















Теги: руководство по эксплуатации металлорежущие станки станки
Год: 1985
Похожие




Текст
и
1
Chlpmaker.ru
Chipmaker.ru
Руководство
по эксплуатации
Часть I
ГФ2171 С5.000.000РЭ
СТАНОК ФРЕЗЕРНЫЙ
КОНСОЛЬНЫЙ
ВЕРТИКАЛЬНЫЙ С УЧПУ
АВТОМАТИЧЕСКОЙ
СМЕНОЙ
ИНСТРУМЕНТА
МОДЕЛЬ ГФ2171
:@®Й®И0000
ЕЕШЭВВИЕЕ
!®®0Е®0Ш0Е
стАнкеммпорт
CCCP-MDCK8A
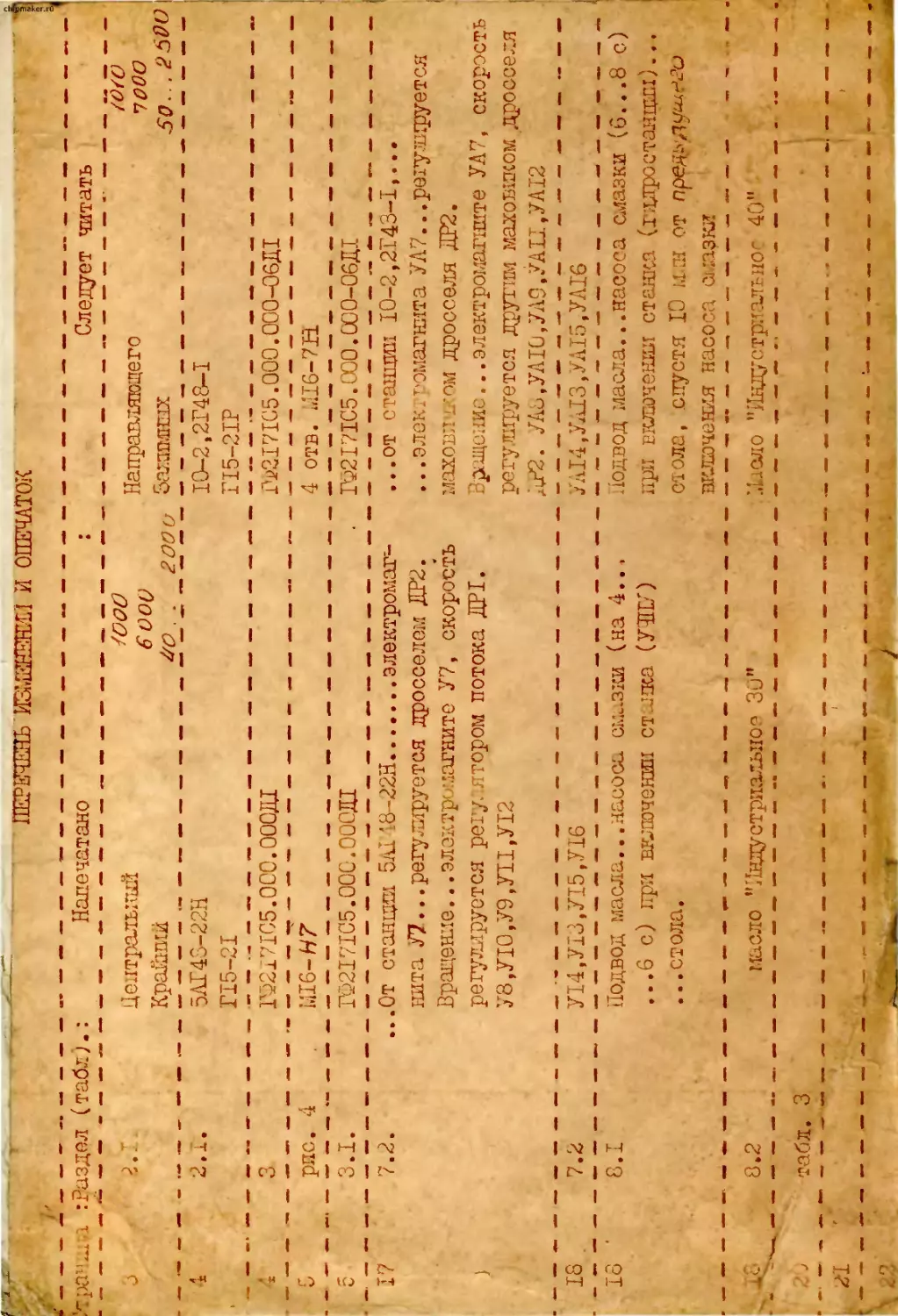
ПЕРЕЧЕНЬ HSiHEHEKEI И ОПЕЧАТОК
4
’трачищ :Раздел (табл;
Напечатано
2.x
Центральный
Крайний
5ЛГ43-22Н
Г15-21
sooo гт
6 00^ Направляющего
2/о . . 200 и Захиплих
10-2.2Г48-1
П5-21Р
Следует читать
чооо
SO. . 25QO
4
£
1^2x7105. 000. 000Д1
Г1?2171С5.000.000-06Д1
рис. 4
1416-(У?
4 отв. 14I6-7H
б 3.1. Г52171С5.00С.000Д1 . К2171С5.000.000-06Д1
17 7.2. ...От станции 5Ах 18-22Н....электромаг- ...от станции 10-2,2143-1,•
нита У2... регулируется дросселем ДР2. ... элок;гомагнита УА7.. .регулируется
Вращение... элоктрс .лагните У7, скорость маховичком дросселя ДР2.
регулируется регулятором потока ДР1. Вр^дцонис... электромагните УА7, скорость
У8,УЮ,У9,У11,У12 регулируется другим маховиком .дросселя
УАЬ,УАЮ,УЛ9.УАП,УА12
18. 7.2 У14,У13,У15,У16 ЖцТухйЗ.УАРоТУАХб '
16 ' 8.1
Подвод масла...насоса смазки (на 4..>
...6 с) при включении станка (УЗЛУ)
...стола.
Подвод масла...насоса смазки (6...8 с)
при включении станка (гидростанции)...
стола, спустя 10 мпх от
включения насоса смазки
масло ’'Индустригальное 30”
Упало "йцд^стрнальнос 40"
абд. 3
21
D
chipmaker.ru
5
2, ОСНОВНЫЕ ТЕХНИЧЕСКИЕ ДАННЫЕ И ХАРАШРИСТИКА.
2.1. Основные параметры и размеры.
* - Таблица I
Наименование параметров : Дачные
Л* -И* —• Л—
I. Размеры рабочей поверхности стола по ГОСТ 165^-81, мм | **
ширина 400 . -
длинаR 1600
количество Т-образных пазов
2. Ширина Т-образных пазов по ГОСТ 1574-75, мм
центральный I8H8
крайний I8HI2
3. Расстояние между пазами, мм 100
4. Наибольшее перемещение стола, мм, не менее
продольное (координата X) 1000
поперечное (координата У) 400
вертикальное (установочное) 250
5. Наибольшее .перемещение ползуна, мм, не менее
(координата %) ~ <?• 260
6.' Предел подач стола, ползуна, мм/мин 3...6000
7. Скорость быстрого перемещения стола по координатам
X, У и ползуна по координате Z, мм/мин ' 6000
8. Конец шпинделя с конусностью 7:24 по Г0СТ24644-81 50
9. Количество частот вращения шпинделя 18
10. Пределы частоты вращения шпинделя, об/мин 40...2000
II. Коэффициент ряда выходных частот вращения
шпинделя 1,26
12. Наибольший крутящий момент на шпинделе, кНм 0,615
-"13. Допустимое усилие подачи, Н
координата Х,У 15690
.координата Z - 9806
Т4. Расстояние от торца шпинделя до рабочей поверх-
ности стола, мм -
наименьшее 250
наибольшее • . 500 -
15. Рао< гояние от оси шпинделя до вертикальных -
.. направляющих станины, мм - 500
16. Предельный размер устанавливаемой заготовки. *
высота,- мм 380 г
•
chipmaker.ru
Chipmaker.ru
6
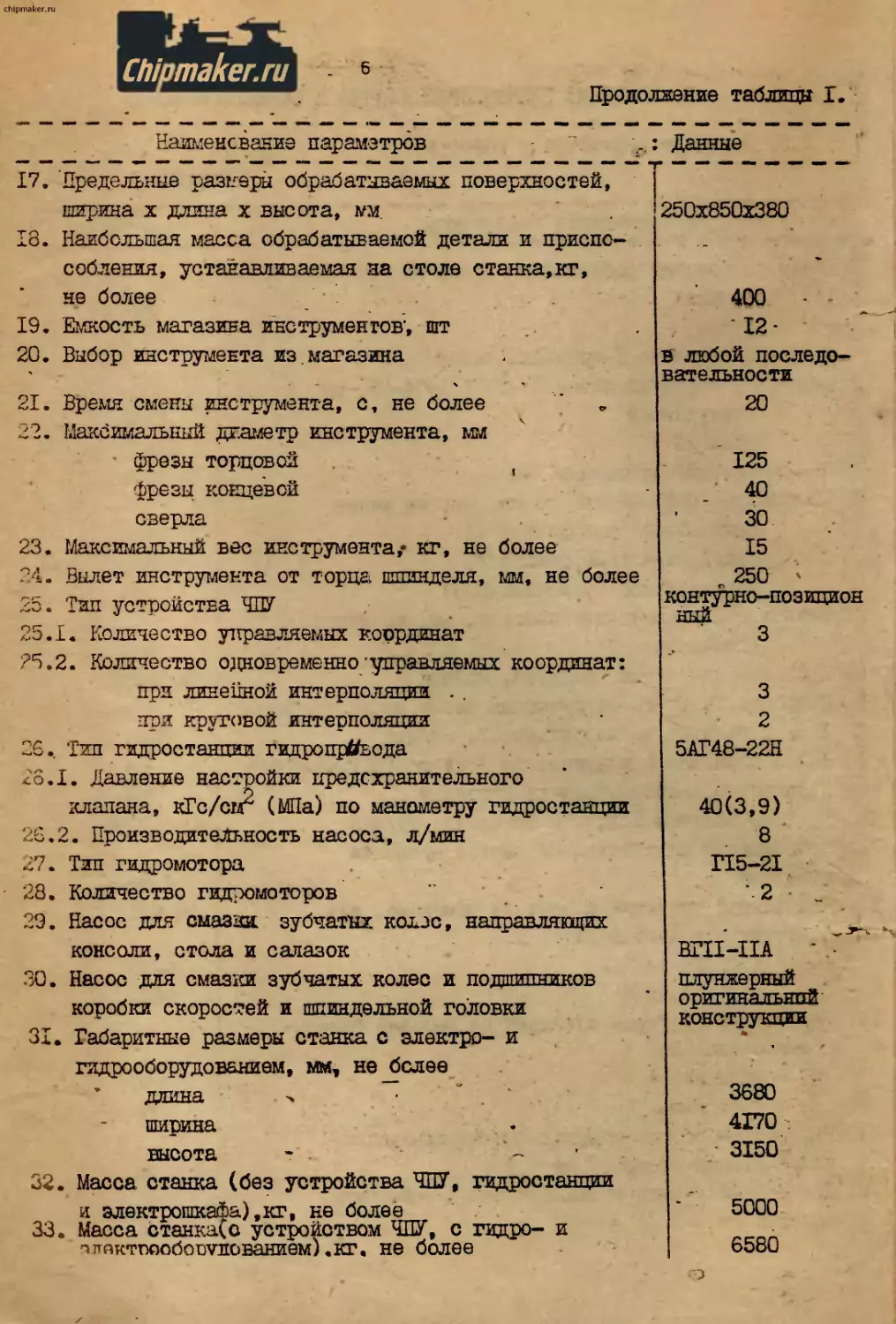
Продолжение таблица I.
Наименование параметров " : Данные
— — — — — — — —• — — — — — —
17, Предельные размеры обрабатываемых поверхностей, 250x850x380
ширина х длина х высота, мм.
18. Наибольшая масса обрабатываемой детали и приспо- .
собления, устанавливаемая на столе станка,кг,
не более 400
19. Емкость магазина инструментов', шт 12-
20. Выбор инструмента из.магазина в любой последо-
вательности
21. Время смены инструмента, с, не более 20
22. Максимальный диаметр инструмента, мм
фрезы торцовой 125
фрезы концевой 40
сверла 30
23. Максимальный вес инструмента,* кг, не оолее 15
£4. Вылет инструмента от торца шпинделя, мм, не более „ 250 '
25. Тип устройства ЧПУ контурно-позицион
25.1. Количество управляемых координат 3
25.2. Количество одновременно ’ управляемых координат: -
при линейной интерполяции 3
при круговой интерполяции 2
26. Тин гидростанции гидро привода 5АГ48-22Н
28.1. давление настройки предохранительного
«ладана, кГс/см? (МПа) по манометру гидростанции 40(3,9)
26.2. Производительность насоса, л/мин 8
П5-21.
• 2 ~
27. Тип гидромотора
28. Количество гидромоторов
29. Насос для смазка зубчатых колес, направляющих
консоли, стола и салазок
30. Насос для смазки зубчатых колес и подшипников
коробки скоростей и шпиндельной головки
31. Габаритные размеры станка с электро- и
глдрообооудованием, мм, не белее
длина
шишна
высота * ’ ~ ’
32. Масса станка (без устройства ЧПУ, гидростанции
и электрошкафа),кг, не более
33. Масса стануа(о устройством ЧПУ, с гидро- и
ппектоообосчлованием).кг. не более
BTII-IIA
конструкции
3680
4170 :
3150
5000
6580
chipmaker.ru
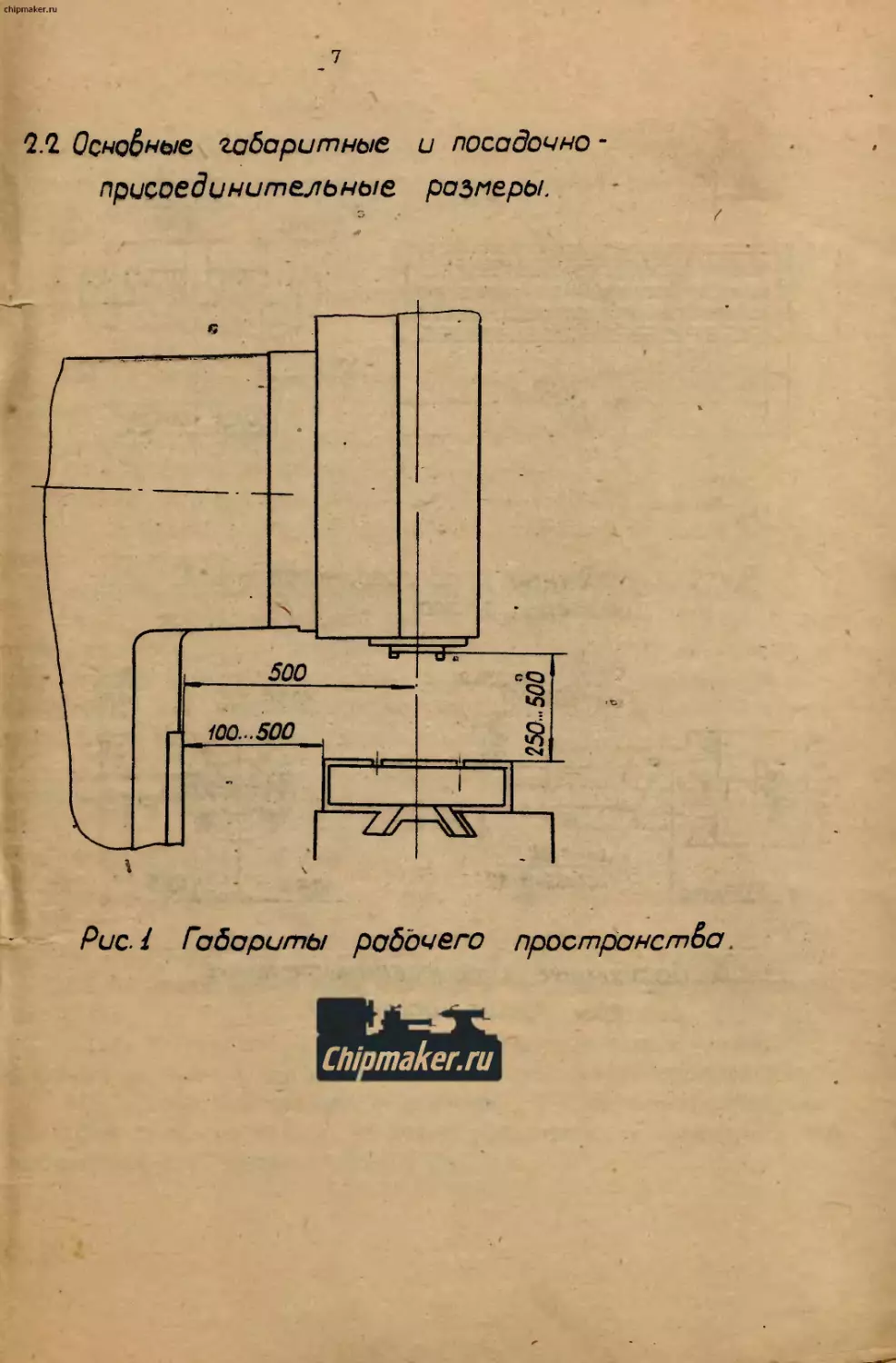
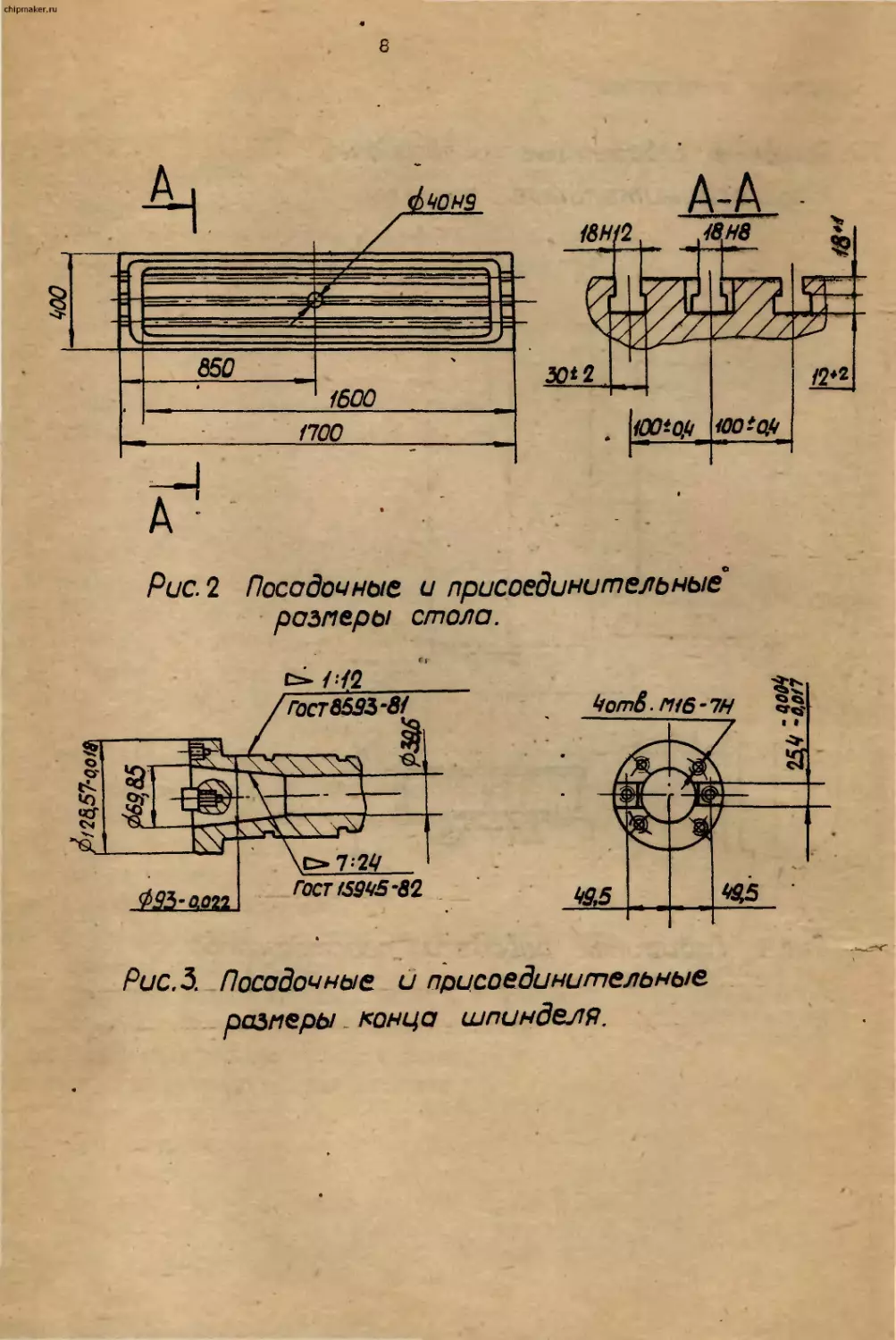
2.2 Основные габаритные и посадочно -
присоединительные раьнеры.
Puc i Габариты рабочего пространства.
Chipmaker.ru
chipmaker.ru
8
Рис. 2 Посадочные и присоединительные
размеры стола.
Рис. 5. Посадочные й присоединительные
размеры _ конца шпинделя.
о
3. ИЭШЛЕКТНОСТЬ.
Комплект запасных частей, принадлежностей, режущего и вспомога-
тельного инструмента приведен в ведомости ’’Комплект поставки”
№17105.000.000 - Д1 (см. приложение). ____
Chipmaker.ru
с
4.1. Общие указания.
4.1.1. Значения климатических факторов при эксплуатации должны
отвечать ГОСТ 15150-69, т.е:
а) температура окружающего воздуха - +25±10?С,
б) относительная влажность воздуха - 45-80%;
в) атмосферное давление 84,0 - 106,7 кПа (630-800 мм.рт.ст.);
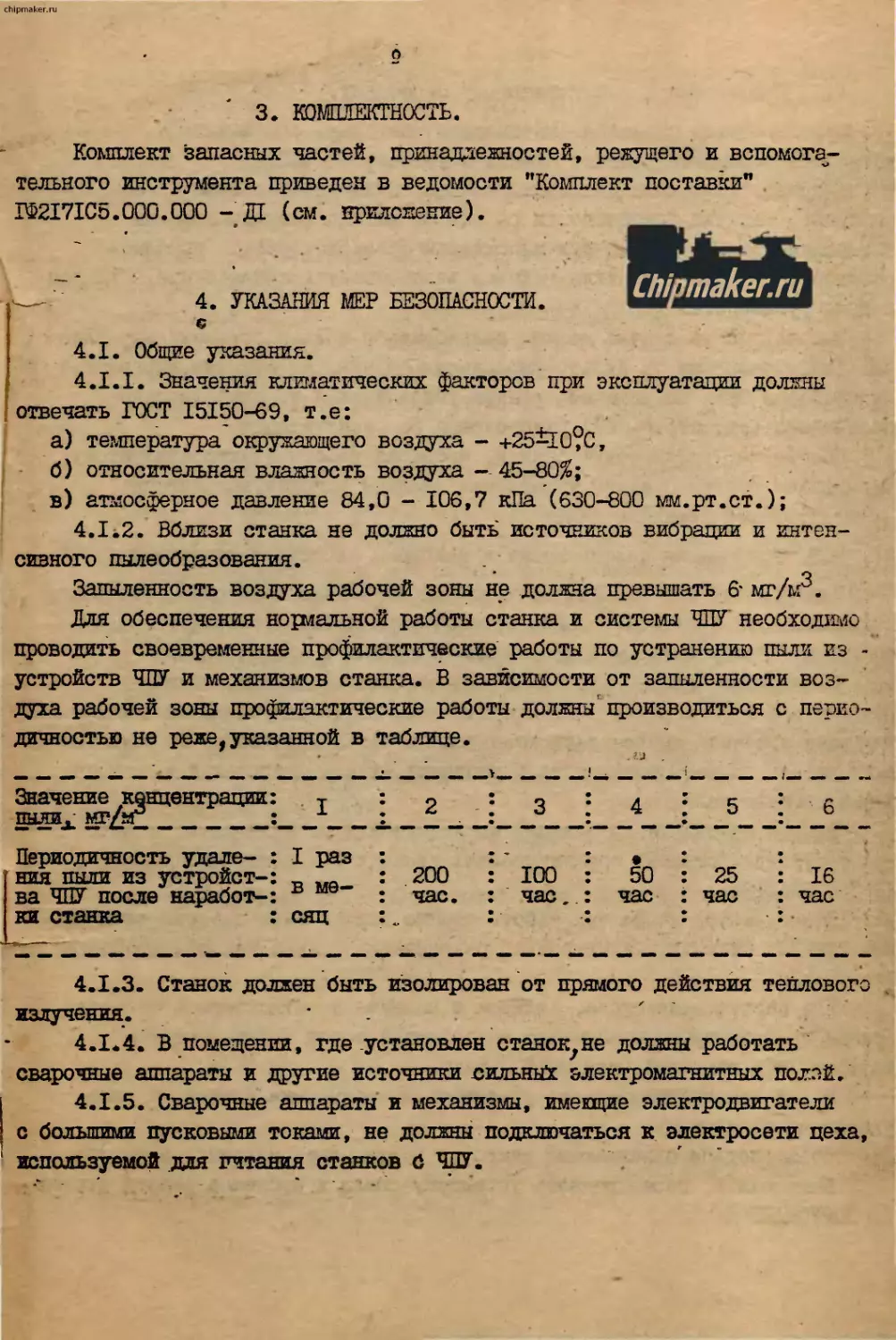
4.1.2. Вблизи станка не должно быть источников вибрации и интен-
сивного пылеобразования.
Запыленность воздуха рабочей зоны не должна превышать & мг/м3.
Для обеспечения нормальной работы станка и системы ЧПУ необходимо
проводить своевременные профилактические работы по устранению пыли из -
устройств ЧПУ и механизмов станка. В зависимости от запыленности воз-
духа рабочей зоны профилактические работы должны производиться с перио-
дичностью не реже,указанной в таблице.
• . ?. J ,
______________________________J_________>_______________f_______________
Значение концентрации: пыли мг/йг : I : 2 • : з • : 4 : 5 • . 6
Периодичность удале- : I раз * ’ • ♦
ния пыли из устройст-: ва ЧПУ после ааработ-: в ме- : 200 : час. : 100 : час : 50 .: час : 25 : час : 16 : час
ни станка : сяц • ~ • * ; •
4.1.3. Станок должен быть изолирован от прямого действия теплового
излучения.
4.1*4. В помещении, где установлен станок,не должны работать
сварочные аппараты и другие источники сильных электромагнитных полой.
4.1.5. Сварочные аппараты и механизмы, имеющие электродвигатели
с большими пусковыми токами, не должны подключаться к электросети цеха,
используемой для питания станков б ЧПУ.
chipmaker.ru
Chipmaker.ru
4.2., Требования к обслуживающему персоналу. —
Перед работой на станке необходимо тщательно ознакомиться с
руководством по эксшгуатгщки станка и устройства ЧПУ.
К работе на станке допускаются лица, знакомые с общими требование
я.1и правил техники безопасности работы на металлорежущих станках, -
требованиями безопасности при выполнении фрезерных работ, изучившие
особенности станка и правила техники безопасности, приведенные в данном
разделе руководств. . .
Работающий на станке должен пользоваться только органами управле-
ния, расположенными на пульте управления станка, на станции управления
и устройстве ЧПУ,. Назначение органов управления и -их символическое
обозначение (см. стр,/&../5) руководства по эксплуатации.
Настройка, регулировка станка, проверка работы электроаппаратов,
находящихся внутри станции управления, должны выполняться лицами
соответствующей квалификации. -
4.3. 'Требования безопасности к основным элементам конструкции.
Для обеспечения безопасности работы на станке необходимо убедиться
в правильности функционирования органов управления и работы защитных
устройств, предусмотренных конструкцией станка и системой ЧПУ.
Перемещения стола, салазок и шпиндельной гэловки на величину
паспортного хода сдоанихиваются кулачками, воздействующими на соответ-
ствующие конечные выключатели командоаппаратов. При наезде на конечный-,
выключатель должно происходить торможение электродвигателей и останов
перемещающего узла.
Работа на станке со снятыми ограничительными кулачками, а также
при отсутствии винтов / ограничивающих кулачки в крайних положениях .
НЕ ДОПУСКАЕТСЯ. - * /
Двери электрошкафа при работе станка должны быть заперты специаль-
ным ключом. Открывать электрошкаф разрешается только квалифицированным 7
электрикам. ~ .
Для перемещения стола, салазок и ползуна на отключенном от сети
станке предусмотрены выведенные на передний.торец ходовых винтов
квадраты под торцовый (или иной ) ключ.
Перед выключением станка убедитесь в отсутствии ключей на выше-
указанных квадратах.
Сопла подачи охлаждающий жидкости должны быть .надежно закреплены. ;
Поправлять, перестраивать установку сопла в процессе работы станка
НЕ ДОПУСКАЕТСЯ. '
chipmaker.ru
С J С.)
11
Зажим инструмента в’шпинделе станка осуществляется гидромехани-
ческим устройством, обеспечивающим надежное закрепление, иоадючаэдпм
возможность самопроизвольного ослабления инструмента во время работы
и при падении давления в гидросистеме. Порядок закрепления. 2 открекле»
ния иснтрумента в шпинделе см. раздел 6 "Устройство и работа станка и-
его составных частей".
В станке предусмотрено защитное ограждение, установленное на ст
станка,' ограждающее зону обработки и защищающее работающего на стаях
*^от разлетающейся стружки и смазочно-охлаададщей жадности.
Работать на станке без ограждения не рекомендуется.
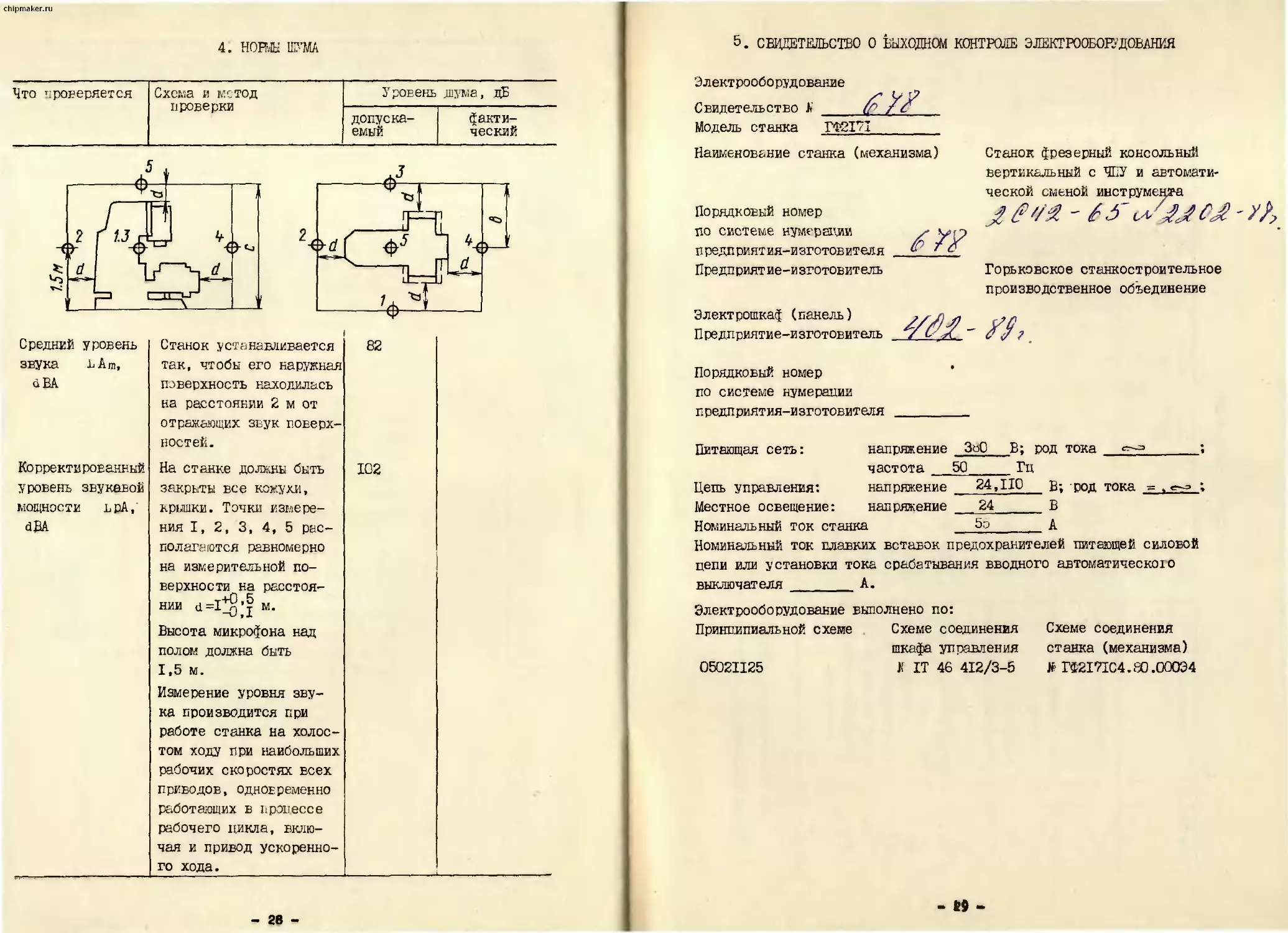
Уровень звука на рабочем месте оператора не должен превышать
82 дБА. Корректированный уровень звуковой мощности не должен превышать
102 дБА. /
4.4. Средства защиты, входящие в конструкцию станка.
При работе станка в автоматическом режиме обеспечивается отклю-
чение органов управления станком, расположенном на "пульте управления.
В станке предусмотрено динамическое торможение шпинделя, обеспе-
чивающее торможение шпинделя после его отключения. Время тормошения
при всех частотах вращения не превышает 6 с.
На пульте станка и устройстве чПУ расположены кнопки "Стоп"
(аварийные) с грибовидным толкателем увеличенного, размера красного
цвета. ’ ...
Защита электродвигателей приводов, трансформаторов и цепей управ-
ления от токов коротких замыканий в станке осуществляется с помощью
автоматических выключателей.
Защита электродвигателей от длительных перегрузок осуществляется
тепловыми.реле. .
Включение шпинделя возможно только при зажатом инструменте.
chipmaker.ru
►
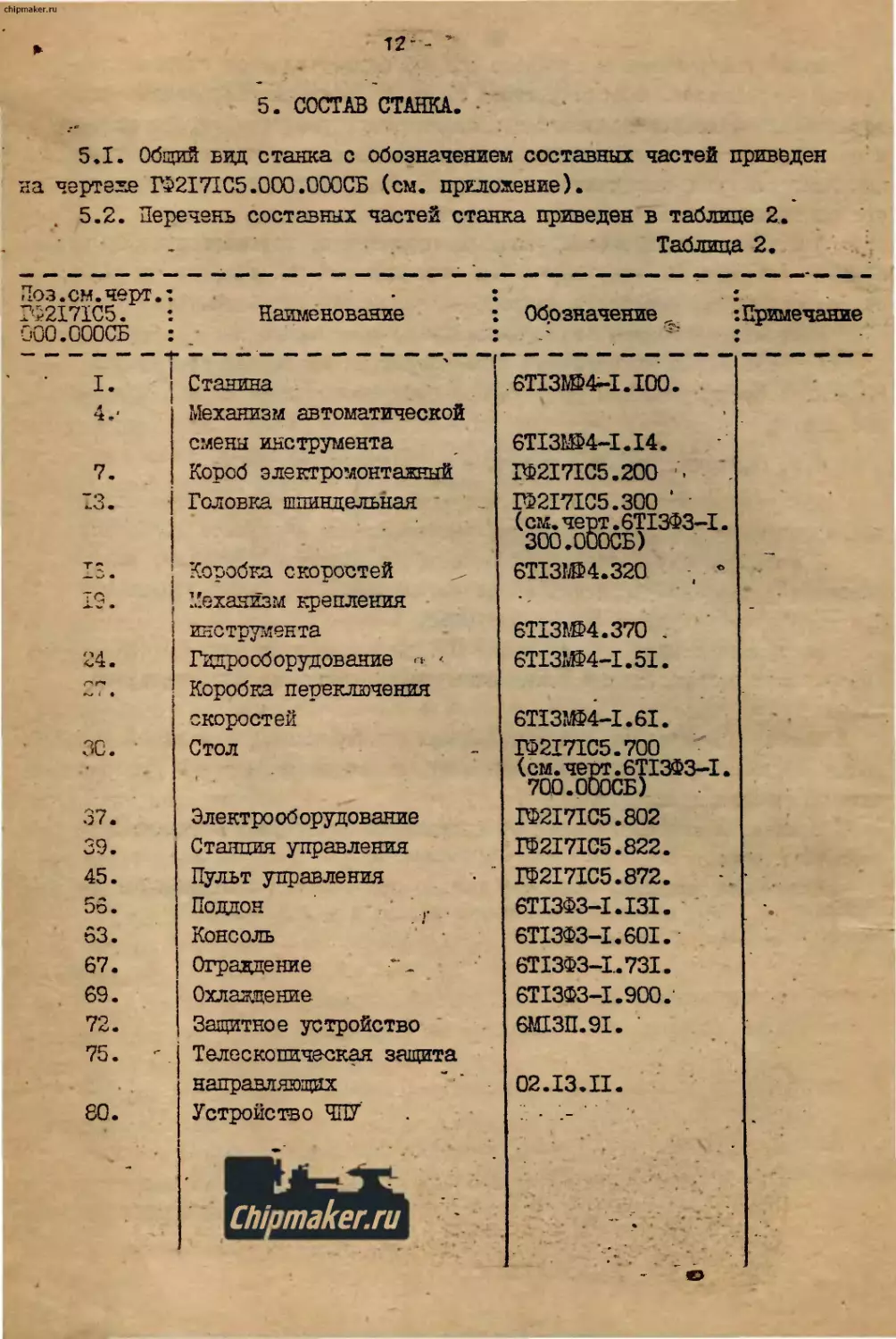
5. СОСТАВ СТАНКА.
