод воздействием усилия осадки происходят
термохимические процессы по линии проплавле-
ния. так как макромолекулы находятся как бы в
двухагрегатном состоянии.
При охлаждении в шве происходят кристал-
лизаЕ1ис1Нные процессы, нарастание остаточных
напряжений вследствие' усадки и охлаждения.
Одновременно идет и релаксация напряжений.
В структуре поперечного сечения стыковых
швов кристаллических термопластов различают
пять зон. В середин!.' шва (в месте стыка) на-
блюдается мелкая структура (рис. 3.17,а), затем
следует структура с заметно крупными сфероли-
тами, что свидетельствует о том, что эта зона
находилась в расплаве более длительное
время и что скорость ее охлаждения была
меньше, чем у следующей (третьей) зоны) где
кристаллиты имеют игольчатую форму. Пер-
пендикулярность их к границе проплавления
свидетельстнует о том, что от этой зоны
теплота активно отводилась к основной
материал. Четвертая зона характерна мел-
ким зерЕюм. Здесь кристаллизаций не П|>инвЛ*
к росту сферолитов. Между этой зоной и
основным материалом расположена пятах
зона, структура которой носит вид тижей.
Очевидно, в ней происходило частичное
оплавление сферолитов основного материал*
и вытягивание макромолекулярных ассоциаций
под давлением осадки вдоль гр;! и и цы про-
плавлении (рис. 3.17,6). При отсутствии давле-
ния эта зона не наблюдается, а имеется лишь
мелкодисперсная полоса (рис. 3.17,о).
По границе проплавления вследствие актив-
ной деформации частично рас пл и пленных
сферолитов, очевидно, происходит механо-
химическая деструкция, и частично разру-
шенные частицы видны на границе пятой И
четвертой зол. Чем далее от внутренних
слоев стыка и чем ближе к поверхности, тем
больше скорость эвакуации расплава при оеад-
ке. На выходе расплава в грат ширин*
четвертой и пятой зон заметно растет, ЧТО
также свидетельствует и о значительной
концентрации напряжений в области грат»
(рис. 3.17,с).
Остаточные напряжения достигают значений
предела текучести материала. Релаксационные
процессы особенно интенсивно протекают в
первые 8—10 ч, затем постепенно ослабенаЮТ,
не сводя, однако, значения остаточных на-
пряжений до нуля. Вследствие повышенных
остаточных напряжений соединения термо-
пластов непосредственно . после сварки IIS
рекомендуется подвергать воздействию На-
грузок.
Прочность сварного соединения со В|НМ*ИСМ
снижается быстрее, чем прочность ОСНОВНОГО
материала. Фундаментальной характеристикой
3.7. Относительная прочность соединений при сварке оплавлением 112, 501
Тип сварного соединения Материал Кратковре- менная относитель- ная прочность Тил сварного соединения Материал Кратнонря’ ммкай относитель- ная прочност»<
Винипласт Пластикат ПВХ ПЭНД ПЭВД ПП Полиокси- метилен 0,85—0,95 0,7—0,9 0,9—1 0,9—1 0,9—1 0,7—0,9 \ 11 1 Поликар- бонат Полиамиды Полистирол Пол и метил- метакрилат 0,7-0,8 0,8-1 0,8-1 0,6-0,7
м Способы сварки термопластов
Рос ,'i 17. Микроструктур.! спорного соединения полипропилена; X 180:
гнре.тпна стыки; i'i п м <»рфи । и 11 и >1 и uij'i'ii ппннше im.'i ,vuui синем сфсролитои ио границе ираплааленмя;
" мшит ч-рниг! им структура по । рицине и роил; шлеин ч (coejiniremisi, не 11Одверг;Н!1иегося псадке);
. с гру мур.т и.; iu.isojil' н । р;гг. Температура ингрепател н 380 ° С
КОНТАКТНАЯ ТЕПЛОВАЯ СВАРКА
механических и эксплуатационных свойств сое-
динения является прочность, определяемая при
длительном нагружении. Существенное влияние
на несущую способность оказывает среда и
температура эксплуатации. При воздействии
поверхностно-активных сред сварные соеди-
нения, находящиеся под напряжением, разру-
шаются быстрее.
Повышение температуры нагревателя при
стыковой сварке ведет сначала к увеличению
относительной прочности сварного соединения,
а затем к ее снижению (табл. 3.7).
Увеличение давления осадки в пределах 1— 3
МПа не вызывает заметного изменения отно-
сительной прочности.
Относительная кратковременная прочность
нахлесточных соединений пленок при сварке
проплавлением приведена ниже [50]:
Материал
Относи тель-
ная
прочность
ПЭНД 0,65—0,75
ПЭВД 0,65-0,75
ПП 0,65—0,75
ПВХ неплнотифицирован- 0,7—0,8
ный
ПВХ пластифицированный 0,6—0,7
Относительная кратковременная прочность
нахлесточных соединений при термоимпульсной
сварке пленок приведена ниже [50]:
Материал
ПЭНД
ПЭВД
ПВХ непластифицирован-
ный
ПВХ пластифицированный
Полиамид-6
Полиуретан
Поликарбонат
Пол нв ин и лацетат
Относитель
пая
прочность
0l85j**jx0195
0,85—0,95
0,85—0,95
0,65—0,95
0,7—0,8
0,85—0,95
0,7—0,8
0,85-0,95
Контактная тепловая сварка находит при-
менение для монтажа трубопроводов, при упа-
ковке различных изделий и продуктов, при
сооружении оболочковых конструкций. Особен-
но эффективно ее применение при сварке
пластмассовых трубопроводов
СВАРКА ТРУБ
Основным типом сварного соединения труб
является стыковое. Трубы малого диаметра до
150 мм и при толщине стенки менее 4 мм
Во избежание потери формы сваривают вра-
струб.
Концы труб перед сваркой должны быть
очищены от всех загрязнений на расстоянии
от кромок не менее 50 мм. Жир оные знгрн>-
нения прочитают с помощью растворителей
(спирта, ацетона или экстракционного бензина).
Забоины удаляют механическим путем (обрС1-
кой концов). Сборку, механическую обработку
торцов и их сварку выполняют с помощью
специальных сборочно сварочных устройств.
Концы труб центруют по наружной поверх-
ности или но осям таким образом, чтобы
смешение кромок не превышало 10% номи-
нальной толщины стенки свариваемых груб,
Вылет концов труб из зажимов центраторов
сварочных устройств должен состанлять при
стыковой сварке 15 30 мм, а при сварке
враструб 1,5 длины раструба.
Толщина слоя, снимаемого перед сваркой ме-
ханическим путем, должна быть не менее 0,5 ММ,
Косина репа после сведения кромок труб перед
сваркой не должна допускать зазора, превы-
шающего для труб диаметром до 2СИ) мм 0,3 ММ,
для труб диаметром до 400 мм 0,5 мм, а при
большем диаметре до 0,7 мм.
Значения основных параметров сварки встык
труб из распространенных термопластов при-
ведены в табл. 3.8, 3 9.
В настоящее время все шире применяется
снарка на форсированных режимах пластмассо-
вых труб встык. В этом случае нагрева-
тельный инструмент имеет температуру, пре-
вышающую температуру деструкции полимера
на 100 -150'С. Градиент температур п ирикон-
тактной зоне может достигать 1ОО°С/ММ И бо-
лее. Продолжительность контакта (Прод<МЖИ>
дельность оплавления) сокращается a 3—4 р|>1,
Должна быть уменьшена и технологическая
пауза до 1 —1,5 с. При сварке ни форсиро-
ванном режиме особое внимание должно уда-
ляться подготовке и сборке, так как глубина
проплавления уменьшается.
Сварка на форсированных режимах сокраща-
ет общий цикл образования спарного сое-
динении. Но, как показывает опыт, свирки
* на форсированных режимах требует особой
тщательности и точности проведения всего
процесса.
При сварке враструб производят оплавление
наружной поверхности прямого конца трубы п
внутренней поверхности раструба специальным
инструментом, состоящим из оправки (гнльчы)
для оплавления наружной поверхности трубы и
дорпа дли опияилепая внутренней поверхности
86 СПОСОБЫ СВАРКИ TRPMon.'IACTOIA
3.8. Технологические пере метры сварки пластмассовых труб встык
МвТРрЦАЛ Толщвня стейк к, мм Оплавление торцов Технологическая пауза, с (не бо- лее) Осадка
Температура инструмента, ®С Начало процесса Окончание процесса Давление осадки- МПа 11 рол од • ж i-п с ,1 ь irOCTb ОХ- •ij иж ас - И ИЯ, мин
Давление, МПа Продол- житель- ность, с (не более) Давление. МПа Продол- житель- ность, с
ПЭНД 4—7 15 50±10 3 8±2
7-12 220-240 0,18—0,23 25 0,02—0,05 100±15 3 0,18—0.23 12±3
12—18 35 15О±2О 3 18±4
18—2G 50 1SO±25 3 24±4
ПЭВД 4—7 10 40±10 2 6±2
7-12 200—210 0,08—0,15 20 0,01—0,03 60± 15 3 0,08—0,15 Ю±2
12-18 30 90 ±20 3 15±3
18-26 40 130±25 3 20±3
пн 4-7 15 50±10 3 8±2
7-12 240±Ю 0,15-0,2 20 0,02-0,05 150±20 3 0,18—0,25 12±3
12—18 35 200±30 3 16±4
Ними 4—7. 15 50±10 3 0,25—0,03 8 ±2
ЛЛЛ сг 7—12 245 ±5 0,25-0,3 25 0,02—0,05 70±15 3 12±3
12—18 40 3 18±4
Примечания: 1. Продолжительность первого этапа оплавления обусловлена момен-
та появления по всему периметру оплавляемых кромок равномерного грата высотой до
0,5 мм при толщине стенок ло 7 мм и 0,8 мм при больших толщинах.
2, При снарке в условиях пониженных температур воздуха температура нагрева-
Twiwioro инструмента должна быть на 15—20“ выше указанной.
3.9. Технологические параметры сварки пластмассовых труб враструб
Материал Температура инструмента. Продолжительность нагрева, е, а Технологи- ческая пауза, с (не более)
зависимости от толщины стенкн. мм
2 3 4 6 8 12
ПЭНД 220-250 4-5 8-12 10—15 12-20 15—30 20—45 3
ПЭВД 260—280 3-6 4—8 5—10 6-12 8—15 15-20 3
пп 240—260 5-8 8—12 12—15 12—30 30—45 45—50 2
Примечание. Продолжительность охлаждения под давлением 20—30 с.
рисIруби. !‘(1Л1>лу ни трубу нщ'твнгщот до упора
и хомуг. . и । к ре н,'1 я с м ы и и ред на piiTc.'i ьно на трубе
ни р, в где in 1111 и от кпнна ин 2 3 мм меньше,
чем г,.|уб|нш р.ц'труба.
1|рн снарке :шk,!i;iji,iiыя элементом материал
г1 ниш koht;ikt;i енприн.чемых деталей можно
н.п рсинН, до ня. । ко тс куч его состояния путем
и [и । тс к. । пин гокп по мстил,чнчсской про пол оке
irnt . |Н1Тг, 11 и si 1ДЯI [ i.e licfl И тоне контакта.
L;।н..'|।11п11, i|n'6veMne дли ршшптня реошн ичес
к io. 11 р < it ice о 111, создастся и рсвулыитс увеличе-
нии об i.i'M.i гч) од и 11 ы ом t пи термопласта при на
Ipl'lll'
Такой способ сварки можно исиольтонать при
соединении пластин, блоков, различных фигур-
ных поверхностен, но в основном при сварке
пластмассовых труб.
С этой целью заранее методом отливки и.ч-
потопляют специальные муфты, внутренний ди-
аметр которых позволяет надевать их пл трубы.
Во внутреннюю полость муфт при и.ч отливке
|акл;|дыв;пот катушки из проволоки. Размеры
кпгу|1|ек пкла.дышей, сечение проволоки и сум-
марную длине определяют расчетом исходя из
I in л и ч 11 я члекгрочборудиванпя и его чаракте-
jinvlilK. По условиям техники бе иншеиости до-'
СВАРКА ГАЗОВЫМ ТЕПЛОНОСИТЕЛЕМ
пустямое напряжение не должно превышать
36 В.
После сварки проволочные катушки остаются
в шве и становятся армирующим элементом.
Такой способ сварки удобен при соединении
труб малого диаметра, монтаже трубопроводов
в труднодоступных местах, ремонтных работах.
3.2. СВАРКА ГАЗОВЫМ
ТЕПЛОНОСИТЕЛЕМ
Сущность процесса. Сварка термопластов
газовым теплоносителем основана па нагреве
соединяемых поверхностей материала до тем-
пературы-сварки струей нагретого газа. Выпол-
няют ее с применением ирисадочттого мате-
риала либо без него с помощью сварочных
горелок различной конструкции. Нагретый газ,
выходящий из' сопла горелки, нагревает одно-
временно свариваемые кромки и присадочный
пруток, плотный контакт между которыми соз-
дается за счет прижатия прутка рукой свар-
щика (рис. 3.18).
Этот способ универсален и гибок, может быть
применен для сварки материалов различных
толщин, позволяет осуществлять сварку протя-
женных швов сложной конфигурации при раз-
личном их положении в пространстве, не
требует сложного оборудования, и поэтому его
широко используют при сборке конструкций
несмотря на сравнительно низкую производи-
тельность и недостаточно высокую прочность
соединений, особенно при ударных и изгибаю-
щих нагрузках.
Газовым теплоносителем (нагретым газом)
можно сваривать большинство известных термо-
пластов поливинилхлорид (ПВХ) нспллсти-
фицированими (винипласт), поливинилхлорид
пластифицированный (пластикат), полиэтилен
высокого давления (ПЭВД), полиэтилен низко-
Рис. 3.18. Схема сварки пластмасс газовым теп-
лоносителем с присадкой: Р -давление на пру-
ток; а—направление сварки:
! спариваемые листы; 2 •• присадочный пруток;
3 сопло сварочного аппарата; 4 зона нагрева
(заштриховп на)
го давления (ПЭНД), поли пропилен (ПП),
ноля -4-метил пентен, пол и метил метакрилат, пен-
та ti л а ст. полиамиды, поликарбонаты толщиной
1,5—20 мм, а также пленки ПЭВД, ПЭНД и
ПП толщиной до 200 мкм.
Сварка с присадкой особенно эффективна К
случае жестких термопластов (винипласт*,
ПП, ПЭНД, полиметилметакрилата, подними-
дон), так как только при достаточной жест-
кости присадочного прутка представляется воз-
можным обеспечить стабильность его положений
при сварке и необходимый контакт между ни-
гретыми поверхностями свариваемых деталей к
присадочным прутком.
Газовым теплоносителем можно сваривить
панели, покрытия иолов, ванны, воздуховоды,
безнапорные трубопроводы и другие детали И»
материалов толщиной 1,5 -20 мм, и также
экраны, оболочки, герметичные чехлы н Дру-
гие изделия из полимерных пленок.
Положение шва при сварке может быть
самое разнообразное — нижнее горизонталь-
иое, вертикальное (снизу вверх и сверху ИИНЭ,
горизонтальное на вертикальной поверхности),
Сваркой газовыми теплоносителями могут
быть выполнены швы практически всех тиной
соединений - стыковых, нахлесточных, угловых
и тавровых.
Типы сварных соединений из вин и пл нети,
полиэтилена и пол и ирон идеи а, выполняемых
сваркой газовым теплоносителем С присадкой,
их условные изображения и обозшгченкн, ди-
апазон толщин свариваемых деталей, конструк-
тивные элементы и размеры подготовленных
кромок и швов сварных соединений, а Т8КЖ*
допустимые отклонения от указанных рвЭМврОИ
установлены ГОСТ 16310....80 (см, тнбЛ. 2.1""
2.3). Типы сварных соединений из ПОЛИЙТИ-
леновой пленки, выполняемые сваркой ТйХОйЫМ
теплоносителем без присадочного прутка, ИХ
условные изображения и обозначения установ-
лены ОСТ 1.41117—82 (см, табл. 2.4). Ука-
занные стандарты можно использовать и а
случае других мате риалов, свариваемых рас-
сматриваемым способом.
Выбор типа шва обусловлен главным об-
разом толщиной свариваемых материмо»,
особенностями свариваемых конструкций н
условиями нх нагружения в процессе эксплу-
атации.
Технология сварки. Сварку нагретым ггюм
с присадкой швов стыковых соединений де-
талей толщиной до 4 мм можно осуществлять
без подготовки кромок (соединении С, С,).
Между листами в этом случае следует остин-
М «НОСОВЫ СВАРХИТВЯМОПЛАСТОВ
,ЧМТЬ зшюр I 3 ММ дли обеспечения рмвно-
М*'риог<| про НН ря. < 4111 рк 5 ГН Ml к III нов ВЫ И CWI-
11ИЮТ 1‘ ОДНОЙ ,,'ШбО с двух сторон без
111>ЛК.|ШЛК11, и также ни ет.емвон или црниа-
pniini’Moii подкладке (см. табл. 2. Г). Кромки
снирнваемых листон можно также не обраба-
тываю при выпи.1!пении угловых и тавровых
ноеди пени й, когда листы материала евари-
щ|кпем под углом 90° соединен и я У| Ут;
Ti Т;, |('М. тпбл. 2.2, 2.3). Исключение сос-
Т1Н1ЛВК1Т детали и.ч вини пласта, которые даже
при милой > единице нежелательно спаривать
Пен pa.iae.'iKii кромок из-за высокой вязкости
риеплини полимер;!.
При свирке встык листов или деталей тол-
щиной более 4 мм необходима предваритель-
Ihiя подготовка кромок: скос кро'мок одного
либо обоих свариваемых листов с одной или
двух сторон. Ирсднирнтельная обработка кро-
мок обеспечивает лучший провар корня шва
ТИКЖе в случае узловых и тавровых соеди-
нений особенно при толщине вертикальной
стенки более 4- мм (см. табл. 2.1 2.3).
Кромки обрабатывают механическим путем
фрезерованием, строганием, опиловкой. Перед
еппркой обработанные кромки и сварочный
пруток очищают от грязи, масел и других ве-
щее! к.
Швы, полученные при сварке деталей с двумя
симметричными скосами двух кромок (Х-образ-
ной разделкой кромок), имеют преимущества
перед швами, полученными при сварке деталей
Г ОДНИМ СКОСОМ одной либо двух кромок
(К- и V-обри.шой раздел кой |. Они требуют в
I ,(> 1.7 риз меньшего расхода присадочного
митериили. Кроме этого, при сварке стыковых
снеди нений с Х-образпой разделкой кромок
непровар в корне шва находится в нейтраль-
ном гочепип, что делает его менее опасным.
Наконец, еварпые соединения с Х-образной
ри'лделкой кромок более прочные, так как, бла-
гпдпря их симметричному строению, при воздей-
1'1 ни и ни них ра стягивающих и изгибающих
нагрузок в швах не возникают дополнительные
л.ииб(||ощие моменты. Полому для деталей
голщпиой бгенш Б мм но всех случаях, когда
оси- возможность осуществлять сварку с двух
ciopoH, целесообразно применять Х-образную
ризлелкт кромок несмотря на то, что подготовка
ми г е | н I а л 11 । и г л. снарку в этом случае более
1рудос.мк;1Я.
Для умст,1нс1гня коробления материала при
< парке X обрн шых шноц присадочный материал
> м а д| .1 в а ют шшщц-меини с обеих сторон свари
иш-могп стыки.
( 1 уВеЛ11ЧСЩ|ГМ . V . |.1 рИСКрЫ! ИЯ крОМНК До
НО1’ прочность сварных соединении увеличива-
ется; кроме угон;, при больших углах раскрытия
удобнее работать сварщику, однако при этом
.ЧШ1ЧЯТСЛЫЮ увеличивается объем присадочного
материала, а следовательно, уменьшается про-
изводительность сварочных работ и увеличи-
вается деформация свариваемых изделий.
Поэтому при выполнении швов стыковых и
угловых соединений со скосами двух кромок —
Сю Cix и Ув — Уа (см. табл. 2.1 и 2.2) и
стыковых соединений с двумя симметричными
скосами двух кромок Си из винипласта, поли-
этилена и полипропилена оптимальным при-
нято считать угол раскрытия кромок 60°; при
выполнении швов указанных соединений из
11 оли метил метакрил а та рекомендуется приме-
нять угол раскрытия кромок 50°, из полиамидов
и поликарбоната 40—50°; из пластифицирован-
ного поливинилхлорида 50—60° [50, 621.
При выполнении швов стыковых, угловых и
тавровых сварных, соединений со скосом
одной кромки — Сз - С,;, У-,, Tj, и двумя
симметричными скосами одной кромки С<,,
Ут, Т5 (см. табл. 2.1 2.3) из винипласта,
полиэтилена, .полиамида, поликарбоната, плас-
тифицированного поливинилхлорида (пластика-
та) рекомендуется применять угол раскрытия
кромок 45’ [62].
При сварке швов стыковых, тавровых и угло-
вых соединений для обеспечения лучшего про-
вара корпя швов следует оставлять зазор в
першине шва шириной до I —2 мм (см.
табл. 2.1 2.3).
Для того чтобы обеспечить точный зазор
между свариваемыми деталями и исключить
возможность их смещения в процессе сварки,
свариваемые детали должны быть зафиксиро-
ваны с помощью струбцин, зажимов и других
приспособлений.
При сварке односторонних швов, даже при
наличии зазора в вершине шва, трудно поду-
чить полный провар корпя шва, поэтому во
всех возможных случаях шов следует подва-
ривать с обратной стороны (соединения
С*, Си, Ус„ Т4 в табл. 2.1—2.3). Подварку
в корне шва выполняют после разделки корня
с противоположной стороны стыка специальным
резаком со скругленным торцом.
Сварка швов нахлесточных соединений с по-
мощью рассматриваемого способа крайне не-
желательна, так как в этом случае свари
впемые детали соединяются не по нахлестке,
.1 только по боковым поверхностям, в связи с
нем при одной и той же толщине материала
прочность нахлесточных соединений примерно в
6 раз меньше, чем стыковых. Такой вил сое-
СНАРКА ГАЗОВЫМ Т1-ПЛОНОСИТПЛ1-М
80
Рис. 3.19. Схема укладки присадочного
прутка при сварке V-образных швов без
подварки корпя шва (а), V-образных швов
с подваркой (б) и Х-образных швов (в):
I—6 - основные швы; 7 подваренный шов
динения используют только при соединении труб
враструб на клею для дополнительного упрочне-
ния шва.
При толщине деталей свыше 2 мм сварку
швов стыковых, тавровых, угловых и нахлесточ-
ных соединений осуществляют за несколько
проходов путем последовательной приварки не-
обходимого числа рядов присадочного прутка.
При многорядной сварке каждый последующий
ряд укладывают после охлаждения предыдуще-
го до температуры не выше 40 °C. Присадочный
пруток укладывают только вдоль шва, в строго
определенной последовательности для каждого
типа сварного шва.
Схема укладки присадочного прутка при
сварке стыковых сварных соединений с V- и
Х-образной разделкой кромок приведена на
рис. 3.19.
Правильное распределение теплоты при свар-
ке достигается путем сохранения соответствую-
щего угла наклона сопла сварочного ап-
парата {горелки) относительно поверхности шва
и его маятникового движения.
Для большинства материалов угол наклона
сопла сварочной горелки к поверхности шва
должен быть равным 45° {см. рис. 3.18).
Очень важно также обеспечить в процессе свар-
ки правильное положение присадочного мате-
риала по отношению к поверхности шва.
При сварке винипласта, полиэтилена низкого
давления, пента пласта, нолиметилметякрилата
я полиамида присадочный пруток рекоменду-
ется держать под углом 90° к поверхности
шва; если угол наклона меньше 90°, приса-
дочный пруток нагревается на участке большей
длины, расход присадочного материала в ре-
зультате его осадки увеличивается, а в шве
нз-за продольного сжатия пруток изгибается.
Исли угол наклона присадочного прутка
больше 90°, то усилие, действующее на пруток,
состоят из двух составляющих: горизонтальной
и вертикальной. Под действием горизонтальной
составляющей пруток, уложенный в шов,
удлиняется, вследствие чего при охлаждении
может разорваться. Тем не менее в отдельных
случаях не рекомендуется присадочный пруток
при снарке устанавливать перпендикулярно к
поверхности шна. При свирке таких пластмасс.
как полиэтилен высокого давления н плпСТН-
фидированный поливинилхлорид, лучшие ре-
зультаты достигаются, когда угол между при-
садочным прутком и поверхностью шва более
90° [50].
В качестве гдза-теплонсхителн при сварке
поливинилхлорида, полиметнлметакрнлага и
пентапласта следует использовать воздух; при
сварке полиэтилена н пол и пропиле Ни лучше
использовать азот, однако можно применять И
воздух, который в этом случае должен быть
тщательно очищен от следов масел; при сварке
полиамидов следует использовать азот.
Основными параметрами режима сварки
пластмасс газовым теплоносителем являются
температура и расход газа, усилие, приклады-
ваемое к присадочному прутку и скорость его
укладки в разделку ива Образованно сварных
соединений при сварке газовым теплоносителем,
так же как и при других методах свирки,
возможно только при условии, сели соединяемы*’
поверхности материала и присадочного прутка
находятся в вязкотскучем состоянии, поэтому
температура газа-тсплопосителя пи выходе из
сопла сварочного аппарата должна ил 50---
100 °C превышать температуру текучести ПОЛИ*
мера (при условии, если расстояние Ив Ж Ду
срезом сопла и свариваемыми поверхностями
минимально и составляет 5-6 мм).
Большинство свариваемых тер мои ла стой Х1Г
рактеризуется широким температурным интер-
валом вязкотекучего состояния, поэтому каче-
ственная сварка их возможна и определенном
диапазоне температур
Температура газа-теплоносителя и скорость
укладки присадочного материала снизаны меж-
ду собой. Каждой определенной температуре
соответствует оптимальная скорость процесс»,
при которой представляется возможным полу-
чить сварное соединение с максимальной проч-
ностью. Для полипропилена связь между ско
роетью сварки и температурой, 11р1'дстлнл<ч1Ш1Я
на рнс. 3.20, может быть описана урппнешп-м
е..еое 13.31)
где г1 скорость укладки однорядного инш,
м/с, пи и (J параметры, причем лшигнг
от свойств МИ1Х’]1ИИ..|111| угла разделки кромок,
90
СПОСОВЫ СНАРКИ ТКРМОМЛЛСТОН
длимира прутки и других факторов;
темперптурп газа Tcti.'iOHoeirrwiti; R газона я
ПОСТОЯ 111111Я, кДж/1 моль • К).
Зиичспии Q и th) для 11 ил ни ро 11 идеи л с
ризлич ным шжазип'лем текучести ряс и лива
1ГГР ирииедсны ниже:
ПТР, г'Ю мни . . . -0.2 0,41 0,62
Q, кДж/моль , . , .25,83 25,56 24,9
рц, М/с................. 0,514 0,877 1,23
Следует обратить внимание на то, что даже
при мнксималпио высокой температуре газа-
геплоиосителя скорость сварки однорядного шва
При рпеематрнипемом способе сравнительно ма
лн п находится в пределах 0,1 -0,3 м/мин.
Риеход газа теплоносителя зависит от типа и
т< 1Л и i и и ы спариваемого материала, диаметра
Ctnum сварочного аппарата, формы и площади
сечении присадочного прутка.
При сдирке полининилхлорнда, полиэтилена,
поли проииЛена и иситаиласта рекомендуется
расход гили, равный (),3±Д09 м’/4 на 1 мм2
сечении сопла сиирочного аппарата. Увеличение
расходи гили практически не влияет на скорость
сварки и приводит к ненужным затратам.
Ди иле ние газ а-теплоносителя при сварке
термопластов невелико и составляет 0,006
(1.15 МПа.
Усилие, с которым присадочный материал
должен ндавлиннеться в шов, за висит от
сиоПеги присадочного материала и также за-
висит от температуры газа-теплоноснтеля. Для
жестких материалов с высокой вязкостью
рПСПЛиион усилие прижима должно быть боль-
ше, нем для пластичных присадочных мате-
риплон, и также для материалов, характери-
зующихся низкой вязкостью расплавов.
Рис. 3.20 HiiBiiciiMocTi. оптнмильной скорости
I'llilpKll однорядного иши от температуры газа-
I е 11Л11111.ICI 1ТСЛН для 11ОЛ И 11 pt I 111 UICHII c pi i щ 11 ч 11 ы м
11 TP (дин метр и pi i с адочного прутки 3 мм):
i 0,ti2 г/ID мни, 2 11,41 r/ll) мин; 3-0,2 r/10 мни
Так, для жесткого поливинилхлорида, поли-
-ггилепа низкого давления, полипропилена и пен-
таиласта усилие вдавливания должно состав-
лять --3 Н ни 1 мм2 сечения присадочного
прутка.
Яри сварке полиамидов, характеризующихся
низкой вязкостью расплавов, присадочный
материал следует вводи ть в стык без малейшего
усилия. Мягкий пруток пластифицированного
поливинилхлорида не выдерживает осевого дав-
ления, оказываемого сварщиком, поэтому пру-
ток прижимают обычно специальным прика-
тывающим роликом.
Усилие вдавливания прутка не должно пре-
вышать оптимальных значений, так как это при-
водит к его вытягиванию (удлинению) особенно
значительному при наклоне его под тупым
углом. Удлинение прутка при укладке свыше
15 20% вызывает заметное снижение проч-
ности спарпых соединен пн и поэтому крайне
нежелательно.
Очень важно выдерживать при сварке по-
стоянное расстояние между соплом сварочного
аппарата и спариваемым материалом. Опти-
мальное расстояние для сварочных горелок
прямого действия 5= (Й4-3) d, а для горелок
косвенного и электрического действия ,S =
~(1-Р [,5| d, где d - диаметр сопла. Увели-
чение указанного расстояния снижает произ-
водительность сварки, увеличивает зону тер-
мического влияния, ухудшает качество свар-
ного соединения.
(5 значительной степени па процесс сварки
влияет также состав присадочного материала,
его форма и площадь сечения. Обычно при-
садочный материал, применяемый при рассма-
триваемом способе сварки, изготовляют из того
же полимера, что и свариваемый. Однако
стремятся, чтобы присадочный материал отли-
чался от свариваемого повышенной пластич-
ностью и имел более низкую температуру
размягчения (на 10—15°С). Так, при сварке
винипласта обычно используют присадочи ый
материал, содержащий около 1(1% пластифи-
катора, и только в отдельных случаях, когда
к сварным соединениям предъявляются высокие
требования в отношении стойкости к агрес-
сивным средам, в качестве при садочного ма-
териала применяется винипласт.
Для ПЭВД и ПЭНД прочность сварных
соединений с увеличением показателя теку-
чести расилани (ПТР) присадочного материала
ьничиле возp;iст:iст до некоторого максималь-
ною значения, а затем снижается. Для ПЭВД
лучшие резулшагы получаются ирп сварке'
присадочным материалом с ПТР—5,7 г/Юмин;
для ПЭНД с ПТР ”3,7 г/10 мин (рис. 3.21 ,а).
СНАРКА ГАЗОВЫМ TH IЛСНОСНТКЛЕМ
91
О 2 it БПТР,г/10мин 1 1,5 2 %
°)
Рис. 3.21. Зависимость прочности стыковых
сварных соединений ив ПЭНД (/) н ПЭВД (2)
при растяжении <т от ПТР присадочного
материала (а) и усадки присадочного прутка
(6). Толщина свариваемых листов ПЭВД
н ПЭНД Т ми; диаметр присадочного прутка
3 мм, сварка за одни проход
Увеличение ПТР присадочного материала
(г. е. уменьшение молекулярной массы)
обеспечивает лучшее его сплавление с кром-
ками свариваемого материала, однако одновре-
менно приводит к снижению когезионной проч-
ности, которая при чрезмерно высоких значе-
ниях ПТР ограничивает прочность сварного
соединения.
Ориентация присадочного прутка оказывает
отрицательное влияние на прочность сварных
соединений, в результате возникновения в этом
случае в сварных швах повышенных усадочных
напряжений (рис. 3.21.6) [53]
Применение присадочного материала, харак-
теризующегося повышенным ПТР, показе ЛО
хорошие результаты Так, для сварки л истое
из пентапл а ста с ПТР= 14-4 г/10 мин при
температуре 200°C и давлении 49 11 реко-
мендуется применять присадочный матернил С
НТР = 24-9 г/10 мин.
Присадочный материал выпускают преиму-
щественно в виде прутков круглого сечения
диаметром 2—6 мм, а также в виде спаренных
двойных прутков толщиной 2 3 мм. Прутки
сварочные для полиолефинов изготовляют на
ТУ 6-05-1698—74, для неиластнфицированнога
поливинилхлорида — по ТУ 6-05-! 160 75.
Диаметр присадочного прутки выбирают К
зависимости от толщины свариваемого мате-
риала, геометрии сварного шва, требуемых
скорости сварки и прочности сварного соеди-
нения. С увеличением диаметра прутка сокря-
тцается время, необходимое для заполнения
разделки и увеличивается прочность сварного
соединения. Однако применение прутков диа-
метром свыше 5 мм нежелательно, тик Каи
обеспечить их равномерный прогрев при сварке
пе представляется возможным. Обычно корень
шва заполняют прутком диаметром 2 мм, далее
при толщине свариваемого материала менее
4 мм шов заполняют прутком диаметром 3 мм,
а при толщине материала более 4 мм -
прутком диаметром 4 мм.
При использовании для сварки одинарных
либо спаренных прутков круглого сечении,
диаметр сопла на выходе теплоносителя должен
превышать диаметр одинарного прутки либо
ширину двойного прутка на 0,5 0,25 мм, Если
указанное условие не соблюдается, трудно
3.10. Режимы и условия сварки термопластов газовым теплоносителем
с присадочным прутком
Матерн а л Г аз - те п лон ос и тель Давлен не. МПа Расход, ма/ч Расход 'tepua 1 МИ площиди сопла, м“/ч
Винипласт Воздух 0,03—0,06 1,5—2 0,3±0,09
Пластикат ПВХ » 0.03-0,06 1,5—2 о,з±о,ов
ПЭВД Воздух, азот или аргон 0,035—0,07 0,9—2,4 0,3±0,09
ПП То же 0,03-0,06 1,8—2,4 0,3щ0,09
ПЭНД » 0,04—0,07 0,9—2,4 0,3±0,09
Пентапласт Воздух 0,07—0,15 2—3 0.3 Щ 0,09
Поликарбонат » 0,03—0,06 1,2—1,8 ч
Пол нметил метакрилат > 0,03—0,06 0,7—1,5 —
Полиамид Азот 0,03 0,06 0,60,78 —
92
СПОСОБЫ СВАРКИ ТЕРМОПЛАСТОВ
Продолжение габл. 3.10
Метера» л Температура. ’С Скорость» м/мин, при сварке однорядного шва прутком рв&лжчного диаметра, им Усилие вдавливания в шов на 1 мм* площа- ди сечения присадочно- го прутка, Н
на выходе чз сопда горелки на расстоя- нии 6 мм от выхода из сопла горелки
3 4
1 { И11II1 |„‘|Щ‘Т 250—350 200*15 0,17*0,03 0,13±0,03 3
! (листика г 11НX 180—210 0,6 3
ПЭВД — 240*15 0,17*0,03 0,13±0,03 3
пп 200*15 0,17*0,03 0,13*0,03 3
ПЭНД 250*15 0,17*0,03 0,13*0,03 3
Пентаиласт •нж. 300*15 0,17*0,03 0,13*0,03 3
Поликарбонат 450—500 — 0,3—0,6 — 1,5—2
Полиметилметакрилат 350—400 300*15 Прутки квадрат- ного сечения — 0,2—0,3
Полиамид 240—280 — 0,07—0,1 —- 0—0,2
пбеепечнть ршшомерпый нагрев присадочного
МНТерШЫШ,
Н ни честие га ш-тени описи теля применяют
СЖИТЫЙ поздуз и только при сварке кон-
струкций и и liii,.'invrn,.ieiiii и пол и пропилена
е tn।ны।uei111ым11 требованиями к прочности швов,
и тик же при снарке полиамидов, следует
ticiiu'ti..ionuTi. :1.10г (табл. 3.10).
С у шест пенный недостаток процесса ручной
енирки термопласт он газовым теплоносителем
ери ннп гел ы to hi 1.1 кая его производительность
{0,1 (),2 м/мип для однорядного шва). Кроме
vith'o, при (‘парке вручную трудно обеспечить
стабильное к а честно сварных соединений,
тик кик в процессе сварки могут меняться
как параметры режима, так и условия сварки
(гибл. 3.11). Псе ото стимулирует непрерывное
(in э bi । ш е рибит, направленных па со вершен-
cthoiiiTii ио рас г м.ттр и пи смоги способа сварки:
говдаиие alump.-croii, снабженных устройствами
д,||ч предварительного подогрева присадочного
и основного материала, измекание средств
I к 11 и и 111 с и и я ст; । би л и пости основного параметра
реткпмп температуры, создание устройств,
HiriHOJiHiomiix ш‘1ЮЛ1..<онат1, присадку, имеющую
IT Че 111 н , 6,.III l Kt 10 к профилю шва, н обеспе-
>|ц hi l io ши х более равномерную ее поди чу.
(1 в пр кд repMoiijmcTim га новым теплоносителем
бет 11рне।пк>।in(।го матери или имеет ограничен-
ное применение. Этот способ снарки используют
iipeiiMymei гигнно для соединения пол идти л спо-
рых пленок, jiihtoii 11.1 1 i,;iаегифиjщронаuiюго ио-
лннн и ил отряди и нетканого синтетического
м.т г ер и пл а (1К1М). Сварку бен 11 piuni дки осу-
ществляют механизированно с помощью спе-
циальных стендов и машин.
Имеется положительный опыт применения
этого способа сварки для соединения листов
из винипласта толщиной до 16 мм. В этом
случае соединяемые поверхности скошенных под
углом 20—25е кромок нагревают до оплавления
струей газа, поступающего из щелевого сопла
в угловое соединение, образуемое свариваемыми
листами, и затем сдавливают роликами с обра-
зованием нахлесточного шва. Ширина нахлестки
зависит от толщины свариваемого материала и
угла скоса кромок, однако для обеспечения
качественной сварки должна быть не менее
16—18 мм. Скорость сварки If»-- 20 м/ч;
относительная прочность сварных соединений
0,8 0,9.
При сварке пленок газовым теплоносителем
без присадки сварные соединения получают
путем одностороннего нагрева струей газа
приведенных в контакт соединяемых мате-
риалов. Зона нагрева (ширина шва) ограни-
чивается двумя бесконечными лентами, с по-
мощью которых одновременно перемещается
сварочная головка (в подвижных сварочных
машинах) или протягивается свариваемый ма-
териал (в установках стационарного типа).
Пленочный материал укладывают на упругую
подложку из микропористой резины. За счет
своей упругости подложка вдавливается в щель,
образуемую ограничительными лентами, что
совместно с силой струи нагретого газа обес-
печивает плотный контакт между соединяемыми
поверхностями (рис. И.22). Необходимость в
« парка газовым тИ1.!|о||0(-ит1!.;1!:м
Й*
3.1J. Присадочные материалы для сварки газовым теплоносителем
Материал 1 Толщина основного материала, мм Диаметр присадочного прутка, мы (в числителе) н число слоев (в знаменателе)
ОСНОВНОЙ присадочный Тип соединений
стыковые с разделкой тавровые бе» разделки
V-образноЙ Сю — Си (см. табл. 2.1) X-образ ной С и (см. табл. 2.11 ОДНОСТОрОН' ний Т| (см. табл. 23) двусторон- ний Т> (см. табл. 2.3)
Винипласт Круглые и про- фильные прутки из поливинилхло- рида с пластифи- катором (10%) и без него 4 5 6 4/3 3/1 4/3 4/3* 3/6 3/3 4/3** 4/3** 2X3/3 2X4/3 2X4/3
Пластикат ПВХ Круглые и про- фильные прутки нэ пластиката ПВХ 8 10 12 15 18 20 3/1* 4/6 4/1* 5/9 4/1* 5/10 4/J* 5/13 4/22* 4/28* 4/6 4/6 4/8 4/12 4/12 3/6 4/14 — i Г 1 1 1 1(1
ПЭВД. ПЭНД. пп Круглые из ПЭВД Круглые из ПЭНД Круглые из ПП прутки прутки прутки 4 5 6 8 10 4/3 3/1 4/3 3/3* 4/3 3/1* 4/6 4/1* 5/9 3/6* 4/6 3/1 4/10 3/3 4/3* 4/3* ео eV ' «J XX X 1 [ сч « е»
Поликарбо- нат Круглые прутки из поликарбоната 2 3 4 4/1 3/3 4/3 — ““ —
5 6 8 10 3/1 4/3 3/3* 4/3 3/3* 4/6 4/1* 5/9 3/6 4/6 4/6 — —-
04
СПОСОБЫ СВАРКИ ТЕРМОПЛАСТОВ
Продолжение табл. 3.11
Матараал
одиоаноА прнсад очный
Диаметр присадочного прутка, мм (в числителе) и число слоев (в знаменателе)
Тип соединений
стыковые с разделкой тавровые без разделки
V-образной Сю — Сц (см. табл. Х-образиой С,, (см. табл. 2.1) односторон- ний Та 4см, табл. 2-3) двусторон- ний Т) (см. табл. 2.3)
Пол и метил- метакрилат Квадратные прут- ки из ноли метил- метакрилата 3X3 мм. 4X4 мм, 5,5X5^ мм, 6.5Х X 8,5 мм 2 3 4 5 6 3/1 ••• 4/1*** 5,5/1*** 6,5/1*** 1 S-gI 1 1 1 Illi!
Полиамиды Круглые прутки 2 3,5/1 —
из полиамида 3 2,5/3 — — —
4 2,5/5 -™ — —
5 2,5/7 — -с— «-—
6 2,5/10 2,5/6 —
8 2,5/11 2,5/8 1— —
10 2,5/13 2,5/10 —
* Допуски юте я при невозможности сварки Х-образпых швов.
* * Допускаются при невозможности сварки двусторонних швов Т2 и Ts (см. табл. 2.3).
* *• В числителе размер стороны квадратного прутка.
применения прокладок между газом-теплоноси-
телем и спарив немым материалом отсутствует.
В качестве газа-теплоносителя можно исполь-
зпмп н ноздух; для полиэтиленовых пленок
лучше применять азот либо инертный газ.
Температура по толщине свариваемого мате-
рнили иря рассматриваемом способе сварки
распределяется неравномерно; на соединяемых
Рис. 3.22. Схема сварки полимерных пленок
гичоным теплоносителем:
I. гнирлпл 1'мые пленки; 2 струн гл.ча; .1 ограни
ЧИТельные ленты; 1 унругпя ||идл<>жю|
поверхностях температура всегда несколько ни-
же, чем на поверхности верхней пленки,
подвергающейся воздействию струи газа-тепло-
носителя. Разница между температурами возра-
стает с увеличением толщины пленки, поэтому
рассматриваемый способ рекомендуется только
для соединения тонких пленок. Этот способ
сварки ограничен также и в отношении жест-
кости свариваемых пленок, так как в случае
относительно жестких пленок, таких, как пленки
из ПЭНД и ПП, а также армированных
материалов на основе ПЭВД, обеспечить необ-
ходимый контакт между соединяемыми поверх-
ностями за счет упругих свойств подложки и
давления струи газа-теплоносителя не пред-
ставляется возможным. Наиболее целесообраз-
но использовать рассматриваемый способ свар-
ки для соединения пленок из ПЭВД толщиной
20 - 200 мкм.
Прочность сварных соединений в значи-
тельной степени за висит от параметров
режима сварки; температуры н расхода газа-
те пл ин иен геля, скорое г и снарки, расстояния
w- " .........
СНАРКА ГАЗОВЫМ TEIUIOIIOCHTI’JII-M flflf
между срезом сопла для выхода газа-генло-
носителя и поверхностью свариваемого мате
риала, давления ограничительных лент.
Лучшие по качеству сварные соединения по-
лучаются при температуре газа-теплоносителя
на выходе из сопла 280 - 350 °C, расстоянии
между материалом и срезом сопла 5 мм и дав-
лении ограничительных лент 0,05- 0.1 МПа.
Оптимальный расход газа н скорость сварки
зависят от числа и диаметра отверстий для
выхода газа. При выходе газа из одного
отверстия диаметром 1,5 мм оптимальный рас-
ход его составляет 0,18—0,24 м'5/ч, а скорость
сварки в случае полиэтиленовой пленки
толщиной 45 60 мкм— 0,5 1 м/мин. При
нснользовапни нагревателя с числом отверстий
тля выхода газа-теплоносителя 18—20 опти-
мальный расход газа составляет 0,78—0,84 м:'/ч.
а скорость сварки пленок может достигать
8--- 9 м/мин.
В случае большого числа отверстий для
выхода газа хорошее качество сварных соеди-
нений. достигается upи условии, если отверстия
расположены на одной липин на расстоянии
3 мм друг от друга. При постоянном числе
отверстий для выхода газа и оптимальных
значениях других параметров режима, каждой
температуре газа-тсплоиосителя соответствует
определенная скорость сварки, при которой
обеспечивается максимальная прочность свар-
ных соединений. В случае сварочных головок,
и мекиппх 18 20 отверстий, которыми осна-
щены машины МГ.П 5М и С! IК-М, связь
между температурой и скоростью сварки может
быть выражена зависимостью
T^kft + ae™, 13,32)
где 7'в температура [аза-теплсиюсителя, °C;
и - скорость сварки, м/мин; 6 тодшина мате-
риала, мм; fe, а, х — константы, зависящие
от теплофизических свойств и исходной темпе-
ратуры материала, условий процесса и коп-
стрекции применяемого оборудования:
k a х
0,13 240 7,2-10-*
Сварные соединения, полученные при опти-
мальных режимах сварки, имеют прочность при
расслаивании, равную 80....90% прочности ос-
новного материала, а прочность при сдвиге,
практически равную прочности материала.
При сварке пленок газовым-теплоносителем,
все швы получаются выпуклыми (в сторону от
подложки), их толщина несколько превышает
толщину двойного слоя спариваемого мате
рнпл.-т, что upycjioicieiio и спол I .зон ,ч i и им упругой
подложка и ен<>Снм111ым формиpunaпнем ищи
при сварке (без приложения давления к рис-
плану).
Внешний вид и качество сварных-соединений
та висит от ПТР полимера и ориентации пленки
[12).
Этим способом хорошо свариваются пленки С
ПТР> 1,5, при этом внешний вид и качеетпо
соединений лучше в случае старки этих пленок
в направлении их большей ориентации, гик как
повышенная текучесть расплавов и усндочНЫв
явления, проявляющиеся при снарке, облегчают
свободное формирование швов.
На качество сварных соединений влияет так-
же форма и размер сечения сопла для выхода
газа-теплоносителя. В условиях упаковочно-фа-
совочных автоматов непрерывного действия для
образования продольного шва при сварке пике-
тов из рулонной полиэтиленовой пленки наибо-
лее целесообразно применять сопла с круглыми
отверстиями диаметром 0,8- -1 мм.
Сварка пленок газовым теплоносителем бел
присадки может осуществляться также путем
нагрева струей газа непосредственно свари-
ваемых поверхностей. В этом случае сопло
сварочного аппарата вводят между соединя-
емыми пленками, после чего начинаетея его
перемещение и подача горячего газа, а за-
тем нагретые пленки сдавливают прижимным
устройством. Таким способом можно сваритесь
пленки и листы толщиной 0,1 —5 мм нахлесточ-
ным швом шириной до 40 мм со скоростью
до 7 м/мин [79], глубина проплавления мате-
риала между нахлестами должна быть не более
трети толщины .материала.
Свойства сварных соединений. Относитель-
ная кра тковременная прочность при рНСТЯЖЯИЯИ
тля сварных соединений из различных ТврмО-
пластов, полученных сваркой газовым те НЛО ИР’
с и гелем с присадочным прутком (отношение
разрушающего напряжения при рнстяжеККН
сварного соединения к разрушающему напряже-
нию основного материала), приведен» и тибл.
3.12.
Рассматриваемые сварные соединения
имеют сравнительно низкую прочность при
ударных и изгибающих нагрузках. Эго особен-
но касается стыковых соединений при воздей-
ствии на них нагрузки со стороны корня
шва. Так, удельная ударная вязкое I ь для
стыковых сварных соединений из bi 11 in 11 л ист к
составляет 9,8 кДж/м2, т. с. в II) 12 pn i
меньше, чем удельная ударная вязкой I. псион
и ого материала, для сварных соединений из
ПЭВД она в 2 2,5 рази меньше.
Относительная длительная прочность еоедн
пенни различных миге риалов различи.'! а запи-
96
;
СПОСОВМ'СМАРКИ твмюпллстов
3.12. Относительная прочность сварных соединений при растяжении [12, 15, 50, 60]
Тип сое ди- пеняя (см. табл. 2 1 - 2,3) Разделка кромок Относительная прочность, %
ВнКН- пл аст Пласти- кат ПВХ ПЭНД ПЭВД пп По- лиа- миды Полные- ти л мета- крил ат Полн- ' кар- бонат Пен- тап- ласт
с» К-образная 45—50 35—40 — ,
Сто V-образная 60—65 70—80 50—70 60—80 50—70 50-70 40—50 60—80 70—80
V-образная с подвар- кой корня шва 70-75 — — —
£ы Х-обраэная 70—75 70-80 50—70 60—80 50—70 50—70 40—50 60—80 70—80
Без разделки 35 — — —
сит от толщины материала. Так, и случае ПЭНД
и IIII ,м । и । и м ал и । ни’ значение пт носитель! юй
длите,'iiaioii прочности, р а иное 3'5% прочности
основною м.ггерна.аа, имеют сварные соедине-
нии пн лпстоп то,л iHiiiiiiii ЙО мм; енарныс соедине-
нна пт листон то.,'1 щи ной !0 14 мм имеют отио-
с и тгл I. н у и 1 длительную прочность, равную 45
1)5";',; cinipiii.n’ соединении труб этой же толщи-
ны с продольными швами 43% [50, 69|.
(?Г1 । ft кость С1шрны\ соединений в агрессив-
ные средне зависит от режимов сварки л мак-
с и м. 1Л 1.1 на и случае сварных соединений, полу-
ченных при оптимальной температуре газа-теп-
ЛО1Ч >с н тедя.
Дли расчета долговечности сварных соедине-
ний из полипропилена в зависимости от тем-
пературы и концентрации азотной, серной и
уксусной кислот можно использовать уравнение
(ззз)
I де । дгон iiiicHHocTL, ч; Ко - относительная
прочность ciHipiioro соединения до контакта со
средой; А' допустимое значение относитель-
ной прочности сна pi ю го соединения после'
иолдейсгиия среды; Е:. анергия активации
процесса c rapianiH сварною соединения в агрес-
сивной среде, кДж/мол!.; Т температура, К;
А* юзания постоянная, кДж / (моль - КА,
,1.„ параметр с парного соединения, завися-
щий оч коипентрацин и вида агрессивной
rpe.'ii.t, в 1 |Т!|б.Л, 3.1 3|.
IIрп сварке гермон,ластов газовым теп.поноси-
ic.'icm Maicpna.'i сварного j и на в зоне тер ми-
ircKoiu влияния даже в случае оптимальных
режпмпн спяркп отличается пониженной харак-
I cpiii-i пчегкой ш-нкоетъю; И К,-спектры ЭТОЮ МП-
ц,|!И.1Л,Ч имеют nil,логу ноrjtoUl.eпин, характерную
для карбонильных групп, что свидетельствует
о некоторой деструкции полимера, имеющей мес-
то при рассматриваемом методе сварки.
Материал сварного шва, цолученного, этим ме-
тодом, неоднороден ио структуре. В сварном
шве имеются явно выраженные границы как
со стороны свариваемых листов, так и со сторо-
ны присадочного материала, наличие которых
обусловлено ориентацией пластичного материа-
ла в результате давления' присадочного прутка
(рис, '3.23). Именно вдоль этой зоны начина-
ется развитие трещин при воздействии агрессив-
ных сред и происходит разрушение соединений
при ударных н.терузках.
3.13. Значения Ес и 140« для сварных
соединений из полипропилена
зависимости от вида и концентрации
агрессивной среды
Среде Кон- цент- рация Л U —’ 1 ^ОС’ 4 кДж/моль
Азотная кис- лота 5 10 20 40 2,03-10й 4,09-1011 7,85-10" 15,67-Ю11 100
Серная кислота 10 30 50 80 3,42 10" 6,12- 10» 9,52-10’ 1,42-10’ 80
Уксусная кис- лота 10 40 70 6,14-10» 2,35- 10» 8,04-10» 73,5
(ЛЛРКЛ ГАЗОВЫМ ТНПЛОНОСИТНЛГ’М
W
Рис. 3.23. Макроструктура однорядного сварно-
го соединения, подученного при сварке поли-
пропилена нагретым воздухом с присадочным
прутком
сварных соединений из нсвласти фи пи ронан кого
тюливиннлхорида е V-образными швами (/, /')
и Х-образными швами (2, 2') без обработки
(1,2) и со снятым усилием (/', '/)
У многорядных швов такие опасные зоны име-
ют место нс только на границе присадка—
основной материал, но также и па границе
присадка —присадка, в связи с чем многоряд-
ные швы мелее устойчивы к воздействию
агрессивных сред, чем однорядные, и при сборке
конструкций, предназначенных для работы в
агрессивных средах, крайне нежелательны.
В ряде случаев напряжения, возникающие
в сварных швах, вызывают деформацию свар-
ных соединений, коробление, трещинообразова-
ннс и другие дефекты. Особенно велика ве-
роятность таких дефектов в случае сварных
соединений с несимметричными V-образными
швами, в которых в корне шва усадке подвер-
гается значительно меньший обьем материала,
чем в верхней его части.
Рис. 3 24. Искривление листов при сварке
термопластов газовым теплоносителем с
присадкой:
а деформированный при усадке шоп; f> подготов-
.’И'Нпыс к с парке и редни рительно пи пряженные листы;
и шоп, пынрям.гн'нный усилиями усадки
В данном случае эффективно расположение
соединяемых листов под некоторым углом по
отношению друг к другу (рис, 3.24). Волге
часто применяют жесткие сборочно-сварочные
приспособления различной конструкции, в кото-
рых свариваемое изделие выдерживается от на-
чала сварки до полного охлаждения. Такое
жесткое закрепление уменьшает коробление и
деформацию изделий, однако привадит к зничи-
тельным внутренним напряжениям.
Сварные соединения не должны подвергать-
ся нагружению сразу после их сварки, тик
как прочность соединений с увеличением вы-
держки несколько увеличивается в результате
процессов кристаллизации и релаксации напря-
жений. Так, прочность сварных соединений НВ
ПЭВД достигает максимального значении поел»
десяти часовой выдержки; сварные швы из ПОЛИ*
випилиденхлорида требует 24-часовой выдерж-
ки
Зачистка и шлифование швов не рекоменду-
ются за исключением тех случаев, когда свар-
ное соединение должно быть гладким, напри-
мер па уплотняющих поверхностях. В сиарпых
швах с выпуклостью дефекты, которые могут
появиться по краям шва, перекрыты слоем
присадочного материала, поэтому относитель-
ная прочность их несколько выше (рис. З.йб).
Если сварное соединение необходимо подпер
гать обработке, следует уменьшать не только
выпуклость шва, но также и слой основного
материала толщиной •''0.5 мм.
Эффективным средством повышения проч-
ности сварных соединений является увеличение
ширины зоны выпуклости с выходом ее на чреде
лы шва путем дополнительной приварки mi.nir
кон присадочного материала.
1 III и 1.Г.Т
в»
(-НОСОВЫ СВАРКИ ТЕРМОПЛАСТ он
3.3. СВАРКА ЭКСТРУДИРУЕМОЙ
ПРИСАДКОЙ (РАСПЛАВОМ)
Сущность процесса. Сущность сварки термо-
нл и стоп -1кетрудируемой присадкой состоит и
том, что расплавленный материал, выходящий
пп экструдера или другого устройства, нспрсрыв
ни 1щд нет с я в зазор между соединяемыми
uoni'pxnocTiIMii, нагревает их до температуры
спнркн п, сплавляясь с ними, образует сварной
шов 112, 541. Этот метод прост, высоко произ-
водителен, обладает широкими технологически-
ми возможностями и позволяет получать высо-
кокачественные сварные соединения.
Сшцжи экструдируемой присадкой близка
к процессу сварки термопластов газовыми
теилоиоеитслями с присадочным материалом,
а также к свирке металлов плавящимся электро-
дом, Во всех случаях сварное соединение
образуется за счет сплавления присадочного
материала с кромками соединяемых деталей.
Различие между сваркой металлов и полиме-
ров состоит в том, что металл переходит в
жидкую фазу, а полимер остается в вязко-
текучем состоянии. Поэтому для получения
плотного контакта р а сила пленного присадочно-
го материала е кромками свариваемых детален
необходимо создавать давление.
Теплота Q, нпоенмия экструдируемой при-
с пдкоЙ в зону с и,а и в,лен ня, должна перевести
в вязкотекучее состояние соединяемые кром-
ки Qi, обеспечить сохранение вязкотекучего
состояния присадочного материала Qi и компен-
сировать шл'ери теплоты с поверхности шва
(Ль 'f. с.
Q-Qi + Q-H/i (3.34)
Решение уравнения (3.34) при условии
Л;>Г,,, i-*0 и с, — с приводит к зави-
симости, позволяющей определять температуру
присадочного материала, при которой его необ-
ходимо вносить в зону сплавления, чтобы
обеспечить процесс сварки:
(Л - - Tf) = I + q,с,/(^1 (3.35)
где Tf температура кромок свариваемого ма-
териала. “С; Л —температура текучести мате-
риала, "С; Т„ - температура присадочного
материала после нагрева соединяемых кромок
до температуры текучести, °C; Г,- — темпера тура
присадочного материала, вносимого в зону
сплавления, °C: Т, температура окружающе-
го воздуха, °C; t)i — количество материала,
которое необходимо нагреть до температуры
текучести, кг; q количество присадочного
материала, вносимого в зону сплавления, кг,
<?1. с — удельная теплоемкость присадочного
и свариваемого материалов, Лж/(кг-К); I —
продолжительность сварки, с.
Учитывая потери теплоты экструдируемой
присадкой при прохождении воздушного зазора
S, температура присадки при выходе из мунд-
штука экструдера 7',- должна быть выше, чем
температура, при которой необходимо вносить
присадочный материал в зону сплавления
Значения 7', для различных материалов, рас-
считанные с помощью уравнения (3.361 при
реальных S, d, v' равных 0,1 м, 0,01 м и 0,! м/с,
соответственно выше расчетных Л на Ю--20°С
и на 40—80°С выше температуры текучести
соответствующих полимеров (табл. 3.14).
3.14. Тсплофизнческие свойства некоторых термопластов w расчетные
температурные режимы их сварки экструдируемой присадкой
Материал Температура, °C Расчетные значения тем- пературы, присадочного материала, ’С*
плавления текучести начала разложения вносимого в зону сплавления, Тл на выходе из экстру- дера, Г/**
Поливинилхлорид 180—200 140 210—250 220—260
Пентапласт 175-180 190—200 230 210—260 220—280
ПЭВД 108—115 115—125 200 150—160 160—180
ПЭНД 125—140 130—150 200 160—180 170—190
ПП 165-175 175-180 200 210—220 220—230
Фторопласт-2 171—177 — 250 200—220 210-230
Фторопласт-4МБ 270—290 — 400 300—320 320—340
* Для обеспечения процесса сварки термопластов толщиной свыше 5 мм.
** При S«=»0,1 м, </=«10 мм, «'=6 м/мин
СВАРКА ЭКСТРУДИРУЕМОЙ ПРИСАДКОЙ (РАСПЛАВОМ)
W
Рис. 3.26. Классификация
способов сварки термопластов экструдируемой присадкой
(уу__у ________Т-)=е v-s/"W^ni-ffv's/“'
(3.36)
где Ti—температура присадочного материала
при выходе из мундштука экструдера, °C,
hr—коэффициент теплопередачи лучеиспуска-
нием, Вт/(№• К); d — диаметр присадочного
материала; cv — удельная теплоемкость при
постоянном давлении, Дж/(кт-К), р—плот-
ность материала, кг/мя; S — расстояние от сре-
за мундштука до свариваемого материала,
м, у — скорость движения присадочного мате-
риала в воздушном зазоре, м/с; Н — энтальпия
Следовательно, сварку экструдируемой при-
садкой можно применять для соединения поли-
меров, характеризующихся широким интерва-
лом вязкотекучего состояния и способных нагре-
ваться при экструзии значительно выше темпе-
ратуры текучести без заметной деструкции.
К таким материалам относятся ПЭВД, ПЭНД,
ПП, фторопласты (Ф-4МБ, Ф-2). Наиболее
целесообразно сварку экструдируемой присад-
кой осуществлять при высоких скоростях экстру-
зии и максимально возможном диаметре при-
садки, так как в этом случае потеря теплоты
меньше, т. е. меньше различие между Т, и Т„
Существуют различные способы сварки термо-
пластов экструдируемой присадкой (рис. 3.26).
Способ сварки, при котором присадочный
материал непрерывно поступает о зону соедине-
ния из мундштука экструдера, находящегося
на некотором расстоянии от поверхности сва-
риваемого материала (рис. 3.27,а), получил
название бесконтактной экструзионной снарки,
либо просто экструзионной. В этом случае для
обеспечения плотного контакта присадочного
материала с соединяемыми поверхностями при-
меняют специальные прижимные устройств К
[121-
Экструзионную сварку наиболее цшнччюб*
разно применять для соединения полимерных
пленок и пленочных армированных ютеришЮП
непрерывным протяженным швом (рис. 3.28) >
Преимуществом сварки пленок по дал ной схеме
является то, что исключается нозможмость
Рис. 3.27. Схемы сварки термопластов экструди-
руемой присадкой:
а экструзионная сварка; б- контактно-экструзион-
ная сварка;
/ экструдер; 2—-мундштук экструдера; 3 -свари-
иаемые летали; 4 прикатывающий ролик
Рис. 3.28. Экструзионная сварка полимерных
пленок;
! - экструдер; 2 (грнс^лка, выходянтн из руде
[).гк 3 силрипдvмыс iejitmkh; 4 прижимные ро.ллкн,
5 einipciinhtc н,пенки
1
100
СПОСОВЫ СВАРКИ ТЕРМОПЛАСТОВ
Рис. 3.29.
8 -4 О У у,мп
г?
(f50
\1<Ю
До
а-- схема
Распределение температуры в материале при наплавке на него
полиэтилена:
замера температуры; / экструдер, 2 материал; 3—термопары;
б—изотермы 130’ С на поверхности материала;
в- распределение температуры пи прямым, параллельным оси х, ври у=0 <1, 1'),
j=4 мм (2, 2') и у = 7 мм (3. 3');
г—распределение температуры по осп у — по ширине листа;
материал ПЭВД; 6 = 5 мм, Г,= 220° С, скорость наплавки 0,18 м/мин, расход
расплава 0,035 кг/м,
--------наплавка при контакте мундштука экструдера с материалом;--
' плавка при наличии
за зоря между мундштуком и материалом ОД м
па-
У
утонения материала в зоне тина, которое наблю-
дщ-гся при других методах.
Наиболее широкое применение в промышлен-
ности, как для сварки листовых, так и пленоч-
ных термопластов, находит контактно-экстру-
illiiliniiii снарка (рис. 3,27,6) [12, 41, 47]. При
этом способе разогретый мундштук экструдера,
имеющий форму разделки кромок, вводят в раз-
экстр у де ре для саздачия снарочного давления.
Сварочное давление Р зависит от температуры
присадки и числа оборотов шнека (рис. 3.30)
|12, 47].
Соединяемые поверхности материала перед
нагревом их мундштуком экструдера можно
предварительно нагревать горячим газом. Спо-
соб сварки но этой схеме назван коптактно-
делку шва до контакта с кромками и пере-
мещают по стыку под углом 10—15° к верти-
кали, одновременно заполняя его расплавлен-
ным присадочным материалом. В результате не
только максимально снижаются потери теплоты
и окружающую среду, но и дополнительно
обеспечивается нагрев соединяемых поверхнос-
ти hi счет теплопередачи от мундштука
экструдерД, температура которого близка к тем-
пературе вы ходящего из него расплава. Соглас-
но гормограммам (рис, 3,29) при контакте
мундштука экструдера с материалом область
пысокпх темперптур шире, а необходимое про-
плаплеши1 материала обеспечивается при более
тикал температурах расплава. Отсутствие за
nip.i прегштгтпует свободному вытеканию рас
Н.П1Ы; ил экструдера, что обеспечивает воэмож
ногти иг пол пиона пин дан,леиин, развиваемого в
Рис. 3.30. Зависимость сварочного давления,
под которым присадка вносится в зону сплав-
ления при контактно-экструзионной сварке,'
от числа оборотов шпека и температуры
присадочного материала Гр
I 270’ С; 2 250’ С; 3 230” С, 4 190’ .С;
5 170’ 6 ГИТ С
СНАРКА ЭКСТРУДИРУЕМОЙ ПРИСАДКОЙ (РАСПЛАВОМ)
101
Рис. 331. Схема сварки метолом литья под
давлением корпуса и днища бутыли:
I корпус бутыли; 2—днище; .3 и 4—волоаины
пресс-формы; 5 литьевая машина; 6 -присадочный
материал; 7—контрольные отверстия; 8—сварной
шов; а—на правление движения расплавленного
материала
экструзионной сваркой с предварительным подо-
гревом.
Разновидностью способов сварки термоплас-
тов экструдируемой присадкой является сварка
.литьем под давлением. В этом случае расплав
подастся в зону соединения из литьевой машины
периодически (рис. 3.31) [54, 77]. Таким спо-
собом соединяют заранее отштампованные де-
тали. Сварку осуществляют в специальной фор-
ме, которая имеет каналы, расположенные по
Липпи разъема. По этим каналам продавлива-
ется расплав. Расплав, передавая часть теплоты
кромкам соединяемых деталей, плавит и соеди-
няет их но линии разъема. Данный способ
обладает высокой производительностью, его
используют i।рн сварке изделий в труднодос-
тупных местах но поверхностям сложной кон-
фигурации, когда сварка другими способами
певозмож на.
Особенности сварки. Сварку экструдируемой
присадкой можно использовать для выполнения
стыковых, угловых, тавровых и нахлесточных
соединений. Форма поперечного сечения и кон-
структивные элементы подготовленных кромок и
выполненных швов регламентированы ГОСТ
16310—80 и определяются толщиной материала,
нагрузкой, действующей на сварную конструк-
цию и доступностью к месту сварки.
Сварка стыковых соединений возможна без
подготовки кромок с односторонним (V-образ-
ная разделка) и двусторонним скосом кромок
(X образная).
Снарку стыковых соединений без подготовки
кромок следует выполнять при сборке кон-
струкций из материалов толщиной до 3 мм
и только контактно-экструзионным способом,
так как в этом случае разделку шва осу-
ществляют мундштуком экструдера в процессе
сварки. При сварке встык листов толщиной
более 3 мм необходим скос кромок одного
или двух свариваемых листов с одной либо
двух сторон в зависимости от доступности
места стыка.
Прочность сварных соединений, полученных е
помощью экструзионной и контактно-экстру-
зионной сварки зависит от угла раскрытии
шва. Максимальная прочность стыковых сидр-
пых соединений с V-образной разделкой кромок
достигается при углах раскрытия 70 00°: сое-
динений с Х-образной разделкой ••• при углах
раскрытия 60—80°. При оптимальных углах рас-
крытия швов соединения с Х-образнымн шва МИ
имеют более высокую прочность и требуют
меньшего расхода присадочного матер и ил и.
Поэтому при сварке встык конструкций из ЛИС'
товых материалов толщиной свыше 8 мм, а слу-
чае возможности двустороннего подходи к месту
стыка, предпочтительна X-образная разделки
кромок.
Угловые и тавровые соединения можно вы-
полнять без предварительной подготовки кро-
мок. Однако скос кромок несколько повышает
прочность швов.
Для получения прочных и герметичных сты-
ковых, тавровых и угловых соединений и корне
шва между кромками следует оставлять иизор
1,5-2 мм. При сварке с зазором расплавлен-
ный присадочный материал под действием сва-
рочного давления заполняет разделку Hu ВСЮ
глубину, обеспечивая равномерное прОПЛНма-
нне материала. Сварка без зазора из-за ВЫСОКОЙ
вязкости расплава приводит к ценронливляИИЮ
корня шва, образованию раковин, снижающих
прочность и герметичность соединения.
Ручной сваркой даже при наличии тори
трудно обеспечить стабильное проплавление
корпя шва по всей его длине. В этом случае
соединения выполняют с подваркой корни шин
с обратной стороны. Если обратная сторона
недоступна, применяют подкладки (съемные или
остающиеся). Подкладка деталь или приспо-
собление, устанавливаемые под кромки свари
ваемых частей для формирования сварного
шва. Сварка с подкладками имеет ряд преи-
муществ: работа ведется с одной стороны ntu.i;
производительность труда возрастает, так кик
сварщик работает на допустимых повышенных
режимах Подкладки необходимо изготовлять из
материалов с милой теплопроводностью: кера-
108
СПОСОВЫ СВАРКИ ТЕРМОПЛАСТОВ
мнчсекис, полимерные, металлические, покрытые
полимерным материалом.
При двусторонней снарке швов с Х-образиой
разделкой кромок перед сваркой второго шва
необходимо удалить корень уже выполненного
тиа. Во всех случаях следует удалять только
наплавленный присадочный материал, врезание
В основной материал нс допускается.
Разнотолщинность материала в случае стыко-
вых соединений не должна превышать 1 мм,
если разность толщин свариваемых листов
5| — 5 превышает ! мм, то на листах (деталях)
большей толщины (S,) делается скос под углом
1б±5° с одной или двух сторон до толщины
(S) более тонкого листа (рис. 3,32).
Подготовку кромок под сварку можно выпол-
нить резаками (вручную), а также на фрезер-
ном или токарном станках.
При сварке стыковых и угловых соединений
число наносимых слоев (число проходов) опре-
деляется толщиной соединяемого материала и
производительностью экструдера. При толщине
материала до 6 мм указанные соединения мож-
но выполнять за один проход, при толщине
более 6 мм — за несколько.
1.1 Случае многопроходной сварки корень шва
должен быть тщательно проварен, затем накла-
дывают последующие слои таким образом,
чтобы каждый последующий валик был более
широким, чем предыдущий. Перед наложением
каждого валика поверхность предыдущего
должна быть тщательно очищена от ныли н
окисленного слоя. При сварке экструдируемой
присадкой конструкций из полимерных пленок
следует применять нахлесточные соединения.
[ 1олпмерные пленки (ПЭНП, ПЭВП, ПП)
толщиной до 0,06 мм могут быть сварены при
подаче присадочного материала поверх двух
слоев; при сварке пленок толщиной свыше
0,06 мм, а также при сварке армированных
пленок присадочный материал необходимо по-
давать между соединяемыми поверхностями
|Г2). При сварке армированных материалов
и пленок толщина присадочного материала
ровна толщине соединяемых пленок, IКирина
ин хлестки для полиэтиленовых пленок толщиной
до 0,4 мм составляет 3 4 мм, для армирован-
ных пленок подбирают опытным путем.
Для выполнения сварных соединений экстру-
дируемой присадкой необходимо применять при-
садочный материал, аналогичный свариваемо-
му. При сварке композиционных материалов,
состоящих из нескольких различных полимеров,
в качестве присадочного материала необходимо
использовать полимер, входящий в композицию
и имеющий наиболее высокую температуру те-
кучести.
Во всех случаях при сварке расплав вытека-
ет в направлении, противоположном движению
сварочного аппарата. Поэтому от характера
передвижения мундштука зависит равномер-
ность подачи расплава в зону сплавления,
формирование шва, стабильность качества
сварного соединения.
В процессе сварки в вертикальном поло-
жении расплав под действием силы тяжести
стремится стечь вниз. Для удержания расплава
в зоне сплавления вертикальные швы выполня-
ют при перемещении сварочного аппарата
сверху вниз при минимальной температуре
присадки. Скорость сварки выбирают с таким
расчетом, чтобы расплав не затекал перед
муидшту ком.
Сварка экструдируемой присадкой в потолоч-
ном положении затруднена, поэтому в заводских
и полевых условиях ее по возможности необ-
ходимо избегать. Потолочную сварку, так же как
и сварку в вертикальном положении, осущест-
вляют, как правило, при минимальной темпера-
туре присадочного материала. При такой же
температуре следует выполнять сварку встык
горизонтальных швов на вертикальной поверх-
ности.
Режимы сварки. Процесс бесконтакт-
ной экструзионной сварки сложный и харак-
теризуется большим числом параметров, наибо-
лее существенные из которых температура при-
садочного материала на выходе из экструде-
ра Т<, °C; сварочное давление Р, МПа; скорость
сварки о, м/с; скорость движения расплава
в воздушном зазоре между мундштуком экстру-
дера и материалом и', м/с; количество присадоч
СВАРКА ЭКСТРУДИРУСМОЙ ПРИСАДКОЙ (РАСПЛАВОМ)
LOU
него материала, выходящего из экструдера в
единицу времени G, кг/с; количество приса-
дочного материала, вносимого в зону шва,
q, кг/м; диаметр присадочного материала, d, м;
расстояние между мундштуком экструдера и
свариваемым материалом 5, и; температура
присадочного материала, вносимого в зону шва,
Т„ °C,
Перечисленные параметры взаимосвязаны:
1\ зависит от $, d и о и определяет темпе-
ратуру присадочного материала иа выходе из
мундштука экструдера 7\. Скорость сварки опре-
деляется количеством присадочного материала,
которое необходимо внести до полного заполне-
ния шва, и производительностью оборудования
Gii’—G/q)- Значение q при сварке материалов
больших толщин определяется их толщиной,
видом шва, углом раскрытия кромок; при свар-
ке пленок — толщиной и шириной шва.
Материалы толщиной до 5 мм следует свари-
вать присадочным материалом диаметром 5 мм,
материалы толщиной выше 5 мм -диаметром
10 мм. Увеличение или уменьшение диаметра
присадочного материала ухудшает качество
сварных соединений.
Оптимальное расстояние между мундштуком
экструдера и поверхностью свариваемого мате-
риала при указанных диаметрах присадочного
равно 0,1 м. Увеличение S приводит к зна-
чительным потерям присадочным материа-
лом теплоты; уменьшение - затрудняет созда-
ние сварочного давления, которое должно
сообщаться присадочному материалу непосред-
ственно после укладки его в шов.
Приспособления, применяемые для создания
сварочного давления, на рабочей поверхности
должны иметь резиновое или полимерное
Рис. 3.33. Зависимость относительной проч-
ности сварных соединений ПЭВД от темпера-
туры присадочного материала 7’f, {•= 5 мм,
разделка Х-образная, угол раскрытия Шва 60*.
^ = 0,2 МПа, у=1 м/мин:
!—экструзионная сварка; расстояние между мунд-
штуком и материалом 0,1 и, диаметр пригадач-
ного материала 5 мм; 2—контакт но- экструзионн ИН
сварка
покрытия с целью предотвращения поврежДС-
ний поверхности шва.
Наиболее важные технологические пприметры
экструзионной сварки — температура приендпч-
ного материала, сварочное давление, скорость
сварки. Характер зависимости прочности спор-
ных соединений от температуры присадочного
материала для ПЭВД, ПЭНД и ПП толщи-
ной 2—20ч мм Примерно одинаков. Вначале с
повышением температуры прочность увелпчивн-
ется до определенного максимального значе-
ния, затем в некотором интервале тсмисрлгур
сохраннется практически без изменений, и При
дальнейшем повышении температуры уменьша-
ется (рис. 3.33) [12]. Температур» нрНСНДРИ-
ного материала, при которой оценен имейся
максимальная прочность соединений, ЗДЯНСКТ’ЙТ
3.15. Оптимальные режимы экструзионной сварки различных термопластов
и значения относительной прочности сварных соединений, полученных
при этих режимах (толщина 3—30 мм, соединения стыковые, разделка кромок
Х-образная, угол раскрытия 70°)
ПЭВД ПЭНД ПП
Тем пера-' тура при- садсч кого матронада, Г, °C Сварочное давление. ?св. МПа От носи тельная прочность, % Темпера- тура при- садочного материала» Г., ’С Сварочное давление, рсв. мпа Относи- тельная прочность, % Температура присадочного материала. ri Сварочное давлмсне. гсп. МПб Отмоем* тел шин прочность, %
195 0,6 98 210 0,6 85 225 0,8 90
210 0,4 100 220 0,4 89 240 0,6 95
230 0,2 100 240 0,2 95 250 0,4 98
260 0,1 100 260 0.1 95 260 0.2 98
280 0,05 98 270 0,05 95 270 0,1 98
KM
СПОСОВЫ СВАРКИ ТЕРМОПЛАСТОВ
пели чины свпрочиого давления. 11 ри милых дан-
.iciiiihk (0.15 -0,2 МПа) высокая прочность
дости гнется при бмее высоких температурах
присадочного материала (табл. 3,15); однако
дли каждого полимера характерен определен-
ный интервал температур, обеспечивающий
мл кс им ильную прочность соединений: для
ПЭНД 210 28О’С„ для ПЭНД 240- 280°С,
дли 1111 250- 28О°С [12].
Характер зависимости прочности сварных
соединений от сварочного давления при пос
гои иной температуре присадочного материала
для различных полимеров различен. Для ПЭВД
характерен широкий интервал давлений, в ко-
тором обеспечивается максимальная проч-
ность; для ПЭНД и ПП прочность растет
до определенной величины, затем резко снижа-
ется, особенно при температурах присадочно-
го материала выше 250°С [12].
Скорость сварки в интервале 0,1—3 м/'мин
оказывает незначительное влияние на качество
сварных соединений, особенно при высоких
темпер ат у рнх сварки. При сварке пленочных
материалов скорость сварки может достигать
0,2 м/с. Характерной особенностью процесса
чкетрузионной сварки является то, что опти-
мальные режимы сварки не зависят от толщины
мнтеринлов и с. изменением ее от 2 до 30 мм
сохраняются практически постоянными, в том
числе и скорость сварки, если производитель-
ность применяемого оборудования обеспечивает
такую возможность.
Относительная прочность сварных соедине-
ний, полученных экструзионной сваркой, состав-
ляет 90 100% прочности материала и несколь-
ко выше, чем в случае других известных
способов сварки; значительно выше также ско-
рость сварки даже при использовании мало-
производительного сварочного оборудования
(табл. 3.16).
Связь основных параметров процесса сварки
1Л, Р и v) описывается уравнением
Т^ае~хр— kv + c , (3.37)
где k, с, а, .с — константы, учитывающие
теилофизические свойства материала и его тем-
пе ра туру.
Числовые значения этих констант, полученные
эмпирически, приведены ниже:
Материал а х k с
ПЭВД 135 0,296 3,88 166,5
ПЭНД 93,4 0,472 2,65 208,5
ПП 57,5 0,492 2,65 236,4
С помощью уравнения (3.37) рассчитывают
режимы экструзионной сварки, исходя из воз-
можностей сварочного оборудования и особен-
ностей свариваемых конструкций. Однако наи-
более удобно пользоваться номограммами (рис.
3.34). При сварке пленочных материалов режи-
мы сварки, полученные расчетным: путем или по
номограммам, необходимо корректировать в
отношении скорости сварки, которая в 20 раз
больше, чем для листовых материалов (табл.
3.17).
Нахлесточные соединения из полиэтиленовых
и полипропиленовых пленок, а также армиро-
ванных материалов на их основе, полученные
экструзионной сваркой па оптимальных режи-
мах при оптимальных толщинах шва и ширине
нахлестки, имеют прочность, близкую к проч-
ности основного материала. Очень эффективна
экструзионная сварка при сборке сварных кон-
струкций нз армированных материалов. Оплав-
ление торцов шва расплавленным присадочным
материалом (присадкой) обеспечивает надеж-
ную герметичность соединений, что трудно
осуществимо с помощью других известных ме-
тодов.
3,1 в. Режимы марки ПЭВД толщиной
25 мм (швы стыковые V-образные,
угол раскрытия шва 70°) [75]
Способ смркн Число про- ходо» Скорость сварки, м/ч Относи- тельная прочность, %
Экструзионный (производитель- ность экструдера 2 кг/ч) Ни гретым газом Нагретым клином 1 4,3 95
32 1 0,4 0,8 80-90 95
3.17. Скорость экструзионной сварки
пленок ПЭВД различной толщины
при ширине шва 3 мм и толщине шва,
равной трем толщинам пленки
Толщина пленки, мм Скорость сварки о (м/с) при различной прокаводительностк вкструдера. кг/ч
0.5 1 2 ] 2,5
0,1 0,508 1,016 2,03 2,54
0,2 0,254 0,508 1,01 1,27
0,3 0,166 0,33 0,662 0,83
0,4 0,127 0,25 0,504 0,64
СНЛРКЛ -жеТРУДИРУНМОП ПРИСЛДКОП (РАСПДАНОМ) IOS
7t ,“C
zao\
260
250
250
230
220
210
200
77, °C
280 -
270 -
260 -
I,,°C
270 -
260
250 -
240
P,MOa
- 0,05
~ 0,1
s 0,2
- 0,3,
- 0,5 ^4
: 0,6
v,m/c
- 1’5’10\
- 0,15-1{fl
P, Wla
220
Р.МПа
,м/с
10~
l,5-10~
0,15-10
v, w/c
5-ЦГг„
1,516‘
0,15-10'*
Рис. 3.34. Номограммы рабочих режи-
мов экструзионной сварки полиолефи-
нов толщиной 2 30 мм:
а ПЭВД; б—ПЭНД; в ПП
3.18. Оптимальные режимы контактно-экструзионной сварки различных
термопластов и значения относительной прочности сварных соединений,
полученных при этих режимах (толщина материалов 2—30 мм, соединения
стыковые, разделка кромок Х-образная, угол раскрытия швов 70°)
ПЭВД ПЭНД ПП
ф ф
Температура пр нс: доч кого матернал е 7р’С I Сварочное давлсш Рсв, МПа Скорость сварки, м/с 1 Относительная 1 лрочкость, % Температура при- садочного матери- ала, Тр’С Сварочное давлеш /?свэ МПа Скорость сварки м/с Относительная прочность, % Температура прис. , дачного материал! гг вс Сварочное давлен, Рсв МПа Скорость сварки, м/с
180 0,65 1,6-10~2 95 200 0,4 1 ,6-10~3 95 210 0,7 1,6-Ю"3 90
190 0,65 5- 10“2 100 220 0,4 5 10~2 95 220 0,7 1,6- 10~S 92
210 0,12 5-10“ 2 100 230 0,3 5-10“ 2 95 240 0,4 5-10"2 95
230 0,08 5-10“ 2 100 250 0,1 5-10“2 95 250 0,2 5-10 2 9Й
250 0,07 5- «Г2 100 270 0,05 5- 10“2 92 270 0,12 5-10 2 95
270 0,03 5- 10“г 100
IM
СПОСОБЫ ('.ПАРКИ ТЕРМОПЛАСТОВ
Принт* к и и т п к г н о-экструзионной свирки
чирактеризуется меньшим числом технологичес-
ких параметров, чем экструзионная сварка.
OeiloiMlMMii технологически ми параметрами кон-
I II кт но-экстру знойной сварки при условии пол-
ного заполнения разделки расплавом являет-
ся температура Т, присадочного материала
при выходе из мундштука экструдера, свароч-
ное давление Р и скорость сварки и. Соедине-
нии с мпкеималытой прочностью, при ряссмат-
рпшшмо.м способе сварки, могут быть получе-
ны н широком интервале температур, нижний
предел которого ниже, чем при экструзион-
ной свирке пи 20-.....30 °C. Для ПЭВД
лот интервал 180 -270 °C, для ПЭНД 200
271ГС, дли ПН 210 270°С (табл. 3.18) [12,
471. Характерно, что для всех полиолефинов
здвисимоеть проч пости соединений от сва po<i Ho-
ld давления одинакова.' прочность соединений,
достигнув максимального значения в интерва-
ле дшглепнй 0,15 0,3 МПа, при дальнейшем
увеличении не изменяется.
Скорость сварки играет более существенную
ршЫ), чем при экструзионной сварке. Увеличение
скорости свирки, особенно при низких темпера-
турах и риса доч по го материала, снижает проч-
ность соединений, при высоких температурах
влияние скорости уменьшается.
Оптимальные значения основных параметров
нрицессл контактно-экструзионной сварки
(7,, Р и а} взаимообусловлены и практически
не чнвпеят от толщины материала, связь между
ними описывается уравнением
‘ r, = die + f + Cj , (3.38)
где cii, Xi, fei, ci — константы, числовые значе-
ния которых, полученные эмпирическим путем,
приведены ниже:
Материал и, х, k, с,
ПЭВД 83,1 0,368 8,39 162,04
ПЭНД, СЭП 113,25 0,697 7,55 193,8
ПП 52,7 0,28 7,77 203,16
Уравнение (3.38) позволяет рассчитывать оп-
тимальные режимы сварки, обеспечивающие по-
лучение сварных соединений с максимальной
прочностью (90 -100% прочности материала).
Однако в производственных условиях наиболее
целесообразно для определения режимов сварки
использовать номограммы (рис. 3.35).
По производительности процесса и прочности
сварных соединении ко нтактиб-экструз ионная
сварка практически не отличается от экстру-
зионной; сварные соединения, полученные при
оптимальных режимах, имеют прочность, рав-
ную 90- 100% прочности материала (см. табл.
3.15, 3.18). Характерная особенность рассмат-
риваемого процесса - более высокая стабиль-
ность качества Распределение прочности сое-
динений, полученных при оптимальных режи-
мах, имеет незначительное рассеяние по длине
шва; отклонение от наиболее вероятного значе-
ния не превышает 2—5% для ПЭВД п 8—9%
для ПЭНД м ПП.
Преимуществом способа контактно-экстру-
зионной сварки является также низкая чувстни-
380 ;
1*0 ’
Т№ •
НО -
too -
m -
7;
fiO
МО '
МО -
220 -
Ml
Р,МПа
~ 0,05
0,1
- 0,2
' 0,*
- 0,6
а)
Р,МПа.
0,05
0,2
0/
8)
°C
2S0 -
2*0 -
230
220 -
- 0,15-Ю~г210 -
“ 1,5’111 ? 9пп _
- 5-10^ ZWI
к,е?/с
V.w/t:
в.15-Г(Гг
15-ю:г
5-Ю 1
Р,МПа
У,м[с
0,15-1О~г
Рис. 3.35. Номограммы рабочих режи-
мов контактно-экструзионной сварки
полиолефинов:
а ПЭВД; б ПЭНД;ч ПП
снарка :«:трудиру1-м<)й прислдкоп ipachjiaromi
IW
3.19. Относительная прочность
при расслаивай ин сварных соединений
из пленки ПЭВД в зависимости
от способа сварки и воздействия на пленку
внешних факторов, */> [47]
Характеристика по- лиэтиленовой пленки Сварка
термо- коц- гакг- наи экструзи- онная контактно- экструзи- онная
Из рулона 70 75—85 75-85
За пыле нн ая, 1>,7 мг/м: 55 70 75—85
После пребывания в воде 72 ч 45 50 75—85
После УФ-облуче- ния 35 40 75—85
тельность его к состоянию поверхности ма-
териала. На режимы снарки и- качество сварных
соединений при этом способе сварки практиче-
ски нс влияет загрязнение свариваемых поверх-
ностей и воздействие на них климатических-
факторов, затрудняющих образование качест-
венных сварных соединений при использовании
других известных способов, в том числе и бес-
контактной экструзионной сварки (табл. 3.19).
Для соединения материалов со сравнительно
узким интервалом вяз ко те куче го состояния,
таких, например, как пентапласт, не представ-
ляется возможным использовать экструзионную
пли контактно-экструзионную сварку, требую-
щую нагрева присадочного материала до темпе-
ратуры, превышающей температуру текучести
полимера на 40—80 °C. В этом случае следует
применять предварительный нагрев сваривае-
мых кромок газовым теллоносятелем [9, 12,
65], Процесс сварки осуществляется следующим
образом: вначале свариваемые кромки нигреяв-
ют газом до температуры текучести, зитем
теплотой от мундштука экструдера и после этого
разделку заполняют присадочным материалом.
Для сварки пентапласта тем пера тура гвзм*
теплоносителя должна составлять 220...2311° С,
температура присадочного материала может
всего на 20—30°С превышать температуру нлив-
ления пентзнласта. Оптимальный расход гнзв-
теплоносителя для материала толщиной 1,5—
2,5 мм 0,18 0,25 м3/ч, а для материя л а толщи-
ной 5 мм 0,3 0,5 м3/ч. Относительная проч-
ность сварных соединений составляет 80- 100%
прочности материала (табл. 3.20) [9].
При сварке материалов с узким ннтернклом
вязкотекучего состояния ПТР присадочного мв-
терн ал а в интервале сварочных температур
должен быть близок к ПТР спариваемого ми-
сериала. Расплав с более высокой текучестью
плохо формируется и не обеспечивает ккчест-
венного сварного соединения.
Дефекты сварных соединений. Пеп/ЮМр^
неполное сплавление кромок по сечению стыко-
вого соединения и отсутствие сплавления кромок
в вершине тавровых, угловых и нахлесточных
соединений. Причинами возникновения пеировл-
ра могут быть наличие загрязнений ни соеди-
няемых поверхностях материала при экструзион-
ной сварке; недостаточное сварочное дивленне;
неправильное ведение процесса; низкая темпе-
ратура расплава.
Подрез дефект в виде углублении на по-
верхности материала вдоль линяв сплавления
присадочного материала с основным мктврИИ-
лом со стороны усиления шва. Подрез M0HWT
возникнуть при контактно-экетрузнониой сПИрКГ
3.20. Оптимальные режимы сварки пентапласта и относительная прочность
сварных соединений
Толщина пентапласта, мм Диаметр присадочно- го мате- риала, мн Расход газа. i^/я Скорость сварки, м/с Относительная прочность соединений (%> при различных температурах, *С
— 10 го 40 60 80 80
1,5—2,5 3 0,18—0,25 1,8 -10-3— —2,4-10”3 97 100 94 82 80 100
5 4 0,35—0,4 3,2-10~3 — 85 — — — м
Примечания: 1, ПТР присадочного материала 1—4 г/10 мин.
2. Температура присадочного материала и газа 210—230°C,
3. Предел прочности при растяжении при +20 °C листового ncniaiuiun a толщиной
2,5 и 5 мм соответственно 57,5- 58 и 48 49 МПа,
108 CllOCOlihl СНАРКИ Tl’PMOr1,11Л1 ’TOH
111111 il c 11 p (I hi ur i, 111 i.vi 11 fuirizh t' eh 111 мундштуки с tm -
рччишс an и ;i pa та oiiKieirreni.iiu ргнделки nina.
fftifutt дефект n пиле полости округлой фор-
мы, Ч11но„'| iK'iiuoii таком. Поры могут быть внут-
ренними. поверхностными и располагаться в
л пн и io I lie понка нор сварочного шва | пли пооди-
ночке. Поры и сварном шве имеют, как правило,
сферическую форму. Опп обрадуются в резуль-
тате чиетпчннго разложения присадочного мате-
pri.'i.'iii (и основного материала при контакт-
но жструтонной сварке в результате контакта
мундштука со свариваемой поверхностью) или
наличии шпдушиых включений в нем.
7/широты дефект в виде разрыва в сварном
шве и прилегающих зонах. Трещины бывают
нр<ы<>.'1Ы1ые (ориентированные параллельно
iipo.'i.o.iii.iioil осп шва); поперечные (ориентире-
uiiiiiiiJe Iicpпен।днкулярно продольной оси шва);
ри ।петвлеч111ыс (имеющие ответвлении во всех
iniipiiB,пениях). Сварные швы могут иметь так-
же мнк]>отрсш.1111Ы (обнаруживаемые только про
viH'.iriiHiHHiii) ; сетку трещин. Образование тре-
шин i.TiiiicHT от химического состава материала
шва. прим си и эксплуатации, жесткости кон-
eipyKiiHii, режима сварки, структуры материала
11111Ш
(/ио/илМые включении дефект в виде ме-
111 Д..1 н । H'c Ki I х 11 а ст 1111. и,л и частиц любых других
м гтг р 1111 л о в, отличных от соединяемых. Разли-
чн11<г включения, которые образуются в резуль-
тате протекания в материале химических реак-
ции п включения в результате попадания
инородных частиц.
К дефектам сварных швов относится также
iHiti.niiH на соединении (дефект в виде натека-
ния расплава на иоверхиост1.1 основного мате-
ри пл и । l..'i 11 ранее вы иол item i ого налика без сплав-
ления с ним), превышение выпуклости, .зани-
жение размеров сечения сварного шва, смеще
ние свариваемых кромок.
Прочность сварных соединений. Процесс
сварки экструдируемой присадкой связан с
перегревом присадочного материала, поэтому
сведения о механических свойствах сварных
соединений и об изменении структуры мате
риала необходимы для правильного выбора
сварных конструкций. Применяемые виды и ме-
тоды испытаний (см. гл. 8) предусмотрены
стандартами и техническими условиями на изде-
лие, которые устанавливают механические тре-
бования па него.
Образцы дан испытаний, ныня-стаяемые сог-
ласно ГОСТ 12019—66, не имеют механических
повреждений в рабочей части. Образцы с пов-
реждениями к испытаниям нс допускаются.
Если ис пытан ня проводят на нестандартных
образцах, то требования к условиям проведе-
ния испытаний, определению размеров образ-
цов, оборудованию для испытаний и подсчету
результатов должны оговариваться техничес-
кой документацией. В протоколе испытаний
указывают тип образца, место разрушения,
температуру испытания, результаты испытания
для всех образцов и наличие дефектов в месте
разрыва.
Современные способу.) сварки зкструдируемой
присадкой позволяют получать соединения,
близкие по прочности к основному материалу
или равнопрочные с основным материалом
(табл. 3.21) [45, 66]. Сварные соединения и
материал шва характеризуются, однако, нес-
колько меньшим, чем основной материал, отпо-
3.21. Механические свойства сварных соединений ПЭВД
ОВр«зсц Предел текуче- сти, МПа Предел проч- ности, МПа Модуль упруго- сти, МПа Ударная вязкость, кДж/м1 Твердость НВ
при изги- бе 1 при рас- । тяже ним । 1 удар «о стороны вы- пуклости удар со стороны корня шва параллельно плоскости листа перпенди- кулярно плоско- сти Листа
Оснонной м а терн- ия Соединение е раз- делкой кромок: 8,4 7,4 и 153 — 12- 13 15 17.6
X образной 8,2 9,9 10,5 155 66,5—78,5 — 11,7-12,6 16,6—17,2
V образной 8,3 9 10 150 64,6—70 67,8—70 12,2- 12,9 —
Соединение бм мыпуклости 8,4 7.5 10,5 154 44,3—66 45,0—64,5 —
к»
СВАРКА :>К<:Т1’УД1!Р*Т.МО1"! ПРИСАДКОЙ 1РЛС.ПЛЛ1ЮМ)
\ --------------———----------------------------—----------------------------—---
ситеаьным удлинением и модулем упругости.
Твердость материала шва практически совпада-
ет с твердостью основного материала. Ударная
вязкость стыковых сварных соединений поли-
этилена с V-.образпой и Х-образной разделкой
66 78 кДж/м2 при ударе со стороны выпуклос-
ти и 67—70 кДж/м2 при ударе со стороны кор
ля шва.
Свойства сварных соединений полиолефинов
гависнт от температуры испытаний; при сниже-
нии температуры пределы текучести и прочнос-
ти при растяжении повышаются, а относитель-
ное удлинение- уменьшается. Прочность свар-
ных соединений при низких температурах усту-
пает основному материалу па 20 30%. Меха-
нические свойства стыковых сварных соедине-
ний с V-образной разделкой, как правило,
несколько ниже, чем соединений с Х-образной.
Повышение температуры испытаний свыше 0°С
приводит к снижению предела прочности и уве-
личению относительного удлинения. При темпе-
ратуре выше 20°С значения предела прочности
основного материала и сварных соединений
совпадают (рис, 3.36,а) [45].
Для элементов конструкций из полиолефинов
и сварных соединений решающим является их
способггоеть сопротивляться хрупким разруше-
ниям при пониженных температурах. Исследо-
напин по ГОСТ 16782— 83 показывают, что су-
щественного различия между сварными соеди-
нениями и основным материалом не наблюдает-
ся (рис. 3.36,6). Температура, при которой раз-
рушается 1(10% образцов, равна -67'’С для
стыковых соединений с Х-образной разделкой,
б.Т'С дли соединений с V-образной ра.чделкой
и —76 ®С для основного материала. Темперв
тура хрупкости (разрушается 50% образцов)
равна соответственно для стыковых соединений
с Х-образной разделкой —60°С, с V-образной
57° С и для основного материала 62,6”С.
Для всех температур (от —30 до — 70”С)
количество разрушенных образной и случае
сварных соединений несколько больше, чем г
случае основного материала. Тсмпсрятурв.
при которой отсутствуют разрушения, во всех
случаях примерно одинакова (—ЗР°С).
Долговечность сварных соединений из ПЭВД
и ПП (рис. 3.37) в области невысоких рдяру-
шающих нагрузок несколько ниже, чем долго-
вечность основного материала; н области вы-
соких нагрх'зок— практически одвийИПИВ
[43].
Ползучесть (ГОСТ 18197 --82) в облдстн НИЯ
ких деформаций (рис. 3.38) до 10%, представ-
ляющих особый интерес (безопасный предел
рабочих деформаций для сварных конструкций
из полиэтилена принят равным 5%), у енлр
пых соединений такая же, как и у оековноп
материала. Не наблюдается также существенно
го различия между основным материалом г
сварными соединениями по релаксации напри
жения сжатия (рис. 3.39) и еонротинленпи
усталости (рис. 3.40).
При длительном складском хранении иредс,-
прочности сварных соединений, так же кв к (
у основного материала, практически не Менн
ется. Длительное воздействие атмосферных ус-
ловий вызывает некоторое снижение мехппичес
кнх свойств сварных соединений. Одигщо чгг
снижение не ilpeiilJiiweT 7 16% для ('оелшн'
110
СПОСОВЫ СВАРКИ ТЕРМОПЛАСТОВ
Рис. 3,37. Зависимость долговечности от
напряжения;
/. а исходный материал (ПЭВД и ПП); Г, 2’ —
стмионые (.парные соединения с Х-образиой раз
делкой кромок
пий, полученных при температурах присадоч-
ного Mim’piHoin 270 280°С.
I In степени кристалличности, молекулярной
массе, плотности и содержанию нерастворимой
фрикции, материал шва и околошовной зоны
почти нс отличается от основного материала;
индекс расплава материала шва несколько вы-
ше. Некоторое различие между материалом
евприого шва и основным материалом показа-
ли ПК-спектры поглощения. В случае швов,
иолупенных при температурах присадочного ма-
териала 250 28()°С, в ИК-спектрах появляется
полоса поглощения, соответствующая валент-
ным колебаниям С=() группы, свидетельствую-
щим о некотором окислении полиэтилена.
И;) того и л си не конструкций. Технологический
процесс изготовления конструкций из термо-
пластов начинается с подбора материала по
риимерим и маркам и может включать следую-
щие операции: правку, разметку, резку и об-
ряПптку кромок, гибку и очистку под сварку.
При ц к у , как правило, выполняют в холод-
том состоянии, пропуская листы через правила-
ii.it’ машины. При значительных искривлениях
привить листы можно под прессом после пред-
пи ригельного нагрева.
. Разие т к у при сборке изделий из пластмасс
осу тестили ют, как правило, вручную. Однако
ручная разметка трудоемка. Применение спе-;
цнальных разметочных шаблонов не всегда nei
несообразно из-за мелких серий изделии из
пластмасс. При серийном производстве изде-
лий для разметки можно использовать разме-
точно-маркировочные машины, применяемые
при сварке изделий из металлов.
Резку листовых полиолефинов с прямо-
линейными кромками толщиной до 10 мм можно
выполнять на гильотинных или пресс-пожни-
цах. При длине заготовок 1 -1,5 м погрешность
размеров пе превышает 3 мм. Прямой рез со
скосом кромки под сварку можно получить,
используя специальные ножницы для резки ме-
таллов. Для получения листовых заготовок
с криволинейными кромками можно использо-
вать дисковые ножницы. При резке труб фа-
сонного проката применяют комбинированные
ножницы. При серийном производстве для
изготовления заготовок производителен процесс
вырубки штампами.
