





































































































Теги: станки фрезерные станки
Похожие




Текст
ШИРОКОУНИВЕРСАЛЬНЫЕ КОНСОЛЬНО-ФРЕЗЕРНЫЕ СТАНКИ
6Р82Ш, 6Р83Ш
60054
chipmaker.ru
Перечень изменений и опечаток
Ctiipmaker.ru
Стр. : Пункт : Напечатано : Следует читать
/раздел/
4« 1.2.2. Коробка скоростей Коробка скоростей
6М82-3 6Р82Л.30
6LS3-3 6Р83Ш.30
5. 1.3.2. 14. Переключатель 14. 3-жчм инструмента
освещения
11. 1.3.6. Перед перемещением хо- Перед перемещением хо-
» бот необходимо отжать, бота необходимо отвер-
нуть винт 39 на 4-5 оборотов до получения лёгкого хода.
21. Рис.22 Фильтр Насос смазки консоли
.26, Табл.5
27 и далее по тексту
Масло ИС-30 ГОСТ 8675- Масло И-ЗОА ГОСТ 20799
27. 1.4.3. Норм! расхода, л 20
16
Норма расхода, л 16л для станка 6Р82Я 20л для станка 6FB32
27. Примечания .../вязкость в услов- .../вязкость кинемати-3. ных градусах Энглера ческая при 50 С, сСт 3£81-4,59 при 50°С/. 28-33/.
30. 2.3.5. Торможение шпинделей сблокировано с подачей. Торможение шпинделей сблокировано с подачей. Время останова шпинделя при п=1600об/мин составляет около 5 сек.
38. Табл.7. 972/40 943/40
39. 3.2.1. ...ГОСТ 165-72 ...ГОСТ 165-81
...ГОСТ 8-71 -...ГОСТ 8-77
...ГОСТ 15945-70 ...ГОСТ 24644-81
41. 3.2.1. Масса станка, т...4,5 Масса станка,т...4,05
42. Рис.40. установочный чертёж станка Установочный чертёж станка бРЗгг/бРВЗШ/ размеры в скобках для станка 6Р83Ш.
46. пункт Гб ... по ГОСТ 17734-72 ...по ГОСТ 17734-81
chipmaker.ru
ШИРОКОУНИВЕРСАЛЬНЫЕ КОНСОЛЬНО-ФРЕЗЕРНЫЕ СТАНКИ 6Р82Ш, 6Р83Ш
Руководство по эксплуатации 6Р82Ш.ЭО.ОООРЭ
Часть I
Chipmaker.ru
СТАНКОИМПОРТ
СССР
МОСКВА
chipmaker.ru
В настоящем руководстве приведены сведения по эксплуатации широкоуниверсальных консольно-фрезерных станков общего назначения 6Р821 и 6Р83Ш.
Станки конструктивно сходне нехху собой, широко унифицированы являются дальнейший усовершенствованием аналогичных станков серии К.
Руководство предназначено для фрезеровщиков, наладчиков, слесарей по ремонту и может использоваться технологами и нормировщиками.
Перед установкой станка и перед работой на нем необходимо тщательно ознакомиться с настоящим руководством.
Работа на станке и обслуживание его в строгом соответствии с руководствам обеспечат безотказную работу и сохранение на длительный период его первоначальной точности.
Завод-изготовитель оставляет за собой право вносить в конструкцию дальнейшие изменения и усовершенствования.
Руководство к станку не отражает незначительных конструктивных изменений, внесенных заводом-изготовителем после подписания данного руководства на выпуск в свет.
Chipmaker.ru
Часть I. ТЕХНИЧЕСКОЕ ОПИСАНИЕ
I.I. Назначение ж область применения
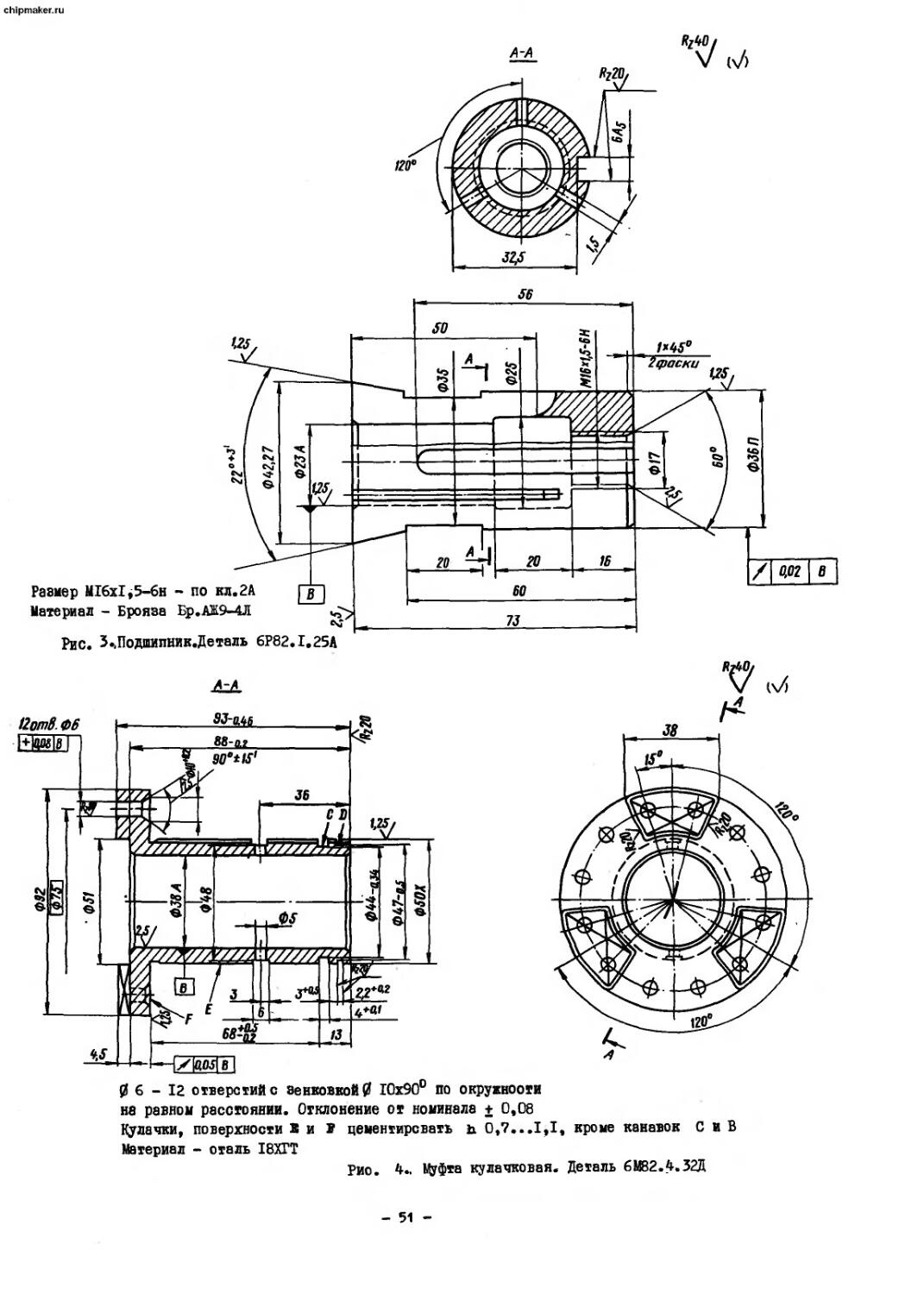
I.I.I. Вирокоуниверсальные консольно-фрезерные станки 6Р82.И и 6Р83Ш предназначены для выполнения различных фрезерных работ в условиях индивидуального производства.
На станках можно изготовлять металлические медали, штампы, прессформы, иаблоны, кулачки и т.п.
Для обработки различного вида поверхностей, а также крупногабаритных деталей, превыиающих по сврЬм размерам габарит стола, ипиндельная головка смонтирована на выдвижном хоботе и может поворачиваться под любым углом в двух взаимно перпендикулярных плоскостях.
Горизонтальный шпиндель станка может быть использован при обработке плоскостей торцовыми и цилиндрическими фрезами. Возможно как раздельная, так и одновременная работа обомни ипицделями. При установке серег станки могут быть использованы как обычные горизонтально-фрезерные.
Технологические возможности станков могут быть расширены с применением делительной головки, поворотного круглого стола и других приспособлений.
Татиачадкаа характеристика к.жасаиювь дааииов идеадхиви иолводеьа ыааааеваиа ааемамидаии бнаирерв" —иущ*м* иаарщедм ади^ге иидирумдмаа.
- 3 -
chipmaker.ru
1.2. Состав дтанка
1.2.1. Обцжй вид с обозначением составных частей станка (рис.1).
Рис. I. Расположение составных частей станка
1.2.2. Перечень составных частей станка
Номер иозиции на рис.1 Наименование Обозначение Примечание
I Станина 6Р82Ш-1
2 Электрооборудование 6Р82Ш-8
3 Коробка скоростей 6Р82-3
4 Коробка переключения 6Р82-5
5 Хобот 6Р82Ш-И для станков 6Р82Ш
б Поворотная головка 6P82B-3I
7 Накладная головка 6Р82Ш-32
8 Стол и салазки 6Р82Г-7
9 Консоль 6Р82-6
10 Коробка подач 6Р82-*
I Станина 6Р83Ш-1
2 Электрооборудование 6Р83Ш-8
3 Коробка скоростей 6Р85-3
4 Коробка переключения 6Р83-5 для станков 6Р83Ш
5 Хобот 6Р83Ш-П
б Поворотная головка 6Р82Й-31
7 Накладная головка 6Р82Ш-32
8 Стол и салазки 6Р83Г-7
9 Консоль 6Р83-6
10 Коробка подач 6Р83-4
- 4 -
chipmaker.ru
1.3. Устройство у работа старка я ус ооста>инх часТей
1.8.1. Общий вид с обозначением органов управления (рис.2)
Рис. 2. Размещение органов управления на станке
1.3.2. Перечень органов управления
Нойер ПОЗИЦИИ на рис.2 Органа управления и их назначение
I 2 3 4 5 6 7 8 9 10 II 12 13 14 15 16 17 18 19 Рукоятка включения продольных перемещений стола (дублирующая) Рукоятка включения поперечной и вертикальной подач стола (дубллруюная) Переключатель ввода "Включено-выключепо" Переключатель насоса охлаждения "Включен о-выключен о" Переключатель вращения горизонтального ипинделя "Влево-вправо” Маховичок ручного продольного перемежения стола (дублируюиий) Рукоятка переключения скоростей горизонтального ипинделя Кнопка "Огоп" (дублирующая) Кнопка "Пуск ипинделя” (дублирующая) Стрелка-указатель скоростей ипинделя Указатель скоростей ипинделя Кнопка "Быстро стол” (дублирующая) Кнопка "Импульс ипинделя" Переключатель освежения Маховичок ручного переиеяеиия хобота Рукоятки переключения скоростей ипинделя поворотной головки Валимы серьги Зажим поворотной головки Маховичок выдвижения гильзы ипинделя
20 Рукоятка зажима гильзы и ипинделя
- 5 -
chipmaker.ru
Номер позиции на рис.2 Органы управления и их нааначение
21 22 23 24 25 26 27 28 29 30 31 32 33 84 35 36 37 88 39 40 41 42 Рукоятка включения продольных перемещений стола Звездочка механизма автоматического цикла Зажимы стола Маховичок ручного продольного перемещения стола Кнопка "Быстро стол" Кнопка "Пуск ипинделя" Кнопка "Стоп" Переключатель ручного или автоматического управления стола Маховичок ручных поперечных перемещений стола Лимб механизма поперечных перемещений стола Кольцо - нониус Рукоятка ручных вертикальных перемещений стола Кнопка фиксации грибка переключения подач Грибок переключения подач Указатель подач стола Стрелка-указатель подач стола Рукоятка включения поперечной ж вертикальной подач стола Зажим салазок на направляющих ковоолж Зажим хобота на станине Реверсивный переключатель направления вращения ипинделя накладной головки Переключатель управления "Автоматический цикл - ручное управление - работа с круглым столом" Зажим консоли на станине
1.3.3. Перечень графически символов, указанных на табличках
Символ Наименование Символ Наименование
Главный выключатель
Шпиндель
Направление вращении ипив дел я
Отклиево
Включено
Импульс
Быстрый ход
Подача
Ручное управление
Автоматический цикл
Chipmaker.ru
- 6 -
chipmaker.ru
Символ Наименование Символ Наименование
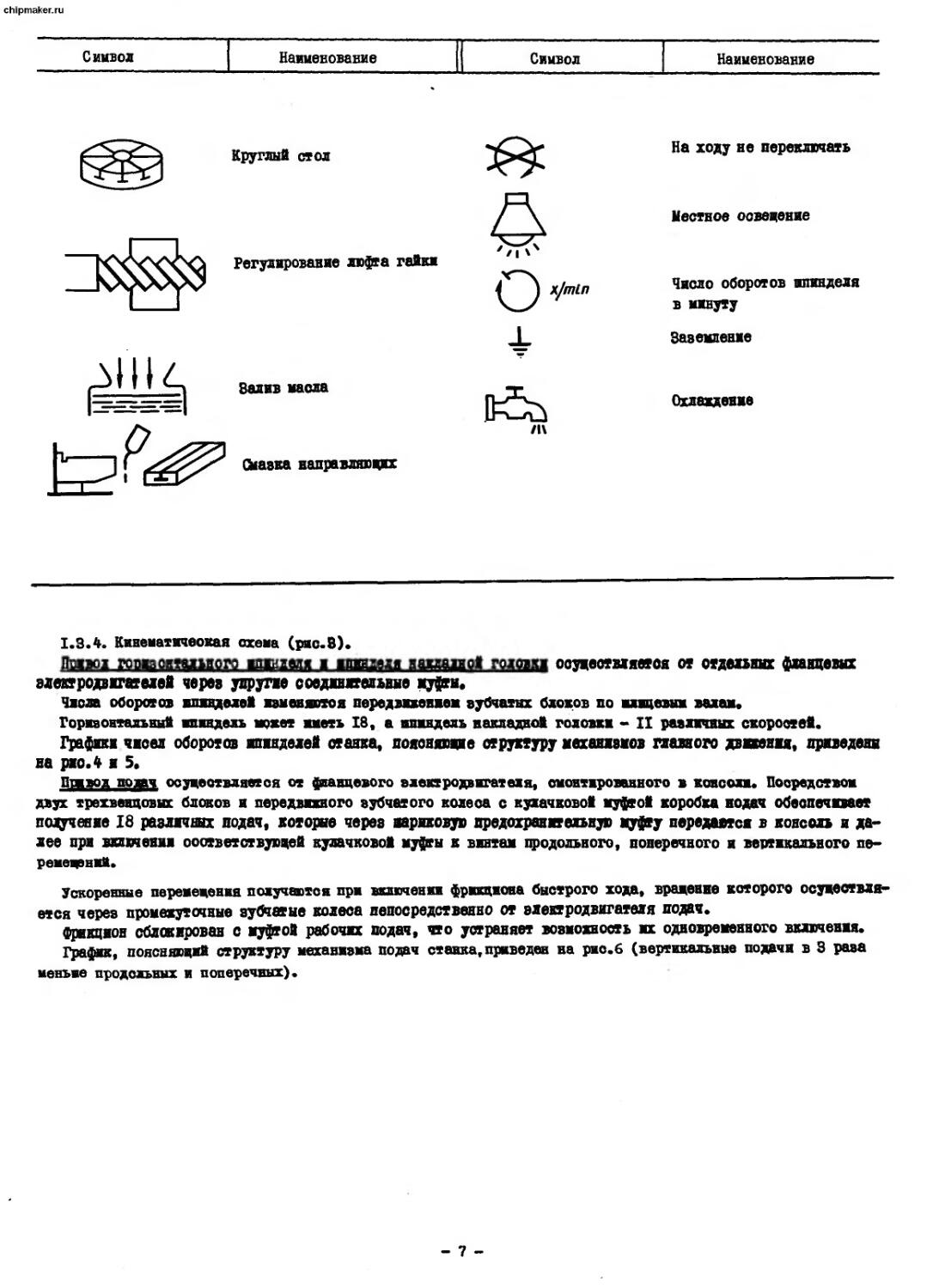
Круглый стол
Регулирование люфта гайки
Залив масла
(Лазка направляющих
/|\
На ходу не переключать
Местное освещение
Число оборотов ипинделя в минуту
Заземление
Охлаждение
Ж
1.3.4. Кинематическая схема (рис.8).
Лию» ГОИПЖШНОГЙ ишдздя и йвдидя мтацтй mawi осуществляется от отдельных фланцевых электродвигателей черев упругие соединительные муфты.
Числа оборотов млицделей изменяются передвижением зубчатых блоков по млицевым валам.
Горизонтальный мпиндель может иметь 18, а шшндель накладной головки - II различных скоростей.
Графикн чисел оборотов ипинделей станка, поясняющие структуру механизмов палого двиения, приведены на рио.4 и 5.
Привод поддч осуществляет о я от фланцевого вжектродвигатежя, смонтированного в консоли. Посредством двух трехвенцовых блоков и передвижного зубчатого колеса с кулачковой муфтой коробка нодач обеспечивает получение 18 различных подач, которые через шариковую предохранительную муфту передайся в консоль и далее при включении соответствующей кулачковой муфты к винтам продольного, поперечного и вертикального перемещений.
Ускоренные перемещения получаются при включении фрикциона быстрого хода, вращение которого осуществляется через промежуточные зубчатые колеса непосредственно от электродвигателя подач.
фрикцион сблокирован с муфтой рабочих подач, что устраняет возможность их одновременного включения.
График, поясняющий структуру механизма подач станка,приведен на рис.б (вертикальные подачи в 3 раза меньше продольных и поперечных).
- 7 -
chipmaker.ru
Рис. 4. График чисел оборотов горизонтального шпиндели
Рис. 5. График чисел оборотов шпинделя поворотной головки
8
chipmaker.ru
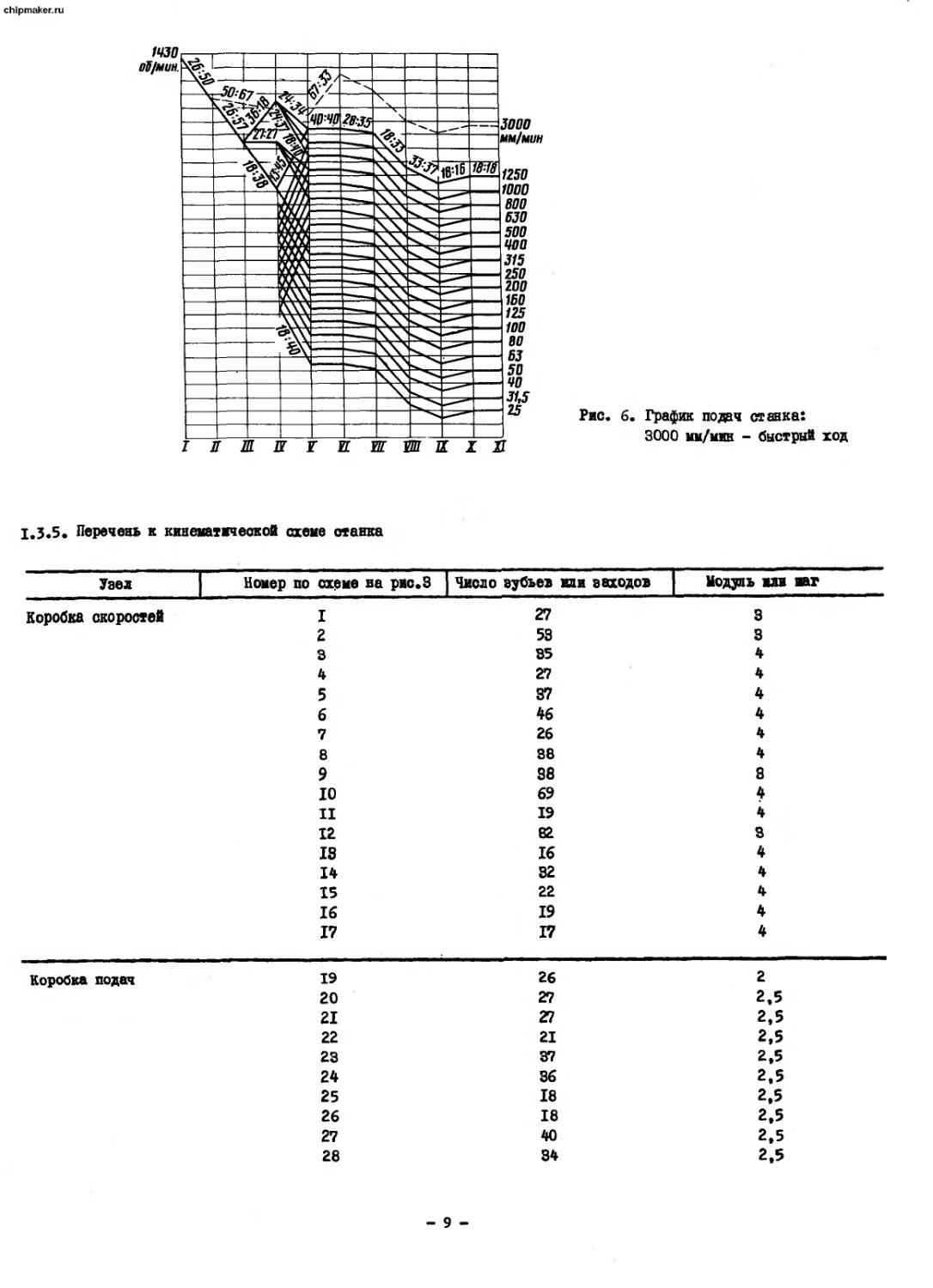
Рис. 6. График подач ставка:
3000 мм/мин - быстрый ход
1.3.5. Перечень к кинематической схеме станка
Узел Номер по схеме на рис.З Число зубьев или заходов | Модуль или наг
Коробка скоростей I 27 3
2 58 3
3 35 4
4 27 4
5 37 4
6 46 4
7 26 4
8 38 4
9 38 8
10 69 4
II 19 4
12 82 3
18 16 4
14 32 4
15 22 4
16 19 4
17 17 4
Коробка подач 19 26 2
20 27 2,5
21 27 2,5
22 21 2,5
23 37 2,5
24 36 2,5
25 18 2,5
26 18 2,5
27 40 2,5
28 34 2,5
- 9 -
chipmaker.ru
Увел Нойер по схеме на рис.З Число зубьев или заходов Модуль или наг
29 24 2,5
Коробка подач 30 36 2,5
31 18 2,5
32 45 2,5
33 13 2,5
34 40 2,5
35 40 2,5
36 —
37 —
38
39 — —
40 28 2,5
41 33 2
42 67 2
43 57 2
44 26 2
45 50 2
Ковсоль салазки 46 35 2,5
47 I 6
48 I 6
49 IB 4
50 22 3
51 16 4
52 33 3
53 23 2,91
54 46 2,91
55 — —
56 I 6
57 I 6
58 I 6
59 18 3
60 18 3
61 15 3
62 30 3
63 — —
64 50 2
65 25 2
66 — -
67 18 2
68 24 2
69 — *
70 33 3
71 — м
72 33 3
73 — *
74 33 3
75 18 3
76 I 6
77 I 6
- 10 -
chipmaker.ru
Узел Номер по схеме на рис.З Число зубьев или заходов Модуль или наг
Хобот 7В 21 2,5 79 59 2,5 80 33 2 81 67 2 SO ст о
L 83 49 2
Chipmaker.ru 84 66 2 85 58 2 86 42 2 87 48 2 88 52 2 89 28 2 90 72 2 91 34 2 92 28 2,8 93 28 2,8 94 27 2,8 95 27 2,8 96 19 3 97 19 3
Поворотная головка Накладная головка
Примечание. Для станков с электрооборудованием на 60 гц число зубьев зубчатого колеса № I разно 24 и далее соответственно: к 2 - 56, № 40 - 25, № 46 - ЗВ, № 82 - 47, № 83 - 53, № 84 - 70, к 85 - 62, к 86 - 38, к 91 - 30.