5.1. Общий вид станка с обозначением составных частей приведен
на чертеже Г32171С5.000.000СБ (см. приложение).
5.2. Перечень составных частей станка приведен в таблице 2.
Таблица 2.
-оз.см.черт.:
ГФ2171С5.
СЮО.ОООСБ :
Наименование
Обозначение ’.Примечание
Станина
Механизм автоматической
смены инструмента
Короб электромонтажный
Головка шпиндельная
Коробка скоростей
Механизм крепления
инструмента
Гидрооборудование «•. <
Коробка переключения
скоростей
Стол
39.
45.
56.
63.
67.
69.
72.
75.
80.
Электрооборудование
Станция управления
Пульт управления
Поддон f
Консоль
Ограждение
Охлаждение
Защитное устройство
Телескопическая защита
направляющих
Устройство ЧПУ
6Т13ШМ.100.
6TI3B@4-I.I4.
1Ф2171С5.200
1Ф2171С5.300 ‘
(см. черт. 6Т13ФЗ-1.
300.000СБ)
6TI3IS4.320 , *
6ТГЗШ4.370 .
6TI3J@4-I.5I.
6TI3J@4-I.6I.
Г52171С5.700
(см. черт. 6Т13ФЗ-1.
700.000СБ)
1Ф2171С5.802
1Ф2171С5.822.
1Ф2171С5.872.
6Т13ФЗ-1.131.
6ТХЗФЗ-1.601.
6Т13ФЗ-1.731.
6Т13ФЗ-1.900.
6М13П.91. ’
02.13.II.
Chipmaker.ru
hipmaker.ru
chi maker.ru
chipmaker.ru
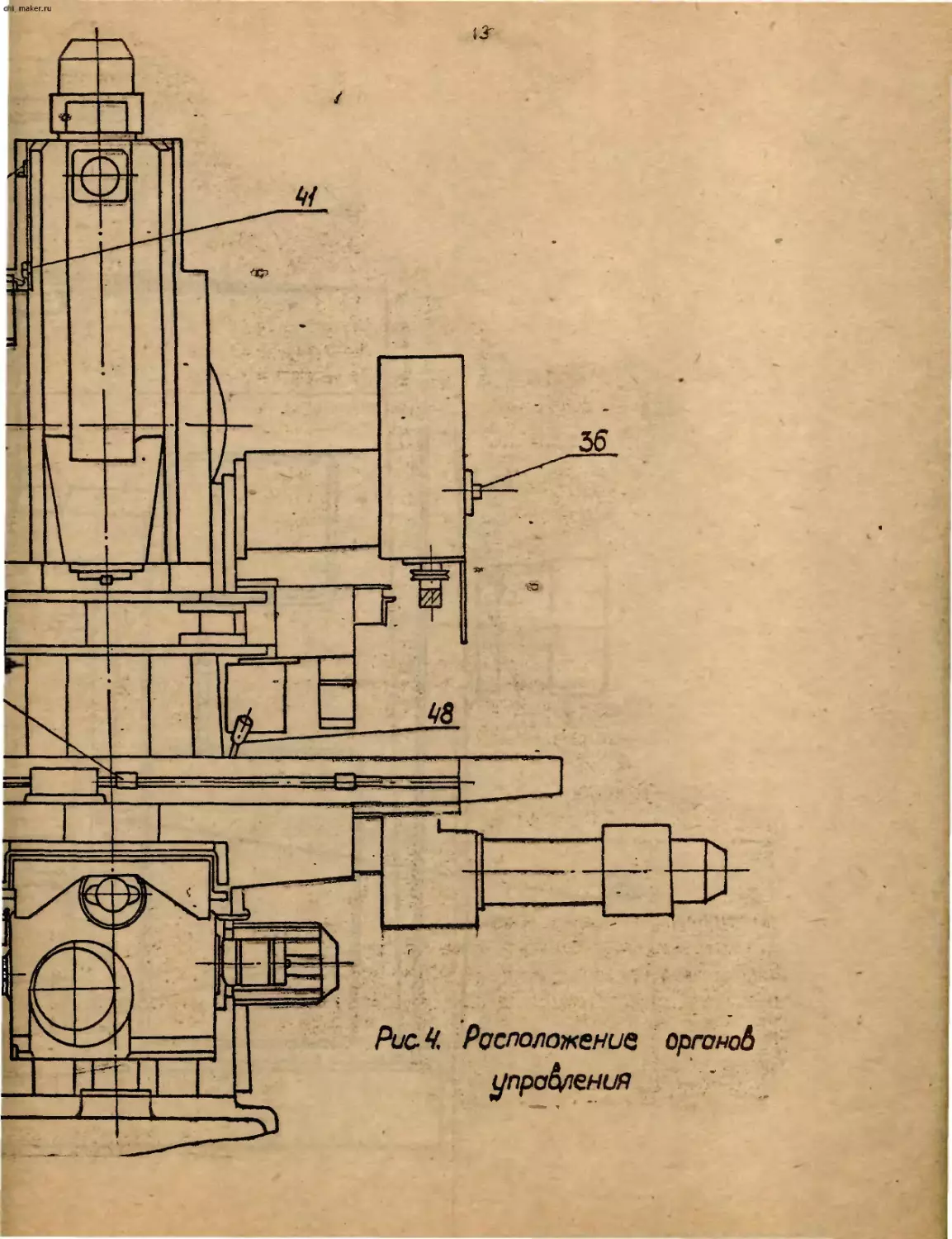
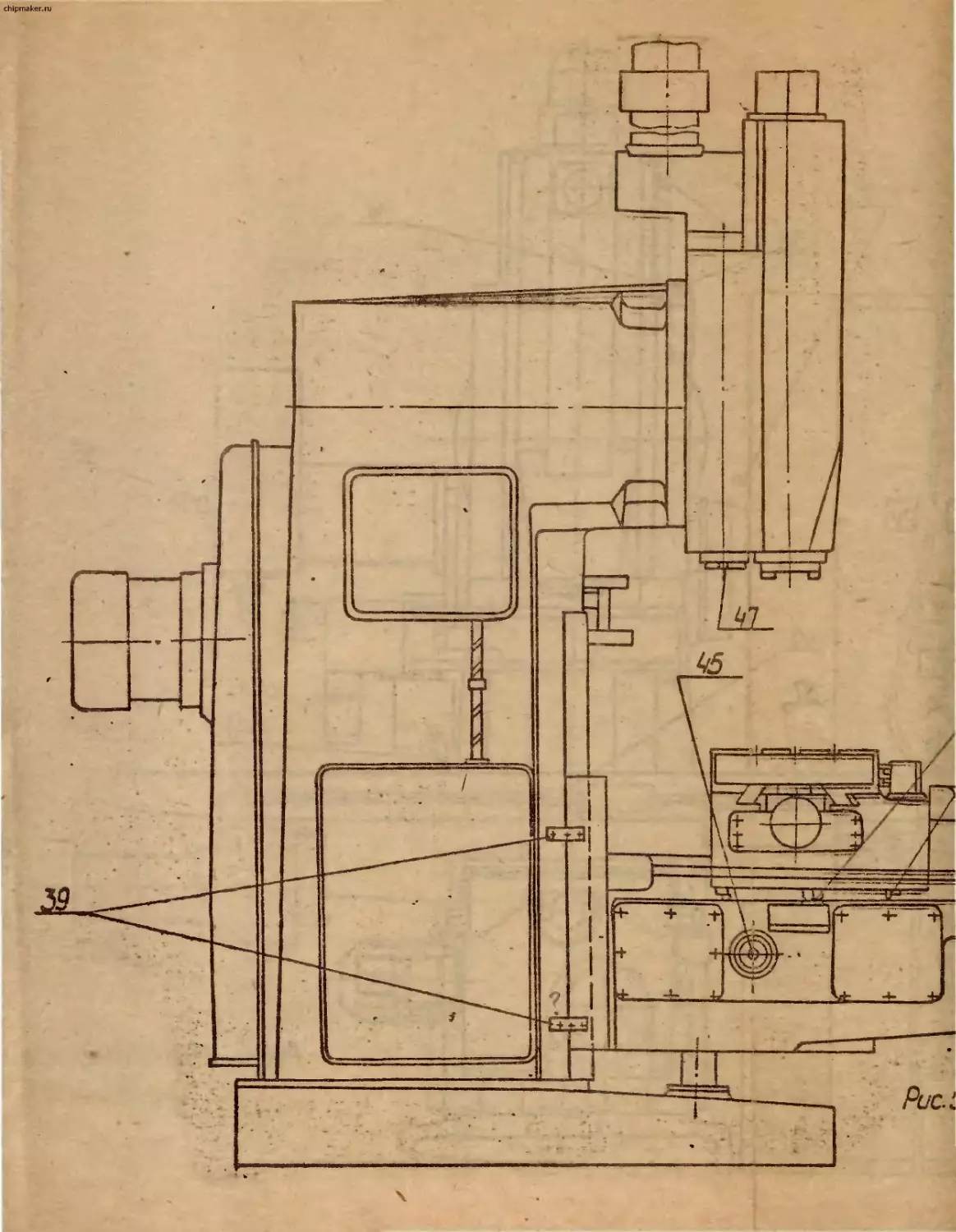
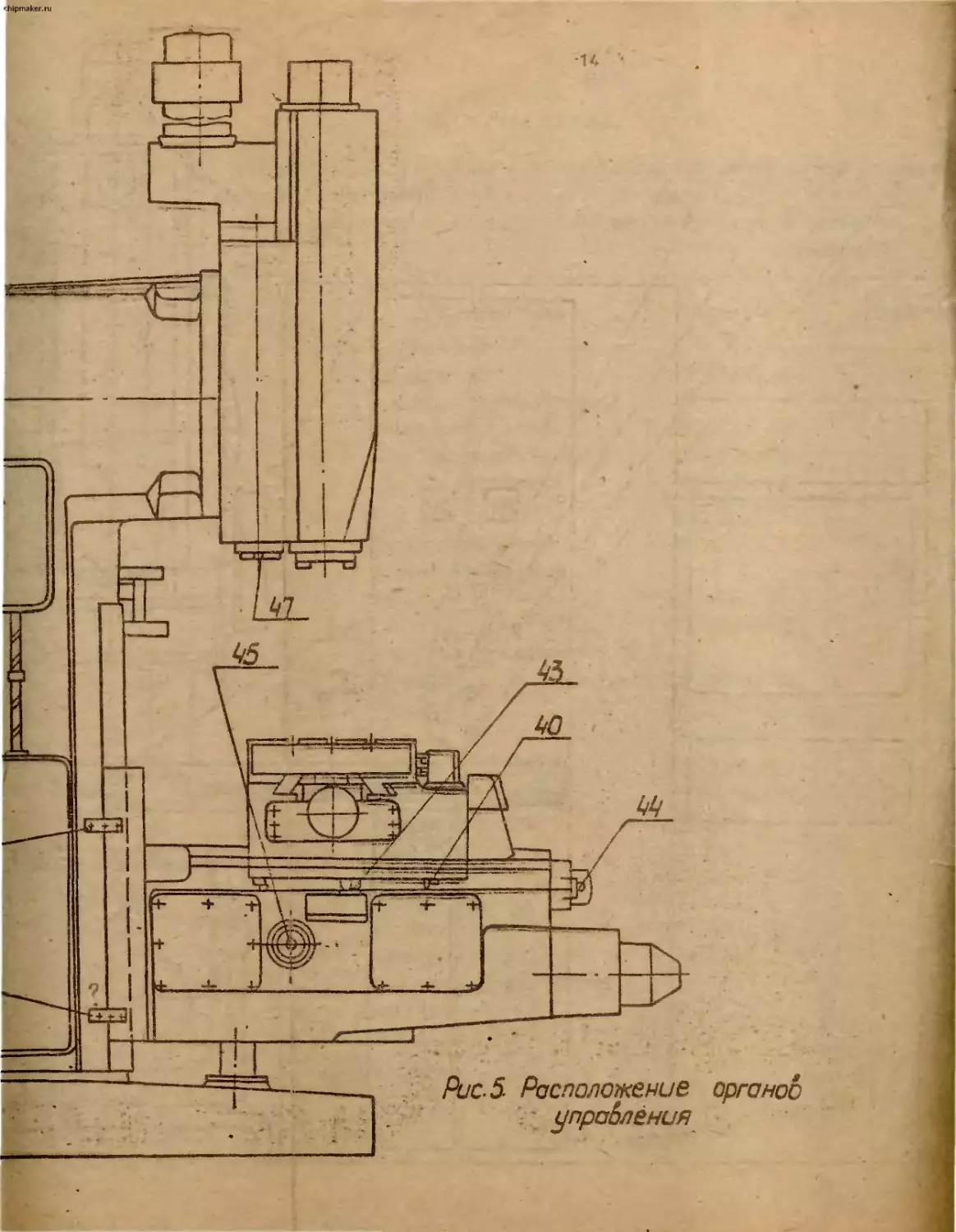
Рис- 5. Расположение органов
управления
chipmaker.ru
15
7
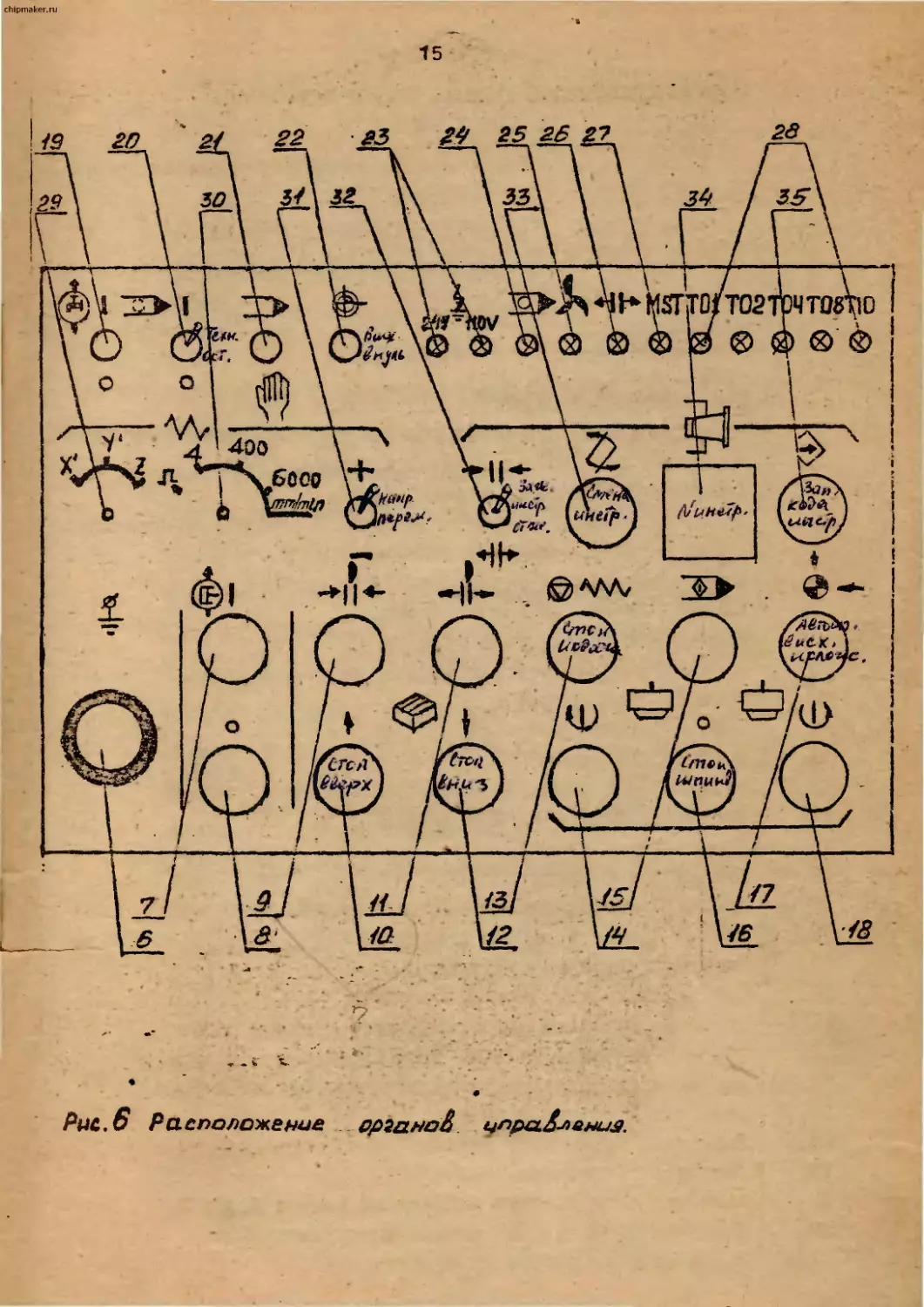
Put .6 Расположение орлано£ 1ппа.£лени^1.
chipmaker.ru
1S
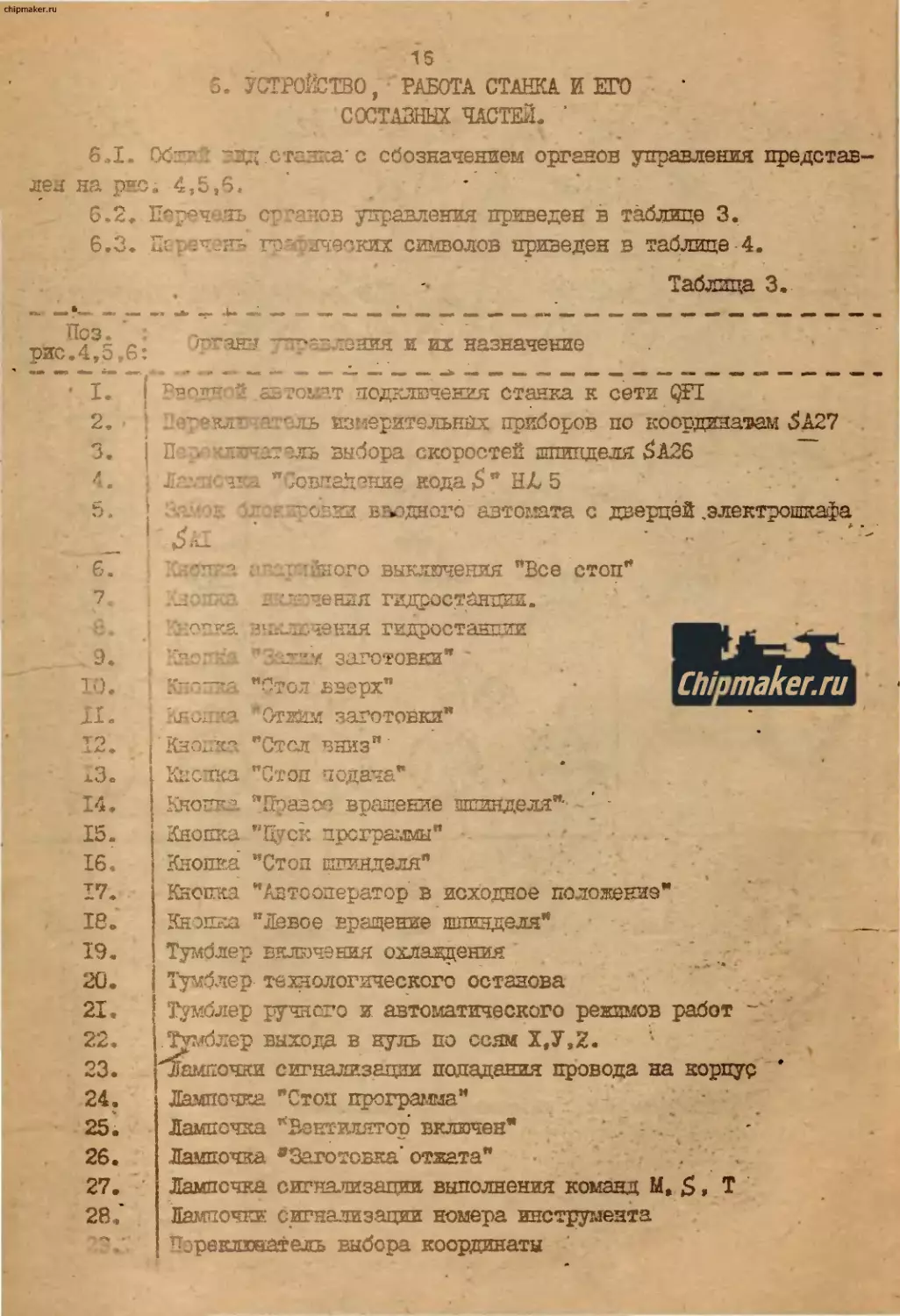
8. УСТРОЙСТВО, РАБОТА СТлНКА И ЕГО
СОСТАВШД. ЧАСТЕЙ. ’
6.1- Общи зад станка'с обозначением органов управления представ,
лея на ряс; 4,5,6.
6.2. Перечень органов управления приведен в таблице 3.
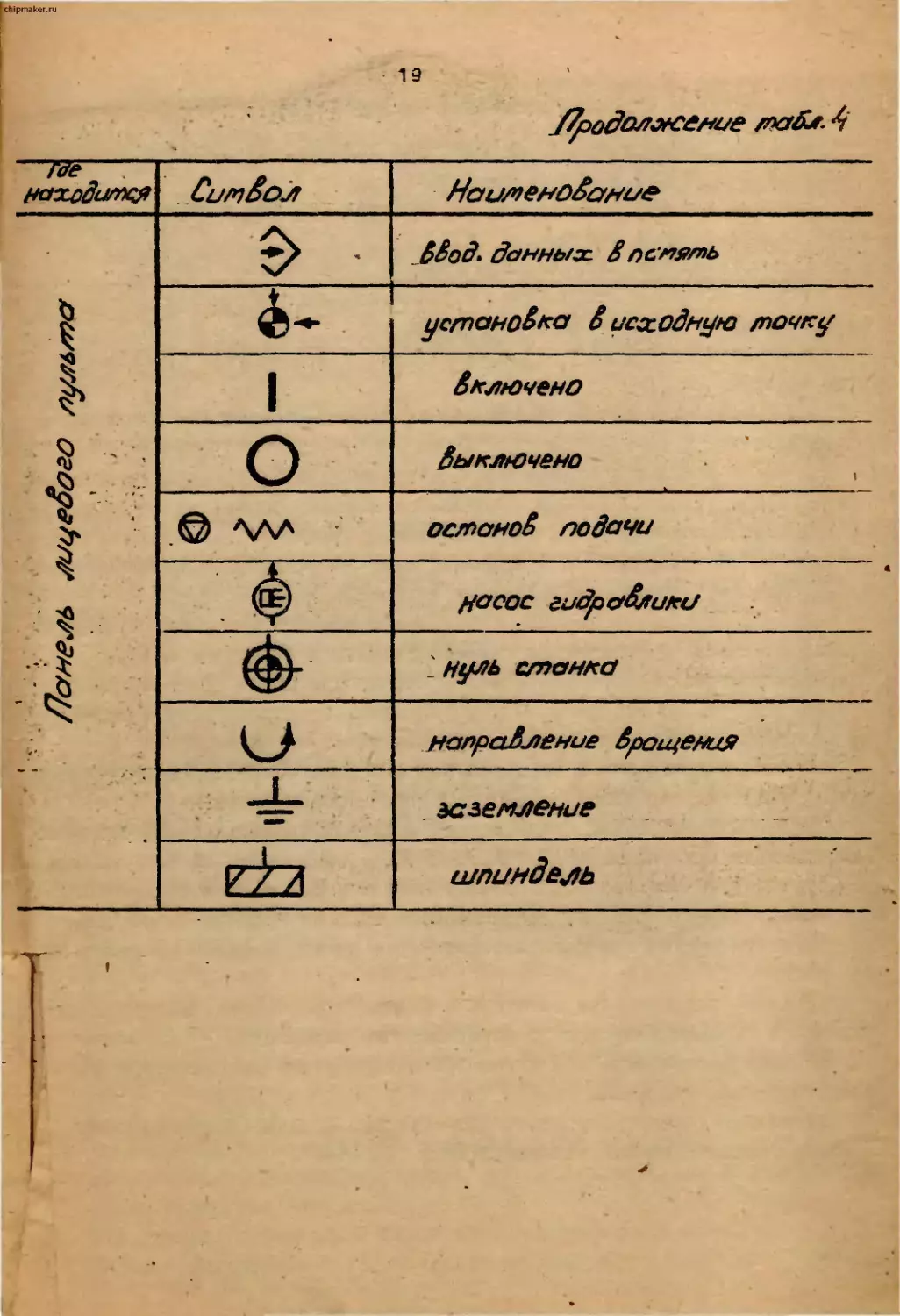
6.3. Ион зчвнь г" иче^пих символов приведен в таблице 4.
Таблица 3.
• *
%*•*- "*» «ЮТ ЮТЖ 1"Я» ЮТ* *•*» ЮТ» ЮТ* W ЮТ» ЮТО W* ЮТ» ЮТ» «ЮТ «ЮТ «ЮТ МЮТ ЮТ*. ЮТ» ЮТ» ЮТШ ЮТ» «ЮТ «ЮТ «ЮТ МЮТ «ют *ют «ют *
Л35 6 • 7 зганн ?s ‘ ’-иия и их назначение
• I. | Вводной авто: ат подключенаft станка к сети TJ
2, ф клт - • ль измерительных приборов по координатам 6А27
3. j D' . стачатадь забора скоростей шпинделя 3126
4. ; 1'.'. п 1 " ов^аД^чие кода $ ” НА 5
5. { - щсвии вводного автомата с дверцей .элек^шкафа
1
6. ГДопга ново выключения "Все стоп**
7,
8.
, 9.
10.
Л.
то
13.
14.
15.
16.
17.
18,
19.
20.
21.
22-
23.
24.
26.
27.
28*
„ вхиэчения гдпростйяццц.
1... .
Ksomsa
Ино! гка
Клетка
Ютопк ~
Кнопка
Кнопка
Кнопка
Кнопка
внклз юная гидростанции
заготовки”
”Птол вверх"
"Отяйм раготовки"
"Стел вниз"'
Chiamaker.ru
"Стоп подача"
"Поазое вращение чпиаделя’’- ’
"Цуск программы" - .
"Стол шпинделя"
"Хзтооператор' в исходное положение"
"Левое вращение шпинделя"
Тчмблер вкжзчония охлаждения
Тумблер технологического останова
Х’умблер ручного и автоматичозкего режимов работ
Т^лблср выхода в нуль по осям Х,У,2.
дшлпочки сигнализации попадания провода на корпус *
Лампочка "Стоп прогрота"
Лампочка "Вентилятор включен"
Лажочка ^Заготовка' отжата"
Лампочка сигналпз^ дни выполнения команд М, S, Т
Ламночга: сигнализации номера ъпстрттлеятз
переключатель выбора координаты
.17
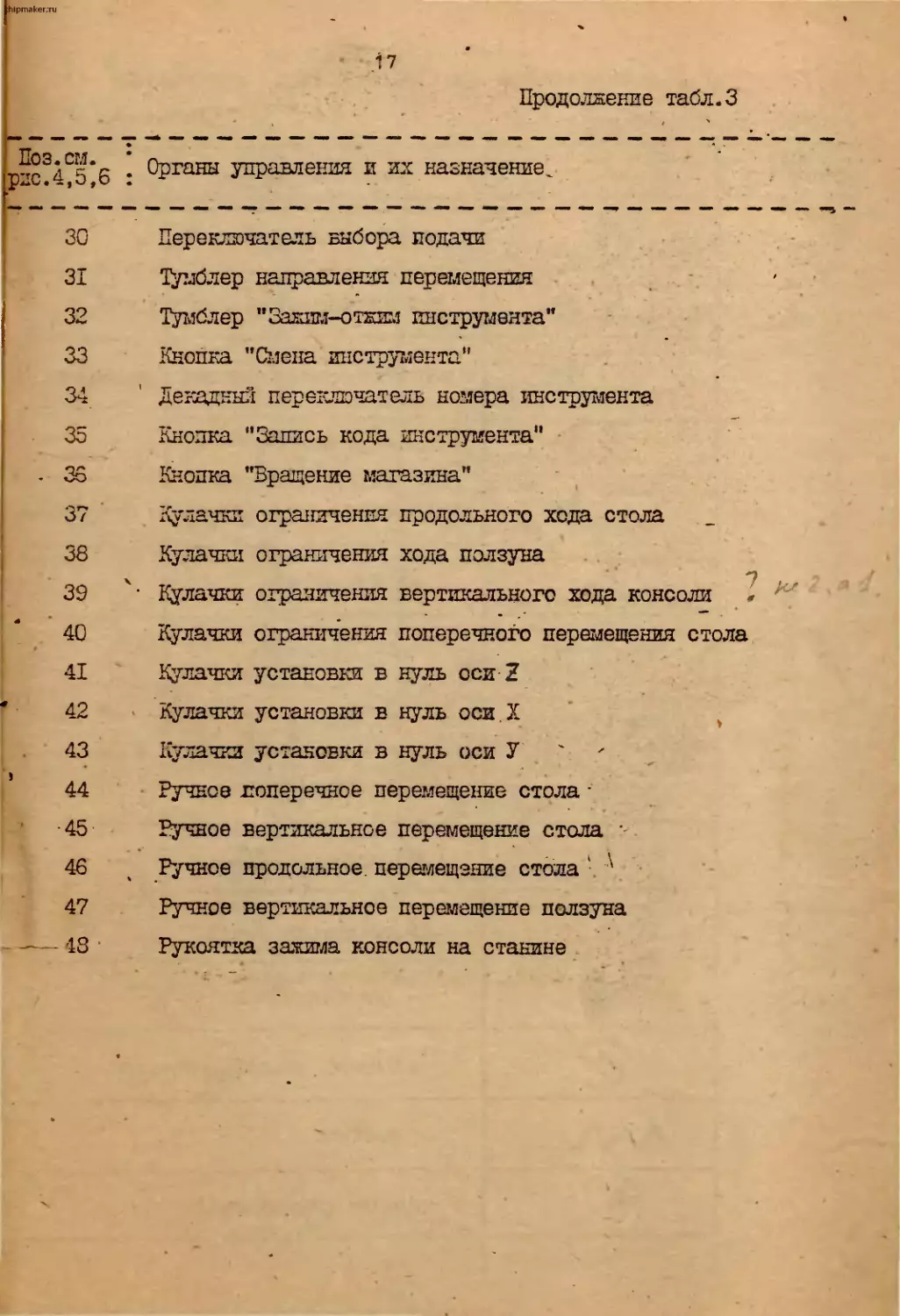
Продолжение табл.З
?°3дСс*к . Органы управления и их назначение^
30 Переключатель выбора подачи
31 Т^умблер направления перемещения
32 Тумблер "Зажим-отжим инструмента”
33 Кнопка "Смена инструмента"
34 ' Декадный переключатель номера инструмента
35 Кнопка "Запись кода инструмента"
. 36 Кнопка "Вращение магазина"
37 Кулачки ограничения продольного хода стола
38 Кулачки ограничения хода ползуна
' ’ <*
39 v- Кулачки ограничения вертикального хода консоли
40 Кулачки ограничения поперечного перемещения стола
41 Кулачки установки в нуль оси-П
42 Кулачки установки в нуль оси.Х
43 Кулачки установки в нуль оси У
44 Ручное поперечное перемещение стола •
•45 Ручное вертикальное перемещение стола
46 ч Ручное продольное перемещение стола
47 Ручное вертикальное перемещение ползуна
— 43 • Рукоятка зажима консоли на станине
chipmaker.ru
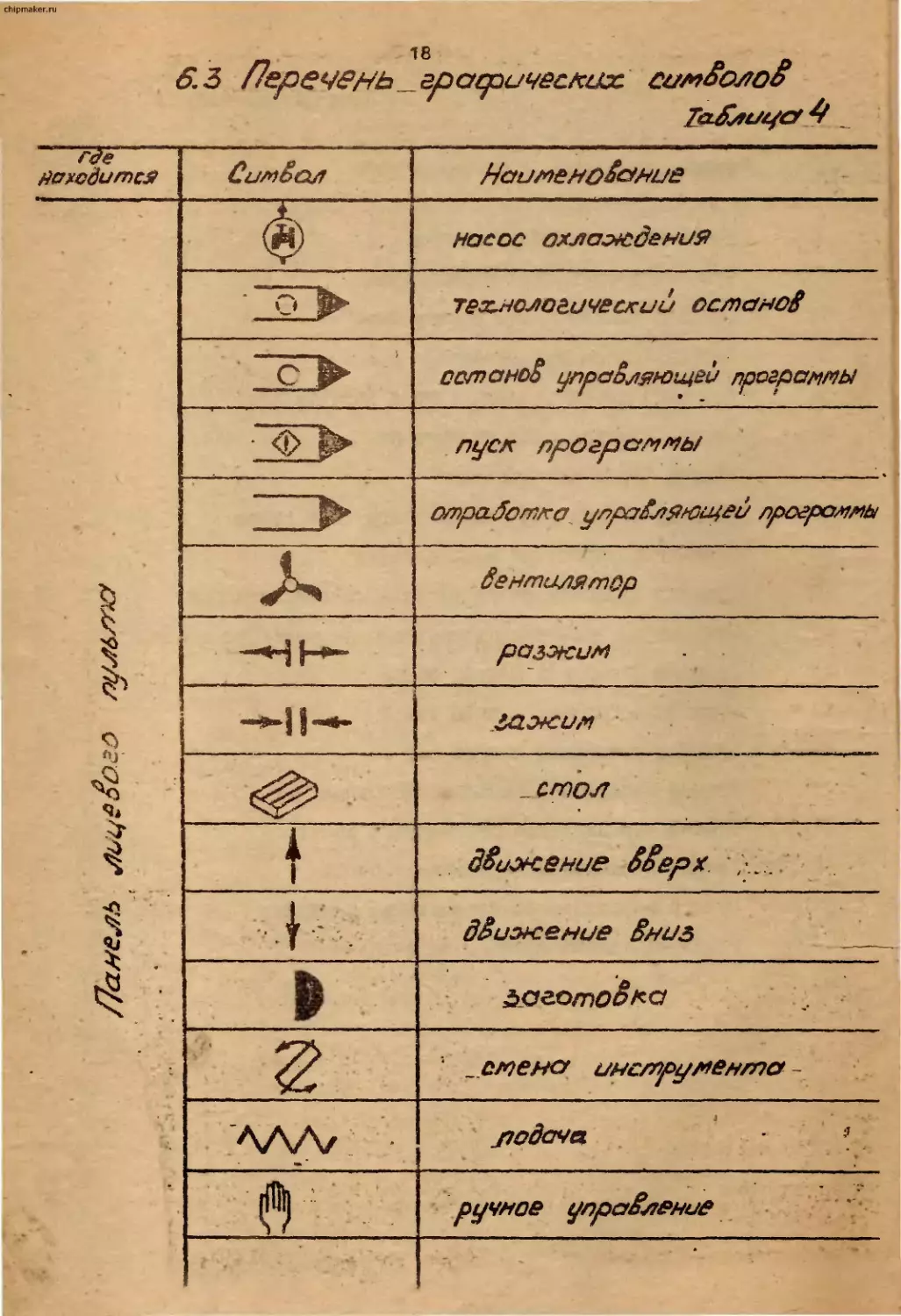
о. 5 /7epeyWb сим£оло8
Тыйнлуог
ГЭ<г ЙО^сди/7) CJf Символ Наимемо&&и!£
ф> ло^ос ахлаждёь>с&
о гез^сло^ичесхии oc/nanoS
с ► ^gjvcjhoS управляющей программы
ф пусм программы
омра^омма^ улра£п$ющ&й программа
$ ёентымпп&р
§
19 разжим
•"> | j “иг» ^жип
ч) „ СГПОЛ
<ъ ’
4 1 движение SSeptc
1. • * * движение Вниз
.
в $де&гпоёкъ
• 1 _емено инеппрумешяа ~
/юдача 9
ручное управление
•
chipmaker.ru
19
/fadosr&cение /падл. 4
~~73ё '.
лл todumtf
CumSojf
Наименование
’ Вдов- данныэс. /память
А* устано^^а 8 исходную /почку
I Включено
Выключено 1
© ллл ос/псноВ подачи
ф уасос гидра&лики
нуль станка
направление дрои/ения
I заземление
бЬ шпиндель
chipmaker.ru
20
6.4. Краткое описание сборочных единиц станка.
6.4.1, Станина - основная сборочная единица, на которой монтиру-
ются составные части и меыанпзтлн станка.
Кесткая конструкция станины достигается за счет развитого основа-
ния и большого числа ребер.
По -вертикальным направляющим станилг перемещается консоль
Для отсчета величины вертикального установочного перемещения консоли
служит линейка, закрепленная на станине.
В левой нише статины размещены конечные выключатели ограничения
хода консоли.
На припадочной плоскости горловины станины закреплена шпиндельная
головка. ‘
Сзади к станине прифланцован электродвигатель главного движения.
С левой стороны станины установлена коробка переключения скоростей
Внутри корпуса станины имеется резервуар для масла. Станина уста-
яс вливается на основание и крепится к нему болтами. Сзади на основании
установлен насос, подачи охлаждающей жидкости,
6.4.2. Коробка скоростей служит для сообщения шпинделю различных
частот вращения. Смонтирована непосредственно в корпусе станины.
Соединение коробки скоростей с валом электро,двигателя осуществляется
упругой муфтой. На моторном валу установлена электромагнитная муфта,
служащая для торможения шпинделя при авапийном останове.