При мелкосерийном и единичном изготовле-
нии изделий применяют, как правило, вырезку
Рис. 3.38. Ползучесть ПЭВД:
I — .У- исходный материал; Г—3'—сварное соеди-
нение;
<1 температура испытаний 20° С, напряжение:
I, /'.6,3 МПа; 2, 2'—5,4 МПа; б—температура
испытаний 40“ С, напряжение: /. Г—4.5 МПа;
2. 2' 4,05 МПа; 3, 3'- 3,6 МПа; в.температура
испытаний 00° С, напряжение; /, /' 4,05 МПа;
2.2' 3,6 МПа, 3. ,Г 2,7 МПа
СНЛРКЛ .ЭКСТРУДИРУР.МОН ПРНСЛДКОЯ (РЛСНЛАНОМ)
ш
Рис. 3.39. Релаксация напряжения сжатия
образной ПЭВД:
/ неполный материал; 2, -3— стыковые снарлыс
соединения с X и ^образной разделкой кромок
ричиому циклу:
/—исходный материал (ПЭВД), 2 eiinpiKie пшли-
iwhiic е Х-обрлзипй разделкой кромок
заготовок вручную или на фрезерных станках.
Механическую обработку кромок листов толщи-
ной до 10 мм можно выполнять перед сваркой
вручную специальными резаками, рубанками,
напильниками, ножовками, столярными пилами.
Материалы толщиной более 10 мм лучше обра-
батывать на станках.
Гибку листовых элементов (толщиной 1,5-
6 мм) для получения цилиндрических и копи
носких поверхностей осуществляют в холодном
или нагретом состоянии. Листы толщиной до
Ч мм хорошо изгибаются на обычных гибочных
устройствах. Правильный изгиб полиолефинов
выполняют с учетом свойств материала путем
предварительного нагрева до температуры элас-
тического состояния в каком-либо вспомогатель-
ном устройстве с последующим охлаждением
в требуемом положений. Радиус изгиба должен
быть не менее двух толщин материала, при
этом ширина подлежащей нагреву полосы долж-
на быть в 2,5 раза больше толщины материа-
ла. Нагревать участок материала, подлежащий
изгибу, можно открытым пламенем, горячим га-
SOM, нагревательными инструментами, ИК-излу-
чением и т. д.
Радиус изгиба труб из полиолефинов зави-
сит от внутреннего £>„ и наружного D„ диамет-
ров трубы:
Номинальный £*«,
мм..............6—28 30—65
Радиус изгиба . . 2£>п ЗОН
80—150
4-5DH
Заготовки труб с меньшим радиусом изгиба
можно получить при применении специальных
пшбло нон.
Дли получении заготовок сложной конфигу-
рации из листовых мате риал о и можно применять
различные виды формования: формование
Г;!гибочным давлением, вакуум-формование
и др.
Листы, трубы, профили, а также заготовки
под сварку зачищают с помощью ирищпю-
щихся механических щеток, скребков,
Для обеспечения правильного взаимного рас-
положения и закрепления заготовок собираемо-
го изделия используют специальные приспособ-
ления. При серийном производстве применяют
механизированные приспособления, которые
позволяют улучшить качество сварки и itonwciftTi
производительность труда. Собранная конструк-
ция должна обладать прочностью и жесткостью,
необходимой для транспортирования к ммту
сварки. Часто при сборке детали и у*Лй
фиксируют прихваткой. Размеры и место распо-
ложения прихваток выбирают исходя ин усЛОКИ
жесткости и прочности. Сварка изделий М ИрИ'
способлении позволяет во многих случаях обХО1
литься без прихваток. Кроме этого, кривимой
ление обеспечивает перемещение изделии ОГЖт
еительно сварочного пистолет а-экстру дери. Сип
ройные приспособления могут быть унииерсиль
ними и специальными.
Универсальные приспособления общего низ
качения применяют для сварки широкой ко
менклатуры изделии Приспособления специаль
ные разового применения используют для опре
(елейных операций применительно к конкрет
пому изделию.
Снарка экструдируемой присадкой полушиц
широкое применение при футеровке полиолсфи
нами емкостей, а также при наготовлен ни и
полиолефинов и пентлпл.тетк оборудопнпп!
голыш I in че еко го проин виде тип бирпбв ио и
112
СПОСОВЫ СВАРКИ ТЕРМОПЛАСТОВ
f 2 3
Г —
1500 1500
Рис. 3 41. Расположение швов и лоследова-
Н'ЛЫюсть (/ J) сварки листовых материалов;
ф (jfiui'c I.1 пл ре иные стыки; ххх—свариваемые
стыки
коллекторов, вентиляционных переходников
Н I'. Г1.
Н min tc и мости от объема и конструкции
футеруемых емкостей, сооружений и требований,
предъявляемых к ним, футеровку можно выпол-
нять пленочными или листовыми полиолефина-
ми е приклеиванием материала к несущей кон-
i"i рукп.пп или бел приклеивания (метод свобод-
ных нкладышей). При футеровке пленочными
миге риалам и наиболее целесообразно приме-
нять приклеивание и сварку осуществлять
нахлесточным питом.
ГIрп изготовлении фгутеровки емкостей и со-
оружений конструкций больших размеров из
листовых материалов необходимо большую
чисть сварочных работ выполнять в условиях
П1НОДН, Для итого конструкцию расчленяют на
огдельпые элементы, удобные для транспорти-
ронцппя. Крупные элементы в виде полотнищ
большого размера собирают, сваривают и свора-
чивают н рулоны [591.
Расположение листов в элементах, их толщи-
вп, тип соединений определяются как кон-
струкцией, так п технологическими соображе-
ниями. Диеты толщиной более 3 мм собирают
И i iiiipiniiiioT встык с X- или V-образной раз-
делкой кромок, Предпочтительны соединения с
X образной разделкой (рис. 3-41). При сборке
II свирке футеровки из листовых полиолефи-
нов необходимо избегать пересечения в одной
точке четырех швов. Сварку элементов осу-
Ш13-| нляют ни стационарных установках или
интронных столах ручными полуавтоматами.
КонтролI. качества сварных соединений осу-
1Ц1Ч1Ю1ЯЮ1 внзунльпым осмотром, герметич-
ность проверяют керосиновой пробой. Обна-
руженные дефекты устраняются подваркой.
И , готовых элементов монтируют футеровку
iMiuniii, полы и т. д. Стыки сваривают ручными
пт.1 у ан тмя там и контактно-экструзионным с по-
гибом. Г:с,ни футеровка изготовлена из неита-
плистп, то необходимо применять контактно-j
экструзионную сварку с предварительным подо-f
треном соединяемых поверхностей горячим га»
лом, При емкостях объемом до 20 м3 футеров-
ку изготовляют в виде свободного вкладыша
из предварительно сваренных элементов, монти-
руемых на деревянном приспособлении. Смон-
тированные элементы проваривают угловым
швом ручными полуавтоматами со специаль-
ными мундштуками. Технология сварки кон-
струкций сложной формы в каждом отдельном
случае отрабатывается специально.
Так, барабан для электрохимической обра-
ботки мелких деталей, состоящий из правиль-
ной шестигранной призмы с двумя ребрами
жесткости, охватывающими ее но периметру,
двух боковых шек и несущей части, изготовляют
из полипропиленовых труб и листов толщиной
3,5— 4,5 мм. Сборку барабана начинают со
сварки призмы ил листов полипропилена угло-
вым швом на специальном приспособлении.
Предварительно раскроенные заготовки монти-
руют на приспособлении и крепят с зазором
между кромками 1,5—2,5 мм. После сварки
замыкающего шва на призму надевают ребра
жесткости и приваривают тавровым швом.
Последующие операции сводятся к снятию го-
товой призмы с приспособления и приварке
боковых тцек. Несущую часть конструкции
изготовляют из полипропиленовых труб.
3.4. СВАРКА В ЭЛЕКТРИЧЕСКОМ ПОЛЕ
ВЫСОКОЙ ЧАСТОТЫ
Сущность процесса. Сварка в электрическом
ноле высокой частоты (высокочастотная свар-
ка) или, как обычно еще называют этот
способ — сварка током высокой частоты (ТВЧ)
обеспечивается за счет разогрева материала
в результате поглощения им энергии электри-
ческого поля [ 2, 54, 57] . При сварке ТВЧ ма-
териал находится между металлическими
электродами. Электроды и помещенный между
ними материал образуют конденсатор, подклю-
ченный к источнику высокочастотной электри
ческой энергии. Под действием электрическо-
го поля матернал-диэлектрик поляризуется.
В случае переменного электрического поля в
диэлектрике происходит переменная поляриза-
ция, сопровождающаяся смещением заряжен-
ных частиц, входящих в атомы и молекулы ве-
щества.
Движение частиц в диэлектрике происходит
с некоторым трением, и электрическое поле
затрачивает свою энергию на его преодоление.
В диэлектриках, обладающих дипольной поля-
СНАРКА li ЗЛНКТРИЧЛСКОМ IIOJll; ВЫСОКОЙ ЧАСТОТЫ
113
Рис. 3.42. Угол поглощения энергии в диэлект-
риках:
я—тюлек трик без потерь; б- диэлектрик реальный;
а—диэлектрик с проводимостью;
I.—полный ток смещения; реактивная состав-
•шюшая; /в—актииная составляющая; А,—угол tio-
лощения энергии в реальном диэлектрике; ба—
.гол поглощения в диэлектрике с проводимостью;
if угол между током смешения и напряженностью
электрического поля Е
/р'
ризацией. перемещен! ю частиц происходит с
большим трением, что вызывает нагрев диэлект-
рика. При малой частоте изменения электри-
ческого поля диполи диэлектрика ориенти-
руются бед запаздывания,, а с возрастанием
частоты поля увеличивается скорость поворота
диполей и, следовательно, растет трение частиц.
Увеличение трения частиц в диэлектрике
создает большее запаздывание во времени по-
ляризации от напряжен пости электрического
ноля. При очень большой частоте изменения
ноля частицы диэлектрика не успевают совер-
шать полную ориентацию и поляризация ос-
л а б.11 нет ся.
большинство реальных диэлектриков, поме-
щенных в переменное электрическое посте, имеют
некоторую проводимость. Ток проводимости в
диэлектриках совпадает по времени с напряжен-
ностью электрического поля. Таким образом,
нагрев реальных диэлектриков определяется
Рис?. 3.43, Температурная зависимость в и tgfi
। к г,. । иа мнд ны х смол' при частоте 27 МГн
суммой тока проводимости и тока полярниццнИ.
На рис. 3.42 показан этот суммарный ток, ави-
зованный двумя составляющими икгииной
!а, совпадающей с напряженностью -электри-
ческого поля, и реактивной /,,, опережпющей
па 90° напряженность поля. Угол между током
/р и полным током ± называют углом потерь
энергии (б). Удельную мощность, выделяемую
в единице объема диэлектрика, помещенного
в переменное электрическое поле, определяют
по формуле
Л , = 0,555t;tgSfE2 10“ |й Вт/см*, (3,39)
где е — диэлектрическая проницаемость мате-
риала; tg6 — тангенс угла диэлектрических по-
терь материала; / — частота изменений направ-
ления поля, Гц; Е - напряженность ноля н
материале, В/см.
Формула (3.39) устава вливает занисимосгь
нагрева материала от его электрических харак-
теристик и параметров электрического поли.
Электрические характеристики матер инли
(е, tgfi) зависят от температуры н частоты
изменения электрического поля (рис. 3.43, 3.44),
Выраженный максимум у tgfi и пел и ней ил я
зависимость изменения величины г связаны С
наличием различных типов поляризации дин-
лектр яков.
Коэффициенты e.tgfi у различных полимерных
материалов различны; чем больше их значение,
тем лучше нагревается материал. В связи с
этим ТВЧ свариваются только те пластмассы,
у которых при температуре ±20“ С (g6 сопин-
ляет не менее сотых долей единицы.
Согласно ГОСТ 2! 139--82 для сварки ТВЧ по-
лимерных материалов можно использодаТЬ стро-
го определенные частицы; 13,56 МГц±0,08%;
27,12 МГц±0,6%; 40,68 МГц ±0,06%;
81.36 МГц±1%. Оборудование для енлрки
ТВЧ, выпускаемое отечествен вой промЫill.ieII
Рис, 3.44. Зависимость г if tg5 m частоты:
f,l ЧНСТОТП, 1'0(1 TIICTCT ну IOI11 ЛИ I IB иГн).111 I !!< MV ИШ.'Н,
1111'11 ИЮ
114
СПОСПЯЫ СВАРКИ ТЕРМОПЛАСТОВ
постно и странами С»В, соотнептвуег чтим
требонаняям и работает на одной из выделен-
ных частот. Из формулы (3.39) видно, что
с. (цб дли данного материала при определен-
ных условиях постоянны, частота электрическо-
го поля имеет фиксированное значение, следо-
пыте л ыю, единственной возможностью управ-
лять интепсиплостью нагрева материала при
сил рис остается изменение напряжения на
зле кт родах. Однако напряжение можно увсли-
ЧН|Ш1|. до определенных пределов, выше кото-
рых происходит электрический пробой материа-
ла.
Допустимая величина напряжения, подводи-
мого к электродам при сварке различных
мп ер ин,и о в,
U:iu„ - W„p„V(l,54-2), (3.40)
еде (/леи допустимое напряжение. В; (Др„п —
прибивное напряжение материала, В.
Пробивное напряжение для различных мате-
риплов при 20'4) приведено ниже:
Пробивное
Материал напряжение,
кВ /мм
Полиинннлхлорнд 12
Винипласт 15
Кипролон 36
Полиметилметакрнлат 18
Полистирол 25—50
Тетин я кс 10—30
Текстолит 2—8
Прессшпан 9—12
попы шеи нем температуры материала его
пробивное напряжение уменьшается. Скорость
нагрева материала при сварке ТВЧ мало
kiiiiicht от теплопроводности полимера. Тепло-
проводность определяет лишь потери теплоты
и околошовпую зону материала и металл
электродов. При сварке топких пленок макси-
мплышн температура сосредоточена на соеди-
няемых поверхностях, я минимальная — па
Рис. 3.4Г>. Риепредслеппе температуры в поли-
мерном материале при сварке ТВЧ:
I б гит 111JII li.'ii реп; 2 Mea.iii'HHiJii .реи
внешних поверхностях, контактирующих с
электродами (рис. 3.45).
Такое распределение температуры внутри сва-
риваемого материала преимущество ТВЧ
сварки, так как наружные поверхности мало
нагреваются, что снижает деформацию мате-
риала в зоне шва. Удельная тепловая мощность,
необходимая для проведения процесса сварки,
зависит от теплофизических свойств материала
и условий его сварки, определяющих степень
отвода теплоты в электроды и оснастку.
Удельная тепловая мощность (Вт/м’), пот-
ребляемая от источника нагрева с учетом тепло-
вых потерь,
Р = 9,9- 1(Лрфр) (Д7/ ДР), (3.41)
где р — плотность материала, кг/м;*: с — удель-
ная теплоемкость, Дж/ (кг К): Д Т/ Д I — ско-
рость нагрева материала; н, термический
КПД процесса нагрева, учитывающий потери
теплоты в окружающую среду.
Зависимости на рис. 3.46 показывают, что
чем толще свариваемый материал и чем мень-
ше время его нагрева, тем больше должна
быть мощность. На практике скорость нагрева
материала, характер распределения температу-
ры по его толщине при сварке изменяют
путем применения различных прокладок. Про-
кладки из полимерных плёнок, гетииакса, текс-
толита или картона размещают между свари-
ваемым материалом и электродами.
Прокладки могут быть .активными и пассив-
ными. В первом случае для прокладок выбирают
Рис. 3.46. Зависимость удельной мощности
Р для сварки пластифицированного ПВХ
от полной толщины материала 26 при различ-
ной длительности процесса сварки
СНЛРКЛ В ЭЛЕКТРИЧЕСКОМ ПОЛЕ ВЫСОКОЙ ЧАСТОТЫ
116
Рис. 3.47- Зависимость высокочастотной
сварки ПВХ различной толщины от про-
должительности сварки
материал, имеющий большое значение фактора
диэлектрических потерь; такие прокладки, наг-
реваясь сами повышают температуру сварива-
емого материала. Использование активных про-
кладок рационально при сварке материалов,
плохо нагревающихся в поле ТВЧ, Пассивные
прокладки сами не нагреваются от поля ТВЧ,
а выполняют роль теплоизоляции, уменьшаю-
щей отвод теплоты в металл электродов, что
повышает коэффициент полезного' действия
гр нагрева 'материала при сварке. Активные
и пассивные прокладки также повышают элек-
трическую прочность нагреваемого пакета мате-
риала и обеспечивают более равномерное при-
легание свариваемых поверхностей.
Зависимость на рис. 3.47 [12] показывает,
что для увеличения термического коэффициента
полезного действия процесс нагрева при сварке
необходимо проводить с максимальной ско-
ростью и выбирать рациональный тепловой
режим, для чего используют прокладки, изме-
няющие отвод теплоты от электродов.
В случае сварки термопластов, имеющих ма-
лый lg6 или большую вязкость в нагретом
состоянии, возможна сварка путем предвари-
тельного промазывания соединяемых поверх-
ностей растворителем. Для этих целей приме-
няют ацетон или смесь нескольких раствори-
телей. Применение промазывания увеличивает
температуру нагрева или ускоряет диффузию
молекул свариваемых поверхностей.
Сварка ТВЧ полимеров подразделяется на
прессовую и роликовую [54]. Прессовая сварка
ТВЧ обеспечивает получение за один свароч-
ный цикл соединений, повторяющих размеры и
конфигурацию рабочей поверхности электродов,
Роликовой сваркой ТВЧ могут сварнпятьси на-
прерывные швы различной конфигурации.
Сварку выполняют двумя вращающимися ро-
ликами, которые служат одновременно электро-
дами и средством перемещения материала,
Большое рассеяние энергии при роликовой
сварке требует повышенного напряжения на
электродах, которое может быть близким К
предельному для данного материала. Эго нызы-
вает частые пробои, а также создает значи-
тельные технические трудности по экранизации
сварного узла, обеспечивающей надежную за-
щиту персонала от воздействия электрического
поля. В силу этих причин оборудование для
роликовой сварки ТВЧ в нашей стране не
изготовляют.
Прессовую сварку протяженных нахлестоЧНИХ
швов и швов, имеющих кривизну в несколь-
ких плоскостях, выполняют шаговым методом
линейными электродами. Для Т-образных замк-
нутых швов и декоративного тиснения материа-
ла используют контурные электроды.
Термопласты с малым tgS при нагреве a
поле ТВЧ могут свариваться при использова-
нии сверхвысоких частот (СВЧ). Для техноло-
гических целей в СССР в диапазоне СВЧ вы-
делены частоты 915±2%, 2375±2% и 2450±
±2% МГц. Процесс сварки исследован ла час-
тоте 2375±50 МГц. На этой частоте могут
быть получены соединения с хорошей проч-
ностью ряда фторопластов (Ф-2М, Ф-40.
Ф-40ЛД, Ф-42, Ф-4НА). Применение СВЧ поз-
воляет проводить сварку при тех же значаиних
удельной мощности, но при значительно Mil)Ir-
in ей напряженности электрического ПОЛЯ В Ма-
териале. Процесс превосходит по проиаводи-
тельности сварку ТВЧ, так как исключается
промазывание соединяемых поверхностей, необ-
ходимое для сварки ряда фторопластов.
Разработаны конструкции сварочных устрой-
ств СВЧ. Серийно оборудование для Сйврки
СВЧ не выпускается.
Характер распределения температуры а ма-
териале при сварке ТВЧ зависит от размер»!
электродов и места подключения их к источил,
ку питания. Если длина электродов превышает
0,5—0,7 и (при частоте тока питания /»
— 27,12 МГц), то существенное влияние ни
нагрев материала при сварке оказывают полип
вые явления. По длине электродов образуют
ся стоячие волны, в узлах которых митервнл
нагревается значительно меньше, что принодит
к образованию участков непроваров но длине
шва.
!!(>
СПОСОВЫ СВАРКИ ТЕРМОПЛАСТОВ
Рис, 3.4В. Эпюры распределений напряженнос-
ти Н электрического поля между электродами
(три различных схемах подключения их к гене-
ратору Zit> и Е\ -минимальная и максималь-
ная напряженность
Рабочая длина электродов связана с длиной
полны Л колебаний электрического поля и
диэлектрической постоянной
/Д0|| = Х/(1^). (3.42)
Опытные данные позволяют считать допусти-
мую длину электродов (0,04-5- 0,05)I. Так, при
спи |>ке поливинилхлорида на оборудовании,
работающем на частоте 27,12 МГц, допустимая
длина электродов может составлять 0,4—0,5 м.
Длннв рабочей части электродов может быть
увеличено п результате применения специаль-
ных схем подключения высокочастотных генс-
рл'юрон, На рис. 3,48 приведены эпюры рас-
пределений напряженности электрического поля
между электродами при различных схемах под-
ключения. Рабочая длина электрода может быть
упеличина в 2 раза при подютючении источни-
ка НЧ-эвергии к их центральной части. Цент-
ральное подключение источника и присоедине-
ние двух индуктивностей на дальних краях
электродов позволяет увеличить их рабочую
длину в 4 раза.
Индуктивности, подключенные для выравни-
iiHint и электрического поля на электродах,
должны обеспечивать параллельный резонанс с
емкостью, образуемой электродами.
Значение выравнивающей индуктивности
А- [(2п/)гС]-', (3.43)
где С емкость, Ф.
На практике значение С в процессе сварки
ini меняется, что приводит к изменению электри-
ческого поли, Поэтому индуктивность выбирают
несколько больше расчетного значения.
В процессе снарки электроды нагреваются.
Их нагрев обусловлен теплопередачей от нагре-
того свариваемого материала и индукционными
токами, возникающими в металле электродов
Температура электродов непостоянна и зависит
от многих факторов (периодичности ЦИКЛОВ
сварки, свойств материала, условий теплоотвода
и т. д.). Поэтому при сварке материалов
(особенно комбинированных), требующих высо-
кой стабильности температуры сварки, применя-
ют электроды, охлаждаемые водой. В другом
случае, при сварке материалов, имеющих малый
tgfi, используют электроды, подогреваемые
электрическими термоэлементами или жидкост-
ными теплоносителями. В этих условиях, как
и при активных прокладках, tgfi с повышением
температуры свариваемого материала увеличи-
вается, и его дальнейший нагрев продолжается
уже за счет собственных диэлектрических по-
терь.
В обувной, швейной и галантерейной промыш-
ленностях сварку ТВЧ используют для дублиро-
вания синтетических материалов с одновремен-
ным тиснением, имитирующим натуральную ко-
жу, а также обеспечивающим получение эти-
кеток, эмблем, аппликаций на тканях и т. п.
При сварке с тиснением один из электродов
имеет гладкую поверхность, а на рабочую по-
верхность другого наносится рисунок. Причем
рисунок может быть изготовлен различными ме-
тодами: механическим, гравированием, травле-
нием и гальванопластикой. В этом процессе
используют также электроды из неметалличес-
ких материалов, так называемые силиконовые
матрицы.
Матрицы изготовляют из силиконового каучу-
ка, заливаемого в форму. Основание формы де-
лают из натуральной кожи. Матрица пред-
ставляет собой негативный отпечаток, повто-
ряющий отделку кожаной заготовки и фактуру
поверхности кожи. Срок службы силиконовых
матриц сравнительно ограничен, однако невысо-
кая стоимость и простота изготовления позволя-
ют их широко использовать в промышленности.
С помощью силиконовых матриц также соеди-
няют лицевое покрытие с подкладочными мате-
риалами ..тканью, пленкой, а также натураль-
ной кожей.
Сварку ТВЧ можно применять для соединения
тканей из синтетических волокон.
Режимы сварки. Основные параметры сварки
ТВЧ: напряженность электрического поля в ма-
териале; давление электродов на свариваемый
материал; время нагрева материала. Все пере-
численные параметры определяют температуру и
ее распределение в спариваемом материале, от
чего в основном зависит качество сварного
соединения.
СВАРКА В ЭЛЕКТРИЧЕСКОМ ПОЛЕ ВЫСОКОЙ ЧАСТОТЫ 117
Учитывая отсутствие методов неразрушающе-
го контроля сварных соединений полимеров,
измерение и стабилизация осовпых параметров
являются единственным возможным средством
получения соединений с заданными качества-
ми.
Непосредственное измерение температуры в
материале при сварке ТВЧ представляет зна-
чительную техническую трудность и вес су-
ществующие методы могут быть выполнены
лишь на образцах и в лабораторных условиях
124]. Поэтому о температуре при сварке ТВЧ
судят по напряженности электрического ноля в
материале и времени его воздействия на мате-
риал.
Напряженность в материале пропорциональ-
на напряжению на электродах. Напряжение на
электродах устанавливают изменением анод-
ного напряжения генераторной лампы или под-
стройкой согласующего устройства, связываю-
щего генератор и сварочный пресс. Более точно
режим сварки устанавливают изменением на-
пряжения ТВЧ на электродах.
Для измерения рекомендуется использовать
специально сконструированный прибор ПИП-1,
состоящий из делителя напряжения, выпрями-
теля и измерителя. Делитель состоит из конден-
саторов С] и С2. Абсолютное значение напря-
жения па электродах
U = C2R!/iCln), (3.44)
где Ci, Сг •— емкости делителя напряжения,
пФ; R — шунтирующее сопротивление. Ом;
/ — сила тока, фиксируемая измерительным
прибором, А; к — коэффициент, обусловленный
параметрами элементов схемы (к=0,45).
При сварке напряжение на электродах не
имеет постоянного значения. Изменение напря-
жения в первую очередь вызвано рассогласо-
ванием генератора с прессом, так как значение
рабочей емкости материал — электроды меняет-
ся в результате нагрева и утонения материала.
Поэтому установку напряжения на электродах
рекомендуется делать, предварительно поместив
между электродами модельный материал. В ка-
честве модельного материала используют фторо-
пласт-4 толщиной, близкой к толщине свари-
ваемого материала. Фторопласт-4 не нагревает-
ся и не меняет свои диэлектрические свойства
п по.,те ТВЧ, что позволяет легко устанавливать
и измерять напряжение на электродах. Поль-
зуясь модельным материалом, можно напряже-
ние, принятое за режим сварки, устанавливать
па другом сварочном оборудовании. При прове-
дении расчетов режимов сварки следует учи-
тывать, что напряжение, измеренное на модель-
ном материале, несколько отличается от дейст-
вительного значения в случае сварки реилыю-
го материала.
Обычно генераторы средней мощности нметрн-
ивают с оснасткой таким образом, что При попы-
шении температуры материала и изменении его
диэлектрических свойств и толщины, емкость
рабочего конденсатора изменяется, резонанс
нарушается и напряжение на электродах сни-
жается. Это позволяет выдерживать температу-
ру, необходимую для протекания процесса свир-
ки, и исключает пробои материала. Генераторы
большой мощности (50^100 кВт) имеют спе-
циальные программные устройства, обеспечи-
вающие снижение напряжения на электродах,
а некоторые типы генераторов — давление а
конце сварки.
Характер изменения напряжения па электро-
дах в процессе сварки для данного материала
и оснастки при соблюдении постоянства Других
основных параметров — давления и времени,
имеет вполне определенную закономерность,
регистрация которой позволяет контролировать
режим сварки в условиях серийного производ-
ства. Для регистрации изменения напряжении
на электродах в процессе сварки рекомендуется
использовать самопишущий вольтметр (типе
Н-34), подключенный к прибору ПИН-1.
Давление на материал в зоне сварки, созда-
ваемое электродами, обеспечивает сближение
свариваемых поверхностей в начальный период,
а затем способствует диффузии расплава па
границе соединения. Изменение да план ан
электродов на свариваемый материал меньше
оказывает влияния на качество соединении,
чем другие параметры сварки. Значение давле-
ния зависит от реологических а механических
свойств материала. Давление выбирают обЫЧНО
экспериментально или по следующему соотно-
шению [2, 54]:
р=[(б(1/б|)г-1]т]б7(^), 0.1В)
где Р — давление, Па, би — толщина пленки,
см; 61 — толщина материала в золе шва, см;
П — коэффициент динамической НИЗКОСТИ,
Па-с; — продолжительность снарки, с; Ь
ширина шва, см.
Давление при сварке пленочных матер л ни ив
составляет 0,5-—5 МПа.
Материалы, обладающие малой вязкостью
расплава, рекомендуется сваривать, применил
фиксированный зазор. При этом сближении
электродов ограничивают специальным устрой
ством до определенного значения, которое
должно быть меньше двух толщин материала.
В этих условиях усилив ня электроды прнкла-
НН CllOCOhbl (,ПАРКИ ТИРМОПЛЛСТОН
ды 1ШЮТ лишь и начальный период сппркп, и
ни ем по мере разо грсии м птерин ла и его
уплотнении его приктически спимак/г.
Л и племие электродов на спариваемый мате-
ри,чл контролируют приборами, имеющимися на
с ни ровном оборудовании. Некоторое оборудова-
ние оснащено устройствами, позволяющими из-
Mi’iiirii. дпнлспис в процессе сварки по заданной
Hpoi рпмме.
Кшкчтпо соединений значительно зависит от
продолжительности сварки. Под продолжитель-
ностью сварки ТИЧ Пса) понимают продолжи-
I'eJioiKieri. нагрева спариваемого материала,
.определяемое отрезком времени от включения
до выключения напряжения на электродах.
Важным условием, обеспечивающим качество
cioipm.ix соединений, является также продолжи-
тельность выдержки (?„} соединения материала
в прессе после сварки. Такая выдержка необ-
ходима для охлаждения материала до темпера-
туры, при которой исключается деформация шва
и обес1К‘чиш1етея его легкое отделение от
эле кг родин. Продолжительность (, зависит от
гол тины материала, его теплофизических
еноЙетп и теплоемкости сварочной оснастки.
1 ] ро до,л житель нос ть сварки /<„ и выдержки
h уетанпвлпнают с помощью реле времени,
которыми снабжено сварочное оборудование
Технология сварки. Изделия из пленок нлас-
тиф и Цирова иного поливинилхлорида (ПВХ)
можно спаривать нахлесточным и Т-образными
шними ври частоте тока 27,12 и 40,68 МГц,
Для сварки пакета пленок толщиной 0,4 —
1),Г> мм при использовании гетинаксовой подлож-
ки толщиной 0,2 мм напряжение на электро-
дах должно быть 200 В,
Дивление при сварке пленок пластифициро-
ванного ПВХ составляет 0,1 —0,5 МПа, От этой
величины зависит утонение материала в конце
снарки, которое оказывает большое влияние
на прочность соединений. Сварку изделий сле-
дует проводить на установках ВЧД10-4/27 и
ВЧДО 4/27 пли установках УЗГ1-1600, УЗГ1-
2й0<1, УЗП-3200, УЗП-6000, УЗП-12000 Объем-
ные изделия можно сваривать нахлесточным
1НИОМ на установке МСП-16, оснащенной гене-
ратором ВЧГ1-1,6/27. Обычно сварка изделий из
пленок пластифицированного ПВХ проводится
иднонремеппо с обрезкой кромки шва.
(лшрку ТВЧ применяют дли соединения
щкусстненной кожи на основе ПВХ (яинй-
,|||ц|кожа, ЛИК) в сочетании ткань-)-ткань,
покрытие ) TKiiiti, и покрытие-Гпокрытие, а
шК/Кс е объемными материалами (поролон,
пип и пор, спи [юн, псион) с одновременным тис
цепнем (гибл. 3.22, 3.23) (Марка искусственной
3. 22. Прочность сварных соединений
искусственной кожи ЛИК
Матер кеды Предел прочности сварных соединений, кН/м
при сдвиге при рас- сланвяинн
Покрытие -|~ ткань 6,8 2,8
Покрытие + покрытие 7.9 2,7
кожи требует большей удельной мощности, чем
сварка пленок ПВХ (250—350 Вт/см2 в случае
применения подложки из картона или гетинак-
са.
Эластичный армированный материал
(ЭАМ) на основе полиамидов (материал
АР-27Т) представляет собой пленку ПК-4, ар-
мированную капроновой тканью. Для улучше-
ния адгезии пленки ткань предварительно
пропитывают смолой 548. Сварку ЛР-27Т следу-
ет проводить с использованием мягких электро-
дов. Возможна также сварка АР-271 через
прокладки из пленки ПВХ толщиной~ 200 МКМ,
которые укладывают между электродами и сва-
риваемым материалом.
В том и другом случае материал АР-27Т
следует сваривать в сочетания ткань-(-ткань,
за счет размягчения и соединения смолы
548, которая нанесена на ткань. При сварке
АР-27Т через прокладки пе представляется
возможным определить значение основного па-
раметра сварки — напряженности поля в мате-
риале, так как из-за усадки пакета напряже-
ние на электродах в процессе сварки изме-
няется. Поэтому режим при сварке АР-27Т
подбирают путем регулировки мощности
3. 23. Прочность сварных соединений
искусственной кожи ЛИК
с эластичными материалами
Материалы Предел прочности при рас* сдаивании, кН/м Характер разрушения соединений
АИК + поропласт 0,3- 0,6 По объем- ному мате- риалу То же По волок- нистому материалу
АИК + винипор АИК + АНМ (не- тканый материал из смеси синтети- ческих волокон) 1,0—1,2 0,4-0,8
СНАРКА В ЭЛЕКТРИЧЕСКОМ ПОЛК ВЫСОКОЙ ЧАСТОТЫ
lit
0) Прочность при. расслаивании 4)
Рис. 3.49. Прочность сварных соединений материала АР-27Т при сдвиге (а) и темпериту pt
потери их герметичности (б) в зависимости от прочности при расслаивании (cimpKt
ткань+ткань)
генератора, исходя из требований, предъяв-
ляемых к сварным соединениям в отношении
прочности при расслаивании
Прочность сварных соединений, полученных
на мягких электродах или с применением
прокладок, одинакова. Морозостойкость соеди-
нений, сваренных на мягких электродах,
— 30 4- —35 °C, что на 15—20 °C превышает мо-
розостойкость сварных соединений, полученных
с помощью прокладок.
Свойства сварных соединений из материала
АР-27Т взаимосвязаны. Так, увеличение проч-
ности при расслаивании влечет за собой умень-
шение прочности при сдвиге и снижение морозо-
стойкости (увеличение потери герметичности
после многократных изгибов).
Зависимость прочности сварных соединений
из материала АР-27Т при сдвиге от прочности
при расслаивании в случае сварки вдоль полот-
на приведена на рис. 3.49,а, а зависимость
температуры потери их герметичности (моро-
зостойкости) от прочности при расслаивании—
на рис. 3.49,6.
Сварные соединения с пределом прочности
при расслаивании 1,3—4,2 кН/м сохраняют
герметичность при давлении до 0,1 МПа, а
с пределом прочности менее 1,3 н свыше
4,2 кН/м могут быть негерметичны.
Пленочные термопластичные полиурета-
ны (ТПУ) типа ВИТУР-Т-1413-85, ВИТУР-
Т-0333-95, ВИТУР-Т-0433-85 (табл. 3.24) МОЖНО
сваривать ТВЧ на оборудования е рабочей
частотой 27,12 и 40,68 МГц. Сваркой ТВЧ мож-
но также соединять полиуретановые ЭАМ. Эти
тканевые материалы с покрытием полиэфир-
уретана представляют собой капроновые и ЛЯП-
садовые ткани, на которые нанесено полиэфи-
руретановое покрытие с одной или двух сторон.
Физико-механические характеристики ЭАМ
на основе полиэфир уретана приведены ниже:
Ткань......................Капроновая
Покрытие двустороннее . . ВИТУР-Т-021Й
Толщина, мм................ 0,23—0,2?
Разрывная нагрузка на по-
лоску 20X100 мм, Н:
в долевом................... 300
в поперечном........... 250
Удлинение при разрыве, %:
в долевом................. 35
в поперечном................. 45
Сопротивление разрыву, Н:
в долевом.................. 10
в поперечном................. 10
Прочность связи пленочно-
го покрытия с тканью, Н/см 0,8
Масса I м!, г............ 260±20
3.24, Основные характеристики пленочных полиуретанов различных марок
(ТУ 6-05-221-526—82)
Материал Внешний вад Толщин», мкм Предел прочности при растяжении, МПа
ВИТУР-Т-1413-85 Непрозрачный 504—528 42,1
В И ТУ Р-Т-0333-95 Прозрачный 170-250 71
ВИТУР-Т-0433-85 Матовый 95—125 13,в
СПОСОБЫ СВАРКИ TKPMoriJIAt’.ToB
3.26, Прочность сварных соединений
пленки ВИТУР-Т-1413-85
Вид испытаний Толщине материала, мкм Предел прочности. кН/м
Рксслйнпппие 250—255 3,6—3,4
Сдвиг 260—300 8-11.2
Примечания: I. Предел прочности
испопного материала 8,0 11,5 кН/м.
2. Режим снарки: (/ = 350 В, Л« =
«-<1,15 Ml [и; =20 с.
3. Ризру Шеине около шва.
Пленочный ТПУ сваривают мягкими электро-
ламп | л епт и пи медной фольги толщиной
0,15 мм, подложка из резины толщиной 4 мм).
Н целях удобства работы, особенно в случае
снарки кри иол инейных швов, можно ком би пи-
решит. эле кг роды нижний электрод мягкий,
верх нпй жесткий без резиновой подложки.
В них условиях между верхним электродом
и материалом при сварке помещают прокладку
ii;i пленки Ф-4МБ 6=150 мкм. Возможно не
нолктопание прокладок iki пленки ПВХ, которые
lliiwr каждого шжла сварки следует заменять.
Напряжение па мягких электродах при сварке
iijii’нонши'о ТПУ должно составлять 250 300 В,
давление 0,15 МПа, время сварки 15 20 с.
выдержки при остывании 7—10 с. Прочность
соединений при сварке мягкими электродами
Прнпедена и табл. 3.25, 3.26. Для сварки мате-
риалов е полиуретановым покрытием на капро-
новой ткани требуется удельная мощность
250 300 Вт/см2. Снарку выполняют с использо-
1Ш1Шем картона (6.-J мм), на который укла-
ды и a юг пленку целлофана, что исключает
прилинанпе материала к электродам. При свар-
ке дапленщ' на материал Р = 0,2 МПа, время
щшркп 5 8 с. Прочность соединений при рас-
Рис, 3,50. Варианты различного размещения
оснастки в сварочном прессе:
а верхнее; б — нижнее:
/ потенцнэльный электрод; 2 заземленный элект-
род; 3—ocEiacTKa: 4—vatp pirn л
слаиваняи зависит от величины адгезии поли-
уретан оно го покрытия с тизепе и составляет 2,9—
5,6 кН/м. В случае сварки материала с одно-
сторонним покрытием прочность зависит от
сочетаний соединяемых поверхностей; пределы
прочности сварных соединен]ей при расслаива-
нии, кН/м, приведены ниже (характер разреше-
ния — отслоение пленки от ткани);
Толщина п ,
материала. пленка 4- Ткань-f ткань
нкм пленка
360 5,6—9 5—6,4
Оснастка. Под осн легкой понимают устрой-
ства, позволяющие поместить в пресс заготов-
ку материала, зафиксировать ее иод свароч-
3.26. Прочность соединений пленки ВИТУР-Т-1413—85 при различных
условиях сварки
Условия сварки Толщина мате- риале, мкм Предел прочности при расслаивании, кН/м Характер разрушения
Вез прокладки С прокладкой из С прокладкой Ф-4МВ пленки ПВХ из пленки 270—320 360—370 240—265 2,51—2,62 3,08—4,19 3,77-4.1 Расслаивание Около шва То же
Примечания; 1, Мягкий электрод— нижний.
2. Режим снарки: U—250 В, Рви«»0Л5 МПа, /си™ 20 °C.
('ВАРКА В ЭЛЕКТРИЧЕСКОМ ПОЛЕ ВЫСОКОЙ ЧАСТОТЫ
Рис. 3.51. Схемы конструкций электро-
дон п виды сварных соединении:
д. б нахлесточных; в Т-образных; г. д
стыковых; е. я-—уголковых; з с отбортов-
кой: « + * потенциальный электрод,
« * заземленный электрод
ними электродами, создать давление в зоне
соединения, провести сварку, сделать обрезку
шва или вырубку в заданных местах изделия
п вынуть изделие из пресса.
Сваркой ТВЧ соединяют в большинстве слу-
чаев детали из пленочных или комбинирован-
ных эластичных полимерных материалов толщи
ной менее 1 мм. Оснастку изготовляют для
шаговой и контурной сварки.
При контурной сварке все изделие помещают
в пресс и сваривают за один цикл электродом,
повторяющим конфигурацию сварного шва.
Метод используют для сварки плоских изделий
(папки, обложки) или объемных, имеющих кри-
визну швов в одной плоскости (надувные ем-
кости, упаковка и т. д.). В том и другом
случае псе эти изделия имеют сварной шов,
работающий на расслаивание. Для сварки
объемных изделий нахлесточным швом исполь
зуют шаговый метод, при этом изделие сва-
ривают за несколько циклов. Длина шва, полу-
чаемого за один цикл, определяется длиной
используемого электрода. Метод шаговой свар-
ки позволяет сваривать изделия, имеющие швы
с кривизной в двух плоскостях.
Конструкция оснастки зависит от размеров и
конфигурации изделия, свойств свариваемого
материала и требований к производительности
процесса. Основные элементы оснастки —
электроды (рис. 3.50). Во всех случаях
оснастка имеет потенциальный и заземленный
электроды. При контурной сварке в качестве
заземленного электрода используют .нижнюю
плиту пресса. Сварочную оснастку из сообра-
жений удобства работы можно закреплять как
па потенциальной, так и па заземленной плите
пресса.
При проектировании электродов их рабочую
площадь выбирают исходя из удельной мощ-
ности, необходимой для сварки данного мате-
риала, а также с учетом емкости, образуемой
оснасткой, которая позволяет согласовать пи-
тающий генератор н сварочный пресс. Емкость,
необходимая для согл асошшнн оснастки, обычно
приведена в технической характеристике с Ни роя
кого оборудования и выражается как макси
мал ь на я площадь сварного шва для НВ!
материала одной толщины.
Электроды изготовляют из латуни ЛС-ВО
что позволяет проводить их ремонт tinйко|
при выгорании отдельных мест рабочей поверх
пости в случае пробоя.
Электроды для шаговой сварки находит само
широкое применение при сварке протяженны
прямолинейных швов, а также кринолинейны,
нахлесточных швов емкостей и при. зцидрк1
последних швов упаковок.
Линейные электроды обычно выполняют гп
схеме, показанной на рис. 3.51,«--н. Ирл эти)
один из электродов в виде полосы заKpciuiei
на потенциальной плите пресса. Другим Электра
дом служит заземленная плита,
Для сварки нахлесточным криволинейны)
швом используют схему (рис. 3.52,а), у Koiopol
имеется ответный электрод, Кривизни отве/ио
го электрода должна быть меньше на величину
равную толщине пакета свариваемого Матерна
ла. Сварку последних швов емкостей про ВОДИ1
на консольном ответном электроде (рис, 3,62Л)
который вводят в емкость черен отверстие
предназначенное для заделки арматуры.
Максимальную длину электродов определию1:
по формуле (3.42). В целях умекьнШШЧ
Рис. 3.52, Электроды для снарки:
а - криволинейных пнхлесточных шяон; б - пи-
следпнх union замкнутых емкостей
IS!
СПОСОВЫ СНАРКИ ТЕРМОПЛАСТОВ
Рис. 3.53. Профиль электрода и характер его
электрического поля:
I Электроды; 2—материал
поли рассеяния высота электродов не должна
пренышить 25 30 мм (рис. 3.53). Следует
обеспечить достаточную жесткость конструкции
электродов, исключающую их деформацию при
приложении рабочего давления, а также иа-
дежвое крепление на плитах пресса и легкую
их цимену. Допуск на непараллельность электро-
дов может быть рассчитан по формуле
<М0, ]5-г0,25)4ш, (3.46)
где б допуск на непараллельность (пеплос-
костиость); dlu толщина материала в эоне шва.
Зинчсние для ПВХ обычно принимают
равной толщине пакета свариваемого матерна-
лв. При изготовлении электродов все острые
кромки закругляют.
Свирку швов с декоративным тиснением—
прерывистых швов или швов, имитирующих
ниточное соединение, проводят электродами,
на рабочей поверхности которых накаткой
наносят соответствующий рельеф,
В ряде изделий сварной шов должен быть
мало заметным (книжные переплеты, папки
H т. д,). Такие швы выполняют электродом
ДЛЯ бепоблойной сварки (рис. 3.54). Электрод
имеет две кромки, из которых более отлогая
Рис. 3.54. Форма рабочей поверхности электро-
да для безоблойиой снарки
Рис. 3.55. Электроды для сварки е обрезкой:
/—верхний электрод; 2—нижний электрод; 3
обрезной нож; 4—свариваемый материал; 5—изо-
ляционная прокладка
служит для сварки, а острая обеспечивает
обрезку края изделия [3.39]. Сварка безоблой-
ными электродами в сравнении с обычными
требует несколько большей удельной мощности,
при этом давление выбирают меньше обычного.
Существенным недостатком безоблойных
электродов является сложность изготовления и
ремонта их рабочей поверхности.
Более простые электроды для сварки с одно-
временной обрезкой приведены на рис. 3.55.
Электрод имеет поверхность для сварки и обрез-
ной нож. Такой электрод изготовляют из
полосы латуни, к которой винтами крепится
обрезной нож, выполненный из сп альной ленты.
Высота обрезного ножа по отношению к рабочей
плоскости электрода должна составлять
0,3- 0,45 мм для пакета ПВХ пленки толщиной
0,2—0,3 мм. Нож закрепляют на электроде,
шлифуют, затем затачивают под углом 30°.
Сварку электродами с обрезным ножом вы-
полняют па подложке из картона или гетинакса.
Чтобы уменьшить продавливание свариваемого
материала и этим увеличить его прочность в
околошовной зоне, применяют электроды с на-
кладками (рис. 3.56), выполненными из диэ-
KZZZZZZZZZZZZZ/ZZ/ZZZ/
Рнс. 3.56. Электрод с накладками:
I 2 электроды; 3 накладки; 4—свариваемый
материал
СВАРКА I) ЭЛИКТРИЧГСКО.М I1OJI1: ВЫСОКОЙ ЧАСТОТЫ
12а
Рис. 3.57. Электроды с мягкой рабочей по-
верхностью:
и—из .лепты; б из медной сетки:
/ — лента 1 сетка); 7—розино!Н1я подложка, ,?
корпус электрода; 4 прижимные планки
,jc к гр и11 ес кого материала, например из фторо-
илпста-4, который не нагревается в ноле ТВЧ.
Пересекающиеся швы при сварке материалов,
имеющих высокую вязкость расплава. Выпол-
няют электродами с мягкой рабочей поверх-
ностью (рис. 3.571 13.42]. 1 In поверхности
таких электродов укладывают термостойкую
резину марки ФКС, на которой закрепляют
полоску из мелкой сетки или медной ленты
(6 -0,3-:-0.5 мм), соединенной с массой
электрода. При сварке такой электрод за счет
эластичности резины позволит равномерно рас-
пределить давление при переходе толщин мате-
риала и обеспечить полный провар соедине-
ния и падежную его герметичность.
Для поддержания стабильной температуры
Рис. 3.59. Подогреваемый электрод
при сварке используют охлаждаемые электроды
(рис. 3.58), внутренняя полость которых сне-
динен.а выводными штуцерами со шлангами. lit.
которым поступает проточная вода. При Изго-
товлении электродов их внутреннюю лолш'1'i
фрезеруют и герметично запаивают.
При сварке материалов, имеющих МИЛЫЙ
фактор диэлектрических потерь, применяют
электроды, нагреваемые током и ромы имен will
частоты (рис. 3.59). В полости электрода уста
напаивают помещенную в кварцевую или кера
мическуго трубку электрическую спирали. Элект.
род нагревается до необходимой температуры
а затем включается ТВЧ, причем в этот момент
электрод от сети промышленной частоты над-
ностью отключается. Это исключает обрнтшш-
пне побочных цепей, вызывающих пробой изоля-
ции подводящих проводов.
Электроды для контурной Сварки И |Цек>1
рабочую поверхность, повторяющую конфнгуры
цию и размеры сварного шва. Обычно такит
электроды имеют вид рамки, изготовленной И
полос латуни, соединенных болтами пли ПМЙКОЙ
Рис. 3.58. Охлиждиемые элек-
троды
124
СПОСОВЫ СВАРКИ ТЕРМОПЛАСТОВ
Рис. З.(И). Электроды для контурной сварки
(рис, 3.60). Рамки крепится на плите толщи-
ной 10 15 мм, установленной на нижней
или керхнеЙ плите пресса (см, рис. 3.60). По-
лость внутри рамки заполнена дельт а-древеси-
ной или асбоцементом, что необходимо при рас-
положении электрода на нижней плите пресса,
тик кик исключает провисание материала.
При конструировании оснастки для контурной
енпрки в «’Вини с большими полями рассеяния
следует учитывать, что такая оснастка требует
удельную мощность в 1,3 1,5 раза большую,
чем обычно рекомендуют для сварки данного
матери или.
Внутри контура оснастки нежелательно иметь
другие замкнутые контуры в связи с образова-
нием вихревых токов, которые создают перегрев
этих элементов оснастки, что приводит к дефек
тнм ниш. Исключить это можно, сделав во
внутренних контурах разрывы 1—1,5 мм. При
этом мести непроваров шва, образуемые разры-
вами, при необходимости приходится завари-
нить, используя специальную оснастку.
В некоторых изделиях между пленками поме-
щают листы картона, которые заваривают по
контуру, что обеспечивает жесткость изделия.
Чтобы выдавить воздух и обеспечить плотное
Прилегший* пленки к картонным вкладышам,
используют оснастку, обеспечивающую прижим
материала перед сваркой. В такой оснастке
пн утренняя полость рамки электрода имеет
|шднружнне!шую подушку, которая выступает
ы плоскость рабочей поверхности. При смыка-
нии плит пресса в контакт с материалом
прежде входит подушка, сжимающая материал
по всей поверхности изделия, затем электро-
ды сдавливают его в зоне шва и сваривают.
При необходимости обрезки материала одно-
временно с его сваркой на рабочих элементах
электродов устанавливают обрезные ножи. Ос-
настку с иоднруженными ножами (рис. 3.61)
обычно применяют для сварки кольцевых швов.
Наличие пружин создает дополнительное усилие
па ножи при их сжатии плитами пресса и
улучшает обрезку материала.
В некоторых случаях мощности генератора
не хватает, чтобы сварить все изделие, помещен-
ное в прессе. Сваривать шаговым методом не
всегда удается, так как затрудняется совме-
щение швов или рисунка. Решить эту задачу
можно применением коммутационных электро-
дов, состоящих из нескольких изолирован пых
друг от друга секций, которые подключаются
к генератору поочередно с помощью коммутато-
ра (рис. 3.62). В процессе сварки все изделие
прижато по зоне сварки в прессе и получение
швов обеспечивается последовательно без
перестыковок.
Для сварки объемных изделий применяют
оснастку, имеющую элементы, обеспечивающие
подгибание и фиксацию материала перед свар-
кой. На рис. 3.63 приведена такая оснастка
для сварки чемоданов. Оснастка размещается
между* плитами 1, 2 сварочного пресса. Боковые
стенки изделии 3, предварительно соединенные
в кольцо, надевают па внутренний электрод
4, имеющий форму изделия, и фиксируют на нем
(рис. З.бЗ.а). С помощью специального ручного
привода прижимные планки 5, расположенные
по контуру изделия, перемещаются в горизон-
тальной площади и подгибают край боковой
стенки. Затем на внутренний электрод уклады-
вают дно 6 изделия (рис. 3.63,6). Верхний
электрод 7 опускают на изделие, и прижимные
планки, имеющие небольшую толщину, отводят
приводом из зоны соединения наружу (рис.
3.63,в). Плиты пресса смыкают для создания
I’m*. 3.61, Электроды е подпружиненными но-
жами:
1 электрод; 2 нож
Рис. 3.62. Коммутационные электроды
СНАРКА Л ЭЛЕКТРИЧЕСКОМ НОЛЕ ВЫСОКОЙ ЧАСТОТЫ
12Я
Рис. 3.63. Ос-
настка для
сварки объ-
емных изде-
лий
давления в зоне соединения и выполнения свар-
ки.
Для сварки объемных изделий применяемая
оснастка позволяет одновременно выполнять
швы, расположенные в горизонтальной и вер-
тикальной плоскостях. Усилие в зоне соедине-
ний в вертикальной плоскости создается под-
вижными электродами, на которые усилие от
плит пресса передается с помощью несколь-
ких пар клиньев.
Сварку труб продольным швом из листовых
термопластов проводят на оснастке, изображен-
ной па рис. 3.64. Заготовку трубы сваривают
и закрепляют на нижнем электроде, представ-
ляющем собой стержень, закрепленный па двух
опорах. Сварку выполняют обычным линейным
электродом [54, 57].
Длинномерные трубы из материалов малой
толщины можно сваривать шаговым методом.
При этом нижний электрод крепят па одной
топкой пластине, проходящей через кромки
свернутой заготовки.
Трубки из эластичных- материалов можно
сваривать из заготовок, выложенных на плос-
кость. При этом внутрь заготовки вставляют
металлическую пластину, соединенную с массой
пресса. Подбором прокладок из различных ма-
териалов, размешенных между заготовкой с
электродом и нижней плитой пресса, исключают
образование отпечатка на противоположной от
свариваемой стенки трубки. Приварку трубок к
плоским поверхностям, а также сварку трой-
ников проводят на оснастке, показанной
на рис, 3.65. Нижний электрод имеет вид кону-
са, верхний — выполнен в виде кольца, у кото-
рого внутренняя кромка закруглена. Благодаря
такой форме электродов при снарке в первый
i-HiMi’liT мптернал разогревается в широкой
Рис. 3.64. Электроды для сварки труб пи
образующей
зоне и происходит отбортовка кромок патрубки,
который затем приваривают к плоской или
трубной заготовке.
Соединять трубы встык можно сваркой ТЙЧ.
Для этой цели используют оснастку, СОСТОЯ*
щую из двух кольцевых электродов, которые
одеваются на некотором расстоянии у СТЫК*
труб. Нагрев материала происходит скользя-
щим электромагнитным полем. При этом обра*
зуются большие поля рассеяния, что требует
применения специальных экранов, защищаю,
щих от воздействия ВЧ-энергнй обслуживаю-
щнй персонал.
Большое применение ВЧ-сварка находит при
соединении трубок враструб. Применяемая при
этом оснастка представляет собой самозагиги-
вающую петлю (рис. 3.66), служащую потен-
циальным электродом и изготовляемую ни
тонкой металлической ленты, Конструкция обес-
печивает создание равномерного усилии во
внешней окружности трубы. Второй электрод
имеет вид стержня и помещен внутри трубы.
Сварку заглушек к трубам или приварку
Рис, 3.65. Электроды для труб с плоской
поверхностью:
/ -труба; 2 свари пае мл» деталь; .V потенциал <-
цы Й эле кт род, 1 те плои толя п ион шит накладки ;
Л гиги’мленный электрид
126
СПОСПВЫ СВАРКИ ТЕРМОПЛАСТОВ
Pile. Оеннсгка для сааркн труб враструб
Линии* н цилиндрических сосудах из жестких
T#рмоплпетов можно проводить с помощью
Осииегки, приведенной на рис. 3.67. Небольшая
конусность на сопрягаемых поверхностях
электродов обеспечивает необходимое усилие
прижима материала при сварке
Дли припарки днища к цилиндрическим де-
ТИЛИ м из пленочных материалов используют
оенпегку, имеющую форму кольца (рис. 3.68).
Внутрь цилиндрической заготовки вставлено
Кольцо или трубка, служащая нижним электро-
дом. Кран загон опкн отгибают внутрь и фик-
сируют распорным кольцом. Сварку выполняют
кольцевым электродом. Полученное изделие
имеет тон, работающий на сдвиг.
Сильфоны из ПВХ пленки, используемые для
защи ты и и и р являющих стаи коп и приборов,
Представляют собой гофрированные трубки
круглого и прямоутюльного сечения.
Свирку сильфонов выполняют на специаль-
ной оснастке а два приема (рис.3.69). Прежде
Рис. 3.67 Оснастка для припарки днищ к
тттышндрнчеекпм деталям на жестких ишшмерои:
/, 7 оп’Кгрпды. дщинщ 4 цнлипдричеекют
дет гоп,
Рис. 3.68. Оснастка для сварки днищ цилиндри-
ческих емкостей из пленочных материалов:
1, 2 электроды; 3—свариваемые заготовки пленоч-
ного материала; 4 — распорное кольцо
Рис. 3.69. Оснастка для сварки сильфонов
из пленочных материалов:
<2—оснастка для сварки внутренних швов; / потен-
циальный электрод; 2—заземленный электрод;
J—заготовка сильфона; 4—центрирующая вставка
из диэлектрического материала;
б—оснастка для сварки внешних швов; 1—потен-
циал ьнын электрод; 2—заземленный электрод;
3- сильфон
сваривают внешние швы заготовок из колец,
вырезанных из пленки. Затем на других
электродах проводят последовательную сварку
заготовок внутренними швами. Готовый сильфон
по мере его сварки опускается по нижнему
электроду. Таким образом возможно сваривать
сильфоны любой длины,
УЛЬТРАЗВУКОВАЯ СВАРКА ПЛАСТМАСС
137
3.5. УЛЬТРАЗВУКОВАЯ СВАРКА
ПЛАСТМАСС
Сущность процесса. Способ ультразвуковой
снарки пластмасс заключается и том. ч го элек-
трические колебания ультразвуковой час готы
(20-50 кГц), вырабатываемые генератором,
преобразуются в механические продольные коле-
бания магнитострикционного преобразователя
н вводятся в свариваемый материал е помощью
продольно колеблющегося инструмента-волпо-
вода, расположенного перпендикулярно к спа-
риваемым поверхностям (рие. 3,70). Подвод
мех ан и веской энергии ультразвуковых колеба -
ний осуществляется за счет контакта излу-
чающей поверхности сварочного ине г руме а га-
волновода (которую в дальнейшем будем на-
зывать рабочим торцом волновода) с одной
или несколькими свариваемыми деталями. Та-
кой контакт обеспечивается статическим дав
..гением F\, рабочего торца волновода па спа
рпваемые детали. Это давление способствует
Рис. 3.70. Схема ультразвуковой сварки с нор-
мальным вводом колебаний:
н схима установки: I корпус преобразователя:
2 преобразователь с обмоткой; 3 траисфор.чптлр
упругих колебаний: 4- волновод: 5--евариваемые
acra.'ill; А -опора;
б я пор a i.imiiji итуды смещения колебательной
chctcmi.1; ч p.,n’iio,.TCoKeiinc Викторов ст .tit! чес к о г о
и.| и.'к-иия Р । и ди иа м пчы к'ЧЧ' усилия Г, .1
II милиттда смепц-и ин полно води
Рис. 3.71. Схема сварки с дополнительной
присадкой;.
/ — преобразова гель с- волноводом-иш*I ру м<Ч!Т<)М;
2 - присадочный материал; 3 сна ригчи'мые детали,
4—шов
также концентрации энергии в зоне соедине-
ния.
Динамическое усилие F, возникающее в ре-
зультате воздействия колеблющегося волново-
да, приводит к нагреву свариваемого мате-
риала, а действие статического давления
Рс, обеспечивает получение прочного сварного
соединения. По основной схеме осуществляется
также подвод энергии к свариваемым деталям
(рис. 3.71). Силы и F воздейегиую!' ни
дополнительный присадочный материал (пру-
ток, уложенный в V-образный зазор между
свариваемыми деталями). Возденет ине ультра-
звуковых колебаний па пруток приводит К <ТО
пластикации, а под действием епггпч^СИОГО
давления ила сти ни ро ванный материал заполня-
ет зазор, образуя прочное соединение. Для полу-
чения протяженных швов сварочную голонку
перемещают вдоль присадочного прутка, Диа-
логичный эффект может быть получен при
заполнении зазора между- кромками свари Пне-
мых деталей гранулами или стружкой ич сот
ветствуюгй’его полимерного материала.
Такая схема сварки расширяет комелклтуру
изделий, которые могут быть- изготовлены г
помощью ультразвуковой сварки, в част
ноет и можно получать стыковые, тавровые
и угловые соединения на различных лш-тпх
большой протяженности. Кроме того, ио тикнй
схеме можно сваривать однослойные и миипг
слойные листы большой толщнпы (до |О мм)
и протяженности по прямолинейному, кршш
линейному и замкнутому контуру.
Отличите .'iihiiih особенность сварки нлаегмш'г
12В
СПОСОБЫ СВАРКИ ТЕРМОПЛАСТОВ
vjiыри.эвуком состоит и том, что механические
ультразвуковые колебания вводится нреиму-
|ц се г вс и и о перпендикулярно к- сваривае-
мым поверхностям и совпадают с направле-
нием действия давления [4, 58]. Такая схема
ниода механических колебаний в материал
пи плюется «пластмассовой» в отличие от «ме-
таллической» схемы, когда механические коле-
бания действуют в плоскости соединяемых
поверхностей, а давление прикладывается пер-
пендикулярно к ним.
Исследование тепловых процессов, протека-
ющих при ультразвуковой сварке полимерных
материи лов, показало, что введение механи-
ческих колебаний ультразвуковой частоты в
коптиктируемые материалы приводит к быстро-
му их нагреву с преимущественным ростом
температуры на контактируемых поверхностях.
Нагрей обусловлен поглощением энергии меха-
нических колебаний в объеме материала,
находящегося под волноводом, а также погло-
щением энергии в свариваемом контакте и в
контакте полимерный материал — волновод.
I Io гл 01 це н н а я в полимере механическая энер-
гия переходит в теплоту, за счет чего про-
исходит так называемый гистерезисный разо-
грев полимеров |4],
(; учетом аналогии характера термических
циклов при ультразвуковой сварке и различных
видах пластического деформирования установ-
лено, что выделение теплоты в объеме поли-
мера обусловлено потерями на внутреннее
ipeiiHe. Наиболее интенсивное поглощение энер-
гии и превращение ее в теплоту происходит
в отдельных несплошностях материала и на
границах сферолитов. Максимальное скопление
таких несплощностей имеет место на границе
раздела соединяемых материалов; поэтому ско-
рость нарастания температуры на границе
раздела должна быть значительно выше, чем
к обычно материала.
Кроме этого, возникающие при сварке
поперечные ультразвуковые колебания могут
1Я,1т1ч1ТЬ поверхностное трение на границе раз-
дела, что также способствует быстрому разо-
греву материала а этой зоне и переходу его
н размягченное состояние. Образовавшаяся мяг-
кий прослойка снижает коэффициент механи-
ческого трения, однако сама является средой,
интенсивно поглощающей механические коле-
бни ня.
Ми конец, на границе раздела, из-за на-
личия и и кроне ровностей могут возникать значи-
тельные динамические напряжения. Все это при-
водит к неравномерному выделению теплоты в
обтдчие материала, находящегося под волново-
дом, а следовательно к Неравномерному рас-
пределению температуры, Максимальные темпе-
ратуры в любой момент времени достигаются
обычно на соединяемых поверхностях материа-
ла. Следовательно, образование сварных соеди-
нений при ультразвуковой сварке возможно
без проплавления всего объема материала.
Роль механических ультразвуковых колебаний
состоит также в том, что под действием
мощных импульсов ультразвуковой частоты
происходит выравнивание микроперовностей,
разрушение и удаление различных поверхност-
ных пленок и загрязнений.
Установлено, что в случае сварки мягких
полимерных материалов, таких, как полиэтилен,
максимальные температуры достигаются не обя-
зательно на границе раздела свариваемых
деталей. В случае же сварки жестких поли-
мерных материалов, таких, как полистирол,
наиболее высокие температуры достигаются, как
правило, на границе раздела свариваемых де-
талей. Это объясняется тем, что реальная
площадь контакта между свариваемыми дета-
лями обусловлена контактной площадью микро-
неровностей, по которым происходит соприкос-
новение свариваемых поверхностей. Так как эта
площадь мала, то здесь возникают значитель-
ные динамические напряжения, что приводит
к интенсивному разогреву и оплавлению микро-
неровностей.
В значительной степени ультразвуковая свар-
ка отличается от других способов также и в
отношении физико-химических процессов, проте-
кающих на границе раздела. Во-первых,
воздействие механических колебаний на рас-
плав полимера значительно ускоряет процесс
диффузии макромолекул. Во-вторых, при улъ-,
тразвуковой сварке происходит интенсивное
перемешивание расплава, вызванное «насос-
ным» действием поверхности движущегося вол-
новода. При движении вперед волновод от-
талкивает полимер, а при движении назад не
полностью увлекает его за собой. Благодаря
этому в область разрежения, образующуюся
на границе раздела деталей, притекают новые
частицы полимера, которые вовлекаются в дви-
жение при следующем ходе поверхности излу-
чателя вперед.
Это ускоряет процесс образования сварных
соединений и обеспечивает возможность ка-
чественной сварки при температурах более низ-
ких, чем в случае других известных способов,
а иногда даже ниже температуры текучести
полимеров.
Образование сварных соединений возможно
только в том случае, если полимер способен
УЛЬТРАЗВУКОВАЯ СВАРКА ПЛАСТМАСС
переходить при нагреве в вязкотекучее состоя-
ние и если количество теплоты, выделяющей-
ся в контакте, достаточно для нагрева соеди-
няемых поверхностей до температуры, близкой
к температуре начала текучести полимера
(начала размягчения). Количество теплоты,
выделяющейся в контакте, в первую очередь
гависит от количества механической энергии,
подведенной к этой зоне, и определяется
разностью между вводимой механической Энер-
гией и энергией, безвозвратно теряющейся
в объеме полимера, заключенного между ра-
бочим торцом волновода и границей раздела
полимер •• полимер. Потери энергии тем боль-
ше, чем меньше упругие свойства материала,
поэтому предложено. характеризовать сваривае-
мость термопластов модулем упругости мате-
риала Е Можно характеризовать свариваемость
коэффициентом затухания р, который определя-
ет долю энергии, подводимой к границе раз-
дела свариваемых материалов.
В зависимости от коэффициента затухания
полимеры делятся по свариваемости на три
i руины.
К первой группе Относятся полимеры с р<
<35 м ' (полистирол, полиметгтлметакрилат).
Они обладают высоким модулем упругости,
поэтому могут быть отнесены к классу жестких
пластмасс. Эти полимеры хорошо свариваются
контактной и передаточной сваркой, причем на-
иболее высокие температуры развиваются на
границе раздела свариваемых деталей.
Ко второй группе относятся полимеры с
35 м“'<р<55 м“1. (полипропилен, нсцласти-
фицироваиный поливинилхлорид, поликарбонат,
полиэтилентерефталат и др.). Полимеры этой
группы обладают худшими упругими свойствами
по сравнению с жесткими и поэтому могут быть
отнесены к классу полужестких. Эти полимеры
хорошо свариваются контактной сваркой, одна-
ко передаточная сварка их затруднительна
вследствие большой потери энергии и разо-
грева верхней детали.
К третьей группе относятся полимеры с р>
>55 м-1 (ПЭВД, ПЭНД, полиамиды и др.),
Они характеризуются малым- модулем упругос-
ти, поэтому могут быть отнесены к классу
мягких пластмасс. Эти полимеры свариваются
только контактной сваркой, причем толщина
верхней детали должна быть не более 1—5-мм.
В этом случае, как правило, происходит
разогрев верхней детали и ее деформация
под действием статического давления, передава-
емого через рабочий торец волновода.
Указанные критерии оценки свариваемости
гермопляетоп нашли тактическое применение
и в достаточной мерс оправдали себя при реше-
нии вопроса выбора материалов и созданий,
конструкции с помощью ультразвуковой
сварки.
Свариваемость определяется, однако, не толь-
ко количеством механической энергии, подводи-
мой к границе раздела, но и тем, кик ма-
териал на границе раздела способен превра-
щать эту энергию в теплоту и какое ко-
личество теплоты необходимо, чтобы нагреть
материал до температуры текучести, возмож-
ность сварки полимерных материалов с учетом
всех указанных характеристик рассмотрена в
работах [80]. Показано, что при очень боль-
ших статических давлениях, когда устраняй
ются все неровности на контактирующих
поверхностях и исключается возможность
сдвига деталей относительно друг друга, разо-
грев происходит за счет потерь на внутренне»
трение. Пока разогрев обусловлен только ииут-
ренним трением, время нагрева до температуры
начала размягчения ТЕ При прочих равных усло-
виях мало зависит от статического давления, С
уменьшением давления вероятность сдвига дета-
лей относительно друт друга увсличиваеРСЯ.
Влияние сдвига начинает проявляться при так
называемом критическом давлении I\v. Крити-
ческое давление составляет для полниетилметв-
крилата н поливинилхлорида 6 7 МПа, для
полистирола 5— 6 МПа, для полиамида 3,5
МПа, для полипропилена 3 МПа. Меньшее зна-
чение Ркр для частично кристаллических поли-
меров обусловлено тем, что у этих полимеров
эластические свойства заметно изменяются При
относительно небольшом повышении темлерйТу-
ры
Если РсгС.РКр, то разогрев обусловЛЬНИЯ
только внутренним трением, но и внешним По-
граничным трением, которое в данном СДуЧйЙ
является дополнительным источником теплОТО,
поэтому время нагрева до температуры Гц
уменьшается. При Ргг> Pr.v разогрев геометри-
чески идентичных образцов с границей и беи
границы раздела протекает одинаково, ЭТО так-
же свидетельствует о том, что при /J,p
разогрев обусловлен потерями на внутреннее
трение. Эти работы позволили получить выра-
жение для безразмерного критерия енприпяе-
мости (табл. 3.27}, характеризующего
способность полимерного материала свари
ваться в зависимости от того, сколько
теплота необходимо для нагрева материала
до температуры его текучести (числитель подын-
тегрального выражения} и сколько теплоты об-
разуется на соединяемых поверхностях н ре-
зультате поглощения механической энергии,
Зии. Г'." i
130 СППСОВЫ CRAPKT! ТПРУСПЛ АГТОР
3.27. Значения ф3 для некоторых полимере»
Полимер г-Те к V * 1) - [ 0* при 293 К. ф, при P/PKVi равном
0 0.1 0.5 1
Полистирол 383 0,45 2,576 0,989 1,181 ] ,998 5,97
Поликарбонат 423 0,27 3,14 3,7 4,402 7,349 19,25
Поли метил метакрилат 383 0,5 12 0,537 0,599 0,806 1,19
Полка ин нлхлорид 353 0,45 17,15 0,341 0,38 0,478 0,639
Полипропилен 433 0,37 21,99 11,236 12,287 15,339 19,81
Полиамид 533 0,46 4,021 23,429 26,694 38,021 63,336
полиол н мой к грпиицс раздел л (знаменатель
пир и женин 1;
Ч'„-
т
/'(ц/2 + 0,25/п(1- /VPk/7)v )
(3.47)
где ((' модуль упругости материала, р —
пло niocrl.; t: удельная теплоемкость; р —
linneite угли механических потерь; г\ = Е"/Е';
модуль потерь; dT температура, на ко-
торую необходимо нагреть полимер; у — коэф-
фициент трения.
Ни рис. 3.72 поката на зависимость лога-
рифмического декремента затухания (I от фг,
которая наглядно демонстрирует возможность
eiuipn пиния пол и мерой ультразвуком с помощью
копток г нон или пер сдаточной сварки. Таким об-
разом, с ни рн пае млеть пластмасс ультразвуком
Рис. 3.72. Диаграмма свариваемости термо-
пл,’1С111чиых полимерных материалов:
и । к н.п и гти । ..р(11Н1нный । им и ви нил хлорид; Г>
и или меги,и мета кридит; d поликарбонат; г- полис-
тирол; Л пол ивронялся; е иолианид-(>б:
I ort..Hic it, а м ирфиых поди моров; 11 область части-
чно к р 11 ст а .пл о чес к и х полимеров:
bi..глени до 1емиернту11Ы размягчения
и.'in n.'i । пои'и и я кристалл и тон; вычислено
.1.-ITI 1смне|11| i ур I а)" С (iiij.li 11 пни пл хло ри д 1, 15(Г
'(Г1о.ниг'111ро.г|, iris" С (1иь'|иметп,||ме1 nKpii.H.-ri)
следует оценивать по соотношению этих
двух величин. Чем больше ф3, тем больше
энергии нужно для сварки; чем меньше 9,
тем больше энергии доходит до границы раздела
свариваемых полимеров [80].
При низких и средних фа и низком 6
(полистирол, поликарбонат) пластмассы хоро-
шо свариваются как контактной, так и пере-
даточной спаркой, а при средних и высоких
фа и высоких 0 (полипропилен) возможна
только контактная сварка. 11 ри низком ф?
и среднем 8 (поливинилхлорид и полиметилме-
такрилат) пластмассы еще хорошо соеди-
няются передаточной сваркой, если V-образный
выступ делать как можно тоньше. Процесс
сварки в этом случае протекает достаточно
быстро, что позволяет избежать чрезмерного
нагрева верхней детали, так как низкое
фз соответствует быстрому разогреву не только
выступа, но и всей детали. Для сварки
полимеров с высоким ф? и низким О
(например, иолиамнд-66) требуется всегда боль-
шее количество энергии, т. е. длительное воз-
действие ультразвука, вследствие чего не уда-
ется избежать нагрева верхней детали. Таким
образом, ультразвуковая сварка характеризует-
ся рядом отличительных особенностей, основные
из которых состоят в следующем.
При ультразвуковой сварке имеет место
преимущественное выделение энергии на контак-
тируемых поверхностях. Поэтому в любой мо-
мент времени температура па контактируемых
поверхностях выше, чем в объеме, и образо-
вание прочных соединений возможно без проп-
лавления всего объема материала. В этом от-
ношении ультразвуковая сварка пластмасс
подобна контактной сварке металлов, при кото-
рой также основное количество электрической
энергии превращается в теплоту в контак-
тных сопротивлениях.
Воздействие механических колебаний на рас-
плав полимера облегчает процессы диффузии
и перемещения па контактируемых по верх нос-
УЛЬТРАЗВУКОВАЯ СВАРКА ПЛАСТМАСС
181
гях, сокращает продолжительность сварки и
обеспечивает возможность получения сварных
соединений при температурах ниже температуры
текучести.
Под действием мощных импульсов ультразву-
ковой частоты происходит разрушение и удале-
ние различных поверхностных пленок и за-
грязнений.
Возможно получение соединений при сварке
некоторых пластмасс на значительном удалении
от поверхности ввода анергии.
В том случае, когда наибольший разогрев
происходит не на границе раздела сварива-
емых полимеров, сварка все же осуществля-
ется благодаря тому, что разогрев и действие
статического давления приводит к возникно-
вению процесса ползучести, который сопровож-
дается утонением полимера. Это вызывает по-
стоянное изменение теплоотвода в холодные вол-
новод н опору и сдвиг зоны максимальных
температур к границе раздела. Следовательно,
при больших толщинах деталей получение свар-
ного соединения возможно только после опре-
деленной деформации полимера под волново-
дом. '
Свариваемость полимерных материалов ульт-
развуком зависит от их физике-механических
свойств и в случае материалов больших тол-
шин определяется логарифмическим декремен-
том затухания 9 и безразмерным коэффициен-
том свариваемости а в случае пленок—'
главным образом динамическим пределом вы-
нужденной эластичности; критерием сварива-
емости для материалов больших толщин может
служить также модуль упругости материалов,
Технология сварки. Большое разнообразие
свойств свариваемых пластмасс и требований,
предъявляемых к сварным швам и сваривае-
мому изделию в целом, потребовало разра-
ботки различных схем—способОЕ) ультразву-
ковой сварки пластмасс и вызвало необхо-
димость их классификации [4].
Классификация (рис. 3.73) проведена С уче-
том следующих ocHOBHfiix признаков: I) ВВОД
энергии механических колебаний в сваривае-
мое изделие; 2) передача механических коле-
Сварка с т
Нормальный
Сварка с преимущес- Нормальный
тбенным внедрением ввод колебаний
Сварка спреимущес-\ '
твенным оплавлением \
Сварка по
крошке
и-одразная
разделка
кромок
На наклонной
плоскости или
наклонным ин-
струментом
Односторонний pdi
Обдув поверхности
изделия газом
Сварка с искус-
ственными кон-
центратора
напряжения
Местный подогрев
зоны соединения
Ри 'em
параллельны
г и 'em
перпендикуляр-
Крутильные
колебания
ввод
механичес-
кой
энергии
\ Изменение услобий
*" теплоотвода
Подогрев
волновода, опоры
'Использование теплоизо-
ляционных прокладок
взаимное перемещение
излучателя и изделия
Передача знергии
к зоне сварки
Контактная
Применение дополнительных
сжимающих усилий Р (сварка
,с независимым давлением)
?•
| Ручная \ | Механизироданндя\
Сварка охлажден-
ного изделия
Концентрация энер-
гии в зоне сварки
Непрерывная
сварка
№0
Шовно-шаговая
Прессовая
сварка
V-0
Позаванной
линии
Позамк!
кант
С вращающим-
ся инструментом
На протяг ]
Дозиродание |
энергии
С вращающимся
роликом-опорой
rib фиг-. сиройанноми До ьрйксиоод
бремени осадке
уданной
По фиксироианно-
му зазору
По кинетической
характеристике
Рис. 3.73. Классификация схем ультра any ко вой снарки
5*
132
СПЬСОВЫ СВАРКИ ТЕРМОПЛАСТОВ
Рис. 3.74. Схемы двустороннего подвода
энергии:
/ иргой pii.wii.'lTe.'lb; 2 волновод; <3—свариваемые
детали
Пиний к .зоне сварки; 3) концентрация
энергии и ионе сварки; *1) дозирование вво-
димой энергии; 5) взаимное перемещение сва-
рочного инструмента и свариваемых деталей
для падучения швов необходимой конфигура-
ции и протяженности.
I. Ввод механической энергии ультразву-
ковых колебаний осуществляется за счет кон-
тнкта рабочего торца волновода с одной или
несколькими свариваемы мм деталями. Для ии-
генсификапни процесса сварки можно приме-
нять двусторонний (от двух преобразователей)
подпол энергии к свариваемым поверхностям,
что позволяет увеличить выделяющуюся на гра-
нице раздела деталей энергию почти в 4 раза
ни гнет суперпозиции упругих волн. Повышение
технологической эффективности процесса дос-
тигнетсн уменьшением потерь энергии в опоре
и симметричным температурным полем, что
обеспечим ст лучшие свойства сварного шва и
увеличение производительности.
При одностороннем отборе энергии от преоб-
р1П1О1К1теля для двустороннего подвода необхо-
димо наличие двух сварочных головок, распо-
ложенных симметрично е обеих сторон снари-
ннемпго изделия (рис. 3.74,а) При двусторон-
нем отборе энергии возможен как односторон-
ний, тик н двусторонний подвод энергии.
Днушороиний подвод энергии осуществляется
волноводами, соединенными с обоими торцами
iiprofiранонателя и' направленными навстречу
друг другу (рис. 3.74.6). Необходимый акусти-
ческий контакт между частями изделия н вол-
новода мп обеспечивается за счет того, что за-
iop между торцами вачповодов устава ми-
ни юг несколько меньше суммарной толщины
г (и I р и на ем ы х деталей.
При одностороннем отборе энергии от преоб
р,по|шт1.'ля двусторонний подвод энергии может
быть выполнен, как ноказино на рис. 3.74,л.
Ряс. 3.75. Схемы сварки с двусторонним от-
бором энергии от преобразователя:
( преобразователь, 2—волновод; 3—свариваемые
детали
где рабочие торцы волноводов выполнены раз-
двоенными и загнутыми навстречу друг Другу.
Отбор механической энергии от преобразова-
теля может происходить и с двух его торцов,
при этом к ним присоединяют прямые или
загнутые волноводы (рис. 3.75). Системы с
двусторонним отбором энергии обеспечивают
меньшую амплитуду колебаний рабочею торца
волновода но сравнению с системами с односто-
ронним отбором энергии.
2. Характер передачи энергии к границе
раздела и распределение ее относительно сва-
риваемых поверхностен при ультразвуковой
сварке может быть различным, и в зависимости
от этого сварка разделена на контактную
и передаточную дистанционную. Сели поли-
мерный материал обладает низким модулем
упругости и большим коэффициентом затухания,
то сварное соединение можно получить лишь
па малом удалении от плоскости ввода коле-
баний. Для равномерного распределения энер-
гии по всей площади контакта свариваемых
деталей необходимо, чтобы рабочий торец
волновода, соприкасающийся с верхней де-
талью, имел форму и площадь, идентичную
площади и форме плоскости контакта спари-
ваемых деталей. Сварка по такой схеме назы-
вается контактной ультразвуковой сваркой
(рис. 3.76).
Контактную ультразвуковую сварку обычно
применяют для соединения изделий из мягких
пластмасс, таких как полиэтилен, полипропилен,
а также пленок п синтетических тканей не-
большой толщины (0,(Ю2- -5 мм). При исполь
зова пни этого способа сварки наиболее рацио
Ш1Л1111Ы нахлесточные соединения.
Нели полимерный материал обладает боль
HIIIM модулем упругости и малым коэф-
УЛЬТРАЗВУКОВАЯ СНАРКА ПЛАСТМАСС
Рис. 3.76. Схемы контактной ультразвуковой
сварки:
а — прессован; б-шовная;
1 волновод; 2—свариваемые детали; 3 —опора
фициептом затухания, то сварное соединение
можно получить на большом удалении от по-
верхности ввода механических колебаний
В этом случае ввод механических колебаний
возможен в отдельной точке или на неболь-
шом участке поверхности верхней детали.
Благодаря хорошим акустическим свойствам
материала изделия энергия ультразвуковой вол-
ны незначительно ослабляется при прохождении
через деталь, контактирующую с волноводом,
И почти полностью транспортируется к Гра-
нине раздела свариваемых деталей. Такая схе-
ма сварки называется передаточной
Рис. 3.77. Схемы передаточной ультрянвуковоИ
сварки;
1—волновод-инструмент; 2- сваривлемог изделие
дистанционной ультразвуковой сваркой (рис
3.77).
Передаточную сварку рекомендуется приме
пять для соединения объемных деталей на ЖЛСТ
ких пластмасс, таких как полистирол
пол «метилметакрилат и др. Наиболее рацио
нальны при этом соединения встык, «тавр Н вне
хлестку. Расстояние поверхности ввода меха ВИ
чсскнх колебаний от стыка свариваемых детлле!
может изменяться от 10 до 250 мм и э а ВИСИ'
от упругих свойств материала, МОШИООТ*
ультразвука, подготовки кромок и др. В слу
чае необходимости передаточной сваркой м0ЖН<
соединять и мягкие термопласты. Для »топ
свариваемые детали должны находиться а жест
ком ззетекловапном состоянии, что может был
достигнуто путем охлаждения их до темпера
туры стеклования. В табл. 3.28 приведен пере
чень некоторых термопластичных материалом
свариваемых ультразвуком. г !
3. Концентрация энергии в зоне , СМрХИ
Показано, что при озвучивании обрИВЦОВ Hi
материалов даже с хорошими акустическим!
свойствами (полистирол, оргстекло), HOCpiB
3.28. Термопластичные материалы, свариваемые ультразвуком
Материал Модуль упругости при растяжении, МПа Качество шва при сварке
КОНТАКТНОЙ пер еда точи вВ
Полистирол блочный Полистирол ударопрочный Винипласт Поликарбонат Полиамид-6 Полиамид-6 ПП ПЭВД ПЭНД Поливинилхлорид (пласти- фицированный) 2700—3000 2000—2200 2400—2600 1400—2200 1500—2100 1600—1700 800—1000 500—800 150—250 80—120 Отличное > Хорошее Отличное Хорошее Удовлетворитель- ное Отличное Хорошее » Удовлетвори- тельное Отличное Хорошее Удовлетвори тельное Хорошее Удовлетворительное Плохое Удовлетворительное Плохое » »
IM
СПОСОБЫ СНАРКИ ТКРМОПЛЛСТОН
Pue. 37В. Схема сварки с яатрсвом зоны сварки
и охлаждением зоны детали, контактирующей с
волноводом:
/ ntijuioutiji,» 2 сварнваемые детали; J — медные
радиаторы; 4 термобатарея
иигой плоской контактирующей поверхностью
и ривномерно распределенным статическим дав-
лением получение сварного соединения оказы-
вается затруднительным; Сварка в этом случае
происходит нс по всей поверхности, а лишь в
отдельных точках или небольших зонах поверх-
ности, Изучение этого явления позволило уста-
новить, что развитие и образование сварного
соединения зависит от степени концентрации
ди нам и четких напряжений в зоне сварки и мо-
жет быть интенсифицировано при сварке с раз-
делкой кромок, причем лучшие результаты
и (ручаются, если одна из деталей имеет
V-образныЙ выступ. В зависимости от режима
и угли разделки сварка может протекать с
Преимущественным оплавлением выступа или
внедрением его в другую деталь. Процесс свар-
ки также улучшится, если увеличить шерохова-
тость коптактируемых поверхностей или между
(лшршшемыми поверхностями равномерно насы-
пать крошку из того же полимерного материала.
Комбинированный способ сварки с нагревом
соединяемых поверхностей и охлаждением
спнрикаемых деталей (рис. 3.78) в ряде слу-
чаен может быть весьма эффективным. При по-
нижении температуры изделия в области кон-
гнктя е волноводом и повышении ее в области
обрпзчппния сварного соединения происходит
существенная перестройка температурного ре-
жима свирки, в результате чего фиксируется
Iona максимального разогрева в области обра-
иншипн сварного соединения н устраняется
перегрев материала в зоне контакта с вол-
поводом.
1. Возможность получения сварных соедине-
ний онределнетен количеством тепловой -шер-
|тш, выделяющейся а зоне соединении и тепло-
отводом нз этой зоны. Так как количество
выделяющейся в зоне сварки энергии опреде-
ляется количеством энергии, вводимой в свари-
ваемое изделие, то возникает необходимость
дозирования последней.
По принципу дозирования вводимой меха
нической энергии ультразвуковую сварку подра-
зделяют на сварку с фиксированным временем
протекания ультразвукового импульса, с фикси-
рованной осадкой, с фиксированным зазором и
с дозированием энергии по кинетической
характеристике.
При сварке с фиксированным временем про-
должительность сварки задается обычно с по-
мощью реле времени. Статическое усилие дей-
ствует до окончания сварочного цикла.
В случае сварки с фиксированной осадкой
(рнс. 3.79, а) задается осадка полимера fi, т. е.
глубина вдавливания волновода в свариваемую
деталь, под воздействием статического усилия
и ультразвука. Отключение ультразвука осу-
ществляется размыкающим контактом и регу-
лировочным винтом, укрепленным на под-
вижной и неподвижной частях сварочной маши-
ны, Расстояние между контактом и винтом
соответствует заданной осадке.
Схема сварки с фиксированным зазором
впервые предложена Л. Н. Мацюк с сотруд-
никами. Сущность процесса сварки с фикси-
рованным зазором состоит в том, что сварка
Рис, 3.79. Сварка по схеме с фиксированной
осадкой (а) и (б):
I преобразователь; 2 волновод; 3 сваривае-
мый матери юц 4 per у ли р оно ч ный пиит-опора;
5 регулировочный пинт для отключении ультра-
звука
УЛЬТРАЗВУКОВАЯ СВАРКА ПЛАСТМАСС
происходит только в результате динамических
усилии, возникающих при воздействии волново-
да на свариваемый материал. При этой схеме
сварки (рис. 3.79,6) зазор между рабочим
торцом волновода и опорой устанавливается
таким, чтобы свариваемый материал деформи-
ровался только за счет смещения рабочего
торца волновода. В результате воздействия
волновода материал утоняется, а так как сва-
рочная головка зафиксирована и не имеет
возможности перемещаться в вертикальном на-
правлении, то контакт волновода с материалом
после деформации последнего нарушается и
воздействие ультразвука на материал пре-
кращается. Деформация свариваемого матери-
ала при схеме сварки с фиксированным за-
зором не превышает удвоенной амплитуды
смещения волновода (A sc2А) и зависит от
исходной толщины свариваемого материала и
его свойств.
Рассмотренные способы дозирования подво-
димой механической энергии не связаны с из-
менением физического состояния полимерного
материала при повышении температуры.
Для дозирования механической энергии, вво-
димой в материал, может быть использована
также связь между амплитудой смешения
опоры и температурой в сварочной зоне, назы-
ваемая кинетической характеристикой
процесса ультразвуковой сварки. Сущность
способа дозирования вводимой энергии по кине-
тической характеристике состоит в том, что
опора выполнена в виде датчика амплитуды,
и отключение ультразвуковых колебаний осу-
ществляется вручную оператором или автомати-
чески при соответствии электрического сигнала
датчика-опоры минимуму амплитуды смещения,
что имеет место при нагреве полимера до
температуры вязкотекучего состоянии. Приме-
нение схем дозирования вводимой энергии по
кинетической характеристике позволяет сущест-
венно повысить технологическую надежность
процесса ультразвуковой сварки и улучшить
внешний вид сварных соединений.
5. По взаимному перемещению волновода
относительно изделия ультразвуковая сварка
разделяется на прессовую и непрерывную.
Прессовая сварка выполняется за одно рабо-
чее движение волновода. По этой схеме можно
осуществлять как контактную, так и переда-
точную ультразвуковую сварку. С помощью
контактной прессовой сварки получают точеч-
ные, прямолинейные и замкнутые швы различ-
ного контура, например в виде окружности,
кнадрага, прямоугольника, треугольника, э.т
,||ипса и т. и. (рис. 3.76,а), в зависимости
от формы рабочего торца волновода'. При ВС*
пользовании в сварочной головке одного Преоб-
разователя с потребляемой мощностью 1,5*-
2 кВт развернутая длина Сварочного шва К
случае квадрата, прямоугольника и треуголь-
ника составляет 200- 240 мм, длина прямо-
линейных швов — 300 мм, при сварке круглым
волноводом максимальный диаметр контура UIII
составляет 120 мм. Этим способом хорошо
свариваются такие материалы как ни ни пласт,
полиэтилен, полиметилметакрилат, полистирол,
ткани из синтетических волокон, а также пласт-
массы с металлами.
Непрерывная сварка позволяет получать Не-
прерывные протяженные сварные швы путем
относительного перемещения волновода и сва-
риваемого изделия. Для непрерывной сварКН
изделий из полимерных пленок и синтети-
ческих тканей (мешков, непромокаемой одежды,
фильтров и т. и.) используют схемы С фик-
сированной осадкой й с фиксированным *а№
ром. I-
Для соединения пленок, характеризующихся
высоким динамическим пределом вынужденной
эластичности, разработан способ непрерывной
ультразвуковой сварки скользящим инетрумеи*
том. При получении непрерывных швов любой
протяженности оператор вручную переметам1
сварочную головку, а изделие остается непод-
вижным (ручная сварка). Ручная сварка поли-
этиленовых пленок затруднена из-за периоди-
ческого налипания размягченного полимера кв
инструмент-вол повод, что приводит к прожогам
материала. Для устранения этого недостатка
можно применять прокладки из фторопласта,
металлической фольги, бумаги, кальки’ И т: Д,
Ручную сварку можно использовать дли полу-
чения соединений в труднодоступных меСТЙХ,
а также для прихватки деталей перед МВКВ-
низированной сваркой. Впервые в МВТУ’ЯМ,
Н. Э. Баумана ручные ультразвуковые’ ГГИСТО*
деты были применены для резки пластмасс.
Наложение ультразвуковых колебаний на режу-
щий инструмент дает значительное повышение
производительности труда и качества рези
(снижаются усилия резания, уменьшиетей
деформация разрезаемых поверхностей, пол-
ностью отсутствует деструкция пол и мерой).
Применяя специальные волноводы-ножи, плот-
ине скальпели и контурные волноводы со
специальной заточкой, можно разрезать нес
колько слоев синтетических тканей и пленок,
одновременно прорезать и сваривать петли ни
одежде, вырезать без предварительной разметки
из листового материала круглые, иппдрятные,
треугольные и другие детали.
1эе
СПОСОПЫ СВАРКИ ТКРМОПЛАСТОВ
При снарке скользящим инструментом с н..чи
н<1обрнзной заточкой полимерных материалов
нс.ч1шчительной толщины инструмент контакти-
рует е небольшим обтд'мом материала. Таким
способом можно соединять многослойные паке-
ты из полиэтилентерефталатной пленки
(11ЭТФ), а также ориентированные полипропи-
леновые и полиамидные пленки (типа ПК-4),
имеющие металлическое фотоэмульсионное млн
ферролвновое покрытие без предварительного
удалении последнего и т. п.
Непрерывную сварку пленок из полиэтилена,
полипропилена и других полимеров можно осу
ПИК ТТ1ЛНТН путем протягивании материала
между колеблющимся торцом обычного ноже-
ши и полповода и опорой либо путем пере-
мещения материала с помощью вращающегося
ролика, применяемого в качестве опоры (см.
рис, 3.76.6).
При сварке нн вращающемся ролике враще-
ние ролика обеспечивает перемещение свари-
виемого мнтермяли под волноводом и поз-
воляет ре гул яро наг к скорость сварки. Этот
способ можно применить для получения швов
любой конфигурации (прямолинейных, криволи-
нейных и т д.).
Непрерывные протяженные швы могут быть
также получены шовно-шаговой сваркой. Сущ-
ность кого способа заключается в том, что
после снарки шва материал освобождается из-
под полпонода и передвигается па шаг сварки.
Причем каждый последующий шов частично
перекрывает предыдущий. Этот способ приме-
няют для изготовления одежды из синтети-
ческих тканей и соединения различных пласт-
масс толщиной 0,1 3 мм.
В отдельных случаях производительность
ейиркн изделий на полимерных пленок может
быть значнч-елщю увеличена при условии при-
менения прессовой сварки вместо непрерывной
111ОН1ШЙ. Так, шовная сварка горловин мешков
из полимерных пленок, наполненных химически-
ми удобрениями и т. гт., может быть заме-
нена сваркой «в пучок» или «в гармошку»
(риг. З.НО). При атом процесс соединения про-
исходит за один рабочий ход волновода,
что позволяет увеличить производительность
герметизации продуктов в 3 5 раз по срав-
нению < непрерывной шовной сваркой.
Основные параметры ультразвуковой сварки,
к>1рпктерпзующие выделение энергии в зоне
1-ПСД1ПИШПЯ, амплитуда колебаний рабочего
inpna нолпонолд А |мкм), частота колебаний
/ (кГц), продол ж итсл ппость ультразвуки по го
импульса (с) или в случле непрерывной
chapкп скорость ц (м/с) и сварочное стати-
Рис. 3.80 Ультразвуковая сварка горловин
полиэтиленовых мешков «в гармошку»
ческое давление РГ1 (Па) или усилие прижа-
тия (Н) волновода к материалу. Следует
учитывать и дополнительные параметры режима
сварки, к которым, га частности, относятся
размеры, форма и материал опоры и волно-
вода, материал теплоизоляционных прокладок,
температура предварительного подогрева волно-
вода и т. д.
Оптимальные па ра метры реж има сварки
зависят от свойств свариваемого материала,
толщины и формы изделия, состояния контак-
тируемых поверхностей и ряда других факто-
ров, поэтому в каждом конкретном случае
их устанавливают экспериментально примени-
тельно к реальным изделиям с учетом
используемых технологических приемов. Оценку
режима сварки обычно проводят по показа-
телям прочности сварного соединения. В зави-
симости от требований, предъявляемых к свар-
ному изделию, проверяют его герметичность,
деформацию и другие показатели-.
Основные параметры режима взаимосвязаны.
Время, необходимое для сварки, зависит от
амплитуды колебаний и сварочного давления.
При более высоких амплитудах необходимые
свойства сварных соединений могут быть до-
стигнуты при меньшем времени сварки, и наобо-
рот. Определяющим параметром режима ульт-
развуковой сварки является амплитуда коле-
баний рабочего торца волновода (30— 70 мкм).
Оптимальному значению амплитуды соответст-
вует максимальная прочность и качество
сварного соединения. Амплитуда колебаний,
необходимая для обеспечения качественной
сварки, связана со сварочным давлением и,
кроме этого, зависит от геометрических разме-
ров свариваемых деталей, толщины; тина сва-
риваемых полимеров и материала опоры.
11ри амплитудах меньше оптимальной (при
У,!||>ТРАИНУК<Н4ЛЯ СНАРКА ПЛАСТМАСС
iioci они пых значениях дивден11 я и времени инода
ультразвуковых колебаний) механической энер-
гии иедоста точно дня образования сварных
соединений, а при значениях выше он Сима яв-
ного происхорт разогрев материала иод волно-
водом, что сопровождается выдавливанием рас-
плава и деструкцией. Зависимость прочности
сварных соединений от сварочного давления
при постоянных значениях амплитуды колсба
иий н времени ввода ультразвуковых коле
маний носит, как правило, зкегремальный ха-
рактер.
Пониткснная прочность сварных соединений
при некоторых малых давлениях связана, по-
видимому, с вводом недостаточного количества
механической анергии, при больших давле-
ниях — с уменьшением амплитуды колебаний
горца волновода вследствие защемления сиете
мы я нарушения резонансного режима
работы, со снижением потер в на внешнее
трение н, наконец, просто с механическим
разрушением ( продавливанием ) материала в зо-
не соединения. Продолжительность ультразву-
кового импульса в основном зависит от ампли-
туды колебаний и сварочного давления и нахо-
дится в пределах от долей секунд до 3 с.
Свойства сварных соединений зависят не
только от параметрон режима сварки, по и от
определенной последовательности и продолжи-
тельности действия каждого параметра — так
называемого рабочего цикла. При ультразву-
ковой сварке рабочий цикл определяется по-
сле-до вательп остью приложении давления, вклю-
чения, прохождения и выключения ультразву-
кового импульса, выдержки изделий под
давлением и снятия давления. В процессе
сварки давление может оставаться постоя иным
i-ли изменяться. Цикл сварки, в значите.,ihhoh
степени определяющий прочность сварного сое-
динения, при разработке технологии сварки
закладывается в основу выбора при i Гни п на ли-
пой схемы механизма давления и включе-
ния ультразвуковых колебаний сварочных ма-
шин.
Наиболее распространенный рабочий цикл
ультразвуковой снарки (статические давле-
ние — ультразвук) представлен па рис. 3.81,а.
В пом случае трагическое давление /<.,
прикладывается до включения ул ьтр а звуковых
колебаний и-, продол ж итеш.щоет в преднарн-
гелиного сжатия), остается постоянным в тече-
ние всего цикли действия ультразвуковых ко-
н-6 а 11 в 11 и счшмается с чап.чздыианием пн
I,. Охлаждение материала сварного шва пани
нИт'ТсЯ. koi .т.п детали еше сжагы между водно-
водим и опорой. В течение lux-i'l сварочной
Рис. 3.81. Рабочие циклы при улыразну НОВОЙ
сварке
операции ультразвуковые колебания вводятся
без перерыва (в виде одного импульса).
Продолжительность сварки зависит от тол-
щины свариваемых полимеров и составляет
0,1 3 с. Такой цикл сварки нс пользуют
на ультразвуковых установках |\АТУ-0,4, МТУ-
1,5, УИК-15, УПМ-21 и др.
Для сварки изделия и,з полимеров, НЯ по-
верхности которых находятся различного роДН
загрязнения, предложен особый рабочий UiTWt
(рис. 3.81,6), при котором ультразвуковые 'ко-
лебания включаются до приложения cThTHMW1
кого давления. Предварительны!'' включений
ультразвука позноляккг очищать CBdplfBfieUfWt'
поверхности, загрязненные различными neiric-
ствамп. По окончании воздействия ультрнчву-
ко вых колебаний давление снимается г ;шшг1ды-
вапием на г:1.
При сварке по атому рабочему циклу
11свод।,зуюг волноводы, но рабочей rionepxiioci п
которых имеется выступ с насечкой. При ви<‘Д
рении этого выступа с насечкой в размги
пенный полимер рисунок ищ-ечкп ниипситен ни
сварной шов, что благоприятно влияет пи ин
честно шва. Такой рабочий никл и с t и ы ь i у io i
тля сварки । нтл 11зт i ц i с но в ых коробок и чуй, ни
полненных жидкостями, имеющими Гн on, шую
IIJI3K t Ч"Г11 •
llpn и ub'.'i Hi'i IM жестки\ iiojiпмирпн,
СПОСОВЫ СНАРКИ термопластов
я особенности если смирной iiiini имеет
iiKeiirrc.iibHyio протяженность, применяют рабо-
чий цикл, предста пленный на рис. 3.81,и.
II '/том случае с целью уплотнения и повы-
шении прочности спорного шва непосредственно
после выключения ультразвуковых колебаний
увелнчинастся даменнс па волновод, Повышен-
ное давление (ковочное усилие) должно
едглонать чн выключением ультразвуковых ко-
лебаний перед небольшой, строго контролиру-
емый интервал времени tM, При большом
I ,ь 11 р и ме I iei 111 е проковки не дает результатов.