1.3.6. Станвда является базовым узлом, на котором монтируются все остальные узлы и механизмы станка. Станина жестко закреплена на основании и зафиксирована итмфтамм.
1.3.7. Хобот представляет собой самостоятельный узел. В нем монтируется коробка скоростей привода миндаля поворотной головки. Изменение скоростей миндаля осуществляется передвижением зубчатых блоков по млицевым валам.
Переменение хобота в направляющих станины осуществляется вращением маховичка 15(см. рис. 2). Перед перемещением хобот необходимо отжать.
Кинематику коробки скоростей хобота и спецификацию зубчатых колес см. на рис.З и в разделе 1.3.5.
При необходимости использования ставка как обычного горизонтального на направляющих хобота могут быть установлены серьги. Расточка отверстия серьги под подиипник выполнена индивидуально для каждого станка, поэтому ПЕРЕСТАНОВКА СЕРЕГ С ОДНОГО СТАНКА НА ДРУГОЙ НЕ ДОПУСКАЕТСЯ.
Регулирование зазора в подлинниках серьги производится гайкой 4 или винтом I (рис.7) по нагреву.
Ври карм— иач—еие тиорыс ян омервей —у—а и д<—а—ой амаеие awpea —рьги
де—а И— е течение ещяеге часа нря маме—ид— чиеае ебереаев кындеил ио ка— и; — йО-бО^С.
Паоло в подиипник поступает из ним серьги череэ окно во втулке 3 и фитиль. Регулирование подами мела осуществляется проволочкой 2.
1.3.8. Коробка ещородтей -горизонтального ипинделя смонтирована непосредственно в корпусе станины. Соединение коробкп с валом злектродвкга*еля осуиествляется упругой муфтой, допускающей неооооность в установке двигателя до 500-700 мкм.
Осмотр коробки скоростей можно произвести через окно о правой стороны.
Кпиндель станка (рис.8) яредотавл нет собой трехопорный вал, геометрическая точность которого определяется, в основной, подлинникам 4 и 2. Подиипник третьей опоры поддерживает хвостовик ипинделя.
Регулирование осевого люфта в миндале осуществляется подклифовкой колец 9 и 10. Повыиенный люфт в переднем подлиннике устраняют подилмфовкой полуколец 5 и подтягиванием гайки I.
Регулирование проводят в следующем порядке:
- при сдвинутом хоботе снимают крынку 3 или боковую крынку с правой стороны станка и, расконтрив, ослабляют пайку I;
- 11 -
chipmaker.ru
Рис. 8. Разрез по шпинделю
- снимают фланец 6, пружинное кольцо 7, кольцо 8 и вынимают полукольца;
- подтягиванием тайки I выбирают люфт. После проверки люфта в подлиннике производят обкатку ипинделя на максимальном числе оборотов. При ребето < точение чаеа нагрев жнкмнина»—ваши нравнипет,
~ замеряют величину зазора между подшипником я буртом ипинделя, после чего кольца подилифовывают на необходимую величину. Для устранения радиального люфта в 10 мкм полукольца необходимо подшлифовать примерно.на 120 мкм;
- полукольца устанавливают на место. Проверяют, надежно ли законтрена гайка I;
- детали В, 7, 6 и 3 устанавливают на мело.
Смазка коробки скоростей осужествляется от плунжерного насоса (рис.9), приводимого в действие эксцентри ком. Производительность насоса около 2 л/мин. Масло к насосу подводится через фильтр. К переднему под-иипнику ипинделя и глазку контроля работы насоса подведены отдельные трубкя. Остальные элементы коробки скоростей смазываются разбрызгиванием масла, поступаюнего из отверстий трубки, расположенной над коробкой скоростей.
- 12 -
chipmaker.ru
Рис. 9. Насос смазки
Рже. 10. Механжзм переключенжя скоростей
I.S.9. Коробм цереключонвя скоростей позволяет выбирать требуемую скорость без последовательного прохождения промежуточных ступеней.
Рейна I (ржс.ТО), передвигаемая рукоякой переключения 5, посредством оепора 2 через видку 10 (ряо.
II) перемежает в осевом направлении главный валян 3 с джеком переключения 9. Джок жерекжвчежяя мокло поворачива» указателем скоростей II через кожжческже мест ерам 2 и 4. Джок имеет несколько рядов определенного размера отверстий, расположенных против итифтов реек 5 и 7. Рейки попарно зацепляйся с зубчатым колесом 6. На одной из каждой пары реек креппоя вилка переключения. При переиецеиии джека пакимож на итифт одной из пары обеспечивается возвратно-поступательное перемеценпе реек.
йрн атом вилки в конце хода диска занимают полохеаие, соответотвуюцее зацеплению определенных пар иесте-реж. Для исключения возможности жесткого упора иестерен npi иерекхвченкн мтмфвы 8 реек подпружинены.
Фиксация лимба при выборе скорости обеспечивается жармксм I, васкакиваюцим в пазя звездочки 12.
Регулирование нрухины 13 производится пробкой 14 с учетом четкой фиксации лимба ж усилия при его повороте.
Рукоятка 5 (см. рмо.Ю) во включенном положении удерживается за счет пружины 4 и нарика 8. При этой мил рукоятки входит в паз фланца.
Соответствие скоростей значениям, обозначенным па указателе, достигаетсп определенным положением комических колес 2 и 4 (см. рис. II) по зацеплению. Правильное зацепление устанавливается ио кернам па торцах сопряженного зуба и впадины или при установке указателя в нолокение скорости 31,5 об/мин ж джека с вилками в положение скорости 31,5 об/жнн. Зазор в зацепления конической лары не должен бы» больна 0,2 ми, так как диск за счет атого может повернуться до I мм.
Смазка коробки переключения осуцестпяется от системы смазки коробки скоростей разбрызгиванием масла, ноступаюцего ив трубки в верхней части станины. Отсутствие масляного дождя может вызвать недопустимый нагрев печек вилок переключения п привести к ааеданию вилок, их деформации или положке.
Плоскость разъема уплотняется прокладкой иля беизивоупорной смазкой БУ, ГОСТ 7171-63.
1.3.10.Поворотная головка крепится к хоботу через промежуточную плиту при номоцн болтов, введенных в кольцевой Т-образный паз, и центрируется в кольцевой выточке (ржс.12).
Поворотная головка зафиксирована в нулевом положении по отноиеяив к фланцу хобота. Для поворота головки следует освободить ее от нулевой фиксации врацением гайки итифта фиксации и вытягиванием итифта.
пиндель поворотной голевки получает врацевие от коробки скоростей хобота через кулачковую муфту I И конические иестеряи 4, 2 (си. рис. 12) и 5, 4 (рис.'IS).
Шпиндель представляет собой двухопорный вал, смонтированный в выдвижной гильзе. Регулирование соевого люфта в ипинделе осуцествкяется подмлнфовкой колец 7 и 3. Повыиенный радиальный люфт в переднем подлиннике устраняют подилжфовкой полуколец 2 и подтягиванием гайки 6.
- 13 -
chipmaker.ru
Pio. II. Разрез по осям коробки переключения скоростей
Рис. 13. Разрез по шпинделю поворотной головки
Рю. 12. Разрез поворотной головки
- 14 -
chipmaker.ru
Регулирование проводят в следующем порядке:
- выдвигается гильза шпинделя;
- демонтируется фланец I;
- снимаются полукольца 2;
- с правой стороны корпуса голцвки вывертывается резьбовая пробка;
- через отверстие отвертыванием винта расконтривается гайка 6;
- стальным стержнем гайка застопоривается. Поворотом шпинделя за сухарь гайку подтягивают и этим пере-* мещают внутреннюю обойму подшипника. После проверки люфта в подшипнике производят обкатку шпинделя на максимальном числе оборотов. flr- в гтт11! -n1 a тимп^рдтура Diiyipftnnolit птгг"'|"7п
AitftTftfMui ieaabuwo ваауеа а» дмят премыаот 55°
- замеряется величина зазора между подшипником и буртом шпинделя, после чего подшлифовываютоя полукольца 2 на необходимую величину;
- для устранения радиального люфта в Ю мкм полукольца необходимо подшлифовать примерно на 120 мкм;
- полукольца 2 устанавливаются на место и закрепляются. Привертывается фланец I.
Перемещение гильзы поворотной головки производится маховичком, связанным при помощи червяка и зубчатого колеса с рейкой, нарезанной на гильзе шпинделя.
Пеханизм зажима гильзы включает в себя неподвижный упор 1(рис.14) и тягу 2.
Смазка подшипников поворотной головки производится шприцеванием. .Смазка подшипников 3 (см. рис.12) производится набивкой при осмотрах и ремонте ставка.
1.З.П. Накладная головке крепится к поворотной головке посредством Т-образного паза и по аналогии с поворотной головкой имеет нулевую фиксацию.
Шпиндель накладной головки получает вращение от шпинделя поворотной головки.
Регулирование зазора в подшипниках шпинделя накладной головки производится гайкой I (рмс.15).
Смазка подшипников накладной головки осуществляется шприцеванием.
Рис. 15. Разрез по шпинделю накладной головки
- 15 -
chipmaker.ru
I.3.12. Коробка подач обеспечивает получение рабочих подач и быстрых перемещений стола, салазок и консоли (кинематику коробки подач см. на рис.З).
Получаемые в результате переключения блоков скорости вращения передаются на выходной вал В (рис.16) через шариковую предохранительную муфту, кулачковую муфту 4 и втулку 3, соединенную шпонкой с кулачковой муфтой 4 и выходным валом В.
При перегрузке механизма подач шарики, находящиеся в контакте с отверстиями кулачковой втулки 2, сжимают пружины и выходят из контакта. При этом зубчатое колесо 14 проскальзывает относительно кулачковой втулки 2 и рабочая подача прекращается.
Быстрое вращение передается от электродвигателя, минуя коробку подач, зубчатому колесу С, которое сидит на хвостовике корпуса фрикциона 9 и имеет, таким образом, постоянное число оборотов. При монтаже необходимо проверить затяжку гайки 10.
Корпус фрикционной муфты должен свободно вращаться между зубчатым колесом А и упорным подшипником. Диски фрикциона через один связаны с корпусом фрикциона, который постоянно вращается, и втулкой 12, которая, в свою очередь, соединена шпонкой с выходным валом В.
При нажатии кулачковой муфтой 4 иа торец втулки 5 и далее на гайку II диски 7 и 8 сжимаются и передают быстрое вращение выходной/ валу В и зубчатому колесу А.
При регулировании предохранительной муфты снимается крышка 2 (рио.17) и вывертывается пробка I, на место которой вотавляетоя стальной стержень так, чтобы конец его вошел в одно из отверстий на наружной поверхности гайки 15 (см. рис. 16), которая таким образом застопоривается. Плоским стержнем через окне крынки повертывается за зубья зубчатое кодеоо 14. После регулирования гайка обязательно контрится от самостоятельного отворачивания стопором I.
Регулирование считается правильным, если при встречном фрезеровании цилиндрической фрезой удается фрезеровать чугун марки СЧ 15-32 при следующих параметрах режима резания:
6Р82Ш 6Р88Щ
диаметр фрезы, мм 100 100
число зубьев 8 8
ширина фрезерования, ми 100 150
глубина фрезерования, мм 12 10
число оборотов в минуту 50 50
продольная подача по лкибу,
мм/мин 125 125
При этих режимах муфта может периодически прощелкивать.
Регулирование зазора между дисками фрикциона производится гайкой ц, которая зафиксирована от самопроизвольного перемещения.
Рис. 16. Разрез по выходному валу коробки подач
- 16 -
chipmaker.ru
Рис. 17. Коробка подач
Т.3-13, Механизм переключения подач входит в узел коробки подач. Принцип ее работы аналогичен работе коробки переключения скоростей.
Для предотвращения смещения диска 9 (рис.18) в осевом направлении валик I запирается во включенном полохении двумя шариками 6 и втулкой 2. Попадая в кольцевую проточку валика 3, шарики освобождают от фиксации валик I при нажиме на кнопку 4.
Фиксация поворота диска переключения 9 осуществляется шариком 8 через фиксаторную втулку 5, связанную шпонкой с валиком I.
Регулирование усилия фиксации поворота диска переключения производится резьбовой пробкой 7.
Смазка коробки подач осуществляется разбрызгиванием масла, поступающего из системы смазки консоли. Кроме того, в нижней части платина консоли имеется отверстие (сверление в нагнетательную полость наооса смазки), через которое смазка поступает к маслораспределителю коробки подач.
От маслораспределителя отводятся две трубки: на глазок контроля работы насоса и для смазки подлинников. Непосредственно через маслораспределитель масло подается на смазку подшипников фрикционной муфты.
Для достижения плотности стыка коробки подач и консоли разрешается установка коробки подач, кроме прокладки, на бензиноупорную смазку БУ, ГОСТ 7171-63, если прокладка не обеспечивает достаточной герметичности.
Рио. 18. Механизм переключения подач
1.3.14. Консоль является базовым узлом, объединяющим узлы цепи подач станка. В консоли смонтирован ряд валов и зубчатых колес, передающих движение от коробки подач в трех направлениях - к винтам продольной, поперечной и вертикальной подач, механизм включения быстрого хода, электродвигатель подач. В узел "консоль" входит также мзханизм включения поперечных и вертикальных подач.
Зубчатое колеоо 8 (рис.19) получает движение от колеса А (ом. рис.16) п передает его на зубчатые колеса 7, 4, 2 и I (см. рнс.19). Зубчатое колесо 4 смонтировано на подшипнике и может передавать движение валу только через кулачковую муфту 6, связанную о валом. Далее через пару цилиндрических и пару конических колес движение передается на винт 16.
- 17 -
chipmaker.ru
Рис. 19. Консоль (развертка разрез}
- 18 -
chipmaker.ru
Зацепление конической пары 12 и 10 отрегулировано компенсаторами 14 и 15 н зафиксировано винтом, вхо-дяним в засверловку вальца 13.
йулка, II кием технологическое значение и никогда не демонтируется.
Гайка вертикальных перемещений закреплена в колонке. Колонка установлена точно по винту и зафикоироваг-на итифтами на основания станка.
Зубчатое колесо 2, смонтированное на гильзе, через японку и илицы постоянно врацает иллцевой вал IX цени продольного хода. Винт поперечной подачи X получает враценне через зубчатое колесо 2 и свободно сидячее на валу колесо I при включенной кулачковой муфте поперечного хода.
Для демонтажа валов УП и УШ необходимо снять коробку подач и крышку с правой сторона консоли, после чего через окно консоли вывернуть стопоры у зубчатых колес 8 и 9.
Демонтаж салазок можно произвести после демонтажа шлицевого вала IX, для чего необходимо снять верхним циток на направляющих консоли, выбить штифт 3 и вытянуть илицевой вал. При демонтаже салазок необходимо также демонтировать кронштейн поперечного хода или винт поперечной подачи.
Для полного демонтажа вертикального винта необходимо предварительно снять узел "стол-салазки".
1.3.15. Механизм включения быстрого хода включает кулачковую муфту подачи 4 и сжимает диски 7 и 8 фрикционной муфты (см. рис.16). Рычаг 13 (рис.20) посажен на ось 7, связан с ней штифтом; ось давлением
Chipmaker.ru
19 -
chipmaker.ru
пружины 9 отжимается в направлении зеркала станины. На оси 7 имеются две пары гаек. Правые гайки 5 предназначены для регулирования усилия пружины. Левые гайки 6, упираясь в торец втулки 8, закрепленной в стенке консоли, служат для ограничения и регулирования хода оси, что необходимо для облегчения ввода подшипнику в паз кулачковой муфты во время монтажа коробки подач на консоли, а также для устранения осевых ударных нагрузок на подиипник вала при включении кулачковой муфты.
Рычаг 13 имеет на задней стенке уступ, в который упирается кулачок 10.При повороте кулачка
10 рычаг 13 перемежается и сжимает пружину 9. Ось II на втором конце имеет мелкий зуб, обеспечивающий возможность монтажа рычага 12, соединяющего ось II с тягой электромагажта, под необходимым углом.
Электромагнит через тягу и шарниры скреплен о вилкой 4, от которой через гайку 2 и пружину 3 усилие передается на рычаг 12. Таким образом независимо от усилия, развиваемого электромагнитом, усилие на рычаге 12 определяется степенью затяжки пружины 3.
Цепь включения быстрого хода от электромагнита до фрикционной муфты должна удовлетворять следующим условиям:
- общий зазор между дисками фрикциона в выключением состоянии должен быть не менее 2-3 мм;
- во включенном положении фрикциона диски должны быть плотно сжаты и сердечник электромагнита полностью втянут. Прж этом сжатие пружины 3 допускается до положения, определяемого зазором от низа рычага 12 до торца вилки 4 не иенее 2 мм;
- пружина 8 должна развивать уенлне, немногим меньше усилия злектромагнита. Гайка 2 регулируется таким образом, чтобы сердечник электромагнита во включенном положении был полностью втянут.
Усилие сжатия дисков определяется величиной натяга пружины 3 и не зависит от величины зазора в дисках. РЕГУЛИРОВАТЬ ЗАЗОР В ДИСКАХ, ПОЛАГАЯ, ЧТО ЭТО УВЕЛИЧИТ СИЛУ СААТИЯ ДИСКОВ, ЗАПРЕЩАЕТСЯ.
Усилия электромагнита при включении, передаваемые через рычаги, могут расиатывать систему, поэтому при осмотрах ж ремонте необходимо проверять сохранность шпжжнтсв, крепление гайки 2, посадку - ипонож и крепление самого электромагнита на крышке консоли. Износ подлинника I увеличивается, если усилие его прижима не ограничивается гайками 5 и 6.
I.8.I6. Механизм вмрчйрвд поперечных g верЦВДЮВДК доач выполнен в отдельном корпусе и управляет включением и отключением кулачковых муфт поперечной и вертикальной подач и электродвигателя подачи.
При движении рукоятки вправо или влево, вверх или вниз связанный о ней барабан I (рис. 21) совершает соответствующие движения и своими скосами управляет через рычажную систему 5 включением кулачковых муфт, а через штифты - конечными выключателями мгновенного действия, расположенными ниже механизма и предназначенными для реверса электродвигателя подачи.
Тяга 2 связывает барабан с дублирующей рукояткой. В своей средней части на ней закреплен рычаг, па который действуют кулачки, ограничивающие поперечный ход. в конце тяга имеет рычаг для ограничения верти -кальных перемещений. При включениях и выключениях поперечного хода тяга перемещается поступательно, а вертикального хода - поворачивается.
Блокировка, предохраняющая от включения маховичка и рукоятки ручных перемещений при включении механической подачи, включает в себя коромысло 5 (ом. рио.19) и пифт.
Оря включении кулачковой муфты рукояткой подачи коромысло 5 при перемещении муфты поворачивается, передвигает ытифт, который упирается в дно кулачковой муфты маховичка ин рукоятки,и отодвигает нх, не давая возможности кулачкам сцепиться.
Если система имеет пониженный люфт, необходимо выпрессовать пробку вала УП (ом. рио.19), раокоятрить гайку 8 (см. рис.21) и подвернуть винт 4. После проверки люфта необходимо тщательно законтрить гайку 3.
Система смазки консоли включает в себя плунжерный насос, золотниковый раскределвель, маслораспредели-тель и отходящие от него трубки, подающие масло к подпипникам, зубчатым колесам, винтам поперечного и вертикального перемещений.
Плунжерный насос централизованной смазки консоли, коробки подач и механизмов узла "отол-салазки" засасывает масло через сетку фильтра (рис.22) из масляной ванны и подает его по трубке к золотниковому расире-делителю (рис.23).
От золотникового распределителя отводятся трубки: для смазки вертикальных направляющих консоли, на иту-цер гибкого шланга смазки узла "стол - салазки " и к маслораспределителю консоли. Производительность насоса около I л/мин.
При нажиме на кнопки 10 или II (см. рис.30) доступ масла к маслораспределителю перекрывается и оно от насоса поступает соответственно на вертикальные направляющие консоли или для смазки узла "стол-салазки".
- 20 -
chipmaker.ru
Рис. 21. Механизм включения вертикальной и поперечной подач
Рис. 23. Золотниковый распределитель
- 21
chipmaker.ru
I.3.17. Стол и салазки обеспечивают продольные и поперечные перемещения стола.
Ходовой винт I (рис.24) получает вращение через скользящую шпонку гильзы 9, смонтированную во втулках 5 и 7. Гильза 9 через шлицы получает вращение от кулачковой муфты б при сцеплении ее с кулачками втулки 5, жестко связанной с коническим зубчатым колеосм 4. Втулка 5 имеет зубчатый венец, о которым сцепляется зубчатое колесо привода круглого стола. Кулачковая муфта 6 имеет зубчатый венец для осуществления вращения винта продольной подачи при перемещениях от маховичка.
Зубчатое колесо 9 (рис.28) подпружинено на случай попадания зуба на зуб. зацепление с иестерней может быть только в случае расцепления муфты 6 о втулкой 5 (см. рис,24). Таким образом, маховичок блокируется при механических подачах.
Гайки 2 и 3 ходового винта расположены в левой части салазок. Правая гайка 3 зафиксирована двумя штифтами в корпусе салазок, левая гайка 2, упираясь торцом в правую, при повороте ее червяком выбирает люфт в винтовой паре. Для регулирования зазора необходимо ослабить пайку I (рис.25) и, вращая валик 2, произвести подтягивание гайки 2 (см. рис.24). Выборку люфта необходимо производить до тех пор, пока люфт ходового винта, проверяемый поворотом маховичка (см. рио. 25), окажется не более 4-5° и пока при перемещении стола вручную не произойдет заклинивание винта на каком-либо участке, необходимом для рабочего хода.
После регулирования нужно, затянув гайку I, зафиксировать валик 2 в установленном положения (см. рис. 25),
Огол в своих торцах соединяется с ходовым винтом через кронштейны, установка которых производится по фактическому расположению винта и фиксируются контрольными штифтами. Упорные подшипники смонтированы на разных концах винта, что устраняет возможность его работы на продольный изгиб. Пря монтаже винта обеспечивается предварительный натяг ходового винта гайками с усилием 100-125 кго.