Смазка подшипников и шестерен корос. л скоростей осуществляется от
плунжерного насоса, расположенного внутри коробки скоростей.
В коробка скоростей предусмотрен механизм автоматической ориента-
ции шпияделл (см. черт. 6Т1ЭНМ.320.000СБ). Он состоит из гзгдрсцилин-
дра, установленного соосно.выходному валу коробки скоростей и кулачка
q пролнтат£ъаншвли пазами, закрепленного на-валу коробки скоростей.
При отключении шпинделя автоматически дается команда на ориенгагззг
’ппипделя.
Ролики, закрепленные на штоке и фланце, перемещаясь, входят в паат
кулачка и поворачивают вал до определенного положения.
Ролики расположены под углом 10° по отношению друг к другу для
предотвращения утыкания.
Конечные положения роликов относительно кулачка контролируются
2-мя бесконтактными выключателями типа "ПИШ-6-1".
chipmaker.ru
21
6.4.3. Коробка переключения скоростей.
Конструкция коробки переключения скоростей представлена на
черт. 6Т13Ш4-1.61.00ССБ. Она выполнена самостоятельным узлом и уста-
новлена на левой стороне станины. Переключение частот вращения шпинде-
ля осуществляется по программе.*
В зависимости от требуемого числа оборотов команда подается на'
соответствующие магниты золотников. Последние выключают гидроцилиндры, .
передвигающие зубчатые блоки. _
Шпиндель останавливается по команде от управляющей программы или
нажатием кнопки "Стоп шпиндель".
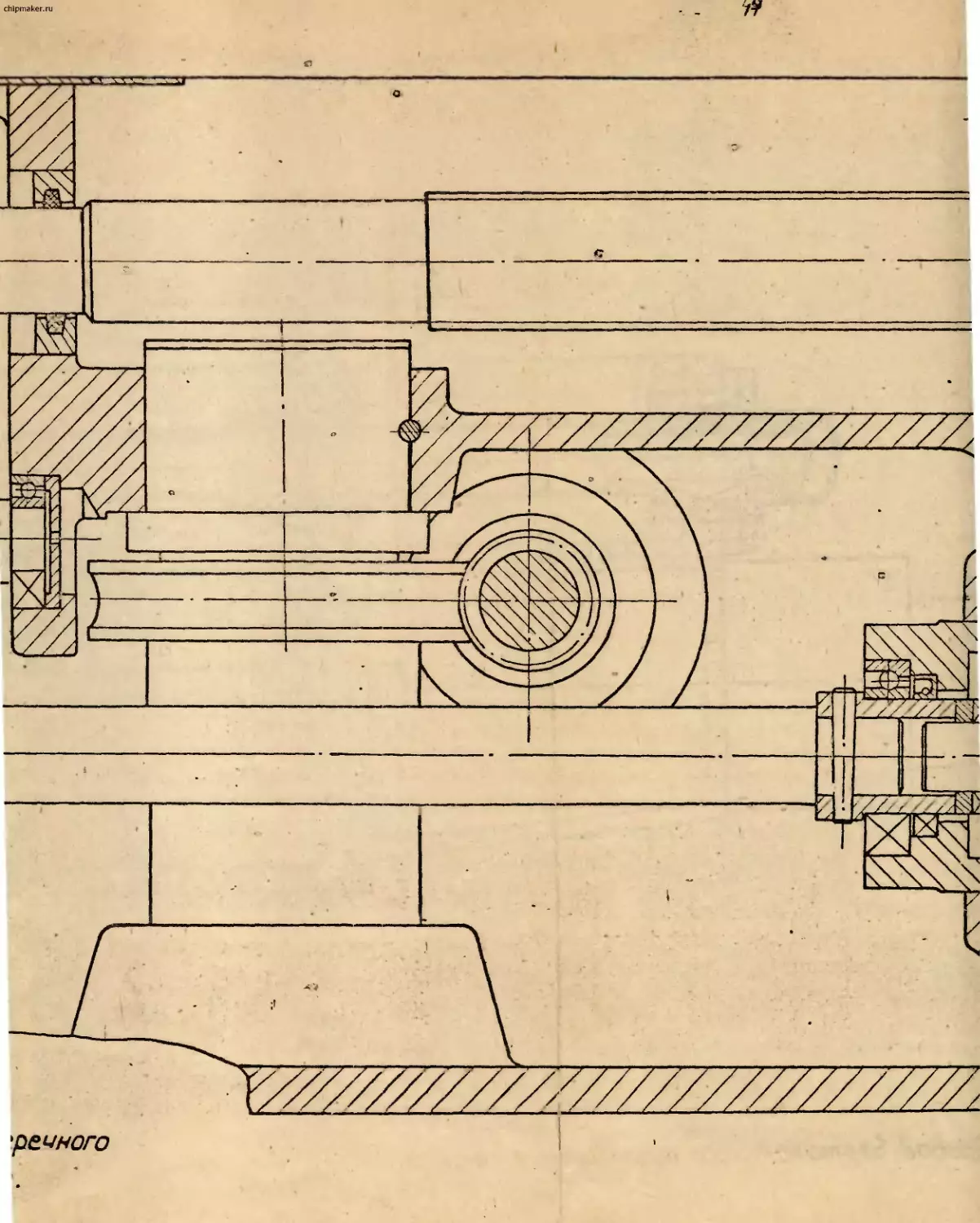
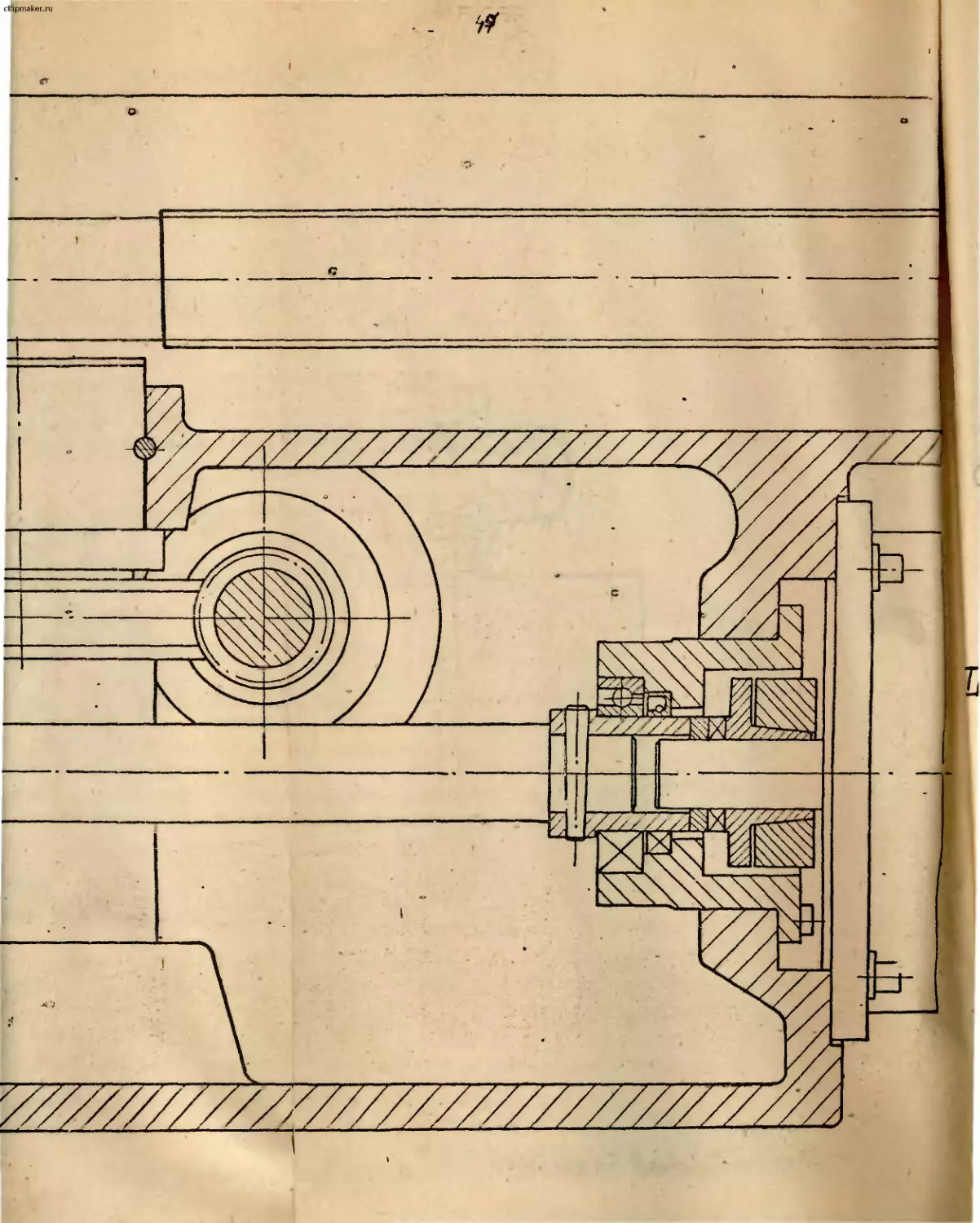
6.4.4. Головка шпиндельная.(черт. 6Т13ФЗ-1.300Д300СБ)
Шпиндельная головка состоит из трех частей:.
салазка,
редуктор, .
ползун со шпинделем.
Салазка центрируется в кольцевой выточке горловины станины и
крепится к ней шестью болтами. По прямоугольным направляющим салазки
перемещается ползун со шпинделем - ось 2 .
Редуктор служит для передачи шпинделю основного (вращательного
движения от коробки скоростей через пару конических и три цилиндри-
ческих колеса. . -
Перемещение ползуна со шпинделем по программе осуществляется от
электродвигателя через редуктор привода шпиндельной головки, состоящей
из пары цилиндрических колес с передаточным отношением 1:2 и передачу
"винт-гайка" с шагом винта £=10 мм.
Для осуществления ручного перемещения ползуна на нижней части
винта предусмотрен квадратный вывод.
6.4.5. Стол и салазки (см. черт. 6Т13ФЗ-1.700.000СБ)
_ Стол получает движение по оси X от электродвигателя через-одно-
ступенчатый редуктор с передаточным отношением L =1:2 и передачу
"винт-гайка качения"*, с шагом винта £=10 мм..
Ходовой шариковый витit для продольного перемещения стола вращается
в подшипниковых опорах, смонтированных с левой стороны в кронштейне,
а с правой - в корпусе’ редуктора. Смазка опор осуществляется автомати-
чески (см. рис. 8). -
Перемещение стола по оси У осуществляется от привода, смонтиро-
заннсгс в консоли. Ходовой шариковый винт поперечного перемещения стола
гстановлен в корттусе консоли. '
Для ручного перемещения стола имеются квадратные выводы. •
Зазор в направляющих стола* и салазок’ выбирается клиньями. Регули-
звание зазора см. раздел 9.
chipmaker.ru
22
6,4.6, Консоль (черт, 6TI3$3-I.60I.000CS).,
Консоль является базовик узлом, объединяющим приводы вертикального
и поперечного перемещений стола.
По вертикальным- направляющем станицы (профиля "ласточкин хвост")
обеспечивается вертикальное установочное перемещение консоли. По гори-
зонтальным направляющим консоли прямоугольного профиля перемещается а
пеперечЕом направлении-узел ’'Стол и салазки*1 (ось У),
3 растсчках консоли смонтирован двухступенчатый редуктор попереч-
ного перемещения стола с передаточным отношением 4=1:2,
Перемещение стола осуществляется от электродвигателя через редак-
тор и передачу "зинт-га&а качения" о шаг-ом винта t =10 мм,
Цплщтдрические косозубые колеса редуктора выполнены сборными для f
возможности устранения бокового зазора в зубчатом зацеплении. Регулн- |
* роваиие бокового зазора см. раздел 9, |
На правой стороне корпуса консоли установлен асинхронный электро-
чвигатель, вертикального установочного перемещения. Перемещение рсущест--
д летая через червячную дару и винтовую передачу,
для смазки направляющих подвижных узлов консольной группы станка,
зуочатых передач и яодципншсов стола консоли служит яассо смазки
типа ИГ II-IIA, который работает от асинхронного электродвигателя и
смонтирован с правой стороны консоли.
Горизонтальные напт^сзллщие и ниша консоли закрыты телескопической
защитой,
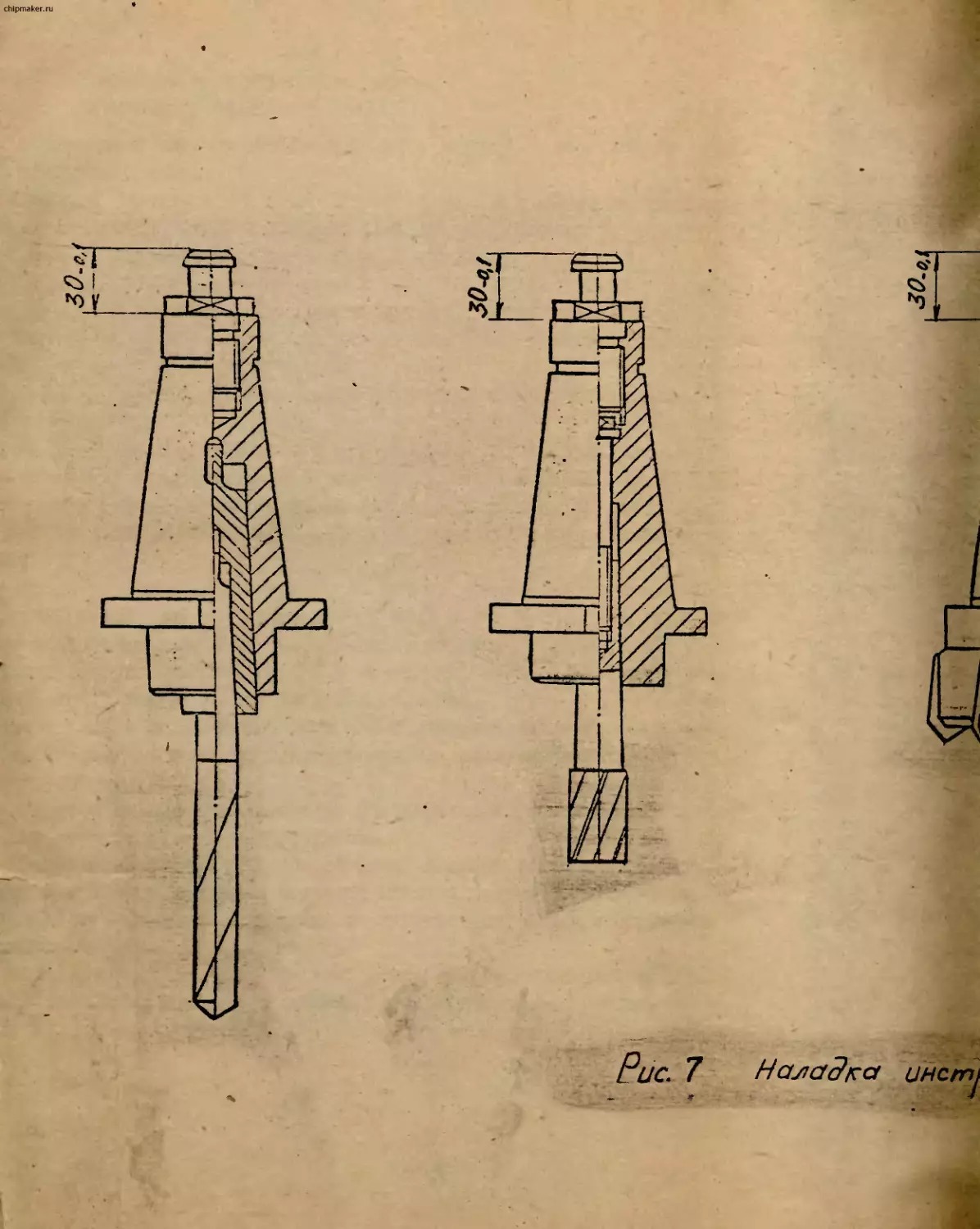
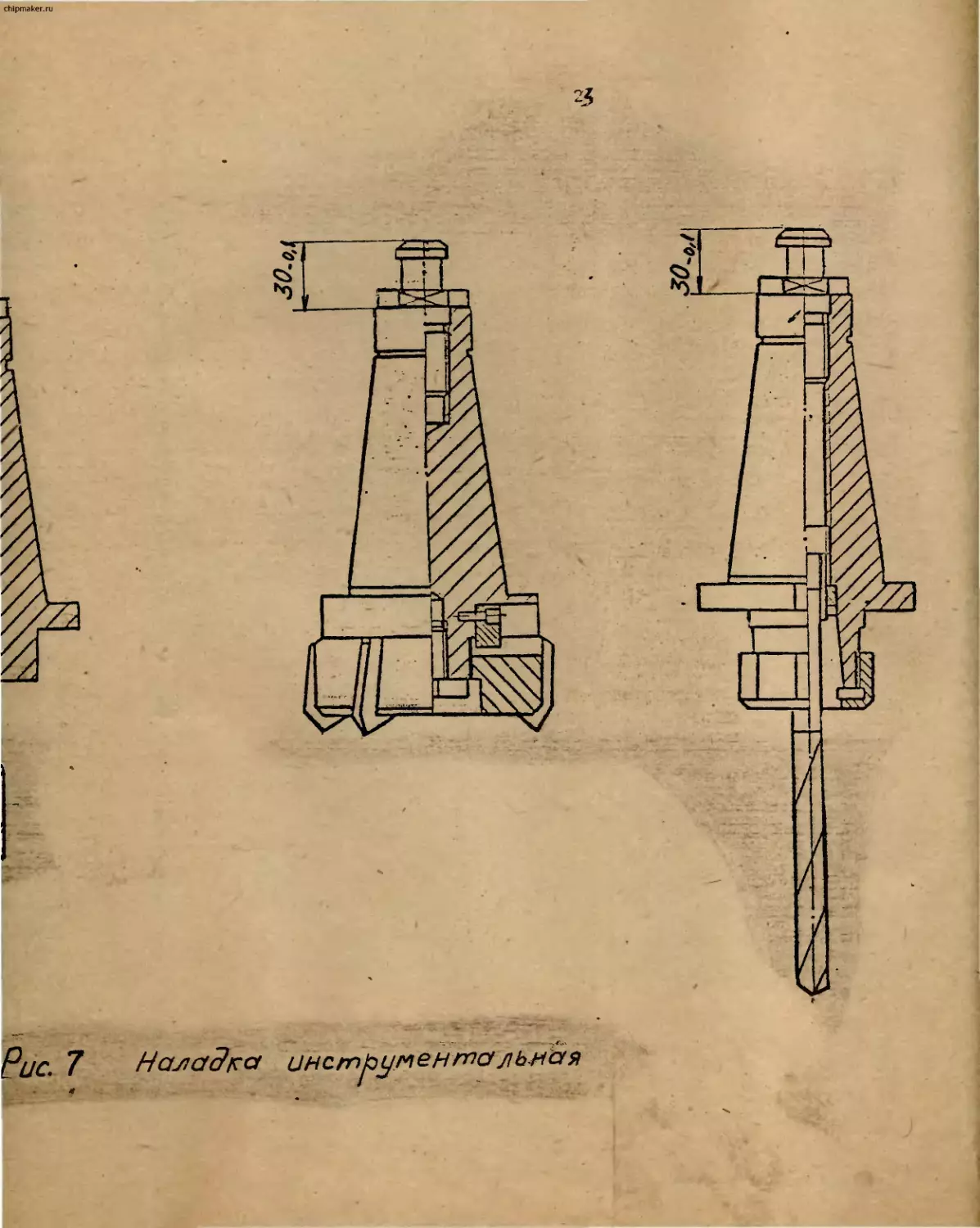
6.4.7. Механизм смены инструмента,
Механизм автоматической смены инструмента черт«6Т13йМ-1.14.000СБ
выполнен отдельным узлом и состоит из автооператора и магазина инстру-
ментов барабанного типа емкостью 12 инструментов.
Выбор инструмента производится в любой последовательности,
Автооператор осуществляет подачу инструмента из магазина в шпиндель-и
возврат отработанного инструмента из шпинделя в магазин,
В процессе смены инструмента автооператор обеспечивает отвод его
за пределы рабочей -завы станка, что способствует сокращению максималь-
ного рабочего пространства и исключает возможность попадания стружки
на рабочие поверхности инструментальных оправок.
Манипулятор и магазин инструментов расположены в зоне удобной .для
обслуживания станка.
Chirmaker.ru
chipmaker.ru
30-e,f
ЗО-ол
Рис 7 Наладка инет}
chipmaker.ru
Нал ад га инструмента льна я
2^
6.4.8. Механизм крепления инструмента,
(см. черт. 6ПЗЖ4т370.000СБ)
Chipmaker.ru
Обеспечивает автоматическое крепление•оправки с режущим инструмен-
том в шпинделе станка.
Механизм смонтирован в шпиндельной головке и состоит из шомпола
с цанговым зажимом,- шарикового усилительного устройства, пакета тарель-
чатых пружин, гидравлического цилиндра и устройства контроля.
Усилие занпиа инструмента равное I5680HU600 кГс) создается паке-
том предварительно сжатых тарешчатых пружин, имеющих рабочий ход 1,5мг/
Конструкция механизма позволяет демонтировать механизм шпиндельной
головки, отвернув 4 наружных крепежных винта.
Смена инструментов в шпинделе станка происходит в следующей
последовательности:
- после останова шпинделя, его ориентации и подведения захвата
автооператора к инструментальной оправке подается команда гидрозолотни-
ку на подачу масла в нижнюю полость гид ^цилиндра поз. 42 (см,сбор,
черт. 6Т13ММ.370.000СБ), верхняя полость гидроцилиндра соединяется
со сливом;
- втулка поз. 13, выполняющая роль поршня^ перемещается в нижнее
положение, передвигая тем самым находящиеся в ней детали поз.28,31,32,
что дает возможность шарикам поз,65 выйти из рабочей зоны на цилин-
дрическую поверхность дет. поз.27 и тем самым, высвободив тарельчатые
пружины, снять усилие зажима со штока поз. 24;
- шток поз.24 перемещаясь, раскрывает цанговый зажим и выталкивает
инструментальную оправку’из конуса шпинделя, величина выталкивания -
оправил 0,8 мм;
- при этбм^снечным выключателем П контролируется положение ’Отжато*
и дается команда на замену инструмента.
После того, как захват автооператора вставит новую инструменталь-
ную оправк^ в конус шпинделя подается команда гидрозолотнику на подачу
масла в верхнюю полость гцдроцилиндра и происходит зажим инструмента
в шпинделе станка. - ;
Конец цикла, положение "Зажато" контролируется конечным выключа-
телем I, который разрешает включение привода главного движения.
chipmaker.ru
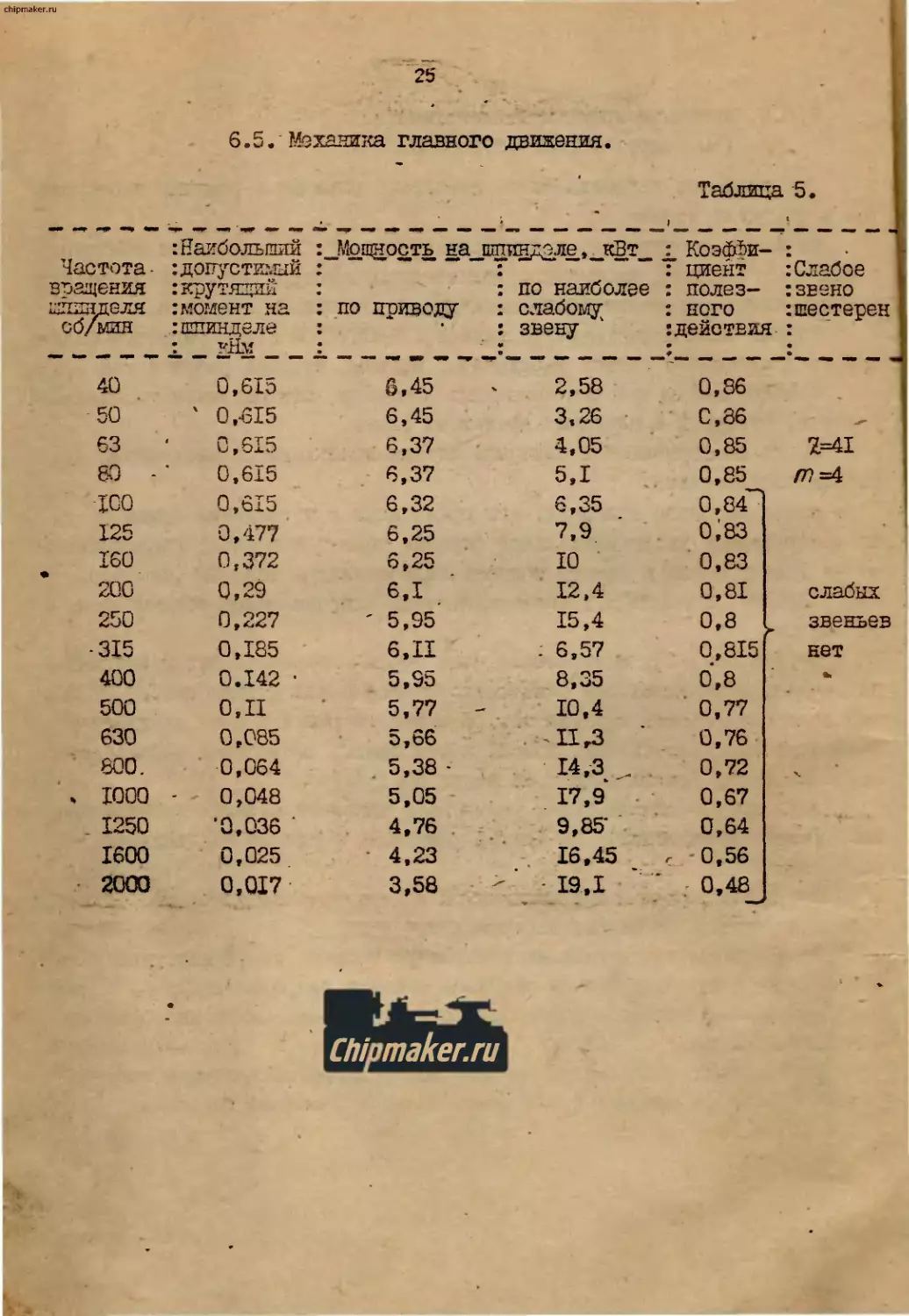
6,5.' Механика главного движения.
Частота• вращения шпинделя сб/мин : Наибольший :допустимый : крутящий :момент на :шпинделе : кНм :_Мощчость на^шинд£ле,_кЗт_ : : по наиболее : по приводу : слабому : • : звену Таблица 5. । £ КоэФби- : : циент :Слабое : полез- :звено : него :шестерен :действия :
4G 0,615 3,45 2,58 0,36
-50 0,815 6,45 3,26 0,86
63 0,615 6,37 4,05 0,85 2=41
60 0,615 6,37 5,1 0,85 т =4
ICO 0,615 6,32 6,35 0,84"
125 0,477 6,25 7,9. о;ез
160 0,372 6,25 10 0,83
200 0,29 6,1 12,4 0,81 слабых
250 0,227 ' 5,95 15,4 0,8 звеньев
-315 0,185 6,11 : 6,57 0,815 нет
400 0.142 • 5,95 8,35 0,8 ъ
500 0,11 5,77 - 10,4 0,77
630 0,035 5,66 . -11,3 0,76
800. 0,064 5,38 14,3 0,72 х
. 1000 0,048 5,05 17,9 0,67
1250 0,036 4,76 9,85‘ 0,64
1600 0,025 . 4,23 16,45 0,56
2003 0,017 3,58 19,1 0,^8
* •
•
1 1 Chipmaker.ru
thipmaker.ru
26
6.6. Схема кинематическая (см. приложение)
Кинематическая схема станка характеризуется наличием отдельных
кинематических групп основного и вспомогательного движений.
Шпиндельная головка имеет свой кинематический узел главного дви-
жения с отдельным приводом от асинхронного двигателя. Шпиндель имеет
18 различных частот вращения.’ Изменение частоты вращения главного
движения производится за счет переключения блоков шестерен в кинемати--
ческой группе.
Кинематические цепи подач осей Х,У,% имеют индивидуальные меха-
низмы подач от электродвигателей постоянного тока.
Кинематическая цепь установочного перемещения консоли имеет привод
от асинхронного электродвигателя.
В качестве датчиков обратной связи в станке используются.резольвер:
встроенные в электродвигатели подач. Передаточное отношение от вала
электродвигателя к резольверу 1:2,5.
chipmaker.ru
27
7. ЖРООБОРУДОВАНЙЕ. , *
7.1. Устройство. 0
Перемещение каретки авто оператора, вращение инструментального и
магазина, перемещение захватов, а также ориентации спинделя, отжим | т
инструмента и переключение блоков шестерен в коробке скоростей осу- i н
ществляётся при помощи гидропривода. . т
Станция гидропривода представляет собой бак ёглкостъЬ 63 л., па
котором смснткрованы: насосная установка, система охлаждения масла,
кондрольно-регудиртащая аппаратура и система фильтрации масла (подробЧ
ное списание станции гидропривода приведено в прилагаемом руководстве I *
по эксплуатации).
7.2. Описание работы (см. схему принципиальную гидравлическую
6Т131Ж-1.00.000ГЗ) • !
.\*асло от станции 5ЛГ48-22Н поступает к гидрораспре делителям.,
.'и включении электромагнитаY7 гидрораспределителя Р4 происходит
-.строе вращение магазина по часовой стрелке, скорость регулируется
гросселем ДР2.
Вращение магазина против часовой стрелки осуществляется при
включенном электромагните Y 7, Скорость регулируется регулятором пото-
ка IPI. Перемещение каретки быстро к шпинделю происходит при цключен-
электрсмагнитеY8 гидрораспределителя Р5, замедление каретки осу-
"^’твляется при включении электромагнита <10 гидрораспределителя Р6,
трость перемещения при замедлении каретьи регулируется-дросселем дРЗ.
Перемещение каретки быстро от шпинделя происходи0 при включенном
эл ‘ктромш'ните Y9 гидрораспределителя Р5, замедление скорости каретки
осуществляется при включении электромагнита Y10 гидрораспределителя р6.
При включенном электромагните Y II гчдрораспредэлителя Р7 проис-
ходит перемещение левого захвата вверх, а перемещение захвата вниз
осуществляется при включенном электромагните Y12.
Перемещение правого захвата вверх осуществляется при помощи гицро-
цилиндра Ц 5 при включенном электромагните Y14 гидрораспределителя Б8,
а при включенном электромагните YI3 происходит перемещение захвата вниз
Порядок включения электромагнитов гидр^распределителей Б1.Р2,РЗ. пред-
назначенных для управления ьидровилиндрами Щ,Ц2,ЦЗ см. таблицу чертежа
7TI3MM-I.OO.OOOT3. w.
При включенном электромагните Y 15 • гидрораспределителя Р9 проис-
ходит ориентация пшгнделл.
Отжим инструмента осуществляется при включенном электромагните
16 гидрораспределителя PI0.
hipmaker.ru
тываагюй детали.
нить после 200.
масла. При пан:
В П ft ЧИСТОТЕ по
!истемы
MS1SO в сютеме
Допускается масло *1
ГОСТ 7599--82 п.28.
гидрошявв е®рлп
chipmaker.ru
29 _
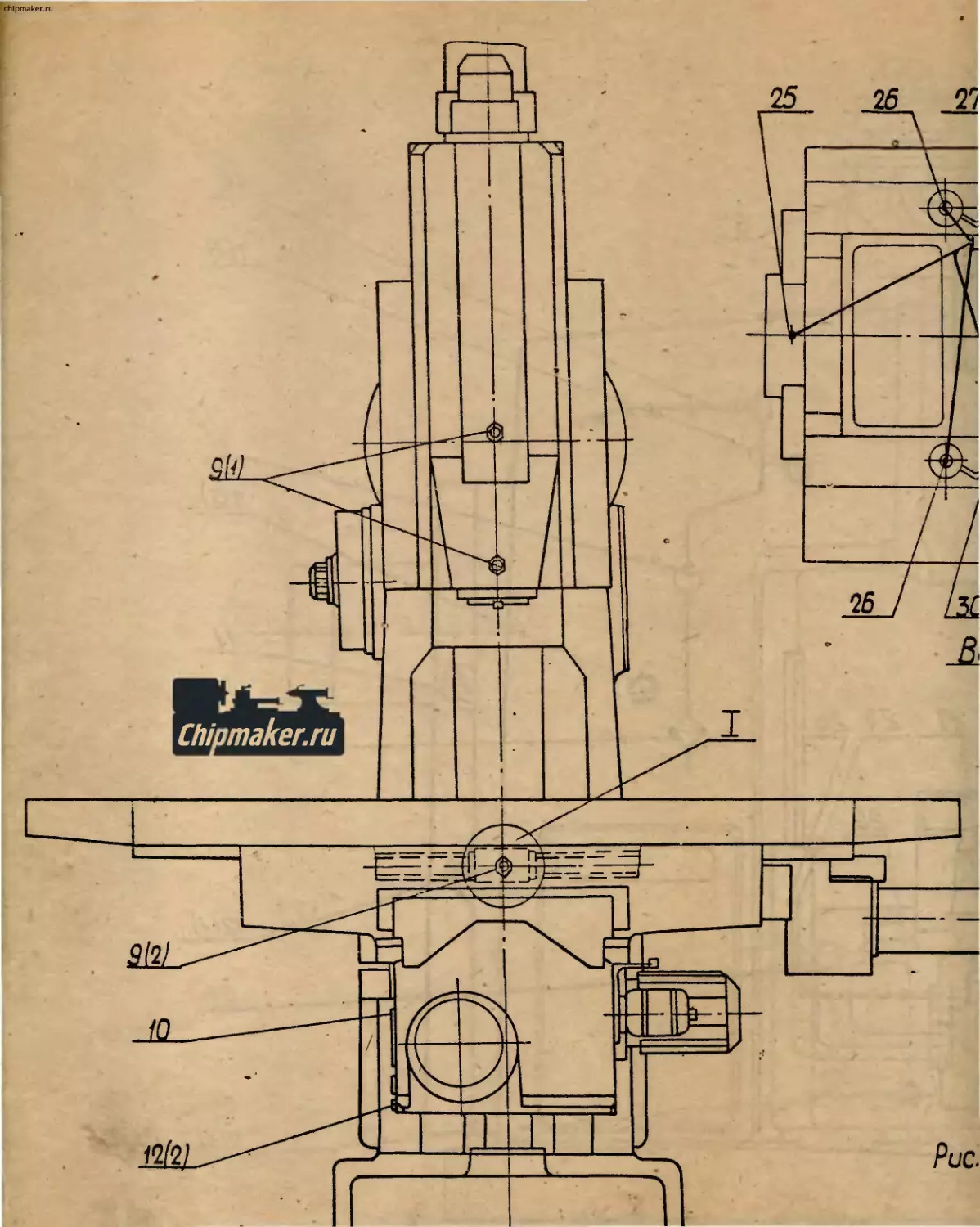
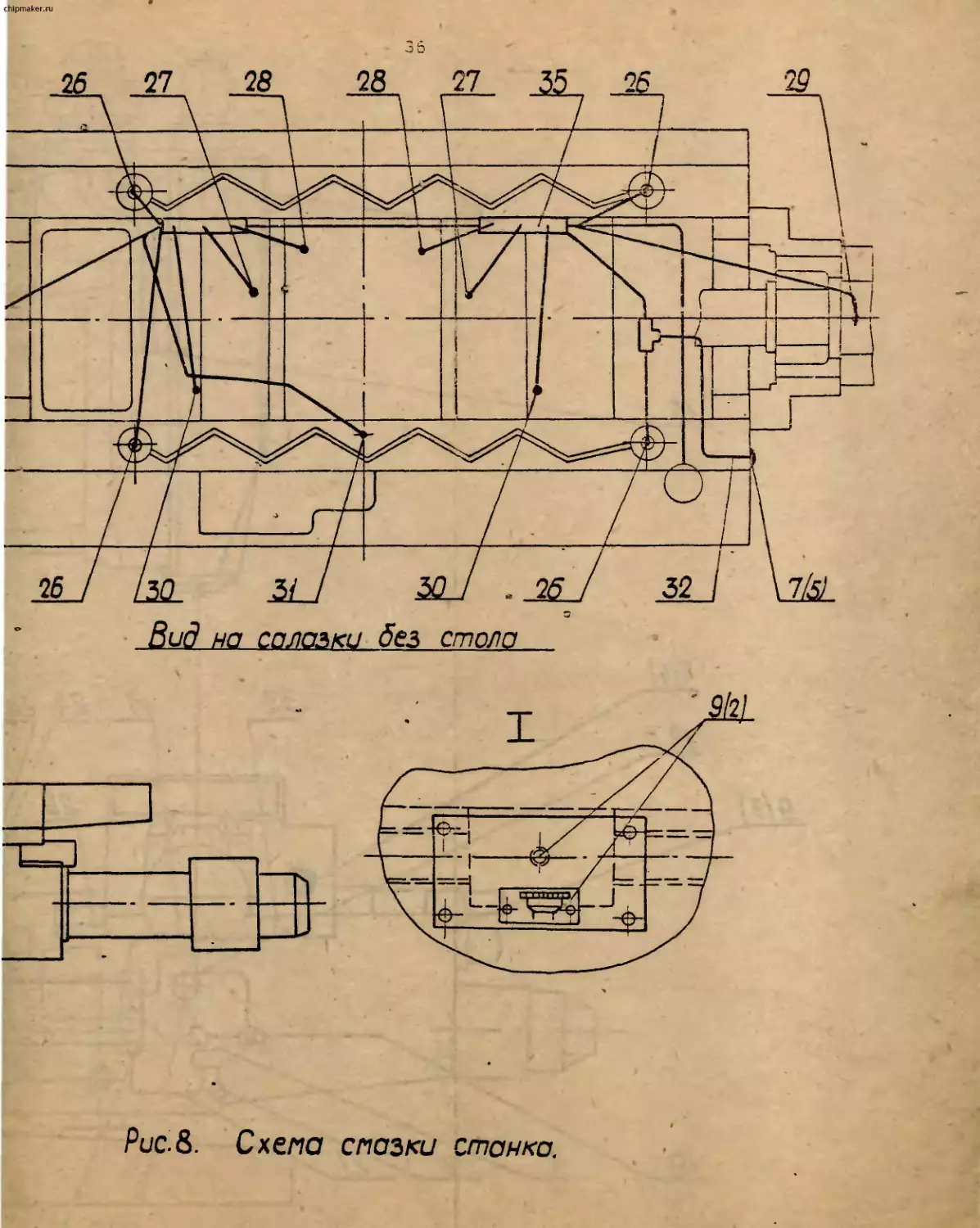
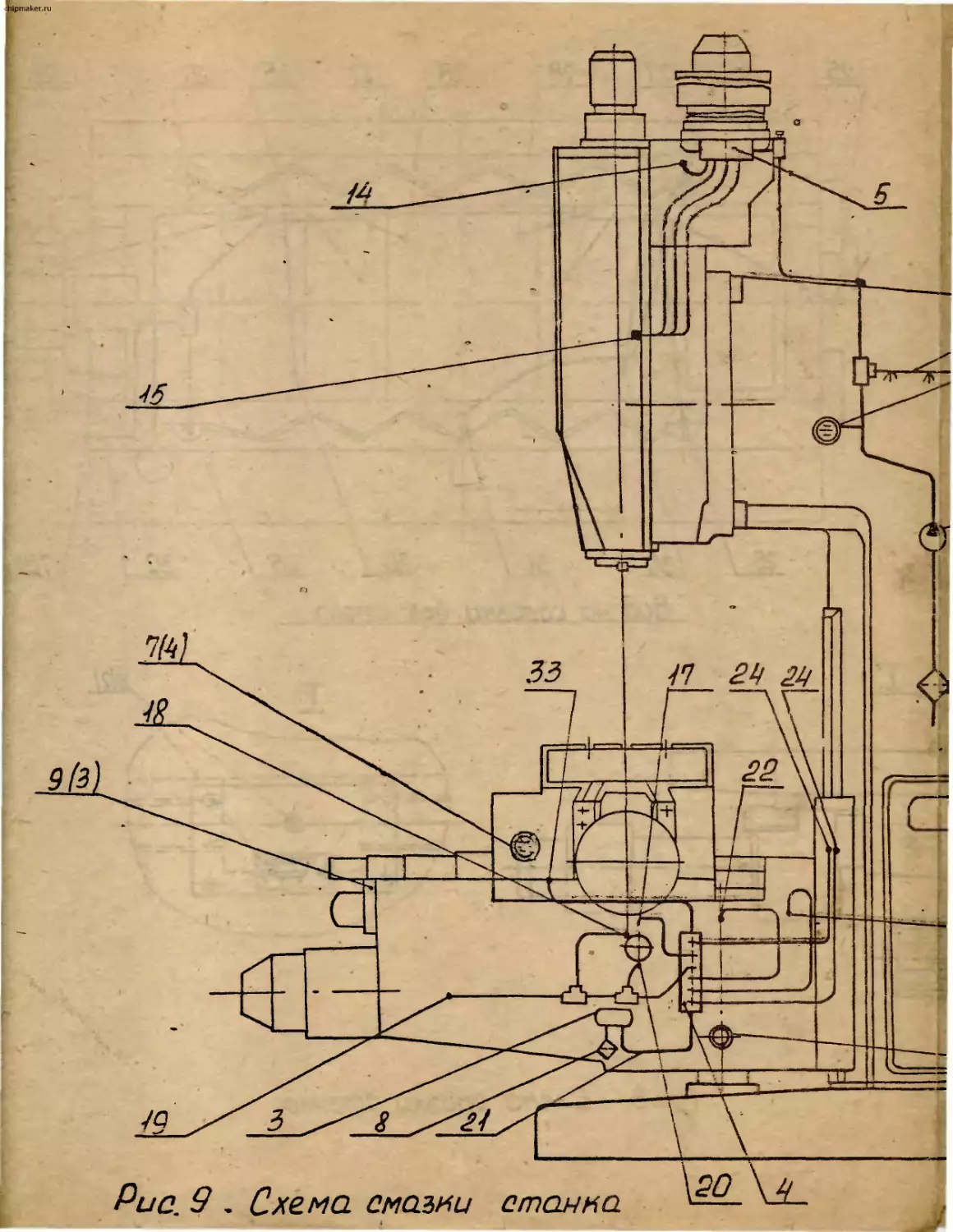
8. СМАЗОЧНАЯ СИСТЕМА.