Тип кик свирнпремый материал успевает остыть
ди ее начала. При очень малом t,K возможно
И ы даиливанне расплавленного материала из
места сварки под действием значительного
копоши до усилия В атом случае возможны
выплески и прожоги полимера. Приведенный
рибочий цикл целесообразно нспользовать при
необходимости получить герметичный шов на
облк-мных деталях., выполненных из ударопроч-
ного полистирола. При этом применяют
епшишлышП’ разделки шва в виде замковых,
клиновидных канавок.
Па рис. 3.81, и показан нежелательный ва-
риант рабочего цикла ультразвуковой сварки,
црп котором выключение ультразвуковых коле-
баний происходит при предварительно снятом
сдирочном да в, лен ни. Такой -рабочий цикл не
обегиечпцает получение качественного сварного
IIIIIII
!).«. СВАРКА ПЛАСТМАСС ТРЕНИЕМ
Сущность процесса. Снарка пластмасс трени-
ем огнонаин ни нагреве соединяемых поверх-
ностей за счет превращении механической энер-
гии трении в теплоту.
11оекольку пластмасс bi обладают низкой
тсилонроподностыо от зоны контакта деталей,
подвергающихся трению, отводится незначи-
'le.iHiiioe количество теплоты и поэтому нагрев
их происходит быстро. Используют сварку
треннем ну тем вращения соединяемых деталей
и сварку путем колебательных движений —
вибритрещш.
Зп счет выделяющейся при трении теплоты
(ершн 1ЛИСТ11Чный материал переходит в вязко-
цщучее состояние (плавится) и под воздей-
eiiiHOM прикладываемого при этом усилия часть
рпсилпна вытехкщ'т н процессе трепня (оплав-
,и-|111 я) сварипнемых деталей, При накоплени и
и х1ыкс Щ'чйхо.'щмого кс1ЛШ1ес'т1ш рщш,.t,ii«i
процесс 1 репин прекращается и детали ежи
м.а Ю1с я (оса ж । пшюте я I волу чается пе-
ра I Ы'мнос 1'оедиш'пне,
Сварку трением вращения применяют при со-
единении деталей, имеющих форму тел враще-
ния. Вибротрением можно сваривать несиммет-
ричные детали практически любой конфигура-
I s и и.
Кинематически сварка вращением может
производиться при непосредственном контакте
стыкуемых деталей вращением одной из них
(рис. 3.82,о) либо нращением обеих, а также
вращением специальной вставки между свари-
ваемыми деталями (рис. 3.82,6). Вставка может
быть остающейся после осадки и представлять
собой элемент сварной конструкции. В этом
случае вставка должна быть из того же ма-
териала, что и свариваемые детали, а конструк-
ция будет иметт. два сварных шва. Возможно
применение вращающегося элемента, который
после оплавления контактирующих с ним де-
талей удаляется, а детали соединяются путем
осадки (рис. 3.87,6). Недостатком последнего
метода является то, что после удаления встав-
ки расплавленные поверхности контактируют
с атмосферой.
Наиболвшее практическое применение имеет
схема снарки вращением, при которой одна из
свариваемых деталей неподвижна. В этом слу-
чае выделяющаяся тепловая мощность. (Вт/с.м2)
может быть определена по формуле
A^2/3nPf«/?lO-2, (3,48)
где Р — давление, МПа; f коэффициент тре-
пня; п — относительная скорость вращения,
об/мин, R — радиус поверхности трения, см.
Преимущество способа сварки трением состо-
ит в том, что при трении в месте контакта
разрушаются все поверхностные ингредиенты,
образовавшиеся до начала процесса сварки.
В процессе сварки расплав защищен от влияния
атмосферы, чем в значительной степени исклю-
чены процессы окисления макромолекул, нахо-
дящихся в активированном состоянии. Несмотря
на кажущуюся простоту способа сварки тре-
нием, механизм образовании сварного соедине-
ния в действительности достаточно сложен.
По поводу механизма образования соединений
высказан ряд гипотез. Механизм образования
соединения трактуют с различных научных
позиций, но очевидно, что при сближении
ювенильных и идеально параллельных поверх-
ностей между ними могли бы возникнуть
силы взаимодействия, достаточные для обра-
зования неразъемного соединения самопроиз-
вольно без затрат энергии извне. Однако
реальные поверхности, имеющие перо пи ости
и загрязнения, при сближении могут иметь в
.пуншем глуше дискретный физический коп такт
(’.ВАРКА ПЛАСТМАСС TPIJIHI’M
13»
Рис. 3.82. Схемы сварки трением и характер изменения параметрон режима шпроцеесе снярКН
трением прошения:
и сварка в ращением ид вой и з стыкуемых деталей; 0 — сварки вращением нети вки; я свирка впЛрйтр*-
нием: . изменение крутящего момента Af,, осевого давления при оплавлении и при осадке Р „ ; (И-личКИН
оплавления 5; скорости вращения eip
Следовательно, для осущестплепня соедине-
ния термопластов при сварке необходимо:
Н повышение активности макромолекул сопря-
гаемых слоев деталей с целые увеличен ня
вероятности их взаимной ориентации, взаимо-
денствия н последующего ассоциирования в над-
молекулярные структуры; 2) удаление с поверх-
ности абсорбированных веществ, загрязнений и
оксидных' пленок с целые образования ювенилв-
зых поверхностен; 3) создание физического кон-
такта сопрягаемых поверхностей в пределе до
номинальной, т. е. до полного контакта но
всей плоскости.
При сварке термопластов трением первое
условие выполняется за счет регенерации
механической работы трения в тепловую энер-
гию. Второе условие реализуется при износе
поверхностей в процессе трения и эвакуации
и i зоны контакта свариваемых деталей загряз-
нений радиальными силами, 'Гретне, условие
выполняется путем сжатия сопрягаемых деталей
внешними силами как в процессе нагрева, так
и при осадке. На всех этих стадиях важней-
шим являются реологические процессы, без
которых не может происходить ни сближение,
ни взаимная ориентация макромолекул, ни уда-
ление экранизирующих ингредиентов, и следо-
нательно, пи образования сварного соединения.
Снарка трением обладает рядом важных
преимуществ: высокой производительностью,
малым потреблением энергии и мощности,
высоким качеством сварного соединения, ста -
бил и пост I.io mi честна епщшых соединений.
возможностью сварки разнородных иласгмпсе,
гигиеиичиостьЕО процесса и т. л.
Конструкции сварных соединений, В процессе
нагрева спариваемых поЕщрхностей прежде пев'
го необходимо обеспечить центровку спарнике-
меых деталей, избежал, потери формы стыку-
емых кромок под действием продольных уси-
лий в процессе плавления, избежать вытекания
в грат плавящегося полимера. с)то особенно
важно при соединении тонкостенных сосудов.
С этой целе.ю кромки соединяемых деталей
должны иметь специальную форму: одни из де-
талей должна иметь паз или выточку, И кото-
рый входит кромка другой детали (рнс. З.ЙЗ,
и—н). В процессе трения расплав течет ИДОЛЬ
стенок паза, обеспечивая сдвиговые напряжений
и расплаве. При конструировании и подготов-
ке к сварке деталей, имеющих различную
конфигурацию, необходимо прелусмятрнпйТЬ,
чтобы соединению подвергалисч, pilliHlite (оди-
наковые) толщины.
Во избежание концентрации напряжений п
шве при работе сваренных деталей, л тикжг
необходимости получения симметричных тепло-
вых полей, следует предусматриш!тъ сшггнС’1 -
ствующие выступы в более массивных дети,чих.
Высота выступа должна быть рапной (1.5 I
сечения наиболее тонкой детали. При снарке
грением вращения деталей сплошного сечения
снаршшемыс поверхности должен.! иметь iikihvk-
,'1(>ст|. ио осп с уклоном I 1,Г>;' к кром
ЕбЕм. Яго снята но с щч 16 ход и мосты не более
равномерного pa lorpeim цп площади коптанчн,
14(1
СПОСОБЫ СВАРКИ Tf'l’M()!'l,!IAC’T()Ji
I’uy. 3.83. Конструкции paзделок выточек вкром-
H;ix тонкостенных rc..‘i прошении для сварки тре-
нием:
11 г у Г> 1111; । выточек; ВЫС01 а вы ст у нов; А
г н.'| in ниц с Генки; ai угол наклона выточек:
а.' уп1..1 нлк.-гоиа выступи
гик кик в середине аффект трения и. следо-
н тел в но, пнтенсинность нагрева минимальны.
Вынунлость Н..Т1Г конусность на стыкуемых по
нерхноетях позволяет начать оплавление с цен-
тральной чисти детали.
11 и роцесее о или иль1 пня при нагреве дета-
лей и последующей осадки происходит выте-
ки нис рисплатш ин тоны контакта. Поэтому
ирн конструировании сопряжений деталей необ-
ходимо щюдуемнтригшть специальные компен-
ептюииые павы и зазоры, в которых собирал-
ся бы чпикупрусмый paciL.iuB (рве. 3.83, с — е).
Рнтмсры -лих TexHoaoriHiecKii необходимых
элементов опрело,,тягот исходя из объема ныте-
киющето расплава, ранного произведению не.ш-
чины осадки на площадь поперечного сече-
ния деталей в месте сварки.
Ilpu конструировании деталей под сварку
виброгрснием, наоборот, следует предусматри-
вать простую конфигурацию соединяемых кро-
мок, чтобы имелась Bo.iMoaniocTii их нзаимно-
(о смещения при угловом, продольном или по-
перечном движении.
Режимы свирки. Ос ионные параметры при
снарке нра mi'll нем и а стог а вращения [число
nOnpimm и единицу времени), усилие прижя
1ИН ,'и ‘1; I,. I ей в процессе трения (усилие
она aidcHim ). время трения | в; тем я на грена I
в уд и,.пи' осадки ( рис. ) 1.84 }.
11 ри ШИ'.ч i-111111 в копти кт сил рннаемых .дета
лей cKiipoci ь нра щен и я немною уменьшается
.-I Го । н lOKeinie скорое । и следует пред уем и грина 11.
Заранее. Во время процесса оплавления I и а <
грена} скорость вращения практически не мег
11 я ет ся.
Осс'вое давление при оплавлении Р„„ быстро
достигает заданиот о уровня, и пропорционально
ему изменяется крутящий момент сопротивления
зажатой детали. Во время оплавления крутя-
щий момент остается постоянным, хотя осевое
давление немного снижается. Величина оплав-
ления .S растет прямо пропорционально време-
ни. Наклон прямой, характеризующей укороче-
ние оплавляемых деталей, зависн! от пере-
менных параметров процесса сварки.
Для данного значения осевого давления
Ре, нагрев почти прямо пропорционален
скорости трения, которую, например для труб,
можно считать как произведение угловой ско-
рости на средний радиус. Как показали эк
сиериментальные исследования, крутящий мо
мент уменьшается е повышением скорости
трения. Однако снижение ие настолько велико,
как это можно ожидать. Например, пятикрат-
ное увеличение скорости вращения, с пропор-
циональным увеличением нагрева при треиии,
приводит к незначительному уменьшению крутя-
щего момента (рис. 3.84,а).
рис. 3.84. Характер изменения параметров режи-
ма снарки трением вращения некоторых термо
ir.Tiic тип; Л1кг, круп ищий момент, а „„ с ко-
рост и шы;|имения . с,,, скорость трепня ;
осевое давление:
I 11'1.111.1 MU 1 Illi, У III I..T J: MCI I.T ЧС I "J кр 11Л.Д . Д
II Illi Illi.Т.Н I
СВАРКА ПЛАСТМАСС TPfiHJIKM
HI
' У вели чей не weuuio давления, (давления
'.оплавления Р«г.) ведет к росту крутящего
Момента (рис. 3.84,в). При давлении до 3 ЛАП а
Крутящий момент, имея линейную зависимость,
быстро нарастает, в пределах давления
ij—4 МПа наблюдается переходный процесс,
а при дальнейшем повышении давления —
снижается на порядок.
Повышение температуры в стыке зависит от
теплофизячетких свойств материала, а также от
коэффициент а трения. Различна и температура
в стыке при сварке. Например, при одинаковых
условиях сварки труб из винипласта и полиа-
мида -66 температура расплава в стыке у полна-
мидпых труб почти в 2 раза выше, чем в
стыке труб из винипласта. При этом скорость
теплообразования у полнами да-66 оказалась
(зкже выше, чем у винипласта. В этом опре-
деленную роль играет коэффициент трения,
который при измерении в условиях сварки
трением для труб наружным диаметром
12,75 мм и внутренним 7,45 мм для вини-
пласта составляет 0,35; поли метилметакрила-
та — 0.41 и тюлиамида-66—0,76.
Но физической сущности эти коэффициенты
близки к коэффициентам вязкости при сдвиге
и изменяются при изменении температуры в
стыке. Следовательно, изменение технологичес-
ких параметров ведет к изменению коэффи-
циента трения. Например, в процессе сварки
труб при давлении 6,2 МПа с разной ско-
ростью коэффициент трения для некоторых
материалов имеет сж\| дующие значения:
Скорость тре - Вини- Полмметил* Полн-
ння, м/с пласт метакрилат аммд-66
0,2 0,085 0,12 0,22
2 0,063 0,084 0,12
Скорость оплавления ы.,,, с увеличенном
скорости трепня растет, Однако этот рост ДЛЯ
разных материалов не одинаков (рис.
Например, винипласт, рассматриваемый обычно
как материал, имеющий высокую вязкость/ на
самом деле показывает более высокую скорость
оплавления по сравнению с Другими термо-
пластами.
Одно из возможных объяснений этого НВЛСНИИ
заключается в том, что расплавление и вытека-
ние в грат расплава при сварке трением
ПВХ происходит равномерно. При свирке
других материалов ыа поверхности раздела
образуется топкий слой с очень низкой Ияз-
костью, который под давлением вытекает, И
в контакт вступают вновь относительно холод-
ные поверхности. Для образовании ноного
расплавленного слоя необходимо дополнитель-
ное количество теплоты. Поэтому, хотя КМ-
котекучий слой образуется быстро, непрерывный
процесс его восстановления приводит к низкой
скорости оплавления.
Увеличение осевого давления до 2 МПа при
постоянной скорости трения ведет К увели-
чению скорости оплавления (рис. 3.84/) [50|,
Повышение давления более 4 МПа приводит К
снижению интенсивности роста скорости оплав-
ления. При этом следует обратить внимание
иа то, что оплавление ПВХ происходит с боль-
шей скоростью, чем других термопластов.
Сваркой трением могут соединят!/»! полиоле-
финн, полиамиды, и и пи пласт, поли метилмета-
крилат, полиоксиметилен и другие термопласты,
если детали ire теряют формы tip а их за-
жиме в патронах и оправках устройств Г)ри
трении и осадке. При непосредственном ХОН'
такте свариваемых деталей скорости врйЩЖИМ
составляют 0,16 3 м/с (табл. 3,29), При
3.29. Параметры режима сварки термопластов трением вращения
при непосредственном контакте
Материал Стыковое соединение Скорость вращения, м/с Давление, МП*
осадки ОПЛ«АЛ«ННЯ
Винипласт С прямыми кромками 1,6—2,5 0,3—0,8 0,35—0,6
С косыми кромками (в ус) 1,6—2,5 0,2—0,5 0,15—0,2
ПЭНД С прямыми кромками 1,5—3 0,2—0,5 0,15—0,2
С выточкой и кромке 1,5—3 0,2—0,5 0.15-0.2
ПЭВД Сплошные прутки 1,5—2,17 0,15-0,3 0,05-0.1
С выточкой в кромке 1,5—2,17 0,15-0,3 0,05-0.1
пп Сплошные прутки 1,8-3 0,2-0,5 0,15-0,2
С выточкой в кромке 1,5-3 0,2—0.5 0,15-0,2
Полиамиды С выточкой в кромках 1,5-2,17 0.15—0,25 0,15—0,25
142
СПОСОБЫ СВАРКИ ГГ-1»МОГГ.',1ЛСТ<>в
3.30. Режим сверки термопластов вибротрением
Матерная Давление сжатия. МПа Продол- житель- ность сварки, е Величина осадкиt мм Материал Давление 1 сжатия . МПа Продол- житель- ность сварки, с Величина осадки) ми [
ПЭВД ПЭНД Полистирол Пол нмстил мета- крилат 0,2 0,37 0,25 0,65 9,5 8 6 7 0,4 0.4 0,4 ] Винипласт 1 Капрон । Пластикат ПВХ 0,95 0,45 0,75 6,5 7,5 6 0,4 о,з 0,4
ениркг и[1:111l<imit'ilся и удаляемой вставкой
cki >| । ост i. при щецня вставки должна быть
Н,3 II) м/с.
11|>п пиб|чц'Щ1рке скорость перемещения сос-
I виляет обычно 0,15 4 м/с, частота 100 Гц
и амплитуда 0,5 5 мм. Длительность про-
цесса снарки наиисит от материала, прилага-
емого длвлепия, скорости вращения и состав-
ляет 10 180 с.
11рп свирке вибротрснием по всей контакт-
ной поверхности зоны шва происходит равно-
мерное выделение теплоты. В этом случае
прижитые с нормируемым усилием детали слви-
гщог'ея от ноентельио Друг друга с определенной
амплитудой и частотой вибраций. Ориентиро-
вочные париметры режима сварки выбротрением
е амплитудой 1,5 мм и частотой 50 Гц
и скоростью перемещении свариваемых деталей
0,15 м/с приведены в табл. 3.30.
'Голминш слоя, переходящего в вязкотекучее
состояние (Ч1ар)цщемыхтреннем деталей, обычно
невелики,- в святи с чтим ее остывание
происходит быстро. Поэтому во избежание
разрушения соединения по зоне сварки пли
обрнзопииий и шве надрывов необходимо
избе гиги i г [1 оскал i .зы гш н и я соединяемых деталей
и процессе их осадки после оплавления.
('ледов1|тел1.ио, требуется строгое ограничение
времени торможения по окончании оплав-
лении. Это в первую очередь относится
к гнпрке полимеров, имеющих узкий темпе-
|ш।уриый интервал вялкотекучего состояния.
После осадки с на]) ное соединение должно
нхлаждп ri.cn под давлением в течение не менее
б 15 мин.
Прочность сварных соединений. Оптимальные
iHipiiMvvpbi режима свирки зависят от многих
|||;|1сгорои даже для одного и того же материал,-!.
Лучшие мех<1|ш<1еские свойств.;! шва' достига-
ются при более продолжительном нагреве.
Для !1о,шг-л1ыеш1 температура сварки выше
о|го।м;i,ii।,111н"| оказывает менее вредное влияние,
чем ниже оптимальной. Прочность сварного
шва не слишком зависит от осевого давления
в диапазоне 0,1 -^0,6 МПа. При меньшем давле-
нии получаются нестабильные свойства. Анализ
большинства полученных результатов показы-
вает, что при сварке встык прочность зависит
от температуры поверхности раздела, продолжи
тельностн периода нагрева и количества вытес-
ненного расплава во время процесса оплавле-
ния.
Низкое давление осадки приводит к получе-
нию швов с плохим качеством, по вместе с
тем применение высоких давлений тоже неже-
лательно. Высокое давление вызывает вытека-
ние всего расплава из зоны стыка и созда-
ет условия для полной поперечной переориен-
тации полимера в сварном шве. Последнее
приводит к тому, что материал шва при на-
грузках работает совершенно в других условиях,
чем основной материал и его механические
свойства, особенно длительная прочность, резко
снижаются. Следовательно, осевое давление при
сварке должно быть оптимальным. Например,
при сварке пол и метил метакрил ат а для под
держания, высокой температуры и по воз-
можности более продолжительного времени
3.31. Относительная кратковременная
прочность стыковых соединений,
полученных сваркой трением
Свариваемый термопласт Относительная проч- ность прн сварке
без вставки с удаляе- мой встав- кой
Винипласт 0,8-1 0,8—1
ПЭНД 0,8-1 0,8—1
пэвд 0,9—1 —
ПП 0,8—1
П<Vi ним иды 0,8—1
11<ui и метилмнтп кридит 0,8—0,9 —
СВЛРКЛ НЗЛУЧЕНИГ.М
нагрева, nciit>.,ii>:i<>tsii..in комбинацию низких осе-
вых давлений (0,5 2 AM 1а) и относительно
яи.зки.х скоростей трения (1,8—2 m/cj. При атом
обнаружено, что с увеличением осевого давле-
фш до 2 МПа прочность сварного шва повы-
силась. Так, при скорости трения 2 м/с
и 'осевом давлении 0,7 МПа прочность сварного
соединения составила 0,8 прочности основного
материала, а при давлении 2 МПа прочность
сварного соединения увеличилась до 0,87.
Характеристики относительной прочности сое-
динений, получаемых при сварке трением, пред-
ставлены в табл. 3.31.
3.7. СВАРКА ИЗЛУЧЕНИЕМ
Сущность процесса. Сварка пластмасс излу-
чением основана на способности пластмасс
поглощать лучистую (фотонную) энергию и за
счет этого нагреваться. В результате поверх-
ностные слои деталей из термопластов пере-
ходят в вязкотекучее состояние и е приложе-
нием необходимого давления свариваются.
Соответственно виду источника и характеру
генерируемого им излучения различают следую-
щие разновидности сварки: I) инфракрасным
(ИК) излучением; 2) светом видимого диапа-
зона (СВД); ,7) .тазером (оптическим квантовым
генератором).
Особенностью сварки излучением является
отсутствие непосредственного контакта нагрева-
тельного инструмента (излучателя) с нагрева-
емой поверхностью, что исключает необходи-
мость применения мер по предупреждению
адгезии расплава к нагревателям. При нагреве
поверхностей деталей не происходит принуди-
тельного вытеснения расплава в первичный
грат. При сварке пленки не образуется так
называемый подрез ио границе шва, возника-
ющий при контактной сварке нагретым роли-
ком, полозом, утюгом.
Процесс нагрева излучением легко регули-
руется в широком диапазоне путем изменения
мощности лучистого потока (температуры на-
грева излучателя) и расстояния до облучаемых
деталей.
Интенсивно поглощаются термопластами н
трансформируются в теплоту излучение инфра-
красного диапазона светового спектра. Это не-
видимое глазом электромагнитное излучение с
длиной волны в пределах 1—2 мм — 0,74 мкм;
ИК-и.злученне с длиной волны <2,5 мкм
пропускается полимерными материалами; из-
лучения большей длины поглощаются даже
чистыми полимерами. Например, полиметил-
метакрн.'шт при толщине листа до 3 мм про-
пускает примерно 90% излучешщ с длиной пол-
ны 0,7—1,1 мкм и лишь 30% излучения с боль-
шей длиной волны (О мкм), Лист Н'г)
полиэтилена низкого давления при той же тол-
щине пропускает 70% излучения е лдницЙ
волны 1 30 мкм [34].
Интенсивность И К-излучен ня пропорцио-
нальна четвертой степени температуры Излу-
чающего инструмента;
</и = ci'.f? \ {3.4®)
где qu - мощность излучения, о по стон няни
Стефана-Больцмана; F площадь поверхности
излучателя; е - степень черноты поверхности;
Т — абсолютная температура излучатели.
Максимум распределения энергии в спектре
при повышении температуры инструмента-излу-
чателя смещается в сторону коротких ВОЛН.
Не вся энергия излучения поглощается облу-
чаемой поверхностью детали, часть ПОТОКА
отражается или рассеивается и л ишь часть
проникает в толшу детали, трансформируясь
в теплоту. Но степени поглощения термопластом
И К-излучения можно судить о возможности
его нагрева. Практически способность к погло-
щению излучения термопластичными материа-
лами зависит также от имеющихся и них до-
бавок (наполнителей, пластификаторов, стаби-
лизаторов, пигментов и т. д.).
Для сварки используют излучатели, в которых
элементы накаливания имеют температуру, как
правило, выше 1000°С (до 2.КЮ--Й2()(),’С). Ос-
новными параметрами процесса сварки излуче-
нием являются мощность излучения (темпера-
тура нагревателя), время нагрева сиариппемых
поверхностей, усилие и скорость осадки после
нагрева [26].
Конструкция сварных соединений. Конструк-
тивное оформление сварных соединений н схеме
их сварки излучением взаимосвязаны. Оспомиым
типом соединения пленок являете» нахлестом-
ное, реже применяется рантовое (Т-обрпзнм).
Иногда, особенно при изготовлении мелкой
тары, из тонкой иеармированной пленки
можно получать соединения путем оплавления
торцов листов, уложенных друг на друга.
Нахлестку для ИК-сварки неар ми роки иных
пленок обычно принимают не более 10 мм,
а для армированных пленок определяют ио
той же методике,- что и для тепловой кон-
тактной сварки. Листы, трубы и другие изде-
лия сваривают встык. Непременное уел он не ти
кого соединении равенство сечений н еоедищ-
нии как по толщине, так н по ширине
Для пленок наиболее удобная схема сварки •
сборки внахлестку и облучение епаружн
144
СПОСОЙЫ СНАРКИ ТНРМОПЛЛСТОВ
Рис. 3.85 Схемы сварки излучением:
«, ж юк-нкп внахлестку проплавлением; б - пленки внахлестку оплавлением; в, е, д - деталей встык при
нигрит- сипринаемых торнов; с листов линолеума встык с зазором при одностороннем нагреве:
I источник снега; 2 - рефлектор; 3, 4 свариваемые детали' 5— подложка; 5 — прижимные ролики;
7 отклоняющее луч зеркало; 8 фокусирующая линза; 9 выходной тубус лазера; 10 И К-излучатель
(рис, 3.85, а,ж], При этом энергия излу-
чении чигтпчпо поглощается подложкой, кото-
рли становптся дополнительным нагревателем.
Ло другой схеме (рис. 3.85, б) облучение
щпщ.щодится по па просвет, а между кром-
ками нахлестки, т. г. нагреваются непосред-
ственно соединяемые поверхности, Оплавьте иные
поверхности .татем прикатываются роликом.
При одностороннем нагреве (рис. 3.85, а)
(ОЛ1ИИ1Ы щшривиемого пакета пленок ограниче-
на. Например, при использовании в качестве
не।'"Iника излучения еилитовога стержня с тем-
першурой 12()(.Г'С, расположенного на
|нк гтояинп 12 мм от нахлестки, и подложки
ин черной микропористой ренины предельная
iTMiNiiiui евпрпннемшо пакета пленки из ЛЭНД
может быть 1,5—2 мм. При сварке свето-
вым излучением листов используют схему пря-
мого облучения (рис. 3.85, в) или косвенного
(рис. 3.85, <5). При укладке линолеума на пол
для получения стыкового соединения использу-
ют схему сварки с технологическим зазором
(рис. 3.85, г). Сварка встык линолеума ведется
либо без присадки, либо с присадкой. В по-
следнем случае присадочный пруток также
нагревают специальным излучателем с обяза-
тельной прикаткой в технологическом зазоре
или в разделке.
При снарке труб и фигурных изделий чаще
всего используют металлические ПК-излучатели
(рис. 3.90, <>. Расстояние от излучателей до на-
греваемой поверхности определяется н основном
геометрическими параметрами излучателей,
равномерностью потока от рабочей поверхности
до излучателя. Чаще всего этот зазор
принимают не менее 10 мм.
Выбор термических параметров, К термичес-
ким параметрам при сварке излучением можно
отнести температуру сварки 7™, которая зависит
от природы нагреваемого термопласта и разме-
ров детали. Температура сварки фактически
измеряется на поверхности нагреваемой детали,
т. е. 7'ГВ = Т„.
При условии адиабатических границ нагре-
ваемых поверхностей распространение теплоты
может быть представлено одномерной схемой,
тогда температура поверхности Т„ нагреваемой
детали:
Т„^урди/ (АЖ), (3.50)
где q> — коэффициент теплопередачи; р — коэф-
фициент поглощения ИК-излучения облучаемым
материалом; — мощность излучения, Вт/смг;
fe — коэффициент, представляющий собой фун-
кцию времени (рис. 3.86); X.— коэффициент
теплопроводности материала, Вт/см"-К.
Глубина проплавления
hei,^ (1/^)1п(фр^„/(А?,Тш,)), (3.5!)
где Г,и температура текучести данного тер-
мопласта.
Мощность излучения q„ тем больше, чем выше
температура излучающей поверхности инстру-
мента. Поглощенное нагреваемой поверхностью
излучение составляет лишь чэсте> поток fl qt,
что учитывается коэффициентом теплопередачи.
Коэффициент теплопередачи в значительной
степени зависит от формы и размеров излу-
чающей и поглощающей поверхностей, « также
от взаимного их расположения.
Согласно этому методу, например, стелена
нагрева кромок труб из термопластов Пред-
ставляют разностью потоков, падающих И*
площадь, ограниченную наружным диаметром
трубы и внутренней окружностью. При умень-
шении диаметра или толщины стенки трубы
или при увеличении среднего диа метри излуча-
теля, а также при увеличении расстоянии между
излучателем и торцом трубы коэффициент
теплопередачи уменьшается (рис. 3.87). Часть
энергии излучения рассеивается и хврактери
зуется особым коэффициентом рассеяния.
Каждый термопласт в зависимости от его
природы и качества поверхности обладает спой
ственной ему поглощающей способ постниц
характеризуемой коэффициентом поглощения р
Часть энергии излучения, отражающегося от по
верхноетн, характеризуется коэффициентом от-
ряжения.
Коэффициент поглощении для одною и того
140
('.НОСОВЫ СПЛРКИ TI'I’MOIL'IAC.ToH
Рис. 3.8Н. Изменение температура при облуче-
нии пленки ПЭВД (6- 45-|-4й мкм). Излуча-
тели — с I ел н io вы й стержень при температуре
105Д С на расстоянии 16 мм:
I — на 11 ...дли ке j черная ми к р он ори ста я резина);
2 и нахлестке; 3 на поверхности
I'ii. !( К" 'I,।иiu11мостt> коэффициент;:, лучистой
i। ।i.'ii11и-1и'л.iч11 i|. от расстояния 5 до торца труб
при с | K'.'l.i I с м диаметре и.мучатся я |25|:
a Inn нм- п 2IH) чм. Дли труб л на метр сип и
I и.чш nii.iii. им- / 2!>Х2; 2 50 Х2; 3 — IJ П X 6;
I 2,1 3 ,'1(1X2; f> ,' XI XX 7 — I 1 i.l X и
Же герм.шлщ’1 а с увеличением значения удель-
ного 11; । д; । кипе го и глучеиия и времени нагрева
|и 1.1р;нт;11 I |см. рис. 3.86, в, г).
И iMi’iii’iuie температуры в лоне сварки в нро-
HiT’ce liiirpi iia Некоторых термопластов харак-
lepn lycri’ii I le р и в I го м е р 11 о й скоростью нараста-
нии (рис. И.КМ). ] ipi-i сварке пленки ПЭВД
TvMHvpir)ури до 70 75"'С нарастает с постоян-
ной скороетпк), а при дальнейшем нагреве ско-
poeiH нар,чш чиня температуры снижается.
г)|о и .меиенне связано с изменением тюгло-
maioiiieii способности материала вследствие
изменении кристаллической структуры.
Хаример распределения температуры зависит
также от вида излучателя. При одностороннем
ни грене ,,i 11 (.-тв из различных термопластов
ни; I] 111 ( 111 и я и ла мнима К.И 220 1000, температу-
ра 11.111юн:i спиралей которых 2100’С, а длина
волны 1,2 мкм, намерен,з пнтсцсннпостъ патро-
на в характерных точках: па расстоянии
0,1 мм от поверхности, в середине п п ниж:
нем г,.топ (i’ijh.’. 3.801.
ii'MiiepH'i урн по толщине распределяется
очень и е р явном ер и о. Применение активных под-
ложек при стыковой сварке линолеумов
IU..T щи iioi'i Гюлее I мм не обеспечивает
и । .111 я в г 111 в। и । и температуры по толщине на те-
рния,!. II корне стыка непровар достигает
iio'ri п .ill";,.
। . ш’.’ц.ю выравнивания температуры по
11 ci 111 и н i енаринасмых встык листов линолеума
||р|| о.| ||.|е|т1[нщ||ем оба учении, Н1’11ОЛ1..3УК)Т еле-
.Цюш пи ripiieii. Jliic’i ы собирают е i ачиром
и lipe.’ie.'iac lill КО";, их толщины па подложке
>11 черной микропористое резины: облучают
одновременно двумя лампами, устапов.чспиымн
параллельно друг другу с рефлекторами, повер-
нутыми под утлом 20е к плоскости, перпен-
дикулярной плоскости соединяемых листов.
При такой схеме нагрева излучение проникает
в зазор и отражаясь от подложки прогре-
вает корсчш шва так, что разность темпе-
ратуры па поверх пости и в корне шва не
превышает К)—15'С, что позволяет обеспечить
полный провар всего стыкового шва.
При сварке с использованием энергии свето-
вого, цифра красного, .лазерного излучения, на-
1'ис. 3.86. Распределение температуры в листах
из щрмопластов при их нагреве ламповыми
।о,।vчare.'iям11 КИ 2211 1000, А толщина мате-
ри алн:
/ ннип н,лас г, 2 пластикат; ,7 полиэтилен
снлркл излучили нм
грев свариваемой поверхности происходит без
механического воздействия на нее. Поэтому
деформации, а также течение расплавленной
пластмассы может возникать лишь в резуль-
тате нагрева. Хотя деформации носят местный
характер, их следует учитывать при назна-
чении схемы сборки и сварки пластмассовой
конструкции. При сварке световым я ПК-излу-
чением непрозрачных пленок толщиной до 500
мкм внахлестку со сквозным проплавлением на-
гревать можно как с одной стороны, так и од-
новременно с двух сторон.
При сварке оптически прозрачных пленок,
при одностороннем нагреве в качестве источ-
ника теплоты можно использовать подложку,
па которой уложена свариваемая собранная
внахлестку прозрачная пленка. Наиболее при-
годна для этой цели резиновая подложка с
сажевым наполнителем. Такая подложка обла-
дает высоким коэффициентом поглощения,
быстро нагревается и отдает теплоту пленке
за счет непосредственного контакта с ней (теп-
лопроводности j .
При сварке излучением пленки толщиной бо-
лее 500 мкм световой луч направляют на по-
верхность между пленками, т. с. до макси-
мальной температуры нагреваются непосредст-
венно соединяемые поверхности нахлестки.
После нагрева пленки до вязкотекучего
состояния их сжимают обычпл роликом с анти-
адгезионньтм покрытием. Давление, приклады-
ваемое к роликам, должно быть таким, чтобы
Рис. 3.90, Термомеханические циклы сварки из-
лучением:
а — пленки с прикаткой роликом; б — листов, труб
п других изделий встык при нагреве плоским излу-
чателем;
Ти„, 7 п'к максимальная температура и температу-
ра текучести; Р давление при осадке пли прижа-
тии роликом (полозом); (,,,, /,, продол-
жительность ширена, снарки, охлаждения п псегп
термомеханического сварочного никли; /„ техно
логический инузв
в а на участке, соединяемом винхлесжу,
а с другой стороны — чтобы рабочее давление НВ
вытягивало пленку во избежание образования
по всему шву < поперечных гофр. ТсрМО-
механические циклы сварки пленки ПИМХ*
лестку и сварки листов, профильных изделий,
в том числе труб, отличаются (рис, ЗЛЮ)
как по времени протекания процесса, тик и по
значениям параметров сварки. Тонкая пленки
быстро прогревается иод воздействием энергии
излучения, поэтому время нагрева ее
до температуры текучести как при свары
проплавлением, так и оплавлением, невелико
(рис. 3 90,а).
Скорость нагрева составляет более 100° С/с.
Нагревать можно как сфокусированным (то*
чечным) источником, так и линейным (ВЫТИ*
нутым пучком излучения), напримерсплнтовым
стержнем или трубчатой кварцевой лампой.
В последнем случае можно в несколько pal
увеличить линейную скорость непрерывной свир-
ки пленки. Непосредственно за излучателем
должен следовать прижимной ролик для прнквт-
кн свариваемой нахлестки, т. е. для обеснвЧВ-
нин течения в зоне контакта свариваемых Ме-
нок и одновременного охлаждения шва. В слу-
чае недостаточного охлаждения шва после
сварки под давлением происходит его коробле-
ние, Поэтому при значительных скоростях
применяют несколько роликов, следующих один
за другим.
В случае сварки излучением труб, листов,
профильных изделий встык источник излучения,
как правило, размешают между подготовленны-
ми под сварку торцами, т. е. подогнанными
и очищенными от загрязнений. Время liarpMI
/„ (рис. -3.90, б) в этом случае значительно
больше, чем при сварке пленок (хотя И ЛНВИСИТ
от мощности источника излучения и нрИрОДЫ
свариваемого термопласта). После нагрева тор-
цов, подлежащих соединению, нагреватель уда-
ляют из зоны стыка, на что необходимо
определенное время, называемое технологичес-
кой паузой i„. После удаления инструмента
нагретые выше температуры текучести торцы
стыкуют под давлением Рп-. т. е. осаживают.
При осадке из зоны контакта вытекает рас-
плав, образуя на поверхности наплыв Грит.
Обпем выдавливаемого в грат расплава зависит
главным образом ст глубины проплавления де-
талей и давления осадки Cnapcmiufl стык
выдерживают под давлением до- тех пор,
пока температура его не снизится ниже 40 б()"С
Используя сфокуенропшшьтй луч, снарку irvly
пением можно выполнить с присадкой (прут-
ком, лептой).
148
({НОСОВЫ СВАРКИ ТЕРМОПЛАСТОВ
Риг. ЗЛИ. Способность пленок из некоторых термопластов пропускать И К-излучение и нагреваться
пол его действием:
<1 <'11<н'<1б1юсть пропускать излучение (%) в зависимости от толщины нагреваемого пакета пленки:
I фторопласта-4; 2 полиэтилена; Л - ПВХ; 4 полиамида; 5 пента пласта;
й памг'пелие температуры в зоне контакта пленок в зависимости от времени-облучения: 1 СЭП-15;
ft tw fill + Г)5 м км, 4 пента пласт, 5= 1 00 +100 mkm, 3 — I ОВД, Й = 45+45 mAm; 4 фторопласт - 4;
К:=50 + 50 мкм. Излучатель силнтовый стержень, нагретый до 1050 “С
Большинство термопластичных пленок про-
пускают И К-излучение {рис. 3.91,а), но интен-
сивность иигрева их неодинакова (рис. 3.91,6),
Поэтому применение активных подложек значи-
тельно повышают КПД использования излуче-
ния.
Режимы сварки. Для сварки излучением тер-
мопластичных пленок внахлестку могут быть
рекомсндонш|ы режимы, приведенные в табл.
3.32.
Одностороннюю сварку линолеумов при по-
крытии полов, облицовке стен с использова-
нием сварочных устройств типа «Пил ад-
220» можно выполнять на режимах, приведен-
ных в табл. 3.33.
Технологические параметры сварки излуче-
нием труб из термопластов зависят от типа
излучателя. При нагреве торцов труб для
.стыковой сварки плоским нагревателем могут
быть рекомендованы режимы, приведенные в
табл. 3.34.
Прочность сварных соединений при сварке
3.32. Ориентировочные технологические параметры сварки излучением кварцевых
ламп КИ 220-1000 (фокусировка рефлекторами из алюминиевого сплава
АК-6) пленок внахлестку
Метер кал Толщина, и км Температура в зоне сварки, °C к Д&влекне, МПа Скорость сварки, м/мин
пэвд пэпд Поливинилхлорид- ная 200—1500 200—1500 200—1500 210—240 240—260 240—260 0,15—0,2 0,2—0,25 0,15—0,2 0,3—0,5 0,3—0,4
3.33. Технологические параметры сварки термопластов при одностороннем нагреве
устройством «Пилад-220* (лампы КИ 220-1000, 2 шт.)
Материал Толщина, им Напряжение питания ламп» В Давление после про- грев*, МПа Скорость сварки, и/мин Зазор, мм
Линолеум из лоливинилхло- 1,2 130-155 0,2 0,5—0,65 0,8
рид* 2 180—200 0,6 0,65—1 1
пэнд 1,5 200—220 0,4 0,35—0.5 1
Пастиквт ПВХ 3 190-210 0,8 0,4-0,65 1,8
СВАРКАИЗЛУЧЕНИЕМ
149
3.34. Параметры режима сварки труб
из термопластов ИК-излучением [26]
Материал Тем пира- тур А ИЛ ,) у! 1 ЯтГДЯ. 'JC ] Продол- житель- ность нагрева, с Давление осадки, МПа
ПЭНД 840—860 18—20 0,2
ПЭВД 820—840 16 0,15
пп 820—840 27 0,3
Винипласт 820—840 31—32 20
Примечание. Зазор между торцами
20 мм; скорость осадки 20 мм/с.
пленки световым излучением составляет 0,6
0,7 прочности свариваемой пленки.
Стыковые соединении листовых материалов из
термопласта, сваренные с помощью устройства
с Пил ад-220» (при одностороннем нагреве с тех-
нологическим зазором), имеют прочность (при
кратковременных испытаниях) 0,75- 0,85 проч-
ности основного материала. Прочность при рас-
тяжении стыковых соединений, линолеума из
ПВХ, сваренных с односторонним нагревом
чтим устройством', зависит от технологичес-
кого зазора:
Технологический зазор,
мм .................... 0,5
Прочность при растяже-
нии, МПа...............8—9,5
1
7,8—9
Стыки труб из полиэтилена, сваренные плос-
кими ПК-излучателями, кольцевого и ленточно-
го типа при кратковременных испытаниях
имеют прочность 0,9 I прочности основного
материала труб.
Сварка И К-и зл учением имеет недостаток
при нагреве оплавляемые поверхности на про-
тяжении всего цикла находятся в контакте
с окружающей атмосферой, что ведет к раз-
витию окислительных и термодеетруктинных
процессов расплава термопласта.
Термопластичные материалы могут свари-
ваться с помощью когерентного излучения квин-
товыми генераторами (лазером). Дли этой
цела используются молекулярные л азершд!
устройства мощностью свыше 1 кВт. При сварке
этим методом удается полу чип. высокие
скорости соединения пленки при одновременной
ее разделительной резке. Например, пленки из
полиолефинов толщиной 50 200 мкм свари-
ваются COs-лазером со скоростью 30-70 м/с,
Однако учитывая значительную сосредоточен-
ность энергии излучения и малую теплопро-
водность термопластовых композиций, необхо-
димо отметить, что не все термопласты можно
сваривать лазерным лучом. Например, детали их
поливинилхлорида свариваются плохо «следст-
вие активной деструкции материала в нагрена-
смых участках.
Фактически этот метод сварки пока нс нашел
1,5 2 2,5 3
7,5—8,5 7—7,5 6,6—6,9 5,5—5,Н
ягирокого промышленного применения для нзго-
топления сварных пластмассовых конструкций.
Глава 4
СВАРОЧНОЕ ОБОРУДОВАНИЕ
4.1. ОБОРУДОВАНИЕ
ДЛЯ КОНТАКТНОЙ ТЕПЛОВОЙ СВАРКИ
< ппричппе оборуiiне для контактной
11 вл1 ни >ii | тер м око । па кт нон) с парки различают
но пи шачению I например, для сварки пленок,
;i,!lii спирки груб, /мн сварки листов}, но уровню
Meviiiu in и ни (автоматы, полуавтоматы, уст-
puiici на для ручной сварки); по мобильности,
ч|о чип1.е всего определяется массой установок
для сварки в стационарных, цсховы.х условия к,
для сварки в полевых условиях и ионтаж1п,|.х.
Установки и устройства могут быть для не-
прерывной и циклической (шаговой) сварки,
для одностороннего и двусгороппего нагрева.
Тенденция развития современных контактно-
сварочных манпш такова, что они все более
приобретают специализированный характер.
Стационарные установки снабжают следящими
устройствами и программным уиравлепие.м.
4.1, Прессы для сварки
армированных пленок
Ммркн пресса Тип пресса Максимальна* потребляемая мощность, кВт Характе- ристика нагрева- теля 2 X я я н ч I S CL X 3 Вид соедыне' НИЯ Максимальное давление. МПа ! Максимальная длина шва за один цикл, м ГаОаритныё размеры, м Масса* кг
Напряжение, В Максимальная темпе' ратуря, *0
гкм Консольный с по- движной нижней траверсой 0.8 70 250 До 50 Нахлес- точное 2 0,3 1,6X0,4X0.6 300
ПС-0,4 Консольный с по- движной верхней траверсой То же 0,9 50 250 До 50 То же 2 0,4 О,8Х0,6Х1.9 250
ПОЗ 3 70 250 50- ТО 2 3 3,7X1,6X0,75 3000
ПС-400 Стационарный портальный 4 50 250 50 > 5 3,75 4,7X0.95X2,1 8000
ПО 12 То же 6 50— 70 250 50 » 4 12 13,5X1,3X3,7 24 000
ССП-4 Переносный ско- бообрадный 0,5 36 250 30— 40 Т-образ- нбе 2 0,35 0,8X0,47X0,18 20
ССП 5 То же 1,2 36 250 50 Нахлес- точное 2 0,55 1,0X0,47X0,18 36
CCII-7 > 1.2 36 250 50 То же 2 0,55 0,93X0,43X0,12 34,7
ПС! 11 2 Портально-кон- сольный 5 40 270 30 » 1.5 2 2,43X1,1X1.8 2850
ПСТП-4 То же 5 40 270 15- 30 1,5 4 4,34X1.1X1.8 3950
Примечание. Нагрев двусторонний, перемещение материала (или пресса) шаговое,
напряжение сети 380 В. Максимальная толщина свариваемых пленок 3000 мкм.
ШИП'УДОИАШП' для контактной тньтонои сварки
181
4.2. Устройства для сварки труб 115. 49]
Марка устройства Диаметр сваривае- мых труб, мм Привод для осадки Характеристика нагревателя Усилие осадки, И Габаритные размеры, « Масси, кг
Напряжение, Б Максималь- ная мощ- ность, кВт Максималь- ная темпера- тура, °C
Трубосва* рочные клещи 25—76 Ручной 36 0,6 — 300 0,42X0,115X0.168 3,2 (б« вклады- шей)
То же 80—150 » 36 0,6 — 500 0,7X0,217X0,235 9,6 (б« вклады- шей)
УКСПТ-12 60—90 Ручной 36 0,25 300 400 0,65X0,34X0,25 12,5
УКСПТ-13 90—160 > 36 0,6 300 800 0,56X0,22X0,52 20
Комплект- ное свароч- ное уст- ройство СА-119 50—110 36 0,25 — 500 0,5X0,4X0.56 6
СА-59 141—160 36 0,3 300 800 0,5X0,4X0,56 10
УСП-69 50—325 36 1.5 — 600 1,2X0,6X0.55 40
УСП-5 119—325 Гидравли- ческий 36 2,2 — 3 500 1,8X0,15X1.18 820
3721А 160—315 То же 36 1,5 — 2 200 1.44X1.7X0,942 706
УМСТ-09 80—200 X* 36 1 — 5 000 1,12X0,6X0,268 104 (ОМ вклады- шей)
5564 710—1200 36 5,0 300 3 320 1,8X2,26X1,8 2600
УСКП-б 140—630 » 36 3,8 — 6 000 0,87X0,76X1,3 №
УСПТ-7 140—355 36 2 — 8 820 2,045x1,600x1,200 986
УСТТ-110 63—110 Ручной 42 1 240 900 0,426x 0,250 x0,758 16
УСТТ-225 160-225 42 2 240 3 000 0,83X0,4X1,2 56
УСТТ-400 250—400 > 42 2 240 10 000 0,96X0,64X1.036 200
УСТТ-630 500—630 42 4 240 15000 1,145X0,94X1,2 300
УСТТ-000 710—900 в 42 8 240 2° 000 1,32X1,4X1.52 800
УСТТ 1200 1000—1201 } » 42 12 240 35 000 2,3X2,15X1.82 1800
Примечание. Точность регулирования температуры ±5°C.
152
<:hai>o4I(0I: онпрудоялпиг
4.3. Машины для термоконтактной
Мерил МИШИНЫ Нагрев Перемеще- ние мате- риала (или устройст- ва) Максимальная пот* ребляемая мощ- ность, кВт Характеристика нагревателя Свариваемые пленки (в том числе армиро- ванные)
Тип Напряжение, ; В Максималь- ная темпера- ! тура, qC i Наименование Максималь- ная толщина, мкм
М6-ЛП-2С Односторон- ний Шаговое 0,8 Мало- инерци- онный 36 450 пэвд, пэнд, пп 250
МСП-16 То же Непрерыв- ное 4 Инерци- онный 36 250 пэвд 200
МСП-5М Двусторон- ний » 1,6 То же 36 400 пэвд, пэнд, ПП, ПВХ, фторо- пласты и др. 500
yciin-зм То же 0,5 36 500 ПЭВД, ПЭНД, ПП 400
МСП-16 Односто- ронний или двусторон- ний Шаговое 1 Мало- инерци- онный <20 250 ПЭВД, ПЭНД 500
МСП-17М То же 1,2 То же <25 400 ПЭВД, пэнд, пп, полиамиды, фторопласты и др. 500
МСП-17НМ Приме » чяние. На * пряжение сет 1,2 и 220 I > 5. <25 400 То же 500
4.4. Ручные устройства и переносные полуавтоматы
Марка оЙЧрудона- II НН На грен Перемеще- ние мате- риала (или устройств») Максималь- ная потреб- ляемая мощность, кВт Характеристика нагревателя
Тип Напряже- ние, В Максималь- ная темпе- ратура, °C
Ручной ролик Односто- ронний Непрерыв- ное 0,2 Инерцион- ный J2 —
ВНИИСТ-3
Ручной по- лол УСИ-1 То же Непрерыв- ное или шаговое 0,3 Малоинер- ционный (лента) 12—16 250
Клеши ти- пи КС Двусто- ронний Шаговое 0.5 То же 6—15 400
«Молния» Односто- ронний > 0,06 » 127; 220 —
«Молния- То же » 0,035 220
ЗМ»
Полуавто- мат ПСП-16 > Непрерыв- ное 0,3 » 36 250
Полу авто- мят ПСП-15 Двусто- ронний То же 0,5 Инерцион- ный 30 250
Примвчнние. Напряжение сети 220 В.
01,01 >.VДОВЛНИЛ ДЛЯ КОНТАКТНОЙ Tl'.l I,ИОНОЛ СВАРКИ
163
пленок
Ширин» шва > м м Вид соединения 11 родол житель- ность сварки, мни Скорость сварки, м/мин Макси- мальное давление, МПа Максимальная дли на шва за один цикл, м Габаритные размеры, м Масса, Hf
До 3 Нахлесточное, Т-образное 0—2 — 0,4 0,5 1,02X0,75X0,80 02
5 Нахлесточное — 2-8 0,15 — 2150X1050X1250 840
3—6 Нахлесточное, Т-образное — 0,8—11 0,5 — 1,2ХИХ1,3 280
5—7 Встык с наклад- кой, Т-образное — 2—12 0,15 — 0,84X0,2X0.44 40
3—20 Нахлесточное, Т-образное 0—5 — 0,3 0,5 2Х1.8ХМ 200 '
3—20 То же 0 — 15 — 0,2 0,5 1,03X2X1.5 234, S
3—20 » 0—15 0,2 0.5 0,7X0,42X0,7 58
для термоконтактной сварки полимерных пленок
Св&рнваемые плевки (в том числе арми- рованные} Ширина шва, мм Вид соеди- нения Скорость сварки, м/мин Габаритные размеры, м Масса, *г
Наименование Макси - мал ьная толщина, мим
пэвд, пэнд, ПП, полиамиды, ПВХ 200 0,5 1 2 Нахлесточ- ное 1,2—3 0,22X0,04 X0,08 0,8
ПЭВД, ПЭНД, ПП, ПВХ, полиамиды 200 2-5 Нахлесточ- ное, Т-об- разное (рантовое) 1,5—12 0,34X0,035X0,114 8,5
ПЭВД, ПЭНД, ПП, ПВХ, поли- амиды, фторопла- сты 500 2—10 Т-образное 0,5 0,305X0,208X0.08 1,5
ПЭВД 200 2 То же — 0,280X0,14X0,125 2,5
» 200 2 > — 0,25X0,04X0,025 2,5
» 100 5 Нахлесточ- ное 6—12 0,42X0,052X0.125 2,8
ПЭ 300 5 Т-образное До 4,5 0.4X0,11X0,16 5,5
154
СВАРОЧНОЙ ОНОРУДОНЛН111'
4-70
6)
I’m' I I. <1i; 11 к i1111 oe 116[ i py ,'i.t i к; 1111 iv ihhu нрисчои:
It 'I . 111И k Hi. 111Ц 1.1 IL 11 pii ' I 11 .11 l 1м .1.4 VI i II: I p KI I l.ili1 Kl'l I i'll bi .l , 1111 il * .1111II pll'V p. I V 11 pl IH 1V 1111Ч г l.llfli J
при in । .41M; .'I г p И lie | iv и ц.1*нми, / г i n.'l .ЦП чГл 11 in 11 11.hi th и . j н и >p. hih'i ii hi pe n,rn-..,i i. v i ii.ii.pi uh i.’iyiii кий;
ii liphH-.ll.vl .'I.'П1 | iikl'ii ii Ин 11.1 ни к и ин i I'll.и' hi jl'.iii' iVnip ki I , / Шрк 1111 ii 1111 r 111 11 ,i I i'..l I., K1 rpii nr |i via цирк нн и :
OliOpy.'KJfiAIIlli: ДЛЯ КОНТАКТ! 101'1 ТЕПЛОВОЙ СНАРК!!
1ВБ
Рис. 4.2. Машина А4С11-5М для сварки полимер
иых пленок непрерывным протяженным швом:
I — консоль; 2 — вал карданный; 3 головка верх-
няя; 4 • •• головка нижняя; ,5 — шкаф
то
Рис. 4.3. .Машина МСП-8 для стыковой свирки
л истов термопластов:
/ — базовый узел со шкафом управления; 2 гни
лы; 3 прижимные банки; 4 привод нагревателя
Данные по отечествепнохту сварочному обору-
дованию для изготовления сварных пластмас
совых конструкций' предста гулены в табл.
4.!—4.4 [12. 15, 36, 49|. Сконструированы раз-
нообразные клеши и полозы для шаговой,
двух- и односторонней сварки. Разработаны
ручные роликовые и ленточные полуавтоматы
для непрерывной сварки пленок. Сконструи-
рованы и серийно выпускаются сварочные
устройства для термон м пул немой сварки типа
«Молния» (см. табл. 4.4), станки типа М6-АП-
2С (ем. табл. 4.3), разработано прессовое сва-
рочное оборудование для сварки пленок в ста-
ционарных и монтажных условиях (рис. 4.1,
табл. 4.1). Сконструированы оригинальные сва-
рочные устройства и установки для контактной
сварки пластмассовых трубопроводов (см.
табл. 4.2), разработаны машины для изготовле-
нии пленочных конструкций (рис. 4.2, табл. 4.3),
а также ручные устройства н полуа1ггом(1ты
для соединения заготовок из пленок пах.'нсточ-
ным и Т-образным (рантовым) швом (см. табл.
4.4), созданы установки для сварки листон из
термопластов встык или в «ус» (рис. 4.3,
табл. 4.5).
Ручные клещи типа КС при меняют преиму-
щественно для ремонтных и мелких работ при
сварке Т-образных швов неармирошпшых тер-
мопластичных пленок; за один шаг получают
участок типа длиной 180—200 мм.
Сварку фигурных швов при изготовлении
конструкций из тонких пленок выполняют роли-
ковыми нагревателями.
Толстые и армированные пленки, требующие
высокого давления и длительных выдержек
сваривают, как правило, в цеховых услониях ни
Продолжение подписи к рис. 4.1
У подвижная часть стайки; 10 шток гидрпцнди пара; II гидроцилнндр; 12 лслидпиж нои час п. с ил!
км; технологическнй выем между стийклмн и столом,
б свл|Ю4н|.|Й узс.г пресса типа ПСТН; / счислю пие лнжпета п и грсвятеля; 2. 7 обоймы ги.-цн ннннпгк,
10, II упругие прокладки; О ji икот к л ль нл ленгнн? фторо пластовой ком но ю ни н; i лдрогп i-iviii k.'i :
.С ленточные нитрен irre.'iii; Я гекння веркщч’о пи греют us я , ’Л 12 терм«тннвн i ныс 111иiь<..и.i;thи;
л переносные прессы (-.с коб ы*) для енпркн а рмл роли ни hix пленок н моптл /иных услсшнях < Вверху hl1
pll ГЫ'М II 1>1Г L" К! |6ы лля к'НПрКП нри.тол 1.11ЫХ IIIROIk C..I I' В<1 II ДЛЯ СН нркн IH>lie]U'i| |И,|Х IIH1IIH LI1111111.1 J,
IFHi
снлрочноп оьорудонлшп.
4.5. Установки для сварки листов из термопластов {12]
Мерке установки Свармиией ые материалы Длина швя, мм Привод Габаритные размеры, м Масса, кг
Наименование Толщина, им
МСП-8 пэвд, пэнд, винипласт, органи- ческое стекло 3-30 700 Гидрав- лический 1.55Х1.4Х XL42 700
МСФ То же и фторо- пласты 3—20 500 » 1X03X1.2 —
Стин ЭКБ ЖБ ПЭНД, ПЭВД, винипласт 1,5—20 Любая Механи- ческий 3,2X3.19X XI.0! 1565
ц pert а .X 11И И < I 111 .1М способом С ДЛИНОЙ 111 на до
12 ()1Ш мм и более. Созданы прессы и для снарки
швов п монтажных условиях, обеспечивающие
дин,.теине ,.1о 2 МПа (см. таб.1. 4.1, рис. 1.1).
Трубы небо,, и >н uno ди а метра сваривают руч-
ным 111 lei рум ситом клеи те пого типа. Усилия
осадки, кик при вило, регламент ируются гари ро-
да и noi'i пружинен. Устройства клетевого типа
при меня пгт для снарки груб диаметром до 90 мм.
Трубы .тпимегром выше 90 мм предпочитают
с и; । р и н; 111, е HoMoiiiliK) пере ное и ы к устройств,
имеющих iiecyiiiylo раму, на которой закреплен
I и 111 д ш । ж и i.ii'i центратор (хомут), и центратор
(кому г), перемета ют и нс я ручным рычажным
ме хин и (мам (рис. 4.4).
При снарке rpv6 диаметром более 1 60 мм сва-
рочные устройства снабжают механическим пли
гилранлическим приводом. Центровку собирае-
мых груб можно выполнять относительно либо
I’llc ! I. I ll'pCIHlClltje MIpoiicTIIO для СТЫКОВОЙ
i. нарки |руб ц мо|1та?кн1,1х условиях:
I |Ц КОЧ 11, а II Г1.1.1НЫ. >11 НЧ> 1,1 Ж IIIH.T , У II1I.TI1 НЖ41 ЬЫ
....НМ, Т I op IH'IKT I С.ТК, i 111' 111 l.uiiol.llhlli НЮНИМ.
Т...IIOII11,1И .'111 h, 111 иг; b 11,1011110. || |i I ,1-11 Ц||ыГ|
ме।а ни1м
нижней образующей трубы, либо осей собирае-
мых труб. В последнем случае при возможных
различиях диаметров стыкуемых труб' смещение
кромок распределяется равномерно по всему пе-
риметре. Для зтого па центраторах устанавли-
вают цанговые зажимы. Сварка труб диаметром
свыше 200 мм требует от оператора гораздо
большего внимания, особого навыка и строгого
соблюдения режима, так как при большой сва-
риваемой площади любые отклонения от режи-
ма приведет к получению некачественного со-
единения. Чтобы исключить влияние субъектив-
ных факторов и обеспечить стабильность режи-
ма сварки, создают трубосварочные установки
с программным управлением.
Подобная установка еюдели УСГ1Т-7 смонти-
рована па чстырехколеепой тележке прицепного
типа и может перемещаться как прицеп к
самоходным транспортным средствам, для чего
опа снабжена специальным водилом с гидро-
приводом, позволяющим точно ориентировать
установку относительно стыка. На тележке за-
креплен неподвижный и подвижный центраторы,
дисковая летающая фреза и нагреватель. Все
операции, за исключением подачи очередной
трубы в центраторы, автоматизированы.
Зажатие труб в центраторах, подача фрезы в
рабочее положение, механическая обработка
'Кромок перед сваркой и отвод ф|резы в исходное
положение осуществляются с помощью гидрав-
лического привода. Гидропривод подает в рабо-
чее положение дисковый нагреватель, рабочая
температура которого строго контролируется и
поддерживается на заданном уровне терморегу-
лятором. Подача на нагрев труб производится
но схеме двойного давления автоматически по
Заливаемой программе. Автоматически происхо-
дит р и щг.цс 11 и с труб для удаления нагревателя,
ос11дк,'। и выдержка под давлением стыка. Прог-
рамму ДЛЯ осуществления терм ом с ха нпнеского
ОБОРУДОВАНИЕ ДЛЯ КОНТАКТНОЙ ТЕПЛОВОЙ СВАРКИ
Рис. 4.5. Установка для стыковой сварки пластмассовых труб диаметром 160 315 мм:
1 — тележка; 2 - узел неподвижного хомута; 3 — электронагревательный инструмент; 4 — механизм «бра*
боткн горцов труб; 5 узел подвижного хомута
цикла устанавливают до сварки путем соответст-
вующей настройки системы управления.
Для сварки труб диаметром до 630 мм при
строительстве трубопроводов в городских усло-
виях созданы установки, смонтированные на те-
лежках (рис. 4.5, 4.6). В монтажных условиях
может использоваться переносная трубосвароч-
ная установка УСКГ1-6, которую два оператора
могут переносить вдоль свариваемого трубопро-
вода.
Установка АСП-2М Для сварки пластмассо-
вых труб смонтирована на самоходном шнССИ
Т-16М. Гидравлическая система шасси исполь-
зована в качестве гидропривода сварочной уста-
новки.
Сконструирован комплект ручных HewiCKTpO-
IM
СПАРОЧНО1’ ОВОРУДОВАННП
4,fi. Технинеекие параметры плоских нагревателей
дли стыконой контактной снарки труб [40]
Параметр Диаметр свариваемых труб, мн
<110 <160 f <225
Наружный диаметр свариваемых 63—110 90—160 140—225
труб, мм Мощность нагревательного ннст- 300 700 1600
оумента, Вт Регулируемая температура на по- До 260 200—250 До 260
всрхностн нагревателя, °C Продолжительность нагрева до 14 18 20
рйбочей температуры, мин Габаритные размеры плиты, мм 150X100 250X170 540—280
Масса, кг 1,25 2 5,4
ф 11 н и | и >и a a 111.1 х снароч и о-монтаж пых инструмен-
гон и 11 [111 ci I особа ci । ш"|. Комплект состоит из
цеатраторпн по пять штук ил каждый диаметр
ipy6, столиких же опор, ручней— ториекателя
jiat'KoiMiio тина, 11 а г репа Tc.'i я с бензиновым или
1ИШ1И.1М к;|..'1О]Н1фером для его и .грева. Центра-
1 пры изготовлены двух, типов: Для сварки труб
днимегром 63 !Ю мм и 110 160 мм. Набор
цен грагорон аотиоляет нести монтаж и сварку
трубопровода поточным методом. На одном
цент рит оре ирои тодят сборку и подготовку сты-
ки перед спиркий, па втором оплавление кро-
мок, па третвем осадку. Четвертый н пятый
цент р.тгоры поддержив:1 ют остывающие после
осадки пиаренные стыки.
В I!.'•>('. им. II. О. Патона разработана серия
орш инилнпых установок для сварки труб диа-
метром 63 12(Ю мм типа УСТТ с гидросистемой,
питаемой в л;1111icимoctii от диаметра сваривае-
мых груб, рунным и,ан мехаиизир<.1ва11ным гид-
ронасосом
Основным элементом .любого с в а р о11 по го уст-
ройства являются нщ рснатолн. Практическое
применение получили нагреватели двух типов:
инерционные н ма..тоинс|>ппониые.
|1:п реп,-и ели инерционного типа нагреваются
ан счет 11 i i„'i t и I c peji; i и 11 от вмонтированных в них
rriiipiiacH ii.'iii ТЭ1 [он и поэтому изготовляются
II । г।аI,.тinIpoiio.il,iniro материала.
МилонiirpH.iioiiiiue нагреватели нагреваются
ю 1.41'1 пропускания по ним электрического
тки и н иотан,111наю1ч'Я из материалов с нысо
ни М >.л с к 1 р 1111 ее к 11 м сопротивлением. Па многих
ил ан пиках для снарки пленив нронлпилением
in пили (уютен м.' ин > 111 ic pi г । н т 11111 .н1 иагревителн в
ihi.'H' .п‘Н'1. В рунных уттройегнах применяю!
.11'11 I Ы 11111 р И111 HI '2 1 ММ И T1 >,.'111 III ной fi,2 (),ii мм.
Ila ci .Hill попарных прессах ширина лепт мо?ке1
доходить до 75 i(Ki м м, а длина до 20 м. Опыт
показывает, что в этом случае очевв стойкими
являются ленты из стали с повышенным содер-
жанием хрома и никеля.
На сварочных прессах узел нагрева одновре-
менно является и узлом, передающим давление
па свариваемые детали, поэтому его конструк
ция должна обсс.пещтатп регламентированное
давление на протяжении всего шва, а также со-
ответствующие деформации в поперечном на
правлении а,на ограниченном тепловом воздейст-
вии на околошовную зону (см. рис. 4.1, б).
Для сварки горячим клином могут быть ис-
пользованы сшшиалг.но сконструированные ин-
струменты, у которых клинообразный нагре-
ватель, из: отовлешный из меди, ишрсвается
элект роеппралью.
('□варку труб встык оплавлением выполняют
либо дисковыми, либо кольнепымн плоскими
нагревателями, и ^готовленными преимущест-
венно литием из алюминиевых сплавов. Для это-
го в кокиль закладывают теплоэлектр о нагре-
ватель (ТЭН), изогнутый по требуемой форме
для обеспечения равномерного по диску тепло-
вого поля, п заливают расплавом (табл. 4.(1).
Чтобы уменьшить толщину нагревательного
инструмента, для его электрических элементов
можно использовать нихромовую проволоку
дна хтетром 0,8 1 мм. Электрические элементы
сопротивления должны быть плоскими, поэтому
плетут косички нз трех проволочек с шагом
5 8 м М -
Инструмент для раструбной сварки труб пзго-
10НЛЯЮТ из стали согласно размерам, указан-
ным в табл. 1.7.
На noHepxHoi.'та н,1 гргпнтглей после оплавле-
ния .'i.eia.-ieii hi |грмон.лщ"|,'| тгштен и.Нар
11; 11 "I I, расил ина, i ipii.,'1 ни I него нс,, i с. в т н 11 e ид
ОБОРУДОВАЛИ Г. ДЛ Я СВАРКИ ГАНОВЫМ ТЕПЛОНОСИТЕЛЯМ , 189'
4.7. Размеры инструмента для раструбной сварки, мм
Наружный диаметр шайбы Наружный диаметр дорна Внутрен- ний диаметр трубы Длина дорна и глубина шайбы
25 24,7 25 13
32 31,7 32 15
49 39,7 40 18
50 49,7 50 22
63 62,7 63 25
75 74,7 75 30
гезли к инструменту. Поэтому после каждою
цикла сварки такой инструмент необходимо
очищать. Чтобы избежать этого, поверхность
нагревательных инструментов покрывают обыч-
но анти адгезионной- пленкой - лакотканью на
основе фторопласта-4 Д. Все большее примене-
ние получают нагреватели, покрытые фторо-
пластом, нанесенным путем напылении. Тол-
щина слоя составляет 0,5—0,8 мм.
Имеются сведения о применении неорганичес-
ких покрытий, обладающих. высокой температу-
ростойкостью при удовлетворительных антиад-
гезионных свойствах.
4,2. ОБОРУДОВАНИЕ ДЛЯ СВАРКИ
ГАЗОВЫМ ТЕПЛОНОСИТЕЛЕМ
Оборудование для сварки термопластов газо-
вым теплоносителем различают iio назначению,
принципу действия и степени механизации. При-
меняют ручные горелки, пистолеты косвенного
и прямого действия, полуавтоматические уста-
новки для сварки листов и труб с присадочным
прутком, а также полуавтоматические установки
для сварки листов и пленок без присадки.
Для сварки термопластов газовым теплоноси-
телем с присадочным прутком известны отечест-
венные горелки с нагревом газосгораю-
щими смесями (газопламенные) косвенного дей-
ствия ГГК-1 и прямого действия ГГП-1, а также
газовые горелки ГЭП-l и ГЭП-2 прямого дейст-
вия с электрическим нагревом газа-теплоносите-
ля.
Газопламенная горелка действия ГГК-1 вы-
полнена на базе ацетнлено-кнелороднон горелки
«Малютка» В качестве газа-теплоносителя ис-
пользуется воздух либо инертный газ; в качестве
горючего газа пропан либо природный газ.
Горючий газ под давлением (1,05 0,1 МПа от
сети по резинотканевому шлангу подводится к
ниппелю и далее поступает к регулировочному
вентилю корпуса горелки Струя горючего гЯЯй,
затекая с большой скоростью в смесительную
камеру, расширяется, через боковые отверстия
стабилизатора засасывается воздух, и образует-
ся горючая смесь. Последняя вытекает из отпер,
стяя смесителя через сопло в полость стабили-
затора, где при зажигании обеспечивает длии>
ный факел пламени. Газ-теплоноситель, подво-
димый к ниппелю, поступает через регулироооч-
ный вентиль в змеевик, нагревается и выходит
через сопло. Экранирующий кожух обеспечим-
ет выход продуктов сгорания через специальное
отверстие и вместе с тем концентрирует теплоту
в зоне обогрева и увеличивает КПД горелки,
Горелка нормально работает* при расходе про-
пана 0,1 м3/ч или природного газа до 0,3 м;|/ч.
Она комплектуется одним наконечником с соп-
лом диаметром 3 мм. Температура газа-тепло-
носителя регулируется путем изменении длины
пламени и количества подаваемого гнзи-
теплоносителя:
Более экономичны и производительны газо-
пламенные горелки прямого действия, В этом
случае газ-теплоноситель представляет собой
смесь воздуха с продуктами сгорания горючего
газа.
Газопламенная горелка прямого действия
ГГП-1 (рис. 4.7) работает на пропане или при-
родном газе и на воздухе, подаваемых от источ-
ников питания под давлением соотаетстненно
IfiO
СВАРОЧНОЙ ()tJOI>yдавании
О,III 0,1 ii 11,08 0,5 Ml In. Сжатый гнмдух ш>-
riyrini|,i ц i предку от мtiriiстр;oiыloi'i воздушной
ЛИНИИ, KOMltpei'l'Opa или воздуходувки, которые
c iOi'c । и" i и вл ют требуемый p всход и дивлен не.
1 '<11h'.i'Il<;। состоит из ствола в камеры сгорания.
i.tho.,'1, в свою очередь, состоит из рукоятки /
< ниппелям и ?. 5 для присоединения пропанового
и I и I. |ду 111 н t но резинотканевых рукавов, трубок
7 в 5 дли горючего газа и воздуха, корпуса 6 с
pel у.||1|роноиными вентилями 7 и 8 для горючего
I аза и воздух;! и завихрителя .9. Камера сгора-
ния имеет цилиндрическую часть К) и мундштук
II
Горючий газ под избыточным давлением через
пи и пели У поступает в трубку 4 и, пройдя вентиль
7, 11 a 11 р iiiiJl четен в центральный канал завихри-
теля и вытекает из него с критической скоростью
в ни меру сгорания. Воздух через ниппель 3,
трубку ,4 н вентиль 8 подходит к кольцевому за
пору завихрители и поступает в камеру сгорания,
образуя цилиндрический вихревой поток. Внут-
ренние слои вихревого воздушного потока за.х-
ШГ1ЫВЛЮТ c'lpyio горючего газа и, перемечпи-
винеь с пей, создают вращающийся спирале
образный газовый поток.
I Ipll зажигании горючего газа и последующем
медленном впуске воздуха пламя горит во внут-
ренней полости камеры сгорания. Факел пламе
пи нагревает воздух, который в свою очередь
охлаждает продукты сгорания.
11 рн у вели пени и расхода воздуха горящая га
п ин > зд у 11111 а я с месть обжимается избыточным
воздухом и изолируется от соприкосновения со
('ИЧ1КЗМН камеры сгорания, что уменьшает их
перегрев.
Горелка обеспечивает до 2,5 3 м'’/'ч смеси
цродук тон сгорания и воздуха. При расходе про-
пана 0,1)25 0,04 м'1/4 или природного газа
О,(Г2Н 11,11 м:'/ч тепловая мощность эквивалент
пи электронагревателю мощностью 600—800 Вт.
I емг1ер,'1 гуру газовой смеси и ее состав можно
и 1М1ЧШТП и широких пределах с помощью венти-
..Ts'i'l 7, 8. Горелка имеет массу 0,6 кг, отличается
маневренностью в работе и простотой конструк-
ции, может применяться для сварки присадкой
и виде прутков диаметром 2 6 мм либо в виде
лент шириной 140 10 мм.
Электрические горелки ГЭ1ГI и ГЭИ-2 сос-
тоят из рукоятки 3 с регулировочным вентилем
4 корпуса 2 и сопла / (рис. 4.8). Внутри рукоят-
ки находятся две трубки для прохода теплоно-
сителя и электрокабеля, копны которого соеди-
нены с электросниралью, уложенной на асбесто-
вой пластине в керамической трубке. Газ-теило-
ноепте.ль под давлением 0,015—0,1 МПа посту-
пает в корпус горелки. При движении но цилинд-
рическому каналу керамической трубки теплоно-
ситель омывает спираль нагревателя и вытекает
из сопла горелки с определенной температурой
и скоростью. Температуру газа регулируют из-
менением электрических параметров нагревате-
ля и количества проходящего через них газа.
Воздух интенсивно окисляет элсктросппраль.
что приводит к быстрому выходу горелки из
строя. Поэтому вместо спирали используется
трубчатый змеевик, к концам которого подво-
дится электрический ток, а по внутренней
полости движется теплоноситель. Змеевик по-
мещен в кожух, заполненный теплоизоляцион-
ным материалом. Рабочее напряжение горелки
4—5 В, мощность 500 Вт. Недостаток такой
горелки применение токоподводящих прово-
дов большого сечения, увеличивающих ее
массу и затрудняющих маневрирование ею
по время работы.
Применяются горелки других типов, отличаю-
щиеся по конструкции и мощности нагреватель-
ного элемента, размерам, массе, системе подачи
и движения газа-теплоносителя и др. Имеются
горелки, в которых наружный корпус и рукоятка
охлаждаются холодным воздухом. Известна го-
релка, в которой спиральный нагреватель заме-
нен па столб из угольных шайб. Нагреватель
размещен в полом цилиндре, по наружным
спиралевидным каналам которого проходит газ-
теплоноситель, не обдувая нагреватель.
Технические характеристики большинства го-
релок. различающихся по конструктивным осо-
бенностям, практически одинаковы: мощность
нагревательных элементов составляет 500—
800 Вт, расход газа-теплоносителя до 3 ms/4,
рабочее напряжение не более 38 В. Имеется
ряд устройств, позволяющих несколько увели-
чить скорость ручной сварки. Так, известно
Рис. 4.8. Электрическая горелка ГЭП I
ОБОРУДОВАНИЕ ДЛЯ СВАРКИ ГАЗОВЫМ ТЕПЛ О ИОСИ ТИЛЕМ
181
Рис. 4.9. Полуавтомат ПГП-1 для сварки термопластов газовым теплоносителем с присадочном
прутком:
/ — суппорт; 2 - ось откидывания суппорта; 3 — упор щ!я удержания суппорта в верхнем положений’,
4 — самоходная тележка; 5 — рукоятка; 6 — регулятор скорости; 7 и с — тумблеры для включения Нагре-
вателя и горелки; 9—11 - ролики, обеспечивающие движение полуавтомата; 12 — шпильки для подвеши-
вания грузов, создающих давление на присадку; 13 — лыжи; 14 штанга с прижимным роликом^
15 — нагреватель для подогрева присадки; 16 —, горелка
устройство, имеющее наконечник с тремя кана-
лами для подачи нагретого воздуха в зону свар-
ки; устройство, в котором предусмотрен пред-
варительный нагрев присадочного прутка, а так-
же рнд других устройств подобного типа. Горел-
ки со встроенной воздуходувкой обеспечивают
быструю готовность к работе, маневренность,
стабильность тепловых параметров, чистоту
воздуха и благодаря этому'позволяют повысить
производительность труда и улучшить качество
сварных соединений [36].
Еще большее повышение производительности
обеспечивает механизация процесса сварки. При
механизированной сварке достигается стабили-
зация основных параметров режима (температу-
ры, скорости, давления), обеспечивается ста-
бильный угол наклона сопла аппарата и при-
садочного прутка к поверхности свариваемого
материала, представляется возможным исполь-
зовать различшяе приемы для предварительного
подогрева присадочного материала и благодаря
атому несколько снизить оптимальную темпера-
туру газа-теплоносителя (на 10—15° С). Однако
механизированная сварка лишена основного до-
стоинства ручного процесса — гибкости н Ма-
невренности. Механизированную сварку гв»О-
вым теплоносителем с присадочным материалом
можно использовать только для выполнения
протяженных прямолинейных швов стыковых
сварных соединений в нижнем положении. При-"
меление механизированной сварки дли получе-
ния швов в других пространственных положе-
ниях (потолочных, вертикальных) пока Зйгруд-
не но.
Кроме зтого, следует иметь в виду, что даже
при механизированной сварке с предвпригель-
ным нагревом сварочного прутка скорость свар-
ки однорядного шва не превышает (1,8 I м/мин,
а полученные сварные соединения не лишены
основного своего недостатка — пониженной
прочности при ударных нагрузках.
Для сварки газовым теплоносителем с приса-
дочным прутком прямолинейных протяженных
шво[> в нижнем положении созданы специаль-
ные полуавтоматы fli’JLl и «Пчелка» (рис.
4.9, табл. 4.8). Сварка пленок газовым тепло-
ОБОРУДОВАНИЕ ДЛЯ СВАРКИ ГАЗОВЫМ ТЕПЛОНОСИТЕЛЕМ
162
сварочной оворудование
н 4 "Г Габарл-тые размеры, м
JX '033BW
т fl U *• ’ 5 х « 2 « 5 5&S я 5 а Ji j tf в _ < S £ ч 5 а© а Я 22 □ ч « ь р, s igSSE
иии/и ‘HMdess чл.зо<1ояэ
Макси* мальвам темпера- тура газа теплоноси- теля, °C
| Расход, >Р/ч exXlrtoo
природно- го газа
иняиоПи
Дзыеяве, МПа BKXtfEOQ
пропана вля при- род но го га за
Макса- мальввя потребля- емая мощ- ность, кВт
й г а & £ нхжэдох
иеэтвиайтен
КПЗ иМпосвдии
«mradoj
Горелки 1 1 0,19X0,3 х Х0.05 1,2X1,1 X XI,35 3,19х1,75х Х1.66
1 1 II ’2 280 1200
8 8 20 20 4 4 0,2 0,2
1 1 1 1 V '2 1-1 . СР — Л О о
500 1700 500 500 500 1 § i
со V <3,5 IO 1 «ч V о-° 0,85 0,85
0,06 0,03— 0,11 II 1 м X © 1 1 1 3 £
0,12 0,025 - 0,04 II 1 1 3 3 ' 1 S 1 1
0,1— 0,2 0,08— 0,5 । So'® S a ° о - о et c - 0,06 0,06
ГО —so*o 0,01— 0,1 I I' 1 1 1 1
1 ( i* £ e О о о СЧ Щ о — сч
1 1 1 1 3 1 II
1 1 со с© - S 36 36
1 1 220 220 220 220 220 220
ГГК-1 ГГП-1 —> сч —। С Ё С 2 2 Ё «Пчелка» МСП-5М спк-м
Рис, 4.10. Схема сварочной головки к машинам
для непрерывной сварки пленок газовым тепло-
носителем
носителем может осуществляться с помощью
машин МСП-5М и СПК-М (табл. 4.8).
Конструкция машин включает специальную
сменную сварочную головку, которая позволяет
осуществлять сварку нагретым газом без при-
садки непрерывных прямолинейных протяжен-
ных швов нахлесточных и Т-образных сварных
соединений. Головка (рис. 4.10) состоит из
двух роликов 1, один из которых является веду-
щим. На роликах натянуты две бесконечные гиб-
кие металлические ограничительные ленты 2.
Между лентами имеется зазор, в который на-
правляется струя нагретого газа из нагревателя
(калорифера) 3. Калорифер имеет девятнадцать
отверстий диаметром 1,5 мм для выхода газа-
теплоносителя, расположенных на одной линии
на расстоянии' 3 мм друг от друга. Ширина
сварного шва определяется расстоянием между
металлическими лентами.
Машина СПК-М предназначена для сварки
крупногабаритных полотнищ полиэтиленовой
пленки неограниченной длины. Перемещение МВ-
териала осуществляется с помощью транснор-
терной ленты; необходимый прижим свпрочкоЙ
головки к транспортерной ленте обеспечивается
весом головки.
Универсальная машина МСП-5М может НФ
пользоваться в стационарном варианте или пе-
ремешаться по направляющим вдоль с пари не-
мого материала. Перемещение материала в слу-
чае стационарного варианта осуществляется С
помощью двух бесконечных лент на свароч-
ной головке и бесконечной передвижной ленты
на нижней опорной головке.
Ряд новых интересных аппаратов для сварки
термопластов газовым теплоносителем создан И
последние годы за рубежом. Так, фирма
«Leister» (Швейцария) выпускает миниатюр-
ный пистолет массой 140 г длиной 175 мм, кото-
рый позволяет варьировать температуру ИОаду-
ха в интервале 30—600° С, расход воздуха ДО
9 м3/ч. Эта же фирма выпускает новый автомат
«Leister—Variant», предназначенный дли Н4-
прерывной сварки пленок из поливинилхлорида,
полиэтилена, поливинилиденфторида и тканей
с покрытиями из этих полимеров (нахлесточным
швом шириной до 40 мм), Электронное упрявля-
ние обепечивает плавную регулировку темпер*-
туры газа-теплоносителя и скорости сварки В
интервале 3—10 м/мин, специальные приспособ-
ления позволяют осуществлять сварку на криво-
линейных поверхностях.
В ZIS (Галле) создана серия установок JiJIH
4.9. Полуавтоматы для сварки термопластов газовым теплоносителем,
разработанные ZIS (Галле) и выпускаемые в ГДР |50|
Марка полуаа гр- мата Напряже- ние, В Сила то* ка, А Частота, Гц Потребля- емая мощ- ность, кВт Давление газа, МПа Темпера- тура газа* теплоноси- теля, *с Скорость сварки, м/м НН Изготовитель ,
ZIS-220 220 6 50 0,4 0,04 350 (10 мм от торца сопла) 0,25—0,3 ZIS, для V- и Х-обрав- яых швов на ИИИСЛИХ, подача вручную
Z1S-440 220 10 50 1,5 (для обогрева) 0,15 400 (10 мм от торца сопла) 0—2,15 (плавное измене- ние) «Bernsten», сварка иле нок, преимущественно и» основе пластнфнциро ванного поливинилхло ряда, масса 19 кг «Manfeld», V- и Х-об разные швы >ш пап ел их и цилиндрах; три ищи за один рабочий ХОД площадь 1X2,5 м; мае са 400 кг
Z IS-467 3X220 10 50 2 0,25 То же 0,3—0,7
154
СВАРОЧНОЕ ОБОРУДОВАНИЕ
сннрки термоплпетов головыми теплоносителями
(устянопкп ZIS-1I-I3 для сварки крупногаба-
ритных плит, ZIS-11-16 для сварки напольных
iioKpiji'nli н др,), включающие комплекс унифи-
цированных уалов: нагреватель (максимальная
температура воздуха 500“ С на расстоянии 10 мм
or горца сопла при расходе 3 м3/ч), приспособ-
ление для прикатки присадочного прутка, обес-
печшшющее усилие прижатия рабочего ролика
200 II, специальный сварочный трактор с элект-
рическим приводом и двумя ступенями регу-
лирования скорости (1 ступень 0,2 1,6 м./мин,
II ст уцени 0,6 6,5 м/мин), автономную возду-
ходунку, обесцечнЕШЮщую количество подавае-
мого ишухл I 5,8 мя/ч [74).
win ни также новая сварочная головка к
полулнтомптическому аппарату ZIS-924, позво-
ляющая осуществлять сварку толстых пленок из
поливинилхлорида и полиэтилена нахлесточным
Гуном без присадочного материала со скоростью
1,6 -2,5 м/мин [7Й| . Технические характеристи-
ки некоторых полуавтоматов и машин, разрабо-
танных в Z1S и иынускаемых в ГДР, приведена
U гибл, 4,9 [5()|.
4.3. ОБОРУДОВАНИЕ ДЛЯ СВАРКИ
ЭКСТРУДИРУЕМОЙ ПРИСАДКОЙ
Для сварки экструдируемой присадкой созда-
на серия малогабаритных сварочных полуавто-
матов, различающихся по конструктивному
оформлению и производительности. Все полуав-
томаты укомплектованы рабочими инструмента-
ми пистолетами-экструдерами, которые в за-
висимости от способа подачи расплава разде-
ляются на шнековые (когда подача расплава
осуществляется шпеком) и прямоточные (когда
расплав выталкивается холодным присадочным
материалом, загружаемым в экструдер) [12,
46].
Как шнековые, так и прямоточные пистолеты-
экструдеры могут включать дополнительные
приспособления для нагрева газа-теплоносите-
ля. В комплект всех пистолетов-экструдеров
входят сменные мундштуки, которые имеют фор-
му, соответствующую форме поперечного сече-
ния подготовите.,1!ьнных кромок и служат для
подачи присадки в разделку и создания свароч-
ного давления, Полуавтоматы могут быть пере-
носными, передвижными и стационар!!ымн.
4.10. Технические характеристики полуавтоматов
дли сварки термопластов экструдируемой присадкой (максимальная скорость сварки 60 м/ч)
Тин полу- аиточвтж Ншрижевме сети, В 1 Рабочее напряжение j нагревателя. В Тип электро- двигателя Производительность экструзии, кг/ч Диаметр присадоч- ного прутка, мм Скорость подачи д рис ад оч и Ого прут- ка.'м/ч (нс более}. Пределы регу- лирования температуры* “С Расход газа-тепло- носителя. м*/ч 1 .. Масси пи сто лет а-эк- стру дера, кг
, расплава = £ 2? х । У w <5 в» Я <п Ф к ч
ПСП-5 220 36 МН-145 0,3 3—6 60 150— 300 — — 1,5
ПСП-бМ 220 36 МН-145 О.з 3-6 60 150- 350 150— 370 0,5 1,6
РЭСУ-600 220 24:46 Д-32 0,5 4 — 170— 280 150— 450 3,0 1,5
ПСП- 6 220 36 ДР-15 — 3—6 80 150— 400 150— 420 0,8 —
пегьзэ 220 36 СД-150 0,6 3-6 — 150— 300 150— 320 0,6 6,1
ПСП-4 220 36 РПО-350* 0,385 3- 6 — 150— 300 150— 320 0.6 3,3
УСА-1 380/220 36 ДОЛ-0122 0,4 3-5 80 150— 300 — — 1.5
* Привод от циевмоотверткн.
ОБОР УДОИ ЛИ ИН ДЛЯ СВАРКИ ЭКСТРУДИРУЕМОЙ ПРИСАДКОЙ 166
Наиболее широкое применение получили по-
луавтоматы ПСП-5, ПСП-5М, ПСП-6 и
РЭСУ-500 с прямоточными пистолетами и
ПСП-ЗЭ, ПСП-4 со шнековыми пистолетами.
На базе полуавтомата ПСП-5 создан специа-
лизированный карусельный стенд УСА-1 для
сварки чехлов щелочных- аккумуляторов из
ПЭ В Д (табл. 4.10) [12]. Известна также пере-
движная установка для сварки термопластов
экструдируемой присадкой и ряд зарубежных
установок переносного, передвижного и стацио-
нарного типа [68] .
Сварочный полуавтомат ПСП-ЗЭ производи-
тельностью 0,57 кг/ч состоит из ручного пис-
толета-экструдера массой 6,1 кг и шкафа с
электроаппаратурой. Охлаждение пистолета во-
дяное. Длина соединительных шлангов 3 м.
Скорость подачи присадочного материала регу-
лируется изменением числа оборотов шнека.
Вращение шнека осуществляется электродвига-
телем через планетарный редуктор. Пистолет
состоит из цилиндра со шнеком и привода.
Цилиндр имеет зону нагрузки материала, ох-
лаждаемую водой, и зону электрообогрева,
температура которой регулируется изменением
силы тока на нагревательном элементе. Пере-
менный шаг намотки спирали нагревателя обес-
печивает плавное изменение температуры по
длине цилиндра. К передней части цилиндра
прикреплен сменный мундштук, форма которого
соответствует форме разделки кромок сваривае-
мого материала. Катушка с присадкой крепит-
ся с помощью кронштейна на корпусе редукто-
ра. Катушка может быть легко заменена в про-
цессе работы.
Для удобного удержания пистолета в про-
цессе работы в нижней части его располо-
жена рукоятка.
Включение и выключение электродвигателя
осуществляется нажатием кнопки, расположен-
ной на рукоятке пистолета. Малые размеры
и масса позволяют использовать полуавтомат
на подвижных постах и в монтажных условиях.
Полуавтомат ПСП-4 иуеет производитель-
ность 0,385 кг расплава в час н отличается от
полуавтомата ПСП-ЗЭ тем, что вращение шнека
пистолета обеспечивается приводом от пневмо-
отвертки.
Конструкция некоторых пистолетов шнекового
типа (рис. 4,11) для получения расплава по-
зволяет использовать не пруток, а гранулы
полимерного материала. Для этого па корпусе
пистолета монтируется бункер для гранул; гор-
ловина бункера сообщается с центральным ка-
налом пистолета, в котором вращается шпек, а
ин боковой поверхности мундштука выполнены
Рис. 4.11. Схема пистолета для сварки термо,-
пластов с бункером для загрузки гранулята:
i — штуцер; 2 — шнек; 3 — мундштук; •/ канал
подачи га за-тепа о носи тел я; 5 •• корпус; 6 --эл»)(т-
ронагреватель; 7 -канал подачи присадки; # —-
электродвигатель • •
отверстия для подачи нагретого газн-тенло-
носителя. '
Полуавтоматы типа ПСП-5, ПСП-5М, ПСП-в,
РЭСУ-500 по конструкции пистолета-эке'Г'руйф*
принципиально отличаются от ПСП-ЗЭ. 'ОйИ
имеют бесш пековые прямоточные малогябк*
ритные пистоле гы-экструдеры, действие которйх
основано на принципе выдавливания рисплИя*
холодным присадочным прутком. Мощность прЯ-
моточных сварочных экструдеров, необходимую
для выталкивания расплава, можно определить
по формуле
где Q производительность экструдера, м’/с;
Р давление, необходимое для протллкивацин
расплава через цилиндр экструдера, Па.
Давление Р зависит от параметров циллндрн
и вязкости проталкиваемого раепдавп;
/’ = r)4Q21=(nr'1),
где q — вязкость при Tc[> = (7’i + 7j)/2, Па с; Т\,
Т‘2 — температура присадочного материал» НИ
входе в цилиндр и выходе из него; /, Г - ДЛИН*
и радиус цилиндра экструдера, м. . >-. ];
Полуавтомат ПСП-5 содержит пистолет-ЭКСГ-
рудер прямоточного типа, пульт уир*нл*НЮ|,
электрический кабель и резиновые шланги ДЛЯ
подвода охлаждающей воды (ряс. 4.12).
Пистолет-экстр у дер включает механизм ПОЛЯ-
МИ присадочного прутка, состоящий из электро-
двигателя и редуктора с подающими роликимй,
Одна из качалок подпружинена и нозВОЛК!!')
регулировать усилия сцепления тянущего роли-
ка с присадочным прутком. Положение другой
качалки регулируется винтом, что дает возмож-
ность настраивать подачу присадочного прутка
диаметром 3—6 мм. Для плавления присадоч-
ного материала служит цилиндр с электричес-
ким нагревательный элементом. Цилиндр ввин-
чен в охладитель, который омынштси водой и
охлаждает входную попу цилиндра дли пред-
ise
СВАРОЧНОЕ ОБОРУДОВАНИЕ
Рис, 4.12. Схема пи сто лета-экструдера полу
автомата ПСП-5:
I электродвигатель; 2 ручка; 3 — редуктор
4 подающие ролики; 5 — цилиндр; 6—электро
спираль; 7 охладитель
отврнщекия преждевременного размягчения
присадочного материала. Охладитель и редук-
тор смонтированы на ручке, в которой установ-
лены также электродвигатель и микровыключа-
гель.
В корпусе пульта управления установлен
вон и ж а юн ш fi трансформатор. Па передней па-
нели пульта расположены позиционный пере-
ключатель, амперметр, тумблеры включения се-
ти, подачи присадочного материала, тока на
нагревательный элемент, резистор регулировки
скорости подача присадки, контрольная лам-
почки. Па задней стенке пульта установлены
штуцера подвода воды и разъем для присоеди-
нения сварочного пистолета. Производитель-
ность ПСП-5 — 0,25 кг расплава в час.
Полуавтомат ПСП-5А\ отличается от ПСП-5
тем, что на цилиндре пистолета-экстр у дер а
смонтирована винтообразная трубка для нагре-
ва газа-теплоносителя. Нагрев г аза-теплоноси-
теля и плавление присадочного материала осу-
ществляются одной электроспиралью. Примене-
ние газа-теплоносителя позволяет качественно
сваривать материалы с узким интервалом темпе-
ратур вязкотекучего состояния (пентапласт,
полипропилен и др.).
Дополнительное приспособление для нагрева
газа-теплоносителя включает также пистолет-
экструдер полуавтомата РЭСУ-500. Нагрев газа
в РЭСУ-500 (рис. 4.13, а, б) осуществляется
от самостоятельного нагревателя. При работе на
полуавтоматах ПСП-5, ПСП-5М, РЭСУ-500
возникают трудности с регулировкой и поддер-
жанием постоянной температуры расплава, вы-
ходящего из пистолета.
Полуавтомат ПСП-6 (рис. 4.14), созданный
на базе ПСП-5, предусматривает регулировку
температуры расплава прибором Ш-4501. Пис-
толет-экструдер полуавтомата укомплектован
более мощным электродвигателем ДР-1,5, бла-
годаря чему производительность Сто составляет
0,5 кг расплава в час.
Стенд УСА-1 (рис. 4.20) состоит из четырех-
позицйонного манипулятора, сварочного писто-
лета-экструдера от полуавтомата ПСП-5, шкафа
с электроаппаратурой и ножной кнопки управ-
ления.
Манипулятор конструктивно выполнен из ста-
нины, поворотного стола и подвески для креп-
Рис. 4.13. Полуавтомат РЭСУ-500:
« схемп iiiuiyii HTciMiiT-a; ! пульт у правлении; 2 пистолет; 3 резиновый шланг; 4 - электрический
кп бель;
П i-Si’MU niici плети экструдер;!: ! мундштук: 2 ни гре петель года теплоносителя; 3 нагреватель
прщцдки; 4 присплинный мптсрилл; 5 прижимной ролик; б тпиушнй ролик; 7 ручка, 8 - штуцер
для полечи i'ihih; .9 мектричеекнй 1шбсЛ1.; If) и II трубки для иодичи годи
ОБОРУДОВАНИЕ ДЛЯ ВЫСОКОЧАСТОТНОЙ СВАРКИ
Рис. 4.14. Схема пи сто л с та-экстру дера полуавто-
мата ПСП-6;
/ кожух; 2 — цилиндр; 3 ••• мундштук; 4— холо-
дильник; 5 подающий ролик; 6 — узел электро-
двигателя
ленин сварочного пистолета. На поворотном
столе под углом 45° к горизонтальной плоскости
установлены четыре гнезда для полимерных чех-
лов аккумулятора. Поворотный стол с помощью
переходного фланца установлен на выходном
валу вращателя, который крепится на станине.
Вращатель приводится в движение трехфазным
электродвигателем. Фиксация стола осуществ-
ляется подпружиненным пальцем, который вхо-
ди? в отверстие на фланце поворотного стола.
Каждое гнездо для крепления и вращения акку-
муляторов имеет индивидуальный электропри-
вод. Сварочный пистолет для удобства подвеши-
вается над спариваемым изделием на подвеске.
На стойке подвески закреплена катушка с при-
садочным прутком.
зованин в зоне сварного шва электрической
энергии в тепловую, приложения необходимых
давлений, охлаждения и фиксации формы С>*-
рного шва.
В состав технологических устройств могут
входить различные элементы, обеспечивающие
механизацию и автоматизацию процесса; загру-
зочные устройства, обеспечивающие автомятн*
ческую подачу свариваемого изделия в рабочую
зону; согласующие устройства, предназначай*
ныс для согласования выходных параметрон
лампового генератора е электрическими пара*
метрами рабочего конденсатора, изменяющими*
сн в общем случае при переходе на сварку
нового изделия; фидерные устройства, предназ-
наченные для передачи высокочастотной энер-
гии от лампового генератора к сварочному
устройству.
На рис. 4.15 показано расположение элемен-
тов сварочной установки с вынесенным в данном
случае за пределы станины прессом с МНСЛОт-
сос ной станцией, обеспечивающей подачу ПОД
давлением рабочей жидкости в гидрон или ИДрЫ
силовых и подвижных элементов ус'ГянШМН.
Для нагрева диэлектрических материалов в
электрическом поле высокой частоты используют
ламповые автогенераторы с частотой тока от
нескольких десятков до нескольких тысяч ме-
гагерц.
Увеличение КПД ламповых генераторов воз-
можно путем применения генераторных ламй
с магнитной фокусировкой, улучшения схем
колебательных контуров и усовершенствований
схем автоматизации.
4.4. ОБОРУДОВАНИЕ
ДЛЯ ВЫСОКОЧАСТОТНОЙ СВАРКИ
Основные элементы. Высокочастотное свароч-
ное оборудование может быть общего назна-
чения (для полиграфической промышленности,
изготовления бытовых товаров, спортинвентаря,
изделий для медицины, упаковки и пр.) и спе-
циализированное, например для автомобильной
промышленности, для обувной и кожгалантерей-
ной промышленности и пр.
Необходимыми элементами высокочастотных
установок для сварки ТВЧ термопластичных
материалов являются высокочастотные генера-
торы — источники высокочастотной электромаг-
нитной энергии, подводимой к сварочным элект-
родам; и технологические устройства, предназ-
наченные для осуществления необходимых тех-
нологических операций и приемов, обеспечиваю-
щих образование сварного соединения задан-
ной формы н в заданном месте путем преобра-
Рис. 4.15. Схема размещения элементов высоко-
частотной сварочной установки:
/ —ламповый генератор; 2 - мпслошк'оенвн стаи
ция, 3 - высокочастотный сварочный пресс; 4 и
5 - загрузочные столы; Г> высокочастотный ко-
аксиальный фидер п согласующее устройство
186
СВАРОЧНОЕ ОВОГУДОВАНПЕ
4.11. Технические данные ламповых генераторов с рабочей частотой тока 27,12 МГц,
питающих установки для сварки термопластичных материалов
Пара метры ВЧГЫ,6/27 | ВЧГЧ4/27 | ВЧГ2-Ю/27 ВЧГ2-25/27
Мощность, потребляемая от 3,6 7,0 20 38
сети, кВт Мощность колебательная, 1,6±0,16 4±0,4 10±1,0 25±2,5
кВт Напряжение (анодное), кВ 5t0 6,0 7,5 7,5
'Гни генераторной лампы ГУ-58Б ГУ-58Б ГУ-10А ГК-12А
Габаритные размеры гене- 600Х750Х 600X1 ооох 1100X1100X2000 1200X1800X2100
раторд, мм Мдссд генератора, кг Х135О 320 Х1550 550 920 1560
Лпмпопые генераторы следует проектировать
к изготовлять с номинальными колебательными
мощностями, предусмотренными ГОСТ 21139—
82Е Отклонения колебательной мощности от но-
мнналынло значении при номинальном напря-
жении питающей сети не должны превышать
±10%. Для целей сварки термопластичных
м втер пилон принята серия сварочных установок,
пнтпемых пт ламповых генераторов следующих
мощностей: 1,6; 4,0; 6,0; 10; 25; 60, 100 и 160 кВт.
Существующие нормы допустимых индуст-
риальных радиопомех для промышленных уста-
попок диктуют частоты, которые разрешается
использовать при условии, что радиопомехи не
будут превышать определенных нормами зна-
чений.
Ламповые генераторы, питающие высокочас-
тотные сварочные установки, созданные в на-
стоящее время, работают исключительно на час-
тоте 27,12 МГц±1%,
i 1ипряжепие питающей трехфазной сети
380 В, частота 50 Г'ц, коэффициент мощности
nv менее 0,85. В генераторах применена но-
нан, более совершенная колебательная система,
обетпсчинающая заданную стабильность часто-
ты. устойчивую работу и сравнительно неболь-
шое изменение режима в процессе сварки.