Зазор в направляющих конооли и салазок выбирается клиньями. Регулирование клина I стола (рио.26) производится при ослабленных гайках 2 и 4 подтягиванием винта 3 отверткой. После проверки регулирования ручным перемещением стола гайки надежно затягиваются.
Зазор в направляющих консоли и салазок регулируется клином 6 с помощью винта 5. Степень регулирования* проверяется перемещением салазок вручную.
Зажим салазок на направляющих конооли обеспечивается планкой 8 (см. рис.24).
Ряс. 25. Регулирование зазора в ходовом винте
- 22 -
chipmaker.ru
Рис. 26. Регулирование клиньев
1,3.18. включения продольной подачи осуществляет включение кулачковой муфты продольного хода,
также включение, выключение и реверсирование электродвигателя подач.
Рукоятка 4 (рис.27) жестко соединена с осью 2 и поворачивает рычаг I, по криволинейной поверхности которого в процессе переключения катится ролик 15 (рис.28). При нейтральном положении рычага 10 ролик находится в средней впадине, при включенном - в одной из боковых впадин.
Движение ролика 15 через рычаг 16 передается штоку 5 и через зубчатое колесо 7 рейке 6 и вилке 8, ведущей кулачковую муфту 6 (см. рис.24).
Пружина 2(рис.28).регулируемая пробкой I, постоянно нажимает на игок 5. Пружина 4 обеспечивает возможность включения рукоятки при попадании зуба на зуб кулачковой муфты. Регулирование пружины 4 производится винтом 3 при помощи ключа, который вставляется в отверстие пробки I. Чрезмерное сжатие пружины 2 ослабляет действие пружины 4. На одной оси с рычагом 16 сидит рычаг 18, который служит для включения кулачковой муфты кулачком 19, прикрепленным к тяге 20. Тяга соединяет основную рукоятку продольного хода о дублирующей.
Включение и реверсирование электродвигателя подач производится конечными выключателями 17. Отключение двигателя происходит после выключения кулачковой муфты.
На ступице 5 (см. рис.27) рукоятки продольного хода имеются выступы, на которые воздействуют кулачки ограничения продольного хода или (при автоматических циклах) управления продольным ходом.
При снятой крышке 14 (см. рис.28) можно проверить работу контактов конечных выключателей и при необходимости очистить их от пригара.
1.3.19, Механизм автоматического цикла обеспечивает возможность управления столом от кулачков. На оои рукоятки продольного хода смонтированы жестко связанные между собой звездочки 6 и 3 включения быстрого хода при работе станка на автоматическом цикле (см. рис.27). Звездочка 6 получает вращение от возвратного пружинного кулачка, установленного на лицевой стороне стола в Т-образном пазу. Нижняя звездочка 3 имеет различную глубину впадин, что при повороте ее на 45° дает различный ход штоку 12 (см. рио.28), который воздействует на конечный выключатель II ж включает электромагнит быстрого хода. Конечный выключатель имеет две пары контактов, обеспечивающих переключение с быстрого хода на "покачу и наоборот.
Рис. 27. Механизм включения продольной подачи (разрез по рукоятке)
- 23 -
chipmaker.ru
Рис. 28. Салазки
При быстром ходе шток 12 входит в глубокие впадины, включает быстрый ход и одновременно фиксирует обе звездочки от произвольного поворота. При повороте кулачкоы верхней и, соответственно, нижней звездочек шток выходит на участок постоянной кривизны нижней звездочки и замыкает вторую пару контактов. Попадая во впадины этих криволинейных участков, шток фиксирует звездочки в новом положении, когда оба контакта разомкнуты (включается рабочая подача).
Ыеханизм запирания муфты (рис.29) позволяет подготовить станок для работы в автоматическом цикле.
При нажатии на валик-шестерню 2 рейка 3 расцепляется с зубчатым колесом 4 и зацепляется о валиком-шестерней 2. Поворотом валика 2 кулачковая муфта перемещается, входит в зацепление с кулачковым зубчатым колесом и с этого момента ухе не может быть выключена рукояткой продольного хода.
Рис. 29. Ыеханизм запирания муфты
- 24 -
chipmaker.ru
Запирание муфты можно произвести только при среднем (нейтральном) положении рукоятки. Это обеспечивается Т-образным пазом в зубчатом колесе 4 и штифтом 5, установленным в корпусе салазок.
При нажатии на валик-шестерню 2 конусом I и пальцем 13 (см. рис.28) размыкаются контакты конечного выключателя, блокирующего цепь включения поперечной и вертикальной подач. Этим исключается возможность включения при запертой кулачковой муфте продольного хода одновременно двух движений - стола и салазок или стола и консоли.
Система смазки стола и салазок питается от насоса, расположенного в консоли, при нажиме на кнопку золотникового распределителя.
1.4. Система смазки
Рис. 30. Схема смазки станка
I.4.I. Описание работы системы смазки.
Внимательное отношение к смазке, нормальная работа систем смазки являются гарантией безотказной работы станка и его долговечности.
На станке имеются три изолированные централизованные системы смазки:
- зубчатых колес, подшипников коробки скоростей и элементов коробки переключения скоростей;
- зубчатых колес, подшипников коробки подач, консоли, салазок, направляющих консоли, салазок и стола;
- зубчатых колес, подшипников коробки скоростей хобота.
Масляный резервуар и насос смазки коробки скоростей горизонтального шпинделя находятся в станине. Масло в резервуар заливается через угольник 16 (рис.30) до середины маслоуказателя I. При необходимости уровень масла должен пополняться. Слив масла производится через патрубок 17.
Контроль за работой системы смазки коробки скоростей осуществляется маслоуказателем 2.
Смазка элементов коробки скоростей хобота осуществляется разбрызгиванием. Масло в резервуар хобота заливается через пробку 5 до середины маслоуказателя 4. Слив масла из резервуара хобота производится через пробку 3, расположенную в нижней части хобота.
Смазка подшипников поворотной и накладной головок производится шприцеванием соответственно через точки 15 (пять точек смазки).и 8.
- 25 -
chipmaker.ru
Масляный резервуар и насос смазки узлов, обеспечивающих движение подачи, расположен в консоли. Масло в резервуар заливается через угольник 19 до оередины маолоуказателя 18. Превышать этот уровень не рекомендуется: заливка выше середины маолоуказателя может привести к подтекам масла из консоли и коробки подач. Кроме того, при переполненном резервуаре масло через рейки затекает в корпус коробки переключения, что может привести к порче конечного выключателя кратковременного включения двигателя подач при переключениях подач. При снижении уровня масла до нижней точки маолоуказателя необходимо пополнять резервуар. Олив масла из консоли производится через пробку 20 в нижней части консоли с левой стороны. Контроль за работой системы смазки коробки подач и консоли осуществляется маслоуказателем 18.
Работа системы смазки считается удовлетворительной, если масло каплями вытекает из подводящей трубки, наличие струйки или заполнение ниши указателя маслом свидетельствует о хорошей работе масляной системы. г"~ Направляющие стола, салазок, консоли, механизмы привода продольного хода, расположенные в салазках, смазываются периодически от насоса, расположенного в консоли. Масло для смазки этих узлов поступает из резервуара конооли. Смазка направляющих консоли осуществляется ст кнопки II, а смазка направляющих салазок, стола и механизмов привода продольного хода - от кнопки 10. Достаточность смазки оценивается по наличию масла ^на направляющих.
Смазка должна производиться с учетом отепени загрузки станка, как правило, перед работой (ориентировочно два раза в омену при длительности 15-20 сек).
Смазку подшипников концевых опор и винта продольной подачи производить шприцеванием через точки 14. Смазка подшипников серьги - капельная.
Залив масла производится через пробки 6 до середины маолоуказателя 9. Смазка считается достаточной, если на поверхности скольжения поступает одна капля через 2-3 мин.
1.4.2. Перечень точек смазки
Номер позиции на рис. 30 Наименование точек омазки Способ оболу кивания Периодичность обслуживания Смазочный материал Норма расхода, Л
' I Указатель уровня масла в резервуаре станины - - - -
2 Контроль работы насоса коробки скоростей — — —
3 Слив масла из резервуара хобота — —
4 Указатель уровня масла в резервуаре хобота — —
5 8алив масла в резервуар хобота Вручную Менять: первый раз через 15 дней, второй раз через 30 дней, далее каждые 3 месяца Масло ИС-30 А, ГОСТ 20799-75 2
6 Залив масла в резервуар серьги Вручную По мере раохода Масло И-ЗОА, ГОСТ 20799-75 0,6
7 Преос- масленка для смазки подшипника хобота (точка 7) Шприцем I раз в месяц Смазка I-I3, ГОСТ 16 31-61 0,1
8 Пресс-масленки для смазки подшипников узла "Накладная головка" Шприцем I раз в месяц Смазка I-I3, ГОСТ 16 31-61 0,2
9 Указатель уровня масла в резервуаре оерьги
- 26 -
chipmaker.ru
Номер позиции на рис. 30 Наименование точек смазки Способ обслуживания Периодичность обслуживания Смазочный материал Норма расхода, л
10 Кнопка для смазки меха- Масло ИС-30 А, —
низма и направляющих узла "Стол-салазки" ГОСТ 20799-75
II Кнопка для смазки верти- - - Масло ИС-ЗОА, —
кальных направляющих консоли ГОСТ 20799-75
12
Г Л ПТ КТТ-Г.Т^
13 Контроль работы насоса консоли - - - -
14 Преос-масленка для смаз- Шприцем I раз в меояц Смазка I-I3, —
ки концевых подшипников стола ГОСТ 1631-61
15 Пресс-масленки для омаз- Шприцем I раз в месяц Смазка I-I3, 0,3
ки подшипников узла “Поворотная головка" ГОСТ I63I-6I
16 Залив маола в резервуар Вручную Менять: первый раз Масло ИС-ЗОА, 20
станины через 15 дней,* второй раз через 30 дней, далее каждые 3 месяца ГОСТ 20799-75
17 Слив масла из резервуара - - - -
станины
18 Указатель уровня маола в — — — *
резервуаре консоли
19 Залив маола в резервуар Вручную Менять: первый раз Масло ИС-ЗОА, 6
консоли через 15 дней, второй раз через 30 дней, далее каждые 3 месяца ГОСТ 20799-75
20 Слив маола из резервуара консоли
Приме?анид: I. По мере расхода масла на смазку направляоцих м механизмов салазок уровень масла в резервуаре консоли следует периодически пополнять.
2. Вязкость смазки I-I3, ГОСТ 1631-61 при О°С и среднем градиенте скорости деформации 1О“* сек в пуазах не более 5000. Температура канлепадения не ниже 120°С.
3. Помимо указанных смазок, могут быть использованы и другие взаимозаменяемые масла. Так масло И-30А,Г0СТ 20799-75 (вязкость в условных градусах Энглера 3,81-4,59 при 50°С) можно заменить маслами:
Shell Vitrea oil - 29,
Shell Vitrea oil - 31,
SheU Tellus oil - 29,
Shell Turbo oil - 29, Shell Тонна oil - 29.
- 27 -
chipmaker.ru
2. ИНСТРУКЦИЯ ПО ЭКСПЛУАТАЦИИ
2.1. Указания по мерам безопасности
2.I.I. Необходимо соблюдать общие правила техники безопасности при работе на металлорежущих станках.
К работе на ставке допускаются лица, знакомые о общими положениями условий техники безопасности при фрезерных работах, а также изучившие особенности станка и меры предосторожности, приведенные в данном руководстве и руководстве по эксплуатации электрооборудования станка.
2.1.2. Периодически проверять правильность работы блокировочных устройств.
2.1.8. Ограждение фрез.
Ввиду того, что станки 6Р82Ш и 6Р83Ш предназначены для выполнения разнообразных фрезерных работ, конструкция ограждения к ним может быть различной в зависимости от конкретных условий фрезерования.
Один из вариантов ограждения, устанавливаемого на хоботе станка, показан на рис.31. Ограждающее устройство состоит из двух металлических поворотных щитков I, заканчивающихся резиновыми лепестками 2. Щитки могут быть установлены под любым углом в горизонтальной плоскости и перемещаться вдоль направляющих хобота.
2.1.4. Средний уровень звука ьд согласно техническим условиям на станки должен быть не более 80 дБА для-станка 6Р82Ш и 83 дБА для станка 6Р83Ш. Корректированный уровень звуковой мощности ьрА должен быть не более 96 дБА для ставка 6Р82Ш и 102 д1А для станка 6Р83Ш.
Метод определения шумовых характеристик по ГОСТ 8.055-73.
2.2. Порядок установки
2.2.1. Распаковка. При распаковке сначала снять верхний щит упаковочного ящика, а затем - боковые. Необходимо следить за тем, чтобы не повредить станок распаковочным инструментом.
2.2.2. Транспортирование. При транспортировании упакованного станка канаты следует располагать в соответствии с обозначением мест стропки на упаковочном ящике. При транспортировании краном канат должен быть выбран с учетом веса брутто упакованного станка.
Транспортирование станка в распакованном виде производится согласно схеме транспортирования (рис.32). При транспортировании задний кожух снимается.
Перед транспортированием проверьте надежность зажима всех перемещающих узлов. Салазки со столом должны быть придвинуты к козырьку консоли.
Канат не должен касаться рукояток станка. Следите за тем, чтобы канатом или случайным столкновением при перемещении не повредить выступающие детали станка. В случае подъема станка тросом примите меры к сохранению окраски станка в местах расположения троса. При транспортировании и установке на место не подвергайте станок сильным толчкам и сотрясениям.
2.2.3. Перед установкой станок должен быть очищен ст антикоррозийных покрытий, нанесенных на неокрашенные поверхности, ветошью, смоченной в уайт-спирите. После снятия защитной смазки неокрашенные поверхности трения во избежание коррозии смазываются тонким слоем масла и-ЗОА, ГОСТ 20799-75.
- 28 -
chipmaker.ru
2.2.4. Монтаж. Схема установки приведена в разделе "Паспорт".
2.2.5. Установка станка без специального фундамента разрешается только на бетонированном полу толщиной не менее 300 мм. В остальных случаях для достижения спокойней и точной работы необходимо подготовить бетонный фундамент согласно чертежам.
Глубина заложения фундамента выбирается в зависимости от грунта, в фундаменте необходимо предусмотреть колодцы под анкерные болты. Глубину колодцев принимать не менее 400 мм.
2.2.6. Точность работы станка зависит от правильности его установки на фундаменте и должна составлять 20-40 мим на 1000 мм.
Выверка станка по уровню производится стальными клиньями. Окончательно выверенный станок подливается раствором цемента и после его затвердевания закрепляется фундаментными болтами.
При установке станок должен быть надежно заземлен и подключен к общей системе заземления. Болт заземления находится с правой стороны на основании станка. .
2.2.7. Подготовка к первоначальному пуску и первоначальный пуск.
Заземлить станок подчинением к общей цеховой системе заземления.
2.2.8. Прежде чем приступить к эксплуатации станка, необходимо проверить и подтлуть все ослабевшие во время транспортирования внеиние винтовые соединения и крепления. Следует также проверить и подтянуть винты крепления электродвигателей и электроаппаратов.
2.2.9. Заполняются масляные резервуары станины, хобота, консоли, серег и производится смазка шприцевание (см. раздел I.4.2.). Проверяется отсутствие течи масла из-под крышек, фланцев и прочих соединений. В случае работы на станке с охлаждением резервуар в основании станка заполняется охлаждавшей жидкостью (ом. раздел 2.4.).
2.2.10. Устанавливаются на свои места маховички перемещения стола, салазок, рукоятка ручного перемещения консоли, лампа местного освещения и щиток на правый торец стола.
2.2.II. Производится опробование ручных перемещений стола, салазок, консоли на всю длину рабочих ходов. При этом рукоятки включения перемещений стола, салазок, консоли должны находиться в среднем (нейтральном) положении, а переключатели 28 и 41 (см. рис.2) - установленными в положение "ручное управление".
ВСЕ РУЧНЫЕ ПЕРЕМЕЩЕНИЯ УЗЛОВ ПРОИЗВОДИТЬ ПРИ ОТЖАТЫХ РУКОЯТКАХ ЗАЖИМА СТОЛА, САЛАЗОК, КОНСОЛИ.
При ручных перемещениях узлов опробуйте действие ограничительных упоров и блокировку маховичков и рукоятки ручных перемещений.
- 29 -
chipmaker.ru
2.2.12. Проверяется четкость фиксации рукояток включения продольной, поперечной или вертикальной подач.
2.2.13. На вводные клеммы станка подается питание от сети.
2.2.14. Первоначальный пуск станка производится в следующем порядке:
2.2.15. Переключателем 3 станок включается в сеть.
2.2.16. Включением перемещения стола, салазок ши консоли убеждаются в правильности подключения станка. Правильное фазирование при подключении станка определяется соответствием направления перемещения узла с направлением поворота рукояток включения подачи.
2.2.17. После освоения назначения органов управления опробуется поочередно включение главного движения и подач. При пробных включениях необходимо проверить исправность работы систем смазки станка и смазать направляющие консоли, салазок, стола.
2.2.18. Произвести пробные переключения скоростей шпинделя.
2.2.19. Произвести пробные переключении подач.
2.2.20. Проверить работу установленных на станке переключателей, рукояток и кнопок на всех возможных режимах работы станка.
2.2.21. Проверить действие кнопок 8 и 27 "Стоп”.
По неполадкам, связанным с неправильным.подключением станка к сети, неправильной установкой ши небрежной эксплуатацией станка, завод-изготовитель претензий не принимает.
2.2.22. Температура в помещении, где установлен станок, долина быть в пределах от 10° до 30°С, относительная вляжность не выше 80% при 1O<>C или не выше 60% npi 30°С. Запыленность воздуха не должна превышать санитарной нормы.
Два раза в год станок подвергаетси генеральной уборке, которую желательно совиедать о плановым профилактическим осмотром. Обтирочные материалы, которыми очищается станок, не долины оставлять следов и ворса на протираемых поверхностях.
При работе в условиях повышенного содержания в окружающей среде абразивной или чугунной пыли (работа вблизи шлифовальных станков или обработка чугуна) необходимо в целях сохранении точности и долговечности тщательно удалять пыль с направляющих станка.
2.з. HagTpuixa, намыта и
2.3.1. Управление станком кнопочно-рукояточное. аеи1|>м1ыми Тиниан в аеаака удравшим е двум -мест------впереди и об ему»
2.3.2. Расположение органов управления ом. на рио.2 и в разделе 1.3.2.
2.3.3. Расшифровка принятых графических символов управления станком приведена в разделе 1.3.3.
2.3.4. Работающий на станке может пользоваться только переключателями, расположенными с наружной стороны дверок злектроикафов.
ОТ КИВАТЬ ЭЛЖГРОШКАФЫ РАЗ РЕНЕТ СЯ ТОЛЬКО КВАЛИФИЦИРОВАННЫ II ЭЛЕКТРИКАМ.
Включение станка в сеть осуществляется переключателем 3. По окончании работы или при продолжительном перерыве станок необходимо отключить от сети.
2.3.5. Включение шпинделей производится кнопками 9 или 26 "Пуск шпинделя" в зависимости от места управления станком. Кнопками 8 или 27 отключают вращение шпинделей. Изменение направления вращения и отключение горизонтального ипинделя в случае работы поворотной головкой производится переключателем 5, а шпинделя поворотной головки - переключателем 40.
.Торможение шпинделей сблокировано с подачей. При отключении шпинделей отключается движение подачи.
Хорошая работа шпиндельных узлов характеризуется соответствием люфта в подшипниках шли идя «п, обеспечивающим соблюдение установленных норм точности, и нормальным нагревом подшипников до темпярячури не более 55° С.
Регулирование зазоре в подшипниках шпинделей ом. в разделах 1.3.8, 1.3.10,1.3.11.
2.8.6. Включение продольной, поперечной и вертикальной подач осуществляется рукоятками. Направление поворота рукояток соответствует направлению перемещения узлов. Включение и отключение продольной подачи ироизводпси рукояткой 21, имеющей три фиксированных положения: вправо, влево, среднее (нейтральное) ши дублирующей рукояткой I в случае управления станком сбоку.
Управление поперечными и вертикальными перемещениями производится рукояткой 37, имеющей пять фиксированных положений: среднее (нейтральное), к себе, от себи - перемещаются салазки; вниз, вверх - перемещается консоль. Рукоятке 37 соответствует дублирующая рукоятка 2.
На ставке злежтрнчеокой блокировкой исключается возможность одновременного включения продольной и поперечной ши вертикальной подач. Одновременное включение поперечной и вертикальной подач исключается конструкцией механизма.
- 30 -
chipmaker.ru
Быстрое перемещение узлов происходит при нажатии кнопок 12 или 25 "Быстро" при включенном положении рукоятки в направлении необходимого перемещения и прекращается, если отпустить кнопку. При атом движение рабочей подачи продолжается до выведения рукоятки в нейтральное положение.
2.3.7. Ручные продольные, поперечные и вертикальные перемещения осуществляются соответственно маховичками 24, 6, 29 и рукояткой 32.
Установка лимбов отсчета перемещений в начальное для отсчета положение производится следующим образом: лимб 30 нажимом смещается "от себя" и в атом положении поворачивается до оовмещения нулевой риоки о указателем начала отсчета перемещений на кольце 31. Точное совмещение рисок лимба и указателя достигается поворотом кольца 31.
Маховичок 6 сблокирован от произвольного включения его при механической подаче пружиной. Маховичок 29 и рукоятка 32 при включении механической подачи отключаются и предохраняются от произвольного включения специальным блокирующим устройством.
Маховичок 24 отключается при включении рукоятки продольных механических перемещений стола.
В процессе експлуатации станка следите за исправностью этих устройств,а также за состоянием поверхностей тренин маховичков, рукоятки и иеек валов, на которые они посажены.
РАБОТА НА СТАНКЕ ПРИ НЕИСПРАВНЫХ БЛОКИРУЮЩИХ УСТРОЙСТВАХ НЕ ДОПУСКАЕТСЯ.
Усилия при ручных перемещениях узлов в значительной степени зависят от правильности регулирования клиньев. Неправильное регулирование (неравномерная затяжка клиньев консоли, наличие люфта или перетяжка) вызывает увеличение усилия перемещения. Ввиду этого необходимо, особенно для консоли, периодически (раз в ие-ояц) проверять регулирование клиньев. При наличии неплавного или тугого хода необходимо регулирование.
Крайние положения стола при поперечных и вертикальных перемещениях ограничиваются с обеих сторон упорами, которые в процессе движения нажимают на соответствующие рычаги и выводят рукоятку в нейтральное положение. Продольные перемещения ограничиваются упорами, нажимающими на выступы рукоятки включения продольных перемещений. Выключающие упоры могут переиещатьоя в пазах планок и стола и устанавливаются о расчетом выключения подачи в нужном месте.
Крайние положения упоров ограничены расположенными внутри паза винтами, непозволяюцими перемещать упоры за пределы ходов, оговоренных в паспорте станка.
РАБОТА НА СТАНКЕ СО СНЯТЫМИ УПОРАМИ ИЛИ НЕИСПРАВНЫМИ УСТРОЙСТВАМИ, ВЫКЛЮЧАЮЩИМИ ПОДАЧУ, НЕ ДОПУСКАЕТСЯ.