Смазка станка обеспечивается следующими системами: к
- централизованная система смазки зубчатых колес, подшипников р
коробки скоростей и механизмов шпиндельной головки;
- периодическая (циркуляционная) система смазки напоавлящих кон- 1е
соли, стола, салазок и механизмов подач* ' i
Схема смазки приведена на рис 4?^, 8. В таблице 6 л "Карте смазки"
указаны точки смазки, перечень и назначение элементов системы смазки
и даны указания по периодичности -смены смазки.
8.1. Описание расjты.
Система смазки привода главного движения включает в себя резерву- i
ар, располоненный в станине, фильтр 2 и плунжерный насос I. Насос
работает ст эксцентрика, смонтированного на валу корооки скоростей
и обеспечивает подачу масла для смазки коробки скоростей и через
иаслораспредЗлКтель 5 на смазку редуктора шпиндельной головки и напра- I
вляющих ползуна.
Контроль уровня масла в резервуаре осуществляется визуально при
помощи маслоуказателя 7(2).
Система сказки направляющих консоли, стола, салазок и механизмов
подач включает в себя резервуар, расположенный в консоли, насос смазки^
фильтр 8, маслораспре делитель 4 с регуляторами подач масла к точкам
смазки.
Наличие масла в резервуаре проверяется по маслоуказателю 7(3).
Подвод масла к точкам смазки обеспечивается автоматически импульс-:
ным включением насоса смазки 3(на 4...6 сек.) при включении станка
(УЧИТ) и далее через каждый час работы станка, а также при включении
электродвигателя подтема стола.
Смазка подшипников шпинделя, передачи "Винт-гайка качения"
перемещения стола, подшипника опоры винта поперечного перемещения
стола производится шприцем через пресс-масленки.
8.2. Указание по эксплуатации системы смазки.
Перед первоначальным пуском станка необходимо: *
а) заполнить'масляные резервуары в станине и консоли маслом
"Индустриальное 30" до уровня рисок маслоуказателей;
б) смазать с помощью шприца через пресс-тласлекки подшипники шпинделе,
подшипник опоры ходового винта поперечного перемещения стола и передачу
"Винт-гайка качения" продольного перемещения консистентной смазксй
марки, указанной в "Карте смазки"
.в) предварительно, вручную, с помощью масленки, смазать все направ-
ляющие машинным маслом "Индустриальное 30".
chipmaker.ru
30
(
После' пуска станка масло делало показаться. в маслоуказателях
контроля работы насосов, поз.7(1); 7(4) ив прозрачных трубках масло-
разводки.
Как при первоначальном пуске, так л во время эксплуатации станка,
необходимо постоянно следить по указателям работы насосов за подачей
масла в систему смазки.
ВНИМАНИЕ!
В СЛУЧАЕ ПБЕКРАЩЕШК ПОДАЧИ СМАЗКИ В
МАСЛОУКАЗАТЕЛЯХ КОНТРОЛЯ, РАБОТА НА
СТАНКЕ НЕ ДОПУСТИМА
Chipmaker.ru
В этом случае неооходимо проверить исправность насосов и устра-
нить неисправность в системе смазки.
При обильном поступлении масла к точкам смазки стола, консоли,
салазки отрегулировать подачу масла регуляторами маслораслределителя 4,
установленного под задней крышкпй с правой стороны консоли.
Перечень возможных нарушений приведен в таблице 7.
chipmaker.ru
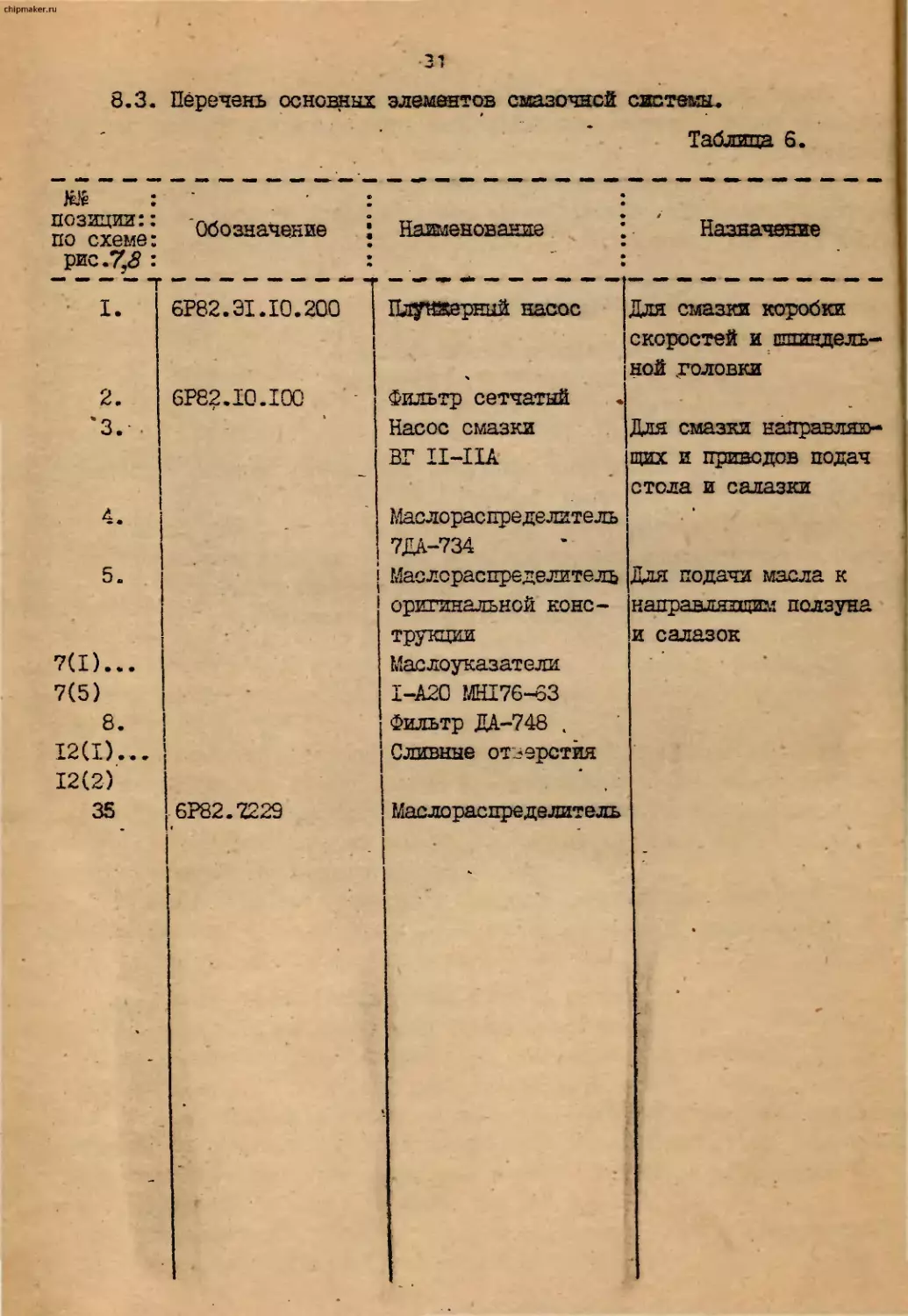
8.3. Перечень основных элементов смазочной системы.
MS : '
Йп3™;- Обозначение
рис. 7,# :
I. 6Р82.21.10.200 Плуп врный насос Для смазки корооки скоростей и шпиндель-
2. 6P82.I0.I00 Фильтр сетчатый ной .головки
’з.-. Насос смазки Для смазки направляли
4. - BP II-IIA Маслораспределитель щих и приводов подач стола и салазки
5. 1 i 7ДА-734 Маслораспределитель оригинальной конс- трукции Маслоуказатели I-A20 MHI76-63 Фильтр ДА-748 . Сливные отверстия Маслораспределитель Для подачи маслз. к
7(1)... 7(5) 8. 12(1)... 12(2) 35 1 6Р82.2229 направляющим ползуна и салазок
КАРТА СМАЗКИ
станка фрезерного консольного вертикального с ЧИУ" и АСИ
модели ГФ2171С5
hipmaker.ru
Jfi .
точек
по
схеме
Объект смазки
’Смазочный мате-:
.риал (наимено-
* ванне,марка :
стандарта
. или ТУ
Способ
смазки
Периодичность
смазки
Л
• Расход смазоч-
: ново материала5,
за установлен-
ныл материал
I
2
6
9(1) X Подшипники шпинделя шпиндельной головки ОКБ 122-7 или ЛКС-2
9(2) Гайки передачи "Винт- даЖ.!-201
гайка качения"продоль- Г0СТ6267-74
• ного перемещения стола
9(3) Подшипники ходового вин-
• та поперечного перемер щения стола То же л
10 Залив масла в резер- Масло И-ЗОА
вуар консоли Г0СТ20799-75
Пресс-мас- ленка 1.3 Ц6 Г0СТ19853-74 I раз в несущ I о
То же I раз в месяц
4. Пресс-мас- ленка 2.3.45 Ц 6 Г0СТ19853-74 вручную / I раз в месяц Первый раз через 15 дней,второй раз через 30 дней, далее через каж- дые 3 месяца \ 1 V - .14 кг
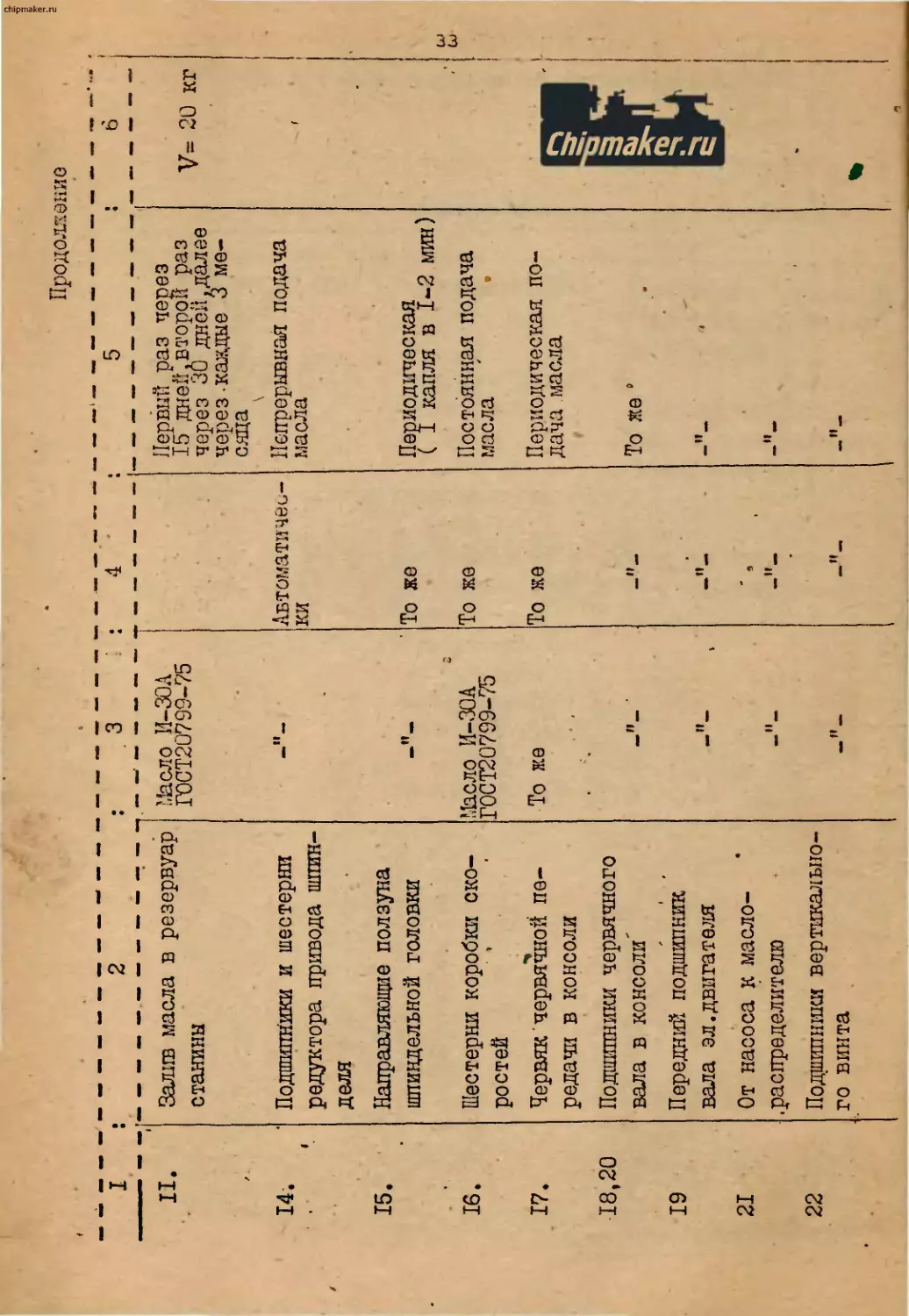
I : 2 : . 3
II. Залив масла в резервуар станины Масло И-ЗОА Г0СТ20799-75
/ 14. Подшипники и шестерни II
редуктора привода шпин- деля •
15. Направляющие ползуна шпиндельной головки
16. Шестерни коробки ско- ростей Масло И-ЗОА Г0СТ20799-75
17. Червяк'червячной пе- редачи в консоли То же
18,20 Подшипники червячного
вала в консоли'
19 Передний подшипник
вала эл.двигателя
21 От насоса к масло- . распределителю
22 Подшипники вертикально-
го винта ft ЧМ «Ml
Продолжение
chipmaker.ru
4 5 : 6
Автоматичес- ки Первый раз чепез 15 дней.второй раз через 30 дней.далее через-каждые 3 ме- сяца Непрерывная подача масла ( V= 20 кг
То же Периодическая ( 1 капля в 1-2 мин)
То же То же —,г — в If •• «м Постоянная подача масла Периодическая по- дача масла То же ’ «1 м» «М> 1 <н Г №
ы
(д)
I
2
3
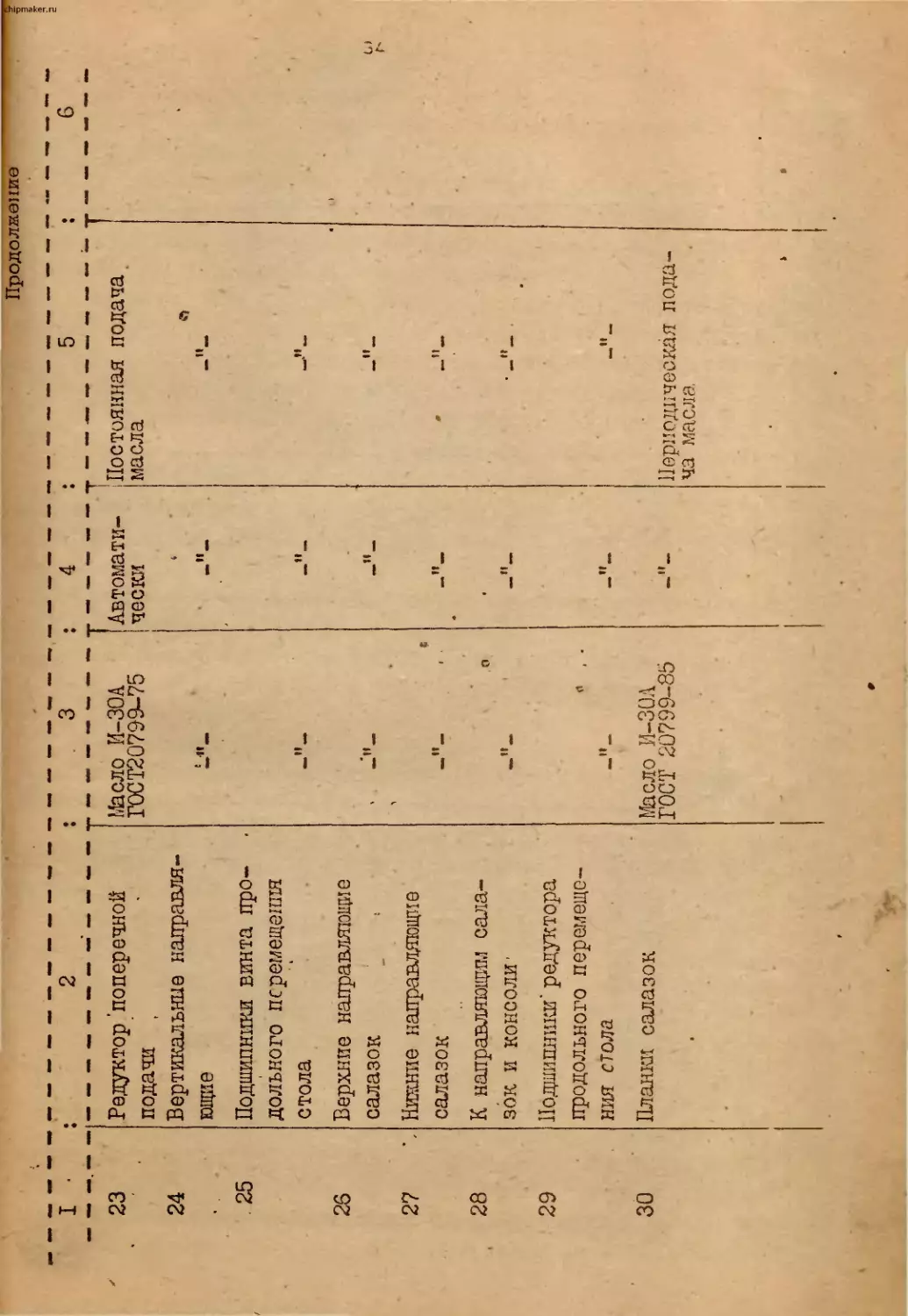
23 Редуктор поперечной подачи , Масло И-ЗОА ГОС Т20799-75
24 Вертикальные направля- ющие «« «
.25 Подшипники винта про- дольного перемещения стола н ом ш»
26 Верхние направляющие салазок , » ж» М
27 Нтачие направляющие салазок п ••
28 К направляющем сала- зок И КОНСОЛИ’ 0 It «а» м»
29 Подшипники’ редуктора продольного перемеще- ния стола fl , . —м —
30 Планки салазок Масло И-ЗОА ГОСТ 20799-85
Продолжение
4 5 • 6
Автомати- чески Постоянная подача масла —
4 и CSS “
ihipma ker.ru
с»
Г'
Периодическая пода-
ча масла,
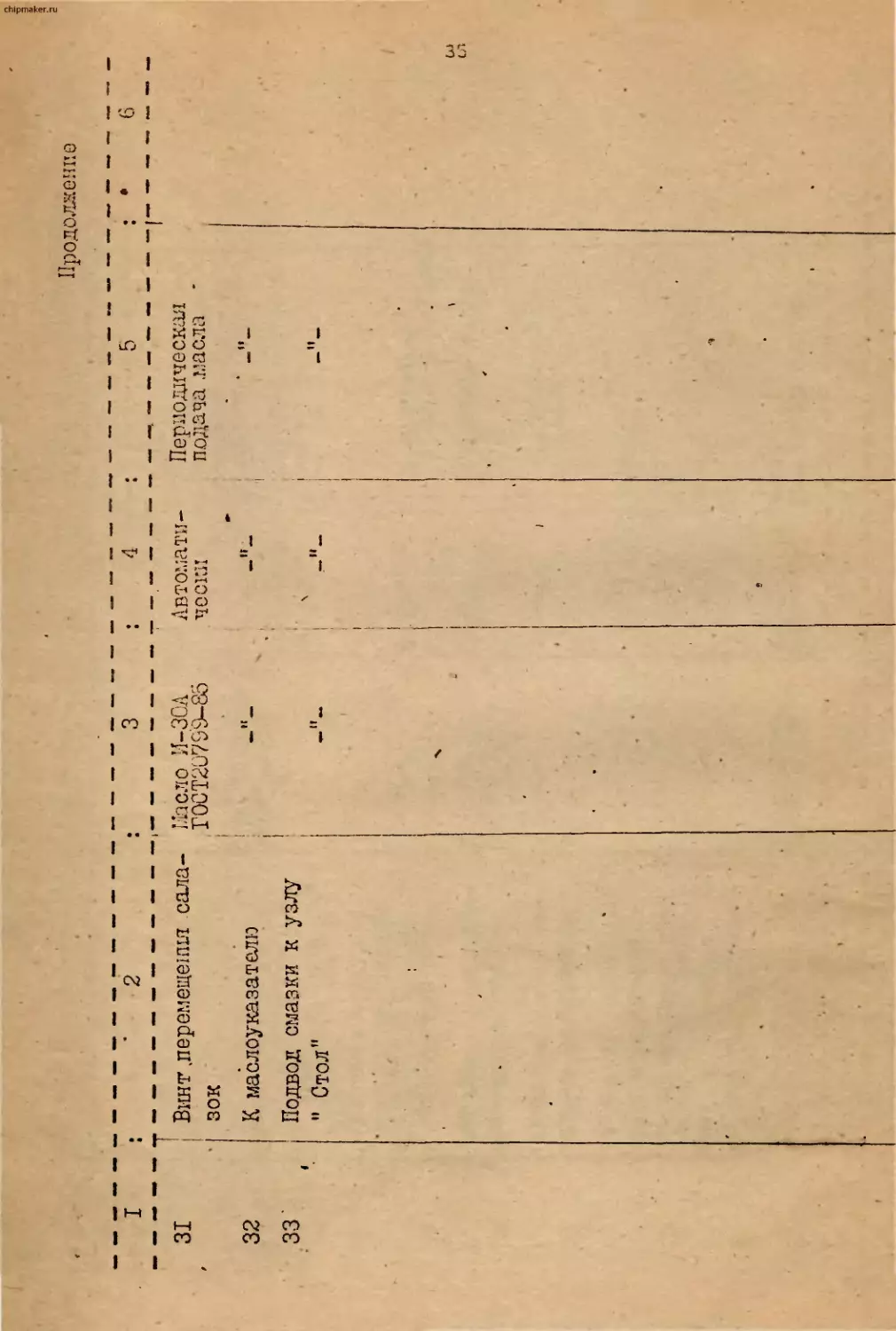
I
2
3
I
31 Винт .перемещения сала- зок Масло И-ЗСА Г00Т20799-85
32 К маслоуказателю IC
33 Подвод смазки к узлу " Стол" if
Продолжение
4 : 5 : * 6
Автомати- Периодическая
чо они подача .масла •
chipmaker.ru
Рис.&. Схена сназки тонко.
chipmaker.ru
chipmaker.ru
38
3. ПОРЯДОК УСТАНОВКИ'
9.1. Хранение и распаковка
К месту назначения станок -транспортируется уп&коваййьм в яжк,
категория упаковки КУ-4.
При транспортировании автотранспортом со станка демонтируется
и упаковываются отдельно:редуктор перемещения шпиндельной голсекп;
электромонтажные короба,электродвигатели с редуктора перемещения
ппивдельдой головки и редуктора перемещения стола.
Устройство ЧПУ и"станция управления должны храниться в сухом
закрытом помещении при температуре от г 5° до 45°С с относительной
-давностью не более 800.Б помещении не должно-быть пыли,газов и.
паров, вызывающих загрлзнепиэ и коррозию во время хранения.
Категория условий хранения: 6 ко ГОСТ 15150-69.
Гарантийный срок защиты без.переконсервации - 36 месяцев.
Ее допускается хранение станка в упакованном виде свыше срока
защиты'без переконсервации.
После переконсервации станок должен храниться в сухом закрытом
помещении.
При распаковке следует следить за тем,чтобы не повредить детали
станка распаковочным инструментом,проверить комплектность станка
и наличие всех поставляемых принадлежностей по упаковочному листу.
При распаковке станка сначала снять верхний щит упаковочного
ящика, а затем боковые.
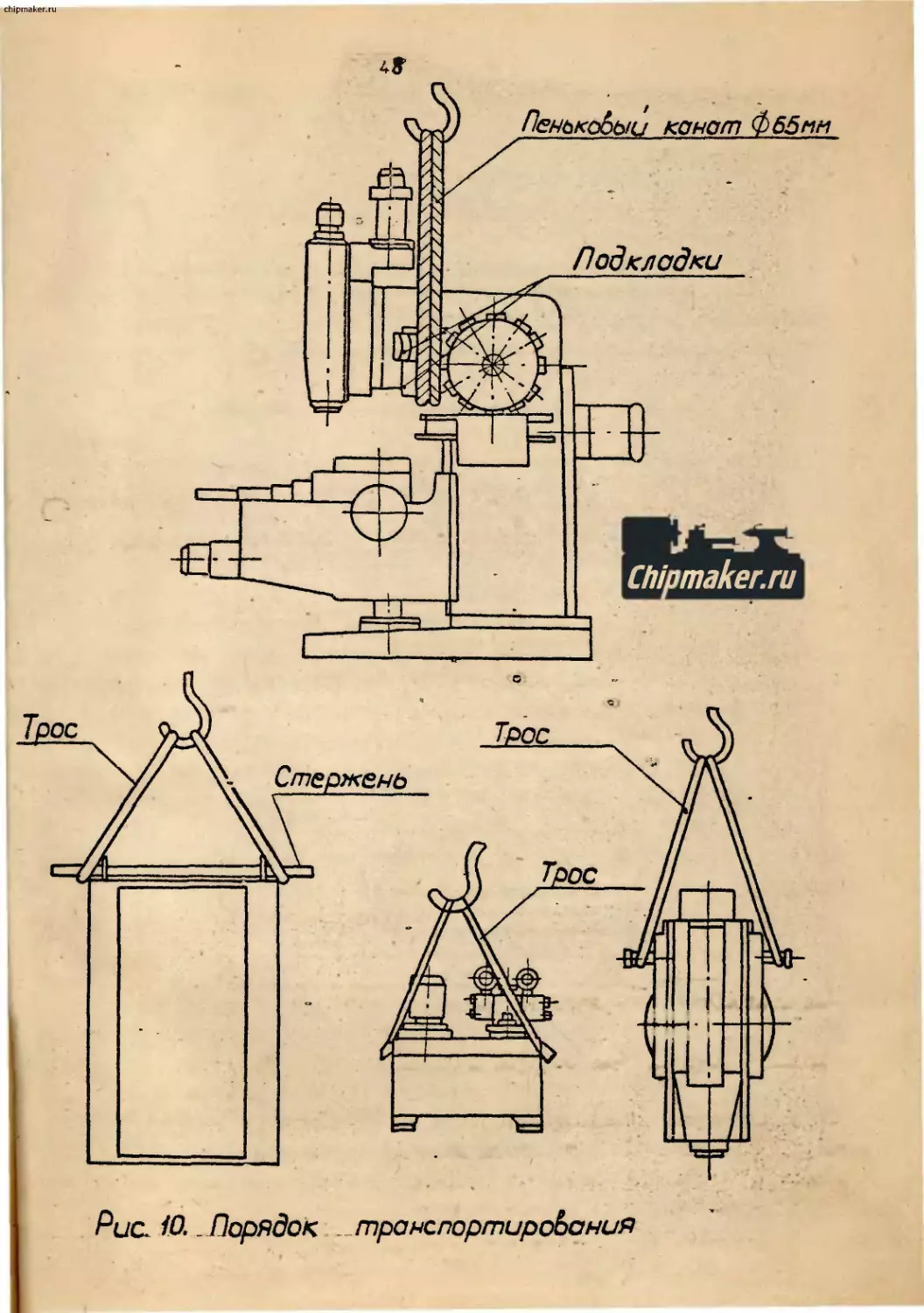
9.2. Транспортирование.
Транспортирование распакованного станка и демонтируемых при ynai-
ковке'узлов производить согласно эскизам, приведенным на рис./б>.
При транспортировании распакованного станка необходимо следить
за сохранностью отдельных выступающих частей„в особенности электро-
двигателей.
Для этого под пенковый 0 65 мм по ГССТ 483-75 канат необходимо
подложить подкладки:деревянные и мягкие.
При транспортировании станка салазки должны быть придвинуты -
к станине,консоль опущена,стол в среднем положений.
При опускании на фундамент станок не должен подвергаться сильны?.:
толчкам.
9.3. Расконсервация,
Перед установкой станок необходимо тщательно очистить от анти-
коррозийных покрытий,нанесенных на открытые,а также закрытые ко-
жухами обработанные поверхности станка.Очистка сначала производится
деревянной лопаточкой,а оставшаяся смазка с наружных поверхностей
удаляется чистыми салфетками,смоченными бензином Б-70 ГОСТ 1012-72.
chipmaker.ru
39
Счищенные поверхности во избеглипэ. коррозии покрыть тонким
след масла '’Индустриальное И-ЗСА" ГОСТ 20799-75.^
После расконсервации станок,принадлежности и запасные части
хранить в отапливаемом помещении. ,
9.4. Пентад и установка.
Для достижения спокойной и точной работы станок должен уста-
навливаться на бетонный фундамент согласно монтажного чертежа,
ГГ2171С5. ООО. 0С01.ГГ (см. приложение).
Глубина заложения фундамента определяется условиями грунта.При |
проектировании фундамента станка необходимо предусмотреть приямок
для слива охлаждающей жидкости из основания станины.
Станок на фундаменте устанавливается на 4-х выверочных винтах
дли стальных клиньях. 'Фундаментные болты и крышка для покрытия
приямка изготовляются потребителем станка согласно схеме установки.
При поставке станка с демонтированной шпиндельной головксй
необходимо выполнить следующие’работы:
I. Установить шпиндельную головку на горловину станины станка
с помощью транспортировочных цапф (см. схему .транспортирования) и
закрепить ее шестью болтами.
2. Произвести работы по монтажу электро-и гидрокогг-уникацип
и подключению станка к электросети ;см.п. 9t7 )-.
3. Не устанавливая инструментальных оправок в магазин включить
станок и произвести ориентацию шпинделя в цикле ручной смены инстру-
мента.
Чтобы убедиться в наличии ориентации,необходимо снять крышку .
доз.37 (см. черт.6Т13МФ4.320.ОСССБ) при этом флажок поз.32 должен
находиться в пазу конечного выключателя поз.27) расположенного, на
.фланце поз.1.
4. Проконтролировать фактическую ориентацию шпинделя по располо-
жению его сухарей (шпонок).Сухари шпинделя должны быть перпендику-
лярны направляющим станины (или задним направляющим ползуна) .допуска-
емое отклонение 0,3 ил.
5. В случае если сухари шпинделя установились не перпендикуляр-
но указанным наплавляющим необходимо:
5.1. Предварительно зацепив для подстраховки шпиндельную голов-
ку транспортировочными стропами вывернуть-болты крепления шпиндельной
головки к станине не более чем на 15 ил.
5.2, - Выдвинуть шпиндельную головку из посадочного отверстия
в станине до вывода конических шестерен из зацепления (определяется
свободжпл’вращением/шпинделя).
chipmaker.ru
Ж»!
При моятахс станка произвести установку
крона Tt-па с флажками на пробку под гор-
ловиной станины. Кронштейн с флажками
демонтирован и закреплен на траверсе ки-
нерией лентой при транояортироБке станка.
Расположение кронштейна с флагкали пока-
зано на чертеже !й 6TI3M&4—X.14.000СБ
| эона 8В поз. 7 и 27
В '
к*
1
CD
закрепить и установить фиксирующие штифты.
9.5- Требования безопасности при монтажных и ретлонтных работ
При транспортировании упакованного станка канаты следует рас-
полагать е соответствии с обозначением мест стропки на упаковочном
шике.Канат должен быть выбран с учетом массы брутто.
При установке станок,станция управления и устройство ЧПУ дол
быть надежно закреплены и подключены к общей системе заземления.П
риодически (не реже I раза в месяц) необходимо контролировать искр
ность цепей заземления станка. Сопротивление цепей заземления не
должно превышать 0,1 Огл.
При подготовке станка к пуску и последующей его эксплуатация
необходимо строго выполнять "Правила технической эксплуатации элек
установок потребителем", "Правила техники безопасности при эксплуа.1
ции электроустановок потребителем1*, а также "Правила технической
эксплуатации станков с устройством ЧПУ .разработанные ЗНИГЛС.
При выполнении технических осмотрев,профилактических и ремонт
ных работ*,связанных со снятием колухов,крышек,ограждений и т.п.,
за которыми располагаются движущие элементы,станок должен быть
отключен от сети переключателем ввода.
Запрещается работать на станке со снятыми крышками клеммных-
коробок электроаппаоатуры.
Демонтаж узлов "Шпиндельная головка",'.'Стол-салазки","Консоль"
"Станция управления","Устройство ЧПУ1* и др. производить с помощью -
рым-болтов или цапф,которые должны устанавливаться в специально —•
предусмотренные для этого в корпусных деталях резьбовые отверстия.
ВНИМАНИЕ! "
ПОСЛЕ МОЕТАЕА УЗЛОВ РЫМ-БОЛТЫ НЕОБХОДИМ СЕЯТЬ.