Анодный высоковольтный выпрямитель соб-
ран на полупроводниковых вентилях, обладаю-
щих большим сроком службы. Выпрямитель
управляется с помощью тиристоров, включенных
ни первичной стороне анодного трансформатора.
Сиетемп регулирования и стабилизации анодно-
го напряжения, основанная на изменении мо-
мента включения тиристоров, позволяет регу-
ллронпть это напряжение в пределах 25 100%
и поддержишп'ь его постоянство с точностью
I 0.1% 1> пределах 25 85% максимального
imineiHBi при отклонениях напряжения питаю-
щей сети ни ±10% номинального.
Генераторы снабжены системой мгновенного
отключения анодного напряжения с целью
защиты электродов при электрическом пробое
в рабочем конденсаторе
В табл 4.11 приведены технические характе-
ристики ламповых генераторов дли питания
высокочастотных сварочных установок отечест-
венного производства.
Технологические устройства. Главные функ-
ции технологического устройства, осуществляю-
щего сварочный процесс,— разогрев термоплас-
тов до заданной температуры вдоль линии сва-
рного соединения и прижим свариваемых ма-
териалов в разогретых зонах друг к другу с
заданной силой.
Развитие техники высокочастотной сварки по-
шло в направлении совершенствования прессо-
вых технологических устройств. В настоящее
время практически все изготовляемые высоко-
частотным методом сварные изделия получают*
с помощью высокочастотных прессов (рис.
4.16),
Рис. 4.16. Конструктивная схема высокочастот-
ного сварочного пресса:
/ привод рабочей плиты; 2- высокопотеициаль-
iiiih рабочий плита; 3 - экран подвижной рабочей
плиты; 'I ПЖ1КО потенциальна я плита; б привод-
ная чисть разъемного экрана; 6 привод экрана;
7 станина Пресеа
ОБОРУДОВАНИЕ ДЛЯ ВЫСОКОЧАСТОТНОЙ СВАРКИ
III
4.12. Рекомендуемые соотношения
основных параметров высокочастотных
сварочных установок
Размеры рабочнх и лит, мм Мощность, кВт Усилие Пресса, кН Высота Изделия, мм
200X300 1,6 3 50
500X600 4 5 50
4 15 250
700X1000 10 40 50
1300X1500 10; 25; 60 100 60
1500X2200 60; 100 200 too
Рабочие плиты пресса н своей совокупности
образуют электрический конденсатор, подклю-
ченный к генератору параллельно с рабочим
конденсатором сварочного устройства. Емкость
последнего должна быть значительно больше
емкости рабочие плит. Удовлетворительное соот-
ношение получается, если расстояние между ра-
бочими плитами в момент сварки сохраняется
не менее 20 -40 мм (принимая большие значе-
ния для плит большего размера).
Размеры рабочих плит, мощность высоко-
частотного генератора и рабочее усилие прес-
са - взаимосвязаны (табл. 4.12).
С точки зрения формирования сварного соеди-
нения одна из двух рабочих плит должна
быть высоконотенциальной — верхняя или ниж-
няя — не имеет значения. Однако, если конст-
рукция высокочастотного пресса предполага-
ет укладку заготовок непосредственно на нижней
плите пресса, ее целесообразно выполнять низ-
ко потенциальной. Это уменьшает вероятность
получения ожогов при случайном подключении к
прессу высокочастотного напряжения.
Подвижной (силовой) может выполняться
любая из двух рабочих плит. Это зависит от
конкретных требований к конструкции установ-
ки; особенностей загрузочных устройств, элемен-
тов экранирования и т. п. При ручной загрузке
заготовок иа нижней плите пресса целесообраз-
но выполнять ее неподвижной.
По конструкции сТаннны различают консоль-
ное и портальное исполнение высокочастотных
прессов. Консольное исполнение облегчает дос-
туп в рабочее пространство пресса, портальное
позволяет сравнительно просто получить задан-
ную жесткость силовой системы сварочного уст-
ройства Для мощных установок с размерами
плит более 1,5 м портальное исполнение может
оказаться не только предпочтительным, но и
единственно возможным.
Для более полного использования источник*
высокочастотной энергии технологические уст-
ройства сварочных установок снабжают МНОГО-.,
позиционными загрузочными устройствами. ПрН
этом удастся совмещать сборку заготовок и
технологической оснастки с операцией спарКИ.
Применение многопознционных загрузочных
устройств в условиях отечественного прозиодст-
па с его более жесткими, чем за рубежбц,
требованиями по допустимому уровню радий-
помех и санитарными нормами получает Д01ИЦ*
нательное обоснование. Наличие экранирую*
щих устройств, ухудшающих доступ в рабоч<4
пространство пресса, заставляет применять )*•;
грузочные устройства вне зависимости от И<Ма-
ния увеличить производительность Пресси.
Загрузочные устройства в общем виде Предс-
тавляют собой столы, подаваемые тем или ИНЫМ,
способом из загрузочных позиций в ноЗИЦИф
сварки и обратно. Размеры загрузочных С!!ОЛр|
соответствуют размерам рабочих runrj' пресс*.
По способу подачи столов различают загрузоч-
ные устройства с выдвижными загрузочном,И
столами, когда столам придаются поаприд'ЦО-,
поступательные перемещения (рис. 4.17); загру-
зочные устройства с поворотными платформами
(карусельные), когда загрузочным столам при-:
Рис, 4.17. Схемы рас положе ни я вылнижны*
загрузочных столов:
I 4 рибпчис мести
170
СВАРОЧНОЕ ОВОРУДОВАННЕ
4.13. Высокочастотны» саарочны» установки, выпускаемые СССР
(рабочая частота 27,12±0,87 МГц)
Установка* Напряженке питаю- щей сетж. В Мощность, кВт Мяксяыальвжя пло- щадь сварки, см’** Максимальное уси- лие пресса, Н Размер рабочей пли- ты пресса, и Макскмальиое рас- стояние между пли* тамв пресса, м Максимальная про- изводительность сварок в час Габаритные размеры, м Масса, кг
потребляема* колебатель- ная
ВЧ ЛЭ-1,6/27 380/220 4.1 1.6 60 3000 0,2х хо,з 0,075 120 1,565X2,16X0,9 530
ВЧД6-4/27 380 7,7 4± ±0,4 100 15000 0.5Х Х0,6 0,25 300 1.7X2X2,1 1730
ВЧД10-4/27 380 9 4± ±0,4 135 50 000 О,5Х Х0.6 — —- 2,1X1,92X1,5 1525
ВЧД6-10/27 380 21 10 200 100 000 I.2X Х1,6 0,150 180 4X4,2X1,97 2500
* Все установки снабжены быстродействующей защитой электродов от электри-
ческого пробоя.
*• Сварка двух слоев поливинилхлоридной пленки толщиной 0,3 мм прямолиней-
ным электродом.
диется нрпщателыюе движение; в конвейерные
погрузочные устройства с поступательным дви-
жением загрузочных столов.
Карусельные н конвейерные загрузочные
устройства осуществляют движение загрузоч-
ных столов сквозь рабочее пространство пресса
и одном направлении. Возможное число загру-
зочных позиций сварочной установки зависит от
типа загрузочного устройства и конструктивно-
го исполнения высокочастотного пресса. Кон-
сольный кресс допускает применение любых из
перечисленных выше загрузочных устройств.
Портальный пресс в четырех ко л он ном испол-
нении может быть снабжен четырьмя выдвиж-
ными загрузочными столами, но не может рабо-
тать с поворотной платформой. Конвейерные
загрузочные устройства можно применять с лю-
быми прессами.
В настоящее время отечественной промыш-
ленностью выпускаются высокочастотные сва-
рочные установки ВЧДЗ-1,6/27, ВЧД6-4/27,
НЧД10-4/27, ВЧДб-Ю/27 (табл. 4.13). Перспек-
тивны установки с колебательной мощностью
1Ю ИХ) кВт, отвечающие требованиям многих
отрпелей промышленности, в том числе машино-
строения, электротехнической, автомобильной,
пи виц ион» ой, мебельной, легкой и др, [2, 7,
1П],
Высокачастотпли сварочная установка гнив
В'1ДЗ 1,6/27 включает в себя сварочный пресс
консольного типа. Давление на термопластич-
ный материал и закрытое исшожение экрана
обеспечивается электромагнитами. Работа уста-
новки автоматизирована. Имеется счетчик гото-
вых изделий. Производительность установки
120 сварок в час.
Высокочастотная установка типа ВЧД6-4/27
позволяет осуществить как плоскостную, так и
объемную сварку изделий из термопластичных
материалов. Экранированный высокочастотный
пресс с гидравлическим приводом имеет два
поста сборки и обслуживается двумя опера-
торами. Сборка изделий под сварку производит-
ся на подвижных плитах, установленных вне
рабочего конденсатора с противоположных его
сторон. Работа установки автоматизирована.
Имеется счетчик готовых изделий. Производи-
тельность установки 300 сварок в час.
Высокочастотная сварочная установка типа
ВЧД10-4/-27 включает в себя пресс портального
типа с гидравлическим приводом. Гидравличес-
кая систем пресса обеспечивает зажим заготов-
ки между плитами рабочего конденсатора,
перемещение сборочных плит и создает давление
при сварке. Сборочный пост пресса имеет два
стола, установленных один над другим вне рабо-
чего конденсатора и подаваемых в него по-
очередно.
Установка работает автоматически. Перед на-
чалом никло оператор снимает со сборочного
стола готовое изделие и укладывает новое. Все
остальные операции: перемещение сборочного
or,ОРУДОВАНИЕ ДЛЯ ВЫСОКОЧАСТОТНОЙ СвЖкЙ
IW=
4.14. Высокочастотные сварочные установки, выпускаемые заводом
«Промышленная электроника», НРБ (рабочая частота 27,12±О,в МГц)
Тий уста- новки Напряже- нка питающей сети, В Мощность, кВт Максимальная площадь сварки, см* Макси- мальное усилие пресса. Н Размеры рабочей плиты пресса, м Габаритные размеры, и Я
потребля- емая колеба- тельная
УЗП100 220 0,35 0,1 5 160 0,12X0,04 0,21X0,35X0,235 17
УЗП101 220 0,35 од 5 160 0,2X0,1 1X0,6X0,9 40
УЗП250 220 0,62 0,25 - 13 600 0,3X0,2 0,1X0,6X1,1 70
УЗП600 220 1,5 0,6 32 4 000 0,56X0,45 0,72X0,96X1,34
УЗШООО 3x380 2,5 1.0 50 4 000 0,56X0,45 0,75X0,96X1,34 эоо
УЗП2500 3x380 5,5 2,5 125 4000 0,56X0,45 2,2X1,1X1,34
УЗШООО 3x380 12 4 200 40 000 0,6X0,45 27X2,3X2,4 2000
УЗП6000 3x380 12 6 300 12 000 1X0,8 2,3X2,4X1.6 а
УЗП12000 3X380 26 12 600 60 000 1,8X1 7,8X1,73X2,36
4.15. Высокочастотные генераторы и сварочные установки, выпускаемые
а ЧССР (частота рабочая 27,12±0,6 МГц; сети питания 50 Гц)
Тип генератора, установки Напряже- ние пита- ющей сети, В Мощность, кВт Макси- мальная площадь сварки, см* Максималь- ное усилие пресса, Н Габаритные размеры, м ля "«wow
потребля- емая кплеба- | тельная
GU03 генератор 220 0,55 0,2 4 0,405X0,3X0,375 ж
EDR3 клещи 220 — 4 50 200 0,115X0,295X0,220 2 эо88
SDS1 установка 3X380 3 1,2 20 230—1150 1,32X0,7X1,33
EDL6 пресс 220 0,1 — 400 10 осо- бо 000 1,488X1.655X1.570
SDS6 установка 3X380 3 400 2000 1,3X0,72X1,49
GUR4 генератор 3x380 10 4 — 900X900X1W0 400
EDL3 пресс 3x380 — — 80 500—3000 930X550X1650 ЮОО
GU20 генератор 3X380 55 20 400 — 1300X1620X1670 П80
стола в рабочий конденсатор, создание давле-
ния, высокочастотный нагрев, выдержка под
давлением, снятие давления с электродов; выда-
ча готового изделия происходят автоматически
после подачи сигнала к началу очередного цик-
ла. Сигнал подается оператором нажатием кноп-
ки. установленной на посту сборки.
Высокочастотная сварочная установка типа
ВЧД6-10/27 включает в себя пресс портальнлго
типа с гидравлическим приводом. Гидравличе-
ская система пресса обеспечивает зажим заго-
товки между плитами рабочего конденсатора,
перемещение сборочнык плит и создание дав-
ления при сварке. Сборочный пост пресса имеет
два стола, установленных один над другим вне
рабочего конденсатора.
Установка работает автоматически, ТНК Ж5
как и установка ВЧД10-4/27, В широком ассор-
тименте высокочастотное сварочное оборудиян>
иис мощностью 1 -100 кВт выпускается зару-
бежными фирмами (табл. 4.14, 4.15).
Подвод электромагнитной энергии. Для Сва-
рочных установок характерна удаленность,рабо-
чего конденсатора от источника питания, дам(1’
встроенного, па сравнительно большие рисстпн-
ния. При этом существенную роль играет ин-
дуктивность соединительной линии. Поэтому сс
гественной конструкцией соединительной лишП'
является коаксиальный токоподвод, выполиие
мый обычно из дну к помещенных один I
другую ко|щентрично (коаксиально) труб,
В нутре hi ною трубу (или стержень) п.тго'гоплн
е*'ЛРбМН0Е ОЙО 1>УЛ00АННЕ
ют, как при пило из меди, наружную тру-
йу из плюминневого листа,
Индуктивность такой линии тем меньше, чем
ближе отношение диаметров наружной и внут-
ренней труб к единице. Возможность умень-
шении промежутка между наружной и внутрен-
ней трубами ограничивается электрической
прочностью липин. При заданном напряжении
между проводами линии с уменьшением расстоя-
нии между ними растет напряженность электри-
ческого поля и промежутке, которая, в конце
концов, приводит к пробою и короткому ЗаМЫ-
КаИИЮ линии.
Кик и ранило, расстояние между наружной
пОПерхшк’ТЬЮ внутренней трубки и внутренней
поверхностью наружной трубы должно бить
не менее 211 30 мм. Диаметр внутренней трубы
С целью предотвращения перегрева выбирают
ИЗ условия плотности тока J А па 1 м
IICpll метра токонронода.
Требование обеспечении минимальной индук-
тивности коаксиального токонровода противоре-
чит другому предъявляемому к нему требова-
нию получению наименьшей электрической
емкости линии. Последнее требование связано
С тем, нто а схеме соединения элементов колеба-
тельного контура сварочного устройства элект-
рическая емкость, токонодвода складывается с
переменной емкостью конденсатора, необходи-
мой для регулирования мощности и согласова-
нии нагрузки с выходными параметрами генера-
тора. Поэтому, чем больше емкость токопод-
IHMLH, тем меньше глубина регулирования.
II сварочных установках один из проводов
соединительной линии имеет обычно нулевой
потенциал (заземлен). Таким проводом в ко-
аксиальном токоподводе является наружная
Труба, которая с помощью фланцев одним кон-
цом кренится к стенке экранирующего шкафа
генератора, а другим к экранирующему ко-
жуху сварочного пресса. Таким образом, ко-
нкевильвый токпиоднод естественным образом
oflee печи паи экранирование соединительной
ли пи и.
Коаксиальный токопровод от генератора к
рабочему конденсатору составляет обычно толь-
ко часть соединительной линии, поскольку один
и.ч сварочных электродов должен быть подвиж-
ным Расноложенцыс внутри экранированного
aporTpiiiH'Tiia пресса рабочие плиты соединяют-
ся I' коаксиальным токонодводом С помощью
одиночных шип, включающих гибкие элементы
и ешипгшщие контактные устройства.
Гибкие элементы тохоподвода изготовляются
1И листовой фосфористой бронзы толщиной не
Палее <1,5 мм-. 11ируж пая низконотенциалышя
груба токонодвода крепится обычно к непод-
вижной части разъемного экрана.
Если длина электродов превышает 0,5— 0,7 м,
то существенное влияние на свариваемость тер-
мопластов оказывают волновые явления, имею-
щие место при частотах электрических колеба-
ний, применяемых в технике высокочастотной
сварки термопластов, т. е. при частоте тока
27,12 МГц.
В предположении, что высокочастотное напря-
жение источника питания подключено к одному
из концов сварочных электродов, допустимая
длина параллельных электродов при длине
волны X в первом приближении может быть вы-
числена по формуле
/а0||=Хт arcsiny' 2,203lgQp.w!u| 2л,
где X — длина электромагнитной волны в сво-
бодном пространстве, м, т — коэффициент уко-
рочения электромагнитной волны в результате
помещения между электродами диэлектрика,
для поливинилхлоридов его можно принять рав-
ным 0,65; а — безразмерный температурный
коэффициент, определяющий чувствительность
вязкости термопласта к колебаниям температу-
ры нагрева, для поливинилхлорида его значения
лежат в пределах трех-четырех единиц.
Q Р ДО L = ГдЛГ| ! Р(),
где Рд,,,, —допустимое давление, при котором
прочность сварного соединения имеет наимень-
шие допустимые значения, Ро — давление, при
котором прочность сварного соединения макси-
мальна.
Допустимая длина электродов зависит от
заданного допустимого уровня снижения проч-
ности на тех участках, где в результате
волновых явлений напряженность электрическо-
го поля между электродами отличается от опти-
мальной. Анализ опытных данных и расчеты да-
ют значения допустимых длин электродов по-
рядка {0,044-0,05) X при условии снижения
прочности соединения не более чем на 20%,
Для обычно применяемой частоты f = 27,12 МГц
/w™ = 0,44-0.5 м (для поливинилхлорида).
Волновые процессы при передаче высоко-
частотной энергии вдоль электродов оказывают
существенное влияние на требования к качеству
их исполнения. При частоте / = 27,12 МГц для
электродов длиной 0,3 м допуск на непарал-
лелыюсть (не пл ос кости ость) очень мал и требу-
ется специальная обработка. Правильно выбрав
схему подключения электродов к источнику
питания, можно в значительной степени снизить
отрицательные явления, связанные с волновым
характером расарострлнения высокочастотной
ОБОРУДОВАНИЕ для ВЫСОКОЧАСТОТНОЙ СВАРКИ
электромагнитной энергии вдоль сварочных
электродов.
При расчете выравнивающей индуктивности
следует исходить из того, что она должна
обефечить параллельный резонанс с емкостью,
образуемой той частью электродов, к которой
она 1 подключена. При этом между емкостью
С и| индуктивностью L должно выполняться
соотношение
ыА = 1 /(соС\
где to = 2nf' — круговая частота, откуда требуе-
мая ,индуктивность
А=[(2П/)2С]'
При сварке различных изделий емкость С ра-
бочего конденсатора меняется, поэтому свароч-
ные устройства необходимо снабжать регули-
руемыми индуктивностями. Правильность под-
бора необходимой величины может быть оцене-
на ио результатам опытных сварок.
Согласующие устройства. В связи с тем, что
на высокочастотной сварочной установке, как
правило, свариваются изделия, значительно от-
личающиеся конфигурацией сварного шва, его
площадью, толщиной, электрическими, реологи-
ческими, теплофизичеекими свойствами свари-
ваемых материалов, электрические параметры
рабочего конденсатора, а также параметры на-
грузки лампового генератора будут изменяться.
Как известно, генератор отдает номинальную
полезную колебательную мощность при условии
наличия соответствующей нагрузки на лампу,
т. е. определенного эквивалентного сопротивле-
ния контура Для согласования нагрузки с лам-
пой необходимо, чтобы эквивалентные сопротив-
ления (ом) контура в лампе были равны;
Ро/1.-! Ро-К, Ptynni == U л//л । J =:= /г*» ±=ь)оАх,
где ш<| — резонансная частота контура; Е, —
индуктивность контура; гв — сопротивление кон-
тура; А'а амплитуда напряжения на контуре,
В; 7а, — амплитуда первой гармоники анодного
тока, Л.
С уменьшением Р(1е„ по сравнению с /?Оак
напряжение U, = уменьшается, одновре-
менно уменьшается и развиваемая мощность
Pi = UJai, следовательно, большая часть мощ-
ности питания Pn—EJan рассеивается на аноде.
При увеличении по сравнению /?ога гене-
ратор переходит в перенапряженный режим.
В импульсах анодного тока появляется впадина,
поэтому практически не увеличивается, Раз-
виваемая мощность Pi сначала немного возрас-
тает, а затем при резко перенапряженных ре-
жимах, когда импульс анодного токи получу
глубокую впадину, начинает падать, Если ОД*
и Роек отличаются значительно, то возник**?
необходимость в наличии в установке согласую-
щего устройства, которое, как правило, встрди-
вают в .высокочастотный пресс.
При согласовании нагрузки необходимо до-
биться двух условий: общее сопротивление CXfl-
мы на зажимах анод — катод должно быть вДН-
зко к оптимальному эквивалентному сопротЯМ*-
нию; напряжение на рабочем конденсаторе
должно быть достаточным для эффективного
нагрева.
Экранирование установок. К высокочастот-
ным сварочным установкам как к источникам
электромагнитных излучений предъявляются
весьма жесткие требования в части соблюдения
норм допустимых индустриальных рядиоиой^Х,
санитарных норм и правил при работе с источ-
никами электромагнитных полей высоких, yw
равысоких и сверхвысоких частот.
В соответствии с нормами на рабочих Час-
тотах и гармониках от 0,15 до 300 МГц в преде-
лах выделенных частотных полос на расстоя-
нии 30 м от установки или 10 м от границы
производственной территории напряженность
поля радиопомех не должна превышдт|> 70 ДБ.
В соответствии с санитарными нормами интен-
сивность электрической составляющей поля ня
рабочих местах не должна превышать 20 |1/м
диапазоне частот 100 кГц — 30 МГц и 5 В/м Я
диапазоне частот 30 300 МГц. Магнитнвн сос-
тавляющая поля при сварке пренебрежимо
мала. ,,
Опыт показывает, что удержание кигемрНЙ-
ности электромагнитных полей и иаиряже^ЙМтц
поля радиопомех на заданных уровнях надежно
обеспечивается только путем тщательного *ир|-
пирования всех тоководу тих элементов Ст-
рочных установок.
Объектами экранирования в сварочных уста-
новках являются генераторный блок лампового
генератора, рабочий конденсатор сворочлого
устройства, согласующие и токоведущие устрой-
ства.
Эффективность экранирования оценивйе1'ся
отношением напряженности электрического ИО;
ля в данной точке пространства при отсутствии
экрана и при его наличии. Степень ослабления
(5 выражают обычно в децибелах (дБ) в пред-
положении, что
p = l20lg (Е/Е„)\,
где р— ослабление напряженности поля в ре-
зультате экранирования, Et), Е напряжен
ность поля при отсутствии и наличии экране,
В / и.
17И СВАРОЧНОЙ ОВОРУДОВАННЕ
Эффект ин кость сплошного метил ли веского эк-
рана, окружающего источник излучения, можно
считать бесконечно большой. Однако снабдить
уетаноику такими идеальными экранами практи-
чески ненозможпо. С целью подачи заготовок
и рабочий конденсатор, обеспечения необходи-
мого технического обслуживания иг. п. s экра-
нах образуют разъемы, отверстия, смотровые
окна, что уменьшает эффективность экраниро-
вания, Вместе с тем доя используемых при свар-
ке напряженностей электрического поля в зави-
симости от мощности установок достаточной
степенью ослабления поля являются величины
порядка 40-80 дБ, что может быть достигнуто
с помощью определенных технических и конст-
руктивных мер.
В случае ненарушаемых разъемов, которые
бывают необходимы, когда из конструктивных
«ли технологических соображений следует обе-
спечить разборную конструкцию, требуется
плотное прилегание сопрягаемых поверхностей с
целью получения хорошего электрического кон-
такта между ними. Рекомендуется металлизи-
ровать копт актируемые поверхности оловом,
цинком или медью. Тонкие листы (менее
б-fl мм), закрывающие монтажные отверстия,
необходимо крепить винтами, располагаемыми
ПО периметру с шагом, не превышающим
80'-100 мм. С целью увеличения их жесткости
целесообразно применять отбортованные крыш-
ки, При наличии протяженных разъемов доста-
точно хороший контакт между сопрягаемыми
поверхностями может быть обеспечен путем
прокладки между ними шнуров или шлангов
из бесе и женой резины, заключенных в чулок из
М4Д1ЮЙ или латунной проволоки.
К конструкциям дверей и крышек, закры-
вающих подходы к зонам оперативного обслу-
живания, предъявляются более жесткие требо-
вании.
Нз соображений удобства обслуживания
плотное прилегание дверей к сопряженной по-
верхности проема целесообразно выполнять с
помощью введения по всему периметру доста-
точного числа прижимов. Поэтому между ними
всегда необходимо размещать упругие элемен-
ты. компенсирующие неровности и деформации
сопрягаемых поверхностей.
Герметичное прилегание дверей и крышек к
поверхности каркаса осуществляется с помощью
контактных пружин, выполненных из бронзовой
(фосфористой) ленты толщиной 0,15 мм. Наибо-
лее надежное экранирование обеспечивает кон-
струкция с врезным ножом, западающим между
дпумя ридвмн контактных пружин,
В прижимных контактных устройствах дверей
(особенно больших размеров, превышающих
I —1,5 м) следует применять пружины с увели-
ченным ходом. I
Контактирующие с пружинными элементами
поверхности дверей и каркасов необходимо
покрывать антикоррозионными материалами.
Двери и съемные крышки экранирующих шка-
фов следует выполнять повышенной жесткости.
Рекомендуется двойная отбортовка при толщине
двери не менее 40—50 мм.
Распространенным способом экранирования
смотровых окон является покрытие их метал-
лическими сетками. Латунные и медные сетки из
проволоки диаметром 0,1 мм и размером ячейки
1X1 мм обеспечивают ослабление электри-
ческого поля порядка 60 дБ для диапазона
частот 10—100 МГц. Для защиты от поврежде-
ний и загрязнений сетку целесообразно поме-
щать между двумя прозрачными листами (ор-
ганическое или силикатное стекло), обеспечивая
при этом прижим сетки к металлическому
каркасу по всему периметру окна. Контактную
поверхность каркаса следует металлизировать
антикоррозионным материалом.
Более простым и часто более ц&чесообразным
способом подавления излучений является спо-
соб, использующий принцип предельного волно-
вода. Известно, что электромагнитная энергия
высокой частоты способна распространяться по
металлическим трубам — волноводам, если их
размеры (диаметр,, ширина) превышают некото-
рое критическое значение, зависящее от длины
распространяющейся электромагнитной волны.
Для круглого волновода критическая дли на вол-
ны определяется выражением
ХкР = 3,41 rfi',
где Хкр — критическая длина волны, м; г — ра-
диус волновода, м; е' — относительная диэлект-
рическая проницаемость вещества, заполняю-
щего волновод.
Для прямоугольного волновода
Акр :±zz 2а ,
где а — больший размер (ширина) волновода,
м.
Чем больше длина излучаемой электромагнит-
ной волны отличается от критической, тем быст-
рее происходит ее затухание в волноводе. Ослаб-
ление электромагнитной волны в конце волново-
да отвечает экспоненциальному закону с пока-
зателем экспоненты
Е=-а/о,
где In — длина волновода; величина ос называет-
ся коэффициентом затухания, который для при-
меняемых при сварке частот определяется при-
ближенным выражением
а = л/с/,
....
ОБОРУДОВАНИЕ ДЛЯ УЛЬТРАЗВУКОВОЙ СВАРКИ ПЛАСТМАСС
гдеш — размер (диаметр или ширина) водно.
ВОДЬ.
Напряженность электрического поля (В/м) в
койне волноводного патрубка может быть оце-
йена выражением
£=/?ое
где |е—напряженность электрического поля в
конце волновода длиной /л; £ц — напряженность
электрического поля в начале волновода.
Последнее выражение определяет возмож-
ность использования предельных свойств волно-
водов для образования смотровых окоп, венти-
ляционных отверстий и т. п. Оня могут быть вы-
полнены в виде труб круглого и прямоуголь-
ного сечения, причем чем больше длина такой
трубы, тем сильнее ослабление поля на ее выхо-
де. Допустимую длину волновода патрубка мож-
но оценить по формуле
1ч = (2,3<1/л) (lg £/£„)=0,038rfp, м.
В некоторых случаях длину волноводных пат-
рубков можно уменьшить путем применения
так называемых сотовых устройств, образуемых
с помощью взаимно пересекающихся металли-
ческих перегородок, покрывающих в виде ре-
шетки все поперечное сечение отверстия на всей
длине волновода, В этом случае длина 1п опре-
деляется размером элементарной ячейки сотово-
го устройства.
Технические характеристики оборудования.
Рассмотренные выше требования К основным
элементам высокочастотных сварочных устано-
вок (генераторам, прессам, передающим и со-
гласующим устройствам, защитным экранам)
учитываются при создании оборудования для
высокочастотной сварки пластмасс.
Наиболее важными показателями качества
высокочастотных сварочных установок следует
считать: точность исполнения узлов, примыкаю-
щих к рабочему конденсатору; силовая жест-
кость элементов технологического устройства;
универсальность И мобильность (быстрота пере-
хода на производство новых изделий), высокая
производительность. Конструкция установки
должна обеспечивать подавление напряжён-
ностей излучаемых электромагнитных полей до
уровней, определяемых соответствующими нор-
мами.-
Существенным оказывается требование авто-
номности энергетического питания установки.
Например, пневматический привод силовой сис-
темы сварочного пресса в общем случае не-
приемлем ввиду отсутствия пневмосетей на мно-
гих мелких предприятиях, нуждающихся в обо-
рудовании для снарки изделий из термопластич-
ных материалов.
При определении мощности, необходимой ДЛИ
осуществленин процесса сварки, при выбор® ИЛИ
проектировании высокочастотной сварочной ус-
тановки следует учитывать, что фактическая ас-
иа нагрева, ввиду наличия высокой а с ТОГИ ОГО
ноля рассеяния (при любой конфигурация
электродов) и отвода теплоты в горизонтальной
плоскости, выходит за пределы ширины я ДЛИНЫ
сварочных электродов. При этом степень несов-
падения фактической зоны нагрева термопласта
зависит от конфигурации электрода и толщины
материала.
4.5. ОБОРУДОВАНИЕ
ДЛЯ УЛЬТРАЗВУКОВОЙ СВАРКИ
ПЛАСТМАСС
Основные элементы. Ультразвуковые енарбч-
ные машины обычно содержат следующие основ-
ные элементы: ультразвуковой генератор, сив*-
рочный узел (акустический узел), опору, меха-
низм давления (механизм перемещений «Вд-
вижных элементов), вспомогательное устройст-
во й станину (корпус) (рис. 4.18). СяарОЧНЫЙ
узел включает в себя преобразователь энергии
(магнитострикционный или пьезоэлектричес-
кий) , трансформатор упругих колебаний, ННЛЙЮ-
щийся согласующим акустическим элементом
между волноводом и преобразователем, я MwiHO*
вод-ипструмент, через рабочий торец которого
ультразвук вводится в свариваемое изделие.
Для охлаждения нагревающего в процессе ра-
боты преобразователя его помещают в бачок с
проточной водой. Иногда проточной водой .ох-
лаждается и волновод-инструмент. При
зопаиии магнитострикционных феррита ВЫХ И
пьезоэлектрических преобразователей МОЖНО
применять принудительное или даже ecierrMx-
ное воздушное охлаждение.
Основное назначение опоры — фиксаций ЯП»
Рис. 4.18. Принципиальная схема ультразву-
ковой установки для сварки пластмасс:
1 — ультразвуковой генератор; '2 ycipolk’i во
включения н выключения ультразвуковых колебв-
ннй; .'/--механизм давления; 4 сварочный умщ;
Г> - спирчилемые вшелин; ft' опори
;СВАРОЧНОЕ OROtWlOBAHME
дел ИЯ при снарке. В некоторых случаях опора
рмссмптриваетсн как актшшый элемент полно
поднп-нкуетимеского трикти, В этом случае опо-
ри способствует обеспечению оптимального
энергетического режима сварки. При использо-
кипи и пассивной опоры ее конструкции и мате-
риал выбирают из соображений оптимального
1 силового режима снарки. Опору можно ис-
полни о нить для подогрева или охлаждения.
Поскольку опора (пассивная или активная)
участвует и рае пределен и и энергии среди эле-
ментов колебательной системы, ее можно ис-
шш,жимнь ДЛЯ получения информации о ходе
пронесен снарки. И этом случае опору выпол-
ня ют в виде датчика. В некоторых случаях опора
несет еще и дополнительную функцию, являясь
элементом механизма давления.
Мсханизм давления предназначен для того,
чтобы обеспечить необходимый акустический
контакт между рабочим торцом волновода,
изделием и опорой, а также между частями
еваринаемою изделия.
Сварочный узел или опора должны иметь
возможность иеремещеFinn, Подвижному эле-
менту сообщается движение от механизма пере-
мещения самим оператором или с помощью
Н Нго магического привода. Иногда подвижными
иыполияют и сварочный узел, и опору. Тогда
оби эти элементы могут быть элементами меха-
низма давления.
Нсномогательное устройство обеспечивает
три не порти ponai гис материала, контроль и уп-
равление параметрами сварочного процесса,
включение и выключение ультразвука.
Станина ультразвуковых сварочных машин
Предннзначеип, прежде всего, для размещения
низин иных выше элементов и узлов Иногда
ид етип пне уста щ| вливают различные подающие
К приемные устройства, Часто в конструкцию
стпнины встраивают источник энергии — ульт-
ра звуковой генератор.
Механическая часть машин (корпус, система
охлаждения, привод давления и т. п.) должна
имен, достаточную жесткость корпуса, исклю-
чающую непрон.1налы1ое смещение н перекосы
сварочного наконечника относительно сваривае-
мых деталей; малую инерционность привода
давления с плавным опусканием сварочного
Рис. 4.19. Двух стерж-
невой магнитострикци-
онный преобразователь
требованиям, обусловленным типом сваривае-
мого изделия.
К машинам для УЗС в полной мере относятся
и общие требования: максимальный КПД, мипи-
мальные размеры и масса, простота при наладке
и эксплуатации, надежность в работе, высокая
производительность, соответствие требованиям
эргономики и т. д.
Преобразование электрических колебаний в
механические при ультразвуковой сварке осуще-
ствляется магнитострикционным либо пьезо-
электрическим преобразователем. Действие маг-
нитострикционного преобразователя основано
на магнитострикционном эффекте, который за-
ключается в изменении геометрических разме-
ров материала при воздействии переменного
магнитного поля высокой частоты. Магнито-
стрикиионные преобразователи изготовляют из
ферромагнитных материалов: никеля, пермен-
дюра марок К49Ф5 и К65. альфера марок
1014 и Ю12, феррита марки 21.
Для уменьшения потерь на вихревые токи
преобразователь (пакет) из никели, пермендю-
ра, альф.сра собирают из пластин толщиной
0,1—0;2 мм (рис. 4.19). Преобразователи можно
выполнять с обратной акустической связью, что
дает возможность осуществлять автоподстройку
частоты генератора па частоту механического
резонанса преобразователя. В ультразвуковых
сварочных машинах используют преимущест-
венно преобразователь типа ПМС.
Рекомендуемые размеры (мм) рабочего сече-
ния преобразователей (пакетов) для различных
значений потребляемой мощности при рабочей
частоте 22 кГц приведены ниже:
Мощность, кВт . . 0,2 0,5 1 1,5 2,0 2,5
Никель.........20X10X106 35X35X105 45X45X106 55X55x107 60X60X108 75x75X109
Пермендюр . . ,17X16X115 25X25X114 35x35X113 45X45x112 55x55X11160x60X110
ш|кшн'ч|111|<||. В ряде случаев конструкции рибо- Для ультразвуковой снарки пленок и сипте-
Ч1Т(1 елиш должна еоотпетстпокать конкретным тических тканей нашли применение нреобразо.
ОБОРУДОВАНИЕ ДЛЯ УЛЬТРАЗВУКОВОЙ СВАРКИ ПЛАСТМАСС
толи изготовляют из смешанных в определенной
пропорции оксидов железа и других металлов
(Ni, Со, Мл, Mg, Си) путем прессования и
последующего отжига. Подмагничивание фер-
ритовых преобразователей создается с помощью
постоянных магнитов, в качестве которых ис-
пользуют ферритовые магниты; охлаждение
преобразователей не требуется.
Разработаны ферритовые преобразователи с
резонансной частотой 18±],35; 22±1,65;
44±4,4; 66±6,6; 440+14; 880±8,8; !760±
±44 Гц. При резонансной частоте 22 кГц ферри-
товые преобразователи могут устойчиво рабо-
тать с амплитудой А = 3 мкм; максимальная
удельная акустическая мощность излучения при
этом составляет 70 кВт/м2.
Действие пьезоэлектрического преобразовате-
ля основано на электрострикционном эффекте,
сущность которого состоит в изменении геомет-
рических размеров материала под воздействием
переменного электрического поля высокой час-
тоты.
Для изготовления пьезоэлектрических преоб-
разователей наибольшее применение получил
цирконат-титанат свинца (ЦТС) . Пьезокерами-
ческие преобр'азователи выполняют в виде круг-
лых или прямоугольных пластин. Они устойчиво
работают при температурах до 240° €, имеют
удельную акустическую мощность излучения
100—200 кВт/м2, характеризуются более выев*
ким КПД, чем магнитострикционные металлы*
ческне преобразователи, не требуют охлажде-
ния.
Независимо от типа применяемого пребб|МН
зователя амплитуда смещения его неиелняя И
составляет 3—5 мкм. Для увеличения амилнту*
ды колебаний к преобразователю присоединяют
трансформатор упругих колебаний, а к послед*
нему — волновод. Задаваясь определенным 91-
коном изменений площади поперечного сечения
трансформатора и волновода, можно усилить
амплитуду смешения торца преобразователя1в
5 —10 раз. Трансформатор упругих колебаний
является промежуточным звеном между Преоб-
разователем и волноводом и служит для согла-
сования параметров преобразователя н НЯГру*-
ки, а также для увеличения амплитуды КОЛ**
баний на его выходном торце (рис. 4,20).
В большинстве случаев используют ступая*
чатые трансформаторы, имеющие наибольший
коэффициент усиления (отношение амплитуды
на выходе к амплитуде на входе). Транс-
форматор упругих колебаний имеет на ВЫХОДНОМ
торце разьбовое отверстие для присоединения X
нему волновода, что позволяет путем смены вод*
поводов сваривать на одной установке наделяя
различной конфигурации. Волновод предндана*
чен для усиления амплитуды колебаний выход-
ного торца трансформатора и передачи механи-
ческой Энергии от последнего к нагрузке (К месту
сварки). '
Волноводы и трансформаторы упругих ХвЛ»-
баний следует изготовлять из упругих илегкйх
материалов, так как потерн механической Мер*
гни тем меньше, чем меньше масса волновода
и трансформатора и чем лучше упруги* СМЙ-
ства материала. В качестве таких материал#*
могут быть использованы алюминиевые И тита-
новые сплавы, а также стали ЗОХГСА, 45 Н 40Х.
Трансформатор упругих колебаний соединяют г
Рис. 4.21. Зависимость амплитуды колебаний от формы волновода:
а ступенчатый; 6 — катеноидалькый; в — эк<.'поке1<цннлы1ый; г конический
17Я
СГАГОЧЯО!’ ОБОРУДОВАНИЕ
Рис, 4,22. Волноводы для ультразвуковой сварки
пластмасс
магнитострикционными металлическими преоб-
разователями преимущественно с помощью пай-
ки, Широкое применение для этой цели получили
высокотемпературные припои на основе серебра,
алюминия, меди и других материалов.
Трансформатор с ферритовыми преобразова-
телями соединяют с помощью специальных кле-
еных составов на основе эпоксидных смол.
Усиление амплитуды колебаний достигается
применением сужающихся по определенному за-
кону волноводов (рис. 4.21). Для сварки в ос-
новном применяют волноводы четырех типов:
ур-
по-
цилипдрнческие (ступенчатые), экспоненциаль-
ные, катенондальные и конические волноводы
с точечной, ножевой (прямоугольной), кою
ной, клиновидной рабочей (излучающей)
верхностью. В последнее время созданы волно-
воды новых форм: контурные волноводы с диа-
метром рабочего торца до 120 мм, ножевые
волноводы с длиной рабочей части, достигаю-
щей 300 мм; волноводы с изменяемым направ-
лением колебаний и др. (рис. 4,22). f
Исходными данными расчета волноводов яв-
ляются частота ультразвука f; диаметр на вход-
ном Оц и выходном d торцах волновода, ско-
рость распространения звука с в материале
волновода и число полуволн, укладывающихся
на длине волновода,
п = 1/К
где / — длина волновода, см; К—длина волны
в материале волновода, см.
Формулы для расчета геометрических разме-
ров широко применяемых полуволновых ульт-
развуковых волноводов приведены в табл. 4.16.
Наибольшее значение амплитуды смещения
волновода соответствует резонансному режиму
работы колебательной системы, когда частота
свободных колебаний равна частоте вынужден-
ных колебаний. Поэтому в каждом отдельном
4.16. Формулы для расчета
OfiOPVaOBAHHI’ ДЛЯ УЛЬТРАЗВУКОВОЙ СВАРКИ ПЛАСТМАСС
$
случае в зависимости от материала, из которого
изготовляют волновод, и заданной частоты ко-
лебаний определяют оптимальную (резонанс-
нук!) дайну волновода.
Для этой цеди удобно использовать специаль-
ные; номограммы, приведенные в работе [4].
Применение номограмм в значительной степени
облёгчает также расчеты при построении про-
филе точечного и ножевого волноводов.
Ультразвуковые сварочные машины. Совре-
менные ультразвуковые сварочные машины
можно классифицировать по следующим при-
знакам:
по видам свариваемых соединений - для- то-
чечной, многоточечной, контурно-рельефной,
шовной и шовно-шаговой сварки; машины пер-
вых трех типов позволяют осуществлять прес-
совую контактную пли передаточную ультразву-
ковую сварку; машины последних двух типов
служат для получения непрерывных протяжен1
них прямолинейный или криволинейных швов;
по степени автоматизации — на автоматы,
полуавтоматы и машины с ручным управлением
основными и вспомогательными операциями;
по назначению универсальные общего наз-
начения, позволяющие производить сварку ши-
рокой номенклатуры изделий, и специализиро-
ванные;
по характеру установки - стационарные И Я*
реносные; стационарные, как правило, мдшийк
для прессовой и шовной ультразвуковой СВВр
ки; к переносным относятся, например, руЧкЫ'
пистолеты небольшой мощности;
по характеру взаимного перемещения СОрК
ваемого материала и волновода - Мишины i
подвижным и неподвижным акустическим уа
лом;
по способу создания статического давления -
машины, в которых давление осущестялтета
через опору;
по числу рабочих позиций на одно-, двух
и многопозиционные; первые машины имеют ОД
ну рабочую позицию, на которой можеч' Qty
ществляться односторонняя или двусторонни»
сварка; в многопозиционных машинах сварю
изделий может производиться одновременно НЛ)
поочередно с помощью нескольких акустйЧвРКМ)
головок от одного или нескольких ейррч^)
генераторов. ,
Стационарная универсальная снпрочНЯЯ ДО-
тина модели УГ1М-21 предназначена для кон-
тактной и передаточной ультразвуковой сверю
сложных изделий из полистирола различий)
марок и других пластмасс, а также для зяярсс-
совки в нйх металлической арматуры (рис
4.23).
полуволновых волноводов
Резонансная полунолионая длина, мм Координата узла смещения Координата максимального напряжения
ih=k/2=c/(2M x0=Ifc/2=<;/(4f) ; f; I* • j - ./ V 1 "1
li=c/(2i) yi-HlnJV/nP ,v0=/h/n arcctg(ln N/n) Xm = lkM arcetgf In Nfll)
180
CBWWHOB ОВОРУДО8АННЕ
Рис. 4.23. Схема ма-
шины УПМ-21
Па станине 2 установлен стол 4, на котором
Мкреплен кронштейн. По направляющим крон-
штейна перемещается платформа с закреплен-
ным на ней установочным кронштейном, в кото-
ром кренится сварочный узел 3 с токоподводом.
В состав сварочного узла входит рабочий
и негру мент-волновод, соединяемый с трансфор-
матором упругих колебаний резьбовой шпиль-
кой. Перемещение платформы осуществляется
прн нажатии на педаль 1. Педаль и платфор-
ма снязаны тягой Для возвращения сварочного
узд в в верхнее положение служит пружина и
протиноиее. Свариваемые детали размещаются
на рабочем столе. При опускании рабочего
стола происходит сжатие пружины в стакане.
Первоначальное давление пружины регулирует-
ся установочным винтом. Включение ультра-
звука осуществляется прн заданной деформации
пружины с помощью микровыключателя и
штифта, установленного на рабочем столе.
Подвод воды для охлаждении преобразователя
осуществляется через штуцер, выводы микро-
переключателя и обмотки преобразователя рас-
положены па клеммной коробке, закрытой за-
щитным кожухом.
Коммутирующие элементы обеспечивают
включение н выключение ультразвуковых коле-
баний в ручном режиме с помощью кнопки, ус-
ппюнленной на генераторе, и в автоматическом
режиме С помощью конечного выключателя,-
угтапошняшого под рабочим столом машины.
Изделии укладывают в момент нахождения
<1Шрочно|*о узла в верхнем положении. Изделие,
предварительно уложенное в кондуктор, распо-
лагают на столе пружинной опоры. При наждтии
педали происходит опускание кронштейна, Сва-
рочного узла и волновода, в результате чего
с некоторой силой (регулируемой) изделие1 за-
жимается между волноводом и опорой. Давле-
ние регулируется со стороны рабочего стрла-
опоры регулирующим винтом. В момент зажатия
изделия система включения включает ультра-
звук и производится сварка.
В матине могут быть использованы два типа
преобразователей: ПСМ1М МВТУ (материал
пакета — пермендюр; частота 21,5 кГц, мощ-
ность 1,6 кВт) и ПМС2М МВТУ (материал
пакета — никель; частота 21,5 кГц, мощность
0,6 кВт); охлаждение в обоих случаях водяное.
С незначительными конструктивными измене-
ниями машину можно использовать для дву-
сторонней сварки. В машине использованы смен-
ные волноводы (ножевые, контурные или точеч-
ные а зависимости от формы свариваемых из-
делий и характера сварки). Время сварки одного
изделия 0,1—10 с. Усилие прижима 0—500 Н.
Максимальное расстояние между рабочим тор-
цом волновода и опорой до 200 мм. В комплекте
С машиной УПМ-21 возможно применение ульт-
развуковых генераторов типа УЗГ5-1,6/22 и
УЗГЗ-0,4. Габаритные размеры машины
0,53X0,7X1.3, масса 85 кг.
Универсальная стационарная сварочная ма-
шина типа МТУ-1,5-ЗУ4 предназначена для то-
чечной И контурной ультразвуковой сварки
изделий из полимерных материалов. На машине
можно получать нахлесточные, тавровые и угло-
Рие. 4.24. Устройство машины МТУ-1,5-ЗУ4
ОБОРУДОВАНИЕ ДЛЯ УЛЬТРАЗВУКОВОЙ СВАРКИ ПЛАСТМАСС lift
вые соединения изделий различных конфигура-
ций из полистирола, полиамида, капролбна,
полиметилметакрилата, полиэтилена.
Машина состоит из сварочного устройства и
источника питания — ультразвукового генера-
тора’ УЗГ5-1.6/22.
Сварочное устройство (рис, 4.24) выполнено
в виде сварной стойки 1, на которой в направ-
ляющих перемещается ползун 7 с Г-образным
кронштейном 8. На переднем конце кронштейна
Закреплен сварочный узел 9. Ползун 7 соединен
со штоком пневмоцилиндра 6, корпус которого
закреплен на вертикальной стенке стойки 1.
На машине предусмотрена плавная регули-
ровка расстояния по высоте между сменным
волноводом 10 сварочного узла и сменной опо-
рой 11, предназначенной для установки свари-
ваемых деталей. Две пружины 5 предназначены
для компенсации веса подвижных частей. На
верхней плоскости стола установлены регулятор
3 цикла сварки и панель 4 с кнопками управле-
ния, манометром и редуктором. Все элементы
сварочного устройства прикрыты съемными ко-
жухами.
Внури вертикальной части стойки установле-
но реле 2, контролирующее наличие протока
воды в системе охлаждения.
Включение сварочного цикла машины произ-
водится с помощью двух кнопок 12, для аварий-
ного отключения предназначена кнопка 13.
Электрическое устройство включает в себя
регулятор цикла сварки РЦС, обеспечивающий
автоматическое управление машиной по следую-
щему циклу: опускание сварочного узла; вклю-
чение и выключение ультразвуковых колебаний;
дополнительное сжатие и выдержка изделия под
давлением без действия ультразвуковых колеба-
ний; подъем акустического узла.
В машине предусмотрена возможность работы
по сложной циклограмме приложения сварочно-
го (80—400 Н) и проковочного усилий с увели-
чением последнего после окончания воздействия
ультразвуковых колебаний (160—800 Н) или с
выдержкой свариваемых деталей под давлением,
равным сварочному, после окончания действия
ультразвуковых колебаний.
Мощность преобразователя 1,5 кВт, частота
22 кГц, материал пермендюр, охлаждение водя-
ное, привод давления пневматический, время
сварки 0,1 —10 с, масса машины (с генератором)
445 кг.
Машину можно применять в различных отрас-
лях народного хозяйства,
Универсальная стационарная сварочная ма-
шина типа МТУ-0,4 служит для контактной и
передаточной сварки изделий из пластмасс, со-
единения методом запрессовки металлов В
пластмассы, развальцовки заклепок, интенси-
фикации процесса полимеризации клеен При
клеесварных соединениях деталей [58], Они СОС-
ТОИТ из корпуса, сварочного узла, привода ста-
тического давления, источника питания и аппа-
ратуры управления.
Сварочный узел состоит из магнитострикцион-
ного преобразователя со сменными волнОВСивг
ми. Опора крепится на подвижной каретка При-
вода перемещения. Статическое давление созда-
ется посредством пневмопривода, укрепленного
на станине машины.
Управление циклом сварки производите!! с
помощью регулятора времени типа Р1ДС, вклю-
чаемого с помощью педали. Переналадку маши-
ны для сварки других изделий, как правило,
осуществляют путем регулирования статиче-
ского давления и времени сварки. Измен*Щ!й
частоты генератора, тока подмагничивйПНИ,
компенсирующих емкостей и т. ft. не требуЯ’СЯ.
С незначительными конструктивными изМвМ-
ниями машину можно использовать для еввркн
самых разнообразных изделий из плмстмВСС.
Для каждой конкретной свариваемой детали Не-
обходимы свои опбры-приспособлення. Мощ-
ность преобразователя 0,4 кВт, частота 22 кГц,
материал никель,охлаждение водяное, статичес-
кое усилие прижима — 60—600 Н, производи-
тельность ~ 1 точка/с. Масса (без генеря тори)1
76 кг.
Специализированный стационарный автомат
типа АУС-1,5 предназначен для коитнктпоЙ
ультразвуковой сварки и резки трНКОГвЖИО-
лавсанового рукава при изготовлении фильтров
для систем переливания крови. : ’
Автомат состоит из каркаса, узла формбММИ*
рукава, сварочного узла, опорного злемаЙН!,
устройства для резки, пневмопривода и ЗЛЙКТ^О-
привода [58J. АГощность преобраЛОВаТвЙИ
1,5 кВт, частота 22 кГц, материал нермСИДЮр,
статическое усилие прижима до 4fl0' Hl
производительность до 9600 точек в смену,
Генератор УЗГ5-1,6/22.
Специализированная стационарная свароч-
ная машина УПК-15М1 предназначена для
сварки емкостей из полиэтилена, Сварочная
операция по всему корпусу изделия произво-
дится за одно движение волновода. Примене-
ние контурного волновода диаметром 1 К) мм
позволило производить надежную герметизацию
изделия за 2—6 с при толщине изделия
0,4—1,5 мм. Машина предназначена для вынуе
ка крупных серий продукции при работе в не-
благоприятных условиях (попадание пи усги-
иовку воды н агрессивных сред). Машина много-
182
СВАРОЧНОЙ ОВОРУДOIBAHMI!
Рис, 1,25. Устройство машины УПК-15М1
позиционная, имеет один вертикально переме-
ишющпйс» сварочный узел и поворотный стол
с [пестью гнезда ми-опора ми.
Работа машины УГ1К-15М1 происходит сле-
дующим образом (рис. 4.25). Коробки из поли-
мера, наполненные пищевым продуктом и закры-
тые крышками, укладывают в стаканы 7 пово-
ротного стола Л. При повороте стола на 60’ тол-
катель 2 сходит с выступа кулачка /, в резуль-
тате чего ои ус кается кронштейн 3 со сварочным
узлом 5. который с определенной силой (регу-
лируемой подвижной пружиной 4) зажимает
коробку между волноводом 6 и стаканом,
В момент зажатия коробки включается ультра-
наук и производится сварка изделия. Поворот
стола осуществляется с помощью мальтийского
Крести, Во время сварки, когда стол неподвижен,
куличок продолжает вращаться; при подходе
ныступи к толкателю последний поднимает сва-
рочный узел, стол поворачивается в следую-
щую позицию, а сваренная коробка снимается
с Мишины толкателем 9.
Регулировка положения сварочного узла 5 вы-
полняется шестью винтами, расположенными в
кронштейне под преобразователем. С помощью
этих винтов удается обеспечить точную и быст-
рую регулировку параллельности поверхности
контурного волновода и поверхности опорных
ста ка нов,
С целью стабилизации механических свойств
сварного шва выбран способ отключения
ультразвукового импульса по заданной дефор-
мации или по остаточной толщине сварного шва.
Мощность преобразователя 2,5 кВт, частота
19,6 кГц, материал пермендюр, статическое уси-
лие прижима 10—700 Н, производительность до
7800 изделий в смену. Генератор УЗГЗ-4.
Стационарный специализированный ультраз-
вуковой сварочный пресс У ПУ-1 (рис. 4.26)
предназначен для изготовления петель и закле-
пок размером 10X40 мм на деталях одежды,
изготовленных из тканей-и трикотажа с содер-
жанием не менее 65% полиамидных и полиэфир-
ных волокон [19].
Пресс состоит из рабочей головки, включаю-
щей в себя кронштейн / и платформу 2, корпуса
5, сварочного узла 6 с волноводом и станины 8.
В передней части кронштейна размещены меха-
низм прижима материала, который приводится в
движение с помощью пневмопривода, и меха-
низм регулировки зазора между волноводом и
опорой с датчиком осадки материала. Передняя
часть головки пресса закрыта фронтальной
крышкой 3, которая крепится на винтах.
Пневмораспределителыгая аппаратура и блок
управления расположены в корпусе пресса.
Па платформе имеется крышка 4 с пазом, в
который входит торец волновода.
Пресс монтируется на индивидуальном рабо-
Рис. 4.26. Сварочный пресс УПУ-1
'
ОБОРУДОВАНИЕ ДЛЯ УЛЬТРАЗВУКОВОЙ СВАРКИ ПЛАСТМАСС IM
Рис. 4,27. Машина УПШ-12:
1 — ферритовый преобразователь; 2 — трансформа-
тор упругих колебаний; 3 волновод; 4—ролик-
опора; 5 рабочий стол; 6 —ограждение преобра-
зователя; 7 — прокатывающий ролик; 8 — протя-
гивающие ролики; 9 установочный винт и гайка;
Ю — станина; II — подвижная панель
чем столе. Сварочный узел расположен под
крышкой рабочего стола и крепится к платфор-
ме с помощью трех винтов. Фиксированный
зазор между опорой и волноводом регулируется
от 0 до 1 мм.
Управление прессом осуществляется с помо-
щью педали 7,'которая служит для включения
пневмопривода. Включение блока управления —
кнопочное; кнопка установлена справа в перед-
ней части панели стола.
Пресс УПУ-l снабжен набором сменных ра-
бочих инструментов-волноводов ножевого типа,
изготовленных из титана ВТЗ-l и дуралюмина
Д16Т. Для придания прочности, эластичности и
красивого-внешнего вида сварным швам на тор-
це волноводов сделаны рифления. На рабочем
торце волновода, предназначенного для ультра-
звуковой сварки петель, имеется паз (глуби-
ной 10 мм и шириной 0,8 мм) для прохода
ножа. Мощность преобразователя 1,6 кВт,
частота 22 кГц, материал — пермендюр, стати-
ческое усилие прижима 50—500 Н, производи-
тельность 4800 петель в смену, толщина свари-
ваемого материала до 5 мм. Генератор
УЗГб-1,6/22. Масса (без генератора) 50 кг.
Стационарная полуавтоматическая машина
модели УПШ-12 предназначена для шовной
сварки синтетических тканей из лавсанового,
полипропиленого и капронового волокон толщи-
ной 100—1000 мкм (рис. 4.27). Особенность
машины УПШ-12 состоит в том, что для повы-
шения прочности сварного соединения за волно-
водом установлен прокатывающий ролик 7, ук-
репленный на кронштейне станины, Вследствие
того, что ткани имеют большую теплоемкость
н малый коэффициент теплоотдачи, сварной
шов подходит к ролику еще не остывшим, ПО-
этому прокатка происходит при повышенной
температуре. В результате прокатки прочность
сварного соединения повышается на 4—5% ЙО
сравнению с прочностью сварного шва, получен-
ного без прокатки. Предусмотрена регулировка
положения прокатывающего ролика в эивНСКМО-
сти от толщины свариваемой ткани, что пОЗНОЛЯ*
ет при сварке прокатывать ткань с различней
силой прижима. Установочный винт 3 служит
для регулировки зазора между торцом волно-
вода и опорой до 5 мм.
Установка УПШ-12 комплектуется ННКелаИЫЦ
преобразователем мощностью 0,4 кВт с частотой
22 кГц, работающим от ультразвукового till*-
ратора УЗГЗ-0,4. При использовании генератора
малой мощности, равной 20 Вт, в машине МОЮ!
быть использован ферритовый преобразо»1Т)1ЛЬ
с воздушным охлаждением. Скорость перемоще-
ния ткани 0—0,07 м/с, статическое усилие режи-
ма от 0—300’И.
Машину УПШ-12 используют дли сиарки
фильтровальных «рубашек» из сннтетпчйсККЖ
тканей. Фильтровальные «рубашки» с длиной
швов 2,5 м, изготовленные на машине УПН.МЗ,
успешно работают на горнообогатительных фа в-
риках.
Полуавтоматическая стационарная машина
УПШ-19 предназначена для шовной сааркп
дублированных пленочных материалов типа
.полиэтилен-целлофан ПЦ-2 и поли этил ей-ЛЯ»-
сан толщиной 70—90 мкм. В машине неполно-
вана схема автостабилизации толшины сларИОГО
шва. Сварка пленок производится по 3 агр Hili ви-
ны м поверхностям. Машина позволяет СЙЙрН-
вать швы любой протяженности; мОЩквсН
электродвигателя 0,15 кВт.
Машину УПШ-19 применяют для изгоТОМ!-
ния рукавов и пакетов при упаковке пнщвиых
продуктов (рис, 4.28). На станине 1 сварочной
машины размещены узел 2 и протягивающие
ролики 4, связанные посредством цепной пере-
дачи с электродвигателем 7. Свариваемая Ф)МЖ-
ка, перемещаясь между роликом-опорой 3 И
волноводом 3, поджимается к последнему Пру-
жиной 6. Сваренная пленка наматывается на
приемный барабан или поступает для дальней-
шей обработки на рабочий стол. Сварочное
усилие регулируется пружиной б. Снарка с ро-
ликом при постоянном давлении поаволиет вы-
держивать стабильную толщину сварного шам
при колебаниях исходной толщины материала
до 25%. скорости сварки до 15% и амплитуды
смещения волновода до 1(1%, Мощность преоб-
разователя 1,5 кВт. частота 22 кГц, материал
IM
СВАРОЧНОЙ ОБОРУДОВАНИЕ
Рис. 4.28. Машина
УПШ-19
пермендюр, охлаждение водяное, статическое
усилие прижима 0—400 Н, скорость сварки
0,13- 0,16 м/с. Генератор УЗГ5-1,6/22.
Ста И ион ар нпн машина БШМ-! предназначе-
на для шовной сварки материалов, содержа-
щих статические волокна [19]. Машина (рис.
4,29) состоит из сварочной головки 4 и ультра-
звукового генератора /. Сварочный узел 3 жест-
ко прикреплен к платформе сварочной головки
4. Сварочная головка 4 и ультразвуковой гене-
ратор / размещены на промышленном столе 2
стандартной швейной машины.
В машине БЦ1М-1 применен комбинирован-
ный способ дозирования вводимой механической
знергии с фиксированным временем и с фик-
сированным зазором.
Механизм перемещения свариваемого мате-
риала может подааать его как в прямом, так
и в обратном направлении. Шаг строчки регу-
лируется плавно до 5,5 мм, длина стежка до
5 мм, толщина материала до 3 мм.
Рнс, 4.29. Машина БШМ-11
Сварочный узел имеет специальную систему
охлаждения преобразователя, концентратора и
волновода, что позволяет повысить стабильность
прочности сварного шва. Мощность преобразо-
вателя 400 Вт, частота 22 кГц, материал пер-
мендюр, охлаждение водяное, статическое уси-
лие прижима 5—100 Н, масса 120 кг..Ультразву-
ковой генератор I выполнен полностью на тран-
зисторах. Синхронизация работы генератора н
механизмов машины осуществляется с помощью
фотодатчика, установленного в головке машины.
Переносная установка РУСУ-28 предназначе-
на для ручной непрерывной сварки пленок
ПЭТФ, ПП, ПК-4, ЛП-1 толщиной 20—100 мкм
и может быть использована для точечной свар-
ки. Создание установки РУСУ-28 значительно
расширило технологические возможности ульт-
развуковой сварки, позволило проводить сварку
в монтажных условиях, получать швы любой
протяженности и конфигурации [12].
Установка РУСУ-28 состоит из соединенных
между собой посредством гибкого кабеля сва-
рочного пистолета и генератора. Сварочный пис-
толет представляет собой ферритовый преобра-
зователь марки Ф-21, помещенный в специаль-
ный кожух с рукояткой, с помощью которой
пистолет держат в руке и перемещают по ма-
териалу, пользуясь линейкой и шаблоном. Уси-
лие прижима Инструмента создается весом сва-
рочного пистолета. Волновод — сменный с кли-
нообразной заточкой. Масса сварочного писто-
лета 1,5 кг. Пистолет компактен, питается от
генератора мощностью 70 Вт, частота 28 кГц,
охлаждение преобразователя воздушное. Схема
генератора РУСУ-28 обеспечивает автомати-
ческую подстройку частоты и регулировку мощ-
ности, что позволяет сохранять постоянную
амплитуду колебаний инструмента при различ-
ных его нагружениях в процессе сварки. Мак-
симальная амплитуда колебаний инструмента
25 35 мкм. Инструмент сменш^й; ошрнна рабо-
чей части 5 мм.
Переносная установка РУСУ-50-3 предпазна-
ОБОРУДОВАНИЕ ДЛЯ СВАРКИ ТРЕНИ1:М ' Iffl
чена для ручной непрерывной сварки тонких
ПЭТФ пленок толщиной менее 40 мкм при изго-
товлении из них крупногабаритных изделий со
сложной конфигурацией швов, а также при
сборке изделий с высокими требованиями в от-
ношении точности их геометрии.
Сварочный пистолет, изготовленный из фер-
рита марки Ф-21, питается от генератора, кото-
рый позволяет стабильно поддерживать работу
преобразователя на резонансной частоте и со-
хранять постоянство амплитуды колебаний ин-
струмента при условии малых изменений при-
кладываемой к нему нагрузки. Мощность преоб-
разователя 30 Вт, рабочая частота ~ 50 кГц,
масса пистолета 0,4 кг, охлаждение воздуш-
ное.
Установка РУСУ-50-3 отличается стабильной
и надежной схемой питающего генератора. Ус-
тановки РУСУ-28 и РУСУ-50-3 оснащены изно-
состойкими инструментами со сменными рабочи-
ми насадками из титана с клинообразной
заточкой. Генератор имеет широкий диапазон
настройки, необходимый при наладке установки
после смены инструмента.
Переносная установка УСКР-5М создана од-
ной из первых для изучения процесса ультра-
звуковой сварки, резки и наплавки биологи-
ческих тканей. В комплект установки входят три
акустических узла на основе ферритовых пре-
образователей типа Ф-21 [35]. К каждому
акустическому узлу прилагается набор сменных
ин ст ру м ен то в - вол неводов.
Для сварки используют экспоненциальный
волновод со специальной заточкой на рабочем
торне. Для резки используют специально разра-
ботанный скальпель, режущая часть которого
выполнена в виде пнлок с зубцами различной
формы. Волновод и скальпель изготовляют из
титанового сплава. Для охлаждения 'и облег-
чения конструкции акустическая головка выпол-
нена в виде цилиндра из алюминиевого сплава
с отверстиями по всему корпусу. Акустическая
головка компактна и удобна в работе. Масса
акустической головки 0,4 кг, мощность преобра-
зователя 45 Вт, частота 28 кГц. В установке
использован модернизированный генератор
УЗГ-0,25.
Переносная установка УРСК-7Н предназна-
чена для проведения хирургических операций
в клинических условиях но ультразвуковой
сварке, восстановлению и резке биологических
тканей человека. Установка может работать как
в режиме автоматического поиска резонансной
частоты (АПЧ), так и без АПЧ.
Установка состоит из генератора
УЗУ-I-0,25-0, трех акустических узлов, гермети-
чного контейнера для их хранения и стерН Л НИ1
дни [35].
В комплект установки входят инструменты1
волноводы пяти типовых размеров; один ДЛЯ
сварки, четыре для резки биологических тк1Н*(
(скальпель для рассечения кожи, мышц, сух О'
жилий; пилка для рассечения костных тканей
прямое и желобоватое долото для снятий ТОН1
кой стружки па поверхности шириной 8 ММ, I
также выравнивая наплавленных поверхно-
стей). Волноводы изготовлены нз титиновы»
сплавов. Для подготовки различных волною-
дов-инструментов на определенную частоту В ге-
нераторе предусмотрена автоматически и под-
стройка частоты. Для этих целей введен и иди ке-
то р резонанса, с помощью которого существенна
облегчено управление установкой. Мощное?!
преобразователя 90 Вт, частота 26,5 кГигМО*
териал никель, диаметр корпуса сварочногс
узла 52 мм, длина без волновода 160 мм, мае*
са 420 кг.
4.6. ОБОРУДОВАНИЕ ДЛЯ СВАРКИ
ТРЕНИЕМ
Оборудование для сварки трением при вра-
щательном движении свариваемых деталей: я
при сварке вибрацией значительно отличается
по принципам кинематических схем. Однако к
первом и во втором случаях должны быть обес-
печены необходимый нагрев места сварки ДО 3S*
данной температуры, продолжительность негр*-
ва и охлаждения, усилие прижима при НйГрВН,
усилие прижима при осадке, скорости вравдеККИ
и торможения и др.
По мере накопления опыта использования
сварки термопластов трением создается и соиер-
шенствуется оборудование для этого вцда свар-
ки, ибо уже на первых этапах разлития ЭТОГО
способа сварки стало ясно, что применение
обычного металлообрабатывающего оборудо-
вания для этих целей нерационально.
Оборудование для сварки деталей из термо-
пластов трением при вращении можно подрахйе-
лить на оборудование, имеющее горизонтальную
ось вращения (например, машины для сварки
трубопроводов) и вертикальную ось вращении
(например, станки для сварки бутылей, тары ДЛЯ
консервации мелких деталей).
Полуавтоматы общего назначения типа МСТ
имеют горизонтальную ось вращении сваривае-
мых деталей. Примером сварочной установки
для свирки деталей из термопластов трением
с верти калькой осью крашения еиарлвяемых
деталей можно назнвть настольную малигаби-
рнтиую уставовку |27|, предннзиачеппуи» для
1Я6
СВАРОЧНОЕ ОБОРУДОВАНИЕ
синрки деталей диаметром до 70 мм и состоя-
щую из механизмов центрирования свариваемых
деталей относительно их осей вращения, сжа-
тии спариваемых деталей при их нагреве я
осадке по окончании сварки, электродвигателя,
ременного привода. Все эти узлы кренятся в
Смирном металлическом корпусе.
Электрическая аппаратура обеспечивает ра-
боту установка при ручном управлении и в авто-
матическом режиме. Тиристорный однофазный
члектропрнвод позволяет плавно регулировать
скорость вращения детали.
Свариваемые заготовки закрепляются в ста-
нинах, передающих им крутящий момент. Основ-
ными элементами любой установки для сварки
деталей трением прн вращении является патрон
дли захвата и вращения детали, а также меха-
низм для остановки.
Для обеспечения сварки нельзя допустить,
чтобы в процессе осадки происходило вращение
одной детали относительно другой. Применяют
две кинематические схемы. Одна схема обеспе-
чивает торможение вращающегося патрона с де-
талью после нагрева (оплавления) свариваемых
поверхностей перед осадкой. По второй схеме
торможение после окончания нагрева происхо-
дит за счет трения при вращении одной детали
относительно другой, находящейся в неподвиж-
ном состоянии в процессе нагрева (сплавле-
нии). В процессе осадки’покоящаяся деталь
спускается с тормоза и начинает вращаться со
скоростью верной детали, т. е. в стыке вра-
щение одной детали относительно другой не про-
исходит. Для дозирования энергии, идущей на
вращение одной детали относительно другой,
Рис. 4,30. Конструкция нитрона с маховой мас-
сой дли сварки деталей из термопластов тре-
нием при вращении заготовки
может быть использована энергия маховой мас-
сы. Конструкция патрона, обеспечивающего ра-
боту по такому принципу, приведена на рис. 4.30.
При вращении шпинделя 7 происходит одно-
временное вращение всего патрона с закреплен-
ной в нем заготовкой. При подаче шпинделя с
закрепленной в патроне заготовкой вниз до сты-
ковки со свариваемой заготовкой, находящейся
в неподвижном состоянии, происходит сжатие
пружины 3, и маховая масса 4 отделяется от
конусного диска 2 и продолжает вращаться на
подшипнике 5. Вращение шпинделя может быть
прекращено, а трение одной заготовки относи-
тельно другой будет происходить за счет инер-
ции массы 4. Массу н скорость вращения вы-
бирают такими, чтобы полное торможение и
остановка массы 4 происходили в момент рас-
плавления термопласта По поверхности сварки,
в этот момент может быть произведена осадка,
т. е. получение неразъемного соединения за-
готовок в изделие.
В ряде случае свариваемые изделия вра-
щать невозможно, например трубы при сварке
трубопровода. Тогда может быть использован
метод вращающейся вставки. Так, в трубо-
сварочной машине ЦИС-840, предназначенной
для сварки труб диаметром 75—225 мм, в ка-
честве вращающегося элемента используют
алюминиевые диски. При вращении этого диска
к нему прижимаются кромки труб, подлежа-
щих сварке. После того как кромки сплавятся
за счет теплоты трения, диск убирают, а трубы
стыкуют (осаживают) для образования свар-
ного соединения. Использование такого косвен-
ного метода при вращении ведет к утрате важ-
ного преимущества в сварке трением — защиты
сплавленных поверхностей от контакта с ат-
мосферой. Сварка трением термопластов с вра-
щением возможна лишь тогда, когда хотя бы
одна из свариваемых деталей имеет форму тела
вращения и соединяемые поверхности находят-
ся в одной плоскости.
В случае, если соединяемые детали имеют
иные формы, можно использовать сварку вибро-
трением, для выполнения которой предложен
ряд схем [73]. В основном это механические
системы, обеспечивающие возвратно-поступа-
тельное или угловое перемещение одной детали
относительно другой. Трение может осуществ-
ляться также с помощью электромагнитных или
акустических систем. Амплитуда смещения сос-
тавляет максимум 4—8 мм при частоте до
120 Гц, хотя имеется тенденция к повышению
частоты до 250 - 300 Гц и уменьшению ампли-
туды до 0.75 - 1,5 мм, Благодаря уменьшению
амплитуды теплота, выделяющаяся вследствие
УСТРОЙСТВА ДЛЯ СВАРКИ ИЗЛУЧЕНИЕМ
Рис, 4.31. Схема устройства для сварки внб-
ротрепием
трения детали о деталь, концентрируется в бо-
лее узкой зоне, что ускоряет переход термо-
пласта в текучее состояние и позволяет полу-
чить сварное соединение с меньшими допусками
к лучшего внешнего вида (меньше грат, меньше
смещение кромок). Сварочная установка для
сварки шаровидных деталей из полиолефинов
состоит из сварной станины / коробчатого се-
чения (рис. 4.31) [27]. В станине обойма 2 с
закрепленной заготовкой 8 совершает колеба-
тельные движения. Неподвижная обойма 3 с за-
крепленной в ней заготовкой соосно с обоймой
2 связана со штоком 4 основного цилиндра 5
механизма прижима. Сварка изделия происхо-
дит в два этапа. После закрепления сваривае-
мые заготовки сжимаются под необходимым
давлением с помощью силового цилиндра, затем
подвижной обойме придается возвратно-посту-
пательное движение (специальным приводом)
относительно неподвижной обоймы. В это время
дополнительные цилиндры 6 отключены и цент-
рирующая гильза 7 находится в исходном по-
ложении.
После достижения на свариваемых кромках
необходимой температуры привод подвижной
обоймы отключается, центрирующие гильзы сов-
мещают осн обойм с помощью привода допол-
нительных цилиндров и создается дополнитель-
ное давление свариваемым заготовкам, необхо-
димое для сварки. Остывание шва происходит
под давлением.
4,7, УСТРОЙСТВА ДЛЯ СВАРКИ
ИЗЛУЧЕНИЕМ
Источники лучистой энергии вне зависимости
от метода и технологии сварки должны позво-
лять в широком диапазоне регулировать мощ-
ность лучистого потока. Распределение 1ЩТОНЛ
энергии с рабочей поверхности источника ДОЛМР
но быть равномерным для обеспечения рйИНО-
мерного теплового поля по всей свариваемой
поверхности. Время нагрева излучателя должно
быть минимальным, а его тепловое КПД мак-
симальным [12, 25],
Исходя из этих требований, дли сварки
инфракрасным (ИК.) излучением обычно Пр НМ**
ня ют металлические нагреватели в виде сГВрЖ-
ней, полос из тонкой стальной ленты либо фи-
гурные, конфигурация которых соответствует
нагреваемой поверхности.
В качестве источника ИК-нзлучении исполь-
зуют также стержни из силита, предстпвдлю-
щего собой полый стержень из карбида Крам-
ния, смешанного с глиной и подвергнутого об-
жигу. Он обладает значительным сопротшыий
иием, поэтому при пропускании по нему элект-
рического тока накаляется до рабочей темиерц-
туры 980—1100° С.
Для сварки светом используют галлондиы*
кварцевые стержневые лампы накаливайся
с вольфрамовыми нитями мощностью ISO—
1000 Вт. Для повышения КПД обычно при-
меняют фокусирующие параболические рефлек-
торы, изготовленные из полированных алюми-
ниевых листов или его сплавов.
В современных сварочных устройствах источ-
ники лучистой энергии компонуют в зависимости
от конкретных условий, диктуемых конструкцией
свариваемых узлов, видом материала и условия-
ми сварки. Например, оптическая система излу-
чателя «Пилад-220» для сварки линолеума
(рис. 4.32,а) состоит из двух кварцевых ЛЙМП
КИ 220-1000, являющихся источниками нал уче-
ния 1 (мощностью ! кВт); двух параболических
отражателей 2, изготовленных из сплава АК-Й
и крепящихся с помощью хвостовиков к корпусу
устройства; двухступенчатого коллектора 3, 4.
у которого вторая ступень 4 одновременно слу*
жит прижимной рамкой, обеспечивающей совме-
щения кромок свариваемого материала Б и од-
ной плоскости, Коллекторы изготовляют ИЗ вы-
соколегированной стали с полированными ско-
сами.
В зависимости от взаимного расположении
источников излучения в оптической системе ме-
няется характер теплового поля на нагреваемых
деталях. Например, меняя угол наклона отра-
жателей 2 (рефлекторов) вокруг их продоль-
ной оси (рис. 4.32, б), меняется интенсивность
теплового поля по ширине зоны нагрева. При
этом изменяется угол падения лучевых потоков,
а соответственно при угле а = 20° тепловое
поле близко к равномерному н зоне стыкуемых
188
CBAP04U.0F. .ОБОРУДОВАНИВ
Рис. 4.32. Оптическая система излучателя «Пнлад-220» и характер изменения теплового поля
поперек шва в зависимости от ориентации рефлекторов
деталей (кривая/). При угле а<20“ (кривая?)
Получается резкое снижение температуры вдоль
оси шва (своего рода «двухгорбое» поле). Если
угол наклона более 20°, то вследствие суммиро-
вания потоков лучистой энергии вдоль оси
11]М1Исходит резкая концентрация температуры
(кривая J), что ведет к перегреву поверхно-
сти спариваемых деталей и деструкции поли-
мера.
[’непределенне температуры вдоль нагревае-
мого стыка также зависит от взаимного распо-
ложения ист «чинков лучистой энергии и деталей.
При изменении угла наклона ламп до 4“ относи-
тельно облучаемой плоскости температура на-
грева изменяется (рис. 4.33, а) в пределах 50° С.
Это недопустимо для термопластов, так как
при минимальной температуре будет непровар,
И при превышении оптимальной на 50° С сни-
зится прочность вследствие деструкции.
Поэтому устройство «Пилад-220» не рекомен-
дуется для шаговой сварки. Его используют
при монтажных работах для сварки ковров в
цеховых условиях при непрерывном скольжении.
Для осуществления давления на соединяемые
кромки после их сплавления на второй ступени
коллектора имеется специальный полоз, который
при движении корпуса сварочного устройства
обеспечивает течение термопласта, находящего
в расплавленном состоянии. Оптимальное темле-
ратурораспределение вдоль шва при сварке ли-
нолеума на основе ПВХ устройством «Пилад-
220» принято таким, как показано на рис. 4.33, б.
Для сварки ИК-излучением используют ме-
таллические нагреватели в виде нагревательных
полос, изготовляемых из хромоникелевых ста-
лей, обладающих высоким электрическим сопро-
тивлением (рис. 4.34), или в виде колец (для
сварки труб), по которым пропускается ток. Ши-
рину полос и зазор между.ними выбирают ис-
ходя из необходимости получения однородного
температурного поля по всей поверхности излу-
чателя. Так же как и при использовании све-
Рис. 4.33, Распределение температуры вдоль свариваемого щва:
п при Hwiti'Hini ihikjuhui излучите лей относительно позиция А: / —• горизонтально; X -- под углом 2”;
,У под углом 4°;
Л при Clxipxe линолеума на ПВХ (расстояние до плоскости нагрева 55 мм)
УСТРОЙСТВА ДЛЯ СВАРКИ ИЗЛУЧЕНИЕМ
№
Рис. 4.34. Конструкция плоского прямоуголЬ-
ного полосчатого ИК-нагревателя ЭН-ЗП ДЛЯ
оплавления торцов труб
трвых излучателей всегда имеются оптимальные
размеры этих элементов.
На рис. 4.35 приведены данные о температур-
ных полях, возникающих в облучаемых детаЛММ,
при нагреве полос из стали 12Х18Н10Т тол-
щиной 0,2 мм до температуры 1000“ С и при
расстоянии от нагревателя до деталей 10 мм.
С увеличением ширины полос зазор между ними
может быть увеличен в связи с увеличением
суммарной энергии излучения. Корпус полос-
чатого Нагревателя представляет собой жесткую
сварную раму, на которой крепятся параллельно
полосы толщиной 0,2—0,4 мм, соединенные меж-
ду собой электрически последовательно или П^1
раллельно-последовательно. Для предотвраще-
ния потери устойчивости при удлинении полосы
Рис. 4.35. Распределение температуры в нагреваемом материалее по ширине (а), (б) и по длине (ы)
полос нагревателя и зависимость оптимального зазора между полосами нагревателя от их ширины
ОД
а — при облучении полосой шириной: ) — 5 мм; 2 — 10 мм; У - 20 мм; 4 - 40 мм;
б при облучении двумя полосами шириной 10 мм с зазором между ними; ! 2 мм; 2 -б им; Я Н мм;
4 10 ми;
а - вдоль нагревательной полосы при ширине; / - 5 мм; 2 - ТО мм; - 20 мм; 4 - 40 мм;
г - - оптимал ьиый зазор между ннгревате.иямн
190
СВАРОЧНОЙ ОБОРУДОВАНИЙ,
4.17. Характеристики кольцевых
на грешней ей из стили I2XI8HIOT [25|
Днвыйтр вяариаааммх труб, мм Диаметр нагрева- теля, WK Сила потреб- ляемого тока, А
внутрен- ний наружный
126 100 166 130—240
1&0 112 173 130—245
200 186 242 130—250
260 154 294 130-250
300 290 320 100—200
Примечание. Температура излучаю-
щей поверхности 700—1000 °C.
п игре ангел и снабжены пружинными натяжными
механизмами, регулируемыми винтами.
Кольцевые плоские нагреватели используют
для сварки труб из полимерных материалов с
наружным диаметром до 300 мм (табл. 4.17).
Корпус нагревателя состоит из двух стальных
колец и асбестоцементных теплоизолирующих
прокладок. Нагревательный элемент состоит из
центрального кольца толщиной 0,2—0,6 мм и
двух симметрично расположенных колец толщи-
ной 0,1 - 0,3 мм, соединенных между собой то-
чечной сваркой,
rhiii6ojtee популярные сварочные устройства
типа «Пилад-220» имеют несколько модифика-
ций, по общим у них является конструкция
излучателей, рефлекторов, регулировка расстоя-
ния между излучателями и нагреваемой по-
верхностью, регулировка напряжения на лам-
пах, схема их включения, конструкция радиато-
ров охлаждения рефлекторов.
Устройства тина «Пилад» используют для не-
прерывной стыковой сварки светом вручную
И полуавтоматически линолеума из пластифи-
цированного ПВХ, можно сваривать листы и из
других легкоплавких термопластов.
Техническая характеристика «Пнлад-220»
Источник излучения . . . Кварцевые
лампы
КИ 220-1000
Напряжение, В............. 220
Мощность, кВт............. 2
Температура спирали,°C . . 2200
Интенсивность излучений,
НтДм* ........................ более 30
Скорость сварки, м/ч . , у 40—00
Расход электроэнергии. Вт ч 0,072
В качестве И К-излучателя при сварке двух и
более пленок используют ленты из хромо-
никелевых сталей толщиной 0,1 —0,15 мм и
шириной 3—10 мм. Торцы пленок подводят к
излучателю на расстояние 10—12 мм (либо
излучатель к торцам). Затем на ленту по-
дается напряжение, и за счет проходящего
тока она нагревается до необходимой темпера-
туры. Под действием ИК-излучения пленка,
уложенная в стопку и зажатая в державках,
переходит в текучее состояние и сплавляется,
образуя так называемое рантовое соединение.
После сплавления напряжение отключают, шов
охлаждается, сваренное изделие вынимают из
зажимов.
Для непрерывной сварки термопластичных
пленок толщиной 2 мм ИК-излучением разра-
ботаны универсальные сварочные машины
МСП-5М и СПК-М со сменными рабочими го-
ловками (в зависимости от применяемого спосо-
ба сварки). В качестве ПК-излучателя на
СПК-М использован селитовый стержень.
Схема сварочной головки машин МСП-5М
и СПК-М представлена на рис. 4.36 [12].
Под сварочную головку' непрерывно подается
собранная внахлестку пленка 1, 2. Кромки
нахлестки прижимаются к подложке 4 двумя
стальными замкнутыми лентами <У, которые не-
прерывно захватывают поступающую иод голов-
ку пленку и перемещают ее без проскальзыва-
ния с помощью вращающихся роликов. Под-
ложка 4 представляет собой непрерывное по-
лотнище из прорезиненной ткани или армиро-
ванной волокном микропористой резины, натя-
нутое на ролики опорного стола и переме-
щающееся со скоростью сварки. Благодаря это-
му происходит подача пленки под сварочную
Рис. 4,36. Схема сварочной головки для не-
прерывной снарки пленки ИК-излученнем
. ж
устройства для сварки излучением
4.18. Технические характеристики трубосварочных устройств
Показатели Модели установок дли условий
стандартных монтажных
УСПТ-ИК-1С УСПТ-ИК-2С УСПТ ик-ш УСПТ-ИК-йМ
Максимальный диаметр сварива- емых труб, мм Конструкция со- единения Зажимные устрой- ства Максимальное усилие сжатия. Н Габаритные раз- меры, мм Масса, кг по Прямые в под углом 90° Электромагнитные 0,8 800X600X1200 68 320 Прямые и под углом 90° Винтовые быстро- действующие 10 980X800X1300 76 по Прямые Винтовые 0.8 700X340X300 18 НО Прямые и под углом 90* Винтовые 0,8 680X320X410 32
Примечание. Привод механизмов осадки электромеханический, регулировка
усилия осадки плавная, скорость осадки 20 мм/с.
головку. Упругая подложка обеспечивает под-
жатие, необходимое для сварки пленки, приве-
денной в текучее состояние в зоне контакта.
Между прижимными роликами 7 подвешен ис-
точник ИК-излучснйя 5 длиной 200—250 мм
с отражающие рефлектором 6.
Рефлектор 6 непрерывно охлаждается проточ-
ной водой. За излучателем (по ходу сварки)
расположена миогосонловая или щелевая
головка, через которую на только что сваренный
шов подается струн холодного воздуха.
Трубосварочные установки для соединения
пластмассовых труб диаметром 100—300 мм
И К,-излучением в стационарных и монтажных
условиях, характеристики которых приведены
в табл. 4.18, снабжены механизмом стыковки
и сжатия свариваемых труб с электромаг-
нитными зажимными устройствами. Типичная
сварочная установка такого конструктивного
решения УСПТ-ИК-1С предназначена для авто-
матической сварки труб с наружным диаметром
до 140 мм в монтажных условиях [26].
Установка состоит из ИК-изл уча теля, меха-
низма центровки и осадки и отдельного пуль-
та управления. Механизм центровки и осадки
состоит из неподвижного и подвижного за-
хватов-центраторов, снабженных быстродейст-
вующими винтовыми зажимами, с помощью
которых закрепляются свариваемые трубы.
Зажатие труб осуществляют в два приема —
предварительно для совмещения кромок и окон-
чательно для предупреждения проскальзыва-
ния, т. е, полной фиксация в зажимах.
После включения электродвигателя механизма
осадка подвижный центратор вместе с его ка-
реткой перемещается в крайнее исходное поло-
жение, ограниченное конечным выключателем
При этом между торцами труб образуется те*-
нологический зазор, в который вводят И К-излу-
чатель, удерживаемый в зазоре электромагни-
том. Излучатель закреплен па кров штейне
имеющем механизм продольного, поперечного ii
вертикального перемещения для строгого Ориен-
тирования относительно свариваемых кромок
Необходимые параметры процесса нигренв
температура излучателя, время нагрейй, ско-
рость и усилие осадки. Температура нэлу<нггеЛ11
регулируется путем изменения напряженки
питания. Скорость осадки регулируется смен-
ными шестернями. Усилие осадки
путем изменения степени сжатия силовых Пру-
жин механизма осадки,
После оплавления кромок реле временя
отключает электромагнит, удерживающий На-
греватель в технологическом зазоре, и ОН ПОД
действием пружины откидывается в исходное,
до ввода в зазор, положение. В тот >ке мо-
мент включается электродвигатель и много-
заходный винт начинает подавать подвижную
каретку вместе с трубой до стыка с неподвиж-
ной трубой. После соприкосновения кромок
каретка останавливается, а прижимающий ее
пружина продолжает сжиматься до заринее
задаваемого усилия, которое определяется сте-
пенью ее сжатия и ограничивается конечным
выключателем Сжатые кромки некоторое
время охлаждаются под давлением, затем уси-
лие с пружины снимается обратным ходом.
Зажимы раскрыиают, сваренные трубы ныни-
мают и нячинаюг сборку и сварку нового стыки.
Глава В
ТЕХНОЛОГИЯ СВАРКИ РАЗЛИЧНЫХ ПОЛИМЕРНЫХ МАТЕРИАЛОВ
И КОНСТРУКЦИЙ
5.1. ПОЛИОЛЕФИНЫ
Полиолефины - полиэтилен высокого давле-
нии (ПЭВД). полиэтилен низкого давления
(ПЭНД). полипропилен (Г1П) и сополимеры
чтил пни с пропиленом (СЭП) характеризуют-
ся низкой энергией активации вязкого тече-
ния (40 53 кДж/моль), имеют сравнительно
низкую темпернтуру текучести (120—160“ С),
широкий температурный интервал вязко-теку-
чего состояния (свыше 50° С), сравнительно
низкую низкость расплава и поэтому относят-
ся к хорошо свариваемым полимерам,
Полиолефины могут свариваться термокон-
тиктноЛ сваркой, при этом нагреватели могут
контактировать как с внутренними (сваривае-
мыми) поверхностями (сварка оплавлением),
тик и с наружными (сварка проплавлением).
Могут свариваться также газовыми теплоно-
сителями с присадкой (материалы больших
толщин) либо без присадки (пленки), инфра-
красным излучением, световым лучом, ультра-
звуком н ближнем поле (сварка в дальнем
воле исключена из-за сравнительно низкого
модуля упругости этих материалов и высоких
потерь па внутреннее трение), не исключена
возможность сварки этих материалов также то-
ками высокой частоты, правда, только с приме-
нением прокладок из материалов с высоким
тангенсом угла диэлектрических потерь, так как
диэлектрические потери самих пап и олефинов
сравнительно малы.
Выбор способа сварки определяется толщи-
ной материала, особенностями свариваемых кон-
струкций, требованиями, предъявляемыми к
сварным соединениям. Данные по сварке полио-
лефинов контактным нагревом, нагретым газом,
экструдируемой присадкой, ультразвуком и
излучением приведены в соответствующих
главах. В настоящей главе эти данные обоб-
щены и дополнены конкретными рекомендаци-
ями (табл, 5.1—5.5).
Общие рекомендации но технологии сварки
пленок ПЭВД, ЛЭНД и ПП следующие.
Все способы и оборудование, рекомендуемые
в табл. 5.4, 5.5 для сварки пленок толщиной
0,1—0,5 мм, при необходимости могут быть
использованы для сварки более топких пленок.
Пленки толщиной' до 150 мкм рекомендуется
сваривать швом шириной 2-5 мм, свыше
)5Q мкм — швом шириной 4—6 мм.
Максимальная прочность нахлесточных свар-
ных соединений прн растяжении составляет
95- 100% прочности нленкн, максимальная
5.1. Рекомендуемые способы сварки листов итруб из ПЭВД, ПЭНД и ПП
Материал Способ сварки Толщина материала, мм Рекомендуемая область применения
Листы Термоконтактная оплавлением 8—100 Прямолинейные швы стыковых соединений ограниченной протя- женности (<1 м)
Газовым теплоносителем с при- садкой 2—20 Прямолинейные и криволинейные швы стыковых, угловых и тавро- вых соединений неограниченной протяженности
Экструдируемой присадкой 2—20 То же
Трубы Термоконтактная оплавлением 2—30 Швы стыковых, раструбных и растр у био-стыковых соединений
Газовым теплоносителем с при- садкой 2-30 Швы стыковых соединений
1 Экструдируемой присадкой 2—30 То же
ИК-излучением 2—30 »
ПОЛИОЛЕФИНЫ
iw
5.2. Режимы сварки листов и труб из полиолефинов,
свойства сварных соединений
Показатель ПЭВД пэнд ПП
Термоконтактная сварка оплавлением
Температура инструмента, °C 200±10 230±10 250±10
Продолжительность оплавления, с Давление, МПа: 20—50 20—50 30—50
оплавления 0,08—0,15 0,15—0,2 0,15—0,2
осадки 0,1—0,15 0,1—0,2 0,2
Примечание. Продолжительность паузы не более 3 с; продолжительность
охлаждения равна продолжительности оплавления, умноженной на толщину стыку-
емых кромок; относительная прочность сварных соединений (кратковременная и дли-
тельная) равна 90—100% прочности материала.
Сварка газовым теплоносителем
Температура газа на расстоянии 6 мм От сопла горелки, “С 240±15 ' 250±15 260±15
Относительная прочность сварных соединений, %, (л- и V-образная 60—80 50—70 50—70
разделка)
Примечание. Расход газа через 1 мм2 площади сечения сопла 0,3±0,09 м’/ч;
скорость сварки однорядного шва прутком диаметром 3 мм равна 0,17±0,03 м/мнн;
усилие вдавливания в шов —3 Н на 1 мм“ площади сечения присадки.
Сварка экструдируемой присадкой
Температура присадочного мате-
риала на выходе из экструдера,
°C
Сварочное давление, МПа
210—230
0,2—0,1
230—250 250-270
0,3—0,1 0,2—0,1
Примечание. Скорость сварки однорядного шва 2—3 м/мин; относительная
прочность сварных соединений 98—100% прочности материала.
Сварка труб ИК-нзлучением
Температура излучения, °C
Время нагрева, с
Давление осадки, МПа
820—840
16
0,2
840—860
18-20
0.15
840-860
27
0,3
Примечание. Зазор между торцами трубы и излучателем 20 мм; скорость
осадки 20 мм/с.
7 Нин. (i2if
-...----------;-:---------------------
104 ТЕХНОЛОГИЯ СВАРКИ РАЗЛИЧНЫХ ПОЛИМЕРНЫХ МАТЕРИАЛ ОП
5.3, Рем о мен дуемые способы сварки пленок ПЭВД, ЛЭНД, ПП и многослойных материалов на основе ПЭВД
Способ сварки Основные параметры Материал Толщина материала, ыы
Терноконтактная свар- ка проплавлением при одностороннем либо дву- стороннем контакте на- ружных поверхностей материя ла с нагревате- лями Температура на рабочей поверхности нагревате- ля; продолжительность сварки или скорость сварки; сварочное дав- ление. При непрерывной сварке скорость зависит от длины нагревателя Пленки ПЭВД, ПЭНД, ПП мно- гослойные мате- риалы на основе ПЭВД 0,03- 0,5 (0,03—0,15— при одностороннем нагреве; 0,1—0,5— при двустороннем нагреве)
Термоконтактная свар- ки оплавлением при контакте с нагревателя- ми внутренних (сварива- емых) поверхностей ма- териала При сварке малоинерци- онны м и нагревателями (термоимпульсной) под п р одолжительн остью сварки подразумевается продолжительность по- вышения температуры до заданной; а за тем- пературу сварки прини- мается максимальная температура между на- гревателем и подложкой Пленки ПЭВД, ПЭНД, ПП и мно- гослойные мате- риалы на основе ПЭВД 0,1— 0,5
Сварка газовым тепло- носителем при односто- роннем нагреве материа- ла струей нагретого га- за Температура газа-тепло- носителя на выходе из сопла; расход газа; ско- рость сварки. Скорость сварки зависит от числа отверстий для выхода га за-теп доносителя и расстояния между сре- зом отверстий в мате- риалом. Давление созда- ется подложкой и струей газ а-теп доносителя Пленки ПЭВД Г 0,03—0,15
Сварка ИК-излучением Температура излучате- ля; скорость сварки. Скорость сварки зави- сит от длины излучате- ля и расстояния между излучателем и материа- лом Пленки ПЭВД До 2
Сварка зкетрудируемой (расплавленной) присад- кой (за счет теплосодер- жания присядки) Температура присадоч- ного материала на выхо- де из экструдера; ско- рость сварки; сварочное давление Плеики ПЭВД, ПЭНД, ПП, мно- гослойные мате- риалы на основе ПЭВД 0,03—0,5 (0,03—0,06 — по- дача присадки поверх двух слоев материала; 0,06—0,5 — между слоями)
ПОЛИОЛЕФИНЫ
П
5,4, Оборудование и режимы термоконтактной сварки проплавлением и оплавлением
пленок ПЭВД, ПЭНД, ПП и многослойных, материалов на основе ПЭВД
Режим сварки * ч дй й. < X X D Я о М О 8 3^ • © Х-О ’•© J. еЬ Д -О Д -L -О О © о о ~ *. » о » » о о ос со _ О О ей Z- Г' оо о© Ю Ю LQ 1 1 1 1 1 11 1 11 f 11 СЧ СЧ СЧ. сч сч сч сч СЧ сч 1Л 1й 1Л 1 ’ 1 I I ДД _ ' 1 ' 111 § § ? 1 § IS 1 §§ § §8 a i i i i ii s si й ii И—# к—1 м-** ***
Вид шва X S S о X к г 3 х и 3 8 3 И 3* Z Фч1 1> X Ф 3J 1И S|l* Hs Ss ‘И'Ь Л Os s ен 1 ® £ о 343 £,45 s, ’. к ч = “ ф е к , а ч S а ч Н v •J о 1 _ х о^Н & а >х е 3 'g в ок’ * л s х г о Фф S е ?о х х 1 -И? isss® z gjs £ -sis . £&§S3 1 x = 3g £§8
। Толщина материала, ' мм J“ 2 i2 1,5 и 2 — £ W «3 n in 45 Щ I 3 3 1 3 3 °'f t 3 33 3 33 ° 8 < 8 8 8 88. ; -. -.-. -• -- 5 о о о © о оо S ° °° о©
Материал & О Ь. « ,1 я я 5 Д я £ я S Г жg х aS я 9 Kf Kt ф У -С[С[ф°С1К1фО 5 и S’® S m х з й I ® S ОТ ОТ Xх Я Z ОТ ОТ^ " от отД S 5 X X Е Ох s Е Eg“etK EVri Ч ч га га <J 3 , S щяоЗЛяяЗЭф « ф х: х о 4w ,, и к о Чд х и а тд 3 5 И л * S 53ч а 5 ё Зс 5 98 3 = Е r в; Ч Я ^£Г) 5 Ч 1 Ч Ж f\ . • g. Е £ • • . С CSISC S. Е Е£££х хеГИ
I Перемещение уст а н овкя митернала = (U С л < V о я , QJ 1 Ф S о m ф о ф с г I 1 о, я о о< сь я с. х §• 1 * с т £ . « С д ЕЗд 2 ф 3 л « « 3 ф а у х а-3 W X S. IS, 1 ф ъ ф о i e-S * 1 1 .1 1 v з о X o-f-
Нагреватель = >х £ i з л S 5 х 5 3 < е ж в ж § « « = ж з a s з 3 й.© I о X. • й Я х а = 3gS g о* | » о Я я Я о § 3g 3g Ч g & а * ° £ 5ч? 5£ ? Д л _ я E^Se < 2 Я Х X
Обор удо ва* иве _ О ю 'з^ ОС 5 gx ^»УЗ££1=.Л SS «о ° т S.^~ ШД м Д Е S ®Д S.E а-3 дЕ дЕД$ дБ jiv
Продолжение 1 «5д. 5.4 £
Обору до Лереыецеше Рехвм сварка
Нагреватель устаковкв материала Материал Толщнва материала, им Вий LL-Зл тн- °с гсв> с и. М/Мйй МПа
Установка УСПП-ЗМ Установка МСП-17М 1МСП- 17НМ1 Сварочные клеши Машина МСП-25 Инерционный длина 200 мм Ма ло и н ер цион н ы й Малоинерционный Инерционный (на- гретый клин} Непре- рывное Шаговое Шаговое Снарк. Непре- рывное Пленка ПЭВД Многослойные ма- териалы на осно- ве ПЭВД Пленка ПЭВД Пленка ПЭНД Пленка ПП Многослойные ма- териалы на осно- ве ПЭВД Пленка ПЭВД Пленка ПЭНД 1 оплавлением. Harp Пленка ПЭВД Пленка ПЭНД Многослойные ма- териалы на осно- ве ПЭВД ОД—0.5 0,1—0,5 0,1—0,5 ОД—0,5 ОД—0,3 ОД—0,5 ОД—0,5 ОД—0,5 ев внутре 0,2—0,5 ОД—0,5 ОД—0,5 Прямолинейные швы и швы малой кривизны Т-образ- ных соединений с накладкой и без нее, а также встык с накладкой Прямолинейные и криволинейные швы нахлесточных и Т-образных со- единений Прямолинейные швы Т-образных соединений ЦНИИ Прямолинейные и криволинейные швы нахлесточных и Т-образных со- единений 120—180 140—180 120—200 Л 140—220 180—240 140-180 120—200 140—220 120—200 140—220 120—200 1-15 2—15 2—15 2—15 2—15 2—10 2—10 2—5 2—5 0,05- ОД 0,1 0,05- ОД 0,1— 0.2 0,2— 0,3 ОД— 0,2 ТЕХНОЛОГИЯ СВАРКИ РАЗЛИЧНЫХ ПОЛИМЕРНЫХ МаШЙАЛОВ
Примечания: 1. В качестве малоинерционных нагревателей применяются ленты из коррозионно-стойкой стали тол-
щиной 0,1—0,15 мм. Для изоляции малоипернионных нагревателей от корпуса электрода следует использовать упругие подложки
из резин. Типовая конструкция электрода для термоимпульсной сварки с помощью мал о инерционных нагревателей приведена
па рис. 5.1. „
2. Кинематическая схема сварочной головки для непрерывной сварки пленок приведена на рис. 5.2, __
3. Между нагревателем и свариваемым материалом применяют прокладки из пленки Ф-4 толщиной 0,1—0,2 мм (IUL1
24222—80). , . .