2.3.8. Зажим узлов с целью повышения жесткости системы осуществляется:
хобот в направляющих станины - вращением винта 39 (см. рис.2), перемещающего клин;
поворотная головка - гайкой 18;
серьги на направляющих хобота - гайками Г?;
салазки на направляющих консоли - рукояткой 38;
консоль на направляоцих станины - рукояткой 42.
Зажим стола в направляющих салазок при работе поперечной подачей или некоторый поджим стола при силовых режимах на продольной подаче осуществляется винтами 23.
ВКЛЮЧАТЬ МЕХАНИЧЕСКИЙ ХОД УЗЛА ПРИ ЗАЖАТЫХ РУКОЯТКАХ ЗАПРЕЩАЕТСЯ.
2.3.9. Переключение чиоел оборотов горизонтального ипинделя осуществляется следующим образом:
- движением вниз рукоятка 7 выводится из фиксирующего паза и движением "на себя” поворачивается до отказа;
- вращением указателя скоростей II в любую сторону устанавливается необходимое число оборотов против стрелки-указателя Ю. Правильная фиксация лимба сопровождается характерным щелчком фиксатора;
- рукоятка поворачивается в сторону первоначального положения до заметного упора, включается кнопка 13 "Импульс шпинделя" и дальнейшим плавным движением рукоятка досылается в первоначальное положение, после чего фиксируется в пазу.
В связи с перегрузкой двигателя от пусковых токов нельзя допускать слишком частого переключении скоростей. Допускается производить два-три переключения подряд, а дальнейшие о промежутками 8-5 мин. Во избежание выхода из зацепления иестерен коробки скоростей в процессе работы следите за надежностью фикоацшм рукоятки в фиксирующем пазу.
Переключение чисел оборотов поворотной головки осуществляется рукоятками 16 (установкой их в положение в соответствии о табличкой на хоботе).
ПЕРЕКЛЮЧЕНИЕ СКОРОСТЕЙ ШПИНДЕЛЯ НА ХОДУ ЗАПРЕЩАЕТСЯ.
2.3.10. Переключение подач осуществляется следующим образом:
- нажимается кнопка 33, грнбок 84 отводится "на себя” дс отказа;
- вращением грибка в любую сторону указатель подач 35 устанавливается в положение требуемой величины подачи против стрелки-указателя 36.
- 31 -
chipmaker.ru
- плавным движением грибок досылается вперед до отказа и проверяется его фиксация.
ДОВЕДИТЕ ГРИБОК ДО КОНЦА И ПРОВЕРЬТЕ ФИКСАЦИЮ.
Несоблюдения этого правила приводит к неполному зацеплению зубчатых колес коробки подач и самопроиз-вольному выключению подачи.
С целью исключения упора зубчатых колес при переключении на станке предусмотрено кратковременное включение электродвигателя подачи при отводе грибка "на себя". При движении грибка вперед электродвигатель отключается и переключение происходит при проворачивающихся по инерции зубчатых колесах.
Электродвигатель не может включаться при переключении подач, если какая-либо из рукояток включения продольной, поперечной или вертикальней подач выведена из нейтрального положения. Это исключает возможность перемещения узлов в момент переключения подач.
Указанные на указателе подач значения относятся к продольной и поперечной подачам.
2.3.II. Установка и крепление инструмента. Качество инструмента и оправок во многом определяет спокойную работу станка, точность и чистоту обработки.
В зависимости от вида применяемых фрез крепление их может выполняться несколькими способами: на оправке при помощи фланца или шпонки, переходными втулками и др. Оправка вставляется в конус шпинделя и надежно затягивается шомполом. Выступающий конец шомпола закрывается предохранительным колпаком.
Цилиндрические фрезы устанавливаются на оправке, закрепленной в конусе шпинделя и имеющей вторую опору в подшипнике серьги. Хорошая работа станка при цилиндрическом фрезеровании обеспечивается надежным креплением хобота и серег, правильным регулированием зазора и достаточной смазкой в подшипнике серьги. При тяжелых режимах обработки на станке 6Р83Ш необходимо установить вторую серьгу.
Для станка 6Р82Ш при применении фрез малого диаметра используется серьга с цанговой втулкой. Чистота обработки опорной втулки оправки должна быть не нижеовальность не должна превышать 20 мкм.
Несоблюдение этих условий и плохая смазка могут привести к порче втулки серьги.
Условия смазки и порядок регулирования зазора см. в разделе 1.3.7.
2.3.12. Работа на станке и подготовка его к работе в зависимости от настройки механизмов и переключателей электрооборудования может выполняться:
В наладочном режиме при установке переключателей направления вращения шпинделей 5, 40 в нулевое (отключенное) положение, а переключателя 41 в положение ручного управления. При этом допускается возможность включения подач при выключенных шпинделях. Кнопки 8 и 27 "Oton" в этом случае не работают. Отключение подачи возможно только рукоятками.
При рукояточном управлении подача станка включается только после включения горизонтального шпинделя или шпинделя поворотной головки.
Если какая-либо из рукояток включения подачи (продольной, поперечной или вертикальной) находится во включенном положении, то с включением кнопок 9 или 26 "Пуск шпинделя" одновременно включается соответствующая подача. Кнопками 8 или 27 "Стоп" отключаются все движения в станке.
ещ» межед. мримевти г ш.дгимка нища ваап<1 имструменвн ие-^а дыменин'етежа не инерции» В обычных условиях сначала рукояткой отключается подача, затем кнопкой - вращение шпинделя.
Кнопками 12 или 25 "Быстро стол" включается быстрое перемещение стола, салазок или консоли в направлении поворота рукоятки включения подачи.
Возможность работы поворотного круглого стола с приводом его от механизма подач при неподвижном столе станка обеспечивается включением переключателя 41. Включение и выбор направления вращения осуществляется рукояткой, расположенной на круглом столе.
При нарезании спиралей шпиндель универсальной делительной головки получает вращение от ходового винта станка, ииеющего на правом торце шейку со шпонкой, закрытую съемным колпачком.
Для установки привода круглого стола или гитары делительной головки кожух на правой торце стола станков необходимо снять.
В автоматическом цикле управление продольными перемещениями осуществляется от кулачков, закрепленных в пазу стола, которые в процессе движения воздействуют на выступы рукоятки включения продольной подачи 21 и звездочку 22 (см. рис.2).
Стол может настраиваться на следующие автоматические циклы:
- полуавтоматический скачкообразный: быстро вправо - подача вправо - быстро назад (влево) - стоп; то же в левую сторону.
Примечание. Для случаев, когда возвращать обработанное изделие под фрезой нежелательно, можно работать по циклу быстро - подача - быстро - стоп в правую или левую сторону с возвращением стола в исходное положение (после снятия детали) на быстром ходу кнопкой.
- автоматический маятниковый цикл: быстро вправо - подача вправо - быстро влево - подача влево - быстро вправо и т.д.
- 32 -
chipmaker.ru
Чтобы настроить станок на автоматическую работу, необходимо:
- отключить станок от сети переключателем 3;
- поставить переключатели 28 и 41 в положение "Автоматическое управление";
- включить станок переключателем 3;
- произвести установку кулачков в зависимости от принятого цикла, согласно приведенной схеме (рис.33), или таблички, расположенной на станке.
Рио. 33. Схема настройки на автоматические циклы
При настройке на автоматическую работу необходимо иметь в виду, что переключение с подачи на быстрый ход или с быстрого хода на подачу осуществимо в любом месте хода и при любом направлении движения и ограничивается лишь возможностью установки кулачков в данной точке.
Установка переключателя 28 (см. рис.2) производится при нейтрально! положении рукоятки продольного хода нажатием на него отверткой до упора и поворотом в фиксированное положение "Автоматическое управление". Если переключатель не фиксируется, надо маховичком на торце стола немного провернуть винт продольного хода.
Остановка движения стола вправо иди влево производится кулачками № 5 или 6, которые воздействуют на выступы рукоятки продольного хода. Кулачки № I и 2 никогда не должны сниматься со станка, так как они ограничивают крайние положения стола (см. рис.33).
Переключение с подачи на быстрый ход или о быстрого хода на подачу (при движении стола вправо или влево) производится кулачками № 3 и 4, которые воздействуют на звездочку.
Правый и левый кулачки различаются лишь положением рычага, который при необходимости можно переставить в другую сторону. При работе с ручным управлением рекомендуемся кулачки № S и 4 а целью предохранения ме-
•:*" ‘'“ ‘‘тамГ'П'4'*? жш??? снимать или переставлять на неработаюцую часть стола.
При работе станка в автоматическом цикле необходимо иметь в виду следуюцее:
I. Включение цикла производится при включенном вращении шпинделя рукояткой продольного хода в сторону подвода детали. Установка рукоятки в положение "Стоп" (нейтральное) обеспечивает выключение подачи или быстрого хода во всех случаях, независимо от настройки станка на автоматический цикл или ручное управление за исключением момента поворота звездочки кулачком. В этот момент стол можно остановить только кнопками 8
- 33 -
chipmaker.ru
иля 27 "Cion" (си. рис.2). Перед включением стола'после такой остановки необходимо проверить, зафиксирована ли звездочка.
2. В условиях автоматического цикла кнопки 12 и 25 "Быстро стол" не работают.
2.4. Охлаждение инструмента
Обработка чугуна при всех способах фрезерования и обработка стали твердосплавным инструментом производится без охлаждения режущего инструмента. Охлаждение рекомендуется применять при работе быстрорежущими фрезами по стали.
Подвод эмульсии непосредственно в зону резания обеспечивается достаточной маневренностью системы подвода сопла. При ослабленной гайке I (рис.34) сопло можно поворачивать под любым углом и устанавливать по высоте. Для перемещения сопла вдоль хобота необходимо ослабить гайку S. Сопло может быть установлено непосредственно на поворотной головке. При установке следите, чтобы сопло не попало под фрезу.
Эмульсия из резервуара, расположенного в основании станка, подается насосом и стекает по пазам стола, корыту стола, через отверстие в столе в канал салазок, а затем гибким шлангом отводится в основание.
Место слива змульоии со стола защищено от завала стружки съемным щитком. Перед отверстиями установлена решетка. Для сбора эмульсии на корыте основания имеетон решетчатая крышка.
СНИМАТЬ КРЫНКУ НЕ РАЗРЕШАЕТСЯ ИЗ-ЗА ВОЗМОИЮСТИ ЗАСОРЕНИЯ РЕЗЕРВУАРА И ПОРЧИ НАСОСА ОХЛАЖДЕНИЯ.
Включение и выключение насоса охлаждения осуществляется переключателем. Регулятором расхода эмульсии является кран 2, которым можно перекрыть подачу змульсии, если время выключения не превышает 10 мин. При более длительном отключении эмульсии необходимо выключать насос охлаждения.
Система периодически (через полгода) должна демонтироваться и промываться под давлением.
Слив змульоии из основания при периодической его очистке производится через патрубок 4, для чего в фундаменте ставка необходимо предусмотреть приямок для размещения емкости.
При капитальном ремояте очистка основания производится после демонтажа консоли и станины.
В случае изменения направления фрезерования сопло может быть установлено по другую сторону хобота.
СОПЛО ДОЛЖНО ШТЬ НАДЕЖНО ЗАКРЕПЛЕНО; ПОПРАВЛЯТЬ, ПЕРЕСТРАИВАТЬ УСТАНОВКУ СОПЛА В ПРОЦЕССЕ ФРЕЗЕРОВАНИЯ
НЕ ДОПУСКАЕТСЯ.
- 34 -
chipmaker.ru
2.5. Регулдрозеаио <аьеда
2.5.1. В процеоое эксплуатации возникает необходимость в регулировании отдельных узлов и элементов станка с целью восстановления их нормальной работы.
Методы регулирования изложены в соответствующих разделах описания конструкции станка: Зазор в подшипнике серьги Зазор в переднем подшипнике горизонтального шпинделя Пружина фикоатора лимба скоростей Зазор накладной и поворотной головок Предохранительная муфта коробки подач Пружина фикоатора лимба подач Механизм быстрого хода Клинья стола, салазки, консоли Зазор в винте продольного хода Пружина включения кулачковой муфты продольного хода
2.5.2. В процессе транспортирования и работы вследствие износа, неправильней регулировки эксплуатации и т.д. на станке могут возникать неполадки в работе или появится потребность в регулировании его отдельных узлов и элементов. Неполадки могут возникнуть от нескольких причин сразу, поэтому при выявлении причины следует учитывать все факторы, включая инструмент, условия обработки и др.
vc.'r'a внимание следует уделять осмотрам и ремонту станка.
1.3.7
1.3.8
1.3.9
1.3.10,1.3.11
1.3.12
1.3.13
1.3.15
I.3.I6
1.3.17
I.3.18
2.5.3. Возможные неисправности в станке и опособы их устранения
Неисправность Признаки Вероятная причина Способ устранения
Смазка коробки скоростей или смазка узлов, обеспечивающих движение подачи, не осуществляется
4к>шиенпый наград под-ииппивов шпинделя
Поступление масла в гла- В резервуаре нет масла, зок контроля работы насо- Засорился фильтр насооа сов не наблюдается или совсем незначительно. Направляющие стола смазывают он недостаточно или не смазываются Нагрев корпуса в неоне раепможеяип недшипнииов белее 50-60°С (руна не
смазки. Неисправность насоса или системы
Подииппиии-неретмуиы.
Залить масло до середины масл оуказат еля.
Очистить фильтр насоса. Проверить работу насоса, элементов системы, при необходимости демонтировать для ремонта
Провести регулирование ПОДИПШИИО»
прииоовевенид)
При реверсировании подачи включение, как
При включении подачи прощелкивает предохранительная муфта и электро- правило нормальное двигатель подачи останавливается от перегрузки
Вышел из строя фиксатор 6 (см. рис.16), запирающий гайку регулирования зазора в дисках. При включении подачи гайка самопроизвольно завертывается и затягивает диски фрикционной муфты, т.е. имеет место одновременное включение фрикциона быстрого хода и муфты подачи
При необходимости заменить фиксатор.
Отрегулировать зазор между дисками
- 35 -
chipmaker.ru
Неисправность Признаки Вероятная причина Способ устранения
В начале фрезерования Слышен треск внутри ко- Ослабление поджима шари- Отрегулировать предохрани-
пролеживает предохранительная муфта робки подач. Условия фрезерования (припуск, материал, инструмент) обычные ков предохранительной муфты тельную муфту
При установке рукоятки включения поперечной и вертикальной подач в среднее положение механическая подача прекращается, но маховичком или рукояткой ручных перемещений провернуть цепь невозможно Увеличился люфт в цепи включения кулачковых муфт поперечной и вертикальной подачи, отвернулась гайка Отрегулировать люфт и законтрить гайку
Электродвигатель пода- Быстрый ход ооущест- Не до конца включен гри- Дослать грибок до фикси-
чи работает, но движения подачи нет вляется бок и не сцепилась кулачковая муфта 13 (ом. рис.16) рованного положения
Двигатель подачи рабо- При снятии крышки 2 Мал зазор в дисках Дать остыть диокам и от-
тает о перегрузкой (рио.1?) ВИДНЫ дым и пэр фрикциона; диски сильно греются регулировать зазор
При установке рукоятки Поперечной и вертикальной подач в среднее положение подача прекратилась, но двигатель продолжает работать Слышна работа двигателя Нерушилось регулирование рычагов 5 (см. рис. 21) включения конечни-ков поперечной или вертикальной подачи Отрегулировать рычаги
При включении кнопками "Быстро отол" электромагнит включается, но быстрого хода нет Включение электромагнита прослушиваете н Отвернулась гайка 2 (см. рис.20) и сердечник опустился вниз Отрегулировать гайку
При включении быстрого хода фрикционная муфта проскальзывает Наличие лишних сопротивлений в направляющих: плохая смазка, оледы ржавчины, неправильное регулирование клиньев. Оолабла пружина 3 (см. рис.20) Проверить смазку и состояние направляющих, провести регулирование клиньев, отрегулировать пружину
Кулачковая муфта продольного хода при включении процелкивает Ослабла пружина 4 (см. рио. 28) Отрегулировать пружину
При включении механической подачи маховичок или рукоятку ручных перемещений прихватывает при вращении вала Неисправность в блокировке отключения маховичка или рукоятки, забоины на посадочных местах, грязь в подшипнике маховичка или рукоятке Прекратить работу на станке. Проверить при выключенном станке включением рукоятки поперечной или вертикальной подачи блокировку маховичка и-рукоятки; касание или зацепление кулачков обязательно устранить. Исключить причины повышенного трения маховичка или рукоятки на посадочных местах
- 36 -
chipmaker.ru
2.6. Схема расположении подшипников
Рис. 35. Схема расположения подиипнмков качения
2.6.1. Перечень подиипнйков качения
Номер подпипника ши государственный стандарт Класс точности Размер, мм Количество на станок Номер на рмс.35
6Р82Ш | 6Р83И
ИЗ 6 65x100x18 I I 64
203 0 17x40x12 I I 58
204 0 20x47x14 5 5 16,18,54
205 О 25x52x15 5 5 17,19,20,57,
0 30x62x16 4 4 49.67.68
206 6 30x62x16 I I 66
- 37 -
chipmaker.ru
Номер подиипноа » государственны! стандарт Класс точности Размер, мм Количество на станок Номер на рис.35
6P82I 6Р83Ш
60206 0 30x62x16 2 2 25,35
207 0 35x72x17 I I 71
208 0 40x80x18 I I 41
209 0 45x85x19 I I 40
210 0 50x90x20 I I II
212 0 60x110x22 3 2,7,73
60212 0 60x110x22 I I 63
305 0 25x62x17 3 3 55,56,69
306 0 30x72x19 2 2 70,65
307 0 35x80x21 2 2 1,13
308 0 40x90x23 I 2 12
309 0 45x100x25 2 2 4,5
310 0 50x110x27 I I 6
311 0 55x120x29 I I 10
407 0 35x100x25 I I 3
46208 0 40x80x18 4 4 72,74
46208 ,5 40x80x18 2 2 75
46210 5 50x90x20 2 2 59
46212 0 60x110x22 3 3 60,61
46215 .5 75x180x25 2 2 8
46309 0 45x100x25 I I 62
3I82I22 4 110x170x45 I I 9
3I82II2 4 60x95x26 2 2 76,77
8105 0 25x42x11 3 3 34,37,51,52
8106 0 30x47x11 I I 43
8III 0 55x78x16 I I 22
8112 0 60x85x17 I I 45
8118 0 65x90x18 2 2 28
8116 0 80x105x19 I I 21
8209 0 45x73x20 2 2 36,24
2007106 0 30x55x16,8 I I 47
2007107 0 35x62x17,2 I I 42
7206 0 30x62x17,5 I I 30,
7208 0 40x80x20 2 2 26,27
7306 0 30x72x19 I I 31
942/30 0 30x38x24 2 2 14
941/25 0 25x32x16 4 4 32,46
942/20 0 20x26x20 3 3 15,29
942/32 0 32x40x24 I I 44
943/25 0 25x32x25 7 7 23,33,38,39
4024107 0 35x62x27 I I 53
973/40^ 0 40x50x38 I 2 50
Ролик игольчатый — 3x24 50 50 48
ГОСТ 6870-72
- 38 -
chipmaker.ru
3. ПАСПОРТ СТАНКА
3.1. Общие сведения
Инвентарный номер ................
Завод ...............................
Цех .................................
Дата пуска станка в эксплуатацию ...............
3.2. Основные технические данные и характеристика
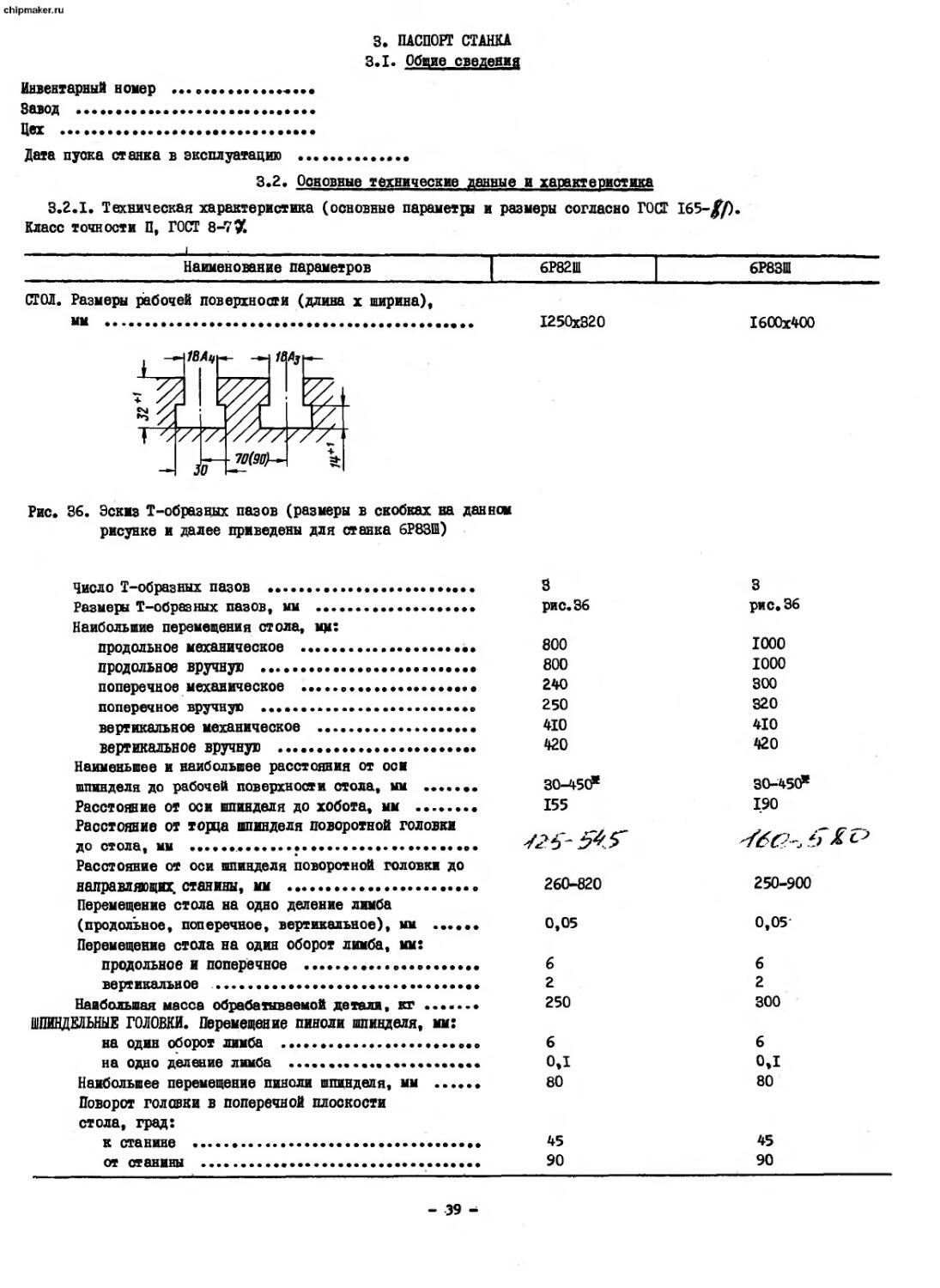
3.2.1. Техническая характеристика (основные параметры и размеры согласно ГОСТ 165-^0.