РАБОТА НА СТАНКЕ С УСТАНОВЛЕННЫХ НА ЭЛЕКТРОДВИ-*
ГАТЕЛЕ ПРОДОЛЬНОГО ПЕРЕМЕЩЕНИЯ РЫМ-БОЛТОМ ’
'D
chipmaker.ru
40
5.3. jс-гановить сухари шпинделя перпендикулярно шхравлплщд -*
и вновь ввести шестерни в зацепление,стараясь не сбить'установку
сухарей шпинделя. • о
6. Если при установленной и закрепленной шпиндельной готовке,
шпонки шпинделя все же сместились от установленного положения
(что можЛ произойти ввиду нечетности числа зубьев у конических
шестерен)необходимо вновь вывести шестерни из зацедления и повер-
нуть шпиндель Hg ISO0.
7. При правильной ориентации 'шпинделя шпиндельную головку
закрепить и установить Фиксирующие штифты.
9.5. Требования безопасности при монтажных и ремонтных работах.
При транспортировании упакованного станка канаты следует рас-
полагать е соответствии с обозначением мест стропки на упаковочном
ящике.Канат должен быть выбран с учетом массы брутто.
При установке станок,станция управления и устройство 437 должны
быть надежно закреплены и подключены к общей системе заземления.П
риодически (не репе I раза в месяц) необходимо контролировать исправ-
ность цепей заземления станка. Сопротивление цепей заземления не
должно превышать ОД Ом.
При подготовке станка к пуску и после.кующей его эксплуатации
необходимо строго выполнять "Правила технической эксплуатации электро-
установок потребителем","Правила техники безопасности при эксплуата-
ции электроустановок потребителем",а также "Правила технической
эксплуатации станков с устройством Wразработанные ЭНИМС.
При выполнении технических осмотров,‘профилактических и ремонт-
ных работ,связанных со снятием кожухов,крышек,ограждений и т.п.,
за которыми располагаются движущие элементы,станок должен быть
отключен от сети переключателем ввода.
Запрещается работать на стояке со снятыми крышкамп клеммных-
коробок электроаппаратуры.
Демонтаж узлов "Шпиндельная тюлевка",'.’Стсл-салазки", ’ ’Консоль
"Станция управления", "Устройство ЧПУ" и др. производить с помощью —
рым-болтов или цапф,которые должны устанавливаться в специально
предусмотренные для этого в корпусных деталях резьбовые отверстия. »<_
БйШЛАНПР! ' *•
ПОСЛЕ МСНТАКа УЗЛОВ РЫМ-БОЛТЫ необходимо снять.
РАБОТА НА СТАНКЕ С УСТАНОВЛЕННЫМ НА ЭЛЕКТРОДВИ-
ГАТЕЛЕ ПРОДОЛЬНОГО ПЕРЕМЕЩЕНИЯ ЧШ-БОЛТОМ
chipmaker.ru
41
9.6. Точность работы станка зависит от правильности его
установки.
Точность установки как в продольном,так и в поперечном направ-
лениях определяется уровнем.Отклонение не должно превышать
0,04/1000 в обоих направлениях.
После установки станка на фундаменте устанавливают около
станка гидростанции,устройство ЧПУ и электрошкаф согласно чертежа
ГГ2171С5.000.ООСМЧ.Гидростанцию рекомендуется установить на.прос-
тавке толщиной 15...20 мм.
ВЫШНИЕ !
ПЕРЕД ГУСлОМ СТАНКА НЕОБХОЖЮ ДЕЖИТИРОВАТЬ
абтосператор ВО ВРЕМЯ
ТРАНСПОРТИРОВАНИЯ СТАНЫ!
9.7. Подготовка к первоначальному пуску и первоначальный
пуск.
После монтажа станка производится'осмотр станка и залив масла
ео все резервуары системы смазки.
В станцию гидропривода залить чистое фильтрованное масло (раз
меры частиц не более 0,08 мл) марки Т22 ГОСТ 32-74,
Заземлить станок подключением к общей цеховой системе заземле
кия.
Подключить станок к электросети,проверив соответствие напряже
иия сети и электрооборудования станка.Перед включением напряжения
питающей сети все переключатели,имеющие фиксированное положение
"О", должны быть установлены в это положение.
Ознакомиться с кинематикой.конструкцией отдельных узлов и ’
технической характеристикой станка.
Изучить управление станком,хорошо усвоить назначение и поря-
док пользования органами управления (см.рис.4,5,6),проверить в
ручном режиме работу всех механизмов станка.
1 Выполнить указания,изложенные в разделах "Смазочная система"
"Электрооборудование",относящиеся к пуску.
Для более тщательного ознакомления со станком обкатать его
на холостом ходу,проверить работу органов управления, опробовать
переключение скоростей шпинделя,работу системы смазки по масло-
указателям.
4 2
>ma ker.ru
ВНИМАНИЕ !
ПРИ ОТСУТСТВИИ МАСЛА В МАСЛОУКАВАТЕЛЯХ
РАБОТА НА СТАНКЕ НЕ ДОПУСКАЕТСЯ
9.8. Настройка, наладка и режим работы.
После ознакомления с органами управления можно произвести
настройку и наладку станка.
На станке возможны следующие режимы работы:
- режим наладочных работ (режим ручного управления);
- режим автоматический.
В наладочном режиме ^правления станком (включение шпинделя,
выбор частоты вращения его,управление продольным,поперечным и вер-
тикальным перемещением исполнительных органов станка) возможно
как от устройства ЧПУ.так’и от'дублирующих тумблеров на пульте
управления.
В наладочном режиме возможно установочное перемещение консоли.
Управление станком в автоматическом, режиме осуществляется по
программе, записанной на перфоленте,введенной в память устройства.
Перед началом обработки деталей на станке необходимо осущест-
вить холостой прогон станка в течение 20" минут.
Этот прогон следует выполнить с многократными перемещениями
координат в направлении "плюс" и минус”,а также с включением
некоторых технических команд ("пуск","стоп шпинделя" и др).
Для осуществления прогона использовать как режим ручного
управления,так и режимп от перфоленты.В последнем случае рекоменду-
ется изготовить управляющую тест-программу.определяя величину хо-
лостых перемещений в зависимости от конфигурации приспособления,
установленного на станке, от фор’Щ и-размеров детали. В. данной
тест-программе предусмотреть многократную автоматическую смену
инструмента.
В первый период станок включить на самые низкие обороты и пос-
тепенно повышать их до максимальных.'
При пуске станка необходимо следить за работой смазочной сис-
темы и тщательно наблюдать за нагревом шпиндельных подшипников.
При установке стола и салазок в нулевое до поженив ось шпин-
деля совпадает с осью калиброванного отверстия. Эта точка прини-
мается за начало отсчета при работе по программе.
chipmaker.ru
43
9.9. - Регулирование
Возникающая в процессе эксплуатации станка необходимость ре-
гулирования отдельнгх узлов и элементов с целью восстановления их
нормальной работы,производится следующим образом:
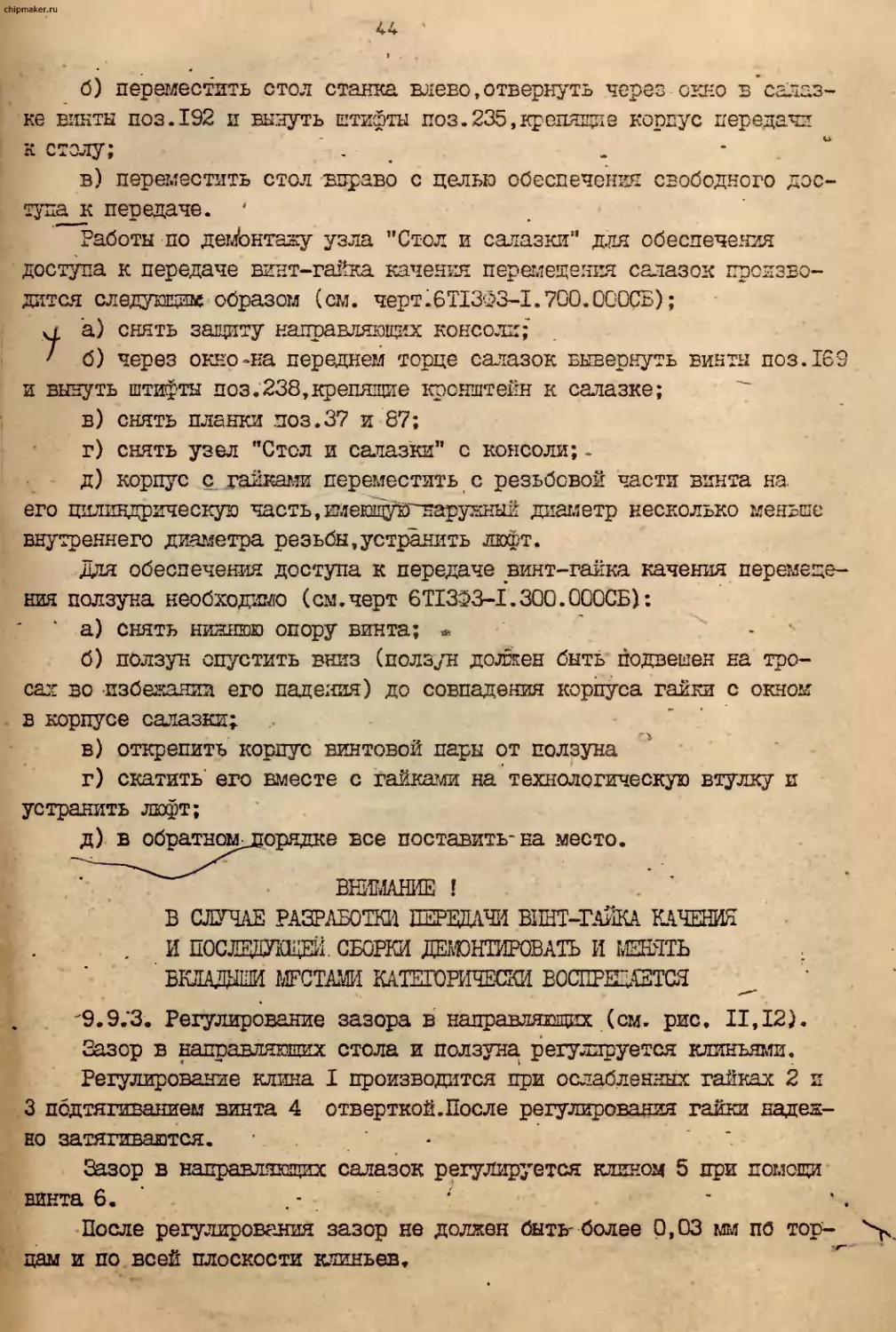
9.9.1. Регулирование переднего подшипника шпинделя (см.черт.
6Т1303-1.300.000СБ).
При наличии радиального биения шпинделя необходимо произвести
подтяжку подшипника по3.148 следующим образом: •
а) снять фланец 67;
б) снять полукольца 313;
в) отвернуть пробку 224 и расконтритъ гайку 68, стягивающую
никлюю опору шпинделя; _ ,
г) подтянуть'подшипник поворотом гайки,при этом проверить
радиальное биение шпинделя;
д) замерить в 4-х местах через 90° размер "И”;
е) подштифовать полукольца 313; > ,э
__я) в обратном порядке все поставить на место.
9.9.2. Регулирование осевого натяга в.передачах винт-гайка
качения. '
Передачи винт-гайка качения отрегулированы в соответствии с'
272.024-4209-75,т.е. момент холостого хода передач не более 1,95 Hi
Устранение люфта в передаче винт-гайка качения производить
следующим образом: (см.рис. 10)
- переместить корпус I с гайками 2 и 3 на технологическую вту.
ху с наружным диаметром, равным внутреннему диаметру спецрезьбы уст;
Обновленную на’цилиндрический участок’винта 4;
б) вывести гайки 2 и 3 из зацепления с-корпусом I на величину
несколько большую ширины зубчатых венцов гаек;
в) поворотом обеих гаек в одну сторону на нужное число зубьев
выбирается люфт. \ • ’ - - -
При повороте обеих гаек в одну сторону на I зуб люфт уменьша-
ется на 0,0099 мм.
г) ввести гайки 2 и 3 в зацепление с корпусом I и навернуть
на резьбовую часть ходового винта”; * - '
• . ^^д) проверить момент холостого хода. - . ;
Для обеспечения- доступа к передаче ’’винт-гайка качения” пере-
мещения' стола с целью’ устранения люфта в передаче необходимо прове
•га следующие работы по демонтажу Чем.черт.6Т13ФЗ-1.700.ОООСБ);
а) демонтировать левую опору передачи; -
chipmaker.ru
44
i
б) переместить стол станка влево,отвернуть через окно в салаз-
ке бинты поз.192 и вынуть штифты поз.235,крепящле корпус передачи
к столу; . -
в) переместить стол вправо с целью обеспечения свободного дос-
тупа к передаче.
Работы по демонтажу узла "Стол и салазки" для обеспечения
доступа к передаче взнт-га£ка качения перемещения салазок произво-
дится следующим образом (см. черт16ТТЗФЗ-Т.700.ОООСБ);
и, а) снять защиту направляющих консоли;
‘ б) через окно-на переднем торце салазок вывернуть винты псз.169
и вынуть штифты поз.238,крепящие кронштейн к салазке;
в) снять планки поз.37 и 87;
г) снять узел "Стол и салазки" с консоли;-
д) корпус с гайками переместить_с резьбовой части винта на.
его цилиндрическую часть,шекщуЮ'чгзружныи диаметр несколько меньше
внутреннего диаметра резьбы,устранить люфт.
для обеспечения доступа к передаче винт-гайка качения перемеще-
ния ползуна необходимо (см.черт 6Т1ЖЗ-1.300.000СБ):
а) снять нижнюю опору винта; ®
б) ползун спустить вниз (ползун должен бытг подвешен на тро-
сах во -избежании его падения) до совпадения корпуса гайки с окном
в корпусе салазки; .
в) открепить корпус винтовой пары от ползуна
г) скатить’ его вместе с гайками на технологическую втулку п
устранить люфт;
д) в обратномдгорядке все поставить-на место.
ВНИТЛАНШч !
В СЛУЧАЕ РАЗРАБОТКИ ПЕРЕДАЧИ ЫШТ-ГАЙКА КАЧЕНИЯ
И ПОСТРдаЖ СБОРКИ ДЕБЕТИРОВАТЬ И МЕНЯТЬ
' БКВДНШ МРЗТАЖ КАТЕГОРИЧЕСКИ ВОСПЕВАЕТСЯ
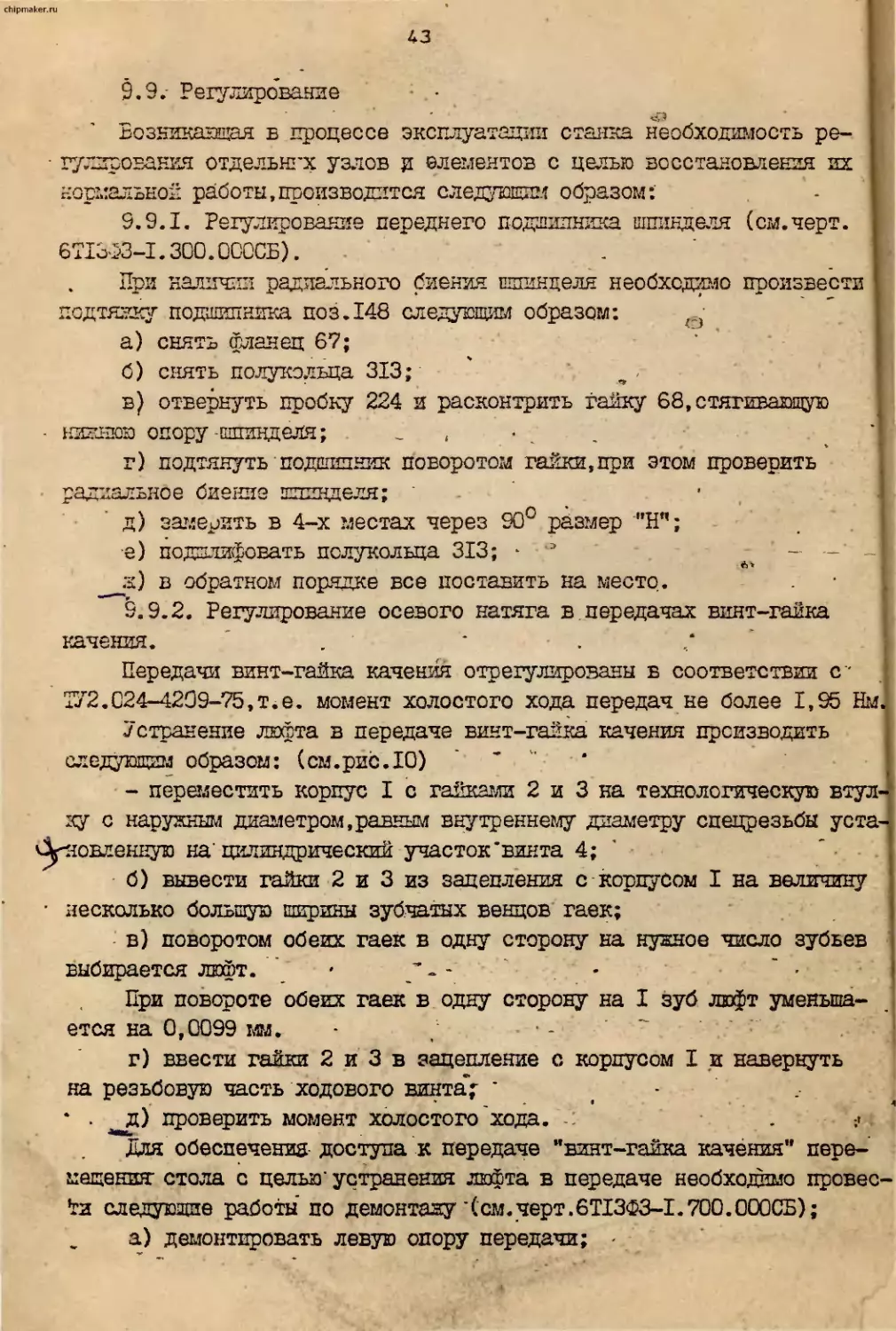
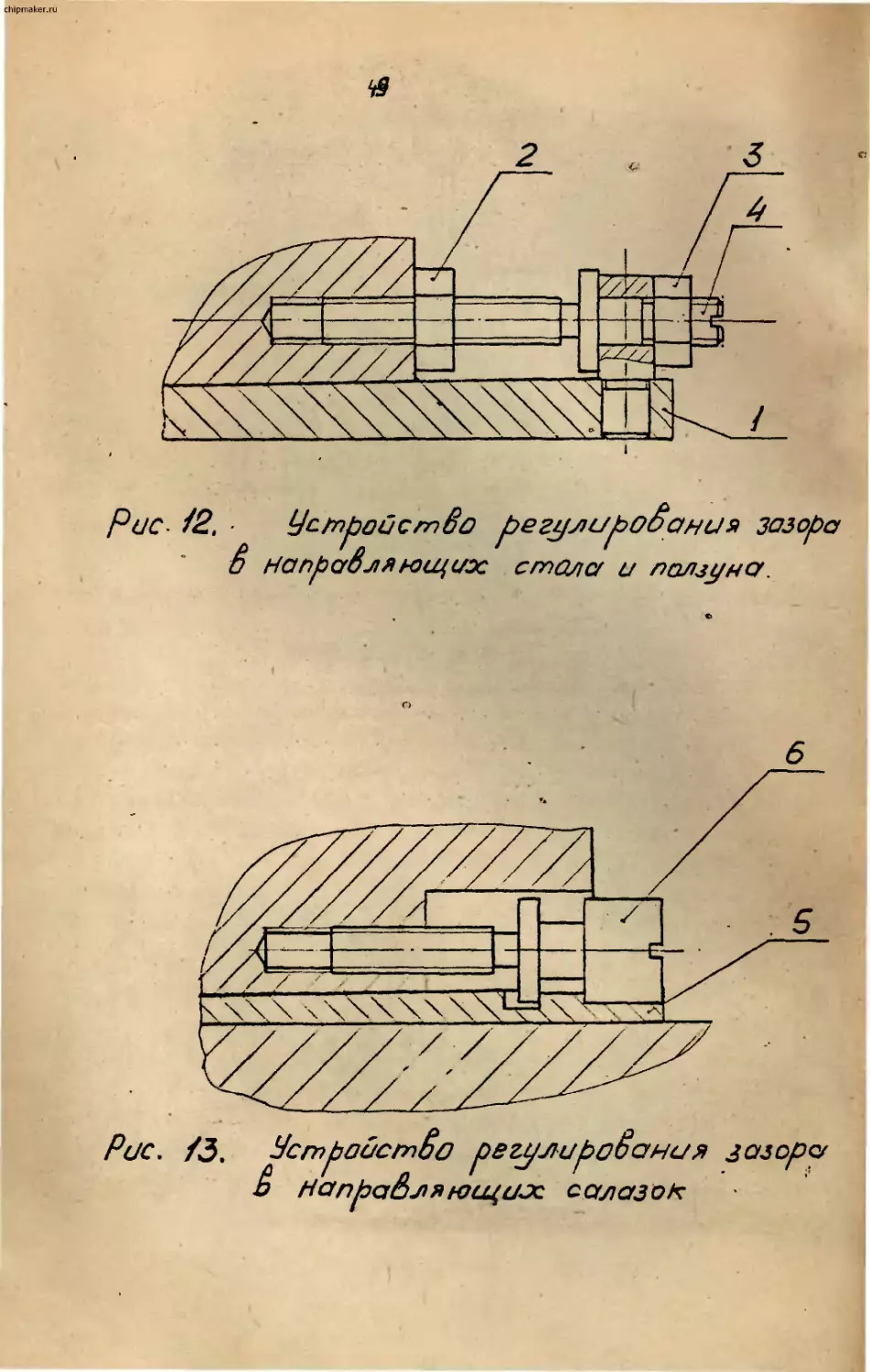
'Э.Э.'З. Регулирование зазора в направляющих (см. рис, 11,12).
Зазор в направляющих стола и ползуна, регулируется клиньями.
Регулирование клина I производится при ослабленных гайках 2 и
3 подтягиванием винта. 4 отверткой г После регулирования гайки надеж-
но затягиваются.
Зазор в направляющих салазок регулируется клином 5 при помощи
винта 6. . - ' -
После регулирования зазор не должен оыть- более 0,03 мм по тор-
цам и по всей плоскости клиньев.
chipmaker.ru
45
• 9 .-9.4. Устранение бокового зазора в зубчатых колесах редук-
тора перемещения стола по оси У (см.рис. 13).
Для устранения бокового зазора'в зубчатых колесах необходимо:
а) отвернуть вин гы 4 (направляющие штифты 3 не. снимать);
б) снять полукольца 2;
в) подшдифовать полукольца 2 в размер "К" в целях обеспечения
бокового зазора в зацеплении не болэе 0,008 мм;
г) в обратном порядке поставить все на место. -
осле регулирования зацепления работа зубчатых передач дол^з
быть плавной,без заедании..
При правильном регулировании зацепления зона нечувствительности
при изменении направления движения стола по оси У не должна превы-
шать 0,040 мм.'
9.10. Охлаждение инструмента
Обработка чугуна при всех способах фрезерования и обработка
стали твердосплавным инструментом производится без охлаждения
режущего инструмента.
Охлаждение рекомендуется применять при работе быстрорежущими
фрезами из стали.
Подвод эмульсии непосредственно в зону резания обеспечивается
достаточной маневренностью системы подвода сопла.При ослабленной
гайке поз!9 (см. черт 0Т13ФЗ-1.900.ОООСБ)сопло-можно поворачивать
под любым углом и устанавливать по высоте.При установке следите
за тем,чтобы сопло не попало под фрезу.
СОПЛО ДОЛКНО БЫТЬ ILt”^O ЗАКРЕПЛЕНО,ПОПРАВЛЯТЬ И ПЕРЕСТАВЛЯТЬ
ЕГО В ПРОЦЕССЕ ОБРАБОТКИ НЕ ДОПУСКАЕТСЯ.
Смульсия из резервуара,расположенного в основании станка,подает-;
• ся насосом и стекает по пазам стола,корыту стола,через .отверстия в сто
ле в канал салазок,а затем гибким шлангом отводится в-основание.
: Для сбора эмульсии на корыте основания имеется решетчатая крышка
Через.: эту.гжегрешетку.'производится залив эмульсии.
СНЙИАТЬ КРЫШКУ НЕ РАЗРЕШАЕТСЯ В СВЯЗИ С БОЗМОЖНОС'иж ЗАСОРЖИЯ
РЕЗЕРВУАРА И ПОРЧИ НАСОСА ООЩЕНИЯ ’
chipmaker.ru
Рис. И Привод вертикального перемещения консоли.
chipmaker.ru
я консоли.
chipmaker.ru
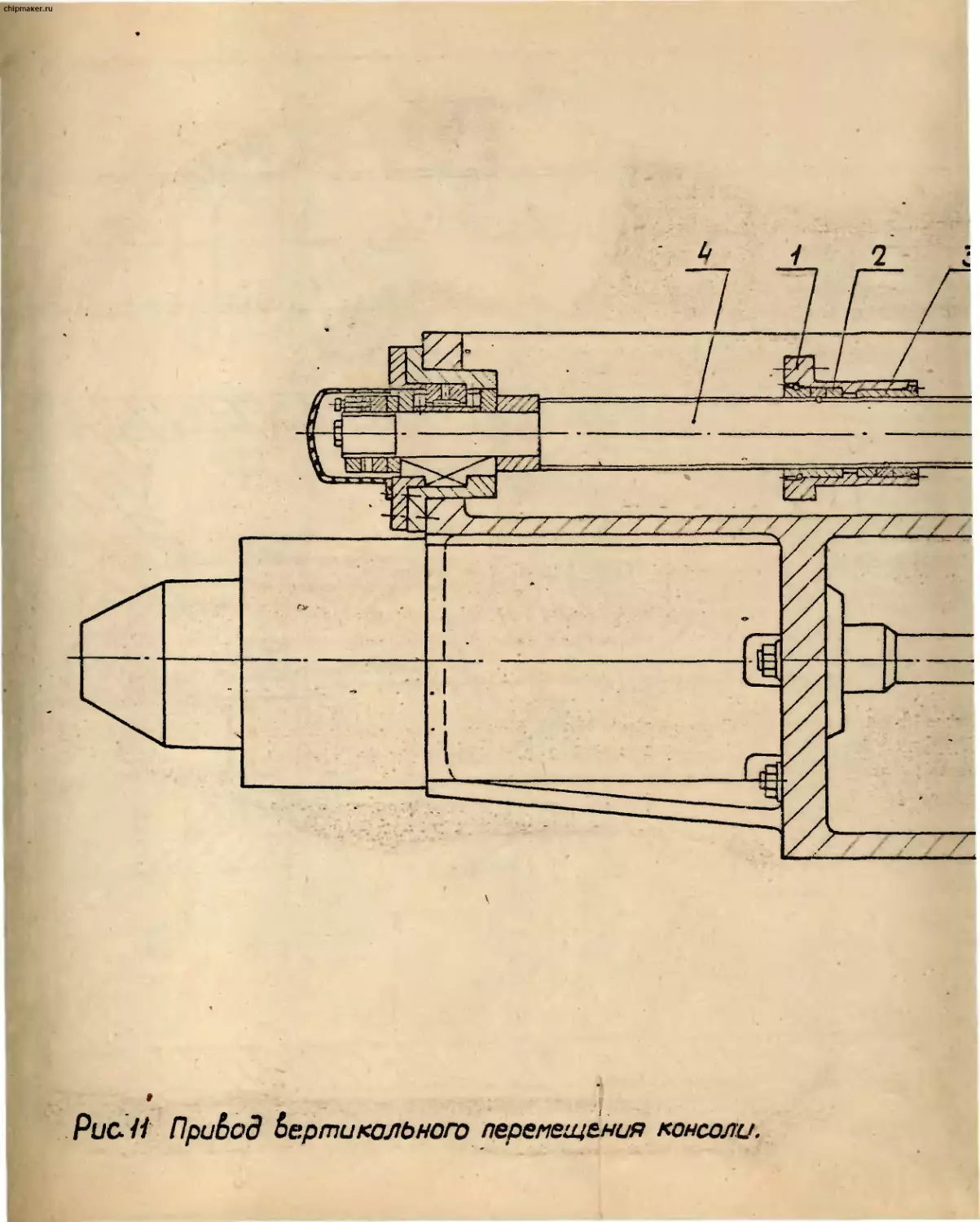
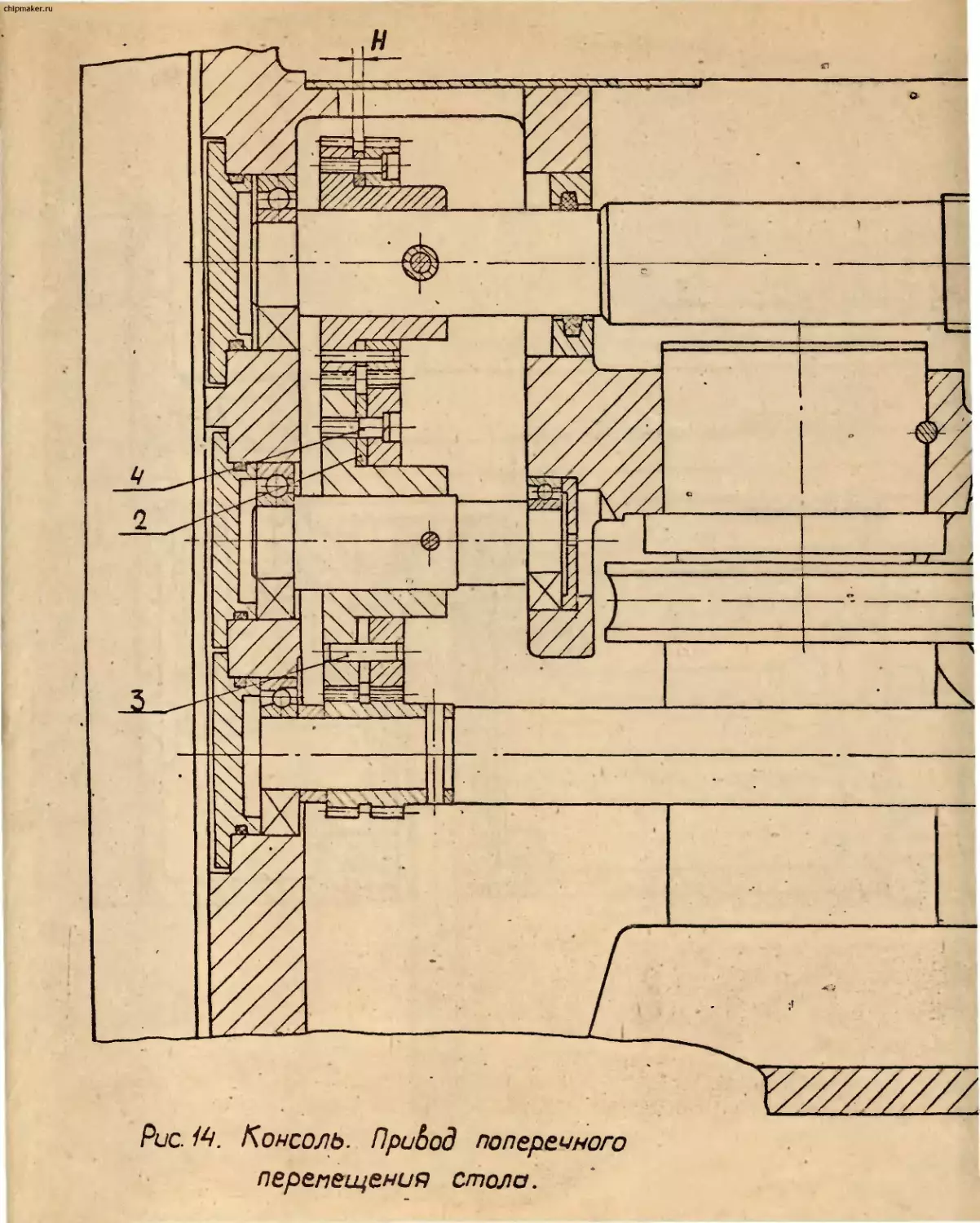
Рис. №. Консоль. Привод поперечного
перемещения столо.
<3
chipmaker, ru
Рис. 10. _ Порядок ^транспортирования
chipmaker.ru
Рис- /2. Усгпройстёо регулирования з
$ Направля ющиэс стала и ползуна.
о
chipmaker.ru
bO
10. Оеттенности разборки и сборки станка
при ремонте
10.1. Демонтаж и установка шпиндельной головки, - °
см.черт.6Т13ФЗ-1.300.000СБ
*
Перед демонтажом шпиндельной головки со станка произвести
работы по отсоединению электро- и гидрокоммуникаций.
Предварительно застропив шпиндельную головку тросами за боковые
транспортировочные цапфы вывернуть болты, крепящие головку к корпусу
станины.
Выдвинуть головку из посадочного отверстия станины и снять ее
со станка.
Установку шпиндельной головки на станок и ориентацию шпинделя
см.раздел 9.4.
10.2. Демонтаж и установка механизма крепления инструмента,
см.черт.6Т13МФ4.370.000СБ ..
Отсоединить электро- и гидрокоммуникации.
Отвернуть винты, крепяпие корцус механизма к ползуну. Вынуть
за корпус механизм из расточек ползуна И5 шпинделя.
* При установке механизма на ползун следует учитывать необходи-
мость сопряжения одновременно по двум посадкам. Для этого втулка 27
сдвигается вниз до упора в бурт шомпола 24, при этом шарики 64 дол-
жны запасть в отверстие втулки 27. При вдвижении корпуса механизма
в расточку ползуна необходимо одновременно вдвигать втулку 27 в
расточку шпинделя, используя при этом отверстие выполненное в ползу-
не и закрытое заводской эмблемой.
10.3. Демонтаж редуктора"перемещения ползуна,
’ см .6Т13ФЗ-1.300 .СОССБ
Перед демонтажом редуктора со шпиндельной головки снять электро-
.двигатель подач, отсоединить арматуру смазки и подложить под ползун
упор.
Расконтрить и свинтить с винта передачи ВТК гайки 26 и 27.
Отвернуть винты, крепящие корпус редукторах корпусу салазок и снять
редуктор. Причем шестерня 12 и втулка 9 должны остаться на винте пе-
редачи ВЖ.
chipmaker.ru
51
10.4. Демонтаж шпинделя и ползуна
см.черт .6Т13ФЗ-1.300.000СБ
Демонтаж шпинделя и ползуна производить при снятой и установ-
ленной горизонтально на приваленную плоскость салазок шпиндельной
головке. 1
10.4.1. Демонтяу шпинделя
Перед демонтажом шпинделя снять механизм крепления инструмен-
тов и фланец.67. Легкими ударами через медную зыколотку по хвосто-
вой части шпинделя демонтировать шпиндель в сборе с подшипникам*
из посадочных отверстий ползуна.
10,4.2. Демонтаж ползуна
Перед демонтажом ползуна снять механизм крепления инструментов
и редуктор перемещения ползуна.
Снять кронштейн 7 нижней опоры винта передачи ВТК и вывернуть
винт для получения доступа к крепежным винтам 56 шестерни 12. Вы-
вернуть винты 56, легким постукиванием медной въжолотксй сдвинуть
шестерню 12 с конических колец'54 и 55. Ввернуть винт передачи ВТК
так, чтобы верхний торец винта и торец хвостовой части шпинделя на-
ходились в одной плоскости. - .
Сдвинуть ползун до выхода хвостой частя шпинделя из шлицевой
втулки 72.
Заотропить ползун тросом. Снять клин 85 планки 14, 33 и 87 и,
демонтировать ползун.
10.5. Демонтаж стола см,черт.6Т13ФЗ-1.700.000СБ
Сдвинуть стол влево. Снять крышку 53 снизу в левой стороне
салазки. Через открывшееся окно отвернуть винты 192 и вынуть штиф-
ты 235, крепящие корпус передачи BIK к столу. Застрелить стол тро-
сами. Освободить клин 89 и выдвинуть стол из направляющих салазок.
10.6. Демонтаж редуктора продольного перемещения' стола :
Перед демонтажом редуктора снять электродвигатель подач и труб-
ки смазки. Снять крышку 44, закрывающую нишу корпуса редуктора. Рас-
вонтрить и ослабить гайки 63 и 64 на винте передачи BIK. Вывернуть
винты, крепящие фланцы 27 и 28 к корпусу редуктора 10 и крышке II.
Chipmaker.ru
chipmaker.ru *
52
Вывернуть винты 137, вынуть штифты 237 и снять крышку II.
Застропить редуктор стропами.
Вывернуть винты 191, вынуть штифты 239, снять редуктор. Причем
на винте передачи ВТК должны остаться смонтированные на нем детали*:
шестерня 15, подшипник 145, райки 63 и 64 и др.
t _ . . . -
10.7. Демонтаж салазок (в сборе со столом)
см .у хг .6Т13ФЗ-Г.700 .С-СССБ
<7
Перед демонтажом салазок отсоединить электрон омму ник ации и
трубки смазки.
Снять телескопическую защиту направляющих консоли и крышку 91
с переднего торца салазок. Через открывшееся окно отвернуть бол-
ты 169, вынуть штифты 238, крепящие кронштейн с корпусом передачи
ВГК к салазке. Снять планки 37 и 87, ослабить клин 88. Снять салаз-
ки с направляющих консоли.
а ,
10.8. Демонтаж консоли (в сборе со столом и салазками)
см.черт.6Т13ФЗ-1.601.00СС5
и
Перед демонтажом конссши отсоединить электрокоммуникации и
трубки смазки.
За стропить консоль тросами.
Отвернуть болты 188 и вынуть штифты 257, крепяпие колонку 65
к основанию. Отвернуть болты 198 и снять планку 125 крепящую кон-
соль к напоавляюшим станины, снять консоль.