4. Сварка односторонним нагревом осуществляется на подложках из толстой 1рорезиненной ткани типа офсетного по-
лотна.
Рис. 5.1. Кинематическая схема головки для
непрерывной термокоитактной сварки пленок -
двусторонним нагревом (к машине МСГ1-5М,
полуавтомату ПС.П-15, установке УСПП-ЗМ):
I — двигатель; 2 — ролики; S — механизм подъема
нагревателя; 4 — механизм прижима нагревателей;
а — нагреватели, 6 - охладитель
Рис. 5.1. Типовая конструкция электрода для
термоимпульсной сварки (к МСП-17М, МСП-
17НМ, сварочному полозу УСИ-1, сварочным
клещам}:
t корпус; 2 пружина; 3 — изоляционная колод-
ка; 4— серьга; 5—малоинерционный нагреватель
(металлическая лента J; S — штуцер для подвода во-
ды; 7— охладитель; 8 -резина: 9— вкладыш
Iтокоподвод)
ИЖ
ТЕХНОЛОГИЯ ('.ПАРКИ НОЛИМКРНЫХ МАТЕРИАЛОВ
б.б. Оборудование и режимы, рекомендуемые для сварки пленок ПЭВД,
ПЭНД. ПП и армированных материалов на основе ПЭВД газовыми
теплоносителями, И К-излученнем и экструдируемой присадкой
Теплпносятель Оборудова- ние Материал Толщина материала, мм Температу- ра теплоно- сителя, *с Скорость сварки о, м/мнн
Нагретый газ МСП-5М Пленка ПЭВД 0,03—0,15 270—350’ 2—7
ИК-нзлучение (се- лнтоный стержень) МСП-5М Пленка ПЭВД Многослойные па- кеты из тонкой пленки ПЭВД 0,03—0,15 До 2 950—980 950—980 2-5 1—3
Экструдируемая ПСП-5, Пленка ПЭВД 0,03—0,5 210—280* 5—12
присадка** НСП-.5М, Пленка ПЭНД 0.03—10,5 220—280* 5—12
ПСП-6 Пленка ПП Многослойные ма- териалы на основе ПЭВД 0,03—0,5 0,06—0,5 240—280* 260—280* 5—12 8—10
* На выходе из сопла,
** При сварке материалов толщиной до 0,06 мм присадку рекомендуется уклады-
hniii поверх двух слоев материала, толщиной более 0,06 мм—между свариваемыми
поверхностями.
прочность Т-образных соединений значительно
ниже и при термоконтактной сварке составляет
65 65% (рис. 5.3), а при сварке газовым тепло-
носителем, ИК-излучением и экструдируемой
присядкой 70- 80%.
Дли получения сварных соединении с макси-
мальной прочностью, возможной при использо-
1И1НИИ данного способа сварки и данного сва-
рочного оборудования, рекомендуется пленку
нппмепыпен толщины (в рамках данного диа-
пазона) сваривать при максимально пысокой
температуре, указанной в табл. 5.4 для этого
ди (пппюн а тол щи и, и максимальной скорости
Рис 5.3, Зин нс и млеть и а кп t м 11 л I, I ioil прочности
епириых епедипений при едннге (I) и раселпи
hi пн н (У) от толщины б пленки 11ЭНД при
11'| । mi >к । и о 'и кт! । < 1Й сварке двусторонним награним
(минимальном времени сварки), а с увеличе-
нием толщины пленки на каждые 100 мкм
время сварки при этой температуре увели-
чивать либо скорость сварки снижать на
40- 50%. Исключение составляет термокоп-
тактная сварка оплавлением и сварка экстру-
дируемой присадкой при укладке ее меж-
ду свариваемыми пленками, для которых режим
сварки от толщины материала не зависит.
Если явысокие температуры и большие ско-
рости сварки с точки зрения сборки и работы
конструкций не приемлемы, а к сварным сое-
динениям предъявляются высокие требования
по прочности при сдвиге и расслаивании,
режим сварки следует уточнять эксперимен-
тально путем сварки образцов н диапазоне
режимов, указанных в табл. 5.4, 5.5, и оценки
их прочности при сдвиге и расслаивании.
При этом следует иметь в виду, что при темпе-
ратурах сварки, близких к верхнему пределу,
время сварки должно приближаться к мини-
мальному значению, а скорость сварки — к
максимальному и наоборот, причем максималь-
ная скорость сварки относится к минималь-
ной толщине материала н максимальной темпе-
ратуре, а минимальная скорость — к макси-
мальной толщине материала и минимальной
температуре.
При сварке протяженных прямолинейных и
криволинейных union на машинах МСП-17М.
ПОЛИОЛЕФИНЫ
IM
МСП-17НМи сварочных клещах путем шагово-
го перемещения материала длина участков
повторной сварки должна быть не менее 10 мм.
Температура нагревателя перед каждым циклом
сварки должна составлять 20±3° С. Участки
шва, двукратно подвергавшиеся сварке, по проч-
ности и герметичности не отличаются от ос-
новных участков шва.
Сварка пересекающихся швов для пленок
ПЭВД, ПЭНД и ПП затруднений не представ-
ляет и может быть выполнена на режимах,
применяемых для сварки простых швов из пле-
нок, равных по толщине месту пересечения.
Участки пересечения по прочности и герметич-
ности не отличаются от основных участков
шва.
При сварке двусторонним контактным нагре-
вом прочность Т-образных сварных соединений
может быть увеличена за счет приварки накла-
док с двух сторон шва, что в связи с характером
распределения температуры, имеющим место
при этом методе сварки, обеспечивает увели-
чение толщины материала в околошовной зоне,
по которой обычно разрушаются Т-образные
сварные соединения при испытании их на
растяжение (рис. 5.4).
Т-образные, соединения с накладками можно
сваривать с помощью всех машин и полу-
автоматов, обеспечивающих двусторонний кон-
тактный нагрев материала.
Однако наиболее целесообразно для этих це-
лей использовать установку УСПП-ЗМ. которая
оснащена специальным устройством для подачи
и укладки накладок. Режимы сварки швов с
т,лет
Рис. 5.4. Влияние толщины (Й) накладки на
прочность Т-образных сварных соединений из
пленки ПЭВД толщиной 350 мкм, полученных
термоконтактной сваркой двусторошшм нагре-
вом
Рис. 5,5. Зависимость гарантийного срока сохра-
нения прочности Т-образных сварных соедине-
ний пленки ПЭВД на уровне 10 МПа от про-
должительности сварки:
I 1 с; 2 5 с
накладками не отличаются от режимов сварки
швов без накладок при одинаковой толщин#
материала (при условии, если за толщину ните*
риала в случае швов с накладками прииКТХ
общая толщина свариваемого пакета: пленки +
4- накладка).
Гарантийный срок сохранения прочности НИ-
хлесточных соединений при хранении приКТИ-
чески не зависит от режима сварки в нигер*
вале режимов, обеспечивающих высокие зиич**
иия их кратковременной прочности (см. табл,
5.4).
Все нахлест очные сварные соединения к;
пленки ПЭВД, например, полученные при ука
запных режимах, сохраняют при хранении ИС'
.ходную прочность в течение 10 лет [98}
Гарантийный срок сохранения про'ШОСТ»
Т-образных сварных соединении возрастает о
снижением температуры на соединяемых поаерх
костях Те, и с увеличением времени спнрик
т. е. с уменьшением локальности нагрет
(рис. 5.5). Поэтому Т-образные соединении кок
струкций, подвергающихся длительному хрене
нню, следует сваривать при минимальной Тг
(равной температуре плавления крнеталлнтбП
и длительных tel, т. е. при возможно МИНН
мальной температуре теплоносителя (см. 1нб*‘
5.4, 5.5).
Например, для пленок ПЭВД Тп ДОЛЖН
составлять 110—120 °C (при 110 eC Н
обеспечивается получение нерасслаипающмХС
соединений).
Длительная прочность нахлесточных сварим
соединений полиэтиленовых пленок при пйГру
жен ни (долговечность под нагрузкой тр) М09рЗД
тает с уменьшением локальности ингреи-пр
сварке, т. е. с уменьшением Т,. и увеличение
а Т-образных соединений, наоборот, НОХрКг
тает с увеличением локальности нагрева -
с увеличением Гс„ и уменьшением 1е, (рис, 5.(
5.7) [29}.
Нахлесточные соединения конструкций к
пленок ПЭВД, ПЭНД и ПП, длительно риф
тающие при нагружении, следует сваривать пр
возможно минимальных (следовательно пр
минимальных Т„) и длительных выдержки
например для пленок ПЭВД, при Т,„ 110-
120 °C и /«, = 54-10 с, а Т-образные wjti
нения, наоборот, при высоких темпериту pi
и коротких выдержках, например для njll'lh
ПЭВД, при Гс.= 180 °C и /,,= I 4-2 с.
При предъявлении к нахлесточным спярны
соединениям одновременно высоких требоиаш
в отношении гарантийных сроков сохраиени
прочности при хранении и долговечности ш
гигрупкой,свирку их следует проводить при по
200 ТЕХНОЛОГИЯ СВАРКИ РАЗЛИЧНЫХ ПОЛИМЕРНЫХ МАТЕРИАЛОВ
Рнс, 5.(>, Зависимость долговечности тр нахле-
сточных сварных соединений из пленки ПЭВД
Л»40 мкм от напряжения о и режима сварки:
I 7'150" С, /„„^5 с; 2 Г„ = 180° С, /„ = 1 с
можно минимальных температурах и длитель-
ных выдержках, т. е. при наименее локальном
нагреве |2В, 29].
При предъявлении к Т-образным сварным со-
единениям одновременно высоких требований в
отношении гарантийных сроков хранения и дол-
говечности под нагрузкой сварку рекомендуется
п]юводить при температурах и выдержках,
обеспечивающих необходимый срок хранения.
Применение при сварке пленок ПЭВД и
[ 1Э11Д профилированных подложек и про-
кладок ИЗ тканей либо армированных материа-
лои. поверхность которых имеет тканевую струк-
туру. позволяет интенсифицировать течение
расплава и снизить температуру сварки на
10 15" С.
Изменение сварочного давлении в рекомен-
дуемом диапазоне (см. табл. 5.4, 5.5) незна-
чительно влияет на гарантийные сроки хра-
пении сварных соединений.
Длительная прочность сварных соединений
при нагружении с увеличением давления в
рекомендуемом диапазоне (см. табл. 54, 5.5)
возрастает.
Общие рекомендации но технологии сварки
М в о I' о е л о й и ы х з л а с т и ч н ы х материа-
лов па основе ПЭВД следующие. Для соедине-
нии многослойных материалов на основе полиэ-
I плена рекомендуется использовать термокон-
тактную сварку проплавлением (односторонним
и двусторонним контактным нагревом), термо-
ксшгактную сварку онлпвлением и сварку экст-
рудируемой присадкой. Сварку односторонним
linn!п 1(1'111,1 и нагревом можно применять для
с(К‘Д1Н1сшщ материалов толщиной до 0,1 мм при
условии использования оборудования, обесие-
'||н|(| ющего возможность создании сварочного
ди плен ия >0,1 МНп (МСГ1-17М, МС11-17НМ).
Сварку двусторонним контактным нагревом
с помощью машин МСП-17М, МСП-17НМ
и сварочных клещей рекомендуется применять
для соединения материалов толщиной до 0,5 мм,
с помощью машин МС.П-5М, ПСП-15, УСПГ1-
ЗМ — толщиной до 0,3 мм (см. табл. 5.4),
сварку оплавлением с помощью машин типа
МСП-25 - толщиной 0,1—0,5 мм.
В конструкциях из многослойных эластичных
материалов на основе полиэтилена следует
применять сварные соединения, работающие на
сдвиг — нахлесточные, либо встык с накладкой.
При оптимальной ширине шва и оптимальных
режимах сварки такие соединения имеют проч-
ность, равную 90—100% прочности основного
материала, и разрушаются при испытаниях
около шва либо но материалу.
Т-образные сварные соединения, работающие
на расслаивание, имеют низкую прочность
(20—30% прочности материала),так как разру-
шаются в результате обрыва и отслоения
полиэтиленового покрытия, когезионная и адге-
зионная прочность которого всегда ниже проч-
ности многослойного материала.
При сварке материалов прочностью
Ю кН/м рекомендуется применять швы шири-
ной 5—10 мм, для материалов прочностью
10 20 кН/м — шириной (О—15 мм.
Термоконтактную сварку многослойных мате-
риалов соединениями, работающими на сдвиг,
можно проводить на машинах МСП-17М,
МСП-17НМ, УСПП-ЗМ и МСП-25 (см. табл
5.4).
Рис. 5,7. Зависимость долговечности тр Т-образ-
цых сварных соединений из пленки ПЭВД
Й=-40 мкм от нагрузки Pv и режима сварки:
I 7',,, - 180" С, 7,„ .г I с; 2 1.10° С,1 с;
а 7’,„--1ГЯ)“ С, с; 4 Т,„ •••• 1)(Г С, с
ПОЛИОЛЕФИНЫ
На машинах МСП-17М и МСП-17НМ сварку
выполняют нахлесточными соединениями либо
встык с накладкой путем шагового перемеще-
ния материала; на машине УСПП-ЗМ — встык
с накладкой при непрерывном перемещении
установки вдоль материала; на машине
МСП-25 — нахлесточными соединениями при
непрерывном перемещении материала.
При термоконтактной сварке проплавлением
(на МСП-17М, МСП-17НМ и УСПП-ЗМ)
материалов с двусторонним полиэтиленовым
покрытием нахлесточными соединениями сле-
дует применять прокладки из пленки фторо-
пласта-4 толщиной 100 мкм между сваривае-
мым материалом и нагревателем, а при сварке
встык с накладкой — также и между листами
свариваемого материала (рис. 5.8). В слу-
чае материалов с односторонним полиэтилено-
вым покрытием необходимость в применении
прокладок отпадает. При сварке многослоййых
материалов на основе полиэтилена кромки
швов следует заваривать. В случае сварки
экструдируемой присадкой это достигается пу-
тем заплавления кромок присадкой, при термо-
контактной сварке — путем применения на-
гревателя, ширина которого на 2—3 мм о
Рис, 5.8. Схемы сварки «встык с накладкой»
двусторонним контактным нагревом эластичных
многослойных материалов на основе ПЭВД
с покрытием;
а..ил посторонним; б двусторонним;
/ полиэтиленовое покрытие материала и наклад-
ки; 2 накладка; 3 • нагреватели; 7 проклад-
ка; 5 спариваемый материал
каждой стороны превышает ширину ийХЛМТК
Заварка кромок обеспечивает етабнльиу
герметичность сварных соединений и ИС№1*
чает вероятность задира кромок при SKC/iyi
тации, что особенно важно в связи е НИШ
прочностью соединений из многослойных MiT
риалов при расслаивании.
При сварке протяженных прямолинейных
криволинейных швов путем шагового перемвщ
пня материала длина участков, подверти ищи
ся повторной сварке, должна быть не меи<
10 мм.
Для определения режимов термоконгакш
и экструзионной сварки многослойных матери
лов на основе полиэтилена можно исп(МЬ301М'
данные табл. 5.4 и 5.5. При этом следу
иметь в виду, что при температурах, 6«HSKi
к нижнему пределу, время сварки должно пр
ближаться к максимальному значению, а СИ
рость к минимальному, и наоборот.
При термоконтактной сварке пропликлени!
оптимальная температура и скорость CHftpi
зависят от толщины материала: мнкенмалып
температура и максимальная скорость Сйвр|
относятся к минимальной толщине материи,
(в рамках данного диапазона), а увеличен
толщины материала на каждые НЯ) мкм П
этой температуре снарки требует увеличен
времени сварки на 40—50%.
Для сварных соединений из миогослойш
эластичных материалов на осн оме ноли»!1
лена, полученных при режимах, обесш!ЧИ»И1
щих максимальную прочность при сдвиге и р|
сдаивании, гарантийные сроки сохранений про
ности и долговечности под нагрузкой не Я
висят от режимов сварки.
При длительном хранении прочность и»ХЛ1
точных соединений и соединений встык с НИКЛЯ
кой уменьшается незначительно (на 6—10
за 10 .чет), в отличие от Т-образных соедис
ний, для которых прочность при хранении ре»
снижается (~ в 2 раза за 10 лет). Учнтыа
низкую исходную прочность Т-образных соей
пений из многослойных материалов, примени
Т-образные соединения при сборке конструкт
подвергающихся длительному хранению, не f
комен дуется.
Сварные соединения имеют следую ш
свойства.
Прочность сварных соединений иолнэтид
новых пленок и эластичных многослойных и
териалов на основе полиэтилена при един
так же как и прочность исходных млтериил
при растяжении, уменьшается при шшышекн
и возрастает при пониженных темпернтурях. (
нослтельная прочность нахлесточных свара
Й02
технология сварки различных полимерных млтв'Мдлов
Рис. 5.!). Зависимость прочности Р„ пленки
ПЭВД и ес сварных соединений от температуры
испытаний:
/ пленка; 6 = 200 мкм; 2 — нахлесточное соедине-
ние; 3 Т-образное соединение
Рис. 5.!0. Зависимость свойств пленки ПЭВД
6 = 40 мкм и сварных соединений от продол-
жительности теплового старения при температу-
ре 100° С:
1 — относительное удлинение пленки; 2 — разру-
шающее напряжение пленки, 3—6 — разрушающее
напряжение нахлесточных (3, 4) и Т-образных
(5—6) сварных соединений, полученных при различ-
ных режимах сварки (3,5— 120° С, 5 с; 4, 6—
180° С, I с)
соединений (при сдвиге) сохраняется постоян-
ной и составляет 05-95% прочности материала.
Зависимость прочности сварных соединений
пленок при расслаивании от температуры испы-
1ННИЙ имеет пик при температуре —20 °C.
Относительная прочность сварных соединений
при рнеслиинании в интервале температур
— 20-т- 3-60 °C сохраняется постоянной, при
температурах ниже —20 °C заметно снижается
(рис, 5.9).
Нахлесточные и Т-образные сварные соеди-
нения на полиэтиленовых пленок и эластичных
мнтерннлои на основе полиэтилена, полученные
при режимах, обеспечивающих максимальную
прочность их при сдвиге и расслаивании,
сохраняют герметичность при давлениях вплоть
до ринрущающих,
[|о морозостойкости сварные соединения на
5 К)" О уступают исходным материалам.
Дли всех материалов на основе полиэтилена
характерно изменение прочности Т-образных и
инхлееточных сварных соединений при тепловом
стпренни. Резкое уменьшение прочности свар-
пых соединений при растяжении совпадает с
уменьшением относительного удлинения пленки
и дли Т-образных соединений наступает тем
раньше, чем меньше выдержка и выше темпера-
тура сварки, в отличие от нахлесточных соеди-
нений, для которых начало резкого падения
прочности от режима сварки не за висит
(рис. Г>,)1>) (2Н).
Сварные швы полиэтиленовых пленок в про-
цессе теплового старения претерпевают усадку,
отличающуюся по величине от усадки основ-
ного материала. Усадка швов зависит от режи-
ма сварки и уменьшается с повышением тем-
пературы сварки.
Прочность нахлесточных сварных соединений
эластичных многослойных материалов при теп-
ловом старении убывает линейно с несколько
большей скоростью, чем для исходных материа-
лов. Прочность Т-образных соединений резко
снижается с самого начала теплового старе-
ния, затем кинетическая кривая претерпевает
излом, и скорость снижения прочности несколь-
ко уменьшается, однако продолжает оставаться
большей, чем для нахлесточных соединений
(рис. 5.11).
Долговечность при нагружении Т-образных
сварных соединений полиэтиленовых пленок
значительно ниже, чем долговечность основного
материала и может быть значительно увеличена
путем применения накладок с двух сторон шва.
Т-образные сварные соединения с накладками,
толщина которых равна трем толщинам пленки
в случае тонких пленок (620 мкм), превосхо-
дят нахлесточные по долговечности и несколько
уступают им в случае пленок с 6> 20 мкм
(рис. 5.12).
Нахлесточные сварные соединения приближа-
ются по долговечности к исходным пленкам.
При одинаковой нагрузке и одинаковой темпе-
ФТОРОПЛАСТЫ
Рис. 5.11. Зависимость прочности Р„ эластич-
ного многослойного материала на основе поли-
этилена ПНЛ-3 (ТУ 6-05-1831 77) и его свар-
ных соединений от времени теплового старении
при температуре 100° С:
/ — материал ПНЛ-3, 2 нахлесточное сварное со-
единение, 3 Т-образное сварное соединение
р ату ре испытаний долговечность Т-образных
соединений полиэтиленовых пленок тем выше,
чем меньше выдержка и выше температура
сварки; долговечность нахлесточных соединений
наоборот — с повышением температуры и
уменьшением продолжительности сварки сни-
жается (см. рис. 5.6, 5.7).
Долговечность при нагружении .сварных сое-
динений многослойных материалов на основе
полиэтилена линейно убывает с увеличением
нагрузки и в случае нахлесточных соедине-
ний приближается к долговечности основного
материала.
Особенности сварки полиэтиленовых пле-
нок и эластичных многослойных материалов па
основе полиэтилена следующие.
Добавки органических стабилизаторов не вли-
яют на свариваемость полиэтиленовых пленок
и многослойных материалов на их основе.
Полиэтиленовые пленки, содержащие до 2%
Рис. 5.12. Зависимость долговечности пленок
ПЭВД и их сварных соединений от напряжения:
! — пленка ПЭВД 6 = 20 и 40 мкм; 3, 4 нахлесточ-
ные сварные соединения пленок 6 = 20 мкм (4) и
40 мкм (3); 5, 6 Т-образные сварные соединении
пленок 6 = 20 мкм (5) и 40 мкм (6); 2, 4
Т-образные сварные соединения с плкладки ми пае
но к 6=20 мкм (2) и 40 мкм (4)
сажи, не отличаются от свариваемости И«Т1
билйзированных пленок. Сварку мпт«рИ*ЛО'
содержащих 2 5% сажи, следует ПЫПОЛНН1
при максимально высоких температурах ЛИЙ
максимальных выдержках, рекомендуемых ДЛ
аналогичных пленок без сажи (см, табл, в,'
5.5).
Пленка ПЭВД, имеющая технологическу
ориентацию, качественно сваривается ГЯЭОЯЫЯ
теплоносителями только в направлении бблыш
ориентации.
Наличие на спариваемых поверхностях CMI
зочных материалов приводит к снижению про'
пости сварных соединений на 20—30% и рвЯК1
му уменьшению относительного удлинения.
Полиэтиленовые пленки и эластичные MHOF
слоимые материалы на основе полиэтнлв!
перед сваркой не должны находиться бол<
трех-четырех суток в развернутом йнде
помещениях, освещаемых солнечным сиеп)
и в атмосфере с относительной плиЖИОС'ГЪ
80—90%. Пребывание материалов в указа
ных условиях свыше четырех суток yxyjliHMt i
свариваемость.
Использовать загрязненные материалы Д1
изготовления сварных конструкций не реКОН*
дуется, так как всякое загрязнение ухудш»
свариваемость и снижает прочность сварН)
соединений. В случае необходимости загряяне
ные материалы следует сваривать при м*№
мальных температурах и минимальных скоро
тях, рекомендуемых для данного материал
Пребывание полиэтиленовых пленок IE МЛ
тичных многослойных материалов на ОСНО
полиэтилена под слоем воды полностью ИСКЛ1
чает возможность их сварки. Пленка Г1ЭВ,
не стабилизированная сажей, перестает Свар
ваться после 70 ч пребывания под слоем ИОД
стабилизирова1шяя сажей --после 24 ц,
Резко ухудшается свариваемость всех МЯ1
риалов на основе полиэтилена после воэдайс
вии на них ультрафиолетового излучеин
особенно если материалы находились под СЛГв
воды.
5,2. ФТОРОПЛАСТЫ
Фторопласт-4 - неплавкий полимер Ефи Н
греве вплоть до температуры разложения
переходит в вязкотекучее состояние.
Поэтому сваривать его можно только терм
контактным способом за счет диффузионн!
процессов па границе раздела соединяем)
поверхностей, Процесс сварки длительный. ц;
бует хорошего контакта соединяемых нонер
постой и возможно максимальной тсмпервту|
их и,черева.
204
ТЕХНОЛОГИЯ СВАРКИ РАЗЛИЧНЫХ ПОЛИМЕРНЫХ МАТйЙАЛОН
Плотный контакт соединяемых поверхностей
можно обеспечивать с помощью присадочного
митершиш. в качестве которого наибольшее
применение получили смесь, состоящая из 65
частей фторуглеродного масла УПИ н 35 частей
вес печен и о г» порошка политетрафторэтилена.
Технология сварки листов и труб из
||)1ороплнега-4 с присадкой состоит в следую-
щем. Присадку наносят на соединяемые по-
верхности материала, затем эти поверхности
приводят в контакт, зажимают между холод-
ными плитами сварочного устройства и вместе
< плитами подвергают нагреву. Исходное кон-
T акт ное да плен не при сварке фторопласта-4
с укинлпной присадкой 0,25 0,3 МПа, темпера-
тура свирки 370 390 °C, выдержка при сва-
рочной температуре 5... 10 мни {до полного
улетучивания фторуглеродного масла), охлаж-
дение шва до температуры ниже 100® С рекомен
дуется без снятия давления,
Приготовлять присадочный материал и нано-
сить его на соединяемые поверхности в связи
<’ высокой вязкостью фторуглеродного масла
следует при температуре 65 -70° С. Для удобст-
ва нсполыювпння присадочный материал можно
Изготовлять п виде пленки. Лучший его кон-
такт со свариваемыми поверхностями дости-
гается в случае придания им шероховатости.
В последние годы предложен ряд присадоч-
ных материалов другого состава, среди которых
достаточно хорошие результаты показала смесь
пл основе политетрафторэтилена и его сополи-
меров {в количестве до 20%) с органической
жидкостью, имеющей температуру кипения
ниже 150 ° С; и поверхностное натяжение
(.36—40) 10 я 11/м. Такой присадочный мате-
риал представляет собой вязкую пасту, которая
легко ил носится на поверхности свариваемых
изделий и хорошо удерживается на них.
Однако применение присадок всегда услож-
няет технологию и повышает вредность свароч-
ных работ Кроме этого, при сварке с при-
садкой неизбежно отличие материала в зоне
Рис. 5.13. Кривые «деформация — время» при
сжатии фторопласта-4 нагрузкой 0,83 МПа
(!) и 0,45 МПа (2); Т — 39Q° С, расположение
материала свободное:
а -при воздействии нагрузки; б — посте сня-
тия нагрузки
контактирования соединяемых поверхностен от
основного материала по структуре и свойствам
Поэтому фторопласт-4 предпочтительно сва-
ривать без применения присадочных материа-
лов. Основные положения этой технологии сво-
дятся к следующему: необходимый контакт сва-
риваемых поверхностей создается за счет высо-
коэластической деформации материала, которая
характеризуется достаточно высокими значения-
ми и зависит от прилагаемой нагрузки, сте-
пени ограничения материала в горизонтальной
плоскости и толщины материала (рис 5.13,
табл. 5.6).
Обработка соединяемых поверхностей мате-
риала на фрезерных станках вполне приемлема
для обеспечения необходимого контакта.
Материал в зоне сварки во время нагрева
должен иметь возможность свободно расши-
ряться при одновременном закреплении его вне
зоны шва, так как фторопласт-4 характери-
зуется высоким коэффициентом линейного и
6.6. Деформация сжатия фторопласта-4 при температуре 390 ‘С
h к . |а Л Давлеине. МПа Деформация сжатия, мм (проценты от толщины)
Беа ограничения свободы дефоряции в горизонталь- ной плоскости Ограничение свободы деформации в горизон- тальной плоскости с двух сторон (вдоль листа) Полное ограничение свобо- ды деформации к а тер нала в горизонтальной плоскости
5 0,83 0,5—0,6 (10—12) 0,3-0,38 (6—7,6)
а 0,41 0,83—0,9 (11 — 12) — —
а 0,83 1,5-1,6 (19-20) 0,8-0,9 (10,4-12) 0,5-0,6 (6,4—7,7)
ФТОРОПЛАСТЫ
Рис. 5.14. Зависимость удельного объема фто-
ропласта-4 от температуры
объемного расширения и при нагреве до темпе-
ратуры 390° С увеличивает объем ~ на 50%
(рис. 5.14).
Когда возможность расширения фтороплас-
та-4 при сварке отсутствует, в материале разви-
ваются давления, превышающие в ряде случаев
предел прочности материала. Максимальное
увеличение давления имеет место в интервале
температур плавления кристаллических образо-
ваний полимера; при температурах, близких к
сварочным, давление нарастает менее интенсив-
но (рис. 5.15).
Давление, развиваемое при нагреве фторо-
пласта-4 до сварочной температуры, при пол-
ном ограничении свободы расширения возраста-
ет пропорционально увеличению толщины мате-
риала и уменьшается с увеличением площади
сварного шва (рис. 5.16). Необходимое свароч-
ное давление может создаваться специально
с помощью механических или пневматических
устройств либо обеспечиваться путем полного
ограничения материала в конце нагрева.
Температура, при которой зону сварки сле-
дует полностью жестко ограничив ять, записи
от толщины материала и для фторопласт!*
толщиной 2- 10 мм составляет 340—360 Ч
Оптимальные параметры режима CBipKI
температура по месту соединения 380-3904
время сварки 10—15 мин; сварочное давланр
0,5- 0,8 МПа для толщин 2— 10 мм и 1,6*
1,8 МПа для толщин 10—20 мм; данлен»
прижима для толщин 3 -10 мм I МПа, ДЛ
толщин 10—20 мм 2 МПа,
Для снижения напряжений в шве и ОКЫИ
шовной зоне сварной шов следует охлажди
под давлением только до температуры 330* (
так как в случае кристаллизации распив)
без давления вероятность возникновения ш
пряжений значительно меньше.
В связи с указанными положениями AJ
сварки фторопласта-4 приемлем только MBit
термоконтактпой сварки.
При сварке Листов толщиной 2—1(1 ММ пре,
почтителен двусторонний контактный я
грев [7]. Оптимальным типом сварного соед
нения для листов толщиной 3—К) мм являет
стыковое соединение с малым углом СНО
кромок; для листов толщиной 2 -3 мм МОШ1
применять нахлесточные соединения (табл. 6,1
При сварке листов толщиной 10—20 мм ВК
чале необходимо с помощью нагреватели
расположенных между соединяемыми помр
ностями, нагреть эти поверхности до СВароЧН'
температуры, затем привести их п 11ЛОТН1
контакт и выдержать шов между этими )
нагревателями определенное время. Олтимвл
ный тип сварного соединения — стыковое е )
лом скоса кромок 45—60° (табл. 5.7), СтМ)
Рис. 5.15. Зависимость давления, развивае-
мого в материале при полном ограничении сво-
боды его термического расширения, от темпера-
туры при толщ’нс фторопласта-4; I 2 мм;
2 - - 6 мм
Рис. 5.16. Номограмма для определения JUIHJ
ния, развиваемого фторопластом-4 при ингрг
до температуры сварки при полном огрцинчек
свободы его термического расширения, » ,w
енмости от тол пн и ы материала (8) и площп
сварного ниш (5) при ширине шва 1 см
5.8. Схемы создания сварочного давления и закрепления шприм. (Второпласта-4 толщиной 3-10 мм встык со скосом кромок с подачей давления на НОВ
Вариант Нагрев до температуры 390 “С Сааркй при 390°С 10 инн Охлаждение от 390 °C до 350 °C Охлаждение от 350 С до нормальной температуры Область применевия
A
Сварка швов ограничен-
ной протяженности, рав-
ной длине нагревателя
Сварка швов ограничен-
ной протяженности, рав-
ной длине нагревателя,
а также сварка протя-
женных швов с шаговых
перемещением нагрева-
теля
Примечание. / - ирнжлиое устройство; i- фторопласт-4. 3-вмреаате»; F*, —сварочное данлевме; 9
ш вражжм.
80S
ТЕХНОЛОГИЯ СВАРКИ РАЗЛИЧНЫХ ПОЛНМР.РНЫХ МАТйШлов
Примечание. / — прижимное устройство; 2 — фторопласт-4; 3 — нагреватели; Р€в — сварочное давление; q — давление
на прижим.
ФТОРОПЛАСТЫ
5.10. Схемы создания сварочного давления .и закрепления материала
в различные периоды технологического процесса
при сварке фторопласта-4 толщиной 10—20 мм
Нагрев до 390 “С и
выдержка ) 0 мин
Сварка яри 390 ®С
1 0 мни
Охлаждение от 390 ’С
до 330 ’С
Охлаждение от ЗЯО
до нормальной т«мп<«
ратуры
%=0 L-f РсГО
(снимается) /(снимается)
рсв I------1 pcS
(подается) (подается)
Рсв - 0 Рсв — 0 Рсв Рсв
(снима- (снима- (подает- (подает-
ется) ется) ся) ся)
Примечание. У— прижимное устройство; 2 — фторопласт-4; 3 — нагреватели; Ро» —
сварочное давление; q— давление на прижим.
J f 2 J
L /
Рис. 5.17. Схема сварки труб из фторопласт*-4
встык с привариваемой фторопластовой муфтой:
I нагреватель; 2 - теплой ро водящий пклядыш;
Я —зажимы; 4 — свариваемые трубы; 5 — муфта;
6 ................. пружина
Перед сваркой соединяемые концы труб должны
быть обработаны механически с торца и ио
наружной цилиндрической поверхности па длине
20 мм, в соответствии с минимальным раз-
мером наружного диаметра трубы. Концы труб
под сварку можно обрабатывать на токарных
станках с использованием жестких цилиндри-
ческих вкладышей.
Трубы можно сваривать встык со скосом
кромок, однако предпочтительно с припари-
ваемой фторопластовой муфтой. Муфту следует
изготовлять из фторопластовой трубы больше-
го диаметра; внутренний диаметр муфты Дол-
жен соответствовать наружному диаметру обра -
ботанных под сварку концов труб.
Технологический процесс состоит из следую-
щих операций: установка подготовленных под
сварку фторопластовых труб с муфтой в нагре-
вателе с соответствующим радиальным шип-
ром (рис 5.17, й); закрепление труб зажимами
таким образом, чтобы сварочное давление ни
стыке составляло 0,5 I МПа; нагрев зоны tinin
до сварочной температуры 390 °C (10 20 мин},
выдержка при данной температуре (10 мин)
и охлаждение до температуры 330 "С
|рис. 5,17, б); ослабление зажимов в период
210
технология СВАРКИ различных полимерных млтериллон
охлажден л и при тем пер а ту ре от 330 °C до
нормальной температуры (рис. 5.17, в).
Радиальный зазор между фторопластовой
муфтой и теплопроводящнм вкладышем нагре-
ватели можно варьировать в зависимости от
толщины стенок трубы и муфты. Рекомендуе-
мые радиальные зазоры дли труб диаметром
'15 ± 3 мм приведены ниже:
Толщина стенки
трубы с муфтой,
мм............... 3,5 4 4,5 5 5,5 6
Радиальный зазор,
мм................1 1,1 1,2 1,3 1,4 1,5
Сварные соединения фторопласта-4, выпол-
ненные с соблюдением рекомендуемой техноло-
гии, ио физнко-механическим характеристикам
н химической стойкости приближаются к основ-
ному материалу. Данные по прочности сварных
соединений и широком интервале температур,
долговременной прочности, релаксации напря-
жений, прочности при статическом и ударном
изгибе приведены на рис. 5.18 н в табл. 5.11,5.12.
Из всего многообразия методов сварки термо-
пластов для соединения фторопластовых
пленок можно применять только термокон-
гиктнук) сварку (преимущественно с двусторон-
ним нагревом зоны соединении), высокочастот-
ную свирку (ТВЧ) и сварку в поле сверхвы-
соких частот (СВЧ).
5.11. Свойства фторопласта-4
и его сварных соединений
при статическом н двухопорном изгибе
(толщина материала 4 мм)
Показатель Основной материал (без раз- рушения) Сварное соединение стыковое с углом скос» кро- мок 15°
Разрушающее напряже- ние при статическом из- гибе, МПа 12,8 13,4
Ударная вязкость (без надреза), кДж/м2 71,5 57,6
С помощью термокоптактпой сварки можно
соединять пленки из всех известных фторо-
пластов (Ф-4, Ф-4МБ, Ф-42, Ф-ЗМ, Ф-40 и др );
высокочастотная сварка приемлема только для
соединения пленок с высоким фактором ди-
электрических потерь (Ф-42, Ф-32Л, Ф-2М,
Ф-ЗМ).
Для терм о контактной сварки фторопластовых
пленок используют машины М.СГ1-5М,
МСГ1-17М и МСГ1-17НМ. .Машина МСП-5.М ос-
нована на использовании нагревателей инер-
ционного типа и позволяет осуществлять спяр-
Рис. 5J8. Физике-механические свойства стыко-
вых снарпы.х соединений фторопласта-4 (тол-
щина 4 мм, угол скоса кромки
й • прочность при одноосном статическом растя-
жении; 6 роли кс аник напряжения сжатия tft.
Kt )-ii. io1 л ы к прокладок из фторги uni ста-4 толщиной
►1 нм лн л метром 52/46 мм; в длительная прочность при одноосном рдгтяженин и температуре +20® С (/)
и f ГИГ* G (//}; е сои рот и iuj сц не усталости пу тарных соединений при noi коиоремеиной изгибающей
н«грудке и частоте 1450 никлой и минуту;
f ocHoiMioR материал; 2 спорное гогдипение
ФТОРОПЛАСТЫ
at ।
5.12. Свойства труб из фторопласта-4 (диаметром 45 мм)
и их сварных соединений при воздействии гидростатического давления
и одноосном статическом растяжении
Вид нагружения Показатель Труба без сварного сиза Труба сварена встык с приваренной муфтой длиной 36 мм
Воздействие гидростати- ческого давления Одноосное статическое растяжение Разрушающее напряже- ние, МПа Характер разрушения Разрушающее напряже- ние, МПа Характер разрушения 3,5—4 Вдоль оси трубы 14—15 По материалу 3,5—4 По основному мвтй- риалу вдоль оси трубы 11-13 Но месту сварки
ку непрерывных протяженных швов двустороп
ним контактным нагревом при перемещении
свариваемого материала. Схема сварочной го-
ловки к машине МСП-5М для сварки фторо-
пластовых пленок приведена на рис. 5.2.
Машины МСП-17Н и М.СП-17НМ оснащены
нагревателями мал он пер пион того типа и пред-
назначены для сварки двусторонним контакт-
ным нагревом прямолинейных и кривили еди-
ных швов при шаговом перемещении материала.
Типовая конструкция члсктродл для сварки
Метод сварки...............................
Типы сварочных соединений..................
Режим сварки:
температура на свариваемых поверхностях
(сварочная), °C .........................
продолжительность сварки, мни .
давление, МПа............................
условия охлаждения.......................
создание давления .......................
Условия, обеспечивающие необходимый режим
сварки на машине:
МСП5М....................................
МСП-17............................
фторопластовых пленок к машине МСП-17
приведена на рис. 5.1.
Для высокочастотной сварки фторопластовых
пленок применяют пресс МСГ1-16 и комплекте
с В1.1сокочастотш.|м сварочным генератором мар-
ки В4П-1.6/27, который обеспечивает стабиль-
ность заданной частоты, сршшптел е.ш; неболь-
шое изменение режима п процессе сварки л
легкую настройку режима в широком диапазоне,
ОбЕцие рекомендации по сварке п.лсееок фторо-
пласта-4 приведены ниже |12, 851:
Термоконтактная сварка с двусторонним
нагревом эоны соединения; перемещении
материала шаговое или непрерывное
Нахлесточное, разрешается Т-образное
380—390
2—3, разрешается 1
0,3—0,4
Под давлением до 250 °C со скорости»
8—9 °С/с
Приложением нагрузки; разрешается увели-
чением объема при постоянном расстоянии
между нагревателями
Температура нагревателя на 20— 30 *С вы-
ше сварочной, скорость 4—5 м/ч
Ступенчатое регулирование удельной мощ-
ности нагревателя: вначале при нагрев» до
температуры свирки 15 16. Нт/сма (Й0
40 с). Затем 11-12 Вт/сь? (2 2,5 мше)
Примечания: 1. При сварке с прокладкой Ф-50 между соединяемыми поверхностя-
ми температура на свариваемых поверхностях 360—390°С, продолжительность сварки I мин.
2, При сварке нахлесточных соединений ширина нахлестки должна не менее чем ни
2—3 мм (с каждой стороны) превышать ширину нагревательной ленты.
3. При сварке протяженных швов путем шагового перемещения материала участки шив,
двукратно подвергавшиеся сварке, должны иметь протяженность не менее 20 мм.
4. При сварке на машине МСП-17 допускается медленное, в течение 2—3 мин нара-
стание температуры на свариваемых поверхностях материала в интервале температур
365—395 °C.
212
ТЕХНОЛОГИЯ СВАРКИ РАЗЛИЧНЫХ ПОЛИМЕРНЫХ МАТЕРИАЛОВ
6.13. Прочность пленки Ф-4 и сварных соединений
при растяжении в широком интервале температур
Температуря щ-ныгаинй. ВС Прочность. кН/м Прочность, % от прочности свариваемого материала
Пленка Ф-4 толщиной 200 мкм Т-образное соединение Нахлесточ- кое соедине- ние. ширина нахлестки Я мм Т-обраэное соединение Нахлесточное соединение С шириной нахлестки, ми
8 8, сварка через пленку Ф-50 25
- 100 13,5 1,2 10,5 8,5 78
-20 12,5 1,8 10 14,5 80
0 8,5 5 8,5 59 100
+20 7 3,7 6,5 53 93 95 95
+50 6 2,3 5,5 38,5 92 95 94
+ 100 4,5 1,7 4 37,5 89 95 95
+ 150 2,9 1,2 2,5 41,5 87 95 97
+200 2 0,5 1,5 25 75 95 95
+250 1.6 0,4 1.1 25 70 95 95
$.14. Режимы термоконтактной сварки с двусторонним нагревом
эоны соединения малоинерционными нагревателями для пленок
толщиной 200—300 мкм
Пленка Интервал рекомендуемых температур. °C, для соединений
Марка ПТР. г/10 ник нахлесточ- ных с зава- ренными кромками нахлесточ- ных Т-образных
без накладок с наклад- ками
Ф-4МБ 1—4 при 300 °C 300—340 280—320 300—340 320—360
Ф-100 1—4 при 260°С 240—280 220—260 240—280 260—300
ФЮ 0,5—8 при 260 °C 220—280 200—260 220—280 240—300
Ф-50 — 320—360 300—340 320—360 340—380
Ф-3 — 250—270 230—250 250—270 270—290
Ф-40 1—4 при 300 °C 280—320 260—300 280—300 300—340
Ф-30 240—280 220—260 240—260 260—300
Ф-ЗМ — 220-260 200—240 220—260 240—280
Примечания: 1. Для Пленок с минимальным значением ПТР (в рамках указан-
ного интерната) температура должна быть близка к верхнему пределу; с максимальным
к нижнему пределу.
2. На каждые 100 мкм пленки интервал температуры должен смещаться на 15—20 °C
к сторону повышения (при увеличении толщины пленки) либо снижения (при уменьшении
гол тины).
It I |]!1>до.'1 житель поста снарки для пленок Ф-4МБ, Ф-100, Ф-3, Ф-40 40 с, всех осталь-
п ых пленок 31) с.
4. Сварочное давление для всех пленок нерастворимых фторопластов 0,3—0,4 МПа.
5 Температура электродов перед каждым циклом сварки 20—30 °C.
0. Охлаждение сварного шва под давлением со скоростью 8—9 *С/с до температуры
100—150 "С.
ФТОРОПЛАСТЫ
213
5.15. Прочность при растяжении сварных соединений пленок
плавких нерастворимых фторопластов
Тли соединения Прочность. % от прочности осиовиого материале
Ф-4МБ Ф-10 Ф-100 Ф-40 Ф-ЗМ Ф-90 Ф-60 «19
Нахлесточное с заварен* ними кромками 75—90 80—100 80—90 80—90 75—80 75—80 80-90 80-М
Нахлесточное 60—80 70—80 70-80 80—85 70—80 70—80 70—80 60*40
Т-образное 40—50 30—40 40—50 50—60 30—35 30—35 40-45 40—45 50—М
Т-образное с внешними накладками толщиной, равной толщине свари- ваемых пленок 50—60 40—50 50—60 60-70 35—40 35-40 45—50
5.16. Влияние температуры испытаний на прочность
пленок Ф-4МБ, Ф-10 и их сварных соединений
Темпера- тура ис- пытаний, ’С Прочность, кН/м
Ф-IM г>, б = 100 мкм Ф-10, 6 100 мкм
Основной материал Нахлесточное сведи венде с заваренными кромками Нахлес- точное соедине- ние Т-образ- ное соеди- нение (кнопкой матер пил Нахлесточное соединение с заваренными кромками Нахлес- точное соедине- ние Т-овр«а* иоа М»" дамки*
—100 9,1 5,2 2,2 . 1.7
—50 5.4 — 3,5 2 5,1 4,7 4 2,3
—20 4,6 и, 2,8 2,2 — 4,2 3,7 2.8
0 4,2 — 2,7 1,95 з.з 3,8 3,5 13
+20 4,2 3,8 2,5 1,8 4 3,8 3,2 1.3
+50 3,5 3 2 1,5 3,7 3,5 3 О.в
+ 100 1,9 1.7 1,6 0,9 1,2 — 0,8 0,3
+ 150 0,9 w 0,9 0,5 — ——
+200 0,7 0,5 0,4 0.2 — —
5.17. Стойкость пленок Ф-4МБ, Ф-10 и их сварных соединений
к многократным деформациям
Вид деформирования Ф-4МБ, в=300 мкм Ф-10, 6=300 мкм
Основной материал Нахлесточ- ное соедине- ние с зава- ренными кромками Основной материал Нахлесточное соединение с млж- реикыын кромками
число циклов до потерн герметичности
По «ромбику» Знакопеременные перегибы (по окэлошовной зоне) 500 2500—7000 300 2500-7000 300-600 21 000—100 000 300—500 21 000-100 000
214
ТЕХНОЛОГИЯ СВАРКИ РАЗЛИЧНЫХ ПОЛИМИРНЫХ МАТЕРИАЛОВ
При свирке пленок фторопласте-4 необходи-
мо учитывать специальные рекомендации.
1. I 1л елки фторо пл;: ста--1, предназначенные
для изготовления сварных конструкций, следует
проверять на склонность к трещинообразова-
II ню путем снарки контрольных образцов.
11ленкц, проявляющие склонность к треши-
Н(шбразовш1шо, применять для изготовления
смирных конструкций не рекомендуется.
2. Сварку пересекающихся швов рекомендует-
ся производить на машинах типа МСП-17М,
так как в этом случае меньше вероятность
возникновения трещин в местах пересечения,
чем при непрерывной сварке на машине
типи MCI1-5M.
3, При снарке швов, в которых имеется
переход от двойной к тройной толщине мате-
риала, между соединяемыми поверхностями
следует применять прокладку из пленки Ф-4МБ
или Ф-50, размягчающуюся при сварке и обеспе-
чивающую более равномерное распределение
давления.
4. Прокладку из пленки Ф-50 рекомендуется
применять при сварке нахлесточных и Т-об-
разных швов в тех случаях, когда необходимо
повысить производительность процесса и увели-
чить прочность сварных соединений при повы-
шенных температурах (табл. 5.13).
рекомендации по сварке пленок плавких не-
растворимых фторопластов Ф-4МБ, Ф-100,
Ф-|(), Ф-50, Ф-40, Ф-3, Ф-ЗМ, Ф приведены
ниже, и также в табл. 5.14—5.17.
Метод сварки
Прокладка между электродами (нагрева-
телями) я свариваемым материалом при
сварке:
термоконтактной
высокочастотной
Типы сварных соединений
Условия сваркн;
для нахлесточных соединений с заварен-
ными кромками
Сварки пленок плавких нерастворимых фто-
ропластов имеет следующие особенности.
Все пленки плавких нерастворимых фторо- .
пластов свариваются в широком интервале ’
температур: нижний предел ограничивается
температурой плавления материала; верхний —
температурой разложения. Хорошая сваривае-
мость обеспечивается только при определен пых
значениях ПТР полимера; интервал значений
тем шире, чем .лучше высокоэластические свой-
етва пленок [30]. После термообработки при
температурах, близких к температурам теку- i
чести полимеров, свариваемость ухудшается. :
При сварке происходит еелдка на 0.1 — 1 %; ;
наибольшая усадка наблюдается у пленок'
из линейных полностью фторированных ноли- i
меров.
Лля изготовления сварных конструкций из i
Ф-4МБ следует применять пленки е 11ТР =
= 14-4 г/10 мшт при 300 ’С. Я
Для изготовления сварных конструкций из Я
Ф-10 следует применять пленки г ПТР= Я
= 0,54-8 г/10 мип при 260" С. Сварные сое- 9
динения могут быть образованы при темпера- Я
турах ниже температуры плавления. Пленка Я
из Ф-10 склонна к образованию трещин Я
после дополнительной ориентации при темпера- .Я
турах ниже температуры текучести. Вытяжка
материала в местах, где будет проходить шов, чИ
нс должна превышать 50%.
Общие рекомендации но сварке приведены
ниже:
1. Термоконтактная сварка с двусторонним Я
(разрешается с односторонним) нагревом 1Я
зоны соединения малоинерционными нагре- Я
ва гелями для всех пленок; перемещение ма- Я
те риала шаговое Я
2. Высокочастотная сварка (для пленок Ф‘3, Я
Ф-ЗМ и некоторых пленок Ф-10 с содержа- Я
кием модифицирующей добавки свыше Я
20%); перемещение материала шаговое 9Я
Пленка ПМ-1 (ТУ 6-19-121—85). Неориентиро-
ванная пленка Ф-4 толщиной 100—200 мкм
Пленка поливинилхлоридная марки В
(ГОСТ 16272—79)
Нахлесточные с заваренными кромками. До-
пускаются нахлесточные, Т-образные, Т-образ-
ные с накладками
Ширина нахлестки 3—4 мм, ленты (при термо-
контактной сварке) или электрода (при высо-
кочастотной сварке) 12—16 мм, нахлестка дол-
жна находиться строго по середине ленты
(электрода)
ФТОРОПЛАСТЫ
Sift
для нахлесточных соединений
для протяженных швов при шаговом пе-
ремещении материала
Режимы термоконтактной снарки с одно-
гторонним нагревом зоны соединения мялоипер-
Температура, °C
Продолжительность, с....................
Сварочное давление, МПа.................
Температура электрода н подложки перед
каждым циклом сварки, °C................
Сварка пересекающихся швов для пленок
плавких фторопластов затруднений не пред-
ставляет и может производиться па режимах,
приближающихся .к верхним пределам. Сварка
Ширина нахлестки должна не менее чем Mi
2—3 мм превышать ширину нагревательно!
ленты (электрода)
Участки шва, двухкратно подвергающим!
сварке, должны иметь протяженность и| Mt
нее 20 мм
. ЦИОНТ1ЫМИ нагревателями для пленок толщино!
200—300 мкм приведены ниже:
Для нахлесточных сварных соединений С >!
репными кромками и Т-образных соединен
на 50—60 °C выше, чем указаны в тайл, 8,Ь
для нахлесточных соединений на 20—30 *С th
ше, чем указаны в табл. 5.14
Для пленок Ф-4МБ, Ф-100 и Ф-3 60 с; для Mt
остальных 45 с
0,3—0,4
Электрод 20—30; подложка — 20—30 ДЛЯ Mt
пленок, кроме Ф-4МБ; 100—150 для Ф-4МВ
криволинейных швов корректировки режимов щ
требует. Режимы сварки ТВЧ и СВЧ ДЛЯ пле-
нок Ф-10, Ф-3 и Ф-30 толщиной 200 300 МКМ
приведены ниже:
ТВЧ, частота 27 МГц СВЧ, частота 237# МГ>
Напряженность поля, кВ/см . . . . . 4,5-— 5
Удельная мощность, Вт/см1 . . . , 70—80 75-85
Продолжительность сварки, с . . . , 3—5 1,5-2
Сварочное давление, МПа 0,2—0,4 0,2-0,4
Общие рекомендации по сварке пленок из Ф-26, Ф-32Л, Ф-42, Ф-4НА приведены ниже
плавких растворимых фторопластов Ф-2М, а также в табл. 5.18—5.20.
Метод сварки 1. Термоконтактная сварка с двусторонним ({Mil
решается с односторонним) нагревом ЗОНЫ СО*
дннения малоинерционными нагревателями; пе
ремещенне материала шаговое
2, Высокочастотная сварка с применением мягки!
(разрешается жестких) электродов, перемен»
нне материала шаговое
3. СВЧ-сварка, перемещение материала ней ре
рывное
Обработка свариваемых поверхностей
прн сварке:
термоконтактной н высокочастотной Для пленок Ф-26, Ф-42 и Ф-4НА промазка О—
11%-ным раствором соответствующих полимере»
в смеси растворителей: ацетона, этнлацетата I
изоамилацетата, взятых в соотношении 1:1:1,
Нанесение раствора кистью непосредственно не
ред сваркой на поверхность пленкн, уложенной и»
опорный электрод. Пленки Ф-2М, Ф-32Л свари
вать без специальной обработки поверхностей
Разрешается пленки Ф-26, Ф-42, Ф-4НА свари
вать без специальной обработки поверхностей
Пленки Ф-2М и Ф-32Л сварнвать с промаэко!
раствором соответствующих полимеров
СВЧ Сваривать все пленки без специальной обработю
поверхностей
216 ТЕХНОЛОГИЯ СНАРКИ РАЗЛИЧНЫХ ПОЛИМЕРНЫХ МАТЕРИАЛОВ
Тины сварных соединений
Условия снарки:
нахлесточные соединения
протяженные швы при шаговом пере-
мещении материала
Прокладки между электродами и свари-
ваемыми материалами;
при термоконтактной сварке всех пле-
нок плавких растворимых фтороплас-
тов
ври высокочастотной сварке пленок
Ф-26, Ф-32Л, Ф-4НА
Нахлесточные либо нахлесточные с заваренными
кромками — только для пленок Ф-2М и Ф-32Л
(разрешаются Т-образные)
Ширина нахлестки должна не менее чем на 2—
3 мм превышать ширину нагревательной ленты
Участки шва, двукратно подвергающиеся сварке,
должны иметь протяженность не менее 20 мм
Неориентированная пленка Ф-4 толщиной 100—
200 мкм
Пленка поливинилхлоридная марки В
5.18, Режимы термоконтактной сварки с двусторонним нагревом
зоны соединения для пленок Ф-2М, Ф-26, Ф-32Л, Ф-42 и Ф-4НА
толщиной 200±20 мкм и свойства сварных соединений
Пленка Режим сварки Свойства сварных соединений
Мари Способ получения Температура. °C Продолжитель- ность, с Давление. МПа Т-образного Нахлесточного
Проч- ность, % от проч- ности ОСНОВНО- ГО мате- риала Характер разрушении Прочность» % от проч- ности ОС- НОВНОГО материала Характер разрушения
Сварка без промазки
Ф-2М Ф-26 Экструзия Полив из раствора 200—230 220—240 20 60— 120 0,25 0,25
Ф-32Л Экструзия 140—160 90 0,3
Ф-42 Полив из раствора 280—300 30-60 0,4
Ф-4НА То же 280—300 60 0,35
45—50 Около шва 70—75 Около шва
25—30 Расслоение 85—95 Около шва либо по материалу
40—50 По шву с подслое- нием 80—90 Около шва
55—60 По шву с поде дое- нием 80—85 Около шва
40—45 Расслоение 80—90 То же
Сварка с промазкой
Ф-26 Полив ил 140 20 0,25 25-30 Около шва 85—95 Около шва
Ф-42 раствора То же 160 20 0,25 55—60 То же 80—85 То же
Ф-4НА » 160 20 0,25 40—45 » 85—90 *
И Р
20'С ниже, чем для пленок, полученных из раствора.
2. Увеличение либо уменьшение толщин свариваемых пленок на каждые 100 мкм требу-
ет увеличения либо уменьшения температуры сварки на 10—20°С.
и м е ч а и н я:
I. Для
экструзионных пленок
требуется
температура
на 10—
3. Тем iie|nri y|4i перед каждым циклом снарки 20 иС.
ФТОРОПЛАСТЫ
5.19. Режим сварки ТВЧ и СВЧ для пленок Ф-2М, Ф-26, Ф-32Л,
Ф-42 и Ф-4НА толщинЫ! 200±20 мкм |31]
Пленка Условия сварки Режим снарки Прочность СМЫ1Ы1 соединений, % от прочности ного мАтвриал* Т-образно- нахлаМОЯ- го йоге
Марка Способ получения Напря- женность поля» Вт/см Удельная мощность, Вт/см* Продол > жнтель- ность, сварки, с Давление, МПа
Сварка ТВЧ при частоте 27 МГц
Ф-2М Экструзия Без промазки 5 3—5 0,3 45-50 70-70
Ф-32Л > То же । 4 4-6 0,3 40-50 в0—00
Ф-26 Полив из раствора С промаз- кой 4 50-60 4-5 0,25 25-30 85-М
Ф-42 То же То же 5 4—5 0,25 55-60 S0—Й0
Ф-4НА > * 4,5 4—5 0,25 40-50 80-00
Сварка СВЧ при частоте 2375 МГц
Ф-2М Экструзия Без — 45—50 0,5—1 65—70 100
промазки
Ф-32Л » То же — 55—60 1—2 — 30-35 96-100
Ф-26 Полив из » — 45-50 0,5—1 — 40-45 90
Ф-42 раствора То же » 55-60 0 ] 55—60 75-М
Ф-4НА » > — 60—65 2 — 60-65 100
Примечания: 1. Т-образные и нахлесточные соединения, полученные сваркой ТВЧ,
разрушаются при испытании так же, как соединения, полученные термо контактной свар-
кой. Разрушение Т-образных сварных соединений, полученных сваркой СВЧ, происхо-
дит около тина; нахлесточных — около шва либо по материалу,
2. Сварные соединения, полученные при режимах, указанных в табл. 5.18, 5.19, сохра-
няют герметичность при давлениях, близких к разрушающим, по морозоустойчивости ус-
тупают соответствующим основным материалам на 5—10% и сохраняют указанные значе-
ния относительной прочности в интервале рабочих температур.
5.20. Свариваемость различных сочетаний фторопластовых пленок
Пленка Ф-4 Ф-4МБ Ф-10 Ф*50 Ф-2 Ф 42 Ф-26 Ф-32Л Ф-ЧЛД
Ф-4 -L + + __ «им
Ф-4МБ + + + • — — — чем*
Ф-10 - - + + + — — — — м
Ф-50 + + + — —3- — — —
Ф-2 — - - _ - 4* — W
Ф-42 нам - - - — 4-
Ф-26 , > —- — — - - — +
Ф-32Л —- — IU4 —— «и- — + —
Ф-40ЛД — — —• — "1"
Примечание.
Знак «+»— сочетания, образующие сварные соединения; знак «—
сочетання, не образующие сварные соединения.
31»
ТЕХНОЛОГИЯ СВАРКИ РАЗЛИЧНЫХ ПОЛИМЕРНЫХ МАТЕРИАЛОВ
б. 31. Режимы герм око нт л кт ной сварки с двусторонним нагревом зоны соединения
армированных материалов на основе суспензии Ф-4Д и Ф-4МД
Материал Толщина, мм Нагреватели инерционные, сварка непрерывная (машина МСП-5М) Нагреватели малониерци- онные, сварка шаговая (машина МСП-17М)
Температу- ра, °C Скорость сварки.* м/мин Температу- ра, “С Продолжи- тельность сяарки, с
Ллкоткаиь на основе Ф-4Т, (Ф-4Д 301) 200±20 390—400 0,09—0,12 390—400 200—240
Ф-4Д на металлической сетке 200±20 405—420 0,09—0,12 405—420 240-250
Ф-4Д на фольге 200±20 — — 405—420 200—240
Лпноткнп), на основе Ф-4МД (Ф 4МД-Э006) 120±Ю 320—340 1,5-2 320—340 40—60
Ф 4 МД пп металлической сггхе 200±20 340-360 1-1,5 340—360 40—60
Примечания: 1. Давление при сварке всех армированных материалов на основе
суспензии Ф-Д и Ф-4МД 0,4—0,6 МПа.
2. Применение при сварке армированных материалов на основе фторопласта-4Д про-
кладки из пленки Ф-50, размещаемой между соединяемыми поверхностями, позволяет
снизить температуру сварки на 20°С и продолжительность сварки ~ в 2 раза.
6,22. Прочность при растяжении армированных материалов
на основе суспензнй Ф-4Д и Ф-4МД и их сварных соединений
Материал и тин соединения Прочность. кН/м, при температуре, °C
20 50 i 00 J 50 200 250 300
Ф-4Д ва металлической сетке (20О± ±20 мкм) Нахлесточное соединение при ширине шва, мм: 14 13 II 9 7 7 6,5
8 14 13 11 8 5 5 3,5
16 14 13 11 9 7,5 7 6,5
Т-обраэиос соединение 6 6,5 4,5 2 1 0,6 0,5
Ф-4Д-Э01 Нвхлесточное соединение при ширине шва, мм: 25 — 20 — — 20 —
« 22 — 19 —* 10 —
и> 25 — 19 — 15 —
20 25 20 —— 20 12,5
Т-образное соединение 2 1 -и— — —. —
Нахлесточное соединение с пленкой Ф-50 между свариваемыми поверхностями (ши- рина шва 20 мм) 24 22 18,5
Ф-4МД на металлической сетке (200± ±20 мкм) 14 13 11 9 7 7 6,5
Ннхлесточяое соединение при ширине шва 8 мм 14 13 11 9 6 5 5
Т-образное соединение 6 6 б 2 1 —* —
ФТОРОПЛАСТЫ
5.23. Напряженность поля при сварке ТВЧ, кВ/см
(удельная мощность 50—100 Вт/см‘; продолжительность сварки 3—4 с;
давление 5—6 МПа)
Материал С промазкой Без промазки | Материал С промазкой Без промазНн
ФЛТ-42 5,5—6 7,5 ДФЛТ-42 4—5 6-6,8
ФЛТ-26 5,3—5,8 7,5 Д ФЛТ-26 5-6 6—6,5
5.24. Свойства сварных сое, !нений при оптимальных режимах сварки
(сварка с промазкой)
Материал Прочность сварных соединений при рас- слаивании, кН/м Материал Прочность сьарных соединений при рас- спаивании, кН/м
ФЛТ-42 1,8—3,5 ДФЛТ-42 1,8—5
ФЛТ-26 1,8—3,5 ДФЛТ-26 1,8-5
Примечания 1. При свирке без промазки получить сварные соединения с прочно-
стью при расслаивании >1,9 кН/м не представляется возможным.
2. Для обеспечения стабильней герметичности рекомендуется торцы свариваемых №
лотнищ промазывать и полученное лаковое покрытие оплавлять с помощью дополнитель-
ного цикла нагрева либо одновременно со сваркой; в последнем случае нахлестка долж-
на быть меньше ширины электрода и перекрываться электродом на 2 мм с каждой стороны,
3. Соединения герметичны при давлениях до 0,2 МПа.
4. Прочность соединений при сдвиге составляет 90—100% прочности основного мату,
риала.
Особенности сварки пленки из плавких раст-
воримых фторопластов Ф-26, Ф-4'2 и Ф-4НА
следующие. Пленки Ф-26, Ф-4НА склонны к
образованию.трещин при сварке. Трещины обра-
зуются при отклонении режимов от указанных
в табл.. 5.18, 5.19, славным образом, при
повышенных значениях сварочного давления.
Свариваемость пленок Ф-26, полученных мето-
дом полива из раствора, зависит от подложки,
на которую проводился отлив пленки. Проч-
ность сварных соединений пленок, отлитых на
никелевую подложку, несколько ниже, а интер-
вал рабочих режимов уже, чем для пленок,
отлитых на медную подложку.
При сварке разнородных фторопластовых
Материал для изготовления сварных
конструкций
Метод сварки
пленок следует учитывать, что их снарка воз-
можна только в том случае, если в составе
обоих полимеров (сополимеров) имеется доств-
точное количество идентичных звеньев; не
менее 80% для полностью фторированных поли-
меров, не менее 50% для не ионностью фто-
рированных полимеров. Температура сварки
пленок из разнородных фторопластов находит-
ся между температурами плавления Обоих
полимеров и близка к температуре нлпвленин
более высокоплавкого материала.
Общие ркомендации по сварке комбиниро-
ванных пол н и м и дофтор о ti л а стоп мх пленок
(ПМФ) и комбинированных пленок на основе
Ф-10 и Ф-4МБ приведены ниже (32):
ПТР покрытия из Ф-4МБ 2—7 г/10 мни при
300 °C, толщина покрытия 30 мкм (допускается
5—20 мкм).
Термообработка при температуре на 20—30 °C
выше температуры потери прочности
Термоконтактная сварка с двусторонним (допус-
кается с односторонним) нагревом зоны соедине-
ния
220 ТЕХНОЛОГИЯ СВАРКИ РАЗЛИЧНЫХ ПОЛИМЕРНЫХ МАТЕРИАЛОВ
Режим сверки:
температура, ’С
давление, МПа
продолжительность, с
Типы сварных соединений
Прочность сварных соединений при тол-
щине покрытия 30 мкм:
при расслаивании
при сдвиге (нахлестка 5 мм)
Общие рекомендации по сварке комбиниро-
ванных пленок на основе Ф-10 и Ф-4МБ
280 - 320 •• при толщине покрытия Ф-4МБ 5.....
20 мкм
320—340 при толщине покрытия Ф-4МБ 30 мкм
0,35
30
Нахлесточные
1,2 кН/м
Равна прочности материала
толщиной 200...400 мкм приведены ниже:
Материал для изготовления сварных
конструкций
Метод снарки
Сочетание свариваемых поверхностей
Типы сварных соединений
Пленка Ф-4МБ — ПТР»с1~4 г/10 мин+пленка
Ф-10 с содержанием модифицирующей добавки не
более 18—20%.
Изготовление путем дублирования
Термоконтактная с двусторонним нагревом зоны
соединения
Ф-4МБ+Ф-10 (допускается Ф-4МБ+Ф-4МБ;
Ф-10+Ф-10)
Нахлесточное с заваренными кромками, ширина
нахлестки 3—4 мкм, ширина нагревательной лен-
ты 12—16 мм
Ражим сварки:
температура, °C
давление, МПа
продолжительность, с
Прочность сварных соединений при рас-
тяжении
280—340
0,3—0,4
40
80—100% прочности пленки
Общие рекомендации по сварке армирован- и Ф-4МД приведены ниже п в табл. 5.21, 5.22:
ных материалов на основе суспензий Ф-4Д
Метод сварки
Типы сварных соединений
Условия сварки:
для нахлесточных соединений с зава-
ренными кромками
для протяженных швов при шаговом
перемещении материала
Прокладка:
между электродами и свариваемыми
материалами
между соединяемыми поверхностями
Термоконтактная сварка с двусторонним нагревом
зоны соединения; перемещение материала шаго-
вое или непрерывное
НахлесточнЬе с заваренными кромками или на-
хлесточное
Ширина нагревательного элемента превышает ши-
рину нахлестки на 2—3 мм с каждой стороны
Участки шва, двухкратно подвергающиеся свар-
ке, должны иметь протяженность не менее 10 мм
Для материалов на основе суспензии Ф-4МД —
пленка ПМ-1 или Ф-4
Для материалов на основе суспензии Ф-4Д плен-
ка Ф-50
Общие рекомендации по сварке ..'щкоткиней приведен и ниже н в табл. 5.23 и 5.24:
ФЛТ 42, ФЛ Г 2(1, ДФЛТ-42 и ДФЛТ-26
Метод сварки Высокочастотный с шаговым перемещением ма-
териала
Электроды Мягкие (разрешаются жесткие для Ф Л Т-42,
ФЛТ-26 и ДФЛТ-42)
Температура электродов перед каждым +20 °C
ЦИКЛОМ
ПОЛИСТИРОЛ И СОПОЛИМЕРЫ СТИРОЛА
Подготовка свариваемых поверхностей
Тип сварного соединения
Прокладки
Условия сварки швов:
протяженных
пересекающихся швов
Промазка кистью раствором соответствующего
полимера в смеси растворителей: ацетона, этил-
ацетата и изоамилацетата в соотношении 1;1;1
Нахлесточное
Пленка из фторопласта-4 либо полиэтилена тол-
щиной 100—200 мкм между нижним электродом
в материалом
Длина участков повторной сварки >10 мм
Применение мягких электродов; в ответственны
конструкциях пересекающиеся швы ке допуска-
ются
Общие рекомендации по сварке типовых кон-
струкций из фторопластовых пленок с. тьующие.
Из фторопластовых пленок можно Даривать
крупногабаритные полотнища, тонкостенные
трубки, замкнутые (сферические, торовые, ко-
нические, цилиндрические) и незамкнутые ем-
кости (полусферические, полуторовые). Схемы
некоторых типовых сварных конструкций пред-
ставлены на рис. 5.19,
При сварке конструкций следует применять
протяженные прямолинейные и криволинейные
швы, криволинейные швы в горизонтальной
плоскости (кольцевые швы) и пересекающиеся.
Крупногабаритные полотнища и трубки ре-
комендуется сваривать из плоских заготовок;
замкнутые и незамкнутые емкости сложной
формы можно сваривать из плоских загото-
вок либо формованных элементов.
Плоские заготовки прямолинейным швом
можно сваривать непрерывно либо путем шаго-
вого перемещения материала или инструмента.
Сваривать заготовки криволинейным швом
следует только путем шагового перемещения
материала. Для сварки криволинейных ШВОВ
рекомендуется использовать электроды С кри-
визной, соответствующей кривизне имел ИИ,
Швы с кривизной в горизонтальной ПЛОСКОСТИ
следует сваривать по контуру с помощью спе-
циальных электродов за один либо несколько
проходов.
При сварке последнего (замыкающего) НИМ
наиболее технологично применять Т-об разное
соединение. Если необходимо применять НЯ-
хлесточное соединение или нахлесточное соеди-
нение с заваренными кромками, то сварку его
можно проводить на электродах КОНСОЛЬНОГО
типа либо на обычных электродах через
разделительную прокладку между замыкающим
швом и емкостью.
Рекомендуется следующая последователь-
ность сварки: раскрой материала по шаблону;
приварка шайб, крепежных деталей, уплот-
нений и других элементов к плоским либо
отформованным заготовкам; соединение плос-
ких либо отформованных заготовок попврНО]
соединение попарно сваренных заготовок между
собой; сварка замыкающего шва.
5.3. ПОЛИСТИРОЛ И СОПОЛИМЕРЫ
СТИРОЛА
Рис. 5.19. Схемы типовых конструкций из фторо-
пластовых пленок
Полистирол и сополимеры стирола широко
применяются для изготовления различных кон-
тейнеров и сосудов, игрушек, канцелярских
принадлежностей, спортивных товаров и Т, п,
Изделия из полистирола наиболее целесооб-
разно сваривать с помощью ультразвука J4|,
Применение ультразвуковой сварки позволяет
полностью исключить процесс склеивания поли-
стирола токсичными клеями на основе дихло
рэтана, толуола, бутилацетата и др,, которые
способствуют значительной загазованности воз-
душной среды в зоне рабочих мест. Кроме
этого, ультразвуковая свирка позволяет сни-
зить трудоемкость процесса и улучшить кшц-i-i
во продукции.
222 ТЕХНОЛОГИЯ СВАРКИ РАЗЛИЧНЫХ ПОЛИМЕРНЫХ МАТЕРИАЛОВ
В настоящее время выпускают блочным,
еусщчгзишшый, эмульснониый и ударопрочный
полистирол, для которого ниже приведены
'.(ниченпя модуля упругости и ударной вязкости:
Модуль упругости при изгибе, МПа
Ударная вязкость, кДж/м9...................
Для различных марок поди старил а значения
Утих показателей редко отличаются, акустичес-
кое coupon шлеи не этих материалов также раз-
лично. Но-лому для их соединения необходимы
рядные режимы сварки. Экспериментами уста-
новлено, что нанлучшей свариваемостью обла-
дает блочный полистирол. Для получения соеди-
нений тон же прочности из полистирола других
марок требуете и значительно большее время
СПярки. lijiагодаря малому времени сварки при
соединении деталей из блочного полистирола
В зоне соприкосновения волновода с изделием
Не остается следов. Наихудшие результаты полу-
чены при сварке ударопрочного полистирола,
ПЖ кик он имеет повышенный коэффициент
знтухнния колебаний и меньший модуль упру-
гое I и,
Особое значение при изготовлении изделий
из волн стирол а имеет одно роди осп, пластмассы.
Если, например, изделие наготовлено из отхо-
дов производства, и которых содержится по-
лнсtjI]io.ii разных марок с различными краси-
телями, 1ч> и [hi сварке в связи с неод пород -
iioci'i.ro акустических свойств может произойти
существенное уменьшение амплитуды смешения
по мерс распространения колебаний через
деталь к границе контакта полимеров. В местах
плохого смешен ня возможна концентрация
ультричвуковых колебаний, приводящая к теп-
лоному разрушению (прожогу} изделия.
('мешение полистирола разных марок (осо-
бенно на отходов производства) приводит также
к некоторому увеличению времени сварки, а в
отдельных случаях к ухудшению товарного
миди изделия. Для достижения лучшего ка-
цес run сварного соединения приходится перехо-
ди ть от передаточной сварки к контактной,
пыбирии место подвода ультразвуковых коле-
баний возможно ближе к плоскости соединяе-
мых поверхностей.
При передаточной сварке разогрев происхо
ди'1 преимущественно на границе раздела
гш,1р|нн|1.,мых деталей. В этом случае снаривае
мыт дггилп KOimiKinpyioT но м11к|Тонеровностям,
которые ио ими i плотен при приложении ст ат и чес
koi о дашишия нследсттше большою модуля
упругости этих ма терна,,тон. Тин как реальная
площадь контакта мала, ня границе раздела
возникают эпачитсльпые динамические напря-
жения.
Однако опыт показывает, что качество сварки
„ . Суспеизи, Эмульси- Ударь-
олочныя онный омвый прочный
2700 3100 2600 2200
18 20 22 24—35
или даже возможность получения сварного
соединения но многом определяется геометри-
ческими размерами свариваемых деталей. Если
свариваемые поверхности имеют большую про-
тяженность, то сварка будет происходить только
в отдельных точках этих поверхностей. По-ви-
днмому, именно эти точки являются местами
первоначального контакта свариваемых дета-
лей. При сварке стержней также не всегда
удается получить качественное соединение, так
как это зависит от соотношения длин верх-
него н нижнего стержней.
Повышение уровня динамических напряжений
(деформаций) на границе раздела может быть
достигнуто искусственным уменьшением площа-
ди контакта путем специальной V-образной
разделки кромок свариваемых деталей (рис.,
S.20, 5.21). Это позволяет сдвигать зону преи-
мущественного разогрева в необходимое сече-
ние.
В случае сварки образцов с плоским торцом
наибольшие температуры развиваются непо-
средственно под волноводом, в то время как
в области границы раздела наблюдается низ-
котемпературное равновесие (рис. 5.20, а).
Применение V-образной разделки кромок торца
стенки, соприкасающегося с границей раздела,
позволяло сдвинуть область преимущественного
разогрева к этой границе (рис. 5.20, б)..
Качество сварных соединений при передаточной
Рис. 5,20, Термические циклы при сварке тав-
ровых соединений из жестких пластмасс с плос-
ким торцом (а) и с V-образиым торцом (б);
I. 2, ,4 место расположения термопар; / ! —
момент выключения ультрнзвука
ПОЛИСТИРОЛ И СОПОЛИМЕРЫ СТИРОЛА
Рис. 5.22. Фикси-
рующие штифты на
соединяемых дета-
лях
Рис. 5.21. Типы разделки кромок свариваемых
поверхностей при передаточной сварке
сварке в значительной степени зависит от под-
готовки кромок сопрягаемых поверхностей. Пра-
вильная подготовка поверхностей не только
облегчает сварку, но также способствует проч-
ности шва, увеличению производительности про-
цесса и позволяет строго фиксировать одну
часть свариваемого изделия относительно дру-
гой. Разделка кромок может быть различной
110 форме, но, как правило, одна из стыкуемых
деталей должна иметь выступ, опирающийся
на плоскую поверхность или входящий по всей
длине в соответствуют)di паз другой детали
(см. рис. 5.21).
Стыкуемые детали должны иметь малую пер-
воначальную контактную поверхность, поэтому
паз выполняют плоским, а выступ — острым.
Острие выстуfia должно контактировать с соеди-
няемой поверхностью на очень небольшой
площади, приближающейся к линии или точке.
Это способствует концентрации механической
энергии па выступе, ускоряет процесс нагрева
полимера и сварки.
Как отмечают большинство исследователей,
наилучшей является V-образная разделка сва-
риваемых кромок. В этом случае на верхней
детали делают V-образпый выступ, а нижнюю
деталь изготовляют плоской либо с V-образ-
пым желобком. Высота выступа должна быть
больше глубины желобка на 0.1—0,5 мм. При
таком типе соединений достигается высокая
текучесть пластифицированного материала под
действием статического давления и шов имеет
хороший внешний вид.
При сварке с применением разделки кромок
необходимо предусматривать допуски на теку-
честь размягченного полимера, который выдав-
ливается из зоны шва, образуя грат. Если
грат нежелателен, лепользуют сиециальпые кош
стр укипи ниш, чтобы избежать выплесков
пластмассы (см. ряс. 5.21). Материал, доведен-
ный до вязкотекучего состояния, должен соеди-
нять две стыкуемые поверхности, заполняя до-
зор в несколько десятых дачей миллиметр!,
Большое значение имеет формирование вязкого
материала за пределами шва. Линия наплыйй
вдоль шва и выход наплыва за пределы
шва служат прямым указанием на то, что
сварка произошла. В тех случаях, когда требует*
ся герметичность изделия, необходимо, чтобы
сварные детали имели линию наплыва. Однако
линия наплыва зачастую ухудшает внешний ИНД
изделия, поэтому ее следует избегать, особен-
но на полированных поверхностях. Улучшение
внешнего вида достигается ступенчатой кон-
струкцией шва, при этом выступ изготовляют
так, чтобы наплыв образова.тея на внутренней
стороне изделия.
Для того чтобы свариваемые детали не
сдвигались относительно друг друга, их фиксн-
руюг штифтами (рис. 5.22). Для повышений
прочности шва длина штифта должна быть
несколько больше (на 0,1—0,5 мм), чем глубине
отверстия. В Этом случае соединение не должно
быть плотным, так как при плотном соединении
уменьшается возможность растекания размяг-
ченного полимера.
Малогабаритные детали несложной формы
свариваются за один контакт волновода с
изделием, причем волновод у стана вл и паки пер-
пендикулярно к свариваемым поверхностям! ПО
оси симметрии соединения (рис. 5.23). Если
деталь сложная и длина сварного шва значи-
тельная, то количество точек н место введении
ультразвуковых колебаний определяют экспери-
ментально. В зависимости от формы литого
изделия для сварки могут быть использованы
волноводы с плоской или фигурной рабочей
поверхностью. В последнем случае рабочий то-
рец волновода прилегает к поверхности спари-
ваемых деталей, колируя ее форму. Это необхо-
димо для получения герметичного шва. Однако
даже при сварке изделия сложной конфигура-
ции следует отдавать предпочтение точечным,
а ис контурным волноводам.
Изделие, предварительно уложенное в удер-
ИМ ' ' ТЕХНОЛОГИЯ ОВАРКИ РАЗЛИЧНЫХ ПОЛИМЕРНЫХ МАТЕРИАЛОВ
Рис. 5.23. Расположение вол-
новода при сварке деталей
несложной формы
жшщющее приспособление (опору), размешают
ни столе. Если изделие плохо закреплено,
го снарки происходит неравномерно и сопро-
во ж дается значительной деформацией свари-
впемых поверхностей, В зависимости от формы
изделия для фиксации деталей в процессе
свирки применяют различные опоры. Использо-
инпие опор-держателей преследует три цели;
предотвратить смещение одной части изделия
относительно другой; предотвратить смещение
К процессе сварки изделия относительно
Вол повода; предотвратить контакт сваривае-
мых изделий с руками свар шика-оператора.
Некоторые конструкции опор-держателей обес-
печивают также возможность создания давле-
ния на свариваемое изделие, что может
повысить качество соединения.
Конструкция о пор-держателей зависит от
формы изделия, подлежащего сварке, и частич-
но от материала, из которого изготовлено из-
делие, Плоские изделия простой формы, в
кшорых предусмотрена взаимная фиксация сва-
риваемых частей, можно сваривать и без спе-
циальных опор-дер жителей, устанавливая и
фиксируя их на сварочном столе под волноводом
руками, Однако качество сварки и произво-
дительность процесса при этом невысоки.
Наиболее распространенный тип опоры-держа-
теля гнездообразпая опора (рис. 5.24). Гнез-
да я опорах такого типа должны точно соответ-
ствовать нижней части изделия, укладываемой
в опору. Иногда на дно н стенки такой опоры
ириклснпиюг резиновые прокладки для выборки
возможных зазоров, а также для предотвраще-
ния повреждения поверхности изделия при
свар ке.
Для сварки объемных изделий необходимо
использовать гнездообразные опоры-держатели
сложной формы. Технология изготовления таких
опор состоит в следующем, В коробке соответ-
ствующего размера устанавливают нижнюю
полуформу свариваемого изделия. Затем в ко-
робку заливают эпоксидную смолу с отвердите-
лем до уровня, при котором будет обеспечена
необходимая фиксация изделия. Для предотвра-
щения прилипания смолы к изделию последнее
смазывают машинным маслом. После отвержде-
ния смолы полуформу извлекают из коробки
и при необходимости выполняют дополнитель-
ную механическую обработку гнезда. Вместо
эпоксидной смолы могут быть использованы
другие самоотверждающиеся материалы. Мож-
но использовать, например, гипс, однако
механическая прочность опоры в этом случае
будет низкой.
Г пездообразные опоры-держа тел и можно так-
же изготовлять из целого бруска (текстолита,
дерева ил и металла) путем выборки гнезда
с помощью фрезерования. В отдельных случаях
гнездообразные опоры-держатели изготовляют
но упрощенной технологии следующим обра-
зом. На основании опоры с помощью стоек
закрепляют плиту, имеющую вырез, соответ-
ствующий контуру изделия. Для фиксации от-
дельных частей изделия, расположенных в раз-
личных плоскостях, на основании опоры за-
крепляют различные подкладки для выборки
зазоров между изделием и основанием опоры.
Рис. 5.24. Опоры, применяе-
мые для контактной ультра -
звуковой сварки (а, в) и пере-
даточной сварки (б);
I волновод; 2 - изделие; ,1
резиновая прокладки; 4 опора
ПОЛИСТИРОЛ И СОПОЛИМВРЫ СТИРОЛА
226
Рис. 5.25. Гпездообразная опора с прижимным
устройством:
У. 4 - стойки; 2 — ось; -J — зоны сварки: 5 ку-
лачок: 6 [МОсьне пружины; 7 — изделие: 8 — ос-
пованис; .9 — рукоятка, 10.пружина фиксатора
Наиболее высокое качество соединений может
быть достигнуто при сварке в гнездообразных
опорах-держателях, снабженных дополи и тель-
ными прижимными устройствами. Необходи-
мость дополнительных прижимных устройств
возникает в тех случаях, когда при сварке
изделия в какой либо одной точке происходит
деформация остальной части изделия. Конст-
рукция прижимных устройств может быть раз-
личной Они могут состоять из пружин, рычагов,
прижимных реек, клиньев и т. п. в зависимости
от конфигурации свариваемого изделия. На
рис. 5.25 представлена гпездообразная опора
с прижимным устройством, применяемая при
сварке цилиндрического изделия. В случае
сварки крупногабаритных изделий поджатие де-
талей одновременно в нескольких точках
обеспечивает равномерное прилегание всех со-
прягаемых поверхностей и отсутствие дефор-
мации изделия при сварке.
При использовании волноводов с большой
излучающей поверхностью (ножевых, контур-
ных н т. д.) обязательным условием полу-
чения сварного соединения хорошего качества
является параллельность рабочего торца волно-
вода и поверхности свариваемого изделия.
Если соприкосновение торца контурного волно-
вода с поверхностью изделия неравномерно,
то сварка осуществляется так же неравномерно.
Равномерность соприкосновения торца волно-
вода с поверхностью изделия может быть До-
стигнута при использовании прокладки из по-
ристой резины или пружинной подушки. Для
этой цели можно использовать подвижную
сферическую опору, имеющую выпуклую форму
(см. рис. 5.24, в) и состоящую нз полусферы,
которая опирается либо на шарикоподшип-
ники, либо на гнездо со сферической поверх-
ностью и может свободно перемещаться.
На плоской поверхности полусферы распсмк-
гают свариваемое изделие. Такие опоры в
основном применяют при сварке изделий с
большой раэнотолщинностью по периметру,
На свариваемость жестких пластмасс боль-
шое влияние оказывают условия хранения
соединяемых деталей. Длительное хранение
деталей до сварки приводит к уменьшению
прочности сварного соединения. Особенно силь-
но понижается прочность соединения при сварке
деталей, длительного хранящихся в атмосфер-
ных условиях. Сварку следует выполнять сразу
же после отливки деталей, при необходимости
литые детали хранят в темных холодных
помещениях. Хранение деталей в атмосферных
условиях при наличии солнечной радиации,
влаги и т. п. недопустимо.
Режимы сварки изделий из полистирола но
многом определяются формой и размерами
(в частности, толщиной стенки свариваемых
деталей). Амплитуда смещения рабочего торца
волновода может составлять 20—40 мкм, [дели
амплитуда смещения волновода слишком вели-
ка, то, как правило, происходит размягчение
и подплавление материала непосредственно под
волноводом или поломка изделия.
Статическое усилие прижима при исполню*
ваиии точечных волноводов диаметром 15 мм
находится в пределах 20—400 Н. Для круглых
контейнеров диаметром до 60 мм требуется
усилие прижима 50—100 Н. Однако, если изде-
лие имеет тонкие стенки, давление должно быть
доведено до минимума. Дли каждой партии
изделий сварочное давление выбирают практи-
ческим путем. Если давление слишком велико,
то наблюдается растрескивание изделия гн> все-
му объему. Необходимо, чтобы сварочное дав-
ление увеличивалось постепенно с помощью
пружинных или пневматических механизм он И не
менялось в процессе сварки.
Амплитуду смещения волновода и давление
выбирают такими, чтобы время сварки не пре-
вышало 2 с. Изделия небольших размеров
могут быть сварены за доли секунды. Если
время операции превышает 3--5 с, то материал
расплавляется в месте соприкосновения волно-
вода с поверхностью изделия.
ill» ТЕХНОЛОГИЯ Г.П АРК И РАЗЛИЧНЫХ ПОЛИМЕРНЫХ МАТЕРИАЛОВ
[’нс. 5.26- Изделия, выполненные у.
Ни рис. Iнжаз:iны изделия, выполненные
е помощью ул (.тризну копой передаточной свар-
ив. Оптимальный режим снарки: время сварки
1,2 с, им нлнтуда ем еще пи я рабочего торца
1КМ1НОПОДВ 25 30 мкм, статическое усилие при-
жима 50 1(10 Н. Изделия, сваренные на этих
режимах, имели хороший внешний вид и успеш-
но прошли испытание па удар. При сварке
нзлелий симметричной формы, таких, как ци-
линдры. конические изделия н изделия прямо-
угольной формы, точка приложения волновода
должна совпадать с центром симметрии изделия.
Если в точке приложения волновода стенка
и.чцелия слишком тонка и прогибается под
дшыещц’м. то ультразвуковые колебания не бу
дут передаваться к границе раздела сваривае-
мых кромок. В таких случаях рекомендуется
IICrilUIBHOHUTI. волшиюды кольцевой или прямо-
угольной формы и зависимости от формы из-
делии. Однако при и с пол ызова нии кольцевого
полионодп. когда вся рабочая поверхность вол-
новода соприкасается с материалом, очень
чисто наблюл а юте я расплавления и прожоги
материи л а в пев т ре надел ня. Для предотвра-
щения чгого явления используют демпфирую-
щие прокладки.
(жирку точечным волноводом с контактом
в центре изделия применяют обычно для круг-
лых тделпй диаметром до 120 мм. При
изменении формы изделий и контактной по-
пер снос гн можно и с над ьзовать метод передаточ-
ной енпркп и для изделий большего размера.
При снарке изделии сложной конфигурации
г неровной контактной поверхностью (в виде
। ифр, сеток, решеток ii,.'ih какого либо рисунка)
yrHinoHKa рабочего торцн волновода в центре
io .'и । и и невозможна, потому следует щипли
пиши, 11 а ып цч 11111 к 11 ciieii.iia.i'ibiinH формы. Дпя
тьтразвуковой передаточной сваркой
сварки изделий сложной формы, когда однокон-
тактная сварка невыполнима, следует исполь-
зовать метод многоконтактной сварки. Для
косметических сосудов и емкостей, состоящих
из корпуса и плотно входящей в него крышки,
размещение волновода на поверхности изделия
зависит от размера поперечного сечения и
толщины стенки корпуса и крышки. Поверх-
ности, подлежащие сварке, должны быть увели-
чены, чтобы исключить проминание и растрес-
кивание изделий при сварке.
Передаточную сварку широко применяют при
соединении деталей кассет для магнитофонов
и кинокамер. Поскольку кассета имеет в центре
отверстие, то для сварки используют контур-
ный волновод. При наличии нескольких отверс-
тий или надписей следует использовать много-
контактный метод сварки. Если размеры изде-
лий невелики, то две или три соприкасающиеся
поверхности могут быть сварены за один ход
волновода. В атом случае используют кольцевой
волновод небольшого диаметра.
При сварке шаров ультразвуком были ис-
пользованы две схемы подвода ультразвуковых
колебаний: передаточная — сварка точечным
волноводом, (см. рис. 5.24, б) и контактная —
сварка контурным волноводом (см. рис. 5.24, а).
Контактную сварку шаров по кольцу выпол-
няли волноводом трепаноидальной формы (рис.
5.24, в). Выбор диаметра рабочей поверхности
волновода на 1 мм меньше наибольшего диа-
метра свариваемого шара позволил вводить
ультразвуковые колебания в непосредственной
близости от сварного шва. Недостаток схемы
заключался в том, что в месте приложения
волновода на изделии оставался след.
При передаточной снарке шаров диаме тром до
50 мм из блочного полистирол а использовали
ОРИЕНТИРОВАННЫЕ ПОЛИМЕРНЫЕ ПЛЕНКИ
297
следующие режимы: время сварки 0,6— I с;
сварочное усилие 20 Н; амплитуда колебаний
30—32 мкм. Для сварки шаров диаметром 80 мм
и выше разработана схема подвода ультразву-
ковых колебаний с двух сторон. Преобразо-
ватели работают от одного генератора мощ-
ностью 400 Вт. При этом точечные волноводы
обеспечивают амплитуду смещения рабочих
торцов, равную 30—35 мкм; статическое усилие
сжатия при этом составляет 15—20 Н, время
сварки 1 —1,5 с. При двустороннем вводе коле-
баний возможна сварка изделий из блочного
полистирола и смеси блочного полис ;рола
с ударопрочным и суспензионным.
5.4. ОРИЕНТИРОВАННЫЕ ПОЛИМЕРНЫЕ
ПЛЕНКИ
Для соединения ориентированных полимер-
ных пленок толщиной менее 100 мкм рекомен-
дуется применять ультразвуковую сварку сколь-
зящим инструментом, при которой образование
соединений возможно без существенного нару-
шения ориентации.
В процессе сварки сварочный инструмент
перемещают но поверхности материала
(рис. 5.27) при большом давлении па мате-
риал, создаваемом ударами инструмента о сва-
риваемую поверхность. Клинообразная форма
рабочей части инструмента создает особые
деформации материала, вызывающие трение
соединяемых поверхностей, что способствует
нагреву материала и удалению инородных вклю-
чений из зоны соединения. Благодаря локаль-
ному вводу механической энергии в материал,
процесс сварки может проходить при нагреве
материала ниже температуры его вязкотекуче-
го состояния. Все перечисленные особенности
процесса позволяют использовать ультразвуко-
вую сварку дли соединения ориентированных
пленок и пленок, имеющих на поверхности
металлизированное, фотоэмульсиоиное, ферро-
лаковое или другое покрытие.
Анализ напряжений, д. формаций, возникаю-
щих в процессе сварки в материале, позволяет
предположить, что в зоне соединения сущест-
вует несколько источников теплообразования.
Прежде всего, в объеме материала проис-
ходит теплообразование, связанное с внутрен-
ними потерями в результате деформаций
материала. В зонах контактов свариваемых
поверхностей и сварочного инструмента с
поверхностью пленки протекают процессы ло-
кального теплообразования в результате трения
поверхностей, создаваемого поперечными (сдви-
говыми) деформациями материала в этих об-
ластях.
Рис. 5.27 Схема ультразвуковой сварки поли*
мерных пленок скользящим инструментом
Теплообразование на свариваемых поверхно-
стях пленки (Дж/и!) зависит от физико-
механических свойств материала:
</;и = 9,8о;ап„ S/E', (5.1)
где — условно-динамический предел вынуж-
денной эластичности, устанавливаемый в мате-
риале через 1 с после нагружения; £' —
условно-мгновенный модуль упругости, Па;
Ann — коэффициент трения пары пленка —
пленка; S — длина линии касания инструмента,
равная 1 мм.
Пленки, имеющие <т'0> 70 МПа, обладают
большим тепловыделением и хорошо сваривают-
ся, а пленки с <тТ<50 МПа не проянлиют
склонности к сварке ультразвуком (табл. 5,25).
Для ручной ультразвуковой сварки изделий
со сложной конфигурацией швов из ориенти-
рованных полиэтилентерефталатных (лавсано-
вых), полипропиленовых и полиамидных пленок
применяют переносные установки Р,УСУ-28 и
РУСУ-50-3 (см. гл. 4). Установку РУСУ-28 сле-
дует применять для соединения пленок тшпцнноЙ
20—100 мкм. Установку РУСУ-50-3 - для свар-
ки более тонких пленок. При сварке с помощью
РУСУ-28 и РУСУ-50 инструмент сварочного
пистолета перемещается вручную по линейке
или шаблону, изготовленным из неметалли-
ческого материала (дерева, гетинакса, текстоли-
та) .
Полуавтоматическую ультразвуковую уста-
новку ПУС-2 применяют для сварки лавсано-
вых пленок толщиной до 40 мкм швом любой
протяженности. Установка ПУС-2 перенос Ни И,
состоит из сварочной самоходной каретки и
ультразвукового генератора, связанных между
собой кабелем. В каретке помешены спарочпии
головка и электродвигатель. Каретка при сидр
ке перемещается по материалу, и ее шпрпт
пение движения задается рукой, В усишопке
применены сварочная головка и генератор
типа РУСУ-50 3.
На сипрочпой каретке имеется катушка, с ко
22М
ТЕХНОЛОГИЯ СВАРКИ РАЗЛИЧНЫХ ПОЛИМЕРНЫХ МАТЕРИАЛОВ-
6.25. Зависинмость свариваемости полимерных пленок ультразвуком
от их физико-механических свойств
Пленка «в. МПА Яр МПА <?с, Дж/н* Относительная прочность сварных соединений при сдвиге, %
Полнэтилентсрефталатная (ПЭТ) 154 5700 0,2 820 70
Полиямидная (ПК-4) 94 4100 0,36 760 70
Полина рбонатная 92 3000 0,27 750 80
Полипропиленовая 72 2000 0,37 940 75
Из фторопласта-30 72 — *— 620 70
Из полиэтилена низкого давления (ПЭНД) 52 2600 0,21 620 Соединения имеют не- стабильную низкую прочность
Из полиэтилена высокого давления (ПЭВД) 31 — — 240 То же
Поливинилхлоридная 32 1500 0,4 270 Соединения не образу* ются
Ия фторопласта-4 39 1200 0.35 150
торий сматывается бумажная лента в случае
снарки с прокладкой. Известны также сис-
цинлыгые установки для ультразвуковой сварки
пленок УЗП-4 и УЗП-6 (УСШ-1) (рис. 5.28).
Установка УЗИ-4 предназначена для меха-
Н н.з яр они я нон сварки фотопленок шириной
320 мм и позволяет в условиях полного за-
темнения помещения выполнять следующие опе-
рпцна; за кренить свариваемые концы пленки;
обрезать спариваемые кромки; установить за-
данную нахлестку свариваемых кромок; выпол-
Plti- 5 28. Ультразвуковая установка УЗП-4
для снарки фотопленок па лавсановой основе:
/ наьуумиыз- <|ч1кснт<1|)|.|; 2 мсхнвнзм перемещу
инн гмпрпчпой голпнкм; .У ул ьтрпзнукнпая еппроч
ним г ил и пк и; 4 1Т не[ I iiti j р питания; .5 и ул ь I
у аршин1 инн у ста попкой
нить сварку пленки; сделать серповидные вы-
сечки в начале и конце шва.
Установка УЗП-4 состоит из следующих уз-
лов: ультразвуковой сварочной головки и ге-
нератора питания РУСУ-28; механизма пере-
мещения сварочной головки; вакуумных фикса-
торов; механизма обрезки пленки; механизма,
устанавливающего заданную ширину нахлестки
свариваемых кромок; механизма вырубки краев
пленки; пульта управления.
Установка УЗП-6 (УСШ -1) предназначена
для сварки ленточных приборных шкал на лав-
сановой основе шириной до 150 мм с одно-
сторонней или двусторонней перфорацией ша-
га 1,27±0,05. Сварку можно выполнять двумя
параллельными швами, расположенными под
заданным углом к оси. Перемещение осу-
ществляется со стороны сварочного узла.
Установка УЗП-6 обеспечивает .закрепление
с помощью механических прижимов соединяе-
мых концов лент, совмещение их перфора-
ции, создание нахлестки, равной шагу перфора-
ции, и проведение механизированной сварки.
Мощность преобразователя 0,02 кВт, частота
50 кГц, материал преобразователя — феррит
Ф-21, охлаждение воздушное, усилие при-
жима 4 Н; скорость сварки до 1,8 м/мин.
Установка состоит из следующих основных
узлов: ультразвуковой сварочной головки с гене-
ратором питания от установки РУСУ-50-3;
механизма перемещения сварочной головки;
манипуляторного столика, пульта управления.
Основными параметрами ультразвуковой
свирки полимерных пленок считают амплитуду
колебаний инструмента, силу прижима ин-
ОРИЕНТИРОВАННЫЕ ПОЛИМЕРНЫЕ ПЛЕНКИ
2»
5.26. Зависимость прочности сварных
соединений ПЭТ пленки от амплитуды
колебаний инструмента
Амллитуда котсбаний инстру- мента, мкм Толщина пленки в зоне шва, мкм Прочность сварных со- единений при сдвиге Характер разрушений
МПа % от Проч- ности ОС- НОВНОГО материала
35 40 112,3 49 По шву
30 82 148,5 65 Около шва
30 79 147,2 64 То же
25 77,8 138 60 »
25 75 122,5 55 »
15 80 70 30 Расслоение
Примечание. Толщина пленки 40+
+ 40 мкм, прочность 227 МПа; скорость
сварки 1,2—1,5 м/мин; усилие прижима —
масса сварочного пистолета (1,5. кг); ам-
плитуду колебаний инструмента измеряли
при его работе без нагрузки.
струмеита к материалу и скорость перемеще-
ния инструмента по поверхности материала.
.Амплитуда колебании инструмента (при по-
стоянной частоте! определяет механическую
энергию, подводимую к зоне соединения мате-
риала.
Сила прижима инструмента создает контакты'
инструмент материал и материал - мате-
риал. необходимые для передачи' механической
энергии в материал и получения сварного
соединения
Скорость перемещения инструмента но мате-
риалу (скорость сварки) определяется време-
нем воздействия колебаний на единицу объе-
ма свариваемого материала.