Класс точности П, ГОСТ 8-7У. ____________________। ___________________________________________________________
Наименование параметров 6P82I11 6Р83Ш
СТОЛ. Размеры рабочей поверхности (длина х ширина), мм .................................................... 1250x320 1600x400
Рис. 36. Эскиз Т-образных пазов (размеры в скобках на данном рисунке и далее приведены для станка 6Р83Ш)
Циплп Т—пбпяяных пяяоп .......................... 3 3
Рпямпрн Т-образных пазовt мм рис. 36 рис.36
Наибольшие перемещения стола, мм:
продольной мяханическое 800 1000
продольное вручную 800 1000
поперечное механическое 240 300
поперечное вручную 250 320
РАптитгятткяое механическое 410 410
вертикальное вручную 420 420
Наименьшее и наибольшее расстояния от оси
шщндллн до рабочей поверхности стола, мм •••••>• 30-450* 30-450*
Расстояние от оси шпинделя до хобота, мм 155 190
Расстояние от торца шпинделя поворотной головки до стола, мы «0* t> % cJ
Расстояние от оси шпинделя поворотной головки до
яягтпятигяюших станины. мм •••••••••••••••••••••••» 260-820 250-900
Перемещение стола на одно деление лимба
(продольное, поперечное, вертикальное), мм •••••• 0,05 0,05
Перемещение стола на один оборот лимба, мм:
продольное и поперечное 6 6
вертикальное 2 2
250 300
ШПИНДЕЛЬНЫЕ ГОЛОВКИ. Перемещение пиноли шпинделя, мм:
на один оборот лимба 6 6
ня одно деление линба ........................ 0,1 0,1
Наибольшее перемещение пиноли шпинделя, мм ...... 80 80
Поворот головки в поперечной плоскости
стола, град:
к станине 45 45
ст станины 90 90
- 39 -
chipmaker.ru
Наименование параметров 6Р82Ш 6Р83Ш
Поворот головки в продольной плоскости стола, град .............................................
Поворот накладной головки, град ..................
Поворот головок на одно деление икали, град ......
S60
360 I
360
360 I
Рис. 37. Эскиз конца горизонтального ипинделя
Рио. 38. Эскиз конца ипинделя поворотной головки
ШПИНДЕЛИ. Эскиз конца ипннделей .........................
горизонтального: система ..........................................
размер .........................................
поворотной и накладной головок: система ..........................................
размер ........................................
НАПРАВЛЯЮЩИЕ СТАНИН. Эскиз ..............................
рис. 37, 38
ГОСТ 15945-70
50
рис.37, 38
ГОСТ 15945-70
50
ГОСТ 15945-70 40 рис.39
ГОСТ 15945-70 40
рис.39
Chipmaker.ru
Рио. 39. Эскиз направлявшее
ХОБОТ И СЕРЬГИ. Эскиз ........................
МЕХАНИКА СТАНКА. Механика главного движения
Механика подач
Выключаюцие упора подачи (продольной, поперечной, вертикальной) ....................
Блокировка ручней и механической подачи (продольной, поперечной, вертикальной) ....... Блокировка раздельного включения подачи .........
Автоматическая прерывистая подача:
продольная .................................
поперечная и вертикальная .................
Торможение шпиндели ....................... .
Предохранение от перегрузки (муфта) ..........
ПРИВОД, ГАБАРИТ И МАССА. Электродвигатель привода главного движения: ТИП .............................................
мощность, кВт ................................
число оборотов в минуту ......................
см.рно.7 см. раздел 3.2.2. см. рис. 4,5 см. раздел 3.2.2. см. рис. 6 см. рис. 7 см. раздел 3.2.2. см. рис. 4,5 см. раздел 3.2.2. см. рио.б
есть есть
есть есть
есть есть
есть есть
нет нет
есть есть
есть есть
4А132Б4УЗ 4А1Э2М4УЗ
7,5 II,0
1460 1460
- 40
chipmaker.ru
Наименование параметров 6Р82Ш 6Р83Ш
Электродвигатель привода подач: тип ..................................................
мощность, кВт .....................................
число оборотов в минуту ..........................
Электродвигатель привода шпинделя поворотной головки: тип ..................................................
мощность, кВт ....................................
чиоло оборотов в минуту ...........................
Электронасос подачи охлаждающей жидкости: тип .........................*.........
мощность, кВт .....................................
число оборотов в минуту ..........................
производительность, л/мин .........................
Габарит станка (длша х ширина х высота), мм ..........
Маоса станка, т .....................................
4А9014УЗ
2,2 1430
4А10084УЗ
3,0 1430
4А90Б4УЗ 2,2 1430
ПА-22У2 0,12 2800 22
2470 х 1950 х 1950 3,3
4А10084УЗ
3,0 1430
ПА-22 У 2
0,12
2800
22
2680 х 2260 х2040
*.5
* Обеспечивается при ручном перемещении и снятом нижнем ограничительном кулачке.
Примечании:.I. Полную величину указанных в паспорте хсдов можно использовать только п{и отсутствии деталей и устройств, ограничивающих перемещение стола, салазок или консоли, например:
- при использовании поворотного круглого стола с приводом, а также делительной головки с гитарой продольный ход сокращается;
- при. установке в шпинделе оправки с фрезой и серьги на хоботе сокращается вертикальный ход;
- при установке обрабатываемой детали или приспособления, свисающих между столон и зеркалок станины, сокращается поперечный ход салазок;
- вертикальные перемещения при 1файнем заднем положении салазок ограничиваются сухарями шпинделя в случае расположения их по вертикали или при вращении ипинделя. При это^ необходимо установить ограничительные упоры о учетом отключения подачи в пределах ограничения перемещения стола, салазок или консоли.
Во всех случаях использовавши полных паспортных ходов о механической подачей необходимо проверить возможность работы на холостом ходу и при обработке внимательно наблюдать за работой ставка.
2. В связи с наличием перебегов перемещаемых узлов по инерции фактическая величина поперечного механического хода уменьшена на величину 10-15 мм, в соответствии с чем присверлены ограничительные кулачки.
3. Приведенные габаритные размеры станков характеризуют "упаковочные" или наибольшие их размеры при условии установки перемещающихся узлов в среднее положение.
4. Для станков о частотой тока 60 Гц число оборотов электродвигателей равно:
- главного движении - 1750
привода подач - 1730
нассоа охлаждения - 3360
5. Допускается установка электродвигателей серия А02
Установочные размеры станка приведены на рис. 40
- 41
chipmaker.ru
Рис. 40. Установочный чертеж станка
3.2.2. Механика станка
Механика главного движения
...
Фундаментный болт шатериал-сталь 4&> irOGT 1050-74*
Число оборотов ипинделя в мину-ту НаибольииК допустимым крутяций момент на ипинделе, кгс.м Моцность на шпинделе по приводу, КВт
6Р82И 6Р83И 6Р82И 6Р83И
31,5 107,00 I43i00 6,93 9,25
40 107,00 143,00 6,93 9,25
50 107,00 143,00 6,93 9,25
63 107,00 143,00 6,93 9,25
80 84,50 113,00 6,93 9,25
100 67,50 90,10 6,93 9,25
125 54,00 72,10 6,93 9,25
160 41,80 55,80 6,90 9,20
200 33,20 43,00 6,82 9,10
250 26,70 35,60 6,86 9,15
315 21,00 28,00 6,82 9,10
400. 16,50 22,00 6,80 9,05
500 13,10 17,50 6,75 9,00
630 10,10 13,50 6,52 8,70
800 7,90 10,50 6,50 8,65
1000 6,18 8,25 6,35 8,45
1250 4,85 6,46 6,22 8,30
1600 3,56 4,75 5,85 7,80
- 42 -
chipmaker.ru
Механика главного движения поворотной и накладной шпиндельных головок
Номер ступени Число оборотов вертикального шпинделя в минуту при прямом и обратном вращениях Мощность на шпинделе, квт
I 50 1.0
2 70 1.6
3 100 2,1
4 140 3,0
5 200 3,0
6 280 3,0
7 400 3,0.
8 560 3,0
9 800 3,0
10 1120 3,0
II 1600 3,0
Механика подач
Номер ступени Подачи отола, мщ/мин
продольная, поперечная вертикальная
I 25 8,3
2 31,5 10,5
3 40 13,3
4 50 16,6
5 63 21,0
6 80 26,6
7 100 83,3
8 125 41,6
9 160 53,3
10 200 66,6
II 250 83,3
12 315 105,0
13 400 133,3
14 500 166,6
15 630 210,0
16 800 266,6
17 1000 333,3
18 1250 416,6
3,2.3. Пределы использования станка по мощности и силовым нагрузкам.
При работе на числах оборотов горизонтального шпинделя выше 63 об/мин и накладного ипинделя выше 100 об/мин пределы использования приводов ограничиваются номинальной мощностью установленных электродвигателей.
Наибольшее усилие резания, допускаемое механизмом подачи, соответственно для продольной, поперечной и вертикальной подач составляет:
для станка 6Р82Ш - 1500, 1200, 500 кгс;
для станка 6Р83Ш - 2000, 1200, 800 кгс.
В случае возникновения признаков вибрации при некоторых параметрах режима резания рекомендуется увеличить подачу на зуб или применить фрезы о неравномерным шагом.
При работе на низких числах оборотов ипиндепей (для горизонтального ниже 63 об/мин, накладного ниже 100 об/мин) лимитирующим фактором является прочность привода главного движения. В этих случаях рекомендуется работать о ограничением мощности для привода главного движения.
- 43 -
chipmaker.ru
Наибольший допустимый диаметр фрез при черновой обработке составляет: для станка 6Р82Ш - 160 мм (горизонтальный шпиндель)
100 мм (вертикальный шпиндель)
для станка 6Р83Ш - 200 мм (горизонтальный шпиндель)
100 мм (вертикальный шпиндель)
3.3. Сведения о ремонте станка
Наименование и обозначение составных частей станка Основание для сдачи в ремонт Дата Категория сложности ремонта Ремонтный цикл работы станка в часах Вид ре-монта Должность, фамилия и подпись ответственного лица
поступления в ремонт выхода из ремонта
производившего ремонт принявшего ремонт
- 44 -
chipmaker.ru
3.3.1. График и состав ремонтно-профилактических работ. При работе станка в условиях нормальной экс
плуатации и соблюдения всех правил эксплуатации и обслуживания, указанных в настоящем руководстве, межремонтный цикл (срок олужюы до капитального ремонта) при двухсменной работе составляет при преимущественней обработке стали не менее 9 лет л аналогично чугуна - не менее II лет.
Ремонтно-профилактические работы рекомендуется проводить согласно графику ремонтных работ (рис.41).
При этом выполняются следующие основные работы:
Рис. 41. График ремонтных работ:
А - для стали; В - для чугуна: С - месяцы
I - осмотр; П - малый ремонт;
Ш - средний ремонт; 1У - капитальный ремонт .
И
Осмотр
I. Наружный осмотр (беэ разборки для выявления дефектов) состояния и работы станка в целом и по узлам.
2. Осмотр и проверка состояния механизмов привода главного движения и подач.
8. Регулирование зазоров ходовых винтов стола.
4. Регулирование подшипников ипинделя.
5. Проверка работы механизмов переключения скоростей и подач.
6. Регулирование механизмов включения кулачковых муфт подач и фрикционной муфты ускоренного хода.
7. Регулирование клиньев стола, салазок, консоли и хобота.
8. Осмотр направляющих, зачистка забоин и задирав.
9. Подтяжка ослабевших крепежных деталей.
10. Проверка исправности действия ограничительных кулачков.
II. Проверка состояния и мелкий ремонт систем охлаждения и смазки.
12. Проверка состояния и ремонт оградительных устройств.
13. Выявление деталей, требующих замены при ближайшем ремонте (начиная оо второго малого ремонта).
Малый ремонт
I. Частичная разборка узлов.
2. Промывка всех узлов.
3. Регулирование или замена подшипников качения.
4. Зачистка заусенцев и забоин на зубьях шестерен, сухарях и вилках переключения.
5. Замена и добавление фрикционных дисков муфты ускоренного хода (начиная со. второго ремонта).
6. Пришабривание -и зачистка клиньев и планок.
7. Зачистка .ходовых винтов и замена изношенных гаек.
8. Зачистка забоин и задиров направляющих и рабочей поверхности стола.
9. замена изношенных и сломанных крепежных деталей
10. Проверка и регулирование механизмов включения скоростей и подач.
II. Ремонт систем смазки и охлаждения
12. Испытание станка на холостом ходу, проверка на иум, нагрев и точность по обрабатываемой детали.
Средний ремонт
I. Узловая разборка станка.
2. Промывка всех узлов.
3. Осмотр детелей разобранных узлов
4. Составление дефектной ведомости
5. Регулирование или замена-подшипников ипинделя
6. Замена или восстановление шлицевых валов.
- 45 -
chipmaker.ru
7. Замена изношенных втулок и подшипников.
8. Замена дисков и деталей фиксатора фрикционной муфты ускоренного хода.
9. Замена изношенных зубчатых колес
10. Восстановление или замена изношенных ходовых винтов и гаек.
II. Пришабривание или замена регулировочных клиньев.
12. Ремонт насосов и арматуры систем смазки и охлаждения.
13. Исправление шабрением или шлифованием поверхностей направляющих, если их износ превышает допустимый.
14. Окраска наружных поверхностей станка.
15. Обкатка станка на холостом ходу (на всех скоростях и подачах) с проверкой на шум и нагрев.
16. Проверка станка на точность и жесткость по ГОСТ 17734-72.
Капитальный ремонт
Капитальный ремонт производится с полной разборкой воех узлов станка, по результатам которой в обязательном порядке составляется дефектно-сметная ведомость. В результате ремонта должны быть восстановлены или заменены все изношенные узлы и детали станка, а также восстановлена его первоначальная точность, жест-'кооть и мощность.
Характер и объем при данном виде ремонта определяются для конкретных условий эксплуатации единой системой планово-предупредительного ремонта.
3.4. Сведения об изменениях в станке
Наименование и обозначение составных частей станка
Основание (наименование документа)
Дата произведенных боты'станка’после'’ изменении проведения изменений
Должность, фамилия и подпись ответственного лица
- 46 -
chipmaker.ru
3.5. Комплект поставки
Наименование \ Обозначение, / Государственный стандарт / Количество на станок
6Р82Ш 6Р83Ш
\ Станок в оборе
Входят в комплект и стоимость станка
завйгмр-заил
К электроаппаратам, установленным на станке (см. П часть руководства) \
комплект
комплект
Маховичок Рукоятка Кожух момпола Щиток
3 I
I I
3
I
I
Специальный ключ Терцовый ключ Гаечный i Гаечный i Гаечный i Гаечный i Гаечный 1 Ключ Ключ Стержень Щипцы Щипцы Отвертка
ключ ключ ключ ключ ключ
[нртрумент \бР82.0П.45А
А6Р82.0П.ЗО 7811-0023 7811-00СГ7 78Ш-0025 7811г0041 78IlV) 46 Пи\ 22 ПИ ( 2 ПИ & ДК 177 ДК 178 781(ДоЗЗО.
тз, бу
0*3
С.Г С Л Г1 /С.1 C.I
ГОСТ ГОСТ ГОСТ ГОСТ ГОСТ
'ОСТ
Принадлежности
2839-71 2839-71.
2839-71 2839-71 2839-71 .
I7199-71
I I I I I I I I I I
I I I
I I
I I
I I
I
I I
I I
I I
Оправка Кольцо Кольцо Кольцо Оправка Втулка Кольцо Кольцо Кольцо Оправка Втулка Кольцо Кольцо Кольцо Оправка
Втулка Кольце Кольцо Кольцо Кольцо Оправка Переходная втулка
D
Г1
15067-75
15071-75
6225-0148 «ОЗ 0-0834
<6030-0836, ГОСТ' <15071-75
6050-0837, ГОСТ К071-75
6225-0179, ГОСТ Ао68-?5
6010-0227, ГОСТ I5V72-75
6030-0834, ГОСТ I5OTI-75
6050-0836, ГОСТ 15 СТА-75
6050-0837, ГОСТ I507l\?5
6225-0179, гост 15068-75
6010-0228, гост 15072-Я
6 050-0834, гост 15071-75'
6050-0836, гост 15071-75
6050-0837, гост 15071-75
6225-0184, гост 15068-75
6010-0232, гост 15072-75
6 030-0862, гост 15071-75
6050-0864, гост 15071-75
6030-0865, гост 15071-75
6030-0866, гост 15071-75
6222-0039, ГОСТ 13785-75
6Р821.0П.154
I 3 4 7
I I
2 6
9
гкомплект
комплект
шлект
I
I I 2 6 9
I 2 2 3
4 4
комплект
I
комплект
комплект
- 47
chipmaker.ru
Наименование \ Обозначение, / Государственный стандарт Количество на станок
6Р82Ш 6Р83Ш
Шомпол \ 6Р82Ш.СП.008 / комплект Шомпол \ 6Р82Ш.0П.О05 / комплект Переходная втулка \ 6Р82Ш.0П.155 / I Шомпол \ 6Р82Ш.ОП.ОЮ / комплект Шомпол \ 6Р82Ш.ОП.ОС7 / комплект Оправка \ 6Р82Ш.0П.0Су комплект Шомпол \ 6Р82Ш.ОП.ООБ комплект Шомпол \ 6Р82Ш.СП.009 комплект Оправка \бР82Ш.0Пл)03 комплект Оправка 15222-0052, ГОСТ 13785-68 комплект Шомпол ипицделя 5b М20x750 ПИ 651 комплект Шомпол шпинделя 5О\М20x850 ПИ 651 Шприц для смаеки Г0СЯа645-54, тип I I Кшщцв&ы Руководство по эксплуатации 6РЙ2Ш.1В0.000РЭ согласно / \ закаэ- / \ наряда Входит в комплект, но поставляется за отдельную плату Ограждавшее устройстве / 6P82.I2.000\ I Принадлежности, поставляемы» по особому ваказу за отдельную пжту Станочные тиски с ручным приводом, поворотные,/ 7200-0220-01,'ГОСТ 14904-69 I о прямыми губками, нормальной точности / \ Универсальная делительная головка / УДГ-Д-250 \ I Универсальная делительная головка / УДГ-Н-160 \ Поворотный круглый стол с ручным и механизиро- 7204-0023-01 \ I ванным приводом, класс точности "Н", fi kw мм \ Механический привод к круглому столу / ПД682 \ I Долбежная головка / ПИ695 \ I комплект комплект I комплект комплект комплект комплект комплект комплект комплект комплект I согласно эаказ-иарида I I I I I I
Примечания: I. Стержень 2ПИ643 предназначен для ключей 46ПИ643 и 22ПИ643.
2. Все прилагаемые к станку принадлежности и отдельные съемные части упаювывают в отдальный ядик, который помечается в янике упаковкиятанка. V
- 48 -
chipmaker.ru
ПРИЛОЖНИЕ
3,6,Материалы по быстроиэнаиивавщиыся деталям
Спецификация быстроизнашиваодихоя деталей
Наименование детали Номер чертежа Количество на станок Материал Номер рисунка Узел
6Р82Ш 6Р83Ш
Подшипник серьги 2-71СУ-Ш - I Биметалл I Станина
Подиипник серьги 2-60СУ-Ш I - Биметалл 2 Станина
Подиипник серьги 6P82.I.25A - Бронза Бр.АКЗМЛ 3 Станина
Муфта кулачковая 6М82.4.32Д I I Сталь 18ХГТ 4 Коробка подач
Муфта кулачковая 6М82.4.39Г I I Сталь 18ХГГ 5 Коробка подач
Гайка биметаллическая 6M82.6.2IA I I Биметалл 6 Консоль
Винт 6Р82.6.34 I - Сталь А40Г 7 Консоль
Винт 6Р83.6.42 - I Сталь А40Г 8 Консоль
Штифт 6М82.6.214 I I Сталь 45 9 Консоль
Ролик 6Р82.6.290 I I Сталь 4QX 10 Консоль
Сухарь Гайка биметал- 6P82.6.20IA 2 2 Сталь 45 II Консоль
лическая Гайка биметал- 6M82.7.I0I I I Биметалл 12 Стол и салазки
лическая Гайка биметал- 6М82.7.102 I I Биметалл 13 Стол и салазки
лическая 6M82.7.I03 I I Биметалл 14 Стол и салазки
Шпонка 6М82.7.304 I I Сталь 45 15 Стол и салазки
Зубчатое колесо 6Р82.3.48 I I Сталь 40Х 16 Коробка скоростей
Кольцо 6М82.3.93А I Резина 7P-6-I, гр. БП 17 Коробка скоростей
Кольцо 6M83.3.9IA - I Резина 7P-6-I, гр. БП 18 Коробка скоростей
- 49 -
chipmaker.ru
V Vs/>
0 75 грубая расточка резцом под биметалл Материал. - сталь 20, бронза Бр.ОЦС 5-5-5
Рис. I. Подшипник оерьги. Деталь 2-71 Су-Ш
64 - грубая расточка резцом под биметалл Материал - сталь 45,бронза Бр.ОЦС 5-5-5
Рис. 2. Подшипник серьги .Деталь 2-60Су-Ш
- 50 -
chipmaker.ru
3.,Подшипник.Деталь 6P82.I.25A
Рис.