10.9. Демонтажи установка коробки переключения
ск о госте: см. черт .6Т13МФ4~1 «31 .ОООСБ
Перед демонтажом снять крышку II, закрывающую'нишу коробки -
скоростей и произвести работы по отсоединению электро- и гидроком-
-муникаций. *
Застрелить узел с помощью рым-болтов, устанавливаемых в верх-
ней части корпуса коробки.
Вывернуть крепежные винты 66, вынуть фиксирующие штифты 79 и
выдвинуть коробку из окна корпуса-станины. '
Для установки коробки переключения скоростей на станок необхо-
димо участие 2- человек; один из которых должен направлять коробку
в окно станины, а другой - с противоположной стороны через смотро-
chipmaker.ru
. . 53
вое окно - контролировать совпадение вилок с кольцевыми пазами в
блоках шестерни' коробки скоростей. '
Для обеспечения доступак смотровому окну необходимо демонти-
ровать механизм автоматической смены инструментов.
10.10. емонтаж механи зма'автоматической смены
инструментов см.черт. 6Т13МФ4-1.14.000СБ
Перед монтажом механизма со станка произвести работы по отсое-
динению электро- и гидр (коммуникаций.
Сдвинуть автооператор 4 до упора к магазину инструментов и за-
крепить к направляющим траверсы 5 через резьбовые отверстия в верх-
ней плите автооператора.
За стропить механизм с помощью цапф, установленных на торцах
базовой плиты 9 и рым-болта установленного в верхней части корпуса
магазина инструментов. ' ....... *
Вывернуть крепежные винты и вынуть фиксируюпие штифты, крепя-
пие механизм к корпусу станины,снять механизм.
chipmaker.ru
54
II. ВОЗМОЖНЫЕ ЕЕИСЛРАВНОСТИ.ИХ ЮТИШ
И МЕТОда УСТРАНЕНИЯ
В станке могут произойти различного рода неисправности.Многие
из них возникают из-за несоблюдения требований руководства по
эксплуатации.
В любом случае,прежде чем приступить к устранению неисправ-
ностей, нукно ознакомиться с перечнем возможных неисправностей,а также
с разделом 6 данного руководства.
Возможные .."-.неисправности и методы их устранения
----------------.-------------------------------------,------------------.
Неисправность" : Признаки • Вероятная причина’ : Метод устранения
Нарушение ра- Масло не пос- Засорились фильт- Промыть фильт-
боты системы тупает в масло- ры 2,8 ры
смазки станка
указатели
:7(1),7(4) и*
прозрачные
трубки масло-
разводки
Недостаточ-
ная смазка
направляющих
ползуна.От-
сутствие мас-
ла в прозрач-
ных трубках
капельной
смазки нап-
Не работают насосы
1,3
равлял
ин»;
пол-
зуна (точки ’
смазки 15)
Недостаточ- .
ная подача
масла в редук-
торы шпиндель-
ной головки.
Отсутствие
( или капель-
Отсутствуют рези-
новые кольца,герме-
тизирующие отвер-
стия смазки на сты-
ках корпуса салазрк
с клином идланкой.
Засорились фильт-
рующие элементы в
маслораспределите-
лях 5.
Засорились кана-
лы для прохождения
масла в корпусе са-
лазок
Не отрегулирована
подача масла от
тройника с регуля-
тором к масло-
распределителю 5.
Устранить неис
правность насо-
сов
* e /
Поставить рези
новые кольца в
кольцевые подрез
-ки на клине и
на планке
Промыть или за
менять фильтрую-
щие элементы
маслораспреде-
лителя.
Прочистить ка-
налы смазки в
корпусе салазок
Отрегулировать
расход масла рав
ным 5...8 г/мин 1
каждой из двух
трубок подвода
к редукторам.'
chipmaker.ru
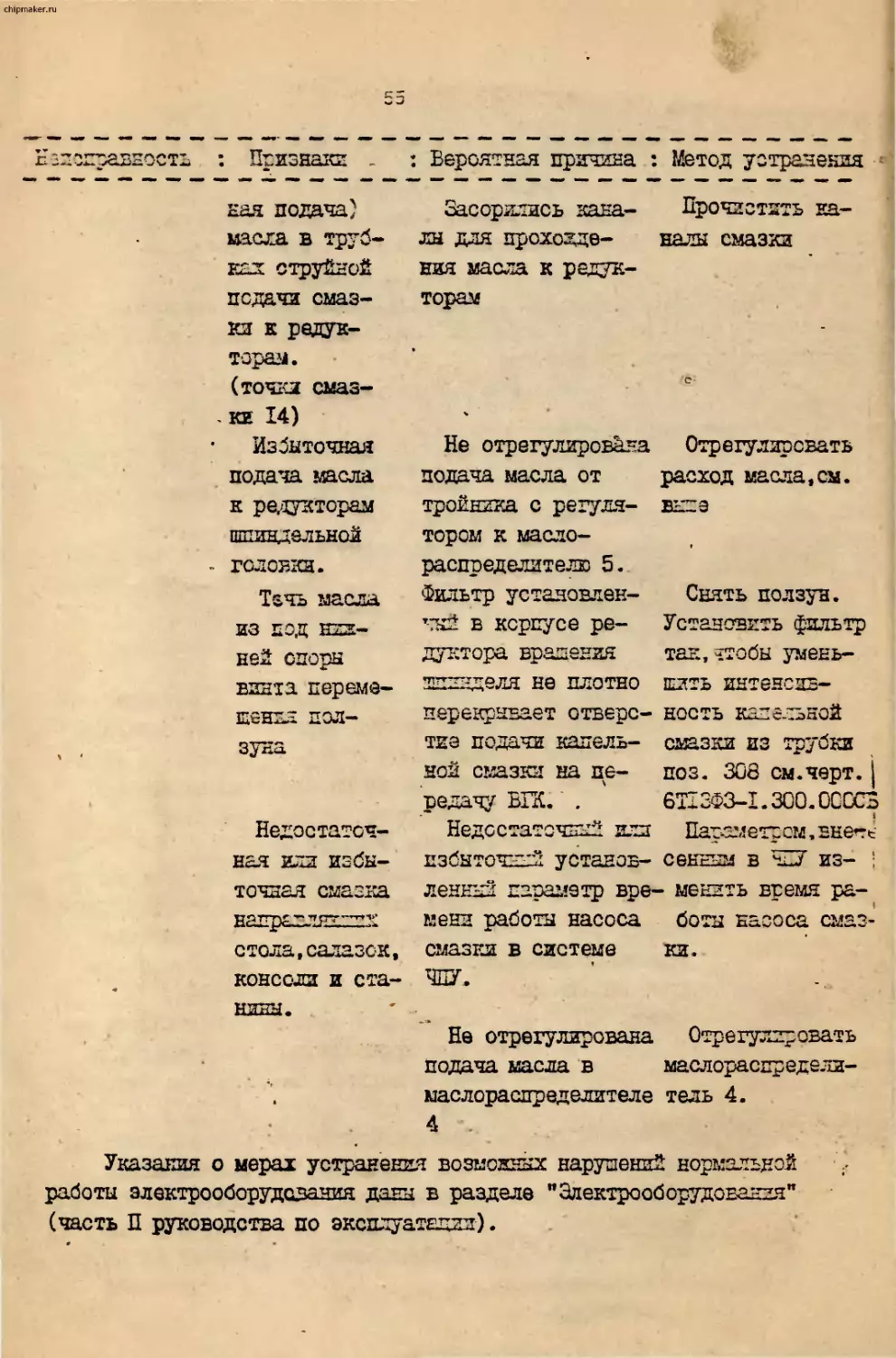
Неисправность : Признаки _
Вероятная причина : Метод устранения
ная подача)
масла в труб-
ках струйной
подачи смаз-
ки к редук-
торам.
(точки смаз-
. кг 14)
Избыточная
подача масла
к редукторам
шпиндельной
- головки.
Течь масла
ИЗ НОД ЕП-
нэй опоры
винта переме-
шанхя пол-
зуна
Засорились кана-
лы для прохожде-
ния масла к редук-
торам
Прочистить ка-
налы смазки
с-
Недостаточ-
ная или избы-
точная смазка
ПрТТТМГ Т5 ’ТОТ--rrv
стола, салазок,
консоли и ста-
нины.
Не отрегулирована
подача масла от
тройника с регуля-
тором к масло-
распределителв 5.
Фильтр установлен-
ный в корпусе ре-
дуктора впадения
шпинделя не плотно
перекрывает отверс-
тие подачи капель-
ной смазки на пе-
редачу ВПК. ’ .
Недостаточный или
избыточный установ-
ленный параметр вре-
мени работы насоса
смазки в системе
ЧПУ.
Не отрегулирована
подача масла в
маслораспределителе
4
Отрегулировать
расход масла,см.
выла
t
Снять ползун.
Установить фильтр
так,чтобы умень-
шить интеягпн-
ность капельной
смазки из трубки
поз. 308 см.черт.|
6ИЗФЗ-1.300.0С0СЗ
Параметром, внете
С6НЕЫМ В ИЗ- ;
- менять время ра-
боты насоса смаз-
ки.
Отрегулировать
маслораспредсли-
тель 4.
Указания о мерах устранения возмокных нарушений нормальной
работы электрооборудования даны в разделе "Электрооборудования"
(часть П руководства по эксплуатации).
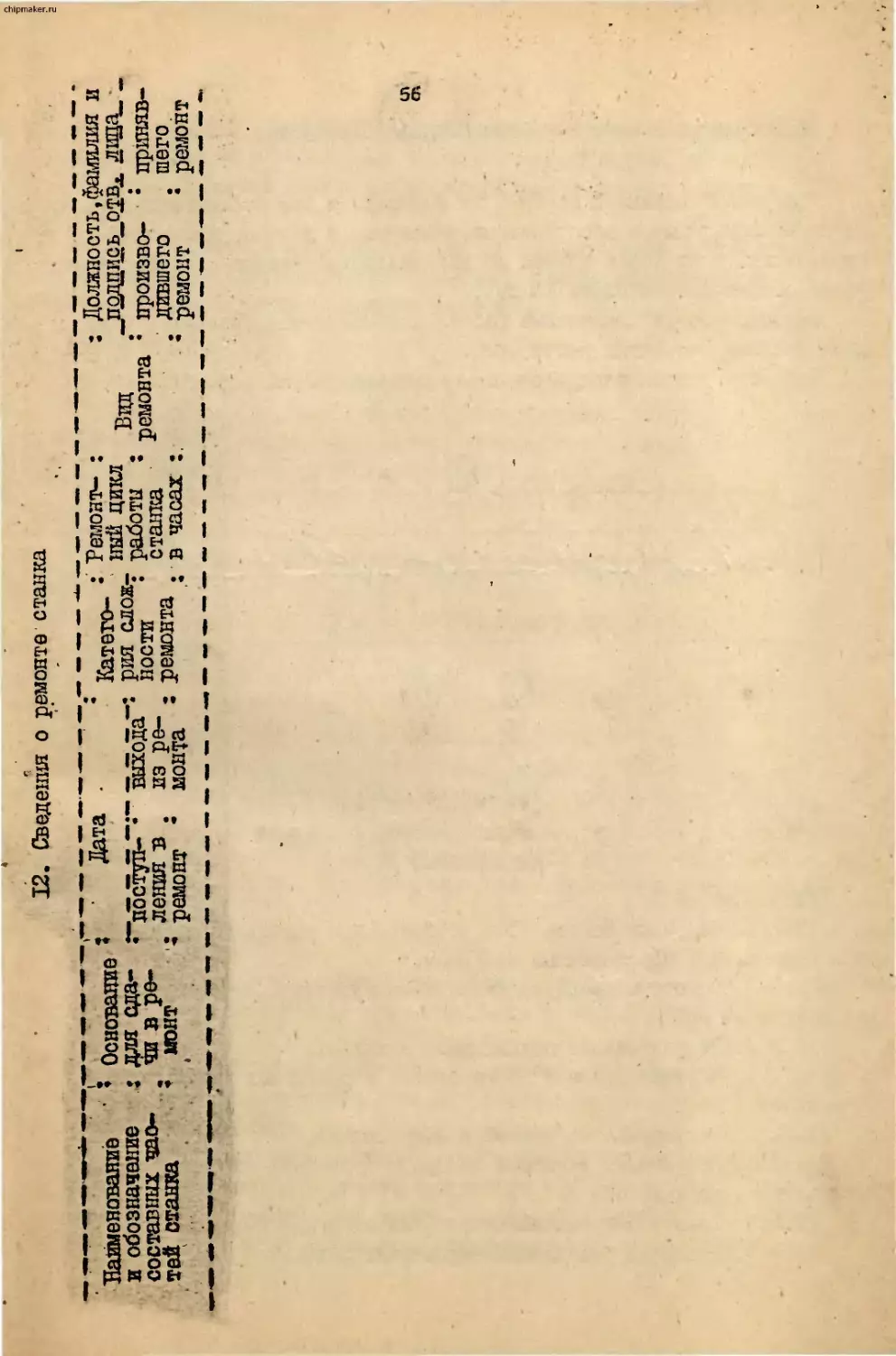
12. Сведения о ремонте станка
chipmaker.ru
Наименование ' * Основание *
и обозначение : для еда- :
составных чао- . чи в ре-
тей станка * монт ч
• Ремонт- : : Должность,фамилия и
Z сл^ж- дикл Вид »П^ЦП11СЬ_О1ВА лща_ .
* н°сти : т?та : ремонта : произво- 1 : приняв-
SnSn33 • 5 ремонта . ° Sin™ . . давшего . шего.
ремонт монта в часах .. . ремонт • ремонт
Дата
1Л
О',
chipmaker.ru
57 . •
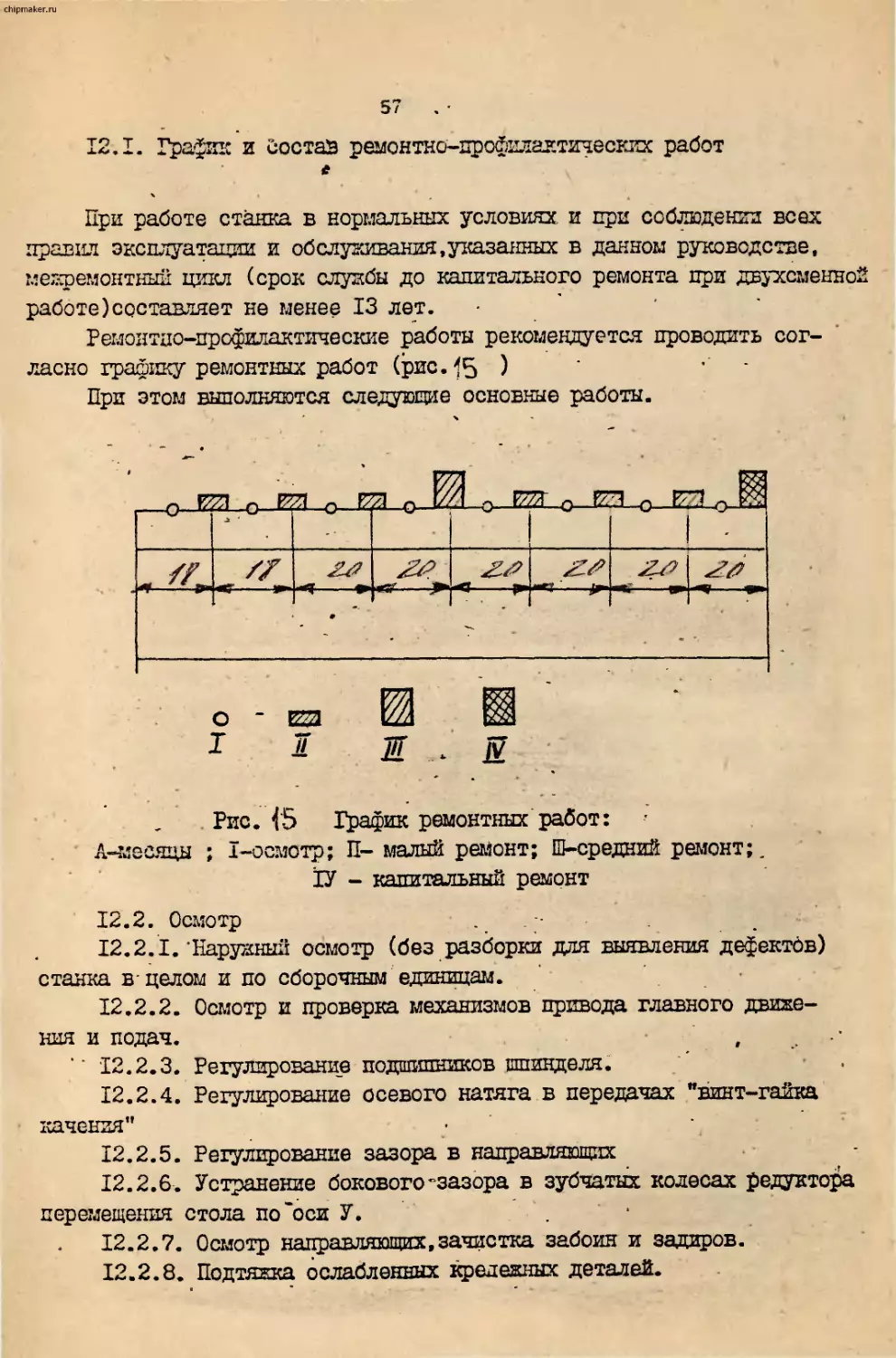
12.1. График и состав ремонтно-профилактических работ
При работе станка в нормальных условиях и при соблюдении всех
правил эксплуатации и обслуживания,указанных в данном руководстве,
межремонтный цикл (срок службы до капитального ремонта при двухсменной
работе)составляет не менее 13 лет.
Ремонтно-профилактические работы рекомендуется проводить сог-
ласно графику ремонтных работ (рис. '5 ) ’ '
При этом выполняются следующие основные работы.
Рис. (5 График ремонтных работ: •
А-месяцы ; I-осмотр; П- малый ремонт; Ш-средний ремонт;.
1У - капитальный ремонт
12.2. Осмотр . •
12.2.1. Наружный осмотр (без разборки для выявления дефектов)
станка в- целом и по сборочным единицам.
12.2.2. Осмотр и проверка механизмов привода главного движе-
ния и подач. , ••
' 12.2.3. Регулирование подшипников шпинделя.
12.2.4. Регулирование осевого натяга в передачах "винт-гайка
качения"
12.2.5. Регулирование зазора в направляющих
12.2.6 . Устранение бокового- зазора в зубчатых колесах редуктора
перемещения стола по'оси У.
12.2.7. Осмотр направляющих,зачистка забоин и задиров.
12.2.8. Подтяжка ослабленных Денежных деталей.
chipmaker.ru
53
.2.2,9. Проверка исправности действия ограничительных кулачков»
12,2.10. Проверка состояния и мзлкий ремонт систем охлаждения,
12,2.И. Проверка состояния и мелкий ремонт систем смазки и
гидравлики.
12,2.12, Проверга состояния и ремонт оградительных устройств,
12.2. 13, Выявление деталей,требующих замены, при' ближайшем
ремонте (начиная со второго малого ремонта),
Х2.3. Малый ремонт.
12,3.1 Частичная разборка сборочных единиц.
12,3.2 . Промывка деталей разобранных сборочных единиц.
'12.3.3. регулирование илц- замена подшипников качения,
12,3.4 , Пришабривание и зачистка клиньев и планок,
12,3,5 ,•Зачистка заусенцев и забоин на зубьях шестерен и вил-
ках переключения,
12,3,6 , Замена шариков и вкладышей в передачах "винт-гайка”
качения”.
12
,3,7, Зачиртка забоин и задиров направляют
iiiw
и рабочей
поверхности стола,
X2j.3,8, Выполнение работ,связанных с ремонтом системы смазки
и гидравлики и заменой масла.
12,3,9 , Замена изношенных и сломанных крепежных деталей,
Х2,3,10. Выявление деталей, требующих замены при ближайшем пла-
новом ремонте (среднем,капитальном) с записью в предварительной ведо-
мости дефектов.
X2.3.IX. Испытание станка на холостом ходу на всех скоростях
и подачах,проверка на шум и нагрев,проверка точности и чистоты обра-
батываемой детали,
12,4, Средний ремонт,, -
12.4.I. Проверка на точность перед разборкой,
_ 12.4,2, Измерение износа тру-'-ИИХся поверхностей перед ремон-
том базовых деталей, ". -
.12.4’, 3. Частичная разборка станка на сборочные единицы.
' 12.4,4, Промывка,протирка деталей разобранных сборочных единиц,
промывка, очистка от грязи неразобранных сборочных единиц.
12.4,5. Осмотр деталей разобранных сборочных единиц.
Х2.4.6, Составление дефектной ведомости.
12,4,7. Регулирование или замена подшипников качения.
12,4,8. Замена всех изношенных втулок,зубчатых колес и реек.
chipmaker.ru
59
12,4.9. Замена передач "винт-гайка качения",
Хгл.Ю^Припабривание та замена регулировочных клиньев,
12.4,11, Замена или восстановление валиков,
• 12.4,12, Исг.оавлглпэ' шабрением или шлифованием поверхностей
напьавляюдих,если износ превышает допустимый, )
12;4.13, Ремонт насосав и арматуры смазки и охлаждения,
12.4,14, Ремонт системы смазки и гидравлики..
12,4.33, Ремонт пли замена’оградительных устройств,установлен-
ii_x в соответствии с требованьями техники безопасности,
12.4,16. Сборка отремо..... др ” оанНых сборочных единиц, проверка
правильности вёаямодействиж Все). сборочных единиц и механизмов
ставка.
12.4.1?, Окраска наружных поверхностей станка,
31.4,13, Обкакса станка на холостом ходу (на всех,скоростях
и подачах) с проверкой на’'дум г нагрев,
12.4.19, Проверю, отакха на точность и жесткость по
ГОСТ 17734-81 и техническим услбвкям,
12,5, .^шптальиый ремонт
Кализальный ремонт производится с полной разборкой всего станка,
В результате ремонта долепи быть восстановлены или заменены
все изношенные сборочные единицы и детали станка,а танке восстанов-.
лена его первоначальная точность,жесткость-.ц мощность,Характер и’объем
работ.приданном виде ремонта определяются для конкретных условий
эксплуатации,
Chlpmaker.ru
4 г*
13. Сведения об изменениях в станке
Наименование : Основание : Дата * Характеристика
и обозначение .(наименование, проведения : работы станка после
составных частей \ документа) • изменения ведения изменений
станка z •
: Должность, фамилия
. и подпись ответст-
• венного лица
chipmaker.ru
61 -'
14. Сведения по запасным частям
Перечень подшипников' приведён в
схеме по.
ШИКОВ
£
1^217105.000.000К7 ( см. приложение )
Перечень' бкстроизнашивающихся деталей указан в таблице
9.
Указанные в перечне чертежи (см. в приложении).
chipmaker, ru
52-
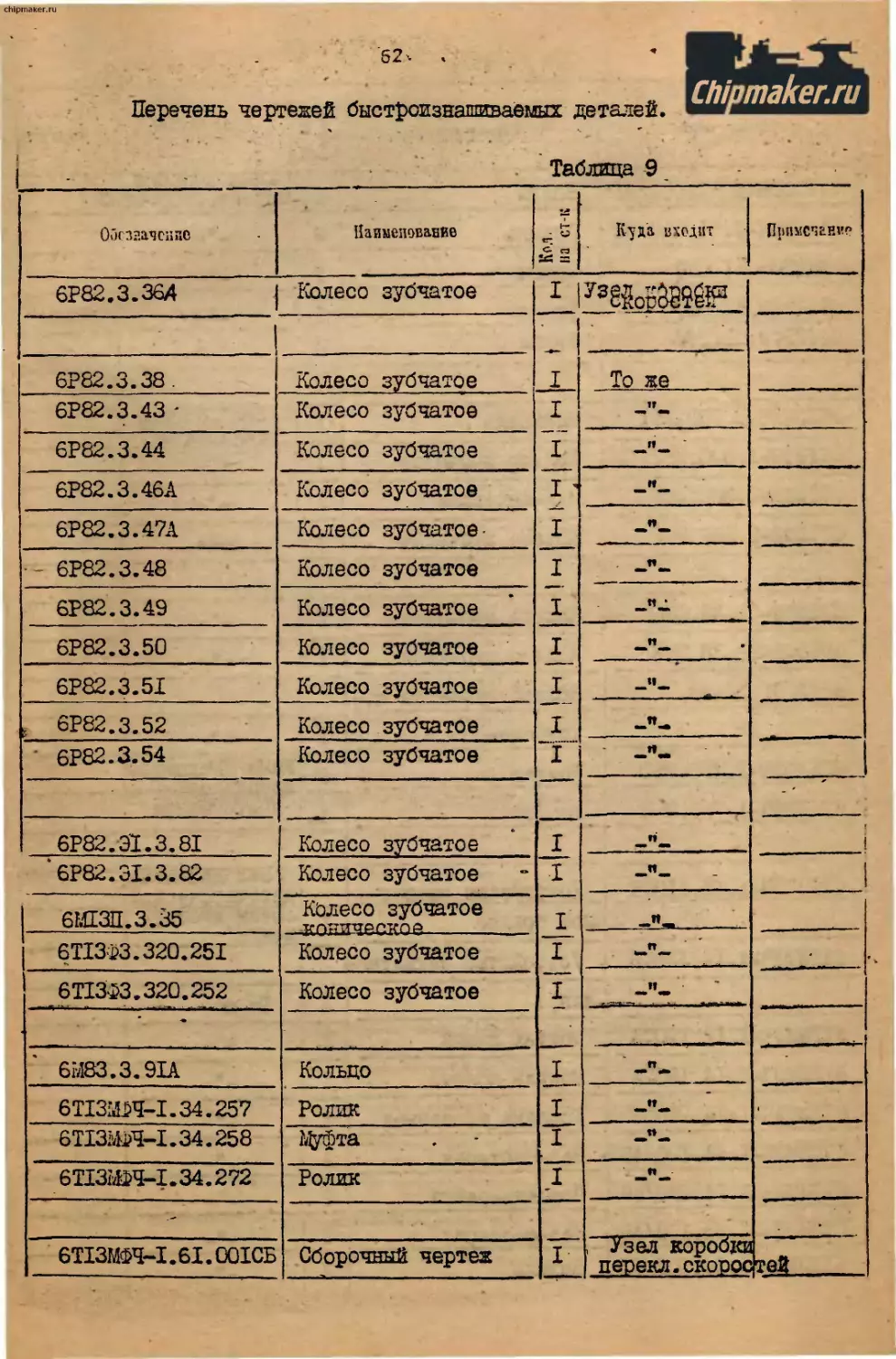
Перечень чертежей быстроизнашиваемых деталей
Chipmaker.ru
Таблица 9
Оосзначсппе г Наименование Км. на ст-к Куда входит Примечание
6Р82.3.364 Колесо зубчатое I
-
6Р82.3.38. Колесо зубчатое I То же
6Р82.3.43 ' Колесо зубчатое I тг «я
6Р82.3.44 Колесо зубчатое I п
6Р82.3.46А Колесо зубчатое I '
6Р82.3.47А Колесо зубчатое- I
- 6Р82.3.48 Колесо зубчатое _Р п «» «м>
6Р82.3.49 Колесо зубчатое I
6Р82.3.50 Колесо зубчатое I
6P82.3.5I Колесо зубчатое I — - —
s 6Р82.3.52 Колесо зубчатое I
’ 6Р82.3.54 Колесо зубчатое I —
6Р82.Э1.3.81 Колесо зубчатое I и (
6Р82.31.3.82 Колесо зубчатое I
61ЯЗП.3.35 Колесо зубчатое И-ПТТТТТГРГТГЛР I _п_
6Т13Ф3.320.251 Колесо зубчатое I п tea»
6Т13Ф3.320.252 Колесо зубчатое I п *
!
61.183.3. ЭРА Кольцо I п «в •*»
6ТРЖЧ-Р.34.257 Ролик I tt
6TI3M-I.34.258 Лффта I
6TI3L&4-I.34.272 Ролик I
6Т13МФЧ-Р.6Р.001СБ Сборочный чертеж I , Узел коробке перекл. скорое теД
chipmaker.ru
S3
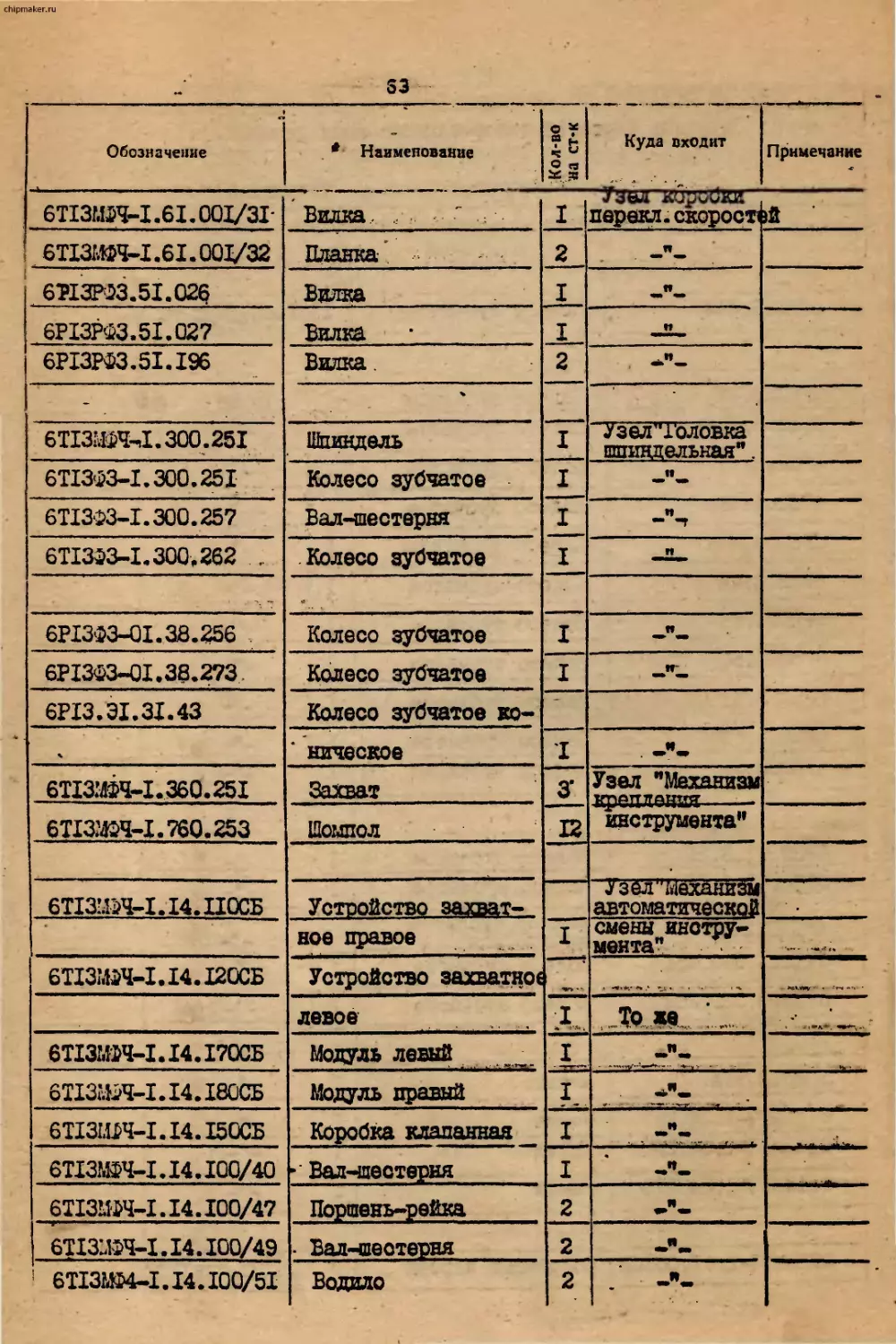
Обозначение . * Наименование Кол-во на ст-к Куда входит Примечание
6Т13ИФЧ-1.61.001/ЗГ Вилка .. . I УЗш кброСКИ герекл. скорост )Й
6Т13КШ-1.61.001/32 Планка-' 2
6PI3Ptf3.5I.026 Вилка I ft «» <шв
6PI3Ptf3.5I.027 Вилка W
6PI3Ptf3.5I.I96 Вилка. 2
- ч
6TI3i№,1.300.251 Шпиндель I Узел'*1'оловка шпиндельная".
6TI3tf3-I.300.25I Колесо зубчатое I ft
6TI3tf3-I.300.257 Вал-шестерня I н — "Г
6TI3tf3-I.300.262 ... Колесо зубчатое I н
6PI3tf3-0I.38.256 . Колесо зубчатое I W
6PI3tf3-0I.38.273. Колесо зубчатое I п
6PI3.3I.3I.43 Колесо зубчатое ко- -
% * ническое I
6Т13МФЧ-1.360.251 Захват 3’ Узел "Механизм упртттгдтгя
6Т13МФЧ-1.760.253 Шомпол 12 инструмента"
6Т131Ж-1.14.110СБ Устройство захват- ,Узел "механизм автоматической
ное правое I смены инстру- мента"
6TI3Mtf4-I.I4.I20CB Устройство захватное , #•* . « 1 Ч* W.W - • -гч —•
левое .-То 1SL L... * 144^ Ш1'- ..
6Т13МФЧ-1.14.170СБ Модуль левый; i - W -
6Т13ШЧ-1.14.180СБ Модуль правый JL
6Т13Ш>Ч-1.14.150СБ Коробка клапанная I
6Т13МФЧ-1.14.100/40 * Вал-шестерня I п •• >,ч-ИЬ-.
6Т13МФЧ-1.14.100/47 Поршень-рейка 2 R
6TI3Mtf4-I.I4.I00/49 Вал-шестерня 2 И *
! 6TI3Mtf4-I.I4.I0Q/5I Водило 2
chipmaker.ru б*»
Обозначение Наименование Кол-во на ст-к Куда входит Примечаема
6Т1ЭФЗ-1,700.Ш Крлеоо зубчатое I Узел.стол, и ica дазки
6Т13ФЗ-1,700,252 Вал-шестерня I •
у •»
•
*
4
-
-
О -
-п -
—
1 V
•
у 1 .
J ’ • »« 1 1 1 " ’ «II -JJ л %
1
chipmaker.ru
65;
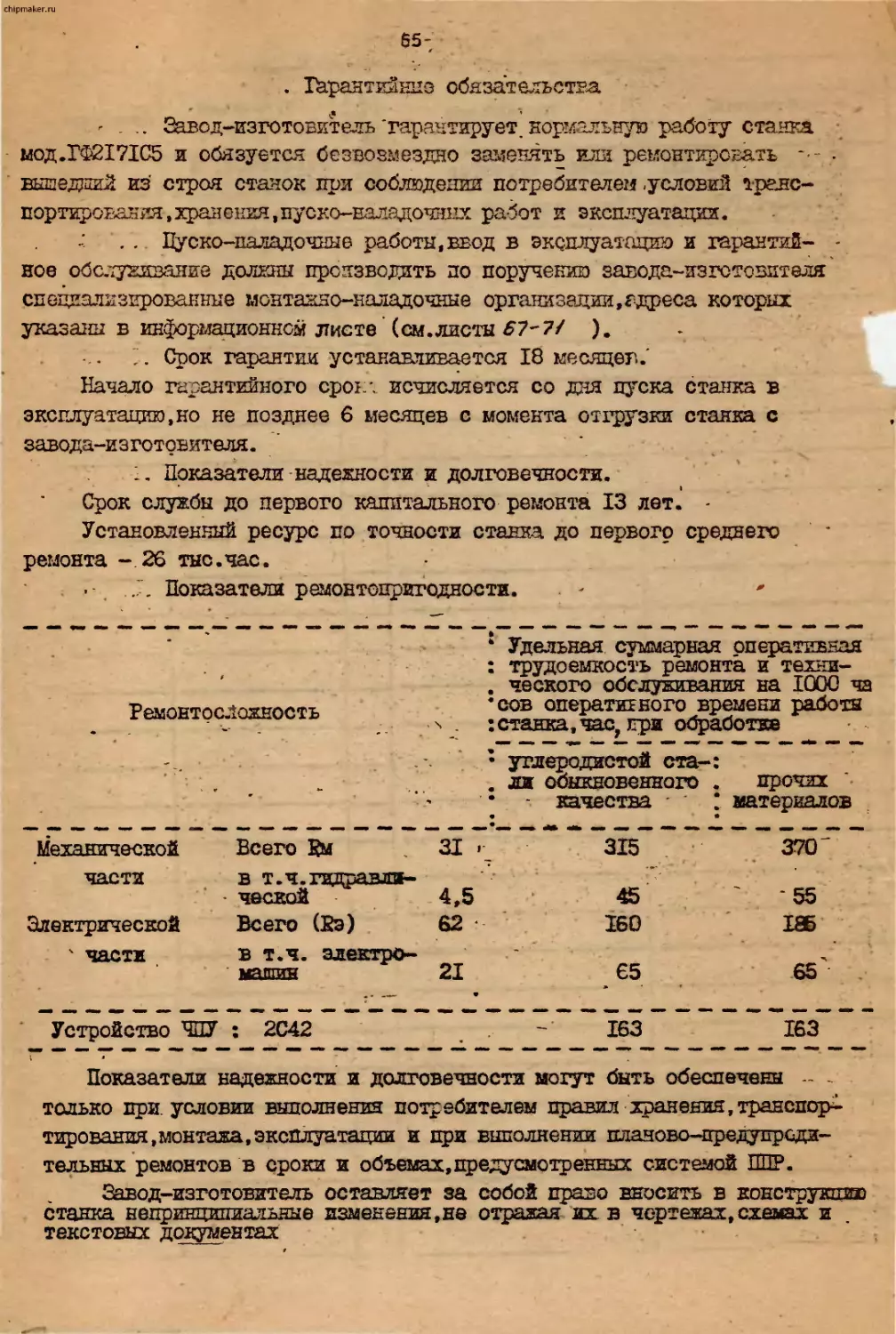
. Т&рантийние обязательства
. Завод-изготовитель 'гарантирует. нормальную работу станка
МОД.ГФ2171С5 и ооязуется безвозмездно заменять или ремонтировать -•- •
вышедкьй из строя станок при соблюдении потребителем условий транс-
порт^овадля,хршто11ия,пуско-нал.адочгп’х работ и эксплуатации.