Наибольшее влияние на качество сварных
соединений оказывает амплитуда колебаний
сварочного инструмента и сила прижима ин-
струмента к материалу (табл. 5.26—5.28).
Скорость сварки зависит от амплитуды коле-
баний инструмента и толщины свариваемого
материала; оптимальная скорость 0,8
1.5 м/мин. Прочность соединений резко падает
при перемещении инструмента по материалу
со скоростью свыше 3 м/мин (рис. 5.29).
Сварка пленочных материалов обеспечивает-
ся лишь при определенной форме заточки
рабочей части инструмента. Наибольший эф-
фект дает клинообразная заточка инструмента,
пол. углом ФУ с закругленней на конце радиу-
сом 1 мм. В пронес ее работы инструмент
6.27. Зависимость прочности сварных
соединений от амплитуды колебаний
инструмента н толщины ПЭТ пленки
Толщина пленки, мкм Амплитуда колебаний инструмента, мкм Прочность соединений при сдвиге, МПа Прочим# при рМТЯ’ ЯЧИММ осноимге матарКМ К, МП-
40+40 30 157—175 227,5
20+20 25—30 125—178 210
12-)-12 20—25 |2Q 160 010
Примечание. Сварка на установках
РУСУ-28 и РУСУ-50-3; скорость сварю)
1,2—1,5 м/мин; усилие прижима — масса
сварочного пистолета (400 г для РУСУ-
50-3; 1,5 кг для РУСУ-28).
срабатывается, теряет свою первоначальную
форму и прочность соединений снижается,
Поэтому рабочую часть инструмента перио-
дически необходимо проверять специальным
шаблоном. Инструмент изготовляют из алюми-
ниевых сплавов Д16, В95 и титанового ВТ&,
Максимальную прочность соединений можно по-
лучить, применяя инструмент из ciuiana Д16,
однако этот инструмент имеет низкую стойкость
к изнашиванию. Применяют также инструменты
из сплава Д16 со сменной титановой рабочей
насадкой (рис. 5.30).
5.28. Зависимость прочности сварных
соединений пленки ПЭТ толщиной
40 + 40 мкм от силы прижима инструмент
к материалу
Сварка на установке РУСУ-50-3 Прочность сварных соединении при сдвиге Характер раарунШ' ния при НСИЫТЙНИН
МПа % ОТ ПрОЧ’ ности ос- новного материалм
Без допол- нительного усилия 157-175 70 Около ши»
Со сред- ним усили- ем 125-169 68 То ж*
С большим усилием 110—135 52 По шиу
Примечание, Прочность при растя
женин основного материала 227 мПа; ам
пл нт уда колебаний инструмента 30 мкм.
330
ТЕХНОЛОГИЯ СВАРКИ РАЗЛИЧНЫХ ПОЛИМЕРНЫХ МАТЕРИАЛОВ
5.29. Зависимость прочности соединений
ПЭТ пленки от материала подложки
Материал
подложки
Тол типа
материала
ия э, мкм
Прочность
при сдви-
ге/ % от
прочности
ОСНОВНОГО
материала
Характер
разрушений
Сталь
79-78
68
Стекло
63—50
43
В ОКОЛО-
ШОВНОЙ
эоне
По шву
Риг. 5.29. 3 ап 11 с и моет ь относительной прочности
спорных соединений при сдвиге от скорости
свирки ПЭТ пленки толщиной 40 + 40 мкм
Пи прочпостт. сварных соединений оказы
инет нлняиие также подложка, на которую
уклндышцот пленки при сварке (табл. 5.29).
('I'riieiii, этого влияния определяется обработкой
noiopхности и твердостью материала, используе-
мого н клисстпе подложки. Экспериментально
уепшоплено, что наиболее высокая прочность
1Ч1ГД111КЧ1Ия Обеспечивается при сварке на сталь-
ной подложке толщиной 8 — 10 мм с высокой
чистотой обработки поверхности.
В случае снарки сверхтонких пленок толщи-
ной менее К) мкм роль подложки еще больше
ио'триетпег. Прочность сварных соединений из
тгих пленок низкая п не превышает 25 30%
прочности oiHloiioi'o материала. При толщине
пленки менее 50 мкм (рабочая частота коле-
бни иЙ ииструмента 50 к Гн) резко уменьшается
коаффнпнент рассеяния колебательной энергии
ф, и соответственно и коэффициент ввода
энергии пл (<.(<,: фк/фим, где + - коэффициент
рис сен ни я для пленки толщиной h, ф1(!(| —
коэффициент рассеяния для пленки толщиной
10(1 мкм) (рис. 5.31).
Улучшение ввода энергии в материал, а
Рис о. 30. Инструмент ll:.l С плиц,| Д 16 со сменной
пигидкой из титапопого сплава
Примечание. Г
женин основного материала 220 МПа.'
Прочность при растя-
следовательно, и повышение теплообразования
в нем. может быть достигнуто путем примене-
ния прокладок, увеличивающих толщину мате-
риала в зоне соединения. Прокладки могут
быть изготовлены из свариваемого материала
или из другого, имеющего температуру текучес-
ти выше, чем у свариваемых пленок.
Прокладки можно располагать между инстру-
ментом и свариваемой пленкой или между
пленкой н подложкой. Наиболее целесообразно
использовать прокладки из бумаги. Бумажные
прокладки легко отделяются от шва после
сварки, обеспечивают хорошую прочность соеди-
нений и имеют низкую стоимость. При сварке
с использованием прокладок необходимо не-
сколько увеличивать амплитуду колебаний ин-
струмента. Прочность при сдвиге сварных сое-
динений из пленки ПЭТ толщиной 5 + 5 мкм,
сваренных при постоянном режиме через про-
Рис. 5,31. Зависимость коэффициента рассея-
ния ф> системы ПЭТ пленка •• опора (!) и коэф-
фициента инода энергии аь (2) от толщины
пленки h
о1>иг|П’ИРонлнны1: полимгрпын плкнки
231
кладки из различных материалов, приведена
ниже г
перечном паи])пилениях, не отличаются л<> проч’
постя; стабильность процесса снарки и нопер₽Ч-
Материал ...................
Толщина, мкм................
Прочность, кН/м.............
Целлофан Бумага Пленка ПЭТ
(ГОСТ 7438—73)
60 65-70 12
0,18—0,22 0,25—0,34 0,242-0,395
Ультразвуковой сваркой можно
соединять
неметаллнзнрованные и металлизированные ла-
всановые пленки марок ПЭТ, ПЭТ-ОА, ПЭТ-ДА
(МРТУ 6-05-1065-68) с толщиной материала
в зоне соединения 12 + 20 мкм, 12 + 40 мкм.
20+20 мкм, 12+12 мкм, 20 + 60 мкм, 40 +
+ 40 мкм, 40+60 мкм, 60 + 60 мкм, а также
многослойные пакеты из пленок общей толщи-
ной до 180 мкм, собрание из различных но
толщине металлизированных и неметаллизиро-
ванных пленок. Предварительной очистки по-
верхности пленок, от загрязнений, покрытий
или зачистки металлизированного слоя не тре-
буется, Пленки всех указанных толщин свари-
ваются нахлесточным швом. Прочность сварных
соединений при расслаивании мала:
Толщина свариваемого
материала» мкм
пом направлении несколько ниже из-за разно-
тол щи п пости материала в указанном напрПа-
лении. Ультразвуковая сварка скользящим ин-
струментом позволяет соединять фотоматериалы
па лавсановой основе. Сварку выполняют без
очистки эмульсионного слоя с поверхности Сое-
диняемых пленок (табл. 5.36).
Для соединения фотоматериалов примени»!
швы с минимальной шириной на хлестки
(рис. 5.32). Эти швы характеризуются тем, чти
перед сваркой ширина нахлестки крон ПК
должна быть примерно равна ширине спнроч-
того инструмента. Такие соединения не имею!
свободных концов, н их толщина меньше,
чем две толщины материала, что исключает
12+20
12+40
20+20
20+40
40+40
Прочность соединения
ПЭТ пленок при
расслаивании, МПа
0,025—0,03
0,025—0,03
0,04—0,06
0,04—0,06
0,07—0,11
5.30. Характеристики сварных соедимгаий
фотопленки на лавсановой основе
При оптимальных режимах сварки прочность
при сдвиге соединений из различных НЭТ пле-
нок, а также металлизированиых пленок при
сочетании соединяемых поверхностей металл —
неметалл и неметалл — неметалл составляет
60—65% прочности основного материала. Проч-
ность соединений при сочетании поверхностей
металл металл меньше и составляет 40—45%
прочности основного материала.
Металлизированные НЭТ пленки, сваренные
Прочность свар-
ных соединений
при сдвиге
% от проч-
ности ос-
мо внЬ го
мнтернвлв
35
30
25
20
35
30
25
38 + 40
42 + 40
39 + 40
40 + 39
3
2,6—2,8
2,3—2,5
2
94,5
134
148
720
83
99
128
41
58
65
31
43
51
66
И
«б
77
те
99
130
138
в сочетании неметалл — неметалл, при испыта-
нии на теплостойкость выдерживают в течение
2 ч при температуре 150—170 °C, нагрузки,
равные 55—60% прочности основного материа-
ла. Теплостойкость соединений, сваренных в со-
четании неметалл металл, несколько ниже;
при указанных режимах нагружения их проч-
ность равна 40—45% прочности основного ма-
териала. Швы, сваренные ультразвуком, эласти-
чны и устойчивы к многократным изгибам при
температуре до —120°C. Сварные соедине-
ния ПЭТ герметичны и незначительно отли-
чаются от исходного материала по газоне
проницаемости.
Соединения, спаренные п продольном и по-
V
Рис. 5.32. Схема сварного соединения г мини
мильной ширптыТ н.тхлеики:
а до i-Hiipiiii, 6 lKH-.il с с на 11 Kii
232
ТЕХНОЛОГИЯ СВАРКИ РАЗЛИЧНЫХ ПОЛИМЕРНЫХ МАТЕРИАЛОВ
нозможность зидирл пленки при прохождении
и шшарнтуре.
У,11 ЫрДЗ нукшюй свирком скользящим инстру-
ментом хорошо соединяется комбинированная
л п вс и ио пол пат ид снопа я пленка ЛП-1. При этом
контакт инструмента осуществляется со стороны
лавсана, а соединение происходит по полиэ-
тилену. Оптимальные режимы сварки аналогич-
ные, как и для лавсановых пленок. Прочность
снирных соелипений при сдвиге зависит от ши-
рины Him н при ширине шва 6> мм составляет
till 711% прочности основного материала. При
нс 111 -it; । a 1111 па расслаивание происходит отслаи-
Biiiiiie полиэтилена от лавсана. В случае сварки
ул । .три ч ну ком пленки ПК-4 вдоль ориентации
прочность сварных соединений составляет
70 811% прочности материала, поперек ориен-
тации! 51) 60%.
5,5, СИНТЕТИЧЕСКИЕ ТКАНИ
В различных отраслях промышленности в
иоелсдпи1‘ ।оды находят применение ткани и
трикотаж, содержащие химические волокна.
(л штстн веские ткани на основе капрона,
ни гро на, л ангина. пол штроп плена, хлорина
и I. ti. широко применяют для изготовления
н.|делnii технического назначения, фильтров,
и I'.'HOKe pinviiiчной одежды, брезентов, палаток,
нетканых материалов и других изделий.
11рп соединении тканей нитками имеется ряд
иедоетаткоп отсутствует герметичность, обра-
дуются волнистость и гофры па шве, обры-
ваются нити при больших скоростях сшивания
( 0,3 м/с) и т. д.
В евяин с серьезными недостатками ниточных
соединений разработана технология высокочас-
тотной и ультразвуковой сварки, которая no-
il пол нет исключить стягивание шва, приводя-
щее к образованию гофр и волнистости мате-
рии,,'in. При сварке ткань не пробивается иг-
лой, чти повышает водонепроницаемость швов.
< Фирки позволяет закреплять крайнюю нить
I'MiliH с одновременной обрезкой.
II ы с о к о '| л с т о г и о й сваркой соединяют
и основном толстые технические ткани
л конструкциях, где невозможно применение
швейных машин, например при обтяжке ме-
гпллнчесних рамок тканью. В швейной промыш-
ленности снарку используют для изготовления
а111i.,'i11кп।и।й, этикеток на ткани, а также для
нолуш-ннн декоратииных швов.
Снарку тканей I (ел щтюбриз 11 о выполнять и рее
> иным методом, нрн котором все изделие
с ни р и пасте и зп один цикл. IlliHiHiyio снарку
прим сияют для сборки объемных изделий. Ил-зи
Рис. 5.33. Сварные швы синтетических тканей:
а -стачные; б накладные; s — схема испыта-
нна накладных сварных швов
малой производительности шаговая сварка ши-
рокого применения не получила.
Ткани, содержащие 100% полиамидных воло-
кон, свариваются в электрическом поле с часто-
той тока 27,12 МГц и выше. Ткани с раз-
личным содержанием полиэфирных и полиякри-
нитрильных волокон в смеси с вискозными и
натуральными волокнами (хлопок, лен, шерсть)
нагреваются в поле ТВЧ меньше и их сварка
возможна на частотах 81 МГц и выше.
Ткани могут свариваться всеми видами швов,
используемых при сшивке на швейных машинах
(рис. 5.33, табл. 5.31).
При сварке тканей всегда имеет место сплав-
ление волокон ткани в зоне соединения, что
несколько повышает жесткость швов и не позво-
ляет получать соединения,близкие по прочности
к основному материалу. При нагружении свар-
ные швы тканей обычно разрушаются по гра-
нице переходной зоны от тканевого переплете-
ния к сплавленному ядру. Режимы для каждого
вида и толщины тканей подбирают экспери-
ментально, чтобы проплавление волокон проис-
5.31. Прочность при растяжении
различных типов сварных соединений
капроновой ткани (арт. 56023П)
CHIJT!!TH4!.!CKl!li ТКАНИ
азй
5.32. Прочность сварных соединений капроновых тканей в интервале
температур —60° 4- +60 °C (сварка по основе)
Артикул ткани Прочность сварных соединений, кН/м
накладное стачное
+ 20 °C + 60’С + 20 °C +60 “С —WC
56009П 12,8—16,8 14,8—15,6 7,6—9,6 7,2—8.8 8-10
56023П 28,8—37,6 28,8—36 12—15.6 12—12,8 15,0—18,4
56028П 44—48,8 43,2—45,3 16—18.4 15,2—17,2 18,2
ходило лишь по границе контакта поверхнос-
тей соединяемых тканей.
В целях обеспечении большей эластичности
соединений их выполняют прерывистыми, что
одновременно имитирует ниточное соединение
швов. При малой тол ши не- тка ней (0,13
0,22 мм) их спаривают с использованием про-
кладок.
Прочность соединений ткани существенно за-
висит от прикладываемого давления и увеличи-
ваете я при изменении давлении от 2 до б МПа.
Дальнейшее увеличение давления от 8
до 18 МПа снижает прочность в результате
продавливания материала.
При определении необходимой колебательной
мощности следует учитывать, что при сварке
тканей требуется большая удельная мощность,
чем для сварки пленок (300— '350 Вт/см2) .
Рекомендуемый режим сварки ткачей: напря-
жение на электродах 200 -300 В, давление
2 -3 51 Па, продолжительность сварки =
= 5-? 10 с, охлаждение соединения иод дав-
лением 6- 7 с.
Прочность сварных соединений тканей зави-
сит от типа соединения, максимальное зна-
чение прочности накладных соединений состав-
ляет 10—15% прочности соответствующей ткани
(см. табл. 5.31). При температуре +60 °C
прочность соединений снижается, как и проч-
ность самой ткани, а при пониженных темпера-
турах возрастает (табл. 5.32).
Сваркой ТВЧ можно соединять ленты из
капроновых волокон. Ленты сваривают точками,
что обеспечивает большую эластичность соеди-
нений. Прочность соединений зависит от числа
и размера точек, а также от их расположе-
ния относительно нитей основы. Максимальную
прочность соединений лент при нагружении на
сдвиг можно получить в случае сварки точками
размером 2X2 мм, расположенными под углом
5" к нитям основы.
Напряжение на электродах ирн сварке капро
новых лепт должно составлять 25(1 300 В.
Динлснио па материал в каждой спарпнаемой
точке /+ = 3.54-4 МПа. Продол ж ительноегт
выдержки соединений под давлением (ЮСлг
сварки 5 7 с (табл. 5.33).
Прочность соединений капроновых леит
сваренных па оптимальных режимах, привсле
на в табл. 5.34. С повыше пнем темнернтурь
до +60" С прочность соединений лент НС
сколько уменьшается (табл. 5.35).
Ультразвуковую сварку синтетически;
тканей, также как и пленочных материвлов
выполняют несколькими способами: ткань НС
подвижна, двигается ультразвуковой ннстру
мент-пистолет (сварочной головка); ткань под
вижна, сварочная головка закреплена ня его
ннонариой установке (в этом случае различию'
три способа сварки тканей: июни у к;, шовнп
шаговую и профильную прессовую).
Структура синтетических тканей в значитель
ной степени отличается от структуры енлошны
материалов, так как представляет собой вал
имное перечлавлен-ие нитей, состоящих из боль
5.33. Зависимость прочности сварных
соединений капроновых лент
ЛТКП-25-450 от продолжительности
сварки
Прочность свар-
ных соединений
лент+ даН
ГТрнме'1Ацп«
н а к л а двое! ст а я нее
(при (при рас-
сдвиге) I ааяваиии!
3 60—125 0,2— 1,0 Соединение их дс
вятн сварных т<;
5 180—260 7,0—16,0 чек. Характер рая рушения нырни нитей и.) (ЖОЛп
7 205—280 5,0—23 шовной зоны. 1’( жим сварки: U- = 270 В; /С>-
9 188-254 4,0—30 = 3,5 МПа па точку
234
ТЕХНОЛОГИЯ СВАРКИ РАЗЛИЧНЫХ ПОЛИМЕРНЫХ МАТЕРИАЛОВ
5.34. Прочность при растяжении сварных соединений капроновых лент
различных марок (ГОСТ 2782—77)
Материал Толщина, мм Прочность соединений, даН Примечание
накладного стачного
ЛТКП-15-185 0,3 85—95,6 10—19,5 Характер разруше-
ЛТКП-2Б-200 0,4 102—125 16—27 кия: вырыв нитей из
ЛТКП-25-450 0,6 205—290 25-45 око.тошовной зоны.
ЛТКП-25-600 1 268—375 18—60 Режим сварки: 11 = = 290 В; U=8 с; Л., = 4 МПа
1ИОГП числа отдельных волокон. Такая структу-
ра характеризуется повышенным модулем по-
терь. Установлено, что при сварке синтети-
ческих тканей, в отличие от сварки мате-
риалов, имеющих сплошное сечение, под дей-
ствием ультразвуковых колебаний теплота вы-
деляется как пи поверхности контакта свари-
1шеМ1)й ткани, так и на поверхности волокон.
Кроме того, теплота выделяется и в самих
волокнах вследствие поглощения ультразвуко-
вых колебаний. Однако в результате отвода
теплоты и волновод и опору образование
с вирного соединения начинается в месте ко итак,
та свариваемых таней. Исследования показали,
что в условиях, когда требуется высокая про-
изводительность процесса для сварки синтети-
ческих тки ней, следует применять мощные
источники питания (400 Вт и выше) и магни-
то1',|ринп.ны1ные преобразователи. В других слу-
чаях пелесобразпо применять более экономич-
ные сварочные головки с ферритовыми преоб-
рпзлвител ями.
Оптимальная амплитуда смещения рабочего
тории волновода для лавсановой и капроновой
тканей составляет около 40 мкм, для полипро-
пиленовой 3(1 мкм, Прочность сварных соеди-
нений синтетических тканей и режимы сварки
в значительной степени зависят от материала,
из которого изготовлены волновод и опора.
Так, время сварки, необходимое для получения
5,35. Прочность при растяжении сварных
соединений капроновых лент
при повышенной температуре
Материал Прочность накладных соединений. даН. при температуре испытания
40’С 60° с
ЛТКП-25-450 200—270 190-250
ЛТКП-25-600 380—390 360-380
сварных соединений с максимальной прочностью
при использовании волноводов из стали,
значительно больше, чем при использовании
алюминиевых волноводов. Прочность сварных
соединений, выполненных па стальной и алю-
миниевой опорах, почти одинакова, в то время
как при сварке на опорах из дерева и стекла
прочность меньше приблизительно на 40% в
случае лавсановой и капроновой тканей и прак-
тически равна нулю для полипропиленовой тка-
ни. При этом сварные швы сильно расплав-
ляются со стороны опоры, теряется эластич-
ность и увеличивается жесткость. Это объяс-
няется низкой теплопроводностью дерева и
стекла а, следовательно, слабым теплоотводом
из зоны сварки.
На прочность сварных соединений влияет
также конструкция сварных швов В зависи-
мости от назначения синтетических тканей
предложены различные конструкции швов,
наибольшее применение из которых получили
стачные и накладные швы (см. рис. 5.33).
При многослойной сварке три кота ж ио-лавса-
новой ткайи, применяемой для фильтрации
стерильно чистых веществ, продолжительность
сварки с увеличением числа слоев возрастает,
а прочность отдельных слоев определяется из-
менением характера тепловыделения и тепло-
отвода при увеличении числа слоев ткани.
Значительное влияние па прочность сварных
соединений тканей оказывает наличие в них
нетермопластичных составляющих, например
хлопка, а также специальных покрытий. Про-
водили сравнение, свариваемости лавсановой
ткани толщиной 230 мкм и ткани толщиной
260 мм, состоящей из 33% хлопка и 67% лавса-
на. Добавление хлопка привело к возрастанию
продолжительности сварки с 0,2 с (для чисто
лавсановой ткани) до 0,6 с, причем макси-
мальная прочность понизилась с 5,6 до 4 кН/м.
Для повышения прочности сварных соединений
с добавками хлопка следует увеличить их тол-
щину.
СИНТЕТИЧЕСКИЕ ТКАНИ
331
5.36. Основные рекомендации по сварке капроновой,
лавсановой и полипропиленовой тканей
Толщина ткани, мкы Снарка Сварочная установка Основные параметры режима Прочность швов, кН/н
А, мкм Рст, МПа «МО3, м/с стачные паилиди
80—150 Ручная РУСУ-28 30-40 1-1,4 1—1,5 2—4 5—10
Шовная и шовно- шаговая УПШ-12 головка СГ-12 0,6—0,8 0,6—0,8
УПШ-12, УАП-11, никелевый преобразо- ватель 25—30 1,8—2 5,5—8.5 (при шов- но-шаговой с длиной точки 4 мм — Н,5)
200—450 Шовная УПШ-12 40 30—35 0,6 2—2,5 0,6—0,7 5,5—7 4-8 10—1
400—1000 > УПШ-12 40—45 30-35 0,6 2,5—3 0,4-0,6 3-4 8—13 12-Я
К тканям, имеющим па поверхности водо-
отталкивающие покрытия, относятся капроно-
вые ткани типа «болонья». Сравнение сваривае-
мости тканей бет покрытия и с покрытием
показало, что продолжительность- сварки увели-
чивается с 0,25 с для тканей без покрытия
до 0,5 с для тканей с покрытием. При
этом прочность снижается с 6 до 4,5 кН/м.
Это, очевидно, объясняется тем, что покрытие,
ткани препятствует удовлетворительному проте-
канию процесса перемешивания макрообъемов
размягченного полимера и диффузии микро-
объе нов.
Согласно данным, приведенным в табл. 5.36,
прочность сварных соединений топких тканей
имеет относительно малые значения. Однако во
многих случаях, например в изделиях швейной
промышленности, большая прочность соедине-
ний и не требуется. Меньшие значения основ-
ных параметров режима сварки и ориенти-
ровочные значения прочности сварных соеднне
uni'!, приведенные н табл. 3.36, относятся к
спарке поли ироннлепнной ткани. Технология и
оборудование, разработанные для свирки и
ней, внедрены па ряде предприятий ша(
пой и горно-добывающей промышленности.
Особое место в швейной промышленное
заняла ультразвуковая (УЗ) сварка при из|
топлении клапанов, воротничков, передн
швов рукавов, боковых швов изделий, пете.
Именно в этих случаях применение УЗ-СНЯр
наиболее эффективно.
Так, при использовании УЗсвпрки для ।
метки петель на белье и мужских еорочи
время изготовления петли составляет 4,8 с,
при обычном ниточном способе обметки петел i
24 с. При изготовлении крупных нетели дням'
ром 13 мм с одновременным проГннннш
отверстия в ткани н металлической lutei
и образованием ободка применение ультрни
копой сварки позволило сократить время нт
топления петли с 49 до 5 е. Эти данные
косятся к меланжевым тканям толщиной 2(
200 мкм из полиэфирного, полипропиленов!
II ИОЛ 11;1М11ДПОГО 11О.1ЦМЩ11 II СО1!!11’Ш11111 С IllepC'l I
ХЛОПКОМ II нскугстпепным шелком При С11Д1
’j:w
ТЕХНОЛОГИИ СВАРКИ РАЗЛИЧНЫХ ПОЛИМЕРНЫХ МАТЕРИАЛ» >Н
Рис. ГНИ. Схемы расположения сварных швов
при n.ii'irroiuiсини нетканых полотен (а, 6} и схе-
ма расположении сварочных волноводов (в):
I иолькчнстый холст; 2 - сварные швы; .4 вол-
не ИО ДЬ1
жлннн сипт'етпноского волокна не менее 50%.
И последние годы получило развитие новое
ниир а ил сине текстильной промышленности
Производство нетканых материалов. Сущность
Tvxhiuioi пческнх процессов изготовления не-
тканых полотен заключается в получении
й1Мнщнш'тых ходстов и создании между
Волок ня мл достаточно прочных связей. При
изготовлении нетканых материалов волокна
холетн, ориентированные или распределенные
случайно, скреилшотси посредством ультразву-
ковой стшркн. При этом холст может состоять
ни термонл истинных волокон (полипропилена,
KHitpoirn, лаиспни, хлорина и др.) либо из
смеси их е хлопком, вискозой, шерстью и
другими пегермоиластичными волокнами. В по-
следнем случае размягченная термопластичная
составляющая обпол пкнвает нетермопластич-
ные 1ЮЛОКП.Т, тем самым образуя прочные
снединен11я (рис. 5.34).
Эксперименты показали, что с увеличением
содержания вискозных волокон прочность сни-
жается практически линейно. Предельно до-
пустимое содержание вискозных волокон 65%.
Волокнистые холсты можно скреплять по схе-
ме контактной ультразвуковой сварки. Для не-
прерывного процесса наиболее приемлем способ
шов вой свирки с шаговым перемещением
материала, так как в этом случае предотвра
щаются деформации и разрывы нескрепленного
холста в процессе как сварки, так и транспор-
тировки готового материала на заданный шаг.
Сварные швы можно укладывать в направле-
нии, перпендикулярном к продольной осн холста,
или под углом к оси (ряс. 5.34, а, б).
Протяженные швы получают при исисщьзо-
ваиии нескольких сварочных головок, установ-
ленных таким образом, чтобы обесиечнва-
лость необходимое перекрытие сварных шнив
(рис. 5.34, в).
Первые эксперименты по ультразвуковой
сварке холстов, сформированных полностью из
термопластичных волокон, показали, что про
и.есс образования сварного шва можно условио
разбить па три стадии. На первой стадии проис-
ходит частичное размягчение поверхности воло-
кон, расположенных в слоях, при.,[Стающих к
волноводу. При этом пюв имеет спрессованную
вал ок н истую структуру и незначительное усилие
разрыва. На второй стадии волокна, располо-
женные в слоях, прилег акицих к пол поводе,
полностью переходят в размягченное состояние,
и размягченный термопластичным полимер вдав-
ливается сварочным давлением во внутренние
слом холста, скрепляя их. При этом шов имеет
характерный матовый оттенок и значительное
усилие разрыва. Третья стадия характеризуется
полным переходом термопластичного материала
между волноводом н шторой в вязкотекучее
состояние. Шов приобретает вид прозрачной
пленки толщиной 15 20 мкм, и усилие разрыва
резко снижается.
Нетканые материалы, получаемые с поменцыо
ультразвуковой сварки, по своей структуре близ-
ки к нашедшим широкое применение фильтро-
вальным материалам из ультратонких волокон
(стеклянная ткань из ультра топ ко го стеклян-
ного волокна и др ), поэтому они могут быть
использованы, в частности, для фильтрации
газовых сред от аэрозолей.
Глава 6
ХИМИЧЕСКАЯ СВАРКА ПОЛИМЕРНЫХ МАТЕРИАЛОВ
На возможность химического механизма со-
единения было укачано уже при обобщении
первых экспериментальных и теоретических
проработок по сварке полимерных материалов.
Предположения о разрыве и рекомбинация
молекул полимера при высокой температуре
сварки, что способствует восстановлению струк-
туры полимера в зоне сварного шва, высказали
в самом начале развития теоретических иссле-
дований но сварке полимеров С. С. Воюцкнй
и II. Л. Гришин. Систематические исследования
по реализации принципа химической сварки
были начаты в отечественной технологии [22].
Развитие се за последние годы выразилось в
увеличении числа спариваемых полимеров и
появлении новых данных о механизме про-
цесса .
При химической сварке сущность процесса
заключается во взаимном смачивании соеди-
няемых поверхностей и в образовании хими-
ческих связей между макромолекулами поли-
мера, находящимися на соединяемых и прива-
де!! пых в контакт поверхностях. Проч в ость и
другие характеристики сварного шва обуслов-
лены не только действием в зоне соединения
сил побочной валентности, как что имеет
место при диффузионно-реологической сварке,
но главным образом возникновением химиче-
ских связей в указанной зоне.
Химической сваркой соединяют как полимер-
ные материалы, не соединяемые диффузионно-
реологической сваркой (не полностью отверж-
денные реактопласты, вулканизаты, редкосет-
чатыс (сшитые термопласты) н линейные поли-
циклические полимеры, некоторые разнородные
полимерные материалы), так и отдельные виды
термопластов с кристаллической и ориентиро-
ванной структурами, способные соединяться
диффузионно-реологической сваркой.
В качестве разновидности химической сварки
можно рассматривать соединение листовых
полуфабрикатов из реактопластов в неотверж-
деином состоянии, осуществляемое подобно
прессованию слоистых пластиков, а также бо
лее легко осуществляемое, чем сварка вулкани-
затов, соединение листовых сырых рези ио
вых смесей, в том числе и разнородных
Химической сваркой можно считать еоеДи
нение некоторых термопластов с металлами
выполняемое с помощью вьчцеств, которые СО!»
дают химические связи между соединяемым
поверхностями.
К особой разновидности химической cunpKi
можно отнести соединение, получившее пиана
нис в отечественной литературе скленвани
механохимическим способом. [5, 6], и и пару
бежной литературе вибрационное склеипини
[84], а также соединение с помощью кроме
жуточны.х полимерных слоев (клеевых ирОСЛС.
ек) по поверхности полимерного материал»
подвергнутой химической модификации рнн
личными методами, хотя по технологически!
признакам эти соединения мало похожи и
сварку, которую принято рассматривать как иь
сокопроизводительный способ сборки.
Технологический процесс химической снарк
в общем случае независимо от типа полиме['
ного материала состоит нз следующих онер»
ций: подготовка, главным обршюм очистк»
соединяемых поверхностей; напессине нрисг
дочного материала (реагента); приведение Ин
диняемых участков в контакт; npoi реп или of
лучение зоны шва при условиях, обесиеч)
вающих образование химических связей В СВ)
риваемых слоях.
Некоторые полимерные материалы, на приме
реактопласты, отвержденные по реакции П»
ликопденсашш, приобретают способность К XI
мической сварке (или более легко свариваются
после предварительной обработки игеитйм»
изменяющими химическую структуру пол I
мера. При этом в последних появляются реп»
ционноспособные группы. Кроме того, п
структура «разрыхляется?, придавая MU’H*piiii,n
большую пластичность л облегчая доетнжеш
более иол ного контакта. Подобный чффс!
наблюдается в случае механической oCpiifiorii
соединяемых поверхностен, н резулыirie м
торой с них снимается более отвержден ш,
н.,1 и вулканизованный слой. Па гпшерчиня
многокомпонентных полимерных м; п е р iui.ii i
может । шкодит вся слон, отличающийся ог 1л
бнпных слоен, на пример содержанием ни.Не
молекулярных веществ, ИрепяrcTiiyloiiuiX trp.
ХИМИЧЕСКАЯ СНАРКА ПОЛИМЕРНЫХ МАТЕРИАЛОВ
2;ж
|(‘К<111И1О химической реакции. Поэтому черед
химической с пар кон он должен бита удалей.
При о.чиаком.чспии е технологическим про-
цессом химической сварки может показаться,
что они идентична склеиванию, поскольку в
обоих случаях н с пользуются промежуточные
слон. Однако и отличие от склеивания при
химической снарке промежуточные слои или
при си дойные реагенты не образуют самостоя-
тельной непрерывной фазы, которая своими
своЙсгнамн <.уи1,ествеино отличалась бы от
С1ИИИТН Соединяемых материалов.
ААижно выделить две разновидности хими-
ческой сварки: без присадочного материала и с
применением присадочных материалов, вводи-
мых и попу контакта соединяемых поверхно-
стей. Однако в настоящее время химическую
снарку удобнее рассматривать в зависимости
от тина спариваемого материала.
Решающее влияние на выбор условия и ре-
жимов химической сварки оказывает хими-
ческая структура полимера — основного компо-
нента полимерного материала. Вместе с тем
другие компоненты в его составе также могут
Повлиять на технологию химической сварки.
Именно химическая структура полимера опре-
деляет механизм его вторичных химических
реакций в зоне контакта соединяемых но-
мер хиостей, па которых основана сварка рас-
сматриваемых) способом.
«.I. ТЕРМОПЛАСТЫ
Химическую сварку термопластов проводят
нрепмущестиеино < помощью присадочных
реп Ге Итон
I(аиболое целесообразно применение хими-
ческой сварки для соединения термопластич-
ных материалов, которые имеют кристалличес-
кую и (или) ориентированную структуру, вы-
ну скл клея в виде пленок или волокнистых
полуфабрикатов и диффу знойно-реологическая
сварка которых не Обеспечивает пол учение
качественных швов в результате наруше-
ния морфологии кристаллической фазы и
|ш (оршщтан.пи материала в зоне шва [211.
К таким материалам в первую очередь отно-
сятся полиамидные пленки, ткани и нетканые
материалы и щщ|щтнле)|терефталатные плен-
ки и ......
Дли выполнения химической сварки незавш
само от типа полимерного материала необхо
.'шмо выбрать присадочный реагент, его расход
на iviiiiiiiii.v поверхности шпа и па значить
।импературу н продолжительность нагрева и
иикление при кпнтантнровапни соединяемых
аоперхпостей.
Химическую сварку но отношению к указан-
ным материалам необходимо организовать так,
чтобы температура в процессе соединения не
превышала температуру плавления кристалли-
ческой фазы данного полимера, между соеди-
няемыми поверхностями обеспечивался плотйый
контакт в результате локальных пластических
деформаций аморфной фазы, достигаемых
повышением температуры за пределы темпера-
туры стеклования, приложением давления и
воздействием растворителя присадочного реа-
гента и продуктами его распада, способных
не только создавать химические связи между
макромолекулами полимера, но и вызывать
ено набухание; пребывание полимера при тем-
пературе выше температуры стеклования долж-
но быть настолько кратковременным, чтобы в
нем пе развились разорив нта пион ные явле-
ния.
Пленки кз полиэтилентерефталата. Как по-
казывает анализ химической структуры поли-
этиле птерс фталата (ПЭТ), в процессе его
химической сварки могут принять участие как
метиленовые группы внутри цепи макромоле-
кул, так и концевые гидроксильные и карбо-
ксильные групш-1.
Для вовлечения в реакцию химического сое-
динения макромолекул ПЭТ метиленовых
групп в качестве присадочного р е а г е н-
т а предложено использовать пороке и дные сое-
динения, полагая, что их распад на радикалы
вызывает реакцию передачи кинетической цепи
на макрорадикалы, а затем рекомбинацию мак-
рорадикалов с образованием поперечных свя-
зей. Для взаимодействия с концевыми груп-
пами макромолекул ПЭТ подобраны полифунк-
ционал ытые 'низкомолекулярные вещества, ко-
торые могут вступать в реакцию н заданных
условиях с максимально высокой степенью
конверсии.
О реакционной способности низкомолеку-
лярных реагентов по отношению к ПЭТ в
условиях, имитирующих соединение двух пле-
нок, можно судить по данным о количестве
не вступившего и реакцию и поэтому способного
'экстрагироваться из пленки реагента или по
изменению вязкости растворов полимера
(табл. 6.1).
В выбранных условиях ангидриды кислот
не вступают в реакцию с ПЭТ и полностью
экстрагируются из пленок, и вязкость раство-
ра полимера остается без изменения. В то же
время двухосновные кислоты н фенолы вызы-
в<| ют деструкци ю ПЭТ. ГДлн пленку из ПЭТ
прогреть с пероксидом бензоила или нзоциа
патами, то .niHHiiTe.rii.iHK' количество (36 37%)
ТЕРМОПЛАСТЫ
из
.1. Влияние типа присадочного реагента
на свойства пленки из ПЭТ1, прогретой
| при 150 °C в течение 20 с
1 1 i Присадочный реагент* Количество экст- рагированных веществ, % Относи- тельное изменение удельной вязкости* ”удраП- пора по- лимера, %
Без реагента Мет илтетр а г н др офта ле 0
вый ангидрид 100 0
Янтарный ангидрид 100 0
Щавелевая кислота 110 -8,5
Салициловая кислота 111 — 15.2
Резорцин 107 — 15
Пероксид бензоила 64 Не раст- воряется
Г ексаметилендинзоцианат 63 +32
Толуилендиизоцианат 63 -1 18
’ Толщина 20 мкм. площадь обработан-
ной поверхности с двух сторон 740 см2.
2 Реагенты наносили из растворов в аце-
тоне. Расход — 0,3 мг/см2
2 Для исходной пленки = 0,353.
присадочного реагента сохраняется в полимере
и после экстракции в ацетоне. Потеря раство-
римости (появление гель-фракипн) и повы-
шение вязкости раствора той части полимера,
которая приняла участие в реакции соответ-
ственно с пероксидом или изоцианатом, под-
тверждают образование поперечных связей
между макромолекулами ПЭТ в первом случае
и увеличение их длины и результате реакций
но концевым группам во втором случае.
Косвенным подтверждением реакций взаимо
действия химически активных присадочных реа
тентов с ПЭТ служат показатели прочности
сварных соединений пленок, полученных с их
помощью (табл. 6.2).
На основании исследований в качестве при-
садочных реагентов для пленки ПЭТ выбраны
пероксид бензоила (ПБ) и ГМДИЦ.
Поскольку диизоциапаты способны хими-
чески взаимодействовать как с НЭТ, так и с
гидроксидной пленкой металлов, ГМДИЦ
был предложен [23| для соединения металли-
зированных алюминием пленок из ПЭТ:
ИЭТ-ОЛ (ДЛ1ОМН1ШЙ с одной стороны) II
НЭТ-ДА (алюминий с двух сторон). Сварные
соединения, полученные с участием mix не
6.2. Влияние типа химического реагент*
на прочность соединений1 пленки
из ПЭТ толщиной 20 мкм при различны!
условиях испытания
Разруш акишт уч1 илнг11
при СДВ1111’. Й/мы,
Химический реагент 1?(Х'Д 111ГГ 1’11 Й
при 20° С 1 1 при . 150° С i _ Поел* Ifl СуТх >Ы‘ Д«ржмн 1 метилен' хлорид*
Щавелевая кис- лота 2,7 м 0,9 с 1 с
Янтарный ангид- рид 2,6 м 1,3 с 1,2 с
Метилтетрагйдро- фталевый ангид- рид 3 At 1,8 и 2,6 м
Резорцин 2,6 At 1,6 м 2,4 м
Салициловая кис- лота 2,6 м 1,5 м 2.4 ч
Гексаметклендйи- зоцианат 2,8 м 2,1 м 2,9 м
Пероксид бензои- ла 2,9 м 1,9 м 3 м
Стеариновая кис- лота 0« —- —
1 Режим соединения:
P=0j2 МПа; приведены
ты испытания трех образцов.
2 Характер разрушения: м — по м*т«р»
алу на границе шва: С —сдвиг по со*Д|
няемым поверхностям.
3 Соединение отсутствовало.
т^1бовс, z-aot
средние реэульт»
ществ, имеют высокую прочность, не риз|
шаются при действии сред, вызывающих и
бухание полимера, стойки к действию нов
шенных температур.
По-видимому, в зоне контакта новерхност
между полимером и указанными реп гепта
протекают химические реакции, прннедецн
на рис. 6.1.
При разработке технологии химической еиг
ки изделий из пленки ПЭТ толщиной f>»j
100 мкм, стремись увеличить iijioiiuuii. ист!
ного контакта соединяемых попер хи щтей и
заданных условиях и блы одари этому щи
кость швов, применили раствор с щиин к >нн.
реагента в таких не, цвет пах, как, пиприМ'
оксипроизводные бешолн, которые сносоГип.
расплавленном состоянии вышкиь miOyxHi
rp;iihi'hhjх слоев деталей из НЭТ. Кроме то
при ниеденин н состав нршч|ДО‘ш<н о мнтгрщ
p.iiTnopHTcnri нолниерп огцщютсн опгимн.
240
ХИМИЧЕСКАЯ СВАРКА ПОЛИМЕРНЫХ МАП РИАЛОВ
0 О
U __ 11
—0-CH2-CHj-0-C-QhC—
Граница контакта + R0(lft T,P,t
•-о-снгснг-о^-0-с—
о о
о о
--O-CHj-CH^-O-C-0-
+ 2R0--------------------------
--O-CHrCHjrO-J-Oc-...
о о
о о
• -о-e н-с н^- о-с -0-е—
+ 2R0H _____________________э.
—O-CH-CfMJ-C -0-е—
‘ и '=ги
о о
а)
О О
-о4-0-ё-о-снгснгон с=0
I»
Граница компа/та ;**-N
------------------ +
;-*N
„ и
-*О-^-0-^-О-СНгСНг-ОЙ С=О
о о
ф
о о
G
Шов «Н
-------------------4-
«н
—o-g -0-с-сн; Hj- e к 2- о-c
0 0 S
Pili’. 6.1. Предполагаемый механизм химического соединения поверхностей ПЭТ во время сварки;
присадочные реагенты:
а — пероксид бензоила; 6 - диилоцияиат
ныв условия для образования сшивок между
макромолекулами, так как в набухшем состоя-
нии они обладают большим числом степеней
свободы и вероятность их сближения на необ-
ходимые для химического взаимодействия рас-
стояния возрастает. Наряду с двух- или трех-
«томными фенолами для тех же целей можно
испил клонить в смеси с пероксидом метилтет-
ригидро(ртилепый ангидрид (МТГФА). Опти
мыльное соотношение количества сшивающего
|МЧ1Г<шти к количеству растворителя в соста-
ве присадочного материала для пар ПБ +
флороглюцин, ПБ 4-резорцин, 11Б4-МТГФА
спета илист 2:1.
Ни огнонанш) результатов изучения распре-
делении шшрижений в сварных соединениях
пленок из жестких термопластов |55] для
иииыпцчши прочности швов, работающих как
при сдвиге, так и при расслаивании, предло-
жив» вводить и зону снарки промежуточный
слой из цо.инмерн, аналогичного соединяемому,
пн г более высокой, чем у последней), дефор-
мационной еиог’обиостыо, и с присадочным
|>г;иейгом, обеепечиц,чт|цпм химическое при
.чи'диненис промежуточного слон к сосдицие-
ним поверх пастям и поперечное сосдцщчше
макромолекул его в полимер редкосетчатой
структуры.
Использование более леыгоп.тавких ио срав-
нению с ПЭТ насыщенных сополизфиров по-
зволяет также достичь менее дефектной г без
воздушных включений) зоны соединительного
шва, чем при отсутствии таких ссинмиэфиров
при одних и тех же условиях проведения
сварки. Применительно к пленкам из ПЭТ в ка-
честве промежуточною слоя в шве были
использованы сополиэфиры ТФ-60, С 25, ТФ Й5
и С-45, а в качестве присадочного реагента
служил ПБ.
Подтверждением образования поперечных
связей в структуре полимера в присутствии
ПБ служит уменьшение относительного удли-
нения при растяжении пленки из ПЭТ с нане-
сенным на обе ее поверхности сопсынэфиром в
смеси с ПБ после прогрева по режимам сварки
по сравнению с относительным удлинением того
же материала, в котором ПБ отсутствовал.
.Химического присоединения сополиэфира к
ПЭТ и образования химических связей между
его макромолекулнмн можно добиться при
нведении и промежуточный слой иолмизоцин-
пптп, например 1 ЮДИН. Оптимальное со
ТЕРМОПЛАСТЫ
241
держание в сополиэфирах указанных приса-
донных реагентов составляет 5—10%.
^(рщщщт-гпые реагенты наносят на соеди-
няемые участки из их растворов в летучих
рафворите.лях типа ацетона (для ПБ. его
смери с фенолами и МТГФА и ГМДИЦ) или
мстрленхлорида, а также хлороформа (для
смесей сонолнэфиров с присадочными реаген-
тами). Эти растворители легко испаряются с
поверхности пленки (5-10 мин при 20°С),
не успев глубоко проникнуть в полимер, и не
облегчают разориентацию пленки при после-
дующем нагреве.
Чтобы освободить производство, использую-
щее сварку, от необходимости приготовления
растворов присадочных материалов и их хра-
нения (в плотно закрытых сосудах), сократить
общую продолжительность цикля соединения,
улучшить санитарно-гигиенические условия
труда и обеспечить строгую дозировку ириса-
дочпых реагентов в зоне шва, целесообразно
последние предварительно наносить (например,
окунанием в их раствор) на ленту из ПЭТ
толщиной 3- 20 мкм.
Оптимальной является толщина ленты 8—
12' мкм. С такой лентой удобно обращаться,
кроме тою, опа не дает большого увеличения
массы шва. Прочность же соединений мало
зависит от способа введения присадочного ма-
териала в зону шва.
Оптимизацию технологических параметров
химической сварки в каждом конкретном слу-
чае осуществляют экспериментальным путем.
Критерием оптимизации служит главным об-
разом прочность сварных соединений при раз-
личных видах нагружения. Целесообразно
было выбрать этот критерий и при оценке
оптимальности различных параметров сварки
такого конструкционного материала, как плен-
ка из ПЭТ.
Для нахождения параметров, которые дей-
ствительно позволяют создать между соеди-
няемыми поверхностями химические связи,
прочность сварных соединений необходимо было
изучать не только при нормальной, но и при
повышенной температурах, а также после
действии различных активных сред.
Химическую сварку пленок из ПЭТ с помо-
щью указанных присадочных реагентов можно
проводить лишь при нагреве, причем метода-
ми, которые обеспечивают поддержание задан-
ной температуры в течение определенного вре-
мени. К таким методам относятся высокочас-
тотный диэлектрический нагрев и нагрев за
счет контакта с нагреваемыми элементами.
Тоиюн’' пленки из ПЭТ помещают н рабочий
конденсатор сварочной установки межДу про-
кладками из пластифицированной поливинил-
хлоридной пленки толщиной 100 200 мкм.
Такие прокладки не только уменьшают тепло-
вые потери в электроды во время сварки, ни
и выполняют функцию дополнительного тепло-
носителя, равномерно прижимают друг к дру-
гу поверхности упругих пленок из ПЭТ И,
отдавая теплоту свариваемому материалу,
способствуют росту7 у него коэффициент»
диэлектрических потерь в". Учитывая укх-
данную особенность, метод нагрева низвели
контактно-диэлектрическим.
Выбирая метод высокочасточного нагрева,
предполагали, что воздействие ВЧ-ноля дщ"1
возможность активизировать в полимере ко-
лебательный процесс, характерной особенно-
стью которого является независимое движение
сегментов и более подвижных кинетических
единиц, и тем самым повысить вероятность
их химического взаимодействия, Кроме этого,
электрическое поле высокого напряжения, по-
видимому, способно оказывать ориентирующее
действие на функциональные группы поли-
мера, обладающие дипольным моментом. При-
менение присадочных реагентов с более вы-
соким значением в", чем у ПЭТ, позволяет
создать наиболее благоприятное распределе-
ние температуры по толщине пленки, снизить
интенсивность теплового воздействия на свари-
ваемый материал и сохранить его. первой»-
чадьную структуру.
Однако все недостатки, характерные для вы-
сокочастотного метода нагрева, сохраняются
и в случае его использования для химической
сварки. Поэтому его можно предпочесть нагре-
ву инструментом при контурной сварке и свир-
ке пленок больших толщин. Нагрев с помощью
инструмента применяют при соединении метал-
лизированных пленок из ПЭТ. Из его разно-
видностей наиболее приемлем нагрев с помо-
щью ленточных нагревателей, имеющих по-
стоянную температуру или подвергающихся
периодическому разогреву.
При отсутствии загрязнений на соединяемых
поверхностях никакая предварительная их под
готовка не требуется.
Расход присадочного реагента ни едини
цу поверхности шва регулируют изменением
концентрации его раствора, количества поди
ваемого за одни прием раствора н числом пи
косимых слоев.
Оптимальное количество присадочного мате
рвала удастся нанести за один прием (iiaiipu
мер, кистью непосредетнепво ни соединяемые
поверхности или окунанием на ленту из 11Э‘1
242
ХИМИЧЕСКАЯ СНАРКА ПОЛИМЕРНЫХ МЛ 11-.РИЛ..ЧОВ
0.3. Влияние продолжительности хранения иа воздухе при 20’С и 68%-ной /
относительной влажности лент из ПЭТ с нанесенным присадочным материалом |
на прочность соединения1 пленки из ПЭТ толщиной 20 мкм ।
ПрнсйдочпыА млтернал Разрушающее усилие2 при сдвиге: Н/мм, | соединений после хранения н течение, сут.
0 1 7 15 № j 45 60
ГМДИЦ 3,0 м 2,9 с 2,3 с 2,0 с 2,0 с 1,8 с
пг> 3,2 м 3,3 и 3,0 м 2,4 с 2,3 с 2,2 с
11Б 4 флороглюцин 3,6 м 3,6 м 3,5 м 3,1 с 3,0 с 2,9 с
Режим соединения; Т= 160 °C, 1 = 25 с. Р= 0.2 МПа;
приведены
средние результаты
нгпнтпння трех образцов.
J Характер разрушения (см. примечание к табл. 6.2).
воиннпой 12 мкм ), если нспользоват!. )0%--ный
раствор пи iKriMo.iieKY,тарных веществ в ацетоне
и 5% цып раствор смеси сонолнэфНров с хими-
ческими реагентами и метилен хлор иди.
Раед поры присадочного реагента в склад -
ских условиях могут храниться в темной илот
Ho такрытой посуде не менее 1 месяца. Срок
же хрпнення лепт и.ч ПЭТ с нанесенным и ттри-
сидочпыми реагента мн более ограничен
(TiiA.'i. 6.3).
I р in pi 111 сек i ie зависимости прочности соеди-
нения пленок из ПЭТ, выполненных при по-
стоянном режиме (Г ••х150',С, 1=20 с, Р --
I’кг. ti 2 Тишснмости р;|.зрунiaioiнего усилия
И|И1 тонне / соединенна пленки ил ПЭТ тол
iiiiiiiiiii '.-'(I мкм от количества Q присадочного
jieal сита в чсн1с ниш;
।; hi н.г.нч Hui- |ic;i। си in /, 2, 3 116; -7, ,1, ft
ГМДИЦ;
i<-oiiofi,i | i-ри in НЫ1 .ткни. ' I -. I, '!, ‘I, б 211, 2. ,5
150,
ri iHHiiiH in ili.lr.iiriiM 1, У 7, н 1НХНД11ПМ <ч>стпц
НИК, Т. <i iiiii-.H' -18 н uci'Ut пни MiTii.'ieiix.iiopH.-(а
= 0,2 МПа), от количества низкомолекулярных
присадочных реагентов имеют вид кривых с
экстремумом (рис. 6.2). Ширина зоны макси-
мумов прочности зависит от типа присадочного
реагента н, в частности, от характера его
взаимодействия с полимером. Для достижения
высокой прочности соединения за счет реак-
ций с ПЭТ но месту концевых групп макромо-
лекул необходимо более высокое содержание
присадочного реагента, в частности ГМДИЦ,
в зоне шва, чем в случае присадочного реагеи
та (ПБ), обеспечивающего образование ионе
речных связен между макромолекулами по
месту метиленовых групп, ((парные соединения
расслаиваются при малом количестве приса-
дочною реагента, а при его оптимальном со-
держании разрушаются по основному матери-
алу, iipeHxtyine.cTneiiHO в окодошовной зоне.
Отмеченное изменение прочности и характера
разрушения сварных соединений по мере уве-
личения количества присадочного реагента в
шве указывает на повышение концентрации
химических, связей на единицу поверхности
шва. Превышение оптимального количества
присадочною, низкомолекулярного но своей
природе, реагента вызывает снижение проч-
ности по нескольким причинам: создание слоя
с пониженной когезионной прочностью, появ-
ление остаточных напряжений па границе меж-
ду модифицированным л немоди фи пиро ванным
полимерами, повышение степени раз ориента-
ции.
Варьирование расхода присадочного реаген-
та щ.1 основе сопссшэфпров в пределах 0,4
I мг/or не влияет на прочность соединения
при сдвиге. При испытан и и па ра сел а ива пне
более высокой прочности достигают с верхним
уровнем укаш иного предел,-| ко„тн'iceriHi при-
га доч in нт) реагеи га.
ТЕРМОПЛАСТЫ
'243
i — —----------——•— — --------
Температура нагрела должна быть до-
статочной для проявления эластичности мате-
риала по объему и пластичности в граничных
контактируют их слоях пленок и активизиро-
вания реакции взаимодействия присадочного
реагента с функциональными группами на
соединяемых поверхностях. С учетом термо-
механических свойств пленок из ПЭТ, и в част-
ности его температуры стеклования 80 "С,
температуры начала интенсивной разориента-
нии (170- 180 °C) п температуры плавления
(225—230 “С), приемлемый интервал темпера
тур химической сварки находится в пределах
130—180 "С.
При оптимальном содержании присадочного
материала прочность соединении пленок из
ПЭТ с повышением температуры сварки при
контактно-диэлектрическом нагреве и постоян-
ном давлении 0,2 МПа возрастает до опреде-
ленного максимума (рис. 6.3). Это можно
объяснить и более высокой скоростью хими-
ческих реакций при повышенных температу-
рах, а следовательно, и большей степенью
конверсии функциональных групп, и большей
пластичностью материала, обеспечивающей до-
снижение более плотного контакта. Разруше-
ние образцов, соответствующих начальным
участкам кривых, происходит в результат»
сдвига по поверхностям контакта. Остальные
соединения разрушались по основному мате-
риалу в результате разрыва, Падение проч-
ности за пределами максимумов вызвано разо-
риентацией пленки.
Для металлизированных с двух сторон гите-
нок ПЭТ-ДА, у которых тепловые потери вы-
ше, максимумы прочности достигнуты при более
высоких температурах нагревателя, чем для
нсметаллизированных пленок На характер кри-
вых «прочность — температура сварки>, остаю-
щийся без изменения при переходе на сварку
пленок других толщин и с помощью различных
присадочных реагентов, влияние оказывает про-
должительность нагрева. С ее увеличением
максимума прочности достигают при более
низких температурах.
С увеличением продолжительности
сварки при постоянной температуре прочность
соединения пленки из ПЭТ толщиной 20 мкм
возрастает, стремясь к определенному пре-
делу (рис. 6.4). Такой ход кинетических кри-
Рис. 6.3. Зависимость разрушающего усилия при
сдвиге F соединений пленки из ПЭТ толщиной
20 мкм от температуры Т сварки;
присадочные реагенты: а IIБ; б ГМДИЦ;
продолжительность на грена, с; / 2; 2 5; Д - К);
Т 20; ,5 30; б 60
Рис. 6.4.Зависимостьразрушающего усилия при
сдвиге F соединений пленки из ПЭТ толщиво1)
20 мкм от продолжительности f сварки при дин
лении 0,2 МПа;
присадочные релп-пты: и ПО; б ГМДИЦ;
температуры снарки, ” С; / 13Г:;2 141); ,4 ПИ;
Ч 130;. fi 160; (> 170
ХИМИЧЕСКАЯ СНАРКА ПОЛИМЕРНЫХ МАТЕРИАЛОВ
244
F,
ZS
If
5
О 0,2 ОЛ 0,5 0,8 Р,МПа
Рис (i.5. 3; hi ценность разрушающего усилия при
сдвиге I ггл'Д и не н и й пленки ПЭТ ДА, выполнен-
ных г помшцью ГМДИЦ, от давления Р прижи-
ма cdeji.n и нем ых поверхностей; толщина пле-
нок, мкм: 1 5; 2..12; 3 -20
вых подтверждает предположенин о химичес-
ком мехини.чме сварки. С повышением темпе-
ратуры н лоне соединения максимальные пока-
затели прочности достигаются за более корот-
кий период naipena. При 130 °C сварка осу-
щесI'li.'iнстсм лишь при выдержке более 1,5 мин,
при 165 17(1 ’'С’ высокопрочное соединение с
помошыо Illi можно получить за а с. Однако
швы, пол у генные за столь короткое время,
имеют циста б ильные показатели прочности,
особенно в набухшем состоянии, что указыва-
ет на низкую концентрацию химических связей
и зоне iinci
ноны шеи нем температуры на кривых зави-
симости прочность продолжительность свар-
ки < пик ма кси и ума, за пределами которого
Inin гупает падение прочности, ста новится все
более острым. Это происходит, ио-видимому1, в
результате возрастающей во времени разори
ентации материала шва, которую легко можно
характеризовать, например по величине утол-
щения зоны шва.
Несколько отлична от рассмотренных кривых
зависимость «прочность — продолжительность
сварки» для металлизированных пленок из
НЭТ толщиной 5—20 мкм. Прочность соеди-
нения при сдвиге повышается с увеличением
продолжительности нагрева до 30 с, а затем
(вплоть до 2 мин) остается на одном уровне,
близком к прочности пленки при растяжении.
Давление прижима играет большую роль
при сварке толстых пленок с помощью низко-
молекулярных присадочных реагентов, нс ока-
зывающих растворяющего действия па ПЭТ.
Прочность соединений, изготовленных при тем-
пературе 190 °C и продолжительности нагрева
30 с пленок ПЭТ-ДА, растет с повышением
давления прижима до определенного предела,
после которого образцы, разрушаясь по основ-
ному материалу, имеют постоянные показатели
прочности (рис. 6.5). Отмеченный характер
кривых, как и в случае сварки но поверхностям
полимер- полимер, связан с улучшением кон-
такта и ростом числа меж молекулярных связей
между поверхностями.
Прочность сварных соединений пленок из
ПЭТ толщиной 20 и 40 мкм не зависит от
изменения давления в пределах 0,1—0,5 МПа,
в связи с чем давление при сварке этих пленок
выбрано равным 0,2 МПа.
9.4. Оптимальные условия н режимы химической сварки пленок из ПЭТ
Тип пленки И я X Присадочный материал Расход при- садочного материала на 1 см3 поверхности шва, мт 1 Температура сварки, °C Продолжи- тельность, с Давление. МПа
ПЭТ 1-20 40-50 too 1-100 ПБ ГМДИЦ ПБ ГМДИЦ ПБ4- флороглюцин Со пил и эфир С-45 + ПБ Сополиэфир С-25 + ПБ 0,15 0,22 0,15 0,25 0,3 0,4—0,7 0,4—1 150-155 145—150 155 150—155 160 160 170 15—20 20 15—20 20 20—25 20 20 0,1—0,2 0,2 0,2 0,2 0,2—0,3 0,1 0,1
ПЭТ-ДА 5 12 20 ГМДИЦ 0,04—0,1 0.1—0,2 0,2-0,4 185 30 0,1 0,2—0,5 0,5
ТЕРМОПЛАСТЫ
246'
При сварке с помощью присадочных мате-
риалов, содержащих в своем составе легко-
плавкие сопели эфиры, прочность соединения
перестает изменяться после повышения давле-
ния за предел 0,1 МПа.
Оптимальные параметры химической сварки
пленок из ПЭТ (табл. 6.4) указывают на воз-
можность реализации метода на различных
производствах.
Как известно, пленки из ПЭТ могут работать
в интервале температур 150-У 150"С. Такую
же работоспособность обнаружили при испы-
тании соединений, полученных химической свар-
кой (табл. 6.5, рис. 6.6). Прочность швов,
изготовленных химической сваркой, выше проч-
ности швов, сваренных диффузионно-реологи-
ческим методом. Наиболее высокую теплостой-
кость показали швы, при сварке которых ис-
пользовали ПБ, в то время как швы, сва-
ренные с участием ГМДИЦ, имели более
высокие показатели прочности при темпера-
туре —196 ^С. Разрушение образцов соеди-
нений при -196 'С и 20 "С происходило глав-
ным образом в околошовной зоне, а при повы-
шенных температурах (особенно при 150 °C) —
по основному материалу.
На основании данных (табл. 6.6) по проч-
ности сварных соединений, испытанных после
действия на них различных сред в течение
продолжительного времени, можно заключить,
что швы, изготовленные химической сваркой,
характеризуются высоким качеством. Их разру-
шение происходит ио околошовной зоне или
вдали от шва при усилиях, близких к макси-
Рис. 6.6. Зависимостьразрушающсго усилия при
растяжении Ло пленки ПЭТ-ДА и при сдвиге
F сварных соединений от температуры Г нснытн-
ния;
толщина пленок, мкм: / — 6; 2—12; 3 20;--
прочность соединений;------прочность ivieHKH
мально возможным и зависящих от измене-
ния свойств полимера после действия раство-
рителей и от особенностей нагружении нахле-
сточного шва.
Химическая сварка нашла применение при
изготовлении емкостей из формованных заго-
товок, полотнищ и рукавов из рулонных пле-
нок ПЭТ, сотового заполнителя [61] Из гофри-
рованных или плоских заготовок, при создании
полимер-полимерных композиционных материа-
лов из лавсановых волокон.
Полиамцды. Для большинства полиамидов
характерны узкий интервал температуры плав-
ления и низкая вязкость в вязкотекучем со-
стоянии. Поэтому диффузионно-реологическая
сварка этих материалов ставит ряд проблем,
6.5. Влияние Температуры испытания на прочность соединений пленки из ПЭТ1
толщиной 20 мкм, сваренных различными способами
Механизм процесса Метод нагрева Присадоч- ный материал Разрушающее усилие при сдайте. И/си, соединений при температуре испытаний, *С
-196 20 100 1№
Диффузи- Ультразуковой 24 19 13
^нно-рео- Термоимпульсный — 17,5 18 10,8
логический Контактно-тепло- вой Лента PC 23,5 *“ 10,8
Химический Контактно-диэлек- трический ПБ ГМДИЦ ТФ-60+ПБ 50 60 61 31 30 36 24 24 28’ 18 10 21
при
1 Разрушающее усилие при растяжении исходной пленки при 20°С 3,8 Н/см.
100 “С 2,9 Н/см, при 150 "С 21 Н/см, при —196 °C 6,8 Н/см.
246
XI-tMIf'IH .КЛЯ СВАРКА I ЮЛИМВР11ЫХ М АТРГ-Ч1 АЛОВ
6.6. Влияние действия сред на прочность сварных соединений пленок из ПЭТ
Толщина нленкн, мкм Среда Присадочный материал Разрушающее усилие при сдвиге, Н/си, после выдержки соединений а среде в течение, сут
0 5 10 20 60
40 98%-ная ала ж- ность ПБ 57,5 54,5 53 53 53
ГМДИЦ 60 56 56 55,5 55
Ч етыр ех хлористый углерод ПБ 57,5 54 53,5 — 52
ГМДИЦ 60 56,5 56 — 54,5
100 98%-ная влаж- ность ПБ + флороглюцин 148 140 139 138 138
Метиленхлорид 148 138 136 135 135
ргинггь Ktnripi.ii' уд.четея применением ряство
ри iT'jfi'i'i H..TII тимической сваркой.
'l-'iя псупцттилеиия химической сварки подн-
ими.,кин нс пол t>.<oi.t:i,.'l if их высокую реакцион-
ную I'liocofiiiocTi, но отношению ко многим но
л и । |>у 11 к । н I < if । н..'1 м им м еоедннеиням. В полиамидах
к числу реикцигшиоеиособных относится амин-
ULIC, кярбикеильиые и амидные группы.
<' I и г| 11 [|н । чес к I tv условия сшивания, проводи-
мого ц короткий период времени соединения
поверхностей, существен но ограннчИЕ!ают вы-
бор присадочных реагентов. Основ-
ным требованием к таким реагентам является
высокая скорости реакции с полиамидом нрп
температуре, лежащей нс только ниже темпе-
ратуры плавления, по и ниже температуры
быстро протекающей разор пентад ин пленки
или волокон.
Примепитс\||ыто к полиамидным пленкам н
волокнистым материалам наиболее приемлемы-
ми (с точки зрения достижения высокой проч-
ности соединения за короткий промежуток вре-
мени) для химической сварки среди низкомо-
лекулярных присадочных материалов оказа-
лись многоосновпые кислоты (табл. 6.7). их
ангидриды и хлорангидриды (табл. 6.8), сое-
динении, содержащие гидроксильные группы
(ди метилолпара крезол, дифенилолпропан).
в.7 Прочность соединений1 * * * 5 пленки ПК-4 (из поликапроамида) толщиной 60 мкм
и вязкость раствора материала швов, изготовленных с помощью различных кислот
Присадочный агрегат (Н%-пый раствор в этаноле) Разрушающее усилие при рас- слаивании*, Н/см, Вязкость1 0,5%-ного раствора в м-крезоле, с
ИСХОДНОГО образца при 20 °C после 75 су- ток хранено на воздухе при 20 °C после шести недель вы- держки в водяоглице- рииовой смеси (1 : I) при 20 °C
.Уксусная кислота 23,3 20 17,3 209
1Ца нолевая кислота 28 24,4 20,2 216
Янтарная кислота 30,7 35,3 31,4 218
Адипиновая кислота (АК) 33 33,4 28 331
Пиро меллитовая кислота (ПК) 31,9 27,6 23,6 —
1 Режим высокочастотного нагрева: напряженность поля 20,2 кВ/см (Г» 135°C),
1»-5 с; без присадочного реагента осуществить сварку при этом режиме не удалось.
а Средние результаты испытания пяти образцов; шов расположен поперек ориеи-
rriiuin пленки.
5 Время истечения раствора при 20°С на вискозиметре Оствальда с d«l,2 мм;
вязкость раствора исходной пленки 185 с.
ТЕРМОПЛАСТЫ
247
6.8. Прочность сварных соединений пленки ПК-4 толщиной 60 мкм,
изготовленных с помощью хлор ангидридов многоосновных кислот
Прксадочвый реагент Напряжен- ность поля ТВЧ, кВ/см Продол- житель- ность сваркиt с Разрушающее усилие при расслаивании4, И/си
исходного образца прн после 75 су- ток хранения на воздухе при 20‘С после шести недель иЫ’ держим и вод но-глице- рин смеси прн 1М ’С
20е С 80’ С
Хлорангидрид терефта- левой кислоты1 (ХАТК) 20,6 15 20,7 — 21 —
Хлорангидрид азеа ли- повой кислоты2 (ХАК) 20,2 10 16 — 15,3 14,7
Хлороксид фосфора3 (ХОФ) 19,4 10 26 23 27 21
! Нанесен из 10%-ного раствора в ацетоне.
2 Нанесен из 5%-ного раствора в метиленхлориде.
’Нанесена из 5%-ного раствора в четыре хлористом углероде
4 Средние результаты испытания пяти образцов.
Швы, сваренные в присутствии многоосиов-
ных кислот, значительно прочнее швов, изго-
товленных диффузионно-реологической свар-
кой при оптимальных режимах.
Это указывает на то, что в зоне контакта
между соединяемыми поверхностями создается
такое количество химических связей, что их
разрыв требует усилий, которые можно при-
равнять к разрушающему напряжению пленки.
В то же время вязкость полиамида в зоне свар-
ки возрастает незначительно, и молекулярная
масса увеличивается максимально на 70%,
т. е. в среднем по всей толщине пленки в зоне
шва на каждые три макромолекулы появился
один узел, созданный химической связью. Это
несоответствие данных по прочности соедине-
ния и вязкости растворов материала шва мо-
жет быть объяснено тем, что химическая ре-
акция присадочного реагента с пленками
сосредотачивается в зоне контакта поверхно-
стей и не затрагивает глубинные слои.
О наличии химических связей между цепями
макромолекул полиамида свидетельствует ха-
рактер термомеханических кривых (ТМК) ма-
териала шва, который отличается от характе-
ра ТМК исходной пленки более низким уров-
нем деформаций в эластическом состоянии.
Поскольку хлороксид фосфора показал высо-
кую реакционную способность по отношению к
полиамидам, целесообразно сварку с его по-
мощью осуществлять, вводя в зону шва ве-
щества, поглощающие побочные продукты
реакции.
В качестве присадочных материалов, кото-
рые могли бы вступать с полиамидом в копр
динационное взаимодействие, опробованы по-
рошки из фенолоформальдсгидной смолы с раз-
личной степенью отверждения: смола I, со-
держащая 8—10% экстрагируемых веществ, i
смола II, содержащая 4- 6% экстрагируемы»
веществ (размер частиц менее 50 мкм}, В при
сутствии смоляного наполнителя не т(Ы1ЬК<
возрастает прочность при расслаивании, но г
значительно повышается теплостойкость и водо-
стойкость сварного шва (табл. 6.9), что МОЖЖ
объяснить только возникновением высоко-
прочных донор но-акцепторных связей ни гра-
нице контакта частиц смоляного наполнителе
с полиамидом.
Полагая, что частицы смолы с некоторо!1
остаточной пластичностью создадут более плот
нын контакт в пограничной зоне, экснеримен
тально устанавливали оптимальную степеш
отверждения наполнителя. Было получено, чт<
не полностью отвержденный смоляной пн пол ни
тель (экстрагируемых веществ 8- 10%) може1
повысить прочность сварного шва при расслми
вании приблизительно на 50%, в то время нмг
введение порошка смолы с содержи кие*
4—6% экстрагируемых веществ позволяет пи
высить прочность лишь на 25%.
Низкомолекулярные присадочные мнтеринль
наносят на соединяемые поверхности плеши
полипом из щелевого сопли или кистью рщтно
ров в растворителях, вызывающих инбуминн
полиамидов н не окатывиющпх нпчдейст ни и ш
24Н
ХИМИЧЕСКАЯ СВАРКА ПОЛИМЕРНЫХ МАТЕРИАЛОВ
8.9. Прочность соединений полиамидных пленок, сваренных
в присутствии смоляного наполнителя
Пленка Способ сварки Разрушающее усилив ори расслаивании1, Н/см,
исходного образца после аыдержкн при 98%-ной важности к 20 °C, сут при тем- пературе 80° С
7 21 56 90 150
Р-27 Д нф фу э нон но-рею л оги - ч некий (тепловой) Химический (смола I) 21 34 9,3 27 7,9 35 6,2 18 7,3 19 3,6 17 12 23
АР-27Т Диффузионно-реологи- ческий (тепловой) Химический (смола 1) 26 28 23 23 17 21 16 20 18 22 17 20 16 25
1 Средние результаты испытания не менее пяти образцов.
ирнгндочпые реагенты Порошок не полностью
оз иерждепний фенолоформальдегидной смолы
наши и t методом о пудр н ван и я.
Лии снарки полиамидов наиболее пригоден
нысокочнгготный диэлектрический нагрев, по-
.'imuiикнций достигнуть оптимального распреде-
лении температуры но толщине и активизи-
ровать реакцию полимера с присадочными
млтернплами.
Как н при химической сварке других поли-
мерных пленок, дли нагрева полиамидных пле-
нок. особенно милых толщин, целесообразно
Мснолюонать прокладки из полимера, который
при выбранных режимах более эластичен, чем
сдали пиемий полимер.
Очистки соединяемых поверхностей полиами-
/юн и редут митр и вист удаление слабых гранич-
ных слоен (мономеров, загрязнений и т. п.),
которые препятствуют достижению контакта
нриепдонпого реагента и полимера.
С увеличением расхода низкомолекуляр-
ного ириса лонного материала, приходящегося
пи I I'M'' чипы lima, прочность соединения,
ненки возрастпя. быстро достигает максимума,
тдале которого наблюдается постепенное ее па-
тепис (риг 67). Предполагают, что с увелине-
tiii'M конверсии полиамида в реакции со сши-
щкииим реагентом возрастает концентрация
шири женил В юкол 01 нов пой зоне и углубля-
oil'll гюбоипыс прононсы, свяла иные с термо-
жиган ге/ц-ной деструкцией. Увеличение коли-
нтгпл iiupEiriiка белее огнерждениой смолы не
ниц шнмпжносгь достигнуть таких же поил
«'гелей 11р<нннк-о।, чго и при сварке е помощью
Н'НСС огиерждепиоЙ смолы.
Ла инти мольные выбраны тик не кц/ш честна
присадочных материалов (табл. 6.10), которые
обеспечивают достаточно высокую прочность
сварного соединении в наиболее широком
интервале режимов нагрева.
При высокочастотном нагреве нужную тем-
пературу в шве достигают, регулируй преиму-
щественно напряженность ТВЧ-поля. Верх-
ний предел последней выбирают иначе, чем при
диффузионно-реологической сварке. Напряжен-
ность ВЧ-поля должна быть такой, чтобы
температура в шве исключала разориептацию
Рис 6.7. Зависимость разрушающего усилии при
расслаивании Fv сварных соединений полиамид-
ных пленок от количества Q присадочного мате-
риала в зоне сварки при ВЧ-нагреве,
пленки: 1, 2. Я - ПК-4; 4 — АР-27-Т; 5, 6 —
АР-27-2Т; 7, 8 Р-27;
присадочный материал: 1, 2, 3 адипиновая кисло-
та из раствора в этаноле; 4, 5, 6 - хлороксид
фосфора из раствори в четырех хлористом угле-
роде; 7 смола 1; Л-- смола 11;
n:iiip)M)CiiiiOcTi> ВЧ-ПОЛЯ, кВ/см: /, 2, 3 18,5,
4 12; й 8; 6 !); 7. Я К);
продолжительность нагрели, с; I !>; 7, 4 10,-7 30;
,4, 7, 8 7; fl И
ТЕРМОПЛАСТЫ
249
6.10. Оптимальные количества
присадочных материалов
для химической сварки полиамидов
Присадочный материал Раствори- тель Количество присадочного материала в зоне со- единения, мг/сма
Адипиновая кис- лота Этанол 0,3—0,5
Пир о меллитовая кислота Ацетон 0,4
Ди ан гидр ид пиро- меллитовой кисло- ты (ДАПК) > 0,4—0,5
Дифенилолпропан (ДФП) » 0,3
Д им етилол пар а - крезол (ДМПК) > 0,3
ХОФ Четырех- хлористын углерод 0,2—0,4
Смола I Без раст- ворителя 0,2—0,3
Смола II То же 0,8—1
пленок, а тем более расплавление волокон в
тканях или в армированных тканями пленках.
Сварка при высоких напряженностях позволя-
ет обеспечить повышенную скорость процесса,
по требует точного поддержания продолжитель-
ности нагрева. Рекомендуемые оптимальные
значения напряженности (табл. 6.1 Г) поддер-
живают температуру в шве на уровне 120—
130 'С.
С увеличением продолжительности
6.11. Оптимальные режимы1 сварки
полиамидных пленок (присадочные
реагенты: ДАПК, ХОФ, ДМ ПК, ДФП)
Пленка Напряжен- ность ВЧ-поля, кВ/см — Продолжи- тельность сварки, с
ПК-4 АР-27-Т АР-27-2Т Р-27 20 12 7,5—8 15—16 5—10 7-10 5—7 5—7
1 Между прокладками из пластифициро-
ванной поливинилхлоридной пленки толщи-
ной 200 мкм.
Рис. 6.8. Зависимость разрушающего усилия при
расслаивания /у, сварных соединений пленки
НК-4 от продолжительности t сварки,
присадочные реагенты: 1 5 ДАПК; 6 ХАТФК;
7.Я — АК, 9. 10 ХОФ; // ДФП;
напряженность ВЧ-поля. кВ/см: ./ 10; 2 20,2;
3, 6-20.G; 4—20.9, 5 21,2; 7 17,9; 3 -20,0;
9 — 18,5; /(1-19,4; II 19.2
сварки прочность швов возрастает только до
определенного предела (рис. 6.8), после пего
начинают сказываться процессы, ослабляющие
шов и околошовную зону Т-образных швов |55|.
Доказательством того, что повышение проч-
ности соединения, соответствующее начальным
участкам кривых на рис. 6.8, с увеличением
продолжительности I связано с образованием
большего числа химических связей между
макромолекулами полимера, является роет
вязкости растворов полиамида, взятого из зо-
ны шва, по мерс возрастания t (табл. 6.12),
6.12. Прочность соединения и вязкость
раствора материала сварного шва
в зависимости от режима1 сварки пленки
из поликапроамида
Материал Напряженность ВЧ-поля, кВ/см Продолжитель- ность сварки। с 1 Разрушающее усилие при расслаивании, Н/см _ Относитель- ная вал- кость' pacTiwpa » деизмлонаи спирте при 1Ю'С
Исходный — — — 1,26
В зоне сварного шва 21,2 3 18 -J 1,33
5 25 1,374
1 Присадочный реагент ДАПК, расход
0,4 и г/см2; давление 0,5 МПа.
* Замерена с помощью вискозиметра
Оствальда с диаметром капилляра 0,6 мм.
250
ХИМИЧЕСКАЯ СВЛРКЛ ПОЛИМЕРНЫХ МАТЕРИАЛОВ
I It >111,111114111 Г Д II В .1 V It II я в прелелах 0,2
(I,5 Ml In при оптимильных режимах нагрева
не кызынало ли мет кого изменения прочное™
ни...
Миро юстой кость cimpinjx ninon пленки ПК-1!,
и iroTOH.iiciiiiiJX химической спаркой, оказалась
ни уровне морозостойкости соединяемого ма-
терщин!. По стойкости к гидролизу и но теп-
л|iciollкисти они превосходят швы, изготовлен-
ные диффузионно-реологической сваркой.
Химическую свярку применили при изготов-
лении нетканых материалов из полиамидных
ноли коп, для предотвращения распускания
нн:шлыц| прошивного нетканого материала при
oft рыке про нпщпой нити, при сборке сфери-
ческих емкостей нз плоских пленочных заго-
товок, н производстве полимер-полимерных ком-
позиционных материалов [8].
Фторнолимеры. Соединения фторопластов,
выполненные диффузионно-реологической свар-
кой. не удовлетворяют но ряду показателей
рнзри Hoi инков ответственных изделий. Для
этих спелипгвнй характерны большой разброс
показнтелей прочности, расслоения во время
хранения изделий, значительное снижение
прочное'! п под действием агрессивных сред и
нагрева.
Устранить перечисленные недостатки можно
путем соединения (сшива пня) макромолекул
кшггнктпрующн х поверхностей химическими
гп'изнми. 1. е. осуществив химическую сварку.
Химическая сварка разработана по отноше-
нию к фторопластам, полученным на основе
не полностью фтор ирона иных мономеров. Ее
осуществляют е применением присадочного ре-
пгента. При нахождении условий химической
еннркп фторопластов принимали во внимание
способ in ют 1> некоторых полимеров этого типа,
н в iiih'tiioctii фторсополимера Ф-26, вступать
в химические реакции с основаниями Шиффа,
пероксидом Гмшнонлп, а также возможность
шме|це1шя атома фтора ацильным радикалом.
В качестве и р п с а л о ч пых реагентов
или химической сварки фтор пол им еров опро-
floKiiiibi мпогоосповиые кислоты, диамины и пе-
зоксип быг.иниш, в том пне.,те наносимые на
людипигмыг покерхпоетл из растворов, кото
лк содержали С1)ед|шнемый фторполнмер. На-
Ilftojlee >ффекп|п|к; снарка проходила при ис-
nt el f,.i । > i и i н и 11 диаминов и пероксида бензоила.
IIpo'inoL-iк сварных шпон, изготовленных с их
|i imi iiiiLi'io, вы inc прочности it! нов, спаренных
'к11 11piiciiличного материала пап при участии
l|iyi ИХ XIIMII'11'СКПХ решентоп. 11 рсд! I ол и г а стоя,
Ц'о меха пп 1м хи Minier кой снарки аналогичен
чих пн и ту г 11111 и: 11111 и полимеров с помощью
этих веществ. Образование химических связей
между макромолекулами в зоне шва доказан
в исследованиях характера термомеханических
кривых исходного полимера и материала свар-
ного шва.
Присадочный реагент удобно наносить в виде
раствора, содержащего соединяемый фторполи-
мер, Оптимальное содержание фторопласта
Ф-26 в ацетоновом растворе составляет 10%..
а оптимальное количество пероксида бензоила
или диамина в нем 0,5±0,1 %. Присадочный
материал изготовляют путем смешения наве-
сок мелко нарез анной пленки из Ф-26, реагента
и ацетона и выдержки их в плотно закрытом
сосуде в течение примерно 5 ч при температуре
20 °C до образования однородной массы.
Приготовленный присадочный материал мо-
жет храниться при температуре 20 °C не
менее 15 сут.
Подготовка пленок включает в себя тщатель-
ную очистку свариваемых поверхностей с
помощыо тканевых тампонов, смоченных этило-
вым спиртом.
Присадочный материал в количестве 2 ±
±0,5 мг/см2 наносят мягкой кистью или через
щелевое сопло. Чистые присадочные реагенты
из 10%-ных растворов в ацетоне наносит из
расчета 0,2 иг сухого остатка па 1 см'2 поверх-
ности пленки. Открытая выдержка при темпе-
ратуре 20- 25 <:С не менее .25±5 мин. Допусти-
мый срок хранения заготовок с нанесенным
присадочным материалом 60 мин. В противном
случае необходимо вносить коррективы в ре-
жим нагрева.
Химическую сварку пленок из фторосополи-
меров целесообразно проводить при высоко-
частотном диэлектрическом нагреве, для реали-
зации которого они имеют удовлетворитель-
ные значения коэффициента диэлектрических
потерь.
Температуру нагрева выбирали с уче-
том реакционной способности химического реа>
гента, термомеханических и реологических
свойств фторопластов. В случае использования
в качестве присадочных реагентов ПБ и ГМДА
оптимальная температура для сварки пленок
из Ф-26 и Ф-42 находится в диапазоне 130-
150 °C,
В случае прогрева соединяемых пленок между
прокладками нз ткани типа «молескина и по-
ливинилхлоридной пластифицированной плен-
ки толщиной 100 мкм эти температуры дости-
।hi men при напряженности ТВЧ-поля 12-
13 кВ/см.
Увеличение про до л ж и т ел ь п о с т и свар-
ки за предел 20 с не вызывает рост;: прочности
ТЕРМОПЛДГ.ТЫ
261
швов при расслаивании. Оптимальное давле-
ние сварки составляет 0,3—0,5 МПа.
Повышение прочности шнов, и.тготодлеииых
химической сваркой, по с'ранттегшю с прочно-
стью швов, изготовленных диффузионно реоло-
гической сваркой, объясняется способностью
материала первых нагружаться выше предела
вынужденной эластичност и, характерного для
соединяемой пленки и величина которого во
многом определяет несушую способность Т об-
разных Hi bob [55J.
Наибольшую прочности-! в раз-личных усло-
виях эксплуатации показа,™ швы, сваренные
с помощью присадки, содержащей ПБ.
6.2. ЛИНЕЙНЫЕ ПОЛИЦИКЛИЧЕСКИЕ
ПОЛИМЕРЫ
Из всех полициклических полимеров для тех-
ники наибольший интерес представляют .одн-
ими ды. Среди них п качестве пленок, а следо-
вательно, требующих разработки способа сое-
динения, наиболее широкое применение полу-
чили материалы па основе диангидрида пиро-
меллитовой кислоты и дна ми подифен илового
эфира - полипнромеллитимида (пленка ПМ 1).
Пленка 1JM-1 относится к числу не свари-
ваемых диффузионно-реологическим методом
полимерных материалов, так как температура
размягчения нолигшромеллитимида значитель-
но выше температуры его деструкции. Для
обеспечения соединения полиимидных пленок
дифф у знойно-реологической сваркой создают
полимеры, в макромолекулах которых гетеро-
циклы или фениленовые звенья чередуются со
звеньями, обладающими повышенной гибко-
стью (простая эфирная или сульфидная связь,
метиленовый мостик и др.). Температура раз-
мягчения таких поли имидов лежит в пределах
250 -400 Г'С. Так, полиамиды типа ДФО,
П.Ч-2, ПМ-4 размягчаются при 270 '"С, а в
интервале температур 300 -1001: С. находятся
в вязкотекучем состоянии, и сварка их iie пред-
ставляет особых проблем.
Для сварки неплавких полнимпдов нх дубли-
руют пленками нз других полимеров, напри-
мер из (фторопласта Ф-4МД [32] или из
плавких нолиимидов.
Термин «сварка» применительно к дубли-
рованным пленкам отражает процесс сплавле-
ния в месте контакта слоев покрытий, в то
время как соединение основных пленок проис-
ходит через промежуточный слой. Проч постные
свойства таких соединений при риал пиных уело
пнях нагружения, а также их теплостойкости
зависят от свойств промежуточного (по сути,
клеевого) слоя термопласта.
Для повышения теплостойкости соединения и
качестве клея для полиимндов используют но-
лиамидокислоты [71] , которьге в iipoHCl'i'C
склеивания подвергаются нмилизации. Однако
в этом случае процесс склеивания xapiiKTl'flH-
зуется мпогооперациопностью и большой дли-
те.,чьи остью, вследствие малой летучести рвет-
ворятелей полиамидокислоты и невысокой ско-
рости ее дегидроциклизации.
В связи с вышеизложенным пред)io.iiaга,1!и,
то применение принципа химической снарки
для соединения полиимидпых пленок позволит
достичь высоких показателей качества швон И
обеспечит технологичность и экономичность
процесса сборки изделий из них.
Основанием для разработки химической свир-
ки пол и имидных пленок послужили наличие
достаточно большого числа функциональных
групп (имидных, амидных, карбоксильных) в
составе пол и имидов и возможность пере хода
полиимида типа ПМ-1 в эластическое состоя-
пие при температурах выше 250 °C.
Вместе с тем сведений в литературе о реак-
ционной способности пол иимилов, особенно в
твердом состоянии, пока еще недостаточно.
По указанным причинам оптимальные усло-
вия химической сварки- поли имидной пленки
I IM-1 находили экспериментальным путем
[56].
-При выборе условий химического соелппеяня
каждого полимерного материала требуется
установить температурные области переходя
полимера из одного физического состояния в
другое и определить допустимые границы
и нн- нс и вн ости прогрева, не приводящие к
ухудшению основных свойств материала.
В случае соединения пленок из тугоплавких
полимеров, температура стеклования которых
приближается к температуре деструкции, л
пластические деформация малы, осинники груд-
ность состоит в па хождении условий, обеспе-
чивающих плотный контакт соединяемых lili-
верхн ослеп, который был бы достаточен для
их химического «сшивания».
.11ри выборе и р п с а д о ч кого peal сити
химическую активность различных iienici"iii по
отношению к полимеру определяли в условиях,
имитирующих соединение двух пленок. Дли
этого пленки Г1М-1 толщиной 6 мкм прогрева
ли при заданном режиме в прш-уитини пред
полагаемых химически активных нсiцестн. По
с.ледние наносили на обе щшс-рхности пленки
hi 111% пых растворов в 111 IT'T ине, сши-ибнчМ
диффундировать в IIM I. I buac удищ-иин |iaci
262
ХИМИЧЕСКАЯ СВАРКА ПОЛИМЕРНЫХ МАТЕРИАЛОВ
6.13. Некоторые характеристики пленки ПМ-1* 1
после ее прогреоа’ с различными реагентами
Реагент Качество образцов Количество зкетра- тируемых’, % Относительное изме- некие вязкости раствора полныера\ %
Без изменений 0 0
Метафеннленднамин Разрушается —10,8
Метатолуилендиамил > — —9,7
Гндразин-гндрат » — —20,1
Дна м нноднфенилсульфои Без изменений 70 -4-12,1
Днамннодифвнилметан То же 63 + 10,6
Г ексаметцлендиамин > 15 Не растворяется
Гексамитилвидиизоцианат » 33 + 15
Толуилендниэоцнанат > 28 +8,6
Гидрохинон > 70 + 12,4
Диоксина фта лик > 75 -4~9,8
Ангидрид триметиллнтовой кис- лоты > 42 +7,3
1 Площадь обработанной поверхности пленки толщиной 6 мкм — 740 см2.
1 Прогрев пленки при 250 °C 3 мин.
1 По отношению к исходному количеству реагента.
1 Вязкость 0,5%-ного раствора исходной плеики в концентрированной серной кислоте
0,379.
воритгл» образцы покрывали пленками из фто-
p<iiiJiiicra-4, а затем силиконовой резиной и
пометили между нагретыми плитами пресса.
В кячесгве реагентов использовали диамины,
дп изо циан и ты, производные фенола, ангидри-
ды кислот. О реакции этих веществ с полипи-
ромеллит имидом судили но количеству обра-
зован шей с я гель-фр акции или по изменению
низкости растворов полимера.
Ароматические диамины с небольшим разме-
ром молекулы (мстафснилендиамин, метатолуи-
ленднимнн) и гндрязннгидрат деструктируют
полимер за 2 3 мин нагрева при 250 °C,
при атом низкость растворов снижается па
10 20%. Диаминоднфснилсульфон и диамино-
диф гни л метан в тех же условиях экстраги-
руются из пленки только на 63- 70%, и вяз-
кое! к |: и ст nop fi полимера повышается на 10
12%, Ашиагннпые результаты достигаются по-
сле ревкции полиимнднон пленки с фенолами,
мпогооспонпымн кислотами и их ангидридами.
.11леlliul I IM-1, прогретая с гексамстнлендиа-
мппом, у грина чает способность раствориться
11ибл. l>. 13).
Объем гель фракции достигает 5(1%, следо-
юггел ьно, | ол 11 и 111 а слоя с одной стороны плен-
ки, нетупншпгго а реакцию с реагентом ii
ilijftpn и ных условиях, составляет примерно
1,5 мкм. Вязкост I, раствора пленки ПМ,-1,
прогретой с ГМДИЦ, увеличивается на 15%.
С целью выявления направленности химн
веских реакций различных веществ с исследуе-
мым полимером были сняты ИК-спсктры исход-
ных пленок и образцов, прогретых без и с
участием реагентов. Наибольшие отличия на-
блюдаются в спектрах пленок 11M-I, прогретых
с гексаметилендиамином и гексамети,,1енди|| ю-
цнанатом. В спектрах обнаруживаются пики,
соответствующие колебаниям атомных групп
амид ( (1680 см ') и амид 2 11350 см"1),
которые появились в результате при соединения
данных веществ к карбоксильным группам по-
ли имида. Вместе с этим снизилась нптепенв-
пость полосы 3500 см 1, соответствующей коле-
баниям карбоксильной группы. В то же время
несколько уменьшилась интенсивность полос
1770 см 1 и 730 см-1, характерных для имид-
ного цикла, что свидетельствует о возможности
прохождения реакций с раскрытием имидных
ЦИКЛОВ.
Дополнительные сведения о характере взаи-
модействия химических реагентов с полиими-
дом дают результаты испытаний в различ-
ных условиях сварных швов, изготовленных с
участием полифу нкцнонал иных веществ
(табл. 6 14). и результаты изучений смачи-
«1 ИНГИНЫ I? ГЮЛИ НИКЛИ’! I' (ЖИГ ГЮЛИ МИРЫ
6.14. Влияние типа присадочного реагента на прочность
соединений1 пленки ПМ-1 толщиной 20 мкм
Присадочный реагент ющер усилие при сдвиге соелг;|ц:иий, Н/мм
при 20 °C при 330 °C После 10 сут. выдержки и дим*- гн л форм имиде
Исходная пленка'1 2,04 1,1 1,8
Г екса метнлендиамнн 1,87 м= 1,06 м 1,6 м
Г екса метилендиизоцианат 1,8 м 1 м 1,57 м
Метатолуилендиамин 1,53 с* * 9 0» 0,6 с
Г идрохинон 0,8 с 0 0
Тримеллнтовый ангидрид 0,95 с 0 0
Парааминобензойная кислота 1,2 с 0 0
1 Режим сварки; Г=250“С, 1=3 мин; Р=1 МПа.
1 Условное обозначение характера разрушения швов: м — по основному материалу;
с —сдвиг на поверхности контакта; О — соединение распалось.
’Прочность при растяжении.
6.15. Влияние типа реагента на изменение краевого угла 6
смачивания водой пленки ПМ-t толщиной 17 мкм
Реагент1 6а, градус Реагент 0, градус
Исходная пленка 77,5 ГМДА + м-ФДА 72,8
Прогретая пленка 79,4 м-ФДА 69,5
Диэтиламин 82,6 ТДИЦ 68,7
ГМДИЦ 77 Трифенилтриизоцианат 71,6
ГМДА 76,4 метан
1 Обработка при плавном подъеме температуры до 300°С в течение 3 мни.
5 Средние результаты десяти замеров.
иаемости поверхности пленки, обработанной
реагентами.
Наибольшее изменение, смачиваемости наблю-
дается после обработки поверхности пленки
ПМ-1 изоцианатами (табл. 6.15).
Поскольку молекулы ГМДА и ГМДИЦ име-
ют высокую гибкость и достаточно большую
длину, то обе их функциональные группы
могут иступить во взаимодействие с макромо-
лекулами на одной поверхности полимера при
близком расположении там активных центров
и, таким образом, вызвать меньшее улучшение
смачиваемости, нежели мстафенилспдиамип
и ТДИЦ, характеризующиеся жесткостью мо-
лекул .
Высокая смачиваемость поверхностей, спа-
ренны х с помощью мстафепилендиамина п
ТДИЦ и подвергнутых расслаиванию перед
определением их смачиваемости, хорошо согла-
суется с низкими показателями прочности
6.16. Влияние температуры обработки
пленки ПМ-1 с использованием
различных реагентов на краевой угол В
смачивания глицерином
Реагент О1, градус» после прогрей а’ при температуре. “С
100 1 зо| 150 | m [ 230
62,5 62 63
ГМДА 65 59 22 33 45,5
Диамино- дифен и л- метан “““ —- 66,5 66,3 60
Дифенил- амин — 65,3 67,5 73,5
1 Средине результаты пяти замеров:
для исходной пленки О—бйР.
9 Прогрев в течение 2,5 мин.
!№1
ХИМИЧЕСКАЯ СВАРКА ПОЛИМЕРНЫХ МАТЕРИАЛОВ
До сварки
До сварки
Рис 1> Ч. 11ргдполягисмый Mvx.iiiизм химического соединения поверхностей 1Юлилиромеллитимнда во
время свирки;
присалили иге реиго11ты: и, Л днямнл; а, дни tuiuiaii пт;
IIHI |||'ЛК1|Н1Г О перин ми an:i/lll,il»j НП ЛМИДНЧМ ЦИКЛИМ; /j, ft НрНСООДИНСЛНС НО KflpHoKClLIhHLIM грушшм;
, ирщ-огдлпенне пи ямидпым группам
ЛИНГЛ 1161 Г. НОЛИПИКЛИЧВСКИГ. ПОЛИМЕРЫ 258
union па сдвиг и укдзьншет ня то, что эти
небольшие пи размеру молекул реагенты за-
крепляются па поверхности полиимила одним
концом. Применяя смесь реагентов, достигли
показателей смачиваемости, которые характер-
ны для пленок, обработанных индивидуальны-
ми реагентами.
Влияние гибкости молекул реагентов па их
способность участвовать в процессе химическо-
го сваривания легко прослеживается при изу-
чении изменения смачиваемости поверхности
пленки в зависимости от температуры обра-
ботки (табл. 6.16).
Повышение краевого угла смачивания по-
верхности пленки, обработанной ГМДА при
температурах выше 150 :С, очевидно, происхо-
дит от того, что ГИДА, приобретая высокую
подвижность и имея длиппучо алифатическую
цепочку, реагирует с полнимидом обеими функ-
циональными группам!!. Диотиламип {см.
табл. 6.15) н дифениламин (см. рис. 6.16). при-
соединяясь к полиамиду, увеличивают угол
смачивания, так как они одн оф yi i ki и i о нал ьп ы
и своими углеводородными группами экрани-
ручот полярные группы па поверхности поли-
мера.
На основании исследовании [56) в качестве
приеадочпых реагентов для пленки из ito.ih-
пиромеллитимида выбраны ГИДА п ГМДИЦ.
полагая, что их реакции с полипиролмелли-
тимидом проходят преимущественно по схе-
мам, представленным па рис. 6.У.
При определении режнион сварки было
хетаповлешо, что химическую сварку полнимид-
пых пленок нахлесточным швом можно прово-
дить без дополнительной предварительной
обработки поверхностей. При изготовлении
Т образных швов у изделий из толстых пле-
нок с целью увеличения числа функциональ-
ных групп на соединяемых поверхностях можно
рекомендовать химическую или меха ни ческу К»
обработку последних. Для химической моди-
фикации пленки ПМ-1 использовали способ-
ность полиимидов гидролизоваться под влия-
нием щелочей и кислот. С увеличением дли-
тельности пребывания пленки в растворе КОН
пп'-.чпость сварного соединения резко нозрастп-
г, проходя через максимум в первые 10
15 мин (табл. 6.17). Последующее лейстиш?
раствора НО должно быть столь же продол-
жительным. Более длительный гидролиз поли-
имида приводит к значительному утонению
пленки (если за 10 мин обработки ее толщи-
на уменьшается па 10 мкм, то за 20 мин ни
35- 40 мкм), что является причиной снижении
прочности Т-образных швов.
Значительно большего эффекта, чем после
химической обработки, достигают, используя
механическую обработку соединяемых участ-
ков шлифовальной шкуркой. Достаточно снять
с поверхности пленки ПМ-1 слой толщиной
2 мкм, чтобы получить прочное соединение,
Влияние толщины слоя й, снятого обработ-
кой шлифовальной шкуркой пленки JIM-1
толщиной 90 мкм, па прочность швов при ряс-
слаивании 1\, приведено ниже (присадочный
6.17. Влияние продолжительности действия растворов КОН и НС1
на прочность сварных швов1 пленки ПМ-1 толщиной 90 мкм
Продолжительность, мин, последовательного действия на поверхность пленки 20%-ными водными растворами Разрушающее усилие* при рас- сдаивании, Н/см Продолжительность, мин, последовательного действии на поверхность пленки 20%'ПЫми водными растворами Разрушающее усилие? при рас- слаивании. Н/см
кон при 75 °C НС] при 65*С КОН при 75 °C НС1 при 65 °C
5 1,21—1,4 р’ 3,4 -3,7 м3 3,45—3,75-м 15 20 3,4—3,55 М
10 10 15 20 10 15 1,3—1,55 р 1,9-2,15 м
15 1,35—1,6 р 3,25—3,4 м 20 1,9—2,3 м
JO- 15 Необработанная пленка 0,8—1,1 см’
1 Присадочный реагент ГМДА; режим сварки: Т=250сС, (=2,5 мин, Р=5 МПа,
2 Приведены результаты испытания трек образцов.
3 Характер разрушения: р — расслаивание по шву; м—разрыв в околошовной зоне;
см — расслаивание с разрывом одной из пленок.
aiws
ХИМИЧЕСКАЯ СВАРКА ПОЛИМЕРНЫХ MAI LРИАЛОВ
релп'Лт ГМДА, режим снарки: Т = 250 "С, ний. Максимум при этом достиг,четен при более
/--2,5 мин, /7 = 8 МПа): низких температурах.
4, мкм.................. О 2 5 10 15
Р», Нем.................1,1—1,35 р 3,9—5,1 м 3,6—3,9 м 3,4—3,8 м 3,3—4,5 м
11 рот иоеТЬ при сдвиге соединений пленок,
riiwi ум немых при постоянной температуре, с no-
li ни пен нем количества реагента возрастает до
постоя иного значения. Сварные соединения
р нарушаются н результате сдвига по шву при
11<'бо»’11>1пом количестве присадочного реагента,
и при его оптимальном количестве—по ос-
новному материалу преимущественно в около-
II юн пой зоне. Избыточное количество приса-
дочного реагента в шве препятствует образо-
ванию химических связей между макромоле-
кулимп контактирующих поверхностей.
С повышением температуры сварки при по-
стоянной продол житель пости контакта проч-
ность пиарных соединений проходит через мак-
симум (рпе, 6.10). Полученная зависимость
объясняется большей скоростью химических
реакций при попы шепни температуры, а следо-
иптелыю, большей конверсией функциональ-
ных групп и большей пластичностью полиме-
ра, обеснечпнакипей достижение более полного
контакта. 11 идеи не прочности за пределами
максим умов вызваны ухудшением прочност-
ных свойств пленки ПМ-1.