0 б - 12 отверстий с зенковкой 0 10x90° по окружности не равном расстоянии. Отклонение от номинала + 0,08 Кулачки, поверхности В и В цементировать ь. 0,7...1,1, кроме канавок С и В Материал - оталь 18ХГТ
Рио. 4., Муфта кулачковая. Деталь 6М82.4.32Д
- 51
chipmaker.ru
r W
2фаски
Ф92
Ф52
8
. 24
10
S7Cs(-m)
Цементировать h 0,7...II, HRC 56...60 Материал - сталь 18ХГГ
Рис. 5. МУФ®а. Деталь 6М82.4.39Г
Биение среднего диаметра резьбы 40x6 относительно 0 60Г не более 0,08
Материал - сталь 45, бронза Бр.ОЦС 5-5-5
Рис. 6., Гайка биметаллическая. Деталь 6M82.6.2IA
- 52 -
chipmaker.ru
/?т40/
V М
Материал - сталь А40Г
Рис. 7.. Винт. Деталь 6Р82.6.34
Рис. 8. Винт. Деталь 6Р83.6.42
- 53 -
chipmaker.ru
/ 025 Л
Некояцентридносгь 0 8А5 относительно М12х8л не более 0,25
Улучшить НВ 230...250
Материал - сталь 45
Рио. 9. Штифт. Деталь 6M82.6.2I4
(+0,025)
Биение 0 20 В? относительно 0 5,1 Aj не более 0,1
Термообработка НРС 45...50
Материал - сталь 40Х
Рис. 10. Ролик. Деталь 6Р82.6.290
Смещение оси отверстия стнссительно центра не более 0,2
Материал - сталь 45
Рис. II. Сухарь. Деталь 6P82.6.20IA
- 54 -
chipmaker.ru
Модуль нормальный “а 2
Число зубьев Z 30
Угол наклона зуба 3е 42'
Направление зуба — левое
Исходный контур - ГОСТ 13755- 68
Коэффициент смещения
исходного контура +0,25
Степень точности
по ГОСТ 1643-72 - П-В
Материал - сталь 45, Бронза Бр.ОЦС 5-5-5
Рис. 12. Гайка биметаллическая. Деталь 6M82.7.I0I
0 45 - грубая расточка под биметалл
I - сверлить и развернуть с деталью 6М82.7.О22А под конический штифт 12x60, ГОСТ 9494-70
Материал - сталь 45, бронза Бр.ОЦС 5-5-5
Рис. 13. Гайка биметаллическая. Деталь 6M82.7.IO2
- 55 -
chipmaker.ru
WCsf-OM)
Размер M45xl,5-6g - По кл.2А
I оверлить по деталям 6М82.7.036А и 6MB3.7.I4
Биение торца В относительно 9 45Н не должно превышать 0,04
Биение 0 45Н яа резьбовой оправке не более 0,05
Материал - сталь 45, бронза Бр.ОЦС 5-5-5
Рис. 14. Гайка биметаллическая. Деталь 6M82.7.I03
Нормализовать НВ 196...212
Материал - отель 45
Рис. 15. Шпонка. Деталь 6М82.7.304
- 56 -
chipmaker.ru
Ф 83,3 Ci, (-0,2 з) ф65Сь
046A?g
Модуль № 4
Число зубьев Z 17
Исходный контур — ГОСТ 13755-68
Коэффициент смещения исходного контура (коэффициент коррекции) +1,0
Степень точности по ГОСТ 1643-72 — Ст.8-7-7180C
Диаметр длительной окружности 9 68
Максимальная окружная скорость, м/сек — 1,87
Число зубьев . £ 8
Зубья закруглить. Обработка ТВЧ НЕС 48...52 Материал - сталь 40Х
Рис. 16. Зубчатое колесо. Деталь 6Р82.3.48
Материал - резина 7-Р-б-1,гр.БП
Рис. 17. Кольцо. Деталь 6М82.3.93А
- 57 -
chipmaker.ru
Ф№
30
Материал - резина 7-P-6-I, гр. БП
Рис. 18. Кольцо. Деталь бМ83.3.91А
chipmaker.ru
СОДЕРЖАНИЕ
ЧАСТЬ I. Техническое описание ...........................................«.......................... 3
I.I. Назначение и область применения ........................................................... 3
1.2. Состав станка ............................................................................. 4
1.3. Устройство и работа станка и его составных частей ......................................... 5
1.4. Система смазки ............................................................................25
2. Инструкция по эксплуатации ................................................................. 28
2.1. Указания по мерам безопасности ............................................................. 28
2.2 Порядок установки .......................................................................... 28
2.3. Настройка, наладка и режимы работы ........................................................ 30
2.4. Охлаждение инструмента .................................................................... 34
2.5. Регулирование станка ...................................................................... 35
2.6. Схема расположения подмипников ............................................................ 37
3. Паспорт станка.............................................................................. 39
3.1. Обцие сведения ............................................................................. 39
3.2. Основные технические данные и характеристика ............................................. 39
3.3 Сведения о ремонте ......................................................................... 44
3.4. Сведения об изменениях в станке ............................................................ 46
3.5. Комплект поставки ......................................................................... 47
ПРИЛОЖЕНИЕ. Материалы по быотроизнаживающжмоя деталям............................................. 49
ЧАСТЬ П. Руководство по эксплуатации электрооборудования 6Р82.Э0.000 P3I (прилагается отдельным изданием)
ЧАСТЬ Ш. Свидетельство о приемке 6Р82.Э0.000 РЭ2(прилагается отдельным изданием)
Chiomaker.ru
chipmaker.ru
3.6. Kowmoxt дотам*
i : Кдежтмтзо на стат.
Нажмюваик j Обоаначевка, ГОСТ I- - - ~ - - ---------
t I GP82H t 6Р83Ш
Станок * обора
Входят * жэкшект стоимость стажа
4*2 Д
К махтроашаратям. установлен’ им м слнхе (ом. О часть руковадотма)
Джоитвровадижа чдсп
Иаховачож -
ГУяоятха -
Наток -
ж»лхлекг дапчект
9 I
X
э I
Иаиилш
СпецкадылД кия’ ТорцевыЛ клвч Гаечнм! и ч Гаечим! клич Гдечни! кия ТЪ очный ит Лечи»! КД'М Клич
Кия Стержень 8>пци Пикш
' Отвертка
6Р62.ОП.45Л
иР62.СП.30
78X1-0023 C.I.
7311-0007 C.I.
7Ш1-0025 СД, 7BII-004I C.I.
32 ОИ 643
2 ПИ 643
ДК 177
ДК 1"8
78X0-0330 ГОСТ
ГОСТ 28394.0 ГОСТ 2839-80 ГОСТ 2839-СО ГОСТ 2839-60
ГОСТ 2ЧЯ-Ы
ГосГ -60
Г719»-71
I I I I I X X I I
I I I I
I X I
I х
I
I
I I I
X
Ооранка Кольцо
6225-0148 ГОС* 15067-75
-,0В0-^3 ГОСТ 1ЫГ71-75
I з'
ко* и
Chipmaker.ru
cfiipmaker.ru — - мйи Продолжен» а 4 1 '
Наямеяоваяха г Обозначено, ГОСТ гКолячеотво на отаяок ! 6Р82Я । 6Р6вШ
Оправка 6225-0179 ГОСТ 16066-75 f
Втулка 60I0-CE27 ГОСТ 150^2-75 I
Кольцо 6030-0634 ГОСТ 15071-75 2 комплект -
Кольцо 5030-0836 ГОСТ 15071-75 в
Кольцо 6030-0837 ГОСТ 15071-75 9
OlplBXA 6225-0179 ГОСТ 15068-75 х’
Втулка 6010-0226 ГОСТ 15072т75 I
Кольцо 6000-0834 ГОСТ 15071-75 8 компж.
Кольцо 6030-С836 ГОСТ 15071-75 в
Кольцо 6030-0837 ГОСТ 15071-75 9
Оправки 6225-CI84 ГОСТ 15068-75 f
Втулка 6010-0232 ГОСТ 15072-75 8
Кольцо 6030-0862 ГОСТ 15071-75 8 .комля.
Кольцо 60300864 ГОСТ 15071-75 3
Кольцо 6030-0865 ГОСТ 15071-75 4
Кольцо 6030-0866 ГОСТ 15071-75 4
(Правка 6222-0039 ГОСТ 13785-78 комплект комплект
Переходная втулка 6Р82Ш.0П.154 I I
Шомпол 6P82Q.On.008 комплект комплект
Шомпол 6Р82Ш.0П.005 КОЫШЖТ жоиишег
Переходная втулка 6Р82Ш.0П.Г55 I X
Сомлел 6Р820.0П.010 КОММвХТ комплект
Со изол бРвга.ол,оо7 комплект комплект
Опраж а врега.оп.оав жомпл акт комплект
Шомтсл 6Р82П.ОП.ООЗ комплект комплект
Шоклсл 6РВ23.0П.009 комплект комплект
Оправка ерегз.оц.003 комплект комплект
Опража 6222-0032 ГОСТ 13785-68 комплект комплект
Шдрвц для смазях г ГОСТ 3643-75 X X
ГЬложа I ГОСТ 3027-75 X I
tasim а
Руководство DO ь -» * 0 «
вхевлу атацхя вредв.эо.ооорз I X -
а -» *
Продолжение
HДОМЯОВаЛЛО * Обоэш tefflw, ГОСТ I
:Ко чжчесгво нс ставок
ЬРбгЫ 6 par
Входит в комплект, ио поставляется на отдельную слагу
Ограждающее устройство 6РЙ2.12.000 "I I
Устройство лектри механическое влжжма ж негр, мига 6PI3X.S3.000 I I ,
Входа в комплект и сточмосч устройства 6РГЗК.93.00b
Пгинадлмноугд ,
Эисват 6PI2K. S3 100/41 2 2
Щ1м 6PI2K.90.100/44 2 _ i }
Поставляются по особому вакаэу ва отдельную
ЛЖ..7 vMHHMt "«Д'-ТД
Компла с. кулачков для настройке а автоматически* цикл
Кулачок л«вм£ 6Р82.7.00& I I
Кулачок дресм* брвгл.оот I X
Кулачок враг .7.039 I I
Кулачек FPB2.7.040 I . I
ПаэовыЯ мкт &P82.7.3UI 4 4
Гайка М8.6.П5 ГОСТ 5927-70 4 4
0»>к|адлежи< < —
Стаяочяне часкг о
ручюм приводом 4^
□оборотив, 0 пр»-
шм уубкаш, ад а-
шеннвн точаэсТж 7200-0220-С< ГГОСТ 14904- 80 I х
Зигаерсалмля дели- т
тв.'ъаая i сложа УДГ-Г-250 I ' *
Koiqrx „ 6Р& 0ПВ.01 X «а
Т гверсад’ вал Делк- •> 1 »< • ’ *
делвнгл готовка ш->_1ео V* I
’лаг» вРф.ОШОГ X
r.ru
Продолхеюге ТЛОл 12
t чьстьо im
F кменовапе ! Обочначенжа, ГОСТ ,™
» Г 6M2i ”Г ~em*
-X . . i . ’ и ' . . . ’
Примечание, I. Стер» инь 2 ПИ 643 предназначен дм шнИ 46 ПК в<3 22 ПИ €43.
2. Все прьмгеалн х станку пржаадлахноств ж'отдельны омнам чхи упа .lmbs-t в отделы^ aur»f xoroptl пемецаатся в лцике упаногки о ганка.
ГАРАНТИЯ
Заводов готосвтель гарантии ет соответствие с*анк: фреееродго, консольного., вирока]гчлверса_!иЬнп"’о моделх требовгмиМ техжх*
tecrax уело я* в обязуется безвезмездвэ заменять члж ремонткровать. »*-гдпк I ю строя станок г.рж цоП ицеявж потребягелем услрвв^ вксадуатам» стаяла, транспорт! роьаяжя, хранекжя угакгвгаг.
Срок гараитиж Хв месяцев. №.чало гаринтжОного срока жочзсляето£ оо дят пуска ош№ а в зхопдуаташпо. но не позднее 6 месяшв для де! ствум№ в 9 месяцев для вновь стролдася прадлрилпй о момента прг' тя ставке да стаяцжв назначен» жлв с момента получения его ш склада в^.'ода-аагот шхтаяя.
chipmaker.ru
ЛоОО-5
СВЕДЕНИЯ С СВЕРШИМ д:
9
Модели станков
Наименование
Обозначение
Обо
С Е Р Е Б I
j2, 6Р82Г, 6P82D, 6PI2, ||2Б, 6Р8Э, 6Р83Г, 6РСТ, В, 6Р13Б
Кнопки
Конечные выключатели
Переключатели
Микро переклгчател ь
Магнитные пусгатеж
Тепловое реле
Предохранители
6Р82Ш, 6Р83Ш Переключатель
'Р12Б, ьР83, 6Р83Г, 6Р83Д, Тепловое реле
। эР13, |Р82, 6Р82Г, ОР82Ш.6Р12
/ 6Р83Ш 6Р62»
। 6Р13Б Теп лэ вое рель
/ Предохранители
I 6Р82рРв2Г,бР82Ш,6Р12,6Р12Б, W Р83Г,6Р83Ш, 6FB
ЬбЯ । 6Р83Г, дР83Ш, 6PU, 6Р13Б BMjL-
KE-OII
ВК-2ОО ГБ
ВПК-2010 11КП25-2-ОЗ
РКП25-2-58
ПКУЗ-1142С37 пкуз-псгоэи
' МП-1107
ПМА-3102
.TMEJ07I
ШЛ-ПОО с ПКЛ-2Р
ПМЕ-2Т4
TPH-IO . 0,5
ПГЗ-ьП с М-4
СП?
6F |, 6Р82Г, 6Р82Ш , 6PI2,6PI2Б 6Р83Ш
I 6Р82Ш
Id 3,ьР12Г,6Р83, 6Р83Ю 4
' J.9 6Р8РГ НРТР _
Chipmaker.ru
ПШ-1Ю3031
ТРН25 20
ТРН25 16
ТРНЮ 6,3
ТРНЮ 5
ТРН25 25
ПРО-IООП с ПВД-83
ПРС-63 П с ПВД-63
ПР0..63 П с ПВД-25
ПРС-20П о ПВД-20
ПРС-20П с ПВД-16
ПРС-20Ц с ПВД-20
ПРС-ЗхП с ПВД-16
ПРС-20П с ПВД-20
, ичад s пйьи
с с ( '(
(
(
(
СВЕДЕНИЯ О ССДЕР1АНИИ ДРАГОЦЕННА МЕТАЛЛОВ г
• : Сборочные единицы • • • •
• • 4 Масса •
: Обозначение • • :Обозначение :Кол-во:Кол-во: в : : : :в из- : I и. : : : :делин : :
С Е РЕБРО
KE-OII !И ВК-2ОО ГБ ВПК-2010 ПКП25-2-ОЗ ПКП 25-2-58 ПКУЗ-П42037 ПКУЗ-ПС2О34 Ь МП-1107 СП8£/а<<ЗМ) « I 7 0,3402 ; I 2 1,228 ; I 5 0,5573 I I 3,192 : I I ' 9,576 I I 1,6026 I I 1,6026 I I 0,5628
Ж ПМА-31О2 ПМЕ-071 ПМЛ-ПОО с ПКЛ-22 ПМЕ-214 TPH-IO , 0,5 ПРС-6П с ПВД-4 ПКУЗ-ПСЗОЗ! ТРН25 20 ТРН25 16 TPHI0 6,3 TPHIO 5 ТРН25 25 ПРС-100П с ПВД-80 ПРС-63 П с ПВД-63 ПРС-63 П с ПВД-25 ПРС-20П с ПВЛ-20 ПРС-20П с ПВД-16 ПРС-20П с ПВД-20 ПРС-20П с ПВД-16 ПРС-20П с ПВД-20 ПРС-2СП с ПВДЛ6 » ! * ’ • • »• СП82/2М (ЗМ) СП82/2М ~ • СП82/ЗМ ’ СП8Я/2М СП82/ЗМ Л СП82/2М (ЗМ) 1 - » ’ СП82/ЗМ СП82/ЗМ СП82/2М СП82/ЗМ СП82/2М у СПЯ2/2М (ЗМ) СП8.^2М I I 14,4 I 2 4,001 I 3 4,094 I I 22,42 I I 0,6403 I I 0,1012 I I 2,404 I I 0,6501 I I 0,6501 I I 0,6403 I I 0,6403 I I 0,6501 I 3 0,3515 I 3 0,4023 I I 0,1030 I 3 0,07884 I 3 0,05315 I 3 0,07884 I 3 0,05315 I I • 0,07884 I I 0,05315
ДРАГОЦЕННЫХ МЕТАЛЛОВ
: Сборочные единицы • • • » ♦ *
* Масса : Масса Нои® *
:Обозначение :Кол-во :Кол-во: в : в : ахта’ ;п₽®-ечая
• • • • :в из- : 1 ит. : изделии :
• • • • :делии • • • • • / •
Е Р Е Б Р О j. £
СН82/2И<ЗМ) I 7 0,3402 2,3814 ►
I 2 1,228 2,256
I 5 0,5573 2,7865 '*• w » • • \ • (*'.’!• >» • « 4
I I 3,192 3,192 2 К . • 4
« I I ' 9,576 9,576 V 1 .' “ “ 4,.
I I 1,6026 1,6026
I I 1,6026 1,6026
I I 0,5628 0,5628
I I 14,4 14,4
I 2 4,001 8,002
I 3 4,094 12,282
I I 22,42 22,42
I I 0,6403 0,6403 ' Т’уД^т* J- •
I I 0,1012 0,1012
/ A
I I 2,404 2,404
СП82/2М (ЗМ) I I 0,6501 0,6501
СП82/2М ~ . I I 0,6501 0,6501
СП82/ЗМ I I 0,6403 0,6403
' СП82/2М I I 0,6403 0,6403
СП82/ЗМ I I 0,6501., 0,6501
I 3 0,3515 10,545
СП82/2М ОМ) I 3 0,4023 1,2069 1
СП82/ЗМ I I 0,1030 0,1030
СП82/ЗМ 1 3 0,07884 0,21652 •****ji. • I 4 '* ’
СП82/2М I .3 0,05315 0,15945 4 < l*<'. I^JT‘. • * ' ' i-
СП82/ЗМ I 3 0,07884 0,21652 * . Ав** - • i
СП82/2М I 3 0,05315 0,15945
СП82/2М (ЗМ) I I • 0,07884 0,07884
СП82/2М I I 0.05315 0.05315
Строка
14
Рис.!
Следует Читать
Э у ____________Опечатки .
_____Напечатано
60-668 (для сети 380.. ччов) и 568 (для. сети 2208)
Afi /V/ си
АН ВИ СИ
г<лдлг
S72 I $92
$9.2
63
Кб
Ч
$3 ПКП10-1-30-П1-УЗ
$4 ПКП10-1-116-^-УЗ
$6 ПКП10-1-39~Щ-УЗ
S21 П2Т-Г7__________
КЗ ПР1Е-Н1-Э -2шт.
$ю,$и КЕ-ОИУЗ ucn.2.толкатель верного цвета - 5шт.
SS&2,$13 КЕ~02/Узгисп.2,толкатель красного цвета - 2шт.
$16^7^19, $!Ч ВЛК-2О1О-Э-5шт $15 ВК-2008-3- 2шт.
S3 ПКУЗ-ИУ2О37УЗ____________
$4 ЛкУЗ“11СЗО31УЗ___________
S6 ПКУЗ-ЦС2ОЗУУЗ____________
$21 ПКУЗ-ЦАЧ061_____________
КЗ ПИЕ-И1-Э -1шт.___________
$10, $11 $12, $13 КЕ-ОНУ^ исп.г, толкатель черного цвета-Ушт.
$9 КЕ-ОНУЗ, осп. 2, толкатель зеленого цвета - 1шт.
$7, $8 КЕ-021УЗ, UM.2, тОЛкатЫ красного цвета- 2шт
$1Ч$17,$18,519,$20 ВПК-гО/Ь-Э-Ушт.
$13,$ 1 $ ВК-200ГБ-Э - 2шт.
chipmaker.ru
chipmaker.ru
КОНСОЛЬНО-ФРЕЗЕРНЫЕ СТАНКИ 6Р82, 6Р83, 6Р82Г, 6Р83Г, 6Р82Ш, 6Р83Ш, 6Р12, 6Р13, 6Р12Б, 6Р13Б
f •
Chipmaker.ru
Руководство по эксплуатации электрооборудования
СТАИКОИМПОРТ
СССР
МОСКВА
chipmaker.ru
КОНСОЛЬНО-ФРЕЗЕРНЫЕ СТАНКИ 6Р82, 6Р83, 6Р82Г, 6Р83Г, 6Р82Ш, 6Р83Ш, 6Р12, 6Р13 6Р12Б, 6Р13Б
Chipmaker.ru
Руководство по эксплуатации электрооборудования 6Р82.Э0.000 РЭ1
Часть П
СТАНКОИМПОРТ
СССР
МОСКВА
chipmaker.ru
ЗНИ^АЖЕ’
При установке на станка электромеханического а»и™а инструмента и приспособления для зажил-детали в принципиальной электросхеме станка Сс». рис.1} предусмотрены ллэымы для подключения Сло-кяроиок контроля зажима инструмента (9-22) и детали (21-22). При псдключении указанных .механизмов перемычки с клемм 9-х2, 21-22 снять.
В правей нише станка предусмотрено отверстие 1/2" для подключения блокировки контроля зажима детали. ' *
/
chipmaker.ru
I. ЭКСПЛУАТАЦИЯ ЭЛЕКГРООБОРУЛОВАНПЯ
Chipmaker.ru
1.1. Общие сведения
*
В настоядем руководстве приведены сведения до эксплуатации электрооборудования станка моделей: 6Р82, 6РВ2Г, SP821H, 6РВЗ, 6Р83Г, 6Р83ш, 6Р1г, 6Р12Б, 6РЦ, 6РЕБ.
На каждом из указанных станков могут применяться следующие величины напряжений переменного &>иа:
- силовая цепь 3^50 Гц, 60 Гц - 220, 380,
, 400, 415, 440 В;
- цепь управления 50 Гц, 50 Гц - ПО или 220 В;
- цепь местного освещения 50 Гц, 60 Гц -36, 24 или ЦО В;
- цепь электродинамического торможения -58 В (для сети 220-440 В/.
Конкретно для каждого станка питающее напряжение указывается в свидетельстве о приемке (см. руководству к станкам, ч.Ш).
Освещение рабочего места производится светильником местного освещения, смонтированным слева на станине станка.
В консоли расположен электромагнит У1 для быстрых перемещений.
Кнопки управления смонтированы на пультах -на консоли и левой стороне станины.
Все аппараты управления размещены на четырех панелях, встроенных в нитах с дверками, на лице^ вую сторону которых выведены рукоятки следующих органов управления:
S I - вводный выключатель;
S 2 - (S 4) - реверсивный переключатель ашин-
Деля;
'S 6 - переключатель режимов;
S3- выключатель охлаждения.
Электросхема предусматривает работу в трех режимах: управление от рукояток и кнопок, автоматический цикл и круглый стол.
Станки 6Р82Ш и 6Р83Ш в отлдчие от других станков имеют два электродвигателя для поивода горизонтального и поворотного шпинделтл
Завод-изготовитель оставляет зй собой пэаво вносить в электрооборудование станков дальнейшие изменения и усовершенствования.
При уходе за элвктрооборудованием.ь-осгст-периодически проверять состояние пусковг и лейной аппаратуры.
При осмотрах релейное аппаратуры особое внимание следует ооращать на надежное эалыи " размыкание контактных мостиков.
Во время эксплуатации электродвитал-Лгй следует систематически производить их технические осмотра и профилактические ремонты. Периодичность технических осмотров устанавливается в зависимости от произ- одственных условий, но не реже одного раза в два мееща. При поофидактических ремонта? должна производиться разборка электродвигателя, внутренняя и наружная чистка, замена смазки подшипников. Смену смазки подтипников при нормальных условиях работы следует производить через 4000 часов работы, но при работе электродвигателя в пыльной и влажной среде ее следует производить чаще - по мере необходимости.
Перед набивкой свежей смазкой подшипники должны быть тщательно промыты бензином. Камеру заполняют смазкой на 2/3 ее- объема. Рекомендуем смазка подшипников приведена в табл. I.
- 3 -
chipmaker.ru
Таблица I
О
Рекомендуемые смазки для подшипников качения электродвигателей
—
отрада, рирма Марка смазочного материала примечание
СССР shell Великобритания Sokony Vacuum Со, иЕА Смазка I-I3 жировая, ГОСТ КЗ 1-61 1 Shell Retinax НВ, -А, -С, -Н Gargoy le Grease AA, -В SKP-1, SKF-26 Температура подшипников от < до 80°С г
1.2. Первоначальный пуск
При первоначальном пуске станка необходимо прежде всего проверить внешним осмотром надежность заземления и состояние монтажа электрооборудования. При помощи вводного выключателя si станок подключить к цеховой сети.