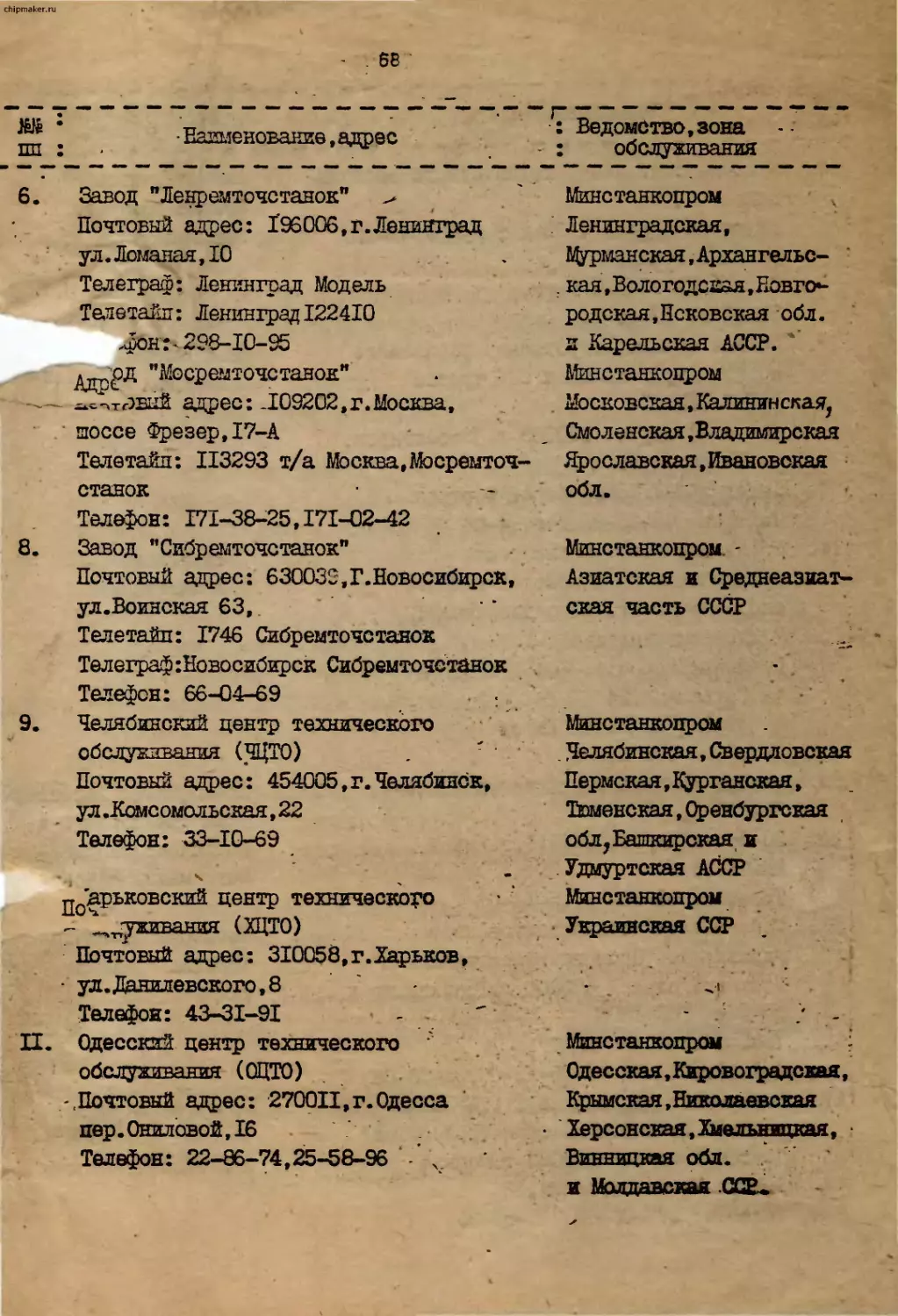
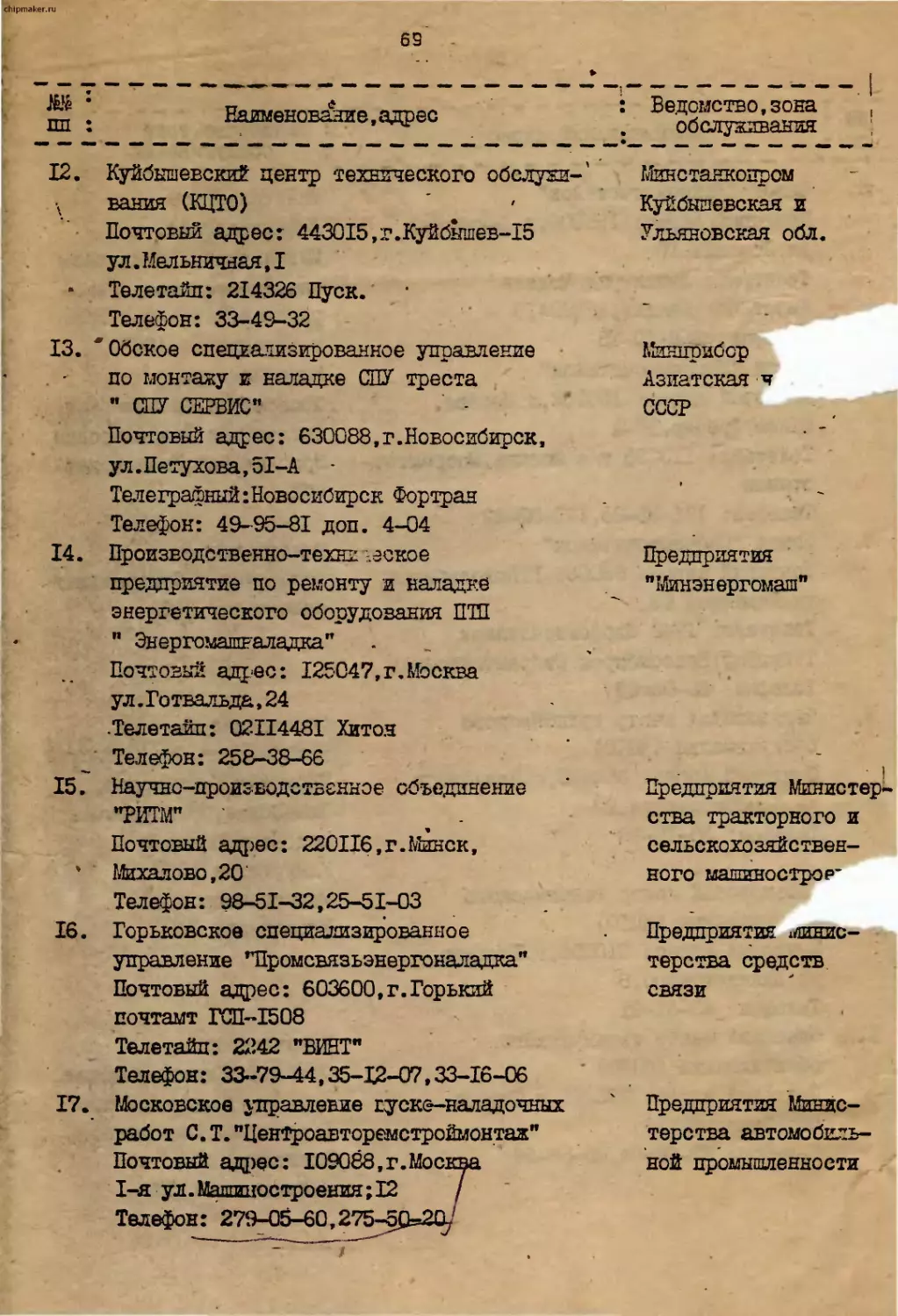
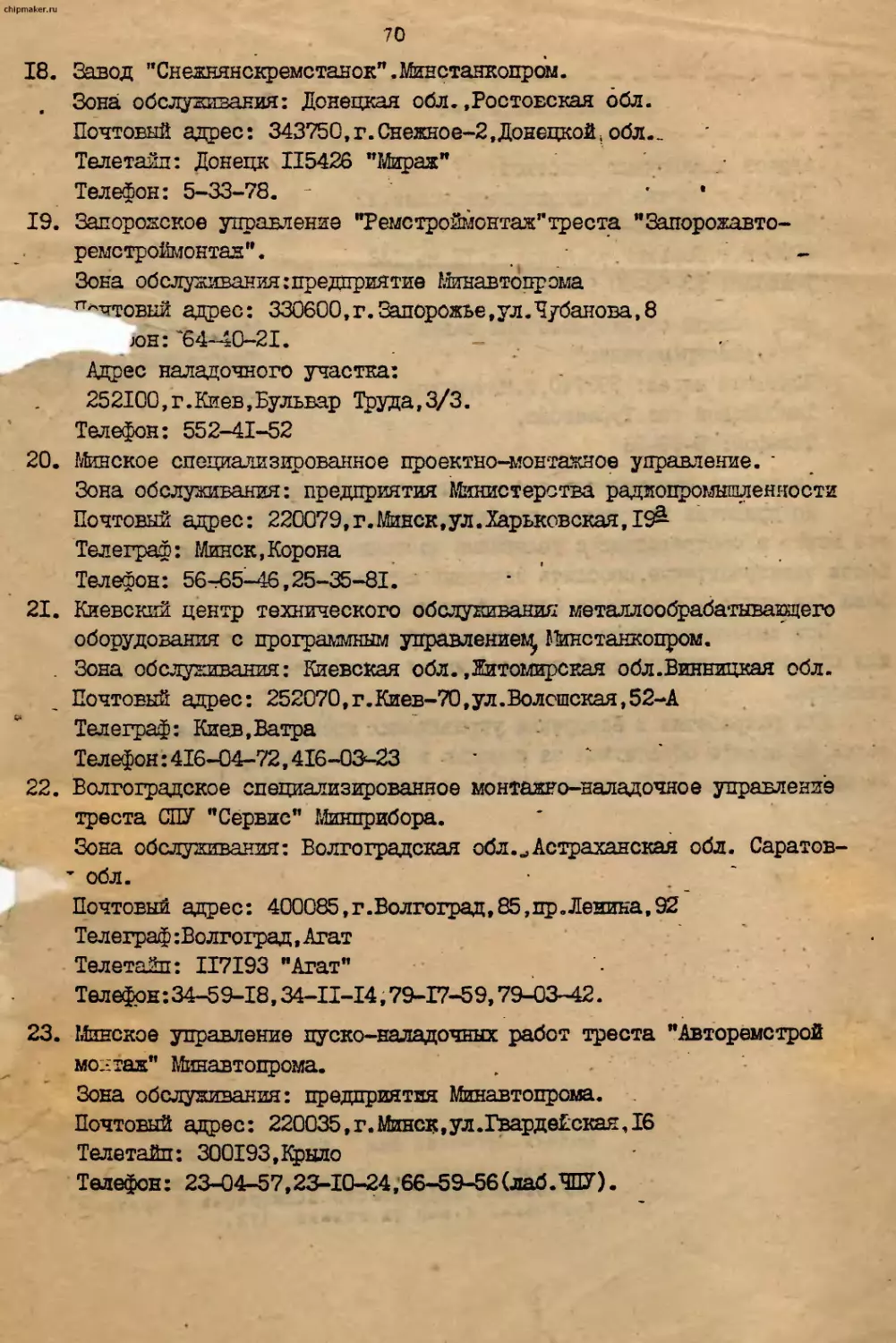
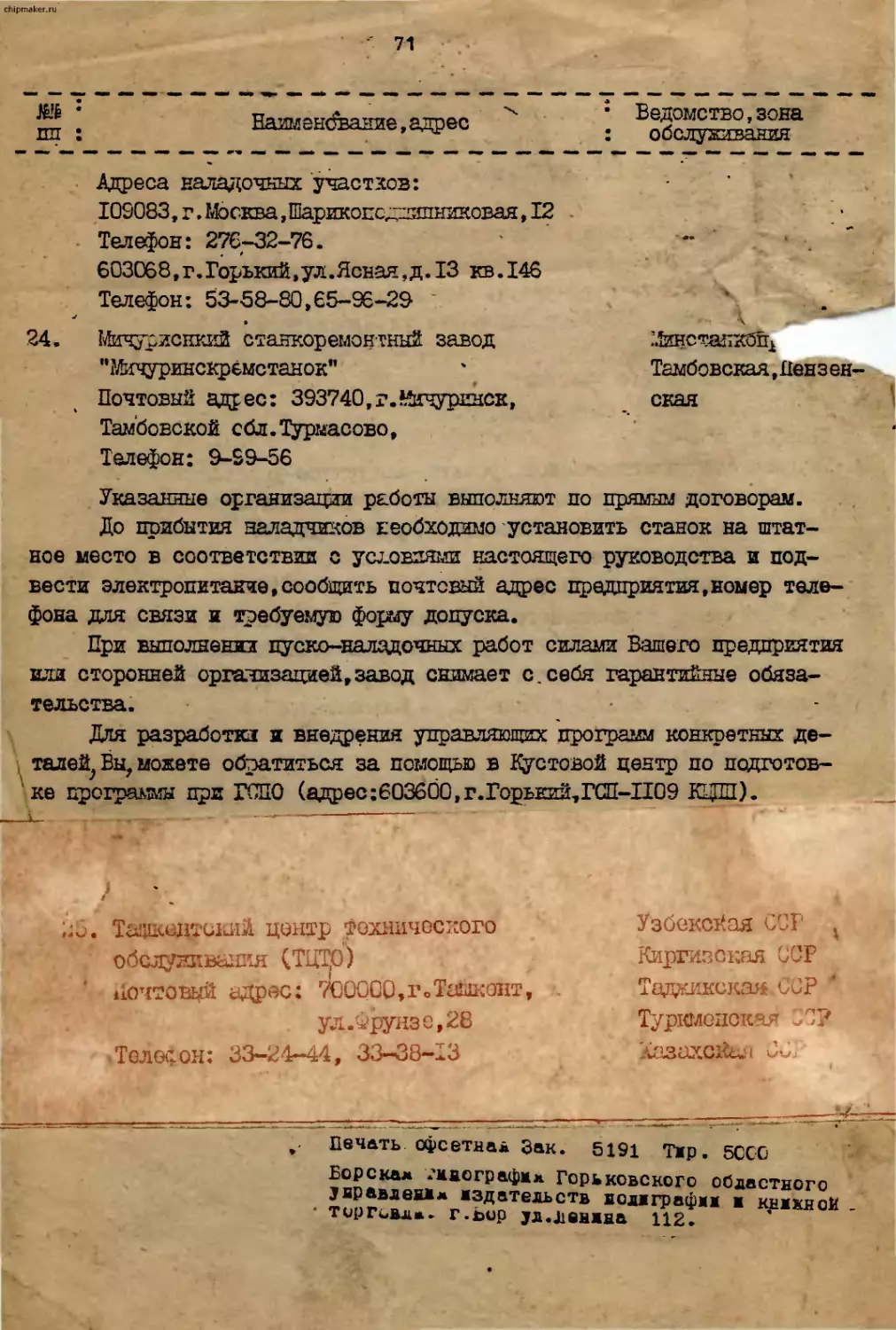
. Пуско-наладочные работы, ввод в эксплуатацию и гарантий- -
ное обслуживание должны производить до поручению завода-изготовителя
специализЕрованные монтажно-наладочные организации,адреса которых
указаны в информационном листе (ем.листы 67-71 ).
Срок гарантии устанавливается 18 месяцев.'
Начало гарантийного сро?.\ исчисляется со дня пуска станка в
эксплуатацию,но не позднее 6 месяцев с момента отгрузки станка с
завода-изготовителя.
1. Показатели-надежности и долговечности.
Срок службы до первого капитального ремонта 13 лет.
Установленный ресурс по точности станка до первого среднего
ремонта -26 тыс.час.
Показатели ремонтопригодности.
Ремонтоадсжпость
‘ Удельная суммарная оперативная
: трудоемкость р алонта и тахни-
. ческого обслуживания на 1000 чв
•сов оперативного времени работы
: станка, час, при обработке
• углеродистой ста-:
. ли с )ыкнсвенного . прочих
• качества - Г материалов
Механической части Всего Ем в т.ч гадравли- - ческой 31 . 4,5 315 45 370 '
Электрической Всего (Еэ) 62 160 IT-
4 части . в т.ч. электро- ж
' маптин 2, [ V 65 65
Устройство ЧПУ : 2С42 - 163 163
Показатели надежности и долговечности могут быть обеспечены - -
только при. условии выполнения потребителем правил хранения, транспор!
тирования, монтажа, эксплуатации и при выполнении планово-пре^угроди-
тельных ремонтов в сроки и объемах,предусмотренных системой ПНР.
Завод-изготовитель оставляет за собой право вносить в конструкций
станка непринципиальные изменения,не отражая их в чертежах,схеа аз’и
текстовых доку ?нтах
chipmaker.ru
I 65
1 ОТРШЮЙ WWOOH ТАЛОН '
’ , на станок юдэди.......
I ’ *
I- -I. Заводской й станка -
। 2.Год ждуска _________________________________„
j 3/ Наименование и адрес предприятия______t___________________ А
I__________________,_______; ________________________________-___
• 4. Замечания и предаокения.жявлевже при сдаче станка в
! эксплуатацию
1 4.1. Состояние и работоспособность устройствяЧПУ(поведение в
i работе йотосчитывающего устройство,элементов электро-
$ схемы и"т.д.) и электрооборедоваяия
I________________________________ _______„
I
1 4.2. -Состояние и работоспособность механических узлов,
1 приводов и системы станка
I
1__________ ____________ _ __________________._________ ___________ _
I 4.3. Состояние упаковки и комплектности (механические
I . повреждения,проникновение влаги и др.)
I
I
I
I
i
I
I
4 .4. Прочие замечания и предложения
| «МВ М» *— «МГ «М» MW аьм ВП «м М» ВМ «<*. 4М 4в» «<М> «о* *М <*»* 44» «* «*W М* 4» «Ж 9^9
I
«Л «А* *** «*•» “* *«* 4WR 4MV «Л» —• MMV «И» -Ам «4«. <«МФ - **> Ж. *М М» ««• •*<> «ИК W4* 99Л
Примечания : I. Дагянй талон заполннатся нала1тшюм
1 . - после сдачп стайка в эксплуатацию и в
I т месяЕшй срок высылается до адресу:
I .- • > • 603600«т-ДЪрышй,ГСП-1109 Ег / льч^у Ж
I . __ > 2. При удовлетворительнее состоянии станка
I ' • и его узлов вГп.п. 4.1: 4.4. делается
। пэоверк.
1 -Подпись наладчика .сдавшего ставок
। в эксплуатацию _________________________________________________„ „ _ '
! Дата сдачи соанка
। в эксплуатацию
! " ”,19 г.
I
I
chipmaker.ru
I Chipmaker.ru
В соответствии с техническими условиями и особыми условиями
договора на поставку данного станка с ЧПУ для проведения работ по *
наладке, пуску и вводу его в эксплуатцию с сохранением гарантийных
обязательств Вам необходимо обратиться в одну из следующих пуско-
наладочных организаций:
znn : Наименование , адрес : Ведомость,зона : * обслуживания
, I. Горьковский наладочный участок Краснодарского СЫНУ (ШУ "СЕРЕНО" "?*^±шрибор" Почтовый адрес: 603109,г.Горьки?, ул.Гогол\45-А Телеграфный -.Горький адаптер , Телефон: 33-74-07 Минн" Евр-оп ей" ча: гь СССР г - »
2. Завод "Тулремстанок" Почтовый адрес:300903,г.Тула п.Косая Гора,ул.Шмйдта,16 Телетайп:253408 "Станок* Минстанкопром Тульская,Калужская Брянская и Рязанс- кая обл.
- Телеграф:Косая Гора,Тульской,Станок, Телефон: 22-34-06
3. Завод '"Орелремстанок" . ’ . Минотанкопром
- Почтовый адрес: 302011,г.0рел Новосильское шоссе,18 Орловская,Белгород-, ская, Курская, Липец-
Телеграф:Орел II,Станок кая и Воронежская -
Телефон: 5-38-51. обл.
4. Завод "Латвремстанок" Почтовый адрес: 228400,г.Даугавпилс, • Латв.ССР,уд,Спалю,3 Телетайп: Дауравпилс,131,Молот Телефон: 21^8,44-148 Минстанкопром Эстонская, Литовская Латвийская ССР и Калининградская обл
5. З^вод .Сумремстадок" Почтовый адрес: 244003,г.Сумы, Щнстанкопром Сумская, Запорожская
• уг.Воровского,4 Телеграф:Сумы Сумремстанок Днепропетровская, Харьковская,Полтав- .
t Телетайп: Станрк 149 Телефон.: 5-0С-53,5-05-87,5-11-28 ская и Черниговская
chipmaker.ru
6В
м
ПИ
• Наименование, адр эс
г Ведомство,зона
: обслуживания
6. Завод "Ленремточстанок"
Почтовый адрес: 196006, г. Ленинград
Минстанкопром
Ленинградская,
ул. ломаная, 10
Телеграф: Ленинград Модель
Телетайп: Ленинград I224I0
фон?’ 298-10-95
г’Мосремточстанок"
лс-хтсэвый адрес: .109202,г.Москва,
шоссе Фрезер,I7-A
Телетайп: II3293 т/а Москва, Мосремточ-
станок
Мурманская,Архангельс-
кая , Вологодская, Новго-
родская, Псковская обл.
и Карельская АССР.
Минстанкопром
Московская, Калининская,
Смоленская, Владимирская
Ярославская,Ивановская
обл.
Телефон: 171-38-25,171-02-42
8. Завод "Сибремточстанок"
Почтовый адрес: 630032,Г.Новосибирск,
ул.Воинская 63,.
Телетайп: 1746 Сибремточстанок
ТелеграфНовосибирск Сибремточстанок
Телефон: 66-04-69
9. Челябинский центр технического
обслуживания (ЧЦТО)
Почтовый адрес: 454005,г.Челябинск,
ул .Комсомольская, 22
Телефон: 33-10-69
к •
Со'арьковский центр технического
- ^дуживания (ХЦТО)
Почтовый адрес: 310058,г.Ларьков,
• ул. Данилевского, 8
Телефон: 43-31-91
II. Одесский центр технического
обслуживания (ОЦТО)
- Почтовый адрес: 2700II,г.Одесса
пер.Ониловой,16
Телефон: 22-86-74,25-58-96
Минстанкопром. -
Азиатская и Среднеазиат-
ская часть СССР
Минстанкопром
Челябинская, Свердловская
Пермская, Курганская,
Тюменская, Оренбургская
обл, Башкирская и
Удмуртская АССР
Минстанкопром
Украинская ССР
Минстанкопром
Одесская, Кировоградекая,
Крымская.Николаевская
Херсонская,Хмельницкая, -
Винницкая обл.
и Молдавская CGB.
chipmaker.ru
63
М •
пп :
Наименование, адрес
: Ведомство,зона
12. Куйбышевский' центр техническою обслужи- Минстаякопром
вания (КЦТО) Куйбышевская и
Почтовый адрес: 443015,г.Куйбышев-15 ул. Мельничная, I Ульяновская обл.
ж Телетайп: 214326 Пуск. Телефон: 33-49-32 -
13. Обское специализированное управление Миннрибор
i • по монтажу и наладке СНУ треста " СНУ СЕРВИС” Почтовый адрес: 630088,г.Новосибирск, ул.Петух эва,5I-A - Телеграфный Новосибирск Фортран Телефон: 49-95-81 доп. 4-04 Азиатская ч СССР
14. * Производственно-техит еское предприятие по ремонту и наладке энергетического оборудования ПТП " Энергомашваладка" Предприятия "Минэнергомаш"
‘ - Почтовый адрес: 125047,г.Москва ул.Готвальда,24 •Телетайп: 02114481 Хитон Телефон: 258-38-66 * • 1
15. Научно-производственное объединение "РИТМ" ' , - Почтовый адрес: 220П6,г.Минск, Предприятия Министер- ства тракторного и сельскохозяйствен-
Михалово,20' Телефон: 98-51-32,25-51-03 него машинострор’
16. Горьковское специализированное управление ^ромсвязьэнергоналадпа" Почтовый адрес: 603600,г.Горький почтамт ГСП-1508 Предприятия минис- терства средств, связи
Телетайп: 2242 "ВИНТ"
Телефон: 33-79-44,35-12-07,33-16-06
17. Московское управление пуске—наладочных
работ С. Т. "ЦенТроавторемстроймонтаж"
Почтовый адрес: 109088,г.Москва
1-я ул. Машиностроения; 12 /
Телефон: 279-05-60,275-50=20/
Предприятия Минис-
терства автомобиль-
ной промышленности
/
chipmaker.ru
70
18. Завод "Снежнянскремстанок" .Минстанкопром.
Зона обслуживания: Донецкая обл. .Ростовская обл.
Почтовый адрес: 343750,г.Снежное-2,Донецкой, обл...
Телетайп: Донецк II5426 "Мираж"
Телефон: 5-33-78. - •
19. Запорожское управление "Ремстроймонтаж"треста "Запорожавто-
ремстроймонтаж".
Зона обслуживания:предприятие Минавтопрома
Оптовый адрес: 330600,г.Запорожье,ул.Чубанова,8
юн: *64-40-21.
Адрес наладочного участка:
252100,г.Киев,Бульвар Труда,3/3.
Телефон: 552-41-52
20. Минское специализированное проектно-монтажное управление. *
Зона обслуживания: предприятия Министерства радиопромышленности
Почтовый адрес: 220079,г.Минск,ул.Харьковская,19^
Телеграф: Минск,Корона
Телефон: 56-65-46,25-35-81.
21. Киевский центр технического обслуживания металлообрабатывающего
оборудования с программным управление^ Минстанкопром.
Зона обслуживания: Киевская обл. .Житомирская обл.Винницкая обл.
Почтовый адрес: 252070,г.Киев-70,ул.Волошская,52-А
Телеграф: Киев.Ватра
Телефон:416-04-72,416-03-23
22. Волгоградское специализированное монтажно-наладочное управление
треста СПУ "Сервис" Минприбора.
Зона обслуживания: Волгоградская обл. Астраханская обл. Саратов-
’ обл.
Почтовый адрес: 400085,г.Волгоград,85,пр.Леиина,92
Телеграф :Волго1рад, Агат
Телетайп: II7I93 "Агат"
Телефон:34-59-18,34-II-I4,79-17-59,79-03-42.
23. Минское управление пупко-наладочных работ треста "Авторемстрой
монтаж" Минавтопрома.
Зона обслуживания: предприятия Минавтопрома.
Почтовый адрес: 220035,г.Минск,ул.Гвардейская,16
Телетайп: 300193,Крыло
Телефон: 23-04-57,23-10-24 56-59-56(лаб.ЧПУ).
chipmaker.ru
' 71
! Наимен<йание, адрес " ' Ведомство.эона
пп : v . обслуживания
— «ма м» ** ямм м» * ** ** ив «м> «мв «м ев» вмв w ам» ев» *в «вв «е «в» w «в* мм Вм вив ^в» «Мг мва В* <»
Адреса наладочных участков:
109083, г. Москва, Шарикопс^-липниковая, 12
Телефон: 276-32-76.
603068,г.Горький,ул.Ясная,д. 13 кв.146
Телефон: 53-58-80,65-96-29
24. Мичуриснкий станкоремонтный завод ГЛиистапкбп^
”?Личуринскремстанок” ' Тамбовская, Ценз ен-
Почтовый адрес: 393740, г. Мичуринск, ская
Тамбовской сбл. Турмасово,
Телефон: 9-99-56
Указанные организации работы выполняют по прямым договорам.
До прибытия наладчиков необходимо установить станок на штат-
ное место в соответствии с условиями настоящего руководства и под-
вести электропитание,сообщить почтовый адрес предприятия,номер теле-
фона для связи и требуемую форму допуска.
При выполнении пуско-наладочных работ силами Вашего предприятия
или сторонней организацией, завод снимает с.себя гарантийные обяза-
тельства.
Для разработки я внедрения управляющих программ конкретных де-
талей^ Вы, можете обратиться за помощью в Кустовой центр по подготов-
ке программы при ГОЛО (адрес :603600,г.Горький,ГСП-1109 ЮДШ).
? * .
35. Т^вк^скйй центр Фехничостюго
обслуяпсашя СППр)
х.очтошй адрес: ООООО,гоТашкент,
ул.Фрунзе, 28
Телефон: 33-21-44, 33-38-13
Узбекская СЗГ д
Киргизская CCF
Таджикская ССР.
Туркменская 1-8?
дазахейвя 88.
Печать офсетная Зак. 5191 Тжр. 5ССС
Борска* тмаографмм Горьковского областного
^вравденж* жздательств нодмггафмм кнмхпок
• торгов**, г.Вор ул.денжна 112 -
chipmaker.ru
СТАНОК ФРЕЗЕРНЫЙ
консольный
ВЕРТИКАЛЬНЫЙ С ЧПУ
и автоматической сменой
ИНСТРУМЕНТА ГФ2171
Руководство по эксплуатации
Часть V
Свидетельство* о приемке
ГФ2171.00.000 РЭ4
Chipmaker.ru
СТАНКОИМПОРТ
СССР
МОСКВА
chl₽makerru ГЛИЬ И ДОЕЛНИЖ.
стр.------------------------------------------------
: Пункт: ' Допуск.мкл :
по . :ГОСТ ’ Йо ставдар- :Фактичес- Х7734-. ту . ки2 81 * * лшг’йчЭОС а?О^11ЮСх л*. • • : : К : II
4 : 1.4. : 30 <
6 1.6. : ad* 40
g 1.8. : 20
10 1.9. . >^20
12 1.10. 24
13 I.!!.’’ 26*24
Наименовснле проверки
б) 4 == 300
21 2.4
Круглость воспроизве-
денной при контурном
фрезеровании цилин-
дрической поверх-
ности
Допуск, мкл
22 4.1.
ICO
•&CT4U
£650
24 З.х 560
26 Нор?/?. шума
Коррекйфованныл уровень, звуковой мощности Лрл
на рабочем мо^те, создаваемый станком на холостом ходу
chipmaker.ru
стр.
29. I Модель станка l\>2i7IC5-0C
электроспсаф (панель) AR 33-VZ
Предпрпятие-исготовитель - ЗСЭ ЧССР
Цепь управления: капряпе.пге = -24, НОВ
Местное освещение:. напряжение 24В
Номинальный ток станка. ~ 55 А
... автоматического выключателя - 8о2а
Зхема соединения v
нкафа управаеиия
ЗБ - ЮООуО
-iT 46-417/3-5.
схеме
05 ОЛХ 26
Gju2iri25
Схема соединения
станка (мэханизгла)
Г 2I71C5.802.GCL34.2
МОЕ'НОСТЬ
1СЭТ
Гдо^ент
Нм
А0д21-4 -Gj4^ С,27
4о-ж>
НО I12C 23
•BSiLffi-iI'26--^- Я-
HG II2B -xT-Hhb Y7 г
chipmaker.ru
(заводской номер)
(класс точности)
РЕЗУЛЬТАТЫ ИСПНТАЯИЙ
I. Испытание изделия на соответствие нормам точности и жесткости
по ГОСТ 17734-81.
2. Общие требования к испытаниям станков на точность по ГОСТ 8-82.
3. Схемы и способы измерений геометрических параметров по
ГОСТ 22267-76.
I. ПРОВЕРКА ГЕОМЕТРИЧЕСКОЙ ТОЧНОСТИ СТАНКА
Пункт по ГОСТ 17734-81 Наименование проверю: Схема и метод проверки Допуск, мкм
по стан- _Д£фту факти- чески
класс точности станка
Н П н п
1.2. Плоскост- ность рабо- чей поверх- ности стола Расположение проверя- емых сечении На проверяемую по- верхность I в двух точках заданного сечения устанавли- 40 [25 cZ СУ Выпуклость рабочей поверхности стола но допускается
(заводской номер)
(класс точности)
РЕ31;1ЬТАТЫ ИСПЫТАНИЙ
I. Испытание изделия на соответствие нормам точности и жесткости
по ГОСТ 17734-81.
2. Общие требования к испытаниям станков на точность по ГОСТ 8-82.
3. Схемы и способы измерений геометрических параметров по
ГОСТ 22267-76.
I. ПРОБИРКА ГЕЖЕТРИЧЕСКОЙ ТОЧНОСТИ СТАНКА
Пункт по ГОСТ 17734-81 Наименование проверки Схема и метод проверки Допуск, мкм
по стан- дарту факти- чески
класс точности станка
Н П Н П
1.2. Плоскост- ность рабо- чей поверх- ности стола Расположение прове ря- емых сечений На проверяемую по- верхность I в двух точках заданного сечения устанавли- 40 | 26 Выпуклость рабочей поверхности стола не допускается
1
chipmaker.ru
Пункт по ГОСТ 17734-81 Наименование проверки Схема и метод проверки Допуск, мкм
по стан- дарту факти- ческий
класс точности станка
Н П Н П
вают две опоры 3, на которые рабочей по- верхностью кладут по- верочную линейку 2 так, чтобы расстоя- ния от проверяемой поверхности до ли- нейки у ее концов бы- ли равны. Измерительный прибор 4 уставвливают на про- веряемую поверхность так, чтобы его изме- рительный наконечник касался рабочей по- верхности линейки и был перпендикулярен к ней. Измерительный прибор перемещают по прове- ряемой поверхности вдоль линейки. Отклонение от плос- костности равно наи- большей алгебраичес- кой разности показа- ний измерительного прибора во всех се- чениях.
Пункт по ГОСТ 17734-81 Наименование проверки Схема и метод проверки Допуск, мкм
io стан- тарту факти- чески
шасс тонн ости станка
в П Н П
2 а
J
J
5 < _60 .100 '4
1.3 Прямолиней- ность сред- него паза Проверяют выверочную сторону среднего паза. Sa выверочную сторону принимают ближнюю к станине боковую сторо- ну среднего паза. На рабочей поверхности стола 4 с помощью упо- ров I, равных ширине паза и установленных в паз на концах стола, располагают линейку 3. Вдоль линейки, по про- веряемой стороне паза от упора до упора пе- ремешают ползушку 5 с измерительным прибо- ром 2, закрепленным так, чтобы его из- мерительный нако- нечник касался ра- бочей поверхности линейки и был к ней пе рпендикулярен. Отклонение опреде- ляют как наиболь- шую алгебраическую разность показаний прибора на всей дли- не перемещения. 25 16
3
chipmaker.ru
Пункт по ГОСТ 17734-81 Наименование проверки Схема и метод проверки Допуск, мкм
по стан- дарту факти- ческий
класс точности станка
Н н Н п
1.4. Параллель- Салазки и консоль 2б| 16
ность сред- устанавливают и зак-
него паза репляют.
стола траек- На рабочей поверх-
тории его ности стола 3 по
продольного выверочной стороне
перемещения среднего паза при помощи упоров I, равных его ширине и установленных в паз на концах стола, располагают линейку 2. На неподвижной час- ти станка в попе- речной плоскости, проходящей через ось шпинделя, закрепляют измерительный при- бор 4 так, чтобы ег измерительный нако- нечник касался рабо- чей поверхности ли- нейки и был к ней перпендикулярен. Стол с линейкой пе- ремещают в продоль- ном направлении. Отклонение опреде- ляют как наиболь- >
Пункт по ГОСТ 17734-81 Наименование проверки Схема и метод проверки Допуск, мкм
по стан- дарту факти- ческий
класс точности станка
Н п Н П
пую алгебраическую разность показаний приборов на всей длине перемещения.
1.5 Перпендику- Стол и консоль ус- 20 к
лярность танавливают в сред-
среднего паза нее положение и за-
стола к траек- крепляют.
тории его по- На рабочей поверх-
перечного пе- ности стола 5 по
ремещения выверочной стороне среднего паза при помощи упоров I, равных его ширине и установленных в паз на концах стола, и конпевых мер 2 рав- ной длины распола- гают линейку 4 и угольник 3, одна из рабочих поверхнос- тей которого примы- кает к линейке. На неподвижной час- ти станка закрепля- ют измерительный прибор 6 так, чтобы его измерительный наконечник касался
- 5 -
chipmaker.ru
Пункт по ГОСТ 17734-81 Наименование проверки Схема и метод проверки Допуск, мкм
по стан- дарту факти- ческой
класс точности станка
Н П Н П
рабочей поверхности угольника и распо- лагался на минималь- ном расстоянии от продольной плоскости, проходящей через се- редину стола при среднем положении са- лазок. Отклонение определя- ют как наибольшую алгебраическую раз- ность показаний при- бора на всей длине перемещения.
1.6 Параллель- ность рабо- чей поверх- ности стола траектории Салазки и консоль устанавливают в сред- нее положение и зак- репляют. Поверочную линейку 2 устанавли- 30 | 20
его продоль- вают на опорах на
ного переме- перемещаемом узле 3
щения параллелно проверяе- мой плоскости так, чтобы расстояния от проверяемой плоскос- ти до рабочей поверх- ности линейки у ее
- 6 -
г Пункт пр ГОСТ 17734-81 Наименование проверки Схема и метод проверки Допуск, мкм
по стан- дарту факти- ческий
класс точности станка
Н П Н П
коннов были равны.
Линейку 2 устанавли-
вают на рабочей по-
верхности стола 3 в
продольной плоскости
проходящей через его
середину.