С увеличением длительности сварки при
постоя иной температуре степень конверсии
фупкннонильных групп возрастает, что приво-
дит к повышен ню прочности сварных соедине-
ние I).II). Зависимость разрушающего усилия
при «цине / сварных соединений пленки ПМ-1
толщиной 20 мкм от температуры Т сварки;
II [>и mil.' Hl и t.ir prill гиты: /. 2, 3 ГИДА; 4, 5, б
ГМДИЦ;
иридилжитчльпостн Hiiipciiu, мин; I, 4 0,5; 2, 5
3, .7, б 5
Несколько отлична от ранее рассмотренных
зависимость прочности сварных соединении от
давления прижима. Прочность сварных швов
пленки ПМ-1 тол тиной 20 и 40 мкм практически
не зависит от изменения давления в пределах
1 — 3 jMI'Ia. При меньших давлениях нарушается
стабильность показателей прочности сварных
швов. Для сварки пленки ПМ-1 толщиной 90
мкм требуется давление не менее 2 МПа.
Влияние давления Д на прочность сварного
шва пленки ПМ-1 толщиной 90 мкм показано
ниже (присадочный реагент: ГМДА. режим
нагрева: Г =250 °C. 1 = 2,5 мин, приведены
результаты испытания не менее пяти образ-
цов) :
_____ Разрушающее усилие при сдвиге,
Р, МПа Й/сн
1 82—91 с
1,5 89—98 с
2 106—107,5 м
2,5 106—109 м
Максимальная прочность Т образных швов
достигается при веско,,i ько бол щцпх давлени-
ях, чем те давления, которые необходимы для
получения качественного нахлесточного шва
(табл. 6 18) На основании проведенных иссле-
дований выбраны оптимальные условия (вар-
ки пленки ПМ-1 различной толщины
(табл. 6.19).
Полилнройеллитимидные пленки предназна-
чены для работы при сверхнизких и высоких
температурах, а также в условия;; резкой
6.18. Влияние давления Р при сварке
пленки ПМ-1 на прочность соединения
при расслаивании (присадочный реагент
ГМДА, Режим нагрева: 7=250 °C,
1=2,5 мин; приведены результаты
испытания не менее пяти образцов)
Р. МПа Разрушающее усилие при расслаивании, Н/см, соединений пленки толщиной, мкм
20 40
1 1,38—0,52 р 0,75—0,9 р
1,5 1,4—1,55 м 1,35—1,75 р
2 1,32-1,56 м 1,53—2,3 м
3 1,35—1,58 м 1,6—2,1 м
СШИТЫЕ ТЕРМОПЛАСТЫ
2.17
6.19. Оптимальные режимы химической сварки полним ид ной пленки ПМ-1
разных толщин
Присадочный реагент Концент- рация раствора (присадка 4-ацетон). % Расход реагента на 1 см* поверхно- сти шва а мг Режим сварки для пленки толщиной, мкм
Г, мин Р. МПа
20 40 ао 20 40 90 20 40 ЙО
Гексамети- ленднамин 10—15 0,2-0,25 200—250 200—250 200—250 2,5—3 3 3 1,6 2,5 3
Гексамети- лендннзо- цианат 10 0,2 220—240 220-250 220—250 2,5-2,8 3 3 1,0 2 3
смены температур. Естественно, высокой устой-
чивости ожидают и от соединительных швов
этих пленок.
Изучение свойств сварных соединений по-
казало, что прочность швов пленки ПМ-1
в интервале температур —196 °С4-350 “С из-
меняется так же, как и для самой пленки
(рис. 6.11), причем разрушение образцов про-
исходит по основному материалу. Различие в
прочности сварных соединений и пленки,
выдержанных при температуре 325 "С до
100 ч, составляет 3—6%. Сварные швы пленки
ПМ-1 толщиной 40 мкм после 1000 циклов
действия температур - 50 °C (I ч) и -|-70°С
{1 ч) сохраняют прочность, присущую исход-
ным швам.
Прочность соединений при сдвиге с увеличе-
нием продолжительности выдержки в раство-
рителях (диметилформамиде, ;У-метилпирро-
Рнс. 6.11. Зависимость разрушающего усилия
при растяжении Fn пленки ПМ-1 и при сдвиге F
сварных соединений от температуры Г испы-
тания:
I. 2, 4, 5—соединения; 3, 6 — пленка; толщина
пленок, мкм: /—3—20; 4—6—40;
присадочные реагенты: 1, 4 — Г МДА; 2-5 -
ГМДИП
лидоне), вызывающих набухание пленки, и во
влажной атмосфере падает несколько быстрее,
чем прочность пленки. Однако разрушение
соединений происходит в око.тошовной зоне.
Образцы, извлеченные из жидких сред и под-
вергнутые сушке до постоянной массы, восста-
навливают свою первоначальную прочность.
О долговечности сварных соединений судили
по результатам испытаний образцов швов по-
сле ускоренного климатического старения, ими-
тировавшего срок хранения в нормал1>ных
складских условиях до 10 лет. Прочность на-
хлесточных швов остается равной прочности
основного материала в течение всего периода
испытаний.
6.3, СШИТЫЕ ТЕРМОПЛАСТЫ
В связи с расширением применения сшитых
термопластов — материалов, созданных на ос-
нове линейных полимеров поперечным соеди-
нением их макромолекул под влиянием ини-
циаторов радикальной полимеризации или излу-
чения высокой энергии, актуальна разработки
способа сварки таких материалов, потерян-
шнх свойство термопластнчности.
Попытки сварить сшитые термопласты ио тех-
нологии, принятой для несшитых термон л пето»
без присадочного материала, как и следонмло
ожидать, окончились неудачей.
Применение промежуточного слоя из легко-
плавкого термопласта (несшитый полиэтилен
и др.) несколько повышает прочность соеди-
нения или не влияет на нее при изменении
дозы поглощения до 0,2 МГр [18], но ясно,
что такие соединения не могут работать при
тех условиях, при которых может эксплуати-
роваться основной материал.
При сварке полиэтиленовой нленкн толщи-
ной 60 мкм, содержащей 50% гель-фракцни
258
ХИМИЧЕСКАЯ СНАРКА ПОЛИМЕРНЫХ МАТЕРИАЛОВ
после -р-облучення дозой около 160 кГр, с
и однодом теплоты к внешней поверхности
пленки прочность швов при расслаивании
пк*Т11Ш1яет 5% прочности швов необлученной
пленки, спаренной при том же режиме. Не
удилось прочно сварить сшитый полиэтилен
нагретым таном с применением присадочного
материала [76].
Эксперименты на трубчатых образцах из по-
ли ига НН, содержащего 64,5% гель-
фрикцни, показали, что наилучщие результаты
диет сварка встык профилированным инстру-
ментом, имеющим температуру 550 °C, прямым
нагревом.
Дли труб диаметром 20—40 мм и с толщи-
ной стенки 2 -4 мм коэффициент сохранения
проч пости сварного шва лежит в пределах
82 -00%. Можно предположить, что при столь
высоких температурах идет разрыв межмолеку-
лирных химических связей и повышение те-
кучести материала, способствуя этим самым
цаннмному смачиванию соединяемых поверхно-
стей,
Учитывая малую жизнеспособность образу-
ющихся радикалов, при рассматриваемой схе-
ме свирки, характеризующейся наличием пау-
зы между нагревом и стыкованием соединяе-
мых поверх костей, едва ли можно ожидать
образования химических связей между послед-
ними.
Ограничивает применение такой сварки для
сборки изделий из сшитого полиэтилена не-
обходимость подвода тепловой энергии непо-
средственно к соединяемым поверхностям,
тик как высокотемпературная сварка при под-
воде теплоты сквозь толщину детали не дала
желаемого результата.
Учитывая, что нагрев должен длиться до
12 20 с, осуществить сварку пленок и тонко-
листовых деталей из сшитого полиэтилена
очень сложно. Далее, неизвестно сохраняются
ли при описанном способе сварки свойства
ми терн ал а (в первую очередь теплостойкость и
химическая стойкость) в зоне щва. В этом от-
ношении химическая сварка эффективнее, так
кик позволяет обеспечить идентичность свойств
материала шва и основного материала.
Анализ химической структуры и способности
к вторичным химическим превращениям сшито-
го и о л и эт н л е и а показывает, что он может
быть подвергнут химической сварке подобно
Юму как линейный полиэтилен может быть
подвергнут поперечному сшиванию.
В литературе мало сведений о технологии
химической снарки сшитого полиэтилена.
Сварку полиэтилена, облученного до экспо-
зиционной дозы 129-К)2 Кл/кг, проводят с ис-
пользованием в качестве промежуточного слоя
термопластичного полимера (полипропилен, не-
облученный или облученный малыми дозами
радиации полиэтилен) в сочетании с 1—15%
реагента радикального типа (неорганические
или органические пероксиды, органические гид-
ропероксиды, органические перэфиры, алифати-
ческие азосоединення, пербораты, персульфаты,
перхлораты и т. д ). Реагент вводят в термо-
пласт при тщательном перемешивании либо
путем нанесения их раствора в подходящем
растворителе (бензоле, ксилоле, четыреххлорн-
стом углероде) на поверхность тонкой пластин-
ки или пленки из термопласта, либо на одну
или обе соединяемые поверхности сшитого
полиэтилена. Если свариваемый материал об-
лучен небольшими дозами радиации и, следо-
вательно, обладает при нагреве достаточной
деформационной способностью, то можно огра-
ничиться применением только одного реаген-
та. Сварку проводят под давлением 0,007—
0,35 МПа при температуре 150—260 °C в те-
чение 0,2—15 с в зависимости от температуры
и давления.
Вместе с тем указывается, что при сварке
изоляции кабелей из ленты на основе термо-
усажи вающегося полиэтилена продолжитель-
ность выдержки при температурах 150—250 °C
в зависимости от предъявляемых к соедине-
нию требований изменяется в широком преде-
ле от 1 до 60 мин. Промежуточный слой в
виде ленты может быть приготовлен к сварке
путем выдержки в 10%-ном растворе перокси-
да бензоила в течение 3 ч. После сварки плен-
ки из полиэтилена (молекулярная масса 21 000)
толщиной ЗО'мкм, облученного экспозиционной
дозой 2,58 10’ Кл/кг, при 230 °C в течение
0,5 с и под давлением 0,2 МПа прочность
сварного шва при расслаивании составляет
6,55 Н/см.
Для придания присадочному материалу спо-
собности наноситься па соединяемые поверх-
ности из раствора в качестве его полимерной
составной части предложено использовать со-
полимер этилена с 29—40% винилацетата.
Соединение после сушки раствора до потери
материалом текучести проводят при 149—
204 °C до момента отверждения промежуточ-
ного слоя
Удобно использовать присадочный материал,
который представляет собой ленту, сдублиро-
ванную из двух слоев полиэтиленовой пленки
толщиной, например, 35 мкм, таким образом,
что пероксид находится внутри ленты, будучи
предварительно нанесенным на соединяемые
СШИТЫЕ ТЕРМОПЛАСТЫ
2№
при дублировании поверхности. Можно предпо-
ложить, что такая лента будет дольше сохра-
нять свои технологические свойства, нежели
лента с нанесенным па ее поверхности перо-
ксидом. Свежеприготовленные ленты обоих
вариантов позволяют достичь приблизительно
одинаковой прочности швов сшитою полиэти-
лена толщиной 2 мм при испытании как на
сдвиг, так и на расслаивание при температу-
рах 20 и 100 “С.
Теплоту к зоне шва подводят преимущест-
венно от нагретого инструмента.
Для сварки полимерных материалов со сши-
той структурой, обладающих свойством элек-
тропроводимости, предлагается испо 'ьзовать
нагрев за счет пропускания электр веского
тока. Присадочный материал содержит, кроме
пероксида, электропроводящий наполнитель,
например технический углерод.
Менее приемлемой для производства следует
признать технологию, при которой для осу-
ществления прочного соединения сшитых тер-
мопластов используют радиоактивное облу-
чение, например, быстрыми электронами эоны
шва после ее спрессовывания при нагреве,
хотя в этом случае можно отказаться от
применения сшивающих агентов.
Наиболее эффективным способом повыше-
ния теплостойкости и деформационной устой-
чивости поливинилхлорида (ПВХ) является
поперечное соединение его макромолекул пу-
тем воздействия ионизирующих излучений. В
присутствии полнфункциональных веществ
оптимальное изменение свойств ПВХ достига-
ется при дозах облучения 0,05—0,25 МГр.
Однако с появлением сшитого ПВХ
возникла проблема сборки элементов конструк-
ции из этого материала, так как примене-
ние обычного для изделий из ПВХ способа
диффузионно-реологической сварки становится
невозможным. Это послужило основанием для
изучения возможности соединения сшитого
ПВХ методом химической сварки.
В качестве объектов исследования исполь-
зовали листы толщиной 2—2,5 мм из поли-
винилхлорида марок ТРП и ЛРХП. Попереч-
ная сшивка макромолекул ПВХ достигалась с
помощью триаллилцианурата под действием
у-излучения. ПВХ марки ТРП был пластифи-
цирован хлорсульфированным полиэтиленом,
а ПВХ марки ЛРХП — линейным полиэфирным
олигомером. Перед соединением поверхности
образцов протирали спиртом, а в некоторых
случаях зашкуривали и выдерживали для на-
бухания в растворителях.
Места соединения нагревали высокочастот-
ным методом, наиболее широко применяемым
при сварке линейного ПВХ. Исследуемый
марки сшитого ПВХ имели хорошие для при-
менения этого метода показатели диэлектри-
ческих свойств: при частоте 10й Гц tg#™
= 0,024-0,03; е=2,44-3. Образны размером
45x55 мм соединяли внахлестку (длина пере-
крытия 5 мм) на сварочной установке прессо-
вого типа с электромеханическим приводом.
Номинальная колебательная мощность гене-
ратора 1,2 кВт, частота колебаний 27,12 МГц.
Для предотвращения выдавливания размяг-
ченного материала из зоны сварки верхний
электрод снабжали ограничительными губка-
ми из фторопласта-4, горизонтальная поверх-
ность которых утоплена по сравнению е рабо-
чей поверхностью на 0,3 мм.
Низкая плотность сетки ПВХ проявляется
в том, что материал выше температуры 175—
220 °C сохраняет способность к деформирова-
нию и набухает в растворителях. Одна ко
пластические деформации в условиях сварки
столь малы, что достигнуть прочного соеди-
нения обычной диффузионно-реологической
сваркой не удается. Прочность сварных соеди-
нений, изготовленных при постоянном режиме
(£ = 3 кВ/см, Р=1,5 МПа, /=10 с), умень-
шается с повышением плотности полимерной
сетки, характеризуемой, например, дозой облу-
чения материалов (рис. 6.12); причем разру-
шение соединений идет в результате сдвига
по поверхности контакта. Обработка шлифо-
вальной шкуркой и набухание соединяемых
поверхностей в органических растворителях
несколько увеличивает прочность сварного сое-
динения, но только у образцов ПВХ, облу-
Рис. 6.12. Зависимость разрушающего напряже-
ния при сдвиге т сварных соединений материала
ТРП от дозы Д его облучения при различной
подготовке соединяемых поверхностей:
/ — обезжиривание; 2 — обработка шлиф опальной
шкуркой; .3--обработка шлифов ильной шкуркой к
смачивание ацетоном (за 1 мин до сварки)
260
ХИМИЧЕСКАЯ СВАРКА ПОЛИМЕРНЫХ МАТЕРИАЛОВ
ченлых дозой до 0,] МГр. Снижение уровня
»л#ст11ческпх деформаций и повышение темпе-
ратуры текучести материала в зоне шва ука-
зывают на то, что в процессе такой сварки
при температуре 175—220 °C плотность сетки
увеличивается.
Зависимость прочности сварных соединений
от продолжительности сварки при различных
напряженностях высокочастотного поля пред-
стапленп на рис. 6.13. При кратковременном
нагреве зоны шва образцы разрушаются по
поверхности контакта; при более длительном
тн'реле зона разрушения переносится на мате-
риал, находящийся вблизи шва. Кривая нара-
стания прочности сварного соединения прохо-
дит через максимум, а затем стремительно
надает вследствие ускорения деструкции мате-
риала. Чем выше плотность полимерной сетки,
тем острее инк максимума кривой зависимости
прочности соединения от продолжительности
снарки; при этом положение максимума проч-
ности смешается в область большей продол-
жительности нагрева.
Известно, что звенья ПВХ вступают в реак-
цию с аминами. Можно предположить, что,
достигнув плотного контакта соединяемых
поверхностей, в реакции с низкомолекуляр-
ными веществами, содержащими две или более
аминных групп, принимают участие макромо-
лекулы обеих поверхностей, образуя химическое
соединение между ними. В качестве присадоч-
ных peai'eHTon были опробованы первичные
диамины (гекса метилендна мин, метаф спилен
диамин, метатолунленднамин, диамннодифени-
лоный эфир), которые наносили из 20%-ных
растворов в ацетоне, Сшитый ПВХ набухает
м ацетоне, способствуя прониканию реагента
в поверхностные слон материала. Прн опти-
мальных режимах нагрева прочность соеди-
нения при сдвиге не зависит от типа диамина
н приближается к прочности основного мате-
риала при растяжении.
Наиболее стабильные показатели прочности
сварных соединений достигнуты прн использо-
вании днаминодифенилового эфира (ДАДФЭ)
с максимумом при давлении 1,5 МПа и напря-
женности поля 2 кВ/см (для материала
ЛРХП) и 3 кВ/см (для материала ТРП).
По мере увеличения продолжительности
сварки прочность соединения возрастает. Об-
разцы, сваренные за короткий период време-
ни, соответствующий начальным участкам кри-
вых (рис. 6.13,6), разрушаются по поверхно-
сти контакта, а образцы, сваренные по опти-
мальным режимам,— по основному материа-
лу. За пределами максимумов начинается де-
струкция материала и сварные швы разруша-
ются по поверхности контакта. С увеличением
плотности полимерной сетки ПВХ максимумы
прочности сварного соединения смещаются в
область более длительного нагрева.
Прочность при сдвиге сварных соединений
материала ЛРХП, полученных без присадки,
значительно ниже прочности при сдвиге свар-
ных соединений, полученных с использованием
диаминов. В последнем случае сварку можно
проводить при более мягких режимах, хотя
характер кривых r — остается без измене-
ния.
Образцы материала ТРП, облученного дозой
50 кГр, которые сварены по оптимальным ре-
жимам без присадки или с использованием
ДАДФЭ, выдерживали в 15%-ном растворе
щелочи и 20%-ном растворе уксусной кисло-
Рие, 6.13. Зависимость разрушающего напряжения прн сдвиге т сварных соединений сшитого ПВХ
от продолжительности t сварки;
п сварка без присадочного реагента; б —сварка с применением в качестве присадочного реагента
диамиподифенилового эфира;
марки матсриалоп; I ЛРХП, // ТРП;
лозы облучения материалов, МГр: I — 0,025; 2 0,05; 3 0,075; 4 - 0,01; 5 — 0,125; 6 — 0,25
РЕЗИНЫ
Рис 6.14. Зависимость относительного разру-
шающего напряжении при сдвиге т сварных
соединений сшитого ПВХ марки ТРП, облучен-
ного дозой .0,05 МГр, от продолжительности
I выдержки в агрессивных средах;
режимы сварки: Е = '3 кВ./см, Р = 1,5 МПа;
/, с: /—8, 2—9;
агрессивные среды;----------15%-ный во, |ый
раствор КОН;— — — 20%-ный водный рас-
твор уксусной кислоты
ты. Прочность при сдвиге швов, сваренных
без присадки, снижается особенно заметно в
первые 10 сут. Прочность швов, изготовлен-
ных с применением диамина, несколько снижа-
ется только в начальный период выдержки в
щелочных ii кислотных средах (рис. 6.14),
причем разрушение сварных соединений при
сдвиге происходит в околоптовной зоне.
Термомеха пи ческнс испытания сварных швов
материала марки ЛРХП (облученного дозой
50 кГр), изготовленных при оптимальных ре-
жимах, показывают, что снарка без присадки
сопровождается значительными структурными
изменениями материала, в результате которых
его жесткость увеличивается. Сварка, прове-
денная с участием присадочного реагента, не
требует высокотемпературного нагрева, поэто-
му увеличение жесткости материала незначи-
тельно. Кроме того, в этом случае может
сказываться стабилизирующее действие аминов
в процессе деструкции ПВХ.
6,4. РЕЗИНЫ
Диффузионно-реологическая сварка вулка-
низованных резни (вулканизатов) невозмож-
на ввиду пространственного строения макро-
молекул их полимерной матрицы. Для свар-
ки вулканизованного эластомера между сое-
диняемыми участками предлагается вводить
пленку из термопласта (полиэтилена, поли-
пропилена, полибутена или сополимеров оле-
финов) и нагревать до температуры, при ко
торой идет диффузия макромолекул термо-
пласта в мсжмолскулярное пространство эласто-
мера. При этом указывается, что полимерная
псиона эластомера должна иметь аналогичный
состав с полимером промежуточного СДОИ,
Можно с большой вероятностью утнерждиТЬ,
что структурные различия промежуточного
слоя и соединяемого материала не обеспечит
высокой теплостойкости и химической стойко-
сти швов.
Необходимость разработки химической сп!р-
ки резин продиктована тем, что существо»!!*
шие до нее способы соединения, и в первую
очередь склеивание, нс удовлетворяли техно-
логов по производительности, организации
процесса (в результате многоопер;|цио|гности),
сложности подбора клеев, а конструкторов —
по показателям прочности соединительных
швов.
При сварке резин в реакции химического
соединения поверхностей в зависимости от при-
роды каучука принимают участие не испОЛЫО*
ванные во время вулканизации двойные СИ НЭИ,
водород а-метиленовых групп, атомы ХЛОр!
и др. Бесприсадочная химическая сварка при-
менима лишь по отношению к резинам И!
основе полихлоропренового каучука, И боль-
шинстве же случаев химическую сварку резни
осуществляют с помощью присадочных реа-
гентов.
В качестве присадочных реагентов
используют химические соединения, способные
при соответствующих условиях быстро всту-
пать в реакцию с функциональными группами
макромолекул вулканизата и создавать хими-
ческие связи между контактирующими по-
верхностями.
Наиболее эффективный реагент можно выби-
рать по данным о вулканизующей способности
последнего по отношению к каучукам свари-
ваемых резин. Из числа рекомендуемых при-
садочных реагентов; пероксид бензоила [для
резин на основе полибутаднена и его сополи-
меров со стиролом (СКС), метил стиролом
(СК.МС) или акрилонитрилом (СКН), а также
па основе полиснлоксана и СКЭПТ]; днаво-
аминобензол [для резин, указанных выше, Й
также на основе натурального каучука (НК)
или бутилкаучука]; пол намины и основания
Шиффа (для резин на основе фторкаучуков);
метилолфенолы (для резин на основе СКС,
СКН, поли хлоропрена и смесей различных ки-
учуков);тетрахлорхинон (хлоранил) (для резин
на основе каучуков, допускающих нигрен ДО
300"С), которые применяются при химической
сварке других полимерных материалов. Кроме
указанных веществ, для химической сварки ре-
зин используют реагенты, вызывающие .вулка-
низацию резин ria основе различных каучуков;
гекса хлор лара ксилол, сульфазан «/?» и др.
ж
ХИМИЧЕСКАЯ СВАГ’КЛ ПОЛИМЕРНЫХ МАТЕРИАЛОВ
И с пользу» идею химической сварки с |юмо-
щыо нрпсидочных реагентов, предложено ис-
лользовпть для соединении резин не коротко-
живущие радикалы, образующиеся при распа-
де, шшример пероксидов, а более стабильные,
свободные радикалы — частицы с неспаренны-
ми члектрочами, вступающими а различные
реакции (замещения, присоединения и т. д.).
11ол и хлоропреновые резины могут свари-
ваться без введения присадочного реагента
и зону пша путем использования способности
иолiiXJiopoiipeiia к сшиванию за счет самопро-
извольной полимеризации. Однако применение
И качестве присадочных реагентов ультряус-
коригеля вулканизации — тиомочевины или
«мостнкообразующеп» химического соедине-
ния ди мети доли ара крезола, в некоторых
случаях (нрщеварке наполненных техническим
ушеродом резин на основе нанрита К.РА) по-
зволило повысить прочность соединения на
15 20% по сравнению с прочностью швов,
изготовленных без присадочного реагента. Ак-
тивированием ч’иго небольшого количества вул-
к»1 визуЮ1ЦНХ агентов, которое остается в резине
после завершения вулканизации, удалось уско-
рить процесс соединения, не изменяя в зоне
свирки температуру и давление.
Нвлнчис в составе пати хлоро преновых резин
киучукон иной природы по-разному влияет на
нх способность к бесприсадочной сварке. Так,
введение 20 частей натурального каучука на
НО частей пол и хлоропренового каучука лишает
резину возможности соединения при контакти-’
роиннии очищенных и набухших поверхностей,
н то время как то же количество каучука
СКМС-30 почти не влияет па прочность сое-
динения. 11 ри сварке резин из комбинации
ноли хлоропренового каучука с СКН-18 также
может быть достигнута высокая прочность
ниш. Даже при отношении 1:1 доли полихлор-
оирепового каучука к доли СКН-18 сварное
соединение разрушается по основному матери-
алу. Однако г уменьшением количества поли-
хлоро препопого каучука возрастает разброс по-
казателей прочности сварных швов.
1 IpoHHiicTi. химического соединения вул ка-
низнтчж, изготовленных па основе смеси кау-
чуков, повышается при использовании для
сварки присадочных реагентов, являющихся
(ффектшшым н отношении каждого из каучу-
ков. 'I ик, для резины из смеси нанрята с
С Ki I- 18 наиболее стабильные результаты ио
прочинггп получены при использовании в ка-
чегтш’ присадочного реагента дим етилол пара-
креюла. Наиболее высокая прочность соеди-
нения ренины, содержащей наряду с иаирит-ом
20 частей натурального каучуки, достигнута
с номрщыо тетрахлор хинон а, являющегося вул-
канизующим реагентом для ряда каучуков.
Для равномерного распределения присадоч-
ного реагента в зоне сварки, а также для
удобства варьирования его расхода указанные
выше соединения, являющиеся в большинстве
случаев твердыми веществами, наносят из
растворов поливом иди окунанием.
Растворитель для присадочного реагента дач-
жен удовлетворять следующим основным требо-
ваниям: хорошая растворяющая способность
по отношению к присадочному реагенту: спо-
собность проникать в резину настолько, чтобы
в реакцию вовлечь лишь близлежащие к по-
верхности слой материала-, высокая скорость
испарения растворителя для сокращения дли-
тельности его удаления; низкая токсичность.
При химической сварке вулканизатов ис-
пользуют растворители двух типов: активные
(мономеры винилового ряда: стирол, винил-
ацетат, виннлтолуол и др.) или инертные
(хл ороф ор м, ацетон, тол у ол, сложные эфиры).
В первом случае сварка идет в результате
реакции привитой сополимеризации, а во вто-
ром — в результате реакции рекомбинации
макрорадикалов, возникших па поверх постах
чулка низ ат о в под воздействием продуктов
распада инициатора радикального типа. Пред-
почтение следует отдавать растворителям вто-
рого вида, поскольку для сварки по реакции
привитой сополимеризации требуется время
около 6—8 мин, которое приближается к до-
пустимой продолжительности пребывания резин
при высокой температуре. Концентрация раст-
воров зависит от типа присадочного реагента
и растворителя (табл. 6.20). Тип растворителя
влияет на условия труда, на глубину проника-
ния присадочного реагента в резину, на про-
должительность открытой выдержки, на хра.
ннмость раствора. Так, диазоаминобензол луч-
ше сохраняется в бензоле.
При сварке протяженных швов -присадочный
реагент удобно вводить в зону шва, подобно
тому как это осуществляется при сварке поли-
мерных пленок (см, выше), с помощью проме-
жуточной ленты из полимерного материала,
обладающего сродством к свариваемому вул-
канизату. Например, при сварке тканей, дуб-
лированных с резиной на основе этиленнро-
пиленового каучука (СКЭПТ), в качестве про-
межуточного слоя применяют полиолефиновую
пленку, па которую с обеих сторон нанесен
органический пероксид.
Оптимизация параметров химической сварки
каждого типа резни осуществлена эмнирнче-
ризины
2вв
6.20. Концентрация с растворов присадочных реагентов
Присадочный реагент Растворитель с, % Присадочный pear ент Растворитель «. %
Пероксид бензои- ла Хлороформ Стирол Ацетон 10 4 15-20 Сульфазан «И» Трифтор- трихлор- этан 1
Толуол 14—20 Гексахлорпара- То же 1
Ди метилол пар а - крезол Ацетон 1 ксилол Тиомочевина Этанол 5
Хлоранил Д и а зо а м и нобензол Бензол Бензол Хлороформ 2 10 10 Бисфурнлиденгек- саметилендинмин Хлороформ 10
ским путем с учетом ингредиентов, вх |ятих
-в их состав, поведения резин и изменения их
Структуры в условиях сварки.
Подготовка свариваемых поверхностей
преследует цель создать наиболее благоприят-
ные условия для прохождения химических
реакций между макромолекулами вулканизата
Сложность достижения этой цели при сварке
резин обусловлена многокомпонснтностью сос-
тава последних и наличием низкомолекуляр-
ных ингредиентов на поверхности.
Подготовка поверхностей заключается преи-
мущественно в их тщательной очистке с по-
мощью тампонов, смоченных растворителем,
который способен удалять смазку, ингибиторы
и другие компоненты резины, появляющиеся
на ее поверхности в процессе хранения дета-
лей н заготовок перед сборкой и создающие
разделительный слой.
Механическая обработка деталей предшест-
вует очистке растворителем в технологии хи-
мической сварки встык резиновых уплотните-
лей. Она представляет собой торцовку на
отрезных приспособлениях гильотинного типа с
прямым или круглым вращающимся ножом.
Последняя разновидность эффективна при ре-
зании уплотнителей из мягких резин. Резино-
вый профиль зажимают между вкладышами,
лишь в основных чертах повторяющими
конфигурацию профиля (рис. 6.15). Между
правой и левой половинками вкладышей, име-
ющих и горизонтальную плоскость разъема,
оставляют зазор (I- 1,5 мм) для ножа. Закли-
нивание последнего предотвращают небольшим
наклоном (под углом 5- 10°) половинок вкла-
дышей к горизонту. При сварке «на ус» про-
филей с небольшой площадью поперечного
сечения (шнуров, трубок) резание выполняют
под углом до 30“ к продольной оси изделия.
Обработка шлифовальным кругом поверх-
ностей листовых резин и формованных ртэНИО-
вых деталей является нежелательной операци-
ей. если она вызывает лишь увеличение вы-
соты их неровностей и ведет к снижению пло-
щади контакта между свариваемыми участка-
ми. Такая обработка целесообразна для уда-
ления макроперовкостей, слоев резины, пре-
терпевших по время хранения глубокие хими-
ческие превращения (старение), и слоен рази-
иы, в которых содержится большее, чем В
объеме, количество пластификаторов (мягчите-
лей) .
Важную роль играет механическая обработка
(вручную шлифовальной шкуркой или мСХЯНИч
тированная шлифовальным кругом) и после-
дующая очистка поверхностей при беспрнса-
дочной химической сварке некоторых марок
полнхлоропреиовых резин, содержащих в смоем
составе 6 10% различных мягчителей (ПК-
рафии, вазелиновое масло, днбутплфтЯЛЯТ),
Рис. 6.15. Схема приспособления для торцовки
резиновых профилей перед сваркой стыкогшп)
соединеная:
1 корпус; 7 рукоятка; .7 7 шчпитшк-
лжи много устрой СТИН; И па мок; (> крыш кв; 7
профиль. X сменные нк.'иыышн; 9 плектром»
тор; /9 иля 1'формп
911 •
ЙМ ' ХИМИЧЕСКАЯ СВАРКА ПОЛИМЕРНЫХ МАТЕРИАЛОВ
Рис. 6.17. Изменение содержания 6 растворите-
ля в резине марки ИРП 1040 в процессе откры-
той выдержки обработанной поверхности на воз-
духе при температуре 20° С,
растворители: 1 — бензол, 2 — бутил ацетат; 3-
хлороформ; 4 серный эфир
Рис, 6.16. Зависимость разрушающего усилия
При рнеслиинации Ff сварных соединений (/, 2)
И краевого угла 0 смачивания (8) глицерином
noni'pxiioeni резины от толщины А снимаемого
перед сваркой слоя материала с соединяемых
участков;
мирки рг:1И1|: I ИРГ] 1040; 2, 8 ЯК 3253
Прочность швов сваренных при одинаковом
режиме (7—2(ЮвС. Р = 2,5 МПа, 1 = 3 мин),
возрастает с увеличением толщины снимаемого
слоя от 10 до 35% первоначальной толщины
плнетинок (рис. 6.16), При этом характер
разрушения образцов соединений изменяется от
рнпслинвиння но первоначальной поверхности
контакта к разрушению по материалу.
?)тп данные можно объяснить неравномер-
ным р»1 сл редел ей нем низкомолекулярных, пре-
пятствующих сборке веществ (в первую оче-
редь мягчителей) по толщине резины. Кривая
8 ив рис. 6.16 подтверждает такой вывод.
Нели не удалить механической обработкой но-
йерхиоетный слой, то очистки растворителем
недостаточно, чтобы активировать процесс
снарки- Падение1 прочности за пределом 60%
нервонпчш...ой толщины связано не только
с тем. что соединение в этом случае идет по
слоям, содержащим большее количество низко-
молекулярных веществ, но и с уменьшением
объема материала шва, работающего на рас-
елииинние.
При выборе растворителя принимают во
внямнние не только его растворяющую способ-
ШЛ’Ть, но также токсичность и скорость уда-
лении из резины.
Из групп моющих и очищающих органи-
ческих растворигелей в технологии химических
сварки резин применяют ацетон, хлорсодер-
житие yi леиодороды (хлороформ, метилен-
хлорид), сложные эфиры, бензол. Для очистки
пред почтительно использовать тот же рас-
твори I ель, который выбран для растворения
присадочного реагента. Ручная протирка мар
левым или хлопчатобумажным тампонами.
смоченными растворителями, небольших уча-
стков длится 30—40 с.
После очистки следует открытая выдержка
для удаления растворителя, длительность ко-
торой выбирается по кинетической кривой
испарения. Согласно рис 6.17 открытая вы-
держка при температуре --20 °С может быть
закончена через 15 20 мин. При меньшей
выдержке оставшийся растворитель, превра-
щаясь в пар при последующем нагреве приве-
денных в контакт поверхностей, создает проти-
водавление в зоне шва и таким образом за-
трудняет образование химических связей.
Следствием присутствия значительного коли-
чества растворителя в резине является также
образование вздутий на соединяемых участках.
При большем остатке растворителя и нерав-
номерном его распределении по соединяемым
участкам происходит неравномерное нанесе-
ние присадочного реагента.
Традиционная технология химической сварки
резин вызывает необходимость проведения
двукратной обработки растворителями и сушки
для удаления растворителя (после очистки
поверхностей и последующего нанесения приса-
дочного материала), что удлиняет процесс
сварки, требует большого расхода раствори-
телей и проведения мер по охране труда и
окружающей среды,
С целью устранения указанных недостатков
предложено операцию очистки поверхностей
совместить с операцией нанесения присадоч-
ного реагента. Совмещенная операция пред-
ставляет собой протирку соединяемых поверх-
ностей тампоном, смоченным раствором приса-
дочного реагента в трифтортрихлорэтане ил и
РЕЗИНЫ
Мв
6.21, Влияние продолжительности tip хранения на воздухе при 20 °C
и относительной влажности 65% зачищенных шлифовальной шкуркой и обработанных
бутилацетатом образцов хлоропреновой резины марки ЯК 3253 толщиной 3 мм
на прочность соединения и смачиваемость поверхности (режим бесприсадочиой
сварки: температура 200 °C, давление 25 МПа, продолжительность 3 мин;
приведены средние результаты испытания трех образцов)
недели X р, Разрушаю- щее уси- лие, Н/см, при рас- слаийаиии сварного соедяне- НИЯ Краевой угол сма- чивания поверх- ностн гли- церином, градус Характер разрушения f неделя Разрушаю- щее уси- лие, Н/см, прн рас- слаивании сварного соедине- ния Краевой угол сма- чивания поверх* ности гли- церином, градус Хвр1«т*р разрушения
0 1 28 27 48 49 По материалу То же \; 2 4 22 13 53 55 По материалу Расслаивание по поверхности шла
окунание в этот раствор. Применительно к
резине марки «300» на основе натурального
каучука (90 частей) и каучука СКС-30 АРКПЯ
(10 частей), вулканизованных .серой и тиура-
мом, наполненных мелом и литопоном и пласти-
фицированных вазелиновым маслом и петро-
латумом, продолжительность протирки указан-
ным тканевым тампоном составляет 1—2 мин,
после чего выдержка иа воздухе при нормаль-
ной температуре длится 5 мин-.
В некоторых случаях, например при беспри-
сядочной химической сварке кремнийоргани-
ческих резин, требуется химическое модифи-
цирование соединяемых поверхностей. Такое
модифицирование, например при сварке уплот-
нительных трубок из кремпиЙоргапнческой ре-
зины марки 5р-i 29, состоит из следуют их
этапов; очистка хлороформом; сушка на возду-
хе в течение 20 мин; обработка концентриро-
ванной серной кислотой в течение I мин,
промывка водой, очистка хлороформом; сушка
па воздухе в течение 20 мин.
Подготовку соединяемых поверхностей ре-
зиновых деталей к сварке целесообразно про-
водить непосредственно перед нанесением при-
садочного реагента. Длительная выдержка
перед сваркой предварительно подготовленных
деталей, даже в условиях, исключающих
загрязнение поверхностей под влиянием внеш-
них факторов, приводит к снижению прочно-
сти соединения (табл, 6,21). Ухудшение одно-
временно с этим смачиваемости поверхности
объясняет падение прочности миграцией в по-
верхностные слои резины низкомолекулярных
ингредиентов, играющих роль слабого слоя и
препятствующих созданию химических связей.
Знание допустимого срока хранения подго-
товленных к сварке поверхностей позволяет
применительно к монтажным условиям Орр|-
низовать технологию, при которой подготовив
последних выполняется в цеховых условиях Н
таким образом полуфабрикаты, например
полотнища, поставляются на место сборки го-
товыми к сварке.
Хлоропреновые резины после очистки при-
годны к сварке в течение 2—5 сут. а резины,
подготовленные способом, когда иаиесеИН*
присадочного реагента (например, сульф им НИ
«R»} совмещено с операцией очистки поверх-
ностей,.в течение трех суток. Повышенны*
температуры хранения, солнечное облучение
подготовленных поверхностей сокращают допу-
стимый срок храпения перед сваркой, ’
Расход присадочного реагента и*
единицу поверхности пгва при выбранной кон-
центрации его раствора (табл. 6.22) регули-
рую! при сварке листовых резин изменением
количества последнего, подаваемого полином
на соединяемые участки, а при сварке профи-
лей— варьированием продолжительности пре-
бывания концов заготовок в растворе.
Для полного удаления инертного раство-
рителя после нанесения раствора присадочного
реагента рекомендуется давать открытую вы-
держку при нормальной температуре 20 вС
в течение не менее 30 мин. Хранение заготовок
после нанесения присадочного реагента состав-
ляет 2—24 ч в зависимости от способности
ингредиентов резины мигрировать на поверх-
ность Химическая природа резины и приса-
дочного реагента влияют на оптимальный рае.
ход последнего в зоне шва (см. табл. 6,22).
Так, при химической сварке резины толщиной
2 мм на основе каучука СКМС.-30 ЛРКМ-15
максимальная прочность твои при расслаиин-
нин (65 П/см) была достигнута в случае на-
UM ХИМИЧКс:КАЯ СВАРКА ПОЛИМЕРНЫХ МАТЕРИАЛОВ
6.22. Оптимальный расход Q присадочного реагента
при химической сварке резни на основе различных каучуков
Тин каучука Присадочный ревгент Q, мг/сма Тип каучука Присадочный реагент МГ/СМК
НК Днаэоами- нобензол (ДАБ) 0,5—0,12 СКМС-10 СКД + скмс- 30АРКМ15 Хлоранил ПБ 0,5 1
С КС-30 Стирол + 4- пероксид бензоила (ПБ) 0,9-|-0,08 Бутилкаучук Полихлоропреновый каучук + СКН-18 ДАБ Хлоранил Диметилол- паракрезол 0,4 0,05 0,2
С КН-18 С КН-26 СНК-18 + СКН-26 ПБ ПБ ПБ Стирол + + ПБ 1 1 5 2 0,8+0,05 Фторкаучук (СКФ-26) скэпт Б нефу р еь лиденгек- са метилен- диимин ПБ* 0,5—1 0,05
СКМС-30 АРКМ 15 ПБ ПБ 1.2 0,5—1 ] СКТВ ПБ 1,5
* ПБ наносится на пленку из полиолефина.
несения на поверхность раствора пероксида
бензоила и хлороформе в количестве 0,8—
1,11 мг/см“.
Оптимальный расход диизоаминобензола при
снарке саженаполненной резины из НК в 4 ра-
зи превышает оптимальный расход для неса-
Жси л полненной резины из того же каучука,
что полностью согласуется с данными о вулка-
ниту юшем действии диа.зоаминобеп.зола. На-
1>боро|, со стороны различных мягчителей не
отмечено существенного влияния на расход
Присадочного реагента.
Применение для присадочного реагента ради-
кал ьлого тина активных растворителей но-
;ииУ1яет достичь макс и мяльных значений проч-
ности шпон при меньших расходах -последнего,
Чем и случае использовании инертного раство-
рителя (рне. (>.18). Сравнивая кривые I и 3
НИ рис, 6,18, гложно сделать вывод, что приме-
нен не активного растворителя позволяет соз-
дать менее напряженный, а следовательно,
и более прочный сварной шов. Однако сварка
С номощыо присадочных реагентов, содержа-
щих активный растворитель, требует строгого
соблюдении не только концентрации пероксида
бензоила в мономере, но и общего расхода
рлстнорп н,ч поверхности резины.
При .'Н!Дипнь(х концентрации и расходе рас-
твори присадочного рскгепта в активном раство-
рителе содержание последнего на поверхности
и।вис।гг от продолжительности открытой вы-
держ к и г момента на йене и и я раствори. Для
резни пи основе СКН-18-|-(’. К! l-2(i и С.КС-30
оптимальной продолжительностью являются
соответственно 2 и 3 мин. Эксперименты па
примере- резины из смеси каучуков СКД и
СКМС-30 АРКМ-15 показали, что максимум
прочности достигается при определенном соот-
ношении между пероксидом бензоила и стирсиаи.
Для большинства резни зависимость проч-
ности швов при расслаивании от количества
Рис. 6.18. Зависимость разрушающего усилия
при расслаивании /у, сварных соединений резни
от количества Q пероксида бензоила п зоне шва,
каучуки в состянс резин: I, 3 СКС-30; 2, 4
смесь СКН-18 и СКН-26;
р ист иврите,1! н для пероксида беизок.пл:
/ толуол; 2 хлороформ; fl, 4 стирол
РЕЗИНЫ
2в?
Рис. 6.19. Зависимость разрушающего усилия
при расслаивании /'п сварных соединений ретин
от количества Q присадочного реагента в зоне
шва;
каучуки в составе резин: 1,2 — смесь СКД (40%)
и СКМС-30 АРКМ 15 (60%), :? — бутилкаучук;-
4 — СКМС-10: 5 СКФ-26;
присадочные реагенты: /, 2— ПБ; 3 -ДАБ; 4 -
хлоранил; 5 — бисфурилидешексамстилеидиимин;
температура сварки, ' С; Л 2 -150; 3 147>; 4 220;
5 105
давление сварки. МПа: /, 2 1,5; 3- 1,3; 4— 3;
5-4;
продали- ".елъноеть сварки, инн: I — 6.75; 2. 3 —
2,75; 4 — 4,5 -- 3
присадочного реагента имеет экстремальный
характер (рис. 6.19). Прочность соединений,
соответствующая начальным участкам кривых
(соединения получены без применения приса-
дочных реагентов), может быть объяснена
установлением физических связен между макро-
молекулами вулканизатов и наполнителя. Раз-
рушение таких соединений происходило по
соединяемым поверхностна, т. с. носило ви-
зуально адгезионный характер, в то время
как при оптимальном расходе присадочного
реагента оно шло по резине.
При сварке прорезиненной ткани с односто-
ронним покрытием толщиной 0,3 мм из резины
па основе этил ев пропиленового каучука СКЭПТ
увеличение свыше 50 мкм толщины промежу-
точною слоя из пленок полиолефинов с нане-
сенным на ее поверхность пероксидом бензои-
ла незначительно влияет на прочность швов
как при сдвиге, так и при расслаивании,
если соединение выполняли по поверхностям
резина -ф ткань и резина-)-рези на. Прочность
швов, изготовленных при оптимальных режи-
мах, лимитируется прочностью сцепления рези-
нового покрытия с хлопчатолавсановой тканью.
Подтверждением того, что прочность соеди
нения с увеличением расхода присадочного
реагента возрастает в результате повышения
числа поперечных химических связей между по-
верхностями, служат данные по изучению при-
вивки стирола к макромолекулам вулкинМЯТ*
и изменения структуры в микрослоях резины,
прилегающих к поверхности сварки. Колнадь
ство полистирола, привитого к !)у,лкапнзату,
резко подрастает с увеличением концентраций
пероксида бензоила в исходном мономере,
По мере увеличения количества пероксид/
бензоила в слоях резины на основе С КН-И,
непосредственно прилегающих к границе КОЯ»
такта 115—20 мкм), наблюдается еоотнетст*
вукпцес нарастание'эффективной конце пт рВЦИК
поперечных связей щ. Кел и содержание пе>
роксида бензоила достигает 2 3 мп/смп*
становится равной, а затем превышает п, а
глубинных слоях резины, и разрушение обраа*
нов при расслаивании происходит по реэиНЛ
Поскольку фронт разрушения распространяется
от поверхности контакта и преодолевает пцслс
углубления в резину участок с более ПЛОТНОЙ
структурой, постоянно наблюдается отплоив»
пис на 30—40% от значений прочности; Про-
порциональных нарастающей п-,. Вместе с тем
увеличение концентрации пероксида бензоила
на поверхности соединения не изменяет МИК>-
симального уровня плотности химических СПЯ-
ЗОЙ.'
Расход присадочных реагентов находится в
тесной связи с технологическими параметре»
ми процесса. Так, повышение температуры
(рис. 6.20) и увеличение продолжительности
нагрева (см. рис. 6.19) способствовали сни-
жению оптимального расхода присадочного
реагента.
При химической сварке резин, как и вообще
при сварке полимерных материалов но любому
механизму, необходимо стремиться к ЛОК«Л1г
пому подведению тепловой энергии н эону
шва. Вместе с тем повышенная склонности
Рис. 6.20. Зависимость разрушающего усилии
при расслаивании f-\, сварного соединения рези-
ны на основе бутилкаучука 301 от коли честна (J
днметололиаракрезола в зоне шва;
температуря снарки, С: / 1411; 2 155; 3 171);
да ял сине с ияр к и 1,5 МПа, продол житель иметь iiuipHii
2 м н 11
268
ХИМИЧ К СКАЯ СВАРКА ПОЛИМЕРНЫХ МАТЕРИАЛОВ
большинства резни к термоокисиштельной де-
струкции (старению) требует не только огра-
кпчения нагреваемого объема материала, но и
обеспечения максимальной скорости подъема
Температуры до заданного' уровня для сокра-
щения обшей продолжительности пребывания
ренины при повышенной температуре. В наи-
большей степени удовлетворить этим требова-
ниям можно, применяя высокочастотный ди-
электрический натрем. К тому же диэлектри-
ческие характеристики многих наполненных
иулкншшщцщных резин позволяют считать
высокочастотный нагрев весьма эффективным.
Выбирая для химической сварки резин вы-
сокочастотный нагрев, учитывали широкое
рнсиростринение метода на различных этапах
резинового производства. Высокочастотный на-
грев применительно к вулканизатам с недо-
статочно регулярным строением имеет при их
сааркс особое преимущество. Колебания сег-
ментов продольных цепей сетчатых полимеров
е редким расположением поперечных связей и
находящихся на границе контакта способству-
ют их взаимному прониканию, что, в свою
очередь, значительно увеличивает площадь
контакта, а следовательно, и возможность по-
лу чей ня более прочного соединения. Под-
тверждением сказанному служит тот факт,
что у эластичных резин и без введения ка-
ких-либо реагентов можно достичь соедине-
ния е прочностью при расслаивании до 20 Н/см
после 2 3 мин высокочастотного нагрева
сжитого пакета.
Значительное ускорение процесса химический
сварки с и с пол; кованием высокочастотного на-
грева нодт вер ж депо при проведении в пате ТВЧ
реакции привитой полимеризации стирола к ре-
яние, I ]одвер гнутую экстрагированию
Сй же на пачке иную резину на основе СКС-30,
набухшую в 10%-иом растворе ПБ в стироле,
нагревали при 120 + 10 °C, Несмотря па то, что
образцы находились в условиях диэлектриче-
ского нагрева всего 7 мин, количество запо-
лн мерин опившегося стирола составило 20%
Перншшч ил иного количества стирола а выход
Привитого полистирола - 22% общего коли-
чсстнп образовавшегося полистирола. При
обычном же нагреве указанное количество при-
витого полистирола достигается за 30 мин.
Вместе е тем нагрев в поле ТВЧ имеет и
недостатки. КИЛ высокочастотных установок
при нагреве материалов типа резин (1gfi =
0,01 fl,l) составляет 32 50%, поэтому
П1.1СОКОШ1СТОТПЫЙ нагрев целесообразен, если
ноднод теплоты но принципу теплопроводности
вообще не позволяет провести сварку и если
потерн энергии компенсируются известными
его преимуществами. Существует опасность
неравномерного нагрева в поле ТВЧ из-за
неравномерного распределения сажи. В связи
с этим рекомендуется замедлять повышение
температуры. Значительным ограничением ди-
электрического нагрева является его непри-
годность для некоторых не па полненных пли
мало наполненных сажей резин (на основе
НК ски, СКВ, СКС, СКТ, СКФ).
Учитывая эти недостатки, в.о многих случаях
предпочтение можно отдать подводу теплоты от
нагретых плит. т. е. так называемому кон-
тактному способу нагрева, тем более, если ско-
рость нагрева зоны сварки соизмерима со
скоростью повышения температуры при ди-
электрическом нагреве. Как показали экспери-
менты, контактный нагрев может быть приме-
нен при сварке изделий толщиной не более
4—5 мм, при больших толщинах необходимо
нагревать в поле ТВЧ.
Задаче обеспечения локализованного н рав-
номерного диэлектрического нагрева при сварке
стыкового соединения концов резиновых уплот-
нителей служит специальное сварочное при-
способление (рис, 6.21). Его изготовляют из
материала с низким коэффициентом диэлектри-
ческих потерь, например н.з фторопласта-4;
две его основные части имеют горизонтальную
плоскость разъема и способны сдвигаться 'в го-
ризонтальном направлении навстречу друг дру-
гу. Стыкуемые участки профилей закладыва-
ют во вкладыш, изготовленный из теплостой-
кого материала с диэлектрическими характе-
ристиками, близкими диэлектрическим характе-
ристикам резины.
Таким материалом может служить фторо-
пласт-4, наполненный коллоидным графитом
марки КЛЗ. При соотношении массы Ф-4 и
графита КЛЗ 95:5, 90:10 н 85:15 е" равно
соответственно 0,003, 0,0203, и 0,494. Внутре.н-
Рис. 6 21. Общий вид приспособления для свар-
ки стыкового соединения резиновых профилей
при ВЧ-нагреве.
/, 2 сдвигпкицнеси части: 3 и управляю шля;
i кин цен три гор ВЦ-поля; 5 вклады нц f> ли-
ния разъема; 7 резиновый профилгл
тины
Рис, 6,22. Схема расположения в рабочем кон-
денсаторе ВЧ-установки приспособления для
сварки стыкового соединения резиновых про-
филей:
I — приспособление;.? упоры;.? — резиновый про-
филь; 4 высокопотенинальный электрод; 5 кор-
пус установки; 6 — заземленный стол установки;
7 — пневмопривод горизонтального перемещения
частей приспособления
пяя чо «фигурация вкладыша повторяет кон-
тур профиля в поперечном сечении. После вве-
дении концов профиля во вкладыш половинки
подвижных, частей приспособления, закрыва-
ясь, зажимают профиль в непосредственной
близости от зоны сварки, фиксируя тем самым
положение нагреваемой части при последую-
щем встречном движении подвижных частей.
Приспособление помещают в рабочий кон-
денсатор сварочной установки согласно схеме
на рис, 6,22,
Диэлектрический нагрев зоны сварки реко-
мендуется осуществлять в два этапа. На пер-
вом этапе достигается заданная температура,
причем во избежание электрического пробоя
в результате местных перегревов нс рекомен-
дуется сокращать длительность этого этапа
ниже 45 с. 11а втором этапе идет поддержание
достигнутой температуры, для чего уменьшают
мощность, подводимую к рабочему конденса-
тору. Поддерживать нужный режим работы
ВЧ-генератора можно, вподя в сто электри-
ческую схему дополнительные цепи управле-
ния.
Специфика резиновых деталей, заключаю-
щаяся в их относительно большой толщине и
низкой твердости, дозволяет замерять темпе-
ратуру с помощью игольчатой термопары,
вводимой в зону нагрева сразу после выклю-
чения ВЧ-гсператора; ошибка в измерении не
превышала 5 °C.
Оптимальные темп е рагу р ы, установлен-
ные при разработке технологии химически
сварки резни близки рекомендованным Т6МП0
ратурам вулканизации егютветствующи* рМЮ
и зависят от других параметрон процесса
типа резины и присадочного реагепти. Пр»
введении в зону сварки пероксида бещюил!
или диазоаминобепзола оптимальной обычнх
является температура в диапазоне 135 160 “С
при использовании ди метилол пар а кредолм i
сульфазана «R»— 170 18.()'’С, хлоранила -
190—210°C; полиамииов и оснований Шиф
фа — 190 —20(1 ’.С. Температура сварки.зиннсН
также от химической активности вулканизат
Пониженная химическая активность кремний
органических резин требует нагрева зоны uiRi
до 190 и даже до 235 °C. Бес ириса доч и К
химическая сварка полихлоропреновых рСЗШ
осуществляется при температурах на 60™
100 °C выше температуры вулканизации рЫИ
1ТЫ.
Зависимость прочности при р веслам ваий
от температуры сварки (рис. 6.23) имеет Ий
правило вид кривых с экстремумом. Вйзрвс
тание прочности на начальном участке кривы
можно объяснить увеличением клис
точности резин с подъёмом температуры, Н«
пример выше 180 °C для поли хлор опремщю
резины (рис. 6.24, кривая что обеснечИАМ
достижение более полного контакта свяривм
мых поверхностей (кривая 2 на рис. 6.24)
повышение вероятности образования химича
Рис. 6.23. Зависимость разрушающего усиди
при расслаивании /у, сварных соединений рези
от температуры Т сааркп;
каучуки в составе резни: ( смесь СКД (40%
и СКМС-30 АРКМ 15 (60%), S СК ГВ. ') см<:>
наирита .4 и регенерата PU1; 4 СКФ Й1;
присадочные реагенты: 1, 2 пероксид Пеп шил.
4 - бисфурилиденгекеммегнлекдипмин;
давление спарки, ,М11н: 1 1,5; 2 I; .1 2,!г.
4 5;
продол» ител и пости топркп, мин: I 2,711, '2 I,-
. 3 3, 4 2,25
27(1
ХИМИЧЕСКАЯ СВАРКА ПОЛИМЕРНЫХ МАТЕРИАЛОВ
Рве. I1.2-1. Термомечаинческаи кривая (I) и за-
HIichmociti разрушающего усилия при раздире
(А, (2) пол и хлоропреновой резины марки
i(K 3263 па основе смеси каучука накрита А и
}t'reiiep;iT;i [’III и параметра и крохой а тоет и
Чц ('!) ее поверхности, прогретой в контакте
У мегиллнчсской полированной пластиной, от
I'l’Mitepirrypi.i 7 нагрева в течение 3 мин; 4—
схема испытания ретины на раздир
ГКИх спичей. Надеине прочности за проделом
Ин кс им у мои в данном рлучае связано с де-
'Трукцией вулканизата и другими процесса-
ми, приводящими к ослаблению зоны контак-
пи. в другом (например, для полнхлоронрено-
ЮЙ резины) с нопышеппем жесткости мите-
> и и ла, происходящим в результате дальней-
ней пулканизании материала, о степени кото-
Н1Й можно судить по данным кривой 3 на
ini'. 6,2'1.
У пели । inline продолжительности вы
(ержкн при температуре сварки способствует
тосту числа iioitepeniiux связей между макро
1 (иекулими вулканизата, что вызывает новы
Пение проч ногти соединении (рис. 6.25) до
। НИ нений, превышающих прочность резины
1рн раздире. Оптимальную продолжительность
Рис. 6.25. Зависимость разрушающего усилия
при расслаивании ЛР сварных соединений резин
от продолжительности t сварки;
kbc'ivkh в mc’iaue резин: 1 смесь СК.Д и СКМС-30
АРКА-1 J5; 2 — С КС 30; 3 - смесь CKJI-IS к СКН 26;
4. 5- бутилкаучук; 6 СКТВ; / ПК; 3
СКМС-1 О; 9 СКТ: 10 пиарит А н Б;
присадочные реагенты; / 3— 11Б | стирол: 4. Я
щари||н..ч’, ;> -- ДМПК: (>, 9 ПБ; 7—сульфазан
«7?», 10— без и рис заочного реагента;
температура сварки. 7 С: 1 — 150; 2, 3— 135;
) 17(1; 5 — 17,5; f> — 100; 7 ISO; Я 210: 9 —
235; 10 — 200;
давление сварка. Mila: /. 4. 5. 9 1,5; 2, 3. 6 —
1,0; 7. 10 — 2,5; S 3
сварки резни различных типов выбирали не
только из стремления достичь максимальных
значений прочности соединения, по и из жела-
ния вызвать мини мильное измене пне свойств
свариваемого материала. [ (а продолжитель-
ность сварки резин (табл. 6.23) влияют тип
присадочного материала и значение других
параметров процесса. Падение прочности за
пределом оптимума объясняется в одном слу-
чае деструкцией вулканизата, в другом
повышением его жесткости, а также утонением
сварного шва.
6.23. Оптимальные режимы химической сварки редин
Тип каучука Присадочный материал Темпера- тура сварки 1 °C Продолжитель- ность, ИНН Давление, МПа
повыше- ния тем- пе ратуры выдержки
!К ДАБ 145 0.5 3 1.5
Сульфазан «7?» 180 — 5 2,5
;кс-зо Стирол + ПБ 135 1 6 0,8
ПБ 135 1 2 1.5 1
:К! 1 1Н + СКН-26 Стирол + ПБ 135 1,5 8
ПБ 135 1,5 2 1,2
ЖД + СКМС30 APKMI5 ПБ 180 0,75 2 1,5
ЖН-1» ПБ 145 1,25 2 1,5
;кп-2(> ПБ 150 1,5 2 1,2
(утилкиучук ДАБ 150 0,75 3 1,5
Хлоранил 170 0,75 3 1,5
РЕЗИНЫ
Продолжение табл, 6,1
Тип каучука Присадочный матерная Темпера- тура сваркй. ФС Продолжитель- ность, мин Дэмия! МП»
повыше- ния тем- пературы выдержки
СКМС-10 Хлоранил 210 3,5 3,5 3
СКТВ ПБ 190 1 1 1 1,5
СКТ ПБ 235 —- 8
СКФ-26 Бисфур ил яденгек- саметилендиимин 195 — 3 4
Наирит А, Б (КрА, КоБ) — 200 — 3 з,в
СКЭПТ* ** ПБ 4- полиолефин 155 — 0,2 о(з
* При высокочастотном нагреве.
** В составе прорезиненной ткани.
Оптимальной продолжительности сварки
прорезиненной ткани на основе этилеппропи-
ленового каучука соответствовало макси-
мальное содержание нерастворимой фазы в
промежу чиом слое из полиэтилена НП с на-
несенным на его поверхности пероксидом бен-
зоила.
Согласно рис. 6.26 можно заключить, что за
тот период времени, который выбран в ка-
честве оптимальной выдержки при темпера-
туре сварки, не наблюдается каких-либо ухуд-
шений физико-механических свойств резин.
Об этом же свидетельствуют данные по изуче-
нию распределения эффективной концентрации
поперечных связей по толщине образцов
(рис. 6.27). Как видно, в слоях, удаленных
от поверхности сварки всего па 300 мкм,
структура резины достаточно однородна;
Поскольку для бесприсадочной сварки полн-
хлоропреновых резин требуется наиболее высо-
кая температура naipcea но сравнению с тем-
пературами сварки других .нетеплостойких
резин, длительная их выдержка при температу-
ре сварки вызывает дальнейшую вулканиза-
цию, что проявляется, например, в повышении
прочности резины при раздире (табл. 6.24).
Если сварка основана на образовании хими-
ческих связей, то предполагали, что предвари-
тельная термообработка резин должна при-
вести к уменьшению концентрации активных
групп как в объеме, так и на поверхности
материала, а следовател(>но, к снижению проч-
ности соединения. Данные табл. 6.25 под-
тверждают правильность сделанного предполо-
жения, а вместе с тем и химический механизм
сварки.
Рис. 6.26. Зависимость механических своЙС
резины на основе каучука СК.МС-30 ЛРКМ I
от продолжительности I нагрева в 04-ihwic nj
температуре 130—145° С и давлении 0,8 МП
/—разрушающее напряжение при растяжении о
2 относительное удлинение и,; 3 -• относи телаш
остаточное удлинение Q, 4 модуль при !1()()%‘И<
удлинении Еин>; 5- коэффициент мородостойкое’
К; 6 - коэффициент возрастания жесткости К,
7 твердость //; Я модуль эластичности Е
72
ХИ М Н ЧЕ СКАЯ СНАРКА ПОЛ И ME PH ЫХ МАТЕРИАЛОВ
'нс. 6.2'1. Распределение эффективной концент-
ЙЦИН поперечных'связей п5 ио толщине б об-
astlH ИЗ ренины на основе каучука СКН-26:
— поперхноеп, ибрлзка очищена хлороформом;
— поверхность образца очищена хлороформом и
101'рети а ИЧ аоле по режиму сварки в контакте
ПРИгрхишп ью другого образца; А граница кои
. та кт а
Зависимость прочности сварных соединений
₽анн от Д ii в л о н и я имеет характер
рис. (1.28), типичный для аналогичной зави-
имости, полученной в исследованиях по сварке
ругнх полимерных материалов. Участки подъе-
В криных обусловлены увеличением площади
йнтвкгн с ростом давления, а падение проч-
ОСТ)! за пределами максимумов обусловлено
йи утонением швов, н результате чего умепь-
1*ется объем материала, воспринимающий на-
руику, так и течением резины вдоль поверх-
ОСТ ей, препятствующим образованию хими-
К’КНХ с вязей н вызывающим разрушение уже
МПИКШИХ физических и химических связей.
в.24. Влияние температуры Т
И продолжительности t термообработки
на относительную величину
разрушающего усилий при раздире vP
V raw vj для 1голнх/1Сропреновых
резни марок
ИРП 1040. 6=3 нм ЯК 3253. 6=2.5 их «и €'5=9 'оое ая КР 20096, 6=1,2 мм
1 1 1 1
100 3 1,012 1,016 1,033 1,064
160 3 1,03 1,07 1,066 1,13
200 3 1,088 1,176 1,183 1,145
220 3 1,118 1,443 1,333 1,225
200 б 1,13 1,5 1,383 1,258
200 10 1,147 1,677 1,45 1,258
* Средние результаты испытания трех
(брЙЗЦОВ,
6.25. Влияние продолжительности i
термообработки при 200 °C перед сваркой
на прочность сварного соединения
полихлоропреновых резин (режим сварки:
температура 2(Ю°С, давление 2,5 МПа,
продолжительность 3 мин; приведены
средние результаты испытания
трех образцов)
Разрушающее уенли прн расслаивании,
Я Н/с V, сварных швов релин марок
ж
ИРП 1040 ЯК 3253 КР 300 КР 20096
0 32 м 28,5 м 27 м 18
3 25 м 16,5 м 20 м 12 м
6 14 м 10 р 8,5 р 5 Р
10 5 Р 4,5 р 3 Р Сварки
нет
Разрушение части образовавшихся поперечных
связей после снятия давления происходит
также в результате упругоэластического де-
формирования материала зоны шва, доля кото-
рого растет с увеличением давления.
Оптимальное значение давления (см.
табл. 6.23) зависит от рецептуры резины, ее
остаточной пластичности (рис. 6.29) и других
параметров процесса.
Сжатие зоны шва до такой степени, чтобы
в контактирующих микрослоях резины во вре-
мя сварки фиксировалась остаточная дефор-
мация, необходимо для сохранений образовав^
Рис. 6.28. Зависимость разрушающего усилия
при расслаивании сварных соединений резин
от давления Р сварки;
каучуки и составе резин: ! — смесь СКД и СКМС-
30 ЛРКМ 15; 2 - СКС-30; Я — СКМС-30 АРКМ 16,
4 - СКН-18; 5 — наиритА; .6- ПК;
присадочные реагенты; 14— ПБ; 6....-сульфазин
температура снарки, ’С: / 150; 2 J 35; Я -
МО; 4 - 415, ,5 - 200; 6 180;
продолжительность снарки, мин: I — 4 -2; 5 -
3, G 5
РИЗИНЫ
Рис. 6.29. Зависимость оптимального давлении
Ро1| сваркй от остаточного удлинения е при раз-
рыве резины. Цифры при точках соответствуют
номеру рецептуры резины
шихся связей или, по крайней мере, снижения
уровня их напряженности при восстановлении
формы сварного шва.
Отмеченную на рис. 6.29 зависимость уста-
новили для всех изученных резин. Отклоне-
ния были замечены только на тех образцах,
которые подвергали предварительной обработ-
ке шлифовальным кругом или сваривали, не
дожидаясь полного удаления растворителя.
В первом случае увеличение шероховатости
поверхностей обусловило увеличение давляни
на сварной шов. Во втором случае набЛЮД!
лось снижение давления, поскольку оста1Ш)Н№
в образцах растворитель, пластифицируй pi
зину, способствовал достижению полного KOI
такта на границе сварки. Аналогичное мл>
ние обнаруживали и при сварке с помощь
мономеров, вызывающих набухание резин.
О явлении ползучести свидетельствует гриф,
ческое изображение распределения ДффвКТИ,
ной концентрации щ поперечных связей Г
толщине сваренных образцов (см, рис. 6,87
По мере приближения к поверхности ц, ns ДИ
и на расстоянии 40 мкм от поверхности ПОН1
жается в 2,5 раза.
Присутствие масла в резине, нс снижвЯ <
способности к интенсивному нагреву И ПО;
ТВЧ, требует более высокого давлении н< е*1
риваемын материал для достижения HeOfiiii
днмого контакта. Д:
Давление при сварке встык профиЛЫй
уплотнителей регулируют изменен нем ЗйМф
между сдвигающимися частями сиИрОЧКО!
приспособления. Для уплотнителей диаметре
5—10 мм зазор обычно составляет 3—4 Ml
Для более крупных уплотнителей зазор MOW
быть увеличен, ио в пределах, обеспечит»
щих продольную устойчивость части уплОТН!
6.26. Влияние различных факторов старения на прочность
сварных швов полнхлоропреновых резни
Условия хранения, образцов соединений Марка резины Разрушающее усилие*;. H/cv, при расслаивании шноп после выдержки в течение, сут. Условия хранения образцов соединений Марка резины Раэру ШНКИи» усилне*, !1/см, прн р (ыслаиЙНМ* niH<m поел* нидержил [1 течение,: су1
30 45 30 41
На воздухе при 20 °C ЯК 3253 ИРП 1040 26 29,5 27 29 В 26%-иом раст- i воре NaCl прн 1 20 °C ЯК 3253 ИРП 1040 21 25 Я8
В термостате при 45 °C ЯК 3253 ИРП 1040 21 24 L—
В 10%-ном раст- воре НС1 при 20 °C ЯК 3253 ИРП 1040 15 23 16 22
Выдержка в тер- мостате при 45 °C в течение 6ч и охлаждение а 26%-ном растворе NaCl в течение 18 ч при 20 °C ЯК 3253 ИРП 1040 23 29,5 22,5 28
В 10%-ном раст- воре NaOH ЯК 3253 ИРП 1040 25 27 86 86
* В исходном состоянии сварные швы резин ЯК 3253 и ИРП 1040 имели раврушш
шее усилие при расслаивании соответстаеино 26,3 и 30,2 Н/см.
и
ХИМИЧЕСКАЯ СВАРКА ПОЛИМЕРНЫХ МАТЕРИАЛОВ
>нс. 6.30. Зависимость разрушающего усилия
ри рд сели и шиши FP сварных соединений резин
от температуры Т испытания:
Нучуии н гостппе резин; /, 2 — наирит А; 3 — НК;
4 бутилкаучук;
рИСМочные реагенты: 1,2 — сварка без присадоч-
ного реагента; 3 — ДМПК; 4 — ДАБ,
слонин испытании образцов: 1 — через сутки после
ВИрКН; 2 — после выдержки в течение 20 суток при
ЙО" С в 26%-ном растворе NaCI; 3, 4 ноше
сварки
ИЛЯ, находящейся в зоне сварки. Для резин
ПОНЫ Шел ной пластичностью зазор рекомен-
уется уменьшить.
С > о й с т в в сварных соединений, изготов-
вмных при оптимальных режимах, не только
* уступают аналогичным свойствам резин, но
«частую превосходят их. Прочность сварных
оедшшний резины зависит от прочности на
адир этого материала.
С целью более широкой оценки свойств
Мрпых швов поли хлоропреновых резин, изго-
оилеииых беслрисадочной химической свар-
ой, проведены испытания образцов после ста-
«кии в различных средах. Среды и условия
С11ытаннй выбраны в соответствии с эксплуа-
МЦионнымн требованиями к емкостям, предна-
ИЙЧвпным для хранения агрессивных жидко-
Т*й, Прочность швов практически не меня-
ТСИ после длительного воздействия растворов
1яС1. НС1, NaOH (табл. 6.26). Незначитель-
на изменения прочности наблюдаются и по-
ле термостатирования при 45 °C или поперек
(«иного нагревания и охлаждения в соляном
1Мтш>|>е. При испытании на расслаивание во
icex случаях разрушение сварных образцов
фвнсходнло по материалу.
Во время испытания при растяжении швов
перекрытием прорезиненных тканей на ос-
1СН№ каучука СКЭПТ преимущественным ха-
iBK'iepoM разрушения при повышенных темпе-
штурнх было отслаивание покрытия от ткани,
। при пониженных температурах — разрыв по
1ИТ<‘)щалу. Обнаружено также, что вода в
Hie гворы не проникают в шов, т. е. подтвер-
кдеиа их герметичность. Прочность сварных
шиш монотонно падает с повышением темиерв-
уры испытания (рнс. 6.30). По поскольку
Рис. 6.31. Разрушающее усилие при расслаи-
вании клеевых (а) и сварных соединений (б)
резин;
каучук в составе резин: 1 — СКН; 2 — СКС; 3 —
СКИС; 4 бутилкаучук; 5- поли хлоропреновый;
6 — НК; 7 — СКТ; I- невулканизующиеся клеи;
[1 — вулканизующиеся клеи
разрушение образцов по всем интервале тем-
ператур идет по материалу, теплостойкость
сварных швов лимитируется теплостойкостью
резины.
Обладая технологическими преимуществами
перед склеиванием, химическая сварка позво-
ляет' получить швы, которые по прочности не
уступают клеевым (рис. 6.31).
Сварные соединения за-метно превосходят
клеевые в случае сборки конструкций из
маслонаполненных резин, резин на основе крем-
нийорганических и фторкаучуков и резин спе-
циальных многокомпонентных рецептур, подбор
надежных клеев для которых очень затруднен.
6.5. ОТВЕРЖДЕННЫЕ РЕАКТОПЛАСТЫ
Расширение областей применения реакто-
пластов увеличивает объем работ по соедине-
нию деталей ьяз этих материалов. Сварка
отвержденных реактопластов долгое время счи-
талась невозможной. В отвержденных реакто-
пластах пластические деформации имеют огра-
ниченный характер и возможны при одновремен-
ном действии высоких механических напряже-
ний и повышенной температуры.
Механизм химической сварки. В производстве
изделий различного назначения реактопласты
применяют в виде композиции с порошковым,
волокнистым или тканевым наполнителем. Мате-
риалы отличаются составом связующего, типом
наполнителя и соотношением компонентов.
В качестве связующего в них выбраны поли-
меры сетчатой структуры. Это придает нм повы-
шенное (по сравнению с традиционными термо-
пластами) сопротивление усталости, снижает
ползучесть под нагрузкой, увеличивает форма-
устойчивость и прочность до более высокой тем-
пературы. Поскольку сетчатая структура поли-
ОТВЕРЖДЕННЫЕ реактопласты
27»
мера препятствует проявлению в нем плас-
тических деформаций и лишает его способности
растворяться, процесс соединения сваркой в том
обычном понимании, как он цредставлястсн
для термопластов, невозможен.
Вне зависимости от состава реактопласта
формование изделий из него осуществляется
за спет пластического деформирования связую-
щего. Любое изделие из реактопласта покрыто
непрерывным слоем отвержденного связующего,
толщина которого колеблется от 0,01 до 0,2 мм
в зависимости от степени наполнения и
условий формования. Режимы формования дета-
лей предопределяют степень отверждения свя-
зующего в изделии и в поверхностном слое.
Чем выше степень отверждения, тем выше
теплоустойчивость изделий и лучше сохраняют-
ся защитные и декоративные качества поверх-
ностного смоляного слоя.
Для повышения производительности формую-
щего оборудования выдержку изделий в нем
стремятся сократить; дальнейшее отверждение
связующего внутри изделия и в поверхностном
слое осуществляют длительным нагревом в
термошкафах (термообработка). Даже после
длительной темообработки структура сетчатого
полимера далека от совершенства. Существую-
щие в нем дефекты обусловлены неполным
использованием в реакции отверждения функ-
циональных групп и создают способность к
пластическим деформациям, которые прояв-
ляются при температуре, превышающей темпе-
ратуру формования и термообработки, и при
приложении давления.
Особенно эти явления заметны в связующих,
отвержденных без применения низкомолекуляр-
ных отвердителей, и в связующих, отвержден-
ных в присутствии инициаторов радикально-цеп-
ной полимеризации. Поверхностная смоляная
пленка также сохраняет пластичность, необхо-
димую для обеспечения контакта между
прилегающими поверхностями при создании
давления и повышенной температуры, и доста-
точное число неиспользованных функциональ-
их дальнейшего
ных групп .тля совместного
отверждения.
Поскольку сборка изделий из реактопластов
становится все более частым этапом, завершаю-
щим процесс изготовления изделий, его целе-
сообразно синхронизировать с процессом поста-
дийного отверждения Связующего. Для этого
целесообразно снизить до возможного предела
(с точки зрения формоустойчивести при нагре-
ве) степень отверждения детали в форме, затем
провести химическую сварку, и только после
этого термообработку с целью дальнейшего
отверждении деталей и совместного днлы|(Д>
шего отверждения связующего в зоне КЯН-
такта. В этом случае пластическая деформации
пленки в зоне контакта должна проявиться
при более низком давлении и темпер.чтуре, 4 а
реакции совместного дальнейшего отверждении
примет участие большее число неиспользован-
ных функциональных групп связующего,
В процессе формования крупногабаритных из-
делий можно предусмотреть места в форме С
пониженной температурой для обеспечения.Ай-
лее низкой степени отверждения в зоне после-
дующего соединения по сравнению со всеми Из-
делиями, а термообработкой в процессе CBRpKH
эгих мест соединения выравнять степень ут-
верждения по всему объему.
Для количественной оценки способности реВИ
топластов свариваться удобней всего исполЬВО
вать условную характеристику, представляв
щую собой температуру иглы диаметром J М-М
внедряемую в холодный поверхностный . cAoi
реактопласта постоянным усилием 10 Ц HI
глубину 20 мкм. . ,
Обеспечение совместного доотверждопня Сре
днняемых поверхностей при химической CBBpK<
возможно только при достижении номпкйЛЬ
ного контакта поверхностей, обусловленного НВ
личием определенных значений пластических I
эластических деформаций поверхностных слое
(микрорельефа) полимера. Способность поверх
ностпых смоляных слоев отвержденных реяк'1'U
пластов к пластическим и эластическим дефор
маниям также зависит от степени отверждении
Для эпоксидных реактопластов степень (И
верждения, при которой они сохраняют сносов
ностъ свариваться, характеризуется ycjiQBkWJ
показателем Г-мгп — 155-1-210 °C (табл. 6,37)
Достижение условий, при которых MHKpC
выступы поверхности деталей полностью Д*
формируются, обеспечивает наиболее выгодны
условия получения соединения химической СВИр
кой.
Создание сжимающих усилий на мпкрОВЫ(
тунах поверхностей приводит к течению П(
верх костного полимерного слоя связуюЩег
в плоскости соединения, которое обуелнпл!
вает заполнение впадин между пыступнмн
формирование максимальной площади конин
та. Это возможно только тогда, когда xtipHi
теристика пластичности имеет для энокепдпо)
реактопласта величину 7'п.чэп =-- I55-- 210" С. О
сутстпие пластических деформаций при етепеп
отверждении, характеризующейся /’илт-лг -
= 240 “С (Лыко - отсутствует), окизыпиет и
। пест вен ное влияние на прочностные xupuKTi
ристики соединений, полученных хим ш шею
276 ХИМИЧЕСКАЯ СВАРКА ПОЛИМЕРНЫХ МАТЕРИАЛОВ
6,27. Относительные деформация
микрорельефа пояерхности
отвержденной ап оке иди ой смолы
Степень игм’рждгин я ' ПроДолжнтель- i и ость нагрева, 1 мин Общая Деформа- ция, % Пласти- ческая Дефорыа- ЦНЯ, % Общая Деформа- ция. % Пласти- ческая Деформа цня, %
Давление, МПа
1 6
7 ил ан-- и,|66*С 0,5 4 100 100 18,5 65 100 100 40 71
7'п.1| 11)1 Й10°С 0,5 4 57 100 11 14 50 100 17 31
7 цл «п отсутствует 0,5 13 0 30 0
Тоби ав> >30биС 4 70 0 90 0
11 р и м г ч и и II я: 1. Г,,.,, гг; температу-
ра иглы, при которой пластическая дефор-
Минин при ее внедрении составляет 20 мкм.
2. 'Г..г,.. температура иглы, при кото-
рой общая деформация при ее внедрении
гостннлчет 2t) мкм
',1. 1 'а а делен не деформаций на пластиче-
гкпе и i.'h'i ст и 'ice к не осуществляли путем
намерения восстановленной деформации
опеле снятия нагрузки на иглу.
6,28. Влияние степени отверждения
стеклотекстолита на эпоксидном
связующем на прочность его сварных
соединений (температура сварки 200 °C,
продолжительность 4 мни)
ИН- °с Давление, МПа 1 т. МПа £ *0.95, МПа Характер разрушения
155 2 43 10 8,7-7,3 По мате- риалу
210 2 43,1 14 7,1—9,1 То же
Огсутст* муст 6 16 28 11—21 По плоско- сти соеди- нения
11 р и м с ч а н и е. т [1,т тру । и a lomce на
ipii *гинг при (л. ill и г. при г житии | сред нее
П1.Щ1111И ) . S’, ко ф>ф ни.цент пприщпш,
, ч. г।а11-ршел|.||Ыи щперки.т.
сваркой. Даже при уел они и достижения 90%-
лого контакта поверхностей при давлении
6 МПа, соединение с удовлетворительной
прочностью не создается (табл. 6.28).
Способность к химической сварке реактоплас-
та зависит от типа его связующего. Например,
стеклопластики на основе фетюльно-формаль-
дегидного связующего свариваются и при более
высоких степенях отверждения, чем эпоксид-
ные.
Для реактопластов на основе фепольно-фор-
мальдегидного связующего характерно то, что
независимо от степени их отверждения микро-
рельеф поверхности полностью деформируется,
начиная с давления 10 кПа и при темпе-
ратуре выше температуры формования детали.
У фенольных реактопластов (например, на
феполоанилиноформальдегндной смоле марки
СФ-340) верхний предел пластической составля-
ющей 7',,.^) равен 280 ’С при температуре формо-
вания детали из него 180 "С. Такого типа
реактопласты свариваются при = 130 —
280 D С под давлением выше 5 МПа, так как
при более низком давлении наблюдается выде-
ление летучих и образование газовых включений
в объеме материала и в сварном шве. Дишь при
давлении 5 МПа и выше образуется пол-
ностью плотный шов. Столь высокое давление
необходимо не столько, для обеспечения пол-
ного контакта свариваемых поверхностей,
сколько для преодоления давления летучих ве-
ществ, неизбежно выделяющихся при интенсив-
ном доотвержлении реактопласта, отверждаю-
щегося по механизму реакции подиконделся -
ции.
Прочностные характеристики сварных соеди-
нений стеклопластика ла фенолоформальдегид-
ном связующем, полученного при различных
режимах отверждения, мало отличаются друг от
друга (табл. 6.29).
Учитывая также незначительное отличие в
режимах сварки стеклопластиков с различной
степенью отверждения, можно выбирать такие
режимы формования деталей, которые обеспе-
чат диапазон степеней отверждения 7'„2н =
= 150ч-220°С.
Оптимальным давлением во всех случаях
сварки является давление 6 МПа. Температура
сварки должна быть несколько выше темпера-
туры прессования изделий. Длительность про-
цесса (1 2 мин) становится тем больше, чем
выше степень их отверждения.
Таким образом, химическая сварка реакто-
пластов осуществляется и интервале значении
Г,1,«и== 156" 226 "С, ниже которого деформиру-
ется деталь, а выше не проиг.чодит cohmcciнего
ОТ IJ E РЖ Д E ИII bl И РЕАКТОПЛАСТЫ
6.29. Прочность сварных соединений фенольного стеклопластика на смоле
марки СФ-340 различных степеней отверждения
Режим отвержде- ния, *С/ч io* ®С т ПЛ «С Оптимальный режим сварки (давление 6 МПа) Прочность CMDHMX соедннеккй
Температу- ра, X Продолжи- тельность, мнн т, МПа ST, % T0 91J, МП*
160/0,25 150 160 165 1 22 18 1,8—2,6
170/0,25 159 172 175 1,5 22,1 19 1,79-2,69
180/0,25 175 218 185 2 22,8 22 1,78—2,79
доотверждения поверхностных полимерных сло-
ев.
Необходимую степень недоотверж ценности и
пластичности полимера в поверхностном слое
можно обеспечить на стадии формования, варьи-
руя температуру и длительность отверждения.
При не доотвержден ногти реактопласта, харак-
теризуемой значениями Гпл2(| = 155+ 220 °C, в
процессе сварки сохраняется деформационная
устойчивость ре .опласта. Толщина деталей
меняется при этом в пределах + 0,1 0,6%,
что не оказывает влияния на качество материа-
ла в сварном шве.
Основные свойства деталей из реактопластов,
которые будут предопределять их способность
к химической сварке, следующие: I) хими-
ческая активность или реакционная способ-
ность слоев реактопластов, проявляющаяся
наличием в них функциональных групп; 2) оп-
ределенная степень отвержден ноет и поверхност-
ной полимерной пленки (Гп„<!о= 155 + 220 °C)
и ее способность к пластическим и эластическим
деформациям; 3) способность поверхностного
рельефа деформироваться и образовывать пло-
щадь контакта на соединяемых поверхностях,
равную номинальной; 4) определенная толщи-
на поверхностной полимерной пленки (более
0,1 мм); 5) высокая когезионная прочность
поверхностной пленки, прочная связь с после-
дующими слоями и отсутствие на ней антиадге-
зионных смазок и других загрязняющих
веществ.
У ряда реактопластов в качестве матрицы
используются связующие, реакция отверждения
которых осуществляется по полямеризацион-
ному типу при применении инициаторов (поли-
эфирные связующие), основана на деструктив-
ной поликонденсации или вызвана передачей
цепи с радикалов на полимер (кремнин-
органические смолы). Использование способа
химической сварки для соединения таких реакто-
пластов не позволяет получить высокую проч-
ность соединения, так как при полностью
израсходованном инициаторе полимерщыщш
совместное доотверждение поверхностных ПОЛИ
мерных слоев соединяемых деталей при цагр«м
не происходит совсем или происходит и owl!
ограниченном виде.
Реакционная способность у таких пОЛИМв'
ров проявляется при нанесении на поверХНОЙТ!
низкомолекулярных соединений (п р и с » Л
ки): пероксидов, бифункциональных соед1и№
ний, способных при выбранных условиях кету-
пать в реакции с функциональными группам!1
в звеньях макромолекул полимера.
Для каждого полимера подбор такого реаген-
та должен быть индивидуальным, так КИ г
присадка должна способствовать проявлении:
максимальной химической активности полимер*
и обеспечивать совместное доотверждение по-
верхности слоев соединяемых деталей. Кроме то-
го, количество наносимой присадки должно был
достаточным, чтобы образовать максимально*
количество химических связей и не пренятстиб-
вать созданию когезионного контакта поаерх-
постных полимерных слоев.
При формовании деталей из реа к то ИЛИСТО*
не всегда может представиться благоприятна*
возможность не доводить до конца химическук
реакцию отверждения или из-за малой ЖИШ1в
способности функциональных групп, или iilhlt
опасения коробления сложных деталей и нам#
нения размеров. На такой конечной СТИДШ
отверждения (при Г„л2о>- 220 °C) в детали НМ«
ется значительно меньшее количество реакциом
неспособных групп, а поверхностный полимер
ный слой детали имеет ограниченную СПО
собпость к пластическим и эластическим дефор
мациям. При химической сварке таких детале!
не может образовываться полного когезиоццоГ1
контакта соединяемых поверхностен.
Повысить прочность соединения при таки;
свойствах поверхностных полимерных плети
целесообразно введением в зону их контакт!
низкомолекулярного реагента, который способе!
вызывать набухание смоляной пленки и соадя
278
ХИМИЧЕСКАЯ СВАРКА ПОЛИМЕРНЫХ МАТЕРИАЛОВ
нить п воне контакта непрерывный слой связую-
щего с большим числом химических связей.
Набухание поверхностной смоляной пленки в
низкомолекулярном реагенте облегчит ее плас-
тические деформации и, следовательно, создаст
более полный контакт поверхностей. В качестве
присадки можно использовать полифункцио-
иалыюе вещество (связующее того же состава,
что в матрица соединяемого реактопласта),
которое обеспечивает реализацию химических
связей в зоне контакта и формирование макси-
мальной площадки контакта соединяемых по-
верхностей.
Свирку деталей из реактопластов, находящих-
ся ни конечной стадии отверждения, характе-
ризуемой условным параметром свариваемости
220 °C, можно осуществить также при
повышенных значениях давления и температу-
ры, необходимых для сближения поверхностей
ха счет пластических и эластических дефор-
маций, образования площади контакта и сов-
местного доотверждения. Необходимость в та-
кой интенсификации процесса отпадает, если в
зону соединения при сварке вносить мини-
мальное количество присадки (5 мг/см2),
достаточное для заполнения микрорельефа
поверхности детали. Это создаст условия прони-
кни» я в сближенные, в результате пласти-
ческих н эластических деформаций, поверхност-
ные слои соединяемых деталей низкомолекуляр-
ных веществ, способствуя образованию дополни-
тельных благоприятных условий формирования
контакта поверхностей и получению соедине-
нии с прочностью, равноценной прочности
соединяемого материала.
При сварке эпоксидных реактопластов в ка-
честве присадки используют любые отвердители
эпоксидных смол: амины, ангидриды кислот,
различные смолы (фе йодоформ альдегидные,
эпоксидные и др.), способные реагировать с
гидроксильными группами отвержденной эпок-
сидной смолы. В наибольшей степени пере-
численным требованиям удовлетворяют фе-
пол 0 форм альдегидные смолы (в виде спиртового
раствора) и композиции эпоксидных смол
с аминами.
Дон ери тельный интервал прочности на
сдннг при растяжении сварных соединений
стеклопластика (ВПС-7) в этом случае состав-
лиет 17 20 МПа.
При химической сварке фенольных реакто-
пластов в качестве присадки целесообразно
использовать вещества одинаковой с ним хими-
ческой природы: резольную фенолоформаль-
дегндную смолу, ее модификации, а также,
11Щ|ример, олигомер три мети лол фенол.
Количество наносимой присадки зависит от
рельефа поверхности.
Таким образом, свариваемость реактопластов
определяется типом связующего, степенью его
отверждения и присадкой (табл. 6.30), а процесс
соединения химической сваркой осуществляется
в два этана: 1) сближение поверхностей в
результате прохождения эластических н пласти-
ческих деформаций поверхностного слоя смолы
и всего объема детали; 2) образование соеди-
нения в результате химической реакции доот-
верждения.
Технологический процесс сварки складывает-
ся из двух основных операций: подготовки
поверхности детали из реактопласта и операции
соединения в приспособлении (промежуточная
операция — нанесение Присадки необходима
только в случае химической сварки с присад-
кой) .
Поверхность детали из реактопласта обра-
зуется ори ее формовании, поэтому еще на
этом этапе следует предусмотреть все меры,
способствующие образованию необходимой тол-
щины (не менее 0,1 мм) смоляной пленки,
свободной от различных загрязняющих веществ,
которые могут проникать в поверхностный слой
полимера, и имеющей требуемую степень
не доот вер ж ценности (7,,^= 1554-220 °C). Ме-
ханическая обработка поверхностей дета-
лей перед сваркой нежелательна, так как
она приводит к уменьшению толщины поверх-
ностной смоляной пленки, а зачастую к ее
полному удалению и обнажению наполнителя,
что делает невозможным осуществление хими-
ческой сварки. Механическое удаление загряз-
ненных поверхностных слоев не обеспечивает
достаточной чистоты.
При формовании деталей из реактопластов
для защиты поверхности и устранения прили-
пания детали к форме целесообразнее всего
применять удаляемые защитные слои из пленок
или тканей.
Удаляемый с соединяемых поверхностей перед
самой сваркой защитный слой должен удов-
летворять следующим требованиям: легко уда-
ляться с защищаемой поверхности; отличаться
по внешнему виду от защищаемого реакто-
пласта; обеспечивать надежную защиту поверх-
ности и не загрязнять ее; создавать необ-
ходимую шероховатость поверхности.
Высокого качества поверхности деталей под
сварку образуются при формовании мест
соединения в приспособлениях с хромирован-
ными и полированными поверхностями. Умень-
шение шероховатости поверхности облегчает
формование контакта при сварке.
ОТВЕРЖДКННЫВ РЕАКТОПЛАСТЫ
27f
6.30. Классификация реактопластов по их способности к бесприсадочной
химической сварке или с присадкой
Реактопласт Степень отверждения по условно- му парамет- ру Тпл Mi ВС Параметры режн ма Площадь контакта, % Реакции на соеди- няемых поверх- ностях СМри* ваем ость
Р, МПа Т, “С
Фенол офор м ал ьде- гидный (отверж- даемый по реак- ции поликонденса- ции) 155—220 6 180-200 100 Доотверждение Хорошая
220 6 200 80—90 Доотверждение Удовлетю* рнтельим
220 6 180—200 60 Соединение по функциональным группам одно- или двухкомпонентной присадки Хорошая
Эпоксидный (отверждаемый по реакции сту- пенчатой полиме- ризации) 155—200 2—4 200 100 Доотверждение Хорошая
Гп л отсут- ствует 6 200 90 — Плохая
Гпл отсут- ствует 2-4 200 60 Присоединение по функциональным группам присадки Хорошая
Полиэфирный (отверждаемый по реакции поли- меризации) 155—220 1-2 180—200 100 — Плохая
155-220 0,5 2 180—220 100 Сополимеризация с помощью ини- циатора Хорошая
Кр емн ий ор ган иче- ский (отвержда- емый по реакции деструктивной по- ликонденсации) 155-220 6 200 100 Плохая
155—220 6 200 100 Передача цепи с радикалов на по- лимер с помощью инициатора Хорошая
Подбором режимов формования детали
(температуры и продолжительности) достигают
необходимой степени отвержден ноет и поверх-
ностного смоляного слоя детали, контролируемо-
го условным параметром свариваемости (Г„.,2о =
= 1554-220 °C).
Выбор режимов формования детали из
стеклопастика на эпоксидном связующем можно
осуществить, используя следующее уравнение
регрессии:
у= 1,96+0,14xi — 0,68х; + 0,58z3,
где у—разрушающее напряжение прн сдвиг'
сварного соединения;
х1 = (с-34)/2; хг=(Г-110)/1();
га= (А—5)/4,
с — содержание связующего, %; Т — темпер"
тура формования детали, °C,
Соединять отвержденные реактопласты мож
но при использовании высокочастотного и ульт
развукопого способов нагрева, а также пере
дачей теплоты от нагретого инструмента. Пос
280
ХИМИЧЕСКАЯ СНАРКА ПОЛИМЕРНЫХ МАТЕРИАЛОВ
лсдний целесообразнее применять для сварки
тонкостенных деталей (толщиной менее I мм).
Температура в сварном шве должна быть
несколько выше температуры формования сое-
диняемой детали. Если давление прн сварке
находится в пределах 2—6 МПа, то темпе-
ратура и продолжительность процесса взаимо-
связаны и их целесообразно определять, исполь-
зуя симплексное планирование.
Оптимальные значения технологических пара-
метров химической сварки зависят от марки
интервала, степени отверждения связующего
и нем, Оптимальные значения параметров:
температура 185—245 °C; давление 4—6 МПа;
продолжительность 3—4 мин. Проведение
процесса сварки при оптимальных режимах
обеспечивает получение достаточно стабильных
прочностных характеристик соединений, о чем
свидетельствует коэффициент вариации, нахо-
дящийся в пределах 11 — 15%.
Химическую сварку можно осуществлять
Сварочное усилие,
Н .............. 0 200
Разрушающее уси-
лие на сварную
точку, кН ... . 0,54—0,8 2,3—2,35
6.6. СВАРКА РАСТВОРИТЕЛЕМ
К сварке растворителем относится такой вид
диффузионно-реологической сварки, при кото-
рой изменение внутренней энергии, необходи-
мое для увеличения подвижности макромолекул
полимера, достигается при временном присутст-
вии растворителя на соединяемых поверхностях.
Снарка растворителем заключается в смачи-
вании соединяемых поверхностей материалом,
содержащим растворитель, в последующем при-
ведении их в контакт и выдержке под давле-
нием до момента затвердевания шва. Кроме
чистого растворителя, в качестве присадочного
материала используют лаковые композиции —
ри ст воры полимера в растворителе и поли-
меризующиеся композиции — растворы поли-
мера в мономере. Сваркой растворителем изго-
товляют все те же основные формы соеди-
нений. что и при тепловой сварке. При сварке
растворителем стыкового или уголкового соеди-
нений лаковой или полимеризующейся компози-
цией заполняют полость между разделанными
прессовым и роликовым способами.
Сварку точками для повышения производи-
тельности процесса целесообразнее всего осу-
ществлять с использованием высокочастотного
нагрева в поле рассеяния, так как в этом
случае создаются более благоприятные условия
формирования контакта поверхностей соединя-
емых деталей: исключается краевой эффект
у потенциального электрода; равномерно пере-
дается нагрузка на свариваемые поверхности;
исключается коробление свариваемого мате-
риала по границам сварной точки; обеспе-
чиваются благоприятные условия для увели-
чения площади сварной точки.
Прочностные характеристики сварного точеч-
ного соединения определяют в основном уси-
лием, приложенным к электродному устройству
в процессе сварки. С увеличение сварного
усилия растет площадь сварной точки (больше
площади электрода) н одновременно увели-
чивается разрушающая нагрузка на сварную
точку:
400 800 1200 1600
3—3,54 3,1—3,57 3,52—4,26 3,7—3,74
кромками. К достоинствам сварки раствори-
телем относятся: низкий уровень или вообще
отсутствие затрат на тепловую энергию; возмож-
ность локализации воздействия на свариваемый
материал только в зоне соединяемых поверх-
ностей; возможность соединения трудносвари-
ваемых тепловыми методами термопластов (по-
ливинилхлорида, полиэтилентерефталата, фтор-
сополимеров, полиамидов и др.) и полуфабри-
катов из них типа тканей; возможность сое-
динения органических стекол с получением опти-
чески прозрачных швов; пригодность к приме-
нению и в мелкосерийном, и в массовом
производствах; возможность соединения неко-
торых типов разнородных термопластов.
Ограничивают применение сварки раство-
рителем плохая растворимость ряда термоплас-
тов, в некоторых случаях большая длитель-
ность затвердевания материала в зоне шва.
Для ускорения процесса сварки растворителем
применяют дополнительное нагревание, а в ряде
случаев растворяющая способность выбранного
присадочного материала по отношению к пласт-
массе проявляется-только при нагревании.
I' л a it a 7
ТЕХНОЛОГИЯ СВАРКИ
ТЕРМОПЛАСТИЧНЫХ ПОЛИМЕРНЫХ МАТЕРИАЛОВ
С МЕТАЛЛАМИ
При изготовлении деталей из разнородны;:
материалов имеется необходимость соединять
пластмассы с металлами. Такими деталями
являются декоративные элементы, штифты,
шарниры, проволочные петли и другие заклад-
ные детали. До последнего времени металли-
ческие детали вклеивали, а в некоторых
случаях вводили с помощью предварительного
сверления или фрезерования пластмасс. Такие
методы малопроизводительны, сопряжены с
деформацией и растрескиванием пластмасс.
Соединять полимерные материалы с метал-
лами можно путем нагрева приведенных в
контакт с.0Сд*„йяемых поверхностей. Проч-
ность получаемых соединений зависит от темпе-
ратуры процесса и достигает максимальных
значений при температурах, близких к темпера-
турам деструкции соответствующих термоплас-
тов. Проведение процесса при повышенных тем-
пературах необходимо для снижения вязкости
расплава полимера и лучшего заполнения
мякронеровностей поверхности металла. Кроме
того, при высоких температурах между поли-
мером и металлом могут возникать химические
связи.
Установлено, что в полиэтилене образуются
кислородсодержащие группы, способствующие
возникновению между полимером и металлом
ион-днпольнпго взаимодействия и водородных
связей, в фторопласте-4 может произойти отрыв
атомов фтора с образованием фторидов ме-
таллов и ковалентных связей Me С и
Me - о с;
Однако при высоких температурах после
предварительной дробеструйной обработки сое-
диняемых поверхностей металла не удается
получить достаточно прочных соединений. Так,
прочность при расслаивании соединений Ф-4%
-(-металл не превышает 1,25 кН/м, даже при
температуре нагрева 420—435 °C. Значительно
увеличить прочность связи полимер -|- ме-
талл можно путем предварительного химическо-
го модифицирования соединяемой поверхности
металла. Причем модификация поверхности
металла также позволяет несколько снизить
температуру нагрева при сварке [33].
Разработана технология сварки полиэтилена
и армированного материала ВВП-1 на основе
ПЭВД толщиной 0,6—0,7 мм с алюминиевым
сплавом Д-16, титановым сплавом ОТ 4 И
сталью, пленки фторопласта-4МБ (Ф-4МБ)
толщиной 0,4 мм и комбинированного материа-
ла на основе Ф-4МБ толщиной 0,4 с дета*
лям и из стали и сплавов Д16, ОТ4; ПВХ
пленки толщиной 0,8 0,9 мм и комбиниро-
ванного материала АР-27Т с алюминиевым
сплавом Д16 |33], При сварке с модифи-
катором соединяемая поверхность металли-
ческой детали подвергается дробеструйной'Об-
работке (глубина обработки 15 20 мкм) И
затем обработке раствором модификатора,
который наносится окунанием, промазкой
кистью или пневматическим распылением.
Перед сваркой полиэтилена и армированного
материала ВВП-1 па основе ПЭВД с алюми-
ниевым сплавом Д16, титановым сплавом
ОТ4 и сталью соединяемые металлические
поверхности обрабатывают 3%-ным раствором
ММТС (метил метакрил аттриэтокси силан) 8
толуоле с добавкой пероксида бензоила (5%
ММТС). Сушка на воздухе в течение 24 ч,
Соединяемые детали помещают в нагреватель-
ный пресс и выдерживают 10 мни при темпе-
ратуре 140—160° С и давлении 0,2 МПа.