Проверить четкость срабатывания магнитных пускателей и реле при помощи кнопок и переключателей станка, ограничение движений в наладочном, режиме, при управлении станком от рукояток в автоматическом цикле и при работе с круглым столом.
1.3. Описание работы электросхемы
Электросхема (рис.1) дозволяет производить работу на станке в следующих режимах: управление от рукояток и кнопок управления, автоматическое управление продольными перемещениями стола, круглый стол. Выбор режима работы производится пере-, ключателем S 6.
При работе станка от рукояток и невращающем-ся шпинделе необходимо переключатель s 2 (s 4) установить в нулевое положение.
ВНИМАНИЕ!
ПРЕЛЕ ЧЕМ ОТКЛЮЧИТЬ СТАНОК ОТ СЕТИ "ЛИ ПРОИЗВЕСТИ РЕВЕРС ПРИ РАБОТАЩЕМ ДВИГАТЕЛЕ ЛПЙЩЕЛЯ НЕОБХОДИМО ГСЮПЮЙ "СТОП" ОТКЛЮЧИТЬ ЭЛЕКТРОДВИГАТЕЛЬ ШПИНДЕЛЯ
Для облегчения переключения скоростей шпинделя и подачи в станке предусмотрено импульсное включение электродвигателя шпинделя - кнопкой S9, а электродвигателя подачи - конечным выключателем s14. При нажатии на кнопку s 9 включается контактор шпинделя К4 и реле напряжения KI, Н.О. контакты которого зключают реле КЗ, последний через свод Н.О. контакт становится на самоплта-ние, а Н.З. контакт разрывает цепь питания контактора К4.
При управлении от рукояток работа электросхемы обеспечивается замыканием контактов соответствующих конечных выключателей и кнопок.
Включение и отключение электродвигателя подачи осуществляется от рукояток, воздействующих
на конечные выключатели продольной подйчи ч Б 17, S 19), вертикальной и поперечной (s IB,s 15).
Включение и отключение шпинделя производится / соответственно кнопками "Пуск" S 10, 3 II: "Стоп" s 7, s8. При нажатии на кнопку "Стоп" одновременно с отключением электродвигателя шпинделя отключается и электродвигатель подачи.
Быстрый ход стола происходит при нажатии кнопки s 12 (Б 13) "Быстро", включаадей контактором КЗ электромагнит быстрого хода У1.
Торможение электродвигателя шпинделя -электродинамическое. При яакатии кнопокs7 или S8 включается контактор К2, который подключает обмотку электродвигателя к*источнику постоянного тока, выполненному на выпрямителях У1. Кнопки S 7 и s 8 должны быть нажаты до полного останова электродвигателя. Реле KI служит для защиты селеновых выпрямителей от пробоя повышенным напряжением в момент отключения электродвигателя.
При работе на одной из подач исключается возможность случайного включения другой подачи: блокировка осуществляется конечными выключателями s 15,- S 19. При автоматическом управлении переключатель s 6 должен быть установлен в положение "автоматический цикл". Кррме того, необходимо произвести механическое переключение валика, расположенного в салазках станка, в положение "автоматический цикл". При последнем положении валика кулачковая муфта продольного хода заперта и конечный выключатель S20 нагат.
Автоматическое управление осуществляется при помощи кулачков, устанавливаемых на столе. Ери движении стола кулачки, воздействуя на рукоятку включения продольной подачи и верхнюю звездочку, производят необходимые переключения в электросхеме конечными выключателями SI7, s 19, S 18. Конечный выключатель S 20 исключает возможность включения попе энных и вертикальных подач в этом режиме работы.
Описание работы рукояток и звездочек, воздействующих на конечные выключатели, а также настройки кулачков см. в руководстве по эксплуатации, ч. I.
- 4 -
I чя I
chipmaker.ru
Гил Л Принципиальная влохтросхема станков:
* Только для станков С 81:111, «Р83111
* * В влехтросхе.му механизма зажима инструмента
* ** Только для станков 6РТЗБ
chipmaker.ru
Работа электросхемы в автоматической цикле -быстрый подвод - рабочая подача - быстрый отвод происходит следующим образом;
При отключенной рукоятке продольной подач;? ток, воздействующий на конечный выключатель s IB, должен нах злиться в глубокой впадине дижнзй звездочки. Контакты 41-17 конечного выключателя SI8 должны быть замкнуты. С включением рукоятки продельного хода вправо происходит быстрое движение стола вправо. Отключение быстрого хода в нужной точке производится при воздействии кулачка на верхнюю звездочку, при повороте которой оба контакта конечного выключателя SI8 размыкаются. Стол продолжает движение на рабочей подаче. При воздействии кулачков на рукоятку и звездочку происходит реверс подачи и включение быстрого хода влево. При переходе рукоятки через нейтральное положение питание контактора К5 осуществляется через контакты 35-43 конечного выключателя SI8. Шток, воздействующий на конечный выключатель, в этот момент должен находиться на учалке постоянной кривизны нижней звездочки.
Отключение быстр эго хода влево и конец, ц;.кла осуществляется при переводе рукоятки кулачком в
нейтральное положение. Работа станка на других циклах производится путем настрс^ки соответствующих кулачков. Работа электросхемы в этом случае аналогична.
При работе с круглым столом переключатель S6 устанавливается в положение "круглый стол". При этом включение продольных, поперечных и вертикальных подач исключаете ч. Блокировка осуществляется рогачнывч! выключателыки sI4 - s20.
Вращение круглого. стола осуществляется от электродвигателя подач, пуск кэтосого производится контактором ВБ одновременно с электродвигателем чшивделя.
Быстрый ход круглого стола происходит при нажатии кнопки "Бчстрс" включающей контактов КЗ электромагнита быстрого хода.
На рис. 2 приведены диаграммы переключателей и комацдоаппаратов.
Электросхема соединений панели на дверке правой ниши станков БР82ш, 6Р83Ш приведена на рис. з.
Перечень элементов ж принципиальной электросхеме указан в табл. 2.
Перечень загасных^ частей к электроаппаратам указан в тас л. 4 приложения.
Таблица 2
Перечень элементов электроаппаратуры
Обозначение Наименование Количество Примечание
щ Электродвигатель I См. табл. I приложения
12 Электродам атель I н
Ж Электродвигатель I н
ЗБ Центробежный вертикальный электронасос ПА-/2-Э; 0.12 кВт 50 Гц - 28СС об/мин; 60 Гц - 3360 об/мин I
S3 Пакетно-кулачковый аереключатель ПКУЗ-ПЙ2037УЗ I
S2 Пакетно-кулачковый переключатель I См. табл. 3 приложения
34 Пакетно-кулачковый переключатель ПКУЗ-ПСЗОЗ! УЗ I Только для станков 6Р82Ш, 6Р83Ш
36 Пакетно-кулачковый переключатель ПКУЗ-ПС2034оЗ I
SI Пакетно-кулачковый выключатель I См. табл. 3 приложения
S2I Переключатель ГГКУЗ-ИА4С61УЗ I
FI Резьбовой предохранитель с плавкой вставкой 3 См. табл. I, з приложе-
НИЯ
F2 Резьбовой предохранитель с плавкой вставкой 3 то же
F6 Резьбовой предохранитель с плавкой вставкой I то же
F5 Резьбовой предохранитель ПРС-6Е-3 с плавкой вставкой I См. табл. I приложения
F3 Резьбовой предохранитель ЕРС-6П-3 с плавней вставкой I И
F4 Резьбовой предохранитель с плавкой вставкой 3 См. табл. I, 3
TI Чегырехобмоточный трансформатор ' I р
Л Выпрями! ель I
F7 Автомат лВБЗ-ЗМГ-УЗ с блок-контактами, отсечка 12 1н ( 1в = 32 а) Только для станка 6Р13Б
- 6 -
chipmaker.ru
Уб SIS 3lS.St7.SfS
! Jr значение на схеме Непера цепей L3 а Обозначена на схене 4 о И • .Г/Л
• Обозначение на схеме ЛЛЛ/ Л Обозначение на cxent fl
S6 1 JJ -J5 -4- 4- г~ - st и ; SI5J — — 4- LJ
S6.3 43-45 4- — 41 SH2; SI5.2 4- 4- — п о
ss г ts-m — 4- — Slo t; Si6J 4- — — SfB.i — 4- — S20.1 — -ч-
36.*- 47-51 — — 4- Ы9.2; SS6.2 — 4- 4- SiB.2 L2Z_ — 4- S202 “Г —
Рис.2 Диаграммы переключателей и koi андсаппаратов
Зис.З Электросхема соединении панели на дверке правой ниши станков dPS2£ 6PS3E I
r.ru
Продолжение табл. 2
Обозначение Наименование Коли-чество Примечание
Д Й S о * ' я ?? « магнитны? пускатель ПАЕ-3II-3* Магнитный пускатель ЦЬЕ-214-Э с тепловым реле ТРН-^553 2 I им. табл. I приложения
KI КЗ F8 Магнитный пускатель ПМЕ-III-v* с катушкой на напряжение сети Магнитный пускатель HJE-111-Э* Тепловое реле т I См. табл. I, 3 приложе-
F9 Тепловое реле ТРИ-10-73 I ния См. табл. I приложения
F II Тепловое реле ТРН-1О-УЗ I Только для станков
YI ,SIO, SII •’ SI2, SI3 S7, S8 Q,sie, SI7 SIS, S14 S15 ai S9 Катушка к электромагниту Кнопка управления КЕ-ОП-УЗ, исп.2, толкатель черного цвета Кнопка управления КЕ-021-УЗ, исп.2, толкатель красного цвета Путевой выключатель (конечный) ШК-2010-Э Путевой выключатель (конечный) ВК-сООВ-Э Кронштейн местного освещения ЕКС01х100/П20-02У4 с темпами: ; С-E или AD24-40 (24 В) 0-21 (ПО В) Клеммный набор БЗН19-213203Л00У4 Клеммный набор БЗН1ь-л.53Г.05'00У4 Клеммный набор БЗН13-2а312СаГ0СУ4 Кнопка управления КЕ^ОП-УЗ, исп.2, толкатель зелено го цвета I 4 2 5 2 I 8 4 I ;?82Ш. 6Р83Ш См. табл. I приложения Я
* Допускается установка РПК1-III-УЗ (KI, КЗ), ЕМА-3102УЗ* (12, К4)
1.4. Указания по монтажу и обслуживанию электрооборудования
ЗИМАДх-
ПРИ УСТАНОВКЕ СТАНОК ДОЛЖЕН Б1ЛЪ НАДЕЕНО ЗАЗЕМЛЕН И ПОДКЛЮЧЕН К ОБЩЕЙ СИСТЕМЕ ЗАЗЕ»ЕИ1Я
Для этой цели внизу на станине с правой стороны "редусмотрен болт заземления.
При подготовке электрооборудования к пуску станка и поскедупцей работе необходимо строго создавать все требования правил технической эксплуатации электроустановок.
НВ РАЗРаПлЕхСй ЭБСЛУЕИВАНИ1 ЭЛЕКТРООБОРУДО-ВАШЯ СТАЕКА ТИПА! К. НЕ ИМЕЩИ11’ СОСТВЕТСТВУДЦЕЙ КВАЛИаИКАПИИ-
Надежность и долговечность работы электрооборудования станка обеспечивается систематическими техническими осмотрами. При этом необходимо порьодически производить наружный осмотр, очищать электродвигатели и электроаппаратуру от пыли и
грязи, подтягивать контактные винты, очищать дугогасительные камеры от нагара, проверять надежность соединения электродвигателей с приводными механизмами и заземление станка.
Поверхности стыка сердечника с якорем пускателей во избежание п- явления ржавчины рекомендуется периодически смазывать машинным маслом с по-слвдупцим обязательным снятием масла сухой трж-Г.ОЙ.
1.5. Возможные неисправности в работе, электрооборудования и методы их устранения
Во время транспортировки, в результате неправильного хранения, а также в процессе работы (износ, небрежная эксплуатация и др.) в электрооборудовании станка могут возникнуть неполадки. При выявлении их причины, необходимо учитывать все факторы, которые могут вызвать неисправность в работе. С целью исключения неполадок особое внимание следует уделчть качеству осмотров и ремонта:
chipmaker.ru
Неисправность
Э лектродвигате ли
Электродвигатель при пуске не вр. ,ается, гудит
При ] радение эг?ктрэдв'<1'атель гудит и перегревается Срабатывает тепловая аудита Понгкенное сопротивление изоляции
Стук в подвилнике
Вероятная причине
1 я год устьанения
Отсутствие напряжения в одной из фаз электросети тзжвиткояые замыкания. Короткое заедкание между диу1'"я фазами Перегрузка электродвигателя Загрязнение или отсырение обмоток Повреждение подшипника
Проверить наличие плавких вставок
Заменить электродвигатель или отремонтировать обмотку
Снизить нагрузку до номинальной
Разоорать электродвигатель и прочг тить его Заменить подшипник
Трансформаторы
Отсутствие напряжения на одной из клеммных реек трансформатора
Плохой контакт'. Обрыв вывода катушке
Проверить контакт и при необходимости заменить катушку
Пускатели
Пускатель не включается
Пускатель ье включается, сильно гудит
Chipmaker.ru
Заедает подв! жная система. Отсутствие напряжения в цеди управления или гчтушки
Заедает подг-ииан система
Вязкое <85%) нддряхендз в пита-
ющей сети
Загрязнены иди говреждег i рабочее поверхности додвсов магнитной систегк
Пускатель не отключается
Приварнлись кинжал ты силовой цепи или цепи упраЕленся Заедает подвижная система нелепглвна вог*гор".нче пг-vaze
Проверить и восстановить цепь управления. При необходимости замени', катушк;
•
Восстановить нормальней ход подвесной системы
Приварить величину напряжения
Протереть чисто? сухой тряпков поверхность полюсов, при ^ехагшческон повреждении поверхности подшлифо-вать
i
Зачиста гь контакты или з ш-знать их
в случае полного изно» . >
Восстановить нормальны*: ход подвижной системы Заменить пружины
- 9 -
chipmaker.ru
2. СВЕДЕНИЯ О РЕМСЕТЕ
Наименование и обозначение составных частей станка Основание для сдачи в ремонт Дата Категория СЛОЖНОСТИ ремонта Ремонтный цикл оабо-ты станка в часах' Вид ремонта < Должность, фамилия и подпись ответственного лица
поступления в ремонт выхода из ремонта
производившего ремонт | принявшего из ремонта
• • * • Х’ • • । • к в • * ♦ / 5 • * • • • •
- 10 -
| chipmaker.ru
3. СВЕДЕНИЯ СБ ИЗМЕНЕНИЯХ В СТАНКЕ
Наименование и обозначение составных. частей станка Основание (наименование документа) Дата произведенных f изменений Характеристика работы станка после проведенных изменений Должность, фамилия и подпись ответственного лица
•
• • « % 1
/ • •
1 - л *
* • •
ПРИЛОЖЕНИЯ
I. Характеристики электродвигателей.нагревательных элементов и плавнях ьславск
Модель ?! F2 ,в F5 F3 ' К4_ j F8 ' I ?9
* Напряиение сети, 0
LcO ЗоО 400 415 44U 220 380 400 415 440 dZO L ЗсО 400 415 440 цепи управления цепи освещения 220 L 380 400 415 440 ZZ0 1 330 400 тс Л лп. 9 1 380 400 415 440
НО -20 36 ПО
Токи плавких вставок и нагревательных элементов в амперах и уставок в деле.чиях
6Р82 6Р82Г 6PI2 ВО 63 40 20 16 25 40 16 2 I 4 2 I - 1 25 (-1) 16 (-1) 16 (-2) 12,5 (+2) -
6Р82Ш 20
25 16 12, о С+1) j 0, 5 0,5 (-5)
6PI2E 6Р83 6Р83Г 6PI3 100 32 (+1) 20 (0) 20 (-1) А t 20 к-2) 16 (+1)
40 20 1 •• 16
6Р83Ш - 63 — — 25 4 2 — 20 —
6Р13Б 1L 80 63 — - — — t
12
chipmaker.ru
Модель
FII щ Мс 1В
Напряжение сети, В
220 '380 400 415 440 2е0 380 400 415 440
Основные’данные электродвигателей
I Токи плавких вставок и ччгре^ательных
эле,,ея’,ов в а-лперах и ус газок в делениях
6Р82 6Р82Г — — — — - 4А13С84УЗ 7,5 КВТ 4А9С24УЗ 4,2 кВт — 4АВСЬ4УЗ
6PI2 6Р82Ш 8 (+1) 5 (0) 5 (-1) 5 (-2) С к+3) S (+1) 5 (0) 5 (-1) 5 (-2) 5 (-3) И си. 14300 50 Гц -1450 00, мин Исп.ЮОО 50 Гц -I42G об/мин 2,- лВ Исе . 100? 5С Г*ц -
60 Гв -1740 об/мин 60 Гц 1700 об/мин L‘.*‘ Ifcj-sl 60 Ге - I 1703 сб/.ю.:!
6РТ2Б — — - - - 4А132М4УЗ ПА-с2У2 4AIOOS4V. -
6Р83 эРЗЗГ 6PI3 10 (+2) • 4 II кВт И сп. I43OO 50 Гц - 1450 об/мьн 012 кВт 50 Гц -- 2800 об/мин 3 кВт И сп. 14300 50 Гц -- 1425 4А1< С й-if 3 3 кВт Исе. М3 <£
6РЗЗШ — 6,3 (+1) 6,3 (0) 6,3 (-1) 6,3 (-2) 6,3 (+1) 6,3 (0) 6,3 (-1) 6',3 (-2) 60 Гц -1740 об/мин 60 Гц -- 3360 об/мин об/мин 60 Гц -1710 об/мин 50 Гц -14-5 об/мин? 60 Гв - 1710 об/мин
»г!ЗБ • - 4А160К4УЗ 15 кВт-ИЪп.МЗОС 50 ГЦ - 1450 об/мю 60 Гц -1740 об/мин •
Допускается установка: А02-51-4СПУЗ А02-52-4СПУЗ, AO2-6I—4СПУЗ
7,5 кВт (MI) А02-31-4СПУЗ, 2,2 гВт (М3, М4)
10 кВт (41) А02-32-4СПУЗ, 3 кВт (iB, 44)
13 кВт («С)
4AAWW3 rjj., иНт , 1,1 ' ®б/иин
60 Гц Гб36 об/иин
Таблица 2
2. Панели
с электроаппаратурой, хжодяцье в комплект станка чв зависимости от напряжения сети)
Модель , ' Напряжение сети, В
220 380-440
* Номер рисунка
6Р82 ICI) КП) 2(П) 3(1) 1(1) КП) 2(1) 2(Ш
6Р82Г III) ЦП) 21П) 311) III) ЦП) 2(1) 2(П)
P82U 3’ ЦП) 21П) 3(1) 3’ III) 211) 2(П)
6PI2 1(1) Iln). 2(П) 3(1) 1(1) КП) 2Ц) 21П)
6Р12Б III) КП) 3(П) 31П) III) ЦП) 211) •2(П)
6Р83 III) ЦП) 3(П) 3(П) III) ЦП) 2Ц) 2(П)
6Р83Г III) ЦП) 31П) . 31П) III) ЦП) 2(1) 2(П)
6Р83Ш * 3' III) 2(1) 2(П)
ерв III) ЦП) 3(1) 3(П) 1(1) ЦП) 2(1) 2(E)
□Р13Б • III) цп) 3(1) ЛП)
- 13 -
chipmaker.ru
Рио.I электроохема соединений (ом. табл. 2)
I - панели в правой нише^ П - панели на дверке правой ниши
Phc.z электросхема соединений (см. табл.И)
'[ - панели на дверке левой ниши; П - панели в левой нише
* без механизма зажима инстг",мента
chipmaker.ru
Рис,з Электросхема соединений (см. табл.2)
I - панели на дверке левой ниши; П - па-' не ли в девой нише
* без механизма зажима инструмента
chipmaker.ru
• i a- Ц’
3. Перечень элементов электрооборудования
Обоз на-1 ~ение Напе чаевие, сети-, В Тип аппарата Количество дли подели
6Р82 6Р82Г 8Р82Е оР12 6Р12Б 6Р83 6Р83Г СР83Г dPI3 |6ртЪ
S2 220 ПВП63-3-П6-Ш-УЗ I I I т -
330-440
*.20 -lKiLio-J-*i6-i--y3 I I I X f “
380-440 I I I I I • I I
SI 220 ГКП63-3-5&-1-УЗ • I I I I I I ‘ I
380-440 I I
220 .КТЕэ-З-эБ-^-УЗ I I I I
380-440 I I I I I I I 7
FX *.а0 ПРС-1001.-3 3 ‘ 3 3 3 - з 3 3
380,400 Ж-63И-Э 3 3 3 3 3 3 3 3 ! 2 3
415,440 3 з 3 3 3 о 3 3 3 c
F2 220 ПРС-20П-Э 3 8 3 3 3 3 3 q * 3
380-440 3 3 3 3 ’ 3 3 3 3 3 3
F6 220 ПРС-63П-Э I I т I т X I ’ I I
380-440 Г I i
ПРС-20П-Э I I I I т I I - - .
F4 220 ПРС-63П-Э 3
380-440 ПРС-^ОП-Э 3 - u.
TI 220 ОСМ-1,0 УЗ « • 4 X X
0СМ-0.63УЗ I I I I I I • j
380-440 0СЫ-1,0УЗ 1 1 I I I
0СМ-0.63УЗ I I I I
0СМ-0.4УЗ I I I “>— г
F8 220 ТРН-40-УЗ I I I x !