Измерительный прибор
I закрепляют на не-
подвижной части стан-
ка так, чтобы его из-
мерительный наконеч-
ник располагался в
поперечной плоскости,
проходящей через ось
шпинделя.
Отклонение определя-
ют как наибольшую
алгебраическую раз-
ность показаний из-
мерительного прибо-
ра на всей длине
измерения.
Chlpmaker.ru
Параллель-
ность рабо-
чей поверх-
Стол и консоль уста-
навливают в среднее
положение, консоль
chipmaker.ru
Пункт по ГОСТ 17734-81 Наименование проверки Схема и метод проверки Допуск, мкм
по стан- дарту факти- ческий
класс точности станка
Н п Н П
ности стола траектории его попереч- ного переме- щения закрепляют. Поверочную линейку 2 устанавливают на опорах на перемещае- мом узле 3 параллель- но проверяемой плос- кости так, чтобы рас- стояния от проверяе- мой плоскости до ра- бочей поверхности линейки у ее концов были равны. Измери- тельный прибор I ус- танавливают вне про- веряемого узла так, чтобы его измеритель- ный наконечник касал- ся рабочей поверхнос- ти линейки и был перпендикулярен к ней. Линейку 2 уста- навливают на рабочей поверхности стола в поперечной плоскости, проходящей через ось шпинделя. Измерительный прибор I закрепляют на не- подвижной части стан- ка так, чтобы его из- мерительный наконеч- ник располагался в продольной плоскости, проходящей через се- редину стола при сред нем положении салазок
- в -
Пункт по ГОСТ И734-81 Наименование проверки Схема и метод проверки Допус по стан- дарту к, мкм факти- ческий
класс тонкости стояка
Н П Н и
Отклонение равно наи-
большей алгебраической
разности показаний из-
мерительного прибора
на всей длине переме-
щения.
1.8.
2
Перпендику-
лярность ра-
бочей поверх-
ности стола
Стол и салазки уста-
навливают в среднее
положение и закрепля-
25 |l6
к траектории
его верти-
кального пере-
мещения в про-
дольной плос-
кости
ют.
На рабочей поверхнос-
ти стола I в продоль-
ной плоскости, прохо-
дящей через середину
стола, на минимально
возможном для прове-
дения измерений рас-
стоянии от его центра
устанавливают пове-
рочный угольник 2.
На неподвижной час-
ти станка закрепля-
ют измерительный
прибор 3 так, чтобы
его измерительный
chipmaker.ru
Пункт по ГОСТ 17734-81 Наименование проверки Схема и метод проверки Допуск, мкм
по стан- дарту факти- ческий
класс точности станка
Н П Н п
наконечник касался рабочей поверхности угольника, был к ней перпендикулярен и располагался на уров- не оси или торца шпинделя станка. Стол с угольником пе- ремещают в вертикаль- ном направлении. Влияние реверса кон- соли не учитывают. Отклонение равно наибольшей алгебраи- ческой разности по- казаний измеритель- ного прибора на всей длине перемещения.
1.9. Перпендику- лярность ра- бочей поверх- ности стола к траектории его вертикаль- Стол и салазки уста- навливают в среднее положение и закрепля- ют. На рабочей поверхнос- ти стола 4 на одина- 25 j 16 X
10
Пункт по ГОСТ 17734-81 Наименование проверки Схема и метод проверки Допуск, мкм
по стан- дарту факти- ческий
класс точности станка
4 П п
кого перемеще- ния в попереч- ной плоскости новом минимально воз- можном для проведения измерений расстоянии L от поперечной плоскости, проходя- щей через ось шпин- деля, устанавливают поверочные угольники 2 и 3. На неподвижной части станка закрепляют измерительные прибо- ры I и 5 так, чтобы их измерительные наконечники касались рабочих поверхностей угольников, были к ним перпендикулярны и располагались на уровне оси или торца шпинделя станка. Стол с угольниками перемещают в верти- кальном направлении на всю длину переме- щения. Влияние реверса кон- соли не учитывают. Отклонение определя- ют как наибольшую алгебраическую раз- ность алгебраических полусумм одновремен- но фиксируемых пока- заний обоих приборов. Примечание. Допу- скается на станках с
11
chipmaker.ru
Пункт по 1ОСТ IT734-81 Наименование проверки Схема и метод проверки До по стан- дарту класс точно пуск, мкм факти- ческий сти станка
Н п н п
горизо делем рения никем, сдвиге ник ус попе ре проход! шпинде винной в этой закреп тельнь Отклон ют как алгебр кость бора н переме нтальн провод с одни При э нот наз танавл чной п ящей ч ля. На части же пл ляют и й приб ение о наибо аическ показа а всей щения. нм шпин- ить изме- м уголь- том хобо ад, угол лвают в лоскости ерез ось непод- станка оскости змери- ор. пределя- льшую ую раз- ний при- ддине
1
1.10. Перпендику- лярность ра- бочей поверх- ности стола траектории вертикального На рабочей поверх- ности стола в про- дольной плоскости, проходящей через середину стола на минимальном для про- 20 | 12
1-2
Пункт по ГОСТ ГТ734-81 Наименование проверки Схема и метод проверки Допуск, мим
по стан- дарту факти- ческий
класс точности станка
Н П Н П
перемещения ведения измерений
ползуна в продольной расстоянии от его центра, устанавли-
плоскости (для станков вают угольник. На неподвижной части
с вертикаль- станка закрепляют
ным шпинделем измерительный при-
с механичес- кой рабочей подачей ползу- на) бор так, чтобы его измерительный на- конечник касался рабочей поверхнос- ти угольника, был ей перпендикулярен и располагался на уровне торца шпин- деля станка. Ползун перемещают в верти- кальном направлении.
I.II. Перпендикуляр- ность рабочей поверхности стола траек- тории верти- кального пе- ремещения ползуна в по- перечной плос- На рабочей поверх- стола на одинако- вом минимальном для проведения измере- ний от поперечной плоскости, проходя- щей через ось шпин- деля, устанавливают поверочные угольни- 20 1 12
13 -
Пункт
по ГОСТ
17734-81
Наименование проверки Схема и метод проверки
кости (для станков с вертикальным шпинделем с механической рабочей по- дачей ползу- на) ки. На неподвижной части станка закреп- ляют измерительные приборы так, чтобы их измерительные наконечники касались рабочих поверхнос- тей угольников, бы- ли им перпендикуляр- ны и расположены на уровне торца шпинделя станка. Ползун перемещают в вертикальном направ- лении. Отклонение определяют как наи- большую алгебраичес- кую разность алгеб- раических полусумм одновременно фикси- руемых показаний обоих приборов.
Допуск, мкм
по стан- дарту факти- ческий
класс точности станка
Н п Н П
И
I.I5.
Перпендику-
лярность ра-
бочей поверх-
ности стола
Стол, салазки и кон-
соль устанавливают в
среднее положение и
закрепляют.
25 j 16
Наклон стола в сторону
от стойки не допуска-
ется
Пункт по ГОСТ 17734-81 Наименование проверки Схема и метод проверки Допуск, мкм
ю стан- дарту факти- ческий
класс течь юсти станка
1 |П Н П
к оси враще- ния вертикаль- ного шпинделя в продольной и поперечной плоскостях Коленчатую оправку I, несущую на плече за- данной длины ь изме- рительный прибор 2, прикрепляют к узлу 3, у которого проверяют положение оси враще- ния. Измерительный прибор закрепляют так, чтобы его измеритель- ный наконечник касал- ся плоскопараллельной концевой меры длины 5, устанавливаемой на плоскость 4. Узел с оправкой поворачивают на полный оборот. Фик- сируют показания изме- рительного прибора че- рез каждые 90°. Откло- нение от перпендикуляр ности оси к плоскости на длине 2п равно наи- большей алгебраической разности показаний из- мерительного прибора в двух диаметрально рас- положенных точках (I и П). Измерения проводят при верхнем и нижнем положениях ползуна (шпиндельной гильзы).В обоих случаях ползун (шпиндельную гильзу) при наличии зажимов перед испытанием закрепляют. ,
- 15
chipmaker.ru
Пункт по ГОСТ 17734-81 Наименование проверки Схема и метод проверки Допуск, МКМ
по стан- дарту факти- ческий
класс точности станка
Н П Н П
I.I9. Радиальное В коническом отверс-
биение кони- тии шпинделя I за-
ческого от- крепляют контрольную
верстия шпин- оправку 3 с циливдри-
деля: ческой рабочей по-
верхностью. (7
а) у тоща На неподвижной части 10 6 Ъ
шпинделя; станка закрепляют 16
б) на расотоя- измерительный прибор 20 12
нии L 2 так, чтобы его из- мерительный наконеч- ник касался цилиндри- ческой поверхности оправки и был направ- лен к ее оси перпен- дикулярно к образую- щей. Проверку прово- дят в двух сечениях а и б в двух взаимно перпендикулярных пл >- скостях А и Б в двух позициях оправки, для чего последнюю пово- рачивают в шпинделе. Биение определяют как среднее арифметичес- кое измерений биения оправки в двух пози-
- 16 -
Пункт по ГОСТ 17734-81 Наименование проверки Схема и метод проверки Допуск, мкм
по стан- дарту факти- ческий
класс точности станка
Н П Н П
циях. Биение в каждой позиции определяют как наибольшую алгеб- раическую разность показаний измеритель- ного прибора за один оборот шпинделя.
1.20. Осевое бие- Оправку с шариком 10 |6
ние пшицце- устанавливают на
ля проверяемом узле 2 так, чтобы ее ось совпадала с осью вра- щения. Измерительный прибор 3 устанавли- вают вне проверяемо- го узла так, чтобы его измерительный наконечник касался центра оправки с шариком в направле- нии оси вращения. При использовании оправки с шариком применяют показываю- щий измерительный прибор с плоским из- мерительным наконеч- ником.
- 17
chipmaker.ru
Пункт по ГОСТ 17734-81 Наименование проверки Схема и метод проверки Допуск, мкм
по стан- дарту факти- ческий
класс точности станка
И п Н. п
Проверяемый узел по- ворачивают не менее, чем на два оборота. Осевое биение равно наибольшей алгебраи- ческой разности пока- заний измерительного прибора. Оправку I закрепляют в шпинде- ле 2. Измерительный прибор 3 с плоским наконечником устанав- ливают вне проверяе- мого узла так, чтобы измерительный нако- нечник касался шари- ка и был параллелен оси вращения шпинде- ля.
2. ПРОВЕРКА ТОЧНОСТИ ОБРАЗЦА-ИЗД&аШ.
2.1
30
20
Плоскостность 1 На рабочей поверхнос-
рабочей по- ти поверочной плиты
верхности 4 4 на регулируемых
- 18 -
Пункт по ГОСТ 17734-81 Наименование проверки Схема и метод проверки Допуск, мкм
по стан- дарту факти- ческий
класс точности станка
Н п Н П
образца-изде- лия опорах а, б, в, по- ложение которых не регламентируется, устанавливают образец -изделие 3 (или одну из его частей) таким образом, чтобы в точ- ках а^, б\ в^, рас- полагающихся на его поверхности 4 над опорами, измеритель- ный прибор 2, закреп- ленный на стойке I, имел одинаковые пока- зания . Измерения проводят в продольном и попереч- ном сечениях, число измеоений должно быть в каждом случае не ме- нее трех. Если образец-изделие состоит из двух час- тей, контролируют, обе части. Отклонение опр деляют как наибольшую алгебраическую раз- ность показаний при- бора. В-
- 19 -
Пункт по ГОСТ 17734-81 Наименование проверки Схема и метод проверки Допуск, мкм
по стан- дарту факти- ческий
класс точности станка
Н П Н п
2.2. Параллельность Образец-изделие I 30| 20
верхней поверх- верхней поверхностью
ности образца- устанавливают на по-
изделия по ос- верочную плиту 4. На
новаяию основание образца- изделия устанавлива- ют поверочную плиту 2 Отклонение от парал- •
л ель ности контроли- руют измерительным прибором 3, перемещая его в поперечном нап- равлении с каждой сто
роны на расстояние ь, равное ширине так, чтобы длина нормируе- мого участка была рав на длине образца. Если образец-изделие состоит из двух час- тей, контролируют обе
части. Отклонение определяют как наибольшую алгеб- раическую разность- по казанкй прибора.
- 20 -
Пункт
по ГОСТ
17734-81
Наименование
проверки
Схема и метод
проверки
Допуск, мкм
по стан- дарту факти- ческий
класс точке эсти станка
Н |п Н П
2.3. Перпендику- лярность На рабочей поверхнос- ти поверочной плиты I
обработанных поверхностей устанавливают обра- зец-изделие 4. ю | |
образца-изде- лия на длине 100 мм Для проверки перпен- дикулярности поверх- ностей 4 и 2, 4 и 3, 4 и I образец уста- навливают на поверх- ность 4; поверхностей 2 и 3, 2 и I - на по- верхность 2. Измерения проводят при помощи угломера 3 и плиты 2 с параллельны- ми рабочими поверх- ностями, одна из ко- торых прилегает к контролируемой поверх- ности образца-изделия. Размеры рабочей по- верхности плиты долж- ны быть больше раз- меров контролируемых поверхносг ей. Отклонение определя- ют по наибольшему по- казанию угломера при изменениях перпенди- кулярности каждой па- ры контролируемых по- верхностей
chipmaker.ru
ДОПОЛНИТЕЛЬНАЯ ПРОВЕРКА НА ТОЧНОСТЬ
Пункт по тех- ничес- ким ус- ловиям ' Наименование проверки Схема и метод проверки Допуск, мкм
по ТУ факти- ческий
класс точ станка ности
Н П н П
4.1 ./г~ J 1 L
7 Точность обработки квадратно- го образна под углом 20° к осям X и У ZZZ ZZZZZZZ ZZ. 'ZZZZZZZZZZZ’Z Образец 3 устанавливает- ся на контрольную плиту 4. С помощью лилейки I ЦЦ-1-200, угольника 2 УЛ11-1, подбором пластин щупа определяем прямоли- нейность и перпендикуляр- ность сторон квадрата. Шероховатость поверхнос- тей определяется методом сравнения с образцами шероховатостей поверхнос- тей. Допускаемые отклонения не должны превышать: прямолинейность сторон: препендикулярность сто- рон: 50 65 ItO
- 22 -
3. ШЮЬйГДА ЖЕСТКОСТИ СТАНКА
Размер Нормы
Ширина стола,мм 400
Расстояние у j от торца шпинделя до рабочей поверхности стола, мм 224
Расстояние ig от торца шпинделя до точки
приложения силы, мм 95
Расстояние 1g от вертикальной оси шпинделя до первого паза стола, мм 106
Диаметр D конусной части испытательной оправ-
ки в точке приложения силы, мм 160
Диаметр цилиндрической части испытательной
оправки $ 75
70
Угол оС между проекцией силы г на горизон- тальную плоскость и направлением продольной подачи стола, град 40
Угол j6 между направлением силы В' и ее проек-
цией на горизонтальную плоскость стола, град 30
Угол наклона у конусной части образующей дис- ка оправки к ее оси, град: для станков с вертикальным шпинделем 30
Угол Q, ме?.ду I роекцией силы в1 на вертикаль- ную плоскость и направлением продольной пода- чи стола, град 37
Ctrpmaker.ru
- 23 -
chipmaker.ru
Номер про- верки Наименование проверки Схема и метод проверки Шири- на сто- ла, мм Прила- гаемая сила Р, Н Допуск, мкм
по стан- дарту факти- ческий
класс точности станка
Н П Н П
3.1. Перемеще- ние под нагрузкой стола от- носитель- но оправ- ки , зак- регленной в шпинделе, при 1М5690Н В отверстие шпинделя плотно встав- ляют оправку I (конусная часть образу- ющей диска оправки накло- нена к ее оси под углом 30° и кестко зак- репляют . 400 20000 15690 0,63 0,56 0,40
24
Homo р г. ро- ге рки Н: япековен! е I роверки Схема; И !ШЕТОД проверки Шири- на сто- ла, мм Прила- гаемая сила Р, н ДогVСК, мкм
по стан- дарту факти- *:зский
класс точности станка
Н П Н П
На столе жест- ко закрепляют устройство для создания на- гружающей силы F, для измере- ния которой ис- пользуют рабо- чие динамомет- ры. Перед каж- дым испытанием консоли, салаз- кам, столу и ползуну сообща- ют перемещения с последующей их установкой в заданное по- ложение, а шпинделю - по- ворот. При этом консоль подводят в по- ложение про- верки переме- щением снизу вверх, салаз- ки - перемеще- нием к зерка- лу станины, а стол уста-г навлпвают в среднее поло- жение переме- щением справа налево.
25
chipmaker.ru
Номер про- верки Наименование проверки Схема и метод проверки Шири- на сто- ла, мм Прила- гаемая сила Р, И Допуск, мкм
по стан- дарту факти- ческий
класс точности станка
н п Н П
Консоль за- крепляют на станине. Индикатор 2 укрепляют на устройстве для нагруже- ния или не- пос родствен- но на столе так, чтобы его измери- тельный на- конечник ка- сался обра- зующей ци- линдрическо- го пояса, лежащей в плоскости, проходящей через ось оп- равки и пер- пендикуляр- ной к зерка- лу станины. Между столом и оправкой создают плав- но возрастаю- щую до задан- ного предела силу у , нап- равление ко- торой опреде- ляют углами
- 26 -
Номер про- верки Наименование проверки Схема и метод проверки Шири- на сто- ла, мм Прила- гаемая сила Р, Н Допуск, мкм
по стан- дарту факти- 1еский
класс точности станка
Н П Н П
Нагружающую силу приле- гают к конус- ной части ди- ска оправки и направляют че- рез ось оправ- ки. Одновре- менно индика- тором измеря- ют перемеще- ние оправки относительно стола в нап- равлении по- перечной по- дачи. Наиболее до- пускаемое пе- ремещение определяет как среднюю арифметичес- кую результа- тов яух ис- пытаний.
27 -
chipmaker.ru
4. НОРМЫ 1ЕУМА
Что проверяется Схема и метод проверки Уровень лума, дБ
допуска- емый факти- ческий
Средний уровень Станок устанавливается 82
звука В Am, аВА Ко рректи рованный так, чтобы его наружная поверхность находилась на расстоянии 2 м от отражающих звук поверх- ностей. На станке должны быть 102
уровень звуковой мощности ь рА, dW закрыты все комухи, крышки. Точки измере- ния Т, 2, 3, 4, 5 рас- полагаются равномерно на измерительной по- верхности на раостоя- +Z1 я НИИ м. Высота микрофона над полом должна быть 1,5 м. Измерение уровня зву- ка производится при работе станка на холос- том ходу при наибольших рабочих скоростях всех приводов, одновременно работающих в процессе рабочего цикла, вклю- чая и привод ускоренно- го хода.
- 28 -
5. СВИДЕТЕЛЬСТВО О ЕЫХОДНСЛ КОНТРОЛЕ ЭЛЕКТРООБОРУДОВАНИЯ
Электрооборудование
Свидетельство Л
Модель станка ГФ2171
/ Л"2
Наименование станка (механизма)
Станок фрезерный консольный
вертикальный с ЧПУ и автомати-
Порядковый номер
по системе нумерации
п редп риятия-и зготовителя
Предприятие-изготови',,ель
ческой сменой инструмента
jfvz - £3' мся-уЬ
Горьковское станкостроительное
производственное объединение
Электрошкаф (панель)
Предприятие-изготовитель
/Л.
Порядковый номер
по системе нумерации
предприятия-изготовителя
Питающая сеть: напряжение ЗЮ В; род тока ;
частота 50 Гц
Цепь управления: напряжение 24,110 В; род тока = , е--^ ;
Местное освещение: напряжение 24 В
Номинальный ток станка 5э А
Номинальный ток плавких вставок предохранителей питающей силовой
цепи или установки тока срабатывания вводного автоматическох
выключателя А.
Электрооборудование выполнено по:
Принципиальной схеме Схеме соединения Схеме соединения
шкафа управления станка (механизма)
05021125 К IT 46 412/3-5 № ГФ2171С4.80.000Э4
- » -
chipmaker, ru
Электродвигатели
1 \4 xV..
4
-<
LO СО СО
со СО
•* «< с )
о О с\2 со
0Q м< д 3
1 ы
со
О о CQ
и
7 1=
1 сл
S и CQ
СО С\2 СО 1 1—( <
1 м Р.
1 Р< й Е о р
В й C/J со
ИЯ 1 ф н 1
0) |ё § о R
Ч со н
Ф 3 cd й я И 3 ы
Ф о о 03 ф
U р S ь д
О) о о со я сО н
о о р ч Р из
о О я о. К и
О crt Л W о W У
Р 32 32 ч о §
О к я а О О; а « а о. о
о £—4 н р р о
о о и к со « «
М. а ф а; ф си 1=1 ф
0J о S Ч Ч о ч к
ч со 32 СО СО со З4
ю £*4. Н-4
3 3 я
* 3
30
Испытание повышенным напряжением промышленной частоты проведе-
но:
электродвигателей напряжением 1530 В;
силовых цепей электромонтажа напряжением 2125 В.
Сопротивление изоляции проводов относительно земли:
силовые пени,не менее - 1,0 МОм
пепи управления, не менее - 1,0 МОм.
Электрическое сопротивление между винтом заземления и металли-
ческими частями, которые могут оказаться под напряжением 42 В и вы-
ше, не превышает 0,1 Ом.
Выводы: Испытания показали, что электрооборудование соответству-
ет требованиям к электрооборудованию, приведенным в технических
условиях на станок,
ьмт» 1 о,тщись
в : &
В СООТВЕТСТВИИ С ТРЕБСВАНИЯЛИ ТЕХНИЧЕСКИХ УСЛОВИЙ
Отвечает всем предъявленным к нему требованиям технических ус-
ловий и методике испытаний.
?. приндиданосги И ШЖПОСОБЖЫЯ к СТАНКУ
Станок укомплектован согласно комплекту поставки.
31 -
chipmaker.ru
9. ОБЩЕЕ ЗАКЛЮЧЕНИЕ ПО ИСПЫТАНИЮ СТАНКА
На основании осмотра и проведенных испытаний станок признан
годным к эксплуатации
Станок соответствует требованиям ГОСТ 7599-8*. и технических
условий на станок, а также требованиям ГОСТ 12.2.009-80 СТ СЭЕ-7?
СТ СЭВ 539-77, СТ СЭВ 576-77.
Дата выпуска. ZZ, ж, &>
Подпись ответственного
липа
Chlpmaker.ru
СВИДЕТЕЛЬСТВО О КОНСЕРВАЦИИ
Станок фрезерный консольный ............................................
(наименование станка)
.........................................-.... у 4...............
(модель).................................(заводской номер)
подвергнут консервации согласно требованиям, предусмотренным дейст-
вующими нормативно-техническими документами.
Дата консервации............ г.
Срок защиты без переконсервации ........
По ГОСТ 9.014-78:
— вариант временной защиты ....
— вариант внутренней упаковки
— категория условий хранения
Консервацию произвел ........
(подпись)
Станок после консервации
принял
(подпись)
СВИДЕТЕЛЬСТВО ОБ УПАКОВКЕ
Станок фрезерный консольный ............................................
(наименование станка)
....
(обозначение)
упакован согласно установленным
(заводской иомер)
требованиям, предусмотренным кон-
структорской документацией
Дата упаковки ........
Упаковку произвел
Станок после упаковки
принял ..............
(подпись)
(подпись)
Бор. тип Зак. 596. Тир. 2000. 28-2-89 г.
chipmaker.ru
МИНИСТЕРСТВО СТАНКОСТРОИТЕЛЬНОЙ
И ИНСТРУМЕНТАЛЬНОЙ ПРОМЫШЛЕННОСТИ СССР
ГОРЬКОВСКОЕ СТАНКОСТРОИТЕЛЬНОЕ
ПРОИЗВОДСТВЕННОЕ ОБЪЕДИНЕНИЕ
СТАНОК ФРЕЗЕРНЫЙ КОНСОЛЬНЫЙ ВЕРТИКАЛЬНЫЙ
С УЧПУ И АВТОМАТИЧЕСКОЙ СМЕНОЙ ИНСТРУМЕНТА
МОДЕЛЬ ГФ 2171
Chipmaker.ru
РУКОВОДСТВО ПО ЭКСПЛУАТАЦИИ
*
ЧАСТЬ V
СВЕДЕНИЯ О ПРИЕМКЕ
ГФ 2171С5.000.000 - Д7
chipmaker.ru
РУКОВОДСТВО ПО ЭКСПЛУАТАЦИИ
Часть У
Г52171С5. C00.W0Hg7/Z>/
Chipmaker.ru
chipmaker.ru
СОдаКАНИЕ
Наименование .
Листы
I ..Приемо-сдаточные нормы точности'
2.Проверка 3.2
□.Проверка 4.1
Chip,vaker.ru
4.Норма шума
ч
6.Свидетельство о выходном контроле электрообору-
дования
7.Свидетельство о приемке
8. Свидетельство о консервации и упаковке
3-5
6-7
8
9
10-12
13
14
chipmaker.ru
Chipmaker.ru
3
ПРИЕМО-СДАТОЧНЫЕ НОРМЫ точности
НА СТАНОК ФРЕЗЕРНЫЙ КОНСОЛЬНЫЙ
ВЕРТИКАЛЬНЫЙ С ЧПУ И АСИ МОД.1Ф2171С5
Номер
нормы
ааименованш нормы
_ .Леток ,мк^___~
:по ?0С" : Фактичэо-
.12734^8X1 кий_______
1-ПРОВЕРКА ТОЧНОСТИ СТАВКА
1.2. Плоскостность рабочей поверхности
стола 40 '
(Выпуклость рш очей поверхности
стола, не допускается)
1.3. Прямолинейность средне, о паза 25
1.4. Параллельность среднего паза стола
траектории ею продольного перемещения 25
1.5. Перпевдикулнрн( ють среднего дэяа сто-
ла траектории его поперечного переме-
щения ... 20
1.6. . Параллельность рабочей поверхности
стола траектории его продольного
перемещения - 30
1.7. iL раллельность рабочей поверхности
' стола траектории его поперечною
перемещения 20
1.8. Перпендикулярность рабочей поверх-
ности 'стола траектории его вертикаль-
ного пегчмещшия'Н'продольной плос-
кости 25
1.9. Перпендикулярность рабочей поверх-
ности * стола траектории его' вертикаль-
ного' перемещения *в поперечной плоскости 25
(Наклон стола в сторону от стойки не
допускается) 1
I.ID. Пеш8эдику.1ряисть. рабочей поэепх-
ности''птолв 'т:иаектории вертикаль--
ногоперемещенинползуна тв продольной
I лоскости 2Й
chipmaker.ru
Hotter) ’
норды .
Наименование нормы
*______
:по ГОСТ : факта-
:17734-81 : ческий
(для станков с вертикальным шпинде-
лем с механической рабочей подачей
ползуна)
/1.11. Перпевдзкулярность рабочей поверх-
ности стола траектории вертикального
перемещения ползуна в поперечной
плоскости ' • 26
(для станков с вертикальным шпин-
делем с механической рабочей подачей
ползуна)
Наклон стола в сторону от стойки
на допускается
I.I5. Перпендикулярность рабочей поверх-
- ..кости стола оси вращенья вертикального
лпинделяв продольной и
поперечной плоскостях
(Наклон стола в сторону от стойки
не допускается)
I.I9.- Радиальное биение конического от- .
верстая шпинделя
а) у торца шпинделя
б) на расстоянии L - 300 мм
1.20. Осевое биение шпинделя
2.ПРОВЕРКА ТОЧНОСТИ ОБРАЗГЦ-ИЗтаИЯ
2.1. Плоскостность рабочей'поверхности 4
образца-изделия.
2.2. Параллельность верхней поверхности
образца-изделия’его основанию
,2.3. Перпендикулярность обработанных по-
верхностей образца-изделия на длине
100 мм'
2.4. Круглость воспроизведенной при кон-
турном-'фрезерованйи' цилиндрлческой по- -
верхкссти обоазца-изделия 100
chipmaker.ru
5
Номер
нормы
, Наименование нормы
’_______ДоП£С£,М1М __ .
:по техничес-1 факти-
ким условиям: ческий
3.2.
З.ЖГ5РКА, ДТКСТТИ СТАНКА
-Перемещение под нагрузкой стола
относительно оправки,закреплен-
ной в шпинделе,при F=I5690H
(1600 кто)
560
4* ЛОЛОЛМГЕДЬН/Я W4FPKA НА
ТОЧНОСТЬ
4.1
Точность обработки квадратного
образца под углом 2С к осям X и У
а) прямолинейность сторон
б) перпендикулярност сторон
50
ЧР
chipmaker.ru
ПРОВЕРКА 3.2
6
Chl/jmaker.ru
ПЕЕЕМБЩЕЗТ ПОД НАГРУЗКОЙ
СТОЛА ОТНОСИТЕЛЬНО ОПРАВКИ,
ЗАКРЕПЛЕННОЙ Б 1ШЦНЦЕЛЕ
chipmaker.ru
7
Метсд проверки
В отверстие шпинделя устанавливают' оправку I и закрепляют.
На столе закрепляют устройство для создания нагружавшей силы
для измерения которой используют динамометр.
Перед каждым испытанием консоли,салазкам и столу сообщают пере-
мещения с последующей установкой их в заданное положение,а шпинделю
-поворот.При этом консоль подводят в положение проверки перемеще-
нием снизу-вверх, салазки-перемещепием к -зеркалу станины,а стол
устанавливают в среднее положение перемещением справа налево.
• При испытаниях консоль закрепляют.
Показывающий прибор 2 закрепляют на столе так, чтобы его изме-
рительный наконечник касался образующей цилиндрического пояска,
лежащей в плоскости,проходящей через ось оправки и перпендикуляр-
ной зеркалу станины.
Между столом и оправкой создают плавно возрастающую до задан-
ного значения силу. F ,направление которой определяют углами «ХуJ3
и .Нагружающую силу прилагают к конусной части диска оправки и
направляют через ось оправки.
Одновременно при помощи индикатора измеряют перемещение оправки
относительно стола в направлении поперечной подачи.
Проводят двукратные испытания.
Наибольшее допускаемое перемещение определяют как среднее
арифметическое результатов двух испытаний.
Перемещение стола относительно оправки,закрепленной в шпин-
деле, под. нагрузкой F = 1600 кгс не должно превышать 560 мкм.
Chipmaker.ru
ПРОВЕРКА 4.1
ТОЧНОСТЬ ОБРАБОТКИ КВАДРАТНОГО
ОБРАЗЦА ПОД УГЛОМ 20° К ОСЯМ X и У
Образец 3 устанавливается на контрольную плиту 4.
С помощью линейки ЛД-1-200 ГОСТ 8026-75 поз.1,утолънИйМ
УЛП-1-250 ГОСТ 3749-77,поз.2,щупа ГОСТ 882-75,подбором miaoftk
определяем прямолинейность и перпендикулярности сторон инадрМ*»-
Шероховатость поверхностей определяется методом сравнений с
образцами шероховатости поверхностей ГОСТ 9378-75.
Допускаемые отклонения не долины превышать:
прямолинейность - 50 мкм
перпендикулярность - 65 мим
шероховатость поверхностей - Ва 63 мкм
chipmaker.ru
9.
я
ИСПЫТАНИЕ СТАНКА НА СООТВЕТСТВИЕ НОРМАМ ТОЧНОСТИ
И ЖЕСТКОСТИ
Станок по точности соответствует проверкам I.2-I,II;I.I5;
I.I9;I.20;2.I:-2.4 по ГОСТ 17734-81 и проверкам 3.2 и 4.1 по
ТУ на станок.
4.Н0РМА НТО
Корректированный уровень звуковой мощности ЬрА на рабочем
месте,создаваемый станком на холостом ходу не превышает 90 ' дБА.
/ад,
5. ИСПЫТАНИЕ СТАНКА НА ХОЛОСТОМ ХОДУ И НОД "АГРУЗКОЙ
В СООТВЕТСТВИИ С ТРЕБОВАНИЯМИ ТЕХНИЧЕСКИХ УСЛОВИЙ
Отвечает всем предъявленным к нему требованиям '"^хничесш
условий.
chipmaker.ru
10
Свидетельство о выходном контроле электрооборудования
Электрооборудование
Свидетельство frfe Модель
Станка P&2I7IC5
Наименование станка (механизма) ФРЕЗЕРНЫЙ КОНСОЛЬНЫЕ ВЕРТИКАЛЬНЫЙ
СТОЙ АСИ
Порядковый номер
по системе нумерации
Chipmaker.ru
предприятия-изготовителя
Предприятие-изготовитель Горьковское станкостроительное производствен-
ное объединение
Электрошкаф (панель) 433- VZ
Предприятие иагоговительЭТЗ Порядковый номер
по системе нумерации
предприятия-изготовителя
Питающая сеть: напряжение 380 В; род тока перемен.; частота 50 Гц
Цепь управления: напряжение ~"ИС, -12,—24 В; род тона f ~
Местное освещение: напряжение 24 в
Номинальный ток станка 55 д
* ' • j
Номинальный ток плавких вставок предохранителей питающей силОвой цели ‘или
усгаи₽еки тойа срабатывания вводного автоматического выключателя 160 д
chipmaker.ru
Электрооборудование выполнено по:
Принципиальном схеме Схеме соединения
шкафа управления
1Ф2171С5. ООО. ООО. 06ЭЭ& ГО2171С5.822.00034
Схеме, соединения
станка (механизма)
№ _ ГФ2Т7ТГС ЯП2Х00034
Электродвигатели
Обозна- чение
к Назначение Тип Мощ- ность, кВт Момент Н.М X" Номин. ток,Л Ток. А
холос- той хот нагрузка
1 2
MI Эл.двигатель 4АМ13254УЗ 7,5 15,0 ! #6
главного Лад. f/.. -.
движения- У I
1 1 i
М2 Эл.двигатель 1 ' —» * 1
гидростанции ' j 4АМ9СЫУЗ 2,2 5,0 1 ц-
I i ,— ; i
М3 .Эд .двигатель 4АМ9С1.4УЗ 2,2 5 0 i J? £ ;
наладочного . 1 i
перемещения 1 J
консоли !
* 1 1
М4 Эл.насос Л -25М- i !
охлаждения УШ 0,12 | i 1 0,3 аз
i - f 1 —r i -—
М5 Эл,насос сма.я— । J 1 i
- ки I А0Л21-43Ф 0.27 ! 0,83 i
1 1 t
М7 ЭЛяДВ^адеаЛЬ^ TT7R — _ тс 1 1 f j 23 8
Ю подач ко сади- * • - —ад >
нат Х,У Г .1
1 I
мп_. ЭллД^дгатада _ i 1
подачи ксорди- i •
наты Z HG II2C 23 |. 34,3 j
- 1 i .
chipmaker.ru
12
I. При некагруженйам станке (механизме)
2. При макан зальной нагрузке
Испытание повышенным напряжением промышленной
частоты'~С J ?, прозЕденэ
ту 212'5 3 Т2Г ЭЛ51*Т30<22?11ГЗ.ТвЛЯ^
Сопротивление изоляции проводов относительно земли:
Силовые цепи: на M5Hes 1,0 ?дрм, Цели управления не менеа I»Q МО.*
йяектричевкое сопротивление между винтом заземления и металлическими частя-
мя, которые м/иут оказаться под напряжением св. 42 В, не превышает 0,1 Ом
Вывод. Электродвигатели, аппараты, монтаж электрооборудования й его испытания
соответствуют общим техническим требованиям и электрооборудованию
. с.
стзикоз (механизмов)
Испытания провел:
ПодпмсьЗ&й^
rat'&.J&ffl' Число листов:^
chipmaker.ru
. тз
СВЦДЕЖЬСТВО О ПРИЕМКЕ
Станок фрезе’оный консольный
(найма. юза ‘ ”о станка”?
вертикальный с ЧПУ и АСИ
ГФ2171С5 ,______
(модель ) • (заводской й)
* На основании ъсмотра и проведенных испытаний станок
признан годнШй к еийЯЛуатации и для поставки на экспорт
Станок соответствует
требованиям ..........ГОСТ 7599- 82
(ГОСТ на общие технические
и ГОСТ 12.2.009-80
условия; ССБГи ГТ иЗГнаТСЫ1-------------
и техническим условиям на станок
ТУ2.024-5799-85 _________
(номер техничв< -них условий)
Станок .укомплектован согласно
комплектности поставки
подпись ответственных за приемку
1/4
(дата приемки)
п|гамнсрТК^
chipmaker.ru
СВИДЕТЕЛЬПЕО О КОНСЕРВАЦИИ
СТАНОК ФРЕЗЕРНЫЙ КОНСОЛЬНЫЙ
(наименование станка)
. ГФ2171С5 ' -
(модель)
(заводской №)
подвергнут консервации согласно требованиям, предусмотренным
дейст утощнмИ нормативно-техническими документами.
Дата консервации '
. Срок шцнты беа пр^еконсераацир
- Л$- 36 месяцев ~
По ГОСТ а.014—78:
—вариант вр^меннс J - аащиты
—гарнагг тчутренней упаковки
—каттгорь* условий хранена
Консараацию л^*изаеп (подпись) J
Стак и* «мем» иммарам|п>
приияя - < ’ ,
19 А
~ ВУ-УГ
СВИДЕТЕПЬГПаО ОБ УПАКОВКЕ
(«ажмемктанне
xl>2I7I(S
(обозначьте)
(заводской
упакован согласно уатаиаизем нм тре&шийям, предаде* 1 ренныат
конструкторской документацией
Дата упакоакм «Я (/
/ Упаковку проитмл $ (подпись)
Станок поело упаковки
Принял (подписьv
Chipmaker.ru
chipmaker.ru
Chipmaker.ru
Печать офсетная Заказ 5123 Тарах 5ССС.
Борская та пограбил Горьковского областного
унравлинял аздательств поллграфаа к княхной
торговля.г.Бор ,ул.Генина 112. * *