Перед сваркой ПВХ с алюминиевым сплавом
Д16 соединяемые металлические поверхности
обрабатывают 3%-ным раствором ПВХ в метил-
этил кетоне (МЭК) с добавкой 20 частей
АГМ-3 (амипогексаметнленэтоксисил а на) от
массы ПВХ. Сушка на воздухе в течение
24 ч. Выдержка в сварочном прессе 10 мин
при температуре 150—160°С и давлении 0,4---
0,6 МПа.
Сварка фторопласт а-4МБ (Ф-4МБ) с алюми-
ниевым сплавом Д16, титановым сплавом ОТ4
и сталью проводят с обработкой соединяемых
металлических поверхностей 3%-ным раствором
К! 1У (кремниЙорганического полиуретана) в
толуоле. Сушка на воздухе 24 с. Выдержка
в прессе 10 мин при температуре 330 35О°С
и давлении 0,4—0,5 МПа.
При сварке материала АР-27Т с ДЮ ни
поверхность сплава наносят слой смолы 548,
а затем модификатор. Выдержка 10 мин при
температуре 180—200°С и давлении 0,5 MIhi
(табл. 7.1).
И) Пик.
282 ТЕХНОЛОГИЯ r'HAl’Klf ГЮЛИМНРНЫХ МАТЕРИАЛОВ С МЕТАЛЛАМИ
7.1, Прочностные характеристики различных соединений
полимер + металл |33|
Соединение (толщине материала, мм) Условия сварки Оптималь- ная темпе- ратура, ’С Прочность
П;,Т1.7 КН/М Остр, МПа
ВПП-1 (0,6 -0.7)+ДК16 (2) 180—200 5,5—6,5/2,6 —*
-+- 140—160 7,5—8,5/4,2 -—
ВПП J (0,6—0,7)+ОТ4 (2) — 160—180 5—6,5/0,9 —
.—- 140—160 7—7,5/1.8 —,
ВПП-1 (0,6—0,7) 4-сталь (2) 180 3,5—4/1,0 —
+ 140—160 7-7,2/1,8
ПВХ (0,8— 1)+Д16 (2) 160-180 0,2—0,3/— —
4- 150—170 3,6—4,1/—
Ф-4МБ (0,+-0,5) 4-Д16 (2) 340—350 4-4,2/- 11,8—12,5
+ 330—350 5,2—5,2/- 14—16
Ф-4МБ (0,4—0,5) +ОТ4 (2) 340—360 4,5—4,7/— 11—13
+ 335—350 4,9—5/— 13—15
Ф-4МБ (0,4—0,5)+сталь (2) 340—350 4—4,4/— 12—14
+ 340-350 5,5-5,6/- 14—16
АР-27Т (0,14—0,15) +Д16 (2) 180—200 1,3-1,4/- —
+ 180—200 10-11,5/— —
Примечание. «+» — сварка с модификатором; «—» — сварка без модификато-
ра; числитель— при 20"С; знаменатель — при 80 °C.
(цшрку -щрмопл нети иных полимерных мате-
риидпн с металлами рекомендуете я применять
или Kpi'iiaeiiiiH металлической арматуры в раз-
личных емкостях, крепежных элементов, контак-
1ЧШ и соединения трубопроводов.
В in писи мости от магнитных свойств сплавов,
.читичсгрическнх свойств полимеров и конфигу-
рипии соединяемых деталей, сварку можно про
нпдить, используя контактный или индукцион-
ный нитрен.
Абсолн>тиые значении прочности соединений
зи висят от природы металла. Высокая прочность
лости! ai-rcii в случае применения сплава Д16,
тик кпк ни чем хорошо развивается поверх-
unci i, при дробеструйной обработке и легко
образуете я реакционноспособная оксидная
пленка Разброс проч пости обусловлен не-
с । а б н,-| ы ЮСТ1 ло дробеструйной обработки. Для
tiihc.'ikii металлических деталей в пластмассо-
111,11’ конструкции можно использовать также
ульгр.ппу к 14, 70]. Соединения могут осу-
11 о кт I >л яться посредством запрессовки металли-
ческих деталей в пластмассу, с помощью
।грмо||,'гастнч1гых заклепок; с помошью вин-
mil, ус га ibJivni паемых в отверстии с резьбой,
iio.'i у । К’ и Пий путем ультразвукового формования;
cH.ipeinf мгта.члнчеевнх детален через предал
ри 1ТЛ1.НИ нанесенную пн них пластмассу (рис.
.11
При 1,311 реагин|Щ металл ИчесКИХ Тг-гаЛСЙ н
термопласте предварительно сверлят отверстие,
которое служит в качестве направляющего.
В него же отходит вытесняемый обьсм пласт-
массы для устранения наплывов н заусенцев на
поверхности изделия. Размер отверстия в пласт-
массе должен быть немного мепьше размера
металлической детали-вставки.
Перед запрессовкой деталь устанавливают
таким образом, чтобы ее продольная ось
совпадала с осью отверстия. После приложения
статического давления включается ультразвук,
вследствие чего выделяется теплота в зоне
контакта металлической и пластмассовой дета-
лей. По мере размягчения термоплас га происхо
Рис. 7.1. Соединение пластмассовых детален с
металлическими при помощи ультразвука:
а - ультразпуксиая запрессовка, б соединение
тер ми пласт пч н ымп заклей кама; а — формование
резьбы:
I вилпопод; У пластмассовая деталь; 3 ме
т,i--j„tическ.ия леталь
ТГ.ХНО,НюГИЯ СВАРКИ ПОЛИМГРНЫХ ИЛТИРИЛЛиН С М111 АЛЛАМ И 2ВЭ
дит погружение металлический .детали и вытес-
нение плаетицированного материала а полость
между степками деталей. После выключения
ультразвука расплавленная масса затвердевает
и благодаря усадке, возникающей в процессе
охлаждения, металлическая деталь прочно зак-
репляется в ней (рис. 7.1, й). Для предотв-
ращения смещения металлической детали и
точного внедрения ее в пластмассу на нижней
части детали необходимо иметь продольные или
поперечные направляющие или канавки.
При заклепочном соединении металлических
деталей с пластмассовыми в первой детали
делают отверстие, а во второй — стержень
заклепки, выполненный заодно е пластмассовой
деталью. Металлическую деталь надсвакп- на
этот стержень, а в выступающую из деталь часть
стержня вводят ультразвуковые колебания.
В результате стержень заклепки размягчается и
деформируа^'я волноводом. Придавая рабочему
торцу волновода различную форму, например
делая одно или два полусферических углуб-
ления, можно получить замковое герметичное
соединение с замыкающей головкой различной
конфигурации (рис. 7.1, б).
Ультразвук может быть использован для на-
резания рез!>бы в пластмассах. Для этой цели
в пластмассовой детали сначала сверлят от-
верстие, диаметр которого меньше наружного
диаметра резьбы. Это отверстие служит для
первоначальной фиксации винта и дальнейшего
его передвижения по атому отверстию. Под
воздействием ультразвуковых колебаний, ко-
торые передаются через волновод к головке
винта, и приложенного заданного давления по-
лимер разогревается до вязкотскучего спетои-
пия. По мере продвижения винта в полимер
расплавлен лая масса обволакивает форму резь-
бы н после выключения ультразвука илиетмассн
затвердевает, приобретая форму резьбы. Время
запрессовки винтов составляет около (),Н < При
усилии прижима 150 Н. Изготовленная таким
образом резьба допускает многократное вывин-
чивание и ввинчивание металлических пиитив
(рис. 7.1, и). Сущность способа ультразвуковой
сваркп металлических деталей с помощью при-
межуточной термопластической прослойка, на
примере металлопласта, заключается в том,
что через дне пластины металл Оппа с та (поли-
винилхлорид пну ipii) пропускают ультразвук,
который воздейг тэте г на поливинил х.л ори дну ю
пленку, образуя сварное соединение.
Г л а в a 8
КАЧЕСТВО СВАРНЫХ СОЕДИНЕНИЙ
Кпиестпо сварных соединений пластмасс оп-
[К',щ'лчется степенью соответствия соединений
ус in иоилс пни м нормативным требованиям, ко-
торые характерны для заданных условий нх экс-
ii.'iуп।агтип и включают требования к качеству
основных и bciiomoj ательных полимерных мате-
ри,тдпп; качеству подготовки элементов кон-
е tp ук ин й дли сборки под сварку; качеству
сборки свариваемых элементов конструкций;
качеству снарки элементов конструкций.
В соответствии с этими тасованиями разли-
чают три стадии контроля;' 1) предваритель-
ную, нключпющую контроль основных я вспо-
могательных материалов, кон троль подготовки
элементов конструкций для сборки и контроль
технологии сборки свариваемых элементов кон-
струкций; 2) теку-ирую, включающую контроль
технологических режимов сварки элементов кои
струкцнй; 3) Так,|1ючигслы1уго, включающую
контроль сварных соединений с применением
разрушающих и неразрушаютцих методов.
Ниже приведены данные, относящиеся в ос-
новном к заключительной стадии оценки ка-
чества сварных соединений конструкций из
пластмасс.
Критериями качества сварных соединений
Рис Н| М|ипг>11оннционпый стенд конструкции ВНИИСТ для испытания сварных соединений
полимерных пленок на длительные нагрузки:
I । riiipiibir пГ>рн и ы, И и up, ii щ- ный .'iiin.TMiiMi’TpHmB-Kii/i узел; .У подвеска, 4 планки для крс н.те i ш»
пбратци
ДЕФЕКТЫ СВАРНЫХ СОЕДИНЕНИЙ
служат их меха ническис и физико-механические
показатели, определяемые на стандартных или
специальных (установленных отраслевой норма-
тивной документацией} образцах при проч-
ностных и коррозионных испытаниях, а также
отсутствие дефектов определенных видов и
размеров, определяемых с помощью дефектоско-
пии.
В соответствии с этим оценка качества
сварных соединений из пластмасс предполага-
ет серию испытаний на кратковременную и
длительную нагрузки (рис. 8.1), в том числе и в
рабочих средах, с помощью которых можно
оценить предельные механические или физика-
механические показатели соединений для задан-
ных условий эксплуатации и способов сварки,
а также влияние возможных дефектов соедине-
ния на эти показатели. Оценка качества
методами дефектоскопии позволяет определить
вид и размеры недопустимых дефектов сварных
соединений.
8.1. ДЕФЕКТЫ СВАРНЫХ СОЕДИНЕНИЙ
Дефектами сварных соединений называют
структурные микро- и макронеоднородпости,
возникающие в сварном шве вследствие
нарушений технологии подготовки свариваемых
конструкций, их сборки и сварки.
Основные признаки, характеризующие влия-
ние дефектов на прочностные свойства свар-
ного соединения геометрические размеры де-
фектов, их форма, положение н сечении
сварного шва и массовость (рис. 8,2).
Наиболее распространены дефекты: поры,
нее плавления, непровары и трещины.
Основная причина образования пор - дли-
тельный контакт с воздухом оплавленных по-
верхностей перед их осадкой Образование пор
возможно и при деструкции поли мерного
материала в случае резкого превышения опти-
мальной температуры сварки в сочетании с
недостаточным давлением осадки.
Несплавления возникают вследстшш неплот-
ного контакта оплавляемых поверхностей, пр#,
вышения допустимых зазоров, чрезмерных тех-
нологических пауз, недостаточного давления
осадки.
Основные причины возникновении иецроих-
ров низкое давление и недостаточная дли-
тельность осадки.
Образование трещин связано с неравномер-
ностью и повышенной скоростью охлаждения
сварного шва, вызывающих повышенный уро-
вень усадочных напряжений.
Классификация дефектов по технологическо-
му признаку и их схематическое изображение
приведены в табл. 8.1.
Основные причины образования шпов непра-
вильной формы неравномерный контакт сва-
риваемых поверхностен, несовпадение их кро1
Рис. 8.2. Общая классификация типов сварочных дефектов
2HI1
клчесгно свлршДХ coi.динr:iinn
8,1, Классификация дефектов
ио технологическому признаку
и их схематическое изображение
и скарном соединении
Дефект
Гязоиыс
включен нн
(поры)
Группа
пор
I кьсплавле-
нни
Трещины
Нен pan иль
ния форма
iiina
Схематическое изображение
мок. неpainшмерныи зазор, неравномерное оп-
,.'1 i I н..'| cl 11 И1 понерхностей шва.
8.2. КОНТРОЛЬ РАЗРУШЕНИЕМ
Oi.'iioiiiiijmu критериями качества сварных сое-
днниннй с.IVжат механические и физнко-меха-
lin чге МВ1 I и ига з;гге..'1 и, определяемые на стан-
и.ар) iii.it или с псина.,) ьпых (регламентируемых
। > । р । ц'л । п । >(1 гс х 11 и чес кой документацией) образ-
ин х при кратковременных и длительных нагруз-
ках, и егтпнопленпых случаях при донолпи-
ii'.'Ii.iiiim но щейетвии агрессивных и иоверх-
н<|| । но иктиицых нетеечв (ПАВI.
.'1.4'1 11 и ре, i.iai л । и и механических свойств свар-
ных и и.'.1.1111 е 1111 й приводят испытания сварного
г< и1 s г 111 г-1111 ч ил ид и осн. ное статическое растяже-
ние [ О( 1 lii'izl 71. ГОСТ 14236 81. ГОСТ
1 l;’li;i KU, i H.i(Hi<n о cocKiiiieiiiiH ня статический
iiiiiib I (..И I 1618 7k cuapiioii) соединения
на ударный изгиб (ударную вязкость)— ГОСТ
4647..80; сварного соединения на морозостой-
кость— ГОСТ 22346 77, сварного соединении
на хрупкость при изгибе ГОСТ 16782 —83;
сварного соединения на ползучесть ГОСТ
18197- 82; сварного соединения па старение
под воздействием естественных климатических
условий ГОСТ 17170—71.
Одноосное растяжение сварных соединений
(ГОСТ 16971 7], ГОСТ 14236-- 81, ГОСТ
11262 80, ГОСТ 14359 -69, ГОСТ 12423-66*).
В соответствии с ГОСТ 16971 -71 для испы-
тания на растяжение сварных сое.дн)|енмг1 из
листовых материалов следует применят!, пробу
тина 1 (рис. 8.3, и), для испытания соеди-
нений из пленочных материалов - пробы типа
2 5 (рис. 8 3, п -rj).
Образны дня испытаний вырезают из контро-
лнруемого сварного соединения или из проб
фрезерованием для материалов толщиной более
1 мм и с'иец11а,.'11.ным приспособлением по ГОСТ
14236—81 для пленочных материалов.
Толщина материала прс>бьт должна соответ-
ствовать толщине материала контролируемого
изделия.
Длина пробы L (см. рис. 8.3, а) определяется
числом вырезанных из нее образцов с учетом
припусков на ширину реза н последующую
обработку, а также неиспользуемых участков
//,- шва сварного соединения.
Ширина неиспользуемых участков в начале и
копие пробы должна быть не менее: 20 мм — при
сварке нагретым газом или экструзионной свар-
ке: 15 мм при сварке терм окоп та ктным мето-
дом (нагретым инструментом, клином и г. д.)
и сварке Т13Ч.
Стрела прогиба образца, сваренного из листо-
вого материала и измеренная на базе 200 мм,
не должна превышать 5% толщины образца
или пробы, но не более 2 мм.
Взаимное смещение кромок шва сварного
соединения образца, изготовленного из контро-
лируемого изделия I-1..T1I из пробы типа 1
(см. рис. 8.3, о), не должно превышать
5% толщины образца.
Перед испытанием проводят наружный осмотр
Образцове применением увеличительных прибо-
ров н выявляют трещины, непровары, смеще-
ние кромок, неправильность геометрической
формы сварного шва, несоответствие размеров
шва. Размеры сварного тина и выявленные
дефекты измеряют с точностью -г 0,0) мм.
Испытания на растяжение сварных соединений
листовых материалов толщиной более I мм
проводят на образцах типа 2 или 3 по
ГОСТ' 1 1262 89, пленочных материалов на
KOI 1TPOJI h PA3P.V!UEHHEM
£87
8)
Рис. 8.3 Типы проб сварных соединении
пластмасс для испытаний на растяже-
ние, напряженный и ударный изгиб:
п проба тина 1 для испытаний стыковых
соединений; б — г — пробы ти пои 2 •-• 4 дл я
ис пытания нахлесточных соедн ней ин; 0
проба типа 5 для испытания Т-образных
соединений
образцах по ГОСТ 14236—81 в количествах
не менее пяти.
Испытаниям подвергают одновременно образ-
цы сварных соединений и основного мате-
риала
Относительная прочность сварных соединений
(/(„) выражается в процентах и рассчиты-
вается по формуле
К,., = <ДИЮ/<тР, (8.1)
где ор — прочность (разрушающее напряже-
ние) при растяжении основного материала;
<т(, — прочность прн растяжении сварного соеди-
нения:
Ор-Аиах/Ш*). (8.2)
где /’щах — максимальная нагрузка при растя-
жении; и среднее значение ширины образ-
ца; b среднее значение толщины образца.
Шов сварного соединения считается каче-
ственным, если значение Xt!l равно или более
установленного для каждого способа сварки
значения.
Статический и ударный изгиб. Для испыта-
ний стыковых нахлесточных соединений на
статический и ударный изгиб необходимо при
менять пробу типи 1 (см. рис. 8.3). Испытания
методом статического изгиба (риг. 8.4) право
дят на образ»,ах из листовых пластмасс. Раз1
меры образцов из полиэтилена должны быть
толщина 2 7 мм, длина 150 мм, ширина 30 мм:
для образцов из непластнфицпроваиного щхни
винилхлорида: толщина 2—5 мм. длина 150 ММ
ширина 20 мм. Подготовку, осмотр и обмер об1
разнив проводят так же, как при испытании Ml
растяжение. Число испытуемых образцов- не МВ'
нес 10. При проведении испытаний методов
статического изгиба образцы устанавливают 1
приспособления (см. рис. 8.4) так, чтобы свар-
ной шов подвергался изгибу. Образец наиру
Рис. 8.4. Схема
испытания с нар
ных соединений
и а ...........
1ГЧ пб
288
КАЧЕСТВО СВАРНЫХ COl'JUII ИНГИ Л
жают подбором юи рузок Р таким образом, что-
ft I. г рас стоя nut- h между концами образца было
равно (1,8/.
Ellttii (.-парного соединения считается качест-
венным, если на поверхности растяжения шва
не обр:1.н1Н<1лись трещины и надрывы примерно
у 80% испытанных образцов. Испытания на
уди рный изгиб сварных соединений листовых
м д гери адов тол щи ной I —5 мм проводят на
образце тина 2, толщиной 5—10 мм — на образ-
це ища 1 по ГОСТ 4647—80.
Кспытпипя на ударный изгиб проводят в
(’[ютцетствии с требованиями ГОСТ 4647- 80
nil мнят пиковых копрах. Работоспособность
wtitpa при испытаниях подбирают такой, чтобы
|итр;щ|щаемая на разрушение образца работа
госта вл пл а не менее 10% и не более 90%,
номинал иного значения. При подготовке образ-
цов сварочный валик шва со стороны удара
частично удаляют. Ударную вязкость сварных,
образцов вычисляют по формуле
<1 = ДЛ/{М), 1.8.3)
где Л/1 работа, затрачиваемая на разруше-
ние образца, Дж; b ....- ширина образца, ем;
Л толщина образца, см.
Результаты механических испытаний сварных
(Ли-днненнй и основного материала должны быть
гт;п нчоскп обработаны в соответствии с ГОСТ
14,459 69 с вычислением стандартного откло-
нения, границ доверительного интервала, коэф-
фициента вариации и относительной ошибки.
Ииытшшя на твердость и газопроница-
емость. Для дополнительного контроля качества
сварных соединений пластмасс проводят испы-
тания на твердость и газопроницаемость.
Твердость сварного соединения контролируют
на поперечных и продольных срезах. По .
нср Х1ЮСТ1, образцов для определения микро-
твердости подготовляют последовательно (очи-
ггкп, обработка). На рис. 8.5 показано изме-
нение мнкротвердости по поперечному сечению
стыкового сварного соединения из ПЭНД
|12|. Для определения газопроницаемости
может быть применена методика, предусматрн-
щнощин использование устройств, например,
УНИК 1У, ЛИ-1.
Длительное воздействие нагрузок. Наиболее
.lociоперные результаты о качестве сварных
гое динеин й дают длительные испытания под
до 1 действием различного вида нагрузок, прово-
димых при повышенных температурах; при воэ-
.'ц-йстнни нгрессивпых сред (растворов ПАВ),
при совместном воздействии повышенных темпе-
pirivp п .'Прессииных сред (растворов ПАВ).
Нцц л,нHTv.'iиных испытаний устаиавливпетсм
Рис. 8.5. Из-
менение мик-
ротвердости
по попереч-
ному сече-
нию стыково-
го сварного
соединени я
из ПЭНД
в зависимости от условий эксплуатации данного
изделия специальной технической документа-
ций. Испытания проводят в условиях действия
как статических, так и динамических нагру-
зок. Испытания н условиях действия стати-
ческих нагрузок проводят по схемам ползучести
или релаксации. Длительным испытаниям под-
вергают одновременно образцы сварных соеди-
нений и образцы основного материала, с целью
опреде.лерия коэффициента длительной проч-
ности (сохранения свойств) Длительные ис-
пытания сварных соединений проводят на мпосо-
позиционных стендах.
Истытания сварных соединений на коррозион-
ную стойкость после воздействия агрессивной
среды проводят на растяжение и напряжен-
ный изгиб в соответствии с ГОСТ 16971—71.
При испытаниях на растяжение отбирают не
менее 20 образцов по ГОСТ 11262—80.
Половину образцов помещают в агрессивную
среду. Время выдержки образцов в среде,
температура среды и порядок испытания уста-
навливаются специальной технической докумен-
тацией. Оставшиеся образцы подвергают испы-
танию без выдержки в агрессивной среде.
После испытаний образцов, выдержанных в аг-
рессивной среде, и подсчета средних значе-
ний прочности определяют коэффициент сохра-
нения свойств /(у,., в процентах по формуле
Ху^щ'рЮО/щр, (8.4)
где <%„ «,-р — средние арифметические значения
прочности при растяжении образцов, подвер-
гавшихся и неподвергавшихся воздействию
а грессгшнон среды.
|1Е1’ЛЗ!'У1ПЛ1О1Ц11Е МЕТОДЫ КОНТРОЛЯ
2»
Шов сварного соединения считается качест-
венным При Ку,:. 5=75%.
Сварные соединения пластмасс могут быть
подвергнуты испытаниям на стойкость к
растрескиванию по методике, установленной
ГОСТ 13518—68.
Микроскопические исследования структуры
соединений. Исследования структуры сварных
соединений методами оптической и электрон-
ной микроскопии, проводимые с целью установ-
ления качества сварки, позволяют по харак-
теру надмолекулярных образований выявлять
нарушения технологического режима сварки
и оценивать прочностные свойства сварного
in ва.
Исследования проводятся методами оптичес-
кой микроскопии в проходящем (в том числе
поляризованном) и отраженном свете или
методами электронной микроскопии.
Методом оптической микроскопии в проходя-
щем свете .ледуют тонкие срезы (20 — 30 мкм;
сварного шва [44]. Для получения таких
срезов используют ультрамикротомы. Срезы
изготовляют при заморозке. Для просмотра
срезов при 100—1000-кратном увеличении ис-
иол)ауют микроскопы.
Микроскопические исследования в отражен-
ном свете проводят на изломах образцов,
полученных в жидком азоте. Для более четкого
наблюдения рельефа в некоторых случаях по-
верхность излома подвергают специальной об-
работке. Применяют также травление поверх-
ности сварного шва. Например, для травления
полиэтилена и полипропилена можно исполь-
зовать раствор хромовой кислоты при темпе-
ратуре 60’С. Для кристаллических полимеров
важным фактором, характеризующим надмоле-
кулярную структуру материала сварного шва,
является размер сферолитов — их средний диа-
метр выборки на поле фотографии. Средний
диаметр сферолитов d можно определять по
методу Джеффриса [16], используя в качестве
выборки поле на фотографии в виде квадрата
со стороной мкм, по формуле
где п число сферолитов в выборке.
Качественные сварные швы должны иметь
надмолекулярную структуру, характеризующу-
юся небольшими размерами сферолитов.
Для исследования более топких структур
сварных швов используют электронную микро-
скопию. Изучение проводят методом угольных
р( плнк. Для изготовления реплик плоскости
и.сломов образцов оттеняют палладием.
8.3. НЕРАЗРУШАЮШИЕ МЕТОДЫ
КОНТРОЛЯ
Неразрушающие методы контроля еннрпы:
соединений пластмасс включают: визуалыю-оп
тический, радиационный, ультра звуковой, члект
роискровой, радиотехнический, капиллярный, Ш
герметичность, тепловой, голографический. Пос
леднне два метода новые и еще не гюлучнл!
широкого применения в практике контрол)
качества сварных соединений пластмасс
Визуальное выявление дефектов заключаете!
во внешнем осмотре и измерениях. Как правиле
внешнему осмотру и измерениям подпсргнЮ'
100% сварных соединений конструкций и
пластмасс.
В табл. 8.2 приведен перечень цанАоле
часто встречающихся дефектов сварных совДИ
пений (преимущественно труб), выиолНСИНЫ
сваркой нагретым инструментом встык и Врае!'
руб, нагретым газом, закладным нагреватель
иым элементом, а также причины их появления
Типовые дефекты сварки встык пшретыг
инструментом, которые выявляются внешниI
осмотром и измерением: выходящая за рами
регламентируемых значений высота енпрочны
валиков; превышение регламентируемого несои
падения свариваемых кромок и деталей
превышение регламентируемого зазора но три
нице контакта свариваемых поверхностей перс,
сваркой.
В табл. 8.3 приведены оптимальные зпачг
ния высоты сварочного валика.
Допустимые несовпадения кромок и зазор;
свариваемых деталей должны регламентнре
ваться технологической документацией.
при сварке пластмассовых груб нагретым иг
струментом встык допускается нееовпадеии
свариваемых кромок до 10% толщины степи
труб; зазоры между свариваемыми новерхш
ст ям и дол жны соста вл ят ь 0,5 м м дл я гр у
диаметром до НО мм и 0,7 мм дли тру
большего диаметра.
Радиографический метод контроля под ранд»
ляется па гаммографическнй и pein rt'Korpi
фический.
Гаммографический метод контроля сиирпы
соединений пластмасс не нашел широкого прш
тического применения
Для контроля сварных соединений коигтру|
ций из пластмасс рентгенографическим мен
дом с целью достижения на и болы пей чуне
вительноетн следует щшольлонать penrreHni
скую аппаратуру, обеепечипикицую низкоHiepiч
тнчеекое (мягкое) излучение. По степени iliyiuH
Й'Ю
КА ЧИСТ Ц() СНАИНЫХ СОПДИПЫ1ИП
8.2. Перечень дефектов сварных соединений, устанавливаемых при внешнем
осмотре и измерении, причины их появления н способы предупреждения
Дефект Причина возникновения дефекта Способ предупреждения
Сварка нагретым инструментом встык
,(Ш1ИЖ('ИПдя высота налика Неравномерная ши рипа и высота вали- ка Завышенная высота валика «Рваный» валик сварного шва Вол ми о е смещение кромок свариваемых поверхностей Непровары, надрезы и трещины по линии шин Пиры ни наружной п ouep Xi гост и шва Температура оплавления ниже нормы Усилие прижатия торцов труб к нагревательному инструмен- ту или друг к другу недоста- точно Время оплавления ниже нормы Неравные торцовые поверхно- сти Плохая центровка деталей (труб) в приспособлении Перекос сваренных деталей (труб) относительно продоль- ной оси Чрезмерно большое усилие прижатия торцов труб к на- гревательному инструменту или друг к другу Температура оплавлении выше нормы Время оплавления выше кор- мы Налипание полимерного мате- риала на нагревательный ин- струмент из-за загрязнения его поверхности или повреждения антнадгеэионного покрытия Плохая очистка концов дета- лей (труб) от стружки, образу- ющейся при торцовке Плохая центровка изделий Вольт а и овальность концов заготовок (труб) Время оплавления меньше нормы, давление осадки ниже нормы; плохая подготовка тор- цов заготовок Низкая температура нагрева- тельного инструмента Технологическая пауза больше нормы Низкая температура окружаю- щего воздуха Чрезмерно высокая температу- ра нагревательного инструмен- та Повысить температуру нагреватель- ного инструмента Увеличить усилие прижатия при оплавлении или сварке Увеличить продолжительность вы- держки торцов труб на инструменте Повысить точность торцовки свари- ваемых поверхностей .Отрегулировать точность центровки деталей (труб) в приспособлении, применяемом для сборки и сварки Устранить зазор в зажимных хому- тах приспособлении Уменьшить усилие прижатия при оплавлении или сварке Уменьшить температуру нагреватель- ного инструмента Уменьшить время оплавления Отрегулировать температуру инстру- мента, очистить поверхности инстру- мента от налипшего полимерного материала, сменить анти адгезионное покрытие Произвести после торцовки рихтовку кромок свариваемых деталей Добиться хорошей центровки изде- лий Соответствующая подборка загото- вок, тщательное центрирование в приспособлении с применением при необходимости подкладок в зажим- ных устройствах Увеличить температуру инструмента, продолжительность оплавления и усилие осадки Уменьшить технологическую паузу Улучшить чистоту свариваемых по- верхностей. Проводить сварку толь- ко в помещении или тепляках Отрегулировать температуру инстру- мента
Iiri’A tP.VUIAКИШИ: МНТОДЫ КОНТРОЛЯ
»
/fylOr^Ol.Wr'HttC ГПЙЛ,
Дефект Причина возни ив овен и я дефекта Способ предупрежден ня
Поры на наружной поверхности шва Загрязнение торцов заготовок Загрязнение поверхности на- гревательного инструмента Тщательно очистить и зачистить то| цы заготовок Очистить поверхности инструмент после каждой очередной снарки
Сварка нагретым инструментом враструб
Неполное вдвигание конца заготовки (трубы) в раструб Чрезмерное вдвига- ние конца заготовок в раструб Чрезмерно большой валик с глянцевым оттенком Малозаметный грат с глянцевым оттен- ком Чрезмерный или уме- ренный валик с мато- вым оттенком Непровары (нерав- номерное распреде- ление или отсутствие валика оплавленного материала) Недостаточная глубина оплав- ления свариваемых деталей Температура или продолжи- тельность оплавления ниже нормы Температура или продолжи- тельность оплавления выше нормы Отсутствие ограничителя хода подвижного зажима приспо- собления или контрольной мет- ки на конце Продолжительность оплавле- ния выше нормы Продолжительность оплавле- ния ниже нормы Температура плавления выше нормы Деталь свободно (с зазором) надвигается на инструмент Элл ипскость концов деталей Перекос деталей относительно продольной оси Чрезмерное охлаждение оплав- ленных поверхностей Неочищенный нагревательный инструмент или свариваемые поверхности Сильный перегрев деталей Попадание на оплавленные по- верхности деталей капель дож- дя или снега Увеличить глубину оплавления изд, лий или усилие на вдвигание и hi гревательный инструмент Увеличить температуру нагреввтел! ного инструмента или продолжится, ность оплавления деталей Отрегулировать температуру инстр) мента, уменьшить время оплавленн! Установить ограничительный ХОМ) или нанести ограничительную мети Уменьшить продолжительность оплавления Увеличить продолжительность оплнн. пня Отрегулировать температуру инстр; мента Изменить размеры инструмента и; соединяемые детали Откалибровать концы деталей и; использовать калибровочный хомут Отрегулировать точность центров» труб в сварочном приспособлен# устранить зазор в зажимных хом; тах приспособления Уменьшить технологическую пвув защитить место сварки от ветре сквозняков, проводить сварку в б' лее теплом помещении Более тщательно зачистить работ поверхности инструмента и сварив емые поверхности деталей Уменьшить температуру нагревятел ного инструмента или продолжится ность оплавления деталей Проводить сварку в ja 11 Ui 11 l.el I Hl .1 x атмосферных осадков местах
Сварка закладными нагревательными элементами
Прожоги, наплывы Завышенная мощность элект- ронагревателя Чрезмерное время нагрева за- кладного элемента Уменьшить напряжение сварочшм тока или время его протекания i закладному элементу
КЛЧ1-СTHO СВАРНЫХ СОНДИИГНИЙ
Продолжение табл. 8.2
Дефект Причина возникновения дефекта Способ предупреждения
Прожоги, наплывы Повторная сварка стыка Короткое замыкание закладно- го элемента Не допускать повторной сварки (сва- ренные стыки маркировать) Не допускать смещения витков за- кладного элемента, для чег исклю- чить перекос собираемых деталей м не вдвигать конец одной детали в раструб другой с большим усилием. Не применять соединительные детали с поврежденной изоляцией проводов спирали
Сварка нагретым газом
Присадочный пруток Слишком низкая температура Повысить температуру газа или с ни
и основной материал почти не деформ и ро. ваны сварки или завышенная ско- рость сварки знть скорость сварки
Присадочный пруток Пруток нагревается недоста- Струю газа при сварке направлять
не деформирован, ос- точно, а основной материал — равномерно ня свариваемые поверх-
ионной материал сильно деформирован слишком сильно кости и присадочный материал
Пруток сильно де- формирован. основ- ной материал не де- Пруток нагревается слишком сильно, а основной материал — недостаточно То же
Пруток деформ нро- Слишком низкая скорость Увеличить скорость сварки или
ийн неравномерно сварки Неравномерная скорость свар- ки уменьшить скорость подачи прутка
Обрывы прутка Пруток нагревается слишком сильно Пруток подается слишком медленно Уменьшить температуру газа или увеличить скорость подачи прутка Увеличить скорость подачи прутка или уменьшить скорость сварки
Трещины на поверх- Края прутка не прогреваются. Правильно подобрать диаметр сопла
НОСтн шва мал диаметр сопла горелки, искусственное ох л а ж д ен не сварного шва, недостаточное усилие прн укладке прутка горелки или устранить дефекты соп- ла
Воздушные включе- ния, непровары в ме- :те спаи прутка с Низкая температура сварки Наличие влаги в газе-теплоно- сителе Повысить температуру газа
основным материалом Неправильное положение сва- рочной горелки При сварке горелку следует держать в рекомендуемых положениях
Поверхность шва ни- же поверхности ос- Мал диаметр прутка Применять пруток большего диамет- ра
конного материала Велика деформация прутка Недостаточное заполнение шва прутком Укладывать пруток с меньшим уси- лием Укладывать в шов требуемое коли- чество материала присадочного прут- ка
I IF. РАЗРУШАЮЩИЕ МЕТОДЫ КОНТРОЛЯ
S№
8,3. Оптимальные значения
высоты сварного валина прн сварке
нагретым инструментом встык
Схема замера
Толщина
стенки S, мм
Высота
валика
h, мм
ления рентгеновского излучения (для энергий
ниже 100 кэВ) полимерные материалы можно
подразделить на три группы. К первой группе
относятся "'•химерные материалы с наиболее
высоким коэффициентом ослабления ц: поли-
винилхлорид. фторопласт, стеклопластик, эпок-
сидная смола. Оптимальные значения энергии
рентгеновского излучени'я для просвечивания
изделий из этих полимеров более 60 кэВ.
Ко второй группе относятся: фенопласты всех
марок. Оптимальные значения энергии рентге-
новского изучения менее 60 кэВ. К третьей
группе относится полиэтилен, полистирол, поли-
пропилен, полиизобутилеп, полиамид, антрило-
вая смола.
Для рентгенографии сварных соединений
пластмасс фокусное расстояние принимают в
пределах 0,5 -1,5 м,
Техническая характеристика ргнтгеновекю
аппаратов, используемых для контроля свар-
пых соединений конструкций из пластмасс
приведена в табл. 8.4.
Для рентгенографического контроля исполь-
зуют рентгеновскис пленки PT-1 I, РТ-12. РТ-13
PT-14, РТ-СЗ и др. Для обнаружения Ш’Нро
варов. пустот применяют высокочунстпителЬНЫ*
пленки РТ-11 или РТ-15, для обнаружении
трещин - высоко контрастную пленку РТ-СЗ
Для проверки правильности выбора режиме»
контроля и определения чувствительности сним-
ков ел сдует применять эталоны чувстнител 1>-
ности: каиавочные (рис. 8.6, а} или ступен-
чатые с отверстиями (рис. 8.6, б).
Оптимальные режимы рентгенографической:
контроля устанавливаются напряжением ни
трубке в зависимости от толщины матери алл
d, фокусного расстояния F. В зависимости 01
выбранных параметров время просвечивания
определяется фактором экспозиции /(.
На рис. 8.7 приведены номограммы дли оп-
ределения экспозиций при просвечивании Кон-
струкции из полиэтилена и поливинилхлоргсдн
на пленку типа РТ-СЗ при фокусном расстоя-
нии 500 мм.
Для определения экспозиции с фокусным
расстоянием, отличным от расстояния 500 мм,
используют формулу
(8,5)
где J,: — фактор экспозиции при выбрннном
/; (7г)»—фактор экспозиции по номограмме
(.см. рис. 8.7).
Для определения экспозиции при ищюлыю-
8.4. Техническая характеристика рентгеновских аппаратов
Марка Напряже- ние на аноде, кВ Тип рентгеновской трубки Максималь- ный анодный ток, кА Размер фокусного пятна, мм Напряже- ние литания, В Потребляе- мая мощ- ность, кВт Масс)* ллпжрии кг
РУТ-60-20-1 10—60 1Б-ПВ1-60 20 3X3 127/220 2.5 280
РУП-120-5-1 50—120 0,4 БПМ-2-120 5 2X2 220/380 2 56
РУП-150-10-1 35—150 0,3 БПВ-6-150 2 00,3—1,4 220/380 2,5 670
35—150 1,5 БПВ-7-150 с выносным ано- дом 10 05 220/380 2,5 670
РАП-150/300-10-1 35—150 0,3 БПВ-6-150 2 00,3—1,4 220/380 5 1000
35—150 1,5 БПВ-7-150 с выносным ано- дом 10 05 220/380 5 1000
70—250 2,5 БПМ-4-250 10 04 220/380 10 1000
РАН 160-611 160 0,7 Б ПК-160 6 2X2 220 2,5 150
204
КЛ'П'СГНО ("ПАРНЫХ (1О11ДШ1Р1 111 и
Рис. 8.6. Зтааоны чувстви-
тельности для рентгемодефек-
то скопи и;
».— властии 'hi тый с канавками;
6 ступенчатый с отверстиями
различного диаметра
нииин 11ле11к11, 1 ил 1111ной от пленки типи РТ-СЗ,
111'11< Ml (.. 1VКП формулу
Z- "-i.hhk, (8.6)
l.l.i' Jt фактор чконовиitiui выбранной пленки;
А’ переходный К|<ифф|щиент.
' 11 п 1 к 1111 я переходных коэффициентов k для
ри тличных union рентгеновских пленок приве-
дены ниже:
Ультразвуковой метод контроля сварных
соединений пластмасс имеет специфические
особенности по сравнении с контролем сварных
соединений металлических изделий, определя-
емые акустическими свойствами и од и мерных
материалов — небольшая скорость распрост-
ранения ультразвуковых р.олн, высокий коэф-
фициент затухания (табл. 8.5).
Тик ллеккн.................. РТ-11
k........................ 0,06
PT-12 PT-13 PT-I4M РТ-СЗ
0,12 0,15 0,33 !
Ин рис 8.8 н 8.1) приведены схемы иросве-
штаннч сварных швов различных конструкций
рт I l.'iac гм,асе.
!1|ш 8/ 11омо|[ыммы it,ля г1нре.'1,е..'Н‘гшя экспо
чинш 11111 к-иен и и ан 11 н гпшарнтом T’.Vll 15(1 1(1 1
с трубкой 0.,1 1>1111 t> 15(1,
И II".'Ill ' l.'li'l ,|, /1 ГГ1 Cl НН Illi H.'l X..'H 11Hl .'1,1
Для ультразвукового контроля сварных сое-
динений в записимости от вида сваренной ков
вгруштип можно использовать сле.дутонтие мето
ды: теневой (при двустороннем доступе к свар-
ному шву), зеркально-теневой ц импу.'псный
эх о-метод (при одностороннем доступе к свар-
ному шву).
Рис. 8.8 Схема просвечивания различных свар-
ных соединений:
а. б стыковых; и тавровых; г» у г.'н.'вы х, 0
11;.1 x..'ti'1'ТО'Iиы х
I рентгеновское ними' пне; У с нар ни л ем ые де
-»;i.;ni, ,'t ре । гптт 11, иска в в.'Н'Н к.ч
|||;|>A.M'.VlIJAiniUHn МЕТОДЫ КОНТРОЛЯ
8.5. Акустические свойства пластмасс
Материал Плотное т ь р, l/CMJ Скорость распространения ультразвуковой волны, м/с Характеристический 1 импеданс Z-10*, кг/(м"‘С), при пили»
продольной поперечной продольной поперечной
Полиэтилен (ПЭНД) 0,92 1955 534 1,8 0,5
Полистирол 1,06 2350 1120 2,49 1.2
Полиамид 1,11 2620 1065 2,9 1,18
Органическое стекло конст- 1,18 2670 1120 3,15 1.3
рукцнонное Стеклопластик (и ер пен ди- 1,6 2700 1200 4,3 1,9
кулярно слоям стекловолок- на) Фторопласт-4 2,2 1350 3
Эпоксидный пластик ЭД-5 1,6 2500 — 4
Эбонит 1,2 2450 — 2,9 —
Рис. 8.9. Схема просвечивания кольцевых свар-
ных швов труб и цилиндров из пластмасс
(изнутри и снаружи): I источник рентгенов-
ского излучения; 2 трубная конструкция; 3
рентгеновская пленка
8.6. Характеристика
ультразвуковых дефектоскопов
Дефекто- скоп Рабочие частоты, МГц Напря- жение, В Потреб- ляемая МОЩНОСТИ, Вт
ДУК-66 0,62; 1,25; 25; 5; 10 127, 220 300
ДУК-6В 0,7; 1,5; 2,5; 4 220 550 -
УЗДС-18 0,5; Г, 1,75; 2,5; 4 НО, 127, 220 240
УДМ-3 0,6; 1,8; '2.5; 5 36, 220 180
ДУК-8 0,!6; 0,25, 0,5; 2 220 300
Наиболее распространен импульсный эхо-
метод ультразвуковой дефектоскопии. Опти-
мальная часгота ультразвуковых колебаний при
контроле сварных конструкций из ПЭНД им-
пульсным эхо-методом составляет 1.8—2,Г>мГц,
при угле ввода луча для призматических
искателей 60 70° [-13]. Про.звучиванне можно
осуществлять прямым, однократно- или дву-
кратно отраженным лучом. Схема призвучива-
ния определяется толщиной детали, формой
сварного тттва.
Для ультразвукового контроля сварных сое-
динений можно использовать ультразвуковые
дефектоскопы ДУК-8, ДУК-66, ДУК-6В, УДМ-3,
УЗДС-18 (табл. 8.6),
Указанные дефектоскопы укомплектованы на-
бором прямых и призматических ire кителей с
различными углами призмы, пригодных дли
контроля сварных соединений (рис. 8.10}
Электроискровой метод контроля основан ни
диэлектрических свойствах полимеров. При ни
Рис. 8.10. Структурная схема эхо-нмiiynneiiiii'i
ультразвукового дефектоскопа с призмитинг
ск нм и (Ш (дел ы11.1 мIг нг кителя ми
2№
КАЧЕСТВО СВАРНЫХ СОЕДИНЕНИЙ
8. 11 Схем;! электроискрового метода КОНТ-
[XVIи аирного соединении пластмасс:
/ шуггы щетки; 2- - сваренная деталь
л Инин скпотныч дефектов сварного шва под
деiii-riiнем -электрического поля е разностью
1НИ с:mini,лов (5 20 кВ происходит пробой,
|>Д фиксируется сигнальной системой искровых
дыфск и н’копив I рис. 8.11). Для контрол я
(‘П.1НПН1НКш сварных соединений из пластмасс
могут быть использованы искровые дефекто-
скопы ДЭП-1М 11 ДЭП-2М (табл. 8.7).
Электролитный контроль осуществляют пог-
ружением сварного изделия в электролит или
Нилином электролита в сварную конструкцию
с последу ютим наложением электрического
потении ил а, Ди рушение сплошности сварного
8.7. Техническая характеристика
искровых дефектоскопов типа ДЭП
Характеристика Искровой дефектоскоп
ДЭП-1М ДЭП-2М
Напряжение на контролирующем щупе, кВ 3±0,3 6±О,6
Напряжение пита- ния, В Потребляемый ток, А; 12,6±2 12,6±2
н режиме «поиск дефекта» 0,3 0,3
при работе сиг- нализации Габаритные раз- меры блока, мм: 0,35 0,35
индикации 460Х№Х ХПО 460X86X хио
пнтмння Масел блока, кг: 180Х80Х хпо 180Х80Х ХПО
индикации (со штангой и щу- пом) 3,5 —
питания с комп- лектом батарей Висппгие условия работы: 2,8
температура, °C -30 + +50
влажность 95% —
шва фиксируется гальванометром. В качестве
электролита обычно используют 3- -4%-ный
раствор поваренной соли |1].
Капиллярные методы используют для обна-
ружения поверхностных дефектов сварных сое-
динений — это люминесцентный, цветной, люми-
несцентно-цветной методы.
Технология контроля капиллярными методами
предусматривает очистку поверхности сварного
соединения, нанесение па поверхность индика-
торной жидкости, пропитку, удаление и с проник-
шей жидкости, нанесение проявителя, осмотр
и расшифровку результатов.
Поверхность сварного шва очищают жид-
костями специального состава (1-й рецепт:
70% трансформаторного масла, 30% керосина;
2-й рецепт: 80% этилового спирта марки А и
20% эмульгатора ОП-7) [1].
В качестве индикаторной жидкости приме-
няют, например, самоэмульгирующую жидкость
J1IOM-6 (ЛЖ-6А). Время пропитки индикатор-
ной жидкостью до 30 мип [1|.
Для проявления применяют, например, жид-
кость Аэро-12А (ПР-1), состоящую из нитро-
эмали белой — 300 мл, коллодия медицинс-
кого— 300 мл, ацетона —400 мл.
В качестве источников ультрафиолетового
излучения применяют: шаровые ртутно-кварце-
вые. лампы сверхвысокого давления типа ДРШ
(ДРШ-100, 250, 500, 1000), а также ртутно-
кварцевые лампы высокого давления типа
ПРК (ПРК.-2, 7 и др.) [1]
Для капиллярной дефектоскопии применяют
люминесцентные стационарные дефектоскопы
типа ЛД-2 и ЛД-4 и переносные типа
ДКК-3 для люминесцентной и цветной дефекто-
скопии. Для контроля серийных сварных из-
делий применяют механизированные люминес-
центные дефектоскопы ЛДА-l и Л ДА-3 (IJ.
Для установления герметичности швов свар-
ных соединений согласно ГОСТ 1697 J 71
проводят испытания следующими способами:
обдувом, химическими индикаторами, воздуш-
ным и гидравлическим давлением, наливом
воды.
Обдув шва сварного соединения струей сжа-
того воздуха под давлением 0,25 МПа проводят
с расстояния не более 50 мм; противополож-
ную обдуву сторону шва смачивают мыль-
ным раствором (0,1 кг нейтрального мыла на
J л воды). Негерметичность шва определяют
по появлению мыльных пузырей на смочен-
ной раствором стороне. Испытаниям химичес-
кими индикаторами подвергают сварные изде-
лия с замкнутым объемом. В качестве ин-
дикатора используют бумажную ленту, пропи-
(11-РЛЗРУП1АЮ1ИНЕ МЕТОДЫ КОНТРОЛЯ
297
тайную 5%-ным водным раствором азотно-
кисаотной ртути, которую накладывают на свар-
ной шов. В качестве химического реагента
используют аммиак, вводимый в количестве
1% объема воздуха, находящегося в изделии.
После создания пневматического давления в
контролируемой изделии и выдержки под давле-
нием в течение 3—5 мин индикаторную ленту
осматривают; места негерметичности шва уста-
навливают по черным пятнам на ленте. Гер-
метичность швов сварных соединений можно
также проверять путем заполнения объема
сварного изделия емесыо аммиака с воздухом
под избыточным давлением 98,06 Па с после-
дующим поливом или пульверизацией шва с
наружной стороны суспензией следующего ер.
стана: фенолфталеин (порошок) 4 части,
спирт этиловый —40 частей, вода дистиллиро-
ванная —100 частей. Места пегермегшшостн
шва сварного соединения устанавливают но на-
менению окраски суспензии, образующей крас-
но-фиолетовые пятна.
Испытания сварного изделия воздушным дав-
лением проводят в воде (под слоем води
20 - 40 мм), причем сварной шов может нахо-
диться в воде полностью или частично.
Допускают испытания сварных изделий сжа-
тым воздухом (например, сосудов, трубопро-
водов) и без погружения в воду, тогда
сварные швы смачивают мыльным раствором
Г л a tt й 9
ТЕХНИКА БЕЗОПАСНОСТИ
Г
{(Пмщггельные мероприятия по технике безо-
пжностн и сварочном производстве, а также
cmiirnip но- пикнические условия регламенти-
руются системой стандартов безопасности тру-
ди, строи тел иными нормами и правилами,
припилим» техники безопасности и производ-
ственной еннитирни при выполнении отдельных
litUHi рибит, едиными требованиями безо-
П£ jiocTif к конструкциям оборудования, норма-
ми технологического проектирования и дру-
гими нормативно-техническими документами.
Несчастные случаи (производственный трав-
мшизм и заболевания) при сварке конструк-
ции из пластмасс могут быть вызваны следую-
щими причинами: поражением электрическим
током, действием выделяющихся аэрозолей и
нреЛных тазов, образованием и загоранием
пярыииоиаепых смесей, ожогами, тепловыми
иондейстииями и другими факторами.
II целях обеспечения электробезонас-
пости псе электрооборудование установок и
устройств, применяемое для сварки конструк-
ций ин пластмасс, должно соответствовать
пртшлам устройства электроустановок (ПУЭ);
Г( X /Г 12.2.007.0- 75 «Система стандартов
бе .uni ис пости труда. Изделия электротсхни
четкие. Общие требования безопасности»; пра-
вилам технической эксплуатации электроуста-
новок и правилам техники безопасности при
ЯД’плупт.чцпи установок потребителей (ПТЭ
и ЫТЬ) |-Ш|
При работе с оборудованием для сварки
tiniicTMiiec следует выполнять предписания по
• кспл уйтицни и безопасному обслуживанию
;Нарочных установок, имеющиеся в инструкциях
ipniniiHiiHHi'fi-разработчиков и ззводов-изгото-
титслей |42|.
При ’ *лектри четком напряжения источника пи-
•hiiiiii сип ройных устройств выше 12 В' для
ырыт условий и 36 В для сухих условий,
иыможпо поражение электрическим током,
/ип пт иное поражение вызывает болезненное
ниущеппс при силе тока 0,002- 0,05 А, тяже-
iijII Исход при силе тока 0,05 0,1 А.
Присоединение электрооборудования для
пирки пластмасс к источникам электроэпер-
ии и контроль за пх исправным состоянием
Г|Н1 эксплуитинии должен выполнять электро-
технический персонал данной организации.
К выполнению работ по сварке пластмасс допус-
кается рабочий персонал (электро- и газосвар-
щики) с квалификационной группой по технике
безопасности не ниже второй.
Корпус любого источника питания устройств
для сварки пластмасс и корпус любой свароч-
ной установки необходимо надежно заземлять
через заземляющие провода, подсоединяемые
к бол гу диаметром 5—8 мм. расположенному
в доступном месте сварочного оборудования с
надписью «Земля».
Оборудование для сварки конструкций нз
пластмасс передвижного типа, защитное зазем-
ление которого затруднено, должно быть снаб-
жено заш.итно-отключающим устройством
(ЗОУ). Установки для сварки пластмасс, вспо-
могательные приборы и аппараты к ним, уста-
навливаемые вне помещений, должны быть
выпал пены в брьтзгоп ылезащиттюм исполнении.
Установки незащищенного исполнения, рабо-
тающие на открытом воздухе, для защиты от
атмотферных осадков должны быть оборудо-
ваны специальными укрытиями (навесами, па-
латками ц др.).
Все сварочные устройства, размещаемые
внутри металлических и железобетонных емкос-
тей, в колодцах, туннелях, должны быть
оборудованы ЗОУ (например, с ограничением
напряжения дТ> 12 В — выдержкой времени не
более 0,5 с).
Сопротивление изоляции сварочных устано-
вок должно соответствовать требованиям ПУЭ
Сопротивления изоляции оборудования изме-
ряют при текущих ремонтах в соответствии с
требованиями отраслевой нормативной доку-
ментации или, если таковая отсутствует, в соот-
ветствии с ГОСТом на эксплуатируемое электро-
сварочное оборудование. Сроки текущих и ка-
питальных ремонтов сварочного оборудовании
определяются исходя из местных условий и
режима эксплуатации оборудования, а также
инструктивных указаний предприятии-изготови-
телей. После капитального ремонта оборудо-
вания его изоляцию проверяют на электричес-
кую прочность. Профилактический осмотр и
обслуживание сварочного оборудования н вспо-
мог ател ыюй электроаппаратуры проводят не
ТГХПИКЛ Ц|’ЗО11ЛС.Н0СТИ
81
реже I раза ц месяц. При ремонте сварочного
оборудования источник электроэнергии должен
быть отключен.
Перед присоединением установок и устройств
для снарки пластмасс, проводят их внешний
осмотр .для установления исправности, при
этом следует особое внимание уделять осмотру
контактов и заземляющих проводников, изо-
ляции рабочих проводов, проверять наличие и
исправность защитных средств. При обнаруже-
нии во время осмотри каких- либо неисправ-
ностей сварочное оборудование включать запре-
щается. Передвижные установки для сварки
конструкций из пластмасс во время перемеще-
ния необходимо отключать от электросети.
Сварщики и вспомогательный персонал, об-
служивающие оборудование для снарки пласт
масс, должны в обязательном порядке приме-
нять средства индивидуальной зашиты в соот-
ветствии с действующими типовыми отраслевы-
ми нормамбесплатной выдачи спецодежды,
сне ц. об у в и и предо хранительных приспособле-
ний.
Для индивидуалы!он защиты от поражения
электрическим током используют изолирующие
штанги и клещп, изолированный инструмент,
диэлектрические нсрчя-ски и рукавицы, диэ-
лектрические боты и калоши, диэлектрические
коврики, маты, подставки. Все перечисленные
средства индивидуальной защиты периодически
испытывают па пробой и маркируют в соотпетст
вии с действующими правилами
Все лица, поступающие на работу, связан-
ную со сваркой пластмасс, должны проходить
предварительные и периодические медицинские-
осмотр ы.
К работе па установках для сварки пласт-
массовых труб, в том числе передвижных,
допускаются лица мужского пола не моложе
20 лет, прошедшие медицинское освидетель-
ствовавне, имеющие вторую квалификационную
группу по технике безопасности и прошед-
шие курс обучения с получением удостоверения
па право производства сварочных работ. К рабо-
те на установках допускаются ..Tints, имеющие
общее представление об устройстве и принципе
действия установок, четко знающие назначение
аппаратов, установленных в шкафу управления
и на конструкции, а также знающие порядок
выключения установки в аварийных ситуациях.
При сварке полиолефинов, поливинилхлори-
дов, пентапластов, фторопластов и других поли-
мерных материалов, выделяются вредные пар ы
и газы.
Полиэтилены низкого и высокого давления,
и также пол и пропил сп вы деля ют при снарке
мопооксид углерода, непредельные угленодор
ды, органические кислоты, формальдегид, Пол
винилхлорид выделяет хлористый водород, б;
зол и другие углеводороды Прн CHHpi
пластифицированного поли винил хлор к дч д
пол Интел ьно выделяются пары пл аетнфииит
ров. Пента пласт выделяет оксид углеродн, ХЛ
ристый водород, формальдегид, хлораигидр!
угольной кислоты.
При использовании для очистки и обРЗЖ
ривания уайт-спирита, ацетона, этнлопого СПИ
та, метиленхлорида, дихлорэтана образуют'
пары указанных растворителей. Ниже ухззин
предельно допустимые концентрации (ПД>
вредных газов и паров, выделяемых при очисТ!
кромок изделий растворителями и при с»яр1
полиэтилена:
Газы и пары
ПДК, мг/н’
диоксида углерода
формальдегида
дивинила
уайт-спирита
этилового спирта
ацетона
0,5
100
300
1000
200
Прн нарушении требований безопасности
длительном по.здейстпии на оргашюм га.трр
паров, выделяющихся при сварке, возМОМР
нарушение обмена кислорода, поражение не
тральной нервной системы, раздражение сл
зистых оболочек глаз и верхних дыхателыц
путей.
При нарушении правил работы с раствор
телями, применяемыми для очистки сваривд
мьтх поверхностей, возможно поражение орг
низма работающего, пожары н взрывы.
Уайт-спирит может вызвать кожные здболСИ
ния. При- высоких концентрациях парой уаЙ
спирита наступает потеря сознания. При дл
тельном воздействии паров этилового сиир1
развиваются заболевания нервной систем
печени, сердца. Ацетон вызывает раздражен
слизистых оболочек глаз, носа и горла, !>сн<ч
вается через кожу, при длительном волдейе
вии поражает нейтральную перниуго гнетем
При сварке в закрытых помещениях мес
сварщиков оборудуют местными отсосами, 1
участке сварки изделий из пластмасс преду
матрнвакл общеобменную прнточпо-вытнжпу
вентиляцию.
При проектировании вентиляции требуем!
воздухообмен /,И|, для каждого перш щи г<>ди
расчете по количеству выделяющихся нредщ
веществ определяется по формуле
А,,,.-/.4-fZ -л/,,,....Z„))/(ZVI-Z„). (9,
ШЮ тнхникл ирзоплспости
I де , количество воздуха, удаляемого из
.шбпчей или обглужинаемой Зоны помещения
местными отсосами и общеобменной вентиляци-
й, а также на технологические и другие
iyжди. м3/'1 (при плотности воздуха 1,2 кг/м3);
7, щ ып честно вредных веществ, поступающих
1 виндух помещения, мг/ч; ZtlJ •• концентрация
|редш>1Х нсщестн в воздухе, удаляемом из рабо-
(сй или обслуживаемой зоны мести bi ми отсосами
1 пГпцсобмеи пой вентиляцией, на техпологи-
гескпе н другие нужды, мг/м3 (принимается
ШИНОЙ 11ДК вредных веществ); Z-,x — концен-
грпщш вредных веществ в воздухе, удаляемом
it помещения за пределами рабочей или
>б.^жшщемой зоны, мг/м3; Z„ концентрация
tpf-3iiJx веществ в воздухе, подаваемом в по-
йещенпг, mi /м1.
При одновременном выделении в воздух рабо
н'й номы нескольких вредных веществ, обладаю-
щих однонаправленным действием, допустимая
(д я рас чет:! и санитарного надзора сумма р-
inи концентрация вредных веществ опреде-
тетей по формуле
С,/{11ЛК|) ф С3/(ПДКр)+... + С„/
/П1ДК„) < 1, (9-2)
где б/ „ фактическая концентрация каждого
ipemioi о вещества в воздухе помещений;
1ДК| >, предельно допустимые концентрации
;иждого вредного вещества.
Рисцет общеобменной вентиляции проводят
:уттм суммирования объемов воздуха, необхо-
димых для разбавления каждого вещества в
1' де л, .пости по его ПДК с учетом загряз-
iCHhii приточного воздуха.
При одновременном выделении в воздух рабо-
ей зоны нескольких вредных веществ, не
бл и дающих однонаправленным действием, ко-
MitT’iBii воздуха при расчете общеобменной,
еитплнцип допускается принимать по тому
репному веществу, для которого требуется
плачи пин баявшего объема чистого воздуха.
Иытяжные общеобменпые системы вентиля-
ин и мгч гиой вытяжки должны быть раздель
ыми. При проектировании местных отсосов
т оборудования для сварки пластмасс объемы
I си сын и ем ого воздуха Принимают в зависи-
oi I и иг метода сварки, вида свариваемого
олпмерноги материала и конструкции отсоса.
Ьикни ориентироваться на данные норм,
('in поил ini пых для сварки и резки металлов.
Скорости движения воздуха у местных
ooi'oii над гиярочмым оборудованием можно
|щн>1г|. до 1,6 м/с. Количество вредных ве-
Ц'1 hi, «щкилизусмых местными отсосами, co-
in пл мег для вытяжных шкафов пе более !Ю%,
для отсоебв других видов не более 7,5%;
10- 25% оставшихся .вредных веществ должны
разбавляться до ПДК с помощью общеобмен-
ной вентиляции.
Расчетные параметры наружного воздуха
следует принимать согласно нормам проекти-
рования отопления, вентиляции и кондициони-
рования воздуха. Раздачу приточного воздуха в
рабочую зону, оборудованную местными отсоса-
ми, необходимо осуществлять, рассеянно (при
этом скорость движения воздуха па рабочем
месте не должна превышать U/3 м/с); в осталь-
. ных случаях— сосредоточен но в верхнюю зону
перемещений.
Сварочные участки, сообщающиеся проемами
со смежными помещениями, где сварка не
производится, должны иметь вытяжную венти-
ляцию с механическим побуждением, независи-
мо от наличия фонарей.
При сварке внутри изделий из пластмасс
необходимо предусматривать местную вытяжку
или общеобменную вентиляцию: удаление из
них загрязненного воздуха или подачу в них
чистого воздуха. При вентилировании внутри
изделий путем общеобменной вытяжкой венти-
ляции объемы удаляемого воздуха определяют
расчетом; при этом скорость движения воздуха
на рабочем месте должна составлять 0,7—2 м/с,
а температура воздуха не ниже ц-20°С.
При подготовке изделий под сварку и сварке
пластмасс для защиты от выделяемых вредных
газов, паров и пыли, следует применять и
индивидуальные средства зашиты. Для защиты
органов дыхания используют респираторы и
противогазы. При обработке деталей под сварку
используют респираторы У-2К, ШЬ-1 «Лепес-
ток» или универсальный респиратор РУ-60,
который также защищает от действия i азов
в небольших концентрациях; для этих же
условий применяют фильтрующие противогазы.
При сварке внутри изделий из пластмасс, при
условии сильной загазованности, например при
обработке и сварке фторопластов, следует
Применять изолирующие противогазы ПШ-1 и
11Ш-2. При сварке пластмасс должны соблю-
даться меры противопожаро- и взрывоопас-
ности (табл. 9.1).
Производственные помещения, где выполня-
ется еварка пластмасс, должны быть обес-
печены первичными средствами пожароту-
шения и пожарным инвентарем. Набор и ко-
личество этих средств должны соответствовать
нормам первичных средств пожаротушения
на предприятиях химической промышленности.
Ремонтные работы с применением открытого
огня в ножаро- и цзрыноопасных производствсн-
TRXUHKA В 1’3011 лености
301
9.L. Показатели ножаро- и взрывоопасности
паров и газов, выделяющихся при сварке,
и растворителей, используемых
для очистки поверхностей
Вещества
Область
воспламе-
нения, %
объемный
Темпера-
турные
пределы
вое пл а ме-
непня, °C
Монооксид
углерода
Формаль-
дегид
Дивинил
Уайт-спи-
рит
Ацетон
Спирт эти-
ловый
- 610
— 430
— 420
33 227
—18 465
13 365
12,5 74
7 73
2,2 13
3,6 19
33-68
—20—6
И—41
пых. помещениях следует выполнять в соответ-
ствии с типовым положением по организации
огневых работ в пожаро- и взрывоопасных
производствах химической и металлургической
промышленности и инструкцией о мерах пожар-
ной безопасности при проведении огневых работ
на промышленных предприятиях и на других
объектах народного хозяйства.
При сварке пластмасс с использованием бал-
лонов с газами (пропан-бутаном, азотом, сжа-
тым воздухом) с целью предупреждения аварий,
необходимо строго соблюдать правила устрой-
ства и безопасности эксплуатации сосудов,
работающих иод давлением. Порядок хранения,
перевозки и эксплуатации баллонов со сжатыми
газами регламентируется действующими прави-
лами. Каждый баллон должен иметь опозна-
вательную окраску и надпись (азот: окраска
баллона черная, надпись «Азот» желтого цве-
та; сжатый воздух; окраска черная, надпись
«Сжатый воздух» белого цвета; бутан: окраска
баллона красная, надпись «Бутан» белого
цвета}.
Баллоны, находящиеся в эксплуатация, долж-
ны подвергаться периодическому освидетельст-
вованию на заводах или станциях-наполни-
телях не реже чем один раз в 5 лет. Баллоны,
у которых истек срок периодического осви-
детельствования, эксплуатировать запрещается.
Склады для баллонов со взрыво- и пожаро-
опасными газами должны находиться в зоне
молниезащиты. Склады должны быть одноэтаж-
ными с легкими покрытиями и разделенными
несгораемыми стенами на отсеки емкостью не
более 500 баллонов с горючим газом и Д(
1000 баллонов с негорючим газом.
Наполненные баллоны с насаженными Ий нН)
башмаками должны храниться верти кальян
Баллоны без башмаков могут храниться I
горизонтальном положении на стеллажах. Пр)
хранении на открытых площадках разрешаете)
укладывать баллоны с башмаками горнзон
тально с прокладками из резины или дер»
винных брусьев между рядами. Высота нггибел)
не должна превышать 1,5 мм.
Наполненные баллоны следует хранить tr
порожних отдельно и располагать от радии
торов отопления на расстоянии нс менее 1 м, а О'
источников теплоты с открытым огнем -- Н<
менее 5 м.
Баллоны для сжатых газов, принимаемые О'
потребителей заводами и стапциями-наподни
телями, должны иметь остаточное давление И1
менее 0,05 МПа. Перемещать баллоны из одно
го помещения в другое н на рабочие
следует па специальных тележках, носилках ИЛ
в специальных контейнерах грузоподъемным:
механизмами. Переносить баллоны ад рука
без носилок и на плечах запрещается. Рнэре
шается перемещать балконы на вебольшн
расстояния (в пределах рабочего мее'Г'Н
путем кантовок в наклонном положении
Рабочие, обслуживающие баллоны, должю
быть обучены правилами обращения с ним г
Вредное воздействие ионизирующих и злу
ч е н и й на организм человека, возможное лр
рентгеновском контроле сварных швов плащ
масс, зависит от вида и интенсивности налу
чения, расстояния от его источника, времвН
воздействия и индивидуальных особенностей Of
гаиизма.
Действующими нормами установлены пре
дельные допустимые дозы (ПДД) облученн
людей.
Задача защиты от ионизирующих излученн
сводится к уменьшению поглощенной дозы, чт
достигается удалением персонала на безоиас
ное от источника излучения расстояние ил
сокращением времени облучения. В тех случи
ях, когда защиту «расстоянием» и защит
«временем» обеспечить нельзя, применяют ан
щитные экраны или другие ограждении н
различных материалов (свинца, бетона е добаг
ками барита, баритовой штукатурки). Рясче
толщины экранов и ограждении и з а пи си мост1
от энергии излучения проводят по таблица
и номограммам.
При работе с источниками электромагнич
пых л о л е й высоких, ультразвуковых
еасрхпысокпх частот, которые пм1Ч<л' место пр
.Via ТГ’ХНИКЛ 111’3011 лености
wn.rpiiшуконоП, высокочастотной снарке, сле-
Лус'г руконодствовпться утвержденными са-
ни гарными правилами и нормами.
И случае ультразвуковой сварки следует соб-
люл! и в общие требования безопасности но
ГОС Т 12.1.001 83, а также требования тех-
ники безопасности, относящиеся к эксплуатации
улырл.Щукиных установок по ['ОСТ 12.2.051 —
НО. Применяемые согласно действующим нор-
мим уровни ивуковых давлений в диапазоне
чистит 11 20 к)И для рабочих мест не
должны iipoiiKiriiaTii 75 lit) дБ, а общий уро-
вень звука в диапазоне частот 20—100 кГц
не должен превыщать 1)0 дБ. При разра-
фише мор защиты от ультразвука следует
уд, дыниtT. его воздействие па человека через
воздух или при контакте.
Защиту от ультразвука при воздействии через
воздух обеспечивают следующими путями: при
конструировании оборудования используют бо-
лее высокие рабочие частоты {не ниже 20 кГи);
Преобразователи заключают в звукоизолирую-
щие члаетнчпые кожухи, позволяющие снизить
уронен в ультразвука на 60—80 дБ; исполь-
зуют отражающие экраны, в частности прозрач-
ные; мощные ультразвуковые установки разме-
щают в специальных помещениях.
Ищцита от наиболее вредного контактного
но.|дсйствня сводится к выключению источника
ультразвуки во время установления и снятия
сварива ем ы к дета лей.
При работе установок не- следует также
касаться руками колеблющегося инструмента и
концентратора, а также обрабатываемых дета-
лей.
При работе с установками для сварки нласт-
м а с с Т В Ч сл ед ует и збе га т ь воз де й ст ви я эл е кт р о -
магнитного поля высокой частоты. Резуль-
татом длительного действия электромагнитного
ВЧ-патя является функциональное расстрой-
ство центральной периной системы, протекаю-
щее с признаками ослабления вегетативной
нервной системы.
Однако современные установки ТВЧ соз-
дают незначительные напряженности электро-
магнитных полей, безопасные и безвредные
для человека. Несмотря на это, режи.м работы
и эксплуатация сварочных установок ТВЧ
должны быть организованы рационально. При
постановке и смене вручную пластмассовых
деталей работники без необходимости не долж-
ны находиться вблизи установки, со стороны
источника излучения (генератора, индуктора).
Работающие на установках ТВЧ должны регу-
лярно подвергаться медицинскому обследова-
нию в порядке периодических осмотров и
диспансерного наблюдения.
СПИСОК ЛИТЕРАТУРЫ
I. Адаменко А. А., Кораб Г- Н., Репа В. П.
Применение термографии для контроля качест-
ва сварных соединений пластмассовых труб//
Автоматическая сварка. 1982. № 10. С. 69. 71).
2. Безменов Ф. В., Федорова И. Г. Высоко-
частотная сварка пластмасс. Л.: Машинострое-
ние, 1980. 89 е.
3. Берлин А. А., Басни В. Е. Основы адгезии
полимеров. ,М.: Химия. 1974. 391 с.
4. Волков С. С., Черняк Б. Я- t/варка пласт-
масс ультразвуком. М.: Химия. 1986. 254 с.
5. Генель Л. С., Вакула В. Л. Мехапохими-
веский спесей склеивания полимеров с низкими
адгезионными свойствами/ /Вестник машино-
строения. 1 п'78 № 5. С. 71 74.
6. Генель Л. С., Вакула В. Л,, Локшин Р. Ф.
Склеивание тер мокла стоп 1 меха нох им ячеек им
способом//Пластические массы. 1981. № 12.
С. 36—37.
7 Глухаиов Н. П., Федорова И. Г. Высоко-
частотный нагрев диэлектрических материалов
в машиностроении. Л.: Машиностроение, 1972.
160 с.
8 Головкин Г. С., Шибанов А. К. Получение
изделий из термопластов с заданной анизотро-
пией механических свойств//] I,.тактические мас-
сы. 1979. № 6. С. 29 30.
9 Голованева Т. А., Мацюк Л. Н,, Со-
ловьев В. П. Сварка пента пласта контактно-
экструзионным способом с предварительным
нагревом свариваемых кромок нагретым га-
зом//Сварочпое производство. 1974. № 7.
С. 44—45.
10. Зайцев К. И. Механизм образования
соединений при контактной сварке термопластов
оплавлением //Автоматическая сварка. 1973.
№ 9. С. 28- 30.
11. Зайцев К. И. Причины сии женин дли-
тельной прочности сварных соединений труб нз
термопластев//Строительство трубопроводов.
1984. .No 9. С. 28—29.
12. Зайцев К. И,, Мацюк Л. Н. Снарка пласт-
масс. Мл Машиностроение. 1978. 222 с.
1 3. Зайцев К. И. Контактная сварка пластмасс
в строительстве. М.: Стройиздат. 1982. 80 с.
14. Зайцев К. И. Методика аналитического
определения температурного поля и давления
осадки при контактной сварке термопластов.
М.. 1974. № 311. С. 332 350 (Тр. ВНИИСТ).
15. Зайцев К- И. Сварка пластмасс пр
сооружении объектов нефтяной и газовой пре
мышленности. М.: Педра. 1984. 223 с.
16. Каган Д, Ф., Кнебельман А. М., КДИ
гор Л. А. Исследование влияния надмолекулЯр
ной структуры на длительную прочность подл
этилена высокой илотностп/'/Высокомолекуляр
пые соединения. 1972. № 5. С. 1207- -1213.
17 Касаткин Б. С., Кудрин А. Б., Лоб ин о
Л. М. и др. Экспериментальные методы исей<
довапия деформаций и напряжений Kwi
Наукова думка. 1981. 583 с.
18. Киселева Т. М., Руза ко в В. И., ХИНКМ
Ю. В. Особенности сварки радиационно МОЛ?
фицированного пол и этилена//С варочное прош
водство. 1982. № 1. С. 4.
19. Клеткин И. Д., Крючков Н. В., Мар»
ва Р. Ф. и др. Ультразвуковая сварки пр
изготовлении одежды. М.: Легкая индустрН!
1979. 336 с.
20. Княжевская Г. С.( Фирсова М. Г, Высок»
частотный нагрев диэлектрических материален
,.П.: Машиностроение. 198G. 68 с.
21. Комаров Г. В. Некоторые вопросы дт|
фуянонной сварки пластических масс/Пл и СП
ческне массы. 1977. А!' 8. С. 34— 38.
22. Комаров Г. В. Способы химической
ки полимерных материалов//Пластические MS»
сы. 1978. № 12. С. 36- 37.
23. Комаров Г. В., Кадыкова Т. Г., Цнр|
хов Ю. С, Соединение металлизирован ИН
пленок из нолнэтилентерефталата//Свирочн1
производство. 1975. № 4. С. 40 41.
24. Комаров Г. В., Царахов Ю. С., Руаак!
В. И. Замер температуры в сварном шве |([
высокочастотной сварке полимерных пленок,
Сварочное производство. 1973. АГ« 9. С. 38.
25. Кошелев В. В. Сварка полимерных мнт
риалов нагретым газом, инфракрасными лучах
и нагретой экструдируемой присадкой.
Стройиздат, 1984. 127 с.
26. Кошелев В. В., Савенков Е. Н„ Грнце
ко В. И. Установка длй автоматической спи
кн труб из термопластов//Стр он тс1, лы тио тр
бонроводов. 1977. № 8. С. 36 38.
27 Кулик Э. И., Локшин Р. Ф. Оборудов
ннс для сварки пл астма сс оных изделий трен
см//Сннрочнос проп.твлдстпо 1982. № 2. С.
,яи
СПИСОК ЛИТГ.РЛ'ГУРЫ
JJH. Магикон Г. Л., Мацюк J], Н. Тепловое
("I пре иле и и [юг под ирона ппе сроков храпения
пиарных гчх’ди riei 1 и и ПЭ 11ленок//Пл;чстическне
Miieei.i. 1982. .55 1. С. 20 21.
2!) Матико в Г. А., Мацюк Л. Н„ Вишневская
II. В. Длиrejii.ittiH прочность сварных соедине-
ний ПЭ нленки//Пластическис массы. 1982.
№ 8. С. 24 25.
36 Минюк Л. Н., Вишневская В. В., Ко-
тонщикова О. А. Влияние текучести расплава
на eniipiiiiacMOcTii полимерных материалов//
Спнрочпое 11рои-Iводство. 1975. № J. С. 25- 26.
31 Мацюк Л. Н., Богдашевский А. В.,
Березин В, В. и др. Применение СВЧ-эиергии
jiabinipKii термопластов//Пластические массы.
ШМ Я» ,4. С. -15.
32 Мацюк Л. Н., Я едина Н. Е., Котов щи но-
ва О. А. и др. Особенности сварки полимерно-
фторыгл пето ной пленки ПМФ//Сварочное про-
изнодство. 197b. № 6. С. 37.
33. Мицдлин Я. И,, Мацюк Л. Н. и др
К вопросу соединения термопластичных поли-
мерных материалов с металлами/./Сварка поли-
мерных материалов. МДНТП. 1974. С. 77—83.
34. Магнатов К. А. Термическая обработка
члистмигсоных и резиновых деталей машин.
М.: Машппостр<к’ние, 1976. 198 с.
35. Николаев Г. А., Лошилов В. И. Удьтра-
inyimiiini 'lexilnjioT Hfl в хирургии. М.: Медицина,
1980. 272 с.
36. Новиченко Н. Г„ Бондарь В, X., Лы-
'ЮК Г. Н. Оптимизация параметров горелок
1ЛИ сниркп пластмасс в монтажных условиях//
дшрочиое и|ии пн о дет во. 1981. -Ns 5. С. 27—28.
37. Основы финики и химии полимеров/
1<|Д ред. В. Н. Кулезнева. Мл Высшая школа,
077. 247 с.
38, Охрипи труда в машиностроепии/Под
1ид. Г. Я. Юдина. М.-. Машиностроение,
076. 385 е.
39 Паншин Ю. А., Малкевич С. Г., Дунаев-
ккя Ц, С. Фторопласты Л.: Химия, 1978.
21) г.
40, Правила технической эксплуатации
лекгр пут гапонок потребителей Правила техии-
и npumaeiiotTii при эксплуатации элсктро-
eiiniimoK потребителей. М.: Энергонздят, 1986.
IX) г.
-I I Пысосви А. П., Северное Г. Ф. Кон-,
пкт’по натру 1Понная снарка оболочек из термо-
.'г г е гон и бн пластмассовых а п i ia ратов//Г1л ас -
интнпе массы. 1981. № 12. С. 33 34.
1? Свирка н машиностроении: Справочник.
. 3/1 |од ред. В. А. Винокуропа. М.: Manin-
iripncHiH', 11)79. 5(17 с.
43. Слпдков А. В. Петле доннике примени
мости ультразвукового метода дефектоскопии
для контроля качества сварных соединений
полиэтиленовых труб//Применен и с полимерных
материалов в строительстве. 1977. № 2. С. 12 -
25. Тр. ПИИМосстроя.
44. Сладкой А. В., Кулешова Г. Д. Опти-
ческая микроскопия сварных швов полиэтиле-
новых труб//Новое в технологии и организации
строительного производства, 1978. С. 105—
110. Тр. НИИМосстроя.
45. Соловьев В. П., Мацюк Л. Н, Длитель
пая и усталостная прочность соединений поли-
меров, полученных контактно-экструзионной
сваркой//С,варочнос производство. 1976. А1> 4.
С. 26- 27.
46. Соловьев В. П., Мацюк Л. Н, Полу-
автомат Г1СП-6П для сварки термопластов//
Сварочное производство. 1982. № 10. С. 30 —
31.
47. Соловьев В. П., Мацюк Л. Н., Соловьева
В, А. Контакт но-экструзионный метод сварки
термопластов//Сварочное производство. 1970-
№ 2. С. 24- 25.
48. Справочник по пластическим массам.
И.: Химия, 1975. Т. 1. 446 с., т. 2. 566 с.
49 Справочник проектировщика. Проектиро-
вание, строительство и эксплуатация трубо-
проводов из полимерных материалов/11од ред.
А. Н. Шестопала и В. С. Ромейко. М..:
Стройна дат, 1985. 303 с.
50 Справочник по сварке, склейке и резке
металлов и иластмасс/Под ред. Н. Ноймана,
Е. Рихтера. М..: Металлургия. 1980. 464 с.
51. Тагер А. А, Физикохимля полимеров
М.: Химия, 1978. 432 с.
52. Теплофизические и реологические харак-
теристики полимеров. Киев: Наукова думка,
1977. 244 с.
53. Тесницкая Р. А., Локшин Р. Ф. Влияние
характеристик сварочных прутков на прочность
сварных соединений полиэтилена//Сварка
полимерных материалов. МДНТП. 1974. С.
63—67.
54. Тростянская Е. Б., Комаров Г. В.,
Шишкин В. А, Сварка пластмасс. М_: Машино-
строение, 1967. 251 с.
55. Тростянская Е. Б., Комаров Г. В., Цара-
хов Ю. С- К вопросу о прочности сварных
соединений полимерных пленок//.Механика по-
лимеров. 1974. № 1, С. 55—59.
56. Тростянская Е. Б., Комаров Г. В., Ца-
рахов Ю. С. Химическая сварка полнимпдных
пленок//Пластические массы. 1975. № 9. С.
32- 35.
57 Федорова И. Г. Высокочастотные установ-
ки для сварки нлаггидг ЛДПТП. 1977. 56 с.
СПИСОК ЛИТЕРАТУРЫ
58. Холопов ГО. В. Ультразвуковая сварка
М. Л.: Машиностроение, 1972. 152 с.
59. Чеча П. Т. Особенности технологии
сварки экструдируемой присадкой листовых тер-
мопластичных покрытий строительных конструк-
ний//Сварочное производство. 1980. № 12. С.
28- 29.
60. Шестопал А. Н. Сварка и склеивание
пластмасс в строительстве. Киев: Ьудивельник.
1983 . 72 с.
61. Шишкин В. А., Тростянская Е. Б, и др.
Изготовление сотопластов из пленочных мате-
риалов химической с вар кой/'/Пластические мас-
сы. 1973. № 3. С. 47—48.
62. Шрадер В. Обработка и сварка полу-
фабрикатов из пластмасс. М.: Машинострое-
ние, 1980. 593 с.
63. Abele G. F. Hochfrequenz - Schwdss-
technik. Zechner und Hiithig Verlag, Speyer,
1975. 578 S.
64. Bairo D,, Pisipati R. Polymer rheology
anti proces g studies on weld-line formation
in molded plast//Po!ym News, 1983. No 10.
P. 301—302.
65. Bemelmann K. ExstrusionsschweiBen:
Nahtgualitatabhanding von Vorwarmung rind
SchweiBung/'/PJastverarbeiter, 1984. Bd. 35.
No 3. S. 110- 112.
66. Bergholz G., Werner M. Ergebnisse von
Uiitersuchimgcn zum ExtrusionsschweiBen von
Poivathylen//ZIS-Mitteilungcn, 1973 Bd. 15.
No У S. 779 —785.
67. Colditz W., Jung H. Erfahrungen mit
dem ExtrusionsschweiiJverfahren uuter Pro-
duktionsbedingun gen//ZIS Mitt, 1983. Bd- 25.
No 7. S. 707—711.
68. Colditz W. SchwieBei) mit plastiziertem
ZusatzwerkstoIl//ZJS—Mitt, 1984. Bd. 26. No 7.
S. 693 - 698.
69 Diedrich A., Gaube E. Zeitstandfestigkeit
und Langzeit—Schweissfaktoren von geschweis-
sten Rohren und Platten aus Hart-Polyathylen
und PolypropyienZ/Kunststoffe, 1983. Bd. 63.
No 11. S. 793— 797.
70. Frei K., Lampel P. Mikroprozessorgesteuer-
tes und kontrolliertes Ultraschall-SchweiBen
MeBdaten bet der SchweiButig werdcn angczcigt
//Kunst staff be rater, 1985. Bd. 30. No 3. S. 18-
20.
71. Clair A. High-temperature adhesives for
bonding polyimide film. Adhesives age. 1979.
V. 22. No I. P. 35- 39.
72. Gabler K-, Potente H, Weldability t
Dissimilar Thermoplastics Experiment» 1
Heated Tool Welding//,! Adhesion, 1980, I
P. 145—163.
73. Hoelzel R. RotationsschweifJen v<>
Ihermoplastischen technischeri Kutislstoffsn/
Konstriikteur, 1979. № 5. S. 90 -92.
74. Jeschke L, Neue Plastschweipgeratetechnl
fur das Heipgasschweipen//ZlS — Mitt. I9&
Bd. 22. No 11. S. 1299—1305.
75. Kamenarow G,, Bergholz G. Zum EtliWld
iungsstand des ExtrusionsschweiBen von PUi
ten//ZIS—-Mitt. 1973. No 7. S. 769—778.
76. Ludwig P. SchweilJen von slrahlenvernet;
ten Polyathylen//ZlS Mitt. 1980. fid. '21
No 7. S. 757—764.
77. Malguarnera S. Weld Lines in polynM
processing//Polymer Plast. Technol and Elt|
1982. V. 18. No’l. P. 1—45.
78. Moller P. SchweiBkopf zum Ctberlappid
weifien von Dichtungsfolien//Fertigungstecll<
und Betr. 1980. Bd. 30 No 4. S. 215.
79. Moller P., Weise H. t'Jberlappschweljk
von Folienbahneti//ZIS—Mitt. 1979. Bd. 2
No 10. S. 1078—1082.
80. Potente H. Zur FTage der Energieiimwant
lung beim L’ltraschallschweissen von Therrno|
lasteri//Plastverarbeiter, 1971. Bd. 22. No 1
S. 556-562; No 9. S. 653—658.
81. Potente H. Zur Theorie des Heizelemeti
StumpfschwefBeris//Kunststoffe. 1977. Bd. fl'
No 2. S. 98—102.
82. Potente H. Eigen spannungen in Helzch
mentstumpfschweifinahten von Rohren ans P
hoher Dichte//SchweiBen und Schneiden. 1971
No 5. S. 192 -195.
83. Reinhardt K. G. Weiterenlwickliuig d(
Be rechn ungs rich tlinien fiir Therm op lasts eh weiai
verbindungen//Schweisstechnik. 1978, No 21
S 503 506.
84. Ruhsland K. Vibrationskleben. Sellweliiti
chnik (DDR). 1979. Bd. 29. No 11. S. 508
511.
85 Schweissanlage fiir PTFE und Zcdeflni
Foile ZIS 948//Plaste und Kantscli. 1977, Bt
24. No 9. S. 622—623.
86. Tranz G, Vorschlag einer Bcrediniing’
nchtlinie fiir den Sicherheitsnadiweis ft
Therrnoplastschweissverbind Lingen///IS Mit
1975. No 9. S. 1037- 1042.
ПРВДМЕТНЫЙ УКАЗАТЕЛЬ
Ашомит для ультразвуковой сварки и резки
181
Акриловые пластики 28
Амикацин свариваемых поверхностей 5
Акустические свойства пластмасс 295
Аттриты рентгеновские 293
А рмир< mu и ные материалы, прочность 218
'SfeiiKii 4-1 49, 79, 81
UcCTipiiепдочпан сварка резин 271
^Болонья» 235
Виипилнгт 18
Включения инородные 108
Зоди, влияние на свариваемость 16
Зол по воды, р не положен не
формы 177 179
1i:лок:га термон,,nicTHiiiiiiie 236
Зысоко'нц'тотпыс сварочные установки, пара-
метры 169 171
Зыточка кромок при сварке трением 140
Ьг.№>1"П’ р:н'Ii-'iави Ю, 75
Зиппо!скучен состояние полимеров 9
'н;«Н1ронициемост1. 288
'ирнмтпйиый срок сохранения прочности 199
'енератпры ламповые 168
’Ийка листоных элементов 151
’предки га lOllJriiMeiinaя 159, 162
глектрическия 160
'пленка для снарки газовым теплоносителем 163
ПК излучением 190
гермокоптнктной 197
Мттрукцня 9 11,14
1ефектоск<1цы ультразвуковые 295
(уфемы сварных соединений 107, 108, 285
1,еформпцпи сварочные 43, 63, 80, 97
[гформация сжатия фторопласта-4, 204
Ih.iijhimmii свариваемости 130
L'lirгсл ышя прочность 199
ln.il онечщн 11> 109, 200, 21)2
ill ру (очные УсгриГц-гви 169
иилепочпое снеди пение 283
Изгиб статический. ударный, напряженный 287
Излучатель 143, 144
И и стр у.и епт для -сварки:
раструбной, размеры 159
ультразвуковой 230
Интенсивность теплового потока 17
Ионизирующее излучение, воздействие на
организм человека 301
Искусственная кожа 118
Источники теплоты для сварки термопластов
16—18
ИК-излучення 187—191
Кинетика оплавления при контактном нагреве 69
Клещи для сварки труб 156
Конструкции сварные из фторопластовых пле-
нок 221
Контроль:
визуальный 289, 290
герметичности 296
капиллярный 296
радиографический 289
ультразвуковой 294
электроискровой 295
электролитный 296
Контроль неразрушающий 289
— разрушением 286—289
Концентрация растворов присадочных реаген-
тов 263
Коррозионная стойкость, испытания 288
— сварных соединений 8
Краевой угол смачивания 253
Коэффициент запаса прочности 65
— рассеяния колебательной энергии 230
— сохранения свойств 288
Ленты капроновые 233—235
Линейные полициклические полимеры 251
Листы из полиолефинов, способы и режимы
сварки 192, 193, 206
Магнитострикционный преобразователь 176
Макроскопические исследования структуры 289
Малоинерционный нагреватель 194
Машины ДЛЯ снарки:
газовым теплоносителем 162
стыковой 155
ИРНДМВТНЫИ УКАЗАТЕЛЬ 40!
термоконтактной 152, 153
Меж молекулярное взаимодействие 5
Методы повышения прочности сварных соеди-
нений 65, 66
iVlexaHH3M химического соединения 240, 254
— химической сварки отвержденных реакто-
пластов 274—278
Механизированная сварка газовым теплоноси-
телем 161
Микроструктура сварного соединении 84, 97
Микротвердость, измерение 288
Многопозиционный стенд, конструкции
ВНИИСТ 284
Многослойные материалы, сварка 194, 200-
203
Нагреватели плоские для стыковой сварки
труб 158
Нагрузки, длительное воздействие 288
Надмолекулярная структура 6, 7
Напряжения сварочные 43, 60—62
Непровар 1с , 285, 286
Нееплявления 285, 286
Номограммы для определения давления 205
— — — экспозиций просвечивания 294
— рабочих режимов сварки 105, 106
Обозначения способов сварки 31, 40—42
Оборудование для сварки, трением 185—187
Опоры дли УЗ-сварки 224, 225
Оптимизация химической сварки резин 262
Оптическая система излучателя 188
Осадка при контактной сварке 73, 77
Оснастка для сварки 125, 126
Отвержденные реактопласты 274 288
Патон для сварки трением 186
Пауза технологическая 73
Пентапласг 19
Пистолет для ультразвуковой сварки 185
Пистолеты-экструдеры 164—167
Пластики хлорсодержащне 18
Пленки из полиолефинов 194, 198, 203
—... полиэтилептерефталата, химическая
сварка 238—245
— — фторопласта-4 212 221
— металлизированные 231
— полиамидные 251
— полимерные ориентированные 227— 232
— сверхтонкие 230
—, свойства 24 -27
, условные обозначения 40- 42
Подвод электромагнитной энергии 171 173
Подготовка кромок рлзнотолщинных материл
лов 102
материалов под сварку 97, 110, 11 I
Подрез 107
Пожаро- и взрывоопасность 301
Показатель текучести расплава (ИТР) 10—13
70, 90
Ползучесть 109, ПО
Полиамиды 18, 245
Поливинилхлорид сшитый 259
Поликарбонаты 28
Полиолефины 19, 192—201
Полипропилен 19
Полистирол 28, 221
Полиуретаны 119
Полиэтилен радиационно облученный 81
-,свойства 19
— сшитый 258
Полотна нетканые 236
Полуавтоматы для сварки газовым генлоноси
гелем 161 —164
— — — термоконтактной полимерных плено!
152, 153
—-------экструдируемой присадкой 164—461
Полярограммы 60
Поры 72, 108, 205, 286
Правка листовых элементов 110
Прессы для сварки армированных пленок 150
154
— высокочастотной 168
— ультразвуковой 182, 183
Присадочные материалы для сварки
теплоносителем 93, 94
— реагенты:
адипиновая кислота 248, 249
гексаметнлендиамин 252, 255
гекса метилендиизоцианат 239, 245. 252
диазоаминобензол 263
диамины 250, 252—254, 260
днмет идол пара крезол 246, 249, 262, 261
дифенилолпропан 246, 249
метилолфенолы 261
пероксид бензоила 239, 250, 261, 26G
пероксиды 238 -240, 258, 277. 261, 267
полиамины 261
поли функциональные низкомолекулирны1
вещества 238
свободные радикалы 262
фенолоформальдегидные сметы 247, 271
Приспособления для сварки 268
- — торцовки резиновых профилей 263
Прокладки для УЗ-сварки 230
Просвечивание сварных соединений, схема 21)4
295
Прочность сварных соединений 6, 7, II, 14, Ki
64, 74, 83, 91, 94,96, 97, 103, 11)8, 109, 118, 12<1
142, 198, 201, 218, 229, 232 234, 247, 278, 281
зов
предметный указатель
Рпдделкп кромок при передо точной сварке 223
Рн.чмстка при сборке 110
Pm положение швов и последовательность их
снарки 112
Раструбные соединения 54 -58, 85
Растяжение сварных соединений одноосное 286
PcdUToii,пасты, особенности сварки 257
Режимы снарки:
газовым теплоносителем 91, 92, 193
излучением 148, 149, 193
контактной тепловой 78, 79, 82, 86
контактно-экструзионной 105, 107
термоконтактпой 217, 218
токами высокой частоты 117, 118, 232, 233,
ч 241, 268
Утреннем 141 142
ультразвуковой 136, 225, 226, 233—236, 282
химической 237- 280
экструдируемой присадкой 98, 193
экструзионной 103, 104
Редины 261 -274
Редка листовых элементов 110
Реи11боп(ге соединение 283
Релакеанионные процессы 62
Реологическая концепция К- И. Зайцева 8—14
Pci у: огра мми 8, 74
Сажа, влияние на свариваемость 15, 16
('.виркпиемость пластмасс 14, 129, 130, 217, 228
('.нарка в поле высокой частоты 112—114
газовым теплоносителем 87—97, 192, 193
двусторонним контактным нагревом 200
диффузном но-реологическая 251
излучением 143, 193
контактная тепловая 68- 82
контактно-экструзионная 11
методом литья код давлением 101
ирессопая ТВЧ 115
рпстворителем 280
роликовая ТВЧ 115
термокоитактная 43—58, 193—196, 212
Трением 138 142
ультра зиукова я 13, 127, 128
химическая 245, 251
экструдируемой присадкой 98, 193
жетрудиониая 99
Снарка полимеров с металлами 281—283
Свойства основных термопластов 20—27
сварных соединений 95
< жлгчшшше механическим способом 237
(.оглаеуинцне устройства 173
{з in печи ни радиация, влияние на свариваемость
16
Способы свирки термопластов 67, 68
Старение резин 273
Сшитые тсрмонлнсты 257 261
Температура испытаний, влияние на прочность
213
— потери прочности (ТПП) 11
Тепловые поля 17, 18, 75, 76
— потоки при контактной сварке 72
Теплообразование при УЗ-сварке 227
Теплота, распространение в изделии 17
Теплофизические свойства термопластов 98
Термоконтактная сварка Н —14
Термомеханическая циклограмма контактной
сварки 78, 80
сварки излучением 147
Термообработка резин перед сваркой 272
-Течение расплава при осадке 74
Ткани:
прорезиненная 267
синтетические 232
Техника безопасности 298— 302
Типы сварных соединений 31 39, 87 , 206
Трансформатор упругих колебаний 117
Трещины 108, 285, 286
Трубопроводы пластмассовые, типы соединений
50—59
Трубосварочные устройства 191
Трубы из пластмасс, сварка 29, 30, 85. 86,
192—201, 204, 206, 209
Угол поглощения энергии в диэлектриках 113
Ударная вязкость сварных соединений 9
Ультразвуковая установка, принципиальная
схема 175
Ультразвуковой дефектоскоп, схема 295
Ультразвуковые сварочные машины 179—185
Установки для сварки труб 157
— — УЗ-сварки 227, 228
— с программным управлением 4
Устройства дли сварки:
вибротрением 187
излучением
Устройства для сварки труб 151
Ультрафиолетовые излучения, влияние на
свариваемость 16
Фенольные реактопласты 278
Форма подготовленных кромок 32—35
Фотоматериалы 231
Фторопласты (фторлоны) 19, 203—210
Фторполимеры, химическая сварка 250
Циклы рабочие при ультразвуковой сварке 137
Штифты фиксирующие при УЗ-сварке 223
ПРЕДМЕТНЫЙ УКАЗАТЕЛЬ
at
Экранирование установок 173 175
Экструдеры 164—166
Эластичные материалы:
армированные 118
многослойные 200—203
Электробезопасность 298—300
Электроды для снарки 121 125, 197
Электро нс кроной контроль 295
Электролитный контроль 296
Энергия активации вязкого течения 9, 15
Эпоксидные реактопласты 278
Эталоны чувствительности для рентгенод!
фектоскопии 294
01 ЛАМ Т.Н И11
11редпсловие.........................
Глава I. Сварка пластмасс. Основные по-
нятия ...............................
I.J. Сущность процесса сварки;
механизм образования свар-
ных соединений; основные
стадии процесса . . . .
1.2. Влияние реологических
свойств расплавов па сва-
риваемость термопластов.
Классификация термоплас-
та в по их св а ривае м ост и
1.3. Общие представления о теп-
ловых процессах при сварке
пластмасс ...................
1.4. Материалы .для изготовле-
ния сварных конструкций
Глава 2. Сварные соединения и швы
2.1. Типы швов и сварных соеди-
нений; конструктивные эле-
менты; условные изображе-
ния и обозначения
2.2. Сварочные деформации и
напряжения ..................
2.3. Основы расчета спарных
соединений на прочности
2.4. Методы повышения проч-
ности сварных соединений
Глава 3. Способы сварки термопластов
3.1. Контактная тепловая сварка
Контактная сварка оплав-
лением ......................
Контактная сварка проплав-
лением ..................
Прочность сварных соедине-
mill......................
Сварка труб
3.2. Сварка газовым теплоноси-
телем
3.3. Снарка экструдируемой при-
садкой (расплавом) . .
3.4. Снарка в электрическом по-
ле высокой частоты
З.Г> . Ультразвуковая сварка
пластмасс ...................
3.6. Сварка пластмасс трением
3.7. Свирка излучением
3
5
5
9
16
18
31
31
43
64
65
67
68
69
79
83
85
87
98
112
Глава 4 Сварочное оборудование
4.1. Оборудование для контакт-
ной тепловой сварки
4.2. Оборудование для сварки
газовым теплоносителем .
4.3. Оборудование для сварки
экструдируемой присадкой
4.4. Оборудование для высоко-
частотной сварки
4.5. Оборудование для ультра
звуковой сварки пластмасс
4.6. Оборудование для сварки
трением
4.7. Устройства для сварки излу-
чением ......................
Глава 5. Технология сварки различных
полимерных материалов и конструкций
5.1. Полиолефины.............
5.2. Фторопласты . . . .
5.3. Полистирол я сополимеры
стирола ................
5.4. Ориентированные полимер-
ные плшгкп...................
5.5 Синтетические ткани
Глава 6. Химическая сварка полимерных
материалов .........................
6.1. Термопласты ............
6.2. Линейные !ю,.1ициюищ|=ские.
полимеры ..................
6.3 Сшитые термопласты
60. Резины ................
6.5. Отвержденные реактоплас-
ты ..........................
6.6. Сварка растворителем
Глава 7. Технология сварки термоплас-
тических полимерных материалов с ме-
таллами ............................
Глава 8. Качество сварных соединений
8.1. Дефекты сварных соедине-
ний .........................
8.2. Контроль разрушением
8.3. Неразрушаюшие методы
контроля . . .
150
150
159
164
167
175
185
187
192
192
203
221
227
232
237
238
251
257
261
274
280
281
284
285
286
289
? Глава 9. Техника безопасности ... 298
138 Список литературы . ................... 304
143 Предметный указатель .... 307
СПРАВОЧНОЕ ИЗДАНИЕ
СВАРКА ПОЛИМЕРНЫХ МАТЕРИАЛОВ
Конкордий Иванович Зайцев, Любовь Нахмановна Мацюк,
Алексей Владимирович Богдашевскнй и др.
Редактор 7. £ Черешнева
Художественный редактор -4. С. Вершинкин
Переплет художника Ю. И. Смурыгина.
Технический редактор И. В. Малыгина
Корректоры 7’ /?. Багдасарян, А. Д, Сизова
И Б Х> 5934
Сдано в набор 26.08.87. Подписано в печать 26.05.88, Т-07012. Формат 70X Ю01/ц,. Бум гн и пфсм
№ 2. Гарнитура литературная. Печать офсетная. Уел, иеч, л. 25Д55. Уел. кр.-отт. 25,155. Уч.и;ь'ь л
Тираж 28 700 экз. Заказ 623. Цена I р, 90 к.
Ордена Трудового Красного Знамени издательство *Ма ши и остр огни с
107076, Москпа. Стромынский пер., 4
Московская 'гн по графин ЛЪ 4 Соки ноли графи рома
при Государственном комитете СССР по делам иидателье гн, полиграфии и книжной тор|овли
129041, Мен кип, 11 Переислпвскпи, 46.