380-440 ТРЕ-25-УЗ I I I I
I I I I I I i. I
YI 2^0-440 GM82-82-2IA I I I I I I I I Z I
6M82-84T-2I* I I I I I I X 7 I 1
I VI ’ 220 В-50 4 4 -* ** 4
380-440 4 4
220 В-25 4 4 4 4 4
380-440 4 4 4 4 4 4 4 Lл i
* Для станков тропического исполнения
Chipmaker.ru
TaObJ l i 4
4. Перечень запасных частей электроаппаратуры
chipmaker.ru
Об оз на-' чение Тип Иош1честъо запчастёй на станок при напряжении сети v
предохранитель, ток (А) плав Км й вставки и нагревательных элементов "бР82 8Р82Г ОР82И1 6Р12Б 6Р83 6Р83Г 6PIJ 6Р83Ш 6 РЮБ
дХА* 380, 400 415 440 220 380 400 415 4ч 0 к20 380 400 415 440 380 400 415 440 220 380 400 ’415 440 220 380 4UO 415 440
*1 Ж ПРС-ТООП-Э(Т) R0 fj
G г 6 _6_ b с
ПРи-бЗП-Э(Т) 40 ' R 6 6 6 6 6 . 6 6 6 6 6 6 6 6 6 6 ——
6 6 6 6 • — —
F2 40 ПРС-бЗП-Э(Т) 6 6 6 6 6 ’ 6 6 6 ь и 6 6 6 6 6 6 6 6 6 6 6 ' 6 0 6 6 G 6 6
-2‘’.ПРС-ЮП-Э(Т) 16
PG 1 •+ 0 _63. 40 ПРС-бЗП-Э(Т) 25 2 2 м 2 ’2 2 2 2 2 2 2 2 2 Ct S 2 2 2 2 2 2 С Ct 2 2 2 2 2 2
-2£ ИРС-20П-Э(Т) 16
1 Р4 25 ПРС-бЗП-Э(Т) 6 6 6 6 6 . 1 ь 6 6 6
ЦрС-20П-Э(Т) к
1TOY Р5 ' 220 Y 4 -2- ПРС-6П-ЭКГ) 2 1 2 2 2 id _ 2 2 2 2 2 2 it С 2 с 2 ь с 2 2 2 2 2 2 2 2 2 Ct 2 2 2 2 2
F3 ‘24Y 4 ПРС-БП-Э(Т) 2 2 2 2 2. 2 2 1 2 • 2 2 2 с, 2 2 2 ' 2 2 2 4 2 2 2 с 2 2 2 2 2
• 2 2" 2 2 2
F8 То 32 ТУН-40-У31ТЗ) 2 - 2
5., ... ТРН-25--УЗ(ТЗ) 12,5 2 2 2 2 2 С 2 2 2 ' с 2 * I * 2 2 2 " 2 2 2 it 2 1
РЭ 0,5 ТРН-Ю-УЗ(ТЗ) 2 2 2 2 с с. 4 4 Ct С 2 2 2 2 42 м Л С г 2 2 2 2 2
chipmaker.ru
Обозначение Тил предохранителя , ток (А) плавкой вставки и нагревательных влементов Количество запчастей на станок при напряжении сети
6Р82 6Р82Г 6PI2 6Р82Ш 6Р12Б 6Р83 6Р83Г 6PI3 оРЬЗШ 6Р13Б
220 380 400 415 440 220 380 400 415 440 220 300 400 415 440 220 380 400 415 440 220 |380 400 415 410 2Л0 380 400 415 ,440
К10 12 8 ТРН-25-УЗ(ТЗ) еа 5 2 2 2 2 2 2 2 2 2 2 2 2 2 2 2 2 2 2 2 2 С С 2 Л 2 2 2
FII 12 L. ТРН-Ю-УЗ(ТЗ) ба 5 - 2 2 2 2 2 Г, £ 2 2 2
Количество комплектов запчастей для аппаратов *
К2 ЙАЕ-4П-УЗ(Т2) I I ’• —
К4 кат. ПО V (220 V) I 1
К2 ПАЕ-311-УЗ (Т2) I I I I I I I I I I I I I I I I .1 I I I I I I I I I I I
К4 ‘ кат.ПОV (220 V ) I I I I I I I I I I I I I I I I Г I I ' I I ' I I I I I I 1
К5-5& ПМЕ-214-УЗ (Т2Г“ I I I I I I I I I I I I I I т I I I I I I £ I I I I I I I г
KI ПМЕ-Ш-УЗ(Т2). кат. V оети I I I I I I I I I I I I I I I •I I I I I I I I I I I I I I I
ПМЕ-2П-УЗ (Т2) кат. ПО V (220 7 > I < I
№ ПКЕ-Ш-УЗ (Т2) кат. II0V (220 V) I I I I I I I I I I I I I I I I I I I I 1 I I I I 1 I I
SI5.SI6 ВК-200ГБ-УЗ(Т2) 2 2 2 2 2 2 2 2 2 2 2 & 2 2 £ 2 2 2 2 2 2 2 2 , 2 2 С 2 2
6M82-82-2IA I I I I I I 1 I I I I I I I I I I I I I I I I I
Примечание, (TI, (Т2) - для тропиков . 1 Ml
(220 v) - согласно закаэ-наряда
chipmaker.ru
5. Эжектросхеиы соединений
Рис.4 Электросхема соединений:
а - салазок; б - консоли станков моделей 5Р82, 6Р82Г, 6PI2, 6Р12Б, 6Р82Ш; в - консоли станков моделей 6Р83, 6Р83Г, 6PI3, 5Р13Б, 6Р83Ш; г - бокового пульта; д -трансформатора и электродвигателей
- 20 -
chipmaker.ru
6. Схемы размещения электрооборудования на станках
I
I»
Jb
I
Рис.5 Схеме размещения электрооборудования на станках моделей t.PP.бРбйГ, iiPR3, ОРвЗГ: I - ьйнт заземления
Рис.6 Схема размещения электрооборудования на станках моделей 6PI2, 6Р12Б» 6Р13» оР13Б
* I - винт заземления
chipmaker.ru
Chipmaker.ru
Рис.7 Схема размещения электрооборудования на станках моделей 6Р82Ш, 6РРЗШ
I - вичт заземления
chipmaker.ru
СОДЕРКАЖЕ
I. ЭКСПЛУАТАЦИЯ ЭЛЕКТРООБОРУДОВАНИЯ
I.I. Общие сведения .................. 3
1.2. Первоначальный пуск ............. 4
1.3. Описание работы электросхемы .... 4
1.4. Указания по монтажу к обслуживанию электрооборудования ............ 8
1.5. Возможные неисправности в работе электрооборудования и методы их устранения ......................... 8
2. СВЕДЕНИЯ О РЕМОНТЕ................... Ю
3. СВЕДЕНИЯ ОБ ИЗМЕНЕНИЯХ В СТАНКЕ...... Ю
ПРИЛОЖЕНИЯ
I. Характеристики электродвигателей, нагревательных элементов и плавких вставок ............................ 12
Z. Панели с электроаппаратурой, входящие в комплект станка (в зависимости от напряжения сети) ................ 12
3, Перечень элементов электрооборудования ...............................17
4. Перечень запасных частей электроаппаратуры .........................
о. Олактростемы соединений.............
6. Схемы размещения электрооборудования на станках ......................... 21
Перепечьтьнс.Бсрская типография.
Внешторгиздат. Изд. ЗООэс.
ЭТИ. Зак. 5443
chipmaker.ru
(тр
Строка
сберхху Рис./
_____Напечатано_______ 60-668 (Зля сети 380... ччоз) и 568 (для Сети 2208)
Опечатки
Следует Читать
58 V (220... ЧЧОУ)
АН &f Off
Aif BH Cff
5У2
59.2
65 ™
2! 9
KB
K5
59
зз ЛЗ
K6
bo > 61
KS
Табл 2
53 ПКП10-/-30-у-УЗ 53 ПКУЗ-НИ2О37УЗ
54 ПКПЮ-t-Н6-3-УЗ 54 ПКУЗ-110303153
56 ПКП10-1-39-Л1-УЗ 56 ПКУЗ-11С2ОЗЧУЗ
521 П2Т-17 62! ПКУЗ-НМ0В1
КЗ ПР1Е-111-Э -2шт. КЗ ПР1Е-/11-Э - /шт.
5/0, 5/f КЕ-ОИУЗ, исп. 2, толкатель черного и,бета - 5шт. 5/0,5/1,5/2,5/з KE-ОНУ^ исп.2, толкатель черного цЗета- У шт.
59,5/2,5'3 КЕ-021Уз, исп. 2, толкатель красного цЗетч - 2шт. 59 КЕ-О11УЗ, исп. 2, толкатель зеленого ц5ета - /шт. 57,58 кЕ-021уз, исп. 2, толкатеп красного цёета- 2 шт.
516,5/7,5/9, 5/4 8ПК-2О1О-Э-5шт. 5/5 8К-2008-3- 2шт. S/4,5/7,518,5/9,520 5ПК-гО/О-Э-5шт. 515,5/6 8К-200ГБ-Э - 2шт.
1
ctiipmaker.ru _
Опечатки
IcfHO
mu 380 ччо&) упи 2 20 Б)
Следует Чит&ть
58V (220... ЧЧОУ)
Oft
Aif Bff O'!
-Й-УЗ зз пкуз-пигозгуз
>УЗ ЗУ ПКУЗ-ГСЗОЭ1УЗ
ч-УЗ 50 пкуз-нсгознуз
S21 ЛКУЗ-ЦЛУ061
’’.шт. кз пмЕ-т-э - кит.
иол. 2, moJiKcf- 7 r- emd ~ 5 шт. 5/0, £//, 5/2, 5/3 К£- Of/tty исп 2, толксгтель черного L^ernd-Ушт.
уз, исл. 2, талки-Semd - 2шт. • • 50 КЕ-0/1 УЗ, иол. 2, толлиоель зеленого цСети - /шт. 57,58 КЕ-021УЗ, иол. 2, тол foment Крс/ОН020 цбети- 2шт.
Р-2О1О-Э ~5шт. - 2шт. 5/У,5/7,518,5/2,520 5ЛК~20^Э-дшт. 515,5/6. 8 К-200Г Б-Э - 2шт.
Н Рис.!(1} I ? Уз/! ? ? VHn
у X/| t
Sn
IS Put. 2(1), з(П ii КЧ K2, ag 1
i
/6 Pud.3(ii) А б|е
•
22 Рис 5 VJ V>
%, Рис 5, ZS 6,7 HI 85 CZCZ
Put го Pd, Уе 'j a z
/6 Puq.zGl}
e ± xio
хч
Chlpmaker.ru
chipmaker.ru
"ВЕДЕНИЯ С СОДЕРЖАНИИ
Модели станков
Наименование
Обозначение : 0<
СЕРЕЕ
>Р82, 6Р82Г, 6Р83П, 6PI2, .Р12Б, 6РРЗ, 6Р83Г, 6Р83Ш, 5PJ3, <7>13Б
Кнопки
Конечные выключатели
Переключатели
М икр о пе р е к л юч ател ь
Магнитные пускачеж
Тепловое реле Предохранители
6Р82Ш, 6Р83Ш Переключатель
tPIcH, 6Р83, 6Р83Г, 6Р83Ш, Тепловое реле
6Р13, 6Р82, 6Р82Г, 6Р82Ш,6Р1'2
6Р83Ш
бряаз
6Р13Б Тепловое реле
Предохранители
6Р62,6Р82Г, 6P82D,6PI2,6Р12Б,
6Р83,6Р83Г,6Р83Ш, 6PI3
6Р83, 6Р83Г, 6Р83Д1,6PI3 f 6Р13Б
6 "82,6Р82Г, 6Р82Ш, 6PI2,6PI2Б 6Р83Ш 6Р8^1
6Гear;6?!2Б, 6Р83? 6Р83Г
<Ph Г ьптГ
KE-OII Ci
ВК-2ОО ГБ
ВПК-2010
ПКП25-2-03
ПКП25-2-58
ПКУЗ-1142О37
ПКУЗ-ПС2О34
МП-1107
ПМА-3102
ПМЕ-071
ПО-1100 с ПКЛ-22
ПМЕ-214
ТРН-Ю 0,5
ПРС-6П с ПВЛ-4
ПКУЗ-ИС3031
ТРН25 20
ТРН25 16
TPHI0 6,3
TFHIO 5
ТРН25 25
ПРС-ТООП с ПВЛ-80
ПРС-63 П с ПВД-63
ПРС-63 П с ПВД-25
ПРС-20П с ПВЛ-20
ПРС-20П с ПВД-16
ПРС-20П с ПВЛ-20
ПРС-20П с ПВЛ-16
ПРС-20П о ПВЛ-20 пр: п с пвл-16
ед гни я о содврпнии драгоценных металлов
аам мм ааа мм «м *м ам ^мв ^м* мм мв мм в^а ^ва в^в ам» мм а^а — - ^м w ^^м а^а —а —• мм м- . вам » а в*м мм мам
: Сборочные единипы • —г__ , _ t t ,s _ _ __
менование : Обозначение :Обозначение :Koz- во:Кол-во
• • :в из-
• • • • :делии
СЕР ЕВРО
КЕЯ)П СП82/2МОМ) I 7
выключатели ВК-2ОО ГБ I 2
ВПК-2010 I 5
(атели ПКП25-2-ОЗ I I
ПКП25-2-58 I I
ПКУЗ-П42037 I I
ПК/3-ПС2034 I I
екльчатель МП-1107 I I
;е пускателя ПМА-3102 • I I
ГМ Е-071 I 2
ИЛ-1100 с ПКЛ-22 I 3
ПМЕ-214 I I
। реле ТРН-Ю . 0,5 / I I
1НИТ6Л1 ПРС-6П с ПВД-4 I I
атель ПКУЗ-ПСЗОЗ! I I
реле ТРН25 20 СП82/2М (ЗМ) I I
ТРН25 16 СП82/2М I I
ТРН10 6,3 СП82/ЗМ I I
TPHIO 5 ' СП82/31 I I
реле ТРН25 25 СП82/ЗМ I I
лители ПРС-100П с ПВД-80 I 3
ПРС-63 П с ПВД-63 СП82/2М (ЗМ) I 3 •
ПРС-63 П с ПВД-25 спва/зм I I
ПРС-20П с ТВД-20 СП82/ЗМ I 3
ПРС-20П с ПВД-16 СП8?У2М I 3
ПРС-20П с ПВД-20 СП82/ЗМ I 3
ПРС-РЭП с ПВЛ-16 СП82/2М I 3
ЯРС-20П с ГГД-20 СИВ2/2М (3V) I т X
ПРС-2П с ПВд-16 СПс2/2к I I
'(СШЖАНИИ ЛРАГОПЕННЫХ МЕТАЛЛОВ *
: Сборочные единицы • •
Масса Масса Номер :
ь г :Обозначение :Ко л—ЬО : Кол-вс : в в акта :ИР^еч?
• • :в из- : 1шт. изделия
1 \ _ • • • • :делии • •
СЕР ЕВРО -
СП82/ЗЛСШ) I 7 0,3402 2,3814
I 2 1,228 2,256
I 5 0,5573 2,7865
I I 3,192 3,192
। I I 9,576 9,576
I I 1,61)26 1,6026
I I 1,6026 1,6026
I I 0,5628 0,5628
I I 14,4 14,4
I 2 4,001 8,002
.22 I 3 4,094 12,282
1 I 22,42 22,42
0,5 в I I 0,6403 О.б-'ЮЗ
I I 0,1012 0,1012
I I 2,404 2,404
2° СП82/2М (ЗМ) I I 0,6501 0,6501
16 СП82/2М I I 0,6501 0,6501
СП82/ЗМ I I 0,6403 0,6403
Г > ' СП82/Э< I I 0,6403 0,6403
25 СП82/ЗМ I I 0,6501 0,6501
-80 I 3 0,3515 10,545
[.63 СП82/2У ОМ) I 3 0,4023 1,2069
•25 СП82/ЗМ I I 0,1030 0,1030
20 СП82/ЗМ I 3 0,07884 0,21652
16 СП82/2М I 3 0,05315 0,15945
20 СП82/ЗМ I 3 0,07 88^ 0,21652
16 СР82/2М I 3 0,05315 0,15945
20 СП82/2М (ЗМ) I т -L 0, 37884 0,07884
Т6 СЖ/2М I т А г гЗТ5 0,05315 •
chipfnaker.ru
I У -V
е.
I. ТЕХНИЧЕСлОЕ ОПИСАНИЕ
- У. г Г s -с
I.I. Назначение и область применения
... •* -- - - • ,4 •• ... ч -• •'v
' I.I.I. Устройство электро?леханлческого зажима инструмента -предназначено для закрепления и открепления инструмента в шпинделе .-консольно-фрезерных станков,
.’'••^-Общий ВВД устройства показан на рис. I. '^•7?'.; -4*^
-V
r i
I
>• ’-Л v? I.2. Устройство и работа ?
- • • ‘ . Л •: .1
I.2.I. Работа устройства основана на принципе приведения в действие заемного шомпола, перемещающегося вдоль оси шпинделя • станка от электромеханической головки зажима инструмента модели ‘ 7921-0001. Шомпол имеет Т-образную головку, которая входит в \ Т-сбразный паз захвата предварительно ввернутого во фрезерную оправку. !.
у-, ' Время затшма (отжима) инструмеша составляет 6-7 секс
Привод головки осуществляется от асинхронного электродЕнгате* < .ля 5 типа 4АА56В443, мощность 0И8 кат, число оборотов в;.,7чуту
При включении электродвигателя рычаги 15 под действием центро-/• бепной силы поворачтаются вокруг осей и заплечиками перемещают 7? втулку 14 в осевом направлении.
Втулка 14 через штифт'17 перемещает шток 13 и смонтированную ? на его конце в подшипниках пол> муфту 12. ' . .J?-
Вращательное двикение от электродвигателя передается чероз эксцентриковый валик 9, планетарный механизм шестерен 8 и 7 и шлп-::;.цевоо соединение шестерни 10 полуыуфте 12. Полумуфта 12 кулачками, •' введенными в зацепление, передает вращение шлицевой втулке II. /. Втулка II посредством шлицев соединяется о валиком 4 (рис. I) исполнительного механизма. • • ... • 4 -
Затяжка и выталкивание инструмента производится с пог4ощью • перемещающегося шомпола 3, расположенного внутри шпинделя I. . "X
Возвратно-поступательное перемещение шомпола 3 обеспечивается резьбовым соединением его со шлицевым валиком 4, получающего врэ-* щателъное движение от головки электромеханического зажима лне^у- • ментз 7921-0001.
г
И-м. А«. г Л* AOMVH.
Р>>р»в. Про».
Н. коьт. — ... , —
Утв.
Д.тл
бТОП/.ОО.ОООРЭЗ
МЕНТА Руководство по эксплуатации
НИЧЕСКОВ ЗАЖ1А ИНОТУ-
Дит. Лист Л «КТО!
I 1 л У
1г . «Я- а : ' *'• I г-
с ipmaker.ru
I.
• На коште шомпола-З-имеется Т-образная головка, которая соеди-1^яетсяоТТ-образным пазом захвата 2, ^ввернутого в оправку о фрезой
2ГИНСТРУКЦИЯ ПО ЭКСПЛУАТАЦИИ:
<
2.1. Настройка и работа станка с электромехага-• ^чоским устройством — .
±
* . 2.1.1. Переключатель управления электрометрическим-устройств
:j вом расположен на боковом пульте с левой стороны станка. '
2.1.2. Управление электромеханическим устройством захша лист-’ румеята осуществляется в следующей последовательности:
* - включить переключатель в положение зааим ( —НН - );
I - включить вращение шпинделя кнопкой "Пуск шпинделя". * * ;
| 2.1.3. При отзиме инструмента необходимо:
Включить шпиндель кнопкой ’’Стоп" и проследоь, чтобы шпиндель остановился. " ' ' '
Включить переключатель в положение отжим ( 'НН- ). Переключатель необходимо дерзать во включенном состоянии до тэх пор, ’ пока фрезерная ‘оправка не выйдет из шпинделя на длину не более 15...20 мм.т.е.оправка должна расцепиться с ведущими шпонками и зделя. В противном случае валик 4 может пс таосты? вывернуться из тяги 3 (рис. I). В этом случае в положении занима (—*4Н—) тягу необходимо подаль вверх до тех пор, пока резьбовой хвостовик валика 4 ввернётся в резьбовое отверстие тяги 3. -------------- •
2.1.4. Установка фрез на оправках производится в зависимости от их размера и ввда согласно рио. 2.
Захват I (рис. 2) должен быть установлен таким образом, чтобы Т-образный паз захвата был перпендикулярен ведущем пазам оправки или фрезы 2 и выдержан размер 4В ± I ш. Оправка о фрезой вставляется в конусное отверстие шпинделя и путем поворота на угол 90° соединяются о головкой тяги 3 (рио. I и 2). При установке переключателя в положение закьм (
вается в шпиндель. Окончание зажима определяется по прощелкиванию кулачковых муфт. 1
Номенклатура оправок и втулок переходных, поставляемых со ставком приведена в раздела 3.5. "Комплект поставки" часть X руководства по эксплуатации.
), оправка о фрезой втяги-
GPS2tWD.000P33
4
рис^ з приводзн чертёз втулки ’ переходной с конусно- ?
£*>.. ? ••>?* <• : • • •. : . •• J .. - ? v -b
стью. 7:24' для. конце вых. фрса * с коцкчеекич хвостовиком имеющий 4л о ну с; Морие Е 3 ‘-чД >
;WJl
- • - - ,t
"to’
« : x>2_
f$O
/-• • .'•
-УУ-ц» т
-:лл »
1 "а. V • ._»
А
* ' -•? i ’Ч * •? ‘ л < -лч j
' А«?г*гЛ'4 г У-J4 н % *.Г
ё
. И ^Ь.
11ЙОеШ
Chivmaker.ru
;<?/? Материал л Сталь 40X ГОСТ 4543-71
1 ;;.ш» 40.VL45 .•
, Г-;-' -• •>•?’• : "V >.•£•• •_ ••=-•'<'>.•:< SpvV:>’>-*
2 . Предельное отклонение утла поверхности,*.Ь**;по 7 ой/.z
’ •.•• ’ -.' •.•*•• .• -. .* ' ’ ' S- • • -Л ‘ '_ »Л
:' <Ь’с1епенк точности ГОСТ 89СЗ-58<5Г^-Л*’ ‘?
•’* .*’*** '**-***•. х. '••• ***S* "
3.' Технические требования^ на поверхность
Шгост 2848-7J;”:;
4^ Покрытие :;Хим.\Оксг. прм./ кроме поверхностей г.Х>л г ^РисГз.:Втулка, переходная.*?^;
м».
Ул. |*пм. Папп-тг. «ЛТП
€°82Ш.00.000 ГЭЗ
ipmaker.ru
i.
J
r:
t.
♦ .
i
• <
^ГС Ш?ЭТГ ’/*420 /С ".34075
'олз vo\i ; л» ИС
Л .*сх; р
3LW .1-*
0
!
J
1
ЗДИМ И ОТЖИМ иистр лента ‘производить jofeo"
ПОСЛЕ-полной остановки вшишда^^;^ 2
J-A
Ti
t
1
работы в лектроохешн управления^^?^^ механизмом зажима инструмента
£..~&Лг-г-<’-^^1 л уЛ: <~.'У, \ .’ V .%> г,
Х..ЗахЕЫ инструмента. Переключательi^.устанавливается в по* . долвнле “Зажим* и удверниваетея рукой?- При атом включается дви^гДр ;татель М5 механизма зажима инструмента. Идет зажни икструментй^ '-г: Проталкивание муфта в механизме -вахима свидетельствует сб cxohtAj.-.L ; чаша залнма инструмента. Микропереключатель^ ИЗтовоимл: H.Pi^.y=f? ^контактами включит реле контроля* К9, которое встанет-на самопи^"^';-, танке к подготовит цепь пуска шпинделя (Н.О. контакт К9 в.цепа^'^ -; f .9-22)^-
I ‘ 2.-~Отжим инструмента. Переключатель ..В 21_устанавливается
: в положение "Отхпм" и удерживается рукой. При втой-отключается?.- *
реле К9, а двигатель М5 получает вращение в прртйвопололиую^стсн^ |
J рону. Идет отжим инструмента...Скончание отжима инструмента контре*-,. ' лирус тоявизуа < Xr:-: L'iAr-,- -2
ГЗ-^Й1 При' зажиме ~и отвда^ё’тшетрумёнта J>o- целью'исключипйя. провора-^.'* члвания шпинделя, включена цепь торможения шпинделя.
6Р&Ш. Op. 000.РЭЗ
aOtW. уод’Ч/С^ДаК
chipmaker.ru
Chipmaker.ru
*11-
<-2 М5-ЫЧ ^ •
з-h С !6-м “F*-
!>-G nJ5-C/t/
7~S —J—
g-/o i -Si '
«чг
1ЫЧ 4-3
/5-/6 «— “F*